Cím: DC szervó motoros vezérlés
Írta: gaben Dátum 2025 február 03, 18:16
Írta: gaben Dátum 2025 február 03, 18:16
Korábbi topik folytatása...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 20, 16:58
Írta: bmejdz9nu Dátum 2007 január 20, 16:58
Itt kellene elkezdeni...
Van egy step jel az LPT porton...
Ez egy lépés a léptetőmotornál (maradjunk egyszerűség kedvéért egész lépésesben...)
Hogyan fordul 1,8 fokot a DC motor...?
Van egy step jel az LPT porton...
Ez egy lépés a léptetőmotornál (maradjunk egyszerűség kedvéért egész lépésesben...)
Hogyan fordul 1,8 fokot a DC motor...?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 20, 17:30
Írta: 000000000 Dátum 2007 január 20, 17:30
Nos akkor játékosan, egyszerűen próbálok
válaszolni.
A szervo vezérlő állandóan (minimum 100 kHz-es
frekivel) azt kérdezi a számítógéptől:
elmozduljak az adott pozícióba, amit adsz nekem?
Egyszercsak jön egy Step jel.
Erre észbe kap a vezérlő, és addig pofozgatja
impulzusokkal a szerencsétlen szervomotort, ameddig annak enkódere azt nem mondja: elég, a motor teljesítette a pozíció uatsítást.
Ha netán túlbuzgó lett volna a motor, és
túllendül, akkor a szervo ellentétes taslikkal
megint intézkedik, azaz állandóan egy adott
pozícióba (ezt nevezik alapjelnek) tekeri a
motort.
És ez így megy minadaddig, ameddig a főkacsoló
tápfeszt ad a rendszernek, azaz állandó
egyensúly fenntartására törekszik.
Ilyen egyszerű.:))
válaszolni.
A szervo vezérlő állandóan (minimum 100 kHz-es
frekivel) azt kérdezi a számítógéptől:
elmozduljak az adott pozícióba, amit adsz nekem?
Egyszercsak jön egy Step jel.
Erre észbe kap a vezérlő, és addig pofozgatja
impulzusokkal a szerencsétlen szervomotort, ameddig annak enkódere azt nem mondja: elég, a motor teljesítette a pozíció uatsítást.
Ha netán túlbuzgó lett volna a motor, és
túllendül, akkor a szervo ellentétes taslikkal
megint intézkedik, azaz állandóan egy adott
pozícióba (ezt nevezik alapjelnek) tekeri a
motort.
És ez így megy minadaddig, ameddig a főkacsoló
tápfeszt ad a rendszernek, azaz állandó
egyensúly fenntartására törekszik.
Ilyen egyszerű.:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 20, 17:36
Írta: bmejdz9nu Dátum 2007 január 20, 17:36
Tökéletes. köszi.
Csak egy kérdés:
"A szervo vezérlő állandóan (minimum 100 kHz-es
frekivel) azt kérdezi a számítógéptől..."
Ez a 100 Khz hol kérdezi aszámítógépet, hol megy bele? És miért ilyen szaporán... miért nem csak akkor csinál valamit amikor a step jel érkezik.
A többi mind világos...
Csak egy kérdés:
"A szervo vezérlő állandóan (minimum 100 kHz-es
frekivel) azt kérdezi a számítógéptől..."
Ez a 100 Khz hol kérdezi aszámítógépet, hol megy bele? És miért ilyen szaporán... miért nem csak akkor csinál valamit amikor a step jel érkezik.
A többi mind világos...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 20, 17:37
Írta: s5f8tmfv3 Dátum 2007 január 20, 17:37
Ez a túllendülés a szoftver által meghatározott pozíción nem éppen kellemes dolog pl. egy gravírozás közben. Itt jön képbe a PIC vagy AVR által tárolt algoritmus hogy a közeledő pozíció előtt lefékezze a motort?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 20, 17:44
Írta: bmejdz9nu Dátum 2007 január 20, 17:44
Ez alapvető szerintem egy szervó hajtásnál, hogy gyorsítani és lassítani is tudjon...
De szerintem ezt a szoftver teszi meg ahogy a lépetető motorral is.
Ha léptető motorod van akkor a túllengés nem is probláma... mert nincs mit csinálni... úgy szereted ahogy van...mert nem megy vissza...[#confused]
De szerintem ezt a szoftver teszi meg ahogy a lépetető motorral is.
Ha léptető motorod van akkor a túllengés nem is probláma... mert nincs mit csinálni... úgy szereted ahogy van...mert nem megy vissza...[#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 20, 17:52
Írta: 000000000 Dátum 2007 január 20, 17:52
A Te szervódnál az eltérést (deviation-t) tudod valós időben mérni? Én erre kidolgoztam egy remek módszert, amivel valós időben is és rekorder formában is tudom mérni (PC-n keresztül), és lineáris P-taggal és időben lineáris I-taggal nem tudom nagy fordulaton 30 Step alá vinni az alapjelet. Mivel a motor látszólag állandó fordulaton is lengedezik, a 0-hoz közelítés fokozása rendkívül hajlamossá teszi lengésre a motort! És akkor még nem is beszéltünk a mechanika esetleges ütéséből származó lengések plusz hatásáról!
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 20, 17:53
Írta: s5f8tmfv3 Dátum 2007 január 20, 17:53
A szoftveresen a motorokra megadott gyorsítás, sebesség, lassítás egy dolog. Kell itt lennie a vezérlőben is valami trükknek hogy hogyan kezeli le a motor pillanatnyi pozíciója és az elérni kívánt közti különbséget/hibajelet.
Hozzáértők most evezzetek más oldalakra, két biciklista éppen arról tárgyal mire való egy Harley Davidson!
Hozzáértők most evezzetek más oldalakra, két biciklista éppen arról tárgyal mire való egy Harley Davidson!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 20, 17:56
Írta: 000000000 Dátum 2007 január 20, 17:56
[#wink] igen, ez a PID dolga!
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 20, 17:58
Írta: s5f8tmfv3 Dátum 2007 január 20, 17:58
Ezt adta a Gugli elsőre a "pid algorithm" kérdésre, itt a hibajel képzése és kezelése volna látható.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 20, 18:01
Írta: 000000000 Dátum 2007 január 20, 18:01
A szoftveres gyorsítás és lassítás nagyon sokat segít a PID-nek, de a servo pont azért jó, hogy brutálisabban lehet vele bánni, mint a léptetőmotorokkal.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 20, 18:05
Írta: s5f8tmfv3 Dátum 2007 január 20, 18:05
Köszönöm, ez egy gyertyaláng nekem a sötétben.
Tehát folyamatosan, a motor mozgása közben is mérni kell hogy mekkora a hibajel, és ennek függvényében kell piszkálni a motort. Mi történik ha szoftveresen nagyobb gyorsítást adok mint amennyit a motor/mechanika tud? Jó nagy lesz a hibajel és ezért nagyobb áramokat vagy nagyobb kitöltési tényezőjű PWM-t küld a vezérlő a motorra?
Tehát folyamatosan, a motor mozgása közben is mérni kell hogy mekkora a hibajel, és ennek függvényében kell piszkálni a motort. Mi történik ha szoftveresen nagyobb gyorsítást adok mint amennyit a motor/mechanika tud? Jó nagy lesz a hibajel és ezért nagyobb áramokat vagy nagyobb kitöltési tényezőjű PWM-t küld a vezérlő a motorra?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 20, 18:08
Írta: 000000000 Dátum 2007 január 20, 18:08
Pontosan! Ez (is) a dolga a PID-nek, hogy mindenféle mathematikával igyekezzen a kívánt pozíciót megtartani és ilyenkor extra gyorsítással igyekszik a motort felpörgetni. A motor szabályzása PWM-el történik (nálam), ami azt jelenti, hogy a PWM kitöltési tényezőjével állítgatja a motor fordulatszámát (gerjesztését). A PID algoritmus ezt piszkálgatja (és a híd gerjesztési irányait is)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 20, 18:11
Írta: 000000000 Dátum 2007 január 20, 18:11
Nos a válaszok:
A 100KHz-et csak példaként írtam, ez attól függ, milyen gyors a szervo elektronikád,
és digitális vagy analóg. Az analógnál nincs probléma, a legrosszabb is 1 Mhz fölött
szanbályzási sebességgel dolgozik. A digitális
az más világ, ott adott esetben 100 Khz is probléma lehet, attól függ mekkora a procid
teljesítménye is miket csinál. Ne felejtsd el,
integrálni, deriválni, osztani, szorozni, összadani, kivonni kell ilyen ütemben.
A nagy sebesség igény pedig már az előzőekből
kiderült. Egy átlagos 1000-es encodernél már
100 kHz -el is zúdulhatnak az inkremuntumok,
azaz már éppen határeset. Tehát minél gyorsabb
a jelfeldolgozás, egy teljes döntési ciklus
kivitelezése annál minőségibb és biztosabb a
szervó. Ezért általában egy PIC-el alig lehet
ezt a sok feladatot ilyen sebességgel
megoldani, valahol ott már kompromisszimukat
kell kötni.
Túllendülést úgy kell érteni, hogy ez max., 1-5
inkrementum lehet, és csak gyorsmenetben.
Munkaelőtoláskor szigorúan max. +- 0.5-1, erről
alapvetően a perecíz integrátor szabályzás
gondoskodik, és nullához közeli értékre
beszorítja a hibát.
Abban pedig tévedésben vagy, hogy egy léptető motor nem lendül túl, hiszen tömege van a
rotornak, vedd elő a mikronos mérőórádat, és mérd ki a stepközeli rezonanciákat, ha
kételkedsz.
A 100KHz-et csak példaként írtam, ez attól függ, milyen gyors a szervo elektronikád,
és digitális vagy analóg. Az analógnál nincs probléma, a legrosszabb is 1 Mhz fölött
szanbályzási sebességgel dolgozik. A digitális
az más világ, ott adott esetben 100 Khz is probléma lehet, attól függ mekkora a procid
teljesítménye is miket csinál. Ne felejtsd el,
integrálni, deriválni, osztani, szorozni, összadani, kivonni kell ilyen ütemben.
A nagy sebesség igény pedig már az előzőekből
kiderült. Egy átlagos 1000-es encodernél már
100 kHz -el is zúdulhatnak az inkremuntumok,
azaz már éppen határeset. Tehát minél gyorsabb
a jelfeldolgozás, egy teljes döntési ciklus
kivitelezése annál minőségibb és biztosabb a
szervó. Ezért általában egy PIC-el alig lehet
ezt a sok feladatot ilyen sebességgel
megoldani, valahol ott már kompromisszimukat
kell kötni.
Túllendülést úgy kell érteni, hogy ez max., 1-5
inkrementum lehet, és csak gyorsmenetben.
Munkaelőtoláskor szigorúan max. +- 0.5-1, erről
alapvetően a perecíz integrátor szabályzás
gondoskodik, és nullához közeli értékre
beszorítja a hibát.
Abban pedig tévedésben vagy, hogy egy léptető motor nem lendül túl, hiszen tömege van a
rotornak, vedd elő a mikronos mérőórádat, és mérd ki a stepközeli rezonanciákat, ha
kételkedsz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 20, 18:12
Írta: bmejdz9nu Dátum 2007 január 20, 18:12
Tényleg bonyolult...
A látja hogy egy kicsit kell mennie akkor nem szerencsés ha full gázzal teszi ezt?...
De biztos gyártanak olyn IC-ket amiben minden benne van...?
A látja hogy egy kicsit kell mennie akkor nem szerencsés ha full gázzal teszi ezt?...
De biztos gyártanak olyn IC-ket amiben minden benne van...?
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 20, 18:18
Írta: s5f8tmfv3 Dátum 2007 január 20, 18:18
Olyan IC amiben benne lenne a PID logika? Akkor miért fejlesztenék hónapokig a vezérlést készítők a saját programjukat? Szerintem vagy nincs, vagy szörnyű drága lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 20, 18:21
Írta: s5f8tmfv3 Dátum 2007 január 20, 18:21
Itt ugye Te és István is digitális elektronikáról írtok. Hogy néz ki egy analóg vezérlés? Csak azért kérdezem hátha könnyebb átlátni. Ott is alkalmazzák a PID szabályzást?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 20, 18:24
Írta: 000000000 Dátum 2007 január 20, 18:24
István!
Kérdésedre válaszolva, természetesen a
hibajel nálam állandóan mérhető, ez alapvető
volt a fejlesztés kapcsán is. Opcionálisan
ezt érdemes telepíteni, mert pl. így beteheted
+ szolgáltatásba, hogy ha x ideig y abszolut
értékénél nagyobb a hibajel, a szervo adjon
vissza a vezérlő számítógépnek egy stop
hibajelet, és álljon le. Hiszen ilyenkor valószínűleg túlterhelés van. Abban pedig
teljesen igazad van, hogy a lengéshajlam a 0
hibajelhez való közelítéskor megnő, ezért nem
olyan egyszerű egy szervót behangolni.
Kérdésedre válaszolva, természetesen a
hibajel nálam állandóan mérhető, ez alapvető
volt a fejlesztés kapcsán is. Opcionálisan
ezt érdemes telepíteni, mert pl. így beteheted
+ szolgáltatásba, hogy ha x ideig y abszolut
értékénél nagyobb a hibajel, a szervo adjon
vissza a vezérlő számítógépnek egy stop
hibajelet, és álljon le. Hiszen ilyenkor valószínűleg túlterhelés van. Abban pedig
teljesen igazad van, hogy a lengéshajlam a 0
hibajelhez való közelítéskor megnő, ezért nem
olyan egyszerű egy szervót behangolni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 20, 18:36
Írta: 000000000 Dátum 2007 január 20, 18:36
Szia Amatőr!
Én a célszerű munkamegosztás híve vagyok,
ezért én vegyes rendszert használok. D az
encoder és step jel lekezelés, vegyes AD
(analóg-digitál) a PID szabályzás, és a vége
teljesítmény PWM. Így sehol nincs
jelfeldolgozási sebesség gondom, igaz így nem
is csak egy IC-ből áll össze a vezérlő.
Én a célszerű munkamegosztás híve vagyok,
ezért én vegyes rendszert használok. D az
encoder és step jel lekezelés, vegyes AD
(analóg-digitál) a PID szabályzás, és a vége
teljesítmény PWM. Így sehol nincs
jelfeldolgozási sebesség gondom, igaz így nem
is csak egy IC-ből áll össze a vezérlő.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 20, 19:03
Írta: bmejdz9nu Dátum 2007 január 20, 19:03
Ez a szervo vezérlő nem tünik bonyolultnak:
1 pici IC és egy nagy Fet... ha jól látom:

leírás itt...
1 pici IC és egy nagy Fet... ha jól látom:
leírás itt...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 20, 19:53
Írta: s5f8tmfv3 Dátum 2007 január 20, 19:53
Nincs valakinek blokkdiagramja az analóg és a digit szervó vezérlésről? Talán könnyebb volna átlátni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 20, 20:17
Írta: 000000000 Dátum 2007 január 20, 20:17
Az enyém full digitális (dual PIC-es).
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 január 20, 22:06
Írta: Kristály Árpád Dátum 2007 január 20, 22:06
Halllihó Péter!
Igen ezt ismerem, de jóval ólcsóbban láttam, sőt darabszámtól is függ az ára!
Sajna nem látni semmi egyébb infot.....
Nagyon közkedvelt a GEKO után....
Igen ezt ismerem, de jóval ólcsóbban láttam, sőt darabszámtól is függ az ára!
Sajna nem látni semmi egyébb infot.....
Nagyon közkedvelt a GEKO után....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 20, 22:25
Írta: bmejdz9nu Dátum 2007 január 20, 22:25
Persze, hogy olcsóbban is van... de itt volt hirtelen a legjobb leírás...
Tök egyszerűnek néz ki... Milyen cél IC hajthatja...? Ismered?
Persze gondolom rengeteg szervo vezérlő IC van a piacon mert az ipar zabálja őket... persze step/dir rendszerű már kevesebb....
Ez egy pofon egyszerű kapcsolásnak tűnik...
Nemsokat tudok a szervoról de pc-t sem csinálnák 7400-as IC-k ből... nem tudom érted mire gondolok... Ha egyszer valaki valahol kitalálta és gyártja az IC-ket akkor az nem kevés darabszámban készül... és az ára sem lehet magas...
Tök egyszerűnek néz ki... Milyen cél IC hajthatja...? Ismered?
Persze gondolom rengeteg szervo vezérlő IC van a piacon mert az ipar zabálja őket... persze step/dir rendszerű már kevesebb....
Ez egy pofon egyszerű kapcsolásnak tűnik...
Nemsokat tudok a szervoról de pc-t sem csinálnák 7400-as IC-k ből... nem tudom érted mire gondolok... Ha egyszer valaki valahol kitalálta és gyártja az IC-ket akkor az nem kevés darabszámban készül... és az ára sem lehet magas...
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 január 20, 22:52
Írta: Kristály Árpád Dátum 2007 január 20, 22:52
Hát ez az....
A Step Dir kevesebb........
Sajnos semmit nemtrudtam kideriteni róla, pedig gondolhatod, hogy próbálkoztam, de még nem adtam fel
A Step Dir kevesebb........
Sajnos semmit nemtrudtam kideriteni róla, pedig gondolhatod, hogy próbálkoztam, de még nem adtam fel
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 20, 22:54
Írta: 000000000 Dátum 2007 január 20, 22:54
Hello Péter!
Aranyos ez a kis gyufásdoboznyi termék,
de ezzel folyamatosan a paraméterei alapján
kb. 0.1-0.3 Nm igényű gépet tudnál csak hajtani.
Ezért meg kicsit drága jószágnak tűnik, én
akkor már az ugyancsak ott látható 3-szor
annyiba kerülőre (325$-os, 25A-es) szavaznék,
az már bizalomgerjesztőbb, komoly cuccnak néz
ki.:)
Aranyos ez a kis gyufásdoboznyi termék,
de ezzel folyamatosan a paraméterei alapján
kb. 0.1-0.3 Nm igényű gépet tudnál csak hajtani.
Ezért meg kicsit drága jószágnak tűnik, én
akkor már az ugyancsak ott látható 3-szor
annyiba kerülőre (325$-os, 25A-es) szavaznék,
az már bizalomgerjesztőbb, komoly cuccnak néz
ki.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 január 20, 22:59
Írta: 9v9rb6gau Dátum 2007 január 20, 22:59
Szóval kedves Kollégák, valóban nem kis fába vágjuk a fejszénket, ha jól működő szervórendszert akarunk építeni, de nem akarunk érte bokáig zsebbe nyúlni.
Egy kis törtánelem:
Az első szervó hajtású ipari termelésre alkalmas esztergát az amerikaiak a II. V.h.-után pár évvel, tehát csaknem 60 éve! építették. Ekkor már megvolt a szervómotor, a szervóerősítő. Ez még NC, azaz Numerical Controlled gép volt, a Computerre várni kellett a 70-es évekig, hogy elkészüljön a mikroproci. Ettől kezdve beszélünk CNC-ről, de ennek is már több mint 30 éve!
Hogyan is néz akkor ki egy ilyen rendszer?
A Computer memóriájában tárolt alkatrészprogramot a G-kód interpreter soronként értelmezi, melyik tengelynek hova, milyen sebességgel, esetleg szinkronban a többi tengelyjel kell emozdulni. Az adatokat átadja az inerpolátornak, ami tengelyekre lebontva megtervezi a mozgást, és az adott géphez tartozó inerfészprogramban megadott léptékezéssel - 1 inkrement hány mikron - kiküldi az elmozdulás nagyságához tartozó számú impulzust a sebességnek megfelelő frekivel - step jel, a megfelelő irányba - dir jel. Esetünkben ez jelenik meg az LPT port valamelyik 2 vonalán.
Ez növeli vagy csökkenti a parancs számláló aktuális értékét. Az enkóderből jövő jelet az enkóder interfész fogadja, és az előbb említett interfész programban eltárolt módon értékeli ki - 1x, 2x, 4x - és előállítja az irány jelet. Ezek előjelhelyesen léptetik a referencia számlálót. A parancs és referencia számláló különbsége kerül a DA átalakító bemenetére, a kimenetén megjelenő max +-10V-os analóg jel lesz a szervó erősítő sebességi alapjele - klasszikus renszerekben. Általában ez a jel jön ki a CNC vezérlőkből is. A sebességi alapjel és a tachodinamóból kijövő sebességi referenciajel előjelhelyes különbsége adja a sebességi hibajelet. A hibajel kerül a PID szabályzóra. A PID kimeneti jele vezérli a PWM áramkört, ami meghajtja a H-hidat. A H-híd kimenetét kell a szervómotor kapcsaira kötni.
Ami tehát látható: szervó renszer esetén, csak akkor nincs helyzeti hiba, ha a tengely pozícióbal ÁLL! A tengely sebességét egy megfelelő, arányos nagyságú helyzeti hiba "hozza létre". A nagy tengelysebességű szervó renszereket kiszolgáló komolyabb inerpolátor programok ezt figyelembe is veszik.
Esetünkben, ha nem tisztán analóg szervóerősítőt használunk, a DA átalakítás természetesen elmarad.
Egy kis törtánelem:
Az első szervó hajtású ipari termelésre alkalmas esztergát az amerikaiak a II. V.h.-után pár évvel, tehát csaknem 60 éve! építették. Ekkor már megvolt a szervómotor, a szervóerősítő. Ez még NC, azaz Numerical Controlled gép volt, a Computerre várni kellett a 70-es évekig, hogy elkészüljön a mikroproci. Ettől kezdve beszélünk CNC-ről, de ennek is már több mint 30 éve!
Hogyan is néz akkor ki egy ilyen rendszer?
A Computer memóriájában tárolt alkatrészprogramot a G-kód interpreter soronként értelmezi, melyik tengelynek hova, milyen sebességgel, esetleg szinkronban a többi tengelyjel kell emozdulni. Az adatokat átadja az inerpolátornak, ami tengelyekre lebontva megtervezi a mozgást, és az adott géphez tartozó inerfészprogramban megadott léptékezéssel - 1 inkrement hány mikron - kiküldi az elmozdulás nagyságához tartozó számú impulzust a sebességnek megfelelő frekivel - step jel, a megfelelő irányba - dir jel. Esetünkben ez jelenik meg az LPT port valamelyik 2 vonalán.
Ez növeli vagy csökkenti a parancs számláló aktuális értékét. Az enkóderből jövő jelet az enkóder interfész fogadja, és az előbb említett interfész programban eltárolt módon értékeli ki - 1x, 2x, 4x - és előállítja az irány jelet. Ezek előjelhelyesen léptetik a referencia számlálót. A parancs és referencia számláló különbsége kerül a DA átalakító bemenetére, a kimenetén megjelenő max +-10V-os analóg jel lesz a szervó erősítő sebességi alapjele - klasszikus renszerekben. Általában ez a jel jön ki a CNC vezérlőkből is. A sebességi alapjel és a tachodinamóból kijövő sebességi referenciajel előjelhelyes különbsége adja a sebességi hibajelet. A hibajel kerül a PID szabályzóra. A PID kimeneti jele vezérli a PWM áramkört, ami meghajtja a H-hidat. A H-híd kimenetét kell a szervómotor kapcsaira kötni.
Ami tehát látható: szervó renszer esetén, csak akkor nincs helyzeti hiba, ha a tengely pozícióbal ÁLL! A tengely sebességét egy megfelelő, arányos nagyságú helyzeti hiba "hozza létre". A nagy tengelysebességű szervó renszereket kiszolgáló komolyabb inerpolátor programok ezt figyelembe is veszik.
Esetünkben, ha nem tisztán analóg szervóerősítőt használunk, a DA átalakítás természetesen elmarad.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 20, 23:20
Írta: 000000000 Dátum 2007 január 20, 23:20
Üdv Gépész!
Minden soroddal egyetértek, pár kiegészítést
azért fűznék még hozzá:
- ma már a nagyfelbontású encoderek miatt
nem kell feltétlenül használni tachodinamót,
mivel a sebesség az a poziciójel
deriváltjaként előállítható.
- az interpolátor nem csak step-dir kimenetű
lehet, sőt komoly ipari CNC-nél ez a ritkább.
- a helyzetet tovább bonyolítja, hogy a relatív
digitális útmérésen kívül van abszolut, és
preciziós analóg eszköz is erre, ezek
variációja kicsit befolyásolhatja az általad
teljesen helyesen felvázolt irányítástechnikai
elemeket.
Minden soroddal egyetértek, pár kiegészítést
azért fűznék még hozzá:
- ma már a nagyfelbontású encoderek miatt
nem kell feltétlenül használni tachodinamót,
mivel a sebesség az a poziciójel
deriváltjaként előállítható.
- az interpolátor nem csak step-dir kimenetű
lehet, sőt komoly ipari CNC-nél ez a ritkább.
- a helyzetet tovább bonyolítja, hogy a relatív
digitális útmérésen kívül van abszolut, és
preciziós analóg eszköz is erre, ezek
variációja kicsit befolyásolhatja az általad
teljesen helyesen felvázolt irányítástechnikai
elemeket.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 01:07
Írta: 000000000 Dátum 2007 január 21, 01:07
még sose láttam servo hajtást, de a step-dir vezérlés nem tünik a legjobbb vezérlésnek szerintem
bár ha késleltetett végrehajtás van és letárolunk pl 256 stepdir jelet és csak utána inditjuk a motort gyorsabb végrehajtás lehetséges mivel több informácio áll rendelkezésre,
bár ha késleltetett végrehajtás van és letárolunk pl 256 stepdir jelet és csak utána inditjuk a motort gyorsabb végrehajtás lehetséges mivel több informácio áll rendelkezésre,
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 01:12
Írta: 000000000 Dátum 2007 január 21, 01:12
ja és érdemes böngészni a neurális hálozatok témát, mert ezek képesek betanulni a vezérlést
pl:
http://cat.inist.fr/?aModele=afficheN&cpsidt=16318976
pl:
http://cat.inist.fr/?aModele=afficheN&cpsidt=16318976
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 01:12
Írta: 000000000 Dátum 2007 január 21, 01:12
Sajna ettől nem lesz gyorsabb a dolog, ezzel az lenne a probléma, hogy ha nagyobb sebességgel hajtod végre, akkor elfogy a puffer. Jöhet az ötlet, hogy akkor vegyük nagyobbra a puffert, de mekkorára??? Végtelenre??
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 01:13
Írta: 000000000 Dátum 2007 január 21, 01:13
http://www.google.hu/search?q=neural+network+servo+drive&hl=hu&lr=&start=0&sa=N
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 01:16
Írta: 000000000 Dátum 2007 január 21, 01:16
értem persze, csakhogy nem kell ingásokat számolni ha tudjuk mi a következö pozicio
és lehet fogy a puffer, de amikor ingáskor több eröforrás szükséges a számoláshoz , számolhatunk amig feltelik ujra a puffer
és lehet fogy a puffer, de amikor ingáskor több eröforrás szükséges a számoláshoz , számolhatunk amig feltelik ujra a puffer
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 01:16
Írta: 000000000 Dátum 2007 január 21, 01:16
Akkor már inkább FUZZY logikával, a neurális hálozat túl egyszerű, ugyanakkor túl bonyolult erre a feladatra. Na ezt jól megmondtam :))
Mármint egy mesterséges neuront felépíteni nagyon egyszerű, de egy bonyolultabb hálót összerakni úgy, hogy az azt csinálja, amit szeretnél, az már nagyon bonyolult.
Mármint egy mesterséges neuront felépíteni nagyon egyszerű, de egy bonyolultabb hálót összerakni úgy, hogy az azt csinálja, amit szeretnél, az már nagyon bonyolult.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 01:16
Írta: 000000000 Dátum 2007 január 21, 01:16
igy nem kell hozzá bika és drága proci
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 01:17
Írta: 000000000 Dátum 2007 január 21, 01:17
a linken amit adtam fuzzy neural networkel csinálják
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 01:19
Írta: 000000000 Dátum 2007 január 21, 01:19
Hát akkor nem lesz gyorsabb, ahogy te írod. Gyorsan végrehajtjuk a puffer tartalmát, aztán áll a gép, amíg újra feltelik?![#wilting]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 01:19
Írta: 000000000 Dátum 2007 január 21, 01:19
Még nem néztem meg, de megteszem, de csak holnap.. ZZZZZ
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 01:22
Írta: 000000000 Dátum 2007 január 21, 01:22
a stepdir jel bekorlátozza a sebességet annál gyorsab ugyse lesz, csak ahogy irtam , nem kell olyan durva proci, olcsobb vezérlöt lehet épiteni
persze nem vagyok a témában jártas söt, szal ha baromságot irok sorry
persze nem vagyok a témában jártas söt, szal ha baromságot irok sorry
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 01:28
Írta: 000000000 Dátum 2007 január 21, 01:28
meg a step jeleket lehet tömöriteni
pl fogad 100 stepjelet az egy byton tárolhato, csak dirváltáskor kell ujabb byte
igy a 256 byte memoria elég nagy stepdir jel tárolására képes
pl fogad 100 stepjelet az egy byton tárolhato, csak dirváltáskor kell ujabb byte
igy a 256 byte memoria elég nagy stepdir jel tárolására képes
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 08:23
Írta: 000000000 Dátum 2007 január 21, 08:23
A Step/Dir rendszereknek pont az a lényege, hogy real time, tehát azonnal kell végrehajtani (ha tárolod, az egymáshoz képesti (tengelyek) időzítését is tárolnod kell, külömben megette a fene)!
Én nem abszolút puffert használok, hanem virtuálist (csak a külöbséget tárolom), így jóval egyszerűbb és kisebb puffer is elég. Ezt a puffert akarja a PID 0-ra ledolgozni.
Viszont a szervónál van egy nagy axiómája: gerjesztés csak hibajelből van (alapjel), tehát mindig kell hibajelnek lenni, ahhoz, hogy legyen folyamatos gerjesztás (mozgás). Ebből következik, hogy a servo mindig picit késik (késik és nem téveszt!) a ténylegesen kiadaott Step/Dir folyamhoz képest! Ez egyszerűen nem megoldható másképp!
A végén ezt a késést 0-ra kihozza!
Én nem abszolút puffert használok, hanem virtuálist (csak a külöbséget tárolom), így jóval egyszerűbb és kisebb puffer is elég. Ezt a puffert akarja a PID 0-ra ledolgozni.
Viszont a szervónál van egy nagy axiómája: gerjesztés csak hibajelből van (alapjel), tehát mindig kell hibajelnek lenni, ahhoz, hogy legyen folyamatos gerjesztás (mozgás). Ebből következik, hogy a servo mindig picit késik (késik és nem téveszt!) a ténylegesen kiadaott Step/Dir folyamhoz képest! Ez egyszerűen nem megoldható másképp!
A végén ezt a késést 0-ra kihozza!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 08:29
Írta: 000000000 Dátum 2007 január 21, 08:29
Mach3: 45000/500 (encoder)=90f/s = 5400 f/min. Azért ez egy léptetőmotorhoz képest (5400 ford/min erőtől duzzadva+pozíció visszacsatolás), nagyon impozáns (és még a felbontása is jobb mint egy 200-as stepper, félléptetésben)!
Egyszerűen nem szabad az encoder felbontásokkal elszálni, hobbi CNC-nek (hisz azokról beszélgetünk), nagyon is megfelelő.
Egyszerűen nem szabad az encoder felbontásokkal elszálni, hobbi CNC-nek (hisz azokról beszélgetünk), nagyon is megfelelő.
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 január 21, 08:39
Írta: ra8nsmk6w Dátum 2007 január 21, 08:39
A Mitsubishi FX sorozatú plc-i alkalmasak 2 tengely szervo vezérlésére. Szinte bármilyen feladathoz rugalmasan konfigurálható.Ezen plc-k kifutó tipusai már egész hozzáférhető áron elérhetőek. A programot és a teljesitmény fokozatot is mindenki a saját igénye szerint készitheti el. Ahogy olvasom itt már készitettek plc szervo programot-Tyutyi-
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 08:54
Írta: 000000000 Dátum 2007 január 21, 08:54
István! Neked teljesen igazad van, átlag
esetben tökéletesen elég a Mach., és egy szuper
kis progi a maga kategóriájában.
Csak itt sok olyan szerencsés Kolléga van, akik
szoktak az utcán egy bokorban találni 2000-es
encoderrel szerelt szervomotorokat (sajna
nekem még soha nem volt ilyen szerencsém).
Ha pedig már valaki egy ilyennek a boldog
tulajdonosa, és kifizetett a szervo hajtásáért
tengelyenként minimum 35.000 Ft körüli összeget,
nem célszerű egy olyan lánszemhez (ráadásul
ez a legolcsóbb elem) ragaszkodni, ami az
egészet lekorlátozza. Szerintem voltak már,
olyanok, akik ezzel a dilemával szembesültek.
esetben tökéletesen elég a Mach., és egy szuper
kis progi a maga kategóriájában.
Csak itt sok olyan szerencsés Kolléga van, akik
szoktak az utcán egy bokorban találni 2000-es
encoderrel szerelt szervomotorokat (sajna
nekem még soha nem volt ilyen szerencsém).
Ha pedig már valaki egy ilyennek a boldog
tulajdonosa, és kifizetett a szervo hajtásáért
tengelyenként minimum 35.000 Ft körüli összeget,
nem célszerű egy olyan lánszemhez (ráadásul
ez a legolcsóbb elem) ragaszkodni, ami az
egészet lekorlátozza. Szerintem voltak már,
olyanok, akik ezzel a dilemával szembesültek.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 09:56
Írta: 000000000 Dátum 2007 január 21, 09:56
Ezzel én is egyet értek, csak pont a szoftver az ami a CNC tudását (vagy inkább a használhatóságát) a legjobban befolyásolja. Lehet, hogy könyebb egy encodert lecserélni (ha szükséges a nagyobb fordulat), mint szerezni (netán írni) egy nagytudású (DOS-os?) szoftvert.
Nem tudom mire képes a TurboCNC (impulzus számba), de lehet, hogy sok embert nem elégít ki a tudása (kezelhetősége, persze biztos van ellenpélda is)!
Sok embernek (nekem is), fontos az egy gépen való szerkeztés és gépvezérlés (extra szolgáltatásokkal), amihez az XP a legideálisabb jelenleg. A Mach sotrozat tudásával és árával példátlan mércét állít minden CNC vezérlő szoftver elé.
Persze tudom, hogy most sokan jönnek azzal, hogy a csicsás XP instabil, megbízhatatlan! Nekem pont ellentétes a véleményem! Az XP szuper (és ez itt nem a reklám helye), normális, stabil vasssal beton! Soha nem volt jobb OP rendszerem idáig (és használhatóbb). Én fejlesztések alatt 5-8 komoly szoftvert futtatok egyszerre, nagy sebességen és lenyűgöz az XP kieggyensújozott teljesítménye!
Akinek sar az XP-je, nézzen szét a gépe beállításainál és drivereinél (nem MS problémálya) és az egyébb, nem dedikált, hulladék programok okozta rendszer szétzilálásoknál!
Nem tudom mire képes a TurboCNC (impulzus számba), de lehet, hogy sok embert nem elégít ki a tudása (kezelhetősége, persze biztos van ellenpélda is)!
Sok embernek (nekem is), fontos az egy gépen való szerkeztés és gépvezérlés (extra szolgáltatásokkal), amihez az XP a legideálisabb jelenleg. A Mach sotrozat tudásával és árával példátlan mércét állít minden CNC vezérlő szoftver elé.
Persze tudom, hogy most sokan jönnek azzal, hogy a csicsás XP instabil, megbízhatatlan! Nekem pont ellentétes a véleményem! Az XP szuper (és ez itt nem a reklám helye), normális, stabil vasssal beton! Soha nem volt jobb OP rendszerem idáig (és használhatóbb). Én fejlesztések alatt 5-8 komoly szoftvert futtatok egyszerre, nagy sebességen és lenyűgöz az XP kieggyensújozott teljesítménye!
Akinek sar az XP-je, nézzen szét a gépe beállításainál és drivereinél (nem MS problémálya) és az egyébb, nem dedikált, hulladék programok okozta rendszer szétzilálásoknál!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 10:02
Írta: bmejdz9nu Dátum 2007 január 21, 10:02
Nem akarok beleokoskodni amihez nem értek...
De nem kellene keresni egy ilyen szervo vezélő IC-t a feladathoz a neten?
Bizos van már... én jelenleg még azt sem tudom mit keressek...
A gyártók is szállítanak 25-100db-os kategóriában...
A jelenleg kapható "szervó végtermékek" árát nem az IC határozza meg, hanem a kis sorozatból és fejlesztésekből adódó költségek... és ezeket nem kelet europai órabérrel számolták...
Persze lehet, hogy rosszul látom mert akkor a "hobby" már nem "hobby"...
De nem kellene keresni egy ilyen szervo vezélő IC-t a feladathoz a neten?
Bizos van már... én jelenleg még azt sem tudom mit keressek...
A gyártók is szállítanak 25-100db-os kategóriában...
A jelenleg kapható "szervó végtermékek" árát nem az IC határozza meg, hanem a kis sorozatból és fejlesztésekből adódó költségek... és ezeket nem kelet europai órabérrel számolták...
Persze lehet, hogy rosszul látom mert akkor a "hobby" már nem "hobby"...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 10:12
Írta: 000000000 Dátum 2007 január 21, 10:12
Nekem csak az az alkatrész jöhet szóba, amit itthon is megkapok (olcsón és kis szállítási költségekkel, bármikor, bármilyen mennyiségben, reprodukálhatóan)! Így is rengeteg gondjaink van az alkatrészek beszerzésével (biztos tapasztaljátok a nagy teljesítési időintervallumot)! Ha ezt még egy bizonytalan és drága (fő) alkatrész is bonyolítja, hát...
Na meg a lényeg: már régen élveztem ennyire a fejlesztést mint most a servo-val! Minden percét élvezem és naprólnapra javol a teljesítménye és annyi plusz szolgáltatást és funkciót rakok bele, amennyit csak bír kezelni a két PIC![#buck]
Minden porcilkáját én tervezem és értem is így a működését (marha sokat lehet így tanulni és nálam ez az evulúció)[#vigyor2]!
Amellet aztsem tudom, hogy tényleg létezne e erre a feladatra (Mach környezetre) alkalmas és beszerezhető IC? Valamint én családban gondolkodom amivel uniformizált FET-eket, PIC-eket és egyébb kiszolgálókat építek, így a költségeket (azonos alkatrészek+ a fejlesztés már kitaposott utakat használ fel), jóval olcsóbb és ez a termék végárában is jelentkezik majd! És ez jó mindenkinek...
Na meg a lényeg: már régen élveztem ennyire a fejlesztést mint most a servo-val! Minden percét élvezem és naprólnapra javol a teljesítménye és annyi plusz szolgáltatást és funkciót rakok bele, amennyit csak bír kezelni a két PIC![#buck]
Minden porcilkáját én tervezem és értem is így a működését (marha sokat lehet így tanulni és nálam ez az evulúció)[#vigyor2]!
Amellet aztsem tudom, hogy tényleg létezne e erre a feladatra (Mach környezetre) alkalmas és beszerezhető IC? Valamint én családban gondolkodom amivel uniformizált FET-eket, PIC-eket és egyébb kiszolgálókat építek, így a költségeket (azonos alkatrészek+ a fejlesztés már kitaposott utakat használ fel), jóval olcsóbb és ez a termék végárában is jelentkezik majd! És ez jó mindenkinek...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 10:36
Írta: bmejdz9nu Dátum 2007 január 21, 10:36
Teljesen (meg)értlek.
A te tapasztalatoddal ez természetes!
Én is "élvezném" ha tudnám...
A step/dir szervo vezélőket Mach-on tesztelik... Ez a progi odaát is népszerű...
Remélem majd WinPC-NC-hez is jó lesz...
Érdekes: a németektől még nem láttam széria szervó vezérlést... alszanak... vagy én vagyok vak...
De megjegyzem bármilyen alkatrész beszerzése szerintem reprodukálható - persze ez alatt a gyártótól való direkt beszerzést értem.
Van valami elképzelésed már az áráról?
A te tapasztalatoddal ez természetes!
Én is "élvezném" ha tudnám...
A step/dir szervo vezélőket Mach-on tesztelik... Ez a progi odaát is népszerű...
Remélem majd WinPC-NC-hez is jó lesz...
Érdekes: a németektől még nem láttam széria szervó vezérlést... alszanak... vagy én vagyok vak...
De megjegyzem bármilyen alkatrész beszerzése szerintem reprodukálható - persze ez alatt a gyártótól való direkt beszerzést értem.
Van valami elképzelésed már az áráról?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 10:58
Írta: 000000000 Dátum 2007 január 21, 10:58
A szervotechnikának pont az a nehézsége, hogy
10-25 fő szempont paraméter van, és ezeket
valahogy beállíthatóvá kell tenni. Előre
legyártani ilyen egyből használható univerzális
IC-t így elméletileg sem lehet, valamilyen
konfigurálási nyitott felületet meg kell hagyni. Én a magam részéről nem hiszek
az un. öntanuló, szuper intelligens
rendszerekben, ez ugyanaz a probléma, mint pl.
a profi beállítható fényképezőgép és a teljesen
automata. Aki tudja mit és hogyan kell
"tekergetni és feltöltögetni", az imádja ha,
ha ezt a lehetőséget megadják neki. Aki meg nem
ilyen ember, az utál setup-al foglalkozni.
A végeredmény a fontos: az adott paraméterek
a végén stimmeljenek, és azt tudja a rendszer,
amit állítanak róla.
István! Valószínűleg némileg az okozza
a kettőnk közötti pici szemlélet különbséget, hogy
Te nagyon erősen informatikai, számítástechnikai
oldalról közelíted a vezérlőket, én meg ostoba
gépészmérnökként CNC gépgyártás
technológusként. Amit pl. most leírok, az biztos nem fog tetszeni pár embernek, de vállalom: aki még életében nem köszörült meg egy esztergakést, és fogalma sincs a
forgácsolás elméletéről (élszögek,
techmnológiai adatok egymásrahatása, stb...) az,
aligha fog igazán jó CNC forgácsoló programot írni,
de megkockáztatom jó gépet sem tud építeni.
Persze ettől még mindenki élvezze a CNC gépét,
csak hiába, én kicsit ilyen "maradi" vagyok,
és szeretem tudni először az elméletét valaminek
aztán szeretem a reszelőt is, a forrasztópákát
is a kezemben tartani. És legkevésbé érdekel
a csicsa, a körítés, a cucc korrekt működése
számomra az elsődleges.
10-25 fő szempont paraméter van, és ezeket
valahogy beállíthatóvá kell tenni. Előre
legyártani ilyen egyből használható univerzális
IC-t így elméletileg sem lehet, valamilyen
konfigurálási nyitott felületet meg kell hagyni. Én a magam részéről nem hiszek
az un. öntanuló, szuper intelligens
rendszerekben, ez ugyanaz a probléma, mint pl.
a profi beállítható fényképezőgép és a teljesen
automata. Aki tudja mit és hogyan kell
"tekergetni és feltöltögetni", az imádja ha,
ha ezt a lehetőséget megadják neki. Aki meg nem
ilyen ember, az utál setup-al foglalkozni.
A végeredmény a fontos: az adott paraméterek
a végén stimmeljenek, és azt tudja a rendszer,
amit állítanak róla.
István! Valószínűleg némileg az okozza
a kettőnk közötti pici szemlélet különbséget, hogy
Te nagyon erősen informatikai, számítástechnikai
oldalról közelíted a vezérlőket, én meg ostoba
gépészmérnökként CNC gépgyártás
technológusként. Amit pl. most leírok, az biztos nem fog tetszeni pár embernek, de vállalom: aki még életében nem köszörült meg egy esztergakést, és fogalma sincs a
forgácsolás elméletéről (élszögek,
techmnológiai adatok egymásrahatása, stb...) az,
aligha fog igazán jó CNC forgácsoló programot írni,
de megkockáztatom jó gépet sem tud építeni.
Persze ettől még mindenki élvezze a CNC gépét,
csak hiába, én kicsit ilyen "maradi" vagyok,
és szeretem tudni először az elméletét valaminek
aztán szeretem a reszelőt is, a forrasztópákát
is a kezemben tartani. És legkevésbé érdekel
a csicsa, a körítés, a cucc korrekt működése
számomra az elsődleges.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 21, 11:07
Írta: s5f8tmfv3 Dátum 2007 január 21, 11:07
A #19-ben mutatott holmiról volna kérdésem. Az addig rendben, hogy beszerzek egy léptetőmotor vezérlőt innen, léptetőmotort onnan, tápot amonnan, viszonylag egyszerűen össze tudom hangolni őket, nagy vonalakban csak a motor áramára kell figyelni. Ha viszont veszek egy szervó vezérlőt -ahogy eddig kivettem- nagyon komoly, szakembert kívánó feladat a motorhoz hangolása. Akkor már vagy motorral együtt kell megvenni behangoltan, vagy sehogy. Azt hiszem itt jön képbe az Általad sokszor emlegetett "support", hiszen mit lehet tenni ha valami gond van a vezérlővel? Itt még fokozottabban igaz: a termék értékét nem csak a hardver adja.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 11:23
Írta: 000000000 Dátum 2007 január 21, 11:23
Szia Amatőr!
Kérdésed jogos! Ott kezdődik a probléma,
hogy eleve nem minden DC motor alkalmas
szervohoz. A szervomotornak legalább 3-4 fő
kritériuma van egy átlagos sima motorhoz
képest, erről régebben már írogattam.
Így aztán szerintem az a korrekt dolog,
ha az adott vezérlő gyártója vállalja
az ismeretlen motorod
bevizsgálását, vagy nyilatkozik az eddig általa
sikerrel tesztelt motorokról. Persze vannak
világmárka cégek, akiknek a servomotorjai
garanciát jelentenek arra, hogy bátran vehetsz
bármilyen szervóvezérlőt, a motoron semmi nem
fog múlni.
Kérdésed jogos! Ott kezdődik a probléma,
hogy eleve nem minden DC motor alkalmas
szervohoz. A szervomotornak legalább 3-4 fő
kritériuma van egy átlagos sima motorhoz
képest, erről régebben már írogattam.
Így aztán szerintem az a korrekt dolog,
ha az adott vezérlő gyártója vállalja
az ismeretlen motorod
bevizsgálását, vagy nyilatkozik az eddig általa
sikerrel tesztelt motorokról. Persze vannak
világmárka cégek, akiknek a servomotorjai
garanciát jelentenek arra, hogy bátran vehetsz
bármilyen szervóvezérlőt, a motoron semmi nem
fog múlni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 11:51
Írta: bmejdz9nu Dátum 2007 január 21, 11:51
Én úgy vettem észre a szervókban van valami szabvány, példa:
DC SERVO MOTOR 200W, ENCODER 500C/T
"Used, PANASONIC DC SERVO brush MOTOR 200W, ENCODER 500C/T
Tested with Gecko driver, Guarantee in good running conditions, Frame size Nema 34 , 35vdc, 200W, motor shaft 12mm, 500 lines encoder quadrature to 2000 ppr..."
A fent említett Gecko honlapja: Gecko Drive dot com
Sokszor látom ezt a párosítási elméletet !
A motorok egyre olcsóbbak... (többet dob ki az ipar) ami nekünk még jó lehet...
Vagy gyűjtsük az akkus fúrót... mert, ha az akkunak vége... drágább az akku mint komplett?
Én beérném egy akkus fúró teljesítményével a meghajtást...
Jeladó: erre van sok példa... a neten...
DC SERVO MOTOR 200W, ENCODER 500C/T
"Used, PANASONIC DC SERVO brush MOTOR 200W, ENCODER 500C/T
Tested with Gecko driver, Guarantee in good running conditions, Frame size Nema 34 , 35vdc, 200W, motor shaft 12mm, 500 lines encoder quadrature to 2000 ppr..."
A fent említett Gecko honlapja: Gecko Drive dot com
Sokszor látom ezt a párosítási elméletet !
A motorok egyre olcsóbbak... (többet dob ki az ipar) ami nekünk még jó lehet...
Vagy gyűjtsük az akkus fúrót... mert, ha az akkunak vége... drágább az akku mint komplett?
Én beérném egy akkus fúró teljesítményével a meghajtást...
Jeladó: erre van sok példa... a neten...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 11:56
Írta: bmejdz9nu Dátum 2007 január 21, 11:56
Support:
Én nem azt mondom, hogy essen neki mindenki rendelni mindent... ez ebben most veszélyes...
Talán észrevétlenül csinálom de az urakat győzködöm... , hogy gyorsan legyen olyan vezérlő amit akár német CNC-s barátaink is megvennének..
... és akkor lesz support is ...
Én nem azt mondom, hogy essen neki mindenki rendelni mindent... ez ebben most veszélyes...
Talán észrevétlenül csinálom de az urakat győzködöm... , hogy gyorsan legyen olyan vezérlő amit akár német CNC-s barátaink is megvennének..
... és akkor lesz support is ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 12:27
Írta: 000000000 Dátum 2007 január 21, 12:27
Az árráról elképzelés persze, hogy van, de mivel kb. 3 hete foglalkozok vele, még semmi sem biztos és végleges (egyáltalán, még csak most kezdem ismerkedni ezzel a technikával, bár az elméletével már több mint 15 éve foglakozok)! Szeretném a P2A árával harmonizáltatni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 12:32
Írta: 000000000 Dátum 2007 január 21, 12:32
Én megértelek és igazat is adok Neked! Felre ne értsél, én nem vitázok itt senkive (minek is tenném), csak annyira meg vagyok elégedve az XP-vel, hogy sokszor nem értem mások félelmét tőle! Lehet, hogy a számtech-es megközelítésem miatt én stabilabban tudom tartani (vagy inkább jobban ügyelekrá) és ezért vagyok megelégedve (az is igaz, hogy egyik gépemen sem találnátok játékprogikat)!
Én megmondom őszintén a CNC-t elektronikai és számítástechnikai oldalról látom (nem értek a megmunkáláshoz) ezért vagyok kissé elfogult a Mach-ok iránt, mert látom a még ki nem aknázott vezérléstani lehetőségeket benne és olyan szépek az inpulzusai (XP alatt), mint semelyik másik szoftvernek sem!
Én megmondom őszintén a CNC-t elektronikai és számítástechnikai oldalról látom (nem értek a megmunkáláshoz) ezért vagyok kissé elfogult a Mach-ok iránt, mert látom a még ki nem aknázott vezérléstani lehetőségeket benne és olyan szépek az inpulzusai (XP alatt), mint semelyik másik szoftvernek sem!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 12:37
Írta: bmejdz9nu Dátum 2007 január 21, 12:37
Egy két gyakorlatias kérdés:
Milyen motorokat gyűjtsünk addíg?
"kontroll" tárcsa hogyan lesz?
Milyen motorokat gyűjtsünk addíg?
"kontroll" tárcsa hogyan lesz?
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 21, 12:39
Írta: s5f8tmfv3 Dátum 2007 január 21, 12:39
Nem a konkrét rendelésekre gondoltam, csak példa volt hogy egy univerzális vezérlőt nehéz lehet illeszteni a motorhoz. Elfelejtem néha hogy te nem csak végfelhasználói szemmel nézed a dolgokat.[#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 12:40
Írta: 000000000 Dátum 2007 január 21, 12:40
Most van egy olyan gondom (épp az integrátort csiszolom), hogy kezdem én is észrevenni a paraméterezés fontosságát! Azt kezdem megfigyelni, hogy más-más PID beállítás lenne ideális, ha a motort más-más fordulaton kínzom! A motor kissé máshogyan viselkedik 1000. 2000, 3000 f/min-on. Lehet, hogy a tekercselés induktivitása befolyásolja a PID-re adott mechanikai válaszokat (és gondolom a forgórész mozgási energiája is más-más)! Ezt hogy a fenébe lehet beállítani?! Köztes utat kell keresni, vagy a tipikus megmunkálási sebességre kell optimalizálni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 12:43
Írta: 000000000 Dátum 2007 január 21, 12:43
Még nem tudom! Az is nagy kérdés, hogy ha meg lesz a Vezérlőm (Profi2S), akkor a motorokat és encodereket majd honnét fogom hozzá adni?!
Jó lenne valami fix és olcsó forrást felhajtani (akár motor+encoder egybe, akár külön-külön)!
Jó lenne valami fix és olcsó forrást felhajtani (akár motor+encoder egybe, akár külön-külön)!
