Cím: UCxxx, mozgásvezérlők MACH3-hoz
Írta: gaben Dátum 2025 február 03, 18:41
Írta: gaben Dátum 2025 február 03, 18:41
Korábbi topik folytatása...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xfg6v697j Dátum 2012 július 09, 19:32
Írta: xfg6v697j Dátum 2012 július 09, 19:32
Lehet egyszerre kép portot használni?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 09, 19:43
Írta: svejk Dátum 2012 július 09, 19:43
No akkor a kissé hosszú előzmény a Mach3 topicból, de így talán érthetőbb a téma:
Svejk írta:
A hétvégén segítőként részt vettem egy fórumtársunk cirka 6-7 tonnás, kb. 50 éves TOS marógépének CNC-sítésén.
Gyakorlatilag már csak villamosan kellett életet lehelni belé.
A CNC-sítéshez szükséges kellékek évek alatt összegyűjtött, javarészt az iparból levetett alkatrészek voltak, mint pl. a golyósorsók, CACR analóg Yaskawa szervovezérlők, hozzávaló 4 kW-os motorokkal. (ez van, ezt kell alkalmazni alapon, de gép méreteihez mérten nem is volt olyan nagy túlzás)
Ehhez persze kellett még egy másik fórumtársunk által készített step/dir-->analóg jelátalakító is.
A szíjáttétel újonnan beszerzett.
A szánrendszer természetesen maradt ez eredeti.
A Mach3 egy Celeron-os gépen futott, adva volt a feladathoz.
Az XP friss telepítés volt, de optimalizálás nélkül.
A drivertest futtatása megfelelőnek nyilvánította a PC-t, a proci terhelése 20% körül mozgott.
Élesztés után a servopack és a step/dir előke fél napos hangolása is siralmas eredményt hozott, gyakorlatilag képtelenek voltunk beállítani a gépet.
A szíjáttételnél a tengelytávolságot sajnos a gép adottságai miatt nem lehetett optimálisra csökkenteni, ezért első sorban az aránylag hosszú szíjakat neveztük meg főkolomposként.
Eredménytelenül próbáltunk ki régebbi, bevált Mach3 verziót is.
Utolsó mentsvárként egy kollégánál épp volt egy témabeli USB--LPT átalakító, melyet Polgárdi Balázs szokott árulni a HobbyCNC találkozókon.
Az átalakító feltelepítése után az első bekapcsoláskor alig hittünk a szemünknek, a gép megnyugodott, a szervók tökéletesen, csendben végezték a dolgukat, a szervovezérlők gyári alapbeállításain is.
Az történt, hogy a Mach3 -eddig is köztudott- kimeneti step-jel egyenetlenségei teljesen megbolondították az előkét és a szervo vezérlőket, nem tudtunk eredményt elérni a PID állítgatásával.
(másik PC nem volt kéznél)
Viszont az említett USB-LPT átalakító szinte tökéletesen EGYENLETES step jelei megnyugtatták a rendszert.
Ezúton is gratulálok Polgárdi Balázsnak, aki készítette.
De, hogy azért ne legyen felhőtlen az öröm, találtunk egy elég bosszantó hibát, mely lehet csak a mi hozzá nemértésünkből adódott, de sajnos időnk véges volta miatt nem tudtunk vele többet foglalkozni.
Történetesen a probléma a HOME funkcióval adódott.
A REF ALL HOME gombra kattintva a Z tengely felvette a ref pontot, majd az Y tengely ref állásánál a Z tengely lefelé mozdult 20-30 mm-t(kb. annyi ideig, amig az Y ref gombja nyomva volt), utána az X tengely referenciára állása után a Z tovább folytatta volna a lefelé mozgását, ha nem állítottuk volna le.
Mindennek a tetejébe, ezek után bármelyik tengelyt mozgatva a Z temgely is mozdult szinkronban lefelé, holott a Mach3 DRO-ja csak a vezérelt tengely mozgását mutatta.
(a Mach3 újraindítása után helyreállt a rend)
Kérdem én a tervezőjétől, vagy más fórumtárstól aki használja ezt az USB-LPT átalakítót, találkozott-e ilyen jelenséggel?
Más verziójú Mach3-nál és nem egyszeri, hanem következetesen minden próbálkozásnál ez volt a jelenség.
Így most a gépet HOME funkció nélkül hagytuk tesztelés alatt a gazdájánál. :(
Svejk írta:
A hétvégén segítőként részt vettem egy fórumtársunk cirka 6-7 tonnás, kb. 50 éves TOS marógépének CNC-sítésén.
Gyakorlatilag már csak villamosan kellett életet lehelni belé.
A CNC-sítéshez szükséges kellékek évek alatt összegyűjtött, javarészt az iparból levetett alkatrészek voltak, mint pl. a golyósorsók, CACR analóg Yaskawa szervovezérlők, hozzávaló 4 kW-os motorokkal. (ez van, ezt kell alkalmazni alapon, de gép méreteihez mérten nem is volt olyan nagy túlzás)
Ehhez persze kellett még egy másik fórumtársunk által készített step/dir-->analóg jelátalakító is.
A szíjáttétel újonnan beszerzett.
A szánrendszer természetesen maradt ez eredeti.
A Mach3 egy Celeron-os gépen futott, adva volt a feladathoz.
Az XP friss telepítés volt, de optimalizálás nélkül.
A drivertest futtatása megfelelőnek nyilvánította a PC-t, a proci terhelése 20% körül mozgott.
Élesztés után a servopack és a step/dir előke fél napos hangolása is siralmas eredményt hozott, gyakorlatilag képtelenek voltunk beállítani a gépet.
A szíjáttételnél a tengelytávolságot sajnos a gép adottságai miatt nem lehetett optimálisra csökkenteni, ezért első sorban az aránylag hosszú szíjakat neveztük meg főkolomposként.
Eredménytelenül próbáltunk ki régebbi, bevált Mach3 verziót is.
Utolsó mentsvárként egy kollégánál épp volt egy témabeli USB--LPT átalakító, melyet Polgárdi Balázs szokott árulni a HobbyCNC találkozókon.
Az átalakító feltelepítése után az első bekapcsoláskor alig hittünk a szemünknek, a gép megnyugodott, a szervók tökéletesen, csendben végezték a dolgukat, a szervovezérlők gyári alapbeállításain is.
Az történt, hogy a Mach3 -eddig is köztudott- kimeneti step-jel egyenetlenségei teljesen megbolondították az előkét és a szervo vezérlőket, nem tudtunk eredményt elérni a PID állítgatásával.
(másik PC nem volt kéznél)
Viszont az említett USB-LPT átalakító szinte tökéletesen EGYENLETES step jelei megnyugtatták a rendszert.
Ezúton is gratulálok Polgárdi Balázsnak, aki készítette.
De, hogy azért ne legyen felhőtlen az öröm, találtunk egy elég bosszantó hibát, mely lehet csak a mi hozzá nemértésünkből adódott, de sajnos időnk véges volta miatt nem tudtunk vele többet foglalkozni.
Történetesen a probléma a HOME funkcióval adódott.
A REF ALL HOME gombra kattintva a Z tengely felvette a ref pontot, majd az Y tengely ref állásánál a Z tengely lefelé mozdult 20-30 mm-t(kb. annyi ideig, amig az Y ref gombja nyomva volt), utána az X tengely referenciára állása után a Z tovább folytatta volna a lefelé mozgását, ha nem állítottuk volna le.
Mindennek a tetejébe, ezek után bármelyik tengelyt mozgatva a Z temgely is mozdult szinkronban lefelé, holott a Mach3 DRO-ja csak a vezérelt tengely mozgását mutatta.
(a Mach3 újraindítása után helyreállt a rend)
Kérdem én a tervezőjétől, vagy más fórumtárstól aki használja ezt az USB-LPT átalakítót, találkozott-e ilyen jelenséggel?
Más verziójú Mach3-nál és nem egyszeri, hanem következetesen minden próbálkozásnál ez volt a jelenség.
Így most a gépet HOME funkció nélkül hagytuk tesztelés alatt a gazdájánál. :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 09, 19:44
Írta: svejk Dátum 2012 július 09, 19:44
Polgárdi Balázs írta:
Köszönöm a gratulációt. Szerencsére már sok helyen bizonyított, és megelégedéssel használják. Az általad leírt hibajelenség a Home funkcióval, ismerem, és a legújabb firmware-ben ki is van javítva. Ez az újabb firmware múlt héten készült el, és most van folyamatban a tesztelése, hamarosan felkerül a honlapomra is. Amint elérhető jelzem.
Itt van még egy kis érdekesség az UCR200 távirányító működés közben, egy 2x3m-es gépen:
UCR200
Köszönöm a gratulációt. Szerencsére már sok helyen bizonyított, és megelégedéssel használják. Az általad leírt hibajelenség a Home funkcióval, ismerem, és a legújabb firmware-ben ki is van javítva. Ez az újabb firmware múlt héten készült el, és most van folyamatban a tesztelése, hamarosan felkerül a honlapomra is. Amint elérhető jelzem.
Itt van még egy kis érdekesség az UCR200 távirányító működés közben, egy 2x3m-es gépen:
UCR200
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 09, 19:45
Írta: svejk Dátum 2012 július 09, 19:45
Svejk írta:
Szuper!
Ez megnyugtató, hogy ismert a hiba, s főleg megnyugtató, hogy már ki is van javítva.
Persze az sem mellékes, hogy nem mi voltunk a bénák, de azért elszórakoztunk vele egy darabig. :(
Ha szabad ajánlanom, akkor az ilyen ismert bug-okat is jelezd a honlapodon, még ha nincs is meg a megoldás, mert sok bosszúságtól mentesülhet ezzel a felhasználó.
Szuper!
Ez megnyugtató, hogy ismert a hiba, s főleg megnyugtató, hogy már ki is van javítva.
Persze az sem mellékes, hogy nem mi voltunk a bénák, de azért elszórakoztunk vele egy darabig. :(
Ha szabad ajánlanom, akkor az ilyen ismert bug-okat is jelezd a honlapodon, még ha nincs is meg a megoldás, mert sok bosszúságtól mentesülhet ezzel a felhasználó.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 09, 19:46
Írta: svejk Dátum 2012 július 09, 19:46
Szokes írta:
Szia.
Mibe kerül egy ilyen rádiós távir?
köszi
Szia.
Mibe kerül egy ilyen rádiós távir?
köszi
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 09, 19:51
Írta: svejk Dátum 2012 július 09, 19:51
"Ez az újabb firmware múlt héten készült el, és most van folyamatban a tesztelése, hamarosan felkerül a honlapomra is. Amint elérhető jelzem. "
Nem lenne célszerűbb és gyorsabb rögtön kitenni Beta verzióként?
Akkor az eddigi felhasználók is tudnák tesztelni.
Több szem többet lát alapon nagyobb eséllyel kijönnének az esetleges hibák.
Tudomásom szerint a "nagyok" is szokták.
Nem lenne célszerűbb és gyorsabb rögtön kitenni Beta verzióként?
Akkor az eddigi felhasználók is tudnák tesztelni.
Több szem többet lát alapon nagyobb eséllyel kijönnének az esetleges hibák.
Tudomásom szerint a "nagyok" is szokták.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 09, 19:53
Írta: svejk Dátum 2012 július 09, 19:53
Mondjuk az számomra meglepő, hogy nem jelezte még senki ezt a hibát itt a fórumon, pedig sokan használják.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 09, 19:54
Írta: kr97pwss2 Dátum 2012 július 09, 19:54
A távirányító ára 27e + Áfa.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 09, 19:57
Írta: svejk Dátum 2012 július 09, 19:57
Az #1. kérdést kissé elnyomtam az idézetekkel, kérlek arra is válaszolj!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 09, 20:10
Írta: kr97pwss2 Dátum 2012 július 09, 20:10
A fórumon nem jelezték, de nekem igen, ezért is készült már el az újabb verzió. A vezérlőben amúgy sok funkció van leprogramozva ami az átlag felhasználó nem is lát, vagy nem is gondol rá. És gyakran az egyes funkciók egymásra is hatással vannak, ezért az alap funkciók leellenőrzése különböző beállításokkal sok időbe telik. Ha én nem találok benne hibát, akkor kirakom a honlapra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 09, 20:20
Írta: kr97pwss2 Dátum 2012 július 09, 20:20
Ez a kérdés gyakran fel szokott merülni. A válasz rá: NEM. Az oka pedig az, hogy a csatlakozóban lévő DSP számolja a Step/Dir jeleket, és egy másik USB mozgásvezérlő között nem lehetséges a szinkron tartása az operációs rendszer és az USB kommunikáció miatt. A több ki és bemenetre a megoldás a jelenleg fejlesztési fázisban lévő UC500 kártya lesz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2012 július 09, 20:25
Írta: 000000000 Dátum 2012 július 09, 20:25
Szia Balázs!
Kérdésem lenne az UC100 következö tovább fejlesztési részen tervbe van e a több portos kivitelü usb to lpt mozgás vezérlön port2 ki épitésre gondolok?
Kérdésem lenne az UC100 következö tovább fejlesztési részen tervbe van e a több portos kivitelü usb to lpt mozgás vezérlön port2 ki épitésre gondolok?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 09, 20:44
Írta: kr97pwss2 Dátum 2012 július 09, 20:44
Igen tervbe van véve, pontosabban ép azon agyalok, hogy inkább több LPT porttal kompatibilis csatlakozó legyen rajta, vagy csak simán sorkapcsokkal rengeteg ki és bemenet. Amúgy az UC500 fejlesztési példányán ez a sorkapcsos megoldás van 25 bemenettel és 23 kimenettel:
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: w987wzmm Dátum 2012 július 09, 20:58
Írta: w987wzmm Dátum 2012 július 09, 20:58
Szia!
EMC-hez nem csinálsz illesztő progit? UC100-ast volt lehetőségem kipróbálni. Nagyon jól működött egy régi kis gépen is.
EMC-hez nem csinálsz illesztő progit? UC100-ast volt lehetőségem kipróbálni. Nagyon jól működött egy régi kis gépen is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 09, 21:22
Írta: kr97pwss2 Dátum 2012 július 09, 21:22
Egyenlőre nem tervezem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 10, 20:31
Írta: svejk Dátum 2012 július 10, 20:31
Kérlek jelezd ha meg van a fix, új firmware és én benevezek rögtön egy készülékre.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2012 július 10, 22:43
Írta: ANTAL GÁBOR Dátum 2012 július 10, 22:43
Balázs! Gondolj az esztergályosokra is !!! Nagyon kellene az indexjel a menetvágáshoz. Csak index, nem szinkronizáció az esetlegesen lassuló főorsóhoz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 11, 10:53
Írta: kr97pwss2 Dátum 2012 július 11, 10:53
Rendben :) Igyekszem az újabb verzióval.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 11, 10:56
Írta: kr97pwss2 Dátum 2012 július 11, 10:56
Nem felejtettem el amit a debreceni találkozón megbeszéltünk, dolgozom rajta. Elképzelhető, hogy az új firmware-be bele fog kerülni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s2k5ycubj Dátum 2012 július 11, 18:50
Írta: s2k5ycubj Dátum 2012 július 11, 18:50
Azt mindig meg akartam kérdezni,hogy mitől lassul a főorsó menetvágás közben? Na jó,ha trapézmenetet nagyolsz,de talán akkor sem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 5z7aew5x Dátum 2012 július 11, 19:02
Írta: 5z7aew5x Dátum 2012 július 11, 19:02
Kedves Balázs!
Erősen szimpatizálok az UC500-as kártyád sorkapcsos megoldásával... [#vigyor2]...mikor lesz már kész?[#integet2]
Szerintem többnyire ez a kártya símán bele kerül a vezérlő doboz belsejébe. A külvilág felé az USB csatlakozó néz. A vezérlő dobozon belül, mivel többnyire, szerintem egyedi és nem sorozatban gyártott gépekről beszélünk, kényelmes kötési lehetőséget biztosít a sorkapocs. [#taps] Persze ha valaki százszámra gyártja majd az ilyen gépeket annak lehet áttervezni szalagkábelesre, vagy éppen DB25-ös re, ha úgy óhajtja...
Erősen szimpatizálok az UC500-as kártyád sorkapcsos megoldásával... [#vigyor2]...mikor lesz már kész?[#integet2]
Szerintem többnyire ez a kártya símán bele kerül a vezérlő doboz belsejébe. A külvilág felé az USB csatlakozó néz. A vezérlő dobozon belül, mivel többnyire, szerintem egyedi és nem sorozatban gyártott gépekről beszélünk, kényelmes kötési lehetőséget biztosít a sorkapocs. [#taps] Persze ha valaki százszámra gyártja majd az ilyen gépeket annak lehet áttervezni szalagkábelesre, vagy éppen DB25-ös re, ha úgy óhajtja...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 12, 09:05
Írta: svejk Dátum 2012 július 12, 09:05
Én sem bánnám ha az UC500-as hamarabb piacra kerülne mint az UC100 tesztelt verziója. :)
Persze azért az ár is döntő lesz a kettő közt...
Persze azért az ár is döntő lesz a kettő közt...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 12, 09:09
Írta: svejk Dátum 2012 július 12, 09:09
Most látom, ebben a topicban nincs is közvetlen link a termékekről.
Szóval, ezekről az USB-LPT átalakítókról, és távirányítóról van szó ebben a topicban.
De hogy ezt miért nem a gazdája reklámozza?[#nemtudom]
Szóval, ezekről az USB-LPT átalakítókról, és távirányítóról van szó ebben a topicban.
De hogy ezt miért nem a gazdája reklámozza?[#nemtudom]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 20, 22:04
Írta: svejk Dátum 2012 július 20, 22:04
Hogy áll a bál Mester Úr!?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 20, 22:20
Írta: kr97pwss2 Dátum 2012 július 20, 22:20
Alakul :) A tesztek jól sikerültek, és már tényleg csak 1-2 nap és kész. Most még egy újabb verzió keresés gombot rakok épp bele, hogy könnyen ellenőrizni lehessen.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 22, 23:13
Írta: kr97pwss2 Dátum 2012 július 22, 23:13
Jelentem elkészült az új Plugin verzió az UC100-ashoz, melyet le lehet tölteni a weboldalamról.
A főbb változások: Javítva lett a Home-nál jelentkező anomália. Módosítottam a Step generátoron is, és fixen 10us-al előzi meg a Dir jel a Step jeleket irányváltáskor. Ezen kívül még sok apró módosítás is belekerült és több funkció is optimalizálva lett. Amit még fontos megemlíteni, hogy az új plugin már képes az Index jellel szinkronban indítani a menetvágást. Felismeri, hogy Mill vagy Turn üzemmódban lett elindítva a Mach3 és ennek megfelelően az Index jel előosztási lehetőségét csak Mill-nél engedélyezi. Turn üzemmódban nincs leosztás a szinkronizálás miatt. Itt az Index jelhez csak egy réses tárcsa alkalmazható. Ami még újdonság, hogy a Plugin verzióját menüből egy nyomógomb megnyomásával interneten keresztül ellenőrizni lehet, így az esetleges frissítések könnyen észrevehetők.
A főbb változások: Javítva lett a Home-nál jelentkező anomália. Módosítottam a Step generátoron is, és fixen 10us-al előzi meg a Dir jel a Step jeleket irányváltáskor. Ezen kívül még sok apró módosítás is belekerült és több funkció is optimalizálva lett. Amit még fontos megemlíteni, hogy az új plugin már képes az Index jellel szinkronban indítani a menetvágást. Felismeri, hogy Mill vagy Turn üzemmódban lett elindítva a Mach3 és ennek megfelelően az Index jel előosztási lehetőségét csak Mill-nél engedélyezi. Turn üzemmódban nincs leosztás a szinkronizálás miatt. Itt az Index jelhez csak egy réses tárcsa alkalmazható. Ami még újdonság, hogy a Plugin verzióját menüből egy nyomógomb megnyomásával interneten keresztül ellenőrizni lehet, így az esetleges frissítések könnyen észrevehetők.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 23, 14:16
Írta: svejk Dátum 2012 július 23, 14:16
No lássuk, akkor én meg is vásárolnék egyet.
Melyik címeden jelezzem szándékomat?
Melyik címeden jelezzem szándékomat?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 23, 19:26
Írta: kr97pwss2 Dátum 2012 július 23, 19:26
Levél ment....
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: k439jucz4 Dátum 2012 július 23, 21:55
Írta: k439jucz4 Dátum 2012 július 23, 21:55
Egy engem is érdekelne. Helyileg merre vagy? Személyesen is át lehet esetleg venni?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 24, 09:33
Írta: kr97pwss2 Dátum 2012 július 24, 09:33
Helyileg én Svájcban élek :), de kollégáim Gödöllőn vagy Kerepesen vannak. A héten nyári szabadságukat töltik, úgyhogy jövő héten tudod felkeresni őket. A többit magánban beszéljük meg.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2012 július 27, 11:37
Írta: ANTAL GÁBOR Dátum 2012 július 27, 11:37
A következő levelet kaptam ( másokat is érdekelhet) Az indexkezelés az érdekes
Szia Gábor!
Elkészült az UC100-hoz egy új Plugin (V2.105). Az új plugin több hibajavítást, és optimalizált funkciókat tartalmaz. És ami azt hiszen neked a legfontosabb, képes az Index jellel szinkronban indítani a menetvágást.
A Plugin letölthető a következő helyről:
http://www.polgardidesign.hu/index.php?option=com_content&view=article&id=3&Itemid=5
Ha időd engedi kérlek próbáld ki, és érdeklődve várom az eredményekről a visszajelzésedet.
Üdvözlettel:
Polgárdi Balázs
Szia Gábor!
Elkészült az UC100-hoz egy új Plugin (V2.105). Az új plugin több hibajavítást, és optimalizált funkciókat tartalmaz. És ami azt hiszen neked a legfontosabb, képes az Index jellel szinkronban indítani a menetvágást.
A Plugin letölthető a következő helyről:
http://www.polgardidesign.hu/index.php?option=com_content&view=article&id=3&Itemid=5
Ha időd engedi kérlek próbáld ki, és érdeklődve várom az eredményekről a visszajelzésedet.
Üdvözlettel:
Polgárdi Balázs
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 27, 12:02
Írta: svejk Dátum 2012 július 27, 12:02
Eddig is használta a Mach3 az index jelet nem?
Mitől lesz ez most jobb, stabilabb?
Mitől lesz ez most jobb, stabilabb?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 27, 12:25
Írta: kr97pwss2 Dátum 2012 július 27, 12:25
Eddig az Index jelet csak a főorsó fordulatának mérésére használta, és menetvágást nem tudott, de az újabb Plugin verzióban már képes az Index jellel szinkronban indított menetvágásra is.
A különbség még az, hogy felismeri, hogy maró vagy esztergáló üzemmódban idítottuk a Mach3-at. Maró üzemmódnál lehetséges az Index jel előosztása, ha több réses tárcsát alkalmazunk. Esztergánál ez nem lehetséges ott 1 réses tárcsát kell használni az Index jelhez.
A különbség még az, hogy felismeri, hogy maró vagy esztergáló üzemmódban idítottuk a Mach3-at. Maró üzemmódnál lehetséges az Index jel előosztása, ha több réses tárcsát alkalmazunk. Esztergánál ez nem lehetséges ott 1 réses tárcsát kell használni az Index jelhez.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 27, 13:49
Írta: svejk Dátum 2012 július 27, 13:49
Azt nem értem, hogy eddig is volt aki több-kevesebb sikerrel használta a Mach3-at menetvágásra, egy réses tárcsával és annak a jelét beadva az LPT port megfelelően konfigurált lábára.
Most mi változott?
Vagy eddig az USB-s átalakító nem tudta kezelni ezt az index jelet?
Most mi változott?
Vagy eddig az USB-s átalakító nem tudta kezelni ezt az index jelet?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2012 július 27, 21:09
Írta: ANTAL GÁBOR Dátum 2012 július 27, 21:09
Úgy van ahogy írod : eddig az USB -s átalakító nem tudta kezelni a jelet vagyis az esztergályosok eddig mostohagyerekek voltak. És vegyesen pedig végképp nem lehetett tehát az esztergályosok ( ha menetet is akartak vágni) akkor a nem használhatták a Balázs eszközét. Pont nektek volt életmentő Székelyföldön az átalakító ezért forszíroztam a dolgot ( már a debreceni talin is fölvetettem ) . Most a hír szerint megoldódott az indexkezelés is
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 27, 21:38
Írta: svejk Dátum 2012 július 27, 21:38
Ühüm. Szóval akkor az eddigi nyűgök a Mach menetvágásával megmaradtak, csak a jel illesztése lett megoldva az USB-n keresztül.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 július 30, 08:42
Írta: kr97pwss2 Dátum 2012 július 30, 08:42
Csak most tudok válaszolni, hétvégén nem voltam internet közelében.
Mint már többeknél tapasztaltam, és látom neked se teljesen világos az UC100 működése, ezért leírom:
A látszat ellenére (hogy az UC100 csak egy csatlakozó, ami az USB-t alakítja Printer porttá) ez nem csak egy "csatlakozó". A dobozában egy DSP (matematikai műveletekre optimalizált processzor) helyezkedik el benne. Ez a DSP tartalmaz egy szoftvert, amiben minden egyes Mach3-as funkciót le kellett programoznom. Azaz a Home, THC kezelés, Spindle PWM-je,E-stop kezelés, Charge Pump stb. A Mach3 csak jelzi, hogy mit kellene csinálni, a többit mind az UC100 számolja ki. Persze közben bonyolult kommunikációval a szinkront kell tartani a Mach3 és az UC100 között, hogy mindig tudja a Mach3, hogy most éppen mi történik. Az Index jellel való szinkron indított menetvágás most a legújabb Plugin verziónál került bele. Eredeti tervem szerint (a debreceni találkozón beszéltem is erről Antal Gáborral) szerettem volna az automatikus fordulatszám kompenzációt is beletenni, de egyenlőre a Mach3 működése és az USB kommunikáció miatt még nem megoldott. A megvalósításán gondolkodom tovább, és ha sikerül kitalálnom a megoldást, akkor bele fog kerülni az is egy újabb verzióba.
Ha a Mach3 egyenetlen kimenő jeleket produkál (amit nem mindig lehet észrevenni, csak oszcilloszkópos méréssel), akkor a bemeneteket is egyenetlenül olvassa be. Ez menetvágáskor hibás fordulatszám mérést eredményezhet, aminek következménye a rossz menetemelkedésű menetvágás. Az UC100-ban a bemeneteket kvarc pontossággal egyenletes ütemmel olvassa be, és dolgozza fel. Fontos még megemlítnem, hogy érdemes az "Use Spindle Feedback in Sync Modes" használata, mert ilyenkor a Mach3 mielőtt elkezdi a menetvágást, akkor leméri pontosan a főorsó fordulatszámát, és annak megfelelően indítja el. Ha ez nincs bepipálva a Port & Pins/Spindle Setup menüben, akkor a megmunkálóprogramban S-el meghatározott fordulatszám alapján számolja ki az előtolást.
Mint már többeknél tapasztaltam, és látom neked se teljesen világos az UC100 működése, ezért leírom:
A látszat ellenére (hogy az UC100 csak egy csatlakozó, ami az USB-t alakítja Printer porttá) ez nem csak egy "csatlakozó". A dobozában egy DSP (matematikai műveletekre optimalizált processzor) helyezkedik el benne. Ez a DSP tartalmaz egy szoftvert, amiben minden egyes Mach3-as funkciót le kellett programoznom. Azaz a Home, THC kezelés, Spindle PWM-je,E-stop kezelés, Charge Pump stb. A Mach3 csak jelzi, hogy mit kellene csinálni, a többit mind az UC100 számolja ki. Persze közben bonyolult kommunikációval a szinkront kell tartani a Mach3 és az UC100 között, hogy mindig tudja a Mach3, hogy most éppen mi történik. Az Index jellel való szinkron indított menetvágás most a legújabb Plugin verziónál került bele. Eredeti tervem szerint (a debreceni találkozón beszéltem is erről Antal Gáborral) szerettem volna az automatikus fordulatszám kompenzációt is beletenni, de egyenlőre a Mach3 működése és az USB kommunikáció miatt még nem megoldott. A megvalósításán gondolkodom tovább, és ha sikerül kitalálnom a megoldást, akkor bele fog kerülni az is egy újabb verzióba.
Ha a Mach3 egyenetlen kimenő jeleket produkál (amit nem mindig lehet észrevenni, csak oszcilloszkópos méréssel), akkor a bemeneteket is egyenetlenül olvassa be. Ez menetvágáskor hibás fordulatszám mérést eredményezhet, aminek következménye a rossz menetemelkedésű menetvágás. Az UC100-ban a bemeneteket kvarc pontossággal egyenletes ütemmel olvassa be, és dolgozza fel. Fontos még megemlítnem, hogy érdemes az "Use Spindle Feedback in Sync Modes" használata, mert ilyenkor a Mach3 mielőtt elkezdi a menetvágást, akkor leméri pontosan a főorsó fordulatszámát, és annak megfelelően indítja el. Ha ez nincs bepipálva a Port & Pins/Spindle Setup menüben, akkor a megmunkálóprogramban S-el meghatározott fordulatszám alapján számolja ki az előtolást.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 július 30, 15:00
Írta: svejk Dátum 2012 július 30, 15:00
Világosodik.. :)
Majd még minden bizonnyal kell egy pár ilyen részletesebb magyarázatot adnod a kérdéseimre.
De az azért vigasztaljon, ha én megértem akkor a többiek főleg megfogják :)
Majd még minden bizonnyal kell egy pár ilyen részletesebb magyarázatot adnod a kérdéseimre.
De az azért vigasztaljon, ha én megértem akkor a többiek főleg megfogják :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2012 július 30, 20:23
Írta: ANTAL GÁBOR Dátum 2012 július 30, 20:23
Svejk! te a közösség érdekében trükközöl ( adod az értetlent hogy Balázs mindent részletesen elmagyarázzon: ( NEKÜNK)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: KoLa Dátum 2012 július 30, 21:59
Írta: KoLa Dátum 2012 július 30, 21:59
A Mach3 tapasztalataim szerint csak az az index jelet veszi figyelembe egyszer! amikor indul a menetvágás, ha elvétettem a főorsó fordulatszám beállítást mechanikusan , pl programozott S350 helyett a valós 500rpm volt akkor is jól vágta a menetet ha stabil volt a főorsó fordulatom !
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 01, 21:07
Írta: svejk Dátum 2012 augusztus 01, 21:07
Ma délután megkaptam az USB-LPT átalakítómat.
Sajnos most nincs vele időm foglalkozni mélyebben, csak annyit tettem meg hogy Kicsomagoltam összedugtam a mellékelt USB A-USB mini kábellel.
Tanulság másoknak:
Sajnos a Dsub ház törésgátlója miatt nem kattant be helyére az USB mini dugó rendesen, felfeküdt a házra.

Egy laza mozdulattal levágtam a ház ezen részét.
Az alábbi képen látható, hogy inkább ne tettem volna, elég lett volna kb 0,5 mm-t lereszelni. [#falbav]
No mindegy, de most már legalább bepattan a helyére a mini dugó...

Sajnos most nincs vele időm foglalkozni mélyebben, csak annyit tettem meg hogy Kicsomagoltam összedugtam a mellékelt USB A-USB mini kábellel.
Tanulság másoknak:
Sajnos a Dsub ház törésgátlója miatt nem kattant be helyére az USB mini dugó rendesen, felfeküdt a házra.
Egy laza mozdulattal levágtam a ház ezen részét.
Az alábbi képen látható, hogy inkább ne tettem volna, elég lett volna kb 0,5 mm-t lereszelni. [#falbav]
No mindegy, de most már legalább bepattan a helyére a mini dugó...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 augusztus 01, 21:59
Írta: kr97pwss2 Dátum 2012 augusztus 01, 21:59
Szép mondhatom, az első dolgod, hogy tönkreteszed.
A garancia ugrott [#buck]
De félretéve a viccet, az USB csatlakozóból hol ilyet, hol olyat lehet kapni ezért már a most készülő szériában módosítottam a nyákon, hogy mindegyik kábellal bepattanjon. Ha gondolod küldök egy másik burkolatot.
A garancia ugrott [#buck]
De félretéve a viccet, az USB csatlakozóból hol ilyet, hol olyat lehet kapni ezért már a most készülő szériában módosítottam a nyákon, hogy mindegyik kábellal bepattanjon. Ha gondolod küldök egy másik burkolatot.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 02, 19:27
Írta: svejk Dátum 2012 augusztus 02, 19:27
Én már csak ilyen rontom-bontom vagyok. :)
Az USB-B aljzatot nem tudjátok valahogy belepaszírozni?
Az sokkal nagyobb mechanikai szilárdságú.
A mini és a micro csatikkal igen kesztyűs kézzel kell bánni. :(
Az USB-B aljzatot nem tudjátok valahogy belepaszírozni?
Az sokkal nagyobb mechanikai szilárdságú.
A mini és a micro csatikkal igen kesztyűs kézzel kell bánni. :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 03, 20:44
Írta: svejk Dátum 2012 augusztus 03, 20:44
Ezt komolyan gondoltad, hogy a működéshez telepíteni kell a NetFramework 3.5-öt ami 270 Mb ???
(emlékszem annak idején Magi Profi1-es beállításához is kellet a teljes office csomag, vagy valami hasonló, egyébként semmire sem kellő progi)
Nem lehet kiszedni belőle a kellő dolgokat?
(emlékszem annak idején Magi Profi1-es beállításához is kellet a teljes office csomag, vagy valami hasonló, egyébként semmire sem kellő progi)
Nem lehet kiszedni belőle a kellő dolgokat?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 03, 20:46
Írta: svejk Dátum 2012 augusztus 03, 20:46
Nekem ezzel a netframewok-el nem jó tapasztalataim vannak, valószínű a PICkit2 égetőm is azóta nem megy a nagy gépemen, amióta felraktam ezt a segédprogit.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 augusztus 03, 21:59
Írta: kr97pwss2 Dátum 2012 augusztus 03, 21:59
Elméletileg a NET2.0-val is mennie kell, az jóval kisebb méretű. De a sokféle számítógép miatt a 3,5-öt javasoltam, mert azt felinstallálva mindig működött. A Win7 alapból tartalmazza, így ott nem kell installálni semmit.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 03, 22:39
Írta: svejk Dátum 2012 augusztus 03, 22:39
No, beüzemeltem a készüléket.
Lehet sokat fogok most írni, és sok feleslegeset, de megpróbálok pontos tényszerű adatokat közölni elfogultság nélkül.
Elöljáróban annyit, hogy egy gyenge PC estén pár héttel ezelőtt ez a kis szerkezet kihúzott minket a bajból, de nem én telepítettem.
Egy szűz XP-s D620-as Dell gépre raktam egy MACH3 R3.043.022 verziót.
Először az alaplapi LPT porton keresztül a saját kis Storebro gépemhez setupoltam a MACH3-at.
Kimenetek:
4 db tengely: 2-9. láb
ChargePump: 1. lábon
M7: 14. láb
M8: 16. láb
PWM-es főorsóvezérlés: 17. láb
Bemenetek:
Minden tengelyhez egy Home kapcsoló: 10-13. lábon
E.Stop: 15. lábon
Motortuning, Softlimit, beállítva, több soron tesztelve minden rendben működött.
Ezután az egész winyó egy másik winyóra Ghost-tolva, mondván az ördög nem alszik. :)
Gép újraindít, USB-LPT átalakító bedug, bal kézben a kapott 12 oldalas használati utasítás.
Driver telepítése zökkenő mentes, (ugyan két "hardvervarázsló" kép és teendő hiányzik a leírásból).
telepítettem az UC100v2xxx plugint is.
Mac3/plugin könyvtárban 1 db UC100..dll van tehát minden rendben, a kézikönyv is írja hogy használatra kész.
Mach3 indítása...hibaüzenet: "plugin DLL defektíve"
Még háromszor megpróbál majd lapoz kettőt a könyvben ott vannak a hibajelzések.
No ekkor van az hogy telepíteni kell a NETframework 3.5-öt. :(
Internetről letölt (270Mb) offline telepít, kb. 8 perc.
Mach3 indít, rendben minden, ki lehet választani az USB-lpt átalakítót.
Hopsz, de az E.Stop gombra nem reagál!!!
Pedig az LPT-vel jó volt minden.
Gyakorlatiasan az E-stop bemenet szintjét gyorsan negáltam a mach3 setupjában és megjavult.
Tengelyek szépen mozognak (ezen a gépen egyébként jó volt az LPT porttal is de most nem is a léptetés minőségének az ellenőrzése a feladat)
Nagy kíváncsisággal nyomom a RefAllHome gombot, -ez a funkció a múltkor hibásan működött- most rendben minden szépen felveszi a ref. pontokat, a gépi koordinátákat beírja a DRO-ba.
Most már tengelyeket bátran mozgat, de hopsz, nem állnak meg a tengelyek és a DRO számlálása sem a SoftLimit elérésekor!!!
(szerencsére van hardveres végállás a szervoban)
Újabb akadály...
Mach3-at újra indít LPT módban, próbál, softlimit tökéletes, tudja a dolgát.
Újra indítás USB-vel, soft limit továbbra sem jó :((( no ez így maradt.
Az alábbi kis tesztprogramot elindítva szépen megy a gép, de ha nyomok egy Pause-t akkor csak kb. 2 másodperc múlva állnak le a tengelyek :(
Megint elindít LPT módban, ott szinte azonnal reagál.
Újra USB mód, itt továbbra is van 2 s késedelem a Pause-nél.
n01 G90 G61
n02 F3000
n03 S1000
n04 M3
n05 M98 P1234 L900
n06 M5 M30
O1234
n08 G1 X50 Y50 Z-50
n09 G1 Y0
n10 G1 X0
n11 G1 Z0
n12 M99
Ezek után most este lett, holnap folytatom. :)
Addig adjatok ötleteket miket próbáljak ki!
Összefoglalva az eddigieket, és ha nem haragszotok akkor csak a talált vagy vélt hibákat írom, mert ami jó ez evidens.
- Az LPT módhoz képest az E.stop bemenet negálva van.
- A szoft limit üzemmód nem működik (Pedig ez nagyon fontos funkció)
- A Pause gomb megnyomásakor csak kb. 2 másodperc után áll le a gép.
Ha a fenti három észrevételre valaki tud megoldást ne tartsa magában!
Lehet sokat fogok most írni, és sok feleslegeset, de megpróbálok pontos tényszerű adatokat közölni elfogultság nélkül.
Elöljáróban annyit, hogy egy gyenge PC estén pár héttel ezelőtt ez a kis szerkezet kihúzott minket a bajból, de nem én telepítettem.
Egy szűz XP-s D620-as Dell gépre raktam egy MACH3 R3.043.022 verziót.
Először az alaplapi LPT porton keresztül a saját kis Storebro gépemhez setupoltam a MACH3-at.
Kimenetek:
4 db tengely: 2-9. láb
ChargePump: 1. lábon
M7: 14. láb
M8: 16. láb
PWM-es főorsóvezérlés: 17. láb
Bemenetek:
Minden tengelyhez egy Home kapcsoló: 10-13. lábon
E.Stop: 15. lábon
Motortuning, Softlimit, beállítva, több soron tesztelve minden rendben működött.
Ezután az egész winyó egy másik winyóra Ghost-tolva, mondván az ördög nem alszik. :)
Gép újraindít, USB-LPT átalakító bedug, bal kézben a kapott 12 oldalas használati utasítás.
Driver telepítése zökkenő mentes, (ugyan két "hardvervarázsló" kép és teendő hiányzik a leírásból).
telepítettem az UC100v2xxx plugint is.
Mac3/plugin könyvtárban 1 db UC100..dll van tehát minden rendben, a kézikönyv is írja hogy használatra kész.
Mach3 indítása...hibaüzenet: "plugin DLL defektíve"
Még háromszor megpróbál majd lapoz kettőt a könyvben ott vannak a hibajelzések.
No ekkor van az hogy telepíteni kell a NETframework 3.5-öt. :(
Internetről letölt (270Mb) offline telepít, kb. 8 perc.
Mach3 indít, rendben minden, ki lehet választani az USB-lpt átalakítót.
Hopsz, de az E.Stop gombra nem reagál!!!
Pedig az LPT-vel jó volt minden.
Gyakorlatiasan az E-stop bemenet szintjét gyorsan negáltam a mach3 setupjában és megjavult.
Tengelyek szépen mozognak (ezen a gépen egyébként jó volt az LPT porttal is de most nem is a léptetés minőségének az ellenőrzése a feladat)
Nagy kíváncsisággal nyomom a RefAllHome gombot, -ez a funkció a múltkor hibásan működött- most rendben minden szépen felveszi a ref. pontokat, a gépi koordinátákat beírja a DRO-ba.
Most már tengelyeket bátran mozgat, de hopsz, nem állnak meg a tengelyek és a DRO számlálása sem a SoftLimit elérésekor!!!
(szerencsére van hardveres végállás a szervoban)
Újabb akadály...
Mach3-at újra indít LPT módban, próbál, softlimit tökéletes, tudja a dolgát.
Újra indítás USB-vel, soft limit továbbra sem jó :((( no ez így maradt.
Az alábbi kis tesztprogramot elindítva szépen megy a gép, de ha nyomok egy Pause-t akkor csak kb. 2 másodperc múlva állnak le a tengelyek :(
Megint elindít LPT módban, ott szinte azonnal reagál.
Újra USB mód, itt továbbra is van 2 s késedelem a Pause-nél.
n01 G90 G61
n02 F3000
n03 S1000
n04 M3
n05 M98 P1234 L900
n06 M5 M30
O1234
n08 G1 X50 Y50 Z-50
n09 G1 Y0
n10 G1 X0
n11 G1 Z0
n12 M99
Ezek után most este lett, holnap folytatom. :)
Addig adjatok ötleteket miket próbáljak ki!
Összefoglalva az eddigieket, és ha nem haragszotok akkor csak a talált vagy vélt hibákat írom, mert ami jó ez evidens.
- Az LPT módhoz képest az E.stop bemenet negálva van.
- A szoft limit üzemmód nem működik (Pedig ez nagyon fontos funkció)
- A Pause gomb megnyomásakor csak kb. 2 másodperc után áll le a gép.
Ha a fenti három észrevételre valaki tud megoldást ne tartsa magában!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcsxp0uxa Dátum 2012 augusztus 04, 07:32
Írta: wcsxp0uxa Dátum 2012 augusztus 04, 07:32
Megoldást ugyan nem mondok majd , de lehet tudom mi a baj az e-stoppal. (számomra ez nem is lenne gond) A pic bemeneteit 2 módon lehet használni aktív alacsonyan vagy aktív magasan . Általában az első verziót használják ,tehát 5V-ról húzzák földre. A lényeg ,ha jelen esetben 5V-al próbálnád meg felhúzni a lábat nem történne állapotváltozás .(ugye itt a lenyomott e - stopnál nyitódik az kör ,tehát akkor kerül 5V a lábra) Ez a legbiztosabb bemenet kezelés különben . (Nem ismerem a terméket tehát csak tapogatózok , de más talán nem is lehet)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 04, 10:56
Írta: svejk Dátum 2012 augusztus 04, 10:56
A portok kezelésébe ne menjünk bele, ez világos nekem is.
Itt csupán arról van szó, hogy a Mach3 setupjában kiválasztható az aktív L és aktív H szint.
Esetemben az USB-s kütyü fordítva értelmezi mint az eredeti LPT port.
Lehet hogy nem is az E.stop funkcióval hanem maga a 15-ös lábnál van a bibi.
(nekem a hardver már adott nem tudok lábat cserélni)
Ettől még használható a szerkezet, csak ha visszavált az ember LPT üzemre akkor vissza kell a bemenet szintjét is állítani.
Itt csupán arról van szó, hogy a Mach3 setupjában kiválasztható az aktív L és aktív H szint.
Esetemben az USB-s kütyü fordítva értelmezi mint az eredeti LPT port.
Lehet hogy nem is az E.stop funkcióval hanem maga a 15-ös lábnál van a bibi.
(nekem a hardver már adott nem tudok lábat cserélni)
Ettől még használható a szerkezet, csak ha visszavált az ember LPT üzemre akkor vissza kell a bemenet szintjét is állítani.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 04, 10:58
Írta: svejk Dátum 2012 augusztus 04, 10:58
De majd Polgárdi Balázs megírja a tutit, most hétvége van.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcsxp0uxa Dátum 2012 augusztus 04, 11:27
Írta: wcsxp0uxa Dátum 2012 augusztus 04, 11:27
Abba nem akartam belemenni ,hogy melyik jelölő pipa mit jelent . Feltételeztem ,hogy a hardver tökéletes .Maga a szint értelmezése már a programozó szíve joga. A többi a 48-ban le van írva. Kérlek ne írjál olyan mondatokat nekem ,ami válasz egy nem létező állításomra.(ettől még használható a .......)
Mert nem állítottam ,hogy rossz lenne.(sokan felületesen olvasnak )
A másik terméknél is inkább az "embert" húztam le mintsem a terméket.
Mert nem állítottam ,hogy rossz lenne.(sokan felületesen olvasnak )
A másik terméknél is inkább az "embert" húztam le mintsem a terméket.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 04, 11:56
Írta: svejk Dátum 2012 augusztus 04, 11:56
??? [#nemtudom]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 9npx2xk89 Dátum 2012 augusztus 04, 12:20
Írta: 9npx2xk89 Dátum 2012 augusztus 04, 12:20
Nem akarok okos lenni, de nem lehet, hogy ez a vezérlő, az usb-ről jövő adatokat pufferolja, és azért 2mp a leállás, mert üríteni kell puffert?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 04, 12:37
Írta: svejk Dátum 2012 augusztus 04, 12:37
A képernyőn levő Pause gombnak nincs fizikai kapcsolata az USB átalakítóval, itt csupán szoftveres probléma lehet.
De várjuk meg Polgárdi Balázst, ne ziláljuk szét a topicot feltevésekkel.
De várjuk meg Polgárdi Balázst, ne ziláljuk szét a topicot feltevésekkel.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 9npx2xk89 Dátum 2012 augusztus 04, 12:48
Írta: 9npx2xk89 Dátum 2012 augusztus 04, 12:48
Ez nem teljesen igaz, ha pufferel az átalakító. Te lehet megnyomod a pause-t, de az átalakítóban még vannak sorok, amiket nem küldött még ki. A pause igazából csak nem küld több adatot a gép felé. Ha közte ott egy puffer, akkor nem küld a pufferbe több adatot.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 04, 13:17
Írta: svejk Dátum 2012 augusztus 04, 13:17
Aha, értem, tehát a step jelek pufferelésére gondolsz.
Igaz nem írtam de a Toolpath képernyő is tovább megy illetve a DRO is csak 2 másodperc után áll le az USB-LPT alkalmazásakor, tehát már maga a MACH3 működése megváltozik, épp úgy mint a softlimit esetében.
Írta is Polgárdi Balázs, hogy a készülék sokkal több, mint egy jelillesztő.
Igaz nem írtam de a Toolpath képernyő is tovább megy illetve a DRO is csak 2 másodperc után áll le az USB-LPT alkalmazásakor, tehát már maga a MACH3 működése megváltozik, épp úgy mint a softlimit esetében.
Írta is Polgárdi Balázs, hogy a készülék sokkal több, mint egy jelillesztő.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xfg6v697j Dátum 2012 augusztus 04, 13:20
Írta: xfg6v697j Dátum 2012 augusztus 04, 13:20
És a képernyőn lávő stop gombra hogyan reagál?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 04, 13:41
Írta: svejk Dátum 2012 augusztus 04, 13:41
Arra megáll mint a cövek. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xfg6v697j Dátum 2012 augusztus 04, 15:39
Írta: xfg6v697j Dátum 2012 augusztus 04, 15:39
Az a net framework-ös frissítés nem tudom mennyire jó ötlet.
Az PC amelyik a CNC-t vezérli soha sincs netre kötve.
Az PC amelyik a CNC-t vezérli soha sincs netre kötve.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 augusztus 05, 18:11
Írta: kr97pwss2 Dátum 2012 augusztus 05, 18:11
Huhh, nem is tudom hol kezdjem.
Megpróbálom sorban.
Az Estop és a többi bemenet ugyanúgy van kezelve, és meg kell egyeznie a printer porton lévő jelekkel. Szerintem valami jelszint probléma lehet, mert nálam jól működik. Még azt megjegyezném, hogy a vezérlőnek minden bemenete Schmitt Triggeres, és egy 4,7k felhúzó ellenállás utána egy RC szűrővel van megszűrve. A szűrő az esetlegesen jelentkező nagyfrekvenciás zajokat, tüskéket levágja. A megengedett bemeneti jelszintek 0-5V.
De ha leírod a bemenet számát, és a pontos portbeállításokat, akkor megvizsgálom.
A Szoftveres limit valóban nem működik, nem tudom, hogyan kerülte el a figyelmem, de hamarosan kijavítom.
A Feed Hold működése valóban késleltetett. Mert a Mach3 az adatokat egy pufferen keresztül küldi ki az UC100-nak. Ez a puffer nélkül nem lenne lehetséges egyenletes kimenő Step jeleket produkálni. Gondoljatok csak bele, hiába tudja a hardver egyenletesen előállítani a jeleket, ha nem kapja meg hozzá időben a megfelelő adatokat. Az USB kommunikáció időzítése pedig sajnos nagyban függ az oprendszer éppen végrehajtott feladataitól.
Esetleg, ha nagyon zavaró a dolog, akkor a következő verzióba berakhatok egy állíthatósági lehetőséget. Ezzel beállítható lenne a puffer mérete (most fixen valamivel több, mint 1 másodperc). A kisebb pufferméretnél könnyebben előfordulhat, hogy nem bírja tölteni a Mach3 adatokkal (lassúbb gépeknél fordulhat elő).
Amúgy normál printer portnál is saját magának puffereli a Mach3 az adatokat kb.: 0,3-0,5 másodpercnyit, csak azt még nem veszed annyira észre.
A NET keretrendszerhez viszont nem kell internet! Azért is linkeltem az offline installját. Ezt egyszer letöltve egy adathordozóra, internet nélkül is lehet installálni.
Megpróbálom sorban.
Az Estop és a többi bemenet ugyanúgy van kezelve, és meg kell egyeznie a printer porton lévő jelekkel. Szerintem valami jelszint probléma lehet, mert nálam jól működik. Még azt megjegyezném, hogy a vezérlőnek minden bemenete Schmitt Triggeres, és egy 4,7k felhúzó ellenállás utána egy RC szűrővel van megszűrve. A szűrő az esetlegesen jelentkező nagyfrekvenciás zajokat, tüskéket levágja. A megengedett bemeneti jelszintek 0-5V.
De ha leírod a bemenet számát, és a pontos portbeállításokat, akkor megvizsgálom.
A Szoftveres limit valóban nem működik, nem tudom, hogyan kerülte el a figyelmem, de hamarosan kijavítom.
A Feed Hold működése valóban késleltetett. Mert a Mach3 az adatokat egy pufferen keresztül küldi ki az UC100-nak. Ez a puffer nélkül nem lenne lehetséges egyenletes kimenő Step jeleket produkálni. Gondoljatok csak bele, hiába tudja a hardver egyenletesen előállítani a jeleket, ha nem kapja meg hozzá időben a megfelelő adatokat. Az USB kommunikáció időzítése pedig sajnos nagyban függ az oprendszer éppen végrehajtott feladataitól.
Esetleg, ha nagyon zavaró a dolog, akkor a következő verzióba berakhatok egy állíthatósági lehetőséget. Ezzel beállítható lenne a puffer mérete (most fixen valamivel több, mint 1 másodperc). A kisebb pufferméretnél könnyebben előfordulhat, hogy nem bírja tölteni a Mach3 adatokkal (lassúbb gépeknél fordulhat elő).
Amúgy normál printer portnál is saját magának puffereli a Mach3 az adatokat kb.: 0,3-0,5 másodpercnyit, csak azt még nem veszed annyira észre.
A NET keretrendszerhez viszont nem kell internet! Azért is linkeltem az offline installját. Ezt egyszer letöltve egy adathordozóra, internet nélkül is lehet installálni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 20:17
Írta: svejk Dátum 2012 augusztus 05, 20:17
Köszönöm a gyors a reagálást!
Én a végéról kezdem. :)
- A netframeworkbe beletörődtem természetesen offline telepítettem.
- FeedHold. írtam is, hogy LPT módban "szinte" azonnal reagál.
Ezt a késleltetést volt aki azzal magyarázta, hogy a mach az éppen futó mondatot még befejezi, ez nem igaz erre rájöttem már.
A hosszú késleltetés azért baj, mert sokan ezt használják az E-stop helyett, különben a szervo vezérlőjük hibatárolója megtelik, ugyanis az Estop azonnal megszakítja a step jelet lassulás nélkül.
Lehet akkor Te erre is tudnál orvosságot, az Estop vagy a FeedHold megnyomásakor előre beállított lassulással szűnne meg a Step jel.
- Szoft limit, nem baj, az a lényeg hogy meg tudd csinálni, de ez tényleg nagyon hasznos és fontos funkció.
- Az E-stop bemenet nálam a 15-ös láb, az LPT portos beállításnál actív low pipa bepipálva.
Ha az USB módban indítom akkor úgy működik helyesen ha kiveszem a pipát az activ Low mezőből.
Vagy 5-szor kipróbáltam oda-vissza.
Én a végéról kezdem. :)
- A netframeworkbe beletörődtem természetesen offline telepítettem.
- FeedHold. írtam is, hogy LPT módban "szinte" azonnal reagál.
Ezt a késleltetést volt aki azzal magyarázta, hogy a mach az éppen futó mondatot még befejezi, ez nem igaz erre rájöttem már.
A hosszú késleltetés azért baj, mert sokan ezt használják az E-stop helyett, különben a szervo vezérlőjük hibatárolója megtelik, ugyanis az Estop azonnal megszakítja a step jelet lassulás nélkül.
Lehet akkor Te erre is tudnál orvosságot, az Estop vagy a FeedHold megnyomásakor előre beállított lassulással szűnne meg a Step jel.
- Szoft limit, nem baj, az a lényeg hogy meg tudd csinálni, de ez tényleg nagyon hasznos és fontos funkció.
- Az E-stop bemenet nálam a 15-ös láb, az LPT portos beállításnál actív low pipa bepipálva.
Ha az USB módban indítom akkor úgy működik helyesen ha kiveszem a pipát az activ Low mezőből.
Vagy 5-szor kipróbáltam oda-vissza.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 augusztus 05, 21:36
Írta: kr97pwss2 Dátum 2012 augusztus 05, 21:36
Az Estop-ot megvizsgáltam és ugyanúgy működik, mint az LPT portnál. Kipróbáltam több Mach3-as verzióval is. A Te beállításoddal alap helyzetben a 15-ös láb magas állapotban van. Ezt jelzi is az UC100 In/Out monitor ablakban a 15-ös bemenetnél sárga kockával. Ha megnyomod az Estop-ot akkor lekerül földre, a sárga visszajelző átvált szürkére. Leellenőriztem még a Diagnostics ablakban is, ha alacsony a 15-ös bemenet akkor villog az Emergency lámpa.
Nagyon kíváncsi vagyok, hogy nálad mi okozza a problémát. Próbáltad mérni a jelszinteket benyomott ill. kikapcsolt Estop esetén?
Nagyon kíváncsi vagyok, hogy nálad mi okozza a problémát. Próbáltad mérni a jelszinteket benyomott ill. kikapcsolt Estop esetén?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 21:43
Írta: svejk Dátum 2012 augusztus 05, 21:43
Az E-stop hibát ne keresd, meg van a hiba!!!
Idegesített a dolog, lejöttem a műhelybe.
Bedugtam egy LPT hosszabbítót, hogy tudjak mérni könnyen.
Kipróbáltam LPT-vel szabadon meg volt a 4,7 V a 15-ös lában, működött is az E-stop ha L szintre húztam.
Bedugtam újra az USB-LPT átalakítót, hopsz, nincs üresben feszültség a 15-ös lábon!
Írtad hogy vannak felhúzók, a 10-13. láb rendben volt.
A mostani képeket csak erős idegzetűek nézzék, és TILOS a példámat követni, mert azonnali garanciavesztéssel jár!!
Igazából lehet nem is szép dolog ezt felrakni de megígértem az elején hogy objektív leszek.
Persze ettől függetlenül nem kötelező hinni nekem, de az én lelkiismeretem így lesz nyugodt.
Mivel napjaimat elég hosszú ideje szervizeléssel töltöm minden zokszó nélkül szétkaptam az átalakítót, az alábbi kép tárult elém.
Nem volt nehéz kiszúrni, hogy a 15. lábnál hiányzik egy alkatrész, az is látszik hogy nem nem volt beforrasztva, hanem a forrasztás után valamilyen erőbehatás hatására leesett.
(a dobozból nem láttam kipottyanni, hogy mi történt vele, az valószínű örök rejtély marad)

0603-as ellenállásokat nem tartok raktáron, így 2 db 10 kOhmos lett egymásra forrasztva a 0805-ös sorozatból.
Nem szép, de most a cél szentesítette az eszközt! :)

Próba, és a készülék tökéletesen működik!!!
Mondjuk az tény, hogy én fizikailag nem próbáltam kívülről vészstop jelet generálni, csupán az lebegett előttem, hogy az alapállapotban álló bemenet nem engedélyezte a képernyőn a vészstop gomb kikapcsolását.
Idegesített a dolog, lejöttem a műhelybe.
Bedugtam egy LPT hosszabbítót, hogy tudjak mérni könnyen.
Kipróbáltam LPT-vel szabadon meg volt a 4,7 V a 15-ös lában, működött is az E-stop ha L szintre húztam.
Bedugtam újra az USB-LPT átalakítót, hopsz, nincs üresben feszültség a 15-ös lábon!
Írtad hogy vannak felhúzók, a 10-13. láb rendben volt.
A mostani képeket csak erős idegzetűek nézzék, és TILOS a példámat követni, mert azonnali garanciavesztéssel jár!!
Igazából lehet nem is szép dolog ezt felrakni de megígértem az elején hogy objektív leszek.
Persze ettől függetlenül nem kötelező hinni nekem, de az én lelkiismeretem így lesz nyugodt.
Mivel napjaimat elég hosszú ideje szervizeléssel töltöm minden zokszó nélkül szétkaptam az átalakítót, az alábbi kép tárult elém.
Nem volt nehéz kiszúrni, hogy a 15. lábnál hiányzik egy alkatrész, az is látszik hogy nem nem volt beforrasztva, hanem a forrasztás után valamilyen erőbehatás hatására leesett.
(a dobozból nem láttam kipottyanni, hogy mi történt vele, az valószínű örök rejtély marad)
0603-as ellenállásokat nem tartok raktáron, így 2 db 10 kOhmos lett egymásra forrasztva a 0805-ös sorozatból.
Nem szép, de most a cél szentesítette az eszközt! :)
Próba, és a készülék tökéletesen működik!!!
Mondjuk az tény, hogy én fizikailag nem próbáltam kívülről vészstop jelet generálni, csupán az lebegett előttem, hogy az alapállapotban álló bemenet nem engedélyezte a képernyőn a vészstop gomb kikapcsolását.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 21:44
Írta: svejk Dátum 2012 augusztus 05, 21:44
Kissé késve de meglett :))
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 21:47
Írta: svejk Dátum 2012 augusztus 05, 21:47
Ott rontottam el, amikor ez elején a hiba láttán rutinból negáltam a bemeneti jelet és a látszólagos működés megnyugtatott. :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 augusztus 05, 21:52
Írta: kr97pwss2 Dátum 2012 augusztus 05, 21:52
??? Hát az az ellenállás meg hova tűnhetett ???
Biztos nem szedted szét előtte, és akkor lepattant véletlen?
Biztos nem szedted szét előtte, és akkor lepattant véletlen?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: w987wzmm Dátum 2012 augusztus 05, 21:56
Írta: w987wzmm Dátum 2012 augusztus 05, 21:56
Svekj! A PIC-et ne törd le... [#ejnye1]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 22:05
Írta: svejk Dátum 2012 augusztus 05, 22:05
Ezt mint írtam örök rejtély fog maradni.
Én csak a törésgátlót vágtam le szikével szétszedés nélkül, mint ahogy bemutattam.
Ha ettől leesett, akkor igen gyatrán lehetett megforrasztva.
Futár is dobálhatta, de a dobozban nem uralkodhatott akkora gyorsulás. :)
Én csak a törésgátlót vágtam le szikével szétszedés nélkül, mint ahogy bemutattam.
Ha ettől leesett, akkor igen gyatrán lehetett megforrasztva.
Futár is dobálhatta, de a dobozban nem uralkodhatott akkora gyorsulás. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 22:06
Írta: svejk Dátum 2012 augusztus 05, 22:06
No az ilyen beszólások miatt is kár volt leírnom az esetet. :(
Gyorsan küldjéll három smileyt, mert megsértődök! :)
Gyorsan küldjéll három smileyt, mert megsértődök! :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 augusztus 05, 22:17
Írta: kr97pwss2 Dátum 2012 augusztus 05, 22:17
Tényleg rejtély, mert csomagolás előtt minden darab ellenőrizve van. Sőt a most készülő nagyobb széria már 4 rétegű panelra lett áttervezve és gépi beültetéssel készül. A speciális, tűágyas programozó és funkcióteszter készüléken most dolgozom éppen.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: w987wzmm Dátum 2012 augusztus 05, 22:31
Írta: w987wzmm Dátum 2012 augusztus 05, 22:31
[#vigyor2][#vigyor2][#vigyor2][#vigyor3]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2012 augusztus 05, 22:33
Írta: 000000000 Dátum 2012 augusztus 05, 22:33
Nem túl rég, hozzám kiderült egy gép, átalakításra. Amikor elkészült, kiderült, össze, vissza, működik az egyik tengely. Pedig, előtte, használták sok hónapig.
Vezérlőbe bekukkantva, láthatóan, beforrasztatlan az a végfok. De, még egy másik is.
Mégis átment a teszten, sőt használható volt hónapokig.
A lábak, közre fogták a nyákot, oly szorosan, hogy nem bukott ki a hiba csak most.
Roppant elcsodálkoztam. De a gyártó, és a tulajdonos is.
Szerencsére, lefotóztam, mert mindkettő, kamuzásnak vélte amit mondtam.
Tudom, ez nem olyan, csak hasonló hiba. Lehet, teszteléskor még ott volt és érintkezett.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 22:33
Írta: svejk Dátum 2012 augusztus 05, 22:33
Nézd, én ezen túltettem magam, de véleményem szerint a téma objektivitásához tartozott.
Most egy cél lebegjen a szemed előtt, a SoftLimtre a megoldás! :))
Most egy cél lebegjen a szemed előtt, a SoftLimtre a megoldás! :))
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 22:48
Írta: svejk Dátum 2012 augusztus 05, 22:48
No meg majd gondolkozz el ezen a Pause dolgon is.
Megpróbálom érthetően leírni többünk problémáját.
Nézzük először azokat az esztergákat amelyek step/dir-e főorsóhajtással készültek.
Most azt tegyük félre hogy műszakilag jó, vagy rossz megoldás, ettől tudtommal sok van használatban.
Ha a Vészstoppal vagy a Stop gombbal állítják le, akkor az azonnali step jel elvétele és a főorsó nagy tehetetlensége miatt egyes szervok letiltanak. Persze tudom ez a dolguk.
Ezért sokan a Pause gombot használják megállásra.
Nekem van egy régi ipari marógépem, elég nagy tömegű szánokkal rendelkezik, eredetileg 1kW-os motorok mozgatták. Ennél a szervo lekezeli ezt a dolgot, de mechanika nem nagyon tolerálja a menet közbeni leállításkor azt hogy gyakorlatilag mintha falnak menne leállításkor.
Itt is szóba jöhetne a pause, de ugye a 2 s késleltetéssel már régen nem ott járunk mint ahol megállítani akartuk.
Az LPT portos verziónál is a pár tizedes késleltetés miatt nem tetszett ez a megoldás.
Az igazi az lenne, hogy ha a vészstop megmaradna eredeti állapotában ,-step jel azonnali elvétel- de a Stop gomb kezelésekor egy bizonyos lassulással állna le a gép. Ha nem is lenn ez állítható egy 1000mm/s2-el kiegyeznék.
Ezek után a pause nálam valószínűleg már nem játszana.
Megpróbálom érthetően leírni többünk problémáját.
Nézzük először azokat az esztergákat amelyek step/dir-e főorsóhajtással készültek.
Most azt tegyük félre hogy műszakilag jó, vagy rossz megoldás, ettől tudtommal sok van használatban.
Ha a Vészstoppal vagy a Stop gombbal állítják le, akkor az azonnali step jel elvétele és a főorsó nagy tehetetlensége miatt egyes szervok letiltanak. Persze tudom ez a dolguk.
Ezért sokan a Pause gombot használják megállásra.
Nekem van egy régi ipari marógépem, elég nagy tömegű szánokkal rendelkezik, eredetileg 1kW-os motorok mozgatták. Ennél a szervo lekezeli ezt a dolgot, de mechanika nem nagyon tolerálja a menet közbeni leállításkor azt hogy gyakorlatilag mintha falnak menne leállításkor.
Itt is szóba jöhetne a pause, de ugye a 2 s késleltetéssel már régen nem ott járunk mint ahol megállítani akartuk.
Az LPT portos verziónál is a pár tizedes késleltetés miatt nem tetszett ez a megoldás.
Az igazi az lenne, hogy ha a vészstop megmaradna eredeti állapotában ,-step jel azonnali elvétel- de a Stop gomb kezelésekor egy bizonyos lassulással állna le a gép. Ha nem is lenn ez állítható egy 1000mm/s2-el kiegyeznék.
Ezek után a pause nálam valószínűleg már nem játszana.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 22:50
Írta: svejk Dátum 2012 augusztus 05, 22:50
Természetesen ez csak egy kérés/kérdés, ha nem megoldható akkor passzold a témát és én belenyugszom.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 augusztus 05, 23:01
Írta: kr97pwss2 Dátum 2012 augusztus 05, 23:01
A főorsónak a Step/Dir vezérlésekor, ha Stop-ot nyomsz, akkor a beállított gyorsítással állítja meg a főorsót. Estop-kor azonnal, ennek szerintem a biztonság miatt így is kell lennie. A szabályozott lassítás Stop-kor problémát megvizsgálom, és megpróbálok rá kitalálni valami. A Szoftlimit pedig már készül, pár napon belül el fog készülni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 23:05
Írta: svejk Dátum 2012 augusztus 05, 23:05
Melyik verzió óta? Én úgy tudom mindkét esetben "satu" van...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 23:06
Írta: svejk Dátum 2012 augusztus 05, 23:06
Ha ez így van ahogy írod, akkor semmi dolgod :))
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 23:12
Írta: svejk Dátum 2012 augusztus 05, 23:12
No még ezt gyorsan kipróbáltam.
R3.043.022 verziónál minkét gombra satu megállással reagál, pedig direkt visszavettem a gyorsulást a motor tuningban 100mm/s2-re hogy jól érzékelhető legyen.
R3.043.022 verziónál minkét gombra satu megállással reagál, pedig direkt visszavettem a gyorsulást a motor tuningban 100mm/s2-re hogy jól érzékelhető legyen.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 05, 23:14
Írta: svejk Dátum 2012 augusztus 05, 23:14
Hoppá, most látom csak, hogy Te főorsót írsz. no az lehet mert én azt sosem próbáltam csak a fórumtársak panaszait olvastam.
Az előbbi kísérletem természetesen csak az X, Y, Z tengelyeken tudtam elvégezni.
Az előbbi kísérletem természetesen csak az X, Y, Z tengelyeken tudtam elvégezni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2012 augusztus 06, 18:25
Írta: 000000000 Dátum 2012 augusztus 06, 18:25
Sziasztok!
Van egy házi építésű CNC-m, egy házi vezérlővel. Amikor hozzám került az X tengely folyton tévesztett. Időközben rájöttem, hogy a DC megmunkálómotor visszazavar a léptetőmotor vezérlésébe. Áthúztam a megmunkálómotor kábelét árnyékoltra és lekötöttem a fémvázzal együtt földre. Szinte egycsapásra megszűnt ez a hiba. Azonban egyszer előfordult, hogy ugyanazt a szoftvert futtatva a Mach3-on egyszer hibátlan volt minden, egyszer csúnyán beleszaladt a Z tengely a (szerencsére) fa feltétbe, amit az asztalra rögzítettem - de a munkadarabot tönkretette. Továbbra is zavarra gondolok. Nincs valakinek ötlete hogyan lehetne teljesen kiküszöbölni az ilyesmit? Lehet, hogy tényleg csak a szénkefe mentes motor lesz jó megoldás?
Van egy házi építésű CNC-m, egy házi vezérlővel. Amikor hozzám került az X tengely folyton tévesztett. Időközben rájöttem, hogy a DC megmunkálómotor visszazavar a léptetőmotor vezérlésébe. Áthúztam a megmunkálómotor kábelét árnyékoltra és lekötöttem a fémvázzal együtt földre. Szinte egycsapásra megszűnt ez a hiba. Azonban egyszer előfordult, hogy ugyanazt a szoftvert futtatva a Mach3-on egyszer hibátlan volt minden, egyszer csúnyán beleszaladt a Z tengely a (szerencsére) fa feltétbe, amit az asztalra rögzítettem - de a munkadarabot tönkretette. Továbbra is zavarra gondolok. Nincs valakinek ötlete hogyan lehetne teljesen kiküszöbölni az ilyesmit? Lehet, hogy tényleg csak a szénkefe mentes motor lesz jó megoldás?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 07, 21:31
Írta: svejk Dátum 2012 augusztus 07, 21:31
Azon tűnődöm, hogy az éledező marógépem két tengelye segítségével kipróbálnám ennek az USB-LPT átalakítónak az eszterga funkcióit is.
0-2500 ford/min fordulatszámok közt bármit be tudok állítani, egyenlőre nyílthurkú, azaz fordulatszám visszacsatolás nélküli frekiváltó és 10 fokozatú mechanikus hajtómű segítségével.
Most akkor pontosan milyen jeladót is készítsek a főorsóra?
0-2500 ford/min fordulatszámok közt bármit be tudok állítani, egyenlőre nyílthurkú, azaz fordulatszám visszacsatolás nélküli frekiváltó és 10 fokozatú mechanikus hajtómű segítségével.
Most akkor pontosan milyen jeladót is készítsek a főorsóra?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 07, 21:44
Írta: svejk Dátum 2012 augusztus 07, 21:44
Egy két egyszerű kipróbált menetvágó G-kódot is szívesen fogadok a tesztekhez.
Miki2-től már kaptam egy nagyszerű, paraméterezhetőt, amit ezúton is köszönök!
Miki2-től már kaptam egy nagyszerű, paraméterezhetőt, amit ezúton is köszönök!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: KoLa Dátum 2012 augusztus 07, 21:52
Írta: KoLa Dátum 2012 augusztus 07, 21:52
Marógépre, forgatóra , vagy esztergára? de gondolom marógépre!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 07, 21:56
Írta: svejk Dátum 2012 augusztus 07, 21:56
Marógépre, de teljes értékű esztergaként fog üzemelni, bár lehet a próba idejére csúcstámasztás nem lesz.
Egy 32-es Weldonos befogóhoz csinálok egy átalakítót, és rárakok egy 125-ös tokmányt.
A főorsót be tudom forgatni a marógép Y és a Z síkjába is.
Láttad a gépemet...
Egy 32-es Weldonos befogóhoz csinálok egy átalakítót, és rárakok egy 125-ös tokmányt.
A főorsót be tudom forgatni a marógép Y és a Z síkjába is.
Láttad a gépemet...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 augusztus 07, 22:00
Írta: kr97pwss2 Dátum 2012 augusztus 07, 22:00
A főorsóra 1 réses jeladót rakjál, és kapcsold be a Port & Pins / Spindle Setup ablaknál a Use Spindle Feedback in Sync Modes lehetőséget. Ilyenkor a valós fordulatszám alapján számolja ki az előtolást nem pedig a megmunkálóprogramban megadott Sxxx-el.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 07, 22:01
Írta: svejk Dátum 2012 augusztus 07, 22:01
De lehet szerzek valami seprűnyélszerűséget és akkor a kísérletekhez elég az ER befogó önmagában. :)
Mert azt azért az előzetes írásaitokból sejtem hogy fogom termelni a hulladékot a MACH3-mal :)
Mert azt azért az előzetes írásaitokból sejtem hogy fogom termelni a hulladékot a MACH3-mal :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 07, 22:04
Írta: svejk Dátum 2012 augusztus 07, 22:04
Aha, suttyomban figyelsz! :)
Ez dicséretes! :)) [#worship]
Mekkora legyen a jeladó kitöltési tényezője?
ui:
Egyébként ma is nyüstöltem a maró részét, nem találtam még más hibát a cucc-ban.
Ez dicséretes! :)) [#worship]
Mekkora legyen a jeladó kitöltési tényezője?
ui:
Egyébként ma is nyüstöltem a maró részét, nem találtam még más hibát a cucc-ban.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 augusztus 07, 22:12
Írta: kr97pwss2 Dátum 2012 augusztus 07, 22:12
Néha azért idepillantok, így estefelé több időm van.
Az index bemeneten a minimális jelszélesség 20us.
Azaz a Printer porttal ellentétben itt nem kell túl széles rést csinálni. A lényeg, hogy az optocsatoló kimenetén határozott impulzus legyen
.
Az index bemeneten a minimális jelszélesség 20us.
Azaz a Printer porttal ellentétben itt nem kell túl széles rést csinálni. A lényeg, hogy az optocsatoló kimenetén határozott impulzus legyen
.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: KoLa Dátum 2012 augusztus 07, 22:20
Írta: KoLa Dátum 2012 augusztus 07, 22:20
Ez elég felejtős beállítás, már két évvel ezelőtt sem működött, a Mach3 nem tud realtime spindle kontrollt ez tuti! Csewe készített M kódot erre a célra, talán sikerül összehoznia hogy használni lehessen!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 augusztus 07, 22:35
Írta: kr97pwss2 Dátum 2012 augusztus 07, 22:35
Igen tudom, hogy nem fog valós időben szinkronizálni, mert a Pluginban még nincs ez a funkció megcsinálva, de a menetemelkedés kalkulációjához kell. Én legalábbis így tapasztaltam.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: KoLa Dátum 2012 augusztus 07, 22:50
Írta: KoLa Dátum 2012 augusztus 07, 22:50
És még itt van a forgácsoló erő okozta főorsó lassulás? ez lényeges a szinkronitásban, eszterga módban!mert ez gyilkolja le a menetet, nekem szerencsére elég nyomatékom van hogy ne lassuljon a főorsóm,számottevően!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 07, 23:07
Írta: svejk Dátum 2012 augusztus 07, 23:07
Még mindig a Mach-ot használod menetvágásra?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 07, 23:08
Írta: svejk Dátum 2012 augusztus 07, 23:08
És meglesz oldva? [#wink]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 augusztus 10, 10:55
Írta: kr97pwss2 Dátum 2012 augusztus 10, 10:55
A Softlimit-et javítottam V2.106-os Plugin verzióban. A Stop-kor és a Feed Hold-kor a lassítás megoldásához már felvázoltam fejben a teendőket. Ki kell még kalkulálnom, hogy a szükséges számítások hogyan fognak beleférni a rendelkezésre álló processzor időbe.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s7manbs8 Dátum 2012 augusztus 10, 14:53
Írta: s7manbs8 Dátum 2012 augusztus 10, 14:53
Assemblerben írod ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 augusztus 10, 20:33
Írta: kr97pwss2 Dátum 2012 augusztus 10, 20:33
A DSP-ben lévő programot C-ben, az időkritikus részeknél ASM betétekkel. A Plugint pedig Visual C++.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s7manbs8 Dátum 2012 augusztus 10, 20:52
Írta: s7manbs8 Dátum 2012 augusztus 10, 20:52
Szép feladat.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 11, 10:08
Írta: svejk Dátum 2012 augusztus 11, 10:08
És MŰKÖDIK!! :))
Eddig két hibát jeleztem és mindkettőt pár napon belül javítottad.
Bárcsak az ArtSoft-nál is ilyen jól és gyorsan működnének a hibajavítások!
Tehát SoftLimit probléma megoldva!!
Eddig két hibát jeleztem és mindkettőt pár napon belül javítottad.
Bárcsak az ArtSoft-nál is ilyen jól és gyorsan működnének a hibajavítások!
Tehát SoftLimit probléma megoldva!!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 11, 10:41
Írta: svejk Dátum 2012 augusztus 11, 10:41
"Ami még újdonság, hogy a Plugin verzióját menüből egy nyomógomb megnyomásával interneten keresztül ellenőrizni lehet, így az esetleges frissítések könnyen észrevehetők. "
No ez nekem beletellett jó pár percbe mire rájöttem a nyitjára.
Az ilyen kijelentések jól hangzanak, de jobb ha mindjárt az elején leírod a metódust, mert a felhasználók CSAK emberek és nem gondolatolvasók, vagy programozók :))
Bő lére eresztve leírom a frissítést ahogy csináltam.
Direkt NET-en keresztül próbáltam ha már adott a lehetőség.
- USB-s Wifi bedug driverét előkeres(hogy az isten gyújtsa föl az összes ilyen gyártót aki a mai világban nem tudja maga az eszköz valamilyen nem illanó memóriájába belerakni a drivert! )
- NET kapcsolat oké...
- De hol van az az ellenőrző nyomógomb??
A plug in control fülnél nincs semmi aktív mező.
- Keres tovább...Config/Config plugins-nál látom az UC100-at! Jobb oldalt sárga mezőben Configra kattintva előjön az óhajtott ablak.
No végre.
- Rákattint, szól hogy van frissebb verzió, betölti a Polgárdi Design honlapját, ott rákattintva a kívántra, (nem ajánlja fel az újat :( ) telepít. Írja hogy az újabb plugin betöltve.
- Persze nem változik semmi. :((
- Mach3-at újraindít, az elején kiválaszt az újabb plugin (mondjuk nem tudom, hogy ha ez az ablak ki lenne pipálva hogy ne jelenjen meg induláskor, akkor mi történne?)
- Persze nem jó, a régi töltődött be..
- Megint Config/Config Plugins, hát a régi plugin van kipipálva zölddel az Enable mezőben.
régit letilt, újat engedélyez, újraindít, nem jó, hibát ír...
- Ekkor eszébe jut, hogy egy héttel olvasott valamit a manuálban, hogy csak 1 plugin lehet a Mach3 PlugIns könyvtárában (de mi van ha 3 hónapja telepítettem, és ezt már rég elefelejtettem?)
-Totál Commander, régi plugint kitöröl, mach3 újraindít, jéé és MŰKÖDIK!
- SoftLimitet kikapcsol, referenciát felvesz, SoftLimitet visszakapcsol és TÖKÉLETESEN tudja a dolgát!!
Klasszul megáll és szól hogy elértük a SoftLimitet.
Sőt, már maga a G-kód betöltésélnél figyelmeztet ha túl nagy a munkadarab!
(persze ezt LPT módban is tette)
No tehát a fentieket csak azért írtam le, hogy más hozzám hasonló együgyű is meg tudja oldani a feladatot.
Ha van sokkal egyszerűbb és gyorsabb módja(márpedig van, csak nincs leírva sehol) akkor azt szívesen olvasnánk mondjuk egy újabb manuálban illetve itt a toppicban.
Remélem a hozzászólást építő jellegűnek veszed, mert valóban annak szánom!
No ez nekem beletellett jó pár percbe mire rájöttem a nyitjára.
Az ilyen kijelentések jól hangzanak, de jobb ha mindjárt az elején leírod a metódust, mert a felhasználók CSAK emberek és nem gondolatolvasók, vagy programozók :))
Bő lére eresztve leírom a frissítést ahogy csináltam.
Direkt NET-en keresztül próbáltam ha már adott a lehetőség.
- USB-s Wifi bedug driverét előkeres(hogy az isten gyújtsa föl az összes ilyen gyártót aki a mai világban nem tudja maga az eszköz valamilyen nem illanó memóriájába belerakni a drivert! )
- NET kapcsolat oké...
- De hol van az az ellenőrző nyomógomb??
A plug in control fülnél nincs semmi aktív mező.
- Keres tovább...Config/Config plugins-nál látom az UC100-at! Jobb oldalt sárga mezőben Configra kattintva előjön az óhajtott ablak.
No végre.
- Rákattint, szól hogy van frissebb verzió, betölti a Polgárdi Design honlapját, ott rákattintva a kívántra, (nem ajánlja fel az újat :( ) telepít. Írja hogy az újabb plugin betöltve.
- Persze nem változik semmi. :((
- Mach3-at újraindít, az elején kiválaszt az újabb plugin (mondjuk nem tudom, hogy ha ez az ablak ki lenne pipálva hogy ne jelenjen meg induláskor, akkor mi történne?)
- Persze nem jó, a régi töltődött be..
- Megint Config/Config Plugins, hát a régi plugin van kipipálva zölddel az Enable mezőben.
régit letilt, újat engedélyez, újraindít, nem jó, hibát ír...
- Ekkor eszébe jut, hogy egy héttel olvasott valamit a manuálban, hogy csak 1 plugin lehet a Mach3 PlugIns könyvtárában (de mi van ha 3 hónapja telepítettem, és ezt már rég elefelejtettem?)
-Totál Commander, régi plugint kitöröl, mach3 újraindít, jéé és MŰKÖDIK!
- SoftLimitet kikapcsol, referenciát felvesz, SoftLimitet visszakapcsol és TÖKÉLETESEN tudja a dolgát!!
Klasszul megáll és szól hogy elértük a SoftLimitet.
Sőt, már maga a G-kód betöltésélnél figyelmeztet ha túl nagy a munkadarab!
(persze ezt LPT módban is tette)
No tehát a fentieket csak azért írtam le, hogy más hozzám hasonló együgyű is meg tudja oldani a feladatot.
Ha van sokkal egyszerűbb és gyorsabb módja(márpedig van, csak nincs leírva sehol) akkor azt szívesen olvasnánk mondjuk egy újabb manuálban illetve itt a toppicban.
Remélem a hozzászólást építő jellegűnek veszed, mert valóban annak szánom!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 augusztus 11, 10:49
Írta: svejk Dátum 2012 augusztus 11, 10:49
No már hívott is egy fórumtárs, hogy Ő sem boldogult elsőre.
Nagyon fontos egy ilyen eszköznél, hogy MINDENKI, még a Jóska Pista bácsi is tudja használni elsőre, ne szegje kedvét semmi.
Egy szoftver vagy eszköz sikere a használhatóságon múlik, ez többet ér bármilyen reklámnál.
Nagyon fontos egy ilyen eszköznél, hogy MINDENKI, még a Jóska Pista bácsi is tudja használni elsőre, ne szegje kedvét semmi.
Egy szoftver vagy eszköz sikere a használhatóságon múlik, ez többet ér bármilyen reklámnál.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2012 augusztus 11, 12:13
Írta: ANTAL GÁBOR Dátum 2012 augusztus 11, 12:13
Nekem nem sikerül a NET3.5 telepítés. (próbálom offline , és online )Letöltődik rendesen de amikor települ (lassan!!!) akkor 7 pálcika után kiírja hogy eltávolítja mert nem sikerült. A windows lett frissítve. A sorrend is számít ? (mert én a NET 3.5 tel kezdtem )
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 szeptember 04, 16:19
Írta: kr97pwss2 Dátum 2012 szeptember 04, 16:19
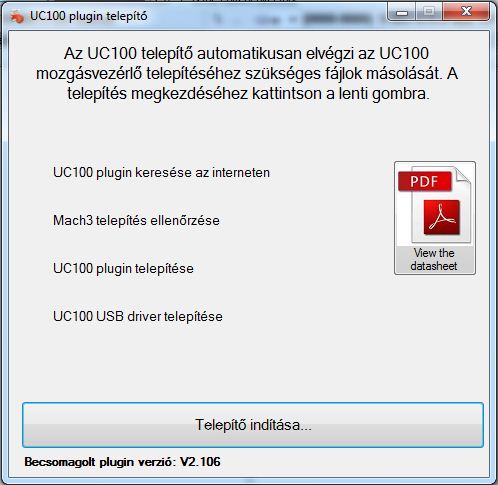
Pár heti szabadság után ismét itt vagyok, mindjárt be is mutatok egy kis segédprogramot amely az installálási problémára készült. Automatikusan felinstallálja a legfrissebb Plugint, és az USB drivereket.
Tulajdonképpen 1 kattintással mindent megcsinál.
A program innen tölthető le:UC100autoinstaller
Tulajdonképpen 1 kattintással mindent megcsinál.
A program innen tölthető le:UC100autoinstaller
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 szeptember 04, 16:21
Írta: kr97pwss2 Dátum 2012 szeptember 04, 16:21
Hopp, előbb a link nem sikerült:
UC100autoinstaller
UC100autoinstaller
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2012 szeptember 04, 16:37
Írta: 000000000 Dátum 2012 szeptember 04, 16:37
Ez, internett kapcsolat nélkűl is müködik?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 szeptember 04, 16:40
Írta: kr97pwss2 Dátum 2012 szeptember 04, 16:40
Igen, működik. Ha nincs internet, akkor a benne lévő Plugint installálja fel.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2012 szeptember 04, 16:49
Írta: 000000000 Dátum 2012 szeptember 04, 16:49
Köszi!
Ezzel, sokkal kényelmesebb lesz a telepítés.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 szeptember 04, 18:52
Írta: svejk Dátum 2012 szeptember 04, 18:52
[#worship] Köszönöm a többi felhasználó nevében is!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: hje3wyntn Dátum 2012 szeptember 17, 16:45
Írta: hje3wyntn Dátum 2012 szeptember 17, 16:45
Hali!
Hogy tudom visszaállítani LTP portra? Kiveszem a plugin pipáját, de mindig visszaállítja és keresi az eszközt. Meg kellene csinálnom egy munkát, de a mozgásvezérlővel csak selejt készül. Félig elmegy rendesen, majd felületi hibákat csinál. Újraindítom, pár óra múlva beleszánt a közepébe. Eddig ilyen nem fordult elő. Hol keressem a hibát?
Hogy tudom visszaállítani LTP portra? Kiveszem a plugin pipáját, de mindig visszaállítja és keresi az eszközt. Meg kellene csinálnom egy munkát, de a mozgásvezérlővel csak selejt készül. Félig elmegy rendesen, majd felületi hibákat csinál. Újraindítom, pár óra múlva beleszánt a közepébe. Eddig ilyen nem fordult elő. Hol keressem a hibát?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2012 szeptember 17, 17:35
Írta: 000000000 Dátum 2012 szeptember 17, 17:35
A Mach3 indításakor előjön egy ablak. Amibe kérdezi, hogyan induljon.
1. Normál módon, printer port operation
2. UC100- cnc conroller
Azt jelöld ki induláskor, amivel akarod indítani, használni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: hje3wyntn Dátum 2012 szeptember 17, 18:30
Írta: hje3wyntn Dátum 2012 szeptember 17, 18:30
Nekem még nem jött fel ilyen ablak. Mit b...tam el? A a null pont is elmegy. Neked nem volt még ilyen?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 szeptember 17, 18:39
Írta: svejk Dátum 2012 szeptember 17, 18:39
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 szeptember 17, 18:46
Írta: svejk Dátum 2012 szeptember 17, 18:46
Egyébként eddig meg voltál elégedve a működésével?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: hje3wyntn Dátum 2012 szeptember 17, 18:48
Írta: hje3wyntn Dátum 2012 szeptember 17, 18:48
Tényleg, a pipa!!
Köszönöm![#falbav][#worship]
Köszönöm![#falbav][#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: hje3wyntn Dátum 2012 szeptember 17, 20:15
Írta: hje3wyntn Dátum 2012 szeptember 17, 20:15
Ok, működik. Egyébként jól szuperál, csak a mostani hiba nem tudom miért volt. Mintha menet közben elment volna a szinkron a pc es a uc100 között. A Tollpath kijelző is máshol állt amikor beleszántott az anyagba. Az elején még együtt mozgott. A Soft limit Slow Zone nállam nem műkszik. Nállatok?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: hje3wyntn Dátum 2012 szeptember 17, 20:19
Írta: hje3wyntn Dátum 2012 szeptember 17, 20:19
A Mach- ban a kernel frekvencia ilyenkor mindegy, hogy mennyire van állítva?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 szeptember 17, 20:23
Írta: svejk Dátum 2012 szeptember 17, 20:23
A soft limit visszajelzésemre ki lett javítva a V.2.106-tól.
lásd: #95
De ha Te hamarabb megírtad volna a problémát, akkor mi már nem szívtunk volna vele!![#ejnye1]
lásd: #95
De ha Te hamarabb megírtad volna a problémát, akkor mi már nem szívtunk volna vele!![#ejnye1]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: hje3wyntn Dátum 2012 szeptember 17, 20:31
Írta: hje3wyntn Dátum 2012 szeptember 17, 20:31
Én csak két napja jöttem rá.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: hje3wyntn Dátum 2012 szeptember 17, 20:33
Írta: hje3wyntn Dátum 2012 szeptember 17, 20:33
Akkor már működnie kellene a Slow zonának?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 szeptember 17, 20:44
Írta: svejk Dátum 2012 szeptember 17, 20:44
Azt nem tudom, én még sosem állítottam el a gyári 1 értékről.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2012 szeptember 18, 05:54
Írta: ANTAL GÁBOR Dátum 2012 szeptember 18, 05:54
Nálam is jól szuperál de én nem lehetek mértékadó mert az esztergán van és ott még nincs kialakítva sem ref sem home. Csak az index jön be és a két motorjel megy ki Próbáltam az MPG is ott észrevettem valamit de korántsem biztos hogy az az UC 100 hibázik
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 szeptember 18, 10:21
Írta: kr97pwss2 Dátum 2012 szeptember 18, 10:21
A Mach3 "heckelt"? Mert azzal szokott turpisságokat csinálni. Pl. a megmunkálóprogram felénél az egyik tengely DIR lábát menet közben megnegálja vagy extra mozgásokat hajt végre.
Ha mégse ez a hiba oka, akkor kérlek küld el nekem a megmunkálóprogramot, a Mach3 és a Plugin verziót, ja és persze egy részletes leírást, hogy mikor milyen hiba jelentkezett. Ezek alapján megpróbálom kideríteni az okát.
Ha mégse ez a hiba oka, akkor kérlek küld el nekem a megmunkálóprogramot, a Mach3 és a Plugin verziót, ja és persze egy részletes leírást, hogy mikor milyen hiba jelentkezett. Ezek alapján megpróbálom kideríteni az okát.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 szeptember 18, 10:23
Írta: kr97pwss2 Dátum 2012 szeptember 18, 10:23
A Slow zone még nincs a Pluginban implementálva. A következő verzióba belerakom majd.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 szeptember 18, 19:31
Írta: svejk Dátum 2012 szeptember 18, 19:31
[#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: hje3wyntn Dátum 2012 szeptember 18, 20:50
Írta: hje3wyntn Dátum 2012 szeptember 18, 20:50
Ha megint előfordul, akkor jelzek. Ma nem csinált hibát. A Mach- ban a kernel frekvencia ilyenkor mindegy, hogy mennyire van állítva?
Köszönöm![#worship]
Köszönöm![#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 szeptember 18, 21:04
Írta: kr97pwss2 Dátum 2012 szeptember 18, 21:04
Mindegy, mert nem veszi figyelembe, csak amit az UC100 In/Out ablakban beállítasz. Amúgy, ha a nagy piros RESET gombot megnyomod a Mach3-ban, és Estop állapotba állítod, majd újra megnyomod, akkor teljesen újraszinkronizál az UC100. Ha ezután a szinkronizálási probléma nem szűnik meg, akkor ott a Mach3-al van a gond.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2012 október 18, 20:47
Írta: ANTAL GÁBOR Dátum 2012 október 18, 20:47
Balázs ! A másik Balázstól ( Klincsik ) kell megtudnom hogy már a 110 es verziónál jársz! Amit nekem csináltál ( a korrekt MPG lekezelés (107 es version) azt beleépítetted a 110 esbe is?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 október 18, 22:39
Írta: kr97pwss2 Dátum 2012 október 18, 22:39
Igen a nagy fejlesztésben el is felejtettem itt jelezni, hogy elkészült egy újabb verzió, mely letölthető a honlapomról. A főbb változások: kezeli az összes Encodert és MPG-t.
Amit neked küldtem kipróbálásra V2_107-es verzióban módosításokat, a V2_110-es azokat is tartalmazza.
Amit neked küldtem kipróbálásra V2_107-es verzióban módosításokat, a V2_110-es azokat is tartalmazza.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 október 19, 08:22
Írta: svejk Dátum 2012 október 19, 08:22
Irgum-burgum! :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 november 21, 13:58
Írta: kr97pwss2 Dátum 2012 november 21, 13:58
Elkészült egy újabb Plugin verzió az UC100-ashoz, mely letölthető innen: UC100 V2.114
A főbb változások:
- Slow zone kezelése JOG közben.
- Home teljesen át lett dolgozva, hogy a beállított értékekkel lassítson és gyorsítson.
- Probe alatt nem jó sebességgel lassít hibajavítás.
- Szoftlimitnél a gépi koordinátákat figyeli.
- Presist DRO nem működött (nem mentette el a koordinátákat).
- Feed Hold után az újabb Mach3-as verziókkal nem lehetett Cycle Start-al újraindítani.
Az automatikus installáló program innen tölthető le: UC100autoinstaller.zip
A főbb változások:
- Slow zone kezelése JOG közben.
- Home teljesen át lett dolgozva, hogy a beállított értékekkel lassítson és gyorsítson.
- Probe alatt nem jó sebességgel lassít hibajavítás.
- Szoftlimitnél a gépi koordinátákat figyeli.
- Presist DRO nem működött (nem mentette el a koordinátákat).
- Feed Hold után az újabb Mach3-as verziókkal nem lehetett Cycle Start-al újraindítani.
Az automatikus installáló program innen tölthető le: UC100autoinstaller.zip
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 november 21, 20:55
Írta: svejk Dátum 2012 november 21, 20:55
Ez igen!
Köszönjük a terméktámogatást!
Köszönjük a terméktámogatást!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 november 24, 08:45
Írta: svejk Dátum 2012 november 24, 08:45
Milyen a minimális hardver követelménye a PC-nek ezen USB-LPT átalakító esetében?
Itt ha minden igaz jelentős terhet átvesz a PC processzorától az átalakító.
Van nekem egy ITX alaplapom 1,2 GHz-es cerkával, 1 GB RAM-mal. Van esélye?
Itt ha minden igaz jelentős terhet átvesz a PC processzorától az átalakító.
Van nekem egy ITX alaplapom 1,2 GHz-es cerkával, 1 GB RAM-mal. Van esélye?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xfg6v697j Dátum 2012 november 24, 09:06
Írta: xfg6v697j Dátum 2012 november 24, 09:06
Szerintem USB2 mindenképpen kell hozzá,és az az alaplap valószínű csak USB1-el rendelkezik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 november 24, 09:46
Írta: svejk Dátum 2012 november 24, 09:46
2.0 van rajta.
D201GLY2
Viszont nem értem itt csak azt írja hogy 533 MHz-es a proci.
Ennek utána kell járni milyen is pontosan. A RAM is már DDR2-es benne.
D201GLY2
Viszont nem értem itt csak azt írja hogy 533 MHz-es a proci.
Ennek utána kell járni milyen is pontosan. A RAM is már DDR2-es benne.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xfg6v697j Dátum 2012 november 24, 10:14
Írta: xfg6v697j Dátum 2012 november 24, 10:14
Én régebben 500 MHz-es gépen haszáltam a mach-ot,bár akkor még nem vol hozzá marógépem,de futott rendesen.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2012 november 24, 10:16
Írta: 000000000 Dátum 2012 november 24, 10:16
Svejk!, lehet nekem kell szemügő de én ot SMbus frekvenciát látok 533nak és látásból ismerem azokat az alaplapokat sok még vissza is köszön és tudom hogy 1,2Ghz körüli 1magos procikkal voltak forgalomban...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 november 24, 10:26
Írta: svejk Dátum 2012 november 24, 10:26
Úgy van!!
A szokásos kapkodás és figyelmetlenség. :(
A szokásos kapkodás és figyelmetlenség. :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 november 24, 10:28
Írta: svejk Dátum 2012 november 24, 10:28
Megbízható cucc? Ezektől a BGA-s prociktól félek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2012 november 24, 10:42
Írta: 000000000 Dátum 2012 november 24, 10:42
Nekem sem szimpatikusak ezek a beforrasztott cpu-k, de nem volt velük probléma. Egyet használtam pincébe web / ftp szerverként, kb 1 évet folyamatosan ment, az is bírta.
Máskülönben meg szerintem nem rosszabb ez mint egy laptop beforrasztott vga chip-je, mert ott mlg hozzá adódik az is hogy a forró chipes laptopot erősebben rakom arréb az asztalon, vagy durván írógépezek a bilentyűzetén...
Máskülönben meg szerintem nem rosszabb ez mint egy laptop beforrasztott vga chip-je, mert ott mlg hozzá adódik az is hogy a forró chipes laptopot erősebben rakom arréb az asztalon, vagy durván írógépezek a bilentyűzetén...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2012 november 24, 10:47
Írta: 000000000 Dátum 2012 november 24, 10:47
Hogy számokat is mondjak 2008-ban 3x25 darab ment át a kezeink között, abbol van 1 mellettem kamera felvételeit rögziti 1 ami pincében ment és a többi 73 felhasználóknál 0 visszahozott garanciás.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 november 24, 11:20
Írta: svejk Dátum 2012 november 24, 11:20
Köszönöm az infókat, megvárom Polgárdi Balázs véleményét aztán beüzemelem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 november 24, 11:43
Írta: kr97pwss2 Dátum 2012 november 24, 11:43
Amin eddig kipróbáltam leglassabb gép egy P3 800Mhz számítógép volt XP-vel. Azon ment tökéletesen.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 november 24, 12:11
Írta: svejk Dátum 2012 november 24, 12:11
Köszönöm, ez jó hír!!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nyiszi Dátum 2012 november 24, 12:30
Írta: nyiszi Dátum 2012 november 24, 12:30
Szia Balázs!
Hogyan és mennyiért kapok egy ilyen átalakítót?
Hogyan és mennyiért kapok egy ilyen átalakítót?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 november 24, 14:34
Írta: kr97pwss2 Dátum 2012 november 24, 14:34
Még valami eszembe jutott, lassabb gépeknél érdemes egy kis segédprogramot felinstallálni, aminek segítségével be lehet állítani az egyes programok prioritását a Windows-ban. Ez a kis program el is menti ezt a beállítást és ezután minden indításkor érvényesíti. Ez ezért lehet érdekes, mert LPT portot használóknál is a Mach3-at magas prioritásra állítva, több processzoridő áll rendelkezésre és nem fog annyira akadozni. Persze ezzel csak finomítani lehet a dolgokon. Ja és itt a program honlapja: prio_win32
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 november 24, 14:37
Írta: kr97pwss2 Dátum 2012 november 24, 14:37
Az UC100 megvásárolható a CNCDRIVE webáruházában: Cncdrive Webáruház
Közösen gyártjuk és forgalmazzuk.
Közösen gyártjuk és forgalmazzuk.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nyiszi Dátum 2012 november 24, 16:43
Írta: nyiszi Dátum 2012 november 24, 16:43
Köszi.
Írtam levelet.
Írtam levelet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2012 november 24, 20:11
Írta: svejk Dátum 2012 november 24, 20:11
Ez amolyan pilótavizsgás progi, vagy halandók is bírhatnak vele?
Kárt nem tudunk tenni vele az operációs rendszerben?
Gyakorlati tapasztalatok számokkal igazolva állnak valakinek a rendelkezésére?
Van valami mérőszám, vagy csak a Mach3 futásánál szubjektív értékelés?
Kárt nem tudunk tenni vele az operációs rendszerben?
Gyakorlati tapasztalatok számokkal igazolva állnak valakinek a rendelkezésére?
Van valami mérőszám, vagy csak a Mach3 futásánál szubjektív értékelés?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 november 24, 21:16
Írta: kr97pwss2 Dátum 2012 november 24, 21:16
Szerintem nem tudsz vele kárt tenni, mert a prioritást ez a program nélkül is be tudod állítani a feladatkezelőben (Ctrl+Shift+Esc). Ez a program annyit csinál, hogy a beállítást megjegyzi. Persze rendszer folyamatokat nem kell piszkálni, csak a Mach3-nak magasabb prioritást beállítani. Számszerűen nem mértem, de annál a 800Mhz-es gépnél hamarabb reagált a gombokra, ill. kicsit gyorsabban frissítette a képernyőt.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Szedlay Pál Dátum 2012 november 24, 22:43
Írta: Szedlay Pál Dátum 2012 november 24, 22:43
Megnéztem az áruházat.
Félelmetesen jó árak vannak ER16-os patronból.
Ezek milyen minőségűek.
Milyen pontosságú besorolással bírnak?
Nálatok egy 10db-os szett 13500Ft.
Én a Schaublintól rendeltem 3-as furattal preciziós tűréssel
"75-16200 3mm furat 21.620Ft+Áfa"
És ez 1 darab.
Kíváncsi lennék a különbségre, valószínű rendelek tőletek is.
Darabra is adjátok vagy csak szettben.
Félelmetesen jó árak vannak ER16-os patronból.
Ezek milyen minőségűek.
Milyen pontosságú besorolással bírnak?
Nálatok egy 10db-os szett 13500Ft.
Én a Schaublintól rendeltem 3-as furattal preciziós tűréssel
"75-16200 3mm furat 21.620Ft+Áfa"
És ez 1 darab.
Kíváncsi lennék a különbségre, valószínű rendelek tőletek is.
Darabra is adjátok vagy csak szettben.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2012 november 24, 23:24
Írta: kr97pwss2 Dátum 2012 november 24, 23:24
Csak szettben van, és a webáruházban nettó árak vannak feltüntetve.
DIN6499B : 0.015mm maximum ütés edzett, köszörült 1065 acél alapanyag, de bővebb információt a CNCDRIVE-osoktól lehet kérni.
DIN6499B : 0.015mm maximum ütés edzett, köszörült 1065 acél alapanyag, de bővebb információt a CNCDRIVE-osoktól lehet kérni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Szedlay Pál Dátum 2012 november 24, 23:34
Írta: Szedlay Pál Dátum 2012 november 24, 23:34
Köszönöm válaszod.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2012 december 02, 16:27
Írta: 000000000 Dátum 2012 december 02, 16:27
© vasas ma 10:53 | Válasz | #9305
Kérlek nézz átt a mach3 topikba!
Kérlek nézz átt a mach3 topikba!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 január 08, 19:56
Írta: pisti73 Dátum 2013 január 08, 19:56
Sziasztok!
EHHEZ mit szóltok, szerintetek működőképes lenne a Mach3-mal? Kísértetiesen hasonlít a Balázséhoz...
EHHEZ mit szóltok, szerintetek működőképes lenne a Mach3-mal? Kísértetiesen hasonlít a Balázséhoz...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 január 09, 09:28
Írta: kr97pwss2 Dátum 2013 január 09, 09:28
A hasonlóság tényleg döbbenetes, de ez egy sima USB->LPT átalakító, és csak nyomtatásra alkalmas. Sajnos a topik címe az USB-LPT átalakító neve miatt félrevezető, mert a Mach3-hoz mozgásvezérlő kell (írják is a honlapjukon). Hogy mi is a különbség a kettő között: Az USB-LPT átalakító a kimenetén párhuzamos kommunikációval küldi (és fogadja) az adatokat a nyomtatónak. Az adatfolyamban kisebb szünetek is előfordulhatnak, attól függően, hogy a számítógép és a nyomtató milyen gyorsan tud kommunikálni. De a nyomtatónál ez nem okoz gondot, mert kivárja míg beérkezik az összes adat és csak utána nyomtat. Ezzel ellentétben a mozgásvezérlő kimenetén impulzusokat ad ki, melyeket a panelon található DSP állít elő a Mach3-tól kapott adatok alapján, és a sorrendjét és időzítését pontosan tartja.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: D.Laci Dátum 2013 január 09, 10:00
Írta: D.Laci Dátum 2013 január 09, 10:00
Korában ezt kipróbáltam ~1kHz lehet kipréselni belőle de mach3-al nem működik. Kcam4-el megy.
http://www-user.tu-chemnitz.de/~heha/bastelecke/Rund%20um%20den%20PC/USB2LPT/index.html.en
http://www-user.tu-chemnitz.de/~heha/bastelecke/Rund%20um%20den%20PC/USB2LPT/index.html.en
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 január 27, 16:55
Írta: svejk Dátum 2013 január 27, 16:55
Mester Úr!
Találtam egy hibát a V.2.106-ban, mely megint a szoftver limittel kapcsolatos.
Nem tudom hogy a későbbiekben javítva van-e már.
Nevezetesen:
Nálam a Z tengely referenciája a felső végállás előtt 22-23 mm-re van, Home All megnyomásakor a Z tengely itt veszi fel a gépi abszolute poziciót.
A szofver limit úgy van beállítva hogy ettől a referenciától 20 mm-re határol, azaz a végállás előtt 2-3 mm-re.
A hibához még a következő beállításnak kell lennie:
Config/safe_Z setup:
allow safe Z mode = pipa
safe DRO is in Work coordinates = bejelölve
safe_Z ablakban: 50
Ebben az esetben ugye pl. goto zero mozgáskor a mindenkor Z poziciót kiemeli 50 mm-re majd ezek után indítja el az x és y mozgásokat, nehogy elakadjon a szerszám.
No most ha én közvetlen referencifelvétel után nullázom a DRO-kat és bekapcsolom a softverlimitet (esetemben a felső végállás előtt vagyok 20 mm-re)
megnyomom a goto zero-t, akkor az lpt-ről vezérelve felmegy a gép felmegy 20 mm-t, kiírja hogy soft limit, vár egy picit, majd szépen visszajön nulla Z-re.
Az USB átalakító estén pedig elindul, kiírja 20 mm után hogy soft limit, de nem megy vissza nulláig, hanem rapszodikusan 7-8 mm-nél megáll a DRO.
Ha közbem a másik két tengely közül is mozgásban volt valamelyik akkor ezt is megállítja.
Találtam egy hibát a V.2.106-ban, mely megint a szoftver limittel kapcsolatos.
Nem tudom hogy a későbbiekben javítva van-e már.
Nevezetesen:
Nálam a Z tengely referenciája a felső végállás előtt 22-23 mm-re van, Home All megnyomásakor a Z tengely itt veszi fel a gépi abszolute poziciót.
A szofver limit úgy van beállítva hogy ettől a referenciától 20 mm-re határol, azaz a végállás előtt 2-3 mm-re.
A hibához még a következő beállításnak kell lennie:
Config/safe_Z setup:
allow safe Z mode = pipa
safe DRO is in Work coordinates = bejelölve
safe_Z ablakban: 50
Ebben az esetben ugye pl. goto zero mozgáskor a mindenkor Z poziciót kiemeli 50 mm-re majd ezek után indítja el az x és y mozgásokat, nehogy elakadjon a szerszám.
No most ha én közvetlen referencifelvétel után nullázom a DRO-kat és bekapcsolom a softverlimitet (esetemben a felső végállás előtt vagyok 20 mm-re)
megnyomom a goto zero-t, akkor az lpt-ről vezérelve felmegy a gép felmegy 20 mm-t, kiírja hogy soft limit, vár egy picit, majd szépen visszajön nulla Z-re.
Az USB átalakító estén pedig elindul, kiírja 20 mm után hogy soft limit, de nem megy vissza nulláig, hanem rapszodikusan 7-8 mm-nél megáll a DRO.
Ha közbem a másik két tengely közül is mozgásban volt valamelyik akkor ezt is megállítja.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 január 27, 17:48
Írta: kr97pwss2 Dátum 2013 január 27, 17:48
Az UC100-hoz az aktuális plugin V2.117
Nálad még egy régebbi verzió van. Töltsd le az újabbat, abban már ki vannak javítva a szoftlimitnél tapasztalt hibák.
Nálad még egy régebbi verzió van. Töltsd le az újabbat, abban már ki vannak javítva a szoftlimitnél tapasztalt hibák.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 január 27, 18:18
Írta: svejk Dátum 2013 január 27, 18:18
Okszi, majd feltöltöm.
Egyébként van mód a régebbi verziók visszatöltésére is?
Egyébként van mód a régebbi verziók visszatöltésére is?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 január 28, 13:41
Írta: kr97pwss2 Dátum 2013 január 28, 13:41
Vissza lehet a régebbi verziót is rakni, de nem látom értelmét, mert az újabb több funkciót és hibajavításokat tartalmaz a régihez képest.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nyiszi Dátum 2013 február 03, 18:17
Írta: nyiszi Dátum 2013 február 03, 18:17
Szia Balázs!
Kapható már a UCR200.
Tudsz már árat?
Kapható már a UCR200.
Tudsz már árat?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 február 03, 20:26
Írta: kr97pwss2 Dátum 2013 február 03, 20:26
Még nem kapható. És helyette egy másik típus lesz. Az eredeti elképzeléshez képest (ami a honlapomon van kép) a visszajelzések és igények felmérése után teljesen át lett dolgozva és a koncepció módosítva. Az eredeti elképzeléshez képest jóval több ki/bemenet lesz rajta. Ezért is vagyok vele csúszásban. A prototípus szoftverének végleges befejezésén dolgozom éppen. Ha minden jól alakul, akkor tavasszal-nyár elején megvásárolható lesz. Árat még egyenlőre nem tudok.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 február 03, 20:39
Írta: svejk Dátum 2013 február 03, 20:39
Azt hogy csinálod hogy hónapokig ne írsz, de ha kérdeznek pár órán belül válaszolsz??
Azt nem feltételezem hogy folyamatosan olvasod a fórumot. :)
Azt nem feltételezem hogy folyamatosan olvasod a fórumot. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nyiszi Dátum 2013 február 03, 21:25
Írta: nyiszi Dátum 2013 február 03, 21:25
Köszönöm a választ.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 február 03, 22:57
Írta: kr97pwss2 Dátum 2013 február 03, 22:57
ááá csak mindig jókor nézem meg a fórumot :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 március 01, 08:54
Írta: svejk Dátum 2013 március 01, 08:54
Jössz-e Debrecenbe, vagy legalább lesz-e stand, képviselet?
A #161-162-őt nem értem.
Most a rádiós távvezérlő(UCR200) van átalakításban?
De akkor mi a helyzet az UC500-al ?
A #161-162-őt nem értem.
Most a rádiós távvezérlő(UCR200) van átalakításban?
De akkor mi a helyzet az UC500-al ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 március 01, 09:08
Írta: svejk Dátum 2013 március 01, 09:08
Hopsz, természetesen Polgárdi Balázshoz intéztem a kérdéseimet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 március 03, 16:16
Írta: kr97pwss2 Dátum 2013 március 03, 16:16
Szeretnék menni Debrecenbe, de csak jövő héten fog kiderülni, hogy tudok vagy sem. Majd jelzem.
Igen visszaolvasva látom, hogy összekevertem a két dolgot. Nem a távirányító (UCR200), hanem az UC500-ról írtam. A távirányító nem változott.
Igen visszaolvasva látom, hogy összekevertem a két dolgot. Nem a távirányító (UCR200), hanem az UC500-ról írtam. A távirányító nem változott.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 március 03, 17:26
Írta: svejk Dátum 2013 március 03, 17:26
Okszi!
Jó lenne ha jönnél, mert azért más kipróbálni és más a honlapon, vagy fórumokon olvasni róla.
Jó lenne ha jönnél, mert azért más kipróbálni és más a honlapon, vagy fórumokon olvasni róla.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nyiszi Dátum 2013 március 03, 17:34
Írta: nyiszi Dátum 2013 március 03, 17:34
Szia!
És a távirányító mennyibe kerül, és hol kapok?
És a távirányító mennyibe kerül, és hol kapok?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 március 03, 17:38
Írta: svejk Dátum 2013 március 03, 17:38
Debrecenben, miután jól kijátszottad magad vele és beleszerettél. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nyiszi Dátum 2013 március 03, 17:53
Írta: nyiszi Dátum 2013 március 03, 17:53
Csak ne lenne olyan messze.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 március 03, 18:10
Írta: svejk Dátum 2013 március 03, 18:10
Messze?
Manapság nincsenek távolságok Magyarországon belül.
Hogy sokba kerül?
Az kerül sokba ha feleslegesen mégy el valahova...
Manapság nincsenek távolságok Magyarországon belül.
Hogy sokba kerül?
Az kerül sokba ha feleslegesen mégy el valahova...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 március 03, 18:35
Írta: kr97pwss2 Dátum 2013 március 03, 18:35
A távirányító 38e + Áfa és a CNCdrive-nál megvásárolható. Ha jól tudom, most éppen le van fogyva a készlet talán 1db van még, de már készül a következő adag.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nyiszi Dátum 2013 március 03, 19:11
Írta: nyiszi Dátum 2013 március 03, 19:11
Köszönöm.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nyiszi Dátum 2013 április 22, 22:48
Írta: nyiszi Dátum 2013 április 22, 22:48
Szia Balázs!
Mi lehet az oka annak, hogy LPT portról működnek az M10P* M11P* E*P0 E*P1 utasítások de az UC100-al nem.
Mi lehet az oka annak, hogy LPT portról működnek az M10P* M11P* E*P0 E*P1 utasítások de az UC100-al nem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 április 23, 09:32
Írta: kr97pwss2 Dátum 2013 április 23, 09:32
Az UC100 az M10P, M11P gyors kimenet be/kikapcsoló utasításokat még nem kezeli. Sikerült már megoldást találnom rá, és valamelyik következő Plugin verzióban már benne lesz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nyiszi Dátum 2013 április 23, 17:28
Írta: nyiszi Dátum 2013 április 23, 17:28
Köszönöm.
Majd figyelem.
Majd figyelem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 április 23, 17:33
Írta: svejk Dátum 2013 április 23, 17:33
Mire is jók ezek az utasítások?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xfg6v697j Dátum 2013 április 23, 18:27
Írta: xfg6v697j Dátum 2013 április 23, 18:27
Ezek néhány milliszek alat átváltják a kimeneteket.
Lézerek esetében nagy szükség lehet rájuk.
Lézerek esetében nagy szükség lehet rájuk.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 április 23, 18:40
Írta: svejk Dátum 2013 április 23, 18:40
Gondoltam :))
Akkor lehet megoldottátok a lézeresek problémáját, hogy nem tudták a lassúsága miatt használni a Mach-ot?
Akkor lehet megoldottátok a lézeresek problémáját, hogy nem tudták a lassúsága miatt használni a Mach-ot?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 április 23, 18:40
Írta: svejk Dátum 2013 április 23, 18:40
A Mach honlapján publikálják ezt valahol?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 április 23, 18:53
Írta: svejk Dátum 2013 április 23, 18:53
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: k439jucz4 Dátum 2013 május 02, 11:28
Írta: k439jucz4 Dátum 2013 május 02, 11:28
Szia Balázs!
Nagy elégedettséggel használom az UC100-as controllered, azonban most eszterga módban felmerült egy kis gond. A főorsót szeretném mindkét irányban használni (step/dir-es). Működik is az irányváltás szépen mindaddig, amíg a következő események egyike be nem következik:
-z dro-t átírom
-jog (inc módban) az x vagy a z tengelyeket mozgatom (cont módban nem)
-z vagy x tengelyt mdi-vel vagy g kóddal mozgatom
Ekkor megfordul magától a forgásirány, de beállítástól függően csak az egyik irányba.
Pl M3-al elindítom aztán fenti események egyike hatására átvált M4-es irányba.
Viszont, ha M4-el indítom akkor nem történik semmi.
Az UC100 monitor ablakában is látszik, hogy a főorsó dir pinje átvált...
Sima LPT-vel nem jelentkezik, így gondolom a controller a hunyó...
Légyszi nézz utána, hogy van-e erre megoldás, mert nagyon fontos lenne.
Előre is köszi! [#worship]
Nagy elégedettséggel használom az UC100-as controllered, azonban most eszterga módban felmerült egy kis gond. A főorsót szeretném mindkét irányban használni (step/dir-es). Működik is az irányváltás szépen mindaddig, amíg a következő események egyike be nem következik:
-z dro-t átírom
-jog (inc módban) az x vagy a z tengelyeket mozgatom (cont módban nem)
-z vagy x tengelyt mdi-vel vagy g kóddal mozgatom
Ekkor megfordul magától a forgásirány, de beállítástól függően csak az egyik irányba.
Pl M3-al elindítom aztán fenti események egyike hatására átvált M4-es irányba.
Viszont, ha M4-el indítom akkor nem történik semmi.
Az UC100 monitor ablakában is látszik, hogy a főorsó dir pinje átvált...
Sima LPT-vel nem jelentkezik, így gondolom a controller a hunyó...
Légyszi nézz utána, hogy van-e erre megoldás, mert nagyon fontos lenne.
Előre is köszi! [#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 május 02, 20:26
Írta: kr97pwss2 Dátum 2013 május 02, 20:26
Szia, érdekes hibajelenség. Gondolom a legújabb pluginnel próbáltad. Most épp szabadságom töltöm, de próbálom majd megvizsgálni a jelenséget.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: k439jucz4 Dátum 2013 május 03, 12:44
Írta: k439jucz4 Dátum 2013 május 03, 12:44
Halihó!
Megnéztem és nem a legfrissebb plugin volt fent így felraktam azt, de a helyzet rosszabb lett, mert ekkor már a sima m3 m4 parancsra sem váltott irányt.
VISZONT láttam a configban, hogy a spinle relay ki van kapcsolva (amire ugye nekem nincs szükségem step/dir-es vezérlésnél). Gondoltam bekapcsolom hátha, és egy csapásra megjavult.[#crazya]
Így már tökéletesen használható és működik.
Üdv
Megnéztem és nem a legfrissebb plugin volt fent így felraktam azt, de a helyzet rosszabb lett, mert ekkor már a sima m3 m4 parancsra sem váltott irányt.
VISZONT láttam a configban, hogy a spinle relay ki van kapcsolva (amire ugye nekem nincs szükségem step/dir-es vezérlésnél). Gondoltam bekapcsolom hátha, és egy csapásra megjavult.[#crazya]
Így már tökéletesen használható és működik.
Üdv
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: eymcv9wt Dátum 2013 május 08, 15:05
Írta: eymcv9wt Dátum 2013 május 08, 15:05
Szia Balázs!
Végállás kapcsoló vezérlésre mennyire lehet ezt az átalakítót használni válaszidőnek mekkora probléma?
Konkrétan a rajzon szereplő "csatlakozókat" kéne akkor szinkronizálnia. Amennyiben a 2 LPT és az USB Konzol nem szinkron.
Egy panelon összefogva szinkronizálva az a 3 csatlakozó kimenetet, majd 1 USB-n össze fogva és 1 kimenetből a PC felé irányítani, vagy ha nem így akkor hogy lesz szinkronban?
Mert ha lehetne és sebességben szinkronban nincs csúszás, akkor nem kéne +PCI kártya a reflex optókra(+2forgató) LPT-re a PC-be, és az USB konzol, így elég volna az egészre 1 db USB-vel csatlakozni a pc-hez, egy fő elosztóra a 3 eszközt egyesítene, ami már összesen 1 USB lenne "bemenet" a pc-be.
(tehát a 2 db LPT és a konzol 1 USB-jét, összegfogva szinkronizálni, 1 USB-vel csatlakoztatni PC-hez.)
Csak itt a kérdés van-e olyan értékű reakcióideje, hogy végálláskapcsoló vezérlésre felhasználható legyen? Időben megáll-e? vagy késik... vagy lassabb lenne a komomunikáció, vagy mi nem jó ezzel. :))
Manuális kezelésre úgyis 1 USB-s dupla gamepad 4 joy, (8 tengely kezelésére elég.)

