Cím: CNC eszterga építő iskola
Írta: gaben Dátum 2024 április 09, 07:32
Írta: gaben Dátum 2024 április 09, 07:32
Korábbi topik folytatása... https://forum.hobbycnc.hu/topic.php?topic=27 (https://forum.hobbycnc.hu/topic.php?topic=27)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 06, 21:08
Írta: 000000000 Dátum 2011 december 06, 21:08
Sok sikert és sok forgácsot!
Cím: Re:CNC eszterga építő iskola
Írta: 88nwcf22d Dátum 2011 december 06, 21:14
Írta: 88nwcf22d Dátum 2011 december 06, 21:14
OOOOO de jó is lenne, tervezésbe rajzolásba (Catia V5, 2D, 3D) betudok szállni. De nekem sajna nem lesz semmi mert. Jövő augusztusig nem lesz pénz nagyobb beruházásra.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 06, 21:17
Írta: besirkyjh Dátum 2011 december 06, 21:17
Nézzük mi jön ki belöle :)
Nekem csak annyi igényem van hogy 125-nél kisebb tokmányt ne használjunk meg 300mm töl hosszabb munkadarabot feleslegesnek látok és lehetöleg a Mach3 kezelje .
A többi majd késöbb kialakul .
Nekem csak annyi igényem van hogy 125-nél kisebb tokmányt ne használjunk meg 300mm töl hosszabb munkadarabot feleslegesnek látok és lehetöleg a Mach3 kezelje .
A többi majd késöbb kialakul .
Cím: Re:CNC eszterga építő iskola
Írta: vjanos Dátum 2011 december 06, 21:18
Írta: vjanos Dátum 2011 december 06, 21:18
Hozzávetőlegesen milyen dimenziókkal rendelkezne a népi CNC eszterga? :)
Kb elforduló átmérő, súly? Talán megközelíthetnénk innen...
Kb elforduló átmérő, súly? Talán megközelíthetnénk innen...
Cím: Re:CNC eszterga építő iskola
Írta: xkbv3nx0d Dátum 2011 december 06, 21:19
Írta: xkbv3nx0d Dátum 2011 december 06, 21:19
na ez a téma engem is érdekel!
Cím: Re:CNC eszterga építő iskola
Írta: v2vhwz32z Dátum 2011 december 06, 21:35
Írta: v2vhwz32z Dátum 2011 december 06, 21:35
Felvetem a már említett szempontot is:
elképzelhető lenne hogy a topik egy maró plusz eszterga kombi gépről szólna?
elképzelhető lenne hogy a topik egy maró plusz eszterga kombi gépről szólna?
Cím: Re:CNC eszterga építő iskola
Írta: xkbv3nx0d Dátum 2011 december 06, 21:39
Írta: xkbv3nx0d Dátum 2011 december 06, 21:39
volt egyszer az a videó a valami érdekes megoldásról, ahol a vertikál fej marási munkát végzett, kombinálva.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 21:41
Írta: svejk Dátum 2011 december 06, 21:41
A fórumtársak közül talán csak 4-5 ember foglalkozik CNC esztergával hobby szinten.
Kola EMC2 eredményein felbuzdulva, megint eszembe jutott hogy jó lenne egy ilyen a háznál.
Sajnos pénzem, helyem, főleg szakértelmem nem nagyon van egy ilyen projecthez, de ha többen összefognánk, kialakulhatna egy optimális verzió, mellyel legalább a bukás elkerülhető lenne. Ha valaki menet közben félbehagyná, feladná más tudná folytatni az építést.
Tudom volt már hasonló kezdeményezés mely kudarcba fulladt, de talán már felnőtt a fórum közössége, és megérti hogy a szakmai titkolózásnak nem sok értelme van e rohanó világban.
Én mindenképpen a gyáriak kicsinyített mására gondolok, már amely részét meg lehet valósítani.
Induljunk ki ebből, ezt már sokan ismerik.
Itt van mozgás közben.
A szerszámtárat Varga Kálmán Úr már megcsinálta, megtekinthető volt a székesfehérvári találkozón.
Az lenne a kérésem hogy írjátok le a méret, merevség, tudás, stb. igényeiteket, rajzoljatok, akár szabadkezes skicc formájában, adjatok ötleteket, linkeljetek videókat, képeket.
Első lépés valamilyen szinten a váz megtervezése lenne, persze sok minden későbbi dolgot már szem előtt kell tartani.
én valami masszív vázat tudnék elképzelni, leszerelhető főorsószekrénnyel.
Ideális esetben öntvény lenne, de esetleg komolyabb vaslemezből kivágott, összerakott bordás váz is elképzelhető, hiszen mint láttuk, már a feszültségmentesítés is megoldható.
Tudom hogy a sínek golyósorsók is nagyban meghatározzák a váz/szánok méreteit, de talán lehetne kompromisszumot kötni.
Külméret szerint kb. egy 1000x600x500 mm-es méretnél nagyobba nem kellene gondolkozni, mert tudom sokan helyhiánnyal küzden(e)k, valamint nem traktortengely gyártás lenne a cél, hanem apró bisz-baszok.
Kola EMC2 eredményein felbuzdulva, megint eszembe jutott hogy jó lenne egy ilyen a háznál.
Sajnos pénzem, helyem, főleg szakértelmem nem nagyon van egy ilyen projecthez, de ha többen összefognánk, kialakulhatna egy optimális verzió, mellyel legalább a bukás elkerülhető lenne. Ha valaki menet közben félbehagyná, feladná más tudná folytatni az építést.
Tudom volt már hasonló kezdeményezés mely kudarcba fulladt, de talán már felnőtt a fórum közössége, és megérti hogy a szakmai titkolózásnak nem sok értelme van e rohanó világban.
Én mindenképpen a gyáriak kicsinyített mására gondolok, már amely részét meg lehet valósítani.
Induljunk ki ebből, ezt már sokan ismerik.
Itt van mozgás közben.
A szerszámtárat Varga Kálmán Úr már megcsinálta, megtekinthető volt a székesfehérvári találkozón.
Az lenne a kérésem hogy írjátok le a méret, merevség, tudás, stb. igényeiteket, rajzoljatok, akár szabadkezes skicc formájában, adjatok ötleteket, linkeljetek videókat, képeket.
Első lépés valamilyen szinten a váz megtervezése lenne, persze sok minden későbbi dolgot már szem előtt kell tartani.
én valami masszív vázat tudnék elképzelni, leszerelhető főorsószekrénnyel.
Ideális esetben öntvény lenne, de esetleg komolyabb vaslemezből kivágott, összerakott bordás váz is elképzelhető, hiszen mint láttuk, már a feszültségmentesítés is megoldható.
Tudom hogy a sínek golyósorsók is nagyban meghatározzák a váz/szánok méreteit, de talán lehetne kompromisszumot kötni.
Külméret szerint kb. egy 1000x600x500 mm-es méretnél nagyobba nem kellene gondolkozni, mert tudom sokan helyhiánnyal küzden(e)k, valamint nem traktortengely gyártás lenne a cél, hanem apró bisz-baszok.
Cím: Re:CNC eszterga építő iskola
Írta: nffab2gnr Dátum 2011 december 06, 21:43
Írta: nffab2gnr Dátum 2011 december 06, 21:43
mennyire vegyük figyelembe Laslie Mester intelmét,mely szerint azt az esztergát ami nincs 1 tonna ne nevezzük esztergának[#nyes][#nevetes1]
Cím: Re:CNC eszterga építő iskola
Írta: xkbv3nx0d Dátum 2011 december 06, 21:45
Írta: xkbv3nx0d Dátum 2011 december 06, 21:45
akkor csak forgóanyagos farigcsáló tekerős bizgentyűnek... de éppen tegnap néztem ezt a ferdeágyas megoldást és elgondolkodtam rajta, hogy megcsináljuk azok alapján ami ott is van... csak ugye az jobb ha a tapasztalatokat megosztjuk
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2011 december 06, 21:46
Írta: robroy007 Dátum 2011 december 06, 21:46
apró bisz-basz gyártó gép érdekelne engem is, de ne keverjük szerintem a maró géppel ha lehetne
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 21:48
Írta: svejk Dátum 2011 december 06, 21:48
A 300 mm már szinte sok, én egy amolyan fejesztergára gondoltam, akár szegnyereg nélkül is.
A 125-ös tokmány a felső végletnek tartom, Viszont a főorsó áteresztés legyen a maximális amit a tokmány enged.
A mach3 az emc2 eredményei után szinte kizárt, persze a szoft. nem határoz a fizikai felépítésben.
200-as elforduló átmérő elég lenne bár ennek minimális méretét inkább a szán és szerszámtár kivitele határozza meg.
A 125-ös tokmány a felső végletnek tartom, Viszont a főorsó áteresztés legyen a maximális amit a tokmány enged.
A mach3 az emc2 eredményei után szinte kizárt, persze a szoft. nem határoz a fizikai felépítésben.
200-as elforduló átmérő elég lenne bár ennek minimális méretét inkább a szán és szerszámtár kivitele határozza meg.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 06, 21:50
Írta: KoLa Dátum 2011 december 06, 21:50
A csavarhúzóból is akkorát veszünk elő, amekkora a csavar amit meg kell húzni!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 21:53
Írta: svejk Dátum 2011 december 06, 21:53
Mindenképpen szeretném ha olyan Fórumtagok is hozzászólnának akik nem tervezik ilyen gép építését, de nagy tapasztalatuk van CNC esztergályos, vagy megmunkálóközponton való munkában.
Meg persze várnánk D.Laci, Kola, Motoros, Varga Kálmán fórumtársunk segítségét, talán ők négyen tudnak a legtöbbet segíteni nekünk.
(elnézést ha valakit kihagytam, illetve van még egy szolnoki fórumtárs, de nem jut eszembe a neve)
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 06, 21:54
Írta: 4um5b65d Dátum 2011 december 06, 21:54
Őőőőő... 500 Kg-ot mondtam, de lehet akkor épp jó napom volt. [#eplus2]
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 06, 21:55
Írta: 4um5b65d Dátum 2011 december 06, 21:55
Azt hiszem nem értem a topic lényegét, értelmét.
Egyen esztergát kíván a nép ?
Segítene valaki ?
Egyen esztergát kíván a nép ?
Segítene valaki ?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 21:56
Írta: svejk Dátum 2011 december 06, 21:56
A #8-ban belinkeltnek én nagyon keveslem a váz anyagát.
Maradhat a stílus de én minimum kicserélném azokat a 20-as zártszelvényeket a Csizi gépénél jól bevált lézerrel kivágatott hajóbordás megfoldásra. Ekkor egyben lenne a főorsóház is.
Maradhat a stílus de én minimum kicserélném azokat a 20-as zártszelvényeket a Csizi gépénél jól bevált lézerrel kivágatott hajóbordás megfoldásra. Ekkor egyben lenne a főorsóház is.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 06, 21:56
Írta: besirkyjh Dátum 2011 december 06, 21:56
Minél rövidebb annál jobb .Valojában 200mm elég is lenne .A 125-ös azért lenne jo mert a 100-al tele van a cerkám hogy állandoan pofát cserélek benne mert átmérö 40mm körül dolgozom jo részt .
Szegnyereg kel ezekre ? Ha nem kel akkor is tegyünk rá ( mégis kel a 300mm mozgás ? ) .
Szegnyereg kel ezekre ? Ha nem kel akkor is tegyünk rá ( mégis kel a 300mm mozgás ? ) .
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:00
Írta: svejk Dátum 2011 december 06, 22:00
Egy egyen gépet könnyebb elkészíteni ha valaki már kitaposta az utat.
Könnyebb eladni, mert van referencia.
Könnyebb eladni, mert van referencia.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:01
Írta: svejk Dátum 2011 december 06, 22:01
Persze az eladást nem üzleti célzattal, de mivel ez hobby, akár bele is unhat az ember, vagy más előre nem látható probléma adódhat.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 06, 22:01
Írta: 000000000 Dátum 2011 december 06, 22:01
Öntészeti tervezésnél lehet,h KisKz is tud nektek segíteni,az ő nevében nem nyilatkozhatok,de szerintem még lehet,h neki is jól jönne egy eszterga.Sok sikert és kitartást kívánok a dologhoz.Jó lenne egy eszterga nekem is,bár annak is örülnék ha egy esztergatokmányt tudnék venni és azt feldobhatnám egy tengelyre.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 06, 22:02
Írta: 4um5b65d Dátum 2011 december 06, 22:02
Az ötlet jó, de mégsem.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 06, 22:03
Írta: 000000000 Dátum 2011 december 06, 22:03
CNC esztergát a népnek!
Nagyon jó ötlet.
Amint látom, már minta is van.
Nekem a szín nem lényeges. Bármilyen színben át tudom venni. A kérdés, hogy hol és mikor?
Ha ferde az ágy, nehéz lenne összehozni a marógéppel.
A ferde ágy, viszont előnyös lehet.
Szegnyereg nélkül nem nagyon lehetne semmire használni.
Nagyon jó ötlet.
Amint látom, már minta is van.
Nekem a szín nem lényeges. Bármilyen színben át tudom venni. A kérdés, hogy hol és mikor?
Ha ferde az ágy, nehéz lenne összehozni a marógéppel.
A ferde ágy, viszont előnyös lehet.
Szegnyereg nélkül nem nagyon lehetne semmire használni.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:03
Írta: svejk Dátum 2011 december 06, 22:03
Utópikus vízióm mikor 1 év múlva elmegyek agy találkozóra ott van 5-10 kívülről hasonló kis eszterga, mindegyikben van egyedi megoldás a részletekben és mindegyikkel mást gyártanak. :))
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 06, 22:06
Írta: KoLa Dátum 2011 december 06, 22:06
Az én EMC2 eredményeim még csak próba jellegűek! de nagyon stabilak a működésűket tekintve! érdekes! de a változó menetvágás tesztet vagy 15-ször ráküldtem a munkadarabra még, amikor már kész volt , nem hibázott! még akkor sem amikor kivettem sebességből és kézzel forgattam a főorsót!
A hobbi esztergályosnak sokat segít az EMC2 ha menetet kell vágni, de még a profiknak is!
Én most azt tervezem hogy ha lesz egy kis időm visszaállítom azt a bizonytalan ingadozó PWM-s főorsó hajtást! mivel az EMC2 ezt simán leköveti menetvágáskor!
A hobbi esztergályosnak sokat segít az EMC2 ha menetet kell vágni, de még a profiknak is!
Én most azt tervezem hogy ha lesz egy kis időm visszaállítom azt a bizonytalan ingadozó PWM-s főorsó hajtást! mivel az EMC2 ezt simán leköveti menetvágáskor!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:06
Írta: svejk Dátum 2011 december 06, 22:06
A kombi és univerzális dolgoktól ódzkodnék. Épp elég univerzális egy szerszámcserélős esterga önmagában. Marógépet pedig már mindenki "tud" építeni.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:07
Írta: svejk Dátum 2011 december 06, 22:07
Na jó, mindenkinek adunk egy ellenvélemény esélyt.
A Tiédet ellőtted, jöhetsz az építő jellegűekkel. :))
A Tiédet ellőtted, jöhetsz az építő jellegűekkel. :))
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:09
Írta: svejk Dátum 2011 december 06, 22:09
Öntés előtt mindenféleképpen kellene valami prototípust összehozni, nem kis nagyképűség lenne anélkül leöntetni. :(
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 06, 22:10
Írta: 4um5b65d Dátum 2011 december 06, 22:10
Lehet, hogy még mindig nem értem.
Egy össznépi prototípust akartok létrehozni és kis sorozatban gyártani, eladni.
Esetleg ez az egész csak egy tanulmány lesz aminek a végén a kezünkben van egy kidolgozott műszaki dokumentáció ?
Egy össznépi prototípust akartok létrehozni és kis sorozatban gyártani, eladni.
Esetleg ez az egész csak egy tanulmány lesz aminek a végén a kezünkben van egy kidolgozott műszaki dokumentáció ?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:12
Írta: svejk Dátum 2011 december 06, 22:12
A szegnyereg megoldhat, de a bisz-basz esetek 99 %-ában nincs rá szükség.
Cím: Re:CNC eszterga építő iskola
Írta: 88nwcf22d Dátum 2011 december 06, 22:16
Írta: 88nwcf22d Dátum 2011 december 06, 22:16
Szerintem először a főhajtóművet kellene kitalálni megtervezni, mivel a szerszámcserélő megvan alá a mellékhajtás nem egy bonyolult szerintem... ha ezek megvannak akkor ezek köré már tudunk egy vázat is tenni.
Szerintem ki kellene találni akkor a tokmány nagyságát fordulatszámait mitől meddig, fokozatosan vagy fokozat nélküli fordulatszám állítást ill a teljesítményét.
Szerintem ki kellene találni akkor a tokmány nagyságát fordulatszámait mitől meddig, fokozatosan vagy fokozat nélküli fordulatszám állítást ill a teljesítményét.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 06, 22:16
Írta: besirkyjh Dátum 2011 december 06, 22:16
Dehogy is .
Itt le irkáljuk hogy milyen lenne egy jol használhato ( optimális ) gép és ha ez rendben meg nézzük hogy milyen lehetöségek adodnak a legyártására és lesz akit érdekel lesz akit nem de az info mint tanulmány itt marad tapasztalatnak .
Itt le irkáljuk hogy milyen lenne egy jol használhato ( optimális ) gép és ha ez rendben meg nézzük hogy milyen lehetöségek adodnak a legyártására és lesz akit érdekel lesz akit nem de az info mint tanulmány itt marad tapasztalatnak .
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:16
Írta: svejk Dátum 2011 december 06, 22:16
Össznépi prototípus a legfontosabb érvek szerint.
Gyártási dokumentáció szabadon felhasználható, egy non-profit eszterga.
Persze aki akarja gyárthatja is, de ha minden elérhető akkor nem lesz rá kereslet.
Alapjában véve egy külsőt, egy vázat kellene legalább kitalálni, aztán ennek beltartalma már változhatna igény, lehetőség szerint.
sok ember álma már az elején elbukik, hogy hogy kezdjen hozzá.
Gyártási dokumentáció szabadon felhasználható, egy non-profit eszterga.
Persze aki akarja gyárthatja is, de ha minden elérhető akkor nem lesz rá kereslet.
Alapjában véve egy külsőt, egy vázat kellene legalább kitalálni, aztán ennek beltartalma már változhatna igény, lehetőség szerint.
sok ember álma már az elején elbukik, hogy hogy kezdjen hozzá.
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2011 december 06, 22:17
Írta: s7manbs8 Dátum 2011 december 06, 22:17
Ez az egész nekem is tetszik, az tuti, hogy van egy minimális költsége, amit ha a tervezéseket, egyebeket élő emberi szellemi munkákat nem számoljuk, amennyi vas és annak megmunkálásai vannak egy ilyenben, az már ad egy kezdő minimális összeget. Onnan aztán agyalhat az igénylő, honnan szed össze annyi pénzt rá. Ha a vas kilóját számoljuk, akkor egy 100 kilós cucc 200 forinttal számolva 20 ezer, na ez jól hangzana, persze a tokmány vezetékek, miegymás még megdobja, úgyhogy innen csak felfele a végösszeg. Aztán kell vezérlő is, ami magában se két forint táppal egyetemben. Meg szán, stb. ami kell egy ilyen cuccba.
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2011 december 06, 22:20
Írta: s7manbs8 Dátum 2011 december 06, 22:20
A cserélhetős szerszámtárba fúró stb. gondolom belemehet, így szegnyereg kis daraboknál nem téma.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:22
Írta: svejk Dátum 2011 december 06, 22:22
Lehet rosszul látom, de nem biztos hogy jó a felvetés.
Szerintem egy elfogadható kubatúrájú váz, aztán majd "belepréseljük" a dolgokat.
Persze azért valamelyest előrevetítve a méreteket.
Ha az elején elveszünk a részletekben a nagy többségnél biztos a kudarc.
Tudod a hobysta mindent fordítva csinál :))
A főhajtómű gyakorlatilag egy megfelelő orsóház, csapágyazás csőtengely, szíjtárcsa.
Szerintem egy elfogadható kubatúrájú váz, aztán majd "belepréseljük" a dolgokat.
Persze azért valamelyest előrevetítve a méreteket.
Ha az elején elveszünk a részletekben a nagy többségnél biztos a kudarc.
Tudod a hobysta mindent fordítva csinál :))
A főhajtómű gyakorlatilag egy megfelelő orsóház, csapágyazás csőtengely, szíjtárcsa.
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2011 december 06, 22:27
Írta: s7manbs8 Dátum 2011 december 06, 22:27
Egy komplex szerkentyűnél épp ez van, hogy előre nem árt mindent figyelembe venni a gép célját szem előtt tartva, akkor kapunk valamilyen optimálishoz közeli megoldást. Ha valami lényeges kimarad, utána már késő a sírás. :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:29
Írta: svejk Dátum 2011 december 06, 22:29
Viszont fontos lenne a sínek orsók milyenségét meghatározni.
A sínek valamilyen 15-os lineáris sínek, többé kevésbé a gyártók hasonló méretekben gyártják, de hogy biztos beszerezhető legyen lehetne a Klavio-nál a Hiwin-re alapozni. (ez a reklám helye volt :)
sajnos golyósorsókban túl nagy a méret szórás használtban, az új meg elég borsos még Hiwin-ben is.
Az orsókra nagy eretnekség lenne trapézorsó, műanyag anya? Olcsó, kielégítő pontosságú, van két fórumtárs is akik profin el tudnák készíteni a szet-et.
A vezérlés és motorok talán már lehet teljesen egyénre szabott.
A sínek valamilyen 15-os lineáris sínek, többé kevésbé a gyártók hasonló méretekben gyártják, de hogy biztos beszerezhető legyen lehetne a Klavio-nál a Hiwin-re alapozni. (ez a reklám helye volt :)
sajnos golyósorsókban túl nagy a méret szórás használtban, az új meg elég borsos még Hiwin-ben is.
Az orsókra nagy eretnekség lenne trapézorsó, műanyag anya? Olcsó, kielégítő pontosságú, van két fórumtárs is akik profin el tudnák készíteni a szet-et.
A vezérlés és motorok talán már lehet teljesen egyénre szabott.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 06, 22:32
Írta: KoLa Dátum 2011 december 06, 22:32
Hát!!! a főorsóhajtómű a cnc esztergának egy nagyon fontos része! a hajtás elve nagyban befolyásolja az elkészíthető munkadarabok listáját!
Az EMC2 ebben élenjáró lehetőséget kínál! visszafelé gondolkozik! a főorsó mozgása vezérli a szánok mozgását!
Az EMC2 ebben élenjáró lehetőséget kínál! visszafelé gondolkozik! a főorsó mozgása vezérli a szánok mozgását!
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 06, 22:33
Írta: 4um5b65d Dátum 2011 december 06, 22:33
Ha ne adj isten, ipari termelésre is jó lenne a masina akkor fel kell készíteni az automata patron behúzásra és a szálanyag továbbításra.
Bár azt hiszem inkább a "házi játékszer" funkció fog dominálni.
Bár azt hiszem inkább a "házi játékszer" funkció fog dominálni.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 06, 22:34
Írta: 000000000 Dátum 2011 december 06, 22:34
Most lehet hogy megkoveztek mert huleseget mondok,de nem lehetne reszegysegekbol kesziteni amit csak ossze kellene csavarozni?Persze ti egy darabbol szeretnetek az egesz vazat a merevseg miatt,de igy meg konnyebb lenne legyartani.A prizmak helyett meg linearis sinekbol epiteni,hiszen ha hosszueleture szeretne az ember akkor a szankenest is meg kellene oldani,nembeszelve arrol hogy egy ilyen kissorozatban keszulo ontvenyt milyen nehez es koltreges lenne megmunkalni.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 06, 22:36
Írta: 000000000 Dátum 2011 december 06, 22:36
Nem tudom. Azt sem tudom, hogy milyen bizbaszokat csinálnék vele. De szerinte, csak műanyagra lesz jó, mert az égész úgy néz ki, mint egy rezonátor doboz.
Tudom, hogy a valódiak is hasonló kinézetűek.
Lehet, hogy a ferde ágy alá kellhetne egy kis beton.
Máskor Laslie is javasolta ezt az anyagot. Szóval, nem saját ötlet.
Tudom, hogy a valódiak is hasonló kinézetűek.
Lehet, hogy a ferde ágy alá kellhetne egy kis beton.
Máskor Laslie is javasolta ezt az anyagot. Szóval, nem saját ötlet.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 06, 22:38
Írta: 000000000 Dátum 2011 december 06, 22:38
#koltseges lenne megmunkalni,en alig tudom elkepzelni,hogy megfizetheto osszegert pontosan ki legyenek alakitva a csapagyfeszkek meg a prizmak.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:38
Írta: svejk Dátum 2011 december 06, 22:38
Részletezd, mit kellene elkövetni!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:40
Írta: svejk Dátum 2011 december 06, 22:40
Én legszívesebben csak patronosra csinálnám, minél nagyobb átmenővel, mivel a hidraulikus vagy más automata tokmány tényleg illúzió.
Ha hagyományos a tokmány akkor meg oda a CNC érzés.
Ha hagyományos a tokmány akkor meg oda a CNC érzés.
Cím: Re:CNC eszterga építő iskola
Írta: 6x509vxe Dátum 2011 december 06, 22:42
Írta: 6x509vxe Dátum 2011 december 06, 22:42
Nagyon jó ötletnek tartom ezt a topicot,már én is régóta gondolkodom egy hasonló eszterga épitésén.
Ha viszont van kész rajz,ami saját igény és izlés szerint változtazható,akkor sokkal bátrabban vágok bele...
Várom a folytatást...
Ha viszont van kész rajz,ami saját igény és izlés szerint változtazható,akkor sokkal bátrabban vágok bele...
Várom a folytatást...
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 06, 22:43
Írta: besirkyjh Dátum 2011 december 06, 22:43
Igy van ahogy irod .
Ez pont olyan mint egy cnc marogép csak más az alkja , de ez is pénzbe kerül :)
Ma vágattam és 250ft /kg a vas ÁFÁval .
Ez pont olyan mint egy cnc marogép csak más az alkja , de ez is pénzbe kerül :)
Ma vágattam és 250ft /kg a vas ÁFÁval .
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:44
Írta: svejk Dátum 2011 december 06, 22:44
A rezonátorra a válasz: lásd #17
Természetesen a váz elég nevetséges a linken, meg a mozgás is, de ezt már leírtam Petrencéék topicjában is az elején.
Ezért kellene összedugni a buksikat és egy komolyat alkotni.
Én ha csak elektronikai távtartókat gyártok már megérte :))
Természetesen a váz elég nevetséges a linken, meg a mozgás is, de ezt már leírtam Petrencéék topicjában is az elején.
Ezért kellene összedugni a buksikat és egy komolyat alkotni.
Én ha csak elektronikai távtartókat gyártok már megérte :))
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 06, 22:46
Írta: KoLa Dátum 2011 december 06, 22:46
Én a tapasztalataim alapján azt ajánlanám hogy a keresztszánon, X, legyen 16x5 golyósorsó két anyával (nálam ez bevált)
A hossz szánon ,Z, nálam nem vált be igazán a lassúsága miatt, az egy motor,omega hajtás, két 16x5 golyósorsó a gép két oldalán , tolja a hosszánt!
Két motor direkt hajtásban lehet hogy jobb eredmény lett volna!nagyobb menetemelkedéssel!
Nekem 12Nm léptetőim vannak az esztergán, lépéshibát nem tapasztaltam soha csak ha ütköztem a szegnyeregre , vagy ilyesmi!:)
A hossz szánon ,Z, nálam nem vált be igazán a lassúsága miatt, az egy motor,omega hajtás, két 16x5 golyósorsó a gép két oldalán , tolja a hosszánt!
Két motor direkt hajtásban lehet hogy jobb eredmény lett volna!nagyobb menetemelkedéssel!
Nekem 12Nm léptetőim vannak az esztergán, lépéshibát nem tapasztaltam soha csak ha ütköztem a szegnyeregre , vagy ilyesmi!:)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 06, 22:46
Írta: 000000000 Dátum 2011 december 06, 22:46
Na mire bepotyogtem telefonon az uzenetemet te mar irtad is,hogy te is lin sinesnek kepzelted el.:)Az orso meg szerintem lehet tr zx100 anyaval,nekem nagyon bevalt idaig,annak ellenere,hogy nekem nehez vas vazat mozgat.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 06, 22:55
Írta: 000000000 Dátum 2011 december 06, 22:55
Ha van ötlet a gyártásra, az jó.
Ha belevágok, én is a trapézmenetes orsó mellet maradok. Műanyag anyával.
Szerintem, kell bele egy mechanikusan megoldott nyomatékváltási lehetőség is.
Kicsit béna kézzel arrébb pakolgatni a szíjat, de néha jól jöhet, hogy van ilyen lehetőség.
Pl egy tíz mm körüli átmérőjű bizbasz, meg egy 50-60 mm körüli bizbasz ugye?
Ha belevágok, én is a trapézmenetes orsó mellet maradok. Műanyag anyával.
Szerintem, kell bele egy mechanikusan megoldott nyomatékváltási lehetőség is.
Kicsit béna kézzel arrébb pakolgatni a szíjat, de néha jól jöhet, hogy van ilyen lehetőség.
Pl egy tíz mm körüli átmérőjű bizbasz, meg egy 50-60 mm körüli bizbasz ugye?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 22:55
Írta: svejk Dátum 2011 december 06, 22:55
Én szervot ajánlanék erre a kis gépre, kis motorokkal meg lehetne úszni. Hátha tudunk még E240-eket szerezni.
Ferde ágyasnál Z-ben is elég lenne egy orsó középen.
Trapézorsóról lenne véleményed?
Ferde ágyasnál Z-ben is elég lenne egy orsó középen.
Trapézorsóról lenne véleményed?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 23:00
Írta: svejk Dátum 2011 december 06, 23:00
Megoldható, vannak rá példák a NET-en is.
Ha az EMC tényleg ilyen jól követi a főorsót, akkor akár kis motorral szabályzott variátorhajtás is kivitelezhető, de ez megint nem különösebben befolyásolja az alapkiépítést, ha hagyunk neki megfelelő helyet.
Ha az EMC tényleg ilyen jól követi a főorsót, akkor akár kis motorral szabályzott variátorhajtás is kivitelezhető, de ez megint nem különösebben befolyásolja az alapkiépítést, ha hagyunk neki megfelelő helyet.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 06, 23:00
Írta: KoLa Dátum 2011 december 06, 23:00
Na ne!oda a cnc érzés?
Én világéletemben E400-n forgácsoltam !
A cnc érzés akkor jön amikor elindítasz egy kódot , és jól működik , megfelelő a fordulat és az előtolás, és automatikusan végrehajtja nekem, amit beleprogramoztam, sokéves tapasztalatok alapján!elsőre!(vagy másodikra)[#nevetes1]
Én világéletemben E400-n forgácsoltam !
A cnc érzés akkor jön amikor elindítasz egy kódot , és jól működik , megfelelő a fordulat és az előtolás, és automatikusan végrehajtja nekem, amit beleprogramoztam, sokéves tapasztalatok alapján!elsőre!(vagy másodikra)[#nevetes1]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 23:02
Írta: svejk Dátum 2011 december 06, 23:02
Ne felejtsd hogy ez jóval kisebb gép mit a Tiéd.
Itt már 6000-8000-es G0 már villámnak számít.
Itt már 6000-8000-es G0 már villámnak számít.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 06, 23:05
Írta: 000000000 Dátum 2011 december 06, 23:05
A variátor egy szuper ötlet. Én is ismerem, de nem gondoltam rá.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 23:06
Írta: svejk Dátum 2011 december 06, 23:06
Nálam társul a CNC érzéshez, amikor csak a leeső kieső darabokat kell kapkodni :))
De persze a tokmány és az egész főrorsó kivitele megint nem befolyásolja különösebben az alapot.
Most egyenlőre csak a belinkelt mintáján és bordás vázban gondolkozva, ha a bordákban a főorsó helyén megfelelő nagy furat van kialakítva a vázon, szinte bármilyen kivitelű komplett főorsó könnyűszerrel behelyezhető.
De persze a tokmány és az egész főrorsó kivitele megint nem befolyásolja különösebben az alapot.
Most egyenlőre csak a belinkelt mintáján és bordás vázban gondolkozva, ha a bordákban a főorsó helyén megfelelő nagy furat van kialakítva a vázon, szinte bármilyen kivitelű komplett főorsó könnyűszerrel behelyezhető.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 06, 23:08
Írta: besirkyjh Dátum 2011 december 06, 23:08
A trapéz jo de a müanyag anya ( Zx 100 is ) kicsit rugalmas és ez látszik a minöségben is .
A cncbolt.hu oldalon olcson ( 20 000 alatt ) vannak golyos orsok anyával az nem jo nekünk ?
A cncbolt.hu oldalon olcson ( 20 000 alatt ) vannak golyos orsok anyával az nem jo nekünk ?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 23:10
Írta: svejk Dátum 2011 december 06, 23:10
Aránylag egyszerűen kivitelezhető házilag, a Forstricht kombájnokon a mellékhajtások majd mind ilyenek, kis vacak ablaktörlőmotor állította.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 06, 23:16
Írta: KoLa Dátum 2011 december 06, 23:16
Itt ez a főorsó visszacsatolás igencsak számítógép sebesség függő!
Mikor menetet vágok a Mach3-l, akkor visszafelé jövet G0-val kiírja az adott fordulatszámon a max fordulatonkénti előtolást, ha ezt a két adatot vesszük figyelembe már ki is tudjuk számolni hogy milyen menetemelkedést, mekkora fordulaton tudunk megoldani!aránypár!vagy valami ilyesmi!
Mikor menetet vágok a Mach3-l, akkor visszafelé jövet G0-val kiírja az adott fordulatszámon a max fordulatonkénti előtolást, ha ezt a két adatot vesszük figyelembe már ki is tudjuk számolni hogy milyen menetemelkedést, mekkora fordulaton tudunk megoldani!aránypár!vagy valami ilyesmi!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 06, 23:21
Írta: KoLa Dátum 2011 december 06, 23:21
Cnc esztergát közelről csak a MachTechen láttam ezidáig, nekem nincsenek ilyen érzéseim!
Ebbe az egészbe csak azért kezdtem bele hogy a munkám minőségét tudjam javítani , fényévekkel!
Ebbe az egészbe csak azért kezdtem bele hogy a munkám minőségét tudjam javítani , fényévekkel!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 23:28
Írta: svejk Dátum 2011 december 06, 23:28
Legyünk bátrak nézzük meg az anyagi vonzatát!
Lézerrel kivágva 50 ezerbe beleférne egy kb. 100kg-os váz, de ezt még kellhet utómunkálni.
Öntvényből 700 Ft/kg-ban kell gondolkodni, a formát és egyéb mellékeseket nem számolva, utómunkálás elkerülhetetlen.
Kb. 2 méternyi 15-ös sín 4 kocsival újban cirka 70 ezer, használtban 30-40 ezer.
Golyós orsó használtban 16x5-ös 9 ezer volt az utolsó talin . Újat nem merek írni, akkor inkább trapéz Motorostól vagy Sz.Józseftől.
A főorsó nagyon tág határok közt mozoghat eleve a csapágyazás minőségétől erősségétől.
Itt újra felhívnám a figyelmet hogy a vázat több féle méretű csapágyház befogadására alkalmassá kell tenni.
A szerszámtárat ne írjuk, akár 1-2 késsel is lehet bizonyos esetekben dolgozni, de lehetne más rendszerű szerszámváltót kitalálni, de ez már egyéni ízlés lenne.
A hajtásárakról már biztos mindenkinek van fogalma. Akár szervo akár léptető 50-ből kijöhet a két tengely, de lehet jóval olcsóbban is.
Lézerrel kivágva 50 ezerbe beleférne egy kb. 100kg-os váz, de ezt még kellhet utómunkálni.
Öntvényből 700 Ft/kg-ban kell gondolkodni, a formát és egyéb mellékeseket nem számolva, utómunkálás elkerülhetetlen.
Kb. 2 méternyi 15-ös sín 4 kocsival újban cirka 70 ezer, használtban 30-40 ezer.
Golyós orsó használtban 16x5-ös 9 ezer volt az utolsó talin . Újat nem merek írni, akkor inkább trapéz Motorostól vagy Sz.Józseftől.
A főorsó nagyon tág határok közt mozoghat eleve a csapágyazás minőségétől erősségétől.
Itt újra felhívnám a figyelmet hogy a vázat több féle méretű csapágyház befogadására alkalmassá kell tenni.
A szerszámtárat ne írjuk, akár 1-2 késsel is lehet bizonyos esetekben dolgozni, de lehetne más rendszerű szerszámváltót kitalálni, de ez már egyéni ízlés lenne.
A hajtásárakról már biztos mindenkinek van fogalma. Akár szervo akár léptető 50-ből kijöhet a két tengely, de lehet jóval olcsóbban is.
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2011 december 06, 23:28
Írta: Béni Dátum 2011 december 06, 23:28
Hobby célra bőven jó főorsó megoldás (EMCO Turn 140)


Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 23:29
Írta: svejk Dátum 2011 december 06, 23:29
Értem. Akkor gondolkodjunk hagyományos tokmányban.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 06, 23:31
Írta: KoLa Dátum 2011 december 06, 23:31
Nekem van egy hobbi esztegám 3 tengelyes variátor hajtja a fóorsót , vagy 20 éve!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 06, 23:33
Írta: KoLa Dátum 2011 december 06, 23:33
Béni! de jó hogy ide vetődtél! légyszi küldj már egy mailt a telefonszámoddal!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 06, 23:37
Írta: svejk Dátum 2011 december 06, 23:37
Biztosan...
Bár én más rendszerűben gondolkozok.
A lényeg hogy az orsóház és a csőtengely ne legyen bonyolult, egyszerűen legyártható legyen, odafigyeléssel kisebb gépműhelyben.
Háznak akár hidraulika munkahenger is megfelelhet kiindulásnak.
Bár én más rendszerűben gondolkozok.
A lényeg hogy az orsóház és a csőtengely ne legyen bonyolult, egyszerűen legyártható legyen, odafigyeléssel kisebb gépműhelyben.
Háznak akár hidraulika munkahenger is megfelelhet kiindulásnak.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 06, 23:40
Írta: besirkyjh Dátum 2011 december 06, 23:40
Én tudom :) csak az " elektron " hivta fel rá a figyelmet hogy költségei vannak .
Tulajdon képpen egy nagyméretü sik lapra felszerelhetö az egész ( ez már 100kg ) .
Pl : 500x1000x15 - 20mm , ezt megdönteni és erre "ferdén egy föorso házat tenni , fökapcsolo és mehet is :)
Miért nem jo egy frekiváltos kb 1Kw-os motorral ? Ára miatt vagy a fázisok miatt ?
Tulajdon képpen egy nagyméretü sik lapra felszerelhetö az egész ( ez már 100kg ) .
Pl : 500x1000x15 - 20mm , ezt megdönteni és erre "ferdén egy föorso házat tenni , fökapcsolo és mehet is :)
Miért nem jo egy frekiváltos kb 1Kw-os motorral ? Ára miatt vagy a fázisok miatt ?
Cím: Re:CNC eszterga építő iskola
Írta: wkbgzy80t Dátum 2011 december 06, 23:48
Írta: wkbgzy80t Dátum 2011 december 06, 23:48
Kompozit beton alapja is lehet. Kilónként 10 deka epoxi kell kb, tehát durván 200 ft (+kőzúzalék+homok ára)/kiló. Laposvasak bele, aztán köszörű.
Olvastam egy tanulmányt, ami arról szól, hogy csak egy kb 5-6 centis kompozit beton héjat csináltak, a belsejét pedig hagyományos betonból készítették az alapnak.
Olvastam egy tanulmányt, ami arról szól, hogy csak egy kb 5-6 centis kompozit beton héjat csináltak, a belsejét pedig hagyományos betonból készítették az alapnak.
Cím: Re:CNC eszterga építő iskola
Írta: Varga István Dátum 2011 december 07, 00:08
Írta: Varga István Dátum 2011 december 07, 00:08
Ha hagyományos felépítésben gondolkodtok, gondolatébresztésnek.



Van félkészen egy ferde vázam, holnap felteszem a képet.
Van félkészen egy ferde vázam, holnap felteszem a képet.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 00:12
Írta: svejk Dátum 2011 december 07, 00:12
Te vagy az emberünk!!! :)
Cím: Re:CNC eszterga építő iskola
Írta: wcsxp0uxa Dátum 2011 december 07, 05:38
Írta: wcsxp0uxa Dátum 2011 december 07, 05:38
Nekem a 125-ös tokmány ,350 csúcstávolság lenne jó . A hasznos hosszból a szerszámtár sokat levesz .
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 07, 06:50
Írta: besirkyjh Dátum 2011 december 07, 06:50
Szia Pityu
Biztam benne hogy meg látogatsz bennünket .
Jöhet a ferde ágyas , az olyan cncsebb de ez is nagyon szuper .
[#eljen]
Biztam benne hogy meg látogatsz bennünket .
Jöhet a ferde ágyas , az olyan cncsebb de ez is nagyon szuper .
[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 07, 06:51
Írta: besirkyjh Dátum 2011 december 07, 06:51
Akkor az már nem hasznos hossz :)
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 07, 06:59
Írta: besirkyjh Dátum 2011 december 07, 06:59
Hopp , valami eszembe jutott .Valami olyan konstrukxio kellene hogy ne forditott késeket keljen használni hozzá .Bár ezt ugyis ujra kel majd szerszámozni .
Cím: Re:CNC eszterga építő iskola
Írta: wcsxp0uxa Dátum 2011 december 07, 07:24
Írta: wcsxp0uxa Dátum 2011 december 07, 07:24
[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 07, 07:37
Írta: 000000000 Dátum 2011 december 07, 07:37
Ez a variátor dolog, valami ősi kombájnos cucc lehet, mert már a hatvanas évek elején láttam ilyet, amikor kimentem Apámhoz, mikor arattak.
A hosszirányú vezetőknél sincs minden rendben szerintem így, mert a vezetők nagyon egyoldalasan lennének terhelve.
az összképet, biztosan jó lenne megtartani, mert nagyon tetszetős.
A hosszirányú vezetőknél sincs minden rendben szerintem így, mert a vezetők nagyon egyoldalasan lennének terhelve.
az összképet, biztosan jó lenne megtartani, mert nagyon tetszetős.
Cím: Re:CNC eszterga építő iskola
Írta: wcsxp0uxa Dátum 2011 december 07, 07:54
Írta: wcsxp0uxa Dátum 2011 december 07, 07:54
Még az eszembe jutott ,hogy az egyéni megrendeléseket összerakva lehetne még takarékoskodni.(persze csak a húzósabb tételeknél érdemes)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 07, 07:57
Írta: 000000000 Dátum 2011 december 07, 07:57
Régóta foglalkoztat egy eszterga készítése, mert az a játék, ami nekem van, hát az, nem az igazi.
A főorsóra az volt az ötletem, hogy a furatot akár a helyén is el lehetne készíteni.
A keletkezett hővel lennének gondok, de szerintem nem végzetes a probléma. Lassabban kell csinálni. Kisebb fogásokkal és belülről hűteni.
A külsejét készre munkálni és a tokmánnyal ellenkező oldalra valami vezetőfélét kialakítani, ami a fúró rudat tartaná furatoláskor. Az is lehet, hogy hülyeség.
Amit itt láttunk hegesztett ágyat, nagyon szuper. Ezzel a módszerrel, akár ferdeágyas is lehetne.
A feszültségmentesítés, persze, nem egyszerű és „óccó”
Szóba került a kompozit beton. Nem tudom, hogy mi, de hátha lehet többet is tudni róla.
A főorsóra az volt az ötletem, hogy a furatot akár a helyén is el lehetne készíteni.
A keletkezett hővel lennének gondok, de szerintem nem végzetes a probléma. Lassabban kell csinálni. Kisebb fogásokkal és belülről hűteni.
A külsejét készre munkálni és a tokmánnyal ellenkező oldalra valami vezetőfélét kialakítani, ami a fúró rudat tartaná furatoláskor. Az is lehet, hogy hülyeség.
Amit itt láttunk hegesztett ágyat, nagyon szuper. Ezzel a módszerrel, akár ferdeágyas is lehetne.
A feszültségmentesítés, persze, nem egyszerű és „óccó”
Szóba került a kompozit beton. Nem tudom, hogy mi, de hátha lehet többet is tudni róla.
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2011 december 07, 08:00
Írta: u3xrz0cut Dátum 2011 december 07, 08:00
Tetszik az ötlet! Ha nincs szegnyereg, akkor legalább valami anyagtovábbítás jó lenne! Aztán hadd dolgozzon a kicsike...[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 07, 08:03
Írta: 000000000 Dátum 2011 december 07, 08:03
Lenne egy kép róla?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 07, 08:15
Írta: 000000000 Dátum 2011 december 07, 08:15
Szerintem, ezt a főorsó, „vezérorsó” közötti kapcsolatot nem kell túllihegni.
Úgy kell felfogni, hogy a főorsó végén lévő sokrésű tárcsa és a hozzávalók, egy generátor. Ami a „vezérorsót” hatja. És van egy tárcsa, ami fordulatonként ad egy jelet. A jel indítja a „vezérorsót”. Utána semmi szerepe.
Szerintem, akár számítógép nélkül is tudna működni.
Felesleges egy „ezerrel” száguldó jel, amit egy fordulat alatt ötszázszor szinkronizálni akarunk.
Terhelés hatására lehetnek ingadozások. De ha tudnak lenni, azt ellensúlyozni se nagyon lehet.
Szovjet módszer.
Annyival több puskaport bele, ha ötven méterrel arrébb csapódik be a lövedék, akkor is taroljon.
Úgy kell felfogni, hogy a főorsó végén lévő sokrésű tárcsa és a hozzávalók, egy generátor. Ami a „vezérorsót” hatja. És van egy tárcsa, ami fordulatonként ad egy jelet. A jel indítja a „vezérorsót”. Utána semmi szerepe.
Szerintem, akár számítógép nélkül is tudna működni.
Felesleges egy „ezerrel” száguldó jel, amit egy fordulat alatt ötszázszor szinkronizálni akarunk.
Terhelés hatására lehetnek ingadozások. De ha tudnak lenni, azt ellensúlyozni se nagyon lehet.
Szovjet módszer.
Annyival több puskaport bele, ha ötven méterrel arrébb csapódik be a lövedék, akkor is taroljon.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 07, 08:31
Írta: besirkyjh Dátum 2011 december 07, 08:31
Egyenlöre maradjunk a váznál de tervezzünk bele plussz helyet az egyéni kialakitásokra .
Mindenkinek más igénye van , lehet én is lábbal hajtom majd de a váz lehet ugyan az attol még!
Mindenkinek más igénye van , lehet én is lábbal hajtom majd de a váz lehet ugyan az attol még!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 07, 08:45
Írta: 000000000 Dátum 2011 december 07, 08:45
Teljesen igazad van!
Nem kell vele foglalkozni, hogy minek készül a váz.
Ha elkészült, akkor is ráérünk azon aggódni, hogy mi fért bele és mi nem. mert a plusz hely csak úgy tud lenni, ha tudjuk mi az alap, amit bele akarunk tenni.
Bocsi, hogy beleugattam.
Ígérem, kerülöm a témát.
Nem kell vele foglalkozni, hogy minek készül a váz.
Ha elkészült, akkor is ráérünk azon aggódni, hogy mi fért bele és mi nem. mert a plusz hely csak úgy tud lenni, ha tudjuk mi az alap, amit bele akarunk tenni.
Bocsi, hogy beleugattam.
Ígérem, kerülöm a témát.
Cím: Re:CNC eszterga építő iskola
Írta: Csuhás Dátum 2011 december 07, 09:47
Írta: Csuhás Dátum 2011 december 07, 09:47
Ha már épített gép akkor hagy mutassam meg ismét a kedvencem.
Eszterga
Nem mondom hogy ilyen legyen az itteni gép, de szerintem sok érdekes ötlet lapul a részleteiben.
Eszterga
Nem mondom hogy ilyen legyen az itteni gép, de szerintem sok érdekes ötlet lapul a részleteiben.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 13:40
Írta: svejk Dátum 2011 december 07, 13:40
El nem tudom képzelni, hogy a mi terveinkhez melyik része passzolna?? hacsak nem a főorsó csapágyazása.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 13:42
Írta: svejk Dátum 2011 december 07, 13:42
Ennél még a MACH is többet tud, de az se jó.
Minél szorosabb szinkron kell.
De ezzel megint a végéra szaladtunk a kivitelnek.
Minél szorosabb szinkron kell.
De ezzel megint a végéra szaladtunk a kivitelnek.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 07, 15:33
Írta: besirkyjh Dátum 2011 december 07, 15:33
Öntsünk vagy vágassunk ?
Cím: Re:CNC eszterga építő iskola
Írta: D.Laci Dátum 2011 december 07, 15:56
Írta: D.Laci Dátum 2011 december 07, 15:56
Nehéz ügy lesz mindenki számára megfelelö gépet épitenetek.
Kell e a szegnyereg? Ha kel akkor a rögzitése sok problémát fog még okozni.
Tokmányos vagy patronos? Legyen mind a kettö. ER32-es patron esetén talán a 125-ös tokmányt elbirná a 40x1.5mm menet a föorsón, ha nem akkor lehet lépcsösen egy nagyobb menetet késziteni a föorsóra igy mindenkinek egyforma lenne és ki-ki mire használná. A 32-es patron talán még azért lenne jó mert az iso30 kupot belelehet húzni, hogy mire jó hát azt még nem tom... :)
Aztán egy vagy 2 kereszt szán? ha kettő akkor 1 vagy 2 hosszszán? 1 vagy 2 revolver fej, 1 esetén + normál késtartó? Vagy 2 mezei késtartó?
De akár lehet 2 föorsós is :)
Ha öntvény váz és után kel munkálni akkor kel e a lineáris vezetö vagy fém a fémen csúszon?
Motorok milyenek lenének? felfogatás és hely miat?
Most kaptam szét egy esztergát 25x10 es köszörűlt orsöim lettek (4db) ahoz kel méretezni :)
Cad szoftvernek a solidworksot ajánlom, gyorsan elsajátitható a kezelése és mindenki tudna rajta változtatni a megosztot fájlon.
Kell e a szegnyereg? Ha kel akkor a rögzitése sok problémát fog még okozni.
Tokmányos vagy patronos? Legyen mind a kettö. ER32-es patron esetén talán a 125-ös tokmányt elbirná a 40x1.5mm menet a föorsón, ha nem akkor lehet lépcsösen egy nagyobb menetet késziteni a föorsóra igy mindenkinek egyforma lenne és ki-ki mire használná. A 32-es patron talán még azért lenne jó mert az iso30 kupot belelehet húzni, hogy mire jó hát azt még nem tom... :)
Aztán egy vagy 2 kereszt szán? ha kettő akkor 1 vagy 2 hosszszán? 1 vagy 2 revolver fej, 1 esetén + normál késtartó? Vagy 2 mezei késtartó?
De akár lehet 2 föorsós is :)
Ha öntvény váz és után kel munkálni akkor kel e a lineáris vezetö vagy fém a fémen csúszon?
Motorok milyenek lenének? felfogatás és hely miat?
Most kaptam szét egy esztergát 25x10 es köszörűlt orsöim lettek (4db) ahoz kel méretezni :)
Cad szoftvernek a solidworksot ajánlom, gyorsan elsajátitható a kezelése és mindenki tudna rajta változtatni a megosztot fájlon.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 16:05
Írta: svejk Dátum 2011 december 07, 16:05
Na, végre már hogy előbújtál! :)
A szegnyereg nem mehetne a Z sínjein és orsóval mozgatni?
Tudom hogy nehéz ügy, lehet módosítani kellene a topic címét, hogy mondjátok meg milyen CNC esztergát építsek :)
A szegnyereg nem mehetne a Z sínjein és orsóval mozgatni?
Tudom hogy nehéz ügy, lehet módosítani kellene a topic címét, hogy mondjátok meg milyen CNC esztergát építsek :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 16:05
Írta: svejk Dátum 2011 december 07, 16:05
Tegnap előtt még az öntvényre esküdtem volna.
Most talán már arra hogy ki kellene vágatni.
Most talán már arra hogy ki kellene vágatni.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 16:07
Írta: svejk Dátum 2011 december 07, 16:07
Még nagyon kíváncsi lennék Motoros véleményére is, Ő is látott, tapasztalt már egyet s mást.
De mostanában nem is látom a fórumon. :(
De mostanában nem is látom a fórumon. :(
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 16:10
Írta: svejk Dátum 2011 december 07, 16:10
"A 32-es patron talán még azért lenne jó mert az iso30 kupot belelehet húzni"
Ez komoly? Pont passz? Felmegy a nyakáig?
Eszembe nem jutott volna még kipróbálni sem :)
Ez komoly? Pont passz? Felmegy a nyakáig?
Eszembe nem jutott volna még kipróbálni sem :)
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 07, 16:11
Írta: Farkas Ádám Dátum 2011 december 07, 16:11
Miért nem öntvény? A vágatottat hegeszteni gondoltad? Mindenki össze tudja hegeszteni? Vagy azt is kiadnánk?
Kopogtatós feszmentesítésnél összeszorítózzuk mindet. és egybe kopogtatunk :)
Kopogtatós feszmentesítésnél összeszorítózzuk mindet. és egybe kopogtatunk :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 16:13
Írta: svejk Dátum 2011 december 07, 16:13
Egy ISO30-as kúp behúzatva hátulról , azon egy tokmány? Az biztos futna csere után is rendesen.
No, ezt ki tudná kiszámolni hogy a 32-es nyak elég lenne-e egy 100-125-ös tokmányhoz?
No, ezt ki tudná kiszámolni hogy a 32-es nyak elég lenne-e egy 100-125-ös tokmányhoz?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 07, 16:15
Írta: 000000000 Dátum 2011 december 07, 16:15
Válasz a szófosóban.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 16:15
Írta: svejk Dátum 2011 december 07, 16:15
Nagyon sok az utómunka az öntvénynél, a kivágatottnál meg végszükségben lehetne hézagolni a sínek alapja alatt.
De még bármi lehet.
Végre hogy előkerültél Te is, ontsd az ötleteket.
De még bármi lehet.
Végre hogy előkerültél Te is, ontsd az ötleteket.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 07, 16:23
Írta: Farkas Ádám Dátum 2011 december 07, 16:23
Szerintem mindkettőnél kellene utómunka. Én lineáris síneket használnék azt hobbi körülmények között is fel lehet rakni.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 16:23
Írta: svejk Dátum 2011 december 07, 16:23
ER32-es befogós főorsónál mennyi is lenne az átmenő furat?
A múltkor az az ominózus ZKL párosított ferde csapágyak ...5000 Ft a két darab, előre elég lenne.
45-ös furat, 85-ös külső 12 fokos hatásvonal, van még a komának sok.
arra is gondolni kell hogy azért ezt kisebb dolgoknál pörgetni kell rendesen, a kúpgörgősnek sok a vesztesége
A múltkor az az ominózus ZKL párosított ferde csapágyak ...5000 Ft a két darab, előre elég lenne.
45-ös furat, 85-ös külső 12 fokos hatásvonal, van még a komának sok.
arra is gondolni kell hogy azért ezt kisebb dolgoknál pörgetni kell rendesen, a kúpgörgősnek sok a vesztesége
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 16:25
Írta: svejk Dátum 2011 december 07, 16:25
megmértem 25 mm-es átmenő furat lehet a főorsón ER32-nél.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 07, 16:26
Írta: Farkas Ádám Dátum 2011 december 07, 16:26
Az a baj a dologgal, hogy ha már ennyi pénzt kiad valaki egy hobbi gépért akkor már szeretné hogy olyan legyen amit elképzelt, és mindenki mást tart fontosnak.
Én pl: Ferde-ágyas, öntvény, szegnyereg nélkülit, képzeltem el, forgó szerszámcserélővel.
Én pl: Ferde-ágyas, öntvény, szegnyereg nélkülit, képzeltem el, forgó szerszámcserélővel.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 16:36
Írta: svejk Dátum 2011 december 07, 16:36
A baj valóban ez.
De nem véletlen a hagyományos esztergák is gyártótól és nemzet hovatartozástól függetlenül nagyon hasonlítanak egymásra - mert arra van legnagyobb igény.
Az elképzelésed engem kielégít.
Legfeljebb kettőt gyártunk le :)
De nem véletlen a hagyományos esztergák is gyártótól és nemzet hovatartozástól függetlenül nagyon hasonlítanak egymásra - mert arra van legnagyobb igény.
Az elképzelésed engem kielégít.
Legfeljebb kettőt gyártunk le :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 16:39
Írta: svejk Dátum 2011 december 07, 16:39
A lényeg, hogy 100 hozzászólás alatt már kaptunk 4-5 jó ötletet.
Ez a D.Laci féle ER32 kiváltképp tetszik, amíg valaki nem dönti meg.
Ez a D.Laci féle ER32 kiváltképp tetszik, amíg valaki nem dönti meg.
Cím: Re:CNC eszterga építő iskola
Írta: nt4ibi7x Dátum 2011 december 07, 16:39
Írta: nt4ibi7x Dátum 2011 december 07, 16:39
Szióka!
Egy ilyen megoldáshoz mit szóltok?

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Egy ilyen megoldáshoz mit szóltok?

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 16:50
Írta: svejk Dátum 2011 december 07, 16:50
Szép munka, de nekem nem tetszik mert nem ferdeágyas.
Ki csinálta?
Ki csinálta?
Cím: Re:CNC eszterga építő iskola
Írta: nt4ibi7x Dátum 2011 december 07, 16:52
Írta: nt4ibi7x Dátum 2011 december 07, 16:52
Egy cseh fickó. Csak ötletnek szántam.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 16:54
Írta: svejk Dátum 2011 december 07, 16:54
Oké köszönjük is! :)
Cím: Re:CNC eszterga építő iskola
Írta: ra8nsmk6w Dátum 2011 december 07, 16:59
Írta: ra8nsmk6w Dátum 2011 december 07, 16:59
10 perc munka után nem látszik ki a forgácsból a gép. CNC- nél nagyon fontos, hogy egy programot ne kelljen megszakitani takaritás ürügyén.
Cím: Re:CNC eszterga építő iskola
Írta: wcsxp0uxa Dátum 2011 december 07, 17:00
Írta: wcsxp0uxa Dátum 2011 december 07, 17:00
[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: nt4ibi7x Dátum 2011 december 07, 17:30
Írta: nt4ibi7x Dátum 2011 december 07, 17:30
Én csak arra akartam utalni, hogy a gépvázat nem muszálj mindenáron öntetni. Van más megoldás is.
Cím: Re:CNC eszterga építő iskola
Írta: nt4ibi7x Dátum 2011 december 07, 17:32
Írta: nt4ibi7x Dátum 2011 december 07, 17:32
http://www.youtube.com/watch?v=Y1IDHIcyHLY&feature=related
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 07, 17:37
Írta: 000000000 Dátum 2011 december 07, 17:37
Ferdeágyas, hegesztett váz, szegnyereg nélkül, forgó szerszám cserélő. Természetesen hőkezelve, vagy rezgő feszmentesítéssel.
Mindenképpen lin. vezetőkkel!
Mindenképpen lin. vezetőkkel!
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2011 december 07, 18:04
Írta: robroy007 Dátum 2011 december 07, 18:04
mekkora problémát jelent a valóságban, hogy az er 32 partonnak 8° az ISO30-nak meg 8°17" a pontos szög állása?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 07, 18:35
Írta: 000000000 Dátum 2011 december 07, 18:35
Szerintem lehetne egy olyan vízszintes ágyas esztergát csinálni, amit viszonylag könnyen átlehet alakítani ferdeágyasra.Mindenki eltudja dönteni neki melyik az optimális.
Egy megoldás lehet ha az asztalt, amire felrakjuk a gépet, ez lehet zártszelvényből is, (ezt mindenki magának csinálja), azt csináljuk ferdére ,és így a gép is ferdén fog állni.
Másik megoldás ha a keresztszánnak az elől lévő oldalát ami függőleges, az a megfelelő szöggel az ágy alá döntjük, így erre a lapra lehetne dönteni az esztergát.
Pár menetes furatot elhelyezve benne, már a tartó asztalhoz is rögzíthető.
Ha az orsóház tokmány felőli oldalába is csinálunk pár menetet, okkor oda is felfogatható egy lemez aminek a másik vége a vízszintes asztalhoz fogatható, ez megakadályozza hogy az egész gép előre billenjen.
Akinek nem kell a ferde ágyas gép, az nem tesz fel semmi támasztékot és a gépet a talpára billenti, és kész is a síkágyas eszterga.
Egy megoldás lehet ha az asztalt, amire felrakjuk a gépet, ez lehet zártszelvényből is, (ezt mindenki magának csinálja), azt csináljuk ferdére ,és így a gép is ferdén fog állni.
Másik megoldás ha a keresztszánnak az elől lévő oldalát ami függőleges, az a megfelelő szöggel az ágy alá döntjük, így erre a lapra lehetne dönteni az esztergát.
Pár menetes furatot elhelyezve benne, már a tartó asztalhoz is rögzíthető.
Ha az orsóház tokmány felőli oldalába is csinálunk pár menetet, okkor oda is felfogatható egy lemez aminek a másik vége a vízszintes asztalhoz fogatható, ez megakadályozza hogy az egész gép előre billenjen.
Akinek nem kell a ferde ágyas gép, az nem tesz fel semmi támasztékot és a gépet a talpára billenti, és kész is a síkágyas eszterga.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2011 december 07, 18:41
Írta: Miki2 Dátum 2011 december 07, 18:41
A maró futáspontosságával lesznek gondjaid, mert nem párhuzamosan fog szorítani.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 19:37
Írta: svejk Dátum 2011 december 07, 19:37
Ej, ha én úgy tudnék rajzolni ahogy nem...
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 19:38
Írta: svejk Dátum 2011 december 07, 19:38
Hopsz, ezt kérdezzük csak meg D.Lacitól, hogy is van ez!!??
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 07, 19:55
Írta: besirkyjh Dátum 2011 december 07, 19:55
Ez lenne az igazi ( majd sumákba teszek szegnyerget :) .
A forumunk minimum országos szintü és az esztrega után is valoszinü több helyszinröl lesz érdeklödés .Namost ha öntetjük a vázat akkor csak egy helyen tudjuk ezt megcsinálni mert luxus lenne minden öntösnek szerzsámot késziteni , ha egy helyszinen készül a váz akkor sulya terjedelme és távolsága miatt vannak plusz költségei is ( nekem például 30 000ft körül lenne a szállitás amit inkább linre költenék ) . A lézer vágás olcsobb és megye szinten legalább egy ilyen cég van is aki ezzel foglakozik .
Tehát : ferde ágyas , tokmányos és patronos ,szegnyereg nélkül lin vezetékekkel , hegesztett váz , forgo szerszám cserélös .
A forumunk minimum országos szintü és az esztrega után is valoszinü több helyszinröl lesz érdeklödés .Namost ha öntetjük a vázat akkor csak egy helyen tudjuk ezt megcsinálni mert luxus lenne minden öntösnek szerzsámot késziteni , ha egy helyszinen készül a váz akkor sulya terjedelme és távolsága miatt vannak plusz költségei is ( nekem például 30 000ft körül lenne a szállitás amit inkább linre költenék ) . A lézer vágás olcsobb és megye szinten legalább egy ilyen cég van is aki ezzel foglakozik .
Tehát : ferde ágyas , tokmányos és patronos ,szegnyereg nélkül lin vezetékekkel , hegesztett váz , forgo szerszám cserélös .
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 20:07
Írta: svejk Dátum 2011 december 07, 20:07
Ez is tetszik nekem :))
Mint írtam egy protót úgy is össze kell hozni akár hegesztettből.
Mint írtam egy protót úgy is össze kell hozni akár hegesztettből.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 20:08
Írta: svejk Dátum 2011 december 07, 20:08
Mindjárt megsürgetem Varga Pistát.
Nála minden adott.
Miért nem gyártatjuk le vele?
Már a feszmentesítőket is ismeri. :)
Nála minden adott.
Miért nem gyártatjuk le vele?
Már a feszmentesítőket is ismeri. :)
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2011 december 07, 20:14
Írta: Miki2 Dátum 2011 december 07, 20:14
A Mach3-at kihagytad!
Bár nem tudom, miért ragaszkodsz hozzá.
Marógéphez jól használható, de az esztergálási opcióban nagyon sok a hiányosság.
Nem todom, miért bánnak mostoha gyermekként ezzel a résszel a fejlesztők.
Bár nem tudom, miért ragaszkodsz hozzá.
Marógéphez jól használható, de az esztergálási opcióban nagyon sok a hiányosság.
Nem todom, miért bánnak mostoha gyermekként ezzel a résszel a fejlesztők.
Cím: Re:CNC eszterga építő iskola
Írta: Varga István Dátum 2011 december 07, 20:23
Írta: Varga István Dátum 2011 december 07, 20:23
Szerintem szegnyerg kell! Ha valakinek nem, nem rakja fel. A lehetőség meglegyen.

Bocs, csak a tervet tudom felrakni, nem volt időm kimenni a műhelybe fényképezni.
Bocs, csak a tervet tudom felrakni, nem volt időm kimenni a műhelybe fényképezni.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 20:31
Írta: svejk Dátum 2011 december 07, 20:31
Ha kivágatott csavarozott vagy összehegesztett akkor én csak ilyen puritánt tudok elképzelni egyelőre.
Persze a bordák száma bárhogy változhat.
Ez a hajóbordás a Csizi gépénél bevált, elég stabil.
A Z lin. vezetői alá egy-egy kb. 40x60 mm-es hidegen húzott négyszögacél.
A bordák összekötéséhez szintén hidegen húzott 100x12 mm-es laposacélt használtunk
A leglényegesebb a két utolsó falon a nagy kör kivágás ahova a főorsót úgy lehet behelyezni hogy szögben állítani lehessen, tengelyének párhuzamosnak kell lennie a Z lin. vezetőivel.
(bár már tudjuk hogy azt is lehetne korrigálni mind az EMC2, mind a MACH3-nál)
No erre a befogatásra még nincs kész tervem (nem mintha a többire lenne :) )
Elöl lehetne valami karimás fix, hátul meg valami beállítós, excenteres vagy mitudoménmilyen.
Ez egy nagyon durva skicc, arra sem való hogy fikázni lehessen a rajszabályokat.

Persze a bordák száma bárhogy változhat.
Ez a hajóbordás a Csizi gépénél bevált, elég stabil.
A Z lin. vezetői alá egy-egy kb. 40x60 mm-es hidegen húzott négyszögacél.
A bordák összekötéséhez szintén hidegen húzott 100x12 mm-es laposacélt használtunk
A leglényegesebb a két utolsó falon a nagy kör kivágás ahova a főorsót úgy lehet behelyezni hogy szögben állítani lehessen, tengelyének párhuzamosnak kell lennie a Z lin. vezetőivel.
(bár már tudjuk hogy azt is lehetne korrigálni mind az EMC2, mind a MACH3-nál)
No erre a befogatásra még nincs kész tervem (nem mintha a többire lenne :) )
Elöl lehetne valami karimás fix, hátul meg valami beállítós, excenteres vagy mitudoménmilyen.
Ez egy nagyon durva skicc, arra sem való hogy fikázni lehessen a rajszabályokat.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 20:32
Írta: svejk Dátum 2011 december 07, 20:32
No várjál, még csak most foglak megsürgetni :))
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 20:34
Írta: svejk Dátum 2011 december 07, 20:34
Varga Pista!
Lenne kapacitásod egy pár vázat elkészíteni?
Lenne kapacitásod egy pár vázat elkészíteni?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 20:36
Írta: svejk Dátum 2011 december 07, 20:36
Én biztos vagyok benne hogy ha bármelyikünk műhelyébe beraknának egy ilyen félkész vázat, pár hónap múlva lehetne használni a gépet.
De váz nélkül elindulni a semmibe?... [#nemtudom]
De váz nélkül elindulni a semmibe?... [#nemtudom]
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 07, 20:37
Írta: besirkyjh Dátum 2011 december 07, 20:37
Direkt hagytam ki szegényt . Pedig szeretem , amugy is a vázhoz semmi köze :)
Szerintem a Mach-nak annyi az már készen van és nem fognak vele foglalkozni .
Szerintem a Mach-nak annyi az már készen van és nem fognak vele foglalkozni .
Cím: Re:CNC eszterga építő iskola
Írta: Varga István Dátum 2011 december 07, 20:37
Írta: Varga István Dátum 2011 december 07, 20:37
Mindenre nyitott vagyok!
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 07, 20:40
Írta: besirkyjh Dátum 2011 december 07, 20:40
Ez a lényeg !!
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 07, 20:41
Írta: besirkyjh Dátum 2011 december 07, 20:41
Máris sporoltam 30km-t :)
Cím: Re:CNC eszterga építő iskola
Írta: Varga István Dátum 2011 december 07, 20:42
Írta: Varga István Dátum 2011 december 07, 20:42
Az orsóházat én külön kezelném. A helyzetével nagyon könnyen lehet állítni a megmunkálandó átmérőt.
Visszatérve a #122-re, a felső sínen vezetem a szegnyerget az alsó síntartón rögzítem az adott pozícióban.
Visszatérve a #122-re, a felső sínen vezetem a szegnyerget az alsó síntartón rögzítem az adott pozícióban.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 20:46
Írta: svejk Dátum 2011 december 07, 20:46
Most utálni fogsz :(
Mi alapján tudnánk árat kalkulálni magunknak?
-súly?
-adott vastagság és négyzetméter?
-hegesztési hegesztési varat hossz?
-munkaóra
Mi az ami még fontos egy árkalkulációhoz?
Szép lassan mindenki meg tudná úgy-ahogy csinálni magának, de Nálad adott minden feltétel, az anyagbeszerzéstől a végtermékig.
Néha a drágább sokkal olcsóbb....
Mi alapján tudnánk árat kalkulálni magunknak?
-súly?
-adott vastagság és négyzetméter?
-hegesztési hegesztési varat hossz?
-munkaóra
Mi az ami még fontos egy árkalkulációhoz?
Szép lassan mindenki meg tudná úgy-ahogy csinálni magának, de Nálad adott minden feltétel, az anyagbeszerzéstől a végtermékig.
Néha a drágább sokkal olcsóbb....
Cím: Re:CNC eszterga építő iskola
Írta: 88nwcf22d Dátum 2011 december 07, 20:48
Írta: 88nwcf22d Dátum 2011 december 07, 20:48
Mért szeretnéd a szegnyerget is automatikusan mozgatni? De egyébként az is könnyen megoldható úgy hogy az is ugyanazon a linvezetön van, mint a hosszán, csak a két vezetőt olyan messze kell tenni egymástól hogy beférjen a két orsó a linek közé. De megint elkanyarodtunk a mérettől :)
Cím: Re:CNC eszterga építő iskola
Írta: Varga István Dátum 2011 december 07, 20:48
Írta: Varga István Dátum 2011 december 07, 20:48

Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 20:49
Írta: svejk Dátum 2011 december 07, 20:49
Őszinte legyek a #122-től nekem legalább annyira nem állt össze a CNC eszterga, mint az én skiccemtől. [#wink]
A főorsóházat is hegesztett szerkezet lenne és utólag felfúrva?
A ferde vázra illesztés miként lesz?
A főorsóházat is hegesztett szerkezet lenne és utólag felfúrva?
A ferde vázra illesztés miként lesz?
Cím: Re:CNC eszterga építő iskola
Írta: Varga István Dátum 2011 december 07, 20:51
Írta: Varga István Dátum 2011 december 07, 20:51
Ha van jóváhagyott, mindenki által elfogadott elképzelés, természetesen tudunk rá kalkulálni egy jó árat.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 20:53
Írta: svejk Dátum 2011 december 07, 20:53
Hogy ne kelljen rögzíteni. Az orsó megoldaná.
Cím: Re:CNC eszterga építő iskola
Írta: Varga István Dátum 2011 december 07, 20:54
Írta: Varga István Dátum 2011 december 07, 20:54
A ferde vázhoz képest, x, y-ba eltolhatod az orsóházat.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 20:58
Írta: svejk Dátum 2011 december 07, 20:58
Értem én, de hogy kapcsolódik fizikailag a #122-beni rácsos ágyhoz?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 21:00
Írta: svejk Dátum 2011 december 07, 21:00
A sínek helyének a megmunkálását is meg tudnád oldani?
Cím: Re:CNC eszterga építő iskola
Írta: 88nwcf22d Dátum 2011 december 07, 21:01
Írta: 88nwcf22d Dátum 2011 december 07, 21:01
Variátorral kapcsolatban a mai robogókból is lehetne 5letet meríteni, az is mind olyannal van meghajtva..
Cím: Re:CNC eszterga építő iskola
Írta: Varga István Dátum 2011 december 07, 21:04
Írta: Varga István Dátum 2011 december 07, 21:04
Kell egy alapkeret ami összefogja az egészet.
Szerintem a rácsos tartót kiönteni az orsóházzal (az ötőmintával együtt) olcsóbb, mint, lemezből vágatni, összehegeszteni, feszmentesíteni, megmunkálni.
Szerintem a rácsos tartót kiönteni az orsóházzal (az ötőmintával együtt) olcsóbb, mint, lemezből vágatni, összehegeszteni, feszmentesíteni, megmunkálni.
Cím: Re:CNC eszterga építő iskola
Írta: Varga István Dátum 2011 december 07, 21:05
Írta: Varga István Dátum 2011 december 07, 21:05
Igen.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 21:10
Írta: svejk Dátum 2011 december 07, 21:10
Ha van szabadidőd számolj nekem egyet a #123 skicc szerint.
5+2 bordával, 800x400x400 térfogattal.
Csak úgy saccold meg a méreteket hogy arányos legyen. Gondolom 12-16 mm-es lemezvastagság elég lenne.
Összekötőkkel, összehegesztve, a két sín alatt, illetve még egy pár bázisfelület lemarva.
Egyelőre feszmentesítés nélkül, az egy darabnál úgy sem rentábilis, protónak jó lenne anélkül is.
Természetesen jöhet magánban is a kalkulált végeredmény.
5+2 bordával, 800x400x400 térfogattal.
Csak úgy saccold meg a méreteket hogy arányos legyen. Gondolom 12-16 mm-es lemezvastagság elég lenne.
Összekötőkkel, összehegesztve, a két sín alatt, illetve még egy pár bázisfelület lemarva.
Egyelőre feszmentesítés nélkül, az egy darabnál úgy sem rentábilis, protónak jó lenne anélkül is.
Természetesen jöhet magánban is a kalkulált végeredmény.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 07, 21:11
Írta: svejk Dátum 2011 december 07, 21:11
Akkor már lehet tárgytalan is a #144. :(
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2011 december 07, 21:40
Írta: Kristály Árpád Dátum 2011 december 07, 21:40
Halihó!
Egy ötlet....a lassító áttétellel rendelkekő moci hajtás öntvény háza nem jó főorsónak illetve háznak?
Mert van egy levehető öntvény lap és a csapágyházak futnak ide lehetne tenni a főorsót!
A végére a szíjhajtást és az encodert tenni....
Egy ötlet....a lassító áttétellel rendelkekő moci hajtás öntvény háza nem jó főorsónak illetve háznak?
Mert van egy levehető öntvény lap és a csapágyházak futnak ide lehetne tenni a főorsót!
A végére a szíjhajtást és az encodert tenni....
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2011 december 07, 21:40
Írta: Kristály Árpád Dátum 2011 december 07, 21:40
Apropó..a MÉH telepeken mindig van több méretben!
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2011 december 07, 21:41
Írta: Kristály Árpád Dátum 2011 december 07, 21:41
Halihó!
Egy ötlet....a lassító áttétellel rendelkekő moci hajtás öntvény háza nem jó főorsónak illetve háznak?
Mert van egy levehető öntvény lap és a csapágyházak futnak ide lehetne tenni a főorsót!
A végére a szíjhajtást és az encodert tenni....
Egy ötlet....a lassító áttétellel rendelkekő moci hajtás öntvény háza nem jó főorsónak illetve háznak?
Mert van egy levehető öntvény lap és a csapágyházak futnak ide lehetne tenni a főorsót!
A végére a szíjhajtást és az encodert tenni....
Cím: Re:CNC eszterga építő iskola
Írta: spgkgiiaa Dátum 2011 december 07, 21:48
Írta: spgkgiiaa Dátum 2011 december 07, 21:48
Kéne egyet vágatni, egyet meg önteni. Ha kész vannak, akkor az egyik találkozóra eljön mind a kettő. Leszünk rá 500-an, hogy agyonra teszteljük őket egy péntek-szombat-vasárnapi talin. Közben meg elfogy 300 kg finomság a bográcsból, fél teherautónyi kenyér, amit szétcsapunk 1,5 köbméter sörrel. Hol a hiba???
Cím: Re:CNC eszterga építő iskola
Írta: 88nwcf22d Dátum 2011 december 07, 22:06
Írta: 88nwcf22d Dátum 2011 december 07, 22:06
nekem most ez jutott eszembe hogy foghatnánk két ipe gerendát az lenne a főváz és arra tennénk a hosszánt ill a főmotort, ezt meg körbelehet burkolni. ha akarja az ember felteszi ferdén ha nem akkor meg meghagyhatja egyenesre...


Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 07, 22:55
Írta: 4um5b65d Dátum 2011 december 07, 22:55
Nézem, nézem a terveket, de mindig eszembe jut, hogy vajon miért is csinálná a tisztelt publikum külön egységként a hossz ágyazatot és a főorsó házat ?
Nem jobb lenne azt 1db vastag lemezből kivágni ?
1-1 db fektetett szárú L alakú lemezből(mint ahogy a ló lépés a sakkban).
Kellene egy 300-as fordulatú hatóműves motort csinálni egy jó hosszan kilógó vaskos ütőkéssel. Ha elkészül a hossz szán vezetéke akkor postai úton mindenki megkapná a hajtóművet és azt felülteti a kész hossz vezetékre, majd ki-furatesztergálja a főorsó helyét. Ezzel megoldódott az egyik legfontosabb dolog az "egytengelyűség" szán és főorsó közt.
Nem jobb lenne azt 1db vastag lemezből kivágni ?
1-1 db fektetett szárú L alakú lemezből(mint ahogy a ló lépés a sakkban).
Kellene egy 300-as fordulatú hatóműves motort csinálni egy jó hosszan kilógó vaskos ütőkéssel. Ha elkészül a hossz szán vezetéke akkor postai úton mindenki megkapná a hajtóművet és azt felülteti a kész hossz vezetékre, majd ki-furatesztergálja a főorsó helyét. Ezzel megoldódott az egyik legfontosabb dolog az "egytengelyűség" szán és főorsó közt.
Cím: Re:CNC eszterga építő iskola
Írta: 6fabbzvm Dátum 2011 december 08, 00:53
Írta: 6fabbzvm Dátum 2011 december 08, 00:53
Megrajzoltam a skicced, kíváncsi voltam mennyit nyom, meg amúgy is... Teljes hossz: 1062mm, 193kg eddig.

Itt a 3D PDF file, ha esetleg valaki szeretné megforgatni.
Itt a 3D PDF file, ha esetleg valaki szeretné megforgatni.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 08, 06:46
Írta: 000000000 Dátum 2011 december 08, 06:46
De az öntvényt is kell fesz mentesíteni?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 08, 06:51
Írta: 000000000 Dátum 2011 december 08, 06:51
[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: Csaby Dátum 2011 december 08, 07:06
Írta: Csaby Dátum 2011 december 08, 07:06
Nekem tetszik! :)
Amit hiányolok: A főorsóház első-felső sarkából egy merevítés, mert a főorsócsapágy előfeszítésekor arra engedhet.
Amivel fejleszteném: - A belső merevítőkbe már a vágáskor kialakítanék egy "kábelcsatornát".
- A munkatér alját a hűtőfolyadék összegyűjtése miatt valamerre lejtetném.
Ha nem szállnak nagyon el a költségek, szívesen beszállnék.
Amit hiányolok: A főorsóház első-felső sarkából egy merevítés, mert a főorsócsapágy előfeszítésekor arra engedhet.
Amivel fejleszteném: - A belső merevítőkbe már a vágáskor kialakítanék egy "kábelcsatornát".
- A munkatér alját a hűtőfolyadék összegyűjtése miatt valamerre lejtetném.
Ha nem szállnak nagyon el a költségek, szívesen beszállnék.
Cím: Re:CNC eszterga építő iskola
Írta: D.Laci Dátum 2011 december 08, 09:48
Írta: D.Laci Dátum 2011 december 08, 09:48
Valóban van szögeltérés a patron és a kúp között, belepróbáltam a patront a kúpba de kézzel nem éreztem lötyögést. (nem értem mértnem tudnak 2 egyforma szöget alkalmazni... :( )
Ugylehetne kiprobálni ha csinál valaki egy iso30ask belsö kupot kölsö 40x1,5 mettel és kiprobálná a futáspontosságot.
Ugylehetne kiprobálni ha csinál valaki egy iso30ask belsö kupot kölsö 40x1,5 mettel és kiprobálná a futáspontosságot.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 08, 10:00
Írta: Farkas Ádám Dátum 2011 december 08, 10:00
Nekem is tetszik ez a forma! És a Beburkolása kis könnyen menne, Egy db hajlított "plexi" és locsoghatna a hűtővíz.
A főorsó tartót lehetne vastagabb lemezből.
A lineáris sín tartók pedig végigfuthatnának teljes hosszban, úgy sokkal merevebb lenne.
A főorsó tartót lehetne vastagabb lemezből.
A lineáris sín tartók pedig végigfuthatnának teljes hosszban, úgy sokkal merevebb lenne.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 08, 10:01
Írta: Farkas Ádám Dátum 2011 december 08, 10:01
és még a két nagy lemez lecsapott innenső sarkát is össze kéne kötni
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 10:45
Írta: svejk Dátum 2011 december 08, 10:45
Ez nem rossz ötlet, és még öntvényből is van.
Kérdés hogy mekkora a külseje annak amibe 80-90-es külső átmérőjű csapágy megy.
Kérdés hogy mekkora a külseje annak amibe 80-90-es külső átmérőjű csapágy megy.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 10:51
Írta: svejk Dátum 2011 december 08, 10:51
Ez is nagyon jó ötlet a biztos párhuzamos tengelyűségre. [#eljen]
Elég 1-2 mm-rel kisebbre vágatna a furatot.
Elég 1-2 mm-rel kisebbre vágatna a furatot.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 10:52
Írta: svejk Dátum 2011 december 08, 10:52
Nagyon ügyes vagy! nekem sajnos nincs türelmem ezekhez a szoftverekhez :(
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 10:53
Írta: svejk Dátum 2011 december 08, 10:53
Milyen vastag lemezzel számoltál?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 10:53
Írta: svejk Dátum 2011 december 08, 10:53
Vagy legalább pihentetni az udvar hátuljában pár évig :))
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 10:56
Írta: svejk Dátum 2011 december 08, 10:56
Farkas Ádám és Csaby!
Persze ez csak egy kétperces skicc, ezerfelé lehet merevíteni, akár előre tudományosan, de végszükségben akár utólag is.
Persze ez csak egy kétperces skicc, ezerfelé lehet merevíteni, akár előre tudományosan, de végszükségben akár utólag is.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:06
Írta: svejk Dátum 2011 december 08, 11:06
Ha tetszik, akkor már csak az öntésről kell lebeszéljelek :))
A Csizi gépében 270 (de majd ő pontosít) csavar van. Ennek döntő hányada a vázat fogja össze, M6-osok.
Én simán összehegeszteném az enyémet apránként.
A sínek alatt a húzott anyag elég jó merevséget biztosít, kiárázva akár hézagolva be lehetne állítani a két sínt.
Laslie ötletével pedig már a főorsó futása is megoldódna.
a feszültség meg csak maradjon benne ha benn van.
Ha nincs nagy hőingadozás és utólag nem bontja meg az ember a vázat akkor lehet nem is lenne belőle probléma.
Az a kopogtatós engem még mindig nem győzött meg, nincs kézzelfogható bizonyíték.
A Csizi gépében 270 (de majd ő pontosít) csavar van. Ennek döntő hányada a vázat fogja össze, M6-osok.
Én simán összehegeszteném az enyémet apránként.
A sínek alatt a húzott anyag elég jó merevséget biztosít, kiárázva akár hézagolva be lehetne állítani a két sínt.
Laslie ötletével pedig már a főorsó futása is megoldódna.
a feszültség meg csak maradjon benne ha benn van.
Ha nincs nagy hőingadozás és utólag nem bontja meg az ember a vázat akkor lehet nem is lenne belőle probléma.
Az a kopogtatós engem még mindig nem győzött meg, nincs kézzelfogható bizonyíték.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:07
Írta: svejk Dátum 2011 december 08, 11:07
Meg persze ezer technológia furatot, kivágást el lehet rajta helyezni, csak ne legyenek kritikus helyen.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 11:21
Írta: 4um5b65d Dátum 2011 december 08, 11:21
Laslie ötletével vigyázni kell, mert feltétele is van.
A sínek minimum hasznos hossza = kétszer a főorsó ház hossza + 4-5 centi.
A sínek minimum hasznos hossza = kétszer a főorsó ház hossza + 4-5 centi.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:25
Írta: svejk Dátum 2011 december 08, 11:25
Ez a kritérium a skic és a #152 ábra szerint ránézésre is teljesül.
Jó lesz az, nehogy már visszavedd tőlünk a mesterfogást :))
Jó lesz az, nehogy már visszavedd tőlünk a mesterfogást :))
Cím: Re:CNC eszterga építő iskola
Írta: 6fabbzvm Dátum 2011 december 08, 11:26
Írta: 6fabbzvm Dátum 2011 december 08, 11:26
Módosítottam a Többiek által tett javaslatokkal:
-főorsó bordák 20mm vastag anyagból (többi borda 16mm-es, az összekötők 12x100, lin.sín tartók 40x60)
-D50mm furat a bordákon kábel átvezetéshez és egyebekhez
-főorsó bordák összekötése
-lineáris sín tartók végig futtatása teljes hosszban.
Most 218kg.
Képet most nem tudok felrakni, nem a saját gépemről írok és nem tudom a jelszót...
-főorsó bordák 20mm vastag anyagból (többi borda 16mm-es, az összekötők 12x100, lin.sín tartók 40x60)
-D50mm furat a bordákon kábel átvezetéshez és egyebekhez
-főorsó bordák összekötése
-lineáris sín tartók végig futtatása teljes hosszban.
Most 218kg.
Képet most nem tudok felrakni, nem a saját gépemről írok és nem tudom a jelszót...
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:26
Írta: svejk Dátum 2011 december 08, 11:26
Miért is kell kétszer venni a főorsóház hosszát?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:27
Írta: svejk Dátum 2011 december 08, 11:27
Küldjek egy jelszótörőt? :)
Cím: Re:CNC eszterga építő iskola
Írta: 6fabbzvm Dátum 2011 december 08, 11:30
Írta: 6fabbzvm Dátum 2011 december 08, 11:30
Írtam mail, oda jöhet! Köszi [#wink]
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 11:30
Írta: 4um5b65d Dátum 2011 december 08, 11:30
Ja , ahhoz jó lesz, csak gondoltam nem az lesz a végleges, mert csaknem kereszt irányban akar "eltörni" váz hanem hossz irányban. Vagyis az élére állított bordáknak javarészt hosszirányban kellene futniuk.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 11:36
Írta: 4um5b65d Dátum 2011 december 08, 11:36
Nem okvetlenül muszáj, de kell egyszer a főorsó hossz/szerszám hossz és kell egyszer a hajtómű hossz. Sokkal rövidebbre nem célszerű csinálni a hajtómű csapágyazást mint a főorsó hosszt.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:38
Írta: svejk Dátum 2011 december 08, 11:38
Hopsz, azt hiszem nem azonos helyrajzi számú őrlőüzemben dolgoztatunk.
Cím: Re:CNC eszterga építő iskola
Írta: 6fabbzvm Dátum 2011 december 08, 11:38
Írta: 6fabbzvm Dátum 2011 december 08, 11:38
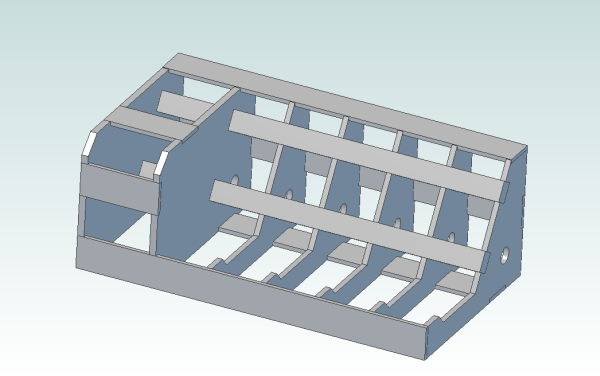
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:39
Írta: svejk Dátum 2011 december 08, 11:39
így már ok, tehát főorsó hossz + a kocsik által felvett távolság.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:40
Írta: svejk Dátum 2011 december 08, 11:40
Csak hogy bosszantsalak :)
Már akartam írni Farkas Ádámnak is, hogy nem jó ha a sínek alapja végig megy mert ott beleül el kell helyezni a hajtómotort, áttételt, kutyafülét.
Már akartam írni Farkas Ádámnak is, hogy nem jó ha a sínek alapja végig megy mert ott beleül el kell helyezni a hajtómotort, áttételt, kutyafülét.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 08, 11:42
Írta: Farkas Ádám Dátum 2011 december 08, 11:42
Nem azért írtam mert rossz a skicc-ed, hanem ötleteket vártál,
Nekem már nem fontos az öntvény, de azért fábol ne legyen :)
Nekem már nem fontos az öntvény, de azért fábol ne legyen :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:43
Írta: svejk Dátum 2011 december 08, 11:43
Szóval a merevséget még át kell ezerszer gondolni, a "derékbatörést" a hosszanti laposvasak megfeleő elhelyezése akadályozza.
Alul és hátul lehet akár szélesebb is, mintegy nagy L alak.
Alul és hátul lehet akár szélesebb is, mintegy nagy L alak.
Cím: Re:CNC eszterga építő iskola
Írta: 6fabbzvm Dátum 2011 december 08, 11:44
Írta: 6fabbzvm Dátum 2011 december 08, 11:44
Tudom rosszul hangzik, h én is ezért nem vittem végig, csak az első borda belső síkjáig. De gondoltam kapja meg a nép amit akar, ez csak rajz itt bármit lehet módosítani még büntetlenül. :))
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:44
Írta: svejk Dátum 2011 december 08, 11:44
Nincs semmi gond, ezért született a topic nyomjátok az ötleteket, csak meg kell találni a megfelelő paraméterű "ötletszűrőt" :))
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:45
Írta: svejk Dátum 2011 december 08, 11:45
A sín alatti konzol végébe lehet menet vágni és a belső nagy falhoz csavarozni belülről.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 08, 11:46
Írta: Farkas Ádám Dátum 2011 december 08, 11:46
Nem kéne hegeszteni? Csavaros kötésnél nem kell minden kapcsolódó felületet megmunkálni? Ti is végigjártátok BF20-al.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:46
Írta: svejk Dátum 2011 december 08, 11:46
Na ezt ki fogja megérteni?? :(
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:50
Írta: svejk Dátum 2011 december 08, 11:50
Egyébként maga az L alak egyáltalán nem egy merev valami. Biztos mindenki érezte már milyen nyegle egy egyedülálló szögvas.
Tehát lehet kell egy pár pici "andráskerszt" is :))
De hol van Szalai György?
Most bezzeg nem tud idejönni "okoskodni". :))
Tehát lehet kell egy pár pici "andráskerszt" is :))
De hol van Szalai György?
Most bezzeg nem tud idejönni "okoskodni". :))
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 08, 11:52
Írta: Farkas Ádám Dátum 2011 december 08, 11:52
Az orsót nem kéne beletervezni valami védett helyre? A bordákba süllyesztve?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:54
Írta: svejk Dátum 2011 december 08, 11:54
Most már csak egy baj, én úgy tapasztaltam 12 fölött(sőt már azt is) elég gyatrán vágják a lézeresek.
A 20 mm pedig az elméleti határ nekik.
Szóval én lehet lemennék 12mm-re (ebbe még elmegy az M8-is élbe) és több, jól megtervezett merevítés.
A 20 mm pedig az elméleti határ nekik.
Szóval én lehet lemennék 12mm-re (ebbe még elmegy az M8-is élbe) és több, jól megtervezett merevítés.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:56
Írta: svejk Dátum 2011 december 08, 11:56
De annak is ki kell vágni egy félkörívet.
Volt egyszer valami egyszerű Googlés rajzolóról szó. Jó lenne ha mindenki a saját ötletét meg tudná jeleníteni egy adott rajzból kiindulva.
Volt egyszer valami egyszerű Googlés rajzolóról szó. Jó lenne ha mindenki a saját ötletét meg tudná jeleníteni egy adott rajzból kiindulva.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 11:57
Írta: svejk Dátum 2011 december 08, 11:57
Sőt kettőt, hogy legyen a szegnyereg orsónak is hely.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 12:03
Írta: svejk Dátum 2011 december 08, 12:03
A két főorsótartót is jobban le kell csapni 45-fokban, egyrészt hogy jobban nézzen ki, másrészt hogy ne verjük le a bütykünket tokmánymeghúzásnál :))
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 12:05
Írta: 4um5b65d Dátum 2011 december 08, 12:05
A hossz és a szegnyereg orsó legyen egymással szemben. Egymás folytatása ha úgy jobban tecccik. A találkozási pontjuknál elegendő 1db csapágyház 2 csapággyal.
A hossz motor kerüljön a főorsó (tokmány)alá.
A hossz motor kerüljön a főorsó (tokmány)alá.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 12:07
Írta: 4um5b65d Dátum 2011 december 08, 12:07
Te hogy szoktad meghúzni a tokmányt, nem függőlegesen áll a kulcs ? Inkább a tetejét kell laposabbra venni, hogy ne sokkal legyen magasabb mint a tokmány felső pontja.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 12:08
Írta: 4um5b65d Dátum 2011 december 08, 12:08
Vagyis átlósan a tokmány alá...
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 12:10
Írta: svejk Dátum 2011 december 08, 12:10
Az EMV-t fel se érném hogy függőlegesen álljon :))
meg kis dolgokat csak lazán csuklóból :)
De van benn igazság, akkor csak azért kell lecsapni hogy szebb legyen, ne egy elfektetett "építőkocka" legyen az asztalon.
meg kis dolgokat csak lazán csuklóból :)
De van benn igazság, akkor csak azért kell lecsapni hogy szebb legyen, ne egy elfektetett "építőkocka" legyen az asztalon.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 12:15
Írta: svejk Dátum 2011 december 08, 12:15
Ezt jól le kell modellezni, hogy elég legyen a mozgástartomány, de ne legyen karambol sem.
Végül is a keresztszán csak akkor megy ki jobb szélre ha meg van támasztva szegnyereggel.
Illetve bármilyen szegnyereg megtámasztásnál nem kell jobban ki mennie mint a szegnyereg állása.
Mondom én hogy nem kell szegnyereg az csak bonyolíccsa' két cs-vel :)
Végül is a keresztszán csak akkor megy ki jobb szélre ha meg van támasztva szegnyereggel.
Illetve bármilyen szegnyereg megtámasztásnál nem kell jobban ki mennie mint a szegnyereg állása.
Mondom én hogy nem kell szegnyereg az csak bonyolíccsa' két cs-vel :)
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 12:15
Írta: 4um5b65d Dátum 2011 december 08, 12:15
Pedig milyen jól lehet pakolni a gép tetejére ha jó nagy a felület. :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 12:16
Írta: svejk Dátum 2011 december 08, 12:16
Azt hiszem megoldható, már két jó pontod van.
ha még egyet jót mondasz, újra fikázhatsz egyet :))
ha még egyet jót mondasz, újra fikázhatsz egyet :))
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 12:18
Írta: svejk Dátum 2011 december 08, 12:18
Na ez a halálom az EMV-n. Többek közt ezért sem lehet fent meghúzni, mert akkor mindent leverek. az van vagy 1/3 m2. :))
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 12:18
Írta: svejk Dátum 2011 december 08, 12:18
Az E400-nál nincs ilyen gond :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 12:24
Írta: svejk Dátum 2011 december 08, 12:24
Hát ja, végig... :(
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 08, 12:34
Írta: besirkyjh Dátum 2011 december 08, 12:34
A gép jobb oldalán hátul lehetne egy kis elektromos dobozt kialakitani a vázon belül ( lesz benne cuc böven ) .
Vagy késöbb mehetünk felfelé is a kezelöszerveknek meg az elektronikának ( ugy ahogy az Emco van ) .
Vagy késöbb mehetünk felfelé is a kezelöszerveknek meg az elektronikának ( ugy ahogy az Emco van ) .
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 12:42
Írta: 4um5b65d Dátum 2011 december 08, 12:42
Elektromos dobozt szigorúan köldök és mellmagasságban elhelyezni, sokkal könnyebb a szerelés.
Cím: Re:CNC eszterga építő iskola
Írta: sanyi84 Dátum 2011 december 08, 12:47
Írta: sanyi84 Dátum 2011 december 08, 12:47
Üdv mindenkinek! Jó pár éve a fémiparban dolgozom, fektetett elrendezés nem nyerő, de ezen túl is vagyunk. A szegnyereg az összes költségen már sokat nem dob, így funkció miatt érdemes ezen gondolkozni. A leges legfontosabb a burkolat, nem látom egyik terven sem ennek jelentőségét, de bizony ez az egyik legfontosabb építő eleme. Ha nem akarunk óránként orsót tisztítani és kocsit mosni ezen el kell gondolkodni. A szegnyereg lerögzítése hogy történne? Én úgy képzelem el hogy lehuzatva csavarokkal. A másik dolog a forgács kihordása, egy alul nyitott gépnél a gépasztalba épített kis tárolóba is potyoghatna. Mindenképp érdemes világításon és külső kezelőt védő burkolaton is elgondolkodni. Ha már ferde ágyas legyen burkolata is mert azért a balesetveszély eléggé nagy. Olasz késtartót én elégnek érzem, 4-5 késsel már eléggé jól le lehet fedni az átlag igényeket, ehhez még 3-4 plusz tartó amibe a spéci kések mennének.
Szóval legyen szó az alfájáról a mechanikát védő burkolatról. Enélkül a gép időzített meghibásodása garantált, ugyanakkor rossz burkolatnál is garantált. Vbodi féle burkolat szóba jöhet de a lemezes szennylehúzós burkolat valószínűleg ide jobb lenne.
Szóval legyen szó az alfájáról a mechanikát védő burkolatról. Enélkül a gép időzített meghibásodása garantált, ugyanakkor rossz burkolatnál is garantált. Vbodi féle burkolat szóba jöhet de a lemezes szennylehúzós burkolat valószínűleg ide jobb lenne.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 12:48
Írta: 4um5b65d Dátum 2011 december 08, 12:48
Feltételezem a kerek tetejűre gondoltál. Az azért van mert az ilyen E400-on lónyeregeket esztergálnak. :)
De van lapos tetejű is, arról ne feledkezzünk meg.
Na megyek mert ma ki kell még találnom valami jó dolgot, mert lassan fikáznom is kellene párat.
Ja jut eszembe: A hossz orsót felülről fedhetné valami lefelé fordított U vas ami a szánnal együtt mozog és be tud csúszni a főorsó alá.
De van lapos tetejű is, arról ne feledkezzünk meg.
Na megyek mert ma ki kell még találnom valami jó dolgot, mert lassan fikáznom is kellene párat.
Ja jut eszembe: A hossz orsót felülről fedhetné valami lefelé fordított U vas ami a szánnal együtt mozog és be tud csúszni a főorsó alá.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 12:51
Írta: 4um5b65d Dátum 2011 december 08, 12:51
"fektetett elrendezés nem nyerő"
Miért is pontosan ?
Miért is pontosan ?
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 12:52
Írta: 4um5b65d Dátum 2011 december 08, 12:52
Azért nem gondol senki az ilyen dolgokra, mert hobbísták a lelkeim. Aki iparszerűen csinálja annak az aprónak tűnő részletek is eszébe jutnak.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 12:54
Írta: svejk Dátum 2011 december 08, 12:54
A lemezes, egymásra csúszóra gondoltam, bár még sosem készítettem ilyet.
A harmonika nem jó, fennakad a forgács.
Alul vagy lelesik vagy spirálos forgácskihordó.
A harmonika nem jó, fennakad a forgács.
Alul vagy lelesik vagy spirálos forgácskihordó.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 12:55
Írta: svejk Dátum 2011 december 08, 12:55
Ne vágjuk ki ez miatt az a falat. Meg lehet azt egymásra csúszósra csinálni.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 12:57
Írta: svejk Dátum 2011 december 08, 12:57
A külső burkolat meg vagy félrehúzható vagy felnyíló, ilyen kis méretű gépnél talán a felnyíló célszerűbb.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 08, 12:58
Írta: besirkyjh Dátum 2011 december 08, 12:58
Szia
Mit burkoljunk ? Még vázunk sincs :)
Az már biztos hogy automata cserélös lesz ( legalább is a kialakitása lehetövé teszi ) !
Mit burkoljunk ? Még vázunk sincs :)
Az már biztos hogy automata cserélös lesz ( legalább is a kialakitása lehetövé teszi ) !
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 12:59
Írta: 4um5b65d Dátum 2011 december 08, 12:59
Persze hogy meg lehet, csak bonyolultabb.
Az orsó miatt úgy is ki kell vágni, kicsit többet vágsz az mit számít. Igaz a leghátsó falon is kijöhet az U vas...
Az orsó miatt úgy is ki kell vágni, kicsit többet vágsz az mit számít. Igaz a leghátsó falon is kijöhet az U vas...
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 13:03
Írta: 4um5b65d Dátum 2011 december 08, 13:03
Na látod ez biztos nem így van.
Nekem van a gépen egy kicsi oldalra tolható - húzható.
Annyira gyorsan lehet vele dolgozni, hogy nem is érdemes felnyitóson agyalni. Balra kell eltolni az a lényeg. Persze az elektromos kezelőszerveket át kell gondolni, hogy ne told rájuk.
Meg aztán lehet azt két oldalra nyílósan is csinálni. De az alkatrész cseréhez mindenképp a balra nyílót érdemes megcsinálni és lehetőleg könnyű kivitelben.
Nekem van a gépen egy kicsi oldalra tolható - húzható.
Annyira gyorsan lehet vele dolgozni, hogy nem is érdemes felnyitóson agyalni. Balra kell eltolni az a lényeg. Persze az elektromos kezelőszerveket át kell gondolni, hogy ne told rájuk.
Meg aztán lehet azt két oldalra nyílósan is csinálni. De az alkatrész cseréhez mindenképp a balra nyílót érdemes megcsinálni és lehetőleg könnyű kivitelben.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 08, 13:03
Írta: besirkyjh Dátum 2011 december 08, 13:03
Meg lehet azt ugy is csinálni hogy a tokmánnyal egyvonalban már nincs se linvezeték se orso .
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 17:21
Írta: svejk Dátum 2011 december 08, 17:21
Na mi van elakadtatok ebéd után? :)
Az biztos a linkelt gépen nem jó helyen vannak a kezelők.
Az biztos a linkelt gépen nem jó helyen vannak a kezelők.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 19:12
Írta: 4um5b65d Dátum 2011 december 08, 19:12
Basszki nem arról volt szó, hogy délelőtt fejlesztés, délután meg összehegesztjük a délelőttit ? :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 08, 19:21
Írta: 000000000 Dátum 2011 december 08, 19:21
Ahol dolgoztam ott azt mondták,hogy levegővel nem szabadna a gépről a forgácsot letakarítani,pedig ott ilyen fém egymásba csúszó lemezes burkolat védte a prizmákat meg az orsókat,de a TMK-sok meg azt mondják,hogy akkor nem lenne melójuk ha minden előírást betartanánk :-)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 08, 19:24
Írta: 000000000 Dátum 2011 december 08, 19:24
Szerintem nem kell ide a fém porvédő,elég nehéz lenne kivitelezni meg amúgy is Vbodi meg már tudja,hogy hogyan kell nagyon jó harmónikákat készíteni.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 08, 19:25
Írta: 000000000 Dátum 2011 december 08, 19:25
Hát mivel, porszívóval?! [#csodalk]
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2011 december 08, 19:58
Írta: robroy007 Dátum 2011 december 08, 19:58
de vízsugárral meg lehet!!
ezt én se értettem az NCT-nél
ezt én se értettem az NCT-nél
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 20:25
Írta: svejk Dátum 2011 december 08, 20:25
Ja, leírhatnád a balra oldalra húzható előnyét. Gondolom gyártás technológiai okai vannak.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 20:32
Írta: svejk Dátum 2011 december 08, 20:32
Aki jártas az ilyen vázak hegesztésében beszámozhatná mondjuk a #176-os ábrát, hogy milyen sorrendben célszerű a varratokat elkészíteni.
Azt tételezzük fel, hogy egy "etalon" asztalra le tudjuk húzatni az elemeket.
Azt tételezzük fel, hogy egy "etalon" asztalra le tudjuk húzatni az elemeket.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 20:33
Írta: svejk Dátum 2011 december 08, 20:33
Holnap este(éjszaka) leszek legközelebb, addig tervezzetek ám ezerrel! :))
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 20:33
Írta: svejk Dátum 2011 december 08, 20:33
Hátha addig Motoros, az öreg motoros is felbukkan. :)
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2011 december 08, 20:40
Írta: Kristály Árpád Dátum 2011 december 08, 20:40
Halihó!
beszéltem Motorossal...
Beteg...
A torka....
Említettem neki a linket....
beszéltem Motorossal...
Beteg...
A torka....
Említettem neki a linket....
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 20:43
Írta: 4um5b65d Dátum 2011 december 08, 20:43
Me jobb kézzel fogod a tokmánykulcsot, bal kézzel meg tolod a tolandót.
A balra tolásnál csak úgy van értelme, ha két darabból áll az "ajtó".
A bal ajtónak csak akkora méretűnek kell lennie ,hogy alkatrészt tudj cserélni.
A jobb ajtó meg védi a karodat a közbeni szerszámváltástól, esetleg hajtott szerszám forgásától. Szóval a jobb ajtót nemigen kell kinyitni.
Ha az egész jobbra nyílik akkor nagyobb tömeget kell megmozgatnod egyszerre ami lassú.
Hobbi szinten nem probléma, hisz a ferde ágyazatot is csak dizájn elemként kezeli a hobbista, mintsem bármi előnyét felfedezné.
A részletekben elveszni csak iparin szinten éri meg ahol adott esetben munkadarabonként 20 másodper megnyerésén múlhat egy megrendelés sikere vagy bukása.
Az egész kb olyan, mint mikor 5-10 mp-el tovább kell várnod a bootolásra és ezalatt tiszta ideg leszel.
A balra tolásnál csak úgy van értelme, ha két darabból áll az "ajtó".
A bal ajtónak csak akkora méretűnek kell lennie ,hogy alkatrészt tudj cserélni.
A jobb ajtó meg védi a karodat a közbeni szerszámváltástól, esetleg hajtott szerszám forgásától. Szóval a jobb ajtót nemigen kell kinyitni.
Ha az egész jobbra nyílik akkor nagyobb tömeget kell megmozgatnod egyszerre ami lassú.
Hobbi szinten nem probléma, hisz a ferde ágyazatot is csak dizájn elemként kezeli a hobbista, mintsem bármi előnyét felfedezné.
A részletekben elveszni csak iparin szinten éri meg ahol adott esetben munkadarabonként 20 másodper megnyerésén múlhat egy megrendelés sikere vagy bukása.
Az egész kb olyan, mint mikor 5-10 mp-el tovább kell várnod a bootolásra és ezalatt tiszta ideg leszel.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 21:01
Írta: svejk Dátum 2011 december 08, 21:01
Ilyen fejtegetések alapján fordítsuk meg az egészet, jobbra a tokmány. :))
Bal kézben a csere alkatrész jobban a tokmánykulcs. Ez állna kézre jobban, de valahogy nem ez terjedt el :(
Bal kézben a csere alkatrész jobban a tokmánykulcs. Ez állna kézre jobban, de valahogy nem ez terjedt el :(
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 08, 21:02
Írta: svejk Dátum 2011 december 08, 21:02
Az nem betegség, múló állapot. :)
Gyors felépülést Motoros!!!
Gyors felépülést Motoros!!!
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 08, 21:11
Írta: 4um5b65d Dátum 2011 december 08, 21:11
Nálam ez úgy történik, hogy :
- jobb kéz főorsó leáll
- bal oldalról jobb kézzel tokmánykulcsot felvesz (sosem jobb oldalról)
- bal kéz tolóajtó kilök
- jobb kéz tokmánykulcsot berak
- két kéz nyit
- jobb kéz alkatrészt kivesz , szükség esetén jobb kéz szegnyeregről sűrített levegőt elvesz.
- jobb kéz új alkatrész berak
- bal kéz tokmánykulccsal alkatrészt megcsíp, jobb kéz igazgatja az alkatrészt.
- két kéz tokmányt meghúz.
- jobb kéz főorsó indít
- egyidőben (vagy picivel előbb ha hűtővizes a tokmány) ajtó csuk
- jobb kéz főorsó leáll
- bal oldalról jobb kézzel tokmánykulcsot felvesz (sosem jobb oldalról)
- bal kéz tolóajtó kilök
- jobb kéz tokmánykulcsot berak
- két kéz nyit
- jobb kéz alkatrészt kivesz , szükség esetén jobb kéz szegnyeregről sűrített levegőt elvesz.
- jobb kéz új alkatrész berak
- bal kéz tokmánykulccsal alkatrészt megcsíp, jobb kéz igazgatja az alkatrészt.
- két kéz tokmányt meghúz.
- jobb kéz főorsó indít
- egyidőben (vagy picivel előbb ha hűtővizes a tokmány) ajtó csuk
Cím: Re:CNC eszterga építő iskola
Írta: bvadkrcds Dátum 2011 december 08, 21:22
Írta: bvadkrcds Dátum 2011 december 08, 21:22
Sziasztok!
Én, is belekotyognék a dologba. Van egy Optimum esztergám, ami nem igazán optimális! :-)
A lényeg, az lenne, hogy átalakítással használható. Ez a gép kb.: 80Kg.