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 21, 12:45
Írta: s5f8tmfv3 Dátum 2007 január 21, 12:45
Megnéztem a Gecko adatlapját (eddig még nem tettem, bár azt tudtam hogy nagyon népszerű) és egy érdekes dolgot találtam a műszaki leírásban:
Lock Range +/- 128 count following error
Tibor45 szavait idézve: "...+-100 inkrementumra
könnyebb, de azt nem is nevezném szervohajtásnak"
Akkor hogy is van ez? Ahol felbukkan a Gecko ott jókat írnak róla, működik. Vagy én értelmezem rosszul a leírást?
Lock Range +/- 128 count following error
Tibor45 szavait idézve: "...+-100 inkrementumra
könnyebb, de azt nem is nevezném szervohajtásnak"
Akkor hogy is van ez? Ahol felbukkan a Gecko ott jókat írnak róla, működik. Vagy én értelmezem rosszul a leírást?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 12:47
Írta: 000000000 Dátum 2007 január 21, 12:47
Van egy másik kérdésem is:
Lehet (érdemes e) a szervómotort üresen tesztelni (beállítani), mert ugye az egész rendszert kell behangolni, nem csak a terheletlen (és csilaítatlan) üres motort?
Az az érzésem, hogy kellene egy fékpadot csinálnom a motorra, hogy külömböző mechanikai szutukat is tudjak szimulálni (lendkerekes-fékre gondolok)!
Lehet (érdemes e) a szervómotort üresen tesztelni (beállítani), mert ugye az egész rendszert kell behangolni, nem csak a terheletlen (és csilaítatlan) üres motort?
Az az érzésem, hogy kellene egy fékpadot csinálnom a motorra, hogy külömböző mechanikai szutukat is tudjak szimulálni (lendkerekes-fékre gondolok)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 12:50
Írta: 000000000 Dátum 2007 január 21, 12:50
Szerintem is a Tibor kijelentése kissé szigorú!
Most ott tartok, hogy a Servo monitor 0-500 ford/perc között 1-20 Step késést jelez, 500-2000 között 20-50 Step-et, felett rohamosan emelkedik a (pl. 3000 f/min-nél 70 körül megy).
Biztos idővel javítható lesz, de kétlem, hogy valaha is 1-re lefog menni!
Most ott tartok, hogy a Servo monitor 0-500 ford/perc között 1-20 Step késést jelez, 500-2000 között 20-50 Step-et, felett rohamosan emelkedik a (pl. 3000 f/min-nél 70 körül megy).
Biztos idővel javítható lesz, de kétlem, hogy valaha is 1-re lefog menni!
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 21, 12:52
Írta: s5f8tmfv3 Dátum 2007 január 21, 12:52
Mi az a lendkerekes fék? A röpsúlyosra gondolsz? Az a fordulatszám növekedésével egyre erősebben fékez. Talán valami olajfék kellene.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 12:54
Írta: 000000000 Dátum 2007 január 21, 12:54
Szia Péter!
Legelőször el kell döntened, mit vársz el
a gépedtől, milyen célra tervezed.
Ha ez megvan, a konkrét paraméterek (max.
mozgási sebesség, nyomaték, tömeg, hajtáselemek
figyelembevétele: önzáró vagy nem?, ...)
megszülethet a döntésed: step vagy szervo kell.
Utána a maximum adatokhoz motort választhatsz.
A kontrol tárcsa alatt nem tudom mit értettél, de gondolom az encoder tárcsára gondolsz.
Nos én az eddigi tapasztalataim alapján azt javaslom,
az encoderen nem szabad spórolni, gyárit kell venni. De legjobb, ha encoderrel gyárilag
egybeszerelten szerzel be motort.
Legelőször el kell döntened, mit vársz el
a gépedtől, milyen célra tervezed.
Ha ez megvan, a konkrét paraméterek (max.
mozgási sebesség, nyomaték, tömeg, hajtáselemek
figyelembevétele: önzáró vagy nem?, ...)
megszülethet a döntésed: step vagy szervo kell.
Utána a maximum adatokhoz motort választhatsz.
A kontrol tárcsa alatt nem tudom mit értettél, de gondolom az encoder tárcsára gondolsz.
Nos én az eddigi tapasztalataim alapján azt javaslom,
az encoderen nem szabad spórolni, gyárit kell venni. De legjobb, ha encoderrel gyárilag
egybeszerelten szerzel be motort.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 12:55
Írta: 000000000 Dátum 2007 január 21, 12:55
ŐŐŐ, ennyire nem bonyolultra gondoltam. Csak egy lendkerékre 8ami a gép tehetetlenségi erejét hivatott szimuláni) és egy oldalról állítható fék (pl. filces lapra), amivel a tapadást, surlódásokat tudnám szimulálni.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 21, 13:01
Írta: s5f8tmfv3 Dátum 2007 január 21, 13:01
Ez a két erő a legfontosabb szerintem ami visszahat egy motorra, úgyhogy ha csarélhetőre készíted a tehetetlenséget szimuláló súlyt és állíthatóra a súrlódási veszteségeket szimuláló féket, akkor nagyon jól meg tudod közelíteni a valós körülményeket. Látni kellene egy gyári mérőpadot hogy ott mivel dolgoznak.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:02
Írta: 000000000 Dátum 2007 január 21, 13:02
Én is ezt érzem a két legfontosabb motorra ható erőnek! Valamit kitalálok és megcsinálom!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 13:08
Írta: bmejdz9nu Dátum 2007 január 21, 13:08
Elektromos - mágnes fék? Mint a szobabiciklikben?
Egyenáramú motor rövídre zárva? terhelve? Egy izzóval még a világítás is ingyen lessz...[#nevetes2]
Egyenáramú motor rövídre zárva? terhelve? Egy izzóval még a világítás is ingyen lessz...[#nevetes2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 13:09
Írta: bmejdz9nu Dátum 2007 január 21, 13:09
Encoder tárcsa jegyztem... látod mindíg okosabb leszek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:10
Írta: 000000000 Dátum 2007 január 21, 13:10
Igen István, valamilyen fékpadot érdemes
csinálnod. Én erre egy külön programozható
ellenyomatékú referencia nyomaték szervót
terveztem.
Az inkrementumok késése, sietése +-
inkremuntumra vonatkoztatva nagyon fontos.
Ez az egyik legfontosabb minőségi paramétre
egy ilyen cuccnak. És az végárában feltétlenül
sajna döntő tényező. Ezért kerül egy ipari
szervo fél millától kezdődő összegekbe, és ahogyan Gépész mondta, "ha nem akarunk bokáig
zsebbe nyúlni" alaposan fel kell kötni a
gatyát, hogy azért tényleg Hobby célra is
korrekt legyen az a szervo. Egy lengő, rezonáló
szervótól ugyanis a legrosszabb step hajtás is jobb.:))
csinálnod. Én erre egy külön programozható
ellenyomatékú referencia nyomaték szervót
terveztem.
Az inkrementumok késése, sietése +-
inkremuntumra vonatkoztatva nagyon fontos.
Ez az egyik legfontosabb minőségi paramétre
egy ilyen cuccnak. És az végárában feltétlenül
sajna döntő tényező. Ezért kerül egy ipari
szervo fél millától kezdődő összegekbe, és ahogyan Gépész mondta, "ha nem akarunk bokáig
zsebbe nyúlni" alaposan fel kell kötni a
gatyát, hogy azért tényleg Hobby célra is
korrekt legyen az a szervo. Egy lengő, rezonáló
szervótól ugyanis a legrosszabb step hajtás is jobb.:))
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 21, 13:10
Írta: s5f8tmfv3 Dátum 2007 január 21, 13:10
Pl. itt van gyári fékpad szervóhoz, talán ki lehet filózni mit is csinál, bár az előbb említett házi fékpad is teljesen jó úgy hiszem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:13
Írta: 000000000 Dátum 2007 január 21, 13:13
Hú, annyi mindent irkáltok, hogy már egy nam mire elolvassa az ember :)
Lehet, hogy a szervó-hurok túl lassú, vagy a motor reakcióideje túl lassú. Próbáltad másik motorral is? Mennyi időt vesz igénybe egy PID kalkulációs ciklus?
Lehet, hogy a szervó-hurok túl lassú, vagy a motor reakcióideje túl lassú. Próbáltad másik motorral is? Mennyi időt vesz igénybe egy PID kalkulációs ciklus?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:18
Írta: 000000000 Dátum 2007 január 21, 13:18
Hát igen! Azért semmiben sem akarok versenyezni egy ipari servo vezérléssel![#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:19
Írta: 000000000 Dátum 2007 január 21, 13:19
Köszi az infót, ezi valamilyen (dinamós?) villamos fékű pad (lehetne léptetőmotrból is csinálni, csak a motor remegése nem ideális)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:22
Írta: 000000000 Dátum 2007 január 21, 13:22
Ez gyári Epson servo motor. Nincs baj a reakcióidejével, csak egyszerűen nem tudom elhinni (még most), azt, hogy lengés nélkül meg lehet közelíteni nagyobb fordulaton az 1-es csúszást (le tudom vinni most is 10 alá 3000-ernél, de ha bevágom a féket, a forgórész berezonál=túl erős az integrátor).
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 21, 13:22
Írta: s5f8tmfv3 Dátum 2007 január 21, 13:22
És Varsányi Peti ötlete? DC motor plusz szabályozható terhelés?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 13:23
Írta: bmejdz9nu Dátum 2007 január 21, 13:23
Remélhetőleg a fejlesztő urak figyelembe veszik a GeckoDrive által teremtett szabványt !!!
Mert Ők voltak az úttörők és most is piacvezetők...
Akkoriban a Video2000 és VHS szabvány este: Minden szakmabeli tudta, hogy a Video2000 technikailag lekörözi a VHS-t... és a VHS lett a nyerő... mert egyszerűbb megoldást alkalmaztak és nyertek a tömeggyártásban...
Pedíg azonos súlyú gyártók mentek ölre... itt pedíg ez nem is adott... persze ez csak a saját véleményem.
Mert Ők voltak az úttörők és most is piacvezetők...
Akkoriban a Video2000 és VHS szabvány este: Minden szakmabeli tudta, hogy a Video2000 technikailag lekörözi a VHS-t... és a VHS lett a nyerő... mert egyszerűbb megoldást alkalmaztak és nyertek a tömeggyártásban...
Pedíg azonos súlyú gyártók mentek ölre... itt pedíg ez nem is adott... persze ez csak a saját véleményem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:25
Írta: 000000000 Dátum 2007 január 21, 13:25
Igaz, most terheletlen (és ezért csillapítatlan) motorral tesztelek, ami minden fordulaton lengedezik (kb. 2-5 step-et)! E miatt az erős integrátor már könnyen - ba löki ami csillapíthatatlan lengést (leugrik az asztalról) okoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:26
Írta: 000000000 Dátum 2007 január 21, 13:26
Az ötlet nem rosz, csak a motor ne lüktessen!
Gondolkozok rajta!
Gondolkozok rajta!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:26
Írta: 000000000 Dátum 2007 január 21, 13:26
Mire gondolsz pontosan?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:28
Írta: 000000000 Dátum 2007 január 21, 13:28
Nekem is van egy szabványom![#vigyor3] Profi2B kompadtibilis lesz és besorolható a P2A közé (vegyes hajtású gépek építhatők lesznek)!
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 21, 13:28
Írta: s5f8tmfv3 Dátum 2007 január 21, 13:28
Minél több részletet mondanak el a hozzáértők annál sötétebbnek érzem magam, most kezdem kapisgálni mennyire nem egyszerű dolog ez...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 21, 13:32
Írta: s5f8tmfv3 Dátum 2007 január 21, 13:32
???
Egy vezérlőn szervó és léptető motorok? Nem semmi![#heureka]
Egy vezérlőn szervó és léptető motorok? Nem semmi![#heureka]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 13:34
Írta: bmejdz9nu Dátum 2007 január 21, 13:34
Lehet, hogy nem ide tartozik de lehet e kapni forgó nyomatékmérőt? Ha valaki dobna egy lineket... ha van ilyen... milyen...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:35
Írta: 000000000 Dátum 2007 január 21, 13:35
Pontosabban egy báziskártyára (P2B) mindegyik akár vegyesen is köthető (így végül is egy többtengelyes vezérlőn lehet léptető és szervó is vegyesen)!
Ráadásul a motortáp is lehet közös!
Ráadásul a motortáp is lehet közös!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 13:36
Írta: bmejdz9nu Dátum 2007 január 21, 13:36
Elektromos DC motort egyszerű szerezni... és terhelni... pl. autó v. motor generátor...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:38
Írta: 000000000 Dátum 2007 január 21, 13:38
De a kommutátoroknál ugrik, ami nem tetszik (nem egyenletes a terhelő nyomatéka kis sebességen)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 13:45
Írta: 000000000 Dátum 2007 január 21, 13:45
a dost szerintem felejtsétek el , elhiszem hogy pontosan müködik ,de a mai világban az átjárhatoság a fontos a programok között
meg s support
egy egyedileg kifejlesztett program amit használnak 20-an sose veheti fel a versenyt egy általánossal amit millioan használnak
meg s support
egy egyedileg kifejlesztett program amit használnak 20-an sose veheti fel a versenyt egy általánossal amit millioan használnak
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 13:46
Írta: bmejdz9nu Dátum 2007 január 21, 13:46
áttétel?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 13:49
Írta: bmejdz9nu Dátum 2007 január 21, 13:49
A winPC-Nc fejlesztői is ezt a DOS dolgot dobták* (nem is olyan régen)... A szívük majd megszakadt... de ezt kellett tenniük, hogy a felszínen maradjanak...
*Ma is árulják egyre szükölő ipari "közönségnek"...
*Ma is árulják egyre szükölő ipari "közönségnek"...
Cím: Re:DC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2007 január 21, 14:01
Írta: u4vhu0en9 Dátum 2007 január 21, 14:01
Üdvözletem az uraknak
bocsánat hogy beleszólok
fordulatszám függő terhelésnek kiváló egy ventillátor lapát kisfordulat kis fékező erő nagy fordulat nagy fékező erő + van tehetetlensége
egyéblént nekem 3db omron smart step vezélő + motor vannak a gépen
bocsánat hogy beleszólok
fordulatszám függő terhelésnek kiváló egy ventillátor lapát kisfordulat kis fékező erő nagy fordulat nagy fékező erő + van tehetetlensége
egyéblént nekem 3db omron smart step vezélő + motor vannak a gépen
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 21, 14:06
Írta: s5f8tmfv3 Dátum 2007 január 21, 14:06
Nóniusz nagy Hoffmann katalógusban mintha láttam volna ilyesmit.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 21, 14:11
Írta: s5f8tmfv3 Dátum 2007 január 21, 14:11
Jogos! Főleg hogy nagyrészt azért hobbysta piacra megy a holmi, még akkor is ha adott százaléka a felhasználóknak ezzel keresi a kenyerét. Ezt kell szem előtt tartani, nem sokan akarnak/tudnak bonyolult és inkompatibilis szoftverekkel bajlódni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 14:54
Írta: 000000000 Dátum 2007 január 21, 14:54
Szia Péter!
Nem egészen értem, miféle Gecko szabványról
írogatsz....Az egy meglehetősen kiforrott
termék, nem is most kezdték gyártani, persze
van szerintem egy apró bibije is, csak más
komoly cég termékét nem illik kritizálni,
mindenki a saját dolgával foglalkozzon.
De ez a referencia fordítva szokott működni.
A szervoszabályzót a gyártónak az érdeke minél
több neves profi motorgyártó cég termékével
összehangolhatóvá tenni.
Az egy dolog, hogy Te azon a távolkeleti oldalon egy szervomotort a már említett vezérlővel propagálnak, ez ettől nem szabvány.
Arra utal csak, hogy valószínűleg ez tényleg
egy szabályozható motor, azaz megérdemli a szervomotor minősítést, és nem csak rámondják.
Nem egészen értem, miféle Gecko szabványról
írogatsz....Az egy meglehetősen kiforrott
termék, nem is most kezdték gyártani, persze
van szerintem egy apró bibije is, csak más
komoly cég termékét nem illik kritizálni,
mindenki a saját dolgával foglalkozzon.
De ez a referencia fordítva szokott működni.
A szervoszabályzót a gyártónak az érdeke minél
több neves profi motorgyártó cég termékével
összehangolhatóvá tenni.
Az egy dolog, hogy Te azon a távolkeleti oldalon egy szervomotort a már említett vezérlővel propagálnak, ez ettől nem szabvány.
Arra utal csak, hogy valószínűleg ez tényleg
egy szabályozható motor, azaz megérdemli a szervomotor minősítést, és nem csak rámondják.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 15:25
Írta: bmejdz9nu Dátum 2007 január 21, 15:25
Ha akarod tömök ide ilyen példákat... persze nem akarom az elképzelésedet megváltoztatni csak piacképesebb lenne ha így lenne...
pl. Német CNC-s cég árulja a marógépét:
Az alapkiépítés léptetőmotor, extra opció a szervó... GeckoDrive kompatibilitással és vezérléssel... stb...
Google: "Gecko Drive CNC" CNC kieg. nehogy más Gecko-ról legyen szó: 57.000 találat...
Biztos, hogy lehet jobbat csinálni a GeckoDrive-nál!
De szerintem az alap legyen vele kompatibilis.
Legyen ilyen "opció"...
Pl. DVD szabvány... + és - ... most minden író +/--os... de szívás volt 2 évíg... melyik melyik...
pl. Német CNC-s cég árulja a marógépét:
Az alapkiépítés léptetőmotor, extra opció a szervó... GeckoDrive kompatibilitással és vezérléssel... stb...
Google: "Gecko Drive CNC" CNC kieg. nehogy más Gecko-ról legyen szó: 57.000 találat...
Biztos, hogy lehet jobbat csinálni a GeckoDrive-nál!
De szerintem az alap legyen vele kompatibilis.
Legyen ilyen "opció"...
Pl. DVD szabvány... + és - ... most minden író +/--os... de szívás volt 2 évíg... melyik melyik...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 január 21, 15:43
Írta: 4mjnxdwuu Dátum 2007 január 21, 15:43
Hali.
Én full hülye vagyok a szervóhoz, csak felmerült bennem egy kérdés, A próbapaddal kapcsolatban, és a rezgésről.
Szervót én gyors vagy nagy teljesítményű gépre tennék, de mi van ha az nem csúszó megoldásokat tartalmaz megvezetésre ill. hajtásra, hanem golyóst.(nem önzárót) Csak arra akartam kilyukadni, hogy fém megmunkáláskor nagy méretű marónál nem hat-e vissza a maró él anyagba való ütközéskor kialakuló rezonancia az enkóderre?? Bocs ha hülyeséget kérdeztem.
Én full hülye vagyok a szervóhoz, csak felmerült bennem egy kérdés, A próbapaddal kapcsolatban, és a rezgésről.
Szervót én gyors vagy nagy teljesítményű gépre tennék, de mi van ha az nem csúszó megoldásokat tartalmaz megvezetésre ill. hajtásra, hanem golyóst.(nem önzárót) Csak arra akartam kilyukadni, hogy fém megmunkáláskor nagy méretű marónál nem hat-e vissza a maró él anyagba való ütközéskor kialakuló rezonancia az enkóderre?? Bocs ha hülyeséget kérdeztem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 15:50
Írta: 000000000 Dátum 2007 január 21, 15:50
Péter!
Szerintem elbeszélünk egymás mellett.
A világon van kb. 10000 cég, aki szervot
gyárt. Te most ebből egyet véletlenül
kiválasztottál.
Azt kellene inkább eldöntened, hogy Neked
mindent figyelembevéve mi a jó. Az, hogy
István, Mások, meg én is "kínlódva" próbálkozunk
egy olcsó, hazai Hobby CNC körben is elérhető
szervóval is, hidd el, (talán az eddigiek
alapján is érzékelheted) nem kis feladat.
Az egyes megvalósított szervovezérlőknek pedig
a gyártó által kibocsájtott műszaki
specifikációjához, szolgáltatásához párosul egy
ár, ezt összevetve a Te igényeiddel meghozod
a döntést. Ez a topic abban biztos segített már Neked, hogy egyáltalán a kérdéseidet, kívánalmaidat, az egész téma elméletét,
a gyártók közölt adatait tudjad jobban értelmezni,
és okosabban döntsél a végén. Ha csak ezt elértük,
már nem volt hiábavaló írogatni.
Szerintem elbeszélünk egymás mellett.
A világon van kb. 10000 cég, aki szervot
gyárt. Te most ebből egyet véletlenül
kiválasztottál.
Azt kellene inkább eldöntened, hogy Neked
mindent figyelembevéve mi a jó. Az, hogy
István, Mások, meg én is "kínlódva" próbálkozunk
egy olcsó, hazai Hobby CNC körben is elérhető
szervóval is, hidd el, (talán az eddigiek
alapján is érzékelheted) nem kis feladat.
Az egyes megvalósított szervovezérlőknek pedig
a gyártó által kibocsájtott műszaki
specifikációjához, szolgáltatásához párosul egy
ár, ezt összevetve a Te igényeiddel meghozod
a döntést. Ez a topic abban biztos segített már Neked, hogy egyáltalán a kérdéseidet, kívánalmaidat, az egész téma elméletét,
a gyártók közölt adatait tudjad jobban értelmezni,
és okosabban döntsél a végén. Ha csak ezt elértük,
már nem volt hiábavaló írogatni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 16:13
Írta: 000000000 Dátum 2007 január 21, 16:13
Szia Trapista!
Jó a kérdésed, és egyáltalán nem hülyeség.
Minden géphez olyan teljesítményű motor kell, ami ha kell, 20-30-soros nyomatékot is tud
produkálni, az alap nyomatékigényhez képest.
Ehhez persze komoly tápegység, végfok is kell,
és amit már írtam az encoderről itt is igaz:
ezek adott rezgések, gyorsulások elviselésére
tervezettek, ezért veszélyes és nem is lehet házilag ilyeneket csinálni. Gondolj bele:
egy igazi szervomotor elektromechanikai időállandója 5 ms körül van. Ez azt jelenti,
ha kell nulláról 5 ms alatt felpörög
maximális fordulatra, ami akár 6000/1 min is lehet, és közben mindent elsöpör az útjából.
Ezt pont azért tudja megtenni, mert ilyenkor a
már említett tartalékok benne vannak
a rendszerben, és a kőkemény, megbízható
visszacsatolás ezt garantálja. Éppen ezért
a mérőelemeknek a legfontosabb szinte a
szerepük, ha a visszacsatolt jel nem hiteles, semmi nem lehet utána jó.
Ez valami olyasmi, mintha egy össze-vissza
mutató tolómérővel, mérőórával próbálnál mérni,
és az alapján korrigálni valamit.
Ezen elemek pont a referenciajel jellegük miatt
az iparban hihetelenül drágák, egy pl. egy Baluf
vagy Hengstler 500-as encoder önmaga 30 e. Ft-tól kezdődik és akkor még nem beszéltünk az
abszolut mikronos mérőlécekről, resolverekről,
...stb.
Jó a kérdésed, és egyáltalán nem hülyeség.
Minden géphez olyan teljesítményű motor kell, ami ha kell, 20-30-soros nyomatékot is tud
produkálni, az alap nyomatékigényhez képest.
Ehhez persze komoly tápegység, végfok is kell,
és amit már írtam az encoderről itt is igaz:
ezek adott rezgések, gyorsulások elviselésére
tervezettek, ezért veszélyes és nem is lehet házilag ilyeneket csinálni. Gondolj bele:
egy igazi szervomotor elektromechanikai időállandója 5 ms körül van. Ez azt jelenti,
ha kell nulláról 5 ms alatt felpörög
maximális fordulatra, ami akár 6000/1 min is lehet, és közben mindent elsöpör az útjából.
Ezt pont azért tudja megtenni, mert ilyenkor a
már említett tartalékok benne vannak
a rendszerben, és a kőkemény, megbízható
visszacsatolás ezt garantálja. Éppen ezért
a mérőelemeknek a legfontosabb szinte a
szerepük, ha a visszacsatolt jel nem hiteles, semmi nem lehet utána jó.
Ez valami olyasmi, mintha egy össze-vissza
mutató tolómérővel, mérőórával próbálnál mérni,
és az alapján korrigálni valamit.
Ezen elemek pont a referenciajel jellegük miatt
az iparban hihetelenül drágák, egy pl. egy Baluf
vagy Hengstler 500-as encoder önmaga 30 e. Ft-tól kezdődik és akkor még nem beszéltünk az
abszolut mikronos mérőlécekről, resolverekről,
...stb.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 16:22
Írta: 000000000 Dátum 2007 január 21, 16:22
Egy ötlet a fékpadhoz: A Péter által javasolt DC motor (ha permanens mágneses, mint pl. a gk. ablaktörlő) tökéletesen megfelel. Csak terhelni nem ellenállással vagy izzóval kell, hanem egy max. négy alkatrészből álló szabályozható áramgenerátorral. Igy a fordulattól függetlenül közel konstans nyomaték érhető el merthogy a nyomaték és az áram összefügg). A mechanikus fékek hibája a melegedés és a kerületi sebesség változása miatti súrlódási tényező változás. Ha a motort közrefogod három csapággyal 120 fokban és pl egy konyhai mérleget terhelsz 1 méteres karon deciliteres állásban, a nyomatékot közvetlenül Nm-ben olvashatod le. Persze először forgó, de még terheletlen rendszernél nullázni kell a mérleget egy gombnyomással.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 16:23
Írta: bmejdz9nu Dátum 2007 január 21, 16:23
Tibor félre ne értsél a te(ti) munkátokra, szervó vezérlésre tett rengeteg erőfeszítésre csak felnézek! Csak szeretnék ilyen gondokkal küzdeni... biztos te is észrevetted semmi szakmai dolgot nem írtam...
Én ezt a dolgot (most) nem technikailag közelítem meg - mert nem is tudom - csak kereskedelmi és marketing szempontból... hidd el ebben a hobby-n kívül nagy üzlet van... én legalábis így látom.
Gyártók:
10.000 azért nincs step/dir-rendszerhez!!! ...csak kevés...Ezért ez a bizonyos Gecko nem egy a nagyon sok közül aki szériában gyártja step/dir vezérlőt és a felhasználó különösebb felkészültség nélkül tudja (talán) beilleszeteni a rendszerébe. Ez az ami fontos lehet.
Persze ettől nyerő a dolgotok! Hogy nincs 10.000...
Nem vagyok egy fogalmazó művész... de csak jót akarok... de ezt te is remélem tudod...
Én ezt a dolgot (most) nem technikailag közelítem meg - mert nem is tudom - csak kereskedelmi és marketing szempontból... hidd el ebben a hobby-n kívül nagy üzlet van... én legalábis így látom.
Gyártók:
10.000 azért nincs step/dir-rendszerhez!!! ...csak kevés...Ezért ez a bizonyos Gecko nem egy a nagyon sok közül aki szériában gyártja step/dir vezérlőt és a felhasználó különösebb felkészültség nélkül tudja (talán) beilleszeteni a rendszerébe. Ez az ami fontos lehet.
Persze ettől nyerő a dolgotok! Hogy nincs 10.000...
Nem vagyok egy fogalmazó művész... de csak jót akarok... de ezt te is remélem tudod...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 16:27
Írta: bmejdz9nu Dátum 2007 január 21, 16:27
Igen ezt a fajta nyomatékmérést ismerem... de kompact változatba... jó lenne...
Motorfék... Brush Less motor?
Motorfék... Brush Less motor?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 16:34
Írta: 000000000 Dátum 2007 január 21, 16:34
Imi felvetése tökéletes, a klasszikus
nyomatékmérő dinamót a szakirodalom sem tudja
jobban leírni, mint ahogyan Ő elmondta,
én is teljesen hasonló kütyüt használok
tesztekhez.
nyomatékmérő dinamót a szakirodalom sem tudja
jobban leírni, mint ahogyan Ő elmondta,
én is teljesen hasonló kütyüt használok
tesztekhez.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 16:42
Írta: 000000000 Dátum 2007 január 21, 16:42
Péter ez remek ötlet!
Akkor holnap megalakíthatod a Varsanyi DC Servo
Motion Control Ltd.-t, és együttes hazai összefogással Istvánnal az élen elsöpörjük
azt a pár külföldi céget, mi az nekünk!:))[#nevetes1]
Akkor holnap megalakíthatod a Varsanyi DC Servo
Motion Control Ltd.-t, és együttes hazai összefogással Istvánnal az élen elsöpörjük
azt a pár külföldi céget, mi az nekünk!:))[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 január 21, 16:48
Írta: tumnmsi57 Dátum 2007 január 21, 16:48
Üdv mindenkinek!
Néhány hete én is elkezdtem utána olvasgatni néhány dolognak szervó ügyben. Örültem, hogy megértettem néhány alap dolgot, de most ahogy átolvastam a topicot ismét teljesen hülyének érzem magam.
Ha tud valaki jó dokukat kezdők számára ossza meg legyen szíves!
Köszönöm minden szervó ügyben kezdő fórumolvasó nevében.
Néhány hete én is elkezdtem utána olvasgatni néhány dolognak szervó ügyben. Örültem, hogy megértettem néhány alap dolgot, de most ahogy átolvastam a topicot ismét teljesen hülyének érzem magam.
Ha tud valaki jó dokukat kezdők számára ossza meg legyen szíves!
Köszönöm minden szervó ügyben kezdő fórumolvasó nevében.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 16:49
Írta: bmejdz9nu Dátum 2007 január 21, 16:49
Ez mi? Szervó?
Na a németek is mozognak szervo vezerlésben - már azt hittem nem:
Valami "open" system?
uhu-servo
uhu-servo másik...oldal
nyák beültetési rajz
Nyákterv
Kapcsolási rajz
instukciók...
itt plt nyák file-k...
Na a németek is mozognak szervo vezerlésben - már azt hittem nem:
Valami "open" system?
uhu-servo
uhu-servo másik...oldal
nyák beültetési rajz
Nyákterv
Kapcsolási rajz
instukciók...
itt plt nyák file-k...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 16:50
Írta: bmejdz9nu Dátum 2007 január 21, 16:50
Ez az - ezt kellene... felvesztek ügyintézőnek?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 17:07
Írta: 000000000 Dátum 2007 január 21, 17:07
Megbeszéltük Péter00, Tőled jobb kereskedelmi és
ügyvezető igazgatója nem lehetne a cégnek!:))
Komolyra fordítva a szót, a bagoly cégről
Kristály Árpit kellene kérdezni, tudtommal
Neki van erről tapasztalata.
Egyébként látod ez is mutatja, hogy egy kis
böngészéssel percenként találsz infót, céget
témáról a neten, minden Érdeklődőnek
a különböző kedvenc netes keresőmotorokat
is javasolnám infoszerzéshez.
ügyvezető igazgatója nem lehetne a cégnek!:))
Komolyra fordítva a szót, a bagoly cégről
Kristály Árpit kellene kérdezni, tudtommal
Neki van erről tapasztalata.
Egyébként látod ez is mutatja, hogy egy kis
böngészéssel percenként találsz infót, céget
témáról a neten, minden Érdeklődőnek
a különböző kedvenc netes keresőmotorokat
is javasolnám infoszerzéshez.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 17:09
Írta: 000000000 Dátum 2007 január 21, 17:09
Bocs Peti, a két 0 Péter:)) akart lenni..., melléütöttem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 17:26
Írta: 000000000 Dátum 2007 január 21, 17:26
Nem találom az encoder bemenetét az elvin!
Péter, a Gecko szabvány alatt mire gondolsz (méret, súly)???
Az enyém Step/Dir rendszerű és a Tiboré is, ez is "szabvány"!
Alapvetően mindenkinek van egy megközelitési módja és "szakterülete" amivel a problémát meg akarja oldani és ez az ami eltérő (pont ezért van és lesz annyi féle vezérlő)! Ettől lesz váétozatos és fejlődő a piac!
Én nem tudom (tudhatom), hogy a Gecko milyen megoldásokat és elveket használ, ezért nem "másolhatom" őt (nem is akrarnám mert az lopás lenne)!
Az, hogy kompadtibilis? Persze! Mindkettő Step/Dir rendszert használ és kefés servo motort 2 csatornás incrementáló encoderrel (ja és DC fesszel megy)! Mi kell ennél szabványosabb?![#vigyor2]
Péter, a Gecko szabvány alatt mire gondolsz (méret, súly)???
Az enyém Step/Dir rendszerű és a Tiboré is, ez is "szabvány"!
Alapvetően mindenkinek van egy megközelitési módja és "szakterülete" amivel a problémát meg akarja oldani és ez az ami eltérő (pont ezért van és lesz annyi féle vezérlő)! Ettől lesz váétozatos és fejlődő a piac!
Én nem tudom (tudhatom), hogy a Gecko milyen megoldásokat és elveket használ, ezért nem "másolhatom" őt (nem is akrarnám mert az lopás lenne)!
Az, hogy kompadtibilis? Persze! Mindkettő Step/Dir rendszert használ és kefés servo motort 2 csatornás incrementáló encoderrel (ja és DC fesszel megy)! Mi kell ennél szabványosabb?![#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 17:47
Írta: bmejdz9nu Dátum 2007 január 21, 17:47
Jó igazgató lennék:
mert hazai szokás szerint teljesen megfelelek: mert nem értek hozzá!
...[#wave]
mert hazai szokás szerint teljesen megfelelek: mert nem értek hozzá!
...[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 17:59
Írta: bmejdz9nu Dátum 2007 január 21, 17:59
Én itt most a hüle vásárlót játszom:
1. Igen a méret és súly is számít: 2kg alatt legyen mert így olcsóbb a postázása...
2. Step/dir ok. (WinPc-NC is ha lehet!)
3. Soha ne lopj... csak ismerd meg... az autógyártók is ezt csinálják...*
4. OK akkor már szabványos.
* = csak annyira hasonlítson mint a kocsik, a kerékkulcs és a gumik is kompatibilisak egymással... és még pár dologban...
"Amikor "Gróf Mr. Kocsi" feltalálta az autót...
Na milyenek voltak a válaszok...?
A KGST piacra szánt modellek szabványosak legyenek a Praktikerben kapható akciós akkus fúrókhoz...[#papakacsint]
1. Igen a méret és súly is számít: 2kg alatt legyen mert így olcsóbb a postázása...
2. Step/dir ok. (WinPc-NC is ha lehet!)
3. Soha ne lopj... csak ismerd meg... az autógyártók is ezt csinálják...*
4. OK akkor már szabványos.
* = csak annyira hasonlítson mint a kocsik, a kerékkulcs és a gumik is kompatibilisak egymással... és még pár dologban...
"Amikor "Gróf Mr. Kocsi" feltalálta az autót...
Na milyenek voltak a válaszok...?
A KGST piacra szánt modellek szabványosak legyenek a Praktikerben kapható akciós akkus fúrókhoz...[#papakacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 18:11
Írta: 000000000 Dátum 2007 január 21, 18:11
Péter! Szerintem Te egy nap alatt több internetes
vásárlást bonyolítasz le a neten, mint itt az
összes fórumozó 1 év alatt.:))
Pedig pl. szervo ügyben lehet, hogy csak átmennél a
szomszédodhoz, és ő pillanatok alatt adna Neked
motorral, táppal együtt komplett hajtásokat.
Meglepődnél, tuti!:))
vásárlást bonyolítasz le a neten, mint itt az
összes fórumozó 1 év alatt.:))
Pedig pl. szervo ügyben lehet, hogy csak átmennél a
szomszédodhoz, és ő pillanatok alatt adna Neked
motorral, táppal együtt komplett hajtásokat.
Meglepődnél, tuti!:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 18:41
Írta: bmejdz9nu Dátum 2007 január 21, 18:41
Mert Sopronba költöztél?
A mostani szomszédomnak megmutattam a Harmonic Drive-ot és azt mondta: nem konyog ok. Miért a fogaskerék az kotyog?
A mostani szomszédomnak megmutattam a Harmonic Drive-ot és azt mondta: nem konyog ok. Miért a fogaskerék az kotyog?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 18:55
Írta: 000000000 Dátum 2007 január 21, 18:55
[#nevetes1]
A súly az nekem is fontos!
A többi teljesítve![#eljen]
Annyit emlegeted azt a WinPC-NC-t! Step/Dir rendszerű? Mert ha igen, akkor már most is minden vezérlőm kompadtibilis vele![#wave]
A súly az nekem is fontos!
A többi teljesítve![#eljen]
Annyit emlegeted azt a WinPC-NC-t! Step/Dir rendszerű? Mert ha igen, akkor már most is minden vezérlőm kompadtibilis vele![#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 19:03
Írta: 000000000 Dátum 2007 január 21, 19:03
Egy kis adalék az elképzeléseimből:
User Setup (hmm.., nem egyszerű)! Mivel nehéz szabadszemmel látni a paraméterek állításánek a következményét, adok a usernek egy digitális tárolós oscilloszkópot![#vigyor3]

Profi2S Servo Monitor
Ezzel lehet valós időben és rekorder formályában (felvételt készítve) láthatóvá tenni a mechanikai tranzienseket. Ahogyan tekergeted a potikat (mert trimmereken lehet állítani minden paramétert), úgy változik a beállási görbe.

Ez az egyik legjobb görbém (jelenleg).
A Vezérlőn van egy Teszt gomb, amit megnyomva a vezérlő kap egy maximális eltérési pofont és azonnal rántja a motort és tanulmányozható a beállí görbe (beesés+tullövés+integrálás).
Hihetetlen látványos (mint a tankönyvekben)!
User Setup (hmm.., nem egyszerű)! Mivel nehéz szabadszemmel látni a paraméterek állításánek a következményét, adok a usernek egy digitális tárolós oscilloszkópot![#vigyor3]
Profi2S Servo Monitor
Ezzel lehet valós időben és rekorder formályában (felvételt készítve) láthatóvá tenni a mechanikai tranzienseket. Ahogyan tekergeted a potikat (mert trimmereken lehet állítani minden paramétert), úgy változik a beállási görbe.
Ez az egyik legjobb görbém (jelenleg).
A Vezérlőn van egy Teszt gomb, amit megnyomva a vezérlő kap egy maximális eltérési pofont és azonnal rántja a motort és tanulmányozható a beállí görbe (beesés+tullövés+integrálás).
Hihetetlen látványos (mint a tankönyvekben)!
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 január 21, 19:14
Írta: j3rx6bsjd Dátum 2007 január 21, 19:14
Ez nagyon jó ötlet,ugyanis szerintem nagyon kevesen rendelkeznek szkóppal.Így nem kell küldözgetni a motorokat,hanem lehet otthon barkácsolni a beállítással(az más kérdés,hogy sikerül vagy nem).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 19:20
Írta: 000000000 Dátum 2007 január 21, 19:20
És ami nagyon tetszik, akár Mach3 futása közben is láthatod a tényleges, valósidejű pozíció eltéréseket (olyankor már csak a két + - oszlopon a sebesség miatt)! Pl. az éktesztnél folyamatosan tanulmányozható külömbözős sebességeken a lemaradás és az irányváltások hatásai. Órákat tudok szórakozni vele (közben terhelgetem a motort, meg minden hülyeségeket kitalálok)![#vigyor4]
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 január 21, 19:30
Írta: 9v9rb6gau Dátum 2007 január 21, 19:30
A motorokat beállításra küldözgetni amúgy is teljesen felesleges lenne, mert a PID kört beállítani a már készre szerelt szánon, a motor végleges helyén kell. Hogy a motor üresjáratban mit csinál, az teljesen lényegtelen. A gépen a motornak soha nincs üresjárata.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 19:33
Írta: 000000000 Dátum 2007 január 21, 19:33
Ez pontosan így van!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 19:53
Írta: 000000000 Dátum 2007 január 21, 19:53
Péter!
ezt le tudnád fordítani?! Mi az a H paraméter?
Nice. And how should I set the H-parameter ?
First you should try to approximate the highest P- and I-values to ensure good dynamics. With sufficiently
powered systems you'll soon arrive at a point, where you feel a tendency to instability and where the loop is
starting to oscillate. Start increasing the H-parameter along with further increasing of the P- and I-values.
Dependent on the mechanical characteristics, your system might need some higher D-values as well.
You'll find an optimum, where a fast response is possible without seeing significant deflections of the tracking
error in the terminal program.
Sometimes it looks like the D- and H-parameters are just reducing the values of P and I. This is of course not the
case.
In fact, the first ones show curve characteristics and the latter straight lines. Hence you might even find different
combinations of these values with comparable good results.
??????????
Az UHU-ból van!
ezt le tudnád fordítani?! Mi az a H paraméter?
Nice. And how should I set the H-parameter ?
First you should try to approximate the highest P- and I-values to ensure good dynamics. With sufficiently
powered systems you'll soon arrive at a point, where you feel a tendency to instability and where the loop is
starting to oscillate. Start increasing the H-parameter along with further increasing of the P- and I-values.
Dependent on the mechanical characteristics, your system might need some higher D-values as well.
You'll find an optimum, where a fast response is possible without seeing significant deflections of the tracking
error in the terminal program.
Sometimes it looks like the D- and H-parameters are just reducing the values of P and I. This is of course not the
case.
In fact, the first ones show curve characteristics and the latter straight lines. Hence you might even find different
combinations of these values with comparable good results.
??????????
Az UHU-ból van!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 20:48
Írta: bmejdz9nu Dátum 2007 január 21, 20:48
Nagyon nyersen fordítva.
Ez egy olyan szöveg amit magyarul sem értek...
Szép. És nekem hogyan kellene beállítanom a H-paramétert?
Először neked meg kellene próbálnod közeledni a legmagasabb P és I értékek jó dinamikát biztosítani.
Megfelelő géppel hajtott rendszerekkel hamarosan meg fogsz érkezni egy pontra, ahol érzel egy hajlamot ingatagságba és ahhoz, hogy a hurok hol van miközben elkezd oscillálni.
Elkezd növekedni a H paraméter és előre további növekvő P és I értékek.
A mechanikus jellemvonásokon függő lehet, hogy a rendszerednek szüksége van valamennyire magasabb D értékekre szintén.
Meg fogsz találni egy optimumot, ahol egy gyors válasz lehetséges anélkül, hogy látná a végső programban rejlő követő hiba jelentős elhajlásait.
Néha ez néz ki hasonló (ugyanolyan, csinál, valószínüleg) az D és H paraméterek csökkentik az értékeket éppen P és I. Ez természetesen nem így van.
Valójában, az első mutató görbejellemvonásokat és az utóbbi egyenes vonalakat. Ezentúl lehet, hogy ráadásul összehasonlítható jó eredményekkel találod ezeknek a különböző kombinációit értékeknek.
Kérlek olvasás után töröld a bejegyzéseket nehogy rajtam röhögjenek a többiek... vagy én később amikor magyarul is megértem...
Ha érteném talán sokkal jobban tudnám... meg persze idő is kellene...[#lookaround]
Ez egy olyan szöveg amit magyarul sem értek...
Szép. És nekem hogyan kellene beállítanom a H-paramétert?
Először neked meg kellene próbálnod közeledni a legmagasabb P és I értékek jó dinamikát biztosítani.
Megfelelő géppel hajtott rendszerekkel hamarosan meg fogsz érkezni egy pontra, ahol érzel egy hajlamot ingatagságba és ahhoz, hogy a hurok hol van miközben elkezd oscillálni.
Elkezd növekedni a H paraméter és előre további növekvő P és I értékek.
A mechanikus jellemvonásokon függő lehet, hogy a rendszerednek szüksége van valamennyire magasabb D értékekre szintén.
Meg fogsz találni egy optimumot, ahol egy gyors válasz lehetséges anélkül, hogy látná a végső programban rejlő követő hiba jelentős elhajlásait.
Néha ez néz ki hasonló (ugyanolyan, csinál, valószínüleg) az D és H paraméterek csökkentik az értékeket éppen P és I. Ez természetesen nem így van.
Valójában, az első mutató görbejellemvonásokat és az utóbbi egyenes vonalakat. Ezentúl lehet, hogy ráadásul összehasonlítható jó eredményekkel találod ezeknek a különböző kombinációit értékeknek.
Kérlek olvasás után töröld a bejegyzéseket nehogy rajtam röhögjenek a többiek... vagy én később amikor magyarul is megértem...
Ha érteném talán sokkal jobban tudnám... meg persze idő is kellene...[#lookaround]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 21:28
Írta: 000000000 Dátum 2007 január 21, 21:28
ac motorokkal is menni fog ez a servo hajtás?
kefés motorokkl speciel alapbol felejtösek számomra
kefés motorokkl speciel alapbol felejtösek számomra
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 január 21, 21:55
Írta: s5f8tmfv3 Dátum 2007 január 21, 21:55
Nagyon jól mutat! Mégis mennyi szakértelmet kíván a felhasználótól egy motor behangolása? Vagy ezt csak Te tudod elvégezni?
Más: Lesz H1S vezérlő?
Más: Lesz H1S vezérlő?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 22:00
Írta: 000000000 Dátum 2007 január 21, 22:00
Vers! Akkor felejtsd el ezt a topicot, de
majd a tengelyenkénti 5 számjegyű forintnyi AC
szervo rendszer visszahozza az emlékezetedet,
amikor ki kell fizetned az árát.
majd a tengelyenkénti 5 számjegyű forintnyi AC
szervo rendszer visszahozza az emlékezetedet,
amikor ki kell fizetned az árát.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 január 21, 22:25
Írta: Kristály Árpád Dátum 2007 január 21, 22:25
Hallihó!
Gyerekek erre vágytam évek óta!!!!!
Nagyon utálom a liberakizmust, de itt csodákra lett képes...........
Ez most ITT egy FóRUMMÁ vált!!!!
Az UHU-nak van egy teszt progia is az megtalálható az első Péter álltal ajált szájton!
Tulajdonképpen az UHU szerintem az EMC utóda...?!
Most már van István Vezérlője!!!
Tibor45, UHU, D.laci, EMC, Kell még több Mindenki válaszhat a lehetőségei szerint....
MÁS...
István!
Eddig a fiukra nem panaszkodhatsz....
KÖSZÖNÖM mindenkinek a mértéktartást!!!!
Hallihó!
Gyerekek erre vágytam évek óta!!!!!
Nagyon utálom a liberakizmust, de itt csodákra lett képes...........
Ez most ITT egy FóRUMMÁ vált!!!!
Az UHU-nak van egy teszt progia is az megtalálható az első Péter álltal ajált szájton!
Tulajdonképpen az UHU szerintem az EMC utóda...?!
Most már van István Vezérlője!!!
Tibor45, UHU, D.laci, EMC, Kell még több Mindenki válaszhat a lehetőségei szerint....
MÁS...
István!
Eddig a fiukra nem panaszkodhatsz....
KÖSZÖNÖM mindenkinek a mértéktartást!!!!
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 január 21, 22:28
Írta: 4mjnxdwuu Dátum 2007 január 21, 22:28
Ha nem 99.999 Ft re gondolsz akkor az lehet még baráti ár is ???? De akinek olyan profi, vagy cél gépe van amire az kell, annak megérheti. /Csak csodálkozom olcsónak tűnik, még ha 100.000-is/!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 21, 22:43
Írta: 000000000 Dátum 2007 január 21, 22:43
Trapista köszi az észrevételt!
Valahogy X*10 az 5. hatványon miatt 5-öt
írtam 6 helyett, de maradjunk abban, hogy természetesen
100.000-től a "csillagos égig" a valós
intervallum. Mindamellett a szabályzási elmélete
alapvetően ugyanaz az AC technikának is, csak
az a fránya 200-400 V-os csúcsértékű 3 fázisú
teljesítmény végfok ne lenne ott a forgó mágneses mező kialakításához. És én nem tudom, ki hogy van vele, de nem szeretek egy Hobby CNC
gépbe minimum 3 helyen is 400V-os feszültség
alatti motor kábeleket használni.
Valahogy X*10 az 5. hatványon miatt 5-öt
írtam 6 helyett, de maradjunk abban, hogy természetesen
100.000-től a "csillagos égig" a valós
intervallum. Mindamellett a szabályzási elmélete
alapvetően ugyanaz az AC technikának is, csak
az a fránya 200-400 V-os csúcsértékű 3 fázisú
teljesítmény végfok ne lenne ott a forgó mágneses mező kialakításához. És én nem tudom, ki hogy van vele, de nem szeretek egy Hobby CNC
gépbe minimum 3 helyen is 400V-os feszültség
alatti motor kábeleket használni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 21, 23:16
Írta: bmejdz9nu Dátum 2007 január 21, 23:16
Na itt a Szabad Európa... bárcsak értenék hozzá... De szeretném, hogy egy kicsit mindenki értsen hozzá... legalább annyíra, hogy fel tudja használni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 06:40
Írta: 000000000 Dátum 2007 január 22, 06:40
Köszi a fordítást!
Hát ezt még tanulmányoznom kell, mert nem igazán értem![#nevetes1]
Hát ezt még tanulmányoznom kell, mert nem igazán értem![#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 06:41
Írta: 000000000 Dátum 2007 január 22, 06:41
A P2S DC kefés motorokhoz lesz használható 0-90V-os motortáptartományban. AC-t nem tervezek (az szerintem sem hobby CNC kategória)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 06:44
Írta: 000000000 Dátum 2007 január 22, 06:44
A beállításokról (ha már én is értek hozzá), írok természetesen egy részletes leírást és a Servo Monitor is használható lesz (ez megkíván egy translator kártyát ami a belső protokolt átfordítja és lelassítja a PC soros portjának megfelelőre)!
Csak 1 kártya=1 tengely kivitel készíthatő, egyszerűen túl bonyolult ahhoz, hogy 3 tengelyt érdemes legyen 1 nyákra pakolni.
Csak 1 kártya=1 tengely kivitel készíthatő, egyszerűen túl bonyolult ahhoz, hogy 3 tengelyt érdemes legyen 1 nyákra pakolni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 06:44
Írta: 000000000 Dátum 2007 január 22, 06:44
Eddig nincs is panasz! Remélem ez így is marad!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 22, 09:36
Írta: bmejdz9nu Dátum 2007 január 22, 09:36
én semmit sem értettem belőle... ezért is nem tudom jól lefordítani...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 22, 09:38
Írta: bmejdz9nu Dátum 2007 január 22, 09:38
Az AC szevót... pár év múlva... A DC is meghaladja a tudományt...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 22, 09:40
Írta: bmejdz9nu Dátum 2007 január 22, 09:40
Ezt az 1 tengely = 1 nyák elvet használja mindenki ez jó így ! Szerintem...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 09:53
Írta: 000000000 Dátum 2007 január 22, 09:53
Én már elkezdtem "piszkálni" az 1.4 KW-os
AC teszt motoromat, kb. fél év múlva lesz is
belőle valami. Ha csak fordulatszám (sebesség)
szabályzásra kell ilyen technika pl.
szerszámfőorsóhoz, az kicsit leegyszerűsíti
a dolgot. A pozíciószervo az sajna kemény dió.
AC teszt motoromat, kb. fél év múlva lesz is
belőle valami. Ha csak fordulatszám (sebesség)
szabályzásra kell ilyen technika pl.
szerszámfőorsóhoz, az kicsit leegyszerűsíti
a dolgot. A pozíciószervo az sajna kemény dió.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 13:20
Írta: 000000000 Dátum 2007 január 22, 13:20
létezik kefe nélküli DC is ha jol tudom azzl is menni fog?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 13:29
Írta: 000000000 Dátum 2007 január 22, 13:29
Sajnos nem. Az más kiegészítéseket is kérne (ha jól tudom mesterséges 3 fázist).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 13:35
Írta: 000000000 Dátum 2007 január 22, 13:35
az baj :), mennyi egy ilyen kefés motor élettartama? nincsenek jo tapasztalataim ezekkel ezer ora után kefe csere , 3 kefe után kuka a motor is, legalábbis nálam igy fogynak
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 13:35
Írta: 000000000 Dátum 2007 január 22, 13:35
Szia Vers! Megerősítem Istvánt, a BLDC
ugyanaz a technika, mint az indukciós AC
rendszer, eltekintve olyan pár "apróságtól",
mint a hall elemes rotorpozíció érzékelők,...
stb.
ugyanaz a technika, mint az indukciós AC
rendszer, eltekintve olyan pár "apróságtól",
mint a hall elemes rotorpozíció érzékelők,...
stb.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 13:40
Írta: 000000000 Dátum 2007 január 22, 13:40
értem csak szeretnék olyan gépeket épiteni amiket nem nagyon kell karbantartani :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 13:43
Írta: 000000000 Dátum 2007 január 22, 13:43
Fogalmam sincs. Nincs tapasztalatom, gondolom itt is van minőség difi gyártó és gyártó között!