Az volna még a kérdés mennyire működne szinkronban ez a "megoldás":
Amit leíram csak a kérdés elég "bonyolult?".
Adott 1 db USB vezetéken (2 db konzolt kezeli a Windows, illetve a Mach3-hoz egy kiegészítő programmal lehet knfigolni (4 db Joy (minden Joy, 4 irányú f,l,b,j, vagyis 1 Joy-ra két tengely vezérlés állítható
pl:
1. konzol:
1(1). Joy: - bal Joy: X-X+(fel-le), Y-Y+(jobb,bal)
2(2). Joy - jobb Joy: Z-Z+(fel-le), A-A+(jobb,bal)
2. konzol:
1(3). Joy: - bal Joy: B-B+(fel-le), C-C+(jobb,bal)
2(4). Joy - jobb Joy: szabad(fel-le), szabad(jobb,bal)
tengelyvezérlés állítható)
Továbbá gombok: 2x(négyzet, X, kör, háromszög, 1,2,3,4, {Analog:on/off-ez fontos, mivel a legtöbb működést így tudja használni, ha on állapotban van. Off állapotban a jobb oldali Joy gombként funkcionáló kar, azoka a vezérléseket kapja meg amit a mellette lévő 4 db számozott gomb is végez, és így mindkét rész ugyan azt csinálja sok értelmét nem látom ennek az off-nak], select, start, )
Hátul: 1,2,3,4]
Aztán van a szervó motorok elosztó panelje HDBB ami felesleges Centronics(36 pin)-> Paralel(26 pin (mert ugye a 25+{C}keret ) LPT.
Vagy inkább Végálláskapcsolónak használva nem alkalmas ez az LPT-USB fordító? Mert ugye mint a képen látszik a HDBB- nem ad ki elég portot így emiatt kéne +egy HDBB,
ami megint ez a buzeráns 36 pólusú mikor úgyis csak 26-ot használ ugyebár. Nem értem miért nem lehetett eleve 26-ra a nyákon össze "sávozni" és akkor egyszerű hosszabbító paralel elég lenne. Nem pedig az ilyen elavult alig kapható Centronics 36pin-Parallel26-os-el.
Ami fura hogy az újabb vagyis a HDBB2-is ezzel a 36-ossal van. Mi az értelme? Csak, hogy gyorsan lecsatlakoztatható? Mert port pontokat nem használ többet ki 26-nál.
Sok értelmét nem látom, a PC-ken nincs ilyen csatlakozó, de PCI kártyát se nagyon látok, hogy akkor PCI Centronics-al csatlakozhatna. Ekkor lenne értelme, ha ki is használná azt a "10" pint. Elég is volna egyből a végállásokra is, de persze mivel 4 motort oszt el kell ilyenből vagy 3, hogy az összes 6 db végállásokat lehessen használni.
És mivel ez a LPT-n nincs elég kimenet a (de lenne, ha nem 4 motort kezelne le, és annak kimeneteit foglalná el végállásoktól, így a végállásokat már nem lehet ráirányítani, ahhoz külön kártya kéne, de amúgy is kéne egy kártya az 5-6 tengelyes mozgatáshoz, de olyan ami a végállásokat le tudja kezelni elegendő 6 végállásra való kimenettel + a közös GND, mellette a sondát is jó lenne használni, ha lenne elég port rajta, illetve a szerszám magasság állításhoz 1 -2 pin.
Tehát valami megoldás érdekelne arra, hogy a Reflexiós opto végállások működjenek (3 tengely-t), "6 tengelyes marógépre" lehetne alkalmas, na nem mintha a 6. olyan fontos lenne, de 5, az mindenképpen tervezett.
Ezért ugye legalább még egy LPT port kéne a gépbe az integrált mellé.
És akkor a kérdés, hogy a konzollal (USB GAMEPAD) vezérlés mennyire lesz szinkronban bármivel is ami LPT-vel csatlakozik a PC-re?
(mivel a MaCH3 azt írja, hogy analóg módban kell használni. De azt nem írja, vagy nem láttam, hogy ez a konzol, bármiféle késési reakciót okozna, vagyis, hogy nem lenne szinkronban a működése a géppel.
ha szinkronba működik, akkor nem kell semmi csak a PIC parallel port.
vagy van erre egy megoldás USB-re, hogy
lekezel 2 LPT-t illetve a két konzolt (1 db USB) is, és szinkronizálja? és ezt az 1 db elosztó kártyát USB-pc kapcsolattal?
Mert gyanítom nem fog szinkronban működni a végálláskapcsolók(LPT2), a 2 konzol( 1db USB-n), és a szervok elosztója(LPT1)
(Úgy is majd azt akarom, hogy a 2 konzol 1 házban legyen építve a gyáritól ellentétben ami most ugye ergonom 2 egyforma desing, de külön 1 USB fő kábellel gyárilag, és akkor szét kell szedni a konzolt, hogy 1 burkolatba épülhessen.)
Van erre megoldás hogy ezt a 3 eszközt szinkronizálni, és persze a válaszadás / fogadási idő ne legyen lassabb az egyébként csak LPT porton csatlakozott eszközöktől?
Vagy ki, hogy oldja meg ezt?
Tudom bonyolult, meg hosszú, de így sikerült.
Végállás kapcsoló vezérlésre mennyire lehet ezt az átalakítót használni válaszidőnek mekkora probléma?
Konkrétan a rajzon szereplő "csatlakozókat" kéne akkor szinkronizálnia. Amennyiben a 2 LPT és az USB Konzol nem szinkron.
Egy panelon összefogva szinkronizálva az a 3 csatlakozó kimenetet, majd 1 USB-n össze fogva és 1 kimenetből a PC felé irányítani, vagy ha nem így akkor hogy lesz szinkronban?
Mert ha lehetne és sebességben szinkronban nincs csúszás, akkor nem kéne +PCI kártya a reflex optókra(+2forgató) LPT-re a PC-be, és az USB konzol, így elég volna az egészre 1 db USB-vel csatlakozni a pc-hez, egy fő elosztóra a 3 eszközt egyesítene, ami már összesen 1 USB lenne "bemenet" a pc-be.
(tehát a 2 db LPT és a konzol 1 USB-jét, összegfogva szinkronizálni, 1 USB-vel csatlakoztatni PC-hez.)
Csak itt a kérdés van-e olyan értékű reakcióideje, hogy végálláskapcsoló vezérlésre felhasználható legyen? Időben megáll-e? vagy késik... vagy lassabb lenne a komomunikáció, vagy mi nem jó ezzel. :))
Manuális kezelésre úgyis 1 USB-s dupla gamepad 4 joy, (8 tengely kezelésére elég.)
Az volna még a kérdés mennyire működne szinkronban ez a "megoldás":
Amit leíram csak a kérdés elég "bonyolult?".
Adott 1 db USB vezetéken (2 db konzolt kezeli a Windows, illetve a Mach3-hoz egy kiegészítő programmal lehet knfigolni (4 db Joy (minden Joy, 4 irányú f,l,b,j, vagyis 1 Joy-ra két tengely vezérlés állítható
pl:
1. konzol:
1(1). Joy: - bal Joy: X-X+(fel-le), Y-Y+(jobb,bal)
2(2). Joy - jobb Joy: Z-Z+(fel-le), A-A+(jobb,bal)
2. konzol:
1(3). Joy: - bal Joy: B-B+(fel-le), C-C+(jobb,bal)
2(4). Joy - jobb Joy: szabad(fel-le), szabad(jobb,bal)
tengelyvezérlés állítható)
Továbbá gombok: 2x(négyzet, X, kör, háromszög, 1,2,3,4, {Analog:on/off-ez fontos, mivel a legtöbb működést így tudja használni, ha on állapotban van. Off állapotban a jobb oldali Joy gombként funkcionáló kar, azoka a vezérléseket kapja meg amit a mellette lévő 4 db számozott gomb is végez, és így mindkét rész ugyan azt csinálja sok értelmét nem látom ennek az off-nak], select, start, )
Hátul: 1,2,3,4]
Aztán van a szervó motorok elosztó panelje HDBB ami felesleges Centronics(36 pin)-> Paralel(26 pin (mert ugye a 25+{C}keret ) LPT.
Vagy inkább Végálláskapcsolónak használva nem alkalmas ez az LPT-USB fordító? Mert ugye mint a képen látszik a HDBB- nem ad ki elég portot így emiatt kéne +egy HDBB,
ami megint ez a buzeráns 36 pólusú mikor úgyis csak 26-ot használ ugyebár. Nem értem miért nem lehetett eleve 26-ra a nyákon össze "sávozni" és akkor egyszerű hosszabbító paralel elég lenne. Nem pedig az ilyen elavult alig kapható Centronics 36pin-Parallel26-os-el.
Ami fura hogy az újabb vagyis a HDBB2-is ezzel a 36-ossal van. Mi az értelme? Csak, hogy gyorsan lecsatlakoztatható? Mert port pontokat nem használ többet ki 26-nál.
Sok értelmét nem látom, a PC-ken nincs ilyen csatlakozó, de PCI kártyát se nagyon látok, hogy akkor PCI Centronics-al csatlakozhatna. Ekkor lenne értelme, ha ki is használná azt a "10" pint. Elég is volna egyből a végállásokra is, de persze mivel 4 motort oszt el kell ilyenből vagy 3, hogy az összes 6 db végállásokat lehessen használni.
És mivel ez a LPT-n nincs elég kimenet a (de lenne, ha nem 4 motort kezelne le, és annak kimeneteit foglalná el végállásoktól, így a végállásokat már nem lehet ráirányítani, ahhoz külön kártya kéne, de amúgy is kéne egy kártya az 5-6 tengelyes mozgatáshoz, de olyan ami a végállásokat le tudja kezelni elegendő 6 végállásra való kimenettel + a közös GND, mellette a sondát is jó lenne használni, ha lenne elég port rajta, illetve a szerszám magasság állításhoz 1 -2 pin.
Tehát valami megoldás érdekelne arra, hogy a Reflexiós opto végállások működjenek (3 tengely-t), "6 tengelyes marógépre" lehetne alkalmas, na nem mintha a 6. olyan fontos lenne, de 5, az mindenképpen tervezett.
Ezért ugye legalább még egy LPT port kéne a gépbe az integrált mellé.
És akkor a kérdés, hogy a konzollal (USB GAMEPAD) vezérlés mennyire lesz szinkronban bármivel is ami LPT-vel csatlakozik a PC-re?
(mivel a MaCH3 azt írja, hogy analóg módban kell használni. De azt nem írja, vagy nem láttam, hogy ez a konzol, bármiféle késési reakciót okozna, vagyis, hogy nem lenne szinkronban a működése a géppel.
ha szinkronba működik, akkor nem kell semmi csak a PIC parallel port.
vagy van erre egy megoldás USB-re, hogy
lekezel 2 LPT-t illetve a két konzolt (1 db USB) is, és szinkronizálja? és ezt az 1 db elosztó kártyát USB-pc kapcsolattal?
Mert gyanítom nem fog szinkronban működni a végálláskapcsolók(LPT2), a 2 konzol( 1db USB-n), és a szervok elosztója(LPT1)
(Úgy is majd azt akarom, hogy a 2 konzol 1 házban legyen építve a gyáritól ellentétben ami most ugye ergonom 2 egyforma desing, de külön 1 USB fő kábellel gyárilag, és akkor szét kell szedni a konzolt, hogy 1 burkolatba épülhessen.)
Van erre megoldás hogy ezt a 3 eszközt szinkronizálni, és persze a válaszadás / fogadási idő ne legyen lassabb az egyébként csak LPT porton csatlakozott eszközöktől?
Vagy ki, hogy oldja meg ezt?
Tudom bonyolult, meg hosszú, de így sikerült.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 május 08, 15:47
Írta: 000000000 Dátum 2013 május 08, 15:47
És ha szabadna tudnom hogy akarod a két játék konzol irányítót összekötni ?
Mert már ez hülyeség !
Esetleg kevés az USB portod akkor használj USB HUB-ot.
Átolvastam amit írtál legalább háromszor, de én ebből a katyvaszból nem vettem ki mit is szeretnél mivel összekötözni és szinkronizálni.
Centronics és Dsub25 csatlakozót meg kell venned és az LPT USB átalakítót akkurátusan kivezetékelve a 6 motort erről az egy eszközről kell hajtani.
Így legalább a motorok közötti szinkronnal nem lesz probléma.
Mellesleg a végállás kapcsolóknak és a vész gombnak meg elég 2 darab bemenet. ( tehát marad még így is 3 bemeneted az átalakítón )
Egyik bemenetre megy a 6 referencia kapcsoló, vagy opto a másikra pedig a 6 darab végállás és a vészgomb párhuzamosan.
A többit a Mach megoldja, mivel az összes tengelynél ref és végállás kapcsoló egy és ugyanaz, akkor egyenként keresi meg a tengelyeken a referenciát.
Mikor ráfut a referencia kapcsolóra addig tekeri vissza míg meg nem szakad a bemeneten a jel és innentől kezdve már végállásként működik.
És így megy végig az összes tengelyen egyenként.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 május 08, 16:07
Írta: 000000000 Dátum 2013 május 08, 16:07
Esetleg ha nem volt elég egyértelmű akkor kell még egy HDBB akármi és egy Dsub25-ös csatlakozóról két centronics csatlakozót kell összekötnöd.
Csak annyit mondok hogy ha nem látod át mit is kell csinálnod akkor inkább NE fogj hozzá mert drága a füstöt visszatenni a berendezésekbe !
Röviden az USB LPT átalakító fogja hajtani az 1-es számú HDBB-vel a Y,X,Z,A tengelyt és ugyanez az LPT USB a 2-es számú HDBB-vel pedig a B,C tengelyt.
Sőt a bementek is maradhatnak a 1-es számú HDBB kártyán.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: eymcv9wt Dátum 2013 május 08, 18:08
Írta: eymcv9wt Dátum 2013 május 08, 18:08
Köszi.
Igen a füst az kell az IC-kbe, anélkül nem működik. [#smile]
Bocs a zavaros írásért. most egyszerűbben kérdezek. [#smile]
Igazából az, hogy mennyire szükséges az átalakítás USB-re vagy felesleges?
Az USB konzol miatt merült fel a kérdés mert, hogy "az USB porton nem, szinkronizál".
Lehet félre értek valamit, de én ezzel a szinkronizálással kapcsolatban vannak fenntartásaim, és akkor a konzol szinkronizálása a Mach3-al vajon jó-e megfelelő időben megvalósul-e. vagy csak csupán a fejlesztett LPT-USB átalakítóból 2 vagy több nem szinkronizál egymással.
Ami ha igaz akkor az probléma.
De akkor lehet semmi köze hozzá.
De h USB -vel manuális vezérlés az most egyébként szinkronban lenne vagy nem? vagy csak itt ennek az átalakító miatt még nem elég fejlett szintje miatt nincs szinkron? Egyébként ez jól szinkronban lenne?
Eredetileg így volta megoldva
1. HDBBƇ'-> Centronics-Dsub25(kábel)-> PC
2. HDBBƈ'-> Centronics-Dsub25(kábel)-> PC
3. USB(konzol) -> USB PC
Itt az USB konzol által kiadott vezérlés nem lenne késésben?
A MACH3 ezt megfelelő időben lekezeli? Nincs késés?
Vagy ez egy mindig örök probléma mard, ha nem kezeli le időben, és nincs szinkronban?
Ha nincs szinkronban akkor lehet ezt szinkronizálni?
Ha nem jó a fenti csatlakozás, akkor a következő biztos rossz mivel a két USB nem szinkronizál egymással. A fenti idézetből kiderül.
1. HDBBƇ' -> Centronics-Dsub25-> LPT-USB -> USB PC
2. HDBBƈ' -> Centronics-Dsub25-> LPT-USB -> USB PC
3. USB(Konzol) -> USB PC
Igen a füst az kell az IC-kbe, anélkül nem működik. [#smile]
Bocs a zavaros írásért. most egyszerűbben kérdezek. [#smile]
Igazából az, hogy mennyire szükséges az átalakítás USB-re vagy felesleges?
Az USB konzol miatt merült fel a kérdés mert, hogy "az USB porton nem, szinkronizál".
Lehet félre értek valamit, de én ezzel a szinkronizálással kapcsolatban vannak fenntartásaim, és akkor a konzol szinkronizálása a Mach3-al vajon jó-e megfelelő időben megvalósul-e. vagy csak csupán a fejlesztett LPT-USB átalakítóból 2 vagy több nem szinkronizál egymással.
csewe 2012. júl. 09. 19:32 | Válasz | #1
Lehet egyszerre kép portot használni?
Polgárdi Balázs 2012. júl. 09. 20:20 | Válasz | #11
Ez a kérdés gyakran fel szokott merülni. A válasz rá: NEM. Az oka pedig az, hogy a csatlakozóban lévő DSP számolja a Step/Dir jeleket, és egy másik USB mozgásvezérlő között nem lehetséges a szinkron tartása az operációs rendszer és az USB kommunikáció miatt. A több ki és bemenetre a megoldás a jelenleg fejlesztési fázisban lévő UC500 kártya lesz.
Válasz 'csewe' üzenetére (#1)
Ami ha igaz akkor az probléma.
De akkor lehet semmi köze hozzá.
De h USB -vel manuális vezérlés az most egyébként szinkronban lenne vagy nem? vagy csak itt ennek az átalakító miatt még nem elég fejlett szintje miatt nincs szinkron? Egyébként ez jól szinkronban lenne?
Eredetileg így volta megoldva
1. HDBBƇ'-> Centronics-Dsub25(kábel)-> PC
2. HDBBƈ'-> Centronics-Dsub25(kábel)-> PC
3. USB(konzol) -> USB PC
Itt az USB konzol által kiadott vezérlés nem lenne késésben?
A MACH3 ezt megfelelő időben lekezeli? Nincs késés?
Vagy ez egy mindig örök probléma mard, ha nem kezeli le időben, és nincs szinkronban?
Ha nincs szinkronban akkor lehet ezt szinkronizálni?
Ha nem jó a fenti csatlakozás, akkor a következő biztos rossz mivel a két USB nem szinkronizál egymással. A fenti idézetből kiderül.
1. HDBBƇ' -> Centronics-Dsub25-> LPT-USB -> USB PC
2. HDBBƈ' -> Centronics-Dsub25-> LPT-USB -> USB PC
3. USB(Konzol) -> USB PC
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 május 08, 18:57
Írta: 000000000 Dátum 2013 május 08, 18:57
Az USB LPT kütyü csak akkor kell ha annyira fostossan ergya a PC két step impulzus közötti időzítése hogy azzal már a vezérlő se tud megbirkózni.
Például laptopoknál vagy igénytelen PC-nél.
Egy szó mint száz, jobban jársz egy normális PC-vel és egy másik LPT kártyával és nem lesz semmilyen szétcsúszás.
Kézi vezérlésnél meg pár mikroszekundumot késik azt észre se veszed.
Kézi mozgatási módnál úgyse tudsz mikronra megállni, de erre van a fix mozgatási mód vagy a kézi kerekes megoldás.
Úgy érzem hogy vannak még hiányosságaid a Mach kezelésében.
A válsz gombot meg nem ártana használni, mert lehet hogy ezt nem is tőlem kérdezted ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: eymcv9wt Dátum 2013 május 08, 19:50
Írta: eymcv9wt Dátum 2013 május 08, 19:50
Ez neked, ha már te válaszoltál előbb, mivel nem jelzi sehol az oldal nem látni, hogy meglett linkelve a válasz. Csak Mehet! gomb után látni, mikor befrissít, hogy mégsem volt megnyomva.. Külön ezért egy soros bejegyzést nem akartam már betenni.
Mach3-at nem használtam, mivel még nincs min, tesztelni, ezrét van a kusza kérdés még, ilyen téren, ha tudatlannak is tűnik imitt-amott. :D,
De lassan, csak összejön valami belőle... Mármint gép... (lassan... valamikor...)
Mach3-at nem használtam, mivel még nincs min, tesztelni, ezrét van a kusza kérdés még, ilyen téren, ha tudatlannak is tűnik imitt-amott. :D,
De lassan, csak összejön valami belőle... Mármint gép... (lassan... valamikor...)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 május 08, 20:24
Írta: 000000000 Dátum 2013 május 08, 20:24
Szerintem először is egy 3 tengelyes gépet építs és tapasztal ki magát a programot, utána lép tovább.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: etc77f5nr Dátum 2013 május 08, 20:37
Írta: etc77f5nr Dátum 2013 május 08, 20:37
Szerintem már a 2 LPT is necces egy pc-be, legalábbis én 3 féle PCI-os LPT kártyát próbáltam és egyiket sem akarta kezelni a mach3.. Persze lehet, hogy van még olyan LPT kártya aminek a fizikai címe 0x278. De lehet, hogy csak én nem tudom beállítani a mach3-at, hogy kezeljen bármilyen LPT kártyát, én megpróbáltam mindent.. Kézi vezérlésnél pedig, ha usb-s konzollal csinálod, akkor a kézi mozgatás sebességét le lehet venni 1% és akkor szinte nemis mozog a gép, de ha pontosabb beállítás kell akkor kézikerék, vagy szerszámbemérős megoldás, amit szintén kezel a mach3 egy jó script-tel :) (ha valamiben tévedek javítsatok)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 május 08, 20:49
Írta: 000000000 Dátum 2013 május 08, 20:49
Az PCI LPT kártya beüzemelése nem mindig egyszerű és a sunix chippel se működik ha nem jól állítod be.
Viszont az megsúgom hogy a kártya 99%-ban nem az alapi címet fogja használni.
Például nekem valami 008F értéket kellet megadni hogy működjön.
Amúgy már vagy 1000x el lett mondva ha plusz LPT port kell akkor csak is sunix chippes kártyát kell venni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: etc77f5nr Dátum 2013 május 08, 20:55
Írta: etc77f5nr Dátum 2013 május 08, 20:55
Cégez plazmához kellett volna, de meglett oldva az alaplapival a mach3 breakout boardhoz lett forrasztva 5+ vezeték, mert bemenet maradt bőven.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: eymcv9wt Dátum 2013 május 08, 21:04
Írta: eymcv9wt Dátum 2013 május 08, 21:04
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: eymcv9wt Dátum 2013 május 08, 21:12
Írta: eymcv9wt Dátum 2013 május 08, 21:12
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 május 08, 21:18
Írta: 000000000 Dátum 2013 május 08, 21:18
99% hogy megfelelő lesz, de a beállításhoz az megszakítás címét telepítés után az eszközkezelőben találod meg.
Röviden ennyi, ha meglesz segítek, de először inkább maradj a 3 tengelyes gépnél.
Egy kezemen meg tudom számolni hogy hányan építettek 6 tengelyes gépet.
És azt sem első gépként tették.
Biztos ismered azt, hogy sokat akar a rosszka és nem bírja a farka.
De térjünk át a Mach topikba mert ez már rég nem ide való !
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 május 09, 00:12
Írta: 000000000 Dátum 2013 május 09, 00:12
Én úgy tudom, hogy lesz ilyen is, a Debreceni talin belett mutatva:

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 május 09, 11:37
Írta: kr97pwss2 Dátum 2013 május 09, 11:37
Az elgondolásod nem jó, mert egyszerre csak 1db UC100 használható. A be/kimeneteket vagy az UC100 kezeli, vagy a Mach3 a printer portot, a kettő egyszerre nem lehetséges. Erről már egyszer írtam, és a #190-ben be is idézte CNCVelMart. Az oka a szinkron, azaz az UC100 DSP-je kezeli az összes bejövő és kimenő jelet. Értelemszerűen, ha a végállás bemeneten jön egy jel, akkor az UC100 azonnal minden mozgást fel tud függeszteni. Ha viszont a végállásjel egy másik UC100-ra vagy LPT-re lenne bekötve, akkor ezt az azonnali beavatkozást nem lehet megoldani. Persze ezek igazak a többi bemenetre is. Mivel az UC100 csak 1db printer portnak megfelelő ki/bemeneteket tud kezelni, ezért készítettem egy nagyobb testvért is, melyet a debreceni találkozón be is mutattam. Gyártása már folyamatban van, hamarosan meg is lehet majd vásárolni. Ennél a modulnál már nem lesz gond a ki/bemenetek számával, mert 5LPT portot tud lekezelni. Az 5 LPT portból 2db normál (12db ki/5db Be) és 3db extended LPT (4 Ki/13 Bemenet) van rajta. A digitális ki/bemenetek mellett 2 analóg kimenet (0-10V) és két analóg bemenet (0-10V) segédtápfeszültséggel (10V) található még rajta. A PCI-os portbővítők egyszerűen kiválthatók ezzel a modullal. Egyenlőre USB csatlakozással, de már tervezés latt van az ETHERNETES verziója is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 május 09, 12:05
Írta: 000000000 Dátum 2013 május 09, 12:05
Szia Balázs!
Ti, nem lesztek jelen a hatvani találkozón?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: vcj505pr2 Dátum 2013 május 09, 16:20
Írta: vcj505pr2 Dátum 2013 május 09, 16:20
Sziasztok!
Ilyet épített/használt már valaki USB portra?
USB parallel converter
Érdemes foglalkozni vele? Mik a tapasztalatok, esetleg hibák ennél az áramkörnél?
Egy épülő gravírozógépbe szánnám, de a pc-n nincs párhuzamos port, és nem építenék másik gépet, ha nem muszáj.
Előre is köszi a segítséget!
Ilyet épített/használt már valaki USB portra?
USB parallel converter
Érdemes foglalkozni vele? Mik a tapasztalatok, esetleg hibák ennél az áramkörnél?
Egy épülő gravírozógépbe szánnám, de a pc-n nincs párhuzamos port, és nem építenék másik gépet, ha nem muszáj.
Előre is köszi a segítséget!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 május 09, 17:02
Írta: 000000000 Dátum 2013 május 09, 17:02
Ez az USB kütyü csak a saját programjával működik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: vcj505pr2 Dátum 2013 május 09, 17:24
Írta: vcj505pr2 Dátum 2013 május 09, 17:24
A szövegben nem láttam ezt leírva, azért kíváncsiskodom, próbálta-e valaki.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 május 09, 18:13
Írta: 000000000 Dátum 2013 május 09, 18:13
Nem akarok beleszólni, de ez a Polgárdi Balázs fejlesztői topikja.
Szerintem illetlenség idehozni mások termékeit.
Egyébként, ha jót akarsz, akkor a Polgárdi termékét használod.
Én, nem ismertem rá a Mach3 és a PC –m re. Amikor elkezdtem használni. Annyira sokkal jobban működik, mint az LPT porton keresztül.
Mert ez, nem csak egy átalakító.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: vcj505pr2 Dátum 2013 május 09, 22:36
Írta: vcj505pr2 Dátum 2013 május 09, 22:36
Ne haragudj, és Balázs se, nem láttam, hogy alcíme is van a topiknak.
Kezdő vagyok még ezen a fórumon. A téma címe nagyjából azt takarja, amore kíváncsi voltam, azért itt érdeklődtem.
Melyik témában kérdezhetek, ha nem itt?
Előre is köszi
Kezdő vagyok még ezen a fórumon. A téma címe nagyjából azt takarja, amore kíváncsi voltam, azért itt érdeklődtem.
Melyik témában kérdezhetek, ha nem itt?
Előre is köszi
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 május 09, 23:13
Írta: 000000000 Dátum 2013 május 09, 23:13
Szerintem a témádra, kimondottan alkalmas pl. az ELEKTRONIKA topik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 május 10, 11:41
Írta: kr97pwss2 Dátum 2013 május 10, 11:41
Újabb Plugin verzió az UC100-hoz.
Változások:
-G28.1 és G30 kezelésének módosítása
-G04 várakozó rutin javítása, hogy ms-al is menjen (min. 200msec)
-M11P1/M10P1 és E1P1/E0P1 utasítások támogatása (pl. lézer ki/be kapcsolásához)
Változások:
-G28.1 és G30 kezelésének módosítása
-G04 várakozó rutin javítása, hogy ms-al is menjen (min. 200msec)
-M11P1/M10P1 és E1P1/E0P1 utasítások támogatása (pl. lézer ki/be kapcsolásához)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nyiszi Dátum 2013 május 10, 17:22
Írta: nyiszi Dátum 2013 május 10, 17:22
Köszönjük szépen.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 május 10, 17:25
Írta: svejk Dátum 2013 május 10, 17:25
Dicséretes a hardver támogatása!!! [#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 május 10, 17:28
Írta: pisti73 Dátum 2013 május 10, 17:28
Szia Balázs!
Lesz nálad eladó UC100 a hatvani talin? Esetleg a talis árát is meg lehetne kérdezni?
Köszönöm!
Lesz nálad eladó UC100 a hatvani talin? Esetleg a talis árát is meg lehetne kérdezni?
Köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 május 10, 17:39
Írta: kr97pwss2 Dátum 2013 május 10, 17:39
Igen lehet majd vásárolni a találkozon UC100-at, melynek árából a találkozó alatt 10% kedvezményt tudok adni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 május 10, 18:04
Írta: pisti73 Dátum 2013 május 10, 18:04
Ok, köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 május 11, 16:30
Írta: pisti73 Dátum 2013 május 11, 16:30
Szia Balázs!
Szuper az UC100, nagyon köszönöm. A telepítés lényegében 2 kattintás és máris működőképes!
Köszönök mindent!
Üdv: Szabó I.
Szuper az UC100, nagyon köszönöm. A telepítés lényegében 2 kattintás és máris működőképes!
Köszönök mindent!
Üdv: Szabó I.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 4ybj8h3c8 Dátum 2013 május 19, 22:20
Írta: 4ybj8h3c8 Dátum 2013 május 19, 22:20
Hello
Érdeklődnék, hogy van lehetőség arra, hogy a step jel kimenő impulzusának szélessége beállítható legyen, 300-500 Usec-re lenne szüksége a stepper meghajtómnak, a Mach3 eredeti jeleit lazán körberöhögi. Az sem baj,ha a sebesség rovására megy. Ha van rá lehetőség, akkor érdekelne egy ilyen kütyü.
Érdeklődnék, hogy van lehetőség arra, hogy a step jel kimenő impulzusának szélessége beállítható legyen, 300-500 Usec-re lenne szüksége a stepper meghajtómnak, a Mach3 eredeti jeleit lazán körberöhögi. Az sem baj,ha a sebesség rovására megy. Ha van rá lehetőség, akkor érdekelne egy ilyen kütyü.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 május 21, 09:23
Írta: svejk Dátum 2013 május 21, 09:23
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 május 21, 10:21
Írta: kr97pwss2 Dátum 2013 május 21, 10:21
Az UC100-nál a step impulzus szélessége fix, nem változtatható: 100kHz 5us, 50kHz 10us, 25kHz 20us. Ezek az értékek egy átlagos meghajtónál jók szoktak lenni. Szerintem neked egy monostabil multivibrátort kellene építened, mint amit Svejk is belinkelt. Ez a bemenő jelre egy meghatározott idejű kimenő jelet generál. Vagy másik motormaghajtót használni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: fa_kukac Dátum 2013 május 21, 10:49
Írta: fa_kukac Dátum 2013 május 21, 10:49
Sziasztok! Pár napja én is használom az UC100-at, szuperül üzemel. Egy kérdésem lenne csak: Ha olyan progit használok, ami menet közben kikapcsolja a marómotort és vissza, nem indul újra. Vagy rákattintok a SPINDLE gombra, leáll a moci. Viszont nem tudom visszakapcsolni mert a PWM nem jön, csak a sima kapcsolójel. Inverter bekapcsol, de nem ad cuflát a mocinak. Mi lehet az oka?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 4ybj8h3c8 Dátum 2013 május 21, 11:06
Írta: 4ybj8h3c8 Dátum 2013 május 21, 11:06
Hasonló van megépítve, nem üzembiztos. 10 centin 1 mm a "pontossága", nem igazán használható. Bár igazából tetszik-nem tetszik sokaknak, a MACH3 is ludas, mert kézzel vezérelve tökéletesen, pontosan működik, munkafájlból meghajtva téveszt, tehát nem lehet száz százalékos biztonsággal kijelenteni, hogy a tüskeszélesítő tehet róla. Elegem lett a próbálkozásból, dolgozni kell a géppel, nem a MACH3 rejtelmeit fejtegetni.
A motormeghajtó túl jó ahhoz, hogy kivágjam, így úgy tűnik egy darabig marad a régi DOS program, és idővel írok hozzá saját meghajtóprogramot Windows alá.
A motormeghajtó túl jó ahhoz, hogy kivágjam, így úgy tűnik egy darabig marad a régi DOS program, és idővel írok hozzá saját meghajtóprogramot Windows alá.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: adamant Dátum 2013 május 21, 11:29
Írta: adamant Dátum 2013 május 21, 11:29
Hello!
Melyik az a DOS program amivel ezt a jelenséget kitudtad küszöbölni??
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 május 21, 11:59
Írta: kr97pwss2 Dátum 2013 május 21, 11:59
Nem a Mach3-ban van a hiba!!!! Azért téveszt lépést, mert a 300-500us kb 1-3kHz-es léptetési jelnek felel meg, és ha a léptetési frekvencia e fölé megy, akkor a monostabil áramkörben elveszik a jel. A motortuningban mekkora steps per van beállítva és mekkora sebesség? Mert a kettő paramétert összeszorozva és elosztva 60-al megkapod a kimenő max léptetési frekvenciát. Ha ez magasabb, mint 1-3kHz vagy amennyit a vezérlőd fogadni bír, akkor bizony ott lépésvesztés fog jelentkezni, holott a Mach3 kiadta a jeleket, csak a vezérlő nem tudta fogadni!!!!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 május 21, 12:05
Írta: kr97pwss2 Dátum 2013 május 21, 12:05
Nincs véletlenül a portbeállításoknál a Spindle Setup ablakon a "Disable Spindle Relay" kipipálva? Mert ha kivan, akkor nem szabályozza a PWM-et.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: fa_kukac Dátum 2013 május 21, 14:54
Írta: fa_kukac Dátum 2013 május 21, 14:54
Szia! Szabályozza, működik is rendesen, általában! De van amikor nem! Habár már tudom, hogy ezen a gépen újra kell rakni az Mach-ot és szerintem a Wint is, mert elég furcsán viselkedik. Például amikor X+ vagy x- mozgást végzek a billentyűzeten, akkor a programsor elugrik a végére....
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 4ybj8h3c8 Dátum 2013 május 21, 15:11
Írta: 4ybj8h3c8 Dátum 2013 május 21, 15:11
ATT írta úgy a múlt század vége előtt, cirka 1997 környékén. Ehhez a géphez van optimalizálva, ha nem csak 7 pályát tudna egy file-on belül, a fene sem foglalkozna a cserével.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 4ybj8h3c8 Dátum 2013 május 21, 15:14
Írta: 4ybj8h3c8 Dátum 2013 május 21, 15:14
Ha a motor tuningban 1200 van beállítva, billentyűzetről tökéletesen megy, hiba és tévesztés nélkül.
Lementem egészen 300-ra, a G-Code-ból 300-at kap, és téveszt.
Ha nem a MACH3, akkor mi, ha az egyik üzemmódjában meghajtja 1200-al, a másikban meg sok neki a 300?
Lementem egészen 300-ra, a G-Code-ból 300-at kap, és téveszt.
Ha nem a MACH3, akkor mi, ha az egyik üzemmódjában meghajtja 1200-al, a másikban meg sok neki a 300?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 4ybj8h3c8 Dátum 2013 május 21, 15:16
Írta: 4ybj8h3c8 Dátum 2013 május 21, 15:16
Monostabil leszámolva impulzus számlálóval. Amennyi bemegy, annyi jön ki. Ez sajna nem a MadMax, ahol 2 megy be, 1 jön ki.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 május 21, 15:34
Írta: kr97pwss2 Dátum 2013 május 21, 15:34
Az előzményeket nem tudtam, logikusnak tűnt, hogy a monostabil időállandójánál kisebb periódussal jönnek a step jelek és ott elvesznek. Viszont így már más a helyzet, érdemes lenne oszcilloszkóppal megnézni a jeleket. Esetleg próbaképpen rárakni egy olyan vezérlőt ami kezeli a gyors jeleket és megnézni, hogy azzal is lépésvesztést csinál. Először is ki kellene deríteni mi okozza a lépésvesztést, lehet szoftver, lehet az alaplapot nem szereti a Mach3.... stb.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 4ybj8h3c8 Dátum 2013 május 21, 16:32
Írta: 4ybj8h3c8 Dátum 2013 május 21, 16:32
Szkóp már járt rajta. Tökéletes jelalak, megfelelő idővel. KCam4 tüskeszélesítés nélkül lazán meghajtja, nem mértem ki, de úgy tűnik pontosan. Annak viszont a kezelése macerás, szóval marad a régi, és összerakok egy saját rendszert új programmal, az garantáltan meg fog felelni az elvárásaimnak.
Nem küzdök vele többet, nem éri meg.
Nem küzdök vele többet, nem éri meg.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 május 21, 20:56
Írta: cxmcdtrx Dátum 2013 május 21, 20:56
Helló!
Ez az újabb UC-100 plugin verzió van már fent a honlapon?
Köszi!
Ez az újabb UC-100 plugin verzió van már fent a honlapon?
Köszi!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 május 21, 22:58
Írta: kr97pwss2 Dátum 2013 május 21, 22:58
Igen, a honlapról a V2.123-as verzió manuálisan letölthető. Az Autoinstaller program egyenlőre a V2.121-et tölti le, de majd hamarosan azt is módosítani fogom.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 május 21, 23:16
Írta: cxmcdtrx Dátum 2013 május 21, 23:16
Köszönöm szépen, hamarosan kipróbálom. Eredetileg az új (még tervezés alatt álló) gépre vettem, de kipróbálom a jelenlegin is, az most az alaplapi LPT-ről megy.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 május 22, 08:40
Írta: svejk Dátum 2013 május 22, 08:40
Egy biztos, én a Mach3-at az LPT-n többször leellenőriztem külső számlálóval sosem tévesztett.
Az UC100-al nem is teszteltem, mert minek, a gyakorlatban úgy is jelentkezett volna.
Minden bizonnyal jelkompatibilitási hiba lehet nálad.
Ha ilyen "lusta" a mostani vezérlőd, akkor a step-jel szélesítése mellett gondoskodni kellene a DIR jel megfelelő előváltási idején is.
Ez már bonyolultabb, mert el kell tárolni a step impulzusokat.
Ha a Mach a szíved vágya, akkor cserélned kell a hardvert is.
Ha meg a hardver van a szívedhez nőve, akkor elégedj meg a régi szoftver tudásával.
Esetleg használd Tibor45 szoftverét, annak 50% kitöltésű jeleit bizonyára lekezeli a vezérlőd, ha nem akkor Ő biztosan rugalmasan átalakítja neked.
Az UC100-al nem is teszteltem, mert minek, a gyakorlatban úgy is jelentkezett volna.
Minden bizonnyal jelkompatibilitási hiba lehet nálad.
Ha ilyen "lusta" a mostani vezérlőd, akkor a step-jel szélesítése mellett gondoskodni kellene a DIR jel megfelelő előváltási idején is.
Ez már bonyolultabb, mert el kell tárolni a step impulzusokat.
Ha a Mach a szíved vágya, akkor cserélned kell a hardvert is.
Ha meg a hardver van a szívedhez nőve, akkor elégedj meg a régi szoftver tudásával.
Esetleg használd Tibor45 szoftverét, annak 50% kitöltésű jeleit bizonyára lekezeli a vezérlőd, ha nem akkor Ő biztosan rugalmasan átalakítja neked.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 május 30, 17:11
Írta: cxmcdtrx Dátum 2013 május 30, 17:11
Érdeklődnék, van-e valami újabb fejlemény a sok bemenetes kártyával? Lassan lehet, hogy esedékes lenne egy, és akkor már minden tengely minden végállását, referenciát, satöbbi külön kötném...
Szép napot!
Szép napot!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 május 30, 17:17
Írta: 000000000 Dátum 2013 május 30, 17:17
Semmi értelme külön külön kötni minden végállást, még a referencia kapcsoló is lehet ugyanazon a bemeneten.
Mivel a Mach van olyan hülye hogy így is tudja kezelni.
Csak felesleges bemenet pocsékolás.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 május 30, 17:47
Írta: cxmcdtrx Dátum 2013 május 30, 17:47
Igen, elméletileg így van. Tekintve, hogy egy normális gépen ezt illik külön kezelni, és én PLC programozóként dolgozom, szeretném úgy csinálni, ahogy a "nagy könyvben" van írva. Egy esetleges hibakeresést is megkönnyít. Továbbá ha a referenciapontot én nem a tengely végállásához akarom felvenni, máris szükség van további bemenetre. Így egyszerűbb megállítani egy esetleges program futást is, lehet vezérelni szerszámcserélőt, satöbbi. Ha van rá lehetőség, én szeretném használni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 május 30, 17:49
Írta: cxmcdtrx Dátum 2013 május 30, 17:49
Azt elfelejtettem, hogy egy 4+1 tengelyes gép vezérléséhez lenne, ahol mind az 5 motorhoz külön bemenetre van szükségem. Ennyi motort sehogy sem tudok két végállás bemenettel megoldani, és nem is akarok...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 május 30, 18:18
Írta: cxmcdtrx Dátum 2013 május 30, 18:18
Egy kérdésem lenne még az új panellel kapcsolatban, de véletlenül se kritikaként értelmezze senki:
A csatlakozások körbe lesznek elhelyezve, mint az első tervezetnél? Praktikusság miatt kérdezem.
Ha mind a négy oldalon kell kábeleket elvezetni, az nem túl esztétikus egy elektromos szekrényben.
Ha minden sorkapocs, USB, táp, satöbbi egy oldalon lenne egy kicsit nyújtottabb panelen, akkor egy kis felfogó elemmel kalapsínre lehetne fogatni,
és perforált kábelcsatornába mindent szépen lehúzni. Vagy ha két szemközti oldalra vannak téve a kivezetések, akkor is egy kábelcsatorna felül,
egy alul, és szép rendezett lenne a szekrény.
Csak egy ötlet, illetve kérdés, nem tudom, mennyire végleges a panel elrendezés, vagy mennyire sorozat érett már a dolog.
Ha ilyen, akkor ilyen, csak ötlet/kérdés volt.
További szép napot
A csatlakozások körbe lesznek elhelyezve, mint az első tervezetnél? Praktikusság miatt kérdezem.
Ha mind a négy oldalon kell kábeleket elvezetni, az nem túl esztétikus egy elektromos szekrényben.
Ha minden sorkapocs, USB, táp, satöbbi egy oldalon lenne egy kicsit nyújtottabb panelen, akkor egy kis felfogó elemmel kalapsínre lehetne fogatni,
és perforált kábelcsatornába mindent szépen lehúzni. Vagy ha két szemközti oldalra vannak téve a kivezetések, akkor is egy kábelcsatorna felül,
egy alul, és szép rendezett lenne a szekrény.
Csak egy ötlet, illetve kérdés, nem tudom, mennyire végleges a panel elrendezés, vagy mennyire sorozat érett már a dolog.
Ha ilyen, akkor ilyen, csak ötlet/kérdés volt.
További szép napot
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 május 30, 20:21
Írta: kr97pwss2 Dátum 2013 május 30, 20:21
A sokbemenetesnek a tervei már véglegesek, az első szériának a gyártása folyamatban is van, épp az automata beültetőnél van. Számításaim szerint max. 1 hónap és megvásárolható lesz.
így fog kinézni:
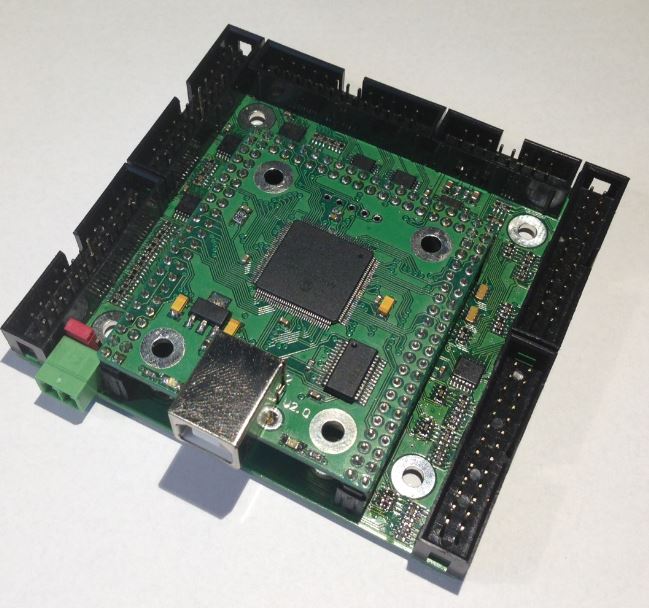
A kialakításán sokat gondolkodtunk, és ez már a sokadik variáció, ami már végleges.

Maga a mozgásvezérlő egy kicsi univerzális modul, amihez különböző alaplapok készülnek. A legelső a fenti 5LPT alaplap. Ehhez szalagkábellel kell csatlakoztatni a leválasztó kártyákat, melyeket lehet a szerelés szempontjából ideális irányba rendezni. A későbbiekben tervezem, hogy csak a modul is megvásárolható lesz. Ekkor a gépépítő ill. gépgyártók saját leválasztókártyát tudnak tervezni hozzá, amit az egyéni szempontjaik alapján alakíthatnak ki.
így fog kinézni:
A kialakításán sokat gondolkodtunk, és ez már a sokadik variáció, ami már végleges.
Maga a mozgásvezérlő egy kicsi univerzális modul, amihez különböző alaplapok készülnek. A legelső a fenti 5LPT alaplap. Ehhez szalagkábellel kell csatlakoztatni a leválasztó kártyákat, melyeket lehet a szerelés szempontjából ideális irányba rendezni. A későbbiekben tervezem, hogy csak a modul is megvásárolható lesz. Ekkor a gépépítő ill. gépgyártók saját leválasztókártyát tudnak tervezni hozzá, amit az egyéni szempontjaik alapján alakíthatnak ki.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 május 30, 21:00
Írta: cxmcdtrx Dátum 2013 május 30, 21:00
Köszönöm a gyors választ!
Lesz hozzá olyan panel is, ami szalagkábel --> normál sorkapocs ugyanígy panelbe ültetve?
Vagy mondjuk olyan alaplap, ami a szalagkábel csati helyett egyből csavaros sorkapoccsal szerelt?
Lesz hozzá olyan panel is, ami szalagkábel --> normál sorkapocs ugyanígy panelbe ültetve?
Vagy mondjuk olyan alaplap, ami a szalagkábel csati helyett egyből csavaros sorkapoccsal szerelt?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 május 30, 21:01
Írta: cxmcdtrx Dátum 2013 május 30, 21:01
Ami kimaradt és lényeges: árazása nagyjából már ismert?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 május 30, 22:19
Írta: kr97pwss2 Dátum 2013 május 30, 22:19
Hamarosan lesz majd ára is, most van kalkuláció alatt.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s7manbs8 Dátum 2013 május 30, 23:00
Írta: s7manbs8 Dátum 2013 május 30, 23:00
Most kell beárazni, lenn van a kemény valuta . :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 május 31, 23:14
Írta: kr97pwss2 Dátum 2013 május 31, 23:14
Új Plugin verzió az UC100-hoz:
UC100 Plugin V2.124
Változások:
-Spindle PWM kezelésének módosítása
-Apróbb hibajavítások
UC100 Plugin V2.124
Változások:
-Spindle PWM kezelésének módosítása
-Apróbb hibajavítások
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 június 01, 12:38
Írta: svejk Dátum 2013 június 01, 12:38
Mester Úr!
Ez az m3p file csak annyit csinál hogy beírja magát DLL-ként a mach3/plugin könyvtárába és a futtatás helyéről kitörli magát?
Magyarán a verziók cseréje mindössze annyi, hogy a plugin könyvtárban akár kézzel is kicseréljük a megfelelő UCC100 V2_xxx.dll fájlt?
Ez az m3p file csak annyit csinál hogy beírja magát DLL-ként a mach3/plugin könyvtárába és a futtatás helyéről kitörli magát?
Magyarán a verziók cseréje mindössze annyi, hogy a plugin könyvtárban akár kézzel is kicseréljük a megfelelő UCC100 V2_xxx.dll fájlt?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 június 01, 12:42
Írta: svejk Dátum 2013 június 01, 12:42
Most próbáltam, még ebben a 2.124-es verzióban is meg van a #157-ben leírt hibajelenség.
LPT-re visszaállítva jól működik a leírt metódus.
LPT-re visszaállítva jól működik a leírt metódus.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 június 01, 13:15
Írta: kr97pwss2 Dátum 2013 június 01, 13:15
Igen a .m3p végű file bemásolja magát a Mach Plugins könyvtárába. De kézzel is lehet simán kicserélni a dll-t.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 június 01, 13:19
Írta: kr97pwss2 Dátum 2013 június 01, 13:19
Hú bocsi erről elfeledkeztem, de utánanézek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 június 02, 13:57
Írta: kr97pwss2 Dátum 2013 június 02, 13:57
Előzmények a Mach3-as topikban.
Megvizsgáltam az xml-t amit küldtél, és meg is találtam a hiba okát. Az UC100-as pluginnak nem tetszett, hogy 5000step/mm volt a motortuningban beírva és az alapértelmezett koordináta az X tengelyen több mint 3000mm. Ezt valamiért nem tudta lekezelni. Az xml-t módosítottam, hogy az alapértelmezett koordináta 0 legyen, és így már működik. El is küldtem Attilának a módosított xml-t.
Megvizsgáltam az xml-t amit küldtél, és meg is találtam a hiba okát. Az UC100-as pluginnak nem tetszett, hogy 5000step/mm volt a motortuningban beírva és az alapértelmezett koordináta az X tengelyen több mint 3000mm. Ezt valamiért nem tudta lekezelni. Az xml-t módosítottam, hogy az alapértelmezett koordináta 0 legyen, és így már működik. El is küldtem Attilának a módosított xml-t.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 június 02, 13:58
Írta: cxmcdtrx Dátum 2013 június 02, 13:58
A Mach3 fórumban tárgyalt virtualBox alól elindítva normálisan megy a dolog. Az elküldött xml-ben találtam hibát, az E-stop bemenet ugyanaz volt, mint az X home.
A step/mm-t levettem 1000-re.
Megpróbálom ezt az XML-t felmásolni az IBM-re, megnézem, mi történik.
A step/mm-t levettem 1000-re.
Megpróbálom ezt az XML-t felmásolni az IBM-re, megnézem, mi történik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 június 02, 14:06
Írta: cxmcdtrx Dátum 2013 június 02, 14:06
Az új XML fájl használatával megszűnt a hiba.
Ha átállítom a jog-ot step-re, akkor is működik, illetve vissza is tudok kapcsolni folyamatosra.
Működik az MDI is.
Elküldöm az új XML-t is.
Ha átállítom a jog-ot step-re, akkor is működik, illetve vissza is tudok kapcsolni folyamatosra.
Működik az MDI is.
Elküldöm az új XML-t is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 június 13, 18:49
Írta: cxmcdtrx Dátum 2013 június 13, 18:49
Ma kaptam meg az új plugint Balázstól, az általam véletlenül előidézett hiba javításával együtt. Ahogy néztem, már a honlapról is az új tölthető le.
UC100 V2.125 Plugin
Köszönjük!
UC100 V2.125 Plugin
Köszönjük!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 június 13, 19:18
Írta: kr97pwss2 Dátum 2013 június 13, 19:18
Látom megelőztél [#vigyor3]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 június 13, 19:33
Írta: cxmcdtrx Dátum 2013 június 13, 19:33
Bocsánat :-)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 június 13, 20:30
Írta: svejk Dátum 2013 június 13, 20:30
#157-ben említett jelenségre ránéztél?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 június 13, 23:03
Írta: kr97pwss2 Dátum 2013 június 13, 23:03
Nem, még nem volt rá időm, de nem felejtettem el.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 június 16, 15:59
Írta: svejk Dátum 2013 június 16, 15:59
Ugye jól sejtem, hogy az UC100 nem tud egy második PC-os LPT porttal együtt működni?
Elfogytak a bemeneteim :(
Elfogytak a bemeneteim :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2013 június 16, 20:18
Írta: ANTAL GÁBOR Dátum 2013 június 16, 20:18
Balázs csak nem javul ( V2.121) az index el van gondom .Küldtem levelet
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2013 június 22, 18:35
Írta: ANTAL GÁBOR Dátum 2013 június 22, 18:35
Megint próbálkozom az UC 100 al Azon kollégák jelentkezését várom akik UC 100 al esztergálnak. Nálam akkor megy a menet G76 al ha a verzió 2.206. Viszont az meg nálam nem kezel encodert ( nálam a keresztszánon van egy encóder
KI MILYEN VERZIÓT HASZNÁL ? TAPASZTALATOK ?
Ismert olyan verzió ahol megy a G76 és kezel encodert ? Nyiszi és Svejk véleményére nagyon kíváncsi vagyok !!!!!
KI MILYEN VERZIÓT HASZNÁL ? TAPASZTALATOK ?
Ismert olyan verzió ahol megy a G76 és kezel encodert ? Nyiszi és Svejk véleményére nagyon kíváncsi vagyok !!!!!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2013 június 22, 18:52
Írta: ANTAL GÁBOR Dátum 2013 június 22, 18:52
a verziószám helyesen 2.106
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 június 22, 19:52
Írta: svejk Dátum 2013 június 22, 19:52
Én nem értek az esztergához. :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: sufnituning Dátum 2013 június 22, 20:39
Írta: sufnituning Dátum 2013 június 22, 20:39
Szia!
Küldtem Neked emailt, meg feltettem a képet a menetfúró befogóról, de akkor nem láttad
Küldtem Neked emailt, meg feltettem a képet a menetfúró befogóról, de akkor nem láttad
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 június 22, 21:15
Írta: svejk Dátum 2013 június 22, 21:15
Bocsi, elfeledkeztem róla, mert kaptam kölcsönbe gyáriakat.
(egyébként magánba nem kaptam e-mailt, csak itt láttam a főrumon a képet)
(egyébként magánba nem kaptam e-mailt, csak itt láttam a főrumon a képet)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 június 23, 07:15
Írta: kr97pwss2 Dátum 2013 június 23, 07:15
Szia Gábor!
A legújabbat V1.125 még nem próbáltad? Mert szerintem annak jónak kell lennie.
A legújabbat V1.125 még nem próbáltad? Mert szerintem annak jónak kell lennie.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 június 23, 07:16
Írta: kr97pwss2 Dátum 2013 június 23, 07:16
Na már én is belegabalyodok a verziókba:
helyesen V2.125
helyesen V2.125
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2013 június 23, 19:37
Írta: ANTAL GÁBOR Dátum 2013 június 23, 19:37
Föltettem a 2.125 öt . Működik a G76 és kezeli az encódert. Vagyis mindent amit akartam . Remélem ennél megállapodom......
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 július 05, 18:15
Írta: kr97pwss2 Dátum 2013 július 05, 18:15
Elkészült, és megkezdtük a forgalmazását az UC300-5LPT modulnak. Főbb paraméterek:
Vezérelt tengelyek száma: 6db (X,Y,Z,A,B,C)
Állítható max. kimenő Step jelek tengelyenként: 100kHz, 5us imp., 50kHz 10us imp., 25kHz
20us impulzusidő. A Dir jel fixen 10us-al előzi meg a Step jeleket.
Kimenetek: 36db 5V-os digitális kimenet, TTL kapuval bufferelt, kimenetenként max. 20mA-el
terhelhető.
Bemenetek: 49db 5V-os Schmitt trigeres bemenet RC szűréssel, és 4,7kR-os felhúzó
ellenállással.
2 analóg bemenet és 2 analóg kimenet.
A be/kimenetek IDC-26 csatlakozóra vannak kivezetve és a lábkiosztás az LPT porttal kompatibilis. Egy egyszerű szalagkábeles csatlakozóval könnyen LPT port csatlakozóra alakítható, vagy a leválasztókártyához csatlakoztatható.
Használati: UC300-5LPT
UC300-5LPT használati
Vezérelt tengelyek száma: 6db (X,Y,Z,A,B,C)
Állítható max. kimenő Step jelek tengelyenként: 100kHz, 5us imp., 50kHz 10us imp., 25kHz
20us impulzusidő. A Dir jel fixen 10us-al előzi meg a Step jeleket.
Kimenetek: 36db 5V-os digitális kimenet, TTL kapuval bufferelt, kimenetenként max. 20mA-el
terhelhető.
Bemenetek: 49db 5V-os Schmitt trigeres bemenet RC szűréssel, és 4,7kR-os felhúzó
ellenállással.
2 analóg bemenet és 2 analóg kimenet.
A be/kimenetek IDC-26 csatlakozóra vannak kivezetve és a lábkiosztás az LPT porttal kompatibilis. Egy egyszerű szalagkábeles csatlakozóval könnyen LPT port csatlakozóra alakítható, vagy a leválasztókártyához csatlakoztatható.
Használati: UC300-5LPT
UC300-5LPT használati
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 július 05, 18:31
Írta: 000000000 Dátum 2013 július 05, 18:31
UC300-5LTP használati Link helyesen
És akkor egyből feltenném azt a fontos kérdést hogy mennyi lesz az ára?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 július 05, 18:37
Írta: kr97pwss2 Dátum 2013 július 05, 18:37
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 július 05, 18:49
Írta: cxmcdtrx Dátum 2013 július 05, 18:49
Fórumosoknak és visszatérö vevöknek valamicske kedvezmény? :-)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 július 05, 19:02
Írta: 000000000 Dátum 2013 július 05, 19:02
Gratulálok!
Ez bizony, szintén hiánypótló.
Én, is vártam már.
Igaz, eredetileg az 500 -ast. Lesz az is?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 július 05, 19:15
Írta: kr97pwss2 Dátum 2013 július 05, 19:15
A termék ára eleve kedvezményes bevezető ár, de a fórumosoknak a következőt tudom még felajánlani: Ebben a hónapban megrendelt mozgásvezérlőt ingyen postázzuk el, csak megrendelésnél jelezd, hogy fórumos vagy.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 július 05, 19:27
Írta: kr97pwss2 Dátum 2013 július 05, 19:27
Köszi! Az 500-as ennek a prototípusa volt, és menet közben át lett dolgozva a koncepció, mert a rengeteg sorkapocs nem fért volna rá a panelra. A szalagkábelekkel viszont egy leválasztókártyához nagyon egyszerűen hozzá lehet csatlakoztatni. Ezt a kialakítást univerzálisabbnak gondoltuk. Itt a "lelke" az egésznek az UC300 modul ami a felső panel. Ehhez a modulhoz még készülőben van többféle alaplap. Jelenleg az elő 5LPT alaplap készült el. De már béta verzióban működik egy 4 tengelyes léptetőmotor meghajtó alaplap is. A Hatvani és Debreceni találkozón már be is mutattam. De még tervben van más kialakítású alaplap is, de ezek még nagyon képlékenyek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2013 július 05, 19:53
Írta: cxmcdtrx Dátum 2013 július 05, 19:53
Igazából a szmájlin volt a lényeg, nem a kedvezményen, ez tényleg baráti ár, ismerve a piac jelenlegi kínálatát és típusait. A fizetésem függvénye, hogy mikor, de biztosan benevezek egy darabra én is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: fa_kukac Dátum 2013 július 05, 20:19
Írta: fa_kukac Dátum 2013 július 05, 20:19
Üdv Balázs, én még Hatvanban beneveztem rá, igaz akkor még ethernetesről is szó volt! Az nem lett végül? Az akkori megrendeléskor a 10 % az gondolom áll. Most kell akkor összelapátolnom a pízt! Egyébként akkor rendeltem UC100-at és UC300-at is, az UC300-al sok gondom volt, ha leszakadt a rádiókapcsolat, akkor a rendszer olyan szinten állt bele a földbe, hogy csak teljes win újraindítás segített. De teljes gyalu és új Win és Mach telepítéssel már semmi gond, ha elmegyek messzire hogy ne legyen kapcsolat, és visszamegyek a gép mellé, akkor is simán újra rááll a és megy minden rendesen! Azért egy gondom még mindig van, és minden gépen amin próbáltam! Új pluginnal is! Ha AXIS-t vezérlek mondjuk Z, és 100 %, és átállok 1 %-ra, akkor gondolom hogy most lassan fog menni, és finoman, közben ugyanúgy meglódul a kézikerék mozdulatra, 100%-al. Nem kellemes amikor beleszalad az anyagba 1 mm-ről! Át kell pörgetni a tengelyeket, mivel sorban lehet, hogy újra Z legyen, és akkor már 1 %-al megy .
Amúgy jó cuccosok, gratula!
Amúgy jó cuccosok, gratula!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: fa_kukac Dátum 2013 július 05, 20:22
Írta: fa_kukac Dátum 2013 július 05, 20:22
Csak annyi, hogy nem arra készülök hogy lófrálok a távirányítóval, csak az elején nem jöttem rá mitől fagyos a progi, és akkor jöttem rá hogy hirtelen rádiókapcsolat megszakadása miatt van. Most úgy nyüstölöm, hogy mászkálok vele mint a mérgezett egér!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 július 05, 20:43
Írta: kr97pwss2 Dátum 2013 július 05, 20:43
Az ethernetes változat még nem készült el, de az is lesz. A távirányítón, amit jeleztél 100% és 1%-os gondot, azt megvizsgálom. Örülök, hogy bevált nálad is :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: fa_kukac Dátum 2013 július 05, 21:05
Írta: fa_kukac Dátum 2013 július 05, 21:05
Ok, már merem használni! Már akkor is, mikor a kuncsaft mellettem áll mikor csinálom a melót! Eleinte kicsit kínos volt, mert szépen ráállok z-0-ra, új munkadarabnál, és egyszer csak lefagy! És magyarázkodok, hogy No problem ! Wait, just one minute! Állandó Holland megrendelőm. Aztán meg beleszúrok az anyagába!
Azt viszont el kell mondanom, hogy ezek a cuccosok, amit a Balázs kihoz, világszínvonalon ott vannak a szeren! Azt meg hogy javítani kell valamit vegyük természetesnek! a Winfos a 10 éves termékeit mai napig javítja! A Microchip azért hozta ki az MPLAB-x-et, mert rájött hogy a 8xx nem hozható helyre annyira hogy jó legyen! Pic-et tud gyártani, de IDE-t nem.
Azt viszont el kell mondanom, hogy ezek a cuccosok, amit a Balázs kihoz, világszínvonalon ott vannak a szeren! Azt meg hogy javítani kell valamit vegyük természetesnek! a Winfos a 10 éves termékeit mai napig javítja! A Microchip azért hozta ki az MPLAB-x-et, mert rájött hogy a 8xx nem hozható helyre annyira hogy jó legyen! Pic-et tud gyártani, de IDE-t nem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 július 05, 22:02
Írta: 000000000 Dátum 2013 július 05, 22:02
"Winfos" ?
Én Windows -t használok, de azzal semmi bajom.
Le kell cserélni a Winfost Windows-ra és a probléma megoldódott.
Én Windows -t használok, de azzal semmi bajom.
Le kell cserélni a Winfost Windows-ra és a probléma megoldódott.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: fa_kukac Dátum 2013 július 05, 22:07
Írta: fa_kukac Dátum 2013 július 05, 22:07
Reeeendben
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: fa_kukac Dátum 2013 július 06, 14:53
Írta: fa_kukac Dátum 2013 július 06, 14:53
Annyi, hogy az uc300 az az ucr200 akart lenni, de aki ismeri, az tudja miről van szó. Azért itt is segítenek értelmes építő jellegű hozzászólásokkal a megszokott értelmes fórumtársak, akiknek nincs is ilyenjük, ezáltal nem is érthetik a gyakorlati problémákat, csak nem tudják megállni hogy bele-vau-vau. Akiket érint, mert vettek, és akik esetleg szeretnének ilyenre beruházni, azok gondolom az értelmes és témába illő eszmefuttatásokat olvasnának szívesen. Balázs nem kis dolgot hozott létre, és Ő is számít a mi segítségünkre, hogy tökéletes legyen az eszköz!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zozi Dátum 2013 július 09, 20:48
Írta: Zozi Dátum 2013 július 09, 20:48
Szeretnék egy kis értelmezésési segítséget az UC300-al kapcsolatban. A leírásban az van, hogy a kimenetek 20mA-el terhelhetőek illetve a bemeneteken schmitt triggeres jelformálás van. Kell e bármi extra leválasztás ha én csak optokapus bemeneteket szeretnék hozzákapcsolni EE-SX672amik ugyan arról az 5 voltos tápról kapják a betevőt mit a kis kártya. Esetleg a chargepump tól eltekintve kell e leválasztás egy 5V on beszélgető, pár mA-el vezérelt vezérlő felé? SST-1500
Esetleg túl lusta vagyok, és gyártsak csak le mégegy leválasztókártyát a párhuzamosporti kártyám mintájára és ne komnbináljak?
Esetleg túl lusta vagyok, és gyártsak csak le mégegy leválasztókártyát a párhuzamosporti kártyám mintájára és ne komnbináljak?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 július 09, 22:01
Írta: kr97pwss2 Dátum 2013 július 09, 22:01
A belinkelt opto érzékelő közvetlenül csatlakoztatható a bemenetre, és az 5V-os tápfeszültség ellátása is megoldható az egyik LPT csatlakozó 26. lábáról. Itt meg kell említenem, hogy az LPT csatlakozóra kötött kimenetek összegzett max. áramfogyasztása nagyobb, mint 350mA, akkor külső 5V-os tápegységet kell alkalmazni, és nem az USB-ről venni a tápot. A belinkelt motormeghajtót is közvetlenül lehet a kimenetekkel vezérelni, mert belül galvanikusan el van választva a teljesítmény áramköröktől.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zozi Dátum 2013 július 09, 22:22
Írta: Zozi Dátum 2013 július 09, 22:22
Köszönöm, én is ebben bíztam. Ez lényegesen leegyszerűsíti a frissen kibontott példányom hadrendbeállítását.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Sz.József Dátum 2013 július 16, 16:27
Írta: Sz.József Dátum 2013 július 16, 16:27
UC100-hoz, ill UC300-hoz van javasolt minimális PC konfig? (notebook/asztali...)
Proci, memória, USB1 vagy USB2, meg ilyesmi, ... (?)
Vagy pl. elég egy P3-as laptop is?
Proci, memória, USB1 vagy USB2, meg ilyesmi, ... (?)
Vagy pl. elég egy P3-as laptop is?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 július 16, 18:37
Írta: kr97pwss2 Dátum 2013 július 16, 18:37
A leglassabb gép amin teszteltem az egy asztali P3 800Mhz-es gép volt, ment rajta minden gond nélkül. Az UC100 és UC300 az USB 1.0 és 2.0 szabványt is támogatja. Azt szoktam javasolni, hogy olyan gépet kell használni hozzá, amin a Mach3 is akadozás nélkül elfut. Az akadozást a kép megjelenítése és nyomógombok működésére értem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Sz.József Dátum 2013 július 16, 19:13
Írta: Sz.József Dátum 2013 július 16, 19:13
Ok, Köszi...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 július 17, 09:50
Írta: pisti73 Dátum 2013 július 17, 09:50
Szia Balázs!
Van már elképzelés milyen kiegészítő alaplapok lesznek az UC300-hoz?
Amúgy gratula hozzá, tök szuper!
Van már elképzelés milyen kiegészítő alaplapok lesznek az UC300-hoz?
Amúgy gratula hozzá, tök szuper!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zozi Dátum 2013 július 27, 18:56
Írta: Zozi Dátum 2013 július 27, 18:56
Lenne egy kis probléma az UC300 dokumentációjával... Ma próbáltam volna ki a végállás szenzoraimat, de a leírás alapján készült kártyám értelmezhetetlen jeleket kapott.
A pinek számozása hibás, legalábbis a kép ami jelölné a számozást engem jól megvezetett.
Az első láb okkés, de ahol a kettes lenne az a 14 es, a 25 ös valójában a 15 ös, a 26 os megint okkés. Az analóg résznél és a digitálisnál más a csatik kiosztása :(
Most kezdhetem újramarni a fél vezérlést :(
A pinek számozása hibás, legalábbis a kép ami jelölné a számozást engem jól megvezetett.
Az első láb okkés, de ahol a kettes lenne az a 14 es, a 25 ös valójában a 15 ös, a 26 os megint okkés. Az analóg résznél és a digitálisnál más a csatik kiosztása :(
Most kezdhetem újramarni a fél vezérlést :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 július 27, 21:39
Írta: pisti73 Dátum 2013 július 27, 21:39
Melyik portot próbáltad? Én az 1-es néhány bemenetét és a 2-es port be és kimenetet teszteltem azok jól működnek...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zozi Dátum 2013 július 27, 21:58
Írta: Zozi Dátum 2013 július 27, 21:58
nem a kártyával van gond, hanem a leírásban más számozással van a kép.Ha a leírás szerint kötöm be, az első port jó, de a kettes átkerül a hármasra a hármas az ötösre... és így tovább.
Ha az lpt csatlakozót használod azzal semmi gond,
de én szalagkábellel akartam bekötni és az tett keresztbe. Most felhasogattam a szálakat és átrendeztem, így minden ok, csak macera. És a chargepumpot is át kell méretezni kicsit.
Ha az lpt csatlakozót használod azzal semmi gond,
de én szalagkábellel akartam bekötni és az tett keresztbe. Most felhasogattam a szálakat és átrendeztem, így minden ok, csak macera. És a chargepumpot is át kell méretezni kicsit.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 július 27, 22:24
Írta: pisti73 Dátum 2013 július 27, 22:24
Én a csatit is vettem hozzá, nem volt kedvem vele most vacakolni, az ára is jó, na meg a csomagban is elfért. Azzal tényleg nem volt gond. A szalagkábeles csatit jól készítetted el, nincs benne valami hiba?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zozi Dátum 2013 július 28, 08:37
Írta: Zozi Dátum 2013 július 28, 08:37
a szalagkábel és az lpt csatlakozó pinjei más sorrendben vannak számozva. A doksiban sima szalagkábel számozás szerepel mind a digitális, mind az analóg kimenetnél, de csak az analóg rész van e szerint számozva a digitális a 25 pines lpt-hez igazodik, és 26.-nak bent van egy +5V
LPT -> vízszintesen két sorban növekvő számozás
szalagkábel -> az egyik sorban a páros a másikban a páratlan pinek vannak
Az én csatlakozómnak nem LPT a vége, a saját kártyáimhoz csatlakozik ugyan olyan szalagkábelen.
LPT -> vízszintesen két sorban növekvő számozás
szalagkábel -> az egyik sorban a páros a másikban a páratlan pinek vannak
Az én csatlakozómnak nem LPT a vége, a saját kártyáimhoz csatlakozik ugyan olyan szalagkábelen.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 július 29, 17:57
Írta: kr97pwss2 Dátum 2013 július 29, 17:57
Igen sajnos, a doksiban hibásan lettek a sorszámok feltüntetve. Javítottam, innen letölthető: UC300 használati.pdf
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2013 augusztus 08, 19:36
Írta: ANTAL GÁBOR Dátum 2013 augusztus 08, 19:36
Korábban írtam hogy a birtokomba került 5 db ipari léptetővezérlő de sajnos hosszabb vezérlőjelekkel lehet csak kivezérelni Minthogy ezeket nagy motorok hajtására tervezték nem baj a lassabb működési szisztéma . Minthogy UC 100 ast használok közkinccsé szeretném tenni amit a Balázzsal folytatott levelezésből megtudtam
Tehát az UC 100 nál :
A minimális idő a Dir váltás után és az első step jel között 20us (100kHz), 40us (50kHz), 80us (25kHz). Ezen az értéken nem lehet változtatni fix. A Step jelek szélessége 100kHz-nél 5us, 50kHz-nél 10us, 25kHz-nél 20us (50%-os kitöltésű).
A Dir jel változása mindig a Step jel nem aktív állapotában történik.
Még egy fontos dolog : a Machban configurált dolgok ( aktív low vagy high ) érvényesülnek tehát az UC 100 as a kiválasztott módon adja a jelet
Az időzítések ismeretében (és Is Varga jóvoltából nemsokára élesztem a nagy vezérlőket
Tehát az UC 100 nál :
A minimális idő a Dir váltás után és az első step jel között 20us (100kHz), 40us (50kHz), 80us (25kHz). Ezen az értéken nem lehet változtatni fix. A Step jelek szélessége 100kHz-nél 5us, 50kHz-nél 10us, 25kHz-nél 20us (50%-os kitöltésű).
A Dir jel változása mindig a Step jel nem aktív állapotában történik.
Még egy fontos dolog : a Machban configurált dolgok ( aktív low vagy high ) érvényesülnek tehát az UC 100 as a kiválasztott módon adja a jelet
Az időzítések ismeretében (és Is Varga jóvoltából nemsokára élesztem a nagy vezérlőket
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 szeptember 13, 20:59
Írta: pisti73 Dátum 2013 szeptember 13, 20:59
Szia Balázs!
Jössz Székesfehérvárra a CNC talira?
Jössz Székesfehérvárra a CNC talira?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 szeptember 14, 14:47
Írta: kr97pwss2 Dátum 2013 szeptember 14, 14:47
Sajnos nem tudok elmenni rá.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 szeptember 14, 15:17
Írta: pisti73 Dátum 2013 szeptember 14, 15:17
Sajnálom, de azért köszi!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 október 06, 00:49
Írta: 000000000 Dátum 2013 október 06, 00:49
UC 100-as problémám, milehet az oka, hogy a MACH3-as képernyön visszajelzett léptetési érték többszöröse a beálitott értéknek, és ez függvénye a Kernel bállitásnak, A gép egyébként beállitásnak megfelelő léptetési sebességgel müködik? Előre is köszönöm ha valaki tud ebben segíteni
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 október 06, 11:07
Írta: kr97pwss2 Dátum 2013 október 06, 11:07
Ha jól értem a Kernel Speed-re gondolsz. Az UC100-nak a kimenő max frekvenciáját nem a "Config -> Ports Pin" ablakon kell beállítani, hanem a "Plugin Control -> UC100 In/Out monitor" menüpontban alul.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 október 06, 19:19
Írta: 000000000 Dátum 2013 október 06, 19:19
Üdv Kedves Balázs ezt értem, igy is állitottam be!
Viszont FEED RATE UNITS/min kijelzett érték.
érthetelen módon fügvénye A Mach3 kernel értékeknek ( amit ha jól értem nem is kellene állitani), úgy hogy a léptetési sebességet nem változtatja, csak az nem felel meg a kijelzett értéknek!
Viszont FEED RATE UNITS/min kijelzett érték.
érthetelen módon fügvénye A Mach3 kernel értékeknek ( amit ha jól értem nem is kellene állitani), úgy hogy a léptetési sebességet nem változtatja, csak az nem felel meg a kijelzett értéknek!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2013 október 06, 19:33
Írta: 2dbfy8y Dátum 2013 október 06, 19:33
Nem akarok bele szólni!
De akkor nem véletlen inch módba van a léptetési érték beadva a machnak?
Nem kapott véletlen valami progiban G20 kódot?
Mert akkor bizti nem jól fog lépkedni!
De akkor nem véletlen inch módba van a léptetési érték beadva a machnak?
Nem kapott véletlen valami progiban G20 kódot?
Mert akkor bizti nem jól fog lépkedni!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 október 06, 20:27
Írta: 000000000 Dátum 2013 október 06, 20:27
Üdv Pabló!
Pont az a poén, hogy jól lépked, pontosan olyan sebességel Pl F600 -nál 600-al de a képernyön ezt, mondjuk 2320 nak mutatja, attol függően, hogy menyi a Mach3 Kernel értéke.
Pont az a poén, hogy jól lépked, pontosan olyan sebességel Pl F600 -nál 600-al de a képernyön ezt, mondjuk 2320 nak mutatja, attol függően, hogy menyi a Mach3 Kernel értéke.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2013 október 06, 21:34
Írta: 2dbfy8y Dátum 2013 október 06, 21:34
Ez tényleg érdekes!
Azt hittem nem is annyit mozog, mint amennyit kéne.
Melyik Mach verzió?
Lehet érdemes kipróbálni másik verziót!
Azt hittem nem is annyit mozog, mint amennyit kéne.
Melyik Mach verzió?
Lehet érdemes kipróbálni másik verziót!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 október 06, 22:37
Írta: kr97pwss2 Dátum 2013 október 06, 22:37
Ez érdekes, márpedig amiatt, mert az UC100 számolja a pillanatnyi sebességet, és a Mach3 FeedRate DRO-ba "csak" beleírja ezt az értéket. És ha tényleg annyival megy, akkor a Mach3-al lehet csak valami. Könnyen tesztelhető, ha van mérőeszköz a közelben (frekvenciamérős multiméter). 100step/mm beállítás mellett g1 X100 F600 utasítást kiadva az MDI ablakban, a kimeneten pont 1kHz-et kell mérni.
Esetleg, mint a többiek javasolták próbálj meg a Mach3-at újrainstallálni.
Én Mach3-ból mostanában R3.043.066 verziót szoktam használni. Az aktuális plugin pedig V2.127 (ezzel ki is próbáltam, a Kernel frekvencia állításnak nincs hatása a Feedrate-ra).
Esetleg, mint a többiek javasolták próbálj meg a Mach3-at újrainstallálni.
Én Mach3-ból mostanában R3.043.066 verziót szoktam használni. Az aktuális plugin pedig V2.127 (ezzel ki is próbáltam, a Kernel frekvencia állításnak nincs hatása a Feedrate-ra).
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 október 06, 23:58
Írta: 000000000 Dátum 2013 október 06, 23:58
A kiadott jellel szerintem nincs probléma, csak a kijelzett értékkel, Kernel csak azt változtatja. megprobálok egy új Mach3 verziót telepíteni, vagy ujra instalálni. Köszi.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 október 10, 20:45
Írta: 000000000 Dátum 2013 október 10, 20:45
kedves Balázs!
Megoldodott, mert a jelzett probléma csak Mach3versionR2.63-as verziónál jelentkezik, a többi verziónál nem!
Azért érdekes, hogy miért igaz ennél a verziónál az alábbi matematikai összefüggés:
kijelzettérték = 0,032 x kernelérték x beállitott érték. Ez az összefüggés csak a kijelzett értéket változtatja, a beállitot tényleges léptetési értéket nem. Köszönöm a segitséget.
Megoldodott, mert a jelzett probléma csak Mach3versionR2.63-as verziónál jelentkezik, a többi verziónál nem!
Azért érdekes, hogy miért igaz ennél a verziónál az alábbi matematikai összefüggés:
kijelzettérték = 0,032 x kernelérték x beállitott érték. Ez az összefüggés csak a kijelzett értéket változtatja, a beállitot tényleges léptetési értéket nem. Köszönöm a segitséget.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 október 11, 12:01
Írta: 000000000 Dátum 2013 október 11, 12:01
Szerintem az már annyira régi verzió, hogy nem biztos hogy érdemes vele foglalkozni?!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 október 13, 12:52
Írta: svejk Dátum 2013 október 13, 12:52
Szemezgetek az UC300-assal...
49 db digitális és 2 db analóg bemenet van rajta.
Milyen módon tudnám elérni ezzel az eszközzel, hogy legyen két potméterem, vagy fokozatkapcsolóm és az egyiket tudjam használni Feed Rate -nek a másikat pedig Spindele Override-nak?
49 db digitális és 2 db analóg bemenet van rajta.
Milyen módon tudnám elérni ezzel az eszközzel, hogy legyen két potméterem, vagy fokozatkapcsolóm és az egyiket tudjam használni Feed Rate -nek a másikat pedig Spindele Override-nak?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: hyuekyh7a Dátum 2013 október 13, 14:51
Írta: hyuekyh7a Dátum 2013 október 13, 14:51
Ez a funkció bele van építve, mindkettő. Nekem van is egy eladó.:-)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 október 13, 15:31
Írta: kr97pwss2 Dátum 2013 október 13, 15:31
Az UC300-hoz egyszerűen lehet illeszteni két potmétert a Feedrate és Spindle fordulatszám állításhoz. Mindössze annyit kell csinálni, hogy az analóg bemenetekre rá kell kötni 2 potmétert (5-20kR) és a beállításoknál kipipálni a következőket:
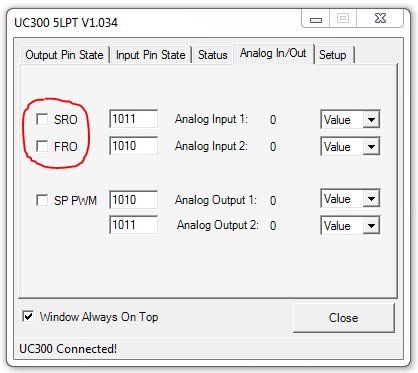
Utána automatikusan állítja az FRO és SRO értékét a potméter állásának megfelelően az UC300. Következőképpen állítja: a potméter 0 állásánál 1%, max állásban pedig 250% lineárisan elosztva. Ezért érdemes lineáris potmétert használni. Ha fokozatkapcsolóval szeretnéd megcsinálni, akkor egy ellenálláslétrát kell kiszámolni az egyes fokozatokhoz. Meg lehet úgy is oldani, hogy az analóg bemenetet egy OME dro-ba beolvasod (ez az alapértelmezett), és Brainnel leprogramozod a bemenő értékekhez a kívánt FRO és SRO %-okat. Még annyit megjegyeznék, hogy az analóg bemenetek értéke 0-65535 között változik 16-os lépésekkel (12biten van beolvasva).
Utána automatikusan állítja az FRO és SRO értékét a potméter állásának megfelelően az UC300. Következőképpen állítja: a potméter 0 állásánál 1%, max állásban pedig 250% lineárisan elosztva. Ezért érdemes lineáris potmétert használni. Ha fokozatkapcsolóval szeretnéd megcsinálni, akkor egy ellenálláslétrát kell kiszámolni az egyes fokozatokhoz. Meg lehet úgy is oldani, hogy az analóg bemenetet egy OME dro-ba beolvasod (ez az alapértelmezett), és Brainnel leprogramozod a bemenő értékekhez a kívánt FRO és SRO %-okat. Még annyit megjegyeznék, hogy az analóg bemenetek értéke 0-65535 között változik 16-os lépésekkel (12biten van beolvasva).
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 október 13, 16:14
Írta: svejk Dátum 2013 október 13, 16:14
Hiszen ez nagyszerű, tehát ha jól értem alapesetben nem kell hozzá megtanulnom Brain-ül! :))
Szuper!
[#worship]
Szuper!
[#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 október 13, 16:24
Írta: svejk Dátum 2013 október 13, 16:24
Lenne még két kérdésem:
- az egyik a #157-ben lakozik...
- a másik pedig, hogy mi a helyzet a Pause és a Stop gombok működtetésekor a leállással.
Nekem ez nagy vesszőparipám, hogy ha megnyomjuk a Stop gombot, akkor a Mach3 elveszi azonnal a Step jelet mintha vészleállítást használnánk.
Ez a "falnak megy" megoldást a szervok sem tolerálják, léptető esetében pedig szinte biztos az azonnali lépésvesztés, hacsak nem vagyunk a léptetőmotor start-stop frekvenciája alatt.
A pause-nél meg ugye túl sok volt régen az eltárolt step-jel és zavaróan sokára álltak le a tengelyek.
- az egyik a #157-ben lakozik...
- a másik pedig, hogy mi a helyzet a Pause és a Stop gombok működtetésekor a leállással.
Nekem ez nagy vesszőparipám, hogy ha megnyomjuk a Stop gombot, akkor a Mach3 elveszi azonnal a Step jelet mintha vészleállítást használnánk.
Ez a "falnak megy" megoldást a szervok sem tolerálják, léptető esetében pedig szinte biztos az azonnali lépésvesztés, hacsak nem vagyunk a léptetőmotor start-stop frekvenciája alatt.
A pause-nél meg ugye túl sok volt régen az eltárolt step-jel és zavaróan sokára álltak le a tengelyek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 október 13, 21:16
Írta: kr97pwss2 Dátum 2013 október 13, 21:16
A #157-es hibát amit jeleztél javítottam a mostani verzióban.
A Stop működése a Mach3-ban ilyen, erre egyenlőre még nem találtam megoldást. Azaz pont úgy működik, mint LPT-vel. Talán, ha majd lesz egy kis időm, megpróbálok valamit kitalálni ennek az azonnali megállásnak a kitrükközésére.
A Stop működése a Mach3-ban ilyen, erre egyenlőre még nem találtam megoldást. Azaz pont úgy működik, mint LPT-vel. Talán, ha majd lesz egy kis időm, megpróbálok valamit kitalálni ennek az azonnali megállásnak a kitrükközésére.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 október 13, 22:40
Írta: svejk Dátum 2013 október 13, 22:40
Köszönöm, szuper!
Számomra hihetetlen hogy valaki ilyen jó támogatást nyújt a termékéhez.
A stop gombok..
Számomra a kezdetekkor is sok bosszúságot okoztak, aztán amikor átálltam a szervora, ez legalább nem jelentkezett lépéshibaként, de azért nem szeretik a szervok sem, no meg a mechanika sem, ezek ugye igazi egységugrások.
Számomra hihetetlen hogy valaki ilyen jó támogatást nyújt a termékéhez.
A stop gombok..
Számomra a kezdetekkor is sok bosszúságot okoztak, aztán amikor átálltam a szervora, ez legalább nem jelentkezett lépéshibaként, de azért nem szeretik a szervok sem, no meg a mechanika sem, ezek ugye igazi egységugrások.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: lari Dátum 2013 október 14, 11:20
Írta: lari Dátum 2013 október 14, 11:20
Balázs!
A mach3 tartalmaz egy backlash opciót, ami az orsók holtjátékát küszöböli ki.
Én használom ezt az opciót és az orsó forgásirány váltásakor észlelhető egy kis megtorpanás. Linux CNC használatakor ilyen megtorpanás nincsen.
Kérdésem az, hogy UC 300 mozgásvezérlő használatával is van-e ez a megtorpanás, vagy nincs?
Köszönöm!
A mach3 tartalmaz egy backlash opciót, ami az orsók holtjátékát küszöböli ki.
Én használom ezt az opciót és az orsó forgásirány váltásakor észlelhető egy kis megtorpanás. Linux CNC használatakor ilyen megtorpanás nincsen.
Kérdésem az, hogy UC 300 mozgásvezérlő használatával is van-e ez a megtorpanás, vagy nincs?
Köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 október 14, 11:34
Írta: kr97pwss2 Dátum 2013 október 14, 11:34
Szia, ez a jelenség amiatt van, hogy a Mach3 nem jól kezeli a Kottyanás kompenzációt "Constant Velocity" üzemmódban. Ha átállítod "Exact Stop"-ra, akkor jó lesz, csak akkor, mindig lelassít az egyes G-kód sorok után. Mivel ezt a Mach3 csinálja, ezért az UC300-nál is jelentkezni fog.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 október 14, 12:06
Írta: Béni Dátum 2013 október 14, 12:06
Egy kicsit már sportoltam ezzel ... (Stop)
FRO nullára módosításával próbáltam megoldani, de a hatása szinte ugyanaz, mint a FeedHold-nak.
(Nem jártam sikerrel ...)
FRO nullára módosításával próbáltam megoldani, de a hatása szinte ugyanaz, mint a FeedHold-nak.
(Nem jártam sikerrel ...)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 november 26, 16:17
Írta: svejk Dátum 2013 november 26, 16:17
Az UC300 kapható-e optocsatolókkal leválasztott és sorkapcsokkal ellátott alaplapi verzióban?
Úgy emlékszem az UC500 terveiben szerepelt ez a variáció.
Ha nem, akkor milyen irányban és mennyire terhelhetők a kimenetek?
Shematikusan szoktak a gyártók egy kis móricka rajzot adni a be és kimenetek fizikai megvalósításáról.
(tavaly egy konkurensnek is nevezhető CSMIO rendszer beüzemelésében segédkeztem, itt is nagy hiányosság volt ez, szöveges környezetből kellett kibogarászni azt amit egy rajzra való rápillantásra megértett volna az ember egyből)
Úgy emlékszem az UC500 terveiben szerepelt ez a variáció.
Ha nem, akkor milyen irányban és mennyire terhelhetők a kimenetek?
Shematikusan szoktak a gyártók egy kis móricka rajzot adni a be és kimenetek fizikai megvalósításáról.
(tavaly egy konkurensnek is nevezhető CSMIO rendszer beüzemelésében segédkeztem, itt is nagy hiányosság volt ez, szöveges környezetből kellett kibogarászni azt amit egy rajzra való rápillantásra megértett volna az ember egyből)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 november 27, 18:27
Írta: kr97pwss2 Dátum 2013 november 27, 18:27
Az UC300 egyenlőre az 5LPT alaplappal kapható, de már készülőben van egy galvanikusan leválasztott sorkapcsos verzió is.
Az 5LPT-nél a kimenetek 5V-os jelszintűek, és 20mA-el terhelhető. A bemenetek 5V-os jelszintűek RC szűréssel, és 4,7kR-os felhúzó
ellenállással.
Az 5LPT-nél a kimenetek 5V-os jelszintűek, és 20mA-el terhelhető. A bemenetek 5V-os jelszintűek RC szűréssel, és 4,7kR-os felhúzó
ellenállással.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: lari Dátum 2013 november 27, 18:36
Írta: lari Dátum 2013 november 27, 18:36
Kb mikor várható a galvanikusan leválasztott sorkapcsos változat?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 november 27, 18:41
Írta: pisti73 Dátum 2013 november 27, 18:41
Szia Balázs!
LinuxCNC-hez esetleg van tervbe valami hasonló USB-LPT átalakító elkészítése?
LinuxCNC-hez esetleg van tervbe valami hasonló USB-LPT átalakító elkészítése?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 november 27, 18:50
Írta: kr97pwss2 Dátum 2013 november 27, 18:50
Előre láthatóan a jövő év első negyedében elkészül. Addig is az 5LPT alaplaphoz könnyen illeszthető (csak 1 szalagkábel kell hozzá) a leválasztókártya.HDBB2
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 november 27, 19:06
Írta: svejk Dátum 2013 november 27, 19:06
Köszönöm a tájékoztatást!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 november 27, 19:07
Írta: kr97pwss2 Dátum 2013 november 27, 19:07
Szia!
Egyenlőre nem tervezem, jobban el kellene merülni a LinuxCNC belső világában, de erre most 3-4 futó egyéb projektek miatt nincs időm.
Egyenlőre nem tervezem, jobban el kellene merülni a LinuxCNC belső világában, de erre most 3-4 futó egyéb projektek miatt nincs időm.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 november 27, 19:22
Írta: pisti73 Dátum 2013 november 27, 19:22
Ok, köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 november 27, 19:34
Írta: svejk Dátum 2013 november 27, 19:34
Még egy kérdés, bár ez igazából már a MACH3-ra vonatkozik.
Az megoldható MACH3-on belül, hogy az UC300 egyik analóg bemenete egyszerre állítsa a Feed Rate és a Slow Jog Rate értékét?
Az megoldható MACH3-on belül, hogy az UC300 egyik analóg bemenete egyszerre állítsa a Feed Rate és a Slow Jog Rate értékét?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: lari Dátum 2013 november 27, 20:02
Írta: lari Dátum 2013 november 27, 20:02
A HDBB2 kártyához magyar nyelvű dokumentáció nincsen véletlenül?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Gyati Dátum 2013 november 27, 20:14
Írta: Gyati Dátum 2013 november 27, 20:14
Szia István. Gyárilag meg van oldva, ha kipipálod, akkor egyszerre állítja.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 november 27, 20:24
Írta: svejk Dátum 2013 november 27, 20:24
A general configban a persis-tek előtt?
Ott a pipa mindkettő előtt.
Ott a pipa mindkettő előtt.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Gyati Dátum 2013 november 27, 20:39
Írta: Gyati Dátum 2013 november 27, 20:39
Nem.Az UC300-nak van egy kis menüje, ami bejön a plugin control-nál, ha ott a pipa viszi 1db poti a gyorsjáratot és az előtolást egyszerre.A gyorsjárat 100%-ig kb fél állásban, az előtolás nálam 250% maximumon. Az UC300 nagyon fasza cucc!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 november 27, 21:02
Írta: svejk Dátum 2013 november 27, 21:02
Jaaa..[#falbav]
De nekem még nincs UC300-am. [#rinya]
De nekem még nincs UC300-am. [#rinya]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Gyati Dátum 2013 november 27, 21:26
Írta: Gyati Dátum 2013 november 27, 21:26
Azonnal vegyél! Nem értem, hogy tudtál eddig létezni nélküle? [#wink]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 06, 12:21
Írta: svejk Dátum 2013 december 06, 12:21
Akkor feltenném újra a kérdést:
Az megoldható, hogy az UC300 egyik analóg bemenete egyszerre állítsa a Feed Rate és a Slow Jog Rate értékét?
Sajnos Gyati válasza nem elégített ki, a G0 és G1 sebességet valóban állítja, de én azt szeretném, hogy a JOG gombokkal való közlekedés sebességét is variálja.
Az megoldható, hogy az UC300 egyik analóg bemenete egyszerre állítsa a Feed Rate és a Slow Jog Rate értékét?
Sajnos Gyati válasza nem elégített ki, a G0 és G1 sebességet valóban állítja, de én azt szeretném, hogy a JOG gombokkal való közlekedés sebességét is variálja.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 06, 12:26
Írta: svejk Dátum 2013 december 06, 12:26
Az beállítható valahol, hogy az UC300-nál a potikkal a Feed Rate és Spindle owerride ne csak 1%-ig, hanem nulláig leszabályozható legyen?
Főleg a Feed Rate becsapós lehet, mert letekerem, aztán szép lassan 1%-os sebességgel mégis nekimegy a "falnak". :(
Főleg a Feed Rate becsapós lehet, mert letekerem, aztán szép lassan 1%-os sebességgel mégis nekimegy a "falnak". :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Gyati Dátum 2013 december 06, 12:53
Írta: Gyati Dátum 2013 december 06, 12:53
Szia. Az első kérdésedre a válasz a Mach3 General configban van.Ott tudod kiválasztani, hogy a JOG gomb is legyen-e szabályozva. A második kérdésed nekem is probléma volt,( és az még most is), rákérdeztem a fejlesztőre, nekik ez eddig fel sem merült problémaként, de szerinte is gond mert a nulla az legyen nulla és ne 1%. Azt ígérte a következő plugin frissítésben ezt megoldják.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 06, 14:42
Írta: svejk Dátum 2013 december 06, 14:42
Köszi, most már csak holnap tudom kiprószálni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 06, 18:26
Írta: svejk Dátum 2013 december 06, 18:26
Sokat töprengtem rajta, hogy megírjam-e, de üsse kő.
Vajon mi vezetett arra hogy az UC300-asnál a hagyományos LPT portnak megfelelő standard LPT kiosztás az LPT2 és LPT3-ra került?
Az UC100 nagyon jó volt ilyen szempontból, hogy ha valami kételyem támadt a működést illetően, csak egyszerűen átdugtam a hagyományos LPT-re a gépet, újraindítottam a Mach-ot és már ki is derült az esetleges turpisság.
Ezzel a módszerrel vagy 3-4 bugra is fényt derítettem a UC100-nál, melyeket leírva ki is lett javítva a következő verziónál.
Most ez a módszer nem vagy legalábbis nem ilyen egyszerűen működik. Minden cserénél át kell írni a setupot vagy egy másik xml fájlt betölteni.
Persze a kérdés inkább csak kíváncsiság, -hogy fizikai korlátok miatt történt-e ez- hiszen itt már egyébként sem csaraszabatosak az XML fájlok az UC300 sok portja miatt.
Vajon mi vezetett arra hogy az UC300-asnál a hagyományos LPT portnak megfelelő standard LPT kiosztás az LPT2 és LPT3-ra került?
Az UC100 nagyon jó volt ilyen szempontból, hogy ha valami kételyem támadt a működést illetően, csak egyszerűen átdugtam a hagyományos LPT-re a gépet, újraindítottam a Mach-ot és már ki is derült az esetleges turpisság.
Ezzel a módszerrel vagy 3-4 bugra is fényt derítettem a UC100-nál, melyeket leírva ki is lett javítva a következő verziónál.
Most ez a módszer nem vagy legalábbis nem ilyen egyszerűen működik. Minden cserénél át kell írni a setupot vagy egy másik xml fájlt betölteni.
Persze a kérdés inkább csak kíváncsiság, -hogy fizikai korlátok miatt történt-e ez- hiszen itt már egyébként sem csaraszabatosak az XML fájlok az UC300 sok portja miatt.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 06, 21:55
Írta: kr97pwss2 Dátum 2013 december 06, 21:55
A portok sorszáma azért alakult így, mert az alaplapon csak így lehetett összekötni a megfelelő kapcsolódási pontokat. A felső UC300 modul 4 rétegű, az alsó alaplap pedig 2 rétegű, és ha megnézed, nem sok üres hely van rajta [#wink].
Közben az FRO állítást sikerült megoldanom, hogy 0%-tól működjön. Viszont a Jog sebességet a Mach3 nem állítja szinkronban az FRO-val. Illetve én nem találkoztam még ilyen beállítással.
Közben az FRO állítást sikerült megoldanom, hogy 0%-tól működjön. Viszont a Jog sebességet a Mach3 nem állítja szinkronban az FRO-val. Illetve én nem találkoztam még ilyen beállítással.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 06, 22:01
Írta: kr97pwss2 Dátum 2013 december 06, 22:01
Még annyi, hogy hogyan gondolod a Jog sebesség állítást, hátha meg lehet oldani.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Gyati Dátum 2013 december 06, 22:40
Írta: Gyati Dátum 2013 december 06, 22:40
Szia Balázs! Ehhez az FRO állításhoz hogyan lehet hozzájutni? UC300-am van.Köszi.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 06, 22:50
Írta: kr97pwss2 Dátum 2013 december 06, 22:50
Azt elfelejtettem írni, hogy a most készülő Pluginban már benne van, amint elkészül, ide belinkelem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 06, 23:28
Írta: svejk Dátum 2013 december 06, 23:28
De azért elég jól kisakkoztad! :)
Gondolkodtam, hogy csinálok magamnak egy másik, leválasztókkal ellátott, sorkapcsos alaplapot, de lehet megvárom míg Ti megalkotjátok.
Gondolkodtam, hogy csinálok magamnak egy másik, leválasztókkal ellátott, sorkapcsos alaplapot, de lehet megvárom míg Ti megalkotjátok.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 06, 23:29
Írta: svejk Dátum 2013 december 06, 23:29
"Közben az FRO állítást sikerült megoldanom, hogy 0%-tól működjön."
Ez jó hír! [#worship]
Ez jó hír! [#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 06, 23:41
Írta: svejk Dátum 2013 december 06, 23:41
Hát... nem is tudom.
Közben beszéltem két emberkével, s nem is biztos hogy kell ez a jog sebesség állítás nekem annyira.
Az a baj, hogy én csak nagyon ritkán használom a gépemet, a Mach3-at, nincs nagy gyakorlati tapasztalatom és így minden kis problémán fennakadok.
Most csak billentyűről kezelgetem és így nehézkes a munkadarabok megközelítése, mert vagy kicsi, vagy épp nagy a JOG sebessége kurzor nyilakkal. Vagy egerészik az ember sokat, vagy megtanul százezer bill. kombinációt.
No de ha lesz MPG is akkor ezzel ez a rész részben megoldódik.
Megpróbálom kicsit beleásni magam a hétvégén.
Úgy hogy készülj fel a hülye kérdéseimre meg a néha elhamarkodott kritikákra. :))
Közben beszéltem két emberkével, s nem is biztos hogy kell ez a jog sebesség állítás nekem annyira.
Az a baj, hogy én csak nagyon ritkán használom a gépemet, a Mach3-at, nincs nagy gyakorlati tapasztalatom és így minden kis problémán fennakadok.
Most csak billentyűről kezelgetem és így nehézkes a munkadarabok megközelítése, mert vagy kicsi, vagy épp nagy a JOG sebessége kurzor nyilakkal. Vagy egerészik az ember sokat, vagy megtanul százezer bill. kombinációt.
No de ha lesz MPG is akkor ezzel ez a rész részben megoldódik.
Megpróbálom kicsit beleásni magam a hétvégén.
Úgy hogy készülj fel a hülye kérdéseimre meg a néha elhamarkodott kritikákra. :))
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ra8nsmk6w Dátum 2013 december 07, 09:40
Írta: ra8nsmk6w Dátum 2013 december 07, 09:40
A legbiztosabb módszer a marótörésekre ha billentyűről vezérled a gépet. Nekem a kézitekerő vált be a legjobban.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 07, 13:14
Írta: svejk Dátum 2013 december 07, 13:14
No beüzemeltem a szerkezetet.
Elsőre ment minden gond nélkül.
Az autoinstall ellenére nekem kérte a drivert az UC300 feldugásakor.
No de itt valami árulás van, vagy csak megint béna vagyok.
Elindítok egy G-kódot, melyben megy a tengely jobbra balra 200 mm-t mondjuk F600-as sebességgel.
Ha le, vagy feltekerem a Fedd Rate potit, akkor csak kb. 1 másodperces késéssel következik be a sebesség változás.
Ez így semmivel sem jobb, mint MODBUS-os panel.
Ez a késés megint a mach3 késése, vagy a pufferolás miatt van?
De nem arról volt szó hogy az UCxx sorozatban saját step generátor lakozik??
Én ezt a potit arra szántam, hogy elindítok egy programot és szépen felveszem vele a kellő sebességet, baj esetén azonnal letekerem és leáll a gép. A mostani formában ez erre a célra használhatatlan az óriási késé miatt.
Elsőre ment minden gond nélkül.
Az autoinstall ellenére nekem kérte a drivert az UC300 feldugásakor.
No de itt valami árulás van, vagy csak megint béna vagyok.
Elindítok egy G-kódot, melyben megy a tengely jobbra balra 200 mm-t mondjuk F600-as sebességgel.
Ha le, vagy feltekerem a Fedd Rate potit, akkor csak kb. 1 másodperces késéssel következik be a sebesség változás.
Ez így semmivel sem jobb, mint MODBUS-os panel.
Ez a késés megint a mach3 késése, vagy a pufferolás miatt van?
De nem arról volt szó hogy az UCxx sorozatban saját step generátor lakozik??
Én ezt a potit arra szántam, hogy elindítok egy programot és szépen felveszem vele a kellő sebességet, baj esetén azonnal letekerem és leáll a gép. A mostani formában ez erre a célra használhatatlan az óriási késé miatt.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 07, 17:11
Írta: Béni Dátum 2013 december 07, 17:11
Igen, ez a pufferelés miatt van.
Amikor megtudtam, hogy ezek az eszközök így működnek, kissé csalódott voltam ...
(Külső interpolátorra számítottam.)
Nem mintha nem lenne emiatt jól használható, de majdnem csináltam egyet egy mikrovezérlővel. Csak az én elképzelésemben nem fix pufferidő, hanem állítható pulzusszám tárolás szerepelt. Azt hittem én találtam fel. [#nyes]
Ma üzemeltünk be egy UC100-ast. A tesztek rendben mentek. Jövő héten indul az üzem.
Ha minden jól megy, egy komolyabb gép UC300-al épül majd.
Amikor megtudtam, hogy ezek az eszközök így működnek, kissé csalódott voltam ...
(Külső interpolátorra számítottam.)
Nem mintha nem lenne emiatt jól használható, de majdnem csináltam egyet egy mikrovezérlővel. Csak az én elképzelésemben nem fix pufferidő, hanem állítható pulzusszám tárolás szerepelt. Azt hittem én találtam fel. [#nyes]
Ma üzemeltünk be egy UC100-ast. A tesztek rendben mentek. Jövő héten indul az üzem.
Ha minden jól megy, egy komolyabb gép UC300-al épül majd.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 07, 17:23
Írta: svejk Dátum 2013 december 07, 17:23
Valahol le vagyon már írva(magyarul) hogy hogy is kell az UC300 által keletkezett 49 db bemenetét használni?
Mert az jó, hogy van már bemenetünk, de hogy is használjuk?
Egy két minta nem ártana.
pl. azt szeretném hogy az LPT4 5-ös bemenetének működtetésének hatására a Mach3 Cycle Jog Step értéke változzon.
Vagy egy háromállású kapcsolót kötök 3 bemenetre (kettő is elég lehet) és azt szeretném, hogy a JOG mód 3 állását szeretném a kapcsolóval kiválasztani statikusan.
Tudom ehhez már Brain kell vagy mi a szösz, de ezek a dolgok szerves részét kell hogy képezzék a sok-sok bemenetnek, kimenetnek.
Mert az jó, hogy van már bemenetünk, de hogy is használjuk?
Egy két minta nem ártana.
pl. azt szeretném hogy az LPT4 5-ös bemenetének működtetésének hatására a Mach3 Cycle Jog Step értéke változzon.
Vagy egy háromállású kapcsolót kötök 3 bemenetre (kettő is elég lehet) és azt szeretném, hogy a JOG mód 3 állását szeretném a kapcsolóval kiválasztani statikusan.
Tudom ehhez már Brain kell vagy mi a szösz, de ezek a dolgok szerves részét kell hogy képezzék a sok-sok bemenetnek, kimenetnek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 07, 17:29
Írta: svejk Dátum 2013 december 07, 17:29
Én egyenesen mérges. :(
Az UC100 egy remek eszköz, túl van már a gyermekbetegségeken, de ugye az nem nyújt különösebb plusz szolgáltatást az LPT-hez képest.
Az UC100 egy remek eszköz, túl van már a gyermekbetegségeken, de ugye az nem nyújt különösebb plusz szolgáltatást az LPT-hez képest.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 december 07, 17:30
Írta: 000000000 Dátum 2013 december 07, 17:30
Én csináltam ilyet UC300-al a gépemhez.Tettem rá start és stop gombokat külső vezérléssel. Ugyanúgy kell, mint ha nyomtatóporttal csinálnád, csak a port száma nem 1, hanem akár 2,3,4 akár 5.
OEMtrigger-hez lehet rendelni, vagy brain-t is lehet írni. Én úgy vettem észre, hogy UC300-al pont úgy működnek ezek mint nélküle.
OEMtrigger-hez lehet rendelni, vagy brain-t is lehet írni. Én úgy vettem észre, hogy UC300-al pont úgy működnek ezek mint nélküle.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 december 07, 17:35
Írta: 000000000 Dátum 2013 december 07, 17:35
Nono, a léptetőmotorom 850mm/perces előtolásnál lépést tévesztett az X és Y tengelyeimen nyomtató porttal. UC300-al meg elfutkározik 2400mm/perces előtolással is lépésvesztés nélkül. Még a motor hangján is hallani a különbséget. Nekem ez nagyon komoly plusz szolgáltatás a nyomi porthoz képest.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 07, 17:41
Írta: svejk Dátum 2013 december 07, 17:41
Hát ezért született, ezt vártuk tőle! :)
Az UC300-nál meg sok sok I/O-t, meg a potikat.
Az UC300-nál meg sok sok I/O-t, meg a potikat.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 07, 17:42
Írta: svejk Dátum 2013 december 07, 17:42
No ja! Boldog ember vagy, de én még LPT-vel sem csináltam ilyet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 07, 17:46
Írta: svejk Dátum 2013 december 07, 17:46
OEM trigger nincs ugye csak 15 db, tehát a braint nem lehet kikerülni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: barhz9bni Dátum 2013 december 07, 17:47
Írta: barhz9bni Dátum 2013 december 07, 17:47
Sziasztok!
Itt ilyet használ a srác:
http://www.youtube.com/watch?v=tURUzZ1hhj0
Elvileg ezt a típust:
http://www.ebay.com/itm/4ft-DB25-25-Pin-USB-to-Female-Parallel-IEEE-1284-Printer-Adapter-Port-Cable-/310733736452
Nem merem berendelni, de ezek szerint működne?
Itt ilyet használ a srác:
http://www.youtube.com/watch?v=tURUzZ1hhj0
Elvileg ezt a típust:
http://www.ebay.com/itm/4ft-DB25-25-Pin-USB-to-Female-Parallel-IEEE-1284-Printer-Adapter-Port-Cable-/310733736452
Nem merem berendelni, de ezek szerint működne?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 december 07, 18:07
Írta: 000000000 Dátum 2013 december 07, 18:07
Erre nem tudom a választ. Én 3 gombot tettem rá össz-vissz és a potikat használom még. A brainekhez én se nagyon értek. Csak kíváncsiságból csináltam néhány egyszerű dolgot a Mach3 wikipédáról szemezgetett információk alapján.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 december 07, 18:08
Írta: 000000000 Dátum 2013 december 07, 18:08
Miért nem kérdezed meg a gyártót?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 07, 18:14
Írta: Béni Dátum 2013 december 07, 18:14
Ne félj annyira attól a Brain-től! [#kacsint]
Nem olyan bonyolult, főleg, ha csak létező OEM gombokat akarsz nyomogatni kívülről.
Nem olyan bonyolult, főleg, ha csak létező OEM gombokat akarsz nyomogatni kívülről.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 07, 18:48
Írta: svejk Dátum 2013 december 07, 18:48
Nem félek, csak nem értem :)
Ez a fórum tunyaságot okoz, könnyebb kérdezni, mint a vacakolni a 0-ról. :(
Ez a fórum tunyaságot okoz, könnyebb kérdezni, mint a vacakolni a 0-ról. :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 07, 20:36
Írta: svejk Dátum 2013 december 07, 20:36
No, azért egy UC300-OEMtriggeres-OEM kódos gomb összerendelést csak kinyögtem magamból.
De azért egy-két Brain-os példát szívesen olvasnék.
De azért egy-két Brain-os példát szívesen olvasnék.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 07, 20:55
Írta: svejk Dátum 2013 december 07, 20:55
Még egy dolog eszembe jutott Polgárdi Balázs felé.
A manuálban kiegészíthetnéd a csatlakozók számozást a normál IDC számozással is, azaz ahogy jönnek a szalagkábelben az erek egymás után.
Borzasztó ez a mostani számozás...
Jó-jó tudom az LPT DSUB számozását követted, de a sok-sok bemenetet felesleges először DSUB-ra, majd onnan valami másra átalakítani.
Ha már IDC lett a panelon célszerű lenne IDC kifejtőt árulni mint opciót.
Tudom az sem olcsó mulatság, de ma már mindent be lehet szerezni a kis emberektől.
A manuálban kiegészíthetnéd a csatlakozók számozást a normál IDC számozással is, azaz ahogy jönnek a szalagkábelben az erek egymás után.
Borzasztó ez a mostani számozás...
Jó-jó tudom az LPT DSUB számozását követted, de a sok-sok bemenetet felesleges először DSUB-ra, majd onnan valami másra átalakítani.
Ha már IDC lett a panelon célszerű lenne IDC kifejtőt árulni mint opciót.
Tudom az sem olcsó mulatság, de ma már mindent be lehet szerezni a kis emberektől.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: KoLa Dátum 2013 december 07, 21:05
Írta: KoLa Dátum 2013 december 07, 21:05
Még régebben a Magi István tartott egy bemutatót nekem, a brain programozásból! " figyelj mit nem értesz ezen? Tanuljátok már meg!" Utána fél perc alatt százat klikkelt és azt mondta ennyi! nem nehéz!
Aha! köszi! hát itt nem mindenki programozói múlttal közelíti meg a cnc vezérlést! van aki forgácsolói múlttal, vagy erősáramú, vagy villanyszerelő,vagy elktroműszerész,vagy ékszerész, vagy kőműves, vagy éppen sírköves!
Érdekel bennünket egy egyszerűbb leírás!
Aha! köszi! hát itt nem mindenki programozói múlttal közelíti meg a cnc vezérlést! van aki forgácsolói múlttal, vagy erősáramú, vagy villanyszerelő,vagy elktroműszerész,vagy ékszerész, vagy kőműves, vagy éppen sírköves!
Érdekel bennünket egy egyszerűbb leírás!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 07, 21:07
Írta: svejk Dátum 2013 december 07, 21:07
Ilyesmire gondolok:

Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 07, 21:08
Írta: svejk Dátum 2013 december 07, 21:08
:)) [#taps]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 08, 12:05
Írta: kr97pwss2 Dátum 2013 december 08, 12:05
Az Autoinstaller program a gépre felrakja a drivereket, és amikor csatlakoztatod egy USB aljzatba az UC300-at, akkor a Windows "csak" kikeresi a driverek közül. A Windows így működik. Ha átdugod egy másik USB csatlakozóba, akkor megint fogja keresni a hozzá való drivereket, de mivel rajta van már a gépen, hamar meg is találja.
A sebesség állításnál a késés probléma, illetve a pufferelés már többször felmerül. Szeretném akkor tisztázni, hogy pontosan miért is van ez. Először is ez a pufferelési technika a Mach3 belső működésének szerves része, ezzel nem nagyon lehet mit csinálni. Az LPT portnál ugyanúgy megvan, mint az UCxx-nál (az LPT-nél valamivel kevesebb). Mint írtad, hogy saját step generátorokkal rendelkezik az UCxx, ez igaz, de nem ilyen egyszerű a dolog. Sajnos a Mach3 belső szerkezete az LPT porthoz van kihegyezve, ebbe belenyúlni nem tudok. Amikor a Mach3 képes, és az UCxx pluginhoz 0,3-0,5 másodpercig nem küld adatokat, nem lehet másképp megoldani, mint puffereléssel, hogy a mozgásban ne legyen darabosság. Mert a Step generátor hiába van benne, ha nem kapja meg, hogy milyen mozgások következnek, akkor nem tud miből számolni.
A Mach3-ban a Stop nyomógomb működése is hasonló. Amikor megnyomod, akkor a Mach3 belül az összes regisztert és változót alaphelyzetbe állítja, és megszakítja a következő mozgások adatainak közlését. Na most ha nem tudod milyen mozgások vannak még hátra akkor nehéz vele számolni. Most itt jön az egyszerű következtetés, hogy csak le kell lassítani. Igen ám, de a beállított lassítás mértékének megfelelően ez akár több G-kód mondaton keresztül is tarthat, és közben akár valamelyik tengely irányt is válthat...
Szóval bocs a hosszú leírásárt, de mint már írtam többször a Mach3 belül így működik. Próbáltam már többféleképpen kicselezni, de egyenlőre nem sikerült. Mindenesetre azért szerintem egy jó kis program, és ahogy látom a Mach4-ban próbálják ezeket a gondokat majd orvosolni. Csak sajnos ott pedig az ár fog gátat szabni az elterjedésének, mert ahogy nézem elég drágán fogják adni, főleg a gépgyártóknak.
A sebesség állításnál a késés probléma, illetve a pufferelés már többször felmerül. Szeretném akkor tisztázni, hogy pontosan miért is van ez. Először is ez a pufferelési technika a Mach3 belső működésének szerves része, ezzel nem nagyon lehet mit csinálni. Az LPT portnál ugyanúgy megvan, mint az UCxx-nál (az LPT-nél valamivel kevesebb). Mint írtad, hogy saját step generátorokkal rendelkezik az UCxx, ez igaz, de nem ilyen egyszerű a dolog. Sajnos a Mach3 belső szerkezete az LPT porthoz van kihegyezve, ebbe belenyúlni nem tudok. Amikor a Mach3 képes, és az UCxx pluginhoz 0,3-0,5 másodpercig nem küld adatokat, nem lehet másképp megoldani, mint puffereléssel, hogy a mozgásban ne legyen darabosság. Mert a Step generátor hiába van benne, ha nem kapja meg, hogy milyen mozgások következnek, akkor nem tud miből számolni.
A Mach3-ban a Stop nyomógomb működése is hasonló. Amikor megnyomod, akkor a Mach3 belül az összes regisztert és változót alaphelyzetbe állítja, és megszakítja a következő mozgások adatainak közlését. Na most ha nem tudod milyen mozgások vannak még hátra akkor nehéz vele számolni. Most itt jön az egyszerű következtetés, hogy csak le kell lassítani. Igen ám, de a beállított lassítás mértékének megfelelően ez akár több G-kód mondaton keresztül is tarthat, és közben akár valamelyik tengely irányt is válthat...
Szóval bocs a hosszú leírásárt, de mint már írtam többször a Mach3 belül így működik. Próbáltam már többféleképpen kicselezni, de egyenlőre nem sikerült. Mindenesetre azért szerintem egy jó kis program, és ahogy látom a Mach4-ban próbálják ezeket a gondokat majd orvosolni. Csak sajnos ott pedig az ár fog gátat szabni az elterjedésének, mert ahogy nézem elég drágán fogják adni, főleg a gépgyártóknak.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 08, 12:09
Írta: kr97pwss2 Dátum 2013 december 08, 12:09
Közben elkészültem egy újabb UC300-as Pluginnal, melyben az FRO és SRO értékét 0%-tól tudod állítani az analóg bemenetekre kötött potméterrel. Itt a Plugin: UC300 V1.037.m3p
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 12:09
Írta: svejk Dátum 2013 december 08, 12:09
Szóval ezzel így kell élnünk... :(
No de hátha lesz előbb-utóbb valami klasszabb mozgásvezérlő program! [#awink]
No de hátha lesz előbb-utóbb valami klasszabb mozgásvezérlő program! [#awink]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 12:11
Írta: svejk Dátum 2013 december 08, 12:11
Már rakom is fel!
Ugye ilyenkor elég csak a régi M3P file-t kicserélni a plugins könyvtárban?
Ugye ilyenkor elég csak a régi M3P file-t kicserélni a plugins könyvtárban?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 08, 12:12
Írta: kr97pwss2 Dátum 2013 december 08, 12:12
A régi Plugint ki kell törölni, és utána elég 2x rákattintani az .m3p -ra, és automatikusan bemásolja a megfelelő helyre.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 08, 12:18
Írta: kr97pwss2 Dátum 2013 december 08, 12:18
Hogyha van internet a gépeden, akkor pedig a Config->Config Plugins->UC300-CNC-motion-controller-V1.037 melletti Config nyomógombra kattintani. Ott megjelenik egy kis ablak:
Ott a "Checking for new plugin version" nyomógombot megnyomva automatikusan ellenőrzi a verziót, és ha van újabb, akkor megkérdezi, hogy kicserélje-e.
Hú most visszaolvasva bonyolultnak tűnik, de amúgy nem az, csak leírva.
Ott a "Checking for new plugin version" nyomógombot megnyomva automatikusan ellenőrzi a verziót, és ha van újabb, akkor megkérdezi, hogy kicserélje-e.
Hú most visszaolvasva bonyolultnak tűnik, de amúgy nem az, csak leírva.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 12:30
Írta: svejk Dátum 2013 december 08, 12:30
Ez azért nem jó megoldás, mert ilyenkor az eredeti helyéről -pl. a hordozó pendrive- törlődik az m3p file.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 12:32
Írta: svejk Dátum 2013 december 08, 12:32
ja, hülye vagyok, az m3p-ből dll-lesz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 12:33
Írta: svejk Dátum 2013 december 08, 12:33
[#ejnye1] CNC gépre nem rakunk internetet! :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 12:38
Írta: svejk Dátum 2013 december 08, 12:38
Valami nem kafa!
A spindle oké, az lemegy 0-ig, de a feed rate potit ahányszor letekerem minimumra annyiszor más értéket vesz fel 2-90%-ig véletlenszerűen.
Visrosszaktam az 1.036-ost azzal jó.
Megint 1.037 azzal továbbra is ez a helyzet.
A spindle oké, az lemegy 0-ig, de a feed rate potit ahányszor letekerem minimumra annyiszor más értéket vesz fel 2-90%-ig véletlenszerűen.
Visrosszaktam az 1.036-ost azzal jó.
Megint 1.037 azzal továbbra is ez a helyzet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 12:39
Írta: svejk Dátum 2013 december 08, 12:39
A valóságban is a gép sebessége csak a véletlenszerű minimum értékű.
A max. érték mindig 250%.
A max. érték mindig 250%.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 08, 12:56
Írta: kr97pwss2 Dátum 2013 december 08, 12:56
Ez érdekes, mert mind a két bemenetet ugyanúgy kezeli. Esetleg tudsz egy XML-t küldeni, hogy megvizsgáljam?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 13:06
Írta: svejk Dátum 2013 december 08, 13:06
hova menjen?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 13:09
Írta: svejk Dátum 2013 december 08, 13:09
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 08, 13:40
Írta: kr97pwss2 Dátum 2013 december 08, 13:40
Közben megtaláltam a hiba okát: régi verziójú Mach3-ad van. Az a verzió nem támogatja a 0%-os FRO-t. Ezért is volt a minimum 1%-on Pluginban.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 14:02
Írta: svejk Dátum 2013 december 08, 14:02
De az legalább tuti stabil, és nem kér 5 gigás gépet! :))
No jó, akkor felrakom a legújabbat, vagy melyiket ajánlod?
De ezt ne felejtsd el az UC300 doksijában sem közölni!
No jó, akkor felrakom a legújabbat, vagy melyiket ajánlod?
De ezt ne felejtsd el az UC300 doksijában sem közölni!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 08, 14:09
Írta: kr97pwss2 Dátum 2013 december 08, 14:09
Én mostanában a Version R3.043.066-ot szoktam/tunk használni. Ezzel nem tapasztaltunk problémát. Habár sokan a régi "Bevált" dolgokra esküsznek, de szerintem egy szoftvernél nem véletlenül adnak ki újabb verziókat.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 15:20
Írta: svejk Dátum 2013 december 08, 15:20
No felraktam az ajánlott 066-ost, ezzel valóban jól működik.
Itt most a feed rate részben megjelent egy rapid FRO zöld csúszka is ami hasznos dolog lehet.
Ez a plugin következménye vagy az újabb mach3 verzióé?
Kicsit vicces, hogy ha az egérrel a csúszkákat elmozdítom akkor kissé megváltozik az érték, de aztán visszaáll a potival beállítottra. Bár csak ez lenne a legnagyobb baj...
Itt most a feed rate részben megjelent egy rapid FRO zöld csúszka is ami hasznos dolog lehet.
Ez a plugin következménye vagy az újabb mach3 verzióé?
Kicsit vicces, hogy ha az egérrel a csúszkákat elmozdítom akkor kissé megváltozik az érték, de aztán visszaáll a potival beállítottra. Bár csak ez lenne a legnagyobb baj...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Révész Richárd Dátum 2013 december 08, 15:41
Írta: Révész Richárd Dátum 2013 december 08, 15:41
A zöld csúszka mach3 tulajdonság.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 17:16
Írta: svejk Dátum 2013 december 08, 17:16
Ment egy mail az info@-ra is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 21:05
Írta: svejk Dátum 2013 december 08, 21:05
Valóban ez a Mach3 R3.043.066 műve és hasznos információt ad.
A general configban van is lehetőség a két FRO-t összekapcsolni (Lock Rapid FRO to Feed FRO van pipa vagy nincs pipa)
No már most ha ilyet lehet, akkor biztos valahogy össze lehet még társítani e kettőhöz a Slow JOG Rate-t is.
Ebben az esetben minden előtoló mozgás sebességét -természetesen %-os arányban- egy kezelőszervvel lehetne állítani
Kb. ezt kérdeztem a #334-ben.
Lehet még az MPG Feed rate-t sem ártana idekapcsolni...
A kérdés az, hogy ezeket hol lehet, hol érdemes elkövetni.
A mach-ba ilyen szinten bele lehet nyúlni?
sajnos az UC300 kapcsolatát a mach-al még mindig csak sejtem, de lehet hogy meg lehet mondani hogy mindhárom értéket változtassa azzal az egy változóval amit a potival beadunk.
(elnézést, ha nem szakszerűen fogalmazok)
A general configban van is lehetőség a két FRO-t összekapcsolni (Lock Rapid FRO to Feed FRO van pipa vagy nincs pipa)
No már most ha ilyet lehet, akkor biztos valahogy össze lehet még társítani e kettőhöz a Slow JOG Rate-t is.
Ebben az esetben minden előtoló mozgás sebességét -természetesen %-os arányban- egy kezelőszervvel lehetne állítani
Kb. ezt kérdeztem a #334-ben.
Lehet még az MPG Feed rate-t sem ártana idekapcsolni...
A kérdés az, hogy ezeket hol lehet, hol érdemes elkövetni.
A mach-ba ilyen szinten bele lehet nyúlni?
sajnos az UC300 kapcsolatát a mach-al még mindig csak sejtem, de lehet hogy meg lehet mondani hogy mindhárom értéket változtassa azzal az egy változóval amit a potival beadunk.
(elnézést, ha nem szakszerűen fogalmazok)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 08, 21:11
Írta: svejk Dátum 2013 december 08, 21:11
Persze azzel a rapid FRO csíkkal is megszívattam magam, mert közben felraktam azt a Screent, amit Béni készített nekem, (amiben mindig elől van a JOG panel) és persze abban még nem volt Rapid FRO csík.
Mondom hova az istennyiláb tűnt?[#falbav] mire rájöttem a balfékségre.
Mondom hova az istennyiláb tűnt?[#falbav] mire rájöttem a balfékségre.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 14, 20:35
Írta: svejk Dátum 2013 december 14, 20:35
Megint találtam egy inkább bosszantó dolgot mint hibát.
Elég bonyi lesz leírni.
Az UC 300 setupjában ha bepipáljuk az SRO-t akkor ugye a főorsó fordulatszámát tudjuk a potival 0 és 250 % között módosítani.
Konkrét értékeket írok:
Nekem a Spindle Pulley-nél a minimum:0 a max: 2500 és az áttétel:1 érték van a mach3-ban, ezt tudja a gépem is valójában.
Ha beírom az S1000 M3 parancsot, akkor nagyon kafa, a potival 0-és 250%, azaz 0-2500 as fordulatot tudok elérni.
No de ha a megmunkálás megköveteli a 2500-as fordulatot, akkor értelem szerűen a G kódba S2500-at írok.
Ilyenkor az eredeti Mach3-nál a spindle override-ot csak 0 és 100 % közt engedi, ha tovább nyomkodom a + gombot, akkor ugye a: "Too Fast for Pulley..Using Max." hibaüzenetet és hangjelzést kapok, melyet a Reset gomb alatti Clear gommmbal tudok törölni, és természetesen nem megy 100% fölé az override érték.
Viszont itt az UC300 és SRO poti esetében az utóbbi S2500-as esetben a potit én a maxra is tekerhetem, ugyan nem megy az override érték (meg a "zöld csík" sem 100% fölé, de a hibaüzenetet és a kb. 3 másodpercenkénti hangjelzést kapom és ugye el sem lehet a Cler-rel törölni.
Lehetne ez ellen tenni valamit???
Most ezen esetben nagyon kell figyelnem, hogy a poti állása 100% alatt, -célszerűen 98-99% körül legyen,- hogy ne legyen hibajelzés, de azért a fordulatom is meglegyen.
Elég bonyi lesz leírni.
Az UC 300 setupjában ha bepipáljuk az SRO-t akkor ugye a főorsó fordulatszámát tudjuk a potival 0 és 250 % között módosítani.
Konkrét értékeket írok:
Nekem a Spindle Pulley-nél a minimum:0 a max: 2500 és az áttétel:1 érték van a mach3-ban, ezt tudja a gépem is valójában.
Ha beírom az S1000 M3 parancsot, akkor nagyon kafa, a potival 0-és 250%, azaz 0-2500 as fordulatot tudok elérni.
No de ha a megmunkálás megköveteli a 2500-as fordulatot, akkor értelem szerűen a G kódba S2500-at írok.
Ilyenkor az eredeti Mach3-nál a spindle override-ot csak 0 és 100 % közt engedi, ha tovább nyomkodom a + gombot, akkor ugye a: "Too Fast for Pulley..Using Max." hibaüzenetet és hangjelzést kapok, melyet a Reset gomb alatti Clear gommmbal tudok törölni, és természetesen nem megy 100% fölé az override érték.
Viszont itt az UC300 és SRO poti esetében az utóbbi S2500-as esetben a potit én a maxra is tekerhetem, ugyan nem megy az override érték (meg a "zöld csík" sem 100% fölé, de a hibaüzenetet és a kb. 3 másodpercenkénti hangjelzést kapom és ugye el sem lehet a Cler-rel törölni.
Lehetne ez ellen tenni valamit???
Most ezen esetben nagyon kell figyelnem, hogy a poti állása 100% alatt, -célszerűen 98-99% körül legyen,- hogy ne legyen hibajelzés, de azért a fordulatom is meglegyen.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 16, 13:31
Írta: kr97pwss2 Dátum 2013 december 16, 13:31
Hamarosan javítom, addig is egy kis érdekes
Videó
Videó
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Rinaldo Dátum 2013 december 16, 14:49
Írta: Rinaldo Dátum 2013 december 16, 14:49
Ez eléggé meggyőző !
Nincs véletlenül karácsonyi Akció erre a termékre? :D
Nincs véletlenül karácsonyi Akció erre a termékre? :D
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 16, 16:40
Írta: kr97pwss2 Dátum 2013 december 16, 16:40
Hát jó legyen, a héten (Péntekig) karácsonyi akció keretében a szállítás árát elengedjük.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 17, 09:39
Írta: svejk Dátum 2013 december 17, 09:39
Köszönjük előre is! [#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 17, 13:48
Írta: kr97pwss2 Dátum 2013 december 17, 13:48
Svejk által is felvetett probléma miatt (hogy nehézkes Brainnel a sok bemenet felhasználása az UC300-nál), készítettem egy kis módosítást. Az UC300-as Inp/Out monitor ablakára felkerült egy "Inp. Functions" lap. Ezen a lapon egyszerűen pár kattintással beállítható egy bemenethez egy Mach3-as funkció.
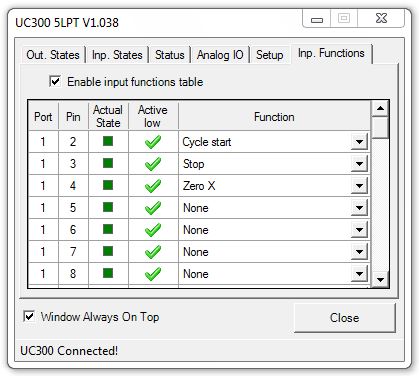
Ezeket a kiválasztott funkciókat az "Enable input functions table" kiválasztásával lehet engedélyezni és tiltani. Ez a módosítás még Béta verziójú, ezért a honlapomon nincs fent, de aki szeretné tesztelni, innen letölteti: UC300 V1.038
Ezeket a kiválasztott funkciókat az "Enable input functions table" kiválasztásával lehet engedélyezni és tiltani. Ez a módosítás még Béta verziójú, ezért a honlapomon nincs fent, de aki szeretné tesztelni, innen letölteti: UC300 V1.038
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 17, 14:29
Írta: svejk Dátum 2013 december 17, 14:29
Hú, de kafa má'!
Csak jó, hogy írogatom én ide a kis hülyeségeimet. [#buck]
Csak jó, hogy írogatom én ide a kis hülyeségeimet. [#buck]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zozi Dátum 2013 december 17, 15:00
Írta: Zozi Dátum 2013 december 17, 15:00
Ez így nagyon barátságossá teszi a plusz gombok hozzáadását! Melyik funkciók választhatóak így ki?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 17, 15:48
Írta: kr97pwss2 Dátum 2013 december 17, 15:48
Az összes OEM nyomògombot támogatja. Itt a lista:OEM Buttons
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2013 december 17, 16:08
Írta: Miki2 Dátum 2013 december 17, 16:08
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2013 december 17, 16:11
Írta: Miki2 Dátum 2013 december 17, 16:11
Még egy kérdésem lenne:
Magyar nyelvű dokumentáció is elérhető valahol?
Köszönöm a válaszod.
Magyar nyelvű dokumentáció is elérhető valahol?
Köszönöm a válaszod.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 17, 16:20
Írta: svejk Dátum 2013 december 17, 16:20
Felraktam ezt a 038-at, de nem működnek benne az analóg bemenetek. :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 17, 16:21
Írta: svejk Dátum 2013 december 17, 16:21
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2013 december 17, 16:29
Írta: Miki2 Dátum 2013 december 17, 16:29
Köszönöm.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 17, 16:31
Írta: kr97pwss2 Dátum 2013 december 17, 16:31
Igen ott érvényes, a megrendeléskor a cím mezőbe, a címed után kérlek írd be, hogy "karácsonyi akció".
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 17, 16:34
Írta: kr97pwss2 Dátum 2013 december 17, 16:34
Pedig mennie kellene, most próbáltam. Nem lehet, hogy csak a pipa kimaradt az Analog IO ablakon az SRO és FRO-nál?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 17, 16:35
Írta: svejk Dátum 2013 december 17, 16:35
Ezen felbuzdulva lehet hogy meg tudnád a kimenetek párosítását is ilyen interaktívan csinálni? [#finom]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 17, 16:36
Írta: svejk Dátum 2013 december 17, 16:36
Nem, ki van pipálva.
Ha visrosszakom a 037-es DLL-t akkor jó újra.
Ha visrosszakom a 037-es DLL-t akkor jó újra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 17, 16:46
Írta: svejk Dátum 2013 december 17, 16:46
Ha bent vannak a pipák, akkor nem engedi a képernyőn levő + - -szal sem állítani az override értékét, illetve resetelni sem, - ez ugye így természetes- de a potikról sem megy.
Ha kiveszem a pipákat akkor az eredeti + - reset működik.
Ha kiveszem a pipákat akkor az eredeti + - reset működik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 17, 16:47
Írta: kr97pwss2 Dátum 2013 december 17, 16:47
Közben megtaláltam mi okozza, kis türelmet és javítom.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 17, 17:00
Írta: svejk Dátum 2013 december 17, 17:00
Ez a villám gyors támogatás megfizethetetlen az UCxxx temék családban! [#worship]
Más termékeknél hosszú hetek, hónapok levelezgetések kellenének, ráadásul idegen nyelven...
Más termékeknél hosszú hetek, hónapok levelezgetések kellenének, ráadásul idegen nyelven...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 17, 17:08
Írta: kr97pwss2 Dátum 2013 december 17, 17:08
Itt is van a javítás: UC300 V1.039
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zozi Dátum 2013 december 17, 17:12
Írta: Zozi Dátum 2013 december 17, 17:12
A nyelv még a legkisebb gond lenne, de ezt a reakcióidőt sok nagy cég vehetné példának. Kíváncsi vagyok mi lesz a következő termék a sorban. Eddig magasan felülmúlta az elvárásaimat ez a vezérlőkártya. A jövőben talán csak egy szalagkábelen kell rádugni a hasonló minőségben tervezett vezérlőpanelt (esetleg egy csináld magad breakoutboard vezérlő kontrollerrel amire be kell kötni a gombokat...)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 17, 17:46
Írta: 3vv2btrhv Dátum 2013 december 17, 17:46
Szia Balázs .
Nekem van egy speciális alkalmazásom , digitalizálás a David_Laser programmal . Most azzal szenvedek , ha megy a Mach3 , David_laser és a Firewire Basler kamerám nem tudom használni , mert ugrál a kép és a léptető motorom ami a lasert mozgatja az is dadog . Olvasva a leírást ez a probléma a UC300- al megoldható lenne , de van még egy lényeges dolog a David_Laser USB porton kommunikál , megkérnélek arra ha van szabad kapacitásod foglalkoznál ezzel az üggyel ??
Nekem azért fontos ez mert megnyertem egy pályázatot ( még nem hivatalos az infó , de megsúgták ) Tehát az anyagi része biztosítva lesz . Szoval a UC300- at rákérne arra bírni , hogy fogadja a David_Laaser program utasításait .
Nekem van egy speciális alkalmazásom , digitalizálás a David_Laser programmal . Most azzal szenvedek , ha megy a Mach3 , David_laser és a Firewire Basler kamerám nem tudom használni , mert ugrál a kép és a léptető motorom ami a lasert mozgatja az is dadog . Olvasva a leírást ez a probléma a UC300- al megoldható lenne , de van még egy lényeges dolog a David_Laser USB porton kommunikál , megkérnélek arra ha van szabad kapacitásod foglalkoznál ezzel az üggyel ??
Nekem azért fontos ez mert megnyertem egy pályázatot ( még nem hivatalos az infó , de megsúgták ) Tehát az anyagi része biztosítva lesz . Szoval a UC300- at rákérne arra bírni , hogy fogadja a David_Laaser program utasításait .
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 17, 18:16
Írta: kr97pwss2 Dátum 2013 december 17, 18:16
Kérlek írd le magánban, hogy pontosan mit kellene megoldani.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 17, 20:04
Írta: svejk Dátum 2013 december 17, 20:04
Szupi, jól műxik!
Majd azért a #388-at ne feledd.
Majd azért a #388-at ne feledd.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2013 december 18, 15:48
Írta: krnj79r9n Dátum 2013 december 18, 15:48
Szervusz Balázs,
UC300-hoz milyen leválasztó kártyát javasolsz, esetleg valamilyen kibontó panelt?
Úgy néz ki, hogy 2 db DSC810 szervó meghajtó lesz a gépben, ahhoz elméletileg nem kell, közvetlenül ráköthetem az UC300-ra. Ezt Klavió-s Gyuri mondta. Abban benne van az optós leválasztás.
Jó lenne 2-3 kapcsolható relé (marómotor, elszívás, esetleg még valami) 1-1.5 kw körüli terhelhetőséggel.
Illetve a végállásokhoz a Szir-nyeteg Pico Limit 2 kártyáját néztem ki.
Pico Limit 2
Nem szeretnék nyákokat készíteni arra nem lesz időm, kész megoldást szeretnék, amiket "csak" össze kell kötni.
Köszönöm előre is.
UC300-hoz milyen leválasztó kártyát javasolsz, esetleg valamilyen kibontó panelt?
Úgy néz ki, hogy 2 db DSC810 szervó meghajtó lesz a gépben, ahhoz elméletileg nem kell, közvetlenül ráköthetem az UC300-ra. Ezt Klavió-s Gyuri mondta. Abban benne van az optós leválasztás.
Jó lenne 2-3 kapcsolható relé (marómotor, elszívás, esetleg még valami) 1-1.5 kw körüli terhelhetőséggel.
Illetve a végállásokhoz a Szir-nyeteg Pico Limit 2 kártyáját néztem ki.
Pico Limit 2
Nem szeretnék nyákokat készíteni arra nem lesz időm, kész megoldást szeretnék, amiket "csak" össze kell kötni.
Köszönöm előre is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 18, 20:29
Írta: kr97pwss2 Dátum 2013 december 18, 20:29
Mi a HDBB2 kártyát szoktuk használni. ez egy szalagkábellel könnyedén csatlakoztatható az UC300 2-es vagy 3-as portjára. A bemenetek (5db) galvanikusan le van választva a kimenetek 4db open kollektorosak, így könnyedén rákapcsolható egy relé. A be és kimenetek sorkapcsokra vannak kivezetve. A kártya tartalmaz még chargepump áramkört is, melynek kimenete egy jumperral kiválasztható. Relét, ha 230V váltakozó áramot akarsz kapcsolni, akkor ezt a szilárdtestrelét ajánlom: Relé
A motormeghajtókhoz a Step/Dir jelek nincsenek leválasztva (mert a motormeghajtókban van a leválasztás). A vezérlőjelek RJ45-ös csatlakozóra vannak kivezetve, melyhez egy ethernet kábalnak az eggyik végét levágva lehet egyszerűen kábelt készíteni. A bemenetekre közvetlen ráköthetők a végállás szenzorok is.
Itt egy videó, amin pont ez a kialakítást használják, és a vége felé van róla kép is: Videó
A motormeghajtókhoz a Step/Dir jelek nincsenek leválasztva (mert a motormeghajtókban van a leválasztás). A vezérlőjelek RJ45-ös csatlakozóra vannak kivezetve, melyhez egy ethernet kábalnak az eggyik végét levágva lehet egyszerűen kábelt készíteni. A bemenetekre közvetlen ráköthetők a végállás szenzorok is.
Itt egy videó, amin pont ez a kialakítást használják, és a vége felé van róla kép is: Videó
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2013 december 19, 11:02
Írta: krnj79r9n Dátum 2013 december 19, 11:02
Nagyon köszönöm a segítséget Balázs!
Ekkor ezek szerint a HDBB2 jelosztó panellel minden megoldható, amire szükségem van. Ha jól értelmezem, közvetlenül csatlakoztathatók rá a szervó meghajtók ethernet (RJ45) kábellel, az összes végállás, akár 4 db relét is közvetlenül csatlakoztathatok rá és a chargepump is megoldott vele.
Több mint valószínű meg is rendelnénk tőletek az UC300-at és egy ilyen HDBB2 panelt, illetve valószínűleg 1 vagy 2 db relét is.
Kapható nálatok IDC-16 / Centronix-36 szalag kábel a két eszköz közé. Mert IDC-16 / DSUB-25 kábelt láttam nálatok, de az előbbit nem.
Illetve a HDBB2-höz létezik magyar nyelvű leírásotok?
Az angolt megtaláltam, az is nagy segítség, de jobb lenne a magyar.
Ekkor ezek szerint a HDBB2 jelosztó panellel minden megoldható, amire szükségem van. Ha jól értelmezem, közvetlenül csatlakoztathatók rá a szervó meghajtók ethernet (RJ45) kábellel, az összes végállás, akár 4 db relét is közvetlenül csatlakoztathatok rá és a chargepump is megoldott vele.
Több mint valószínű meg is rendelnénk tőletek az UC300-at és egy ilyen HDBB2 panelt, illetve valószínűleg 1 vagy 2 db relét is.
Kapható nálatok IDC-16 / Centronix-36 szalag kábel a két eszköz közé. Mert IDC-16 / DSUB-25 kábelt láttam nálatok, de az előbbit nem.
Illetve a HDBB2-höz létezik magyar nyelvű leírásotok?
Az angolt megtaláltam, az is nagy segítség, de jobb lenne a magyar.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 19, 11:35
Írta: kr97pwss2 Dátum 2013 december 19, 11:35
Kábelünk van hozzá (még nincs fent a webáruházban) és olyan hosszúra csináljuk, amilyenre szeretnéd. Igen a szervókat RJ45 csatlakozóval szerelt kábellal tudod csatlakoztatni. A saját szervóinkkal AC és DC-vel is a sima ethernet (patch) kábel kompatibilis, csak csatlakoztatni kell. Más típusú szervó vezérlőknél, le kell vágni az egyik csatlakozót és közvetlen bekötni a sorkapcsába. Magyar nyelvű leírás még nincs a HDBB2-höz, de ha valami nem egyértelmű kérdezz nyugodtan.
Ja és még annyi infó, hogy a ma leadott rendeléseket még holnap el tudjuk küldeni, mert téli szünetet tartunk, utána már csak csak januárban.
Ja és még annyi infó, hogy a ma leadott rendeléseket még holnap el tudjuk küldeni, mert téli szünetet tartunk, utána már csak csak januárban.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2013 december 19, 12:56
Írta: krnj79r9n Dátum 2013 december 19, 12:56
Nagyon szépen köszönöm a segítséget!
Szerintem már marad a januári rendelés, addig már én sem tudnék foglalkozni vele.
Valószínűleg fogok élni a kérdezés lehetőségével is. :-)
Itt a fórumon keresztül leadhatom a rendelést, vagy a CNCdrive-on kell?
Szerintem már marad a januári rendelés, addig már én sem tudnék foglalkozni vele.
Valószínűleg fogok élni a kérdezés lehetőségével is. :-)
Itt a fórumon keresztül leadhatom a rendelést, vagy a CNCdrive-on kell?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 19, 13:08
Írta: Béni Dátum 2013 december 19, 13:08
Balázs, jó értelmezem, hogy az UC300 analóg portjait a Mach azon változóin keresztül is elérhetem, amelyeket a G kódban is lehet használni?
Bármelyik változó lehet? (#15000 fölöttiek?)
Például: ~5v kiadásához 32767-et írok a kimeneti változóba. Ez így nagyjából rendben van?
Bármelyik változó lehet? (#15000 fölöttiek?)
Például: ~5v kiadásához 32767-et írok a kimeneti változóba. Ez így nagyjából rendben van?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 19, 14:06
Írta: kr97pwss2 Dátum 2013 december 19, 14:06
Az analóg bemeneteket és kimenetek egy szabadon állítható USER DRO-ba menti illetve olvassa ki. Most 1000-2255 között lehet az értéke (hivatalos ez a tartomány van megadva).
A Gcode változóknak nem tudom milyen USER DRO érték felel meg, erről írhatnál bővebben.
Maga az elgondolásod amúgy működik, ha pl.: az Analóg1 kimenethez a 1012 UserDro van kiválasztva, akkor 32767-re módosítva az értékét 5V-ot fog kiadni. Az analóg bemenetek és kimenetek is 12 bitesek, és fel vannak skálázva 16 bitre, így 0-65535 lehet az értéke.
A Gcode változóknak nem tudom milyen USER DRO érték felel meg, erről írhatnál bővebben.
Maga az elgondolásod amúgy működik, ha pl.: az Analóg1 kimenethez a 1012 UserDro van kiválasztva, akkor 32767-re módosítva az értékét 5V-ot fog kiadni. Az analóg bemenetek és kimenetek is 12 bitesek, és fel vannak skálázva 16 bitre, így 0-65535 lehet az értéke.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 19, 15:03
Írta: Béni Dátum 2013 december 19, 15:03
Köszönöm!
Ez a jobb megoldás. A DRO értékek makróból és Brain-ből is elérhetőek, míg a változók nem.
Olvastam valahol az OEMDRO-k változón keresztüli eléréséről, de most nem találom. Ha meglesz, akkor hozom az információt.
Ez a jobb megoldás. A DRO értékek makróból és Brain-ből is elérhetőek, míg a változók nem.
Olvastam valahol az OEMDRO-k változón keresztüli eléréséről, de most nem találom. Ha meglesz, akkor hozom az információt.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 19, 15:36
Írta: Béni Dátum 2013 december 19, 15:36
OEMDRO1000 = #15000
.
.
.
OEMDRO1225 = #15225
Most teszteltem, ebben a tartományban biztosan működik. G kódból írható a DRO és a program futása közben a DRO is módosítható.
.
.
.
OEMDRO1225 = #15225
Most teszteltem, ebben a tartományban biztosan működik. G kódból írható a DRO és a program futása közben a DRO is módosítható.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 19, 15:50
Írta: Béni Dátum 2013 december 19, 15:50
Ha javasolhatom ezt a DRO - változó összefüggést belevenni a leírásba?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 19, 16:09
Írta: kr97pwss2 Dátum 2013 december 19, 16:09
Kipróbáltam az UC300-al, valóban működik, de nem tökéletesen. A Mach3 ugyanis a végrehajtandó Gkódokat először beolvassa, majd előre kikalkulálja a mozgásokat. Ez az előrenézés miatt egyből a legutolsó megadott értékét kapja a DRO a Start megnyomása után. Én javaslom inkább a normál UserDro-k használatát és Makróbol beolvasását illetve írását.
Itt a példa program, amivel próbáltam:
g1
f50
#15012=1000
x1
#15012=2000
x2
#15012=16000
x3
#15012=32768
x4
#15012=65535
x5
m30
Itt a példa program, amivel próbáltam:
g1
f50
#15012=1000
x1
#15012=2000
x2
#15012=16000
x3
#15012=32768
x4
#15012=65535
x5
m30
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 19, 16:10
Írta: kr97pwss2 Dátum 2013 december 19, 16:10
Az lemaradt, hogy a példaprogramot végrehajtva egyből 65535-ös értéket kap.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 19, 16:39
Írta: Béni Dátum 2013 december 19, 16:39
Ez megint egy fricska a fejlesztőktől, akkor is, ha nem szándékos.
Miközben a változó az értékét folyamatosan felveszi, a DRO valóban az előre olvasott utolsó értéket tartja.
Nem teljesen használhatatlan a dolog, de kicsit sánta.
(Az alábbi program az elvárhatóak szerint működik.)
g1
f2222
#15000=3
x#15000
#15000=5
x#15000
#15000=7
x#15000
#15000=12
x#15000
#15000=86
x#15000
m30
Miközben a változó az értékét folyamatosan felveszi, a DRO valóban az előre olvasott utolsó értéket tartja.
Nem teljesen használhatatlan a dolog, de kicsit sánta.
(Az alábbi program az elvárhatóak szerint működik.)
g1
f2222
#15000=3
x#15000
#15000=5
x#15000
#15000=7
x#15000
#15000=12
x#15000
#15000=86
x#15000
m30
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 19, 16:52
Írta: Béni Dátum 2013 december 19, 16:52
"Én javaslom inkább a normál UserDro-k használatát és Makróból beolvasását illetve írását."
A DRO-k használata mindenképp előnyösebb, mint a változóké. Azok kezelésében még nem tapasztaltam hibát, míg a változók értéke bizonyos esetekben elveszik.
A DRO-k használata mindenképp előnyösebb, mint a változóké. Azok kezelésében még nem tapasztaltam hibát, míg a változók értéke bizonyos esetekben elveszik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 19, 17:36
Írta: Béni Dátum 2013 december 19, 17:36
Úgy jártam, mint Nyilas Misi. :)

Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: D.Laci Dátum 2013 december 19, 18:12
Írta: D.Laci Dátum 2013 december 19, 18:12
Ellopták a lutrit ? [#wink]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 19, 18:34
Írta: Béni Dátum 2013 december 19, 18:34
[#nevetes1]
Egy ismerősöm mondta egyszer, hogy a lutri (lottó) a kötél előtti utolsó állomás.
Egyetértettem. :)
Egy ismerősöm mondta egyszer, hogy a lutri (lottó) a kötél előtti utolsó állomás.
Egyetértettem. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 19, 20:34
Írta: svejk Dátum 2013 december 19, 20:34
Boksz is volt a pakkban? :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 19, 20:48
Írta: Béni Dátum 2013 december 19, 20:48
Az nem, csak valami gyanús szagú, faggyú ízű lekvár.
De megettük.
[#nyes]
De megettük.
[#nyes]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: KoLa Dátum 2013 december 19, 21:35
Írta: KoLa Dátum 2013 december 19, 21:35
Na most esett le! hogy a mach-al miért nem működött a fordulatonkénti előtolás az esztergán! előreolvasta az utolsót, és azzal indult...vagy valami ilyesmi! akkor visszább kell állítani az előreolvasás számát?
Hiába adtam meg akár soronként is más előtolást g95 alatt , szörnyű dolgokat művelt!
Valaki próbálja már meg esztergán azt hogy visszaveszi a generalconfigban az előreolvasott sorok számát mondjuk 2-re, nekem most nincs működő Mach a gépen!
Hiába adtam meg akár soronként is más előtolást g95 alatt , szörnyű dolgokat művelt!
Valaki próbálja már meg esztergán azt hogy visszaveszi a generalconfigban az előreolvasott sorok számát mondjuk 2-re, nekem most nincs működő Mach a gépen!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 19, 21:39
Írta: Béni Dátum 2013 december 19, 21:39
Nem tudom, hogy a gyakorlatban az eszterga modul mit csinál, de tény, hogy nekem már "elméletben" is csinált furcsa dolgokat. Ugyanaz a program 10 esetből 3 féle szerszámpályát rajzolt ki.
(Legális licensszel ...)
(Legális licensszel ...)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: KoLa Dátum 2013 december 19, 21:41
Írta: KoLa Dátum 2013 december 19, 21:41
2.63 verzió a legjobb!
Esztergán!
Esztergán!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: KoLa Dátum 2013 december 19, 22:42
Írta: KoLa Dátum 2013 december 19, 22:42
A legális licensz mitől lesz legális?
Kapok egy fájlt amit bemásolok!de az a Mach, amit az előtt telepítettem hogy vettem licenset, mit sem tud az egészről!nincs internet! de elfogadja!és szívok vele tovább, csak, 35ezerrel könnyebb vagyok!
Kapok egy fájlt amit bemásolok!de az a Mach, amit az előtt telepítettem hogy vettem licenset, mit sem tud az egészről!nincs internet! de elfogadja!és szívok vele tovább, csak, 35ezerrel könnyebb vagyok!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2013 december 20, 00:19
Írta: Béni Dátum 2013 december 20, 00:19
Attól legális, hogy elfogadja a Mach annak. Többnyire a vásárolt licenszek azok.
Ha csak félig az, attól a neved ott virít a fejlécben, de bosszantó hibák olykor előjönnek.
(Leggyakoribb a Scale előjel váltása.)
Ez egy nagyon alattomos "védelem" a fejlesztők részéről. (Szerintem öngól, mert komolyabb felhasználástól eltántoríthatja a "bátor" tesztelőt.)
(Bár nem ismerem a kódolást, ha megnézem a licensz fájlt, akkor ránézésből el tudom dönteni, hogy eredeti e.) :)
Ha csak félig az, attól a neved ott virít a fejlécben, de bosszantó hibák olykor előjönnek.
(Leggyakoribb a Scale előjel váltása.)
Ez egy nagyon alattomos "védelem" a fejlesztők részéről. (Szerintem öngól, mert komolyabb felhasználástól eltántoríthatja a "bátor" tesztelőt.)
(Bár nem ismerem a kódolást, ha megnézem a licensz fájlt, akkor ránézésből el tudom dönteni, hogy eredeti e.) :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 december 20, 06:39
Írta: 000000000 Dátum 2013 december 20, 06:39
Tévedsz!
Tipus illetve verzió hibák azok vannak,lesznek,de licensz mentesen is irányt tud váltani bármelyik hibás verzió.
Tipus illetve verzió hibák azok vannak,lesznek,de licensz mentesen is irányt tud váltani bármelyik hibás verzió.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 17:28
Írta: 3vv2btrhv Dátum 2013 december 21, 17:28
Megérkezett az UC100 , Gond nélkül installáltam .
A jelenségek a következők :
A David programban futó kamera Frame/sekundum értékét ha magasra állítom sem ugrál a kép .
A Mach3-ban futtatót TXT a következő
G17G21 G18 G64 G80 G90 M49 G40 G49
g0y0.000z0.000
g1y4.400f4
M0
G0y0.000
G1Z.100
M30
Ha elindítom akkor iszonyatosan össze vissza léptet , ezt úgy értsd , mintha szorulna , hol felgyorsul , hol lelassul .De amikor vissza indul nullára egyenletes a járása , csak ritmikusan bizonyos időnként egy pillanatra megáll .Ezt én józan paraszti ésszel nem értem .
A jelenségek a következők :
A David programban futó kamera Frame/sekundum értékét ha magasra állítom sem ugrál a kép .
A Mach3-ban futtatót TXT a következő
G17G21 G18 G64 G80 G90 M49 G40 G49
g0y0.000z0.000
g1y4.400f4
M0
G0y0.000
G1Z.100
M30
Ha elindítom akkor iszonyatosan össze vissza léptet , ezt úgy értsd , mintha szorulna , hol felgyorsul , hol lelassul .De amikor vissza indul nullára egyenletes a járása , csak ritmikusan bizonyos időnként egy pillanatra megáll .Ezt én józan paraszti ésszel nem értem .
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 19:16
Írta: 3vv2btrhv Dátum 2013 december 21, 19:16
Most-már nem tudom reprodukálni ,hogy visszafele egyenletes legyen . Bármit csinálok , ugyanúgy darabosan fut . Kézi egeres g-kodos futtatásnál is. .
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2013 december 21, 19:17
Írta: 000000000 Dátum 2013 december 21, 19:17
Ha tőlem vásárolod biztosan legális lesz :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 19:29
Írta: 3vv2btrhv Dátum 2013 december 21, 19:29
Beteszem ide , nagyon látszik az össze vissza járás , a vonalak amikor ugrik , vagy megáll .
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 19:30
Írta: 3vv2btrhv Dátum 2013 december 21, 19:30

Ez amikor a másik PC-én megy a Mach3 .
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 21, 19:54
Írta: kr97pwss2 Dátum 2013 december 21, 19:54
Miközben fut a David program és a Mach3 egyszerre, akkor az UC100-nak a kék ledeje folyamatosan világít, vagy villog? Mert a kék led jelzi a kommunikációt. Ha 1-2 tized másodpercre kialszik a kék Led, az még nem gond, de ha tartósan nem világít, akkor a David program annyira lefoglalja a számítógépet, hogy nem tud a Mach3 adatokat küldeni az UC100-nak.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 20:07
Írta: 3vv2btrhv Dátum 2013 december 21, 20:07
Elindítom csak a Mach3-mat és a zöld led világit folyamatosan .
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 20:11
Írta: 3vv2btrhv Dátum 2013 december 21, 20:11
Megy a David , megy a Mach3 , semmi változás , dadogás van .
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 21, 20:14
Írta: kr97pwss2 Dátum 2013 december 21, 20:14
Van egy ötletem, de kellene hozzá pár adat. Mekkora a léptetőmotor Step/mm beállítása, mekkora a gyorsulása? Ja és amit lentebb írtál, azt a Gkódot kell futtatnod? Vagy az változik?
De szerintem a részletekkel menjünk át az E-mailre.
De szerintem a részletekkel menjünk át az E-mailre.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s7manbs8 Dátum 2013 december 21, 20:17
Írta: s7manbs8 Dátum 2013 december 21, 20:17
Neked valami nagyon speciális program kellene ? Vagy milyen követelmények vannak, hogy ennyire nem akar sikerülne benne ez-az, Windows alatt kell neki futni mindenképp ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 20:27
Írta: 3vv2btrhv Dátum 2013 december 21, 20:27
Végső következtetésem : Win7 alatt nem működik a Mach3 .!! Bár ezt páran már mondták . Csak nekem a liszenszem a Davidra Win7- re van meg .
Igen más vezérlő szoftver kellene .
Igen más vezérlő szoftver kellene .
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 20:29
Írta: 3vv2btrhv Dátum 2013 december 21, 20:29
200 step velociti 2 Acceleration 4
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 21, 20:33
Írta: kr97pwss2 Dátum 2013 december 21, 20:33
Ez nem igaz! Önmagában az UC100-al a Mach3 Win7 és Win8 alatt is működik. Itt a problémát az okozza, hogy a David program túl magas prioritásban használja a számítógép erőforrásait.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 21, 20:36
Írta: kr97pwss2 Dátum 2013 december 21, 20:36
Még annyi, hogy melyik lábra van konfigurálva a motor step és dir lába?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 20:38
Írta: 3vv2btrhv Dátum 2013 december 21, 20:38
Nem figyeltél , csak a Mach3 - mat futtatom , ugyanúgy viselkedik , a David nincs betöltve !!
Marad a H1 vezérlö mint hibaforrás .
Marad a H1 vezérlö mint hibaforrás .
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 20:40
Írta: 3vv2btrhv Dátum 2013 december 21, 20:40
4 5
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 december 21, 20:45
Írta: pisti73 Dátum 2013 december 21, 20:45
Az UC100 Win 7 alatt tökéletesen működik!!! (bocs, hogy közbeszóltam)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 20:47
Írta: 3vv2btrhv Dátum 2013 december 21, 20:47
Ellentmondok önmagamnak , akkor az XP-sem szabadna egyenletesen futnia , pedig ott jó !!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 20:49
Írta: 3vv2btrhv Dátum 2013 december 21, 20:49
Akkor mi lehet nálam rossz a Win7-ben . Legális !!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3vv2btrhv Dátum 2013 december 21, 20:52
Írta: 3vv2btrhv Dátum 2013 december 21, 20:52
Feladatkezelö CPU max 6% ot mutat , ha a Mach3 -megy !!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2013 december 21, 21:04
Írta: pisti73 Dátum 2013 december 21, 21:04
Most nem tudom megmondani, hogy az enyém milyen prociterhelés mellet fut, de az biztos, hogy eddig még jól működött. Én egy Toshiba laptoppal használom a 3.042-es verziót.
Az UC300 is jól működik Win 7 alatt, ott olyan problémám akadt eddig, hogy külső táp nélkül nem hajlandó firmware-t frissíteni. Kevés neki egy USB port áramellátása és fél úton kiakad. Ha ráteszem külső tápellátásra hiba nélkül végigmegy a frissítés is.
Az UC300 is jól működik Win 7 alatt, ott olyan problémám akadt eddig, hogy külső táp nélkül nem hajlandó firmware-t frissíteni. Kevés neki egy USB port áramellátása és fél úton kiakad. Ha ráteszem külső tápellátásra hiba nélkül végigmegy a frissítés is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 21, 21:26
Írta: kr97pwss2 Dátum 2013 december 21, 21:26
Küldtem Emailen egy tesztprogramot, kérlek próbáld ki.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 22, 14:31
Írta: kr97pwss2 Dátum 2013 december 22, 14:31
Nem feledtem :)
Itt az új verzió: UC300 V1.040
Itt az új verzió: UC300 V1.040
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2013 december 22, 16:08
Írta: svejk Dátum 2013 december 22, 16:08
Köszönjük! [#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2013 december 24, 14:35
Írta: kr97pwss2 Dátum 2013 december 24, 14:35
Kellemes karácsonyi ünnepeket kívánok mindenkinek!
CNC Plays Christmas Song
CNC Plays Christmas Song
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2014 január 07, 12:46
Írta: wcmwugefi Dátum 2014 január 07, 12:46
BUÉK mindenkinek!
Polgárdi Balázstól kérdezném, hogy az UC300hoz tervezik-e majd a mach4 támogatását?
Köszönöm!
Polgárdi Balázstól kérdezném, hogy az UC300hoz tervezik-e majd a mach4 támogatását?
Köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 január 07, 19:51
Írta: kr97pwss2 Dátum 2014 január 07, 19:51
Tervbe van véve, de egyenlőre nem tudom mikorra fog realizálódni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2014 január 07, 22:37
Írta: wcmwugefi Dátum 2014 január 07, 22:37
Köszönöm!
És amennyiben a távoli jövőben támogatni fogja (na nem mintha olyan fontos lenne), akkor ezzel a hardverrel egy firmware frissítéssel, vagy egy új eszközzel?
Köszönöm a segítséget!
És amennyiben a távoli jövőben támogatni fogja (na nem mintha olyan fontos lenne), akkor ezzel a hardverrel egy firmware frissítéssel, vagy egy új eszközzel?
Köszönöm a segítséget!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 január 08, 17:42
Írta: kr97pwss2 Dátum 2014 január 08, 17:42
Valószínűleg egy Mach4-hez kiadott Pluginnel fog működni hardwerváltoztatás nélkül.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2014 január 13, 13:33
Írta: krnj79r9n Dátum 2014 január 13, 13:33
Szervusz Balázs,
Még karácsony előtt beszéltünk. Csak jelezni szeretném, hogy amit javasoltál az UC300 mellé HDBB2 jelosztó panelt meg szilárdtest reléket. Azt meg is rendeltük a cncdrive-on és meg is érkezett hozzánk rendben. Egyenlőre még nem tudtam vele foglalkozni, de majd biztosan lesz kérdésem ez ügyben hamarosan.
Addig is Boldog Új Évet Kívánok!
Még karácsony előtt beszéltünk. Csak jelezni szeretném, hogy amit javasoltál az UC300 mellé HDBB2 jelosztó panelt meg szilárdtest reléket. Azt meg is rendeltük a cncdrive-on és meg is érkezett hozzánk rendben. Egyenlőre még nem tudtam vele foglalkozni, de majd biztosan lesz kérdésem ez ügyben hamarosan.
Addig is Boldog Új Évet Kívánok!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Pali79 Dátum 2014 január 17, 21:40
Írta: Pali79 Dátum 2014 január 17, 21:40
Urak! Ismeri valaki ezt a cuccot?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: vjanos Dátum 2014 január 17, 21:43
Írta: vjanos Dátum 2014 január 17, 21:43
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2014 január 17, 23:22
Írta: Béni Dátum 2014 január 17, 23:22
Ahogy én tudom, valóban koppintás.
Van aki azt kéri, hogy óvakodj tőle.[#eplus2]
(De ez nem ide való, mivel nem a MACH3 alatt dolgozik.)
Van aki azt kéri, hogy óvakodj tőle.[#eplus2]
(De ez nem ide való, mivel nem a MACH3 alatt dolgozik.)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 január 18, 11:19
Írta: svejk Dátum 2014 január 18, 11:19
csak jó dolog lehet, ha más a Kínaiak lemásolták :))
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: tibs Dátum 2014 január 18, 20:28
Írta: tibs Dátum 2014 január 18, 20:28
És ezezmilyen lehet?
Nem occó és mach3-as és 200kHz.
Nem occó és mach3-as és 200kHz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2014 január 18, 21:44
Írta: wcmwugefi Dátum 2014 január 18, 21:44
Kedves Balázs!
Még egy utolsó kérdés:
Jól láttam, hogy van az UC300 0-10v analog kimenet a frekiváltónak? Olvastam, hogy nincs optikai leválasztás. Az analóg kimeneten ezt meg kell oldani valahogy az UC300 és a frekiváltó között?
Köszönöm!
Attila
Még egy utolsó kérdés:
Jól láttam, hogy van az UC300 0-10v analog kimenet a frekiváltónak? Olvastam, hogy nincs optikai leválasztás. Az analóg kimeneten ezt meg kell oldani valahogy az UC300 és a frekiváltó között?
Köszönöm!
Attila
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Sz.József Dátum 2014 január 18, 21:53
Írta: Sz.József Dátum 2014 január 18, 21:53
A csávó 97,3%-on van 321 eladás után...
Nem valami bizalom gerjesztő... (?)
Nem valami bizalom gerjesztő... (?)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: tibs Dátum 2014 január 18, 22:07
Írta: tibs Dátum 2014 január 18, 22:07
Sokan árulják és sok helyen.
Itt a leirása.
Itt a leirása.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 január 19, 07:39
Írta: 000000000 Dátum 2014 január 19, 07:39
És vajon miért kell a Polgárdi Balázs topikját teleszemetelni ezzel. Ha elolvasod a topik címét "USB-LPT átalakító MACH3-hoz Polgárdi Balázs fejlesztései Mach3-hoz". Balázs próbál itt terméktámogatást nyújtani nekünk, mi pedig teleszórjuk cserébe a topikját. Talán a semleges csevegőben jobb helye volna ennek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: chyfhc809 Dátum 2014 január 19, 13:36
Írta: chyfhc809 Dátum 2014 január 19, 13:36
Szervusztok!
Csak ajánlani tudom az UC300-at!
Nekem már hónapok óta van, tesztelgetem, sajnos még a gépem nincs kész, de attól függetlenül belehetett állítani mindent.
a sok be-kimenetek miatt nagyon sok lehetőség van benne!
ha megizzadok, akkor sem tudom kihasználni 100%-ban! ( természetesen ez úgy értem, hogy nem kell aggódni azon, hogy mi lesz ha elfogynak a be-ki menetek ) ajánlani tudom csak!
És becsülendő, hogy itt a fejlesztő is!
Ha gond vagy ötlete van valakinek akkor rövid időn belül reagál is rá.
Csak ajánlani tudom az UC300-at!
Nekem már hónapok óta van, tesztelgetem, sajnos még a gépem nincs kész, de attól függetlenül belehetett állítani mindent.
a sok be-kimenetek miatt nagyon sok lehetőség van benne!
ha megizzadok, akkor sem tudom kihasználni 100%-ban! ( természetesen ez úgy értem, hogy nem kell aggódni azon, hogy mi lesz ha elfogynak a be-ki menetek ) ajánlani tudom csak!
És becsülendő, hogy itt a fejlesztő is!
Ha gond vagy ötlete van valakinek akkor rövid időn belül reagál is rá.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 január 19, 16:25
Írta: kr97pwss2 Dátum 2014 január 19, 16:25
A frekvenciaváltókban az analóg jel bemenete általában le van választva. Ha nem lenne (meg kell nézni a gépkönyvében), akkor pedig nem az analóg kimenetet kell használni, hanem egy sima kimenetre konfigurálni a Spindle PWM-et a Mach3-ban. Majd ezt a kimenetet egy optoval leválasztani. Az opto kimenetét lehet egy felhúzó ell. közvetlen az analóg bemenre kapcsolni, mert belül a frekvenciaváltó megszűri az optoról jövő PWM jelet (némelyiknél típusnál még a szűrés időállandóját is lehet állítani).
Ha esetleg nem egyértelmű, akkor küld el a frekvenciaváltó típusát, és akkor segítek az UC300-al való összekötésében.
Ha esetleg nem egyértelmű, akkor küld el a frekvenciaváltó típusát, és akkor segítek az UC300-al való összekötésében.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 január 19, 16:31
Írta: kr97pwss2 Dátum 2014 január 19, 16:31
Még annyit elfelejtettem, hogy a többi vezérlő bemenetet a frekvenciaváltón nem lehet közvetlen az UC3005LPT-vel összekötni. A frekvenciaváltóknak a bemenetei általában 12 vagy 24V-ra vannak felhúzva belül, az UC300 pedig 5V-os jeleket ad ki! Érdemes optos leválasztás vagy leválasztókártya használata, melynél az opto nyitott kollektoros kimenete közvetlen rákapcsolható a frekvenciaváltó digitális bemenetére és ezzel a szintillesztést is megoldja.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2014 január 19, 21:08
Írta: wcmwugefi Dátum 2014 január 19, 21:08
Nagyon köszönöm a gyors választ!
Egy omron v1000 a frekiváltóm, itt a leírása:
http://www.mullerautomatika.hu/termekek/404.html
Azt néztem, hogy lehet nem is kell az analog 0-10v-hoz ragaszkodjak, mert az s5ös (optós) csatlakozón mintha pwm et fogadna.
Vagy azt csak az RP csatlakozón fogadja, ami nem optós?
Köszönöm előre is, ha javasolsz valamit, hogy melyik a legkorrektebb megoldás az összekötésre!
És elnézést a laikus kérdésért, természetesen ne foglalkozz vele, ha nem tudod azonnal rávágni a megoldást, mert akkor alaposan utána olvasok, vagy hívok valakit.
Szép napot!
Egy omron v1000 a frekiváltóm, itt a leírása:
http://www.mullerautomatika.hu/termekek/404.html
Azt néztem, hogy lehet nem is kell az analog 0-10v-hoz ragaszkodjak, mert az s5ös (optós) csatlakozón mintha pwm et fogadna.
Vagy azt csak az RP csatlakozón fogadja, ami nem optós?
Köszönöm előre is, ha javasolsz valamit, hogy melyik a legkorrektebb megoldás az összekötésre!
És elnézést a laikus kérdésért, természetesen ne foglalkozz vele, ha nem tudod azonnal rávágni a megoldást, mert akkor alaposan utána olvasok, vagy hívok valakit.
Szép napot!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 január 20, 13:19
Írta: kr97pwss2 Dátum 2014 január 20, 13:19
Számodra egyik bement se megfelelő, mert az S5-ös és S6-os bemenettel csak az aktuális max sebességet tudod kiválasztani, amit előre be kell programozni a frekvenciaváltóba.
Az RP bemenet pedig impulzusokat vár, nem PWM-et. Amennyi impulzust beadsz ezen a bemeneten, akkora fordulatszámmal fog forogni a motor. Persze az arányokat a frekvenciaváltóban tudod beprogramozni. Ha a főorsó vezérlést nem PWM-el vezérled, hanem átállítod a Mach3-ban Step/Dir-esre, akkor a step jeleket ide kapcsolva (egy nyitott kollektoros kimenettel) akkor szintén lehetséges a vezérlése. Egy korlátja van, hogy 0,5-32kHz-et tud feldolgozni a frekvenciaváltó, azaz a kernel frekvenciát vissza kellene venned az UC300-on 25kHz-re.
Én javaslom, hogy használd az analóg kimenetet, és azt közvetlen a frekvenciaváltón az A1-re kell kötni. Az analóg földet az UC300-on pedig a frekvenciaváltó AC kapcsával kell összekötni.
Természetesen árnyékolt kábelt használva, és lehetőleg a nagy áramú vezetékektől elkülönítve.
Az RP bemenet pedig impulzusokat vár, nem PWM-et. Amennyi impulzust beadsz ezen a bemeneten, akkora fordulatszámmal fog forogni a motor. Persze az arányokat a frekvenciaváltóban tudod beprogramozni. Ha a főorsó vezérlést nem PWM-el vezérled, hanem átállítod a Mach3-ban Step/Dir-esre, akkor a step jeleket ide kapcsolva (egy nyitott kollektoros kimenettel) akkor szintén lehetséges a vezérlése. Egy korlátja van, hogy 0,5-32kHz-et tud feldolgozni a frekvenciaváltó, azaz a kernel frekvenciát vissza kellene venned az UC300-on 25kHz-re.
Én javaslom, hogy használd az analóg kimenetet, és azt közvetlen a frekvenciaváltón az A1-re kell kötni. Az analóg földet az UC300-on pedig a frekvenciaváltó AC kapcsával kell összekötni.
Természetesen árnyékolt kábelt használva, és lehetőleg a nagy áramú vezetékektől elkülönítve.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2014 január 20, 14:34
Írta: wcmwugefi Dátum 2014 január 20, 14:34
Nagyon köszönöm!
Akkor nem kell a kettő közé az analóg jelhez külön leválasztás. (a motor indításhoz meg amúgy is benne van az vfd-ben ha jól láttam)
Az árnyékolást csak a frekiváltó erre szolgáló bemenetére kell kötnöm, az uc300ra nem kötöm be, ugye?
Köszönöm!
Akkor nem kell a kettő közé az analóg jelhez külön leválasztás. (a motor indításhoz meg amúgy is benne van az vfd-ben ha jól láttam)
Az árnyékolást csak a frekiváltó erre szolgáló bemenetére kell kötnöm, az uc300ra nem kötöm be, ugye?
Köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 január 20, 14:52
Írta: 000000000 Dátum 2014 január 20, 14:52
Árnyékolást mindig csak az egyik végén kötünk be, máskülönben a két végpont közötti esetleges potenciál különbség miatt áram folyhat rajta ami zavart okozhatna.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2014 január 20, 15:12
Írta: wcmwugefi Dátum 2014 január 20, 15:12
Köszönöm a választ!
Lehet, hogy még lesz 2-300 bosszantó laikus kérdésem, előre is elnézést! :D
Lehet, hogy még lesz 2-300 bosszantó laikus kérdésem, előre is elnézést! :D
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2014 január 20, 15:14
Írta: wcmwugefi Dátum 2014 január 20, 15:14
Van valakinek jó ötlete, hogy milyen panelt érdemes használni az UC300 bővített bemenetű portjaihoz?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2014 január 20, 15:53
Írta: wcmwugefi Dátum 2014 január 20, 15:53
Illetve az optocsatolós alaplap első példányaihoz mikor lehet leghamarabb hozzájutni? :)
Kép van már esetleg a proto vaty végleges típustol?
Kép van már esetleg a proto vaty végleges típustol?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2014 január 26, 10:43
Írta: Miki2 Dátum 2014 január 26, 10:43
Üdv Balázs!
Küldtem egy levelet a "Klikk ide" címedre.
Megérkezett?
Küldtem egy levelet a "Klikk ide" címedre.
Megérkezett?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 január 26, 16:05
Írta: kr97pwss2 Dátum 2014 január 26, 16:05
Megkaptam, és válaszoltam is, igaz csak most tudtam.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2014 január 27, 12:21
Írta: krnj79r9n Dátum 2014 január 27, 12:21
Szervusz Balázs,
Rakom össze az UC300-al és a HDBB2 jelosztóval az CNC vezérlést.
Lenne pár kérdésem. Mivel még soha nem raktam össze komplett CNC elektronikát, így kissé hiányosak az ismereteim.
Az E-Stop-ot és a Charge pump, hogy kell hivatalosan bekötni, megvalósítani, hogy az jó, megbízható legyen.
Azt olvastam, hogy az e-stoppot nem illik szoftverre bízni, relékkel kellene megoldani. Ekkor el kell venni mindentől a tápot a relékkel? A szervó meghajtóktól, vagy azok tápegységétől? Marómotortól? És itt jön képbe a Charge pump is. Vagy a marómotort elég csak a HDBB2 3# kimenetére tenni azzal a szilárdtest relével amit vettem tőletek? Természetesen aktiválva a J1 jumperrel a Charge pump áramkört.
Azt is olvastam valahol, hogy érdemes úgy kötni, hogy az e-stop folyamatosan zárja az áramkört és benyomásra oldjon. Szakadás elleni védelem céljából.
A tengelyek már működnek szépen az UC300-as és DCS810 vezérlőkkel.
Tehát ez még kissé zavaros a fejemben.
Aztán jönnek a végállás, home dolgok.
Ha esetleg más tud segíteni, azt is megköszönöm, viszonylag sürgős a dolog. :-)
Rakom össze az UC300-al és a HDBB2 jelosztóval az CNC vezérlést.
Lenne pár kérdésem. Mivel még soha nem raktam össze komplett CNC elektronikát, így kissé hiányosak az ismereteim.
Az E-Stop-ot és a Charge pump, hogy kell hivatalosan bekötni, megvalósítani, hogy az jó, megbízható legyen.
Azt olvastam, hogy az e-stoppot nem illik szoftverre bízni, relékkel kellene megoldani. Ekkor el kell venni mindentől a tápot a relékkel? A szervó meghajtóktól, vagy azok tápegységétől? Marómotortól? És itt jön képbe a Charge pump is. Vagy a marómotort elég csak a HDBB2 3# kimenetére tenni azzal a szilárdtest relével amit vettem tőletek? Természetesen aktiválva a J1 jumperrel a Charge pump áramkört.
Azt is olvastam valahol, hogy érdemes úgy kötni, hogy az e-stop folyamatosan zárja az áramkört és benyomásra oldjon. Szakadás elleni védelem céljából.
A tengelyek már működnek szépen az UC300-as és DCS810 vezérlőkkel.
Tehát ez még kissé zavaros a fejemben.
Aztán jönnek a végállás, home dolgok.
Ha esetleg más tud segíteni, azt is megköszönöm, viszonylag sürgős a dolog. :-)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 január 27, 12:33
Írta: 000000000 Dátum 2014 január 27, 12:33
Nálam így van bekötve:
12Volt+ --- estop --- relé tekercs --- HDBB2 charge pump kimenet.
A relémnek 12Voltos tekercse van, de szerintem a szilárdtest relével is ugyanígy jó lehet.
Ha a vészstop gombot benyomod, akkor elveszi a relét. Ha a charge pump jel nincs meg akkor is elveszi a relét.
A relé záró kontaktusán pedig átvezetheted a motor tápot. Vagy ha AC feszt. kapcsol, akkor a fő betápláló kábel fázist, ami táplálja a motor tápegységet.
12Volt+ --- estop --- relé tekercs --- HDBB2 charge pump kimenet.
A relémnek 12Voltos tekercse van, de szerintem a szilárdtest relével is ugyanígy jó lehet.
Ha a vészstop gombot benyomod, akkor elveszi a relét. Ha a charge pump jel nincs meg akkor is elveszi a relét.
A relé záró kontaktusán pedig átvezetheted a motor tápot. Vagy ha AC feszt. kapcsol, akkor a fő betápláló kábel fázist, ami táplálja a motor tápegységet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2014 január 27, 14:21
Írta: krnj79r9n Dátum 2014 január 27, 14:21
Tehát ha jól értelek, akkor az E-stopot sorba kötöd egy relével a charge pump kimenetre. Így bármelyik is szakít meg (e-stop, vagy a charge pump mert a mach nincs betöltve) akkor a relé megszakít minden betápot.
Egyébként a charge pump-al mindent illik megszakítani vagy csak a marómotort?
Az szokott véletlen szerűen elindulni, win indulásakor ha nincs ilyen áramkör.
De így átgondolva az a legkorrektebb, hogy amíg a mach nem töltődik be, addig nincs táp se a marómotoron, se a szervó vezérlőkön.
Egyébként a charge pump-al mindent illik megszakítani vagy csak a marómotort?
Az szokott véletlen szerűen elindulni, win indulásakor ha nincs ilyen áramkör.
De így átgondolva az a legkorrektebb, hogy amíg a mach nem töltődik be, addig nincs táp se a marómotoron, se a szervó vezérlőkön.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2014 február 09, 15:08
Írta: krnj79r9n Dátum 2014 február 09, 15:08
Szervusz Balázs,
Amit láthattad is az elektronika topikban összeraktam a CNC elektronikát az UC300-al.
Viszont van egy problémánk vele, ami most elég kellemetlen.
Ez egy két tengelyes (X, Y) router gép, amin gipszkarton táblákat marnak.
A CNC gép mellé kaptunk egy PC-t is amin az eredeti vezérlés is volt, arra került fel (teljesen újra telepítve mindent) Win XP, Mach3, .NET 2.0, UC300 driver.
Szépen dolgozik, de elég gyakran eldobta az USB kapcsolatot.
Az alábbi hibaüzenetet írja ki.
img]http://www.imgserv.com/images/2014/02/09/J5qPhND.th.jpg[/img]
Ilyenkor mach3 újraindítás és a USB kábelt is ki kell húzni majd visszadugni, addig nem működik.
Utána megy minden tovább. A kábel nem húzódott ki, a kapcsolattal ilyen formán nem lehetett gond.
Gyakorlatilag egy gipszkarton táblát sem tudtunk végig marni az ügyfélnél, mert állandóan megállt.
Sokszori ilyen eset és próbálkozás (másik USB port stb.) után végül kipróbáltuk a laptopomról, és láss csodát, onnantól kezdve aznap este nem volt gond, több táblát is végig martunk.
Abba maradtunk, hogy az ügyfél laptopjára feltelepítek mindent és próbáljuk meg arról is, és ha jó másnap tudnak vele dolgozni.
Feltelepítettem mindent a laptopra, kipróbáltuk szépen ment, elkönyveltük, hogy az asztali PC USB vezérlője lehet a ludas.
De másnap az ügyfélnél ismét jelentkeztek a problémák eleinte, utána viszonylag hiba nélkül meg tudták csinálni amit akartak.
Szóval most sem hibátlan. Hozzáteszem, hogy az a kis laptop egy agyon telepített Win7-es gép, amin én is érzékeltem, hogy sokszor másodpercekre meg meg akadnak a dolgok.
Mi lehet a gond, egy normális frissen telepített PC megoldhatja? Lehet USB kábel probléma, esetleg okozhatja vezérlő hibája?
Örülnénk ha mielőbb meg tudnánk oldani a problémát, hogy megbízhatóan működjön a gép. Ezen most elég sok múlhat nekünk.
Valószínűleg veszünk tőletek még egy UC300 vezérlőt, ha lehet még hétfőn. Egyrészt saját tartósabb tesztelésre is, illetve legyen csere darab. Azért is mertem az UC300-at beépíteni, mert nálunk az UC100-as saját gépben teljesen jól működik több mint fél éve, soha ilyen hibát nem tapasztaltam. Most sem gondolom, hogy vezérlő lenne a ludas, de igazából nem tudom, viszont meg kell oldanunk a problémát.
Előre is köszönöm a segítséget.
Amit láthattad is az elektronika topikban összeraktam a CNC elektronikát az UC300-al.
Viszont van egy problémánk vele, ami most elég kellemetlen.
Ez egy két tengelyes (X, Y) router gép, amin gipszkarton táblákat marnak.
A CNC gép mellé kaptunk egy PC-t is amin az eredeti vezérlés is volt, arra került fel (teljesen újra telepítve mindent) Win XP, Mach3, .NET 2.0, UC300 driver.
Szépen dolgozik, de elég gyakran eldobta az USB kapcsolatot.
Az alábbi hibaüzenetet írja ki.
img]http://www.imgserv.com/images/2014/02/09/J5qPhND.th.jpg[/img]
Ilyenkor mach3 újraindítás és a USB kábelt is ki kell húzni majd visszadugni, addig nem működik.
Utána megy minden tovább. A kábel nem húzódott ki, a kapcsolattal ilyen formán nem lehetett gond.
Gyakorlatilag egy gipszkarton táblát sem tudtunk végig marni az ügyfélnél, mert állandóan megállt.
Sokszori ilyen eset és próbálkozás (másik USB port stb.) után végül kipróbáltuk a laptopomról, és láss csodát, onnantól kezdve aznap este nem volt gond, több táblát is végig martunk.
Abba maradtunk, hogy az ügyfél laptopjára feltelepítek mindent és próbáljuk meg arról is, és ha jó másnap tudnak vele dolgozni.
Feltelepítettem mindent a laptopra, kipróbáltuk szépen ment, elkönyveltük, hogy az asztali PC USB vezérlője lehet a ludas.
De másnap az ügyfélnél ismét jelentkeztek a problémák eleinte, utána viszonylag hiba nélkül meg tudták csinálni amit akartak.
Szóval most sem hibátlan. Hozzáteszem, hogy az a kis laptop egy agyon telepített Win7-es gép, amin én is érzékeltem, hogy sokszor másodpercekre meg meg akadnak a dolgok.
Mi lehet a gond, egy normális frissen telepített PC megoldhatja? Lehet USB kábel probléma, esetleg okozhatja vezérlő hibája?
Örülnénk ha mielőbb meg tudnánk oldani a problémát, hogy megbízhatóan működjön a gép. Ezen most elég sok múlhat nekünk.
Valószínűleg veszünk tőletek még egy UC300 vezérlőt, ha lehet még hétfőn. Egyrészt saját tartósabb tesztelésre is, illetve legyen csere darab. Azért is mertem az UC300-at beépíteni, mert nálunk az UC100-as saját gépben teljesen jól működik több mint fél éve, soha ilyen hibát nem tapasztaltam. Most sem gondolom, hogy vezérlő lenne a ludas, de igazából nem tudom, viszont meg kell oldanunk a problémát.
Előre is köszönöm a segítséget.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 09, 15:16
Írta: svejk Dátum 2014 február 09, 15:16
Majdnem biztos, hogy az az USB port nem eléggé terhelhető.
Használj hozzá külső 5V-os tápot.
Nálam a külső tápegység használata óta nem jelentkezett ez a hiba.
Hogy miért csak rapszodikus volt a jelenség azt nem tudom, valószínű nagyon határeset lehetett az áram.
Használj hozzá külső 5V-os tápot.
Nálam a külső tápegység használata óta nem jelentkezett ez a hiba.
Hogy miért csak rapszodikus volt a jelenség azt nem tudom, valószínű nagyon határeset lehetett az áram.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 15:22
Írta: pisti73 Dátum 2014 február 09, 15:22
Néha-néha nekem is "eldobja", azt hittem nálam van a gond, de ezek szerint nem...
Korábban írtam egy olyan bejegyzést is, hogy a firmware frissítés nem minden esetben működik rendesen (félúton leáll) csak akkor ha külön táppal ellátott USB HUB-ot használok. Ez utóbbi problémát egy külső táp esetleg megoldaná?
Korábban írtam egy olyan bejegyzést is, hogy a firmware frissítés nem minden esetben működik rendesen (félúton leáll) csak akkor ha külön táppal ellátott USB HUB-ot használok. Ez utóbbi problémát egy külső táp esetleg megoldaná?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 15:23
Írta: pisti73 Dátum 2014 február 09, 15:23
Svejk írás közben megelőzött...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 15:25
Írta: pisti73 Dátum 2014 február 09, 15:25
Ha jól látom mssleepy-nek külső tápja van...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2014 február 09, 15:37
Írta: krnj79r9n Dátum 2014 február 09, 15:37
Igen, nekem egy külső 5V-os táptól megy.
És csak az UC300 megy róla.
USB kábel tehet róla?
Ez most egy használt talán 3 m-es USB kábel lehet, de az UC300-hoz adott eredeti kábellal is jelentkezett párszor a probléma, még nálunk az átépítés alatt. Viszont akkor még nem igazán volt tartósan használva, tesztelve. Most, hogy elindult élesben, viszont sokszor eldobja a kapcsolatot. Én azért még mindig gondolnék a laptopra, csúnyán akadozott néha. Ezen van levelezés meg minden szir-rossz.
Szóval akkor másnál is jelentkezett már.
És csak az UC300 megy róla.
USB kábel tehet róla?
Ez most egy használt talán 3 m-es USB kábel lehet, de az UC300-hoz adott eredeti kábellal is jelentkezett párszor a probléma, még nálunk az átépítés alatt. Viszont akkor még nem igazán volt tartósan használva, tesztelve. Most, hogy elindult élesben, viszont sokszor eldobja a kapcsolatot. Én azért még mindig gondolnék a laptopra, csúnyán akadozott néha. Ezen van levelezés meg minden szir-rossz.
Szóval akkor másnál is jelentkezett már.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 15:41
Írta: pisti73 Dátum 2014 február 09, 15:41
Nálam szűz gépen is csinálta win7 alatt...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 09, 15:43
Írta: svejk Dátum 2014 február 09, 15:43
Akkor ezt benéztem...:(
Minden estre nálam is jöttek ezek a rendszertelen hibák, de amióta egy 5V, 700mA-es kapcsi tápról megy azóta nem jelentkezett ez a hibaüzenet.
Persze lehet hogy a véletlen műve és valami mást is állítottam, de akkor passz.
Minden estre nálam is jöttek ezek a rendszertelen hibák, de amióta egy 5V, 700mA-es kapcsi tápról megy azóta nem jelentkezett ez a hibaüzenet.
Persze lehet hogy a véletlen műve és valami mást is állítottam, de akkor passz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 15:44
Írta: pisti73 Dátum 2014 február 09, 15:44
Azért köszi, várjuk meg Balázst is, hát ha kitalál valami okos dolgot! Mindig van megoldása mindenre!
Amúgy őrült jó kis kütyü!!!
Amúgy őrült jó kis kütyü!!!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 09, 15:45
Írta: svejk Dátum 2014 február 09, 15:45
Nálam egy szűz Dell GX620-as asztali gépnél jelentkezett rögtön az elején ugyan ez.
De én a külső táppal letudtam, - lehet mégsem?
De én a külső táppal letudtam, - lehet mégsem?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2014 február 09, 15:49
Írta: krnj79r9n Dátum 2014 február 09, 15:49
Akkor ezek szerint mégis vezérlő lenne, vagy driver probléma?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 15:50
Írta: pisti73 Dátum 2014 február 09, 15:50
A "Sir-Nyeteg" féle kapcsiüzemű tápot használhatom hozzá nyugodtan?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 09, 15:57
Írta: svejk Dátum 2014 február 09, 15:57
Azt nem ismerem.
Ha valami márkás, akkor biztos adtak a zavarvédettségre is, a stabilitás és az áramerősség kérdése pedig gondolom nem kérdés.
Ha valami márkás, akkor biztos adtak a zavarvédettségre is, a stabilitás és az áramerősség kérdése pedig gondolom nem kérdés.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 16:07
Írta: pisti73 Dátum 2014 február 09, 16:07
Erről lenne szó, csak most leírást nem találok róla...

Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2014 február 09, 16:10
Írta: cxmcdtrx Dátum 2014 február 09, 16:10
Szia Balázs! Az UC300-hoz jelenleg milyen bővítő vagy kimeneti panelek vannak? Azt láttam a webáruházban is, hogy normál 25 pólusú, szalagkábeles csati van.
Olyan van, hogy UC300 alappanel --> szalagkábel --> sorkapocs kivezetés?
A készülő 4+1 tengelyes géphez szeretnék inkább UC300-at venni a kínai panelek helyett. A webshopban csak angol doksit találtam, de úgy emlékszem,
egyszer már küldtél nekem magyar nyelvűt is, csak azóta történt valami változás a leírásban, illetve elkevertem a régi leveledet... :-(
Ha jól emléxem, mikor az UC100-at vettem, volt valamicske fórumos kedvezmény. Ennél is lehet róla szó?
Válaszod előre is köszönöm! Szép napot!
Olyan van, hogy UC300 alappanel --> szalagkábel --> sorkapocs kivezetés?
A készülő 4+1 tengelyes géphez szeretnék inkább UC300-at venni a kínai panelek helyett. A webshopban csak angol doksit találtam, de úgy emlékszem,
egyszer már küldtél nekem magyar nyelvűt is, csak azóta történt valami változás a leírásban, illetve elkevertem a régi leveledet... :-(
Ha jól emléxem, mikor az UC100-at vettem, volt valamicske fórumos kedvezmény. Ennél is lehet róla szó?
Válaszod előre is köszönöm! Szép napot!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2014 február 09, 16:14
Írta: Béni Dátum 2014 február 09, 16:14
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2014 február 09, 16:15
Írta: cxmcdtrx Dátum 2014 február 09, 16:15
A munkahelyemen, ipari környezetben CAN-BUS kommunikációnál az USB zavarok nekem is megkeserítették az életem...
Ami sok javulást hozott, az a minőségi USB kábel (3 méteres kell nekem is) illetve ferrit zavarszűrő az USB kábel mindegyik végére.
Jó minőségű USB kábeleket a Delock kínálatában találtam, van USB3.0 hosszabbítójuk, illetve normális A-B eszközkábelük is.
Eddig egy öt méteres aktív kábelt használtam, de ez volt sok probléma forrása...
Ami sok javulást hozott, az a minőségi USB kábel (3 méteres kell nekem is) illetve ferrit zavarszűrő az USB kábel mindegyik végére.
Jó minőségű USB kábeleket a Delock kínálatában találtam, van USB3.0 hosszabbítójuk, illetve normális A-B eszközkábelük is.
Eddig egy öt méteres aktív kábelt használtam, de ez volt sok probléma forrása...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2014 február 09, 16:16
Írta: cxmcdtrx Dátum 2014 február 09, 16:16
Köszi Béni!
Ahogy elküldtem az üzenetet, utána jutott eszembe nekem is a polgardidesign.hu a cncdrive helyett... :-)
Ahogy elküldtem az üzenetet, utána jutott eszembe nekem is a polgardidesign.hu a cncdrive helyett... :-)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 09, 16:49
Írta: svejk Dátum 2014 február 09, 16:49
A mérete alapján kapcsitáp, tehát biztos stabil.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 16:52
Írta: pisti73 Dátum 2014 február 09, 16:52
Ezek ha véletlenül "elszállnak" nem kerül nagyfesz esetleg a kimenetükre?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 09, 16:57
Írta: svejk Dátum 2014 február 09, 16:57
No, erről is megismerszik a márkás táp. :))
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 17:19
Írta: pisti73 Dátum 2014 február 09, 17:19
Azt hiszem akkor marad egy 2A-es stabIC. Az biztosan elég lesz neki. Ja és még azt nem láttam úgy elszállni, hogy átment volna rajta a bemeneti feszültség.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 17:21
Írta: pisti73 Dátum 2014 február 09, 17:21
Amúgy tudnál mondani egy megbízható kapcsitápot?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 09, 17:28
Írta: svejk Dátum 2014 február 09, 17:28
Pedig tud az csinálni olyat!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 09, 17:31
Írta: svejk Dátum 2014 február 09, 17:31
A megbízható és a kapcsolóüzemű táp nem összekapcsolható fogalom, ez talán nem titok. :))
Egyébként nem tudok ajánlani, én belenyúltam a kapcsitápos dobozomba és kivettem egyet.
Egyébként nem tudok ajánlani, én belenyúltam a kapcsitápos dobozomba és kivettem egyet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 09, 17:37
Írta: svejk Dátum 2014 február 09, 17:37
Egyébként a kapcsolóüzemű tápoknál a leggyakoribb hiba, hogy hidegen nem indulnak, egyre kevésbé terhelhetőek, a kimenetükön megjelenik a kapcsolási frekvenciával megegyező búgófeszültség.
mindez persze kondenzátor hiba.
A másiki jelentős hibajelenség az un. SKSH (se kép se hang :)) mely a hálózat felől jövő túlfeszültség, feszültségtüskék hatására következiki be.
A kimeneti feszültség csak akkor tud megemelkedni, ha a visszacsatolás megszakad, ez a kicsit is komolyabbakra nem jellemző.
(persze a nádfedeles dzsunkákon forrasztottaknál előfordulhat)
mindez persze kondenzátor hiba.
A másiki jelentős hibajelenség az un. SKSH (se kép se hang :)) mely a hálózat felől jövő túlfeszültség, feszültségtüskék hatására következiki be.
A kimeneti feszültség csak akkor tud megemelkedni, ha a visszacsatolás megszakad, ez a kicsit is komolyabbakra nem jellemző.
(persze a nádfedeles dzsunkákon forrasztottaknál előfordulhat)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2014 február 09, 17:39
Írta: krnj79r9n Dátum 2014 február 09, 17:39
Meanwell tápokról mi a vélemény?
Azok sem megbízhatóak? Azokat jónak mondják.
Azok sem megbízhatóak? Azokat jónak mondják.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 09, 17:48
Írta: svejk Dátum 2014 február 09, 17:48
Mint írtam semmilyen kapcsolóüzemű táp nem megbízható hosszú távon a működéséből adódóan.
Magas kapcsolási frekvencia, nagy áramimpulzusok, ezek kinyírják a kondikat csak idő kérdése.
Még az iparban használatos cuccok sem bírnak ki 10-15 évnél többet, persze vannak kivételek minden irányból.
Én is építettem már be több Meanwell-t eddig még nem volt meghibásodás.
Magas kapcsolási frekvencia, nagy áramimpulzusok, ezek kinyírják a kondikat csak idő kérdése.
Még az iparban használatos cuccok sem bírnak ki 10-15 évnél többet, persze vannak kivételek minden irányból.
Én is építettem már be több Meanwell-t eddig még nem volt meghibásodás.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 09, 17:53
Írta: svejk Dátum 2014 február 09, 17:53
A picsába, azt hittem az elektronika topicban vagyunk..
Bocsánat!
Bocsánat!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 09, 20:51
Írta: kr97pwss2 Dátum 2014 február 09, 20:51
Ez a hibajelenség tipikusan akkor jelentkezik, ha a számítógép valamiért nagyon lassú, vagy az USB kábelen összeszed valami zavart, és kifagy az USB kapcsolat. Én itt nálad az összeszedett zavarra tippelek. Az Elektronika topikban a képeket végignézve azt javaslom, hogy a hiba okát következőképpen próbáld megtalálni: Először is az USB kábelt cseréld ki valami jobb minőségűre (lehetőleg duplán árnyékoltra és ferritszűrősre) és ideiglenesen direkt kivezetni a kapcsolószekrényből, hogy ne keresztezzen más kábeleket. A második javaslatom, hogy mivel az UC300-nak csak az egyik portját használod, próbáld meg a külső 5V-ot kikötni, és az USB táplálást használni, hátha a tápból szed össze valamit. A következő teszt tippem pedig a marómotor bekapcsolása nélkül is tesztelni a rendszert, hogy akkor is jelentkezik-e a kapcsolatvesztés.
Ezekkel a tesztekkel szerintem lépésről lépésre kideríthető a hiba oka. Persze kíváncsian várom az eredményeket.
Ezekkel a tesztekkel szerintem lépésről lépésre kideríthető a hiba oka. Persze kíváncsian várom az eredményeket.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 09, 21:01
Írta: kr97pwss2 Dátum 2014 február 09, 21:01
Az UC300-5LPT-hez egyenlőre a HDBB2 leválasztókártya kapható, de szeretnék majd más kibontó paneleket is készíteni hozzá. Sőt készülőben van már egy újabb alaplap az UC300-hoz, amelyen a ki/bemenetek sorkapcsokra vannak kivezetve és akár DIN sinre is lehet majd szerelni. Amint elkészül, publikálom itt a fórumon.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 09, 21:03
Írta: svejk Dátum 2014 február 09, 21:03
Hmm... Nálam az első pillanattól kezdve rendszertelenül, de sűrűn szétakadt.
P4 egymagos 2,8 GHz.
Nem volt csak 1 LPT port használva.
USB kábelt nem cseréltem, csak kipróbáltam másik USB aljzatba, de nem javult.
Külső táppal minden helyreállt, ezért nem is jeleztem.
P4 egymagos 2,8 GHz.
Nem volt csak 1 LPT port használva.
USB kábelt nem cseréltem, csak kipróbáltam másik USB aljzatba, de nem javult.
Külső táppal minden helyreállt, ezért nem is jeleztem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 21:23
Írta: pisti73 Dátum 2014 február 09, 21:23
Szia Balázs!
Én azzal a kábellel használom amit adtatok vele ferritszűrős, USB tápellátással és mégis időnként megszakad a kapcsolat.
A firmware frissítésre van valami tipped?
Én azzal a kábellel használom amit adtatok vele ferritszűrős, USB tápellátással és mégis időnként megszakad a kapcsolat.
A firmware frissítésre van valami tipped?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 09, 21:26
Írta: kr97pwss2 Dátum 2014 február 09, 21:26
Amit írsz, hogy az USB-ből nem tud elég áramot felvenni, és külső táppal pedig működik logikus. Azért is lehet kívülről is táplálni az UC300-5LPT 5V-ját, ha kevés lenne az USB csatlakozón kiadott táp. De a hibakereséshez írtam, hogy egy próbát megér USB táppal is kipróbálni. Amúgy sok gépet építettünk már amin csak USB-ről megy és nincs vele gond. Azt tudom még elképzelni, hogy némelyik USB ajzat és chipset a számítógépben érzékenyebb a zavarokra hosszú USB kábeleknél.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kua93zk4w Dátum 2014 február 09, 21:28
Írta: kua93zk4w Dátum 2014 február 09, 21:28
Egy ismerősöm kisérletezne mach3 al tuságosan én sem érzek hozzá EZZELlehet használni?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kua93zk4w Dátum 2014 február 09, 21:29
Írta: kua93zk4w Dátum 2014 február 09, 21:29
érzek = értek
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 09, 21:29
Írta: kr97pwss2 Dátum 2014 február 09, 21:29
Nem teljesen értem a FW frissítés problémát, esetleg leírnád pontosan mi a gond? Illetve melyik verziót használod, mert a legújabban már módosítottam, hogy a különböző sebességű számítógépekkel is jól működjön a frissítés.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 09, 21:34
Írta: kr97pwss2 Dátum 2014 február 09, 21:34
Már sokszor felmerült ez a kérdés, de akkor még egyszer: A linkelt USB-s printer kábel nem jó a Mach3-hoz, csak nyomtatókhoz! A Mach3 teljesen más jeleket ad ki, mint ami a nyomtatóknak kell, ezért készítettem annak idején az UC100 és később az UC300-at. Ezek az eszközök kimondottan a Mach3-hoz és CNC gépek vezérlésére vannak kitalálva és optimalizálva.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 21:36
Írta: pisti73 Dátum 2014 február 09, 21:36
Jelenleg az 1.040 firmware van fönt. Korábbi frissítések alkalmával ha a laptop USB portjáról próbáltam frissíteni mindig kiakadt félúton a frissítés és nem csinált semmit. Ha rátettem egy külső tápellátásos USB HUB-ra akkor minden akadály nélkül felment a frissítés.
Egyébként egy Toshiba i3-as laptopról használom win7 32. bit oprendszerrel. (szűz oprendszernél is ugyan ezt produkálta)
Egyébként egy Toshiba i3-as laptopról használom win7 32. bit oprendszerrel. (szűz oprendszernél is ugyan ezt produkálta)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 09, 21:41
Írta: kr97pwss2 Dátum 2014 február 09, 21:41
És frissítés után már megy USB-rő is rendesen? A kék led villog működés közben, vagy világít folyamatosan?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 21:43
Írta: pisti73 Dátum 2014 február 09, 21:43
Még néha megszakad a kapcsolat, a kék led folyamatosan világít.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 február 09, 21:45
Írta: pisti73 Dátum 2014 február 09, 21:45
Az UC100 esetében nincs ez a jelenség...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2014 február 09, 22:01
Írta: krnj79r9n Dátum 2014 február 09, 22:01
Szervusz Balázs,
Köszönöm a segítségedet!
Ezt nagyom becsülöm ebben topikban, hogy szinte mindenre aznap reagálsz.
Meg fogunk próbálni másik kábelt, illetve amiket javasoltál. Zavar összeszedésére mi is gondoltunk. Sajnos az elején amikor még csak tököltem a kábelezéssel, hogy mit hogyan is kellene és nem is volt semmi a szekrényben, már akkor jelentkezett ez a probléma az asztali PC-vel. Akkor még az általatok az UC300 mellé adott kábellel próbálgattam. És ekkor még USB-ről kapta a tápot, nem külső tápról.
Mivel nem volt tartósan használva, többnyire csak próbálgattam a gyorsjáratot billentyűzetről vagy egy-két rövid programot, ezért csak néhányszor fordult elő. Nem örültem neki, de akkor még nem tulajdonítottam nagy jelentőséget neki, sajnos.
Lehetséges, hogy az UC100-as kevésbé érzékeny erre a problémára?
Egy a saját gépünkben, legalább egy fél éve már hibátlanul működik. Sosem volt vele ilyen problémám, igazából semmilyen problémám.
Tehát szerinted nem a vezérlő a hibás és egy másikkal sem fog megjavulni a dolog?
USB kábellel kapcsolatban van valami konkrét javaslatod?
Egyébként van nektek raktáron UC300 vagy UC100, mert lehet holnap kellene. Érte mennénk, vagy mit tudom én, ha más nem kiveszem a mi gépünkből a UC100-ast, hogy a ügyfél problémája megoldódjon. Aztán lehet vele nyugodtan próbálkozni.
Köszönöm a segítségedet!
Ezt nagyom becsülöm ebben topikban, hogy szinte mindenre aznap reagálsz.
Meg fogunk próbálni másik kábelt, illetve amiket javasoltál. Zavar összeszedésére mi is gondoltunk. Sajnos az elején amikor még csak tököltem a kábelezéssel, hogy mit hogyan is kellene és nem is volt semmi a szekrényben, már akkor jelentkezett ez a probléma az asztali PC-vel. Akkor még az általatok az UC300 mellé adott kábellel próbálgattam. És ekkor még USB-ről kapta a tápot, nem külső tápról.
Mivel nem volt tartósan használva, többnyire csak próbálgattam a gyorsjáratot billentyűzetről vagy egy-két rövid programot, ezért csak néhányszor fordult elő. Nem örültem neki, de akkor még nem tulajdonítottam nagy jelentőséget neki, sajnos.
Lehetséges, hogy az UC100-as kevésbé érzékeny erre a problémára?
Egy a saját gépünkben, legalább egy fél éve már hibátlanul működik. Sosem volt vele ilyen problémám, igazából semmilyen problémám.
Tehát szerinted nem a vezérlő a hibás és egy másikkal sem fog megjavulni a dolog?
USB kábellel kapcsolatban van valami konkrét javaslatod?
Egyébként van nektek raktáron UC300 vagy UC100, mert lehet holnap kellene. Érte mennénk, vagy mit tudom én, ha más nem kiveszem a mi gépünkből a UC100-ast, hogy a ügyfél problémája megoldódjon. Aztán lehet vele nyugodtan próbálkozni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 09, 22:38
Írta: kr97pwss2 Dátum 2014 február 09, 22:38
Szerintem most gyorsan, próbáld UC100-ra cserélni, ha van kéznél, amúgy van raktáron mind a kettő. Én jövő hétvégén utazok Magyarországra, akkor személyesen is meg tudom majd vizsgálni (feltéve, ha nem laksz az ország másik felén, de a részleteket majd magánban megbeszéljük)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2014 február 09, 22:57
Írta: krnj79r9n Dátum 2014 február 09, 22:57
Rendben! És nagyon köszönöm előre is, ha addig nem jutnánk dűlőre. Főnökömmel már amúgy is szerettünk volna veled beszélni személyesen együttműködés reményében.
Mi Budapesten vagyunk a gép pedig Göd-ön, tehát nem túl messze. De remélem arra már nem lesz szükség, hogy oda ki kelljen menni.
Ahogy mondtad a többit személyesen. Már láttam is az e-mailedet.
Mi Budapesten vagyunk a gép pedig Göd-ön, tehát nem túl messze. De remélem arra már nem lesz szükség, hogy oda ki kelljen menni.
Ahogy mondtad a többit személyesen. Már láttam is az e-mailedet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: krnj79r9n Dátum 2014 február 10, 11:38
Írta: krnj79r9n Dátum 2014 február 10, 11:38
Most neki álltam keresni minőségi USB kábelt. Ahogy Balázs javasolta dupla árnyékolt lehetőleg ferrit gyűrűs kivitel. Nem igazán találok, mindenhol az egyszerű mezei kivitel van.
Van javaslat? Lehetőleg Budapest XVII ker. vagy környéke. Pár órán belül kéne
Van javaslat? Lehetőleg Budapest XVII ker. vagy környéke. Pár órán belül kéne
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: hyuekyh7a Dátum 2014 február 17, 16:20
Írta: hyuekyh7a Dátum 2014 február 17, 16:20
Balázs megvalósítható több analóg kimenet az UC 300 hoz? Gázvezérlő modulhoz szükséges lenne.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 17, 20:30
Írta: kr97pwss2 Dátum 2014 február 17, 20:30
Igen az UC300 modul 4 analóg kimenetet és 4 analóg bemenetet tud kezelni. A most kapható 5LPT nevű alaplap ebből 2 ki és 2 bemenetet használ. Egy másik alaplap készítésével aktiválni lehet a többi kimenetet is. Kérlek a pontos feladatot írd le, vagy küld el magánban.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nffab2gnr Dátum 2014 február 17, 23:16
Írta: nffab2gnr Dátum 2014 február 17, 23:16
Szia Balázs!
Érdeklődöm,hogy a vezérlő programotok tesztelése hol tart,mikor várható a forgalmazása.
Érdeklődöm,hogy a vezérlő programotok tesztelése hol tart,mikor várható a forgalmazása.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 21, 21:53
Írta: svejk Dátum 2014 február 21, 21:53
Azt hittem ez titkos téma! :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 21, 22:03
Írta: svejk Dátum 2014 február 21, 22:03
1.040-es plugin van fent, elkezdtem configurálni a bementeket.
Ez a művelet az Inp. funtions fül segítségével hihetetlen könnyű, vagy legalább is annak tűnik.
Egyik kérdésem:
Mi a különbség a Jog Mode Continous és a Set Jog Mode Cont. között??
A másik kérdés, az alábbi képen láthatóan bekötöttem választókapcsolókat a 4-es portra.
Működik is rendesen, de ha kilépek a mach-ból és elkapcsolom a kapcsolókat, akkor a következő indításkor nem olvassa be automatikusan a kapcsolók állásait, először meg kell őket "járatni", hogy a valós állások előjöjjenek.
Ezzel lehetne valamit kezdeni?
(én nem szeretem a nyomógombos léptetéseket)
Illetve még egy kérés, a konfigurációnál az Inp. Function fülnél a lenyíló menüben nem lehetne legalább ABC rendbe szedni a funkciókat?
Majd kiesik a szemem mire megtalálom a nekem megfelelőt.