Látom, hogy jó masszív gépet csináltok. Nem sok egy kicsit? Nem fordítva kéne tervezni?
Mit akartok vele csinálni?
Mekkora tokmány lenne rajta? 160-220?
Mekkora motor, és milyen? Egyenáramú, szervó vagy léptecs?
Mekkora késtartó? Itt jegyezném meg, hogy HJózsi-nak (http://www.dolphincadcam.hu) vannak, jó késtartói.
Vagy ez is jó lenne:

Szerintem, nem kéne mindet hegeszteni, túl nehéz lenne egyben.
Most ennyi...
Én, is belekotyognék a dologba. Van egy Optimum esztergám, ami nem igazán optimális! :-)
A lényeg, az lenne, hogy átalakítással használható. Ez a gép kb.: 80Kg.
Látom, hogy jó masszív gépet csináltok. Nem sok egy kicsit? Nem fordítva kéne tervezni?
Mit akartok vele csinálni?
Mekkora tokmány lenne rajta? 160-220?
Mekkora motor, és milyen? Egyenáramú, szervó vagy léptecs?
Mekkora késtartó? Itt jegyezném meg, hogy HJózsi-nak (http://www.dolphincadcam.hu) vannak, jó késtartói.
Vagy ez is jó lenne:
Szerintem, nem kéne mindet hegeszteni, túl nehéz lenne egyben.
Most ennyi...
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2011 december 08, 21:33
Írta: Miki2 Dátum 2011 december 08, 21:33
Ezt a késtartót te csináltad, vagy vetted valahol?
Ehhez hasonlót szeretnék csinálni az esztergámra.
Nagyon jónak tűnik
Gratulálok.
Ehhez hasonlót szeretnék csinálni az esztergámra.
Nagyon jónak tűnik
Gratulálok.
Cím: Re:CNC eszterga építő iskola
Írta: bvadkrcds Dátum 2011 december 08, 21:36
Írta: bvadkrcds Dátum 2011 december 08, 21:36
Szia!
Nem én csináltam. Székesfehérváron láttam. Nem ismerem, aki csinálta, de itt van valahol a link... a többiek biztos ismerik.
Nem én csináltam. Székesfehérváron láttam. Nem ismerem, aki csinálta, de itt van valahol a link... a többiek biztos ismerik.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2011 december 08, 21:44
Írta: Miki2 Dátum 2011 december 08, 21:44
Így már rémlik valami.
Ha jól emlékszem, egy TOS géphez készült.
Az már nekem sem ugrik be, ki volt, aki elkövette.
Ha jól emlékszem, egy TOS géphez készült.
Az már nekem sem ugrik be, ki volt, aki elkövette.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 08, 22:43
Írta: besirkyjh Dátum 2011 december 08, 22:43
Szia
Ha kicsit visszaolvasol ( 233 bejegyzés ) kiderül hogy mi a célunk .
Csak a vázépitésröl van szo nem a hajtásrol meg egyébb kiegészitökröl .
Ha kicsit visszaolvasol ( 233 bejegyzés ) kiderül hogy mi a célunk .
Csak a vázépitésröl van szo nem a hajtásrol meg egyébb kiegészitökröl .
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2011 december 09, 03:29
Írta: Vetesi75 Dátum 2011 december 09, 03:29
Sziasztok! Figyelmesen olvasom a topicot.
Néhány észrevétel:
A ferde ágy - "balos" gép kombó forgács és kezelés szempontjából előnyös.
Menetes főorsóvég, M39x4 szabványos - pl. E1N.
ER patron nem szerencsés gépi kezeléshez, mert nem szeret saját rugalmasságától oldani. Automatákon 30-fok körüli kúpszögek használatosak. Méretben is jó lehet pl. a "148E" vagy valami hasonló típus - ehhez létezik továbbítóhüvely is. (piszok drága, pláne a rubberflex...)
Patronkezelés csak hátulról lenne célszerű.
Teljesen automata anyagtovábbítású kivitel esetén fontolóra venném egy különálló leszúrószán használatát - mint opciót - közvetlenül az orsóházra fogatva, fixen.( Fogalmam sincs, hogy miként oldható meg hozzá a vezérlés...)
Főhajtásnak aszinkron motor frekvenciaváltóval, tartomány váltás pólusszám átkapcsolással?
Néhány észrevétel:
A ferde ágy - "balos" gép kombó forgács és kezelés szempontjából előnyös.
Menetes főorsóvég, M39x4 szabványos - pl. E1N.
ER patron nem szerencsés gépi kezeléshez, mert nem szeret saját rugalmasságától oldani. Automatákon 30-fok körüli kúpszögek használatosak. Méretben is jó lehet pl. a "148E" vagy valami hasonló típus - ehhez létezik továbbítóhüvely is. (piszok drága, pláne a rubberflex...)
Patronkezelés csak hátulról lenne célszerű.
Teljesen automata anyagtovábbítású kivitel esetén fontolóra venném egy különálló leszúrószán használatát - mint opciót - közvetlenül az orsóházra fogatva, fixen.( Fogalmam sincs, hogy miként oldható meg hozzá a vezérlés...)
Főhajtásnak aszinkron motor frekvenciaváltóval, tartomány váltás pólusszám átkapcsolással?
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 09, 06:13
Írta: besirkyjh Dátum 2011 december 09, 06:13
Ezen érdemes elgondolkodni , jo ötletnek tartom .
" Teljesen automata anyagtovábbítású kivitel esetén fontolóra venném egy különálló leszúrószán használatát - mint opciót - közvetlenül az orsóházra fogatva, fixen. "
" Teljesen automata anyagtovábbítású kivitel esetén fontolóra venném egy különálló leszúrószán használatát - mint opciót - közvetlenül az orsóházra fogatva, fixen. "
Cím: Re:CNC eszterga építő iskola
Írta: 3ihs2v23 Dátum 2011 december 09, 06:39
Írta: 3ihs2v23 Dátum 2011 december 09, 06:39
Szia Celophant!
Ezt az Optimum esztergát én is ismerem katalógusból. Ára is egész kedvező. Írod, hogy nem teljesen optimális :-)
Elmondod mi a hibája és mit kell rajta átalakítani, hogy használható legyen?
Ezt az Optimum esztergát én is ismerem katalógusból. Ára is egész kedvező. Írod, hogy nem teljesen optimális :-)
Elmondod mi a hibája és mit kell rajta átalakítani, hogy használható legyen?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 09, 06:39
Írta: 000000000 Dátum 2011 december 09, 06:39
Vargha Kálmán.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2011 december 09, 08:47
Írta: Miki2 Dátum 2011 december 09, 08:47
Ez egy érdekes felvetés.
Ezt írod: "Főhajtásnak aszinkron motor frekvenciaváltóval, tartomány váltás pólusszám átkapcsolással"
Az E1N gépemen gyárilag Dahlander motor van.
Megoldható a pólusszám váltás, és a fordulatszám szabályozás egy darab frekiváltóval?
Jelenleg a szerszámcsere alkalmával kézzel váltok, ha kell.
Ha elfelejtem átváltani, ...Szívás.
Ezt írod: "Főhajtásnak aszinkron motor frekvenciaváltóval, tartomány váltás pólusszám átkapcsolással"
Az E1N gépemen gyárilag Dahlander motor van.
Megoldható a pólusszám váltás, és a fordulatszám szabályozás egy darab frekiváltóval?
Jelenleg a szerszámcsere alkalmával kézzel váltok, ha kell.
Ha elfelejtem átváltani, ...Szívás.
Cím: Re:CNC eszterga építő iskola
Írta: D.Laci Dátum 2011 december 09, 09:01
Írta: D.Laci Dátum 2011 december 09, 09:01
"ER patron nem szerencsés gépi kezeléshez, mert nem szeret saját rugalmasságától oldani."
Ezt kifejtenéd kicsit bövebben?
Vagy talán teis kalapácsal vered ki belöle ? :)
Ezt kifejtenéd kicsit bövebben?
Vagy talán teis kalapácsal vered ki belöle ? :)
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 09, 09:25
Írta: besirkyjh Dátum 2011 december 09, 09:25
Szia
Szerintem arra gondol hogy a hollanderrel huzzuk ki az orsobol a patront .
Ezt az ER nyitást automatával hogy lehet megoldani ?
Szerintem arra gondol hogy a hollanderrel huzzuk ki az orsobol a patront .
Ezt az ER nyitást automatával hogy lehet megoldani ?
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2011 december 09, 11:40
Írta: Vetesi75 Dátum 2011 december 09, 11:40
Dahlanderre gondolok, de nem a szokványos 2p/4p felállásban, mint az E1N-nél, hanem 2p/8p-vel.
Egyetlen frekiváltóval nemtudom, hogy menne-e.
Pl.: Motor-főorsó áttételezés 1:2-höz lassító, ekkor 1:3-3:1 szabályzásnál előállna egy 500...4000 és egy 120...1050 tartomány - ez szerintem a 125-ös tokmányhoz ideális. Tartományváltás manuálisan, mint "előválasztás" kapcsolóval.
Egyetlen frekiváltóval nemtudom, hogy menne-e.
Pl.: Motor-főorsó áttételezés 1:2-höz lassító, ekkor 1:3-3:1 szabályzásnál előállna egy 500...4000 és egy 120...1050 tartomány - ez szerintem a 125-ös tokmányhoz ideális. Tartományváltás manuálisan, mint "előválasztás" kapcsolóval.
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2011 december 09, 11:52
Írta: Vetesi75 Dátum 2011 december 09, 11:52
Volt már példa kalapácsra is, mikor elpukkant a hollandi... :(
Cím: Re:CNC eszterga építő iskola
Írta: sanyi84 Dátum 2011 december 09, 12:38
Írta: sanyi84 Dátum 2011 december 09, 12:38
Ha már automata szorítás is képbe került, ezért bátorkodtam a burkolatra hivatkozni. A porvédő burkolat elmegy egy faipari gépnél de ide az kevés mert a forgács felgyűrné, Vbodinál is elmegy a vasipari maróján, de nem nagy termelésre csinálta mert az egyik hobbija csak. A fekvő elrendezés pedig a forgács miatt nem nyerő.
Egyszerűen csak egy hajlított lemez lenne ami két oldalra kifut, ám ehhez kell tervezni a vázat is, X en nehezebb megoldani, ott valami több lapból álló kell. Ha hobbigép is szerintem kell védeni a vasforgács ellen, hobbigépnek ellentmond az automata szorítás, bár ez később vetődött fel. A miniturn gépeken is ferde ágy van, esetleg onnan lehetne ötletet meríteni a szegnyereg megoldásra. Ha jól tudom valakinek van a fórumon ilyen gépe. Lényeg egy hasonló ferde váz mint ami le lett rajzolva csak a tokmánnyal szemközti oldalon-azaz a végén- egy vastagabb öntvény lapba van a szegnyereg. Egyrészt sikló megoldású, rögzíthető, ez az első tengelye azaz a nem menetes része, a második tengely amit menet mozgat pedig a már jól ismert megoldás morse kúppal a végén.
Linken van miniturn ról kép
Egyszerűen csak egy hajlított lemez lenne ami két oldalra kifut, ám ehhez kell tervezni a vázat is, X en nehezebb megoldani, ott valami több lapból álló kell. Ha hobbigép is szerintem kell védeni a vasforgács ellen, hobbigépnek ellentmond az automata szorítás, bár ez később vetődött fel. A miniturn gépeken is ferde ágy van, esetleg onnan lehetne ötletet meríteni a szegnyereg megoldásra. Ha jól tudom valakinek van a fórumon ilyen gépe. Lényeg egy hasonló ferde váz mint ami le lett rajzolva csak a tokmánnyal szemközti oldalon-azaz a végén- egy vastagabb öntvény lapba van a szegnyereg. Egyrészt sikló megoldású, rögzíthető, ez az első tengelye azaz a nem menetes része, a második tengely amit menet mozgat pedig a már jól ismert megoldás morse kúppal a végén.
Linken van miniturn ról kép
Cím: Re:CNC eszterga építő iskola
Írta: ra8nsmk6w Dátum 2011 december 09, 13:09
Írta: ra8nsmk6w Dátum 2011 december 09, 13:09
Lehet nem rám gondoltál, de nekem van miniturn gépem néhány esztendeje. Az oktatásra tervezett gép kitünöen alkalmas erre a feladatra. Hobbira már kevésbé. Láttam már tömegtermelésben is egy szük gyártási keresztmetszetben jól használható.Én gyengének találom az 1KW dc motor főhajtást és kevésnek az "x" tengely mozgás tartományát. Pontos és megbizható gépnek tartom, de nem hobbibarát
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 09, 14:33
Írta: 000000000 Dátum 2011 december 09, 14:33
CNC eszterga tokmány ügyben tettem fel egy kis csemegét az adok veszek-ben.
Ez egy full gyári megoldása az automata anyagrögzítésnek patronos megoldással.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 18:21
Írta: Motoros Dátum 2011 december 09, 18:21
Sziasztok! Mostanra sikerült átrágnom magam a 246 hozzászóláson, de nem igazán kerültem képbe.
Már az elején leragadtam,mit takar a "népi eszterga" főcím? Volt már néprádió,népi kohó, népi muzsika stb... stb,de népi cnc eszterga még nem volt. Persze semmi gond,pont itt az ideje...
De azért jobban körül kellene határolni az eszközt,már csak azért is mert az erre járó azt hiszi némi joggal, hogy ez amolyan mindenkinek olcsó pénzért megvásárolható, hazavihető cnc esztergácska amivel otthon akár a konyhaasztal sarkán is,... ha az asszony nem figyel...majd lehet gömbölyíteni ezt azt.
Tehát amolyan inkább tanulásra hobbyzgatásra, időtöltésre való, és nem annyira termelésre.
Mert ebbe látok némi fantáziát (nem sokat).
De a termelésre is alkalmas gép ilyen formájú közösségi, össznépi kívánság-műsorszerű összepakolására...és ami a legnehezebb: legyártására, nem sok az esély.
Ha a szerkezet csak egy tényleg hobby cnc eszterga akkor annak a legfőbb ismérve talán az hogy amit már írtam: egy ember fel tudja emelni...kevesebb mint 30..40 kg.
Ez nagyon fontos paraméter mert minden továbbit meghatároz, pl áteresztés, tokmányméret, gépváz felépítés stb stb.
Ha pedig itt termelő eszköz előállításáról lenne szó akkor ez engem már alapból nem érdekel,hiszen nem szívesen termelnék olyan esztergán amit én gyártottam, bár bizonyára nagy kihívás lenne.:((((
Már az elején leragadtam,mit takar a "népi eszterga" főcím? Volt már néprádió,népi kohó, népi muzsika stb... stb,de népi cnc eszterga még nem volt. Persze semmi gond,pont itt az ideje...
De azért jobban körül kellene határolni az eszközt,már csak azért is mert az erre járó azt hiszi némi joggal, hogy ez amolyan mindenkinek olcsó pénzért megvásárolható, hazavihető cnc esztergácska amivel otthon akár a konyhaasztal sarkán is,... ha az asszony nem figyel...majd lehet gömbölyíteni ezt azt.
Tehát amolyan inkább tanulásra hobbyzgatásra, időtöltésre való, és nem annyira termelésre.
Mert ebbe látok némi fantáziát (nem sokat).
De a termelésre is alkalmas gép ilyen formájú közösségi, össznépi kívánság-műsorszerű összepakolására...és ami a legnehezebb: legyártására, nem sok az esély.
Ha a szerkezet csak egy tényleg hobby cnc eszterga akkor annak a legfőbb ismérve talán az hogy amit már írtam: egy ember fel tudja emelni...kevesebb mint 30..40 kg.
Ez nagyon fontos paraméter mert minden továbbit meghatároz, pl áteresztés, tokmányméret, gépváz felépítés stb stb.
Ha pedig itt termelő eszköz előállításáról lenne szó akkor ez engem már alapból nem érdekel,hiszen nem szívesen termelnék olyan esztergán amit én gyártottam, bár bizonyára nagy kihívás lenne.:((((
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 18:23
Írta: Motoros Dátum 2011 december 09, 18:23
Ezzel el is lőttem az egy drb fikázási lehetőségemet:((
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 09, 18:27
Írta: 000000000 Dátum 2011 december 09, 18:27
Dahlander motort is lehet hajtani frekvenciaváltóval.
Hátránya hogy 400 voltos és Yaskawa G5 vagy V7 típust kellene használni.
Most jönne a kérdés, miért is ez a két fajta?
Azért mert ezek alapból kezelik a két motort és így különböző paramétereit.
Dahlander motorból még nem láttam 3x200 voltost, de ez nem azt jelenti hogy nem létezik.
Ilyen motorral viszont használható lenne a jóval kedveltebb 230 Voltos betáplálású verziók is.
Ami még ezek a típusú hajtásvezérlők mellet szólnak hogy alapból le tudják kezelni a két fordulatszám közötti átkapcsolásra használt mágneskapcsolókat.
Így nem lehet tönkre vágni mivel addig nem engedélyezik az átkapcsolást ameddig nem futtatják le a fordulatszámot a beállított rámpa szerint.
Miután megállt a főorsó csak utána kapcsolja a dahlander kapcsolást és indítja a másik fordulatszámot.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 18:48
Írta: svejk Dátum 2011 december 09, 18:48
Szuper!
Akkor most már írhatsz valami okosat is.
Sokat látott ember vagy, ha eszedbe jut egy-két máshol látott jó megoldás írd le ide, hátha át tudnánk plántálni.
Ha nem hát nem, úgy is jó.
Akkor most már írhatsz valami okosat is.
Sokat látott ember vagy, ha eszedbe jut egy-két máshol látott jó megoldás írd le ide, hátha át tudnánk plántálni.
Ha nem hát nem, úgy is jó.
Cím: Re:CNC eszterga építő iskola
Írta: v2vhwz32z Dátum 2011 december 09, 18:57
Írta: v2vhwz32z Dátum 2011 december 09, 18:57
Hogy mire legyen jó a gép?
Én úgy gondolkodok, hogy kb 300-400 ezerbe benne lenne legalább egy ilyen gép.. de lehet hogy rosszul becsülök.
Nem számoltam automata revolverfejjel!
Na most kérdés, hogy megér-e a többségnek ennyiért egy olyan gép, ami nagyjából csak van, néha megpróbálsz valamit csinálni aztán vagy sikerül vagy nem :)
Hát ha nem is tömeggyártásra, de valami kis szériás munkákra jó lenne ha alkalmas lenne.
Én úgy gondolkodok, hogy kb 300-400 ezerbe benne lenne legalább egy ilyen gép.. de lehet hogy rosszul becsülök.
Nem számoltam automata revolverfejjel!
Na most kérdés, hogy megér-e a többségnek ennyiért egy olyan gép, ami nagyjából csak van, néha megpróbálsz valamit csinálni aztán vagy sikerül vagy nem :)
Hát ha nem is tömeggyártásra, de valami kis szériás munkákra jó lenne ha alkalmas lenne.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 19:00
Írta: svejk Dátum 2011 december 09, 19:00
Egyébként egy jó cím figyelemfelkeltő.
Mint pl. a "Motoros Motyói".
Nem írta senki hogy hobby, azt se hogy ipari gép legyen. Az alcímben az van, "Sokszor jó lenne egy kis ügyes CNC eszterga."
Mint pl. a "Motoros Motyói".
Nem írta senki hogy hobby, azt se hogy ipari gép legyen. Az alcímben az van, "Sokszor jó lenne egy kis ügyes CNC eszterga."
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 19:05
Írta: svejk Dátum 2011 december 09, 19:05
Sajnos a Dahlander motor sem varázsszer, talán még annyira sem jó mint egy jól beállított frekiváltó.
A motor vas tömege meghatározza mit lehet belőle kihozni.
Két vagy három mechanikus fokozat, mindenképpen jó szolgálatot tesz.
A motor vas tömege meghatározza mit lehet belőle kihozni.
Két vagy három mechanikus fokozat, mindenképpen jó szolgálatot tesz.
Cím: Re:CNC eszterga építő iskola
Írta: v2vhwz32z Dátum 2011 december 09, 19:06
Írta: v2vhwz32z Dátum 2011 december 09, 19:06
Ha nem lesz egy közösen megrendelt konkrét váz sem, már akkor is nyertünk: jól körbejárjuk a témát. Ki-ki igénye szerint hasznosít belőle saját gépe megépítésénél! Nem kell a mech. ötletek majd tízezer hozzászólását feltétlenül átnyálaznia, aki cnc esztergát akar építeni!
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 19:07
Írta: Motoros Dátum 2011 december 09, 19:07
Az én "SK" hobby esztergám a köv.lenne:
Áteresztés max . 10 mm, tokmány: max 80 mm..de nem is fontos
Egyenes ágy(X vízszintesen)
Váz lézervágva hegesztve.
Revolverfej nuku...kések az X-re pakolva.
Szegnyereg ebből következően szintén nuku.
Főleg arra gyúrnék, hogy szálanyagból tudjon dolgozni...ezzel persze ellentmondok önmagamnak, de ez bizonyos piaci lehetőséget adna.
Áteresztés max . 10 mm, tokmány: max 80 mm..de nem is fontos
Egyenes ágy(X vízszintesen)
Váz lézervágva hegesztve.
Revolverfej nuku...kések az X-re pakolva.
Szegnyereg ebből következően szintén nuku.
Főleg arra gyúrnék, hogy szálanyagból tudjon dolgozni...ezzel persze ellentmondok önmagamnak, de ez bizonyos piaci lehetőséget adna.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 19:11
Írta: Motoros Dátum 2011 december 09, 19:11
Igazad van az árban. És ez sajnos sokat behatárol.
A revolver fejet pl. 250...300 ezer ft alatt senki nem fogja osztogatni.
A revolver fejet pl. 250...300 ezer ft alatt senki nem fogja osztogatni.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 19:13
Írta: svejk Dátum 2011 december 09, 19:13
Ha nagyon zavar benneteket a cím nem tart sokból megváltoztattatni.
Előzőleg 5-6 ember jelezte, hogy érdekelné valamilyen szinten egy közösen megtervezett szerkezet.
Pl. azért, mert nem tudja hogy kezdjen hozzá, vagy hogy elkerülje az iskolahibákat, buktatókat.
A project nyílt, a tervek rendelkezésre állnának mindenki számára.
Van aki nem engedhet meg magának ekkor költségvetést, van aki nem fog neki ilyen gagyihoz, és van aki csak úgy olvasgatja, és megpróbál tanulni egy-egy ötletből.
Ez a fórum küldetése.
Előzőleg 5-6 ember jelezte, hogy érdekelné valamilyen szinten egy közösen megtervezett szerkezet.
Pl. azért, mert nem tudja hogy kezdjen hozzá, vagy hogy elkerülje az iskolahibákat, buktatókat.
A project nyílt, a tervek rendelkezésre állnának mindenki számára.
Van aki nem engedhet meg magának ekkor költségvetést, van aki nem fog neki ilyen gagyihoz, és van aki csak úgy olvasgatja, és megpróbál tanulni egy-egy ötletből.
Ez a fórum küldetése.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 19:16
Írta: svejk Dátum 2011 december 09, 19:16
Teljesen korrekt elvárások.
De mi egy picit többet szeretnénk.
De mi egy picit többet szeretnénk.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 19:17
Írta: Motoros Dátum 2011 december 09, 19:17
A ferde ágy az elfoglalt alapterületet 30..40 százalékkal növeli, a súlyt legalább 20 százalékkal.
Az tévedés miszerint a lehulló forgács teszi szükségessé a ferde ágyat. Egyeneságyas gépek alatt is ott az 1 m3 forgácstér.
Ferde ágy és revolverfej a szegnyereg miatt kell.
Ha nincs szegnyereg akkor egy csomó gond megoldódik.
És legyünk őszinték: a tömegszerű esztergályos munkák 80..90 százalékához nem kell szegnyereg.
Az tévedés miszerint a lehulló forgács teszi szükségessé a ferde ágyat. Egyeneságyas gépek alatt is ott az 1 m3 forgácstér.
Ferde ágy és revolverfej a szegnyereg miatt kell.
Ha nincs szegnyereg akkor egy csomó gond megoldódik.
És legyünk őszinték: a tömegszerű esztergályos munkák 80..90 százalékához nem kell szegnyereg.
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2011 december 09, 19:18
Írta: Vetesi75 Dátum 2011 december 09, 19:18
Köszönöm! Ez számomra nagyon hasznos infó, ugyanis egy leendő kérdésemre, amit még fel sem tettem, megkaptam a választ. :)
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 19:22
Írta: Motoros Dátum 2011 december 09, 19:22
Engem nem zavar, de valamibe csak bele kell kötni :)
Ez egy jó topik. Fogom olvasni.
Csak jelezni akartam, hogy elszabadúlt a fantáziátok.
Ez egy jó topik. Fogom olvasni.
Csak jelezni akartam, hogy elszabadúlt a fantáziátok.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 19:30
Írta: svejk Dátum 2011 december 09, 19:30
Ne kelljen Széchenyit idéznem....
Ha így ment volna a CNC marókkal is, akkor még mindenkinek csak Magi-féle bútorlapos gépe, vagy 100x100 mm-es munkaterületűje lenne.
Persze fenti mondat nem azt jelenti hogy azok nem jók.
Ha így ment volna a CNC marókkal is, akkor még mindenkinek csak Magi-féle bútorlapos gépe, vagy 100x100 mm-es munkaterületűje lenne.
Persze fenti mondat nem azt jelenti hogy azok nem jók.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 19:34
Írta: svejk Dátum 2011 december 09, 19:34
Szerinted Varga Kálmán miért készítette el a szerszámcserélőt? Mert feltétlen dolgozni akar vele? A francot...mert élvezte minden percét a megvalósításának.
Tudjátok Ti mennyibe kerül egy komoly horgászorsó? :)
Tudjátok Ti mennyibe kerül egy komoly horgászorsó? :)
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 19:40
Írta: Motoros Dátum 2011 december 09, 19:40
Ha egy elérhető reális célt tűzöl ki akkor van esélyed.
Őszintén: látsz esélyt egy több száz kilós gépnek?
Csak egy dolgot mondok:szegnyereg...ki fogja ezt pl elérhető árban legyártani pár darabos széria esetén??
Őszintén: látsz esélyt egy több száz kilós gépnek?
Csak egy dolgot mondok:szegnyereg...ki fogja ezt pl elérhető árban legyártani pár darabos széria esetén??
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 19:43
Írta: Motoros Dátum 2011 december 09, 19:43
Nagyon jó példa[#eljen][#eljen]
Kérdezd meg a Kálmánt mennyiért tudná utángyártani?
És akkor ez még csak egy alkatrész, hol van pl a legfontosabb a főorsó?
Kérdezd meg a Kálmánt mennyiért tudná utángyártani?
És akkor ez még csak egy alkatrész, hol van pl a legfontosabb a főorsó?
Cím: Re:CNC eszterga építő iskola
Írta: v2vhwz32z Dátum 2011 december 09, 19:47
Írta: v2vhwz32z Dátum 2011 december 09, 19:47
Lehetne a szegnyereg is opció, hiszen nem mindenki tart rá igényt.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 19:49
Írta: Motoros Dátum 2011 december 09, 19:49
Az sem lehet véletlen, hogy elsőnek nem pozdorja esztergát kezdtünk gyártani hanem gravírgépet.
Az eszterga valamiért komolyabb feladat. Meg egészen más.
Az eszterga valamiért komolyabb feladat. Meg egészen más.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 20:09
Írta: svejk Dátum 2011 december 09, 20:09
Azt hiszem nem épültél még fel rendesen, vagy csak túl gyorsan olvastad a topicot. :))
Arról lett volna szó hogy jó lenne valami egyen eszterga váz, kinézet, amit aztán tetszés szerint fel lehetne bővíteni, csicsázni.
Mert hogy a többség ezen a "vacak" váz miatt már az elején feladja, jobban mondva el sem kezdi.
200 ezerért kilóra sem adnak hagyományos esztergát, mellyel meglehet több gond lenne a CNC-sítéssel. A súly és térfogatról nem is beszélve, illetve csak egyedi darabok léteznek, nincs esély több egyformát beszerezni és segíteni egymást az átalakításban.
De a továbbiakban nem próbállak téríteni, már látom nem Te leszel a topic ötletembere. :(
Arról lett volna szó hogy jó lenne valami egyen eszterga váz, kinézet, amit aztán tetszés szerint fel lehetne bővíteni, csicsázni.
Mert hogy a többség ezen a "vacak" váz miatt már az elején feladja, jobban mondva el sem kezdi.
200 ezerért kilóra sem adnak hagyományos esztergát, mellyel meglehet több gond lenne a CNC-sítéssel. A súly és térfogatról nem is beszélve, illetve csak egyedi darabok léteznek, nincs esély több egyformát beszerezni és segíteni egymást az átalakításban.
De a továbbiakban nem próbállak téríteni, már látom nem Te leszel a topic ötletembere. :(
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 20:18
Írta: Motoros Dátum 2011 december 09, 20:18
Ha szegnyerget használsz akkor kell a revolverfej is. Tehát vagy egy egyszerű gép X és Z tengellyel és az X -en a szerszámok, vagy a bonyolúlt gépezet szegnyereggel revolverfejjel hosszú ággyal. Tehát itt van egy nagy ugrás árban azért hogy a hosszú anyagokkal is tudj elbánni.
Vagy hát van még egy másik út: hagyományos gépek cnc-sítése. Itt megvan a szegnyereg is, de igényli a revolverfejet is ha több kést akarsz beváltani.
Tehát az én verziómnál kizárt a szegnyereg.
Vagy hát van még egy másik út: hagyományos gépek cnc-sítése. Itt megvan a szegnyereg is, de igényli a revolverfejet is ha több kést akarsz beváltani.
Tehát az én verziómnál kizárt a szegnyereg.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 20:18
Írta: svejk Dátum 2011 december 09, 20:18
Gondolom az sem lehet véletlen hogy csak 6 év fórumozás után, némelyek több marógép építésével a hátuk mögött mertek egy eszterga építésére gondolni.
Ráadásul minő balga módon közös erővel. :(
Ráadásul minő balga módon közös erővel. :(
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 20:26
Írta: Motoros Dátum 2011 december 09, 20:26
Igazad van, vissza is vonulok, nagyon negatív a kisugárzásom. Ha gondolod törölheted is, mert ártani igazán nem szeretnék, ha már segíteni nem tudok.
Még annyit: tényleg nem minden eszterga könnyen cnc-sithető, de vannak amik igen. Pl a TOS R16 revolvereszterga, vagy a magyar gyártású Trix kis utóeszterga, vagy a kis Traub automata eszterga. Ezeknél minden adott csak a két tengelyt kell rátenni.
Még annyit: tényleg nem minden eszterga könnyen cnc-sithető, de vannak amik igen. Pl a TOS R16 revolvereszterga, vagy a magyar gyártású Trix kis utóeszterga, vagy a kis Traub automata eszterga. Ezeknél minden adott csak a két tengelyt kell rátenni.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 20:31
Írta: Motoros Dátum 2011 december 09, 20:31
Ezzel nekem semmi gondom. Mármint a közös erő hasznos , ha jó az irány.
Amikor kb 2 éve elkészült a vasvázas lézer vágott gépem...tudod amit a talikra hurcolásztam... akkor vki megkért, hogy tegyek rá forgatót is.
Én meg fogtam és fúrtam a bal oldalára egy lyukat, azon át egy tengely, egyik végére a tokmányt, a külső oldalra meg fixen felraktam a léptecset egy szíjhajtással.
Valahol van is róla fotóm.
Na mikor ez kész akkor nézegetem, hogy ez így már szinte egy eszterga, ha a késeket a "Z" re felrakom.
Felbuzdúltam...átterveztem az egészet egy kombi eszterga - maró gépnek.
Iskoláknak gondoltam oktatásra, meg ceruzahegyezőnek.
Hármat kivágattam, de sosem raktam össze mert elment a kedvem az egésztől.
Amikor kb 2 éve elkészült a vasvázas lézer vágott gépem...tudod amit a talikra hurcolásztam... akkor vki megkért, hogy tegyek rá forgatót is.
Én meg fogtam és fúrtam a bal oldalára egy lyukat, azon át egy tengely, egyik végére a tokmányt, a külső oldalra meg fixen felraktam a léptecset egy szíjhajtással.
Valahol van is róla fotóm.
Na mikor ez kész akkor nézegetem, hogy ez így már szinte egy eszterga, ha a késeket a "Z" re felrakom.
Felbuzdúltam...átterveztem az egészet egy kombi eszterga - maró gépnek.
Iskoláknak gondoltam oktatásra, meg ceruzahegyezőnek.
Hármat kivágattam, de sosem raktam össze mert elment a kedvem az egésztől.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 09, 20:56
Írta: besirkyjh Dátum 2011 december 09, 20:56
Szia
Egy évre elhasználtad a negativjaidat :)
A " torka fáj " gyogyszer melléhatása ez csak :)
Azért mert Te nem látsz benne fantáziát még adhatsz ötletet :) A másik meg ha tényleg hobbirol van szo akkor nem kel hogy " megtermelje " az árát .Minden hobbi iszonyu sokba kerülhet ( pl : a Svejk álltal emlegetett horgászat is , tudom , 4 éves korom ota horgászom ) .
Egy évre elhasználtad a negativjaidat :)
A " torka fáj " gyogyszer melléhatása ez csak :)
Azért mert Te nem látsz benne fantáziát még adhatsz ötletet :) A másik meg ha tényleg hobbirol van szo akkor nem kel hogy " megtermelje " az árát .Minden hobbi iszonyu sokba kerülhet ( pl : a Svejk álltal emlegetett horgászat is , tudom , 4 éves korom ota horgászom ) .
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2011 december 09, 20:58
Írta: Vetesi75 Dátum 2011 december 09, 20:58
Ha van valami anyagod a TOS revolver átalakításával kapcsolatban és hajlandó lennél megosztani, annak nagyon örülnék.
Én ezen agyalok: RT26.
Én ezen agyalok: RT26.
Cím: Re:CNC eszterga építő iskola
Írta: v2vhwz32z Dátum 2011 december 09, 21:05
Írta: v2vhwz32z Dátum 2011 december 09, 21:05
Az építő jellegű kritika is kell!! [#eljen]
Szerintem a legtöbben azért áldoznának százezreket a célra, mert valahol szeretnék hogy az legalább részben megtérüljön.
Ha az pénzügyileg és használhatóság szempontjából is egy jó alternatíva, meg kell fontolni meglévő gép átalakítását is.. bizonyos igényeknél ez lehet a nyerő!
Szerintem a legtöbben azért áldoznának százezreket a célra, mert valahol szeretnék hogy az legalább részben megtérüljön.
Ha az pénzügyileg és használhatóság szempontjából is egy jó alternatíva, meg kell fontolni meglévő gép átalakítását is.. bizonyos igényeknél ez lehet a nyerő!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 21:08
Írta: svejk Dátum 2011 december 09, 21:08
Nekem ilyen "elment a kedvem Tőle" projekttel van tele a sufni. :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 09, 21:12
Írta: 000000000 Dátum 2011 december 09, 21:12
Nem negatív a kisugárzásod Misi, hanem reális. Csak sajnos itt Fórumon sokan szeretnek elszakadni a tényektől, pillanatnyi hangulat alapján csodálatos ötletek vetődnek fel.
Szerintem se lehet "egyenesztergát a népnek" csinálni, az eddigi beírásokból is kiderült, 10-en 10 féle igénnynel jelentkeztek. De azért sok sikert kívánok a vágyak mezején Mindenkinek.
Szerintem se lehet "egyenesztergát a népnek" csinálni, az eddigi beírásokból is kiderült, 10-en 10 féle igénnynel jelentkeztek. De azért sok sikert kívánok a vágyak mezején Mindenkinek.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 09, 21:20
Írta: besirkyjh Dátum 2011 december 09, 21:20
Tibor , ne mérgesits már Te is :)
Egy nyamvadt vázat szetretnénk amire mindenki épithet amit akar .Mire ez a nagy bölcsesség ? Nem szabad csinálni semmit mérnöki jováhagyás nélkül ?
[#falbav][#falbav]
Egy nyamvadt vázat szetretnénk amire mindenki épithet amit akar .Mire ez a nagy bölcsesség ? Nem szabad csinálni semmit mérnöki jováhagyás nélkül ?
[#falbav][#falbav]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 09, 21:24
Írta: 000000000 Dátum 2011 december 09, 21:24
Ez a hobby lényege![#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 09, 21:30
Írta: 000000000 Dátum 2011 december 09, 21:30
Nincs a hozzászólásaiddal semmi baj!
Mindenben igazad van, reálisan gondolkodsz.
Itt egy kis spéci masina fog épülni, ami szemet gyönyörködtető és megmunkálást is végez.
Ez a mi hobbynk!
Mindenben igazad van, reálisan gondolkodsz.
Itt egy kis spéci masina fog épülni, ami szemet gyönyörködtető és megmunkálást is végez.
Ez a mi hobbynk!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 21:31
Írta: svejk Dátum 2011 december 09, 21:31
Valóban nem Motorosé a negatív...
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 09, 21:32
Írta: 000000000 Dátum 2011 december 09, 21:32
"Azt hiszem nem értem a topic lényegét, értelmét.
Egyen esztergát kíván a nép ?
Segítene valaki ? "
Ezt Laslie írta #16-ban, tudtommal Ő nem mérnök, viszont sokat szokott esztergálni.
Ne hogy már rettegjünk itt páran, ha valamit másképpen gondolunk, mint pl. Te!
Különben is egy váz szerinted sikba marva mennyibe fog a végén kerülni Áfá-s számlára? Nem is tudtam, hogy itt ennyi gazdag Hobbysta van, akik közben meg "agyonverik" egymást az adok-veszek topikban, ha éppen lemarad egy pár ezer forintos cuccról.:)
Egyen esztergát kíván a nép ?
Segítene valaki ? "
Ezt Laslie írta #16-ban, tudtommal Ő nem mérnök, viszont sokat szokott esztergálni.
Ne hogy már rettegjünk itt páran, ha valamit másképpen gondolunk, mint pl. Te!
Különben is egy váz szerinted sikba marva mennyibe fog a végén kerülni Áfá-s számlára? Nem is tudtam, hogy itt ennyi gazdag Hobbysta van, akik közben meg "agyonverik" egymást az adok-veszek topikban, ha éppen lemarad egy pár ezer forintos cuccról.:)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 21:45
Írta: svejk Dátum 2011 december 09, 21:45
Csak hogy Leslie mégis felfogta mire áhítozunk és mondott is vagy 3-4 megvalósítható jó ötletet, segítve az előrehaladást, vagy gátolva az eltévelyedést.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2011 december 09, 21:45
Írta: besirkyjh Dátum 2011 december 09, 21:45
Ha valamit más képpen gondolsz azzal semmi bajom !!
De hogy mindent az már kicsit sok .
Mindegy a célod elérted !!!
Kiszálok vagy 2 hétre ! :((
De hogy mindent az már kicsit sok .
Mindegy a célod elérted !!!
Kiszálok vagy 2 hétre ! :((
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2011 december 09, 21:48
Írta: u3xrz0cut Dátum 2011 december 09, 21:48
[#eljen]Sok embernek elérhetetlen egy gyári cnc. (sajnos)
Miközben a munkájához szüksége lenne rá!
Vannak ettöl drágább és haszontalan hobbik is!A kényszer nagy úr és ha még hasznos is, akkor pedig ne lombozzunk le senkit!
Miközben a munkájához szüksége lenne rá!
Vannak ettöl drágább és haszontalan hobbik is!A kényszer nagy úr és ha még hasznos is, akkor pedig ne lombozzunk le senkit!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 09, 21:54
Írta: 000000000 Dátum 2011 december 09, 21:54
Csináljátok, hajrá!
Majd ha már sokszöget, vagy ovált akartok esztergálni vele, akkor az esztega vezérlő progim mint egy lehetőség a sok közül a rendelkezésetekre áll.
Az meg már megszokott itt egyesektől, hogy elveszítik a realitás érzéküket, és eljátszák a sértődöttet.
További jó népi esztergálgatást Nektek, eltűntem ebből a topikból egy időre, mint Misi.
Majd ha már sokszöget, vagy ovált akartok esztergálni vele, akkor az esztega vezérlő progim mint egy lehetőség a sok közül a rendelkezésetekre áll.
Az meg már megszokott itt egyesektől, hogy elveszítik a realitás érzéküket, és eljátszák a sértődöttet.
További jó népi esztergálgatást Nektek, eltűntem ebből a topikból egy időre, mint Misi.
Cím: Re:CNC eszterga építő iskola
Írta: v2vhwz32z Dátum 2011 december 09, 21:56
Írta: v2vhwz32z Dátum 2011 december 09, 21:56
Ha például nekem nincs pénzem profi cuccokat venni, lehet, hogy a felvázolt ötletek alapján egy cnc faesztergát építhetnék.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 21:56
Írta: svejk Dátum 2011 december 09, 21:56
"Különben is egy váz szerinted sikba marva mennyibe fog a végén kerülni Áfá-s számlára? "
Ha nem olvastad volna, többek közt ezt is megpróbáltuk megtudni.
Ha nem felelt volna meg a pár fellelkesült fórumtagnak akkor kerestünk volna alternatív, vagy uram bocsá' igénytelenebb megoldást.
Mert ezt is megtehetjük, megbeszélhetjük.
Ha nem olvastad volna, többek közt ezt is megpróbáltuk megtudni.
Ha nem felelt volna meg a pár fellelkesült fórumtagnak akkor kerestünk volna alternatív, vagy uram bocsá' igénytelenebb megoldást.
Mert ezt is megtehetjük, megbeszélhetjük.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 09, 22:00
Írta: 4um5b65d Dátum 2011 december 09, 22:00
Bennem is ez vetődött fel először, mikor elkezdtem olvasni a topicot, mint Tiborban.
Ezért született az az ominózus #22-es hozzászólás is.
Ne keresgéljetek vissza, bemásolom ide.
"Az ötlet jó, de mégsem."
Valóban nem lehet mindenki számára használható gépet készíteni, de még egy vázat sem.
Az, hogy kapásból a ferde ágyassal nyitott a topic szerintem nem szerencsés.
A ferde ágynak valaki ecsetelte a hátrányait, az előnyét is valaki.
Azt viszont alapból el kellene dönteni, hogy nagyon nagyon hobbi gép lesz belőle, vagy kicsit ipari-kicsit hobbi, vagy totál ipari gép.
Teljesen más gépet kell tervezni mindhárom esetben.
A hobbi gépnél ugye nem is kell ecsetelni az árat. Akkor a ferde ágyas kapásból megbukott.
Viszont a hobbi gép is lehet dizájnos, akkor meg milyen jó a ferde ágyas.
Ember legyen a talpán aki el tudja dönteni, hogy mi kell a népnek.
Az amit Svejk mondott, ha már itt vagyunk akkor "hasznosan segítsük az építést", vagy "óvóan romboljunk le a hibás vágányokat" az teljesen helyt álló.
Ezért született az az ominózus #22-es hozzászólás is.
Ne keresgéljetek vissza, bemásolom ide.
"Az ötlet jó, de mégsem."
Valóban nem lehet mindenki számára használható gépet készíteni, de még egy vázat sem.
Az, hogy kapásból a ferde ágyassal nyitott a topic szerintem nem szerencsés.
A ferde ágynak valaki ecsetelte a hátrányait, az előnyét is valaki.
Azt viszont alapból el kellene dönteni, hogy nagyon nagyon hobbi gép lesz belőle, vagy kicsit ipari-kicsit hobbi, vagy totál ipari gép.
Teljesen más gépet kell tervezni mindhárom esetben.
A hobbi gépnél ugye nem is kell ecsetelni az árat. Akkor a ferde ágyas kapásból megbukott.
Viszont a hobbi gép is lehet dizájnos, akkor meg milyen jó a ferde ágyas.
Ember legyen a talpán aki el tudja dönteni, hogy mi kell a népnek.
Az amit Svejk mondott, ha már itt vagyunk akkor "hasznosan segítsük az építést", vagy "óvóan romboljunk le a hibás vágányokat" az teljesen helyt álló.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 22:00
Írta: svejk Dátum 2011 december 09, 22:00
Gyanítom Te lennél az utolsó akinek a segítségét kérnénk. [#nyes] (még soha nem tettem ki senkinek ezt az idegborzoló zöld pofát :( )
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 22:02
Írta: svejk Dátum 2011 december 09, 22:02
Varsányi, megkövetlek, igazad volt, nem nőtt még fel a társaság egy ilyenhez, valószínű nem is fog!
[#worship]
(ugyanis a topicot meg sem akarta nyitni, előre látva a végét)
Járja csak végig a rögös, buktatókkal teli utat mindenki maga, úgy ahogy eddig tettük a marógépek építése kapcsán.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 09, 22:03
Írta: 4um5b65d Dátum 2011 december 09, 22:03
Gondoltam én egyre.
Mi van akkor, ha normál elrendezésűre lesz készítve a váz, ha valaki ferde ágyasra szeretné akkor felteszi egy ferde adapterre az egészet. [#nyes]
Mi van akkor, ha normál elrendezésűre lesz készítve a váz, ha valaki ferde ágyasra szeretné akkor felteszi egy ferde adapterre az egészet. [#nyes]
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 09, 22:05
Írta: 4um5b65d Dátum 2011 december 09, 22:05
LÓF.SZT, most már tessék megenni amit főztél...
[#eplus2]
[#eplus2]
Cím: Re:CNC eszterga építő iskola
Írta: sasi Dátum 2011 december 09, 22:08
Írta: sasi Dátum 2011 december 09, 22:08
Olvasva a burjánzó ötleteket, eszembe jutott egy mondás: a kétpúpú teve is ló, csak kollektív tervezés eredménye.
Bocsánat, de nem tudtam kihagyni…[#smile]
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 09, 22:08
Írta: 4um5b65d Dátum 2011 december 09, 22:08
Akkor kezdjük el újra a topicot.
Kellene legalább 2 váz.
Kellene legalább 2 váz.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 22:09
Írta: svejk Dátum 2011 december 09, 22:09
Majd megeszi, aki belesz@rt. :(
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 09, 22:09
Írta: 4um5b65d Dátum 2011 december 09, 22:09
Milyen igaz...
[#eplus2][#eplus2][#eljen][#eljen][#taps][#taps]
[#eplus2][#eplus2][#eljen][#eljen][#taps][#taps]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 09, 22:11
Írta: 000000000 Dátum 2011 december 09, 22:11
Mivel ötödször szúrogatsz, puffogsz itt megint ok nélkül, kénytelen vagyok még ezt leírni.
Ne magadból induljál ki, legyél már végre reális, előitélet nélküli velem, ugyanis rajtad kívül Mások is vannak ezen a Fórumon, és ha benéznél a topikomban, láthatod, van aki még segítséget is kér. Nyugi, és nyugi, senki nem rontja a csodálatos terveidet, bár éppen most látom, a nagy barátod a főesztergályos csak azért mert barát kritizálhat, én meg nem? Vicces vagy, de nem baj...., én megbocsájtok Neked, és továbbra is kevellek ennyi rossz idulatod ellenére is.
Na páááá!:)
Ne magadból induljál ki, legyél már végre reális, előitélet nélküli velem, ugyanis rajtad kívül Mások is vannak ezen a Fórumon, és ha benéznél a topikomban, láthatod, van aki még segítséget is kér. Nyugi, és nyugi, senki nem rontja a csodálatos terveidet, bár éppen most látom, a nagy barátod a főesztergályos csak azért mert barát kritizálhat, én meg nem? Vicces vagy, de nem baj...., én megbocsájtok Neked, és továbbra is kevellek ennyi rossz idulatod ellenére is.
Na páááá!:)
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 09, 22:20
Írta: 4um5b65d Dátum 2011 december 09, 22:20
Tibor, azért ez nem teljesen van így.
Ha pár ötlettel lendítenél a projekten és pár lebaszással gátolnád akkor azért másképp nézne ki a malac fara.
Ha pár ötlettel lendítenél a projekten és pár lebaszással gátolnád akkor azért másképp nézne ki a malac fara.
Cím: Re:CNC eszterga építő iskola
Írta: mxjj54gxi Dátum 2011 december 09, 22:29
Írta: mxjj54gxi Dátum 2011 december 09, 22:29
Azt kéne egyeseknek megérteniük, hogy ez itt csak egy "papír".
Itt bármit lehet tervezgetni, mert egyrészt nem kerül pénzbe, másrészt meg még radír sem kell, hogy elvessük.
Nem azt kell elmesélni, hogy miért marhaság az egész, hanem ha annak gondoljuk, akkor majd nem ezen elvek szerint alkotunk esztergát, hanem találunk magunknak másik écát.
De lehet, hogy lesznek olyanok, akiknek meg ez lesz az éca, és megcsinálják.
És? Lesz nekem bajom abból, ha más megcsinál olyat, amit én nem tennék? Nem.
Akkor meg?
Ez ilyen egyszerű.
Itt bármit lehet tervezgetni, mert egyrészt nem kerül pénzbe, másrészt meg még radír sem kell, hogy elvessük.
Nem azt kell elmesélni, hogy miért marhaság az egész, hanem ha annak gondoljuk, akkor majd nem ezen elvek szerint alkotunk esztergát, hanem találunk magunknak másik écát.
De lehet, hogy lesznek olyanok, akiknek meg ez lesz az éca, és megcsinálják.
És? Lesz nekem bajom abból, ha más megcsinál olyat, amit én nem tennék? Nem.
Akkor meg?
Ez ilyen egyszerű.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 22:30
Írta: svejk Dátum 2011 december 09, 22:30
Szúrogatok? Amilyen az adjon Isten...
Olvasd már vissza az írásaidat, nem (csak) az ittenieket hanem úgy általában az 5 éves termésedet.
Rendszeresen olvasom a topicodat, azon nem titkolt szándékkal hogy tanuljak belőle.
No de nézd csak meg, kik kérnek tőled tanácsot? Javarészt az újoncok, akik még nem ismernek.
Olvasd már vissza az írásaidat, nem (csak) az ittenieket hanem úgy általában az 5 éves termésedet.
Rendszeresen olvasom a topicodat, azon nem titkolt szándékkal hogy tanuljak belőle.
No de nézd csak meg, kik kérnek tőled tanácsot? Javarészt az újoncok, akik még nem ismernek.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 09, 22:40
Írta: Farkas Ádám Dátum 2011 december 09, 22:40
Jó estét mindenkinek, látom kiborult a bili tegnap óta.
Még csak pár napja nyitott a topik, nem kellett volna még letörni a rosszvunkat! Ha nagyon nem lesz rentábilis úgysem fog elkészülni, de adjuk meg az esélyt magunknak. Összeállt egy kis hobby közösség, és törte a fejét, amellett valószínűleg rengetegen örömmel olvasták. De ha csak ennyiről szólt is volna már megérte.
Lehet hogy egészen más sül ki belőle de semmiképpen nem rossz.
Gyerünk tovább...
Még csak pár napja nyitott a topik, nem kellett volna még letörni a rosszvunkat! Ha nagyon nem lesz rentábilis úgysem fog elkészülni, de adjuk meg az esélyt magunknak. Összeállt egy kis hobby közösség, és törte a fejét, amellett valószínűleg rengetegen örömmel olvasták. De ha csak ennyiről szólt is volna már megérte.
Lehet hogy egészen más sül ki belőle de semmiképpen nem rossz.
Gyerünk tovább...
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 22:45
Írta: svejk Dátum 2011 december 09, 22:45
[#eljen]
(mi az az "éca"?
Terv, cél?
Sosem hallottam ezt a szót. :( )
(mi az az "éca"?
Terv, cél?
Sosem hallottam ezt a szót. :( )
Cím: Re:CNC eszterga építő iskola
Írta: mxjj54gxi Dátum 2011 december 09, 22:46
Írta: mxjj54gxi Dátum 2011 december 09, 22:46
Éca=okos gondolat, ami megoldható;
megoldáshoz vezető gondolkodás
megoldáshoz vezető gondolkodás
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 22:49
Írta: svejk Dátum 2011 december 09, 22:49
Menjetek...majd megyek csendben a nyomotokban. :(
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 09, 22:49
Írta: Farkas Ádám Dátum 2011 december 09, 22:49
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 22:50
Írta: Motoros Dátum 2011 december 09, 22:50
"Mi van akkor, ha normál elrendezésűre lesz készítve a váz, ha valaki ferde ágyasra szeretné akkor felteszi egy ferde adapterre az egészet. "
Ezt viccesnek szántad pedig csöppet sem az.
Az Emcoturn 120 például úgy ferdeágyas hogy egy síkágyas rá van téve egy 45 fokos megdöntéssel egy alap vázra...gyárilag.
Ezt viccesnek szántad pedig csöppet sem az.
Az Emcoturn 120 például úgy ferdeágyas hogy egy síkágyas rá van téve egy 45 fokos megdöntéssel egy alap vázra...gyárilag.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 09, 22:51
Írta: Farkas Ádám Dátum 2011 december 09, 22:51
Gyorsan hozzáteszem, hogy én nem tennék szegnyerget, csak azért linkeltem példának, hogy ilyen is van elérhető áron (Motorosnak tisztelettel)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 22:51
Írta: svejk Dátum 2011 december 09, 22:51
Tibor45-nek pedig ajánlom a saját gondolatát a #282-ből.
"Ne hogy már rettegjünk itt páran, ha valamit másképpen gondolunk, mint pl. Te! "
"Ne hogy már rettegjünk itt páran, ha valamit másképpen gondolunk, mint pl. Te! "
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 22:52
Írta: Motoros Dátum 2011 december 09, 22:52
A vita sosem árt!
Szerintem is gyerünk tovább.
Szerintem is gyerünk tovább.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 22:54
Írta: Motoros Dátum 2011 december 09, 22:54
Ez mióta szegnyereg, ez csak egy csúcstámasz köszörűre, maróra. Keresgélj tovább!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 22:56
Írta: svejk Dátum 2011 december 09, 22:56
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 09, 22:56
Írta: KoLa Dátum 2011 december 09, 22:56
Ennek a topicnak nem jó a címe![#hehe]
Cím: Re:CNC eszterga építő iskola
Írta: mxjj54gxi Dátum 2011 december 09, 22:57
Írta: mxjj54gxi Dátum 2011 december 09, 22:57
Ez egy osztófej támasztócsúcsa, nem szegnyereg
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 22:57
Írta: svejk Dátum 2011 december 09, 22:57
És az úgy olcsóbb, könnyebb?
Egyszerűbb lenne elkészíteni?
Egyszerűbb lenne elkészíteni?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 22:58
Írta: svejk Dátum 2011 december 09, 22:58
Ajánlj másikat, holnap elintézem a cserét.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 09, 22:58
Írta: Farkas Ádám Dátum 2011 december 09, 22:58
Próbálj meg lebeszélni a ferde ágyról. Na próbálj csak meg :))
Azt nem fogadom el hogy 20%-al nehezebb, és kicsit több helyet foglal.
Ez tetszett Laslie írta:
"Viszont a hobbi gép is lehet dizájnos, akkor meg milyen jó a ferde ágyas. "
Azt nem fogadom el hogy 20%-al nehezebb, és kicsit több helyet foglal.
Ez tetszett Laslie írta:
"Viszont a hobbi gép is lehet dizájnos, akkor meg milyen jó a ferde ágyas. "
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 09, 22:59
Írta: Farkas Ádám Dátum 2011 december 09, 22:59
Az mindenki látja, de egy alternatíva :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:02
Írta: svejk Dátum 2011 december 09, 23:02
Hopsz, ezt Farkas Ádámnak szántam.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 23:07
Írta: Motoros Dátum 2011 december 09, 23:07
Na figyeljé kis haver! A ferde ágyas gépeknél az X mozgástartománya kicsi. pl az Emco esetében 70 mm.
Azért mert ez a ferdeágyas dolog csak akkor működik ha van revolverfejed. Gondold csak át ezt a geometriát.
Tehát ha ferdeágy akkor revolverfej is kell. Oda az olcsó és gyors és egyszerű síkágyas elrendezés. A ferde és rövid X-re nem fér fel csak max 3 kés.
Azért mert ez a ferdeágyas dolog csak akkor működik ha van revolverfejed. Gondold csak át ezt a geometriát.
Tehát ha ferdeágy akkor revolverfej is kell. Oda az olcsó és gyors és egyszerű síkágyas elrendezés. A ferde és rövid X-re nem fér fel csak max 3 kés.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 09, 23:07
Írta: Farkas Ádám Dátum 2011 december 09, 23:07
Maradj csak, én ritkán vagyok gép előtt. A műhelybe nem tettem internetet, mert akkor nem menne a munka.
És ez a topic a Te édes gyermeked:)
És ez a topic a Te édes gyermeked:)
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2011 december 09, 23:11
Írta: Béni Dátum 2011 december 09, 23:11
Én pár évig dolgoztam egy EMCO 140-esen. Az is döntött ágyas volt. Elsőre kicsit furcsának tűnt. (Főleg, hogy többnyire forrasztott lapkással dolgoztunk és itt az M4 volt a normál forgásirány a revolverfej reteszelési módja miatt. Hozzá kellet szokni a balos kések köszörüléséhez is.)
Aztán megértettem a lényegét.
CNC esztergát csak döntött ággyal szabad készíteni!
Aztán megértettem a lényegét.
CNC esztergát csak döntött ággyal szabad készíteni!
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 23:12
Írta: Motoros Dátum 2011 december 09, 23:12
Magyarán a ferdeágyas gép mozgását beszűkíti a gépalapzat...lefejeli saját magát lefelé.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 09, 23:12
Írta: KoLa Dátum 2011 december 09, 23:12
Cnc eszterga építő iskola
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 09, 23:14
Írta: Farkas Ádám Dátum 2011 december 09, 23:14
Na látod komám! Ilyen hozzászólásokat vártunk tőled. Én momentán revolverfejre hajaznék :) de a többiek mást akarnak :(
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 23:18
Írta: Motoros Dátum 2011 december 09, 23:18
"CNC esztergát csak döntött ággyal szabad készíteni!"
de sokkal egyszerűbb egyenes ággyal, ha lemondunk a szegnyeregről. Mi a véleményed?
de sokkal egyszerűbb egyenes ággyal, ha lemondunk a szegnyeregről. Mi a véleményed?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:19
Írta: svejk Dátum 2011 december 09, 23:19
Ugye lemaradt egy smiley ?
Egyébként speciel Farkas Ádámnak, biztos nem okozna gondot elkészíteni egy, a kezdő linken szereplő revolverfejet elkészíteni.
Talán vannak egyszerűbb alternatívájú szerszámcserélők is, amit még nagy üggyel-bajjal, és segítséggel én is el tudnék készíteni.
Abban az EMCOTURN 120-ban 4+4 kést lehet fogni? A felépítéséről tudsz valami bővebbet?
Egyébként speciel Farkas Ádámnak, biztos nem okozna gondot elkészíteni egy, a kezdő linken szereplő revolverfejet elkészíteni.
Talán vannak egyszerűbb alternatívájú szerszámcserélők is, amit még nagy üggyel-bajjal, és segítséggel én is el tudnék készíteni.
Abban az EMCOTURN 120-ban 4+4 kést lehet fogni? A felépítéséről tudsz valami bővebbet?
Cím: Re:CNC eszterga építő iskola
Írta: sanyi84 Dátum 2011 december 09, 23:20
Írta: sanyi84 Dátum 2011 december 09, 23:20
ERI 250... Az nem ismer lehetetlent. Lassú a szerszámcsere de behozza a megmunkálásnál.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 23:21
Írta: Motoros Dátum 2011 december 09, 23:21
Nincs nekem egyébként bajom a revolverfejjel csak annyi, hogy sokba van, és lassú. Ha el lehet hagyni akkor miért ne?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:22
Írta: svejk Dátum 2011 december 09, 23:22
Holnap remélem megoldódik.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:24
Írta: svejk Dátum 2011 december 09, 23:24
Szerintem maradjunk annyiban, hogy sok munka van vele és kimondottan precízen kell elkészíteni.
Tudod, hobby-ban az ár tabu.:)
Tudod, hobby-ban az ár tabu.:)
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2011 december 09, 23:25
Írta: Béni Dátum 2011 december 09, 23:25
Az én véleményem szerint a döntés semmiben nem korlátoz. Kicsit több anyag kell bele, mivel a szerkezet magasabb építésű lesz.
Viszont: rendes burkolás esetén a szánok nem kapnak hűtőfolyadékot és forgácsot. Ennek ez a lényege.
Az élettartam így sokszorosa a hagyományos elrendezésnek.
Megmunkálás szempontjából a ferde ágy csak annyival jelent különbséget, hogy itt általában a szegnyeregnek külön vezetéke van.
Viszont: rendes burkolás esetén a szánok nem kapnak hűtőfolyadékot és forgácsot. Ennek ez a lényege.
Az élettartam így sokszorosa a hagyományos elrendezésnek.
Megmunkálás szempontjából a ferde ágy csak annyival jelent különbséget, hogy itt általában a szegnyeregnek külön vezetéke van.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 09, 23:28
Írta: 4um5b65d Dátum 2011 december 09, 23:28
Nem kifejezetten viccnek szántam. Mondjuk a komoly és a vicc közt félúton.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 23:29
Írta: Motoros Dátum 2011 december 09, 23:29
Direkt volt. Ismerem...nem a sértődő fajta.
A 120-as feje elég buta és lassú. Csak egy irányba tud forogni az egyszerű reteszelése miatt. A youtube-on vannak videók róla. Egyébként masszív darab, de Béni biztos többet tud róla.
A 120-as feje elég buta és lassú. Csak egy irányba tud forogni az egyszerű reteszelése miatt. A youtube-on vannak videók róla. Egyébként masszív darab, de Béni biztos többet tud róla.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 09, 23:30
Írta: KoLa Dátum 2011 december 09, 23:30
A döntött ágyazatnak nem az a lényege hogy a forgács lehulljon alulra és onnan már könnyű eltávolítani?
Ha megborítanám az esztergámat még nem érném el a célt, mert valószínű hogy a központ feletti szerszámok az életrevalóbbak , mert felfelé nem esik a forgács!
Ezek célszerű megoldások ha teljesen új gépet építünk! de a feladat sem utólagos, amire használni akarjuk a gépet!szóval sok itt a változó![#eljen]
Ha megborítanám az esztergámat még nem érném el a célt, mert valószínű hogy a központ feletti szerszámok az életrevalóbbak , mert felfelé nem esik a forgács!
Ezek célszerű megoldások ha teljesen új gépet építünk! de a feladat sem utólagos, amire használni akarjuk a gépet!szóval sok itt a változó![#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 09, 23:32
Írta: 4um5b65d Dátum 2011 december 09, 23:32
Miért kell lemondani a szegnyeregről egy síkágyasnál , nem értem ?
Állandóan ezt olvasom, de nem világos.
Állandóan ezt olvasom, de nem világos.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 09, 23:33
Írta: Motoros Dátum 2011 december 09, 23:33
Ezek fontos szempontok, erre nem is gondoltam.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:35
Írta: svejk Dátum 2011 december 09, 23:35
de ugye jól látom az képeken hogy 4 szögletes szárú kést és 4, pl. furatkést lehet befogni?
Egyébként tetszik ez a máltai kerék szerű kinézet, és praktikus is hiszen az átmérőző késeknek javarészt kintebb dolgoznak.
Jól értem a lényegét?
Egyébként tetszik ez a máltai kerék szerű kinézet, és praktikus is hiszen az átmérőző késeknek javarészt kintebb dolgoznak.
Jól értem a lényegét?
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 09, 23:35
Írta: KoLa Dátum 2011 december 09, 23:35
Ez marógépre való!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:37
Írta: svejk Dátum 2011 december 09, 23:37
Nem a síkágyasnál, hanem amelyiknél egymás után vannak a kések a keresztszánon.
A Varga Laci is egy ilyen szerszámcserélősbe fogott bele, raktam is fel képet az állítható szerszámbefogókról.
A Varga Laci is egy ilyen szerszámcserélősbe fogott bele, raktam is fel képet az állítható szerszámbefogókról.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:38
Írta: svejk Dátum 2011 december 09, 23:38
Ugorjál vagy tízet. :)
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2011 december 09, 23:38
Írta: Béni Dátum 2011 december 09, 23:38
A 140-esen egy nagyon egyszerű mechanikájú, bombabiztos működésű szerkezet van. Szerintem egy magyar vagy orosz paraszt (bocs, földmíves) tervezte. [#eplus2]
Két gépünkön volt Baruffaldi revolverfej, ami a váltáskor a forgástengely irányába kiemelt. Na ezek nem ipari környezetre kitalált cuccuk. Rendszeresen maguk alá szedték a forgácsot. Az EMCO-val soha semmi gond nem volt. Immár több, mint 20 éve megy, csak szíjat kellett cserélni.

Két gépünkön volt Baruffaldi revolverfej, ami a váltáskor a forgástengely irányába kiemelt. Na ezek nem ipari környezetre kitalált cuccuk. Rendszeresen maguk alá szedték a forgácsot. Az EMCO-val soha semmi gond nem volt. Immár több, mint 20 éve megy, csak szíjat kellett cserélni.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 09, 23:38
Írta: 4um5b65d Dátum 2011 december 09, 23:38
Na, így már világos. [#wave]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:40
Írta: svejk Dátum 2011 december 09, 23:40
Kezdetektől én is ezt hoztam fel előnyének.
Ráadásul ha egy prizmást eldöntenénk, nem lenne optimális a prizmák terhelése sem.
Ráadásul ha egy prizmást eldöntenénk, nem lenne optimális a prizmák terhelése sem.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:42
Írta: svejk Dátum 2011 december 09, 23:42
Kis magyarázat elkelne.
Tehát csigával hajt, de hogy reteszel?
Tehát csigával hajt, de hogy reteszel?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:44
Írta: svejk Dátum 2011 december 09, 23:44
Tehát akkor vessük el a topic elején linkelt, revolverfejet? Az is kiemelős.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 09, 23:46
Írta: KoLa Dátum 2011 december 09, 23:46
Ugrottam tízet!ez akkor is marógépre való:)))
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:48
Írta: svejk Dátum 2011 december 09, 23:48
Így könnyű, ha már ketten megmondták :))
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 09, 23:48
Írta: 4um5b65d Dátum 2011 december 09, 23:48
Nem tudom mennyire lenne használható egy dobrevolver gépnek a szerszámtár reteszelése.
Adva van egy nagy tárcsa, a homlokfelületében a szerszámok számának megfelelő zsákfurat. Mindegyikbe beütve egy belső kúpos hüvely. (a hobbista ennyi kúpgörgős csapágy gyűrűt üt bele)
Aztán egy pozitív kúp bepattan valamelyik belső kúpba. Egy lazára vágott csigahajtással lehet forgatni. A forgatás a szöghibákra érzéketlen, a kúp beállítja ahová kell.
Adva van egy nagy tárcsa, a homlokfelületében a szerszámok számának megfelelő zsákfurat. Mindegyikbe beütve egy belső kúpos hüvely. (a hobbista ennyi kúpgörgős csapágy gyűrűt üt bele)
Aztán egy pozitív kúp bepattan valamelyik belső kúpba. Egy lazára vágott csigahajtással lehet forgatni. A forgatás a szöghibákra érzéketlen, a kúp beállítja ahová kell.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 09, 23:52
Írta: KoLa Dátum 2011 december 09, 23:52
Lehet hogy lassan olvasok visszafelé bocsi! Te meg nem veszed a viccet!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:53
Írta: svejk Dátum 2011 december 09, 23:53
Dehogynem veszem, Te nem veszed :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 09, 23:57
Írta: svejk Dátum 2011 december 09, 23:57
Az túlzás hogy értem, legalább is a fizikai elhelyezéseket.
De mi oldja a kúpé-kúpsüllyesztést egymástól?
Csak a csiga ereje? A forgácsolóerőtől nem fog kioldani?
De mi oldja a kúpé-kúpsüllyesztést egymástól?
Csak a csiga ereje? A forgácsolóerőtől nem fog kioldani?
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 09, 23:57
Írta: KoLa Dátum 2011 december 09, 23:57
[#bohoc]
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2011 december 09, 23:57
Írta: Béni Dátum 2011 december 09, 23:57
Ahogy Misi is írta csak egy irányban tud váltani. A reteszelést a 13-as tételszámú csap végzi, amit egy rugó kényszerít a pályába.
Váltáskor előre forgat, egy rámpa kinyomja a csapot. A kívánt pozíción kicsit túlforgatva a csap beugrik a pályába, majd a forgató motor visszaforgatásával a dobot ráhúzza a csapra. A motor nincs kikapcsolva, kisebb teljesítménnyel folyamatosan a rögzített állapotban igyekszik tartani a dobot. (Különleges lakkozású tekercsei vannak, állandó 90 fokot elvisel.)
Terhelést csak úgy lehet adni a fejre, hogy az a rögzítés irányába hasson.
Váltáskor előre forgat, egy rámpa kinyomja a csapot. A kívánt pozíción kicsit túlforgatva a csap beugrik a pályába, majd a forgató motor visszaforgatásával a dobot ráhúzza a csapra. A motor nincs kikapcsolva, kisebb teljesítménnyel folyamatosan a rögzített állapotban igyekszik tartani a dobot. (Különleges lakkozású tekercsei vannak, állandó 90 fokot elvisel.)
Terhelést csak úgy lehet adni a fejre, hogy az a rögzítés irányába hasson.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:03
Írta: svejk Dátum 2011 december 10, 00:03
Köszönöm!
A #338-ra még nem kaptam választ senkitől, igaz a kérdés a #312-beli cserélőről szólt.
De úgy látom a Te rajzodnál is 8 hely van benne, csak nem Máltai kerék kinézetű a tárcsa.
A #338-ra még nem kaptam választ senkitől, igaz a kérdés a #312-beli cserélőről szólt.
De úgy látom a Te rajzodnál is 8 hely van benne, csak nem Máltai kerék kinézetű a tárcsa.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 10, 00:04
Írta: 4um5b65d Dátum 2011 december 10, 00:04
Hát a dobrevolver gépen kézzel tolod be a kúpot és kézzel veszed ki, de amikor berakod akkor egy rugóerő kiveszi a kezedből az irányítást és bepattan a helyére a kúp. Tartja is fixen a helyén. Rövid , kb 10mm-es kúpok ezek és kb 30 fokos teljes kúpszöggel. A revolver gépen a pozitív kúp kb 15mm átmérőjű.
Cnc-nél nyilván ezt levegő vagy orsó teheti a helyére a kúpot.
Cnc-nél nyilván ezt levegő vagy orsó teheti a helyére a kúpot.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 10, 00:06
Írta: Motoros Dátum 2011 december 10, 00:06
A kis Emco szerszámcserélője. Ötletes. Valaki már linkelte valamikor.
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2011 december 10, 00:07
Írta: Béni Dátum 2011 december 10, 00:07
Jól érted! [#wink]
A mozgástartomány jobb kihasználása és kisebb dobtömeg valósul meg így.
A mozgástartomány jobb kihasználása és kisebb dobtömeg valósul meg így.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 10, 00:11
Írta: KoLa Dátum 2011 december 10, 00:11
Kicsit bonyi ez a visszaforgás kemény ütközésre!
Hogy kell ezt megoldani cnc vezérlésben?
Hogy kell ezt megoldani cnc vezérlésben?
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2011 december 10, 00:12
Írta: robroy007 Dátum 2011 december 10, 00:12
Kedves Tibor!
mikor fogsz már mutatni egy képet vagy videót a te esztergádról mert a végterméket meg a programot láttuk de azt hiszem személyesen már kértem tőled a gépet is mutasd már meg, hogy az se maradjon ki a teljesség igényéből
mikor fogsz már mutatni egy képet vagy videót a te esztergádról mert a végterméket meg a programot láttuk de azt hiszem személyesen már kértem tőled a gépet is mutasd már meg, hogy az se maradjon ki a teljesség igényéből
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:13
Írta: svejk Dátum 2011 december 10, 00:13
No látod, ugye hogy vannak egyszerűbb alternatívák! [#eljen]
Látom már meggyógyultál [#wink]
Látom már meggyógyultál [#wink]
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 10, 00:14
Írta: 4um5b65d Dátum 2011 december 10, 00:14
Ez nagyon jó ötlet.
A Béni által említett állandó motornyomást ki lehetne váltani egy plusz ugyanilyen kilincskerékre és egy pneumatika hengerre.
Az talán járhatóbb, mint egy spéci motor.
Igaz itt el kell gondolkodni azon, hogy ha kopik a reteszelés akkor vajon egy fúró hogy fog beállni központba. A késsel lehet variálni egy alátéttel.
A Béni által említett állandó motornyomást ki lehetne váltani egy plusz ugyanilyen kilincskerékre és egy pneumatika hengerre.
Az talán járhatóbb, mint egy spéci motor.
Igaz itt el kell gondolkodni azon, hogy ha kopik a reteszelés akkor vajon egy fúró hogy fog beállni központba. A késsel lehet variálni egy alátéttel.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 10, 00:14
Írta: Motoros Dátum 2011 december 10, 00:14
Elsőre ez a motoros ráfeszítés beteg ötletnek tűnik, aggódtam, hogy nem fog e leégni, de így világos. Ilyen részletet honnan tudsz..mármint a lakkozás?Csak nem leégett :))
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:17
Írta: svejk Dátum 2011 december 10, 00:17
Szerintem nagyon egyszerű, lehet 1-2 relével megoldható.
Mondjuk szerszámcsere parancsra egy ablaktörlőmotor tekeri előre, ha elér egy kissé túlszaladt pozíciót, akkor megfordítja és lecsökkenti a motor gerjesztését, így ráhúzza magát. követekető szerszámcserénél eredeti irányba vált teljes gerjesztéssel, így tovább.
Mondjuk szerszámcsere parancsra egy ablaktörlőmotor tekeri előre, ha elér egy kissé túlszaladt pozíciót, akkor megfordítja és lecsökkenti a motor gerjesztését, így ráhúzza magát. követekető szerszámcserénél eredeti irányba vált teljes gerjesztéssel, így tovább.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 10, 00:20
Írta: Motoros Dátum 2011 december 10, 00:20
Szerintem is kiváltandó. Valamilyen kúpos zárásnál meg kiesik a kopás.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:20
Írta: svejk Dátum 2011 december 10, 00:20
És mi van ha a ráfeszítés egy jó erős rugón keresztül történik majd a motorról levehető az áram ha a csiga önzáró.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:22
Írta: svejk Dátum 2011 december 10, 00:22
Nagyon príma kis bika csigahajtműves motorok az ablakemelő, vagy ülésállítgató motorok.
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2011 december 10, 00:24
Írta: robroy007 Dátum 2011 december 10, 00:24
az a legnagyobb gondom, hogy itt alapból mindenki marót épít/ett pár kivételtől eltekintve
és ugye nekem is azzal van mindennapi szinten munka kapcsolatom
de számtalan esetben kellett már rájönnöm, hogy kéne valami kis bizbaszt is csinálni ami nem megy marógépen (vagyis menne, de nem akarok szórakozni a főorsóba fogott munkadarabbal és asztalra szerelt késsel)
nekem szimpatikus és egy ideje már erősen gondolkodtató dolog volt egy eszterga építése és csatlakozom azokhoz akik miatt ez a topic létrejött!
nekem a ferde jönne be mert iparis cucc kinézete lenne sem előnyt sem hátrányt nem tudok mellette
leszámítva, hogy az EAN esztergámon a szánról mindig sepertem otthon a forgácsot amit a ferdénél nemigen kell
szegnyereg: tényleg nem olyan fontos ha apró az alkatrész, nem lehetetlen a hosszú munkadarab se mert mindig fél centivel kell nagyobbat megmunkálni mint lehet a gépbe
nekem marhára bejön marón is a szerszámcserélő és aki megtudja milyen vele az élet el se tudja utána képzelni nélküle!!!
szóval ha a kedves fórumtagunk közzéteszi a Fehérváron bemutatott revolverrel kapcsolatos tudást akkor elérte a fórum is a célját amiért ez az egész működik, hogy segítsük egymást és ne hátráltassuk
szóval ezúton kérnék mindenkit mint akinek nem sok szava van itt, inkább előre toljuk ezt a dolgot és ne hátráltassuk, ha negatív véleményünk van akkor azt indokoljuk is meg!!
és lehet jönni az előnyökkel is bátran mindenkinek
és ugye nekem is azzal van mindennapi szinten munka kapcsolatom
de számtalan esetben kellett már rájönnöm, hogy kéne valami kis bizbaszt is csinálni ami nem megy marógépen (vagyis menne, de nem akarok szórakozni a főorsóba fogott munkadarabbal és asztalra szerelt késsel)
nekem szimpatikus és egy ideje már erősen gondolkodtató dolog volt egy eszterga építése és csatlakozom azokhoz akik miatt ez a topic létrejött!
nekem a ferde jönne be mert iparis cucc kinézete lenne sem előnyt sem hátrányt nem tudok mellette
leszámítva, hogy az EAN esztergámon a szánról mindig sepertem otthon a forgácsot amit a ferdénél nemigen kell
szegnyereg: tényleg nem olyan fontos ha apró az alkatrész, nem lehetetlen a hosszú munkadarab se mert mindig fél centivel kell nagyobbat megmunkálni mint lehet a gépbe
nekem marhára bejön marón is a szerszámcserélő és aki megtudja milyen vele az élet el se tudja utána képzelni nélküle!!!
szóval ha a kedves fórumtagunk közzéteszi a Fehérváron bemutatott revolverrel kapcsolatos tudást akkor elérte a fórum is a célját amiért ez az egész működik, hogy segítsük egymást és ne hátráltassuk
szóval ezúton kérnék mindenkit mint akinek nem sok szava van itt, inkább előre toljuk ezt a dolgot és ne hátráltassuk, ha negatív véleményünk van akkor azt indokoljuk is meg!!
és lehet jönni az előnyökkel is bátran mindenkinek
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:24
Írta: svejk Dátum 2011 december 10, 00:24
A sűrített levegőt jó lenne kihagyni.
Tudom hogy minden rendes műhelyben rendelkezésre áll, de...
Tudom hogy minden rendes műhelyben rendelkezésre áll, de...
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:24
Írta: svejk Dátum 2011 december 10, 00:24
Ugorjunk...
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 10, 00:26
Írta: 4um5b65d Dátum 2011 december 10, 00:26
Ebben az elrendezésben nem hiszem, hogy használhatsz rugót, mivel a késszár rugalmas hiselkedése visszahathat a rugóra, ha például 6-szög anyagot drehálsz. Persze ha qrva combos rugót nyomsz össze a csigával akkor talán nem gond.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:28
Írta: svejk Dátum 2011 december 10, 00:28
Kúpos zárásnál kis motor excenteresen nyithatná a kópos reteszt. Persze azt még nem tudom, hogy hogy.
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2011 december 10, 00:28
Írta: Béni Dátum 2011 december 10, 00:28
Következtettem. [#vigyor2]
Szakember mondta, hogy 60 fok felett a normál lakk hamar megadja magát.
Erre meg az van írva, hogy normál üzemi hőfok 90. Tehát különleges. [#eplus2]
Ha leégett volna, már nem menne. A helyi viszonyokat ismerve, nincs aki újra tudná tekerni.
(Egy nagyteljesítményű motorunk kétszeri újratekerése után 3*150A*400V helyett ~3*70A*400V tud, és mossák kezeiket. Ja, a motor 50 éves gép eredetije.)
Szakember mondta, hogy 60 fok felett a normál lakk hamar megadja magát.
Erre meg az van írva, hogy normál üzemi hőfok 90. Tehát különleges. [#eplus2]
Ha leégett volna, már nem menne. A helyi viszonyokat ismerve, nincs aki újra tudná tekerni.
(Egy nagyteljesítményű motorunk kétszeri újratekerése után 3*150A*400V helyett ~3*70A*400V tud, és mossák kezeiket. Ja, a motor 50 éves gép eredetije.)
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 10, 00:29
Írta: 4um5b65d Dátum 2011 december 10, 00:29
Csinálhatod orsóval is.
Hasonlót képzelj el mint egy villanykapcsolót mikor átkapcsolsz.
Kell egy bizonyos út amiután átbillen a rendszer.
Hasonlót képzelj el mint egy villanykapcsolót mikor átkapcsolsz.
Kell egy bizonyos út amiután átbillen a rendszer.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:34
Írta: svejk Dátum 2011 december 10, 00:34
Lehet hogy én nem is értem ennek a működését?
Ennel a kis emconál ugye hagyományosan áll a kés, azaz az óramutatóval ellentétesen hat a tárcsára a forgácsolásból származó erő. Azaz a kis lemezkét szorítja. A szorító motor egy rugón keresztül is óramutatóval ellentétesen szorítana.
Mikor is dolgozik a kés a rugó ellen?
Ennel a kis emconál ugye hagyományosan áll a kés, azaz az óramutatóval ellentétesen hat a tárcsára a forgácsolásból származó erő. Azaz a kis lemezkét szorítja. A szorító motor egy rugón keresztül is óramutatóval ellentétesen szorítana.
Mikor is dolgozik a kés a rugó ellen?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:35
Írta: svejk Dátum 2011 december 10, 00:35
viszont ennél az egyszerű megoldásnál nagy probléma hogy csak egy irányba terhelhető, vagyis nem lehet a főorsót visszafelé forgatni forgácsoláskor.
Ezt akkor nem kellene erőltetni.
Ezt akkor nem kellene erőltetni.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 10, 00:37
Írta: 4um5b65d Dátum 2011 december 10, 00:37
Amikor egy késsel folyamatos forgácsolást végzel akkor az erőhatásra a kés lehajlik. Amikor megszakított forgácsolást végzel akkor a kés lehajlik, majd rugószerűen "felhajlik". Na ekkor van a gond a rugóval.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 10, 00:38
Írta: 4um5b65d Dátum 2011 december 10, 00:38
Úgysem tudnál belerakni fordítva egy késszárat ahhoz sokkal magasabb szerszámfészek kellene.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:39
Írta: svejk Dátum 2011 december 10, 00:39
A topic elején levőt Béni szerint a forgácsérzékenység miatt nem kellene erőltetni.
Csak ki kell találnotok valami Hungaricum váltót. :)
Ez a kúposdi jó, csak házilag kivitelezhető legyen.
Csak ki kell találnotok valami Hungaricum váltót. :)
Ez a kúposdi jó, csak házilag kivitelezhető legyen.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 10, 00:41
Írta: Motoros Dátum 2011 december 10, 00:41
Na ugye megmondtam hogy ez a revolverfej csak bajnak van. Ellentétben a szánra felpakolgatott késekkel ahol csak nyomni kell egy nullponteltolást és annyi. Na pá megyek hunyni, holnap is lesz nap.:)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:41
Írta: svejk Dátum 2011 december 10, 00:41
Ühüm, tehát magyarul a késrezonanciára gondolsz. No annál azért szerintem erősebb rugót tud felhúzni egy csigahajtómű.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 00:42
Írta: svejk Dátum 2011 december 10, 00:42
Utánozhatlak? :)
Hallgatás beleegyezés...
Hallgatás beleegyezés...
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 10, 00:43
Írta: 4um5b65d Dátum 2011 december 10, 00:43
Nyilván nagy erővel sok mindent el lehet érni...
Hogy is volt a vicc?
Az orosznak qrva okos , mindent tudó kvarc órája volt csak az a két bőröndnyi akkumulátor bazi nehéz hozzá. :)
Hogy is volt a vicc?
Az orosznak qrva okos , mindent tudó kvarc órája volt csak az a két bőröndnyi akkumulátor bazi nehéz hozzá. :)
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2011 december 10, 01:00
Írta: Béni Dátum 2011 december 10, 01:00
Ipari környezetben, mindenféle feladatra használtuk a már említett EMCO 140-es revolverfejet. Az egyirányú terhelhetőségen kívül nem volt korlátja.
Ha úgy döntenék, hogy építek egy fémipari CNC esztergát, csak ilyen revolverfejet gyártanék hozzá. Nekem nagyon pozitívak a tapasztalataim.
Persze a kitüntetett alkatrészeket kezelni kell, és akkor a kopással sincs gond.
Az eredetiek nitridáltak. Ez a kezelés 300 Ft/kg áron elérhető.
Ha úgy döntenék, hogy építek egy fémipari CNC esztergát, csak ilyen revolverfejet gyártanék hozzá. Nekem nagyon pozitívak a tapasztalataim.
Persze a kitüntetett alkatrészeket kezelni kell, és akkor a kopással sincs gond.
Az eredetiek nitridáltak. Ez a kezelés 300 Ft/kg áron elérhető.
Cím: Re:CNC eszterga építő iskola
Írta: wcsxp0uxa Dátum 2011 december 10, 05:14
Írta: wcsxp0uxa Dátum 2011 december 10, 05:14
Jól megdolgoztattátok csipás szememet (1,5 oldal)
ma reggel. Szerintem formailag jó az első szerszám befogó csak kiemelés helyett , kiegyensúlyozott fékpofák (festo szorító henger ,ez még a festo-nál sem drága),vagy fogó tüskék kellenek. 100 kg-os forgó tömlőket állítottam meg vele. A többi paraméterben részemről nyitott vagyok (kivéve a 10 főorsó furat). Amikor elmentem a boltba esztergát venni ott is kompromisszumot kellet kötnöm. Mivel egyedül mentem a kis rosszt vettem meg , utána segítséggel a nagyobbat . Álmodozók ne adjátok fel !
ma reggel. Szerintem formailag jó az első szerszám befogó csak kiemelés helyett , kiegyensúlyozott fékpofák (festo szorító henger ,ez még a festo-nál sem drága),vagy fogó tüskék kellenek. 100 kg-os forgó tömlőket állítottam meg vele. A többi paraméterben részemről nyitott vagyok (kivéve a 10 főorsó furat). Amikor elmentem a boltba esztergát venni ott is kompromisszumot kellet kötnöm. Mivel egyedül mentem a kis rosszt vettem meg , utána segítséggel a nagyobbat . Álmodozók ne adjátok fel !
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 10, 06:46
Írta: Motoros Dátum 2011 december 10, 06:46
"Csak ki kell találnotok valami Hungaricum váltót. :)"
Éjszaka megálmodtam: Egy bazi nagy 10 Nm-es léptecs direktbe forgat egy csapágyazott szerszámbefogó tárcsát.
A motor mágnesfék és forgató 1-ben!
Ha hülyeség akkor csak egy rossz álom volt.
Éjszaka megálmodtam: Egy bazi nagy 10 Nm-es léptecs direktbe forgat egy csapágyazott szerszámbefogó tárcsát.
A motor mágnesfék és forgató 1-ben!
Ha hülyeség akkor csak egy rossz álom volt.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 10, 07:02
Írta: Motoros Dátum 2011 december 10, 07:02
Sajnos átépítéshez kész terveim nincsennek.
De fejben minden kész és ami a lényeg: a ToS r16-on minden adott. A teljes revolver egység lekerülne..menthetetlen...helyette lenne a két cnc tengely. A Te gépednél nem tudom megvan e a minimális legalább 120 mm magasság a gépágy síkja és a főorsó tengelyvonala között. Elég zömöknek tűnik. Vagy Te meghagynád az eredeti fejet?
De fejben minden kész és ami a lényeg: a ToS r16-on minden adott. A teljes revolver egység lekerülne..menthetetlen...helyette lenne a két cnc tengely. A Te gépednél nem tudom megvan e a minimális legalább 120 mm magasság a gépágy síkja és a főorsó tengelyvonala között. Elég zömöknek tűnik. Vagy Te meghagynád az eredeti fejet?
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2011 december 10, 08:54
Írta: Sz.József Dátum 2011 december 10, 08:54
Egy ilyenre (80-100mm) nem lehet késtartót aplikálni?
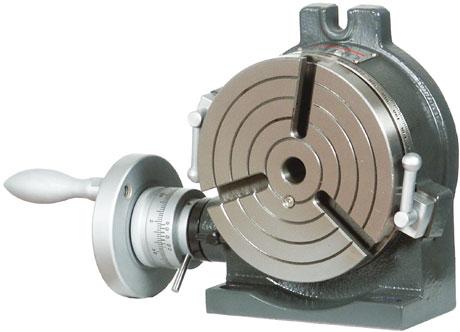
Kottyanásmentes csiga-csigakerék.
Egy irányba (alulról)forgatva mindig támaszkodik a csigán, plusz a rögzítés (automatizálva).
Különböző kiképzésű szerszám befogókat lehetne rajta cserélgetni.
Felbontástól függően a központot is lehet korrigálni.
Csak mint ötlet...
Vélemény, ellenvélemény?
Kottyanásmentes csiga-csigakerék.
Egy irányba (alulról)forgatva mindig támaszkodik a csigán, plusz a rögzítés (automatizálva).
Különböző kiképzésű szerszám befogókat lehetne rajta cserélgetni.
Felbontástól függően a központot is lehet korrigálni.
Csak mint ötlet...
Vélemény, ellenvélemény?
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 10, 09:14
Írta: Motoros Dátum 2011 december 10, 09:14
Ez így elsőre teljesen jónak tűni, szinte tényleg csak a reteszelést kellene megoldani.[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2011 december 10, 09:20
Írta: Sz.József Dátum 2011 december 10, 09:20
Elsőre nekem is jónak tűnik, ezért írtam be mint ötlet...
A képen látható kivitel hátulra lenne jó.
Ha előre lenne felszerelve akkor a meghajtás jó lenne ha másik oldalon lenne...
A képen látható kivitel hátulra lenne jó.
Ha előre lenne felszerelve akkor a meghajtás jó lenne ha másik oldalon lenne...
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2011 december 10, 09:32
Írta: Sz.József Dátum 2011 december 10, 09:32
Ha fellépő forgató nyomaték nem indokolná akkor elég lenne a csigán való feltámaszkodás és a paláston való rögzítés.
Vagyis arra gondoltam, ez esetben elhagyható a kúpos reteszelés, így lenne lehetőség a késközpont (fúróközpont) korrigálásra.
Vagyis arra gondoltam, ez esetben elhagyható a kúpos reteszelés, így lenne lehetőség a késközpont (fúróközpont) korrigálásra.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 10, 10:43
Írta: Farkas Ádám Dátum 2011 december 10, 10:43
Ha már mindenki abból építkezik ami van.. Nekem meg lenne egy brutál nagy HD-m. Az mennyire lenne jó? HD-Video
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 10, 10:53
Írta: Motoros Dátum 2011 december 10, 10:53
Ez is nagyon jóóó. Már csak a megfelelő méretű esztergát kell hozzávarni...aztán jöhet a daruskocsi. :))
(irigyellek...milyen komoly multad van fenn videón)
(irigyellek...milyen komoly multad van fenn videón)
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 10, 10:59
Írta: Motoros Dátum 2011 december 10, 10:59
Ha a profi Emco fejnél elég a csigahajtás meg az egyikoldali visszafeszítéses reteszelés ..lásd Béni #342. akkor ide is elég lesz, és az nagyon egyszerűen itt is megoldható...tehát ez teljesen korrekt lesz.
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2011 december 10, 11:01
Írta: Sz.József Dátum 2011 december 10, 11:01
Nagyon brutál szerszám cserélő lenne belőle...
De ez már ugye nem a kis bisz-basz gyártó esztergára való... :)
De ez már ugye nem a kis bisz-basz gyártó esztergára való... :)
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2011 december 10, 11:04
Írta: Sz.József Dátum 2011 december 10, 11:04
Ez KOLA E400-asán mutatna jó mint szerszám cserélő... :)
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 10, 11:07
Írta: Farkas Ádám Dátum 2011 december 10, 11:07
Sőőt nemrég vettem itt a fórumon egy reha befogót is. (nem kellett senkinek) [#vigyor3][#vigyor3]

Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 10, 11:10
Írta: Motoros Dátum 2011 december 10, 11:10
A száruk milyen átmérőjű, és hogyé adod a 14 befogót?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 10, 11:23
Írta: 000000000 Dátum 2011 december 10, 11:23
Nem is tudom, miért nem vesz hzzá Ádám egy E400-sat? :)
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2011 december 10, 11:28
Írta: Sz.József Dátum 2011 december 10, 11:28
Ami késik nem múlik...
KoLa olyan jó dolgokat művel az E400-on, hogy az már-már "fertőző" is lehet... :)
KoLa olyan jó dolgokat művel az E400-on, hogy az már-már "fertőző" is lehet... :)
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 10, 11:29
Írta: Farkas Ádám Dátum 2011 december 10, 11:29
30-as a szár,,, nem hiszem hogy tudnád használni [#beka2][#circling]
Cím: Re:CNC eszterga építő iskola
Írta: wkbgzy80t Dátum 2011 december 10, 11:52
Írta: wkbgzy80t Dátum 2011 december 10, 11:52
A nitridálás szuper dolog, de figyelni kell, mert kis mértékben változhat a méret. Amit én tapasztaltam: kb 20x25x5 gyűrű, nitridálás után 2-3 századot változott. De ki lehet takarni részeket, és akkor csak részben nitridálódik az alkatrész felülete.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 10, 12:21
Írta: Motoros Dátum 2011 december 10, 12:21
Tényleg nem [#confused]
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2011 december 10, 12:42
Írta: Béni Dátum 2011 december 10, 12:42
Mivel a technológia alacsony hőmérsékletű hőkezelés (600 fok max.), a deformáció nem jelentős. A méretváltozást az anyag felületének duzzadása okozza. (A beépülő nitrogén miatt.)
Cím: Re:CNC eszterga építő iskola
Írta: wkbgzy80t Dátum 2011 december 10, 12:45
Írta: wkbgzy80t Dátum 2011 december 10, 12:45
Pontosan, csak gondoltam említésre méltó az ügy.
Cím: Re:CNC eszterga építő iskola
Írta: wkbgzy80t Dátum 2011 december 10, 13:36
Írta: wkbgzy80t Dátum 2011 december 10, 13:36
A komp beton ágy ötlete sztem. méltatlanul hamar elhalt. Rajzoltam gyorsan egy blokkvázlatot.
Az egész cucc (2500as sűrűséggel) 170 kiló, és egybe lehet munkálni minden szerelőfelületet egy vertikális gépen. Orsóház is lehet komp. betonból, érzésre... Sőt, még a 45 fokos kocsi is. 2000ft/kiló epoxival számolva az egészhez kell ~40000 forintnyi epoxi, meg egynéhány zsák gránithomok, laposvasak insertnek, sínalapnak.
Nem értek hozzá, szal. vegyétek gondolatébresztőnek...

Az egész cucc (2500as sűrűséggel) 170 kiló, és egybe lehet munkálni minden szerelőfelületet egy vertikális gépen. Orsóház is lehet komp. betonból, érzésre... Sőt, még a 45 fokos kocsi is. 2000ft/kiló epoxival számolva az egészhez kell ~40000 forintnyi epoxi, meg egynéhány zsák gránithomok, laposvasak insertnek, sínalapnak.
Nem értek hozzá, szal. vegyétek gondolatébresztőnek...
Cím: Re:CNC eszterga építő iskola
Írta: nt4ibi7x Dátum 2011 december 10, 13:50
Írta: nt4ibi7x Dátum 2011 december 10, 13:50
Esetleg ha valaki venni szertne!
http://www.ebay.co.uk/itm/Workshop-CNC-Lathe-Ball-screws-Cast-Steel-Body-Powerful-Spindle-tool-chnager-/220907554825?pt=UK_Home_Garden_PowerTools_SM&hash=item336f1dc809#ht_726wt_1139
http://www.ebay.co.uk/itm/Workshop-CNC-Lathe-Ball-screws-Cast-Steel-Body-Powerful-Spindle-tool-chnager-/220907554825?pt=UK_Home_Garden_PowerTools_SM&hash=item336f1dc809#ht_726wt_1139
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2011 december 10, 14:58
Írta: Sz.József Dátum 2011 december 10, 14:58
Hogy is van ez?
170kg, 2000Ft/kg, >>>az egészhez kell 40.000 Ft...
Valószínűleg valamit félreértek...[#fejvakaras]
170kg, 2000Ft/kg, >>>az egészhez kell 40.000 Ft...
Valószínűleg valamit félreértek...[#fejvakaras]
Cím: Re:CNC eszterga építő iskola
Írta: wkbgzy80t Dátum 2011 december 10, 15:03
Írta: wkbgzy80t Dátum 2011 december 10, 15:03
durván ~10 súlyszázalék epoxi kell bele, a 40000 arra vonatkozott.. A gránithomok sztem nem nagy tétel. Marad megmunkálás szállítás, egyéb fém alapanyagok..
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2011 december 10, 15:31
Írta: u3xrz0cut Dátum 2011 december 10, 15:31
ötletes?? hmmmm... na hát hagyjuk!!!! Csak bírd kivárni amíg átvált és reménykedj hogy nem téveszt!! Pár éve van már ilyen "esztergám".
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2011 december 10, 15:46
Írta: Sz.József Dátum 2011 december 10, 15:46
Ok, így már tiszta...
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2011 december 10, 16:21
Írta: Vetesi75 Dátum 2011 december 10, 16:21
A "Z" prizmáinak síkja és a főorsó forgástengelye között 120mm, elforduló sugár 160mm (de ehhez már le kell venni a menetelőt).
Egyelőre mindenféleképpen ragaszkodnék az eredeti "szánokhoz". Elképzelés: "Z" adott, "X" helyett pedig, mint amikor rögzítetlen dobbal esztergálunk - persze ehhez a dobforgatásnak satuként kell működnie. Szerszámok számát behatárolná a munkadarab átmérője, ez legrosszabb esetben is 3db, max. 12. Az eredeti hajtómű meg már most is eldobós...
Egyelőre mindenféleképpen ragaszkodnék az eredeti "szánokhoz". Elképzelés: "Z" adott, "X" helyett pedig, mint amikor rögzítetlen dobbal esztergálunk - persze ehhez a dobforgatásnak satuként kell működnie. Szerszámok számát behatárolná a munkadarab átmérője, ez legrosszabb esetben is 3db, max. 12. Az eredeti hajtómű meg már most is eldobós...
Cím: Re:CNC eszterga építő iskola
Írta: 2vkx6unz Dátum 2011 december 10, 16:47
Írta: 2vkx6unz Dátum 2011 december 10, 16:47
Valamilyen kényszekapcsolatos hajtásmód a szerszámcserélőre nem lenne jó? Gyors, egyszerű és pontos. Konkrétan egy máltai keresztre gondolok kiegészítve egy reteszelési mechanizmussal.
Cím: Re:CNC eszterga építő iskola
Írta: kmajer Dátum 2011 december 10, 17:00
Írta: kmajer Dátum 2011 december 10, 17:00
Hirth fogazás
Curvic coupling
Curvic coupling
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2011 december 10, 17:14
Írta: Vetesi75 Dátum 2011 december 10, 17:14
Rögtön megyek videózni egy 50 éves technikát. [#eljen] Még, hogy a revolver lassú...
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 10, 17:35
Írta: 4um5b65d Dátum 2011 december 10, 17:35
A máltai kereszthez is kell valami lassító mű, például egy csiga áttétel, akkor meg minek bele a máltai kereszt.
Cím: Re:CNC eszterga építő iskola
Írta: 2vkx6unz Dátum 2011 december 10, 18:08
Írta: 2vkx6unz Dátum 2011 december 10, 18:08
Csak akkor ha lassú szeszámcserét akarsz ;)
Viszont a pozíciók mindíg adottak elektronika nélkül is.
Viszont a pozíciók mindíg adottak elektronika nélkül is.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 10, 18:26
Írta: 4um5b65d Dátum 2011 december 10, 18:26
Csak éppen kivitelezni nem tudnád, mert az edzés után meg is kellene köszörülni mindegyik sikló felületet. Aztán még így is eléggé instabil maradna. Mekkora fordulatú motorra gondoltál ?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 18:28
Írta: svejk Dátum 2011 december 10, 18:28
Alapvetően reteszelés nélkül majdnem semmi sem jó. :(
Az anyagmozgatás, pozicionálás területén vannak olyan pozicionálók (magyar neve talán nincs is, amiben egy speckó vezérlőhenger van és csapágyazott csapok oldják meg a forgatást. Biztos ismeritek, amelyiknél a behajtást folyamatosan forgatva van 6 álló helyzete a tányérnak).
Ebben speckó köszörült alkatrészek vannak, de az sem kottyanásmentes.
Az anyagmozgatás, pozicionálás területén vannak olyan pozicionálók (magyar neve talán nincs is, amiben egy speckó vezérlőhenger van és csapágyazott csapok oldják meg a forgatást. Biztos ismeritek, amelyiknél a behajtást folyamatosan forgatva van 6 álló helyzete a tányérnak).
Ebben speckó köszörült alkatrészek vannak, de az sem kottyanásmentes.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 10, 18:33
Írta: 4um5b65d Dátum 2011 december 10, 18:33
Nem tudom miről van szó, de abban is a kereszt van valszeg.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 10, 18:33
Írta: 4um5b65d Dátum 2011 december 10, 18:33
Ja akkor mégsem kerezt ? Hm !
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 18:39
Írta: svejk Dátum 2011 december 10, 18:39
Nem, egy specko vezérlőhenger.
A tányér tengelyén annyi csap ahány állás.
A behajtás vezérlőtengelyén pedig egy specko nút. Az eleje nagy menetemelkedésű a közepe körkörös a vége szintén nagy emelkedés.
Elkapja ez egyik csapot, behúzza középre, majd ott majdnem egy teljes behajtó fordulaton keresztül egy helyben áll a csap, majd megint jön a nagy emelkedés és kidobja a csapot, közben a következő csap eléri a vezérlőhenger elejét.
A lényege hogy nem kell pozicionált behajtás, mindössze valahol a közép állásban álljon meg a behajtómotor.
Mezei aszikron motor hajtja, normál végálláskapcsolókkal.
A tányér tengelyén annyi csap ahány állás.
A behajtás vezérlőtengelyén pedig egy specko nút. Az eleje nagy menetemelkedésű a közepe körkörös a vége szintén nagy emelkedés.
Elkapja ez egyik csapot, behúzza középre, majd ott majdnem egy teljes behajtó fordulaton keresztül egy helyben áll a csap, majd megint jön a nagy emelkedés és kidobja a csapot, közben a következő csap eléri a vezérlőhenger elejét.
A lényege hogy nem kell pozicionált behajtás, mindössze valahol a közép állásban álljon meg a behajtómotor.
Mezei aszikron motor hajtja, normál végálláskapcsolókkal.
Cím: Re:CNC eszterga építő iskola
Írta: 2vkx6unz Dátum 2011 december 10, 18:57
Írta: 2vkx6unz Dátum 2011 december 10, 18:57
Szrintem egyről beszélünk. Mindegyik kényszerkapcsolatos mozgás. Abban egyetértünk, hogy reteszelés nélkül nem lesz megfelelő a célra. Én valami hasonló megoldásról beszélek: Máltai kereszt
Svejk meg valami ilyesmire gondolt: Rotary index drive
Laslie kérdésere válaszolva szerintem egy létetőmotor elég kis fordulaton is tud működni és leég is lenne erre a feladatra.
Svejk meg valami ilyesmire gondolt: Rotary index drive
Laslie kérdésere válaszolva szerintem egy létetőmotor elég kis fordulaton is tud működni és leég is lenne erre a feladatra.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 10, 19:23
Írta: 000000000 Dátum 2011 december 10, 19:23
Micsoda érdekes mechanikák vannak!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 10, 19:45
Írta: svejk Dátum 2011 december 10, 19:45
Hasonlóra, az elv ez.
De precizitásuk ellenére kell a rögzítés, főleg a már említett késrezonálások miatt.
Szóval úgy gondoljátok amíg nincs meg ez szerszámváltó kérdés, nem érdemes tovább lépni váz ügyben sem?
De precizitásuk ellenére kell a rögzítés, főleg a már említett késrezonálások miatt.
Szóval úgy gondoljátok amíg nincs meg ez szerszámváltó kérdés, nem érdemes tovább lépni váz ügyben sem?
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2011 december 10, 19:49
Írta: Vetesi75 Dátum 2011 december 10, 19:49
A máltai kereszthez hasonló mechanikát megörökítettem. Nem volt nehéz mert hiányzik a burkolata. Magyarázatként még annyit a képekhez, hogy van egy pozicionáló csap belül, amit a bal oldali tárcsa tengelyén levő vezérlődob működtet - rugó ellenében, így a fenti kallantyúval kézzel nyitható és szabadon elforgatható a revolver. A torony kiemelése hátra szintén innen van megoldva egy excenteres mechanizmussal.
Közben, amíg írtam fel is töltődött: IDE
Közben, amíg írtam fel is töltődött: IDE
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 08:55
Írta: Motoros Dátum 2011 december 11, 08:55
Én állítottam azt hogy a revolverfej lasú. De nem arra gondoltam, hogy a hagyományos mechanikus automata revolveresztergág feje lassú.
Hanem a mi általunk berhelt szervós vagy léptetős kis fejecskékre gondolok.
A mai ipari cnc esztergák is igyekezhetnek még sokat hogy ezeknek a régi gépeknek a termelékenységét behozzák.
Két hete beszéltem egy vállalkozóval aki lecserélte a régi automatáit cnc-re és panaszkodik, hogy időben a daraboknál kb 30 százalékkal el van maradva.
Hanem a mi általunk berhelt szervós vagy léptetős kis fejecskékre gondolok.
A mai ipari cnc esztergák is igyekezhetnek még sokat hogy ezeknek a régi gépeknek a termelékenységét behozzák.
Két hete beszéltem egy vállalkozóval aki lecserélte a régi automatáit cnc-re és panaszkodik, hogy időben a daraboknál kb 30 százalékkal el van maradva.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 11, 09:02
Írta: 000000000 Dátum 2011 december 11, 09:02
Nem kell feltétlenül forgatós szerszámcserélőben gondolkozni,a keresztszánra sorba felrakott szerszámok is jól használhatók.
Lehetne mini megmunkáló központban is gondolkodni.
Egy masszív marógép és egy stabil forgató egy bika szervóval nagy és kis fordulatra.
Lehetne mini megmunkáló központban is gondolkodni.
Egy masszív marógép és egy stabil forgató egy bika szervóval nagy és kis fordulatra.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 09:11
Írta: Motoros Dátum 2011 december 11, 09:11
Ezek a dobrevolverek mind teljesen hasonló srófra jártak. Nekem volt egy német Löwe gépem de pont ilyen máltaikeresztes volt. Kb még a háború előtti gyártás lehetett. Nem merten nekiállni a felújításának...eladtam majdnemhogy kilóra.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 09:15
Írta: Motoros Dátum 2011 december 11, 09:15
Én is ennek a pártján vagyok, de hiába a jó szó.
Egy ILYEN megoldás sokkal több variációs lehetőséget tartalmaz. De majd rájönnek...vagy nem.
Egy ILYEN megoldás sokkal több variációs lehetőséget tartalmaz. De majd rájönnek...vagy nem.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 09:28
Írta: Motoros Dátum 2011 december 11, 09:28
És ha megnézitek a linket akkor látható, hogy ezzel a felállással megoldható pl a már leesett darabok visszafogása és megmunkálása.
Igaz hogy itt a szegnyereg kiütve.
Ez volna a válaszom Laslie kérdésére is így utólag.
A rövid X-es ferdeágyas kivitellel ez nem fog menni. Nincs hely. Asíkágyas gápnél a szerszámasztal lehet akár 1 méter is :)))
Igaz hogy itt a szegnyereg kiütve.
Ez volna a válaszom Laslie kérdésére is így utólag.
A rövid X-es ferdeágyas kivitellel ez nem fog menni. Nincs hely. Asíkágyas gápnél a szerszámasztal lehet akár 1 méter is :)))
Cím: Re:CNC eszterga építő iskola
Írta: 279nwbpsa Dátum 2011 december 11, 09:57
Írta: 279nwbpsa Dátum 2011 december 11, 09:57
Szia!
A #430-ban látható gépről nincsen véletlenül még néhány képed?
A #430-ban látható gépről nincsen véletlenül még néhány képed?
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 11, 10:31
Írta: 4um5b65d Dátum 2011 december 11, 10:31
Jók ezek a megoldások, de nem tudja ugyanazt mint egy szerszámcserélő. A két teljesen különböző megoldás két teljesen különböző munkához való.
A keresztszánra pakolós jól jön a kis darabokhoz amit patronban meg lehet fogni, a cserélős pedig már egy nagyobb tokmány mellett is használható.
A pakolóssal nagyon vigyázni kellene, hogy mikor éri el a szerszám a tokmányt.
Szóval szerintem ezek nem csereszabatosak.
A keresztszánra pakolós jól jön a kis darabokhoz amit patronban meg lehet fogni, a cserélős pedig már egy nagyobb tokmány mellett is használható.
A pakolóssal nagyon vigyázni kellene, hogy mikor éri el a szerszám a tokmányt.
Szóval szerintem ezek nem csereszabatosak.
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2011 december 11, 11:51
Írta: Vetesi75 Dátum 2011 december 11, 11:51
Egyszerű, tömegáru jellegű mütyürökhöz a mai napig a legjobb választás. Egyik legnagyobb előnyük, hogy ezek már nem tudnak hova amortizálódni - sőt, ha még azt is nézzük, hogy az ócskavas ára emelkedik... :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 12:11
Írta: svejk Dátum 2011 december 11, 12:11
Nem vagyok én ellene ennek a megoldásnak, olyannyira hogy a haverom hozzá is fogott egy ilyenhez, nekem a szegnyereg sem hiányozna.
Próbálkozz, hátha meg tudsz bennünket győzni!
De:
- ezt az elrendezést is akkor fel kell állítani függőlegesre vagy fejtetőre hogy a forgáccsal sokkal kevesebbet kelljen foglalkozni.
- a szerszámokat legalább 1, de egyes esetekben 2 megmunkáló átmérő távolságra kell rakni.
Néha előfordulhat hogy nagyobb átmérőjű mondjuk 80-100 mm-es darabot kellhet megmunkálni.
-Te is érveltél a kis helykihasználással, 1 m -es keresztszán már nem nevezhető kis helyigényűnek.
- esztétikailag nem mondanám előnyösnek az ilyen megoldást, a burkolása is bonyolultabb.
Próbálkozz, hátha meg tudsz bennünket győzni!
De:
- ezt az elrendezést is akkor fel kell állítani függőlegesre vagy fejtetőre hogy a forgáccsal sokkal kevesebbet kelljen foglalkozni.
- a szerszámokat legalább 1, de egyes esetekben 2 megmunkáló átmérő távolságra kell rakni.
Néha előfordulhat hogy nagyobb átmérőjű mondjuk 80-100 mm-es darabot kellhet megmunkálni.
-Te is érveltél a kis helykihasználással, 1 m -es keresztszán már nem nevezhető kis helyigényűnek.
- esztétikailag nem mondanám előnyösnek az ilyen megoldást, a burkolása is bonyolultabb.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 12:15
Írta: svejk Dátum 2011 december 11, 12:15
Lassú-lassú... Némelyikünk marógépe nem lassú?
Az a lényeg hogy amíg a gép dolgozik én tudjak mást csinálni, ő meg pontosan reprodukáljon.
Az a lényeg hogy amíg a gép dolgozik én tudjak mást csinálni, ő meg pontosan reprodukáljon.
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2011 december 11, 12:18
Írta: Kristály Árpád Dátum 2011 december 11, 12:18
Halihó Mindenkinek!
Itt látható egy gépváznak való...német öntvény
2-darabb van
súlya 90-kg!

CSAK SZEMÉLYES Átvétel
Itt látható egy gépváznak való...német öntvény
2-darabb van
súlya 90-kg!
CSAK SZEMÉLYES Átvétel
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2011 december 11, 12:20
Írta: Kristály Árpád Dátum 2011 december 11, 12:20
Több kép a CNC Eszterga gépváz
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 11, 12:24
Írta: 4um5b65d Dátum 2011 december 11, 12:24
Keresztszánt kell hossz szánnak beállítani, a főorsó meg veled szembe néz. :)
A szegnyerget meg éppen lehetne a főorsó tetejéről is elhozni , hasonlóképp mint a vízszintes marógépek tengelytámasztó bakját.
A szegnyerget meg éppen lehetne a főorsó tetejéről is elhozni , hasonlóképp mint a vízszintes marógépek tengelytámasztó bakját.
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2011 december 11, 13:06
Írta: Sz.József Dátum 2011 december 11, 13:06
Az NCT is készített ilyen felépítéssel esztergát... Nem volt vele semmi gond.


Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 13:51
Írta: Motoros Dátum 2011 december 11, 13:51
Így igaz. Ezek nem csereszabatosak.
Te más fejjel gondolkodsz. Egyedi nagy átmérőjű darabokban ahová sok esetben kell a csúcstámasz is.
Én meg kis átmérőben, inkább tömegcikkben.
Szegnyeregre itt semmi szükség és a revolverfej is csak lekorlátoz és bonyolít. Az én gépem patronos, a tokmány csak opció.
A Te géped több száz kiló, az enyémet meg lehet csinálni 100 alatt és kb harmadárból.Nem ugyanaz a műfaj.
Van a hegedű meg van az a böhöm is amit a lányom csellónak hív. :)
Te más fejjel gondolkodsz. Egyedi nagy átmérőjű darabokban ahová sok esetben kell a csúcstámasz is.
Én meg kis átmérőben, inkább tömegcikkben.
Szegnyeregre itt semmi szükség és a revolverfej is csak lekorlátoz és bonyolít. Az én gépem patronos, a tokmány csak opció.
A Te géped több száz kiló, az enyémet meg lehet csinálni 100 alatt és kb harmadárból.Nem ugyanaz a műfaj.
Van a hegedű meg van az a böhöm is amit a lányom csellónak hív. :)
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 14:25
Írta: Motoros Dátum 2011 december 11, 14:25
ITT is egy videó. Jól látszik milyen egyszerű minden.
DE ez is valami hasonló. Ilyesmi kellene csak kicsibe.
DE ez is valami hasonló. Ilyesmi kellene csak kicsibe.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 14:30
Írta: Motoros Dátum 2011 december 11, 14:30
Pontosan ilyesmire gondoltam. A Spinner cég is ugyanilyen elrendezéssel...szemben van a főorsó...csinálta az ultrapreciziós gépeit vagy 25 éve.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 14:34
Írta: Motoros Dátum 2011 december 11, 14:34
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 11, 14:36
Írta: 4um5b65d Dátum 2011 december 11, 14:36
Félreértés ne essék, én nagyon is jó ötletnek tartom a sok kést a kereszt szánon. Az elsőnek megépítendő cnc esztergát ilyenre gondoltam én is, mivel lenne igény a kis melós gépre.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 14:37
Írta: svejk Dátum 2011 december 11, 14:37
Nincs ezekkel baj, ilyen gép készül a Varga Lacinak is... persze sosem lesz kész :) )
A második videónál már látszik hogy milyen szépen nyeregtetősre le van burkolva a váz.
Eddig ezzel a fajta burkolással még nem példálózott senki.
A második videónál már látszik hogy milyen szépen nyeregtetősre le van burkolva a váz.
Eddig ezzel a fajta burkolással még nem példálózott senki.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 14:40
Írta: Motoros Dátum 2011 december 11, 14:40
Hoppá!!! most látom csak hogy ez egy kúrva BF20! A főorsó hanyatt vágta magát. Fellátok a torkáig.
Nem kell semmit sem csinálni..kész a gépünk.
Mi a következő probléma?
Nem kell semmit sem csinálni..kész a gépünk.
Mi a következő probléma?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 14:41
Írta: svejk Dátum 2011 december 11, 14:41
Itt látható a kezdeményről pár kép, már volt egyszer linkelve.
Azóta nem sokat haladt Neki, bár egy főorsó elkészült hozzá.
Azóta nem sokat haladt Neki, bár egy főorsó elkészült hozzá.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 14:43
Írta: svejk Dátum 2011 december 11, 14:43
Én már többször "esztergáltam" a BF20-on, C45-öt teljesen rendben volt, tökélestes a csapágyazás hozzá még kinyúlt főorsónál is.
Persze csak kézi előtolással pár tizedes fogásokkal.
Persze csak kézi előtolással pár tizedes fogásokkal.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 11, 14:44
Írta: 000000000 Dátum 2011 december 11, 14:44
Uhhh Misi! Szuperek ezek a videók!
De a sok netezés helyett csináljad már a géped mechanikus átalakítását is!:), hogy mi szintén ilyesmiket videózhassunk hamarosan, csak még megtűzdeljük egy kis négyszög-hatszög-csavart kúpos ovál, stb... esztergálással!
De a sok netezés helyett csináljad már a géped mechanikus átalakítását is!:), hogy mi szintén ilyesmiket videózhassunk hamarosan, csak még megtűzdeljük egy kis négyszög-hatszög-csavart kúpos ovál, stb... esztergálással!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 14:45
Írta: svejk Dátum 2011 december 11, 14:45
ER32-es patronba fogtam az anyagot, a gépi satuba meg a kést.
Kényelmes volt a késmagasság állítás. :)
Kényelmes volt a késmagasság állítás. :)
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 14:49
Írta: Motoros Dátum 2011 december 11, 14:49
Nem kell leragadni a forgácsnál. Ez csak geometria kérdése. Spiccréz esetében amúgy sem gond, de a programmal is lehet forgácsot törni.
Effajta gépek alatt is ott a hatalmas forgácstér, de a mi kis gépünknél ez már nehogy gond legyen.
Az a burkolat a legolcsóbb amit el sem kell készíteni. És ez is megoldható, csak most nincs elöl a fotó.
Effajta gépek alatt is ott a hatalmas forgácstér, de a mi kis gépünknél ez már nehogy gond legyen.
Az a burkolat a legolcsóbb amit el sem kell készíteni. És ez is megoldható, csak most nincs elöl a fotó.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 14:49
Írta: svejk Dátum 2011 december 11, 14:49
A lassú revolver fej ellen meg megoldás ha a forgatás is levegős, pl. egy kilincsművel.
Ha már a rögzítéshez úgy is valószínű kell sűrített levegő, akkor miért ne?
Nem is értem a topic lejen levő linken, miért kombinálta a fickó a léptetőmotort pneumatikával.
Ha már a rögzítéshez úgy is valószínű kell sűrített levegő, akkor miért ne?
Nem is értem a topic lejen levő linken, miért kombinálta a fickó a léptetőmotort pneumatikával.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 14:51
Írta: svejk Dátum 2011 december 11, 14:51
Tudod ha az embernek van egy elképzelése és lát is megvalósított példát belőle, tetszik is, akkor nehezen mozdítható ki a bűvös körből.
De hátha neked sikerül, ne add fel.
De hátha neked sikerül, ne add fel.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 14:53
Írta: Motoros Dátum 2011 december 11, 14:53
Baromi jó a Laci féle gép. Hasonló valamin agyaltam, de még eddig sem jutottam.
ezt a szerszámbefogó megoldást honnan szedte? Gyári?
ezt a szerszámbefogó megoldást honnan szedte? Gyári?
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 14:56
Írta: Motoros Dátum 2011 december 11, 14:56
Figyi! Én is inkább álmodozni szeretek mint dolgozni :((
Ezért jó a virtuális csicsa világ mert azt könnyen magunkévá tehetjük.
A valóságban meg egy lyukat sem tudunk kifúrni.
Ezért jó a virtuális csicsa világ mert azt könnyen magunkévá tehetjük.
A valóságban meg egy lyukat sem tudunk kifúrni.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 15:00
Írta: svejk Dátum 2011 december 11, 15:00
Hogy hívják azt a régi fórumtársunkat aki 1 mm-es fúróval fúrja a rozsdamentes szűrőszerűségeket?
Talán Szolnokon lakik, és Tibor45 csinált neki hozzá vezérlést. Hátha van még a tárban kép és videó a gépéről.
Az is valami gyári automata gép volt átalakítva.
De hát nekünk a legnagyobb gondunk a váz elkészítése, azért is indult a topic. :(
Talán Szolnokon lakik, és Tibor45 csinált neki hozzá vezérlést. Hátha van még a tárban kép és videó a gépéről.
Az is valami gyári automata gép volt átalakítva.
De hát nekünk a legnagyobb gondunk a váz elkészítése, azért is indult a topic. :(
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 15:03
Írta: svejk Dátum 2011 december 11, 15:03
Gyári...MÉH-telepen találta, egy 8-10 darabot. Azóta sincs több :(
Egy lin. sínből egy pár tizedet kellett lemarni és pont passzoltak rá.
Szinte minden irányban finoman állítható.
De se gyártó, se utánpótlás... :(
Egy lin. sínből egy pár tizedet kellett lemarni és pont passzoltak rá.
Szinte minden irányban finoman állítható.
De se gyártó, se utánpótlás... :(
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 15:04
Írta: Motoros Dátum 2011 december 11, 15:04
--tudom, hogy az én gondjaimra ez a megoldás elérhető áron.
De tényleg ez csak egy részproblémára egy részmegoldás. De az más gondja és azt oldja meg más.
De tényleg ez csak egy részproblémára egy részmegoldás. De az más gondja és azt oldja meg más.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 15:05
Írta: svejk Dátum 2011 december 11, 15:05
[#taps]
Ez a nagy többségünkre így igaz, de Te azért ezen a téren nem tartozol közénk. [#eljen]
Ez a nagy többségünkre így igaz, de Te azért ezen a téren nem tartozol közénk. [#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 15:07
Írta: Motoros Dátum 2011 december 11, 15:07
Beszélj vele, hogy több van neki 8 drb-al mint amennyi kell. Engedje át nekem. :))
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 15:11
Írta: svejk Dátum 2011 december 11, 15:11
Szerintem csak halála után :)
Ismerem már ilyen téren...aminek tudja az értékét el nem adná semmi pénzért.
Ismerem már ilyen téren...aminek tudja az értékét el nem adná semmi pénzért.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 15:13
Írta: Motoros Dátum 2011 december 11, 15:13
Sajnos közétek tartozok. Persze társaságban tagadom :))))
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 15:17
Írta: Motoros Dátum 2011 december 11, 15:17
OFF: Igen ez ismerős. Mondtam az aszzonynak hogyha elpakolok akkor ásasson egy jó nagy gödröt és az összes vasamat dobja rám, nehogy már az ócskás cigány kotorásszon a kincseim közt.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 11, 15:20
Írta: 000000000 Dátum 2011 december 11, 15:20
Nagy Zoltán fórumtársunkra gondolhattál, de Ő Békéscsaba mellett lakik.
Egy Ebosa M32 esztergagépet alakított át.
Annak idején (lassan 3 évvel ezelőtt) volt erről szó itt a Fórumon.
Főbb paraméterek:
Robsy DC szervo vezérlő
80W Yaskawa DC szervo motorok az X, Z szánokon
Robsy CNC eszterga vezérlő szoftver
M5*0.8 menetesztergálás
Egy Ebosa M32 esztergagépet alakított át.
Annak idején (lassan 3 évvel ezelőtt) volt erről szó itt a Fórumon.
Főbb paraméterek:
Robsy DC szervo vezérlő
80W Yaskawa DC szervo motorok az X, Z szánokon
Robsy CNC eszterga vezérlő szoftver
M5*0.8 menetesztergálás
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2011 december 11, 15:25
Írta: Sz.József Dátum 2011 december 11, 15:25
A BF20-tól valami nagyobb szerkezet lehetett, amit átalakítottak a Fogarasi úton...
Végül is mindegy, a lényeg, hogy jó volt rajta dolgozni. (automata száladagolós volt)...
Az ajtónál lévő kis vaslemez hivatott megakadályozni, hogy gigszer esetén ne bökjön hasba a szálanyag. :)
Végül is mindegy, a lényeg, hogy jó volt rajta dolgozni. (automata száladagolós volt)...
Az ajtónál lévő kis vaslemez hivatott megakadályozni, hogy gigszer esetén ne bökjön hasba a szálanyag. :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 15:26
Írta: svejk Dátum 2011 december 11, 15:26
Ez az, köszönöm!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 15:29
Írta: svejk Dátum 2011 december 11, 15:29
Bizony, lányos háznál nagy valószínűséggel ez a vég. Nálam is detto. :(
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 15:31
Írta: svejk Dátum 2011 december 11, 15:31
Sajnos úgy látom az FTP-nken nincs fent anyaga. Kár...
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 15:47
Írta: Motoros Dátum 2011 december 11, 15:47
Lányos ház....hagyd el. A nagyobbik lányom egyszer résnyire rámnyitotta a műhelyajtót. Bennem megállt az ütő...na végre.
Aztán bekiabált valami mozipénzről vagy miről...és eltünt mikor közöltem, hogy ilyen itt nincs csak meló.
Aztán bekiabált valami mozipénzről vagy miről...és eltünt mikor közöltem, hogy ilyen itt nincs csak meló.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 11, 16:05
Írta: Motoros Dátum 2011 december 11, 16:05
Itt egy szép de nem teljesen helyes megoldás a szánokra. Jól látszik, hogy milyen egyszerű a szerszámozás. Bármit befoghatsz ami otthon van, ha csinálsz egy passzoló befogót.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 11, 18:22
Írta: 000000000 Dátum 2011 december 11, 18:22
Bizony, lányos háznál nagy valószínűséggel ez a vég. Nálam is detto. :(
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 11, 18:41
Írta: Farkas Ádám Dátum 2011 december 11, 18:41
Cím: Re:CNC eszterga építő iskola
Írta: Varga László Dátum 2011 december 11, 19:18
Írta: Varga László Dátum 2011 december 11, 19:18
Fiús háznál viszont az a bökkenő hogy hamar leamortizálják a megörökölendő dolgokat, történt egyszer:hogy a homokozóban találtam meg a digitális tolómérőmet és a mikróméteremet,mert elérhető magasságban hagytam.(pedig ki vannak tiltva a műhelyből)
Cím: Re:CNC eszterga építő iskola
Írta: VViktor Dátum 2011 december 11, 19:20
Írta: VViktor Dátum 2011 december 11, 19:20
Szia. Honnan tudod,hogy nem a szemcse nagyságát mérte vele? :D
Cím: Re:CNC eszterga építő iskola
Írta: Varga László Dátum 2011 december 11, 19:27
Írta: Varga László Dátum 2011 december 11, 19:27
Valószínű hogy szét akarta válogatni.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 11, 19:33
Írta: svejk Dátum 2011 december 11, 19:33
Nem úgy lehetett az, csak neked van kikre fogni! :)
Én meg ha nem találok meg valamit akkor mindig az UFO-kra kell fognom :(
De rendesek pár nap múlva mindent visszahoznak, csak nem oda rakják ahova én emlékszem hogy tettem :))
Én meg ha nem találok meg valamit akkor mindig az UFO-kra kell fognom :(
De rendesek pár nap múlva mindent visszahoznak, csak nem oda rakják ahova én emlékszem hogy tettem :))
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2011 december 11, 19:38
Írta: 000000000 Dátum 2011 december 11, 19:38
Biztos látta, hogy a papa is mindig azt buzerálja. [#vigyor]
Cím: Re:CNC eszterga építő iskola
Írta: Varga László Dátum 2011 december 11, 20:11
Írta: Varga László Dátum 2011 december 11, 20:11
Na-na sokszor voltam én gyanúba mert mert a garázsodban jártam.
Cím: Re:CNC eszterga építő iskola
Írta: csizi Dátum 2011 december 11, 20:33
Írta: csizi Dátum 2011 december 11, 20:33
Jah! Már én is voltam UFO.[#vigyor]
Cím: Re:CNC eszterga építő iskola
Írta: csizi Dátum 2011 december 11, 20:35
Írta: csizi Dátum 2011 december 11, 20:35
Így könnyű! Még inasod is van.....[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2011 december 12, 06:58
Írta: Motoros Dátum 2011 december 12, 06:58
ÁDÁM! Egy jótanács:
Marásnál vagy esztergályozásnál használj hűtőfolyadékot méghozzá úgy hogy gőzölögjön...bűzölögjön rendesen.
Ha a kiscsaj még ezt is beszippantja...tehát gyakorlatilag a meló hatással van minden érzékszervére -rögzül nála az élmény.
Így talán van esélyed, hogy pár év múlva is benéz a műhelybe. Az is fontos, hogy az alkotás sikerélménye is meglegyen...találj ki valami kreatív melót aminek a végeredményét elrakhatja emlékbe. Később ez előhívja az eseményt.Tapasztalatból mondom.
Marásnál vagy esztergályozásnál használj hűtőfolyadékot méghozzá úgy hogy gőzölögjön...bűzölögjön rendesen.
Ha a kiscsaj még ezt is beszippantja...tehát gyakorlatilag a meló hatással van minden érzékszervére -rögzül nála az élmény.
Így talán van esélyed, hogy pár év múlva is benéz a műhelybe. Az is fontos, hogy az alkotás sikerélménye is meglegyen...találj ki valami kreatív melót aminek a végeredményét elrakhatja emlékbe. Később ez előhívja az eseményt.Tapasztalatból mondom.
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2011 december 12, 08:15
Írta: Kristály Árpád Dátum 2011 december 12, 08:15
Halihó Mindenkinek!
Több kérdés jött a cnc eszterga váz lehetőségre:
Az képen látható ""rozsda"" kézzel letörölhető!
(egyszer ázott meg)
A lin síneknek a menetek mérete M-6 ebből 2x18db van. a két furatsor távolsága 185-milliméter, a furatok közötti távolság: 60-milko!
Árpád
Több kérdés jött a cnc eszterga váz lehetőségre:
Az képen látható ""rozsda"" kézzel letörölhető!
(egyszer ázott meg)
A lin síneknek a menetek mérete M-6 ebből 2x18db van. a két furatsor távolsága 185-milliméter, a furatok közötti távolság: 60-milko!
Árpád
Cím: Re:CNC eszterga építő iskola
Írta: kmajer Dátum 2011 december 12, 12:18
Írta: kmajer Dátum 2011 december 12, 12:18
Egy jó darab
Denford Mirac
Denford Mirac
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 12, 21:56
Írta: Farkas Ádám Dátum 2011 december 12, 21:56
OK![#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: Szalai György Dátum 2011 december 13, 07:44
Írta: Szalai György Dátum 2011 december 13, 07:44
Anyatej illatú hűtőfolyadék? Egy kis gyémánt csiszolás, amiből megtarthat valamit? [#vigyor2]
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2011 december 17, 19:15
Írta: robroy007 Dátum 2011 december 17, 19:15
[#confused]
ennyi volt az eszterga fellángolás ?
ennyi volt az eszterga fellángolás ?
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2011 december 17, 19:29
Írta: Kristály Árpád Dátum 2011 december 17, 19:29
Sajnos...ez sok topicra jellemző...[#confused][#unalmas]
Reményeim szerint a kis műhelyekben...készül az igazi meglepetés....
Vbody!!!
Szerintem...a rakéták után szuper eszterát épít![#circling][#vigyor2][#wave][#wink][#worship][#worship][#worship][#worship][#wow1]
Reményeim szerint a kis műhelyekben...készül az igazi meglepetés....
Vbody!!!
Szerintem...a rakéták után szuper eszterát épít![#circling][#vigyor2][#wave][#wink][#worship][#worship][#worship][#worship][#wow1]
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2011 december 17, 19:55
Írta: s7manbs8 Dátum 2011 december 17, 19:55
Ahhoz, hogy valami hobbi még talán értelmes dolgokat lenne célszerű alkotni (nem spanyol viaszt olvasztani), ami nincs minden sarkon, nem tudom ilyen féle és elérhető árú ás minőségű kis cnc esztergácska nem létezik, amit már nem kell újra feltalálni ?
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2011 december 17, 19:56
Írta: s7manbs8 Dátum 2011 december 17, 19:56
Amúgy lehet, hogy a fő topic vezérek éppen síelnek a hétvégén a még kissé vizes havas Kékestetőn ... :) Lehet ezért van most ilyen nagy csend.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 17, 19:57
Írta: svejk Dátum 2011 december 17, 19:57
Te is a fellángolók közt voltál. Neked hova lett a tüzed?
Tessék vidd tovább a fonalat, vagy kezdj egy új gombolyagot.
Tessék vidd tovább a fonalat, vagy kezdj egy új gombolyagot.
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2011 december 17, 19:59
Írta: s7manbs8 Dátum 2011 december 17, 19:59
Na csak nem síelsz ... :)
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2011 december 17, 20:00
Írta: s7manbs8 Dátum 2011 december 17, 20:00
Mi meg csak várjuk itt a kész eredményt, amit vasanyag áron majd megkapunk mi is ... :)
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 17, 20:16
Írta: KoLa Dátum 2011 december 17, 20:16
Ha az is érdekes hogy egy működőképes hobbi cnc esztergának mik a hibái akkor én tudok mesélni![#wave]
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2011 december 17, 20:23
Írta: s7manbs8 Dátum 2011 december 17, 20:23
Na halljuk. :) Éppen ráérünk hallgatni az "esti mesét". :)
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2011 december 17, 20:25
Írta: Farkas Ádám Dátum 2011 december 17, 20:25
Persze hogy érdekes, mesélj...
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 17, 20:41
Írta: KoLa Dátum 2011 december 17, 20:41
Az elsődleges hiba nem a léptető motor, hanem az omega hajtás a Z tengelyen,lehet hogy mutattam már hogy nekem az eszterga ágyazat mindkét oldalán van egy-egy golyósorsó amit egy léptető hajt (12Nm) omega hajtásban! a következő hiba hogy fogasszíj 'gyanánt' és fogasszíj kerék ügyben is az autósboltba mentem , ez hiba volt ! ezek a gumis szíjak felemésztik az energiát! ezek több ... Nm-re vannak tervezve ( nem tudom pontosan!)
Az X tengely direkt hajtással , 12 Nm motorral mint a villám , túl gyors, még ez is hobbi esztergához ! ha bénázgató kezdők vagyunk a kezelésében!
Az X tengely direkt hajtással , 12 Nm motorral mint a villám , túl gyors, még ez is hobbi esztergához ! ha bénázgató kezdők vagyunk a kezelésében!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 17, 20:48
Írta: svejk Dátum 2011 december 17, 20:48
Szíj csak polyurethan.
A gumissal egyszer RC-nek is meggyűlt a baja, pont a vesztesége miatt.
A gumissal egyszer RC-nek is meggyűlt a baja, pont a vesztesége miatt.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 17, 20:49
Írta: svejk Dátum 2011 december 17, 20:49
Egyébként a 0. hibád az volt, hogy nem szervokat használsz hanem léptetőt. :))
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 17, 21:10
Írta: KoLa Dátum 2011 december 17, 21:10
Csak itt a szegényebbik felén az országnak azt láttam a 'neten', 2007 körül! hogy ez az út működik, ha valaki cnc gépet ( marógépet) épít, mert a szervó az bonyolult és nagyon drága!
Mint az első hibámat említve, megjegyezném, hogy itt munka közben lépésvesztésről szó sincs!
Lépésvesztésem csak az említett Z hajtásommal volt míg be nem állítottam az optimálisra!
Aztán volt előre lépés a vezérlő digitálisra való cseréjénél ( MSD-ről MSDD-re)1200mm/s -ről 1600mm/s re emelkedett a biztonságos gyorsjárat!
Mint az első hibámat említve, megjegyezném, hogy itt munka közben lépésvesztésről szó sincs!
Lépésvesztésem csak az említett Z hajtásommal volt míg be nem állítottam az optimálisra!
Aztán volt előre lépés a vezérlő digitálisra való cseréjénél ( MSD-ről MSDD-re)1200mm/s -ről 1600mm/s re emelkedett a biztonságos gyorsjárat!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 17, 21:56
Írta: KoLa Dátum 2011 december 17, 21:56
plusz, még lehet hogy igazad van a szervó gyorsaságával kapcsolatban, pl, a visszatéréskor az újabb fogásvételhez ! mert ez az esztergán a fele mozgás majdnem!!!
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2011 december 18, 20:41
Írta: robroy007 Dátum 2011 december 18, 20:41
van valakinek elképzelése hogyan lehetne a korábban rajzolt vázlatok szerinti szerkezetet össze hegeszteni anélkül, hogy ne kifli legyen a cégére az egész?
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 18, 21:06
Írta: KoLa Dátum 2011 december 18, 21:06
Az ilyen hegesztett vázakat a rendelkezésre álló marógéphez kell méretezni és úgy tervezni hogy egy felfogatásból a főorsóház alapja és a Z lineáris sinek fészkei megmunkálhatóak legyenek!
A hegesztési varratok helyes sorrendje sokat segít a túlzott csavarodások elkerülésében!
Ha nincs lehetőség feszültség mentesítésre akkor mindent ki kell nagyolni 0,5-re majd visszafordítani és a felfogatási bázis felületet újból simítani, visszaállni és besimítani mindent! persze ez nem is olyan egyszerű!
A hegesztési varratok helyes sorrendje sokat segít a túlzott csavarodások elkerülésében!
Ha nincs lehetőség feszültség mentesítésre akkor mindent ki kell nagyolni 0,5-re majd visszafordítani és a felfogatási bázis felületet újból simítani, visszaállni és besimítani mindent! persze ez nem is olyan egyszerű!
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2011 december 18, 21:22
Írta: robroy007 Dátum 2011 december 18, 21:22
engem a helyes sorrend tervezése érdekelne
marógép az úgyis adja az utómegmunkálást
marógép az úgyis adja az utómegmunkálást
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2011 december 18, 22:36
Írta: KoLa Dátum 2011 december 18, 22:36
A hegesztési varrat mindíg összehúzódik! a helyes sorrendet én sem tudom megmondani de érzem hogy hogyan kell, mindíg átlósan a középpontos szimetriát figyelembe véve! térben is, sok trükk van ebben, nem lehet egy általános szabályt egyszerűen követni!az adott geometria a lényeges támpont, és mérnöki számítások eredménye a helyes hegesztési sorrend
De ha egy "I" gerendának csak az egyik oldalára hegesztünk akkor az görbülni fog!ilyen esetekben lehet ugyan ennyi varratot elhelyezni a túloldalon semleges helyen kiegyenlítésként! vagy lánggal melegítve hűtve egyengethetjük a munkadarabot, ha nincs egy kb 63 T-s hidraulikus prés az egyengetéshez!
De ha egy "I" gerendának csak az egyik oldalára hegesztünk akkor az görbülni fog!ilyen esetekben lehet ugyan ennyi varratot elhelyezni a túloldalon semleges helyen kiegyenlítésként! vagy lánggal melegítve hűtve egyengethetjük a munkadarabot, ha nincs egy kb 63 T-s hidraulikus prés az egyengetéshez!
Cím: Re:CNC eszterga építő iskola
Írta: wcsxp0uxa Dátum 2011 december 19, 05:33
Írta: wcsxp0uxa Dátum 2011 december 19, 05:33
Lehet nem is próbálnám meg heggeszteni . Inkább csapolnám - csavaroznám össze a szeleteket , keresztbe meg menetes szállal rögzíteném . Ez megoldaná a mobilitás problémáját is. Valamilyen gépi munka viszont mindig kell majd , vagy nagy szorgalom és sok idő.
Cím: Re:CNC eszterga építő iskola
Írta: Szalai György Dátum 2011 december 19, 07:11
Írta: Szalai György Dátum 2011 december 19, 07:11
Ha a hőnek kitett hegesztési zóna kicsi, akkor kicsi a vetemedés is.
Sokat segítenek a korszerű technológiák, ami nem hobby áras kategória. Olcsóbb a dolgot profi hegesztőre bízni.
És ott van a hegesztés közbeni rezgetés lehetősége is.
Sokat segítenek a korszerű technológiák, ami nem hobby áras kategória. Olcsóbb a dolgot profi hegesztőre bízni.
És ott van a hegesztés közbeni rezgetés lehetősége is.
Cím: Re:CNC eszterga építő iskola
Írta: Szalai György Dátum 2011 december 19, 07:11
Írta: Szalai György Dátum 2011 december 19, 07:11
Cím: Re:CNC eszterga építő iskola
Írta: sasi Dátum 2011 december 19, 08:30
Írta: sasi Dátum 2011 december 19, 08:30
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2011 december 19, 09:12
Írta: keri Dátum 2011 december 19, 09:12
Így van. Még régebben volt cikk a Rádiótechnikában szevós vezérlésről (egy 13-14 éves srác legóból csinált szervós robotot) meg a léptető motorról. Én kb onnantól datálom a leptető motor mániámat, mert elképesztően egyszerűek és főleg hozzáférhetőek voltak. Akkoriban a vezérlők vagy megfizethetetlen gyáriak voltak, vagy építettél magadnak, ezért is terjedt el a léptető motor, mert átvágtuk a szervókőr okozta gordiuszi csomót azzal, hogy nem volt visszacsatolás, mégis pontos lehetett a mozgatás bizonyos határok között.
Manapság már erősen közelít árban és tudásban a kettő, ráadásul a mostani hobby gépek sem deszkalapból összerakott bútorsínes szerkezetek, mint ahogy annó indult az egész, tehát hajlok arra, hogy érdemes szervóra áldozni főleg a visszacsatolás miatt.
Manapság már erősen közelít árban és tudásban a kettő, ráadásul a mostani hobby gépek sem deszkalapból összerakott bútorsínes szerkezetek, mint ahogy annó indult az egész, tehát hajlok arra, hogy érdemes szervóra áldozni főleg a visszacsatolás miatt.
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2011 december 19, 09:29
Írta: keri Dátum 2011 december 19, 09:29
Még mindig hobby esztergáról beszéltek? [#crazya]
Annál nincs olcsóbb hegesztési megoldás hogy 2000forintért veszek egy doboz pálcát, vagy mondjuk 15000ért egy minőségit.
Házi körülmények között a rövid intenzív hőbevitelek, és visszahűlés megvárása megfelelő hegesztési sorrend, esetleg lánggal előmelegíteni.
Vetemedni persze fog, de azért kezelhető mértékben. Síkba marni úgy is kell a sínek helyét akármit csinálunk.
A varratok zsugorodására nagyon jó példa a munkagépem kanala. 6mm-es acéllemezzel bővítettem ki és végigvarrtam...egyszerre. Szép ív hajlott bele, de nem is ez a meglepő, hanem az, hogy a 6mm-es lemez 160cm hosszan élesen lehajlott kb. 10fokban, a varrat vonalában.
Persze jelen esetben ez nem okozott semmi gondot, sőt tervezni sem tervezhettem volna jobb vágóélt neki.
Annál nincs olcsóbb hegesztési megoldás hogy 2000forintért veszek egy doboz pálcát, vagy mondjuk 15000ért egy minőségit.
Házi körülmények között a rövid intenzív hőbevitelek, és visszahűlés megvárása megfelelő hegesztési sorrend, esetleg lánggal előmelegíteni.
Vetemedni persze fog, de azért kezelhető mértékben. Síkba marni úgy is kell a sínek helyét akármit csinálunk.
A varratok zsugorodására nagyon jó példa a munkagépem kanala. 6mm-es acéllemezzel bővítettem ki és végigvarrtam...egyszerre. Szép ív hajlott bele, de nem is ez a meglepő, hanem az, hogy a 6mm-es lemez 160cm hosszan élesen lehajlott kb. 10fokban, a varrat vonalában.
Persze jelen esetben ez nem okozott semmi gondot, sőt tervezni sem tervezhettem volna jobb vágóélt neki.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2011 december 26, 17:24
Írta: 9pk59nuy Dátum 2011 december 26, 17:24
Na akkor most nem csinálunk esztergát???
Én túl vagyok a hatodik gépen, és szivesen beszállnék a népeszterga projektbe. Rögtön lenne három téma is amit érdemes meggondolni.
1 szerszámváltó és problémaköre
2 főorsó hajtás és problémaköre
3 ágyazat és felépítmény
1
Előzőekben nagyon a revolverváltó felé sodródott a csapat. Nem egyszerű összeállítani jól működő példányt, és akkor még a vezérléséről nem is beszéltem.
Van azonban vizszintesen mozgó 4 állású szerszámváltó, léptetőmotoros hajtással, csak a beszerzési forrást kellene megtalálni.
2
Eddig a főorsóról volt a legkevesebb szó. Sokszor nem tudtam megcsinálni a munkámat hatékonyan, mert az anyag nem ment át a főorsón. A külön indítgatás is macerás, nem beszélve a fordulatváltásról. Ezért az én elképzelésem szerint 40mm furat és AC szervó a jó megoldás, de annak meg ára van.
3
Az ágyazat elkészítése nem megoldhatatlan feladat, de nagyon igénybe veszi az erőforrásokat. Lehet, hogy én vagyok hozzá béna, de a gyári ágyazat nem annyira problematikus mint amit én készítettem, így én gyári köszörült, edzett ágyazatban gondolkodok.
Érdekességként: Használható CNC szerszámváltóval kb. 1 milláért megvehető zsírúj állapotban.
Én túl vagyok a hatodik gépen, és szivesen beszállnék a népeszterga projektbe. Rögtön lenne három téma is amit érdemes meggondolni.
1 szerszámváltó és problémaköre
2 főorsó hajtás és problémaköre
3 ágyazat és felépítmény
1
Előzőekben nagyon a revolverváltó felé sodródott a csapat. Nem egyszerű összeállítani jól működő példányt, és akkor még a vezérléséről nem is beszéltem.
Van azonban vizszintesen mozgó 4 állású szerszámváltó, léptetőmotoros hajtással, csak a beszerzési forrást kellene megtalálni.
2
Eddig a főorsóról volt a legkevesebb szó. Sokszor nem tudtam megcsinálni a munkámat hatékonyan, mert az anyag nem ment át a főorsón. A külön indítgatás is macerás, nem beszélve a fordulatváltásról. Ezért az én elképzelésem szerint 40mm furat és AC szervó a jó megoldás, de annak meg ára van.
3
Az ágyazat elkészítése nem megoldhatatlan feladat, de nagyon igénybe veszi az erőforrásokat. Lehet, hogy én vagyok hozzá béna, de a gyári ágyazat nem annyira problematikus mint amit én készítettem, így én gyári köszörült, edzett ágyazatban gondolkodok.
Érdekességként: Használható CNC szerszámváltóval kb. 1 milláért megvehető zsírúj állapotban.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2011 december 26, 18:04
Írta: svejk Dátum 2011 december 26, 18:04
Mesélj az alábbiakról.
- vizszintesen mozgó 4 állású szerszámváltó, léptetőmotoros hajtással
- Használható CNC szerszámváltóval kb. 1 milláért megvehető zsírúj állapotban.
- vizszintesen mozgó 4 állású szerszámváltó, léptetőmotoros hajtással
- Használható CNC szerszámváltóval kb. 1 milláért megvehető zsírúj állapotban.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2011 december 26, 19:35
Írta: 4um5b65d Dátum 2011 december 26, 19:35
Ha már ágyazatról esett szó.
Ki tudja mennyire egyenesek ezek a kör keresztmetszetű indukciósan edzett lineáris tengelyek ?
Volna egy viszonylag egyszerű megoldás a hossz szán vezetékek bázisfelületének köszörüléséhez.
Persze ez is csak akkor éri meg, ha több azonos gép készülne.
Mivel ennyire szerteágazó kívánságlista alakult itt ki a hozzászólások kapcsán, így elgondolkodtató, hogy lesz e egyáltalán igény 3 egyforma gépre.
Márpedig a célszerszámokat/eszközöket csak úgy éri meg legyártani, ha megfelelő igény van rá. Amíg ez nem tisztázott addig mindenki csak a reszelőjében és a szemmértékében bízhat.
Ki tudja mennyire egyenesek ezek a kör keresztmetszetű indukciósan edzett lineáris tengelyek ?
Volna egy viszonylag egyszerű megoldás a hossz szán vezetékek bázisfelületének köszörüléséhez.
Persze ez is csak akkor éri meg, ha több azonos gép készülne.
Mivel ennyire szerteágazó kívánságlista alakult itt ki a hozzászólások kapcsán, így elgondolkodtató, hogy lesz e egyáltalán igény 3 egyforma gépre.
Márpedig a célszerszámokat/eszközöket csak úgy éri meg legyártani, ha megfelelő igény van rá. Amíg ez nem tisztázott addig mindenki csak a reszelőjében és a szemmértékében bízhat.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2011 december 26, 19:45
Írta: 9pk59nuy Dátum 2011 december 26, 19:45
Szivesen mesélek:
Linkelnék is képet, de számomra bonyolult. A vizszintes szerszámváltó hasonlít a tradicionális 4 állásúhoz. A különbség annyi, hogy nem kézzel lazítok-fordítok-szorítok, hanem ezt egy léptetőmotoros mechanika végzi.
http://provitta.com/cnc/ck0628.php
Maga a szerkezet könnyen másolható, és ami az előnye: gyors mozgású. A váltáskor kiemel, fordít, visszaültet, reteszel visszafelé szorítással. Amit én láttam, az egyszerre többet is fordult. A kisebb váltóknak az a baja, hogy visszafelé nem forognak és minden pozíciót végigtáncolnak míg aktív lehet a kiválasztott szerszám.
A második kérdére a válasz:
http://www.cruz.hu/machine/cnc/ck0620.html
Most nézem az árat 1,2M. Nemrég még 0,75M volt.
jajaja a forint,
Linkelnék is képet, de számomra bonyolult. A vizszintes szerszámváltó hasonlít a tradicionális 4 állásúhoz. A különbség annyi, hogy nem kézzel lazítok-fordítok-szorítok, hanem ezt egy léptetőmotoros mechanika végzi.
http://provitta.com/cnc/ck0628.php
Maga a szerkezet könnyen másolható, és ami az előnye: gyors mozgású. A váltáskor kiemel, fordít, visszaültet, reteszel visszafelé szorítással. Amit én láttam, az egyszerre többet is fordult. A kisebb váltóknak az a baja, hogy visszafelé nem forognak és minden pozíciót végigtáncolnak míg aktív lehet a kiválasztott szerszám.
A második kérdére a válasz:
http://www.cruz.hu/machine/cnc/ck0620.html
Most nézem az árat 1,2M. Nemrég még 0,75M volt.
jajaja a forint,
Cím: Re:CNC eszterga építő iskola
Írta: sasi Dátum 2011 december 26, 19:50
Írta: sasi Dátum 2011 december 26, 19:50
Ilyesmire gondolsz? NCT Miniturn 320 motoros késtartója.
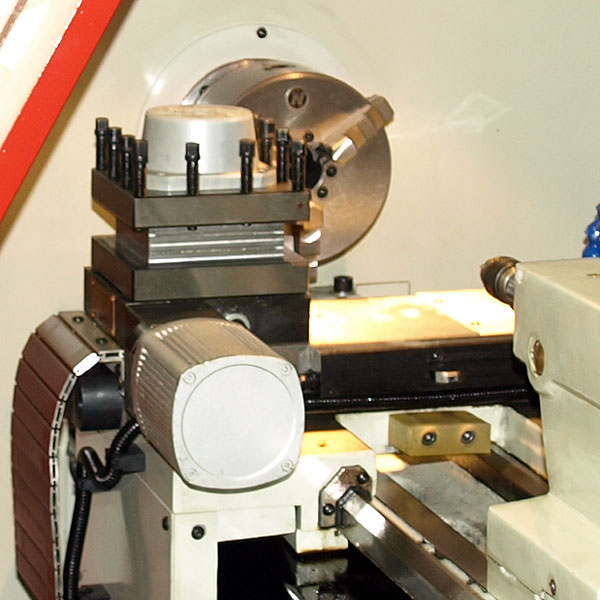
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2011 december 26, 21:55
Írta: 9pk59nuy Dátum 2011 december 26, 21:55
Igen, pont ilyen de egy számmal kisebb A képen egy szervós látszik.
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 január 03, 22:18
Írta: robroy007 Dátum 2012 január 03, 22:18
régen volt már mozgás itt
a forgó késtartóról nem lehetne kicsit beszélgetni?
vezérlése érdekelne főleg
pozicionálása (nem mechanikusan gondolom)
honnan tudja, bekapcsolásnál hol van éppen
oda vissza forog az első és utolsó szerszámnál vagy csak egyet lép
mach beállítások stb. stb.
a forgó késtartóról nem lehetne kicsit beszélgetni?
vezérlése érdekelne főleg
pozicionálása (nem mechanikusan gondolom)
honnan tudja, bekapcsolásnál hol van éppen
oda vissza forog az első és utolsó szerszámnál vagy csak egyet lép
mach beállítások stb. stb.
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2012 január 04, 08:58
Írta: keri Dátum 2012 január 04, 08:58
Vagy fordul egy teljes kört bekapcsoláskor és kalibrálja magát egy referencia kapcsolóhoz, vagy kevés pozíció lévén, akár minden helyzethez lehet egy referenciát tenni, és egy pozíció kódot kiadó kapcsolót.
Ez persze bonyolultabban hangzik mint ami.
Léptető motor esetén kell magára a motorra egy nulla helyzet érzékelő, így a késtartón lévő pozíció kapcsolók pontossága csak egy motor körülforduláson belül kell lennie, amire akár egy mikrokapcsoló is képes lehet bütykös vezérléssel. 2 kapcsoló 4 kést tud behatárolni, 3 kapcsoló viszont már 8-at is, de természetesen csinálhatjátok optikai vagy HAL érzékelőssel.
Szervó esetén ha jól tudom az enkóderben van egy ilyen 0 pont érzékelő, a sima enkóder jelek mellet.
Ez persze bonyolultabban hangzik mint ami.
Léptető motor esetén kell magára a motorra egy nulla helyzet érzékelő, így a késtartón lévő pozíció kapcsolók pontossága csak egy motor körülforduláson belül kell lennie, amire akár egy mikrokapcsoló is képes lehet bütykös vezérléssel. 2 kapcsoló 4 kést tud behatárolni, 3 kapcsoló viszont már 8-at is, de természetesen csinálhatjátok optikai vagy HAL érzékelőssel.
Szervó esetén ha jól tudom az enkóderben van egy ilyen 0 pont érzékelő, a sima enkóder jelek mellet.
Cím: Re:CNC eszterga építő iskola
Írta: D.Laci Dátum 2012 január 04, 10:05
Írta: D.Laci Dátum 2012 január 04, 10:05
Egy referencia kapcsoló nem árt.
Mindig a kivállasztot szerszámhoz lép.
Le egygszerüsitve a dolgot ugyan az mint egy lineáris szerszám tár egy maró gépen csak ez felvan tekerve :) és itt nem kel a szerszámot kiveni belöle.
Mindig a kivállasztot szerszámhoz lép.
Le egygszerüsitve a dolgot ugyan az mint egy lineáris szerszám tár egy maró gépen csak ez felvan tekerve :) és itt nem kel a szerszámot kiveni belöle.
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 január 04, 11:04
Írta: 5z7aew5x Dátum 2012 január 04, 11:04
Kedves Fórumtársak!
Én éppen most vagyok benne egy gép átatalaíktásban aminek része az eszterga is.
Most kezdtem a fórumozást itt, ezért 1-2 mondat magamról. Alapszakmám finommechanikai műszerész. Sokáig a szakmában dolgoztam, gyakran különböző szerszámgépeken, darabnormára. Ez már régen volt. Elmozdultam az elektronika és a robottechnika irányába. Itt is dolgoztam néhány évet volt néhány önálló munkám is. Aztán jött a sláger az informatika. Azt hiszem ez nem volt olyan jó választás. Most éppen ez a kenyér kereső elfoglaltságom. Gondolva a jövőre, és mivel érdekel a forgácsolás és szeretem is csinálni, ezért 3 éve vettem egy gépet.