Ami nekem van az egy Epson servo és a csapágy teljesen kaput (ha a felvételt megnézed, iszonyatos csapágy hangja van), de kifogástalanul működik.
Ami nekem van az egy Epson servo és a csapágy teljesen kaput (ha a felvételt megnézed, iszonyatos csapágy hangja van), de kifogástalanul működik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 13:48
Írta: 000000000 Dátum 2007 január 22, 13:48
Igen, a kommersz motorokra ez jellemző lehet,
bár ott is van kivétel.
A DC kefés szervomotor nem véletlenül más
kategória, ezeknél a garantált kefe élettartam
5-9 ezer üzemóra. A golyós orsód se bír
ennyit hézag utánállítás nélkül. De hogy
a bizalmad megerősödjön a Brushed Ironless DC
szervo motorokkal kapcsolatban, javaslok ez világmárka motor gyártó cég linket:
http://portescap.com
Az is igaz, ez profi kategória, de talán
egy-két "téveszmét" helyretesz egy ilyen oldal.
bár ott is van kivétel.
A DC kefés szervomotor nem véletlenül más
kategória, ezeknél a garantált kefe élettartam
5-9 ezer üzemóra. A golyós orsód se bír
ennyit hézag utánállítás nélkül. De hogy
a bizalmad megerősödjön a Brushed Ironless DC
szervo motorokkal kapcsolatban, javaslok ez világmárka motor gyártó cég linket:
http://portescap.com
Az is igaz, ez profi kategória, de talán
egy-két "téveszmét" helyretesz egy ilyen oldal.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 14:04
Írta: 000000000 Dátum 2007 január 22, 14:04
ipari bosch szerszámokat használok , ennél jobbakat nem láttam még, ezek birnak annyit, ilyen tescos gépekkel nem is foglalkozom mert 1 hétig birják nálam :D
érdekes modon a régi 20-40 éves gépek 10 évig is elmennek ugy hogy hozzáse kell nyulni, közben minden mai gép egy év után kezd el széthullni, ez a tapasztalatom, és mivel nálam a cnc is folyamatosan napi 8-10 orát zizeg
igy jol meg kell gondolnom mit is teszek bele
a kefés motorokat probáltam eddig kerülni,és kétlem hogy ez változna
érdekes modon a régi 20-40 éves gépek 10 évig is elmennek ugy hogy hozzáse kell nyulni, közben minden mai gép egy év után kezd el széthullni, ez a tapasztalatom, és mivel nálam a cnc is folyamatosan napi 8-10 orát zizeg
igy jol meg kell gondolnom mit is teszek bele
a kefés motorokat probáltam eddig kerülni,és kétlem hogy ez változna
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 22, 15:10
Írta: bmejdz9nu Dátum 2007 január 22, 15:10
Szerintem ez a KEFE KOPÁS hobby szinten... nem téma...
1.000-10.000 üzemóra de az is csak forgásban... gondolom a fordulatszámtól is függ...[#circling]
Ha majd kilövöm a Marsra a cnc-t és ott nehéz a szénkefe csere... akkor változik a véleményem...
Ha csak kefe mentes motorokat használnánk
marómotornak... az is fontosabb lenne...
1.000-10.000 üzemóra de az is csak forgásban... gondolom a fordulatszámtól is függ...[#circling]
Ha majd kilövöm a Marsra a cnc-t és ott nehéz a szénkefe csere... akkor változik a véleményem...
Ha csak kefe mentes motorokat használnánk
marómotornak... az is fontosabb lenne...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 16:40
Írta: 000000000 Dátum 2007 január 22, 16:40
jo nálam nem igazán hobby ez hanem inkább ipari , igy töb tényezöt kell figyelembe vennem de 10-20 cnc gépnél tudod ki akarja naponta szerelgetni öket:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 22, 17:05
Írta: bmejdz9nu Dátum 2007 január 22, 17:05
Szerintem vannak jó minőségű, tartós kefés motorok erre célra... vagy majd megtaláljuk...
Nem ez a legnagyobb terhelésű felhasználás...
Szerintem most erre fejlesszenek az urak..
Nem ez a legnagyobb terhelésű felhasználás...
Szerintem most erre fejlesszenek az urak..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 17:14
Írta: 000000000 Dátum 2007 január 22, 17:14
nem akarok beleszolni hogy mit tervezzenek nem is tudnák , csak kiváncsi vagyok hogy milyen lehetöségek nyilnak meg, hogy elöre tudjak tervezni a léptecsekkel sincs semmi bajom végülis
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 január 22, 19:15
Írta: 3vv2btrhv Dátum 2007 január 22, 19:15
Sziasztok
most ujbol megkérdezem van elado ISEL kártya és hozzá valo meghajto egységek . Tartsam meg jobb idökre vagy felejtsem el az egészet és várjam meg István megoldását ?
Tibor
most ujbol megkérdezem van elado ISEL kártya és hozzá valo meghajto egységek . Tartsam meg jobb idökre vagy felejtsem el az egészet és várjam meg István megoldását ?
Tibor
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 január 22, 19:40
Írta: tumnmsi57 Dátum 2007 január 22, 19:40
Ha valaki ezt az oldalt nem ismeri. Számomra eddig ez a legérthetőbb. Forráskóddal, számlálóval és nagyobb teljesítményű meghajtóval együtt.
http://elm-chan.org/works/smc/report_e.html
http://elm-chan.org/works/smc/report_e.html
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 19:48
Írta: 000000000 Dátum 2007 január 22, 19:48
Szerintem ez nem Step/Dir rendszerű.
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 január 22, 19:51
Írta: tumnmsi57 Dátum 2007 január 22, 19:51
Amit még találta:
A Mirochip, az Atmel a Motorola honlapjain is vannak servo alkalmazások, sok helyen forráskóddal . A pédákból sokat lehet tanulni.
Én inkább FPGA-ban gondolkodom.(Xilinx, Freescale).
A Xilinx-nek Az ISe fejlesztőkörnyezete (ingyenes)elég jó a vezérlés összerakásához. (Vannak példák is amiből lehet copy-paste-elni) .
rendeltem egy motor a nanotectől kisérleti célokra. Szerintem egész olcsón adnak kefe nélküli mocikat.
A Mirochip, az Atmel a Motorola honlapjain is vannak servo alkalmazások, sok helyen forráskóddal . A pédákból sokat lehet tanulni.
Én inkább FPGA-ban gondolkodom.(Xilinx, Freescale).
A Xilinx-nek Az ISe fejlesztőkörnyezete (ingyenes)elég jó a vezérlés összerakásához. (Vannak példák is amiből lehet copy-paste-elni) .
rendeltem egy motor a nanotectől kisérleti célokra. Szerintem egész olcsón adnak kefe nélküli mocikat.
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 január 22, 19:54
Írta: tumnmsi57 Dátum 2007 január 22, 19:54
A kapcs. rajz szerint STEP; F/R (szerintem forward/reverse) és GND bemente van
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 19:56
Írta: 000000000 Dátum 2007 január 22, 19:56
Szia Fraser! Kefenélküli motort rendeltél??
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 január 22, 19:58
Írta: 9v9rb6gau Dátum 2007 január 22, 19:58
Szervusztok!
Valóban igazatok van, az AC és a BLDC motort szerkezetileg csak a forgórész pozíció (Hall) jeladó megléte vagy hiánya különbözteti meg!
A szabályozóelektronika oldaláról nézve, viszont óriási a különbség. Az AC, pontosabban szinuszmezős AC szervómotor fordulatszámát - kicsit leegyszerűsítve a dolgokat - a motort tápláló 3fázisú fesz. frekvenkiájával változtatjuk.
A BLDC, pontosabban a négyszögmezős AC szervómotornál a fordulatszámot a kapocsfeszültség nagyságával változtatjuk, úgy mint a kefés esetén, csak itt az elektronika még meg van toldva a kommutáló áramkörrel.
Valóban igazatok van, az AC és a BLDC motort szerkezetileg csak a forgórész pozíció (Hall) jeladó megléte vagy hiánya különbözteti meg!
A szabályozóelektronika oldaláról nézve, viszont óriási a különbség. Az AC, pontosabban szinuszmezős AC szervómotor fordulatszámát - kicsit leegyszerűsítve a dolgokat - a motort tápláló 3fázisú fesz. frekvenkiájával változtatjuk.
A BLDC, pontosabban a négyszögmezős AC szervómotornál a fordulatszámot a kapocsfeszültség nagyságával változtatjuk, úgy mint a kefés esetén, csak itt az elektronika még meg van toldva a kommutáló áramkörrel.
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 január 22, 20:00
Írta: tumnmsi57 Dátum 2007 január 22, 20:00
igen, 1db-ot enkóderrel és hall szenzorokkal
kisérletezni.
kisérletezni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 20:04
Írta: 000000000 Dátum 2007 január 22, 20:04
Irigylem az önbizalmad, és bátorságod.
Egyből AC szervóval fogsz kezdeni?
Egyből AC szervóval fogsz kezdeni?
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 január 22, 20:06
Írta: 9v9rb6gau Dátum 2007 január 22, 20:06
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 január 22, 20:14
Írta: tumnmsi57 Dátum 2007 január 22, 20:14
Kösz, ZSIR!!!!
3 hete keresek infót (sajnos kevés szabadidővel), de erre még nem akadtam rá
Kösz még egyszer
3 hete keresek infót (sajnos kevés szabadidővel), de erre még nem akadtam rá
Kösz még egyszer
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 január 22, 20:16
Írta: tumnmsi57 Dátum 2007 január 22, 20:16
Szia Tibi 45!
A dologhoz az is hozzá tartozik, hogy - a cégnél ahol dolgozom - szervó erősítők teljesítménykapcsolóit gyártjuk, moduláris kivitelben.
Én ugyan nem alkalmazástechnikával fogalkozom, de a kollegák akik vágják a témát sokat segítenek.
A dologhoz az is hozzá tartozik, hogy - a cégnél ahol dolgozom - szervó erősítők teljesítménykapcsolóit gyártjuk, moduláris kivitelben.
Én ugyan nem alkalmazástechnikával fogalkozom, de a kollegák akik vágják a témát sokat segítenek.
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 január 22, 20:23
Írta: tumnmsi57 Dátum 2007 január 22, 20:23
Ja, és néhányan a cégnél tudnak erről a hobbycnc-s elfoglaltságomról és már láttak néhány képet a gépemről. Van akit sikerült megfertőzni a témával és persze ennek következtében pozítívabban állnak a témához. (remélem egy-két héten belül nektek is tudok valamit - valami elkészített dolgot - mutatni róla)
Csak kevés az időm
Csak kevés az időm
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 január 22, 20:26
Írta: tumnmsi57 Dátum 2007 január 22, 20:26
Még egy érdekesség (én nem tudtam):
Most cserélték a cégnél a marógépet és egy alap Opti F 100-at vettek. Mindhárom irányba léptetőmotoros hajtás van.
Most cserélték a cégnél a marógépet és egy alap Opti F 100-at vettek. Mindhárom irányba léptetőmotoros hajtás van.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 20:28
Írta: 000000000 Dátum 2007 január 22, 20:28
Jaaaaa, akkor ok.
A szervoban épp az a szép, hogy egy differenciál
egyenlet rendszer megoldásaként számos változat
lehetséges, és mind lehet jó.
A végfelhasználót csak az fogja érdekelni, hogy
a pozíció tényleg garantált legyen abban a
tűrés sávban, amit a gyártó vállal X árú
vezérlőjével Y típusú motorhoz.
A szervoban épp az a szép, hogy egy differenciál
egyenlet rendszer megoldásaként számos változat
lehetséges, és mind lehet jó.
A végfelhasználót csak az fogja érdekelni, hogy
a pozíció tényleg garantált legyen abban a
tűrés sávban, amit a gyártó vállal X árú
vezérlőjével Y típusú motorhoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 22, 21:34
Írta: 000000000 Dátum 2007 január 22, 21:34
Hi.Melóban 3 fazisu AC servok vannak paneldarabolóban (Omron 500W) meg a SMD beültető gépben is (Siemens kb 500W).Valami ilyesmit akarnák én is de talán inkább először DC servo meghajtót épiteni.Microchipnek van jó appnoteja 18fxx31 procikra
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 23, 00:53
Írta: 000000000 Dátum 2007 január 23, 00:53
Fraser, tudsz esetleg pontos árlistát mondani, nagyon érdekelne..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 23, 00:53
Írta: 000000000 Dátum 2007 január 23, 00:53
Mármint a nanotec BLDC motor árlistára gondoltam
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 január 23, 18:23
Írta: tumnmsi57 Dátum 2007 január 23, 18:23
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 23, 18:31
Írta: Motoros Dátum 2007 január 23, 18:31
Szia Gábor
A Siemens beültetős szakik között nincsen véletlenűl valaki aki még emlékszik a Siemens MS 72-re, nem is a kezelésére gondolok hanam a szervizelésére? Ha megérdeklődnéd megköszönném.
A Siemens beültetős szakik között nincsen véletlenűl valaki aki még emlékszik a Siemens MS 72-re, nem is a kezelésére gondolok hanam a szervizelésére? Ha megérdeklődnéd megköszönném.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 23, 20:33
Írta: 000000000 Dátum 2007 január 23, 20:33
Hello
Rá tudnák kérdezni valamelyik mérnöknél.Az én gyártósoromon HS-60,HF-4 -ek vannak,máshol vannak meg valamivel régebbiek is ilyen 1999-es évjáratúak.Valami régi doksik (blokkrajzok is) vannak az intraneten - ha akarod megszerzem
Rá tudnák kérdezni valamelyik mérnöknél.Az én gyártósoromon HS-60,HF-4 -ek vannak,máshol vannak meg valamivel régebbiek is ilyen 1999-es évjáratúak.Valami régi doksik (blokkrajzok is) vannak az intraneten - ha akarod megszerzem
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 23, 20:38
Írta: Motoros Dátum 2007 január 23, 20:38
Kösz szépen. Doksim az mind megvan róla. Inkább olyan valaki kellene akinek van szervíztapasztalata. Nem mai darab, ha jól emlékszem 1985-ben gyártották. Ha működne akkor még most is verné a most kapható 10-20millió közötti gépeket---de nem működik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 23, 20:51
Írta: 000000000 Dátum 2007 január 23, 20:51
tiéd?
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 23, 21:00
Írta: Motoros Dátum 2007 január 23, 21:00
Igen
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 10:03
Írta: 000000000 Dátum 2007 január 24, 10:03
Az az érzésem, hogy egy szervo hajtás a mechanikával szemben is sokkal magasabb követelményeket támaszt! Arra gondolok, hogy egy lüktető terhelésű mechanikához nem lehet normálisan beállítani a PID-et! A visszacsatolás miatt, minden hat mindenre!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 24, 10:34
Írta: bmejdz9nu Dátum 2007 január 24, 10:34
Ez a szervó vezérlés "projekt" a legnagyobb lépés szerintem a HobbyCNC történetében...
Biztos lesznek és vannak nehézségek... és ezalatt azt is értem, hogy szemlélet váltásra is lesz szükség a gépépítők részéről...
Mert most mindenki azt várja (talán jogosan), hogy teljesen kompatibilis legyen a mostani hajtással...
Kiszerelem a motort és elektronikát - beszerelem a másikat és marás - de ez csak korlátozottan lesz igaz...
Pl. Ha jól tudom a szervó mint a "puskagolyó" úgy gyorsít ... a léptetőhöz képest... ez megterhelő lehet a mechanikának...
Biztos lesznek és vannak nehézségek... és ezalatt azt is értem, hogy szemlélet váltásra is lesz szükség a gépépítők részéről...
Mert most mindenki azt várja (talán jogosan), hogy teljesen kompatibilis legyen a mostani hajtással...
Kiszerelem a motort és elektronikát - beszerelem a másikat és marás - de ez csak korlátozottan lesz igaz...
Pl. Ha jól tudom a szervó mint a "puskagolyó" úgy gyorsít ... a léptetőhöz képest... ez megterhelő lehet a mechanikának...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 11:28
Írta: 000000000 Dátum 2007 január 24, 11:28
Magasabb szinvonal - magasabb követelmények! Egy lüktető, ütő, rázkódó, pulzáló, akadozó, stb. mechanikára lehetetlen lesz jól beállítani bármilyen servot is!
Viszont precízebb mechanikáknál döbbenet lesz a külömbség (dinamikák és sebességek terén)!
A használat szinte ugyan az, mintha léptetőmotor lenne, csak nagyobb sebességek és gyorsulások jellemzik, viszont a beállítás (setup) és a telepítés kicsit bonyolultabb (vagy inkább több szakértelmet kíván)! Elég egy bizonytalan kötés, zavar a visszacsatolásban, és a gép lerepül az asztalról!
Viszont precízebb mechanikáknál döbbenet lesz a külömbség (dinamikák és sebességek terén)!
A használat szinte ugyan az, mintha léptetőmotor lenne, csak nagyobb sebességek és gyorsulások jellemzik, viszont a beállítás (setup) és a telepítés kicsit bonyolultabb (vagy inkább több szakértelmet kíván)! Elég egy bizonytalan kötés, zavar a visszacsatolásban, és a gép lerepül az asztalról!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 12:11
Írta: 000000000 Dátum 2007 január 24, 12:11
"és a gép lerepül az asztalról! "
bizalomgerjesztö szavak :)
bizalomgerjesztö szavak :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 24, 15:29
Írta: bmejdz9nu Dátum 2007 január 24, 15:29
Szervós CNC alváz betonnal való kiöntését vállalom...[#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 24, 18:42
Írta: Motoros Dátum 2007 január 24, 18:42
A hobby cnc
világában Én sem sok értelmet látok a szervóban. Most mi van akkor ha az utazási sebesség lerövidűl? Itt az idő amúgy is huszadrangú szempont.
Tehénen gatya, Trabanton szpojler
Ha valaki meg termelni akar akkor az egy egésszen más történet.
világában Én sem sok értelmet látok a szervóban. Most mi van akkor ha az utazási sebesség lerövidűl? Itt az idő amúgy is huszadrangú szempont.
Tehénen gatya, Trabanton szpojler
Ha valaki meg termelni akar akkor az egy egésszen más történet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 19:04
Írta: 000000000 Dátum 2007 január 24, 19:04
Szia Motoros!
Egy szervónak nemcsak a nagyobb elmozdulási
sebessége a lényege, bár van ahol ez sem mellékes (pl. az smd beültetőd tipikus ilyen
lenne). Nagyon fontos még a rezonanciák
lecsökkenése, és a legfontosabb: a garantált
pozíció. És ezek a paraméterek bizony még Hobby
kategóriában is megérheti a kicsit drágább
vezérlőt. Majd ha már egyszer Te is kipróbálsz
egy szervót, megváltozik a véleményed.
Más téma. Egy kérdést megengedsz? Minek írod
állandóan nagybetűvel a hozzászólásaidkor a
saját személyes névmásodat (Én)? Kezdetben azt
hittem, elírtad, de megfigyeltem, állandóan
így írod. Ez nekem olyan furcsa dolog....
Egy szervónak nemcsak a nagyobb elmozdulási
sebessége a lényege, bár van ahol ez sem mellékes (pl. az smd beültetőd tipikus ilyen
lenne). Nagyon fontos még a rezonanciák
lecsökkenése, és a legfontosabb: a garantált
pozíció. És ezek a paraméterek bizony még Hobby
kategóriában is megérheti a kicsit drágább
vezérlőt. Majd ha már egyszer Te is kipróbálsz
egy szervót, megváltozik a véleményed.
Más téma. Egy kérdést megengedsz? Minek írod
állandóan nagybetűvel a hozzászólásaidkor a
saját személyes névmásodat (Én)? Kezdetben azt
hittem, elírtad, de megfigyeltem, állandóan
így írod. Ez nekem olyan furcsa dolog....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 19:12
Írta: 000000000 Dátum 2007 január 24, 19:12
Szia István!
Nem egészen értem a hozzászólásod első részét.
Egy szervo pont attól az ami, hogy "nem érdekli
semmi" az üzemi tartományon belül, ha pedig már
nem győzi nyomatékkal, akkor is valamilyen előre
megtervezett jelenség lép életbe. Az más kérdés,
hogy olyan szabályzási algoritmust készíteni,
ami a pulzálásokat, zavarokat gond nélkül
leküzdi, az nehéz feladat.
Nem egészen értem a hozzászólásod első részét.
Egy szervo pont attól az ami, hogy "nem érdekli
semmi" az üzemi tartományon belül, ha pedig már
nem győzi nyomatékkal, akkor is valamilyen előre
megtervezett jelenség lép életbe. Az más kérdés,
hogy olyan szabályzási algoritmust készíteni,
ami a pulzálásokat, zavarokat gond nélkül
leküzdi, az nehéz feladat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 19:38
Írta: 000000000 Dátum 2007 január 24, 19:38
Bocsi Motoros!
Jó ha tudod, az idő (szerintem) az pénz! Nézd a számítástechnikát! Miért nem XT-vel dolgozól?
Nehéz volt megálnom, hogy ne szóljak (Árpi) a megmondója.
Üdv balkari (Balogh Károly)
Jó ha tudod, az idő (szerintem) az pénz! Nézd a számítástechnikát! Miért nem XT-vel dolgozól?
Nehéz volt megálnom, hogy ne szóljak (Árpi) a megmondója.
Üdv balkari (Balogh Károly)
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 24, 19:45
Írta: Motoros Dátum 2007 január 24, 19:45
Szia Tibor
A rezonanciák csökkentéséhez ott van a lehetőség a léptetőmotoroknál is, ez a mikrosteppes hajtás, de ezt te biztos jobban tudod.
Nem tudok elképzelni olyan esetet amikor a hobby kategóriában a léptetőmotorokkal elérhető pontosság ne lenne elég.
Úgy gondolom hogy egy hobbysta ezer gonddal küszködik míg végűl eljut egy használható géphez, és a szervó legalább hárommal növeli az egyenletek ismeretlenjeinek számát.
De hát ez csak az én véleményem.
Örülök hogy ügyelsz a helyesírásomra, megkérlek szólj máskor is bátran mert ez sajnos nekem nagy kihívás.
A középiskolában meg akart vágni belőle, de a többi tárgy miatt megúsztam.
A rezonanciák csökkentéséhez ott van a lehetőség a léptetőmotoroknál is, ez a mikrosteppes hajtás, de ezt te biztos jobban tudod.
Nem tudok elképzelni olyan esetet amikor a hobby kategóriában a léptetőmotorokkal elérhető pontosság ne lenne elég.
Úgy gondolom hogy egy hobbysta ezer gonddal küszködik míg végűl eljut egy használható géphez, és a szervó legalább hárommal növeli az egyenletek ismeretlenjeinek számát.
De hát ez csak az én véleményem.
Örülök hogy ügyelsz a helyesírásomra, megkérlek szólj máskor is bátran mert ez sajnos nekem nagy kihívás.
A középiskolában meg akart vágni belőle, de a többi tárgy miatt megúsztam.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 24, 19:51
Írta: Motoros Dátum 2007 január 24, 19:51
te=Te bocs
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 24, 19:54
Írta: Motoros Dátum 2007 január 24, 19:54
Balkari
Nekem megfelelne az XT is. A motorjaimat a DOS-os TCNC-vel hajtom.
Minek az a nagy rohanás[#nemtudom]
Nekem megfelelne az XT is. A motorjaimat a DOS-os TCNC-vel hajtom.
Minek az a nagy rohanás[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 20:37
Írta: 000000000 Dátum 2007 január 24, 20:37
"Nekem megfelelne az XT"
De akkor, adj teret másoknak
És XP-n tervezel? tesztelsz? kivitelezel? egy idöben? És Te gondolod , hogy csak arra használható az itt kivesézett "HOBBY" technika
amiről itt beszélgetünk! Mert szerintem nem!
Nagyon szép dolog nyákot marni, gravírozni, képet készíteni, habot vágni (megemlítem Én még idáig sem jutottam el! És minden tiszteletem, csodálatom azoknak akik ezt eléték és megcsinálták), de az izgalmas kérdések még nem bújtak elő. Kérdezem hol vannak az igazi 3D, 4D 5D-s kivitelezések? És ezek XP-n? Számítástechikában dolgozom, bocs!
Miért vannak jobb autók mit a Trabant?
De akkor, adj teret másoknak
És XP-n tervezel? tesztelsz? kivitelezel? egy idöben? És Te gondolod , hogy csak arra használható az itt kivesézett "HOBBY" technika
amiről itt beszélgetünk! Mert szerintem nem!
Nagyon szép dolog nyákot marni, gravírozni, képet készíteni, habot vágni (megemlítem Én még idáig sem jutottam el! És minden tiszteletem, csodálatom azoknak akik ezt eléték és megcsinálták), de az izgalmas kérdések még nem bújtak elő. Kérdezem hol vannak az igazi 3D, 4D 5D-s kivitelezések? És ezek XP-n? Számítástechikában dolgozom, bocs!
Miért vannak jobb autók mit a Trabant?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 20:47
Írta: 000000000 Dátum 2007 január 24, 20:47
egy 3d marás 1 millio sor , megnézném ezt én egy XT-n :)
persze lehet neked elég csak gondolni kell arra hogy mások kicsit komolybban gondolkodnak
egy 5D -s szobormarás konvertálássa cnc koddá 1 nap egy mai gépen, xt-n 1 év lenne vagy több
persze lehet neked elég csak gondolni kell arra hogy mások kicsit komolybban gondolkodnak
egy 5D -s szobormarás konvertálássa cnc koddá 1 nap egy mai gépen, xt-n 1 év lenne vagy több
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 20:49
Írta: 000000000 Dátum 2007 január 24, 20:49
hali
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 20:51
Írta: 000000000 Dátum 2007 január 24, 20:51
szeretném megkérdezni hogy hogyan lehet kiszámolni a menetemelkedést ha a léptetőmotorom 48step/360 fok??
valami képletet adjatok légyszike
valami képletet adjatok légyszike
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 20:58
Írta: 000000000 Dátum 2007 január 24, 20:58
Nem akartam, de atechnikám sajna ez!!! Gprs (mobil)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 21:03
Írta: 000000000 Dátum 2007 január 24, 21:03
Ha lehet valaki töröljön! Nem a tatalom "azt vállalom" miatt, ha nem a fomátum miatt
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 január 24, 21:09
Írta: svejk Dátum 2007 január 24, 21:09
Sziasztok!
Még egy apró érv a szervo mellett.
A motorok, vele együtt a mechanika hangja(vagyis hogy alig van hangja)
Marómotor zaja mellett persze nem számít, de nem minden esetben van marás. (lásd: beültető)
Aki elöször lát élőben szervót (akár hobby gépen is) az a sebesség után ezen lepődik meg legjobban.
Még egy apró érv a szervo mellett.
A motorok, vele együtt a mechanika hangja(vagyis hogy alig van hangja)
Marómotor zaja mellett persze nem számít, de nem minden esetben van marás. (lásd: beültető)
Aki elöször lát élőben szervót (akár hobby gépen is) az a sebesség után ezen lepődik meg legjobban.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 24, 21:18
Írta: Motoros Dátum 2007 január 24, 21:18
Haggyatok már azzal az XT-vel, azt csak ráhagytam balkarira.
Svejk: nézz meg egyszer egy mikrosteppes léptetőmotoros gépet. Ott bizony nem hallasz semmi sivítást de még cicergést sem.
Tök néma, hidd el.
Svejk: nézz meg egyszer egy mikrosteppes léptetőmotoros gépet. Ott bizony nem hallasz semmi sivítást de még cicergést sem.
Tök néma, hidd el.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 21:24
Írta: 000000000 Dátum 2007 január 24, 21:24
O.K.É!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 24, 21:30
Írta: 000000000 Dátum 2007 január 24, 21:30
tény az is hogy részben igazad van mert a szervo drágább, nehezebb belöni stb
és a léptecsek is böven jok
egyedül az hogy nincs lépésvesztése a szervonak az teszi érdekessé
a következö gépem tuti léptecses lesz, kivárom mig mások szopása által lesz support:)
és a léptecsek is böven jok
egyedül az hogy nincs lépésvesztése a szervonak az teszi érdekessé
a következö gépem tuti léptecses lesz, kivárom mig mások szopása által lesz support:)
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 24, 21:31
Írta: Motoros Dátum 2007 január 24, 21:31
Kösz[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 január 24, 21:37
Írta: svejk Dátum 2007 január 24, 21:37
Elhiszem!
Sajnos még nem volt alkalmam olyat látni élőben.
Sajnos még nem volt alkalmam olyat látni élőben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 24, 21:41
Írta: bmejdz9nu Dátum 2007 január 24, 21:41
Lehet hogy "Motoros-nak" igaza van...
Egy jó léptetőmotoros megoldásnak... nincs párja és minek a szervó...(?)
De én pl. nem szeretem, ha üresjáratban szépen lassan sétál a CNC... veszett idő...
Fel kellene tenni "Egyeseknek(!)" egy-egy videót... mert meggyőzőek... és akkor lenne csodálkozási alap...
Egy jó léptetőmotoros megoldásnak... nincs párja és minek a szervó...(?)
De én pl. nem szeretem, ha üresjáratban szépen lassan sétál a CNC... veszett idő...
Fel kellene tenni "Egyeseknek(!)" egy-egy videót... mert meggyőzőek... és akkor lenne csodálkozási alap...
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 24, 21:41
Írta: Motoros Dátum 2007 január 24, 21:41
Nálam megnézheted bármikor.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 24, 21:53
Írta: bmejdz9nu Dátum 2007 január 24, 21:53
Itt Valaki (nagybetűvel írom mert tisztelettel a név helyettesítésére szolgál...) küldött nekem néhány vidót emailben... amik igencsak meggyőzőek voltak... azóta hiszek a szervóban...
Nem próbapadi kisérlet volt... hanem egy kész CNC.. bárcsak mindenki láthatná...
Remélem hogy előbb vagy utóbbb belinkeli...
Nem próbapadi kisérlet volt... hanem egy kész CNC.. bárcsak mindenki láthatná...
Remélem hogy előbb vagy utóbbb belinkeli...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 január 24, 21:54
Írta: svejk Dátum 2007 január 24, 21:54
Köszi, ha arra járok szavadon foglak!
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 24, 21:57
Írta: Motoros Dátum 2007 január 24, 21:57
A videó rajtam nem segítene, tisztába vagyok a szervó előnyeivel. Van egy 1000x750 mm-es gépvázam arra egyszer talán én is szervót teszek, de ez már akkor nem hobby lesz.
Csak ezen van a vitám.
Egy lyukat nem tudunk rendesen kifúrni de szervóról álmodozunk---aztán a bilibe lóg a kezünk....
Csak ezen van a vitám.
Egy lyukat nem tudunk rendesen kifúrni de szervóról álmodozunk---aztán a bilibe lóg a kezünk....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 24, 22:04
Írta: bmejdz9nu Dátum 2007 január 24, 22:04
Ez is teljesen igaz...
De én pl. olyan vagyok, hogy nálam az események és tervek párhuzamosan történnek... még nem tudom mi lesz holnap de a jövő héten is gondolkodok... Lehet, hogy ez nem normális... de én pl. ilyen vagyok...
De én pl. olyan vagyok, hogy nálam az események és tervek párhuzamosan történnek... még nem tudom mi lesz holnap de a jövő héten is gondolkodok... Lehet, hogy ez nem normális... de én pl. ilyen vagyok...
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 január 24, 23:59
Írta: Kristály Árpád Dátum 2007 január 24, 23:59
Hallihó!
Na milyen élet lett a fórúmon...
Csak ámulok bámulok....
Más...
Servo
Ez megint olyan téma mint az XP kontra DOS...
A Servo persze biztosab lépés, sőt preciz, de léptető motoros vezérlés olcsóbb, s azért tegyük hozzá, hogy a mikrostepingel azért elfogadható, s no tuning illetve csak a feszülség van emelve, semmi macera, egyszer!!!! baállítod a tartó áramot és mehet a csacsacsú
Azért tiszteletben tartom István priviligiumát ezért számokat nem közlök....illetve redszámokat, De mindenek felet választ ad a GOOGLE, ha jól használod. Megemlíteném, hogy országonként azért nyerő lehet a saját kerső!
Más...
Balkari!
Örülük, hogy újra itt vagy a béketáborban....
Hajrá még van egy két nap a liberazációigzizegigeg....
Aztán mi lesz....., szerintem marad minden ami most van mert ez az igazi forúm, nem a lötyi pötyi....
Hallihó!!!!
Na milyen élet lett a fórúmon...
Csak ámulok bámulok....
Más...
Servo
Ez megint olyan téma mint az XP kontra DOS...
A Servo persze biztosab lépés, sőt preciz, de léptető motoros vezérlés olcsóbb, s azért tegyük hozzá, hogy a mikrostepingel azért elfogadható, s no tuning illetve csak a feszülség van emelve, semmi macera, egyszer!!!! baállítod a tartó áramot és mehet a csacsacsú
Azért tiszteletben tartom István priviligiumát ezért számokat nem közlök....illetve redszámokat, De mindenek felet választ ad a GOOGLE, ha jól használod. Megemlíteném, hogy országonként azért nyerő lehet a saját kerső!
Más...
Balkari!
Örülük, hogy újra itt vagy a béketáborban....
Hajrá még van egy két nap a liberazációigzizegigeg....
Aztán mi lesz....., szerintem marad minden ami most van mert ez az igazi forúm, nem a lötyi pötyi....
Hallihó!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 25, 06:50
Írta: 000000000 Dátum 2007 január 25, 06:50
"liberazációigzizegigeg.... "
Na ezt nem értettem![#nevetes1]
Na ezt nem értettem![#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 10:05
Írta: bmejdz9nu Dátum 2007 január 25, 10:05
Árpi: majd azért csinálunk "gép és vezérlő szapolás" topikot... ott olyan nagy szabadság lesz, hogy még a tervező anyukáját is lehet emelegetni...[#gun]
De szerintem semmi sem változott, csak a "szabadság" szelleme és lehetősége kellett a tagoknak...
István: Gondolom a hosszabítás...[#lookaround]
De szerintem semmi sem változott, csak a "szabadság" szelleme és lehetősége kellett a tagoknak...
István: Gondolom a hosszabítás...[#lookaround]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 15:44
Írta: bmejdz9nu Dátum 2007 január 25, 15:44
Azt hiszem a "pénz és money" topikban ezt már majdnem bevezették...[#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 15:56
Írta: bmejdz9nu Dátum 2007 január 25, 15:56
UHU szervó videó:
Persze a mozgó asztal itt a lényeg...ezt itt is(!) látni - szeretik egymást a szervóval...[#puszi]
Szervó videó 1
Szervó videó 2
Persze a mozgó asztal itt a lényeg...ezt itt is(!) látni - szeretik egymást a szervóval...[#puszi]
Szervó videó 1
Szervó videó 2
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 január 25, 16:13
Írta: D.Laci Dátum 2007 január 25, 16:13
Rakhatotvolan az aluparipára egy nagyobb maró motort, hagy nyardaljon...[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 25, 17:29
Írta: Motoros Dátum 2007 január 25, 17:29
Hali
Kíváncsi volnék a fórum szervo gurujainak véleményére az UHU szervóról, mert az elkészítése nem tűnik túl bonyolúltnak.
A nyákterv adott, nekem elsőre sikerűlt kigravírozni, de a folytatás elmaradt mert nincs hozzá magyar nyelvű támogatás, és nem mertem belevágni.
Pont ez a fórum lenne arra jó, hogy ezt közösen meg lehetne csinálni--ha persze olyan döntés születne hogy mehet.
Ez is talán volna egy lehetőség a barkácsolós tipusoknak. Ha több százat már eladott az ürge akkor nem lehet olyan rossz, bár ehez nem értek.
Kíváncsi volnék a fórum szervo gurujainak véleményére az UHU szervóról, mert az elkészítése nem tűnik túl bonyolúltnak.
A nyákterv adott, nekem elsőre sikerűlt kigravírozni, de a folytatás elmaradt mert nincs hozzá magyar nyelvű támogatás, és nem mertem belevágni.
Pont ez a fórum lenne arra jó, hogy ezt közösen meg lehetne csinálni--ha persze olyan döntés születne hogy mehet.
Ez is talán volna egy lehetőség a barkácsolós tipusoknak. Ha több százat már eladott az ürge akkor nem lehet olyan rossz, bár ehez nem értek.
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 január 25, 17:59
Írta: vthgizrff Dátum 2007 január 25, 17:59
"Rakhatott volna, az alu paripára egy nagyobb motort! Had nyargaljon." Ez majdnem két percembe került..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 18:13
Írta: bmejdz9nu Dátum 2007 január 25, 18:13
... 2000 db-ot adott el azt írja ...
Üzletfilózifiája - angolul - elég érdekes - egy vezérlő egy sör...alapon...
Üzletfilózifiája - angolul - elég érdekes - egy vezérlő egy sör...alapon...
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 25, 18:15
Írta: Motoros Dátum 2007 január 25, 18:15
A PIC-ért mennyit is kér--vagy az egy sör??
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 18:17
Írta: bmejdz9nu Dátum 2007 január 25, 18:17
Alakul. De még mindíg nem teljesen helyes a fordítás... Laciról - magyarra...[#nyes]
(persze meg kell érteni Lacit mert most mással van elfoglalva...)
(persze meg kell érteni Lacit mert most mással van elfoglalva...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 18:18
Írta: bmejdz9nu Dátum 2007 január 25, 18:18
Igen.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 25, 18:19
Írta: Motoros Dátum 2007 január 25, 18:19
Szerintem az oldalát bütyköli, mert szépen alakúlgat.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 25, 18:20
Írta: Motoros Dátum 2007 január 25, 18:20
Üveg vagy korsó?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 18:21
Írta: bmejdz9nu Dátum 2007 január 25, 18:21
Bizony.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 18:24
Írta: bmejdz9nu Dátum 2007 január 25, 18:24
Rossz a megközelítésed.
Uli nem a diskontba jár sörözni...
Az a kérdés hol issza!
Németül is természetesen leírja a dolgot...
Ő nem árulja ezeket, csak ad annak aki meghívja Őt egy sörre... persze a "sörpénzt" PayPal-on keresztül is elfogadja...
Uli nem a diskontba jár sörözni...
Az a kérdés hol issza!
Németül is természetesen leírja a dolgot...
Ő nem árulja ezeket, csak ad annak aki meghívja Őt egy sörre... persze a "sörpénzt" PayPal-on keresztül is elfogadja...
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 25, 18:25
Írta: Motoros Dátum 2007 január 25, 18:25
Akkor ez lehet a lególcsóbb működő szervó, kb 4000 ft + egy korsó sör
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 25, 18:27
Írta: Motoros Dátum 2007 január 25, 18:27
Ahá --értem akkor végűl nem is olyan olcsó.
Ha a paypalon keresztűs sörözünk akkor az mit kóstál?
Ha a paypalon keresztűs sörözünk akkor az mit kóstál?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 18:35
Írta: bmejdz9nu Dátum 2007 január 25, 18:35
Olvasd el... baráti hangulatban de kicsit zavarossan írja le ezt a mechanízmust:
(de nem drága.. 5-10 Euro/chip)
Itt angolul...
Itt németül...
Valaki lefordíthatná Magyarra mert én most elvagyok havazva...
(de nem drága.. 5-10 Euro/chip)
Itt angolul...
Itt németül...
Valaki lefordíthatná Magyarra mert én most elvagyok havazva...
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 január 25, 18:36
Írta: vthgizrff Dátum 2007 január 25, 18:36
Tényleg szépen alakul a lapja. Minden meg van bocsájtva [#lookaround]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 18:39
Írta: bmejdz9nu Dátum 2007 január 25, 18:39
Ne zavarjátok Lacit az alkotásban...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 19:14
Írta: bmejdz9nu Dátum 2007 január 25, 19:14
Ott hagytuk abba, hogy a német szervós gyerek már biztos alkoholista...
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 25, 20:05
Írta: Motoros Dátum 2007 január 25, 20:05
Nagy a csend. Ugy látszik nem is kell senkinek az olcsó szervó, pedig itt egy karnyújtásnyira.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 20:15
Írta: bmejdz9nu Dátum 2007 január 25, 20:15
Gondolj bele ki akar venni egy alkoholistától?
Biztos most is elvonókúrán van.
... 2000 db után .... [#dumcsi]
Rengeteg sőr az... már oda lehet az ipse...
Biztos most is elvonókúrán van.
... 2000 db után .... [#dumcsi]
Rengeteg sőr az... már oda lehet az ipse...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 25, 20:34
Írta: 000000000 Dátum 2007 január 25, 20:34
Sziasztok! Én is nézegetem ezt az UHUServo dolgot, de az amerikai cnczone.com-on. Most kérdzete ott valaki, hogy nem lehet-e Európában rendelni, de sajnos csak az USA-ból van komplett kitt, vagy összeszerelt vezérlő. Az meg ugyen X USD + 2 X vam + áfa + postaköltség + postaköltség ÁFÁja + anyám kínja. De van egy német srác, aki kész nyákokat ad el, lehet hogy vele kellene kooperálni. Ha van hajlandóság rendelni kéne így sokan együtt egy csomó felproramozott PIC-et legalább. Remélem Istvánt nem zavarja, ha igen, elnézést kérek, és moderálja ki.
Ciao: Giorgio
Ciao: Giorgio
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 január 25, 20:43
Írta: Kristály Árpád Dátum 2007 január 25, 20:43
Hallihó!
Motoros Ne provokáj Engem!
Te tudsz minden részletet!
Különben Ulival igen nehéz, mert nem meri kimondanim, hogy menyi az annyi.....
Ezt németországban úgy mondják (adócsaló)!???
Persz ott más a hozzá állás.....
Mert mi is abból a költségvetésből élünk mint a felső 10 csak egy kicsit rosszabbúl....
Beszél, sültkrumpliról, meg a hozzá való szószról a sör csak ráadás.....meg sok sok időről.....
Az UHU-ról meg még nem tudok beszámolni, mert egy lusta disznó vagyok.....!
Hallihó!
Motoros Ne provokáj Engem!
Te tudsz minden részletet!
Különben Ulival igen nehéz, mert nem meri kimondanim, hogy menyi az annyi.....
Ezt németországban úgy mondják (adócsaló)!???
Persz ott más a hozzá állás.....
Mert mi is abból a költségvetésből élünk mint a felső 10 csak egy kicsit rosszabbúl....
Beszél, sültkrumpliról, meg a hozzá való szószról a sör csak ráadás.....meg sok sok időről.....
Az UHU-ról meg még nem tudok beszámolni, mert egy lusta disznó vagyok.....!
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 január 25, 20:51
Írta: Kristály Árpád Dátum 2007 január 25, 20:51
Hallihó!
Chip van tíz darab, a Motoros tud illetve tudna nyákot csinálni a többi alkatrész kapható hiszen és is itthon vettem mindent!
Csak mint emlitetem az idő... ami soha nem jön össze, persze nem kellene Újságot szerkeszteni, talit szervezni, meg nem kellen olyan sokat beszélgetni a jövőről... igaz Motoros kolléga,
Mert csak esza.... azt a drága időt, amiből egyre kevesebb van....
Itt van a legújabb szerzeményünk az A39...... aztán semmi, időnként elővesszük a nyagyitót és megnézzük milyen picike s elszörnyűlködönk, aztán kijelent úgysem lesz belőle semmi, mmert úgyse jó....., Ja és nagy baj, Én nem Tudom!.... használni az EAGLE-t, de Motoros kolléga ehhez is ért mint annyi mindenhez, csak nagyon szerény!
Hallihó!
Chip van tíz darab, a Motoros tud illetve tudna nyákot csinálni a többi alkatrész kapható hiszen és is itthon vettem mindent!
Csak mint emlitetem az idő... ami soha nem jön össze, persze nem kellene Újságot szerkeszteni, talit szervezni, meg nem kellen olyan sokat beszélgetni a jövőről... igaz Motoros kolléga,
Mert csak esza.... azt a drága időt, amiből egyre kevesebb van....
Itt van a legújabb szerzeményünk az A39...... aztán semmi, időnként elővesszük a nyagyitót és megnézzük milyen picike s elszörnyűlködönk, aztán kijelent úgysem lesz belőle semmi, mmert úgyse jó....., Ja és nagy baj, Én nem Tudom!.... használni az EAGLE-t, de Motoros kolléga ehhez is ért mint annyi mindenhez, csak nagyon szerény!
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 25, 20:56
Írta: 000000000 Dátum 2007 január 25, 20:56
Sziasztok!
Az amcsi társfórumunk (CNCZONE) tele van az UHU vezérlő dícséretével. Különben a csávó a megjelölt
alacsony áron felül elfogad még tetszés szerinti pénzbeni ill. természetbeni (sör, kacsa, liba) ajándékot attól, aki a cuccát frankónak találja.
Az amcsi társfórumunk (CNCZONE) tele van az UHU vezérlő dícséretével. Különben a csávó a megjelölt
alacsony áron felül elfogad még tetszés szerinti pénzbeni ill. természetbeni (sör, kacsa, liba) ajándékot attól, aki a cuccát frankónak találja.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 21:27
Írta: bmejdz9nu Dátum 2007 január 25, 21:27
Igen Uli az alkoholista ezt is írja a rekeszben a DHL-el küldve is jó a sör... meg chips... is... azt is írja a csípőset szereti... nem vicc.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 21:28
Írta: bmejdz9nu Dátum 2007 január 25, 21:28
Mik vannak...[#lookaround]
Mimindennel foglalkoznak a kolégák...
Mimindennel foglalkoznak a kolégák...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 25, 21:33
Írta: bmejdz9nu Dátum 2007 január 25, 21:33
Szerintem az A39 projekt jó ! [#eljen]
De az én B38-as tervem még jobb! [#bee1]
Mennyi titok (lehet még)... itt a szabad világban... [#kuss]
Úgy látszik, hogy már csak én nem ismerem Uli-t?...[#rinya]
De az én B38-as tervem még jobb! [#bee1]
Mennyi titok (lehet még)... itt a szabad világban... [#kuss]
Úgy látszik, hogy már csak én nem ismerem Uli-t?...[#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 26, 07:10
Írta: 000000000 Dátum 2007 január 26, 07:10
B52- az mégjobb (nagyot tud ütni)![#lookaround]
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 26, 07:17
Írta: Motoros Dátum 2007 január 26, 07:17
Árpi az engem az nem nagy E--bocs de nemrég tanúltam[#heureka]
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 26, 07:39
Írta: Motoros Dátum 2007 január 26, 07:39
Árpi, én a nyáktervező tudásommal nem dicsekednék, hogy finom legyek némi kíhívéssal küzdök e téren. Úgyhogy kérném NEM feltenni kérdéseket ebben a témakörben
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 26, 09:37
Írta: 000000000 Dátum 2007 január 26, 09:37
Jó, hogy kis helyen elfér:)
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 január 26, 17:40
Írta: tumnmsi57 Dátum 2007 január 26, 17:40
Kértem Ulitól (UHU) 6 vezérlőt, és többek közöttt ez a válasz jött:
"......
Ob Sie 'Biergeld' mitschicken, oder eine schöne scharfe Kolbasz, überlasse ich natürlich Ihnen. :-)) "
Jópofa az ürge
"......
Ob Sie 'Biergeld' mitschicken, oder eine schöne scharfe Kolbasz, überlasse ich natürlich Ihnen. :-)) "
Jópofa az ürge
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 26, 18:32
Írta: bmejdz9nu Dátum 2007 január 26, 18:32
A B52-es "ütős" projektnál jobb a C12-es...
... de majd csinálok a nevek mellé egy dolog kódtáblát...[#csodalk]
... de majd csinálok a nevek mellé egy dolog kódtáblát...[#csodalk]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 január 27, 09:34
Írta: svejk Dátum 2007 január 27, 09:34
Ez szerintem a hibajelzésre vonatkozik.Egy ablakkomparátor figyeli mikor esett ki a szinkronból.
Ettől még működhet klasszul.
A gecko gyakorlatilag egy analóg servo, csak a bemenő jelek összehasonlítása digitális. Semmi proci vagy programozott alkatrész nincs benne:
Ettől még működhet klasszul.
A gecko gyakorlatilag egy analóg servo, csak a bemenő jelek összehasonlítása digitális. Semmi proci vagy programozott alkatrész nincs benne:
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 27, 10:00
Írta: bmejdz9nu Dátum 2007 január 27, 10:00
... és ez Gecko rendszer milyen lehet?
Mert ezt nemzetközi fórumokon dicsérik...
meg persze az UHU szervót is... mi lehet a hosonlóság? Mi lehet az eltérés? Hasonlítanak ezek a Magyar fejlesztésekre? Vagy más? Természetes elfogultsággal... mert azért csak nem jobb?
Lehet belölűk ötleteket meríteni? A HunServo-hoz? www.HunServo.com
Mert ezt nemzetközi fórumokon dicsérik...
meg persze az UHU szervót is... mi lehet a hosonlóság? Mi lehet az eltérés? Hasonlítanak ezek a Magyar fejlesztésekre? Vagy más? Természetes elfogultsággal... mert azért csak nem jobb?
Lehet belölűk ötleteket meríteni? A HunServo-hoz? www.HunServo.com
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 27, 11:45
Írta: 000000000 Dátum 2007 január 27, 11:45
Szia Péter!
Erről már volt szó a topicban.
Egy szervorendszernek nagyon sok fontos paramétere van, ebbél a 10-15 legfontosabb
dönti el a minőségét. De ez erősen ár kérdés.
Én egyszerűen azt javaslom mindenkinek,
gondolkozzon el azon, miért van 50-szeres
árkülönbség az egyes szervók között. Igaz,
ez a teljes felhasználási skálára értendő,
a hobby CNC-től az 5D szerszámgépig.
Általában azt mondanám, az a szervo, ami alig drágább vagy netán olcsóbb, mint egy jó minőséű
stephajtás, az "gyanús" minőségi kategória.
Erről már volt szó a topicban.
Egy szervorendszernek nagyon sok fontos paramétere van, ebbél a 10-15 legfontosabb
dönti el a minőségét. De ez erősen ár kérdés.
Én egyszerűen azt javaslom mindenkinek,
gondolkozzon el azon, miért van 50-szeres
árkülönbség az egyes szervók között. Igaz,
ez a teljes felhasználási skálára értendő,
a hobby CNC-től az 5D szerszámgépig.
Általában azt mondanám, az a szervo, ami alig drágább vagy netán olcsóbb, mint egy jó minőséű
stephajtás, az "gyanús" minőségi kategória.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 27, 12:09
Írta: bmejdz9nu Dátum 2007 január 27, 12:09
Összefoglalva azok a szervók amiket most (egyenlőre) "szériában" gyártanak ill elérhetők:
Tehát a legdrágább a Gecko... ennek ára ismert.
Utánna ami ker. forg. van és van ára az... "meg nem nevezhető" cég honlapján van. álítólag hasonló... (ár publikus)
...és van az UHU ...sörért chip (5-10Euro)...és csináld magad. (a 2000 eladott chip után ez is pici szereplő)
A pl. a tiedről tudsz belinkelni valami videót amikor CNC gépet hajt... olyat mint pl. #208 (Uli féle UHU szervó - tehát nem próbapadon)
Laikusnak, mint én ezek meggyőzőbbek... gyakorlatiasnak tünnek, nem csak elméletinek...
Tehát a legdrágább a Gecko... ennek ára ismert.
Utánna ami ker. forg. van és van ára az... "meg nem nevezhető" cég honlapján van. álítólag hasonló... (ár publikus)
...és van az UHU ...sörért chip (5-10Euro)...és csináld magad. (a 2000 eladott chip után ez is pici szereplő)
A pl. a tiedről tudsz belinkelni valami videót amikor CNC gépet hajt... olyat mint pl. #208 (Uli féle UHU szervó - tehát nem próbapadon)
Laikusnak, mint én ezek meggyőzőbbek... gyakorlatiasnak tünnek, nem csak elméletinek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 27, 12:30
Írta: 000000000 Dátum 2007 január 27, 12:30
Hello Péter!
Hamarosan lesz videó is, megkérem majd Nagy
Zoltánt, készítsen egyet.