Ez a művelet az Inp. funtions fül segítségével hihetetlen könnyű, vagy legalább is annak tűnik.
Egyik kérdésem:
Mi a különbség a Jog Mode Continous és a Set Jog Mode Cont. között??
A másik kérdés, az alábbi képen láthatóan bekötöttem választókapcsolókat a 4-es portra.
Működik is rendesen, de ha kilépek a mach-ból és elkapcsolom a kapcsolókat, akkor a következő indításkor nem olvassa be automatikusan a kapcsolók állásait, először meg kell őket "járatni", hogy a valós állások előjöjjenek.
Ezzel lehetne valamit kezdeni?
(én nem szeretem a nyomógombos léptetéseket)
Illetve még egy kérés, a konfigurációnál az Inp. Function fülnél a lenyíló menüben nem lehetne legalább ABC rendbe szedni a funkciókat?
Majd kiesik a szemem mire megtalálom a nekem megfelelőt.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nffab2gnr Dátum 2014 február 21, 22:34
Írta: nffab2gnr Dátum 2014 február 21, 22:34
Jól hitted[#integet2][#nemtudom]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 09:24
Írta: svejk Dátum 2014 február 22, 09:24
Úgy látom itt a MACH3-nál ezek a bemenetek csak dinamikusan működnek.
Amíg nem kerül elő Polgárdi Balázs, megpróbálok valami hardveres megoldást az kapcsolók automatikus beolvasására.
Talán ha a bemeneti jeleket csak az E-stop megnyomása után engedélyezem akkor jó lesz.
Amíg nem kerül elő Polgárdi Balázs, megpróbálok valami hardveres megoldást az kapcsolók automatikus beolvasására.
Talán ha a bemeneti jeleket csak az E-stop megnyomása után engedélyezem akkor jó lesz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 09:35
Írta: svejk Dátum 2014 február 22, 09:35
Nahát, az előbbit tovább tartott leírni, mint kivitelezni! :)
Az LPT4 1-es lábára rákonfiguráltam a ChargePump2 kimenetet Activ Low szinttel és a választókapcsolók közös pontját nem a GND-re, hanem a erre a kimenetre kötöttem.
Így most a mach3 elindításakor az MPG módok alaphelyzetben jönnek elő, de amint megnyomom az E-Stop gombot aktivizálódnak a bemenetek és beolvassa a kapcsolók állását.
A jelszinteket mérve elég érdekesek, de majd kondicionálom a jeleket.
No de hátha lesz korrekt szoftveres megoldás is.
Az LPT4 1-es lábára rákonfiguráltam a ChargePump2 kimenetet Activ Low szinttel és a választókapcsolók közös pontját nem a GND-re, hanem a erre a kimenetre kötöttem.
Így most a mach3 elindításakor az MPG módok alaphelyzetben jönnek elő, de amint megnyomom az E-Stop gombot aktivizálódnak a bemenetek és beolvassa a kapcsolók állását.
A jelszinteket mérve elég érdekesek, de majd kondicionálom a jeleket.
No de hátha lesz korrekt szoftveres megoldás is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 22, 10:32
Írta: kr97pwss2 Dátum 2014 február 22, 10:32
Szia, majd meg fogom csinálni, hogy a Mach3 indulásakor frissítse a bemenetek állapotát, mert most valóban úgy működik, hogy csak a bemenet változásakor módosítja.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 10:37
Írta: svejk Dátum 2014 február 22, 10:37
Ez egyébként a mach3 vagy az UC300 tulajdonsága?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 11:04
Írta: svejk Dátum 2014 február 22, 11:04
De hülye vagyok [#falbav]
Azt el is felejtettem, hogy a Charge pump kimenete nem statikus szint, hanem négyszögjel.
Ezért volt a kimenet jelszintje "érdekes"! [#circling]
De ezzel most még egy legyet ütöttem egy csapásra, mert eddig a képernyő gombokkal felül tudtam írni a külső kapcsolók állását és a kapcsolóval kellett egy oda-vissza kapcsolást csinálni, hogy helyreálljon a rend.
Most mivel a charge pump frekije állandóan frissíti a bementeket így ha véletlen átkapcsolom a képernyő gombbal, azonnal vissza is áll a külső kapcsoló állásának megfelelően.
Természetesen a későbbikben új képernyőt is szerkesztenék, ahol már ezek a felesleges gombok nem szerepelnének, illetve a visszajelző LED-eket is kivezetem a kezelőpult megfelelő kapcsolóihoz.
Azt hiszem gyorsan el fog fogyni az UC300 sok be-kimenete :)))
Azt el is felejtettem, hogy a Charge pump kimenete nem statikus szint, hanem négyszögjel.
Ezért volt a kimenet jelszintje "érdekes"! [#circling]
De ezzel most még egy legyet ütöttem egy csapásra, mert eddig a képernyő gombokkal felül tudtam írni a külső kapcsolók állását és a kapcsolóval kellett egy oda-vissza kapcsolást csinálni, hogy helyreálljon a rend.
Most mivel a charge pump frekije állandóan frissíti a bementeket így ha véletlen átkapcsolom a képernyő gombbal, azonnal vissza is áll a külső kapcsoló állásának megfelelően.
Természetesen a későbbikben új képernyőt is szerkesztenék, ahol már ezek a felesleges gombok nem szerepelnének, illetve a visszajelző LED-eket is kivezetem a kezelőpult megfelelő kapcsolóihoz.
Azt hiszem gyorsan el fog fogyni az UC300 sok be-kimenete :)))
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 22, 11:05
Írta: kr97pwss2 Dátum 2014 február 22, 11:05
A közvetlen bemenetekhez funkciók hozzárendelése egy extra dolog, a Mach3 printer portnál nem tudja. Pontosabban tudja, de Brainnel elég körülményes beállítani. Innen jött az ötlet még a Te Braines panaszaidat olvasva, hogy kellene csinálni egy egyszerűbben használható felületet. Mivel ~300 funkció közül lehet választani, és a funkciók között van sok olyan, aminél bemenet váltáskor csak egyszer kell végrehajtani, ezért a bemenet állapotának változásakor módosítja a bemenet állapotát.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 11:09
Írta: svejk Dátum 2014 február 22, 11:09
Az biztos hogy ez a legördülő menüből való bemenet választás határtalanul megkönnyíti a konfigurálást.
Ezért még imába fogják a felhasználók foglalni a nevedet! [#worship] (és most nem pejorative)
Az már más kérdés, hogy én le merem írni ide a gügye gondjaimat és ez sarkalt a megoldásra. :)
Ezért még imába fogják a felhasználók foglalni a nevedet! [#worship] (és most nem pejorative)
Az már más kérdés, hogy én le merem írni ide a gügye gondjaimat és ez sarkalt a megoldásra. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 11:11
Írta: svejk Dátum 2014 február 22, 11:11
Amit leírtam az #549-ben szerintem egyszerű, tökéletes megoldás, feltéve ha nem fogja majd nagyon a proci időt.
Ha beválik élőben akkor kár is szoftveresen megoldani a frissítést.
Ha beválik élőben akkor kár is szoftveresen megoldani a frissítést.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 11:34
Írta: svejk Dátum 2014 február 22, 11:34
Az UC300 bemeneteinek konfigurációja hol tárolódik?
Ha másik gépre át akarom vinni a beállításokat elég továbbra is csak az Mach3Mill.xml fájt átmásolni?
(természetesen a másig gépre is fel van telepítve ugyanez a mach3 és UC300 plugin verzió)
Ha másik gépre át akarom vinni a beállításokat elég továbbra is csak az Mach3Mill.xml fájt átmásolni?
(természetesen a másig gépre is fel van telepítve ugyanez a mach3 és UC300 plugin verzió)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 22, 12:10
Írta: kr97pwss2 Dátum 2014 február 22, 12:10
Az .xml-ben van tárolva az összes beállítás. Azt kell csak átmásolni a másik gépre.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 22, 14:30
Írta: kr97pwss2 Dátum 2014 február 22, 14:30
A Charge Pumpos megoldással is lehet használni, de én sima nyomógombokat raktam volna a kapcsolók helyére, és így nem kellene trükközni. A másik ok a sima nyomógombok mellett, hogy ilyenkor a képernyőn lévő nyomógombokkal is lehetne átállítani. A visszajelző ledek pedig mindig úgy is az aktuális értéket mutatnak. De gondolom már megvannak a kapcsolóid, és nem akarod nyomógombokra cserélni.
Közben készítettem egy újabb Plugin verziót, amiben a Mach3 indulásakor minden bemenetet lekérdez és a bemeneteknek megfelelően végrehajtja a beállított funkciókat. A másik változtatás, hogy a funkciók neve elé odaírtam az OEM kódjait, így egyszerűbben kikereshető a Mach3 OEM kódok weboldal alapján. Az új Plugin innen tölthető le: UC300 V1_043.m3p
Közben készítettem egy újabb Plugin verziót, amiben a Mach3 indulásakor minden bemenetet lekérdez és a bemeneteknek megfelelően végrehajtja a beállított funkciókat. A másik változtatás, hogy a funkciók neve elé odaírtam az OEM kódjait, így egyszerűbben kikereshető a Mach3 OEM kódok weboldal alapján. Az új Plugin innen tölthető le: UC300 V1_043.m3p
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 15:07
Írta: svejk Dátum 2014 február 22, 15:07
Még csak tervben van a hardver, tehát bármi lehet, de valahogy én jobban tudok azonosulni egy 4 állású yaxlie kapcsolóval mondjuk az MPG kerék tengelykiválasztásához mint 4 db nyomógombbal, aminek a visszajelzését is figyelni kel, hogy biztos legyen.
Az iparban is úgy látom kezdik elhagyni a választó kapcsolókat, helyette nyomógombok vannak és alfanumerikus x-y-z-stb kijelzés.
De a gépkezelők is jobban szeretik a mechanikus kezelőszerveket.
Az iparban is úgy látom kezdik elhagyni a választó kapcsolókat, helyette nyomógombok vannak és alfanumerikus x-y-z-stb kijelzés.
De a gépkezelők is jobban szeretik a mechanikus kezelőszerveket.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 15:12
Írta: svejk Dátum 2014 február 22, 15:12
Aha!
Szóval végül is sorrendben van a Te listád, csak az OEM számok szerint. :)
Gondolom a fejlesztőknek is ahogy eszükbe jutott valami, vagy jött az igény úgy jöttek sorba a funkciók, ezért tűnik kuszának.
Szóval végül is sorrendben van a Te listád, csak az OEM számok szerint. :)
Gondolom a fejlesztőknek is ahogy eszükbe jutott valami, vagy jött az igény úgy jöttek sorba a funkciók, ezért tűnik kuszának.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 15:20
Írta: svejk Dátum 2014 február 22, 15:20
Egyébként én le akarom venni a kezelőpanelre kivezetett gombokat a képernyőről, hogy minél átláthatóbb legyen.
Még a DRO Zero-kat is meg lehet oldani a képernyő mellé helyezett gombokkal, ha a dro ablakot kivisszük a szélére.
Még a DRO Zero-kat is meg lehet oldani a képernyő mellé helyezett gombokkal, ha a dro ablakot kivisszük a szélére.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 15:55
Írta: svejk Dátum 2014 február 22, 15:55
Ez a 043 nem lett jó... induláskor mindig az A tengelyre ugrik az MPG kiválasztás, a JOG mód meg a kapcsoló állásától MPG-re.
Jó lesz nekem a hardveres megoldás...
Jó lesz nekem a hardveres megoldás...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 15:58
Írta: svejk Dátum 2014 február 22, 15:58
helyesbítek:
...a kapcsoló állásától függetlenül MPG-re.
...a kapcsoló állásától függetlenül MPG-re.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 22, 16:02
Írta: svejk Dátum 2014 február 22, 16:02
Ment egy levél magánban is az info-s címre.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: y0tiy0xda Dátum 2014 február 24, 17:59
Írta: y0tiy0xda Dátum 2014 február 24, 17:59
Üdv mesterek!
Egy részemre megoldhatatlan kérdésem lenne,
A pc-men 2db-on is próbáltam,az LPT port D0,D1,D2-es kivezetésein mindig +5 volt van.Nem reagálnak semmire.Hogyan lehet ezeket is működésre bírni,mint a D3-D7 portokat?Elvileg a D0-D7 portok kimenetként használhatóak.Várnám az infókat.
Előre is köszi.
Egy részemre megoldhatatlan kérdésem lenne,
A pc-men 2db-on is próbáltam,az LPT port D0,D1,D2-es kivezetésein mindig +5 volt van.Nem reagálnak semmire.Hogyan lehet ezeket is működésre bírni,mint a D3-D7 portokat?Elvileg a D0-D7 portok kimenetként használhatóak.Várnám az infókat.
Előre is köszi.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2014 február 24, 20:19
Írta: cxmcdtrx Dátum 2014 február 24, 20:19
Szia Balázs!
A sorkapcsos alaplap mikor várható az UC300-hoz? Mindenképp Szükségem lesz egy UC300-ra, és ha belátható időn belül lenne hozzá "gyári", minden "madzagot" kivezető,
sorkapcsos kivitelű alaplap, akkor megvárnám azt, és nem kellene nekiállnom otthon áramkört tervezni, maratni, fúrni, forrasztani, satöbbi.
Válaszod előre is köszönöm!
Attila
A sorkapcsos alaplap mikor várható az UC300-hoz? Mindenképp Szükségem lesz egy UC300-ra, és ha belátható időn belül lenne hozzá "gyári", minden "madzagot" kivezető,
sorkapcsos kivitelű alaplap, akkor megvárnám azt, és nem kellene nekiállnom otthon áramkört tervezni, maratni, fúrni, forrasztani, satöbbi.
Válaszod előre is köszönöm!
Attila
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 25, 13:06
Írta: kr97pwss2 Dátum 2014 február 25, 13:06
Készülőben van már egy sorkapcsos, C sinre szerelhető dobozolt változat (mérete ~90x260mm). Kb. 2 hónap mire elkészül. Pár adat róla: 6 tengelyhez vezérlőjelek (Step/Dir) RJ-45-ös csatlakozókra és sima sorkapcsokra is kivezetve. 15 digitális bemenet galvanikusan leválasztva, ötösével konfigurálható NPN vagy PNP kimenetű szenzorokhoz. 12 galvanikusan leválasztott digitális kimenet, melyekkel közvetlen relé meghajtható. 12-ből 2 kimenet nagy sebességű, melyre PWM is konfigurálható, így egyszerűen illeszthető frekvenciaváltókhoz.
Dedikált Enkóder és Index bemenet differenciális bemenetekkel. 2 analóg bemenet.
Dedikált Enkóder és Index bemenet differenciális bemenetekkel. 2 analóg bemenet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2014 február 25, 15:29
Írta: wcmwugefi Dátum 2014 február 25, 15:29
Szia Balázs! Én megvettem az UC300-at egy Hdbb2-vel. még fejben rakom össze a gépem vezérlését. a sorkapcsos változat megvehető majd uc300 nélkül? hogy a már megvásároltat rakjam rá? mert akkor megvárom az építéssel. Köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 február 25, 15:42
Írta: kr97pwss2 Dátum 2014 február 25, 15:42
Igen meg lehet majd venni UC300-as modul nélkül is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 február 25, 16:41
Írta: svejk Dátum 2014 február 25, 16:41
Ment az info-ra még egy kérés.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2014 február 25, 16:50
Írta: cxmcdtrx Dátum 2014 február 25, 16:50
Szia!
Szuper, ez az, ami kell :-)
Árcímke tudható? Amint kész van, egyben vennék egy ilyen komplett szettet (új alaplap és UC300)
Köszi!
Szuper, ez az, ami kell :-)
Árcímke tudható? Amint kész van, egyben vennék egy ilyen komplett szettet (új alaplap és UC300)
Köszi!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2014 február 26, 15:53
Írta: wcmwugefi Dátum 2014 február 26, 15:53
Nagyon köszönöm! Azonnal veszek én is az UC300hoz, addig össze sem rakom.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 március 02, 10:12
Írta: pisti73 Dátum 2014 március 02, 10:12
Sziasztok!
Valaki próbált már potmétert csatlakoztatni az UC300 analóg bemeneteire, FRO és SRO érték állítására? Nekem valahogy nem jön össze, próbáltam Balázs egy KORÁBBI LEÍRÁSA ALAPJÁN csatlakoztatni, de úgy valahogy nem akar működni.
Ha tud segíteni valaki nagyon megköszönném!
Valaki próbált már potmétert csatlakoztatni az UC300 analóg bemeneteire, FRO és SRO érték állítására? Nekem valahogy nem jön össze, próbáltam Balázs egy KORÁBBI LEÍRÁSA ALAPJÁN csatlakoztatni, de úgy valahogy nem akar működni.
Ha tud segíteni valaki nagyon megköszönném!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 március 02, 10:19
Írta: pisti73 Dátum 2014 március 02, 10:19
Bocsi, mire leírtam már meg is találtam a hibát. Egyik érintkező egy kicsit nem akart érintkezni...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Jordan Gabor Dátum 2014 március 04, 15:45
Írta: Jordan Gabor Dátum 2014 március 04, 15:45
Sziasztok,
Az UC100 használ6ó LunixCNC-hez?
Kösz,
JG
Az UC100 használ6ó LunixCNC-hez?
Kösz,
JG
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 március 04, 16:50
Írta: svejk Dátum 2014 március 04, 16:50
Nem!
Kifejezettem a Mach3-joz készült.
Kifejezettem a Mach3-joz készült.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 március 04, 17:50
Írta: 000000000 Dátum 2014 március 04, 17:50
Megépítettem ezt már párszor:

Tökéletesen megy a mach3-al is, ajánlom neked is.
szerintem a linuxon is megy.
10$-ért megadja a forrást is.
Tökéletesen megy a mach3-al is, ajánlom neked is.
szerintem a linuxon is megy.
10$-ért megadja a forrást is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 március 05, 23:49
Írta: 000000000 Dátum 2014 március 05, 23:49
Haha. vasas barátom vicces vagy, de ne vezesd meg a kollégát, még a végén elhiszi és tényleg vesz egy ilyet.[#wink]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 március 13, 08:45
Írta: 000000000 Dátum 2014 március 13, 08:45
Én a forráskódot, nyákrajzzal, kapcsrajzzal anno lementettem, ingyen. [#wink]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 április 25, 17:03
Írta: pisti73 Dátum 2014 április 25, 17:03
Szia Balázs!
Továbbra is fennáll az UC300-al a probléma, mármint, hogy megszakad a kapcsolat.
Külső és USB-s táp esetén is fennáll a probléma. Mostmár több gépen is teszteltem, kábeleket lecseréltem, kétfajta külső táppal próbáltam, de minden esetben megszakad a kapcsolat.
Ha tudsz valamit segíts légy szíves, ez a nap egy kicsit sok selejtes munkadarabbal telt el...
Az UC100 esetében semmi hiba, csodálatosan működik, de az UC300 egy kicsit szórakozik...
Továbbra is fennáll az UC300-al a probléma, mármint, hogy megszakad a kapcsolat.
Külső és USB-s táp esetén is fennáll a probléma. Mostmár több gépen is teszteltem, kábeleket lecseréltem, kétfajta külső táppal próbáltam, de minden esetben megszakad a kapcsolat.
Ha tudsz valamit segíts légy szíves, ez a nap egy kicsit sok selejtes munkadarabbal telt el...
Az UC100 esetében semmi hiba, csodálatosan működik, de az UC300 egy kicsit szórakozik...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zozi Dátum 2014 április 25, 17:08
Írta: Zozi Dátum 2014 április 25, 17:08
Szia,
Nekem is előjött az a megszakad a kapcsolat hiba elég sűrűn, egy mindent szétszed és újra összerak után még nem jött elő, de nem is próbáltam sokat... én arra tippelek, hogy az usb kábelen szedett össze valamit a toroidtól.
Nekem is előjött az a megszakad a kapcsolat hiba elég sűrűn, egy mindent szétszed és újra összerak után még nem jött elő, de nem is próbáltam sokat... én arra tippelek, hogy az usb kábelen szedett össze valamit a toroidtól.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 április 25, 17:12
Írta: pisti73 Dátum 2014 április 25, 17:12
Már próbáltam mindent, bárhol volt a táp, bármilyen táp (árnyékolt, árnyékolatlan, zavarszűrt, bármilyen), saját tápellátás, több fajta USB kábel, stb. mindig előjön...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ks46twg3x Dátum 2014 április 25, 17:18
Írta: ks46twg3x Dátum 2014 április 25, 17:18
Szia!
És működik is?
És működik is?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 április 25, 17:30
Írta: pisti73 Dátum 2014 április 25, 17:30
Ha nekem szól a kérdés, akkor annyit tudok mondani, hogy amíg van kapcsolat addig működik, amikor megszakad a kapcsolat akkor nem küldi tovább a jeleket és leáll a marási folyamat.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 május 10, 19:27
Írta: pisti73 Dátum 2014 május 10, 19:27
Sziasztok!
Megoldódott a problémám az UC300-al kapcsolatban! Hálás köszönetem érte Balázsnak és kollégájának az önzetlen segítségért!
A készüléket a héten Balázsék kicserélték. Az eddigi "nyúzópróbák" sikeresnek bizonyultak. Ezidáig nem történt kapcsolatvesztés, megfelelően működött minden körülmény között (akár saját-, akár külső tápellátás esetén) az UC300.
Nem győzök hálálkodni! Még egyszer KÖSZÖNÖM SZÉPEN!!!
Megoldódott a problémám az UC300-al kapcsolatban! Hálás köszönetem érte Balázsnak és kollégájának az önzetlen segítségért!
A készüléket a héten Balázsék kicserélték. Az eddigi "nyúzópróbák" sikeresnek bizonyultak. Ezidáig nem történt kapcsolatvesztés, megfelelően működött minden körülmény között (akár saját-, akár külső tápellátás esetén) az UC300.
Nem győzök hálálkodni! Még egyszer KÖSZÖNÖM SZÉPEN!!!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 88nwcf22d Dátum 2014 május 16, 09:26
Írta: 88nwcf22d Dátum 2014 május 16, 09:26
Ezt el tudnád küldeni nekem?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2014 május 16, 09:46
Írta: istvan58 Dátum 2014 május 16, 09:46
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: vg343kiu9 Dátum 2014 május 28, 07:43
Írta: vg343kiu9 Dátum 2014 május 28, 07:43
Sziasztok,
UC300-hoz szeretnék segítséget kérni. Egy HDBB2-vel van összekötve. Tudom is kapcsolgatni a kimeneteket. M8-M9 szépen működik, de az M11/P1
nem akar. Mi lehet a probléma?
Van egy működő 3+1 tengelyes rendszerem ahol a HDBB2 közvetlenül az LPT portra csatlakozik. Ott simán megy az M11/P1
Kösz
UC300-hoz szeretnék segítséget kérni. Egy HDBB2-vel van összekötve. Tudom is kapcsolgatni a kimeneteket. M8-M9 szépen működik, de az M11/P1
nem akar. Mi lehet a probléma?
Van egy működő 3+1 tengelyes rendszerem ahol a HDBB2 közvetlenül az LPT portra csatlakozik. Ott simán megy az M11/P1
Kösz
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 május 28, 16:04
Írta: kr97pwss2 Dátum 2014 május 28, 16:04
Az UC300-ban ez a funkció még nincs benne csak az UC100-ban. Csinálok gyorsan egy új Plugint ami már tudni fogja. Hamarosan jelzem majd itt, ha elkészült.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: vg343kiu9 Dátum 2014 május 28, 16:43
Írta: vg343kiu9 Dátum 2014 május 28, 16:43
Köszönöm.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 május 29, 11:05
Írta: kr97pwss2 Dátum 2014 május 29, 11:05
Innen letölthető az M11/M10 módosított Pluginje: UC300 V1_047.m3p
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: vg343kiu9 Dátum 2014 május 29, 11:48
Írta: vg343kiu9 Dátum 2014 május 29, 11:48
Hibátlanul működik.
Köszönöm a gyorsaságot :)
Köszönöm a gyorsaságot :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nffab2gnr Dátum 2014 május 29, 14:03
Írta: nffab2gnr Dátum 2014 május 29, 14:03
Valami új infó a készülő programmal kapcsolatban.Esetleg privátban. [#wave]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2014 június 14, 12:30
Írta: cxmcdtrx Dátum 2014 június 14, 12:30
Szia Balázs!
Van már valami újabb fejlemény a sorkapcsos UC300 alaplapról? Hosszú szünet után folytatódik a gép építése, lassan beruháznék egy komplett szettre...
Szép napot!
Van már valami újabb fejlemény a sorkapcsos UC300 alaplapról? Hosszú szünet után folytatódik a gép építése, lassan beruháznék egy komplett szettre...
Szép napot!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 június 14, 23:31
Írta: 000000000 Dátum 2014 június 14, 23:31
Sziasztok. Amióta feltelepítettem az UC100at, az addig kifogástalan mach3 az 500. sornál leáll, meghülyül. Mi lehet ez?
Köszi,
Sanya
Köszi,
Sanya
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2014 június 15, 01:10
Írta: cxmcdtrx Dátum 2014 június 15, 01:10
Tudtommal a nem regisztrált verzió áll meg az 500. sornál mill/plasma üzemmódban. Az LPT driver eltávolításával "szimulátor" módban fut a mach, ekkor nincs korlátozás, de ha jól gondolom, van licenc a programodhoz. Ha esetleg kínai breakouthoz kapott licence van, azt nyugodtan töröld ki (Pl.: "papa fabio"), attól is megőrül a mach, tapasztalat...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: lari Dátum 2014 június 30, 12:11
Írta: lari Dátum 2014 június 30, 12:11
UC300 használókhoz lenne egy kérdésem.
Mivel az eszköz nagyon sok ki és bemenettel rendelkezik, hogyan oldjátok meg az optikai leválasztást? Tudom, hogy Balázséknak van egy leválasztó kártyájuk, de ha mind a 49 bemenetet és 36 kimenetet ki szeretném használni, akkor ebből a leválasztó kártyából 5 db szükséges?
Mivel az eszköz nagyon sok ki és bemenettel rendelkezik, hogyan oldjátok meg az optikai leválasztást? Tudom, hogy Balázséknak van egy leválasztó kártyájuk, de ha mind a 49 bemenetet és 36 kimenetet ki szeretném használni, akkor ebből a leválasztó kártyából 5 db szükséges?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 június 30, 12:58
Írta: svejk Dátum 2014 június 30, 12:58
Optikai leválasztást célszerű optocsatolókkal [#vigyor2]
No de komolyra fordítva, pl. egy kezelőpultban ahol csak gombok, kapcsolók vannak nem feltétlen kell leválasztani a bemeneteket. Ugyan így nem kell az MPG-t sem leválasztani.
A vezérlők bemeneti szintén mér le vannak választva, tehát ott is elmarad,
A fentiek szerint alig marad olyan be vagy kimenet ahova kell.
Ilyenek esetleg a hosszú vezetékezésű végállás vagy home kapcsolók, esetleg nagyáramű relék.
No de komolyra fordítva, pl. egy kezelőpultban ahol csak gombok, kapcsolók vannak nem feltétlen kell leválasztani a bemeneteket. Ugyan így nem kell az MPG-t sem leválasztani.
A vezérlők bemeneti szintén mér le vannak választva, tehát ott is elmarad,
A fentiek szerint alig marad olyan be vagy kimenet ahova kell.
Ilyenek esetleg a hosszú vezetékezésű végállás vagy home kapcsolók, esetleg nagyáramű relék.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: lari Dátum 2014 június 30, 20:03
Írta: lari Dátum 2014 június 30, 20:03
Oké, köszi az információt![#wave]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Sz.József Dátum 2014 július 04, 13:24
Írta: Sz.József Dátum 2014 július 04, 13:24
A "segítség béna vagyok " topikba is írhattam volna de mivel az UC100-al
kapcsolatos a kérdésem, ezért itt teszem fel...
Ha a gépbe be van dugva az UC100, akkor
van olyan pendrive amit nem ismer fel a gép. (nem jelenik meg az adattárolók között)
Viszont ha kihúzom az UC100-at rögtön megjelenik... (?)
Megtudná valaki mondani, hogy erre mi az orvosság?
Pendrive függő vagy gépfüggő vagy mi a "mánduc" függő??
Ja, még annyi infó (hátha ez is segít), az UCCNC driver van felrakva az UC100-hoz és WIN7 alatt.
Köszönöm...
kapcsolatos a kérdésem, ezért itt teszem fel...
Ha a gépbe be van dugva az UC100, akkor
van olyan pendrive amit nem ismer fel a gép. (nem jelenik meg az adattárolók között)
Viszont ha kihúzom az UC100-at rögtön megjelenik... (?)
Megtudná valaki mondani, hogy erre mi az orvosság?
Pendrive függő vagy gépfüggő vagy mi a "mánduc" függő??
Ja, még annyi infó (hátha ez is segít), az UCCNC driver van felrakva az UC100-hoz és WIN7 alatt.
Köszönöm...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcsxp0uxa Dátum 2014 július 04, 13:47
Írta: wcsxp0uxa Dátum 2014 július 04, 13:47
Így első körben:
Valószínüleg túlléped a usb host (vagy túllépnéd) terhelhetőségét (előre meg kell mondani a hostnak mennyi mA-szeretnél) , ilyenkor nem tudsz rácsatlakozni.
Álltalában 1 alaplapon 1 host van , ezt osztják a hubok , szinte alapból rajta van az egér , billentyűzet stb.
Nem tudom mennyit fogyaszt az uc perifériákkal...(ő táplálja e a mocimeghajtókat?)
Valószínüleg túlléped a usb host (vagy túllépnéd) terhelhetőségét (előre meg kell mondani a hostnak mennyi mA-szeretnél) , ilyenkor nem tudsz rácsatlakozni.
Álltalában 1 alaplapon 1 host van , ezt osztják a hubok , szinte alapból rajta van az egér , billentyűzet stb.
Nem tudom mennyit fogyaszt az uc perifériákkal...(ő táplálja e a mocimeghajtókat?)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcsxp0uxa Dátum 2014 július 04, 13:58
Írta: wcsxp0uxa Dátum 2014 július 04, 13:58
pl az okos telefonok is amiket lehet usb-ről is tölteni ,töltés közben figyelik mennyi a feszültség esés. Előbb visszaveszik mA igényüket mint ,hogy a host levenné őket.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Sz.József Dátum 2014 július 04, 16:33
Írta: Sz.József Dátum 2014 július 04, 16:33
Csak az UC100-at táplálja az USB és annak a mA igénye nem hiszem, hogy számottevő...(?)
Három pendriveból csak 1-et "nem fogad be" amikor az UC100 is csatlakozva van...
Még ergy infó:
Rajta van az UC100, rádugom a pendriveot, ... semmi...
Lehúzom az UC100-at, "megjelenik" a pendrive...
Visszadugom az UC100-at és "marad" pedrive is... (??) Mint ha mi sem történt volna...
Három pendriveból csak 1-et "nem fogad be" amikor az UC100 is csatlakozva van...
Még ergy infó:
Rajta van az UC100, rádugom a pendriveot, ... semmi...
Lehúzom az UC100-at, "megjelenik" a pendrive...
Visszadugom az UC100-at és "marad" pedrive is... (??) Mint ha mi sem történt volna...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 0bn8uxmw Dátum 2014 július 04, 18:32
Írta: 0bn8uxmw Dátum 2014 július 04, 18:32
Igy tudod megnézni, hogy mennyit is eszik az UC100 az USB 500mA-ből:
USB Power
Tuti felzabálja ezt azért nem megy a pendrive. Az USB 3.0 már 1A-t is tud(laptopokon szoktak még 1A-es USB 2.0-t is rakni). Ha továbbra is problémád van vele vegyél a pendriveoknak egy külső tápos USB elosztót az UC100-at ne rakd semiképpen USB hubra.
USB Power
Tuti felzabálja ezt azért nem megy a pendrive. Az USB 3.0 már 1A-t is tud(laptopokon szoktak még 1A-es USB 2.0-t is rakni). Ha továbbra is problémád van vele vegyél a pendriveoknak egy külső tápos USB elosztót az UC100-at ne rakd semiképpen USB hubra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Sz.József Dátum 2014 július 04, 19:07
Írta: Sz.József Dátum 2014 július 04, 19:07
Köszi, megnézem.
De miért csak egy pendriveal csinálja a fesztivált?
Meg ha kihúzom-bedugom az UC100-at akkor jó lesz...(?)
Így már kitudja szolgálni miliamperekkel?[#fejvakaras]
Na, mindegy...
Majd mellőzöm ezt az egy pendriveot...
De miért csak egy pendriveal csinálja a fesztivált?
Meg ha kihúzom-bedugom az UC100-at akkor jó lesz...(?)
Így már kitudja szolgálni miliamperekkel?[#fejvakaras]
Na, mindegy...
Majd mellőzöm ezt az egy pendriveot...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 július 04, 19:14
Írta: 000000000 Dátum 2014 július 04, 19:14

Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 július 04, 19:19
Írta: 000000000 Dátum 2014 július 04, 19:19
Lehet a pendrive induláskor túl nagy áramot próbálna felvenni(nagyobbat mint ami az UC100 mellett rendelkezésre álla hub-on) ezért a Windows nem engedi csatlakozni. Ez logikus magyarázat lehet arra amit írtál.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Sz.József Dátum 2014 július 04, 22:34
Írta: Sz.József Dátum 2014 július 04, 22:34
Ok köszönöm.
Egyenlőre az ominózus tároló más feladatot kapott...
Egyenlőre az ominózus tároló más feladatot kapott...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2014 július 28, 10:52
Írta: pisti73 Dátum 2014 július 28, 10:52
Sziasztok!
Az UC300 új alaplapjával kapcsolatosan van esetleg bővebb infó, esetleg doksi?
Köszi előre is!
Az UC300 új alaplapjával kapcsolatosan van esetleg bővebb infó, esetleg doksi?
Köszi előre is!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: hje3wyntn Dátum 2014 július 29, 21:03
Írta: hje3wyntn Dátum 2014 július 29, 21:03
Sziasztok!
Tudja valaki, hogy lehet a NET Framework 3.5 Offline telepíteni? Nem tudom és nem is akarom netre kötni. UC100- hoz kellene XP -re.
Köszi!
Tudja valaki, hogy lehet a NET Framework 3.5 Offline telepíteni? Nem tudom és nem is akarom netre kötni. UC100- hoz kellene XP -re.
Köszi!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nv5firipz Dátum 2014 július 29, 21:09
Írta: nv5firipz Dátum 2014 július 29, 21:09
Szia. Próbáld meg ezzel:
NET Framework
NET Framework
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 július 29, 21:13
Írta: 000000000 Dátum 2014 július 29, 21:13
UC100-hoz nem kell a .NET 3.5, elegendő a 2.0, annak az offline telepítőjét itt megtalálod
Mindössze 28MByte az egész.
Mindössze 28MByte az egész.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: hje3wyntn Dátum 2014 július 29, 21:17
Írta: hje3wyntn Dátum 2014 július 29, 21:17
Köszönöm! A 3.5 full verzió is sajna hiányos.[#wave]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: chyfhc809 Dátum 2014 szeptember 15, 15:57
Írta: chyfhc809 Dátum 2014 szeptember 15, 15:57
Szervusztok!
Egy kis segítséget kérek!
Hol lehet beállítani, hogy az SP PWM jel a mach3 indítása után automatikusan ki legyen pipálva az analóg IO fülön belül? nem egyszer majdnem elindult a marás orsó forgás nélkül!
Egy kis segítséget kérek!
Hol lehet beállítani, hogy az SP PWM jel a mach3 indítása után automatikusan ki legyen pipálva az analóg IO fülön belül? nem egyszer majdnem elindult a marás orsó forgás nélkül!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: chyfhc809 Dátum 2014 szeptember 15, 16:03
Írta: chyfhc809 Dátum 2014 szeptember 15, 16:03
hozzá teszem a Config->save setting.. nem menti el
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 szeptember 15, 16:11
Írta: kr97pwss2 Dátum 2014 szeptember 15, 16:11
Gondolom UC300-5LPT-re vonatkozik a kérdésed. Melyik Plugin verziót használod, mert a legfrissebb a V1.053-assal működik. A Config->Save setting elmenti.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: chyfhc809 Dátum 2014 szeptember 15, 16:52
Írta: chyfhc809 Dátum 2014 szeptember 15, 16:52
Szervusz Balázs!
Ezt a verziót használom és sajnos nem menti el :S
Ezt a verziót használom és sajnos nem menti el :S
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 szeptember 15, 20:01
Írta: kr97pwss2 Dátum 2014 szeptember 15, 20:01
Küld el az Emailemre az XML fájlt, hogy meg tudjam vizsgálni az okát, ja és a Mach3 verziójára is szükségem lenne.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 9npx2xk89 Dátum 2014 szeptember 26, 09:29
Írta: 9npx2xk89 Dátum 2014 szeptember 26, 09:29
Tegnap megjött az UC300-5LPT-s átalakító. Fel is raktam egy teljesen újratelepített laptopra. (Nem egy atomerőmű a gép, egy magos 1.2Ghz-es 4Gram cirka 6 éves fujitsu siemens)
Nagyobb feladatoknál azért bevillan a kék led, de hát sok mást nem fog csinálni, a vezérlés mellett.
Ha jól olvastam a leírást, akkor felrakom a gépre a régiről a mach3 xml-eket az újratelepített gépen lévő Mach3-ba, és minden változtatás nélkül fogja hajtani az UC300-5LPT-s kütyü a motorvezérlőmet ugye?
Nagyobb feladatoknál azért bevillan a kék led, de hát sok mást nem fog csinálni, a vezérlés mellett.
Ha jól olvastam a leírást, akkor felrakom a gépre a régiről a mach3 xml-eket az újratelepített gépen lévő Mach3-ba, és minden változtatás nélkül fogja hajtani az UC300-5LPT-s kütyü a motorvezérlőmet ugye?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 9npx2xk89 Dátum 2014 szeptember 28, 13:53
Írta: 9npx2xk89 Dátum 2014 szeptember 28, 13:53
Világít a kék led, áthoztam az xml-eket az új gépre, összedugtam az uc300-at meg a vezérlőt, meg sem szólal avezérlő. Honnan tudja az uc300, hogy melyik printer portot használja az 5 közül?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 szeptember 28, 14:57
Írta: 000000000 Dátum 2014 szeptember 28, 14:57
Mach3-ban a beállításoknál van minden beállításnál egy port# oszlop, ott kell megadni, hogy hányas portjára hivatkozunk az UC300-nak. A lehetséges értékek 1.-től 5-ig. Az 1.,4.,5. port bemeneti típusú portok, amiknek a lábkiosztása olyan, mint egy bidirectional LPT portnak, amikor bemeneti irányba van kapcsolva. A 2.3. portok lábkiosztása megyezik a standard LPT porttal, így ha meglévő standard LPT portos alkalmazás kiváltása a feladat, akkor a 2. és/vagy 3. portot kellene használni.
Az UC300 adatlapjában található a port és a lábkiosztásokról bővebb információ!
Az UC300 adatlapjában található a port és a lábkiosztásokról bővebb információ!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 9npx2xk89 Dátum 2014 szeptember 28, 15:11
Írta: 9npx2xk89 Dátum 2014 szeptember 28, 15:11
Igen ezt olvastam, a 2-esre dugtam mint standard lpt port, ezek szerint mindenhol az eddigi 1-es portszámot át kell írni 2-esre?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 szeptember 28, 19:03
Írta: 000000000 Dátum 2014 szeptember 28, 19:03
Igen, pontosan, ha eddig 1-es port volt amit használtál, akkor át kell írni most 2-es portra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 9npx2xk89 Dátum 2014 szeptember 29, 01:24
Írta: 9npx2xk89 Dátum 2014 szeptember 29, 01:24
Műkszik kasán.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xabi Dátum 2014 október 09, 21:22
Írta: xabi Dátum 2014 október 09, 21:22
T. Polgárdi Balázs
AZ UCCNC topicból átkérték ide (előzmények ott olvashatóak) hátha tudsz tanácsot adni.
A probléma röviden :
Építettem egy plazmavágó asztalt Laptop-mach3-UC100-HDBB2-léptetőmotorokkal működik. Miután árnyékoltam a vezetékeket illetve csillagpontosan összekötöttem a földelést aránylag megbízhatóan működik. Kb. 15-30 percenként meg szokott akadni a mach3 egy adott sornál,de start vagy egy lépést visszalépve újra indítva lépésvesztés nélkül működik. Elég sokat vágtam már vele. Pár napja AVI hegesztők is költöztek a plazma műhelybe azóta még ha nem plazmázom csak az asztalt mozgatom akkor is ki tud akadni a rendszer.
Tipikus jelenség hogy a laptop USB portja "megáll" egy pillanatra ilyenkor az USB eszközök is pl. egér működése is megszakad. Plugin ablakban nézve az UC100 vígan fut tovább.
Amit eddig próbáltam :
- A laptop csak az UC100-al van összekötve, virtuálisan a mach3-at futtatva 5 órán keresztül semmi hiba nem volt (tehát a laptop 220 hálózaton illetve a laptop a "levegőből" nem szed össze zavart.
- A laptop össze van kötve UC100-al és a printer porton HDBB2-vel. A léptető motorok kihúzva csak a végállások élnek a HDBB2-ön. Virtuálisan futtatva itt a szokásos fagyások előjönnek 5-20 percen belül.
Úgy tűnik az a baj hogy a laptop USB portja és a HDBB2 illetve annak kapcsolóüzemű tápja vagy a HDBB2-be érkező kábeleken keresztül valamilyen zavar jön ami kinyírja a laptop USB portját.
Azt nem értem hogy a HDBB2 egy leválasztó kártya tehát azon nem szabadna zavaró jelnek érkeznie. A laptop az UC100-al önmagába stabil, csak ha össze dugom a printer porton keresztül a Hdbb2-vel onnan van probléma.
Érdekesség vagy hülyeség ?, ismerősöm mondta hogy szerinte az a baj hogy a laptop USB portjának a nullája az nem egyezik meg a HDBB2 nullájával, emiatt nincs egy közös erős nulla, emiatt potenciálváltozások miatt fagyhat le az érzékeny USB port. Ötletként azt vetette fel hogy csináljak egy erősebb keresztmetszetű kábelt amivel kössem össze a táp és az USB negatív pontját : eredmény az lett hogy minden motor fordított irányba kezdett mozogni... (nem tudom miért)
A másik dolog ami engem zavarba hozott, ha a Hdbb2-be dugott printer port külső földelését mérem a Hdbb2 12 voltos tápjának negatívjához akkor 0 volt feszültség különbséget mérek :

Ha csak a laptopba dugott UC100 külső földjét mérem a HDBB2 tápjának negatívjához akkor is 0 volt feszültség különbséget mérek :

Ha összedugom a printerportot és az UC100-at akkor 11.13 Voltot mérek. Ez hogy lehet ott 0 Voltnak de max.: 5 Voltnak szabadna lenni.

Ha bárki tud segíteni hogyan kéne összekötni a dolgokat, hogy hiba mentes legyen kérem adjon jelet :)
AZ UCCNC topicból átkérték ide (előzmények ott olvashatóak) hátha tudsz tanácsot adni.
A probléma röviden :
Építettem egy plazmavágó asztalt Laptop-mach3-UC100-HDBB2-léptetőmotorokkal működik. Miután árnyékoltam a vezetékeket illetve csillagpontosan összekötöttem a földelést aránylag megbízhatóan működik. Kb. 15-30 percenként meg szokott akadni a mach3 egy adott sornál,de start vagy egy lépést visszalépve újra indítva lépésvesztés nélkül működik. Elég sokat vágtam már vele. Pár napja AVI hegesztők is költöztek a plazma műhelybe azóta még ha nem plazmázom csak az asztalt mozgatom akkor is ki tud akadni a rendszer.
Tipikus jelenség hogy a laptop USB portja "megáll" egy pillanatra ilyenkor az USB eszközök is pl. egér működése is megszakad. Plugin ablakban nézve az UC100 vígan fut tovább.
Amit eddig próbáltam :
- A laptop csak az UC100-al van összekötve, virtuálisan a mach3-at futtatva 5 órán keresztül semmi hiba nem volt (tehát a laptop 220 hálózaton illetve a laptop a "levegőből" nem szed össze zavart.
- A laptop össze van kötve UC100-al és a printer porton HDBB2-vel. A léptető motorok kihúzva csak a végállások élnek a HDBB2-ön. Virtuálisan futtatva itt a szokásos fagyások előjönnek 5-20 percen belül.
Úgy tűnik az a baj hogy a laptop USB portja és a HDBB2 illetve annak kapcsolóüzemű tápja vagy a HDBB2-be érkező kábeleken keresztül valamilyen zavar jön ami kinyírja a laptop USB portját.
Azt nem értem hogy a HDBB2 egy leválasztó kártya tehát azon nem szabadna zavaró jelnek érkeznie. A laptop az UC100-al önmagába stabil, csak ha össze dugom a printer porton keresztül a Hdbb2-vel onnan van probléma.
Érdekesség vagy hülyeség ?, ismerősöm mondta hogy szerinte az a baj hogy a laptop USB portjának a nullája az nem egyezik meg a HDBB2 nullájával, emiatt nincs egy közös erős nulla, emiatt potenciálváltozások miatt fagyhat le az érzékeny USB port. Ötletként azt vetette fel hogy csináljak egy erősebb keresztmetszetű kábelt amivel kössem össze a táp és az USB negatív pontját : eredmény az lett hogy minden motor fordított irányba kezdett mozogni... (nem tudom miért)
A másik dolog ami engem zavarba hozott, ha a Hdbb2-be dugott printer port külső földelését mérem a Hdbb2 12 voltos tápjának negatívjához akkor 0 volt feszültség különbséget mérek :
Ha csak a laptopba dugott UC100 külső földjét mérem a HDBB2 tápjának negatívjához akkor is 0 volt feszültség különbséget mérek :
Ha összedugom a printerportot és az UC100-at akkor 11.13 Voltot mérek. Ez hogy lehet ott 0 Voltnak de max.: 5 Voltnak szabadna lenni.
Ha bárki tud segíteni hogyan kéne összekötni a dolgokat, hogy hiba mentes legyen kérem adjon jelet :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 október 09, 23:00
Írta: kr97pwss2 Dátum 2014 október 09, 23:00
A leírás alapján arra következtetek, hogy a HDBB2-es leválasztón valami rosszul van bekötve, ugyanis üresen (UC100 nincs csatlakoztatva semmihez, csak a laptophoz) nem jelentkezik a hiba. Ez számomra egyértelműen jelzi, hogy a zavarjel onnan jön, és ha még az egeret is kiakasztja, az nagyon durva zavarjel lehet. A HDBB2-es leválasztónak pont az a feladata, hogy a gyenge áramú vezérlőjeleket, amik az UC100 vagy a számítógép printer portjától jön, leválasztja az erősáramű részektől. A leválasztás ellenőrzésekor nincsen értelme feszültségkülönbséget mérni az uc100 földje és a hdbb táp negatívja között, mert az ott lévő feszültségkülönbséget akarjuk leválasztani, hogy ne zavarjon. A leválasztást úgy lehet ellenőrizni, hogy a printer csatlakozó fém háza és a HDBB2-es kártya 12V-os tápegységének a GND-je között végtelen (több Mohm) ellenállást kell mérni. Ha itt 0 ohm közeli ell. mérhető, akkor a leválasztás nem működik, és meg kell keresni, hol van összekötve a két földelés. Javaslom még, hogy mindent kikötni a HDBB2-ből, és egyesével visszakötözni, tesztelni, hogy kiderüljön honnan jön a zavarjel. Lehet valamelyik végállás hosszú kábelén szedi össze a zavart.
A Mach3-ban pedig érdemes lenne megnézni, hogy amikor megszakad a kapcsolat, akkor alul a Status ablakban nem írja ki, hogy "UC100 Sync error!" ? A History-t is érdemes megnézni, hogy a listában van-e szinkronozálási hiba. Ugyanis, ha csak rövid ideig nem tud kommunikálni a Mach3 az UC100-al, de a kapcsolatot újra fel tudja venni, akkor ezzel a bejegyzéssel jelzi, ha viszont teljesen elveszti a kapcsolatot, akkor egy felugró ablak jelzi, és minden mozgás azonnal megáll.
Az UC100-ban van egy biztonsági funkció, ha nem tud kommunikálni a Mach3-al, akkor minden mozgást vészstoppal azonnal megállít.
Érdemes még megnézni az UC100 In/Out monitor ablakon az ErrCount értékét. Az ErrCount számlálja az UC100 és a mach3 közötti kommunikációs hibákat.
Hogy egy kicsit jobban át tudjam látni a jelek útját, és így látatlanban nehéz segíteni, kérlek küldj az email címemre képeket a vezérlő dobozban a bekötésekről, és készíts egy egyszerű ábrát, hogy mi mivel van összekötve. Ezek alapján meg tudom vizsgálni, hogy hol lehet a gond.
A Mach3-ban pedig érdemes lenne megnézni, hogy amikor megszakad a kapcsolat, akkor alul a Status ablakban nem írja ki, hogy "UC100 Sync error!" ? A History-t is érdemes megnézni, hogy a listában van-e szinkronozálási hiba. Ugyanis, ha csak rövid ideig nem tud kommunikálni a Mach3 az UC100-al, de a kapcsolatot újra fel tudja venni, akkor ezzel a bejegyzéssel jelzi, ha viszont teljesen elveszti a kapcsolatot, akkor egy felugró ablak jelzi, és minden mozgás azonnal megáll.
Az UC100-ban van egy biztonsági funkció, ha nem tud kommunikálni a Mach3-al, akkor minden mozgást vészstoppal azonnal megállít.
Érdemes még megnézni az UC100 In/Out monitor ablakon az ErrCount értékét. Az ErrCount számlálja az UC100 és a mach3 közötti kommunikációs hibákat.
Hogy egy kicsit jobban át tudjam látni a jelek útját, és így látatlanban nehéz segíteni, kérlek küldj az email címemre képeket a vezérlő dobozban a bekötésekről, és készíts egy egyszerű ábrát, hogy mi mivel van összekötve. Ezek alapján meg tudom vizsgálni, hogy hol lehet a gond.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 4ybj8h3c8 Dátum 2014 október 10, 06:03
Írta: 4ybj8h3c8 Dátum 2014 október 10, 06:03
Nézd meg, a kábel földelése melyik oldalon van összekötve a DS földjével. Ott talán lehet kavarodás.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xabi Dátum 2014 október 10, 21:44
Írta: xabi Dátum 2014 október 10, 21:44
T. Polgárdi Balázs
Köszönöm előre is hogy próbálsz segíteni.
Megrajzoltam a kábelezést (nem ér nevetni, nem értek az elektromossághoz) : Vezetékezési terv.pdf
- Sajnos ma nem sok időm volt, de amit meg tudtam nézni, hogy a HDBB2 printer fémház és a 12V táp GND-je között nincsen kapcsolat nem tudok ellenállást mérni.
- Néha ír sync error-t néha csak megáll. Az ErrCount általában nulla, de láttam már 9-es értéket is.
- Azt nem értem hogy ha a kártya leválaszt akkor az összegyűjtött a zavaró jeleknek nem szabadna átjutni a leválasztó kártyán.
- írtad hogy butaság mérni az összedugott Uc100 külső háza és a 12V nullája között a feszültséget (11 Voltot mérek), ha kihúzom a 3 motor vezérlőhöz kimenő RJ45 kábeleket akkor 0 Voltot mérek..
@Lazi : Sajnos nem értem milyen kábel és mi az a DS... sorry
Köszönöm előre is hogy próbálsz segíteni.
Megrajzoltam a kábelezést (nem ér nevetni, nem értek az elektromossághoz) : Vezetékezési terv.pdf
- Sajnos ma nem sok időm volt, de amit meg tudtam nézni, hogy a HDBB2 printer fémház és a 12V táp GND-je között nincsen kapcsolat nem tudok ellenállást mérni.
- Néha ír sync error-t néha csak megáll. Az ErrCount általában nulla, de láttam már 9-es értéket is.
- Azt nem értem hogy ha a kártya leválaszt akkor az összegyűjtött a zavaró jeleknek nem szabadna átjutni a leválasztó kártyán.
- írtad hogy butaság mérni az összedugott Uc100 külső háza és a 12V nullája között a feszültséget (11 Voltot mérek), ha kihúzom a 3 motor vezérlőhöz kimenő RJ45 kábeleket akkor 0 Voltot mérek..
@Lazi : Sajnos nem értem milyen kábel és mi az a DS... sorry
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xabi Dátum 2014 október 10, 21:49
Írta: xabi Dátum 2014 október 10, 21:49
Most látom a motorokat nem rajzoltam be a vezérlők után, de 3 bipoláris motor semmi extra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 október 10, 23:23
Írta: 000000000 Dátum 2014 október 10, 23:23
Jól néz ki a rajz. Én nem látok semmi hibát első ránézésre.
A kérdéseidre válaszolva:
A HDBB2 elosztópanelen nem tud átjutni semmilyen zaj, hiszen minden jel optocsatolón megy át, ami azt jelenti, hogy a jelek fénnyel vannak továbbítva, nem villamosan.
Ha a 12Voltos táp GND és az UC100 földje között az ellenállás végtelen (amit írtál is), az szintén azt jelzi, hogy semmi villamos kapcsolat nincs a két pont között, ennek így kell lennie és ebből adódóan zaj sem tud átjutni.
Feszültséget mérni az UC100 külső háza és a 12V táp GNDje között nincsen értelme, hiszen ahogy már fent megmérted a két pont között nincsen kapcsolat, illetve szinte végtelen ellenállás van. A műszer a magas bemeneti impedanciája miatt és az esetleges micro, nanoAmperes szivárgóáramok miatt szinte bármit mutathat.
Amit én még megpróbálnék megnézni, hogy bekötöd az UC100-at és a HDBB2-t, de semmit nem kötnék rá, majd megnézném, hogy a hiba így jelentkezik-e.
Ha nem, akkor mennék tovább, adnék 12V tápot a HDBB2-nek, de semmi egyebet nem kötnék rá és ismét megnézném, hogy jelentkezik-e a hiba.
És így egyesével kötném rá a dolgokat és tesztelném, a végállásokat is egyesével adnám hozzá, mert lehet valahol van valami kötési hiba ami a rajzon nem szerepel.
Tapasztalatból ezt a megoldást tudom javasolni mint a leghatásosabb hibafeltáró módszert.
A kérdéseidre válaszolva:
A HDBB2 elosztópanelen nem tud átjutni semmilyen zaj, hiszen minden jel optocsatolón megy át, ami azt jelenti, hogy a jelek fénnyel vannak továbbítva, nem villamosan.
Ha a 12Voltos táp GND és az UC100 földje között az ellenállás végtelen (amit írtál is), az szintén azt jelzi, hogy semmi villamos kapcsolat nincs a két pont között, ennek így kell lennie és ebből adódóan zaj sem tud átjutni.
Feszültséget mérni az UC100 külső háza és a 12V táp GNDje között nincsen értelme, hiszen ahogy már fent megmérted a két pont között nincsen kapcsolat, illetve szinte végtelen ellenállás van. A műszer a magas bemeneti impedanciája miatt és az esetleges micro, nanoAmperes szivárgóáramok miatt szinte bármit mutathat.
Amit én még megpróbálnék megnézni, hogy bekötöd az UC100-at és a HDBB2-t, de semmit nem kötnék rá, majd megnézném, hogy a hiba így jelentkezik-e.
Ha nem, akkor mennék tovább, adnék 12V tápot a HDBB2-nek, de semmi egyebet nem kötnék rá és ismét megnézném, hogy jelentkezik-e a hiba.
És így egyesével kötném rá a dolgokat és tesztelném, a végállásokat is egyesével adnám hozzá, mert lehet valahol van valami kötési hiba ami a rajzon nem szerepel.
Tapasztalatból ezt a megoldást tudom javasolni mint a leghatásosabb hibafeltáró módszert.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 október 14, 13:51
Írta: kr97pwss2 Dátum 2014 október 14, 13:51
A rajzot átnézve én a következő módosításokat hajtanám végre: Módosított vezetékezés
A vastag sárga vonal mentén összekötném a számítógép hálózatának földelését és a vezérlődobozban lévő földelést. És a Plazma gép földelését és a számítógép földelését különválasztanám a piros szaggatott vonallal jelzett kábel megszüntetésével. Fontos, hogy a Plazma földje és a vezérlés földje ne legyen összekötve (sehol, még az asztalon a végállásoknál stb. se) Az a gyanúm, hogy a
Plazma vagy Avi hegesző úgy megrántja a hálózatot, hogy a földelésén keresztül sugározza a zavarjelet. Mivel a számítógép és a vezérlés nem ugyanonnan kapja a 230V-ot mint a Plazmavágó ezér fontos különválasztani a földjüket. Amit még javasolnék, a számítógép és vezérlést tápláló 230V-os bemenethez egy hálózati szűrőt érdemes lenne rakni.
A vastag sárga vonal mentén összekötném a számítógép hálózatának földelését és a vezérlődobozban lévő földelést. És a Plazma gép földelését és a számítógép földelését különválasztanám a piros szaggatott vonallal jelzett kábel megszüntetésével. Fontos, hogy a Plazma földje és a vezérlés földje ne legyen összekötve (sehol, még az asztalon a végállásoknál stb. se) Az a gyanúm, hogy a
Plazma vagy Avi hegesző úgy megrántja a hálózatot, hogy a földelésén keresztül sugározza a zavarjelet. Mivel a számítógép és a vezérlés nem ugyanonnan kapja a 230V-ot mint a Plazmavágó ezér fontos különválasztani a földjüket. Amit még javasolnék, a számítógép és vezérlést tápláló 230V-os bemenethez egy hálózati szűrőt érdemes lenne rakni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xabi Dátum 2014 október 14, 21:06
Írta: xabi Dátum 2014 október 14, 21:06
Köszönöm válaszodat, az elektromossághoz mint írtam nem értek csak próbálok logikusan gondolkodni, egy két gondolat foszlány :
- Régebben az általad is javasolt módon volt kötve a rendszer, de úgy max.: 1-2 percig működött (a mostani állapotban 10-30 perecig is elmegy). A 380 és 220V azonos aljzatból jött akkor.
- Meg tudom oldani egy 10m-es hosszabbítóval hogy a 220V teljesen más hálózatról jönne. Ezt esetleg kipróbálom, a Te általad javasolt kötéssel.
- Azt is meg tudom oldani mivel APC sinus-os szünetmentes tápról kapja az energiát a rendszer hogy kihúzom hosszabbítót, így kb.: 20-30 percig működik. (ezt is tesztelném a Te kötési módszereddel)
- Ma nem hegesztett senki a plazmát kikapcsolva "lég akrobatikába" 90 percet ment a gép hiba nélkül. Utána rákapcsoltam a plazmát és a szokásos módon vágás közbe néha megállt. Utána lekötöttem az összes végállást, de egy idő után így is megállt (tehát szerintem nem a végállásokkal van a baj), ezenkívül mást nem tudok lekötni mert akkor nem tudok tesztelni...
- Azt nem értem hogy ha a HDDB2 mindent leválaszt optikailag akkor nem mindegy hogy a végállás milyen zajokat szedd össze? Én úgy képzelem hogy van a HDBB2-nek egy része ami 12V rész (az optó csatolók egyik oldala) és van egy másik oldala ami az USB 5V-ról megy. Az adatokat a két rész között az optó csatolók továbbítják. Az a kérdés hogy az optó csatolók energia forrását az USB 5Volt vagy a táp 12V-ja adja-e. Illetve ha az optó csatolókat a 12 V táplálja, egyáltalán zavarhatja-e az UC100-at illetve a számítógép USB-jét? Szerintem nem.
- Ha a laptopba be van dugva külön-külön USB-re az UC100-on kivül, wifis egér, wifis billentyű akkor sokkal érzékenyebb a hegesztésre a rendszer, állandóan dobálja fel az ablakokat hogy az USB túllépte az 500mA-t (az UC100 250mA, a wifis egér és billentyű 100-100mA). Tehát nem lépheti túl. Próbáltam másik laptoppal is ugyan ez a hiba jelenség..
- Nem lehet hogy a HDBB2-nek van valami elektromos hibája?
- A HDBB2-ön a egyetlen használt kimeneten (out1), ami egy relén keresztül kapcsolja ki-be az ívgyújtást nem jöhet vissza valami zavaró jel ? Ott is le van választva a
- A laptopnak csak a 19V tápjáig jut el a földelés, onnan már egyen áram. Lehet hogy nem laptoppal kellene próbáljam?
- Ajánlottak USB isolátort szerinted érdemes próbálni?
- Próbáljam külső tápos USB-hubbal hátha az nem bántja a laptop USB-jét?
- Régebben az általad is javasolt módon volt kötve a rendszer, de úgy max.: 1-2 percig működött (a mostani állapotban 10-30 perecig is elmegy). A 380 és 220V azonos aljzatból jött akkor.
- Meg tudom oldani egy 10m-es hosszabbítóval hogy a 220V teljesen más hálózatról jönne. Ezt esetleg kipróbálom, a Te általad javasolt kötéssel.
- Azt is meg tudom oldani mivel APC sinus-os szünetmentes tápról kapja az energiát a rendszer hogy kihúzom hosszabbítót, így kb.: 20-30 percig működik. (ezt is tesztelném a Te kötési módszereddel)
- Ma nem hegesztett senki a plazmát kikapcsolva "lég akrobatikába" 90 percet ment a gép hiba nélkül. Utána rákapcsoltam a plazmát és a szokásos módon vágás közbe néha megállt. Utána lekötöttem az összes végállást, de egy idő után így is megállt (tehát szerintem nem a végállásokkal van a baj), ezenkívül mást nem tudok lekötni mert akkor nem tudok tesztelni...
- Azt nem értem hogy ha a HDDB2 mindent leválaszt optikailag akkor nem mindegy hogy a végállás milyen zajokat szedd össze? Én úgy képzelem hogy van a HDBB2-nek egy része ami 12V rész (az optó csatolók egyik oldala) és van egy másik oldala ami az USB 5V-ról megy. Az adatokat a két rész között az optó csatolók továbbítják. Az a kérdés hogy az optó csatolók energia forrását az USB 5Volt vagy a táp 12V-ja adja-e. Illetve ha az optó csatolókat a 12 V táplálja, egyáltalán zavarhatja-e az UC100-at illetve a számítógép USB-jét? Szerintem nem.
- Ha a laptopba be van dugva külön-külön USB-re az UC100-on kivül, wifis egér, wifis billentyű akkor sokkal érzékenyebb a hegesztésre a rendszer, állandóan dobálja fel az ablakokat hogy az USB túllépte az 500mA-t (az UC100 250mA, a wifis egér és billentyű 100-100mA). Tehát nem lépheti túl. Próbáltam másik laptoppal is ugyan ez a hiba jelenség..
- Nem lehet hogy a HDBB2-nek van valami elektromos hibája?
- A HDBB2-ön a egyetlen használt kimeneten (out1), ami egy relén keresztül kapcsolja ki-be az ívgyújtást nem jöhet vissza valami zavaró jel ? Ott is le van választva a
- A laptopnak csak a 19V tápjáig jut el a földelés, onnan már egyen áram. Lehet hogy nem laptoppal kellene próbáljam?
- Ajánlottak USB isolátort szerinted érdemes próbálni?
- Próbáljam külső tápos USB-hubbal hátha az nem bántja a laptop USB-jét?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 október 15, 23:48
Írta: 000000000 Dátum 2014 október 15, 23:48
Szia,
Nekem az a teszt ötleted nagyon tetszik, amit írtál, hogy szünetmentes tápról megnézni, hogy előjön-e a probléma, de úgy, hogy a szünetmentes ki legyen húzva a hálózatról. Az akksiról menjen a PC és közben ne legyen a 230V-os hálózatra rádugva a szünetmentes.
Mivel erre a tesztelésre megvan a lehetőséged, mindenképpen jó volna kipróbálni.
Balázs arra gondolt szerintem, hogy az árnyékolás összeszedi a zajt és azt a HDBB2 12Voltos tápjára ráülve, azon keresztül rávezeti a hálózatira, amibe a PC is bevan dugva.
A HDBB2 az UC100 csatlakozáson keresztül nem tud zajt ráterhelni a PC-re, mert ahogy már tárgyaltuk ezt a kérdést, nincsen köztük villamos kapcsolat, minden le van optocsatolva. Ezt te magad is kimérted a két föld közötti ellenállásméréssel, ami gyakorlatilag végtelen.
Légyszi próbáld ki amit írtam fentebb, kíváncsi vagyok, hogy mi történik, szerintem úgy nem szabad a hibának jelentkeznie, mert akkor a PC az akkukról lesz táplálva hálózati kapcsolat nélkül.
Nekem az a teszt ötleted nagyon tetszik, amit írtál, hogy szünetmentes tápról megnézni, hogy előjön-e a probléma, de úgy, hogy a szünetmentes ki legyen húzva a hálózatról. Az akksiról menjen a PC és közben ne legyen a 230V-os hálózatra rádugva a szünetmentes.
Mivel erre a tesztelésre megvan a lehetőséged, mindenképpen jó volna kipróbálni.
Balázs arra gondolt szerintem, hogy az árnyékolás összeszedi a zajt és azt a HDBB2 12Voltos tápjára ráülve, azon keresztül rávezeti a hálózatira, amibe a PC is bevan dugva.
A HDBB2 az UC100 csatlakozáson keresztül nem tud zajt ráterhelni a PC-re, mert ahogy már tárgyaltuk ezt a kérdést, nincsen köztük villamos kapcsolat, minden le van optocsatolva. Ezt te magad is kimérted a két föld közötti ellenállásméréssel, ami gyakorlatilag végtelen.
Légyszi próbáld ki amit írtam fentebb, kíváncsi vagyok, hogy mi történik, szerintem úgy nem szabad a hibának jelentkeznie, mert akkor a PC az akkukról lesz táplálva hálózati kapcsolat nélkül.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xabi Dátum 2014 október 16, 16:18
Írta: xabi Dátum 2014 október 16, 16:18
Szia,
- Szünetmentessel nem próbáltam ki még (lehet hogy ez is megoldás lenne kb.: 20 percig)
- Leválasztottam a földelést ahogyan írtad és a szomszédból (tehát más villanyóráról hoztam 220V -ot), ha nincsen bedugva a 220V oldal akkor nem tudok a plazma asztal és a vezérlő fém doboz között ellenállást mérni tehát egyértelműen szét van választva a 220V oldal és a plazma oldal. Viszont ha bedugom a szomszédból jövő áramforrásba a dugaljt akkor tudok ellenállást mérni megint (tehát a földelés körbe vezeti valahogy a 200 m re levő villanyórák között az utcai hálózaton keresztül ? Nem tudom.) Kb. ugyan akkor ellenállást mérek mintha a saját hálózatunkba van dugva a 220V. A lényeg hogy így stabilabb volt, de így is megállt egyszer.
- Mérgemben fúrtam a betonon keresztül egy lyukat és leütöttem egy földelő szondát, így is lehet ellenállást mérni csak kb. 150x nagyobbat. Az USB + UC100 + printerkábelre rátekertem féltekercs alufóliát árnyékolásnak. A szomszédból jövő 220V hosszabbítót behúztam fém gégecsőbe és a földelését kikötöttem (helyette a földelő szondára kötöttem a földelést). Utána teszteltem és jónak tűnik (de nem merem elkiabálni), most nem dobálja el az egeret és az USB portot. Régebben is tudtam tartósan vágni, csak az USB-re az UC100-on kívül semmit nem lehetett rá kötni. Most minden rá volt kötve és egyszer sem dobta el.
Köszönöm a segítséget, ha tartósan jó lesz akkor jelzem más is okuljon belőle.
- Szünetmentessel nem próbáltam ki még (lehet hogy ez is megoldás lenne kb.: 20 percig)
- Leválasztottam a földelést ahogyan írtad és a szomszédból (tehát más villanyóráról hoztam 220V -ot), ha nincsen bedugva a 220V oldal akkor nem tudok a plazma asztal és a vezérlő fém doboz között ellenállást mérni tehát egyértelműen szét van választva a 220V oldal és a plazma oldal. Viszont ha bedugom a szomszédból jövő áramforrásba a dugaljt akkor tudok ellenállást mérni megint (tehát a földelés körbe vezeti valahogy a 200 m re levő villanyórák között az utcai hálózaton keresztül ? Nem tudom.) Kb. ugyan akkor ellenállást mérek mintha a saját hálózatunkba van dugva a 220V. A lényeg hogy így stabilabb volt, de így is megállt egyszer.
- Mérgemben fúrtam a betonon keresztül egy lyukat és leütöttem egy földelő szondát, így is lehet ellenállást mérni csak kb. 150x nagyobbat. Az USB + UC100 + printerkábelre rátekertem féltekercs alufóliát árnyékolásnak. A szomszédból jövő 220V hosszabbítót behúztam fém gégecsőbe és a földelését kikötöttem (helyette a földelő szondára kötöttem a földelést). Utána teszteltem és jónak tűnik (de nem merem elkiabálni), most nem dobálja el az egeret és az USB portot. Régebben is tudtam tartósan vágni, csak az USB-re az UC100-on kívül semmit nem lehetett rá kötni. Most minden rá volt kötve és egyszer sem dobta el.
Köszönöm a segítséget, ha tartósan jó lesz akkor jelzem más is okuljon belőle.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 4ybj8h3c8 Dátum 2014 október 16, 17:00
Írta: 4ybj8h3c8 Dátum 2014 október 16, 17:00
Óvatosan a szomszéd áramával. Sokba kerülhet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xabi Dátum 2014 október 16, 20:15
Írta: xabi Dátum 2014 október 16, 20:15
Nem lesz gond, elmagyaráztam neki hogy vissza töltök. Még Ő fog fizetni :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2014 október 16, 20:31
Írta: 000000000 Dátum 2014 október 16, 20:31
Szia,
A tesztből amit csináltál szerintem látszik, hogy a hálózaton jut vissza a zaj a PC-re.
Azért javasoltam a feltöltött és a hálózatról leválasztott szünetmentes táp kipróbálását, hogy ugyanezt lehessen igazolni.
A szomszédtól jövő táplálás helyett meglehetne még próbálni esetleg a PC-t egy leválasztó trafóról táplálni, de a saját 230V-os hálózatodról. A leválasztó trafó a nagyfrekis zajt biztosan elég jól lefojtaná a mágneses tehetetlenség miatt.
Illetve amit azt hiszem Balázs is írt egy hálózati RLC szűrőt is érdemes volna rátenni.
Lomex Kft.-nél lehet ilyeneket kapni IEC bemeneti csatival és sarus kimenetekkel 1000Ft-os ár környékén vagy talán az alatt is.
Így, hogy már pontosan körvonalazódott a probléma oka, ezt a megoldást javasolnám, hogy ne kelljen a szomszédtól venni az áramot. :)
A tesztből amit csináltál szerintem látszik, hogy a hálózaton jut vissza a zaj a PC-re.
Azért javasoltam a feltöltött és a hálózatról leválasztott szünetmentes táp kipróbálását, hogy ugyanezt lehessen igazolni.
A szomszédtól jövő táplálás helyett meglehetne még próbálni esetleg a PC-t egy leválasztó trafóról táplálni, de a saját 230V-os hálózatodról. A leválasztó trafó a nagyfrekis zajt biztosan elég jól lefojtaná a mágneses tehetetlenség miatt.
Illetve amit azt hiszem Balázs is írt egy hálózati RLC szűrőt is érdemes volna rátenni.
Lomex Kft.-nél lehet ilyeneket kapni IEC bemeneti csatival és sarus kimenetekkel 1000Ft-os ár környékén vagy talán az alatt is.
Így, hogy már pontosan körvonalazódott a probléma oka, ezt a megoldást javasolnám, hogy ne kelljen a szomszédtól venni az áramot. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 4ybj8h3c8 Dátum 2014 október 16, 21:10
Írta: 4ybj8h3c8 Dátum 2014 október 16, 21:10
Nem az egymás közti elszámolás a gond, hanem a szuper új világ "jóakaróinak" köszönhető szolgáltatói elszámolásnak ha kiszúrják. Mindketten pengettek, nem keveset.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: csakyt Dátum 2014 október 29, 19:16
Írta: csakyt Dátum 2014 október 29, 19:16
Itt a forrása
http://www.cncdudez.co.uk/2006-frame/usb-par.html
http://www.cncdudez.co.uk/2006-frame/usb-par.html
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2014 november 03, 08:56
Írta: Béni Dátum 2014 november 03, 08:56
Mach3 - UC300 párosítás.
Amikor az UC300 - Mach3 elveszíti a kapcsolatot, a tapasztalat szerint a kimenetek megtartják a szintjüket.
Szándékosan van így?
Amikor az UC300 - Mach3 elveszíti a kapcsolatot, a tapasztalat szerint a kimenetek megtartják a szintjüket.
Szándékosan van így?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 november 03, 09:09
Írta: svejk Dátum 2014 november 03, 09:09
A napokban pont volt nálam is pár ilyen kapcsolatvesztés az említett párossal.
(az oka valószínűleg a margógépemre hevenyészetten felrakott Perske motor frekiváltóval hajtva)
Egyszer csak azt vettem észre, hogy az előtolások megálltak.
Ilyenkor UC300 áramtalanít, majd visszakapcsol, illetve a mach3-at is újra kell indítani.
MDI üzemmódban használtam, a pozíciókat látszólag nem vesztettem el.
Egyéb kimenet nem volt használva így azok állapotát nem tudtam megfigyelni.
(az oka valószínűleg a margógépemre hevenyészetten felrakott Perske motor frekiváltóval hajtva)
Egyszer csak azt vettem észre, hogy az előtolások megálltak.
Ilyenkor UC300 áramtalanít, majd visszakapcsol, illetve a mach3-at is újra kell indítani.
MDI üzemmódban használtam, a pozíciókat látszólag nem vesztettem el.
Egyéb kimenet nem volt használva így azok állapotát nem tudtam megfigyelni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2014 december 06, 17:54
Írta: Miki2 Dátum 2014 december 06, 17:54
Szervusz Balázs!
Lehet, már-már unalmas a kérdésem, de jó lenne már használni.
Mikorra várható az UC300 szinkron menetvágási lehetősége?
Tervezitek a közeljövőben az elkészítését, vagy mostanában más dolgok foglalkoztatnak benneteket?
Köszönöm a válaszod.
Lehet, már-már unalmas a kérdésem, de jó lenne már használni.
Mikorra várható az UC300 szinkron menetvágási lehetősége?
Tervezitek a közeljövőben az elkészítését, vagy mostanában más dolgok foglalkoztatnak benneteket?
Köszönöm a válaszod.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 december 06, 18:07
Írta: svejk Dátum 2014 december 06, 18:07
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2014 december 07, 08:34
Írta: Miki2 Dátum 2014 december 07, 08:34
Szia!
Ezt a plátói kérdést Polgárdi balázsnak szerettem volna címezni.
Egy eszterga átépítése kezdődik, ezért próbálok tudakozódni, mire számítsak.
Mivel a Mach3-ban nem jelent gondot a makrók írása, szivesebben használom, mint a Linuxot.
Sajnos a linuxhoz még buta vagyok, bár Sneci és Bujtár János nagyon sokat segítenek.
Ezt a plátói kérdést Polgárdi balázsnak szerettem volna címezni.
Egy eszterga átépítése kezdődik, ezért próbálok tudakozódni, mire számítsak.
Mivel a Mach3-ban nem jelent gondot a makrók írása, szivesebben használom, mint a Linuxot.
Sajnos a linuxhoz még buta vagyok, bár Sneci és Bujtár János nagyon sokat segítenek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2014 december 07, 08:40
Írta: Miki2 Dátum 2014 december 07, 08:40
BALÁZS! BOCSÁNAT a kis BETŰÉRT. [#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 december 07, 10:32
Írta: svejk Dátum 2014 december 07, 10:32
Oké, akkor legközelebb kussolok. :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2014 december 07, 11:08
Írta: Miki2 Dátum 2014 december 07, 11:08
Szó sincs róla!
Mindíg szivesen fogadok minden jóindulatú választ.
Azt gondolom nem voltam elég világos a címzést illetően,
és összekeverted a két Balázst.
Gondolom, ezért irányítottál a másik topikba.
Mindíg szivesen fogadok minden jóindulatú választ.
Azt gondolom nem voltam elég világos a címzést illetően,
és összekeverted a két Balázst.
Gondolom, ezért irányítottál a másik topikba.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 december 07, 11:23
Írta: svejk Dátum 2014 december 07, 11:23
Nem véletlen irányítottalak.
Balázs-Balázs.... [#vigyor2]
Lehet, hogy Te nem is tudod hogy a két emberke már réges-rég közösen fejleszti az UCCNC progit és UCxxx hardvereket???
De ha elolvastad a linket akkor rájöhettél volna.
Balázs-Balázs.... [#vigyor2]
Lehet, hogy Te nem is tudod hogy a két emberke már réges-rég közösen fejleszti az UCCNC progit és UCxxx hardvereket???
De ha elolvastad a linket akkor rájöhettél volna.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 december 07, 11:27
Írta: svejk Dátum 2014 december 07, 11:27
Hmmm... nem értem, pedig tegnap ki is próbáltam a linket és odavitt a #1530-ra. Ma meg nem...
Szóval a lényeg az UCCNC... topic #1530-as hozzászólásában van.
Szóval a lényeg az UCCNC... topic #1530-as hozzászólásában van.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 december 07, 11:27
Írta: svejk Dátum 2014 december 07, 11:27
Meg van miért, közben lett pár beírás a topicban és a #1530 másik lapra került.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2014 december 07, 11:43
Írta: Miki2 Dátum 2014 december 07, 11:43
Tudom, hogy közösen dolgoznak a projekten.
Én viszont az UCCNC nélkül, csak az UC300-at szeretném használni.
Az UCCNC-hez még nem láttam esztergályos felületet. Még nem mélyedtem bele az UCCNC lelki világába, nem tudom, lehet-e hozzá képernyőt készíteni, vagy a meglévőt módosítani.
A Mach3-nál ilyen gondom már nincs.
A Mach3 eszterga felületét magyarítottam, és egészen jól használható.
Ezért szeretném csak az UC300-at önállóan használni az UCCNC nélkül.
Én viszont az UCCNC nélkül, csak az UC300-at szeretném használni.
Az UCCNC-hez még nem láttam esztergályos felületet. Még nem mélyedtem bele az UCCNC lelki világába, nem tudom, lehet-e hozzá képernyőt készíteni, vagy a meglévőt módosítani.
A Mach3-nál ilyen gondom már nincs.
A Mach3 eszterga felületét magyarítottam, és egészen jól használható.
Ezért szeretném csak az UC300-at önállóan használni az UCCNC nélkül.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2014 december 07, 11:51
Írta: svejk Dátum 2014 december 07, 11:51
Gondolom az új firmware-n dolgoznak ezerrel.
De hogy az jó lesz-e a mach3-hoz is azt majd elmesélik Ők.
De hogy az jó lesz-e a mach3-hoz is azt majd elmesélik Ők.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2014 december 07, 12:19
Írta: kr97pwss2 Dátum 2014 december 07, 12:19
Ezerrel dolgozok/unk a programon a háttérben. Az előző tesztidőszak alatt összeírt hibák, javaslatok és módosítások miatt úgy döntöttünk, hogy muszáj módosítani és teljesen újraírni az interpolátort (FW-t). A módosításoknak köszönhetően a zökkenőmentes lesz a kottyanáskompenzáció, jogoláskor a szoftveres limiteknél automatikusan lelassít (nem kell slow zone értéket beállítani), MPG kezelés is teljesen újra lett csinálva (az MPG reakcióidejét a Mach3 printer portos 100ms-os válaszidejéhez képest 1ms-ra sikerült lecsökkenteni), THC szabályozás és még több funkción tovább javítottam. Az új FW verzió már kezd működni, még amin most dolgozok, hogy a menetvágás/fúrás parancsok végrehajtását összhangba kell hoznom a többi utasítással, funkcióval.
Ha a firmware teljesen elkészül, akkor szeretnénk készíteni esztergához és THC-hez is külön képernyőszetteket.
Ha a firmware teljesen elkészül, akkor szeretnénk készíteni esztergához és THC-hez is külön képernyőszetteket.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2014 december 07, 14:53
Írta: Miki2 Dátum 2014 december 07, 14:53
Köszönöm a válaszod.
Remélem, nem túl hosszú időt kell várni a működő verzióra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2014 december 07, 14:57
Írta: Miki2 Dátum 2014 december 07, 14:57
Még egy kérdésem lenne, amire Svejk már gondolt, én még nem.
Remélem, az UC300 továbbra is működik majd a Mach3-ról is.
Remélem, az UC300 továbbra is működik majd a Mach3-ról is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2015 január 07, 18:35
Írta: ANTAL GÁBOR Dátum 2015 január 07, 18:35
Egy kollégám kérésére játszottam egy kicsit egy Uc 100 al . ( nálam 3 működik ) A cél egy frekiváltó PWM es vezérlése. Szkópot és ( kétszeresen integráló) multimétert használtam a teszthez . Az eredmény egy mondatban : Tökéletes . A multiméterrel mértem az integrált jel linearitását. Nem tudtam nonlinearitást detektálni ( 6 szoros átfogást néztem ) . No utána megnéztem az LPT portot is . Szörnyű. Vannak pillanatok amikor stabil a PWM jel ( ha egy monton közelítés zajlik ) de ha egy kicsit komolyabb a feladat ( pl két tengely változó sebességgel megy ) akkor az alap PWM mellé bejön mindenféle tüske. Az igazsághoz hozzá tartozik hogy gyenge PC vel csináltam a tesztet
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: csakyt Dátum 2015 január 07, 18:46
Írta: csakyt Dátum 2015 január 07, 18:46
Bocsánat, hogy kötözködésnek tűnhet a hozzászólásom a topik címmel kapcsolatosan de valamit nem értek.
Egy olyan laptopot vagy gépet már fillérekért lehet kapni ami megy a Mach3.-al és van rajta LPT port, akkor miért jó az ha valaki pluszban horror pénzért vesz egy illesztőt!. Ez csak egy illesztő és még kell hozzá egy gép is. Akkor nem olcsóbb egy 20 ezres laptop vagy gép amint a program is rajta van?
Segítsetek megtudni, miért jó az ha valaki pluszban berak egy felesleges kütyüt.
Egy olyan laptopot vagy gépet már fillérekért lehet kapni ami megy a Mach3.-al és van rajta LPT port, akkor miért jó az ha valaki pluszban horror pénzért vesz egy illesztőt!. Ez csak egy illesztő és még kell hozzá egy gép is. Akkor nem olcsóbb egy 20 ezres laptop vagy gép amint a program is rajta van?
Segítsetek megtudni, miért jó az ha valaki pluszban berak egy felesleges kütyüt.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2015 január 07, 19:13
Írta: wcmwugefi Dátum 2015 január 07, 19:13
1: ez egy külső mozgásvezérlő pufferrel ellátva nem sima illesztő. A step dir jelek előállítása szgépen kívül történik. (3 laptopot vettem, és két asztali gépet cseréltem mire használhato jeltisztaságot kiadni tudó párhuzamos portot kaptam, és azon is volt zaj.
Majd megvettem egy uc 300at, aztán egy uc100at is és égbekiáltó a különbség!!!
A léptetők síri csendben, halálpontosan, lépésvesztés nèlkül dolgoznak, és jóval magasabb sebességre lettek képesek.
Alacsony sebességnél teljesen megszünt a rezonancia.
2: az uc300 esetében 5 lpt portnyi ki-bemeneted van
3: más gyártók próbálkozásaihoz képest olcsóbb, jóval megbízhatóbb, és itt olyan supportot kapsz, hogy csak nézel :)
Majd megvettem egy uc 300at, aztán egy uc100at is és égbekiáltó a különbség!!!
A léptetők síri csendben, halálpontosan, lépésvesztés nèlkül dolgoznak, és jóval magasabb sebességre lettek képesek.
Alacsony sebességnél teljesen megszünt a rezonancia.
2: az uc300 esetében 5 lpt portnyi ki-bemeneted van
3: más gyártók próbálkozásaihoz képest olcsóbb, jóval megbízhatóbb, és itt olyan supportot kapsz, hogy csak nézel :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s7manbs8 Dátum 2015 január 07, 19:23
Írta: s7manbs8 Dátum 2015 január 07, 19:23
Amellett közben a gép mást is csinálhat akár, meg lehetnek egyéb igények pl. azonos gépen közben megszerkeszti a feladatot nem kell átmásolgatni másik gépre kényelmi dolgok, közbe filmet nézhet rajta stb.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2015 január 07, 19:30
Írta: wcmwugefi Dátum 2015 január 07, 19:30
Ezt el is feledtem!
Meg még biztos eszünkve jut vagy 30 előnye.
Kb annyi a különbség egy lpt és egy cnc mozgásvezérlő között, mint egy gördeszka és egy limuzin között...
Egyébként mindkettővel lehet közlekedni. (Bocs a hasonlatért, nem vagyok szamember, csak hobbysta, és próbáltam LPT-t, UC100at, UC300at, és ezt tapasztaltam)
Meg még biztos eszünkve jut vagy 30 előnye.
Kb annyi a különbség egy lpt és egy cnc mozgásvezérlő között, mint egy gördeszka és egy limuzin között...
Egyébként mindkettővel lehet közlekedni. (Bocs a hasonlatért, nem vagyok szamember, csak hobbysta, és próbáltam LPT-t, UC100at, UC300at, és ezt tapasztaltam)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: csakyt Dátum 2015 január 07, 19:59
Írta: csakyt Dátum 2015 január 07, 19:59
Akkor már értem! nem értettem, mert nem vagyok benne járatos. Hiszek nektek, és ha olyan mondja aki már tapasztalta akkor nem kételkedem már.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: robroy007 Dátum 2015 január 07, 21:45
Írta: robroy007 Dátum 2015 január 07, 21:45
Még kapsz gépet lpt porttal!!!! , de egyre ritkábban és utána már csaj usb vagy ethernet amit tudsz használni majd
Ezek az eszközök lehetőséget adnak bármilyen gép használatára amíg van lesz usb port
Ezek az eszközök lehetőséget adnak bármilyen gép használatára amíg van lesz usb port
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2015 január 11, 15:49
Írta: Béni Dátum 2015 január 11, 15:49
Egy másik topikban felmerült, hogy az UC100 és UC300 végzi az interpolációkat és nem a Mach3.
Rákérdeztem Balázsnál, hogy rövidre zárjuk a találgatást.
Engedélyével idézek a válaszából:
"A Mach3-nál és UCCNC-nél is a G-kód feldolgozást és a durva interpolációt a számítógép végzi, az UC100 a durva interpoláláskor kiszámolt adatok alapján elemi kis lineáris részekre bontott mozgásadatok alapján végrehajtja a mozgást (hasonlóképpen működik a Smoothstepper és Mesa kártyák is).
Ez a működés még a Mach3 miatt volt kialakítva.
A most készülő új FW-ben viszont már úgy csináltam meg, hogy dupla interpolálással működik. A dupla interpolálásnak köszönhetően önállóan is végre tud hajtani mozgásokat és valós időben korrigálja a kottyanást. Ha megszakad az adatkapcsolat, akkor is a tengelyenkénti gyorsítás értékével lassítja le az összes tengelyt (a réginél csak simán megállt).
A régihez képest teljesen át lett dolgozva az útszámítás módszere is, mely egyelőre az UCCNC-hez fog elkészülni, és majd később a Mach3-hoz is elkészítem a Plugint.
Ami még pozitívum az új FW-ben, hogy kezelni fogja a menetvágást és menetfúrást is, melyhez a számításokat szintén az UC100 FW-je fog végezni.
Az új FW még nincs teljesen készen, kb. 90%-os állapotban van."
Rákérdeztem Balázsnál, hogy rövidre zárjuk a találgatást.
Engedélyével idézek a válaszából:
"A Mach3-nál és UCCNC-nél is a G-kód feldolgozást és a durva interpolációt a számítógép végzi, az UC100 a durva interpoláláskor kiszámolt adatok alapján elemi kis lineáris részekre bontott mozgásadatok alapján végrehajtja a mozgást (hasonlóképpen működik a Smoothstepper és Mesa kártyák is).
Ez a működés még a Mach3 miatt volt kialakítva.
A most készülő új FW-ben viszont már úgy csináltam meg, hogy dupla interpolálással működik. A dupla interpolálásnak köszönhetően önállóan is végre tud hajtani mozgásokat és valós időben korrigálja a kottyanást. Ha megszakad az adatkapcsolat, akkor is a tengelyenkénti gyorsítás értékével lassítja le az összes tengelyt (a réginél csak simán megállt).
A régihez képest teljesen át lett dolgozva az útszámítás módszere is, mely egyelőre az UCCNC-hez fog elkészülni, és majd később a Mach3-hoz is elkészítem a Plugint.
Ami még pozitívum az új FW-ben, hogy kezelni fogja a menetvágást és menetfúrást is, melyhez a számításokat szintén az UC100 FW-je fog végezni.
Az új FW még nincs teljesen készen, kb. 90%-os állapotban van."
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2015 január 11, 21:43
Írta: istvan58 Dátum 2015 január 11, 21:43
Hali,
ha beállítom a soft limitet ennek elérésekor nem ugy áll meg a gép mint pl a goto0 nál, vagyis nem a motor lassulási görbén, ha a slow zone értéket növelem akkor is elég furcsán, rángatva áll meg a limit elérésénél. Miért van ez?
ha beállítom a soft limitet ennek elérésekor nem ugy áll meg a gép mint pl a goto0 nál, vagyis nem a motor lassulási görbén, ha a slow zone értéket növelem akkor is elég furcsán, rángatva áll meg a limit elérésénél. Miért van ez?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2015 január 11, 21:44
Írta: istvan58 Dátum 2015 január 11, 21:44
Hm...talan a mach3 topikba kellene...átmásolom
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2015 február 04, 22:48
Írta: Devecz Miklós Dátum 2015 február 04, 22:48
Áthoztam ide, mert rossz helyre írtam.
Két és fél év hibátlan használat után újra megkergült a UC100-asom. (az előző hibánál önállósította magát és egy teljesen új marópályát generált magának, ami köszönő viszonyban sem volt az eredeti marópályával)
Plugin cserével a probléma orvosolva lett.
Eddig.
A mai nap az őrületé volt.
Marás közben, a szerszám kiemelése helyett teljes erővel megtámadta a maró az asztalt.
(maró törik, az eddig óvott T-Nutos asztalon egy lyuk)
Ezt ma négyszer megismételte, különböző g-codok esetében.
??????????
Két és fél év hibátlan használat után újra megkergült a UC100-asom. (az előző hibánál önállósította magát és egy teljesen új marópályát generált magának, ami köszönő viszonyban sem volt az eredeti marópályával)
Plugin cserével a probléma orvosolva lett.
Eddig.
A mai nap az őrületé volt.
Marás közben, a szerszám kiemelése helyett teljes erővel megtámadta a maró az asztalt.
(maró törik, az eddig óvott T-Nutos asztalon egy lyuk)
Ezt ma négyszer megismételte, különböző g-codok esetében.
??????????
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 04, 23:12
Írta: 000000000 Dátum 2015 február 04, 23:12
Több esélyes lehet a dolog, szimpla meghibásodás az UC100-ban.
Vagy a windows meghülyült mert bekaptál egy vírust.
Esetleg nem telepítettél valami USB-s kütyüt ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2015 február 05, 06:56
Írta: Devecz Miklós Dátum 2015 február 05, 06:56
Nem, ez a számítógép csak a CNC-t szolgálja ki, Mach3-on kivül semmi sem fut rajta.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 05, 08:32
Írta: 000000000 Dátum 2015 február 05, 08:32
A G kódokat mégis hogyan viszed át az egyik gépről a másikra vagy ezen generálod egyből?
Egy pendrive bedugása is elég a vírusfertőzés elindítására.
Például egyik ismerős kapott be így egy olyan csodát ami elsősorban a képeket (.JPG), a dokumentumokat (.DOC, .DOCX, .PDF, .XLS, .XLSX, .PST) és a multimédiás (.WAV, .MP3) fájlokat támadja meg, lekódolja azokat, így nem lehet többé megnyitni őket.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 9npx2xk89 Dátum 2015 február 05, 08:56
Írta: 9npx2xk89 Dátum 2015 február 05, 08:56
Nekem eddig egyszer csinálta ezt a z tengelyt tövig benyomja, de az uc300-as volt, tehát akkor ez mind a kettőben benne van.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 05, 12:06
Írta: 000000000 Dátum 2015 február 05, 12:06
Ha van a Mach3 .xml fájlról biztonsági mentésed, akkor próbáld meg azt rámásolni a meglévő .xml fájlodra, mert gyanús nekem, hogy az .xml beállítás fájloddal történhetett valami.
Mach3-nál többször tapasztaltuk, hogy időnként, főleg, ha a PC nem jól lett leállítva, gondolok itt arra, hogy a Mach3 futott és a PC kikapcsolt (például áramszünet), ilyenkor van, hogy tönkremegy az .xml fájl és utána a Mach3 rossz adatokat olvas be és hülyeségeket csinál a gép. Ezt ahogy mondtam tapasztaltam többször, de nem csak UC100-al, hanem nyomtatóporttal is.
Arra tudok gondolni, hogy a Mach3 az .xml fájlt menet közben is írja, de legalábbis nyitva tartja irásra és ha ilyenkor megszakítódik a folyamat, (pl.PC áramellátása megszűnik) akkor a fájl tartalma megsérülhet.
Mach3-nál többször tapasztaltuk, hogy időnként, főleg, ha a PC nem jól lett leállítva, gondolok itt arra, hogy a Mach3 futott és a PC kikapcsolt (például áramszünet), ilyenkor van, hogy tönkremegy az .xml fájl és utána a Mach3 rossz adatokat olvas be és hülyeségeket csinál a gép. Ezt ahogy mondtam tapasztaltam többször, de nem csak UC100-al, hanem nyomtatóporttal is.
Arra tudok gondolni, hogy a Mach3 az .xml fájlt menet közben is írja, de legalábbis nyitva tartja irásra és ha ilyenkor megszakítódik a folyamat, (pl.PC áramellátása megszűnik) akkor a fájl tartalma megsérülhet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 05, 13:30
Írta: 000000000 Dátum 2015 február 05, 13:30
Ha tényleg ez a probléma akkor kiküszöbölhető lenne egy kis méretű szünetmentes táppal.
Az még mindig olcsóbb mint egy szerszám és egy asztal tönkretétele.
Most megnéztem mit fogyaszt a kis marógép vezérlő PC monitorral, és kemény 48 Watt amit 100% processzor terhelés mellet ki bírtam csikarni belőle. ( a monitor is 12 voltos )
Mivel 12 voltos ITX táp van rajta így elég lenne beletennem egy 7Ah-s savszelés akkut és máris minimum 1-1.5 órára meg van oldva a szünetmentesítés.
Egy ilyen akku ha nagyon drága helyen veszem akkor is 5000 Forint bruttó.
A betápra meg kell tenni egy relét ami be van kötve a Estop körbe, tehát ha a 230 elmegy azonnal nyom egy vészstopot.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 05, 13:44
Írta: 000000000 Dátum 2015 február 05, 13:44
Szia,
Igen, segíthet szerintem is. Bár azt az esetet nem küszöböli ki, ha mondjuk lefagy a Mach3 bármi okból, mert akkor ugyanez a gond előállhat. Ráadásul a Mach képes úgy lefagyni (gondolom mert magas prioritású szálakat futtat), hogy csak a reset gomb segít. És nem mindig jön elő a probléma, mondjuk 100-ból egyszer a tapasztalatok alapján.
Amíg Mach3-at használtunk, kb. 9-10 éven keresztül, ez a probléma nálunk átlagban évente egyszer fordult elő a gépeinken. Mindig tartunk az .xml fájlokról másolatot és ha megtörtént ez a probléma, akkor az .xml fájl felülírása mindig megoldotta. Ez így egy fél perces meló csak, a gond csak az elején volt, amikor nem tudtuk, hogy mi a probléma és hogy ez egyáltalán megtörténhet a Mach3-al, miután rájöttünk, hogy ilyenkor az .xml "döglik be", utána már könnyen tudtuk orvosolni.
A szünetmentes tápot egyébként is hasznos eszköznek gondolom, ami egy átlagos PC táplálása esetén valóban nem egy egetverő költség.
Igen, segíthet szerintem is. Bár azt az esetet nem küszöböli ki, ha mondjuk lefagy a Mach3 bármi okból, mert akkor ugyanez a gond előállhat. Ráadásul a Mach képes úgy lefagyni (gondolom mert magas prioritású szálakat futtat), hogy csak a reset gomb segít. És nem mindig jön elő a probléma, mondjuk 100-ból egyszer a tapasztalatok alapján.
Amíg Mach3-at használtunk, kb. 9-10 éven keresztül, ez a probléma nálunk átlagban évente egyszer fordult elő a gépeinken. Mindig tartunk az .xml fájlokról másolatot és ha megtörtént ez a probléma, akkor az .xml fájl felülírása mindig megoldotta. Ez így egy fél perces meló csak, a gond csak az elején volt, amikor nem tudtuk, hogy mi a probléma és hogy ez egyáltalán megtörténhet a Mach3-al, miután rájöttünk, hogy ilyenkor az .xml "döglik be", utána már könnyen tudtuk orvosolni.
A szünetmentes tápot egyébként is hasznos eszköznek gondolom, ami egy átlagos PC táplálása esetén valóban nem egy egetverő költség.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 05, 14:05
Írta: 000000000 Dátum 2015 február 05, 14:05
Nálam a Mach1-től kezdve a 3-ig ilyen lefagyást nem tapasztaltam amit írtál [#nemtudom]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 05, 15:03
Írta: 000000000 Dátum 2015 február 05, 15:03
Én is már a kezdetektől használtam a mach-ot. Vannak olyan kódok amitől kifagy, ha jól emlékszem például ha negatív változó számot adsz meg neki. #-1 = 1
De lehet rosszul emlékszem, majd megpróbálom visszakeresni a problémás kódokat, azt hiszem valahová feljegyeztem. Már vagy 1.5 éve nem használtam a mach3-at, szóval vissza kell keresnem... de a lényeg, hogy előfordult nálam többször figyelmetlenségből rossz kódot írtam neki és úgy kifagyott, hogy csak PC-reset segített, mert a folyamatok közül se lehetett kilőni és ilyenkor előfordult néha, hogy a következő indításkor már az XML "meg volt halva".
De lehet rosszul emlékszem, majd megpróbálom visszakeresni a problémás kódokat, azt hiszem valahová feljegyeztem. Már vagy 1.5 éve nem használtam a mach3-at, szóval vissza kell keresnem... de a lényeg, hogy előfordult nálam többször figyelmetlenségből rossz kódot írtam neki és úgy kifagyott, hogy csak PC-reset segített, mert a folyamatok közül se lehetett kilőni és ilyenkor előfordult néha, hogy a következő indításkor már az XML "meg volt halva".
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2015 február 05, 19:04
Írta: Devecz Miklós Dátum 2015 február 05, 19:04
Plugint cseréltem, most egyenlőre hibátlanul megy.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kelepeisz Lajos Dátum 2015 február 06, 20:28
Írta: Kelepeisz Lajos Dátum 2015 február 06, 20:28
Sziasztok!
vettem egy uc100-ast, tökéletesen működik, az installálás is sikerült, MACH3 sem dob semmi hibaüzenetet, tengelyeket hajtja, de mikor el akarom indítani a lézer plugint ezt az üzenetet küldi, esetleg van valakinek valami tippe miért nem enged belépni a lézer menübe?
vettem egy uc100-ast, tökéletesen működik, az installálás is sikerült, MACH3 sem dob semmi hibaüzenetet, tengelyeket hajtja, de mikor el akarom indítani a lézer plugint ezt az üzenetet küldi, esetleg van valakinek valami tippe miért nem enged belépni a lézer menübe?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 06, 21:02
Írta: 000000000 Dátum 2015 február 06, 21:02
Eredeti a mach3 vagy megtört verzió? Lehet itt a hiba, ha nem eredeti ..
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 06, 21:06
Írta: 000000000 Dátum 2015 február 06, 21:06
Ha jól látom azt írja, hogy csak a printer porton működik !
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kelepeisz Lajos Dátum 2015 február 06, 21:35
Írta: Kelepeisz Lajos Dátum 2015 február 06, 21:35
Nem hinném hogy itt a gond, mert amíg nem tettem fel a UC100 programját addig ment szépen.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kelepeisz Lajos Dátum 2015 február 06, 21:37
Írta: Kelepeisz Lajos Dátum 2015 február 06, 21:37
Igen csakhogy itt az a lényeg hogy az UC100 LPT portja ugyan olyan mintha printer portról kapná a jelet, én úgy sejtem valami a pluginoknál lesz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kelepeisz Lajos Dátum 2015 február 06, 22:12
Írta: Kelepeisz Lajos Dátum 2015 február 06, 22:12
De valószínűleg igazad van, csak az a vicc hogy ha bemegyek a config--config plugins menübe és ott egy sárga festett négyzetben config ikonra kattintva bejön a lézer menű, és a vágás is elindítható de akkor a kezelőfelületről miért nem? Jó kérdés.

Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 06, 22:20
Írta: 000000000 Dátum 2015 február 06, 22:20
Valami nem Ok akkor az UC100 plugin-el ezért lehet.
Poldárdi úrnak kéne feldobni a témát.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 07, 08:30
Írta: 000000000 Dátum 2015 február 07, 08:30
Egyértelműen látszik, hogy az üzenet nem standard Mach3 üzenet, hanem a lézer plugin dolja fel.
Valamiért letiltották a pluginban, hogy mozgásvezérlővel működjön. Gondolom a pluginjuk ellenőrzi, hogy LPT port driver van-e betöltve vagy mozgásvezérlő és ha mozgásvezérlő, akkor nem engedi futni a plugint.
Biztosan megvan az oka, de ezt csak a plugin írója tudná megmondani, őt kellene megkérdezni.
Valamiért letiltották a pluginban, hogy mozgásvezérlővel működjön. Gondolom a pluginjuk ellenőrzi, hogy LPT port driver van-e betöltve vagy mozgásvezérlő és ha mozgásvezérlő, akkor nem engedi futni a plugint.
Biztosan megvan az oka, de ezt csak a plugin írója tudná megmondani, őt kellene megkérdezni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 07, 09:52
Írta: 000000000 Dátum 2015 február 07, 09:52
Akkor már ezt is tudjuk, hogy az UC100 Mach lézer plugin nem kompatibilis egymással.
Lajosnak ez annyira nem jó hír.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kelepeisz Lajos Dátum 2015 február 07, 10:22
Írta: Kelepeisz Lajos Dátum 2015 február 07, 10:22
Hát nem, hisz ez miatt vettem de nem haduk veszni, írtam a gyártónak, várom a válaszát.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 07, 11:11
Írta: 000000000 Dátum 2015 február 07, 11:11
Igen, úgy tűnik, hogy a lézer plugin gyártója valami oknál fogva letiltotta a mozgásvezérlők használatát. Az okot ők biztosan meg fogják tudni mondani. Arra gyanakszom, hogy esetleg közvetlenül az LPT driverral kommunikál a plugjuk és nem a szabványos interface-en keresztül és talán ezért nem kompatibilis a mozgásvezérlőkkel a plugin. De mindez csak következtetés a részemről, a fejlesztő tudja megmondani a frankót...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 07, 11:18
Írta: 000000000 Dátum 2015 február 07, 11:18
Mellesleg ha nem indiszkrét a kérdés akkor a CNCdrive1 = Polgárdi Balázsal ?
Mert mióta feltűntél itt azóta nem látom nyilatkozni, hanem minden ezzel kapcsolatos dologgal te válaszolsz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 07, 11:30
Írta: 000000000 Dátum 2015 február 07, 11:30
Nem, bár én is Balázs vagyok. :)
Én vagyok, aki az UCCNC programot fejleszti, szakmámat tekintve mérnök informatikus vagyok, robotika szakirányon végeztem fősulin 12 éve és sokan a fórumról személyesen is ismernek, főleg a pécsiek.
Polgárdi Balázs most teljes gőzzel fejleszti az új UC100 API-t, ezért átvettem tőle a szupport feladatot amennyire lehet, hogy ne vegye el az idejét az üzenetek írkálása.
Ő csak olyan kérdésekben fog itt nyilatkozni mostanában amire én nem tudom a választ, illetve ilyen esetekben is előfordulhat, hogy megkérdezem telefonon és én válaszolok, mert az megintcsak gyorsabb, mintha neki kéne írkálnia.
Én vagyok, aki az UCCNC programot fejleszti, szakmámat tekintve mérnök informatikus vagyok, robotika szakirányon végeztem fősulin 12 éve és sokan a fórumról személyesen is ismernek, főleg a pécsiek.
Polgárdi Balázs most teljes gőzzel fejleszti az új UC100 API-t, ezért átvettem tőle a szupport feladatot amennyire lehet, hogy ne vegye el az idejét az üzenetek írkálása.
Ő csak olyan kérdésekben fog itt nyilatkozni mostanában amire én nem tudom a választ, illetve ilyen esetekben is előfordulhat, hogy megkérdezem telefonon és én válaszolok, mert az megintcsak gyorsabb, mintha neki kéne írkálnia.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 07, 11:37
Írta: 000000000 Dátum 2015 február 07, 11:37
Kösz a kimerítő választ !
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 február 07, 11:45
Írta: kr97pwss2 Dátum 2015 február 07, 11:45
Küldtem emailt is, de beírom a többieknek is:
A lézer plugin írja ki a hibaüzenetet. A hibaüzenetből egyértelműen kiderül, hogy csak LPT porttal működik. A pontos okát csak a lézer plugin készítői tudják, hogy miért van ez a megkötés. Amúgy a Mach3 az LPT portot és a Mozgásvezérlőket teljesen különbözőképpen kezeli. Szerintem emiatt lehet a megkötés a lézer pluginban, és nem csak az UC100-al, hanem más típusú mozgásvezérlővel se működik.
A lézer plugin írja ki a hibaüzenetet. A hibaüzenetből egyértelműen kiderül, hogy csak LPT porttal működik. A pontos okát csak a lézer plugin készítői tudják, hogy miért van ez a megkötés. Amúgy a Mach3 az LPT portot és a Mozgásvezérlőket teljesen különbözőképpen kezeli. Szerintem emiatt lehet a megkötés a lézer pluginban, és nem csak az UC100-al, hanem más típusú mozgásvezérlővel se működik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kelepeisz Lajos Dátum 2015 február 07, 12:35
Írta: Kelepeisz Lajos Dátum 2015 február 07, 12:35
Köszönöm a választ, ennek ellenére nem veszett fejsze nyele a dolog mert akkor egy külső program segítségével pl G-ray al megszerkesztem a G-kódot és behívom a mach-ba, szóval azért erről szerintem még megközelíthető a dolog.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 07, 14:42
Írta: 000000000 Dátum 2015 február 07, 14:42
Igen, az fog működni. Az UC100 plugin ismeri az M10Pxx és M11Pxx kódokat, tudja a gyors lézer kimeneteket kezelni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kelepeisz Lajos Dátum 2015 február 07, 14:52
Írta: Kelepeisz Lajos Dátum 2015 február 07, 14:52
Ennek azért örül.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 94yw8tv6c Dátum 2015 február 07, 20:05
Írta: 94yw8tv6c Dátum 2015 február 07, 20:05
Sziasztok!
Van valakinek tapasztalat arról, hogy ezek a kínai USB-DB25-ös kábelek használhatóak-e:
USB 2.0 Male to 25 Pin DB25 Female Parallel Port Printer Adapter Cable IEEE 1284
Nem akarok vezérelni vele semmit, csak arra gondoltam talán bemenetek számának növelésére lehetne használni ha veszek rá egy ilyen csatolót:
DB25 Male Signals Breakout Board Parallel Port
Van valakinek tapasztalat arról, hogy ezek a kínai USB-DB25-ös kábelek használhatóak-e:
USB 2.0 Male to 25 Pin DB25 Female Parallel Port Printer Adapter Cable IEEE 1284
Nem akarok vezérelni vele semmit, csak arra gondoltam talán bemenetek számának növelésére lehetne használni ha veszek rá egy ilyen csatolót:
DB25 Male Signals Breakout Board Parallel Port
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 07, 20:56
Írta: 000000000 Dátum 2015 február 07, 20:56
A printer DSUB adapter régi nyomtatókhoz szerintem kiváló.
CNC gép vezérlésére biztosan nem.
A breakout board-on nincsenek optocsatolók, így ez csak olyan jelek bekötésére javasolt, amik nem igényelnek leválasztást, vagyis ami vezetékek nem futnak át a gépvázon, energialáncokban stb. Illetve akár step/dir jelekre is jó lehet, ha a motorvezérlő bemenete optocsatolós.
CNC gép vezérlésére biztosan nem.
A breakout board-on nincsenek optocsatolók, így ez csak olyan jelek bekötésére javasolt, amik nem igényelnek leválasztást, vagyis ami vezetékek nem futnak át a gépvázon, energialáncokban stb. Illetve akár step/dir jelekre is jó lehet, ha a motorvezérlő bemenete optocsatolós.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 94yw8tv6c Dátum 2015 február 07, 21:12
Írta: 94yw8tv6c Dátum 2015 február 07, 21:12
Köszi a választ!
Csak a vezérlőpulthoz, az abba beépített vezérlőgombokhoz szeretném használni, szeretném ha minél több funkció működne nyomógombokkal.
USB-s motorvezérlőm az ettől függetlenül működne.
Elméletileg akkor működhet, vagy létezik velemi jó megoldás amivel lehet minél több extra bemenetekre szert tenni?
Csak a vezérlőpulthoz, az abba beépített vezérlőgombokhoz szeretném használni, szeretném ha minél több funkció működne nyomógombokkal.
USB-s motorvezérlőm az ettől függetlenül működne.
Elméletileg akkor működhet, vagy létezik velemi jó megoldás amivel lehet minél több extra bemenetekre szert tenni?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2015 február 07, 21:17
Írta: pisti73 Dátum 2015 február 07, 21:17
Neked az UC300 a legjobb megoldás, ott van bemenet bőven!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 94yw8tv6c Dátum 2015 február 07, 21:23
Írta: 94yw8tv6c Dátum 2015 február 07, 21:23
Olcsóbb megoldás? :-)
Amúgy az USB-s motorvezérlőmön is van 12, de ugye itt elmegy pár a végállásokra, szóval azért nem vagyok annyira híján a bemenetnek, csak tetszik a céges gépem vezérlőpultja, és jó lenne valami hasonlót összehozni, hogy legalább a fő funkciók, iránygombok innen működnének.
Amúgy az USB-s motorvezérlőmön is van 12, de ugye itt elmegy pár a végállásokra, szóval azért nem vagyok annyira híján a bemenetnek, csak tetszik a céges gépem vezérlőpultja, és jó lenne valami hasonlót összehozni, hogy legalább a fő funkciók, iránygombok innen működnének.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 07, 21:28
Írta: 000000000 Dátum 2015 február 07, 21:28
Mi UC300-at használunk, ha sok I/O kell.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2015 február 07, 21:42
Írta: ANTAL GÁBOR Dátum 2015 február 07, 21:42
Egyszer már írtam de akkor le lettem hurrogva ( no az illető neve erősen bevésődött az agyamba ). Szóval elkészült egy billentyű emulátor ami megnöveli az UC 100 5 bemenetét 15 re ( nyilak , page up/down, shift space és két betű . Nálam bevált. Remélem Balázsék nem látnak bennem konkurrenciát
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 február 07, 22:12
Írta: svejk Dátum 2015 február 07, 22:12
Igérete szerint Dezsoe fórumtársunk is dolgozik egy fullos billentyűzet emulátoron.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s2k5ycubj Dátum 2015 február 07, 22:18
Írta: s2k5ycubj Dátum 2015 február 07, 22:18
Én kaptam egy eredeti hama márkájút,csak az lpt kimenete nem ilyen fajta,hanem az összedugós.
IEE1284 és usb 1.1. Érdekel?
IEE1284 és usb 1.1. Érdekel?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 94yw8tv6c Dátum 2015 február 08, 16:27
Írta: 94yw8tv6c Dátum 2015 február 08, 16:27
Egyenlőre nem, köszi, csak elmélkedek mivel lehetne extra bemeneteket szerezni. De ha billentyűzet emulátor lesz, akkor biztos Arduino-t fogok erre a célra használni
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 február 08, 18:09
Írta: svejk Dátum 2015 február 08, 18:09
Ha értesz hozzá, kíváncsian olvasnánk róla.
A tisztességes haszonnal megfejelt termék is bizonyára kedvező fogadtatású lenne, bár itt azért sok non-profit szellemi termék is publikálva lett.
A tisztességes haszonnal megfejelt termék is bizonyára kedvező fogadtatású lenne, bár itt azért sok non-profit szellemi termék is publikálva lett.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 94yw8tv6c Dátum 2015 február 09, 07:29
Írta: 94yw8tv6c Dátum 2015 február 09, 07:29
Én is csak afféle kontárkodós vagyok a témában, hiszen eredeti szakmám esztergályos :-) Annyit érdemes tudni erről a mikrokontroller családról, hogy ezek egy szabadon másolható panelek, a gyártó csak a nevet védte le, ezért van vagy 150 gyártója a világon. Kínából egy Atmega 2560-ast amin van 54 ki és bemenet (szabadon konfigurálható) megkapni 3 ezer forint körül, postával. Mivel "Free" a cucc ezért rengeteg programot is közzé tesznek a neten , csak rá kell találni, és ha az ember kicsi beleássa magát a témába, akkor több progiból össze lehet ollózni egy nekünk szükséges konfigurációt. Én egyenlőre csak egy UNO R3-assal szórakoztam, abból próbáltam akváriumvezérlőt csinálni, végül is sikerült :-), bár a végén inkább Omron ZEN-Ből csináltam :-)
Arduinoból egy egyszerűbb billentyűzet emulátor valahogy így néz ki:
Arduino Keyboard Emulator
Persze a panelon futó program kis hozzáértéssel könnyen átírható, bővíthető ha az ember beleássa magát a témába.
Sőt most nézem, hogy nagyon keresgélni sem kell, mert az arduino.cc ről ha letöltjük a panel PC-s pogiját, akkor annak mintakönyvtárában is találni billentyűzet és akár egér emuláló programot is
Keyboard and Mouse Control
Arduinoból egy egyszerűbb billentyűzet emulátor valahogy így néz ki:
Arduino Keyboard Emulator
Persze a panelon futó program kis hozzáértéssel könnyen átírható, bővíthető ha az ember beleássa magát a témába.
Sőt most nézem, hogy nagyon keresgélni sem kell, mert az arduino.cc ről ha letöltjük a panel PC-s pogiját, akkor annak mintakönyvtárában is találni billentyűzet és akár egér emuláló programot is
Keyboard and Mouse Control
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 február 09, 09:07
Írta: svejk Dátum 2015 február 09, 09:07
Köszönöm válaszod, sajnos a linkelt cuccok még olyan messze vannak a valóban jól használható Shift, CTRL, ALT, billentyűket is lekezelő stabil emulátortól mint Makó Jeruzsálemtől.
No de majd csak valaki előrukkol egy tuti megoldással.
No de majd csak valaki előrukkol egy tuti megoldással.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 94yw8tv6c Dátum 2015 február 09, 09:33
Írta: 94yw8tv6c Dátum 2015 február 09, 09:33
Alapnak szerintem jó lehet, mert egy rakat gombot ráköthetsz, és mind más-más gomb jelet ad a PC felé, minden csak programozás kérdése :-)
és ha jól nézem van CTRL, ALT Shift programozási lehetőség is:
Arduino USB Keyboard
és ha jól nézem van CTRL, ALT Shift programozási lehetőség is:
Arduino USB Keyboard
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 94yw8tv6c Dátum 2015 február 09, 09:39
Írta: 94yw8tv6c Dátum 2015 február 09, 09:39
Speciel nekem az egér programozásának lehetősége is tetszik, mivel a cégnél lévő 4 tengelyes Mazakon, amin dolgozom,kis Joystick az egér
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 09, 09:48
Írta: 000000000 Dátum 2015 február 09, 09:48
Ezért jó az érintő képernyő és akkor egy kézikerekes irányítónál nem nagyon kell több.
Egy vandál biztos kivitelű tapi monitor megállja a helyét az iparban is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2015 február 09, 11:16
Írta: Béni Dátum 2015 február 09, 11:16
Mire kell olyan nagyon a "Shift, CTRL, ALT" ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 február 09, 11:32
Írta: svejk Dátum 2015 február 09, 11:32
Az UCCNC most 48 HOTKEY-t tud lekezelni és már lekezeli a különleges karaktereket is amiket az említette funkciógombokkal lehet előhívni.
Ha sok-sok fizikai nyomógombot akarunk akkor célszerű ezeket ezekkel a karakterekkel megvalósítani - így nem keveredik össze a normál billentyűzettel- és ezért kellene egy a funkciós gombokat is tudó billentyűzetemulátor.
Így már lenne 48 igazi hardveres bemenet az UC300-on és 48 a bill. emulátoron keresztül, azaz összesen 96 db fizikai bemenet.
Ha sok-sok fizikai nyomógombot akarunk akkor célszerű ezeket ezekkel a karakterekkel megvalósítani - így nem keveredik össze a normál billentyűzettel- és ezért kellene egy a funkciós gombokat is tudó billentyűzetemulátor.
Így már lenne 48 igazi hardveres bemenet az UC300-on és 48 a bill. emulátoron keresztül, azaz összesen 96 db fizikai bemenet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2015 február 09, 11:35
Írta: ANTAL GÁBOR Dátum 2015 február 09, 11:35
Nálam a shift volt a fontos. Azért kell mert beállítjuk a tengelymozgást ( amit a nyilakkal vezérlünk ) mondjuk 15 % os sebességre . Ha vele együtt megnyomjuk a shift et akkor 100 % sebességgel mozognak a tengelyek . A controllnál meg azt hiszem egyesével lépked ( de azt nem használom ) A 698 ban van egy híradás
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 09, 11:59
Írta: 000000000 Dátum 2015 február 09, 11:59
Az is teljesen jól használható, és egy USB-s billentyű filléres összeg és több száz nyomógomb bemenetet lehet vele csinálni.
Egy hátrányát látom a sok tökölés mire kideríti az ember melyik gomb melyik kombinációhoz tartozik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2015 február 09, 12:01
Írta: Béni Dátum 2015 február 09, 12:01
Értem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 február 09, 12:07
Írta: svejk Dátum 2015 február 09, 12:07
Persze, hogy jó, ez is volt az eredeti terv.
De lett rá vállalkozó aki neki is fogott, csak valamiért elfogyott a lendület.
De lehet az lesz a vége hogy hozzácsapok egy bill, plecsni IC-hez ha kell akár 100 db relét és nem várom a sült galambot.
(de gyönyörűen nézne ki :) )
Eddig ugye nem volt fontos , mert áll az UCCNC is, no meg a sufniban is hideg van, de lassan jön a tavasz...
De lett rá vállalkozó aki neki is fogott, csak valamiért elfogyott a lendület.
De lehet az lesz a vége hogy hozzácsapok egy bill, plecsni IC-hez ha kell akár 100 db relét és nem várom a sült galambot.
(de gyönyörűen nézne ki :) )
Eddig ugye nem volt fontos , mert áll az UCCNC is, no meg a sufniban is hideg van, de lassan jön a tavasz...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 február 09, 12:09
Írta: svejk Dátum 2015 február 09, 12:09
Régen zenegéphez fejtettem már vissza PS2-es billentyűzetet, megy az gyorsan, csak csinálni kell. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 09, 12:13
Írta: 000000000 Dátum 2015 február 09, 12:13
Ezt a relé dolgot nem igazán értem, de a bütyköléssel pont így vagyok én is, hideg van a műhelyben.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2015 február 09, 14:16
Írta: Béni Dátum 2015 február 09, 14:16
Billentyűzetes téma folytatása a Mach3 topikjában ...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 16, 19:46
Írta: 000000000 Dátum 2015 február 16, 19:46
Sziasztok,
Az lenne a kérdésem, ha használnék egy UC100 mozgásvezérlőt, akkor mellette lehetne egy normál LPT2 portot használni?
Üdv
Az lenne a kérdésem, ha használnék egy UC100 mozgásvezérlőt, akkor mellette lehetne egy normál LPT2 portot használni?
Üdv
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 16, 20:01
Írta: 000000000 Dátum 2015 február 16, 20:01
Szia,
Nem, az nem fog működni, mert nem lenne biztonságos és ezért a pluginban ez le van tiltva.
Azért nem lenne biztonságos, mert az UC100-al úgy működik a fontos I/O-k kezelése, ilyen például a végállás kapcsolók, hogy az UC100 ha végállás bemenet aktiválást észlel, akkor azonnal megállít minden mozgást és ezután jelez a Mach3-nak.
Az USB nem realtime, így ilyenkor eltelhet bizonyos idő mire a jelentés átmegy a Mach3-nak.
Ha ugyanez a végállás jel egy külső eszközről jönne, például egy nyomtatóportról, akkor ez a jel eljut a Mach3-hoz,
majd eljut az UC100-hoz bizonyos késéssel, közben idő telik el, ami miatt ez a megoldás nem lesz biztonságos.
Itt a fórumon ha jól emlékszem Antal Gáborék fejlesztettek egy billentyűzet emulátort, amivel viszont tudnál bevinni különböző billenytű kódokat Mach3-ba és ha nem időkritikus jelekről van szó, akkor ez szerintem jól használható megoldás lehet, hiszen Mach3-ban sok funkciót lehet billentyű kódokhoz rendelni.
Nem, az nem fog működni, mert nem lenne biztonságos és ezért a pluginban ez le van tiltva.
Azért nem lenne biztonságos, mert az UC100-al úgy működik a fontos I/O-k kezelése, ilyen például a végállás kapcsolók, hogy az UC100 ha végállás bemenet aktiválást észlel, akkor azonnal megállít minden mozgást és ezután jelez a Mach3-nak.
Az USB nem realtime, így ilyenkor eltelhet bizonyos idő mire a jelentés átmegy a Mach3-nak.
Ha ugyanez a végállás jel egy külső eszközről jönne, például egy nyomtatóportról, akkor ez a jel eljut a Mach3-hoz,
majd eljut az UC100-hoz bizonyos késéssel, közben idő telik el, ami miatt ez a megoldás nem lesz biztonságos.
Itt a fórumon ha jól emlékszem Antal Gáborék fejlesztettek egy billentyűzet emulátort, amivel viszont tudnál bevinni különböző billenytű kódokat Mach3-ba és ha nem időkritikus jelekről van szó, akkor ez szerintem jól használható megoldás lehet, hiszen Mach3-ban sok funkciót lehet billentyű kódokhoz rendelni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 február 16, 20:14
Írta: 000000000 Dátum 2015 február 16, 20:14
Értem, egy kézikereket szerettem volna csatlakoztatni pár kapcsolóval, szóval főleg bemeneteket használtam volna, meg pár kimenet is jól jönne. 4 tengely van meg 5 szoftverből kapcsolható funkció. mindenesetre ennek tükrében végiggondolom újra a dolgot.
Üdv
Üdv
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: wcmwugefi Dátum 2015 február 16, 21:04
Írta: wcmwugefi Dátum 2015 február 16, 21:04
Érdemes lehet egy UC-300on gondolkoznod. Jelképes az árkülönbség, és van 49 be, 36 kimeneted, meg 2-2 analog be-kimeneted
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2015 február 21, 10:07
Írta: istvan58 Dátum 2015 február 21, 10:07
fa@ részére:
valószinü az lehet a gond mint nálam a reset-el.
igaz nekem nem encoders van de itt is van alarm lépésvesztéskor. (AM882)
nézél be a topikomba épül aq gépem istvan58 #1496
Ugy lehet beállitva a vezérlőd hogy a reset jel reseteli is...ezért konfigoltam én stopra.
valószinü az lehet a gond mint nálam a reset-el.
igaz nekem nem encoders van de itt is van alarm lépésvesztéskor. (AM882)
nézél be a topikomba épül aq gépem istvan58 #1496
Ugy lehet beállitva a vezérlőd hogy a reset jel reseteli is...ezért konfigoltam én stopra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2015 február 21, 10:08
Írta: istvan58 Dátum 2015 február 21, 10:08
de lehet ez a topic sem jó, talán a mach3 topicban lenne a helye.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: fa_kukac Dátum 2015 február 21, 12:32
Írta: fa_kukac Dátum 2015 február 21, 12:32
Ok,akkor költözöm a mach3 topikba.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 február 21, 12:41
Írta: kr97pwss2 Dátum 2015 február 21, 12:41
UCCNC topikban válaszoltam
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 február 24, 20:30
Írta: svejk Dátum 2015 február 24, 20:30
A kérdésemet úgy teszem fel, hogy nem értem az USB-k lelki világát.
őluszba beszerelt PCI-os USB portra köthető az UC300?
A másik kérdésem pedig a többünknél is tapasztalt, látszólag ok nélküli kapcsolat megszakadásra vonatkozik.
Ebben az ügyben esetleg sikerült valamit bizonyítani?
őluszba beszerelt PCI-os USB portra köthető az UC300?
A másik kérdésem pedig a többünknél is tapasztalt, látszólag ok nélküli kapcsolat megszakadásra vonatkozik.
Ebben az ügyben esetleg sikerült valamit bizonyítani?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: w987wzmm Dátum 2015 február 24, 20:49
Írta: w987wzmm Dátum 2015 február 24, 20:49
Csak egy gondolat. A Windows tudja szabályozni, kontrollálni az USB port tápellátását. Alap esetben, azt hiszem, nem teljes értékű az USB port. Már nem használok Windowst, de túrjatok bele az eszközkezelőbe és az USB port beállításaiba.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: w987wzmm Dátum 2015 február 24, 20:53
Írta: w987wzmm Dátum 2015 február 24, 20:53
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: w987wzmm Dátum 2015 február 24, 21:00
Írta: w987wzmm Dátum 2015 február 24, 21:00
Windows 8.1-gyel is működik az UC100 vagy 300-as átalakító?
Csak azért kérdezem, mert ezen az van:
Intel Atom Z3735 rendszerlapka, a gyárilag Windowst futtató változat emellett 2 gigabájt RAM-ot és 32 gigabájt belső tárhelyet kap, vagyis a parányi eszköz valódi PC-ként használható.
http://www.hwsw.hu/kepek/hirek/2015/01/intelcomputestick.png
Csak azért kérdezem, mert ezen az van:
Intel Atom Z3735 rendszerlapka, a gyárilag Windowst futtató változat emellett 2 gigabájt RAM-ot és 32 gigabájt belső tárhelyet kap, vagyis a parányi eszköz valódi PC-ként használható.
http://www.hwsw.hu/kepek/hirek/2015/01/intelcomputestick.png
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: w987wzmm Dátum 2015 február 24, 21:01
Írta: w987wzmm Dátum 2015 február 24, 21:01

Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 február 24, 21:15
Írta: svejk Dátum 2015 február 24, 21:15
Én külső tápról használom.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: w987wzmm Dátum 2015 február 24, 21:19
Írta: w987wzmm Dátum 2015 február 24, 21:19
Egy próbát, megérne. Lehet, hogy magát az USB IC-t is kikapcsolja.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 február 24, 21:31
Írta: kr97pwss2 Dátum 2015 február 24, 21:31
PCI-os USB porttal is működnie kell. Servo által említett energiagazdálkodási módnál ki kell kapcsolni az energiamegtakarításos üzemmódot. Ez a beállítás okozhatja a kapcsolat megszakadását. Ha ki van kapcsolva ez az üzemmód, és mégis jelentkezik, akkor pedig jó minőségű duplán árnyékolt kábelt kell használni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 február 24, 21:36
Írta: kr97pwss2 Dátum 2015 február 24, 21:36
Igen Windows 8.1-el is működik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 február 24, 21:41
Írta: svejk Dátum 2015 február 24, 21:41
Szerintem ezt csak notiknál kapcsolja be automatikusan a WIN.
Legalábbis nekem egyik asztali gépemnél sincs pipa és eddig biztos nem piszkáltam ezt a beállítást.
Legalábbis nekem egyik asztali gépemnél sincs pipa és eddig biztos nem piszkáltam ezt a beállítást.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 február 24, 21:43
Írta: svejk Dátum 2015 február 24, 21:43
Értem, tehát külső zavarban keresendő a hiba.
Csak gondoltam, ma már a PS2-ök kihalásával a 8-10 USB-t lehet egyre kedvezőtlenebbeül tudja az alaplap kiszolgálni, lehet a PCI-os stabilabb lenne.
Csak gondoltam, ma már a PS2-ök kihalásával a 8-10 USB-t lehet egyre kedvezőtlenebbeül tudja az alaplap kiszolgálni, lehet a PCI-os stabilabb lenne.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: w987wzmm Dátum 2015 február 24, 21:51
Írta: w987wzmm Dátum 2015 február 24, 21:51
Az USB3 elterjedésével lesz valami változás az UC100 és 300-as sebességével kapcsolatban?
Vagy tulajdonképpen mindegy? Úgy is tömörített adatokat küld a Mach az USB-n keresztül.
Vagy tulajdonképpen mindegy? Úgy is tömörített adatokat küld a Mach az USB-n keresztül.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 február 24, 22:03
Írta: kr97pwss2 Dátum 2015 február 24, 22:03
Az USB3-as porttal is működik (most éppen a számítógépemen pont egy USB3-ba van csatlakoztatva az UC300) viszont mivel az UC100 és UC300-ban USB2-es csip van, ezért az USB3-as port visszakapcsol USB2-nek megfelelő kommunikációra. Szerencsére úgy találták ki az USB3, hogy visszafelé kompatibilis. Az UC100 és UC300 az USB2 sebességének csak töredékét igényli, illetve használja ki, úgyhogy nem indokolt az USB3-as csipre váltás.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Fli4l Dátum 2015 március 04, 18:49
Írta: Fli4l Dátum 2015 március 04, 18:49
Sziasztok!
Érdeklődnék, hogy aki UC100-nál kommunikációs hibával találkozott milyen hosszú és típusú usb kábelt használt mert elég gyakran eldobálja a kapcsolatot és néha csak úgy megáll minden szó nélkül villog a Reset és ennyi megnyomom és végül is tud tovább mennid csak nem tudom mi okozhatja. Holnap kipróbálok egy rövidebb és egy még árnyékoltabb kábelt remélem az tényleg segít. Ha valakinek van hasonlóhoz tapasztalat ötlet érdekelne.
Érdeklődnék, hogy aki UC100-nál kommunikációs hibával találkozott milyen hosszú és típusú usb kábelt használt mert elég gyakran eldobálja a kapcsolatot és néha csak úgy megáll minden szó nélkül villog a Reset és ennyi megnyomom és végül is tud tovább mennid csak nem tudom mi okozhatja. Holnap kipróbálok egy rövidebb és egy még árnyékoltabb kábelt remélem az tényleg segít. Ha valakinek van hasonlóhoz tapasztalat ötlet érdekelne.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 04, 18:58
Írta: 000000000 Dátum 2015 március 04, 18:58
3 méter fölött már van probléma az USB kommunikációval, főleg ha az eszköz a portról kapja a tápellátást is.
5 méter fölött már aktív kábelt szoktak használni, aminek a végén van egy kis elektronika.
Nem véletlen az USB-s eszközök kábele 1.8-2 méter.
A többi utángyártott kínai hosszabbító csodáról nem beszélve.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 március 04, 20:31
Írta: kr97pwss2 Dátum 2015 március 04, 20:31
Ha a Mach3-nál a Status mezőbe ilyenkor ezt írja ki: "UC100 Sync Error!" és Reset megnyomása után tudod folytatni? Mert, ha igen, akkor a számítógépet lefogja valami program (pl. vírusírtó) vagy túl lassú a számítógép és 1másodpercig nem tudott kommunikálni az UC100-al és biztonsági okokból leállít minden mozgást. Esetleg van még USB-n valami eszköz hozzácsatlakoztatva?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Fli4l Dátum 2015 március 04, 21:48
Írta: Fli4l Dátum 2015 március 04, 21:48
A gép az erős azzal nincs gond viszont az usb-ket átállítottam. A HDD-k szoktam még leállni egy idő után win8 alatt ha nincs használatban talán még ez is lehet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 10, 17:19
Írta: 000000000 Dátum 2015 március 10, 17:19
UC300-al kapcsolatban lenne pár kérdésem.
Rendelkezik galvanikus leválasztással?
És van ehhez valami kifejtő panel ami megkönnyíti a bekötést ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 10, 17:27
Írta: 000000000 Dátum 2015 március 10, 17:27
Szia,
Az UC300-5LPT kimenetei nem leválasztottak, a kimenetek 74HC14 puffer meghatjóval rendelkeznek. A paraméterek hasonlóak mint egy nyomtató port kimeneti pinjeinek. Bemeneten pedig csak egy-egy RC tag van ami leskálázza a bemeneti jelet a procinak 3.3V-ra és szűri a zavarokat.
Leválasztott elosztópanel használata javasolt minden olyan kötésnél ami vezetékek a gépvázon kerülnek elvezetésre, ill. hosszú vezetéken futnak. Kivételek ezek alapján amik esetleg megoldhatók leválasztás nélkül például egy fóliatasztatúra, vagy start/stop, jog stb. gombok, amik közel, egy konzolon helyezkednek el és a vezetékek a gépvázon és nagy fesz./áramú vezetékek közelében nem futnak.
Az UC300-5LPT kimenetei nem leválasztottak, a kimenetek 74HC14 puffer meghatjóval rendelkeznek. A paraméterek hasonlóak mint egy nyomtató port kimeneti pinjeinek. Bemeneten pedig csak egy-egy RC tag van ami leskálázza a bemeneti jelet a procinak 3.3V-ra és szűri a zavarokat.
Leválasztott elosztópanel használata javasolt minden olyan kötésnél ami vezetékek a gépvázon kerülnek elvezetésre, ill. hosszú vezetéken futnak. Kivételek ezek alapján amik esetleg megoldhatók leválasztás nélkül például egy fóliatasztatúra, vagy start/stop, jog stb. gombok, amik közel, egy konzolon helyezkednek el és a vezetékek a gépvázon és nagy fesz./áramú vezetékek közelében nem futnak.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 10, 17:34
Írta: 000000000 Dátum 2015 március 10, 17:34
És tudnál ajánlani hozzá illeszkedő leválasztókártyát is ?
Mert lehet két nagy gépnél is segédkeznem kell a nulláról a működőképességig felépíteni az elektromos rendszert.
Aztán ilyenkor jó ha legalább a gyenge áramú dolgok klappolnak.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 10, 18:05
Írta: 000000000 Dátum 2015 március 10, 18:05
Nekünk ez a fajta elosztó/leválasztó kártyánk van, ezt használjük a gépekhez: HDBB2 elosztópanel
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: nyiszi Dátum 2015 március 10, 18:24
Írta: nyiszi Dátum 2015 március 10, 18:24
Sziasztok!
Megtudja valaki mondani, hogy az UC100-al miért nem működik a limit overdrive?
Megtudja valaki mondani, hogy az UC100-al miért nem működik a limit overdrive?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 március 10, 18:25
Írta: Miki2 Dátum 2015 március 10, 18:25
Én most használtam először a HDDB2 portillesztőt az UC300 mellé.
Mindjárt 3 db-ot. Sok be és kimenetet kelett használnom.
Korrekt módon lehet mindent csatlakoztatni.
Eleinte én is úgy gondolkodtam, hogy egyszerűen rákötök a pinekre, mint a korábban használt kártyáknál.
Aztán rájöttem, hogy itt egy picit másként kell hozzálátni a vezetékezéshez.
A kártya leírását nagyon gondosan át kell olvasni.
A lényeg, hogy teljesen logikus, és könnyen kezelhető elosztókártya, ha rájösz a logikájára.
Mindjárt 3 db-ot. Sok be és kimenetet kelett használnom.
Korrekt módon lehet mindent csatlakoztatni.
Eleinte én is úgy gondolkodtam, hogy egyszerűen rákötök a pinekre, mint a korábban használt kártyáknál.
Aztán rájöttem, hogy itt egy picit másként kell hozzálátni a vezetékezéshez.
A kártya leírását nagyon gondosan át kell olvasni.
A lényeg, hogy teljesen logikus, és könnyen kezelhető elosztókártya, ha rájösz a logikájára.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 10, 18:59
Írta: 000000000 Dátum 2015 március 10, 18:59
És ez a HDBB2 létezik olyan csatlakozóval is ami egyből hozzáköthető az UC300-hoz
Mert ha jól láttam ez centronics csatlakozóval van.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 10, 19:12
Írta: 000000000 Dátum 2015 március 10, 19:12
Mi van akkor ha több bemenet és kimenet kell?
A tengely vezérlő csatlakozó (RJ45) része nem rendelkezik semmiféle leválasztással.
Na meg a csatlakozás se olyan egyszerű.
Vagy ebben az esetben 5 darab leválasztó kártyával csak 20 bemenet és 30 kimenet érhető el ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 március 10, 19:31
Írta: Miki2 Dátum 2015 március 10, 19:31
% db ilyen illesztő kártyával 36dbkimenet és 49db bemenet érhető el.
A CNCdrive-nál lehet IDC26/IDC26 összekötő szalagkábelt kapni. Ezzel egyszerűen lehet kapcsolatot teremteni az UC300 és a HDDB2 között.
Az IDC 16 szalagkábelen elérhetőek az UC300 analóg kimenetei.
A CNCdrive-nál lehet IDC26/IDC26 összekötő szalagkábelt kapni. Ezzel egyszerűen lehet kapcsolatot teremteni az UC300 és a HDDB2 között.
Az IDC 16 szalagkábelen elérhetőek az UC300 analóg kimenetei.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 március 10, 19:32
Írta: Miki2 Dátum 2015 március 10, 19:32
%=5
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kelepeisz Lajos Dátum 2015 március 10, 20:16
Írta: Kelepeisz Lajos Dátum 2015 március 10, 20:16
Itt néz körül a kolléga nagyon kedvezően adja a kiegészítőket az UC300-hoz
Kiegészítők
Kiegészítők
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kelepeisz Lajos Dátum 2015 március 10, 20:16
Írta: Kelepeisz Lajos Dátum 2015 március 10, 20:16
Bocsi, Pálnak szerettem volna.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 10, 20:20
Írta: 000000000 Dátum 2015 március 10, 20:20
Most még jobban megnézve 5 bemenetet és 4 kimenetet látok egy ilyen HDBB2-es leválasztó kártyán.
A RJ45 csatlakozók meg direktbe mennek a IDC26 illetve a centronics csatlakozókra.
Tehát ezeket be és kimenetnek használni kicsit rizikósnak látom galvanikus leválasztás nélkül .
És kötni se olyan egyszerű.
Nem létezik valami több bemenet kimenetre célorientáltabb megoldás ?
Mert 5 ilyen leválasztónál mit csináljak 14-16 darab RJ45-ös csatlakozási lehetőséggel ?
Esetleg a Cncdrive nem készül valami újdonságot a piacra dobni leválasztás terén ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 március 10, 20:24
Írta: Miki2 Dátum 2015 március 10, 20:24
Azért azokat a kiegészítőket jól nézd meg.
Semmiféle leválasztás nincs rajta, ez csak egy csokisor, hogy könnyebbé tegye a vezetékkötést.
Márpedig az UC300-hoz kell az optikai leválasztás.
Semmiféle leválasztás nincs rajta, ez csak egy csokisor, hogy könnyebbé tegye a vezetékkötést.
Márpedig az UC300-hoz kell az optikai leválasztás.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 március 10, 20:29
Írta: Miki2 Dátum 2015 március 10, 20:29
Szerintem nincsen ezzel így semmi gond.
Én a CNCPart-nál vásárolt Pico relét használom, annak optikailag le van választva a bemenete.
Tehát nyugodtan ráköthető az RJ kimenetekre.
A most készülő átalakításnál 11 db relét kell használnom.
Ebbűl 9 db az RJ csatlakozókról van vezérelve.
Én a CNCPart-nál vásárolt Pico relét használom, annak optikailag le van választva a bemenete.
Tehát nyugodtan ráköthető az RJ kimenetekre.
A most készülő átalakításnál 11 db relét kell használnom.
Ebbűl 9 db az RJ csatlakozókról van vezérelve.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 10, 20:30
Írta: 000000000 Dátum 2015 március 10, 20:30
Két fontos szempont lebeg a szemem előtt a könnyű kötés illetve a biztonság.
Ennél a megoldásnál az első megvalósul, de mikor egy 8-10 tonnás gépről beszélünk annál mindenre gondolni kell.
Ezért is lenne fő cél a galvanikus leválasztás is.
Mert ott megbolondul valami akkor az igen csak csúnyán fog kinézni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kelepeisz Lajos Dátum 2015 március 10, 20:52
Írta: Kelepeisz Lajos Dátum 2015 március 10, 20:52
Akkor venni kel egy olcsó akár kínai portleválasztót, pl egy ilyen és ez tele van leválasztott ki és bemenettel, ezt be lehet kötni egy egyszerű otthon is elkészíthető kábellel.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kelepeisz Lajos Dátum 2015 március 10, 20:55
Írta: Kelepeisz Lajos Dátum 2015 március 10, 20:55


Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kelepeisz Lajos Dátum 2015 március 10, 20:56
Írta: Kelepeisz Lajos Dátum 2015 március 10, 20:56
Ilyen kábellel csak apás csatival, ez a kis szett az e-Bayn kb 3000ft
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 10, 21:11
Írta: 000000000 Dátum 2015 március 10, 21:11
Ha más nem lesz akkor valami ilyesmit kell választani.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2015 március 15, 20:47
Írta: ANTAL GÁBOR Dátum 2015 március 15, 20:47
Délután előfordult egyszer hogy egy editálást követően ( Mach + Uc100) nem tudtam a ciklus starttal indítani a programot . Szinkronizációs hibaüzenetet nem kaptam , a tengelyek a nyilakkal nem mozogtak. Csak a Mach ból való kilépés oldotta meg a problémát ( azt hiszem a kék ill zöld led világított . )
Balázs ( ék ) ! van tippetek hogy mi lehetett a baj ? Remélem egyedi eset de ha még egyszer előjön mit kellene megnéznem hogy behatárolható legyen a hiba ?
Balázs ( ék ) ! van tippetek hogy mi lehetett a baj ? Remélem egyedi eset de ha még egyszer előjön mit kellene megnéznem hogy behatárolható legyen a hiba ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 március 15, 21:38
Írta: kr97pwss2 Dátum 2015 március 15, 21:38
Ha a kék és a zöld led is folyamatosan világított, akkor szerintem a Mach3 hülyült meg, mert a nyilakra a Jogolás parancsot és a Ciklus stratra az indulás parancsot a Mach3 küldi a Pluginnek. Ha pedig nem küldi, értelemszerűen nem hajtja végre. Érdemes lenne esetleg, ha előfordulna megint Estop-ot nyomni, majd Resetelni és úgy megpróbálni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2015 március 16, 07:02
Írta: ANTAL GÁBOR Dátum 2015 március 16, 07:02
50% ban megnyugodtam [#wink][#wink] A válasz szerint a Mach hülyült meg ( nyomtam Estopot és reseteltem többször is ) . Csak jó lenne tudni hogy a Mach mitől tud meghülyülni . Xp a gép nem futott más program nincs rajta net , nem volt pen drive bedugva. A klaviatura az egér és egy bill emulátor USB n csatlakozik hozzá . Azt hiszem elöször a bill emulátorról próbáltam a ciklus startot de egérrel sem ment . Most jut eszembe hogy monitorozhattam volna az UC 100 as be/kimeneti állapotát de azt elfelejtettem .
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 március 16, 10:43
Írta: svejk Dátum 2015 március 16, 10:43
Én az USB-s eszközökre, először is a maszek bill. emulátorra gyanakodnék.
Hihetetlen dolgokat tudnak művelni ha zavar éri őket.
Pl. nemrég egyfórumtársunknál a hajlítható gumibillentyűzet azt csinálta, hogy lefagyasztotta a Mach3-at amikor a a főorsó nagyobbat harapott.
De volt olyan is, hogy teljesen kilőtte a Mach3-at.
Ha nem látom el sem hiszem.
Hihetetlen dolgokat tudnak művelni ha zavar éri őket.
Pl. nemrég egyfórumtársunknál a hajlítható gumibillentyűzet azt csinálta, hogy lefagyasztotta a Mach3-at amikor a a főorsó nagyobbat harapott.
De volt olyan is, hogy teljesen kilőtte a Mach3-at.
Ha nem látom el sem hiszem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2015 március 16, 11:10
Írta: ANTAL GÁBOR Dátum 2015 március 16, 11:10
Köszi Direkt azért írtam az USB eszközökről .
Várom a többiek tapasztalatát is
Várom a többiek tapasztalatát is
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: NewUser Dátum 2015 március 16, 11:21
Írta: NewUser Dátum 2015 március 16, 11:21
Szia Balázs! Ethernet felületű UC(3)00-at nem terveztek véletlenül? Gondolom az USB port is egy emulált soros port, így nem lenne túl bonyolult az átállás.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 március 16, 12:49
Írta: kr97pwss2 Dátum 2015 március 16, 12:49
A prototípusa már készen van, a programját kellene még befejeznem. Egyenlőre az UCCNC fejlesztése és más határidős munkák miatt tolódik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: NewUser Dátum 2015 március 16, 12:50
Írta: NewUser Dátum 2015 március 16, 12:50
Ez jó hír. Kivárom [#wink]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2015 március 16, 18:26
Írta: Béni Dátum 2015 március 16, 18:26
Ennek én is örülök. :)
(Nem a tolódásnak, persze ...)
(Nem a tolódásnak, persze ...)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 március 16, 19:22
Írta: svejk Dátum 2015 március 16, 19:22
Lehet lesz valami átjárhatóság is az USB-ről?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 16, 23:46
Írta: 000000000 Dátum 2015 március 16, 23:46
Mit értesz átjárhatóság alatt pontosan?
Az ethernetes modul lábkompatibilis lesz az USB-s modullal, ha erre gondoltál...
Az ethernetes modul lábkompatibilis lesz az USB-s modullal, ha erre gondoltál...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 17, 00:03
Írta: 000000000 Dátum 2015 március 17, 00:03
Nem, az USB portot nem emulált soros portként használjuk, ráadásul a fizikai kimeneten sem soros portként látszik.
Sokkal bonyolultabb mint gondolod az ethernetes kommunikációt megírni, lekezelni.
Viszont ahogy Balázs írta nagyjából a kommunikáció része már készen van, csak be kéne teljesen fejezni és tesztelni.
Sokkal bonyolultabb mint gondolod az ethernetes kommunikációt megírni, lekezelni.
Viszont ahogy Balázs írta nagyjából a kommunikáció része már készen van, csak be kéne teljesen fejezni és tesztelni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 március 17, 00:05
Írta: 000000000 Dátum 2015 március 17, 00:05
Én láttam olyat, hogy a Számítógép indult újra plazma begyújtásakor, persze helytelenül volt földelve az egész rendszer.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 március 17, 06:27
Írta: svejk Dátum 2015 március 17, 06:27
Valami ilyesmit...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 március 17, 06:29
Írta: svejk Dátum 2015 március 17, 06:29
Nem is mertem még bevállalni egy plazma gépet sem. :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 május 04, 14:52
Írta: kr97pwss2 Dátum 2015 május 04, 14:52
Béni jelzése alapján módosítottam az UC100 és UC300 plugineket. Az In/Out monitor ablakon beállítható, hogy Estop-kor törölje a referencia pontokat vagy sem. A pluginek innen tölthetők le:
UC100 V2_048.m3p
UC300 V1_056
UC100 V2_048.m3p
UC300 V1_056
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2015 május 04, 16:09
Írta: Béni Dátum 2015 május 04, 16:09
Köszönöm! :)
(Pár órám már ráment, de igazán jó megoldást nem találtam.)
(Pár órám már ráment, de igazán jó megoldást nem találtam.)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2015 május 05, 09:45
Írta: Béni Dátum 2015 május 05, 09:45
Működik.
Pontosan erre gondoltam. :)
Köszönöm!
Pontosan erre gondoltam. :)
Köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: adamant Dátum 2015 május 05, 21:25
Írta: adamant Dátum 2015 május 05, 21:25
Hello!
Mach4 el fog menni a UC100 vagy a 300?
Előre is köszönöm a segítséget!
Üdv Adamant
Mach4 el fog menni a UC100 vagy a 300?
Előre is köszönöm a segítséget!
Üdv Adamant
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 május 06, 11:50
Írta: kr97pwss2 Dátum 2015 május 06, 11:50
A Mach4-es plugin elkészítése is tervbe van már véve, de egyenlőre nem tudom megmondani mikorra várható.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 május 06, 19:37
Írta: Miki2 Dátum 2015 május 06, 19:37
Én már a Mach3 eszterga főorsó szinkronnal is nagyon elégedett lennék az UC300-hoz.
Sokat lendítene a felhasználhatóságán.
Mert az UCCNC-nek az esztergához ugye egyenlőre semmi köze. A MACH3 meg ugye már jó régen működik apróbb hiányosságokkal.
Sokat lendítene a felhasználhatóságán.
Mert az UCCNC-nek az esztergához ugye egyenlőre semmi köze. A MACH3 meg ugye már jó régen működik apróbb hiányosságokkal.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 május 06, 20:02
Írta: svejk Dátum 2015 május 06, 20:02
Mi az amit nem tud az UCCNC de a Mach tud?
Ha sok van elég egy-két számodra fontos dolgot megemlíteni.
Ha sok van elég egy-két számodra fontos dolgot megemlíteni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 május 06, 20:51
Írta: Miki2 Dátum 2015 május 06, 20:51
Például az UCCNC-ben nincs az eszterga által használható szerszámtár.
A hozzá kapcsolódó kompenzálásokkal, és élsugár kompenzációval.
Persze tudom, a tokmányt lehet forgatni, a szánokat lehet mozgatni, ergo esztergálni is lehet.
Egy szerszámmal még csak-csak.
De egy több műveletes darab elkészítése pillanatnyilag - fogalmazzunk finoman - nem gazdaságos.
Valamiért minkét Balázs a marógépekre összpontosít, pedig az esztergák száma sem elenyésző.
A hozzá kapcsolódó kompenzálásokkal, és élsugár kompenzációval.
Persze tudom, a tokmányt lehet forgatni, a szánokat lehet mozgatni, ergo esztergálni is lehet.
Egy szerszámmal még csak-csak.
De egy több műveletes darab elkészítése pillanatnyilag - fogalmazzunk finoman - nem gazdaságos.
Valamiért minkét Balázs a marógépekre összpontosít, pedig az esztergák száma sem elenyésző.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 május 06, 21:18
Írta: svejk Dátum 2015 május 06, 21:18
Értem, köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 május 06, 21:29
Írta: Miki2 Dátum 2015 május 06, 21:29
Persze van még több dolog is, de ez lenne a legfontosabb.
Az állandó vágósebesség a beállítható minimum és maximum fordulatszámmal,
a fordulat/mm előtolási mód,
az átmérőmód.
Ezek mind G-kóddal beállíthatóak, csak az UCCNC még nem ismeri őket.
Ezek nélkül nem eszterga az eszterga.
Az állandó vágósebesség a beállítható minimum és maximum fordulatszámmal,
a fordulat/mm előtolási mód,
az átmérőmód.
Ezek mind G-kóddal beállíthatóak, csak az UCCNC még nem ismeri őket.
Ezek nélkül nem eszterga az eszterga.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 május 07, 08:46
Írta: kr97pwss2 Dátum 2015 május 07, 08:46
Igen, sajnos az UCCNC még az esztergálást nem támogatja, habár az első lépést mér megtettük irányába a szinkron menetvágással. A háttérben folyamatosan fejlesztjük, melyhez sok idő szükséges, ezért az általad leírt funkciók csak több lépésben fognak majd elkészülni. Addig is türelmedet kérjük.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 május 07, 14:42
Írta: Miki2 Dátum 2015 május 07, 14:42
Van nekem türelmem.
Meg tudom, más dolgok is vannak, amivel foglalkozni kell.
De nem lehetne valahogy a sok teendő közé beszúrni a Mach3 menetvágás szinkronizálását az UC300-hoz?
Hiszen ez "csak" egyetlen funkció lenne.
Az alapot már kidolgoztátok az UCCNC kapcsán.
Meg tudom, más dolgok is vannak, amivel foglalkozni kell.
De nem lehetne valahogy a sok teendő közé beszúrni a Mach3 menetvágás szinkronizálását az UC300-hoz?
Hiszen ez "csak" egyetlen funkció lenne.
Az alapot már kidolgoztátok az UCCNC kapcsán.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 május 12, 20:39
Írta: svejk Dátum 2015 május 12, 20:39
Az UC300-nál az analóg csatlakozón levő +12 V hány mA-el terhelhető folyamatosan?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 május 13, 00:40
Írta: 000000000 Dátum 2015 május 13, 00:40
Szia,
100mA-re méreteztem. 100mA-nél megy áramkorlátba a stepup konverter.
100mA-re méreteztem. 100mA-nél megy áramkorlátba a stepup konverter.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 május 13, 17:04
Írta: svejk Dátum 2015 május 13, 17:04
Köszönöm, több mint elég lesz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 május 15, 19:40
Írta: Miki2 Dátum 2015 május 15, 19:40
Szervusz Balázs!
Légyszives, küldj egy e-mail címet, mert nálam a "Klikk ide" nem működik.
Lenne egy kicsi problémám, ebben kérném a segítséged magánban.
Az elérhetőségeim a nevem alatt megtalálod.
Köszönöm.
Légyszives, küldj egy e-mail címet, mert nálam a "Klikk ide" nem működik.
Lenne egy kicsi problémám, ebben kérném a segítséged magánban.
Az elérhetőségeim a nevem alatt megtalálod.
Köszönöm.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 május 15, 19:56
Írta: kr97pwss2 Dátum 2015 május 15, 19:56
írtam Emailt
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: adamant Dátum 2015 május 16, 20:18
Írta: adamant Dátum 2015 május 16, 20:18
Tiszteletem!
Lenne egy gyors kérdésem hátha valaki tud nekem segíteni
Elkeztem egy esztergát építeni és vettem hozzá egy UC100 és egy MOTION féle leválasztó kártyát és hiába állítom be a portokat a mach3 ban mert össze vissza jönnek ki a jelek a leválasztó kártyából...
Megnyomom a felnyilat bekapcsol az frekiváltó ha oldalra megnyomom a nyilakat akkor a végállás kapcsolonak a ledjei világítanak és még folytathatnám :)
Mi lehet ennek a jelenségnek az oka?
Teljesen szűz gépet használok WIN7 32 bit el
Előre is köszönöm a segítséget
Üdv Adamant
Lenne egy gyors kérdésem hátha valaki tud nekem segíteni
Elkeztem egy esztergát építeni és vettem hozzá egy UC100 és egy MOTION féle leválasztó kártyát és hiába állítom be a portokat a mach3 ban mert össze vissza jönnek ki a jelek a leválasztó kártyából...
Megnyomom a felnyilat bekapcsol az frekiváltó ha oldalra megnyomom a nyilakat akkor a végállás kapcsolonak a ledjei világítanak és még folytathatnám :)
Mi lehet ennek a jelenségnek az oka?
Teljesen szűz gépet használok WIN7 32 bit el
Előre is köszönöm a segítséget
Üdv Adamant
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2015 május 16, 20:35
Írta: pisti73 Dátum 2015 május 16, 20:35
Olvasd át figyelmesen a leírást és konfigold be ismét. Én is ezt az összeállítást használom és tökéletesen működik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2015 május 16, 20:35
Írta: pisti73 Dátum 2015 május 16, 20:35
Ja "adamant"-nak ment a válasz...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Sz.József Dátum 2015 május 16, 22:37
Írta: Sz.József Dátum 2015 május 16, 22:37
Valószínűleg konfig hiba...
Szintén ezt az összeállítást használom...(igaz, nem Mach3 hanem UCCNC, de szerintem mindegy...)
(UC100-MOTION leválasztó)
Szintén ezt az összeállítást használom...(igaz, nem Mach3 hanem UCCNC, de szerintem mindegy...)
(UC100-MOTION leválasztó)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: adamant Dátum 2015 május 17, 11:34
Írta: adamant Dátum 2015 május 17, 11:34
UCCNC megy ilyen proba vagy demo modban? Vagy ahhoz mindenképp meg kell venni a programot?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Sz.József Dátum 2015 május 17, 17:38
Írta: Sz.József Dátum 2015 május 17, 17:38
A felhasználói kézikönyv egy részlete...
""
Licenc kulcs nélkül a szoftver csak demó módban fut, nem kapcsolódik a mozgásvezérlőhöz. A
szoftver emulálja a mozgásokat, és a jeleket, de a valóságban nem adja ki azokat.
Ha a mozgásvezérlő nincs csatlakoztatva a számítógéphez, akkor is demó üzemmódban indul el a
szoftver. Ekkor a mozgásokat és jeleket szintén csak emulálja a program.
A demó üzemmódban lehetőség nyílik, hogy kipróbálja és tesztelje a szoftvert érvényes licenc kód
és mozgásvezérlő vásárlása nélkül. Javasoljuk, hogy vásárlás előtt próbálja ki, hogy szoftverünk
megfelel-e az ön igényeinek.
""
Innen letölthető..., a kézikönyv is...
""
Licenc kulcs nélkül a szoftver csak demó módban fut, nem kapcsolódik a mozgásvezérlőhöz. A
szoftver emulálja a mozgásokat, és a jeleket, de a valóságban nem adja ki azokat.
Ha a mozgásvezérlő nincs csatlakoztatva a számítógéphez, akkor is demó üzemmódban indul el a
szoftver. Ekkor a mozgásokat és jeleket szintén csak emulálja a program.
A demó üzemmódban lehetőség nyílik, hogy kipróbálja és tesztelje a szoftvert érvényes licenc kód
és mozgásvezérlő vásárlása nélkül. Javasoljuk, hogy vásárlás előtt próbálja ki, hogy szoftverünk
megfelel-e az ön igényeinek.
""
Innen letölthető..., a kézikönyv is...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Sz.József Dátum 2015 május 17, 17:42
Írta: Sz.József Dátum 2015 május 17, 17:42
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: adamant Dátum 2015 május 24, 20:11
Írta: adamant Dátum 2015 május 24, 20:11
Na volt egy kis időm foglalkozni a hibajelenség keresésével
A leválasztó kártya hibátlan teszteltem LPT porton keresztül de amint vissza teszem az uc100 ast akkor már jönnek a galibák kiprbáltam 4 PC vel win 8.1 win 7 XP szoval kijelenthetem hogy nem a pc kel van a baj
Miért lehet az a jelenség hogy össze-vissza könnek ki a jelek? Lehet hogy hibás az uc100? Nem lehet baj hogy hosszú az usb kábel? 2m est kaptam hozzá lehet az már sok neki?
Bármi infó nagy segítség lenne előre is köszönöm
Üdv Adamant
A leválasztó kártya hibátlan teszteltem LPT porton keresztül de amint vissza teszem az uc100 ast akkor már jönnek a galibák kiprbáltam 4 PC vel win 8.1 win 7 XP szoval kijelenthetem hogy nem a pc kel van a baj
Miért lehet az a jelenség hogy össze-vissza könnek ki a jelek? Lehet hogy hibás az uc100? Nem lehet baj hogy hosszú az usb kábel? 2m est kaptam hozzá lehet az már sok neki?
Bármi infó nagy segítség lenne előre is köszönöm
Üdv Adamant
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 május 25, 13:13
Írta: kr97pwss2 Dátum 2015 május 25, 13:13
Mi a pontos hibajelenség? Melyik verziójú Mach3-al és pluginnel próbáltad? Ha az USB kábel nem jó, akkor a Mach3 kiírja, hogy elvesztette a kapcsolatot, és letilt mindent, nem szabad csinálnia semmit. Esetleg próbáld meg ezzel
a régenni pluginnel visszafrísíteniV2.140majd utána a legújabbal V2.148 visrosszakni a FW-t.
a régenni pluginnel visszafrísíteniV2.140majd utána a legújabbal V2.148 visrosszakni a FW-t.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: adamant Dátum 2015 május 25, 21:43
Írta: adamant Dátum 2015 május 25, 21:43
Na megnéztem mit írtál a helyzet változatlan
Mach3 ból a legujabb van fent eredeti liszenszel a plugint meg az oladalatoról szedtem le az autoinstallert gondoltam ez a legujabb meg nekem most tesztek erejére ez is elegendő lenne :)
A hiba jelenség meg az hogy a jelek össze vissza jönnek ki nem oda megy a jel ahova mennie kellene a step jelek vagy dir jelek pl a végálás bemenetek fele mennek és így tovább :)
Ötletem sincs hogy mi is lehet a galiba oka
Mach3 ból a legujabb van fent eredeti liszenszel a plugint meg az oladalatoról szedtem le az autoinstallert gondoltam ez a legujabb meg nekem most tesztek erejére ez is elegendő lenne :)
A hiba jelenség meg az hogy a jelek össze vissza jönnek ki nem oda megy a jel ahova mennie kellene a step jelek vagy dir jelek pl a végálás bemenetek fele mennek és így tovább :)
Ötletem sincs hogy mi is lehet a galiba oka
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 május 26, 14:39
Írta: Miki2 Dátum 2015 május 26, 14:39
A .NET framework fel lett téve az installálás előtt?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 május 27, 15:03
Írta: kr97pwss2 Dátum 2015 május 27, 15:03
A Mach3-ban a "Plugin Control" menüben az "UC100 In/Out monitor" ablakot megnyitva a visszajelző ledek jól jelzik vissza a beállított kimenetek állapotát? Szerintem itt kellene ellenőrizni először, mert a ott található visszajelző lámpák a valós kimenti állapotokat mutatják. Ha az In/Out ablakon stimmelnek a jelszintek és a lábkiosztás, akkor szerintem csak valami bekötési hiba lehet, vagy ha van szalagkábel a vezérlő és az UC100 között, akkor az van rosszul, vagy fordítva felkrimpelve.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: adamant Dátum 2015 június 03, 15:55
Írta: adamant Dátum 2015 június 03, 15:55
Hello!
Megoldódott a gond rossz volt a csatlakozó amit használtam hozzá most rendeltem egyet azzal tökéletesen megy :) a rosszat ki is dobtam :D
Üdv Adamant
Megoldódott a gond rossz volt a csatlakozó amit használtam hozzá most rendeltem egyet azzal tökéletesen megy :) a rosszat ki is dobtam :D
Üdv Adamant
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2015 június 08, 22:06
Írta: Béni Dátum 2015 június 08, 22:06
Balázs!
A tapasztalatom szerint az UC300-al a G31 nem hajtja végre az A tengelyre programozott mozgást.
A Mach3 LPT-vel és anélkül is végrehajtja.
A Mach3 leírása szerint nem szabab ABC tengelyt programozni G31 esetén. De hibát nem okoz.
Más működő funkciót nem találtam arra, hogy mozgást program közben egy bemenettel leállítsak. (JogOff() nem működik.)
Megoldható lenne a G31 korlátozásának feloldása?
(A Mach3 nem korlátoz szerintem, a fentiek és más mozgásvezérlővel szerzett tapasztalat alapján.)
A tapasztalatom szerint az UC300-al a G31 nem hajtja végre az A tengelyre programozott mozgást.
A Mach3 LPT-vel és anélkül is végrehajtja.
A Mach3 leírása szerint nem szabab ABC tengelyt programozni G31 esetén. De hibát nem okoz.
Más működő funkciót nem találtam arra, hogy mozgást program közben egy bemenettel leállítsak. (JogOff() nem működik.)
Megoldható lenne a G31 korlátozásának feloldása?
(A Mach3 nem korlátoz szerintem, a fentiek és más mozgásvezérlővel szerzett tapasztalat alapján.)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2015 június 08, 22:23
Írta: Béni Dátum 2015 június 08, 22:23
Visszavonom.
Rosszul voltak a portok beállítva.
Elnézést kérek!
Rosszul voltak a portok beállítva.
Elnézést kérek!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2015 június 08, 22:24
Írta: svejk Dátum 2015 június 08, 22:24
Bölcs emberhez nemes lélek![#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 július 07, 19:34
Írta: Miki2 Dátum 2015 július 07, 19:34
Ide már 2 hónapja senki nem írt egy sort sem.
Készül az UC300 ethernetes verziója?
Meg a főorsó szinkron a MAC3-hoz?
Remélem, ez az oka a nagy csendnek.
Készül az UC300 ethernetes verziója?
Meg a főorsó szinkron a MAC3-hoz?
Remélem, ez az oka a nagy csendnek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 július 10, 15:18
Írta: 000000000 Dátum 2015 július 10, 15:18
Mi okozhatja, hogy időnként, stop villogássásával megáll a programfutása.
És kiírja hogy „UC100 szinkron eror”.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2015 július 10, 19:07
Írta: Miki2 Dátum 2015 július 10, 19:07
Például túl hosszú az USB kábel.
Vagy nagyon küzel fut a toroidhoz, esetleg a motot meghajtóhoz.
Nálam ezek tapasztalati dolgok. sokat szívtam
már a második UC-s géppel.
Mostmár megvárom az ethernetes váttozatot, és a MACH3-hoz szinkronizált főorsót.
Addig valami más megoldást keresek.
Az UCCNC esztega változatát meg egyszerűen nem lehet kivárni.
Vagy nagyon küzel fut a toroidhoz, esetleg a motot meghajtóhoz.
Nálam ezek tapasztalati dolgok. sokat szívtam
már a második UC-s géppel.
Mostmár megvárom az ethernetes váttozatot, és a MACH3-hoz szinkronizált főorsót.
Addig valami más megoldást keresek.
Az UCCNC esztega változatát meg egyszerűen nem lehet kivárni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2015 július 10, 20:12
Írta: ANTAL GÁBOR Dátum 2015 július 10, 20:12
Egyszer kétszer nálam is előjön . Volt már olyan hogy a Mach ot is újra kellett indítani . Egyszer akartam olyat hogy akinél előfordul az próbálja meg pontosan behatárolni az esetet ( Pl billentyű emulátort használtam és nem indult el a program az emulált ciklus start megnyomásával és utána egérrel sem stb. ) Sajnos kudarcba fulladt az elképzelésem . Pedig Balázséknak is segítenénk a fejlesztésben . Az biztos hogy az USB kábel jó ha rövid.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 július 10, 21:27
Írta: 000000000 Dátum 2015 július 10, 21:27
Köszi a válaszokat!
Az USB kábelem kb 50-60 centis. Van rajta gyárilag ferit is.
Úgy jártam, hogy volt egy UC100 –ak még a kezdetekor vette,
Azt, használtam 180 centis kábellel is. Nem produkált ilyet. Oda adtam egy eladott CNC –vel.
Vettem nemrég egy újat. Ez, csinálja ezt a hülyeséget. Nem jöttem még rá mi az oka.
Sajnos, így nem tudok dolgozni vele. A legváratlanabb pillanatban megáll.
A tengelyt is használnék vele.
Az ideg megöl. Nem tudok dolgozni vele.
Esetleg, kipróbálnék egy Mach3 beállítást, ha valaki elküldené a bevált beállításait A tengelyes XML fájt.
Hátha ott lett nálam valami, amit nem veszek észre.
Köszi ha küldöd!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2015 július 10, 21:52
Írta: kr97pwss2 Dátum 2015 július 10, 21:52
Ha „UC100 szinkron error” hibával áll meg, akkor meg kellene nézni, hogy a kék LED folymatosan világít, vagy néha kihagy és villog-e. Ha villog, akkor a számítógép nem győzi az adatokat küldeni. Ez lehet valami háttérben futó programtól is pl. vírusírtó, vagy a számítógép túl lassú. Ha nem villog, hanem világít folyamatosan és mégis néha megáll, akkor valami zavarjel megzavarja a kommunikációt. Érdemes lenne a kábelezést, leválasztást, földeléseket ellenőrizni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2015 július 10, 23:17
Írta: 000000000 Dátum 2015 július 10, 23:17
Köszönöm a válaszod!
Utána járok, amiket írtál. Beszámolok az eredményről.
Hasznos lehet a jövőre nézve, és másoknak is, amit írtál. A válaszod, már irányt is ad, merre is kell keresgélni.
Attól tartottam, hogy nyaralni vagy. No, nem irigységből. [#nevetes1] [#wave]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2015 július 31, 23:17
Írta: 2dbfy8y Dátum 2015 július 31, 23:17
Szia Balázs!
Uc 100-at winxp re szeretnék telepíteni.
Felraktam a Net keretrendszert is, amit a honlapotokról szedtem le, de mégis hibát ír ki mach indításnál.
Plugin is bemásolva a helyére, és telepítve.
Amit hibát linkeltetek a leírásotokban, az jön elő.
Erre mi lehet a megoldás?
Win7-re egyből szépen feltelepült.
Uc 100-at winxp re szeretnék telepíteni.
Felraktam a Net keretrendszert is, amit a honlapotokról szedtem le, de mégis hibát ír ki mach indításnál.
Plugin is bemásolva a helyére, és telepítve.
Amit hibát linkeltetek a leírásotokban, az jön elő.
Erre mi lehet a megoldás?
Win7-re egyből szépen feltelepült.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2015 július 31, 23:58
Írta: 2dbfy8y Dátum 2015 július 31, 23:58
Közben sikerült.
Leszedtem a netről a 3.5-öt, igaz előtte kérte a 3.1-et is.
Szerintem a honlapon az nem 3.5 lehetett.
De azért egy kérdésem mégis maradt, net nélkül hogyan lehet keretrendszert telepíteni?
Lehetséges,vagy ahhoz más file-t kell leszedni valahonnan.
Leszedtem a netről a 3.5-öt, igaz előtte kérte a 3.1-et is.
Szerintem a honlapon az nem 3.5 lehetett.
De azért egy kérdésem mégis maradt, net nélkül hogyan lehet keretrendszert telepíteni?
Lehetséges,vagy ahhoz más file-t kell leszedni valahonnan.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: etc77f5nr Dátum 2015 augusztus 01, 01:34
Írta: etc77f5nr Dátum 2015 augusztus 01, 01:34
Így Ebben benne van a 3.5 is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2015 augusztus 01, 21:16
Írta: 2dbfy8y Dátum 2015 augusztus 01, 21:16
És ez jó az xp-hez is, azt nem nagyon látom a leírásában.
Na meg lehet e net nélkül ezt telepíteni? jó lenne.
Na meg lehet e net nélkül ezt telepíteni? jó lenne.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 március 26, 21:44
Írta: 000000000 Dátum 2016 március 26, 21:44
Sziasztok,
Az UCCNC topikban jeleztem nemrég, hogy készül az UC400ETH mozgásvezérlőhöz a Mach3 plugin.
Mostanra eljutottunk odáig, hogy a plugin elkészült annyira, hogy lehet tesztelni.
Bár egyelőre, mivel még keveset volt tesztelve publikus linket nem rakok fel,
de akinek van UC400ETH mozgásvezérlője és szeretné tesztelni a plugint az szóljon és elküldöm neki a letöltés linkjét e-mailben.
A plugin tud extra dolgokat is, amiket alapból a Mach3 nem tud, például a szinkron menetvágás encoderes visszacsatolással, illetve a szinkron menetfúrás.
Egy kis teszt videó a működésről: UC400ETH Mach3 főorsó szinkronizált mozgás
Az UCCNC topikban jeleztem nemrég, hogy készül az UC400ETH mozgásvezérlőhöz a Mach3 plugin.
Mostanra eljutottunk odáig, hogy a plugin elkészült annyira, hogy lehet tesztelni.
Bár egyelőre, mivel még keveset volt tesztelve publikus linket nem rakok fel,
de akinek van UC400ETH mozgásvezérlője és szeretné tesztelni a plugint az szóljon és elküldöm neki a letöltés linkjét e-mailben.
A plugin tud extra dolgokat is, amiket alapból a Mach3 nem tud, például a szinkron menetvágás encoderes visszacsatolással, illetve a szinkron menetfúrás.
Egy kis teszt videó a működésről: UC400ETH Mach3 főorsó szinkronizált mozgás
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 március 26, 21:48
Írta: svejk Dátum 2016 március 26, 21:48
Előbb -utóbb csak lenyomjátok a LinuxCNC-t :))
Mi a neve az eszterga képernyőnek? Vagy saját?
Mi a neve az eszterga képernyőnek? Vagy saját?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 március 26, 21:52
Írta: 000000000 Dátum 2016 március 26, 21:52
Szia Svejk,
:)
A képernyőt Polgárdi Balázs szedte le valahonnan, szerintem a Silver/blue screenset for lathe lehet az, innen:
Mach3 képernyők
:)
A képernyőt Polgárdi Balázs szedte le valahonnan, szerintem a Silver/blue screenset for lathe lehet az, innen:
Mach3 képernyők
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: lari Dátum 2016 március 30, 05:42
Írta: lari Dátum 2016 március 30, 05:42
Ez a plugin az UC300-al is tesztelhető?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 március 30, 14:25
Írta: 000000000 Dátum 2016 március 30, 14:25
Szia,
Nem, a plugin az UC400ETH-val működik kizárólag. Minden mozgásvezérlőnknek külön pluginja van.
Az UC100 biztosan nem, az UC300 pedig nagy valószínűséggel nem fogja tudni ezt a funkciót.
Az oka ennek, hogy gyenge hozzá a mikrovezérlő, az UC400ETH mikrovezérlője átlagot számolva kb. 20-szor erősebb proci az UC300 procijához viszonyítva, ez jelenleg a Microchip legerősebb 32bites microvezérlője és ebben megvannak az erőforrások a feladat végrehajtásához.
Nem, a plugin az UC400ETH-val működik kizárólag. Minden mozgásvezérlőnknek külön pluginja van.
Az UC100 biztosan nem, az UC300 pedig nagy valószínűséggel nem fogja tudni ezt a funkciót.
Az oka ennek, hogy gyenge hozzá a mikrovezérlő, az UC400ETH mikrovezérlője átlagot számolva kb. 20-szor erősebb proci az UC300 procijához viszonyítva, ez jelenleg a Microchip legerősebb 32bites microvezérlője és ebben megvannak az erőforrások a feladat végrehajtásához.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2016 március 31, 16:40
Írta: Miki2 Dátum 2016 március 31, 16:40
Erre vártunk már jó régen.
Egy dolgot nem értek:
Mi az a bevezető kúp a menetvágás kezdeténél.
Ott csak be kellene állni az X tengellyel az aktuális méretre, és indítani a Z tengelyt.
Ha ez a kúp programozható, és esetleg ellenkező irányba is készíthető, akkor akár értelme is lehet.
Az igaz, még nincs mozgásvezérlőm, (most készül egy újabb eszterga), ennek ellenére kérnék egy plugint.
Egy dolgot nem értek:
Mi az a bevezető kúp a menetvágás kezdeténél.
Ott csak be kellene állni az X tengellyel az aktuális méretre, és indítani a Z tengelyt.
Ha ez a kúp programozható, és esetleg ellenkező irányba is készíthető, akkor akár értelme is lehet.
Az igaz, még nincs mozgásvezérlőm, (most készül egy újabb eszterga), ennek ellenére kérnék egy plugint.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 március 31, 19:49
Írta: 000000000 Dátum 2016 március 31, 19:49
Szia Miki,
Ha megnézed a videón a G-kód progit, ott van 3db G32 menet, ebből az első és a harmadik a kúp a középső pedig az egyenes rész.
Szóval a három darab menet van, ezt látod a képen.
A lényege az egésznek a tesztelés volt és hogy látszódjon, hogy a meneteket összefűzi a mozgásvezérlő, mert ezt a legnehezebb feladat egyébként megoldani. Vagyis ha több meneted van közvetlen egymás után, akkor azokat egymáshoz is szinkronizálja. A középső meneten látszik, hogy mindig ugyanott haladt a ceruza, vagyis ez első kúpos menet után mindig helyesen szinkronban maradt a mozgás.
Ahogy írtam ez csak teszt kód, de láthatod azt is belőle, hogy akár kúpos menet vágására is képes a plugin.
A plugint oda tudom adni, ha kéred akkor írj majd egy emailt légyszi, bár UC400ETH mozgásvezérlő nélkül nem fogsz tudni vele semmit csinálni.
A plugint teszteljük, ill. tesztelik mások folyamatosan, pár hét múlva lesz belőle egyébként hivatalos kiadás is.
Ha megnézed a videón a G-kód progit, ott van 3db G32 menet, ebből az első és a harmadik a kúp a középső pedig az egyenes rész.
Szóval a három darab menet van, ezt látod a képen.
A lényege az egésznek a tesztelés volt és hogy látszódjon, hogy a meneteket összefűzi a mozgásvezérlő, mert ezt a legnehezebb feladat egyébként megoldani. Vagyis ha több meneted van közvetlen egymás után, akkor azokat egymáshoz is szinkronizálja. A középső meneten látszik, hogy mindig ugyanott haladt a ceruza, vagyis ez első kúpos menet után mindig helyesen szinkronban maradt a mozgás.
Ahogy írtam ez csak teszt kód, de láthatod azt is belőle, hogy akár kúpos menet vágására is képes a plugin.
A plugint oda tudom adni, ha kéred akkor írj majd egy emailt légyszi, bár UC400ETH mozgásvezérlő nélkül nem fogsz tudni vele semmit csinálni.
A plugint teszteljük, ill. tesztelik mások folyamatosan, pár hét múlva lesz belőle egyébként hivatalos kiadás is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2016 március 31, 20:14
Írta: Miki2 Dátum 2016 március 31, 20:14
Ez teljesen korrekt megoldás.
A G76 is szinkronban fut, vagy ennyire ne legyek telhetetlen?
Ezt már így is nyugodtan fogom használni a most készülő esztergán.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 március 31, 22:15
Írta: svejk Dátum 2016 március 31, 22:15
Miért a bővítőportos hálókártyák a javasoltak? Alaplapival milyen hátrány jelentkezhet?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 március 31, 22:44
Írta: 000000000 Dátum 2016 március 31, 22:44
Sziasztok,
Miki: Mach3-ban a G76 kód G32 sorozatából van összerakva, vagyis a Mach3 G32 kódokat és lineáris mozgásokat ad át a pluginnak, szóval szerintem kell működjön a G76, bár személy szerint nem próbáltam.
Svejk: Alaplapi hálózati kártyával nincsen semmi gond. Lehet félreérthető volt az ajánlás. PCI port alatt az alaplapi portra is gondoltam, az is végülis a PCI buszra csatlakozik az alaplapon.
Arra gondoltunk, hogy például USB-s hálókártya nem javasolt, mert amikor írtuk az adatlapot, akkor nem állt rendelkezésre információ, hogy milyen elérési idővel dolgoznak egyáltalán az ilyen hálókártyák. Azóta viszont már teszteltem két különböző USB-s hálókártyát is és mindkettővel tökéletesen működött az UC400ETH. :)
Miki: Mach3-ban a G76 kód G32 sorozatából van összerakva, vagyis a Mach3 G32 kódokat és lineáris mozgásokat ad át a pluginnak, szóval szerintem kell működjön a G76, bár személy szerint nem próbáltam.
Svejk: Alaplapi hálózati kártyával nincsen semmi gond. Lehet félreérthető volt az ajánlás. PCI port alatt az alaplapi portra is gondoltam, az is végülis a PCI buszra csatlakozik az alaplapon.
Arra gondoltunk, hogy például USB-s hálókártya nem javasolt, mert amikor írtuk az adatlapot, akkor nem állt rendelkezésre információ, hogy milyen elérési idővel dolgoznak egyáltalán az ilyen hálókártyák. Azóta viszont már teszteltem két különböző USB-s hálókártyát is és mindkettővel tökéletesen működött az UC400ETH. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 március 31, 22:52
Írta: 000000000 Dátum 2016 március 31, 22:52
Olyat nem lehet, hogy USB ről is menjen alapból. Ha arra dugják?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 március 31, 22:52
Írta: svejk Dátum 2016 március 31, 22:52
Az LPT portok leírása elég szűkszavú.
A kimenetek egyformán terhelhetők forrás és nyelőként is?
A bemeneteknél mekkora a felhúzó ellenállások értéke?
A TTL megnevezés ma már eléggé kibővült és nem sok köze van az ős szabványhoz.
Egy-egy apró áramköri rész a be és kimenetekről mindent megmagyaráz, száz szónál többet ér.
Érdemes lenne a manuálba berakni, a nagyok is így tesznek mindig.
A kimenetek egyformán terhelhetők forrás és nyelőként is?
A bemeneteknél mekkora a felhúzó ellenállások értéke?
A TTL megnevezés ma már eléggé kibővült és nem sok köze van az ős szabványhoz.
Egy-egy apró áramköri rész a be és kimenetekről mindent megmagyaráz, száz szónál többet ér.
Érdemes lenne a manuálba berakni, a nagyok is így tesznek mindig.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 március 31, 22:53
Írta: svejk Dátum 2016 március 31, 22:53
Értem, így már tiszta.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 április 01, 10:21
Írta: istvan58 Dátum 2016 április 01, 10:21
Akkor úgy néz ki jól döntöttem hogy az UC400ETH-t választottam... :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 01, 10:48
Írta: 000000000 Dátum 2016 április 01, 10:48
Sziasztok,
Danibá: Nem tudod USB portra dugni, mert nem USB, hanem hálózati eszköz. USB-s hálózati kártyára tudod rádugni, ha mindenképpen USB-ről akarod használni.
Svejk: Igen, igazad van, nem ártana egy ekvivalens áramköri diagram az I/O-król.
Első körben ide leírom, hogy a kimeneteken 74HC14 inverter puffer IC-van, vagyis a minden kimenet push-pull, terhelhetősége +-20mA.
A bemeneteken a felhúzó ellenállás 4.7k 5Voltra.
Danibá: Nem tudod USB portra dugni, mert nem USB, hanem hálózati eszköz. USB-s hálózati kártyára tudod rádugni, ha mindenképpen USB-ről akarod használni.
Svejk: Igen, igazad van, nem ártana egy ekvivalens áramköri diagram az I/O-król.
Első körben ide leírom, hogy a kimeneteken 74HC14 inverter puffer IC-van, vagyis a minden kimenet push-pull, terhelhetősége +-20mA.
A bemeneteken a felhúzó ellenállás 4.7k 5Voltra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 01, 10:52
Írta: svejk Dátum 2016 április 01, 10:52
Engem ennyi kielégít, köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 04, 00:39
Írta: svejk Dátum 2016 április 04, 00:39
Beüzemeltük ma az UC400ETH mozgásvezérlőt.
Az elején volt riadalom, mert bizony az XP nem ismeri fel mint hálózati eszközt, azt írja, hogy nincs kapcsolat vagy korlátozott.
De aztán beállítottam kézzel az IP címet és az alhálózati maszkot és onnantól ment.
(ezt szerintem be kellene írni a manualba, hogy XP helyből nem látja automatikusan)
A gép amire raktuk egy nagy munkaterületű faipari gép dupla Y hajtással.
Az A tengely az Y tengely slave tengelye.
Sajnos ezeknek a tengelyeknek a Home-olását nem tudtam beállítani.
Sem Mach3-ban sem az UCCNC-ben.
Csak az Y tengely home kapcsolójára reagál, így ha eltéved valamelyik Y tengely nem tudja a referencia felvétellel korrigálni.
Pedig ez funkció az eredeti mach3-ban jól működik.
Esetleg valami más ennél a mozgásvezérlőnél a metódus?
Egyébként jól működött, kapcsolatvesztés egyszer sem volt, nyugodtan bekapcsolva lehet a marógép a PC bootolásakor és az XP indulásakor is.
Az elején volt riadalom, mert bizony az XP nem ismeri fel mint hálózati eszközt, azt írja, hogy nincs kapcsolat vagy korlátozott.
De aztán beállítottam kézzel az IP címet és az alhálózati maszkot és onnantól ment.
(ezt szerintem be kellene írni a manualba, hogy XP helyből nem látja automatikusan)
A gép amire raktuk egy nagy munkaterületű faipari gép dupla Y hajtással.
Az A tengely az Y tengely slave tengelye.
Sajnos ezeknek a tengelyeknek a Home-olását nem tudtam beállítani.
Sem Mach3-ban sem az UCCNC-ben.
Csak az Y tengely home kapcsolójára reagál, így ha eltéved valamelyik Y tengely nem tudja a referencia felvétellel korrigálni.
Pedig ez funkció az eredeti mach3-ban jól működik.
Esetleg valami más ennél a mozgásvezérlőnél a metódus?
Egyébként jól működött, kapcsolatvesztés egyszer sem volt, nyugodtan bekapcsolva lehet a marógép a PC bootolásakor és az XP indulásakor is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 04, 01:00
Írta: 000000000 Dátum 2016 április 04, 01:00
Gondolom dupla home kapcsoló van az Y/A tengelyeken és mindkettőnek beállítottad a külön home pin-t?
Elképzelhető, hogy ez a funkció még nem működik, konkrétan ezt nem teszteltem, nem tudom P.Balázs tesztelte-e, de holnap megkérdezem majd, lehet ez a dupla home-olás kimaradt a firmware-ből.
Addig is átküldhetnéd a profil fájlt az UCCNC-hez és az XML-t a Mach3-hoz és megnézem mit csinál nálam a beállításaiddal.
Elképzelhető, hogy ez a funkció még nem működik, konkrétan ezt nem teszteltem, nem tudom P.Balázs tesztelte-e, de holnap megkérdezem majd, lehet ez a dupla home-olás kimaradt a firmware-ből.
Addig is átküldhetnéd a profil fájlt az UCCNC-hez és az XML-t a Mach3-hoz és megnézem mit csinál nálam a beállításaiddal.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 04, 01:05
Írta: 000000000 Dátum 2016 április 04, 01:05
A "nincs kapcsolat vagy korlátozott" azt minden OP rendszeren kiírja. Mivel nem jön a kapcsolaton sem internet sem TCP/IP csomagok, ezért írja ki a Windows. Szóval ettől az üzenettől nem kell megíjedni. Ha ping-re válaszol az UC400ETH akkor már nem lehet gond. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 04, 01:10
Írta: svejk Dátum 2016 április 04, 01:10
Természetesen külön kapcsoló külön pineken.
Köszönöm előre is ha megnézitek.
Sajnos az XML-t nem hoztam haza.
De semmi extra, alapbeállítások plusz a home bemenetek.
X, Z teszi a dolgát, csak ez a dupla nem veszi fel külön-külön.
Köszönöm előre is ha megnézitek.
Sajnos az XML-t nem hoztam haza.
De semmi extra, alapbeállítások plusz a home bemenetek.
X, Z teszi a dolgát, csak ez a dupla nem veszi fel külön-külön.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 04, 01:17
Írta: svejk Dátum 2016 április 04, 01:17
Még az is lehet, hogy most csináltam ilyet először, így máshogy értelmeztem az alábbit:
"Miután az UC400ETH mozgásvezérlőt csatlakoztattuk a hálózatra és feszültség alá
helyeztük várjunk néhány másodpercet, hogy az eszköz azonosíthassa magát a hálózaton."
Ebből jött le nekem az, hogy látnia kellene.
"Miután az UC400ETH mozgásvezérlőt csatlakoztattuk a hálózatra és feszültség alá
helyeztük várjunk néhány másodpercet, hogy az eszköz azonosíthassa magát a hálózaton."
Ebből jött le nekem az, hogy látnia kellene.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 04, 01:29
Írta: 000000000 Dátum 2016 április 04, 01:29
Igen, ezt így akár félre is lehet érteni.
Az eszköz azonosítja magát, mármint felépíti a kapcsolatot, de nem szolgáltat internetet és nem TCP/IP protokollal kommunikál, hanem UDP-vel, szóval így se tudja a Windows hogy milyen eszközről van szó, viszont elég, ha az UCCNC és a Mach3 tudja, hogy kihez kell beszélni. :)
Ha az UCCNC profilt átdobod e-mailben az is megteszi, gondolom Mach-ban is ugyanaz a beállítás. Mivel a Mach és UCCNC-vel is azt írtad, hogy ugyanúgy nem működik ez a funkció, ezért erős a gyanúm, hogy nincsen benne a firmware-ben.
Az eszköz azonosítja magát, mármint felépíti a kapcsolatot, de nem szolgáltat internetet és nem TCP/IP protokollal kommunikál, hanem UDP-vel, szóval így se tudja a Windows hogy milyen eszközről van szó, viszont elég, ha az UCCNC és a Mach3 tudja, hogy kihez kell beszélni. :)
Ha az UCCNC profilt átdobod e-mailben az is megteszi, gondolom Mach-ban is ugyanaz a beállítás. Mivel a Mach és UCCNC-vel is azt írtad, hogy ugyanúgy nem működik ez a funkció, ezért erős a gyanúm, hogy nincsen benne a firmware-ben.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 04, 08:37
Írta: svejk Dátum 2016 április 04, 08:37
sajnos nem tudok semmit küldeni, mert a gép ide 50 km-re van.
De mint írtam semmi extra, alapbeállítás.
X és Z kapcsolója közösítve a 10-es lábon -ez jól is működik.
Y kapcsolója a 11-es lábon
Y slave tengelye azaz az A kapcsolója a 12-es lábon.
Mindhárom bemenet actív LOW.
De mint írtam semmi extra, alapbeállítás.
X és Z kapcsolója közösítve a 10-es lábon -ez jól is működik.
Y kapcsolója a 11-es lábon
Y slave tengelye azaz az A kapcsolója a 12-es lábon.
Mindhárom bemenet actív LOW.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 04, 22:21
Írta: 000000000 Dátum 2016 április 04, 22:21
Azt gondolom, félreértettél. Természetesen értem én, eddig is értettem, hogy nem USB –s.
A kérdésem éppen arra vonatkozott, nem lenne e érdemes mindkét csatlakozási lehetőséget megoldani erre a kártyára.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 06, 00:29
Írta: 000000000 Dátum 2016 április 06, 00:29
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 06, 09:16
Írta: svejk Dátum 2016 április 06, 09:16
Itt is köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 április 06, 10:46
Írta: istvan58 Dátum 2016 április 06, 10:46
UC400ETH kérdés:
ennek az eszköznek az esetleges firmware frisitéseit etherneten keresztül lehet majd elvégezni?
Ha igen hol lesznek az uj firmwarek?
Mág valami , a topic cimet is kéne updatalni...USB/ETH-LPT átalakító... :)
ennek az eszköznek az esetleges firmware frisitéseit etherneten keresztül lehet majd elvégezni?
Ha igen hol lesznek az uj firmwarek?
Mág valami , a topic cimet is kéne updatalni...USB/ETH-LPT átalakító... :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 április 06, 14:25
Írta: kr97pwss2 Dátum 2016 április 06, 14:25
A mach3 plugin/Uccnc tartalmazza a firmware-t is, és automatikusan ellenőrzi és frissíti etherneten keresztül, hasonlóan mint az UC100 és UC300-nál.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 április 06, 14:51
Írta: istvan58 Dátum 2016 április 06, 14:51
Szuper, Köszi.
nem használtam UC100 és UC300 at sem.Ugy hogy nem tudtam.
És UCCN-nél hogy megy ez?
nem használtam UC100 és UC300 at sem.Ugy hogy nem tudtam.
És UCCN-nél hogy megy ez?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 április 06, 16:14
Írta: kr97pwss2 Dátum 2016 április 06, 16:14
Amikor elindul az UCCNC, akkor a kiválasztott mozgásvezérlőnek leellenőrzi a firmware verzióját, illetve, hogy nem sérült-e. Ha sérült a firmware vagy másik verzió van benne, akkor bootloader állapotba lép és frissíti. Ezek a folyamatok teljesen automatikusan mennek végbe, nem kell külső beavatkozás.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 április 06, 16:30
Írta: istvan58 Dátum 2016 április 06, 16:30
Köszönöm.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2f428kduf Dátum 2016 április 06, 17:41
Írta: 2f428kduf Dátum 2016 április 06, 17:41
Korábban, még a hőskorban volt egy olyan tanács: szűz gépet használjunk a Mach-hoz, amelyik még nem "látott" netet. Már láthat?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 08, 12:23
Írta: 000000000 Dátum 2016 április 08, 12:23
Mozgásvezérlővel a mozgások puffereltek és az időkritikus dolgokat nem a Windows végzi, hanem a mozgásvezérlő számolja és hajtja végre.
Szóval mozgásvezérlővel jóval kevésbé érzékeny a rendszer a Windows terheltségére.
A mi gépeinken mindegyiken van internet és még tervezni is szoktunk a gép futása közben ugyanazon a számítógépen gond nélkül.
Régebben Mach3-al csináltuk, mostanában UCCNC-vel és egyikkel se volt sosem ilyen jellegű probléma amit írsz.
Nyomtatóport-al már más a helyzet, mert ott ha a Windows-t leterheli valami akkor nem tud step jelet generálni, a mozgás megtorpanhat.
Persze azért extrém módon túlterhelni a Windows-t 100% CPU használattal több másodpercig mozgásvezérlővel se lehet, de a kisebb túlterhelések, amik a nyomtatóport driver-nek már problémát okoznak ezek mozgásvezérlőknek nem jelentenek problémát.
Szóval mozgásvezérlővel jóval kevésbé érzékeny a rendszer a Windows terheltségére.
A mi gépeinken mindegyiken van internet és még tervezni is szoktunk a gép futása közben ugyanazon a számítógépen gond nélkül.
Régebben Mach3-al csináltuk, mostanában UCCNC-vel és egyikkel se volt sosem ilyen jellegű probléma amit írsz.
Nyomtatóport-al már más a helyzet, mert ott ha a Windows-t leterheli valami akkor nem tud step jelet generálni, a mozgás megtorpanhat.
Persze azért extrém módon túlterhelni a Windows-t 100% CPU használattal több másodpercig mozgásvezérlővel se lehet, de a kisebb túlterhelések, amik a nyomtatóport driver-nek már problémát okoznak ezek mozgásvezérlőknek nem jelentenek problémát.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2f428kduf Dátum 2016 április 08, 16:44
Írta: 2f428kduf Dátum 2016 április 08, 16:44
Köszönöm, előbb-utóbb az UC100-at fogom használni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gvox Dátum 2016 április 09, 20:33
Írta: gvox Dátum 2016 április 09, 20:33
Üdvözlök Mindenkit!
Polgárdi Balázstól kérdezném:
Az általatok forgalmazott DG4S-160-35 ös vezélő
pwm impulzus szélességét meddig lehet növeni,
nekem 75-80%-ig sikerült, 180V-os tápnál ez -36V
Minden %-ra szükségem lenne
A 180V / 4200ford motornál 220V ra kéne vinnem a tápfeszt, a FETeket IRFP 264N re és az elkót
250V-osra cserélve. megoldható ez így?
Válaszodat előre is köszönöm
Polgárdi Balázstól kérdezném:
Az általatok forgalmazott DG4S-160-35 ös vezélő
pwm impulzus szélességét meddig lehet növeni,
nekem 75-80%-ig sikerült, 180V-os tápnál ez -36V
Minden %-ra szükségem lenne
A 180V / 4200ford motornál 220V ra kéne vinnem a tápfeszt, a FETeket IRFP 264N re és az elkót
250V-osra cserélve. megoldható ez így?
Válaszodat előre is köszönöm
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gvox Dátum 2016 április 09, 20:42
Írta: gvox Dátum 2016 április 09, 20:42
Még egy kérdés 1.1026 os verzió van telepítve
A főorsó vezérlés step-dir Az S potméter nem szabályoz- a % ablakban látni a változtatást, a diagnosztikai oldalon is rendben van. Mit nem állítottam be?
A főorsó vezérlés step-dir Az S potméter nem szabályoz- a % ablakban látni a változtatást, a diagnosztikai oldalon is rendben van. Mit nem állítottam be?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Szabó Zoltán Dátum 2016 április 09, 22:42
Írta: Szabó Zoltán Dátum 2016 április 09, 22:42
Kérdezném hogy a Debrecenben levő találkozón nem lesz akciós az UCCNC és az UC300 ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 09, 23:08
Írta: svejk Dátum 2016 április 09, 23:08
Ma tudtam élesben tesztelni, sajnos a gép tőlem 60 km-re van.
Slave tengely homolása oké mind az UCCNC mind a Mach3 alól.
De... ebbe az utolsó plugin file nevébe direkt került bele a %20 karakterek?
Ezzel így nem tudja a frimware-t frissíteni hibákat dob. Nem kevés időbe és ősz hajszálba került mire rájöttem, hogy át kell nevezni a file-t UC400ETHV1_005.DLL-re.
De van nagyobb baj is, úgy néz ki a mach3-mal nem jó az X interpolátora.
Küldöm a bővebb infókat magánban.
Slave tengely homolása oké mind az UCCNC mind a Mach3 alól.
De... ebbe az utolsó plugin file nevébe direkt került bele a %20 karakterek?
Ezzel így nem tudja a frimware-t frissíteni hibákat dob. Nem kevés időbe és ősz hajszálba került mire rájöttem, hogy át kell nevezni a file-t UC400ETHV1_005.DLL-re.
De van nagyobb baj is, úgy néz ki a mach3-mal nem jó az X interpolátora.
Küldöm a bővebb infókat magánban.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 09, 23:50
Írta: 000000000 Dátum 2016 április 09, 23:50
Sziasztok,
Gvox: A DG4S-16035 vezérlőt csak saját felelősségre módosítsd, mert módosított vezérlőre garanciát nem tudunk biztosítani, illetve szervizelni sem szervizeljük, ha változtatás történt a vezérlőben!
Emiatt csak zárójelben jegyzem meg, hogy nagyobb feszültségű Fet-ekkel is kell működjön, de a bemeneten az elektrolit kondenzátor 200V-os, ez is korlát.
Egyébként pedig a vezérlő mint bármelyik hasonló társa nem képes 100%-os kitöltést adni a dióda-pumpás Felső FET meghajtási mód miatt. A maximum PWM kitöltés kb. 88%.
A főorsó dologgal kapcsolatban egy kérdés mielőtt tanácsot adnék: Mach3-at vagy UCCNC szoftvert használsz?
Szabó Zoltán: Még nem biztos, hogy ott tudunk lenni a találkozón, de ha ott leszünk, akkor nagy valószínűséggel lesz akció. Pontosabb infót a találkozó előtt még fogunk adni amint körvonalazódnak a dolgok.
Svejk: Megkaptam a leveled, nemsokára átolvasom és válaszolok.
Gvox: A DG4S-16035 vezérlőt csak saját felelősségre módosítsd, mert módosított vezérlőre garanciát nem tudunk biztosítani, illetve szervizelni sem szervizeljük, ha változtatás történt a vezérlőben!
Emiatt csak zárójelben jegyzem meg, hogy nagyobb feszültségű Fet-ekkel is kell működjön, de a bemeneten az elektrolit kondenzátor 200V-os, ez is korlát.
Egyébként pedig a vezérlő mint bármelyik hasonló társa nem képes 100%-os kitöltést adni a dióda-pumpás Felső FET meghajtási mód miatt. A maximum PWM kitöltés kb. 88%.
A főorsó dologgal kapcsolatban egy kérdés mielőtt tanácsot adnék: Mach3-at vagy UCCNC szoftvert használsz?
Szabó Zoltán: Még nem biztos, hogy ott tudunk lenni a találkozón, de ha ott leszünk, akkor nagy valószínűséggel lesz akció. Pontosabb infót a találkozó előtt még fogunk adni amint körvonalazódnak a dolgok.
Svejk: Megkaptam a leveled, nemsokára átolvasom és válaszolok.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 09, 23:55
Írta: 000000000 Dátum 2016 április 09, 23:55
Svejk: A %20 dologra itt is válaszolok: Nálam nincs a fájl névben %20. Leírnád kérlek, hogy pontosan milyen néven töltődik le nálad a fájl? Mármint, hogy hol van benne %20 ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 09, 23:58
Írta: svejk Dátum 2016 április 09, 23:58
Ha a #858 hozzászólásom linkjére vagy az UC400 honlapján rákattintok akkor UC400ETH%20V1_005.mp3 file-t tölt le.
Mozillát használok minden gépemen.
Mozillát használok minden gépemen.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 10, 00:01
Írta: svejk Dátum 2016 április 10, 00:01
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 10, 00:02
Írta: svejk Dátum 2016 április 10, 00:02
Gondolom valami ékezet miatti kódolási hiba lehet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 10, 00:03
Írta: svejk Dátum 2016 április 10, 00:03
És persze a mach3 plugins könyvtárába is hibásan kerül be.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 április 10, 00:04
Írta: istvan58 Dátum 2016 április 10, 00:04
most próbáltam, Mozzilával ez jön le:
UC400ETH%20V1_005
de a WIN 10 böngészőjével OK.
UC400ETH%20V1_005
de a WIN 10 böngészőjével OK.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 10, 00:07
Írta: 000000000 Dátum 2016 április 10, 00:07
OK, köszönöm. Nálam a %20 helyén szóköz karakter van, megnézem mindjárt mint csinál Mozilla-val...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 10, 00:17
Írta: 000000000 Dátum 2016 április 10, 00:17
Megnéztem Mozilla-Firefox-al és azzal tényleg bele rak egy %20-at a fájl nevébe. Viszont mintha ez valami Firefox hiba lenne, mert gyorsan megnéztem és az UC100 és UC300 pluginjába is bele rakja a szóköz helyére a %20-at, pedig a fájl nevében amúgy nincsen %20 karakter és nem rémlik, hogy eddig lett volna ilyen gond. Az UC100 pluginja már régen nem volt pedig módosítva, legalább fél éve ugyanaz a fájl neve.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 10, 00:26
Írta: svejk Dátum 2016 április 10, 00:26
Ez érdekes... mit lehet tenni ilyenkor.
Vajon a mozilla írójai is ilyen gyorsak lesznek mint Ti? :))
De addig is valahogy jelezzétek a honlapotokon, mert én is nagyon megszívtam.
Gondolhatjátok amikor beállítok nagy arccal a kétmagos, 1GB-os videokarival ellátott "szuper" PC-vel, hogy itt már baj nem lehet, aztán dobálja a hibákat a firmware frissítés helyett.
Én meg süllyedek lefelé a padlóba...
Jut eszembe, ezzel az új pluginnal már nem cserélgeti a firmware-t ha egymás után váltogatom a Mach3-at és UCCNC futtatását.
nagyobb a hely az UC400ETH mikrovezérlőjében?
Vajon a mozilla írójai is ilyen gyorsak lesznek mint Ti? :))
De addig is valahogy jelezzétek a honlapotokon, mert én is nagyon megszívtam.
Gondolhatjátok amikor beállítok nagy arccal a kétmagos, 1GB-os videokarival ellátott "szuper" PC-vel, hogy itt már baj nem lehet, aztán dobálja a hibákat a firmware frissítés helyett.
Én meg süllyedek lefelé a padlóba...
Jut eszembe, ezzel az új pluginnal már nem cserélgeti a firmware-t ha egymás után váltogatom a Mach3-at és UCCNC futtatását.
nagyobb a hely az UC400ETH mikrovezérlőjében?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gvox Dátum 2016 április 10, 00:35
Írta: gvox Dátum 2016 április 10, 00:35
CNCdrive1: UCCNC 1.1026-UC300
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 10, 00:49
Írta: 000000000 Dátum 2016 április 10, 00:49
Svejk: Úgy néz ki sikerült megbütykölnöm, hogy Firefox-al se tegyen bele %20-at a fájl nevébe. A .php skriptet értelmezte kissé rosszul a Firefox. Légyszi nézzétek meg, hogy most nálatok is jó néven töltődik-e le?
Gvox: Ha a főorsó sebességét szeretnéd felülbírálni, akkor csak az I/O setup oldalon az SRO csatornára kell beállítanod annak az analog bemeneti csatornának a számát, ahová az analog jelet (potméter) kötöd, illetve a minimum és maximum % értékeket ami közt szeretnéd hogy szabályozza.
Mondjuk arra nem is emlékszem, hogy step/dir főorsót lehet-e SRO-val szabályozni, de meg fogom nézni és jelzem, hogy mi a helyzet vele.
Gvox: Ha a főorsó sebességét szeretnéd felülbírálni, akkor csak az I/O setup oldalon az SRO csatornára kell beállítanod annak az analog bemeneti csatornának a számát, ahová az analog jelet (potméter) kötöd, illetve a minimum és maximum % értékeket ami közt szeretnéd hogy szabályozza.
Mondjuk arra nem is emlékszem, hogy step/dir főorsót lehet-e SRO-val szabályozni, de meg fogom nézni és jelzem, hogy mi a helyzet vele.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 április 10, 00:58
Írta: istvan58 Dátum 2016 április 10, 00:58
Nálam is OK.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 10, 01:02
Írta: 000000000 Dátum 2016 április 10, 01:02
Szuper, köszi. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 10, 01:05
Írta: 000000000 Dátum 2016 április 10, 01:05
Svejk: Még annyit, hogy a weboldalon, az UC400ETH oldalán fent van ám az UCx00 automata telepítő is, amivel a fájlnév biztosan jó lesz és ha van fent régi UC400ETH plugin annak a törléséről is gondoskodik, illetve felteszi a plugin könyvtárba a Utility progit is, amivel a hálózatot be tudod hangolni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Szabó Zoltán Dátum 2016 április 10, 07:39
Írta: Szabó Zoltán Dátum 2016 április 10, 07:39
Válaszod köszönöm, gondolom hoztok is magatokkal mindent ha jöttök Debrecenbe.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 10, 10:05
Írta: svejk Dátum 2016 április 10, 10:05
Biztosan, de egyrészt ott nem volt internet, másrészt jobb ha látom mi történik.
pl. szerintem az is egy haszontalan, bosszantó találmány volt, hogy ha elindítod a *.m3p file-t akkor felrakja magát ahova kell de egyben ki is törlődik az eredeti.
Megyek pl. Piripócsra a pendrive-on az egyszem m3p fil-al.
Felrakom, aztán valamiért vissza kel állítani a régit majd újra az újat akkor már nincs meg a pendrive-on a file.
(és ez az igény ugye a tesztfázisban előfordul sokszor)
Most már tudom, hogy mindig kell egy biztonsági tartaléknak lennie külön valahol.
Értem én hogy ez az íróasztal mellet olyan nagyszerűnek tűnik, de a valóságban nem az, csak bosszúság adott eseteben a terepen.
pl. szerintem az is egy haszontalan, bosszantó találmány volt, hogy ha elindítod a *.m3p file-t akkor felrakja magát ahova kell de egyben ki is törlődik az eredeti.
Megyek pl. Piripócsra a pendrive-on az egyszem m3p fil-al.
Felrakom, aztán valamiért vissza kel állítani a régit majd újra az újat akkor már nincs meg a pendrive-on a file.
(és ez az igény ugye a tesztfázisban előfordul sokszor)
Most már tudom, hogy mindig kell egy biztonsági tartaléknak lennie külön valahol.
Értem én hogy ez az íróasztal mellet olyan nagyszerűnek tűnik, de a valóságban nem az, csak bosszúság adott eseteben a terepen.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 10, 10:09
Írta: svejk Dátum 2016 április 10, 10:09
No, letöltöttem azt az auto installert, az faca és ott vannak a régebbi plugin verziók is.
Szupi, piros pont!
Szupi, piros pont!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gvox Dátum 2016 április 10, 10:48
Írta: gvox Dátum 2016 április 10, 10:48
CNCdrive1! Köszönöm válaszodat
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 13, 14:04
Írta: 000000000 Dátum 2016 április 13, 14:04
Sziasztok,
Gvox: Megnéztük és a step/dir főorsóval egyelőre nem működik az analog SRO. Megpróbáljuk megoldani, hogy működjön, talán a következő verzióra meg is lesz.
Gvox: Megnéztük és a step/dir főorsóval egyelőre nem működik az analog SRO. Megpróbáljuk megoldani, hogy működjön, talán a következő verzióra meg is lesz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gvox Dátum 2016 április 13, 21:43
Írta: gvox Dátum 2016 április 13, 21:43
Köszönöm, türelmesen várok
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: izbeki Dátum 2016 április 14, 19:34
Írta: izbeki Dátum 2016 április 14, 19:34
Sziasztok! Problémám a következő: az UC100 vezérlőt szeretném használni,de
Mach3 betöltéskor "Plugin DLL Defective. Reload." üzenet jelenik meg, de csak XP Home rendszeren,
a Prof-al nincs semmi baja, tökéletesen működik. Valaki találkozott már ilyen hibával?
Mach3 betöltéskor "Plugin DLL Defective. Reload." üzenet jelenik meg, de csak XP Home rendszeren,
a Prof-al nincs semmi baja, tökéletesen működik. Valaki találkozott már ilyen hibával?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 14, 21:56
Írta: 000000000 Dátum 2016 április 14, 21:56
Szia,
A .NET framework 2.0-t fel kell telepíteni.
Le lehet tölteni a weboldalunkról az UC100 oldalán a letöltéseknél, vagy a Microsoft oldaláról.
A hibaüzenet egyébként tárgyalva van az UC100 adatlapjában is.
A .NET framework 2.0-t fel kell telepíteni.
Le lehet tölteni a weboldalunkról az UC100 oldalán a letöltéseknél, vagy a Microsoft oldaláról.
A hibaüzenet egyébként tárgyalva van az UC100 adatlapjában is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: izbeki Dátum 2016 április 15, 15:03
Írta: izbeki Dátum 2016 április 15, 15:03
Köszi az infót, de a Net framework fel van telepítve, sőt már leszedtem és újratelepítettem, de nem ez a baja.
További ötlet?
További ötlet?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 15, 15:52
Írta: 000000000 Dátum 2016 április 15, 15:52
Nos, a Mach3 nem ad semmi infót arról, hogy miért nem tudja futtatni a .dll-t, csak annyit ír bármi baja van, hogy "Defective plugin...".
Viszont azt tudjuk, hogy az UC100 pluginnak mire van szüksége ahhoz, hogy futni tudjon, 3 dolog:
1.) A .NET framework 2.0
2.) Visual C++ 2008 Redistributable
3.) Az USB driver
Ez utóbbi kettőt az UCx00 automata telepítő felrakja a gépre, viszont, legalább egyszer be kell dugd az UC100-at az USB portra, ahhoz, hogy a Windows aktiválja az USB drivert, hozzá tudja rendelni az előtelepített drivert az UC100-hoz.
Szóval a kérdés, hogy ez megtörtént-e, az UC100-at bedugtad-e az USB portra?
Amit még megnézhetsz, hogy az eszközkezelőben látható-e az UC100 motion controller az USB eszközök menüben (ehhez be kell dugva lennie az USB portba) és hogy zölddel pipálva van-e, vagyis működik-e a Windows szerint az eszköz?
Viszont azt tudjuk, hogy az UC100 pluginnak mire van szüksége ahhoz, hogy futni tudjon, 3 dolog:
1.) A .NET framework 2.0
2.) Visual C++ 2008 Redistributable
3.) Az USB driver
Ez utóbbi kettőt az UCx00 automata telepítő felrakja a gépre, viszont, legalább egyszer be kell dugd az UC100-at az USB portra, ahhoz, hogy a Windows aktiválja az USB drivert, hozzá tudja rendelni az előtelepített drivert az UC100-hoz.
Szóval a kérdés, hogy ez megtörtént-e, az UC100-at bedugtad-e az USB portra?
Amit még megnézhetsz, hogy az eszközkezelőben látható-e az UC100 motion controller az USB eszközök menüben (ehhez be kell dugva lennie az USB portba) és hogy zölddel pipálva van-e, vagyis működik-e a Windows szerint az eszköz?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: izbeki Dátum 2016 április 15, 16:21
Írta: izbeki Dátum 2016 április 15, 16:21
Valóban, az UC100-at bedugva a hiba megszűnt. Két másik gépre rakva nem emlékszem, hogy ilyen baja lett volna. Nagyon köszi a segítséget![#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2f428kduf Dátum 2016 április 15, 17:26
Írta: 2f428kduf Dátum 2016 április 15, 17:26
Én már harmadik napja vesződöm ugyanezzel. Egy öreg, alig 1000MHz-es lapi, nagyon akadozva vitte a "demo" gépemet, gondoltam az UC 100 talán segít.Most végre sikert értem el, szép simán viszi a ceruzát, a motorok hangja szép egyenletes. Miután mindent próbáltam, mindig valami újat követelt. Kínomba az UCx00 uatoinstaller-el próbálkoztam: no azzal sikerült.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 16, 23:41
Írta: 000000000 Dátum 2016 április 16, 23:41
Szia,
Örülök, hogy megoldódott.
Örülök, hogy megoldódott.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 18, 11:24
Írta: svejk Dátum 2016 április 18, 11:24
Balázs Mesterek, ti biztos tudjátok a választ.
Van az a relytélyes Sherline 1/2 pulse beállítása mch3-ban - én még sosem használtam- de egy kolléga esküszik rá, hogy csak az segített egy gyári léptetős hajtásnál.
Megnéztem szkópon a jelet de nem igazán tudtam kiértékelni az eredményt. :((
Szóval mit is csinál az pontosan?
Ha UCxxx átalakítót használunk akkor van jelentősége?
Van az a relytélyes Sherline 1/2 pulse beállítása mch3-ban - én még sosem használtam- de egy kolléga esküszik rá, hogy csak az segített egy gyári léptetős hajtásnál.
Megnéztem szkópon a jelet de nem igazán tudtam kiértékelni az eredményt. :((
Szóval mit is csinál az pontosan?
Ha UCxxx átalakítót használunk akkor van jelentősége?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 április 18, 12:27
Írta: kr97pwss2 Dátum 2016 április 18, 12:27
A Sherline 1/2 pulse üzemmód bekapcsolásánál LPT-nél a step jelek hoszabb ~20us ideig tartanak. Ez jótékony hatással van a lassabb optók működésére. A mi mozgásvezérlőinknél ez a funkció nincs figyelembe véve, mert a step jelek minden kernel frekvencián 50%-os fix kitöltéssel generálódnak. 25kHz-nél 20us, 50kHz-nél 10us, 100kHz-nél 5us, 200kHz-nél 2.5us, 400kHz-nél 1.25us.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 április 18, 14:27
Írta: 000000000 Dátum 2016 április 18, 14:27
Sziasztok,
Ígértem, hogy jelzem majd, hogy megyünk-e a debreceni talira. Polgárdi Balázs fog menni, gépet is visz és az UCCNC-t fogja bemutatni.
Mozgásvezérlőket a helyszínen nem lehet majd átvenni, mert azt nem fog vinni, rendeléseket viszont fel fog venni.
A rendeléseket a találkozót követő hétfőn tudjuk majd visszaigazolni és szállítani.
A találkozó ideje alatt UCxxx eszközökre leadott rendelésekre a következő választható kedvezményt biztosítjuk:
- A megvásárolt mozgásvezérlőkhöz igyenesen UCCNC license kulcs.
vagy
- 10% kedvezmény a mozgásvezérlő árából.
A kedvezmények egyike választható, annak megfelelően, hogy kinek melyik a szimpatikusabb.
Ígértem, hogy jelzem majd, hogy megyünk-e a debreceni talira. Polgárdi Balázs fog menni, gépet is visz és az UCCNC-t fogja bemutatni.
Mozgásvezérlőket a helyszínen nem lehet majd átvenni, mert azt nem fog vinni, rendeléseket viszont fel fog venni.
A rendeléseket a találkozót követő hétfőn tudjuk majd visszaigazolni és szállítani.
A találkozó ideje alatt UCxxx eszközökre leadott rendelésekre a következő választható kedvezményt biztosítjuk:
- A megvásárolt mozgásvezérlőkhöz igyenesen UCCNC license kulcs.
vagy
- 10% kedvezmény a mozgásvezérlő árából.
A kedvezmények egyike választható, annak megfelelően, hogy kinek melyik a szimpatikusabb.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 18, 17:43
Írta: svejk Dátum 2016 április 18, 17:43
Igen az látszik a szkópon, hogy elnyújtja a jelet és ilyenkor nincs hatása a motortuningban a step pulse beállításnak de valami történik még ott, csak lusta voltam a tárólolós szkópot beizzítani.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: PSoft Dátum 2016 április 18, 19:45
Írta: PSoft Dátum 2016 április 18, 19:45
Mach-nál, ha a lézer plugint használom, igen szembetűnő a Sherline 1/2 pulse hatása.:(
Ha be van kapcsolva/benn a pipa, látványos módon, az "X" tengelyre vetítve, két képet gravíroz.
Egymástól eltolva, egymásra, mint egy "szellemkép" jelenik meg a másik.
Az eltolás nagysága, függ az épp beállított sebességtől.(ez már, tapasztalat)
Ha kiveszem a pipát, megszűnik a jelenség.
Nem tudom miért a szellemkép, lehet, hogy csak a plugin hibája?...
Egyébként, a plugin leírása, említi is ezt.
De csak annyit ír, hogy kapcsold ki, mert különben, szellemkép lesz.:)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 18, 20:20
Írta: svejk Dátum 2016 április 18, 20:20
Ezek azok amik a kezdőknek és haladóknak egyaránt sok bosszúságokat okoznak.
Tegyük fel, hogy csak meghosszabbítja 20 us-ra a step jelet. Ekkor az elméleti max. kernel freki 50 kHz-lenne. De a setupban nyugodtan beállíthatsz 100 kHz-et.
Pedig ide is csak egy reteszfeltétel kellene mint a frekiváltó/mágneskapcsoló kombinációhoz. :))
Egyébként meg valóban meghosszabbítja alapból a H szintet, de ha azért kell, mert lassú az opto, vagy fogadóelektronika akkor az L szint sem meradhat tűimpulzus, annak is 20 us körül kell lennie és máris csak 25 kHz-ünk lehet a step freki.
No de hát így szeretjük mi ezet a Mach3-unkat....
Tegyük fel, hogy csak meghosszabbítja 20 us-ra a step jelet. Ekkor az elméleti max. kernel freki 50 kHz-lenne. De a setupban nyugodtan beállíthatsz 100 kHz-et.
Pedig ide is csak egy reteszfeltétel kellene mint a frekiváltó/mágneskapcsoló kombinációhoz. :))
Egyébként meg valóban meghosszabbítja alapból a H szintet, de ha azért kell, mert lassú az opto, vagy fogadóelektronika akkor az L szint sem meradhat tűimpulzus, annak is 20 us körül kell lennie és máris csak 25 kHz-ünk lehet a step freki.
No de hát így szeretjük mi ezet a Mach3-unkat....
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: iiidyyiy3 Dátum 2016 április 18, 21:36
Írta: iiidyyiy3 Dátum 2016 április 18, 21:36
Akinek korábbról van uc100 vezérlője ucnc licensz nélkül, azzal mi a helyzet? Tudom, az ember a kisujját nyújtja, és az egész karja kéne...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Szabó Zoltán Dátum 2016 április 18, 21:42
Írta: Szabó Zoltán Dátum 2016 április 18, 21:42
Köszönjük a felejánlást részemről élnék is a lehetőséggel!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 április 21, 10:14
Írta: istvan58 Dátum 2016 április 21, 10:14
A CNNdrive honlapján a "UCx00 automata telepítő Mach3 szoftverhez" ra kattintva ezt látom :
"Requested site: cncdrive.com /MC/UC300%20full%20auto%20installer/UCx00autoinstaller.zip was not found on our server."
"Requested site: cncdrive.com /MC/UC300%20full%20auto%20installer/UCx00autoinstaller.zip was not found on our server."
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 április 21, 10:16
Írta: svejk Dátum 2016 április 21, 10:16
hihetetlen, ebben a pillanatban akartam beírni ezt az infót.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ppxgww95 Dátum 2016 április 21, 10:22
Írta: ppxgww95 Dátum 2016 április 21, 10:22
Ezt próbáld:
UCx00autoinstaller.zip
UCx00autoinstaller.zip
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 április 21, 10:44
Írta: istvan58 Dátum 2016 április 21, 10:44
Köszi
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 április 21, 10:49
Írta: istvan58 Dátum 2016 április 21, 10:49
És már müxik... :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 07, 19:00
Írta: istvan58 Dátum 2016 május 07, 19:00
Sziasztok,
UC400ETH beépítve, egyenlőre MACH3 al mert az UCNC-t még nem tudtam a gépemre faragni, na meg még nincs kész az új kézikerék, a modbus-os meg csak Mah3-al megy.
Egy kérdésem lenne:
a főorsókat (2 van) mach3-bol vezérlem a PWM-el, (brushless DC motorok). A fordulatszám kijelzést ugy oldottam meg hogy a mach-ban beálitottem az index bemenetet és a brushless motor egyik hall szenzorának a jelét köttötem ide. Ez két impulzus fordulatonként, na de mindkét főorsóm külömböző áttételekel használható, az egyik 1:1. 1:2 és 2:1 el, a másik 1:1 és 2:1 el. Hogy a Mach ablakban a helyes fordulat jelenjen meg a "pulley ratio" értékel játszotam és erre gombokat és makrókat definiáltam.
Na de most az UC400 al a pulley ratio nem állit semmit, a helyes értéket a plugin configban tudom beállítani az " index prescale" értékel.
Amikor 1 van beírva akkor a motor fordulat dupláját irja ki, ez akkor jó amikor a 2:1 es áttételt használom. Amikor 2 van beírva akkor valós a motor fordulat, ez jó az 1:1 nél. Ha 4 van beírva akkor a motorfordulat felét láttom , ez jó a 2:1 áttételnél.
Na most amit szeretnék az hogy definiáljak 3 olyan gombot és makrót amivel az "index prescale" értéket tudnám átállitani 1,2 vagy 4 re.
Tud e valaki ebben tanácsot adni?
UC400ETH beépítve, egyenlőre MACH3 al mert az UCNC-t még nem tudtam a gépemre faragni, na meg még nincs kész az új kézikerék, a modbus-os meg csak Mah3-al megy.
Egy kérdésem lenne:
a főorsókat (2 van) mach3-bol vezérlem a PWM-el, (brushless DC motorok). A fordulatszám kijelzést ugy oldottam meg hogy a mach-ban beálitottem az index bemenetet és a brushless motor egyik hall szenzorának a jelét köttötem ide. Ez két impulzus fordulatonként, na de mindkét főorsóm külömböző áttételekel használható, az egyik 1:1. 1:2 és 2:1 el, a másik 1:1 és 2:1 el. Hogy a Mach ablakban a helyes fordulat jelenjen meg a "pulley ratio" értékel játszotam és erre gombokat és makrókat definiáltam.
Na de most az UC400 al a pulley ratio nem állit semmit, a helyes értéket a plugin configban tudom beállítani az " index prescale" értékel.
Amikor 1 van beírva akkor a motor fordulat dupláját irja ki, ez akkor jó amikor a 2:1 es áttételt használom. Amikor 2 van beírva akkor valós a motor fordulat, ez jó az 1:1 nél. Ha 4 van beírva akkor a motorfordulat felét láttom , ez jó a 2:1 áttételnél.
Na most amit szeretnék az hogy definiáljak 3 olyan gombot és makrót amivel az "index prescale" értéket tudnám átállitani 1,2 vagy 4 re.
Tud e valaki ebben tanácsot adni?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 08, 23:40
Írta: istvan58 Dátum 2016 május 08, 23:40
"Jut eszembe, ezzel az új pluginnal már nem cserélgeti a firmware-t ha egymás után váltogatom a Mach3-at és UCCNC futtatását."
én ma próbáltam először az UCCNC-t élesbe és nekem cserélgeti a firmware-t váltáskor
én ma próbáltam először az UCCNC-t élesbe és nekem cserélgeti a firmware-t váltáskor
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 május 09, 08:46
Írta: kr97pwss2 Dátum 2016 május 09, 08:46
Mach3-al makróból az Index prescale értéket nem lehet állítani. Amint időm engedi, megfejlesztem a mach3-as pluginban az pulley ratio figyelembevételét.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 09, 11:04
Írta: istvan58 Dátum 2016 május 09, 11:04
Köszönöm.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 12, 23:39
Írta: istvan58 Dátum 2016 május 12, 23:39
Sziasztok,
gondolkoztam egy darabig hogy melyik topikba irjam le a következőket, végül ide irok mert főleg a Balázs(..ék) véleményére számitok.
Anyit olvastam itt a fórumon már arról hogy a léptető motoros hajtás fő "jelemzője" a lépésvesztés hogy már kezdtem paranoiás lenni és mindég attol féltem hogy elcseszem amit csinálok. Már azon voltam hogy lecserélem a gépem hajtását szervóra de először elvégzek egy kiss tesztelést.
Elsőre az X tengelyre szereltem egy mérőórát és legeneráltam egy kb 13000 soros G kódot a Béni féle stressz teszt progival.