Először nem is gondoltam túl nagy dolgokra. Becsületes, törvénytisztelő polgár lévén, hogy az esetleg felmerülő munkákról számlát tudjak adni, felvettem volna a fémmegmunkálást mint tevékenységet. A "polgárjenő" hivatalban mondták, hogy a 30 évvel ezelőtti érettségimre és szakmunkás bizonyítványomra ezt nem írják be. Ezért elvégeztem egy CNC forgácsoló tanfolyamot is, amit most nyáron fejeztem be eredményesen.
Ahogy lenni szokott evés közben jön meg az étvágy. Nagyjából egy éve gyűjtöm az anyagot és a pénzt a gép átalakításához. Kialakult a koncepció, látva az ipari gépeket, sok kompromisszumot kell kötnöm, de azért nem lesz rossz. Az anyagok jelentős része megvan, most már csak a megvalósításhoz szükséges időt kell előteremtenem.
Mint "tudatlanul építeni kezdő" mondhatnám azt is, hogy : Ide lőjetek! :-)
Én éppen most vagyok benne egy gép átatalaíktásban aminek része az eszterga is.
Most kezdtem a fórumozást itt, ezért 1-2 mondat magamról. Alapszakmám finommechanikai műszerész. Sokáig a szakmában dolgoztam, gyakran különböző szerszámgépeken, darabnormára. Ez már régen volt. Elmozdultam az elektronika és a robottechnika irányába. Itt is dolgoztam néhány évet volt néhány önálló munkám is. Aztán jött a sláger az informatika. Azt hiszem ez nem volt olyan jó választás. Most éppen ez a kenyér kereső elfoglaltságom. Gondolva a jövőre, és mivel érdekel a forgácsolás és szeretem is csinálni, ezért 3 éve vettem egy gépet.
Először nem is gondoltam túl nagy dolgokra. Becsületes, törvénytisztelő polgár lévén, hogy az esetleg felmerülő munkákról számlát tudjak adni, felvettem volna a fémmegmunkálást mint tevékenységet. A "polgárjenő" hivatalban mondták, hogy a 30 évvel ezelőtti érettségimre és szakmunkás bizonyítványomra ezt nem írják be. Ezért elvégeztem egy CNC forgácsoló tanfolyamot is, amit most nyáron fejeztem be eredményesen.
Ahogy lenni szokott evés közben jön meg az étvágy. Nagyjából egy éve gyűjtöm az anyagot és a pénzt a gép átalakításához. Kialakult a koncepció, látva az ipari gépeket, sok kompromisszumot kell kötnöm, de azért nem lesz rossz. Az anyagok jelentős része megvan, most már csak a megvalósításhoz szükséges időt kell előteremtenem.
Mint "tudatlanul építeni kezdő" mondhatnám azt is, hogy : Ide lőjetek! :-)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 11:07
Írta: 000000000 Dátum 2012 január 04, 11:07
Isten hozott!
Sok sikert az építéshez!
Sok sikert az építéshez!
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 január 04, 11:23
Írta: 5z7aew5x Dátum 2012 január 04, 11:23
Köszönöm!
Bár ahogy elnézem, informatikusként is van mit tanulnom, mert a fénykép valamiért nem jelent meg.Szerszámgép fotók
Bár ahogy elnézem, informatikusként is van mit tanulnom, mert a fénykép valamiért nem jelent meg.Szerszámgép fotók
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 04, 12:10
Írta: svejk Dátum 2012 január 04, 12:10
Te egy nyerő ember vagy, mindent megtanultál már oskolában most már csak alkalmaznod kell.
A nagy többség itt pont fordítva van, összedob egy gépet aztán elkezdi kitanulni a CNC, fizikus, forgácsoló, számítástechnika, szakmát az eredeti, mondjuk cipész mellé. :)
A nagy többség itt pont fordítva van, összedob egy gépet aztán elkezdi kitanulni a CNC, fizikus, forgácsoló, számítástechnika, szakmát az eredeti, mondjuk cipész mellé. :)
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2012 január 04, 12:21
Írta: u3xrz0cut Dátum 2012 január 04, 12:21
Nosza rajta!![#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 január 04, 13:03
Írta: robroy007 Dátum 2012 január 04, 13:03
egy körön belül a palástra feltekert lineáris tárral nincs is semmi gond, de milyen bosszantó az ha az első szerszám mellet lévő utolsó szerszám következik, mert miért ne lehetne ilyen a valóságban, akkor ne kelljen már a köztes szerszámokon is végig szaladni
másként fogalmazva dobon hogyan lehet azt megvalósítani, mert ugye körbe tud forogni és akár két irányba is, hogy a legkevesebb elfordulással érje el a következő szerszámot
másként fogalmazva dobon hogyan lehet azt megvalósítani, mert ugye körbe tud forogni és akár két irányba is, hogy a legkevesebb elfordulással érje el a következő szerszámot
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2012 január 04, 13:21
Írta: Motoros Dátum 2012 január 04, 13:21
Ez a bizonyos szerszámcserélő amit Varga Kálmán mutatott be a talin, mindkét irányba tud forogni. Tibor45 készített hozzá egy kis DOS-os programot amivel tetszés szerinti helyre lehetett ugratni. Egy léptecs pozicionált és egy pneumatika reteszelt.
Vannak olyan hobby meg gyári szerkezetek is amik csak valóban egy irányba forognak, ez adott esetben tényleg bosszantóan lassú tud lenni. Ugyanakkor mechanikailag talán egyszerűbbek és nem igényelnek levegőt.
Vannak olyan hobby meg gyári szerkezetek is amik csak valóban egy irányba forognak, ez adott esetben tényleg bosszantóan lassú tud lenni. Ugyanakkor mechanikailag talán egyszerűbbek és nem igényelnek levegőt.
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 január 04, 13:46
Írta: robroy007 Dátum 2012 január 04, 13:46
ebben teljes mértékben egyetértek veled
akkor viszont egy másik kérdés a vezérléssel kapcsolatban egy DOS-os programot hogyan integráljunk MACH alá, hogy ne kelljen egyedileg írott vezérlő programot használni??
akkor viszont egy másik kérdés a vezérléssel kapcsolatban egy DOS-os programot hogyan integráljunk MACH alá, hogy ne kelljen egyedileg írott vezérlő programot használni??
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 14:21
Írta: 000000000 Dátum 2012 január 04, 14:21
Ha már a forgató problémánál tartunk lenne egy gondom.
Mivel a mach turn részét még sosem használtam ez egy kicsit sötét folt számomra.
Adott egy 8 szerszámos tár aminek a a forgatása pneumatikus.
jobbra forgás algoritmusa: egyes szelep meghúz aztán meghúz a kettes, aztán egyes elejt majd a kettes is.
Ez egy szerszámmal jobbat forgatás.
Balra forgatás 1 szerszámmal: kettes szelep meghúz aztán az egyes, aztán kettes elejt majd a egyes is.
Remélem ez érthető volt, egyszerűben két négyszög jel 90 fokos eltolásban mint az enkóderek-nél.
Ezzel még nem is lenne probléma , de honnan fogja tudni hogy melyik szerszámon áll a gép?
Hogy lehet összehozni egy ilyen szkriptet ami számolni tudja a pozíciót?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 17:33
Írta: 000000000 Dátum 2012 január 04, 17:33
Halihó !
Ilyenkor hol vannak a nagy tudású szakik ?
Ha az alap szoftveres dolgokat nem tudjátok megoldani akkor minek álmodozni forgatóról ?
Nem DOS alól kell ezt megoldani hanem Mach-ban VBscript-el.
Pál ma 14:21
Úgy látom ez a probléma a sajátom marad, de kiderítem.
Mellesleg a legnagyobb hülyeség léptetőmotort és pneumatikát használni mikor egy pofon egyszerű kilincsművel a motor kihagyható a képletből.
Ha már ott a kompresszor akkor minek még bele feccölni egy motort és vezérlőt?
Ez a kilincsműves forgató kétszer körbehugyozza a léptetőmotoros kivitelt mire megmozdul [#hehe]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 17:46
Írta: 000000000 Dátum 2012 január 04, 17:46
Egyelőre az ággyal kell foglalkozni.
Majd, ha Romániából intenek, hogy lehet tovább lépni, akkor lehet tovább lépni.
Addig, nem.
Majd, ha Romániából intenek, hogy lehet tovább lépni, akkor lehet tovább lépni.
Addig, nem.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 17:54
Írta: 000000000 Dátum 2012 január 04, 17:54
Ok, de én már ott tartok hogy ez okoz problémát és nem a képzeletbeli váz.
A váz és a összes többi piszlicsáré probléma már rég a hátam mögött van!
Ha nem lenne ilyen hideg kint a műhelyben akkor egy hét építgetés után menne a masina.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 18:02
Írta: 000000000 Dátum 2012 január 04, 18:02
Jó!
De, még nem lehet.
Majd, csak ha szólnak, hogy lehet tovább ábrándozni.
Sora van itt mindennek.
Az ábrándozásnak is.
Mi lenne, ha mindenki témairányító akarna lenni?
De, még nem lehet.
Majd, csak ha szólnak, hogy lehet tovább ábrándozni.
Sora van itt mindennek.
Az ábrándozásnak is.
Mi lenne, ha mindenki témairányító akarna lenni?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 18:05
Írta: 000000000 Dátum 2012 január 04, 18:05
Nem ismerem a Mach-ot sem.
De, ha van benne szerszámváltás, akkor le is kell, hogy kezelje valahogy.
De, ha van benne szerszámváltás, akkor le is kell, hogy kezelje valahogy.
Cím: Re:CNC eszterga építő iskola
Írta: hostya Dátum 2012 január 04, 18:15
Írta: hostya Dátum 2012 január 04, 18:15
"Ha már ott a kompresszor akkor minek még bele feccölni egy motort és vezérlőt?
Ez a kilincsműves forgató kétszer körbehugyozza a léptetőmotoros kivitelt mire megmozdul"
[#eljen][#eljen]
Ez a kilincsműves forgató kétszer körbehugyozza a léptetőmotoros kivitelt mire megmozdul"
[#eljen][#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 18:18
Írta: 000000000 Dátum 2012 január 04, 18:18
Érdekes egy gondolatmeneted van neked ember.
Ez úgy csapódót le nálam hogy te vagy az atyaűristen és ameddig nem szólnak a ufók addig itt a fű sem nőhet.
Ezt a gondolatmenetet követnénk akkor ott üldögélnénk a barlangban és köveket pattintgatnánk.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 18:36
Írta: 000000000 Dátum 2012 január 04, 18:36
Nekem van gondolatmenetem. Neked, meg nincsen. Abból gondolom, hogy egy szót sem értettél az egészből.
Te, kis autista.
Te, kis autista.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 18:36
Írta: 000000000 Dátum 2012 január 04, 18:36
Így kened vágod a mach-ot akkor nem ártana letöltened a magyar nyelvű leírást hozzá!
Eleve a Turn részében nem is használja az M06 parancsot mert ott a T parancs már tartalmazza ezt.
Ilyen hozzáállással nem hogy a forgatót nem fogod tudni beindítani hanem a gépet sem.
Nem beszélve a sok kis buktatón amit a szerszám kompenzáció tartogat.
Köszönöm hogy rádöbbentettél hogy ebbe a topiban ilyen állapotok uralkodnak.
Inkább megyek oda ahol talán tudnak is érdemleges információval szolgálni.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 18:50
Írta: 000000000 Dátum 2012 január 04, 18:50
Nem fogok senkivel száj karatézni ahogy veled sem!
Sőt ezt a sértést sem veszem fel mert némely autista sokkal értelmesebb mint egyesek.
Ahogy azt sem tudom milyen logika alapján hoztad ezt ki.
Ez olyan ha neked nincs tehened akkor másnak se legyen.
Kérem egy moderátort aki az ide nem illő hozzászólásokat törli.
előre is köszönöm !
Cím: Re:CNC eszterga építő iskola
Írta: hostya Dátum 2012 január 04, 19:07
Írta: hostya Dátum 2012 január 04, 19:07
Hagyd a fenébe...
Ezzel az 'emberrel' szemben az a legjobb taktika, ha nem veszed figyelembe.
Át kell nézni rajta mint egy szúnyoghálón.
Kicsit zavar a kilátásban, de a szúnyogháló már csak ilyen...
Ezzel az 'emberrel' szemben az a legjobb taktika, ha nem veszed figyelembe.
Át kell nézni rajta mint egy szúnyoghálón.
Kicsit zavar a kilátásban, de a szúnyogháló már csak ilyen...
Cím: Re:CNC eszterga építő iskola
Írta: xfg6v697j Dátum 2012 január 04, 19:09
Írta: xfg6v697j Dátum 2012 január 04, 19:09
talán elég lenne egy index jel, mindíg onnan indulna ki.
a program elején megkeresné,és utána már tudná mere van.
vagy abszolut jeladó,de az három bemenetet igényelne nyolc szerszám esetén.
a program elején megkeresné,és utána már tudná mere van.
vagy abszolut jeladó,de az három bemenetet igényelne nyolc szerszám esetén.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 04, 19:19
Írta: svejk Dátum 2012 január 04, 19:19
Pontosan ezt írtam a #453-ban egy 3 hete.
Cím: Re:CNC eszterga építő iskola
Írta: hyn6ys8wt Dátum 2012 január 04, 19:24
Írta: hyn6ys8wt Dátum 2012 január 04, 19:24
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2012 január 04, 20:01
Írta: keri Dátum 2012 január 04, 20:01
Alapvetően tudni kéne milyen szerszámcsere vezérlést ad ki a Mach, vagy az EMC, aztán ha ezt tudjuk arra már nem nagy dolog megfelelő illesztést készíteni. Egy PIC, vagy pár alap logikai áramkör kérdése a dolog.
A kilincsműves pneumatika is jó a mozgatás megoldására, de azt is vezérelni kell.
A kilincsműves pneumatika is jó a mozgatás megoldására, de azt is vezérelni kell.
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2012 január 04, 20:08
Írta: keri Dátum 2012 január 04, 20:08
Hagyd, csak egy megkeseredett ember, aki nem képes semmire, ezért mindenkit gyűlöl és mindenkire kivetíti a problémáit. A régi tagok közül már magasról lerosszja mindenki, de benned végre partnerre talált.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 20:46
Írta: 000000000 Dátum 2012 január 04, 20:46
Csak annyit mondok hogy egy tipikus Bak.
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 január 04, 21:27
Írta: 5z7aew5x Dátum 2012 január 04, 21:27
Kedves Fórumtársak!
Azt hiszem páran olyan dolgon akadtatok össze amihez még nem érkezett el az építés menete.
Csak megjegyzem, hogy a az a CNC gép amin én tanultam és gyakoroltam, az úgy csinált szerszámváltáskor, hogy tengely irányban kitolta a revolver tornyot és egy kilincs mű fordított egy szerszámnyit. Amikor több szerszámnyit kellett fordítania akkor érdekes módon mindig a rövidebb utat választotta, tehát két irányba forgatott. A forgatás után a tengely irányú elmozdulást "vissza vette". Ilyenkor pozicionáló tüskék segítettek a rögzítésben. Arra is emlékszem, hogy általában a szerszámozás tervezéskor úgy soroltuk be a szerszámokat, hogy lehetőleg csak egyet kelljen léptetni a szerszámtáron. Persze ha egy szerszám kétszer is sorra került akkor a szerszám váltás tovább tartott.
Egyszer próbából elkövetettem azt, hogy az egyik késből kettőt tettem bele. Mázlimra pont úgy jött ki, hogy csak egy szerszámot kellett kétszer használni. Így nem kellett a revolvernek kettőt ugrani. Utáltam ugyanis elég hangosan csattogott. [#vigyor2]
Azt hiszem páran olyan dolgon akadtatok össze amihez még nem érkezett el az építés menete.
Csak megjegyzem, hogy a az a CNC gép amin én tanultam és gyakoroltam, az úgy csinált szerszámváltáskor, hogy tengely irányban kitolta a revolver tornyot és egy kilincs mű fordított egy szerszámnyit. Amikor több szerszámnyit kellett fordítania akkor érdekes módon mindig a rövidebb utat választotta, tehát két irányba forgatott. A forgatás után a tengely irányú elmozdulást "vissza vette". Ilyenkor pozicionáló tüskék segítettek a rögzítésben. Arra is emlékszem, hogy általában a szerszámozás tervezéskor úgy soroltuk be a szerszámokat, hogy lehetőleg csak egyet kelljen léptetni a szerszámtáron. Persze ha egy szerszám kétszer is sorra került akkor a szerszám váltás tovább tartott.
Egyszer próbából elkövetettem azt, hogy az egyik késből kettőt tettem bele. Mázlimra pont úgy jött ki, hogy csak egy szerszámot kellett kétszer használni. Így nem kellett a revolvernek kettőt ugrani. Utáltam ugyanis elég hangosan csattogott. [#vigyor2]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 04, 21:29
Írta: svejk Dátum 2012 január 04, 21:29
Tudod ezért is jó lett volna ha több ember egyszerre kezd el ilyen gépet építeni, hamarabb lett volna a szerszámcserélőre is megoldás.
Most Te nagy nehezen megfejted, aztán vagy közzé teszed vagy nem, más majd kezdheti elölről.
Most Te nagy nehezen megfejted, aztán vagy közzé teszed vagy nem, más majd kezdheti elölről.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 04, 21:31
Írta: svejk Dátum 2012 január 04, 21:31
Ezt a típust már az elején elvetettük, mert nagyon érzékeny a forgácsra, beszorul a kitolt fej és test közé.
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2012 január 04, 21:57
Írta: 4um5b65d Dátum 2012 január 04, 21:57
Azért nem okvetlenül kell elvetni az ötletet, mivel a kitolt fej nem feltétlenül kell, hogy egy kiálló valami legyen. Ha a házba be tud csúszni akkor egy a hidraulikánál ismert szennylehúzó gyűrű nem engedi a forgácsot befelé.
Az hogy csak forog valami az ugyanúgy problémás lehet a kis forgácsok tekintetében. Oda is be tud szorulni valami.
Az hogy csak forog valami az ugyanúgy problémás lehet a kis forgácsok tekintetében. Oda is be tud szorulni valami.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 04, 22:02
Írta: 000000000 Dátum 2012 január 04, 22:02
Esetleg ha nem említettem volna még akkor most megteszem.
Ez egy gyári CNC eszterga és egyszerűbb az eredetit használni mint építeni valamit ami közel sem lesz olyan masszív.
Ez egy gyári CNC eszterga és egyszerűbb az eredetit használni mint építeni valamit ami közel sem lesz olyan masszív.
Cím: Re:CNC eszterga építő iskola
Írta: D.Laci Dátum 2012 január 05, 10:12
Írta: D.Laci Dátum 2012 január 05, 10:12
Kiindulásnak talán jó:
M6Start:
Sub Main()
OldTool = GetOEMDRO (1200)
x = GetToolChangeStart ( 0 )
y = GetToolChangeStart ( 1 )
z = GetToolChangeStart ( 2 )
a = GetToolChangeStart ( 3 )
b = GetToolChangeStart ( 4 )
c = GetToolChangeStart ( 5 )
tool = GetSelectedTool()
NewTool = tool
MaxToolNum = 4
If NewTool = OldTool Then
Exit Sub
End If
While NewTool > MaxToolNum
NewTool = Question ("Enter New Tool Number up to " & MaxToolNum)
Wend
Code "G00 G53 "
While IsMoving()
Wend
Call MovePos(OldTool)
While IsMoving()
Wend
Code "G53 "
Code "G4 P.75"
While IsMoving()
Wend
ActivateSignal(Output3)
Code "G4 P1.0"
Code "G53 "
Call MovePos(NewTool)
While IsMoving()
Wend
Code "G53 "
Code "G4 P.75"
While IsMoving()
Wend
DeActivateSignal(Output3)
Code "G4 P1.0"
While IsMoving()
Wend
Code "G53 "
Call SetUserDRO (1200, NewTool )
SetCurrentTool( NewTool )
Code "G00 X" & x
End Sub
Sub MovePos(ByVal ToolNumber As Integer)
Select Case ToolNumber
Case Is = 1
Xpos = 100.00
Zpos = 100
ActivateSignal(Output1)
Code "G4 P1"
ActivateSignal(Output2)
Code "G4 P1"
Case Is = 2
Xpos = 100.00
Zpos = 100
DeActivateSignal(Output1)
Code "G4 P1"
DeActivateSignal(Output2)
Code "G4 P1"
Case Is = 3
Xpos = 100.00
Zpos = 100
ActivateSignal(Output1)
Code "G4 P1"
ActivateSignal(Output2)
Code "G4 P1"
Case Is = 4
Xpos = 100.00
Zpos = 100
DeActivateSignal(Output1)
Code "G4 P1"
DeActivateSignal(Output2)
Code "G4 P1"
End Select
Code "G53 X" & XPos & " Z" & ZPos
End Sub
Main
M6Start:
Sub Main()
OldTool = GetOEMDRO (1200)
x = GetToolChangeStart ( 0 )
y = GetToolChangeStart ( 1 )
z = GetToolChangeStart ( 2 )
a = GetToolChangeStart ( 3 )
b = GetToolChangeStart ( 4 )
c = GetToolChangeStart ( 5 )
tool = GetSelectedTool()
NewTool = tool
MaxToolNum = 4
If NewTool = OldTool Then
Exit Sub
End If
While NewTool > MaxToolNum
NewTool = Question ("Enter New Tool Number up to " & MaxToolNum)
Wend
Code "G00 G53 "
While IsMoving()
Wend
Call MovePos(OldTool)
While IsMoving()
Wend
Code "G53 "
Code "G4 P.75"
While IsMoving()
Wend
ActivateSignal(Output3)
Code "G4 P1.0"
Code "G53 "
Call MovePos(NewTool)
While IsMoving()
Wend
Code "G53 "
Code "G4 P.75"
While IsMoving()
Wend
DeActivateSignal(Output3)
Code "G4 P1.0"
While IsMoving()
Wend
Code "G53 "
Call SetUserDRO (1200, NewTool )
SetCurrentTool( NewTool )
Code "G00 X" & x
End Sub
Sub MovePos(ByVal ToolNumber As Integer)
Select Case ToolNumber
Case Is = 1
Xpos = 100.00
Zpos = 100
ActivateSignal(Output1)
Code "G4 P1"
ActivateSignal(Output2)
Code "G4 P1"
Case Is = 2
Xpos = 100.00
Zpos = 100
DeActivateSignal(Output1)
Code "G4 P1"
DeActivateSignal(Output2)
Code "G4 P1"
Case Is = 3
Xpos = 100.00
Zpos = 100
ActivateSignal(Output1)
Code "G4 P1"
ActivateSignal(Output2)
Code "G4 P1"
Case Is = 4
Xpos = 100.00
Zpos = 100
DeActivateSignal(Output1)
Code "G4 P1"
DeActivateSignal(Output2)
Code "G4 P1"
End Select
Code "G53 X" & XPos & " Z" & ZPos
End Sub
Main
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 január 05, 10:24
Írta: 5z7aew5x Dátum 2012 január 05, 10:24
Kedves Fórumtársak!
Az az eszterga amiről 547-ben beszéltem CNC-s viszonylatban egy kicsi gép. 2-2,5KW-os főmotor, 25mm-es főorsó áteresztés, max. 300mm-es átmérő és kb.350-450mm max. hossz. Nos a jelenlegi gépem is ezt tudja, de ha annak gépnek a szerszámváltóját rátennénk, biztosan hanyatt esne. 523-ban ott a link a fotókhoz. :-)
Svejk kolléga felvetésére (549) A gyári váltó két fontos tulajdonsággal bír. Az első, hogy a ferde ágyszerkezet miatt a forgáspontja valamivel magasabban van mint a főorsó tengely síkja, a második, hogy azért az egymástól eltávolodó síkokat egy burkolat védi. További nagyon fontos konstrukciós fogás, hogy a ferde ágyszerkezet miatt a forgácstömeg túlnyomó része előre az ajtó felé bukik és nem a szerszámváltó felé. Az én gépemen egyelőre kézi szerszám váltás lesz.
Az az eszterga amiről 547-ben beszéltem CNC-s viszonylatban egy kicsi gép. 2-2,5KW-os főmotor, 25mm-es főorsó áteresztés, max. 300mm-es átmérő és kb.350-450mm max. hossz. Nos a jelenlegi gépem is ezt tudja, de ha annak gépnek a szerszámváltóját rátennénk, biztosan hanyatt esne. 523-ban ott a link a fotókhoz. :-)
Svejk kolléga felvetésére (549) A gyári váltó két fontos tulajdonsággal bír. Az első, hogy a ferde ágyszerkezet miatt a forgáspontja valamivel magasabban van mint a főorsó tengely síkja, a második, hogy azért az egymástól eltávolodó síkokat egy burkolat védi. További nagyon fontos konstrukciós fogás, hogy a ferde ágyszerkezet miatt a forgácstömeg túlnyomó része előre az ajtó felé bukik és nem a szerszámváltó felé. Az én gépemen egyelőre kézi szerszám váltás lesz.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 05, 10:36
Írta: svejk Dátum 2012 január 05, 10:36
Érdemes lenne legalább ezt a topicot az elejétől fogva végigolvasnod, ez nem olyan sok.
Ebben az esetben egy-egy hozzászólásra is tudsz konkrétan válaszolni, megjegyzést fűzni, nem utolsó sorban képben leszel a hozzászólók hozzáállásáról.
De mindenképpen használd a "válasz" gombot!
(a válaszolandó írás jobb felső sarka)
Így megspórolhatod a megszólítást, ezen a fórumon ez nem szokás.
Forgács ellen ezer módon lehet védekezni, de talán itt is igaz a forgácsra, hogy - a rabló egy lépéssel előrébb jár mint a pandúr - vagyis hihetetlen helyekre be tud férkőzni.
Ebben az esetben egy-egy hozzászólásra is tudsz konkrétan válaszolni, megjegyzést fűzni, nem utolsó sorban képben leszel a hozzászólók hozzáállásáról.
De mindenképpen használd a "válasz" gombot!
(a válaszolandó írás jobb felső sarka)
Így megspórolhatod a megszólítást, ezen a fórumon ez nem szokás.
Forgács ellen ezer módon lehet védekezni, de talán itt is igaz a forgácsra, hogy - a rabló egy lépéssel előrébb jár mint a pandúr - vagyis hihetetlen helyekre be tud férkőzni.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 05, 10:37
Írta: svejk Dátum 2012 január 05, 10:37
Én tudtam hogy tudod, de Pál barátunk látod nem győzött itt kivárni. Pedig itt talán jobb helye lenne a témának.
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 január 05, 11:02
Írta: robroy007 Dátum 2012 január 05, 11:02
Laci nem lehetne egy értelmezzük a makró kódokat topicot nyitni? [#confused][#vigyor2]
mert megmondom az őszintét én se a G kódok felől kezdtem el a cnc megismerését hanem a progi kiszámolta helyettem
ja és programozni se sikerült megtanulnom eddig
de ettől függetlenül ha tudom mi mit jelent már képes vagyok némi bővítésre a sorok között [#vigyor3]
mert megmondom az őszintét én se a G kódok felől kezdtem el a cnc megismerését hanem a progi kiszámolta helyettem
ja és programozni se sikerült megtanulnom eddig
de ettől függetlenül ha tudom mi mit jelent már képes vagyok némi bővítésre a sorok között [#vigyor3]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 05, 11:22
Írta: 000000000 Dátum 2012 január 05, 11:22
Ez nem makró hanem egy szkript ami a gép működéséhez kell.
Ez fordítja le a masinának ha például kérsz tőle egy T202 akkor az adott szerszámtára pozicionálja és a 2-es szerszám paramétereivel dolgozzon.
Nem sok köze van a G kódokhoz maximum annyi hogy elküldi a gépet váltás előtt egy pozícióba hogy nem törje össze darabot vagy a késeket.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 05, 11:24
Írta: 000000000 Dátum 2012 január 05, 11:24
Lehet tudni milyen mechanika tartozik ehhez a szkript-hez?
Csak a megértése végett hogyan működik.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 05, 11:35
Írta: svejk Dátum 2012 január 05, 11:35
Aki érti, kommentezhetné...
Cím: Re:CNC eszterga építő iskola
Írta: D.Laci Dátum 2012 január 05, 11:39
Írta: D.Laci Dátum 2012 január 05, 11:39
Tomktom már rakot be egy komentezet vb scriptet.
Mach3 CNC vezérlő program
© tomktom 2011. szept. 21. 14:49 | Válasz | #6539
Berakom ide:
video a müködésröl
'Szerszamvalto makro (linearis vagy matrix tar)
'minden koordinata gepi rendszerben ertendo
Sub Main()
CurrentFeed = GetOemDRO(818) 'Az eppen aktualis elotolast eltarolja, hogy a vegen visszaallithassa
tool = GetSelectedTool()
SetCurrentTool( tool )
'Valtozo definialasa
PlusszNulla = 0
OldTool = GetOEMDRO (1200) 'Az elozo szerszamot tartolja, hozza kell adni a settins kepernyohoz
OldToolClean = GetOEMDRO (1200) & PlusszNulla 'segedkoordinatat allit be a bentlevo szerszmnak megfeleloen egy nullat a szeszam szama utan ir
x = GetToolChangeStart( 0 )
y = GetToolChangeStart( 1 )
z = GetToolChangeStart( 2 )
a = GetToolChangeStart( 3 )
b = GetToolChangeStart( 4 )
c = GetToolChangeStart( 5 )
tool = GetSelectedTool()
NewTool = tool
'Szerszamvalto makro (linearis vagy matrix tar)
'Valtozok definialasa
MaxToolNum = 3 'Szerszamtar kapacitasa
ToolDown = -96 'Z Pos szerszam megfogas es lerakas
ToolUp = -40 'Z Pos magassag a szerszamok kozti gyorsmenethez
ToolOut = -88 'Z Pos lassu mozgas magassaga
ToolSd = -60 'Z Pos lassu mozgas magassaga ahol a befogo a szerszamra csuszik
ToolRapid = 2000 'Feedrate gyorsjarat sebessege
ToolSlow = 500 'Feedrate lassujarat sebessege
ToolBlow = -100 'Z Pos kifuvatas pozicioja
'ellenorzi hogy az van-e az orsoban mint amit meghivtunk
If NewTool = OldTool Then
Exit Sub
End If
'ellenorzi hogy volt e szerszam az orsoban
If OldTool = 0 Then
GoTo SzerszamFelvetel 'egy hivatkozasra ugrik
End If
While NewTool > MaxToolNum
NewTool = Question ("Enter New Tool Number up to " & MaxToolNum)
Wend
Code "G00 G53 Z" & ToolUp 'Bekezdo mozgas, elmegy a gyorsjarat magassagara
While IsMoving()
Wend
'ures patron tisztitasa kulon nem kapcsolok tulnyomast mert programbol egyebkent is allandoan megy
Call MovePos(OldToolClean) 'elmegy tisztitasi pozicioba
While IsMoving()
Wend
Code "F" & ToolRapid 'gyorsjarat
Code "G01 G53 Z" & ToolBlow
Code "G04 P1" 'kivaras
Code "F" & ToolRapid 'gyorsjarat
Code "G01 G53 Z" & ToolUp 'atallasi magassag
While IsMoving()
Wend
'regi szerszam lerakasa
Call MovePos(OldTool) 'elmegy a regi szerszam poziciojahoz
While IsMoving()
Wend
Code "F" & ToolRapid 'gyorsjarat
Code "G01 G53 Z" & ToolOut 'a szerszamtar ele kozvetlenul
Code "F" & ToolSlow 'lassu jarat
Code "G01 G53 Z" & ToolDown 'a lerakasi magassagig
Code "G4 P.5" 'kivaras
While IsMoving()
Wend
ActivateSignal(Output14) 'Patront nyit
Code "G4 P.5" 'Kivaras
Code "F" & ToolSlow 'lassan
Code "G01 G53 Z" & ToolOut 'elmozdul a szerszamrol (ragadas, szorulas)
Code "F" & ToolRapid 'majd gyorsan
Code "G01 G53 Z" & ToolUp 'leall rola
'uj szerszam felvetele
SzerszamFelvetel: 'program ugrasi pozicio
ActivateSignal(Output14) 'Patront nyit
Call MovePos(NewTool) 'elmegy az uj szerszm poziciojahoz
While IsMoving()
Wend
Code "F" & ToolRapid 'gyorsan
Code "G01 G53 Z" & ToolSd 'elmegy a szerszam vegeig
Code "F" & ToolSlow 'lassan
Code "G01 G53 Z" & ToolDown 'rall a szerszamra
Code "G4 P.5" 'kivaras
While IsMoving()
Wend
DeActivateSignal(Output14) 'Patront zar
Code "G4 P.5" 'Kivaras
While IsMoving()
Wend
Code "F" & ToolSlow 'szerszammal lassan kijon
Code "G01 G53 Z" & ToolOut 'a tarbol
Code "F" & ToolRapid 'szerszammal gyorsan eltavolodik
Code "G01 G53 Z" & ToolUp 'a tartol
Call SetOEMDRO (1200,NewTool)
SetCurrentTool( NewTool )
Code "G00 X" & x & " Y" & y 'Visszamegy a csere kezdeti pontjara
Code "F" &CurrentFeed 'Visszaallitja az eredeti elotolasi sebesseget
End Sub
Sub MovePos(ByVal ToolNumber As Integer)
Select Case ToolNumber
Case Is = 1 'T01 pozicioja
Xpos = -18.1830
YPos = 68.2600
Case Is = 2 'T02 pozicioja
Xpos = -18.1830
YPos = 98.2600
Case Is = 3 'T03 pozicioja
Xpos = -18.1830
YPos = 128.2600
Case Is = 10 'T01 patrontisztito pozicioja
Xpos = 0
YPos = 68.2600
Case Is = 20 'T02 patrontisztito pozicioja
Xpos = 0
YPos = 98.2600
Case Is = 30 'T03 patrontisztito pozicioja
Xpos = 0
YPos = 128.2600
End Select
Code "G00 G53 X" & XPos & " Y" & YPos
Code "F" &CurrentFeed 'Visszaallitja az eredeti elotolasi sebesseget
End Sub
Main
Mach3 CNC vezérlő program
© tomktom 2011. szept. 21. 14:49 | Válasz | #6539
Berakom ide:
video a müködésröl
'Szerszamvalto makro (linearis vagy matrix tar)
'minden koordinata gepi rendszerben ertendo
Sub Main()
CurrentFeed = GetOemDRO(818) 'Az eppen aktualis elotolast eltarolja, hogy a vegen visszaallithassa
tool = GetSelectedTool()
SetCurrentTool( tool )
'Valtozo definialasa
PlusszNulla = 0
OldTool = GetOEMDRO (1200) 'Az elozo szerszamot tartolja, hozza kell adni a settins kepernyohoz
OldToolClean = GetOEMDRO (1200) & PlusszNulla 'segedkoordinatat allit be a bentlevo szerszmnak megfeleloen egy nullat a szeszam szama utan ir
x = GetToolChangeStart( 0 )
y = GetToolChangeStart( 1 )
z = GetToolChangeStart( 2 )
a = GetToolChangeStart( 3 )
b = GetToolChangeStart( 4 )
c = GetToolChangeStart( 5 )
tool = GetSelectedTool()
NewTool = tool
'Szerszamvalto makro (linearis vagy matrix tar)
'Valtozok definialasa
MaxToolNum = 3 'Szerszamtar kapacitasa
ToolDown = -96 'Z Pos szerszam megfogas es lerakas
ToolUp = -40 'Z Pos magassag a szerszamok kozti gyorsmenethez
ToolOut = -88 'Z Pos lassu mozgas magassaga
ToolSd = -60 'Z Pos lassu mozgas magassaga ahol a befogo a szerszamra csuszik
ToolRapid = 2000 'Feedrate gyorsjarat sebessege
ToolSlow = 500 'Feedrate lassujarat sebessege
ToolBlow = -100 'Z Pos kifuvatas pozicioja
'ellenorzi hogy az van-e az orsoban mint amit meghivtunk
If NewTool = OldTool Then
Exit Sub
End If
'ellenorzi hogy volt e szerszam az orsoban
If OldTool = 0 Then
GoTo SzerszamFelvetel 'egy hivatkozasra ugrik
End If
While NewTool > MaxToolNum
NewTool = Question ("Enter New Tool Number up to " & MaxToolNum)
Wend
Code "G00 G53 Z" & ToolUp 'Bekezdo mozgas, elmegy a gyorsjarat magassagara
While IsMoving()
Wend
'ures patron tisztitasa kulon nem kapcsolok tulnyomast mert programbol egyebkent is allandoan megy
Call MovePos(OldToolClean) 'elmegy tisztitasi pozicioba
While IsMoving()
Wend
Code "F" & ToolRapid 'gyorsjarat
Code "G01 G53 Z" & ToolBlow
Code "G04 P1" 'kivaras
Code "F" & ToolRapid 'gyorsjarat
Code "G01 G53 Z" & ToolUp 'atallasi magassag
While IsMoving()
Wend
'regi szerszam lerakasa
Call MovePos(OldTool) 'elmegy a regi szerszam poziciojahoz
While IsMoving()
Wend
Code "F" & ToolRapid 'gyorsjarat
Code "G01 G53 Z" & ToolOut 'a szerszamtar ele kozvetlenul
Code "F" & ToolSlow 'lassu jarat
Code "G01 G53 Z" & ToolDown 'a lerakasi magassagig
Code "G4 P.5" 'kivaras
While IsMoving()
Wend
ActivateSignal(Output14) 'Patront nyit
Code "G4 P.5" 'Kivaras
Code "F" & ToolSlow 'lassan
Code "G01 G53 Z" & ToolOut 'elmozdul a szerszamrol (ragadas, szorulas)
Code "F" & ToolRapid 'majd gyorsan
Code "G01 G53 Z" & ToolUp 'leall rola
'uj szerszam felvetele
SzerszamFelvetel: 'program ugrasi pozicio
ActivateSignal(Output14) 'Patront nyit
Call MovePos(NewTool) 'elmegy az uj szerszm poziciojahoz
While IsMoving()
Wend
Code "F" & ToolRapid 'gyorsan
Code "G01 G53 Z" & ToolSd 'elmegy a szerszam vegeig
Code "F" & ToolSlow 'lassan
Code "G01 G53 Z" & ToolDown 'rall a szerszamra
Code "G4 P.5" 'kivaras
While IsMoving()
Wend
DeActivateSignal(Output14) 'Patront zar
Code "G4 P.5" 'Kivaras
While IsMoving()
Wend
Code "F" & ToolSlow 'szerszammal lassan kijon
Code "G01 G53 Z" & ToolOut 'a tarbol
Code "F" & ToolRapid 'szerszammal gyorsan eltavolodik
Code "G01 G53 Z" & ToolUp 'a tartol
Call SetOEMDRO (1200,NewTool)
SetCurrentTool( NewTool )
Code "G00 X" & x & " Y" & y 'Visszamegy a csere kezdeti pontjara
Code "F" &CurrentFeed 'Visszaallitja az eredeti elotolasi sebesseget
End Sub
Sub MovePos(ByVal ToolNumber As Integer)
Select Case ToolNumber
Case Is = 1 'T01 pozicioja
Xpos = -18.1830
YPos = 68.2600
Case Is = 2 'T02 pozicioja
Xpos = -18.1830
YPos = 98.2600
Case Is = 3 'T03 pozicioja
Xpos = -18.1830
YPos = 128.2600
Case Is = 10 'T01 patrontisztito pozicioja
Xpos = 0
YPos = 68.2600
Case Is = 20 'T02 patrontisztito pozicioja
Xpos = 0
YPos = 98.2600
Case Is = 30 'T03 patrontisztito pozicioja
Xpos = 0
YPos = 128.2600
End Select
Code "G00 G53 X" & XPos & " Y" & YPos
Code "F" &CurrentFeed 'Visszaallitja az eredeti elotolasi sebesseget
End Sub
Main
Cím: Re:CNC eszterga építő iskola
Írta: D.Laci Dátum 2012 január 05, 11:41
Írta: D.Laci Dátum 2012 január 05, 11:41
A tiédhez próbáltam valami alapot összeütni.
A teljes megiráshoz szükség lenne a mechanikát látni hogy mikor mit csinál, igy látatlanban elég nehéz.
A teljes megiráshoz szükség lenne a mechanikát látni hogy mikor mit csinál, igy látatlanban elég nehéz.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 05, 12:03
Írta: 000000000 Dátum 2012 január 05, 12:03
Köszönöm az eddigi fáradozásaidat!
Megpróbálom leírni ennek a kilincsműves forgatónak a működését ami talán segítene megérteni.
Adott egy 8 táras revolver késtartó amit egy pneumatikus henger alakzárasan reteszelni tud 8 pozícióban.
amikor kireteszel akkor záródik a kilincsmű amihez egy másik munkahenger tartozik és ennek az végállástól végállásig mozgatásával 1 tár pozíciót ugrik.
Ha előbb kireteszel és utána tol egyet és visrosszeteszel aztán a toló munkahenger visszaáll alap pozícióba akkor jobbra fordul egyet.
Ha viszont előbb tol és aztán kireteszel és utána aztán toló munkahenger visszaáll alap pozícióba majd reteszel akkor balra fordul egyet.
Időzítésben ez olyan ez a két kimenet mint egy AB kvadratúra enkóder két 90 fokkal eltolt jelei.
Remélem érthető volt amit leírtam.
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 január 05, 12:29
Írta: 5z7aew5x Dátum 2012 január 05, 12:29
A végigolvasáson rajta vagyok, bár helyenként elég nehezen haladok mert egy kicsit zavaros néha.
A fórum használata nem gond, tudom, hogyan műxik, (máshol is fórumozok) de szerintem sok téma nincs eléggé széttagolva mint például ez sem. Így 553-ban több hozzászólást is felhoztam...
Egy kcsit grafomán vagyok, így közel az ötvenhez, nekem belefér, hogy mindenkit megtiszteljek egy mexólítással, de az biztos, hogy progi sorokat nem fogok beilleszteni.
[#integet2]
A fórum használata nem gond, tudom, hogyan műxik, (máshol is fórumozok) de szerintem sok téma nincs eléggé széttagolva mint például ez sem. Így 553-ban több hozzászólást is felhoztam...
Egy kcsit grafomán vagyok, így közel az ötvenhez, nekem belefér, hogy mindenkit megtiszteljek egy mexólítással, de az biztos, hogy progi sorokat nem fogok beilleszteni.
[#integet2]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 05, 12:31
Írta: svejk Dátum 2012 január 05, 12:31
Nem egyszerű ez a fórum az biztos :))
De mi már megszoktuk.
Mindegy mit, csak írj sokat!! :)
De mi már megszoktuk.
Mindegy mit, csak írj sokat!! :)
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 05, 12:48
Írta: Farkas Ádám Dátum 2012 január 05, 12:48
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 05, 12:54
Írta: svejk Dátum 2012 január 05, 12:54
Ilyen még úgy sem volt...:)
Síkágyas és revolverfejes.
Síkágyas és revolverfejes.
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 január 05, 13:22
Írta: 5z7aew5x Dátum 2012 január 05, 13:22
Én is mexokom...
Nem hagyom abba az írást ne aggódj...
off...off
Nem hagyom abba az írást ne aggódj...
off...off
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 január 05, 13:28
Írta: 5z7aew5x Dátum 2012 január 05, 13:28
Na ezt az előbb én is láttam. Az enyém is ilyesmi lesz.[#integet2]
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 11:17
Írta: Farkas Ádám Dátum 2012 január 06, 11:17
Találtam a szekrényben két új csigaáttételt (nem tudom ki tette oda).
Szóval gondolkodtam lehetne-e használni szerszámbefogónak. Elég robosztus vas öntvény, de mégis jó méret ehhez a projekthez.

Egy kérdésem lenne a kihajtása 20mm, belerakok egy 20-as rudat és arra ráaplikáklom a késtartót, nem-e lesz gyenge a nyaka mármint ez a 20-as kihajtás. Amikor forgácsol nem-e ezen fog rugózni a kés?

Kíváncsiak kedvéért kinyitottam:

Van egy halvány kottanása, de ezt szerintem a következő megoldható problema.
Két dologra gondoltam:
1. Az a kicsit visszatekerős megoldás ami egy rugo+lemezzel reteszel. (habár ez nem valami pontos)
2. Vagy pozícióba állás után elég lenne csak a holtjátékot elnyomni ütközésig, valami rugós dologgal.
Szóval gondolkodtam lehetne-e használni szerszámbefogónak. Elég robosztus vas öntvény, de mégis jó méret ehhez a projekthez.
Egy kérdésem lenne a kihajtása 20mm, belerakok egy 20-as rudat és arra ráaplikáklom a késtartót, nem-e lesz gyenge a nyaka mármint ez a 20-as kihajtás. Amikor forgácsol nem-e ezen fog rugózni a kés?
Kíváncsiak kedvéért kinyitottam:
Van egy halvány kottanása, de ezt szerintem a következő megoldható problema.
Két dologra gondoltam:
1. Az a kicsit visszatekerős megoldás ami egy rugo+lemezzel reteszel. (habár ez nem valami pontos)
2. Vagy pozícióba állás után elég lenne csak a holtjátékot elnyomni ütközésig, valami rugós dologgal.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 11:26
Írta: Farkas Ádám Dátum 2012 január 06, 11:26
Hozzátenném, ez egy edzett köszörült rúd, és a szerszámtár kereket tövig tolnám, még be is ragasztanám hogy a rúd teljes felületén fogjon, akkor szinte nyírási erők lennének.
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2012 január 06, 11:28
Írta: Sz.József Dátum 2012 január 06, 11:28
""2. Vagy pozícióba állás után elég lenne csak a holtjátékot elnyomni ütközésig, valami rugós dologgal. ""
Ezt Laslie #371-ben véleményezte...
A 20-as tengely szerintem csak a forgácsolási paramétereknek szab határt.. Igen ám, de hol a határ? :)
Egyébként barátságos szerkezet.
Ezt Laslie #371-ben véleményezte...
A 20-as tengely szerintem csak a forgácsolási paramétereknek szab határt.. Igen ám, de hol a határ? :)
Egyébként barátságos szerkezet.
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2012 január 06, 11:31
Írta: Sz.József Dátum 2012 január 06, 11:31
Az egyik jól mutatna az én szekrényemben is... :)
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 11:34
Írta: Farkas Ádám Dátum 2012 január 06, 11:34
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 11:36
Írta: Farkas Ádám Dátum 2012 január 06, 11:36
Rossz volt a válasz. ..ha azt mondtad volna hogy pl: ételliftet szerettem volna csinálni belőle, mert éhesek a gyerekek, már küldtem is volna. De hogy a szekrényedben álljon [#ejnye1]
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2012 január 06, 11:42
Írta: 4um5b65d Dátum 2012 január 06, 11:42
"Egy kérdésem lenne a kihajtása 20mm, belerakok egy 20-as rudat és arra ráaplikáklom a késtartót, nem-e lesz gyenge a nyaka mármint ez a 20-as kihajtás. Amikor forgácsol nem-e ezen fog rugózni a kés?"
De!
Ezért jobb egy olyan megoldás ami a szerszámtár külső ívén reteszel valamilyen módon. Ha a 20-as átmérő tartja csak a kést akkor az olyan, mintha ugyanolyan hosszan kilógatnád a késedet egy normál késtartóból, mint amennyi a tengely és a késed csúcsa közti távolság. Magyarul a tengely az utolsó feltámasztási pontja a késnek.
De!
Ezért jobb egy olyan megoldás ami a szerszámtár külső ívén reteszel valamilyen módon. Ha a 20-as átmérő tartja csak a kést akkor az olyan, mintha ugyanolyan hosszan kilógatnád a késedet egy normál késtartóból, mint amennyi a tengely és a késed csúcsa közti távolság. Magyarul a tengely az utolsó feltámasztási pontja a késnek.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 12:04
Írta: svejk Dátum 2012 január 06, 12:04
Én valahogy nem ezt a forgatást, arretálást, sokkal inkább a késbefogók praktikus elkészítését gondolnám bonyolultabb, precízebb munkának.
Erre mi lenne a legalkalmasabb módszer?
Erre mi lenne a legalkalmasabb módszer?
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 12:04
Írta: Farkas Ádám Dátum 2012 január 06, 12:04
Éreztem hogy ez így gyenge :( Mehet vissza a szekrénybe.
Laslie nem kéne neked ilyenkor dolgoznod? Forumot olvasgatol! Vagy ebédszünet van [#buck]
Laslie nem kéne neked ilyenkor dolgoznod? Forumot olvasgatol! Vagy ebédszünet van [#buck]
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 12:13
Írta: Farkas Ádám Dátum 2012 január 06, 12:13
A késbefogó tárcsát? Nemrégen találtam itt Sopronban egy CNC gépműhelyt ahol egy ismerős dolgozik. Rajz alapján szerszámacélból meg tudná csinálni.. szerintem.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 12:21
Írta: svejk Dátum 2012 január 06, 12:21
Nem találom azt a máltai kerék kinézető tárcsát.
Azon meg kellene skubizni ezt a részt.
A kerék "csúcsaiban" talán csak furatok voltak hengeres szárú furatkéseknek.
Azon meg kellene skubizni ezt a részt.
A kerék "csúcsaiban" talán csak furatok voltak hengeres szárú furatkéseknek.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 12:22
Írta: Farkas Ádám Dátum 2012 január 06, 12:22
És mi lenne ha a Video1-en látható arretáló kerék a késtartón helyezkedne el, és egy rendes erős rúdra arretálna. Vagyis alátámasztaná a kést akár 80mm-re a tengelytől
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 12:26
Írta: svejk Dátum 2012 január 06, 12:26
A tárcsa csapágyazása is minél nagyobb átmérőn történjen, mint a Kuka féle HD-ben a kúpgörgősök.
Ide nem ártana valami olcsó beszerezhetőség után nézni.
71913-as (65/90/13) ferdém van, de csak 1 db.
Ide nem ártana valami olcsó beszerezhetőség után nézni.
71913-as (65/90/13) ferdém van, de csak 1 db.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 12:38
Írta: Farkas Ádám Dátum 2012 január 06, 12:38
Igen a lényeg az egyszerűség és az olcsóság lenne, de ebben az esetben ez nem könnyű.
Egyébként visszatérve az EMCO-ra ott sem lehet sokkal vastagabb a tengely amin fordul, ott viszont azzal ellensúlyozták, hogy a kések közel vannak a tengely vonalához, és így csak három kés fért el. Ennyit az én áttételem is tudna. Persze persze csináljunk jobbat :)
Egyébként visszatérve az EMCO-ra ott sem lehet sokkal vastagabb a tengely amin fordul, ott viszont azzal ellensúlyozták, hogy a kések közel vannak a tengely vonalához, és így csak három kés fért el. Ennyit az én áttételem is tudna. Persze persze csináljunk jobbat :)
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 12:42
Írta: Farkas Ádám Dátum 2012 január 06, 12:42
Ezt felejtsd el :) 71913 és ez csak a csapágy valami hatalmas dologba még bele is kéne tenni.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 12:48
Írta: svejk Dátum 2012 január 06, 12:48
No jó de ez nekem "van", és ahol 1 van ott többnek is lenni kell(ene). :)
Persze vannak 2-3 ezerért normál ferdék is nagyobb átmérőben elfekvő készletből, csak azok szélesek, durungok.
A csapágyazás lehetne sikló is de nagyon fontos hogy kottyanásmentes legyen.
Persze vannak 2-3 ezerért normál ferdék is nagyobb átmérőben elfekvő készletből, csak azok szélesek, durungok.
A csapágyazás lehetne sikló is de nagyon fontos hogy kottyanásmentes legyen.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 13:03
Írta: 000000000 Dátum 2012 január 06, 13:03
Szerintem, jó poén a szerszámtartót gördülőcsapággyal ellátni.
Mert gondolom, húszezer ford/perc sebességgel fog menni állandóan. [#wow1]
Mert gondolom, húszezer ford/perc sebességgel fog menni állandóan. [#wow1]
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 13:14
Írta: Farkas Ádám Dátum 2012 január 06, 13:14
Miről beszélsz ez a csapágy nem is tud húszezret. [#wow1][#eplus2]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 16:29
Írta: 000000000 Dátum 2012 január 06, 16:29
Hát, ez gáz!
Ide olyan kell, ami legalább húszezret bír!
Valami csoda tűgörgős, teflonos izé, mert egy szerszámtartó azért óránként néha egy negyedet, de néha felet is fordul.
Ide olyan kell, ami legalább húszezret bír!
Valami csoda tűgörgős, teflonos izé, mert egy szerszámtartó azért óránként néha egy negyedet, de néha felet is fordul.
Cím: Re:CNC eszterga építő iskola
Írta: hostya Dátum 2012 január 06, 17:04
Írta: hostya Dátum 2012 január 06, 17:04
[#kocsog]
Cím: Re:CNC eszterga építő iskola
Írta: hostya Dátum 2012 január 06, 17:06
Írta: hostya Dátum 2012 január 06, 17:06
Elnézést mindenkitől!
Véletlen volt.
Véletlen volt.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 17:22
Írta: 000000000 Dátum 2012 január 06, 17:22
Elhisszük, hogy véletlen volt!
Amikor tükörbe néztél, önkéntelenül kijött belőled, hogy mit látsz.
Ettől, ne legyenek komplexusaid! Jogod van az lenni.
Amikor tükörbe néztél, önkéntelenül kijött belőled, hogy mit látsz.
Ettől, ne legyenek komplexusaid! Jogod van az lenni.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 17:26
Írta: 000000000 Dátum 2012 január 06, 17:26
Semmi gond!
Biztosan az volt a jeled az oviban.
Biztosan az volt a jeled az oviban.
Cím: Re:CNC eszterga építő iskola
Írta: hostya Dátum 2012 január 06, 17:48
Írta: hostya Dátum 2012 január 06, 17:48
Amikor elolvastam a #585 hozzászólásodat, akkor jött ki belőlem a #588, tükör a közelembe sincs... [#buck]
Véletlenül nyomtam mellé az 'ikon' listán, eredetileg "[#levele]"-t akartam, és ezért kértem elnézést...
Véletlenül nyomtam mellé az 'ikon' listán, eredetileg "[#levele]"-t akartam, és ezért kértem elnézést...
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 18:06
Írta: 000000000 Dátum 2012 január 06, 18:06
Ha, ez volt a jeled az oviban, ez volt.
Fátylat rá!
Felesleges tovább ragozni.
Fátylat rá!
Felesleges tovább ragozni.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 18:21
Írta: 000000000 Dátum 2012 január 06, 18:21
Hagy a csudába az ilyen tanulatlan fajankót, de nem ez a durva.
Hanem az adatai között buszkén hirdeti is "nincsen foglakozásom".
Még te ajánlottad a szúnyoghálós stratégiát [#hehe]
Hanem az adatai között buszkén hirdeti is "nincsen foglakozásom".
Még te ajánlottad a szúnyoghálós stratégiát [#hehe]
Cím: Re:CNC eszterga építő iskola
Írta: hostya Dátum 2012 január 06, 18:43
Írta: hostya Dátum 2012 január 06, 18:43
Leragadtál az óvodánál..[#nevetes1]
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2012 január 06, 18:52
Írta: s7manbs8 Dátum 2012 január 06, 18:52
Ezt is lehet esztergálni, a fülét leszámítva, csak azt keramikusnak hívják aki ezt űzi talán. :)
Cím: Re:CNC eszterga építő iskola
Írta: hostya Dátum 2012 január 06, 18:56
Írta: hostya Dátum 2012 január 06, 18:56
Azért nincs foglalkozása, mert már nyugdíjas.
Most meg épp belefejeltem a szúnyoghálóba... [#wave]
Most meg épp belefejeltem a szúnyoghálóba... [#wave]
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2012 január 06, 18:57
Írta: u3xrz0cut Dátum 2012 január 06, 18:57
Bunkó vagy!! Ahelyett hogy másoknak beugatsz, inkább csinálj magadnak gyalukést gépi fürészlapbol!! Ennyi kreativításodnak kellett volna lennie, még akkor is, mikor könyörögtél a kettesért.....Jobb lenne, ha maradnál a selejtes hgonlapodon és nem itt rontanád a levegőt!!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 19:03
Írta: 000000000 Dátum 2012 január 06, 19:03
Ha, láttad volna a gyalukést, most nem írnál ilyen marhaságot.
Csak olyan ügyben tudsz tanácsot adni, amihez elképzelésed sincsen?
De, ha ragaszkodsz hozzá, neked csinálhatok egy párat. (nem én állok előtte)
Csak olyan ügyben tudsz tanácsot adni, amihez elképzelésed sincsen?
De, ha ragaszkodsz hozzá, neked csinálhatok egy párat. (nem én állok előtte)
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2012 január 06, 19:05
Írta: u3xrz0cut Dátum 2012 január 06, 19:05
nekem is ilyen gyalum van, ezért volt "nagy a pofám "
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2012 január 06, 19:06
Írta: u3xrz0cut Dátum 2012 január 06, 19:06
csináltam is hozzá!!!!!
ami a mai napig megy!!
ami a mai napig megy!!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 19:06
Írta: 000000000 Dátum 2012 január 06, 19:06
Mesélj, mesélj, mesélj...
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2012 január 06, 19:11
Írta: u3xrz0cut Dátum 2012 január 06, 19:11
egyszer volt , hol nem volt, az üveghegyen is túl.......
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 19:12
Írta: 000000000 Dátum 2012 január 06, 19:12
Nekem nem az orosz rulett a kedvenc elfoglaltságom.
Egyik ismerősöm is megpróbálkozott hasonlóval. Fél arcát rendesen átszabta, de a szeme megmaradt.
Szerintem, ne terjessz hülyeségeket, mert még átragad valakire.
Egyik ismerősöm is megpróbálkozott hasonlóval. Fél arcát rendesen átszabta, de a szeme megmaradt.
Szerintem, ne terjessz hülyeségeket, mert még átragad valakire.
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2012 január 06, 19:27
Írta: u3xrz0cut Dátum 2012 január 06, 19:27
Látatlanba is ostobaságokat írsz! Én kb. 4 éve használom gond nélkül! Nyilván nem mindegy, hogy milyen a fürészlap anyaga, mivel abbol létezik több féle, ha nem is tudod! Engem egy erre specializálódott vállalkozó hitegetett 2 hónapig, hogy csinál kést. Ő is gépi fűrészlapbol csinálta volna, mint kiderült.Hát én nem bírtam kivárni és így esett hogy megcsináltam magam. Azért van pár ember a fórumon, aki látta, hogy mit csináltam meg azzal a gyaluval. Működik és kész!
Ez nem elmélet, hanem gyakorlati bizonyíték! SOHA NEM POFÁZTAM A LEVEGŐBE!! Csak olyat mondok, írok, amit bizonyítani is tudok a gyakorlatban!!!!!!Ezért van hitele a szavamnak!!
Már aki ismer!
Tudod, az észt nem a korral adják...BEFELYEZTEM!!!!!!!
Ez nem elmélet, hanem gyakorlati bizonyíték! SOHA NEM POFÁZTAM A LEVEGŐBE!! Csak olyat mondok, írok, amit bizonyítani is tudok a gyakorlatban!!!!!!Ezért van hitele a szavamnak!!
Már aki ismer!
Tudod, az észt nem a korral adják...BEFELYEZTEM!!!!!!!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 19:40
Írta: 000000000 Dátum 2012 január 06, 19:40
Nekem pár gyorsacél fűrészlapom van.
Ezekbe megfelelő felszerelés híján hosszlyukakat tenni nem igazán megoldható biztonsággal. No meg a lap is vékony egy kicsit erre a dologra. Szóval. Szerintem bizonytalan. Ettől, te még használd egészséggel.
Feltehetőleg, fodrász, vagy cukrász lehetsz, ha ilyeket irkálsz.
Véletlenül sem akarlak lebeszélni téged a további gyalulásról.
Ezekbe megfelelő felszerelés híján hosszlyukakat tenni nem igazán megoldható biztonsággal. No meg a lap is vékony egy kicsit erre a dologra. Szóval. Szerintem bizonytalan. Ettől, te még használd egészséggel.
Feltehetőleg, fodrász, vagy cukrász lehetsz, ha ilyeket irkálsz.
Véletlenül sem akarlak lebeszélni téged a további gyalulásról.
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2012 január 06, 19:42
Írta: u3xrz0cut Dátum 2012 január 06, 19:42
Gépi alternáló fürészröl beszéltem...
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 január 06, 20:20
Írta: 5z7aew5x Dátum 2012 január 06, 20:20
Ebből a csigahajtásból sokkal inkább valamilyen körasztalféleséget kéne csinálni!!!!
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 január 06, 20:24
Írta: 5z7aew5x Dátum 2012 január 06, 20:24
Nekem van valahol egy pár kerékcsapágyam, zsír új, ha előbújik szívesen odaadom... Télleg autó kerékcsapágy lehet jó? Van beszerzési forrás, akár kamioné is![#finom]
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2012 január 06, 20:27
Írta: u3xrz0cut Dátum 2012 január 06, 20:27
Tényleg nincs vastag "nyaka" az EMCO-nak, használható is, de hagyjuk!!
Nekem ilyen van. Működik és dolgozok vele pár éve, de nem vagyok vele megelégedve!
Lassú és nem megbízható!!
Nekem ilyen van. Működik és dolgozok vele pár éve, de nem vagyok vele megelégedve!
Lassú és nem megbízható!!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 20:51
Írta: svejk Dátum 2012 január 06, 20:51
Hát ez az utolsó huszonpár hozzászólás nem volt megint méltó a csapathoz :(
No, hol is tartottunk?
No, hol is tartottunk?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 20:56
Írta: svejk Dátum 2012 január 06, 20:56
No megtaláltam ezt a 8 helyes máltai kerék kinézetűt.
Hogy is lehetnek ebbe befogva a kések??
Hogy is lehetnek ebbe befogva a kések??
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 20:56
Írta: Farkas Ádám Dátum 2012 január 06, 20:56
Sehol:(
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 20:59
Írta: Farkas Ádám Dátum 2012 január 06, 20:59
Az hogy lassú az nem baj, de az hogy nem megbízható az baj.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 21:02
Írta: Farkas Ádám Dátum 2012 január 06, 21:02
Szerintem legegyszerűbb mégis a Vargha Kálmán féle leegyszerűsítése lenne.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 21:03
Írta: svejk Dátum 2012 január 06, 21:03
Hidd el hogy idegesítő lenne ha egy-egy forgácsolási művelet 3-4 másodpercig, a szerszámváltás meg 10-20-ig tartana.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 21:04
Írta: svejk Dátum 2012 január 06, 21:04
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 21:07
Írta: Farkas Ádám Dátum 2012 január 06, 21:07
és ez hogy reteszel?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 21:08
Írta: svejk Dátum 2012 január 06, 21:08
A csúcsokban úgy nézem mezei furat, két-két csavarral rögzítve, de a másik négy milyen lehet?
Én erre a tárcsaformára raknám most a voksot.
Talán többőtöknek igaza van, lehet ezt kellene elkészíteni aztán ehhez illeszteni az ágyat/vázat.
Én erre a tárcsaformára raknám most a voksot.
Talán többőtöknek igaza van, lehet ezt kellene elkészíteni aztán ehhez illeszteni az ágyat/vázat.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 21:09
Írta: svejk Dátum 2012 január 06, 21:09
Nem tudom én most innen a szerszámmegfogásból akarok kiindulni. Többek közt az egésznek a helyzetét is befolyásolja a szerszámkiállás.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 21:14
Írta: svejk Dátum 2012 január 06, 21:14
Megpróbálok a hétvégén szerezni OKUMA revolverfej rajzot.
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 21:19
Írta: Farkas Ádám Dátum 2012 január 06, 21:19
megcsinálod, max ráteszed az esztergádra [#awink]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 21:20
Írta: svejk Dátum 2012 január 06, 21:20
Csak hogy lássunk olyat is.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 06, 21:24
Írta: svejk Dátum 2012 január 06, 21:24
Cím: Re:CNC eszterga építő iskola
Írta: Robika37 Dátum 2012 január 06, 21:37
Írta: Robika37 Dátum 2012 január 06, 21:37
A "nagy " gépeknél is oda kell figyelni az ilyesmire pl. magyar een 320/barufaldifejnél vagy epa 400/barufaldi fejnél is oda kell figyelni a kés kinyúlásra a kis átmérőjű szerszámtáraknál vegyes szerszámozottságnál külső felület és furatmegmunkáló szerszámoknál a "hátsó" pozicióban lévő szerszámmal is bele lehet akadni a tokmányba vagy a hosszú szerszámnál bele lehet fordulni az ágyazatban.
Működtetés során szerintem rugós és fix poziciótájolással szerintem jól és pontosan lehet poziciónálni ,de mindenképpen szükséges a tengelyirányú oldás és lazítás
Működtetés során szerintem rugós és fix poziciótájolással szerintem jól és pontosan lehet poziciónálni ,de mindenképpen szükséges a tengelyirányú oldás és lazítás
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 21:41
Írta: 000000000 Dátum 2012 január 06, 21:41
Cím: Re:CNC eszterga építő iskola
Írta: Robika37 Dátum 2012 január 06, 21:43
Írta: Robika37 Dátum 2012 január 06, 21:43
Béni-vel ellentétben nekem nem volt rossz tapasztalatom a beázással és a forgács alászorulással,de a cnc esztergálásnál az alapanyag vagy a szerszám geometria helyes megválasztással törekedni kell a tört forgácsra.
A keszekusza forgácskupacok igen rossz helyekre tudnak beszorulni tönkreteszik az ágyazat és az orsók törlőit.
Az általános megmunkálásnál (főleg acél) kell a merevség és a teljesítmény tartalék mert esetenként elég nehéz megtöretni a forgácsot...
Robi
A keszekusza forgácskupacok igen rossz helyekre tudnak beszorulni tönkreteszik az ágyazat és az orsók törlőit.
Az általános megmunkálásnál (főleg acél) kell a merevség és a teljesítmény tartalék mert esetenként elég nehéz megtöretni a forgácsot...
Robi
Cím: Re:CNC eszterga építő iskola
Írta: Robika37 Dátum 2012 január 06, 21:45
Írta: Robika37 Dátum 2012 január 06, 21:45
OK ,de hova is sietünk...?
Cím: Re:CNC eszterga építő iskola
Írta: 2dbfy8y Dátum 2012 január 06, 21:52
Írta: 2dbfy8y Dátum 2012 január 06, 21:52
Azt a [#ijedt]
Hát a kínaiak, vagy japánok aztán tudnak!
De gondolom a program se egyszerű hozzá, azt is megnézném hogyan is néz ki![#nevetes1]
Hátha én is kipróbálnám!
Hát a kínaiak, vagy japánok aztán tudnak!
De gondolom a program se egyszerű hozzá, azt is megnézném hogyan is néz ki![#nevetes1]
Hátha én is kipróbálnám!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 22:00
Írta: 000000000 Dátum 2012 január 06, 22:00
Itt nem a sietség a lényeg hanem az hogy ez egy szinkronhajtású sokszögeszterga ami revolver tárként is használható.
Poénkét tettem fel! [#nyes]
Poénkét tettem fel! [#nyes]
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2012 január 06, 22:01
Írta: Farkas Ádám Dátum 2012 január 06, 22:01
Azt a csipa, nem semmi [#wow1] így is lehet sokszöget drehálni.
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2012 január 06, 22:03
Írta: keri Dátum 2012 január 06, 22:03
Vannak itt is akik csinálnak ilyet. Van elektronikus és mechanikus példa is ennek megoldására.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 22:07
Írta: 000000000 Dátum 2012 január 06, 22:07
8 évig dolgoztam japán CNC gépeken, a leglassabb 20-25 éves gép tudott 125m/perces előtolást.
A legújabb gépüket meg se merem nézni mit tud.
Ezeknél ha valamit elszúr az ember ideje sincs megnyomni a vész gombot, már csak a végeredmény látható.
A legújabb gépüket meg se merem nézni mit tud.
Ezeknél ha valamit elszúr az ember ideje sincs megnyomni a vész gombot, már csak a végeredmény látható.
Cím: Re:CNC eszterga építő iskola
Írta: Robika37 Dátum 2012 január 06, 22:11
Írta: Robika37 Dátum 2012 január 06, 22:11
Mekkora tömegeket mozgattatok ekkora sebességgel?
Gondolom precízek voltak. Mekkora méretű alkatrészeket munkáltatok meg vele ?
Gondolom precízek voltak. Mekkora méretű alkatrészeket munkáltatok meg vele ?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 22:21
Írta: 000000000 Dátum 2012 január 06, 22:21
Ezek nem eszterga gépek voltak hanem koordináta kivágók.(stanc gép)
Megmunkálható méret gépfüggő, de a nagyobb masinák 2500x1250x6mm-es lemezt lehetett feldobni.
Vas lemezből ez 150kg és ezt is simán F1-es sebességgel azaz 150m/perccel szaggatta.
A 150m/min nem elírás ez már egy újabb gép sebessége (10-15 éves)
Megmunkálható méret gépfüggő, de a nagyobb masinák 2500x1250x6mm-es lemezt lehetett feldobni.
Vas lemezből ez 150kg és ezt is simán F1-es sebességgel azaz 150m/perccel szaggatta.
A 150m/min nem elírás ez már egy újabb gép sebessége (10-15 éves)
Cím: Re:CNC eszterga építő iskola
Írta: 2dbfy8y Dátum 2012 január 06, 22:33
Írta: 2dbfy8y Dátum 2012 január 06, 22:33
Ismerem én is ezeket a sebességeket!
Amin dolgozok most megmunkáló központon, az egy Heidenhain az csak 30m/min de az is épp elég gyors, az ember reakcióideje jóval több! [#nevetes1] A gép a gyorsabb! Na meg most tesztelem én is az új eszterga vázamat 22m/min gyorsjáraton hagytam, első darabom egy 80mm hosszú anyag volt, én is csak lestem, hogy mi is van most?[#ijedt] És már programvég, és végzett is, 40 másodperc munkaidő! Egyben boldog is voltam, de be is tojtam!
Amin dolgozok most megmunkáló központon, az egy Heidenhain az csak 30m/min de az is épp elég gyors, az ember reakcióideje jóval több! [#nevetes1] A gép a gyorsabb! Na meg most tesztelem én is az új eszterga vázamat 22m/min gyorsjáraton hagytam, első darabom egy 80mm hosszú anyag volt, én is csak lestem, hogy mi is van most?[#ijedt] És már programvég, és végzett is, 40 másodperc munkaidő! Egyben boldog is voltam, de be is tojtam!
Cím: Re:CNC eszterga építő iskola
Írta: Robika37 Dátum 2012 január 06, 22:33
Írta: Robika37 Dátum 2012 január 06, 22:33
Értem ,de itt hobby esztergát farigcsálnak a kollégák vagy mi a szösz....a CNC stanc az más műsorszám...
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 22:42
Írta: 000000000 Dátum 2012 január 06, 22:42
Pabló-nak írtam a japán masinákra aztán te kérdezted mi ez
Viszont érdekes hogy az új gépeik csak 128m/min-t tudnak [#circling]
Viszont érdekes hogy az új gépeik csak 128m/min-t tudnak [#circling]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 22:50
Írta: 000000000 Dátum 2012 január 06, 22:50
Igen amit most építek gyári gépvázból esztergát az is 10000mm/percet tud gyorsjáratban.
Viszont ha direkt hajtással menne akkor a dupláját tudná, de nem levegőt akarok szántani [#hehe]
Akkor te is Ac szervót használsz?
Az összes tengelyem step dir rendszerű lesz, beleértve a főorsó is.
Viszont ha direkt hajtással menne akkor a dupláját tudná, de nem levegőt akarok szántani [#hehe]
Akkor te is Ac szervót használsz?
Az összes tengelyem step dir rendszerű lesz, beleértve a főorsó is.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 23:01
Írta: 000000000 Dátum 2012 január 06, 23:01
Azért lassítva is meglestem volna.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 06, 23:18
Írta: 000000000 Dátum 2012 január 06, 23:18
Dobtam egy videót a Linkek topikba hogy nem itt OFFoljak.
Cím: Re:CNC eszterga építő iskola
Írta: wcsxp0uxa Dátum 2012 január 07, 05:53
Írta: wcsxp0uxa Dátum 2012 január 07, 05:53
Lehet elírták ? Gép súlya 225 kg vezérlés 115kg .
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2012 január 07, 08:29
Írta: u3xrz0cut Dátum 2012 január 07, 08:29
HÚ az anyját!!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 07, 08:32
Írta: 000000000 Dátum 2012 január 07, 08:32
Mert gyorsacélból lehet szalagfűrészgépre is csinálni lapot?
Cím: Re:CNC eszterga építő iskola
Írta: 2dbfy8y Dátum 2012 január 07, 19:54
Írta: 2dbfy8y Dátum 2012 január 07, 19:54
Az én gépemen léptetőmotorok vannak![#nevetes1]
De a fogasléces meghajtás csodára képes!
És számomra elég pontos is! Fánál egy tized belefér éppenséggel, de órával méregettem, század pontosságban visszaáll!
A főorsóm frekiváltós, de hamarosan az is mach-al lesz vezérelve, a frekiváltómnak van digitális kimenete.
De a fogasléces meghajtás csodára képes!
És számomra elég pontos is! Fánál egy tized belefér éppenséggel, de órával méregettem, század pontosságban visszaáll!
A főorsóm frekiváltós, de hamarosan az is mach-al lesz vezérelve, a frekiváltómnak van digitális kimenete.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 január 07, 21:33
Írta: besirkyjh Dátum 2012 január 07, 21:33
[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: 2dbfy8y Dátum 2012 január 07, 21:37
Írta: 2dbfy8y Dátum 2012 január 07, 21:37
Köszi!
Én is gratulálok neked, sok jó hozzászólásod van, mindig nyomon követem, így már az ember ki tudja küszöbölni a hibák egy részét!
Amit már más megszívott, legalább mi hagyjuk ki![#nevetes1]
Én is gratulálok neked, sok jó hozzászólásod van, mindig nyomon követem, így már az ember ki tudja küszöbölni a hibák egy részét!
Amit már más megszívott, legalább mi hagyjuk ki![#nevetes1]
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2012 január 08, 00:15
Írta: Sz.József Dátum 2012 január 08, 00:15
Értem én, hogy szerszámcserélő, de konkrétan ezt mi "hajcsa"? :)
Nem egy csiga lassú megoldás...
VIDEO-1
VIDEO-2
Nem egy csiga lassú megoldás...
VIDEO-1
VIDEO-2
Cím: Re:CNC eszterga építő iskola
Írta: 279nwbpsa Dátum 2012 január 08, 00:23
Írta: 279nwbpsa Dátum 2012 január 08, 00:23
Az hagyján,hogy mi "hajcsa".Viszont hová dugták el azt a mit? :)
Tök lapos az egész szerkezet...
Tök lapos az egész szerkezet...
Cím: Re:CNC eszterga építő iskola
Írta: 279nwbpsa Dátum 2012 január 08, 00:24
Írta: 279nwbpsa Dátum 2012 január 08, 00:24
Nagyon zajos.Szerintem levegős cucc lehet...
Cím: Re:CNC eszterga építő iskola
Írta: 4um5b65d Dátum 2012 január 08, 00:29
Írta: 4um5b65d Dátum 2012 január 08, 00:29
Fogaskerék lesz az, plusz egy reteszelés.
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2012 január 08, 00:35
Írta: Sz.József Dátum 2012 január 08, 00:35
Hát pont ezen tűnődtem én is..., hová fért el a mechanika?
Cím: Re:CNC eszterga építő iskola
Írta: SquirrelTech Dátum 2012 január 08, 02:19
Írta: SquirrelTech Dátum 2012 január 08, 02:19
A szán, revolver nélkül. Az amúgy tényleg lapos revolverfej alatti "dobozba" elfér a mechanika. :)
Maga a revolver. A reteszelés vélhetően levegős (a kompresszor hangjából következtetve). Az egész kiemelkedik forgatáskor, majd visszaül. A forgatás viszont elektromechanikus(-nak hangzik) és valamiért minden videón csak balra, vagyis óramutató járásával ellentétesen forog. Az egész PLC-vel vezérelt (Cubloc).
Maga a revolver. A reteszelés vélhetően levegős (a kompresszor hangjából következtetve). Az egész kiemelkedik forgatáskor, majd visszaül. A forgatás viszont elektromechanikus(-nak hangzik) és valamiért minden videón csak balra, vagyis óramutató járásával ellentétesen forog. Az egész PLC-vel vezérelt (Cubloc).
Cím: Re:CNC eszterga építő iskola
Írta: SquirrelTech Dátum 2012 január 08, 02:25
Írta: SquirrelTech Dátum 2012 január 08, 02:25
Bocsánat, Józsefnek (#652) akartam válaszolni..
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2012 január 08, 07:31
Írta: keri Dátum 2012 január 08, 07:31
Nem tudom, nekem az egész pneumatikusnak hangzik.
A forgatáskor jellegzetes levegős kerékkulcs hangja van. Kiemeléskor és vissza eresztéskor meg a munkahenger szisszen.
Ami elekromechanikus lehet az a kilincsmechanika ami megállítja pozícióban, amíg nem rögzíti.
A forgatáskor jellegzetes levegős kerékkulcs hangja van. Kiemeléskor és vissza eresztéskor meg a munkahenger szisszen.
Ami elekromechanikus lehet az a kilincsmechanika ami megállítja pozícióban, amíg nem rögzíti.
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2012 január 08, 07:34
Írta: keri Dátum 2012 január 08, 07:34
Bár így meghallgatva lehet akár léptető motor is, de akkor az nagyon beteges lehet.
Cím: Re:CNC eszterga építő iskola
Írta: SquirrelTech Dátum 2012 január 08, 10:05
Írta: SquirrelTech Dátum 2012 január 08, 10:05
CncZone forrás.
A hozzászólások és a képek alapján tényleg levegős és kilinccsel blokkolt a forgatás.





A hozzászólások és a képek alapján tényleg levegős és kilinccsel blokkolt a forgatás.
Cím: Re:CNC eszterga építő iskola
Írta: x4rhew5r3 Dátum 2012 január 08, 10:11
Írta: x4rhew5r3 Dátum 2012 január 08, 10:11
Schaublin toronyrevolver:
Működés közben
A kiemelést és a kis fogaskerék forgatását is léghenger csinálja. Reteszelést az egymásba illeszkedő fogaskoszorúk biztosítják, ami egyben központosít is.


Működés közben
A kiemelést és a kis fogaskerék forgatását is léghenger csinálja. Reteszelést az egymásba illeszkedő fogaskoszorúk biztosítják, ami egyben központosít is.
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2012 január 08, 10:36
Írta: Sz.József Dátum 2012 január 08, 10:36
Hát igen, így jobban látszódik a lényeg.
Minden esetre a gyorsaságával azt hiszem sokan elégedettek lennének egy saját építésű hobbi esztergán.:)
VIDEO-3
Minden esetre a gyorsaságával azt hiszem sokan elégedettek lennének egy saját építésű hobbi esztergán.:)
VIDEO-3
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 január 09, 08:04
Írta: 5z7aew5x Dátum 2012 január 09, 08:04
besza... behu... [#circling]
Cím: Re:CNC eszterga építő iskola
Írta: SquirrelTech Dátum 2012 január 11, 17:54
Írta: SquirrelTech Dátum 2012 január 11, 17:54
Léptecsek vannak az esztergámon, kb. 800 mm/perc gyorsjárattal. ATC, revolver nincs, de szerintem ennek a sebességnek az ötödével is kompromisszumot tudnék kötni, az eszterga úgy is szépen eldolgozgat önállóan (egy erőforrás - vagyis a tulaj addig szabad). :)
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 január 17, 21:18
Írta: 9pk59nuy Dátum 2012 január 17, 21:18
Na mivan? mindenki megpunnyadt?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 17, 21:45
Írta: 000000000 Dátum 2012 január 17, 21:45
Ez talán kicsit feldobja topikot.
Itt egy kép a készülő masinámról, gondolatébresztőnek.
Viszonyítási alapnak a tokmány 200-as.

Itt egy kép a készülő masinámról, gondolatébresztőnek.
Viszonyítási alapnak a tokmány 200-as.
Cím: Re:CNC eszterga építő iskola
Írta: w987wzmm Dátum 2012 január 17, 23:21
Írta: w987wzmm Dátum 2012 január 17, 23:21
Sziasztok!
Szerszámbefogó tárcsát, lehet készen is venni? Tárcsa + amibe kapaszkodik? Mint egy késtartó az esztergán. Csak fel kell csavarozni. A dugattyút, és ami forgatja, azt én barkácsolom rá.
Milyen néven kell keresni és ki forgalmazhatja. A Hódnak biztos van… DE mik kérjek?
Mondjuk 12x12-es vagy 16x16-os késszárhoz valót?
http://www.hod93.hu/
http://www.youtube.com/watch?v=nKSB9QldlJA
Szerszámbefogó tárcsát, lehet készen is venni? Tárcsa + amibe kapaszkodik? Mint egy késtartó az esztergán. Csak fel kell csavarozni. A dugattyút, és ami forgatja, azt én barkácsolom rá.
Milyen néven kell keresni és ki forgalmazhatja. A Hódnak biztos van… DE mik kérjek?
Mondjuk 12x12-es vagy 16x16-os késszárhoz valót?
http://www.hod93.hu/
http://www.youtube.com/watch?v=nKSB9QldlJA
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 18, 10:27
Írta: 000000000 Dátum 2012 január 18, 10:27
Ez a topik döglött, ha még egy ilyen frankó géphez se tudnak hozzászólni.
Vagy csak elakadt mindenki szava ? [#hehe]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 18, 10:42
Írta: svejk Dátum 2012 január 18, 10:42
Nem tetszik, nem esik le a forgács magától :)
Tényleg, amúgy a késtartók is meg vannak hozzá?
Azokra nagyon kíváncsi lennék.
Egyszerű feladatnak tűnik, de ha már ki van találva...
Tényleg, amúgy a késtartók is meg vannak hozzá?
Azokra nagyon kíváncsi lennék.
Egyszerű feladatnak tűnik, de ha már ki van találva...
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 18, 10:50
Írta: svejk Dátum 2012 január 18, 10:50
Az baj hogy ennek a szerszámváltónak is a lelke a Hirth tárcsa, házi körülmények közt megfelelő anyagminőségben legyártani kétséges.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 18, 10:51
Írta: 000000000 Dátum 2012 január 18, 10:51
Lehet hogy nem esik le a forgács , de azért nem dobnád ki a műhelyedből [#crazya]
Késtartók még nincsenek hozzá , de egyszerűen legyártom csak akut anyaghiányon van.
Itt egy kép késtartó ügyben.

és beépítve is egy
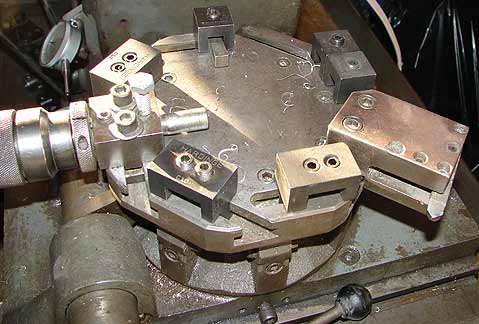
Késtartók még nincsenek hozzá , de egyszerűen legyártom csak akut anyaghiányon van.
Itt egy kép késtartó ügyben.
és beépítve is egy
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 18, 10:54
Írta: svejk Dátum 2012 január 18, 10:54
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 18, 10:55
Írta: svejk Dátum 2012 január 18, 10:55
De legalább már tudod milyet kell gyártanod :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 18, 11:00
Írta: 000000000 Dátum 2012 január 18, 11:00
És megveszed közel 1 milláért ?
Kértél már tőlük árajánlatot ?
De megnézése előtt ülj le azt ajánlom.
Kértél már tőlük árajánlatot ?
De megnézése előtt ülj le azt ajánlom.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 18, 11:02
Írta: svejk Dátum 2012 január 18, 11:02
Mondom pikantérikus az ügy...
Szerinted ezen a fórumon hány ember vásárol új terméket?
Egyébként sem mindig a nagy kapukat érdemes döngetni...:)
Szerinted ezen a fórumon hány ember vásárol új terméket?
Egyébként sem mindig a nagy kapukat érdemes döngetni...:)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 18, 11:05
Írta: 000000000 Dátum 2012 január 18, 11:05
Svejk hétfőn úgy elhúztál hogy csak porzott és elfelejtetem odaadni egy szervó pack belét.
Nekem semmire nem kell , de talán alkatrésznek tudtad volna használni.
Ennyire jó vétel volt a motor és G5 kombináció hogy féltél még meggondolom magam? [#hehe]
Nekem semmire nem kell , de talán alkatrésznek tudtad volna használni.
Ennyire jó vétel volt a motor és G5 kombináció hogy féltél még meggondolom magam? [#hehe]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 18, 11:09
Írta: svejk Dátum 2012 január 18, 11:09
Majd legközelebb...
De ha már úgy sem szeretsz fát hasogatni, elbaktathatnál vele a postára...
De ha már úgy sem szeretsz fát hasogatni, elbaktathatnál vele a postára...
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 18, 11:14
Írta: svejk Dátum 2012 január 18, 11:14
Hi-hi...
Milyen jó kis alapművet találtam a barátom segítségével a Hirth tátrcsára keresve.
Kötelező olvasmánynak tartanám mielőtt kérdez valaki... Még a golyósorsó működése is benne van. :)
Milyen jó kis alapművet találtam a barátom segítségével a Hirth tátrcsára keresve.
Kötelező olvasmánynak tartanám mielőtt kérdez valaki... Még a golyósorsó működése is benne van. :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 január 18, 11:16
Írta: 000000000 Dátum 2012 január 18, 11:16
Már nem kell fát hasogatni mert hasítottan hozattam.
Postára meg nem fogok kutyagolni 3km gyalog, ezért se postázok semmit.
De jössz még te az én utcámba! [#hehe]
Postára meg nem fogok kutyagolni 3km gyalog, ezért se postázok semmit.
De jössz még te az én utcámba! [#hehe]
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 január 18, 11:34
Írta: robroy007 Dátum 2012 január 18, 11:34
tessék közzé tenni akkor nehogy már tudatlanul pusztuljunk bele a kíváncsiságba
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 18, 12:50
Írta: svejk Dátum 2012 január 18, 12:50
Cím: Re:CNC eszterga építő iskola
Írta: vjanos Dátum 2012 január 18, 13:04
Írta: vjanos Dátum 2012 január 18, 13:04
Te írtad? :O :)
Cím: Re:CNC eszterga építő iskola
Írta: 279nwbpsa Dátum 2012 január 18, 13:04
Írta: 279nwbpsa Dátum 2012 január 18, 13:04
Nem is tudtam,hogy menet közben doki lettél![#nevetes1]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 18, 13:31
Írta: svejk Dátum 2012 január 18, 13:31
Még hogy én.?
Nem is tudom ki nem vesz annyi fáradságot a fórumtársa érdekében, hogy 3km-t elballagjon.
Van neked fogalmad mennyit mentem én már a Postára a "semmiért"???
Persze ugyan ezt kapom viszonzásul is, tehát nem hiba való dolgok ezek.
No de hát Te tudod...
Nem is tudom ki nem vesz annyi fáradságot a fórumtársa érdekében, hogy 3km-t elballagjon.
Van neked fogalmad mennyit mentem én már a Postára a "semmiért"???
Persze ugyan ezt kapom viszonzásul is, tehát nem hiba való dolgok ezek.
No de hát Te tudod...
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 január 18, 13:34
Írta: svejk Dátum 2012 január 18, 13:34
Jééé :)) nem is láttam, csak nézek itt bambán miről is van szó.
Tudjátok, aki igyekszik, és jó tanítói vannak itt a Fórumon az viszi valamire. [#crazya]
Tudjátok, aki igyekszik, és jó tanítói vannak itt a Fórumon az viszi valamire. [#crazya]
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 január 18, 14:13
Írta: robroy007 Dátum 2012 január 18, 14:13
az a röhej hogy ezt én is pont megtaláltam de csak a fogaskereket kerestem benne a többivel nem is foglalkoztam [#nyes]
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 február 03, 18:05
Írta: robroy007 Dátum 2012 február 03, 18:05
van pár darab kétsoros golyós csapágy raktári elfekvőből eredeti csomagolásban jó minőségben (FAG)
2307 37x80x31 méretben
új ára 6500-26000 között
2000 Ft-ért /db+posta egyenlőre akit érdekel főorsócsapágynak eszterga
építéshez



mindegyik eredeti csomagban van kivéve amit fényképeztem az megy a polcra mert teszik de ha valakinek ez élete vágya akkor az is vihető 7 db van belőle most
hengergörgős csapágy 1 db
NU307 35x80x21 méretben
1300 Ft+posta


ezen sajnos van egy kis felületi rozsda kívül de belül érintetlen a futó felülete szintén eszterga orsónak
2307 37x80x31 méretben
új ára 6500-26000 között
2000 Ft-ért /db+posta egyenlőre akit érdekel főorsócsapágynak eszterga
építéshez
mindegyik eredeti csomagban van kivéve amit fényképeztem az megy a polcra mert teszik de ha valakinek ez élete vágya akkor az is vihető 7 db van belőle most
hengergörgős csapágy 1 db
NU307 35x80x21 méretben
1300 Ft+posta
ezen sajnos van egy kis felületi rozsda kívül de belül érintetlen a futó felülete szintén eszterga orsónak
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 február 03, 18:06
Írta: robroy007 Dátum 2012 február 03, 18:06
nem véletlenül akadtam rá kell valamit mutatni majd Debrecenben a talin [#awink]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 08:57
Írta: 000000000 Dátum 2012 február 05, 08:57
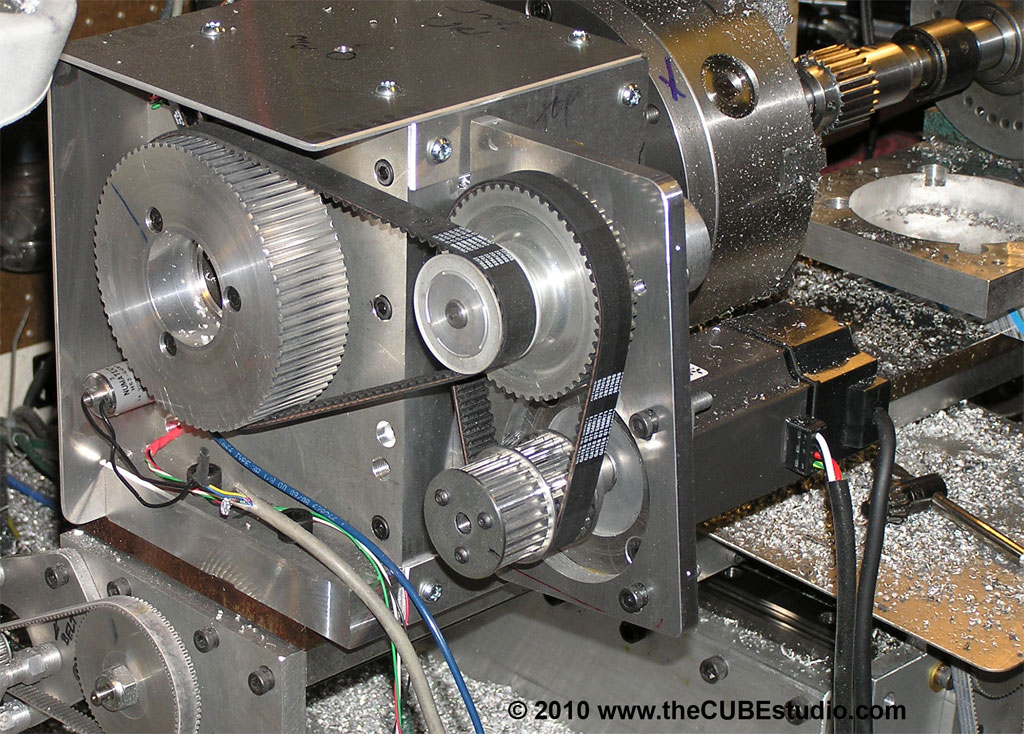
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 09:03
Írta: 000000000 Dátum 2012 február 05, 09:03

Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 09:36
Írta: 000000000 Dátum 2012 február 05, 09:36
Tudom,hogy ez forgató, de esztergához is ötletet adhat. A motor Mitsubishi industrial AC servo .
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 09:55
Írta: 000000000 Dátum 2012 február 05, 09:55
Elhiheted hogy ezzel simán esztergálhatsz is.
Igaz egy kicsit nagy az a 6x-os áttétel, de így is simán pörög 500RPM-el.
Ugyan ezt csináltam meg csak nagyság rendel nagyobb AC szervóval.
Ajánlom hogy te is próbáld ki az AC-s rendszer.
Ha rájössz mire képes megundorodsz egy életre a léptecsektől.
Igaz hogy sokkal bonyolultabb, de csak addig míg bele nem tanulsz.
Igaz egy kicsit nagy az a 6x-os áttétel, de így is simán pörög 500RPM-el.
Ugyan ezt csináltam meg csak nagyság rendel nagyobb AC szervóval.
Ajánlom hogy te is próbáld ki az AC-s rendszer.
Ha rájössz mire képes megundorodsz egy életre a léptecsektől.
Igaz hogy sokkal bonyolultabb, de csak addig míg bele nem tanulsz.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 09:59
Írta: 000000000 Dátum 2012 február 05, 09:59
Ezen 750W-os AC van.
Te mekkorát raktál rá?
Te mekkorát raktál rá?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 10:08
Írta: 000000000 Dátum 2012 február 05, 10:08
Honnan veszed hogy az a csöpp motor 750watt?
van 200,400,750 wattos motorom, de ez max 400watt így méretre is.
Talán még így is túlbecsültem.
van 200,400,750 wattos motorom, de ez max 400watt így méretre is.
Talán még így is túlbecsültem.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 10:13
Írta: 000000000 Dátum 2012 február 05, 10:13
Így írták a fórumon: This pulley is for a 750 watt Mitsubishi industrial AC servo motor
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 10:52
Írta: 000000000 Dátum 2012 február 05, 10:52
Akkor nem értem minek ekkora áttétel rá?
Felbontás ilyenfajta növelésének semmi értelme mert az elektronikus gear miatt a motor 1 körülfordulása akár lehet 65536 lépés is.
Felbontás ilyenfajta növelésének semmi értelme mert az elektronikus gear miatt a motor 1 körülfordulása akár lehet 65536 lépés is.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 11:19
Írta: 000000000 Dátum 2012 február 05, 11:19
"megundorodsz egy életre a léptecsektől"
Az azért kicsit erős, nem gondolod?
Kérlek ne nézzed már le ennyire a léptető motorokat, mert nagyon is sok helyen verhetetlenek jellemzők/ár tekintetében főleg, ha betartják használatuk során azokat a műszaki alapszabályokat, amire szükségük van a kifogástalan üzemükhöz, és normális, korszerű vezérlővel használják.
Még az is lehet, hogy egy jobb fajta léptető motoros hajtás adott tartományban, alkalmazásban leveri az AC hajtást, előnyösebb attól, úgyhogy a kissé unalmas és beképzelt, mások által is hasonlóan szóvátett véleményedet sokadszor látva kicsit leszállhatnál a "magas lóról".
Az azért kicsit erős, nem gondolod?
Kérlek ne nézzed már le ennyire a léptető motorokat, mert nagyon is sok helyen verhetetlenek jellemzők/ár tekintetében főleg, ha betartják használatuk során azokat a műszaki alapszabályokat, amire szükségük van a kifogástalan üzemükhöz, és normális, korszerű vezérlővel használják.
Még az is lehet, hogy egy jobb fajta léptető motoros hajtás adott tartományban, alkalmazásban leveri az AC hajtást, előnyösebb attól, úgyhogy a kissé unalmas és beképzelt, mások által is hasonlóan szóvátett véleményedet sokadszor látva kicsit leszállhatnál a "magas lóról".
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 11:59
Írta: 000000000 Dátum 2012 február 05, 11:59
Igen létezik nagyon profi léptető motoros hajtás ami egyenértékű az Ac szervós rendszerrel.
Viszont ez már árban meghaladja az AC-s hajtás árát.
Az ilyen léptető hajtás inkább már szervó mint az a hagyományos léptecs.
Ha azt nézem hogy egy Leadshine vezérlő 30000 forint és a motor is kb ennyi akkor ebből a 60000ft-ból inkább veszek 200wattos használt Ac rendszert.
Ugyebár nem is beszéljünk arról a bizonyos tényről hogy ezek a 30000ft-os vezérlők nem tudják a lépés vesztés kiküszöbölni.
Volt szerencsém 2, 3, 5 fázisú gyári léptető vezérlőkhöz, de visszacsatolt 1 sem volt eddig közöttük.
Egy ilyen enkóderel szerelt rendszerrel ki tudnék békülni, ha jól tudom H Józsi árul ilyen vezérlőket.
Viszont az ára miatt inkább maradok a használt AC-nál.
Ezek szimpla tények és talán semmi elfogultság nem volt benne.
Viszont ez már árban meghaladja az AC-s hajtás árát.
Az ilyen léptető hajtás inkább már szervó mint az a hagyományos léptecs.
Ha azt nézem hogy egy Leadshine vezérlő 30000 forint és a motor is kb ennyi akkor ebből a 60000ft-ból inkább veszek 200wattos használt Ac rendszert.
Ugyebár nem is beszéljünk arról a bizonyos tényről hogy ezek a 30000ft-os vezérlők nem tudják a lépés vesztés kiküszöbölni.
Volt szerencsém 2, 3, 5 fázisú gyári léptető vezérlőkhöz, de visszacsatolt 1 sem volt eddig közöttük.
Egy ilyen enkóderel szerelt rendszerrel ki tudnék békülni, ha jól tudom H Józsi árul ilyen vezérlőket.
Viszont az ára miatt inkább maradok a használt AC-nál.
Ezek szimpla tények és talán semmi elfogultság nem volt benne.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 14:33
Írta: 000000000 Dátum 2012 február 05, 14:33
Látszik a képen, hogy van egy közvetlen áttétel is.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 15:10
Írta: 000000000 Dátum 2012 február 05, 15:10
Látom , csak nem értem minek az a közvetett áttétel akkor ha az egy 750wattos motor?
A 750wattos AC szervó hajtással 1:2 áttétel mellet egy 63mm marófejjel telibe 1mm-es fogással röhögve vitte a certal anyagot.
20-as anyagot kellet 10-re lerombolni, de a kis játék Bf20-asnak nem mertem nagyobb fogást adni mert így is szenvedett a gépváz.
Pár perc alatt bokáig álltam a forgácsban.
Ez lett a félkész termék belőle ami a motort tartja.
Mérete 120x150mm

Valami nem ok ezzel a forgatóval , pontosabban a motor teljesítménye kissé gyanús a mérethez képest, amit az áttétel is támogatni látszik.
De ez csak az én véleményem.
A 750wattos AC szervó hajtással 1:2 áttétel mellet egy 63mm marófejjel telibe 1mm-es fogással röhögve vitte a certal anyagot.
20-as anyagot kellet 10-re lerombolni, de a kis játék Bf20-asnak nem mertem nagyobb fogást adni mert így is szenvedett a gépváz.
Pár perc alatt bokáig álltam a forgácsban.
Ez lett a félkész termék belőle ami a motort tartja.
Mérete 120x150mm
Valami nem ok ezzel a forgatóval , pontosabban a motor teljesítménye kissé gyanús a mérethez képest, amit az áttétel is támogatni látszik.
De ez csak az én véleményem.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 15:34
Írta: 000000000 Dátum 2012 február 05, 15:34
Hány cpr-es az enkóder, milyen fordulatra tudtad felpörgetni, bírta a Mach3 frekivel?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 15:52
Írta: 000000000 Dátum 2012 február 05, 15:52
Az enkóder felbontása lényegtelen mert annyira állítod be 1fordulat/step-et amennyire csak szeretnéd.
Most 400lépés/fordulat a motor elektronikus gear beállítása , de lehet akár 1-65536 is.
A motor Max 4000Rpm-el tud menni , de a gyári értéke 3000, ennyi biztonsági tartalék van benne.
A legrosszabb az benne hogy csak akkor látod mekkora a motor terhelése ha az megáll túlterheléssel.
Szerencsére ilyen még forgácsolás közben nem volt.
Amúgy van egy 1:4-es áttétel is ha brutálisabban kellene rombolni, de az már gyilkos. [#hehe]
100kHz-ig nincs gond az időzítéssel.