Hamarosan lesz videó is, megkérem majd Nagy
Zoltánt, készítsen egyet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 27, 13:03
Írta: 000000000 Dátum 2007 január 27, 13:03
Ja és Péter még eszembejutott valami.
Már elfelejtetted, hogy Kristály Árpi kitűnő
szervezésében lezajlott 2. Hobby CNC talin
szomszéd kiállítók voltunk?:))
Ott volt egy golyósorsós teszt pad is szervóval,
megnézhetted volna...
Ugyanis a nagysebességű, és kisebb sebességű
alkalmazásokat nem árt ketté választani, egészen
más beállításokra van szükség a PID rendszerben.
Kicsit tudományosabban fogalmazva "a motor
tengelyére átszámított redukált inercianyomaték" figyelembevétele döntő tényező.
Már elfelejtetted, hogy Kristály Árpi kitűnő
szervezésében lezajlott 2. Hobby CNC talin
szomszéd kiállítók voltunk?:))
Ott volt egy golyósorsós teszt pad is szervóval,
megnézhetted volna...
Ugyanis a nagysebességű, és kisebb sebességű
alkalmazásokat nem árt ketté választani, egészen
más beállításokra van szükség a PID rendszerben.
Kicsit tudományosabban fogalmazva "a motor
tengelyére átszámított redukált inercianyomaték" figyelembevétele döntő tényező.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 27, 13:04
Írta: bmejdz9nu Dátum 2007 január 27, 13:04
Már régen kellett volna... de amí késik az nem múlik... várom (szerintem várjuk...) !!!
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 január 27, 13:13
Írta: D.Laci Dátum 2007 január 27, 13:13
Helló Tibor!
A weblapodon "- PI szabályzási algoritmus" a "PI" az PI vagy PID?
A weblapodon "- PI szabályzási algoritmus" a "PI" az PI vagy PID?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 27, 13:17
Írta: 000000000 Dátum 2007 január 27, 13:17
Egy motor felfogható P szakaszként, P szakasz elviekben PI szabályzóval szabályozható, de a gyors változások lekűzdésére nem árt a D -tag hozzáadása... Persze erre csak Tibor tudja a választ, hogy ő milyen szabályzási algoritmust választott :)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 január 27, 13:31
Írta: D.Laci Dátum 2007 január 27, 13:31
Azért kérdeztem hogy ha véletlenül elirta akor javitsa..ha nem akor ennyivel okosabak lettünk.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 január 27, 13:38
Írta: Kristály Árpád Dátum 2007 január 27, 13:38
Hallihó Tibor45!
Tibor még mindig negyvenötvagy?
Különben Péter nem érdekelte más csak "biznisz".....
Hi.....Hi...Hi...
Péter is úgy távozott a taliról mint Én..., semit nem láttam az egészből?!
Hallihó
Tibor még mindig negyvenötvagy?
Különben Péter nem érdekelte más csak "biznisz".....
Hi.....Hi...Hi...
Péter is úgy távozott a taliról mint Én..., semit nem láttam az egészből?!
Hallihó
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 27, 13:51
Írta: 000000000 Dátum 2007 január 27, 13:51
Szia Laci!
Én a D tagot csak választható opcióként
telepítettem a szervovezérlőmbe, a "ravasz" PI
rendszernek és még pár apró dolognak is
köszönhetően nincs dinamika gondom.
És mivel a D tag állandó sebességű szakaszokon
nulla hatású, így csak extrém esetekbe kell
az egész D taggal foglalkozni.
A másik topicban felvetett vicces kérdésed,
hogy mitől forog egy AC szervo motor, nos
ez naygon fontos is lehet. Az egész AC technika
egyik ütős háránya, hogy a motor csak egy tekercselt "vasdarab", magától nem működik,
szembe a jó öreg DC kefés motorokkal.
Az AC életre keltéséhez bonyolult elektronika
kell, mint azt itt mindenki tudja, tehát
a műszaki törvények itt is működnek:
végletesen egyszerűnek tűnő motormechanika
párosul egy drága elektronikával, így
szépen kompenzálják egymást.
Én a D tagot csak választható opcióként
telepítettem a szervovezérlőmbe, a "ravasz" PI
rendszernek és még pár apró dolognak is
köszönhetően nincs dinamika gondom.
És mivel a D tag állandó sebességű szakaszokon
nulla hatású, így csak extrém esetekbe kell
az egész D taggal foglalkozni.
A másik topicban felvetett vicces kérdésed,
hogy mitől forog egy AC szervo motor, nos
ez naygon fontos is lehet. Az egész AC technika
egyik ütős háránya, hogy a motor csak egy tekercselt "vasdarab", magától nem működik,
szembe a jó öreg DC kefés motorokkal.
Az AC életre keltéséhez bonyolult elektronika
kell, mint azt itt mindenki tudja, tehát
a műszaki törvények itt is működnek:
végletesen egyszerűnek tűnő motormechanika
párosul egy drága elektronikával, így
szépen kompenzálják egymást.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 27, 13:55
Írta: 000000000 Dátum 2007 január 27, 13:55
Árpád! Köszönöm kérdésedet, sajnos márciusban
eggyel több leszek, de ezért nem váltok
új fórum nick névre.:)
eggyel több leszek, de ezért nem váltok
új fórum nick névre.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 27, 14:01
Írta: bmejdz9nu Dátum 2007 január 27, 14:01
Hát igen...
Mégegyszer ez nem lesz így...
Pedíg Tibi a szomszédom volt...
De az is igaz, hogy Tibi és én között van szakmai különbség*...hogy akár kínaiul is mondhatta volna...
(*nem bántom meg magamat.)
Többször kellene talit tartani...
pl. Árpi főállásban ezt szervezhetné... mondjuk havonta? Más más helyszínen... persze egy idő után csak Wellness hotelekben...
Mégegyszer ez nem lesz így...
Pedíg Tibi a szomszédom volt...
De az is igaz, hogy Tibi és én között van szakmai különbség*...hogy akár kínaiul is mondhatta volna...
(*nem bántom meg magamat.)
Többször kellene talit tartani...
pl. Árpi főállásban ezt szervezhetné... mondjuk havonta? Más más helyszínen... persze egy idő után csak Wellness hotelekben...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 27, 14:02
Írta: bmejdz9nu Dátum 2007 január 27, 14:02
Befagyasztotta magát... ez jó! Biztos festi is...[#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: ifarkas Dátum 2007 január 27, 15:47
Írta: ifarkas Dátum 2007 január 27, 15:47
Sziasztok!
Én kb. egy évvel ezelőtt vettem UHU IC-ket (10 Euro/dp+posta),most készült el a vezérlő.Kilenc paramétert lehet (vagy kell?) beállítani, eléggé időigényes foglalatosság.
Első tapasztalataim jók, bár szerintem a Gecko(G340) jobb, és a behangolása is egyszerűbb, de ez még nem végleges vélemény.Egy biztos, hogy az UHU IC jó és használható.
Én kb. egy évvel ezelőtt vettem UHU IC-ket (10 Euro/dp+posta),most készült el a vezérlő.Kilenc paramétert lehet (vagy kell?) beállítani, eléggé időigényes foglalatosság.
Első tapasztalataim jók, bár szerintem a Gecko(G340) jobb, és a behangolása is egyszerűbb, de ez még nem végleges vélemény.Egy biztos, hogy az UHU IC jó és használható.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 27, 16:12
Írta: bmejdz9nu Dátum 2007 január 27, 16:12
Akkor ez még nem "felhasználóbarát" tömegcikk?
Ezért van az, hogy a szervók még nem terjedtek el... Tehát a beállításuk speciális ismereteket kíván?
Talán most csak azok veszik akik nem marni szeretnek, hanem állítgatni. Ez is egy jó dolog... Mint valamikor a rádióvevők... azoknak is lelke volt... ma pedíg... 3 éves kortól...
Ezért van az, hogy a szervók még nem terjedtek el... Tehát a beállításuk speciális ismereteket kíván?
Talán most csak azok veszik akik nem marni szeretnek, hanem állítgatni. Ez is egy jó dolog... Mint valamikor a rádióvevők... azoknak is lelke volt... ma pedíg... 3 éves kortól...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 27, 17:18
Írta: 000000000 Dátum 2007 január 27, 17:18
ezért használnak neuronhálozatokat szervo vezérléshez gondolom, azzal nem kell állitani semmit
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 27, 17:40
Írta: bmejdz9nu Dátum 2007 január 27, 17:40
Tibi a szervóvezérlődről nem találok felhasználói gépkönyvet a honlapodon? Biztos csak vak vagyok.
Tudnál emailben küldeni egyet?
Tudnál emailben küldeni egyet?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 27, 18:27
Írta: 000000000 Dátum 2007 január 27, 18:27
Mivel a szervo hajtas egy ZART hurku hajtas azaz SZABALYOZAS, megpedig PID alapu
...es a zart hurokban BENNE van a motoron kivul a szan es szerszam tomeges surlodsa is...
Igy belathato:
a szervo szabalyozasi (P I D) parameterei NEM allithatok be elore, hiszen a gyartaskor MÉG ismeretlen tomeget kell ismeretlen surladasu mechanikan mozgatni, ugyhogy az lengesek nelkul de dinamikusna mozogjon.
Ezert a kesz gepen bizony a valos korulmenyek kozott kell a harom rendszer parametert beallitani.
Nem igazan ordongosseg, csak erteni kell a PID szabalyozok mukodesi elvet es akkor logikusan beallithatok a P I D parameterek siman a mozgasjellemzok megfiygelese(merese) alapjan.
Van egyszeru, logikus menetrend amivel megy a behangolas...hasrautes alapon varialva a parametereket viszont szinte remenytelen, mert azok ertekei egymastol is fuggnek :-)
Az UHU egyebkent eleg ugyes felprofi cucc a mai allapotaban keszre szerelve, elesztve is elerheto....Az arra a par% vam es a vammal nvelt arra a 20% ÁFA kerul még ra.
the uhu servo controllers will be complete in about 4 weeks.
the units will be assembled and tested (ready to go).
the price will be ( usa $):
$90 each for 25 amp fets (max 100 volts).
$110 each for 50 amp fets (max 200 volts).
shipping is about $22 world wide
...es a zart hurokban BENNE van a motoron kivul a szan es szerszam tomeges surlodsa is...
Igy belathato:
a szervo szabalyozasi (P I D) parameterei NEM allithatok be elore, hiszen a gyartaskor MÉG ismeretlen tomeget kell ismeretlen surladasu mechanikan mozgatni, ugyhogy az lengesek nelkul de dinamikusna mozogjon.
Ezert a kesz gepen bizony a valos korulmenyek kozott kell a harom rendszer parametert beallitani.
Nem igazan ordongosseg, csak erteni kell a PID szabalyozok mukodesi elvet es akkor logikusan beallithatok a P I D parameterek siman a mozgasjellemzok megfiygelese(merese) alapjan.
Van egyszeru, logikus menetrend amivel megy a behangolas...hasrautes alapon varialva a parametereket viszont szinte remenytelen, mert azok ertekei egymastol is fuggnek :-)
Az UHU egyebkent eleg ugyes felprofi cucc a mai allapotaban keszre szerelve, elesztve is elerheto....Az arra a par% vam es a vammal nvelt arra a 20% ÁFA kerul még ra.
the uhu servo controllers will be complete in about 4 weeks.
the units will be assembled and tested (ready to go).
the price will be ( usa $):
$90 each for 25 amp fets (max 100 volts).
$110 each for 50 amp fets (max 200 volts).
shipping is about $22 world wide
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 27, 18:34
Írta: bmejdz9nu Dátum 2007 január 27, 18:34
Ez az UHU vezérlő akkor nem a német Uli-tól való? www.uhu-servo.de Ő csak másolja? vagy hogyan van ez? (az alkoholista...)
Németországot már bevettük az Eu-ba... és akkor nincs vám és Áfa csak úgy simán megjön...
Németországot már bevettük az Eu-ba... és akkor nincs vám és Áfa csak úgy simán megjön...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 27, 21:19
Írta: 000000000 Dátum 2007 január 27, 21:19
Kedves Fórumozók!
A motorhajtások egy érdekes, újabb műszaki
paraméterét szeretném felvetni Nektek.
Akit érdekel, javasolnám a következő tesztet:
F60
majd ciklusba szervezni 100-szor
G1 X0.1
X-0.1
Ennek hatására az X tengely átmegy
oszcillátorba, már amennyire a géped tömege és
a hajtásának minősége ezt eredményezni fogja.
Az egyes végrehajtott tesztek után az F
(előtolási sebesség mm/min) értékét mindig
60-nal növelni kell addig, amig a gépnél nem
jelentkezik elmozduláshiba, vagy enyhébb
verzióban egy 50%-os távolság hibát is
megadhatunk hibahatárnak.
Kíváncsian várom, kinek mekkora értékeket
tud a gépe. Természetesen ezt a tesztet nyugodtan
lehet bármilyen motorhajtásra elvégezni, így
léptetőkre is, csak ott gyorsan lépéstévesztés lesz a dolog vége. Ha majd jönnek eredmények, kicsit belemehetünk az adatok vizsgálatába,
és a jelenségek magyarázatába is.
Ja és az nagyon fontos ennél a tesztnél, hogy
ne legyen start-stop szakasz, az az egyből max.
sebesség setup-on legyen a vezérlő program.
(nincs gyorsítási, lassítási szakasz)!
A motorhajtások egy érdekes, újabb műszaki
paraméterét szeretném felvetni Nektek.
Akit érdekel, javasolnám a következő tesztet:
F60
majd ciklusba szervezni 100-szor
G1 X0.1
X-0.1
Ennek hatására az X tengely átmegy
oszcillátorba, már amennyire a géped tömege és
a hajtásának minősége ezt eredményezni fogja.
Az egyes végrehajtott tesztek után az F
(előtolási sebesség mm/min) értékét mindig
60-nal növelni kell addig, amig a gépnél nem
jelentkezik elmozduláshiba, vagy enyhébb
verzióban egy 50%-os távolság hibát is
megadhatunk hibahatárnak.
Kíváncsian várom, kinek mekkora értékeket
tud a gépe. Természetesen ezt a tesztet nyugodtan
lehet bármilyen motorhajtásra elvégezni, így
léptetőkre is, csak ott gyorsan lépéstévesztés lesz a dolog vége. Ha majd jönnek eredmények, kicsit belemehetünk az adatok vizsgálatába,
és a jelenségek magyarázatába is.
Ja és az nagyon fontos ennél a tesztnél, hogy
ne legyen start-stop szakasz, az az egyből max.
sebesség setup-on legyen a vezérlő program.
(nincs gyorsítási, lassítási szakasz)!
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 január 27, 21:57
Írta: Kristály Árpád Dátum 2007 január 27, 21:57
Hallihó Péter!
ÉN úgy tudom, hogy Uli Hubert egyenlő UHU ez azt jelenti, hogy az amerikai "gyártó az Ö Chip-jét használja".
Amikor szerveztem a talit már probálkoztam a redeléssel és azért késet Mer Uli amcsiban volt, sőt meghívtam a talira és válasza szerint ezért nem tudott eljönni, pedig nagyon szertett volna.....
UHU.....
ÉN úgy tudom, hogy Uli Hubert egyenlő UHU ez azt jelenti, hogy az amerikai "gyártó az Ö Chip-jét használja".
Amikor szerveztem a talit már probálkoztam a redeléssel és azért késet Mer Uli amcsiban volt, sőt meghívtam a talira és válasza szerint ezért nem tudott eljönni, pedig nagyon szertett volna.....
UHU.....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 27, 22:14
Írta: bmejdz9nu Dátum 2007 január 27, 22:14
Tisztelt Kristály úr.
Prezentálom neked Uli-t, ha Sopronba szervezel talit...
Megtanítom magyarul vagy fogok tolmácsot is...Söröskocsit küldök érte... tudod a Soproni Sör csodákra képes...[#phone][#szeret][#dumcsi]
Szerintem is a német "csávó" csinálja és exportálja az amcsiknak, akik készen árulják...
Prezentálom neked Uli-t, ha Sopronba szervezel talit...
Megtanítom magyarul vagy fogok tolmácsot is...Söröskocsit küldök érte... tudod a Soproni Sör csodákra képes...[#phone][#szeret][#dumcsi]
Szerintem is a német "csávó" csinálja és exportálja az amcsiknak, akik készen árulják...
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 január 28, 00:12
Írta: Kristály Árpád Dátum 2007 január 28, 00:12
Péter csak Az AVR -Chippet programozza........
Én szerintem!
Én szerintem!
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 január 28, 14:34
Írta: j3rx6bsjd Dátum 2007 január 28, 14:34
Nekem 100-ból 100-szor visszaállt ugyanoda 0.01 pontosan(nincs pontosabb mérőórám).A gyorsítás felvéve max.-ra a sebességgel felmentem csutkára,ez 2000mm/perc,de nem volt értelme mert 0.1 hosszon nem gyorsul fel szerintem a negyedére se.Rángatózott összevissza,majdnem leesett az asztalról,de nem veszített még fél lépést sem.Az orsó emelkedése 2.5mm és félléptetésre volt állítva a vezérlő.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 28, 15:03
Írta: 000000000 Dátum 2007 január 28, 15:03
Szia Lakatos!
Köszi, hogy megnézted, bár ennek akkor van
értelme, ha a teszthez átállítod a start-stop
időzítéseket. Mert ha nem, akkor természetesen semmi különös nem történik mivel a kiadott
step fekvencia limitálva van. Nálad is ez történhetett.
A másik fontos dolog, hogy a 0.1 mm lehet
nagyobb vagy kisebb is az áttételezéstől
függően, a lényeg hogy kb. 20-50 inkrementumot
mozduljon el a motor.
Köszi, hogy megnézted, bár ennek akkor van
értelme, ha a teszthez átállítod a start-stop
időzítéseket. Mert ha nem, akkor természetesen semmi különös nem történik mivel a kiadott
step fekvencia limitálva van. Nálad is ez történhetett.
A másik fontos dolog, hogy a 0.1 mm lehet
nagyobb vagy kisebb is az áttételezéstől
függően, a lényeg hogy kb. 20-50 inkrementumot
mozduljon el a motor.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 28, 15:15
Írta: bmejdz9nu Dátum 2007 január 28, 15:15
Ez az inkrementum definiciója már le volt írva valahol? Sejtem... talán tudom de...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 28, 15:21
Írta: 000000000 Dátum 2007 január 28, 15:21
Alapesetben 1 stepjelre történő elmozdulás =
1 inkrementum.
1 inkrementum.
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 január 28, 15:38
Írta: j3rx6bsjd Dátum 2007 január 28, 15:38
Mire is gondolsz?Melyik ez a start-stop idözítés?Hol kell állítani?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 28, 16:02
Írta: 000000000 Dátum 2007 január 28, 16:02
Attól is függ, milyen vezérlő programot
használsz?
használsz?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 28, 16:36
Írta: bmejdz9nu Dátum 2007 január 28, 16:36
2-es alapkérdés:
Hány osztása van a jeladó tárcsának amit használtok? (1 fordulat = mennyi impulzus?)
Hány osztása van a jeladó tárcsának amit használtok? (1 fordulat = mennyi impulzus?)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 28, 16:42
Írta: 000000000 Dátum 2007 január 28, 16:42
Ez jeladótól (Encodertől) függ! Létezik mindenféle osztásban (akár 50-10000-ig)!
Minnél nagyobb az osztása, annál több gondja van a vezérlőnek a pozíció megtartásával és annál lassabb ugyan akkora léptetési frekvenciánál (pl. Mach3 max.45Khz= egy 500-as tárcsával 45000/500=90 ford/sec=5400 ford/perc)!
Minnél nagyobb az osztása, annál több gondja van a vezérlőnek a pozíció megtartásával és annál lassabb ugyan akkora léptetési frekvenciánál (pl. Mach3 max.45Khz= egy 500-as tárcsával 45000/500=90 ford/sec=5400 ford/perc)!
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 január 28, 16:46
Írta: j3rx6bsjd Dátum 2007 január 28, 16:46
Mach3-at használok.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 28, 16:54
Írta: 000000000 Dátum 2007 január 28, 16:54
Szia Lakatos!
Vab egy javaslatom: mivel Rajtad kívül senkit
nem érdekelt ez az "átviteli függvényteszt",
ne foglalkozzunk tovább a témával. Köszi
mégegyszer, hogy Te tettél egy kezdő lépést.
Vab egy javaslatom: mivel Rajtad kívül senkit
nem érdekelt ez az "átviteli függvényteszt",
ne foglalkozzunk tovább a témával. Köszi
mégegyszer, hogy Te tettél egy kezdő lépést.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 28, 17:02
Írta: 000000000 Dátum 2007 január 28, 17:02
A vezérlőnek elvileg tág határok közötti
encodert illik fogadnia, de ahogyan István is
írta két oldalról szokott határos lenni a
dolog:
vezérlőprogram step jel kapacitás, és jelfeldolgozó
elektronika sebesség (mintavételezési frekvencia) műszaki adataitól függ. Általában
egy 300-500 felbontású encoder szinte minden
alapigényt kielégít.
encodert illik fogadnia, de ahogyan István is
írta két oldalról szokott határos lenni a
dolog:
vezérlőprogram step jel kapacitás, és jelfeldolgozó
elektronika sebesség (mintavételezési frekvencia) műszaki adataitól függ. Általában
egy 300-500 felbontású encoder szinte minden
alapigényt kielégít.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 28, 18:09
Írta: bmejdz9nu Dátum 2007 január 28, 18:09
3-as alapkérdés:
Az encodernek hány kivezetése van? Milyen megoldás van általába benne? (opto v. más)
Ebben van szabvány - cserekompatibilisek? pl. TTL...
Az encodernek hány kivezetése van? Milyen megoldás van általába benne? (opto v. más)
Ebben van szabvány - cserekompatibilisek? pl. TTL...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 28, 18:19
Írta: 000000000 Dátum 2007 január 28, 18:19
Alapesetben 4 drótja van:
- +táp (általában 5V)
- GND táp
- A csatorna
- B csatorna
- +táp (általában 5V)
- GND táp
- A csatorna
- B csatorna
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 28, 18:29
Írta: 000000000 Dátum 2007 január 28, 18:29
Úgy ahogy Tibor írja és az egyszerübbek vagy nyitott kollektoros optók, vagy egyből TTL kimenetüek. A drágábbak léteznek ellenütemü kimenettel (sodrott érpáron messzebb vihető)!
De már találkoztam RS232C kimenettel is!
Szóval itt is van egy pár "szabvány"!
De már találkoztam RS232C kimenettel is!
Szóval itt is van egy pár "szabvány"!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 28, 18:34
Írta: bmejdz9nu Dátum 2007 január 28, 18:34
4-es alapkérdés:
Még mindíg encoder...
Hallottam, hogy két opto(?) van benne, hogy az írányt meg lehessen határozni? Ez így van? Hogy van ez megoldva? mi ennek az elve? Ezért van A és B csatorna?
Még mindíg encoder...
Hallottam, hogy két opto(?) van benne, hogy az írányt meg lehessen határozni? Ez így van? Hogy van ez megoldva? mi ennek az elve? Ezért van A és B csatorna?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 28, 18:34
Írta: 000000000 Dátum 2007 január 28, 18:34
Egy kis segédlet: Encoder.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 28, 18:35
Írta: 000000000 Dátum 2007 január 28, 18:35
Nézd meg a pdf-et! a két jel 90°-ravan eltolva egymáshoz képest és így az irány és sebesség is meghatározható (egyszer az egyik siet, máskor a másik)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 28, 19:42
Írta: bmejdz9nu Dátum 2007 január 28, 19:42
Nics valami képes leírás az encoder-ről?
Mert én olyan vizuális típus vagyok...
Mert én olyan vizuális típus vagyok...
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 január 28, 23:33
Írta: Kristály Árpád Dátum 2007 január 28, 23:33
Péter itt lejebb ezt már teljesen kitárgyaltuk, van egy olyan, hogy encoder....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 29, 06:43
Írta: bmejdz9nu Dátum 2007 január 29, 06:43
ok. köszi
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 január 29, 07:37
Írta: 9v9rb6gau Dátum 2007 január 29, 07:37
Szervusz!
Akkor itt van egy útmérő segédlet. És magyarul van!ITT
Akkor itt van egy útmérő segédlet. És magyarul van!ITT
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 29, 07:51
Írta: bmejdz9nu Dátum 2007 január 29, 07:51
Kössz. Ez tényleg nagyon jó.
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2007 január 31, 19:12
Írta: hyuekyh7a Dátum 2007 január 31, 19:12
Sziasztok!
Elolvastam amit írtatok nagyon "sokk" mindenről beszéltek, de szerintem már megint átestünk a bizonyos másik oldalra, azért ez mégis csak HOBBY kategória ne feleddjük el!( Igaz csak az anyagiak miatt )
Semmi baj nincs a step- dir jelekkel és az lpt port-al,ha van egy jó számítógéped akkor miért kellene egy olyan vezérlő postprocival ami elvégzi a szükséges számításokat, mikor ott van a számítógéped is? Feltettem ezt a kérdést az Iseles embernek is és még a mai napig sem kaptam választ pedig ott másfél milla egy szervó vezérlő 3 tengelyre. Nekem már két gépen is megy szervó hajtás egy fémipari EMCO gépen (átalakítás után) és egy általam épített 2500x1300x200 mm- es gépen soha nem volt még hibajelzésem sem ,pedig van hogy 5-8 órát megy egyfolytában egy egy gép. A vezérlő elég egyszerű egy proci pwm kimenettel az azt fogadó hídmeghajtó négy fet , három led , meg persze encoder bemenet, és szinte ennyi az egész.Hihetetlenül pontos és gyors is egyszerre és pont ez a lényege a dolognak szerintem,a beállítása nem olyan egyszerű az igaz, ki kell tapasztalni elsőre nekem is egy hét volt, de ez is csak azért mert elbénáztam valamit a mechanikán ,(csak sajnos ez mindig utólag derül ki ugye:-)))és mindig hibára ált, a léptetőmotor is jó csak kis sebességekre és elég precíz mechanikákra való, viszonylag kis dc motorokkal megfelelő áttétellel a hegyet is elhúzza ha kell és még sebessége is van olyan 5-7m/perc, és nem hibázik, vagy ha mégis megáll valami ok miatt,a megállítja a Mach3 futását is, és ha egyszerűen kiküszöbölhető az ok amiért megált, akkor általában folytatható a munka nem kell kidobni a munkadarabot.
Hát nekem ez lenne a véleményem úgy általánosan a szervóról!
Hali!
Elolvastam amit írtatok nagyon "sokk" mindenről beszéltek, de szerintem már megint átestünk a bizonyos másik oldalra, azért ez mégis csak HOBBY kategória ne feleddjük el!( Igaz csak az anyagiak miatt )
Semmi baj nincs a step- dir jelekkel és az lpt port-al,ha van egy jó számítógéped akkor miért kellene egy olyan vezérlő postprocival ami elvégzi a szükséges számításokat, mikor ott van a számítógéped is? Feltettem ezt a kérdést az Iseles embernek is és még a mai napig sem kaptam választ pedig ott másfél milla egy szervó vezérlő 3 tengelyre. Nekem már két gépen is megy szervó hajtás egy fémipari EMCO gépen (átalakítás után) és egy általam épített 2500x1300x200 mm- es gépen soha nem volt még hibajelzésem sem ,pedig van hogy 5-8 órát megy egyfolytában egy egy gép. A vezérlő elég egyszerű egy proci pwm kimenettel az azt fogadó hídmeghajtó négy fet , három led , meg persze encoder bemenet, és szinte ennyi az egész.Hihetetlenül pontos és gyors is egyszerre és pont ez a lényege a dolognak szerintem,a beállítása nem olyan egyszerű az igaz, ki kell tapasztalni elsőre nekem is egy hét volt, de ez is csak azért mert elbénáztam valamit a mechanikán ,(csak sajnos ez mindig utólag derül ki ugye:-)))és mindig hibára ált, a léptetőmotor is jó csak kis sebességekre és elég precíz mechanikákra való, viszonylag kis dc motorokkal megfelelő áttétellel a hegyet is elhúzza ha kell és még sebessége is van olyan 5-7m/perc, és nem hibázik, vagy ha mégis megáll valami ok miatt,a megállítja a Mach3 futását is, és ha egyszerűen kiküszöbölhető az ok amiért megált, akkor általában folytatható a munka nem kell kidobni a munkadarabot.
Hát nekem ez lenne a véleményem úgy általánosan a szervóról!
Hali!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 31, 19:17
Írta: 000000000 Dátum 2007 január 31, 19:17
Én eggyet értek Veled![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 35kpazcgr Dátum 2007 január 31, 19:26
Írta: 35kpazcgr Dátum 2007 január 31, 19:26
Ha jól értem, van olyan progi PC-re, ami "helyettesíti" a szervó vezérlést, és csak jeladó (encóder) bemenet, valamint végfok kell hozzá?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 31, 19:57
Írta: bmejdz9nu Dátum 2007 január 31, 19:57
Én úgy látom, hogy hobby kategóriába a Gecko féle dolog megy tömegesen... mint tudjuk - ezt már tudom más csomagolásban is lehet megvenni...
Ez valami olyan megoldást alkalmaz ami csomagolható és eladható ... postázható!...
A felhasználó meg "élvez" vele...
Persze lehet jobbat csinálni...!!! de:
Pl. Lehet, hogy ha elmegy az ember a szabóhoz és csináltat magának egy öltönyt jobb lesz... de a többség (én is) megveszi a konfekciót...
Esetleg nem csak az ára miatt... mert nincs elég ideje...
Tehát olyan szervót venni* amit csak a készítő tud beállítani... az olyan mint a szabó esete...
* Ez ekkor nem is termékvásárlás, hanem egy szolgáltatási csomag vétele...
Igen a szabó szakma már...
Az UHU szervó meg csak egy chip... lehet, hogy a "szabó" kell hozzá?
Ez valami olyan megoldást alkalmaz ami csomagolható és eladható ... postázható!...
A felhasználó meg "élvez" vele...
Persze lehet jobbat csinálni...!!! de:
Pl. Lehet, hogy ha elmegy az ember a szabóhoz és csináltat magának egy öltönyt jobb lesz... de a többség (én is) megveszi a konfekciót...
Esetleg nem csak az ára miatt... mert nincs elég ideje...
Tehát olyan szervót venni* amit csak a készítő tud beállítani... az olyan mint a szabó esete...
* Ez ekkor nem is termékvásárlás, hanem egy szolgáltatási csomag vétele...
Igen a szabó szakma már...
Az UHU szervó meg csak egy chip... lehet, hogy a "szabó" kell hozzá?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 31, 20:01
Írta: 000000000 Dátum 2007 január 31, 20:01
Szia Csaba!
Pár apró kérdést megengedsz, mert ezek
jelentős különbségek lehetnek szervo és szervo
megoldások között:
- mekkora maximális jelfeldolgozási sebessége,
frekvenciája a szervódnak?
- hány inkrementum a maximális lemaradás?
- hány bites abszolut útmérő memóriád van
a szervódban?
Pár apró kérdést megengedsz, mert ezek
jelentős különbségek lehetnek szervo és szervo
megoldások között:
- mekkora maximális jelfeldolgozási sebessége,
frekvenciája a szervódnak?
- hány inkrementum a maximális lemaradás?
- hány bites abszolut útmérő memóriád van
a szervódban?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 január 31, 21:58
Írta: svejk Dátum 2007 január 31, 21:58
Sziasztok.
Tibor! Nekem volt szerencsém a Csaba vezérlőjével közelebbről megismerkednem, elég jó kis szerkezet.Amit tudok róla:
A jelfeldolgozási sebessége: 100kHz
Az encoder jelét setupból le lehet osztani.
Én pl. 500-as fizikai osztásu tárcsával próbáltam (ami ugye 2000 impulzus)
és ezt negyedeltem ,hogy ne kelljen tul erős gép.Igy a mach2 25khz-en még 3000rpm-mel tudja forgatni a motort.
500 osztás 5-ös orsóval 0.01mm ez szerintem házi készítésű mechanikán elégséges.
Az error kétszintű, az arányos tag erősítésétől függöen akár 2-10 inkrement hiba után jelzést ad (ez ugye csak gyorsmenetben megengedett)
Ha a hiba tartósan fentáll (kb. 1 mp. )akkor a motor leáll és hiajelzést küld a mach-nek
Abszolut utmérő nincs benne ,arra ott a mach kijelzöje. Igaz így kellenek végálláskapcsolók a túlvezérlés elkerülése miatt.
Egyébként az abszolut utmérőnek akkor lenne igazán haszna ,ha a mach be tudná olvasni.
Tibor! Nekem volt szerencsém a Csaba vezérlőjével közelebbről megismerkednem, elég jó kis szerkezet.Amit tudok róla:
A jelfeldolgozási sebessége: 100kHz
Az encoder jelét setupból le lehet osztani.
Én pl. 500-as fizikai osztásu tárcsával próbáltam (ami ugye 2000 impulzus)
és ezt negyedeltem ,hogy ne kelljen tul erős gép.Igy a mach2 25khz-en még 3000rpm-mel tudja forgatni a motort.
500 osztás 5-ös orsóval 0.01mm ez szerintem házi készítésű mechanikán elégséges.
Az error kétszintű, az arányos tag erősítésétől függöen akár 2-10 inkrement hiba után jelzést ad (ez ugye csak gyorsmenetben megengedett)
Ha a hiba tartósan fentáll (kb. 1 mp. )akkor a motor leáll és hiajelzést küld a mach-nek
Abszolut utmérő nincs benne ,arra ott a mach kijelzöje. Igaz így kellenek végálláskapcsolók a túlvezérlés elkerülése miatt.
Egyébként az abszolut utmérőnek akkor lenne igazán haszna ,ha a mach be tudná olvasni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 január 31, 22:13
Írta: bmejdz9nu Dátum 2007 január 31, 22:13
0.01mm...
Ennél pontosabb "háziépítésű" gépet szerintem a nem lehet csinálni. (mechanikailag - terhelve)
Akkkor sem ha a golyósorsó zerós...
Ne essünk túlzásba! A Nasa (egyenlőre) nem lesz megrendelőnk (sajnos)...
Ehhez az alapelvhez kell a vezérlés... Szerintem... vagy?
Ahogy a szervó vezérelt CNC videókat elnéztem... a trapézmenetes megoldásokhoz talán nem is szabad alkalmazni...???
Ennél pontosabb "háziépítésű" gépet szerintem a nem lehet csinálni. (mechanikailag - terhelve)
Akkkor sem ha a golyósorsó zerós...
Ne essünk túlzásba! A Nasa (egyenlőre) nem lesz megrendelőnk (sajnos)...
Ehhez az alapelvhez kell a vezérlés... Szerintem... vagy?
Ahogy a szervó vezérelt CNC videókat elnéztem... a trapézmenetes megoldásokhoz talán nem is szabad alkalmazni...???
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 január 31, 22:16
Írta: svejk Dátum 2007 január 31, 22:16
Helló!
Nagyrészt igazad van.
Közel 300 hozzászólás után még nem sok konkrétum derült ki a szervoszabályzásról.
Házi építésűvel pedig nem sokan dicsekedhetnek.
Főleg működő gépen!
Egyébként ez egy olyan vita lesz a szervo-kontra stepper, mint a benzines-dízel vagy a windows-linux.Soha senkinek sem lesz igaza,de aki kíváncsi rá az próbálja ki !
Nagyrészt igazad van.
Közel 300 hozzászólás után még nem sok konkrétum derült ki a szervoszabályzásról.
Házi építésűvel pedig nem sokan dicsekedhetnek.
Főleg működő gépen!
Egyébként ez egy olyan vita lesz a szervo-kontra stepper, mint a benzines-dízel vagy a windows-linux.Soha senkinek sem lesz igaza,de aki kíváncsi rá az próbálja ki !
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 31, 22:16
Írta: 000000000 Dátum 2007 január 31, 22:16
Szia Svejk!
Értem én amiket írtál, és meglehetősen szépek,
korrektek is ezek az adatok, gratulálok hozzá
a tervezőjének. Az "ördög" azonban a
részletekben van, és az utolsó négy sorodból
számomra egyértelművé vált, miért modja
Csaba Kolléga, hogy sokkal egyszerűbb szerinte
egy szervo, mint ahogyan itt már a topicban
felvetődött.
Értem én amiket írtál, és meglehetősen szépek,
korrektek is ezek az adatok, gratulálok hozzá
a tervezőjének. Az "ördög" azonban a
részletekben van, és az utolsó négy sorodból
számomra egyértelművé vált, miért modja
Csaba Kolléga, hogy sokkal egyszerűbb szerinte
egy szervo, mint ahogyan itt már a topicban
felvetődött.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 január 31, 22:25
Írta: svejk Dátum 2007 január 31, 22:25
Ugy ahogy mondod az ördög a részletekben.
Csakhogy azt is mondják hogy a puding próbája az evés ,és a Csaba gépe már bizonyított élesben is.
Szerinted az utólsó négy soromból az derül ki hogy az a szerkezet nem lehet jó, vagy csak túl egyszerű?
A saját tapasztalatom alapján hobby-ra tökéletes.
Volt alkalmam kipróbálni a legkisebb geckót arról ezt nem mondhatnom el.
Csakhogy azt is mondják hogy a puding próbája az evés ,és a Csaba gépe már bizonyított élesben is.
Szerinted az utólsó négy soromból az derül ki hogy az a szerkezet nem lehet jó, vagy csak túl egyszerű?
A saját tapasztalatom alapján hobby-ra tökéletes.
Volt alkalmam kipróbálni a legkisebb geckót arról ezt nem mondhatnom el.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 január 31, 22:32
Írta: svejk Dátum 2007 január 31, 22:32
Ja és még mindehhez hozzátartozik hogy ezeket az eredményeket egy ablaktörlö-szerű motor és házi készítésű encoder tudja.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 31, 22:32
Írta: Motoros Dátum 2007 január 31, 22:32
Hali svejk
A hozzá nem értőknek felvázolnád a Csaba féle szervót csak tömbvázlatszerűen--mármint a különbséget az eddigiektől /mert úgy látom Csaba nincs itt/
A hozzá nem értőknek felvázolnád a Csaba féle szervót csak tömbvázlatszerűen--mármint a különbséget az eddigiektől /mert úgy látom Csaba nincs itt/
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 január 31, 22:39
Írta: svejk Dátum 2007 január 31, 22:39
Szerintem semmi különbség, az itt vázolt alapelvek alapján van felépítve.
Én nem vagyok elméleti ember és szakmabeli sem . Annyit tudok hogy a jelfeldolgozás végig digitális.Soros porton lehet paraméterezni,összehangolni a motorral. Talán a hardveres áramhatárolás az analóg benne.
Én nem vagyok elméleti ember és szakmabeli sem . Annyit tudok hogy a jelfeldolgozás végig digitális.Soros porton lehet paraméterezni,összehangolni a motorral. Talán a hardveres áramhatárolás az analóg benne.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 január 31, 22:43
Írta: Motoros Dátum 2007 január 31, 22:43
Kösz. Csak azért kérdeztem mert a leírtakból úgy tünt hogy jóval egyszerűbb és mégis megfelelő megoldásról van szó.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 31, 22:56
Írta: 000000000 Dátum 2007 január 31, 22:56
Nos az a helyzet, hogy az utolsó négy sor műszaki tartalom megvalósítása nekem majdnem
annyiba került, mint a szervóelektronika
klasszikus összes további része. De nem volt
szívem kihagyni belőle.
De mondok én Nektek valamit. Én 500 forintos
szervót is tudok javasolni, ami a következőből
áll: egy komparátor IC + bemenetére teszel
egy potit, ezzel adod a pozícijelet (ráadásul
ez abszolut jel!!!), a - bemenetre a csiga
áttétellel ellátott mikro DC motor érzékelő
potija kerül. Kész a szervó, ki lehet próbálni
és csodálatosan működik 10 körüli erősítés
mellett. És van egy óriási előnye is ennek:
egy ablaktörlőmotorban már a csigaáttétel is
benne van, igaz, a komparátor IC mellé így még
kettő 50Ft-os tranzisztor is kell.
annyiba került, mint a szervóelektronika
klasszikus összes további része. De nem volt
szívem kihagyni belőle.
De mondok én Nektek valamit. Én 500 forintos
szervót is tudok javasolni, ami a következőből
áll: egy komparátor IC + bemenetére teszel
egy potit, ezzel adod a pozícijelet (ráadásul
ez abszolut jel!!!), a - bemenetre a csiga
áttétellel ellátott mikro DC motor érzékelő
potija kerül. Kész a szervó, ki lehet próbálni
és csodálatosan működik 10 körüli erősítés
mellett. És van egy óriási előnye is ennek:
egy ablaktörlőmotorban már a csigaáttétel is
benne van, igaz, a komparátor IC mellé így még
kettő 50Ft-os tranzisztor is kell.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 január 31, 23:04
Írta: svejk Dátum 2007 január 31, 23:04
Azt tudjuk hogy az utolsó két sor a tiédben benne van és biztosan tudod is hasznát venni.
De az előtte való soroktól miben tud a tiéd többet?
Vagyis írjál egy pár sort légyszi a te szervod hibakezelésedről nagyvonalakban.
Azért azon a motoron nincs csigaáttétel ,igy G0-ban 1200-at pörög.
De az előtte való soroktól miben tud a tiéd többet?
Vagyis írjál egy pár sort légyszi a te szervod hibakezelésedről nagyvonalakban.
Azért azon a motoron nincs csigaáttétel ,igy G0-ban 1200-at pörög.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 31, 23:26
Írta: 000000000 Dátum 2007 január 31, 23:26
Szia Svejk!
A 20 bit útmérés az 1.048.576 elemi lépés (step)
figyelésére alkalmas. Ebben a mérési
tartományban bármi történik, mindig az utolsó
pozicióadatot érvényesíti a szervo, ha "bírja".
Ha nem, x idő vagy y nagyságú megadható
úteltérés után leállíthatja automatikusan
magát, vagy korlátlan ideig a maximális, de még
tönkremenetelt nem okozó, beállítható nyomatékkal
próbálja állandóan a pozíció egyensúlyt
helyreállítani.
Mindezt maximum 1MHz jelfeldolgozási sebességgel is tudja, ha van olyan vezérlőprogram, ami képes ezzel működtetni.
A 20 bit útmérés az 1.048.576 elemi lépés (step)
figyelésére alkalmas. Ebben a mérési
tartományban bármi történik, mindig az utolsó
pozicióadatot érvényesíti a szervo, ha "bírja".
Ha nem, x idő vagy y nagyságú megadható
úteltérés után leállíthatja automatikusan
magát, vagy korlátlan ideig a maximális, de még
tönkremenetelt nem okozó, beállítható nyomatékkal
próbálja állandóan a pozíció egyensúlyt
helyreállítani.
Mindezt maximum 1MHz jelfeldolgozási sebességgel is tudja, ha van olyan vezérlőprogram, ami képes ezzel működtetni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 január 31, 23:38
Írta: svejk Dátum 2007 január 31, 23:38
Ez világos, oké.
Amit leírtál az utmérés tárolásán kívül minden servonak kutya kötelessége teljesíteni.Ezek alapkövetelmények.
Az x idő, és y nagyságu mozgást én is írtam a Csaba gépének jellemzőiben. Akkor miért egyszerűbb mint ahogy írtad #295-ben?
Az az 1Mhz viszont nem semmi, azért is kijár a gratula!
Valami AVR vagy hagyományos logika dolgozza fel?
Még egy kérdés : az utmérés tárolása milyen gyakorlati előnyökkel jár? Erről nem tudok semmit a végállás kezelésen kívül.
Amit leírtál az utmérés tárolásán kívül minden servonak kutya kötelessége teljesíteni.Ezek alapkövetelmények.
Az x idő, és y nagyságu mozgást én is írtam a Csaba gépének jellemzőiben. Akkor miért egyszerűbb mint ahogy írtad #295-ben?
Az az 1Mhz viszont nem semmi, azért is kijár a gratula!
Valami AVR vagy hagyományos logika dolgozza fel?
Még egy kérdés : az utmérés tárolása milyen gyakorlati előnyökkel jár? Erről nem tudok semmit a végállás kezelésen kívül.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 január 31, 23:55
Írta: 000000000 Dátum 2007 január 31, 23:55
Nálam erősen vegyes (digitális és analóg)
rendszerek működnek együtt. Maximálisan
kihasználom a két techmnikai megoldás előnyeit és hátrányait, így jön össze a nagy sebesség.
Azt hiszem ezt az abszolut útmérési transzformációt még mindig nem sikerült akkor
érthetően elmondanom, de ma már túl késő van ahhoz, hogy ezt bővebben kifejtsem, bocsi.
Egy dolgot azért ne felejts el. Egy ablaktörlő
szerű motor nem szervo motor (legalább 10
paramétere ezt nem teljesíti). Így ha nagyon
szigorúan nézzük, akkor azt a nyelvi ellentmondást
is meg kell oldani, hogy szervomotor nélkül
mitől nevezhető szervohajtásnak egy rendszer???
Csak azért, mert szervoszerűen működik??
És ez talán magyarázat arra is, hogy a Geckót
kicsit megvédjem, az ugyanis szervomotorra
tervezett, és ha nem az van rákötve,
nem is működhet jól, mert beleőszül a szerencsétlen Felhasználó a behangolásba (ami
ugye eleve reménytelen ez esetben).
rendszerek működnek együtt. Maximálisan
kihasználom a két techmnikai megoldás előnyeit és hátrányait, így jön össze a nagy sebesség.
Azt hiszem ezt az abszolut útmérési transzformációt még mindig nem sikerült akkor
érthetően elmondanom, de ma már túl késő van ahhoz, hogy ezt bővebben kifejtsem, bocsi.
Egy dolgot azért ne felejts el. Egy ablaktörlő
szerű motor nem szervo motor (legalább 10
paramétere ezt nem teljesíti). Így ha nagyon
szigorúan nézzük, akkor azt a nyelvi ellentmondást
is meg kell oldani, hogy szervomotor nélkül
mitől nevezhető szervohajtásnak egy rendszer???
Csak azért, mert szervoszerűen működik??
És ez talán magyarázat arra is, hogy a Geckót
kicsit megvédjem, az ugyanis szervomotorra
tervezett, és ha nem az van rákötve,
nem is működhet jól, mert beleőszül a szerencsétlen Felhasználó a behangolásba (ami
ugye eleve reménytelen ez esetben).
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 00:13
Írta: svejk Dátum 2007 február 01, 00:13
Értem.
Akkor erre még jó lenne visszatérni valamelyik nap, mert valóban nem értem.:)
Hát igen...nekem is kétségeim voltak ezzel a motorral szemben és magam sem tudom a magyarázatát hogy miért ,de jol be lehet hangolni.
Ha ez igaz a motorral kapcsolatban akkor visszavonom a gecko-rol alkotott véleményem.
(de akkor miért jó Csabának ez a motor a vezérlőjéhez?)
Talán azért mert a gecko analóg szabályzást használ?
Tegyük fel a kérdést milyen a jó szervomotor?
minél kisebb tehetetlenségű legyen (kis forgórészátmérő)
minél több szegmensű kommutátor
és még?
Akkor erre még jó lenne visszatérni valamelyik nap, mert valóban nem értem.:)
Hát igen...nekem is kétségeim voltak ezzel a motorral szemben és magam sem tudom a magyarázatát hogy miért ,de jol be lehet hangolni.
Ha ez igaz a motorral kapcsolatban akkor visszavonom a gecko-rol alkotott véleményem.
(de akkor miért jó Csabának ez a motor a vezérlőjéhez?)
Talán azért mert a gecko analóg szabályzást használ?
Tegyük fel a kérdést milyen a jó szervomotor?
minél kisebb tehetetlenségű legyen (kis forgórészátmérő)
minél több szegmensű kommutátor
és még?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 03:23
Írta: 000000000 Dátum 2007 február 01, 03:23
nem értem ugy beszéltek a servorol mint ha valami csoda lenne:)
1 mhz az sok? az usb 480mbitet tud lekezelni, ami ha jol gondolom 480 mhz, ez kiszolgálna lazán 3ezres encodereket is,ja és olcso is lenne
vagy rosszul gondolom?
1 mhz az sok? az usb 480mbitet tud lekezelni, ami ha jol gondolom 480 mhz, ez kiszolgálna lazán 3ezres encodereket is,ja és olcso is lenne
vagy rosszul gondolom?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 07:46
Írta: 000000000 Dátum 2007 február 01, 07:46
Teljesen rosszul gondolod.
Az adatátvitel sebessége és a valós idejű
adafeldolgozási sebesség két különböző
kategória.
Az adatátvitel sebessége és a valós idejű
adafeldolgozási sebesség két különböző
kategória.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 07:48
Írta: 000000000 Dátum 2007 február 01, 07:48
Egy DC kefés szervomotor általános fő jellemzői:
- minél kisebb tehetetlenségi nyomatékú forgórész
- közel origóból kinduló, lineáris sebesség-
feszültség jelleggörbe
- közel állandó fordulatszám-nyomaték jelleggörbe
- maximális túlterhelhetőség káros következmények
nélkül (20-30 szoros névleges áram elviselése
2-3 másodpercig)
- minimális elektromechanikai időállandó (T<10 ms)
- minimális kefe, tengelycsapágy súrlódás
- maximális kefeélettartam (t>8.000 üzemóra)
- minimális kefe elektronikus zaj (ív, szikra)
- egyenletes mágneses fluxus mező
- minimum 5 mágneses póluspár
- minimális mágneses légrés
- maximális forgórész kiegyensúlyozottság
- maximális üzemi hőfok (120-160 C fok) elviselése
- ... és még lehetne folytani.
Ezen követelmény rendszer alapján mindenkinek a
műszaki érzékére bízom, hogy megbecsülje, hány
%-ban szervo motor egy autó ablaktörlő vagy ventillátor
motor. Félreértés ne essék, imádom ezeket a motorokat
is, csak szeretek rendet tartani egy kategórián belül.
Fogalmazzunk úgy, hogy vannak DC motorok, szervo
jellegű motorok, és szervomotorok. Ez 3 kategória.
Sajnos a fenti elvárások minél jobb megvalósítása kerül
sokba egy igazi szervomotornál, ezek műszakilag mérhető,
bevizsgálható követelmények, egy adott motort jellemeznek.
A már unos-untalanig kitárgyalt szabályzástechnikai
műszaki, matematikai törvények ezeket követelik meg
ideális esetben, ezen kár vitatkozni. Ezek ismeretében
pedig az a nehéz (de nem csoda), hogy valamilyen
kompromisszumon belül (mert ideális eset csak elméletben
van) a legvégén mégis egy olyan szervó szülessen,
működjön, ami az adott motorral, mechanikával, vezérlő
programmal, feladattal összhangban van.
És ha egyszer bárki által tervezett szervó már működik,
annak én csak gratulálni tudok, és elismerem a
teljesítményét. Csak Mindenkinek, a fordított
gondolkodásmódot is javaslom:
az ablaktörlő szerű motorja helyébe tegyen be egy igazi
szervomotort, és mivel az alapból 10-szer nagyobb dimamikát
tud, valószínűleg meglepetés éri. És ez a megleptés utána
segíteni fog abban a szemlélet megértésében, amiről itt
próbálunk beszélgetni, és hogy miért is ilyen nagy az árak
szórása a beszerezhető szervók területén.
- minél kisebb tehetetlenségi nyomatékú forgórész
- közel origóból kinduló, lineáris sebesség-
feszültség jelleggörbe
- közel állandó fordulatszám-nyomaték jelleggörbe
- maximális túlterhelhetőség káros következmények
nélkül (20-30 szoros névleges áram elviselése
2-3 másodpercig)
- minimális elektromechanikai időállandó (T<10 ms)
- minimális kefe, tengelycsapágy súrlódás
- maximális kefeélettartam (t>8.000 üzemóra)
- minimális kefe elektronikus zaj (ív, szikra)
- egyenletes mágneses fluxus mező
- minimum 5 mágneses póluspár
- minimális mágneses légrés
- maximális forgórész kiegyensúlyozottság
- maximális üzemi hőfok (120-160 C fok) elviselése
- ... és még lehetne folytani.
Ezen követelmény rendszer alapján mindenkinek a
műszaki érzékére bízom, hogy megbecsülje, hány
%-ban szervo motor egy autó ablaktörlő vagy ventillátor
motor. Félreértés ne essék, imádom ezeket a motorokat
is, csak szeretek rendet tartani egy kategórián belül.