Majd homming után, X5 re lépve nulláztam a mérőórát.
Lefutatva a G kódot Mach3+ UC400ETH kombinációval a kód végén X5 re lépve 0.1mm volt az eltérés.
Pedig a motor tuning beálitások minimum 50% tartalékal vannak beálítva.
Majd ugyanaz a G kód lefutatva UCCNC-vel tökéletesen beált 0-ra a végén.
Ez a mach3 hibája lehett? Vagy az UC400 plugin hiba? Majd még kipróbálom mach3 LPT portról is és szerelek órákat a többi tengelyre is.
gondolkoztam egy darabig hogy melyik topikba irjam le a következőket, végül ide irok mert főleg a Balázs(..ék) véleményére számitok.
Anyit olvastam itt a fórumon már arról hogy a léptető motoros hajtás fő "jelemzője" a lépésvesztés hogy már kezdtem paranoiás lenni és mindég attol féltem hogy elcseszem amit csinálok. Már azon voltam hogy lecserélem a gépem hajtását szervóra de először elvégzek egy kiss tesztelést.
Elsőre az X tengelyre szereltem egy mérőórát és legeneráltam egy kb 13000 soros G kódot a Béni féle stressz teszt progival.
Majd homming után, X5 re lépve nulláztam a mérőórát.
Lefutatva a G kódot Mach3+ UC400ETH kombinációval a kód végén X5 re lépve 0.1mm volt az eltérés.
Pedig a motor tuning beálitások minimum 50% tartalékal vannak beálítva.
Majd ugyanaz a G kód lefutatva UCCNC-vel tökéletesen beált 0-ra a végén.
Ez a mach3 hibája lehett? Vagy az UC400 plugin hiba? Majd még kipróbálom mach3 LPT portról is és szerelek órákat a többi tengelyre is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 13, 00:32
Írta: 000000000 Dátum 2016 május 13, 00:32
Szia,
Mach3-hoz melyik UC400ETH plugin verzió van feltelepítve? Az 1.005 -ös verzió ami az első hivatalos kiadás volt hibás volt sajnos, igaz csak pár napig volt fent a weoldalunkon, ha az van fentelepítve nálad, akkor mindenképpen frissítsd.
A mostani verzió az 1.006 jól, megbízhatóan működik.
Egyébként a Mach3 és az UCCNC gyorsítási beállításai megegyeztek a tesztednél?
Azért kérdezem, mert a Mach3 pályageneráló algoritmusa hibás, gyakran túllépi a beállított gyorsítást, erről Polgárdi Balázs annó rakott is fel logikai analizátoros mérési képet, úgy emlékszem, hogy az UCCNC topikba.
Szóval ami gyorsítás paraméterrel az UCCNC-vel a gép biztonsággal lépésvesztés nélkül meg tud tenni, annak max. a felét adhatod meg gyorsításnak a Mach3-ban az említett pályagenerátor hibája miatt és ez még a legjobb eset sajnos. Extrém beállításoknál kimértünk egészen 8x-os túlgyorsítást/lassítást is Mach3-al, ami erősen magában hordozza a lépésvesztés lehetőségét léptetőmocis rendszernél. Az egyedüli megoldás, hogy erősen visszaveszed a gyorsítási paramétert a Mach motor tuningjában, annyira, hogy ne lépje túl a Mach3 a túlzott gyorsításával sem a géped tengelyeinek a gyorsítási képességét.
Mach3-hoz melyik UC400ETH plugin verzió van feltelepítve? Az 1.005 -ös verzió ami az első hivatalos kiadás volt hibás volt sajnos, igaz csak pár napig volt fent a weoldalunkon, ha az van fentelepítve nálad, akkor mindenképpen frissítsd.
A mostani verzió az 1.006 jól, megbízhatóan működik.
Egyébként a Mach3 és az UCCNC gyorsítási beállításai megegyeztek a tesztednél?
Azért kérdezem, mert a Mach3 pályageneráló algoritmusa hibás, gyakran túllépi a beállított gyorsítást, erről Polgárdi Balázs annó rakott is fel logikai analizátoros mérési képet, úgy emlékszem, hogy az UCCNC topikba.
Szóval ami gyorsítás paraméterrel az UCCNC-vel a gép biztonsággal lépésvesztés nélkül meg tud tenni, annak max. a felét adhatod meg gyorsításnak a Mach3-ban az említett pályagenerátor hibája miatt és ez még a legjobb eset sajnos. Extrém beállításoknál kimértünk egészen 8x-os túlgyorsítást/lassítást is Mach3-al, ami erősen magában hordozza a lépésvesztés lehetőségét léptetőmocis rendszernél. Az egyedüli megoldás, hogy erősen visszaveszed a gyorsítási paramétert a Mach motor tuningjában, annyira, hogy ne lépje túl a Mach3 a túlzott gyorsításával sem a géped tengelyeinek a gyorsítási képességét.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 13, 08:26
Írta: istvan58 Dátum 2016 május 13, 08:26
Szia Balázs,
1.006 verzió van telepítve. Motor tuning azonos mach3-al.
Amugy kézi próbálgatásokal simán tudja a 2-3 szorosát is bisztonságal. ( 8-szorosát nem próbáltam)
Akkor ugy látom 2 megoldás van számomra :
1. Szervósítok
2. UCCNC-sítek
mivel az UCCNC-lic megvan ez a célszerübb.
De itt akkor mindenképen lesznek kérdéseim.
Ami már most felmerül:
-Kézi kerék : ennek az elkészítése folyamatban
-Két főorsó kezelése.(gondolok ez menni fog)
-Ami viszon engem kicsit zavar az amiről már beszéltünk hogy az UCCNC cask X,Y,Z re számol előre pályakorlátokat. Nekem még minimum az A-ra is kéne ez a funkció. Várható ez a felylesztés valamikor?
1.006 verzió van telepítve. Motor tuning azonos mach3-al.
Amugy kézi próbálgatásokal simán tudja a 2-3 szorosát is bisztonságal. ( 8-szorosát nem próbáltam)
Akkor ugy látom 2 megoldás van számomra :
1. Szervósítok
2. UCCNC-sítek
mivel az UCCNC-lic megvan ez a célszerübb.
De itt akkor mindenképen lesznek kérdéseim.
Ami már most felmerül:
-Kézi kerék : ennek az elkészítése folyamatban
-Két főorsó kezelése.(gondolok ez menni fog)
-Ami viszon engem kicsit zavar az amiről már beszéltünk hogy az UCCNC cask X,Y,Z re számol előre pályakorlátokat. Nekem még minimum az A-ra is kéne ez a funkció. Várható ez a felylesztés valamikor?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 május 13, 12:16
Írta: svejk Dátum 2016 május 13, 12:16
G61 vagy G64 üzemmódban tesztelted?
Érdemes mindkettőben.
Figyeld mag a ciklusidőket is!
Érdemes mindkettőben.
Figyeld mag a ciklusidőket is!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 13, 13:21
Írta: istvan58 Dátum 2016 május 13, 13:21
Nem volt g61 vagy G64 a kódban, de a CV be volt pipálva akkor gondolom G64 volt.
Egyszerüen minden alapbeálitás volt. Beni progijával generáltam a kódot cask a feeedrate-et irtam át 800-ra.
Annyi hogy a mach3 look ahead alapban 20, UCCNC-be meg 300.
Egyszerüen minden alapbeálitás volt. Beni progijával generáltam a kódot cask a feeedrate-et irtam át 800-ra.
Annyi hogy a mach3 look ahead alapban 20, UCCNC-be meg 300.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: vjanos Dátum 2016 május 13, 14:15
Írta: vjanos Dátum 2016 május 13, 14:15
Ennek a Béni féle stressz teszt proginak az elérhetőségét meg tudnád adni?
Köszi.
Köszi.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 13, 14:26
Írta: istvan58 Dátum 2016 május 13, 14:26
http://benishare.weebly.com/geacutepstressz.html
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 13, 17:40
Írta: 000000000 Dátum 2016 május 13, 17:40
Én, amikor ilyen nyolcszoros ráhagyásokat hallok, olvasok, a szemem is jojózni kezd.
Azután nemsoká eszembe jut, „nem mind arany ami fénylik” mondás is.
De, remélem ezek a tünetek majd elmúlnak.
Én, 30% -os ráhagyással el vagyok a szervós és léptetős gépeimmel is. Sok év óta nem gyártottam selejtet a gépek hibájából.
Igaz, soha nem próbáltam mikronos tűréssel dolgozni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 13, 18:56
Írta: 000000000 Dátum 2016 május 13, 18:56
Sziasztok,
István: Próbáld meg exact stop módban is, ha ott nem téveszt poziciót, akkor a probléma biztosan a CV túlgyorsítással lesz és akkor csak az segít ha lejebb veszed a gyorsítást.
Illetve megpróbálhatod még egészen lassú gyorsítással is, hogy úgy mi történik, csak tesztelési célból.
István: Próbáld meg exact stop módban is, ha ott nem téveszt poziciót, akkor a probléma biztosan a CV túlgyorsítással lesz és akkor csak az segít ha lejebb veszed a gyorsítást.
Illetve megpróbálhatod még egészen lassú gyorsítással is, hogy úgy mi történik, csak tesztelési célból.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 május 13, 20:52
Írta: svejk Dátum 2016 május 13, 20:52
Igen, a CV a G64 üzemmód.
Érdemes berakni mindig a megfelelőt a kód első sorába, mert öröklődő, és új kód betöltésekor meglepetés érhet.
A Look Ahead értéke is nagyon fontos, főleg Cv (G64) üzemmódban. Célszerűen mindkét programot azonos beállítással teszteld.
Érdemes berakni mindig a megfelelőt a kód első sorába, mert öröklődő, és új kód betöltésekor meglepetés érhet.
A Look Ahead értéke is nagyon fontos, főleg Cv (G64) üzemmódban. Célszerűen mindkét programot azonos beállítással teszteld.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 14, 00:05
Írta: 000000000 Dátum 2016 május 14, 00:05
Danibá60: Azért nem gyártottál selejtet, amiért sokan mások sem, mert a gép beállítását úgy végezted el, hogy megnézted milyen beállítások azok amikkel nem téveszt lépést a rendszer és ahhoz képest még visszavettél mondjuk 30%-ot.
Ez pedig azt jelenti, hogy a gyorsítási paramétered annyi, amivel az időnkénti túlzott gyorsítást is elviselik a tengelyeid.
Viszont ez egyben az is jelenti, hogy a gépet mechanikailag és elektronikailag legalább 2x ekkora gyorsításokra lenne képes, ha ez a CV számítási hiba nem lenne a Machban.
Röviden ennyi a történet. Ha valakit jobban érdekel ez a probléma, akkor egyszerűen bárki kimérheti egy tárolós oszcilloszkóp vagy logikai analizátorral. Elég egyetlen csatornán mérni mondjuk az X tengely step jelét.
G64 módban például:
G0 X0
X1
X2
X3
A mérésen látszani fog, hogy a gyorsítás a beállítotthoz közeli rámpával történik míg a lassítás késve történik meg és a rámpa meredeksége nagyobb mint ami a motor tuningban be lett állítva.
Ez a tünet egyébként nem fog elmúlni hiszen a Mach3-at már nem fejlesztik.
Ez pedig azt jelenti, hogy a gyorsítási paramétered annyi, amivel az időnkénti túlzott gyorsítást is elviselik a tengelyeid.
Viszont ez egyben az is jelenti, hogy a gépet mechanikailag és elektronikailag legalább 2x ekkora gyorsításokra lenne képes, ha ez a CV számítási hiba nem lenne a Machban.
Röviden ennyi a történet. Ha valakit jobban érdekel ez a probléma, akkor egyszerűen bárki kimérheti egy tárolós oszcilloszkóp vagy logikai analizátorral. Elég egyetlen csatornán mérni mondjuk az X tengely step jelét.
G64 módban például:
G0 X0
X1
X2
X3
A mérésen látszani fog, hogy a gyorsítás a beállítotthoz közeli rámpával történik míg a lassítás késve történik meg és a rámpa meredeksége nagyobb mint ami a motor tuningban be lett állítva.
Ez a tünet egyébként nem fog elmúlni hiszen a Mach3-at már nem fejlesztik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 14, 10:40
Írta: istvan58 Dátum 2016 május 14, 10:40
Erdekes amit irtok. Az én gépem simán elvisel 2x es gyorsítást a beállítottnál. Tutti hogy nem szorul, nem kotyan. Na majd meg végzek néhány tesztet es meglatjuk mi a helyzett.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 14, 11:19
Írta: istvan58 Dátum 2016 május 14, 11:19
Valami egyszerű, gyorsabb teszt esetleg?
Ne keljen 2 órát várni a stresz teszt által generált kodra.
Ne keljen 2 órát várni a stresz teszt által generált kodra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gaben Dátum 2016 május 14, 11:47
Írta: gaben Dátum 2016 május 14, 11:47
Az UCCNC progi elérhető magyar nyelven is?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 14, 16:24
Írta: 000000000 Dátum 2016 május 14, 16:24
Csak a készítők tudnak magyarul. A progi nem. [#nevetes1]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 14, 16:32
Írta: 000000000 Dátum 2016 május 14, 16:32
Köszönöm a választ. Hasznos volt.
Valószínűleg igazad van. Igen, úgy csináltam a beállítást. Igényeimnek megfelel.
Majd egyszer ha lesz időm, elvégzem a tesztet.
És az összehasonlítást is az UCCNC –vel.
A kezdetekkor én nem kaptam meg az UC100 hoz a „próba” progit mint mások.
Így Mach3 al használom.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gaben Dátum 2016 május 14, 18:39
Írta: gaben Dátum 2016 május 14, 18:39
Kár, pedig támogatnám a fejlesztést. ;)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 14, 18:52
Írta: 000000000 Dátum 2016 május 14, 18:52
Sokan gondoljuk így, mint te. Többen forszíroztuk már. Miért nem kétnyelvű. De mást nem tehetünk. Magyar nyelvű területen biztos megdobná a használók számát. De, teljes az elzárkózás. Majd talán egyszer, valaki lefordítja Magyarra a magyar programot.
Sokan tettünk, teszünk erőfeszítéseket más angol nyelvű program lefordítására.
Ano, véletlen se gondoltam, hogy ez nem lesz Magyar nyelvű (is)
Kaptam rá magyarázatot. De az nem változtat semmin.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2016 május 14, 19:03
Írta: dezsoe Dátum 2016 május 14, 19:03
Komolyan nem értem a nyelvi problémát. A Mach3-at is csak lefordította valaki, az UCCNC-nél is szabad a pálya. A képernyő szabadon szerkeszthető, sőt, most már van beépített eszköz is hozzá. A gombok feliratait valami rajzoló programmal át lehet írni. Aki egy kicsit jártas a grafikai cuccokban, az egy pár óra alatt az egészet megcsinálja. Biztosan örülni fognak mások is, ha lesz magyarított verzió.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2016 május 14, 19:05
Írta: designr Dátum 2016 május 14, 19:05
Szerintem te nem érted a kérdezőket..magyar programról lévén sz ez visszafordítást jelent..
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 14, 19:09
Írta: 000000000 Dátum 2016 május 14, 19:09
Ha, te így tudod. Készítsd el. Nem csak a gombokról van szó ugye.
Sztem, a magyar készítőnek egyszerűbb lett volna. Mint így utólag minden szöveget is.
És a készítő/forgalmazónak anyagi érdeke is lenne.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 14, 19:11
Írta: 000000000 Dátum 2016 május 14, 19:11
[#eljen]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2016 május 14, 19:12
Írta: dezsoe Dátum 2016 május 14, 19:12
Értem én, hogy visszafordítás, de a probléma felvetés szerintem nem erről szól, hanem arról, hogy a fejlesztők miért nem írták kétnyelvűre. (Az UCCNC topikban is volt ez már többször kérdés.) Erre írtam azt a véleményem, hogy ha kell és a fejlesztők mégsem akarják, akkor neki kell ülni és megcsinálni. Nem vagyok otthon Mach-ban, de gyanítom, hogy ha van hozzá magyar felület, akkor azt nem a gyártó készítette, hanem valamelyik lelkes felhasználó. A lehetőség itt is adott.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2016 május 14, 19:17
Írta: dezsoe Dátum 2016 május 14, 19:17
Az adott ssf file-ban a szövegek olvashatók, tehát akár jegyzettömbbel átírhatók. A nagyobb munka a képek átírása. Ezeken kívül van egy-két hibaüzenet, azoknak a szövege a profil file-ban van, így szintén átírható jegyzettömbbel.
A szöveges rész átírásával nincs semmi bajom, de a grafikához teljesen sügér vagyok, mivel sosem érdekelt. Ha egy képen kell egy átlátszó szín, akkor a mai napig előveszem a gondosan elmentett leírást és fél óra alatt nyomkodom végig. Aki ezzel foglalkozik, az nagyjából 20-25 másodperc alatt végez ezzel a feladattal... :)
A szöveges rész átírásával nincs semmi bajom, de a grafikához teljesen sügér vagyok, mivel sosem érdekelt. Ha egy képen kell egy átlátszó szín, akkor a mai napig előveszem a gondosan elmentett leírást és fél óra alatt nyomkodom végig. Aki ezzel foglalkozik, az nagyjából 20-25 másodperc alatt végez ezzel a feladattal... :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gaben Dátum 2016 május 14, 19:20
Írta: gaben Dátum 2016 május 14, 19:20
Valószínűleg inkább az angolomat kellene erősítenem. Sajnos a magyar nyelvet nem jegyzik sehol. Kis ország vagyunk ha tetszik ha nem.
De ha valaki megcsinálná, beszállnék a költségekbe.
De ha valaki megcsinálná, beszállnék a költségekbe.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 14, 19:54
Írta: 000000000 Dátum 2016 május 14, 19:54
Már csak, megfelelő angol tudásra volna szükség. Ami ugye a program, szövegírójának nem lett volna feltétel. A Magyarításhoz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2016 május 14, 20:09
Írta: dezsoe Dátum 2016 május 14, 20:09
Hehe! :) Nekem meg magyar tudásra. :) Bár az élet furcsasága folytán már másodszor keveredek CNC gépek közelébe, semmilyen szakmai hátterem nincs hozzá. Ennek megfelelően a magyar szakkifejezések jelentős részét nem ismerem. Először a ྖ-es években Németországban programoztam CNC gépeket, akkor németül tanultam meg a szükséges kifejezéseket. Manapság szórakozásból építgetem most már a második gépemet, ehhez a neten olvasgatok a témában, persze angolul. Az a pár magyar kifejezés, amit tudok, itt a fórumon ragadt rám.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 14, 20:17
Írta: 000000000 Dátum 2016 május 14, 20:17
Na, ezt jól kibeszéltük. De, legalább nem változik semmi. A változatlanságnak is vannak előnyei. [#nevetes1] [#wave]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 május 14, 21:55
Írta: svejk Dátum 2016 május 14, 21:55
Jobb ha ezek a kifejezések angolul rögződnek.
Sok dolognak nincs is frappáns magyar megfelelője, csak körbe lehet írni.
Netalán ha valaki innen indul neki az igazi CNC világnak annak is csak előny lehet ha már angolul tudja.
Bár meg kell jegyezni hogy az országba került ipari gépek jelentős többsége német nyelvterületről származik, és sok esetben nincs is lehetőség más nyelvre állítani, tehát azt is jó ha megtanulja a felhasználó.
Sok dolognak nincs is frappáns magyar megfelelője, csak körbe lehet írni.
Netalán ha valaki innen indul neki az igazi CNC világnak annak is csak előny lehet ha már angolul tudja.
Bár meg kell jegyezni hogy az országba került ipari gépek jelentős többsége német nyelvterületről származik, és sok esetben nincs is lehetőség más nyelvre állítani, tehát azt is jó ha megtanulja a felhasználó.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 14, 22:32
Írta: 000000000 Dátum 2016 május 14, 22:32
Valamikor gyerekkoromban hallottam. Akkor ha valaki megmagyarázta alibi szöveggel, mit miért nem, vagy miért igen.
„Az ördögöt kérdezték, miért dugtad meg anyádat? Sötétben nem láttam, hogy ki az.”
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: VViktor Dátum 2016 május 16, 08:00
Írta: VViktor Dátum 2016 május 16, 08:00
Béni Gépstressze Windows-os változat. Béni engedélyével :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: sanyi84 Dátum 2016 május 16, 13:10
Írta: sanyi84 Dátum 2016 május 16, 13:10
Akkor ezért érhető el a linuxcnc nél és az uccnc nél is más más eredmény?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 17, 09:27
Írta: istvan58 Dátum 2016 május 17, 09:27
ezzel az a gond hogy a Z szorzót nem fogadja el pl. 0,6 nak.
Vagyis nem fogad el csak egész számot. Ugyanez a szögnövekménynél is.
Vagyis nem fogad el csak egész számot. Ugyanez a szögnövekménynél is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 17, 10:17
Írta: 000000000 Dátum 2016 május 17, 10:17
Pontot raksz a vessző helyett?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 17, 10:40
Írta: istvan58 Dátum 2016 május 17, 10:40
ugysem
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: VViktor Dátum 2016 május 17, 17:48
Írta: VViktor Dátum 2016 május 17, 17:48
Szia. Jogos ennyire nem néztem meg a dolgot de akkor átírom majd ;)
Én csak egész számokkal dolgoztam :)
Én csak egész számokkal dolgoztam :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 17, 19:34
Írta: istvan58 Dátum 2016 május 17, 19:34
Szia Balázs,
kisérlet megismételve,
Most is CV módban de a look ahead most 300 annyi mint az UCCNC be, de a gyorsulást levettem 800-ról 500-ra. A gép simán veszi a négyszeresét is lépésvesztés nélkül rövid teszteken.
Na de most ujra lefutatva ugyanazta G kódot a végén 0.1mm ert mászot el Mach3 ba futattva....de most másik irányba mint a múltkor...ki érti ezt ??
kisérlet megismételve,
Most is CV módban de a look ahead most 300 annyi mint az UCCNC be, de a gyorsulást levettem 800-ról 500-ra. A gép simán veszi a négyszeresét is lépésvesztés nélkül rövid teszteken.
Na de most ujra lefutatva ugyanazta G kódot a végén 0.1mm ert mászot el Mach3 ba futattva....de most másik irányba mint a múltkor...ki érti ezt ??
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 17, 20:35
Írta: istvan58 Dátum 2016 május 17, 20:35
További kisérlet:
generáltam egy rövidebb kódot, ennek a végén 0.01mm az eltérés, 3-4 szer lefutatva már 0.03mm.
Ugyanaz paralel portal tökéletes, "0" mm tévedés.
Most éppen fut a hosszabik kód amelyikel 0.1mm volt a végén a hiba. Most majd meglátjuk paralel portal mennyi.
generáltam egy rövidebb kódot, ennek a végén 0.01mm az eltérés, 3-4 szer lefutatva már 0.03mm.
Ugyanaz paralel portal tökéletes, "0" mm tévedés.
Most éppen fut a hosszabik kód amelyikel 0.1mm volt a végén a hiba. Most majd meglátjuk paralel portal mennyi.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 május 17, 21:54
Írta: kr97pwss2 Dátum 2016 május 17, 21:54
Szia István, el tudod küldeni nekem a teszt Gkódot és az XML fájlodat? Megvizsgálnám én is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 17, 21:58
Írta: istvan58 Dátum 2016 május 17, 21:58
teszt kész, összefoglaló:
a #904 ben leírt G kód, 13000 sor.
UC400ETH + UCCNC: hiba a kód végén 0mm
UC400ETH + Mach3: hiba a kód végén 0.1mm !!!
Mach3 parallel portal: hiba a kód végén 0mm.
csak az X tengelyt mértem egyenlőre, és egyértelmű hogy a Mach3 + UC400ETH kombinációval nincs rendbe valami.
a #904 ben leírt G kód, 13000 sor.
UC400ETH + UCCNC: hiba a kód végén 0mm
UC400ETH + Mach3: hiba a kód végén 0.1mm !!!
Mach3 parallel portal: hiba a kód végén 0mm.
csak az X tengelyt mértem egyenlőre, és egyértelmű hogy a Mach3 + UC400ETH kombinációval nincs rendbe valami.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 17, 22:07
Írta: istvan58 Dátum 2016 május 17, 22:07
Szia Balázs,
mindjárt küldöm,
LPT portal XP allat megy , UC400ETH az win 7-el.
De van egy tippem:
nem az a baj vajon hogy a Béni féle stress teszt nagyon nagy felbontásu számokat generál? azt hiszem több mint 10 számjegy van a tizedes vessző után. De mindjárt küldöm.
mindjárt küldöm,
LPT portal XP allat megy , UC400ETH az win 7-el.
De van egy tippem:
nem az a baj vajon hogy a Béni féle stress teszt nagyon nagy felbontásu számokat generál? azt hiszem több mint 10 számjegy van a tizedes vessző után. De mindjárt küldöm.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 17, 22:31
Írta: istvan58 Dátum 2016 május 17, 22:31
elküldtem a file-okat a info@polgardidesign.hu ra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 18, 10:05
Írta: 000000000 Dátum 2016 május 18, 10:05
Istvan58: A kódot megkaptuk köszönjük. Elkezdtük vizsgálni a dolgot, amint sikerül kideríteni valamit fogjuk jelezni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 18, 20:48
Írta: istvan58 Dátum 2016 május 18, 20:48
Szia Balázs,
annyi hogy az elküldött XML-be az egyik verzióban 1500 as gyorsulás van az X-en. De a teszt nem ennyivel ment. A biztonság kedvéért ujra futtatom a kódot, most lett vége XP allat LPT portal, eltérés 0.01mm, ez elvileg dilatáció lehet. Az orsó szabad végén van a home pozíció. Most elinditotam UC400 al is ujra 500 as gyorsulásal.
annyi hogy az elküldött XML-be az egyik verzióban 1500 as gyorsulás van az X-en. De a teszt nem ennyivel ment. A biztonság kedvéért ujra futtatom a kódot, most lett vége XP allat LPT portal, eltérés 0.01mm, ez elvileg dilatáció lehet. Az orsó szabad végén van a home pozíció. Most elinditotam UC400 al is ujra 500 as gyorsulásal.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 18, 22:39
Írta: istvan58 Dátum 2016 május 18, 22:39
Hiba ujra validálva, most már rajtatok a sor :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2016 május 21, 06:20
Írta: ANTAL GÁBOR Dátum 2016 május 21, 06:20
Balázs (ék) ! az Uc 400 ET IDC 26 os lábán kijövő 5 Vdc hány milliamperral terhelhető ?
( ipari encodert ( encodereket ) működtetnék róla )
( ipari encodert ( encodereket ) működtetnék róla )
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 május 21, 09:51
Írta: kr97pwss2 Dátum 2016 május 21, 09:51
100-200 mA-el lehet nyugodtan terhelni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 május 21, 09:54
Írta: kr97pwss2 Dátum 2016 május 21, 09:54
Készítettem egy javítás, ha időd engedi próbáld ki ezzel is: UC400ETH V1_007
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 21, 10:22
Írta: istvan58 Dátum 2016 május 21, 10:22
Köszömöm,
kipróbálom ma.
De érdekelne hogy találtatok valamit vagy nálam van a gond?
kipróbálom ma.
De érdekelne hogy találtatok valamit vagy nálam van a gond?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 május 21, 10:32
Írta: kr97pwss2 Dátum 2016 május 21, 10:32
A Dir jel váltásának időzítésén módosítottam, mert túl kicsire volt állítva.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 21, 12:04
Írta: istvan58 Dátum 2016 május 21, 12:04
ez megmagyaráza a hibát, mert valóban a sok kicsi lépésekből jött össze a hiba.
2 óra és lesz eredmény :)
2 óra és lesz eredmény :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 21, 15:23
Írta: istvan58 Dátum 2016 május 21, 15:23
elinditottam a 13000 soros kódot, kb 10000 ezernél néztem rá amikor néhány recsenést hallotam, lépésvesztésre gyanakodtam, leállítottam és 0.2 mm eltérés volt az X-en.
De ezt most valószinü azzal okoztam hogy a gyorsulást felvittem 800-ra mivel kézi próbáknál 1500-al simán megy. Na de lehet itt valószínüleg a Mach3 ezt tullépte mit ahogy már erröl eset szó.
Most ujra fut 500 as gyorsulásal.
De ezt most valószinü azzal okoztam hogy a gyorsulást felvittem 800-ra mivel kézi próbáknál 1500-al simán megy. Na de lehet itt valószínüleg a Mach3 ezt tullépte mit ahogy már erröl eset szó.
Most ujra fut 500 as gyorsulásal.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 21, 18:45
Írta: istvan58 Dátum 2016 május 21, 18:45
Test OK.
500 as gyorsulásal X tengelyen NINCS HIBA!
többi tengelyen nincs óra de gondolom azok is jók. De hamarosan szerelek minden tengelyre órákat.
Amúgy tervezem az átállást UCNC re csak még várok egy kis "upgrade" re :).
Például az A tengely mozgáshatárok kiszámítása és figyelmeztetése ha túllépem a szoft limitet. Hasonlóan az X,Y,Z tengelyekre.
500 as gyorsulásal X tengelyen NINCS HIBA!
többi tengelyen nincs óra de gondolom azok is jók. De hamarosan szerelek minden tengelyre órákat.
Amúgy tervezem az átállást UCNC re csak még várok egy kis "upgrade" re :).
Például az A tengely mozgáshatárok kiszámítása és figyelmeztetése ha túllépem a szoft limitet. Hasonlóan az X,Y,Z tengelyekre.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 21, 23:39
Írta: istvan58 Dátum 2016 május 21, 23:39
Ajaj...valami mégsem kerek [#nemtudom]
Mach3+LPT 1000mm/sec2 gyorsulással nem téveszt...
Mach3+LPT 1000mm/sec2 gyorsulással nem téveszt...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 május 22, 09:45
Írta: svejk Dátum 2016 május 22, 09:45
Felrakhatnád a tárba a G-kódot amivel tesztelsz, hátha más is kedvet kap hozzá.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 22, 10:26
Írta: istvan58 Dátum 2016 május 22, 10:26
lehet az kéne, de talan eleg ha kimasolom a Béni féle progi paramétereit és legeneréljátok.
Amugy a térhely az mindenki számára hozáférhető?
Boszantó az hogy jobb a Mach3+LPT mint a Mach3+UC400ETH
Amugy a térhely az mindenki számára hozáférhető?
Boszantó az hogy jobb a Mach3+LPT mint a Mach3+UC400ETH
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 május 22, 10:33
Írta: svejk Dátum 2016 május 22, 10:33
Akkor az a kód már nem ugyanaz lesz mint amivel most Te tesztelsz. :(
A teszt akkor teszt, ha ugyanaz, illetve csak mindig 1 paramétert szabad változtatni, esetünkben a gépet.
Aki kap hozzá jelszót, annak elérhető.
A teszt akkor teszt, ha ugyanaz, illetve csak mindig 1 paramétert szabad változtatni, esetünkben a gépet.
Aki kap hozzá jelszót, annak elérhető.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 május 22, 10:36
Írta: svejk Dátum 2016 május 22, 10:36
Ment mail magánban.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 22, 10:45
Írta: istvan58 Dátum 2016 május 22, 10:45
Szia,
Ok, de megkérlek tedd fel Te ha van kis időd, most éppen a reggeli utra készülök Mexikóba :(
Ezt küldtem el Balázséknak.
Ok, de megkérlek tedd fel Te ha van kis időd, most éppen a reggeli utra készülök Mexikóba :(
Ezt küldtem el Balázséknak.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 22, 10:45
Írta: istvan58 Dátum 2016 május 22, 10:45
emailbe elküldtem
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 május 22, 10:50
Írta: svejk Dátum 2016 május 22, 10:50
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 május 22, 10:57
Írta: svejk Dátum 2016 május 22, 10:57
Hú, vazze!
Nem lehetett volna valami életszerűbbet generálni?
Vagy talán tudja a Géped Z tengelye az Attométer felbontást???
Nem lehetett volna valami életszerűbbet generálni?
Vagy talán tudja a Géped Z tengelye az Attométer felbontást???
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 május 22, 11:00
Írta: svejk Dátum 2016 május 22, 11:00
Értem én hogy tesztelünk meg mérünk, de a valóságtól való egy nagyságrend eltérés is elég lenne.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 május 22, 11:01
Írta: kr97pwss2 Dátum 2016 május 22, 11:01
Nálam minden rendben volt, igaz én nem mechanikával teszteltem, hanem egy szervó végfokkal megszámoltattam a step/dir jeleket. A teszt kezdetekor a servo kunfigurátor programjában nulláztam a számlálót, majd a teszt végén megnéztem a különbséget. Nálam nem volt különbség!! Pedig kipróbáltam többféle gyorsítással is, köztük egész extrém értékekkel is. Logikai analizátorral is végigmértem a jeleket, amit szintén jónak találtam. Ennek ellenére előfordulhat, hogy van még benne valami hiba, de jó lenne a teszt beállításokat dokumentálni illetve meghatározni, hogy ugyan azzal a beállításokkal tudjam én is tesztelni.
Kérdésem, még, hogy hányszor próbáltad u.a. a kódot 1000-es gyorsítással? Másik kérdésem mindig ugyanott volt lépésvesztés vagy random jelleggel fordul elő? Továbbá a kék led néha bevillan az UC400ETH-n?
Kérdésem, még, hogy hányszor próbáltad u.a. a kódot 1000-es gyorsítással? Másik kérdésem mindig ugyanott volt lépésvesztés vagy random jelleggel fordul elő? Továbbá a kék led néha bevillan az UC400ETH-n?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 május 22, 11:02
Írta: svejk Dátum 2016 május 22, 11:02
A mezei G-kódoknál is jelentkezik a "hiba"?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 május 22, 11:05
Írta: svejk Dátum 2016 május 22, 11:05
Anno a kezdetek kezdetén csináltam egy külső fizikai előre-hátra számlálót a step-dir kimenetre, majd előkeresem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 május 22, 11:07
Írta: svejk Dátum 2016 május 22, 11:07
Béni ezt a tesztet bizonyára ipari gépeken is futattja, de vajon azok elfogadják ezt az irdatlan sok tizedesjegyet?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 22, 11:38
Írta: istvan58 Dátum 2016 május 22, 11:38
Ezt kérdeztem én is Balázstól.
Na de:
Mach3+LPT az OK
UCCNC+UC400ETH az OK
Mach3+ UC400ETH , nem igazán jó.
Na de:
Mach3+LPT az OK
UCCNC+UC400ETH az OK
Mach3+ UC400ETH , nem igazán jó.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 22, 11:56
Írta: istvan58 Dátum 2016 május 22, 11:56
Amúgy Beni felrakta a fóráskódot is. Ha valaki átírná kevesebb tizedesre az jó lenne.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 22, 12:02
Írta: istvan58 Dátum 2016 május 22, 12:02
Szia,
sajnos nem tudom hol volt a lépésvestés, csaka végén léttam az eltérést.
Mert ugye egyszer 500 as gyorsitásal jónak tünt.
LPT vel 2 szer lement hiba nélkül 1000 es gyorsításal.
Mindenesetre jó lenne megtalálni a hibát.
Annyit tudok még ma csinálni hogy elinditom vagy 2 szer még LPT vel és 1000 es gyorsítésal aztán ugyanazt UC300 al.
sajnos nem tudom hol volt a lépésvestés, csaka végén léttam az eltérést.
Mert ugye egyszer 500 as gyorsitásal jónak tünt.
LPT vel 2 szer lement hiba nélkül 1000 es gyorsításal.
Mindenesetre jó lenne megtalálni a hibát.
Annyit tudok még ma csinálni hogy elinditom vagy 2 szer még LPT vel és 1000 es gyorsítésal aztán ugyanazt UC300 al.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 22, 12:09
Írta: 000000000 Dátum 2016 május 22, 12:09
A kernel frekvencia beállítás azonos volt az LPT és az UC400ETH teszteknél?
Ez azért fontos kérdés, mert UC400ETH-nál 100kHz az alapbeállítás. LPT port drivernél pedig 25kHz. Az impulzusok 4x rövidebbek ami akár probléma is lehet egyes vezérlőknek ha nem bírják átvinni a nagy frekit/rövid impulzusokat.
Ez azért fontos kérdés, mert UC400ETH-nál 100kHz az alapbeállítás. LPT port drivernél pedig 25kHz. Az impulzusok 4x rövidebbek ami akár probléma is lehet egyes vezérlőknek ha nem bírják átvinni a nagy frekit/rövid impulzusokat.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 22, 12:24
Írta: 000000000 Dátum 2016 május 22, 12:24
Ha van UC300-ad is, akkor ha azzal is letudod futtatni párszor annak az eredménye fontos infó lenne számunkra.
És a kernel freki beállítást légyszi ne felejtsd el megnézni, hogy ugyanaz-e, mert az önmagában okozhat különbséget és problémát ha nagyobb a kernel freki, szóval jó lenne azonos kernel freki beállítással tesztelni, ha összehasonlítasz.
És a kernel freki beállítást légyszi ne felejtsd el megnézni, hogy ugyanaz-e, mert az önmagában okozhat különbséget és problémát ha nagyobb a kernel freki, szóval jó lenne azonos kernel freki beállítással tesztelni, ha összehasonlítasz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 22, 13:29
Írta: istvan58 Dátum 2016 május 22, 13:29
Szia Sajnos nincs UC300 am.
Amugy épen most gondoltam én is a kernel frekire. LPT configban 60Khz, mig UC400 al 100khz.
Ugy hogy megpróbálom még 50khz-en is.
Peddig a meghajtóim tudják a 200khz-et.
Na de majd ráteszek egy szkópot ha 50Khz-el jó lesz.
Lehet lekerekiti a jeleket.
Amúgy most generéltam egy rövidebb kódot, 1200 as gyorsulásal hibamentes volt LPT-n. Most fut az UC400 al
Amugy épen most gondoltam én is a kernel frekire. LPT configban 60Khz, mig UC400 al 100khz.
Ugy hogy megpróbálom még 50khz-en is.
Peddig a meghajtóim tudják a 200khz-et.
Na de majd ráteszek egy szkópot ha 50Khz-el jó lesz.
Lehet lekerekiti a jeleket.
Amúgy most generéltam egy rövidebb kódot, 1200 as gyorsulásal hibamentes volt LPT-n. Most fut az UC400 al
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 22, 14:21
Írta: 000000000 Dátum 2016 május 22, 14:21
Szia,
Az UC300-at azért kérdeztem, mert UC300-at írtál a #973-ban, de akkor ezek szerint elgépelés volt csak.
Renden, próbáld ki kérlek 50kHz-en, hogy nagyjából azonos impulzushosszakkal legyen összehasonlítva.
Az UC300-at azért kérdeztem, mert UC300-at írtál a #973-ban, de akkor ezek szerint elgépelés volt csak.
Renden, próbáld ki kérlek 50kHz-en, hogy nagyjából azonos impulzushosszakkal legyen összehasonlítva.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 22, 19:12
Írta: istvan58 Dátum 2016 május 22, 19:12
Igen, elírás volt az UC300.
Akkor most összefoglalom a ma elvégzett teszteket:
Generáltam egy rövidebb kódot és kissé durvább beállításokat írtam a Mach3 ba hogy kihozzam a hibát minél hamarébb.
Setup1:
Mach3+LPT
Gyorsulás 1200
Kernel 60Khz.
Setup2:
Mach3+UC400ETH
Gyorsulás 1200
Kernel 100Khz.
Setup3:
Mach3+UC400ETH
Gyorsulás 1200
Kernel 50khz.
XML file-okat és a g kódot küldöm emailben.
Tapasztalatok:
Mach3+UC400ETH, 100Khz
246. nagy ugrás, megált Y lépésvesztés miatt.
AM882 driver bizonyos sebesség felet kikapcsol lépésvesztéskor.
Újra indítás akkor az 519 sornál ugyanaz.
Mach3+UC400ETH 50khz kernel:
KB 278-280 as sornál lépésvesztést hallottam, de most nem ált meg, de 500. sornál megállítottam, X tengelyen 0.2mm eltérés.
Majd Mach3+LPT, 60Khz kernel:
Minden gond nélkül lefutott, a kód végén X tengelyen 0 eltérés.
Még egy megjegyzés, de ez lehet csak szubjektív, mintha UC400-al az irányváltások hirtelenben történek, mintha nagyobb gyorsítással mint LPT-n, vahogy nagyobb ugrásokat érzek ha a tengelyen van a kezem, de mondom ez csak "talán"
Akkor most összefoglalom a ma elvégzett teszteket:
Generáltam egy rövidebb kódot és kissé durvább beállításokat írtam a Mach3 ba hogy kihozzam a hibát minél hamarébb.
Setup1:
Mach3+LPT
Gyorsulás 1200
Kernel 60Khz.
Setup2:
Mach3+UC400ETH
Gyorsulás 1200
Kernel 100Khz.
Setup3:
Mach3+UC400ETH
Gyorsulás 1200
Kernel 50khz.
XML file-okat és a g kódot küldöm emailben.
Tapasztalatok:
Mach3+UC400ETH, 100Khz
246. nagy ugrás, megált Y lépésvesztés miatt.
AM882 driver bizonyos sebesség felet kikapcsol lépésvesztéskor.
Újra indítás akkor az 519 sornál ugyanaz.
Mach3+UC400ETH 50khz kernel:
KB 278-280 as sornál lépésvesztést hallottam, de most nem ált meg, de 500. sornál megállítottam, X tengelyen 0.2mm eltérés.
Majd Mach3+LPT, 60Khz kernel:
Minden gond nélkül lefutott, a kód végén X tengelyen 0 eltérés.
Még egy megjegyzés, de ez lehet csak szubjektív, mintha UC400-al az irányváltások hirtelenben történek, mintha nagyobb gyorsítással mint LPT-n, vahogy nagyobb ugrásokat érzek ha a tengelyen van a kezem, de mondom ez csak "talán"
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 22, 19:40
Írta: istvan58 Dátum 2016 május 22, 19:40
"Újra indítás akkor az 519 sornál ugyanaz."
ehez annyit hogy a kód ujra az elejéröl ment csak most nem 246 nál hanem 519 nél ált meg.
ehez annyit hogy a kód ujra az elejéröl ment csak most nem 246 nál hanem 519 nél ált meg.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 május 22, 19:45
Írta: 000000000 Dátum 2016 május 22, 19:45
István, még a Mach3 verziószámát amit használsz megosztanád velünk, csak hogy kizárjuk, hogy abban van esetleg valami hiba. Mert akkor leszedjük mi is ugyanazt a verziót a mérésekhez, hogy tuti azonos legyen a környezet...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 22, 20:07
Írta: istvan58 Dátum 2016 május 22, 20:07
szia, a legutolsó...66.os
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 május 22, 20:08
Írta: istvan58 Dátum 2016 május 22, 20:08
LPT verzió az XP,standard PC telepites
UC400 win7 32 bittes
UC400 win7 32 bittes
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 06, 22:55
Írta: istvan58 Dátum 2016 június 06, 22:55
Szia Balázs,
Két hét után ujra ithon. Ma este megismételtem a #978 ban használt g kód első 1000 sorát, most csak mach3+uc400 konfigban.
Azonos beállítás, most nem volt hiba.
Majd gyorsulás emelve 2000 re, majd 2500 ra,.kernel 100khz. Nem volt hiba!!!
Nos ez most vegyes érzelmeket hoz elő bennem,
Egy részt örülök hogy minden ok, de másrészt nem szeretem az "X" aktákban illő megmagyarázhatatlan dolgokat. Holnap még lefuttatom néhányszor az egész kódot hogy lássam mi a helyzett.
Mert ugye semmi váltózás nem volt csak annyi hogy 2 hétig nem volt bekapcsolva.
Két hét után ujra ithon. Ma este megismételtem a #978 ban használt g kód első 1000 sorát, most csak mach3+uc400 konfigban.
Azonos beállítás, most nem volt hiba.
Majd gyorsulás emelve 2000 re, majd 2500 ra,.kernel 100khz. Nem volt hiba!!!
Nos ez most vegyes érzelmeket hoz elő bennem,
Egy részt örülök hogy minden ok, de másrészt nem szeretem az "X" aktákban illő megmagyarázhatatlan dolgokat. Holnap még lefuttatom néhányszor az egész kódot hogy lássam mi a helyzett.
Mert ugye semmi váltózás nem volt csak annyi hogy 2 hétig nem volt bekapcsolva.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 június 07, 12:45
Írta: 000000000 Dátum 2016 június 07, 12:45
Szia István,
Az elmúlt két hétben folyamatosan teszteltük a plugint, mértük logikai analizátorral, a step/dir jeleket számláltattuk, de hibát nem találtunk benne.
Mindenesetre a Firmware-eket harmonizáltuk az UCCNC és Mach3 között, hogy ne cserélgesse a firmware-t a két program indításakor.
A letöltés:
UC400ETH plugin 1.008
Az elmúlt két hétben folyamatosan teszteltük a plugint, mértük logikai analizátorral, a step/dir jeleket számláltattuk, de hibát nem találtunk benne.
Mindenesetre a Firmware-eket harmonizáltuk az UCCNC és Mach3 között, hogy ne cserélgesse a firmware-t a két program indításakor.
A letöltés:
UC400ETH plugin 1.008
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 07, 16:48
Írta: istvan58 Dátum 2016 június 07, 16:48
Szia,.ok mindjart letöltöm.
Amugy most bekapcsoltam a gepet, gyorsulást levettem 1000 re. Az imént ránéztem es megállt kb 580. sornál lepesvesztes miatt. Hat nem tudom mit mondjak....van egy kis dolgom amit el tudok vegezni a gep mellet, figyelem mi tortenik.
Amugy most bekapcsoltam a gepet, gyorsulást levettem 1000 re. Az imént ránéztem es megállt kb 580. sornál lepesvesztes miatt. Hat nem tudom mit mondjak....van egy kis dolgom amit el tudok vegezni a gep mellet, figyelem mi tortenik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 07, 17:57
Írta: istvan58 Dátum 2016 június 07, 17:57
Balazs, azt hiszem egy fontos dolgot nem jegyeztem meg, de a csatolt xml-ben lehett láttátok. Mach3 ban hasznalok egy modbus serial portos kezikereket. Lehet ez kavar be?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 június 07, 18:46
Írta: 000000000 Dátum 2016 június 07, 18:46
Szia,
A modbus-os kézikerék hogyan van beállítva?
Macropump-ban?
Esetleg okozhatja a problémát, de megfogjuk nézni az .xml-edben, őszintén szólva nem tűnt fel, hogy van benne egy ilyen.
Szerintem próbáld meg kikapcsolni és megnézni, hogy azzal megszűnik-e a probléma.
Ahogy írtam mi kb. két hétig futtattuk az .xml-eddel igaz a modbus nélkül ilyen napi ~8 órákat, de az eredmény mindig jó volt.
A modbus-os kézikerék hogyan van beállítva?
Macropump-ban?
Esetleg okozhatja a problémát, de megfogjuk nézni az .xml-edben, őszintén szólva nem tűnt fel, hogy van benne egy ilyen.
Szerintem próbáld meg kikapcsolni és megnézni, hogy azzal megszűnik-e a probléma.
Ahogy írtam mi kb. két hétig futtattuk az .xml-eddel igaz a modbus nélkül ilyen napi ~8 órákat, de az eredmény mindig jó volt.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 07, 21:51
Írta: istvan58 Dátum 2016 június 07, 21:51
igen egy macropump.m1s file-t kellet bemásolni.
http://www.cnczone.com/forums/attachments/1/9/3/4/8/151722.attach
http://www.cnczone.com/forums/attachments/1/9/3/4/8/151722.attach
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 07, 23:36
Írta: istvan58 Dátum 2016 június 07, 23:36
Nos nem szeretném elkiabálni de úgy néz ki hogy a macropump kikapcsolása megoldotta a problémát.
a #978-ban emlitett G kód 2x lefutott hiba nélkül.
Ez nem olyan nagy gong mert úgy is készülőben egy másik kézikerék ami UCCNC hez is jó lesz.
De azért jól feladta a leckét [#smile]. Holnap még lefuttatom még néhányszor hogy teljesen megbizonyosodjak.
a #978-ban emlitett G kód 2x lefutott hiba nélkül.
Ez nem olyan nagy gong mert úgy is készülőben egy másik kézikerék ami UCCNC hez is jó lesz.
De azért jól feladta a leckét [#smile]. Holnap még lefuttatom még néhányszor hogy teljesen megbizonyosodjak.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 június 08, 00:59
Írta: 000000000 Dátum 2016 június 08, 00:59
Szia,
OK, futtasd le még párszor, de gyanús nekem, hogy ez lehetett a gond, mert mi tényleg rengeteget futtattuk a Mach-ot a beállításaiddal és nem sikerült hibát mérnünk és az egyetlen dolog ami nálad más volt az hogy a macropumpot futtattad.
Kész kézi vezérlő van egyébként már elég sok fajta ami megy az UCCNC-vel, egyrészt van nekünk az UCR200 wireless, illetve ezekhez is írtak már UCCNC plugint a fejlesztők:
kézi vezérlők
Illetve a kínai XHC HB04 kézi vezérlőhöz mi írtunk egy UCCNC plugint. Ezt a fajta vezérlőt viszont Mach3-hoz nem ajánlom, a gyári pluginja nagyon bugos, viszont az UCCNC-vel elég jól használhatónak tűnik ahogy sikerült megírnunk a pluginját. :)
OK, futtasd le még párszor, de gyanús nekem, hogy ez lehetett a gond, mert mi tényleg rengeteget futtattuk a Mach-ot a beállításaiddal és nem sikerült hibát mérnünk és az egyetlen dolog ami nálad más volt az hogy a macropumpot futtattad.
Kész kézi vezérlő van egyébként már elég sok fajta ami megy az UCCNC-vel, egyrészt van nekünk az UCR200 wireless, illetve ezekhez is írtak már UCCNC plugint a fejlesztők:
kézi vezérlők
Illetve a kínai XHC HB04 kézi vezérlőhöz mi írtunk egy UCCNC plugint. Ezt a fajta vezérlőt viszont Mach3-hoz nem ajánlom, a gyári pluginja nagyon bugos, viszont az UCCNC-vel elég jól használhatónak tűnik ahogy sikerült megírnunk a pluginját. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 június 08, 08:37
Írta: kr97pwss2 Dátum 2016 június 08, 08:37
Az macropump.m1s fájlt el tudod küldeni E-mailben, hogy megvizsgáljam. A link amit írtál nekem nem működik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 08, 09:03
Írta: istvan58 Dátum 2016 június 08, 09:03
Szia,
elküldöm délután. De sok energiát ne fektes bele mert akarok egy másik kereket csinálni. Persze azért jó megérteni mi is lehet a gond.
Egy ilyet akarok bekötni:
http://www.ebay.com/itm/5V-Line-Driver-100p-r-Hand-Wheel-Pulse-Encoder-MACH3-Cnc-Mill-Router-Control-5L-/251587052652?hash=item3a93c1c46c:g:efcAAOSwEK9T4uIY
és a tengelykapcsolót meg a lépés nagyság állítást usb emulátoral.
Ez szerinted jó less Mach3 és UCCNC-re is?
elküldöm délután. De sok energiát ne fektes bele mert akarok egy másik kereket csinálni. Persze azért jó megérteni mi is lehet a gond.
Egy ilyet akarok bekötni:
http://www.ebay.com/itm/5V-Line-Driver-100p-r-Hand-Wheel-Pulse-Encoder-MACH3-Cnc-Mill-Router-Control-5L-/251587052652?hash=item3a93c1c46c:g:efcAAOSwEK9T4uIY
és a tengelykapcsolót meg a lépés nagyság állítást usb emulátoral.
Ez szerinted jó less Mach3 és UCCNC-re is?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 június 08, 10:04
Írta: kr97pwss2 Dátum 2016 június 08, 10:04
Igen ezzel kell működnie (Én is ilyennel szoktam tesztelni)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 08, 13:08
Írta: istvan58 Dátum 2016 június 08, 13:08
macropump.m1s elküldve a cimedre
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 09, 21:34
Írta: istvan58 Dátum 2016 június 09, 21:34
Na nekem ez nem akar összejönni!
A rövidebik g kód amit küldtem az lefutott kétszer hiba nélkül.
De a 13000 soros amit először küldtem azt még nem sikerült végig futtatni. Nem voltam gép mellet de 3 szor is próbáltam és mindég álva találtam a gépet valahol 3000. és 6000. sorok között. Hol az X hol az Y tengely lépésvesztése miatt ált le.
Azután mach3 + LPT 3 szor ugyanaz a kód lefutott gond és hiba nélkül.
[#fejvakaras][#fejvakaras]
A rövidebik g kód amit küldtem az lefutott kétszer hiba nélkül.
De a 13000 soros amit először küldtem azt még nem sikerült végig futtatni. Nem voltam gép mellet de 3 szor is próbáltam és mindég álva találtam a gépet valahol 3000. és 6000. sorok között. Hol az X hol az Y tengely lépésvesztése miatt ált le.
Azután mach3 + LPT 3 szor ugyanaz a kód lefutott gond és hiba nélkül.
[#fejvakaras][#fejvakaras]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 09, 21:43
Írta: istvan58 Dátum 2016 június 09, 21:43
most ujra fut UC400 al, ép a gép mellet voltam és hallotam egy lépésvesztést (ugrást), most nem ált le mert valószinü nem érte ell a 180 1/min fordulatot....mert csak ez felet ál le lépésvesztéskor.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 09, 21:59
Írta: istvan58 Dátum 2016 június 09, 21:59
Na mára elég...5775. sornál megált lépésvesztés miatt.
Utána visszalépve simán átment ezen. A lépés vesztések véletlenszerűen történek.
Szerintem Ti azért nem találtatok hibát mert csak számoltátok a lépéseket de a pilatnyi véletlenszerűen bekövetkezett tulgyorsításokat nem sikerült megfogjátok. Persze lehet nálatok nem is fordult elő.
Utána visszalépve simán átment ezen. A lépés vesztések véletlenszerűen történek.
Szerintem Ti azért nem találtatok hibát mert csak számoltátok a lépéseket de a pilatnyi véletlenszerűen bekövetkezett tulgyorsításokat nem sikerült megfogjátok. Persze lehet nálatok nem is fordult elő.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 június 09, 22:21
Írta: 000000000 Dátum 2016 június 09, 22:21
Szia István,
Nem csak a step/dir jeleket számláltuk, hanem a gyorsításokat is mértük és regisztráltuk a legnagyobb frekvenciát.
A gyorsítást 2x-esig lépte túl a Mach az UC400-al és LPT porttal is a te kódoddal a te beállításaiddal. Szóval nem volt eltérés ebben sem.
Még arra tudunk gondolni esetleg amit e-mailben írtam, azt meg kellene majd lehetőleg próbálnunk, ha elküldöd a fájlt.
Illetve ami még ötletünk van rá, hogy eseltleg valamiért a Mach3 nem tud időben adatot küldeni és emiatt megtorpan a mozgás. Ennek ellenőrzésére fogunk csinálni neked egy teszt plugint 1-2 napon belül amivel meg tudod majd nézni, ill. látni fogjuk, hogy ez-e a probléma.
Addig is ha van rá lehetőséged és van kéznél egy másik számítógéped azon is lefuttathatnád a problémás kódot, abból is kiderülne némi infó számunkra.
Nem csak a step/dir jeleket számláltuk, hanem a gyorsításokat is mértük és regisztráltuk a legnagyobb frekvenciát.
A gyorsítást 2x-esig lépte túl a Mach az UC400-al és LPT porttal is a te kódoddal a te beállításaiddal. Szóval nem volt eltérés ebben sem.
Még arra tudunk gondolni esetleg amit e-mailben írtam, azt meg kellene majd lehetőleg próbálnunk, ha elküldöd a fájlt.
Illetve ami még ötletünk van rá, hogy eseltleg valamiért a Mach3 nem tud időben adatot küldeni és emiatt megtorpan a mozgás. Ennek ellenőrzésére fogunk csinálni neked egy teszt plugint 1-2 napon belül amivel meg tudod majd nézni, ill. látni fogjuk, hogy ez-e a probléma.
Addig is ha van rá lehetőséged és van kéznél egy másik számítógéped azon is lefuttathatnád a problémás kódot, abból is kiderülne némi infó számunkra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 09, 23:10
Írta: istvan58 Dátum 2016 június 09, 23:10
megpróbálom majd a laptopomtról is.
Esetleg állitsak be 300mS nál nagyobb buffert az UC400 nak?
Esetleg állitsak be 300mS nál nagyobb buffert az UC400 nak?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 10, 00:06
Írta: istvan58 Dátum 2016 június 10, 00:06
elküldtem a kért file-t.
Amúgy a PC az egy HP DC7800, 2 magos proci, 2 G ram. Fris win7 telepítés, csak mach3 és UCCNC telepítve. Sem internet sem vírusirtó nincs rajta.
Megpróbálhatom a laptopomról de ez teli van progikal, internet kapcsolat , és win10 van rajta.
Amúgy a PC az egy HP DC7800, 2 magos proci, 2 G ram. Fris win7 telepítés, csak mach3 és UCCNC telepítve. Sem internet sem vírusirtó nincs rajta.
Megpróbálhatom a laptopomról de ez teli van progikal, internet kapcsolat , és win10 van rajta.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 11, 18:24
Írta: istvan58 Dátum 2016 június 11, 18:24
Szia Balázs, ezt megírtam emailben is, de felteszem ide is hogy más is lássa hátha valakinél még előfordul.
Hogy is kezdjem....a tegnapi sikeres teszt csupán véletlen volt. Ma 3 nekifutás, már max. a 3000. sorig juttot.
Na végül tanácsodra feltelepítettem a mach3 at a laptopra, beconfigoltam az uc400-at. Eddig kb 6 szor ment le hibátlanul. Még vagy négyszer lezavarom....de ha már 6 bol 6 jó akkor ez már releváns eredmény szerintem.
Akkor most mi lehet a Pc-vel??
Egy kifogástalan állapotú HP DC7800sff, 2x3 Ghz es intel proci, (nem celeron).
2G RAM, video es hálókártya alaplapi.
Mit tehetek? Pc csere, esetleg pcie külön hálókártya??
Sajnalom hogy ennyi gubancot okoztam, de talán ez másnál is előjöhet azért jó lenne feltárni a hiba okát.
Hogy is kezdjem....a tegnapi sikeres teszt csupán véletlen volt. Ma 3 nekifutás, már max. a 3000. sorig juttot.
Na végül tanácsodra feltelepítettem a mach3 at a laptopra, beconfigoltam az uc400-at. Eddig kb 6 szor ment le hibátlanul. Még vagy négyszer lezavarom....de ha már 6 bol 6 jó akkor ez már releváns eredmény szerintem.
Akkor most mi lehet a Pc-vel??
Egy kifogástalan állapotú HP DC7800sff, 2x3 Ghz es intel proci, (nem celeron).
2G RAM, video es hálókártya alaplapi.
Mit tehetek? Pc csere, esetleg pcie külön hálókártya??
Sajnalom hogy ennyi gubancot okoztam, de talán ez másnál is előjöhet azért jó lenne feltárni a hiba okát.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2016 június 13, 06:08
Írta: ANTAL GÁBOR Dátum 2016 június 13, 06:08
Balázs! szeretném ha az UCCNC alapból úgy állna föl hogy a szerszámpálya az XZ síkot mutassa ( mintha megnyomnám a harmadik ( ? ) kiskockát a bal oldalon .Mint levélben jeleztem szépen haladok egy degradált sreen nel amit az esztergához szeretnék használni . Jó lenne ha nem kellene a kockát megnyomni mert akkor azt a szerkesztett felületemről egyszerűen elhagynám
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2016 június 13, 07:57
Írta: dezsoe Dátum 2016 június 13, 07:57
Szia, Gábor!
Válaszoltam az "UCCNC vezérlő program" topikban.
Válaszoltam az "UCCNC vezérlő program" topikban.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 június 13, 10:20
Írta: svejk Dátum 2016 június 13, 10:20
Az UCCNC topicban úgy #2950 körül én is rájöttem, hogy komoly vas kell már ezeknek.
Úgy emlékszem ez a HP-d a Mach3-mal is csak valamelyik különleges telepítési móddal fut rendesen...
Úgy emlékszem ez a HP-d a Mach3-mal is csak valamelyik különleges telepítési móddal fut rendesen...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 13, 21:27
Írta: istvan58 Dátum 2016 június 13, 21:27
Szia,
Most kuldtem el Balázsnak a hétvégi tesztek összefoglalóját.
A lenyeg a mach3+uc400 párosal valami nem 100%os.Lenovo laptopal sem.
Most kuldtem el Balázsnak a hétvégi tesztek összefoglalóját.
A lenyeg a mach3+uc400 párosal valami nem 100%os.Lenovo laptopal sem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 június 13, 21:39
Írta: svejk Dátum 2016 június 13, 21:39
No, bumm... :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 19, 00:25
Írta: istvan58 Dátum 2016 június 19, 00:25
Szia Balázs (...ok)
Úgy néz ki megoldottam a Mach3+UC400ETH+ HP DC7800 rejtélyt. Igaz csak egyszer futtattam le a 13000 soros teszt G kódot de eddig szinte mindig elakadt max a felénél vagy durván hibázott.
Először is feltelepítettem az UC400 at az XP partícióra is amely nem ACPI módban van hanem standard PC módban. Itt hiba nélkül lement egyszer.
Na azután a Win7 partícióban átálítottam a power profilba "balanced" módot "high performance" módra. Kikapcsoltam néhány szerintem szükségtelen szervízt, pl. a windows defendert ami a win7 része.
Ezután egyszer lefutott a teszt kód hibátlanul. Nos nem akarom elkiabálni, holnap még néhányszor lefuttatom.
Volna 2 kérdésem:
1. futás közben a proci használat 0 és max 2% között véltozott, ez igy ok? Miért nem győzte küldeni az adatokat az UC400 nak?
2. Ez a power profil miért zavar be a Mach3 ba és nem az UCCNC-be? Úgy tudom a Mach is egy fő szálon futó progi.
Úgy néz ki megoldottam a Mach3+UC400ETH+ HP DC7800 rejtélyt. Igaz csak egyszer futtattam le a 13000 soros teszt G kódot de eddig szinte mindig elakadt max a felénél vagy durván hibázott.
Először is feltelepítettem az UC400 at az XP partícióra is amely nem ACPI módban van hanem standard PC módban. Itt hiba nélkül lement egyszer.
Na azután a Win7 partícióban átálítottam a power profilba "balanced" módot "high performance" módra. Kikapcsoltam néhány szerintem szükségtelen szervízt, pl. a windows defendert ami a win7 része.
Ezután egyszer lefutott a teszt kód hibátlanul. Nos nem akarom elkiabálni, holnap még néhányszor lefuttatom.
Volna 2 kérdésem:
1. futás közben a proci használat 0 és max 2% között véltozott, ez igy ok? Miért nem győzte küldeni az adatokat az UC400 nak?
2. Ez a power profil miért zavar be a Mach3 ba és nem az UCCNC-be? Úgy tudom a Mach is egy fő szálon futó progi.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 június 19, 00:57
Írta: 000000000 Dátum 2016 június 19, 00:57
Szia István,
Mi még mindig dolgozunk a neked szánt teszt pluginon amit ígértem, sajnos még nem sikerült befejezni, de nem feletkeztünk meg rólad.
UCCNC-ben a mozgásvezérlő szál egy nagy prioritású önálló szálon fut.
Mach3-ban viszont ezt a részét valahogy nagyon nem jól csinálták meg, mert nem fut magas prioritású szálon és bár a pontos működés nincs dokumentálva, de úgy tűnik a GUI szálon fut a pluginok kezelése is. Ezt abból következtettük le, hogy ha például elkezded a Toolpath nézőkén forgatni a szerszámpályát akkor elkezd akadozni az adatküldés, annak ellenére, hogy a procit a forgatás nem terheli meg szinte semennyire. Szóval olyan mintha a GUI (fő) szálon futtatnák a plugin interface-t is.
Mi még mindig dolgozunk a neked szánt teszt pluginon amit ígértem, sajnos még nem sikerült befejezni, de nem feletkeztünk meg rólad.
UCCNC-ben a mozgásvezérlő szál egy nagy prioritású önálló szálon fut.
Mach3-ban viszont ezt a részét valahogy nagyon nem jól csinálták meg, mert nem fut magas prioritású szálon és bár a pontos működés nincs dokumentálva, de úgy tűnik a GUI szálon fut a pluginok kezelése is. Ezt abból következtettük le, hogy ha például elkezded a Toolpath nézőkén forgatni a szerszámpályát akkor elkezd akadozni az adatküldés, annak ellenére, hogy a procit a forgatás nem terheli meg szinte semennyire. Szóval olyan mintha a GUI (fő) szálon futtatnák a plugin interface-t is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 19, 01:06
Írta: istvan58 Dátum 2016 június 19, 01:06
Végül is úgy néz ki az én problémám megoldódott.
Holnap még lefuttatom néhányszor hogy lássuk mi a helyzett.
De szívesen kipróbálom a teszt plugin-t, talán ezzel támogatom a felélesztést is.
Holnap még lefuttatom néhányszor hogy lássuk mi a helyzett.
De szívesen kipróbálom a teszt plugin-t, talán ezzel támogatom a felélesztést is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 19, 01:10
Írta: istvan58 Dátum 2016 június 19, 01:10
ja még annyi hogy első próbálkozásként lecseréltem az alaplapi videókártyát egy PCIE-re de ez nem segített csak az említett power profil állítások. Holnap kiveszem a kártyát hogy lássam alaplapival is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 19, 01:13
Írta: istvan58 Dátum 2016 június 19, 01:13
felélesztést= fejlesztést
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 19, 22:55
Írta: istvan58 Dátum 2016 június 19, 22:55
Tegnapi teszteket ma többször lefuttattam.
Tehát a 13000 soros kód, Mach3+UC400ETH+HP DC7800SFF.
Win7 környezet, nem jött be a tegnapi siker. valamiért tegnap egyszer lement véletlenül.
Max 10000 sorig ment el de volt hogy már 300-nál megált lépésvesztés miatt.
XP környezett: itt ma is minden OK, 5x futott le teljesen hiba mentesen. Igy nekem minden OK. Eddig is XP-vel ment a gépem.
Talán csak azért lenne jó kideríteni mi lehet a win7-el mert másnál is előfordulhat és nem csak HP gépen. Sajnos a mostani PC-k mindegyike bonyolult energia gazdálkodással megy, és szerintem innen jönnek a problémák. Sokszor úgy néz ki hogy minden OK, de egyszer csak ugrik egyet és annyi.
Tehát a 13000 soros kód, Mach3+UC400ETH+HP DC7800SFF.
Win7 környezet, nem jött be a tegnapi siker. valamiért tegnap egyszer lement véletlenül.
Max 10000 sorig ment el de volt hogy már 300-nál megált lépésvesztés miatt.
XP környezett: itt ma is minden OK, 5x futott le teljesen hiba mentesen. Igy nekem minden OK. Eddig is XP-vel ment a gépem.
Talán csak azért lenne jó kideríteni mi lehet a win7-el mert másnál is előfordulhat és nem csak HP gépen. Sajnos a mostani PC-k mindegyike bonyolult energia gazdálkodással megy, és szerintem innen jönnek a problémák. Sokszor úgy néz ki hogy minden OK, de egyszer csak ugrik egyet és annyi.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 június 19, 23:16
Írta: kr97pwss2 Dátum 2016 június 19, 23:16
Szia István köszi a rengeteg tesztelést. A tesztjeid alapján lassan kezd körvonalazódni a probléma oka. Nekünk sajnos nem sikerült eddig a beállításaiddal előidézni a hibát, pedig több számítógépen tesztelem már vagy 3-4 hete, ezért is nehéz megfogni mi lehet az oka. Készülőben van már egy kimondottan neked készített teszt plugin, amivel a diagnosztikai adatok alapján remélhetőleg fényt deríthetünk majd a hiba okára. Addig is türelmedet kérem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Kisamotors Dátum 2016 június 19, 23:38
Írta: Kisamotors Dátum 2016 június 19, 23:38
Helló Svejk!
Még mindig nem kell komolyan venned, pedig már több hónapos a regem :)
Épp a #2950 és előtti kérdésem arra utalt, hogy miért 10-15 éves kukázott vasakkal küzdenek sokan, arra akarják optimalizálni a programot.
Nem az xp-vel van bajom, hanem azzal a géppel, amin még az XP-is csak döcög.
Tiszteljük már annyira a fejlesztőt, hogy ne a minimálist épp, (vagy nem) teljesítő gépre telepítjük.
A nagy vas, nem tudom, hogy irónia volt-e, de az én 6-7 éves gépem bőven túlteljesíti az elvárt konfigot, és nem érhet többet egy huszasnál.
Még mindig nem kell komolyan venned, pedig már több hónapos a regem :)
Épp a #2950 és előtti kérdésem arra utalt, hogy miért 10-15 éves kukázott vasakkal küzdenek sokan, arra akarják optimalizálni a programot.
Nem az xp-vel van bajom, hanem azzal a géppel, amin még az XP-is csak döcög.
Tiszteljük már annyira a fejlesztőt, hogy ne a minimálist épp, (vagy nem) teljesítő gépre telepítjük.
A nagy vas, nem tudom, hogy irónia volt-e, de az én 6-7 éves gépem bőven túlteljesíti az elvárt konfigot, és nem érhet többet egy huszasnál.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2016 június 20, 06:10
Írta: svejk Dátum 2016 június 20, 06:10
Talán alapvetően azért, mert egyik szoftverfejlesztő sem rágta a szánkba, hogy cserélj vasat, cserélj vasat..., csak ezzel lesz tuti...
A Mach3 is csak szép lassan suttyomban nőtte ki a gépeket. (10 éve még a PIII 450 MHz-es notin is ment)
Az UCCNC-nél is a verzióváltáskor számomra csak a kérdések után derült ki, hogy komolyabb videokártyát igényel.
Ha elolvasod a manuálját akkor láthatod, hogy a minimális konfig 1,8 GHz duo vagy dual core proci. Igaz hogy írja az OpenGL1.3-at is, de én azt sem tudom mit jelent.
A Mach3 is csak szép lassan suttyomban nőtte ki a gépeket. (10 éve még a PIII 450 MHz-es notin is ment)
Az UCCNC-nél is a verzióváltáskor számomra csak a kérdések után derült ki, hogy komolyabb videokártyát igényel.
Ha elolvasod a manuálját akkor láthatod, hogy a minimális konfig 1,8 GHz duo vagy dual core proci. Igaz hogy írja az OpenGL1.3-at is, de én azt sem tudom mit jelent.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 20, 08:37
Írta: istvan58 Dátum 2016 június 20, 08:37
Szia Balázs,
nekem nem sügős :) mivel XP-vel teljesen rendben van a dolog. Most azért hogy tudjam win7-el használni nem érdemes munkát ölni bele. Esetleg csak azért hogy tisztán lásatok mert valószínü hogy másnál más PC-vel is előfordulhat.
nekem nem sügős :) mivel XP-vel teljesen rendben van a dolog. Most azért hogy tudjam win7-el használni nem érdemes munkát ölni bele. Esetleg csak azért hogy tisztán lásatok mert valószínü hogy másnál más PC-vel is előfordulhat.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 20, 09:03
Írta: istvan58 Dátum 2016 június 20, 09:03
Szia,
azért egy HP DC7800 2x 3Ghz-es procival nem anyira rosz. Itt valami más a bibi.
azért egy HP DC7800 2x 3Ghz-es procival nem anyira rosz. Itt valami más a bibi.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 június 20, 10:46
Írta: 000000000 Dátum 2016 június 20, 10:46
Sziasztok,
Svejk: Az UCCNC legújabb verziója (1.2xxx) kevesebb erőforrást igényel mint a régi 1.0 és 1.1.
Egyedüli dolog amiből több kell neki az a videó kártya RAM (VRAM). Amúgy kisebb processzor és lassabb gép is elegendő neki mint a régi verziónak.
A régi verzió Flashplayer-el ment, ami félig meddig megosztva csinálja a videókártyán és a CPU-n a grafikai számításokat, így mindkettőt használja "félgőzzel".
Az új verzió OpenGL-t használ és próbáltuk úgy megcsinálni, hogy amit csak lehet azt közvetlenül a videó kártya, a GPU számoljon, hogy ne a processzort terhelje a szoftver.
Probléma akkor van ha a VRAM túl kicsi és a képek nem férnek be a memóriába, mert ilyenkor az OpenGL hardveresen azt csinálja, hogy elkezdi másolgatni a képeket a videó kártya és a RAM közt oda vissza, mikor éppen melyik képeket kell használnia.
Ez nagyon le tudja terhelni a gépet, mert a képernyő 30Hz-el van frissítve, hogy szép gyors legyen a kijelzés.
A megoldás egy elég nagy VRAM-al rendelkező videókártya. Az UCCNC kb. 50 MB VRAM-ot használ a Default screenset-el, szóval egy 128MB VRAM mérettel rendelkező kártya már OK. Ha biztosra akarunk menni, a bővíthetőség jegyében 256MB-ot szoktunk javasolni.
Ha a videó RAM elég nagy akkor pedig az UCCNC nagyon kis erőforrás használattal elketyeg. Konkréten az én gépemen g-kód futás közben is 0% a folyamat proci terhelése, ugyanezen a gépen a Flash-es verzió 10-12% procit használt.
Egyébként a 256 MB videó RAM se egy extrém érték, 10 éves videókártyák is tudják, a mai videókártyák VRAM-ja a pár gB nagyságrendű.
Egyébként a Flash-ről azért tértünk át OpenGL-re, mert egyrészt a Flash kezd elavulttá válni, másrészt igazán gyors grafikát nem lehet vele csinálni anélkül, hogy a procit ne használná túlzottan, harmadrészt az utóbbi időben egyre durvább bugok voltak a kiadásokban.
2015 December végén például volt egy olyan Flashplayer kiadás amit a Windows automatikus frissítésbe is beleraktak, ami teljesen működésképtelenné tette a Flashplayert minden desktop alkalmazás számára.
Igazából amikor ez történt akkor vált véglegessé a döntés, hogy áttérünk az OpenGL-re, mert már túl sokan használják ahhoz a szoftvert, hogy megengedhessük magunknak, hogy egy Flash frissítéstől megálljon esetleg a szoftver a felhasználóknál.
Az OpenGL pedig a videókártyába van építve és a Windowsba alapból be van építve a támogatása.
Maximum ami szoftver kell neki az a videó kártya driver, azt pedig a videokártya gyártója fejleszti, nem szoftver fejlesztő harmadik fél.
Szóval hosszú távra sokkal jobb alapnak ítéltük meg az OpenGL-t, mint a Flash-t.
Igaz sok meló volt átírni Flash-ről OpenGL-re, 4-5 havi folyamatos munkám van benne, de szerintem megérte megcsinálni.
Az, hogy a Mach-nak pontosan mi a rendszerigénye, azt nem tudom, mert számunkra is valamennyire "fekete-doboz", hiszen a forráskódot nem látjuk.
Mindenesetre a személyes tapasztalatom az, hogy valamiért a HP gépeket nem nagyon szereti a Mach, hogy miért azt nem tudom, de mi akár hány HP gépen próbáltuk régebben, sose működött tökéletesen. Igaz ez már rég volt és nyomtatóporttal próbáltuk abban az időben, nem mozgásvezérlővel.
István: Mi jelenleg Win7 és az feletti OP rendszerekkel tesztelünk csak. XP-vel már egyáltalán nem, csak akkor ha valami specifikus dolgot muszáj esetleg kipróbálnunk. Az én és P.Balázs fejlesztő gépén is Win7 van. A step/dir számlálást és gyorsítás mérést is Win7-el csinálta Balázs.
Svejk: Az UCCNC legújabb verziója (1.2xxx) kevesebb erőforrást igényel mint a régi 1.0 és 1.1.
Egyedüli dolog amiből több kell neki az a videó kártya RAM (VRAM). Amúgy kisebb processzor és lassabb gép is elegendő neki mint a régi verziónak.
A régi verzió Flashplayer-el ment, ami félig meddig megosztva csinálja a videókártyán és a CPU-n a grafikai számításokat, így mindkettőt használja "félgőzzel".
Az új verzió OpenGL-t használ és próbáltuk úgy megcsinálni, hogy amit csak lehet azt közvetlenül a videó kártya, a GPU számoljon, hogy ne a processzort terhelje a szoftver.
Probléma akkor van ha a VRAM túl kicsi és a képek nem férnek be a memóriába, mert ilyenkor az OpenGL hardveresen azt csinálja, hogy elkezdi másolgatni a képeket a videó kártya és a RAM közt oda vissza, mikor éppen melyik képeket kell használnia.
Ez nagyon le tudja terhelni a gépet, mert a képernyő 30Hz-el van frissítve, hogy szép gyors legyen a kijelzés.
A megoldás egy elég nagy VRAM-al rendelkező videókártya. Az UCCNC kb. 50 MB VRAM-ot használ a Default screenset-el, szóval egy 128MB VRAM mérettel rendelkező kártya már OK. Ha biztosra akarunk menni, a bővíthetőség jegyében 256MB-ot szoktunk javasolni.
Ha a videó RAM elég nagy akkor pedig az UCCNC nagyon kis erőforrás használattal elketyeg. Konkréten az én gépemen g-kód futás közben is 0% a folyamat proci terhelése, ugyanezen a gépen a Flash-es verzió 10-12% procit használt.
Egyébként a 256 MB videó RAM se egy extrém érték, 10 éves videókártyák is tudják, a mai videókártyák VRAM-ja a pár gB nagyságrendű.
Egyébként a Flash-ről azért tértünk át OpenGL-re, mert egyrészt a Flash kezd elavulttá válni, másrészt igazán gyors grafikát nem lehet vele csinálni anélkül, hogy a procit ne használná túlzottan, harmadrészt az utóbbi időben egyre durvább bugok voltak a kiadásokban.
2015 December végén például volt egy olyan Flashplayer kiadás amit a Windows automatikus frissítésbe is beleraktak, ami teljesen működésképtelenné tette a Flashplayert minden desktop alkalmazás számára.
Igazából amikor ez történt akkor vált véglegessé a döntés, hogy áttérünk az OpenGL-re, mert már túl sokan használják ahhoz a szoftvert, hogy megengedhessük magunknak, hogy egy Flash frissítéstől megálljon esetleg a szoftver a felhasználóknál.
Az OpenGL pedig a videókártyába van építve és a Windowsba alapból be van építve a támogatása.
Maximum ami szoftver kell neki az a videó kártya driver, azt pedig a videokártya gyártója fejleszti, nem szoftver fejlesztő harmadik fél.
Szóval hosszú távra sokkal jobb alapnak ítéltük meg az OpenGL-t, mint a Flash-t.
Igaz sok meló volt átírni Flash-ről OpenGL-re, 4-5 havi folyamatos munkám van benne, de szerintem megérte megcsinálni.
Az, hogy a Mach-nak pontosan mi a rendszerigénye, azt nem tudom, mert számunkra is valamennyire "fekete-doboz", hiszen a forráskódot nem látjuk.
Mindenesetre a személyes tapasztalatom az, hogy valamiért a HP gépeket nem nagyon szereti a Mach, hogy miért azt nem tudom, de mi akár hány HP gépen próbáltuk régebben, sose működött tökéletesen. Igaz ez már rég volt és nyomtatóporttal próbáltuk abban az időben, nem mozgásvezérlővel.
István: Mi jelenleg Win7 és az feletti OP rendszerekkel tesztelünk csak. XP-vel már egyáltalán nem, csak akkor ha valami specifikus dolgot muszáj esetleg kipróbálnunk. Az én és P.Balázs fejlesztő gépén is Win7 van. A step/dir számlálást és gyorsítás mérést is Win7-el csinálta Balázs.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 június 20, 11:09
Írta: istvan58 Dátum 2016 június 20, 11:09
Szia Balázs,
értem én hogy WIN7-el teszteltek. Csak azért mondtam az XP-t mert most azzal nincs gondom. És ahogy emailbe is irtad valószínü a HP hardware a gubanc oka. Nyilván azért hogy az én HP gépemen elmenjen WIN7-el nem éri meg a munka befektetést részetekröl. Ha mindenáron WIN7-et akarok kicserélem a vasat. De mint mondom minek ha megy az XP. A mach3 már ugysem lesz felylesztve. Nyilván kihívásnak jó feladat megoldani.. [#smile]
Na és a lényeg, mivel UCCNC licenszen is megvan előb utóbb áttérek, csak kicsit igazítani kell a gép konfigon.
értem én hogy WIN7-el teszteltek. Csak azért mondtam az XP-t mert most azzal nincs gondom. És ahogy emailbe is irtad valószínü a HP hardware a gubanc oka. Nyilván azért hogy az én HP gépemen elmenjen WIN7-el nem éri meg a munka befektetést részetekröl. Ha mindenáron WIN7-et akarok kicserélem a vasat. De mint mondom minek ha megy az XP. A mach3 már ugysem lesz felylesztve. Nyilván kihívásnak jó feladat megoldani.. [#smile]
Na és a lényeg, mivel UCCNC licenszen is megvan előb utóbb áttérek, csak kicsit igazítani kell a gép konfigon.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gorbi Dátum 2016 július 10, 11:48
Írta: gorbi Dátum 2016 július 10, 11:48
Valami gond van az UC100 vezérlőmmel...
Régebben kipróbáltam ment is rendesen, most ujra elővettem de csak a zöld led világít rajta, nem kapcsolódik a számítógépemhez. két gépen is próbáltam, több usb kábelt is rápróbáltam. Járt már igy valaki? Esetleg tud segíteni valaki?
Régebben kipróbáltam ment is rendesen, most ujra elővettem de csak a zöld led világít rajta, nem kapcsolódik a számítógépemhez. két gépen is próbáltam, több usb kábelt is rápróbáltam. Járt már igy valaki? Esetleg tud segíteni valaki?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gorbi Dátum 2016 július 10, 11:49
Írta: gorbi Dátum 2016 július 10, 11:49
Ja az eszközkezelőben sem jelenik meg.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2016 július 10, 13:22
Írta: ANTAL GÁBOR Dátum 2016 július 10, 13:22
A dot net van a gépeden ? A Balázsék oldalán van autoinstaller . Én újratelepíteném ....
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gorbi Dátum 2016 július 10, 17:25
Írta: gorbi Dátum 2016 július 10, 17:25
Fent van a gépen minden. és ujra is telepítettem, de fizikailag nem látszik az eszközkezelőben az uc100.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 július 10, 17:43
Írta: 000000000 Dátum 2016 július 10, 17:43
Sziasztok,
Gorbi: Az eszközkezelőben ha megnézed úgy, hogy az UC100 be van dugva az USB portra, akkor sehol nem jelzi ki az eszközt? Sem az USB eszközök közt? Illetve az egyéb eszközöknél sem FTDI vagy hasonló néven?
Azt is nézd meg kérlek, hogy amikor bedugod, ill. amikor kihúzod akkor van-e a szokásos USB-s új eszköz hang lejátszás, vagy pedig az eszközkezelő lista olyankor frissül-e? Mert ha igen, ha a Windows olyankor újraírja a listát azt látod a képernyőn ha folyamatosan nézed és ha igen, akkor ott van az eszköz valahol és akkor valami driver telepítési probléma lesz csak.
Ha egyáltalán ezt sem csinálja, ha az eszközkezelő egyáltalán nem látja akkor valami komolyabb gond lesz.
Gorbi: Az eszközkezelőben ha megnézed úgy, hogy az UC100 be van dugva az USB portra, akkor sehol nem jelzi ki az eszközt? Sem az USB eszközök közt? Illetve az egyéb eszközöknél sem FTDI vagy hasonló néven?
Azt is nézd meg kérlek, hogy amikor bedugod, ill. amikor kihúzod akkor van-e a szokásos USB-s új eszköz hang lejátszás, vagy pedig az eszközkezelő lista olyankor frissül-e? Mert ha igen, ha a Windows olyankor újraírja a listát azt látod a képernyőn ha folyamatosan nézed és ha igen, akkor ott van az eszköz valahol és akkor valami driver telepítési probléma lesz csak.
Ha egyáltalán ezt sem csinálja, ha az eszközkezelő egyáltalán nem látja akkor valami komolyabb gond lesz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gorbi Dátum 2016 július 10, 18:16
Írta: gorbi Dátum 2016 július 10, 18:16
Szervusz,
Uj eszkoz hang van,megnézem minek jelentkezik be...
Az USB vezérlők közé kerül, de a Mach3 nem látja.
Uj eszkoz hang van,megnézem minek jelentkezik be...
Az USB vezérlők közé kerül, de a Mach3 nem látja.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 július 10, 18:21
Írta: 000000000 Dátum 2016 július 10, 18:21
az USB eszközök közt milyen néven van? UC100 motion controller?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 július 10, 18:30
Írta: 000000000 Dátum 2016 július 10, 18:30
A Mach3/Plugins könyvtárban pedig ellenőrizd, hogy ot van-e az UC100 plugin dll fájlja?
Illetve a Config Plugins menüben legyen zöld pipálva az UC100 plugin.
Valamint lehet, hogy letiltottad a Mach3-ban a mozgásvezérlők használatát. A Function cfg's menüben a Reset device sel menüpontot nyomd meg és indítsd újra a mach3-at, ezzel kitörli a tiltást.
Illetve a Config Plugins menüben legyen zöld pipálva az UC100 plugin.
Valamint lehet, hogy letiltottad a Mach3-ban a mozgásvezérlők használatát. A Function cfg's menüben a Reset device sel menüpontot nyomd meg és indítsd újra a mach3-at, ezzel kitörli a tiltást.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gorbi Dátum 2016 július 10, 19:09
Írta: gorbi Dátum 2016 július 10, 19:09
A net framework telepítés hibával áll le, leet hogy ez a gond, de ezt hogy lehet orvosolni?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gorbi Dátum 2016 július 10, 19:12
Írta: gorbi Dátum 2016 július 10, 19:12
Elvileg fent van a 2.0 verziótól kezdve a 4.0 extended verzióig mind mármint a net framework
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gorbi Dátum 2016 július 10, 19:13
Írta: gorbi Dátum 2016 július 10, 19:13
Az usb eszközök között UC100 motion controller néven fenn van igen, már megtaláltam
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2016 július 10, 21:03
Írta: 2dbfy8y Dátum 2016 július 10, 21:03
Köszi Balázs!
Nekem is ez a Reset device megoldotta a gondot.
Rakhatnátok be erről egy képernyőképet a telepítési útmutatóba. Meg a pdf-et is odarakhatnátok a letöltésbe. Hasznos dolog.
Nekem is ez a Reset device megoldotta a gondot.
Rakhatnátok be erről egy képernyőképet a telepítési útmutatóba. Meg a pdf-et is odarakhatnátok a letöltésbe. Hasznos dolog.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 július 10, 23:47
Írta: 000000000 Dátum 2016 július 10, 23:47
Sziasztok,
Gorbi: Akkor komoly gond nincsen szerintem, azokat nézd/csináld még meg amiket az #1027-ben leírtam.
Pabló: Ezt a letiltást a Mach3 csinálja nem az UC100, illetve akkor tiltja le ha egyszer azt választod indulásnál a Mach3 motion control device selection oldalon, hogy ne mutassa többet az oldalt úgy, hogy a nyomtató portot választod ki. Az UC100 útmutatóba le van írva egyébként meg gondolom a Mach3 adatlapjában is.
Gorbi: Akkor komoly gond nincsen szerintem, azokat nézd/csináld még meg amiket az #1027-ben leírtam.
Pabló: Ezt a letiltást a Mach3 csinálja nem az UC100, illetve akkor tiltja le ha egyszer azt választod indulásnál a Mach3 motion control device selection oldalon, hogy ne mutassa többet az oldalt úgy, hogy a nyomtató portot választod ki. Az UC100 útmutatóba le van írva egyébként meg gondolom a Mach3 adatlapjában is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gorbi Dátum 2016 július 11, 00:01
Írta: gorbi Dátum 2016 július 11, 00:01
Az 1027-ben leirtaknak megfelel minden, de inditáskor még mindig nem találja az uc-100 -at.
A dot net dolgot ujra lehet telepíteni valahogy?
Melyik részeit takarithatom ki gond nélkül ujra telepítés előtt?
A dot net dolgot ujra lehet telepíteni valahogy?
Melyik részeit takarithatom ki gond nélkül ujra telepítés előtt?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 július 11, 10:50
Írta: 000000000 Dátum 2016 július 11, 10:50
Hibaüzenetet ad a Mach3 induláskor? (Defective dll..)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ftibor Dátum 2016 július 11, 13:36
Írta: ftibor Dátum 2016 július 11, 13:36
Szia Balázs,
Múlt héte, hétfőn irtam a megrendelésem viszaigozolásával kapcsolatban, de azóta nem kaptam semilyen választ. Kérlek segíts, ha tudsz.
Köszönöm
Fehér Tibor
Múlt héte, hétfőn irtam a megrendelésem viszaigozolásával kapcsolatban, de azóta nem kaptam semilyen választ. Kérlek segíts, ha tudsz.
Köszönöm
Fehér Tibor
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gorbi Dátum 2016 július 11, 16:30
Írta: gorbi Dátum 2016 július 11, 16:30
Felugrik egy ablak:
Error!
UC100 not found
Check the connection!
Error!
UC100 not found
Check the connection!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: y9au2mspr Dátum 2016 július 11, 17:39
Írta: y9au2mspr Dátum 2016 július 11, 17:39
Sziasztok. A plazmás topikban leírtam a problémámat. Röviden annyi,hogy mikor a pilot gyújtások kapcsol az uc300 azonnal kifagy. 3 fázisú a plazma vágó. Mi lehet az oka ennek a jelenségnek. A vezérlő egy fém zárható rittal szekrényben van. MAch3 alatt megymenne :-) ) a rendszer. Ha valakinek van valami ötlete és meg is osztja velem azt mélységessen megköszönném.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 július 11, 19:07
Írta: 000000000 Dátum 2016 július 11, 19:07
Sziasztok,
Molnár Szabolcs: Az UCCNC topikban a #2647 írtam ezzel a problémával kapcsolatban. Többet nem nagyon tudok mondani, ott mindent leírtam.
Gorbi: Akkor az nem .NET probléma biztosan, mert akkor más hibaüzenetet adna, akkor Defective .dll-t írna ki a Mach3.
Légyszi írj egy levelet az info@cncdrive.com e-mail-re a továbbiakról, mert a fórumon lassan fog menni ennek a további tárgyalása, mert nem tudom folyamatosan figyelni a fórumot.
Ftibor: Rákerestem a leveledre és megtaláltam, elnézést, de eddig nem vettem észre. Mindjárt írok választ.
Molnár Szabolcs: Az UCCNC topikban a #2647 írtam ezzel a problémával kapcsolatban. Többet nem nagyon tudok mondani, ott mindent leírtam.
Gorbi: Akkor az nem .NET probléma biztosan, mert akkor más hibaüzenetet adna, akkor Defective .dll-t írna ki a Mach3.
Légyszi írj egy levelet az info@cncdrive.com e-mail-re a továbbiakról, mert a fórumon lassan fog menni ennek a további tárgyalása, mert nem tudom folyamatosan figyelni a fórumot.
Ftibor: Rákerestem a leveledre és megtaláltam, elnézést, de eddig nem vettem észre. Mindjárt írok választ.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: y9au2mspr Dátum 2016 július 11, 21:05
Írta: y9au2mspr Dátum 2016 július 11, 21:05
Köszönöm szépen! Elolvastam és érthető a hiba mivolta. Nemrég megnézte két e-on-os ismerős és ők is ezt a hiányosságot állapították meg.(helytelen földelés). Holnap kiépitem és megírom az eredményt. Üdv.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2016 július 11, 21:06
Írta: 2dbfy8y Dátum 2016 július 11, 21:06
Szia Balázs.
It az UCCNC-ben hova lehet beírni a szerszám sugár kompenzációt?
Vagy ismeri a progi a g41-g42 kódot?
G43 hossz korrekció kell? Gondolom.
It az UCCNC-ben hova lehet beírni a szerszám sugár kompenzációt?
Vagy ismeri a progi a g41-g42 kódot?
G43 hossz korrekció kell? Gondolom.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 július 11, 22:04
Írta: 000000000 Dátum 2016 július 11, 22:04
Sziasztok:
Molnár Szabolcs: Nincs mit, remélem sikerül elhárítanod mihamarabb a problémát.
Azt is megpróbálhatod, ha nem sikerül normális földelést kialakítani, hogy az UC300 felső kis panelkáján van 4 darab d=3.5mm furat, az egyiket egy csavarral és egy minél rövidebb és vastagabb vezetékkel összekötni a számítógép házának egy fémes részével, pl. a ház egy csavarjával.
Ezzel a zaj nem fog ugyan megszűnni, de nagyrészt közös módúvá válik a zaj az UC300 és a PC között, ezzel kevésbé lesz valószínű, hogy problémát okoz.
Pabló: G41/42-t egyelőre nem ismeri az UCCNC, a G43-t azt ismeri.
Molnár Szabolcs: Nincs mit, remélem sikerül elhárítanod mihamarabb a problémát.
Azt is megpróbálhatod, ha nem sikerül normális földelést kialakítani, hogy az UC300 felső kis panelkáján van 4 darab d=3.5mm furat, az egyiket egy csavarral és egy minél rövidebb és vastagabb vezetékkel összekötni a számítógép házának egy fémes részével, pl. a ház egy csavarjával.
Ezzel a zaj nem fog ugyan megszűnni, de nagyrészt közös módúvá válik a zaj az UC300 és a PC között, ezzel kevésbé lesz valószínű, hogy problémát okoz.
Pabló: G41/42-t egyelőre nem ismeri az UCCNC, a G43-t azt ismeri.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2016 július 11, 22:58
Írta: 2dbfy8y Dátum 2016 július 11, 22:58
Akkor ezért nincs a szerszám tárban sugár érték.
Ez valamikor bele fog kerülni?
Ez valamikor bele fog kerülni?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 július 12, 00:19
Írta: 000000000 Dátum 2016 július 12, 00:19
Szia,
Igen, tervezzük, hogy előbb utóbb belekerüljön, bár a szerszámsugár kompenzáció azért sokszor nem optimális megoldás. Arra szokott megfelelő lenni, hogy a szerszám kopást kompenzáljuk mondjuk, vagyis amikor a sugár korrekció nagyságrendileg sokkal kisebb mint a szerszám átmérő,bár ilyenkor is okozhat pontatlanságot a G41/G42 használata, de nagyságrendileg elég kicsit, hogy ne legyen gond.
Ez egyébként azért van, mert a kompenzáció működéséből adódóan nem lesz pontos az eredeti pálya követése, az algoritmus működéséből adódik a pontatlanság. Például ha egy pálya sok kis szakaszból áll és jön mondjuk egy 90 fokos töréspont, akkor a szerszám túl fog futni az eredetitől eltolt pályáról és utólag tud csak visszatérni, vagyis belemar az anyagba ott ahol nem kéne.
Szóval a szerszám sugár kompenzáció hasznossága eléggé limitált és észnél kell lenni, hogy az ember hogyan és mikor használja, a használata nem olyan egyszerű és egyértelmű ahogy első gondolatra tűnik.
CAM programmal újragenerálni a pályát a kompenzált értékkel az jóval pontosabb megbízhatóbb megoldás.
Berakok ide 2 képet Mach3 szerszámkompenzációs képei, a fehér vonal 2mm-el kompenzált pálya.
A második képen kinagyítottam a sarkot, ahol látható, hogy túlfut a pályán.
Ez nem a kompenzációs algoritmus hibája, utánaolvastam több ipari vezérlő adatlapjában is és az algoritmusból adódik, abból ahogyan működik, ahogy működnie kell.
Na szóval a képek:


Igen, tervezzük, hogy előbb utóbb belekerüljön, bár a szerszámsugár kompenzáció azért sokszor nem optimális megoldás. Arra szokott megfelelő lenni, hogy a szerszám kopást kompenzáljuk mondjuk, vagyis amikor a sugár korrekció nagyságrendileg sokkal kisebb mint a szerszám átmérő,bár ilyenkor is okozhat pontatlanságot a G41/G42 használata, de nagyságrendileg elég kicsit, hogy ne legyen gond.
Ez egyébként azért van, mert a kompenzáció működéséből adódóan nem lesz pontos az eredeti pálya követése, az algoritmus működéséből adódik a pontatlanság. Például ha egy pálya sok kis szakaszból áll és jön mondjuk egy 90 fokos töréspont, akkor a szerszám túl fog futni az eredetitől eltolt pályáról és utólag tud csak visszatérni, vagyis belemar az anyagba ott ahol nem kéne.
Szóval a szerszám sugár kompenzáció hasznossága eléggé limitált és észnél kell lenni, hogy az ember hogyan és mikor használja, a használata nem olyan egyszerű és egyértelmű ahogy első gondolatra tűnik.
CAM programmal újragenerálni a pályát a kompenzált értékkel az jóval pontosabb megbízhatóbb megoldás.
Berakok ide 2 képet Mach3 szerszámkompenzációs képei, a fehér vonal 2mm-el kompenzált pálya.
A második képen kinagyítottam a sarkot, ahol látható, hogy túlfut a pályán.
Ez nem a kompenzációs algoritmus hibája, utánaolvastam több ipari vezérlő adatlapjában is és az algoritmusból adódik, abból ahogyan működik, ahogy működnie kell.
Na szóval a képek:
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Béni Dátum 2016 július 12, 21:23
Írta: Béni Dátum 2016 július 12, 21:23
(Nem akarok vitát kezdeni, de ez az egész nagyon sántít.)
A rádiusz kompenzáció lehetősége kézi programozásnál fontos minden olyan technológiánál, ahol szerszámsugár értelmezhető.
Ide értve a láng, plazma, lézervágót és még a huzalszikrát is.
Eszterga esetén viszont nélkülözhetetlen.
Az, hogy a mai világban számtalan CAM rendszer elérhető szinte minden elképzelhető programozási feladatra, nem jelenti azt, hogy ez a funkció értékét vesztette volna. Véletlenül sem a kopás kompenzálására lett kitalálva és alkalmazva.
Bizonyos vezérlőknél a kompenzációs tárban külön van kezelve a kopáskorrekció (Wear).
Programoztam és használtam már néhány ipari vezérlőt, de az említett túlfutással és annak dokumentálásával soha nem találkoztam. (Mach3 nem referencia.)
Fogalmam sincs, hogy milyen algoritmussal és hogyan szokás ezt megoldani. Ha nekem kéne, akkor egy előfordítóval a forrás beolvasásakor elvégezném a párhuzamos "szerkesztését" és nem lenne a végrehajtásban semmi különbség a kompenzálatlan kódhoz képest. (Esetleg a kijelzéshez kellene egy módosított rutin.)
A rádiusz kompenzáció lehetősége kézi programozásnál fontos minden olyan technológiánál, ahol szerszámsugár értelmezhető.
Ide értve a láng, plazma, lézervágót és még a huzalszikrát is.
Eszterga esetén viszont nélkülözhetetlen.
Az, hogy a mai világban számtalan CAM rendszer elérhető szinte minden elképzelhető programozási feladatra, nem jelenti azt, hogy ez a funkció értékét vesztette volna. Véletlenül sem a kopás kompenzálására lett kitalálva és alkalmazva.
Bizonyos vezérlőknél a kompenzációs tárban külön van kezelve a kopáskorrekció (Wear).
Programoztam és használtam már néhány ipari vezérlőt, de az említett túlfutással és annak dokumentálásával soha nem találkoztam. (Mach3 nem referencia.)
Fogalmam sincs, hogy milyen algoritmussal és hogyan szokás ezt megoldani. Ha nekem kéne, akkor egy előfordítóval a forrás beolvasásakor elvégezném a párhuzamos "szerkesztését" és nem lenne a végrehajtásban semmi különbség a kompenzálatlan kódhoz képest. (Esetleg a kijelzéshez kellene egy módosított rutin.)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2016 július 12, 21:35
Írta: 2dbfy8y Dátum 2016 július 12, 21:35
Szia Balázs!
Ismerem hogy mit jelent pontosan a szerszámsugár kompenzáció.
Cnc-n dolgozok napi szinten, és kézi kódírásnál nagyon nélkülözhetetlen, az természetes, hogy sarkot sose lehet maróval kivágni, de viszont ha más maró, vagy élezett kerül kézbe, nagyon hasznos,hogy beírhatom a sugárt, és figyelembe veszi. Azért sokkal komplikáltabb mindig a programot újra generálni, és mindig keresgetni a rajzfájlt hozzá.
Ipari vezérlők sokszor képesek, hogy ezt már nem bírom megcsinálni, le is tiltok.
Azért azt is át lehet cseszni.
Ismerem hogy mit jelent pontosan a szerszámsugár kompenzáció.
Cnc-n dolgozok napi szinten, és kézi kódírásnál nagyon nélkülözhetetlen, az természetes, hogy sarkot sose lehet maróval kivágni, de viszont ha más maró, vagy élezett kerül kézbe, nagyon hasznos,hogy beírhatom a sugárt, és figyelembe veszi. Azért sokkal komplikáltabb mindig a programot újra generálni, és mindig keresgetni a rajzfájlt hozzá.
Ipari vezérlők sokszor képesek, hogy ezt már nem bírom megcsinálni, le is tiltok.
Azért azt is át lehet cseszni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 július 12, 21:52
Írta: 000000000 Dátum 2016 július 12, 21:52
Az, hogy a szerszámkompenzációnak G41/42 hogyan kell működnie azt én úgy láttam, hogy szigorúan definiálva van.
Az oka ennek, pontosan amit írsz, hogy manuális programozáshoz lett ez kitalálva és ott a programozónak pontosan át kell látnia, hogy mi hogyan fog történni. A lényeg annyi, hogy egyetlen mozgás egységgel, szakasszal vagy ívvel néz előre a vezérlés és úgy kalkulál metszéspontot, csatlakozási szöget, eltolt szakaszt, ívet, stb.-t.
Ahhoz hogy minden esetben pontos legyen az eltolt pálya ahhoz viszont olyan távolra előre kéne tekintenie a mozgás kódban a szoftvernek, hogy észrevegye időben, hogy a későbbi kódban már esetleg túlfutott az eltolt és időben előtte álló "jövőbeli" kontúron.
Ez a kézi programozó számára simán átláthatatlanná tehetné a történéseket.
Soronkénti végrehajtásnál tovább bonyolódik a helyzet, na de nem akarok most nagyon belemenni, ha végig gondoljátok akkor szerintem világossá válik.
Majd ha lesz egy kis időm csinálok képernyő képeket egyszerűbb esetlekről némi magyarázattal, amiken jobban látszik és érthető, hogy mi miért történik.
Egyébként már leprogramoztam a G41/G42-t az UCCNC-hez, még finomítások vannak vissza, illesztési dolgok, csak nem akartam még leírni, mert már megtanultam, ha valamit elmondok hogy mindjárt kész és ha mégse készül aztán el időben, akkor jön a számonkérés. :)
A leprogramozás során pedig elég jól sikerült átlátnom az algoritmus problémáit és a korlátokat, ezért is gondoltam hogy ha már megkérdeztétek, akkor felhívom a figyelmet rá, hogy a szerszámkompenzáció az azért nem csodaszer, klassz dolog, de sokszor nem használható büntetlenül.
És egyetértek, hogy esztergákon lehet komolyabban használni a korrekciót, mert a pályák nem olyan bonyolultságúak általában mint egy komplex maró pálya.
Egyébként nem Mach3-at használtam referenciának, hanem többek közt Fanuc és NCT leírásokat ahol definiálják, hogy hogyan működik a vezérléseiken a G41/42 kompenzáció.
De egyébként Mach3-on is ugyanúgy működik, ellenőriztem. :)
Az oka ennek, pontosan amit írsz, hogy manuális programozáshoz lett ez kitalálva és ott a programozónak pontosan át kell látnia, hogy mi hogyan fog történni. A lényeg annyi, hogy egyetlen mozgás egységgel, szakasszal vagy ívvel néz előre a vezérlés és úgy kalkulál metszéspontot, csatlakozási szöget, eltolt szakaszt, ívet, stb.-t.
Ahhoz hogy minden esetben pontos legyen az eltolt pálya ahhoz viszont olyan távolra előre kéne tekintenie a mozgás kódban a szoftvernek, hogy észrevegye időben, hogy a későbbi kódban már esetleg túlfutott az eltolt és időben előtte álló "jövőbeli" kontúron.
Ez a kézi programozó számára simán átláthatatlanná tehetné a történéseket.
Soronkénti végrehajtásnál tovább bonyolódik a helyzet, na de nem akarok most nagyon belemenni, ha végig gondoljátok akkor szerintem világossá válik.
Majd ha lesz egy kis időm csinálok képernyő képeket egyszerűbb esetlekről némi magyarázattal, amiken jobban látszik és érthető, hogy mi miért történik.
Egyébként már leprogramoztam a G41/G42-t az UCCNC-hez, még finomítások vannak vissza, illesztési dolgok, csak nem akartam még leírni, mert már megtanultam, ha valamit elmondok hogy mindjárt kész és ha mégse készül aztán el időben, akkor jön a számonkérés. :)
A leprogramozás során pedig elég jól sikerült átlátnom az algoritmus problémáit és a korlátokat, ezért is gondoltam hogy ha már megkérdeztétek, akkor felhívom a figyelmet rá, hogy a szerszámkompenzáció az azért nem csodaszer, klassz dolog, de sokszor nem használható büntetlenül.
És egyetértek, hogy esztergákon lehet komolyabban használni a korrekciót, mert a pályák nem olyan bonyolultságúak általában mint egy komplex maró pálya.
Egyébként nem Mach3-at használtam referenciának, hanem többek közt Fanuc és NCT leírásokat ahol definiálják, hogy hogyan működik a vezérléseiken a G41/42 kompenzáció.
De egyébként Mach3-on is ugyanúgy működik, ellenőriztem. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2016 július 12, 22:16
Írta: 2dbfy8y Dátum 2016 július 12, 22:16
Ha fogja tudni az NCT-Fanuc tudását, mi azzal bőven megelégszünk.. [#nevetes1]
Én már hozzá szoktam, mindnek megvan a maga lelkivilága.
Ha kicsit hibázik talán észre se vesszük. [#nevetes1]
Én már hozzá szoktam, mindnek megvan a maga lelkivilága.
Ha kicsit hibázik talán észre se vesszük. [#nevetes1]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: y9au2mspr Dátum 2016 július 13, 17:45
Írta: y9au2mspr Dátum 2016 július 13, 17:45
Szia!
Összetesteltem mindent mindennel.16mm2=Plazmavágó,cnc váz,vágó asztal,pc szekrény,4mm2=alaplap,uc300,vinyó stb.Most elindul a vágás és el is végez pár műveletet,de randomban most is kifagy pilot gyujtást követően. Gondolom ez a nem megfelelő földelésnek köszönhető. Holnap leverek kettő 2m-es szondát egymástól 20m-re. Remélem ez megoldja a jelenséget. A jelenlegi földszondák már kb 40 éve le van verve.
Összetesteltem mindent mindennel.16mm2=Plazmavágó,cnc váz,vágó asztal,pc szekrény,4mm2=alaplap,uc300,vinyó stb.Most elindul a vágás és el is végez pár műveletet,de randomban most is kifagy pilot gyujtást követően. Gondolom ez a nem megfelelő földelésnek köszönhető. Holnap leverek kettő 2m-es szondát egymástól 20m-re. Remélem ez megoldja a jelenséget. A jelenlegi földszondák már kb 40 éve le van verve.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 augusztus 04, 10:23
Írta: istvan58 Dátum 2016 augusztus 04, 10:23
Szia Balázs,
megnéznétek a #15307 belyegyzést, és néhányat visszafelé a Mach3 topicban?
Érdekes dolgok merültek fel amit én és fa@ fórumtárs is tapasztalt ami valószínü az UC100 és UC400 al kapcsolatos.
megnéznétek a #15307 belyegyzést, és néhányat visszafelé a Mach3 topicban?
Érdekes dolgok merültek fel amit én és fa@ fórumtárs is tapasztalt ami valószínü az UC100 és UC400 al kapcsolatos.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 augusztus 04, 14:46
Írta: 000000000 Dátum 2016 augusztus 04, 14:46
Szia István,
Némi háttérinformáció mielőtt esetleg téves következtetést vonnál le:
Az UC-k nem jegyeznek meg semmilyen Mach3 beállítást, adatot. Minden adat, beállítás futás időben töltődik a mozgásvezérlőbe.
Ebből adódik, hogy nem tud olyat megjegyezni, hogy te például letiltottad a Feddhold-ot.
Ezzel szemben a Mach3 megtud jegyezni bármit, eltud menteni bármit az .xml beállítás fájlba és onnan szed minden beállítást.
A másik dolog, hogy az UC mit sem tud arról, hogy a feedhold tiltva van-e vagy sem. Azt tudja csak, ha egy esemény meghívódik. Például a feedhold. Ha meghívódik akkor az UC végrehajtja, ha nem hívódik meg akkor meg nem.
Amit én gondolok az alapján amiket írtál, hogy egy ideig működött a feedhold, most meg nem működik,
hogy valami megváltozott a beállításokban.
Elképzelhető, hogy a Mach3 .xml fájlja sérült meg, ami sajnos egy jól ismert jelenség Mach3-nál.
Ha a PC úgy kerül leállításra, hogy a Mach3 fut, akkor megtud sérülni a fájl.
Én azt javaslom készíts egy vadonat új xml fájlt és nézd meg azzal megy-e a feedhold.
Némi háttérinformáció mielőtt esetleg téves következtetést vonnál le:
Az UC-k nem jegyeznek meg semmilyen Mach3 beállítást, adatot. Minden adat, beállítás futás időben töltődik a mozgásvezérlőbe.
Ebből adódik, hogy nem tud olyat megjegyezni, hogy te például letiltottad a Feddhold-ot.
Ezzel szemben a Mach3 megtud jegyezni bármit, eltud menteni bármit az .xml beállítás fájlba és onnan szed minden beállítást.
A másik dolog, hogy az UC mit sem tud arról, hogy a feedhold tiltva van-e vagy sem. Azt tudja csak, ha egy esemény meghívódik. Például a feedhold. Ha meghívódik akkor az UC végrehajtja, ha nem hívódik meg akkor meg nem.
Amit én gondolok az alapján amiket írtál, hogy egy ideig működött a feedhold, most meg nem működik,
hogy valami megváltozott a beállításokban.
Elképzelhető, hogy a Mach3 .xml fájlja sérült meg, ami sajnos egy jól ismert jelenség Mach3-nál.
Ha a PC úgy kerül leállításra, hogy a Mach3 fut, akkor megtud sérülni a fájl.
Én azt javaslom készíts egy vadonat új xml fájlt és nézd meg azzal megy-e a feedhold.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 augusztus 04, 15:11
Írta: 000000000 Dátum 2016 augusztus 04, 15:11
Közben biztos ami biztos ellenőriztük a feedhold-ot Mach3/UC400ETH-val és nálunk működik gond nélkül.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 augusztus 04, 15:32
Írta: istvan58 Dátum 2016 augusztus 04, 15:32
Balázs,
Nem az UC400-at hibáztatom!
Mivel LPT vel is fennáll a dolog. Ugy tűnik valami bekavart a Mach-nak az UC telepítése után.
És mint látod Fa@ is erre gyanakszik, de neki UC100 után.
Valami lett a mach3 al, de csak gyanakszom hogy az UC telepítés után. De nem azonal. Egy telepítés és új XML jó esélyel segítene de jobb lenne rájönni mi is történhetett. De valószinü tényleg semmi köze csak valami megsérült az XML-ben. Végig néztem de nem látok semmit benne ami esetleg a feedhold ra utal
Nem az UC400-at hibáztatom!
Mivel LPT vel is fennáll a dolog. Ugy tűnik valami bekavart a Mach-nak az UC telepítése után.
És mint látod Fa@ is erre gyanakszik, de neki UC100 után.
Valami lett a mach3 al, de csak gyanakszom hogy az UC telepítés után. De nem azonal. Egy telepítés és új XML jó esélyel segítene de jobb lenne rájönni mi is történhetett. De valószinü tényleg semmi köze csak valami megsérült az XML-ben. Végig néztem de nem látok semmit benne ami esetleg a feedhold ra utal
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 augusztus 04, 15:33
Írta: istvan58 Dátum 2016 augusztus 04, 15:33
mindenesetre ezt az XML-t elmentem és össze fogom hasolítani az újal.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2016 augusztus 04, 16:00
Írta: 000000000 Dátum 2016 augusztus 04, 16:00
István,
Az UC telepítése gyakorlatilag annyiból áll, hogy egy plugin .dll fájlt másol a telepítő a Mach3/Plugins könyvtárába.
Nem tudom ez hogyan tudná a feedhold-ot kikapcsolni ráadásul nyomtató portnál is, szerintem sehogy.
XML hiba miatt pedig ne a feedhold kulcsszóra keresgélj, az túl egyszerű lenne. :)
Az XML meghibásodás annyit tesz, hogy a fájlba például tiltott karakter kerül ami miatt nem tud olvasni bizonyos dolgokat. Vagy például elront zárójelezéseket ami miatt az xml struktúrája elromlik, értelmezhetetlenné válik és megintcsak vagy nem tud bizonyos kulcsokat elolvasni, vagy rossz értékeket olvas.
Az is előfordult már, amit láttam párszor, hogy duplikált belépési pontokat a Mach és utána random jelleggel olvasta ki az értékeket, egyszer innen egyszer onnan.
Az UC telepítése gyakorlatilag annyiból áll, hogy egy plugin .dll fájlt másol a telepítő a Mach3/Plugins könyvtárába.
Nem tudom ez hogyan tudná a feedhold-ot kikapcsolni ráadásul nyomtató portnál is, szerintem sehogy.
XML hiba miatt pedig ne a feedhold kulcsszóra keresgélj, az túl egyszerű lenne. :)
Az XML meghibásodás annyit tesz, hogy a fájlba például tiltott karakter kerül ami miatt nem tud olvasni bizonyos dolgokat. Vagy például elront zárójelezéseket ami miatt az xml struktúrája elromlik, értelmezhetetlenné válik és megintcsak vagy nem tud bizonyos kulcsokat elolvasni, vagy rossz értékeket olvas.
Az is előfordult már, amit láttam párszor, hogy duplikált belépési pontokat a Mach és utána random jelleggel olvasta ki az értékeket, egyszer innen egyszer onnan.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 augusztus 04, 17:14
Írta: istvan58 Dátum 2016 augusztus 04, 17:14
na mindegy, szerintem megoldás XML másolat készítése :)
Amúgy lassan csak átállok UCCNC-re :)
Készül a kézikerék. És remélem Ti is megoldjátok a 4. tengely mosgáshatár kijelzését a diag ablakban
Amúgy lassan csak átállok UCCNC-re :)
Készül a kézikerék. És remélem Ti is megoldjátok a 4. tengely mosgáshatár kijelzését a diag ablakban
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ra8nsmk6w Dátum 2016 augusztus 07, 21:15
Írta: ra8nsmk6w Dátum 2016 augusztus 07, 21:15
UC 300-Mach3 alatt szeretném az mpg-t beállitani. Párhuzamos porton már hasznátam, de itt nem sikerült. szinte bármit állitok a dro-ban lévő számok csak ugrálnak pozitiv és negativ irányban.
Jó egy éve nem frissitettem az uc300-at.
Jó egy éve nem frissitettem az uc300-at.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2016 augusztus 08, 11:22
Írta: kr97pwss2 Dátum 2016 augusztus 08, 11:22
Az MPG-t a "Config" / "Port & Pin" oldalon az "Encoder/MPG's" fülre kattintva lehet beállítani. Az MPG #1-nél pipáld ki az Enable oszlopot, majd állítsd be helyesen a Port és pin bemeneteket.
Ha MPG jogolás közben egy helyben mozog ide oda, akkor nem jól van beállítva valamelyik pinje az MPG-nek.
Ha esetleg jól van beállítva és mégse működik, akkor az aktuális plugin innen tölthető le: UC300 V1_056
Ha MPG jogolás közben egy helyben mozog ide oda, akkor nem jól van beállítva valamelyik pinje az MPG-nek.
Ha esetleg jól van beállítva és mégse működik, akkor az aktuális plugin innen tölthető le: UC300 V1_056
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ra8nsmk6w Dátum 2016 augusztus 08, 15:10
Írta: ra8nsmk6w Dátum 2016 augusztus 08, 15:10
Köszi! Egy kicsit rosszul fogalmaztam.Nem egyhelyben mozog hanem néhány mm határozatlanul az egyik irányba majd vált polaritást miközben egyirányban tekerem a kereket.
A beállitást úgy csináltam ahogy leirtad. LPT-röl igy múködött.
2 gyári tekerővel is próbálom.
Most felrakom az aktuális plug-ot
A beállitást úgy csináltam ahogy leirtad. LPT-röl igy múködött.
2 gyári tekerővel is próbálom.
Most felrakom az aktuális plug-ot
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: y9au2mspr Dátum 2016 augusztus 12, 09:38
Írta: y9au2mspr Dátum 2016 augusztus 12, 09:38
SZiasztok. Az UC300 összeköthető a pc paralell (párhuzamos)portjához,vagy csak usb porton keresztül működik?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Gyati Dátum 2016 augusztus 12, 09:41
Írta: Gyati Dátum 2016 augusztus 12, 09:41
Szia!
Csak USB.
Csak USB.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: y9au2mspr Dátum 2016 augusztus 12, 14:50
Írta: y9au2mspr Dátum 2016 augusztus 12, 14:50
Köszönöm a válaszodat.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 augusztus 19, 13:38
Írta: istvan58 Dátum 2016 augusztus 19, 13:38
Szia Balázs,
kis update a feedhold-al kapcsolatban, légyszi néz be a mach3 topikba a #15346...15348-as bejegyzésekre.
Köszi.
kis update a feedhold-al kapcsolatban, légyszi néz be a mach3 topikba a #15346...15348-as bejegyzésekre.
Köszi.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2016 augusztus 20, 20:34
Írta: istvan58 Dátum 2016 augusztus 20, 20:34
sziasztok,
a feedhold problémát ugy oldotam meg hogy teljes mach3 unistall, majd install, ujra config, azután UC400 telepítés. Most jó. Mindenesetre XML kimentve, hogy ha újra előjön legyen egy jó verzió.
Még valami:
ujra lefutattam a 13000 soros G kódot amit a Béni féle stressz tesztel generáltam. Kód végén 0.02mm eltérés. Ezt jónak itéltem. De aztán újra lefutattam és ugy hogy néha leálítottam véletlenszerüen, 3000, 6000, 8000 környékén, az eredmény +/- 0,03mm eltérés váletlenszerüen, a 0.03mm nálam 30 step impulzust jelent. Na ez igy már nem elfogatható. (mindez Mach3+ UC400)
Majd ugyanez megismételve Mach3 LPT -vel bármikor megálítva mindég abszolút nulára ált az óra.
Na akkor ugyanez UCCNC+ UC400 ....ez is tökéletes!
Ugy hogy mostantól kijelentem : SOHA TÖBBÉ NEM PRÓBÁLKOZOM A MACH3+UC400 KOMBÓVAL. (ha csak Balázsék nem kérnek valamilyen tesztet)
Amúgy ahogy egy fórumtárs is mondta magán levelezésbe (nem nevezem meg :)) hogy ez a mach3+UCxxx amolyan "fából vaskarika" , és úgy néz ki igaza van!
Szóval részemröl a megoldás az hogy mihamarabb váltok UCCNC-re. Addig is amig elkészül a kézikerék és még megoldok néhány konfigot amiben segítséget is fogok kérni Tőletek használom a Mach3-at LPT vel :(.
a feedhold problémát ugy oldotam meg hogy teljes mach3 unistall, majd install, ujra config, azután UC400 telepítés. Most jó. Mindenesetre XML kimentve, hogy ha újra előjön legyen egy jó verzió.
Még valami:
ujra lefutattam a 13000 soros G kódot amit a Béni féle stressz tesztel generáltam. Kód végén 0.02mm eltérés. Ezt jónak itéltem. De aztán újra lefutattam és ugy hogy néha leálítottam véletlenszerüen, 3000, 6000, 8000 környékén, az eredmény +/- 0,03mm eltérés váletlenszerüen, a 0.03mm nálam 30 step impulzust jelent. Na ez igy már nem elfogatható. (mindez Mach3+ UC400)
Majd ugyanez megismételve Mach3 LPT -vel bármikor megálítva mindég abszolút nulára ált az óra.
Na akkor ugyanez UCCNC+ UC400 ....ez is tökéletes!
Ugy hogy mostantól kijelentem : SOHA TÖBBÉ NEM PRÓBÁLKOZOM A MACH3+UC400 KOMBÓVAL. (ha csak Balázsék nem kérnek valamilyen tesztet)
Amúgy ahogy egy fórumtárs is mondta magán levelezésbe (nem nevezem meg :)) hogy ez a mach3+UCxxx amolyan "fából vaskarika" , és úgy néz ki igaza van!
Szóval részemröl a megoldás az hogy mihamarabb váltok UCCNC-re. Addig is amig elkészül a kézikerék és még megoldok néhány konfigot amiben segítséget is fogok kérni Tőletek használom a Mach3-at LPT vel :(.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: gorbi Dátum 2016 szeptember 14, 16:25
Írta: gorbi Dátum 2016 szeptember 14, 16:25
Ha a fehérvári talira elviszem az uc100 vezérlőmet, meg tudod nézni, hogy rendben működik e vagy esetleg én bénázok el valamit és azért nem megy? Régebben beszélgettünk már erről, de sajnos nem sok időm volt foglalkozni vele, ezért elmaradt a pontos diagnózis, félbeszakadt a levelezésünk is.
Jó lenne mert néha használnám ...
Előre is köszi!
Jó lenne mert néha használnám ...
Előre is köszi!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2016 szeptember 15, 07:23
Írta: zt2c4wh9 Dátum 2016 szeptember 15, 07:23
Tegnap írtam választ az UCCNC topikba a #3241.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2017 január 16, 10:57
Írta: istvan58 Dátum 2017 január 16, 10:57
most láttom hogy az UC400ETH mach3 plugin már az 1.012 verziónál tart.
Nekem még az 1.006 van telepítve. Valahol valami info hogy milyen változások vannak az új verziókba?
Nekem még az 1.006 van telepítve. Valahol valami info hogy milyen változások vannak az új verziókba?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: sanyi84 Dátum 2017 január 27, 21:11
Írta: sanyi84 Dátum 2017 január 27, 21:11
Az UC 100 at már aliexpressen is áruljátok?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2017 január 28, 00:17
Írta: dezsoe Dátum 2017 január 28, 00:17
Nézd meg jobban: még csak nem is hasonlít az UC100-ra. :) Két lehetőség van: vagy direkt hamisítvány, vagy csak a keresési találatok miatt van a nevében UC 100.
Az első lehetőség egyértelmű, de akkor a külseje is hasonlítana. Legalább egy kicsit... :)
A második lehetőség olyan, mint amikor bármilyen elektronikai alkatrészt keresel, oda lesz írva, hogy "for Arduino". Függetlenül attól, hogy valaha volt-e már összekötve vele. Ahogy az alkatrész keresgélők buknak az Arduino-s cuccokra, úgy remélik, hogy UC 100-ra keresve megveszed az ő rosszjukat.
Az első lehetőség egyértelmű, de akkor a külseje is hasonlítana. Legalább egy kicsit... :)
A második lehetőség olyan, mint amikor bármilyen elektronikai alkatrészt keresel, oda lesz írva, hogy "for Arduino". Függetlenül attól, hogy valaha volt-e már összekötve vele. Ahogy az alkatrész keresgélők buknak az Arduino-s cuccokra, úgy remélik, hogy UC 100-ra keresve megveszed az ő rosszjukat.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: istvan58 Dátum 2017 január 30, 11:42
Írta: istvan58 Dátum 2017 január 30, 11:42
hmmm, és csak kb 13000ft , gyanus ez...
UC100 (https://www.aliexpress.com/item/UC100-CNC-USB-Controller-USB-To-Parallel-For-Mach3-USB-To-Parallel-With-USB-Line-Free/32779830037.html?spm=2114.01010208.3.2.Xo8m42&ws_ab_test=searchweb0_0,searchweb201602_1_10065_10068_10000032_119_10000025_10000029_430_10000028_10060_10062_10056_10055_10000062_10054_10059_10099_10000022_10000012_10103_10000015_10102_10096_10000018_10000019_10000056_10000059_10052_10053_10107_10050_10106_10051_10000053_10000007_10000050_10084_10118_10083_10000047_10080_10082_10081_10110_10111_10112_10113_10114_10115_10037_10000041_10000044_10078_10079_10077_10000038_429_10073_10000035_10121,searchweb201603_3,afswitch_1,single_sort_3_default&btsid=44f1d96a-42e9-437e-b26a-51ed7776f38f)
UC100 (https://www.aliexpress.com/item/UC100-CNC-USB-Controller-USB-To-Parallel-For-Mach3-USB-To-Parallel-With-USB-Line-Free/32779830037.html?spm=2114.01010208.3.2.Xo8m42&ws_ab_test=searchweb0_0,searchweb201602_1_10065_10068_10000032_119_10000025_10000029_430_10000028_10060_10062_10056_10055_10000062_10054_10059_10099_10000022_10000012_10103_10000015_10102_10096_10000018_10000019_10000056_10000059_10052_10053_10107_10050_10106_10051_10000053_10000007_10000050_10084_10118_10083_10000047_10080_10082_10081_10110_10111_10112_10113_10114_10115_10037_10000041_10000044_10078_10079_10077_10000038_429_10073_10000035_10121,searchweb201603_3,afswitch_1,single_sort_3_default&btsid=44f1d96a-42e9-437e-b26a-51ed7776f38f)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: guliver83 Dátum 2017 január 30, 11:53
Írta: guliver83 Dátum 2017 január 30, 11:53
Szerintem lehetséges.
manapság már mindent hamisítanak.
USBCNC is hamisítják akkor az UC100 miért ne?
manapság már mindent hamisítanak.
USBCNC is hamisítják akkor az UC100 miért ne?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2017 január 30, 12:19
Írta: kr97pwss2 Dátum 2017 január 30, 12:19
Ez egy teljesen más termék, semmi közünk hozzá. Csak a mi márkanevünket használja fel, hogy többet eladjon. Aki ilyet vesz, ahhoz támogatást nem tudunk adni, csak a mi általunk gyártott termékekre.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2017 január 30, 15:38
Írta: ANTAL GÁBOR Dátum 2017 január 30, 15:38
Én vennék belőle ( helyetekben ) egyet és azután ki kellene próbálni és a negatív tapasztalatokat fel kellene tenni a nyugati közösségi Hobbycnc oldalakra . Az gáz ha mindent sikerült a kínaiaknak leklónozni.
Képesek a dsPic et visszafejteni ?
Itt olvastam hogy amikor cocom listásak voltak az ős processzorok akkor a MEV ben a magyarok csiszolatokat készítettek a ( talán 8080 as prociról és a a végén nekünk is sikerült a klón gyártása )....
Képesek a dsPic et visszafejteni ?
Itt olvastam hogy amikor cocom listásak voltak az ős processzorok akkor a MEV ben a magyarok csiszolatokat készítettek a ( talán 8080 as prociról és a a végén nekünk is sikerült a klón gyártása )....
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: guliver83 Dátum 2017 január 30, 15:42
Írta: guliver83 Dátum 2017 január 30, 15:42
Gondoltam, hogy nem a ti terméketek, de lehetséges hogy a Kínai valamit lekoppintott.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 január 30, 17:48
Írta: zt2c4wh9 Dátum 2017 január 30, 17:48
Sziasztok,
Nincsen szó "koppintásról". Egy kínai CNCzone-on hirhedt DDUM ill. Digital Dreams nevezetű mozgásvezérlő gyártó mikrovezérlője van benne.
Azért írtam, hogy hírhedt, mert annyi panasz van rá a CNCzone-on, hogy mára már a gyártó megszüntette a weboldalát is, eltűnt és az ilyenkor szokásos másodlagos feketepiac maradt csak fent utána, amikor névtelen eladók mindenféle online piactereken árulják a termékeiket különféle nevek alatt.
Az UC100 nevet pedig azért írták rá, hátha így eltudják adni, lévén hogy az eredeti UC100 már elég jól ismert a piacon, gondolták, ha ráírják majd jobban fogy és biztos lesz aki nem fog reklamálni ergo profitjuk lesz belőle.
Amúgy a vezérlő mivel nem a mi "kódunk" van benne, hiszen azt azért nem olyan egyszerű szerencsére kilopni, ezért ahogy Balázs írta nem működik a hamisított eszköz a mi szoftvereinkkel, sem az UCCNC-vel, sem a Mach3-as UC100 pluginnal.
Nincsen szó "koppintásról". Egy kínai CNCzone-on hirhedt DDUM ill. Digital Dreams nevezetű mozgásvezérlő gyártó mikrovezérlője van benne.
Azért írtam, hogy hírhedt, mert annyi panasz van rá a CNCzone-on, hogy mára már a gyártó megszüntette a weboldalát is, eltűnt és az ilyenkor szokásos másodlagos feketepiac maradt csak fent utána, amikor névtelen eladók mindenféle online piactereken árulják a termékeiket különféle nevek alatt.
Az UC100 nevet pedig azért írták rá, hátha így eltudják adni, lévén hogy az eredeti UC100 már elég jól ismert a piacon, gondolták, ha ráírják majd jobban fogy és biztos lesz aki nem fog reklamálni ergo profitjuk lesz belőle.
Amúgy a vezérlő mivel nem a mi "kódunk" van benne, hiszen azt azért nem olyan egyszerű szerencsére kilopni, ezért ahogy Balázs írta nem működik a hamisított eszköz a mi szoftvereinkkel, sem az UCCNC-vel, sem a Mach3-as UC100 pluginnal.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: d46hvfrdr Dátum 2017 január 30, 19:33
Írta: d46hvfrdr Dátum 2017 január 30, 19:33
Üdv!
Ide is bepróbálkozok, hátha valaki tud segíteni...
Van egy olyan problémám, hogy UC300 ethernetes vezérlőt használok és rettenetes kavargós jelenségeket produkál a gép.
Van amikor gondol egyet és a billentyűn az irányító gombokkal irányítva működik rendesen majd gondol egyet és csak az egyik irányba mozdulnak csak a tengelyek. Ilyenkor ha nyomor azt az irányt amerre nem megy, rányomok egy másik tengely irányító billentyűjét és hirtelen megindul nagy gőzzel, mintha a pufferbe maradt volta az adat és kiüríti ami megrekedt...
De van olyan jelenség, hogy a kézzel beírt Gkód-ot nem futtatja le csak klattyan egy rendszerhang, ilyenkor a koordináta kijelző sem megy se a gép tengelye nem mozdul. A külső nyomógombra kivezetékelt pause billentyűt ha megnyomom az MDI fül alatt, utána végrehajtja a beírt kódot.
A sokadig furcsaság, hogy kézzel beírom neki pl G0 y-1000 vagy akár-1 és végállásig kiküldi az adott tengelyt, pedig a 0 pont jó helyen lett felvéve!
De hogy teljes legyen a katasztrófa, van olyan is, hogy elküldöm az adott tengelyt -100 vagy bármilyen negatív pozícióra a 0 ponttól és az entert lenyomva elkezd futni a + irányba... pedig előtte 1-2 perccel még rendesen ment a beírt irányba...
Vagy pl a külső nyomógombra nem állítja be a 0 pontot a Z tengelyen, az x és y tengelyen viszont igen, pedig minden jól van beállítva, a bemenet monitoron is látható a bemenő jel csak nem reagál külső nyomógombra...
Számomra érthetetlen, hogy mi okozhatja ezt, próbáltam másik pc-vel és változatlan! Nem hinném, hogy hardveres lenne!
Valakinek valami ötlet?
Ide is bepróbálkozok, hátha valaki tud segíteni...
Van egy olyan problémám, hogy UC300 ethernetes vezérlőt használok és rettenetes kavargós jelenségeket produkál a gép.
Van amikor gondol egyet és a billentyűn az irányító gombokkal irányítva működik rendesen majd gondol egyet és csak az egyik irányba mozdulnak csak a tengelyek. Ilyenkor ha nyomor azt az irányt amerre nem megy, rányomok egy másik tengely irányító billentyűjét és hirtelen megindul nagy gőzzel, mintha a pufferbe maradt volta az adat és kiüríti ami megrekedt...
De van olyan jelenség, hogy a kézzel beírt Gkód-ot nem futtatja le csak klattyan egy rendszerhang, ilyenkor a koordináta kijelző sem megy se a gép tengelye nem mozdul. A külső nyomógombra kivezetékelt pause billentyűt ha megnyomom az MDI fül alatt, utána végrehajtja a beírt kódot.
A sokadig furcsaság, hogy kézzel beírom neki pl G0 y-1000 vagy akár-1 és végállásig kiküldi az adott tengelyt, pedig a 0 pont jó helyen lett felvéve!
De hogy teljes legyen a katasztrófa, van olyan is, hogy elküldöm az adott tengelyt -100 vagy bármilyen negatív pozícióra a 0 ponttól és az entert lenyomva elkezd futni a + irányba... pedig előtte 1-2 perccel még rendesen ment a beírt irányba...
Vagy pl a külső nyomógombra nem állítja be a 0 pontot a Z tengelyen, az x és y tengelyen viszont igen, pedig minden jól van beállítva, a bemenet monitoron is látható a bemenő jel csak nem reagál külső nyomógombra...
Számomra érthetetlen, hogy mi okozhatja ezt, próbáltam másik pc-vel és változatlan! Nem hinném, hogy hardveres lenne!
Valakinek valami ötlet?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2017 január 30, 20:01
Írta: kr97pwss2 Dátum 2017 január 30, 20:01
Amikor a Mach3 fut, az UC300ETH-n a kék led folyamatosan világít, nem villan be néha? Nincs esetleg véletlenül 2db UC300-as dll a Mach3/Plugins könyvtárba? Ha az rendben van, akkor érdemes lenne az xml fájt kitörölni, és újra bekonfigolni, mer néha, ha megsérül az is rejtélyes hibákat tud előidézni. Továbbá, ha a licenc nincs rendben akkor is lehetnek ilyen rejtélyes jelenségek, hogy elindul egyszer csak a másik irányba, illetve megnegálja random a tengelyeken az irányt.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ppxgww95 Dátum 2017 január 30, 20:09
Írta: ppxgww95 Dátum 2017 január 30, 20:09
Hamis UC100 (http://www.ebay.com/itm/10cm-CNC-USB-to-Parallel-Adapter-Controller-for-Mach3-UC100-New-/282264484567?hash=item41b8463ad7:g:rhYAAOSwNnRYgBRJ)
Lent a véleményeket érdemes megnézni.
Lent a véleményeket érdemes megnézni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2017 január 30, 21:04
Írta: ANTAL GÁBOR Dátum 2017 január 30, 21:04
696 db eladás ( és ebben valószínűleg minden más is benne van és két :" nem működött " bejegyzés . Gyalázat.......
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: remrendes Dátum 2017 január 31, 01:56
Írta: remrendes Dátum 2017 január 31, 01:56
Aliexpressen jobb velemennyel vannak rola.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: d46hvfrdr Dátum 2017 január 31, 07:42
Írta: d46hvfrdr Dátum 2017 január 31, 07:42
A kék led folyamatosan világít és a plugin könyvtárból mindent töröltem, csak az uc300 pluginját hagytam meg.
Megpróbálom újra beállítgatni a mach3-at, de a legelső gép frissen telepített win7 és frissen letöltött mach3. A második gép egy újrakonfigurált mach3-al van.
Nekem az az érdekes, hogy olyan jelenségek vannak amiket leellenőrizve szoftveres gondra utal. Mert pl sok esetben a bemenő jel megvan csak nincs reakció s mach3 részéről , vagy hirtelen az elmaradt kimenő jelek megtódulnak... A gép teljesítményileg bőven megvan i3 proci 4gb ram, usb-s uc300-al hibátlanul működött a gép de plazmagyújtáskor elszállt az usb kommunikáció és ezt a hibát semmivel sem lehetett kiküszöbölni. Így megpróbálom az ethernetes vezérlőt de ezzel meg ilyen gondok vannak. Keresek a neten egy korábbi mach3-at, hátha... Ha ez sem segít kidobom ezt a sz..t, már az agyamra megy!
Más vezérlőprogramban is gondolkodok, melyiket lehet érdemes megpróbálni plazmavágáshoz ami stabil és megbízható lehet? Hátha más programmal megy...
Megpróbálom újra beállítgatni a mach3-at, de a legelső gép frissen telepített win7 és frissen letöltött mach3. A második gép egy újrakonfigurált mach3-al van.
Nekem az az érdekes, hogy olyan jelenségek vannak amiket leellenőrizve szoftveres gondra utal. Mert pl sok esetben a bemenő jel megvan csak nincs reakció s mach3 részéről , vagy hirtelen az elmaradt kimenő jelek megtódulnak... A gép teljesítményileg bőven megvan i3 proci 4gb ram, usb-s uc300-al hibátlanul működött a gép de plazmagyújtáskor elszállt az usb kommunikáció és ezt a hibát semmivel sem lehetett kiküszöbölni. Így megpróbálom az ethernetes vezérlőt de ezzel meg ilyen gondok vannak. Keresek a neten egy korábbi mach3-at, hátha... Ha ez sem segít kidobom ezt a sz..t, már az agyamra megy!
Más vezérlőprogramban is gondolkodok, melyiket lehet érdemes megpróbálni plazmavágáshoz ami stabil és megbízható lehet? Hátha más programmal megy...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svager Dátum 2017 január 31, 08:45
Írta: svager Dátum 2017 január 31, 08:45
A tavalyi évben is,legalább 10 alkalommal volt már erről szó,hogy a plazmánál meg kell oldani normálisan a zavarvédelmet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: d46hvfrdr Dátum 2017 január 31, 09:34
Írta: d46hvfrdr Dátum 2017 január 31, 09:34
Igen, ez természetesen evidens. Viszont a jelen esetben nincs semmi a plazmavágó által generált zajból, mivel az inverter nem lett áram alá helyezve, így zavaró zaj sem keletkezhet.
Korábban USB-s vezérlővel próbálkoztam ami teljesen alkalmazhatatlan erre a célra, mivel nem lehetséges az inverter által létrehozott zajt leárnyékolni annyira, hogy az usb-s vezérlőnek ne zavarhasson be. Minden lehetőséget végigpróbáltam ezen a téren és az egyetlen lehetőség, ha az usb-s vezérlőt lecserélem más, megbízhatóbb kommunikációs portra.
Jelenleg ethernetes vezérlő az amivel a jelenség van, ez USB-s verziónál nem volt de a plazma inverter okozta zaj miatt más vezérlő kellett. A hibajelenségeket pedig a legelső tesztek óta produkálja és eddig nem találtam rá megoldást...
Korábban USB-s vezérlővel próbálkoztam ami teljesen alkalmazhatatlan erre a célra, mivel nem lehetséges az inverter által létrehozott zajt leárnyékolni annyira, hogy az usb-s vezérlőnek ne zavarhasson be. Minden lehetőséget végigpróbáltam ezen a téren és az egyetlen lehetőség, ha az usb-s vezérlőt lecserélem más, megbízhatóbb kommunikációs portra.
Jelenleg ethernetes vezérlő az amivel a jelenség van, ez USB-s verziónál nem volt de a plazma inverter okozta zaj miatt más vezérlő kellett. A hibajelenségeket pedig a legelső tesztek óta produkálja és eddig nem találtam rá megoldást...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svager Dátum 2017 január 31, 09:54
Írta: svager Dátum 2017 január 31, 09:54
Legutóbb a Molnár Szabolcsank is sikerült (http://forum.hobbycnc.hu/topic.php?topic=90)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2017 január 31, 09:57
Írta: kr97pwss2 Dátum 2017 január 31, 09:57
El tudod küldeni az xml fájlodat és, hogy melyik mach3-as verziót használod? Kipróbálnám én is, hogy jelentkezik-e a hiba.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: d46hvfrdr Dátum 2017 január 31, 12:04
Írta: d46hvfrdr Dátum 2017 január 31, 12:04
Sajnos nálam extrémebb a jelenség, próbáltam a munkakábeleket árnyékolni fém gégecsővel, motor és jelvezetékeket teleraktam ferrittel, földelésekkel variáltam stb... De semmi nem használt!
Az inverter külön zárt fémszekrényben van de semmi javulás nincs.
A motorvezérlőket beépítettem a vezérlőkonzolba és ide került a cnc vezérlő és a tápok is de ez sem segített, a cnc vezérlőt és az uc300-at a vezérlő konzolban egy külön teljesen zárt fémdobozba raktam bele , de semmi javulás.
A jelenség sokkal érdekesebb volt mint amikkel eddig találkoztam vagy amikről én is tanultam.
Próbáltam azt is, hogy egy laptop a saját akkumulátorról ment és kizárólak az uc300 volt rákötve egy jól árnyékolt 15cm-es usb vezetékkel, az uc300 a laptop billentyűjén volt rátéve, több méterről a plazma gyújtására azonnal elszállt az usb kommunikáció! 12 másik pc is ugyan ezt produkálta... De volt ennél extrémebb is.
Ethernetes vezérlő rövid teszteléskor nem szállt el de most meg a spontán mozgás okoz gondot a gépnek, plazma inverter bekapcsolása nélkül... Most a tápokat és a többi részét variálom, hátha mégis hardveres a hiba, bár kétlem, plusz adatot nem fog sehonnan szedni a motorvezérlő csak a pc-ből...
Kicsit idegőrlő a dolog...
Az inverter külön zárt fémszekrényben van de semmi javulás nincs.
A motorvezérlőket beépítettem a vezérlőkonzolba és ide került a cnc vezérlő és a tápok is de ez sem segített, a cnc vezérlőt és az uc300-at a vezérlő konzolban egy külön teljesen zárt fémdobozba raktam bele , de semmi javulás.
A jelenség sokkal érdekesebb volt mint amikkel eddig találkoztam vagy amikről én is tanultam.
Próbáltam azt is, hogy egy laptop a saját akkumulátorról ment és kizárólak az uc300 volt rákötve egy jól árnyékolt 15cm-es usb vezetékkel, az uc300 a laptop billentyűjén volt rátéve, több méterről a plazma gyújtására azonnal elszállt az usb kommunikáció! 12 másik pc is ugyan ezt produkálta... De volt ennél extrémebb is.
Ethernetes vezérlő rövid teszteléskor nem szállt el de most meg a spontán mozgás okoz gondot a gépnek, plazma inverter bekapcsolása nélkül... Most a tápokat és a többi részét variálom, hátha mégis hardveres a hiba, bár kétlem, plusz adatot nem fog sehonnan szedni a motorvezérlő csak a pc-ből...
Kicsit idegőrlő a dolog...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: d46hvfrdr Dátum 2017 január 31, 12:14
Írta: d46hvfrdr Dátum 2017 január 31, 12:14
Helló!
A legújabb 3.043.066-ot szedtem le a netről. Most próbaverzióval próbáltam, hátha a licencfájl okozza a bajt de ugyan az.
Nekem az az érdekes, hogy néha olyan, mintha beragadna a korábban nem végrehajtott művelet és hirtelen valamikor leüríti az összeset , a gép pedig hirtelen megugrik és szaladni kezd...
Megpróbálok egy korábbi verziót is, hátha ez a kiadás valamiért nem csípi ezt a pc konfigurációt...
A legújabb 3.043.066-ot szedtem le a netről. Most próbaverzióval próbáltam, hátha a licencfájl okozza a bajt de ugyan az.
Nekem az az érdekes, hogy néha olyan, mintha beragadna a korábban nem végrehajtott művelet és hirtelen valamikor leüríti az összeset , a gép pedig hirtelen megugrik és szaladni kezd...
Megpróbálok egy korábbi verziót is, hátha ez a kiadás valamiért nem csípi ezt a pc konfigurációt...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2017 január 31, 12:39
Írta: kr97pwss2 Dátum 2017 január 31, 12:39
A mozgásvezérlő csak azokat a parancsokat hajtja végre, amit a Mach3-tól kap, magától nem talál ki mozgásokat.
A verzió amit írsz azzal jónak kéne lennie, én is azzal szoktam próbálni.
De kezdjük az elejétől. Elindítod a Mach3-at, kapcsolódik a számítógép az UC300ETH-hoz, és pár villanás után folyamatosan világítani kezd a kék LED (A zöld LED a bekapcsolás után pár másodperccel folyamatosan kell, hogyvilágítson). Kiveszed Estop állapotból.
Megnyitod a felső menüben a "Plugin Control->UC300ETH In/Out monitor" ablakot és a Status fülre kattintasz. Alap helyzetben, ha nincs mozgás (és nincs Estop-ban, vagy végálláson), akkor az Idle lámpának kell világítania.
Ha Jogolsz vagy az MDI-be beírsz egy Pl.: "G1 X100 F100" utasítást, akkor RUN állapotba kell átkapcsolnia amíg a mozgást be nem fejezi. Ha itt nem vált a lámpa, akkor az UC300ETH nem kapja meg az utasítást a Mach3-tól valamiért.
Ja még amit elfelejtettem, hogy a legújabb plugin verzió innen tölthető le: UC300ETH V1.006 (http://cncdrive.com/MC/UC300ETH%20files%20for%20manual%20installation/Plugin/download_UC300ETH_plugin.php)
A verzió amit írsz azzal jónak kéne lennie, én is azzal szoktam próbálni.
De kezdjük az elejétől. Elindítod a Mach3-at, kapcsolódik a számítógép az UC300ETH-hoz, és pár villanás után folyamatosan világítani kezd a kék LED (A zöld LED a bekapcsolás után pár másodperccel folyamatosan kell, hogyvilágítson). Kiveszed Estop állapotból.
Megnyitod a felső menüben a "Plugin Control->UC300ETH In/Out monitor" ablakot és a Status fülre kattintasz. Alap helyzetben, ha nincs mozgás (és nincs Estop-ban, vagy végálláson), akkor az Idle lámpának kell világítania.
Ha Jogolsz vagy az MDI-be beírsz egy Pl.: "G1 X100 F100" utasítást, akkor RUN állapotba kell átkapcsolnia amíg a mozgást be nem fejezi. Ha itt nem vált a lámpa, akkor az UC300ETH nem kapja meg az utasítást a Mach3-tól valamiért.
Ja még amit elfelejtettem, hogy a legújabb plugin verzió innen tölthető le: UC300ETH V1.006 (http://cncdrive.com/MC/UC300ETH%20files%20for%20manual%20installation/Plugin/download_UC300ETH_plugin.php)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svager Dátum 2017 január 31, 12:53
Írta: svager Dátum 2017 január 31, 12:53
Volt már itt is extém eset,talán a ©Xabi fórumtárs mutatta,hogy a szomszédos mühelyben dolgoztak, és nála meg elindultak a vágógép tengelyek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: d46hvfrdr Dátum 2017 január 31, 14:53
Írta: d46hvfrdr Dátum 2017 január 31, 14:53
Helló!
Igen, eddig stimmel, így zajlik minden. Csak amikor meggondolta magát elfelejtette lefuttatni a beírt utasítást és önálló életre is kelt néha... Ilyenkor az uc300 monitoron sincs semmi látható változás.
Most ismét újraraktam a mach3-at és a plugint, újra beállítottam az UC300 hálózati beállításait. Átnyálaztam a vezetékeket minden stimmelt, kicseréltem az optikai leválasztó panel tápját, ebből a tápból egy dc-dc konverterrel adom az 5.1V-ot az uc300-nak, és így most eddig nem rakoncátlankodik a tengelyekkel végre.
Ami viszont van , az az hogy a Z tengely nullpontja külső nyomógombbal nem állítható, leellenőriztem, a gomb megnyomására az uc300 monitoron megjelenik a jel, a system hotkeys menü alatt a oem trig kód elvileg jó ( 1010 ), az input signals fülön is megfelelő pin van beállítva de mégsem reagál.
A másik, hogy a kézzel beírt Gkód csak akkor fut le ha a külső pause gombot benyomom, utána végrehajtja a beírt kódot. (ez a leg kevesebb,)
Még majd meg kell küzdeni a Z tengely felületkeresésének postprocessorával is...
Igen, eddig stimmel, így zajlik minden. Csak amikor meggondolta magát elfelejtette lefuttatni a beírt utasítást és önálló életre is kelt néha... Ilyenkor az uc300 monitoron sincs semmi látható változás.
Most ismét újraraktam a mach3-at és a plugint, újra beállítottam az UC300 hálózati beállításait. Átnyálaztam a vezetékeket minden stimmelt, kicseréltem az optikai leválasztó panel tápját, ebből a tápból egy dc-dc konverterrel adom az 5.1V-ot az uc300-nak, és így most eddig nem rakoncátlankodik a tengelyekkel végre.
Ami viszont van , az az hogy a Z tengely nullpontja külső nyomógombbal nem állítható, leellenőriztem, a gomb megnyomására az uc300 monitoron megjelenik a jel, a system hotkeys menü alatt a oem trig kód elvileg jó ( 1010 ), az input signals fülön is megfelelő pin van beállítva de mégsem reagál.
A másik, hogy a kézzel beírt Gkód csak akkor fut le ha a külső pause gombot benyomom, utána végrehajtja a beírt kódot. (ez a leg kevesebb,)
Még majd meg kell küzdeni a Z tengely felületkeresésének postprocessorával is...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2017 április 18, 05:55
Írta: ANTAL GÁBOR Dátum 2017 április 18, 05:55
Nem tudom hogy jó helyre írom e ( mert már csak egy helyen használok mach ot a többi helyen már UCCNC zek ). Egyszer Balázs már válaszolt rá de a típusszámot nem memorizáltam
Tehát : azt hiszem az UC400 ETH használ egy új fejlesztésű
Ic t aminek a funkciója hasonlít az opocsatolókhoz de annál sokkal gyorsabb. Azt hiszem valami mágneses (lehet hall is van benne ) elven működik . A típusszáma és a beszerzési helye érdekelne ( tudom google de mit írjak bele ?? )
Tehát : azt hiszem az UC400 ETH használ egy új fejlesztésű
Ic t aminek a funkciója hasonlít az opocsatolókhoz de annál sokkal gyorsabb. Azt hiszem valami mágneses (lehet hall is van benne ) elven működik . A típusszáma és a beszerzési helye érdekelne ( tudom google de mit írjak bele ?? )
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2017 április 18, 06:05
Írta: ANTAL GÁBOR Dátum 2017 április 18, 06:05
Lehet elhamarkodtam ( és kishitű is lennék ??) Máris találtam valamit ISO 721 és kapacitív ( az ISO kezdőtag rémlik is )
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 április 18, 14:36
Írta: svejk Dátum 2017 április 18, 14:36
Én azt szeretném kérdezni, hogy debrecenben a találkozón lesz-e vásárlásra lehetőség?
Barátom egy UCR-rel szemezget, hátha lesz addigra rá pénze.
Gyakorlatias , de konzervatív ember, amit megfog és megszereti azt viszi is. :)
Barátom egy UCR-rel szemezget, hátha lesz addigra rá pénze.
Gyakorlatias , de konzervatív ember, amit megfog és megszereti azt viszi is. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: u6p5jr23k Dátum 2017 április 28, 21:02
Írta: u6p5jr23k Dátum 2017 április 28, 21:02
Szia Balázs!
A debreceni találkozó estéjén írtam egy email az info@polgardidesign címre.
Ha nem kaptad meg, kérlek jelezz vissza.
Köszönöm!
A debreceni találkozó estéjén írtam egy email az info@polgardidesign címre.
Ha nem kaptad meg, kérlek jelezz vissza.
Köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2017 április 29, 09:02
Írta: kr97pwss2 Dátum 2017 április 29, 09:02
Megkaptam, és kollégám el is küldte a további teendőket emailen. Ha viszont azt nem kaptad meg, szólj!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ygzhw8kag Dátum 2017 április 29, 13:36
Írta: ygzhw8kag Dátum 2017 április 29, 13:36
Üdv
UC300 5lpt kártyát vettem , komplett a programmal együtt.
Mor jutottam el odáig hogy beépítésre került.
A következő a probléma.
Ha csak elindítom a sz. gépet és az UCCNC progit addig minden ok. De ha áram alá helyezem a marót, vagy a szervókat, abban a pillanatban szétkapcsol a kártya "UC300 Not Respond" hibával. Valaki találkozott már ilyennel, esetleg valami megoldás van rá?
UC300 5lpt kártyát vettem , komplett a programmal együtt.
Mor jutottam el odáig hogy beépítésre került.
A következő a probléma.
Ha csak elindítom a sz. gépet és az UCCNC progit addig minden ok. De ha áram alá helyezem a marót, vagy a szervókat, abban a pillanatban szétkapcsol a kártya "UC300 Not Respond" hibával. Valaki találkozott már ilyennel, esetleg valami megoldás van rá?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: u6p5jr23k Dátum 2017 április 29, 14:48
Írta: u6p5jr23k Dátum 2017 április 29, 14:48
Szia Balázs!
Nem kaptam levelet tőletek.
Nem kaptam levelet tőletek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svager Dátum 2017 április 29, 15:41
Írta: svager Dátum 2017 április 29, 15:41
Ugyanabban az aljzatban van a maró/szervó bedugva?
Ha nem,főldhurok alakulhat ki,az usb-n keresztűl,ilyenkor eldobja a kapcsolatot.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_upcx6uc3qei6cufctqw_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/upcx6uc3qei6cufctqw_2939.jpg)
Ha nem,főldhurok alakulhat ki,az usb-n keresztűl,ilyenkor eldobja a kapcsolatot.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_upcx6uc3qei6cufctqw_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/upcx6uc3qei6cufctqw_2939.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ygzhw8kag Dátum 2017 április 29, 16:37
Írta: ygzhw8kag Dátum 2017 április 29, 16:37
Ugyan az az aljzat. Van egy közösítő ,abból kapja az áramot , a sz.gép és a maró is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2017 április 29, 17:13
Írta: dezsoe Dátum 2017 április 29, 17:13
Tudsz egy olyan fotót készíteni, amin látszik, hogy mi mivel van összekötve? Leginkább az UC300 és környéke. (Ha látom, jobban tudok gondolkodni. :))
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svager Dátum 2017 április 29, 17:18
Írta: svager Dátum 2017 április 29, 17:18
Azt probáltad,hogy előbb a motoroknak adsz áramot,és utánna a számítógépnek?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ygzhw8kag Dátum 2017 április 30, 17:52
Írta: ygzhw8kag Dátum 2017 április 30, 17:52
Próbáltam már mindent.
Ez lenne az .
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_g2gp0ken2fta3mxwb8cx9_2965.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/g2gp0ken2fta3mxwb8cx9_2965.jpg)
Ez lenne az .
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_g2gp0ken2fta3mxwb8cx9_2965.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/g2gp0ken2fta3mxwb8cx9_2965.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 április 30, 18:19
Írta: designr Dátum 2017 április 30, 18:19
Nagyon ismerősek ezek a szervók nekem::))
Az UC300 hoz nem értek..akkor is leold ha szervókat be csak bekapcs után engedélyezed?
Az UC300 hoz nem értek..akkor is leold ha szervókat be csak bekapcs után engedélyezed?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2017 április 30, 18:24
Írta: 000000000 Dátum 2017 április 30, 18:24
AC szervók mellet az USB használhatatlan !
Nem egy usb-s billentyűzetet vertem már ez miatt szét !
Nem beszélve arról ahogy látom a legrosszabb legvékonyabb kinai trágya usb kábelt használod.
Méghozzá a ferritgyűrű mentes verzióból.
Cseréld le a kábelt a lehető legrövidebbnél is rövidebbre és pakold tele ferrit gyűrűvel ha nem lenne rajta alapból kettő !
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_x6q5daue5acuw4vpz9dxj_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/x6q5daue5acuw4vpz9dxj_705.jpg)
Nem egy usb-s billentyűzetet vertem már ez miatt szét !
Nem beszélve arról ahogy látom a legrosszabb legvékonyabb kinai trágya usb kábelt használod.
Méghozzá a ferritgyűrű mentes verzióból.
Cseréld le a kábelt a lehető legrövidebbnél is rövidebbre és pakold tele ferrit gyűrűvel ha nem lenne rajta alapból kettő !
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_x6q5daue5acuw4vpz9dxj_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/x6q5daue5acuw4vpz9dxj_705.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2017 április 30, 19:34
Írta: dezsoe Dátum 2017 április 30, 19:34
Köszi! Pálnak igaza van az USB kábel hosszával kapcsolatban, mert okozhat hibát. (Bár nálam UC100 ment 5m-es kábellel, de nincs szervó és frekiváltó.) Azon kívül az USB kábel és az UC300 felépítése miatt földhurokra gyanakszom erőteljesen. Ki kéne próbálni, hogy egy akkuról üzemelő laptoppal is leszakad-e. Ha nem, akkor leválasztáson kéne gondolkodni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ygzhw8kag Dátum 2017 április 30, 19:49
Írta: ygzhw8kag Dátum 2017 április 30, 19:49
Köszönöm a válaszokat. Próbáltam már laptopról is ,csak akkuról. Kipróbálom a ferritgyűrűs megoldást .
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ygzhw8kag Dátum 2017 április 30, 20:01
Írta: ygzhw8kag Dátum 2017 április 30, 20:01
Ez? Bármit csinálok leold. Próbáltam először a szervókat bekapcsolni , aztán a szervókábel hosszával játszani , 2őt sikerült berúgni a háromból, de a frekiváltóra szétkapcsol.
Már megint beleszaladtam a magyar termék viszontagságaiba. Gondoltam támogatom a magyar portékát. De úgy látszik sosem tanulok.
Próbáltam többször is elérni telefonon a cnc drive ot, mivel nem kaptam hardverkulcsot a cucchoz. Persze soha nem vették fel a telefont. Küldtem nekik mailt amire válaszként megküldték, de semmi sorry vagy valami pedig kb két hónapja vettem.
Aztán a beépítéskor úgye jöttek a problémák. Megint írtam nekik , kb egy hete, megkérdeztem hoz lehet a bibi ,de semmi válasz.
Nem értem ezt az üzetpolitikát , 60e ft nekem nem kevés.
Azon kívül navían azt feltételeztem hogy ennyi pénzért összerakom aztán majd működik. Hát nem.
Köszönöm segítséget mindenkinek.
Már megint beleszaladtam a magyar termék viszontagságaiba. Gondoltam támogatom a magyar portékát. De úgy látszik sosem tanulok.
Próbáltam többször is elérni telefonon a cnc drive ot, mivel nem kaptam hardverkulcsot a cucchoz. Persze soha nem vették fel a telefont. Küldtem nekik mailt amire válaszként megküldték, de semmi sorry vagy valami pedig kb két hónapja vettem.
Aztán a beépítéskor úgye jöttek a problémák. Megint írtam nekik , kb egy hete, megkérdeztem hoz lehet a bibi ,de semmi válasz.
Nem értem ezt az üzetpolitikát , 60e ft nekem nem kevés.
Azon kívül navían azt feltételeztem hogy ennyi pénzért összerakom aztán majd működik. Hát nem.
Köszönöm segítséget mindenkinek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 április 30, 20:10
Írta: svejk Dátum 2017 április 30, 20:10
kb. 2 évig használtam egy USB-s UC300-at eleinte Mach3-al, később UCCNC-vel.
3 db 800W-os , 1 db 400 W-os Yaykava AC szervo, és egy 2,2kW-os Yaskawa frekiváltóval.
1-2 esetben volt kapcsolatszakadásom.
Ha csak feldobtam a gép tetejére egy 750W-os, 400 Hz-es frekiváltót és egy Perske motort akkor volt hogy egy hét alatt kétszer is leszakadt az USB, a hevenyészett megoldásból fakadóan érhetően...
Persze nem OSB lapra van a cucc szerelve...
Ismerem a tehetetlenség érzését, de hidd el a vagdalkozással nem fogsz előre jutni.
3 db 800W-os , 1 db 400 W-os Yaykava AC szervo, és egy 2,2kW-os Yaskawa frekiváltóval.
1-2 esetben volt kapcsolatszakadásom.
Ha csak feldobtam a gép tetejére egy 750W-os, 400 Hz-es frekiváltót és egy Perske motort akkor volt hogy egy hét alatt kétszer is leszakadt az USB, a hevenyészett megoldásból fakadóan érhetően...
Persze nem OSB lapra van a cucc szerelve...
Ismerem a tehetetlenség érzését, de hidd el a vagdalkozással nem fogsz előre jutni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 április 30, 20:15
Írta: svejk Dátum 2017 április 30, 20:15
Van itt egy srác aki nagyon sokat szívott ilyennel, de Ő plazmavágót használt.
Soha nem szitkozódott, türelmesen végigcsinált minden lehetőt és a végén siker koronázta tettét.
De dobd fel ide a fórumra a cuccot eladásra kicsit olcsóbban mint ahogy vetted és biztos lesz rá vevő.
Neked pedig valami gyári vezérlőt ajánlok, persze ahhoz pár évig félre kell tenni a zsebpénzt.
Soha nem szitkozódott, türelmesen végigcsinált minden lehetőt és a végén siker koronázta tettét.
De dobd fel ide a fórumra a cuccot eladásra kicsit olcsóbban mint ahogy vetted és biztos lesz rá vevő.
Neked pedig valami gyári vezérlőt ajánlok, persze ahhoz pár évig félre kell tenni a zsebpénzt.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2017 április 30, 20:27
Írta: ANTAL GÁBOR Dátum 2017 április 30, 20:27
Én 3 db Uc 100 at használok ( az is USB s ! ) Két helyen van frekiváltó . Ha figyelmetlenül indulok akkor kb 30 ból egyszer leold . Én tettem zavarszűrőt a frekiváltóra és amikor indulna a program ( kérdezi hogy milyen verzió fusson ) akkor előbb bekapcsolom a frekiváltót megvárom amíg felfut majd indítom a programot .
Extra rövid árnyékolt USB kábelt használok. Kék átlátszó kínai amit azt hiszem a az USB to RS232 es kütyühoz adtak
( vettem vagy 6 ot így maradt )
A másik észrevétel sajnos jogos .. Balázs nagyon elfoglalt és a társai más szakmában járatosak
(Én is visszasírom a régi szép időket amikor még lehetett telefonon konzultálni )
Extra rövid árnyékolt USB kábelt használok. Kék átlátszó kínai amit azt hiszem a az USB to RS232 es kütyühoz adtak
( vettem vagy 6 ot így maradt )
A másik észrevétel sajnos jogos .. Balázs nagyon elfoglalt és a társai más szakmában járatosak
(Én is visszasírom a régi szép időket amikor még lehetett telefonon konzultálni )
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2017 április 30, 20:31
Írta: ANTAL GÁBOR Dátum 2017 április 30, 20:31
Most nézem a fejlécet Én nem Polgárdi hanem Klincsik ( CNCdrive ) Balázsra gondoltam az íráskor
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ygzhw8kag Dátum 2017 április 30, 20:46
Írta: ygzhw8kag Dátum 2017 április 30, 20:46
Félreértitek. Nem a türelmemmel van baj.Modellező is vagyok egyben , a türelem ott is alap. A képen látható usb kábelt az uc-vel küldték.
1: Ha az rossz miért teszi a csomagba?
2. Bármelyik webshopot megnézed ,sehol sem írja hogy bizony ez a cucc érzékeny arra hogy milyen usb kábelt használsz . Én ezt ajánlom....stb.
3: Probléma esetén nem lehet elérni őket sem telefofn sem mailben.
Az egy másik dolog hogy itt próbálunk egymásnak segíteni. ( Amit mégegyszer köszönök)
A másik. Nem osb lap lesz a végleges verzió. Méretre gyártott fémszekrénybe fogom rakni az összetvőket. Ez csak egy beüzemelés akar lenni, hogy minden működjön mire megálmodom-meghegesztem az aluszekrényt. De egyébiránt az osb vel sincs bajom .
1: Ha az rossz miért teszi a csomagba?
2. Bármelyik webshopot megnézed ,sehol sem írja hogy bizony ez a cucc érzékeny arra hogy milyen usb kábelt használsz . Én ezt ajánlom....stb.
3: Probléma esetén nem lehet elérni őket sem telefofn sem mailben.
Az egy másik dolog hogy itt próbálunk egymásnak segíteni. ( Amit mégegyszer köszönök)
A másik. Nem osb lap lesz a végleges verzió. Méretre gyártott fémszekrénybe fogom rakni az összetvőket. Ez csak egy beüzemelés akar lenni, hogy minden működjön mire megálmodom-meghegesztem az aluszekrényt. De egyébiránt az osb vel sincs bajom .
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svager Dátum 2017 április 30, 21:43
Írta: svager Dátum 2017 április 30, 21:43
Szerintem,kezd az elején.
1.Ne az usb kábelről kapja az 5V,hanem az Ext.power csatlakozóról,természetesen,a J1 kapcsolót át kell kapcsolni.
2.A frekiváltó elé,nem ártana egy zavarszűrő.
3.Lehet a hálózattal van baj,gyenge,nem bírja a terhelést,és amikor bekapcsolod a frekiváltót,az elszipkázza.(én már jártam így, mikor a kompresszor elindult)
4.Nézd át a vezetékeket,lehetőleg árnyékolt vezetéket használja,mert a végálláskapcsoló is tud zavart összeszedni.
1.Ne az usb kábelről kapja az 5V,hanem az Ext.power csatlakozóról,természetesen,a J1 kapcsolót át kell kapcsolni.
2.A frekiváltó elé,nem ártana egy zavarszűrő.
3.Lehet a hálózattal van baj,gyenge,nem bírja a terhelést,és amikor bekapcsolod a frekiváltót,az elszipkázza.(én már jártam így, mikor a kompresszor elindult)
4.Nézd át a vezetékeket,lehetőleg árnyékolt vezetéket használja,mert a végálláskapcsoló is tud zavart összeszedni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2017 április 30, 21:56
Írta: 000000000 Dátum 2017 április 30, 21:56
Fontos kérdés: Feltétlenül szükséges e az UC300? (Nem olvastam vissza mindent) Nem elég az LPT port?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svager Dátum 2017 április 30, 22:03
Írta: svager Dátum 2017 április 30, 22:03
Ha megveszel valamit,nem szeretnéd használni?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2017 április 30, 22:23
Írta: 000000000 Dátum 2017 április 30, 22:23
Lehet, félreértettél. Láttam már néhány gépet ahol alkalmazták valamelyik változatát. És egyébként anélkül is minden jól működött volna. Csak, a hobbysta, hallotta, hogy az milyen jó.
Ugyanez van a csatoló kártyákkal is. Vagy még inkább. A mostaniak már szinte csatoló nélkül el se tudják képzelni a vezérlőegységet.
Egyébként jogos. Ha veszek valamit, azt várom, hogy működni fog, úgy ahogy ígérték. Ezt nem vitatom. Ez akkor is igaz, ha 5 vagy 50 ezer volt az ára.
Ugyanez van a csatoló kártyákkal is. Vagy még inkább. A mostaniak már szinte csatoló nélkül el se tudják képzelni a vezérlőegységet.
Egyébként jogos. Ha veszek valamit, azt várom, hogy működni fog, úgy ahogy ígérték. Ezt nem vitatom. Ez akkor is igaz, ha 5 vagy 50 ezer volt az ára.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svager Dátum 2017 április 30, 23:02
Írta: svager Dátum 2017 április 30, 23:02
Ilyen az emberi természet,ha két gombbal több van rajta azt fogja megvenni.
Mivel mindenki megveszi/használja,így természetes,hogy szükség van rá,és ha van választási lehetőség,az eggyel nagyobbat/jobbat veszi meg.
Ennek a mozgásvezérőnek a lehetőségeit a hobbista,csak 30%-ban használja ki,de ott van a megalománoknak UC300-5441.[#taps]
Mivel mindenki megveszi/használja,így természetes,hogy szükség van rá,és ha van választási lehetőség,az eggyel nagyobbat/jobbat veszi meg.
Ennek a mozgásvezérőnek a lehetőségeit a hobbista,csak 30%-ban használja ki,de ott van a megalománoknak UC300-5441.[#taps]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2017 április 30, 23:08
Írta: 000000000 Dátum 2017 április 30, 23:08
Igen ott van a UC300-5441 de az se tökéletes.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2017 április 30, 23:38
Írta: 000000000 Dátum 2017 április 30, 23:38
Azért csak gondolj bele. Mennyivel jobb érzés, ha tudod ott van 95% tartalék lehetőség a bagatell 70% hoz képest.
Micsoda fantasztikus érzés az a tudat, ha nagyon, nagyon erőlködöm, a kihasználatlan lehetőséget akár 60% -ra is le tudnám szorítani.
A szomszédomnak is elmondhatom, nekem 5441 el megy a gépem. Aki csak néz nagyokat. Láthatóan érzi, komoly dologról beszélek. (A szomszéd kőműves. Talán még a CNC rövidítést se hallotta életében). [#nevetes1] [#nevetes1] [#nevetes1] [#taps]
Micsoda fantasztikus érzés az a tudat, ha nagyon, nagyon erőlködöm, a kihasználatlan lehetőséget akár 60% -ra is le tudnám szorítani.
A szomszédomnak is elmondhatom, nekem 5441 el megy a gépem. Aki csak néz nagyokat. Láthatóan érzi, komoly dologról beszélek. (A szomszéd kőműves. Talán még a CNC rövidítést se hallotta életében). [#nevetes1] [#nevetes1] [#nevetes1] [#taps]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2017 április 30, 23:42
Írta: 000000000 Dátum 2017 április 30, 23:42
Volt már vele dolgod?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2017 május 01, 10:01
Írta: kr97pwss2 Dátum 2017 május 01, 10:01
A problémát nagy valószínűséggel a nagy zaj okozza. Az általad használt frekvenciaváltó tapasztalataink szerint különösen zajos. Első lépésben szerintem mindent le kéne kötni a mozgásvezérlőről, és tengelyenként visszakötni, tesztelni, és ha a szervókkal már jól működik, nem lép fel zavar, akkor kellene a frekvenciaváltót a legvégén bekötni. Javaslom még, hogy lehetőség szerint a nagyáramú motor kábeleket és betápokat a lehető legtávolabb kell elvezetni a vezérlő elektronikától és gyengeáramú jelektől. A földelést pedig csillagpontosan kell kialakítani. Javaslom még egy min. 0,75mm2 keresztmetszetű, lehető legrövidebb vezetékkel összekötni a PC házának fém részét és az UC300 modulon lévő furatot (a felső panelen lévő 4 furatból valamelyikhez M3-as csavarral, nem az alsó távtartókhoz!!!). A szervók és frekvenciaváltó 230V AC bemenetén a kábelt egy ferritgyűrűn keresztül kell átfűzni. Továbbá a nagyáramú kimenetek kábeleit is egy-egy ferritgyűrűn keresztül kell átfűzni. Mi ilyen ferriteket szoktunk használni:
(link moderálva. Admin)
vagy ezt: (link moderálva. Admin)
A motor kábeleket (nem látom teljesen jól a képen, hogy nálad hogy van) árnyékolt kábeleket kell használni és az árnyékolást a szervó vezérlők földjéhez bekötni.
(link moderálva. Admin)
vagy ezt: (link moderálva. Admin)
A motor kábeleket (nem látom teljesen jól a képen, hogy nálad hogy van) árnyékolt kábeleket kell használni és az árnyékolást a szervó vezérlők földjéhez bekötni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kaqkk007 Dátum 2017 május 01, 10:05
Írta: kaqkk007 Dátum 2017 május 01, 10:05
Milyen hibákat tudsz felsorolni ? Csak azért kérdem hogy beüzemelésnél el tudjam őket kerülni . 300 eth panelom van
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 10:24
Írta: svejk Dátum 2017 május 01, 10:24
Oké...
USB kábel:
Alapvetően a zavarok ellen nem védekezni kell, hanem illik ki sem juttatni őket.
Ha nincs zavar akkor 4 szál drót is elég.
Pál sem a mindtenttudó nem kell mindent halál komolyan venni amit ír.
A jól megtervezett elrendezés mellett a legfontosabb a megfelelő földelés, és itt esetünkben elsősorban nem az életvédelem miatt.
Egy pontból induló csillagszerű földelés menjen minden szervohoz, frekiváltóhoz.
Itt jön képbe az OSB lap is, lehet már az megoldaná a problémát ha egy fém szerelőlapra lenne szerelve az egész.
Konkrét tanácsot nehéz adni, minden gép más és más, de olvass el egy pár frekiváltó, szervo leírását ott helyes iránymutatásokat találsz.
USB kábel:
Alapvetően a zavarok ellen nem védekezni kell, hanem illik ki sem juttatni őket.
Ha nincs zavar akkor 4 szál drót is elég.
Pál sem a mindtenttudó nem kell mindent halál komolyan venni amit ír.
A jól megtervezett elrendezés mellett a legfontosabb a megfelelő földelés, és itt esetünkben elsősorban nem az életvédelem miatt.
Egy pontból induló csillagszerű földelés menjen minden szervohoz, frekiváltóhoz.
Itt jön képbe az OSB lap is, lehet már az megoldaná a problémát ha egy fém szerelőlapra lenne szerelve az egész.
Konkrét tanácsot nehéz adni, minden gép más és más, de olvass el egy pár frekiváltó, szervo leírását ott helyes iránymutatásokat találsz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2017 május 01, 11:09
Írta: 000000000 Dátum 2017 május 01, 11:09
Svejk a gépemen mindenhol árnyékolt kábelek vannak szakszerűen bekötve az árnyékolás és a földelés.
Ezen felül fém lapon fém szekrényben van az összes eszköz.
Ergo a zavar nem juthatna ki.
Viszont az USB-s kommunikációt ennek ellenére kinyírja.
Akkor mégis hogyan is van ez ???
Ott van az 1000 éves PS2 kommunikációval bíró billentyűzet, azt érdekes módon nem tudja agyonvágni.
Pedig ott is ugyanazokon a feszültség szinteken kommunikál mint az USB.
Akkor mégis nem az usb az alkalmatlan ipari környezetben való használatra ?
Gondolom az UC300-ból sem poénból lett Ethernetes verzió.
Balázsék is rájöttek hogy az usb mint olyan egy vicc ipari körülmények között.
És mivel egyre többen használnak ipari hajtásokat a hobby gépükön így kénytelenek voltak lépni az ügyben.
Ezen felül fém lapon fém szekrényben van az összes eszköz.
Ergo a zavar nem juthatna ki.
Viszont az USB-s kommunikációt ennek ellenére kinyírja.
Akkor mégis hogyan is van ez ???
Ott van az 1000 éves PS2 kommunikációval bíró billentyűzet, azt érdekes módon nem tudja agyonvágni.
Pedig ott is ugyanazokon a feszültség szinteken kommunikál mint az USB.
Akkor mégis nem az usb az alkalmatlan ipari környezetben való használatra ?
Gondolom az UC300-ból sem poénból lett Ethernetes verzió.
Balázsék is rájöttek hogy az usb mint olyan egy vicc ipari körülmények között.
És mivel egyre többen használnak ipari hajtásokat a hobby gépükön így kénytelenek voltak lépni az ügyben.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 11:20
Írta: svejk Dátum 2017 május 01, 11:20
Ne háborogj nem vagy Te tenger! :)
Persze hogy alkalmatlan az iparban az USB, senki nem állította az ellenkezőjét, de hobbyban elég jól használható.
Nekem is ethernetesek vannak már és megnyugtatlak az is dobta már el magát. Az okát nem tudtam meg.
Persze hogy alkalmatlan az iparban az USB, senki nem állította az ellenkezőjét, de hobbyban elég jól használható.
Nekem is ethernetesek vannak már és megnyugtatlak az is dobta már el magát. Az okát nem tudtam meg.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 11:37
Írta: 2dbfy8y Dátum 2017 május 01, 11:37
Szia Balázs.
Uccnc laser pluginnál mi okozhatja, irányváltásnál a csíkozást? Ac szervó motorom van, és csak a kép eleje csíkos, utána elmarad. Ez csak nagyobb gyorsításnál jön elő.
Lehet valamit progiban állítani, vagy ez a szervónál még valami behangolási hiba?
Uccnc laser pluginnál mi okozhatja, irányváltásnál a csíkozást? Ac szervó motorom van, és csak a kép eleje csíkos, utána elmarad. Ez csak nagyobb gyorsításnál jön elő.
Lehet valamit progiban állítani, vagy ez a szervónál még valami behangolási hiba?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2017 május 01, 11:48
Írta: kr97pwss2 Dátum 2017 május 01, 11:48
A szervóban a PID nem jól van beallitva, vagy Túl nagy gyorsítást állítottál be az UCCNC-ben, és nem tudja a motor követni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 12:26
Írta: designr Dátum 2017 május 01, 12:26
200w szervó..Van egy határ ahol a 200w motor nem tudja a mechanikát egy bizonyos gyorsulás fölött mozgatni.
Ezt a határpontot kell megtalálni..ha csökkented a gyorsulást ahol még a kép minősége megfelelő,nem jön elő az emlitett csikozás.
Vagy a vezérlő monitoring rendszerében megnézni ..ha egyáltalán birja a vas a menet közbeni SmartJog-ot
Ha kirajzoltatod vele a pozició errort..fogadjunk annak a kiemelkedő része egybe fog esni a csikozással..
Tehát a lassitás mellett a másik lehetőség egy 400w motor..
Ezt a határpontot kell megtalálni..ha csökkented a gyorsulást ahol még a kép minősége megfelelő,nem jön elő az emlitett csikozás.
Vagy a vezérlő monitoring rendszerében megnézni ..ha egyáltalán birja a vas a menet közbeni SmartJog-ot
Ha kirajzoltatod vele a pozició errort..fogadjunk annak a kiemelkedő része egybe fog esni a csikozással..
Tehát a lassitás mellett a másik lehetőség egy 400w motor..
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 12:28
Írta: designr Dátum 2017 május 01, 12:28
De én még finomitgatnám a PID-et..mert olyan van hogy jó beállitás..de hogy tökéletes..
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 12:37
Írta: 2dbfy8y Dátum 2017 május 01, 12:37
Nézegettem a digital monitor kijelzésben a position error tökéletes, mindig csak a vonal van, de a velocity error kimegy plusz-mínusz 2-ig is.
Lehet ez a gond, nem tudom min kellene állítani hogy ez kisebb legyen.
De nekem az a furcsa,hogy Levin fórumtársunk is így járt nagyobb gyorsítással, pedig neki léptetős rendszere van.
És az ugyebár nem fog rászabályozni, ha pozicíót tévesztene.
Akkor ott miért csíoz.
Most gyorsulásom 600-on volt, 2000-nél már vannak csíkok.
De egy sima vectoros gravírozásnál nem volt ennyire csúnya eltérés.
Lehet ez a gond, nem tudom min kellene állítani hogy ez kisebb legyen.
De nekem az a furcsa,hogy Levin fórumtársunk is így járt nagyobb gyorsítással, pedig neki léptetős rendszere van.
És az ugyebár nem fog rászabályozni, ha pozicíót tévesztene.
Akkor ott miért csíoz.
Most gyorsulásom 600-on volt, 2000-nél már vannak csíkok.
De egy sima vectoros gravírozásnál nem volt ennyire csúnya eltérés.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 13:17
Írta: designr Dátum 2017 május 01, 13:17
Lézerhez(sem)értek..akkor valami irányváltáskori lengés..
de ez inkább hardveres dolognak tünik akkor..nem lehet lézer tápegység..vagy..Milyen széles ez a csik?
de ez inkább hardveres dolognak tünik akkor..nem lehet lézer tápegység..vagy..Milyen széles ez a csik?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 13:19
Írta: designr Dátum 2017 május 01, 13:19
Ha a pozició értékei jók akkor a velociti sebesség eltérésben 2 az a nullával egyenlő..az biztos nem csinálhatja..
Ha a pozició jó akkor a fejed ott van ahol lennie kell a program szerint..
Ha a pozició jó akkor a fejed ott van ahol lennie kell a program szerint..
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 13:44
Írta: designr Dátum 2017 május 01, 13:44
Na még egy utolsó..
Nem tudok elszakadni attól hogy ha a csikozás az irányváltáshoz kappcsolódik..és az pl léptetős gépnél is hasonló akkor még az is előfordulhat hogy a szervó vezérlő electric gear-ban a nagyon lebutitott encoder felbontás is okozhatja.
Próbálgatva a szervókat pl a 2048 encoder felbontás levéve a váltóban 512-re a motor nagyon lassu mozgásánál megfigyelhető egy léptetőkre hasonlitó darabos mozgás ami a pid-el tökéletesen nem tüntethető el.
gondolom ha még jobban visszavennénk a felbontást..és itt nincs mikrolépés ez a darabos mozgás még jobban előjönne.
Ez egyébként nagyobb sebességnél eltünik és nagyobb encoder felbontásnál is teljesen lecsökken.
ezt is meg lehetne nézni a gépen..nem-e a z álló helyzetből való pár mm-es gyorsitási szakaszban csikoz-e?
ha semmi sem seit meg kell oldani hogy a gravirozandó kép szélének elérésekor már teljes,üzemi sebességen menjen a motor..pl egy keret progamozásával.Kiváncsi vagyok eltünik-e a csik..
Nem tudok elszakadni attól hogy ha a csikozás az irányváltáshoz kappcsolódik..és az pl léptetős gépnél is hasonló akkor még az is előfordulhat hogy a szervó vezérlő electric gear-ban a nagyon lebutitott encoder felbontás is okozhatja.
Próbálgatva a szervókat pl a 2048 encoder felbontás levéve a váltóban 512-re a motor nagyon lassu mozgásánál megfigyelhető egy léptetőkre hasonlitó darabos mozgás ami a pid-el tökéletesen nem tüntethető el.
gondolom ha még jobban visszavennénk a felbontást..és itt nincs mikrolépés ez a darabos mozgás még jobban előjönne.
Ez egyébként nagyobb sebességnél eltünik és nagyobb encoder felbontásnál is teljesen lecsökken.
ezt is meg lehetne nézni a gépen..nem-e a z álló helyzetből való pár mm-es gyorsitási szakaszban csikoz-e?
ha semmi sem seit meg kell oldani hogy a gravirozandó kép szélének elérésekor már teljes,üzemi sebességen menjen a motor..pl egy keret progamozásával.Kiváncsi vagyok eltünik-e a csik..
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2017 május 01, 13:45
Írta: kr97pwss2 Dátum 2017 május 01, 13:45
Tudsz egy képet felrakni a végeredményről? Illetve milyen sebességgel, és mekkora méretben gravírozol?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 13:55
Írta: 2dbfy8y Dátum 2017 május 01, 13:55
Ez egy 50×37mm-es kép volt.
Most lefotózni nem tudom nincs kéznél.
Gondoltam írok egy sima g kódot ilyen tök fekete kockával.
Ott is előlyön e a csíkozás, mikor irányt vált.
Most már a fogasszíj hibát is kizárom, mert fogasléces hajtásom van.
De a gép hidján is érezhető a beremegés irányváltás után.
Enkóder beállításom 2048-on van.
Még arra gondoltam nagyobb képnél mi lehet, majd kipróbálom, mekkora szakaszon remeg be.
Lehet nagyobb túlfutás kéne neki, vagy rámpás irányváltás.
Most lefotózni nem tudom nincs kéznél.
Gondoltam írok egy sima g kódot ilyen tök fekete kockával.
Ott is előlyön e a csíkozás, mikor irányt vált.
Most már a fogasszíj hibát is kizárom, mert fogasléces hajtásom van.
De a gép hidján is érezhető a beremegés irányváltás után.
Enkóder beállításom 2048-on van.
Még arra gondoltam nagyobb képnél mi lehet, majd kipróbálom, mekkora szakaszon remeg be.
Lehet nagyobb túlfutás kéne neki, vagy rámpás irányváltás.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2017 május 01, 17:44
Írta: 000000000 Dátum 2017 május 01, 17:44
Felajánlom Neked a segítségemet a probléma kiderítésében a következők mentén:
1. A hajtásod adatait küld el, megnézem a méretező programommal, mennyire sikerült optimális gyorsulásra beállítanod a mechanikád áttételét.
2. Egységugrás teszttel érdemes a szervód dinamikai képességét kimérni, és ahhoz beállítani utána a gyorsulását.
3. A saját lézervezérlőmmel is letesztelhetjük a CNC gépedet, ahol számos olyan paraméter állítható, ami pont a Te csíkozási problémád megoldására való. Az se mellékes, hogy van pár olyan kőkemény saját generálású egységugrás tesztábrám, ami egyből kimutat egy csomó mechanikai, hajtástechnikai, vezérlési problémát.
1. A hajtásod adatait küld el, megnézem a méretező programommal, mennyire sikerült optimális gyorsulásra beállítanod a mechanikád áttételét.
2. Egységugrás teszttel érdemes a szervód dinamikai képességét kimérni, és ahhoz beállítani utána a gyorsulását.
3. A saját lézervezérlőmmel is letesztelhetjük a CNC gépedet, ahol számos olyan paraméter állítható, ami pont a Te csíkozási problémád megoldására való. Az se mellékes, hogy van pár olyan kőkemény saját generálású egységugrás tesztábrám, ami egyből kimutat egy csomó mechanikai, hajtástechnikai, vezérlési problémát.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 18:30
Írta: zt2c4wh9 Dátum 2017 május 01, 18:30
Pabló, Robsy:
Az UCCNC laser plugin konstans sebességgel gravíroz, így a gyorsításnak nem lehet köze ahhoz, hogy csíkozódik a kép, hiszen a gravírozás pályáján nincsen egyáltalán gyorsítási szakasz, a szerszám végig konstans sebességgel halad, nem gyorsít és nem lassít.
Követési hiba viszont lehet az oka, de írtad, hogy a követési hibád mindössze 2 encoder osztás. Mondjuk kérdés, hogy ez a 2 encoder osztás mekkora lineáris elmozdulást jelent. Ha ez egy kis érték, akkor maradt a mechanikai probléma, kottyanás, hiszen a lézer gravír plugin egyik sort balról a másik sort jobbról hajtja végre. Ha kottyanás, szíj nyúlás stb. van a tengelyen az csíkozódást fog okozni.
Az UCCNC laser plugin konstans sebességgel gravíroz, így a gyorsításnak nem lehet köze ahhoz, hogy csíkozódik a kép, hiszen a gravírozás pályáján nincsen egyáltalán gyorsítási szakasz, a szerszám végig konstans sebességgel halad, nem gyorsít és nem lassít.
Követési hiba viszont lehet az oka, de írtad, hogy a követési hibád mindössze 2 encoder osztás. Mondjuk kérdés, hogy ez a 2 encoder osztás mekkora lineáris elmozdulást jelent. Ha ez egy kis érték, akkor maradt a mechanikai probléma, kottyanás, hiszen a lézer gravír plugin egyik sort balról a másik sort jobbról hajtja végre. Ha kottyanás, szíj nyúlás stb. van a tengelyen az csíkozódást fog okozni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 18:40
Írta: zt2c4wh9 Dátum 2017 május 01, 18:40
be:
1.) Az USB kábel nem "rossz", normál körülmények között bármilyen kábel megteszi. Ha nincsen semmilyen zaj, akkor ahogy Svejk is írta akár 4 dróttal is működhetne.
2.) Az USB ajánlás külső jel erősítés nélkül 5.0 méter max. kábelhosszt határoz meg. Persze minél hosszabb a kábel annál nagyobb a kábel erek ellenállása és induktivitása, ami miatt a rendszer érzékenyebb lesz az interferenciákra, hiszen a két pont (PC föld pont és mozgásvezérlő föld pont) között nagyobb impedancia van, így a nagyfekvenciás zavarra a két pont között könnyebben létrejöhet föld potenciál különbség. Ezért javasolta Polgárdi Balázs, hogy próbáld meg összekötni a PC földjét (pl. a PC fém házon egy csavar) és az UC300 felső modul egy 3.5mm-es furata, ezzel csökkentheted a két eszköz földpontja közötti impedanciát.
3.) Sajnos eléggé elfoglaltak vagyunk mostanában és elnézést ha nem sikerült kapcsolatot létesítenünk. Dolgozunk a kommunikáció fejlesztésén az ügyfeleinkkel, hogy a jövőben jobban működjön.
1.) Az USB kábel nem "rossz", normál körülmények között bármilyen kábel megteszi. Ha nincsen semmilyen zaj, akkor ahogy Svejk is írta akár 4 dróttal is működhetne.
2.) Az USB ajánlás külső jel erősítés nélkül 5.0 méter max. kábelhosszt határoz meg. Persze minél hosszabb a kábel annál nagyobb a kábel erek ellenállása és induktivitása, ami miatt a rendszer érzékenyebb lesz az interferenciákra, hiszen a két pont (PC föld pont és mozgásvezérlő föld pont) között nagyobb impedancia van, így a nagyfekvenciás zavarra a két pont között könnyebben létrejöhet föld potenciál különbség. Ezért javasolta Polgárdi Balázs, hogy próbáld meg összekötni a PC földjét (pl. a PC fém házon egy csavar) és az UC300 felső modul egy 3.5mm-es furata, ezzel csökkentheted a két eszköz földpontja közötti impedanciát.
3.) Sajnos eléggé elfoglaltak vagyunk mostanában és elnézést ha nem sikerült kapcsolatot létesítenünk. Dolgozunk a kommunikáció fejlesztésén az ügyfeleinkkel, hogy a jövőben jobban működjön.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 18:44
Írta: zt2c4wh9 Dátum 2017 május 01, 18:44
"Ez? Bármit csinálok leold. Próbáltam először a szervókat bekapcsolni , aztán a szervókábel hosszával játszani , 2őt sikerült berúgni a háromból, de a frekiváltóra szétkapcsol.
Már megint beleszaladtam a magyar termék viszontagságaiba. Gondoltam támogatom a magyar portékát. De úgy látszik sosem tanulok.
Próbáltam többször is elérni telefonon a cnc drive ot, mivel nem kaptam hardverkulcsot a cucchoz. Persze soha nem vették fel a telefont. Küldtem nekik mailt amire válaszként megküldték, de semmi sorry vagy valami pedig kb két hónapja vettem.
Aztán a beépítéskor úgye jöttek a problémák. Megint írtam nekik , kb egy hete, megkérdeztem hoz lehet a bibi ,de semmi válasz.
Nem értem ezt az üzetpolitikát , 60e ft nekem nem kevés.
Azon kívül navían azt feltételeztem hogy ennyi pénzért összerakom aztán majd működik. Hát nem.
Köszönöm segítséget mindenkinek."
Sajnáljuk, hogy így érez a Magyar termékek iránt. Ha nem válik be a termék természetesen visszaküldheti és szívesen visszaadjuk a termék árát ha azt tőlünk vásárolta.
Ha nem tőlünk vásárolta, hanem valamelyik viszonteladónktól, akkor felveheti velük a kapcsolatot, hogy vegyék vissza a terméket, vagy vegye fel velünk a kapcsolatot e-mailben és akkor segítünk intézni a visszavásárlás folyamatát.
Már megint beleszaladtam a magyar termék viszontagságaiba. Gondoltam támogatom a magyar portékát. De úgy látszik sosem tanulok.
Próbáltam többször is elérni telefonon a cnc drive ot, mivel nem kaptam hardverkulcsot a cucchoz. Persze soha nem vették fel a telefont. Küldtem nekik mailt amire válaszként megküldték, de semmi sorry vagy valami pedig kb két hónapja vettem.
Aztán a beépítéskor úgye jöttek a problémák. Megint írtam nekik , kb egy hete, megkérdeztem hoz lehet a bibi ,de semmi válasz.
Nem értem ezt az üzetpolitikát , 60e ft nekem nem kevés.
Azon kívül navían azt feltételeztem hogy ennyi pénzért összerakom aztán majd működik. Hát nem.
Köszönöm segítséget mindenkinek."
Sajnáljuk, hogy így érez a Magyar termékek iránt. Ha nem válik be a termék természetesen visszaküldheti és szívesen visszaadjuk a termék árát ha azt tőlünk vásárolta.
Ha nem tőlünk vásárolta, hanem valamelyik viszonteladónktól, akkor felveheti velük a kapcsolatot, hogy vegyék vissza a terméket, vagy vegye fel velünk a kapcsolatot e-mailben és akkor segítünk intézni a visszavásárlás folyamatát.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 18:49
Írta: designr Dátum 2017 május 01, 18:49
Helyesbitek..nem a követési hiba 2 encoder osztás hanem a velociti..a sebesség tartás..nagy különbség..
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 18:51
Írta: svejk Dátum 2017 május 01, 18:51
Mégpedig? Mi a különbség állandó sebességű szakaszban?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 18:51
Írta: designr Dátum 2017 május 01, 18:51
A supportról..mikor valaki telefonon mailben sokszor kér segitséget és nem kap..végül ide ir nyilvánosan ..akkor végül megkapja a hideget meleget..ezt azért nehéz magyarázni..
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 18:52
Írta: designr Dátum 2017 május 01, 18:52
Az állandó sebességű szakaszban semmi::))
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 18:54
Írta: designr Dátum 2017 május 01, 18:54
De a kettő közötti különbségről te is tudod mi az..
Lehet akár 50 is a velocity eltérés ha jó a pozició akkor tökéletes lessz a kép..Csak lassabban
Lehet akár 50 is a velocity eltérés ha jó a pozició akkor tökéletes lessz a kép..Csak lassabban
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2017 május 01, 18:54
Írta: 000000000 Dátum 2017 május 01, 18:54
Az UCCNC programnak fogalma sincs, milyen a motor és hajtás valós állapota, vezérlésről van szó és emiatt nincs visszacsatolás a programhoz, mint az igazi ipari CNC gépeknél (adabszurdum álló gépnél is az látható, fut a program, és minden rendben van). Azaz a gyönyörű csicsa ablakok, grafikák és a valóság között sokszor nincs szoros összefüggés, kapcsolat, így bizony nem árt azt kimérni, mi a különbség az alapjel és a valós pozíció jel között, ha hiba vetődik fel a működéskor, különösen igaz ez gyorsulási, lassulási eseményeknél.
Így az is csak egy feltételezés, hogy a sebesség állandósult állapotban van, amikor elkezdődik a lézer működtetése. Az egy külön téma, de idetartozó hibákat okozhat, és kérdéses és ismeretlen, hogy milyen a lézervezérlő és a PWM átviteli függvénye, hiszen messze van az ideális időállandótól, dinamikától a pár 10 KHz-es PWM freki adta lehetőség.
Így az is csak egy feltételezés, hogy a sebesség állandósult állapotban van, amikor elkezdődik a lézer működtetése. Az egy külön téma, de idetartozó hibákat okozhat, és kérdéses és ismeretlen, hogy milyen a lézervezérlő és a PWM átviteli függvénye, hiszen messze van az ideális időállandótól, dinamikától a pár 10 KHz-es PWM freki adta lehetőség.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 18:56
Írta: zt2c4wh9 Dátum 2017 május 01, 18:56
Ezt nem értem, mit jelent az hogy a sebesség tartás 2 encoder osztás?
Azért nem értem, mert a sebesség mértékegysége nem lehet encoder osztás, hanem lehet például encoder osztás/sec vagy encoder osztás/min stb., ezért ez számomra nem értelmezhető, kérlek segíts megértenem, hogy mire gondolsz.
Azért nem értem, mert a sebesség mértékegysége nem lehet encoder osztás, hanem lehet például encoder osztás/sec vagy encoder osztás/min stb., ezért ez számomra nem értelmezhető, kérlek segíts megértenem, hogy mire gondolsz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 19:00
Írta: 2dbfy8y Dátum 2017 május 01, 19:00
Holtjáték kb 0,2mm
Képnél kettőzési hiba nem jön elő.
Mikor jelentkezett a pozíció hiba, akkor szellemkép jelentkezett. Most ilyen nincs.
Képnél kettőzési hiba nem jön elő.
Mikor jelentkezett a pozíció hiba, akkor szellemkép jelentkezett. Most ilyen nincs.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 19:00
Írta: zt2c4wh9 Dátum 2017 május 01, 19:00
Kedves Tibor: Felesleges ismét elkezdened a csicsázást, szorítkozzunk az idevágó tényekre szerintem, hogy a gravírozás során a gyorsulás 0, hiszen konstanst sebességgel történik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 19:03
Írta: zt2c4wh9 Dátum 2017 május 01, 19:03
Pabló: Ez esetben viszont (ha nem arról van szó, hogy minden második sor elvan csúszva pozícióban) jó volna tisztázni, hogy mit jelent a "csíkozódás", van erről esetleg egy képed?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 19:07
Írta: designr Dátum 2017 május 01, 19:07
Pabló azt irta a pozició hiba 0 ellenben a velocity error 2..
Te meg 2 encoder osztás hibáről irsz..NINCS feedback/encoder hiba..
A velocity..sebesség hiba azt jelenti hogy a kiadott sebesség és az motor encoder jeléből visszaszámolt valós sebesség között mindössze 2 valószinüleg m/s különbség van..
Te meg 2 encoder osztás hibáről irsz..NINCS feedback/encoder hiba..
A velocity..sebesség hiba azt jelenti hogy a kiadott sebesség és az motor encoder jeléből visszaszámolt valós sebesség között mindössze 2 valószinüleg m/s különbség van..
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2017 május 01, 19:13
Írta: 000000000 Dátum 2017 május 01, 19:13
"... szorítkozzunk az idevágó tényekre szerintem, hogy a gravírozás során a gyorsulás 0, hiszen konstanst sebességgel történik."
Milyen tényekről beszélsz?
Mint írtam az előbb, ezeket te csak feltételezed a programodban, de nem tudhatod a valós és igazi TÉNY-t. Ismét arra hivatkoznék, hogy a programszintű vezérlés és szabályzás között óriási különbség van, és így bizony könnyű belátni azokat az érveket, tényeket, amiket írtam.
Milyen tényekről beszélsz?
Mint írtam az előbb, ezeket te csak feltételezed a programodban, de nem tudhatod a valós és igazi TÉNY-t. Ismét arra hivatkoznék, hogy a programszintű vezérlés és szabályzás között óriási különbség van, és így bizony könnyű belátni azokat az érveket, tényeket, amiket írtam.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 19:20
Írta: zt2c4wh9 Dátum 2017 május 01, 19:20
Valóban félrenéztem amit Pabló írt, így már érthető a dolog, persze azért jó volna tudni, nem csak sejteni a mértékegységét a sebességhibának, mert ez akár okozhatja is a csíkozódást, persze attól függ hogy mi a mértékegység.
Úgy értem, hogy nem mindegy, hogy mondjuk méter/sec vagy encoder osztás/sec vagy méter/min vagy encoder osztás/min.
Illetve kellene azt is tudni, hogy ez a hiba pontosan hogyan, mennyi ideig jelentkezik, mert akkor lehetne számítani az átmeneti pozíció hibákat.
Csak egy egyszerű példa, hogy ha a sebesség hiba 2méter/sec és ez folyamatosan fennáll 1 másodpercig az 2 méter pozícióhibát eredményez.
Úgy értem, hogy nem mindegy, hogy mondjuk méter/sec vagy encoder osztás/sec vagy méter/min vagy encoder osztás/min.
Illetve kellene azt is tudni, hogy ez a hiba pontosan hogyan, mennyi ideig jelentkezik, mert akkor lehetne számítani az átmeneti pozíció hibákat.
Csak egy egyszerű példa, hogy ha a sebesség hiba 2méter/sec és ez folyamatosan fennáll 1 másodpercig az 2 méter pozícióhibát eredményez.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 19:20
Írta: designr Dátum 2017 május 01, 19:20
Hátha Pabló tesz föl képet.
Szerintem,mint ahogyan lentebb irtam is nem szoftveres hiba lessz,hanem a kép szélén irányváltásoknál a gép lassit-gyorsit.
a program csak konstans sebességnél graviroztat,de nem veszi..veheti figyelembe a mechanika és a vezérlő thetetlenségét,,esetleges rezonanciát..
Valószinűleg ez látszik meg pár mm-en a kép szélén..
Szerintem,mint ahogyan lentebb irtam is nem szoftveres hiba lessz,hanem a kép szélén irányváltásoknál a gép lassit-gyorsit.
a program csak konstans sebességnél graviroztat,de nem veszi..veheti figyelembe a mechanika és a vezérlő thetetlenségét,,esetleges rezonanciát..
Valószinűleg ez látszik meg pár mm-en a kép szélén..
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 19:27
Írta: zt2c4wh9 Dátum 2017 május 01, 19:27
Arról a tényről beszélek amit eredetileg is írtam, hogy az alapjel gyorsítása a gravírozási pályán 0.
Én semmi mást nem írtam, a többit csak te képzelted bele.
Teljesen felesleges bármilyen grafikát vagy szoftver kinézetet előhoznod, hiszen a grafikának ehhez semmi köze nincsen, nem értem miért kezded megint a csicsázást?
Amúgy meg ha egy ipari vezérlés lenne aminél a sebesség hurok vissza van csatolva a szoftverbe, akkor annyival lenne jobb a helyzet, hogy ki lehetne olvasni a sebesség és ezáltal a valós pozícióhibát ha szervoról van szó, ami a hiba felderítésében valóban nagy segítség lenne.
Én semmi mást nem írtam, a többit csak te képzelted bele.
Teljesen felesleges bármilyen grafikát vagy szoftver kinézetet előhoznod, hiszen a grafikának ehhez semmi köze nincsen, nem értem miért kezded megint a csicsázást?
Amúgy meg ha egy ipari vezérlés lenne aminél a sebesség hurok vissza van csatolva a szoftverbe, akkor annyival lenne jobb a helyzet, hogy ki lehetne olvasni a sebesség és ezáltal a valós pozícióhibát ha szervoról van szó, ami a hiba felderítésében valóban nagy segítség lenne.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 19:28
Írta: designr Dátum 2017 május 01, 19:28
Várj..itt pozició módban vagyunk..ha van is sebesség hiba a pozició jó..tehát lassabban hajtja az adott tengelyt de a tengelyek közti szinkron fenn kell álljon..
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 19:31
Írta: zt2c4wh9 Dátum 2017 május 01, 19:31
Ha a kép szélein van csak a csíkozódás akkor valóban az lehet amit leírtál, hogy habár az alapjelen a gyorsítás befejeződik még mielőtt a szerszám eléri a gravír pálya szélét, de a szervo a valóságban még nem érte el azt a konstans sebességet amivel a pályán majd haladni fog. Illetve lehet hogy a sebesség lengéssel áll be.
Léptetőmotoros rendszernél ez a probléma nem fordulat elő, de szervonál valóban ez gond lehet.
Léptetőmotoros rendszernél ez a probléma nem fordulat elő, de szervonál valóban ez gond lehet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 19:33
Írta: zt2c4wh9 Dátum 2017 május 01, 19:33
Csak egy tengely mozgás van a lézer gravírozásnál.
Az X tengely mentén halad a gravírozáskor és az Y-t a gravír pályán kívül lépteti, amikor nem gravíroz a lézer, a pálya szélén, a lassítási szakasz végén.
Az X tengely mentén halad a gravírozáskor és az Y-t a gravír pályán kívül lépteti, amikor nem gravíroz a lézer, a pálya szélén, a lassítási szakasz végén.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 19:35
Írta: zt2c4wh9 Dátum 2017 május 01, 19:35
Ha a szervo szabályzón lehet pozícióhibát is nézni akkor igazából nem a sebesség hiba mértékét kellene megnézni, persze az is ad indirekt információt, de a pozícióhibát kellene figyelni. Kérdés persze, hogy van-e erre mód az adott vezérlőnél.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 19:47
Írta: svejk Dátum 2017 május 01, 19:47
Ezt már kár volt Tibor!
A #1135-ig jó voltál az még segítség volt, de az utána levő már nem. :(
Elég ha elmagyarázod -pl. a lézeres topicban- a Te rendszered működését és majd a felhasználók/érdeklődők eldöntik hogy érdemes-e a Te rendszeredet kipróbálni/használni.
Nem túl etikus úgy reklámozni valamilyen terméket, hogy a másik rosszabb...
A #1135-ig jó voltál az még segítség volt, de az utána levő már nem. :(
Elég ha elmagyarázod -pl. a lézeres topicban- a Te rendszered működését és majd a felhasználók/érdeklődők eldöntik hogy érdemes-e a Te rendszeredet kipróbálni/használni.
Nem túl etikus úgy reklámozni valamilyen terméket, hogy a másik rosszabb...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 19:57
Írta: 2dbfy8y Dátum 2017 május 01, 19:57
[#t134p17192#]
Kb erről lenne szó, mint amit Levin linkelt be képet az ezt készítem topikban.
És őnála is a nagyobb gyorsítás idézte ezt elő.
Azért gondoltam rá, hogy nem e a plugin okozza valamiért.
Kb erről lenne szó, mint amit Levin linkelt be képet az ezt készítem topikban.
És őnála is a nagyobb gyorsítás idézte ezt elő.
Azért gondoltam rá, hogy nem e a plugin okozza valamiért.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 19:57
Írta: svejk Dátum 2017 május 01, 19:57
Nézzük az eredeti kérdést még egyszer:
"Uccnc laser pluginnál mi okozhatja, irányváltásnál a csíkozást? Ac szervó motorom van, és csak a kép eleje csíkos, utána elmarad. Ez csak nagyobb gyorsításnál jön elő.
Lehet valamit progiban állítani, vagy ez a szervónál még valami behangolási hiba?"
Én ilyesmiket kérdeznék vissza:
- Az első pillanattól kezdve ilyen?
- Más szoftverrel jó?
- mennyi az a "nagyobb" gyorsítás?
- érezhető rezonanciák vannak?
(erre később maga adta a választ hogy igen van, ergo valami beállítási hiba lehet, a szervo nincs a mechanikához állítva)
"Uccnc laser pluginnál mi okozhatja, irányváltásnál a csíkozást? Ac szervó motorom van, és csak a kép eleje csíkos, utána elmarad. Ez csak nagyobb gyorsításnál jön elő.
Lehet valamit progiban állítani, vagy ez a szervónál még valami behangolási hiba?"
Én ilyesmiket kérdeznék vissza:
- Az első pillanattól kezdve ilyen?
- Más szoftverrel jó?
- mennyi az a "nagyobb" gyorsítás?
- érezhető rezonanciák vannak?
(erre később maga adta a választ hogy igen van, ergo valami beállítási hiba lehet, a szervo nincs a mechanikához állítva)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2017 május 01, 19:59
Írta: 000000000 Dátum 2017 május 01, 19:59
Miről beszélsz? Tedd már félre az előítéleted, és a szakmailag értelmezd a soraimat.
Senki nem reklámoz semmit, senki nem mondta, hogy ez vagy az rosszabb vagy jobb.
Pusztán azt írtam le, hogy jó lenne végre belátni azt a tényt, hogy egy step-dir-es vezérlő programnál soha nem lehetsz biztos abban, hogy amit látsz, amit beprogramoztál, bármilyen szép is az, az igaz is a motortengelyen kimérve a valóságban.
Hiszen nincs visszacsatolás, innentől kezdve a legszebb csicsa képernyő is annyit ér, mintha semmi nem lenne ott adott esetben. Amikor meg éppen igaz, amit ott látsz, örülj neki.
Senki nem reklámoz semmit, senki nem mondta, hogy ez vagy az rosszabb vagy jobb.
Pusztán azt írtam le, hogy jó lenne végre belátni azt a tényt, hogy egy step-dir-es vezérlő programnál soha nem lehetsz biztos abban, hogy amit látsz, amit beprogramoztál, bármilyen szép is az, az igaz is a motortengelyen kimérve a valóságban.
Hiszen nincs visszacsatolás, innentől kezdve a legszebb csicsa képernyő is annyit ér, mintha semmi nem lenne ott adott esetben. Amikor meg éppen igaz, amit ott látsz, örülj neki.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 20:03
Írta: svejk Dátum 2017 május 01, 20:03
Egyébként úgy van ahogy Designer írta szervonál nincs tökéletes beállítás, főleg nem a step/dir rendszerben, ahol a szoftvernek halovány fingja sincs a tényleges pozicíókról.
Léptetőknél egyszerű a helyzet mert egyszerűen lépést veszt oszt' kész, majd visszaveszik a gyorsítást a komák.
A szervonál hajlamosabb az ember túlértékelni a rendszerét.
Léptetőknél egyszerű a helyzet mert egyszerűen lépést veszt oszt' kész, majd visszaveszik a gyorsítást a komák.
A szervonál hajlamosabb az ember túlértékelni a rendszerét.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 20:09
Írta: svejk Dátum 2017 május 01, 20:09
Hopsz, ezt eddig nem is olvastam, valamiért átsiklottam felette.
Így már érdekesebb a szitu, ha ez mind így van akkor szinte okafogyottá is vált amit írtunk eddig a szervo tulajdonságokról.
Így már érdekesebb a szitu, ha ez mind így van akkor szinte okafogyottá is vált amit írtunk eddig a szervo tulajdonságokról.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ygzhw8kag Dátum 2017 május 01, 20:10
Írta: ygzhw8kag Dátum 2017 május 01, 20:10
Üdv . Nem a termékkel van bajom , mivel még nem ismerem.
Inkább a supportal.Elkerülhető lett volna a szösszenetem ha válaszolnak az emailemre vagy a telefon hívásomra. Nem értem miért van megadva elérhetőség a honlapon , ha nem elérhetőek.
Biztosan sok dolguk van, nem is azt várom hogy azonnal a rendelkezésemre álljanak , de egy két nap után azért illik válaszolni.
Egyébiránt úgy néz ki a fórumtársak jóvoltából a probléma megoldódni látszik . A ferritgyűrű csodákra képes. :)
Köszönöm mégegyszer mindenkinek a segítséget.
Inkább a supportal.Elkerülhető lett volna a szösszenetem ha válaszolnak az emailemre vagy a telefon hívásomra. Nem értem miért van megadva elérhetőség a honlapon , ha nem elérhetőek.
Biztosan sok dolguk van, nem is azt várom hogy azonnal a rendelkezésemre álljanak , de egy két nap után azért illik válaszolni.
Egyébiránt úgy néz ki a fórumtársak jóvoltából a probléma megoldódni látszik . A ferritgyűrű csodákra képes. :)
Köszönöm mégegyszer mindenkinek a segítséget.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 20:11
Írta: zt2c4wh9 Dátum 2017 május 01, 20:11
Tibor: Senki nem írt olyat hogy step/dir-es vezérlőnél biztos lehetsz bármiben is. Egyrészt hogy jön ez ide?
Másrészt hogy segít ez bármiben is megoldani a problémát?
Ha pedig nem segít megoldani a problémát, akkor miért írtad be a topikunkba? Mi a célod a beírással?
Másrészt hogy segít ez bármiben is megoldani a problémát?
Ha pedig nem segít megoldani a problémát, akkor miért írtad be a topikunkba? Mi a célod a beírással?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 20:13
Írta: 2dbfy8y Dátum 2017 május 01, 20:13
Alapból programban a beállításom 600-on volt a gyorsítás, ott nem igazán csíkoz. De felvittem 2000-re, ott csíkoz.
Néztem mérőórával is, kb 50-100mm eltávolodás után szépen visszaáll gyorsjárattal is az óra előző értékére, kb 0.1mm kilengés van a visszaállás előtt. De lehet az sok, egy gravírozásnál.
És program futásnál irányváltás után érezhető is az enyhe rezonálás, ugrálás.
Meg azt vettem észre, mintha nagyobb gyorsításnál nagyobb túlfutás lenne a kép szélén, amit üresben fut.
Ezért kérdeztem hogy kép szélén van e valami gyorsítási rámpa.
Gondoltam írok egy sima g kódos égetést oda vissza, úgy mit csinál, úgy is jelentkezik e adott gyorsítások mellett.
Néztem mérőórával is, kb 50-100mm eltávolodás után szépen visszaáll gyorsjárattal is az óra előző értékére, kb 0.1mm kilengés van a visszaállás előtt. De lehet az sok, egy gravírozásnál.
És program futásnál irányváltás után érezhető is az enyhe rezonálás, ugrálás.
Meg azt vettem észre, mintha nagyobb gyorsításnál nagyobb túlfutás lenne a kép szélén, amit üresben fut.
Ezért kérdeztem hogy kép szélén van e valami gyorsítási rámpa.
Gondoltam írok egy sima g kódos égetést oda vissza, úgy mit csinál, úgy is jelentkezik e adott gyorsítások mellett.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 20:19
Írta: svejk Dátum 2017 május 01, 20:19
Ha előítéletem lenne akkor nem így viszonyulnék hozzád.
Egyszerűen csak mindig felbosszantasz az ilyen jellegű/tartalmú hozzászólásaiddal. :(
Ehh... bennem van a hiba.
Egyszerűen csak mindig felbosszantasz az ilyen jellegű/tartalmú hozzászólásaiddal. :(
Ehh... bennem van a hiba.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 20:23
Írta: zt2c4wh9 Dátum 2017 május 01, 20:23
Pabló:
Igen, természetesen a kép széleinél, a gravírozási pálya után és előtt van gyorsítási rámpa.
A gyorsítási rámpa mindig az az érték amit beállítottál, így X beállított gravírozási sebesség esetén a nagyobb beállított gyorsítás rövidebb gyorsítási és lassítási utat eredményez.
Tényleg azt kellene megnézni amit írtam, hogy a szervoban a pozíció hiba hogyan alakul a pályán.
Van lehetőség ennek a folyamatos kiolvasására?
Igen, természetesen a kép széleinél, a gravírozási pálya után és előtt van gyorsítási rámpa.
A gyorsítási rámpa mindig az az érték amit beállítottál, így X beállított gravírozási sebesség esetén a nagyobb beállított gyorsítás rövidebb gyorsítási és lassítási utat eredményez.
Tényleg azt kellene megnézni amit írtam, hogy a szervoban a pozíció hiba hogyan alakul a pályán.
Van lehetőség ennek a folyamatos kiolvasására?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 20:26
Írta: svejk Dátum 2017 május 01, 20:26
"Gondoltam írok egy sima g kódos égetést oda vissza, úgy mit csinál, úgy is jelentkezik e adott gyorsítások mellett."
No de az a plugin nem pont azért lett kitalálva, hogy elkerülje a G-kód lassúságát?
No de az a plugin nem pont azért lett kitalálva, hogy elkerülje a G-kód lassúságát?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 20:31
Írta: designr Dátum 2017 május 01, 20:31
Pabló 1129
A pozició hiba az 0
Van lehetőség digitális monitorra vagy analóg időbeli gőrbe rajzolására választható kb 30 paraméterből a pozició hibától a irányvektorszögmittudomén miig..
A pozició hiba az 0
Van lehetőség digitális monitorra vagy analóg időbeli gőrbe rajzolására választható kb 30 paraméterből a pozició hibától a irányvektorszögmittudomén miig..
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 20:31
Írta: 2dbfy8y Dátum 2017 május 01, 20:31
Igen azért lett a plugin.
Csak így kiderülne, hogy ott is ki jön e.
Hogy ezt a szervó okozza e?
Balázs:
Igen amint írtam, van a monitoring funkció.
Én ott a digitál résznél figyeltem programfutás közben a position errort, az ott teljesen tökéletes volt.
Amikor nem volt az, akkor jött a szellemkép, amit már régebben kitárgyaltunk. Akkor minden kettőződött, és az adott 50mm-es kép pl 52mm lett. Most ilyen nincs, az 50mm, 50 is.
Csak így kiderülne, hogy ott is ki jön e.
Hogy ezt a szervó okozza e?
Balázs:
Igen amint írtam, van a monitoring funkció.
Én ott a digitál résznél figyeltem programfutás közben a position errort, az ott teljesen tökéletes volt.
Amikor nem volt az, akkor jött a szellemkép, amit már régebben kitárgyaltunk. Akkor minden kettőződött, és az adott 50mm-es kép pl 52mm lett. Most ilyen nincs, az 50mm, 50 is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 20:31
Írta: zt2c4wh9 Dátum 2017 május 01, 20:31
Pabló: Nem, a nagyobb gyorsítás nem okoz az alapjelben semmilyen változást. Ha a gravírozásnál a beállított sebességed minden esetben azonos, akkor mindig azonos step/dir pozíciókban fog a lézer ki/be kapcsolgatni függetlenül attól, hogy mennyi a gyorsítás paramétered.
Ami változást okozhat a gyorsítási paraméter változtatása az az hogy a szervoban a pozíció hogyan áll be a megadott értékre, ami ahogy Designer írta okozhat lemaradást és lengést a gyorsítási szakaszban és a nagyobb gyorsításnál erre nagyobb az esély.
Ami változást okozhat a gyorsítási paraméter változtatása az az hogy a szervoban a pozíció hogyan áll be a megadott értékre, ami ahogy Designer írta okozhat lemaradást és lengést a gyorsítási szakaszban és a nagyobb gyorsításnál erre nagyobb az esély.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 20:36
Írta: svejk Dátum 2017 május 01, 20:36
Pihenésképpen...
Nincs még újabb verzió az UCCNC-hez kiadva?
A találkozón jó dolgokat hallottunk/láttunk.
Nincs még újabb verzió az UCCNC-hez kiadva?
A találkozón jó dolgokat hallottunk/láttunk.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 20:36
Írta: 2dbfy8y Dátum 2017 május 01, 20:36
És estleg nagyobb, vagyis hosszab rámpát nem lehetne kivitelezni?
Lehet kipróbálom, a kép szélére rakni fehér részt, kiváncsi lennék, akkor mit eredményezne.
Most szeretnék majd egy co2 lasert, és próbálom tesztelni, lehetne e nagyobb sebessség, nagyobb gyorsítással dolgozni.
Lehet kipróbálom, a kép szélére rakni fehér részt, kiváncsi lennék, akkor mit eredményezne.
Most szeretnék majd egy co2 lasert, és próbálom tesztelni, lehetne e nagyobb sebessség, nagyobb gyorsítással dolgozni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2017 május 01, 20:37
Írta: ANTAL GÁBOR Dátum 2017 május 01, 20:37
Nincs lézerem és nem szoktam égetni ... Csak okulásképp:
Ezek szerint úgy van megírva a program hogy jobbra balra túlfut a szán ( kikapcsolt lézer mellett ) majd rámpával megáll, irányt vált és ugyancsak rámpával visszaindul majd még a kereten kívül eléri a beállított sebességet azután az adott helyen bekapcsolja az égetést ?
Ezek szerint úgy van megírva a program hogy jobbra balra túlfut a szán ( kikapcsolt lézer mellett ) majd rámpával megáll, irányt vált és ugyancsak rámpával visszaindul majd még a kereten kívül eléri a beállított sebességet azután az adott helyen bekapcsolja az égetést ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 20:38
Írta: zt2c4wh9 Dátum 2017 május 01, 20:38
"Igen amint írtam, van a monitoring funkció.
Én ott a digitál résznél figyeltem programfutás közben a position errort, az ott teljesen tökéletes volt.
Amikor nem volt az, akkor jött a szellemkép, amit már régebben kitárgyaltunk. Akkor minden kettőződött, és az adott 50mm-es kép pl 52mm lett. Most ilyen nincs, az 50mm, 50 is."
A dinamikus viselkedés az érdekes, nem az állandósult állapot. Vagyis nem az a kérdés hogy 50mm kiadott pozíció tényleg 50mm-e stacionárius állapotban, hanem az, hogy menet közben mekkora a pozíció követési hiba, illetve hogy ez hogyan változik a mozgás során.
Azért nem az állandósult állapot az érdekes, mert lehet, hogy a szervó beállíható időn belül beáll pontosan a pozícióba, de adott gyorsítás esetén a beállás az elvárthoz képest lassabban következik be.
De ismét megjegyzem, hogy ha ez a probléma, akkor ez csak a kép szélénél okozna pontatlanságot, ha a szervo nem képes tartani a sebességet a változó, gyorsító szakaszban.
A valós képnél ahol a gravírozás történik ott végig konstans a haladási sebesség.
Persze rossz PID beállítással akár ott is ingadozhat a sebesség, de ez a gyorsítási paraméter nagyságától függetlenül kell jelentkezzen a pálya belső részein és ott csak a programozott sebesség változtatásával változhatna.
Én ott a digitál résznél figyeltem programfutás közben a position errort, az ott teljesen tökéletes volt.
Amikor nem volt az, akkor jött a szellemkép, amit már régebben kitárgyaltunk. Akkor minden kettőződött, és az adott 50mm-es kép pl 52mm lett. Most ilyen nincs, az 50mm, 50 is."
A dinamikus viselkedés az érdekes, nem az állandósult állapot. Vagyis nem az a kérdés hogy 50mm kiadott pozíció tényleg 50mm-e stacionárius állapotban, hanem az, hogy menet közben mekkora a pozíció követési hiba, illetve hogy ez hogyan változik a mozgás során.
Azért nem az állandósult állapot az érdekes, mert lehet, hogy a szervó beállíható időn belül beáll pontosan a pozícióba, de adott gyorsítás esetén a beállás az elvárthoz képest lassabban következik be.
De ismét megjegyzem, hogy ha ez a probléma, akkor ez csak a kép szélénél okozna pontatlanságot, ha a szervo nem képes tartani a sebességet a változó, gyorsító szakaszban.
A valós képnél ahol a gravírozás történik ott végig konstans a haladási sebesség.
Persze rossz PID beállítással akár ott is ingadozhat a sebesség, de ez a gyorsítási paraméter nagyságától függetlenül kell jelentkezzen a pálya belső részein és ott csak a programozott sebesség változtatásával változhatna.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 20:39
Írta: zt2c4wh9 Dátum 2017 május 01, 20:39
Igen, így működik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 20:41
Írta: 2dbfy8y Dátum 2017 május 01, 20:41
Holnap csinálok még pár tesztet, és fotózok is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 20:41
Írta: zt2c4wh9 Dátum 2017 május 01, 20:41
Igen, ez egy jó ötlet, hogy egy teszt erejéig rakni egy fehér csíkot a kép szélére.
És igen, lehetne rakni egy üresjárati csíkot, de azzal meg az lenne a gond, hogy legtöbb esetben csak feleslegesen növelné a végrehajtás idejét, hiszen léptetőmotoros rendszernél ez a lehetséges probléma fel sem merül.
Esetleg állíthatóra, opcionálisra meglehetne csinálni, alapból nullára véve.
És igen, lehetne rakni egy üresjárati csíkot, de azzal meg az lenne a gond, hogy legtöbb esetben csak feleslegesen növelné a végrehajtás idejét, hiszen léptetőmotoros rendszernél ez a lehetséges probléma fel sem merül.
Esetleg állíthatóra, opcionálisra meglehetne csinálni, alapból nullára véve.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 01, 20:44
Írta: zt2c4wh9 Dátum 2017 május 01, 20:44
"Azért nem az állandósult állapot az érdekes, mert lehet, hogy a szervó beállíható időn belül beáll pontosan a pozícióba, de adott gyorsítás esetén a beállás az elvárthoz képest lassabban következik be."
Helyesen a fenti mondat:
Azért nem az állandósult állapot az érdekes, mert lehet, hogy a szervó belátható időn belül beáll pontosan a pozícióba, de adott gyorsítás esetén a beállás az elvárthoz képest lassabban következik be.
Helyesen a fenti mondat:
Azért nem az állandósult állapot az érdekes, mert lehet, hogy a szervó belátható időn belül beáll pontosan a pozícióba, de adott gyorsítás esetén a beállás az elvárthoz képest lassabban következik be.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 20:44
Írta: 2dbfy8y Dátum 2017 május 01, 20:44
Meg lehet kipróbálom egy másik laptoppal, az mit csinál.
Mostanság észre vettem, hogy az uccnc progi igen vissza fogja, ha közben futtatom a smart jog szervó hangoló progit, van hogy nem tudok rajta semmit állítani, lefagy közben a szervó hangolás.
Mostanság észre vettem, hogy az uccnc progi igen vissza fogja, ha közben futtatom a smart jog szervó hangoló progit, van hogy nem tudok rajta semmit állítani, lefagy közben a szervó hangolás.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ygzhw8kag Dátum 2017 május 01, 21:14
Írta: ygzhw8kag Dátum 2017 május 01, 21:14
Rendben Köszönöm.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2017 május 01, 21:16
Írta: dezsoe Dátum 2017 május 01, 21:16
Nem emlékszem, hogy milyen géped van. Oké, hogy szervó, de a fej szíjon mozog, vagy golyós orsóval? Csak azon morfondírozom, hogy ha szíj hajtásos, akkor lehet, hogy a szervó jó sebességgel mozog, jó pozícióban van, de a szíj rugalmassága miatt a fej a mozgás irányában rezonál előre-hátra?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 21:35
Írta: 2dbfy8y Dátum 2017 május 01, 21:35
jelenleg már fogasléces hajtásom van.
szíjjal nem volt nagyon nyerő.
szíjjal nem volt nagyon nyerő.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2017 május 01, 21:37
Írta: dezsoe Dátum 2017 május 01, 21:37
Pedig olyan jó ötlet volt... [#vigyor2]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 21:40
Írta: svejk Dátum 2017 május 01, 21:40
A szíjjal mi volt a baj?
A mostani fogasléc valami speckó cucc?
A mostani fogasléc valami speckó cucc?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2017 május 01, 21:43
Írta: 000000000 Dátum 2017 május 01, 21:43
A szíj nagy hosszon nyúlik, leng, rugalmas.
Egy előnye van olcsóbb.
Egy előnye van olcsóbb.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 21:45
Írta: svejk Dátum 2017 május 01, 21:45
Khm... Pali koma! Pablót kérdeztem...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 22:22
Írta: 2dbfy8y Dátum 2017 május 01, 22:22
És a választ előtem meg is kaptad. [#nevetes1]
Ez az igazság, 1,5m hosszú szíj nem szerencsés.
Fogasléc, jóval masszívabb.
Ez az igazság, 1,5m hosszú szíj nem szerencsés.
Fogasléc, jóval masszívabb.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 22:24
Írta: 2dbfy8y Dátum 2017 május 01, 22:24
Most látom kicsit témát tévesztettem, ez a téma az uccnc topikba illett volna jobban.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: designr Dátum 2017 május 01, 22:24
Írta: designr Dátum 2017 május 01, 22:24
Nem ebbe a topicba tartozik..lézeresben kérdezek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 01, 22:25
Írta: svejk Dátum 2017 május 01, 22:25
Nem tudtam mekkora géped.
Egyébként biztos van az a szíj meg az a fajta hatás ami jó lenne oda is.
Műanyag fogaskerék?
Egyébként biztos van az a szíj meg az a fajta hatás ami jó lenne oda is.
Műanyag fogaskerék?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 22:28
Írta: 2dbfy8y Dátum 2017 május 01, 22:28
Fém.
Léc egyik vége rögzítve, és egy csapágy, plusz erős rugóval ráfeszítve a fogaskerékre, így a kottyanás kiküszöbölve.
Léc egyik vége rögzítve, és egy csapágy, plusz erős rugóval ráfeszítve a fogaskerékre, így a kottyanás kiküszöbölve.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 2dbfy8y Dátum 2017 május 01, 22:29
Írta: 2dbfy8y Dátum 2017 május 01, 22:29
Ja a munkaterem 1000*1000mm
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2017 május 02, 16:48
Írta: zt2c4wh9 Dátum 2017 május 02, 16:48
Szia Svejk,
Még nincsen kiadva. Még mindig dolgozunk rajta.
A talin egy félig kész verzió volt, ami annyira volt elkészítve, hogy az új funkciókat be lehessen mutatni, de pár "apróság" még hiányzott ami mint utólag kiderült nem is annyira apróság volt, szóval még a befejezésen dolgozunk.
Még nincsen kiadva. Még mindig dolgozunk rajta.
A talin egy félig kész verzió volt, ami annyira volt elkészítve, hogy az új funkciókat be lehessen mutatni, de pár "apróság" még hiányzott ami mint utólag kiderült nem is annyira apróság volt, szóval még a befejezésen dolgozunk.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2017 május 02, 16:51
Írta: svejk Dátum 2017 május 02, 16:51
Hú.., pedig már nagyon várjuk!
Sok sikert hozzá!
Sok sikert hozzá!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: bicme92us Dátum 2017 május 02, 19:40
Írta: bicme92us Dátum 2017 május 02, 19:40
Örömmel tudatom mindenkivel, hogy én nyertem meg a debreceni Hobbycnc találkozó fődíját, egy Polgárdi Balázs által féle UCxxx mozgásvezérlést.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: bicme92us Dátum 2017 május 02, 19:44
Írta: bicme92us Dátum 2017 május 02, 19:44
Elküldtem , mert a beállított timeout nekem kevésnek bizonyul.
A nyereményem alapján úgy gondoltam a vezérlőprogramot megvásárolom, ami ezekben az órákban történik.
Tehát én is belépek a UCxxx használól sorába.
A nyereményem alapján úgy gondoltam a vezérlőprogramot megvásárolom, ami ezekben az órákban történik.
Tehát én is belépek a UCxxx használól sorába.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2017 május 02, 20:03
Írta: dezsoe Dátum 2017 május 02, 20:03
Ha megvásároltad a vezérlőprogramot és az az UCCNC, akkor rossz topikba írsz. :) Irány az wave] (//%5B#t218p#)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2017 május 02, 20:04
Írta: dezsoe Dátum 2017 május 02, 20:04
Namégegyszer. Ha megvásároltad a vezérlőprogramot és az az UCCNC, akkor rossz topikba írsz. Irány az wave] (//%5B#t218p#)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2017 május 02, 20:06
Írta: dezsoe Dátum 2017 május 02, 20:06
Valamiért elszexuálja a linket. UCCNC topik akart lenni, meg egy integető.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: bicme92us Dátum 2017 május 02, 20:14
Írta: bicme92us Dátum 2017 május 02, 20:14
Most nézem, lehet, hogy igazad van! BOCS. De amugy semmi gond ugyanis a MACH3 liszencem is megvan.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: bicme92us Dátum 2017 május 02, 20:18
Írta: bicme92us Dátum 2017 május 02, 20:18
Elnézést!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2017 május 02, 20:36
Írta: dezsoe Dátum 2017 május 02, 20:36
Bocs, félreérthető voltam: nem letolás volt, hogy rossz helyre írtál, hanem üdvözölni szerettelek volna az UCCNC felhasználók között. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3ebj3bk8b Dátum 2018 február 24, 11:10
Írta: 3ebj3bk8b Dátum 2018 február 24, 11:10
Segítség!
Tisztelt fórumtársak!
Segítséget szeretnék kérni!
VAn egy UC300ETH 5Lpt vezérlőm, amire balfék módon egy pinnel elcsúsztatva dugtam rá egy digitális kibontó panelt az 1 es portra. Sajnos a kibontó csatlakozója rövidebb ezért ez lehetséges,
Lényeg, hogy elfüstölt a képen látható alkatrész.
Nem lehet leolvasni már a feliratot.
ha valakinek van ilyen kártyája vagy meg tudja mondani mi az az alkatrész akkor ki tudnám cserélni. Remélem a többi részének nem lett baja.
Köszönöm a segítséget előre is!
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_37wnjsxd24fe3z74xmw4_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/37wnjsxd24fe3z74xmw4_3383.jpg)
Tisztelt fórumtársak!
Segítséget szeretnék kérni!
VAn egy UC300ETH 5Lpt vezérlőm, amire balfék módon egy pinnel elcsúsztatva dugtam rá egy digitális kibontó panelt az 1 es portra. Sajnos a kibontó csatlakozója rövidebb ezért ez lehetséges,
Lényeg, hogy elfüstölt a képen látható alkatrész.
Nem lehet leolvasni már a feliratot.
ha valakinek van ilyen kártyája vagy meg tudja mondani mi az az alkatrész akkor ki tudnám cserélni. Remélem a többi részének nem lett baja.
Köszönöm a segítséget előre is!
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_37wnjsxd24fe3z74xmw4_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/37wnjsxd24fe3z74xmw4_3383.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2018 február 24, 11:25
Írta: dezsoe Dátum 2018 február 24, 11:25
Hát, ha ettől okosabb leszel, akkor ügyes vagy! :) Ennél jobb képet nem sikerült lőni.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_0hc806zbypm468m9mc0k6_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/0hc806zbypm468m9mc0k6_3977.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_0hc806zbypm468m9mc0k6_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/0hc806zbypm468m9mc0k6_3977.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2018 február 24, 11:29
Írta: svejk Dátum 2018 február 24, 11:29
Egy P csatornás MOS-FET fordított polaritás elleni védelemnek.
Pontos típussal a gyártó bizonyára tud szolgálni, szerintem nekik írj levelet.
A tanulságot azért szűrd le, hogy az 5 V tápfeszültséget bizony biztosítékkal illik ellátni, vagy legalább méretezett kapcsolóüzemű tápegységről hajtani.
Te gyakorlatilag a kifejtőre menő +5V-ot rövidre zártad.
Pontos típussal a gyártó bizonyára tud szolgálni, szerintem nekik írj levelet.
A tanulságot azért szűrd le, hogy az 5 V tápfeszültséget bizony biztosítékkal illik ellátni, vagy legalább méretezett kapcsolóüzemű tápegységről hajtani.
Te gyakorlatilag a kifejtőre menő +5V-ot rövidre zártad.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kr97pwss2 Dátum 2018 február 24, 11:44
Írta: kr97pwss2 Dátum 2018 február 24, 11:44
A pontos típus: SI2315
itt az adatlapja:
SI2315 pdf (http://www.vishay.com/docs/72014/72014.pdf)
Ha nincsenek eszközeid illetve nem boldogulsz a javítással, akkor a szervizünk megjavítja, a részletekért keress emailben.
itt az adatlapja:
SI2315 pdf (http://www.vishay.com/docs/72014/72014.pdf)
Ha nincsenek eszközeid illetve nem boldogulsz a javítással, akkor a szervizünk megjavítja, a részletekért keress emailben.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3ebj3bk8b Dátum 2018 február 24, 11:48
Írta: 3ebj3bk8b Dátum 2018 február 24, 11:48
Uraim!
Ezer köszönet!
Ha találok ilyet a cégnél kicseréltetem valamelyik műszerésszel.
Azt hiszem jobban kell figyelnem!
Köszönöm még egyszer!
Ezer köszönet!
Ha találok ilyet a cégnél kicseréltetem valamelyik műszerésszel.
Azt hiszem jobban kell figyelnem!
Köszönöm még egyszer!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3ebj3bk8b Dátum 2018 február 24, 16:49
Írta: 3ebj3bk8b Dátum 2018 február 24, 16:49
Köszönöm!
Forog a léptetőm![#smile][#worship]
Forog a léptetőm![#smile][#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2018 február 24, 16:53
Írta: svejk Dátum 2018 február 24, 16:53
Okszi, de azért pótold az alkatrészt és az áramvédelemről se feledkezz meg.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s7manbs8 Dátum 2018 február 24, 18:08
Írta: s7manbs8 Dátum 2018 február 24, 18:08
Már ki is cserélted ? Egy 200-as aluzott parabola tükörért szívesen kicseréltem volna. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 3ebj3bk8b Dátum 2018 február 24, 20:01
Írta: 3ebj3bk8b Dátum 2018 február 24, 20:01
Nem!
Rövidre zártam. Hétfőn kicseréljük, csak mindenképp ki akartam próbálni, hogy nem ment e tönkre a mozgásvezérlő.