Most 400lépés/fordulat a motor elektronikus gear beállítása , de lehet akár 1-65536 is.
A motor Max 4000Rpm-el tud menni , de a gyári értéke 3000, ennyi biztonsági tartalék van benne.
A legrosszabb az benne hogy csak akkor látod mekkora a motor terhelése ha az megáll túlterheléssel.
Szerencsére ilyen még forgácsolás közben nem volt.
Amúgy van egy 1:4-es áttétel is ha brutálisabban kellene rombolni, de az már gyilkos. [#hehe]
100kHz-ig nincs gond az időzítéssel.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 február 05, 16:08
Írta: svejk Dátum 2012 február 05, 16:08
Valamit nem jól írsz/értesz.
A kommersz Yaskawa motorok 2048-as encoderrel készülnek, ez azt jelenti hogy a fizikai felbontás 8196, punktum.
Az elektronikus geart ne keverd ide.
(megj.: léteznek a Yaskawák közt is 8192-os encoderek, ezzel ugye 32768 fizikai lépést lehet megvalósítani, de ritka mint a fehér holló.)
Az viszont tény hogy az elektronikus áttétellel lehet játszani, de ez arra való, hogy a rendszeredhez illeszd a szervot.
Pl. ha csak alacsony step frekid van akkor azt lehet szorozni, de természetesen a fizikai lépés ekkor már csak a step lépésektől függ.
A kommersz Yaskawa motorok 2048-as encoderrel készülnek, ez azt jelenti hogy a fizikai felbontás 8196, punktum.
Az elektronikus geart ne keverd ide.
(megj.: léteznek a Yaskawák közt is 8192-os encoderek, ezzel ugye 32768 fizikai lépést lehet megvalósítani, de ritka mint a fehér holló.)
Az viszont tény hogy az elektronikus áttétellel lehet játszani, de ez arra való, hogy a rendszeredhez illeszd a szervot.
Pl. ha csak alacsony step frekid van akkor azt lehet szorozni, de természetesen a fizikai lépés ekkor már csak a step lépésektől függ.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 február 05, 16:08
Írta: svejk Dátum 2012 február 05, 16:08
8196 helyett 8192
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 16:11
Írta: 000000000 Dátum 2012 február 05, 16:11
Úgy látom, itt egyeseket egy cseppet sem zavar az a dolog, hogy ha egy főorsót ha csak 99%-ban fordulatszámra kell állítani a CNC technológia során, ráadául ezek között van 600 rpm-et is meghaladó, akkor elég nagy műszaki szakszerűtlenség step/dir-es szervo pozíció szabályzóval hajtani direktben állandóan. Igen nagy a kockázat!!! Hanyadszor mondjam hööööö?:) Jó lenne már végre kicsit elgondolkozni az út, sebesség, gyorsulás összefüggések értelmén, azok összefüggésén, kapcsolatrendszerükön, azt már le se merem írni, a J megértése se lenne haszontalan.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 február 05, 16:13
Írta: svejk Dátum 2012 február 05, 16:13
Én szóltam Boldizsár! :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 16:20
Írta: 000000000 Dátum 2012 február 05, 16:20
Konyha nyelven írtam hogy könnyen emészthető legyen [#hehe]
Bocs , de akkor összekevertem a enkóder felbontását sigma III-al mert legutóbb azokkal szórakoztam [#idiota]
mea culpa mea maxima culpa
Bocs , de akkor összekevertem a enkóder felbontását sigma III-al mert legutóbb azokkal szórakoztam [#idiota]
mea culpa mea maxima culpa
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 16:58
Írta: 000000000 Dátum 2012 február 05, 16:58
Igen, én is erre gondoltam, amikor kérdeztem a cpr értéket.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 17:18
Írta: 000000000 Dátum 2012 február 05, 17:18
Cseppet sem zavar , és ha tehetem akkor az összes gépemre step dir AC-t szerelek főorsónak is.
"Igen nagy a kockázat!!!" de miért is ?
Csak annyi hogy érdemes egy áramérőt beiktatni a hálózati körébe hogy lehessen látni a terhelést mert sajnos az a dolga hogy szögre pontosan tartsa a pozíciót forgácsolás közben is.
Így viszont még füllel is alig észrevehető a motoron ha 0.1 vagy 10mm veszek fogásnak akár 20-as maróval is.
Az anyagleválasztás hangja azért nem kis különbséget mutat, de a motoron semmi különösebb nem észlelhető max az áramfelvétel.
Mivel így a főorsót forgatókéni is használhatom akár lefejtő marást is csinálhatok vele, vagy menete is fúrhatok.
Kicsit OFF mert ez nem eszterga már.
"Igen nagy a kockázat!!!" de miért is ?
Csak annyi hogy érdemes egy áramérőt beiktatni a hálózati körébe hogy lehessen látni a terhelést mert sajnos az a dolga hogy szögre pontosan tartsa a pozíciót forgácsolás közben is.
Így viszont még füllel is alig észrevehető a motoron ha 0.1 vagy 10mm veszek fogásnak akár 20-as maróval is.
Az anyagleválasztás hangja azért nem kis különbséget mutat, de a motoron semmi különösebb nem észlelhető max az áramfelvétel.
Mivel így a főorsót forgatókéni is használhatom akár lefejtő marást is csinálhatok vele, vagy menete is fúrhatok.
Kicsit OFF mert ez nem eszterga már.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 17:20
Írta: 000000000 Dátum 2012 február 05, 17:20
Mennyi cicergése van az AC motor tengelyének nyugalmi állapotban?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 17:26
Írta: 000000000 Dátum 2012 február 05, 17:26
Legyél szíves ezt bővebben kifejteni hogy ez a "cicergése" neked mit is takar pontosan
Cím: Re:CNC eszterga építő iskola
Írta: Szedlay Pál Dátum 2012 február 05, 17:36
Írta: Szedlay Pál Dátum 2012 február 05, 17:36
Csak akkor cicereg nálam, ha nagyon "keményre" van hangolva. A hangját hallom, de a lineáris egység meg sem mozdul így mondhatom, semennyit.
13 bites encoder van rajta.
13 bites encoder van rajta.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 17:52
Írta: 000000000 Dátum 2012 február 05, 17:52
Amikor megpróbálod a tengelyét jobbra-balra forgatni a fogasszíjtárcsát fogva, és pozícionál két encoder osztás között.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 17:52
Írta: 000000000 Dátum 2012 február 05, 17:52
Köszönöm Pali!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 18:11
Írta: 000000000 Dátum 2012 február 05, 18:11
Lehet hogy én vagyok a hülye, de a hangja, vagy a szöghiba érdekel?
Ugyebár a szöghiba amit bele tudsz erőltetni a beállítástól függ, de az alapnyomaték 3 szorosával tudod eltekerni nagyobb kitérésre.
És a 800%-os nyomatéknál áll ki hibával, legalább is a 1.5kw-os ennyi volt.
Viszont erre még nem volt precedens eddig.
Ilyenkor kicsit megnövekszik a hangja , de nem lényegesen.
Alapban van egy minimális cicergő hangja , de ennyi talán a leadshine léptecsvezérlőnek is van, ha jól emlékszem.
Régen volt hogy hallottam. [#vigyor3]
Ugyebár a szöghiba amit bele tudsz erőltetni a beállítástól függ, de az alapnyomaték 3 szorosával tudod eltekerni nagyobb kitérésre.
És a 800%-os nyomatéknál áll ki hibával, legalább is a 1.5kw-os ennyi volt.
Viszont erre még nem volt precedens eddig.
Ilyenkor kicsit megnövekszik a hangja , de nem lényegesen.
Alapban van egy minimális cicergő hangja , de ennyi talán a leadshine léptecsvezérlőnek is van, ha jól emlékszem.
Régen volt hogy hallottam. [#vigyor3]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 18:16
Írta: 000000000 Dátum 2012 február 05, 18:16
A szöghibára gondoltam.
Cím: Re:CNC eszterga építő iskola
Írta: Szedlay Pál Dátum 2012 február 05, 18:25
Írta: Szedlay Pál Dátum 2012 február 05, 18:25
Nem kötözködés, de nem 800% áll ki hibával hanem amennyit te beállítasz neki. Ez a maximum érték.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 18:27
Írta: 000000000 Dátum 2012 február 05, 18:27
Eddig szerencséd volt ....
Sajnálom, hogy neked semmit nem mond az a tény, hogy az út a sebesség időszerinti integrálja.
Ezt is kb 10-edszer szajkózom.
Na most ehhez hozzá jön az, hogy azt a szerencsétlen AC szervo motort, amibe 100 mérnökévet fektetett a gyártó, hogy minél kisebb legyen a tehetetlenségi nyomatéka, te mint vakló bátorságú ember egy 200-as bazi tokmánnyal a csillagos egekbe repíted a J-jét. Így aztán a valamelyest megbízható műküdés érdekében több ezer step pozíció hibát vagy kénytelen beírni a varázslatos csili-vili AC szervódba, hogy a sületlenségedet kockázat nélkül elviselje, és jó nagy követési szöghibával lengésre hajlamosan valahogy működjön. Persze mivel bármilyen túlterhelés, dinamikus hatás, esztergakés anyagba érkezése a levegőből, stb... korrekciója nagyobb fordulaton kW-okat igényelne, az meg nincs még tizedmásodpercekre sem a rendszerbe, ezért csak brutális pozíció hibatárolóval érezheted magadat biztonságba. De csináljad csak, majd rájössz egyszer, ha anyagba fagyva töri mindened forgácsolás közben. Mert ugye azt hiszed hogy az AC szervo a szakmaiatlanságodat is megoldja.... hát persze, mint a mai csicsa világban van mindenre megoldás, hajrá barátaim, előre az idétlenségek mezején!:) Ja Boldizsár Te különösen végveszélybe vagy majd nagyobb fordulatokon, ugyanis szegény szervódnak van max. +- 128 kőkemény step hiba határa. Állandóan cindrizhetsz barátom, mikor "robban" a rendszered egy szervo leoldás kapcsán.
Jó lenne már tényleg elgondolkozni emberek, hogy mi a sebesség, és mi a pozíció szervo üzemmód közti ÓRIÁSI különbség, és ez mivel jár alkalmazásuk kapcsán éles helyzetben.
Sajnálom, hogy neked semmit nem mond az a tény, hogy az út a sebesség időszerinti integrálja.
Ezt is kb 10-edszer szajkózom.
Na most ehhez hozzá jön az, hogy azt a szerencsétlen AC szervo motort, amibe 100 mérnökévet fektetett a gyártó, hogy minél kisebb legyen a tehetetlenségi nyomatéka, te mint vakló bátorságú ember egy 200-as bazi tokmánnyal a csillagos egekbe repíted a J-jét. Így aztán a valamelyest megbízható műküdés érdekében több ezer step pozíció hibát vagy kénytelen beírni a varázslatos csili-vili AC szervódba, hogy a sületlenségedet kockázat nélkül elviselje, és jó nagy követési szöghibával lengésre hajlamosan valahogy működjön. Persze mivel bármilyen túlterhelés, dinamikus hatás, esztergakés anyagba érkezése a levegőből, stb... korrekciója nagyobb fordulaton kW-okat igényelne, az meg nincs még tizedmásodpercekre sem a rendszerbe, ezért csak brutális pozíció hibatárolóval érezheted magadat biztonságba. De csináljad csak, majd rájössz egyszer, ha anyagba fagyva töri mindened forgácsolás közben. Mert ugye azt hiszed hogy az AC szervo a szakmaiatlanságodat is megoldja.... hát persze, mint a mai csicsa világban van mindenre megoldás, hajrá barátaim, előre az idétlenségek mezején!:) Ja Boldizsár Te különösen végveszélybe vagy majd nagyobb fordulatokon, ugyanis szegény szervódnak van max. +- 128 kőkemény step hiba határa. Állandóan cindrizhetsz barátom, mikor "robban" a rendszered egy szervo leoldás kapcsán.
Jó lenne már tényleg elgondolkozni emberek, hogy mi a sebesség, és mi a pozíció szervo üzemmód közti ÓRIÁSI különbség, és ez mivel jár alkalmazásuk kapcsán éles helyzetben.
Cím: Re:CNC eszterga építő iskola
Írta: Szedlay Pál Dátum 2012 február 05, 18:33
Írta: Szedlay Pál Dátum 2012 február 05, 18:33
Pn402-Pn406
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 18:34
Írta: 000000000 Dátum 2012 február 05, 18:34
Ok, de akkor is 800% a max érték.
Nekem egyértelmű hogy ez az érték állítható ahogy neked is.
Viszont ez már rég nem eszterga, tehát aki ebben a témakörben hozzá szól azt az AC szervó topikban tegye.
Nekem egyértelmű hogy ez az érték állítható ahogy neked is.
Viszont ez már rég nem eszterga, tehát aki ebben a témakörben hozzá szól azt az AC szervó topikban tegye.
Cím: Re:CNC eszterga építő iskola
Írta: Szedlay Pál Dátum 2012 február 05, 18:48
Írta: Szedlay Pál Dátum 2012 február 05, 18:48
Azért Tibor a tanácsaid néha meg kéne fontolni.
Egy ismerősömmel történt meg.
Egy mérnök ember és egy nyomdagép továbbító rendszerén dolgozott amikor egy paramétert nem jól állított be. A servó lemaradt majd megpróbálta utolérni magát és a nyomatéka többszörösével próbálta. Sikerült is neki, de vége lett a lineáris pályának és a 10kg tömegű alumínium tömb átrepült a szobán át egy szekrényen és a falban állt meg. Közben egy acélsodronnyal erősített T5-ös szíj úgy szakadt el mintha ott sem lett volna. Szerencsére nem lett belőle baleset.
Egy ismerősömmel történt meg.
Egy mérnök ember és egy nyomdagép továbbító rendszerén dolgozott amikor egy paramétert nem jól állított be. A servó lemaradt majd megpróbálta utolérni magát és a nyomatéka többszörösével próbálta. Sikerült is neki, de vége lett a lineáris pályának és a 10kg tömegű alumínium tömb átrepült a szobán át egy szekrényen és a falban állt meg. Közben egy acélsodronnyal erősített T5-ös szíj úgy szakadt el mintha ott sem lett volna. Szerencsére nem lett belőle baleset.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 18:56
Írta: 000000000 Dátum 2012 február 05, 18:56
És szerinted 750wattal akarom forgatni a 200-as tokmányt?
Mert oda van kW-os nagyságrendű AC szervó , és ha nem jön be egy pillant alatt sebesség szervót lehet csinálni belőle egy paraméter átírásával.
Ennyi !
Elismerem a szaktudásodat, de ha mindenki így állna a fejlesztésekhez akkor még mindig köveket pattintanánk a barlang szájában ülve.
És azon keseregnénk hogy azt se lehet ezt se lehet mert az a nagykönyvben meg van írva hogy nem működik.
Tojok a szabályokra és inkább kipróbálom mint hogy azon keseregjek hogy ez nem működik, de eddig rácáfolt a step dir főorsó.
Működik és jó ideje használom igaz marógépként.
Amit kicsit jobb idő lesz és leolvad a hó a beléptető napeleméjről hogy be tudjak menni a műhelybe ki is próbálom rendesen az esztergán is.
Mivel egyelőre bazi hideg van nincs kedvem kimenni.
Mert oda van kW-os nagyságrendű AC szervó , és ha nem jön be egy pillant alatt sebesség szervót lehet csinálni belőle egy paraméter átírásával.
Ennyi !
Elismerem a szaktudásodat, de ha mindenki így állna a fejlesztésekhez akkor még mindig köveket pattintanánk a barlang szájában ülve.
És azon keseregnénk hogy azt se lehet ezt se lehet mert az a nagykönyvben meg van írva hogy nem működik.
Tojok a szabályokra és inkább kipróbálom mint hogy azon keseregjek hogy ez nem működik, de eddig rácáfolt a step dir főorsó.
Működik és jó ideje használom igaz marógépként.
Amit kicsit jobb idő lesz és leolvad a hó a beléptető napeleméjről hogy be tudjak menni a műhelybe ki is próbálom rendesen az esztergán is.
Mivel egyelőre bazi hideg van nincs kedvem kimenni.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 19:11
Írta: 000000000 Dátum 2012 február 05, 19:11
Hát persze! Ezért mondom sokadszor, gondoljunk már bele, mi is az érteleme a step/dir-es szervóknak, mire jók, milyen feltételek mellett, és amikor valamit csak forgatunk vele a majdnem végtelenségig, akkor egyáltalán mi is van a megtett úttal, és mi ennek a következménye.
Kiszámolta itt már valaki, ha esztergál pl. akkor 10 perc alatt hány inkrementum keletkezik a főorsójánál egy "csodálatos 4X" encoder üzemmódban mindenféle értelmes cél nélkül, hiszen csak a fordulatszám érdekel minket? És ebből az irdatlan nagy számból normális esteben mi van, ha lemarad akár több fordulatohoz tartozó is...semmi....Ehelyett meg játék stabilitású hardwereken játék csicsa programok nyomják ki a step jeleket teljesen feleslegesen, azaz ömlika marhaság...., mert bajként elég ha 128 akármilyen okból hibaként jelenetkezik!!!!
Egyébként meg engem annyira nem érdekel, ki hogy sz@rja el a dolgait még hobby szinten is, és mekkora sületlenségek kapcsán működteti ideig-óráig a dolgait. De ha ehhez még léptető motor lenéző, AC szervós fellengző stílus is párosul, az sok nekem, ennyire már ismerhettek!
A főorsó hajtás nem játékszer, és a J és integrál egyenletek egyszer nagyot fognak szólni a bátor és mindent kipróbáló Hobbystánál, csak nehogy késő legyen már akkor a CNC gép mellett. Mert sajnos abba azért bele kellene nyugodni, a fizika nem tesz különséget a hobby és profi gép bazi tokmányának éppen aktuális 1500-as fordulata esetén.
Kiszámolta itt már valaki, ha esztergál pl. akkor 10 perc alatt hány inkrementum keletkezik a főorsójánál egy "csodálatos 4X" encoder üzemmódban mindenféle értelmes cél nélkül, hiszen csak a fordulatszám érdekel minket? És ebből az irdatlan nagy számból normális esteben mi van, ha lemarad akár több fordulatohoz tartozó is...semmi....Ehelyett meg játék stabilitású hardwereken játék csicsa programok nyomják ki a step jeleket teljesen feleslegesen, azaz ömlika marhaság...., mert bajként elég ha 128 akármilyen okból hibaként jelenetkezik!!!!
Egyébként meg engem annyira nem érdekel, ki hogy sz@rja el a dolgait még hobby szinten is, és mekkora sületlenségek kapcsán működteti ideig-óráig a dolgait. De ha ehhez még léptető motor lenéző, AC szervós fellengző stílus is párosul, az sok nekem, ennyire már ismerhettek!
A főorsó hajtás nem játékszer, és a J és integrál egyenletek egyszer nagyot fognak szólni a bátor és mindent kipróbáló Hobbystánál, csak nehogy késő legyen már akkor a CNC gép mellett. Mert sajnos abba azért bele kellene nyugodni, a fizika nem tesz különséget a hobby és profi gép bazi tokmányának éppen aktuális 1500-as fordulata esetén.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 19:32
Írta: 000000000 Dátum 2012 február 05, 19:32
Kedves Tibor!
Ha rám gondoltál a csodálatos 4X encoder üzemmóddal és a 128-as hibatárolóval, akkor szeretnék egy pár dolgot tisztázni. Tudom, hogy marhaság, de működött és nekem sikerélmény volt.
Az A300-as tudja az 1X-es üzemmódot is, de cicergett a servo motor és ekkor jampingoltam át a 2X üzemmódra. A 4X eszembe sem jutott.
A 150W-os servo motorral egy kis 80-as tokmányt forgattam 580 1/min fordulattal. A gyorsulási rámpa sem meredek, nem kínozta a motort az irányváltás.
A menet esztergálásnál a forgatónak 20-at kellett forogni előre és ugyanannit vissza. Nem pörgött 10-percig.
Te milyen megoldást javasolnál ezen a pici gépen, hogy működjön esztergaként és forgatóként is?
Ha rám gondoltál a csodálatos 4X encoder üzemmóddal és a 128-as hibatárolóval, akkor szeretnék egy pár dolgot tisztázni. Tudom, hogy marhaság, de működött és nekem sikerélmény volt.
Az A300-as tudja az 1X-es üzemmódot is, de cicergett a servo motor és ekkor jampingoltam át a 2X üzemmódra. A 4X eszembe sem jutott.
A 150W-os servo motorral egy kis 80-as tokmányt forgattam 580 1/min fordulattal. A gyorsulási rámpa sem meredek, nem kínozta a motort az irányváltás.
A menet esztergálásnál a forgatónak 20-at kellett forogni előre és ugyanannit vissza. Nem pörgött 10-percig.
Te milyen megoldást javasolnál ezen a pici gépen, hogy működjön esztergaként és forgatóként is?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 20:09
Írta: 000000000 Dátum 2012 február 05, 20:09
Boldizsár!
Írtam én valahol is, hogy ez így nem működik látszatra, ahogy csinálod?
Egyébként nem elsősorban az X-eiddel van baj, hanem a két számláló IC-be öntött +-7 bit pozíció hibatárolóddal.
A szerencséd az, hogy ha jól emlékszem, 1:5-ös lassító áttételt is betettél, így határesetben "elbírkózik" éppen a motorod a tokmányoddal, persze az más kérdés, milyen eszterga az, ahol 500-800 rpm a maximum?
Nem kevés az néha, főleg ha tkf szerszámokat is használsz?
De ha logikusan végig gondolod azokat az érveket, tényeket amiket már írtam, Te is be kell hogy lássad, egy hajszálon múlik minden pillanatban, meddig működik így az eszterga főorsód. Elég, ha egyszer fogás közben befagysz vele egyszer.
A helyes megoldás pedig az, hogy ha már mindenképpen szervóhajtást használsz főorsóhoz, akkor amikor csak esztergálsz, akkor sebességszervót használj, amikor pedig szinkron pozíció is kell, CSAK AKKOR kapcsolj át pozíció szervó üzemmódba.
Mellesleg meg ne sértődj már:), Téged én itt nagyra tartalak, követendő példának, nagy műszaki érzékű-tehetségű embernek. Most az egyszer szerintem picit lehettél volna szakszerűbb is a step/dir főorsód kapcsán, és ha nem félsz a bajtól, amit feleslegesen okozol majd magadnak egy mezei esztergálásnál, csináld csak tovább ezt is így. Rád is vonatkozik, bánom is én, ki mit csinál, én csak jót akarok itt Mindenkinek, legfeljebb egyesek szemében nem így csapódik le a mondókám.
Írtam én valahol is, hogy ez így nem működik látszatra, ahogy csinálod?
Egyébként nem elsősorban az X-eiddel van baj, hanem a két számláló IC-be öntött +-7 bit pozíció hibatárolóddal.
A szerencséd az, hogy ha jól emlékszem, 1:5-ös lassító áttételt is betettél, így határesetben "elbírkózik" éppen a motorod a tokmányoddal, persze az más kérdés, milyen eszterga az, ahol 500-800 rpm a maximum?
Nem kevés az néha, főleg ha tkf szerszámokat is használsz?
De ha logikusan végig gondolod azokat az érveket, tényeket amiket már írtam, Te is be kell hogy lássad, egy hajszálon múlik minden pillanatban, meddig működik így az eszterga főorsód. Elég, ha egyszer fogás közben befagysz vele egyszer.
A helyes megoldás pedig az, hogy ha már mindenképpen szervóhajtást használsz főorsóhoz, akkor amikor csak esztergálsz, akkor sebességszervót használj, amikor pedig szinkron pozíció is kell, CSAK AKKOR kapcsolj át pozíció szervó üzemmódba.
Mellesleg meg ne sértődj már:), Téged én itt nagyra tartalak, követendő példának, nagy műszaki érzékű-tehetségű embernek. Most az egyszer szerintem picit lehettél volna szakszerűbb is a step/dir főorsód kapcsán, és ha nem félsz a bajtól, amit feleslegesen okozol majd magadnak egy mezei esztergálásnál, csináld csak tovább ezt is így. Rád is vonatkozik, bánom is én, ki mit csinál, én csak jót akarok itt Mindenkinek, legfeljebb egyesek szemében nem így csapódik le a mondókám.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 20:13
Írta: 000000000 Dátum 2012 február 05, 20:13
Nem vagyok egyáltalán megsértődve, a tanácsodra voltam kíváncsi. Téged a Barátomnak tartalak!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 20:24
Írta: 000000000 Dátum 2012 február 05, 20:24
Köszi, ezt akkor túl is tárgyaltuk!:) Egyébként ha egyszer lesz időd, mérjél már rá az analóg hibajelre a szervódban egy szkóppal, és közben nagyobb fordulaton próbáld egy kesztűvel lefogni a tokmányt, műterhelni így. Egyből láthatod majd, mennyire egy hajszál is elég lenne vagy lesz is a leoldáshoz. Arra gondolj, ez mindig ott lebeg, mint lehetőség esztergáláskor.
Így talán sokkal jobban átmegy a mérés kapcsán a J és útintegrál problémaköre is a gyakorlatban.
Így talán sokkal jobban átmegy a mérés kapcsán a J és útintegrál problémaköre is a gyakorlatban.
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2012 február 05, 20:31
Írta: Sz.József Dátum 2012 február 05, 20:31
"Működik és jó ideje használom igaz marógépként. "
A kérdésem (kérésem) ebből az idézetből fakad.
Tudnál nekem gyakorlati tapasztalatokat mondani ezzel kapcsolatban?
Egy jó ideje készülök a kis marógépemre felszerelni AC szervót. Igaz ami nekem van az speedes, de nem lehetetlen, hogy átalakíttatom step/dir-esre.
Szóval mik a tapasztalataid, esetleg milyen meglepetések érhetnek?
Pl. hány %-ra érdemes beállítani a csúcsnyomatékot?
Magánba is jó nekem, de hátha mást is érdekelne, ezért talán jobb lenne itt a fórumon.
Köszi.
A kérdésem (kérésem) ebből az idézetből fakad.
Tudnál nekem gyakorlati tapasztalatokat mondani ezzel kapcsolatban?
Egy jó ideje készülök a kis marógépemre felszerelni AC szervót. Igaz ami nekem van az speedes, de nem lehetetlen, hogy átalakíttatom step/dir-esre.
Szóval mik a tapasztalataid, esetleg milyen meglepetések érhetnek?
Pl. hány %-ra érdemes beállítani a csúcsnyomatékot?
Magánba is jó nekem, de hátha mást is érdekelne, ezért talán jobb lenne itt a fórumon.
Köszi.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 20:57
Írta: 000000000 Dátum 2012 február 05, 20:57
Meglepetést az okozhat ha a szerszámnak sikerül lefognia a szervót.
És mivel a hibaszámlálója igen csak nagy és ez az időintervallum alatt kiszabadul akkor maximális sebességgel próbálja kiegyenlíteni ezt. (4000rpm)
Marógépnél nem volt probléma ez, de csak kézi marógátasnál történt eddig ilyen.(egy kis bénázás)
A beállításokra már nem emlékszem mert az legalább 1.5-2 éve volt, azóta használom.
Esetleg ha a közelben laksz akkor ki is próbálhatod, sőt a step dir átalakításban is tudok segíteni.
És mivel a hibaszámlálója igen csak nagy és ez az időintervallum alatt kiszabadul akkor maximális sebességgel próbálja kiegyenlíteni ezt. (4000rpm)
Marógépnél nem volt probléma ez, de csak kézi marógátasnál történt eddig ilyen.(egy kis bénázás)
A beállításokra már nem emlékszem mert az legalább 1.5-2 éve volt, azóta használom.
Esetleg ha a közelben laksz akkor ki is próbálhatod, sőt a step dir átalakításban is tudok segíteni.
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2012 február 05, 21:35
Írta: Sz.József Dátum 2012 február 05, 21:35
"És mivel a hibaszámlálója igen csak nagy és ez az időintervallum alatt kiszabadul akkor maximális sebességgel próbálja kiegyenlíteni ezt. (4000rpm) "
Mivel teljesen laikus vagyok szervó ügyben ezért muszáj megkérdeznem... Ez a jelenség igaz a speedes és step/dires üzemre egyaránt?
Egyenlőre csak kézi marogatásra használnám speedesen és így kézibe a step-dir-es üzemnek nincs is gyakorlati értelme. Jól gondolom?
Hogy viselkedik az AC szervó a névleges nyomaték felett mondjuk 20-50 vagy 100%-al. Pl. ha az adott marási műveletnek ennyi a nyomaték igénye. (melegedésre gondolok)
Mivel teljesen laikus vagyok szervó ügyben ezért muszáj megkérdeznem... Ez a jelenség igaz a speedes és step/dires üzemre egyaránt?
Egyenlőre csak kézi marogatásra használnám speedesen és így kézibe a step-dir-es üzemnek nincs is gyakorlati értelme. Jól gondolom?
Hogy viselkedik az AC szervó a névleges nyomaték felett mondjuk 20-50 vagy 100%-al. Pl. ha az adott marási műveletnek ennyi a nyomaték igénye. (melegedésre gondolok)
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2012 február 05, 21:53
Írta: Sz.József Dátum 2012 február 05, 21:53
"Esetleg ha a közelben laksz akkor ki is próbálhatod"
Ami igaz az igaz, így tudnám a legtöbb tapasztalatot begyűjteni... :)
Nincs kizárva, 30-40 km nem távolság...
Ami igaz az igaz, így tudnám a legtöbb tapasztalatot begyűjteni... :)
Nincs kizárva, 30-40 km nem távolság...
Cím: Re:CNC eszterga építő iskola
Írta: Szedlay Pál Dátum 2012 február 05, 21:55
Írta: Szedlay Pál Dátum 2012 február 05, 21:55
Tibor!
A puding próbája az evés.
Egy 3Kw főorsó motor 17 bites encoder és 2:1 gyorsító átétel, hogy meglegyen a 3000f/perc fordulat a vágósebességhez. A te servo vezérlőd fogja rángatni a dc servó tengelyeket 2mm emelkedésű orsón. Persze az egész egy emc2 hardveres kártyán fog működni és Sneci barátunk közreműködésével lesz felprogramozva a kártya.
Esztergáláshoz és maráshoz egy M kóddal vált át ahogyan Te is ajánlottad. Ha kész van teszek fel videót a működéséről. A tokmány nem 200-as hanem sokkal kisebb.
A puding próbája az evés.
Egy 3Kw főorsó motor 17 bites encoder és 2:1 gyorsító átétel, hogy meglegyen a 3000f/perc fordulat a vágósebességhez. A te servo vezérlőd fogja rángatni a dc servó tengelyeket 2mm emelkedésű orsón. Persze az egész egy emc2 hardveres kártyán fog működni és Sneci barátunk közreműködésével lesz felprogramozva a kártya.
Esztergáláshoz és maráshoz egy M kóddal vált át ahogyan Te is ajánlottad. Ha kész van teszek fel videót a működéséről. A tokmány nem 200-as hanem sokkal kisebb.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 05, 22:05
Írta: 000000000 Dátum 2012 február 05, 22:05
Speed-es rendszerrel nincs tapasztalatom mert nem foglalkoztam vele.
De mivel ott nincs pozíció visszacsatolás ezért csak a sebesség eléréséig ugrik meg. (elméletileg)
Melegedésre sincs nagyon tapasztalat mert nem szoktam reliefet csinálni.
Ha valamit marni kell az meg max 20-30 perc alatt kész és nem nagyon melegedett fel, (kéz meleg volt)
Legnagyobb terhelés az a 63-as maró fejel telibe marás volt , de ritkán szoktam figyelni hogy melegszik-e.
Mondtam ha érdekel teszteld le személyesen nálam.
De mivel ott nincs pozíció visszacsatolás ezért csak a sebesség eléréséig ugrik meg. (elméletileg)
Melegedésre sincs nagyon tapasztalat mert nem szoktam reliefet csinálni.
Ha valamit marni kell az meg max 20-30 perc alatt kész és nem nagyon melegedett fel, (kéz meleg volt)
Legnagyobb terhelés az a 63-as maró fejel telibe marás volt , de ritkán szoktam figyelni hogy melegszik-e.
Mondtam ha érdekel teszteld le személyesen nálam.
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2012 február 05, 22:43
Írta: Sz.József Dátum 2012 február 05, 22:43
Kössz az infókat.
Ha jók lesznek az útviszonyok lehet szavadon foglak.
Nem lakom messze.
Ha jók lesznek az útviszonyok lehet szavadon foglak.
Nem lakom messze.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 15, 10:17
Írta: 000000000 Dátum 2012 február 15, 10:17
Szépnapot!
Keresek esztétikailag is jó megjelnésű,fém vázas cnc maró - gravírozó gépet művészeti vágyaim megvalósítására.Teljessen kompletten.A gép mérete elég a 30x20cm és kb 8-10 cm magasságot bírjon.Ha lehet tálcás(víznek) megoldással mert üveget is gravíroznék. azonnali kézpénz 240Ezer Ft,szintúgy keresek aki betanítaná a használatát órabér 1000Ft!
Köszönöm előre is !
Tel 0630 2522613 Károly Budapest
Email a képek miatt:elolvad kukac gmailcom
Keresek esztétikailag is jó megjelnésű,fém vázas cnc maró - gravírozó gépet művészeti vágyaim megvalósítására.Teljessen kompletten.A gép mérete elég a 30x20cm és kb 8-10 cm magasságot bírjon.Ha lehet tálcás(víznek) megoldással mert üveget is gravíroznék. azonnali kézpénz 240Ezer Ft,szintúgy keresek aki betanítaná a használatát órabér 1000Ft!
Köszönöm előre is !
Tel 0630 2522613 Károly Budapest
Email a képek miatt:elolvad kukac gmailcom
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 15, 10:27
Írta: 000000000 Dátum 2012 február 15, 10:27
Milyen esztergát tervezel építeni?
Mire szeretnéd használni?
Mire szeretnéd használni?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 február 15, 10:33
Írta: 000000000 Dátum 2012 február 15, 10:33
Szerintem kicsit eltéved az illető, mert Azt írta " jó megjelnésű,fém vázas cnc maró ".
Inkább az Eladó gépet keresek topik jobb lenne az ilyen hirdetésre.
Nem is értem miért ezt a topikot szúrta ki erre. [#idiota]
Inkább az Eladó gépet keresek topik jobb lenne az ilyen hirdetésre.
Nem is értem miért ezt a topikot szúrta ki erre. [#idiota]
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 február 15, 11:29
Írta: 5z7aew5x Dátum 2012 február 15, 11:29
Mán kezdtem örülni, hogy megint jön egy kis infó az építéshez...[#violent]
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2012 február 15, 12:31
Írta: s2k5ycubj Dátum 2012 február 15, 12:31
Ez mostanában divattá kezd válni,hogy "regisztrál" valaki, persze csak amit muszáj kitölti és egyből telelöki(szándékosan a telerosszja enyhébb verzióját használva) különböző "okosságokkal" a leg változatosabb topikot.
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2012 február 15, 12:33
Írta: s2k5ycubj Dátum 2012 február 15, 12:33
Elnézést,ha bántó voltam,nem személyes és ne haragudj!
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2012 február 16, 09:04
Írta: Kristály Árpád Dátum 2012 február 16, 09:04
[#eljen][#confused][#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: ht0cjk58i Dátum 2012 február 19, 05:15
Írta: ht0cjk58i Dátum 2012 február 19, 05:15
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/120219/ControP-Mont_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/120219/ControP-Mont_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Uraim, van a vatyerán AC motor jó áron, kb:40-50W-os lehet szerintetek ennyi elég lenne 1 ilyen gép mozgatásához,kezdem az alkatrészeket beszerezni hozzá.
Uraim, van a vatyerán AC motor jó áron, kb:40-50W-os lehet szerintetek ennyi elég lenne 1 ilyen gép mozgatásához,kezdem az alkatrészeket beszerezni hozzá.
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 február 19, 07:32
Írta: 5z7aew5x Dátum 2012 február 19, 07:32
Főorsó motornak szerintem karcsú lesz, ha csak nem valami irtó pici gépet építesz.[#nyes]
Cím: Re:CNC eszterga építő iskola
Írta: Szalai György Dátum 2012 február 19, 08:16
Írta: Szalai György Dátum 2012 február 19, 08:16
Valószínűleg persze hogy elég az 50W mellékhajtás teljesítmény egy ekkora kis hajlékony gépvázhoz.
De ha majd több adat világos lesz motorról és gépről, akkor F-nek, J-nek és a-nak érdemes utána számolnod, hogy mégis mire elég az 50Watt és mekkora áttétellel illesztheted optimálisan.
De ha majd több adat világos lesz motorról és gépről, akkor F-nek, J-nek és a-nak érdemes utána számolnod, hogy mégis mire elég az 50Watt és mekkora áttétellel illesztheted optimálisan.
Cím: Re:CNC eszterga építő iskola
Írta: Szalai György Dátum 2012 február 19, 08:22
Írta: Szalai György Dátum 2012 február 19, 08:22
Cím: Re:CNC eszterga építő iskola
Írta: Szalai György Dátum 2012 február 19, 08:40
Írta: Szalai György Dátum 2012 február 19, 08:40
Büdi van!
Azt írja, hogy 16 x 4 trapézmenetes orsók, állítható POM anyával, 0,01mm pontos, Z pontosság 0,005mm.
Az én etikai iránytűm is kisebb-nagyobb kilengésekkel mutatja a helyes irányt, de ekkorát nem mernék lódítani, csak ha senki sem hallja.
Szerintem még a menetfúró sem volt ennyire pontos, amivel vágta a menetet a POM anyába.
Azt írja, hogy 16 x 4 trapézmenetes orsók, állítható POM anyával, 0,01mm pontos, Z pontosság 0,005mm.
Az én etikai iránytűm is kisebb-nagyobb kilengésekkel mutatja a helyes irányt, de ekkorát nem mernék lódítani, csak ha senki sem hallja.
Szerintem még a menetfúró sem volt ennyire pontos, amivel vágta a menetet a POM anyába.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 február 19, 16:46
Írta: besirkyjh Dátum 2012 február 19, 16:46
Szia
Szerintem épiteni akar nem vásárolni .( bizom benne ) .Nekem a forgato belseje tetszik nagyon azzal a brutál tengellyel :).
Az árártol függ hogy mit ér .Látod hogy mindenre alkalmas , még piritost is csinál :(
Szerintem épiteni akar nem vásárolni .( bizom benne ) .Nekem a forgato belseje tetszik nagyon azzal a brutál tengellyel :).
Az árártol függ hogy mit ér .Látod hogy mindenre alkalmas , még piritost is csinál :(
Cím: Re:CNC eszterga építő iskola
Írta: Szalai György Dátum 2012 február 19, 17:17
Írta: Szalai György Dátum 2012 február 19, 17:17
Írja is a Zappali hogy a quarto asse az molto bene az ékszerészeti viasz lavori-hoz.
És hogy az egész megoldás costo particolarmente, annak ellenére, hogy l'estrema precisione.
[#nevetes1]
És hogy az egész megoldás costo particolarmente, annak ellenére, hogy l'estrema precisione.
[#nevetes1]
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 február 19, 17:31
Írta: besirkyjh Dátum 2012 február 19, 17:31
Na látod , igy kel extrém preciz olcso gépet eladni :))
Cím: Re:CNC eszterga építő iskola
Írta: ht0cjk58i Dátum 2012 február 19, 18:37
Írta: ht0cjk58i Dátum 2012 február 19, 18:37
Igen, építeni szeretnék ilyesmi gépet.Van 1-2 cuc már hozzá.A motort meg csak kérdeztem, mivel szerintem itt nem olyan a mozgás mint egy hagyományos marógépnek.
Cím: Re:CNC eszterga építő iskola
Írta: ht0cjk58i Dátum 2012 február 19, 18:50
Írta: ht0cjk58i Dátum 2012 február 19, 18:50
Jelen esetben léptecsek hajtják a vasat ezt szeretném ilyen kis AC motorokkal kiváltani,ha jól gondolom ennyi kb csak elég (50W).Persze majd ha konkrét adatok lesznek utána vissza térünk a számításokhoz.
Cím: Re:CNC eszterga építő iskola
Írta: ht0cjk58i Dátum 2012 február 24, 20:04
Írta: ht0cjk58i Dátum 2012 február 24, 20:04
Innen is eltűnt mindenki?
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2012 február 25, 01:54
Írta: Vetesi75 Dátum 2012 február 25, 01:54
Közepes méretű eszterga főhajtása esetén szerintetek ez mennyire járható út?
Villanymotor 220V/380V, 4p/16p, n=1450/340 /min, 3KW/1,5KW. Motor-főorsó közötti szíjhajtás 1:1. Frekvenciaváltóval szabályozás 2,5:1....1:2,5.
Főorsó alacsony fordulatú tartomány állna n=140...850 és magas fordulatú tartomány n=580...3600/min-ig.
Létezik egyáltalán ilyen frekvenciaváltó, amivel (vagy akár 2db-bal) ez a pólusszám átkapcsolásos hajtás korrekt módon megoldható - akár a motor tekercselésének átkapcsolása vagy motor áttekercselés árán is? Utóbbi gondolatom a 380V-os feszültség iránti aggodalmam miatt támadt.
Villanymotor 220V/380V, 4p/16p, n=1450/340 /min, 3KW/1,5KW. Motor-főorsó közötti szíjhajtás 1:1. Frekvenciaváltóval szabályozás 2,5:1....1:2,5.
Főorsó alacsony fordulatú tartomány állna n=140...850 és magas fordulatú tartomány n=580...3600/min-ig.
Létezik egyáltalán ilyen frekvenciaváltó, amivel (vagy akár 2db-bal) ez a pólusszám átkapcsolásos hajtás korrekt módon megoldható - akár a motor tekercselésének átkapcsolása vagy motor áttekercselés árán is? Utóbbi gondolatom a 380V-os feszültség iránti aggodalmam miatt támadt.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 február 25, 10:37
Írta: svejk Dátum 2012 február 25, 10:37
A frekiváltónak majdnem mindegy milyen tekercselési elrendezést(pólusszámot) hajt meg, csak a feszültségek/menetszámok passzoljanak.
Viszont amelyik motor 4 póluson tudja 3 kW-ot az majdnem kizárt hogy tudja 16 póluson az 1,5 kW-ot.
Esztergánál, -de marónál sem- úszod meg a mechanikus előváltót.
Hacsak nem valami modern AC hajtást használsz 10-szeresen túlméretezett motorral.
Viszont amelyik motor 4 póluson tudja 3 kW-ot az majdnem kizárt hogy tudja 16 póluson az 1,5 kW-ot.
Esztergánál, -de marónál sem- úszod meg a mechanikus előváltót.
Hacsak nem valami modern AC hajtást használsz 10-szeresen túlméretezett motorral.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 február 25, 10:39
Írta: svejk Dátum 2012 február 25, 10:39
Előváltón esztergánál legalább egy db 1:6-1:8 köztire gondolok. A többit már úgy ahogy elvégzik a visszacsatolt, de legalább vektoros frekiváltók.
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 február 25, 10:43
Írta: 5z7aew5x Dátum 2012 február 25, 10:43
Szerintem egy picit túl van bonyolítva, és van 1-2 érdekes pont is. Pl.: Hogyan lesz az 1450 fordulatból a főorsón 3600, ha az áttétel 1:1. Vagy túl akarod pörgetni a motort? Ezen kívűl nem látom értelmét a motor pólusváltásának. A frekiváltók elég széles fordulatszám tartományban tudnak "majdnem" állandó nyomatékot. [#email]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 február 25, 11:12
Írta: svejk Dátum 2012 február 25, 11:12
Nyomatékot bizonyos ideig akár még többet is mint a motor névlegese, de még ez a több is édeskevés alacsony fordulatú esztergáláshoz.
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2012 február 25, 15:55
Írta: Vetesi75 Dátum 2012 február 25, 15:55
Az adattáblája szerint tudja 16 póluson a 1,5KW-ot. (kb. 340-es fordulaton) Pólusszámváltásra azért hajaznék, mert így alacsony tartományban a nyomaték kétszerese lenne, mintha 4pólusban csak frekiváltóval lassítanám. 14cm-nél nagyobb munkadarab átmérőben nem igazán gondolkodok, az alacsony fordulat szinte csak fúrásra, menetelésre kellene. A mechanikus váltást szeretném megúszni. Hosszútávú tervként a CNC-sítése is szerepel, de az eredeti főhajtástól már most is szívesen megválnék, mert lassan eléri a használhatatlan kategóriát.
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2012 február 25, 15:56
Írta: Vetesi75 Dátum 2012 február 25, 15:56
Igen. Túl szeretném pörgetni. Névleges fordulatszám felett csökkenne a nyomaték.
Cím: Re:CNC eszterga építő iskola
Írta: jani300 Dátum 2012 február 25, 16:24
Írta: jani300 Dátum 2012 február 25, 16:24
Szerintem csak két külön tekercseléssel tudja a motor a 4-16 pólust . 2-4 ,8-16 stb szokott lenni a pólusátkacsolás . Nekem is van 4 sebességű motorom de az két külön tekercseléssel ,oldja meg ,cordia fúrógép .
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2012 február 25, 16:47
Írta: Vetesi75 Dátum 2012 február 25, 16:47
Passz. A motort még csak fényképen láttam. Most azt kellene eldöntenem, hogy megvegyem vagy ne.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 április 09, 18:37
Írta: 000000000 Dátum 2012 április 09, 18:37
Itt meg semmi új nem történik?Vagy csak egy ilyen fellángolás volt?
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 április 10, 06:10
Írta: besirkyjh Dátum 2012 április 10, 06:10
Szia
Már olyan sok projekted van hogy nem akarunk még ezzel is terhelni :))
Azért a fü alatt biztos készül egy két három darab kis masina !
Már olyan sok projekted van hogy nem akarunk még ezzel is terhelni :))
Azért a fü alatt biztos készül egy két három darab kis masina !
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2012 április 10, 16:13
Írta: Kristály Árpád Dátum 2012 április 10, 16:13
Halihóóó!
Jól gondolod!
Csak még nem aktuális a dicsekvés.... anyaggyűjtés folyik....
[#circling][#confused][#wink][#wow1][#worship]
Jól gondolod!
Csak még nem aktuális a dicsekvés.... anyaggyűjtés folyik....
[#circling][#confused][#wink][#wow1][#worship]
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 április 10, 16:41
Írta: 5z7aew5x Dátum 2012 április 10, 16:41
Nem fellángolás volt. [#circling] Épülgetnek a darabok...
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 április 10, 17:36
Írta: besirkyjh Dátum 2012 április 10, 17:36
Látod a rutinosabbak már csak a kész géppel jelenkeznek majd :))
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 április 10, 18:10
Írta: robroy007 Dátum 2012 április 10, 18:10
az anyag gyűjtést alatt remélem nem papírra gondoltál hanem szerkezeti acélra meg hasonlókra a masinádhoz [#nyes]
egy folyamatban lévő cnc eszterga biztosan lesz a debreceni találkozón remélhetőleg ha másként nem is de kézzel lehet majd forgatni addigra
egy folyamatban lévő cnc eszterga biztosan lesz a debreceni találkozón remélhetőleg ha másként nem is de kézzel lehet majd forgatni addigra
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2012 április 10, 19:16
Írta: s2k5ycubj Dátum 2012 április 10, 19:16
Kár,mert érdekes amikor készül egy gép. És a menet közbeni konstrukcióváltások,átalakítások,stb.Szeretem végignézni,aki csak a készt mutatja be az sokakat megfoszt az alkotás,még ha más csinálja is,örömétől.
Cím: Re:CNC eszterga építő iskola
Írta: u3xrz0cut Dátum 2012 április 10, 19:43
Írta: u3xrz0cut Dátum 2012 április 10, 19:43
[#eljen]Nem beszélve a közben kialakult és megvalósitott kreatív megoldásokról, ami egymás segítségére lenne!!
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 április 10, 21:24
Írta: besirkyjh Dátum 2012 április 10, 21:24
Ha nézed a többi topickot akkor beláthatod hogy ettöl tartanak sokan .
" Nem beszélve a közben kialakult és megvalósitott kreatív megoldásokról, ami egymás segítségére lenne!! "
Lehet a kész gépröl utolag is böséges infokat adni mert közben készülnek fotok rola .
" Nem beszélve a közben kialakult és megvalósitott kreatív megoldásokról, ami egymás segítségére lenne!! "
Lehet a kész gépröl utolag is böséges infokat adni mert közben készülnek fotok rola .
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2012 április 10, 21:49
Írta: s2k5ycubj Dátum 2012 április 10, 21:49
Mindig mindenhol vannak olyan "kritikusok"(hogy ne bántsak meg senkit)akik a véleményükkel egy mondatból összezúzzák az embert az "okosságaikkal". Nekem is van ilyen ismerősöm,nem direkt csinálják,egyszerűen ilyenek.Ezt el kell fogadni és százszor jobb lesz a világ.Csak nézd meg mi volt a hatvani tali topikban... Pedig ezek az emberek nem haragszanak egymásra igazán,mégis hetekig civakodtak a semmin.Nem kell mindig mindent komolyan venni és mellre szívni,sokkal könnyebb úgy az élet!Ilyenkor mindig aarra gondolok,hogy miért van az embernek két füle... Viszont a szerintem sokkal szélesebb réteg élvezettel,esetleg álmodozva nézi,olvassa amit más alkot,esetleg hozzá szól. Az,hogy ezt számodra miképp értékeled rajtad múlik,de ha nem mutatsz semmit,lehet,hogy sok jó és fontos ötletet hagysz ki és sokakat megfosztasz az élménytől.Azért ezt gondolja át mindenki! Mostanában minden munkámról csinálok képeket és,ha arra érdemesnek látom szinte egyből megosztom,és várom a reakciókat.Mivel ezt sokan tesszük komoly segítséget nyújtunk egymásnak,szerintem erről szól egy közösséghez tartozni,és tagjának lenni.Én sok örömöm lelem benne!
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 április 10, 22:26
Írta: besirkyjh Dátum 2012 április 10, 22:26
És még igazad is van !!
Nekem például elég annyi hogy : " mindenki ugy rontja el a gépét ahogy akarja " , kicsit melbevágo ez .
Az a gond hogy mindenkinek igaza van és nem mindenki hajlando a kompromisszumra .
Ebböl alakulnak ki a viták mert van aki a gépépitö védelme érdekében kénytelen vitatkozni és van aki mindent figyelmen kivül hagy és ragaszkodik az Ö saját elképzeléséhez anélkül hogy sok tényezöt figyelembe venne elöbb .
Tudod sok olyan emberrel találkozom itt akik ugy nevezett flegmatikus tipusuak és nekik meg kel mondani a tutit de nem tud választani a sok okos megoldás közül .Akkor már sokkal jobban járunk ha a saját ötleteiben támogatjuk anélkül hogy az ambicioja csökkenne .
Ez az eszterga téma amugy is egy ujdonság itt , sok a buktatoja és nem is olyan egyszerü az egész .
Robival terveztünk egy masinát és eddig jonak néz ki ( bár ebben is van hiba , de nem nagy ) .Most készül a föorso és a föorsoház is .Utánna jöhet az összeállitás és a forgato ( kb ebben a sorrendben ) .Az hogy lesznek-e fotok legyenn az Ö dolga , én ha akarnék sem tudnék tenni mert az FTP nem müködik és máshová nem vagyok hajlando tenni képeket ( nincs is fényképezögépem ) .
Nekem például elég annyi hogy : " mindenki ugy rontja el a gépét ahogy akarja " , kicsit melbevágo ez .
Az a gond hogy mindenkinek igaza van és nem mindenki hajlando a kompromisszumra .
Ebböl alakulnak ki a viták mert van aki a gépépitö védelme érdekében kénytelen vitatkozni és van aki mindent figyelmen kivül hagy és ragaszkodik az Ö saját elképzeléséhez anélkül hogy sok tényezöt figyelembe venne elöbb .
Tudod sok olyan emberrel találkozom itt akik ugy nevezett flegmatikus tipusuak és nekik meg kel mondani a tutit de nem tud választani a sok okos megoldás közül .Akkor már sokkal jobban járunk ha a saját ötleteiben támogatjuk anélkül hogy az ambicioja csökkenne .
Ez az eszterga téma amugy is egy ujdonság itt , sok a buktatoja és nem is olyan egyszerü az egész .
Robival terveztünk egy masinát és eddig jonak néz ki ( bár ebben is van hiba , de nem nagy ) .Most készül a föorso és a föorsoház is .Utánna jöhet az összeállitás és a forgato ( kb ebben a sorrendben ) .Az hogy lesznek-e fotok legyenn az Ö dolga , én ha akarnék sem tudnék tenni mert az FTP nem müködik és máshová nem vagyok hajlando tenni képeket ( nincs is fényképezögépem ) .
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 április 11, 05:20
Írta: 000000000 Dátum 2012 április 11, 05:20
Egyetértek Veled!
Én is nagyon szeretem a képekkel illusztrált építő topicokat.
Én is nagyon szeretem a képekkel illusztrált építő topicokat.
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2012 április 11, 05:52
Írta: Sz.József Dátum 2012 április 11, 05:52
Azt hiszem jól összefoglaltad a lényeget...
[#eljen]
[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: eivmhrm04 Dátum 2012 április 11, 06:16
Írta: eivmhrm04 Dátum 2012 április 11, 06:16
Teljesen egyetértek veled
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 április 11, 09:57
Írta: 5z7aew5x Dátum 2012 április 11, 09:57
Kedves Fórumtársak!
Több gondolat is megfogant bennem az előző hozzászólások kapcsán.
Elsőként az, hogy egy ideig a topikomban közzétettem azt, hogy miként készül a gépem, de nem látszott, hogy bárkit is érdekelne. Tettem fel kérdést is a rutinos gépépítőknek de választ érdemben nem kaptam. Mindemellett el is kezdtek a kollégák offolni rendesen. Úgy ítéltem meg, hogy nem éri meg befektetni azt a többlet energiát amibe bele kerül a lépésről-lépésre való dokumentálás és építési leírás közlése.
Másodsorban a hatvani találkozón felmértem azt is, hogy az ott lévők közül, kik azok akikkel érdemben érdemes tárgyalni. Azokkal már telefonon, e-mail útján kapcsolatban vagyok.
Harmadsorban azt látom, hogy sokan tévednek ide gép építési szándékkal úgy, hogy műszaki alapismeretekkel nincsenek tisztában. Próbáltam egy fordulatszám mérés kapcsán Fórumtársat rávezetni arra, hogy azért nem biztos, hogy kellő műszaki probléma felismerő és megoldó képesség nélkül, "kész építő kocka" elemekből tutira jó megoldás fog születni...
Nos ezek azok a dolgok ami miatt különösebben nem publikálom az építés menetét.
Majd egyszer, ha elkészülök és lesz hozzá indíttatásom, akkor lehet egy talira is elviszem, bár komoly hátteret igényel a gép logosztikája mert bőven több mint negyed tonna a "kicsike".
Több gondolat is megfogant bennem az előző hozzászólások kapcsán.
Elsőként az, hogy egy ideig a topikomban közzétettem azt, hogy miként készül a gépem, de nem látszott, hogy bárkit is érdekelne. Tettem fel kérdést is a rutinos gépépítőknek de választ érdemben nem kaptam. Mindemellett el is kezdtek a kollégák offolni rendesen. Úgy ítéltem meg, hogy nem éri meg befektetni azt a többlet energiát amibe bele kerül a lépésről-lépésre való dokumentálás és építési leírás közlése.
Másodsorban a hatvani találkozón felmértem azt is, hogy az ott lévők közül, kik azok akikkel érdemben érdemes tárgyalni. Azokkal már telefonon, e-mail útján kapcsolatban vagyok.
Harmadsorban azt látom, hogy sokan tévednek ide gép építési szándékkal úgy, hogy műszaki alapismeretekkel nincsenek tisztában. Próbáltam egy fordulatszám mérés kapcsán Fórumtársat rávezetni arra, hogy azért nem biztos, hogy kellő műszaki probléma felismerő és megoldó képesség nélkül, "kész építő kocka" elemekből tutira jó megoldás fog születni...
Nos ezek azok a dolgok ami miatt különösebben nem publikálom az építés menetét.
Majd egyszer, ha elkészülök és lesz hozzá indíttatásom, akkor lehet egy talira is elviszem, bár komoly hátteret igényel a gép logosztikája mert bőven több mint negyed tonna a "kicsike".
Cím: Re:CNC eszterga építő iskola
Írta: v2vhwz32z Dátum 2012 április 11, 10:11
Írta: v2vhwz32z Dátum 2012 április 11, 10:11
Szia!
Szerintem úgy érdemes a kérdést megközelíteni, hogy ha kapok (például választ a kérdéseimre) akkor igyekszem adni is cserébe. Én publikálom amit csinálok, lehet nem túl magas fokon.. de mégis jól jöhet másnak, aki ugyanott kezdte ahol én. A jó indulatú kritikát köszönöm, megelőzés végett igyekszem erőm feletti minőségben dolgozni, ami leginkább saját érdekem.
Szerintem ez egy jó közösség!
Szerintem úgy érdemes a kérdést megközelíteni, hogy ha kapok (például választ a kérdéseimre) akkor igyekszem adni is cserébe. Én publikálom amit csinálok, lehet nem túl magas fokon.. de mégis jól jöhet másnak, aki ugyanott kezdte ahol én. A jó indulatú kritikát köszönöm, megelőzés végett igyekszem erőm feletti minőségben dolgozni, ami leginkább saját érdekem.
Szerintem ez egy jó közösség!
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 április 11, 10:37
Írta: 5z7aew5x Dátum 2012 április 11, 10:37
Köszi, hogy egy kicsit feljebb emelted a topikom.[#worship]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 április 11, 12:55
Írta: svejk Dátum 2012 április 11, 12:55
Ez egy nyitott, gyakorlatilag moderálatlan fórum, ide boldog-boldogtalan bejár.
Tudván tudom hogy vannak köztünk többdiplomás mérnökök, jogász, agysebész és van segédmunkás és testi fogyatékos is. Általában megférünk egymás mellet.
Attól hogy nem szólnak hozzá a topicodhoz még sokan olvassák.
Ha nem írnak nagy valószínűséggel jó úton haladsz nem csinálsz oltári hülyeséget, de nincsenek világmegváltó ötletek benne, ezért nem írnak.
A kritikát el kell tudni viselni, ha valótlan, úgyis megvédenek mások is. Persze ebből a végén óhatatlanul off lesz.
A hatvani találkozón nem volt ott mindenki erről a fórumról...
Annak örülj, hogy Te tisztában vagy sok minden dologgal, de ne nézd le a kezdőket. Attól hogy nem tudja mondjuk az elektronikában a csomóponti törvényt még lehet olyan dolog amit tudhat amit Te nem.
Természetesen a publikálás nem kötelező, csak egy lehetőség, hogy a fórumtársak megismerjenek, és még jobban tiszteljék a tudásod.
250 kg nem számít nagy gépnek, bőven a mobil kategória, persze előrelátással a mobilitást még könnyebbé lehet tenni.
Tudván tudom hogy vannak köztünk többdiplomás mérnökök, jogász, agysebész és van segédmunkás és testi fogyatékos is. Általában megférünk egymás mellet.
Attól hogy nem szólnak hozzá a topicodhoz még sokan olvassák.
Ha nem írnak nagy valószínűséggel jó úton haladsz nem csinálsz oltári hülyeséget, de nincsenek világmegváltó ötletek benne, ezért nem írnak.
A kritikát el kell tudni viselni, ha valótlan, úgyis megvédenek mások is. Persze ebből a végén óhatatlanul off lesz.
A hatvani találkozón nem volt ott mindenki erről a fórumról...
Annak örülj, hogy Te tisztában vagy sok minden dologgal, de ne nézd le a kezdőket. Attól hogy nem tudja mondjuk az elektronikában a csomóponti törvényt még lehet olyan dolog amit tudhat amit Te nem.
Természetesen a publikálás nem kötelező, csak egy lehetőség, hogy a fórumtársak megismerjenek, és még jobban tiszteljék a tudásod.
250 kg nem számít nagy gépnek, bőven a mobil kategória, persze előrelátással a mobilitást még könnyebbé lehet tenni.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 április 11, 15:22
Írta: 000000000 Dátum 2012 április 11, 15:22
Ez így van, ahogy írod!
Én 330 kg-os gépet gurítottam be a hatvani Talira.(Nagypiros)
Én 330 kg-os gépet gurítottam be a hatvani Talira.(Nagypiros)
Cím: Re:CNC eszterga építő iskola
Írta: v2vhwz32z Dátum 2012 április 11, 16:20
Írta: v2vhwz32z Dátum 2012 április 11, 16:20
Nincs miért, tedd fel mindig amit csinálsz. Aztán időnként jönnek majd a kérdések, ezt-azt hogy oldottad meg, aztán mindig feljössz a "süllyesztőből", mint a Vbodi topikja..
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 április 11, 16:58
Írta: 5z7aew5x Dátum 2012 április 11, 16:58
off:
Tisztában vagyok azzal amit leírtál, nem is akartam senkit megbántani. Mások lenézése meg olyan távol van tőlem mint Makó Jeruzsálemtől. Ha valakit akaratomon kívül megbántottam attól bocsánatot kérek!
Segíteni pedig bárkinek, bármikor ismeretlenül is megteszem, mint ahogy erre már példa is volt itt a fórumon.
Oké! Folytatom a publikálást...[#worship][#taps][#email]
Tisztában vagyok azzal amit leírtál, nem is akartam senkit megbántani. Mások lenézése meg olyan távol van tőlem mint Makó Jeruzsálemtől. Ha valakit akaratomon kívül megbántottam attól bocsánatot kérek!
Segíteni pedig bárkinek, bármikor ismeretlenül is megteszem, mint ahogy erre már példa is volt itt a fórumon.
Oké! Folytatom a publikálást...[#worship][#taps][#email]
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 április 11, 16:58
Írta: 5z7aew5x Dátum 2012 április 11, 16:58
on:
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 április 11, 18:55
Írta: svejk Dátum 2012 április 11, 18:55
Ez a beszéd!! [#eljen]
Tudod, aki csak b@szogat az kapja be:)
Egyébként érdekes, hogy majd mindenkinél meg lehet figyelni egy vagy több elkedvetlenedő időszakot.
Egyszer még Vbodi barátom is bedobta az unalmast. :)
Én meg már többször is :(
Tudod, aki csak b@szogat az kapja be:)
Egyébként érdekes, hogy majd mindenkinél meg lehet figyelni egy vagy több elkedvetlenedő időszakot.
Egyszer még Vbodi barátom is bedobta az unalmast. :)
Én meg már többször is :(
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 április 11, 21:58
Írta: 000000000 Dátum 2012 április 11, 21:58
Szerintem épp ettől szép az élet,hogy nem vagyunk egyformák.Az időnkénti kis összezörrenésektől eltekintve én nagyon szeretem ezt kis közösséget!Jó vannak itt olyan emberek is akiknek ami a szívükön az a szájukon,de hát ha senki sem merné megmondani a tutit akkor mi lenne itt?A kritikát is el kell tudni viselni és normális hangnemben válaszolni is kell rá,nem kel tőle megsértődni,hiszen erről szól ez az oldal,hogy segítsünk egymásnak.Természetesen ha igazunk van akkor azt is tudni kell megvédeni,mert nem biztos,hogy minden jó amit tanácsolnak,de próbáljunk meg elfogulatlanok lenni a saját elképzeléseinkkel szemben is.
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2012 április 11, 22:02
Írta: s2k5ycubj Dátum 2012 április 11, 22:02
Igazad van.[#eljen][#eljen][#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2012 április 13, 07:52
Írta: Kristály Árpád Dátum 2012 április 13, 07:52
Halihóóó!
Nehogy azt higgyétek...nem halad az emberfia!
Tegnap, pl: sikerült végre szert tennem egy 200-as átmerőjű, 6-T-núttal rendelkező tárcsára!
Ez nagyon szükséges volt a szerszámcserélő megépítésére....
Most hatszögletűre szeretném marni...de mikkor?
Apropó---Halásztelken vettem a Gálnál
[#confused][#wink][#worship]
Nehogy azt higgyétek...nem halad az emberfia!
Tegnap, pl: sikerült végre szert tennem egy 200-as átmerőjű, 6-T-núttal rendelkező tárcsára!
Ez nagyon szükséges volt a szerszámcserélő megépítésére....
Most hatszögletűre szeretném marni...de mikkor?
Apropó---Halásztelken vettem a Gálnál
[#confused][#wink][#worship]
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 április 13, 08:06
Írta: besirkyjh Dátum 2012 április 13, 08:06
Szia
Eddig ugy néz ki hogy 10 tárhelyest épitünk és rud anyagbol lesz kimarva , jo széles lesz hogy a külsö paláston is lehessen rögziteni a szerszámtartot !
Eddig ugy néz ki hogy 10 tárhelyest épitünk és rud anyagbol lesz kimarva , jo széles lesz hogy a külsö paláston is lehessen rögziteni a szerszámtartot !
Cím: Re:CNC eszterga építő iskola
Írta: 5z7aew5x Dátum 2012 április 13, 08:26
Írta: 5z7aew5x Dátum 2012 április 13, 08:26
Van valami "grafikus megtekinthetőség" ?
Ferde ágyas lesz, vagy vízszintes?
Ferde ágyas lesz, vagy vízszintes?
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 április 13, 08:50
Írta: robroy007 Dátum 2012 április 13, 08:50
van róla de mire az elfogadható monitorképes formába kerülne addigra a debreceni találkozón hamarabb megláthatod
ferde ágyas, 300/160 munkaterület
10 szerszámtár tervek szerint
ferde ágyas, 300/160 munkaterület
10 szerszámtár tervek szerint
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 május 01, 19:41
Írta: 9pk59nuy Dátum 2012 május 01, 19:41
Na mivan kreatívkáim? Hee? Mindenki átment batterilóba?
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 május 01, 21:09
Írta: robroy007 Dátum 2012 május 01, 21:09
nem nem nekem tegnap állt össze a főorsó házam, remélem szombaton sikerül összedobni csavarok nélkül,hogy láthatóvá tegyem a találkozón
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 május 19, 22:22
Írta: 9pk59nuy Dátum 2012 május 19, 22:22
Na és mi fogja majd hajtani a főorsót? Mert én már két éve szívok a hajtással. Az M3 nem nagyon együttműködő ebben az ügyben. A step-dirt szeretném stabilra beüzemelni, de nem akaródzik neki rendesen működni.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 május 20, 00:07
Írta: besirkyjh Dátum 2012 május 20, 00:07
Szia
Ez még elég képlékeny .
Van két lehetöség : az egyik egy E670-es DC szervo , a másik egy 750W-os AC szervo mind kettö hajtásra vár ( a DC esélyesebb ) de még addig sok a más melo vele !
Ez még elég képlékeny .
Van két lehetöség : az egyik egy E670-es DC szervo , a másik egy 750W-os AC szervo mind kettö hajtásra vár ( a DC esélyesebb ) de még addig sok a más melo vele !
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 május 20, 07:04
Írta: 9pk59nuy Dátum 2012 május 20, 07:04
Én is voltam ebben a szakaszban, akkor azt hittem, hogy még néhány esztergált csavar, és boldogan használom a gépet. Igazából a mechanikai problémákat jól lehet kezelni, a Mach3 az igazi kihívás. Tapasztalataim szerint az csak álom, hogy egy olyan verzió létezik ami tudja azt a feltételt, hogy step-dir orsóvezérléssel, index és timing szinkronnal, valamint a hosszú kúp esztergálásához feltétlenül szükséges megtorpanásmentes g1 mozgással rendelkezzen. És ezek csak a főbb problémák...
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 május 20, 12:00
Írta: besirkyjh Dátum 2012 május 20, 12:00
Lehet hogy pedállal kel hajtani majd de menni fog az biztos :)
Ezeket a szoftveres vacakolásokat Robira bizom .
Had szenvedjen Ö vele , van nekem dolgom elég :))
[#awink]
Ezeket a szoftveres vacakolásokat Robira bizom .
Had szenvedjen Ö vele , van nekem dolgom elég :))
[#awink]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 november 01, 18:14
Írta: 000000000 Dátum 2012 november 01, 18:14
Jó napot mindenkinek!
Nem tudtam melyik topikba is írjak elöször, de ezt találtam a legideálisabbnak. Eléggé kis tudású vagyok ezen területen és elektronikai ismereteim legalább ennyire alacsony. Az alap elképzelésem egy Mach3 vezérelt gép. Az ötlet egy meglévő hagyományos esztergapad átalakítása cnc vezérelté! Hossz és keresztirányba golyósorsó léptető motorral hajtva az ötlet. Főorsó meghajtására komplett servo, jeladóval nyomatéktartóval lenne meghajtva. A tudás itt kezd egyre kimerültebb lenni. Ha egy megfelelő vezérlőt véve irányíthatom a léptető motorokat és a servot is? Vagy ez nem így működik. Válaszokat tanácsokat előre is köszönöm.
Nem tudtam melyik topikba is írjak elöször, de ezt találtam a legideálisabbnak. Eléggé kis tudású vagyok ezen területen és elektronikai ismereteim legalább ennyire alacsony. Az alap elképzelésem egy Mach3 vezérelt gép. Az ötlet egy meglévő hagyományos esztergapad átalakítása cnc vezérelté! Hossz és keresztirányba golyósorsó léptető motorral hajtva az ötlet. Főorsó meghajtására komplett servo, jeladóval nyomatéktartóval lenne meghajtva. A tudás itt kezd egyre kimerültebb lenni. Ha egy megfelelő vezérlőt véve irányíthatom a léptető motorokat és a servot is? Vagy ez nem így működik. Válaszokat tanácsokat előre is köszönöm.
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2012 november 01, 18:25
Írta: s2k5ycubj Dátum 2012 november 01, 18:25
Nézd meg a "főcím"-ben is található t2cnc.hu-t. Sokkal jobban áttekinthetővé válik a kép,érdemes türelmesen végigböngészni a különböző leírásokat. És már csak egy kis "apró" kell a megvalósításhoz. Azért a golyóorsónál azt is számolni kell,hogy a forgácsolóerő megpróbálja a szánokat elmozdítani és a léptetőnek azt meg kell tudni akadályozni.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 november 01, 18:37
Írta: 9pk59nuy Dátum 2012 november 01, 18:37
"Ha egy megfelelő vezérlőt véve irányíthatom a léptető motorokat és a servot is?"
Ha a Mach3-at tekintjük egy megfelelő vezérlőnek, akkor igen. Viszont a Mach3 és a motorok között van egy-egy motorspecifikus vezérlőelektronika. Ezeket a motorokkal együtt kell beszerezni. Ezeket pedig egy megfelelően méretezett tápegység látja el energiával.
A főorsómotornál nem követelmény a szervo hajtás. A meglevő gép eredeti motorja kiválóan működik első lépésben. Kisérletezni, tapasztalatot szerezni lehet úgy is, hogy "csak" a szánmozgást vezérli a Mach3. Első ugrásra én ezt javaslom.
Ha a Mach3-at tekintjük egy megfelelő vezérlőnek, akkor igen. Viszont a Mach3 és a motorok között van egy-egy motorspecifikus vezérlőelektronika. Ezeket a motorokkal együtt kell beszerezni. Ezeket pedig egy megfelelően méretezett tápegység látja el energiával.
A főorsómotornál nem követelmény a szervo hajtás. A meglevő gép eredeti motorja kiválóan működik első lépésben. Kisérletezni, tapasztalatot szerezni lehet úgy is, hogy "csak" a szánmozgást vezérli a Mach3. Első ugrásra én ezt javaslom.
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2012 november 01, 18:41
Írta: s2k5ycubj Dátum 2012 november 01, 18:41
[#eljen][#eljen][#eljen] Igazad van! Biztos,hogy sok szívást lehet így elkerülni. És ha már ok minden jöhet a szervóhajtás,ha még szükséges.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 november 01, 19:26
Írta: 9pk59nuy Dátum 2012 november 01, 19:26
Én végigjártam néhány (amatőr) hajtás kínjait:
DC motor stabilizálatlan tápegységgel
DC motor stabilizált tápegységgel
DC Servómotor step-dir meghajtással (3 féle vezérlő)
AC egyfázis elko segédfázissal. Eszterga saját 700W-os motorja. (Ez a legkevésbé problémás!!!)
Valamennyi motorral hibátlan menetet lehet vágni.
DC motor stabilizálatlan tápegységgel
DC motor stabilizált tápegységgel
DC Servómotor step-dir meghajtással (3 féle vezérlő)
AC egyfázis elko segédfázissal. Eszterga saját 700W-os motorja. (Ez a legkevésbé problémás!!!)
Valamennyi motorral hibátlan menetet lehet vágni.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 november 01, 19:33
Írta: 9pk59nuy Dátum 2012 november 01, 19:33
Valami kimaradt: DC Szervók közül a Sneci féle lett a legjobb.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2012 november 01, 19:42
Írta: KoLa Dátum 2012 november 01, 19:42
Próbáld ki a LinuxCnc-t is! esztergálásra sokkal jobb mint a Mach3, vagyis menetvágásra és fordulatonkénti előtolásra is, lehet használni!változgató' főorsó fordulatszám esetén is!nem a főorsónk szervó, hanem a léptetés! a főorsó diktálja a lépéseket a tengelyeknek!nagyon jó!
Nekem elhiheted! kb fél éve tértem át az EMC2-re azóta egyetlen egyszer sem használtam a Mach3-t az esztergán, úgy elfelejtettem ahogy van.
Pedig a Mach3-al is évekig dolgoztam az esztergán! csak ott nem olyan stabil a rendszer!nagyon lebeg az egyensúly...
Nekem elhiheted! kb fél éve tértem át az EMC2-re azóta egyetlen egyszer sem használtam a Mach3-t az esztergán, úgy elfelejtettem ahogy van.
Pedig a Mach3-al is évekig dolgoztam az esztergán! csak ott nem olyan stabil a rendszer!nagyon lebeg az egyensúly...
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2012 november 01, 19:51
Írta: s2k5ycubj Dátum 2012 november 01, 19:51
És milyen szép kúpos rönkhasítókat csinálsz vele![#eljen][#eljen][#eljen][#wave]
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2012 november 01, 20:27
Írta: KoLa Dátum 2012 november 01, 20:27
"is"[#wave]
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2012 november 01, 20:36
Írta: s2k5ycubj Dátum 2012 november 01, 20:36
Mikor látunk új videókat?
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 november 01, 20:38
Írta: TROMF22 Dátum 2012 november 01, 20:38
Tiszteletre méltó a kitartásod (és a kíváncsiságod).
Ezek a próbák egyazon gépen, a 700W hajtóteljesítmény tartományban történtek?
Vagy éppen ezt akartad növelni?
Esetleg a megmunkáló programhoz jobban illeszkedő hajtást kerestél?
Azt már írtad, hogy melyik volt a legkevésbé problémás, de melyik volt a legmeggyőzőbb.
Pl. egy új építésnél melyikre voksolnál?
Ezek a próbák egyazon gépen, a 700W hajtóteljesítmény tartományban történtek?
Vagy éppen ezt akartad növelni?
Esetleg a megmunkáló programhoz jobban illeszkedő hajtást kerestél?
Azt már írtad, hogy melyik volt a legkevésbé problémás, de melyik volt a legmeggyőzőbb.
Pl. egy új építésnél melyikre voksolnál?
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2012 november 01, 20:42
Írta: KoLa Dátum 2012 november 01, 20:42
Tényleg! mostanában nem sokat készítettem![#sir][#ijedt][#vigyor3]
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 november 02, 10:37
Írta: 9pk59nuy Dátum 2012 november 02, 10:37
Nem kell növelni a 700W-ot ha váltható az áttétel.
A próbák: 50W - 1000W-ig. (A step-dir kivételével mindegyik áttételváltós).
Új gép építésénél törekszem a komfortos vagyis Mach3-bol történő lehető legnagyobb fokú vezérlésre (forgásirány, fordulatszám).
A próbák: 50W - 1000W-ig. (A step-dir kivételével mindegyik áttételváltós).
Új gép építésénél törekszem a komfortos vagyis Mach3-bol történő lehető legnagyobb fokú vezérlésre (forgásirány, fordulatszám).
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 november 02, 10:38
Írta: 9pk59nuy Dátum 2012 november 02, 10:38
Tromf22-nek válaszoltam a 806-os hozzászólásomban.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 november 02, 10:57
Írta: TROMF22 Dátum 2012 november 02, 10:57
Válaszod minden sorával egyetértek.
Eszterga esetében 1000W fölötti főorsóhajtás szerintem már tullépi a szigorúan vett Hobby kategóriát.
Legalább egy, jól megválasztott mechanikus áttételt nem lehet megúszni. Ez persze nem jelenti azt, hogy a szíjat feltétlenül kézzel kell pakolgatni. Van erre megoldás, kicsit megdobja a költségeket, de még programból is vezérelhető.
Az EMC2-ről minél többet olvasok annál szimpatikusabb.
Csak kettő problémám van.
A Linux eddig még távolról sem érintett meg.
Időmet és energiámat felbecsülve, épp elég lesz egy darab felhasználó-barát program lelkivilágát valamelyest megismerni.
És ez a Mach3 felé irányít.
Eszterga esetében 1000W fölötti főorsóhajtás szerintem már tullépi a szigorúan vett Hobby kategóriát.
Legalább egy, jól megválasztott mechanikus áttételt nem lehet megúszni. Ez persze nem jelenti azt, hogy a szíjat feltétlenül kézzel kell pakolgatni. Van erre megoldás, kicsit megdobja a költségeket, de még programból is vezérelhető.
Az EMC2-ről minél többet olvasok annál szimpatikusabb.
Csak kettő problémám van.
A Linux eddig még távolról sem érintett meg.
Időmet és energiámat felbecsülve, épp elég lesz egy darab felhasználó-barát program lelkivilágát valamelyest megismerni.
És ez a Mach3 felé irányít.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 november 02, 11:01
Írta: 000000000 Dátum 2012 november 02, 11:01
Akkor vezérlésnek a tapasztalatok alapján a linuxCNC próbáljam. Majd ehhez kell egy motor vezérlő amelyeket nézegettem a T2-őn. Ha pl. egy 3 tengelyest nézek ,akkor arra ráköthetem a két mozgás tengelyt és főórsót is? A golyósorsónál ahogy itt olvasgattam olyan 10-12 NM körüli léptető kellene!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 november 02, 11:03
Írta: 000000000 Dátum 2012 november 02, 11:03
Az alap elképzelés a kialakításra valami ilyesmi a fejembe!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 november 02, 11:07
Írta: svejk Dátum 2012 november 02, 11:07
Kár, hogy nem dokumentáltad ezeket a "kínokat", amiket én inkább kísérleteknek neveznék.
Szívesen néznék pár képet a mostani felállásról is.
Dicséretes, hogy így kiállsz a Mach3 mellett.
Én amikor, megszívat mindig nagyon elkeseredem, de az esetek döntő többségében mindig kiderül, hogy a bennem, mint felhasználóban van a hiba.
Szívesen néznék pár képet a mostani felállásról is.
Dicséretes, hogy így kiállsz a Mach3 mellett.
Én amikor, megszívat mindig nagyon elkeseredem, de az esetek döntő többségében mindig kiderül, hogy a bennem, mint felhasználóban van a hiba.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 november 02, 11:18
Írta: 9pk59nuy Dátum 2012 november 02, 11:18
Nem ismerem az EMC2-t. Ez azért van, mert nincs linuxos környezetem és gyakorlatom. A Mach3 Gkódkészlete sajnos nem tartalmaz mindent ami egy rozoga gyári vezérlőben alapból benne van, de azért a feladatokat jól meg lehet oldani vele.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 november 02, 11:56
Írta: 9pk59nuy Dátum 2012 november 02, 11:56
Mondok példát a "kínokra": A gépkönyv által ajánlott PWM hajtást megcsináltam, és sajnos rá kellett jönnöm, hogy soha nem lehet fordulatstabil, mert nincs benne visszacsatolás. Itt a motor meghajtását egy visszacsatolt terhelésfüggetlen, feszültségvezérelt motormeghajtóval lehet megvalósítani(Azzal viszont tökéletes).
De ez a gépkönyvekben nem szerepel. És akkor jött a step-dir...
Másik kín: A leírások alapján egyszerűnek látszik az indexjel előállítáa és bevitele a gépbe. Szkóppal ellenőritem, korrektnek látszott. De mégsem vételezte be a gép. Eredmény: rossz menetet vágtam...
Itt mondom, hogy korrekt FORMÁLT jel szükséges.
További kínok: Ti is tudjátok, hogy adott feladatra nem mindegy a verziószám...
Stb...
De ez a gépkönyvekben nem szerepel. És akkor jött a step-dir...
Másik kín: A leírások alapján egyszerűnek látszik az indexjel előállítáa és bevitele a gépbe. Szkóppal ellenőritem, korrektnek látszott. De mégsem vételezte be a gép. Eredmény: rossz menetet vágtam...
Itt mondom, hogy korrekt FORMÁLT jel szükséges.
További kínok: Ti is tudjátok, hogy adott feladatra nem mindegy a verziószám...
Stb...
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 november 02, 12:06
Írta: TROMF22 Dátum 2012 november 02, 12:06
Szia svejk!
tóthz a #813-ban írja:
"A gépkönyv által ajánlott PWM hajtást megcsináltam, és sajnos rá kellett jönnöm, hogy soha nem lehet fordulatstabil, mert nincs benne visszacsatolás."
Nagy butaság azt feltételeznem, hogy ez a frekvenciaváltó tudásának függvénye?
Pl. egy Yaskawa G7 (talán neked is van ilyen) már elég intelligens ehhez. Legalábbis remélem.
tóthz a #813-ban írja:
"A gépkönyv által ajánlott PWM hajtást megcsináltam, és sajnos rá kellett jönnöm, hogy soha nem lehet fordulatstabil, mert nincs benne visszacsatolás."
Nagy butaság azt feltételeznem, hogy ez a frekvenciaváltó tudásának függvénye?
Pl. egy Yaskawa G7 (talán neked is van ilyen) már elég intelligens ehhez. Legalábbis remélem.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 november 02, 14:59
Írta: svejk Dátum 2012 november 02, 14:59
Önmagukban a frekiváltók ha van visszacsatolás akár 1-2%-on belül tudják tartani a fordulatszámot papír szerint.
Persze nem mindegy pl. milyen időállandók vannak a hajtásban.
őszintén szólva még sosem próbáltam ki ezeket a tudásukat.
Persze nem mindegy pl. milyen időállandók vannak a hajtásban.
őszintén szólva még sosem próbáltam ki ezeket a tudásukat.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 november 02, 19:53
Írta: 9pk59nuy Dátum 2012 november 02, 19:53
Rontja a stabilitást ha a felhasználó bekapcsolja a Mach3 PID szabályozóját és az folyamatosan korrigál. Ekkor lebegni kezd a fordulat a néleges környékén. A különböző időállandok miatt az eltérés nem stabil.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 november 02, 19:59
Írta: svejk Dátum 2012 november 02, 19:59
A visszacsatolt frekiváltóról mint különálló egységről írtam.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 november 13, 22:06
Írta: 000000000 Dátum 2012 november 13, 22:06
Tudnátok nekem? Mi a véleményetek a kínai linear roller guides-okról melyeket alu gépépítő elemekhez használnánk?
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 november 13, 22:43
Írta: besirkyjh Dátum 2012 november 13, 22:43
SEgiteni ?
Sokfajta van belöle , linkelj a kiszemeltröl egyet ide .
Sokfajta van belöle , linkelj a kiszemeltröl egyet ide .
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 november 30, 18:42
Írta: TROMF22 Dátum 2012 november 30, 18:42
Sajnálom, hogy ez a téma lecsengeni látszik.
Igazából nem tudom az okát.
Az “univerzális konstrukció” ügyében nem sikerült zöldágra vergődni ez igaz,
azt viszont nem feltételezem, hogy olyan nagy ugrás lenne a marógéphez képest esztergát építeni pl. annak aki már a harmadik gépét is megépítette.
Esetleg a Mach3-nak az esztergálással kapcsolatos korlátai vannak a háttérben?
( tóthz #792 hozzászólásában ezt feszegeti)
Vagy csendben folyik a munkálkodás, csak nem publikus?
Egy kis frissítő gyanánt:
egy német CNC-s oldalon találtam ezt az elképzelést egy eszterga konstrukcióra

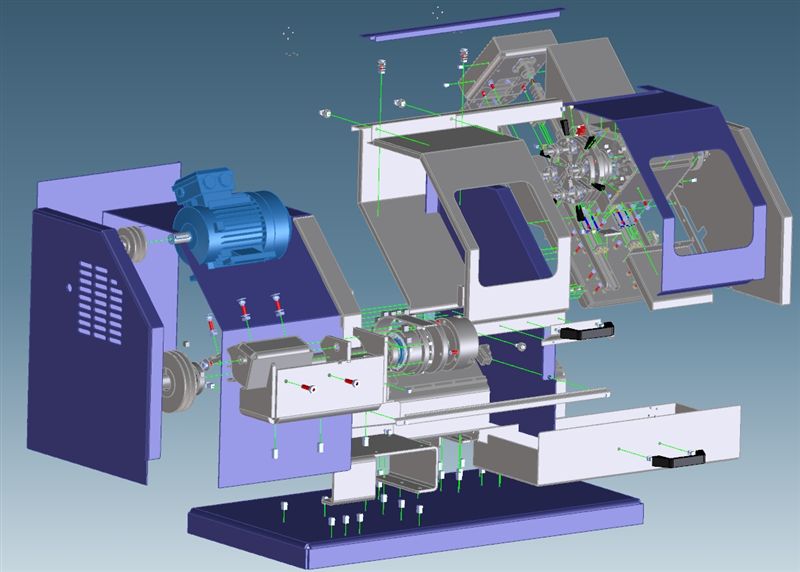



A terv egy kb. 1m legnagyobb kiterjedésű gép. (Elférjen a szuterénbe)
Ferdeágyas, lemezvázas konstrukció.
Viszonylag kis munkatérrel, de sok szerszámos revolverrel. Szegnyereg nincs.
A megépítés fázisába még nem jutott.
Mivel az illetőnek saját üzemi háttere a lézervágás és a CNC élhajlítás,
minden alkatrész így készülne, + csavarozással összeállítva.
Felmerültek aggályok a rezgéscsillapító képességgel kapcsolatban.
Kiváncsi vagyok valóban megépíti-e.
Mindenesetre, a lemez kivitel (zömmel Lv. 12 mm) ellenére, nekem sokkal maszívabbnak tűnik, mint egy korábban kivesézett ferdeágyas változat, ami kis keresztmetszetű zártszelvényekből épült.
A gyártási háttér birtokában belevágnátok a megépítésbe?
Igazából nem tudom az okát.
Az “univerzális konstrukció” ügyében nem sikerült zöldágra vergődni ez igaz,
azt viszont nem feltételezem, hogy olyan nagy ugrás lenne a marógéphez képest esztergát építeni pl. annak aki már a harmadik gépét is megépítette.
Esetleg a Mach3-nak az esztergálással kapcsolatos korlátai vannak a háttérben?
( tóthz #792 hozzászólásában ezt feszegeti)
Vagy csendben folyik a munkálkodás, csak nem publikus?
Egy kis frissítő gyanánt:
egy német CNC-s oldalon találtam ezt az elképzelést egy eszterga konstrukcióra
A terv egy kb. 1m legnagyobb kiterjedésű gép. (Elférjen a szuterénbe)
Ferdeágyas, lemezvázas konstrukció.
Viszonylag kis munkatérrel, de sok szerszámos revolverrel. Szegnyereg nincs.
A megépítés fázisába még nem jutott.
Mivel az illetőnek saját üzemi háttere a lézervágás és a CNC élhajlítás,
minden alkatrész így készülne, + csavarozással összeállítva.
Felmerültek aggályok a rezgéscsillapító képességgel kapcsolatban.
Kiváncsi vagyok valóban megépíti-e.
Mindenesetre, a lemez kivitel (zömmel Lv. 12 mm) ellenére, nekem sokkal maszívabbnak tűnik, mint egy korábban kivesézett ferdeágyas változat, ami kis keresztmetszetű zártszelvényekből épült.
A gyártási háttér birtokában belevágnátok a megépítésbe?
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2012 november 30, 18:54
Írta: Kristály Árpád Dátum 2012 november 30, 18:54
Halihóóó TROMF22!
"A gyártási háttér birtokában belevágnátok a megépítésbe?"
Részemről nem!
Ilyen gyártási háttérrel vajon mi a fenének álljon neki...hiszen ez akkor már rég nem hobby!!!
Igen jól sejted...mindenki a saját útját járja...én magam is...sok a nyitott kérdés...én még mindig az anyag gyűjtéssel kilódok...de jelzem, hogy nagyon jól állok!
Később teszek fel fotókat a cuccokról...
A rezgéssel nekem is kételyeim vannak!
Ha az ágy még ki lenne öntve valamivel...hiszen láttuk, hogy a második világháború alatt nyersanyaghiány miatt beton volt a megoldás....
Ma a japánok előszeretettel használják a márványt!!!
A szerszámcserélő..megoldott mer Kálmán bátyánk már több talin bemutatta a mintadarabot!
Üdv.: Árpád
"A gyártási háttér birtokában belevágnátok a megépítésbe?"
Részemről nem!
Ilyen gyártási háttérrel vajon mi a fenének álljon neki...hiszen ez akkor már rég nem hobby!!!
Igen jól sejted...mindenki a saját útját járja...én magam is...sok a nyitott kérdés...én még mindig az anyag gyűjtéssel kilódok...de jelzem, hogy nagyon jól állok!
Később teszek fel fotókat a cuccokról...
A rezgéssel nekem is kételyeim vannak!
Ha az ágy még ki lenne öntve valamivel...hiszen láttuk, hogy a második világháború alatt nyersanyaghiány miatt beton volt a megoldás....
Ma a japánok előszeretettel használják a márványt!!!
A szerszámcserélő..megoldott mer Kálmán bátyánk már több talin bemutatta a mintadarabot!
Üdv.: Árpád
Cím: Re:CNC eszterga építő iskola
Írta: ra8nsmk6w Dátum 2012 november 30, 18:59
Írta: ra8nsmk6w Dátum 2012 november 30, 18:59
Ebben a konstrukcióban nem biznék. Egy eszterga komolyabb vázat érdemelne. Persze a You-Tube-ra lehetne vele képeket tölteni mint ahogy ezt néhányan teszik.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 november 30, 19:24
Írta: TROMF22 Dátum 2012 november 30, 19:24
Nekem úgy tünt, hogy van egy jó tervezői és kivitelezői háttere a lemezmegmunkálás terén.
Ez az alapvető szolgáltatási, bérmunka tevékenysége.
Ezzel pedig teszteli a piacot, lenne-e igény egy ilyen "IKEA"-szerű megoldásra. Emlékeztek rá, hogy az elején milyen nagy vita kerekedett a méretek, tömeg, szállíthatóság kérdéséből.
Ha delikvens megrendel egy ilyen "fémépítőt" készletben, lapos dobozokban, még mindíg marad bőven tennivaló amivel a hobby igényeit kielégítheti amíg az első darab esztergálásáig eljut.
Persze ez csak egy feltételezés.
Ez az alapvető szolgáltatási, bérmunka tevékenysége.
Ezzel pedig teszteli a piacot, lenne-e igény egy ilyen "IKEA"-szerű megoldásra. Emlékeztek rá, hogy az elején milyen nagy vita kerekedett a méretek, tömeg, szállíthatóság kérdéséből.
Ha delikvens megrendel egy ilyen "fémépítőt" készletben, lapos dobozokban, még mindíg marad bőven tennivaló amivel a hobby igényeit kielégítheti amíg az első darab esztergálásáig eljut.
Persze ez csak egy feltételezés.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 december 01, 08:43
Írta: 9pk59nuy Dátum 2012 december 01, 08:43
Én egy pillanatig sem gondolkodnék ennek a gépnek a megépítésén. Amatőr körülmények között szerintem a lehető legjobb megoldás egy gyári manuális átalakítás. Néhány gép elég jó erre a célra. Nem véletlen, hogy a (most) legnagyobb magyarországi gyártó is ezt csinálja. Persze nem szószerint kell érteni, mert ők kinai cnc-t beleznek ki és építenek újra. De az alap amiből a kínai is dolgozik, az egy tradicionális gépváz. Ugyanezt érdemes megvalósítani kicsiben a kapható 500-as gépek valamelyikével. A komfortot nagyban emeli a szerszámváltó, de a beszerzése problémás. Csak megjegyzem, hogy nekem van revolverváltós, terített szerszámváltós, és váltókéstartós gépem is. Gyakorlatilag a revolverváltósra csak akkor számítok, ha nagy szériát és bonyolult munkadarabot kell készíteni. A terített váltó nagyon egyszerűen megoldható és nagyon "kézhezálló". A szegnyereg hiánya nagy (pontossági) problémát jelenthet bizonyos esetekben. Ugyanis vékony tengelyszerű alkatrészeket nélküle nem lehet megmunkálni a gépen.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 december 01, 10:31
Írta: TROMF22 Dátum 2012 december 01, 10:31
Szerencsés helyzetben vagy, hogy több, különböző felépítésű gép van a tarsolyodban.
Persze biztosan nem egyszere pottantak az öledbe.
Ha ezek ráadásul eredetileg is CNC-k vagy hagyományosból átépítettek, akkor minden tapasztalatod igen megszívlelendő a gépépítéssel kacérkodók számára.
Persze biztosan nem egyszere pottantak az öledbe.
Ha ezek ráadásul eredetileg is CNC-k vagy hagyományosból átépítettek, akkor minden tapasztalatod igen megszívlelendő a gépépítéssel kacérkodók számára.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 december 01, 11:08
Írta: besirkyjh Dátum 2012 december 01, 11:08
Szia
Nehéz a publikálás mert ugy látom más is csak lassan halad vele !
Sokkal egyszerübbnek látszik mint amilyen valojában .
Nehéz a publikálás mert ugy látom más is csak lassan halad vele !
Sokkal egyszerübbnek látszik mint amilyen valojában .
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 december 01, 14:28
Írta: 9pk59nuy Dátum 2012 december 01, 14:28
A Cnc gépépítés szerteágazó feladat. Úgy kell konstruálni, hogy az elvégzendő feladatok szempontjából a lehető jegalkalmasabb legyen a végtermék. Utána jön, hogy milyen minőségben és mekkora költségből legyen előállítva.
Lehet "álomgépet" csinálni (#820 hsz.)szerint, ami nagyon hasonlít az iparira, de nem vállalhatok be vele egy olyan melót ami 200mm hosszú menet vágásával jár 20mm átmérőn. Ez nekem nem okoz problémát mert átmegyek a másik gépre, de mit tegyen az aki ezt a gépet gyártotta magának, és nincs neki másik?
Az említett géptipus nagyon tetszetős, csak nehéz vele (de nem lehetetlen) amatőr körülmények között azt a merevséget és visszaállási pontosságot elérni amivel a gazdája boldog lehet.
Az ilyen méretű gyári gépek közül a SZIM Miniturn rendelkezik kellő szilárdsággal, de abban nagyon benne van a tudomány.
Lehet "álomgépet" csinálni (#820 hsz.)szerint, ami nagyon hasonlít az iparira, de nem vállalhatok be vele egy olyan melót ami 200mm hosszú menet vágásával jár 20mm átmérőn. Ez nekem nem okoz problémát mert átmegyek a másik gépre, de mit tegyen az aki ezt a gépet gyártotta magának, és nincs neki másik?
Az említett géptipus nagyon tetszetős, csak nehéz vele (de nem lehetetlen) amatőr körülmények között azt a merevséget és visszaállási pontosságot elérni amivel a gazdája boldog lehet.
Az ilyen méretű gyári gépek közül a SZIM Miniturn rendelkezik kellő szilárdsággal, de abban nagyon benne van a tudomány.
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 december 01, 14:30
Írta: robroy007 Dátum 2012 december 01, 14:30
csak hiányzik belőle a lóerő [#nevetes1]
de műszerész dolgokra kiválóan alkalmas
de műszerész dolgokra kiválóan alkalmas
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 december 01, 14:40
Írta: 9pk59nuy Dátum 2012 december 01, 14:40
Arról tudsz, hogy a főorsó fordulatát és így a nyomatékát a feladatnak megfelelően állítani lehet? Ha ezt a lehetőséget használja az ember, akkor ez nem probléma. Persze a 10-20KW főorsóhajtású gépekhez képest csak "pöcsköszörű"
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 december 01, 14:53
Írta: robroy007 Dátum 2012 december 01, 14:53
csak annyi derült, ki számunkra, hogy senki se érti igazán mi merre hány méter
3 gép közelében voltam de még a G2 G3 irányokban se volt egyetértés köztük a tartomány beállításokról nem is beszélve
3 gép közelében voltam de még a G2 G3 irányokban se volt egyetértés köztük a tartomány beállításokról nem is beszélve
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 december 01, 14:57
Írta: 9pk59nuy Dátum 2012 december 01, 14:57
Milyen gépek voltak ezek?
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 december 01, 15:01
Írta: robroy007 Dátum 2012 december 01, 15:01
NCT 90 miniturn 3 db
meg egy átalakított ean nct vezérléssel
meg egy átalakított ean nct vezérléssel
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 december 01, 15:18
Írta: 9pk59nuy Dátum 2012 december 01, 15:18
És cserélgettétek az áttételt?
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 december 01, 16:12
Írta: robroy007 Dátum 2012 december 01, 16:12
nem semmit se lehetett rajta pakolni
már ha kicsit is közelítettem a tudása határához jött a letolás, hogy kell az még holnap is és nem kéne lehajtani a gépet
örültünk, hogy egyáltalán van még hozzá késtartó meg egy kulcs
már ha kicsit is közelítettem a tudása határához jött a letolás, hogy kell az még holnap is és nem kéne lehajtani a gépet
örültünk, hogy egyáltalán van még hozzá késtartó meg egy kulcs
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 december 01, 16:29
Írta: 9pk59nuy Dátum 2012 december 01, 16:29
Nekem van egy Miniturn-om eredeti hajtással. Az úgy néz ki, hogy a motor és a főorsó bordáskerekei kicserélhetők egymással. Emiatt 3 vagy 9Nm a főorsó nyomatékmaximuma. értelemszerűen a 9Nm nyomatékhoz kisebb maximális fordulat tartozik. Ebben a beállításban nem leállós. Végülis amit bele tudok fogni a gépbe azt le is gombolyítja. Csak egy kis érdekességet említek: A HUNOR vezérlő kiszámolja a menetmélységet. Csak az emelkedést kell beírni.
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 december 01, 16:34
Írta: robroy007 Dátum 2012 december 01, 16:34
Az NCT is csak ennyit kér, meg egy előjelet, hogy belső vagy külső menet
de a fogásszám is kell illetve a bekezdésszám vagy elhelyezkedés ja nem általános menet kell :)
de a fogásszám is kell illetve a bekezdésszám vagy elhelyezkedés ja nem általános menet kell :)
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 december 01, 16:43
Írta: 9pk59nuy Dátum 2012 december 01, 16:43
A Mach3-nál pedig kell a zsebszámoló. Ezen kívül nem egy nagy dörrenés a menet programozása. bármilyen menetet megcsinál.
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2012 december 01, 16:48
Írta: robroy007 Dátum 2012 december 01, 16:48
mind a kettőnek megvan a maga előnye
az egyik kényelmes a másik képes szabványtól eltérő menetet vagyis inkább csiga vonalat alkotni
az egyik kényelmes a másik képes szabványtól eltérő menetet vagyis inkább csiga vonalat alkotni
Cím: Re:CNC eszterga építő iskola
Írta: ra8nsmk6w Dátum 2012 december 01, 17:44
Írta: ra8nsmk6w Dátum 2012 december 01, 17:44
Én a miniturnt csak menetvágásra használom. Arra a célra több mint kiváló. Azt hozzáteszem, hogy nagyon nem értek a programozásához. Inkább csak puskázom az egyetlen elérhető pdf-ről.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 december 01, 18:26
Írta: 9pk59nuy Dátum 2012 december 01, 18:26
Neked is PNC731 a vezérlőd?
Cím: Re:CNC eszterga építő iskola
Írta: Robika37 Dátum 2012 december 01, 18:29
Írta: Robika37 Dátum 2012 december 01, 18:29
Nincs meg véletlenül a Hunor 731 kapcsolási rajza ?? Jól jönne....
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 december 01, 18:38
Írta: 9pk59nuy Dátum 2012 december 01, 18:38
Sajnos nincs meg, de tudok embert rá aki megjavítja nemdrágán ha tönkremegy. Nagyon rendes ember. Hunort javít cégesen. Nekem ő alakította át a vezérlőmet amikor az orsókat kicseréltettem golyósorsóra. Azért kellett átalakítani, mert más lett a menetemelkedés. Az NCT-nél is foglalkoznak Miniturn-al, de amikor megmondták, hogy milyen feltételek mellett, akkor kirohantam a bejárati lengőajtó következő lengésénél.
Cím: Re:CNC eszterga építő iskola
Írta: Robika37 Dátum 2012 december 01, 19:00
Írta: Robika37 Dátum 2012 december 01, 19:00
Küldd át az elérhetőségét legyél szíves.
Cím: Re:CNC eszterga építő iskola
Írta: ra8nsmk6w Dátum 2012 december 01, 19:23
Írta: ra8nsmk6w Dátum 2012 december 01, 19:23
Igen!
Cím: Re:CNC eszterga építő iskola
Írta: sanyi84 Dátum 2012 december 01, 19:45
Írta: sanyi84 Dátum 2012 december 01, 19:45
Nem, ha durva vastaglemez lenne oké, de nem az. Gondolkoztam mondjuk ST52 ből, oka viszonylag olcsó, azt hiszem más nem szól mellette meg még talán a megmunkálhatóság. megmunkálás meg csak "körbeütni" előtte meg durva szemcseszórás. Amúgy 10 es lemez szépen hajlik, 12 es se kivétel. 50-60 mm alatt nem fognék neki. Még azon is gondolkoztam (kövezzetek meg) a megmunkált illeszkedő felületek ragasztva is lennének . Kérdés mennyire pontosan tudja az ember lemunkálni. Illene egymáshoz képest derékszögnek lennie, talán még ragasztásnál a beremegő felület előnyt is jelenthet. Az hogy mi a derékszög itt, nos 60 mm nulla eltérés. Meg lehet csinálni de ahhoz igen jó szerszám kell. Innentől látszik ha az embernek nem adatott meg a háttér lehet olcsóbb öntetni és megmunkáltatni a vázat. Mondjuk amin gondolkodtam az egy fix hidas marógép, eszterga feltéttel. Itt van egy kazalnyi illeszkedő felület aminek tökéletesnek kellene lennie. Kérdés mennyi is az annyi. Itt egy század ott egy század és már kijött egy bő tizednyi eltérés, ami vagy belejön vagy nem, ha nem akkor meg lesz belőle feszültség, ami meg további gond forrása. Ugyan ez a szerkezet aminek képét betetted némi áttervezéssel és beton kiöntéssel komoly kis gép lehet. Miniturn ról meg lehet lopni a szegnyereg megoldást, de ahhoz jócskán át kell tervezni.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 december 02, 18:47
Írta: TROMF22 Dátum 2012 december 02, 18:47
Úgy tűnik a #820 tervezett kivitel elég nagy arányban elutasítást kapott.
Nincs szándékomban ezt másolni, de léteznek ennél sokkal primitivebb, sokkal kevésbé átgondolt konstrukciók.
Az ellenvetések zöme olyan követelményeken alapszik ami termelő kisesztergák képességeit kéri számon.
Egy öntött vázas, sorozatban gyártott Miniturnnal összevetni, nem igazságos egy hobby célú és félig meddig magacsinálta gépet.
A Miniturn mögött ott állt egy országos cég, a SZIM.
Hány hobbista marógép állná ki az összehasonlítást egy ilyen kategóriáju gyári marógéppel?
És mégis megépültek, működnek, még a gyengébb kivitelűek némelyike is alkalmas arra, hogy velük egy jobb képességű, második gép bizonyos részeit legyártsák.
Miért tesszük az esztergáknál olyan magasra az elfogadhatóság mércéjét?
Visszatérve az alapötlethez.
Elfogadom, hogy meglévő kisebb-nagyobb hagyományos eszterga CNC-sítése a legjárhatóbb út, mondhatni a belépő.
Aki viszont már épített marógépet, rengeteg buktatón túl van. Ambicióval, fantáziával nem kezdhet bele egy saját elképzelését tükröző esztergába? Szerintem igen.
Vas-öntvény ágyas / orsóházas konstrukció nem a hobbista lehetősége. Ezt a kérdést korábban körbejárták a hozzászólók.
Akkor mi marad?
-hegesztett szerkezet profilokból + lemezből,
-a belinkelt kivágott + élhajlított + szerelt változat
-valamilyen acélbetéttel kombinált öntött kompozit, epoxibeton vagy hasonló.
Van további, reális alternatíva?
Nincs szándékomban ezt másolni, de léteznek ennél sokkal primitivebb, sokkal kevésbé átgondolt konstrukciók.
Az ellenvetések zöme olyan követelményeken alapszik ami termelő kisesztergák képességeit kéri számon.
Egy öntött vázas, sorozatban gyártott Miniturnnal összevetni, nem igazságos egy hobby célú és félig meddig magacsinálta gépet.
A Miniturn mögött ott állt egy országos cég, a SZIM.
Hány hobbista marógép állná ki az összehasonlítást egy ilyen kategóriáju gyári marógéppel?
És mégis megépültek, működnek, még a gyengébb kivitelűek némelyike is alkalmas arra, hogy velük egy jobb képességű, második gép bizonyos részeit legyártsák.
Miért tesszük az esztergáknál olyan magasra az elfogadhatóság mércéjét?
Visszatérve az alapötlethez.
Elfogadom, hogy meglévő kisebb-nagyobb hagyományos eszterga CNC-sítése a legjárhatóbb út, mondhatni a belépő.
Aki viszont már épített marógépet, rengeteg buktatón túl van. Ambicióval, fantáziával nem kezdhet bele egy saját elképzelését tükröző esztergába? Szerintem igen.
Vas-öntvény ágyas / orsóházas konstrukció nem a hobbista lehetősége. Ezt a kérdést korábban körbejárták a hozzászólók.
Akkor mi marad?
-hegesztett szerkezet profilokból + lemezből,
-a belinkelt kivágott + élhajlított + szerelt változat
-valamilyen acélbetéttel kombinált öntött kompozit, epoxibeton vagy hasonló.
Van további, reális alternatíva?
Cím: Re:CNC eszterga építő iskola
Írta: sanyi84 Dátum 2012 december 03, 04:32
Írta: sanyi84 Dátum 2012 december 03, 04:32
Egy eszterga azért instabilabb mint egy maró. Mások az elvárások is. A szegnyereg az egy alapvető elvárás kellene hogy legyen. Egy új géptől elvárja az ember jó legyen. Ahhoz hogy a szegnyereg jó legyen 3 részből kell a gépnek állnia, Alaplap amin a szegnyereg van, főorsó és xz tengelyek. Etalon tengelyhez állítod a főorsót majd a tengelyeket. Sokan ezért nem vágnak bele. Alapvető elvárásaik vannak. Én sem akarnék egy 200 ezres ceruzahegyezőt.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2012 december 03, 08:28
Írta: 9pk59nuy Dátum 2012 december 03, 08:28
Lehet, hogy nem fejtettem ki eléggé álláspontomat a konstrukciókkal kapcsolatban. Egyik megoldást sem szerettem volna rosszozni vagy éppen elvenni valakinek a kedvét a megvalósításától.
Amikor anno gépekről tanultam, és az esztergák kerültek sorra, akkor az én addigi világomban főleg az un. egyetemes eszterga foglalta el a fő helyet. Döbbenten tapasztaltam, hogy ez csak egy az esztergák (akkor) 16 főcsoportra osztott táblázatán. (A fejlődési lépcsőket nem sorolom ide!) Ezért a konstrukciót elsősorban a valószinű felhasználás iránya határozza meg. Ha valakinek egy gépe van, akkor célszerű azt az utat választani amivel a lehető legtöbb feladatot tudja megoldani. Viszont ha stabilan van olyan munkája (pl.:több vödör távtartó havonta) akkor lehet, hogy érdemes egy arra alkalmas gépet kreálni. Mindezzel csak azt akarom aláhúzni, hogy nincs olyan gép amivel mindenki boldog lenne. Ezért tartok én is több gépet.
Szerintem nem az építési stílus, inkább a bevált majombiztos megoldások kiválasztása lenne a fő feladat. Gondolok itt a főorsóhajtásra, szinkronizálásra, visszaállási pontosságra, szilárdságra.
Amikor anno gépekről tanultam, és az esztergák kerültek sorra, akkor az én addigi világomban főleg az un. egyetemes eszterga foglalta el a fő helyet. Döbbenten tapasztaltam, hogy ez csak egy az esztergák (akkor) 16 főcsoportra osztott táblázatán. (A fejlődési lépcsőket nem sorolom ide!) Ezért a konstrukciót elsősorban a valószinű felhasználás iránya határozza meg. Ha valakinek egy gépe van, akkor célszerű azt az utat választani amivel a lehető legtöbb feladatot tudja megoldani. Viszont ha stabilan van olyan munkája (pl.:több vödör távtartó havonta) akkor lehet, hogy érdemes egy arra alkalmas gépet kreálni. Mindezzel csak azt akarom aláhúzni, hogy nincs olyan gép amivel mindenki boldog lenne. Ezért tartok én is több gépet.
Szerintem nem az építési stílus, inkább a bevált majombiztos megoldások kiválasztása lenne a fő feladat. Gondolok itt a főorsóhajtásra, szinkronizálásra, visszaállási pontosságra, szilárdságra.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 december 03, 08:37
Írta: svejk Dátum 2012 december 03, 08:37
A francot, a szegnyereg még a több 10 millás CNC-ken is opció. CNC megmunkálásnál ritkán használnak szegnyerget, ma meg már az ellenorsó az egyeduralkodó.
- Azért nem esztergák készülnek mert elég durva dolgok keringenek itt a mach használhatatlanságáról.
- Azért nem esztergák készülnek mert precízebb illesztéseket, összeszerelést kíván.
- Azért nem esztergák készülnek, mert a marógép univerzálisabb ha CNC, a manuális fajtájuktól ellentétben.
- És nem utolsó sorban főleg azért nem esztergák készülnek, mert anno Magi István nem azt csinált bútorlapból :))
- Azért nem esztergák készülnek mert elég durva dolgok keringenek itt a mach használhatatlanságáról.
- Azért nem esztergák készülnek mert precízebb illesztéseket, összeszerelést kíván.
- Azért nem esztergák készülnek, mert a marógép univerzálisabb ha CNC, a manuális fajtájuktól ellentétben.
- És nem utolsó sorban főleg azért nem esztergák készülnek, mert anno Magi István nem azt csinált bútorlapból :))
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 december 03, 08:40
Írta: svejk Dátum 2012 december 03, 08:40
A 3. pontnak ellentmondanak a korszerű CNC esztergák melyek már komplett megmunkálóközpontok, ellenorsóval Y, B és C tengellyel, hajtott szerszámmal. tehát komlett marógépek is egyben, csupán a munkaterületük korlátozott.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2012 december 03, 10:44
Írta: besirkyjh Dátum 2012 december 03, 10:44
Szia
Sokszor a tul sok szakmai háttér is jelenthet problémát :)
Gondold el hogy különféle embereknek külön féle lehetöségei vannak .Lehet müszaki háttér vagy szakmai felkészültség vagy lehet anyagi is .Ezek mind mind befolyásolják a leendö konstrukcios kiképzést .
Egy esztergánál az a gond hogy nem "relief" készitésére készül ( ritkán készül vele kész munkadarab , inkább olyan munkadarabok készülnek amik még beépitésre várnak valahova ) és a "fogado" része is paraméterekkel rendelkezik aminek meg kel felelni .Pl : sokszor készül csapágyház vagy tengely amire csapágy kerül és ott tatani kel az akár félszázados pontosságot is ( esetleg kis szériában is , mérési probléma illetve utánállitási probléma ) .Minden ilyen dolgot figyelembe kel venni már a tevezéskor .Ettöl függetlenül készülhetnek olyan konstrukciok amik "megfelelnek" ezeknek a paramétereknek de költség hatékonyabb ( ezeknek mindig az az áruk hogy valamilyen szinten behatárolhato a munkavégzésük ) .
A tervezések mindig a maximumot akarják tükrözni és a "mindenre jo" elvet , de ha egy munkafolyamat és annak igénye jol körbeirhato akkor a méretezést lehet az adott max feladatra szükiteni ( magogépeknél ilyen a nyák gravirozo vagy a nagy méretü router vagy pl az Ádám féle gép , hatalmas különbség van köztük ) .Egy esztergánál az is gond lehet hogy már a vázépitésénél a lin hordozok mérete illetve azok elelyezése is beleszol a kialakitásba .
Pl sima vizszintes ágynál gondoskodni kel a forgács illetve a hütöfolyadék eltávolitásárol és a linek védelméröl , ezt kel egy 45 vagy akár 90 fokos ágynál is de másak a lehetöségek és ezeket már a tervezésnél is be kel kalkulálni .Sok sok minden beleszol a kialakitásba és az alkalmazhato épitö anyagok minöségébe .Lehetöleg arra kel törekedni hogy a max igénybevétel és annak pontossága meg legyen , ez tulajdonképpen meghatározza magát a gépfelépítését is és a szükséges anyagokat is .Na ez a buktatoja mert van akinek a 0,2mm-es átmérözés is elég de van aki "durja nekem az anyagot " követelményt támaszt elé .A kettöközt oriási a különbség és még mindig csak hobbi kategoriárol beszélünk !
Saját véleményem az hogy a lehetöségekhez képest épiteni kel egy masinát ezzel rengeteg tapasztalatot szerezni és ha ez meg felel akkor örülni neki , ha nem Ok a dolog akkor már van viszonyitási alapunk egy jobban használhato verzio épitésére ( ha még van hozzá ambicionk , de hát ettöl hobbi ) :)
Sokszor a tul sok szakmai háttér is jelenthet problémát :)
Gondold el hogy különféle embereknek külön féle lehetöségei vannak .Lehet müszaki háttér vagy szakmai felkészültség vagy lehet anyagi is .Ezek mind mind befolyásolják a leendö konstrukcios kiképzést .
Egy esztergánál az a gond hogy nem "relief" készitésére készül ( ritkán készül vele kész munkadarab , inkább olyan munkadarabok készülnek amik még beépitésre várnak valahova ) és a "fogado" része is paraméterekkel rendelkezik aminek meg kel felelni .Pl : sokszor készül csapágyház vagy tengely amire csapágy kerül és ott tatani kel az akár félszázados pontosságot is ( esetleg kis szériában is , mérési probléma illetve utánállitási probléma ) .Minden ilyen dolgot figyelembe kel venni már a tevezéskor .Ettöl függetlenül készülhetnek olyan konstrukciok amik "megfelelnek" ezeknek a paramétereknek de költség hatékonyabb ( ezeknek mindig az az áruk hogy valamilyen szinten behatárolhato a munkavégzésük ) .
A tervezések mindig a maximumot akarják tükrözni és a "mindenre jo" elvet , de ha egy munkafolyamat és annak igénye jol körbeirhato akkor a méretezést lehet az adott max feladatra szükiteni ( magogépeknél ilyen a nyák gravirozo vagy a nagy méretü router vagy pl az Ádám féle gép , hatalmas különbség van köztük ) .Egy esztergánál az is gond lehet hogy már a vázépitésénél a lin hordozok mérete illetve azok elelyezése is beleszol a kialakitásba .
Pl sima vizszintes ágynál gondoskodni kel a forgács illetve a hütöfolyadék eltávolitásárol és a linek védelméröl , ezt kel egy 45 vagy akár 90 fokos ágynál is de másak a lehetöségek és ezeket már a tervezésnél is be kel kalkulálni .Sok sok minden beleszol a kialakitásba és az alkalmazhato épitö anyagok minöségébe .Lehetöleg arra kel törekedni hogy a max igénybevétel és annak pontossága meg legyen , ez tulajdonképpen meghatározza magát a gépfelépítését is és a szükséges anyagokat is .Na ez a buktatoja mert van akinek a 0,2mm-es átmérözés is elég de van aki "durja nekem az anyagot " követelményt támaszt elé .A kettöközt oriási a különbség és még mindig csak hobbi kategoriárol beszélünk !
Saját véleményem az hogy a lehetöségekhez képest épiteni kel egy masinát ezzel rengeteg tapasztalatot szerezni és ha ez meg felel akkor örülni neki , ha nem Ok a dolog akkor már van viszonyitási alapunk egy jobban használhato verzio épitésére ( ha még van hozzá ambicionk , de hát ettöl hobbi ) :)
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 december 03, 10:49
Írta: TROMF22 Dátum 2012 december 03, 10:49
Nem akarok egyik irányzat szószólója sem lenni. Csak mint a fórumhoz későn csatlakozó, próbálom összerakni azt a folyamatot, megérteni a hátterét annak, hogyan fejlődött és vált szinte egyeduralkodóvá a maró vonal. Én személy szerint sajnálom, hogy az eszterga háttérbe szorult.
Az érveket, véleményeket pedig egyáltalán nem tekintem cikizésnek. Annál is inább, mivel minden észrevétel korrekt és tárgyszerű.
(ellentétben az itt, meg ott .... stb. sokszor olvasható megnyivánulásoktól)
Amit leszürtem ezekből:
-Csak jó, használható esztergát érdemes építeni.
-A "deszka" hobby lépcsők kihagyandók.
-Ha nincsenek meg az új gép építésének feltételei, akkor a hagyományos kis gépalap CNC-sítése legyen az irány.
- Új, egyedi konstrukció kialakításánál pedig - követve az ipari tendenciát - az eszterga/maró kombó lehet egy olyan célszerű kialakítás amit már érdemes igényesebb és sajnos drágább elemekből elkészíteni. Ebben a formában már nem kerülhető meg az ipari jellegű megmunkálások igénybevétele, elsősorban a váz, főorsó tekintetében.
És itt már a hobby lehetőségek határait (költség szinten mindenképpen) kezdjük átlépni.
Aki már épített egy fém marásra is termelékenyen használható kis CNC-t, az nem hiszem, hogy nagy kockázatot vállalna, ha ebben az irányban halad tovább.
Ez viszont reálisan nézve valóban elég szűk kör lehetősége.
Az érveket, véleményeket pedig egyáltalán nem tekintem cikizésnek. Annál is inább, mivel minden észrevétel korrekt és tárgyszerű.
(ellentétben az itt, meg ott .... stb. sokszor olvasható megnyivánulásoktól)
Amit leszürtem ezekből:
-Csak jó, használható esztergát érdemes építeni.
-A "deszka" hobby lépcsők kihagyandók.
-Ha nincsenek meg az új gép építésének feltételei, akkor a hagyományos kis gépalap CNC-sítése legyen az irány.
- Új, egyedi konstrukció kialakításánál pedig - követve az ipari tendenciát - az eszterga/maró kombó lehet egy olyan célszerű kialakítás amit már érdemes igényesebb és sajnos drágább elemekből elkészíteni. Ebben a formában már nem kerülhető meg az ipari jellegű megmunkálások igénybevétele, elsősorban a váz, főorsó tekintetében.
És itt már a hobby lehetőségek határait (költség szinten mindenképpen) kezdjük átlépni.
Aki már épített egy fém marásra is termelékenyen használható kis CNC-t, az nem hiszem, hogy nagy kockázatot vállalna, ha ebben az irányban halad tovább.
Ez viszont reálisan nézve valóban elég szűk kör lehetősége.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 december 03, 10:55
Írta: TROMF22 Dátum 2012 december 03, 10:55
Örül a lelkem!
#847-848-849-850-851 köszönöm.
Én egy ilyen fórumhoz szerettem volna csatlakozni. :)
#847-848-849-850-851 köszönöm.
Én egy ilyen fórumhoz szerettem volna csatlakozni. :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 december 03, 11:19
Írta: 000000000 Dátum 2012 december 03, 11:19
Szerintem az amatőrnek azért nem ellensége a szegnyereg.
Nem lehet idevenni a cnc esztergát.
Egy amatőrnek az egyetemes eszterga, vagy csúcs eszterga az "eszköze". Azért, hogy "bármit" megcsináljon rajta.
Úgy értem, hogy tengelyszerű dolgokat, tárcsa szerű dolgokat és apró "biz-baszokat".
Az iparban szerintem a nagy sorozatban készült tengelyt gazdaságosabban megoldják pl. szálautomatákon.
Szóval, nem nagyon kell az olyan cnc, amihez kell a szegnyereg. Azért nem, mert ilyen melóra döntően nem cnc-t használnak.
De van otthon pl egy cnc-m és kéne csinálnom egy tengelyszerű dolgot.
De nem tudom megcsinálni, mert kapálóztam a szegnyereg ellen.
Attól, hogy a gépen van, még nem kell mindenáron használnom!
De ha nagyon kell, akkor nélküle egy kapavágást sem.
Nem lehet idevenni a cnc esztergát.
Egy amatőrnek az egyetemes eszterga, vagy csúcs eszterga az "eszköze". Azért, hogy "bármit" megcsináljon rajta.
Úgy értem, hogy tengelyszerű dolgokat, tárcsa szerű dolgokat és apró "biz-baszokat".
Az iparban szerintem a nagy sorozatban készült tengelyt gazdaságosabban megoldják pl. szálautomatákon.
Szóval, nem nagyon kell az olyan cnc, amihez kell a szegnyereg. Azért nem, mert ilyen melóra döntően nem cnc-t használnak.
De van otthon pl egy cnc-m és kéne csinálnom egy tengelyszerű dolgot.
De nem tudom megcsinálni, mert kapálóztam a szegnyereg ellen.
Attól, hogy a gépen van, még nem kell mindenáron használnom!
De ha nagyon kell, akkor nélküle egy kapavágást sem.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 december 03, 11:22
Írta: 000000000 Dátum 2012 december 03, 11:22
Ja igen.
Egy otthoni gépet szerintem használ parancs, egymondatos, vagy nem tudom, hogy milyen üzemmódban.
Nem biztos, hogy egy felszabályozás, vagy valamire programot fog írni.
A szegnyeregnek nem okvetlen fontos programból működni, de egy hosszabb anyagot akkor is meg kell támasztani, ha a dolog nem is annyira menő.
Vagy, el kell vinnem a szomszédba, ahol van egy mezei egyetemes eszterga, amin van szegnyereg.
Egy otthoni gépet szerintem használ parancs, egymondatos, vagy nem tudom, hogy milyen üzemmódban.
Nem biztos, hogy egy felszabályozás, vagy valamire programot fog írni.
A szegnyeregnek nem okvetlen fontos programból működni, de egy hosszabb anyagot akkor is meg kell támasztani, ha a dolog nem is annyira menő.
Vagy, el kell vinnem a szomszédba, ahol van egy mezei egyetemes eszterga, amin van szegnyereg.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 december 03, 11:26
Írta: svejk Dátum 2012 december 03, 11:26
Én nem ellene vagyok.
De ha 1 tengely kell azt biztos nem CNC-n fogom megcsinálni.
Ha vasipari a hobbyCNC maró vagy hobbyCNC eszterga, akkor ott 99 % hogy van a háttérben hagyományos gép is.
De ha 1 tengely kell azt biztos nem CNC-n fogom megcsinálni.
Ha vasipari a hobbyCNC maró vagy hobbyCNC eszterga, akkor ott 99 % hogy van a háttérben hagyományos gép is.
Cím: Re:CNC eszterga építő iskola
Írta: t334wehtf Dátum 2012 december 03, 11:33
Írta: t334wehtf Dátum 2012 december 03, 11:33
Mint okleveles gépészmérnök a 820-as konstrukciót nem tartom rossz alapnak, látok benne fantáziát.
Nem véletlenül írtam, hogy alap, mert számos részletet ránézésre is jobban át kell gondolni, továbbá, ha te ezt tényleg "IKEA" stílusban akarod adni, akkor egy végtelenül egyszerűen szerelhető, és csupán pár finombeállítást igénylő konstrukciót kell kitalálni. Persze a beállító eszközöket is mellékelném a csomagban.
Mint vállalkozó szintén látok benne potenciált.
Kis cég kis pénzből csak használtat tud venni, de ha pl. pályázatból akar fejleszteni akkor csak új gépet vehet. Egy ilyen gép meg lehet hasonlóan olcsó, mint egy használt. Nyilván ha lenne több pénze, akkor "rendes" gépet venne, de mindenki addig nyújtózkodjon, amíg a takarója elér.
Egy egyszerűbb géppel is lehet jó és pontos munkát végezni, csak figyelembe kell venni a korlátait.
Nem véletlenül írtam, hogy alap, mert számos részletet ránézésre is jobban át kell gondolni, továbbá, ha te ezt tényleg "IKEA" stílusban akarod adni, akkor egy végtelenül egyszerűen szerelhető, és csupán pár finombeállítást igénylő konstrukciót kell kitalálni. Persze a beállító eszközöket is mellékelném a csomagban.
Mint vállalkozó szintén látok benne potenciált.
Kis cég kis pénzből csak használtat tud venni, de ha pl. pályázatból akar fejleszteni akkor csak új gépet vehet. Egy ilyen gép meg lehet hasonlóan olcsó, mint egy használt. Nyilván ha lenne több pénze, akkor "rendes" gépet venne, de mindenki addig nyújtózkodjon, amíg a takarója elér.
Egy egyszerűbb géppel is lehet jó és pontos munkát végezni, csak figyelembe kell venni a korlátait.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 december 03, 11:36
Írta: svejk Dátum 2012 december 03, 11:36
Nekem csak az a rengeteg hajlított elem nem tetszik.
No meg a részletekben lakozik az ördög, ezek a látványtervek szinte semmit nem árulnak el.
No meg a részletekben lakozik az ördög, ezek a látványtervek szinte semmit nem árulnak el.
Cím: Re:CNC eszterga építő iskola
Írta: t334wehtf Dátum 2012 december 03, 11:40
Írta: t334wehtf Dátum 2012 december 03, 11:40
Sok lemez alkatrészt gyártatok, a héten is hozok el vagy 160 kg-ot, így ismerem a nyűgjeit.
Csak úgy látom életképesnek, ha minden geometriát és pontosságot befolyásoló alkatrész hajlítás után kalibrálva )igény szerint marva és/vagy köszörülve) lenne. Opcionálisan meg lehetne úgy is csinálni, hogy szerelés után betonozható legyen, stb, stb. Az alapötlet nem rossz...
Csak úgy látom életképesnek, ha minden geometriát és pontosságot befolyásoló alkatrész hajlítás után kalibrálva )igény szerint marva és/vagy köszörülve) lenne. Opcionálisan meg lehetne úgy is csinálni, hogy szerelés után betonozható legyen, stb, stb. Az alapötlet nem rossz...
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 december 03, 11:50
Írta: 000000000 Dátum 2012 december 03, 11:50
Mikor valakinek otthon ezer darab biz-basz?
Nagyon ritka. Minek akkor a cnc?
Én meg éppen arra építek, hogy a cnc-t lehessen kézi üzemmódban is használni.
Láttam régebben VBodi gépén ott van a kézikerék a golyós orsók végén.
Szerintem, nagyon gyakorlati ötlet.
Kézzel odatekerem, ahova kell.
Utána, növekményes koordinátát adok meg neki.
Mindegy, hogy hol van, de menjen X irányba 10 mm-t.
Megmaradt a cnc biztosította pontosság, kényelem és kézre is áll a gép.
Főleg, hosszoknál lehet ez előny.
Van egy cnc-d és csinálsz egy tengelyt mondjuk az egyetemesen. A hosszokat tolómérővel méregeted és be karcolászod?
Szerintem, elég fapados.
Vagy, egyetlen darabnak ütközőt álligatsz?
Ez is egy lehetőség. A kérdés, hogy akkor minek a cnc?
"Talira" hurcolászni?
Erre tényleg jó egy 50 mm csúcstávolságú, mert hosszabb anyagnak úgyis kell szegnyereg. Néha, még az ötven milkó kinyúlásnak is.
Az igazi persze, ha tesz az ember a cnc-jére útmérőt minden tengelyre és marad a mechanikus kézikerék.
De hát, ízlések, meg pofonok.
Bocsi, nem rábeszélni akartalak!
Felvázoltam egy variációt.
Nagyon ritka. Minek akkor a cnc?
Én meg éppen arra építek, hogy a cnc-t lehessen kézi üzemmódban is használni.
Láttam régebben VBodi gépén ott van a kézikerék a golyós orsók végén.
Szerintem, nagyon gyakorlati ötlet.
Kézzel odatekerem, ahova kell.
Utána, növekményes koordinátát adok meg neki.
Mindegy, hogy hol van, de menjen X irányba 10 mm-t.
Megmaradt a cnc biztosította pontosság, kényelem és kézre is áll a gép.
Főleg, hosszoknál lehet ez előny.
Van egy cnc-d és csinálsz egy tengelyt mondjuk az egyetemesen. A hosszokat tolómérővel méregeted és be karcolászod?
Szerintem, elég fapados.
Vagy, egyetlen darabnak ütközőt álligatsz?
Ez is egy lehetőség. A kérdés, hogy akkor minek a cnc?
"Talira" hurcolászni?
Erre tényleg jó egy 50 mm csúcstávolságú, mert hosszabb anyagnak úgyis kell szegnyereg. Néha, még az ötven milkó kinyúlásnak is.
Az igazi persze, ha tesz az ember a cnc-jére útmérőt minden tengelyre és marad a mechanikus kézikerék.
De hát, ízlések, meg pofonok.
Bocsi, nem rábeszélni akartalak!
Felvázoltam egy variációt.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 december 03, 12:05
Írta: TROMF22 Dátum 2012 december 03, 12:05
Ez nem az én konstrukcióm, nem akarok idegen tollakkal ékeskedni.
Az IKEA hasonlat viszont az én fantazmagóriám, mer próbáltam valami üzleti modellt a háttérbe képzelni. Az illetőnek profi plazmavágó + CNC élhajlító üzeme van ezért gondoltam, hogy nem tipikus hobbista.
Nekem teszik az élhajlított + szerelt elem kombináció. Mivel vastag lemezek, és nem vékony falú doboz szekezet, a rezonációt sem tartom elviselhetetlennek.
Elmaradna a nagy "mumus" a hegesztések utáni maradófeszültség és alakváltozás problémája.
Természetesen csak úgy lenne korrekt a dolog, ha az elemek kivágás/hajlítás után a készítőnél megkapnának egy feszültségmentesítést. Ennek bele kell férnie a fémépítő készlet költségébe.
Továbbá, én a csavarozás mellett használnék a furatsorokra átlósan egy pár rugalmas feszítő illesztőszeget (DIN 1481). Ezeknek tizedes átmérő tűrésű furat is megfelel.
(a csavarok laza átmenő furatokon összeszorítanak, illesztőszegek pozicionálnak, nyírás ellen tartanak)
És érdemes lenne az érintkező felületek közé valamilyen jó hézagkitöltésű, kétkomponensű (?) ragasztó anyagot bevinni. (Sanyi84 #845)
Az így kiképzett elemkapcsolat házilag simán kivitelezhető, és szerintem összevethető a hegesztéssel, annak hátrányai nélkül.
Az IKEA hasonlat viszont az én fantazmagóriám, mer próbáltam valami üzleti modellt a háttérbe képzelni. Az illetőnek profi plazmavágó + CNC élhajlító üzeme van ezért gondoltam, hogy nem tipikus hobbista.
Nekem teszik az élhajlított + szerelt elem kombináció. Mivel vastag lemezek, és nem vékony falú doboz szekezet, a rezonációt sem tartom elviselhetetlennek.
Elmaradna a nagy "mumus" a hegesztések utáni maradófeszültség és alakváltozás problémája.
Természetesen csak úgy lenne korrekt a dolog, ha az elemek kivágás/hajlítás után a készítőnél megkapnának egy feszültségmentesítést. Ennek bele kell férnie a fémépítő készlet költségébe.
Továbbá, én a csavarozás mellett használnék a furatsorokra átlósan egy pár rugalmas feszítő illesztőszeget (DIN 1481). Ezeknek tizedes átmérő tűrésű furat is megfelel.
(a csavarok laza átmenő furatokon összeszorítanak, illesztőszegek pozicionálnak, nyírás ellen tartanak)
És érdemes lenne az érintkező felületek közé valamilyen jó hézagkitöltésű, kétkomponensű (?) ragasztó anyagot bevinni. (Sanyi84 #845)
Az így kiképzett elemkapcsolat házilag simán kivitelezhető, és szerintem összevethető a hegesztéssel, annak hátrányai nélkül.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 december 03, 12:36
Írta: svejk Dátum 2012 december 03, 12:36
Úgy már igen!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 december 03, 12:44
Írta: svejk Dátum 2012 december 03, 12:44
Ehh.. lefárasztasz. Két soros mondataimra 10-szer annyi ellenérvet, kérdést hozol fel.
Már írtam nekem semmi bajon a szegnyereggel.
Egyébként is mindössze Sanyi84 írására reagáltam, hogy nem alapvető a szegnyereg CNC esztergán és okokat soroltam hogy miért nem esztergát csinál mindenki.
Már írtam nekem semmi bajon a szegnyereggel.
Egyébként is mindössze Sanyi84 írására reagáltam, hogy nem alapvető a szegnyereg CNC esztergán és okokat soroltam hogy miért nem esztergát csinál mindenki.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 december 03, 13:17
Írta: 000000000 Dátum 2012 december 03, 13:17
Tényleg egyszerűbb, ha mindenre csak annyit reagálunk, hogy rossz.
Igazad lehet.
Ha a másik fél netán az indokra is kíváncsi, odavetjük, hogy azé...
Igazad lehet.
Bár, én abban a tévhitben éltem, hogy a dolgok általában összetettebbek annál, mint hogy igennel, vagy nemmel lehet rá válaszolni.
Bocsi, tévedtem.
Igazad lehet.
Ha a másik fél netán az indokra is kíváncsi, odavetjük, hogy azé...
Igazad lehet.
Bár, én abban a tévhitben éltem, hogy a dolgok általában összetettebbek annál, mint hogy igennel, vagy nemmel lehet rá válaszolni.
Bocsi, tévedtem.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 december 03, 13:38
Írta: TROMF22 Dátum 2012 december 03, 13:38
Ma 10:55 - 13:17. Ennyi volt a szélcsend.
Üdv. Nektek!
Üdv. Nektek!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 december 03, 13:42
Írta: svejk Dátum 2012 december 03, 13:42
#863 második sora.
Cím: Re:CNC eszterga építő iskola
Írta: Szedlay Pál Dátum 2012 december 03, 13:52
Írta: Szedlay Pál Dátum 2012 december 03, 13:52
"Aki már épített egy fém marásra is termelékenyen használható kis CNC-t, az nem hiszem, hogy nagy kockázatot vállalna, ha ebben az irányban halad tovább.
Ez viszont reálisan nézve valóban elég szűk kör lehetősége."
Ezen a fórumon nagyon sokféle maró konstrukciót bemutattak, megépítettek. Ezeknek a hibáiból kiindulva már viszonylag egy alacsony költségvetésű gépet össze lehet rakni, építeni.
Ráadásul elég sok használt bontott alkatrész is rendelkezésre áll.
Ugyan ez, mármint az építési tapasztalat az esztergára nincs meg.
Ezért aki elkezdi úttörő munkát fog végezni, ami mindig nehezebb és rizikósabb feladat.
A hobbyból épített gépeket általában dekorációs, fa megmunkálási feladatokra építik ahol messze nincsenek olyan pontossági elvárások mint a fémiparban. Van olyan alumínium vázas gép is amivel acél minőségű fémet munkálnak meg, bár az iparban ez a konstrukció nem megszokott.
Ennek analógiájára egy ilyen hobby kivitelezésű esztergától ha csak annyit várunk el mint a marógépektől akkor nem fogunk csalódni. Tehát ha fából vagy műanyagból esetleg alumíniumból, sárgarézből akar valaki dolgozni és a felületi minőséggel, tűrésekkel szemben nincsenek nagy elvárásai akkor biztos boldog tulajdonosa lesz egy ilyen aranyos kis szerkezetnek.
Ha megkéred a Snecit megmutatja neked azt a kis esztergát amit neki adtam. 90%-ban ez a konstrukció, de nem lemezből van a váz, hanem négyzet acélból hegesztve.
Ez viszont reálisan nézve valóban elég szűk kör lehetősége."
Ezen a fórumon nagyon sokféle maró konstrukciót bemutattak, megépítettek. Ezeknek a hibáiból kiindulva már viszonylag egy alacsony költségvetésű gépet össze lehet rakni, építeni.
Ráadásul elég sok használt bontott alkatrész is rendelkezésre áll.
Ugyan ez, mármint az építési tapasztalat az esztergára nincs meg.
Ezért aki elkezdi úttörő munkát fog végezni, ami mindig nehezebb és rizikósabb feladat.
A hobbyból épített gépeket általában dekorációs, fa megmunkálási feladatokra építik ahol messze nincsenek olyan pontossági elvárások mint a fémiparban. Van olyan alumínium vázas gép is amivel acél minőségű fémet munkálnak meg, bár az iparban ez a konstrukció nem megszokott.
Ennek analógiájára egy ilyen hobby kivitelezésű esztergától ha csak annyit várunk el mint a marógépektől akkor nem fogunk csalódni. Tehát ha fából vagy műanyagból esetleg alumíniumból, sárgarézből akar valaki dolgozni és a felületi minőséggel, tűrésekkel szemben nincsenek nagy elvárásai akkor biztos boldog tulajdonosa lesz egy ilyen aranyos kis szerkezetnek.
Ha megkéred a Snecit megmutatja neked azt a kis esztergát amit neki adtam. 90%-ban ez a konstrukció, de nem lemezből van a váz, hanem négyzet acélból hegesztve.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 december 03, 14:28
Írta: 000000000 Dátum 2012 december 03, 14:28
Hát köszi!
Te tényleg meggyőztél engem arról, hogy nem az az a fórum, amiből lesz valaha is egy olyan fórum, ami a közösségről szólt.
Te tényleg meggyőztél engem arról, hogy nem az az a fórum, amiből lesz valaha is egy olyan fórum, ami a közösségről szólt.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 december 03, 14:29
Írta: 000000000 Dátum 2012 december 03, 14:29
El lehet persze dagonyázni a langyos kakiban is.
Már annak, akinek erre van igénye.
Már annak, akinek erre van igénye.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 december 03, 14:32
Írta: 000000000 Dátum 2012 december 03, 14:32
Szia!
Pont ma poroltam le a kis esztergámat.
Képek a topikomban.
Pont ma poroltam le a kis esztergámat.
Képek a topikomban.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 december 03, 14:36
Írta: TROMF22 Dátum 2012 december 03, 14:36
Voltegy halvány remény. (#853)
Nem érzed, hogy benne vagy a kimúlásában?
Csak ennyi.
Nem érzed, hogy benne vagy a kimúlásában?
Csak ennyi.
Cím: Re:CNC eszterga építő iskola
Írta: Szedlay Pál Dátum 2012 december 03, 15:06
Írta: Szedlay Pál Dátum 2012 december 03, 15:06
Szia!
Ne haragudj hogy megszólítalak így ismeretlenül.
Ha jól tudom ez a fórum azért alakult, hogy az itt regisztrált emberek megosszák egymással azt a műszaki tartalmat, tapasztalatot ami rövidebb vagy hosszabb idő alatt felgyülemlett a szürkeállományban. Ez volt a célja és ez ma is.
A Te hozzászólásaid 80%-ban nem ezt a célt szolgálják. ( tudom demokrácia van és te azt írsz ide amit akarsz, de mondjuk ennek a közösségnek hasznosabb lenne ha a véleményed egy másik fórumon mondjuk a "hogyan kötekedjünk és fikázzunk" topikban közölnéd)
Mielőtt tasztatúrát ragadnál olvasd el a hozzászolásod #868, #869, #864,
Ne haragudj hogy megszólítalak így ismeretlenül.
Ha jól tudom ez a fórum azért alakult, hogy az itt regisztrált emberek megosszák egymással azt a műszaki tartalmat, tapasztalatot ami rövidebb vagy hosszabb idő alatt felgyülemlett a szürkeállományban. Ez volt a célja és ez ma is.
A Te hozzászólásaid 80%-ban nem ezt a célt szolgálják. ( tudom demokrácia van és te azt írsz ide amit akarsz, de mondjuk ennek a közösségnek hasznosabb lenne ha a véleményed egy másik fórumon mondjuk a "hogyan kötekedjünk és fikázzunk" topikban közölnéd)
Mielőtt tasztatúrát ragadnál olvasd el a hozzászolásod #868, #869, #864,
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2012 december 03, 15:16
Írta: 000000000 Dátum 2012 december 03, 15:16
Ok!
Ti győztetek. [#wave]
Ti győztetek. [#wave]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 december 03, 15:42
Írta: svejk Dátum 2012 december 03, 15:42
Ez nem győzelem, csak fellélegzés. :))
Cím: Re:CNC eszterga építő iskola
Írta: Kristály Árpád Dátum 2012 december 03, 16:03
Írta: Kristály Árpád Dátum 2012 december 03, 16:03
[#wave][#wink][#worship][#eljen][#eljen][#eljen][#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: hostya Dátum 2012 december 04, 20:05
Írta: hostya Dátum 2012 december 04, 20:05
Csak sűrűn kell venni a levegőt ahhoz hogy fellélegezhessünk, mert hamarosan újra itt lesz.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 december 04, 20:45
Írta: TROMF22 Dátum 2012 december 04, 20:45
Akkor egy nagy levegővétel.......
Hasznát-e már valaki fém szerkezeti részek kapcsolatában ragasztást?
(Utalok a #861 -ben felvetett megoldásra.)
Méretezte esetleg, vagy csak ráérzéssel, a ragasztó gyártó útmutatásai alapján járt el?
Siker? Kudarc? Tapasztalat?
Hasznát-e már valaki fém szerkezeti részek kapcsolatában ragasztást?
(Utalok a #861 -ben felvetett megoldásra.)
Méretezte esetleg, vagy csak ráérzéssel, a ragasztó gyártó útmutatásai alapján járt el?
Siker? Kudarc? Tapasztalat?
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2012 december 04, 21:17
Írta: ANTAL GÁBOR Dátum 2012 december 04, 21:17
Lehet hogy venni kéne a fáradságot és meg kellene tanulni a képfelrakást ( ide ) Nálam működik egy EMCO Star (osztrák eszterga kb 78as évjárat de nagyon megkímélt állapotban ) CNC sítve. Igaz egyéni módon: Ha nem terhellek vele benneteket akkor leírom az indíttatást és a koncepciómat. Az indíttatás: a cél a tapasztalatszerzés ( MACH , menetvágás, Polgárdi Balázs féle USB adapter kipróbálása stb ) A fő indíttatás : Egy TOS SV18 as átalakításához tapasztalatszerzés
Eredmények: menet , kúp, kúpos menet gömbsüveg OK és mivel készen kaptam egy marófeltétet is a géppel helyzetpontos ( csúcshelyfúróval ) készült furatok hidraulikus szelepek alaplapjaihoz
Az EMCO átalakítása: keresztszán kottyanásmentes trapézorsó direkt léptetővel, a hosszmozgás az eredeti vezérorsóval direkthajtás léptetővel . Az érdekesség hogy van egy MPG aminek az impulzusai kétféleképp hasznosulnak: egyrészt belemennek a Mach ba másrészt egy quadratúra decoder step dir jelet generál ami közvetlenül is képes a keresztszánt mozgatni A Dir prioritás ki van tökölve . Eredmény : ha a táp feláll akkor van egy motorizált keresztszános hagyományos esztergám ( ha kedvem tartja akkor a Mmach ot csak egy kijelzőfelületnek használom az elmozdulás detektálására , ill ha futtatom a Machot ( bekapcsolt lakattal ) akkor CNC.
Célkitűzések : A TOS nak is kell tudni a ( kúpos ) menetet gömbsüveget és a kézzel macerásabb dolgokat . Ott szintén marad a vezérorsó amit egy 5.2 Nm es Fanuc DC szervó fog hajtani egy lassítóáttételen keresztül ( i=3 fogazott szíj) A vezérorsó siklócsapágya tűgörgősre cserélve Ott is lesz MPG ( pont a régi nóniusz helyén) és az is fogja tudni a motorizált keresztszán üzemet Többekben felmerül a vezérorsó kotyogásának kérdése. Nekem nem számít mert olyan programot írok hogy irányváltáskor előbb elküldöm jobbra a szánt ( a menetvágás analógiájára )
2. koncepció : szerintem a legjobb megoldás ha vesz az ember egy leharcolt gyári esztergát ( lehetőleg csavarozott lábakkal ) aminek az ágyszerkezetét külön lehet venni, és az orsóház leszerelésével szakműhelyben síkba kell maratni a prizmákat ( nem baj ha nem jön ki egyformára a magasság. Aztán a kapott felületre jöhetnek a lineárok . A keresztszán egyedileg tervezve szintén lineárokkal . Egy kis csúcsmagasság vesztéssel kapunk egy pontos rezgéscsillapított
rendszert ( Svejk jóvoltából nálam egy ilyen is készül 35 ös görgös sinekkel beépített útmérővel csak elég lassan haladok vele
Szerszámcserélő nem szerepel a terveim között de olasz késtartó az igen
Hát kb ennyi
Eredmények: menet , kúp, kúpos menet gömbsüveg OK és mivel készen kaptam egy marófeltétet is a géppel helyzetpontos ( csúcshelyfúróval ) készült furatok hidraulikus szelepek alaplapjaihoz
Az EMCO átalakítása: keresztszán kottyanásmentes trapézorsó direkt léptetővel, a hosszmozgás az eredeti vezérorsóval direkthajtás léptetővel . Az érdekesség hogy van egy MPG aminek az impulzusai kétféleképp hasznosulnak: egyrészt belemennek a Mach ba másrészt egy quadratúra decoder step dir jelet generál ami közvetlenül is képes a keresztszánt mozgatni A Dir prioritás ki van tökölve . Eredmény : ha a táp feláll akkor van egy motorizált keresztszános hagyományos esztergám ( ha kedvem tartja akkor a Mmach ot csak egy kijelzőfelületnek használom az elmozdulás detektálására , ill ha futtatom a Machot ( bekapcsolt lakattal ) akkor CNC.
Célkitűzések : A TOS nak is kell tudni a ( kúpos ) menetet gömbsüveget és a kézzel macerásabb dolgokat . Ott szintén marad a vezérorsó amit egy 5.2 Nm es Fanuc DC szervó fog hajtani egy lassítóáttételen keresztül ( i=3 fogazott szíj) A vezérorsó siklócsapágya tűgörgősre cserélve Ott is lesz MPG ( pont a régi nóniusz helyén) és az is fogja tudni a motorizált keresztszán üzemet Többekben felmerül a vezérorsó kotyogásának kérdése. Nekem nem számít mert olyan programot írok hogy irányváltáskor előbb elküldöm jobbra a szánt ( a menetvágás analógiájára )
2. koncepció : szerintem a legjobb megoldás ha vesz az ember egy leharcolt gyári esztergát ( lehetőleg csavarozott lábakkal ) aminek az ágyszerkezetét külön lehet venni, és az orsóház leszerelésével szakműhelyben síkba kell maratni a prizmákat ( nem baj ha nem jön ki egyformára a magasság. Aztán a kapott felületre jöhetnek a lineárok . A keresztszán egyedileg tervezve szintén lineárokkal . Egy kis csúcsmagasság vesztéssel kapunk egy pontos rezgéscsillapított
rendszert ( Svejk jóvoltából nálam egy ilyen is készül 35 ös görgös sinekkel beépített útmérővel csak elég lassan haladok vele
Szerszámcserélő nem szerepel a terveim között de olasz késtartó az igen
Hát kb ennyi
Cím: Re:CNC eszterga építő iskola
Írta: t334wehtf Dátum 2012 december 04, 21:27
Írta: t334wehtf Dátum 2012 december 04, 21:27
Egy egyébként csavarozott alu szerkezetet ragasztottam LOCTIE 3450 A&B Hysol (Cat. No. 37404) 2 komponensű ragasztóval, utasítás szerint.
Hát finoman fogalmazva is atomdúúúrva lett, ég és föld!
Hát finoman fogalmazva is atomdúúúrva lett, ég és föld!
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2012 december 04, 21:35
Írta: ANTAL GÁBOR Dátum 2012 december 04, 21:35
Az általam gyártott őrvényáramú szeparátorokban a mágnesek ragasztva vannak ( egy mágnes 0.5 kg súlyú és R= 0.15 m karon 3000 1 / min nel vannak forgatva. F centr = 7400 N A felület : 25cm2 . Húzógépen teszteltem a ragasztót ( spec metilmetakrilát ) és tudta a 24N/mm2 et húzásra ( nem nyírásra!! pedig azt szeretné ) A 25 cm2 es ragasztott mágnes 6 tonna fölött szakadt le . A szeparátor egyébként kapott egy 2mm es KO palástot és műgyantával az egész ki van öntve( vákumozva ) mert éjszaka szeretek nyugodtan aludni
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2012 december 04, 21:35
Írta: svejk Dátum 2012 december 04, 21:35
Varsányi is mindent ragasztott a gépén a csavarozás mellett.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2012 december 04, 21:38
Írta: KoLa Dátum 2012 december 04, 21:38
Sokszor használok műgyantás pozícionálást a perselyek és a ház között,ha nincs hőnek kitéve akkor bírja évtizedekig, pl présszerszámok vezető csapjai!de a cnc esztergám építésénél is elkerülhetetlen volt, a nagy távolságok miatt kivitelezhetetlen volt a pontos munka másként!
A golyósanya állította be a golyósorsó végére szerelt csapágyházat pozícióba? injekciós tűvel fecskendeztem be a légrésbe a műgyantát, tökéletes lett,eddig bírja az igénybevételt!
A golyósanya állította be a golyósorsó végére szerelt csapágyházat pozícióba? injekciós tűvel fecskendeztem be a légrésbe a műgyantát, tökéletes lett,eddig bírja az igénybevételt!
Cím: Re:CNC eszterga építő iskola
Írta: sasi Dátum 2012 december 04, 21:39
Írta: sasi Dátum 2012 december 04, 21:39
Nézz be a „Mechanikai ötletek” topikba, keresd a #10303 hozzászólását és környékét, talán ad ötletet a kérdésedhez.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2012 december 04, 22:12
Írta: TROMF22 Dátum 2012 december 04, 22:12
Köszönöm visszakeresem.
Szépen jönnek az infók.
(A memóriátoknak köszönhetően. Most is jól jönne a kereső funkció.)
Mindenesetre a ragasztás perspektívikus és a hobbista barátja. Mindenképpen érdemesnek látszik számolni a lehetősséggel.
Az aluhoz írt tomktom gyártót és tipust is.
Esetleg más terméket ki használt?
Szépen jönnek az infók.
(A memóriátoknak köszönhetően. Most is jól jönne a kereső funkció.)
Mindenesetre a ragasztás perspektívikus és a hobbista barátja. Mindenképpen érdemesnek látszik számolni a lehetősséggel.
Az aluhoz írt tomktom gyártót és tipust is.
Esetleg más terméket ki használt?
Cím: Re:CNC eszterga építő iskola
Írta: sasi Dátum 2012 december 04, 22:31
Írta: sasi Dátum 2012 december 04, 22:31
Lehet a fórumban keresni! Google keresősorba a következő formulát kel írni, pl.:
site:sgforum.hu hobbycncforum szakitó
Az utolsó szó a keresett, így találtam meg a próbatestekről a beírásomat, mert fogalmam sem volt hova tettem.
site:sgforum.hu hobbycncforum szakitó
Az utolsó szó a keresett, így találtam meg a próbatestekről a beírásomat, mert fogalmam sem volt hova tettem.
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 június 24, 14:57
Írta: 52v9u4zd7 Dátum 2013 június 24, 14:57
Üdv!
Új vagyok a fórumon, bár már régóta követem.
A Miskolci Egyetemen tanulok és szakdolgozatként egy oktatási célra szánt CNC esztergát választottam tervezési feladatnak (nagyrészt kereskedelmi árukból, 2-5kW főhajtás-teljesítménnyel és 0,05 körüli pontossággal).
A költségektől függően vagy megépül, vagy csak terv marad. Igen nagy falatnak bizonyult elsőre, de kis részekre szabdalva tudtam haladni már.
Jelenleg ott tartok hogy többféle gépágy költségeinek járok utána, és majd a legjobb változatot viszem tovább a tervezés folyamán.
Segítséget szeretnék kérni az öntvény gépággyal kapcsolatban.
Úgy gondolom, hogy kínából érdemesebb árajánlatot kérni egy már gyártott gépágyra (+szállítás), mint egy itthoni cégnél 1-2 darab miatt megterveztetni egyet.
Ötleteket várnék arra, hogy melyik kínai gyártó forgalmaz csak gépágyat, hátha valaki már találkozott ilyennel.
Köszönöm!
Új vagyok a fórumon, bár már régóta követem.
A Miskolci Egyetemen tanulok és szakdolgozatként egy oktatási célra szánt CNC esztergát választottam tervezési feladatnak (nagyrészt kereskedelmi árukból, 2-5kW főhajtás-teljesítménnyel és 0,05 körüli pontossággal).
A költségektől függően vagy megépül, vagy csak terv marad. Igen nagy falatnak bizonyult elsőre, de kis részekre szabdalva tudtam haladni már.
Jelenleg ott tartok hogy többféle gépágy költségeinek járok utána, és majd a legjobb változatot viszem tovább a tervezés folyamán.
Segítséget szeretnék kérni az öntvény gépággyal kapcsolatban.
Úgy gondolom, hogy kínából érdemesebb árajánlatot kérni egy már gyártott gépágyra (+szállítás), mint egy itthoni cégnél 1-2 darab miatt megterveztetni egyet.
Ötleteket várnék arra, hogy melyik kínai gyártó forgalmaz csak gépágyat, hátha valaki már találkozott ilyennel.
Köszönöm!
Cím: Re:CNC eszterga építő iskola
Írta: fektiforg Dátum 2013 június 24, 16:26
Írta: fektiforg Dátum 2013 június 24, 16:26
Hegesztet gépágyban nem gondolkodsz ?
Cím: Re:CNC eszterga építő iskola
Írta: guliver83 Dátum 2013 június 24, 16:30
Írta: guliver83 Dátum 2013 június 24, 16:30
Ha gondolod tudok neked ajánlani E1N eszterga ágyat, hosszánt, orsó orsóházat, tokmánytársát.
Ebből is az akart lenni, csak más gépet építek helyette és van még egy esztergám.
Ebből is az akart lenni, csak más gépet építek helyette és van még egy esztergám.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2013 június 24, 19:08
Írta: TROMF22 Dátum 2013 június 24, 19:08
Én ebben a kínai egyedi gépágy rendelésben nem reménykednék.
Gyorsabban és olcsóban megkaphatsz kereskedőkön keresztül egy komplett kis esztergát, mint ugyanannak terméknek a gyártójával egyeztetni, és rábírni, hogy szállítson neked egyedileg egy csupasz gépágyat.
Ha mégsem így lenne, akkor a világ többi része vesztésre áll......
Gyorsabban és olcsóban megkaphatsz kereskedőkön keresztül egy komplett kis esztergát, mint ugyanannak terméknek a gyártójával egyeztetni, és rábírni, hogy szállítson neked egyedileg egy csupasz gépágyat.
Ha mégsem így lenne, akkor a világ többi része vesztésre áll......
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2013 június 24, 19:13
Írta: TROMF22 Dátum 2013 június 24, 19:13
... nagyon olcsón akartam megúszni
(-b) olcsóbban ...
(-b) olcsóbban ...
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 június 24, 19:21
Írta: svejk Dátum 2013 június 24, 19:21
Az a 2-3 kW főhajtás és az 5 század pontosság nem azonos súlycsoport.
Ekkora teljesítményhez már komoly váz illik, ami nagyobb pontosságot is magában hordozhat.
Kérdés, hogy csak dolgozat téma marad, vagy használni is akarod majd.
Gondolum, a feltételek adottak, én összehegesztetnék egy ferdeágyas vázat, az adott helyeken megmunkáltatnám és valami gyári főorsót szereznék hozzá.
Az eszterga lelke az orsó és csapágyazása, a többi már csak vas mennyiség és türelem kérdése.
Ekkora teljesítményhez már komoly váz illik, ami nagyobb pontosságot is magában hordozhat.
Kérdés, hogy csak dolgozat téma marad, vagy használni is akarod majd.
Gondolum, a feltételek adottak, én összehegesztetnék egy ferdeágyas vázat, az adott helyeken megmunkáltatnám és valami gyári főorsót szereznék hozzá.
Az eszterga lelke az orsó és csapágyazása, a többi már csak vas mennyiség és türelem kérdése.
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 június 24, 19:50
Írta: 52v9u4zd7 Dátum 2013 június 24, 19:50
Reménykedem hogy találok ilyen céget.
Az N?T kft például szokott behozatni gépeket, és itthon építik rá a saját vezérlőjüket-motorjukat-útmérőiket.
Ha egy hagyományos gépet hozatnak be CNC-sítésre, azon már több felesleges alkatrész van, amiért kár lenne fizetniük.
Ebből kiindulva gondoltam, hogy külön szerződés hatására akár árulhatnak külön fődarabokban is gépeket kínában.
Az N?T kft például szokott behozatni gépeket, és itthon építik rá a saját vezérlőjüket-motorjukat-útmérőiket.
Ha egy hagyományos gépet hozatnak be CNC-sítésre, azon már több felesleges alkatrész van, amiért kár lenne fizetniük.
Ebből kiindulva gondoltam, hogy külön szerződés hatására akár árulhatnak külön fődarabokban is gépeket kínában.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2013 június 24, 20:10
Írta: ANTAL GÁBOR Dátum 2013 június 24, 20:10
Szia ! Az a cég akire te gondolsz az az NCT kft. Takács Gyurinak ( a szerszámgépek tanszék tanszékvezetője -de gondolom jól ismered - ) jó a kapcsolata a főnökkel ( Póka Istvánnal ) Valóban ők hoznak be gépvázakat és arra szerelik a hajtást és a vezérlést . Szerintem ha megkeresed Istvánt és elviszed a kiírást akkor ad tippeket . Nem hinném hogy a konkurenciát látná benned.
Még egy tipp: Egy bátor angol levél Kínába egy alkalmasan megválasztott kereskedőháznak ( de el fog szabadulni a pokol ) Egyszer megtettem és 400 e -mail em jött egy nap alatt és 8 mobil hívásom...
(Ps én 38 évet húztam le az egyetemen )
Még egy tipp: Egy bátor angol levél Kínába egy alkalmasan megválasztott kereskedőháznak ( de el fog szabadulni a pokol ) Egyszer megtettem és 400 e -mail em jött egy nap alatt és 8 mobil hívásom...
(Ps én 38 évet húztam le az egyetemen )
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 június 24, 20:16
Írta: 52v9u4zd7 Dátum 2013 június 24, 20:16
2kW főhajtás számolással jött ki (veszteségek számítása nélkül) adott anyagra, lapkára, előtolásra, stb.
Ezt a gépet végül is megépítés után (ha jó terv lesz belőle) oktatásra használnák CNC-gépkezelő tanfolyam keretein belül, hogy ne a drágább gépeket rongálják eleinte.
A pontosság még kialakul, a végleges ár sokat fog befolyásolni rajta. Egyébként gyári főorsó szerepel a tervek között.
Még most csak az alapjait tervezem. Sajnos nem jó csak úgy nekiugrani egy hegesztett váznak. Az eszterga hajlamos rezgéseket kelteni-főleg könnyű váznál- és egy zártszelvényekből hegesztett váz könnyen elkezdene "zenélni" a rezgésektől.
Jelenleg több változatot vizsgálok.
Hegesztett zártszelvényekből, ugyanez a változat azzal kiegészítve, hogy rezgéselnyelésre kiönteném a szelvényeket gyengébb minőségű polimer-beton keverékkel (legalább súlya is lenne tőle). Az öntött ágy is szóba jön, valamint természetes gránit lapra gondoltam még. Erre itt egy dúrván nagyolt példa:
gránit_ágy
Nem vészes a lap ára, 50-70e körül van egy négyzetméter 10cm vastagsággal csiszolva.
A változatok között van még polimer-betonból kiöntött ágy megfelelő fém bázisfelületekkel, valamint lézerkivágott lemezekből összehegesztett szerkezet.
Ezt a gépet végül is megépítés után (ha jó terv lesz belőle) oktatásra használnák CNC-gépkezelő tanfolyam keretein belül, hogy ne a drágább gépeket rongálják eleinte.
A pontosság még kialakul, a végleges ár sokat fog befolyásolni rajta. Egyébként gyári főorsó szerepel a tervek között.
Még most csak az alapjait tervezem. Sajnos nem jó csak úgy nekiugrani egy hegesztett váznak. Az eszterga hajlamos rezgéseket kelteni-főleg könnyű váznál- és egy zártszelvényekből hegesztett váz könnyen elkezdene "zenélni" a rezgésektől.
Jelenleg több változatot vizsgálok.
Hegesztett zártszelvényekből, ugyanez a változat azzal kiegészítve, hogy rezgéselnyelésre kiönteném a szelvényeket gyengébb minőségű polimer-beton keverékkel (legalább súlya is lenne tőle). Az öntött ágy is szóba jön, valamint természetes gránit lapra gondoltam még. Erre itt egy dúrván nagyolt példa:
gránit_ágy
Nem vészes a lap ára, 50-70e körül van egy négyzetméter 10cm vastagsággal csiszolva.
A változatok között van még polimer-betonból kiöntött ágy megfelelő fém bázisfelületekkel, valamint lézerkivágott lemezekből összehegesztett szerkezet.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2013 június 24, 20:23
Írta: TROMF22 Dátum 2013 június 24, 20:23
Ha ezt az utat kitaposod, az maga nagyobb nyereség és tapasztalat a későbbi tevékenységedhez, mint egy gyengébbenek értékelt szakdoga.
Mennyi időd van még rá? Ez így egy szakdolgozat keretében nagyon komplex feladatnak tűnik.
Különösen úgy, hogy a műszaki tartalom mellett a beszerzési, kivitelezési csatornákkal is foglalkozol.
Ez akkor is egy csoportmunkát feltételezne, ha nem lenne költség korlát. /Biztosan van./
Szívesen olvasnék a részletekről.
Esetleg még idejében korlátozhatnád, pontosíthatnád a dolgozat tartalmát, a feladat terjedelmét.
Kisseb feladatrész, jobban megoldva -> jobb eredmény.
Egyébként a feleslegesen érkező alkatrészektől nem kell tartani. Jól jöhet a gépágy mellé egy gyári főorsó-orsóház. Költségben össze sem mérhető az egyedi gyártásúval.
Ez szerencsés esetben maga kiegyenlítheti azt a költséget amit egy gépágy helyett egy komplett gépre fordítasz.
Mennyi időd van még rá? Ez így egy szakdolgozat keretében nagyon komplex feladatnak tűnik.
Különösen úgy, hogy a műszaki tartalom mellett a beszerzési, kivitelezési csatornákkal is foglalkozol.
Ez akkor is egy csoportmunkát feltételezne, ha nem lenne költség korlát. /Biztosan van./
Szívesen olvasnék a részletekről.
Esetleg még idejében korlátozhatnád, pontosíthatnád a dolgozat tartalmát, a feladat terjedelmét.
Kisseb feladatrész, jobban megoldva -> jobb eredmény.
Egyébként a feleslegesen érkező alkatrészektől nem kell tartani. Jól jöhet a gépágy mellé egy gyári főorsó-orsóház. Költségben össze sem mérhető az egyedi gyártásúval.
Ez szerencsés esetben maga kiegyenlítheti azt a költséget amit egy gépágy helyett egy komplett gépre fordítasz.
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 június 24, 20:31
Írta: 52v9u4zd7 Dátum 2013 június 24, 20:31
Üdvözlöm!
38 év igencsak szép idő. :) Köszönöm szépen a felvilágosítást, sokat fog lendíteni a haladásomon. Most a tanszéken töltött szakmai gyakorlat alatt napi szinten konzultálok Takács Györggyel.
Holnap megpróbálom felvenni a kapcsolatot az illetékesekkel.
38 év igencsak szép idő. :) Köszönöm szépen a felvilágosítást, sokat fog lendíteni a haladásomon. Most a tanszéken töltött szakmai gyakorlat alatt napi szinten konzultálok Takács Györggyel.
Holnap megpróbálom felvenni a kapcsolatot az illetékesekkel.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2013 június 24, 20:32
Írta: TROMF22 Dátum 2013 június 24, 20:32
"Kisebb" (ma már nem próbálkozom tovább az írással...)
goroghimi-nek gratula, talán ismét feléled ez az oldal
goroghimi-nek gratula, talán ismét feléled ez az oldal
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 június 24, 20:38
Írta: svejk Dátum 2013 június 24, 20:38
Nem nekiugrani kell a hegesztett váznak, hanem megtervezni.
Neked ez a tanulmányaid alapján nem jelenthet különösebb gondot.
No és persze nem zártszelvényből hanem 25-30-as lemezből.
Ha belekukkantasz egy gyári öntvényvázba látni fogod, hogy nem kivitelezhetetlen hegesztéssel lekoppintani, - nagyjából.
A feszültségmentesítésre is van már a kemencén kívül alternatíva, van itt is fórumtárs aki a komoly marógépét megrázatta.
Neked ez a tanulmányaid alapján nem jelenthet különösebb gondot.
No és persze nem zártszelvényből hanem 25-30-as lemezből.
Ha belekukkantasz egy gyári öntvényvázba látni fogod, hogy nem kivitelezhetetlen hegesztéssel lekoppintani, - nagyjából.
A feszültségmentesítésre is van már a kemencén kívül alternatíva, van itt is fórumtárs aki a komoly marógépét megrázatta.
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 június 24, 20:47
Írta: 52v9u4zd7 Dátum 2013 június 24, 20:47
Ezért is választottam magamtól ezt a témát, mert nagy lehetőséget láttam benne. Már fél éve foglalkozom a témával, komplex tervezés tárgy keretein belül 35 oldalt sikerült kidolgoznom, de ezt csak a szakdoga bevezetésének tartom. Nagyvonalakban leírtam hogy milyen struktúrát fogok választani, felállítottam több követelményjegyzéket, amiket a későbbiekben be fogok tartani. Követtem a módszeres géptervezés lépéseit. Megnéztem már létező oktató gépeket a piacon és számolásokat végeztem.
November közepéig kell leadnom a szakdolgozatot. Tartalmaznia kell a tényleges terv kidolgozását, valamint az egyedileg legyártandó alkatrészekhez gyártási dokumentációt kell készítenem. A kiírásom azt is tartalmazza, hogy be kell üzemelni a berendezést, de eleve ha meg sem valósul a gép, akkor ez a pont kiesik.
Érzésem szerint a vezérlés és a villamossággal kapcsolatos részek kivesézése októberre is eltolódhat.
Nagyon összetett téma, de szerencsére mélyebb ismereteim vannak CNC gépkezelésben, termelésben, gépgyártástechnológiában, számítógépes tervezőprogramokban, valamint az elektronikában emellett még megvan a kellő elszántságom a téma iránt. :)
November közepéig kell leadnom a szakdolgozatot. Tartalmaznia kell a tényleges terv kidolgozását, valamint az egyedileg legyártandó alkatrészekhez gyártási dokumentációt kell készítenem. A kiírásom azt is tartalmazza, hogy be kell üzemelni a berendezést, de eleve ha meg sem valósul a gép, akkor ez a pont kiesik.
Érzésem szerint a vezérlés és a villamossággal kapcsolatos részek kivesézése októberre is eltolódhat.
Nagyon összetett téma, de szerencsére mélyebb ismereteim vannak CNC gépkezelésben, termelésben, gépgyártástechnológiában, számítógépes tervezőprogramokban, valamint az elektronikában emellett még megvan a kellő elszántságom a téma iránt. :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 24, 20:48
Írta: 000000000 Dátum 2013 június 24, 20:48
A gránitos megoldás már ezen az őskövület gépen is alkalmazták.
Csak érdekességnek egy kép, mivel újdonság nem sok van rajta.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2013 június 24, 21:04
Írta: TROMF22 Dátum 2013 június 24, 21:04
Akkor hajrá!!!
Ha közben engedi az időd, az oldalnak is jól jön egy kis pezsgés.
De ezeket az alapokat és készségeket gondolom nem kizárólag a mostani tanulmányi ciklusodban szerezted. Vagy mégis?
"de szerencsére mélyebb ismereteim vannak CNC gépkezelésben, termelésben, gépgyártástechnológiában, számítógépes tervezőprogramokban, valamint az elektronikában"
Csak azért, nehogy elemi dolgokkal bombázzunk.
Ha közben engedi az időd, az oldalnak is jól jön egy kis pezsgés.
De ezeket az alapokat és készségeket gondolom nem kizárólag a mostani tanulmányi ciklusodban szerezted. Vagy mégis?
"de szerencsére mélyebb ismereteim vannak CNC gépkezelésben, termelésben, gépgyártástechnológiában, számítógépes tervezőprogramokban, valamint az elektronikában"
Csak azért, nehogy elemi dolgokkal bombázzunk.
Cím: Re:CNC eszterga építő iskola
Írta: ukcge40u Dátum 2013 június 24, 21:31
Írta: ukcge40u Dátum 2013 június 24, 21:31
Az én gépem szánkeretei is zártszelvényből vannak, tengelyenként 60x40-es fajtából.
Igaz, nem eszterga, de az enyém is ki lesz töltve, éspedig homokkal.
Örök, mint a nyomorúság, a rezgéselnyelésével szerintem semmilyen polimerbeton nem versenyezhet.
Soha nem válik le, nem lesz töredezett, a gépvázhoz maximálisan alkalmazkodik.
Mivel én is agyalok esztergán, nekem elsősorban a súly a fontos.
Tehát félbevágom a 2 méteres síndarabomat, ami megmaradt a marógépből (vagy szerzek mellé másikat), és a fő ágyazat már meg is van... :)
A rezgéseket pedig úgy kívánom kioltani, hogy olyan szerkezetet tervezek, ami többfajta anyagból van.
Itt egy páran megköveznek érte, de a marógépem Z tengelyénél is fogom alkalmazni ezt a módszert (megmunkálóközpont-felépítés).
Vegyesen használok vasat, keménygumit, alut, és műanyagot, ahol erre lehetőség lesz, és igyekszem a csavarkötésekkel nem átvinni a rezgéseket.
Persze, mivel nekem nincs mérnöki képesítésem, számolgatni csak a minimálisat fogom, elképzelhető, hogy vétek nagyobb hibákat, de logikusan végiggondolva az elképzelésem nekem tetszik, csak a gépépítésben nagyon szokatlan.
Lesznek beépítve autóhoz való motortartó bakok is, ott pedig van mindenféle frekvenciatartomány. Ha oda jó, akkor nekem is jó lesz...
[#vigyor3]
Igaz, nem eszterga, de az enyém is ki lesz töltve, éspedig homokkal.
Örök, mint a nyomorúság, a rezgéselnyelésével szerintem semmilyen polimerbeton nem versenyezhet.
Soha nem válik le, nem lesz töredezett, a gépvázhoz maximálisan alkalmazkodik.
Mivel én is agyalok esztergán, nekem elsősorban a súly a fontos.
Tehát félbevágom a 2 méteres síndarabomat, ami megmaradt a marógépből (vagy szerzek mellé másikat), és a fő ágyazat már meg is van... :)
A rezgéseket pedig úgy kívánom kioltani, hogy olyan szerkezetet tervezek, ami többfajta anyagból van.
Itt egy páran megköveznek érte, de a marógépem Z tengelyénél is fogom alkalmazni ezt a módszert (megmunkálóközpont-felépítés).
Vegyesen használok vasat, keménygumit, alut, és műanyagot, ahol erre lehetőség lesz, és igyekszem a csavarkötésekkel nem átvinni a rezgéseket.
Persze, mivel nekem nincs mérnöki képesítésem, számolgatni csak a minimálisat fogom, elképzelhető, hogy vétek nagyobb hibákat, de logikusan végiggondolva az elképzelésem nekem tetszik, csak a gépépítésben nagyon szokatlan.
Lesznek beépítve autóhoz való motortartó bakok is, ott pedig van mindenféle frekvenciatartomány. Ha oda jó, akkor nekem is jó lesz...
[#vigyor3]
Cím: Re:CNC eszterga építő iskola
Írta: Zozi Dátum 2013 június 24, 22:22
Írta: Zozi Dátum 2013 június 24, 22:22
"Lesznek beépítve autóhoz való motortartó bakok is, ott pedig van mindenféle frekvenciatartomány. Ha oda jó, akkor nekem is jó lesz..."
Nekem is ilyen bakokon nyugszik a gépváz, nem is rezeg át semmi a lábakra, remélem ha végre elindul a gép hasonló jó benyomásaim lesznek róla...
Nekem is ilyen bakokon nyugszik a gépváz, nem is rezeg át semmi a lábakra, remélem ha végre elindul a gép hasonló jó benyomásaim lesznek róla...
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 24, 22:42
Írta: 000000000 Dátum 2013 június 24, 22:42
Sziasztok,
teljesen igazad van, nekünk sláger-diplomaterv volt (70) öntött gépállványok áttervezése hegesztett kivitelre...
az öntvényágyat 8 évig pihentették-feszültségmentesítés!
mindig csodáltam a régi gépállványok oroszlánkörmös lábait... :) retróállvány...
az egyetlen (2) magyar gördülőcsapággyárban Automata Gépsor Üzemet építettünk, kb 15-20 célgépből, persze, mint minden más gyár, enyészeté lett... mint tudjuk.
(kivéve a libagyár, amit áttelepítettek bécsbe, ma hallottam)
teljesen igazad van, nekünk sláger-diplomaterv volt (70) öntött gépállványok áttervezése hegesztett kivitelre...
az öntvényágyat 8 évig pihentették-feszültségmentesítés!
mindig csodáltam a régi gépállványok oroszlánkörmös lábait... :) retróállvány...
az egyetlen (2) magyar gördülőcsapággyárban Automata Gépsor Üzemet építettünk, kb 15-20 célgépből, persze, mint minden más gyár, enyészeté lett... mint tudjuk.
(kivéve a libagyár, amit áttelepítettek bécsbe, ma hallottam)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 24, 22:47
Írta: 000000000 Dátum 2013 június 24, 22:47
...mivel kizárólag csapágyat gyártottak,2-félét, nem volt értelme CNC-nek lenni, elektromechanikus/mechanoelektronikus volt, vagyis 220V-os elektromos vezérlőrendszer...
na, bocs, csak nosztalgia... úgyse fog már senki emlékezni/megemlékezni...
na, bocs, csak nosztalgia... úgyse fog már senki emlékezni/megemlékezni...
Cím: Re:CNC eszterga építő iskola
Írta: designr Dátum 2013 június 24, 22:55
Írta: designr Dátum 2013 június 24, 22:55
Melyk gördülőcsapággyár,és melyk libagyár?
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2013 június 24, 22:57
Írta: s2k5ycubj Dátum 2013 június 24, 22:57
Egy kis kedvcsináló,ha már így beindultatok:
http://kepfeltoltes.hu/view/130624/S5000001_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000005_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000021_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000022_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000023_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000024_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000025_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000026_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000027_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000028_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000029_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000030_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000031_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000032_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000033_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000034_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000035_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000036_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000037_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000038_www.kepfeltoltes.hu_.jpg
Ez egy EMCOTURN 360-as cnc eszterga első húsz képe a többit holnap. Ha valaki segítene átküldeném e-mailba az összes képet,hogy ne a képfeltöltésen legyen mert onnan eltűnik.
http://kepfeltoltes.hu/view/130624/S5000001_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000005_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000021_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000022_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000023_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000024_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000025_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000026_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000027_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000028_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000029_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000030_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000031_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000032_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000033_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000034_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000035_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000036_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000037_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130624/S5000038_www.kepfeltoltes.hu_.jpg
Ez egy EMCOTURN 360-as cnc eszterga első húsz képe a többit holnap. Ha valaki segítene átküldeném e-mailba az összes képet,hogy ne a képfeltöltésen legyen mert onnan eltűnik.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 24, 23:17
Írta: 000000000 Dátum 2013 június 24, 23:17
MGM (Magyar Gördülőcsapágy Művek Debrecen/Diósd, volt öntődéje is, szerszám, mérőeszköz öntvények... meg 4 muraközi ló, alacsony gépszállító trélerrel... saját etetés :)
Baromfi Feldolgozó Vállalat Debrecen, később privatizálva HAJDÚBÉT, később fáradságos munkával leküzdötték magukat/őket, nyílvánvaló, jól látható volt a cél...
Baromfi Feldolgozó Vállalat Debrecen, később privatizálva HAJDÚBÉT, később fáradságos munkával leküzdötték magukat/őket, nyílvánvaló, jól látható volt a cél...
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 24, 23:24
Írta: 000000000 Dátum 2013 június 24, 23:24
...Diósdon hengergörgős csapágyakat (NU, NJ-vasúti) gyártottak...
egyébként az ország (a világ) legjobb őszibarackja ott terem!!!
Aki teheti, egyen belőle, mostanában fog érni!
(aki megfejti a ló tipusát, jutalmat kap...)
egyébként az ország (a világ) legjobb őszibarackja ott terem!!!
Aki teheti, egyen belőle, mostanában fog érni!
(aki megfejti a ló tipusát, jutalmat kap...)
Cím: Re:CNC eszterga építő iskola
Írta: jani300 Dátum 2013 június 24, 23:32
Írta: jani300 Dátum 2013 június 24, 23:32
Már akkor öreg tanárom mesélt az öntött gépágyak gyárudvaron pihentetéséről . meg arról hogy ennek a helyreállítás meg a tervgazdálkodás lett a halála .
Annyit kérdeznék hogy a hegesztett gépágynak a gazdasági megfontoláson kívül van még valami előnye ?
Annyit kérdeznék hogy a hegesztett gépágynak a gazdasági megfontoláson kívül van még valami előnye ?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 24, 23:48
Írta: 000000000 Dátum 2013 június 24, 23:48
rezgéscsillapítás, jóval kevesebb és kisabb amplitudójú rezonancia frekvenciák, a nagyobb tömeg és az anyagminőség (anyagszerkezet gömbgrafitos öntvény, miatt, kevesebb belső feszültség, könnyebben feszültségmentesíthető, (természetesen hőkezeléssel, mert sokéves pihentetés akkor is inkább legenda volt), könnyebben kialakíthatók egyenszilárdságú, és más szempontból kedvező alakok, a surlódó felületek kevésbé koptak, nem rozsdált soha szét...
tkp hátránya nincs, (tömeggyártásra nem alkalmas)
és, hát szépek is lehettek: van olyan, hogy építőművészet, de nincs gépművészet/gépépítőművészet/műépgpészet... vagyis mi nem lehetünk művészek... :(
tkp hátránya nincs, (tömeggyártásra nem alkalmas)
és, hát szépek is lehettek: van olyan, hogy építőművészet, de nincs gépművészet/gépépítőművészet/műépgpészet... vagyis mi nem lehetünk művészek... :(
Cím: Re:CNC eszterga építő iskola
Írta: jani300 Dátum 2013 június 24, 23:58
Írta: jani300 Dátum 2013 június 24, 23:58
Köszönöm !
Egyébként ki tudja egyáltalán van e még nyolc évem :)
Egyébként ki tudja egyáltalán van e még nyolc évem :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 25, 00:11
Írta: 000000000 Dátum 2013 június 25, 00:11
3-400 fokon kevesebb is elég, vagy nyomtasd ki 3D nyomtatóval.. :)
Ti ötvözetből, vagy szinterezett ciróniumdioxidból, mint a fogkoronát... :)
Ti ötvözetből, vagy szinterezett ciróniumdioxidból, mint a fogkoronát... :)
Cím: Re:CNC eszterga építő iskola
Írta: Csuhás Dátum 2013 június 25, 07:50
Írta: Csuhás Dátum 2013 június 25, 07:50
Küldd el a csuhasur kukac gmail.comra és felrakom a datára. Van ott több fotósorozat pl az emu eszterga részeiről.
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 június 25, 08:46
Írta: 52v9u4zd7 Dátum 2013 június 25, 08:46
Természetesen beszámolok a fejleményekről, ezért is írtam ide.
Debrecenben a Mechwartban A. szakközépiskolában a gépészeti alapokat nagyon jól megtanították, utána OKJ képzésen gyártástervező technológusi és CNC gépkezelő képesítést szereztem.
Az elektronika és a CAD mindig is érdekelt, azon ismereteket saját erőmből, illetve az egyetemen szereztem meg.
Emellett szűk 3 hónapot dolgoztam CNC gépen is, és most a szakmai gyakorlat alatt is néhány órát eltöltöttem már keményesztergálással egy ultraprecíziós CNC esztergán.
Debrecenben a Mechwartban A. szakközépiskolában a gépészeti alapokat nagyon jól megtanították, utána OKJ képzésen gyártástervező technológusi és CNC gépkezelő képesítést szereztem.
Az elektronika és a CAD mindig is érdekelt, azon ismereteket saját erőmből, illetve az egyetemen szereztem meg.
Emellett szűk 3 hónapot dolgoztam CNC gépen is, és most a szakmai gyakorlat alatt is néhány órát eltöltöttem már keményesztergálással egy ultraprecíziós CNC esztergán.
Cím: Re:CNC eszterga építő iskola
Írta: 4u88hx8j6 Dátum 2013 június 25, 11:59
Írta: 4u88hx8j6 Dátum 2013 június 25, 11:59




















Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2013 június 25, 13:23
Írta: TROMF22 Dátum 2013 június 25, 13:23
Nagyon jó alapokat kaptál, és jól sáfárkodtál vele!
Annak idején ( ’60-as évek vége, ’70-es eleje) az évfolyamunk Mechwartosai toronymagas előnnyel indultak. Aztán volt aki tudta kamatoztatni volt aki nem.
Téged az ambíciód tovább lendített, a tanulmányi idő alatt begyűjtötted amit lehet.
Ha ez a megközelítés lenne az általános, nem lenne a folyamatos siránkozás, hogy:
„ - Kezdő vagyok, hogyan szerezzek gyakorlatot, senki nem alkalmaz. „
További sok sikert!
Annak idején ( ’60-as évek vége, ’70-es eleje) az évfolyamunk Mechwartosai toronymagas előnnyel indultak. Aztán volt aki tudta kamatoztatni volt aki nem.
Téged az ambíciód tovább lendített, a tanulmányi idő alatt begyűjtötted amit lehet.
Ha ez a megközelítés lenne az általános, nem lenne a folyamatos siránkozás, hogy:
„ - Kezdő vagyok, hogyan szerezzek gyakorlatot, senki nem alkalmaz. „
További sok sikert!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 25, 13:41
Írta: 000000000 Dátum 2013 június 25, 13:41
Igazad van, egyetértek, bár Kárpáti (Krakomperger) tanárúr nyírt bennünket, hogy egyetemre gimiből menjen az ember, MINT Ő, de valóban, abban az időben minden évfolyamról 4-6 főt felvettek Miskolcra
Cím: Re:CNC eszterga építő iskola
Írta: pvmyc6p5 Dátum 2013 június 25, 16:09
Írta: pvmyc6p5 Dátum 2013 június 25, 16:09
Hogy érted ezt?"A feszültségmentesítésre is van már a kemencén kívül alternatíva, van itt is fórumtárs aki a komoly marógépét megrázatta. "
Ez a "megrázatta" nem tiszta nekem.
Ez a "megrázatta" nem tiszta nekem.
Cím: Re:CNC eszterga építő iskola
Írta: vjanos Dátum 2013 június 25, 16:22
Írta: vjanos Dátum 2013 június 25, 16:22
Vibrációs feszültségmentesítő eljárás.
Ide kukk be, talán itt esett a legtöbb szó róla.
Ide kukk be, talán itt esett a legtöbb szó róla.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 június 25, 18:35
Írta: svejk Dátum 2013 június 25, 18:35
Google a barárunk.
Néhányan pesszimisták vagyunk, de valamit biztos ér.
Érdekes, hogy ott az egyetemen nem hallottál még róla.
Néhányan pesszimisták vagyunk, de valamit biztos ér.
Érdekes, hogy ott az egyetemen nem hallottál még róla.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 25, 19:18
Írta: 000000000 Dátum 2013 június 25, 19:18
Sziasztok,volna egy jó pár léptető mocim eladásra 10év alatt gyüjtöttem össze,de most kiárusítás van,mert az asszony esz meg.... hogy tudok képet feltölteni???
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 25, 19:33
Írta: 000000000 Dátum 2013 június 25, 19:33
Ez kivitelezhető vala hogy házilag is Vibrációs feszültségmentesítés?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 25, 19:34
Írta: 000000000 Dátum 2013 június 25, 19:34
Hol is?
Cím: Re:CNC eszterga építő iskola
Írta: Szalai György Dátum 2013 június 25, 19:35
Írta: Szalai György Dátum 2013 június 25, 19:35
„de nincs gépművészet”
http://www.practicalmachinist.com/vb/antique-machinery-history/museum-machines-henry-ford-232466/
http://www.practicalmachinist.com/vb/antique-machinery-history/museum-machines-henry-ford-232466/
Cím: Re:CNC eszterga építő iskola
Írta: vjanos Dátum 2013 június 25, 19:38
Írta: vjanos Dátum 2013 június 25, 19:38
Egyet vissza kell lapozni...
Cím: Re:CNC eszterga építő iskola
Írta: guliver83 Dátum 2013 június 25, 19:39
Írta: guliver83 Dátum 2013 június 25, 19:39
Ha a neten fönt vannak a képek akkor linkeled az elérhetőséget.
Cím: Re:CNC eszterga építő iskola
Írta: pvmyc6p5 Dátum 2013 június 25, 19:44
Írta: pvmyc6p5 Dátum 2013 június 25, 19:44
Az egyetemet hála az égnek kihagytam,de köszönöm az infót mindenkinek.[#help]
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2013 június 25, 19:45
Írta: PSoft Dátum 2013 június 25, 19:45
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 25, 19:46
Írta: 000000000 Dátum 2013 június 25, 19:46
nincsenek még fent a képek :( hogy tudnám ezt megoldani???
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 június 25, 19:51
Írta: svejk Dátum 2013 június 25, 19:51
Jaj..., azt hittem még goroghimi-vel beszélgetek :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 25, 20:06
Írta: 000000000 Dátum 2013 június 25, 20:06
Vibrációs feszültségmentesítés kapcsolatosan lehet megoldás amplitudó elöálitásra és mérésként vissza csatolásra ere ismerek meg felelö szoftvert is!
Valoszinüen hasonló ez az egész audio akusztikus méréshez.
Valoszinüen hasonló ez az egész audio akusztikus méréshez.
Cím: Re:CNC eszterga építő iskola
Írta: designr Dátum 2013 június 25, 20:23
Írta: designr Dátum 2013 június 25, 20:23
Kicsi ez az ország...mik kerülnek szóba..én is Mechwartos voltam, aztán 12 év Hajdú-Bét..Ma meg mindennap a debreceni csapággyár előtt járok el..
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2013 június 25, 21:15
Írta: KoLa Dátum 2013 június 25, 21:15
Mi a jobb megoldás! a vibrációs, vagy betolni a cuccot kemencébe?
Ha kemencében tudnám feszmentesíteni, akkor azt mekkora hőmérsékleten kell? vagy!van-e hőntartási idő? vagy! elég ha, csak eléri a hőfokot?
Ami mennyi minimálisan?
Van itt egy téglagyár! helyben,talán beengednék a cuccomat, kicsit melegíteni, leálláskor, vagy valami ilyesmi!ha egyébként magas az égetési hőfok!...
Ha kemencében tudnám feszmentesíteni, akkor azt mekkora hőmérsékleten kell? vagy!van-e hőntartási idő? vagy! elég ha, csak eléri a hőfokot?
Ami mennyi minimálisan?
Van itt egy téglagyár! helyben,talán beengednék a cuccomat, kicsit melegíteni, leálláskor, vagy valami ilyesmi!ha egyébként magas az égetési hőfok!...
Cím: Re:CNC eszterga építő iskola
Írta: guliver83 Dátum 2013 június 25, 21:31
Írta: guliver83 Dátum 2013 június 25, 21:31
Írtam imailt, hogy ne itt beszéljük meg !
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2013 június 25, 21:39
Írta: ANTAL GÁBOR Dátum 2013 június 25, 21:39
Magas ! Pénteken dolgoztam a putnoki ( valójában serényfalvi ) téglagyárban. Noná hogy az első kérdésem az volt hogy hány fokon égetnek és a kocsira mi fér rá. Sajna 950 fokon és nagyon macerás elkapni azt amikor a fesztelenítési hőfokon ( kb 650 fok szerintem ) van a kemence . De ez Gömör és nem az alföld ( ott szerintem rugalmasabbak az emberek ) (
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 25, 21:44
Írta: 000000000 Dátum 2013 június 25, 21:44
Szia, ne bántsd a gömörieket! Én kb 20 évig laktam arra, ottaniaknál segítőkészebb emberek nem léteznek! Itt az alföldön: dögöljön meg a más lova is, de inkább csak a másé!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 25, 21:53
Írta: 000000000 Dátum 2013 június 25, 21:53
Elképesztő, jobban, mint gondolnád, egy fórumtársunk belinkelt egy gépet a szlovák CNColdalról...
guliver83 ma 17:51 | Válasz | #33003
Ez az egyik ismerősöm gépe!!! Egy új fórumon! Berkes István
guliver83 ma 17:51 | Válasz | #33003
Ez az egyik ismerősöm gépe!!! Egy új fórumon! Berkes István
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 június 26, 06:54
Írta: 000000000 Dátum 2013 június 26, 06:54
Szerintem házilag is meglehet csinálni egy Vermikulitból épített kemencében gázégőkkel.
A vastag és jó szigetelés biztosítaná a lassú lehülést.
A vastag és jó szigetelés biztosítaná a lassú lehülést.
Cím: Re:CNC eszterga építő iskola
Írta: Szalai György Dátum 2013 június 26, 09:11
Írta: Szalai György Dátum 2013 június 26, 09:11
A kemence ad jobb eredményt, de a vibrálás olcsóbb és az is megteszi.
Szerkezeti acél (ötvözetlen, C kevesebb mint 0,2%) hegesztés utáni feszültség mentesítő hőkezelése, 25mm falvastagság alatt.
Melegítés 600-675C fokra, 100C/óra sebességgel.
Hőn tartás 2 óra ideig.
Visszahűtés 100C/óra sebességgel.
A téglaégetés 900C környékén történik, ott a vasad védőgáz nélkül szétég.
Szerintem.
Szerkezeti acél (ötvözetlen, C kevesebb mint 0,2%) hegesztés utáni feszültség mentesítő hőkezelése, 25mm falvastagság alatt.
Melegítés 600-675C fokra, 100C/óra sebességgel.
Hőn tartás 2 óra ideig.
Visszahűtés 100C/óra sebességgel.
A téglaégetés 900C környékén történik, ott a vasad védőgáz nélkül szétég.
Szerintem.
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 június 26, 09:13
Írta: 52v9u4zd7 Dátum 2013 június 26, 09:13
Nem. :) Tegnap délután dolgoztam a tanszéki műhelyben, nem is tudtam volna írni. Csapok keményesztergálása volt a feladat.
Én se hallottam külön az egyetemen rezgetéses fesz. mentesítésről, csak fél éve tudok létezéséről. Az óraszámok csökkenésével egyre kevesebb információt tudnak átadni előadásokon.
Én se hallottam külön az egyetemen rezgetéses fesz. mentesítésről, csak fél éve tudok létezéséről. Az óraszámok csökkenésével egyre kevesebb információt tudnak átadni előadásokon.
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 június 26, 09:15
Írta: 52v9u4zd7 Dátum 2013 június 26, 09:15
Köszönöm! :)
Rengeteget tud lendíteni a haladáson ha van a háttérben egy jó műszaki könyvtár. Az egyetemé pont ilyen.
Rengeteget tud lendíteni a haladáson ha van a háttérben egy jó műszaki könyvtár. Az egyetemé pont ilyen.
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 július 03, 12:52
Írta: 52v9u4zd7 Dátum 2013 július 03, 12:52
Fejleményként annyit közölnék hogy talán most kezd igazán beindulni a gépágy tervezése. A nulláról kell felépítem, mert a szakdolgozatban azt kell bebizonyítanom, hogy magamtól milyen mérnöki munkát végeztem, ezért nem másolhatok le kész ágyat. Most tanulom az autodesk egyik végeselemes analízisre képes programját kezelni, ezzel szeretném a legjobb merevítéseket kialakítani a kezdetleges öntvény ágyon, valamint majd a későbbiekben a sajátfrekvenciás rezgéstartományát meghatározni az egyes kiviteleknek (polimerbeton, öntvény, hegesztett). Méretezve még nincs, csak arányaiban helyes a modell. X és Z mozgást a szerszám végzi.
A főhajtómű rögzítését még át kell gondolnom, mert így ahogy van nehéz lesz beállítani a futáspontosságot. Zártszelvényből készített asztalra lesz telepítve.

A főhajtómű rögzítését még át kell gondolnom, mert így ahogy van nehéz lesz beállítani a futáspontosságot. Zártszelvényből készített asztalra lesz telepítve.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 július 03, 13:00
Írta: svejk Dátum 2013 július 03, 13:00
No, ha jól megtervezed és bemutatod a prototípust, akkor akár itt még vevőket is találhatsz rá!
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 július 10, 09:43
Írta: 52v9u4zd7 Dátum 2013 július 10, 09:43
Üdv. Eszterga főorsó gyártókat tudna ajánlani valaki? Nagyrészt csak marókhoz találtam, esztergához is csak az NSK-nál. Szíjhajtásosban, vagy orsómotoros változatban gondolkoztam. Ezután jönne a gépágy kialakítása, és végeselemes elemzése terhelhetőségre.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 július 10, 11:44
Írta: besirkyjh Dátum 2013 július 10, 11:44
Szia
Gyanum szerint jobban jársz ha csinálsz egy profi rajzot és itt legyártatod a föorsot .Vannak itt komoly háttérrel és tudással rendelkezö esztergályosok akik betudnak egy ilyen komplex munkát vállalni !
A cégek is profi rajzot kérnek igy "csak " a végösszeg lesz joval kevesebb ha itt készül .
Egy probát megér simán !
Gyanum szerint jobban jársz ha csinálsz egy profi rajzot és itt legyártatod a föorsot .Vannak itt komoly háttérrel és tudással rendelkezö esztergályosok akik betudnak egy ilyen komplex munkát vállalni !
A cégek is profi rajzot kérnek igy "csak " a végösszeg lesz joval kevesebb ha itt készül .
Egy probát megér simán !
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2013 július 10, 16:20
Írta: PSoft Dátum 2013 július 10, 16:20
Régebben,ha jól emlékszem svejk (is)csináltatott valamilyen főorsót fórumos "kolegával".
Hogy eszterga főorsó volt-e,vagy valamilyen más... arra már nem emlékszem.:((
Talán,...Jóska?? [#nemtudom]fórumtársunk volt az elkövető.:)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 július 10, 16:24
Írta: svejk Dátum 2013 július 10, 16:24
Igen, egy 30-as meredek kúpos maróorsó előkészítve behúzószárhoz.
A baj csak az hogy több mint 1 évig készült.
Én nem győztem kivárni, másba kezdtem, most NG-nél várja jobb sorsát.
Talán 35 ezerbe került, profin meg volt csinálva, hőkezelve, köszörülve.
Ez csak a tengely, ház és csapágyak nélkül.
A baj csak az hogy több mint 1 évig készült.
Én nem győztem kivárni, másba kezdtem, most NG-nél várja jobb sorsát.
Talán 35 ezerbe került, profin meg volt csinálva, hőkezelve, köszörülve.
Ez csak a tengely, ház és csapágyak nélkül.
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2013 július 10, 16:51
Írta: PSoft Dátum 2013 július 10, 16:51
Ahahhh...
Akkor jól emlékeztem,hogy az egyik a Tied volt(vagy lett volna).:(
Azt mondják,hogy a jó munkának.....
No,de...nem akarlak bosszantani!:))
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 július 19, 10:55
Írta: 52v9u4zd7 Dátum 2013 július 19, 10:55
Bocsánat a megkésett beszámolóért. Elmaradásban vagyok kissé, nehéz tartanom az ütemtervem. Készítettem egy kezdeti tervet, amiből majd végeselemes analízisekkel akarom kialakítani a legmerevebb kivitelt a merevítések és ablakok variálásával.
A ráépített elemek még változhatnak, valamint a méretek is. A vezetékek még helytelenül vannak rögzítve, a szervomotorok helye még nincs kialakítva. A főmotorból kisebb méretet fogok rátenni.
A gépágy mérete: 400x400x1000 [mm]
3D modell
Internet explorerben gördülékenyebben lehet forgatni a modellt. A gépágy belsejébe raktam egy fényforrást a láthatóság javítására.
A ráépített elemek még változhatnak, valamint a méretek is. A vezetékek még helytelenül vannak rögzítve, a szervomotorok helye még nincs kialakítva. A főmotorból kisebb méretet fogok rátenni.
A gépágy mérete: 400x400x1000 [mm]
3D modell
Internet explorerben gördülékenyebben lehet forgatni a modellt. A gépágy belsejébe raktam egy fényforrást a láthatóság javítására.
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2013 július 19, 11:23
Írta: Vetesi75 Dátum 2013 július 19, 11:23
Szia! Lehet egy kérdéssel több?
A szánelrendezésben direkt választottál egy az erők szempontjából nagyon kedvezőtlen esetet? A későbbi szimulációk során azt is lehessen igazolni, hogy miért nem jó?

A szánelrendezésben direkt választottál egy az erők szempontjából nagyon kedvezőtlen esetet? A későbbi szimulációk során azt is lehessen igazolni, hogy miért nem jó?
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 július 19, 21:35
Írta: 52v9u4zd7 Dátum 2013 július 19, 21:35
Szia. Direkt választottam. Egyik szempont az volt, hogy könnyen be lehessen mutatni a tanulóknak a gép felépítését. A munkatér felől burkolt lesz, ezért csak hátulról vagy oldalról lehetne belátni.
Ezt a megoldást találtam a legjobbnak a vezetékek és szánmozgató motorok prezentálására.
Nem lesznek túlzottan nagy erők. Korábban már számolgattam adott anyagra. Lapkát, forgácsolási paramétereket ajánlottam azt remélve, hogy be fogják tartani az előírásokat.
Ezt a megoldást találtam a legjobbnak a vezetékek és szánmozgató motorok prezentálására.
Nem lesznek túlzottan nagy erők. Korábban már számolgattam adott anyagra. Lapkát, forgácsolási paramétereket ajánlottam azt remélve, hogy be fogják tartani az előírásokat.
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 szeptember 22, 08:29
Írta: 52v9u4zd7 Dátum 2013 szeptember 22, 08:29
A munkáim miatt nem tudtam haladni nyáron tovább a tervekkel. Témát is kellett váltanom, így csak a gépágy megtervezését vállalom idén. Bármikor továbbvihető lesz a terv egy komplett géppé, igyekszem úgy kivitelezni bázisok, stb. szempontjából. Inkább nyugodt tempóval legyen kész az ágy, minthogy összecsapjam novemberig az egészet.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2013 szeptember 22, 10:10
Írta: TROMF22 Dátum 2013 szeptember 22, 10:10
Emlékszel?
"Esetleg még idejében korlátozhatnád, pontosíthatnád a dolgozat tartalmát, a feladat terjedelmét.
Kisseb feladatrész, jobban megoldva -> jobb eredmény." (# 895)
Közelítesz a realitásokoz.
Azért ha lesz bemutatni való továbbra is szívesen megnézzük.
"Esetleg még idejében korlátozhatnád, pontosíthatnád a dolgozat tartalmát, a feladat terjedelmét.
Kisseb feladatrész, jobban megoldva -> jobb eredmény." (# 895)
Közelítesz a realitásokoz.
Azért ha lesz bemutatni való továbbra is szívesen megnézzük.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2013 szeptember 22, 10:11
Írta: TROMF22 Dátum 2013 szeptember 22, 10:11
Legalább a "kisebbet" kijavíthattam volna.
Így legalább megmarad az örökké valóságnak...
Így legalább megmarad az örökké valóságnak...
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 október 14, 07:45
Írta: 52v9u4zd7 Dátum 2013 október 14, 07:45
Üdv! Valóban, elkapott a lendület, mindenbe bele akartam fogni. Most rendszerezve a dolgokat, más úton építem fel a tervezést, odafigyelek a részletekre, számolok amivel csak lehet.
Jelenleg 2 elgondolásom is van a durva méretekkel kapcsolatban. Volt több is, de kérdések merültek fel.
Ez lenne az egyik:

Próbálom magam meggyőzni arról, hogy ez nem az igazi. Ha a főhajtás motorja a bázisként nem jelölt felületre, vagy a hátfalra kerül, akkor a keletkező hő véleményem szerint ronthat a vezeték és főorsó párhuzamosságán. Még bele kell ásnom magam abba is, hogy milyen módszerekkel hozhatnám össze a gép pontosságát. Egytengelyűség, párhuzamosság ...
A másik változat:

Polimerbetonnal kiöntve már 450 kg körül mozog, míg az első csak 280 kg.
Ez után jön még a merevítések-könnyítések betervezése, és a 60°-os megdöntést adó adapteré is.
Jelenleg 2 elgondolásom is van a durva méretekkel kapcsolatban. Volt több is, de kérdések merültek fel.
Ez lenne az egyik:
Próbálom magam meggyőzni arról, hogy ez nem az igazi. Ha a főhajtás motorja a bázisként nem jelölt felületre, vagy a hátfalra kerül, akkor a keletkező hő véleményem szerint ronthat a vezeték és főorsó párhuzamosságán. Még bele kell ásnom magam abba is, hogy milyen módszerekkel hozhatnám össze a gép pontosságát. Egytengelyűség, párhuzamosság ...
A másik változat:
Polimerbetonnal kiöntve már 450 kg körül mozog, míg az első csak 280 kg.
Ez után jön még a merevítések-könnyítések betervezése, és a 60°-os megdöntést adó adapteré is.
Cím: Re:CNC eszterga építő iskola
Írta: 52v9u4zd7 Dátum 2013 október 29, 08:26
Írta: 52v9u4zd7 Dátum 2013 október 29, 08:26
Üdv!
Készül az "adapter" is. 200x200x150 mm-es befoglaló méretei vannak jelenleg, de az X irányba valószínűleg kapni fog még két papucsot.
A szimulációkhoz lett lebutítva így a geometria, gyorscserélős szerszámtartót álmodtam rá az egyszerűség miatt.
430N körüli lesz a főforgácsoló erő (papíron) ajánlott anyag és technológia esetén, de a duplájánál se lesz nagyobb a szerszámcsúcs elmozdulása 0,039 mm-nél.
A piros hi*in csapágyazások helyett lehet egyedi alkatrészeket fog kapni, mert így elég magasak.
Az előtoló motor a tetején lévő ablakon lesz besüllyesztve.
http://goroghimi.pancakeapps.com/untitled_VR.15.html
Még a lekerekítési sugarakkal és falvastagságokkal variálok, hogy csökkentsem az elmozdulást, és a feszültségeket, utána jöhet a merevségi szimuláció gépággyal együtt.
Készül az "adapter" is. 200x200x150 mm-es befoglaló méretei vannak jelenleg, de az X irányba valószínűleg kapni fog még két papucsot.
A szimulációkhoz lett lebutítva így a geometria, gyorscserélős szerszámtartót álmodtam rá az egyszerűség miatt.
430N körüli lesz a főforgácsoló erő (papíron) ajánlott anyag és technológia esetén, de a duplájánál se lesz nagyobb a szerszámcsúcs elmozdulása 0,039 mm-nél.
A piros hi*in csapágyazások helyett lehet egyedi alkatrészeket fog kapni, mert így elég magasak.
Az előtoló motor a tetején lévő ablakon lesz besüllyesztve.
http://goroghimi.pancakeapps.com/untitled_VR.15.html
Még a lekerekítési sugarakkal és falvastagságokkal variálok, hogy csökkentsem az elmozdulást, és a feszültségeket, utána jöhet a merevségi szimuláció gépággyal együtt.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 november 17, 14:01
Írta: 000000000 Dátum 2013 november 17, 14:01
Sziasztok!
Kicsit megállt ez a topic,ezért megpróbálom felpezsdíteni :D.
A képen pirossal bejelölt részt,(nem tudom mi a hivatalos neve) le lehet szedni?
Mert elméletileg a szorítólécek amik a merevséget és a szánhoz való szorítást adják az külön vannak ettől a "szekrénytől"-legalábbis remélem,mert nem vagyok otthon,hogy most megnézzem.Amúgy így néz ki az én gépem,ez ugyan az a típus,amit át szeretnék alakítani cnc vezérlésűvé.
Ha le lehet szedni ezt a részt akkor csak hátulra csinálok egy másik csapágyblokkot meg egy másik ilyen "szekrényt" ami a golyósanyát fogja fel és már kész is a cnc eszterga,de ha tévednék akkor javítsatok ki.
Előre is megköszönném mindenkinek a jótanácsokat.
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/131117/c8c_2_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/131117/c8c_2_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Kicsit megállt ez a topic,ezért megpróbálom felpezsdíteni :D.
A képen pirossal bejelölt részt,(nem tudom mi a hivatalos neve) le lehet szedni?
Mert elméletileg a szorítólécek amik a merevséget és a szánhoz való szorítást adják az külön vannak ettől a "szekrénytől"-legalábbis remélem,mert nem vagyok otthon,hogy most megnézzem.Amúgy így néz ki az én gépem,ez ugyan az a típus,amit át szeretnék alakítani cnc vezérlésűvé.
Ha le lehet szedni ezt a részt akkor csak hátulra csinálok egy másik csapágyblokkot meg egy másik ilyen "szekrényt" ami a golyósanyát fogja fel és már kész is a cnc eszterga,de ha tévednék akkor javítsatok ki.
Előre is megköszönném mindenkinek a jótanácsokat.
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/131117/c8c_2_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/131117/c8c_2_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 november 17, 14:13
Írta: 000000000 Dátum 2013 november 17, 14:13
Valami ilyesmit szeretnék megvalósítani csak kicsit komolyabb kivitelben:

Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 november 17, 14:56
Írta: svejk Dátum 2013 november 17, 14:56
Én téged is, mint eddig másokat óva intenélek egy gyári, jól működő esztergapad CNC-sítése ellen.
A művelet általában úgyis inreverzibilissé fajul, aztán lesz egy egy halom ócskavasad. :(
Az átalakított géppel minden jóslat ellenére sosem fogsz tudni hagyományos módon dolgozni.
Ma már bagóért lehet a CNC esztergához megfelelő cuccokat kapni, igaz kell egy robosztus vázat készíteni, de legalább nem lesz a kezed megkötve.
Az alkatrészek jelentős részét pedig ezen a mostani gépen meg tudod csinálni.
A művelet általában úgyis inreverzibilissé fajul, aztán lesz egy egy halom ócskavasad. :(
Az átalakított géppel minden jóslat ellenére sosem fogsz tudni hagyományos módon dolgozni.
Ma már bagóért lehet a CNC esztergához megfelelő cuccokat kapni, igaz kell egy robosztus vázat készíteni, de legalább nem lesz a kezed megkötve.
Az alkatrészek jelentős részét pedig ezen a mostani gépen meg tudod csinálni.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2013 november 17, 15:19
Írta: ANTAL GÁBOR Dátum 2013 november 17, 15:19
Lakatszekrénynek hívják és le lehet szerelni. A keresztszán golyós orsóval való ellátásánál egy érdekes problémába fogsz ütközni : konkrétan nem fog elférni a golyós anya ( hacsak nem extrém kicsit választasz. Egyébként a szíjjal hátul is fölhajthatsz ( és akkor előre mehet a nóniusz helyére egy kézitekerő ( imp adó )
Svejkkel vitába szállnék ( persze én nem a szokványos utat követtem egy kis esztergánál. Maradt a lakatszekrény és a vezérorsóra van ráhajtva ( a nyeregnél ) A keresztszán pedig
" motorizálva " lett ás a nóniusz helyén egy kézitekerő . 70 % ban hagyományosan használom, 30 % ban CNC ként . ( de egy trükkös vezérlőelektronika is lett hozzá csinálva amihez Mach sem kell , a kézitekerő impulzusaiból csinálok Step - dirt és közvetlenül megy a vezérlőre . Ráadásul a Mach alatt is tudom kézi üzemben működtetni a keresztszánt mert a M3 parancs beérkezésekor vesz el tőlem a Mach a jogot
Svejkkel vitába szállnék ( persze én nem a szokványos utat követtem egy kis esztergánál. Maradt a lakatszekrény és a vezérorsóra van ráhajtva ( a nyeregnél ) A keresztszán pedig
" motorizálva " lett ás a nóniusz helyén egy kézitekerő . 70 % ban hagyományosan használom, 30 % ban CNC ként . ( de egy trükkös vezérlőelektronika is lett hozzá csinálva amihez Mach sem kell , a kézitekerő impulzusaiból csinálok Step - dirt és közvetlenül megy a vezérlőre . Ráadásul a Mach alatt is tudom kézi üzemben működtetni a keresztszánt mert a M3 parancs beérkezésekor vesz el tőlem a Mach a jogot
Cím: Re:CNC eszterga építő iskola
Írta: lari Dátum 2013 november 17, 17:04
Írta: lari Dátum 2013 november 17, 17:04
Én is biztatlak az átalakítás terén.
Egy E400-as gépet alakítottam át cnc-re és ha hagyományos módon akarom használni, akkor mindössze egy csavart kell kilazítanom. Majdnem minden maradt a régiben. A keresztszán hajtását hátul oldottam meg, elől a kézi tekerőhöz betettem egy fogaskerékpárt, ami a jobbos golyósorsó miatt kellett. A golyós anya elhelyezése valóban kritikus, de nem kivitelezhetetlen....
Egy E400-as gépet alakítottam át cnc-re és ha hagyományos módon akarom használni, akkor mindössze egy csavart kell kilazítanom. Majdnem minden maradt a régiben. A keresztszán hajtását hátul oldottam meg, elől a kézi tekerőhöz betettem egy fogaskerékpárt, ami a jobbos golyósorsó miatt kellett. A golyós anya elhelyezése valóban kritikus, de nem kivitelezhetetlen....
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2013 november 17, 18:10
Írta: ANTAL GÁBOR Dátum 2013 november 17, 18:10
Mekkora a keresztszán golyós orsód és milyen a típusa ( maróztál neki plusz helyet? ) írhatnál valamit a csavarlazításról . A hosszán hogyan lett megoldva?
Cím: Re:CNC eszterga építő iskola
Írta: lari Dátum 2013 november 17, 18:25
Írta: lari Dátum 2013 november 17, 18:25
Az orsó 16/5-ös kínai. Az anyának készítettem egy lapos házat, az anyát pedig szemből felcsavaroztam rá. A komplett anya házastól a régi bronz anya helyére lett felfogatva.
Marózni talán csak a golyós anya pereméből kellett egy kicsit, de ebben már nem vagyok biztos....
A hosszánt úgy oldottam meg először, hogy a lakatszekrény oldalához erősítettem egy csőbe helyezett golyós anyát. Ez nem volt jó, mert túlságosan elmozdította a szánt. Ezután a vezérorsó helyére tettem a golyósorsót, az anyát pedig az egyik vezérorsó vezető helyénél illesztettem. Az anyát egy szorítóhüvelyes megoldással rögzítettem elfordulás ellen, így ha hagyományos módon szeretném használni a gépet, egyszerűen csak fellazítom ezt a csavart, és a golyósorsó/anya páros ki van iktatva a rendszerből.
Marózni talán csak a golyós anya pereméből kellett egy kicsit, de ebben már nem vagyok biztos....
A hosszánt úgy oldottam meg először, hogy a lakatszekrény oldalához erősítettem egy csőbe helyezett golyós anyát. Ez nem volt jó, mert túlságosan elmozdította a szánt. Ezután a vezérorsó helyére tettem a golyósorsót, az anyát pedig az egyik vezérorsó vezető helyénél illesztettem. Az anyát egy szorítóhüvelyes megoldással rögzítettem elfordulás ellen, így ha hagyományos módon szeretném használni a gépet, egyszerűen csak fellazítom ezt a csavart, és a golyósorsó/anya páros ki van iktatva a rendszerből.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 november 17, 18:25
Írta: 000000000 Dátum 2013 november 17, 18:25
Hát igen én is ezen a véleményen vagyok leginkább,de lenne pár sorozatgyártási meló amihez jól jönne,hogy nem kellene állandóan kézzel oda-vissza tekergetni a szánokat,mert még ütközőkkel sem kicsi a meló.1 Éve filózok azon h hogyan is lehetne úgy átalakítani,hogy az eredeti használhatósága is megmaradjon,de a gépváz szétfurkálása nélkül ez az út sajnos nem járható,talán az általam linkelt megoldás az amit viszonylag gyorsan vissza is lehet alakítani(csak az eredeti lakatszekrényt és a csapágybakot meg a vezér és vonó orsókat visszaszerelni,kihézagolni),ha úgy hozná az élet.
Cím: Re:CNC eszterga építő iskola
Írta: f35ezvjs Dátum 2013 november 17, 18:31
Írta: f35ezvjs Dátum 2013 november 17, 18:31
Sziasztok Csak kérdezni szeretném!
Nekem van egy OPTIMUM 280/700 gépem lehet hozzá kimondottan gyári CNC szettet kapni jóformán az utolsó csavarig mindent. A golyós anya elfér a régi helyén.
Svejk mester erre is érvényes amit írtál nem lehet hagyományosan rajta dolgozni, akkor is ha kézikerék van felszerelve?
Kivánci lennék a véleményetekre mert most gondolkozom az átalakításon.
nekem van még egy ED 1000 profi amin tudok hagyományosan dolgozni.
Nagyon köszönöm előre is kimerítő válaszotokat.
Nekem van egy OPTIMUM 280/700 gépem lehet hozzá kimondottan gyári CNC szettet kapni jóformán az utolsó csavarig mindent. A golyós anya elfér a régi helyén.
Svejk mester erre is érvényes amit írtál nem lehet hagyományosan rajta dolgozni, akkor is ha kézikerék van felszerelve?
Kivánci lennék a véleményetekre mert most gondolkozom az átalakításon.
nekem van még egy ED 1000 profi amin tudok hagyományosan dolgozni.
Nagyon köszönöm előre is kimerítő válaszotokat.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 november 17, 18:44
Írta: 000000000 Dátum 2013 november 17, 18:44
A legnagyobb probléma itt az szerintem,hogy a golyósanyát nem lehet olyan módon a rendszerbe kapcsolni mint pl a lakatanyát(persze erre lehet valami másféle kuplungos megoldást találni),de a trapéz orsóval szemben a golyósorsó nem önzáró,a "visszatekeredést" valami fékkel kell megakadályozni, ezzel szemben a trapézmenet az önzáró(persze csak akkor ha a súrlódási félkúpszög nagyobb, mint a menetemelkedés szöge(gépelemek2).
Cím: Re:CNC eszterga építő iskola
Írta: f35ezvjs Dátum 2013 november 17, 18:48
Írta: f35ezvjs Dátum 2013 november 17, 18:48
De ha teszel fel kézi kereket akkor tudsz ugyan úgy hagyományosnak megfelelő módon esztergálni.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 november 17, 19:04
Írta: 000000000 Dátum 2013 november 17, 19:04
Igen,de ez a visszatekeredés szerintem okozna még meglepetéseket.
Cím: Re:CNC eszterga építő iskola
Írta: hostya Dátum 2013 november 17, 19:22
Írta: hostya Dátum 2013 november 17, 19:22
© richy92 nagyon jól látja a problémát..
"De ha teszel fel kézi kereket akkor tudsz ugyan úgy hagyományosnak megfelelő módon esztergálni. "
Igen, lehet hagyományosan is esztergálni, de elég körülményes...
Ha a keresztszán orsót kicseréled golyós orsóra, akkor cnc(vezérelt) üzemmódban minden további nélkül működik a dolog.
De ha KÉZI(hagyományos) üzemmódban is szeretnéd használni, akkor jön elő az a probléma hogy a golyósorsó előnye hátránnyá válik.
A hagyományos trapéz menet önzárónak tekinthető keresztszán orsó-anya estén, de a golyósorsó-anya párosra már ez a megállapítás nem igaz...
Hagyományos(kézi) üzemmódban, a g.orsós keresztszánt vagy rögzíted minden fogás után,(ha lehetséges) vagy fogod kézzel a kézi kereket, amíg a kés dolgozik...
"De ha teszel fel kézi kereket akkor tudsz ugyan úgy hagyományosnak megfelelő módon esztergálni. "
Igen, lehet hagyományosan is esztergálni, de elég körülményes...
Ha a keresztszán orsót kicseréled golyós orsóra, akkor cnc(vezérelt) üzemmódban minden további nélkül működik a dolog.
De ha KÉZI(hagyományos) üzemmódban is szeretnéd használni, akkor jön elő az a probléma hogy a golyósorsó előnye hátránnyá válik.
A hagyományos trapéz menet önzárónak tekinthető keresztszán orsó-anya estén, de a golyósorsó-anya párosra már ez a megállapítás nem igaz...
Hagyományos(kézi) üzemmódban, a g.orsós keresztszánt vagy rögzíted minden fogás után,(ha lehetséges) vagy fogod kézzel a kézi kereket, amíg a kés dolgozik...
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2013 november 17, 19:58
Írta: 9pk59nuy Dátum 2013 november 17, 19:58
Hát igen! A manuális gép hiánya... Nekem is addig hiányzott, amíg rá nem szántam magam, hogy vegyek egy HBM-et. Azon tudok durva munkát vagy előgyártmányt csinálni a CNC számára. Ha pedig a CNC 25mm-es áteresztése kevés lenne, akkor a HBM 38mm-es áteresztése rendelkezésre áll. Ez a megoldás azért alakult ki, mert nem működött nálam(se) a kettő az egyben üzemmód.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2013 november 17, 20:57
Írta: ANTAL GÁBOR Dátum 2013 november 17, 20:57
Szerintem senki sem olvassa végig amit én írok a keresztszánról : A kézitekerő helyén jeladó, aminek az impulzusai step dirré alakítva ( közvetlenül bemennek a vezérlőbe ) Ha nem tekerem akkor a léptető tartónyomatéka fogja az orsót. Ha szervós akkor meg a szervó Az a lényeg hogy kézi üzemben nem mechanikusan tekerek hanem csak a jeladót forgatom . A motor meg teszi a dolgát ( nem kell irányfordító áttétel nem kell balos orsó )
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2013 november 17, 20:58
Írta: ANTAL GÁBOR Dátum 2013 november 17, 20:58
961 es beírás
Cím: Re:CNC eszterga építő iskola
Írta: f35ezvjs Dátum 2013 november 17, 21:16
Írta: f35ezvjs Dátum 2013 november 17, 21:16
Én is így gondoltam a hagyományos módnak megfelelően. tulajdonképpen a léptetőmotorok mozgatnak mindent és mikor a kézi kereket nem mozgatod akkor a motor fékezi az orsó mozgatását.
Bocs azt hittem világos a kézikerék mint fogalom itt
Bocs azt hittem világos a kézikerék mint fogalom itt
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2013 november 17, 21:19
Írta: KoLa Dátum 2013 november 17, 21:19
Az előtolás, és az ütköző! hogyan van megoldva ha csak úgy esztergálgatunk? kézzel?
Ezek hagyományos gépen kellenek, pillanatonként!
Ezek hagyományos gépen kellenek, pillanatonként!
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2013 november 17, 21:47
Írta: s7manbs8 Dátum 2013 november 17, 21:47
Olyan gépet kell csinálni, ahol a a kézi tekerők digitálisan veszik a jelet és olyan mintha kézi gép lenne, ha azt akarod egy gombnyomásra ...
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2013 november 17, 22:30
Írta: ANTAL GÁBOR Dátum 2013 november 17, 22:30
Én a keresztszánnál nem szoktam ütközőt használni . A nagy gépemen van ugyan de a kisebbeken nincs is
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 november 17, 22:36
Írta: svejk Dátum 2013 november 17, 22:36
Csak hogy az egy külön tudomány, hogy nincs erő visszacsatolás és úgy tudj esztergálni.
Cím: Re:CNC eszterga építő iskola
Írta: f35ezvjs Dátum 2013 november 17, 22:37
Írta: f35ezvjs Dátum 2013 november 17, 22:37
Kérdezném?
"Olyan gépet kell csinálni, ahol a a kézi tekerők digitálisan veszik a jelet és olyan mintha kézi gép lenne, ha azt akarod egy gombnyomásra ... "
Kérdezném?
Nem a kézikerék adja a jelet hogy mennyit menjen előre vagy vissza az szán?
"Olyan gépet kell csinálni, ahol a a kézi tekerők digitálisan veszik a jelet és olyan mintha kézi gép lenne, ha azt akarod egy gombnyomásra ... "
Kérdezném?
Nem a kézikerék adja a jelet hogy mennyit menjen előre vagy vissza az szán?
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2013 november 17, 22:39
Írta: ANTAL GÁBOR Dátum 2013 november 17, 22:39
Kézikerék kontra kézikerék. Ok legyen a hagyományos gépen lévő mostantól nóniusz a kézi impulzus adó ( manual pulse generátor ) pedig MPG . Azt hittem hogy ha leírom hogy impulzusokat generáló kézi.... ( manual ) akkor tiszta a fogalom
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 november 17, 22:42
Írta: 000000000 Dátum 2013 november 17, 22:42
Azt már letisztáztátok, hogy a mechanikai kézikerek helyét az elektromos kézikerék veszi át. Az önzárás nélküli golyósanya-golyósorsó párost a léptető/servo tartonyomatéka blokkolja álló helyzetben.
Ütközőnek pedig szerintem minden további nélkül lehet használni bármelyik szánon NC kapcsolót ami sorosan be van kötve az E-STOP körbe.
Ütközőnek pedig szerintem minden további nélkül lehet használni bármelyik szánon NC kapcsolót ami sorosan be van kötve az E-STOP körbe.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2013 november 17, 22:44
Írta: ANTAL GÁBOR Dátum 2013 november 17, 22:44
Az igaz és leszúrásnál hiányzik is ( ugyan még nem törtem kést ) A nagy repülők szervókormányai az elején nem voltak ellátva erő visszacsatolással és történt is baj belőle ( Jó ha a pilóta érzi hogy mennyire csűr ) Ma már megoldották . Nem fogok bele de elvileg nem lenne akadálya átvenni a módszert
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2013 november 17, 22:46
Írta: KoLa Dátum 2013 november 17, 22:46
Én sem! a keresztszánon kézzel adom a fogást!aztán csak bekapcsolom a hosszirányú előtolást! és akkor vagy kézzel megállítom ahol kell, vagy az ütköző kapcsolja ki az előtolást! erre gondoltam!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2013 november 17, 22:50
Írta: KoLa Dátum 2013 november 17, 22:50
Hogyan kell rávenni a z-t hogy elinduljon a semmibe, cél nélkül! valamilyen sebességgel,valamelyik irányban,és majd csak egy kapcsoló jelére álljon meg!de akkor már működjön az mpg egyből!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 november 17, 22:50
Írta: 000000000 Dátum 2013 november 17, 22:50
Én ezt a részt úgy terveztem, hogy a gyári nóniuszt meghagyom és a keresztszán előtoló fogaskerék helyén kapja a léptetőmotor hajtást.
Ide még MPG sem szükséges...
Hátrány: változik az orsó menetemelkedése, ha az általános 16/5 golyósorsó kerül beépítésre.
Ide még MPG sem szükséges...
Hátrány: változik az orsó menetemelkedése, ha az általános 16/5 golyósorsó kerül beépítésre.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2013 november 17, 22:51
Írta: ANTAL GÁBOR Dátum 2013 november 17, 22:51
Ok de ha hagyományosan esztergálok a gépemen akkor én is ezt csinálom Mint írtam cnc ben a vezérorsót hajtom kívülről ( belakatolva ) és a nortont üresbe téve. Ha meg hagyományosan akkor norton be és ( közönséges ) előtolásnál mehet a vonóorsó meg az ütköző
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2013 november 17, 22:53
Írta: KoLa Dátum 2013 november 17, 22:53
Értem!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 november 17, 22:54
Írta: 000000000 Dátum 2013 november 17, 22:54
Nem értek ezekhez a logikai kapcsolásokhoz, de ha ide be lehetne iktatni egy mezei négyszögjel generátort, akkor megoldható. Ütközőre futáskor a generátorról átvált a vezérlő jelére, egyben az MPG is aktív lesz.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2013 november 17, 23:02
Írta: KoLa Dátum 2013 november 17, 23:02
Azt minek nevezik? láttam egyszer egy ilyet!Elég drága cuccnak monták! 35eft! egy kézi jeladó,mint az mpg! és egyből a vezérlőre van kötve? nem kell számítógép!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 november 17, 23:11
Írta: 000000000 Dátum 2013 november 17, 23:11
Ha nekem szólt...
Én nem ilyenre gondoltam, hanem egy sima mezei 555 négyszögjel generátorra. Potméterrel szabályozható fokozatmentesen az előtoló sebesség. Az előtolás irányváltását és az egésznek a rendszerbe illesztését most ne kérdezd még.
Az MPG gyakorlatilag meg egy A-B csatornás enkóder + tárcsa.
Én nem ilyenre gondoltam, hanem egy sima mezei 555 négyszögjel generátorra. Potméterrel szabályozható fokozatmentesen az előtoló sebesség. Az előtolás irányváltását és az egésznek a rendszerbe illesztését most ne kérdezd még.
Az MPG gyakorlatilag meg egy A-B csatornás enkóder + tárcsa.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2013 november 17, 23:22
Írta: ANTAL GÁBOR Dátum 2013 november 17, 23:22
Azért én a sima 555 ös helyett egy feszültségvezérelt oszcillátorból ( VCO ) rámpásat csináltam ( egy másik helyre ) ( hegesztőknek forgató )
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 november 18, 06:45
Írta: besirkyjh Dátum 2013 november 18, 06:45
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2013 november 19, 00:15
Írta: s2k5ycubj Dátum 2013 november 19, 00:15
Szia! Nézd meg ezt.
Nekem tetszik,előbb utóbb rendelek egyet. Itthon a boltban biztosan több és erre már lehet 2-10% vám és 27% áfa.
Nekem tetszik,előbb utóbb rendelek egyet. Itthon a boltban biztosan több és erre már lehet 2-10% vám és 27% áfa.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 november 19, 07:34
Írta: besirkyjh Dátum 2013 november 19, 07:34
Szia
Szerintem nem erre gondolt ez nem PC független .
A DSP lesz az , ahhoz nem kel semmi PC .
Szerintem nem erre gondolt ez nem PC független .
A DSP lesz az , ahhoz nem kel semmi PC .
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2013 november 19, 12:28
Írta: s2k5ycubj Dátum 2013 november 19, 12:28
Szia!
Azért nézd meg a többi képet is és hamar rájössz,hogy miért van pc/hand controller választókapcsoló a készülék előlapján.
Azért nézd meg a többi képet is és hamar rájössz,hogy miért van pc/hand controller választókapcsoló a készülék előlapján.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 november 19, 13:29
Írta: besirkyjh Dátum 2013 november 19, 13:29
Szia
Nem vitatkozni akarok de a fotokon nem látszik hogy hova is dugjam a kis memoria kártyámat amin a G code van .
Nem vitatkozni akarok de a fotokon nem látszik hogy hova is dugjam a kis memoria kártyámat amin a G code van .
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2013 november 19, 13:32
Írta: s2k5ycubj Dátum 2013 november 19, 13:32
Ja,na olyan nincs rajta. De a kézikerékhez nem kell a pc... Tudnál linkelni olyat ami tudja ezt?
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 november 19, 13:45
Írta: besirkyjh Dátum 2013 november 19, 13:45
Aha :)
# 992
# 992
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2013 november 19, 14:37
Írta: s2k5ycubj Dátum 2013 november 19, 14:37
Köszi,de én egy kicsit olcsóbbra gondoltam. Körülnéztem az ebay-en,csúnya számokat láttam. Szerintem nem ér ennyit.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 november 19, 16:01
Írta: besirkyjh Dátum 2013 november 19, 16:01
Határ eset nagyon !
Tapasztalatbol mondom hogy nagyon stabilan megy , nincsenek idözitési meg a turo tudja milyen problémák mint a PC-n belül a Winnel vagy más programokkal .Hobbi szinten kicsit drága de egy válalkozásnál már bele fér !
Tapasztalatbol mondom hogy nagyon stabilan megy , nincsenek idözitési meg a turo tudja milyen problémák mint a PC-n belül a Winnel vagy más programokkal .Hobbi szinten kicsit drága de egy válalkozásnál már bele fér !
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2013 november 19, 16:09
Írta: s2k5ycubj Dátum 2013 november 19, 16:09
Akkor viszont lehet,hogy megéri. És rendesen betudsz mérni szerszámokat is vele? És akkor még ott a menetvágás/menetmarás is. Szívesen venném,ha megosztanál egy két információt erről.
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 november 19, 16:39
Írta: besirkyjh Dátum 2013 november 19, 16:39
Hát ezért mindent ez sem és én sem tudok :))
Szerszám bemérést tudja meg van automata cserélöre is lehetöség .Amit látok , tudok , hogy megy szépen , egy 3 tengelyes gépen van és végül is sima konturmarást és gravirozást végez , de azt nagyon jol és stabilan .Elég extrém körülmények közt dolgozik mert mennek más gépek is mellette pl iv hegesztö , kis korong vágo , másik cnc meg neon dögivel meg telefon meg sok minden .Mint tudjuk a Win ezeknek nem nagyon örül , na ez ott kizárva ( máris jobban megéri ) .
A G kodokat és M kodokat szerintem ismeri és ha betudod küldeni akkor meg is csinálja .
Ja és még valami : dolgozik direkt PLT-böl is .
Mondjuk az MP3-at nem játsza le :))
Szerszám bemérést tudja meg van automata cserélöre is lehetöség .Amit látok , tudok , hogy megy szépen , egy 3 tengelyes gépen van és végül is sima konturmarást és gravirozást végez , de azt nagyon jol és stabilan .Elég extrém körülmények közt dolgozik mert mennek más gépek is mellette pl iv hegesztö , kis korong vágo , másik cnc meg neon dögivel meg telefon meg sok minden .Mint tudjuk a Win ezeknek nem nagyon örül , na ez ott kizárva ( máris jobban megéri ) .
A G kodokat és M kodokat szerintem ismeri és ha betudod küldeni akkor meg is csinálja .
Ja és még valami : dolgozik direkt PLT-böl is .
Mondjuk az MP3-at nem játsza le :))
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 november 19, 16:40
Írta: besirkyjh Dátum 2013 november 19, 16:40
A Gravographnak van hasonloja de az a gépben van fixen , na meg az ipariak de az más tészta .
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2013 december 30, 08:52
Írta: 90p3mhzrp Dátum 2013 december 30, 08:52
Tiszteletem.
Tudja alaki hol van a mach3 eszterga programban az override?
előre is köszönöm.
Tudja alaki hol van a mach3 eszterga programban az override?
előre is köszönöm.
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2013 december 30, 10:40
Írta: Béni Dátum 2013 december 30, 10:40
Válasz a Mach3 topikban ...
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2013 december 30, 13:09
Írta: 90p3mhzrp Dátum 2013 december 30, 13:09
Használ valaki mac3 eszterga programot úgy hogy élesben is működik a gépe menetvágás stb lenne pár kérdésem. ha lenne valaki aki szívesen segít az nagy előrelépés lenne számomra. előre is köszönöm
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2013 december 30, 13:10
Írta: 90p3mhzrp Dátum 2013 december 30, 13:10
emailom kohegyigabi@gmail.com
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2013 december 30, 18:37
Írta: 9pk59nuy Dátum 2013 december 30, 18:37
Én szivesen segítek! A kérdéseket a mélemre írhatod. Ha úgy gondolod, hogy mást is érdekelhet, akkor itt is jó.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2013 december 30, 18:43
Írta: Miki2 Dátum 2013 december 30, 18:43
Talán én is hozzá tudok tenni valamit.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 december 30, 19:01
Írta: svejk Dátum 2013 december 30, 19:01
Itt beszéljétek, hagy tanuljunk mi is. [#finom]
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2013 december 30, 19:48
Írta: 9pk59nuy Dátum 2013 december 30, 19:48
Akkor jöhetnek a kérdések!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2013 december 30, 21:18
Írta: KoLa Dátum 2013 december 30, 21:18
Szia!
Azonnal felejtsd el a Mach3-t!
Esztergán nem boldogulsz csak a LinuxCnc-vel!
Azonnal felejtsd el a Mach3-t!
Esztergán nem boldogulsz csak a LinuxCnc-vel!
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2013 december 30, 21:46
Írta: ANTAL GÁBOR Dátum 2013 december 30, 21:46
Ha lenne mar valaki aki megnezi hogy hogyan menetelek a TOS ommal akkor meg tudnank cafolni amit Kola irt . De hiaba kapacitalom ot vagy Miki 2 ot ill Snecit senki nem jon hozzam latogatöba . Szoval nalam stabil a foorsom fordulata es Uc100 al iparszeruen megy a menetvagas. Mar az esztergalyosom sem vag maskepp menetet Bocsi de elpukkant a Pc tapegysege es vitte az alaplapot es a winchit . Sajnos hirtelen nincs mas gep itthon
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2013 december 30, 22:16
Írta: 9pk59nuy Dátum 2013 december 30, 22:16
Nanananana...
Az M3 (Mach3) ha beleástad magad, akkor kezesbárány. De addig gyakran belédharap ha nem figyelsz oda. Nekem van EMCO vezérlőm is, HUNOR vezérlőm is, de menetet csak M3-al vágok.
Az M3 (Mach3) ha beleástad magad, akkor kezesbárány. De addig gyakran belédharap ha nem figyelsz oda. Nekem van EMCO vezérlőm is, HUNOR vezérlőm is, de menetet csak M3-al vágok.
Cím: Re:CNC eszterga építő iskola
Írta: 2dbfy8y Dátum 2013 december 31, 09:32
Írta: 2dbfy8y Dátum 2013 december 31, 09:32
Ezt kibeszélhetnénk itt!
Engem is érdekelne.
Hogyan is van ez?
Mindenki szidja( vagyis sokan a machot), de szerintem a régi 2.63-as verzió nagyon megbízható!
Nekem eszterán sose volt vele gondom!
Pedig revolverfejet is forgat, tökéletesen működik. Aki tudja, mit hogyan kell jó megbízható vezérlő. Szerintem a linux annak számára nem egyszerű, aki a wint ismeri csak! Az egy más világ!( nem azt mondom hogy nem jó, de nem egyszerű)
Engem is érdekelne.
Hogyan is van ez?
Mindenki szidja( vagyis sokan a machot), de szerintem a régi 2.63-as verzió nagyon megbízható!
Nekem eszterán sose volt vele gondom!
Pedig revolverfejet is forgat, tökéletesen működik. Aki tudja, mit hogyan kell jó megbízható vezérlő. Szerintem a linux annak számára nem egyszerű, aki a wint ismeri csak! Az egy más világ!( nem azt mondom hogy nem jó, de nem egyszerű)
Cím: Re:CNC eszterga építő iskola
Írta: lari Dátum 2013 december 31, 09:39
Írta: lari Dátum 2013 december 31, 09:39
Had álljak kicsit Kola mellé.
Amikor elkezdtem cnc-vel ismerkedni, én is M3-at használtam esztergálásra. Nem voltak eget-földet rengető hibáim menetvágásnál, de amikor volt, az nagyon bosszantott.
Aztán indult a Linux cnc fordítás- ami Köszönhető Bujtár Janinak- s ezen felbuzdulva, -no meg sneci segítségével- áttértem a Linuxra.
Igaz, hogy az M3-ban ha valamit be kell állítani, vagy módosítani kell, az sokkal egyszerűbb, mint pl a Hall fájlban böngészni, de ma már nem vágyom vissza az M3-ra.
Marógépen praktikus okok miatt, most is az M3-at használom, de ha lesz a linuxcnc-nek verziófrissítése, és megoldanak bizonyos felmerült problémákat, akkor lehet, hogy ott is váltani fogok.
Valószínűleg ebben a témában mindig marad két oldal, ki ide, ki oda húz, nekem így esett a választás.
Amikor elkezdtem cnc-vel ismerkedni, én is M3-at használtam esztergálásra. Nem voltak eget-földet rengető hibáim menetvágásnál, de amikor volt, az nagyon bosszantott.
Aztán indult a Linux cnc fordítás- ami Köszönhető Bujtár Janinak- s ezen felbuzdulva, -no meg sneci segítségével- áttértem a Linuxra.
Igaz, hogy az M3-ban ha valamit be kell állítani, vagy módosítani kell, az sokkal egyszerűbb, mint pl a Hall fájlban böngészni, de ma már nem vágyom vissza az M3-ra.
Marógépen praktikus okok miatt, most is az M3-at használom, de ha lesz a linuxcnc-nek verziófrissítése, és megoldanak bizonyos felmerült problémákat, akkor lehet, hogy ott is váltani fogok.
Valószínűleg ebben a témában mindig marad két oldal, ki ide, ki oda húz, nekem így esett a választás.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 december 31, 09:52
Írta: svejk Dátum 2013 december 31, 09:52
Mi lesz itt?
Benzin-dízel
Win-Linux
MacH3-EMC vita???
Tisztelettel megkérném a LinuxEMC-seket ne szóljanak bele, végre hagy tudjuk meg milyen egy jó mach3 eszterga beállítás. [#ejnye1]
Benzin-dízel
Win-Linux
MacH3-EMC vita???
Tisztelettel megkérném a LinuxEMC-seket ne szóljanak bele, végre hagy tudjuk meg milyen egy jó mach3 eszterga beállítás. [#ejnye1]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 december 31, 09:54
Írta: svejk Dátum 2013 december 31, 09:54
Itt van egy ambiciózus kezdő a kérdésekkel, van is két-háom önkéntes jelentkező a válaszokra, akkor ne vegyük már el a kedvüket!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 december 31, 10:04
Írta: 000000000 Dátum 2013 december 31, 10:04
Azért az nem baj, hogy vannak még más CNC esztergavezérlő alternatívák. Ugyanis a Mach-al nem lehet pl. ilyen felületet esztergálni, netán még rá menetetet is készíteni, akárhogy is állítgatod.

Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2013 december 31, 10:09
Írta: 90p3mhzrp Dátum 2013 december 31, 10:09
Tiszteletem!!!
Nem gondoltam volna, hogy ez ilyen port kavar:D
A kérdésem a következő lenne: van egy 2kw os szervó motor hajtású főorsóm ami t tudok már vezérelni mach 3 ból (svejk jóvoltából)
viszont főorsó fordulat visszajelzés nincs. ezt szeretném első körben megoldani. a mach 3 kézikönyv 4. fejezetében ír róla viszont nem tudom milyen elektromos bazárok szükségesek hozzá és hogy hogyan mit hova kell bekötni.előre is köszönöm a választ.
Nem gondoltam volna, hogy ez ilyen port kavar:D
A kérdésem a következő lenne: van egy 2kw os szervó motor hajtású főorsóm ami t tudok már vezérelni mach 3 ból (svejk jóvoltából)
viszont főorsó fordulat visszajelzés nincs. ezt szeretném első körben megoldani. a mach 3 kézikönyv 4. fejezetében ír róla viszont nem tudom milyen elektromos bazárok szükségesek hozzá és hogy hogyan mit hova kell bekötni.előre is köszönöm a választ.
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2013 december 31, 10:17
Írta: keri Dátum 2013 december 31, 10:17
Megfelelő gépen nekem is vígan működik az M3
Persze érdekel a LinuxCNC is, fent van egy másik partición, de Mach alatt egyszerűbb a fejlesztés és az alap felületet is használhatóbbnak találtam.
Ha már tudom mit akarok pontosan (felület, vezérlések, paraméterek) akkor már LinuxCNC alá könnyebb átvinni, elvégre a leg bonyolultabb a gombok grafikájának megrajzolása volt eddig :)
Lépés jitter mindkettőn egyformán alacsony volt nekem LPT-n hajtva. Az alkalmazható végsebességben nem tapasztaltam különbséget, vagyis itt már nem a szoftver képességei a korlátozó tényezők.
Főorsó szinkron hajtását még nem próbáltam.
Persze érdekel a LinuxCNC is, fent van egy másik partición, de Mach alatt egyszerűbb a fejlesztés és az alap felületet is használhatóbbnak találtam.
Ha már tudom mit akarok pontosan (felület, vezérlések, paraméterek) akkor már LinuxCNC alá könnyebb átvinni, elvégre a leg bonyolultabb a gombok grafikájának megrajzolása volt eddig :)
Lépés jitter mindkettőn egyformán alacsony volt nekem LPT-n hajtva. Az alkalmazható végsebességben nem tapasztaltam különbséget, vagyis itt már nem a szoftver képességei a korlátozó tényezők.
Főorsó szinkron hajtását még nem próbáltam.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 december 31, 10:24
Írta: svejk Dátum 2013 december 31, 10:24
Természetesen nem baj.
De ha valaki azt kérdi, hogy hogy kell főzni a paprikás krumplit, akkor ne azt akarjuk megmagyarázni, hogy a paprikás krumpli sz@r, főzzél inkább borsófőzeléket fasírttal.
De ha valaki azt kérdi, hogy hogy kell főzni a paprikás krumplit, akkor ne azt akarjuk megmagyarázni, hogy a paprikás krumpli sz@r, főzzél inkább borsófőzeléket fasírttal.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 december 31, 10:26
Írta: svejk Dátum 2013 december 31, 10:26
Én magam is szemezgetek a LinuxCNC-vel, de képtelen vagyok dűlőre jutni.
Mire döntenék, tuti kijön a másik szoft-hoz valami kecsegtető hardver.
Mire döntenék, tuti kijön a másik szoft-hoz valami kecsegtető hardver.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 december 31, 10:31
Írta: 000000000 Dátum 2013 december 31, 10:31
Szia, biztosan nagy szükség van ilyen felület esztergálására, vajon miért is?
Nem negatív akartam lenni, természetesen a kihívások mindig előre viszik az agyat, a technologiát :)
Nem negatív akartam lenni, természetesen a kihívások mindig előre viszik az agyat, a technologiát :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 december 31, 10:37
Írta: 000000000 Dátum 2013 december 31, 10:37
Tévedés, és rossz hasonlat.:) Ugyanis itt mindenki paprikás krupli főzést magyaráz el. A kicsi eltérés ott van, hogy van aki tűzifával, gázzal, vagy villanyal melegíti a lábast, de ettől még a végeredmény majdnem azonos.
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2013 december 31, 10:46
Írta: Sz.József Dátum 2013 december 31, 10:46
Ez nem igaz, mert a tűzifán készült paprikás krumplinak nincsen párja...[#wink][#wave]
De szívesebben olvasnám Tóthz és Miki2 jó tanácsait a Mach3-ra vonatkozólag...
De szívesebben olvasnám Tóthz és Miki2 jó tanácsait a Mach3-ra vonatkozólag...
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 december 31, 10:48
Írta: svejk Dátum 2013 december 31, 10:48
Legyen úgy!
De ha itt van már nekem a villanytűzhelyem és az a kérdésem, hogy kell bekapcsolni, akkor ne akarják már nekem azt mondani, hogy az rossz és vegyek 2 köbméter fát, rosszakodjak a hasogatással és a hamuzásal.
Tudom most jöttök majd azzal, hogy a bográcsban a fa pernyéje mellett finomabb a paprikás krumpli...stb.
De ez nem feltételen igaz.
No de ugorjunk, hátha most kiderül mi a tuti recept a mach3 eszterga ügyben!
De ha itt van már nekem a villanytűzhelyem és az a kérdésem, hogy kell bekapcsolni, akkor ne akarják már nekem azt mondani, hogy az rossz és vegyek 2 köbméter fát, rosszakodjak a hasogatással és a hamuzásal.
Tudom most jöttök majd azzal, hogy a bográcsban a fa pernyéje mellett finomabb a paprikás krumpli...stb.
De ez nem feltételen igaz.
No de ugorjunk, hátha most kiderül mi a tuti recept a mach3 eszterga ügyben!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2013 december 31, 10:50
Írta: svejk Dátum 2013 december 31, 10:50
Lassan írtam...
De ha bebaszik a szakács és leégeti a fával, akkor b@szhatod a tűzifát!
Az én feleségem tuti finomabb halászlevet főz a gáztűzhelyen is mint a Sobri Jóska főzött nyílt lángon. [#finom]
De ha bebaszik a szakács és leégeti a fával, akkor b@szhatod a tűzifát!
Az én feleségem tuti finomabb halászlevet főz a gáztűzhelyen is mint a Sobri Jóska főzött nyílt lángon. [#finom]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 december 31, 10:52
Írta: 000000000 Dátum 2013 december 31, 10:52
Persze, igény van ilyesmi szinkron esztertgálásra, hiszen gondolom ismerősen cseng Neked a poligon, vagy sokszög eszterga.
Professzionális CNC szinkron eszterga videó.
Professzionális CNC szinkron eszterga videó.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 december 31, 10:56
Írta: 000000000 Dátum 2013 december 31, 10:56
na jó, ok. persze, Wankel motor "dugattyú",
vagy csak kilazult a tokmányszorítás.. :)
úgy látszik, nekem még korán van... :)
vagy csak kilazult a tokmányszorítás.. :)
úgy látszik, nekem még korán van... :)
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2013 december 31, 11:00
Írta: PSoft Dátum 2013 december 31, 11:00
Te vagy az egyedüli itt a társaságban,akinek mindegy,hogy tűzifával,gázzal,vagy villannyal melegíti azt a lábast.
A Te lábasodból,mindig bélszín kerekedik ki.:)))))
Itt,mindenki próbálja a paprikás krumpli receptjeit megdumálni,hogy....hogy is lenne a legfinomabb.
A Te bélszínednek,talán...nincs is receptje????.:))))
[#circling][#wave][#kuss]
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2013 december 31, 11:03
Írta: Sz.József Dátum 2013 december 31, 11:03
"De ha bebaszik a szakács és leégeti a fával, akkor b@szhatod a tűzifát! "
Ez egyéni szoc probléma, úgy kell neki..., egészségére...
A lényeg továbbra is a Mach3 okosságok lennének, de úgy látom ez elmarad...[#rinya]
Ez egyéni szoc probléma, úgy kell neki..., egészségére...
A lényeg továbbra is a Mach3 okosságok lennének, de úgy látom ez elmarad...[#rinya]
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2013 december 31, 11:06
Írta: Sz.József Dátum 2013 december 31, 11:06
Lehet a Mach3 topikba nem kezd el senki paprikás krumplit főzni...[#fejvakaras]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 december 31, 11:06
Írta: 000000000 Dátum 2013 december 31, 11:06
Mach4?
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 december 31, 11:10
Írta: besirkyjh Dátum 2013 december 31, 11:10
Sziasztok
Maradjunk a témánál :)
Csak ugy emlékezetböl irom hogy a H Józsinak volt az elsö találkozása ezzel a Mach3 menet problémával .Valami linearitási gond volt de csak hosszabb menetnél jelenkezet ( 30 - 40mm hossz felett ? ) .Nem hiszem hogy ekkora hossz olyan rendszeres lenne hogy ne lenne használhato e miatt a Mach3 .
Lehet más " gond " is van vele ?
Maradjunk a témánál :)
Csak ugy emlékezetböl irom hogy a H Józsinak volt az elsö találkozása ezzel a Mach3 menet problémával .Valami linearitási gond volt de csak hosszabb menetnél jelenkezet ( 30 - 40mm hossz felett ? ) .Nem hiszem hogy ekkora hossz olyan rendszeres lenne hogy ne lenne használhato e miatt a Mach3 .
Lehet más " gond " is van vele ?
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2013 december 31, 11:15
Írta: Sz.József Dátum 2013 december 31, 11:15
Ha a Mach3-t használók (menet vágás) bejegyzéseire jól emlékszem ez is csak akkor probléma
ha a főorsó nem elég fordulatszám tartó... (?)
ha a főorsó nem elég fordulatszám tartó... (?)
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2013 december 31, 11:54
Írta: 9pk59nuy Dátum 2013 december 31, 11:54
Igen, van olyan, hogy nem tartja a fordulatát a gép! A kérdés csak az, hogy milyen mértékben? Végezhetünk korrekt méréseket, de igazából a gyakorlati értékek számítanak. A fordulatváltozás nem túl nagy nég az instabil hajtésnál sem!
Íme a hajtások használhatósági sorrendben:
Íme a hajtások használhatósági sorrendben:
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2013 december 31, 12:08
Írta: 9pk59nuy Dátum 2013 december 31, 12:08
1037 folytatása
Step-dir
230V asszinkron
PWM (áttételekkel)visszacsatolás nélkül
DC (áttételekkel)szabályozatlan
Az első kettő minden igényt kielégít menet ügyben, a harmadik és a negyedik csak nagy áttétel esetén.
Mindegyik verziót kipróbáltam, és bármikor tudom reprodukálni. Véleményem szerint, ha a hosszú meneteknél eltérés van a méretben, akkor a hiba okát máshol kell keresni. (Pl.: a Z orsó pontos előtolás beállítása)
Step-dir
230V asszinkron
PWM (áttételekkel)visszacsatolás nélkül
DC (áttételekkel)szabályozatlan
Az első kettő minden igényt kielégít menet ügyben, a harmadik és a negyedik csak nagy áttétel esetén.
Mindegyik verziót kipróbáltam, és bármikor tudom reprodukálni. Véleményem szerint, ha a hosszú meneteknél eltérés van a méretben, akkor a hiba okát máshol kell keresni. (Pl.: a Z orsó pontos előtolás beállítása)
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2013 december 31, 12:16
Írta: Vetesi75 Dátum 2013 december 31, 12:16
3:00-lánál:
Ez is akkor érne valamit, ha lökné rá a két palástfuratot is a süllyesztéssel meg a seeger-horonnyal együtt és szépen körbe is sorjázná...
Ez is akkor érne valamit, ha lökné rá a két palástfuratot is a süllyesztéssel meg a seeger-horonnyal együtt és szépen körbe is sorjázná...
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2013 december 31, 12:37
Írta: Sz.József Dátum 2013 december 31, 12:37
Ez a beszéd, ez a lista hasznos infó számomra. Köszönöm.
Hát erről kellene szólni a topiknak nem a paprikás krumpliról...
Hát erről kellene szólni a topiknak nem a paprikás krumpliról...
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2013 december 31, 13:30
Írta: keri Dátum 2013 december 31, 13:30
Jól értem? Bármiféle szinkron nélkül vágtok menetet?
Index jellel azért működik a Mach menetvágás, ugye?
Index jellel azért működik a Mach menetvágás, ugye?
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2013 december 31, 13:44
Írta: 90p3mhzrp Dátum 2013 december 31, 13:44
Hát igen. A paprikás krumpli receptje megvan viszont még mindig fenn áll a kérdés, hogyan tudok index jelet előállítani hova, mit, miért, mivel kötök?
Cím: Re:CNC eszterga építő iskola
Írta: lari Dátum 2013 december 31, 13:50
Írta: lari Dátum 2013 december 31, 13:50
Index jelet egy réses fém tárcsával és egy opto kapuval tudsz látrehozni, amit a főorsóra kell elhelyezni.
Az optokapunak kell tápfesz pl 5 v egy előtétellenálláson keresztül. az (index) jel vezeték pedig leválasztó kártya valamelyik üres bemenetére köthető , s ezt a machban be kell állítani.
Az optokapunak kell tápfesz pl 5 v egy előtétellenálláson keresztül. az (index) jel vezeték pedig leválasztó kártya valamelyik üres bemenetére köthető , s ezt a machban be kell állítani.
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2013 december 31, 13:50
Írta: keri Dátum 2013 december 31, 13:50
Leg egyszerűbb egy ilyesmi hall jeladóval.
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2013 december 31, 13:56
Írta: 90p3mhzrp Dátum 2013 december 31, 13:56
Valami kapcsolási rajz félét tudnál készíteni lari? Olyan ember is elkészíthesse aki nem ért az elektronikához mint pl én. egyébként köszönöm a választ
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2013 december 31, 13:59
Írta: keri Dátum 2013 december 31, 13:59
Igen, az opto is jó, de a hall-t egyszerűbb használni. Persze az opto sem bonyolult, de poros környezetre talán a hall praktikusabb, és ide az opto pontossága sem kell.
Motorkerékpáron, gyújtás jeladónak, megbízhatóbbnak bizonyult.
Motorkerékpáron, gyújtás jeladónak, megbízhatóbbnak bizonyult.
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2013 december 31, 14:06
Írta: keri Dátum 2013 december 31, 14:06
Egy ellenállás kell a LED elé, a kimenetét meg rákötöd a logikai tápfesz és bemenet közé, erről milyen kapcsolási rajzot akarsz?
Hall jeladó esetén nincs LED, csak annyiban különbözik a bekötés.
Más szóval, mind az opto, mind a hall, egy közönséges kapcsoló, csak ezt nem az ujjaddal nyomogatod, hanem vagy fénnyel a réstárcsával vezérelve, vagy mágneses mezővel lágyvas réstárcsán keresztül.
Hall jeladó esetén nincs LED, csak annyiban különbözik a bekötés.
Más szóval, mind az opto, mind a hall, egy közönséges kapcsoló, csak ezt nem az ujjaddal nyomogatod, hanem vagy fénnyel a réstárcsával vezérelve, vagy mágneses mezővel lágyvas réstárcsán keresztül.
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2013 december 31, 14:45
Írta: 90p3mhzrp Dátum 2013 december 31, 14:45
[#guluszem1] viszont ha ilyen egyszerű akkor valaki igazán lerajzolhatná pl 5v + ide -ide ellenállás ide ezt bekötöd az lpt be stb. ha egyszer megtudom csinálni utána már nekem is könnyű lesz. Azért lassan kezdem látni az alagút végét.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 december 31, 14:58
Írta: 000000000 Dátum 2013 december 31, 14:58
Nézd meg
ezt az applikációt.
Ez a komplett leírás segítség lesz Neked.
Az említett opto kapu helyett használhatsz mást is, pl. TCST 2103-at.
ezt az applikációt.
Ez a komplett leírás segítség lesz Neked.
Az említett opto kapu helyett használhatsz mást is, pl. TCST 2103-at.
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2013 december 31, 15:02
Írta: 90p3mhzrp Dátum 2013 december 31, 15:02
Hú köszi ez megfelelő. köszönöm szépen.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 december 31, 15:10
Írta: 000000000 Dátum 2013 december 31, 15:10
Nem tartozik a témához csak megütötte a fülemet ez:
mert tegnap kért tőlem tanácsot valaki (nem mintha foglalkoznék tanácsadással), hogy honnan vegyen olcsó ragasztópisztolyt mert az 1000Ft-os az drága szerinte ...és itt jött az amiről nem tudtam lebeszélni... egy fekete bakelit (szerinte sima műanyag) égő foglalatot akart valamihez ragasztani hőre olvadó anyaggal.
Nem tudtam lebeszélni, megadtam neki a tűzoltók telefonszámát mert lehet szükség lesz rá.
Olyan ember is elkészíthesse aki nem ért az elektronikához mint pl én.
mert tegnap kért tőlem tanácsot valaki (nem mintha foglalkoznék tanácsadással), hogy honnan vegyen olcsó ragasztópisztolyt mert az 1000Ft-os az drága szerinte ...és itt jött az amiről nem tudtam lebeszélni... egy fekete bakelit (szerinte sima műanyag) égő foglalatot akart valamihez ragasztani hőre olvadó anyaggal.
Nem tudtam lebeszélni, megadtam neki a tűzoltók telefonszámát mert lehet szükség lesz rá.
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2013 december 31, 17:36
Írta: 90p3mhzrp Dátum 2013 december 31, 17:36

Boldog Új Esztendőt!!!
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 december 31, 18:26
Írta: besirkyjh Dátum 2013 december 31, 18:26
Szia Keri
Kérdezd a V bodit , Ö hogyan vágta ( vágja ) a menetet vagy keresd meg a topickjában .
Többször beszélgettünk rola hogy nincs index jel csak frekiválto és stepper !
Kérdezd a V bodit , Ö hogyan vágta ( vágja ) a menetet vagy keresd meg a topickjában .
Többször beszélgettünk rola hogy nincs index jel csak frekiválto és stepper !
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2013 december 31, 18:36
Írta: 90p3mhzrp Dátum 2013 december 31, 18:36
Ez az emlegetett opto kapu olyan mint ami az egerekben van amiben a lyukacsos tárcsa forog? az is helyettesítheti?
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2013 december 31, 19:15
Írta: 9pk59nuy Dátum 2013 december 31, 19:15
"Többször beszélgettünk rola hogy nincs index jel csak frekiválto és stepper !"
Erre azért kiváncsi lennék, hogy hogy csinálja?
Erre azért kiváncsi lennék, hogy hogy csinálja?
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 december 31, 19:22
Írta: besirkyjh Dátum 2013 december 31, 19:22
Szia
Pont ez az :) egyszerüen !
Miért is kel az index jel ( maradjuk a többségével használt menet hossz , 30 - 40mm , alatt )?
Mekkorát tud tévedni egy frekiváltos motor optimális forgácsolási " terhelésre " és ez mekkora tévedést jelent egy ekkora menet hosszon ?
Pont ez az :) egyszerüen !
Miért is kel az index jel ( maradjuk a többségével használt menet hossz , 30 - 40mm , alatt )?
Mekkorát tud tévedni egy frekiváltos motor optimális forgácsolási " terhelésre " és ez mekkora tévedést jelent egy ekkora menet hosszon ?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 december 31, 19:28
Írta: 000000000 Dátum 2013 december 31, 19:28
Te már szilveszterezel.... Ne mesélj nekünk sületlenségeket.:) Mégis hogyan áll rá a második fogásra szinkron jel nélkül?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 december 31, 19:29
Írta: 000000000 Dátum 2013 december 31, 19:29
Igen.
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2013 december 31, 19:31
Írta: Béni Dátum 2013 december 31, 19:31
"Miért is kell az index jel ..."
Például:
- ha több fogásból vágod a menetet, nem árt az előző árokba beletalálni ...
- ha nem csak dísznek készül a menet, akkor a változó emelkedés a szerelésnél nem minden esetben okoz felhőtlen örömet ... [#kacsint]
Például:
- ha több fogásból vágod a menetet, nem árt az előző árokba beletalálni ...
- ha nem csak dísznek készül a menet, akkor a változó emelkedés a szerelésnél nem minden esetben okoz felhőtlen örömet ... [#kacsint]
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2013 december 31, 19:32
Írta: s2k5ycubj Dátum 2013 december 31, 19:32
Erre én is kíváncsi lennék,meg arra is,hogy így ránézésre miként mondanám meg a főorsómról,hogy 605 vagy 615 a fordulatszáma? Vagy lehet,hogy csak 598,az a baj,hogy nem is remélhető,hogy eltalálja. Ha esetleg rosszul gondolnám,engedem magam meggyőzni. BUÉK mindenkinek!
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 december 31, 19:37
Írta: besirkyjh Dátum 2013 december 31, 19:37
Szia Tiborom
Néztem a Bodi topickját de sajnos minden törölve van de olyan 3800 körüli beirások szolnak a menetvágásrol .
Néztem a Bodi topickját de sajnos minden törölve van de olyan 3800 körüli beirások szolnak a menetvágásrol .
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 december 31, 19:41
Írta: besirkyjh Dátum 2013 december 31, 19:41
Szia
Ehhez Ti jobban értetek !
Bele gondolva : mi kel ahhoz hogy index jel nélkül menjen a menet vágás ?
Ehhez Ti jobban értetek !
Bele gondolva : mi kel ahhoz hogy index jel nélkül menjen a menet vágás ?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2013 december 31, 19:42
Írta: 000000000 Dátum 2013 december 31, 19:42
Szia Zoli!
Ne foglalkozz azzal, mi lehetett ott. Gondold át logikusan, látod, többen furcsáljuk a dolgot, így aztán szinte biztos, rosszul emlékeztél erre.
De sebaj, hiszen még pár óra és itt van 2014. BUÉK Mindenkinek!
Ne foglalkozz azzal, mi lehetett ott. Gondold át logikusan, látod, többen furcsáljuk a dolgot, így aztán szinte biztos, rosszul emlékeztél erre.
De sebaj, hiszen még pár óra és itt van 2014. BUÉK Mindenkinek!
Cím: Re:CNC eszterga építő iskola
Írta: besirkyjh Dátum 2013 december 31, 19:45
Írta: besirkyjh Dátum 2013 december 31, 19:45
Most annyira nem izgat a dolog :)
BÚÉK Neked is !!
BÚÉK Neked is !!
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2013 december 31, 19:46
Írta: Béni Dátum 2013 december 31, 19:46
Szerintem arra az esetre gondolsz, amikor a főorsót C tengelyként hajtotta. A menetvágást G1 mondattal készítette, amelyben Z és C célérték együtt szerepelt.
A külső szinkronjel ebben az esetben valóban nem kell, maga a vezérlés biztosítja a szinkront.
A külső szinkronjel ebben az esetben valóban nem kell, maga a vezérlés biztosítja a szinkront.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2013 december 31, 20:33
Írta: 9pk59nuy Dátum 2013 december 31, 20:33
Működik a dolog ha valaki megbékél azzal, hogy visszamenetben a főorsó visszafelé forog. Vagy a programot úgy kell írni, hogy adott fordulatszámtól induljon a következő vágás. Nem hinném, hogy előnye lenne a módszernek! Nem lehet 1 G mondattal elintézni a teljes vágást...
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2013 december 31, 20:45
Írta: Béni Dátum 2013 december 31, 20:45
Miért kellene visszafelé forgatni? Boldizsár videóján valóban úgy volt, de szükségtelenül.
A kezdőpont Z és C tengely esetében is pontosan beállítható.
Ennél a módszernél a fordulatszám az előtolásból adódik. Itt nincs a hagyományos értelemben vett főorsó a rendszerben.
Tökéletes menet vágható így G1-es mondatokkal. Akár a kés profiljától eltérő is.
(A technika ugyan a menetmaráshoz közelebb áll, mint az esztergáláshoz, de azért ez egy működő hibrid megoldás, ami esztergálásnak tűnik.)
[#nevetes1]
A kezdőpont Z és C tengely esetében is pontosan beállítható.
Ennél a módszernél a fordulatszám az előtolásból adódik. Itt nincs a hagyományos értelemben vett főorsó a rendszerben.
Tökéletes menet vágható így G1-es mondatokkal. Akár a kés profiljától eltérő is.
(A technika ugyan a menetmaráshoz közelebb áll, mint az esztergáláshoz, de azért ez egy működő hibrid megoldás, ami esztergálásnak tűnik.)
[#nevetes1]
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2013 december 31, 21:26
Írta: Béni Dátum 2013 december 31, 21:26
2014-et az 5000. hozzászólással kezded? [#eljen]

Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2013 december 31, 21:54
Írta: KoLa Dátum 2013 december 31, 21:54
Nem tudom hogy kinek válaszoljak!
A Mach3-al tudtam, egyirányú főorsó hajtással kúpos menetet vágni 130mm hosszban tökéletesen és még ráadásul két bekezdéssel!nem mindíg volt probléma ! de ha volt akkor az nagyon brutális volt! a végén kiderült hogy az egészet, egy házi készítésű elektronika okozta! ami rossz volt!
Kidobtam az egész elektronikát!az egyik fórumtársunk javaslatára! és rácsatlakoztam direktbe a vezérlőkre! Egyszerre csak szebb lett a motorok hangja!Szépen megy minden, azóta is!
Csak közben átálltam a Linuxcnc-re! ez a program viszont olyan lehetőségeket mutatott hogy azóta is ezt használom!
Az első az hogy a fordulatonkénti előtolás az korrekten működik, ha lassul a főorsó, akkor csökken az előtolás is!nem fogunk belefutni egy rossz előtolás választásba, mert a linux követi az eseményeket, és még ha halljuk hogy ez így még nem jó akkor is beavatkozhatunk, a szám gombokkal a klaviatúrán!1-9-ig amelyik számot nyomjuk annyi a százalék(x10) az eredetihez képest! a nulla visszatér a 100%-ra!
Béni barátunk! szerintem már napokat áldozott a szabadidejéből arra hogy ,nekem megfelelő programokat írjon a linuxra, hatszög esztergálástól, a kétbekezdésű kúpos meneten át a belső gömbön keresztül , a kétbekezdésű változó menet emelkedésig!!!!
A linuxcnc ezt mind tudja! nem kell neki más csak egy index jel, és 100 réses tárcsa min?! A,B enkoder bemenettel a programba!
Mert így még egy menetfúrót is tudunk, fixen befogva, használni!oda-vissza, 10-szer is, és a menet megmarad!nem téveszti el!
Mindezt, egy nem stabil fordulatú főorsó hajtással!
Ezek a trükkök, messze meghaladják a Mach3 lehetőségeit!
A Mach3-al tudtam, egyirányú főorsó hajtással kúpos menetet vágni 130mm hosszban tökéletesen és még ráadásul két bekezdéssel!nem mindíg volt probléma ! de ha volt akkor az nagyon brutális volt! a végén kiderült hogy az egészet, egy házi készítésű elektronika okozta! ami rossz volt!
Kidobtam az egész elektronikát!az egyik fórumtársunk javaslatára! és rácsatlakoztam direktbe a vezérlőkre! Egyszerre csak szebb lett a motorok hangja!Szépen megy minden, azóta is!
Csak közben átálltam a Linuxcnc-re! ez a program viszont olyan lehetőségeket mutatott hogy azóta is ezt használom!
Az első az hogy a fordulatonkénti előtolás az korrekten működik, ha lassul a főorsó, akkor csökken az előtolás is!nem fogunk belefutni egy rossz előtolás választásba, mert a linux követi az eseményeket, és még ha halljuk hogy ez így még nem jó akkor is beavatkozhatunk, a szám gombokkal a klaviatúrán!1-9-ig amelyik számot nyomjuk annyi a százalék(x10) az eredetihez képest! a nulla visszatér a 100%-ra!
Béni barátunk! szerintem már napokat áldozott a szabadidejéből arra hogy ,nekem megfelelő programokat írjon a linuxra, hatszög esztergálástól, a kétbekezdésű kúpos meneten át a belső gömbön keresztül , a kétbekezdésű változó menet emelkedésig!!!!
A linuxcnc ezt mind tudja! nem kell neki más csak egy index jel, és 100 réses tárcsa min?! A,B enkoder bemenettel a programba!
Mert így még egy menetfúrót is tudunk, fixen befogva, használni!oda-vissza, 10-szer is, és a menet megmarad!nem téveszti el!
Mindezt, egy nem stabil fordulatú főorsó hajtással!
Ezek a trükkök, messze meghaladják a Mach3 lehetőségeit!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2013 december 31, 22:00
Írta: KoLa Dátum 2013 december 31, 22:00
Én is úgy terveztem hogy 5000 lesz, és vége!
De most meg már több lett!megyünk tovább!
De most meg már több lett!megyünk tovább!
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2013 december 31, 22:01
Írta: s7manbs8 Dátum 2013 december 31, 22:01
Nem trükkök azok, hanem pont ez a normális, ha ilyet tud a gép, ha már a technikai szint a 21. századi.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2013 december 31, 22:08
Írta: KoLa Dátum 2013 december 31, 22:08
Na szia! mit is akartunk neked esztergálni?
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2013 december 31, 23:50
Írta: Béni Dátum 2013 december 31, 23:50
[#eljen][#nyes][#wave]
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2014 január 01, 00:16
Írta: s7manbs8 Dátum 2014 január 01, 00:16
Majd jövőre ... :) Már én is lefelejtettem. :)
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2014 január 01, 17:49
Írta: Miki2 Dátum 2014 január 01, 17:49
Akkor majd 2015-ben? [#wave]
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2014 január 01, 18:38
Írta: s7manbs8 Dátum 2014 január 01, 18:38
Jaja. :)
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 01, 19:04
Írta: KoLa Dátum 2014 január 01, 19:04
Nem küldtél még skiccet!
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2014 január 01, 19:06
Írta: s7manbs8 Dátum 2014 január 01, 19:06
Leírtam, de most pénzem sincs egyelőre azt megvárom, nehogy pofára essek. :)
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 01, 19:55
Írta: KoLa Dátum 2014 január 01, 19:55
Pénzről, szó sem volt!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 01, 21:25
Írta: KoLa Dátum 2014 január 01, 21:25
tóthz!
Most már csak megkérdezem! ( a felszólítás ellenére! hogy, a LinuxCnc-sek ne,szóljanak bele a topikba!Pedig ez nem a mach3 topik!)
Hogy milyen átmérőn készítesz meneteket? milyen hosszúságban? milyen gépen? milyen főorsó hajtással? hány réses tárcsával? vagy enkóderrel? Van kiegészítő elektronika?
Mert ezek még nem derültek ki végre! csak hogy bármikor bemutatod! Sajna hogy a tali idejében nem voltam nálad!pedig készültem rá!
Most már csak megkérdezem! ( a felszólítás ellenére! hogy, a LinuxCnc-sek ne,szóljanak bele a topikba!Pedig ez nem a mach3 topik!)
Hogy milyen átmérőn készítesz meneteket? milyen hosszúságban? milyen gépen? milyen főorsó hajtással? hány réses tárcsával? vagy enkóderrel? Van kiegészítő elektronika?
Mert ezek még nem derültek ki végre! csak hogy bármikor bemutatod! Sajna hogy a tali idejében nem voltam nálad!pedig készültem rá!
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2014 január 02, 08:39
Írta: keri Dátum 2014 január 02, 08:39
Ahogy néztem a Mach-ra is be lehet kötni enkódert, aztán hogy működik arról nincs tapasztalatom.
A LinuxCNC-seket nem azért intette le mert nem lehet itt erről beszélgetni, hanem azért mert eredetileg ő a Mach beállítását kérdezte, és nem arra kért tanácsot hogy miért ne azt használja [#fogmosas] aztán a paprikás krumplinál én elvesztettem a fonalat [#circling]
A LinuxCNC-seket nem azért intette le mert nem lehet itt erről beszélgetni, hanem azért mert eredetileg ő a Mach beállítását kérdezte, és nem arra kért tanácsot hogy miért ne azt használja [#fogmosas] aztán a paprikás krumplinál én elvesztettem a fonalat [#circling]
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 02, 10:52
Írta: 9pk59nuy Dátum 2014 január 02, 10:52
tóthz!
Most már csak megkérdezem! ( a felszólítás ellenére! hogy, a LinuxCnc-sek ne,szóljanak bele a topikba!Pedig ez nem a mach3 topik!)
Hogy milyen átmérőn készítesz meneteket? milyen hosszúságban? milyen gépen? milyen főorsó hajtással? hány réses tárcsával? vagy enkóderrel? Van kiegészítő elektronika?
Mert ezek még nem derültek ki végre! csak hogy bármikor bemutatod! Sajna hogy a tali idejében nem voltam nálad!pedig készültem rá!
Sorban próbálok válaszolni:
Szinte bármilyen átmérőn készítek menetet amire éppen szükségem van. Ez lehet 1mm, vagy 100mm átmérőjű is. Gyakran készítek foglalatot optikának, vagy több bekezdésű menetet a távcsövek élesreállításához. Az anyag rendszerint SiAlMg, réz, C45 vagy forgácsolható korróziómentes acél. Eddig a leghosszabb menet amit (Mach3-al) készítettem, az 180mm hosszú volt.
A gép:
Sok évvel ezelőtt a CRUZ-tol vásároltam egy AT520-as fúró-maró-eszterga gépet. A gép robosztus felépítésű, asztali kivitelű. Ezt alakítottam át M3-ra. A gép főorsóit az eredeti 600 W, 230V, 1440 fordulatu motorok hajtják hat fokozatú ékszíjhajtással.
Sok keserves csalódás és még több munka árán jutottam el oda, hogy üzembiztosan vágjon a gép menetet, vagy marjon c45-ből alkatrészt.
A gép jelenlegi főorsószinkronja evolúció eredménye. Az első optocsatoló egyszerű felépítésű volt, ami a tapasztalat szerint nem adott kellően karakteres kimenő jelet.
Sok bosszuság után átalakítottam Schmidt triggeresre az áramkört. Így már jól működött, de nem tetszett a spártainak egyáltalán nem nevezhető kapcsolástechnika.
A következő lépcső a Hall jeladó volt, ami szintén jól működött, de nyákot és külön tápot igényelt.
A legutolsó konstrukcióm úgy működik, hogy TTL (Reed) jelfogó a vevő. A jeladó pedig egy neodyn mágnes fordulatonkénti jeladással. Ez egy pofon egyszerű megoldás, ugyanakkor minden szempontból megfelelő a működése.
Első alkalommal úgy módosítottam az elektronikát a stabil és formázott jelalakok érdekében, hogy illesztőpanelt használtam. Abban van trigger és az megoldja a jelformálást – gondoltam, de nem oldotta meg. Sőt egyszer begerjedt, ezzel hamis impulzusokat generálva majdnem géptörést okozott !!! A panelt likvidáltam, (nem adtam el senkinek!) és azóta illesztőpanel nélkül használom a gépet.
Ezzel a környezettel meg lehet csinálni azt, hogy a ciklus végén rápróbálom a menetkalibert vagy az ellendarabot, ha szorul akkor állítok 1-2 századot és az új beállítással lefuttatom ismét. Ez annyira biztos, hogy akár 20x is lefuthat a program anélkül, hogy „belevágna” a munkadarabba.
Kiegészítve az eddigieket:
Manuális gépen sok korrekciós lehetőség van a fogások között, amit az ember automatikusan állít. CNC esetén erre nincs mód, a paramétereket pontosan meg kell határozni. A menetkést sem lehet „jó lesz ide” alapon kiválasztani. Egy menetvágó lapkakészlet 30-40 ezer forint, és csak az átmérők szűk tartományára korrekt a geometriájuk. Ugyanazzal az 1mm-es lapkával nem lehet 6x1 és 50x1-es menetet vágni. Ekkor marad a speciális lapka megrendelése, vagy a HSS kés profilköszörülése. Csakis a megfelelő profilú késsel végzett munkától várhatunk olyan eredményt, hogy a gép simán forgácsol, a menet megfelelően tart, nem szorul, nem lötyög. A másik alapvető fontosságú paraméter a menetárok mélysége. Nem felel meg a tolómérő hátulján levő táblázat, a fórumon nemrégiben kitárgyalt módon kell azt meghatározni a kiválasztott menetprofilhoz.
Könnyen lehet olyan menetet vágni ami a szabvány szerinti tól-ig határban benne van. Álltalános célra megfelelhetnek de ha a csavarkötés szilárdságára és a pozicionálására is szükség van, akkor maradéktalanul be kell tartani a menetprofil geometriát. (Pl.: Menetes rögzítésű esztergatokmány)
Most már csak megkérdezem! ( a felszólítás ellenére! hogy, a LinuxCnc-sek ne,szóljanak bele a topikba!Pedig ez nem a mach3 topik!)
Hogy milyen átmérőn készítesz meneteket? milyen hosszúságban? milyen gépen? milyen főorsó hajtással? hány réses tárcsával? vagy enkóderrel? Van kiegészítő elektronika?
Mert ezek még nem derültek ki végre! csak hogy bármikor bemutatod! Sajna hogy a tali idejében nem voltam nálad!pedig készültem rá!
Sorban próbálok válaszolni:
Szinte bármilyen átmérőn készítek menetet amire éppen szükségem van. Ez lehet 1mm, vagy 100mm átmérőjű is. Gyakran készítek foglalatot optikának, vagy több bekezdésű menetet a távcsövek élesreállításához. Az anyag rendszerint SiAlMg, réz, C45 vagy forgácsolható korróziómentes acél. Eddig a leghosszabb menet amit (Mach3-al) készítettem, az 180mm hosszú volt.
A gép:
Sok évvel ezelőtt a CRUZ-tol vásároltam egy AT520-as fúró-maró-eszterga gépet. A gép robosztus felépítésű, asztali kivitelű. Ezt alakítottam át M3-ra. A gép főorsóit az eredeti 600 W, 230V, 1440 fordulatu motorok hajtják hat fokozatú ékszíjhajtással.
Sok keserves csalódás és még több munka árán jutottam el oda, hogy üzembiztosan vágjon a gép menetet, vagy marjon c45-ből alkatrészt.
A gép jelenlegi főorsószinkronja evolúció eredménye. Az első optocsatoló egyszerű felépítésű volt, ami a tapasztalat szerint nem adott kellően karakteres kimenő jelet.
Sok bosszuság után átalakítottam Schmidt triggeresre az áramkört. Így már jól működött, de nem tetszett a spártainak egyáltalán nem nevezhető kapcsolástechnika.
A következő lépcső a Hall jeladó volt, ami szintén jól működött, de nyákot és külön tápot igényelt.
A legutolsó konstrukcióm úgy működik, hogy TTL (Reed) jelfogó a vevő. A jeladó pedig egy neodyn mágnes fordulatonkénti jeladással. Ez egy pofon egyszerű megoldás, ugyanakkor minden szempontból megfelelő a működése.
Első alkalommal úgy módosítottam az elektronikát a stabil és formázott jelalakok érdekében, hogy illesztőpanelt használtam. Abban van trigger és az megoldja a jelformálást – gondoltam, de nem oldotta meg. Sőt egyszer begerjedt, ezzel hamis impulzusokat generálva majdnem géptörést okozott !!! A panelt likvidáltam, (nem adtam el senkinek!) és azóta illesztőpanel nélkül használom a gépet.
Ezzel a környezettel meg lehet csinálni azt, hogy a ciklus végén rápróbálom a menetkalibert vagy az ellendarabot, ha szorul akkor állítok 1-2 századot és az új beállítással lefuttatom ismét. Ez annyira biztos, hogy akár 20x is lefuthat a program anélkül, hogy „belevágna” a munkadarabba.
Kiegészítve az eddigieket:
Manuális gépen sok korrekciós lehetőség van a fogások között, amit az ember automatikusan állít. CNC esetén erre nincs mód, a paramétereket pontosan meg kell határozni. A menetkést sem lehet „jó lesz ide” alapon kiválasztani. Egy menetvágó lapkakészlet 30-40 ezer forint, és csak az átmérők szűk tartományára korrekt a geometriájuk. Ugyanazzal az 1mm-es lapkával nem lehet 6x1 és 50x1-es menetet vágni. Ekkor marad a speciális lapka megrendelése, vagy a HSS kés profilköszörülése. Csakis a megfelelő profilú késsel végzett munkától várhatunk olyan eredményt, hogy a gép simán forgácsol, a menet megfelelően tart, nem szorul, nem lötyög. A másik alapvető fontosságú paraméter a menetárok mélysége. Nem felel meg a tolómérő hátulján levő táblázat, a fórumon nemrégiben kitárgyalt módon kell azt meghatározni a kiválasztott menetprofilhoz.
Könnyen lehet olyan menetet vágni ami a szabvány szerinti tól-ig határban benne van. Álltalános célra megfelelhetnek de ha a csavarkötés szilárdságára és a pozicionálására is szükség van, akkor maradéktalanul be kell tartani a menetprofil geometriát. (Pl.: Menetes rögzítésű esztergatokmány)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 02, 11:45
Írta: svejk Dátum 2014 január 02, 11:45
" TTL (Reed) jelfogó a vevő"
Ez valami egybetokozott REED cső és TTL illesztő elektronika?
De hát akkor ehhez is kell táp, mint a Hall-hoz.
Én egyébként az ipari induktív közelítéskapcsolót pereferálom, igaz kell hozzá illesztő elektronika.
Ez valami egybetokozott REED cső és TTL illesztő elektronika?
De hát akkor ehhez is kell táp, mint a Hall-hoz.
Én egyébként az ipari induktív közelítéskapcsolót pereferálom, igaz kell hozzá illesztő elektronika.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 02, 12:08
Írta: 9pk59nuy Dátum 2014 január 02, 12:08
HAMLIN jelfogó
Mikroméretű reed relé TTL kompatibilis tokozásban. Ha két lábára 5V-ot kapcsolsz, akkor a reed-et gerjeszti és az "meghúz". Én nem adok neki 5V-ot, hanem egy mágnessel gerjesztem. 1000Hz-ig is működik !!!
Arra lett kifejlesztve, hogy TTL áramkörökben nagy ellenállással (végtelen) elválasszon vagy 0-5V-ig kapcsoljon, szintet illesszen stb...
Mikroméretű reed relé TTL kompatibilis tokozásban. Ha két lábára 5V-ot kapcsolsz, akkor a reed-et gerjeszti és az "meghúz". Én nem adok neki 5V-ot, hanem egy mágnessel gerjesztem. 1000Hz-ig is működik !!!
Arra lett kifejlesztve, hogy TTL áramkörökben nagy ellenállással (végtelen) elválasszon vagy 0-5V-ig kapcsoljon, szintet illesszen stb...
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 02, 12:16
Írta: 9pk59nuy Dátum 2014 január 02, 12:16
Azt elfelejtettem, hogy különös előnye a TTL relének az, hogy nemcsak 0 és táp közeli a kiadott jel, hanem 0,00 Volt és 5,00 volt is elmehet a paralell felé! Ez azért előnyös, mert sok gép igen érzékeny a bejövő szintre.
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2014 január 02, 12:26
Írta: PSoft Dátum 2014 január 02, 12:26
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 02, 12:28
Írta: svejk Dátum 2014 január 02, 12:28
Oké, értem.
A prellel nem volt probléma? (mert azért e REED-nél is van vagy lehet)
A General Confignál kellett játszani a Debounce értékkel?
A prellel nem volt probléma? (mert azért e REED-nél is van vagy lehet)
A General Confignál kellett játszani a Debounce értékkel?
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 02, 12:29
Írta: 9pk59nuy Dátum 2014 január 02, 12:29
100nF és nincs gond...
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 02, 12:30
Írta: 9pk59nuy Dátum 2014 január 02, 12:30
Igen pont ilyenre!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 02, 12:31
Írta: svejk Dátum 2014 január 02, 12:31
Mennyi az élettartamuk ezeknek?
Csak mozog mechanikusan...
Bár még én is csak olyan rosszal találkoztam ami törött volt vagy szétégették
Csak mozog mechanikusan...
Bár még én is csak olyan rosszal találkoztam ami törött volt vagy szétégették
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 02, 12:31
Írta: svejk Dátum 2014 január 02, 12:31
De akkor megint oda a meredek jel. :(
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 02, 12:35
Írta: 9pk59nuy Dátum 2014 január 02, 12:35
Kis átmérőre kell szerelni a mágnest, alumínium vagy műanyag gyűrűre. Közvetlenül a főorsó végére. A kisérleti üzem alatt egy dugót esztergáltam az orsó végébe és a mágnest ráragasztottam a dugó végére.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 02, 12:35
Írta: svejk Dátum 2014 január 02, 12:35
Ez igaz, de egy kapcsolótranyót, (pl. 2N2222) is le lehet ültetni 0,2 V-ra.
Ez meg már több mint elég.
No mindegy a lényeg, hogy neked bevált, és megelégedéssel használod a REED-et.
Ez meg már több mint elég.
No mindegy a lényeg, hogy neked bevált, és megelégedéssel használod a REED-et.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 02, 12:38
Írta: 9pk59nuy Dátum 2014 január 02, 12:38
Nem számít!
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 02, 12:40
Írta: 9pk59nuy Dátum 2014 január 02, 12:40
Több gépen megy!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 02, 12:55
Írta: svejk Dátum 2014 január 02, 12:55
[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2014 január 02, 13:00
Írta: Sz.József Dátum 2014 január 02, 13:00
Kíváncsi lennék, hogy az itt leírt tapasztalatokhoz képest (ami nagyon hasznos)
vajon hányadik a "sorban" a Klavió által forgalmazott USBCNC software...(?)
Nem tudná valaki kiegészíteni a Kola által leírt információkat az USBCNC-s tapasztalatokkal?
Főleg esztergálás / menetvágás tekintetében...
Ha jól emlékszem Bundyland ezzel szeretné "felvértezni" az átalakított esztergát.
Talán rajtam kívül más is kíváncsi lenne rá...
vajon hányadik a "sorban" a Klavió által forgalmazott USBCNC software...(?)
Nem tudná valaki kiegészíteni a Kola által leírt információkat az USBCNC-s tapasztalatokkal?
Főleg esztergálás / menetvágás tekintetében...
Ha jól emlékszem Bundyland ezzel szeretné "felvértezni" az átalakított esztergát.
Talán rajtam kívül más is kíváncsi lenne rá...
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2014 január 02, 13:00
Írta: PSoft Dátum 2014 január 02, 13:00
Ezzel a Hamlinnal most,...adtál egy "ötletet".:))
Mekkora,és milyen "erős" külső mágnest használsz a működtetéséhez?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 02, 13:06
Írta: svejk Dátum 2014 január 02, 13:06
Lehet belőle mágnessel aktiválható öntartó kapcsolást csinálni. :)
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2014 január 02, 13:21
Írta: PSoft Dátum 2014 január 02, 13:21
[#eljen]
Az is jó,de...nem pont erre gondoltam.:))
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 02, 21:06
Írta: KoLa Dátum 2014 január 02, 21:06
Értem!
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 03, 08:24
Írta: 9pk59nuy Dátum 2014 január 03, 08:24
Szinte bármilyen mágnes alkalmas arra, hogy bekapcsolja a jelfogót. Főorsóra célszerű az erős kisméretű mágnest használni. Én kőbányán vettem neodynium mágneskorongokat amely átmérője 8mm, vastagsága 1mm. Ez a mágnes olyan erős, hogy 5-10 mm távolságból biztosan vezérli a relét.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 03, 09:05
Írta: svejk Dátum 2014 január 03, 09:05
Az index jel kitöltési tényezőjére mennyire érzékeny a mach3?
Mekkora lehet a minimális jelszélesség?
Mekkora lehet a minimális jelszélesség?
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2014 január 03, 09:27
Írta: Miki2 Dátum 2014 január 03, 09:27
A MachTurnHu_v11 kézikönyv 37. oldalán pontosan le van írva.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2014 január 03, 09:38
Írta: Miki2 Dátum 2014 január 03, 09:38
Még egy tapasztalati dolog:
Én Hall Ic-t használok, és szinte tökéletesen működik.
Normál esztergálási funkciók közben még soha nem tévedett.
Egy "apróság" azért zavar, de ez a Mach hibája, így nem tudom kiküszöbölni.
Ez pedig az a jelenség, hogy alacsony fordulatszám esetén a jel feldolgozása bizonytalanná válik.
Ez a kb. 1001/perc alatti fordulatszámok esetén jelentkezik.
Ettől magasabb fordulatszámoknál még nem tapasztaltam semmiféle hibát.
Biztonságosan lehet több bekezdésű meneteket is készíteni.
Legutóbb 6 mm emelkedésű trapéz menetet készítettem a kis E1N gépemen.
Igaz, ehhez kelett egy kis trükközés a megmunkáló programban.
Én Hall Ic-t használok, és szinte tökéletesen működik.
Normál esztergálási funkciók közben még soha nem tévedett.
Egy "apróság" azért zavar, de ez a Mach hibája, így nem tudom kiküszöbölni.
Ez pedig az a jelenség, hogy alacsony fordulatszám esetén a jel feldolgozása bizonytalanná válik.
Ez a kb. 1001/perc alatti fordulatszámok esetén jelentkezik.
Ettől magasabb fordulatszámoknál még nem tapasztaltam semmiféle hibát.
Biztonságosan lehet több bekezdésű meneteket is készíteni.
Legutóbb 6 mm emelkedésű trapéz menetet készítettem a kis E1N gépemen.
Igaz, ehhez kelett egy kis trükközés a megmunkáló programban.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 03, 09:50
Írta: 9pk59nuy Dátum 2014 január 03, 09:50
Semennyire! A mechanikai kivitel ad egy bizonyos kitöltési tényezőt, amit meg sem tudsz változtatni. (Kb.:1-20, 1-100) Minél nagyobb a mágnes forgásköre annál rövidebb az aktív állapot. Az M3 a lefutó élt érzékeli. (Activ Lo).
Nekem mindem LPT-t működtet ha sima rövidet (földet) ad az indexnek kijelölt pinre. Vannak olyan eszement LPT-k amelyek bizonytalanul működnek a sima földelésre, ezeket fel kell húzni 5V-ra, és attól kezdve minden rendben.
Nekem mindem LPT-t működtet ha sima rövidet (földet) ad az indexnek kijelölt pinre. Vannak olyan eszement LPT-k amelyek bizonytalanul működnek a sima földelésre, ezeket fel kell húzni 5V-ra, és attól kezdve minden rendben.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 03, 09:59
Írta: 9pk59nuy Dátum 2014 január 03, 09:59
"Ez pedig az a jelenség, hogy alacsony fordulatszám esetén a jel feldolgozása bizonytalanná válik.
Ez a kb. 1001/perc alatti fordulatszámok esetén jelentkezik."
Mit jelent az, hogy bizonytalan? Mi a jelenség?
tényleg ezeregy/perc?
Ez a kb. 1001/perc alatti fordulatszámok esetén jelentkezik."
Mit jelent az, hogy bizonytalan? Mi a jelenség?
tényleg ezeregy/perc?
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2014 január 03, 10:06
Írta: Miki2 Dátum 2014 január 03, 10:06
Bocsi, nem nyomtam space billentyűt.
Természetesen 100 1/perc a fordulatszám ami nálam az alsó határt jelenti.
Ez alatt a fordulatszám alatt a kijelzett, és egyben a program által figyelembe vett fordulatszám olyan nagy mértékben változik százalékosan, hogy az már a készített menet minőségét nagy mértékben befolyásolja.
Az említett 6 mm emelkedésű menetet 250 körüli fordulaton készítettem, sok-sok fogásból.
Egyszer sem tévesztett, pedig nem egy darab készült.
Természetesen 100 1/perc a fordulatszám ami nálam az alsó határt jelenti.
Ez alatt a fordulatszám alatt a kijelzett, és egyben a program által figyelembe vett fordulatszám olyan nagy mértékben változik százalékosan, hogy az már a készített menet minőségét nagy mértékben befolyásolja.
Az említett 6 mm emelkedésű menetet 250 körüli fordulaton készítettem, sok-sok fogásból.
Egyszer sem tévesztett, pedig nem egy darab készült.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 03, 11:27
Írta: svejk Dátum 2014 január 03, 11:27
A mezei LPT-re is illik felhúzót tenni a minél nagyobb zavarvédelem miatt, mert az eredeti több kOhm-nak felel meg.
ECP, EPP portok esetén még bonyolultabb a helyzet, azok egyáltalán nem teljesítik a TTL ajánlást.
ECP, EPP portok esetén még bonyolultabb a helyzet, azok egyáltalán nem teljesítik a TTL ajánlást.
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2014 január 03, 11:35
Írta: PSoft Dátum 2014 január 03, 11:35
Akkor,most melyik is a "helyes" nyomtatóport beállítás a BIOS-ban?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 03, 11:39
Írta: svejk Dátum 2014 január 03, 11:39
Nekem működött standard LPT -ként is a mach3.
De ha pl. az alaplapit akarjuk bemenetekre használni, akkor elkerülhetetlen az ECP/EPP.
Ha jól emlékszem a könyve is ezt ajánlja.
De ha pl. az alaplapit akarjuk bemenetekre használni, akkor elkerülhetetlen az ECP/EPP.
Ha jól emlékszem a könyve is ezt ajánlja.
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2014 január 03, 11:42
Írta: PSoft Dátum 2014 január 03, 11:42
Köszi.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 03, 13:05
Írta: 9pk59nuy Dátum 2014 január 03, 13:05
Na!
Mostmár elapadtak az M3 hozzászólások, jöhetnek a LINUX infók is. (Hogy ne hajjak meg hüjén)!
Engem főleg az érdekelne, hogy a linuxos motyó tudja-e a szerszámsugár korrekciót? Mert az M3-tól bizonyos esetekben nem lehet kikönyörögni! Pontosabban a marónál működik, az esztergánál kirajzolja a képernyő, de a gép nem hajtja végre!
Mostmár elapadtak az M3 hozzászólások, jöhetnek a LINUX infók is. (Hogy ne hajjak meg hüjén)!
Engem főleg az érdekelne, hogy a linuxos motyó tudja-e a szerszámsugár korrekciót? Mert az M3-tól bizonyos esetekben nem lehet kikönyörögni! Pontosabban a marónál működik, az esztergánál kirajzolja a képernyő, de a gép nem hajtja végre!
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2014 január 03, 13:17
Írta: Sz.József Dátum 2014 január 03, 13:17
Én nem bánnám ha egy USBCNC-s felhasználó is leírná a tapasztalatait...
lsd. #1097
Egyébként sasszemekkel olvasom a tapasztalatokat / infókat...[#eljen]
lsd. #1097
Egyébként sasszemekkel olvasom a tapasztalatokat / infókat...[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 03, 20:50
Írta: KoLa Dátum 2014 január 03, 20:50
A szerszásugár kompenzáció jól működik a Linux cnc-n! csak a rajzot alulról felfelé látja!...az eszterga! nekem csak erről van tapasztalatom!
Vagyis, pozitív x tartományban, a szerszámpályát jól rajzolja de, mind a g2, g3-t és g41, g42-t fordítva kell használni!
Ha átírjuk negatív x tartományba a szerszámpályát, akkor lenne jó az eredeti g2, g3, g41, g42, bár nekem nem a legfrissebb A Linuxcnc-ém, mert még ez EMC2 néven ismeri magát!
Vagyis, pozitív x tartományban, a szerszámpályát jól rajzolja de, mind a g2, g3-t és g41, g42-t fordítva kell használni!
Ha átírjuk negatív x tartományba a szerszámpályát, akkor lenne jó az eredeti g2, g3, g41, g42, bár nekem nem a legfrissebb A Linuxcnc-ém, mert még ez EMC2 néven ismeri magát!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 03, 21:00
Írta: KoLa Dátum 2014 január 03, 21:00
Azt elfelejtettem hogy: itt a bejárt szerszámpálya nem felejtődik el, piros színnel megmarad akkor is amikor egy új programot töltünk be! így rögtön láthatóak az eltérések ha, ua programot módosítjuk mert az új pálya fehér színű, és a 'végtelenségig' nagyíthatjuk akár menetvágás közben is!
A régi szerszámpályát egy kattintással törölhetjük bármikor ctrk+k
A régi szerszámpályát egy kattintással törölhetjük bármikor ctrk+k
Cím: Re:CNC eszterga építő iskola
Írta: x4rhew5r3 Dátum 2014 január 03, 21:08
Írta: x4rhew5r3 Dátum 2014 január 03, 21:08
Itt egy kis infó a Linuxcnc eszterga mód, első és hátsó késtartó esetekről.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 03, 21:16
Írta: KoLa Dátum 2014 január 03, 21:16
Szia! sajnos ha jól adom meg az irányultságot akkor van ez! ha a késprofil úgy néz ki a szerszámpályán, mint amit használok, akkor jól töltöttem ki a szerszámtáblát!viszont a g2 g3-t valamiért fordítva kell használni!
Cím: Re:CNC eszterga építő iskola
Írta: x4rhew5r3 Dátum 2014 január 03, 21:27
Írta: x4rhew5r3 Dátum 2014 január 03, 21:27
Gyakorlatban nem használom (egyelőre, mert még mindig nincs dobrevolver az esztergán), így nincsenek tapasztalati információim a dologról.
2.5.x-től felfelé lehet az ini fájlban állítani az első/hátsó késtartót, és így talán nem kell trükközni a negatív x értékekkel.
Jogos a kérsés, mi van ha valakinek mindkét oldalon van szerszámtartója? Vagy lineár bankkal dolgozik szerszámonként beállítható irányultsággal. Ezekre a kérdésekre most keresnek egységes megoldást, ezeket egyelőre trükkökkel kell megoldani.
2.5.x-től felfelé lehet az ini fájlban állítani az első/hátsó késtartót, és így talán nem kell trükközni a negatív x értékekkel.
Jogos a kérsés, mi van ha valakinek mindkét oldalon van szerszámtartója? Vagy lineár bankkal dolgozik szerszámonként beállítható irányultsággal. Ezekre a kérdésekre most keresnek egységes megoldást, ezeket egyelőre trükkökkel kell megoldani.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 03, 21:39
Írta: KoLa Dátum 2014 január 03, 21:39
Én úgy használom első, hátsó késtartó egyszerre! nagyon korrekt a működése is, és a szerszámpálya megjelenítése is!
A szerszámtábla bejegyzései mindent megoldanak!kivéve a g2,g3-t
Mindjárt keresek képet egy első, hátsó késtartós az elsőben szerszámcserés szerszámpályáról!valahol megvannak...
A szerszámtábla bejegyzései mindent megoldanak!kivéve a g2,g3-t
Mindjárt keresek képet egy első, hátsó késtartós az elsőben szerszámcserés szerszámpályáról!valahol megvannak...
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 03, 22:01
Írta: KoLa Dátum 2014 január 03, 22:01
tóthz-nak!
Megtaláltam két képet, az első g40, a második g42
A progrm ua csak be lett írva a g42,
Mindkét esetben g3 van a kódban! de mint látjuk g2...
Első g40
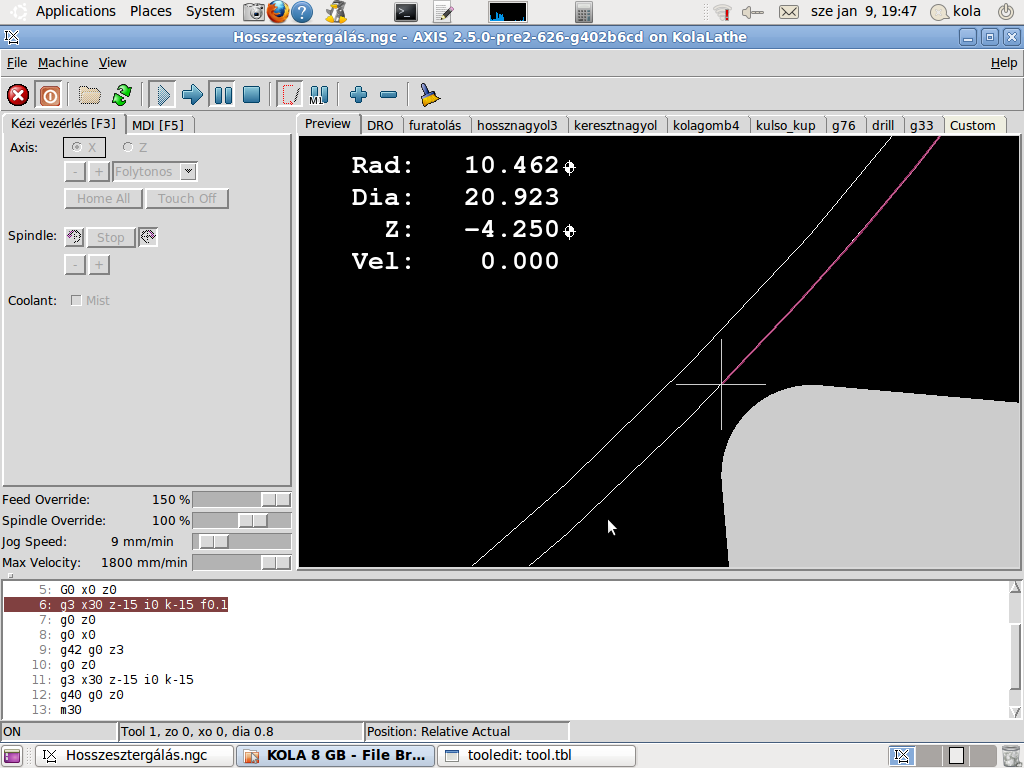
Ugyanez g42-vel
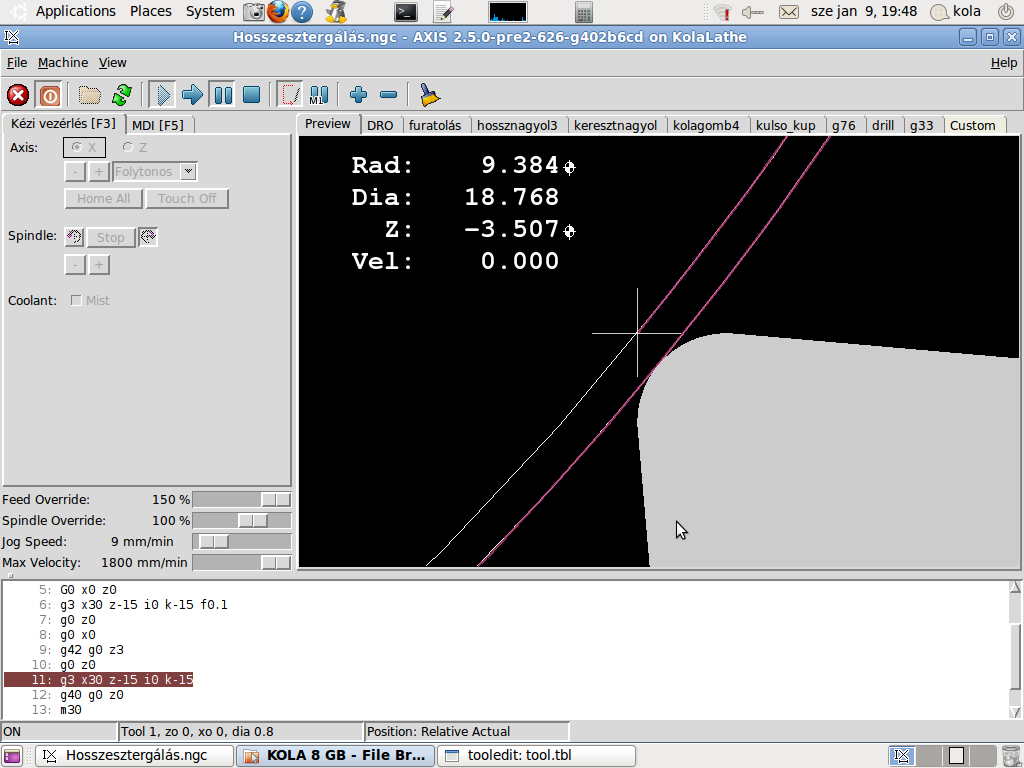
Megtaláltam két képet, az első g40, a második g42
A progrm ua csak be lett írva a g42,
Mindkét esetben g3 van a kódban! de mint látjuk g2...
Első g40
Ugyanez g42-vel
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 03, 22:06
Írta: KoLa Dátum 2014 január 03, 22:06
Tévedtem! mind a kettő ua a program! csak már nem emlékeztem, kétszer van a g3 egy programban, csak egyszer g40 egyszer g42, de látszik hogy jó!
Cím: Re:CNC eszterga építő iskola
Írta: w987wzmm Dátum 2014 január 03, 22:09
Írta: w987wzmm Dátum 2014 január 03, 22:09
Ezt, csak belinkelem ide... Majd később lesz jelentősége.

Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 03, 22:15
Írta: KoLa Dátum 2014 január 03, 22:15
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 03, 22:20
Írta: KoLa Dátum 2014 január 03, 22:20
Ez két balos kés!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 03, 22:50
Írta: KoLa Dátum 2014 január 03, 22:50
Sneci! megtaláltam végre azt a képet!
Első hátsó késtartó!
Az elsőből kúpesztergálás, a hátsóból menetvágás,aztán vissza az elsőre szerszámcsere, belső menetvágás!
Nem túl jó kép, de a szersámok kontúrja mindíg helyesen volt megjelenítve!
A sárga vonalak, némi kézi léptetés eredménye, valamint szerszámcserekor is berajzolja az ugrásokat az új szerszámra, egy sárga vonallal! ami az adott szerszám akkori pozíciójától húzódik a pillanatnyi következő szerszám pozícióig!

Első hátsó késtartó!
Az elsőből kúpesztergálás, a hátsóból menetvágás,aztán vissza az elsőre szerszámcsere, belső menetvágás!
Nem túl jó kép, de a szersámok kontúrja mindíg helyesen volt megjelenítve!
A sárga vonalak, némi kézi léptetés eredménye, valamint szerszámcserekor is berajzolja az ugrásokat az új szerszámra, egy sárga vonallal! ami az adott szerszám akkori pozíciójától húzódik a pillanatnyi következő szerszám pozícióig!
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2014 január 03, 22:56
Írta: PSoft Dátum 2014 január 03, 22:56
Találhattál volna egy...kisebbet is!:)
Nem győzöm "huzigálni az egérrel".:))
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 03, 22:59
Írta: KoLa Dátum 2014 január 03, 22:59
Tényleg![#ijedt] bocsi![#wave]
Cím: Re:CNC eszterga építő iskola
Írta: w987wzmm Dátum 2014 január 03, 23:04
Írta: w987wzmm Dátum 2014 január 03, 23:04
Ha jól sejtem (tusom) sosem lesz összefüggő grafikád. Forgató és több szerszámtartó esetében.
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2014 január 03, 23:07
Írta: s2k5ycubj Dátum 2014 január 03, 23:07
Mér,legalább jól látszik minden.[#nevetes1][#nevetes1][#nevetes1]
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2014 január 03, 23:13
Írta: s2k5ycubj Dátum 2014 január 03, 23:13
De jó ez a program,a jó öreg siemens vezérlő "megkímélt" az ilyen részletektől és a g41,g42 nem működött megfelelően sokszor. A szerelő azt mondta szokjak hozzá,mert nem tudja helyrehozni,de ajánlottak egy nct vezérlő cserét 1-1.5 misiért és akkor jó lesz.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 03, 23:15
Írta: KoLa Dátum 2014 január 03, 23:15
Ez majdnem ingyenes!érdemes kipróbálni!
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2014 január 03, 23:23
Írta: s2k5ycubj Dátum 2014 január 03, 23:23
Most sajnos nincs mivel kipróbálni.
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2014 január 05, 20:49
Írta: 90p3mhzrp Dátum 2014 január 05, 20:49
Tiszteletem!!!
Sikerült megoldani az index jeladót a főorsóhoz.
Köszönet érte mindenkinek, de svejk nélkül nem ment volna tőle kaptam az alkatrészeket is.
végül a reed csöves megoldás került a gépre opto kaput nem bírtam szerezni olyat amilyet kellett volna.

Sikerült megoldani az index jeladót a főorsóhoz.
Köszönet érte mindenkinek, de svejk nélkül nem ment volna tőle kaptam az alkatrészeket is.
végül a reed csöves megoldás került a gépre opto kaput nem bírtam szerezni olyat amilyet kellett volna.
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2014 január 05, 20:56
Írta: 90p3mhzrp Dátum 2014 január 05, 20:56


Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2014 január 05, 20:57
Írta: 90p3mhzrp Dátum 2014 január 05, 20:57
Ez pedig maga a gép!
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2014 január 05, 21:00
Írta: 90p3mhzrp Dátum 2014 január 05, 21:00
Viszont adódott egy kis problémám.
csak 200-500 as fordulatig mér valós értéket az alatt és felett össze vissza mindent vagy túl nagyot vagy túl kicsit a főorsó max fordulaton forog kb 2000 de a visszajelzés csak 500 at mutat. ez miért lehet? előre is köszönöm
csak 200-500 as fordulatig mér valós értéket az alatt és felett össze vissza mindent vagy túl nagyot vagy túl kicsit a főorsó max fordulaton forog kb 2000 de a visszajelzés csak 500 at mutat. ez miért lehet? előre is köszönöm
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 05, 21:53
Írta: svejk Dátum 2014 január 05, 21:53
- Próbára vedd ki a 100 nF-os kondit.
- Nem túl rövid ideig zárja a mágnes a REED-et?
A kép alapján ez lehet a probléma, sokkal kisebb átmérőre kellett volna rakni a mágnest.
Pedig olvashattad, Tóthz-nek működik...
Igaz Ő kis átmérőre szerelte, lásd: #1092.
Ha nem jutsz vele dűlőre majd adok egy induktív közelítéskapcsolót is, de végig kell járni a szamárlétrát. :)
- Nem túl rövid ideig zárja a mágnes a REED-et?
A kép alapján ez lehet a probléma, sokkal kisebb átmérőre kellett volna rakni a mágnest.
Pedig olvashattad, Tóthz-nek működik...
Igaz Ő kis átmérőre szerelte, lásd: #1092.
Ha nem jutsz vele dűlőre majd adok egy induktív közelítéskapcsolót is, de végig kell járni a szamárlétrát. :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 05, 21:58
Írta: 000000000 Dátum 2014 január 05, 21:58
Jól látom anyacsavaros távtartókkal rögzített a keresztszán síned, és csak a két végén?
Hát így azért a szánod merevsége igencsak gyengécske, és sín+kocsi se szereti, ha hajlítani próbálják az erők.
Hát így azért a szánod merevsége igencsak gyengécske, és sín+kocsi se szereti, ha hajlítani próbálják az erők.
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2014 január 05, 22:16
Írta: 90p3mhzrp Dátum 2014 január 05, 22:16
igen az anyacsavar az csak ideiglenes. egy köszörült O alakú lemez lesz alatta. csak a magasság miatt pont jó volt alá:) örültem is neki.
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2014 január 05, 22:20
Írta: 90p3mhzrp Dátum 2014 január 05, 22:20
sokkal kisebb átmérőre nem tudom rakni de ki fogom próbálni viszont ha a csak 10 es fordulatot írok be neki az ugye elméletileg elég lassú ahhoz hogy működjön ilyen 100-160 as fordulat között ugrál a fordulat visszajelzés. ha bemegyek a boltba ilyen induktív közelítéskapcsolóért akkor bármilyen jó vagy mit kell kérni mit mondjak az eladó néninek aki általában nem ért ahhoz amiben dolgozik?:D
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 05, 22:21
Írta: KoLa Dátum 2014 január 05, 22:21
Mennyi lesz a végén az elforduló átmérő a keresztszán fölött?
Cím: Re:CNC eszterga építő iskola
Írta: 90p3mhzrp Dátum 2014 január 05, 22:23
Írta: 90p3mhzrp Dátum 2014 január 05, 22:23
a kapcsolón kívül kell még valami más?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 05, 22:31
Írta: svejk Dátum 2014 január 05, 22:31
Akkor használj sokkal nagyobb mágnest, a kerület legalább 1/20-án zárjon a REED.
De legyél türelmes míg megjön ide Tóthz fórumtársunk, majd ő elmondja a tutit.
Boltba nem nagyon kapsz induktív közelítéskapcsolót itt a környéken, csak rendelésre.
Újonnan 8-10 ezernél kezdődnek, de ehhez is kell illesztő elektronika.
De legyél türelmes míg megjön ide Tóthz fórumtársunk, majd ő elmondja a tutit.
Boltba nem nagyon kapsz induktív közelítéskapcsolót itt a környéken, csak rendelésre.
Újonnan 8-10 ezernél kezdődnek, de ehhez is kell illesztő elektronika.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 06, 03:33
Írta: 9pk59nuy Dátum 2014 január 06, 03:33
Ha a képen látható beültetett cucc neodym mágnestárcsa, akkor a reed a jelenlegi helyén nem jól van tájolva. A mágnes erővonalainak hosszában kell átmenni a jelfogó üvegcsövén.
Ha minden igaz, akkor az erővonalak a tárcsa palástján mennek a főorsó tengelyével párhuzamosan.
Javaslat: Próbáld elsö lépésben a reedet a tárcsa palástján elhelyezni!
Az én leírásom TTL jelfogóra vonatkozik, ami kivitel szerint 14 lábu IC tokban van. akkor az 1000 Hz körüli kapcsolgatás is biztosított. Ennek a csőnek számomra ismeretlenek a paraméterei, igy lehet, hogy a két leírt ok közül az egyik vagy mindkettő okozza a zavaros kijelzést.
Mach3-nál 100 fordulat alatt ne várj jó kijelzést semmilyen ütemadóval.
Ha minden igaz, akkor az erővonalak a tárcsa palástján mennek a főorsó tengelyével párhuzamosan.
Javaslat: Próbáld elsö lépésben a reedet a tárcsa palástján elhelyezni!
Az én leírásom TTL jelfogóra vonatkozik, ami kivitel szerint 14 lábu IC tokban van. akkor az 1000 Hz körüli kapcsolgatás is biztosított. Ennek a csőnek számomra ismeretlenek a paraméterei, igy lehet, hogy a két leírt ok közül az egyik vagy mindkettő okozza a zavaros kijelzést.
Mach3-nál 100 fordulat alatt ne várj jó kijelzést semmilyen ütemadóval.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 06, 18:55
Írta: 9pk59nuy Dátum 2014 január 06, 18:55

Cím: Re:CNC eszterga építő iskola
Írta: ks46twg3x Dátum 2014 január 06, 21:38
Írta: ks46twg3x Dátum 2014 január 06, 21:38
A probléma a kapcsolási frekvencia.
Ezen tudsz javitani, ha növeled a zárás idejét: nagyobb vagy több mágnest teszel fel egymás mellé.
A reed csövek gyártói megadják a maximális kapcsolási frekvencia.
A reed cső nem való erre. Mágneses vagy optikai jeladót használj erre a célra!
Ezen tudsz javitani, ha növeled a zárás idejét: nagyobb vagy több mágnest teszel fel egymás mellé.
A reed csövek gyártói megadják a maximális kapcsolási frekvencia.
A reed cső nem való erre. Mágneses vagy optikai jeladót használj erre a célra!
Cím: Re:CNC eszterga építő iskola
Írta: ks46twg3x Dátum 2014 január 06, 21:45
Írta: ks46twg3x Dátum 2014 január 06, 21:45
Ha mindenképpen ragaszkodsz a mágneshez:
http://dx.com/p/lm393-3144-hall-sensor-module-blue-221287
http://dx.com/p/lm393-3144-hall-sensor-module-blue-221287
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 06, 21:53
Írta: 000000000 Dátum 2014 január 06, 21:53
Vagy ez.
http://www.hestore.hu/prod_10027650.html
http://www.hestore.hu/prod_10027650.html
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2014 január 06, 21:57
Írta: TROMF22 Dátum 2014 január 06, 21:57
"Mach3-nál 100 fordulat alatt ne várj jó kijelzést semmilyen ütemadóval."
Nagy az én tudatlanságom. De ez a korlát miből ered? És nem kerülhető meg az általad használt technikával sem?
Nagy az én tudatlanságom. De ez a korlát miből ered? És nem kerülhető meg az általad használt technikával sem?
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2014 január 06, 22:11
Írta: s2k5ycubj Dátum 2014 január 06, 22:11
És,ha már mágnes: Az autókban a motoron lévő pozíció jeladók többsége mágnes alapú. Könnyen elkészíthető,egy mágnes rúdra fel kell tekerni szigetelt rézhuzalt (mire jó egy nem használt,régi adapter) és kész. Ha elég közel teszed úgy 1-2mm-re egy vashoz akkor minden elforduláskor feszültséget indukál a tekercsben. De vigyázz,mert a nagy fordulatnál nagy feszültség indukálódhat,ezt meg kell "fogni" egy zenner diódával. Van ennek egy árammal táplált verziója is,ami három vezetékes,ott két tekercs van lágyvason. Autóbontóban biztosan találsz ilyet fillérekért. Ha két vezetékest választasz akkor nem kell neki táp,olyat nézz ami mágneses,és mérd meg ohm mérővel,hogy ne legyen szakadt. Ennél egyszerűbbet nem fogsz találni,és ne felejtsd el a mágnest vasra cserélni.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 06, 22:14
Írta: 000000000 Dátum 2014 január 06, 22:14
Én ha olcsó legyen, "iskola" mágnest használok.
Egyébként a riasztórendszerek ajtónyitásérzékelője tökéletes.
Ilyenek vannak a kínai lézergép ben....
Egyébként a riasztórendszerek ajtónyitásérzékelője tökéletes.
Ilyenek vannak a kínai lézergép ben....
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2014 január 06, 22:15
Írta: s2k5ycubj Dátum 2014 január 06, 22:15
És így néz ki:jeladó
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2014 január 06, 22:18
Írta: s2k5ycubj Dátum 2014 január 06, 22:18
Az ajtónyitás érzékelőkben a legtöbb esetben reed relét használnak,mert olcsó és nagyon megbízható. Arra nem gondoltak,hogy valaki ezernél többször akarja becsukni és utána kinyitni az ajtót.[#nyes][#nyes][#nyes]
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 06, 22:30
Írta: 000000000 Dátum 2014 január 06, 22:30
percenként? mi baja lehet a reedrelének?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 06, 22:31
Írta: 000000000 Dátum 2014 január 06, 22:31
védőgázban van
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2014 január 06, 22:36
Írta: s2k5ycubj Dátum 2014 január 06, 22:36
Ja és ezt percenként!
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2014 január 06, 22:37
Írta: s2k5ycubj Dátum 2014 január 06, 22:37
Ezt már nem tudja követni a tehetetlensége miatt.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 06, 22:43
Írta: 000000000 Dátum 2014 január 06, 22:43
Na jó, akkor optokapu...
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 06, 22:49
Írta: KoLa Dátum 2014 január 06, 22:49
A 80-s fordulat volt a határeset amikor még használtam... de most így elgondolkoztam, ha egy fordulat alatt, több index jelet adunk neki! osztunk,szorzunk,annyival ahány rés van, még jó is lehet!
Cím: Re:CNC eszterga építő iskola
Írta: s2k5ycubj Dátum 2014 január 06, 22:52
Írta: s2k5ycubj Dátum 2014 január 06, 22:52
Vagy egy ilyen főtengely jeladó,ezt a legegyszerűbb beépíteni is.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 07, 00:04
Írta: 9pk59nuy Dátum 2014 január 07, 00:04
"Nagy az én tudatlanságom. De ez a korlát miből ered? És nem kerülhető meg az általad használt technikával sem?"
Az az oka, hogy az M3 nem jelzi ki a fordulatot 100 alatt. Hülyeséget mutat.
Az az oka, hogy az M3 nem jelzi ki a fordulatot 100 alatt. Hülyeséget mutat.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 07, 00:10
Írta: 9pk59nuy Dátum 2014 január 07, 00:10
"A probléma a kapcsolási frekvencia."
Nem. Nem probléma a kapcsolási frekvencia! Ha a specifikáció szerinti 1000Hz felét feltételezem (rosszindulatuan), akkor: 1 másodperc * 500 kapcsolás * 60 másodperc = 30000 fordulat percenként !
Nem. Nem probléma a kapcsolási frekvencia! Ha a specifikáció szerinti 1000Hz felét feltételezem (rosszindulatuan), akkor: 1 másodperc * 500 kapcsolás * 60 másodperc = 30000 fordulat percenként !
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 07, 00:19
Írta: 9pk59nuy Dátum 2014 január 07, 00:19
Természetesen lehet bármi más jeladót is használni, de a többi jeladó kiegészítő elektronikát igényel. Lehet választani, de biztosítani kell a korrekt működését valamennyinek. Mint írtam, ez néha igényes elektronikát igényel.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 07, 00:23
Írta: 9pk59nuy Dátum 2014 január 07, 00:23
Mert hosszabb az M3-ban levő frekvenciamérő mintavételezési ideje, mint a jeladótól jövő 2 jel.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 07, 20:51
Írta: KoLa Dátum 2014 január 07, 20:51
Próbáltad már a négy index jelet a mach3-al?
Fix főorsó fordulat 30rpm, a programozott 120rpm (de nincs jelentősége )
2-s menetet akarunk vágni, de 0.5mm adunk meg neki!
Fix főorsó fordulat 30rpm, a programozott 120rpm (de nincs jelentősége )
2-s menetet akarunk vágni, de 0.5mm adunk meg neki!
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 07, 21:46
Írta: 9pk59nuy Dátum 2014 január 07, 21:46
Amit leírtál az milyen előnnyel jár?
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 07, 22:24
Írta: KoLa Dátum 2014 január 07, 22:24
Az alacsony fordulatszámot is tudod használni a mach3-al! ha szükség van rá!
Régebben amikor a timing-el kísérleteztem áttettem indexre, rögtön felszorozta a mért fordulatszámot a négyszeresére! csak hozzá kellett osztani a menetemelkedést és már működött is!
Régebben amikor a timing-el kísérleteztem áttettem indexre, rögtön felszorozta a mért fordulatszámot a négyszeresére! csak hozzá kellett osztani a menetemelkedést és már működött is!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 07, 22:33
Írta: KoLa Dátum 2014 január 07, 22:33
Na persze nem volt korrekt, de kilehetett kisérletezni! az alacsony fordulaton, a z kezdőt hogy a visszatéréskor abba a negyedbe essen!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 07, 22:37
Írta: KoLa Dátum 2014 január 07, 22:37
A Linuxcnc viszont bármilyen alacsony fordulaton bármilyen felületre, akármilyen menetet vág, a határt felfelé keressük!
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 08, 00:19
Írta: 9pk59nuy Dátum 2014 január 08, 00:19
Több helyről hallottam a Linuxcnc előnyeiről. Szivesen megismerkednék vele, de nekem nincs Linuxos környezetem és gyakorlatom. Amíg nem volt M3 addig QB alapon gyártottam magamnak vezérlőt.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 08, 20:22
Írta: KoLa Dátum 2014 január 08, 20:22
Szia! én még a winfoshoz sem értek!Van néhány program amit megtanul az ember, kezelni, és kész,a többire nincs idő!
A Mach3turn-nek, egy nagy hibája van csak, hogy menetvágáskor, csak a kezdő index jelet veszi figyelembe!A többit már nem figyeli! a timing-al sokat kísérleteztem, ott is az lett a végeredmény hogy csak az első index érdekli!
Tehát elég az egy réses tárcsa, és a stabil főorsó fordulat!
A Linux nálam azzal indult hogy előtte, felszereltem egy 100 réses tárcsát még, a főorsóra, az index mellé, még 2db optokapuval 90 fokban eltolva!A,B jel kell a forgásirány váltás miatt,, pl menetfúró használatakor!de ez azt is jelenti, ha jól tudom? hogy 400 jelem van fordulatonként amit figyel a program!menetvágáskor!
Szóval semmi előképzettség Linuxban! Fogod az Ubuntu 10.4-t és feltelepíted egy partícióra, vagy mobilrack csere(én így kezdtem)
Win-re, lehet Linux-t telepíteni,fordítva nem megy!!!
Ha feltelepíted a win mellé a Linuxot akkor újraindításkor már választhatod bármelyiket!
A linux gyorsan elindul és utána a programokban válaszd az Emc2-t ( vagy Linuxcnc-t) ott pedig a stepconf varázslót! ez olyan mint a machnál!grafikus felület, lépésről lépésre,értelemszerűen kitöltött beállításokkal!
Én a mai napig is ezzel a stepconfos configgal dolgozom, elnyűhetetlen! és mindent tud! amit meg tudok neki adni programban!
Persze volt több próbálkozás, sok segítséget kaptam, de azok a configok, hibaüzenettel végződtek! és utána nem tudok mit csinálni vele!
De ez a vacak, stepconfos configom olyan stabilan működik hogy, belenyugodtam, ez van!
Nem egy csicsa felület , nem tudom a főorsó fordulatát és a fordulatonkénti előtolást sem! erről jut eszembe próbáltad a mach3-al a g95-t? szerintem katasztrófális!
A Linuxcnc-nél a g95 majdnem úgy viselkedik mint a menetvágás! csak! nem figyeli szerintem az index jelet, álló helyzetben nem tud nulla előtolást produkálni a kijelzőn, de ha elkezd forogni a főorsó azonnal veszi a lapot és követi a megadott fordulatonkénti előtolással!
Ha nagy lett a fogás és nem igazán bírja a gép és elkezd lassulni, akkor az előtolás ezt követi! és nem fog a beállásig növekedni mint a machnál!
A kézzel forgatott főorsó tesztek, ezt szépen mutatják!
G95-nél hibaüzenetet kapsz, ha nem forog a főorsód!Ugyan ez van g33 vagy g76 esetén is!
stb,stb,stb
De itt sokminden le van már írva:
http://linuxcnc.hu/category/dokumentacio/
Angolul kell tudni, mert mindíg megmondja mi a hiba!
A Mach3turn-nek, egy nagy hibája van csak, hogy menetvágáskor, csak a kezdő index jelet veszi figyelembe!A többit már nem figyeli! a timing-al sokat kísérleteztem, ott is az lett a végeredmény hogy csak az első index érdekli!
Tehát elég az egy réses tárcsa, és a stabil főorsó fordulat!
A Linux nálam azzal indult hogy előtte, felszereltem egy 100 réses tárcsát még, a főorsóra, az index mellé, még 2db optokapuval 90 fokban eltolva!A,B jel kell a forgásirány váltás miatt,, pl menetfúró használatakor!de ez azt is jelenti, ha jól tudom? hogy 400 jelem van fordulatonként amit figyel a program!menetvágáskor!
Szóval semmi előképzettség Linuxban! Fogod az Ubuntu 10.4-t és feltelepíted egy partícióra, vagy mobilrack csere(én így kezdtem)
Win-re, lehet Linux-t telepíteni,fordítva nem megy!!!
Ha feltelepíted a win mellé a Linuxot akkor újraindításkor már választhatod bármelyiket!
A linux gyorsan elindul és utána a programokban válaszd az Emc2-t ( vagy Linuxcnc-t) ott pedig a stepconf varázslót! ez olyan mint a machnál!grafikus felület, lépésről lépésre,értelemszerűen kitöltött beállításokkal!
Én a mai napig is ezzel a stepconfos configgal dolgozom, elnyűhetetlen! és mindent tud! amit meg tudok neki adni programban!
Persze volt több próbálkozás, sok segítséget kaptam, de azok a configok, hibaüzenettel végződtek! és utána nem tudok mit csinálni vele!
De ez a vacak, stepconfos configom olyan stabilan működik hogy, belenyugodtam, ez van!
Nem egy csicsa felület , nem tudom a főorsó fordulatát és a fordulatonkénti előtolást sem! erről jut eszembe próbáltad a mach3-al a g95-t? szerintem katasztrófális!
A Linuxcnc-nél a g95 majdnem úgy viselkedik mint a menetvágás! csak! nem figyeli szerintem az index jelet, álló helyzetben nem tud nulla előtolást produkálni a kijelzőn, de ha elkezd forogni a főorsó azonnal veszi a lapot és követi a megadott fordulatonkénti előtolással!
Ha nagy lett a fogás és nem igazán bírja a gép és elkezd lassulni, akkor az előtolás ezt követi! és nem fog a beállásig növekedni mint a machnál!
A kézzel forgatott főorsó tesztek, ezt szépen mutatják!
G95-nél hibaüzenetet kapsz, ha nem forog a főorsód!Ugyan ez van g33 vagy g76 esetén is!
stb,stb,stb
De itt sokminden le van már írva:
http://linuxcnc.hu/category/dokumentacio/
Angolul kell tudni, mert mindíg megmondja mi a hiba!
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2014 január 08, 21:10
Írta: Farkas Ádám Dátum 2014 január 08, 21:10
most megint adtál egy lökést hogy megpróbáljam végre a Emc2-t [#worship]
persze Mach is jó az én céljaimra, de a hobbysta kíváncsiság..
persze Mach is jó az én céljaimra, de a hobbysta kíváncsiság..
Cím: Re:CNC eszterga építő iskola
Írta: Farkas Ádám Dátum 2014 január 08, 21:12
Írta: Farkas Ádám Dátum 2014 január 08, 21:12
A Google 10.04-et erőlteti ??
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2014 január 08, 21:52
Írta: Béni Dátum 2014 január 08, 21:52
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 08, 22:14
Írta: KoLa Dátum 2014 január 08, 22:14
[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 08, 22:16
Írta: KoLa Dátum 2014 január 08, 22:16
Ez már a Linuxcnc-t tartalmazza? nem az EMC2-t?[#wave]
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 08, 23:04
Írta: 9pk59nuy Dátum 2014 január 08, 23:04
"csak a kezdő index jelet veszi figyelembe!A többit már nem figyeli!"
Ez benne van valahol a leírásokban is, vagy tapasztalati képlet?
Azért kérdezem, mert az én tapasztalatom az, hogy minden egész fordulaton szinkronoz az M3. Az más kérdés, hogy a program spórol az erőforrásokkal, és a kijelzőn ilyenkor "tájékoztató adatok" kerülnek kijelzésre, az előtolás azonban pontosan követi a fordulatot.
Máskülönben köszönöm a linkeket Neked és Béninek!
Ez benne van valahol a leírásokban is, vagy tapasztalati képlet?
Azért kérdezem, mert az én tapasztalatom az, hogy minden egész fordulaton szinkronoz az M3. Az más kérdés, hogy a program spórol az erőforrásokkal, és a kijelzőn ilyenkor "tájékoztató adatok" kerülnek kijelzésre, az előtolás azonban pontosan követi a fordulatot.
Máskülönben köszönöm a linkeket Neked és Béninek!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 08, 23:09
Írta: KoLa Dátum 2014 január 08, 23:09
Tapasztalati! próbáld kézzel forgatva!
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 08, 23:30
Írta: 9pk59nuy Dátum 2014 január 08, 23:30
100-as fordulat alatt a mintavételezési problémák miatt összeomlik a rendszer! Ennek úgy nem kell működnie. De száz felett működik úgy, hogy aszinkron motorom van, aminek az a tulajdonsága, hogy terhelés hatására késik valamennyit. Amikor elindítom a motort akkor az felpörög és amikor megkezdi a vágást, akkor elkezd késni. Ennek ellenére a ciklust meg tudom ismételni indulási terhelés nélkül (ha mégegyszer indítom a ciklust akkor nem terheli a motort a forgácsoló erő!) úgy, hogy sehol nem vág bele az anyagba.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 08, 23:32
Írta: 9pk59nuy Dátum 2014 január 08, 23:32
Mindamellett irigylem az enkoderes kontrollt a Linux-tól...
Cím: Re:CNC eszterga építő iskola
Írta: Sz.József Dátum 2014 január 08, 23:33
Írta: Sz.József Dátum 2014 január 08, 23:33
Az nem lehetséges, hogy a Mach3 csak az általatok jelzett kritikus fordulatszám
alatt nem szinkronizál minden fordulatnál?
Amikor nem jelzi "normálisan" a fordulatot, akkor a szinkront is "hanyagolja. (?)
Nincsen gyakorlati tapasztalatom, csak elmélkedek a hozzászólásokat olvasva...
alatt nem szinkronizál minden fordulatnál?
Amikor nem jelzi "normálisan" a fordulatot, akkor a szinkront is "hanyagolja. (?)
Nincsen gyakorlati tapasztalatom, csak elmélkedek a hozzászólásokat olvasva...
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 08, 23:45
Írta: 9pk59nuy Dátum 2014 január 08, 23:45
Az a helyzet, hogy az ékszíjjal 160-as fordulat a minimum nálam. Ezek után nem elemzem, hogy mi van 0 fordulat közelében. Menetet pedig acélba 500-as fordulaton, lágyabb anyagba pedig 1100-on szoktam vágni.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 08, 23:48
Írta: 9pk59nuy Dátum 2014 január 08, 23:48
Tudna valaki segíteni video felrakásában?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 08, 23:51
Írta: 000000000 Dátum 2014 január 08, 23:51
Rakd fel url-ként a videód youtube címsorát.
Értelemszerűen előbb ott vagy más videómegosztón kell regisztrálnod, felraknod, és a címet url-jét ide belinkelni.
Értelemszerűen előbb ott vagy más videómegosztón kell regisztrálnod, felraknod, és a címet url-jét ide belinkelni.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 08, 23:58
Írta: 9pk59nuy Dátum 2014 január 08, 23:58
A regisztrációt szerettem volna kihagyni. Arra gondoltam, hogy elküldeném emilben valakinek aki már regisztrált és felrakná.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 09, 00:00
Írta: 9pk59nuy Dátum 2014 január 09, 00:00
Az én levelezőm 2 hétig tárolja, azt ide tudom linkelni, de utána kitörlik.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 09, 00:05
Írta: 9pk59nuy Dátum 2014 január 09, 00:05
upload.indamail.hu/dl/de.php?tid=5ba4aef8d637f380866076b0b65d8a5e6&tid2=1389222173
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 09, 00:07
Írta: 9pk59nuy Dátum 2014 január 09, 00:07
Na ezzel nem jön be...
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 09, 20:33
Írta: KoLa Dátum 2014 január 09, 20:33
Nekem volt telepítve egy verzió, ami a 60-s fordulatot még tudta, csak már nem emlékszem hogy melyik volt , de a 2.63-nál újabb, sokkal, az biztos! sajna összeomlott az egész!és vissza kellett térni!
Cím: Re:CNC eszterga építő iskola
Írta: 2dbfy8y Dátum 2014 január 09, 22:52
Írta: 2dbfy8y Dátum 2014 január 09, 22:52
Ha gondolod küldd át nekem, én feltöltöm szívesen yotube-ra neked!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 10, 23:23
Írta: KoLa Dátum 2014 január 10, 23:23
Szia! Megnéztem a videót!látványos, de engem még nem győzött meg! mivel nagyon rövid menetet vágsz műanyagra! ezt az én gépem is kiválóan tudta sárgarézbe, ingadozó pwm hajtással és frekvenciaváltóval!
Próbáltad visszaengedni fele fordulattal is a kést?
Vagy próbáld ki a kúpos menetvágást! azonos térfogatú fogásoknál is folyamatosan nő a forgácsoló erő! mondjuk átm 4-ről, 20 fokban átm 60ra C45-be, az jól forgácsolható!
Nekem sikerült ezt jól vágni,de csak úgy! hogy a főorsó hajtást átváltottam 1:10-re itt olyan nyomatékom van hogy a főorsó fordulatszám STrue DRO kijelzése egyáltalán nem változik!
Szóval sok kérdőjel van még itt!
Próbálj valami nagyobb fogással menetet vágni acélba, és majd megnézzük hogy jó-e! egy M16-t 6 fogásból és két simító! vagy ilyesmi!
Próbáltad visszaengedni fele fordulattal is a kést?
Vagy próbáld ki a kúpos menetvágást! azonos térfogatú fogásoknál is folyamatosan nő a forgácsoló erő! mondjuk átm 4-ről, 20 fokban átm 60ra C45-be, az jól forgácsolható!
Nekem sikerült ezt jól vágni,de csak úgy! hogy a főorsó hajtást átváltottam 1:10-re itt olyan nyomatékom van hogy a főorsó fordulatszám STrue DRO kijelzése egyáltalán nem változik!
Szóval sok kérdőjel van még itt!
Próbálj valami nagyobb fogással menetet vágni acélba, és majd megnézzük hogy jó-e! egy M16-t 6 fogásból és két simító! vagy ilyesmi!
Cím: Re:CNC eszterga építő iskola
Írta: 2dbfy8y Dátum 2014 január 10, 23:28
Írta: 2dbfy8y Dátum 2014 január 10, 23:28
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 11, 16:27
Írta: svejk Dátum 2014 január 11, 16:27
Nem igazán értelek Kola.
Te anno egyértelműen meggyőződtél róla, Tóthz is leírta itt csokorba foglalva, hogy a Mach3-hoz állandó, stabil főorsó fordulatszám KELL.
Ezt szerintem már mindenki el is fogadta itt, Antal Gábor is bizonyította.
Tehát a célkitűzés a Mach3 esztergályosoknak a fenti kritérium.
Van esetleg még más huncutság, kivédhetetlen dolog a Mach3 esztergában?
Te anno egyértelműen meggyőződtél róla, Tóthz is leírta itt csokorba foglalva, hogy a Mach3-hoz állandó, stabil főorsó fordulatszám KELL.
Ezt szerintem már mindenki el is fogadta itt, Antal Gábor is bizonyította.
Tehát a célkitűzés a Mach3 esztergályosoknak a fenti kritérium.
Van esetleg még más huncutság, kivédhetetlen dolog a Mach3 esztergában?
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 11, 21:59
Írta: 9pk59nuy Dátum 2014 január 11, 21:59
Köszönöm a video feltöltését!
Cím: Re:CNC eszterga építő iskola
Írta: 2dbfy8y Dátum 2014 január 11, 23:06
Írta: 2dbfy8y Dátum 2014 január 11, 23:06
Szívesen!
Jó kis megoldásnak látom!
Írtam majd, emailt is.
Jó kis megoldásnak látom!
Írtam majd, emailt is.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 12, 00:01
Írta: 9pk59nuy Dátum 2014 január 12, 00:01
"a Mach3-hoz állandó, stabil főorsó fordulatszám KELL."
Ez való igaz!
Azonban érdemes megvizsgálni, hogy milyen foku stabilitásra van szükség? Az én tapasztalatom szerint nincs szükség teljes kontrollra a motor vezérlésében. (Ezalatt én azt a vezérlést értem, ami időegység alatti azonos szöghelyzet változást idéz elő pl. step-dir.) Ezzel a konfigurációval remekül lehet dolgozni, stabilitása azonos a Linux-os motyóval. De az 1 kilowatt közeli vagy annál nagyobb főorsóhajtás előállítása combos feladat! Ezért a széleskörűen használt AC motor a realitás amelynek a beruházási költsége extra alacsony az előzőhöz képest. ennek a hajtás konstrukciónak hatalmas előnye a fordulatcsökkentéssel (áttételi arány változtatással) járó arányos nyomaték növekedés! Ezt a hajtástipust is hiba nélkül eszi az M3 az index jellel !
Ami viszont nem elegendő stabilitásu, az a DC motor amit stabilizálatlan tápegységről járatunk. Probálkoztam stabil táppal és PWM hajtással, de nekem ez nem adott kielégítő eredményt.
Fentieket azért tartottam fontosnak megjegyezni, hogy ne riasszon el senkit a problémakör a menetvágástól !
Utóirat: ingadozó fordulat esetén nem lehet hibátlan menetet vágni akkor sem, ha a kés pontosan követi a pályát.
Ez való igaz!
Azonban érdemes megvizsgálni, hogy milyen foku stabilitásra van szükség? Az én tapasztalatom szerint nincs szükség teljes kontrollra a motor vezérlésében. (Ezalatt én azt a vezérlést értem, ami időegység alatti azonos szöghelyzet változást idéz elő pl. step-dir.) Ezzel a konfigurációval remekül lehet dolgozni, stabilitása azonos a Linux-os motyóval. De az 1 kilowatt közeli vagy annál nagyobb főorsóhajtás előállítása combos feladat! Ezért a széleskörűen használt AC motor a realitás amelynek a beruházási költsége extra alacsony az előzőhöz képest. ennek a hajtás konstrukciónak hatalmas előnye a fordulatcsökkentéssel (áttételi arány változtatással) járó arányos nyomaték növekedés! Ezt a hajtástipust is hiba nélkül eszi az M3 az index jellel !
Ami viszont nem elegendő stabilitásu, az a DC motor amit stabilizálatlan tápegységről járatunk. Probálkoztam stabil táppal és PWM hajtással, de nekem ez nem adott kielégítő eredményt.
Fentieket azért tartottam fontosnak megjegyezni, hogy ne riasszon el senkit a problémakör a menetvágástól !
Utóirat: ingadozó fordulat esetén nem lehet hibátlan menetet vágni akkor sem, ha a kés pontosan követi a pályát.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2014 január 12, 08:21
Írta: ANTAL GÁBOR Dátum 2014 január 12, 08:21
Nekem annyi hozzáfűzni valóm van Hogy a 6.5 kW 4 pólusú aszinkron motorral működő TOS eszterga főorsója mechanikusan leáttételezve (Pl n főorsó= 460 1/min re ) abs stabil a menetvágásnál.( M elm = 135 Nm ) De ha valami extém nagy emelkedésű menetet akarok vágni ( relatíve nagy fogásmélységgel ) akkor az előtétváltó 6 fokozata mellet ott van még az orsóházi 1/8 as lassítási lehetőség is ) Nálam az indexjel képzése agy Lomexes unipoláris Hall kapcsolóval és egy kb 6 mm es kis neodymium mágneskoronggal van megoldva ( a mágnes forog )
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2014 január 12, 08:30
Írta: ANTAL GÁBOR Dátum 2014 január 12, 08:30
Egy fontos adalék kimaradt : UC 100 at használok!!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 12, 10:27
Írta: svejk Dátum 2014 január 12, 10:27
A stabil fordulat az én értelmezésemben azt jelenti, hogy a menetvágás folyamán a fordulatszám állandó legyen.
A "A Mach3-hoz állandó, stabil fordulatszám KELL" kijelentés a megvalósítás mikéntjét nem határozza meg.
Természetesen amit írtál igaz.
Egy kérésem lenne még feléd.
Tudom, én sem szeretek/tudok írni a klaviatúrán, főleg nem gyorsan, de az M3 helyett használjuk már a legalább a Mach szót, mert tizedmásodpercekig csak lesek, hogy mi is ez az M3 főorsó indítása M-kód? :))
Persze nem kötelező megfogadni.
Azt ugye jól gondolom, hogy a Mach3 azért minden fogás előtt szinkronoz az elején egyszer?
Tehát ha 500-as fordulattal megcsinálsz egy fogást és miközben a szán megy vissza, felviszed a fordulatszámot 800-ra akkor is beletalál a menetárokba.
Ennek esetleg gyakorlati haszna lenne, miszerint kinagyoljuk a menetet kisebb fordulaton nagy nyomatékkal majd a végén a jobb felület elérése miatt egy nagyobb fordulatszámmal veszünk egy simító fogást.
A "A Mach3-hoz állandó, stabil fordulatszám KELL" kijelentés a megvalósítás mikéntjét nem határozza meg.
Természetesen amit írtál igaz.
Egy kérésem lenne még feléd.
Tudom, én sem szeretek/tudok írni a klaviatúrán, főleg nem gyorsan, de az M3 helyett használjuk már a legalább a Mach szót, mert tizedmásodpercekig csak lesek, hogy mi is ez az M3 főorsó indítása M-kód? :))
Persze nem kötelező megfogadni.
Azt ugye jól gondolom, hogy a Mach3 azért minden fogás előtt szinkronoz az elején egyszer?
Tehát ha 500-as fordulattal megcsinálsz egy fogást és miközben a szán megy vissza, felviszed a fordulatszámot 800-ra akkor is beletalál a menetárokba.
Ennek esetleg gyakorlati haszna lenne, miszerint kinagyoljuk a menetet kisebb fordulaton nagy nyomatékkal majd a végén a jobb felület elérése miatt egy nagyobb fordulatszámmal veszünk egy simító fogást.
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2014 január 12, 11:12
Írta: Béni Dátum 2014 január 12, 11:12
" ... kinagyoljuk a menetet kisebb fordulaton nagy nyomatékkal majd a végén a jobb felület elérése miatt egy nagyobb fordulatszámmal veszünk egy simító fogást."
Szinte biztos, hogy ez nem fog működni. (Szerintem nem is kell, hogy működjön ...)
Szinte biztos, hogy ez nem fog működni. (Szerintem nem is kell, hogy működjön ...)
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 12, 11:16
Írta: 9pk59nuy Dátum 2014 január 12, 11:16
"Azt ugye jól gondolom, hogy a Mach3 azért minden fogás előtt szinkronoz az elején egyszer?"
Rosszul gondolod! A Mach3 minden dordulat megkezdésekor szinkronoz !!! Ha kimarad a szinkronjel, akkor az előzőt ismétli.
Tehát a főorsónak 1 fordulat áll rendelkezésére, hogy hibát generáljon!
Hogy 0,1 mm-es hiba keletkezzen a menet oldalában 1mm emelkedésű menet esetén, ahhoz például 500-as fordulatot 10 százalékkal kell csökkenteni (450-re) 1 fordulat alatt!
Rosszul gondolod! A Mach3 minden dordulat megkezdésekor szinkronoz !!! Ha kimarad a szinkronjel, akkor az előzőt ismétli.
Tehát a főorsónak 1 fordulat áll rendelkezésére, hogy hibát generáljon!
Hogy 0,1 mm-es hiba keletkezzen a menet oldalában 1mm emelkedésű menet esetén, ahhoz például 500-as fordulatot 10 százalékkal kell csökkenteni (450-re) 1 fordulat alatt!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 12, 11:20
Írta: svejk Dátum 2014 január 12, 11:20
Jól van, ha nem kell, akkor meg minek működjön :)))
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 12, 11:24
Írta: 000000000 Dátum 2014 január 12, 11:24
Bocsi, de a Robsy CNC esztergavezérlőnél ez működik.
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2014 január 12, 11:28
Írta: Béni Dátum 2014 január 12, 11:28
KoLa elmondása alapján a LinuxCNC-nél erőlködtek ennek megoldásával, de inkább hiba lett belőle, mint megoldás.
Amelyik esztergákkal én dolgoztam, azokon nem volt ez megoldva. Nem is túl egyszerű.
Alapesetben a kezdő pozícióból a beállított maximális gyorsulással éri el a szerszám az adott fordulathoz tartozó előtolást. Ha emeljük a fordulatot, az előző nyomvonalhoz képest "késni" fog a szerszám.
(A mozgások a szinkronjelre indulnak.)
Amelyik esztergákkal én dolgoztam, azokon nem volt ez megoldva. Nem is túl egyszerű.
Alapesetben a kezdő pozícióból a beállított maximális gyorsulással éri el a szerszám az adott fordulathoz tartozó előtolást. Ha emeljük a fordulatot, az előző nyomvonalhoz képest "késni" fog a szerszám.
(A mozgások a szinkronjelre indulnak.)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 12, 11:29
Írta: svejk Dátum 2014 január 12, 11:29
"A Mach3 minden dordulat megkezdésekor szinkronoz !!! Ha kimarad a szinkronjel, akkor az előzőt ismétli."
Aha!
Nekem eddig Kola írásaiból nem ez jött le, de akkor biztosan hibásan értelmeztem.
Köszönöm!
De mi van, ha sokáig nem jön szinkronkel?
A végtelenségig ismétli?
Akkor ez majdnem ugyan az mintha csak az elején szinkronozna.
Az idézeted szerint:
- Ha menetvágás közben monoton növekszik a fordulatszám akkor minden fordulatnál szinkronoz és követi a főorsó fordulat emelkedését a vezérorsóval, ergo jó lesz a menet.
- Ha menetvágás közben monoton csökken a fordulat, akkor mivel nem érzékelte a megfelelő időben a következő szinkront, ezért az első szinkront ismétli magának, tehát rossz lesz a menet.
Valami nem kerek. [#circling]
Aha!
Nekem eddig Kola írásaiból nem ez jött le, de akkor biztosan hibásan értelmeztem.
Köszönöm!
De mi van, ha sokáig nem jön szinkronkel?
A végtelenségig ismétli?
Akkor ez majdnem ugyan az mintha csak az elején szinkronozna.
Az idézeted szerint:
- Ha menetvágás közben monoton növekszik a fordulatszám akkor minden fordulatnál szinkronoz és követi a főorsó fordulat emelkedését a vezérorsóval, ergo jó lesz a menet.
- Ha menetvágás közben monoton csökken a fordulat, akkor mivel nem érzékelte a megfelelő időben a következő szinkront, ezért az első szinkront ismétli magának, tehát rossz lesz a menet.
Valami nem kerek. [#circling]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 12, 11:32
Írta: svejk Dátum 2014 január 12, 11:32
De akkor minek a Linuxhoz a 100 rés?
Kola folyamatos szinkronozást és és követést ecsetelt, bár azt nem tudom hogy lehet ezt lengés mentesen megoldani egyszerűen.
Kola folyamatos szinkronozást és és követést ecsetelt, bár azt nem tudom hogy lehet ezt lengés mentesen megoldani egyszerűen.
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2014 január 12, 11:32
Írta: Béni Dátum 2014 január 12, 11:32
Nem tartom kizártnak, hogy ma már léteznek olyan hajtások, ahol ez meg van oldva (opcióként).
A gyakorlatban igen ritkán van rá szükség.
A gyakorlatban igen ritkán van rá szükség.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 12, 11:34
Írta: svejk Dátum 2014 január 12, 11:34
No persze így gyakorlati tapasztalat nélkül majdhogynem is kár nekem ebbe beleszólni... :(
Esetleg a szoftverhasználat döntésében segít, ha megértjük a lelkivilágukat már előre.
Esetleg a szoftverhasználat döntésében segít, ha megértjük a lelkivilágukat már előre.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 12, 11:35
Írta: 000000000 Dátum 2014 január 12, 11:35
"Ha kimarad a szinkronjel, akkor az előzőt ismétli."
Jajjj! De buta csicsa marhaság ez is, ha tényleg így van. Miért megy tovább???
Álljon le azonnal!!! Hiszen nincs új mért pozícióadat, azaz úgy kell tekinteni, megállt vagy nagy késésbe került a főorsó.
Jajjj! De buta csicsa marhaság ez is, ha tényleg így van. Miért megy tovább???
Álljon le azonnal!!! Hiszen nincs új mért pozícióadat, azaz úgy kell tekinteni, megállt vagy nagy késésbe került a főorsó.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 12, 11:37
Írta: svejk Dátum 2014 január 12, 11:37
Való igaz, kezdő tapasztalatlan esztergályos lévén, a hagyományos padon csak kis fordulaton meri vágni az ember a menetet, így érezhettem hiányát a nagy fordulatú simításnak.
De ugye CNC esetében már eleve megfelelő lehet a vágósebesség.
De ugye CNC esetében már eleve megfelelő lehet a vágósebesség.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 12, 11:42
Írta: 9pk59nuy Dátum 2014 január 12, 11:42
A bázispont az mindig az, ami a kiindulási pozició. Pl.: z0. Ennek megfelelően a számított pontok -1,-2,-3,stb...mm-nél vannak. Amennyiben eltér a fordulat, akkor az előtolás idejét korrigálja a következő szinkronpontig.
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2014 január 12, 11:44
Írta: Béni Dátum 2014 január 12, 11:44
Ne elszállt egy hosszú beírásom ....
A lényeg: semmi baj a LinuxCNC menetvágásával.
Majd KoLa esetleg leírja, hogy mikor van az, hogy vágás közben "megugrik" a szán.
(Remélem, nem csak álmodtam az esetet.) :)
A lényeg: semmi baj a LinuxCNC menetvágásával.
Majd KoLa esetleg leírja, hogy mikor van az, hogy vágás közben "megugrik" a szán.
(Remélem, nem csak álmodtam az esetet.) :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 12, 11:45
Írta: 000000000 Dátum 2014 január 12, 11:45
Szerintem meg ez egy valós igény lehet, így jogos az eredeti felvetésed, és precíziós mentekenél igenis az utolsó símító fogással lehet szebb felületetet elérni. Ezért fejlesztettem ki én is ezt az opciót a vezérlőmnél, mert van rá igény.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 12, 11:58
Írta: 9pk59nuy Dátum 2014 január 12, 11:58
"De akkor minek a Linuxhoz a 100 rés?"
Azért kell a 100 jel/fordulat, mert míg a Mach3 a saját időalapjának az osztásával szinkronoz, addig a Linux kizárólag az encoder jeleinek hatására mozgatja a szánt.
Azért kell a 100 jel/fordulat, mert míg a Mach3 a saját időalapjának az osztásával szinkronoz, addig a Linux kizárólag az encoder jeleinek hatására mozgatja a szánt.
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2014 január 12, 12:24
Írta: robroy007 Dátum 2014 január 12, 12:24
Béni!
Ha megoldható, hogy a menet nagyolás és simítás külön G kódban legyen megírva akkor miért ne lehetne külön sebesség is hozzá
mivel a vágás kezdete a index jelhez képest van vezérelve
szerintem mindegy, hogy 400-as fordulaton nagyol és 800-on simítasz mert ha a mechanika képes nagy fordulaton is menetet vágni akkor miért ne lenne képes alacsonyon ???
sőt akkor már 5-10 1/min eltérésnél is mellé szaladhatna
egész pontosan addig, amíg a munkadarabot nem veszed ki a tokmányból a menet akár hányszor is akarod vágni, kutya kötelessége ugyan oda pozicionálni (egyébként a különböző fogásokat se tudná helyesen megcsinálni)
Ha megoldható, hogy a menet nagyolás és simítás külön G kódban legyen megírva akkor miért ne lehetne külön sebesség is hozzá
mivel a vágás kezdete a index jelhez képest van vezérelve
szerintem mindegy, hogy 400-as fordulaton nagyol és 800-on simítasz mert ha a mechanika képes nagy fordulaton is menetet vágni akkor miért ne lenne képes alacsonyon ???
sőt akkor már 5-10 1/min eltérésnél is mellé szaladhatna
egész pontosan addig, amíg a munkadarabot nem veszed ki a tokmányból a menet akár hányszor is akarod vágni, kutya kötelessége ugyan oda pozicionálni (egyébként a különböző fogásokat se tudná helyesen megcsinálni)
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2014 január 12, 12:59
Írta: Béni Dátum 2014 január 12, 12:59
Mivel a CNC esztergánál nincs mechanikus kényszerkapcsolat, kicsit más gondolkodásmódot kíván a menetvágás.
Alapesetben (a legtöbb megoldás ilyen) a mozgás indul szinkronjelre. A menetvágáshoz beállított maximális gyorsulással gyorsul, amíg az emelkedésnek (P) megfelelő előtolást (F) fel nem veszi.
F=SxP (mm/min)
Ha a fordulatot emeled, akkor emelkedik az előtolás (emelkedés ugyanaz). Így a gyorsítási szakasz hosszabb, később kerül szinkronba.
Ugyanis a szinkron nem az indulástól áll fent, hanem a szükséges előtolás elérése után csak.
Tibor technikáját nem ismerem, meg másikat sem, ami eszterga üzemmódban tetszőleges fordulaton azonos geometriai adatokkal ugyanabba a nyomba képes menetet vágni.
De az biztos, hogy trükközni kell valamivel, hogy ez megvalósuljon.
Alapesetben (a legtöbb megoldás ilyen) a mozgás indul szinkronjelre. A menetvágáshoz beállított maximális gyorsulással gyorsul, amíg az emelkedésnek (P) megfelelő előtolást (F) fel nem veszi.
F=SxP (mm/min)
Ha a fordulatot emeled, akkor emelkedik az előtolás (emelkedés ugyanaz). Így a gyorsítási szakasz hosszabb, később kerül szinkronba.
Ugyanis a szinkron nem az indulástól áll fent, hanem a szükséges előtolás elérése után csak.
Tibor technikáját nem ismerem, meg másikat sem, ami eszterga üzemmódban tetszőleges fordulaton azonos geometriai adatokkal ugyanabba a nyomba képes menetet vágni.
De az biztos, hogy trükközni kell valamivel, hogy ez megvalósuljon.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 12, 13:02
Írta: 000000000 Dátum 2014 január 12, 13:02
Mert van a világon gyorsulási út is, és ezt nagyvonalúan elhanyogoltad. Ehhez kellenek azok a CNC vezérlések, hajtások, amik ezt lekezelik. A Mach, és még az ipari vezérlők zöme se tudja ezt megoldani.
Ezekről a műszaki problémákról már többször írtam itt évekkel ezelőtt is az egységugrás-szinkronhajtás témakörökben, nagyon szerteágazó ez a feladat. A lényeg, hogy megoldható a különböző főorsó fordulattal történő menetkészítés. Jó és korrekt CNC vezérlő kell hozzá, pl. a Robsy.:)
Ezekről a műszaki problémákról már többször írtam itt évekkel ezelőtt is az egységugrás-szinkronhajtás témakörökben, nagyon szerteágazó ez a feladat. A lényeg, hogy megoldható a különböző főorsó fordulattal történő menetkészítés. Jó és korrekt CNC vezérlő kell hozzá, pl. a Robsy.:)
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2014 január 12, 13:08
Írta: s7manbs8 Dátum 2014 január 12, 13:08
Az enyém is rámegy menetvágáskor követi a főorsót szinkronban.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 12, 13:12
Írta: 000000000 Dátum 2014 január 12, 13:12
Van saját tervezésű szinkron CNC esztergád? Ezt eddig nem is mondtad. Gratula!
Cím: Re:CNC eszterga építő iskola
Írta: robroy007 Dátum 2014 január 12, 13:14
Írta: robroy007 Dátum 2014 január 12, 13:14
Béni hívj fel légyszi (nem tudom a számod)
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2014 január 12, 13:22
Írta: s7manbs8 Dátum 2014 január 12, 13:22
Csak már szétszedtem, össze akarom megint rakni, csak jobban, mert egy gyenge zártszelvényen volt régebben.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 12, 14:20
Írta: KoLa Dátum 2014 január 12, 14:20
Ma délelőtt vissza kötöttem a régi számítógépemet, amin a Mach3 van (nem főorsó indítás! Svejk! ezt már én is terveztem írni! csak nem akartam hogy megint mindenki nekem ugorjon! hogy cikizek valakit!)
Talpraállt egyből a gép! és ott volt minden ahogyan hagytam anno!
Ezzel a számítógéppel, mach3-al évekig vágtam a menetet 110-s anyagra is, 8mm (kétbekezdésű)menetemelkedéssel! ezt akkor is leírtam, és most is leírom! nincs szinkronizált menetvágás! csak egyedül a menetvágás indítását köti az index jelhez!
Az előtolást nagyon stabilan tartja a vezérlő , ha ugyanezt tudja a főorsó hajtás is akkor jó a menetvágás, de nem szabad közben fordulatszámot váltani, mert a kés álló helyzetben várja az index jelet! a z gyorsulása állandó, ezért ha változtatjuk a főorsó fordulatár elcsúszás lehetséges!
Itt jegyezném meg hogy Tibor 45-nek mindenben igaza van ezzel kapcsolatban !Van neki egy videója ahol egy menetvágást mutat, és a simító fogásokra nagy fordulatot kapcsol és nem téveszti el, na itt lehet valami furfang a dologban! vagy a szervomotor gyorsítása van szabályozva vagy valami!
A mach3 az index jelet használja 1szer? nem! nincs neki szüksége index jelre a menetvágáshoz, de ha van használja!
Simán elindul a g76, és g32, is álló főorsónál! ráadásul a g76 esetén végigjátssza az egész folyamatot!valószínűleg megelégszik a configgal hogy benne legyen!Ezek alapján hogy gondolhatjuk azt hogy fordulatonként korrigálja az eltéréseket!
Bénivel sokat gyúrtuk az EMC2-t! ott is ez a helyzet a fizika az állandó, ha a változó menetemelkedésnél nagyobb a változás, amit a gyorsulás és a jelfeldogozás megenged akkor késünk! és a géptől függő legmagasabb rátán fogja folytatni mindaddig amíg lecsökken a gyorsulás és a jelfeldolgozás a hobby gép szintjére! ezt kell tudnunk hogy mennyi!
Eleinte tulzásokba estem! de most már kiismertem a gépem határait és ezen belül dolgozok vele!
"Nyugodt világ" Hogy Snecit idézzem!
És tényleg! még lehet híztam is azóta! nincs az a stressz!
Talpraállt egyből a gép! és ott volt minden ahogyan hagytam anno!
Ezzel a számítógéppel, mach3-al évekig vágtam a menetet 110-s anyagra is, 8mm (kétbekezdésű)menetemelkedéssel! ezt akkor is leírtam, és most is leírom! nincs szinkronizált menetvágás! csak egyedül a menetvágás indítását köti az index jelhez!
Az előtolást nagyon stabilan tartja a vezérlő , ha ugyanezt tudja a főorsó hajtás is akkor jó a menetvágás, de nem szabad közben fordulatszámot váltani, mert a kés álló helyzetben várja az index jelet! a z gyorsulása állandó, ezért ha változtatjuk a főorsó fordulatár elcsúszás lehetséges!
Itt jegyezném meg hogy Tibor 45-nek mindenben igaza van ezzel kapcsolatban !Van neki egy videója ahol egy menetvágást mutat, és a simító fogásokra nagy fordulatot kapcsol és nem téveszti el, na itt lehet valami furfang a dologban! vagy a szervomotor gyorsítása van szabályozva vagy valami!
A mach3 az index jelet használja 1szer? nem! nincs neki szüksége index jelre a menetvágáshoz, de ha van használja!
Simán elindul a g76, és g32, is álló főorsónál! ráadásul a g76 esetén végigjátssza az egész folyamatot!valószínűleg megelégszik a configgal hogy benne legyen!Ezek alapján hogy gondolhatjuk azt hogy fordulatonként korrigálja az eltéréseket!
Bénivel sokat gyúrtuk az EMC2-t! ott is ez a helyzet a fizika az állandó, ha a változó menetemelkedésnél nagyobb a változás, amit a gyorsulás és a jelfeldogozás megenged akkor késünk! és a géptől függő legmagasabb rátán fogja folytatni mindaddig amíg lecsökken a gyorsulás és a jelfeldolgozás a hobby gép szintjére! ezt kell tudnunk hogy mennyi!
Eleinte tulzásokba estem! de most már kiismertem a gépem határait és ezen belül dolgozok vele!
"Nyugodt világ" Hogy Snecit idézzem!
És tényleg! még lehet híztam is azóta! nincs az a stressz!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 12, 14:42
Írta: svejk Dátum 2014 január 12, 14:42
Érdekes dolgokat írsz.
Most akkor kinek higgyünk?
Ennyire nem lehet rosszul olvasni az írásokat, hogy ennyire más kép jöjjön le. :(
Marad a jó mondás: Magad uram, ha szolgád nincsen :)
Most akkor kinek higgyünk?
Ennyire nem lehet rosszul olvasni az írásokat, hogy ennyire más kép jöjjön le. :(
Marad a jó mondás: Magad uram, ha szolgád nincsen :)
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 12, 14:58
Írta: KoLa Dátum 2014 január 12, 14:58
Itt még az lehet hogy én a 2.63-s verziót használtam!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 12, 15:15
Írta: KoLa Dátum 2014 január 12, 15:15
Na meg persze az én gépem nincs megtámogatva step-dir fóorsó hajtással meg efféle drága cuccokkal!
Asszinkron motor 3KW frekiváltó 5,5 kw nyomógombbal váltom a frekvenciákat!
Annak idején még Antal Gábor tanácsára állítottam át PWM-ről, az előre beállított frekvenciára, amit kivülről kapcsolok!
Én nem hazudok! lehet nem értek az elektronikához és számítástechnikához úgy mint Ti de amit leírtam azt ki is próbáltam!
Esztergálni tudok! az előtolásokat fejből tudom hogy mi kell éppen és mekkora fogással de mm/pecben csak a mostani cnc esztergályosok vágják a technológiát!
Az EMC2 teljesen jól kezeli a fordulatonkénti előtolást,ha nincs fordulat nem megy !
A mach3-nak értékelhetetlen ez a tudása!ha többször is megváltoztatjuk, csak sorokkal később lép érvénybe akkor,amikor már egy újabbnak kéne érvényben lenni!
Már nincsenek ilyen bizonytalanságaim! A linuxnak beírhatom amit tudok és akkor az annyi! Ennyi!!!
Asszinkron motor 3KW frekiváltó 5,5 kw nyomógombbal váltom a frekvenciákat!
Annak idején még Antal Gábor tanácsára állítottam át PWM-ről, az előre beállított frekvenciára, amit kivülről kapcsolok!
Én nem hazudok! lehet nem értek az elektronikához és számítástechnikához úgy mint Ti de amit leírtam azt ki is próbáltam!
Esztergálni tudok! az előtolásokat fejből tudom hogy mi kell éppen és mekkora fogással de mm/pecben csak a mostani cnc esztergályosok vágják a technológiát!
Az EMC2 teljesen jól kezeli a fordulatonkénti előtolást,ha nincs fordulat nem megy !
A mach3-nak értékelhetetlen ez a tudása!ha többször is megváltoztatjuk, csak sorokkal később lép érvénybe akkor,amikor már egy újabbnak kéne érvényben lenni!
Már nincsenek ilyen bizonytalanságaim! A linuxnak beírhatom amit tudok és akkor az annyi! Ennyi!!!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 12, 15:17
Írta: 000000000 Dátum 2014 január 12, 15:17
Szia Lajos! Jó hogy emlékezetettél rá, már vagy 5 éve készített Nagy Zoltán egy videót, itt a Fórumon valóban volt már többször is.
A 2. percnél kezdődik a menetkészítés, miközben fordulatszám váltás is történik.
Robsy CNC menetesztergálás demo
A 2. percnél kezdődik a menetkészítés, miközben fordulatszám váltás is történik.
Robsy CNC menetesztergálás demo
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 12, 15:29
Írta: KoLa Dátum 2014 január 12, 15:29
Most jobban megnéztem! 15 fogásból a 4. közben gyorsult fel a főorsó, ott is maradt a nyoma' a menetes rész felénél kb , még a kész darabon is látszik! a fizikát nem lehet meghazudtolni![#wave]
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2014 január 12, 15:38
Írta: Béni Dátum 2014 január 12, 15:38
De jó szemed van!
(Ha a készen nem is feltűnő, a fordulat váltás után valóban látszik valami kis huncutság.)
(Ha a készen nem is feltűnő, a fordulat váltás után valóban látszik valami kis huncutság.)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 12, 15:56
Írta: 000000000 Dátum 2014 január 12, 15:56
Hát igen, 800-ról 1500 rpm-re felugorni menetkészítés közben elég durva teszt. Szegény kis 30 W-os !!! DC szervohajtásnak volt elég dolga rátapadni az új feladatra, és szinkronban maradni. Pár mikron biztos bánta az egységugrás szerű sebesség váltást. De azóta már a vezérlő progi is sokat fejlődött, no meg ilyen durva dinamikai tesztekhez nem árt egy izmosabb hajtás, szervo finomhangolás, teljesen kottymentes, jó merev mechanika, stb...
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 12, 16:35
Írta: svejk Dátum 2014 január 12, 16:35
Legvadabb álmomban sem feltételeznék hazugságot senki részéről, csupán esetleg pongyola fogalmazást.
Persze lehet már a kérdéseim zagyvák és ezért kavarodok meg. :(
Persze lehet már a kérdéseim zagyvák és ezért kavarodok meg. :(
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 12, 16:48
Írta: svejk Dátum 2014 január 12, 16:48
Hardveresen egyébként nem olyan bonyi megcsinálni a főorsó fordulatszám követését a vezérorsóval, mint ahogy meg is tette ezt Fektiforg barátunk egy főorsóra szerelt encoderrel és egy SigmaII-es servoval.
Az elektronikus áttétellel beállítható a menetemelkedés (gyakorlatilag egy elektronikus nortonszekrény)
Igaz, itt ugyan úgy kell hátrafelé forgatni az orsót, hogy vissza menjen a szán.
De szoftveresen sajnos nem értem még az elméletet sem.
Az elektronikus áttétellel beállítható a menetemelkedés (gyakorlatilag egy elektronikus nortonszekrény)
Igaz, itt ugyan úgy kell hátrafelé forgatni az orsót, hogy vissza menjen a szán.
De szoftveresen sajnos nem értem még az elméletet sem.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 12, 17:07
Írta: 000000000 Dátum 2014 január 12, 17:07
Azért ezt a fordulatonkénti előtolást szerintem eltúlzod. Egy egyszerű ököl szabállyal egy adott gépre pillantok alatt lehet egy szorozó tényezőt találni. Pl. ha a percenkénti főorsó fordulatának a tizedével tolsz elő, már nagy bajod nem lehet. Tehát ha pl. 600 rpm a fordulat, 60 mm/min előtolás jó lesz, ezt aztán le vagy fel eltolod attól függően, hogy nagyolsz, simítasz, milyen teljesítményű géped van, stb.
Ugyanis az árnyoldalról elfeledkezel: Akkor is életben tartod, és alkalmazod a kihegyezett szoftveres encoder olvasást, amikor erre nincs szükség. Ez egy állandó zavar hibaforrás és "rettegési" faktor.:) Így ráadásul kizárod azokat az alkalmazásokat, ahol d<10 mm, és pörögni kell 2000 rpm felett is, hiszen segéd HW nélkül a szoftveres jelfeldolgozás erősen limitált. Azaz az a jó program, ahol mint egy elektronikus lakatanya van szinkron előtolás lehetőség is, de ki is lehet azt kapcsolni, ha csak úgy esztergálgatunk, hiszen a marógépnél is zömében mm/min-ben nyomulunk, mégis tökéletes a forgácsolás.
Ugyanis az árnyoldalról elfeledkezel: Akkor is életben tartod, és alkalmazod a kihegyezett szoftveres encoder olvasást, amikor erre nincs szükség. Ez egy állandó zavar hibaforrás és "rettegési" faktor.:) Így ráadásul kizárod azokat az alkalmazásokat, ahol d<10 mm, és pörögni kell 2000 rpm felett is, hiszen segéd HW nélkül a szoftveres jelfeldolgozás erősen limitált. Azaz az a jó program, ahol mint egy elektronikus lakatanya van szinkron előtolás lehetőség is, de ki is lehet azt kapcsolni, ha csak úgy esztergálgatunk, hiszen a marógépnél is zömében mm/min-ben nyomulunk, mégis tökéletes a forgácsolás.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 12, 17:31
Írta: KoLa Dátum 2014 január 12, 17:31
Igazad van, ki tudom számolni! és könnyedén leolvashatom a Linuxcnc képernyőjén hogy mennyi mm/perc-ben, amit programoztam fordulatonkéntiben!olyankor mocorog ez az érték le fel!
Nekem gyorsabb megadni fordulatonkénti-ben mert az van a fejembe!
Nem mindíg jó a fordulatonkénti tolás! állandó vágósebességnél csak a mm/perc jöhet szóba!
Azt nem tudom hogy állandó figyelés van-e ami zavart okozhat eddig nem vettem észre!de jó hogy mondod! könnyű kikapcsolni, bekapcsolni akár soronként is válogathatom a módot!
Nekem gyorsabb megadni fordulatonkénti-ben mert az van a fejembe!
Nem mindíg jó a fordulatonkénti tolás! állandó vágósebességnél csak a mm/perc jöhet szóba!
Azt nem tudom hogy állandó figyelés van-e ami zavart okozhat eddig nem vettem észre!de jó hogy mondod! könnyű kikapcsolni, bekapcsolni akár soronként is válogathatom a módot!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 12, 17:35
Írta: KoLa Dátum 2014 január 12, 17:35
Ilyet én is csináltam a mach3-l de az lehet hogy szoftveres!itt
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2014 január 12, 17:39
Írta: Béni Dátum 2014 január 12, 17:39
Nem értem a zavarodottságod. Szinte mindenki ugyanazt mondja ...
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2014 január 12, 17:57
Írta: svejk Dátum 2014 január 12, 17:57
Tóthz:
" A Mach3 minden dordulat megkezdésekor szinkronoz !!! Ha kimarad a szinkronjel, akkor az előzőt ismétli."
Kola:
"A mach3 az index jelet használja 1szer? nem! nincs neki szüksége index jelre a menetvágáshoz, de ha van használja!
Simán elindul a g76, és g32, is álló főorsónál! ráadásul a g76 esetén végigjátssza az egész folyamatot!valószínűleg megelégszik a configgal hogy benne legyen!Ezek alapján hogy gondolhatjuk azt hogy fordulatonként korrigálja az eltéréseket!"
Így utólag olvasva valami hasonlóságot vélek felfedezni, de azért ez két igen távol eső álláspont számomra.
No de le is lépek, majd egyszer jól kitapasztalom a saját bőrömön...
" A Mach3 minden dordulat megkezdésekor szinkronoz !!! Ha kimarad a szinkronjel, akkor az előzőt ismétli."
Kola:
"A mach3 az index jelet használja 1szer? nem! nincs neki szüksége index jelre a menetvágáshoz, de ha van használja!
Simán elindul a g76, és g32, is álló főorsónál! ráadásul a g76 esetén végigjátssza az egész folyamatot!valószínűleg megelégszik a configgal hogy benne legyen!Ezek alapján hogy gondolhatjuk azt hogy fordulatonként korrigálja az eltéréseket!"
Így utólag olvasva valami hasonlóságot vélek felfedezni, de azért ez két igen távol eső álláspont számomra.
No de le is lépek, majd egyszer jól kitapasztalom a saját bőrömön...
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2014 január 12, 18:04
Írta: Béni Dátum 2014 január 12, 18:04
Pedig jól lejön a Mach menetvágás alaptulajdonsága.
Olyan ... bizonytalan ... [#wink]
Olyan ... bizonytalan ... [#wink]
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 12, 18:10
Írta: KoLa Dátum 2014 január 12, 18:10
Én ezt irónikusnak szántam! mivel ez a tapasztalatom, annak ellenére simán végezte a dolgát a stabil főorsóval!Írtam lentebb visszadugtam a régi számítógépre, ugyanúgy működik mint régen amikor élesbe használtam , van index jel bekötve! élesbe! kiteszem üresbe a főorsót, és mégis elindul menetet vágni!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 12, 18:14
Írta: KoLa Dátum 2014 január 12, 18:14
Irány a műhelybe! egy óra múlva meg, így kezded: Most jövök a műhelyből hát... :)))
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 14, 11:28
Írta: 9pk59nuy Dátum 2014 január 14, 11:28
Van egy kérdésem a Linux tudókhoz: Menetvágásnál a linuxos programok alkalmasak-e a 90 fokos fogásvételtől eltérő beállításra?
A Mach3-al jelenleg metrikus menet esetén 60 fok osztva 2, vagyis 30 fokos (29) fogásvételt használok. Ez lehetővé teszi, hogy a kés a menetárok egyik oldalát forgácsolja.
A Mach3-al jelenleg metrikus menet esetén 60 fok osztva 2, vagyis 30 fokos (29) fogásvételt használok. Ez lehetővé teszi, hogy a kés a menetárok egyik oldalát forgácsolja.
Cím: Re:CNC eszterga építő iskola
Írta: Béni Dátum 2014 január 14, 12:04
Írta: Béni Dátum 2014 január 14, 12:04
http://linuxcnc.org/docs/html/gcode/gcode.html#sec:G76-Threading-Canned
A Q lesz az ...
Egyébként meg a LinuxCNC nagyon speciális meneteket is tud vágni. :)
A Q lesz az ...
Egyébként meg a LinuxCNC nagyon speciális meneteket is tud vágni. :)
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 14, 13:14
Írta: 9pk59nuy Dátum 2014 január 14, 13:14
Igen pontosan az, köszönöm az infot!
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2014 január 14, 17:18
Írta: ANTAL GÁBOR Dátum 2014 január 14, 17:18
Évekkel ezelőtt kacérkodtam már T 45 szinkron menetvágó dolgával ( Eltettem egy DOS os gépet , leteszteltem és a sebessége is megfelelő volt ) Egy dolgon csúszott el a dolog . Elsőre : egy nagy ipari gépre nagyon nehezen tudtam volna beszerezni megfelelő nyomatékú -akár leáttételezett szervó motort.
Most egy 9 Nm es Sonce Boz léptető hajt kb 2.5 * szörös mechanikus áttétellel. Természetes hogy rámpával indul egy bizonyos távolságról. Sajnos ha "egységurasztanám" akkor állva maradna. Hát ezen bukott meg a dolog . ( Azóta lett egy hadra fogható DC szervóm és a vezérlő is meg van . Dupla áttétellel hozná a mostani nyomatékot . Ha lesz időm visszatérek rá .......
Most egy 9 Nm es Sonce Boz léptető hajt kb 2.5 * szörös mechanikus áttétellel. Természetes hogy rámpával indul egy bizonyos távolságról. Sajnos ha "egységurasztanám" akkor állva maradna. Hát ezen bukott meg a dolog . ( Azóta lett egy hadra fogható DC szervóm és a vezérlő is meg van . Dupla áttétellel hozná a mostani nyomatékot . Ha lesz időm visszatérek rá .......
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2014 január 14, 17:47
Írta: 000000000 Dátum 2014 január 14, 17:47
Elég sokan olyan gép van, ahol léptetőmotor mozgatja az eszterga Z, X tengelyeit. Ezek egy adott határon túl nem szeretik a start-stop frekis (egységugrásos) indatást, ezért ahogyan már írtam a #1204-ben, van azóta egy olyan Robsy vezérlő típus, ami a menetvágás elején és végén gyorsul-lassul, és amikor az előtolás már elérte a menetemelkedést/ford értéket, akkor vált teljes szinronra. Választható az is, hogy egy vagy két csatornás (A, B) jeladó van a főorsón, index jel mindig kell.
Majd ráfrissítünk a Nálad lévő konfigra is, ha lesz időd vele ismét foglalkozni.
Majd ráfrissítünk a Nálad lévő konfigra is, ha lesz időd vele ismét foglalkozni.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 14, 18:37
Írta: 9pk59nuy Dátum 2014 január 14, 18:37

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Egy kis kedvcsináló!
A főorsót 150W-os szevomotor kergeti step-dir üzemmódban. Ez a kisérleti gépem. A Hajtás Sneci féle szervovezérlővel működik. A főorsót használom pozicionált tengelynek is.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2014 január 14, 19:49
Írta: Miki2 Dátum 2014 január 14, 19:49
Hogyan tudtad beállítani, hogy hol főorsó (M3; M4; M5)hol "C" tengely-ként, megadott szögelfordulást szerint működik?
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 14, 20:27
Írta: 9pk59nuy Dátum 2014 január 14, 20:27
Én a lehető legegyszerűbb módszert választottam! A maróprogrammal használom ilyenkor. Ez lehetőséget ad arra is, hogy egy henger palástjába feliratot gravírozzak.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 20:31
Írta: KoLa Dátum 2014 január 14, 20:31
A menetet is azzal vágod?
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 14, 20:38
Írta: 9pk59nuy Dátum 2014 január 14, 20:38
Nem! Menetet az eszterga programmal. Index szinkronnal.
A maró programmal pl.:

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
A maró programmal pl.:

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 14, 20:43
Írta: 9pk59nuy Dátum 2014 január 14, 20:43
Ez az alkatrész kevesebb mint 3mm átmérőjű, a palástba pedig 48 db furat van.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 20:55
Írta: KoLa Dátum 2014 január 14, 20:55
A LinuxCnc-nek van egy nagy dobása, a Mach3-l szemben a menetvágás terén!( a realtime controllon kívül!)
Az a nagyszerű benne hogy a g33-s mondatokat engedi egymás után,sorban!!!
Ha nincs közbe más kód, akkor addig! csak egyszer használja az index jelet!az első sornál utána összefűzi és folyamatos mozgássá alakítja a leírt sorokat! a száz rést használva! folyamatos szinkront tud!
ha tudjuk növelni az enkóderünk felbontását akkor a legfinomabb mozgásokat programozhatjuk be!
Sajnos nálam még ez csak 100 rés, de így is tudtam alacsony fordulaton g33-l, menetet bármilyen felületre! vagy hatszöget és excentert esztergálni, a Béni rutinjai! nagyon megkönnyítik a programozást!Csak megadom a paramétereket és kész a program NGCGUI formátumban!
Szerintem ebben az irányban kéne összefogni!
Az a nagyszerű benne hogy a g33-s mondatokat engedi egymás után,sorban!!!
Ha nincs közbe más kód, akkor addig! csak egyszer használja az index jelet!az első sornál utána összefűzi és folyamatos mozgássá alakítja a leírt sorokat! a száz rést használva! folyamatos szinkront tud!
ha tudjuk növelni az enkóderünk felbontását akkor a legfinomabb mozgásokat programozhatjuk be!
Sajnos nálam még ez csak 100 rés, de így is tudtam alacsony fordulaton g33-l, menetet bármilyen felületre! vagy hatszöget és excentert esztergálni, a Béni rutinjai! nagyon megkönnyítik a programozást!Csak megadom a paramétereket és kész a program NGCGUI formátumban!
Szerintem ebben az irányban kéne összefogni!
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 14, 21:28
Írta: 9pk59nuy Dátum 2014 január 14, 21:28
Több kérdésem van:
A Linuxban mit csinál a G33? Azonos a Fanuccal?
"csak egyszer használja az index jelet!az első sornál utána összefűzi és folyamatos mozgássá alakítja a leírt sorokat! a száz rést használva! folyamatos szinkront tud!"
Szerintem a Mach3 100 rés nélkül is összefűzi a sorokat.
Ha rosszúl értettem volna az írásodat, akkor javíts ki, hogy mi az amit nem lehet a Mach3-al megcsinálni a más tipusú szinkron miatt?
A Linuxban mit csinál a G33? Azonos a Fanuccal?
"csak egyszer használja az index jelet!az első sornál utána összefűzi és folyamatos mozgássá alakítja a leírt sorokat! a száz rést használva! folyamatos szinkront tud!"
Szerintem a Mach3 100 rés nélkül is összefűzi a sorokat.
Ha rosszúl értettem volna az írásodat, akkor javíts ki, hogy mi az amit nem lehet a Mach3-al megcsinálni a más tipusú szinkron miatt?
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 22:01
Írta: KoLa Dátum 2014 január 14, 22:01
A mach3 minden g32 elején megvárja az index jelet! ez a különbség!
A LinuxCnc-nél a g33-al egy főorsó fordulatot lehet hogy 12 mondatban adunk meg! tehát 'sok' számú sorban vezérelhetjük az egy körbefordulás alatti x és z mozgást a fordulatonkénti előtolás függvényében!
Tehát ha van 500db g33 mondatod egymás után akkor csak az elsőt indexeli, azután a többit az enkóder jele vezérli! az éppen aktuális paraméterekkel!
Amach3 ezt nem tudja egy réssel!:)))
A LinuxCnc-nél a g33-al egy főorsó fordulatot lehet hogy 12 mondatban adunk meg! tehát 'sok' számú sorban vezérelhetjük az egy körbefordulás alatti x és z mozgást a fordulatonkénti előtolás függvényében!
Tehát ha van 500db g33 mondatod egymás után akkor csak az elsőt indexeli, azután a többit az enkóder jele vezérli! az éppen aktuális paraméterekkel!
Amach3 ezt nem tudja egy réssel!:)))
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 22:06
Írta: KoLa Dátum 2014 január 14, 22:06
Ezt a hatszög esztergálást, g33-l készítettem
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 22:09
Írta: KoLa Dátum 2014 január 14, 22:09
Lépcsős menet teszt
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 22:10
Írta: KoLa Dátum 2014 január 14, 22:10
Excenter teszt
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 22:12
Írta: KoLa Dátum 2014 január 14, 22:12
Változó menet emelkedés teszt
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 22:14
Írta: KoLa Dátum 2014 január 14, 22:14
Itt van egy fixen befogott menetfúrás is itt
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 22:18
Írta: KoLa Dátum 2014 január 14, 22:18
A mach3 önerejéből melyiket tudja? :)))
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 22:28
Írta: KoLa Dátum 2014 január 14, 22:28
Ez csak egy kis ízelítő volt egy kezdő cnc esztergályostól! rá kell kattanni! mert nagyszerű ez a program, esztergára! és mi jöhet még ha majd elkezdek érteni is hozzá! :)))
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 14, 22:34
Írta: 9pk59nuy Dátum 2014 január 14, 22:34
A Mach3 esetében:
A G32 az egy passzban töténő menetvágás g kódja.
A G33 nem létezik.
A G76 a z-be és x-be paraméterezhető menetvágó CIKLUS.
A fenti leírás szerint szeretném tudni, hogy Linux G32 és G33 kódja mit tartalmaz?
Azt szeretném megérteni, hogy a példaként említett 500 sor az a szövegszerkesztőben egymás alá beírt mondatokat jelent-e vagy paraméterként megadva, 1 beírt mondatot?
A G32 az egy passzban töténő menetvágás g kódja.
A G33 nem létezik.
A G76 a z-be és x-be paraméterezhető menetvágó CIKLUS.
A fenti leírás szerint szeretném tudni, hogy Linux G32 és G33 kódja mit tartalmaz?
Azt szeretném megérteni, hogy a példaként említett 500 sor az a szövegszerkesztőben egymás alá beírt mondatokat jelent-e vagy paraméterként megadva, 1 beírt mondatot?
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2014 január 14, 22:40
Írta: PSoft Dátum 2014 január 14, 22:40
Percek óta "kotorászok" a smiley-k között.
Keresem,keresem,de...nem találom!:(
Na de,...melyiket is keresem?:)))
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 22:47
Írta: KoLa Dátum 2014 január 14, 22:47
A mach3-nál a g32 egyenlő,(majdnem egyenlő!)a LinuxCnc g33
Ez, a két esetben a főorsóval szinkronizált tengelymozgások kódja!
A g76 ezeket a kódokat használja a menetvágó ciklusban, nem látjuk a teljes kódot csak a paramétereket a g76 mondatban!
Bár a mach3-nál volt egy trükk amivel ki lehetett listáztatni a g76 fogásait g32 mondatokkal!
A g76 tud szögben menetet vágni a mach3-nál!
A LinuxCnc-nél ez nincs! viszont tud síkmenetet
vágni!
Bocsi ha nem szakszerű a leírás, de az 500 sor az egymás alatti mondatokat jelenti!
Nem is értem ki nevezte el ezeket a program sorokat mondatnak!
Ez, a két esetben a főorsóval szinkronizált tengelymozgások kódja!
A g76 ezeket a kódokat használja a menetvágó ciklusban, nem látjuk a teljes kódot csak a paramétereket a g76 mondatban!
Bár a mach3-nál volt egy trükk amivel ki lehetett listáztatni a g76 fogásait g32 mondatokkal!
A g76 tud szögben menetet vágni a mach3-nál!
A LinuxCnc-nél ez nincs! viszont tud síkmenetet
vágni!
Bocsi ha nem szakszerű a leírás, de az 500 sor az egymás alatti mondatokat jelenti!
Nem is értem ki nevezte el ezeket a program sorokat mondatnak!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 22:49
Írta: KoLa Dátum 2014 január 14, 22:49
Behalt! már én is akartam :)))
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2014 január 14, 23:14
Írta: PSoft Dátum 2014 január 14, 23:14
Mááá,mindenki ezt a Linux CNC-t bújja!?
Így má...nem is lehet olyan jóóóó!:)))
"mi jöhet még ha majd elkezd(ek) érteni is hozzá!"
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 14, 23:25
Írta: KoLa Dátum 2014 január 14, 23:25
Ez nem egy politika mentes fórum?
Úgy hallottam lézervágót épít otthon!Neked annyi!:)))
Úgy hallottam lézervágót épít otthon!Neked annyi!:)))
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 14, 23:37
Írta: 9pk59nuy Dátum 2014 január 14, 23:37
A Mach3-al is lehet síkmenetet vágni!
Igaz nincs g kódja!
A bemutatott demóid nagyon szépek!!!
Azon töröm a fejem, hogy ha nagyon nekiugrok akkor valamennyi példádat tudnám ismételni a Mach3-al. A legmunkásabb a lépcsős menet lenne, de reggere azt is kitalálom. A Linux érdemeit persze nem akarom elvitatni, mert az gondolom trükkök nélkül tudja amit bemutattál.
Sokat levonna az érdemeiből, ha az alapcsomag (kiegészítő programok nélkül) nem lenne képes mindezeket produkálni.
A Mach3 ugyanis kiegészítő program nélkül is tudja. DE ITT MÁSKÉPP KELL TRÜKKÖZNI !
Igaz nincs g kódja!
A bemutatott demóid nagyon szépek!!!
Azon töröm a fejem, hogy ha nagyon nekiugrok akkor valamennyi példádat tudnám ismételni a Mach3-al. A legmunkásabb a lépcsős menet lenne, de reggere azt is kitalálom. A Linux érdemeit persze nem akarom elvitatni, mert az gondolom trükkök nélkül tudja amit bemutattál.
Sokat levonna az érdemeiből, ha az alapcsomag (kiegészítő programok nélkül) nem lenne képes mindezeket produkálni.
A Mach3 ugyanis kiegészítő program nélkül is tudja. DE ITT MÁSKÉPP KELL TRÜKKÖZNI !
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 15, 00:01
Írta: KoLa Dátum 2014 január 15, 00:01
Ez az alapcsomag!nincsenek kiegészítő programok és trükközni sem kell!
Síkmenetet a mach3-nál csak úgy lehet vágni ha felcseréljük a config-ba a tengelyeket! durva beavatkozás!
Síkmenetet a mach3-nál csak úgy lehet vágni ha felcseréljük a config-ba a tengelyeket! durva beavatkozás!
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2014 január 15, 00:02
Írta: s7manbs8 Dátum 2014 január 15, 00:02
Savanyú a citrom vagy narancs , ja az alma ... :)
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2014 január 15, 00:03
Írta: KoLa Dátum 2014 január 15, 00:03
Az lemaradt hogy: várom az eredményeket![#wave]
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 január 15, 00:09
Írta: 9pk59nuy Dátum 2014 január 15, 00:09
"Ez az alapcsomag!nincsenek kiegészítő programok és trükközni sem kell!"
Csak ki kell próbálnom azt a Linuxot...
Csak ki kell próbálnom azt a Linuxot...
Cím: Re:CNC eszterga építő iskola
Írta: Földi Péter Dátum 2014 január 16, 18:34
Írta: Földi Péter Dátum 2014 január 16, 18:34
Keresek primer, hajtásoldali bordáskerekeket. Esetleg tudna valaki segteni, hol kapható? Köszi,P
Cím: Re:CNC eszterga építő iskola
Írta: keri Dátum 2014 január 16, 18:56
Írta: keri Dátum 2014 január 16, 18:56
Powerbelt.hu
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 március 01, 09:09
Írta: 9pk59nuy Dátum 2014 március 01, 09:09
Elkezdtem teszteket csinálni a Mach3 eszterga programokkal.
A tesztelés célja, hogy kiderítsem, melyik verzió alkalmas arra, hogy egy eszterga mellé rendeljem és azt (szinte) minden célra használjam. Beleértve a menetvágást, az interpolációkat, a szerszámeltolást és a szerszámsugár korrekciót is.
Nyolc verziót próbáltam. Kiderült, hogy gyakorlatilag valamennyit lehet az alapvető műveletekre használni. Viszont van mindnek olyan tulajdonsága, ami miatt egy amatőr műhelyben is csak fenntartásokkal állja meg a helyét!
A főbb disznóságok:
-főorsó fordulatszám kijelzési pontatlanság (jelentős)
-előtolás értékének hibás kijelzése
-akadozik az előtolás, ha mozgatom az egeret
-g1 esetén x- irányba eltér a programozott értéktől (belevág az anyagba nagyon mélyen!)
-sokszor megdöglik, újra kell indítani a gépet
-hosszú kúp esztergálásakor látszik a felületen, hogy időnként meg-meg áll az előtolás
-szerszámsugár korrekciót még eddig egyik verzióval sem sikerült beállítani. Ha elfogadja a
beállított értéket - a rajzon megjeleníti a korrigált pályát – a szerszám akkor is a korrigálatlan
eredeti pályán halad.
A fenti hibák nagyon bosszantóak, az alábbi viszont géptöréshez is vezethet:
-A Vista környezetben megírt és szimulációsan lefuttatott programot hordozón átviszem az
XP-s megmunkálógépre, akkor a g2 g3 körinterpoláció megcserélődik !!!
Az elérhető verziók közül a 3.043.066 számút használom most, ami csak a szerszámsugár korrekciót nem tudja, és menetvágáskor a fordulat/előtolási hossz a kijelzőn nagyobb mint a végrehajtott érték. A menetet a programnak megfelelően vágja . A többi része rendben.
A tesztelés célja, hogy kiderítsem, melyik verzió alkalmas arra, hogy egy eszterga mellé rendeljem és azt (szinte) minden célra használjam. Beleértve a menetvágást, az interpolációkat, a szerszámeltolást és a szerszámsugár korrekciót is.
Nyolc verziót próbáltam. Kiderült, hogy gyakorlatilag valamennyit lehet az alapvető műveletekre használni. Viszont van mindnek olyan tulajdonsága, ami miatt egy amatőr műhelyben is csak fenntartásokkal állja meg a helyét!
A főbb disznóságok:
-főorsó fordulatszám kijelzési pontatlanság (jelentős)
-előtolás értékének hibás kijelzése
-akadozik az előtolás, ha mozgatom az egeret
-g1 esetén x- irányba eltér a programozott értéktől (belevág az anyagba nagyon mélyen!)
-sokszor megdöglik, újra kell indítani a gépet
-hosszú kúp esztergálásakor látszik a felületen, hogy időnként meg-meg áll az előtolás
-szerszámsugár korrekciót még eddig egyik verzióval sem sikerült beállítani. Ha elfogadja a
beállított értéket - a rajzon megjeleníti a korrigált pályát – a szerszám akkor is a korrigálatlan
eredeti pályán halad.
A fenti hibák nagyon bosszantóak, az alábbi viszont géptöréshez is vezethet:
-A Vista környezetben megírt és szimulációsan lefuttatott programot hordozón átviszem az
XP-s megmunkálógépre, akkor a g2 g3 körinterpoláció megcserélődik !!!
Az elérhető verziók közül a 3.043.066 számút használom most, ami csak a szerszámsugár korrekciót nem tudja, és menetvágáskor a fordulat/előtolási hossz a kijelzőn nagyobb mint a végrehajtott érték. A menetet a programnak megfelelően vágja . A többi része rendben.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2014 március 01, 09:20
Írta: ANTAL GÁBOR Dátum 2014 március 01, 09:20
Légy szíves folytasd ! Elöször is jó lenne ismerni a verzió számokat . Másodszor : használsz e UC 100 at vagy 300 at? mert szerintem pl a főorsó pontatlanságot kiküszöböli
A többinél az zajszűrés időzítése lehet a ludas. Én megmaradtam a Version R3.042.029 nál
A többinél az zajszűrés időzítése lehet a ludas. Én megmaradtam a Version R3.042.029 nál
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 március 01, 09:38
Írta: 9pk59nuy Dátum 2014 március 01, 09:38
Nekem nincs UC100. A 3.043.066 a fordulatot pontosan írja, így az nekem nem probléma.
A vizsgált verziók:
3.043.022
d1.90.038
r1.84.002
3.042.029
r2.63
3.042.036
3.042.020
3.043.066 Ezt használom most!
A vizsgált verziók:
3.043.022
d1.90.038
r1.84.002
3.042.029
r2.63
3.042.036
3.042.020
3.043.066 Ezt használom most!
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 március 01, 09:50
Írta: 9pk59nuy Dátum 2014 március 01, 09:50
Kiegészítve az előzőt: a 3.043.066 verziónál a a kijelzőben a mm/rev érték 1,6x akkora. A szerszámmozgás viszont pontos. Csak a kijelzett érték hamis.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2014 március 01, 10:30
Írta: ANTAL GÁBOR Dátum 2014 március 01, 10:30
Este fölteszek egy 066 ost és megnézem Uc100 al majd beszámolok
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2014 március 01, 10:36
Írta: 9pk59nuy Dátum 2014 március 01, 10:36
Ez az érték nekem csak egy verzióval volt pontos. Viszont az elveszett akkor amikor a főorsó hajtással kisérleteztem, és cserélgettem a verziókat. A számára nem emlékszem.
Cím: Re:CNC eszterga építő iskola
Írta: Sys_m Dátum 2018 január 18, 07:44
Írta: Sys_m Dátum 2018 január 18, 07:44
Sziasztok, segítséget kérnék, eszterga főorsó fordulat és szán mozgás elektronikus összekötésében uc100-zal mach3 alatt.
Eljött az idő, hogy menetet vágjak, a cserefogaskerekek nincsenek meg hozzá.
Sys_m
Eljött az idő, hogy menetet vágjak, a cserefogaskerekek nincsenek meg hozzá.
Sys_m
Cím: Re:CNC eszterga építő iskola
Írta: Sys_m Dátum 2018 január 18, 08:11
Írta: Sys_m Dátum 2018 január 18, 08:11
Erre gondoltam mach3 alatt uc100-zal.
Linux cnc eszterga átalakítás >> (http://7xcnc.com/hardware/encoder/)
Sys_m
Linux cnc eszterga átalakítás >> (http://7xcnc.com/hardware/encoder/)
Sys_m
Cím: Re:CNC eszterga építő iskola
Írta: Pali79 Dátum 2018 január 18, 11:05
Írta: Pali79 Dátum 2018 január 18, 11:05
Próbálni nem próbáltam, de elméletileg annyit kell csinálnod, hogy teszel egy jeladót a főorsó végére, annak a jelét beviszed az egyik bemeneten és beállítod a zárt hurkot. Ezután a fordulatonkénti előtolást programozod a G kódba és mehet a menetvágó ciklus G kódja.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2018 január 18, 17:05
Írta: ANTAL GÁBOR Dátum 2018 január 18, 17:05
Nap mint nap vágok CNC vel menet.Ma is csináltam néhány 4 menet / collos laposat aminél a sugárirányú fogás 1.8 mm volt
De ez mint írod az elméleti megoldás ( kb itt a gombóc hamm bekaplak esete ) Annó lehetett vágni menetet az Uc 100 al Mach alatt de ahhoz precíz főorsó hajtás kellett mert az index után a menet az Isten kezében volt.
A szinkron menet kialakításához A/B jel + index kell . Hová kötöd a Mach ban ? Azt hiszem kevés ehhez az UC 100 . Balázsék inkább az UCCNC t favorizálják ( én azt használom Uc400 ETH val )
Robsynak is van valami DOS os szisztémája de nincs tudomásom olyan személyről ( természetesen nem zárom ki[#vigyor4] ) aki iparszerűen használná ..
De ez mint írod az elméleti megoldás ( kb itt a gombóc hamm bekaplak esete ) Annó lehetett vágni menetet az Uc 100 al Mach alatt de ahhoz precíz főorsó hajtás kellett mert az index után a menet az Isten kezében volt.
A szinkron menet kialakításához A/B jel + index kell . Hová kötöd a Mach ban ? Azt hiszem kevés ehhez az UC 100 . Balázsék inkább az UCCNC t favorizálják ( én azt használom Uc400 ETH val )
Robsynak is van valami DOS os szisztémája de nincs tudomásom olyan személyről ( természetesen nem zárom ki[#vigyor4] ) aki iparszerűen használná ..
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2018 január 18, 17:40
Írta: s7manbs8 Dátum 2018 január 18, 17:40
Azt már a TurboCNC is tudta annak idején is, ha jól emlékszem, még én is írtam DOS-ban menetvágó ciklust a sajét cnc progamomban, de akkor még nem hallottam a TurboCNC-ről sem, még net is alig volt tán akkor.
Cím: Re:CNC eszterga építő iskola
Írta: guliver83 Dátum 2018 január 18, 17:58
Írta: guliver83 Dátum 2018 január 18, 17:58
A LinuxCNC tökéletes hozzá!
Mach3 felejtős nem fogja tudni pontosan főleg nem így!
Mach3 felejtős nem fogja tudni pontosan főleg nem így!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2018 január 18, 18:14
Írta: 000000000 Dátum 2018 január 18, 18:14
"Eljött az idő, hogy menetet vágjak"
Biztos eljön az az idő is, amikor excentert szeretnél szinkron esztergálni CNC-vel, majd erre menetet készíteni. Volt már erről szó itt a fórumon, hátha kedved kapsz hozzá.
Excenterre szinkron menet esztergálás. (http://www.robsy.hu/te7/robsy-menetexc.mpg)
Biztos eljön az az idő is, amikor excentert szeretnél szinkron esztergálni CNC-vel, majd erre menetet készíteni. Volt már erről szó itt a fórumon, hátha kedved kapsz hozzá.
Excenterre szinkron menet esztergálás. (http://www.robsy.hu/te7/robsy-menetexc.mpg)
Cím: Re:CNC eszterga építő iskola
Írta: Pali79 Dátum 2018 január 18, 18:15
Írta: Pali79 Dátum 2018 január 18, 18:15
Olvastam csaknem pontosan 2 évvel ezelőtti hozzászólásokat erről. Azt írja, hogy a sima fordulatonként egy jellel az index bemeneten tökéletes menetet lehet vágni ha a főorsó nem veszít a fordulatából a terhelés közben. Ez logikus is ha belegondolunk.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2018 január 18, 18:50
Írta: ANTAL GÁBOR Dátum 2018 január 18, 18:50
Én akkor is vágtam ... Egyetlen ceruzahegyezőm van csak
( Emco Star ) .
A főorsóim : 3 db 6.5 kW (TOS -ok) 1 db 11 kW ( EE630) Azon készülnek az eladásra szánt dolgok . De jobb a békesség ( szinkron menet )
( Emco Star ) .
A főorsóim : 3 db 6.5 kW (TOS -ok) 1 db 11 kW ( EE630) Azon készülnek az eladásra szánt dolgok . De jobb a békesség ( szinkron menet )
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2018 január 18, 20:18
Írta: s7manbs8 Dátum 2018 január 18, 20:18
Ezt AC szervóval csinálod ?
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2018 január 18, 20:21
Írta: s7manbs8 Dátum 2018 január 18, 20:21
Jut eszembe, itt a kés hegye mindig a megmunkált excenter tengely felénél van ? Fel - le nem mozgatod ?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2018 január 18, 20:35
Írta: 000000000 Dátum 2018 január 18, 20:35
Igen, mindig a felénél van. Ez viszont azt is jelenti, hogy forgás közben pontról pontra más hátszög és homlokszög mellett forgácsol. A kés hátszögét az adott geometriájú excenter érintőjének maximum szögéhez kell kialakítani, mert egyébként "nyomna" a kritikus pontokban, vagy bele is törne a műveletbe.
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2018 január 18, 21:04
Írta: s7manbs8 Dátum 2018 január 18, 21:04
Ha az a kisebb tengely még kisebb lenne, akkor valahogy a kés hegyét is mozgatni kellene, van még itt akkor mit fejleszteni. :)
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2018 január 19, 08:34
Írta: 000000000 Dátum 2018 január 19, 08:34
Nem értelek, miről beszélsz, világosan leírtam, mi a technológiai határ probléma a hátszög tekintetében, erre kell odafigyelni. Ha ezt egy adott excenternél betartod, akkor 2 lineáris tengely elég, erre láthatsz videót egy rozsdamentes csavart excenter gyártás kapcsán E400 gépalapon Robsy szinkron CNC-vel itt. (http://www.robsy.hu/te7/robsy-csavexc.mp4)
(http://www.robsy.hu/te7/robsy-csavexc.jpg)
(http://www.robsy.hu/te7/robsy-csavexc.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: Csuhás Dátum 2018 január 19, 09:19
Írta: Csuhás Dátum 2018 január 19, 09:19
Kedves Tibor!
Tudom hogy távol áll tőled a csilivili számítástechnika, de mégis javasolnám ezeknek az érdekes videóknak a youtubon való megosztását. Neked sokkal több néződ lehetne mi pedig egy kattintással szerezhetnénk információkat.
Tudom hogy távol áll tőled a csilivili számítástechnika, de mégis javasolnám ezeknek az érdekes videóknak a youtubon való megosztását. Neked sokkal több néződ lehetne mi pedig egy kattintással szerezhetnénk információkat.
Cím: Re:CNC eszterga építő iskola
Írta: s7manbs8 Dátum 2018 január 19, 13:07
Írta: s7manbs8 Dátum 2018 január 19, 13:07
Ennek az esztergálásnak a során az ideális elméleti pozícióhoz képest mennyi eltérése van a szervónak maximum ? Ezt mérted ?
Cím: Re:CNC eszterga építő iskola
Írta: Sys_m Dátum 2018 január 20, 10:54
Írta: Sys_m Dátum 2018 január 20, 10:54
Sziasztok, köszönöm mindenkinek a választ, mivel a projekt kis költségvetést használ, a linuxCnc lehet a befutó, így akkor ha lanne us400, sem kellene cserélgetni a két gép között, és most programokra sem akarok költeni.
Sys_m
Sys_m
Cím: Re:CNC eszterga építő iskola
Írta: Pali79 Dátum 2018 január 29, 09:07
Írta: Pali79 Dátum 2018 január 29, 09:07
Egy kedves ismerősöm az OSP5000L-G vezérlő programozásárol szeretne megtudni pár dolgot. Ismeri valaki ezt a vezérlőt közelebbről?
Cím: Re:CNC eszterga építő iskola
Írta: mjfpgx8v0 Dátum 2018 február 12, 06:55
Írta: mjfpgx8v0 Dátum 2018 február 12, 06:55
Üdv mindenkinek!
Ha már a menetesztergálás is szóban forog, a Linuxcnc nekem tökéletes hozzá.
Egy dologba azonban beleszaladtam, elsőre kicsit sok lett az encoder felbontás, a 2000 impulzus/fordulattal 600-as főorsó fordulatnál már nem tudott mit kezdeni a masina. Most le van osztva egy arduinoval 100imp/fordulatra, hibátlanul veszi a PC
2000-es főorsó fordulatnál is. Egy Omron encoder egyébként.
Szépen teszi a dolgát, szinkronban adagolja az előtolást, lehet kézzel is forgatni, csak a gyorsulás-lassuláshoz szükséges helyet kell ráhagyni a menet elején-végén.
A másik dolog, amiért mindenképp érdemes szerintem encodert tenni a főorsóra, az a fordulatonkénti előtolás. G95-el kevesebbet kell agyalni, mennyi is legyen az f értéke...
Ha már a menetesztergálás is szóban forog, a Linuxcnc nekem tökéletes hozzá.
Egy dologba azonban beleszaladtam, elsőre kicsit sok lett az encoder felbontás, a 2000 impulzus/fordulattal 600-as főorsó fordulatnál már nem tudott mit kezdeni a masina. Most le van osztva egy arduinoval 100imp/fordulatra, hibátlanul veszi a PC
2000-es főorsó fordulatnál is. Egy Omron encoder egyébként.
Szépen teszi a dolgát, szinkronban adagolja az előtolást, lehet kézzel is forgatni, csak a gyorsulás-lassuláshoz szükséges helyet kell ráhagyni a menet elején-végén.
A másik dolog, amiért mindenképp érdemes szerintem encodert tenni a főorsóra, az a fordulatonkénti előtolás. G95-el kevesebbet kell agyalni, mennyi is legyen az f értéke...
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2018 március 07, 20:09
Írta: ANTAL GÁBOR Dátum 2018 március 07, 20:09
Az utóbbi időben elég sok lapos menetet vágok a CNC sített Tos ommal . Ma egy kicsit elgondolkodtam . Mi van ha ( amikor már jó mélyen járok ) egyszer csak áramszünet keletkezik ?
Gondolom az UCCNC azonnal megáll, tehát megszűnik a step , a 750 W os Ac szervó tápja lehet kitart egy másodpercig de step nélkül az satufékkel megáll , a tokmányt meg viszi tovább a lendület . Gyakorlatilag atombiztos a kés törése és a darab mehet a selejtbe
Ha beteszek egy szünetmenetest akkor a PC és az UCCNC táp mehetne tovább , de a 750 W os AC szervót azért nem hiszem hogy rátehetném a szünetmentesre . Valószínűleg így is törik a kés . Versenyfutás az idővel mert a szinkron menetnél a lassuló tokmány lassuló hosszmozgást generál tehát ha kitartana az Ac szervó akkor megmenekültem
Mi van akkor ha a keresztszán léptecsének a tápját is ráteszem a szünetmentesre . Kellene egy elektronika ami érzékelne a hálózat kimaradását és mindent felülbírálva gyorsjárattal kikapná a kést .
Hogyan csinálják ezt az iparban ? Vagy ott is belenyugodnak hogy törik a kés és kuka a darab , De mi van ha a darab értéke 50 e ft ?
Gondolom az UCCNC azonnal megáll, tehát megszűnik a step , a 750 W os Ac szervó tápja lehet kitart egy másodpercig de step nélkül az satufékkel megáll , a tokmányt meg viszi tovább a lendület . Gyakorlatilag atombiztos a kés törése és a darab mehet a selejtbe
Ha beteszek egy szünetmenetest akkor a PC és az UCCNC táp mehetne tovább , de a 750 W os AC szervót azért nem hiszem hogy rátehetném a szünetmentesre . Valószínűleg így is törik a kés . Versenyfutás az idővel mert a szinkron menetnél a lassuló tokmány lassuló hosszmozgást generál tehát ha kitartana az Ac szervó akkor megmenekültem
Mi van akkor ha a keresztszán léptecsének a tápját is ráteszem a szünetmentesre . Kellene egy elektronika ami érzékelne a hálózat kimaradását és mindent felülbírálva gyorsjárattal kikapná a kést .
Hogyan csinálják ezt az iparban ? Vagy ott is belenyugodnak hogy törik a kés és kuka a darab , De mi van ha a darab értéke 50 e ft ?
Cím: Re:CNC eszterga építő iskola
Írta: laaci Dátum 2018 március 07, 20:21
Írta: laaci Dátum 2018 március 07, 20:21
Szia,
Ha a műtárgy értéke 50e, és nem egyet gyártasz belőle, akkor egy ilyen elfér. :)
6400W-os szünetmentes (http://sosups.hu/termekek/csoport/64/cikkszam/SURT8000XLI)
Ha a műtárgy értéke 50e, és nem egyet gyártasz belőle, akkor egy ilyen elfér. :)
6400W-os szünetmentes (http://sosups.hu/termekek/csoport/64/cikkszam/SURT8000XLI)
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2018 március 07, 20:32
Írta: ANTAL GÁBOR Dátum 2018 március 07, 20:32
Köszi!
Holnap felhívom őket . Nekem( biztonsággal számolva ) 4-5 másodpercet kellene hogy működjön .. de azt atombiztosan ( egy step sem veszhet el )
Holnap felhívom őket . Nekem( biztonsággal számolva ) 4-5 másodpercet kellene hogy működjön .. de azt atombiztosan ( egy step sem veszhet el )
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2018 március 07, 21:07
Írta: svejk Dátum 2018 március 07, 21:07
Az iparban vészstop jellegűen megáll minden mozgás és .... persze törik a lapka.
Ha csak 50 ezer a munkadarab mehet a selejtbe, de ha több százezer akkor az már szívás, de azért a maró nem fog 20 mm mélyen beleszántani.
No meg meg kell élni a lézeres hegesztőknek is. :)
Ha csak 50 ezer a munkadarab mehet a selejtbe, de ha több százezer akkor az már szívás, de azért a maró nem fog 20 mm mélyen beleszántani.
No meg meg kell élni a lézeres hegesztőknek is. :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2018 március 07, 21:08
Írta: svejk Dátum 2018 március 07, 21:08
"...és mindent felülbírálva gyorsjárattal kikapná a kést ..." és ha épp furatban vagy? :)
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2018 március 07, 21:16
Írta: ANTAL GÁBOR Dátum 2018 március 07, 21:16
Azért azt meg lehetne oldani ( elő lenne írva hogy merre ) Én szakmányban vágom a menetet 20 kani aztán 20 szuka .
Puha pofában van megfogva az előgyártmány . A nullás dióhoz jelölve
Puha pofában van megfogva az előgyártmány . A nullás dióhoz jelölve
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2018 március 07, 21:20
Írta: PSoft Dátum 2018 március 07, 21:20
Fő, a precizitás![#eljen]
Nehogy mááá valamelyik kani, szuka nélkül maradjon![#nevetes1]
Nehogy mááá valamelyik kani, szuka nélkül maradjon![#nevetes1]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2018 március 07, 22:46
Írta: svejk Dátum 2018 március 07, 22:46
Az a baj az ilyen szünetmentesekkel, hogy az esetek többségében hamis biztonságérzetet adnak.
A komolyabbak ugyan minden bekapcsoláskor csinálnak egy akku öntesztet, de ez is csalóka.
Nekem egy 850W-os APC már egy éve csipogja, hogy sz@r az akku de tudom, hogy még 5-10 percet kibír, tehát nem cserélem addig amíg meg nem szívom és majd nem bír ki semmit.
Talán ha évente kicseréled a zselés akkukat ha kell ha nem, akkor van esély a biztonságra.
Vagy külső ólomakku ami még talán biztosabb.
A komolyabbak ugyan minden bekapcsoláskor csinálnak egy akku öntesztet, de ez is csalóka.
Nekem egy 850W-os APC már egy éve csipogja, hogy sz@r az akku de tudom, hogy még 5-10 percet kibír, tehát nem cserélem addig amíg meg nem szívom és majd nem bír ki semmit.
Talán ha évente kicseréled a zselés akkukat ha kell ha nem, akkor van esély a biztonságra.
Vagy külső ólomakku ami még talán biztosabb.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2018 március 08, 08:05
Írta: ANTAL GÁBOR Dátum 2018 március 08, 08:05
Egyre jobban kristályosodik : az Ac szervó Dc buszát megcsinálom külön ( előtöltősen jó nagy pufferrel ) az Ac szervó agyát ( szerencsére külön van a driveren ) ráteszem a szünetmentesre . A PC ( monitor nélkül)szintén innen táplálkozik és az UC400 ETH as tápja is rajta lenne . Alapból ólomaksiban gondolkodom .
Meg kell néznem az Ac szervó agyának megtáplálását mert valami trükkre emlékszem ( Nyiszi tudta akkor a megoldást )
Várom az észrevételedet .....
Meg kell néznem az Ac szervó agyának megtáplálását mert valami trükkre emlékszem ( Nyiszi tudta akkor a megoldást )
Várom az észrevételedet .....
Cím: Re:CNC eszterga építő iskola
Írta: Dakota25 Dátum 2018 március 08, 11:21
Írta: Dakota25 Dátum 2018 március 08, 11:21
Ward-Leonard - Szerintem tudsz túrni valahol hátul hozzávalókat....[#vigyor3]
Cím: Re:CNC eszterga építő iskola
Írta: f67nx205 Dátum 2018 május 15, 16:02
Írta: f67nx205 Dátum 2018 május 15, 16:02
Sziasztok!
E1N esztergámat szeretném átalakítani CNC-re mit javasoltok hogy álljak neki? A főórsó csapágyait ki kell cserélni mert üt. A szánok rendben vannak. Hogy méretezzem a szükséges léptetőmotorokat? Milyen vezérlést ajánlatok? Eddig a mach3 al találkoztam hobbi marónál.
Válaszokat előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_vxdmchwxqv2ii7b4jmkug_5390.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/vxdmchwxqv2ii7b4jmkug_5390.jpg)
E1N esztergámat szeretném átalakítani CNC-re mit javasoltok hogy álljak neki? A főórsó csapágyait ki kell cserélni mert üt. A szánok rendben vannak. Hogy méretezzem a szükséges léptetőmotorokat? Milyen vezérlést ajánlatok? Eddig a mach3 al találkoztam hobbi marónál.
Válaszokat előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_vxdmchwxqv2ii7b4jmkug_5390.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/vxdmchwxqv2ii7b4jmkug_5390.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: Csuhás Dátum 2018 május 16, 11:04
Írta: Csuhás Dátum 2018 május 16, 11:04
Részletkérdés, de hogyan üthet egy siklócsapágy? Azt hogy lóg, kotyog el tudom képzelni, azt is hogy görbe a főorsó és ezért üt, de hogy a csapágy miatt üt az nem tudom hogyan lehetséges.
Cím: Re:CNC eszterga építő iskola
Írta: ra8nsmk6w Dátum 2018 május 16, 12:10
Írta: ra8nsmk6w Dátum 2018 május 16, 12:10
A súly és a szij feszitő ereje miatt a siklócsapágy ovális lehet és ugrál benne a főorsó. Gondolom erre gondolt az úr. Ez a hiba a gépen az ajánlottnál nagyobb tokmány használatánál jelentkezhet.
Cím: Re:CNC eszterga építő iskola
Írta: happisusu Dátum 2018 május 16, 19:50
Írta: happisusu Dátum 2018 május 16, 19:50
Egy pillanat, a szíj melett van 2db golyós, vagy hengergörgős csapágy is lehet azok ütnek ?
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2018 május 17, 16:10
Írta: Miki2 Dátum 2018 május 17, 16:10
E1N CNC (https://www.youtube.com/watch?v=2xACyyzE9DY)
Erre a gépre 6.4 illetve 3 Nm-es motorokat tettem.
A főorsó csapágyazást átalakítottam két kúpgörgős csapágyat
tettem egy új csapágyházba.
Erre a gépre 6.4 illetve 3 Nm-es motorokat tettem.
A főorsó csapágyazást átalakítottam két kúpgörgős csapágyat
tettem egy új csapágyházba.
Cím: Re:CNC eszterga építő iskola
Írta: f67nx205 Dátum 2018 május 17, 16:38
Írta: f67nx205 Dátum 2018 május 17, 16:38
Köszönöm a videót Miklós, az esztergából ki szedtél minden felesleges fogaskereket? Merre fele laksz? Én Veszprém mellett. Kb mennyibe fájt a teljes átlakítás? A motorod milyen? Látom egy maró is került rá. Esetleg nincs fényképalbumod a készülésről?
Köszönöm előre is.
Köszönöm előre is.
Cím: Re:CNC eszterga építő iskola
Írta: Szalai György Dátum 2018 május 17, 17:14
Írta: Szalai György Dátum 2018 május 17, 17:14
Ez a maró, mint "hátsó kés", de jó ötlet.
Hagyok neki helyet az elképzelt eszterga állványomon.[#taps]
Hagyok neki helyet az elképzelt eszterga állványomon.[#taps]
Cím: Re:CNC eszterga építő iskola
Írta: Szalai György Dátum 2018 május 17, 17:15
Írta: Szalai György Dátum 2018 május 17, 17:15
Mikor felhajtod a tokmány védőburkolatát, akkor az letiltja a főorsómotort?
Esetleg be is fékezi? Hogy van ez jól?
Esetleg be is fékezi? Hogy van ez jól?
Cím: Re:CNC eszterga építő iskola
Írta: uph5fcryd Dátum 2018 június 05, 21:53
Írta: uph5fcryd Dátum 2018 június 05, 21:53
Sziasztok,
megint egy kis segítség kellene. Egy "kombinált" faesztergát építek, ami terveim szerint marógépként is funkcionál(jelenleg ez a rész tökéletesen működik), meg esztergaként is.(lásd: épül a gépem: navra55)
Plusz egy olyan felállást is terveztem, ahol a keresztszánra a kések helyére egy marómotor kerül, aminek tengelye merőleges a főtengelyre és metszi azt. Így három tengelyem van . Elvileg így bármilyen forma kimarható lenne(negativ fülek és hasonló "aláhajló" felületek kivételével persze...)
Hol tudom azt kérni a FUSION-tól, hogy ne négy tengellyel számoljon?
Vagy valami más progit kell keresni erre a feladatra?
Bármi segítséget, iránymutatást köszönettel fogadnék, csak itt elakadtam...
Üdvözlettel:
navra
megint egy kis segítség kellene. Egy "kombinált" faesztergát építek, ami terveim szerint marógépként is funkcionál(jelenleg ez a rész tökéletesen működik), meg esztergaként is.(lásd: épül a gépem: navra55)
Plusz egy olyan felállást is terveztem, ahol a keresztszánra a kések helyére egy marómotor kerül, aminek tengelye merőleges a főtengelyre és metszi azt. Így három tengelyem van . Elvileg így bármilyen forma kimarható lenne(negativ fülek és hasonló "aláhajló" felületek kivételével persze...)
Hol tudom azt kérni a FUSION-tól, hogy ne négy tengellyel számoljon?
Vagy valami más progit kell keresni erre a feladatra?
Bármi segítséget, iránymutatást köszönettel fogadnék, csak itt elakadtam...
Üdvözlettel:
navra
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2018 június 06, 16:38
Írta: Miki2 Dátum 2018 június 06, 16:38
Szia!
A Norton szekrény helyére került a "Z" tengely hajtása.
A lakatszekrény teljesen el lett távolítva.
Mivel saját részre készült, nem fényképezgettem, és nem számolgattam.
A fúró egység a munka jellege miatt került ráépítésre.
Nem akartam még egyszer megfogni, és egy másik gépen fúrkálni.
A Norton szekrény helyére került a "Z" tengely hajtása.
A lakatszekrény teljesen el lett távolítva.
Mivel saját részre készült, nem fényképezgettem, és nem számolgattam.
A fúró egység a munka jellege miatt került ráépítésre.
Nem akartam még egyszer megfogni, és egy másik gépen fúrkálni.
Cím: Re:CNC eszterga építő iskola
Írta: f67nx205 Dátum 2018 június 14, 17:19
Írta: f67nx205 Dátum 2018 június 14, 17:19
Áttétellel hajtod a tengelyeket vagy fixre rá van rögzítve? Én szíjas áttételre gondoltam. Illetve a főmotort is kicserélem, teljesen le lett csupaszítva. Így már 2 ember akár mozgatni is képes (pincében lesz), csak ott tudjuk megoldani a fűtést. A motorjaidat és a golyósorsóidat honnan szerezted be? Feltéve ha golyos orsót használsz.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2018 június 17, 17:17
Írta: Miki2 Dátum 2018 június 17, 17:17
Persze, golyós orsókat használok, és "boltban" veszem.
Mindkér orsót szíj áttétellel hajtottam.
Mindkér orsót szíj áttétellel hajtottam.
Cím: Re:CNC eszterga építő iskola
Írta: hef50hgpg Dátum 2021 március 26, 22:42
Írta: hef50hgpg Dátum 2021 március 26, 22:42
Sziasztok. Ki jártas CNC esztergán a hajtott szerszámokkal való megmunkálásba? Lenne pár kérdésem.
Üdv Bence!
Üdv Bence!
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2021 március 26, 23:08
Írta: Vetesi75 Dátum 2021 március 26, 23:08
Szia! Mi a kérdés?
Cím: Re:CNC eszterga építő iskola
Írta: hef50hgpg Dátum 2021 március 26, 23:31
Írta: hef50hgpg Dátum 2021 március 26, 23:31
A C és Y tengelyes marások programozási igazából. Zsebek, nútok, négyszög szokszög alakzatok stb...igazából az alapok.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2022 szeptember 11, 16:18
Írta: svejk Dátum 2022 szeptember 11, 16:18
Fiatalon, bohón nyitottam anno ezt a topicot... :)
Ma sok mindent másképp látok, de az UCCNC software úgy néz ki mégsem hagyja az esztergályosokat cserben! [#t218p8967#]
Ebben a topicban a linkek javarészt már döglöttek, így jó lenne újra a régi vagy az azóta született ötleteket megismerni.
Rengeteg olyan kis bisz-basz alkatrész van amit egy kis asztali esztergán is el lehetne készíteni.
Gagyi műanyag világunk meg ontja a túlkönnyített, alulméretezett alkatrészeket, így még otthoni igény is lehet rá.
Sokan alakítottak már át kisebb-nagyobb hagyományos esztergát CNC-re Mach3 vagy ritkábban Linux vezérlésűre.
Mivel az UCCNC-nél még aktuális, folyó a fejlesztés- még ha mostanában kissé lassabnak is tűnt- itt lenne a lehetőség minél több funkciót belevetetni a fejlesztőkkel.
Pár éve én egy TCFM100 gép átalákításánál segédkeztem, s bizony többször kellett Dezsoe segítségét kérnem macro írásban.
Legtöbb fejtörést a szerszámok elhelyezése és azok lekezelése jelentette. Jó lene ha ezzel már nem kellene majd törödnünk külön.
Így most azt mondom helyből, hogy első és hátsó késtartó de inkább revolverfej elengedhetetlen, ha már CNC.
Az
Amit anno Vargha Kálmán elkészített és több találkozón bemutatott már egy felsőbb ketegória, de kétségteleneül jobb.
Ha valaki tud még megoldásokat akár csak egy linkkel azt is megköszönnénk.
Ma sok mindent másképp látok, de az UCCNC software úgy néz ki mégsem hagyja az esztergályosokat cserben! [#t218p8967#]
Ebben a topicban a linkek javarészt már döglöttek, így jó lenne újra a régi vagy az azóta született ötleteket megismerni.
Rengeteg olyan kis bisz-basz alkatrész van amit egy kis asztali esztergán is el lehetne készíteni.
Gagyi műanyag világunk meg ontja a túlkönnyített, alulméretezett alkatrészeket, így még otthoni igény is lehet rá.
Sokan alakítottak már át kisebb-nagyobb hagyományos esztergát CNC-re Mach3 vagy ritkábban Linux vezérlésűre.
Mivel az UCCNC-nél még aktuális, folyó a fejlesztés- még ha mostanában kissé lassabnak is tűnt- itt lenne a lehetőség minél több funkciót belevetetni a fejlesztőkkel.
Pár éve én egy TCFM100 gép átalákításánál segédkeztem, s bizony többször kellett Dezsoe segítségét kérnem macro írásban.
Legtöbb fejtörést a szerszámok elhelyezése és azok lekezelése jelentette. Jó lene ha ezzel már nem kellene majd törödnünk külön.
Így most azt mondom helyből, hogy első és hátsó késtartó de inkább revolverfej elengedhetetlen, ha már CNC.
Az
EMCO revolverfejet nem űrtechnika lutánozni, a működését bizonyára sokan ismerik, vannak animációk is róla a neten.
Amit anno Vargha Kálmán elkészített és több találkozón bemutatott már egy felsőbb ketegória, de kétségteleneül jobb.
Ha valaki tud még megoldásokat akár csak egy linkkel azt is megköszönnénk.
Cím: Re:CNC eszterga építő iskola
Írta: SzaboDenes Dátum 2022 szeptember 12, 10:26
Írta: SzaboDenes Dátum 2022 szeptember 12, 10:26
Szia!
Be kellene üzemelnem egy ilyen kis EMCO revolverfejet.
Sajnos nincs meg az eredeti kis motorja.
Felmerült bennem néhány kérdés:
Ez az EMCO revolverfej motor meghajtása hogy néz ki pontosan?
Az értem, hogy az egyik irányba forog körbe-körbe, de mikor irányt vált a forgás, és megakad a revolverfejben lévő kilincsmű, akkor a motor folyamatosan erőlködik, és tarja megfeszítve a kilincsművet, és folyamatosan melegszik a motor?
Honnan tudja forgás közben, hogy mikor kell megállni, és visszafelé forgatni?
MACH3-ban meg lehet oldani a revolverfej motorjának ezt a fajta vezérlését?
Előre is köszi a választ.
Be kellene üzemelnem egy ilyen kis EMCO revolverfejet.
Sajnos nincs meg az eredeti kis motorja.
Felmerült bennem néhány kérdés:
Ez az EMCO revolverfej motor meghajtása hogy néz ki pontosan?
Az értem, hogy az egyik irányba forog körbe-körbe, de mikor irányt vált a forgás, és megakad a revolverfejben lévő kilincsmű, akkor a motor folyamatosan erőlködik, és tarja megfeszítve a kilincsművet, és folyamatosan melegszik a motor?
Honnan tudja forgás közben, hogy mikor kell megállni, és visszafelé forgatni?
MACH3-ban meg lehet oldani a revolverfej motorjának ezt a fajta vezérlését?
Előre is köszi a választ.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2022 szeptember 12, 12:29
Írta: Motoros Dátum 2022 szeptember 12, 12:29
DC motor van benne, amikor csak beáll akkor megkapja a rendes tápfeszt adott polaritással, amikor pozicióba ért akkor irányt vált a motor (polaritást) és a tápfeszt is lecsökkenti, nem fog leégni.
Van a tengelyén egy digitális pozicióérzékelő ... de ha erre pontosan kíváncsi vagy akkor Tibortól (https://www.robsy.hu) megkérdezheted, ha kedve van akkor elmeséli.
Van a tengelyén egy digitális pozicióérzékelő ... de ha erre pontosan kíváncsi vagy akkor Tibortól (https://www.robsy.hu) megkérdezheted, ha kedve van akkor elmeséli.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2022 szeptember 12, 13:15
Írta: svejk Dátum 2022 szeptember 12, 13:15
Ahogy írod, egy előtétellenállást iktatbe és azzal korlátozza az áramot a statikus állapotban.
A legrégebbi EMCO-nál még pozíció érzékelő sincs, minden időzítéseken múlik.
(ez egyébként típushiba is nála, hogy a már közel 20 év alatt kiszárad az időzítő kondija és egyre rövidebb az idő, így aztán elkavarodik a rev.fej)
Kettő is volt már nálam ezzel a hibával.
A legrégebbi EMCO-nál még pozíció érzékelő sincs, minden időzítéseken múlik.
(ez egyébként típushiba is nála, hogy a már közel 20 év alatt kiszárad az időzítő kondija és egyre rövidebb az idő, így aztán elkavarodik a rev.fej)
Kettő is volt már nálam ezzel a hibával.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2022 szeptember 12, 13:18
Írta: svejk Dátum 2022 szeptember 12, 13:18
Szerintem a Mach3 "PLC"-jében -ami a Brian- megoldható biztosan.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2022 szeptember 12, 16:32
Írta: Motoros Dátum 2022 szeptember 12, 16:32
Az Emcoturn 120-nál már volt pozicióérzékelés. Ez a gép már nemcsak amolyan iskolai tanulógépnek lett kitalálva, hanem termelni is lehetett vele.
Igaz ez az egyirányba való rev fej forgás kicsit időrabló megoldás, főleg ha egyszerű munkadarabnál csak két három szerszám volt bent és a fej kering üresben.
A Kálmán megoldása nekem jobban tetszett.
Igaz ez az egyirányba való rev fej forgás kicsit időrabló megoldás, főleg ha egyszerű munkadarabnál csak két három szerszám volt bent és a fej kering üresben.
A Kálmán megoldása nekem jobban tetszett.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2022 szeptember 12, 16:58
Írta: svejk Dátum 2022 szeptember 12, 16:58
Meg ugye az EMCO-nál nem terhelhető visszafelé a rev. fej.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2022 szeptember 12, 18:40
Írta: Autotec1 Dátum 2022 szeptember 12, 18:40
Sziasztok
Én ezt tervezem felszerelni egy weiler 120cnc-re
Kicsit meg kell emelni az orsóházat, de szerencsére könnyen szerelhető
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_xtjdyujkt4geykjx3fzx_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/09/xtjdyujkt4geykjx3fzx_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/09/tn_i5jtxak2k5msm3x25b43m_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/09/i5jtxak2k5msm3x25b43m_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/09/tn_kizchse4icd09qcdizww_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/09/kizchse4icd09qcdizww_5332.jpeg)
Én ezt tervezem felszerelni egy weiler 120cnc-re
Kicsit meg kell emelni az orsóházat, de szerencsére könnyen szerelhető
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_xtjdyujkt4geykjx3fzx_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/09/xtjdyujkt4geykjx3fzx_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/09/tn_i5jtxak2k5msm3x25b43m_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/09/i5jtxak2k5msm3x25b43m_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/09/tn_kizchse4icd09qcdizww_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/09/kizchse4icd09qcdizww_5332.jpeg)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2022 szeptember 12, 20:26
Írta: svejk Dátum 2022 szeptember 12, 20:26
Ez sem lehet visszafelé terhelni.
Cím: Re:CNC eszterga építő iskola
Írta: SzaboDenes Dátum 2022 szeptember 13, 09:08
Írta: SzaboDenes Dátum 2022 szeptember 13, 09:08
Köszönöm mindenkinek a hozzászólását.
Már most nagyon sok hasznos infót kaptam.
Ez egy EMCO Compact5 CNC eszterga, ezen még nem volt a revolverfejnek pozíció érzékelő.
Gyakorlatilag az utolsó csavarig szétszedve zacskóban kaptam, és most próbálgatom beüzemelni. A vezérlő elektronikából a számítógép rész nincs meg hozzá.
Érdeklődnék, hogy nem tudja valaki, hogy az eredeti léptetőmotor és motormeghajtója milyen üzemmódban működik gyárilag?
Megvannak az eredeti léptetőmotorok + hozzá a teljesítmény elektronika. Ez a vezérlő panel A,-A,B,-B logikai jeleket vár. Viszont a MACH3-as USB-s vezérlő kártyám STEP,DIR jeleket ad. Gondoltam készítek egy kis mikrokontrolleres konvertert, csak jó lenne tudni, hogy milyen üzemmódban vezérelték eredetileg a léptető motorokat.
Ezen a négy vezetéken szerintem háromféle vezérlés jöhetett szóba:
1. FULL STEP, egy tekercses kapta egyszerre az áramot
2. HALF STEP
3. FULL STEP, de két tekercs kapta egyszerre az áramot
Mivel semmilyen visszacsatoló jel nincs, szerintem itt szóba sem jöhetett microstep.
Milyen tempóval megy a gyári vezérlés a ? (hány lépés/másodperc)
Mit bírt el az elektronika+ motor lépésvesztés nélkül?
Esetleg nincs valakinek erről valami infója?
Köszönöm
Már most nagyon sok hasznos infót kaptam.
Ez egy EMCO Compact5 CNC eszterga, ezen még nem volt a revolverfejnek pozíció érzékelő.
Gyakorlatilag az utolsó csavarig szétszedve zacskóban kaptam, és most próbálgatom beüzemelni. A vezérlő elektronikából a számítógép rész nincs meg hozzá.
Érdeklődnék, hogy nem tudja valaki, hogy az eredeti léptetőmotor és motormeghajtója milyen üzemmódban működik gyárilag?
Megvannak az eredeti léptetőmotorok + hozzá a teljesítmény elektronika. Ez a vezérlő panel A,-A,B,-B logikai jeleket vár. Viszont a MACH3-as USB-s vezérlő kártyám STEP,DIR jeleket ad. Gondoltam készítek egy kis mikrokontrolleres konvertert, csak jó lenne tudni, hogy milyen üzemmódban vezérelték eredetileg a léptető motorokat.
Ezen a négy vezetéken szerintem háromféle vezérlés jöhetett szóba:
1. FULL STEP, egy tekercses kapta egyszerre az áramot
2. HALF STEP
3. FULL STEP, de két tekercs kapta egyszerre az áramot
Mivel semmilyen visszacsatoló jel nincs, szerintem itt szóba sem jöhetett microstep.
Milyen tempóval megy a gyári vezérlés a ? (hány lépés/másodperc)
Mit bírt el az elektronika+ motor lépésvesztés nélkül?
Esetleg nincs valakinek erről valami infója?
Köszönöm
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2022 szeptember 13, 09:55
Írta: svejk Dátum 2022 szeptember 13, 09:55
Ilyet javítottam/helyeztem üzembe én is, de ahhoz minden meg volt, gyakorlatilag csak az időzítőkondit kellett kicserélni és beállítani a rev. fejet.
A Tiéd ha hiányos akkor felejtsd el az egészet és a saját szád íze szerint rakjál bele mindent.
Én a motorokat is lecserélném a helyedben.
A Tiéd ha hiányos akkor felejtsd el az egészet és a saját szád íze szerint rakjál bele mindent.
Én a motorokat is lecserélném a helyedben.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2022 szeptember 13, 09:58
Írta: svejk Dátum 2022 szeptember 13, 09:58
Egyébként sok info van a neten róla, külföldön fanatikus tábora van, kb. mint a kis TOS MN gépnek.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2022 szeptember 13, 10:01
Írta: svejk Dátum 2022 szeptember 13, 10:01
Ja, és a microstepphez nem kell visszacsatolás.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2022 szeptember 13, 10:21
Írta: Autotec1 Dátum 2022 szeptember 13, 10:21
Hogyan lehetne UCCNC-hez két kézikereket csatlakoztatni, úgy, hogy egyszerre is lehessen mozgatni a z,x tengelyt
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_k76m8jtxuwm8w2ihjsc5n_5332.png) (https://hobbicncforum.hu/uploaded_images/2022/09/k76m8jtxuwm8w2ihjsc5n_5332.png)
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_k76m8jtxuwm8w2ihjsc5n_5332.png) (https://hobbicncforum.hu/uploaded_images/2022/09/k76m8jtxuwm8w2ihjsc5n_5332.png)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2022 szeptember 13, 11:41
Írta: svejk Dátum 2022 szeptember 13, 11:41
Biztos rá akarnál szokni ilyenre?
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2022 szeptember 13, 11:44
Írta: svejk Dátum 2022 szeptember 13, 11:44
Értem én, hogy univerzálisat szeretnétek de ugye tudjuk, hogy az univerzális dolgok általában semmire sem jók, vagy legalábbis nehéz kihegyezni őket egy-egy célfeladatra.
Kb. mint a kombinált fogó esete sok mindenre jó de ha szépen, gyorsan akarsz dolgozni akkor megveszed a célfogókat.
Kb. mint a kombinált fogó esete sok mindenre jó de ha szépen, gyorsan akarsz dolgozni akkor megveszed a célfogókat.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2022 szeptember 13, 12:05
Írta: Autotec1 Dátum 2022 szeptember 13, 12:05
Mivel szinte csak egyedi cuccokat gyártok néha jól jönne ha a lefutott program után vagy egy módosítás miatt aránylag könnyen bele tudjak nyúlni.
Egyébként kipróbáltam , meg lehet szokni, hogy nem érzed mit csinál a kés
Egyébként kipróbáltam , meg lehet szokni, hogy nem érzed mit csinál a kés
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2022 szeptember 13, 12:08
Írta: Autotec1 Dátum 2022 szeptember 13, 12:08
Egyébként egy igazi kis TMK-s cnc gép.
Weiler e30 volt az alapötlet
Érdemes megnézni a mentjavításos videóját
https://youtu.be/GfYge38vuu4
Weiler e30 volt az alapötlet
Érdemes megnézni a mentjavításos videóját
https://youtu.be/GfYge38vuu4
Cím: Re:CNC eszterga építő iskola
Írta: hostya Dátum 2022 szeptember 13, 14:25
Írta: hostya Dátum 2022 szeptember 13, 14:25
Nálunk a cégnél volt/van 2db Monforts KNC-..(x) tip. hasonló felépítésű csúcseszterga.
Eszméletlen jó volt használni egyedi,és kis sorozat gyártásban.
G-kódot alig kellett írni..-persze kellett néha- mert rengeteg művelethez volt "varázsló" (mint a Mach3-ban)
A vezérlés összefűzte a műveletek kódjait, amit a "varázslók" létrehoztak. pl. oldalazás>lépcső esztergálás>élletörés>beszúrás>menetvágás..stb
https://cncbote-maschinen.de/en/machine/monforts-knc-300-cycle-turn-lathe/
Ennek a Weiler-nek nincs meg az eredeti vezérlése?
Eszméletlen jó volt használni egyedi,és kis sorozat gyártásban.
G-kódot alig kellett írni..-persze kellett néha- mert rengeteg művelethez volt "varázsló" (mint a Mach3-ban)
A vezérlés összefűzte a műveletek kódjait, amit a "varázslók" létrehoztak. pl. oldalazás>lépcső esztergálás>élletörés>beszúrás>menetvágás..stb
https://cncbote-maschinen.de/en/machine/monforts-knc-300-cycle-turn-lathe/
Ennek a Weiler-nek nincs meg az eredeti vezérlése?
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2022 szeptember 13, 18:27
Írta: Autotec1 Dátum 2022 szeptember 13, 18:27
Sajnos nincs, mach3 van rajta
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2022 szeptember 13, 21:09
Írta: 000000000 Dátum 2022 szeptember 13, 21:09
Sajnos jelenleg nem lehet, UCCNC nem tud két kereket kezelni.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2022 szeptember 13, 21:30
Írta: Autotec1 Dátum 2022 szeptember 13, 21:30
Igen ezt írja a használati utasítás, de mi történik,ha egy kézivezérlőt kötök, mondjuk USBcsatlakozón keresztül és egy kézikereket a meglévő bemenetre?
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2022 szeptember 14, 12:40
Írta: 000000000 Dátum 2022 szeptember 14, 12:40
Nem tudom az működne, de ha igen akkor biztos nem szinkronizált a kettő, tehát nem lenne jó a működés.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2022 szeptember 14, 15:55
Írta: Miki2 Dátum 2022 szeptember 14, 15:55
Úgy emlékszem [#1236@KoLa] fórumtárs a linuxcnc programmal
működtetett két kézi kereket az esztergáján.
működtetett két kézi kereket az esztergáján.
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2022 szeptember 14, 16:06
Írta: 000000000 Dátum 2022 szeptember 14, 16:06
UCCNC volt a kérdés. Az nem megy Linuxal.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2022 szeptember 14, 17:34
Írta: KoLa Dátum 2022 szeptember 14, 17:34
Szia Miki!
Nem jól emlékszel! ez akkoriban volt amikor már ismerkedtem a Linux-os Emc2-vel, de még a Mach3-al dolgoztam.
Tuba Istvánnak (Egyújabbgépépítő) volt egy fejlesztése amit bemutatott, lehet hogy még egy hatvani talin volt anno,szerintem képek is vannak, de nem tudtam hirtelen idelinkelni.( hogy lehet most nézelődni a tárhelyen? költői kérdés)
Az első db-ot megkaptam Tőle ajándékba, ezzel ment egyből a két mpg, amire már régen vágytam, ha jól emlékszem még kellett valamit telepíteni is,be tudtam állítani minden probléma nélkül, és működött az akkori számítógéppel is.
Nem jól emlékszel! ez akkoriban volt amikor már ismerkedtem a Linux-os Emc2-vel, de még a Mach3-al dolgoztam.
Tuba Istvánnak (Egyújabbgépépítő) volt egy fejlesztése amit bemutatott, lehet hogy még egy hatvani talin volt anno,szerintem képek is vannak, de nem tudtam hirtelen idelinkelni.( hogy lehet most nézelődni a tárhelyen? költői kérdés)
Az első db-ot megkaptam Tőle ajándékba, ezzel ment egyből a két mpg, amire már régen vágytam, ha jól emlékszem még kellett valamit telepíteni is,be tudtam állítani minden probléma nélkül, és működött az akkori számítógéppel is.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2022 szeptember 17, 15:39
Írta: Miki2 Dátum 2022 szeptember 17, 15:39
Az UCCNC esztergálásra nem igazán alkalmas.
Meg lehet mókolni, de nem lehet vele úgy dolgozni, mint egy rendes, erre a célra alkalmas programmal.
Ezért bátorkodtam írni a LinuxCNC-t.
Meg lehet mókolni, de nem lehet vele úgy dolgozni, mint egy rendes, erre a célra alkalmas programmal.
Ezért bátorkodtam írni a LinuxCNC-t.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2022 szeptember 17, 15:43
Írta: Miki2 Dátum 2022 szeptember 17, 15:43
Még egy apróság: tudomásom szerint a Mach3 tud 2 db MPG-t kezelni.
Még nem próbáltam.
Még nem próbáltam.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2022 szeptember 17, 16:35
Írta: Autotec1 Dátum 2022 szeptember 17, 16:35
most Jön az eszterga mód lassan
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2022 szeptember 17, 16:36
Írta: Autotec1 Dátum 2022 szeptember 17, 16:36
azért még így is lehet vele
https://youtu.be/9rKTwLY9Ux0
https://youtu.be/9rKTwLY9Ux0
Cím: Re:CNC eszterga építő iskola
Írta: guliver83 Dátum 2022 szeptember 18, 00:17
Írta: guliver83 Dátum 2022 szeptember 18, 00:17
Én megcsináltam LinuxCNC vel tökéletesen ment!
Cím: Re:CNC eszterga építő iskola
Írta: 000000000 Dátum 2022 szeptember 18, 12:03
Írta: 000000000 Dátum 2022 szeptember 18, 12:03
Tudom. Azért írtam amit írtam.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2023 január 01, 19:38
Írta: KoLa Dátum 2023 január 01, 19:38
Mi a véleményetek erről a gyári cnc esztergáról?
Szerintem eléggé 'bádog' hangja van, nem stabil, zörög, rezonál az a sok lemez mint hangszóró működik[#nyes]
Ettől még az én léptetős hobbycnc esztergám is stabilabb.
https://youtu.be/N0ufLL3qxKw
BUÉK!
Szerintem eléggé 'bádog' hangja van, nem stabil, zörög, rezonál az a sok lemez mint hangszóró működik[#nyes]
Ettől még az én léptetős hobbycnc esztergám is stabilabb.
https://youtu.be/N0ufLL3qxKw
BUÉK!
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2023 január 01, 19:56
Írta: TROMF22 Dátum 2023 január 01, 19:56
Keresztmetszetet ugyan nem lehet látni, de úgy néz ki az arányokból, hogy egy hagyományos csúcseszterga felépítésű ágyra, egészen hátranyúló keresztszánra - mintegy a hátsó késtartó helyére - felraktak egy bazi nagy, nehéz revolver késtartót. Természetesen programozott szerszámváltással.
Szegény gép szerintem azért nyekereg, mert egészen máshonnan, más irányból és más értékű forgácsolóerőket kap, mint amelyeket az alapfelépítés kialakításakor (a tervezés során) számításba vettek.
Szegény gép szerintem azért nyekereg, mert egészen máshonnan, más irányból és más értékű forgácsolóerőket kap, mint amelyeket az alapfelépítés kialakításakor (a tervezés során) számításba vettek.
Cím: Re:CNC eszterga építő iskola
Írta: afjybsise Dátum 2023 január 01, 19:56
Írta: afjybsise Dátum 2023 január 01, 19:56
Vagy csak nem tudja megfelelő paraméterekkel használni, bár tény, hogy rezonál az egész.
Abom, vagy Adam az egyik legnagyobb ilyen youtuber csalódás nekem, amúgy.
Abom, vagy Adam az egyik legnagyobb ilyen youtuber csalódás nekem, amúgy.
Cím: Re:CNC eszterga építő iskola
Írta: afjybsise Dátum 2023 január 01, 20:00
Írta: afjybsise Dátum 2023 január 01, 20:00
Kicsit olyasmi lehet ennek a gépnek a felépítése, mint a ciklusvezérelt esztergáké, jól gondolom? Ami inkább egyetemes felépítésű, mint egy rendes CNC. Láttam Gildemeister gépen - bár szintén csak videón - revolveres késtartót, de az nem hátra volt szerelve, hanem a normál késtartó helyén.
Az elég stabilnak tűnt.
Az elég stabilnak tűnt.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2023 január 01, 20:02
Írta: TROMF22 Dátum 2023 január 01, 20:02
Pontosan erről van szó.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2023 január 01, 20:07
Írta: KoLa Dátum 2023 január 01, 20:07
Indiai ez a nehéz revolver, ami szerintem kell egy ilyen gépre!
Az anyag a gépvázból hiányzik!
Tudod! 2-3tonna minimum.
Az anyag a gépvázból hiányzik!
Tudod! 2-3tonna minimum.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2023 január 01, 20:08
Írta: KoLa Dátum 2023 január 01, 20:08
Szerintem tudja a forgácsolás paramétereit!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2023 január 01, 20:13
Írta: KoLa Dátum 2023 január 01, 20:13
Nekem egy Gildemeiszter CT40 fut Linuxcnc-vel!Ez kb akkora mint ez a Milltronics.
Olyan csendes hogy a hűtővíz szivattyú adja a fő hangot...
3.5 tonna.
Olyan csendes hogy a hűtővíz szivattyú adja a fő hangot...
3.5 tonna.
Cím: Re:CNC eszterga építő iskola
Írta: afjybsise Dátum 2023 január 01, 20:20
Írta: afjybsise Dátum 2023 január 01, 20:20
Nyilván tudja, inkább a gép kezelésére gondoltam. Azért lehetnek ott azok a CNC gépek, mert egy élő hirdetőtábla lett a figurából.
Mindegy, nem is tartozik ez ide.
Egyébként a videón szereplő szánvezetékes, vagy egyemetes felépítésű CNC gépnek mi a létjogosultsága manapság? Ahogy emlékszem nincs kiemelkedő csúcstávolsága sem. Ugye ez egy új gép, de a napjaink CNC esztergáihoz képest miért gyártanak még ilyesmit?
Mindegy, nem is tartozik ez ide.
Egyébként a videón szereplő szánvezetékes, vagy egyemetes felépítésű CNC gépnek mi a létjogosultsága manapság? Ahogy emlékszem nincs kiemelkedő csúcstávolsága sem. Ugye ez egy új gép, de a napjaink CNC esztergáihoz képest miért gyártanak még ilyesmit?
Cím: Re:CNC eszterga építő iskola
Írta: afjybsise Dátum 2023 január 01, 20:25
Írta: afjybsise Dátum 2023 január 01, 20:25
Az már egy igazán komoly gép lehet, jól hangzik!
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2023 január 01, 20:37
Írta: KoLa Dátum 2023 január 01, 20:37
Tudod hogy,autóból is van Trabant is, és Ferrari is, mindkettővel el lehet jutni A-ból B-be , az élettartamuk hasonló a végén!
Ha járnál a MACHTECH-re renszeresen akkor látnád hogy még mindig szükség van ezekre a gépekre, főleg a nagy méretű esztergákon, vagy a kisebbeken, amit egy szerszámkészítő műhelyben is használnak, vagy bárhol ahol kis sorozatok vannak, vagy nagyon precízen kell dolgozni.
Ezek a csúszófelületek összehasonlíthatatlanul jobbak a lineáris csapágyakkal szemben a rezgések elnyelésében.
Lehet a gépváz is indiai?
Ha járnál a MACHTECH-re renszeresen akkor látnád hogy még mindig szükség van ezekre a gépekre, főleg a nagy méretű esztergákon, vagy a kisebbeken, amit egy szerszámkészítő műhelyben is használnak, vagy bárhol ahol kis sorozatok vannak, vagy nagyon precízen kell dolgozni.
Ezek a csúszófelületek összehasonlíthatatlanul jobbak a lineáris csapágyakkal szemben a rezgések elnyelésében.
Lehet a gépváz is indiai?
Cím: Re:CNC eszterga építő iskola
Írta: afjybsise Dátum 2023 január 01, 21:12
Írta: afjybsise Dátum 2023 január 01, 21:12
A nagy esztergák esetén egyértelmű volt, de így már értem, nem lehetett a precizitást feláldozni a termelékenység oltárán teljesen.
Lehet, hogy indiai, nem tudom, valamit olvastam, hogy van köze a Hurco márkához.
Jobban tudok vonzódni a nyugateurópai technikákhoz, nemrég volt lehetőségem egy környékbeli gépműhelyben "körbehugyozni" egy szép állapotban megőrzött Deckel marót meg egy Alzmetall fúrót.
Lehet, hogy indiai, nem tudom, valamit olvastam, hogy van köze a Hurco márkához.
Jobban tudok vonzódni a nyugateurópai technikákhoz, nemrég volt lehetőségem egy környékbeli gépműhelyben "körbehugyozni" egy szép állapotban megőrzött Deckel marót meg egy Alzmetall fúrót.
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 12, 21:21
Írta: wyktbg98 Dátum 2023 január 12, 21:21
szevasztok
segitséget kérek
van egy gildemeister 480 kövület minden tud amit egy esztergnak tudni kell ( kup és henger ilesztő rádiúszát nem számolja, nem lehet elmenteni a prgt)
a szerelő lenyult kétszer kijött de a vész kör nem áll fel
több ajánlatot kaptam 1.5-2 mill hunor átcserélése
kérdésem kinai vezérlő ? tude menetet vágni?
mach3 ucc egyéb illetve dg4s szervo vezérlővel step dir
vezérkés
mi a f csináljak
üdv
segitséget kérek
van egy gildemeister 480 kövület minden tud amit egy esztergnak tudni kell ( kup és henger ilesztő rádiúszát nem számolja, nem lehet elmenteni a prgt)
a szerelő lenyult kétszer kijött de a vész kör nem áll fel
több ajánlatot kaptam 1.5-2 mill hunor átcserélése
kérdésem kinai vezérlő ? tude menetet vágni?
mach3 ucc egyéb illetve dg4s szervo vezérlővel step dir
vezérkés
mi a f csináljak
üdv
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2023 január 12, 21:38
Írta: KoLa Dátum 2023 január 12, 21:38
Fogalmazd újra a kérdésedet!
Cím: Re:CNC eszterga építő iskola
Írta: TBS-TEAM Dátum 2023 január 13, 10:00
Írta: TBS-TEAM Dátum 2023 január 13, 10:00
Pl: ez a Kinai vezérlő (https://www.aliexpress.com/item/1005005105656135.html?spm=a2g0o.productlist.main.7.72ef61a97RVKrI&algo_pvid=9e81e8d1-1206-4136-bfc5-bee77536bff2&algo_exp_id=9e81e8d1-1206-4136-bfc5-bee77536bff2-3&pdp_ext_f=%7B%22sku_id%22%3A%2212000031678919321%22%7D&pdp_npi=2%40dis%21HUF%21806061.05%21564241.98%21%21%21%21%21%4021224e9b16735989634731966d0666%2112000031678919321%21sea&curPageLogUid=3hd1rIZU6Wq5) mindent is tud amit tudni kell egy CNC esztergának komplett szett. [#eplus2]
A PLC programot neked kell a gépre szabva megírni.
Választhatol 2-3-4-5 axis közzül.
A teljesség igénye nélkül:
Minimális bemeneti lépésköz: 0,001 mm (0,0001 hüvelyk) és 0,0001 mm (0,00001 hüvelyk) opcionális Minimális parancs lépésköz: 0,001 mm (0,0001 hüvelyk) és 0,0001 mm (0,00001 hüvelyk) opcionális Maximális löket: ±99999999×minimális parancsnövekmény
Gyors mozgási sebesség: akár 60 m/perc
Gyors felülírás: FO, 25%, 50%, négy valós szinttel -időbeállítás Előtolás: 0-150% tizenhat fokozatú valós idejű beállítással
Interpolációs módszer: lineáris interpoláció, körinterpoláció (támogatja a hárompontos körinterpolációt), menetinterpoláció, merev menetfúrás automatikus letörés funkció
Menet funkció
Közönséges menet (az orsót követve)/merev menet
Egy-/többfejű metrikus egyenes menet, kúpos menet és homlokmenet, állandó menetemelkedésű és változó menetemelkedésű menet, a menetkihúzás hossza, szöge és sebessége beállítható
Menetemelkedés: 0,01 mm-től 500 mm-ig vagy 0,06 fog/inch-től 2540 fog/inch-ig
A PLC programot neked kell a gépre szabva megírni.
Választhatol 2-3-4-5 axis közzül.
A teljesség igénye nélkül:
Minimális bemeneti lépésköz: 0,001 mm (0,0001 hüvelyk) és 0,0001 mm (0,00001 hüvelyk) opcionális Minimális parancs lépésköz: 0,001 mm (0,0001 hüvelyk) és 0,0001 mm (0,00001 hüvelyk) opcionális Maximális löket: ±99999999×minimális parancsnövekmény
Gyors mozgási sebesség: akár 60 m/perc
Gyors felülírás: FO, 25%, 50%, négy valós szinttel -időbeállítás Előtolás: 0-150% tizenhat fokozatú valós idejű beállítással
Interpolációs módszer: lineáris interpoláció, körinterpoláció (támogatja a hárompontos körinterpolációt), menetinterpoláció, merev menetfúrás automatikus letörés funkció
Menet funkció
Közönséges menet (az orsót követve)/merev menet
Egy-/többfejű metrikus egyenes menet, kúpos menet és homlokmenet, állandó menetemelkedésű és változó menetemelkedésű menet, a menetkihúzás hossza, szöge és sebessége beállítható
Menetemelkedés: 0,01 mm-től 500 mm-ig vagy 0,06 fog/inch-től 2540 fog/inch-ig
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 14, 09:33
Írta: wyktbg98 Dátum 2023 január 14, 09:33
Szevasz !
Köszönöm , hogy kifakadásom komolyan vetted és hozzá szoltál
A lényeg :
A vezérlő
Mach3, vagy Ucc alapu lehet számítógép+UC100-300-400 ETH
Vagy
Kinai Vezérlő CW20T 2 tengelyes eszterga
ezek vannak a látokörömbe ezekből van-e valakinek tapasztalata, ajánlata, esetleg segítsége amin elindukhatok
szervo
egyenáramó szervo motor, tengelyén enkoderral
mivel a gépen még nem külön egységekben van a két tengely sevo , egy nyákon van a vezérlés ,egy másikon védelmi kör kis telj relékkel
A fő tengelyen enkóderrel
kérdésem DG4S-16015 szervo hajtást tudom -e használni egyenáramú , kefés szervomotorhoz, (vagy a motorokat is ki kell dobni ?)
Ekkor fel tudok építeni egy step.dir renszert ( persze sedítséggel )
tehát még mindig az irányt keresem,
ezekből, vagy esetleg más elemekből
hogy tudom felépíteni az esztergát
T forum társak segítségét kérem a választásban
Üdv
Köszönöm , hogy kifakadásom komolyan vetted és hozzá szoltál
A lényeg :
A vezérlő
Mach3, vagy Ucc alapu lehet számítógép+UC100-300-400 ETH
Vagy
Kinai Vezérlő CW20T 2 tengelyes eszterga
ezek vannak a látokörömbe ezekből van-e valakinek tapasztalata, ajánlata, esetleg segítsége amin elindukhatok
szervo
egyenáramó szervo motor, tengelyén enkoderral
mivel a gépen még nem külön egységekben van a két tengely sevo , egy nyákon van a vezérlés ,egy másikon védelmi kör kis telj relékkel
A fő tengelyen enkóderrel
kérdésem DG4S-16015 szervo hajtást tudom -e használni egyenáramú , kefés szervomotorhoz, (vagy a motorokat is ki kell dobni ?)
Ekkor fel tudok építeni egy step.dir renszert ( persze sedítséggel )
tehát még mindig az irányt keresem,
ezekből, vagy esetleg más elemekből
hogy tudom felépíteni az esztergát
T forum társak segítségét kérem a választásban
Üdv
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2023 január 14, 09:41
Írta: svejk Dátum 2023 január 14, 09:41
A vészkörhöz kb. elég egy rajzot olvasni tudo villamos ember.
Ha egyébként mindennel meg vagy elégedve vele ne cseréld le a vezerlöt.
Ha egyébként mindennel meg vagy elégedve vele ne cseréld le a vezerlöt.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2023 január 14, 09:42
Írta: svejk Dátum 2023 január 14, 09:42
Írj pár mondatot a hátrányairol is. :)
Mert biztos van bőven...
Mert biztos van bőven...
Cím: Re:CNC eszterga építő iskola
Írta: TBS-TEAM Dátum 2023 január 14, 11:08
Írta: TBS-TEAM Dátum 2023 január 14, 11:08
Az eszterga 11Kw főorsó.
X-Z szervo 2db Indramat DDS2.1 DC 50A hajtással van szerelve 0-10V analog vezérléssel.
Enkoderes visszacsatolással. Az egész rendszer zárt hurku vezérlés.
Nem jó ötlet egy instabil Mach3 vagy valamilyen számitogép alapú NEM zárt hurku vezérlésre cserélni.
Teljesen át kellene építeni lecserélni a szervokat stb...
A vége milliós nagyságrend és megbízhatósága meg sem
közelíti az eredeti zárt hurku rendszert.
X-Z szervo 2db Indramat DDS2.1 DC 50A hajtással van szerelve 0-10V analog vezérléssel.
Enkoderes visszacsatolással. Az egész rendszer zárt hurku vezérlés.
Nem jó ötlet egy instabil Mach3 vagy valamilyen számitogép alapú NEM zárt hurku vezérlésre cserélni.
Teljesen át kellene építeni lecserélni a szervokat stb...
A vége milliós nagyságrend és megbízhatósága meg sem
közelíti az eredeti zárt hurku rendszert.
Cím: Re:CNC eszterga építő iskola
Írta: dtb Dátum 2023 január 14, 12:25
Írta: dtb Dátum 2023 január 14, 12:25
Én ebbe az irányba nézelődnék: MESA vezérlő (http://store.mesanet.com/index.php?route=product/category&path=69_62) és LINUXCNC (https://www.linuxcnc.org/)
A Mach3 már a múlt, az UCCNC meg az igéretek földje...
A Mach3 már a múlt, az UCCNC meg az igéretek földje...
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2023 január 14, 15:33
Írta: Miki2 Dátum 2023 január 14, 15:33
Szervusz!
Én a DG4S-16035 vezérlőt használom, DC szervó motorokkal.
A MACH3 kb. 10 éve gond nélkül teszi a dolgát.
Nincs benne főorsó szinkron, ezért nem lehet fixen befogott szerszámmal menetet fúrni.
Minden más funkció korrektül működik.
Én a DG4S-16035 vezérlőt használom, DC szervó motorokkal.
A MACH3 kb. 10 éve gond nélkül teszi a dolgát.
Nincs benne főorsó szinkron, ezért nem lehet fixen befogott szerszámmal menetet fúrni.
Minden más funkció korrektül működik.
Cím: Re:CNC eszterga építő iskola
Írta: 9pk59nuy Dátum 2023 január 14, 19:43
Írta: 9pk59nuy Dátum 2023 január 14, 19:43
Nem is akartál főorsó szinkront?
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2023 január 14, 19:53
Írta: KoLa Dátum 2023 január 14, 19:53
Én is ebbe az irányba indultam el 10-12 éve, most két esztergámon is LinuxCNC vezérlés van.
Az elsőre még lehet emlékeznek itt régebbi fórumtársak, egy EU-175 volt az alany, pár évig Mach3 volt a vezérlő de néhány év után az EMC2-re váltottam ez a kezdeti verziója a LinuxCNC-nek ami azóta sokat fejlődött! de, a menetvágást csecsemő korától kezdve tökéletesen kontrollálja.
Ez az EUCNC léptetőmotoros, nincs Mesa kártya, nincs semmi csak a számítógép és a LinuxCNC, na meg a Config! ez a buktatója ennek a vezérlőnek! mert nem olyan grafikus mint a Mach3, alapokat lehet grafikus felületen belőni de az sem egyszerű egy olyan embernek aki a forgács közül jön programozni, de vannak kivételek!
Sok menetet vágok általában, ez a léptetős gép azóta is működik, de már inkább az utódját szeretem használni, ezen csak a fusi megy!
A másik LinuxCNC-s gép, egy Gildemeister CT40, itt már ipari minőségű elektronikákhoz kellett csatlakozni amihez már szakembert kellett hívnom.
Ezt a videót félkész állapotában vette fel a kivitelező elektronikus, Linuxcnc specialista szakember!
Az elsőre még lehet emlékeznek itt régebbi fórumtársak, egy EU-175 volt az alany, pár évig Mach3 volt a vezérlő de néhány év után az EMC2-re váltottam ez a kezdeti verziója a LinuxCNC-nek ami azóta sokat fejlődött! de, a menetvágást csecsemő korától kezdve tökéletesen kontrollálja.
Ez az EUCNC léptetőmotoros, nincs Mesa kártya, nincs semmi csak a számítógép és a LinuxCNC, na meg a Config! ez a buktatója ennek a vezérlőnek! mert nem olyan grafikus mint a Mach3, alapokat lehet grafikus felületen belőni de az sem egyszerű egy olyan embernek aki a forgács közül jön programozni, de vannak kivételek!
Sok menetet vágok általában, ez a léptetős gép azóta is működik, de már inkább az utódját szeretem használni, ezen csak a fusi megy!
A másik LinuxCNC-s gép, egy Gildemeister CT40, itt már ipari minőségű elektronikákhoz kellett csatlakozni amihez már szakembert kellett hívnom.
Ezt a videót félkész állapotában vette fel a kivitelező elektronikus, Linuxcnc specialista szakember!
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2023 január 15, 01:43
Írta: Vetesi75 Dátum 2023 január 15, 01:43
CW20T-t felejtsd el. Ha jól rémlik, az nem ismeri a szerszámsugár korrekciót.
Cím: Re:CNC eszterga építő iskola
Írta: zsolt123 Dátum 2023 január 15, 12:42
Írta: zsolt123 Dátum 2023 január 15, 12:42
Üdv., az nem elég, ha a STEP/DIR-es motorvezérlő zárthurkú? A Mach3 visszakapja az indexjelet, így tartható a szinron a főorsó és a mozgatás között, a zárthurkú motorvezérlők meg teszik a dolgukat.
Cím: Re:CNC eszterga építő iskola
Írta: TBS-TEAM Dátum 2023 január 15, 13:12
Írta: TBS-TEAM Dátum 2023 január 15, 13:12
A zárt hurku rendszerek nem véletlen nagyságrendekkel
drágábbak.
Valós időben valós elmozdulások mindig szinkronban.
Nem zárt hurok:
A CNC program is teszi a dolgát x órajelen,
meg a mozgásvezérlő is a saját órajelén aztán
lesz ami lesz.
Tömören.
drágábbak.
Valós időben valós elmozdulások mindig szinkronban.
Nem zárt hurok:
A CNC program is teszi a dolgát x órajelen,
meg a mozgásvezérlő is a saját órajelén aztán
lesz ami lesz.
Tömören.
Cím: Re:CNC eszterga építő iskola
Írta: dezsoe Dátum 2023 január 15, 13:40
Írta: dezsoe Dátum 2023 január 15, 13:40
Így is meg lehet közelíteni a kérdést, de egy normálisan megépített rendszerben a step jelek eljutnak a motorvezérlőhöz, egy értelmes motorvezérlő vissza tud jelezni, hogy hiba van, a főprogram pedig megáll. Ha olyan mechanikai hiba van, amitől a motorok elmásznak, azt egy zárt hurkú rendszer sem tudja kijavítani önállóan. Az egyetlen gyenge láncszem a step jel eljutása a motorvezérlőig, de ezt szerintem nem nagy kihívás rendesen megoldani. Kétségtelenül jobb egy teljesen zárt hurkú rendszer, de közel sem annyival, amennyit az árkülönbség tükröz.
Cím: Re:CNC eszterga építő iskola
Írta: bundyland Dátum 2023 január 15, 16:47
Írta: bundyland Dátum 2023 január 15, 16:47
Régebben olvastam így nem biztos hogy jól emlékszem, de mintha már eleve a step/dir sem jó.
Ipar nem is használja erre. Nem véletlenül a bus rendszer ami jó lenne. A lényege az volt hogy ugyebár a vezérlés kiadja a step/dir jeleket de semmi garancia nincs arra hogy a vezérlők egy időben szinkronban hajtják végre.
De pl itt egy példa ennek a kiküszöbölésére LinuxCNC alá.
LinuxCNC Bus rendszer (http://yurtaev.com/)
Ipar nem is használja erre. Nem véletlenül a bus rendszer ami jó lenne. A lényege az volt hogy ugyebár a vezérlés kiadja a step/dir jeleket de semmi garancia nincs arra hogy a vezérlők egy időben szinkronban hajtják végre.
De pl itt egy példa ennek a kiküszöbölésére LinuxCNC alá.
LinuxCNC Bus rendszer (http://yurtaev.com/)
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2023 január 16, 11:39
Írta: sarktibsi Dátum 2023 január 16, 11:39
Ha valakit érdekelne , nekem van 3db bontott Mitsubishi mr-j2s-40b-ee085+motor 3db mr-j2s-100b+
motor nekem nincs rájúk szükségem , esetleg valaki le tudná tesztelni öket?
motor nekem nincs rájúk szükségem , esetleg valaki le tudná tesztelni öket?
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 16, 21:00
Írta: wyktbg98 Dátum 2023 január 16, 21:00
SZEVASZ
MELLÉKELEM A KÉPET
KÉT NAPIG MATATOTT KÉT SZERELŐ
DENEM JÖTT ÖSSZE
A SZÖVEG AZ VOLT,HOGY A RELÉ SPECIÁLIS KIVÁLTANI NEM LEHET
ÜDV
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_542dqkz46s7d2xwq0i4kk_3611.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/542dqkz46s7d2xwq0i4kk_3611.jpg)
MELLÉKELEM A KÉPET
KÉT NAPIG MATATOTT KÉT SZERELŐ
DENEM JÖTT ÖSSZE
A SZÖVEG AZ VOLT,HOGY A RELÉ SPECIÁLIS KIVÁLTANI NEM LEHET
ÜDV
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_542dqkz46s7d2xwq0i4kk_3611.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/542dqkz46s7d2xwq0i4kk_3611.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 16, 21:02
Írta: wyktbg98 Dátum 2023 január 16, 21:02
SZEVASZ
SAJNOS A VEZÉRLŐRŐL SEMMIT SEM TUDOK
HA A KÉP MOND NEKED VALAMIT ?
NEM TUDOM HASZNÁLNI
ÜDV
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_hf2xvdpp3inv0i69bn29z_3611.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/hf2xvdpp3inv0i69bn29z_3611.jpg)
SAJNOS A VEZÉRLŐRŐL SEMMIT SEM TUDOK
HA A KÉP MOND NEKED VALAMIT ?
NEM TUDOM HASZNÁLNI
ÜDV
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_hf2xvdpp3inv0i69bn29z_3611.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/hf2xvdpp3inv0i69bn29z_3611.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2023 január 16, 21:13
Írta: PSoft Dátum 2023 január 16, 21:13
Minden "relét" ki lehet váltani más gyártó, más típusára.
Ahogy nézem a fotódat, ezeket az őskövületeket meg már...kötelező lenne kiváltani.(bármi más jobb lenne náluk)
Ahogy nézem a fotódat, ezeket az őskövületeket meg már...kötelező lenne kiváltani.(bármi más jobb lenne náluk)
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 16, 21:19
Írta: wyktbg98 Dátum 2023 január 16, 21:19
SZEVASZ
A MACH 3-AT MILYEN MOZGÁSVEZÉRLŐVEL HASZNÁLOD
A MOTOR ENCODERÉT Í DGS SERVORA KÖTÖD , A MOZGÁSVEZÉRLŐ KAP ENKODER JELET ?
ÜDV
A MACH 3-AT MILYEN MOZGÁSVEZÉRLŐVEL HASZNÁLOD
A MOTOR ENCODERÉT Í DGS SERVORA KÖTÖD , A MOZGÁSVEZÉRLŐ KAP ENKODER JELET ?
ÜDV
Cím: Re:CNC eszterga építő iskola
Írta: MoparMan Dátum 2023 január 16, 21:24
Írta: MoparMan Dátum 2023 január 16, 21:24
SZEVASZ
KAPCSOLD MÁ' KI A "CAPS LOCK"-OT...
KAPCSOLD MÁ' KI A "CAPS LOCK"-OT...
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 16, 21:30
Írta: wyktbg98 Dátum 2023 január 16, 21:30
Szevasz !
amennyire megértettem a két enkoder bemenetes step dir+io portos kellen
lenne kérdésem
szabad felhasználásu , a linux cnc ?
A plc programm elkészítése meghaladja képességemet
kérdésem lenne e valaki aki elkészítené , nem hálaból!
Üdv
amennyire megértettem a két enkoder bemenetes step dir+io portos kellen
lenne kérdésem
szabad felhasználásu , a linux cnc ?
A plc programm elkészítése meghaladja képességemet
kérdésem lenne e valaki aki elkészítené , nem hálaból!
Üdv
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 16, 21:33
Írta: wyktbg98 Dátum 2023 január 16, 21:33
Szevasz
igen nem tudja a szerszám korrekciót A CW20Tleírásból kiderült
de hátha tudud menetvágásra alkalmas-e ? nem jöttem rá
Üdv
igen nem tudja a szerszám korrekciót A CW20Tleírásból kiderült
de hátha tudud menetvágásra alkalmas-e ? nem jöttem rá
Üdv
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 16, 21:41
Írta: wyktbg98 Dátum 2023 január 16, 21:41
Szevasz
köszönöm a linket
2 tengely vezérlésével, talán megfizethető
kell a két motor szervo vezérlője de utána csak táp
és porofinak néz ki.
mach és társainál egyéb sok minden más, kell
gondolkodom
Üdv
köszönöm a linket
2 tengely vezérlésével, talán megfizethető
kell a két motor szervo vezérlője de utána csak táp
és porofinak néz ki.
mach és társainál egyéb sok minden más, kell
gondolkodom
Üdv
Cím: Re:CNC eszterga építő iskola
Írta: dtb Dátum 2023 január 16, 22:13
Írta: dtb Dátum 2023 január 16, 22:13
Szia, amit linkeltem oldalt, az a gyártó oldala. Van analóg, kevert, és a franc tudja még hányféle vezérlő, és illesztő, bővítő kártyája a MESA-nak. Szerintem NEM kell hozzá plc-t programozni.
A linuxcnc teljesen ingyenes, és irgalmatlan mennyiségű leírás, video, ...és fórum anyag van hozzá.
A linuxcnc teljesen ingyenes, és irgalmatlan mennyiségű leírás, video, ...és fórum anyag van hozzá.
Cím: Re:CNC eszterga építő iskola
Írta: Szerelő Dátum 2023 január 17, 07:43
Írta: Szerelő Dátum 2023 január 17, 07:43
Űvözletem
Valószínűleg azért mondták a szerelők azt hogy a relék speciálisak "kiváltani nem lehet őket" mert a 37-38 és 85-86 os számozású érintkezők másképpen kapcsolnak mint a többi érintkező. (Vagy gyorsabban vagy lassabban mint a többi)
Régen néha így állítottak be időzítéseket a véletlenszerű egymásrakapcsolás miatt.
Ez a gép Fanuc vezérléses Fanuc DC mellékhajtásos/motoros, aszinkron főmotoros és kézi sebességváltós valamint kézi késtartós?
A bekapcsolási hiba eredhet a vezérlés üzemkészség a vészvégállások és a mellékhajtások hibájából.
Valamint kábelszakadásból és esetleg valamelyik feszültség hiányából.
Valószínűleg azért mondták a szerelők azt hogy a relék speciálisak "kiváltani nem lehet őket" mert a 37-38 és 85-86 os számozású érintkezők másképpen kapcsolnak mint a többi érintkező. (Vagy gyorsabban vagy lassabban mint a többi)
Régen néha így állítottak be időzítéseket a véletlenszerű egymásrakapcsolás miatt.
Ez a gép Fanuc vezérléses Fanuc DC mellékhajtásos/motoros, aszinkron főmotoros és kézi sebességváltós valamint kézi késtartós?
A bekapcsolási hiba eredhet a vezérlés üzemkészség a vészvégállások és a mellékhajtások hibájából.
Valamint kábelszakadásból és esetleg valamelyik feszültség hiányából.
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 17, 11:23
Írta: wyktbg98 Dátum 2023 január 17, 11:23
T Szerelő !
Tökéletesen fogalmazta meg az én gondomat a relékről,
valami ilyesmit mondott a szerelő csak nem tudtam, vissza adni, tehát a behúzás során az érintkezők nem egyszerre zárnak. Próbáltam vezérlésen kívűl egyszerűen meghúzatni, ment viszont egy két behúzás után a speciális érintkezők kereszbe álltak nem engedték a teljes meghúzást, valósszínüleg a az idő faktor túl nagy.
a segítségét kérem hogy lehet ebből a helyzetből kikecmeregni,valami olyan szaki kellene aki rendbetudná hozni.
üdv
Tökéletesen fogalmazta meg az én gondomat a relékről,
valami ilyesmit mondott a szerelő csak nem tudtam, vissza adni, tehát a behúzás során az érintkezők nem egyszerre zárnak. Próbáltam vezérlésen kívűl egyszerűen meghúzatni, ment viszont egy két behúzás után a speciális érintkezők kereszbe álltak nem engedték a teljes meghúzást, valósszínüleg a az idő faktor túl nagy.
a segítségét kérem hogy lehet ebből a helyzetből kikecmeregni,valami olyan szaki kellene aki rendbetudná hozni.
üdv
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 17, 11:29
Írta: wyktbg98 Dátum 2023 január 17, 11:29
T Szerelő !
elnézést elfeljtettem a többi kérdést
de a leírás a gépről tökéletes
előzőekben küldtem fényképet aservo vezérlőről
most csatolok a n vezérlő nyákról "plc "
Üdv
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_sfmue3cepzxvqv8xhqp6w_3611.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/sfmue3cepzxvqv8xhqp6w_3611.jpg)
elnézést elfeljtettem a többi kérdést
de a leírás a gépről tökéletes
előzőekben küldtem fényképet aservo vezérlőről
most csatolok a n vezérlő nyákról "plc "
Üdv
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_sfmue3cepzxvqv8xhqp6w_3611.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/sfmue3cepzxvqv8xhqp6w_3611.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: Szerelő Dátum 2023 január 17, 15:12
Írta: Szerelő Dátum 2023 január 17, 15:12
A sagédkapcsolók kiváltására a megoldás a következő lehet.
A ellenőrizni kell a meglevő kapcsolók érintkezőinek nűködését.
És az érintkezők működése alapján a Schneider vagy a Siemens vállasztékából össze lehet vállogatni a megfelelőt.
A ellenőrizni kell a meglevő kapcsolók érintkezőinek nűködését.
És az érintkezők működése alapján a Schneider vagy a Siemens vállasztékából össze lehet vállogatni a megfelelőt.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2023 január 17, 15:50
Írta: Miki2 Dátum 2023 január 17, 15:50
Eddig még nem hiányoltam.
A maximális menethossz amit csinálni kellett 60 mm volt.
Ekkora hosszon nem tapasztaltam érdemi eltérést.
A maximális menethossz amit csinálni kellett 60 mm volt.
Ekkora hosszon nem tapasztaltam érdemi eltérést.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2023 január 17, 16:01
Írta: Miki2 Dátum 2023 január 17, 16:01
Én még maradtam a régi jól bevált összeállításnál.
vin-xp, paralell port, HDBB2 jelelosztó.
Encoder a motorokon amik a DG4S-16035 motor vezérlőhöz csatlakoznak.
vin-xp, paralell port, HDBB2 jelelosztó.
Encoder a motorokon amik a DG4S-16035 motor vezérlőhöz csatlakoznak.
Cím: Re:CNC eszterga építő iskola
Írta: Szerelő Dátum 2023 január 18, 07:01
Írta: Szerelő Dátum 2023 január 18, 07:01
Amíg működik a gép és megfelelő a pontossága addig dolgozni kell vele.
A reléket a kép alapján kiforrasztással lehet cserélni. De elöbb meg kell keresni a cseredarabokat (vannak olyan régi relék aminek a lábkiosztása/elrendezése már nem helyetesíthető új relével).
A vezérléscseréről néhány észrevételt.
A CW20T vezérlésnek 3,5" a képátlója (89mm)ez kicsivel több mint egy mobiltelefon képátló fele.
Ha a Gildemaister főörsóra nem szereltek forgójeladót akkor a menetvágás érdekében azt meg kell tenni.
Step/Dir-es vezérlő esetén AC szervó hajtásokat és motorokat felszerelni. (az állandó nyomaték miatt)
X tengely 2:1 lassító áttátelnél 3-5Nm
Z tengely 2:1 lassító áttételnél 6-8Nm
Az elektromosszekrény teljes átépítése új alkatrészekkel (a rági alkatrészek megtartása allandó hibaforrás marad)
De bármilyen vezérléscserének/modernizálásnak csak akkor van értelme, ha a gép pontossága megfelelő!
A reléket a kép alapján kiforrasztással lehet cserélni. De elöbb meg kell keresni a cseredarabokat (vannak olyan régi relék aminek a lábkiosztása/elrendezése már nem helyetesíthető új relével).
A vezérléscseréről néhány észrevételt.
A CW20T vezérlésnek 3,5" a képátlója (89mm)ez kicsivel több mint egy mobiltelefon képátló fele.
Ha a Gildemaister főörsóra nem szereltek forgójeladót akkor a menetvágás érdekében azt meg kell tenni.
Step/Dir-es vezérlő esetén AC szervó hajtásokat és motorokat felszerelni. (az állandó nyomaték miatt)
X tengely 2:1 lassító áttátelnél 3-5Nm
Z tengely 2:1 lassító áttételnél 6-8Nm
Az elektromosszekrény teljes átépítése új alkatrészekkel (a rági alkatrészek megtartása allandó hibaforrás marad)
De bármilyen vezérléscserének/modernizálásnak csak akkor van értelme, ha a gép pontossága megfelelő!
Cím: Re:CNC eszterga építő iskola
Írta: Szerelő Dátum 2023 január 18, 09:31
Írta: Szerelő Dátum 2023 január 18, 09:31
Rosszul emlékeztem az áttételre
Az áttétel mind a két tengelyen: 4:1 lassító áttétel.
Az áttétel mind a két tengelyen: 4:1 lassító áttétel.
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 18, 13:39
Írta: wyktbg98 Dátum 2023 január 18, 13:39
Szevasz
Köszönöm válaszod
a gép viszonylag jó állapotban van
a szánok edzettek és olajkanéses ami mindig jó volt
A golyos órsó kotyanását kimérem órával, kösz az ötletet
van a főorsón encoder , gyorsító átételel müanyag fogaskerék hajtással
Előszőr kapott szerelővel átnézetem,állapotfelmérés
de még gondolkodom uj vezérlőn
DG4S-160-35 servo, step-dir jelell
Ucc, Mach 3 stb vezérlő, esetleg kinai mozgásvezérlő
árban közel ott vannak a szerlő mdíj árain , talán többet tudnak.
üdv
Köszönöm válaszod
a gép viszonylag jó állapotban van
a szánok edzettek és olajkanéses ami mindig jó volt
A golyos órsó kotyanását kimérem órával, kösz az ötletet
van a főorsón encoder , gyorsító átételel müanyag fogaskerék hajtással
Előszőr kapott szerelővel átnézetem,állapotfelmérés
de még gondolkodom uj vezérlőn
DG4S-160-35 servo, step-dir jelell
Ucc, Mach 3 stb vezérlő, esetleg kinai mozgásvezérlő
árban közel ott vannak a szerlő mdíj árain , talán többet tudnak.
üdv
Cím: Re:CNC eszterga építő iskola
Írta: TBS-TEAM Dátum 2023 január 18, 15:08
Írta: TBS-TEAM Dátum 2023 január 18, 15:08
A Kis kinai SZGH (https://www.aliexpress.com/item/32766119519.html?gps-id=pcStoreLeaderboard&scm=1007.22922.271278.0&scm_id=1007.22922.271278.0&scm-url=1007.22922.271278.0&pvid=e1b228a9-efb6-4f74-9b4c-ce6239ee7dde&_t=gps-id:pcStoreLeaderboard,scm-url:1007.22922.271278.0,pvid:e1b228a9-efb6-4f74-9b4c-ce6239ee7dde,tpp_buckets:668%232846%238115%232000&pdp_ext_f=%7B%22sku_id%22%3A%2262093387455%22%2C%22sceneId%22%3A%2212922%22%7D&pdp_npi=2%40dis%21HUF%21193303.91%21193303.91%21%21%21%21%21%402101f6b316740506338528826e5a85%2162093387455%21rec&spm=a2g0o.store_pc_home.smartLeaderboard_2004143544191.32766119519) 10éve foglalkozik CNC vezérlőkkel.
Honlapjuk minden infót megtalálsz. (https://www.szghauto.com/product/Lathe-CNC-Controller-11)
Honlapjuk minden infót megtalálsz. (https://www.szghauto.com/product/Lathe-CNC-Controller-11)
Cím: Re:CNC eszterga építő iskola
Írta: Szerelő Dátum 2023 január 18, 17:59
Írta: Szerelő Dátum 2023 január 18, 17:59
Ha van főorsójeladó akkor tudia kell a menetvágást.
Mivel a vezérléstartó az alapszánra van szerelve, így az első csúszóvezeték jobban van terhelve. Ezért jobban is kopik.
Mi az elkébzelés a géppel?
Egy kis történelem:
Ez a gép volt a SZIM EEN 320,400 és 500 alapja.
Az első EEN400-as esztergák ugyan ebben a kialakításban készültek Hunor712-es majd a Hunor721-es vezérléssel.
Az X tengelyen Evig EZG 703 motorral
A Z fengelyen Evig EZG 705 motorral
Mivel a vezérléstartó az alapszánra van szerelve, így az első csúszóvezeték jobban van terhelve. Ezért jobban is kopik.
Mi az elkébzelés a géppel?
Egy kis történelem:
Ez a gép volt a SZIM EEN 320,400 és 500 alapja.
Az első EEN400-as esztergák ugyan ebben a kialakításban készültek Hunor712-es majd a Hunor721-es vezérléssel.
Az X tengelyen Evig EZG 703 motorral
A Z fengelyen Evig EZG 705 motorral
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2023 január 18, 20:36
Írta: sarktibsi Dátum 2023 január 18, 20:36
Kérdezd meg Sós Jánost Kistarcsán , szerintem ő tud felrakni neked hunor 721-et , bontott de tesztelt üzemképes vezérlöt.
Ha kell adok elérhetöséget.
Ha kell adok elérhetöséget.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2023 január 18, 20:43
Írta: KoLa Dátum 2023 január 18, 20:43
Nálam a Gildemeister modernizálása után alig maradt valami a szekrényben, szellős lett! két Mesa kártya egy plc és a PC nem sok helyet foglal!
Ezek a spéci relék lehet hogy még megkaphatóak Nála!
Elérés az előzőleg bemutatott videóban.
Ezek a spéci relék lehet hogy még megkaphatóak Nála!
Elérés az előzőleg bemutatott videóban.
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 19, 15:21
Írta: wyktbg98 Dátum 2023 január 19, 15:21
szevasz !
ha lehet
kérném a szerelő elérhetősőgét
Üdv
ha lehet
kérném a szerelő elérhetősőgét
Üdv
Cím: Re:CNC eszterga építő iskola
Írta: wyktbg98 Dátum 2023 január 19, 15:26
Írta: wyktbg98 Dátum 2023 január 19, 15:26
szevasz
forum társ ajánlot szerelőt
egy állapotfelmérés, árajánlat után aki huront rak be döntök kb 2 hét
üdv
forum társ ajánlot szerelőt
egy állapotfelmérés, árajánlat után aki huront rak be döntök kb 2 hét
üdv
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2023 január 19, 21:35
Írta: sarktibsi Dátum 2023 január 19, 21:35
Sós János 06 30 999-7700
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2023 február 17, 17:06
Írta: ANTAL GÁBOR Dátum 2023 február 17, 17:06
Egy érdekes problémával szembesültem . Adott egy kézikerék (MPG) amelyet át lehet kapcsolni az X és az Z között . A tengelyek irányultsága korrekt , a Z a nyereg fele + az X a hasam fele +
( hagyományos , nem hátsó késtartós eszterga )
Jelenleg ha tekerem a kézikereket akkor azt jobbra forgatva a + irányok érvényesülnek . A Z az Ok mert, ha a hagyományos esztergán a nagy kerékkel mozgatom a hoszszánt akkor az a nyereg fele megy . Viszont a X számomra nem ergonómikus mert a hagyományos nóniuszt jobbra tekerve a szánnal távolodnék a hasamtól ( fogásvétel ) A Dir eket nem fordíthatom meg mert azok most jók , a kézikerék A-B jelét sem cserélhetem fel mert akkor a Z irány nem lesz OK . Az iparban ( ha csak egy kerékkel operálnak ) hogyan oldják meg a problémát?
Egy lehetőség felmerült bennem egy relé ami akkor amikor beváltom a tengelyt beállítja a helyes A- sorrendet
Vagy senki nem törődik vele , a cnc eszterga nem hagyományos eszterga , meg kell szokni punktum
( hagyományos , nem hátsó késtartós eszterga )
Jelenleg ha tekerem a kézikereket akkor azt jobbra forgatva a + irányok érvényesülnek . A Z az Ok mert, ha a hagyományos esztergán a nagy kerékkel mozgatom a hoszszánt akkor az a nyereg fele megy . Viszont a X számomra nem ergonómikus mert a hagyományos nóniuszt jobbra tekerve a szánnal távolodnék a hasamtól ( fogásvétel ) A Dir eket nem fordíthatom meg mert azok most jók , a kézikerék A-B jelét sem cserélhetem fel mert akkor a Z irány nem lesz OK . Az iparban ( ha csak egy kerékkel operálnak ) hogyan oldják meg a problémát?
Egy lehetőség felmerült bennem egy relé ami akkor amikor beváltom a tengelyt beállítja a helyes A- sorrendet
Vagy senki nem törődik vele , a cnc eszterga nem hagyományos eszterga , meg kell szokni punktum
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2023 február 17, 17:08
Írta: ANTAL GÁBOR Dátum 2023 február 17, 17:08
beállítja a helyes A-B sorrendet
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2023 február 17, 17:16
Írta: svejk Dátum 2023 február 17, 17:16
No ezeket az irányokat nem hasraütésre találták ki.
Ha az anyagba megy a szerszám az a (+), ha
távolodik tőle az a (-).
Ha az anyagba megy a szerszám az a (+), ha
távolodik tőle az a (-).
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2023 február 17, 17:30
Írta: svejk Dátum 2023 február 17, 17:30
No persze, hogy fordítva írtam le. [#falbav]
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2023 február 17, 17:52
Írta: ANTAL GÁBOR Dátum 2023 február 17, 17:52
Ok az irányokkal tisztában vagyok , de mit válaszolsz a MPG re ? Így kell megszokni?
Cím: Re:CNC eszterga építő iskola
Írta: lari Dátum 2023 február 17, 18:10
Írta: lari Dátum 2023 február 17, 18:10
Szervusz Gábor!
Ha ez az encoder problémád az UCCNC-ben rejlik, akkor az egyenlőre, (amíg el nem készül az új fejlesztés) nem beállítható.
Valamikor én is küzdöttem a helyes beállítással és kértem Balázsék segítségét, de nem tudták a régi alapokkal megoldani. Így maradt a várakozás vagy a megszokás, vagy a Linux CNC.
Ha ez az encoder problémád az UCCNC-ben rejlik, akkor az egyenlőre, (amíg el nem készül az új fejlesztés) nem beállítható.
Valamikor én is küzdöttem a helyes beállítással és kértem Balázsék segítségét, de nem tudták a régi alapokkal megoldani. Így maradt a várakozás vagy a megszokás, vagy a Linux CNC.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2023 február 17, 19:08
Írta: KoLa Dátum 2023 február 17, 19:08
Nálad nem lehet a configban tengelyenként negálni a jelet?
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2023 február 17, 19:26
Írta: ANTAL GÁBOR Dátum 2023 február 17, 19:26
Nem az UCCNC vel van a gondom .
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2023 február 22, 07:14
Írta: svejk Dátum 2023 február 22, 07:14
Valami rémlett már a kérdés felvetésekor is, de tegnap jártam egy átalakított TCFM100-nál.
No ez egy 10 perces ideiglenes megoldás volt úgy 3-4 éve. :)
A bal oldalon látható X-Y-Z kiválasztókacsolóval és az XOR kapukkal van X-ben az MPG A-B jele megfordítva.
Ne kérd a konkrét kapcsolást mert nem emlékszem de neked nem tart semmiből kitalálni ha én ott helyben meg tudtam csinálni. :)
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_ae3bw9iyeqtb4eeefegcq_66.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/ae3bw9iyeqtb4eeefegcq_66.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_nvue68muvcxc08u24mn8_66.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/nvue68muvcxc08u24mn8_66.jpg)
No ez egy 10 perces ideiglenes megoldás volt úgy 3-4 éve. :)
A bal oldalon látható X-Y-Z kiválasztókacsolóval és az XOR kapukkal van X-ben az MPG A-B jele megfordítva.
Ne kérd a konkrét kapcsolást mert nem emlékszem de neked nem tart semmiből kitalálni ha én ott helyben meg tudtam csinálni. :)
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_ae3bw9iyeqtb4eeefegcq_66.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/ae3bw9iyeqtb4eeefegcq_66.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_nvue68muvcxc08u24mn8_66.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/nvue68muvcxc08u24mn8_66.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2023 február 22, 07:39
Írta: ANTAL GÁBOR Dátum 2023 február 22, 07:39
Igen én is hasonló eredményre jutottam . Ha kérik akkor megcsinálom nekik . A fotót nézve viszont jó lenne a
"nyákterv"[#kacsint]
"nyákterv"[#kacsint]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2023 február 22, 08:28
Írta: svejk Dátum 2023 február 22, 08:28
Nem sokra mennél vele, mert itt a TCFM100 -nál van Y tengely is, no meg mint láthatod a választókapcsoló is két db NC-s érintkezővel rendelkezik, tehát neked úgy is variálnod kell.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2023 február 22, 08:30
Írta: svejk Dátum 2023 február 22, 08:30
Egyébként a kínai eszterga vezérlőről van szó?
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2023 február 22, 08:46
Írta: ANTAL GÁBOR Dátum 2023 február 22, 08:46
igen ! annyira fejlett hogy alapból hátsókéstartós rendszerben gondolkodtak a tervezők [#kacsint]
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2023 április 07, 07:05
Írta: Istvan0728 Dátum 2023 április 07, 07:05
Üdvözlöm az ebben a csoportban megszólaló tagokat. Segítséget, együtt gondolkodást, javaslatokat szeretnék kérni teljesen zöldfülűként, a CNC esztergával most ismerkedőként, az elektronikában teljesen járatlenként.
Elégé kedvező áron hozzájutottam a képen látható EMCO Compact 5 Mk2-es 1986-os kiadású CNC kis esztergához és hozzáfogtam a beüzemeléséhez a hiányzó eredetihez hasonló kiegészítő tartozékok beszerzéséhez. Ezzel nincs is probléma a szerviz kézikönyv szerint végig mentem az ellenőrzési listán és első megközelítésre meglátásom szerint minden rendben működik, de...
A gép elégé lassú, a programja nagyon alap, nem tudja a M - kódokat sem, kazettás kis magnóra veszi fel a programokat, de csak korlátozott nagyságban...stb. Na egyszóval teljesen elavult. Ezért elkezdtem egy teljes elektromos, elektronikai felújításán gondolkodni.
Mit javasoltok, hogyan fogjak hozzá?
Tudom az első javaslat az lenne, hogy bízzam ezt szakemberre, de ezt választanám legutolsó esetnek, ha csak valakitől nem kapnék egy nagyon kedvező hobbistának való ajánlatot.
Részemről csak annyira telik, hogy ha lehet találni egy komplett szettet azt nagyobb mechanikai átalakítások nélkül felszereljem a gépre, olyan "plag & play (go) rendszer lenne a számomra megoldható.
Az is kérdés, hogy milyen rendszerű legyen: mach3,LinuxCNC, UCCNC, vagy a kínaiak rendszere...stb.
Tisztelettel várom javaslataitokat: R. István
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_uxuzqj4b3pkhfkq8x30vg_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/uxuzqj4b3pkhfkq8x30vg_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_dm9axzujgm77cuffd8yky_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/dm9axzujgm77cuffd8yky_4835.jpg)
Elégé kedvező áron hozzájutottam a képen látható EMCO Compact 5 Mk2-es 1986-os kiadású CNC kis esztergához és hozzáfogtam a beüzemeléséhez a hiányzó eredetihez hasonló kiegészítő tartozékok beszerzéséhez. Ezzel nincs is probléma a szerviz kézikönyv szerint végig mentem az ellenőrzési listán és első megközelítésre meglátásom szerint minden rendben működik, de...
A gép elégé lassú, a programja nagyon alap, nem tudja a M - kódokat sem, kazettás kis magnóra veszi fel a programokat, de csak korlátozott nagyságban...stb. Na egyszóval teljesen elavult. Ezért elkezdtem egy teljes elektromos, elektronikai felújításán gondolkodni.
Mit javasoltok, hogyan fogjak hozzá?
Tudom az első javaslat az lenne, hogy bízzam ezt szakemberre, de ezt választanám legutolsó esetnek, ha csak valakitől nem kapnék egy nagyon kedvező hobbistának való ajánlatot.
Részemről csak annyira telik, hogy ha lehet találni egy komplett szettet azt nagyobb mechanikai átalakítások nélkül felszereljem a gépre, olyan "plag & play (go) rendszer lenne a számomra megoldható.
Az is kérdés, hogy milyen rendszerű legyen: mach3,LinuxCNC, UCCNC, vagy a kínaiak rendszere...stb.
Tisztelettel várom javaslataitokat: R. István
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_uxuzqj4b3pkhfkq8x30vg_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/uxuzqj4b3pkhfkq8x30vg_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_dm9axzujgm77cuffd8yky_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/dm9axzujgm77cuffd8yky_4835.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2023 április 07, 14:46
Írta: svejk Dátum 2023 április 07, 14:46
Szerintem ne piszkáld, hagyd meg mostani állapotában, ez így most még értéket képvisel.
Egyszer javítottam egy ilyet, ügyes is, jó is, vannak benne jó ötletek de komoly munkákra nem való.
Ha nincs rajta automata vagy patronos tokmányrendszer akkor még apró sorozatmunkákra sem az igazi.
Anno ezek taneszközöknek készültek, persze az idő mást hozott, így már arra sem jó.
Szinte felesleges megtanulni a programozását, már nagyon eltér a mai trendtől.
Ha szétszeded lesz egy halom elektronikai kacatod és egy nem túl erős és nem túl pontos mechanikád.
Egyszer javítottam egy ilyet, ügyes is, jó is, vannak benne jó ötletek de komoly munkákra nem való.
Ha nincs rajta automata vagy patronos tokmányrendszer akkor még apró sorozatmunkákra sem az igazi.
Anno ezek taneszközöknek készültek, persze az idő mást hozott, így már arra sem jó.
Szinte felesleges megtanulni a programozását, már nagyon eltér a mai trendtől.
Ha szétszeded lesz egy halom elektronikai kacatod és egy nem túl erős és nem túl pontos mechanikád.
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2023 április 07, 17:18
Írta: Istvan0728 Dátum 2023 április 07, 17:18
Köszönöm!
Ahhoz, hogy ebben az állapotában tudjam működtetni csak múszály lesz a programozását megtanulni.[#smile]
Ahhoz, hogy ebben az állapotában tudjam működtetni csak múszály lesz a programozását megtanulni.[#smile]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2023 április 07, 17:34
Írta: svejk Dátum 2023 április 07, 17:34
Az egyszerű, nálam pár napig volt és ki tudtam vele próbálni egy-két dolgot.
A neten rengeteg anyag van hozzá, nyugaton őrültjei vannak. :)
Ha megy valamelyik nyelv akkor nyert ügyed van.
Egyébként ami itt volt nálam azt gyakorlatilag csak be kellett üzemelnem és elmagyaráznom a gazdájának hogy is kezdjen hozzá.
A revolver fej időzítésével volt egy apróbb gond de egy kondi cserével meg is oldódott.
Egyébként valaban idegőrlően lassú a szerkezet :)
A neten rengeteg anyag van hozzá, nyugaton őrültjei vannak. :)
Ha megy valamelyik nyelv akkor nyert ügyed van.
Egyébként ami itt volt nálam azt gyakorlatilag csak be kellett üzemelnem és elmagyaráznom a gazdájának hogy is kezdjen hozzá.
A revolver fej időzítésével volt egy apróbb gond de egy kondi cserével meg is oldódott.
Egyébként valaban idegőrlően lassú a szerkezet :)
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2023 április 11, 17:28
Írta: Autotec1 Dátum 2023 április 11, 17:28
Rakd, fel egy német oldalra és vegyél belőle egy komolyabbat
Az unatkozó nyugdíjas mérnökök Szent Grálja
Nekem is volt egy F1-es maró társával , talán 5 perc alatt vitték el
Az unatkozó nyugdíjas mérnökök Szent Grálja
Nekem is volt egy F1-es maró társával , talán 5 perc alatt vitték el
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2023 április 12, 06:07
Írta: Istvan0728 Dátum 2023 április 12, 06:07
Nem rossz ötlet! Csakhogy milyen másikat, mert amiket én lattam azok 10-20000 EUR körül vannak és nekem nem termelésre kell, hanem tanulásra és hobbira. (Ja egyébként unatkozó nyugdíjas mérnök vagyok, de nem vasas vagy elektronikai...[#nyes].
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2023 május 12, 05:34
Írta: Istvan0728 Dátum 2023 május 12, 05:34
Az első próba programmal elindult a gép. Sikerült összehozni a kapcsolatot Windows Xp soros portos gépen lévő MFI-vel és a gép "agyával"[#vigyor5][#hehe][#vigyor3]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2023 május 12, 09:27
Írta: svejk Dátum 2023 május 12, 09:27
[#taps]
Cím: Re:CNC eszterga építő iskola
Írta: D.Laci Dátum 2023 július 24, 20:53
Írta: D.Laci Dátum 2023 július 24, 20:53
Ebből egy kezdő még tanulhat is valamit.
kickstarter (https://www.kickstarter.com/projects/rowndprecision/rownd-cnc-lathe-machining-for-everybody?ref=bwrsn4&utm_source=jellop&ja=z2aimakj&utm_term=070.ja&utm_content=RowndCNC-CB05&utm_medium=facebook&utm_id=fb&fbclid=IwAR0EV6Alz9bimBOJhElce7nLOcaNsxhnc_tlHd3x-EFLDhN6acSxgqhpQkg_aem_AeMOnLWpJIhYlyj0LzYuIpQTM79zJnIb1-2jXgAKC9dR8Ue4Y1gla6qLzBrCVRWZT4P4IYeRZjK6hZ5A_gy1pRiO&campaign_id=23857227553010012&ad_id=23857228630730012&utm_campaign=cmM9MTY5MDIyNDI2NjEzMi5yeGprJCQkZ25hPWZiLjEuMTY5MDIyNDI2NjgxOC4yMTYzMDUxOTAkJCRvYT0xNzYuNjMuMzAuMTAkJCR2eT1TesOpa2VzZmVow6lydsOhciQkJHZwaW15dHU9SFUkJCRkeT1GRSQkJHhvYT04MDAwJCQkZHlzeT0yMDAkJCRzaHJteT1Nb3ppbGxhLzUuMCAoTGludXg7IEFuZHJvaWQgMTM7IDIyMDExMTdTWSBCdWlsZC9UUDFBLjIyMDYyNC4wMTQ7IHd2KSBBcHBsZVdlYktpdC81MzcuMzYgKEtIVE1MLCBsaWtlIEdlY2tvKSBWZXJzaW9uLzQuMCBDaHJvbWUvMTE0LjAuNTczNS4xOTYgTW9iaWxlIFNhZmFyaS81MzcuMzYgW0ZCX0lBQi9GQjRBO0ZCQVYvNDI0LjAuMC4yMS43NTtdJCQk&utm_id=Z252PWZiLjEuMTY5MDIyNDI2NjgxNC5Jd0FSMEVWNkFsejliaW1CT0poRWxjZTduTE9jYU5zeGhuY190bEhkM3gtRUZMRGhONmFjU3hncWhwUWtnX2FlbV9BZU1PbkxXcEpJaFlseWowTHpZdUlwUVRNNzl6Sm5JYjEtMmpYZ0FLQzlkUjhVZTRZMWdsYTZxTHpCckNWUldaVDRQNElZZVJaaks2aFo1QV9neTFwUmlPJCQk)
kickstarter (https://www.kickstarter.com/projects/rowndprecision/rownd-cnc-lathe-machining-for-everybody?ref=bwrsn4&utm_source=jellop&ja=z2aimakj&utm_term=070.ja&utm_content=RowndCNC-CB05&utm_medium=facebook&utm_id=fb&fbclid=IwAR0EV6Alz9bimBOJhElce7nLOcaNsxhnc_tlHd3x-EFLDhN6acSxgqhpQkg_aem_AeMOnLWpJIhYlyj0LzYuIpQTM79zJnIb1-2jXgAKC9dR8Ue4Y1gla6qLzBrCVRWZT4P4IYeRZjK6hZ5A_gy1pRiO&campaign_id=23857227553010012&ad_id=23857228630730012&utm_campaign=cmM9MTY5MDIyNDI2NjEzMi5yeGprJCQkZ25hPWZiLjEuMTY5MDIyNDI2NjgxOC4yMTYzMDUxOTAkJCRvYT0xNzYuNjMuMzAuMTAkJCR2eT1TesOpa2VzZmVow6lydsOhciQkJHZwaW15dHU9SFUkJCRkeT1GRSQkJHhvYT04MDAwJCQkZHlzeT0yMDAkJCRzaHJteT1Nb3ppbGxhLzUuMCAoTGludXg7IEFuZHJvaWQgMTM7IDIyMDExMTdTWSBCdWlsZC9UUDFBLjIyMDYyNC4wMTQ7IHd2KSBBcHBsZVdlYktpdC81MzcuMzYgKEtIVE1MLCBsaWtlIEdlY2tvKSBWZXJzaW9uLzQuMCBDaHJvbWUvMTE0LjAuNTczNS4xOTYgTW9iaWxlIFNhZmFyaS81MzcuMzYgW0ZCX0lBQi9GQjRBO0ZCQVYvNDI0LjAuMC4yMS43NTtdJCQk&utm_id=Z252PWZiLjEuMTY5MDIyNDI2NjgxNC5Jd0FSMEVWNkFsejliaW1CT0poRWxjZTduTE9jYU5zeGhuY190bEhkM3gtRUZMRGhONmFjU3hncWhwUWtnX2FlbV9BZU1PbkxXcEpJaFlseWowTHpZdUlwUVRNNzl6Sm5JYjEtMmpYZ0FLQzlkUjhVZTRZMWdsYTZxTHpCckNWUldaVDRQNElZZVJaaks2aFo1QV9neTFwUmlPJCQk)
Cím: Re:CNC eszterga építő iskola
Írta: f665jp3yu Dátum 2024 január 09, 22:12
Írta: f665jp3yu Dátum 2024 január 09, 22:12
Üdv mindenkinek!
A közeljövőben egy esztergagépet szeretnék átépíteni CNC vezérlésűre. Az esztergáláshoz értek,napi szinten esztergálok,tanultam CNC programozást is, viszont ilyenben még sosem volt részem. Azért szeretnék építeni egyet, mert nagyon érdekel a téma, illetve sokszor van olyan munkám,amit jóval megkönnyítene. Menetvágásra egyenlőre nem tervezem használni, az enkóderbe egyenlőre nem keverednék bele. Az eszterga még nincs kiválasztva,de 400-as műszerészgépeket nézegettem, illetve 750 körüli (e2n és társai) gépeket. Valószínűleg golyósorsót kapna a gép a pontosabb munka miatt.
A kérdésem az lenne,hogy egy 750-es géphez mekkora léptetőmotorok kellenének, illetve hogy pontosan miből mit érdemes megvenni. Milyen vezérlő,stb. Mach 3 programot néztem ki,de javítsatok ki, ha ez nem lenne megfelelő. Bármilyen tanácsnak, tippnek, trükknek örülnék.
Köszönöm a válaszokat előre is!
A közeljövőben egy esztergagépet szeretnék átépíteni CNC vezérlésűre. Az esztergáláshoz értek,napi szinten esztergálok,tanultam CNC programozást is, viszont ilyenben még sosem volt részem. Azért szeretnék építeni egyet, mert nagyon érdekel a téma, illetve sokszor van olyan munkám,amit jóval megkönnyítene. Menetvágásra egyenlőre nem tervezem használni, az enkóderbe egyenlőre nem keverednék bele. Az eszterga még nincs kiválasztva,de 400-as műszerészgépeket nézegettem, illetve 750 körüli (e2n és társai) gépeket. Valószínűleg golyósorsót kapna a gép a pontosabb munka miatt.
A kérdésem az lenne,hogy egy 750-es géphez mekkora léptetőmotorok kellenének, illetve hogy pontosan miből mit érdemes megvenni. Milyen vezérlő,stb. Mach 3 programot néztem ki,de javítsatok ki, ha ez nem lenne megfelelő. Bármilyen tanácsnak, tippnek, trükknek örülnék.
Köszönöm a válaszokat előre is!
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2024 január 10, 14:38
Írta: Miki2 Dátum 2024 január 10, 14:38
Szervusz!
Először is jó lenne tudni, ki vagy, merre laksz.
Én eddig vagy 8 gépet építettem át köztük E3N típust is.
Mach 3 programot használok a saját gépemen is vagy 10 éve gond nélkül.
Ha érdekel és tudok, szívesen segítek.
Először is jó lenne tudni, ki vagy, merre laksz.
Én eddig vagy 8 gépet építettem át köztük E3N típust is.
Mach 3 programot használok a saját gépemen is vagy 10 éve gond nélkül.
Ha érdekel és tudok, szívesen segítek.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 január 10, 14:44
Írta: svejk Dátum 2024 január 10, 14:44
A menetvágást ne hagyd ki, hiszen az a lelke az esztergálásnak.
Ráadásul a leglátványosabb része is, lehet vele vagánykodni.:)
A költségeket a jeladó és/vagy encoder alig növeli.
Z-be a lehető legnagyobbat, hogy akár telibe fúrni is lehessen vele.
X-ben a dinamika is nagyon fontos így oda már illik optimalizálni a hajtást.
Van itt jó pár átalakított gép, biztosan le fogják írni a konkrét tapasztalatokat az emberek.
Elsőnek ajánlom [#1236@KoLa] és [#304@Miki2] fórumtársat, ők nagy tapasztalattal rendelkeznek.
Ráadásul a leglátványosabb része is, lehet vele vagánykodni.:)
A költségeket a jeladó és/vagy encoder alig növeli.
Z-be a lehető legnagyobbat, hogy akár telibe fúrni is lehessen vele.
X-ben a dinamika is nagyon fontos így oda már illik optimalizálni a hajtást.
Van itt jó pár átalakított gép, biztosan le fogják írni a konkrét tapasztalatokat az emberek.
Elsőnek ajánlom [#1236@KoLa] és [#304@Miki2] fórumtársat, ők nagy tapasztalattal rendelkeznek.
Cím: Re:CNC eszterga építő iskola
Írta: f665jp3yu Dátum 2024 január 10, 17:47
Írta: f665jp3yu Dátum 2024 január 10, 17:47
Üdvözletem!
Győr mellett lakom,de bármi féle segítségnek nagyon örülök,akár messengeren,telefonon,vagy Viberen is
Győr mellett lakom,de bármi féle segítségnek nagyon örülök,akár messengeren,telefonon,vagy Viberen is
Cím: Re:CNC eszterga építő iskola
Írta: f665jp3yu Dátum 2024 január 10, 17:48
Írta: f665jp3yu Dátum 2024 január 10, 17:48
Köszönöm a választ, már ez is hatalmas segítség volt!
Cím: Re:CNC eszterga építő iskola
Írta: ifarkas Dátum 2024 január 12, 17:12
Írta: ifarkas Dátum 2024 január 12, 17:12
Szia!
Én is Győr mellett lakom, van egy működő gyári cnc esztergám, a vezérlést teljesen újra kellett építeni.
A vezérlő kártya UC300ETH, a vezérlő szoftver MachStdTurn(Mach3), a g-kód ECAM 2.3 szoftverrel készül.
Rendesen működik a kottyanás kompenzáció, a menetvágás.
Első-hátsó szerszám váltó(5+4 szerszám hely), ez részben PLC-vezérléssel.
Szerszám korrekció, Mester szerszám módban is.
Azért nem minden tökéletes, lenne még mit finom hangolni.
Ha gondolod, működés közben is meg lehet nézni.
Én is Győr mellett lakom, van egy működő gyári cnc esztergám, a vezérlést teljesen újra kellett építeni.
A vezérlő kártya UC300ETH, a vezérlő szoftver MachStdTurn(Mach3), a g-kód ECAM 2.3 szoftverrel készül.
Rendesen működik a kottyanás kompenzáció, a menetvágás.
Első-hátsó szerszám váltó(5+4 szerszám hely), ez részben PLC-vezérléssel.
Szerszám korrekció, Mester szerszám módban is.
Azért nem minden tökéletes, lenne még mit finom hangolni.
Ha gondolod, működés közben is meg lehet nézni.
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2024 január 13, 15:42
Írta: Vetesi75 Dátum 2024 január 13, 15:42
Az dobrevolveremen Nema34 6Nm-es motorok vannak. A YT-n is találsz róla videókat, "Tos RT26" a kereső kifejezés.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2024 január 14, 09:19
Írta: Miki2 Dátum 2024 január 14, 09:19
E1N átalakítás (https://www.youtube.com/watch?v=2xACyyzE9DY)
Ez volt az első használható esztergám.
Ez volt az első használható esztergám.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2024 január 14, 09:35
Írta: KoLa Dátum 2024 január 14, 09:35
Én 12 Nm-es motorokat használok az x-en direktbe, de két anyával a 16x5-s golyósorsón, a z-n felező áttétel van de két 16x5-s golyósorsó egy-egy anyával.
Túl van méretezve de, ki is lehet számolni a lineáris eredő tolóerőt!
2Pí x nyomaték(Nm) / menetemelkedés = ..Tonna vagy, x1000...Kg
Túl van méretezve de, ki is lehet számolni a lineáris eredő tolóerőt!
2Pí x nyomaték(Nm) / menetemelkedés = ..Tonna vagy, x1000...Kg
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2024 január 14, 09:38
Írta: KoLa Dátum 2024 január 14, 09:38
Jó kis gép lett Mach3-al!
Nekem Linuxcnc van, szerintem jobb esztergára a menetvágó rész miatt.
Nekem Linuxcnc van, szerintem jobb esztergára a menetvágó rész miatt.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2024 január 14, 10:03
Írta: KoLa Dátum 2024 január 14, 10:03
Eltévesztettem egy nullával kevesebb a végeredmény.[#nemtudom]
Köszönet Antal Gábornak a gyors javításért![#eljen]
Tehát: 2Pí x nyomatékkal(Nm) / menetemelkedés = ...x100 Kg
Köszönet Antal Gábornak a gyors javításért![#eljen]
Tehát: 2Pí x nyomatékkal(Nm) / menetemelkedés = ...x100 Kg
Cím: Re:CNC eszterga építő iskola
Írta: zsolt123 Dátum 2024 január 14, 11:34
Írta: zsolt123 Dátum 2024 január 14, 11:34
enyhén túl van méretezve ;) hobbi szinten 1-2 kN-nál általában nem kell nagyobb forgácsolási erő, még ötvözött acélokhoz se.
Lásd pl.: feed rate= 0.2 mm/rev, ap= 2mm, kc= 3,000MPa (high alloyed steel) -> cutting force= 1.2 kN
https://www.sumitool.com/en/downloads/app/calc_turning.html
Lásd pl.: feed rate= 0.2 mm/rev, ap= 2mm, kc= 3,000MPa (high alloyed steel) -> cutting force= 1.2 kN
https://www.sumitool.com/en/downloads/app/calc_turning.html
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2024 január 14, 20:38
Írta: KoLa Dátum 2024 január 14, 20:38
Arra is terveztem hogy, acélban lehessen vele telibe fúrni 40-es csigafúróval is, vagy lapkás telibe fúróval is, a 10-es vésőkés se legyen ellenfél neki acélban.
Ezek a forgácsoló erő számítások azt is jelentik hogy ennek a duplája kell minimum, mert amikor kopás van, még nem is látszik hogy már jóval nagyobb erő kell.
Működik! én már nem is tudom hány éve? talán 16-17.
Ezek a forgácsoló erő számítások azt is jelentik hogy ennek a duplája kell minimum, mert amikor kopás van, még nem is látszik hogy már jóval nagyobb erő kell.
Működik! én már nem is tudom hány éve? talán 16-17.
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 január 15, 11:43
Írta: sarktibsi Dátum 2024 január 15, 11:43
Pontosan ahogy irod az én dobrevolver esztergámon már minden ki van cserélve a duplájára , amúgy nem is tudnék belső hűtőcsatornás fúróval fúrni ( az eredeti 4.0 kw-os motor nem birta )
Évek óta gond nélkül működik.
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_kbwzdskz4eszg8i0dpx_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/kbwzdskz4eszg8i0dpx_8178.jpg)
Évek óta gond nélkül működik.
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_kbwzdskz4eszg8i0dpx_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/kbwzdskz4eszg8i0dpx_8178.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 január 15, 11:46
Írta: sarktibsi Dátum 2024 január 15, 11:46
Természetesen a fotózás miatt a viz nyomás talán 1 bár , ez forgácsolás közben 10 bár.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2024 január 15, 19:12
Írta: KoLa Dátum 2024 január 15, 19:12