Fogalmazzunk úgy, hogy vannak DC motorok, szervo
jellegű motorok, és szervomotorok. Ez 3 kategória.
Sajnos a fenti elvárások minél jobb megvalósítása kerül
sokba egy igazi szervomotornál, ezek műszakilag mérhető,
bevizsgálható követelmények, egy adott motort jellemeznek.
A már unos-untalanig kitárgyalt szabályzástechnikai
műszaki, matematikai törvények ezeket követelik meg
ideális esetben, ezen kár vitatkozni. Ezek ismeretében
pedig az a nehéz (de nem csoda), hogy valamilyen
kompromisszumon belül (mert ideális eset csak elméletben
van) a legvégén mégis egy olyan szervó szülessen,
működjön, ami az adott motorral, mechanikával, vezérlő
programmal, feladattal összhangban van.
És ha egyszer bárki által tervezett szervó már működik,
annak én csak gratulálni tudok, és elismerem a
teljesítményét. Csak Mindenkinek, a fordított
gondolkodásmódot is javaslom:
az ablaktörlő szerű motorja helyébe tegyen be egy igazi
szervomotort, és mivel az alapból 10-szer nagyobb dimamikát
tud, valószínűleg meglepetés éri. És ez a megleptés utána
segíteni fog abban a szemlélet megértésében, amiről itt
próbálunk beszélgetni, és hogy miért is ilyen nagy az árak
szórása a beszerezhető szervók területén.
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2007 február 01, 07:54
Írta: hyuekyh7a Dátum 2007 február 01, 07:54
Sziasztok!
Igen ne keverjük össze a motorokat, mert amiket használnak a cnc gépeken még a 20 mill. forintosba is, az vagy szénkefés vagy szénkafe nélküli dc!!!! motor.
A szervó motor pl.: a modell kocsikba és repülőkbe épített motorok melyek az irányító mechanikát vezérlik és talán max 1 a fordulatuk!
Hali!
Igen ne keverjük össze a motorokat, mert amiket használnak a cnc gépeken még a 20 mill. forintosba is, az vagy szénkefés vagy szénkafe nélküli dc!!!! motor.
A szervó motor pl.: a modell kocsikba és repülőkbe épített motorok melyek az irányító mechanikát vezérlik és talán max 1 a fordulatuk!
Hali!
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 február 01, 08:00
Írta: j3rx6bsjd Dátum 2007 február 01, 08:00
Szerintem egy valódi szervomotor alkalmazása már nem biztos,hogy belefér a hobby kategóriába,de ez csak az én véleményem.
Az igazi az lenne ha egy DC motort lehetne hajtani visszacsatolt szabályzással és nem tévesztene lépést a szabályzás miatt.
A DC motor lehetne akár ablaktörlő moci vagy bármi amihez éppen hozzá lehet jutni olcsón.
Persze szükség van a profi cuccokra is,csak nem biztos,hogy sokunknak megengedi a pénztárcája a tengelyenkénti 60-70000Ft-os költséget.
Az igazi az lenne ha egy DC motort lehetne hajtani visszacsatolt szabályzással és nem tévesztene lépést a szabályzás miatt.
A DC motor lehetne akár ablaktörlő moci vagy bármi amihez éppen hozzá lehet jutni olcsón.
Persze szükség van a profi cuccokra is,csak nem biztos,hogy sokunknak megengedi a pénztárcája a tengelyenkénti 60-70000Ft-os költséget.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 08:05
Írta: 000000000 Dátum 2007 február 01, 08:05
Bocs Csaba, de ez pont fordítva van.
Egy CNC szerszámgépen szervomotor (AC vagy DC)
van, a modell irányító nagy áttétellelű
kis aranyos egységekbe pont a hatalmas
(akár 1:100) lassító áttétel miatt sokszor
teljesen primitív 3 kommutátoros motort
szerelnek be. A modellezés területén ezeket
a komlpett egységeket hívják szervónak.
Egy CNC szerszámgépen szervomotor (AC vagy DC)
van, a modell irányító nagy áttétellelű
kis aranyos egységekbe pont a hatalmas
(akár 1:100) lassító áttétel miatt sokszor
teljesen primitív 3 kommutátoros motort
szerelnek be. A modellezés területén ezeket
a komlpett egységeket hívják szervónak.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 08:19
Írta: 000000000 Dátum 2007 február 01, 08:19
Szia Lakatos!
Az a baj, hogy a fizikai, műszaki törvények,
összefüggések nem tesznek különbséget Hobby,
félprofi, és igazi CNC szerszámgép között,
egységesen, egyetemesen hatnak. Ez nagyon
sajnálatos tény, de így van. És ha jól végig
gondolod a hosszú beírásomat, pont azt írom,
amit Te: ablaktörlő motorból is építhetsz hajtást.
Csak minden rendszer a végén annyira képes,
amennyire a leggyengébb eleme. Ezért érdemes
egyenszilárdságú rendszerekben gondolkozni.
És egyébként milyen érdekes: egy új minőségi
golyós orsóért, gördülő vezetékért habozás
nélkül kifizetsz 30-100 ezer forintot, ha kell
a gépedbe ilyen cucc.
Egy szervóért meg a kevesebbet is sajnálják az
emberek... Érdekesnek találom.
Az a baj, hogy a fizikai, műszaki törvények,
összefüggések nem tesznek különbséget Hobby,
félprofi, és igazi CNC szerszámgép között,
egységesen, egyetemesen hatnak. Ez nagyon
sajnálatos tény, de így van. És ha jól végig
gondolod a hosszú beírásomat, pont azt írom,
amit Te: ablaktörlő motorból is építhetsz hajtást.
Csak minden rendszer a végén annyira képes,
amennyire a leggyengébb eleme. Ezért érdemes
egyenszilárdságú rendszerekben gondolkozni.
És egyébként milyen érdekes: egy új minőségi
golyós orsóért, gördülő vezetékért habozás
nélkül kifizetsz 30-100 ezer forintot, ha kell
a gépedbe ilyen cucc.
Egy szervóért meg a kevesebbet is sajnálják az
emberek... Érdekesnek találom.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 08:22
Írta: 000000000 Dátum 2007 február 01, 08:22
Egy kérdésem lenne:
Irogatjátok ezeket a rendkívül jó (2-10 Step) lemaradási adatokat (és ezeket is csak gyorsjáratban), amik számomra rendkívül jó eredmények! Ezeket menetközben (reptében) tudjátok is mérni (pontosan és nagyon gyorsan is), vagy számított/származtatott értékek?!
Ha tudjátok mérni milyen módon?
Ezen a ponton (pl. 2) nincs a forgórésznek +- irányó lengése (rezonálása)?
Ha pl. egy motort behangoltok nagyon alacsony sebességen 0-1 step késésre, az egy pl. 3000-es fordulaton nektek szintén csak 0-1 step késéssel forog???
A fordulatszámmal nem nő a késés mértéke???
Irogatjátok ezeket a rendkívül jó (2-10 Step) lemaradási adatokat (és ezeket is csak gyorsjáratban), amik számomra rendkívül jó eredmények! Ezeket menetközben (reptében) tudjátok is mérni (pontosan és nagyon gyorsan is), vagy számított/származtatott értékek?!
Ha tudjátok mérni milyen módon?
Ezen a ponton (pl. 2) nincs a forgórésznek +- irányó lengése (rezonálása)?
Ha pl. egy motort behangoltok nagyon alacsony sebességen 0-1 step késésre, az egy pl. 3000-es fordulaton nektek szintén csak 0-1 step késéssel forog???
A fordulatszámmal nem nő a késés mértéke???
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 01, 08:24
Írta: bmejdz9nu Dátum 2007 február 01, 08:24
Tibornak biztos igaza van, egy szervóhoz tervezett és gyártott motor biztos a legjobb.
De! Szerintem a mi céljainknak más motorok is megfelelőek - talán - biztos vannak ilyenek - meg kell találni...
Amelyik motor "szervómotor" az igencsak drága.
Persze egy 20 millás gépbe nem is illik mást tenni... (persze gondolom egy ilyen gépben a többi alkatelem is hasonló...)
Szerintem a cél: Hobby kategóriában - a szervó adta előnyök felhasználása ha nem is 100%-ban,
mert ha csak 75%-ban akkor 1x a költség ha 100% akkor lehet 5x a költség...
Én Svejk véleményének adok igazat. Egy jó szervóvezérlés akkor jó ha szinte "bármilyen" barkácsolt motorral működik... ez benne az élvezet pl. ablaktörlőmotor...(de aki akar vehet "igazit" is...) de rengeteg kisköltségű "jópofa" motor van még a világon...
(az encoder meg legyen egy külön téma...ezt sokszor nem is a motorra szerelik direkt hanem az áttétel után...)
... és kezd laikusok számára is érthető és gyakorlatias lenni a topik... ennek külön örülök!
De! Szerintem a mi céljainknak más motorok is megfelelőek - talán - biztos vannak ilyenek - meg kell találni...
Amelyik motor "szervómotor" az igencsak drága.
Persze egy 20 millás gépbe nem is illik mást tenni... (persze gondolom egy ilyen gépben a többi alkatelem is hasonló...)
Szerintem a cél: Hobby kategóriában - a szervó adta előnyök felhasználása ha nem is 100%-ban,
mert ha csak 75%-ban akkor 1x a költség ha 100% akkor lehet 5x a költség...
Én Svejk véleményének adok igazat. Egy jó szervóvezérlés akkor jó ha szinte "bármilyen" barkácsolt motorral működik... ez benne az élvezet pl. ablaktörlőmotor...(de aki akar vehet "igazit" is...) de rengeteg kisköltségű "jópofa" motor van még a világon...
(az encoder meg legyen egy külön téma...ezt sokszor nem is a motorra szerelik direkt hanem az áttétel után...)
... és kezd laikusok számára is érthető és gyakorlatias lenni a topik... ennek külön örülök!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 08:36
Írta: 000000000 Dátum 2007 február 01, 08:36
Szia István!
Nálam ez azért "egyszerű" dolog, mert ahogyan
már írtam a rendszeremben van egy pont,
ahol egy analóg hibajel jelenik meg. Itt 1 mv
megfelel 1 felbontás hibának, így ezen
a ponton mindig aktuális és valós adat van, ami teszt mérési pont is, és az auto STOP
logika döntési bemeneti pontja is, amit a felhasználó igényei alapján lehet konfigurálni.
Csak félek, a Te PIC-es rendszeredben
ez nem járható út, talán mások elmondják,
Ők hogyan csinálják.
Nálam ez azért "egyszerű" dolog, mert ahogyan
már írtam a rendszeremben van egy pont,
ahol egy analóg hibajel jelenik meg. Itt 1 mv
megfelel 1 felbontás hibának, így ezen
a ponton mindig aktuális és valós adat van, ami teszt mérési pont is, és az auto STOP
logika döntési bemeneti pontja is, amit a felhasználó igényei alapján lehet konfigurálni.
Csak félek, a Te PIC-es rendszeredben
ez nem járható út, talán mások elmondják,
Ők hogyan csinálják.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 09:05
Írta: 000000000 Dátum 2007 február 01, 09:05
Nálam real time-ban olvasható 9 biten az alapjel (előjeles) és itt valós eltérési adatok vannak, de kíváncsi vagyok mások hogyan csinálják és milyen adatokat látnak egy tényleges megmunkálás alatt (marás és gyorsjárat alatt).
Én nálam jelenleg (gyorsjáratban és sebesség fügvényében) 5-50 step lemaradás mérhető (5 kb. 500-as fordulaton, 50kb. 3000-resen). Ezt egyenlőre nem lehet lejjebb vinni mert a rendszer beoszcillál.
Én nálam jelenleg (gyorsjáratban és sebesség fügvényében) 5-50 step lemaradás mérhető (5 kb. 500-as fordulaton, 50kb. 3000-resen). Ezt egyenlőre nem lehet lejjebb vinni mert a rendszer beoszcillál.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 09:07
Írta: 000000000 Dátum 2007 február 01, 09:07
Szia Péter!
Most nagyon elszomorodtam, mert bevallom
Neked őszintén, az én szervom nem igazán
megy egy ablaktörlő motorral úgy ahogyan
az én felfogásom szerint egy szervonak
működni-e kellene (jó pár paraméter trimmer
poti és DIP kapcsoló kiakadna a behangolási
kísérlet során) :))
Azért némi vigaszt az ad, hogy ennek a feltételnek csak Szerinted kell megfelelni
egy szervónak, (szakirodalomban nem láttam ilyen kritériumot) és még az is vigasztal,
hogy szervo jellegű, vagy igazi szervomocival
azt tudja, amit elvárok tőle, és ezt garantálom is.
Most nagyon elszomorodtam, mert bevallom
Neked őszintén, az én szervom nem igazán
megy egy ablaktörlő motorral úgy ahogyan
az én felfogásom szerint egy szervonak
működni-e kellene (jó pár paraméter trimmer
poti és DIP kapcsoló kiakadna a behangolási
kísérlet során) :))
Azért némi vigaszt az ad, hogy ennek a feltételnek csak Szerinted kell megfelelni
egy szervónak, (szakirodalomban nem láttam ilyen kritériumot) és még az is vigasztal,
hogy szervo jellegű, vagy igazi szervomocival
azt tudja, amit elvárok tőle, és ezt garantálom is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 09:14
Írta: 000000000 Dátum 2007 február 01, 09:14
Biztos vannak itt mikrokontrolleres "Guruk",
én ezekhez nem értek olyan mélységig, hogy
Számodra használható info lenne benne. Épp
elég bajom volt a motorok "lelkivilágának"
megértésével, kitapasztalásával, amire aztán
felépítettem minden mást.
én ezekhez nem értek olyan mélységig, hogy
Számodra használható info lenne benne. Épp
elég bajom volt a motorok "lelkivilágának"
megértésével, kitapasztalásával, amire aztán
felépítettem minden mást.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 09:56
Írta: 000000000 Dátum 2007 február 01, 09:56
Köszi Tibor45!
Akkor © Csabát és © svejk-et kérdezném erről (#315)!
Akkor © Csabát és © svejk-et kérdezném erről (#315)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 10:00
Írta: 000000000 Dátum 2007 február 01, 10:00
Viszont Tibor tőled is kérdezném a 0 környéki (írtad régebben, hogy 0.5 és 1 lemaradást, amitől én csak ámulok, főleg 0.5. hogyan jön ki), itt nincsen lengés (finom) a forgórész forgásában? Nem osszcillálásra gondolok, csak finom lengésre +-1 értékkörül!
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 01, 10:12
Írta: D.Laci Dátum 2007 február 01, 10:12
Nos hogy ne csak a szánkat tépjük feleslegesen, a nagy töbséget ugyis a tények érdeklik...
Felraktam a "faesztergámra" egy ablaktörlő szerű (servó)motort a főorsora,és igy vágtam Vasra trapézmenetet (35*2mm)a kép és a videó önmagáért beszél.

Menet vágás...
Felraktam a "faesztergámra" egy ablaktörlő szerű (servó)motort a főorsora,és igy vágtam Vasra trapézmenetet (35*2mm)a kép és a videó önmagáért beszél.
Menet vágás...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 10:24
Írta: 000000000 Dátum 2007 február 01, 10:24
© D.Laci!
Te tudsz valós időben lemaradási értékeket mérni? Ha igen, miket mérsz megmunkálások közben?
Te tudsz valós időben lemaradási értékeket mérni? Ha igen, miket mérsz megmunkálások közben?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 10:38
Írta: 000000000 Dátum 2007 február 01, 10:38
milyen gyors processzorral probálkozol hány mhz-es?
és kb hány orajel a motorvezérlö szubrutin?
és kb hány orajel a motorvezérlö szubrutin?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 10:44
Írta: 000000000 Dátum 2007 február 01, 10:44
hatásossabb szervo vezérlést is el tudok képzelni :D
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 01, 11:34
Írta: bmejdz9nu Dátum 2007 február 01, 11:34
Tibi ne légy szomorú mert jó dolgot csináltál!
Én azt halottam a tied valahol a Gecko-ra hasonlít... ez igaz?
(A Gecko állítólag jó a barácsolóknak is...)
Betehetnél ide egy blokvázlat rajzot a szervód működéséről... ha nem titkos.. ???!!!
Milyen szervómotort szeret a te meghajtód?
Milyen adatokkal kell rendelkezni? (tól-tól-ig)
Csak azért kérdezem mert (ezt kérdezetem tőled mailban is...) mert árult valaki a "nagyvilágban" 12 db szervómotort... olcsó lett volna... ha tudtam volna... de a minimális szervo ismereteim hiánya miatt...
(Pedíg egyszerre egybe 10-et eladni nehéz volt neki is...)
Én azt halottam a tied valahol a Gecko-ra hasonlít... ez igaz?
(A Gecko állítólag jó a barácsolóknak is...)
Betehetnél ide egy blokvázlat rajzot a szervód működéséről... ha nem titkos.. ???!!!
Milyen szervómotort szeret a te meghajtód?
Milyen adatokkal kell rendelkezni? (tól-tól-ig)
Csak azért kérdezem mert (ezt kérdezetem tőled mailban is...) mert árult valaki a "nagyvilágban" 12 db szervómotort... olcsó lett volna... ha tudtam volna... de a minimális szervo ismereteim hiánya miatt...
(Pedíg egyszerre egybe 10-et eladni nehéz volt neki is...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 11:46
Írta: 000000000 Dátum 2007 február 01, 11:46
Messze nem a feldolgozási teljesítménnyel van gondom, hanem magával a működési elmélettel!
Jelenleg 2db PIC megy 20MHz-el és megosztott feladatkezelés van (egy DSP az Encoder+Step/Dir kezelásre és virtuális alapjel előállítást végez, egy másik csak a PID-el és a FET-ek vezérlésével foglakozik).
Ami nekem gondot jelent az az alap axioma, hogy minden servo vezérlés (itt a Step/Dir rendszerűekre gondolok) a mechanikus és a kívánt pozíciókból képzett alapjel alapján gerjeszt, ami következtében MINDIG kell valamilyen szintű lemaradás, hisz ellenkező esetben az eltérés 0, így nincs gerjesztés (ez kicsit hasinlit az asszinkron motorok slipjére)!
Ennélfogva nem lehet folyamatos 0-ra kihozni a késést! Viszont minnél jobban közelítjűj a 0 differenciát, annál instabilabb (lengésre hajlamosabb) rendszert kapunk.
Ezek az értékek amiket írtok, rettenetesen jó értékek (2 step lemaradás 3000-res fordulaton?)! Az én servomban rendkívül jól tudom mérni és regisztrálni a tényleges mechanikai eltéréseket minden pillanatban (mint egy tárolós scope-al) és ettől jóval "rosszabb" értékeket tudok csak beállítani stabil környezet létrehozásához! Megtudom én is közelíteni akár a 3 step-es kését 3000-ren, de akkor egy lassú hajtásnál (pl. 1000 f/min) az egész folyamatosan leng, mivel minden motornak van egy természetes forgórész lengése (még ha picike is) és a PID a szígorú beszabályzás miatt folyton pofozgatja a 0 környékén!
Jelenleg 2db PIC megy 20MHz-el és megosztott feladatkezelés van (egy DSP az Encoder+Step/Dir kezelásre és virtuális alapjel előállítást végez, egy másik csak a PID-el és a FET-ek vezérlésével foglakozik).
Ami nekem gondot jelent az az alap axioma, hogy minden servo vezérlés (itt a Step/Dir rendszerűekre gondolok) a mechanikus és a kívánt pozíciókból képzett alapjel alapján gerjeszt, ami következtében MINDIG kell valamilyen szintű lemaradás, hisz ellenkező esetben az eltérés 0, így nincs gerjesztés (ez kicsit hasinlit az asszinkron motorok slipjére)!
Ennélfogva nem lehet folyamatos 0-ra kihozni a késést! Viszont minnél jobban közelítjűj a 0 differenciát, annál instabilabb (lengésre hajlamosabb) rendszert kapunk.
Ezek az értékek amiket írtok, rettenetesen jó értékek (2 step lemaradás 3000-res fordulaton?)! Az én servomban rendkívül jól tudom mérni és regisztrálni a tényleges mechanikai eltéréseket minden pillanatban (mint egy tárolós scope-al) és ettől jóval "rosszabb" értékeket tudok csak beállítani stabil környezet létrehozásához! Megtudom én is közelíteni akár a 3 step-es kését 3000-ren, de akkor egy lassú hajtásnál (pl. 1000 f/min) az egész folyamatosan leng, mivel minden motornak van egy természetes forgórész lengése (még ha picike is) és a PID a szígorú beszabályzás miatt folyton pofozgatja a 0 környékén!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 11:48
Írta: 000000000 Dátum 2007 február 01, 11:48
Ráadásul a késé mértéke mechanikai okok miatt fordulatszám függő (nagyobb fordulaton nagyobb), ezért egy nagy fordulatra beszabályzott PID (pl. 5 step lépésre) a kis fordulaton már tulszabályzottá válik!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 01, 12:13
Írta: bmejdz9nu Dátum 2007 február 01, 12:13
István, ha megengednél egy abszolút jópofa kérdést:
A te fejlesztésed menni fog "ablaktörlő" motorral? (* ez itt kategória...)
... és talán házi készítésű encoderrel?
(persze ettől gondolom "az igazi" szervómotor sem lesz gond...???)[#conf]
A te fejlesztésed menni fog "ablaktörlő" motorral? (* ez itt kategória...)
... és talán házi készítésű encoderrel?
(persze ettől gondolom "az igazi" szervómotor sem lesz gond...???)[#conf]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 12:23
Írta: 000000000 Dátum 2007 február 01, 12:23
ÓÓÓ, mindennel![#bee1]
Tervezem pedálos és lendkerekes opciókkal is!
Tervezem pedálos és lendkerekes opciókkal is!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 12:23
Írta: 000000000 Dátum 2007 február 01, 12:23
Még fogalmam sincs! De jó lenne![#pardon1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 01, 12:47
Írta: bmejdz9nu Dátum 2007 február 01, 12:47
... értem!
[#whatever]...akkor gondolom a leendő piaci igények miatt:
elemekkel is fog menni... és lesz benne beépített rádió, zseblámpa és kihúzható mérőszallag is...[#hehe]
[#whatever]...akkor gondolom a leendő piaci igények miatt:
elemekkel is fog menni... és lesz benne beépített rádió, zseblámpa és kihúzható mérőszallag is...[#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 12:49
Írta: 000000000 Dátum 2007 február 01, 12:49
Sziasztok!
Szerintem túl hosszú időt vesz igénybe egy PID ciklus. Ezért nem működik jól az integráló tag, ezért jelentkezik oszcilláció...Mennyi idő alatt számolsz ki egy PID ciklust?
Szerintem túl hosszú időt vesz igénybe egy PID ciklus. Ezért nem működik jól az integráló tag, ezért jelentkezik oszcilláció...Mennyi idő alatt számolsz ki egy PID ciklust?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 12:59
Írta: 000000000 Dátum 2007 február 01, 12:59
Én nem ezt érzem gondnak! Én szerintem eleve nem lehet megoldani azt, hogy 1 step lemaradásra szabályozzon nagysebességnél bármilyen servo (hangsúlyozom Step/Dir rendszerű), mert egy motor futása sosem ideálisan eggyenletes és ha már 0-ára behúzod megszünik a gerjesztés (hisz nincs eltérés), ez meg azonnali sebesség vesztésselját, erre a PID rárántja mert eltérés adódik és már kész is az oszcillálás!
Jelenleg a PID feldolgozási teljesítményemben még tartalékok is vannak bőven, nemhogy hiány! Mellesleg a nagysebességű mintavételezés mellékhatása a D-tag használhatatlanságá válása (mivel két mintavételezés között nem mérhető változás lassab változásoknál)!
Jelenleg a PID feldolgozási teljesítményemben még tartalékok is vannak bőven, nemhogy hiány! Mellesleg a nagysebességű mintavételezés mellékhatása a D-tag használhatatlanságá válása (mivel két mintavételezés között nem mérhető változás lassab változásoknál)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 13:05
Írta: 000000000 Dátum 2007 február 01, 13:05
Szia Péter!
Majd egyszer felrakok elsőként egy általános
DC motor blokk sémát, az már épp elég riasztó,
de most még ennek sincs értelme, egy teljes
szervo folyamatábráról nem is beszélve.
Így is sok az elmélet, Te mondtad, ne fokozzuk
tovább a káoszt.
Először a hajtott gép jellegéből, követelmény
rendszeréből adódóan kell motort választani.
Pont ezért amennyire lehetett én univerzális
célú szervót próbáltam összehozni, mert hála
a jó égnek a világon mindenhol egyfomán értelmezik a DC szervo motor kategóriát, csak
úgy érzékelem, itt a fórumon nem tudunk közös
nevezőre jutni. Így aztán engem nem érdekel a
motor típusa, hanem csak az, hogy szervo
vagy szervo jellegű legyen. Azon belül jóformán
csak a tápegység, és a PWM végfok határadatok
a döntőek. És nálam mindig elsődleges a Felhasználó
szempontja, ahhoz kell a szervonak igazodni
az előre átgondolt setup menü rendszerével, és
nem fordítva. Azt pedig ki merem jelenteni, hogy egy cég termékére sem hasonlít, mert
1985 óta sok mindent tapasztaltam, láttam, csináltam motorhajtás témakörben is, ezeknek
a szintéziseként alakult ki egy fő D-A-D rendszer, de az analóg és digitális részek
egy fő blokkon belül is keverednek a cél,
és a minél olcsóbb elérhetőség érdekében.
Majd egyszer felrakok elsőként egy általános
DC motor blokk sémát, az már épp elég riasztó,
de most még ennek sincs értelme, egy teljes
szervo folyamatábráról nem is beszélve.
Így is sok az elmélet, Te mondtad, ne fokozzuk
tovább a káoszt.
Először a hajtott gép jellegéből, követelmény
rendszeréből adódóan kell motort választani.
Pont ezért amennyire lehetett én univerzális
célú szervót próbáltam összehozni, mert hála
a jó égnek a világon mindenhol egyfomán értelmezik a DC szervo motor kategóriát, csak
úgy érzékelem, itt a fórumon nem tudunk közös
nevezőre jutni. Így aztán engem nem érdekel a
motor típusa, hanem csak az, hogy szervo
vagy szervo jellegű legyen. Azon belül jóformán
csak a tápegység, és a PWM végfok határadatok
a döntőek. És nálam mindig elsődleges a Felhasználó
szempontja, ahhoz kell a szervonak igazodni
az előre átgondolt setup menü rendszerével, és
nem fordítva. Azt pedig ki merem jelenteni, hogy egy cég termékére sem hasonlít, mert
1985 óta sok mindent tapasztaltam, láttam, csináltam motorhajtás témakörben is, ezeknek
a szintéziseként alakult ki egy fő D-A-D rendszer, de az analóg és digitális részek
egy fő blokkon belül is keverednek a cél,
és a minél olcsóbb elérhetőség érdekében.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 13:18
Írta: 000000000 Dátum 2007 február 01, 13:18
István!
Pedig nekem is az az érzésem, az integrátorod
és az arányos tagodon kell finomítani. Ne
feejtsd el, a motor legalább két tárolós
rendszer: egyrészt az éppen aktuális
fordulatából adódóan van egy felhalmozott
mozgási energiája, és van egy villamosan
betárolt energia rendszere. Mivel ezek soha
nincsenek nyugalomban, ha lassú a ciklusod,
és durva a mintavétel, nem tudod a lengéseket
kiszedni, mert már régen nem az a valós helyzet,
amire a proci meghozta a téves intézkedést.
Persze a helyzetet az teszi végképp
bonyolultá, hogy közben a hajtott oldalról
a motor tengelyére állandóan jönnek a zavaró
jelek (tömegerők, forgácsolási erők,
mikro akadozások, mechanikai rezgések,...)
Pedig nekem is az az érzésem, az integrátorod
és az arányos tagodon kell finomítani. Ne
feejtsd el, a motor legalább két tárolós
rendszer: egyrészt az éppen aktuális
fordulatából adódóan van egy felhalmozott
mozgási energiája, és van egy villamosan
betárolt energia rendszere. Mivel ezek soha
nincsenek nyugalomban, ha lassú a ciklusod,
és durva a mintavétel, nem tudod a lengéseket
kiszedni, mert már régen nem az a valós helyzet,
amire a proci meghozta a téves intézkedést.
Persze a helyzetet az teszi végképp
bonyolultá, hogy közben a hajtott oldalról
a motor tengelyére állandóan jönnek a zavaró
jelek (tömegerők, forgácsolási erők,
mikro akadozások, mechanikai rezgések,...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 13:23
Írta: 000000000 Dátum 2007 február 01, 13:23
Értem amit mondasz és ilyesmi is lehet, de gondolom azzal Te is egyet értesz, hogy 0 hibára 0 gerjesztés a válsz? Az is igaz, hogy nagyongyors I-tag helyettesítheti esetleg a D-tagot, de ez folyamatos, nagysebességű gerjesztgetéseket eredményez, amit a motor induktivitása is erősen fékezhet és a híd melegedéséhez vezethet valahol.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 13:33
Írta: 000000000 Dátum 2007 február 01, 13:33
Nálam soha nincs 0 hiba, mert analóg világban
ez a legritkább esemény, és ha már 1 mikrovolttal
nagyobb akár pozitív, akár negatív irányba a hibajel, az analóg áramkörök ezt érzékelik,
(attól analógok, és ezért imádom őket)
és elkezdik a rájuk kiszabott feladatok
végrahajtását. Nekem így állandóan van
információm, Neked pedig csak mintavételkor.
Próbáld meg mégiscsak jobban felpörgetni a PIC-et, határon "izzanak" az elektronok benne, biztos
javulást fogsz tapasztalni.
ez a legritkább esemény, és ha már 1 mikrovolttal
nagyobb akár pozitív, akár negatív irányba a hibajel, az analóg áramkörök ezt érzékelik,
(attól analógok, és ezért imádom őket)
és elkezdik a rájuk kiszabott feladatok
végrahajtását. Nekem így állandóan van
információm, Neked pedig csak mintavételkor.
Próbáld meg mégiscsak jobban felpörgetni a PIC-et, határon "izzanak" az elektronok benne, biztos
javulást fogsz tapasztalni.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 01, 14:08
Írta: D.Laci Dátum 2007 február 01, 14:08
Vallós idöbben még nem mértem. 1-10 increment közt lehet állitani. ha huzamosabb ideig fennál a lemaradás ~1s akor hibának tekinti és hibajelzéssel leáll.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 01, 14:09
Írta: D.Laci Dátum 2007 február 01, 14:09
"hatásossabb szervo vezérlést is el tudok képzelni :D"
Konkrétan mire gondolsz???
Konkrétan mire gondolsz???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 14:28
Írta: 000000000 Dátum 2007 február 01, 14:28
nem a mintavétel meg a beavatkozás között eltelt idö okozza a lengéseket?
ha felgyorsitod a chipet ésjobb lesz akkor aemiatt lehet
ha felgyorsitod a chipet ésjobb lesz akkor aemiatt lehet
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 17:38
Írta: svejk Dátum 2007 február 01, 17:38
Sziasztok!
Most kezdem el elolvasni a mai napi "termést".
Tibor!
Kössz a kimerítő leírást, azt hiszem ezekkel senki sem vitatkozhat.
De te valójában majdnem az ideális motor tulajdonságait adtad meg. Ezt egy méregdrága motor biztosan elég jól megközelíti.
De ami itt már százezerszer elhangzott nem akar itt a java nagyérdemű ipari csúcsgépet készíteni, hanem minél olcsóbban egy elfogadható minőséget elérni.
persze mindenkinek más a mértéke az elfogadhatósággal szemben.
nekünk ez az "ablaktörlő" motor a léptetőmotorhoz képest hozta az 5-szörös dinamikát, hang ,rezonancia nélkül, 5 szörös sebesség mellet, nekünk ez egyenlőre megfelelt
az ára az encoderrel együtt (500 fizikai osztás)annyi mint egy olcsó 0,5 Nm-es léptetőmoci
igazi szervomotorban ilyet encoderrel 30 alatt nem kapsz sehol.
Most kezdem el elolvasni a mai napi "termést".
Tibor!
Kössz a kimerítő leírást, azt hiszem ezekkel senki sem vitatkozhat.
De te valójában majdnem az ideális motor tulajdonságait adtad meg. Ezt egy méregdrága motor biztosan elég jól megközelíti.
De ami itt már százezerszer elhangzott nem akar itt a java nagyérdemű ipari csúcsgépet készíteni, hanem minél olcsóbban egy elfogadható minőséget elérni.
persze mindenkinek más a mértéke az elfogadhatósággal szemben.
nekünk ez az "ablaktörlő" motor a léptetőmotorhoz képest hozta az 5-szörös dinamikát, hang ,rezonancia nélkül, 5 szörös sebesség mellet, nekünk ez egyenlőre megfelelt
az ára az encoderrel együtt (500 fizikai osztás)annyi mint egy olcsó 0,5 Nm-es léptetőmoci
igazi szervomotorban ilyet encoderrel 30 alatt nem kapsz sehol.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 17:44
Írta: svejk Dátum 2007 február 01, 17:44
én ezt szinte normálisnak találom ,mert ha megépítesz egy elfogadható stabil mechanikát, akkor később ráérsz gondolkodni a hajtáson, és finomíthatod.
hiába a 200000-es szervo a kotyogó mechanikán
Sajnos az ipar sem igy gondolkodik már,:megcsinálják a silány hardware-t és software-esen próbálják a hibát eltüntetni
hiába a 200000-es szervo a kotyogó mechanikán
Sajnos az ipar sem igy gondolkodik már,:megcsinálják a silány hardware-t és software-esen próbálják a hibát eltüntetni
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 01, 17:45
Írta: bmejdz9nu Dátum 2007 február 01, 17:45
Encoder saját termés vagy valami más?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 17:51
Írta: svejk Dátum 2007 február 01, 17:51
Dehogy tudjuk mérni...
Elvileg lehetséges nem is lenne tul bonyolult.
Tapasztalat...
gyorsjárat 6000 mm/perc, itt irányváltáskor jelez a servo hogy van késés.
1000 -1500 mm/perces előtolásnál nagyobb munka közben nem nagyon kell, ittmég nem mutat az elktronika szerint hibát, illtve a munkadarabon sem látszik belengés.
nagyobb gépen persze itt is kell játszani a mach gyorsulás-lasításával
Elvileg lehetséges nem is lenne tul bonyolult.
Tapasztalat...
gyorsjárat 6000 mm/perc, itt irányváltáskor jelez a servo hogy van késés.
1000 -1500 mm/perces előtolásnál nagyobb munka közben nem nagyon kell, ittmég nem mutat az elktronika szerint hibát, illtve a munkadarabon sem látszik belengés.
nagyobb gépen persze itt is kell játszani a mach gyorsulás-lasításával
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2007 február 01, 18:00
Írta: hyuekyh7a Dátum 2007 február 01, 18:00
Hali!
Szia svejk!
Mérni? Úgy tudjuk lemérni az elkészült munkát mióta szervó van egy selejt sem készült legalábbis nálam, na meg a pénztárcánkat is lemérhetjük mennyi maradt benne a szervővezérlő beszerzése útán:-)))
Szia svejk!
Mérni? Úgy tudjuk lemérni az elkészült munkát mióta szervó van egy selejt sem készült legalábbis nálam, na meg a pénztárcánkat is lemérhetjük mennyi maradt benne a szervővezérlő beszerzése útán:-)))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 18:00
Írta: svejk Dátum 2007 február 01, 18:00
igen az is made in home, természetesen az opto gyári
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 01, 18:15
Írta: D.Laci Dátum 2007 február 01, 18:15
Ez talán hatásosabb.Az előtolás (félgázzal:) )1500 és 500mm/min. 0.01mm belül visszaáll.
Ma felaplikáltam egy felső marót (szobrot martam)12mm átmérőjű maró 30mélyen egyaz egyben az anyagban ment. Az 1040W-os moci majdnem megadta magát.Holnap errölis csinálok videót...
video
Ma felaplikáltam egy felső marót (szobrot martam)12mm átmérőjű maró 30mélyen egyaz egyben az anyagban ment. Az 1040W-os moci majdnem megadta magát.Holnap errölis csinálok videót...
video
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 18:23
Írta: 000000000 Dátum 2007 február 01, 18:23
Sziasztok Svejk, Csaba, D.laci!
Szeretnék egy kicsit világosabban látni.
A Ti szervo megoldásotokban csak a motor azonos,
vagy az elektronika is?
Ti együtt fejlesztettétek ezt ki, vagy 3
küönböző dologról van szó?
Szeretnék egy kicsit világosabban látni.
A Ti szervo megoldásotokban csak a motor azonos,
vagy az elektronika is?
Ti együtt fejlesztettétek ezt ki, vagy 3
küönböző dologról van szó?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 19:02
Írta: svejk Dátum 2007 február 01, 19:02
igen, egy helyen készült
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 19:02
Írta: svejk Dátum 2007 február 01, 19:02
No,akkor.
Most olyat írok amiért már egyszer egy topic törölve lett.
Pedig nem kellene, mert sokat lehet belőle tanulni, tapasztalatot szerezni.
Elöljáróban mégegyszer nekem az elektronika csak hobbym immár 25 éve de ezirányu tanulmányaim nincsenek.
Gondolom sokan tudjátok illetve a figyelmesebbek rájöhettek, hogy mi az smc-t csináltuk meg
http://elm-chan.org/works/smc/report_e.html
ennek az egyszerű szervonak is sok buktatója volt, ami nekem akkora kihívás volt mint mondjuk Tibor45-nek egy teljes saját tervezésűt elkészíteni.
Szép lassan rájöttünk azokra a dolgokra amik másoknak esetleg evidensnek számítanak.
Lehetett volna az uhut is választani, ami talán kicsit jobb, de itt a nyílt forráskód azzal kecsegtet hogy esetleg még tudunk mi is hozzátenni az alapokhoz.
a szervo lényegét értettem eddig is nagyjából.
az encoder használatával sem volt gond, már régebben is használtam.
következett a motor választás: cél az volt ne kerüljön sokba.
ez sikerült is, és sikerült több egyformát beszerezni.
eleinte nekem is kétségeim voltak a motorral szemben ,de a mi elvárásainkat símán teljesíti.
A motorunk 24 V-os kb.80 W-os az encoder amit készítettünk hozzá 500 fizikai osztású (2000 increment)
a vezérlő adatai a linkben megtalálhatók.
a komplett rendszer 7-8 gépen működik eddig megbízhatóan.
Most olyat írok amiért már egyszer egy topic törölve lett.
Pedig nem kellene, mert sokat lehet belőle tanulni, tapasztalatot szerezni.
Elöljáróban mégegyszer nekem az elektronika csak hobbym immár 25 éve de ezirányu tanulmányaim nincsenek.
Gondolom sokan tudjátok illetve a figyelmesebbek rájöhettek, hogy mi az smc-t csináltuk meg
http://elm-chan.org/works/smc/report_e.html
ennek az egyszerű szervonak is sok buktatója volt, ami nekem akkora kihívás volt mint mondjuk Tibor45-nek egy teljes saját tervezésűt elkészíteni.
Szép lassan rájöttünk azokra a dolgokra amik másoknak esetleg evidensnek számítanak.
Lehetett volna az uhut is választani, ami talán kicsit jobb, de itt a nyílt forráskód azzal kecsegtet hogy esetleg még tudunk mi is hozzátenni az alapokhoz.
a szervo lényegét értettem eddig is nagyjából.
az encoder használatával sem volt gond, már régebben is használtam.
következett a motor választás: cél az volt ne kerüljön sokba.
ez sikerült is, és sikerült több egyformát beszerezni.
eleinte nekem is kétségeim voltak a motorral szemben ,de a mi elvárásainkat símán teljesíti.
A motorunk 24 V-os kb.80 W-os az encoder amit készítettünk hozzá 500 fizikai osztású (2000 increment)
a vezérlő adatai a linkben megtalálhatók.
a komplett rendszer 7-8 gépen működik eddig megbízhatóan.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 19:08
Írta: 000000000 Dátum 2007 február 01, 19:08
Azt hiszem Tibor kezdek rájönni hol a hibám (lengés)! Elvi hibám van az Integrátor kezelésével! Valószínüleg ott a hiba 8mert már kezd javolni), hogy én a 0 hibát statikusan kezeltem (nem kell gerjeszteni mert ok a pozíció), holott ezt is dinamikus állapotnak kell tekinteni (az-az pont jo az aktuális gerjesztés)![#heureka]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 01, 19:18
Írta: bmejdz9nu Dátum 2007 február 01, 19:18
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 19:19
Írta: svejk Dátum 2007 február 01, 19:19
Még talán annyit, hogy ez a rendszer vezérlővel, encoderrel, motorral no meg egy kis munkával, ügyességgel kihozható 30 ezerből tengelyenként.
egyébként is szerintem ha profizmusra törekednénk nem mach-et használnánk és főleg nem step/dir vezérlést. ez talán a 80-as évek technikája. ma már szerintem legalább a can-buszra kellene fejleszteni.
egyébként is szerintem ha profizmusra törekednénk nem mach-et használnánk és főleg nem step/dir vezérlést. ez talán a 80-as évek technikája. ma már szerintem legalább a can-buszra kellene fejleszteni.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 01, 19:59
Írta: Kristály Árpád Dátum 2007 február 01, 19:59
Hallihó svejk és a többiek!!!
Igen igazad van én találtam erre kapcsolást a nyák el is készült a PIC kógja is megvan.....
Megkeresem és közkincsé teszem, hátha így hamarabb lesz belőle valami....
AZ MINDENKÉP ÖRÖMÖMRE SZÓLGÁL? HOGY EZT IS MEGÉRTÜK!!!!!!!
Igen igazad van én találtam erre kapcsolást a nyák el is készült a PIC kógja is megvan.....
Megkeresem és közkincsé teszem, hátha így hamarabb lesz belőle valami....
AZ MINDENKÉP ÖRÖMÖMRE SZÓLGÁL? HOGY EZT IS MEGÉRTÜK!!!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 20:06
Írta: 000000000 Dátum 2007 február 01, 20:06
Köszi Svejk!
Így már értek mindent a műszaki tartalommal
kapcsolatosan. Azt mondjuk nem értem,
továbbra sem, hogy miután kiállítottad a bruttó
30.000 Ft-os számlát a vevőnek, adózás után
hogy tudsz ezen 1 Ft-ot is keresni, mert én
egy picit drágább szervóm kapcsán egyelőre jó,
ha 0 szaldós vagyok. De mivel világ életemben a
műszaki megszállottságom vezérelt, nem izgat
ez a része a dolognak.
A #310-ben pedig már írtam, hogy:
"És ha egyszer bárki által tervezett szervó már
működik, annak én csak gratulálni tudok, és
elismerem a teljesítményét."
Műszaki-gyakorlati emberként egy dolgot viszont
nehezen viselek: nevezetesen amikor tényszerű
objektív paraméterek hatását valaki nem akarja
tudomásul venni, és helyette az alkotó ember
büszkesége, sértettsége jön ki belőle, és
a vita nem a tényekről szól.
Legalább egyben egyezzünk meg: egy jó minőségű
szervomotorra egészen más szabályzástechnikai
beállítások, algoritmusok vonatkoznak, mint
egy olyanra, amit Ti használtok és ajánlotok.
Ha ebben meg tudunk állapodni, akkor a vitát a
magam részéről lezártnak tekintem, és harmadszor
írom le: Gratula Nektek!
Így már értek mindent a műszaki tartalommal
kapcsolatosan. Azt mondjuk nem értem,
továbbra sem, hogy miután kiállítottad a bruttó
30.000 Ft-os számlát a vevőnek, adózás után
hogy tudsz ezen 1 Ft-ot is keresni, mert én
egy picit drágább szervóm kapcsán egyelőre jó,
ha 0 szaldós vagyok. De mivel világ életemben a
műszaki megszállottságom vezérelt, nem izgat
ez a része a dolognak.
A #310-ben pedig már írtam, hogy:
"És ha egyszer bárki által tervezett szervó már
működik, annak én csak gratulálni tudok, és
elismerem a teljesítményét."
Műszaki-gyakorlati emberként egy dolgot viszont
nehezen viselek: nevezetesen amikor tényszerű
objektív paraméterek hatását valaki nem akarja
tudomásul venni, és helyette az alkotó ember
büszkesége, sértettsége jön ki belőle, és
a vita nem a tényekről szól.
Legalább egyben egyezzünk meg: egy jó minőségű
szervomotorra egészen más szabályzástechnikai
beállítások, algoritmusok vonatkoznak, mint
egy olyanra, amit Ti használtok és ajánlotok.
Ha ebben meg tudunk állapodni, akkor a vitát a
magam részéről lezártnak tekintem, és harmadszor
írom le: Gratula Nektek!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 01, 20:11
Írta: bmejdz9nu Dátum 2007 február 01, 20:11
Szinte pár nap alatt 357 bejegyzés...
... mint a vulkánkitörés ...?
Persze lehet, hogy ez a jövő - de ez biztos? Nem hiszem, hogy minden gépre jó a szervó...
A Bipoláris vezérlést meg hanyagoljátok...
Pedíg az is egy érdekes dolog... az sem egyszerű... az is tud olyat amit más nem...
(Nemcsak szervóból áll a világ.)
... mint a vulkánkitörés ...?
Persze lehet, hogy ez a jövő - de ez biztos? Nem hiszem, hogy minden gépre jó a szervó...
A Bipoláris vezérlést meg hanyagoljátok...
Pedíg az is egy érdekes dolog... az sem egyszerű... az is tud olyat amit más nem...
(Nemcsak szervóból áll a világ.)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 20:11
Írta: svejk Dátum 2007 február 01, 20:11
Szia!
ezt nem igazán értem , nem egyről beszélhetünk.
ebben atmal.van és a honlapon minden infó fellelhető.
De abban egyet értek hogy hál' istennek megértük hogy nyíltan beszélhetünk róla
ezt nem igazán értem , nem egyről beszélhetünk.
ebben atmal.van és a honlapon minden infó fellelhető.
De abban egyet értek hogy hál' istennek megértük hogy nyíltan beszélhetünk róla
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 20:13
Írta: 000000000 Dátum 2007 február 01, 20:13
Szia István!
Örülök, és meglátod hamarosan összeáll minden
Nálad is, és a sok fejlesztési munka meghozza
az eredményt.
Örülök, és meglátod hamarosan összeáll minden
Nálad is, és a sok fejlesztési munka meghozza
az eredményt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 20:27
Írta: svejk Dátum 2007 február 01, 20:27
Tibor!
Én nem állítok ki senkinek számlát, mindenki csinálja meg maga .Nem nagy ördöngösség.Ha segítséget kér megpróbálok segíteni.
A csere bere rovat sem a számlás cuccokról szól.
ismétlem magamat és jó párunkat itt a listán ez hobby.
Én a tényeket elfogadom de csak azt amit látok.
Az enyémet látom, gépen is működve.
egyáltalán nem vagyok megsértődve, és én legalább tízszeresen gratulálni tudok a Te teljesítményeden, sőt már a kilencvenes évek elején is el voltam ájulva a robsy-dtól!
Egyebként is a gratuláció nem nekem szólhat hanem a Japán úriembernek!
az utolsó bekezdéseddel teljesen egyetértek hogy más egy odavaló cucc ,de sokszor bebizonyosodott már hogy sz*rból is lehet várat építeni igaz az csak sz*r vár ,de a miénk
részemről is lezárt a dolog.
Ha ezekután mégis elmondanád az abszolut mérés tárolásának gyakorlati előnyeit (amit tegnap abbahagytál) nagyon hálás lennék érte és biztos a többiek is tanulnának.
Köszönöm!
Én nem állítok ki senkinek számlát, mindenki csinálja meg maga .Nem nagy ördöngösség.Ha segítséget kér megpróbálok segíteni.
A csere bere rovat sem a számlás cuccokról szól.
ismétlem magamat és jó párunkat itt a listán ez hobby.
Én a tényeket elfogadom de csak azt amit látok.
Az enyémet látom, gépen is működve.
egyáltalán nem vagyok megsértődve, és én legalább tízszeresen gratulálni tudok a Te teljesítményeden, sőt már a kilencvenes évek elején is el voltam ájulva a robsy-dtól!
Egyebként is a gratuláció nem nekem szólhat hanem a Japán úriembernek!
az utolsó bekezdéseddel teljesen egyetértek hogy más egy odavaló cucc ,de sokszor bebizonyosodott már hogy sz*rból is lehet várat építeni igaz az csak sz*r vár ,de a miénk
részemről is lezárt a dolog.
Ha ezekután mégis elmondanád az abszolut mérés tárolásának gyakorlati előnyeit (amit tegnap abbahagytál) nagyon hálás lennék érte és biztos a többiek is tanulnának.
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 01, 20:41
Írta: Kristály Árpád Dátum 2007 február 01, 20:41
Hallihó!!!!
Én A CAN-busz-ra értettem............
Hallihó!
Én A CAN-busz-ra értettem............
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 20:46
Írta: svejk Dátum 2007 február 01, 20:46
oké...bocsi
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 20:58
Írta: 000000000 Dátum 2007 február 01, 20:58
Nálam a vegyes rendszer azért is alakult ki,
mert az encoder mint relatív digitális mérő
eszköz csak egy lehetőség a sok küzül. Resolver,
percíziós potméter, abs. mérőlécek, ... is léteznek,
és ezek fogadására is próbáltam felkészülni.
Így kellett egy abszolut út regisztert
kialakítani, amik a fenti mérőeszközök adatait
egységesen abszolultá konvertálják, és így lehetséges csak a korrekt hibajel képzése.
Aztán ha valakinek csak sebesség szervo kell, akkor tachodinamó jelet is tudok fogadni, ez
ugyanezt a megoldást követeli. És arról már nem
is beszélek, amit Te is pedzegettél, a Step/Dir
alapjel helyett így sokfajta mást is tudok fogadni, ha éppen valaknek ilyen igényű
OUTPUT-ja a vezérlő programján.
És én elsősorban a profi gyári több százezres
szervocuccokat szerettem volna alulról
megközelíteni, és elérhetővé tenni azoknak a komoly gépépítőknek, akik már a Fórumon is
nagyon erős, golyósorsókkal teletűzdelt CNC
mechanikákat konstruáltak, néha már
50-60 kg-os mozgó tömegekkel, azonban jogosan
sajnálnának és nem is tudnának egy vagyont
kifizetni a hajtástechnikáért.
Röviden ennyi, Neked mint szakembernek ez így
már talán akkor egyértelmű.
mert az encoder mint relatív digitális mérő
eszköz csak egy lehetőség a sok küzül. Resolver,
percíziós potméter, abs. mérőlécek, ... is léteznek,
és ezek fogadására is próbáltam felkészülni.
Így kellett egy abszolut út regisztert
kialakítani, amik a fenti mérőeszközök adatait
egységesen abszolultá konvertálják, és így lehetséges csak a korrekt hibajel képzése.
Aztán ha valakinek csak sebesség szervo kell, akkor tachodinamó jelet is tudok fogadni, ez
ugyanezt a megoldást követeli. És arról már nem
is beszélek, amit Te is pedzegettél, a Step/Dir
alapjel helyett így sokfajta mást is tudok fogadni, ha éppen valaknek ilyen igényű
OUTPUT-ja a vezérlő programján.
És én elsősorban a profi gyári több százezres
szervocuccokat szerettem volna alulról
megközelíteni, és elérhetővé tenni azoknak a komoly gépépítőknek, akik már a Fórumon is
nagyon erős, golyósorsókkal teletűzdelt CNC
mechanikákat konstruáltak, néha már
50-60 kg-os mozgó tömegekkel, azonban jogosan
sajnálnának és nem is tudnának egy vagyont
kifizetni a hajtástechnikáért.
Röviden ennyi, Neked mint szakembernek ez így
már talán akkor egyértelmű.
Cím: Re:DC szervó motoros vezérlés
Írta: 35kpazcgr Dátum 2007 február 01, 20:58
Írta: 35kpazcgr Dátum 2007 február 01, 20:58
Egyérdekes oldal:
(Talán még nem volt)
Dc servomotor conroller
Step/dir Szervó hajtás.
Komplett leírás, kapcsolási rajzzal, programmal, fényképekkel.
(Talán még nem volt)
Dc servomotor conroller
Step/dir Szervó hajtás.