Tükröt már csak max aluzni tudok.[#vigyor2]
Rövidre zártam. Hétfőn kicseréljük, csak mindenképp ki akartam próbálni, hogy nem ment e tönkre a mozgásvezérlő.
Tükröt már csak max aluzni tudok.[#vigyor2]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xs55942m6 Dátum 2018 március 01, 20:36
Írta: xs55942m6 Dátum 2018 március 01, 20:36
Hali! Olyan probléma adódott, hogy marás közbe többször megáll az egész folyamat és start lenyomásával tovább megy a marás. Mach3-ban és uccnc-ben is ugyan ez a helyzet. Tudom én ezt diagnosztizálni valahogy? Mert ezért már tört maróm. [#falbav]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xs55942m6 Dátum 2018 március 01, 21:35
Írta: xs55942m6 Dátum 2018 március 01, 21:35
Közbe meglett a hiba. A főorső egyik fázisa a csatlakozóban kidörzsölődött és fázis került a gépházra.. Hogy hogy vettem észre!?... Menetközbe kinyitottam a szekrény ajtót és bizseregni kezdett a kezem[#csodalk]
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_ffh3gd4qgpcyeyhkuagz_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/ffh3gd4qgpcyeyhkuagz_5296.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_ffh3gd4qgpcyeyhkuagz_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/ffh3gd4qgpcyeyhkuagz_5296.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2018 március 01, 22:13
Írta: pisti73 Dátum 2018 március 01, 22:13
Zöld-sárgában fázis????
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2018 március 01, 22:16
Írta: pisti73 Dátum 2018 március 01, 22:16
Az egyik régebbi verziós UCCNC csinált ilyet, de úgy tudom ez a hiba javítva lett.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2018 március 02, 09:35
Írta: 000000000 Dátum 2018 március 02, 09:35
"Zöld-sárgában fázis????"
...földelés is hiányzik. Úgy néz ki mintha rendes egy fázis kábellel van bekötve. Fázis - Nulla - Föld
Nagyon veszélyes.
...földelés is hiányzik. Úgy néz ki mintha rendes egy fázis kábellel van bekötve. Fázis - Nulla - Föld
Nagyon veszélyes.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2018 március 02, 10:04
Írta: ANTAL GÁBOR Dátum 2018 március 02, 10:04
Hány ( aktív ) vezeték kell a 3 f motorhoz ? 3 db Hogy milyen színűek a vezetékek ? Az másodlagos [#ijedt]
Egyszer hoztak hozzám egy 600e ft értékű búvárszivattyút hogy 10 másodperc után lekapcsol . Feltöltöttem egy 1 m3 es műanyag tartályt és beletettem . Próba : nekem is lekapcsolt
Aztán szétszedtem a kötödobozát : döbbentem látom hogy a zöld sárga van a fázisra kötve és egy fekete a védőföldre . Kérdezem a tulajt hogy mikor használták utoljára ? Mondja ... És akkor minden Ok volt ? Nem mert nem jó irányba forgott a szivattyú . ÉS ? Hát felhívtuk a Józsit aki azt mondta hogy két vezetéket fel kell cserélni [#csodalk]
Egyszer hoztak hozzám egy 600e ft értékű búvárszivattyút hogy 10 másodperc után lekapcsol . Feltöltöttem egy 1 m3 es műanyag tartályt és beletettem . Próba : nekem is lekapcsolt
Aztán szétszedtem a kötödobozát : döbbentem látom hogy a zöld sárga van a fázisra kötve és egy fekete a védőföldre . Kérdezem a tulajt hogy mikor használták utoljára ? Mondja ... És akkor minden Ok volt ? Nem mert nem jó irányba forgott a szivattyú . ÉS ? Hát felhívtuk a Józsit aki azt mondta hogy két vezetéket fel kell cserélni [#csodalk]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xs55942m6 Dátum 2018 március 02, 12:50
Írta: xs55942m6 Dátum 2018 március 02, 12:50
:) ne a színt nézd, ilyet vettem mert ez nem volt olyan merev hidegbe! Az előző motorom 3 pines volt, ez az új már 4 pines, a földet máshogy húztam be az előző motor miatt., igen veszélyes volt egy kicsit, már húztam be csavarozásokhoz, mint áthidaló földkábeleket is. [#zavart2]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: pisti73 Dátum 2018 március 02, 13:02
Írta: pisti73 Dátum 2018 március 02, 13:02
Arra nem gondolsz ha Téged agyonvág az áram és valaki segíteni szeretne akkor őt ne vágja agyon???!!!
Ez hülye játék!!!
Ez hülye játék!!!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2018 március 02, 13:11
Írta: 000000000 Dátum 2018 március 02, 13:11
Nem a színeket nézem hanem milyen anyagot használtál. Nem arra való, veszélyesen van bekötve és nem csodálkozom hogy problémád van vele. A föld kihagyása veszélyes, és ha csiklandozott akkor az világos hogy a föld nincs jól megoldva.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: PSoft Dátum 2018 március 02, 17:06
Írta: PSoft Dátum 2018 március 02, 17:06
"ne a színt nézd..."
Lehet ezt viccesen elütni, de...
Én azt mondom, addig nézd a színt, amíg...nézheted!
Lehet ezt viccesen elütni, de...
Én azt mondom, addig nézd a színt, amíg...nézheted!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xs55942m6 Dátum 2018 március 03, 00:30
Írta: xs55942m6 Dátum 2018 március 03, 00:30
Ismétlem az előző motor miatt volt három eres behúzva mert felesleges volt a motorhoz 4-et húzni (mert fizikailag nem volt a csatlakozóba pin) . A földet más irányból is húztam be pont ez miatt. És köszönöm a segítséget.. jjah nem is... Inkább a hurrogást. a gyártót okoljátok a hiány miatt, ne engem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ium8w94xp Dátum 2018 március 03, 07:08
Írta: ium8w94xp Dátum 2018 március 03, 07:08
Akkor is érdekes lehet a földelésed, ha olyankor, amikor egy fázis a fém részhez ér, akkor csak a marás áll le.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: sufnituning Dátum 2018 szeptember 27, 19:54
Írta: sufnituning Dátum 2018 szeptember 27, 19:54
Lehet, hogy nem jó helyre írok, de ezt találtam legközelebbinek.
Alapban a UC400ETH mozgásvezérlővel kapcsolatban kérdeznék.
Próbáltam felrakni, ahogy a PDF dokumentum leírja, de pluszként nem akarja felismerni sehogy, hiába nyomtam resetet a panelon.
Úgy fel tudom rakni, hogy a meglévő internetkapcsolatomat átnevezem és beállítom hozzá a vezérlő IP címet, így működik rendesen.
Csak az a problémám, hogy utána állíthatom újra a netet.
Hogy tudom azt megcsinálni, hogy mindkét ethernet csatlakozásom megmaradjon?
Alapban a UC400ETH mozgásvezérlővel kapcsolatban kérdeznék.
Próbáltam felrakni, ahogy a PDF dokumentum leírja, de pluszként nem akarja felismerni sehogy, hiába nyomtam resetet a panelon.
Úgy fel tudom rakni, hogy a meglévő internetkapcsolatomat átnevezem és beállítom hozzá a vezérlő IP címet, így működik rendesen.
Csak az a problémám, hogy utána állíthatom újra a netet.
Hogy tudom azt megcsinálni, hogy mindkét ethernet csatlakozásom megmaradjon?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2018 szeptember 27, 20:02
Írta: svejk Dátum 2018 szeptember 27, 20:02
Rakj be egy PCI-os hálókártyát pluszba.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: MoparMan Dátum 2018 szeptember 27, 20:03
Írta: MoparMan Dátum 2018 szeptember 27, 20:03
Használd ezek közül (https://www.raymond.cc/blog/manage-multiple-network-connections-tcpip-manager/) valamelyiket
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2018 szeptember 27, 20:14
Írta: svejk Dátum 2018 szeptember 27, 20:14
Micsoda csuda dolog...! Kapsz tőlem egy kreditet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: sufnituning Dátum 2018 szeptember 27, 20:24
Írta: sufnituning Dátum 2018 szeptember 27, 20:24
Kösz ez is jó!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: sufnituning Dátum 2018 szeptember 27, 20:25
Írta: sufnituning Dátum 2018 szeptember 27, 20:25
Kösz ez nagyon jó, holnap átnézem!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2018 szeptember 28, 09:34
Írta: dezsoe Dátum 2018 szeptember 28, 09:34
Próbálom felfogni, hogy mi a kérdés. :) Ugyanazt a hálókártyát szeretnéd egyszer netezéshez, egyszer meg UC400-zal közvetlenül összekötve használni, anélkül, hogy állítgatni kéne?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2018 szeptember 28, 12:29
Írta: svejk Dátum 2018 szeptember 28, 12:29
Én így értelmeztem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2018 szeptember 28, 12:38
Írta: dezsoe Dátum 2018 szeptember 28, 12:38
Hát, ha ez a kérdés, akkor itt már leírtam részletesen: [#t218p5761#]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2018 szeptember 28, 13:28
Írta: svejk Dátum 2018 szeptember 28, 13:28
Valóban. [#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: sufnituning Dátum 2018 szeptember 29, 00:54
Írta: sufnituning Dátum 2018 szeptember 29, 00:54
Szia! Köszönöm, de a MoparMan ajánlott egy oldalt, ahonnan a IPShifter progi bevált. kb 2 másodperc alatt tudok váltani mozgásvezérlőről netre és vissza.
Ez nekem könnyen kezelhető.
Ez nekem könnyen kezelhető.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dtb Dátum 2018 november 06, 14:35
Írta: dtb Dátum 2018 november 06, 14:35
Sziasztok, van arra egyszerű lehetőség, hogy a portokon ne csak 1 pin legyen +5V? Itt arra gondolok, hogy a sok GND-ből esetleg át lehet valamelyiket állítani valahogy? Tudom, hogy kompatibilitás, de ha megoldható lenne, azzal némi felesleges madzagolást lehetne kiváltani...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2018 november 06, 16:31
Írta: dezsoe Dátum 2018 november 06, 16:31
Szia!
Nincs, az fixen be van vezetékezve. Óvatosan bánj vele, mert korlátozott a terhelhetősége. Mit szeretnél rákötni?
Nincs, az fixen be van vezetékezve. Óvatosan bánj vele, mert korlátozott a terhelhetősége. Mit szeretnél rákötni?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dtb Dátum 2018 november 06, 17:11
Írta: dtb Dátum 2018 november 06, 17:11
A végállásokat. A "Fixen be van vezetékezve" egy felprogramozható chip-nél mindig vet fel kérdéseket, de megértettem, nem lehet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2018 november 06, 17:26
Írta: dezsoe Dátum 2018 november 06, 17:26
A chip felprogramozható, de az utána levő NYÁK és a 74HC14-ek már nem annyira... :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dtb Dátum 2018 november 06, 19:01
Írta: dtb Dátum 2018 november 06, 19:01
Tanulságképp másoknak.
A Mach3 alá akartam beállítani az UC400ETH vezérlőt, de többszöri nekifutásra sem sikerült, két délutánom ment rá, mire kiderült a hiba. Az első hiba, hogy a pluginból több pédány is volt szétszórva mindenfelé ezeket kigyomláltam, de a vége ugyanaz, nem jó.
A jelenség az, hogy engedélyezi az ember a plugint, config, bejön a plugin ablaka, de ha a friss verzió ellenőrzésére kattint az ember, akkor azt írja ki először, hogy nincs hálózat, viszont másodjára már bejön. Szóval engedélyezve a plugin, save config, újra indítás, a plugin megint nincs engedélyezve. Ezt számtalan verzióban kipróbáltam, nem jártam sikerrel. Kínomban feltettem egy szűz Mach3-at, abban elsőre jó minden. ...és meglett a hiba is. A Mach3 induláskor megkérdezi, hogy melyik illesztőt használja, DE EZT KI IS LEHET KAPCSOLNI,(Dont ask me this again) akkor viszont az utolsó beállított vezérlő érvényesül, és nem is látszik, hogy mi az aktuális driver. Ez a HIBA.
Ezt a beállítást a Mach3 menüjében a Function Cfg's menüben a Reset Device Sel menüre kattintva lehet helyrehozni, ezután már gond nélkül működött az UC400ETH
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_ni9ezs2i9d5c0k7k8n99_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/ni9ezs2i9d5c0k7k8n99_5978.jpg)
A Mach3 alá akartam beállítani az UC400ETH vezérlőt, de többszöri nekifutásra sem sikerült, két délutánom ment rá, mire kiderült a hiba. Az első hiba, hogy a pluginból több pédány is volt szétszórva mindenfelé ezeket kigyomláltam, de a vége ugyanaz, nem jó.
A jelenség az, hogy engedélyezi az ember a plugint, config, bejön a plugin ablaka, de ha a friss verzió ellenőrzésére kattint az ember, akkor azt írja ki először, hogy nincs hálózat, viszont másodjára már bejön. Szóval engedélyezve a plugin, save config, újra indítás, a plugin megint nincs engedélyezve. Ezt számtalan verzióban kipróbáltam, nem jártam sikerrel. Kínomban feltettem egy szűz Mach3-at, abban elsőre jó minden. ...és meglett a hiba is. A Mach3 induláskor megkérdezi, hogy melyik illesztőt használja, DE EZT KI IS LEHET KAPCSOLNI,(Dont ask me this again) akkor viszont az utolsó beállított vezérlő érvényesül, és nem is látszik, hogy mi az aktuális driver. Ez a HIBA.
Ezt a beállítást a Mach3 menüjében a Function Cfg's menüben a Reset Device Sel menüre kattintva lehet helyrehozni, ezután már gond nélkül működött az UC400ETH
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_ni9ezs2i9d5c0k7k8n99_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/ni9ezs2i9d5c0k7k8n99_5978.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: mf54xprc6 Dátum 2018 november 24, 14:28
Írta: mf54xprc6 Dátum 2018 november 24, 14:28
Sziasztok. Eloszor is koszonom a befogadast. Lehet hogy nem jo helyre irok, akkor legyszi iranyitsatok at. Szoval: van egy kinai hobbi cnc gepem, ami tokeletesen mukodik usb-porton keresztul az usbcnc vezerlo programmal. Allitolag mach3-mal is megy. Nem igaz. Szeretnem telepiteni az uc100 plugint, amit enged is, viszont a mach3 inditasakor jelzi, hogy az uc100 nem elerheto. Ja igen: van a gepen .net2.0 es 3.5 is. Az usbcnc-nek kell a 3.5 a mach3-nak viszont a 2.0. Roviden ennyi. Mit csinalok rosszul?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svager Dátum 2018 november 24, 14:59
Írta: svager Dátum 2018 november 24, 14:59
A magyar fejlesztésű UC100 van vagy a kínai?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2018 november 24, 15:06
Írta: dezsoe Dátum 2018 november 24, 15:06
Szia!
Ha az usbcnc-vel megy, akkor az nem UC100, hanem a kínai koppintása. (Illetve, nem koppintás az, hanem valami egészen más, csak rá van írva, hogy UC100, mert annak jó neve van...) Az UC100 így néz ki (http://www.cncdrive.hu/UC100.html).
Ha az usbcnc-vel megy, akkor az nem UC100, hanem a kínai koppintása. (Illetve, nem koppintás az, hanem valami egészen más, csak rá van írva, hogy UC100, mert annak jó neve van...) Az UC100 így néz ki (http://www.cncdrive.hu/UC100.html).
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: guliver83 Dátum 2018 november 24, 15:06
Írta: guliver83 Dátum 2018 november 24, 15:06
Ha lefotózod a kártyát és megosztod a fotót itt akkor ki is derül, hogy mi a hiba.
Ezzel a programmal megy ami a képen is van?
Mert ha igen akkor ez nem fog menni Mach3 ról
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_8yus5caj5j7spnb6jmv8i_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/8yus5caj5j7spnb6jmv8i_1763.jpg)
Ezzel a programmal megy ami a képen is van?
Mert ha igen akkor ez nem fog menni Mach3 ról
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_8yus5caj5j7spnb6jmv8i_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/8yus5caj5j7spnb6jmv8i_1763.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: mf54xprc6 Dátum 2018 november 24, 17:49
Írta: mf54xprc6 Dátum 2018 november 24, 17:49
Igen, ezzel a programmal megy, es kinai. Szoval semmi esely mach3 vagy mach4 re.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: guliver83 Dátum 2018 november 24, 19:09
Írta: guliver83 Dátum 2018 november 24, 19:09
Ez egy MK1 USB vezérlő és csak azzal a programmal megy!
Esély az van, ha kicseréled a vezérlőt!
Esély az van, ha kicseréled a vezérlőt!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: mf54xprc6 Dátum 2018 november 24, 19:51
Írta: mf54xprc6 Dátum 2018 november 24, 19:51
Koszi. Nem jo hir, de feldolgozom. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: guliver83 Dátum 2018 november 24, 20:00
Írta: guliver83 Dátum 2018 november 24, 20:00
De egyébként mi a baj ezzel a vezérléssel?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dtb Dátum 2018 november 24, 21:41
Írta: dtb Dátum 2018 november 24, 21:41
Egész pontosan a PlanetCnc programot adják hozzá, mert annak törték fel licenszelését.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: guliver83 Dátum 2018 november 24, 22:35
Írta: guliver83 Dátum 2018 november 24, 22:35
Az usbcnc az Planet és nem is UC100
Egy MK1 vezérlés van az ilyen Planet CNC ben.
Van kimondottan ilyen usb vezérlő ami megy Mach 3 ról de az sem UC100.
Egy MK1 vezérlés van az ilyen Planet CNC ben.
Van kimondottan ilyen usb vezérlő ami megy Mach 3 ról de az sem UC100.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: mf54xprc6 Dátum 2018 november 24, 22:49
Írta: mf54xprc6 Dátum 2018 november 24, 22:49
Baj nincs vele, de nem annyira rugalmas mint a mach3. Illetve allitolag lasabb is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dtb Dátum 2018 november 24, 23:32
Írta: dtb Dátum 2018 november 24, 23:32
Mert én mást mondtam? [#wilting]
Csabának válaszoltam, hogy a kinai a planetcnc-t adja a vezérlő mellé. Pont.
Csabának válaszoltam, hogy a kinai a planetcnc-t adja a vezérlő mellé. Pont.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zentechproject Dátum 2019 január 22, 14:46
Írta: Zentechproject Dátum 2019 január 22, 14:46
Üdv mindenkinek!
Olyan kérdésem lenne hogy valaki használt-e már u400eth-t ucbb csatolókártyával? Tehát itt arra lennék kíváncsi, hogy az uc400 ugye két standard lpt kiosztással rendelkezik de az ucbb egy standard és egy bővítettel. Tehát én csak a bővített port bemeneteit használnám a kimeneteteket viszont a standard portról. Elvileg ha én össze köthetem az uc400-at a ucbb-vel a bemenetek a bővített porton elvileg ugyanúgy működhetnek?
Köszönöm a válaszokat előre is.
Olyan kérdésem lenne hogy valaki használt-e már u400eth-t ucbb csatolókártyával? Tehát itt arra lennék kíváncsi, hogy az uc400 ugye két standard lpt kiosztással rendelkezik de az ucbb egy standard és egy bővítettel. Tehát én csak a bővített port bemeneteit használnám a kimeneteteket viszont a standard portról. Elvileg ha én össze köthetem az uc400-at a ucbb-vel a bemenetek a bővített porton elvileg ugyanúgy működhetnek?
Köszönöm a válaszokat előre is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2019 január 22, 15:29
Írta: zt2c4wh9 Dátum 2019 január 22, 15:29
Az UCBB nem kompatibilis az UC400ETH-val.
Az UCBB az UC300ETH-5LPT-hez lett kifejlesztve és azzal működik együtt.
Ennek az oka pont az amit leírtál, hogy az UC400ETH-nak 2db normál portja van, az UCBB-nek pedig 1db normál és 1db bemeneti portja, szóval a két eszköz nem lábkompatibilis.
Az UC300ETH-5LPT-nek van mindkét fajta portja, ráadásul több is, így akár 2db UCBB is csatlakoztatható az UC300ETH-5LPT-hez.
Az UC400ETH-hoz az új UCSB elosztópanelünket tudod esetleg használni, akár 2 darabot az UC400ETH 2 portjához: http://cncdrive.com/downloads/UCSB_manual.pdf
Az UCBB az UC300ETH-5LPT-hez lett kifejlesztve és azzal működik együtt.
Ennek az oka pont az amit leírtál, hogy az UC400ETH-nak 2db normál portja van, az UCBB-nek pedig 1db normál és 1db bemeneti portja, szóval a két eszköz nem lábkompatibilis.
Az UC300ETH-5LPT-nek van mindkét fajta portja, ráadásul több is, így akár 2db UCBB is csatlakoztatható az UC300ETH-5LPT-hez.
Az UC400ETH-hoz az új UCSB elosztópanelünket tudod esetleg használni, akár 2 darabot az UC400ETH 2 portjához: http://cncdrive.com/downloads/UCSB_manual.pdf
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2019 január 22, 15:29
Írta: zt2c4wh9 Dátum 2019 január 22, 15:29
Az UCSB adatlap link még egyszer:
http://cncdrive.com/downloads/UCSB_manual.pdf
http://cncdrive.com/downloads/UCSB_manual.pdf
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 január 22, 15:30
Írta: dezsoe Dátum 2019 január 22, 15:30
Szia!
Ne kösd össze, mert a bemenet típusú csatlakozón az UC400 is vezérelni akarja a lábakat, meg az UCBB is. Azt lehet esetleg, hogy a szalagkábelből kivágod a 2-től 9-ig terjedő ereket, akkor a többi lábat tudod rendeltetésszerűen használni. Ha viszont még nem vetted meg az UCBB-t, akkor ajánlom figyelmedbe az új UCSB kártyát (https://shop.cncdrive.hu/termek/hgh56-ucsb-jel-eloszto-panel), amiből kettőt rá tudsz kötni az UC400ETH-ra.
Ne kösd össze, mert a bemenet típusú csatlakozón az UC400 is vezérelni akarja a lábakat, meg az UCBB is. Azt lehet esetleg, hogy a szalagkábelből kivágod a 2-től 9-ig terjedő ereket, akkor a többi lábat tudod rendeltetésszerűen használni. Ha viszont még nem vetted meg az UCBB-t, akkor ajánlom figyelmedbe az új UCSB kártyát (https://shop.cncdrive.hu/termek/hgh56-ucsb-jel-eloszto-panel), amiből kettőt rá tudsz kötni az UC400ETH-ra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zentechproject Dátum 2019 január 23, 08:04
Írta: Zentechproject Dátum 2019 január 23, 08:04
Köszönöm szépen a válaszokat!
Üdv Márk!
Üdv Márk!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zentechproject Dátum 2019 január 23, 08:53
Írta: Zentechproject Dátum 2019 január 23, 08:53
Szia, sajnos megvettem már és később gondolkodtam. Ha 2-9ig kiveszem az ereket akkor elvileg működhet a dolog? Csak a bemenetekre van szükségem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 január 23, 10:23
Írta: dezsoe Dátum 2019 január 23, 10:23
Szia!
Igen, pontosan. Majd figyelj rá, hogy ha pengével vágod, akkor nézd meg, hogy az elvágott szálakból ne lógjon ki úgy vezeték, hogy a mellette levőhöz érhet.
Igen, pontosan. Majd figyelj rá, hogy ha pengével vágod, akkor nézd meg, hogy az elvágott szálakból ne lógjon ki úgy vezeték, hogy a mellette levőhöz érhet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dtb Dátum 2019 január 23, 10:29
Írta: dtb Dátum 2019 január 23, 10:29
Ha van otthon rossz számítógéped, vagy van ismerősöd valamelyik PC szervízben, akkor tudsz bontani vezetéket, ami jó. Ilyen, ami a pc házat összeköti a bekapcsológombbal, az USB kivezetése, a reset gomb vezetéke, stb.
Nálam igy van bekötve az UC400ETH, tökéletesen működik, és ingyen van.
Erre gondolok:
https://www.google.com/search?q=pc+switch+wire&tbm=isch&source=univ
Nálam igy van bekötve az UC400ETH, tökéletesen működik, és ingyen van.
Erre gondolok:
https://www.google.com/search?q=pc+switch+wire&tbm=isch&source=univ
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 január 23, 11:03
Írta: dezsoe Dátum 2019 január 23, 11:03
Kétségtelen, hogy működik, de sem nem szép, se nem praktikus. Ha valamiért bontani kell, akkor kezdheted elölről kitalálni, hogy melyet hova kell kötni. [#zavart2]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dtb Dátum 2019 január 23, 11:17
Írta: dtb Dátum 2019 január 23, 11:17
Hát aki nem ismeri a papírt, meg a ceruzát, az meg is érdemli!!! :-) :-) :-)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zentechproject Dátum 2019 január 23, 11:31
Írta: Zentechproject Dátum 2019 január 23, 11:31
Köszönöm a segítséget mindenkinek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zozi Dátum 2019 január 24, 16:55
Írta: Zozi Dátum 2019 január 24, 16:55
Az épülgető gépemhez vettem mozgásvezérlőt, de sajnos/ szerencsére nem jutott idő foglalkozni vele. Most a kezembe akadt, és az asszony kiszúrt egy rövidzárat. Szedjem le, vagy nincs használatban a láb?
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_iijyzk5783p8utaipxmpn_2702.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/iijyzk5783p8utaipxmpn_2702.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_iijyzk5783p8utaipxmpn_2702.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/iijyzk5783p8utaipxmpn_2702.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 január 24, 17:05
Írta: dezsoe Dátum 2019 január 24, 17:05
Nem hiszem, hogy gyártási hiba lenne, mert minden darab le van tesztelve és amúgy is túl szabályosnak látszik. Este megnézem az enyémen, majd írok.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 január 24, 19:04
Írta: dezsoe Dátum 2019 január 24, 19:04
Nagy meglepetés nem ért: az úgy van jól. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zozi Dátum 2019 január 24, 19:06
Írta: Zozi Dátum 2019 január 24, 19:06
Remek, még jó, hogy kérdeztem mielőtt elkezdtem forrasztgatni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 január 24, 19:11
Írta: dezsoe Dátum 2019 január 24, 19:11
Kár lett volna, főleg, ha még garos... [#csodalk]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2019 január 25, 00:35
Írta: zt2c4wh9 Dátum 2019 január 25, 00:35
Az szándékosan van összeforrasztva, hogy miért abba most nem megyek bele, mert hosszú, de a lényeg, hogy a panelterven (NYÁK-on) össze van kötve a 2 láb ami össze van forrasztva és amit lefényképeztél.
És hát forrasztási hiba nem igazán lehet a panelon, egyrészt, mert AOI vizuális géppel ellenőrizve van minden panel a gyártáskor, másrészt van automata teszterünk, ami minden I/O-t ellenőriz és hibát ad, ha bármi zárlat vagy rossz nem érintkező forrasztás van. Szóval hibás panel nem megy át a tesztelési folyamaton és így eladásra sem kerülhet.
És hát forrasztási hiba nem igazán lehet a panelon, egyrészt, mert AOI vizuális géppel ellenőrizve van minden panel a gyártáskor, másrészt van automata teszterünk, ami minden I/O-t ellenőriz és hibát ad, ha bármi zárlat vagy rossz nem érintkező forrasztás van. Szóval hibás panel nem megy át a tesztelési folyamaton és így eladásra sem kerülhet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zozi Dátum 2019 január 25, 09:14
Írta: Zozi Dátum 2019 január 25, 09:14
Ha így jó akkor nem aggódom, bár nehéz elképzelni, hogy ezt nem dobja ki egy AOI. Valószínű ignorálva lett. Én arra tippeltem, hogy egy nem használt láb, de így már tiszta. Folytatom a tervezgetést.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2019 január 25, 23:23
Írta: zt2c4wh9 Dátum 2019 január 25, 23:23
Azért nem dobja ki az AOI, mert ahogy írtam szándékosan van összeforrasztva az a két láb. Az AOI tudja, hogy össze kell lennie forrasztva.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: k2rf792ud Dátum 2019 február 12, 21:04
Írta: k2rf792ud Dátum 2019 február 12, 21:04
üdv urak!
adott egy 3 axis cnc szervókkal és egy csodás richauto a11 vezérléssel. mocskosul nem bírom megszokni. pedig van benne lehetőség.
le kellene cserélni valamire amit elvisz az uccnc program.
nem ártana egy 4-ik axis. pl. egy forgató léptetőmotorral.
lényeg. milyen lehetőségek vannak?
mit ajánlatok a richauto kiváltására?
köszönöm!
adott egy 3 axis cnc szervókkal és egy csodás richauto a11 vezérléssel. mocskosul nem bírom megszokni. pedig van benne lehetőség.
le kellene cserélni valamire amit elvisz az uccnc program.
nem ártana egy 4-ik axis. pl. egy forgató léptetőmotorral.
lényeg. milyen lehetőségek vannak?
mit ajánlatok a richauto kiváltására?
köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2019 február 12, 23:12
Írta: zt2c4wh9 Dátum 2019 február 12, 23:12
Szia,
Az a tapasztalatunk, hogy elég sokan lecserélik ezeket a Richauto vezérlőket UCCNC-re. A legtöbb ilyen vezérlő egy kézi vezérlőből, ami tulajdonképpen maga a kód interpreter és jelgenerátor és egy elosztópanelből (breakout board) áll. Viszont nem vagyok biztos benne, hogy ezek az elosztó panelek milyen interface-el csatlakoznak a kézi vezérlő részhez?! Azt kéne tudni, hogy nyomtatóport lábkiosztású (DSUB25)-e a csatlakozója vagy sem?
Ha igen, akkor a konverzió viszonylag egyszerű, legalábbis az elektronikai részét tekintve akkor csak le kell húzni róla a Richauto vezérlőt és rádugni az egyik mozgásvezérlőnk portjára.
Viszont, ha nem LPT port kompatibilis, akkor újra kell építeni, vezetékezni a vezérlést, ami azért egy jóval bonyolultabb feladat. Ráadásul akkor a jel elosztó panelt is le kell cserélni LPT port kompatibilisre. Persze vannak ilyenjeink (lásd UCBB, UCSB a weboldalunkon), de persze érteni kell valamennyire az elektronikához, hogy egy adott kész gép vezérléséhez be tudd kötni.
Egyébként eredetileg ezek a gépek is Richauto-val mentek, de egy ideje már UCCNC-vel is árulja őket a gyártó:
Sajnos nem tudom, hogy az UCCNC-vel árult vezérlőik mennyiben különböznek a Richauto vezérlőstől, illetve azt sem tudom hogy hány felé Richauto vezérlő létezik? Valószínűleg sok modelljük van és lehet ahány féle, annyi interface. Legalábbis a Kínai gyártókat általában nem érdekli az oda/vissza kompatibilitás, ha kihoznak valami újat, akkor nem lényeg nekik, hogy az a régi dolgaikkal kompatibilis legyen.
Az a tapasztalatunk, hogy elég sokan lecserélik ezeket a Richauto vezérlőket UCCNC-re. A legtöbb ilyen vezérlő egy kézi vezérlőből, ami tulajdonképpen maga a kód interpreter és jelgenerátor és egy elosztópanelből (breakout board) áll. Viszont nem vagyok biztos benne, hogy ezek az elosztó panelek milyen interface-el csatlakoznak a kézi vezérlő részhez?! Azt kéne tudni, hogy nyomtatóport lábkiosztású (DSUB25)-e a csatlakozója vagy sem?
Ha igen, akkor a konverzió viszonylag egyszerű, legalábbis az elektronikai részét tekintve akkor csak le kell húzni róla a Richauto vezérlőt és rádugni az egyik mozgásvezérlőnk portjára.
Viszont, ha nem LPT port kompatibilis, akkor újra kell építeni, vezetékezni a vezérlést, ami azért egy jóval bonyolultabb feladat. Ráadásul akkor a jel elosztó panelt is le kell cserélni LPT port kompatibilisre. Persze vannak ilyenjeink (lásd UCBB, UCSB a weboldalunkon), de persze érteni kell valamennyire az elektronikához, hogy egy adott kész gép vezérléséhez be tudd kötni.
Egyébként eredetileg ezek a gépek is Richauto-val mentek, de egy ideje már UCCNC-vel is árulja őket a gyártó:
Sajnos nem tudom, hogy az UCCNC-vel árult vezérlőik mennyiben különböznek a Richauto vezérlőstől, illetve azt sem tudom hogy hány felé Richauto vezérlő létezik? Valószínűleg sok modelljük van és lehet ahány féle, annyi interface. Legalábbis a Kínai gyártókat általában nem érdekli az oda/vissza kompatibilitás, ha kihoznak valami újat, akkor nem lényeg nekik, hogy az a régi dolgaikkal kompatibilis legyen.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: k2rf792ud Dátum 2019 február 13, 05:48
Írta: k2rf792ud Dátum 2019 február 13, 05:48
köszönöm!
akkor ennek utána nézek.
bár ha megmaradna a richauto mozgásvezérlő és kompatibilis is lenne az ltp portja az uccncvel, akkor sem oldódna meg a 4. tengely problémám. szóval minden képpen csere lesz.
akkor ennek utána nézek.
bár ha megmaradna a richauto mozgásvezérlő és kompatibilis is lenne az ltp portja az uccncvel, akkor sem oldódna meg a 4. tengely problémám. szóval minden képpen csere lesz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: frob Dátum 2019 február 16, 16:10
Írta: frob Dátum 2019 február 16, 16:10
mivel az uc mozgásvezérlők mennek mach3 alatt, gondolom a DLL ami kezeli őket egy kész cucc, ehhez elérhető leírás?
tehát ha nem a ti programotokkal szeretném használni, hanem esetleg írni egy sajátot akkor ...
előre is kösz
tehát ha nem a ti programotokkal szeretném használni, hanem esetleg írni egy sajátot akkor ...
előre is kösz
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2019 február 16, 18:58
Írta: zt2c4wh9 Dátum 2019 február 16, 18:58
Nem tudom pontosan mit jelent az, hogy "kész cucc"?
Arra gondolsz, hogy az a dll egy mások által előre megírt szoftver csomag? Ha ez a kérdés, akkor a válasz nem, a dll az a Mach3 plugin ami egy általunk készített/írt szoftver.
A Mach3 induláskor betölti a dll-t és a plugin irányítja a kommunikációt és a különböző adatok és folyamatok kezelését a Mach3 és a mozgásvezérlő között.
A dll-t nem tudjátok használni semmire, az csak a Mach3-al működik.
Viszont tervezzük majd az UCCNC-hez fejlesztett API kiadását, csak még azt nem tudom megmondani, hogy mikorra készülünk el vele.
Az UCCNC API az az UC100.dll fájl az UCCNC-ben, amit az UCCNC használ hasonlóképpen mint a Mach3. Ezt a dll-t is mi készítjük. Ehhez fogunk adni C++ header (.h) fájlt, illetve C# wrapper fájlt. Ki melyik nyelven szeretne fejleszteni azt a fájlt és programozási nyelvet használhatja.
Viszont egyelőre nem tudom megmondani, hogy mikor tudjuk ezt kiadni, még csak tervben van, de nem tudom mikor jutunk el odáig, hogy tudjunk vele foglalkozni.
Arra gondolsz, hogy az a dll egy mások által előre megírt szoftver csomag? Ha ez a kérdés, akkor a válasz nem, a dll az a Mach3 plugin ami egy általunk készített/írt szoftver.
A Mach3 induláskor betölti a dll-t és a plugin irányítja a kommunikációt és a különböző adatok és folyamatok kezelését a Mach3 és a mozgásvezérlő között.
A dll-t nem tudjátok használni semmire, az csak a Mach3-al működik.
Viszont tervezzük majd az UCCNC-hez fejlesztett API kiadását, csak még azt nem tudom megmondani, hogy mikorra készülünk el vele.
Az UCCNC API az az UC100.dll fájl az UCCNC-ben, amit az UCCNC használ hasonlóképpen mint a Mach3. Ezt a dll-t is mi készítjük. Ehhez fogunk adni C++ header (.h) fájlt, illetve C# wrapper fájlt. Ki melyik nyelven szeretne fejleszteni azt a fájlt és programozási nyelvet használhatja.
Viszont egyelőre nem tudom megmondani, hogy mikor tudjuk ezt kiadni, még csak tervben van, de nem tudom mikor jutunk el odáig, hogy tudjunk vele foglalkozni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: frob Dátum 2019 február 16, 19:26
Írta: frob Dátum 2019 február 16, 19:26
válaszoltál a kérdésre, sajnálom hogy húzódik a dolog!
biztos sokan rávetnék magukat akik saját egyszerűbb kijelzésre vágynak, a meglévő igen csak komoly vezérlőket használva.
Köszi!!
biztos sokan rávetnék magukat akik saját egyszerűbb kijelzésre vágynak, a meglévő igen csak komoly vezérlőket használva.
Köszi!!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 március 12, 06:26
Írta: dezsoe Dátum 2019 március 12, 06:26
Elkészült a Mach3 plugin az új AXBB mozgásvezérlőhöz (http://www.cncdrive.hu/AXBB.html), letölthető az automatikus telepítő.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: fvmbs7r7e Dátum 2019 március 17, 14:24
Írta: fvmbs7r7e Dátum 2019 március 17, 14:24
Sziasztok
Valamiért az ucr-200 vezérlővel mach 3 alatt nem akar teljes sebességgel működni a cnc-m. csak elenyésző sebességel valahogy el állítottam a sebességet hogy tudom vissza állítani?Eddig ment minden rendesen.
Köszi
Valamiért az ucr-200 vezérlővel mach 3 alatt nem akar teljes sebességgel működni a cnc-m. csak elenyésző sebességel valahogy el állítottam a sebességet hogy tudom vissza állítani?Eddig ment minden rendesen.
Köszi
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 április 01, 22:49
Írta: dezsoe Dátum 2019 április 01, 22:49
Sziasztok!
A hétvégi debreceni találkozó ideje alatt a következő kedvezmények lesznek:
- HDBB2, UCBB, UCSB és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc
A termékeket most is a szokott módon a webshop-ban kell megvásárolni. A találkozón felírjuk, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
A hétvégi debreceni találkozó ideje alatt a következő kedvezmények lesznek:
- HDBB2, UCBB, UCSB és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc
A termékeket most is a szokott módon a webshop-ban kell megvásárolni. A találkozón felírjuk, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 09:29
Írta: svejk Dátum 2019 április 20, 09:29
No, ezt tegnap este beszoptam én is :( [#falbav]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 09:32
Írta: svejk Dátum 2019 április 20, 09:32
A Mach3-UC400ETH párosnál tényleg büntetlenül fel lehet használni a 400 kHz step frekit? (már ha a motormeghajtók is tudják)
Az a baj hogy a páros működését sosem értettem meg igazán, ezért a hitetlenkedés. :(
Az a baj hogy a páros működését sosem értettem meg igazán, ezért a hitetlenkedés. :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2019 április 20, 09:43
Írta: zt2c4wh9 Dátum 2019 április 20, 09:43
Igen, lehet használni 400kHz-en, ugyanúgy működik a 400kHz mint a többi kernel frekvencia beállítás.
Persze, hogy a motor meghajtó is tudja-e fogadni ezt a nagyfrekvenciás jelet az már egy másik kérdés. Olcsó léptetőmotor vezérlők általában nem szokták tudni, mert a lassú optocsatoló a step/dir bemeneteken nem tudja átvinni a jelet.
Persze, hogy a motor meghajtó is tudja-e fogadni ezt a nagyfrekvenciás jelet az már egy másik kérdés. Olcsó léptetőmotor vezérlők általában nem szokták tudni, mert a lassú optocsatoló a step/dir bemeneteken nem tudja átvinni a jelet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2019 április 20, 10:08
Írta: 000000000 Dátum 2019 április 20, 10:08
Mérd ki a valóságban egy frekimérővel a stepjelet hajtás nélkül az alábbi G kód futtatásával (előtte az X setup ablakban be kell állítani 1000 step/mm felbontást, 24000 mm/min max. sebességet, 10000 mm/s gyorsulást):
G0 X0
G1 F24000 X2000
G1 X0
Tulajdonképpen még frekimérő se kell, mert ha ~10 másodperc végrehajtja ezt a pár soros teszt G kódot, akkor tényleg ott van a 400 kHz step jel. Ha meg több az idő, megint becsaptak minket a csicsa "hazudós" CNC vezérlő ablakok.
G0 X0
G1 F24000 X2000
G1 X0
Tulajdonképpen még frekimérő se kell, mert ha ~10 másodperc végrehajtja ezt a pár soros teszt G kódot, akkor tényleg ott van a 400 kHz step jel. Ha meg több az idő, megint becsaptak minket a csicsa "hazudós" CNC vezérlő ablakok.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2019 április 20, 10:33
Írta: 000000000 Dátum 2019 április 20, 10:33
Mondjuk az már eleve egy érdekes kérdés, hogy a Mach3 maximális kernel frekije csak 100 kHz lehet, de a teszt setup adataim 400 kHz-et kívánnak. Így eleve hibajelzést kellene adni a Mach-nak, és be se lehet neki írni ilyen adatokat. Na de majd kiderül az igazság a teszt során, annál, aki szán erre két percet, és megcsinálja.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 19:41
Írta: svejk Dátum 2019 április 20, 19:41
Köszi!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 19:43
Írta: svejk Dátum 2019 április 20, 19:43
oké, majd megnézem
Engem nem csapnak be mert én már mindent fenntartással fogadok a mai világban.
Engem nem csapnak be mert én már mindent fenntartással fogadok a mai világban.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 22:09
Írta: svejk Dátum 2019 április 20, 22:09
Valószínűleg a PC-hez való kellő hozzáértésem híján az UC400ETH-mat nem bírtam elfogadtatni a Mach3-al de az AXBB-E típusú hardverrel ki tudtam próbálni.
Az AXBB-E pliugint feltelepítve a Mach3 motortuningjának a sebességablakába a kért 1000 step/mm felbontás mellett 20400 mm/min sebességet enged beírni.
Ez ugye 340 kHz-et jelent.
Ezt a megfelelő kimeneten ellenőriztem frekimérővel és szkóppal is. Ez a 340 kHz rendben, jitter mentesen kijön.
Hogy miért pont ennyi nem tudom, de végül is a kiválasztásnál az van odaírva, hogy:
Max step rate: 400 kHz, ergo kevesebb lehet.
A max 200 és 100 Khz-es kiválasztásnál is rendre 10200 és 5100 mm/precet enged beírni.
Az AXBB-E pliugint feltelepítve a Mach3 motortuningjának a sebességablakába a kért 1000 step/mm felbontás mellett 20400 mm/min sebességet enged beírni.
Ez ugye 340 kHz-et jelent.
Ezt a megfelelő kimeneten ellenőriztem frekimérővel és szkóppal is. Ez a 340 kHz rendben, jitter mentesen kijön.
Hogy miért pont ennyi nem tudom, de végül is a kiválasztásnál az van odaírva, hogy:
Max step rate: 400 kHz, ergo kevesebb lehet.
A max 200 és 100 Khz-es kiválasztásnál is rendre 10200 és 5100 mm/precet enged beírni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 22:11
Írta: svejk Dátum 2019 április 20, 22:11
Egyébként úgy emlékszem az UCCNC szoftverrel sincs meg a 400 kHz, de erre most nem esküszöm meg.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 22:15
Írta: svejk Dátum 2019 április 20, 22:15
No de mit bénázhatok el az UC400ETH - Mach3 kapcsolatomnál?
A Mach3 R3.043.062 verziójú az UC400ETH plugin V1_022.
Az UCxxx_utility szerint minden rendben, a test connectionra kattintva is van kapcsolat, de ha elindítom a Mach3-at akkor az már nem látja az UC400ETH eszközt.
A kábel crosslink, ugyanezzel a felállással az AXBB-E hardver elsőre indult.
A Mach3 R3.043.062 verziójú az UC400ETH plugin V1_022.
Az UCxxx_utility szerint minden rendben, a test connectionra kattintva is van kapcsolat, de ha elindítom a Mach3-at akkor az már nem látja az UC400ETH eszközt.
A kábel crosslink, ugyanezzel a felállással az AXBB-E hardver elsőre indult.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 22:35
Írta: svejk Dátum 2019 április 20, 22:35
Természetesen az UCCNC szoftver is látja , jól működik az esetbeli UC400ETH-val.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 április 20, 22:40
Írta: dezsoe Dátum 2019 április 20, 22:40
Nézd meg, hogy nincs-e véletlenül két vagy több plugin az UC400-hoz. Magyarul: csak egy legyen. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 22:45
Írta: svejk Dátum 2019 április 20, 22:45
egy van
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 22:46
Írta: svejk Dátum 2019 április 20, 22:46
másik gép, más típusú hálókártya esetén ugyan ez a helyzet.
ja és XP sp3
ja és XP sp3
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 22:48
Írta: svejk Dátum 2019 április 20, 22:48
a 0.19-es pluginnál is ugyanez a helyzet
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 22:48
Írta: svejk Dátum 2019 április 20, 22:48
pluginnal
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 április 20, 22:54
Írta: dezsoe Dátum 2019 április 20, 22:54
Akkor nincs több ötletem. Ha az AXBB-vel megy, akkor elég friss telepítőd van. [#nemtudom]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 22:54
Írta: svejk Dátum 2019 április 20, 22:54
Már a többi dll-t is kitöröltem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 22:57
Írta: svejk Dátum 2019 április 20, 22:57
ez van:
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_pk4y6dwqhq76d8desf5_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/pk4y6dwqhq76d8desf5_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_whb6kyw7nw06xj3gwc6g_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/whb6kyw7nw06xj3gwc6g_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_bbk46xe5e3a3h6jkbumyw_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/bbk46xe5e3a3h6jkbumyw_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_h88www6xwak7iqcapnxd_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/h88www6xwak7iqcapnxd_66.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_pk4y6dwqhq76d8desf5_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/pk4y6dwqhq76d8desf5_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_whb6kyw7nw06xj3gwc6g_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/whb6kyw7nw06xj3gwc6g_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_bbk46xe5e3a3h6jkbumyw_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/bbk46xe5e3a3h6jkbumyw_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_h88www6xwak7iqcapnxd_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/h88www6xwak7iqcapnxd_66.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 22:58
Írta: svejk Dátum 2019 április 20, 22:58
és ez lesz belőle [#rinya] :
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_fzkee3b3japmdhi8w3b_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/fzkee3b3japmdhi8w3b_66.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_fzkee3b3japmdhi8w3b_66.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/fzkee3b3japmdhi8w3b_66.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 22:59
Írta: svejk Dátum 2019 április 20, 22:59
Az UC400ETH-n volt már teljes reset is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 április 20, 23:01
Írta: dezsoe Dátum 2019 április 20, 23:01
Pont ez lett volna a következő kérdésem, de így nem maradt... :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 23:07
Írta: svejk Dátum 2019 április 20, 23:07
csak átdugom a hálókábelt az AXBB-be, a mach3 indításkor kiválasztom, és már megy is.
Visszadugom UC400ETH-ba megvárom míg a ződ' LED villogása megszűnik, indítom mach3-at kiválasztom és nincs kapcsolat.
UCCNC-vel megy az eszköz...
megnézem még az IP configos dos-os parancsokkal
Visszadugom UC400ETH-ba megvárom míg a ződ' LED villogása megszűnik, indítom mach3-at kiválasztom és nincs kapcsolat.
UCCNC-vel megy az eszköz...
megnézem még az IP configos dos-os parancsokkal
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 23:09
Írta: svejk Dátum 2019 április 20, 23:09
ipconfig: oké
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 23:11
Írta: svejk Dátum 2019 április 20, 23:11
ping: 1ms alatt, oké
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 23:14
Írta: svejk Dátum 2019 április 20, 23:14
Kis kitérő, hogy ne hülyén haljak meg.
De ne horkanjatok fel, én nem értek a hálózatokhoz (sem)!
Miért 10.10.10.10 ip címet kell beírni amikor a valóságban 10.10.10.11 az eszköz IP címe?
De ne horkanjatok fel, én nem értek a hálózatokhoz (sem)!
Miért 10.10.10.10 ip címet kell beírni amikor a valóságban 10.10.10.11 az eszköz IP címe?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 23:16
Írta: svejk Dátum 2019 április 20, 23:16
Ez valami mach3 bug lesz megint...[#wilting]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 április 20, 23:35
Írta: dezsoe Dátum 2019 április 20, 23:35
Azért. Ha ugyanazt adnád meg, akkor ketten lennének ugyanazon a címen, ami megnehezítené annak a kitalálását, hogy akkor most ki kicsoda. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 23:38
Írta: svejk Dátum 2019 április 20, 23:38
No...
mach3 kitöröl, felrak a legutolsó -egyébként visszavont- 66-os végű.
- kapcsolat oké
Kitöröl, visrosszak 62-es végű, kapcsolat oké.
A rosszból xml átmásol, kapcsolat nincs.
Tehát valami az XML-ben hibádzik, de érdekes hogy két gépen is?
mach3 kitöröl, felrak a legutolsó -egyébként visszavont- 66-os végű.
- kapcsolat oké
Kitöröl, visrosszak 62-es végű, kapcsolat oké.
A rosszból xml átmásol, kapcsolat nincs.
Tehát valami az XML-ben hibádzik, de érdekes hogy két gépen is?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 23:39
Írta: svejk Dátum 2019 április 20, 23:39
ja, hogy egyik az UCxx a másik a hálókártya?
mondom hülye vagyok hozzá... :(
mondom hülye vagyok hozzá... :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 április 20, 23:43
Írta: dezsoe Dátum 2019 április 20, 23:43
Pontosan. Egy hálózaton egy IP címből csak egynek illik lenni. Előfordul, hogy több is van, de az nem szokott jóra vezetni.
Úgy látom, hogy a Mach útjai továbbra is kifürkészhetetlenek. :)
Úgy látom, hogy a Mach útjai továbbra is kifürkészhetetlenek. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 20, 23:52
Írta: svejk Dátum 2019 április 20, 23:52
Te, én úgy utálom a Mach3-at mint a sz...-at.
Engem már nagyon-nagyon sokszor megszívatott és ami a legbosszantóbb hogy több esetben nem lett megoldás.
Aláírom még most is nagyon sok mindent tud és nagyon univerzális, én is ezen "nőttem fel" de talán nem véletlen, hogy abbahagyták a fejlesztését, javítgatásait.
Van egy barátom aki foggal körömmel ragaszkodik hozzá, így muszáj lenne képben lennem.
Engem már nagyon-nagyon sokszor megszívatott és ami a legbosszantóbb hogy több esetben nem lett megoldás.
Aláírom még most is nagyon sok mindent tud és nagyon univerzális, én is ezen "nőttem fel" de talán nem véletlen, hogy abbahagyták a fejlesztését, javítgatásait.
Van egy barátom aki foggal körömmel ragaszkodik hozzá, így muszáj lenne képben lennem.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 április 20, 23:57
Írta: dezsoe Dátum 2019 április 20, 23:57
Én fél év ismerkedés után elengedtem. Azóta sem hiányzik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 21, 07:38
Írta: svejk Dátum 2019 április 21, 07:38
Ma reggel pár perc alatt meglett a hiba.
Kiderült, az elmentett és használni kívánt XML file már tartalmazott egy másik sorozatszámú UC400ETH eszközt.
Az XML-ben ezt a sorozatszámot átírva már megy rendesen.
Sokadjára előjött tanulság, hogyaz XML-eket mégsem lehet büntetlenül másolni. :(
Illetve nem elég a plugin könyvtárból az UC-hez tartozó dll-t kitörölni, meg kell nézni az xml-t is.
Kiderült, az elmentett és használni kívánt XML file már tartalmazott egy másik sorozatszámú UC400ETH eszközt.
Az XML-ben ezt a sorozatszámot átírva már megy rendesen.
Sokadjára előjött tanulság, hogyaz XML-eket mégsem lehet büntetlenül másolni. :(
Illetve nem elég a plugin könyvtárból az UC-hez tartozó dll-t kitörölni, meg kell nézni az xml-t is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2019 április 21, 07:42
Írta: 000000000 Dátum 2019 április 21, 07:42
Köszönöm, hogy próbálod a Mach-on összehozni a tesztet.
Egyébként a 1289-es sebesség teszt G kódod lefuttatnád az UCCNC-n is? Persze akit érdekel, mások is nyugodtan nézzék meg, hátha PC alaplap függő is a teszt.
Vajon a ~10 másodperces végrehajtási időt megkapjuk?[#conf]
Egyébként a 1289-es sebesség teszt G kódod lefuttatnád az UCCNC-n is? Persze akit érdekel, mások is nyugodtan nézzék meg, hátha PC alaplap függő is a teszt.
Vajon a ~10 másodperces végrehajtási időt megkapjuk?[#conf]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 21, 08:15
Írta: svejk Dátum 2019 április 21, 08:15
Az UCCNC-UC400ETH párost egy másik alaplapon tudtam hirtelen kipróbálni.
Itt a max. 400 kHz-es kernelfrekit kiválasztva 22800 mm/percet enged beírni és ennyivel -380 kHz- is megy a frekimérő szerint is.
Cirka 11 másodperc a ciklusidő.
De engedelmeddel a továbbiakban a saját tesztjeimmel foglalkoznék.
Mert ugye az idő a legkevesebb. :(
Itt a max. 400 kHz-es kernelfrekit kiválasztva 22800 mm/percet enged beírni és ennyivel -380 kHz- is megy a frekimérő szerint is.
Cirka 11 másodperc a ciklusidő.
De engedelmeddel a továbbiakban a saját tesztjeimmel foglalkoznék.
Mert ugye az idő a legkevesebb. :(
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 21, 08:40
Írta: svejk Dátum 2019 április 21, 08:40
Tegnap ugyan nem írtam de a Mach3-UC400ETH estén amikor 360 kHz volt a max sebesség akkor ugye 12 másodperc volt a végrehajtási idő.
Az a baj hogy a mach3 és UCCNC váltáshoz két gép van előttem, át kell dugni a kábelt, meg kell várni a firmware csere időt, stb...
De ha lesz kérdésed majd alkalomadtán megcsinálom őket.
Értem én, hogy szeretnél minél több fogást venni ezeken a szoftver-hardver együtteseken, de hidd el nekem az UCCNC és UC cuccok meglepően jól működnek és a támogatásuk kiváló.
Sajnos a mach3-ról ez már korántsem mondható el, ott támogatás gyanánt azzal kell megelégedni hogy irdatlan sok felhasználója van világszerte, -köszönhetően a rugalmassága és felhasználóbarát kezelőfelülete miatt- és így valaki a nagyvilágból biztos tud megoldást a vélt vagy valós hibákra.
Én sok szoftvert kipróbáltam a PC-CNC-től kezdve a DOS-os szoftverekig és bizony anno a Mach3 nyerte el az én tetszésemet is, az én gyenge számítástechnikai tudásomhoz az klappolt.
Az UCCNC pedig még könnyített a felhasználhatóságban és nem utolsó sorban megnövelte a stabilitást, megbízhatóságot.
Az a baj hogy a mach3 és UCCNC váltáshoz két gép van előttem, át kell dugni a kábelt, meg kell várni a firmware csere időt, stb...
De ha lesz kérdésed majd alkalomadtán megcsinálom őket.
Értem én, hogy szeretnél minél több fogást venni ezeken a szoftver-hardver együtteseken, de hidd el nekem az UCCNC és UC cuccok meglepően jól működnek és a támogatásuk kiváló.
Sajnos a mach3-ról ez már korántsem mondható el, ott támogatás gyanánt azzal kell megelégedni hogy irdatlan sok felhasználója van világszerte, -köszönhetően a rugalmassága és felhasználóbarát kezelőfelülete miatt- és így valaki a nagyvilágból biztos tud megoldást a vélt vagy valós hibákra.
Én sok szoftvert kipróbáltam a PC-CNC-től kezdve a DOS-os szoftverekig és bizony anno a Mach3 nyerte el az én tetszésemet is, az én gyenge számítástechnikai tudásomhoz az klappolt.
Az UCCNC pedig még könnyített a felhasználhatóságban és nem utolsó sorban megnövelte a stabilitást, megbízhatóságot.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 000000000 Dátum 2019 április 21, 08:47
Írta: 000000000 Dátum 2019 április 21, 08:47
Köszönöm az eddigieket, egy másodpercet se foglalkozz többet a témával.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2019 április 22, 19:29
Írta: zt2c4wh9 Dátum 2019 április 22, 19:29
Nagyjából 95%-ot tudja kiadni és így van 5% tartalék a rendszereben. Ez 380 kHz körüli érték.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 24, 19:47
Írta: svejk Dátum 2019 április 24, 19:47
UC400ETH 1.022 plugin - Mach3 R3.043.062 párosnál a Mach3 elindulása után miért adja ki a charge pump frekit rögtön a kimenetre amikor pedig még az E-stop villog?
Utána már jól működik el is veszi, visza is adja az E-stop működtetésekor.
A general configban természetesen nincs pipa a "chargepump on in estop"-nál.
Utána már jól működik el is veszi, visza is adja az E-stop működtetésekor.
A general configban természetesen nincs pipa a "chargepump on in estop"-nál.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 április 27, 13:47
Írta: svejk Dátum 2019 április 27, 13:47
Ami még érdekes, hogy a PC bekapcsolása után az első mach3 indításkor még jól működik, de ha kilépek a mach3-ból majd újra elindítom akkor mindig megjelenik a chargepump freki.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2019 május 11, 06:53
Írta: ANTAL GÁBOR Dátum 2019 május 11, 06:53
Az Uc400 ETH kimenetei 20mA el terhelhetők a leírás szerint .A kimenet a fotó tanulsága szerint 74HC14 ( ??) .Cmos kapu
. Egy gyári olasz léptetővezérlőt szeretnék optocsatolón keresztül meghajtani . Kérdés : be van építve az áramkorlátozó ellenállás ( ha igen akkor mekkora? ) az UC400ETH ba ? Nézem a fotót de nekem nem egyértelmű. Magát az eszközt is nézhetném de mind a 3 be van dobozolva . A leírásban nem találok utalást csak hogy 20 mA el terhelhető a kimenet
Ki tud válaszolni ?
. Egy gyári olasz léptetővezérlőt szeretnék optocsatolón keresztül meghajtani . Kérdés : be van építve az áramkorlátozó ellenállás ( ha igen akkor mekkora? ) az UC400ETH ba ? Nézem a fotót de nekem nem egyértelmű. Magát az eszközt is nézhetném de mind a 3 be van dobozolva . A leírásban nem találok utalást csak hogy 20 mA el terhelhető a kimenet
Ki tud válaszolni ?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 május 11, 08:42
Írta: svejk Dátum 2019 május 11, 08:42
Nincs ellenállás, nem is lenne értelme.
Maga a 74HC14 adatlapján olvashatod a 20 mA-t.
Maga a 74HC14 adatlapján olvashatod a 20 mA-t.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2019 május 11, 09:25
Írta: ANTAL GÁBOR Dátum 2019 május 11, 09:25
köszi : tettem volna áramkorlátozót de hezitáltam mert ha lett volna benne akkor meg lehet hogy sok lett volna ( a summa)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ifarkas Dátum 2019 szeptember 23, 16:03
Írta: ifarkas Dátum 2019 szeptember 23, 16:03
Sziasztok!
Valaki találkozott-e már az következővel: ha be jelölöm az UC300ETH+Mach3-nál az FRO négyzetet, 200%-ra változik a DRO. Lefelé szabályozni, vagy törölni nem lehet, csak 250%-ig állítani(200-250%).
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_vt3wa32q02xygek2853nc_78.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/vt3wa32q02xygek2853nc_78.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/tn_kvb6az8tyfqef0svcvg8_78.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/kvb6az8tyfqef0svcvg8_78.jpg)
Valaki találkozott-e már az következővel: ha be jelölöm az UC300ETH+Mach3-nál az FRO négyzetet, 200%-ra változik a DRO. Lefelé szabályozni, vagy törölni nem lehet, csak 250%-ig állítani(200-250%).
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_vt3wa32q02xygek2853nc_78.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/vt3wa32q02xygek2853nc_78.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/tn_kvb6az8tyfqef0svcvg8_78.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/kvb6az8tyfqef0svcvg8_78.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 szeptember 23, 16:18
Írta: dezsoe Dátum 2019 szeptember 23, 16:18
Szia!
Van potméter az analóg 2 bemeneten? Ha azt bepipálod, akkor a potméterrel akarod szabályozni az FRO-t. Ugyanez érvényes az SRO pipára is.
Van potméter az analóg 2 bemeneten? Ha azt bepipálod, akkor a potméterrel akarod szabályozni az FRO-t. Ugyanez érvényes az SRO pipára is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ifarkas Dátum 2019 szeptember 23, 16:52
Írta: ifarkas Dátum 2019 szeptember 23, 16:52
Köszönöm a választ!
Igen, van potméter az SRO és FRO bemeneteken.A két képen azt szerettem volna mutatni, hogy ha nincs pipa(100%) és ha van pipa(200%), hogy változik az FRO DRO.
Igen, van potméter az SRO és FRO bemeneteken.A két képen azt szerettem volna mutatni, hogy ha nincs pipa(100%) és ha van pipa(200%), hogy változik az FRO DRO.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 szeptember 23, 18:20
Írta: dezsoe Dátum 2019 szeptember 23, 18:20
Igen, azért változik, mert onnantól a potméterrel vezérled az FRO-t. Pipáld be és tekergesd a potit, változnia kell, mert pont azt kéred tőle a pipával. Azért lett 200%, mert éppen úgy állt a poti. Ha nem változik, akkor van gond.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ifarkas Dátum 2019 szeptember 23, 18:40
Írta: ifarkas Dátum 2019 szeptember 23, 18:40
Változik, kizárólag 200%-tól 250%-ig.
Amint pipát teszek az FRO-hoz, felugrik 200-ra, és ettől kezdve lefelé nem lehet szabályozni.
Egyébként az In/Out Monitor-ban is az látszik, hogy 80%-tól 100%-ig szabályoz.
Amint pipát teszek az FRO-hoz, felugrik 200-ra, és ettől kezdve lefelé nem lehet szabályozni.
Egyébként az In/Out Monitor-ban is az látszik, hogy 80%-tól 100%-ig szabályoz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 szeptember 23, 19:32
Írta: dezsoe Dátum 2019 szeptember 23, 19:32
Aha. Akkor ott a potival lesz valami gubanc. Mérd meg, hogy a csúszkán a feszültség végigmegy-e 0-tól a másik végéig. (Ha jól emlékszem, akkor 12V-ot ad ki az analógra.) Leginkább a 0 a gyanús, ha nem tudod levinni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ifarkas Dátum 2019 szeptember 23, 19:55
Írta: ifarkas Dátum 2019 szeptember 23, 19:55
Köszönöm, most már csak holnap tudom megmérni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ifarkas Dátum 2019 szeptember 24, 13:19
Írta: ifarkas Dátum 2019 szeptember 24, 13:19
Igen a potival volt a gond.
Elnézést kérek, figyelmetlen voltam, nem jó értékű potmétert használtam, 2kohm a jó, nálam meg az FRO 5kohm volt.
Elnézést kérek, figyelmetlen voltam, nem jó értékű potmétert használtam, 2kohm a jó, nálam meg az FRO 5kohm volt.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 szeptember 24, 13:31
Írta: dezsoe Dátum 2019 szeptember 24, 13:31
Nagyszerű! Valószínűleg nincs a helyzet magaslatán a poti, mert 5k-val is jónak kéne lennie, pláne, ha teljesen letekered. Gyanús, hogy szakadt vagy kontaktos az a poti.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: RogerCo Dátum 2019 november 08, 21:49
Írta: RogerCo Dátum 2019 november 08, 21:49
Sziasztok!
Az AXBB-E vezérlőhöz létezik vmi port lista amivel a Mach3 port beállításait el tudom végezni?
Ami most érdekelne, melyik lábon fogadja a ChargePump jelet?
Hogyan kell meghivatkoznom az OUT1-et a maró motor freki válltójához?
Köszi
Az AXBB-E vezérlőhöz létezik vmi port lista amivel a Mach3 port beállításait el tudom végezni?
Ami most érdekelne, melyik lábon fogadja a ChargePump jelet?
Hogyan kell meghivatkoznom az OUT1-et a maró motor freki válltójához?
Köszi
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2019 november 09, 00:21
Írta: zt2c4wh9 Dátum 2019 november 09, 00:21
Igen, a vezérlő adatlapjában le van rajzolva és írva.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2019 november 09, 00:22
Írta: zt2c4wh9 Dátum 2019 november 09, 00:22
Charge pump jelet az izolált O1 kimeneten tudja fogadni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: remrendes Dátum 2019 november 09, 07:04
Írta: remrendes Dátum 2019 november 09, 07:04
"kmeneten tudja fogadni"? Nem a 0V-ot kapcsolja az O1-re?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 november 09, 07:29
Írta: dezsoe Dátum 2019 november 09, 07:29
A PC felől tudja fogadni. Magyarul: az O1-et kell beállítani charge pumpnak. O2-től O17-ig mind szabadon konfigurálható, ebből az O1-O8-ig leválasztottak a kimenetek.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: RogerCo Dátum 2019 november 09, 08:50
Írta: RogerCo Dátum 2019 november 09, 08:50
Köszi neked is !
Ez felett valahogy elsiklottam. Ez már működne, csak fel kell relézzem.
A következő kérdésem még mindíg áll:
Az Analog out-ot hogyan hivatkozom meg a Mach3-ban Főorsó 0-10V vezérlésre ?
Köszönöm.
Ez felett valahogy elsiklottam. Ez már működne, csak fel kell relézzem.
A következő kérdésem még mindíg áll:
Az Analog out-ot hogyan hivatkozom meg a Mach3-ban Főorsó 0-10V vezérlésre ?
Köszönöm.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: RogerCo Dátum 2019 november 09, 08:54
Írta: RogerCo Dátum 2019 november 09, 08:54
Helyesbítek.
Csak akkor kell felreléznem, ha az izolált kimeneteket akarom használni ChargePump funkcióra.
Pl léptetőmotor vezérlők Enable jel vezérlésére.
Csak akkor kell felreléznem, ha az izolált kimeneteket akarom használni ChargePump funkcióra.
Pl léptetőmotor vezérlők Enable jel vezérlésére.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 november 09, 11:14
Írta: dezsoe Dátum 2019 november 09, 11:14
Keresnem kell valami doksit, mert halvány elképzelésem sincs, hogy a Mach-ban mit hol kell beállítani...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: RogerCo Dátum 2019 november 09, 17:13
Írta: RogerCo Dátum 2019 november 09, 17:13
Hali,
LPT porttal működik, használom is.
Két kimenet kell. egy start/stop és egy PWM láb
Itt most az a kérdésem, hogy az Analog kimenet-et hogyan kell megmutatnom a Mach3-nak. Az melyik port hanyas lába?
Köszi
LPT porttal működik, használom is.
Két kimenet kell. egy start/stop és egy PWM láb
Itt most az a kérdésem, hogy az Analog kimenet-et hogyan kell megmutatnom a Mach3-nak. Az melyik port hanyas lába?
Köszi
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2019 november 10, 05:12
Írta: zt2c4wh9 Dátum 2019 november 10, 05:12
Az AXBB-E mach3 plugin oldalon van egy beállítás, amivel hozzá tudod rendelni a spindle PWM kitöltési tényezőt az analog kimenethez. Szóval ezt nem a mach3-ban tudod beállítani, mert az nem ismer analog jeleket, hanem az AXBB-E pluginjában, amit a mach3/plugins menüben tudsz megnyitni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: RogerCo Dátum 2019 november 10, 19:45
Írta: RogerCo Dátum 2019 november 10, 19:45
Köszi, már van részeredményem.
Az mitől van, hogy a plugin azt mutatja 100%-on van az AO1,
de a kimeneten nem ad ki, csak 9.0-9.5 V-t azt is ingadozva.
A tápot 5.00 V-ra állítottam.
Így nem hajtja meg a frekiválltót rendesen, és ingadozik a fordulatszám.
Köszi
Az mitől van, hogy a plugin azt mutatja 100%-on van az AO1,
de a kimeneten nem ad ki, csak 9.0-9.5 V-t azt is ingadozva.
A tápot 5.00 V-ra állítottam.
Így nem hajtja meg a frekiválltót rendesen, és ingadozik a fordulatszám.
Köszi
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: RogerCo Dátum 2019 november 10, 20:59
Írta: RogerCo Dátum 2019 november 10, 20:59
Megoldódott ;)
Kicseréltem a kábelt az AXBB és a frekiválltó között árnyékolt kábelre, láss csodát, megoldódott.
Csak érdekesség képpen a régi picospeed-el működött a nem árnyékolt kábel is, bár az a frekiválltó +,-, és bemenet-ből állt.
Itt meg csak a - és a bemenet volt használva.
Egy a lényeg, működik !
Kicseréltem a kábelt az AXBB és a frekiválltó között árnyékolt kábelre, láss csodát, megoldódott.
Csak érdekesség képpen a régi picospeed-el működött a nem árnyékolt kábel is, bár az a frekiválltó +,-, és bemenet-ből állt.
Itt meg csak a - és a bemenet volt használva.
Egy a lényeg, működik !
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2019 november 11, 06:41
Írta: svejk Dátum 2019 november 11, 06:41
Mert a Picospeed egyszerű, optobemenettel ellátott RC tag egy emitterkövetővel megfejelve.
Az AXBBE-ben pedig valószínű valami műveleti erősítő is lapul.
Anno pont ez miatt született meg a kényszer fapados megoldás, mert a precíz bonyolult áramkör nagyon háklis volt egyes frekiváltókra.
Az AXBBE-ben pedig valószínű valami műveleti erősítő is lapul.
Anno pont ez miatt született meg a kényszer fapados megoldás, mert a precíz bonyolult áramkör nagyon háklis volt egyes frekiváltókra.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xfg6v697j Dátum 2019 december 22, 07:34
Írta: xfg6v697j Dátum 2019 december 22, 07:34
Sziasztok!
UC100-assal próbálkozom, de nem tudom oldani a RESET-et, hiába állítóm be az E-stop-ot emulálásra, vagy hiába tiltom le.
Ha az LPT portot választom indításkor, akkor nincs gond.
Mindkét led világít a mozgásvezérlőn.
UC100-assal próbálkozom, de nem tudom oldani a RESET-et, hiába állítóm be az E-stop-ot emulálásra, vagy hiába tiltom le.
Ha az LPT portot választom indításkor, akkor nincs gond.
Mindkét led világít a mozgásvezérlőn.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xfg6v697j Dátum 2019 december 22, 08:49
Írta: xfg6v697j Dátum 2019 december 22, 08:49
Még annyit megfigyeltem, hogy a RASET-re kattintva víllanik a zöld led egyet. Egy asztali gépen, és egy laptopon is kipróbáltam.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 december 22, 09:08
Írta: dezsoe Dátum 2019 december 22, 09:08
Szia!
Nézd meg a diagnostics ablakban, hogy valamelyik limit vagy az emergency nem aktív-e. Ha csak az UC100 van bedugva és nincs rajta további elektronika, akkor a bemenetei mind magas szinten lesznek, mert felhúzó ellenállások vannak a bemeneteken. Az LPT porton nincsenek ilyen felhúzók, azok üresen alacsony szintet adnak. Ha tehát van egy olyan láb beállítva, ami aktív magas és hibát jelez, akkor LPT-re állítva megy, UC100-ra állítva nem megy.
Nézd meg a diagnostics ablakban, hogy valamelyik limit vagy az emergency nem aktív-e. Ha csak az UC100 van bedugva és nincs rajta további elektronika, akkor a bemenetei mind magas szinten lesznek, mert felhúzó ellenállások vannak a bemeneteken. Az LPT porton nincsenek ilyen felhúzók, azok üresen alacsony szintet adnak. Ha tehát van egy olyan láb beállítva, ami aktív magas és hibát jelez, akkor LPT-re állítva megy, UC100-ra állítva nem megy.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xfg6v697j Dátum 2019 december 22, 09:19
Írta: xfg6v697j Dátum 2019 december 22, 09:19
Minden input sugnal tíltva van, és csak két tengely van beállítva.Így elvileg ez nem okozhat gondot.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 december 22, 09:27
Írta: dezsoe Dátum 2019 december 22, 09:27
Értem én, hogy elvileg, de mit látsz a diagnosztika ablakban? Hátha mégis van valami, mert - szintén elvileg - ok nélkül nem tilt le. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xfg6v697j Dátum 2019 december 22, 09:47
Írta: xfg6v697j Dátum 2019 december 22, 09:47
így néz ki a diagnosztika képernyő.
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_u4j87mj033atbcvhxswm_414.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/u4j87mj033atbcvhxswm_414.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_u4j87mj033atbcvhxswm_414.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/u4j87mj033atbcvhxswm_414.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 december 22, 09:55
Írta: dezsoe Dátum 2019 december 22, 09:55
Ott pilácsol az Emergency, pont ezért nem tudod oldani a reset-et. Nézd meg az EStop bemenetet.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xfg6v697j Dátum 2019 december 22, 09:59
Írta: xfg6v697j Dátum 2019 december 22, 09:59
A port end pins nél le van tiltva, és emulálásra van állítva.
Amúgy meg nincs bekötve E-stop gomb.
Figyelmen kívül kellene hagynia az UC100-nak.
Amúgy meg nincs bekötve E-stop gomb.
Figyelmen kívül kellene hagynia az UC100-nak.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: xfg6v697j Dátum 2019 december 22, 10:02
Írta: xfg6v697j Dátum 2019 december 22, 10:02
Mégegyszer megnéztem, és nem volt letiltva, nem is engedi, így aztán bepipáltam az activ low-ot, és jó lett.
Köszi a segítséget.
Köszi a segítséget.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2019 december 22, 10:13
Írta: dezsoe Dátum 2019 december 22, 10:13
[#eljen] :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2020 január 02, 08:27
Írta: svejk Dátum 2020 január 02, 08:27
Jobb helyet nem találtam a kérésemnek.
Nem tudom megoldható-e, de nem lehetne ezt a servokonfig segédprogit (https://www.cncdrive.com/Servoconfig3.html) újrafordítani, hogy Win10 alatt is menjen rögtön és ne kelljen a netrfremework-ökkel kavarni?
Nem tudom megoldható-e, de nem lehetne ezt a servokonfig segédprogit (https://www.cncdrive.com/Servoconfig3.html) újrafordítani, hogy Win10 alatt is menjen rögtön és ne kelljen a netrfremework-ökkel kavarni?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: sanyi84 Dátum 2020 január 29, 07:42
Írta: sanyi84 Dátum 2020 január 29, 07:42
Mekkora felbontású az AXBBE analóg bemenete? Leírásba nincs, elég szűkszavú analóg be és kimenet terén.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2020 január 29, 11:21
Írta: dezsoe Dátum 2020 január 29, 11:21
Szia! Válasz [#1037@Polgárdi Balázs]-tól: "12 bites, de a 0 és a max-nál van egy kis holt terület, hogy tutira 0 vagy maxnak érzékelje a bemenetet minden darabnál. Szóval 4096 lépésben tudja érzékelni, ami fel van skálázva 0-65536-ra a Mach3-ban. a bemenő sávszélessége pedig ~5-10Hz. Van benne egy szűrő, hogy ne ingadozzon a bemenő zavartüskére."
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: sanyi84 Dátum 2020 január 29, 15:34
Írta: sanyi84 Dátum 2020 január 29, 15:34
Köszönpm. Lehet pont amire szeretném így szűrővel nem lesz jó. De még mindig ott a modbus lehetőség.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2020 január 29, 15:42
Írta: dezsoe Dátum 2020 január 29, 15:42
Oké. Egy Arduino párszáz forintért megoldja modbus-szal, ha elég a 10 bites felbontás. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: sanyi84 Dátum 2020 január 30, 08:14
Írta: sanyi84 Dátum 2020 január 30, 08:14
Igen, "csak" gyors legyen effektíve. Ha ugy alakul huzalt szeretnék építeni. Generátorból vett jel adja az előtolás változást. Kicsit "parasztos" megoldás, gyári a szervó körrel operál. De arduinora lehet tenni sokféle cél áramkört, ha kell nagyon sokszor mér.
Nagyon nagyon jó, rezonanciamentes hajtás kell ehhez.
Nagyon nagyon jó, rezonanciamentes hajtás kell ehhez.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 0k4rzhkz Dátum 2020 március 25, 09:40
Írta: 0k4rzhkz Dátum 2020 március 25, 09:40
Sziasztok!Problémám lenne a Mach3-UCR201 vezérlővel!A vezérlőn az össztes gomb megfelelően működik viszont a tengelyeket nem hajlandó mozgatni.Vagyis mozognak amíg a mozgás folyamatos.A Mach3 verziószáma 3.043.066
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2020 március 25, 09:52
Írta: dezsoe Dátum 2020 március 25, 09:52
Szia!
Ezt egy kicsit részletezd, légy szíves: "Vagyis mozognak amíg a mozgás folyamatos."
Ezt egy kicsit részletezd, légy szíves: "Vagyis mozognak amíg a mozgás folyamatos."
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 0k4rzhkz Dátum 2020 március 25, 10:26
Írta: 0k4rzhkz Dátum 2020 március 25, 10:26
Kedves dezsoe,
Amíg a kézikereket tekerem, addig mozog, ha megállok a tekeréssel, és újra tekerem, már nem mozog.
Amíg a kézikereket tekerem, addig mozog, ha megállok a tekeréssel, és újra tekerem, már nem mozog.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2020 március 25, 10:46
Írta: dezsoe Dátum 2020 március 25, 10:46
Értem. Megnézem délután.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 7ucb4d83h Dátum 2020 március 25, 19:40
Írta: 7ucb4d83h Dátum 2020 március 25, 19:40
Sikerült kideríteni valamit?!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2020 március 25, 20:24
Írta: dezsoe Dátum 2020 március 25, 20:24
Most jutottam el a gépig, lehet, hogy már csak délelőtt lesz belőle eredmény. Írok, ha meg tudtam nézni.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 7ucb4d83h Dátum 2020 március 26, 06:16
Írta: 7ucb4d83h Dátum 2020 március 26, 06:16
Köszönöm! Várjuk a fejleményeket!?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: 0k4rzhkz Dátum 2020 március 26, 07:18
Írta: 0k4rzhkz Dátum 2020 március 26, 07:18
Köszönöm!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2020 március 26, 12:47
Írta: dezsoe Dátum 2020 március 26, 12:47
No, hát nem lettem okosabb. Igaz, hogy nem ugyanezzel a Mach verzióval tudtam megnézni, de nem is hozta a jelzett hibát. Cserébe csinált másikat. :) Szólok, ha jutottunk valamire.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: kadaszog Dátum 2020 március 27, 09:33
Írta: kadaszog Dátum 2020 március 27, 09:33
Úgy gondolod a generátorból vett jelet, hogy íváramot és ívfeszültséget fogsz mérni-feldolgozni és visszacsatolni az előtolásnak?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2020 április 16, 17:40
Írta: svejk Dátum 2020 április 16, 17:40
Akinek nincs nagyon mélyre építve az UC400ETH-ja ,megmérné nekem a piros távolságokat?
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_0x4tjpcxhyw8h670qidkb_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/0x4tjpcxhyw8h670qidkb_66.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_0x4tjpcxhyw8h670qidkb_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/0x4tjpcxhyw8h670qidkb_66.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2020 április 16, 17:50
Írta: dezsoe Dátum 2020 április 16, 17:50
48,6 és 65 mm.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2020 április 16, 17:52
Írta: svejk Dátum 2020 április 16, 17:52
[#worship]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2020 április 16, 17:57
Írta: dezsoe Dátum 2020 április 16, 17:57
:) Az UC400 itt van az asztalomon. Bezzeg a tolómérő, az a ház túlsó végén volt... [#nyes]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s5f8tmfv3 Dátum 2020 április 25, 21:11
Írta: s5f8tmfv3 Dátum 2020 április 25, 21:11
Üdv Urak!
Tudja valaki hogy az UC100-am miért dobja el mindig az USB kapcsolatot?
Egyre gyakrabban csinálja. Van hogy megy órákat, néha csak pár percet, de mindig ugyanaz a vége hogy kommunikációs hibát ír. Próbáltam másik USB portot, másik kábelt, nem segített.
Ötlet?
Köszi!
Tudja valaki hogy az UC100-am miért dobja el mindig az USB kapcsolatot?
Egyre gyakrabban csinálja. Van hogy megy órákat, néha csak pár percet, de mindig ugyanaz a vége hogy kommunikációs hibát ír. Próbáltam másik USB portot, másik kábelt, nem segített.
Ötlet?
Köszi!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: izbeki Dátum 2020 április 26, 07:44
Írta: izbeki Dátum 2020 április 26, 07:44
Emlékeim szerint, mikor építettem a gépem, az is ilyet csinált, nálam árnyékolt usb kábel megoldotta a problémát.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s5f8tmfv3 Dátum 2020 április 26, 15:21
Írta: s5f8tmfv3 Dátum 2020 április 26, 15:21
Köszi a tippet, kipróbálom. Van valami módszer arra hogy megállapítsam melyik kábel árnyékolt? Van itthon több darab. Vágjam meg a szigetelést?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: PSoft Dátum 2020 április 26, 19:48
Írta: PSoft Dátum 2020 április 26, 19:48
IdézVágjam meg a szigetelést?
Egy kábelnak legalább két vége van.
Ha ránézel valamelyik végére, látnod kell az árnyékolást a köpeny szigetelés alatt.
Általában egy vékony huzalokból fonott flexibilis "cső", ami körbeveszi a belső ereket.
Mint ahogy a képeken is látható. (https://www.google.com/search?q=yslycy&sxsrf=ALeKk002yHHyHH6hQBQi_eTxE524mGYGtw:1587919508941&source=lnms&tbm=isch&sa=X&ved=2ahUKEwj8o4ySxYbpAhXMy4UKHYdxCT8Q_AUoAXoECAwQAw&biw=1680&bih=944)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dtb Dátum 2020 április 26, 20:54
Írta: dtb Dátum 2020 április 26, 20:54
Ilyet keress, vagy ugyanilyet kék színben.
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_2f5z6gxsfhmkm694wenxc_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/2f5z6gxsfhmkm694wenxc_5978.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_2f5z6gxsfhmkm694wenxc_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/2f5z6gxsfhmkm694wenxc_5978.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: PSoft Dátum 2020 április 26, 22:03
Írta: PSoft Dátum 2020 április 26, 22:03
Jahhh...
USB kábel volt a kérdés, ezt...benéztem! [#falbav][#falbav]
USB kábel volt a kérdés, ezt...benéztem! [#falbav][#falbav]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s5f8tmfv3 Dátum 2020 április 27, 07:35
Írta: s5f8tmfv3 Dátum 2020 április 27, 07:35
Köszi!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: izbeki Dátum 2020 április 27, 07:36
Írta: izbeki Dátum 2020 április 27, 07:36
Olyan átlátszót keress, amilyet "dtb" is linkelt, azon látszik az árnyékoló harisnya.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s5f8tmfv3 Dátum 2020 április 27, 15:37
Írta: s5f8tmfv3 Dátum 2020 április 27, 15:37
Ilyent találtam, elvileg jó kell legyen. Ferrit is van rajta.
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_uixxh6tt97mk5tj0ygq9d_39.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/uixxh6tt97mk5tj0ygq9d_39.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_uixxh6tt97mk5tj0ygq9d_39.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/uixxh6tt97mk5tj0ygq9d_39.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2020 április 27, 16:08
Írta: dezsoe Dátum 2020 április 27, 16:08
Biztatóan néz ki. Még arra figyelj, hogy ne legyen földhurok: PC test (esetleg földelve!) - USB test - UC100 kimenetek GND-je, a hozzá csatlakoztatott eszköz GND-je - az eszköz földelése között. Ha van, akkor rendes leválasztó kártyát kell használni. (Olyat, ami tényleg leválaszt, mert amit mindenhol utánad dobnak, az éppen csak a GND-t nem választja le.)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2020 április 27, 20:17
Írta: svejk Dátum 2020 április 27, 20:17
Az ilyesmi szigetelet USB (https://www.aliexpress.com/item/33014611683.html?spm=a2g0o.productlist.0.0.77ed5ee1aT5bC3&algo_pvid=5b0f6b0b-e5f4-4543-a6d4-8c49753f47ee&algo_expid=5b0f6b0b-e5f4-4543-a6d4-8c49753f47ee-3&btsid=0ab6fa7b15880113178628812e1d8f&ws_ab_test=searchweb0_0,searchweb201602_,searchweb201603_)eszközökkel próbálta már valaki?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s5f8tmfv3 Dátum 2020 április 27, 20:17
Írta: s5f8tmfv3 Dátum 2020 április 27, 20:17
Szia! Megnéztem műszerrel, nincs földhurok.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2020 április 27, 21:41
Írta: dezsoe Dátum 2020 április 27, 21:41
Valaki próbálta már, de nem emlékszem, hogy ki. Viszont a 12 Mbps egy kissé lassú lesz, az csak USB 1-es.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2020 szeptember 18, 19:42
Írta: Devecz Miklós Dátum 2020 szeptember 18, 19:42
Sziasztok!
Behalt a gépem.
UC100-at használok Mach3 alatt.
Hibajelenség:
Menet közben Leáll a gép, kiírja, hogy "UC100 not Found. Check the connections!"
Semmilyen gombra nem reagál, a Reset gomb elkezd lassan villogni. Csak a teljes leállítás segít, értem alatta a számítógép újraindítását is. Újraindítás után egy darabig működik, majd véletlenszerű időben ismét leáll.
Van egy másik hiba is, ami eddig különösebben nem okozott gondot, de azért idegesítő. Leállítást követően, ha újra indítom a gépet. akkor az X, Y pozíció nem vesz fel a nulla pontot, hanem a kijelzőn 2 és 3 mm közötti véletlenszerű tört számot ír ki a 0 helyett.
Találkozott már valaki az alábbi hibajelenségekkel?
Behalt a gépem.
UC100-at használok Mach3 alatt.
Hibajelenség:
Menet közben Leáll a gép, kiírja, hogy "UC100 not Found. Check the connections!"
Semmilyen gombra nem reagál, a Reset gomb elkezd lassan villogni. Csak a teljes leállítás segít, értem alatta a számítógép újraindítását is. Újraindítás után egy darabig működik, majd véletlenszerű időben ismét leáll.
Van egy másik hiba is, ami eddig különösebben nem okozott gondot, de azért idegesítő. Leállítást követően, ha újra indítom a gépet. akkor az X, Y pozíció nem vesz fel a nulla pontot, hanem a kijelzőn 2 és 3 mm közötti véletlenszerű tört számot ír ki a 0 helyett.
Találkozott már valaki az alábbi hibajelenségekkel?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Zentechproject Dátum 2020 szeptember 26, 07:09
Írta: Zentechproject Dátum 2020 szeptember 26, 07:09
Üdv mindenkinek!
Egy problémával fordulnék hozzátok!
Meghibásodás miatt számítógépet cseréltem, és egy olyan probléma van, hogy nem látja a gép az uc mozgásvezérlőt. Egy gépen használok 2db UC400-at és egy darab UC300-at. Internet van ha az utp kábelt bedugom de ha a mozgásvezérlőt azt írja, hogy nincs hálózati kábel bedugva. Sajnos az alaplapi csatlakozó nem működik így hálózati kártyát kellett berakni de ez nem kellene problémának lenni.
Köszönöm előre is!
Egy problémával fordulnék hozzátok!
Meghibásodás miatt számítógépet cseréltem, és egy olyan probléma van, hogy nem látja a gép az uc mozgásvezérlőt. Egy gépen használok 2db UC400-at és egy darab UC300-at. Internet van ha az utp kábelt bedugom de ha a mozgásvezérlőt azt írja, hogy nincs hálózati kábel bedugva. Sajnos az alaplapi csatlakozó nem működik így hálózati kártyát kellett berakni de ez nem kellene problémának lenni.
Köszönöm előre is!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2020 szeptember 26, 21:40
Írta: dezsoe Dátum 2020 szeptember 26, 21:40
Ha a mozgásvezérlőt dugod be, akkor nincs, aki IP címet adjon neki. Kézzel kell beállítanod a hálókártyát, a mozgásvezérlő beállításaihoz passzolva. (Ha internetezel is a géppel, akkor alternatív IP-t állíts.)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2021 március 08, 18:14
Írta: Devecz Miklós Dátum 2021 március 08, 18:14
UC100 mozgásvezérlőm megadta magát.
Van itt valaki a fórumon, aki ezt javítja?
SOS!
Van itt valaki a fórumon, aki ezt javítja?
SOS!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2021 március 08, 18:45
Írta: dezsoe Dátum 2021 március 08, 18:45
Az mit jelent, hogy megadta magát?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2021 március 08, 19:00
Írta: Devecz Miklós Dátum 2021 március 08, 19:00
A Mach3 nem érzékeli (UC100 not found!), nem világit egyik LED sem. A hozzá kapcsolt Mach3 Interface board-on egy pillanatra felvillan valamilyen LED, majd kialszik.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2021 március 08, 19:09
Írta: dezsoe Dátum 2021 március 08, 19:09
Gondolom, másik kábellel és/vagy másik géppel már próbáltad.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2021 március 08, 19:31
Írta: Devecz Miklós Dátum 2021 március 08, 19:31
Kipróbáltam már mindent.
Viszont, látszólag telepiti a drivert, de ezt írja ki (WIN10):
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_vb9g43pv3naibwfta22zf_623.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/vb9g43pv3naibwfta22zf_623.jpg)
Viszont, látszólag telepiti a drivert, de ezt írja ki (WIN10):
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_vb9g43pv3naibwfta22zf_623.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/vb9g43pv3naibwfta22zf_623.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2021 március 08, 19:34
Írta: Devecz Miklós Dátum 2021 március 08, 19:34
Win10-hez ugyan az a driver kell mint a win7-hez?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2021 március 08, 20:05
Írta: dezsoe Dátum 2021 március 08, 20:05
Elvileg igen, gyakorlatilag nem. A Win10 64 bites driver mostanában nem ment fel, úgyhogy készült egy új változat: letöltés (http://cncdrive.com/MC/UC100%20files%20for%20manual%20installation/UC100_USB%20drivers.zip). Ki kell csomagolni, majd eszközkezelőből ezt kell kiválasztani.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2021 március 08, 20:14
Írta: Devecz Miklós Dátum 2021 március 08, 20:14
Ez sem jött be, ez írja ki:
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_j39d74ycvk4fvz2dgq2_623.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/j39d74ycvk4fvz2dgq2_623.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_j39d74ycvk4fvz2dgq2_623.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/j39d74ycvk4fvz2dgq2_623.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2021 március 08, 21:43
Írta: dezsoe Dátum 2021 március 08, 21:43
Pedig működik, én magam teszteltem.
Az alábbi lépéseket próbáld internet elérés nélkül csinálni:
1. Eszközkezelőben először eszköz eltávolítása, pipa a törölje az illesztőprogramot beállításhoz. Ha leszedte, akkor kihúzod, majd visszadugod az USB kábelt.
2. Ezután a fel nem ismert UC100-on illesztőprogram frissítése, illesztőprogramok keresése a számítógépen, tallózás (ahova kicsomagoltad), almappás pipa legyen bepipálva, és végül tovább gomb.
Az alábbi lépéseket próbáld internet elérés nélkül csinálni:
1. Eszközkezelőben először eszköz eltávolítása, pipa a törölje az illesztőprogramot beállításhoz. Ha leszedte, akkor kihúzod, majd visszadugod az USB kábelt.
2. Ezután a fel nem ismert UC100-on illesztőprogram frissítése, illesztőprogramok keresése a számítógépen, tallózás (ahova kicsomagoltad), almappás pipa legyen bepipálva, és végül tovább gomb.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2021 március 08, 22:14
Írta: Devecz Miklós Dátum 2021 március 08, 22:14
Ezt én is végigcsináltam.
Azért gyanakszom arra, hogy az UC100-al történt valami baj, mert az egyik lednek akkor is világítania kellene, ha a driver még nincs feltelepítve.
Azért gyanakszom arra, hogy az UC100-al történt valami baj, mert az egyik lednek akkor is világítania kellene, ha a driver még nincs feltelepítve.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2021 március 08, 22:21
Írta: dezsoe Dátum 2021 március 08, 22:21
Igen, azért volt gyanús a kábel vagy az USB port. Így viszont nincs több ötletem. Holnap rá tudok kérdezni Balázsnál, hogy mi a teendő.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: zt2c4wh9 Dátum 2021 március 08, 23:55
Írta: zt2c4wh9 Dátum 2021 március 08, 23:55
Azt a hibaüzenetet amit bemásoltál azt akkor írja ki a Windows ha automatikusan próbáltad telepíttetni vele a drivert.
Próbáld meg leszedni a régi drivert a Windows eszközkezelőben. Pipáld be a töröld a driver-t mezőt is.
Ezután ugyanott update driver és mutasd meg neki a drivert amit Dezsoe feltöltött.
Lehetőleg amíg ezt csinálod addig kapcsold ki a számítógépeden az internetet, hogy nehogy megpróbáljon menet közben a Windows feltelepíteni valamit az Windows update-ről interneten keresztül.
Próbáld meg leszedni a régi drivert a Windows eszközkezelőben. Pipáld be a töröld a driver-t mezőt is.
Ezután ugyanott update driver és mutasd meg neki a drivert amit Dezsoe feltöltött.
Lehetőleg amíg ezt csinálod addig kapcsold ki a számítógépeden az internetet, hogy nehogy megpróbáljon menet közben a Windows feltelepíteni valamit az Windows update-ről interneten keresztül.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2021 március 09, 10:20
Írta: Devecz Miklós Dátum 2021 március 09, 10:20
Összefoglalás:
1. Bármit csinálok, nem tudom a drivert telepíteni.
2. A visszajelző zöld lámpa nem világit.
3. Kipróbáltam három PC-n, öt különböző madzaggal, eredmény nulla.
4. Van két UC100-am, a másik minden esetben működött.
5. ????????????????
1. Bármit csinálok, nem tudom a drivert telepíteni.
2. A visszajelző zöld lámpa nem világit.
3. Kipróbáltam három PC-n, öt különböző madzaggal, eredmény nulla.
4. Van két UC100-am, a másik minden esetben működött.
5. ????????????????
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2021 március 22, 13:49
Írta: Devecz Miklós Dátum 2021 március 22, 13:49
Erre kössetek csomót! [#falbav]
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_kvggm4hgehgy8sebm5ce7_623.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/kvggm4hgehgy8sebm5ce7_623.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_kvggm4hgehgy8sebm5ce7_623.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/kvggm4hgehgy8sebm5ce7_623.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2021 március 22, 14:14
Írta: dezsoe Dátum 2021 március 22, 14:14
Letöltötted hozzá az új illesztőprogramot?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2021 március 22, 14:18
Írta: Devecz Miklós Dátum 2021 március 22, 14:18
Most jött vissza Balázséktól, kijavítva a kütyű. Az általatok javasolt drivert akartam telepíteni. Feltöltéskor ezt írja ki, amikor megnézem a tulajdonságokat, akkor szerinte mindent felrakott, a Mach3 indításakor már nem látja.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2021 március 22, 14:26
Írta: dezsoe Dátum 2021 március 22, 14:26
Na, erről nem tudtam. Ezek szerint az UC100 lett javítva? Most van zöld pilács, de nem települ? (Próbálok felzárkózni.)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s5f8tmfv3 Dátum 2021 március 22, 17:55
Írta: s5f8tmfv3 Dátum 2021 március 22, 17:55
Sziasztok!
Az UC100 Mach3 Windows10 64bit alatt működőképes?
Az UC100 Mach3 Windows10 64bit alatt működőképes?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: TBS-TEAM Dátum 2021 március 22, 18:07
Írta: TBS-TEAM Dátum 2021 március 22, 18:07
Win XP 32bit-re tervezték látogass el a Mac3 shupport (https://www.machsupport.com/software/mach3/)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_qfamzz2nwgt7fzsv2ug95_3344.png) (https://hobbicncforum.hu/uploaded_images/2021/03/qfamzz2nwgt7fzsv2ug95_3344.png)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_qfamzz2nwgt7fzsv2ug95_3344.png) (https://hobbicncforum.hu/uploaded_images/2021/03/qfamzz2nwgt7fzsv2ug95_3344.png)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s5f8tmfv3 Dátum 2021 március 22, 20:35
Írta: s5f8tmfv3 Dátum 2021 március 22, 20:35
Köszi!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2021 március 22, 20:42
Írta: dezsoe Dátum 2021 március 22, 20:42
Igen, alkalmas.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: s5f8tmfv3 Dátum 2021 március 22, 20:55
Írta: s5f8tmfv3 Dátum 2021 március 22, 20:55
Köszönöm!
A Mach3 megy Win10 64 biten (tudom nem ajánlják), de nem voltam biztos benne hogy az UC100 is.
A Mach3 megy Win10 64 biten (tudom nem ajánlják), de nem voltam biztos benne hogy az UC100 is.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2021 március 23, 13:52
Írta: Devecz Miklós Dátum 2021 március 23, 13:52
Megoldódott!![#falbav][#mf3][#boxer][#mf1]
Nálam a vírus védelmet a NOD32 biztosítja, és ez akadályozta meg a driver feltelepítését. Amikor lehúztam a vírus védelmet minden probléma megoldódott. Nem kellett megszüntetnem az internet kapcsolatot, webről telepítette a drivert, és lám csodát minden működik!
És én ezen rosszakodtam két héten keresztül!
Nálam a vírus védelmet a NOD32 biztosítja, és ez akadályozta meg a driver feltelepítését. Amikor lehúztam a vírus védelmet minden probléma megoldódott. Nem kellett megszüntetnem az internet kapcsolatot, webről telepítette a drivert, és lám csodát minden működik!
És én ezen rosszakodtam két héten keresztül!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: TBS-TEAM Dátum 2021 március 23, 14:16
Írta: TBS-TEAM Dátum 2021 március 23, 14:16
A lényeg, hogy sikerült megoldanod [#eljen]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2021 március 23, 14:17
Írta: dezsoe Dátum 2021 március 23, 14:17
De legalább sikerült! [#taps] Jó tudni, hogy a NOD bekavarhat.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2023 február 12, 14:09
Írta: Devecz Miklós Dátum 2023 február 12, 14:09
Help!
Mach3 alá akarom telepíteni az UC100 mozgásvezérlőt.
1 - Mach3 telepítve.
2 - UC100 V2_151.m3p telepítve (kiírja, hogy a telepítés sikeres, a plugin könyvtárban meg is jelenik a DLL fájl.
3 - Mach3 elindítva, kiírja, hogy nem találja a plugint.
Ilyenkor mi van?
Mach3 alá akarom telepíteni az UC100 mozgásvezérlőt.
1 - Mach3 telepítve.
2 - UC100 V2_151.m3p telepítve (kiírja, hogy a telepítés sikeres, a plugin könyvtárban meg is jelenik a DLL fájl.
3 - Mach3 elindítva, kiírja, hogy nem találja a plugint.
Ilyenkor mi van?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2023 február 12, 16:21
Írta: dezsoe Dátum 2023 február 12, 16:21
Ha az UC100 nem látható az eszközkezelőben, akkor itt egy videó (https://www.youtube.com/watch?v=DffrPf2fz0g) a beállításról. Mondjuk, segített volna, ha írsz Windows verziót, mert ha nem W10/W11, akkor egészen más oka is lehet. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Miki2 Dátum 2023 február 12, 16:35
Írta: Miki2 Dátum 2023 február 12, 16:35
A config menüben a config plagins menüpontban engedélyezted?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Devecz Miklós Dátum 2023 február 12, 19:19
Írta: Devecz Miklós Dátum 2023 február 12, 19:19
Megoldódott!
A Windows Update letöltött valahonnan egy fájlt, ezután működött. Win10-et használok, eddig már többször telepítettem, de még sosem volt ilyen problémám.
A Windows Update letöltött valahonnan egy fájlt, ezután működött. Win10-et használok, eddig már többször telepítettem, de még sosem volt ilyen problémám.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: apsupk5uy Dátum 2023 április 03, 12:09
Írta: apsupk5uy Dátum 2023 április 03, 12:09
Sziasztok!
Keresek eladó UC100 mozgásvezérlőt mach3-hoz.
Ha akad valakinek kérem jelezze.
Köszönöm!!
Keresek eladó UC100 mozgásvezérlőt mach3-hoz.
Ha akad valakinek kérem jelezze.
Köszönöm!!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: ANTAL GÁBOR Dátum 2023 április 03, 13:04
Írta: ANTAL GÁBOR Dátum 2023 április 03, 13:04
írok privátot
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: noctiluxx Dátum 2023 július 24, 08:44
Írta: noctiluxx Dátum 2023 július 24, 08:44
Sziasztok!
Van egy UC400-zam, ami tökéletesen ment 5 évet. Kaptam egy érintős ipari pct, a régit betettem a szekrénybe és használtam az újjal.
Egy kis idő után elkezdett lépést veszíteni. Az egész dobozt újjáépítettem, rendes csatlakozókkal, új kábelekkel,táppal stb.. A hiba ugyanúgy fennállt. Közben kiderült, hogy az érintős pc ethernet kártyája néha eldobódik. Ilyenkor viszont le is áll a plugin UC400ETH not found hibával. Lépésvesztéskor annyi történik, hogy megáll a mozgás, a MACH3 pörög tovább és amikor újra észbekap, folytatja ahol maradt.
Ekkor visrosszaktam a régi pct, amivel tökéletesen ment előtte, és ugyanaz a hiba.
15,50 és 100Khz-n is ezt csinálja. Cseréltem eth kábelt is.
Merre kutakodjak a hiba után?
Gondolom az UCCNC stabilabb, mint a MACH+plugin.
Van egy UC400-zam, ami tökéletesen ment 5 évet. Kaptam egy érintős ipari pct, a régit betettem a szekrénybe és használtam az újjal.
Egy kis idő után elkezdett lépést veszíteni. Az egész dobozt újjáépítettem, rendes csatlakozókkal, új kábelekkel,táppal stb.. A hiba ugyanúgy fennállt. Közben kiderült, hogy az érintős pc ethernet kártyája néha eldobódik. Ilyenkor viszont le is áll a plugin UC400ETH not found hibával. Lépésvesztéskor annyi történik, hogy megáll a mozgás, a MACH3 pörög tovább és amikor újra észbekap, folytatja ahol maradt.
Ekkor visrosszaktam a régi pct, amivel tökéletesen ment előtte, és ugyanaz a hiba.
15,50 és 100Khz-n is ezt csinálja. Cseréltem eth kábelt is.
Merre kutakodjak a hiba után?
Gondolom az UCCNC stabilabb, mint a MACH+plugin.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: TBS-TEAM Dátum 2023 július 24, 08:59
Írta: TBS-TEAM Dátum 2023 július 24, 08:59
Elsőnek az UC400-hoz menő tápot kell megvizsgálni, vagy cserélni.
UC400 reset.
UC400 reset.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: noctiluxx Dátum 2023 július 24, 16:46
Írta: noctiluxx Dátum 2023 július 24, 16:46
Köszi a segítséget (többedszerre :))
Tettem neki külön tápot, egyenlőre megy szépen 100kHz-en.
Tettem neki külön tápot, egyenlőre megy szépen 100kHz-en.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 szeptember 24, 14:17
Írta: cxmcdtrx Dátum 2023 szeptember 24, 14:17
Sziasztok!
Egy kis segítségre lenne szükségem UC100 kapcsán.
Egy régebbi 2 tengelyes hungarocellvágó gépet modernizáltam, még a Magi féle H2 helyére került UC100, új DM860 motormeghajtók 52V-ról meghajtva,
és ez az UCSB jelelosztó panel:
https://shop.cncdrive.hu/termek/hgh56-ucsb-jel-eloszto-panel
Doksija:
https://shop.cncdrive.hu/cmproductsdownloader.php?product=hgh56-ucsb-jel-eloszto-panel&field=document1
A PC egy passzív hűtéses mobile i7 CPU, 8 GB ram, 256 SSD
Windows 7 Professional 64 bit
Mach 3-ból a legutolsó verzió a honlapról, hozzá hivatalosan vásárolt licensz, nem az ilyen közkézen forgó Papa Fabio és egyéb problémás megoldások.
A problémám érdekes. Bekalibráltam a tengelyeket, a gép szépen mozog, de egyetlen végálláskapcsoló jele sem jut el a programig.
Az alap dolgokat ugorjuk át, automatizálástechnológiából élek 20 éve. 24V-os Induktív érzékelők a végállások, az UCSB panel sorkapcsaira a jelek rendben bemennek.
Minden bemenet 0 pontja közösítve, ez nyilván a panelt is ellátó 24V-os táp GND pontja. Ugyanerről a tápról vannak meghajtva az induktívok, és ezeknek a kimenete
megy a 10, 11, 12, 13, 15 bemenetekre. Mach 3-ból az UC100 státuszt megnyitva sem látom, hogy történne bármi változás.
Csatoltam képet a bemenet bekötéséről, igazából a doksi szerinti. Annyi a különbség, hogy még csak nem is párhuzamosítottam a szenzorokat, egy induktív egy bemenet.
Mindegy, melyik bemenetet próbálom, egy sem megy. Lehet, hogy ez valami Mach3 beállítás miatt nem jó még?
Nem örülnék neki, ha sikerülne valamelyik tengelyt felkoppantani :-D
Nem tudom, fontos-e, de egy vezetéknélküli MPG-t is használok hozzá már egy ideje, ez átkerült az új gépre is, és megy rendesen.
Ahogy a csatolt képeken is látható, a tápegységek sem barkácsmegoldások. Phoenix DC24V az alap dolgoknak, egy 40-56V között állítható Festo meg a motormeghajtóknak.
https://www.ebay.com/itm/333083301205
Köszönöm a tippeket, segítséget!
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_m9s44egc5e26hj6f5u4g_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/m9s44egc5e26hj6f5u4g_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/tn_x42bvecqvm8met8u92_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/x42bvecqvm8met8u92_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/tn_f2yhqw6hvifkqyxna32_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/f2yhqw6hvifkqyxna32_2250.jpg)
Egy kis segítségre lenne szükségem UC100 kapcsán.
Egy régebbi 2 tengelyes hungarocellvágó gépet modernizáltam, még a Magi féle H2 helyére került UC100, új DM860 motormeghajtók 52V-ról meghajtva,
és ez az UCSB jelelosztó panel:
https://shop.cncdrive.hu/termek/hgh56-ucsb-jel-eloszto-panel
Doksija:
https://shop.cncdrive.hu/cmproductsdownloader.php?product=hgh56-ucsb-jel-eloszto-panel&field=document1
A PC egy passzív hűtéses mobile i7 CPU, 8 GB ram, 256 SSD
Windows 7 Professional 64 bit
Mach 3-ból a legutolsó verzió a honlapról, hozzá hivatalosan vásárolt licensz, nem az ilyen közkézen forgó Papa Fabio és egyéb problémás megoldások.
A problémám érdekes. Bekalibráltam a tengelyeket, a gép szépen mozog, de egyetlen végálláskapcsoló jele sem jut el a programig.
Az alap dolgokat ugorjuk át, automatizálástechnológiából élek 20 éve. 24V-os Induktív érzékelők a végállások, az UCSB panel sorkapcsaira a jelek rendben bemennek.
Minden bemenet 0 pontja közösítve, ez nyilván a panelt is ellátó 24V-os táp GND pontja. Ugyanerről a tápról vannak meghajtva az induktívok, és ezeknek a kimenete
megy a 10, 11, 12, 13, 15 bemenetekre. Mach 3-ból az UC100 státuszt megnyitva sem látom, hogy történne bármi változás.
Csatoltam képet a bemenet bekötéséről, igazából a doksi szerinti. Annyi a különbség, hogy még csak nem is párhuzamosítottam a szenzorokat, egy induktív egy bemenet.
Mindegy, melyik bemenetet próbálom, egy sem megy. Lehet, hogy ez valami Mach3 beállítás miatt nem jó még?
Nem örülnék neki, ha sikerülne valamelyik tengelyt felkoppantani :-D
Nem tudom, fontos-e, de egy vezetéknélküli MPG-t is használok hozzá már egy ideje, ez átkerült az új gépre is, és megy rendesen.
Ahogy a csatolt képeken is látható, a tápegységek sem barkácsmegoldások. Phoenix DC24V az alap dolgoknak, egy 40-56V között állítható Festo meg a motormeghajtóknak.
https://www.ebay.com/itm/333083301205
Köszönöm a tippeket, segítséget!
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_m9s44egc5e26hj6f5u4g_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/m9s44egc5e26hj6f5u4g_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/tn_x42bvecqvm8met8u92_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/x42bvecqvm8met8u92_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/tn_f2yhqw6hvifkqyxna32_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/f2yhqw6hvifkqyxna32_2250.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2023 szeptember 24, 15:48
Írta: dezsoe Dátum 2023 szeptember 24, 15:48
Az UCSB-nek adtál 5V-ot a kis fehér csatlakozóra? Mivel az UC100 nem ad ki 5V-ot, külön kell biztosítani. Akár a PC egy USB portjáról is jó lesz.
Azt látom, hogy az 5V-os kimenetre van valami kötve: remélem, nem egy tápegység.
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_m96v0eievbzdw3nkk2qkt_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/09/m96v0eievbzdw3nkk2qkt_3977.png)
Azt látom, hogy az 5V-os kimenetre van valami kötve: remélem, nem egy tápegység.
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_m96v0eievbzdw3nkk2qkt_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/09/m96v0eievbzdw3nkk2qkt_3977.png)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 szeptember 24, 17:08
Írta: cxmcdtrx Dátum 2023 szeptember 24, 17:08
Szia!
Köszi a gyors választ!
Nem adtam a panelnek +5V-ot, szerintem nem szükséges, vagy csak én értelmeztem rosszul a doksit.
Amit alul látsz nem is lehet táp bemenet, elvégre egyértelműen az van ott, hogy DC Out. Ez egy, a panel által előállított 5V-os táp a doksi szerint.
Ide vannak kötve a DM860 step/dir bemenetek, és ugye a GND-t kapcsolom a 2,3,4,5 lábakról. Ennek a bekötése is rajz szerinti, csatoltam arról is a képet, hogy mi is ez.
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_w5h66qnj2mz2fh74b6ikf_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/w5h66qnj2mz2fh74b6ikf_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/tn_82stde3ku3yv6tiqig8j3_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/82stde3ku3yv6tiqig8j3_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/tn_7tjfw0sq52pkuqncnyz4_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/7tjfw0sq52pkuqncnyz4_2250.png)
Köszi a gyors választ!
Nem adtam a panelnek +5V-ot, szerintem nem szükséges, vagy csak én értelmeztem rosszul a doksit.
Amit alul látsz nem is lehet táp bemenet, elvégre egyértelműen az van ott, hogy DC Out. Ez egy, a panel által előállított 5V-os táp a doksi szerint.
Ide vannak kötve a DM860 step/dir bemenetek, és ugye a GND-t kapcsolom a 2,3,4,5 lábakról. Ennek a bekötése is rajz szerinti, csatoltam arról is a képet, hogy mi is ez.
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_w5h66qnj2mz2fh74b6ikf_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/w5h66qnj2mz2fh74b6ikf_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/tn_82stde3ku3yv6tiqig8j3_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/82stde3ku3yv6tiqig8j3_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/tn_7tjfw0sq52pkuqncnyz4_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/7tjfw0sq52pkuqncnyz4_2250.png)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 szeptember 24, 17:13
Írta: cxmcdtrx Dátum 2023 szeptember 24, 17:13
Ha jól értelmezem, ide csak akkor kell +5V-ot adni, ha LPT portot használok, nem pedig mozgásvezérlőt. Ez jelen esetben ugye UC100.
A bemeneti oldal optikailag leválasztott, és ezt az optót hajtja meg az induktív. Ezért is van kivezetve mindegyik bemenethez a GND pont is. Az optocsatoló CPU felőli oldala szinte biztosan ugyanarról az 5V-ról van meghajtva, amiről a többi TTL IC is a panelen.
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_mt0p8h4tpwh2qu54vt0t_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/mt0p8h4tpwh2qu54vt0t_2250.png)
A bemeneti oldal optikailag leválasztott, és ezt az optót hajtja meg az induktív. Ezért is van kivezetve mindegyik bemenethez a GND pont is. Az optocsatoló CPU felőli oldala szinte biztosan ugyanarról az 5V-ról van meghajtva, amiről a többi TTL IC is a panelen.
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_mt0p8h4tpwh2qu54vt0t_2250.png) (https://hobbicncforum.hu/uploaded_images/2023/09/mt0p8h4tpwh2qu54vt0t_2250.png)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: TBS-TEAM Dátum 2023 szeptember 24, 17:22
Írta: TBS-TEAM Dátum 2023 szeptember 24, 17:22
Az UC100 nincs 5V kimenete 25 polus (mintha Sima LPT lenne).
Ha mozgásvezérlő kerül csatlakoztatásra, például egy UC300ETH-5LPT mozgásvezérlő, akkor ezt
az 5Volt tápfeszültséget a mozgásvezérlő biztosítja az IDC26 csatlakozók 26. lábán keresztül.
Ilyenkor külső 5Voltos táp csatlakoztatása nem szükséges.
LPT port használata esetén szükség van külső 5Volt tápfeszültség használatára, mivel a nyomtató
porton nincsen 5V tápfeszültség, illetve a 26. lábbal nem rendelkezik a DSUB25 csatlakozó.
Az 5Volt tápfeszültséget ilyenkor külsőleg kell csatlakoztatni a 2 lábú nylon pin csatlakozóhoz.
Mi úgy oldjuk meg, hogy a kimeneti 5V-al tápláljuk meg, így nem kell külső táp.
Ha mozgásvezérlő kerül csatlakoztatásra, például egy UC300ETH-5LPT mozgásvezérlő, akkor ezt
az 5Volt tápfeszültséget a mozgásvezérlő biztosítja az IDC26 csatlakozók 26. lábán keresztül.
Ilyenkor külső 5Voltos táp csatlakoztatása nem szükséges.
LPT port használata esetén szükség van külső 5Volt tápfeszültség használatára, mivel a nyomtató
porton nincsen 5V tápfeszültség, illetve a 26. lábbal nem rendelkezik a DSUB25 csatlakozó.
Az 5Volt tápfeszültséget ilyenkor külsőleg kell csatlakoztatni a 2 lábú nylon pin csatlakozóhoz.
Mi úgy oldjuk meg, hogy a kimeneti 5V-al tápláljuk meg, így nem kell külső táp.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 szeptember 24, 17:33
Írta: cxmcdtrx Dátum 2023 szeptember 24, 17:33
ugyanez jutott eszembe, hogyha mégis kell a +5v, visszatáplálom az alsó dc kimenrtről.
ezt megpróbálom majd, köszönöm szépen!
csak jövő hét végén tudom legkorábban meglesni, mindenképp beszámolok majd róla! köszi mégegyszer!
ezt megpróbálom majd, köszönöm szépen!
csak jövő hét végén tudom legkorábban meglesni, mindenképp beszámolok majd róla! köszi mégegyszer!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2023 szeptember 24, 19:10
Írta: dezsoe Dátum 2023 szeptember 24, 19:10
Ahogy TBS-TEAM is írta: kell az 5V, mert nem kap máshonnan. Ha az előállított 5V-ról táplálod meg, akkor kinyírod a leválasztást, ne tedd! Ahogy írtam, megtáplálhatod egy másik USB kábellel a PC-ről, mert az az UC100-zal is közös.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: TBS-TEAM Dátum 2023 szeptember 24, 20:26
Írta: TBS-TEAM Dátum 2023 szeptember 24, 20:26
5V--> 1N5818--> 5V és marad a leválasztás.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 szeptember 24, 20:31
Írta: cxmcdtrx Dátum 2023 szeptember 24, 20:31
Tényleges optikai leválasztás igazából így sincs, mivel ugyanaz a 24V-os táp hajtja meg az induktívokat, mint magát a panelt és a PC-t is.
Ezen mondjuk ne múljon, dobok be külön egy phoenix 5V-os tápot a panelnek.
Köszönöm Neked is a segítséget!
Ezen mondjuk ne múljon, dobok be külön egy phoenix 5V-os tápot a panelnek.
Köszönöm Neked is a segítséget!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: drehás Dátum 2023 október 27, 10:27
Írta: drehás Dátum 2023 október 27, 10:27
Hátha véletlen.
(https://hobbicncforum.hu/uploaded_images/2023/10/tn_85y2xzjxib5kxn2p2g3f_1796.png) (https://hobbicncforum.hu/uploaded_images/2023/10/85y2xzjxib5kxn2p2g3f_1796.png)
(https://hobbicncforum.hu/uploaded_images/2023/10/tn_85y2xzjxib5kxn2p2g3f_1796.png) (https://hobbicncforum.hu/uploaded_images/2023/10/85y2xzjxib5kxn2p2g3f_1796.png)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 12, 20:43
Írta: cxmcdtrx Dátum 2023 november 12, 20:43
Szia!
Véletlen UC100 + UCCNC licenszem és
UC300 + UCCNC licenszem is van eladó
UC100 és licensz 55 000 Ft
https://shop.cncdrive.hu/termek/80-mach3-szoftver-lisence2222
UC300 és licensz 85 000 Ft
https://shop.cncdrive.hu/termek/80-mach3-szoftver-lisence22
Az UC300 még bontatlan, nem járt gépben. Postát állom.
Véletlen UC100 + UCCNC licenszem és
UC300 + UCCNC licenszem is van eladó
UC100 és licensz 55 000 Ft
https://shop.cncdrive.hu/termek/80-mach3-szoftver-lisence2222
UC300 és licensz 85 000 Ft
https://shop.cncdrive.hu/termek/80-mach3-szoftver-lisence22
Az UC300 még bontatlan, nem járt gépben. Postát állom.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2023 november 12, 20:50
Írta: dezsoe Dátum 2023 november 12, 20:50
UC300 vagy UC300ETH? Mert nagyon nem mindegy.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2023 november 12, 20:52
Írta: dezsoe Dátum 2023 november 12, 20:52
Ja, és az [#t19#]-ba írd, mert itt törölve lesz.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 12, 20:53
Írta: cxmcdtrx Dátum 2023 november 12, 20:53
Szia!
UC300 USB, odatettem a linket, csak nem link gyanánt tudom. Mingyá átrakom az adok.veszekbe. Csak itt kérdezte a fórumtárs...
UC300 USB, odatettem a linket, csak nem link gyanánt tudom. Mingyá átrakom az adok.veszekbe. Csak itt kérdezte a fórumtárs...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: dezsoe Dátum 2023 november 12, 20:57
Írta: dezsoe Dátum 2023 november 12, 20:57
A linken ethernetes van, USB-s nincs a honlapon, mert évek óta nem gyártják.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 12, 20:59
Írta: cxmcdtrx Dátum 2023 november 12, 20:59
Igazad van, figyelmetlen vótam
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: drehás Dátum 2023 november 14, 12:34
Írta: drehás Dátum 2023 november 14, 12:34
Szevasz Attila!
Úgy alakult,hogy már folyamatban van egy UC100 ,így nem mertem ezt is megvásárolni.Remélem megérkezik.Sajnos nem írtál privátba,és így későn vettem észre a nekem szóló üzenetet,amit így utólag is köszönök.
Úgy alakult,hogy már folyamatban van egy UC100 ,így nem mertem ezt is megvásárolni.Remélem megérkezik.Sajnos nem írtál privátba,és így későn vettem észre a nekem szóló üzenetet,amit így utólag is köszönök.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 12:01
Írta: cxmcdtrx Dátum 2023 november 23, 12:01
Sziasztok!
Jöjjenek az újabb problémák...
Uc400eth hogy lesz üzemképes mach3 alól?
Természetesen ip cím beállítások rendben, uc400 pakk, plugin feltelepìtve. Ucxx tool látja, mach3 plugin a helyén aztán mintha a világon sem lenne. Hogyan tovább?
Win7 64 bit
Mach3 R3.043.062 + licensz
Plugint hiába engedélyezem, kövezkező újraindításnál megint nincs pipa. Ehhez van (kellene hogy legyen) olyan plugin control, mint az uc100-hoz, ahol látom a bemenetek állapotát?
Jöjjenek az újabb problémák...
Uc400eth hogy lesz üzemképes mach3 alól?
Természetesen ip cím beállítások rendben, uc400 pakk, plugin feltelepìtve. Ucxx tool látja, mach3 plugin a helyén aztán mintha a világon sem lenne. Hogyan tovább?
Win7 64 bit
Mach3 R3.043.062 + licensz
Plugint hiába engedélyezem, kövezkező újraindításnál megint nincs pipa. Ehhez van (kellene hogy legyen) olyan plugin control, mint az uc100-hoz, ahol látom a bemenetek állapotát?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 12:06
Írta: cxmcdtrx Dátum 2023 november 23, 12:06
A beállítások
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_twvf8gdp3ghsypbidg6he_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/twvf8gdp3ghsypbidg6he_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_ng5dpm3bjg2ekecaewbym_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/ng5dpm3bjg2ekecaewbym_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_hg8s93s9dspxu64g6q4_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/hg8s93s9dspxu64g6q4_2250.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_twvf8gdp3ghsypbidg6he_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/twvf8gdp3ghsypbidg6he_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_ng5dpm3bjg2ekecaewbym_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/ng5dpm3bjg2ekecaewbym_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_hg8s93s9dspxu64g6q4_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/hg8s93s9dspxu64g6q4_2250.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 12:09
Írta: cxmcdtrx Dátum 2023 november 23, 12:09
Nyilván a ping is megy ip-re és eszköznévre is
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_f5tqt660jgqmqfa07agdb_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/f5tqt660jgqmqfa07agdb_2250.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_f5tqt660jgqmqfa07agdb_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/f5tqt660jgqmqfa07agdb_2250.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 12:14
Írta: cxmcdtrx Dátum 2023 november 23, 12:14
UC400 plugin 1.019
Nyomtam egy reset device selectiont, hogy újra ki tudjam választani az uc400-at. Mingyá kiderül...
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_bgwdedu5xv0ya6jwz2dd_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/bgwdedu5xv0ya6jwz2dd_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_2st6xafpmg475q84dgec6_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/2st6xafpmg475q84dgec6_2250.jpg)
Nyomtam egy reset device selectiont, hogy újra ki tudjam választani az uc400-at. Mingyá kiderül...
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_bgwdedu5xv0ya6jwz2dd_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/bgwdedu5xv0ya6jwz2dd_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_2st6xafpmg475q84dgec6_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/2st6xafpmg475q84dgec6_2250.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 12:16
Írta: cxmcdtrx Dátum 2023 november 23, 12:16
Valami lesz. Szerencse, hogy párszor már végigcsináltam
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: TBS-TEAM Dátum 2023 november 23, 12:52
Írta: TBS-TEAM Dátum 2023 november 23, 12:52
Miért telepítel fel mindent UC100 stb..? ha csak egy
pl: UC400ETH használsz?
pl: UC400ETH használsz?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 13:17
Írta: cxmcdtrx Dátum 2023 november 23, 13:17
bent volt az autoinstallerben, azóta ki is szedtem a fölösleget.
egyelőre a végtelenített tesztprogrammal levegőt szántok, eddig megy hiba nélkül. maradjon is így
most annyi történt, hogy az uc100 helyén 400-as van, minden más maradt.
aktív mindegyik motor és a vagószál fűtés is, karikát meg trapézmintát rajzolgatok
egyelőre a végtelenített tesztprogrammal levegőt szántok, eddig megy hiba nélkül. maradjon is így
most annyi történt, hogy az uc100 helyén 400-as van, minden más maradt.
aktív mindegyik motor és a vagószál fűtés is, karikát meg trapézmintát rajzolgatok
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: TBS-TEAM Dátum 2023 november 23, 13:25
Írta: TBS-TEAM Dátum 2023 november 23, 13:25
Lassan alakul, még jó lesz a végén. [#eplus2]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 13:33
Írta: cxmcdtrx Dátum 2023 november 23, 13:33
most hogy tettem fel anyagot, ugyanúgy kiállt licensz hibára...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 13:37
Írta: cxmcdtrx Dátum 2023 november 23, 13:37
Szemétláda...
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_ys8amiaytjsatgypmdwx_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/ys8amiaytjsatgypmdwx_2250.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_ys8amiaytjsatgypmdwx_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/ys8amiaytjsatgypmdwx_2250.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 13:43
Írta: cxmcdtrx Dátum 2023 november 23, 13:43
Egyet kattintok az mpg panelen y+ ra és vége is van.
Ami még fura, hogy amint lenyugtázom a hibát, az x tengely scale-t átnyomja -1.0ra
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_uwukjd022m2mgqsmm4c6p_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/uwukjd022m2mgqsmm4c6p_2250.jpg)
Ami még fura, hogy amint lenyugtázom a hibát, az x tengely scale-t átnyomja -1.0ra
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_uwukjd022m2mgqsmm4c6p_2250.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/uwukjd022m2mgqsmm4c6p_2250.jpg)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: TBS-TEAM Dátum 2023 november 23, 13:52
Írta: TBS-TEAM Dátum 2023 november 23, 13:52
Töröld ki a Liszenszet és nézd meg nélküle, hogy megy-e
hiba nélkül.
hiba nélkül.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 13:53
Írta: cxmcdtrx Dátum 2023 november 23, 13:53
licensz nélkül mik a korlátok, nem tudod?
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 13:56
Írta: cxmcdtrx Dátum 2023 november 23, 13:56
Kitöröltem, most demo módot ír. Próba...
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: TBS-TEAM Dátum 2023 november 23, 18:23
Írta: TBS-TEAM Dátum 2023 november 23, 18:23
Licenc nélkül a Mach3 Demo módban fog működni.
Demó módban a szoftver a következő korlátozásokkal rendelkezik:
Mill & Plasma: 500 soros gcode limit (10 000 000 korlát az engedélyezés után)
Turn: 50 soros gcode limit (10 000 000 korlát az engedélyezés után)
A kernelfrekvencia 25 kHz-en zárolva (csak párhuzamos port illesztőprogram használata esetén alkalmazható)
A Következő sor funkció letiltása
A Futtatás innen funkció le van tiltva
Turn: Menetelés letiltva
Plazma: A THC funkciók le vannak tiltva
Demó módban a szoftver a következő korlátozásokkal rendelkezik:
Mill & Plasma: 500 soros gcode limit (10 000 000 korlát az engedélyezés után)
Turn: 50 soros gcode limit (10 000 000 korlát az engedélyezés után)
A kernelfrekvencia 25 kHz-en zárolva (csak párhuzamos port illesztőprogram használata esetén alkalmazható)
A Következő sor funkció letiltása
A Futtatás innen funkció le van tiltva
Turn: Menetelés letiltva
Plazma: A THC funkciók le vannak tiltva
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 22:07
Írta: cxmcdtrx Dátum 2023 november 23, 22:07
Köszönöm szépen az utánajárást!
Még a gép mellett megnéztem én is, mik a megkötések, csak már nem volt időm válaszolni, mennem kellett tovább.
Mivel a minták programjait kézzel írják, bőven belefér az 500 sorba (mill profilban megy). Egyelőre ott hagytam licensz nélkül, meglátjuk, mi történik. Már csak arra tudok gondolni, hogy valami tényleg történt a licensz fájlommal.
Gondolom, meg kellene keresnem róla a számlát, hogy esetleg elküldjék nekem újra. (remélem, a google drive-ban még valahol fellelem az eredeti licensz fájlt is)
Menetelés meg plazma meg ilyesmi teljesen mindegy...
Év végén lesz egy kis leállás nekem is meg a gépnek is, akkor remélem lesz majd időm jobban tesztelni.
Addig készítek elő egy másik PC-t, csinálok memória tesztet a jelenlegin, és összerakom ismét UC100-ra is. Ahhoz most "ráérős időmben" készítek egy teljesen külön szekrényt.
Van még polcon UCSB, meg pár DM860 illetve 2M982 léptetőmotor vezérlőm. Az UC100 + UCSB kombót a szekrényen belül beteszem egy külön árnyékolt dobozba, mint ahogy a TV tunereket is le szokták "dobozolni".
Rendeltem most 35 mm-es kalapsínre rakható bilincset, amivel a szervókábelek árnyékolását szoktuk rögzíteni.
Vannak elég komoly NEMA34 morojaim, azokat ráteszem majd zavarforrás gyanánt.
Meg ugye Mach3 versus UCCNC teszt is sokat tud mutatni, csak az UC400-hoz egyelőre nem vettem licenszet, ahhoz kell az UC100.
Még a gép mellett megnéztem én is, mik a megkötések, csak már nem volt időm válaszolni, mennem kellett tovább.
Mivel a minták programjait kézzel írják, bőven belefér az 500 sorba (mill profilban megy). Egyelőre ott hagytam licensz nélkül, meglátjuk, mi történik. Már csak arra tudok gondolni, hogy valami tényleg történt a licensz fájlommal.
Gondolom, meg kellene keresnem róla a számlát, hogy esetleg elküldjék nekem újra. (remélem, a google drive-ban még valahol fellelem az eredeti licensz fájlt is)
Menetelés meg plazma meg ilyesmi teljesen mindegy...
Év végén lesz egy kis leállás nekem is meg a gépnek is, akkor remélem lesz majd időm jobban tesztelni.
Addig készítek elő egy másik PC-t, csinálok memória tesztet a jelenlegin, és összerakom ismét UC100-ra is. Ahhoz most "ráérős időmben" készítek egy teljesen külön szekrényt.
Van még polcon UCSB, meg pár DM860 illetve 2M982 léptetőmotor vezérlőm. Az UC100 + UCSB kombót a szekrényen belül beteszem egy külön árnyékolt dobozba, mint ahogy a TV tunereket is le szokták "dobozolni".
Rendeltem most 35 mm-es kalapsínre rakható bilincset, amivel a szervókábelek árnyékolását szoktuk rögzíteni.
Vannak elég komoly NEMA34 morojaim, azokat ráteszem majd zavarforrás gyanánt.
Meg ugye Mach3 versus UCCNC teszt is sokat tud mutatni, csak az UC400-hoz egyelőre nem vettem licenszet, ahhoz kell az UC100.
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: TBS-TEAM Dátum 2023 november 23, 22:18
Írta: TBS-TEAM Dátum 2023 november 23, 22:18
Van 0.-Ft normál házas LPT port is van MACH3 alkalmas számitogépeink ismét csak a postát
kell állni, ha érdekel. [#eplus2]
kell állni, ha érdekel. [#eplus2]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: cxmcdtrx Dátum 2023 november 23, 22:36
Írta: cxmcdtrx Dátum 2023 november 23, 22:36
Köszönöm, most már csakazé' is az UCxx vonalon maradok :-D
Itt van szinte a teljes felhozatal, UC100, UC300, UC400...
Ennek jónak kell lenni, ha törik, ha szakad! [#vigyor]
Itt van szinte a teljes felhozatal, UC100, UC300, UC400...
Ennek jónak kell lenni, ha törik, ha szakad! [#vigyor]
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2023 november 24, 07:05
Írta: svejk Dátum 2023 november 24, 07:05
"Rendeltem most 35 mm-es kalapsínre rakható bilincset, amivel a szervókábelek árnyékolását szoktuk rögzíteni."
Megköszönném ha tudnál típust beszerzési forrást írni!
Megköszönném ha tudnál típust beszerzési forrást írni!
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: svejk Dátum 2023 november 24, 07:06
Írta: svejk Dátum 2023 november 24, 07:06
Már csak egy UCCNC licence kellene. :)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: TBS-TEAM Dátum 2023 november 24, 07:27
Írta: TBS-TEAM Dátum 2023 november 24, 07:27
Mi ezt használjuk:
Rugós rögzítő (https://asset.conrad.com/media10/add/160267/c1/-/en/000324081DS02/adatlap-324081-klbue-4-135-weidmueller-tartalom-10-db.pdf) közvetlenül csavarozható alaplapra is.
Sinre (https://hu.farnell.com/wago/790-108/screen-clamping-saddle-8mm-conductor/dp/3190390?gad_source=1&gclid=CjwKCAiAjfyqBhAsEiwA-UdzJEu0_mjt4CUjdt_X_YzMt_lYET2-_0ftI46Z8FGMW2ar47h33RXOzhoCw2sQAvD_BwE&mckv=siYq3VenL_dc%7Cpcrid%7C386386790396%7Ckword%7C+790-108.%20+wago%7Cmatch%7Cb%7Cplid%7C%7Cslid%7C%7Cproduct%7C%7Cpgrid%7C53701537599%7Cptaid%7Caud-899768670165:kwd-438401789880%7C&CMP=KNC-GHU-GEN-SKU-MDC)
Rugós rögzítő (https://asset.conrad.com/media10/add/160267/c1/-/en/000324081DS02/adatlap-324081-klbue-4-135-weidmueller-tartalom-10-db.pdf) közvetlenül csavarozható alaplapra is.
Sinre (https://hu.farnell.com/wago/790-108/screen-clamping-saddle-8mm-conductor/dp/3190390?gad_source=1&gclid=CjwKCAiAjfyqBhAsEiwA-UdzJEu0_mjt4CUjdt_X_YzMt_lYET2-_0ftI46Z8FGMW2ar47h33RXOzhoCw2sQAvD_BwE&mckv=siYq3VenL_dc%7Cpcrid%7C386386790396%7Ckword%7C+790-108.%20+wago%7Cmatch%7Cb%7Cplid%7C%7Cslid%7C%7Cproduct%7C%7Cpgrid%7C53701537599%7Cptaid%7Caud-899768670165:kwd-438401789880%7C&CMP=KNC-GHU-GEN-SKU-MDC)
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Gaal Andras Dátum 2025 május 16, 13:10
Írta: Gaal Andras Dátum 2025 május 16, 13:10
Sziasztok !
Keresek eladó mozgásvezérlőt 4 tengely minimum
Üdv
Andras
Keresek eladó mozgásvezérlőt 4 tengely minimum
Üdv
Andras
Cím: Re:UCxxx, mozgásvezérlők MACH3-hoz
Írta: Gaal Andras Dátum 2025 május 16, 13:19
Írta: Gaal Andras Dátum 2025 május 16, 13:19
Idézetet írta: svejk Dátum 2012 július 09, 19:44Polgárdi Balázs írta:
Köszönöm a gratulációt. Szerencsére már sok helyen bizonyított, és megelégedéssel használják. Az általad leírt hibajelenség a Home funkcióval, ismerem, és a legújabb firmware-ben ki is van javítva. Ez az újabb firmware múlt héten készült el, és most van folyamatban a tesztelése, hamarosan felkerül a honlapomra is. Amint elérhető jelzem.
Itt van még egy kis érdekesség az UCR200 távirányító működés közben, egy 2x3m-es gépen:
UCR200
Szia Balázs !
Pont építek egy gépet és az usb-s vezérlést akarom alkalmazni,vennék egy egységet.
+36309347347
Üdv
Andras