"az eredeti 4.0 kw-os motor nem birta"
Ez a főorsó motor? és nincs váltó rajta?vagy félreértem...
Ez a főorsó motor? és nincs váltó rajta?vagy félreértem...
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2024 január 15, 19:21
Írta: KoLa Dátum 2024 január 15, 19:21
Erről a víznyomásról jutott eszembe.
A revolverfejen hogyan szelektálod ha a fúró után egy külső simítókés következik, nem kell 10 Bar, úgy látom nincs burkolat! vagy közel van a csap és állítgatod?
A revolverfejen hogyan szelektálod ha a fúró után egy külső simítókés következik, nem kell 10 Bar, úgy látom nincs burkolat! vagy közel van a csap és állítgatod?
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 január 15, 20:11
Írta: sarktibsi Dátum 2024 január 15, 20:11
Amig HSS-es fúróval fúrtam addig birta a 4.0 kw-os motor sok-sok éven keresztül , aztán jött a keményfém fúró még nagyobb előtolás , magasabb vágósebesség a főmotor hökioldója működésbe lépett.
Igy kicseréltam a motort a váltóval együtt most már sokkal gyorsabb és csendesebb is.
Igy kicseréltam a motort a váltóval együtt most már sokkal gyorsabb és csendesebb is.
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 január 15, 20:16
Írta: sarktibsi Dátum 2024 január 15, 20:16
Nincs szelektálás , nincs szerszám váltás , ez a gép mindig ugyanazt csinálja , nekem igy kényelmesebb. Mindent a PLC vezérel.
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_zewuip5zx76mk23437ka0_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/zewuip5zx76mk23437ka0_8178.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_zewuip5zx76mk23437ka0_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/zewuip5zx76mk23437ka0_8178.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2024 január 15, 20:17
Írta: Vetesi75 Dátum 2024 január 15, 20:17
Az nálam is probléma. Ha megtolom a 30-as váltólapkásat, hogy törtebb forgácsot adjon, akkor megfullad a 3KW-os moci és mire észbe kapok már le is szakadt a Z-orsó végcsapágyházáról a fedél. Szerencsére nem a főorsót tolja ki a házból, mert hosszában ez is 10KN, keresztben meg 4 körül tud.
O.K., van nyomatékváltó is, de ezeket forgatni illik, hogy haladjon rendesen, különben semmi haszna nem lenne a csigafúróhoz képest.
O.K., van nyomatékváltó is, de ezeket forgatni illik, hogy haladjon rendesen, különben semmi haszna nem lenne a csigafúróhoz képest.
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 január 15, 20:23
Írta: sarktibsi Dátum 2024 január 15, 20:23
A képen lehet látni a forgács rozsdás , a vidia fúrót az sem zavarja ha az emulzió nagyon fel van higitva , ez a gép már ment léghűtéssel is ha jól emlékszem 4 bárral toltam bele a levegőt ( müködött csak nagyon hangos volt )
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2024 január 15, 20:28
Írta: Vetesi75 Dátum 2024 január 15, 20:28
Én váltólapkással 1D hossz alatt nem pancsolok itthon.
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 január 15, 20:33
Írta: sarktibsi Dátum 2024 január 15, 20:33
Nekem a legnagyobb fúróm D20 tömör keményfém 1.600 1/min-el forog a főorsó az előtolás 0.25-0.28 mm/fordulat ha ezt kiszámolod másodpercenként 6.9 mm
Felraktam egy 7.5 kw-os főmotort meg egy 2.0 kw-os előtolómotort ( szinkron szervó )
Azóta öröm a munka.
Felraktam egy 7.5 kw-os főmotort meg egy 2.0 kw-os előtolómotort ( szinkron szervó )
Azóta öröm a munka.
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2024 január 15, 21:04
Írta: KoLa Dátum 2024 január 15, 21:04
Úgy látom hogy, két sztahanovistával' hozott össze a sors.[#nevetes1]
Én szépen dolgozok.
Én szépen dolgozok.
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 január 15, 21:33
Írta: sarktibsi Dátum 2024 január 15, 21:33
Ehez mit szólsz? Az idén jó lenne összerakni.
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_uhhx3238b6uiqk69zg69c_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/uhhx3238b6uiqk69zg69c_8178.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_uhhx3238b6uiqk69zg69c_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/uhhx3238b6uiqk69zg69c_8178.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2024 március 07, 07:20
Írta: Motoros Dátum 2024 március 07, 07:20
Ide írom mert az adok veszekbe még nem tudok árat megadni.
Eladó lesz :
vettem kb 10 éve ( már talán írtam itt a fórumon erről) egy kínai cnc esztergát, KEDA CK 0640 nem hobbi de nem is egy csúcs, amolyan fapados. A yutubon is van (volt) róla videó amint a kínai nyomatja, de a gépről is van fotó.
Csak 2 tengelyes síkágyas.
A gépváz öntvény a szánok csúszó egyenesbevezetésűek (jó merev) a kenés kézi olajpumpa, szegnyereg nincsen ez csak rövid darabokhoz való utó eszterga.
Áteresztés 50 mm,
Vezérlő GSK 981 TE II ami meghalt se kép se hang, mint már írtam az akksi a panelon szétrohadt és mindent szétmart.
Még nem rendeltem meg az újat az ebayon van amik vannak azok használtak és félő hogy ugyanaz a hiba. A cégnek írok majd, a levél készen, de már ez a vezérlőtipus nincsen gyártás alatt csak egy modernebb fajta van ami viszont csatlakozóilag nem megy bele....buherálást igényel....kerülném.
A kódkészlete a vezérlőnek egyszerű, csak a gépen lehet bevinni a kódokat de ez az egyszerű daraboknál nem gond.
Jó angol gépkönyve van még én is megértem, de fent van a neten is valahol.
A gépváz nincs széthajtva csak 3000 munkadarab készült el, szinte bejáratós.
Na ha esetleg valakit ez így érdekel akkor megkereshet telefonon, ne írkálj.
Nagyon valószinű, hogy csak céges lesz a vásárló. Számlát + adásvételit természetesen adok.
Mivel ez egy daruskocsis téma, csak a viszonyok miatt olyan teherautó viheti amin van daru (KCR 3.5 pl) .
Ha így nem kell akkor próbálok szerezni vezérlőt és kompletten adom. persze akkor már más lesz az ára.
Az árat még az irányárat sem,- nem igazán tudom, még ezen dolgozok.
Nem akarom elkótyavetyélni de a realitások talaján maradnék.
Eladni akarom és nem árúlgatni.
Sajnos garanciát nem tudok adni mivel ilyen állapotban van, és a szállítás is a vevő felelősége.
A gépben természetesen bent van a főorsó motor, annak a frekiváltója, a 2 darab 1.2 KW os AC szervó meg a vezérlője.
ha lenne jó vezérlő akkor csak össze kéne dugni és már menne is.
A 32 mm-es golyósorsó tengelyvégeken ott az enkóder.
Nincsenek végállás kapcsolók meg referencia kapcsolók de úgy volt megoldva, hogy a nulla felvétele után ha akár elment az áram akkor is tudta hol van, csak visszakapcsoltam és ment tovább. A program kb 2 másodperc alatt betölt (lehet valami DOS van benne....nem tudom)
3 fázis kell.
Természetesen a bemért szerszámokat sem felejtette el 20 szerszámot tárolt.
Revolverfej azt hiszem rávaló kapható, nekem nem volt szükségem rá.
Ha kénytelen leszek megoldani a vezérlőt is akkor lesz garancia ami sajna árnövelő tényező. De ezt szeretném megúszni és nem belegabalyodni.
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_9i4s705xtn09kjd0m2pvj_138.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/9i4s705xtn09kjd0m2pvj_138.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_hpxqc7vjdmzxn2xkm8yc_138.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/hpxqc7vjdmzxn2xkm8yc_138.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_panbz8iue8dc6aecsbd3_138.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/panbz8iue8dc6aecsbd3_138.jpg)
Eladó lesz :
vettem kb 10 éve ( már talán írtam itt a fórumon erről) egy kínai cnc esztergát, KEDA CK 0640 nem hobbi de nem is egy csúcs, amolyan fapados. A yutubon is van (volt) róla videó amint a kínai nyomatja, de a gépről is van fotó.
Csak 2 tengelyes síkágyas.
A gépváz öntvény a szánok csúszó egyenesbevezetésűek (jó merev) a kenés kézi olajpumpa, szegnyereg nincsen ez csak rövid darabokhoz való utó eszterga.
Áteresztés 50 mm,
Vezérlő GSK 981 TE II ami meghalt se kép se hang, mint már írtam az akksi a panelon szétrohadt és mindent szétmart.
Még nem rendeltem meg az újat az ebayon van amik vannak azok használtak és félő hogy ugyanaz a hiba. A cégnek írok majd, a levél készen, de már ez a vezérlőtipus nincsen gyártás alatt csak egy modernebb fajta van ami viszont csatlakozóilag nem megy bele....buherálást igényel....kerülném.
A kódkészlete a vezérlőnek egyszerű, csak a gépen lehet bevinni a kódokat de ez az egyszerű daraboknál nem gond.
Jó angol gépkönyve van még én is megértem, de fent van a neten is valahol.
A gépváz nincs széthajtva csak 3000 munkadarab készült el, szinte bejáratós.
Na ha esetleg valakit ez így érdekel akkor megkereshet telefonon, ne írkálj.
Nagyon valószinű, hogy csak céges lesz a vásárló. Számlát + adásvételit természetesen adok.
Mivel ez egy daruskocsis téma, csak a viszonyok miatt olyan teherautó viheti amin van daru (KCR 3.5 pl) .
Ha így nem kell akkor próbálok szerezni vezérlőt és kompletten adom. persze akkor már más lesz az ára.
Az árat még az irányárat sem,- nem igazán tudom, még ezen dolgozok.
Nem akarom elkótyavetyélni de a realitások talaján maradnék.
Eladni akarom és nem árúlgatni.
Sajnos garanciát nem tudok adni mivel ilyen állapotban van, és a szállítás is a vevő felelősége.
A gépben természetesen bent van a főorsó motor, annak a frekiváltója, a 2 darab 1.2 KW os AC szervó meg a vezérlője.
ha lenne jó vezérlő akkor csak össze kéne dugni és már menne is.
A 32 mm-es golyósorsó tengelyvégeken ott az enkóder.
Nincsenek végállás kapcsolók meg referencia kapcsolók de úgy volt megoldva, hogy a nulla felvétele után ha akár elment az áram akkor is tudta hol van, csak visszakapcsoltam és ment tovább. A program kb 2 másodperc alatt betölt (lehet valami DOS van benne....nem tudom)
3 fázis kell.
Természetesen a bemért szerszámokat sem felejtette el 20 szerszámot tárolt.
Revolverfej azt hiszem rávaló kapható, nekem nem volt szükségem rá.
Ha kénytelen leszek megoldani a vezérlőt is akkor lesz garancia ami sajna árnövelő tényező. De ezt szeretném megúszni és nem belegabalyodni.
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_9i4s705xtn09kjd0m2pvj_138.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/9i4s705xtn09kjd0m2pvj_138.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_hpxqc7vjdmzxn2xkm8yc_138.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/hpxqc7vjdmzxn2xkm8yc_138.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_panbz8iue8dc6aecsbd3_138.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/panbz8iue8dc6aecsbd3_138.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2024 március 07, 07:30
Írta: Motoros Dátum 2024 március 07, 07:30
Pontosítok: a főorsó furat 50 mm, de rá csak kb 100-as tokmány megy, ez jár is hozzá, új 3 pofás külső belső.
Az 5C patronok külön pénzért járnak 28 mm-ig van, de a Hódnál van minden féle ( kör hatszög négyszög stb)
Még két nagyon fontos dolog kimaradt:
A főorsó tengelyvonala és a T nútos asztalsíkja közti távolság 31 mm.
A főorsó tengelyvonala és az esztergaágy között 180 mm van tehát elvileg kb 350 mm átmérő elforog, na de ez nagyon ellenjavalt üzemmód, nem fékdob eszterga.
Az 5C patronok külön pénzért járnak 28 mm-ig van, de a Hódnál van minden féle ( kör hatszög négyszög stb)
Még két nagyon fontos dolog kimaradt:
A főorsó tengelyvonala és a T nútos asztalsíkja közti távolság 31 mm.
A főorsó tengelyvonala és az esztergaágy között 180 mm van tehát elvileg kb 350 mm átmérő elforog, na de ez nagyon ellenjavalt üzemmód, nem fékdob eszterga.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2024 március 07, 07:36
Írta: Motoros Dátum 2024 március 07, 07:36
Valami hasonló, nem pont ez a vezérlő (https://youtu.be/zZj_9U0JEz4?si=tEOcnOBHvFd8AtMm)
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2024 március 09, 06:55
Írta: Motoros Dátum 2024 március 09, 06:55
Na mi lesz? nem nagy a tolongás a gépem körül,se telefon se semmi?
----- lehet bele kell vágnom a vezérlő beszerzésébe.
Megy az email a GSK-nak és akkor már az ára a csillagos ég lesz....kb a mostani új árának a fele. Nem akarok senkit ijesztgetni, nem azé mondom.
Ezzel nagyon lehet ám termelni.
lehet az is hogy a GSK-nak olyan levelet írok, hogy elküdi az új vezérlőt ingyé.[#boxer][#nezze]
----- lehet bele kell vágnom a vezérlő beszerzésébe.
Megy az email a GSK-nak és akkor már az ára a csillagos ég lesz....kb a mostani új árának a fele. Nem akarok senkit ijesztgetni, nem azé mondom.
Ezzel nagyon lehet ám termelni.
lehet az is hogy a GSK-nak olyan levelet írok, hogy elküdi az új vezérlőt ingyé.[#boxer][#nezze]
Cím: Re:CNC eszterga építő iskola
Írta: Robsy1 Dátum 2024 március 09, 07:49
Írta: Robsy1 Dátum 2024 március 09, 07:49
Adok én neked ingyen kipróbálásra egy Robsy CNC esztergavezérlőt hozzá.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2024 március 09, 10:34
Írta: Motoros Dátum 2024 március 09, 10:34
Sajnos nem megy mert nekem már ez nem kell és ha eredetit veszek akkor összerakom és kész vihetik. A Robsy vezérlőt hozzáilleszteni nem kis meló lenne, én már nem akarok semmibe belemenni, csak kimenni. tehát vagy tudok eredetit szerezni, vagy így adom el kényszerűen, hiányosan ár alatt...ami ugye nem lenne jó.
Cím: Re:CNC eszterga építő iskola
Írta: Robsy1 Dátum 2024 március 09, 10:54
Írta: Robsy1 Dátum 2024 március 09, 10:54
Szerintem attól is sok függ, milyen munkára veszik meg tőled az esztergádat.
Ha csak alapműveletekről van, akkor Robsy esetén kell 4 vezeték az X, Z hajtások step/dir jeleihez, a főorsódhoz fordulatszám potméteréhez még két vezeték a (start/stophoz).
De alapvetően egy ilyen próba kapcsán arra is gondoltam, hogy csak bemutathatod a gépet esztergálás közben a valóságban korlátozott funkciókkal.
De értelek, ha a teljes kiépítéstől "menekülsz", ha erre is igénye van a vevőnek. Így aztán marad az, amit írtál: drága pénzen megveszed az eredeti vagy azt kiváltó vezérlő modult.
Ha csak alapműveletekről van, akkor Robsy esetén kell 4 vezeték az X, Z hajtások step/dir jeleihez, a főorsódhoz fordulatszám potméteréhez még két vezeték a (start/stophoz).
De alapvetően egy ilyen próba kapcsán arra is gondoltam, hogy csak bemutathatod a gépet esztergálás közben a valóságban korlátozott funkciókkal.
De értelek, ha a teljes kiépítéstől "menekülsz", ha erre is igénye van a vevőnek. Így aztán marad az, amit írtál: drága pénzen megveszed az eredeti vagy azt kiváltó vezérlő modult.
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2024 március 09, 21:03
Írta: Vetesi75 Dátum 2024 március 09, 21:03
A Spinner jobban izgatná a fantáziámat! :)
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2024 március 10, 04:41
Írta: Motoros Dátum 2024 március 10, 04:41
Szia !
Rendben beszéljünk róla, mondjuk telón.
Üdv
M.
Rendben beszéljünk róla, mondjuk telón.
Üdv
M.
Cím: Re:CNC eszterga építő iskola
Írta: designr Dátum 2024 március 11, 08:03
Írta: designr Dátum 2024 március 11, 08:03
Ez nem az adok veszek, de ha megemlítettél volna egy kb árszintet és az jó, akkor talán lenne érdeklődő.
Itteni barkács emberek szerintem vezérlő nélkül is megvennék ha jó az ár.
Itteni barkács emberek szerintem vezérlő nélkül is megvennék ha jó az ár.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2024 március 11, 08:52
Írta: Motoros Dátum 2024 március 11, 08:52
Pont azért raktam ide mert nem vagyok képben az árakról, hátha kialakul így is valami.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 március 11, 09:40
Írta: svejk Dátum 2024 március 11, 09:40
Ne szégyenlősködj, írj egy árat rá az adok-veszekben.
Aztán ha nem lesz rá kapás két hét mulva lejjebb viszed az árát 1-2 millával.
Aztán ha nem lesz rá kapás két hét mulva lejjebb viszed az árát 1-2 millával.
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2024 március 12, 08:15
Írta: Motoros Dátum 2024 március 12, 08:15
ha leviszem 1-2 millával akkor én fizetek, hogy elvigyék.[#csodalk]
Ennek a gépnek rengeteg tartozéka egyebe van ami árnövelő, aztán van egy csomó árcsökkentő tényező is.
Namost ennek az ára akkor dől el amikor a potencionális vevő idejön megnézi átdumáljuk aztán egymás tenyerébe csapun.
Tehát ha az adok veszekbe beírok egy irreális magas árat akkor sokan komolytalannak tartanak, míg túl alacsony áron nem akarom eladni.
Mert szerintem kétfajta ár van : egyik az irreális alacsony és akkor az is megveszi akinek nem kell....de majd jó lesz az valamire, vagy tovább adja.
A másik pedig a reális...vagy annál magasabb ár, de ekkor meg ki kell várni hogy valakinek pont ez kelljen...ehhez lehet sok idő kel.
Na ezért nem teszem még fel mert nem sürgős és agyalok mi legyen. Ez egyébként pl célgépnek ami mindíg ugyanazt gyártja kiválló lenne, kis helyeen elfér ezen sincsen szegnyereg...még a régi világból jött, de az üvegléces rendszere szinte ..szinte a mikronos tartományt tudta, na jó a századost. Aki utána néz a Spinnernek az tudja, hogy ez nem egy összelapátolt gép, sajna az idő.
De nagyobb ráfordítással szinte mindenre is jó.
Még pontosítom a paramétereit és a lehetőségeit
Ennek a gépnek rengeteg tartozéka egyebe van ami árnövelő, aztán van egy csomó árcsökkentő tényező is.
Namost ennek az ára akkor dől el amikor a potencionális vevő idejön megnézi átdumáljuk aztán egymás tenyerébe csapun.
Tehát ha az adok veszekbe beírok egy irreális magas árat akkor sokan komolytalannak tartanak, míg túl alacsony áron nem akarom eladni.
Mert szerintem kétfajta ár van : egyik az irreális alacsony és akkor az is megveszi akinek nem kell....de majd jó lesz az valamire, vagy tovább adja.
A másik pedig a reális...vagy annál magasabb ár, de ekkor meg ki kell várni hogy valakinek pont ez kelljen...ehhez lehet sok idő kel.
Na ezért nem teszem még fel mert nem sürgős és agyalok mi legyen. Ez egyébként pl célgépnek ami mindíg ugyanazt gyártja kiválló lenne, kis helyeen elfér ezen sincsen szegnyereg...még a régi világból jött, de az üvegléces rendszere szinte ..szinte a mikronos tartományt tudta, na jó a századost. Aki utána néz a Spinnernek az tudja, hogy ez nem egy összelapátolt gép, sajna az idő.
De nagyobb ráfordítással szinte mindenre is jó.
Még pontosítom a paramétereit és a lehetőségeit
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 március 12, 08:29
Írta: svejk Dátum 2024 március 12, 08:29
Ha mindenki így gondolkozna üres lenne az adok-veszek topic, sőt a piactereken is focizni lehetne. Talán még bolt sem lenne. :)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 március 12, 08:31
Írta: svejk Dátum 2024 március 12, 08:31
Oké, mondjuk a piacon élő kapcsolat mint amit Te szeretnél.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 március 13, 18:54
Írta: Autotec1 Dátum 2024 március 13, 18:54
Sziasztok
Adok-veszek oldalon hirdetek, egy szinte kopásmentes weiler 120 cnc esztergát
Bfradtam az új vezérlő telepítgetésébe. Részletek ott.
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_navit4sa5fzx0knd4gi3_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/navit4sa5fzx0knd4gi3_5332.jpeg)
Adok-veszek oldalon hirdetek, egy szinte kopásmentes weiler 120 cnc esztergát
Bfradtam az új vezérlő telepítgetésébe. Részletek ott.
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_navit4sa5fzx0knd4gi3_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/navit4sa5fzx0knd4gi3_5332.jpeg)
Cím: Re:CNC eszterga építő iskola
Írta: designr Dátum 2024 március 13, 19:30
Írta: designr Dátum 2024 március 13, 19:30
Szia.
Nekem a hirdetés megfogalmazásából úgy jött le hogy csak az elektronikát adod el róla.
Gondoltam is Laci megint új vezérlést épít..
Nekem a hirdetés megfogalmazásából úgy jött le hogy csak az elektronikát adod el róla.
Gondoltam is Laci megint új vezérlést épít..
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 március 13, 19:41
Írta: Autotec1 Dátum 2024 március 13, 19:41
1 éve építődik, elegem lett
A dc szervo nem lett a barátom
A dc szervo nem lett a barátom
Cím: Re:CNC eszterga építő iskola
Írta: designr Dátum 2024 március 13, 20:28
Írta: designr Dátum 2024 március 13, 20:28
Cseréld le, van pár 1kw ac szettem..
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 március 13, 20:30
Írta: Autotec1 Dátum 2024 március 13, 20:30
Beszéünk, 1 hétig várok, hátha valaki rávetődik, ha nem akkor nekiesek
Cím: Re:CNC eszterga építő iskola
Írta: ywathzay Dátum 2024 március 13, 22:25
Írta: ywathzay Dátum 2024 március 13, 22:25
Mi a gond a dc szervo-val?
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2024 március 14, 08:56
Írta: Vetesi75 Dátum 2024 március 14, 08:56
Egyetértek. Kollégákkal utánanéztünk és mivel mindegyikünk krónikus hely és idő hiányban szenved, sikerült is lebeszélnünk egymást róla.
(Cégnél most is nyakamba varrtak a51nx-et, mindenestől. Betanulás/betanítás, felszerszámozás, készülékezés, kisebb rendszeresen visszatérő szériák optimalizálása a technikához (egyáltalán nem erre fejlesztették ki ezt a gépet) - szóval megy az agyalás és egy jó pár héten keresztül megszervezték a szabadidős programomat... De közben ugorjak el helyettesíteni a függőlegesre, meg csináljam az eszterga gépbeállítást is, mert kevés ott is a szaki, nem győzik, meg az is jó lenne, ha osztódással tudnék szaporodni az egyéb teendők miatt. Csodálom, hogy a nagy túlórastopban a februári óraszámomra nem tettek megjegyzést. :) )
(Cégnél most is nyakamba varrtak a51nx-et, mindenestől. Betanulás/betanítás, felszerszámozás, készülékezés, kisebb rendszeresen visszatérő szériák optimalizálása a technikához (egyáltalán nem erre fejlesztették ki ezt a gépet) - szóval megy az agyalás és egy jó pár héten keresztül megszervezték a szabadidős programomat... De közben ugorjak el helyettesíteni a függőlegesre, meg csináljam az eszterga gépbeállítást is, mert kevés ott is a szaki, nem győzik, meg az is jó lenne, ha osztódással tudnék szaporodni az egyéb teendők miatt. Csodálom, hogy a nagy túlórastopban a februári óraszámomra nem tettek megjegyzést. :) )
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 március 19, 18:54
Írta: Autotec1 Dátum 2024 március 19, 18:54
ha működne semmi bajom nem lenne
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 március 19, 19:10
Írta: Autotec1 Dátum 2024 március 19, 19:10
weiler 120 cnc átalakítása. 1 év sikertelen dc szervo élesztés után kezembe vettem az építést.
ha nem gond megosztom a képeket veletek.
Az üres szekrény szerszámtárolókét folytatja pályafutását
A 3kw-os Ac szervo, már megtalálta helyét
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_23dv6bccm2vpt4c5ik3x6_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/23dv6bccm2vpt4c5ik3x6_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_9x4y6dpw5m96e0id0pae_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/9x4y6dpw5m96e0id0pae_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_qa27zc5730vdggbf7sa7f_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/qa27zc5730vdggbf7sa7f_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_fctaeqgq364gi7i50h6x_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/fctaeqgq364gi7i50h6x_5332.jpeg)
ha nem gond megosztom a képeket veletek.
Az üres szekrény szerszámtárolókét folytatja pályafutását
A 3kw-os Ac szervo, már megtalálta helyét
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_23dv6bccm2vpt4c5ik3x6_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/23dv6bccm2vpt4c5ik3x6_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_9x4y6dpw5m96e0id0pae_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/9x4y6dpw5m96e0id0pae_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_qa27zc5730vdggbf7sa7f_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/qa27zc5730vdggbf7sa7f_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_fctaeqgq364gi7i50h6x_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/fctaeqgq364gi7i50h6x_5332.jpeg)
Cím: Re:CNC eszterga építő iskola
Írta: designr Dátum 2024 március 20, 07:34
Írta: designr Dátum 2024 március 20, 07:34
Ez a legideálisabb alap...
Eredetileg is cnc vezérlesű volt, nem kell nagy átalakítás.
Vezérléshiányos: az eredeti vezérlés nem javítható vagy költséghatékonyan nem beszerezhető.
Szerkezetileg jó állapotban van.
Rendelkezésedre áll minden az átalakításhoz.
Nem is lehet kérdés..
Eredetileg is cnc vezérlesű volt, nem kell nagy átalakítás.
Vezérléshiányos: az eredeti vezérlés nem javítható vagy költséghatékonyan nem beszerezhető.
Szerkezetileg jó állapotban van.
Rendelkezésedre áll minden az átalakításhoz.
Nem is lehet kérdés..
Cím: Re:CNC eszterga építő iskola
Írta: ywathzay Dátum 2024 március 21, 20:40
Írta: ywathzay Dátum 2024 március 21, 20:40
Mennyi a főorsó enkóder felbontása?
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 március 21, 21:18
Írta: Autotec1 Dátum 2024 március 21, 21:18
1000 van ráírva, de az elektronikánál már csak 4/fordulatot mértünk
Cím: Re:CNC eszterga építő iskola
Írta: xsugix Dátum 2024 március 22, 06:54
Írta: xsugix Dátum 2024 március 22, 06:54
Az encoderre valószinüleg a CPR van írva (Counts per Revolution), amit mértek, az meg a PPR (Pulses per Rev.).
PPR = CPR / 4
A linken ábrával szemléltetve. (https://www.rls.si/eng/faq/index/show/cat_id/2/faq/59/)
PPR = CPR / 4
A linken ábrával szemléltetve. (https://www.rls.si/eng/faq/index/show/cat_id/2/faq/59/)
Cím: Re:CNC eszterga építő iskola
Írta: designr Dátum 2024 március 22, 08:59
Írta: designr Dátum 2024 március 22, 08:59
Node akkor csak 4 szeres lenne a külömbség, itt me 250 szerest mértek.
Cím: Re:CNC eszterga építő iskola
Írta: xsugix Dátum 2024 március 22, 12:37
Írta: xsugix Dátum 2024 március 22, 12:37
1000 van ráírva, de az elektronikánál már csak 4/fordulatot mértünk
Én ezt úgy vettem, hogy negyed.
Én ezt úgy vettem, hogy negyed.
Cím: Re:CNC eszterga építő iskola
Írta: designr Dátum 2024 március 22, 19:59
Írta: designr Dátum 2024 március 22, 19:59
Lehet Laci is így értette, és én értem félre
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 március 26, 16:54
Írta: sarktibsi Dátum 2024 március 26, 16:54
Végre sikerült beszerezni egy olyan plc-ét ami már alkalmas lehet egy C- tengelyes esztergához NC434-es tengely vezérlő modul. Max: 400 Khz-es kimeneti frekvencia 500 Khz-es encoder számláló bemenet. Indulhat a harc , de legalább rajzolgatni már tudok.
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_8bi906fyiqqqzjh3z0eyq_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/8bi906fyiqqqzjh3z0eyq_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_ftwpivh8fw5ytkycmqwd_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/ftwpivh8fw5ytkycmqwd_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_hmvvgqjtpg82php9d7hgk_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/hmvvgqjtpg82php9d7hgk_8178.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_8bi906fyiqqqzjh3z0eyq_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/8bi906fyiqqqzjh3z0eyq_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_ftwpivh8fw5ytkycmqwd_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/ftwpivh8fw5ytkycmqwd_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_hmvvgqjtpg82php9d7hgk_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/hmvvgqjtpg82php9d7hgk_8178.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 március 26, 20:11
Írta: sarktibsi Dátum 2024 március 26, 20:11
Egyszer valaki azt mondta " tengelyenként elég egy pár vezeték" és máris forog a szervo motor amerre csak kell. (ez így is van) de ha NC modult használunk ez egy kicsit bonyolultabb , mivel ez egy zárt hurku vezérlő + a védelemre is nagy hangsúlyt kell fektetni.(sajnos nem mindenki így gondolja)
Nekem Yaskawa szervóim vannak , az alábbi ábrán látható a bekötése.
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_k0p6kebi3zc00butjt5yc_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/k0p6kebi3zc00butjt5yc_8178.jpg)
Nekem Yaskawa szervóim vannak , az alábbi ábrán látható a bekötése.
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_k0p6kebi3zc00butjt5yc_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/k0p6kebi3zc00butjt5yc_8178.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: TBS-TEAM Dátum 2024 március 26, 21:15
Írta: TBS-TEAM Dátum 2024 március 26, 21:15
Ahhoz, hogy biztonságosan és jól működjön a PLC program az ajánlott bekötéseket kell alkalmazni a PLC és a Szervo vezérlő között.
A PLC leírásában komplett példaprogramot is hoz a servo kezeléséhez (A Mitsubishi biztos).
A PLC leírásában komplett példaprogramot is hoz a servo kezeléséhez (A Mitsubishi biztos).
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 március 26, 21:43
Írta: sarktibsi Dátum 2024 március 26, 21:43
Ha a számításaim jók: D25x10-es golyósorsó esetén 1:1 be hajtva , a szervó felbontás 10.000 , léptetési pontosság 0.001 mm , gyorsjárat 24.000 mm/perc. Akkor pont beleférek a 400 Khz-es kimeneti frekibe , illetve a 500 Khz-es bemeneti frekibe.
Jól számolok?
Jól számolok?
Cím: Re:CNC eszterga építő iskola
Írta: Robsy1 Dátum 2024 március 27, 13:27
Írta: Robsy1 Dátum 2024 március 27, 13:27
Honnan tudod, hogy 1:1-ben hajthatod ezt a golyós orsót azzal a motoroddal?
Ugyanis a CNC gépek mellékhajtásait a maximnális gyorsulási képességre kell méretezni.
Ez pedig sok mindentől függ, amiről egy szót se írtál.
Ilyen alap adatokat kell még figyelembevenned:
- mozgató orsó hossza
- mozgatott tömeg
- maximális orsót terhelő axiális erő
- motor névleges fordulatszám
- motor névleges nyomaték
- motor forgórész másodrendű nyomatéka (J, /kgcm2/)
Ha ezek az adatok megvannak, akkor pl. egy Robsy hajtásméretező programmal meghatározható az optimális áttétel, amikor teljesül a maximális gyorsulás, amit ki lehet hozni az adott hajtásláncból.
Ha ezt tehát nem számolod végig, akkor csak sacc/per kb. alapon döntöttél, ami nagy meglepetéseket is okozhat, hiába hajtod egy Yaskawa szervóval.
Ha megkeresel magánban a felsorolt és még hiányzó konkrét adatokkal, lefuttatom a saját fejlesztésű, dos-os Robsy hajtásméretező progimat, és tényként tudhatod a szükséges áttétel mértékét. Így tudsz jó dinamikájú CNC gépet építeni.
Ilyesmi görbét fogsz kapni, mint ami az alábbiakban látható. Ennél a méretezésnél a fő adatok ezek voltak:
Nema 23, 1 Nm léptető motor hajtással 16 mm átmérőjű, 10 mm menetemelkedésű, 500 mm hosszú golyósorsóval mozgat 20 kg tömeget.
szépen látható a gyorsulás függvényen, hogyan esik le a maximális gyorsulásod, ha eltérsz az 1:1.69-es lassító áttételtől. Hiába írkálsz be a mozgásvezérlőbe ettől nagyobb gyorsulást, az a gyakorlatban nem fog teljesülni, mert itt a hajtás az úr, és nem egy "hazudós" ablakú mozgás vezérlő program. Ezt se szokták sokan végig gondolni, illetve tévesen azt hiszik, a vezérlő a főnök.[#vigyor2]
(http://www.robsy.hu/te2/robsy-test-a1.gif)
Ugyanis a CNC gépek mellékhajtásait a maximnális gyorsulási képességre kell méretezni.
Ez pedig sok mindentől függ, amiről egy szót se írtál.
Ilyen alap adatokat kell még figyelembevenned:
- mozgató orsó hossza
- mozgatott tömeg
- maximális orsót terhelő axiális erő
- motor névleges fordulatszám
- motor névleges nyomaték
- motor forgórész másodrendű nyomatéka (J, /kgcm2/)
Ha ezek az adatok megvannak, akkor pl. egy Robsy hajtásméretező programmal meghatározható az optimális áttétel, amikor teljesül a maximális gyorsulás, amit ki lehet hozni az adott hajtásláncból.
Ha ezt tehát nem számolod végig, akkor csak sacc/per kb. alapon döntöttél, ami nagy meglepetéseket is okozhat, hiába hajtod egy Yaskawa szervóval.
Ha megkeresel magánban a felsorolt és még hiányzó konkrét adatokkal, lefuttatom a saját fejlesztésű, dos-os Robsy hajtásméretező progimat, és tényként tudhatod a szükséges áttétel mértékét. Így tudsz jó dinamikájú CNC gépet építeni.
Ilyesmi görbét fogsz kapni, mint ami az alábbiakban látható. Ennél a méretezésnél a fő adatok ezek voltak:
Nema 23, 1 Nm léptető motor hajtással 16 mm átmérőjű, 10 mm menetemelkedésű, 500 mm hosszú golyósorsóval mozgat 20 kg tömeget.
szépen látható a gyorsulás függvényen, hogyan esik le a maximális gyorsulásod, ha eltérsz az 1:1.69-es lassító áttételtől. Hiába írkálsz be a mozgásvezérlőbe ettől nagyobb gyorsulást, az a gyakorlatban nem fog teljesülni, mert itt a hajtás az úr, és nem egy "hazudós" ablakú mozgás vezérlő program. Ezt se szokták sokan végig gondolni, illetve tévesen azt hiszik, a vezérlő a főnök.[#vigyor2]
(http://www.robsy.hu/te2/robsy-test-a1.gif)
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2024 március 27, 14:32
Írta: ANTAL GÁBOR Dátum 2024 március 27, 14:32
Kedves Tibor !
Nekem tanulságos amit mutatsz ( ismerem minimum 8 éve )
DE! a diagramod alapján ha 1/1 es az áttétel akkor 13.55 m/s2
a gyorsulás , az optimális 1.69 es áttétellel pedig 15.68
m/s2 Vagyis 15.7 % al több
Cserébe kell egy feszíthető kottyanásmenetes szíjáttétel
( plusz hely! ) és látatlanban megjósolható hogy az alkalmazandó szíjtárcsák tehetetlenségi nyomatékát is figyelembe véve, nem lesz elérhető a 15.68m/s2 végeredmény .
Ilyenkor a hobbysták elgondolkodnak és a rosszabb
( egyszerűbb) esetet választják .
Nekem tanulságos amit mutatsz ( ismerem minimum 8 éve )
DE! a diagramod alapján ha 1/1 es az áttétel akkor 13.55 m/s2
a gyorsulás , az optimális 1.69 es áttétellel pedig 15.68
m/s2 Vagyis 15.7 % al több
Cserébe kell egy feszíthető kottyanásmenetes szíjáttétel
( plusz hely! ) és látatlanban megjósolható hogy az alkalmazandó szíjtárcsák tehetetlenségi nyomatékát is figyelembe véve, nem lesz elérhető a 15.68m/s2 végeredmény .
Ilyenkor a hobbysták elgondolkodnak és a rosszabb
( egyszerűbb) esetet választják .
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2024 március 28, 07:44
Írta: ANTAL GÁBOR Dátum 2024 március 28, 07:44
Elcsodálkoztam hogy elmúlt mintegy 16 óra és Robsy részéről nem érkezett hozzászólás a beírásomra . Vajon miért?
Kicsit utánaszámoltam a dolgoknak . . Az egyszerűség kedvéért maradjunk a direkt hajtásnál a= 13.55m/s2 legyen ( a megadott diagram adata alapján) , a g0 gyorsjárati sebesség ( egy léptetős hajtásról beszélünk ) 2000 mm/min
Legyen a golyósorsó emelkedése e=5mm .
Az adott adatokkal számítsuk ki az állandósult fordulatszámú motor fordulatszámát és a gyorsítási időt !
A motor fordulatszáma állandósult állapotban g0/ e =
2000/5 = 400 1/min
A 2000 mm/ min az megfelel 0.0333 m/s nak. A gyorsítási idő megkapható a dv/ a összefüggésből
Esetünkben T = 0.0333/13.55= 2.46ms ( millszekundum !! )
Hát ez az ! Kötve hiszem hogy egy 1 Nm es léptetőt 2.46ms alatt fel lehet pörgetni 400 1/min re ( 6.66 1/s )
Egy másik oldali megközelítés : A driver dolgozzon fél lépése üzemben ( gondolom elég gáláns vagyok ) vagyis 400 lépés tartozik 1 körülforduláshoz . Állandósult állapotban
6.66*400 stepet kell kiküldeni ami 2666 step /s. Lineáris rámpát feltételezve a gyorsítási szakasz alatt kiküldött stepek száma ennek pont a fele vagyis 1333 step
Vagyis 2.46 ms alatt ki kell küldeni summa 1333 step et [#nemtudom][#nemtudom]
Ez az a Tibor által sokszor citált eset amikor arra inti a hobbystákat hogy ne higgyenek a számítógépes csicsa világnak végezzenek alapszámításokat hagyományos módon is
Kicsit utánaszámoltam a dolgoknak . . Az egyszerűség kedvéért maradjunk a direkt hajtásnál a= 13.55m/s2 legyen ( a megadott diagram adata alapján) , a g0 gyorsjárati sebesség ( egy léptetős hajtásról beszélünk ) 2000 mm/min
Legyen a golyósorsó emelkedése e=5mm .
Az adott adatokkal számítsuk ki az állandósult fordulatszámú motor fordulatszámát és a gyorsítási időt !
A motor fordulatszáma állandósult állapotban g0/ e =
2000/5 = 400 1/min
A 2000 mm/ min az megfelel 0.0333 m/s nak. A gyorsítási idő megkapható a dv/ a összefüggésből
Esetünkben T = 0.0333/13.55= 2.46ms ( millszekundum !! )
Hát ez az ! Kötve hiszem hogy egy 1 Nm es léptetőt 2.46ms alatt fel lehet pörgetni 400 1/min re ( 6.66 1/s )
Egy másik oldali megközelítés : A driver dolgozzon fél lépése üzemben ( gondolom elég gáláns vagyok ) vagyis 400 lépés tartozik 1 körülforduláshoz . Állandósult állapotban
6.66*400 stepet kell kiküldeni ami 2666 step /s. Lineáris rámpát feltételezve a gyorsítási szakasz alatt kiküldött stepek száma ennek pont a fele vagyis 1333 step
Vagyis 2.46 ms alatt ki kell küldeni summa 1333 step et [#nemtudom][#nemtudom]
Ez az a Tibor által sokszor citált eset amikor arra inti a hobbystákat hogy ne higgyenek a számítógépes csicsa világnak végezzenek alapszámításokat hagyományos módon is
Cím: Re:CNC eszterga építő iskola
Írta: Robsy1 Dátum 2024 március 28, 08:30
Írta: Robsy1 Dátum 2024 március 28, 08:30
Gábor!
10 mm menetemelkedésű orsóra vonatkozik a linkelt görbém, olvasd el ismét, mit írtam ott.
Te meg 5mm-el el kezdesz itt össze-vissza számolgatni, amiknek nem sok közük van így a valósághoz.
Ejnye-bejnye![#ejnye1]
Az előző észrevételedben is sok probléma van, pl. a méretező programom eleve számol az áttétel inerciáival is, így a gyorsulás adatoknál, görbénél már az is benne van, tehát tévesen írtad hogy a szíjtárcsák hatását.
Úgy gondolom azért sem kell engem kritzálnod, hogy annál példánál ~16%-al jobb lesz egy gép, ha valaki megfogadja a méretezéssel kapcsolatos gondolataimat, tényeket, tehettem volna fel 200%-os példát is.
Azt se felejtsed el, hogy Sarktibsinél az 1:1 arány sokkal nagyobb eltérést is okozhat, mint az én léptetős példámban, akár 100%-ot is. Hiszen nem tudjuk az adatokat, de már az 1:1 döntés megszületett benne.
Én segíteni vagyok itt (hiába erőlködik és az ellnekezőjét állítja évek óta a tapsolós társaság), gondolatokat ébreszteni azokban, akik erre hajlandóak. Ha hobbysta, akkor annak, mivel a műszaki törvények, összefüggések rá is vonatkoznak. Hiába nem érdekli őket, nem foglalkoznak a témával. Persze mint már oly sokszor írtam az emberek sokasága tévhiedelemben él, és nem szeret/akar/tud már sokat gondolkodni.
Mindenki úgy él, ahogy jónak látja, nem érdekel, csak elszomorít, hogy idejutottunk. És azért azt is tudom, mert kapok visszajelzéseket magánban, hogy jó pár ember meg szeret tanulni, jobb CNC gépet építeni, legyen az 3D nyomtató, plazmavágó, forgácsóló, vagy lézergravír CNC gép. Mindegyikre igaz az optimális áttétel méretezés fontossága.
10 mm menetemelkedésű orsóra vonatkozik a linkelt görbém, olvasd el ismét, mit írtam ott.
Te meg 5mm-el el kezdesz itt össze-vissza számolgatni, amiknek nem sok közük van így a valósághoz.
Ejnye-bejnye![#ejnye1]
Az előző észrevételedben is sok probléma van, pl. a méretező programom eleve számol az áttétel inerciáival is, így a gyorsulás adatoknál, görbénél már az is benne van, tehát tévesen írtad hogy a szíjtárcsák hatását.
Úgy gondolom azért sem kell engem kritzálnod, hogy annál példánál ~16%-al jobb lesz egy gép, ha valaki megfogadja a méretezéssel kapcsolatos gondolataimat, tényeket, tehettem volna fel 200%-os példát is.
Azt se felejtsed el, hogy Sarktibsinél az 1:1 arány sokkal nagyobb eltérést is okozhat, mint az én léptetős példámban, akár 100%-ot is. Hiszen nem tudjuk az adatokat, de már az 1:1 döntés megszületett benne.
Én segíteni vagyok itt (hiába erőlködik és az ellnekezőjét állítja évek óta a tapsolós társaság), gondolatokat ébreszteni azokban, akik erre hajlandóak. Ha hobbysta, akkor annak, mivel a műszaki törvények, összefüggések rá is vonatkoznak. Hiába nem érdekli őket, nem foglalkoznak a témával. Persze mint már oly sokszor írtam az emberek sokasága tévhiedelemben él, és nem szeret/akar/tud már sokat gondolkodni.
Mindenki úgy él, ahogy jónak látja, nem érdekel, csak elszomorít, hogy idejutottunk. És azért azt is tudom, mert kapok visszajelzéseket magánban, hogy jó pár ember meg szeret tanulni, jobb CNC gépet építeni, legyen az 3D nyomtató, plazmavágó, forgácsóló, vagy lézergravír CNC gép. Mindegyikre igaz az optimális áttétel méretezés fontossága.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2024 március 28, 09:04
Írta: ANTAL GÁBOR Dátum 2024 március 28, 09:04
Ok akkor számoljunk 10 es orsóval , 1.69 es lassítással és az elérhető a = 15.68m/s2 gyorsulással
A gyorsjárati sebesség maradjon a 2000 mm/ min
A léptető fordulata állandósult állapotban (2000/10)*1.69=
338 1/min
a gyorsítási idő = 0.0333/15.68=2.12 ms
vagyis az eredmény 338 1/min 2.12 ms alatt
ez szinte megegyezik a 5 ös orsós direkt hajtáshoz ( ha tovább gyorsítanánk az általam korábban kiszámolt 2.46 ms ig akkor elérnénk a( 2.46/2.12)*338 = 392 1/ min értéket ami jó elég közel áll a 400 1/min hez
Az alapkérdés az hogy képes e egy 1 Nm es léptető 2.12ms alatt felgyorsulni 338 1/ min re
( vagy az én esetemben 2.46ms alatt 400 1 / min re ?)
No én ezt vonom kétségbe ...
DE neked van egy dinamikai mérőrendszered , és gondolom az abból származó mérési eredményeid . Jó lenne egy két léptetős eredményt ismertetnél
A gyorsjárati sebesség maradjon a 2000 mm/ min
A léptető fordulata állandósult állapotban (2000/10)*1.69=
338 1/min
a gyorsítási idő = 0.0333/15.68=2.12 ms
vagyis az eredmény 338 1/min 2.12 ms alatt
ez szinte megegyezik a 5 ös orsós direkt hajtáshoz ( ha tovább gyorsítanánk az általam korábban kiszámolt 2.46 ms ig akkor elérnénk a( 2.46/2.12)*338 = 392 1/ min értéket ami jó elég közel áll a 400 1/min hez
Az alapkérdés az hogy képes e egy 1 Nm es léptető 2.12ms alatt felgyorsulni 338 1/ min re
( vagy az én esetemben 2.46ms alatt 400 1 / min re ?)
No én ezt vonom kétségbe ...
DE neked van egy dinamikai mérőrendszered , és gondolom az abból származó mérési eredményeid . Jó lenne egy két léptetős eredményt ismertetnél
Cím: Re:CNC eszterga építő iskola
Írta: Robsy1 Dátum 2024 március 28, 10:08
Írta: Robsy1 Dátum 2024 március 28, 10:08
Másodszor se sikerült jól számolnod. A léptetőmotor gyorsulásával kapcsolatos véleményed se helytálló.
Javaslom, fussál neki megint a témának.
Másrészt sajnos te is a téves hiedelmeid áldozata lettél, a beírásaid kapcsán egyre inkább az derül ki, nem elég mélyek a motorhajtásokkal kapcsolatos kinematikai, dinamikia valós ismereteid, vagy elfelejtetted, amit régebben tudtál.
Így jár az aki, a műszaki életben csak a becsapós gyakorlati érzékére épít, vagy téves tapasztalataira épít, vagy nem jól számol, vagy a csicsavilág "butítólag" tud rá hatni.
Egy mentséged van: én veled szemben ennek a témának is a megszállottja vagyok, mivel imádom a matematika magasabb szintű differenciál elméleti összefüggéseit itt is alkalmazni már több évtizede a CNC motorhajtások világában.
Rengeteget tanulhatsz még te is, ha megnézed a szakmai weboldalamon a legújabb Robsy motor dinamikai, Robsy lineáris, körmozgás kinematikai mérőrendszer fejlesztéseimet a TÉNYEK tükréban.
Figyelem! [#felkialtas] Itt olyan egyeseknek meglepő információk, mérési eredmények is láthatók a motorhajtásokról, amit ha valaki megért, elgondolkozik rajtuk, egy teljes eddigi felszínes műszaki hitélet omlik benne össze.
Robsy lineáris, körmozgás kinematikai mérőrendszer. (http://www.robsy.hu/te32/tem32.htm)
(http://www.robsy.hu/1/robsy-p8.gif)
Javaslom, fussál neki megint a témának.
Másrészt sajnos te is a téves hiedelmeid áldozata lettél, a beírásaid kapcsán egyre inkább az derül ki, nem elég mélyek a motorhajtásokkal kapcsolatos kinematikai, dinamikia valós ismereteid, vagy elfelejtetted, amit régebben tudtál.
Így jár az aki, a műszaki életben csak a becsapós gyakorlati érzékére épít, vagy téves tapasztalataira épít, vagy nem jól számol, vagy a csicsavilág "butítólag" tud rá hatni.
Egy mentséged van: én veled szemben ennek a témának is a megszállottja vagyok, mivel imádom a matematika magasabb szintű differenciál elméleti összefüggéseit itt is alkalmazni már több évtizede a CNC motorhajtások világában.
Rengeteget tanulhatsz még te is, ha megnézed a szakmai weboldalamon a legújabb Robsy motor dinamikai, Robsy lineáris, körmozgás kinematikai mérőrendszer fejlesztéseimet a TÉNYEK tükréban.
Figyelem! [#felkialtas] Itt olyan egyeseknek meglepő információk, mérési eredmények is láthatók a motorhajtásokról, amit ha valaki megért, elgondolkozik rajtuk, egy teljes eddigi felszínes műszaki hitélet omlik benne össze.
Robsy lineáris, körmozgás kinematikai mérőrendszer. (http://www.robsy.hu/te32/tem32.htm)
(http://www.robsy.hu/1/robsy-p8.gif)
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2024 március 28, 10:30
Írta: ANTAL GÁBOR Dátum 2024 március 28, 10:30
"Az alapkérdés az hogy képes e egy 1 Nm es léptető 2.12ms alatt felgyorsulni 338 1/ min re "
Legyen csupán egy szabad tengelyvéges motor !
A motor szögsebessége : 35.4 1/s a szöggyorsulás értéke 35.4/0.00212=16700 1/s2
Kikerestem egy kb 1 Nm es Sanyo Denki léptető
(103H7821-1740) forgórészének az inerciáját : ami 2.6 *10 ad minusz 4 kgm2
A szükséges gyorsító nyomaték a szöggyorsulás és a inercia szorzata Esetünkben 16700*2.6*10 ad minusz 4 = 4.3 Nm
No ezt sok szempontból sem tudja a motor teljesíteni
Valami hiba van a programban vagy az adatokban . Érdekelne hogy Te mekkora forgórészinerciával számoltál ?
Ps : a golyósorsóval a mozgatott tömeggel a szíjtárcsákkal nem is számoltam
Legyen csupán egy szabad tengelyvéges motor !
A motor szögsebessége : 35.4 1/s a szöggyorsulás értéke 35.4/0.00212=16700 1/s2
Kikerestem egy kb 1 Nm es Sanyo Denki léptető
(103H7821-1740) forgórészének az inerciáját : ami 2.6 *10 ad minusz 4 kgm2
A szükséges gyorsító nyomaték a szöggyorsulás és a inercia szorzata Esetünkben 16700*2.6*10 ad minusz 4 = 4.3 Nm
No ezt sok szempontból sem tudja a motor teljesíteni
Valami hiba van a programban vagy az adatokban . Érdekelne hogy Te mekkora forgórészinerciával számoltál ?
Ps : a golyósorsóval a mozgatott tömeggel a szíjtárcsákkal nem is számoltam
Cím: Re:CNC eszterga építő iskola
Írta: D.Laci Dátum 2024 március 28, 10:53
Írta: D.Laci Dátum 2024 március 28, 10:53
Lehet ezt így [#eljen]is!
https://www.robsy.hu/te32/tem32.htm
https://www.robsy.hu/te32/tem32.htm
Cím: Re:CNC eszterga építő iskola
Írta: Robsy1 Dátum 2024 március 28, 11:12
Írta: Robsy1 Dátum 2024 március 28, 11:12
"No ezt sok szempontból sem tudja a motor teljesíteni"
Ne írkáljál már ekkora butaságokat, a hiba benned van, nem az én programomban.
Nem megy ez neked Gábor harmadszorra se, keresd ki megint az adatokat, és számolj helyesen. Egy nagyságrendet tévedtél.[#ejnye1]
Javaslom pihenj egy kicsit, kérlek ne kötekedjél előitéleti alapon velem, ne "lövöldözzél" rám téves számításokkal 10 percenként (mint a "tapsolós haverjaid szokták), olvasgassál bele inkább az előbbi beírásom linkje mentén Robsy mozgás kinematikai mérőrendszerem megoldásaiba, mérési/elméleti ismertetőkbe, ahol a gyakorlat és az elmélet tökéletesen egyezve adja a tényeket. Rengeteg munkám, tapasztalatom, tanulási folyamatom, fejlesztésem van ezen rendszer mögött, kérlek ne becsüld le, mert nem sok ilyen van. Egyből kimutatja egy adott CNC gép "hitványságait", gyengeségeit, amikor rákötöd bármelyik tengelyére, és beméred vele az adott motorhajtást.
Egyébként meg ha megnézel egy komolyabb léptetőmotor adatlapot, pl. a Portescap Turbo Disk P532 típust, nos most kapaszkodj meg: 171000 rad/s2 a szöggyorsulása.[#csodalk][#wow1]
Elbújhatnak az átlag szervók mellette, amikről egyesek itt hiedelmeket, szakmai butaságokat is írkálnak össze-vissza. Az se mellékes, hogy én olyan szerencsés voltam, hogy kezdő mérnökként egy laborműszer fejlesztési osztályon már 1985-ben megismerkedtem a Portescap DC szervo, és léptető motorjaival, alkalmaztam őket, és igen komoly referencia, etalon a számomra ez a motor család a mai napig. Egyesek itt még akkor meg se születtek.[#circling]
Jó lenne már elkezdeni gondolkozni emberek a műszaki TÉNYEK mentén, és szakítani azzal rengeteg tévhiedelemmel, dezinformációval, amik itt ezen a fórumon is keringenek. Segítek nektek, akit érdekel. Az a pár szokásos troll meg kerüljön el nagyívben!
Ne írkáljál már ekkora butaságokat, a hiba benned van, nem az én programomban.
Nem megy ez neked Gábor harmadszorra se, keresd ki megint az adatokat, és számolj helyesen. Egy nagyságrendet tévedtél.[#ejnye1]
Javaslom pihenj egy kicsit, kérlek ne kötekedjél előitéleti alapon velem, ne "lövöldözzél" rám téves számításokkal 10 percenként (mint a "tapsolós haverjaid szokták), olvasgassál bele inkább az előbbi beírásom linkje mentén Robsy mozgás kinematikai mérőrendszerem megoldásaiba, mérési/elméleti ismertetőkbe, ahol a gyakorlat és az elmélet tökéletesen egyezve adja a tényeket. Rengeteg munkám, tapasztalatom, tanulási folyamatom, fejlesztésem van ezen rendszer mögött, kérlek ne becsüld le, mert nem sok ilyen van. Egyből kimutatja egy adott CNC gép "hitványságait", gyengeségeit, amikor rákötöd bármelyik tengelyére, és beméred vele az adott motorhajtást.
Egyébként meg ha megnézel egy komolyabb léptetőmotor adatlapot, pl. a Portescap Turbo Disk P532 típust, nos most kapaszkodj meg: 171000 rad/s2 a szöggyorsulása.[#csodalk][#wow1]
Elbújhatnak az átlag szervók mellette, amikről egyesek itt hiedelmeket, szakmai butaságokat is írkálnak össze-vissza. Az se mellékes, hogy én olyan szerencsés voltam, hogy kezdő mérnökként egy laborműszer fejlesztési osztályon már 1985-ben megismerkedtem a Portescap DC szervo, és léptető motorjaival, alkalmaztam őket, és igen komoly referencia, etalon a számomra ez a motor család a mai napig. Egyesek itt még akkor meg se születtek.[#circling]
Jó lenne már elkezdeni gondolkozni emberek a műszaki TÉNYEK mentén, és szakítani azzal rengeteg tévhiedelemmel, dezinformációval, amik itt ezen a fórumon is keringenek. Segítek nektek, akit érdekel. Az a pár szokásos troll meg kerüljön el nagyívben!
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 március 28, 12:25
Írta: sarktibsi Dátum 2024 március 28, 12:25
Látom ti nagyon szerettek számolgatni , én nem jártam egyetemre sem, számolgatni sem nagyon szeretek, (de nem is nagyon hiszek benne) Én a gyakorlatban hiszek , még akkor is ha ez sok időt vesz igénybe , van pár segítő társam pl: ampermérő , fordulatszámmérő , mikrométer, stopperóra , ezek az egyszerű eszközök világosan megmondják mi is az ábra. Ezek közül a legfontosabb az idő, ugyanis egy kellően gyors géppel lehet sok pénzt keresni , rám ez hatványozottan érvényes mivel én csak széria munkákat vállalok.
Az NC434-es modul szintén a segítségemre lesz, lehet monitorozni is a motorok működését. Így egyszerűen láthatóvá válik a tényleges szerszám pálya és vezérlő által kiszámolt szerszámpálya.(az encodernek köszönhetően)
Az NC434-es modul szintén a segítségemre lesz, lehet monitorozni is a motorok működését. Így egyszerűen láthatóvá válik a tényleges szerszám pálya és vezérlő által kiszámolt szerszámpálya.(az encodernek köszönhetően)
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 március 28, 12:28
Írta: sarktibsi Dátum 2024 március 28, 12:28
Mutatom is.
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_7qgvyjnccmf8cxdv8jc_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/7qgvyjnccmf8cxdv8jc_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_sczg0363t4z6jaii7k92_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/sczg0363t4z6jaii7k92_8178.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_7qgvyjnccmf8cxdv8jc_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/7qgvyjnccmf8cxdv8jc_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_sczg0363t4z6jaii7k92_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/sczg0363t4z6jaii7k92_8178.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: designr Dátum 2024 március 28, 13:32
Írta: designr Dátum 2024 március 28, 13:32
Ez a bal oldali ábra elég csalós.
A felsö ábrán a pizició hiba az kezdő és végpont között mindíg pozitív.
Gyakorlatban mikor elkezd lassítani a motor a pozició hiba egy pillanatra 0 lesz.
Aztán megint megnő, negatív előjellel egészen a megállásig.
Vagyis szerintem így van..
A felsö ábrán a pizició hiba az kezdő és végpont között mindíg pozitív.
Gyakorlatban mikor elkezd lassítani a motor a pozició hiba egy pillanatra 0 lesz.
Aztán megint megnő, negatív előjellel egészen a megállásig.
Vagyis szerintem így van..
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2024 március 28, 13:35
Írta: ANTAL GÁBOR Dátum 2024 március 28, 13:35
Nem szokásom meghunyászkodni , de meggyőztél arról amit Psoft írt a napokban : hogy az a stílusod hogy, ha rájössz hogy nincs igazad akkor támadsz .
Átszámoltam még néhányszor nem hiszem hogy tévedek...
Hátha lesz itt olyan valaki aki veszi a fáradtságot és utánaszámol :
Adott egy 1 Nm es léptető ami egy 1.69 es lassító áttételen keresztül egy 10 es emelkedésű golyósorsót forgat . A szán maximális sebessége 2000 mm/ min . Kérdés a motor állandósult állapotbeli fordulatszáma , a gyorsítási idő
valamint az hogy képes e a motor a (rövid ) gyorsítási idő alatt akkorára felgyorsulni hogy a szán elérje a kitűzött sebességet ?
gyorsulás a =15.68m/s2
a motor forgórészének az inerciája J = 2.6*10ad-4 kgm2
Az egész kérdés onnan indult hogy a reggeli ( első ) bejegyzésemben sokallottam a gyorsulás-javasolt áttétel diagramon szereplő 15.68 m/s2 gyorsulást . Ha annak az értéke a tizede lenne akkor minden működhet ( pont ott van a jelzett egy nagyságrend)
Előre borítékolom a válasz , ne higgyek a csicsa világnak , számoljam át még egyszer valamint sokkal jobban tenném ha az időmet a Robsy honlap böngészésével tölteném mert ott mindenre válasz kapok. ( hát nem teszem .. )
Átszámoltam még néhányszor nem hiszem hogy tévedek...
Hátha lesz itt olyan valaki aki veszi a fáradtságot és utánaszámol :
Adott egy 1 Nm es léptető ami egy 1.69 es lassító áttételen keresztül egy 10 es emelkedésű golyósorsót forgat . A szán maximális sebessége 2000 mm/ min . Kérdés a motor állandósult állapotbeli fordulatszáma , a gyorsítási idő
valamint az hogy képes e a motor a (rövid ) gyorsítási idő alatt akkorára felgyorsulni hogy a szán elérje a kitűzött sebességet ?
gyorsulás a =15.68m/s2
a motor forgórészének az inerciája J = 2.6*10ad-4 kgm2
Az egész kérdés onnan indult hogy a reggeli ( első ) bejegyzésemben sokallottam a gyorsulás-javasolt áttétel diagramon szereplő 15.68 m/s2 gyorsulást . Ha annak az értéke a tizede lenne akkor minden működhet ( pont ott van a jelzett egy nagyságrend)
Előre borítékolom a válasz , ne higgyek a csicsa világnak , számoljam át még egyszer valamint sokkal jobban tenném ha az időmet a Robsy honlap böngészésével tölteném mert ott mindenre válasz kapok. ( hát nem teszem .. )
Cím: Re:CNC eszterga építő iskola
Írta: Robsy1 Dátum 2024 március 28, 14:19
Írta: Robsy1 Dátum 2024 március 28, 14:19
"a motor forgórészének az inerciája J = 2.6*10ad-4 kgm2"
Na itt van egy nagyságrendi tévedésed, és ötödször ugrasz nekem, a rosszvas hibádat meg észre se veszed.
Ember!!! Egy 1 Nm-e stepper J-je~=0.26 kgcm2 !!!
és nem 2.6, ahogy már hibásan ötödször számolsz vele!!!
És ezek után is még mindig neked áll feljebb, ok. nélkül besértődsz, mert tévedtél velem szemben, és igaztalanul el kezdesz vádaskodni rám, böfögsz, trollkodsz továbbra is.
Normális esetben csak valami ilyesmit kellene írnod:
bocs Tibor, ezt benéztem, hülyeségeket számoltam.
Vagy csendben maradnál, az is egy megoldás.
De nem, "etetned" kell azt 6-7 tapsoló havert, akik közül még névszerint is említesz, akik dettó ugyanígy viselkednek, mint te.
Istenem, milyen egy abszurd világ ez! Aki igazat beszél, az egy szemét valaki, aki meg handabandázik, nem is ért szakmailag valamihez, az itt pár embernél örök hever, és nekik mindent lehet, a többi szerencsétlen hiszékeny hobbysta meg ajnánol benneteket a félrevezetésért.
Abszurdisztán! [#rinya]
Megyek és folytatom az egyik új motor tesztelését, mert csodálatos látni, ahogy egy másodperc alatt ~ félmilliószor veszek mintát a dos-os saját fejlsztésű mérő rendszeremmel, és a világ egyik legnagyobb zsenijének, Isaac Newton differenciál egyenleteit felhasználva csodálatos valósidejű motor kinematikai függvénygörbékben gyönyörködhetek.
A Wikipédia nyomán pedig emlékezzünk meg egy pillanatra, ki is volt ez a zseniális tudós: [#worship]
Született: 1642. december 25. Woolsthorpe Manor
Elhunyt 1727. március 20. (84 évesen) Kensington
Sírhely Westminsteri apátság
Ismeretes mint a mechanika alaptörvényeinek felfedezője
Nemzetiség: angol
Szülei: Hannah Ayscough és idősebb Isaac Newton
Iskolái: The King's School, Grantham Trinity College, Cambridge Egyetem
Na itt van egy nagyságrendi tévedésed, és ötödször ugrasz nekem, a rosszvas hibádat meg észre se veszed.
Ember!!! Egy 1 Nm-e stepper J-je~=0.26 kgcm2 !!!
és nem 2.6, ahogy már hibásan ötödször számolsz vele!!!
És ezek után is még mindig neked áll feljebb, ok. nélkül besértődsz, mert tévedtél velem szemben, és igaztalanul el kezdesz vádaskodni rám, böfögsz, trollkodsz továbbra is.
Normális esetben csak valami ilyesmit kellene írnod:
bocs Tibor, ezt benéztem, hülyeségeket számoltam.
Vagy csendben maradnál, az is egy megoldás.
De nem, "etetned" kell azt 6-7 tapsoló havert, akik közül még névszerint is említesz, akik dettó ugyanígy viselkednek, mint te.
Istenem, milyen egy abszurd világ ez! Aki igazat beszél, az egy szemét valaki, aki meg handabandázik, nem is ért szakmailag valamihez, az itt pár embernél örök hever, és nekik mindent lehet, a többi szerencsétlen hiszékeny hobbysta meg ajnánol benneteket a félrevezetésért.
Abszurdisztán! [#rinya]
Megyek és folytatom az egyik új motor tesztelését, mert csodálatos látni, ahogy egy másodperc alatt ~ félmilliószor veszek mintát a dos-os saját fejlsztésű mérő rendszeremmel, és a világ egyik legnagyobb zsenijének, Isaac Newton differenciál egyenleteit felhasználva csodálatos valósidejű motor kinematikai függvénygörbékben gyönyörködhetek.
A Wikipédia nyomán pedig emlékezzünk meg egy pillanatra, ki is volt ez a zseniális tudós: [#worship]
Született: 1642. december 25. Woolsthorpe Manor
Elhunyt 1727. március 20. (84 évesen) Kensington
Sírhely Westminsteri apátság
Ismeretes mint a mechanika alaptörvényeinek felfedezője
Nemzetiség: angol
Szülei: Hannah Ayscough és idősebb Isaac Newton
Iskolái: The King's School, Grantham Trinity College, Cambridge Egyetem
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 március 28, 14:44
Írta: svejk Dátum 2024 március 28, 14:44
No meg ugye állítólag bosszúálló, sértődékeny volt.
Az okkultizmusnak is élt.
Szegényen, család nélkül, halt meg.
Ha nem Ő akkor rájött volna valaki más a törvényszerűségekre. A világ kerekét nem lehet megállítani.
Az okkultizmusnak is élt.
Szegényen, család nélkül, halt meg.
Ha nem Ő akkor rájött volna valaki más a törvényszerűségekre. A világ kerekét nem lehet megállítani.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2024 március 28, 14:46
Írta: ANTAL GÁBOR Dátum 2024 március 28, 14:46
Mint írtam az inercia adatot a Sanyo Denki adatlapról vettem ( Te is utánanézhetsz ) Tudom ki is számolhattam volna ha ismerem a forgórész geometriáját, súlyát . Egy japán katalógus adatlapjában nem gondoltam hogy csalódni fogok . Ráadásul a nagyobb léptecseknél ( 2-3 Nm ) 7.4*10ad minusz 4 kgm2 szerepelt, tehát nem is volt okom gyanakodni .
Persze az is lehet hogy a te adatod a hibás. Ha te is katalógusból vetted akkor annak is utána kellene nézni..
Vagy te ismerted a geometriát és a súlyt és kiszámoltad? Most mennem kell de van egy Sonce Boz katalógusom ahol szintén van adat majd megnézem. Jól jönne egy Berger Lahr katalógus is ...
Persze az is lehet hogy a te adatod a hibás. Ha te is katalógusból vetted akkor annak is utána kellene nézni..
Vagy te ismerted a geometriát és a súlyt és kiszámoltad? Most mennem kell de van egy Sonce Boz katalógusom ahol szintén van adat majd megnézem. Jól jönne egy Berger Lahr katalógus is ...
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2024 március 28, 15:50
Írta: PSoft Dátum 2024 március 28, 15:50
Örülök hogy "első kézből" is meg tudtál győződni róla. [#eljen]
Mert így ugye, a befolyásolás gyakorlás...teljes mértékben kizárható.
Mert így ugye, a befolyásolás gyakorlás...teljes mértékben kizárható.
Cím: Re:CNC eszterga építő iskola
Írta: Robsy1 Dátum 2024 március 28, 16:23
Írta: Robsy1 Dátum 2024 március 28, 16:23
Nem számolok semmit, különben sem ismert a teljes motor tengely/csapágy/rotor geometria, így számolni se lehet.
Mivel sok ilyen motorral volt dolgom, nekem a fejemben van a gyakorlati fő katalógus, és így 1 másodpercen belül tudtam, hogy kb. 0.25-0.35 kgcm2 lehet a valós J-je egy ilyen motornak.
Aztán a megadott típuszám alapján egyből ott volt az adatlapja is a Google segítségével, és egészen pontosan azt írja: J=0.275 kgcm2.
Sanyodenki stepper adatok. (https://products.sanyodenki.com/en/sanmotion/stepping/f2/103H7821-1740/)
Na most tapsoljanak a haverjaid![#nyes]
Mivel sok ilyen motorral volt dolgom, nekem a fejemben van a gyakorlati fő katalógus, és így 1 másodpercen belül tudtam, hogy kb. 0.25-0.35 kgcm2 lehet a valós J-je egy ilyen motornak.
Aztán a megadott típuszám alapján egyből ott volt az adatlapja is a Google segítségével, és egészen pontosan azt írja: J=0.275 kgcm2.
Sanyodenki stepper adatok. (https://products.sanyodenki.com/en/sanmotion/stepping/f2/103H7821-1740/)
Na most tapsoljanak a haverjaid![#nyes]
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 március 28, 17:02
Írta: svejk Dátum 2024 március 28, 17:02
Egész frappáns prezentáció!
Számomra javarészt érthető és egybevág a közel 20 éves kínkeservesen, autodidakta módon összemazsolázott csekély tudásommal, valamint tapasztalataimmal és egyszerű fapados kíséréleteimmel.
No de akkor itt jön a nagy kérdés!
Miért nem mutattad be ezt már 15 évvel ezelőtt, hiszen meg van a több mint 30 éves szakmai tapasztalatod, a DOS is meg volt és a mérőeszközöket is be lehetett szerezni akár kölcsönbe is. [#nemtudom]
Ne vedd szívedre de ilyenkor mindig visszacsengenek a fülembe megboldogult Varsányi Péter gondolatai, miszerint "Tibor45 is velünk együtt tanul, csak a felsőfokú tanulmányai miatt lépéselőnyben van".
(az újabb tagok miatt: Tibor45 alias Robsy1)
Sosem fogom ezeket a szavakat elfelejteni, ha van benne igazság ha nincs.
Számomra javarészt érthető és egybevág a közel 20 éves kínkeservesen, autodidakta módon összemazsolázott csekély tudásommal, valamint tapasztalataimmal és egyszerű fapados kíséréleteimmel.
No de akkor itt jön a nagy kérdés!
Miért nem mutattad be ezt már 15 évvel ezelőtt, hiszen meg van a több mint 30 éves szakmai tapasztalatod, a DOS is meg volt és a mérőeszközöket is be lehetett szerezni akár kölcsönbe is. [#nemtudom]
Ne vedd szívedre de ilyenkor mindig visszacsengenek a fülembe megboldogult Varsányi Péter gondolatai, miszerint "Tibor45 is velünk együtt tanul, csak a felsőfokú tanulmányai miatt lépéselőnyben van".
(az újabb tagok miatt: Tibor45 alias Robsy1)
Sosem fogom ezeket a szavakat elfelejteni, ha van benne igazság ha nincs.
Cím: Re:CNC eszterga építő iskola
Írta: ANTAL GÁBOR Dátum 2024 március 28, 17:03
Írta: ANTAL GÁBOR Dátum 2024 március 28, 17:03
Na végre lezárhatjuk : Nem számoltam semmit rosszul az alapadat felvételében volt a hiba . Nem szoktam léptetőmotorok rotor inerciáját memorizálni , hittem a fellelt adatban ( nem kellett átváltani, SI mértékegységben volt ) Nekem abs hihetőnek tűnt
Egy kérdés: ha azt olvasod hogy 1 tonna bauxit őrléséhez ( a cél a 70 mikron) 200 kWh energia kell akkor elhiszed vagy gyanakodni fogsz ? Hát én is így voltam a léptető rotor inerciájával.
Egy kérdés: ha azt olvasod hogy 1 tonna bauxit őrléséhez ( a cél a 70 mikron) 200 kWh energia kell akkor elhiszed vagy gyanakodni fogsz ? Hát én is így voltam a léptető rotor inerciájával.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 március 28, 17:20
Írta: svejk Dátum 2024 március 28, 17:20
Most megnéztem tüzetesebben az oszcillogrammokat is, ha jól értem akkor az origóknál rózsaszínnel van léptékezve az abszcissza és lilával az ordináta.
De mik is a t01 értékek?
De mik is a t01 értékek?
Cím: Re:CNC eszterga építő iskola
Írta: guliver83 Dátum 2024 március 29, 15:09
Írta: guliver83 Dátum 2024 március 29, 15:09
Sziasztok
A kicsi CNC esztergán a következő motor volt és nincs hozzá vezérlőm.
Jelenleg, csak egye fázis van és frekiváltóval a következő motor kerülne a helyére 2,2kw 2840min elég lesz ez rá?
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_syyfgufwex4ndfi8vaw_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/syyfgufwex4ndfi8vaw_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_u7m64ispp77s3nc3gpqd4_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/u7m64ispp77s3nc3gpqd4_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_qd8aenv259ctaijcp3nqu_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/qd8aenv259ctaijcp3nqu_1763.jpg)
A kicsi CNC esztergán a következő motor volt és nincs hozzá vezérlőm.
Jelenleg, csak egye fázis van és frekiváltóval a következő motor kerülne a helyére 2,2kw 2840min elég lesz ez rá?
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_syyfgufwex4ndfi8vaw_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/syyfgufwex4ndfi8vaw_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_u7m64ispp77s3nc3gpqd4_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/u7m64ispp77s3nc3gpqd4_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_qd8aenv259ctaijcp3nqu_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/qd8aenv259ctaijcp3nqu_1763.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: yji2a0wv Dátum 2024 április 03, 17:44
Írta: yji2a0wv Dátum 2024 április 03, 17:44
Tisztelt Fórumtársak.Vásároltam egy David CNC esztergát,amit modernizálok.Kicseréltem a léptetőmotorokat Vexta 0.36 fokos visszacsatolt motorokra.Ideiglenesen egy DDCSV3.1 et kötöttem a rendszerre,MPG-vel 1kW 0-10V frekvenciaváltóval 1-3 fázis,hagyományos 750W motor 2/1 áttétel szijjal.Jól működik mindene.Folytatnám tovább.Mach3 mal szeretném vezérelni,menetetvágni,valamint szeretnék felrakni egy 6 szerszámos Turret-et.Milyen mozgásvezérlőt javasoltok ehhez a konfiguráciohoz.LPT,USB,LAN stb kicsit tanácstalan vagyok.Főorsó encoder is szükséges lesz a menetelés miatt.(a főorsomotor lehet más tipus,lényeg hogy jól használható legyen)
Köszönöm.
Köszönöm.
Cím: Re:CNC eszterga építő iskola
Írta: TBS-TEAM Dátum 2024 április 03, 18:06
Írta: TBS-TEAM Dátum 2024 április 03, 18:06
LAN Érzéketlen a zavarokra, és bármilyen korszerű számítógéppel tudod vezérelni.
Win xxx minden verzioval.
Win xxx minden verzioval.
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2024 április 08, 16:27
Írta: Miki2 Dátum 2024 április 08, 16:27
A MACH3-hoz főorsó enkódert nem lehet illeszteni.
Nekem az évek óta működő esztergámon még soha nem volt gondom a menetvágással.
Én is csináltam egy DÁVID modernizálást.
A tulaj azt kérte, hogy tudjon menetet fúrni és metszeni mereven megfogott szerszámmal.
Ezért, és csak ezért a LinuxCNC lett a vezérlő program.
Nekem az évek óta működő esztergámon még soha nem volt gondom a menetvágással.
Én is csináltam egy DÁVID modernizálást.
A tulaj azt kérte, hogy tudjon menetet fúrni és metszeni mereven megfogott szerszámmal.
Ezért, és csak ezért a LinuxCNC lett a vezérlő program.
Cím: Re:CNC eszterga építő iskola
Írta: Robsy1 Dátum 2024 április 11, 18:47
Írta: Robsy1 Dátum 2024 április 11, 18:47
"Miért nem mutattad be ezt már 15 évvel ezelőtt?"
Ez a 17 évvel ezelőtti esemény lehet elkerülte a figyelmedet:
"
Kristály Árpád | 3080 Válasz erre 2007-09-01 20:13:00 ? 1] [?]
Hallihó Mindenkinek!
Ez évi Tali előadását Szabó Tibor "ROBSY" illetve Tibor45, felkérésünkre vállalta.
Témája: Servo vezérlés
Az előadás kb. 20-25-perc...
Ezek után e témában kérdéseket lehet feltenni,
melyekre Szabó Tibor válaszol.
Köszönjük Tibor!!!
"
Ez a 17 évvel ezelőtti esemény lehet elkerülte a figyelmedet:
"
Kristály Árpád | 3080 Válasz erre 2007-09-01 20:13:00 ? 1] [?]
Hallihó Mindenkinek!
Ez évi Tali előadását Szabó Tibor "ROBSY" illetve Tibor45, felkérésünkre vállalta.
Témája: Servo vezérlés
Az előadás kb. 20-25-perc...
Ezek után e témában kérdéseket lehet feltenni,
melyekre Szabó Tibor válaszol.
Köszönjük Tibor!!!
"
Cím: Re:CNC eszterga építő iskola
Írta: Robsy1 Dátum 2024 április 11, 19:06
Írta: Robsy1 Dátum 2024 április 11, 19:06
"De mik is a t01 értékek?"
Robsy kinematika méréseknél t01 az az időtartam, ami az első stepjel élétől számítva 0.09 fok motortengely elfordulásig eltelik, azaz első "reakció időnek" is nevezhetjük.
Minél kisebb ez az idő, annál nagyobb a léptető vagy szervo motor gyorsulási képessége.
Robsy kinematika méréseknél t01 az az időtartam, ami az első stepjel élétől számítva 0.09 fok motortengely elfordulásig eltelik, azaz első "reakció időnek" is nevezhetjük.
Minél kisebb ez az idő, annál nagyobb a léptető vagy szervo motor gyorsulási képessége.
Cím: Re:CNC eszterga építő iskola
Írta: OlyFlyer Dátum 2024 április 28, 15:56
Írta: OlyFlyer Dátum 2024 április 28, 15:56
Motor csere lesz a saját épített mini CNC esztergámon. A 180W DC szervó motort cserélem 600W AC szervóra. A 180W jó volt kipróbálni, de a 600W még jobb lesz, mivel nem 1:3 lesz a leváltás hanem 1:1,5 tehát a maximális 3000 motorfordulat 1000 tokmányfordulatról 2000 lesz. Ha meg leszek azzal elégedve akkor hagyom, ha nem akkor cserélem 1:1 re, vagy 1,2:1 re a hajtást.
A szervó vezérlőt kicsit átalakítottam mert van menne sok hely és gondoltam adok rá 3 LED-et + egy relét a négy kimenetre és egy gombot egyik bemenetre. Néhány paramétereket átállítottam következők szerint:
LED 1: Servo ready
LED 2: Servo motor power on
LED 3: Zero speed
Relé : Alarm detection
Gomb : Alarm reset
A relé kimenete megy tovább az UCCNC E-STOP gombokra, tehát minden megáll ha probléma lenne a szervó hajtással. Eddig csak asztalon próbáltam, ott működik, de nem tudom feltenni jelenleg mert egy új motortartót is kell csinálni, az pedig csak rajzon van meg jelenleg. Most megáll az átalakítási munka mert nem lesz időm jövő héten fojtatni mivel jövő szombaton megyek két hétre Magyarországra.
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_adv248yatg9qnwvuy25gx_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/adv248yatg9qnwvuy25gx_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_qds64vw4bukc64weej9i_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/qds64vw4bukc64weej9i_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_f4ma9k5u537fvbkyb263n_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/f4ma9k5u537fvbkyb263n_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_ntk0u2xmpvui42vj3a20p_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/ntk0u2xmpvui42vj3a20p_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_9bssjw8vwfbznhqfnpqg_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/9bssjw8vwfbznhqfnpqg_9191.jpg)
A szervó vezérlőt kicsit átalakítottam mert van menne sok hely és gondoltam adok rá 3 LED-et + egy relét a négy kimenetre és egy gombot egyik bemenetre. Néhány paramétereket átállítottam következők szerint:
LED 1: Servo ready
LED 2: Servo motor power on
LED 3: Zero speed
Relé : Alarm detection
Gomb : Alarm reset
A relé kimenete megy tovább az UCCNC E-STOP gombokra, tehát minden megáll ha probléma lenne a szervó hajtással. Eddig csak asztalon próbáltam, ott működik, de nem tudom feltenni jelenleg mert egy új motortartót is kell csinálni, az pedig csak rajzon van meg jelenleg. Most megáll az átalakítási munka mert nem lesz időm jövő héten fojtatni mivel jövő szombaton megyek két hétre Magyarországra.
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_adv248yatg9qnwvuy25gx_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/adv248yatg9qnwvuy25gx_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_qds64vw4bukc64weej9i_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/qds64vw4bukc64weej9i_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_f4ma9k5u537fvbkyb263n_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/f4ma9k5u537fvbkyb263n_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_ntk0u2xmpvui42vj3a20p_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/ntk0u2xmpvui42vj3a20p_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_9bssjw8vwfbznhqfnpqg_9191.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/9bssjw8vwfbznhqfnpqg_9191.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 április 30, 19:20
Írta: Autotec1 Dátum 2024 április 30, 19:20
Lassan haladok
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_kf0swfkwbic7pf6w3kxd6_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/kf0swfkwbic7pf6w3kxd6_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_3m5qnynq6gts6x4y2wv_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/3m5qnynq6gts6x4y2wv_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_48pz8p2bxusamn9pzvp_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/48pz8p2bxusamn9pzvp_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_cjwz0kpnd402zxssj0yf2_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/cjwz0kpnd402zxssj0yf2_5332.jpeg)
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_kf0swfkwbic7pf6w3kxd6_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/kf0swfkwbic7pf6w3kxd6_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_3m5qnynq6gts6x4y2wv_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/3m5qnynq6gts6x4y2wv_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_48pz8p2bxusamn9pzvp_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/48pz8p2bxusamn9pzvp_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_cjwz0kpnd402zxssj0yf2_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/04/cjwz0kpnd402zxssj0yf2_5332.jpeg)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 április 30, 21:44
Írta: svejk Dátum 2024 április 30, 21:44
Szép munka ilyet csak magának csinál az ember. [#eljen]
Nem félsz a vezérlő terméktámogatásától?
Vagy van valami referenciád rõla?
Nem félsz a vezérlő terméktámogatásától?
Vagy van valami referenciád rõla?
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 április 30, 22:48
Írta: Autotec1 Dátum 2024 április 30, 22:48
Nagyon korrektek , még úgy is, hogy nem közvetlenül tőlük vettem
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 április 30, 22:58
Írta: Autotec1 Dátum 2024 április 30, 22:58
1 évet pazaroltam az eredeti hajtás-uccnc kombóra (mondjuk időm sem volt rá, így mást bíztam meg vele, nem kellett volna) Fél Kína ezt használja, vagy ennek a kopi-kopiját, nagy gond nem lehet vele.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 május 01, 11:29
Írta: svejk Dátum 2024 május 01, 11:29
Volt neked CSMIO probálkozásod is ugye?
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 május 01, 18:32
Írta: Autotec1 Dátum 2024 május 01, 18:32
nem, mach4 fut még a gépen
Cím: Re:CNC eszterga építő iskola
Írta: TBS-TEAM Dátum 2024 május 01, 18:54
Írta: TBS-TEAM Dátum 2024 május 01, 18:54
Megvetted hozzá az IO modult?
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 május 01, 21:35
Írta: Autotec1 Dátum 2024 május 01, 21:35
Ha erre gondolsz akkor igen
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_u57hxiep0zu3s8zt9uqga_5332.png) (https://hobbicncforum.hu/uploaded_images/2024/05/u57hxiep0zu3s8zt9uqga_5332.png)
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_u57hxiep0zu3s8zt9uqga_5332.png) (https://hobbicncforum.hu/uploaded_images/2024/05/u57hxiep0zu3s8zt9uqga_5332.png)
Cím: Re:CNC eszterga építő iskola
Írta: TBS-TEAM Dátum 2024 május 01, 21:43
Írta: TBS-TEAM Dátum 2024 május 01, 21:43
Igen így komplett+van hozzá kézi encoder.
Jó választás volt az SZGH vezérlő.
Jó választás volt az SZGH vezérlő.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 május 01, 22:04
Írta: Autotec1 Dátum 2024 május 01, 22:04
Az is van , még az uccnc-hez vettem. Sajnos ez vezérlő sem tud egyszerre két kézikereket lekezelni
Cím: Re:CNC eszterga építő iskola
Írta: guliver83 Dátum 2024 május 02, 06:33
Írta: guliver83 Dátum 2024 május 02, 06:33
Miért nem LinuxCNC az tudja a több kezikereket?
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 május 02, 20:12
Írta: Autotec1 Dátum 2024 május 02, 20:12
kérdezed, vagy mondod, hogy tudja a két kézkereket?
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2024 május 02, 20:43
Írta: KoLa Dátum 2024 május 02, 20:43
A Linuxcnc tudja, de minek!?
Én mondhatni, gyakorlott Linuxcnc használó vagyok esztergagépen, az MPG lehetőségeit főleg szerszámbemérésnél használom, ráérős a művelet, nem kell egyszerre két irányba mozogni, csak egy kattintás a tengelyváltás.
Annó az EUCNC hobbi esztergámon én is akartam hogy egy időben két irányban tudjam mozgatni a tengelyeket! hamar rájöttem hogy erre jobbak a hagyományos csúcsesztergák!
Én mondhatni, gyakorlott Linuxcnc használó vagyok esztergagépen, az MPG lehetőségeit főleg szerszámbemérésnél használom, ráérős a művelet, nem kell egyszerre két irányba mozogni, csak egy kattintás a tengelyváltás.
Annó az EUCNC hobbi esztergámon én is akartam hogy egy időben két irányban tudjam mozgatni a tengelyeket! hamar rájöttem hogy erre jobbak a hagyományos csúcsesztergák!
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 május 02, 22:09
Írta: Autotec1 Dátum 2024 május 02, 22:09
Egy Weiler E30-as esztergán próbáltam a két kézkerekes mozgatást, és felettébb életszerű volt
Cím: Re:CNC eszterga építő iskola
Írta: guliver83 Dátum 2024 május 02, 23:44
Írta: guliver83 Dátum 2024 május 02, 23:44
Bocsánat!
Miért nem a LinuxCNC választottad?
Az tudja a több kezikereket.
Miért nem a LinuxCNC választottad?
Az tudja a több kezikereket.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 május 03, 19:21
Írta: Autotec1 Dátum 2024 május 03, 19:21
Most már maradok a "gyári" vezérlőknél. az utolsó uccnc frissítés okozott némi zavart a mindennapjaimban amit nehezen emésztettem meg
Cím: Re:CNC eszterga építő iskola
Írta: KoLa Dátum 2024 május 03, 20:29
Írta: KoLa Dátum 2024 május 03, 20:29
A LinuxCnc nem egyenlő az UCCNC-vel.
Cím: Re:CNC eszterga építő iskola
Írta: dezsoe Dátum 2024 május 03, 20:49
Írta: dezsoe Dátum 2024 május 03, 20:49
Az
Ez nem a CNCdrive találmánya, rengeteg rendszert így fejlesztenek. Csak hogy két apróbbat mondjak: a Linux különböző disztrói, sőt, a Windows fejlesztése során adnak ki nyilvános tesztverziókat.
Idézutolsó uccnc frissítésegy teszt-, avagy fejlesztői kiadás. Arra való, hogy vállalkozó kedvű emberek teszteljék és a tapasztalataikat elmondják. Termelésre nem javasolt a használata, arra ott vannak a stabil verziók.
Ez nem a CNCdrive találmánya, rengeteg rendszert így fejlesztenek. Csak hogy két apróbbat mondjak: a Linux különböző disztrói, sőt, a Windows fejlesztése során adnak ki nyilvános tesztverziókat.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 május 06, 15:38
Írta: Autotec1 Dátum 2024 május 06, 15:38
Kezd formás lenni.
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_ycsadxq22mev4k9xx7ew7_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/ycsadxq22mev4k9xx7ew7_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_pw4wuk4ez8daxs2sva7n_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/pw4wuk4ez8daxs2sva7n_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_i37mncsz9digvupefdhcs_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/i37mncsz9digvupefdhcs_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_vhecizi9dnijyebmg4m8_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/vhecizi9dnijyebmg4m8_5332.jpeg)
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_ycsadxq22mev4k9xx7ew7_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/ycsadxq22mev4k9xx7ew7_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_pw4wuk4ez8daxs2sva7n_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/pw4wuk4ez8daxs2sva7n_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_i37mncsz9digvupefdhcs_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/i37mncsz9digvupefdhcs_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_vhecizi9dnijyebmg4m8_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/vhecizi9dnijyebmg4m8_5332.jpeg)
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2024 május 06, 21:09
Írta: Vetesi75 Dátum 2024 május 06, 21:09
[#eljen] Nekem is tetszik.
Cím: Re:CNC eszterga építő iskola
Írta: zsolt123 Dátum 2024 május 11, 02:22
Írta: zsolt123 Dátum 2024 május 11, 02:22
Sziasztok, van itt valakinek grbl/grblHAL tapasztalata?
Jobban hiszek a mérésekben mint a matematikai modellekben, ezért egy kísérleti esztergát/marógépet szeretnék összerakni, elég nagy műszerezettséggel (lineáris útmérők, optoencoderek, gyorsulásmérők, erőmérő szenzorok, feszültség és árammérők stb.). Mach3-mal dolgoztam már, erre a feladatra nem látom megfelelőnek. Mikrokontrollerekre korábban már fejlesztettem, ez nem idegen a számomra, így egy ethernetes STM32H7 kártya köré építeném ki a rendszert szintillesztőkkel, optocsatolókkal, darlingtonos kimenetekkel. Szerintetek?
Jobban hiszek a mérésekben mint a matematikai modellekben, ezért egy kísérleti esztergát/marógépet szeretnék összerakni, elég nagy műszerezettséggel (lineáris útmérők, optoencoderek, gyorsulásmérők, erőmérő szenzorok, feszültség és árammérők stb.). Mach3-mal dolgoztam már, erre a feladatra nem látom megfelelőnek. Mikrokontrollerekre korábban már fejlesztettem, ez nem idegen a számomra, így egy ethernetes STM32H7 kártya köré építeném ki a rendszert szintillesztőkkel, optocsatolókkal, darlingtonos kimenetekkel. Szerintetek?
Cím: Re:CNC eszterga építő iskola
Írta: onagy Dátum 2024 május 11, 10:22
Írta: onagy Dátum 2024 május 11, 10:22
GrblGRU próbaüzemével én is ezen rágódom. Annyi fűszerezéssel, hogy az E2N keresztszán helyébe felszerelt x/z hajtott tengely-adapterrel kívánom megvalósítani, az eszterga átalakítása nélkül. Rövid munkaút elég nekem, talán jó is lehet.
O.
O.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 május 11, 14:28
Írta: Autotec1 Dátum 2024 május 11, 14:28
mivel keskenyebb és könyebb lett így egy kis betonnal pótoltam. motorok szánok összerakva, egy kis vezeték és az olajozás elosztója hiányzik a teszthez
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_x2wy2kma5ehbawt6vvyde_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/x2wy2kma5ehbawt6vvyde_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_3yxw66pv4bw5h287qtjnp_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/3yxw66pv4bw5h287qtjnp_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_4p349y5geadny6yq3026_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/4p349y5geadny6yq3026_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_6m9etbg6xxp3upxz0dn_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/6m9etbg6xxp3upxz0dn_5332.jpeg)
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_x2wy2kma5ehbawt6vvyde_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/x2wy2kma5ehbawt6vvyde_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_3yxw66pv4bw5h287qtjnp_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/3yxw66pv4bw5h287qtjnp_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_4p349y5geadny6yq3026_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/4p349y5geadny6yq3026_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_6m9etbg6xxp3upxz0dn_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/6m9etbg6xxp3upxz0dn_5332.jpeg)
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 május 15, 16:32
Írta: Autotec1 Dátum 2024 május 15, 16:32
Krónikus helyhiány, ezért kapott egy kihajtható panelt
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_ti6yjs5xv9xmzw0sfb440_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/ti6yjs5xv9xmzw0sfb440_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_udqaxnmngkxtbp6nen5x7_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/udqaxnmngkxtbp6nen5x7_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_5gapeeskk3p4qsa5kesn_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/5gapeeskk3p4qsa5kesn_5332.jpeg)
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_ti6yjs5xv9xmzw0sfb440_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/ti6yjs5xv9xmzw0sfb440_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_udqaxnmngkxtbp6nen5x7_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/udqaxnmngkxtbp6nen5x7_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_5gapeeskk3p4qsa5kesn_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/5gapeeskk3p4qsa5kesn_5332.jpeg)
Cím: Re:CNC eszterga építő iskola
Írta: bundyland Dátum 2024 május 15, 16:43
Írta: bundyland Dátum 2024 május 15, 16:43
A szervók manuáljában van egy elhelyezési segédlet amiket be kellene tartani, ezeknek megfelel ? Gondolom a levegőzés, hülés miatt. Nem kötekedés, csak egy kérdés.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 május 15, 19:12
Írta: Autotec1 Dátum 2024 május 15, 19:12
3 ventillátor (1 fúj 2 szív) + a főorsónak van 2 saját csak elég lesz.
A Panasonic nem melegszik, legalábbis a nagyobb 1kw-os 16 óra után is kézmeleg volt
https://youtu.be/9rKTwLY9Ux0?si=Zusqsh_3R69BKyZE
A Panasonic nem melegszik, legalábbis a nagyobb 1kw-os 16 óra után is kézmeleg volt
https://youtu.be/9rKTwLY9Ux0?si=Zusqsh_3R69BKyZE
Cím: Re:CNC eszterga építő iskola
Írta: Szalai György Dátum 2024 május 15, 19:34
Írta: Szalai György Dátum 2024 május 15, 19:34
Csak lesz még hely valahol egy hatalmas vészstopp nyomógombnak.
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 május 15, 20:06
Írta: sarktibsi Dátum 2024 május 15, 20:06
Nekem is volt hasonló elrendezésű elektromos szekrényem ( jól működött ) mellesleg megjegyzem így elég kényelmetlen a hajtásokat programozni. Érdemes beszerezni hozzájuk kihelyezhető kezelőpanelt.
Cím: Re:CNC eszterga építő iskola
Írta: PSoft Dátum 2024 május 15, 20:18
Írta: PSoft Dátum 2024 május 15, 20:18
No meg, a legalább kétkörös kialakítású vészstop gombhoz tartozó valamilyen biztonsági relé (https://pid.hu/?module=KnowledgebasePost&ID=41)-nek. [#kacsint]
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 május 15, 20:35
Írta: Autotec1 Dátum 2024 május 15, 20:35
Van hozzá kábelem, programom, vészstop, van a vezérlőn, és lesz 1 a gépen is
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 május 15, 20:42
Írta: sarktibsi Dátum 2024 május 15, 20:42
[#taps][#taps][#taps]
Cím: Re:CNC eszterga építő iskola
Írta: gaben Dátum 2024 június 28, 16:27
Írta: gaben Dátum 2024 június 28, 16:27
Nagyon pöpec kis gép lesz gratulálok!
Lesz rajta valami saját gyártású szerszámváltó fej is, vagy csak egy szimpla késtartó?
Lesz rajta valami saját gyártású szerszámváltó fej is, vagy csak egy szimpla késtartó?
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2024 június 29, 10:45
Írta: Istvan0728 Dátum 2024 június 29, 10:45
Mi a véleményetek Emco C5 Cnc eszterga felújításához melyik a jobb megoldás uc300eth 5lpt ethernet vagy a DDCSV 4.1?
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 július 02, 17:01
Írta: Autotec1 Dátum 2024 július 02, 17:01
vegyél egy kínait
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_2zzmqu77agnmt9p8hg56_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/07/2zzmqu77agnmt9p8hg56_5332.jpeg)
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_2zzmqu77agnmt9p8hg56_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/07/2zzmqu77agnmt9p8hg56_5332.jpeg)
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 július 02, 17:03
Írta: Autotec1 Dátum 2024 július 02, 17:03
Egy gyári kerül rá, szerencsére a vezérlőben van beépített PLC- így nem nagy feladat feléleszteni
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_xwq2qu4xgs4aa0iz4qm4j_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/07/xwq2qu4xgs4aa0iz4qm4j_5332.jpeg)
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_xwq2qu4xgs4aa0iz4qm4j_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/07/xwq2qu4xgs4aa0iz4qm4j_5332.jpeg)
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2024 július 02, 17:12
Írta: Istvan0728 Dátum 2024 július 02, 17:12
Ez melyik tipus? Nem látszik a képen.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 július 02, 17:37
Írta: Autotec1 Dátum 2024 július 02, 17:37
https://youtu.be/Ap6H6-Tl-tU?si=N3BAB5o-aehj50pd
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 július 02, 17:42
Írta: Autotec1 Dátum 2024 július 02, 17:42
https://youtu.be/Cnd84e3T2fE?si=hx2eq-SiadLynCGW
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2024 július 02, 20:01
Írta: Istvan0728 Dátum 2024 július 02, 20:01
Köszönöm! Csak ennek dupla az ára a DDvcs4.1-hez képest és kb. ugyanazt tudja. A másik videot már többször néztem és az összes többit ettől a szerzőtől.
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2024 július 02, 21:49
Írta: Vetesi75 Dátum 2024 július 02, 21:49
A kb. "ugyan azt tudja" kijelentéssel én nagyon nem értek egyet. Ég és föld a kettő egymáshoz képest.
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2024 július 03, 04:52
Írta: Istvan0728 Dátum 2024 július 03, 04:52
A leírások átfutása alapján írta teljesen amatőrként. Mik a főbb különbségek és miért jobb az SZGH 990 tb?
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2024 július 03, 06:17
Írta: Istvan0728 Dátum 2024 július 03, 06:17
Alaposabban utána olvastam. Jogos a megállapítás![#wink]
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2024 július 04, 07:44
Írta: Motoros Dátum 2024 július 04, 07:44
Nekem kellene egy kínai, mégpedig a GSK CNC cég: "GSK 928 TE II " tipusú 2 tengelyes esztergavezérlője, már úgy tudom nem gyártják, a cég nem is válaszolt a levelemre.
Esetleg tudnál segíteni?
Az ebayon vannak ugyan használtak, de nem merek belemenni, mert hátha ugyanaz a baja mint az enyémnek volt.
Esetleg tudnál segíteni?
Az ebayon vannak ugyan használtak, de nem merek belemenni, mert hátha ugyanaz a baja mint az enyémnek volt.
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2024 július 04, 09:13
Írta: Istvan0728 Dátum 2024 július 04, 09:13
Egy lehetőség:https://www.aliexpress.com/item/32692697692.html
Cím: Re:CNC eszterga építő iskola
Írta: Motoros Dátum 2024 július 04, 10:12
Írta: Motoros Dátum 2024 július 04, 10:12
Kösz, de nekem tök ugyanaz a tipus kell, hogy csak összedugjam a géppel és el tudjam adni, eredeti állapotban., mint már írtam a gép hibátlan újszerű és csak a vezérlője várna cserére.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 július 06, 23:06
Írta: Autotec1 Dátum 2024 július 06, 23:06
mindegyik egy kaptafára készül, minőségben van némi eltérés, ha van a géphez kapcsolási rajzod akkor nem nagy kaland egy más gyártó vezérlőjét feltelepíteni
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 július 06, 23:09
Írta: Autotec1 Dátum 2024 július 06, 23:09
ma is haladtam egy kicsit
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_m86n4qk39b2q6bwv4qje_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/07/m86n4qk39b2q6bwv4qje_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_0gs0k0g0cp9g2uduixtp_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/07/0gs0k0g0cp9g2uduixtp_5332.jpeg)
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_m86n4qk39b2q6bwv4qje_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/07/m86n4qk39b2q6bwv4qje_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_0gs0k0g0cp9g2uduixtp_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/07/0gs0k0g0cp9g2uduixtp_5332.jpeg)
Cím: Re:CNC eszterga építő iskola
Írta: TBS-TEAM Dátum 2024 július 07, 07:05
Írta: TBS-TEAM Dátum 2024 július 07, 07:05
Szépen alakúl.
Egy kérdés: Miért zsúfoltad a hajtásokat be a felső részbe, mikor a vezérlő alatt van sok szabad hely?
Egy kérdés: Miért zsúfoltad a hajtásokat be a felső részbe, mikor a vezérlő alatt van sok szabad hely?
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 július 08, 08:21
Írta: Autotec1 Dátum 2024 július 08, 08:21
Oda mást tervezek, ha minden összejön és időm is engedi akkor kap egy hajtott szerszámot
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2024 július 08, 09:38
Írta: Miki2 Dátum 2024 július 08, 09:38
Szervusz!
Rákerestem erre a szerszámváltó fejre.
Ott nem találtam magát a szerszámtaró fejet.
Azt te készítetted hozzá, vagy azt is meg lehet venni valahol?
Kérlek ha van rá időd, írj kicsit többet erről a revolver fejről.
Pétdául a központ magassága a szerszámtartó fel átmérője.
Köszönöm.
Rákerestem erre a szerszámváltó fejre.
Ott nem találtam magát a szerszámtaró fejet.
Azt te készítetted hozzá, vagy azt is meg lehet venni valahol?
Kérlek ha van rá időd, írj kicsit többet erről a revolver fejről.
Pétdául a központ magassága a szerszámtartó fel átmérője.
Köszönöm.
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 július 08, 12:39
Írta: Autotec1 Dátum 2024 július 08, 12:39
szia, ez egy elég ritka VDI 30-as fej 240-es az átmérője. Én még sehol sem találtam hasonlót
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 július 08, 12:41
Írta: Autotec1 Dátum 2024 július 08, 12:41
https://szimikron.com/termekeink/szerszamrevolver/
Cím: Re:CNC eszterga építő iskola
Írta: Miki2 Dátum 2024 július 08, 16:46
Írta: Miki2 Dátum 2024 július 08, 16:46
Köszönöm, megtaláltam.
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2024 július 12, 21:18
Írta: TROMF22 Dátum 2024 július 12, 21:18
Hajrá gépépítők!
Aki egy E1N-E2N geometriai paramétereihez hasonló CNC esztergát szeretne építeni, annak itt van egy kitűnő gépalap. Több évtizede pihentetett megmunkált öntvény.
[#t19p193435#]
Vettem egy nagy levegőt, és úgy döntöttem elengedem.
Legalább harminc éve vagyunk együtt.
Lehet, hogy nem a legjobb időszakot választottam ki, de talán ez a hőség ...
Annak idején különösen előnyösnek tűnt számomra, az öntvény belsejében elhelyezett tarapézmenetes orsó, mint előtolási lehetőség.
Laposvezetékes megoldásban (TURCIT, MOGLICE) gondolkodtam, ahogyan eredetileg is készült, mozgott.
(Egy D1000 mm-es körasztalú szovjet/orosz vésőgépben ez volt a kos.)
Ma sokkal inkább a lineárok jöhetnek szóba, ahogyan a második kép is mutatja.
Lehet hozzá találni rajta megfelelő megmunkált felületeket.
Az energia fogytán, átadnám a lehetőséget másnak.
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_wtfjwe5b9y95tufdyqcx_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/wtfjwe5b9y95tufdyqcx_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_33wn3k87bcqqa75t6d96t_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/33wn3k87bcqqa75t6d96t_2640.jpg)
Aki egy E1N-E2N geometriai paramétereihez hasonló CNC esztergát szeretne építeni, annak itt van egy kitűnő gépalap. Több évtizede pihentetett megmunkált öntvény.
[#t19p193435#]
Vettem egy nagy levegőt, és úgy döntöttem elengedem.
Legalább harminc éve vagyunk együtt.
Lehet, hogy nem a legjobb időszakot választottam ki, de talán ez a hőség ...
Annak idején különösen előnyösnek tűnt számomra, az öntvény belsejében elhelyezett tarapézmenetes orsó, mint előtolási lehetőség.
Laposvezetékes megoldásban (TURCIT, MOGLICE) gondolkodtam, ahogyan eredetileg is készült, mozgott.
(Egy D1000 mm-es körasztalú szovjet/orosz vésőgépben ez volt a kos.)
Ma sokkal inkább a lineárok jöhetnek szóba, ahogyan a második kép is mutatja.
Lehet hozzá találni rajta megfelelő megmunkált felületeket.
Az energia fogytán, átadnám a lehetőséget másnak.
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_wtfjwe5b9y95tufdyqcx_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/wtfjwe5b9y95tufdyqcx_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_33wn3k87bcqqa75t6d96t_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/33wn3k87bcqqa75t6d96t_2640.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: frob Dátum 2024 július 14, 18:25
Írta: frob Dátum 2024 július 14, 18:25
sziasztok
Automata levegős tokmány mechanizmusa érdekelne.
Nagyon nem találok egy robbantott ábrát róla.
Hogy működnek ezek, hogy oldják meg a levegő bejuttatását úgy hogy közben forog a tokmány, és még is a megfogókat tartja a levegő, vagy olaj ha hidraulikus...
Olyan nagy O gyűrűk vannak benne, és az mentén tömít ahogy elforog vagy mint a kuplung ún kinyomó csapágy van?
Előre is kösz!
R.
Automata levegős tokmány mechanizmusa érdekelne.
Nagyon nem találok egy robbantott ábrát róla.
Hogy működnek ezek, hogy oldják meg a levegő bejuttatását úgy hogy közben forog a tokmány, és még is a megfogókat tartja a levegő, vagy olaj ha hidraulikus...
Olyan nagy O gyűrűk vannak benne, és az mentén tömít ahogy elforog vagy mint a kuplung ún kinyomó csapágy van?
Előre is kösz!
R.
Cím: Re:CNC eszterga építő iskola
Írta: jani300 Dátum 2024 július 14, 18:31
Írta: jani300 Dátum 2024 július 14, 18:31
Nem sok tapasztalatom van ebben , sem .
De szerintem a tokmányban könyökemelők vannak csak , és a főorsó másik végén van ami húz , a kinyomócsapágy az releváns lehet .
De szerintem a tokmányban könyökemelők vannak csak , és a főorsó másik végén van ami húz , a kinyomócsapágy az releváns lehet .
Cím: Re:CNC eszterga építő iskola
Írta: jani300 Dátum 2024 július 14, 18:39
Írta: jani300 Dátum 2024 július 14, 18:39
Háát itt egy ékes ...
A mozgató segédenergia szerintem nem a legfontosabb része .
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 július 14, 18:57
Írta: svejk Dátum 2024 július 14, 18:57
Jaj, de fáj az a Kn! :(
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 július 14, 19:02
Írta: svejk Dátum 2024 július 14, 19:02
Egyébként ő is mondta ez egy szinte új tokmány.
Ha tényleg nem csalt akkor kb. fél nap alatt vissza fog a szorítóerő esni az eredeti 30 kN-ra és ott beáll.
Majd jó sok hónap zsírzás nélküli üzem után kezdeni arról az értékről csökenni.
Ha tényleg nem csalt akkor kb. fél nap alatt vissza fog a szorítóerő esni az eredeti 30 kN-ra és ott beáll.
Majd jó sok hónap zsírzás nélküli üzem után kezdeni arról az értékről csökenni.
Cím: Re:CNC eszterga építő iskola
Írta: jani300 Dátum 2024 július 14, 19:02
Írta: jani300 Dátum 2024 július 14, 19:02
Jól van ,de nem értem ám ...
Nyugodtan részletezd , nem fogok haragudni akkor sem ha kiderül nagyon béna voltam :)
A tanulás fontosabb :)
Nyugodtan részletezd , nem fogok haragudni akkor sem ha kiderül nagyon béna voltam :)
A tanulás fontosabb :)
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 július 14, 19:07
Írta: sarktibsi Dátum 2024 július 14, 19:07
Raktam fel képeket 2023-12-09 18:03:58 Épül a gépem:::Vetesi75 gépe topikjába.
Ha érdekel ott megnézheted , a főorsó végén van egy 200-as átmérőjű munkahenger , van rajta 2db szorító bilincs ez a kiegyensúlyozást szolgálja (úgy mint az autó kerekeknél) a legvégén található a szabadonfútó ebben 4db nyomásálló szimering van , így valósul meg forgás közben a levegő áramlása.
Nekem van keletnémet hengerem is , ugyanezen az elven működik.
Ha érdekel ott megnézheted , a főorsó végén van egy 200-as átmérőjű munkahenger , van rajta 2db szorító bilincs ez a kiegyensúlyozást szolgálja (úgy mint az autó kerekeknél) a legvégén található a szabadonfútó ebben 4db nyomásálló szimering van , így valósul meg forgás közben a levegő áramlása.
Nekem van keletnémet hengerem is , ugyanezen az elven működik.
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 július 14, 19:37
Írta: sarktibsi Dátum 2024 július 14, 19:37
Megtaláltam a katalógust is.
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_zxz98vzkx6dm53v7qt5a_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/zxz98vzkx6dm53v7qt5a_8178.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_zxz98vzkx6dm53v7qt5a_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/zxz98vzkx6dm53v7qt5a_8178.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: Hanks Dátum 2024 július 15, 08:06
Írta: Hanks Dátum 2024 július 15, 08:06
Sziasztok! Valaki használt már ilyen szerszám cserélőt? Nem találtam hozzá Mach3 makrót. https://vi.aliexpress.com/item/1005007344291706.html?spm=a2g0o.order_list.order_list_main.47.7f3e1802moXzWS&gatewayAdapt=glo2vnm
Cím: Re:CNC eszterga építő iskola
Írta: Hanks Dátum 2024 július 15, 08:09
Írta: Hanks Dátum 2024 július 15, 08:09
Itt van egy videó a működéséről:
Cím: Re:CNC eszterga építő iskola
Írta: TROMF22 Dátum 2024 július 15, 08:33
Írta: TROMF22 Dátum 2024 július 15, 08:33
Sajnos a választ nem tudom, de hátha segít:
LD4 0610 (https://www.youtube.com/watch?app=desktop&v=yd1UtiRFxeY)
Ennél a videónál száznál több hozzászólás van, talán közelebb visz a megoldáshoz.
LD4 0610 (https://www.youtube.com/watch?app=desktop&v=yd1UtiRFxeY)
Ennél a videónál száznál több hozzászólás van, talán közelebb visz a megoldáshoz.
Cím: Re:CNC eszterga építő iskola
Írta: Hanks Dátum 2024 július 15, 08:56
Írta: Hanks Dátum 2024 július 15, 08:56
Sajnos nem írnak róla, néztem már. Kerestem már sok helyen, de eddig semmi. Hátha valaki szemfülesebb. Köszönöm szépen!
Cím: Re:CNC eszterga építő iskola
Írta: TBS-TEAM Dátum 2024 július 15, 09:27
Írta: TBS-TEAM Dátum 2024 július 15, 09:27
Van hozzá egy kontroll box ami minden forgatási irányt és pozicionálást elvégez.
Csak 4 rellé kimenetet kell biztosítani a Mach3 vagy bármilyen vezérlőből.
1-es relé impulzus 1 pozició, 2-es relé impulzus 2 pozició stb...
Csak 4 rellé kimenetet kell biztosítani a Mach3 vagy bármilyen vezérlőből.
1-es relé impulzus 1 pozició, 2-es relé impulzus 2 pozició stb...
Cím: Re:CNC eszterga építő iskola
Írta: frob Dátum 2024 július 15, 10:06
Írta: frob Dátum 2024 július 15, 10:06
Köszi, bár azon a két képen nem sok minden látszik
de legalább van már támpont
de legalább van már támpont
Cím: Re:CNC eszterga építő iskola
Írta: frob Dátum 2024 július 15, 10:08
Írta: frob Dátum 2024 július 15, 10:08
Hát ez az hogy én is csak találgatok
ilyen tokmánynak a működése érdekelne (https://lingmanmachinery.en.made-in-china.com/product/emNUoQHXZrVd/China-Higher-Accuracy-Automatic-Laser-Chuck-of-Tube-Cutter.html)
ilyen tokmánynak a működése érdekelne (https://lingmanmachinery.en.made-in-china.com/product/emNUoQHXZrVd/China-Higher-Accuracy-Automatic-Laser-Chuck-of-Tube-Cutter.html)
Cím: Re:CNC eszterga építő iskola
Írta: GG Dátum 2024 július 15, 10:37
Írta: GG Dátum 2024 július 15, 10:37
Esetleg ez?
https://www.machsupport.com/forum/index.php?topic=43510.0
https://www.machsupport.com/forum/index.php?topic=43510.0
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 július 15, 13:38
Írta: sarktibsi Dátum 2024 július 15, 13:38
A képen egy léghenger tokmánnyal összeépítve látható.
De ha jól gondolom nem cnc esztergára kellene.
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_z6ysq986waanb2yxe6s_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/z6ysq986waanb2yxe6s_8178.jpg)
De ha jól gondolom nem cnc esztergára kellene.
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_z6ysq986waanb2yxe6s_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/z6ysq986waanb2yxe6s_8178.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2024 július 15, 16:54
Írta: Vetesi75 Dátum 2024 július 15, 16:54
A vázlaton egy komplett eszterga főorsó vonóékes tokmánnyal és forgó, kettősműködésű hidraulikus munkahengerrel van - rosszul ábrázolva. A henger (és a hozzávezetések) áll, a dugattyú forog a hengerben. A hengerfal és a dugattyú között rés van (nincs tömítés), amin folyamatosan áramlik át az olaj, ez a "résolaj" az inaktív oldalon szabadon vissza van vezetve a tartályba. A forgó dugattyúrúd (csőtengely, ami a vonócsőhöz csatlakozik) szintén hézaggal van átvezetve a hengervégeken, itt is áramlik mellette az olaj, ami szintén visszavezetésre kerül. Itt az ajkas tömítések a visszavezető csatornán kívül vannak, nincsenek nyomás alatti olajjal terhelve.
Mivel az egész cuccnak - tervezetten - jelentős a vesztesége (állapottól függően kb. 10L/min résolaj), ezért nagy szállítókapacitású szivattyút igényel a 25...30 bar nyomás mellett, illetve nagyon precíz csapágyazást, hogy az amúgy is kicsiny rések tényleg résként funkcionáljanak, különben bedarálja saját magát.
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_35k57s7cbex9qk57k7yqf_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/35k57s7cbex9qk57k7yqf_1883.jpg)
Mivel az egész cuccnak - tervezetten - jelentős a vesztesége (állapottól függően kb. 10L/min résolaj), ezért nagy szállítókapacitású szivattyút igényel a 25...30 bar nyomás mellett, illetve nagyon precíz csapágyazást, hogy az amúgy is kicsiny rések tényleg résként funkcionáljanak, különben bedarálja saját magát.
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_35k57s7cbex9qk57k7yqf_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/35k57s7cbex9qk57k7yqf_1883.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 július 15, 19:29
Írta: svejk Dátum 2024 július 15, 19:29
Ez tényleg csak vázlat.
Nálunk 60-90-es áteresztásű orsók vannak, kizárólag Kitagawa munkehengerekkel.
A 3 liter/perces résolaj már nagyon rossznak számít, ez egy szakszerűtlen szétszerelés után következett be, cserélni kellett komplett.
Egyébként 20-30 évet simán elmennek, esetleg a csőrúdtömítést -mezei "O" gyűrű- kell 8-10 évente cserélni.
Fontos elem a behúzóhengerben levő 2 db vezérelt visszacsapószelep, ez biztosítja hogy kikapcsoláskor vagy szivattyú leálláskor is megmaradjon a szorítás.
Nálunk 60-90-es áteresztásű orsók vannak, kizárólag Kitagawa munkehengerekkel.
A 3 liter/perces résolaj már nagyon rossznak számít, ez egy szakszerűtlen szétszerelés után következett be, cserélni kellett komplett.
Egyébként 20-30 évet simán elmennek, esetleg a csőrúdtömítést -mezei "O" gyűrű- kell 8-10 évente cserélni.
Fontos elem a behúzóhengerben levő 2 db vezérelt visszacsapószelep, ez biztosítja hogy kikapcsoláskor vagy szivattyú leálláskor is megmaradjon a szorítás.
Cím: Re:CNC eszterga építő iskola
Írta: Hanks Dátum 2024 július 15, 20:17
Írta: Hanks Dátum 2024 július 15, 20:17
Találtam egy leírást, és úgy néz ki valóban így működik. Szerencsére megrendeltem a vezérlőt is hozzá, volt az oldalon kupon amivel kb. 140eFt volt vezérlővel együtt.
Hátha valakinek szüksége van a leírásra: https://cncmakers.com/cnc/News/LD4_HAK20_LD4B_HAK21_Manual_for_Use_a.html
Hátha valakinek szüksége van a leírásra: https://cncmakers.com/cnc/News/LD4_HAK20_LD4B_HAK21_Manual_for_Use_a.html
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2024 július 15, 20:17
Írta: Vetesi75 Dátum 2024 július 15, 20:17
Lehet, hogy 1..2 liter az átlag, mert csak tippeltem - a visszafolyó csövet vizuálisan kémlelve sokkal többnek tűnik. A szivattyú, ha lyukas a nyomóág, viszont képes seperc alatt kiüríteni a tartályt.
Nincs róla normális metszeti rajzom, mert az alkatrészjegyzékek az egész hengert egyetlen tételként kezelik. Ez is az egyik karbantartásiból lett kiollózva.
Nincs róla normális metszeti rajzom, mert az alkatrészjegyzékek az egész hengert egyetlen tételként kezelik. Ez is az egyik karbantartásiból lett kiollózva.
Cím: Re:CNC eszterga építő iskola
Írta: frob Dátum 2024 július 15, 20:59
Írta: frob Dátum 2024 július 15, 20:59
Kezdem kapisgálni hogy is működnek, köszönöm mindenkinek a segítséget!
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 július 16, 14:20
Írta: sarktibsi Dátum 2024 július 16, 14:20
Kérdezném kinek milyen tokmány kenés vált be? Akár gépi akár kézi tokmányról legyen szó.
Nekem az OKS tokmánypaszta 265/400L-típus. [#eljen]
Nekem az OKS tokmánypaszta 265/400L-típus. [#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: Vetesi75 Dátum 2024 július 16, 16:07
Írta: Vetesi75 Dátum 2024 július 16, 16:07
Ez a téma engem is érdekelne. Melóhelyen nincsen csak sima LZs2, de az több kárt csinál szerintem , mint hasznot.
Cím: Re:CNC eszterga építő iskola
Írta: sarktibsi Dátum 2024 július 16, 17:49
Írta: sarktibsi Dátum 2024 július 16, 17:49
Én igazából patron kenésre használom, mert a sok emulzió kimosta a sima zsírt, aztán meg csak akadozott.
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_8p5in8fvht4vzu978efs_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/8p5in8fvht4vzu978efs_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_mi9jw7ubf7fsy3nztge5z_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/mi9jw7ubf7fsy3nztge5z_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_26sm98ii95jnfiamid99u_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/26sm98ii95jnfiamid99u_8178.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_8p5in8fvht4vzu978efs_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/8p5in8fvht4vzu978efs_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_mi9jw7ubf7fsy3nztge5z_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/mi9jw7ubf7fsy3nztge5z_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_26sm98ii95jnfiamid99u_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/26sm98ii95jnfiamid99u_8178.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: jani300 Dátum 2024 július 16, 18:11
Írta: jani300 Dátum 2024 július 16, 18:11
Ez érdekes téma lehet .
Nagy valószínűséggel sokféle egyéni álláspont lehet , ha nyilatkoznak többen a témában . Kíváncsi vagyok .
Nagy valószínűséggel sokféle egyéni álláspont lehet , ha nyilatkoznak többen a témában . Kíváncsi vagyok .
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 július 16, 19:03
Írta: svejk Dátum 2024 július 16, 19:03
Úgy kb. mindenre ami nem speciális az Interflon MP2/3-at.
Ebből az MP0-át automata kenöbe is.
Az Interflon HS2 viszont kudarc volt, olyan helyre marad a Klūber NBU 15 vagy ennek van egy angol megfelelője féláron( most nem jut eszembe a neve).
A sokkal olcsóbb TOP2000 is elég jól ellenáll az emulzio kimoso hatásának, de hosszútávú tapasztalataim még nincsenek vele.
Ebből az MP0-át automata kenöbe is.
Az Interflon HS2 viszont kudarc volt, olyan helyre marad a Klūber NBU 15 vagy ennek van egy angol megfelelője féláron( most nem jut eszembe a neve).
A sokkal olcsóbb TOP2000 is elég jól ellenáll az emulzio kimoso hatásának, de hosszútávú tapasztalataim még nincsenek vele.
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2024 július 20, 05:33
Írta: Istvan0728 Dátum 2024 július 20, 05:33
Részleteznéd egy kicsit az elképzelésedet, tervedet a hajtott szerszámos megoldásról. Köszönöm: István
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 július 21, 19:35
Írta: Autotec1 Dátum 2024 július 21, 19:35
Mivel 2 főorsót tud kezelni a vezérlő, így egy szinkronizáláson gondolkodok, ha már üzembiztosan fog működni akkor megnézem, lehetne-e poligon esztergát csinálni belőle
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2024 július 22, 05:36
Írta: Istvan0728 Dátum 2024 július 22, 05:36
[#eljen]
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 július 22, 19:02
Írta: Autotec1 Dátum 2024 július 22, 19:02
két orsót tud kezelni a vezérlő, ha szerencsém van akkor szinkronban, ha nincs akkor nekem kell megoldani. Tehát adott egy poligon eszterga kialakítására.
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2024 július 25, 06:30
Írta: Istvan0728 Dátum 2024 július 25, 06:30
Szép kihívás! Sok sikert a megvalósításához!
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 július 25, 10:39
Írta: svejk Dátum 2024 július 25, 10:39
Valaki érdeklődött a közelmúltban levegős tokmány iránt.
Az alábbi esztergát most kezdik bontani azon ilyen van.
[#t19p190593#]
A főhajtás még érdekes lehet valakinek, egy 7,5 kw-os Omron van rajta az eredeti Mitsubishi helyett.
Az alábbi esztergát most kezdik bontani azon ilyen van.
[#t19p190593#]
A főhajtás még érdekes lehet valakinek, egy 7,5 kw-os Omron van rajta az eredeti Mitsubishi helyett.
Cím: Re:CNC eszterga építő iskola
Írta: svejk Dátum 2024 július 25, 10:40
Írta: svejk Dátum 2024 július 25, 10:40
Minden eladó rajta, hívjátok bátran a fickót!
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2024 szeptember 24, 05:28
Írta: Istvan0728 Dátum 2024 szeptember 24, 05:28
Helyzet? működik már a géped?
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2024 szeptember 24, 07:22
Írta: Istvan0728 Dátum 2024 szeptember 24, 07:22
Indul a kis Emco Compact 5 CNC teljes elektronikai és részleges mechanikai felújítása. Megérkezett az elektronika javarésze.
(https://hobbicncforum.hu/uploaded_images/2024/09/tn_75gzeesf3qeyam8c94tsz_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/75gzeesf3qeyam8c94tsz_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_t36njz6bwamdnysbn4s6_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/t36njz6bwamdnysbn4s6_4835.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/09/tn_75gzeesf3qeyam8c94tsz_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/75gzeesf3qeyam8c94tsz_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_t36njz6bwamdnysbn4s6_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/t36njz6bwamdnysbn4s6_4835.jpg)
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 szeptember 30, 18:31
Írta: Autotec1 Dátum 2024 szeptember 30, 18:31
már mozog ide-oda forog is , a végállások vannak hátra
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 szeptember 30, 18:32
Írta: Autotec1 Dátum 2024 szeptember 30, 18:32
Mennyibe állt meg a vezérlő?
Cím: Re:CNC eszterga építő iskola
Írta: Autotec1 Dátum 2024 szeptember 30, 18:57
Írta: Autotec1 Dátum 2024 szeptember 30, 18:57
Revorverfej mar tökéletes
https://youtube.com/shorts/_deau8x91Yo?feature=share
https://youtube.com/shorts/_deau8x91Yo?feature=share
Cím: Re:CNC eszterga építő iskola
Írta: Istvan0728 Dátum 2024 október 01, 06:25
Írta: Istvan0728 Dátum 2024 október 01, 06:25
Írok üzenetet, mert lenne pár kérdésem.
Cím: Re:CNC eszterga építő iskola
Írta: Tambi3 Dátum 2025 május 26, 10:31
Írta: Tambi3 Dátum 2025 május 26, 10:31
Kedves Fórumtársak!
Ajánljatok nekem egy nagyon minimális eszterga szoftvert, mert nem találok olyat, amivel én is elboldogulnék, illetve nem maradt félbe a fejlesztése, mint többeknek... a DXF2GCODE-vel, LayCAM-al még a GPT sem boldogult többnapos harc után... az EZILATHE letöltést nem tudtam megtalálni, de 17 éve frissült utoljára, talán nem is menne... a Fusion 360 pedig messze meghaladja szerény képességeimet, no meg a pénztárcámat. Mit lehet kezdeni (az ilyen emberrel)???
Előre is nagyon szépen köszönöm!
Derűs napot kíván; Tambi!
Ajánljatok nekem egy nagyon minimális eszterga szoftvert, mert nem találok olyat, amivel én is elboldogulnék, illetve nem maradt félbe a fejlesztése, mint többeknek... a DXF2GCODE-vel, LayCAM-al még a GPT sem boldogult többnapos harc után... az EZILATHE letöltést nem tudtam megtalálni, de 17 éve frissült utoljára, talán nem is menne... a Fusion 360 pedig messze meghaladja szerény képességeimet, no meg a pénztárcámat. Mit lehet kezdeni (az ilyen emberrel)???
Előre is nagyon szépen köszönöm!
Derűs napot kíván; Tambi!
Cím: Re:CNC eszterga építő iskola
Írta: D.Laci Dátum 2025 május 27, 09:23
Írta: D.Laci Dátum 2025 május 27, 09:23
Grbl_Gru_Lathe (https://www.grblgru.com/)
A későbbiekben csak egy helyre tegyél vel kérdést, ne fusson több szálon.
A későbbiekben csak egy helyre tegyél vel kérdést, ne fusson több szálon.
Idézetet írta: Tambi3 Dátum 2025 május 26, 10:31Kedves Fórumtársak!
Ajánljatok nekem egy nagyon minimális eszterga szoftvert, mert nem találok olyat, amivel én is elboldogulnék, illetve nem maradt félbe a fejlesztése, mint többeknek... a DXF2GCODE-vel, LayCAM-al még a GPT sem boldogult többnapos harc után... az EZILATHE letöltést nem tudtam megtalálni, de 17 éve frissült utoljára, talán nem is menne... a Fusion 360 pedig messze meghaladja szerény képességeimet, no meg a pénztárcámat. Mit lehet kezdeni (az ilyen emberrel)???
Előre is nagyon szépen köszönöm!
Derűs napot kíván; Tambi!
Cím: Re:CNC eszterga építő iskola
Írta: psydxtreme Dátum 2025 október 08, 12:25
Írta: psydxtreme Dátum 2025 október 08, 12:25
Sziasztok.
Keresek olyan embert aki meg tudná nekem valósítani a következőt (Természetesen megfizetem!):
Van egy Optimum 2406v esztergám és szeretném cnc vezérelté alakítani.
Van egy vállalkozásom aminél a külső átmérőkbe kis 1-2 mm széles és 1mm mély csatornákat teszek bele marással.
Arra gondoltam, hogy csináltatnék egy konzolt a késtartó helyére egy marómotornak és oldalról forgás irányból marnám a terméket.
A késtartó mozog két tengelyen és a főorsó pedig léptetőmotorral követi a mintát.
Az esztergát használom hagyományos esztergálásra is, így a kérésem, hogy a főorsó cnc vezérelt is legyen meg hagyományos is.
Ha bárki csinált már ilyet, és vállalná írjon privátot. Felmerülő kérdésekre válaszolok!
Köszönöm szépen előre is!
Keresek olyan embert aki meg tudná nekem valósítani a következőt (Természetesen megfizetem!):
Van egy Optimum 2406v esztergám és szeretném cnc vezérelté alakítani.
Van egy vállalkozásom aminél a külső átmérőkbe kis 1-2 mm széles és 1mm mély csatornákat teszek bele marással.
Arra gondoltam, hogy csináltatnék egy konzolt a késtartó helyére egy marómotornak és oldalról forgás irányból marnám a terméket.
A késtartó mozog két tengelyen és a főorsó pedig léptetőmotorral követi a mintát.
Az esztergát használom hagyományos esztergálásra is, így a kérésem, hogy a főorsó cnc vezérelt is legyen meg hagyományos is.
Ha bárki csinált már ilyet, és vállalná írjon privátot. Felmerülő kérdésekre válaszolok!
Köszönöm szépen előre is!