Komplett leírás, kapcsolási rajzzal, programmal, fényképekkel.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 01, 21:05
Írta: Kristály Árpád Dátum 2007 február 01, 21:05
Hallihó!
Szerinted ezidáig miről volt szó?
352#!!!!!
Szerinted ezidáig miről volt szó?
352#!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 35kpazcgr Dátum 2007 február 01, 21:06
Írta: 35kpazcgr Dátum 2007 február 01, 21:06
Halihó!
Miről?
:o)
Miről?
:o)
Cím: Re:DC szervó motoros vezérlés
Írta: 35kpazcgr Dátum 2007 február 01, 21:07
Írta: 35kpazcgr Dátum 2007 február 01, 21:07
Legfeljebb törlitek....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 21:16
Írta: svejk Dátum 2007 február 01, 21:16
Értem és köszönöm a választ.
És itt tényleg álljunk meg hiszen az smc nem a gyárit akarja megközelíteni hanem egy alapelvet próbál az amatőr gyakorlatba átültetni.
És itt tényleg álljunk meg hiszen az smc nem a gyárit akarja megközelíteni hanem egy alapelvet próbál az amatőr gyakorlatba átültetni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 01, 21:18
Írta: 000000000 Dátum 2007 február 01, 21:18
Svejk! Még valami eszembejutott, amit Te is
írtál a #361-ben velem kapcsolatban. A
kilencvenes években egy NDK autó ventillátor
motoros saját tervezésű szervóval hajtottam egy
kis robotocskát, éppen ezért nagyon jól
érzékelem, és értékelem a Ti jelenlegi motor megoldásotokat. Most van még pár Lada, Skoda
ablaktörlő motorom is. És hogy őszinte legyek,
a mai napig ezekre az alapokra tapasztalatokra
építek. Csak tudomásul kellett vennem, vannak
más igények is, és ezeket már ilyen motorokkal
nem lehet kielégíteni.
írtál a #361-ben velem kapcsolatban. A
kilencvenes években egy NDK autó ventillátor
motoros saját tervezésű szervóval hajtottam egy
kis robotocskát, éppen ezért nagyon jól
érzékelem, és értékelem a Ti jelenlegi motor megoldásotokat. Most van még pár Lada, Skoda
ablaktörlő motorom is. És hogy őszinte legyek,
a mai napig ezekre az alapokra tapasztalatokra
építek. Csak tudomásul kellett vennem, vannak
más igények is, és ezeket már ilyen motorokkal
nem lehet kielégíteni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 01, 22:35
Írta: svejk Dátum 2007 február 01, 22:35
Ez a beszéd , nekünk még ez az ujdonság és ez egyenlőre jól vizsgázott az értékítéletünk szerint.Remélem hogy nekünk is sikerül fejleszteni ,akkor majd beszámolunk róla.Most már tényleg eldugulok...
Sziasztok, jó munkát!
Sziasztok, jó munkát!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 01, 22:38
Írta: bmejdz9nu Dátum 2007 február 01, 22:38
Ha ilyen aktív lenne a társulat pl. aluvágás ügyben... mert nálam ez van most napirenden...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 09:41
Írta: 000000000 Dátum 2007 február 02, 09:41
Egy kis fogódzót tudnál esetleg adni, hogy ha nem Mach és nem step/dir , akkor mit lehetne helyette használni ? Ha konkrét programot nem is, de kulcsszavakat tudnál adni, amin el lehetne indítani a keresgélést?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 10:15
Írta: 000000000 Dátum 2007 február 02, 10:15
Bocs' de mit vársz még aluvágás ügyileg? A "Motoros" által javasolt PILANA lapján minden típusú és vastagságú aluhoz ajánlanak fűrésztárcsát, kézi és gépi előtoláshoz egyaránt. Az a bizonyos egyenes/trapéz fogazás amivel tükrüs felületet lehet vágni méretezve is van. Hogy tőlük veszed, vagy mástól, az teljesen lényegtelen, a fontos, hogy egyértelműen eldönthető mi használható az adott feladathoz. Mindezt persze véletlenül sem vedd leneheztelésnek, csupán nem értem a méltatlankodásodat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 10:38
Írta: 000000000 Dátum 2007 február 02, 10:38
Sziasztok!
Lehet, hogy vak vagyok, de csak Atmel procis doksikat találok. Van valahol Pic alapú komlett doksi? Előre is köszönöm!
Lehet, hogy vak vagyok, de csak Atmel procis doksikat találok. Van valahol Pic alapú komlett doksi? Előre is köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 02, 10:43
Írta: svejk Dátum 2007 február 02, 10:43
Sajnos én nem ismerek másmilyent de nem is volt eddig szükségem rá.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 10:58
Írta: 000000000 Dátum 2007 február 02, 10:58
Nézd meg EZT! Talán találsz benne okosat. 2005 novemberében ajánlottam először az SMC-vel együtt a Szervomotor vs.stepmotor #38-ban.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 11:35
Írta: 000000000 Dátum 2007 február 02, 11:35
Én amiket eddig láttam és nem Step/Dir, azok simán RS232C-n ASCII-ben átnyomták a vezérlőnek a teljes G-kódot és minden mást a vezérlő csinált onnantól! Ilyen a MasterCAM is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 12:11
Írta: 000000000 Dátum 2007 február 02, 12:11
A modellezésben ma már nem a szénkefés motorral szerelt szervók, hanem a különböző kefenélküli motorral épített digitális szervók a menők.
Mivel erősáramú szaki vagyok csak ugatom az elekrtonikát, de kérdezni szeretek:
-nem alkalmasak ezek tovább fejlesztésre?
-a 3fázisú motor fordulatszabályozók encoderrel
nem társíthatók (10 - 100 A-esek )?
-nem lehet az ott bevált elektronikákat felhasznáni?
A kioktató választ is elfogadom.
Mivel erősáramú szaki vagyok csak ugatom az elekrtonikát, de kérdezni szeretek:
-nem alkalmasak ezek tovább fejlesztésre?
-a 3fázisú motor fordulatszabályozók encoderrel
nem társíthatók (10 - 100 A-esek )?
-nem lehet az ott bevált elektronikákat felhasznáni?
A kioktató választ is elfogadom.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 02, 12:25
Írta: D.Laci Dátum 2007 február 02, 12:25
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 02, 14:00
Írta: bmejdz9nu Dátum 2007 február 02, 14:00
Unipolásris motor vezérlés #73 és #1 ez az amire gondolsz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 14:28
Írta: 000000000 Dátum 2007 február 02, 14:28
Szia RC!
Sajnos a modellekbe tervezett AC motorok
12-18V-ra méretezettek az akus tápellátás
miatt. Emiatt ezeknek a motoroknak
rossz a nyomatékállandója, a nagyfordulatúaknak
(20e. felettieknek) de pláne. Ezért van az,
hogy az ipari CNC AC szervo motorok minimum
90V-nál kezdődnek, de nem ritka 1 KW fölött
a 380V sem. Ettől függetlenül ha egyszer
tudunk talizni, és hozol bármilyen nekem
bármiylen AC modellmotort, az új AC fordulatszabályzómmal megpörgetem Neked, és
valószínűleg kicsit jobb paraméterekkel, mint
amit ezekből a fél gyufásdoboznyi modell AC
meghajtóktól eddig tapasztaltál.
Sajnos a modellekbe tervezett AC motorok
12-18V-ra méretezettek az akus tápellátás
miatt. Emiatt ezeknek a motoroknak
rossz a nyomatékállandója, a nagyfordulatúaknak
(20e. felettieknek) de pláne. Ezért van az,
hogy az ipari CNC AC szervo motorok minimum
90V-nál kezdődnek, de nem ritka 1 KW fölött
a 380V sem. Ettől függetlenül ha egyszer
tudunk talizni, és hozol bármilyen nekem
bármiylen AC modellmotort, az új AC fordulatszabályzómmal megpörgetem Neked, és
valószínűleg kicsit jobb paraméterekkel, mint
amit ezekből a fél gyufásdoboznyi modell AC
meghajtóktól eddig tapasztaltál.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 15:13
Írta: 000000000 Dátum 2007 február 02, 15:13
..mi is az a nyomatek allando ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 15:15
Írta: 000000000 Dátum 2007 február 02, 15:15
Tibor, szóval most hogy is van ez, AC vagy DC(BLDC) motorokról beszélünk?
A különbség vezérlés szempontjából annyi, hogy az egyiket szinuszos jellel kell hajtani, a másikat meg diszkrét jelekkel, vagy tévedek?
A különbség vezérlés szempontjából annyi, hogy az egyiket szinuszos jellel kell hajtani, a másikat meg diszkrét jelekkel, vagy tévedek?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 15:32
Írta: 000000000 Dátum 2007 február 02, 15:32
Szia Tyutyi!
Nem értelek, hogy jön ez ide?
Én az előbb a nyomatékállandó szempontjából
próbáltam rávilágítani ezen modell motorok CNC
pozícionáló szervomotorként való felhasználásának egyik korlátjára. Van még számos más is, de ezzel nem untanék senkit.
Az pedig, hogy van BLDC motor, az hogy jön ide?
Tudtommal ezek az "agyonfavorizált" AC
modellmotorok elenyésző hányada lehet csak
BLDC. Mindamellett már azt is kitárgyaltuk
többször, hogy mi az a minimális kis különbség
(Hall érzékelők, jelalakok) az AC indukciós
szinkron, és a BLDC motor között, egyébként
egykutya mindkettő.
Nem értelek, hogy jön ez ide?
Én az előbb a nyomatékállandó szempontjából
próbáltam rávilágítani ezen modell motorok CNC
pozícionáló szervomotorként való felhasználásának egyik korlátjára. Van még számos más is, de ezzel nem untanék senkit.
Az pedig, hogy van BLDC motor, az hogy jön ide?
Tudtommal ezek az "agyonfavorizált" AC
modellmotorok elenyésző hányada lehet csak
BLDC. Mindamellett már azt is kitárgyaltuk
többször, hogy mi az a minimális kis különbség
(Hall érzékelők, jelalakok) az AC indukciós
szinkron, és a BLDC motor között, egyébként
egykutya mindkettő.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 15:44
Írta: 000000000 Dátum 2007 február 02, 15:44
Szia!
A nyomatékállandó azt jelenti egy villamos motornál, hogy 1 Amper áram hatására mekkora
hasznos nyomatékot tud leadni. Mértékegysége:
Nm/A. Minden komoly motorgyártó cég erről
nyilatkozik, és közli a motorhoz tartozó
sok-sok adat között.
A nyomatékállandó azt jelenti egy villamos motornál, hogy 1 Amper áram hatására mekkora
hasznos nyomatékot tud leadni. Mértékegysége:
Nm/A. Minden komoly motorgyártó cég erről
nyilatkozik, és közli a motorhoz tartozó
sok-sok adat között.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 16:24
Írta: 000000000 Dátum 2007 február 02, 16:24
A gecko G-rex G100 és G101 sem step/dir. Ez amolyan "szervósító", bipoláris mikroléptetős vezérlőkhöz, encoder visszacsatolással. ITT (mach 4)
Ez is "átnyomja a vezérlőnek a teljes G-kódot és minden mást a vezérlő csinált onnantól" ???
Ez is "átnyomja a vezérlőnek a teljes G-kódot és minden mást a vezérlő csinált onnantól" ???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 16:30
Írta: 000000000 Dátum 2007 február 02, 16:30
Valamiért nekem most nem megy a G-rex pdf link...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 17:29
Írta: 000000000 Dátum 2007 február 02, 17:29
Köszönöm a PIC-es linkeket!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 17:41
Írta: 000000000 Dátum 2007 február 02, 17:41
Na itt a bővebb leírás: G-rex G100/101 Én nem hinném, hogy ez a teljes g-kódot egyben eszi... Pedig nem step/dir.
persze nem is szervó, nem is léptető. (Olyan mint a tökös menyasszony) [#csodalk]
persze nem is szervó, nem is léptető. (Olyan mint a tökös menyasszony) [#csodalk]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 18:26
Írta: 000000000 Dátum 2007 február 02, 18:26
Hát én nem ezt olvasom ki!
"The G100 is a 6-axis motion controller. It uses USB or Ethernet communication with a host PC to execute motion control and I/O commands. The axis outputs use a Step/Direction interface to motor drives. Each axis has an associated quadrature encoder input. The G100 also has 22 general purpose inputs, 16 general purpose outputs, 4 analog to digital inputs and 4 digital to analog outputs. Each digital input and output has an LED indicator."
Ez egy 6 tengelyes I/O + Step/Dir interfész, saját nI/O komm. nyelvel! Az, hogy tud fogadni encoder és továbbítani a PC felé, ez még messze nem szervó! Ez egy olyan mint amit a Mach is tud (visszajelzési lehetőség a CNC-től pozíciókról, de nem motor szabályzásra)!
Ez ahogyan olvasom egy sima USB v. Ethernet felületü I/O, saját Step/Dir impulzus generátorral (gondolom a buszon keresztül kapott utasításoknak megfelelően generál Step/Dir jelsorozatokat, talán primitív lineáris interpolációt is tartalmaz, de nem szabványos G-kód interpreter)!
Ez arra jó, hogy leváltsuk az LPT portot (új notebook stilus)!
Ez után kell kötni még tengelyenként egy P2A-t vagy P2S (servot). Önmagában nem motorvezérlő csak interface.
"The G100 is a 6-axis motion controller. It uses USB or Ethernet communication with a host PC to execute motion control and I/O commands. The axis outputs use a Step/Direction interface to motor drives. Each axis has an associated quadrature encoder input. The G100 also has 22 general purpose inputs, 16 general purpose outputs, 4 analog to digital inputs and 4 digital to analog outputs. Each digital input and output has an LED indicator."
Ez egy 6 tengelyes I/O + Step/Dir interfész, saját nI/O komm. nyelvel! Az, hogy tud fogadni encoder és továbbítani a PC felé, ez még messze nem szervó! Ez egy olyan mint amit a Mach is tud (visszajelzési lehetőség a CNC-től pozíciókról, de nem motor szabályzásra)!
Ez ahogyan olvasom egy sima USB v. Ethernet felületü I/O, saját Step/Dir impulzus generátorral (gondolom a buszon keresztül kapott utasításoknak megfelelően generál Step/Dir jelsorozatokat, talán primitív lineáris interpolációt is tartalmaz, de nem szabványos G-kód interpreter)!
Ez arra jó, hogy leváltsuk az LPT portot (új notebook stilus)!
Ez után kell kötni még tengelyenként egy P2A-t vagy P2S (servot). Önmagában nem motorvezérlő csak interface.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 18:28
Írta: 000000000 Dátum 2007 február 02, 18:28
Ha teljes G-kód interpreter lenne, nem volna szükség a Mach-ra!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 18:33
Írta: 000000000 Dátum 2007 február 02, 18:33
Tibor! Sikerölt megoldanom az Integrátor problámát!!!
Ez döbbenett, minden terhelés és sebességen 0-3 Step lemaradás között szabályoz (persze a motor+táp teljesítményén belül)![#buck]
Az I tag filozófiámat kellet átírni és már megy is!!!
Megcsináltam a fékpadot is és azon tesztelem külömböző fékerők mellett (van tömege is a tehetetlenséget szimulálni)! Meglepően érzéketlen a tápfeszre és a terhelésre, mindenüt kiválóan megy (ha jól van geállítva PID). Sikerült hatásossá tenni a D tagot is! most kellene külömböző szervo motor, hogy a beállíthatóságokat teszteljem (ez most a legnagyobb gondom)![#wow3]
Ez döbbenett, minden terhelés és sebességen 0-3 Step lemaradás között szabályoz (persze a motor+táp teljesítményén belül)![#buck]
Az I tag filozófiámat kellet átírni és már megy is!!!
Megcsináltam a fékpadot is és azon tesztelem külömböző fékerők mellett (van tömege is a tehetetlenséget szimulálni)! Meglepően érzéketlen a tápfeszre és a terhelésre, mindenüt kiválóan megy (ha jól van geállítva PID). Sikerült hatásossá tenni a D tagot is! most kellene külömböző szervo motor, hogy a beállíthatóságokat teszteljem (ez most a legnagyobb gondom)![#wow3]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 19:11
Írta: 000000000 Dátum 2007 február 02, 19:11
Gratula István! Látod mondtam én, hogy egy
jó integráló modul csodákra képes!
jó integráló modul csodákra képes!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 19:15
Írta: 000000000 Dátum 2007 február 02, 19:15
"Ez egy olyan mint amit a Mach - (3) - is tud (visszajelzési lehetőség a CNC-től pozíciókról, de nem motor szabályzásra)!"
Ja! Persze, hogy tudja, de nem avatkozik be, nem javítja a hibát, ez meg szerintem igen,(persze Mach 4-el) és ha ez így van, az azért már mégiscsak szabályzás!
Ja! Persze, hogy tudja, de nem avatkozik be, nem javítja a hibát, ez meg szerintem igen,(persze Mach 4-el) és ha ez így van, az azért már mégiscsak szabályzás!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 19:19
Írta: 000000000 Dátum 2007 február 02, 19:19
Ezt honnét veszed (mármint azt, hogy az beavatkozik)?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 19:20
Írta: 000000000 Dátum 2007 február 02, 19:20
Köszi, igazad volt!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 19:55
Írta: 000000000 Dátum 2007 február 02, 19:55
6. Oldal :
"ENCODERS AND STEP MOTORS" fejezet
a fejezetecske végén pofátlanul az AC szervóhoz is hasonlítja a szerző, gondolom csak azért, mert nincs kefe...
"ENCODERS AND STEP MOTORS" fejezet
a fejezetecske végén pofátlanul az AC szervóhoz is hasonlítja a szerző, gondolom csak azért, mert nincs kefe...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 02, 20:00
Írta: 000000000 Dátum 2007 február 02, 20:00
Milyen motorra lenn szükséged?
(kölcsönbe!)
(kölcsönbe!)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 09:05
Írta: 000000000 Dátum 2007 február 03, 09:05
Elvileg bármilyen DC, kefés motor jó lenne ami 0-20V feszültségű (én max 40V-ot tudok labortápból adni neki) és aminek a névleges árama 1-8A közé esik. Valamint encodere 100-2000 osztás közé esne. Valahogyan tesztelni kellene a beállíthatósági tartományt és ehhez kellene külömböző motor+encoder eggyüttes.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 09:08
Írta: 000000000 Dátum 2007 február 03, 09:08
Max. pozíció korrekciókat tudok elképzelni a Mach részéről, nem szervó szabályzást (ahhoz egyszerüen lassú és bizonytalan időzítésű egy ilyen kommunikáció, plána 6 tengelyen egyszerre és egyébb I/O műveletek mellett. Ja és akkor még nem beszéltünk a PC G-kód feldolgozásáról sem)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 09:22
Írta: 000000000 Dátum 2007 február 03, 09:22
D.Laci, svejk !
Adtok el külön motor+encodert is? Érdekelne egy ilyen összeállítás is!
Adtok el külön motor+encodert is? Érdekelne egy ilyen összeállítás is!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 09:51
Írta: 000000000 Dátum 2007 február 03, 09:51
Persze!
Én is csak korrigálásról beszéltem. De azt megcsinálja, és ha nem is szervó az itt -Pl. Tibor által- tárgyalt beavatkozási sebességek árnyékában, azért ez mégiscsak szabályzás (teszem azt 10 mikro lépésnyi hiba után), márpedig szigorú értelemben a szabályzás = szervó, nem pedig a motor típusa, vagy a vezérlés felépítése a döntő!
Ki mit szól?
Most finom ez a cucc mikroléptetős cnc-k alternatív fejlesztéséhez, vagy nem? Én (famegmunkálásban elegendő pontosságú) fordított nyomatékkarakterisztikájú szervóként fogom fel (ez utóbbi - hogy induláskor adja le a nagyobb nyomatékot - igen jól jöhet ám)!
Üdv.:
Áron
Én is csak korrigálásról beszéltem. De azt megcsinálja, és ha nem is szervó az itt -Pl. Tibor által- tárgyalt beavatkozási sebességek árnyékában, azért ez mégiscsak szabályzás (teszem azt 10 mikro lépésnyi hiba után), márpedig szigorú értelemben a szabályzás = szervó, nem pedig a motor típusa, vagy a vezérlés felépítése a döntő!
Ki mit szól?
Most finom ez a cucc mikroléptetős cnc-k alternatív fejlesztéséhez, vagy nem? Én (famegmunkálásban elegendő pontosságú) fordított nyomatékkarakterisztikájú szervóként fogom fel (ez utóbbi - hogy induláskor adja le a nagyobb nyomatékot - igen jól jöhet ám)!
Üdv.:
Áron
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 10:07
Írta: 000000000 Dátum 2007 február 03, 10:07
Hát ez akkor sem szervó szabályzás, csak CNC szabályzás (inkább korrigálás, nem a motort szabályozza, hanem az egész rendszer a szervó szabályzóval egyetemben korrigálja)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 10:24
Írta: 000000000 Dátum 2007 február 03, 10:24
Ok!
Természetesen ez a te szakmád :-), akkor csak CNC szabályzás!
(csak halkan: felhasználói szempontból ez egy kutya, neki annyi elég, hogy nem kell kidobna a munkadarabot, és minden megy tovább...)
Természetesen ez a te szakmád :-), akkor csak CNC szabályzás!
(csak halkan: felhasználói szempontból ez egy kutya, neki annyi elég, hogy nem kell kidobna a munkadarabot, és minden megy tovább...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 10:25
Írta: 000000000 Dátum 2007 február 03, 10:25
kidobna=kidobnia
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 10:29
Írta: 000000000 Dátum 2007 február 03, 10:29
Hát ezen lehetne filózni, mert ha ő érzékeli az eltérést, akkor az már eltért a névlegestől és az már selejet (nem jósol, hogy előre leállítson bármit is, csak utána, ha már megtörtént)!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 03, 10:33
Írta: svejk Dátum 2007 február 03, 10:33
El nem adunk, de ha állod a pk.-t természetesen Neked küldök egyet tesztelésre, aztán majd visszakerül valamikor vagy esetleg utána beszélhetünk árról.
De vigyázz, mert ez a sokat emlegetett "ablaktörlömotor" szerűség és a made in home encoder is házilag lett ráapplikálva.
Hétfőn tudom küldeni, 500-as encoder lesz rajta.
Küldj postacímet magánba!
De vigyázz, mert ez a sokat emlegetett "ablaktörlömotor" szerűség és a made in home encoder is házilag lett ráapplikálva.
Hétfőn tudom küldeni, 500-as encoder lesz rajta.
Küldj postacímet magánba!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 10:52
Írta: 000000000 Dátum 2007 február 03, 10:52
Szia Szobrász!
Egy léptető motort nem érdemes "szervósítani"
mert magasabb fordulatszám fölötti tartományban
minden léptető motor a működésének a határán
mozog. Így tehát ha a szervo szabályzó egy adott
helyzetben "megkéri" nyomatéktöbblet leadására,
hiába teszi. Egy szervorendszernek alapvető
tervezési szempontja, hogy a végrehajtó eleme
(motorja) is képes legyen azt csinálni x
időállandón belül, amit kíván a szabályzási
helyzet.
Egy léptető motort nem érdemes "szervósítani"
mert magasabb fordulatszám fölötti tartományban
minden léptető motor a működésének a határán
mozog. Így tehát ha a szervo szabályzó egy adott
helyzetben "megkéri" nyomatéktöbblet leadására,
hiába teszi. Egy szervorendszernek alapvető
tervezési szempontja, hogy a végrehajtó eleme
(motorja) is képes legyen azt csinálni x
időállandón belül, amit kíván a szabályzási
helyzet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 11:19
Írta: 000000000 Dátum 2007 február 03, 11:19
Szervusz Tibor!
Azt hiszem, más elvárásaink vannak, másról beszélünk!
Én nem gondolok gravír pontosságra, vagy sorozatgyártásra.
Adott egy 1 köbméteres carrarai márvány! (sajna nem ;-), de majd)
Az ember inge, gatyája rámegy...
Adott egy irtózatosan hosszú G-kód.
Adott az ördög, aki nem alszik (többek állítása szerint ezért táskásak a szemei).
Mármost - sajna vagy sem - nekem adott a mikro léptetős rendszer szép nagy léptecsekkel.
Az emberben természetes az igény, hogy a lehető legkisebb hibázási kockázat mellett dolgozza meg ezt a kavicsot! Még így is érthetetlen a makacskodásom?
(Magas fordulaton állítólag visszavesz a G-rex és maga ellenőrzi ezt a határt)
Üdv.:
Áron
Azt hiszem, más elvárásaink vannak, másról beszélünk!
Én nem gondolok gravír pontosságra, vagy sorozatgyártásra.
Adott egy 1 köbméteres carrarai márvány! (sajna nem ;-), de majd)
Az ember inge, gatyája rámegy...
Adott egy irtózatosan hosszú G-kód.
Adott az ördög, aki nem alszik (többek állítása szerint ezért táskásak a szemei).
Mármost - sajna vagy sem - nekem adott a mikro léptetős rendszer szép nagy léptecsekkel.
Az emberben természetes az igény, hogy a lehető legkisebb hibázási kockázat mellett dolgozza meg ezt a kavicsot! Még így is érthetetlen a makacskodásom?
(Magas fordulaton állítólag visszavesz a G-rex és maga ellenőrzi ezt a határt)
Üdv.:
Áron
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 11:24
Írta: 000000000 Dátum 2007 február 03, 11:24
Szóval nem kell ez énnekem, csak talomban tartanám a lépésvesztéstől való félelmeim miatt!
Mert vannak.
Mert vannak.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 11:29
Írta: 000000000 Dátum 2007 február 03, 11:29
Nézd meg D.laci-nál. Raktam ki már motorokat.
Csa nem tudom Laci mikor tudja kirakni a lépeket is.
Üdv
Csa nem tudom Laci mikor tudja kirakni a lépeket is.
Üdv
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 11:30
Írta: 000000000 Dátum 2007 február 03, 11:30
lépeket=képeket
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 11:32
Írta: 000000000 Dátum 2007 február 03, 11:32
Hát tudod kedves Szobrász, ezt a hajtás
kiválasztást akkor alaposan elszúrtad.
Az 1m3-es márványt megmunkáló gép álmaid
és ennek léptetőmotoros hajtása ugyanis
egymást kizáró kategória.
kiválasztást akkor alaposan elszúrtad.
Az 1m3-es márványt megmunkáló gép álmaid
és ennek léptetőmotoros hajtása ugyanis
egymást kizáró kategória.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 11:47
Írta: 000000000 Dátum 2007 február 03, 11:47
[#szomoru1][#szomoru1][#szomoru1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 12:07
Írta: 000000000 Dátum 2007 február 03, 12:07
Természetesen állom oda-vissza a pk-t és nagyon köszönöm!!!
Mailt küldök![#worship]
Mailt küldök![#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 13:48
Írta: 000000000 Dátum 2007 február 03, 13:48

Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 február 03, 13:57
Írta: j3rx6bsjd Dátum 2007 február 03, 13:57
Ne keseredj el szobrász,ha nem hajtod eszeveszett tempoban a gépet,szerintem megoldható léptetőmotoros megoldással is,Egy dolog a lényeg a forgácsoláskor fellépő előtolási erőigény ne haladja meg a léptetőmotorok erejét.(de szép mondat lett)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 14:02
Írta: 000000000 Dátum 2007 február 03, 14:02
Szerintem is!
Ne írd le a léptetőmotoros hajtásokat, egyszerübb és könnyebb kézben tartani![#vigyor2]
Ne írd le a léptetőmotoros hajtásokat, egyszerübb és könnyebb kézben tartani![#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 15:10
Írta: 000000000 Dátum 2007 február 03, 15:10
Szia Szobrász!
Neki kezdtél már a gép épitésének?
Ne haragudj de már anyit olvastam a tervezésről és az épitésről de képet nem láttunk a gépről.
Lessz valamikor???
Remélem nincs harag[#awink]
Neki kezdtél már a gép épitésének?
Ne haragudj de már anyit olvastam a tervezésről és az épitésről de képet nem láttunk a gépről.
Lessz valamikor???
Remélem nincs harag[#awink]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 február 03, 17:32
Írta: Szalai György Dátum 2007 február 03, 17:32
#400
Jó tanáccsal nem tudom segíteni a munkádat. Ez a szint már túlnőtt rajtam. Leragadtam az analógnál meg a TTL CMOS-nál. Amit programozni kell az nekem kínai. Lehet hogy a közeli jövőben nektek is az lesz, mert ott fogják gyártani. Tibor45 bejegyzéseit olvasva már alig merek valamit szervo motornak minősíteni. Szívesen kölcsön adom én is a szervo motornak látszó tárgyaimat. Kilenc félét találtam a pincében, encoderrel egybeépített használt darabok. Mindegyik fajtából odaadnék egyet, mert most a sokféleség a cél. Ablaktörlő motorom nincsen, de áttétellel egybeépített szervónak látszó van. Nem biztos hogy az jó lenne neked, (Nagy nyomatékú tengelyt nehezebb terhelni) ezért őket nem ajánlom fel. Vannak viszont elektromos kuplungjaim abból adok szívesen, ha valami villanyfék félét akarnál építeni. A postázást nem vállalom de Bp Nyugati pu. ig be tudom vinni őket. A filetár képekbe tettem egy fotót róluk Sokszervo néven, de nekem nem nyílik meg, ha neked se akkor kérlek töröld. Tettem ugyan azt kissebbe, (Sokszervo2) az már nekem is nézhető. Jó kisérletezést.
Jó tanáccsal nem tudom segíteni a munkádat. Ez a szint már túlnőtt rajtam. Leragadtam az analógnál meg a TTL CMOS-nál. Amit programozni kell az nekem kínai. Lehet hogy a közeli jövőben nektek is az lesz, mert ott fogják gyártani. Tibor45 bejegyzéseit olvasva már alig merek valamit szervo motornak minősíteni. Szívesen kölcsön adom én is a szervo motornak látszó tárgyaimat. Kilenc félét találtam a pincében, encoderrel egybeépített használt darabok. Mindegyik fajtából odaadnék egyet, mert most a sokféleség a cél. Ablaktörlő motorom nincsen, de áttétellel egybeépített szervónak látszó van. Nem biztos hogy az jó lenne neked, (Nagy nyomatékú tengelyt nehezebb terhelni) ezért őket nem ajánlom fel. Vannak viszont elektromos kuplungjaim abból adok szívesen, ha valami villanyfék félét akarnál építeni. A postázást nem vállalom de Bp Nyugati pu. ig be tudom vinni őket. A filetár képekbe tettem egy fotót róluk Sokszervo néven, de nekem nem nyílik meg, ha neked se akkor kérlek töröld. Tettem ugyan azt kissebbe, (Sokszervo2) az már nekem is nézhető. Jó kisérletezést.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 17:37
Írta: 000000000 Dátum 2007 február 03, 17:37
Nagyon köszönöm nagylelküségedet! Sajnos én nem járok Pesten, ezért csak a postában reménykedhetek! Természetesen az összes (oda-vissza) postaköltséget vállalom, de elég lenne nekem 1-2 féle motor is (eggyenlőre)! Ha nem megy, akkor várjunk vele, majd csak lesz valami megoldás!
Köszi!
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 17:50
Írta: 000000000 Dátum 2007 február 03, 17:50
Sziasztok!
Valaki tud abban segítenni, hogy honnan lehet beszerezni "olcsón" használható szervó motort? Vagy valaki már kért valahonnan árakat? Köszi
Valaki tud abban segítenni, hogy honnan lehet beszerezni "olcsón" használható szervó motort? Vagy valaki már kért valahonnan árakat? Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 17:53
Írta: 000000000 Dátum 2007 február 03, 17:53
Ez engem is érdekelne!
Az ISEL-nél kapható, de szerintem nem "olcsó"!
Az ISEL-nél kapható, de szerintem nem "olcsó"!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 18:22
Írta: 000000000 Dátum 2007 február 03, 18:22
Szia György!
Senkit nem áll szándékomban megijeszteni szervo
témakörben, sőt fordítva. A kollektív tudás
lehetősége van meg ezen a fórumon. A műszaki
paraméterektől pedig nem kell félni, fordítva,
segítségünkre vannak abban, hogy jó döntéseket
hozzunk, és ne zsákutcába bolyongjuk.
Ha pedig a motorjaidon lévő gyári encoderek
200, vagy afölötti osztásúak, nagy
valószínűséggel minimum szervo jellegűnek
minősíthetőek látatlanban is.
Senkit nem áll szándékomban megijeszteni szervo
témakörben, sőt fordítva. A kollektív tudás
lehetősége van meg ezen a fórumon. A műszaki
paraméterektől pedig nem kell félni, fordítva,
segítségünkre vannak abban, hogy jó döntéseket
hozzunk, és ne zsákutcába bolyongjuk.
Ha pedig a motorjaidon lévő gyári encoderek
200, vagy afölötti osztásúak, nagy
valószínűséggel minimum szervo jellegűnek
minősíthetőek látatlanban is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 18:59
Írta: 000000000 Dátum 2007 február 03, 18:59
Lenne még egy kérdésem: a szervó motorok adatlapjait nézve a szervó motorok többségénél gyengébb Nm adatokat látni, mint a léptetőknél..tehát akkor sokkal nagyobb szervó motor kell adott erő eléréséhez, mintha léptetőt használnék, vagy erősen áttételezni kell a hajtást?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 20:03
Írta: 000000000 Dátum 2007 február 03, 20:03
Szia PTomi!
Egy léptetőmotornál megadott tartónyomaték
nulla furdulatra igaz. Abban a pillanatban, ahogyan megmozdul, már nem igaz ez a nyomaték,
és ahogyan nő a fordulatszáma, hamarosan
elveszíti még a maradékot is, és gyorsan esik,
majd 0 lesz. Ezt a jelenség ábrázolható egy M-n
jelleggörbén, amit nagyon szeretnek eltitkolni
a gyártók, a komolyabbak persze ezzel kezdik az
adatlapot. Ezzel szemben a DC szervomotornál
látott adat az egy alapérték, és ennek a 20-30
szorosát is leadja, ha szépen megkérik és valóban szervomotorról van szó. Az igazi szervo
motor ugyanis szófogadó, és kegyetlen, amit
mondanak neki, csak az számít.
Mindezt 0- és n.max (akár 6.000 1/min) között
tudja, tehát összehasonlíthatatlan jobb egy
szervohajtás-e tekintetben is. Mivel fordulatszám
tartomány bőven van, kis méretű 50-150 W-os
motoroknál mindenképpen érdemes, és adott esetben kell is betenni egy 1.5-4 közötti
lassító áttételt célszerűen fogazott szíjhajtással. Az áttétel pontos értékét a CNC
gép kinematikai lánca, a forgácsolás vagy más
technológiai alkalmazás jellege, visszacsatoló
mérő elem határozza meg. Így a macerás
tengelykapcsoló probléma is megoldódik.
Egy léptetőmotornál megadott tartónyomaték
nulla furdulatra igaz. Abban a pillanatban, ahogyan megmozdul, már nem igaz ez a nyomaték,
és ahogyan nő a fordulatszáma, hamarosan
elveszíti még a maradékot is, és gyorsan esik,
majd 0 lesz. Ezt a jelenség ábrázolható egy M-n
jelleggörbén, amit nagyon szeretnek eltitkolni
a gyártók, a komolyabbak persze ezzel kezdik az
adatlapot. Ezzel szemben a DC szervomotornál
látott adat az egy alapérték, és ennek a 20-30
szorosát is leadja, ha szépen megkérik és valóban szervomotorról van szó. Az igazi szervo
motor ugyanis szófogadó, és kegyetlen, amit
mondanak neki, csak az számít.
Mindezt 0- és n.max (akár 6.000 1/min) között
tudja, tehát összehasonlíthatatlan jobb egy
szervohajtás-e tekintetben is. Mivel fordulatszám
tartomány bőven van, kis méretű 50-150 W-os
motoroknál mindenképpen érdemes, és adott esetben kell is betenni egy 1.5-4 közötti
lassító áttételt célszerűen fogazott szíjhajtással. Az áttétel pontos értékét a CNC
gép kinematikai lánca, a forgácsolás vagy más
technológiai alkalmazás jellege, visszacsatoló
mérő elem határozza meg. Így a macerás
tengelykapcsoló probléma is megoldódik.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 03, 20:59
Írta: D.Laci Dátum 2007 február 03, 20:59
Tibor!
Van itt egy motor a látóhatáron. Ugyan nem sok adat van róla de hátha tudsz véleményt mondani érdemes-e vele kísérletezni, szervohoz. A forgórész 6 póluspárú,permanens mágneses, állórész.
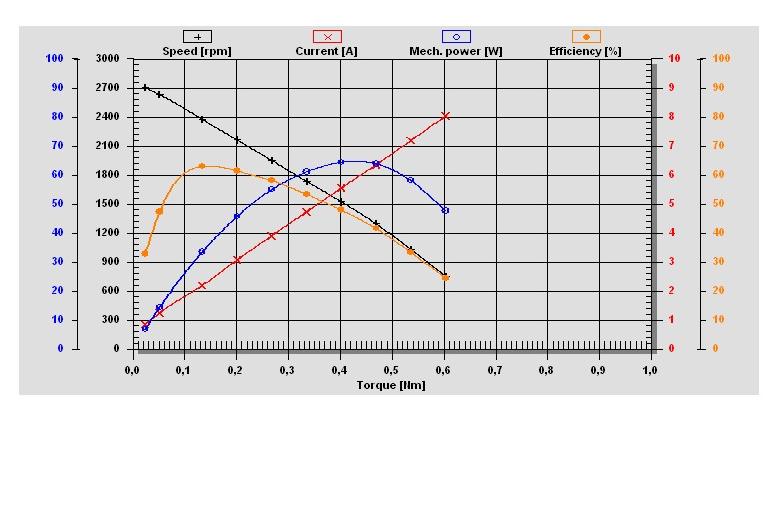
Van itt egy motor a látóhatáron. Ugyan nem sok adat van róla de hátha tudsz véleményt mondani érdemes-e vele kísérletezni, szervohoz. A forgórész 6 póluspárú,permanens mágneses, állórész.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 22:12
Írta: 000000000 Dátum 2007 február 03, 22:12
Szia Laci!
Semmi különlegeset nem látok ezen, egy max.
szervo jellegű alsó kategóriájú motorról
lehet szó, olyan autó ventillátor motor
kategória. Arra már jó, hogy egy szervóval
nagy nehezen életre lehessen kelteni, de ami
a problémája lehet:
- messze az origót elkerülő pontból indul
az I-M görbe, ami nagy kefesúrlódási
(kefe élettartam?), tengelycsapágyazási,
fluxus egyenetlenségi jelenségekre utal.
Mivel nem líneáris, nehezebb szabályozni,
és a nagyobb áramoknál intenzíven kezd majd
melegedni.
- valószínűleg az előbbiek miatt (kicsi a
gyárilag megengedett túlterhelhetősége)
nem is folytatták a görbéket, egészen 0
fordulatig le kellett volna terhelni.
Ez is árulkodó jel. Itt ha jól látom 1-3
közötti lehet ez a viszonyszám, szemben
a 20-30 szorosnál.
- az elektromechanikai időállandójáról, inercia
nyomatékáról semmit nem adtál meg, ezek is
döntőek egy szervónál, sőt kiemelten azok.
Összességében azt mondom, el lehet ezzel
indulni, és ha az adott felhasználásnál
túl komoly pályakövetési követelmények nincsenek
(3D teletűzdelve konkáv és konvex, gyors
irányváltást jelentő térgörbékkel),
és nem hajszolja agyon a kefe rendszerét a
szervovégfok magasabb fordulatokon, és nem ég
be a nagy áramoktól idő előtt, Hobby célokra
megfelelő lehet. Egy golyósorsós, komolyabb
gépre azonban már nem javasolnám, nem lenne
egyenszilárdságú (akinek telik g. orsóra,
gördülő vezetékre, az ne spóroljon a motoron:))
Semmi különlegeset nem látok ezen, egy max.
szervo jellegű alsó kategóriájú motorról
lehet szó, olyan autó ventillátor motor
kategória. Arra már jó, hogy egy szervóval
nagy nehezen életre lehessen kelteni, de ami
a problémája lehet:
- messze az origót elkerülő pontból indul
az I-M görbe, ami nagy kefesúrlódási
(kefe élettartam?), tengelycsapágyazási,
fluxus egyenetlenségi jelenségekre utal.
Mivel nem líneáris, nehezebb szabályozni,
és a nagyobb áramoknál intenzíven kezd majd
melegedni.
- valószínűleg az előbbiek miatt (kicsi a
gyárilag megengedett túlterhelhetősége)
nem is folytatták a görbéket, egészen 0
fordulatig le kellett volna terhelni.
Ez is árulkodó jel. Itt ha jól látom 1-3
közötti lehet ez a viszonyszám, szemben
a 20-30 szorosnál.
- az elektromechanikai időállandójáról, inercia
nyomatékáról semmit nem adtál meg, ezek is
döntőek egy szervónál, sőt kiemelten azok.
Összességében azt mondom, el lehet ezzel
indulni, és ha az adott felhasználásnál
túl komoly pályakövetési követelmények nincsenek
(3D teletűzdelve konkáv és konvex, gyors
irányváltást jelentő térgörbékkel),
és nem hajszolja agyon a kefe rendszerét a
szervovégfok magasabb fordulatokon, és nem ég
be a nagy áramoktól idő előtt, Hobby célokra
megfelelő lehet. Egy golyósorsós, komolyabb
gépre azonban már nem javasolnám, nem lenne
egyenszilárdságú (akinek telik g. orsóra,
gördülő vezetékre, az ne spóroljon a motoron:))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 22:54
Írta: 000000000 Dátum 2007 február 03, 22:54
Megpróbálok belinkelni egy képet, ahol egy
igazi szervomotor karakterisztikát láthattok.
Ezek önmagukért beszélnek.
Sajna az ilyen gyönyörű lineáris görbékért, és
túlterheltőségi adatokért kerül sokba ez a
kategória.
igazi szervomotor karakterisztikát láthattok.
Ezek önmagukért beszélnek.
Sajna az ilyen gyönyörű lineáris görbékért, és
túlterheltőségi adatokért kerül sokba ez a
kategória.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 03, 22:57
Írta: 000000000 Dátum 2007 február 03, 22:57
Talán most sikerül.

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 04, 08:13
Írta: 000000000 Dátum 2007 február 04, 08:13
Köszönöm mindenkinek a bőséges segítőkésségét servo motor ügyben! Meglepődtem és meghatódtam e sok felajánlástól, és még egyszer köszönöm!!!
Úgy néz ki, hogy lesz "néhány" motor amit kipróbálhatok![#taps][#worship]
Úgy néz ki, hogy lesz "néhány" motor amit kipróbálhatok![#taps][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 04, 10:18
Írta: svejk Dátum 2007 február 04, 10:18
Tibor45, neked biztos van sok igazi servomotorod. Nem tudnád egyiknek a gyári adatlapját elküldeni? Akkor talán könnyebben tudnánk találni megfelelőt. Kutakodtam a neten de nem igazán találtam, vagy ezek nem publikusak a gyártó részéről? A #431-ben ábrázolt diagram is túl ideálisnsk tűnik nekem.
Cím: Re:DC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2007 február 04, 11:10
Írta: u4vhu0en9 Dátum 2007 február 04, 11:10
http://frauii.extra.hu/pdf/TSE-C253-10C[1].pdf
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 04, 11:46
Írta: 000000000 Dátum 2007 február 04, 11:46
Szia Svejk!
Bár úgy lenne! A fejlesztés időszakában én is
kértem kölcsön, illetve kis teljesítményben
10-40W valóban van pár "kincsem", de azokat is
szép lassan 20 év alatt piacokon, bontókból
tudtam használtan megszerezni. Én pont azért
kínlódtam végig a profi motorokra is a
fejlesztést, mert ezek olyan hibákat,
hiányosságokat is kimutatnak, amit más motorok
nem. Így bármilyen szervomotorral
rendelkezhet valaki, én nem kötöm meg senkinek
a kezét. Valljuk meg őszintén, ritka az a CNC
gépépítő, aki új, gyári profi motort tud venni,
inkább ezeket mindenki használtan szerzi meg.
Ha valakinek végképp nincs semmilyen motorja,
akkor tudok neki ajánlani olcsóbb kategóriájú
újat is, és használtat is a szervómhoz, de
ehhez a konkrét gép konstrukciót, CNC
technológiát is kell tudnom.
A közölt görbe tényleg szép, de ez egy neves
cég, minden motor kategóriában gyárt. Ettől vannak jobbak is (már régebben beírtam, pl. PortEscape, ...). A szakirodalomban egyébként
egységes a szervomotor definició, a fő elvárt
műszaki paraméterekről már többször írtam,
talán ezek Neked újdonságok, de ettől ez létezik, és sajna nem olcsó cuccok ezek.
De ha belegondolsz, pont az a szép a szervóban,
hogy hihetelen széles az alkalmazási lehetőség,
a játék Lego-tól a Hobby CNC-n át, a professzionális
szerszámgépekig. A legfontosabb szerintem,
hogy az adott feladra jó legyen a hajtás,
és olyan setup menürendszere legyen, hogy minél
szélesebb motorkörben biztosítsa az illeszthetőséget. Mert motor és motor között óriási különbség van, mint ahogy 2
vezérlőelektronika között is. Végül a már említett
egyik neves, mérvadó motorgyártó cég linkje:
http://www.pennmotion.com/quick_index.html#brush
Itt igen sok adatot találsz minden típusú motorhoz (Step, DC-AC szervo, ...).
Bár úgy lenne! A fejlesztés időszakában én is
kértem kölcsön, illetve kis teljesítményben
10-40W valóban van pár "kincsem", de azokat is
szép lassan 20 év alatt piacokon, bontókból
tudtam használtan megszerezni. Én pont azért
kínlódtam végig a profi motorokra is a
fejlesztést, mert ezek olyan hibákat,
hiányosságokat is kimutatnak, amit más motorok
nem. Így bármilyen szervomotorral
rendelkezhet valaki, én nem kötöm meg senkinek
a kezét. Valljuk meg őszintén, ritka az a CNC
gépépítő, aki új, gyári profi motort tud venni,
inkább ezeket mindenki használtan szerzi meg.
Ha valakinek végképp nincs semmilyen motorja,
akkor tudok neki ajánlani olcsóbb kategóriájú
újat is, és használtat is a szervómhoz, de
ehhez a konkrét gép konstrukciót, CNC
technológiát is kell tudnom.
A közölt görbe tényleg szép, de ez egy neves
cég, minden motor kategóriában gyárt. Ettől vannak jobbak is (már régebben beírtam, pl. PortEscape, ...). A szakirodalomban egyébként
egységes a szervomotor definició, a fő elvárt
műszaki paraméterekről már többször írtam,
talán ezek Neked újdonságok, de ettől ez létezik, és sajna nem olcsó cuccok ezek.
De ha belegondolsz, pont az a szép a szervóban,
hogy hihetelen széles az alkalmazási lehetőség,
a játék Lego-tól a Hobby CNC-n át, a professzionális
szerszámgépekig. A legfontosabb szerintem,
hogy az adott feladra jó legyen a hajtás,
és olyan setup menürendszere legyen, hogy minél
szélesebb motorkörben biztosítsa az illeszthetőséget. Mert motor és motor között óriási különbség van, mint ahogy 2
vezérlőelektronika között is. Végül a már említett
egyik neves, mérvadó motorgyártó cég linkje:
http://www.pennmotion.com/quick_index.html#brush
Itt igen sok adatot találsz minden típusú motorhoz (Step, DC-AC szervo, ...).
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 04, 12:12
Írta: svejk Dátum 2007 február 04, 12:12
Köszönöm a linket!
Ilyen motrjaim nekem is vannak ,mármint a kisebb katagória 0.2-0.4 Nm és a vezérlőnk tesztelésekor nem vettem észre hogy ezekkel a motorokkal jobb lenne vagy könnyebb lenne behangolni a vezérlőt.
"és olyan setup menürendszere legyen, hogy minél
szélesebb motorkörben biztosítsa az illeszthetőséget. Mert motor és motor között óriási különbség van"
Akkor meg vagyok nyugodva hogy nekünk jó vezérlőnk van . (A gecko 320-at nem tudtam beállítani)
Ilyen motrjaim nekem is vannak ,mármint a kisebb katagória 0.2-0.4 Nm és a vezérlőnk tesztelésekor nem vettem észre hogy ezekkel a motorokkal jobb lenne vagy könnyebb lenne behangolni a vezérlőt.
"és olyan setup menürendszere legyen, hogy minél
szélesebb motorkörben biztosítsa az illeszthetőséget. Mert motor és motor között óriási különbség van"
Akkor meg vagyok nyugodva hogy nekünk jó vezérlőnk van . (A gecko 320-at nem tudtam beállítani)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 04, 12:14
Írta: svejk Dátum 2007 február 04, 12:14
Az utolsó mondatom után képzeljetek oda egy pár smile-t!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 04, 12:32
Írta: 000000000 Dátum 2007 február 04, 12:32
Gratulálok, irigylem az önbizalmadat.
Én a helyedben műszaki, objektív ismeretekre
építve, alaposan kielemezve az egyenáramú
villamos motorok alapegyenleteit pont fordítva
gondolkodnék, és egy kicsit megijednék, és
talán szerényebb lennék.
Egy már bizonyított, a maga kategóriájában
piacvezető, szakemberek által elismert
szervo "kudarca" a Ti motorotoknál számomra
egész mást is jelenthet...
Én a helyedben műszaki, objektív ismeretekre
építve, alaposan kielemezve az egyenáramú
villamos motorok alapegyenleteit pont fordítva
gondolkodnék, és egy kicsit megijednék, és
talán szerényebb lennék.
Egy már bizonyított, a maga kategóriájában
piacvezető, szakemberek által elismert
szervo "kudarca" a Ti motorotoknál számomra
egész mást is jelenthet...
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2007 február 04, 12:33
Írta: sasi Dátum 2007 február 04, 12:33
Itt (Maxon) is érdemes szétnézni motor ügyben, no meg utána az eBay is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 04, 14:02
Írta: svejk Dátum 2007 február 04, 14:02
Talán elkerülte a figyelmedet #439 ???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 04, 14:37
Írta: 000000000 Dátum 2007 február 04, 14:37
Ok., bocs, de már elküldés után láttam,
és nem először minősítetted a G-t, így smile
ide vagy oda, valamennyire komolyan is vehettem
a véleményedet. De túltárgyaltuk ezt, semmi
gond, élvezzük a szép napsütést (itt most
Bp.-en legalábbis szép idő van).:)
és nem először minősítetted a G-t, így smile
ide vagy oda, valamennyire komolyan is vehettem
a véleményedet. De túltárgyaltuk ezt, semmi
gond, élvezzük a szép napsütést (itt most
Bp.-en legalábbis szép idő van).:)
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2007 február 04, 15:39
Írta: sasi Dátum 2007 február 04, 15:39
Egy marék DC servo motor (Maxon)
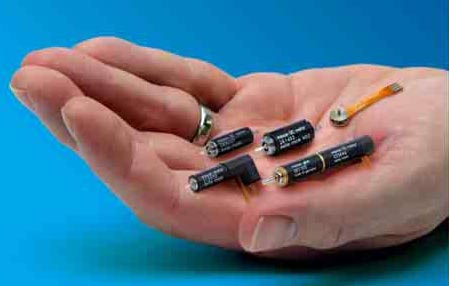
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 04, 16:01
Írta: 000000000 Dátum 2007 február 04, 16:01
Nano CNC![#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 04, 22:07
Írta: bmejdz9nu Dátum 2007 február 04, 22:07
Nézzétek a mechanikai ötletekben amit rendeltem... az ám a nanotechnika a javából ... és szervó van benne és Harmonic Drive... SUB microméter pontosságú... tehát ez semmi...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 04, 22:16
Írta: bmejdz9nu Dátum 2007 február 04, 22:16
"A szakirodalomban egyébként egységes a szervomotor definició"
Tibi ez pontosan mit is jelent amit írtál?
Vannak szabványok? Ezt kifejtenéd jobban?
Bármilyen DC szervómotort vesz az ember az ok?
Láttam olyat is amíről semmit sem írtak...
... vagy láttam olyat ami 180V-os volt...
Tibi ez pontosan mit is jelent amit írtál?
Vannak szabványok? Ezt kifejtenéd jobban?
Bármilyen DC szervómotort vesz az ember az ok?
Láttam olyat is amíről semmit sem írtak...
... vagy láttam olyat ami 180V-os volt...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 05, 08:16
Írta: 000000000 Dátum 2007 február 05, 08:16
Szia Péter!
Azt jelenti, amit már a #310-ben leírtam, #431
pedig erre egy jellegörbét mutat. Ezek alapján
a DC motorok két nagy csoportra oszthatók fel:
szervómotor és motor kategóriákra.
Amiről a gyártó semmit nem ír, az valószínűleg
csak motor. A motor névleges feszültsége pedig
nincs összefüggésben annak szervo vagy nem szervo minősíthetőségével, és 1-10.000 volt
között bármi előfordulhat.
Azt jelenti, amit már a #310-ben leírtam, #431
pedig erre egy jellegörbét mutat. Ezek alapján
a DC motorok két nagy csoportra oszthatók fel:
szervómotor és motor kategóriákra.
Amiről a gyártó semmit nem ír, az valószínűleg
csak motor. A motor névleges feszültsége pedig
nincs összefüggésben annak szervo vagy nem szervo minősíthetőségével, és 1-10.000 volt
között bármi előfordulhat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 05, 08:32
Írta: 000000000 Dátum 2007 február 05, 08:32
A motor névleges feszültsége pedig nincs
KÖZVETLEN összefüggésben annak szervo vagy nem
szervo minősíthetőségével, így helyes az előző
egyik mondatom.
KÖZVETLEN összefüggésben annak szervo vagy nem
szervo minősíthetőségével, így helyes az előző
egyik mondatom.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 05, 10:18
Írta: 000000000 Dátum 2007 február 05, 10:18
Azért kérdeztem csak ezt a nem step/dir rendszert, mert felmerült itt a fórumon, hogy szervó működtetéshez nem ez a legmegfelelőbb módszer és arra lettem volna kíváncsi, hogy akkor szigorúan hobby szinten mi lehet az, amivel hatékonyabban lehetne kezelni. Komplett G-kód értelmezőt egy hobby kategóriájú CNC vezérlőben nem igazán tudok elképzelni, és úgy tűnik, hogy a step/dir -en kívűl más módszer nem iazán létezik. (Ismét hangsúlyozom, hogy hobby kategóriáról beszélek) Van ugyan ötletem, hogyan lehetne PC-ről LPT porton szervó szabályozást megvalósítani, de ha nincs ezt kiszolgáló (Mach -hoz hasonló) program akkor kár ezen agyalni, mert egy ilyet megírni nem kis munka. (Esetleg a Mach csapatot lehetne rávenni, hogy ezt a módszert is vegyék fel a palettájukra) Aztán végiggondoltam, hogy mit nyernénk vele. Sebesség: Megmunkálási fázisban nincs rá szükség, esetleg a gyorsjáraton lehetne vele sebesség növekedést elérni. 45 kHz -es step jelet feltételezve, ha egy lépésben csak 0.01 mm az elmozdulás akkor 450 mm/s, vagyis 27 méter/perc sebesség adódik. Kell ezt tovább javítani?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 05, 10:33
Írta: 000000000 Dátum 2007 február 05, 10:33
Hobby szinten a Step/Dir rendszer szervóra kiváló, nincs vele semmi gond! A Mach-al és szervóval kiváló szabályzásokat (mert ugye itt már van visszacsatolás) lehet megvalósítani. Jóbb lenne ha a 45kHz-es plafon magasabb lenne, de ez sem kritikus pont!
A Step/Dir rendszer a szervónál csak azért nem a legjobb, mert nem ismert a mozgás célpontja, így nem lehet a D-taggal annyira számolni, de hangsújozom attól még ez a rendszer is nagyon jól használható!!!
A Step/Dir rendszer a szervónál csak azért nem a legjobb, mert nem ismert a mozgás célpontja, így nem lehet a D-taggal annyira számolni, de hangsújozom attól még ez a rendszer is nagyon jól használható!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 05, 10:36
Írta: 000000000 Dátum 2007 február 05, 10:36
Jelenleg én sem ismerek a Step/Diren kívül alternatív módot hobbi CNC vezérlésekre, így szerintem a Mach nyújtja a legjobb megoldást (egyedi megoldások léteznek, mint pl. a KCam4 MaxSteppere és a G100-as panel Mach3 esetén, de ezek csak önmagukkal kompadtibilisek és főleg az LPT port, vgy a Windows szoftveres indőzítéseit hivatottak lecserélni egy hardveres jelgenerátorra)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 05, 10:44
Írta: 000000000 Dátum 2007 február 05, 10:44
"Hobby szinten a Step/Dir rendszer szervóra kiváló, nincs vele semmi gond!"
Akkor ebben egyetértünk
"A Step/Dir rendszer a szervónál csak azért nem a legjobb, mert nem ismert a mozgás célpontja, így nem lehet a D-taggal annyira számolni, de hangsújozom attól még ez a rendszer is nagyon jól használható!!!"
Szerintem ismert a mozgás célpontja [#smile], de természetesen értem a problémát.
Akkor ebben egyetértünk
"A Step/Dir rendszer a szervónál csak azért nem a legjobb, mert nem ismert a mozgás célpontja, így nem lehet a D-taggal annyira számolni, de hangsújozom attól még ez a rendszer is nagyon jól használható!!!"
Szerintem ismert a mozgás célpontja [#smile], de természetesen értem a problémát.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 05, 10:50
Írta: bmejdz9nu Dátum 2007 február 05, 10:50
Azért gondoljatok arra is aki nem Mach-ot használ... mondjuk WinPC-NC-t... mert vannak ilyen elvetemült egyének is... pl. én...
Valmelyik nap majd dobok egy mailt a lewetz.de -nek, hogy ők hogyan látják a szervó vezérlés kérdését... mert ennek a német csapatnak a fő terméke a WinPC-NC de gyártanak vezérlőket is... tehát mindkét oldalról gondolom otthon vannak... (nem step/dir rendszerüt is..)persze a vezérlőjük nem annyíra népszerű mint a szoftver.
Biztos már filóztak a szervón mert a Német piacon vezetők ezzel a programjukkal... és a németek szeretik a CNC-t... tehát nagy a piac...
(de máshol is szerethetik mert 6 nyelven fut..)
Valmelyik nap majd dobok egy mailt a lewetz.de -nek, hogy ők hogyan látják a szervó vezérlés kérdését... mert ennek a német csapatnak a fő terméke a WinPC-NC de gyártanak vezérlőket is... tehát mindkét oldalról gondolom otthon vannak... (nem step/dir rendszerüt is..)persze a vezérlőjük nem annyíra népszerű mint a szoftver.
Biztos már filóztak a szervón mert a Német piacon vezetők ezzel a programjukkal... és a németek szeretik a CNC-t... tehát nagy a piac...
(de máshol is szerethetik mert 6 nyelven fut..)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 05, 10:55
Írta: 000000000 Dátum 2007 február 05, 10:55
Azt, hogy szervót akarsz e használni egy Step/Dir szoftverhez, az mit érdekli a szoftvert?! Itt csak a max Step freki szólhat bele, mert a nagyfelbontású encodereknél kicsi fordulatszámot eredményezhet, de semmi másban nem érdekes!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 05, 10:59
Írta: bmejdz9nu Dátum 2007 február 05, 10:59
De valami visszacsatolásról írtatok a szoftverbe... ilyen nincs a WinPC-NC-ben... #451
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 05, 11:19
Írta: 000000000 Dátum 2007 február 05, 11:19
Azért van sajna a Step-Dir alapjelnek hátránya.
Alacsony sebesség tartományban léptetőmotoros
jellegűvé (diszkrét, ugráló lépések) teszi
a hajtást, holott lehetne folytonos folyamatos is a motor elfordulása. Maximális fordulat
számnál és nagyobb felbontású encoderrel szerelt
motoroknál pedig alapjel képzési sebesség
gondok keletkezhetnek egyes vezérlőprogramoknál.
Hobby kategóriát 0.01 mechanikai felbontás
körül egyik probléma sem zavarja valószínűleg.
Alacsony sebesség tartományban léptetőmotoros
jellegűvé (diszkrét, ugráló lépések) teszi
a hajtást, holott lehetne folytonos folyamatos is a motor elfordulása. Maximális fordulat
számnál és nagyobb felbontású encoderrel szerelt
motoroknál pedig alapjel képzési sebesség
gondok keletkezhetnek egyes vezérlőprogramoknál.
Hobby kategóriát 0.01 mechanikai felbontás
körül egyik probléma sem zavarja valószínűleg.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 05, 11:36
Írta: 000000000 Dátum 2007 február 05, 11:36
Félre értések vannak a visszacsatolás terén! A Mach felé nincs visszacsatolás, csak a servo vezérlő és a motor között! Mivel a kiadott step utasítást a vezérlő le tudja ellenőrizni, hogy tényleg végrehajtotta e a motor és ha nem, kényszeríti rá! A szoftver viszont nem értesül a nem lelépett mozgásról (úgy ahogyan a léptetőmotoroknál sem), viszont ha nincs impulzus vesztés a PC és a szervó vezérlő között, akkor garantált a lelépés, nem úgy mint egy léptetőmotoros hajtásnál, ahol a motor és a vezérlő között szintén nincs visszacsatolás!
Ezért a szervó vezérlés már inkább szabályzásnak minősül (félig ide, félig oda tartozik)! A tökéletes az lenne, ha a Mach egy abszolút útmérőről kapná a koordináta adatokat és az alapján korrigálná a kiadott mozgásokat (incrementálót már most is tud fogadni, de korlátozott a szerepe).
Ezért a szervó vezérlés már inkább szabályzásnak minősül (félig ide, félig oda tartozik)! A tökéletes az lenne, ha a Mach egy abszolút útmérőről kapná a koordináta adatokat és az alapján korrigálná a kiadott mozgásokat (incrementálót már most is tud fogadni, de korlátozott a szerepe).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 05, 11:49
Írta: bmejdz9nu Dátum 2007 február 05, 11:49
Teljen érthető...egyértelmű... félre értettem...
Útmérő: erről jut eszembe lehet kapni direkt olyan digitális "tolómérőket" amiket gépre felszereléshez gyártanak... Ezek pontossága kimondottan jók...(még a 10 Euros Digit tolómérő is)
Ezeket már felszereik valamiféle számítógépre csatlakoztatható kimenettel is...
Van belőle akár több mint 1 méteres is!... (CNC-hez, esztergához...stb...)
Útmérő: erről jut eszembe lehet kapni direkt olyan digitális "tolómérőket" amiket gépre felszereléshez gyártanak... Ezek pontossága kimondottan jók...(még a 10 Euros Digit tolómérő is)
Ezeket már felszereik valamiféle számítógépre csatlakoztatható kimenettel is...
Van belőle akár több mint 1 méteres is!... (CNC-hez, esztergához...stb...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 05, 12:50
Írta: 000000000 Dátum 2007 február 05, 12:50
Csak akkor ér valamit, ha a szoftverek is kezelik (majd)!
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 05, 15:44
Írta: D.Laci Dátum 2007 február 05, 15:44
Tibor!
230V-os vagy bármilyen soros motort lehet szervó motornak használni, esetleg létezik ilyen vagy a te vezérlőd tudja az ilyen motort is kezelni?
230V-os vagy bármilyen soros motort lehet szervó motornak használni, esetleg létezik ilyen vagy a te vezérlőd tudja az ilyen motort is kezelni?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 05, 20:10
Írta: bmejdz9nu Dátum 2007 február 05, 20:10
Cím: Re:DC szervó motoros vezérlés
Írta: Messer Dátum 2007 február 05, 21:56
Írta: Messer Dátum 2007 február 05, 21:56
"törpék"
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 05, 22:13
Írta: D.Laci Dátum 2007 február 05, 22:13
"törpék" mihez képest? "#444" ezekhez képest óriások...[#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 05, 22:27
Írta: 000000000 Dátum 2007 február 05, 22:27
Szia Laci! A soros gerjesztésű motor
alkalmatlan pozíció szervomotor célú
felhasználásra. Így aztán elvileg lehetetlen
dolgokba bele sem kezdek.
alkalmatlan pozíció szervomotor célú
felhasználásra. Így aztán elvileg lehetetlen
dolgokba bele sem kezdek.
Cím: Re:DC szervó motoros vezérlés
Írta: Messer Dátum 2007 február 05, 22:32
Írta: Messer Dátum 2007 február 05, 22:32
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 06, 08:23
Írta: svejk Dátum 2007 február 06, 08:23
Jó kis projektek! Én sosem találok ilyeneket :(
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 06, 08:53
Írta: D.Laci Dátum 2007 február 06, 08:53
Helló!
Nem birtam meg várni a vállaszod. Igy kiprobáltam...
Nem birtam meg várni a vállaszod. Igy kiprobáltam...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 06, 08:54
Írta: D.Laci Dátum 2007 február 06, 08:54
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 09:44
Írta: bmejdz9nu Dátum 2007 február 06, 09:44
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 11:12
Írta: 000000000 Dátum 2007 február 06, 11:12
Ezeket Te készítetted?
Van valamilyen mérési eredményed is esetleg a mozgatás minőségéről? Itt arra gondolok, hogy mennyi a késés és a váltásoknál a lengesé mértéke és ideje?
Mekkora az encoder felbontása?
Van valamilyen mérési eredményed is esetleg a mozgatás minőségéről? Itt arra gondolok, hogy mennyi a késés és a váltásoknál a lengesé mértéke és ideje?
Mekkora az encoder felbontása?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 06, 11:28
Írta: D.Laci Dátum 2007 február 06, 11:28
Igen, én készitettem.
Méréseket nem végeztem, az volt csupán a célom hogy kiprobáljam hogy hehetséges vagy "lehetetlen".Az elméletet megdöntöte a gyakorlat...Nyilván 230V-os motor 28V-rol járatva nem egy csúcs kategoria, de ki indulásnak már jó...
500-as osztás 2000 increment.
Stabilan 2000 ford/min-t értemel.A legkissebb fordulat amit probáltam 1f/min, gyorsulással, lasulással, és anélkül ebben atartományban stabil.És nem állitotam még semit a vezérlőn...
Némi tunigolással szerintem oriási dolgokat kilehet hozni belőle, de ez még a jövö zenéje...
Méréseket nem végeztem, az volt csupán a célom hogy kiprobáljam hogy hehetséges vagy "lehetetlen".Az elméletet megdöntöte a gyakorlat...Nyilván 230V-os motor 28V-rol járatva nem egy csúcs kategoria, de ki indulásnak már jó...
500-as osztás 2000 increment.
Stabilan 2000 ford/min-t értemel.A legkissebb fordulat amit probáltam 1f/min, gyorsulással, lasulással, és anélkül ebben atartományban stabil.És nem állitotam még semit a vezérlőn...
Némi tunigolással szerintem oriási dolgokat kilehet hozni belőle, de ez még a jövö zenéje...
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 06, 11:45
Írta: Kristály Árpád Dátum 2007 február 06, 11:45
Hallihó D.Laci
Gratula!!!!!
Tudod mit csipek benned, hogy nem adod fel!!!!
Így tovább!!!!!
A modernebb mosógépekben találsz ilyen motorokat, (az állítható fordulatú centrifugás) encoder is van a végén, na ne várj tőle extra felbontást, mert itt csak a fordulat visszacsatolásra van, viszont ki van alakítva a helye!.
400-1.400-W-tosak, természetesen 220-volton.
De jó nyomatékgörbéje van.
A mosógépben PIC-kel vezérelt Tirisztoros hajtás van.........
Üdv.: Árpi
Gratula!!!!!
Tudod mit csipek benned, hogy nem adod fel!!!!
Így tovább!!!!!
A modernebb mosógépekben találsz ilyen motorokat, (az állítható fordulatú centrifugás) encoder is van a végén, na ne várj tőle extra felbontást, mert itt csak a fordulat visszacsatolásra van, viszont ki van alakítva a helye!.
400-1.400-W-tosak, természetesen 220-volton.
De jó nyomatékgörbéje van.
A mosógépben PIC-kel vezérelt Tirisztoros hajtás van.........
Üdv.: Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 11:45
Írta: 000000000 Dátum 2007 február 06, 11:45
Köszi az infót!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 11:50
Írta: 000000000 Dátum 2007 február 06, 11:50
Péter! Nincs kedved megkérdezni őket, hogy egy ilyen 500 v. 1000 osztásos szervomotort mennyiért adnak és milyen feltételekkel?
jó lenne valami olcsóbb beszerzési forrás mindenkinek!
jó lenne valami olcsóbb beszerzési forrás mindenkinek!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 11:56
Írta: 000000000 Dátum 2007 február 06, 11:56
Bocs Laci, de azt hittem, ennél komolyabb
szakember vagy... Neked úgy látom semmi nem
számít, abszolut nem törődsz azzal a "mellékes"
ténnyel, hogy NEM szervomotort nem lehet
szervohajtásokba alkalmazni. Természetesen
ettől Te mondhatod, hogy ezek a videók szervohajtások,
sajnos másként definiáljuk ezt a kategóriát.
Csak azért vagyok kicsit szomorú, mert azt
gondolom, a műszaki élet attól szép és más, hogy
objektív műszaki tényeken alapul, és mérhető
minőségi paraméterek határoznak meg bizonyos
kategóriákat.
szakember vagy... Neked úgy látom semmi nem
számít, abszolut nem törődsz azzal a "mellékes"
ténnyel, hogy NEM szervomotort nem lehet
szervohajtásokba alkalmazni. Természetesen
ettől Te mondhatod, hogy ezek a videók szervohajtások,
sajnos másként definiáljuk ezt a kategóriát.
Csak azért vagyok kicsit szomorú, mert azt
gondolom, a műszaki élet attól szép és más, hogy
objektív műszaki tényeken alapul, és mérhető
minőségi paraméterek határoznak meg bizonyos
kategóriákat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 12:35
Írta: 000000000 Dátum 2007 február 06, 12:35
Szia Árpi!
Vicc. De ezt nem bírtam kihagyni
- 3D-es MOSÓGÉPCNC = 3db. Autómata mosógép egymáson. :)
Üdv balkari
Vicc. De ezt nem bírtam kihagyni
- 3D-es MOSÓGÉPCNC = 3db. Autómata mosógép egymáson. :)
Üdv balkari
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 06, 12:51
Írta: D.Laci Dátum 2007 február 06, 12:51
"azt hittem, ennél komolyabb
Szakember vagy. Neked úgy látom semmi nem
Számít" kikel, hogy ábrándítsalak, csupán egy fűtésszerelő vagyok abból is a nyugdíjasabbik fajt. Így sokat ne várj tőlem, isten igazából azt sem értem, hogy mitől szervo "azt értem, hogy villanymotor de hogy mi hajtja?..:)"
"Neked úgy látom semmi nem
Számít" igazad van. Az életem árán is kipróbálok mindent!
Minden bizonnyal igazad van hisz te tanult ember vagy!
Azzal sem vitatkozom, hogy a te vezérlőd az PROFI! A miénk az meg egy semminek nevezhető kókány valami. De hobby szinten (sőt) szerintem verhetetlen.
Ha a földhöz ragadnék, akkor azt állítanám a föld lapos.
"objektív műszaki tényeken alapul, és mérhető
Minőségi paraméterek határoznak meg bizonyos
Kategóriákat.” Ezzel azért vitatkoznék. Vannak olyan dolgok, amit mai csúcs technikával sem tudnak mérni és megmagyarázni.
Minden csak relatív, ki mit minek nevez. Lehet, hogy ezt a megoldást 1-2 éven belül szervónak nevezik.
Nemrég még csak 3 halmazállapotot ismertek. Ma már a 4. halmazállapot az ipar egyik meghatározója. Szeretném leszögezni, hogy itt általában hobby szinten építenek az emberek, és szerintem senkit nem érdekel, hogy szervo vagy szervo jelegű (vagy az sem) amit használ. Én úgy vagyok vele, hogy tök mindegy hogy minek nevezem, csak ha azt mondom neki hogy induljon el, akkor elindul, és ha 8 óra múlva megnézem, hogy hova áll vissza akkor az pontos legyen. Felőlem nevezhetjük kínai munkásnak is:)
Szakember vagy. Neked úgy látom semmi nem
Számít" kikel, hogy ábrándítsalak, csupán egy fűtésszerelő vagyok abból is a nyugdíjasabbik fajt. Így sokat ne várj tőlem, isten igazából azt sem értem, hogy mitől szervo "azt értem, hogy villanymotor de hogy mi hajtja?..:)"
"Neked úgy látom semmi nem
Számít" igazad van. Az életem árán is kipróbálok mindent!
Minden bizonnyal igazad van hisz te tanult ember vagy!
Azzal sem vitatkozom, hogy a te vezérlőd az PROFI! A miénk az meg egy semminek nevezhető kókány valami. De hobby szinten (sőt) szerintem verhetetlen.
Ha a földhöz ragadnék, akkor azt állítanám a föld lapos.
"objektív műszaki tényeken alapul, és mérhető
Minőségi paraméterek határoznak meg bizonyos
Kategóriákat.” Ezzel azért vitatkoznék. Vannak olyan dolgok, amit mai csúcs technikával sem tudnak mérni és megmagyarázni.
Minden csak relatív, ki mit minek nevez. Lehet, hogy ezt a megoldást 1-2 éven belül szervónak nevezik.
Nemrég még csak 3 halmazállapotot ismertek. Ma már a 4. halmazállapot az ipar egyik meghatározója. Szeretném leszögezni, hogy itt általában hobby szinten építenek az emberek, és szerintem senkit nem érdekel, hogy szervo vagy szervo jelegű (vagy az sem) amit használ. Én úgy vagyok vele, hogy tök mindegy hogy minek nevezem, csak ha azt mondom neki hogy induljon el, akkor elindul, és ha 8 óra múlva megnézem, hogy hova áll vissza akkor az pontos legyen. Felőlem nevezhetjük kínai munkásnak is:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 12:58
Írta: 000000000 Dátum 2007 február 06, 12:58
[#nevetes1][#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 13:18
Írta: 000000000 Dátum 2007 február 06, 13:18
Szomorú vagyok. De igazán, ott tartunk mint a stepper(léptető motorok) indulásakor. Vissza lehet uraim lapozni és nem csak az újjakat lehet oda küldeni. Meg lehet mézni, sok kérdésre nincs válasz, pedig emberek már megoldották a felmerült kérdéseket. Azért, mert valami hobby az még nem jelenti azt , hogy nincs mögötte szaktudás. Nem szaporítva tovább a szót, én azt hiányolon itt, hogy leírt források nem kerülnek elő. pl. könyvek. jegyzetek ....stb..
És ezzel én senkit nem szeretnék megbántani, ha mégis elnézést kérek.
Nem kell megsértődni senkinek, aki ide beír azt vagy ismerjük már vagy megfogjuk ismerni.
Még egyszer elnézést a hosszú monológért.
Üdv balkari Péternek (Balogh Károly)
És ezzel én senkit nem szeretnék megbántani, ha mégis elnézést kérek.
Nem kell megsértődni senkinek, aki ide beír azt vagy ismerjük már vagy megfogjuk ismerni.
Még egyszer elnézést a hosszú monológért.
Üdv balkari Péternek (Balogh Károly)
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 február 06, 13:19
Írta: j3rx6bsjd Dátum 2007 február 06, 13:19
[#vigyor2][#eljen]Gratulálok Laci.Igazából a világot ez a fajta szemlélet viszi előre!!
Nem kell megállni a tankönyvekben felsorolt korlátoknál,mert csak egyhelyben fogunk topogni.
Nem kell megállni a tankönyvekben felsorolt korlátoknál,mert csak egyhelyben fogunk topogni.
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 február 06, 14:02
Írta: vthgizrff Dátum 2007 február 06, 14:02
Hát ez tényleg nem semmi!
Van egy hidraulika munkahengerem, meg egy digitális tólómérőm. Ha átküldeném neked holnapra abból is csinálnál egy szervót[#eplus2]
Van egy hidraulika munkahengerem, meg egy digitális tólómérőm. Ha átküldeném neked holnapra abból is csinálnál egy szervót[#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 14:33
Írta: 000000000 Dátum 2007 február 06, 14:33
Sziasztok D.Laci!
Szerintem ebben Tibor45 -nek igaza van:
" NEM szervomotort nem lehet
szervohajtásokba alkalmazni. "
Ezek a soros gerjesztésű motorok nem bírják az alacsony fordulatszámot, próbáld meg lassú fordulaton meghajtani....
Szerintem ebben Tibor45 -nek igaza van:
" NEM szervomotort nem lehet
szervohajtásokba alkalmazni. "
Ezek a soros gerjesztésű motorok nem bírják az alacsony fordulatszámot, próbáld meg lassú fordulaton meghajtani....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 14:45
Írta: 000000000 Dátum 2007 február 06, 14:45
Sőt, minden másban is igaza lehet!
Én legalábbis hiszek neki.
De ez a Laci féle buher akkor is jó móka! (Az más kérdés, hogy mire megy vele...) Mosó Masa cnc mosodája ;-)
Én legalábbis hiszek neki.
De ez a Laci féle buher akkor is jó móka! (Az más kérdés, hogy mire megy vele...) Mosó Masa cnc mosodája ;-)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 14:52
Írta: 000000000 Dátum 2007 február 06, 14:52
Szia D.Laci!
Tegyük félre egy kicsit a kávédaráló, porszívó,
autó ventillátor, ablaktörlő, ...., motorokkal
működő "szervóidat", igyál egy kávét, és kicsit
lazíts.:)Ezt a kis lazítást annál is inkább
megteheted, mert Veled ellentétben én nem
vállalok szervo beüzemelést ilyen motorokkal,
tehát a legkisebb konkurrenciát nem jelentek
számodra. Egy valószínűleg reménytelen
kísérletet teszek arra, hogy kizárólag szakmai,
műszaki adatok, észérvek mentén beszélgessünk
ezen a fórumon a kefés DC szervomotoros
hajtásokról.
Ezért megkérnélek arra, hogy a sok-sok műszaki,
szervorendszert jellemző adat közül egyetlen
egy konkrétat (értékkel, mértékegységgel), és
szerinted a legfontosabbak egyikét közöld a
Fórumon Mindenki okulására, mint azt az alsó
határértéket, ahol a Te értékítéleted szerint
kezdődik a Hobby vagy akármilyen kategóriájú
szervo, és ezt az adatot mérési tesztjeid is
igazolják.
Tegyük félre egy kicsit a kávédaráló, porszívó,
autó ventillátor, ablaktörlő, ...., motorokkal
működő "szervóidat", igyál egy kávét, és kicsit
lazíts.:)Ezt a kis lazítást annál is inkább
megteheted, mert Veled ellentétben én nem
vállalok szervo beüzemelést ilyen motorokkal,
tehát a legkisebb konkurrenciát nem jelentek
számodra. Egy valószínűleg reménytelen
kísérletet teszek arra, hogy kizárólag szakmai,
műszaki adatok, észérvek mentén beszélgessünk
ezen a fórumon a kefés DC szervomotoros
hajtásokról.
Ezért megkérnélek arra, hogy a sok-sok műszaki,
szervorendszert jellemző adat közül egyetlen
egy konkrétat (értékkel, mértékegységgel), és
szerinted a legfontosabbak egyikét közöld a
Fórumon Mindenki okulására, mint azt az alsó
határértéket, ahol a Te értékítéleted szerint
kezdődik a Hobby vagy akármilyen kategóriájú
szervo, és ezt az adatot mérési tesztjeid is
igazolják.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 06, 17:12
Írta: Kristály Árpád Dátum 2007 február 06, 17:12
Hajrá...Fűtés szererelő!!!!!
Rengeted felfedezés így született!!!!!
Tibor45, maximális Tiszteletem!
Eszem ágában nincs megsérteni Téged!
Tudom, hogy sok mindenben igazad van, hiszen szakmabéli vagyok, de a trabant is .....
Azért szerintem D.Lacin el kellene gondolkodni.
Mi lenne ha tanulta volna amit csinál?
Véleményem szerint a hobbystákból lesznek a profik....
Mert amelyik gyerek még nem szedett szét egy zsebelemet, annak nemsok keresnie valója van egy elektro... iskolában!!!!
De ez még mindig egy HOBBY oldal..........
ahol időnkét csodák születnek!!!!
Hallihó Mindenkinek!
Rengeted felfedezés így született!!!!!
Tibor45, maximális Tiszteletem!
Eszem ágában nincs megsérteni Téged!
Tudom, hogy sok mindenben igazad van, hiszen szakmabéli vagyok, de a trabant is .....
Azért szerintem D.Lacin el kellene gondolkodni.
Mi lenne ha tanulta volna amit csinál?
Véleményem szerint a hobbystákból lesznek a profik....
Mert amelyik gyerek még nem szedett szét egy zsebelemet, annak nemsok keresnie valója van egy elektro... iskolában!!!!
De ez még mindig egy HOBBY oldal..........
ahol időnkét csodák születnek!!!!
Hallihó Mindenkinek!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 február 06, 17:59
Írta: Szalai György Dátum 2007 február 06, 17:59
Nem tudom én sem, hogy mi a szervo pontos meghatározása, viszont tetszik a kísérletező kedv és az elszántság. A fűtésszerelésből is kivettem a részem a házépítés során, hát nagyon más tudást igényel, mint a villanyszerelés. Pláne mint az elektronika. Egy építő (vagy leépítő) ötlettel szeretném előrevinni a mosógép motorok menybe menetelét.
1. Soros motor tekercsrendszerét szanaszét kötni.
2. A két állórész féltekercset összekötni. (Soros vagy párhuzamos az mindegy, csak a polaritás számit. Ha az állórész belsejének egyik oldala északi, a másik déli lesz, az már fél siker.)
3. Állórész elektromágnes gerjesztése egyenárammal. ( Ha túl nagy feszültséget igényel soros kötésben akkor át lehet alakítani párhuzamos kötésűre.)
4. Vezérelt egyenárammal megtáplálni a forgórészt a szénkeféken keresztül.
Szerintem ez vagy felrobban, vagy szervo jellegűbb lesz, mint a soros motor, és az üzemi feszültsége is kezelhetőbb lehet amatőr célra. Különben meg kibicnek semmi sem drága.
1. Soros motor tekercsrendszerét szanaszét kötni.
2. A két állórész féltekercset összekötni. (Soros vagy párhuzamos az mindegy, csak a polaritás számit. Ha az állórész belsejének egyik oldala északi, a másik déli lesz, az már fél siker.)
3. Állórész elektromágnes gerjesztése egyenárammal. ( Ha túl nagy feszültséget igényel soros kötésben akkor át lehet alakítani párhuzamos kötésűre.)
4. Vezérelt egyenárammal megtáplálni a forgórészt a szénkeféken keresztül.
Szerintem ez vagy felrobban, vagy szervo jellegűbb lesz, mint a soros motor, és az üzemi feszültsége is kezelhetőbb lehet amatőr célra. Különben meg kibicnek semmi sem drága.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 18:20
Írta: bmejdz9nu Dátum 2007 február 06, 18:20
Próbálom én mindenfelé... nem alszok... de azt sem tudom isszák vagy eszik ezt a szervót... egyenlőre...
De gyüjtögetek... már van két különböző vezérlőm (1-1 csatorna)...de idő a teszthez... az ami nincs...
Kezdő lévén ott tartok hogyan kell egy alutáblát szépen derékszögbe vágni... gondolom ez magárért beszél... bárcsak...
De már írtam... le kellene írni mit keressek?
Nem tudományosan... mert erősáramű mérnök sem vagyok aki érti a lelkivilágát a motoroknak...
De gyüjtögetek... már van két különböző vezérlőm (1-1 csatorna)...de idő a teszthez... az ami nincs...
Kezdő lévén ott tartok hogyan kell egy alutáblát szépen derékszögbe vágni... gondolom ez magárért beszél... bárcsak...
De már írtam... le kellene írni mit keressek?
Nem tudományosan... mert erősáramű mérnök sem vagyok aki érti a lelkivilágát a motoroknak...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 18:28
Írta: 000000000 Dátum 2007 február 06, 18:28
Szia György!
Nem akarok megint okoskodni, de kénytelen vagyok,
mert amit leírtál az életveszélyes!!!!!!, és
szószerint a motor felrobbanásához vezet.
ESZÉBE NE JUSSON senkinek egy soros motort
így megbuherálni!
Ha csak egy rövid ideig ugyanis az állórész
gerjesztése megszűnik, a motor a működési elve
miatt végtelen nagy fordulatszámra próbál
felpörögni, és a centrifugális erők hatására a
forgórész repeszgránátként fog felrobbani még
valószínűleg 100.000 1/min fordulat alatt.
Ez a példa is mutatja, hogy lehet barkácsolni,
és az elméletet utálni, de alap dolgokkal
Mindenkinek tisztában kell lenni, mert mint
itt is látható, komoly következményei lehetnek!
Nem akarok megint okoskodni, de kénytelen vagyok,
mert amit leírtál az életveszélyes!!!!!!, és
szószerint a motor felrobbanásához vezet.
ESZÉBE NE JUSSON senkinek egy soros motort
így megbuherálni!
Ha csak egy rövid ideig ugyanis az állórész
gerjesztése megszűnik, a motor a működési elve
miatt végtelen nagy fordulatszámra próbál
felpörögni, és a centrifugális erők hatására a
forgórész repeszgránátként fog felrobbani még
valószínűleg 100.000 1/min fordulat alatt.
Ez a példa is mutatja, hogy lehet barkácsolni,
és az elméletet utálni, de alap dolgokkal
Mindenkinek tisztában kell lenni, mert mint
itt is látható, komoly következményei lehetnek!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 18:31
Írta: bmejdz9nu Dátum 2007 február 06, 18:31
Na, hogy végigolvastam a leírásokat máris többet tudok a motorokról...
Eddíg csak az "ablaktörlő motor szervó"-ban hittem de a mosógép és a KV daráló sem rossz... alakulunk...
Szerintem az "eszményi" szervóvezérlő az megy darálómotorral is meg a "rendes" szervó motorrral is! Tehát alkalmazkodik a felhasználó pénztárcájához... először ablaktörlő moci utánna a lehetőség meg adott legyen...
Abban még nem bízok, hogy tömegesen be lehet hozni egy egy szervómotor típust "baráti" áron... Mert a léptetőmotornál bonyolultabb a kérdés...
A léptetőmotor működése sokkal "primitívebb"... ezért a kompatibilitás biztosított.
Pl. István vezérlőjével (H1-P1) majd minden léptetőmotort meg lehet hajtani csak az unipolár a megkötés...
Eddíg csak az "ablaktörlő motor szervó"-ban hittem de a mosógép és a KV daráló sem rossz... alakulunk...
Szerintem az "eszményi" szervóvezérlő az megy darálómotorral is meg a "rendes" szervó motorrral is! Tehát alkalmazkodik a felhasználó pénztárcájához... először ablaktörlő moci utánna a lehetőség meg adott legyen...
Abban még nem bízok, hogy tömegesen be lehet hozni egy egy szervómotor típust "baráti" áron... Mert a léptetőmotornál bonyolultabb a kérdés...
A léptetőmotor működése sokkal "primitívebb"... ezért a kompatibilitás biztosított.
Pl. István vezérlőjével (H1-P1) majd minden léptetőmotort meg lehet hajtani csak az unipolár a megkötés...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 18:36
Írta: 000000000 Dátum 2007 február 06, 18:36
Na, akkor mondok én tartományt! Ami engem majd érdekelne egy DC, kefés szervó ami alapfeszültsége 0-24V és encódere 2 fázisú (A, B), inkrementáló és kimenete vagy sima OC (nyitott kollektoros), vagy TTL szintű, felbontása 200-2000 közé essen!
De ha bármit találsz ami érdekes (olcsó és behozható), küld a linkjét és véleményezem!!!
De ha bármit találsz ami érdekes (olcsó és behozható), küld a linkjét és véleményezem!!!
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 február 06, 18:38
Írta: j3rx6bsjd Dátum 2007 február 06, 18:38
Szóval a tudomány mai állása szerint ha kisérletezni szeretnél ilyesmivel,akkor azt tedd min.10m távolságból homokzsákok mögül,golyóálló mellényben és sisakban![#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 18:51
Írta: bmejdz9nu Dátum 2007 február 06, 18:51
1. Úgy vettem észre, hogy 35V a szabvány?
2. Fordulatszám tartomány?
3. 500-as a divat... elég ez?
4. Direkt hajtani a tengelyt vagy szükségszerű az áttétel? (Pl.általánosan most az 5mm golyósorsó a legmenőbb... ehhez direktbe vagy...)
2. Fordulatszám tartomány?
3. 500-as a divat... elég ez?
4. Direkt hajtani a tengelyt vagy szükségszerű az áttétel? (Pl.általánosan most az 5mm golyósorsó a legmenőbb... ehhez direktbe vagy...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 18:59
Írta: 000000000 Dátum 2007 február 06, 18:59
Szia Árpád!
Hát igen, biztosan emlékszel, amikor jó pár évvel
ezelőtt egy szakmai kiállításon beszélgettünk
(talán még Motoros Kolléga is ott volt), és
jó kis véleménycserét, vitát folytattunk a
kis robotocska mellett. És ott helyben Neked is
gravíroztam egy névtáblát a
b$="Kristály Árpád": gosub robe egyetlen basic
sor hatására, semmi G kód meg csecsebecse. Ja
még volt azért a szubrutin hívás előtt 4 db
értékadó utasítás (koordináta kezdőpont, zoom,
és betű dőlésszög paraméter) is. Ha jól
emlékszem, ez pl. Neked is tetszett akkor!:))
Hát igen, biztosan emlékszel, amikor jó pár évvel
ezelőtt egy szakmai kiállításon beszélgettünk
(talán még Motoros Kolléga is ott volt), és
jó kis véleménycserét, vitát folytattunk a
kis robotocska mellett. És ott helyben Neked is
gravíroztam egy névtáblát a
b$="Kristály Árpád": gosub robe egyetlen basic
sor hatására, semmi G kód meg csecsebecse. Ja
még volt azért a szubrutin hívás előtt 4 db
értékadó utasítás (koordináta kezdőpont, zoom,
és betű dőlésszög paraméter) is. Ha jól
emlékszem, ez pl. Neked is tetszett akkor!:))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 19:06
Írta: 000000000 Dátum 2007 február 06, 19:06
Nem tudom mi a divatos fesz a szervónál de a 35V-is még mefelelő lesz (az én szervóm max 90V-al mehet, de jobb lenne 50V alatt maradni érintésvédelmi okok miatt is)!
A ford tartomány nem kritikus mert az összes szervó fordulat jó nekünk (mind jóvaltöbb mint a léptetőmotoroké)!
Az 500-as tökéletes főleg Mach-hoz!
4. az a user dolga, hogy eldöntse elég e neki az 500-as osztás mellett a menetemelkedésből 8vagy egyébb áttételből) adódó felbontás! Szerintem megfelelő, hsz még ez is több mint egy "régi" 1.8°-os léptetőmotor féllépésben hajtva! Ha áttétellel növeli a felbontást, az mégjobb 8feltéve, ha nem kotyog az áttétel)!
A ford tartomány nem kritikus mert az összes szervó fordulat jó nekünk (mind jóvaltöbb mint a léptetőmotoroké)!
Az 500-as tökéletes főleg Mach-hoz!
4. az a user dolga, hogy eldöntse elég e neki az 500-as osztás mellett a menetemelkedésből 8vagy egyébb áttételből) adódó felbontás! Szerintem megfelelő, hsz még ez is több mint egy "régi" 1.8°-os léptetőmotor féllépésben hajtva! Ha áttétellel növeli a felbontást, az mégjobb 8feltéve, ha nem kotyog az áttétel)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 19:09
Írta: 000000000 Dátum 2007 február 06, 19:09
Az már most látszik, hogy egy 12V-os motort legalább 25-40V-ról kell hajtani majd a szervómmal, hogy dinamikával bírja a terhelést (ha a Vezérlő 100%-lékban rászabályoz és kevés, akkor már nem lehet tartani a szigoró pozíciótlemaradás értéket, tehát kell a nyomaték tartalék még ha normálban nincs is kihasználva, de gyorsításokkor...)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 19:26
Írta: 000000000 Dátum 2007 február 06, 19:26
Árpi!
Tibor45 megszólított.....
igen vagy nem ?
Üdv
Tibor45 megszólított.....
igen vagy nem ?
Üdv
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 19:29
Írta: bmejdz9nu Dátum 2007 február 06, 19:29
Szerintem törekedni kellene a direkt hajtásra...!!! Kisebb a hibalehetőség, könnyebb kivitelezni... ezért olcsóbb is stb...
A "direkt hajtás szellemében" kellene egy kb. adat arról, hogy hány Watt-os motor "kompatibilis" pl. egy 1Nm, 2Nm, 3Nm-es léptetővel? (lehet hogy hülyeség ezt így összemérni de valahol kell!)
Pl. ha valakinek van egy mechanikája amihez most 3Nm-es motor jó volt... és váltani akar...
(a fordulatszámból adódó előnyöket most nem számítva: pl. 1000-es fordulatszámra... gondolom ez az optimális max. a léptetőnél... a többi nyereség lesz, meg a dinamika - de ezt nem számítva...)
Na ez egy jó kérdés?
A "direkt hajtás szellemében" kellene egy kb. adat arról, hogy hány Watt-os motor "kompatibilis" pl. egy 1Nm, 2Nm, 3Nm-es léptetővel? (lehet hogy hülyeség ezt így összemérni de valahol kell!)
Pl. ha valakinek van egy mechanikája amihez most 3Nm-es motor jó volt... és váltani akar...
(a fordulatszámból adódó előnyöket most nem számítva: pl. 1000-es fordulatszámra... gondolom ez az optimális max. a léptetőnél... a többi nyereség lesz, meg a dinamika - de ezt nem számítva...)
Na ez egy jó kérdés?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 19:33
Írta: bmejdz9nu Dátum 2007 február 06, 19:33
Az 500-as osztás = 1 fordulat...
azaz ilyen módon "átszámítva a lehetséges felbontást" léptetőmotorra:
Unipoláris fél lépéses üzemmódban: 360x0,9= 324 -es lenne? azaz 324-es encodernak felel meg?...
azaz ilyen módon "átszámítva a lehetséges felbontást" léptetőmotorra:
Unipoláris fél lépéses üzemmódban: 360x0,9= 324 -es lenne? azaz 324-es encodernak felel meg?...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 19:35
Írta: bmejdz9nu Dátum 2007 február 06, 19:35
Ez érthető és másban is alkalmazott módszer... 35V-os motor... talán... nem több! ok.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 19:35
Írta: 000000000 Dátum 2007 február 06, 19:35
Vegyünk egy példát (nem tudom mennyire összehasonlítható?): Egy léptetőmotor 3.4V-os és 2A-es. Teljesítmény felvétele kb. 3.2×2=6.4VA), egy szervó mongyuk 12V és 1(!)A, kb. 12VA. Na melyik erősebb?!
De nem ez a lényeg! A léptető a sebesség ememlésével rohamosan ejti a nyomatékát, míg a szervó NEM!!! És hab a tortán a visszacsatolás miatt (tudod, lentebb írtam!) nincs lépésvesztés sosem!!!
Cserében, drágább(?) és bonyolultabb!
De nem ez a lényeg! A léptető a sebesség ememlésével rohamosan ejti a nyomatékát, míg a szervó NEM!!! És hab a tortán a visszacsatolás miatt (tudod, lentebb írtam!) nincs lépésvesztés sosem!!!
Cserében, drágább(?) és bonyolultabb!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 19:42
Írta: bmejdz9nu Dátum 2007 február 06, 19:42
Ez világos... de nem bírom elképzelni, hogy egy 6,5w-os szervómotor felérjen egy 3V/2A léptetővel...? Vagy tévedek? Azt tudom, hogy finoman szólva a nyomaték nagy fordulaton jobb.
De!!! kicsi fordulaton pont az ellenkezőjét sejtem?
És ebben a tartományban lesz a fő munkája!!!... a marás... pl. 1 fordolat/mp...? Ez az amit nem bírok elképzelni...
És itt van a Tibi igaza valahol... valami nem akármi kell...
... vagy forgatni mint meszes és áttétel... hogy ez ne kelljen...
De!!! kicsi fordulaton pont az ellenkezőjét sejtem?
És ebben a tartományban lesz a fő munkája!!!... a marás... pl. 1 fordolat/mp...? Ez az amit nem bírok elképzelni...
És itt van a Tibi igaza valahol... valami nem akármi kell...
... vagy forgatni mint meszes és áttétel... hogy ez ne kelljen...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 20:03
Írta: 000000000 Dátum 2007 február 06, 20:03
Igen, ez igaz, de ez szabályzás, ezért ha nem megy, hát rágerjeszt addig míg nem indul meg (ez az I tag dolga)! A vezérlő dolga a motort erőszakolni a kívánt pozícióba! Persze a motor viselkedése meghatározza a vezérlő munkáját, mert mindennek van reakció ideje és tehetetlensége.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 20:05
Írta: 000000000 Dátum 2007 február 06, 20:05
Egyszer én is megkérdeztem egy ebből élő embert. Ő is valami hasonlót mondott (ahogy megértettem), mint István.
A cortini gépünknél a Z-t, főorsóval egybeépített marómotorral, öntvény elemekkel együtt, direktbe áttétel nélkül egy 22Nm-es servo hajtja. Az X, Y-t pedig csak 1.2Nm-es. Ez is van jópár kg és 6m/perc a maximális gyorsjárata mindegyik tengelynek.
A cortini gépünknél a Z-t, főorsóval egybeépített marómotorral, öntvény elemekkel együtt, direktbe áttétel nélkül egy 22Nm-es servo hajtja. Az X, Y-t pedig csak 1.2Nm-es. Ez is van jópár kg és 6m/perc a maximális gyorsjárata mindegyik tengelynek.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 20:14
Írta: 000000000 Dátum 2007 február 06, 20:14
Szevasztok összes Urak!
Az utóbbi néhány napom kicsit sűrűbb volt a szokásosnál, ezért csak most olvasom végig szervo kontra nem is szervo témájú palotaforradalmat.
Kedves Tibor! A szervomotorok sem a vasmentes forgórészű, neodímium-mágneses változattal kezdődtek. Egyszerű kefés DC motorok voltak szép hosszú forgóréssszel, hogy kicsi legyen az inerciájuk. Ez most tovább javult a tehetetlen vastömeg elhagyásával. De ehhez ki kellet találni a szokásostól kb 25-ször erősebb mágneseket. Szóval szerintem egy PM motor enkóderrel tökéletes HOBBY-SZERVO.
D.Laci átalakításra szánt motorja (soros volt, ami valóban alkalmatlan szervohajtásra a karakterisztikája miatt) most ahogy leírta, egy söntmotor lesz. És ez már akár jó is lehet(ne) barkács körülmények között. Csak piszok macerás kitökölni egy soros állórésztekercs megfelelő gerjesztőáramát.
Bár a soros motor fordulatszámának képletében valóban a nevezőben van az állórészfluxus, de egy tápláláskimaradás azért nem okozhat szétpörgést, merthogy előbb szűnik meg a gerjesztés minthogy a forgórész jelentősen gyorsulhatna. (Nullával osztani pedig nem illik csak azért, hogy kijöjjön a végtelen furdulatszám)
István! Sikerült szert tennem néhány nagyon tökös 24 voltos DC motorra. Úgy mennek, mint a Doxa óra. Ha elkészülnek az enkóderek (200 250 400 és 500 osztású) csatlakozom nagylelkű fórumtársaimhoz, és küldök tesztelésre egy garnitúrát.
Na most már eldugulok mert lassan többet írok mint az előttem szólók összesen.
Az utóbbi néhány napom kicsit sűrűbb volt a szokásosnál, ezért csak most olvasom végig szervo kontra nem is szervo témájú palotaforradalmat.
Kedves Tibor! A szervomotorok sem a vasmentes forgórészű, neodímium-mágneses változattal kezdődtek. Egyszerű kefés DC motorok voltak szép hosszú forgóréssszel, hogy kicsi legyen az inerciájuk. Ez most tovább javult a tehetetlen vastömeg elhagyásával. De ehhez ki kellet találni a szokásostól kb 25-ször erősebb mágneseket. Szóval szerintem egy PM motor enkóderrel tökéletes HOBBY-SZERVO.
D.Laci átalakításra szánt motorja (soros volt, ami valóban alkalmatlan szervohajtásra a karakterisztikája miatt) most ahogy leírta, egy söntmotor lesz. És ez már akár jó is lehet(ne) barkács körülmények között. Csak piszok macerás kitökölni egy soros állórésztekercs megfelelő gerjesztőáramát.
Bár a soros motor fordulatszámának képletében valóban a nevezőben van az állórészfluxus, de egy tápláláskimaradás azért nem okozhat szétpörgést, merthogy előbb szűnik meg a gerjesztés minthogy a forgórész jelentősen gyorsulhatna. (Nullával osztani pedig nem illik csak azért, hogy kijöjjön a végtelen furdulatszám)
István! Sikerült szert tennem néhány nagyon tökös 24 voltos DC motorra. Úgy mennek, mint a Doxa óra. Ha elkészülnek az enkóderek (200 250 400 és 500 osztású) csatlakozom nagylelkű fórumtársaimhoz, és küldök tesztelésre egy garnitúrát.
Na most már eldugulok mert lassan többet írok mint az előttem szólók összesen.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 20:18
Írta: 000000000 Dátum 2007 február 06, 20:18
Péter!
Úgy örülök, mert a műszaki érzékeddel meg talán
ennek a fórumnak a "sok dumájával" kezded
megérteni a túlterhelhetőségi tényező
jelentőségét, amiről már annyit írtam, mint
az egyik legfontosabb szervomotor jellemzőről.
Gondolj bele, amikor a szervomotor tengelye
1 perc alatt fordul egyet (mert éppen a
programozott előtolási sebesség ezt kívánja),
micsoda áramcsúcsokat kénytelen elviselni
hosszútávon, és károsodás nélkül.
Nos egy szervomotor ezt is tudja a saját
paraméterei határain belül, ettől olyan
borsos az ára.
Úgy örülök, mert a műszaki érzékeddel meg talán
ennek a fórumnak a "sok dumájával" kezded
megérteni a túlterhelhetőségi tényező
jelentőségét, amiről már annyit írtam, mint
az egyik legfontosabb szervomotor jellemzőről.
Gondolj bele, amikor a szervomotor tengelye
1 perc alatt fordul egyet (mert éppen a
programozott előtolási sebesség ezt kívánja),
micsoda áramcsúcsokat kénytelen elviselni
hosszútávon, és károsodás nélkül.
Nos egy szervomotor ezt is tudja a saját
paraméterei határain belül, ettől olyan
borsos az ára.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 20:19
Írta: 000000000 Dátum 2007 február 06, 20:19
Nagyon köszi előre is!!![#worship]
Keresek motor+encoder beszálítókat hosszú távra![#vigyor4][#vigyor2]
Keresek motor+encoder beszálítókat hosszú távra![#vigyor4][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 20:26
Írta: bmejdz9nu Dátum 2007 február 06, 20:26
Na Tibi most minden mondatodat értettem...
Tehát egy optimális szervómotor kis fordulatszámon olyan mint egy léptető motor?
Nagy fordulatszámnál pedíg mint egy ablakatörlő motor?
De ezen két motor teljesen más felépítésű...
Tehát egy optimális szervómotor kis fordulatszámon olyan mint egy léptető motor?
Nagy fordulatszámnál pedíg mint egy ablakatörlő motor?
De ezen két motor teljesen más felépítésű...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 20:43
Írta: 000000000 Dátum 2007 február 06, 20:43
Szia Imi!
Ez a beszéd, rendkívül okos, és mérvadó, amit
írtál, és szinte mindennel egyetértek.
Pár dolgot azért akkor pontosítsunk, és remélem
egyet fogsz velem érteni.
Azt írtam, hogy rövid ideig szűnik meg, és ezen idő alatt a mágneses térerő csak lassan épül le 0-ra ha egyáltalán a rosszabb minőségő primitív vasmagok esetén a hiszterézis jelensége miatt
valaha is 0 lesz. Így nem osztunk 0-val, csak egy kicsi számmal, pont ezért konvergálhat
a végtelen felé. De tudod mit, úgy lett volna
helyes beírnom, hogy nem megszűnik, hanem jelentősen bármi okból legyengül a gerjesztés.
A többi mondatoddal teljesen egyetértek,
és remélem, azt Te is úgy tudod, ahogyan én,
hogy egy motorforgórész tehetetlenségi
nyomatékát PIC-el meg egyéb csodákkal egy adott
motornál nem tudod megváltoztatni. Ez pedig
alapvető dinamikai, szervo lengéstani paraméter.
És valóban, így nézve egy kicsit az átlagnál
jobb motor valóban lehet tökéletes Hobby szervo.
Arra azért kíváncsi lennék, hogy szerinted
hogy bírja egy ilyen motornak a kommutátor és
keferendszere az intenzív áram, átmeneti
ellenállás, súrlódási terhelést hosszútávon,
(legalább 1000 hibamentes üzemórát azért adjunk
egy Hobby CNC kategóriának is) egy ilyen
motornak, amikor nem erre méretezték gyárilag.
Ez a beszéd, rendkívül okos, és mérvadó, amit
írtál, és szinte mindennel egyetértek.
Pár dolgot azért akkor pontosítsunk, és remélem
egyet fogsz velem érteni.
Azt írtam, hogy rövid ideig szűnik meg, és ezen idő alatt a mágneses térerő csak lassan épül le 0-ra ha egyáltalán a rosszabb minőségő primitív vasmagok esetén a hiszterézis jelensége miatt
valaha is 0 lesz. Így nem osztunk 0-val, csak egy kicsi számmal, pont ezért konvergálhat
a végtelen felé. De tudod mit, úgy lett volna
helyes beírnom, hogy nem megszűnik, hanem jelentősen bármi okból legyengül a gerjesztés.
A többi mondatoddal teljesen egyetértek,
és remélem, azt Te is úgy tudod, ahogyan én,
hogy egy motorforgórész tehetetlenségi
nyomatékát PIC-el meg egyéb csodákkal egy adott
motornál nem tudod megváltoztatni. Ez pedig
alapvető dinamikai, szervo lengéstani paraméter.
És valóban, így nézve egy kicsit az átlagnál
jobb motor valóban lehet tökéletes Hobby szervo.
Arra azért kíváncsi lennék, hogy szerinted
hogy bírja egy ilyen motornak a kommutátor és
keferendszere az intenzív áram, átmeneti
ellenállás, súrlódási terhelést hosszútávon,
(legalább 1000 hibamentes üzemórát azért adjunk
egy Hobby CNC kategóriának is) egy ilyen
motornak, amikor nem erre méretezték gyárilag.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 20:50
Írta: 000000000 Dátum 2007 február 06, 20:50
Péter!
Nézd meg a #431 szervomotor jelleggörbét,
mindenre választ ad.
Nézd meg a #431 szervomotor jelleggörbét,
mindenre választ ad.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 20:54
Írta: bmejdz9nu Dátum 2007 február 06, 20:54
Ebben a topikban az az unalmas, hogy senki még nem linkelt be pl. egy "igazi" szétszedett szervómotorról képet... vagy saját gyártású képét... viszont elmélet és képlet az már volt dögivel...
Pedíg én amolyan gyakorlatias típus vagyok... ablaktörlő motort már láttam szédszedve... de ha látnám a megoldását képekben...
Pedíg én amolyan gyakorlatias típus vagyok... ablaktörlő motort már láttam szédszedve... de ha látnám a megoldását képekben...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 20:56
Írta: bmejdz9nu Dátum 2007 február 06, 20:56
Ok de... #511...
Vagy "ablaktörlő motor" Harmonic Drive -al... a megoldás...[#sniffles]
Vagy "ablaktörlő motor" Harmonic Drive -al... a megoldás...[#sniffles]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 20:57
Írta: 000000000 Dátum 2007 február 06, 20:57
Helló Péter!
Kérdezted ezeket a "ferde szemüek"-et arról, hogy hogyan lehet tőlük venni ilyen motrokat? (vagy mintát tudnak-e küldeni (mert cégeknek szoktak... :) )... csak mert akkor én nem strapálom magam :)
Köszi!
Kérdezted ezeket a "ferde szemüek"-et arról, hogy hogyan lehet tőlük venni ilyen motrokat? (vagy mintát tudnak-e küldeni (mert cégeknek szoktak... :) )... csak mert akkor én nem strapálom magam :)
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 21:30
Írta: bmejdz9nu Dátum 2007 február 06, 21:30
Srapáld magad...
Ingyen mintát referencia múlt nélkül... nem hiszem... Nem a Conrád a leendő vásárló... sőt azzal kezdik van e account-od valamelyik szállítási cégnél! Pl. DHL... Ha nincs akkor kispályásra vesznek... "ez az alapjáték".
Ők lemérnek úgy, hogy észer sem veszed... ehhez értenek... ez nem az az Ebay-os pálya...
Van/lesz még egy kis bökkenők...
A szállítás és ár csak akkor lesz kedvező ha sokat rendelsz... ezt mindenki tudja...
Repülővel sok hajónak (konténer) meg kevés... marad a "gyűjtő szállítás" min. 5-6 hét...
és ha a vámoltatásra kerül a sor... akkor ne akard magánemberként levámolni Áfáztatni a "kereskedelmi" mennyiséget...
Ingyen mintát referencia múlt nélkül... nem hiszem... Nem a Conrád a leendő vásárló... sőt azzal kezdik van e account-od valamelyik szállítási cégnél! Pl. DHL... Ha nincs akkor kispályásra vesznek... "ez az alapjáték".
Ők lemérnek úgy, hogy észer sem veszed... ehhez értenek... ez nem az az Ebay-os pálya...
Van/lesz még egy kis bökkenők...
A szállítás és ár csak akkor lesz kedvező ha sokat rendelsz... ezt mindenki tudja...
Repülővel sok hajónak (konténer) meg kevés... marad a "gyűjtő szállítás" min. 5-6 hét...
és ha a vámoltatásra kerül a sor... akkor ne akard magánemberként levámolni Áfáztatni a "kereskedelmi" mennyiséget...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 21:37
Írta: 000000000 Dátum 2007 február 06, 21:37
Kössz a kiegészítést Tibor! Igazad van minden "elvi" dologban, de ez mégiscsak egy barkácsfórum. (bocs' ha ezzel bárkit megsértettem, de a szó nemes értelmében gondoltam) Itt senki nem akar végtelen gyorsulású, űrtechnológiai szinvonalú berendezéseket építeni, de igyekszik a lehető legjobbat kifaragni a konyhaasztal sarkán a bicskájával. És ha ez az adott feladatra megfelelő, akkor az ennél több már csak úri flanc. Kétségtelen, olyan ez, mint az a mondás miszerint a világ összes jó nőjét sem lehet meg......, de arra kell törekedni. Vagyis a meglévőből kihozni a legjobbat.
A kommutációs problémákat természetesen meg kell oldani. De ezt úgy tapasztaltam, hogy pl. a fémgrafit (bronz) kefe igen jól megteszi. Az áramterhelhetősége többszöröse a sima szénkeféének. A rajta eső feszültség kb tizede, a súrlódása nagyjából a fele a hagyományosénak. (Kell-e több egy HOBBY-SZERVOHOZ?)
Az általad sokat emlegetett #431 jelleggörbe pedig már túl szép. Többször hivatkoztál a nulláig lemenő paraméterekre. Hát itt azért nem kellett volna minden vonalat lehúzni odáig. Nevezetesen nulla terhelőnyomatéknál, nulla (azaz NULLA) áramfelvételnél kb 3400-al pörög. Mitől??? Nagyon látványos egy prospektusban, na de egy műszaki adatlapon már súlyos hiba.
Péter, ITT és ITT láthatsz "kibelezett kefés DC szervót!
A kommutációs problémákat természetesen meg kell oldani. De ezt úgy tapasztaltam, hogy pl. a fémgrafit (bronz) kefe igen jól megteszi. Az áramterhelhetősége többszöröse a sima szénkeféének. A rajta eső feszültség kb tizede, a súrlódása nagyjából a fele a hagyományosénak. (Kell-e több egy HOBBY-SZERVOHOZ?)
Az általad sokat emlegetett #431 jelleggörbe pedig már túl szép. Többször hivatkoztál a nulláig lemenő paraméterekre. Hát itt azért nem kellett volna minden vonalat lehúzni odáig. Nevezetesen nulla terhelőnyomatéknál, nulla (azaz NULLA) áramfelvételnél kb 3400-al pörög. Mitől??? Nagyon látványos egy prospektusban, na de egy műszaki adatlapon már súlyos hiba.
Péter, ITT és ITT láthatsz "kibelezett kefés DC szervót!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 21:43
Írta: bmejdz9nu Dátum 2007 február 06, 21:43
Köszi a képet.
Senki még sajátkezüleg nem belezett szervómotort?
Senki még sajátkezüleg nem belezett szervómotort?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 21:54
Írta: 000000000 Dátum 2007 február 06, 21:54
Hát a kibelezés talán erős kifejezés, mert kefét kellett benne cserélni és az enkódertárcsát és az optikáját tisztitani. Mindez az óránként tízezer SMD alkatrészt beültető egyik gépünk kb harminc kilós hídját eszement sebességgel "rángató" motor volt. (Ma is az) Ránézésre sima kefés DC motor, az átmérőjéhez képest hosszú forgórésszel. Mint azt az előbb említettem már, a kis tehetetlenségi nyomaték miatt. És persze teljesen zárt, halál precízen illeszkedő részegységekkel cuppanósan összerakva. Szóval igazi finommechanikai remekmű, pedig csak egy "villanymotor". Vasmentes forgórészűnek (mint a két linkben lévők) személyesen még nem voltam bemutatva.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 22:08
Írta: bmejdz9nu Dátum 2007 február 06, 22:08
Valami "tengelytöréses" motort kellene szerezni és "belezni" fotózni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 22:29
Írta: 000000000 Dátum 2007 február 06, 22:29
Imi! Az a görbe reális, minden szervomotornak
ilyen, a Maxontól a Portescapon át, had ne
soroljam. De ha ezt nem hiszed, akkor ezen
neves cégek mérnökeivel vitázol, nem velem
egyiknek sem vagyok ügynöke.
Közöltem én ott pár bejegyzéssel később
egy linket is, ahol részletes
adatok vannak, és látni fogod az üresjárási
áramfelvételt. Nem 0, korrekten leírják, hány mA. Csak a diagrammban ezt nem lehet érzékeltetni, amikor majdnem 20 A a végpont.
A másik: ha tüzetesen megnézed egy ideális DC
kefés szervomotor alapegyenleteit, beláthatod,
hogy állandósult állapotban, 0 terhelésnél
nem kell áram hozzá, hiszen ilyenkor az
indukált feszültség azonos a
kapocsfeszültséggel. De ideális eset nincs
a valóságban, van súrlódás, ohmos veszteség,
stb... És számomra pont ettől válik valami
motorrá, szervojellegű, és szervomotorrá, hogy
világosan meghúzhatók a műszaki határok. Űrtechnikától pedig nagyon távol vagyunk
Mindannyian itt a fórumon, és aki engem
közelebbről ismer, tudja, abszolut inkább
gyakorlati emberke vagyok, de mit csináljak,
ha nekem sokat segített az elmélet is
idáig?:))
ilyen, a Maxontól a Portescapon át, had ne
soroljam. De ha ezt nem hiszed, akkor ezen
neves cégek mérnökeivel vitázol, nem velem
egyiknek sem vagyok ügynöke.
Közöltem én ott pár bejegyzéssel később
egy linket is, ahol részletes
adatok vannak, és látni fogod az üresjárási
áramfelvételt. Nem 0, korrekten leírják, hány mA. Csak a diagrammban ezt nem lehet érzékeltetni, amikor majdnem 20 A a végpont.
A másik: ha tüzetesen megnézed egy ideális DC
kefés szervomotor alapegyenleteit, beláthatod,
hogy állandósult állapotban, 0 terhelésnél
nem kell áram hozzá, hiszen ilyenkor az
indukált feszültség azonos a
kapocsfeszültséggel. De ideális eset nincs
a valóságban, van súrlódás, ohmos veszteség,
stb... És számomra pont ettől válik valami
motorrá, szervojellegű, és szervomotorrá, hogy
világosan meghúzhatók a műszaki határok. Űrtechnikától pedig nagyon távol vagyunk
Mindannyian itt a fórumon, és aki engem
közelebbről ismer, tudja, abszolut inkább
gyakorlati emberke vagyok, de mit csináljak,
ha nekem sokat segített az elmélet is
idáig?:))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 22:50
Írta: 000000000 Dátum 2007 február 06, 22:50
Elektromos írógépből (talán robotron) bontott nagyobb, 6 kivezetéses motor az milyen lehet?
Nagyjából képben vagytok?
Engem különösebben nem érdekel, de ha használható, akkor cserére bocsájtom szívesen.
Nagyjából képben vagytok?
Engem különösebben nem érdekel, de ha használható, akkor cserére bocsájtom szívesen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 22:50
Írta: bmejdz9nu Dátum 2007 február 06, 22:50
A csináld magad "nagybani" import-ról még eszembe jutott egy két tényező...
Ez ugyebár egy elektromos dolog.... egy motor...
1. Ezekhez szükséges a CE vizsgálat, ha nincs nem gond... kb.300.000 Ft itthon... (1 től végtelen darabszámra azonos...)De ez már ha exportáltak az Eu-ba akkor meg lehet a Kínaiaknak... (40% esély) De előtte be kell kérni a teljes (5-10 oldal) jegyzőkönyvet! Jó ha ismert cég csinálta... pl. SGS.
2. RoHS certficate: 2006.07.01-től, csak olyan terméket lehet behozni ill. gyártani az Eu-ba amiben szinte zeró az ólomtartalom... Ehhez is van certifikáció... De ezt úgy is kell gyártani.... mert csak két forrasztás benne... és már túl lépte azt az ezrelékes határt... spec ón... ezüsttel helyettesítve... de ezt ismeritek...
Ez ugyebár egy elektromos dolog.... egy motor...
1. Ezekhez szükséges a CE vizsgálat, ha nincs nem gond... kb.300.000 Ft itthon... (1 től végtelen darabszámra azonos...)De ez már ha exportáltak az Eu-ba akkor meg lehet a Kínaiaknak... (40% esély) De előtte be kell kérni a teljes (5-10 oldal) jegyzőkönyvet! Jó ha ismert cég csinálta... pl. SGS.
2. RoHS certficate: 2006.07.01-től, csak olyan terméket lehet behozni ill. gyártani az Eu-ba amiben szinte zeró az ólomtartalom... Ehhez is van certifikáció... De ezt úgy is kell gyártani.... mert csak két forrasztás benne... és már túl lépte azt az ezrelékes határt... spec ón... ezüsttel helyettesítve... de ezt ismeritek...
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 06, 23:02
Írta: Kristály Árpád Dátum 2007 február 06, 23:02
Hallihó Tibor45!
Igen tetszet, sőt ma is tetszik és vallom amit megtehetsz DOS-al az ne halaszd másra......
Ja.... és mégvalami, Én téged tekintelek Magyarország!
Első CNC Hobbystájának.......
Ez szerintem nagy dolog ami nem vehető el Tőled!
Az igaz, hogy régóta ismerlek, de nekem névtáblát nem graviroztál, sajna...., ezt majd potóljuk a következő talin.
A Motoros pedig nem olyan rég ismerem mint téged...., ha Ő nem tiltakozik, akkor Én barátomnak tekintem!
De azért a véleménnyilvánitás, szerintem továbbra is szabad.
Ezt kölőnben is nehéz lenne megállnom ha nem tehetném.....
Üdv.: Árpi
Hallihó!
Igen tetszet, sőt ma is tetszik és vallom amit megtehetsz DOS-al az ne halaszd másra......
Ja.... és mégvalami, Én téged tekintelek Magyarország!
Első CNC Hobbystájának.......
Ez szerintem nagy dolog ami nem vehető el Tőled!
Az igaz, hogy régóta ismerlek, de nekem névtáblát nem graviroztál, sajna...., ezt majd potóljuk a következő talin.
A Motoros pedig nem olyan rég ismerem mint téged...., ha Ő nem tiltakozik, akkor Én barátomnak tekintem!
De azért a véleménnyilvánitás, szerintem továbbra is szabad.
Ezt kölőnben is nehéz lenne megállnom ha nem tehetném.....
Üdv.: Árpi
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 23:16
Írta: 000000000 Dátum 2007 február 06, 23:16
Sziasztok!
Imi, félrenézted azt a Tibor által küldött diagrammot:
"Nevezetesen nulla terhelőnyomatéknál, nulla (azaz NULLA) áramfelvételnél kb 3400-al pörög. Mitől??? "
Nulla áramfelvételnél a sebesség 0!!!! Nézd meg mégegyszer a fgv.-eket..
És 0 nyomatéknál a sebesség 3500...
Nincs ebben a diagramban semmilyen ellentmondás!
Imi, félrenézted azt a Tibor által küldött diagrammot:
"Nevezetesen nulla terhelőnyomatéknál, nulla (azaz NULLA) áramfelvételnél kb 3400-al pörög. Mitől??? "
Nulla áramfelvételnél a sebesség 0!!!! Nézd meg mégegyszer a fgv.-eket..
És 0 nyomatéknál a sebesség 3500...
Nincs ebben a diagramban semmilyen ellentmondás!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 06, 23:28
Írta: bmejdz9nu Dátum 2007 február 06, 23:28
Szia Árpi.
Ma tanultam a legtöbbet...
Képzeld kapisgálom mitől szervó a szervómotor...
Tibi is megerősítette - tehát...
Olvasd végíg érdemes... Kis fordulaton (pl. 1 fordulat/mp) van az ördög elásva... vagy pörgetni kell áttételel mint akkusfúrót.... akkor már jó a KV daráló motor is oké...
Motorgyártás vagy importálás a sárgáktól... ez a nagy kérdés?
De még mindíg nem tiszta a dolog... nincs neked egy szétszednivaló "igazi" szervómotorod?
Meglesnénk úgy gyakorlatiasan... mire hasonlít a legjobban mert lehet, hogy a bicikli dinamó a megoldás!
Ma tanultam a legtöbbet...
Képzeld kapisgálom mitől szervó a szervómotor...
Tibi is megerősítette - tehát...
Olvasd végíg érdemes... Kis fordulaton (pl. 1 fordulat/mp) van az ördög elásva... vagy pörgetni kell áttételel mint akkusfúrót.... akkor már jó a KV daráló motor is oké...
Motorgyártás vagy importálás a sárgáktól... ez a nagy kérdés?
De még mindíg nem tiszta a dolog... nincs neked egy szétszednivaló "igazi" szervómotorod?
Meglesnénk úgy gyakorlatiasan... mire hasonlít a legjobban mert lehet, hogy a bicikli dinamó a megoldás!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 06, 23:41
Írta: 000000000 Dátum 2007 február 06, 23:41
Kedves Árpi ne túlozz velem kapcsolatban!
Más. Ha jól emlékszem, egy E+E vagy egy Hungelektro
kiállításon anno pár évvel ezelőtt történt a névtábla gravír, de ha rosszul is emlékeznék,
az 100%, hogy 2005-ben egy "Hobby CNC
találkozó" feliratot készítettem Neked, és át
is adtam, így nézett ki:

De ezek annyira részlet kérdések, az a lényeg,
hogy egyre jobb Hobby CNC gépek, vezérlések,
születnek, és én Mindenkinek csak gratulálni
tudok a megoldásaihoz, elméletből meg bőven
elég annyi, hogy egy DC motor forogni szeretne,
ha feszültséget kapcsolunk rá.
Más. Ha jól emlékszem, egy E+E vagy egy Hungelektro
kiállításon anno pár évvel ezelőtt történt a névtábla gravír, de ha rosszul is emlékeznék,
az 100%, hogy 2005-ben egy "Hobby CNC
találkozó" feliratot készítettem Neked, és át
is adtam, így nézett ki:
De ezek annyira részlet kérdések, az a lényeg,
hogy egyre jobb Hobby CNC gépek, vezérlések,
születnek, és én Mindenkinek csak gratulálni
tudok a megoldásaihoz, elméletből meg bőven
elég annyi, hogy egy DC motor forogni szeretne,
ha feszültséget kapcsolunk rá.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 08:00
Írta: 000000000 Dátum 2007 február 07, 08:00
Erre már én is rájöttem, a lassú fordulaton van a kutya elásva! Pörögni minden DC motor tud!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 08:24
Írta: 000000000 Dátum 2007 február 07, 08:24
Szia Péter!
"Olvasd végíg érdemes... Kis fordulaton (pl. 1
fordulat/mp) van az ördög elásva... vagy
pörgetni kell áttételel mint akkusfúrót....
akkor már jó a KV daráló motor is oké..."
Tegnap ezeket írtad, és nagyon köszönöm ezt a
mondatot, ezt szerettem volna elérni, hogy
valaki végre egy kicsit visszaigazolja, és
megértse, miért kell világosan megkülönböztetni
a DC motorokat, és miért van annak értelme,
hogy mit is takar ez a kis apró jelző: szervo.
Ez a gondolkodásmód ugyanis szerintem független
az alkalmazási kategóriáktól, láttam én már
Legó-ban profi szervomotort, és komoly golyós
orsós CNC mechanikán elképesztően közönséges
DC motort. Végül is Mindenki azt csinál, amit
akar, csak higgyétek el, érdemes tudni egy megoldásnak a főbb elvi összefüggéseit,
határait is.
Én semmi mást nem szeretnék itt elérni, csak
annyit, hogy együtt, Minden kedves Fórumozó
tudására, tapasztalatára építve egy kis "rendet"
teremtsünk a fejekben, elvégre itt mindenki
műszaki ember, és valamilyen köze van a CNC
technikához. És ne felejtsétek el, van egy
nagy szerencsénk a műszaki életben: V, A, Nm,
mm, s,..., mértékegységek és a hozzátartozó
számértékek segítségével közös nyelvet tudunk
beszélni, és sokkal objektívebben alkothatunk
véleményt, mint más szakmák esetében.
"Olvasd végíg érdemes... Kis fordulaton (pl. 1
fordulat/mp) van az ördög elásva... vagy
pörgetni kell áttételel mint akkusfúrót....
akkor már jó a KV daráló motor is oké..."
Tegnap ezeket írtad, és nagyon köszönöm ezt a
mondatot, ezt szerettem volna elérni, hogy
valaki végre egy kicsit visszaigazolja, és
megértse, miért kell világosan megkülönböztetni
a DC motorokat, és miért van annak értelme,
hogy mit is takar ez a kis apró jelző: szervo.
Ez a gondolkodásmód ugyanis szerintem független
az alkalmazási kategóriáktól, láttam én már
Legó-ban profi szervomotort, és komoly golyós
orsós CNC mechanikán elképesztően közönséges
DC motort. Végül is Mindenki azt csinál, amit
akar, csak higgyétek el, érdemes tudni egy megoldásnak a főbb elvi összefüggéseit,
határait is.
Én semmi mást nem szeretnék itt elérni, csak
annyit, hogy együtt, Minden kedves Fórumozó
tudására, tapasztalatára építve egy kis "rendet"
teremtsünk a fejekben, elvégre itt mindenki
műszaki ember, és valamilyen köze van a CNC
technikához. És ne felejtsétek el, van egy
nagy szerencsénk a műszaki életben: V, A, Nm,
mm, s,..., mértékegységek és a hozzátartozó
számértékek segítségével közös nyelvet tudunk
beszélni, és sokkal objektívebben alkothatunk
véleményt, mint más szakmák esetében.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 09:31
Írta: svejk Dátum 2007 február 07, 09:31
Tapasztalataim szerint egy FET-es H hídba kötöt motort kb. a névleges faszültség másfélszereséről "Jó" hajtatni. (feltételezve hogy a pwm legalább 90 %-ig kivezérelhető.)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 09:44
Írta: svejk Dátum 2007 február 07, 09:44
A második mondat azért nem teljesen igaz, ugyanis a fordulat növelésével a dc motornak is esik a nyomatéka. A Tibor45 által belinkelt diagrammokon ez jól le is olvasható.
Szintén tapasztalatom hogy azt a fordulatot érdemes maximálisnak venni , ahol a fordulat-nyomaték és a nyomaték-áram görbe (jobb esetben,egyenes) metszi egymást.
Szintén tapasztalatom hogy azt a fordulatot érdemes maximálisnak venni , ahol a fordulat-nyomaték és a nyomaték-áram görbe (jobb esetben,egyenes) metszi egymást.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 07, 09:59
Írta: Kristály Árpád Dátum 2007 február 07, 09:59
Hallihó!
Igen ez a tábla ma is megvan!!!!
A tiszta vízet a pohárba.... illetve a fejekbe rendet teremteni ezzel maximálisan egyet értek!!!
Sok siker!
Nehéz dolgod lesz!!!!
Hallihó!
Igen ez a tábla ma is megvan!!!!
A tiszta vízet a pohárba.... illetve a fejekbe rendet teremteni ezzel maximálisan egyet értek!!!
Sok siker!
Nehéz dolgod lesz!!!!
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 07, 10:00
Írta: Kristály Árpád Dátum 2007 február 07, 10:00
Hallihó Péter!
Természetesen van, (milyet parancsolsz) ha ráérek szétszedem és képet is készítek....
Hallihó!
Természetesen van, (milyet parancsolsz) ha ráérek szétszedem és képet is készítek....
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 10:04
Írta: svejk Dátum 2007 február 07, 10:04
Szerintem félre értitek D.Lacit!
Nem söntmotort csinált, maradt soros,csak az állórésztekercset egy graetz híd átlójába rakta.
Már én is gondolkoztam régebben ezen csak ugye a soros motort kis feszültségre elég nehéz találni, illetve elég nehéz szabályozni, de elvileg működhet.
D.laci egy 230V-os motort járatott 40 V-ról igy még terheletlenül sem tudna elpörögni.
Egy 2-3száz W-os motor még névleges feszültségen sem pörög el mert a súrlódások egyensúlyban tartják (persze azért a 30 ezeret eléri)
És ezért nem repült még senkinek sem szét mondjuk az 500 W-os felsőmarója üresjáratban :)
Nem söntmotort csinált, maradt soros,csak az állórésztekercset egy graetz híd átlójába rakta.
Már én is gondolkoztam régebben ezen csak ugye a soros motort kis feszültségre elég nehéz találni, illetve elég nehéz szabályozni, de elvileg működhet.
D.laci egy 230V-os motort járatott 40 V-ról igy még terheletlenül sem tudna elpörögni.
Egy 2-3száz W-os motor még névleges feszültségen sem pörög el mert a súrlódások egyensúlyban tartják (persze azért a 30 ezeret eléri)
És ezért nem repült még senkinek sem szét mondjuk az 500 W-os felsőmarója üresjáratban :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 07, 10:29
Írta: bmejdz9nu Dátum 2007 február 07, 10:29
Biztos már volt szó róla...
Egy ilyen "igazi!" DC-s és kefés szervómotornál milyen megoldással érik el azt, hogy nagyonkicsi pl.1 fordulat/mp-nél legyen ereje?
Gyakorlatias megfogalmazásban...
Egy ilyen "igazi!" DC-s és kefés szervómotornál milyen megoldással érik el azt, hogy nagyonkicsi pl.1 fordulat/mp-nél legyen ereje?
Gyakorlatias megfogalmazásban...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 10:33
Írta: 000000000 Dátum 2007 február 07, 10:33
Szia Svejk!
Félve írok megint, mert "ki fogok kapni" Tőletek
(Rád és D. Lacira gondolok), de ezt írtad:
"...illetve elég nehéz szabályozni, de elvileg
működhet." Nagy bajom van ezzel a mondattal,
mert a soros gerjesztésű motor a legtávolabb
áll a szervo jelleggörbétől, a legócskább
50 Ft-os állandó mágneses motor megveri
jelleggörbében, tehát elvileg sem működhet.
Persze ha még ennyi szájtépés után
mindig ott tartunk, hogy Nálatok ha egy motor
forgásba jön a vezérlőtöktől, akkor az már
egyben egy szervo hajtás is - nos akkor én kezdem ézékelni azt, amit Árpi írt az előbb:
"Nehéz dolgod lesz!!!!".
Félve írok megint, mert "ki fogok kapni" Tőletek
(Rád és D. Lacira gondolok), de ezt írtad:
"...illetve elég nehéz szabályozni, de elvileg
működhet." Nagy bajom van ezzel a mondattal,
mert a soros gerjesztésű motor a legtávolabb
áll a szervo jelleggörbétől, a legócskább
50 Ft-os állandó mágneses motor megveri
jelleggörbében, tehát elvileg sem működhet.
Persze ha még ennyi szájtépés után
mindig ott tartunk, hogy Nálatok ha egy motor
forgásba jön a vezérlőtöktől, akkor az már
egyben egy szervo hajtás is - nos akkor én kezdem ézékelni azt, amit Árpi írt az előbb:
"Nehéz dolgod lesz!!!!".
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 10:33
Írta: svejk Dátum 2007 február 07, 10:33
Ez csak szabályzás minőségének kérdése, illetve az encoder felbontása és a léptetőimpulzusok gyakorisága a döntő.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 10:45
Írta: 000000000 Dátum 2007 február 07, 10:45
Szia Péter! Volt róla szó n-szer, áramot vezetnek át a motoron 1 mA - 5.000A között,
ilyen egyszerű. 1 mA elég egy szolár mini DC
motorhoz, 5.000 A pedig mondjuk pl. egy kisebb
erőművi motornál, vagy bizonyos villamos
vasúti mozdonyoknál, .... , stb fordulhat elő.
ilyen egyszerű. 1 mA elég egy szolár mini DC
motorhoz, 5.000 A pedig mondjuk pl. egy kisebb
erőművi motornál, vagy bizonyos villamos
vasúti mozdonyoknál, .... , stb fordulhat elő.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 10:57
Írta: svejk Dátum 2007 február 07, 10:57
Én is félve írok...
A D.Laci motorjához semmi közöm ,csak a vezérlőnk egyforma.
Hát igen nagyon nem hasonlítanak ,ezért nem is erőltettem a dolgot.
Én az "elvileg működhet"-et úgy gondolom hogy ha egymotorra feszültséget kapcsolok az megpróbál elfordulni, ha elfordult a visszacsatolás érzékeli es elkezdődik a szabályzás. Az hogy sönt vagy soros az mindegy az már csak a szabályzás minőségét befolyásolhatja.
Ha a motor mondjuk egy menetes szárat (jobb esetben golyós)forgat mindig van valamekkora fékezőnyomaték és itt már a soros motor fordulat-nyomaték görbéje sem annyira hiperbola,
arról nem is beszélve hogy ezek a kis motorok messze elkerülik az ideális sosos motor görbéjét
és egy adott szakaszon esetleg közelíthet mégha távolról is az egyeneshez. Fontosabb talán az hogy a motor kétirányú forgásra alkalmas legyen ,azaz a kefék a semleges vonalban legyenek.
Felvetődik még egy kérdés (erre te biztos tudod a választ)hogy a pwm freki miatt gyors diódák kellenek-e a graetz hídba?
Ezt a szájtépősdit hagyjuk, már magánban is megbeszéltük hogy elismerjük egymás tudását (mégha az enyém alig összemérhető is a Tiéddel) és segíteni próbálunk egymáson. Legalábbis a lista eszméje ez.
Természetesen továbbra is kíváncsiak vagyunk a véleményedre csak ne olyan magasról jöjjön az.
A D.Laci motorjához semmi közöm ,csak a vezérlőnk egyforma.
Hát igen nagyon nem hasonlítanak ,ezért nem is erőltettem a dolgot.
Én az "elvileg működhet"-et úgy gondolom hogy ha egymotorra feszültséget kapcsolok az megpróbál elfordulni, ha elfordult a visszacsatolás érzékeli es elkezdődik a szabályzás. Az hogy sönt vagy soros az mindegy az már csak a szabályzás minőségét befolyásolhatja.
Ha a motor mondjuk egy menetes szárat (jobb esetben golyós)forgat mindig van valamekkora fékezőnyomaték és itt már a soros motor fordulat-nyomaték görbéje sem annyira hiperbola,
arról nem is beszélve hogy ezek a kis motorok messze elkerülik az ideális sosos motor görbéjét
és egy adott szakaszon esetleg közelíthet mégha távolról is az egyeneshez. Fontosabb talán az hogy a motor kétirányú forgásra alkalmas legyen ,azaz a kefék a semleges vonalban legyenek.
Felvetődik még egy kérdés (erre te biztos tudod a választ)hogy a pwm freki miatt gyors diódák kellenek-e a graetz hídba?
Ezt a szájtépősdit hagyjuk, már magánban is megbeszéltük hogy elismerjük egymás tudását (mégha az enyém alig összemérhető is a Tiéddel) és segíteni próbálunk egymáson. Legalábbis a lista eszméje ez.
Természetesen továbbra is kíváncsiak vagyunk a véleményedre csak ne olyan magasról jöjjön az.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 07, 11:13
Írta: D.Laci Dátum 2007 február 07, 11:13
Csináltam néhány kis videót.
soros motor 1f/min
de a kár a 0.01f/min-t is lazán tudja de az nem "látványos".(a dekopirfürészem megsértödöt hogy le kávédaráloztad...)
Dc motor (ablaktörlő jelegü motor):
dc moci 60f/min (1f/s)
dc moci 1f/min
dc moci 0.01f/min ( nem látványos de eztis tudja...)
dc moci egyben
dc moci szét szedve
dc moci forgó rész
dc moci encoder 500 osztás (2000 increment)
az esztergám 2500mm/min sebességgel ( sajna a mach 45Kh 2000 encoderal többet nem enged)
soros motor 1f/min
de a kár a 0.01f/min-t is lazán tudja de az nem "látványos".(a dekopirfürészem megsértödöt hogy le kávédaráloztad...)
Dc motor (ablaktörlő jelegü motor):
dc moci 60f/min (1f/s)
dc moci 1f/min
dc moci 0.01f/min ( nem látványos de eztis tudja...)
dc moci egyben
dc moci szét szedve
dc moci forgó rész
dc moci encoder 500 osztás (2000 increment)
az esztergám 2500mm/min sebességgel ( sajna a mach 45Kh 2000 encoderal többet nem enged)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 11:15
Írta: 000000000 Dátum 2007 február 07, 11:15
Természetesen igaz, csak nem annyira mint egy léptetőmotornak (jóval kevésbé)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 11:17
Írta: 000000000 Dátum 2007 február 07, 11:17
Szervómba 100%-ig kivezérlődik ha a PID kevésnek találja a gerjesztést (de a vezérlő rendelkezik a felhasználó által beállítható áramkorláttal a motor megvédésére, és a szoftver is rendelkezni fog időlimites túlgerjesztés figyeléssel).
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 11:26
Írta: svejk Dátum 2007 február 07, 11:26
"szoftver is rendelkezni fog időlimites túlgerjesztés figyelésselez "
Na ilyet én már ezer éve csinálok (más alkalmazáshoz)csak még nem készült el :)
Ugy kellene megcsinálni hogy a motoráram függvényében legyen az időlimit. Vagy pedig motorfesz x motoráram azaz teljesítmény fügvény szerint.
(Megjegyzem az igazi szervómotorokban mindig van hőérzékelő.)
Na ilyet én már ezer éve csinálok (más alkalmazáshoz)csak még nem készült el :)
Ugy kellene megcsinálni hogy a motoráram függvényében legyen az időlimit. Vagy pedig motorfesz x motoráram azaz teljesítmény fügvény szerint.
(Megjegyzem az igazi szervómotorokban mindig van hőérzékelő.)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 11:26
Írta: 000000000 Dátum 2007 február 07, 11:26
"Én az "elvileg működhet"-et úgy gondolom hogy
ha egymotorra feszültséget kapcsolok az
megpróbál elfordulni, ha elfordult a
visszacsatolás érzékeli es elkezdődik a
szabályzás. Az hogy sönt vagy soros az mindegy
az már csak a szabályzás minőségét befolyásolhatja."
Bocs, de ott tévedsz, hogy a szabályástechnikában
a kb. 20-30 paraméter között van egy nagyon
fontos paraméter, amit időálladónak hívnak.
Ezzel nem törődni, és figyelmen kívül hagyni,
nos ez egyszerűen lehetetlenség, és incorrekt dolog, bármilyen szintű szervo tervezési
folyamatról is van szó. Kb. olyan lazaság,
mint fejest ugrani ismeretlen mélységű
vízbe. Egy szabályzás a visszacsatolás miatt
adott peremfeltételeknél pillanatok alatt
lengésbe tud jönni, ha ezt a tervező nem
veszi figyelembe. E tekintetben a szervorendszerben
a motor a kritikus, és már megint ott vagyunk,
mi a szervo motor elégséges meghatározása.
Egy példa:
Van egy 100 mm átmérőjű vasgolyó a földön,
és mellette egy ugyanilyen de gumilabda.
Rúgjál bele egy bakanccsal mindkettőbe
ugyanakkora erővel, érezni fogod a golyók
mozgásdinakája közti különbséget, azaz a
reakcióidő szerepét.
ha egymotorra feszültséget kapcsolok az
megpróbál elfordulni, ha elfordult a
visszacsatolás érzékeli es elkezdődik a
szabályzás. Az hogy sönt vagy soros az mindegy
az már csak a szabályzás minőségét befolyásolhatja."
Bocs, de ott tévedsz, hogy a szabályástechnikában
a kb. 20-30 paraméter között van egy nagyon
fontos paraméter, amit időálladónak hívnak.
Ezzel nem törődni, és figyelmen kívül hagyni,
nos ez egyszerűen lehetetlenség, és incorrekt dolog, bármilyen szintű szervo tervezési
folyamatról is van szó. Kb. olyan lazaság,
mint fejest ugrani ismeretlen mélységű
vízbe. Egy szabályzás a visszacsatolás miatt
adott peremfeltételeknél pillanatok alatt
lengésbe tud jönni, ha ezt a tervező nem
veszi figyelembe. E tekintetben a szervorendszerben
a motor a kritikus, és már megint ott vagyunk,
mi a szervo motor elégséges meghatározása.
Egy példa:
Van egy 100 mm átmérőjű vasgolyó a földön,
és mellette egy ugyanilyen de gumilabda.
Rúgjál bele egy bakanccsal mindkettőbe
ugyanakkora erővel, érezni fogod a golyók
mozgásdinakája közti különbséget, azaz a
reakcióidő szerepét.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 11:36
Írta: 000000000 Dátum 2007 február 07, 11:36
Gratulálok, nagyon meggyőző!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 11:39
Írta: 000000000 Dátum 2007 február 07, 11:39
Ami nálam van azon is van egy szenzor, de érdekes módon az encoder tárcsa és a motor teste között, a levegőben! Nem értem, hogy pontosan mit mérhet (a motort, vagy az encoder levegőjét)?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 11:44
Írta: 000000000 Dátum 2007 február 07, 11:44
Jelenleg hardveres áramkorlát van amiröl a PIC bit szinten értesül (de nem ő avatkozik be, illetve ő, csak nem szoftveresen[#circling]), ezért magárol az áram nagyságárol nincs infóm.
Viszont megoldható, az, hogy ha x ideig működik az áramkorlát, akkor a vezérlő leáljon hibára.
Ezenkívül magán a FET híd hűtőjén van egy szenzor ami a hűtőborda hőmérsékletét méri és szintén hibát generál ha maga a híd túlmelegedne (ez a Vezérlőt védi túlterhelés ellen)! Szerintem ennyi védelem elég egy hobbi szervó vezérlőnél![#vigyor2]
Viszont megoldható, az, hogy ha x ideig működik az áramkorlát, akkor a vezérlő leáljon hibára.
Ezenkívül magán a FET híd hűtőjén van egy szenzor ami a hűtőborda hőmérsékletét méri és szintén hibát generál ha maga a híd túlmelegedne (ez a Vezérlőt védi túlterhelés ellen)! Szerintem ennyi védelem elég egy hobbi szervó vezérlőnél![#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 11:46
Írta: 000000000 Dátum 2007 február 07, 11:46
Szia Laci!
Istvánnal ellentétben ez engem semmiről nem győzött meg. Ennek két oka van:
1. alig láttam valamit, megkérnélek, ha már
ennyire szeretsz videózni, valami erősebb
megvilágítást is alkalmazzál.
2. az 1/s fordulatszámmal forgó motorod
tengelyét működés alatt hirtelen fogd le
álló helyzetűre kb. 5 másodpercig, majd hirtelen
engedd el. Ezt a tesztet videózd le, kíváncsian
várom, és akkor tudok Neked véleményt mondani.
Istvánnal ellentétben ez engem semmiről nem győzött meg. Ennek két oka van:
1. alig láttam valamit, megkérnélek, ha már
ennyire szeretsz videózni, valami erősebb
megvilágítást is alkalmazzál.
2. az 1/s fordulatszámmal forgó motorod
tengelyét működés alatt hirtelen fogd le
álló helyzetűre kb. 5 másodpercig, majd hirtelen
engedd el. Ezt a tesztet videózd le, kíváncsian
várom, és akkor tudok Neked véleményt mondani.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 11:50
Írta: 000000000 Dátum 2007 február 07, 11:50
Nem rossz ötlet![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 11:54
Írta: svejk Dátum 2007 február 07, 11:54
Természetesen tisztában vagyok a peraméterekkel, és a tapasztalataim alapján is a legfontosabb az időállandó ,ez határozza meg milyen gyors lehet a szervorendszerünk.
Hál istennek azonban ezek a házi mechanikák reakcióideje sokkal lassabb mint a legvacakabb motoré.
Ráadásul a gyenge mechanikák miatt ugy is kell gyorsulást-lassítást határolni.
Ott van a legnagyobb ellentét közöttünk ,hogy Te tanult ember lévén elöször kiszámolod, megtervezed és véghezviszed, mi barkácsolók pedig elöször kipróbáljuk aztán ha nem jó utána számolunk ,ha tudunk hogy mit rontottunk el.
egy barkácsolónak az idő nem pénz.
Egyvalamit azért most már zárjunk le:
Olyan hogy SERVO MOTOR nem létezik, olyan van hogy egy adott szervohajtásra van alkalmasabb és kevésbé alkalmasabb motor.
Szervoról mint egy komplett visszacsatolt szabályzásról beszélhetünk aminek fontos eleme a motor de lagalább annyira fontos a mechanika és a szabályzó egység. Ha ebben sem értünk egyet akkor már tényleg "nehéz dolg lesz"
Hál istennek azonban ezek a házi mechanikák reakcióideje sokkal lassabb mint a legvacakabb motoré.
Ráadásul a gyenge mechanikák miatt ugy is kell gyorsulást-lassítást határolni.
Ott van a legnagyobb ellentét közöttünk ,hogy Te tanult ember lévén elöször kiszámolod, megtervezed és véghezviszed, mi barkácsolók pedig elöször kipróbáljuk aztán ha nem jó utána számolunk ,ha tudunk hogy mit rontottunk el.
egy barkácsolónak az idő nem pénz.
Egyvalamit azért most már zárjunk le:
Olyan hogy SERVO MOTOR nem létezik, olyan van hogy egy adott szervohajtásra van alkalmasabb és kevésbé alkalmasabb motor.
Szervoról mint egy komplett visszacsatolt szabályzásról beszélhetünk aminek fontos eleme a motor de lagalább annyira fontos a mechanika és a szabályzó egység. Ha ebben sem értünk egyet akkor már tényleg "nehéz dolg lesz"
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 11:56
Írta: 000000000 Dátum 2007 február 07, 11:56
Az encoder tárcsa saját gyártmány?
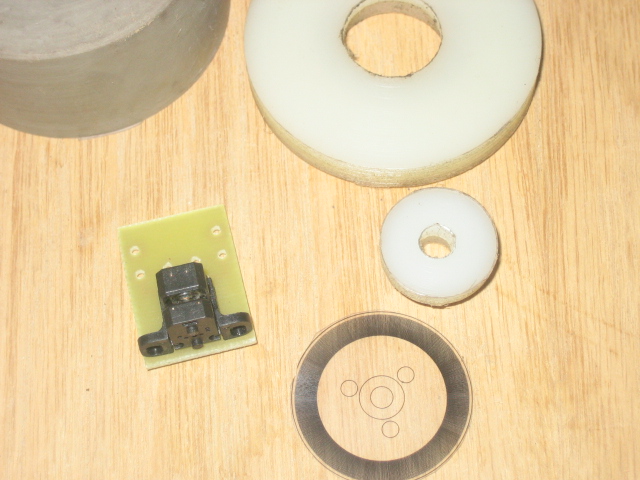
Az opto úgylátom gyári fix eltolásu duál kapu. Nehéz volt az osztások bejátszása 90°-os jel eltoláshoz?
Az opto úgylátom gyári fix eltolásu duál kapu. Nehéz volt az osztások bejátszása 90°-os jel eltoláshoz?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 12:03
Írta: svejk Dátum 2007 február 07, 12:03
Bőségesen...
a "miénk" szoftveresen figyeli az áramot, de azért raktunk bele hardveres áramlimitet ami motor vagy vezetékzárlat esetén beavatkozik.
No meg a jó öreg biztosíték, vagy áramkorlátos táp.
Nálam lustaságból még nincs feklszerelve a végálláskapcsoló, és igy ha végállásba vezérlem bizony ugrika 10-es bizti és a táp lekapcsol (18 A) (Ez a vezérlő még az első próbálkozás még nincs benne hardveres limit a szoftveres pedig nincs beállítva)
a "miénk" szoftveresen figyeli az áramot, de azért raktunk bele hardveres áramlimitet ami motor vagy vezetékzárlat esetén beavatkozik.
No meg a jó öreg biztosíték, vagy áramkorlátos táp.
Nálam lustaságból még nincs feklszerelve a végálláskapcsoló, és igy ha végállásba vezérlem bizony ugrika 10-es bizti és a táp lekapcsol (18 A) (Ez a vezérlő még az első próbálkozás még nincs benne hardveres limit a szoftveres pedig nincs beállítva)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 12:05
Írta: 000000000 Dátum 2007 február 07, 12:05
"Olyan hogy SERVO MOTOR nem létezik, olyan van hogy egy adott szervohajtásra van alkalmasabb és kevésbé alkalmasabb motor."
Jesszusom!!!!
Jesszusom!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 12:17
Írta: 000000000 Dátum 2007 február 07, 12:17
Hoppá, érdekes dolgot írtál, amit persze én
enélkül is sejtettem. Az nem "lustasági" kérdés,
hanem még Hobby szinten is hiba, hogy a szervoszabályzód semmilyen belső, minimum
állítható túláram védelemmel nem törődik.
Mivel úgy tudom, egyetlen egy tápról megy
minden, motor, PIC, ..., ha
nincs erős áramú tápfesz, nincs 5V-od sem.
Abszolut felügyelet nélkül maradhat a rendszer,
vagy mi van átmeneti helyzetben, amikor a PIC
már tévesen kezd el működni az erősen ingadozó
tápfesztől??
enélkül is sejtettem. Az nem "lustasági" kérdés,
hanem még Hobby szinten is hiba, hogy a szervoszabályzód semmilyen belső, minimum
állítható túláram védelemmel nem törődik.
Mivel úgy tudom, egyetlen egy tápról megy
minden, motor, PIC, ..., ha
nincs erős áramú tápfesz, nincs 5V-od sem.
Abszolut felügyelet nélkül maradhat a rendszer,
vagy mi van átmeneti helyzetben, amikor a PIC
már tévesen kezd el működni az erősen ingadozó
tápfesztől??
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 07, 12:46
Írta: D.Laci Dátum 2007 február 07, 12:46
"kb. 5 másodpercig" nem sok egy kicsit? addigra már rég hibára áll...
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 február 07, 12:50
Írta: Motoros Dátum 2007 február 07, 12:50
Szasztok
Sajnos a jómúltkor szénkefehiba miatt elszált a Siemens MS72 smd beültető szervója ezért módomban áll szétszedve lefotózni.
A forgó rész:
és az állórész:
Sajnos a jómúltkor szénkefehiba miatt elszált a Siemens MS72 smd beültető szervója ezért módomban áll szétszedve lefotózni.
A forgó rész:
és az állórész:
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 12:53
Írta: 000000000 Dátum 2007 február 07, 12:53
Az a piros valami, az mi az állórészen?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 12:53
Írta: 000000000 Dátum 2007 február 07, 12:53
Szia Motoros! Huhhh de gyönyörű tárcsa szervo
motor, Péter nagyon fog örülni ennek a fotónak!
Köszi!
motor, Péter nagyon fog örülni ennek a fotónak!
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 február 07, 12:54
Írta: Motoros Dátum 2007 február 07, 12:54
A forgórész egy diszk jellegű tárcsa kb 4mm vastag az egész, az állórészen 4 szénkefe + a mágnesek.
Az adatai:EZEN A HONLAPON vannak, tipusa: F9M4
Az adatai:EZEN A HONLAPON vannak, tipusa: F9M4
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 február 07, 12:55
Írta: Motoros Dátum 2007 február 07, 12:55
1/2 menetű tekercs
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 12:57
Írta: 000000000 Dátum 2007 február 07, 12:57
Mi lehet a szerepe (valamilyen csillapítás, vagy korrekció)?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 13:02
Írta: 000000000 Dátum 2007 február 07, 13:02
Szia Laci!
Nem sok, az egyik ismerősöm órákra otthagyja
a CNC gépét, nem csak 5 másodpercre.
Persze ha eddig Te ezt a szitut egy sima
Auto reset-tel elintézted, és nem is tudod,
pillanatok alatt gyorsan átkonfigurálni,
hagyd a fenébe ezt a tesztet, nem érdemes
vele foglalkoznod.
Nem sok, az egyik ismerősöm órákra otthagyja
a CNC gépét, nem csak 5 másodpercre.
Persze ha eddig Te ezt a szitut egy sima
Auto reset-tel elintézted, és nem is tudod,
pillanatok alatt gyorsan átkonfigurálni,
hagyd a fenébe ezt a tesztet, nem érdemes
vele foglalkoznod.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 február 07, 13:02
Írta: Motoros Dátum 2007 február 07, 13:02
Ez a kis motor mozgat kb 20kg-os fejegységet 0.8m/sec sebességgel, a gyorsulása: 10 m/s2.
Ahhoz hogy az egész ki ne menjen az ajtón a gép súlya: 1,3 TONNA
A pontosságot egy üveg mérőléc adja, tehát a motoron nincs enkóder csak egy taho.
Ahhoz hogy az egész ki ne menjen az ajtón a gép súlya: 1,3 TONNA
A pontosságot egy üveg mérőléc adja, tehát a motoron nincs enkóder csak egy taho.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 február 07, 13:03
Írta: Motoros Dátum 2007 február 07, 13:03
Sajnos gőzöm sincsen.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 13:08
Írta: 000000000 Dátum 2007 február 07, 13:08
Ez igen, ezek szervomotorok, "túl szép jelleggörbe
kételkedőknek" és "szervomotor kategória
tagadóknak" különösen figyelmébe ajánlom!:)
De gondolom, abban meg tudsz erősíteni, hogy
nem 5.000 Ft-os mocikról van szó.:)
kételkedőknek" és "szervomotor kategória
tagadóknak" különösen figyelmébe ajánlom!:)
De gondolom, abban meg tudsz erősíteni, hogy
nem 5.000 Ft-os mocikról van szó.:)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 07, 13:11
Írta: D.Laci Dátum 2007 február 07, 13:11
Átt tudom konfigolni nem arrol van szó... De ha konkrétabb csávó lennél hogy mitakarsz elérni....
volt olyan hogy egész hétvégére ott hagytam a gépet. és ott is maradt ahol hagytam.
De had kérjelek már meg valamire. Mutasd be te hogy a tiéd mit tud. (énis állhatok igy a dolgokhoz. mert eddig amit irtál nem győzött meg...)
volt olyan hogy egész hétvégére ott hagytam a gépet. és ott is maradt ahol hagytam.
De had kérjelek már meg valamire. Mutasd be te hogy a tiéd mit tud. (énis állhatok igy a dolgokhoz. mert eddig amit irtál nem győzött meg...)
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 február 07, 13:12
Írta: Motoros Dátum 2007 február 07, 13:12
Igen meg.Bontottat nem tudtam szerezni, a felújított motor is majdnem 100 000 pénz volt.
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 február 07, 13:12
Írta: j3rx6bsjd Dátum 2007 február 07, 13:12
Szerintem nem kéne minden tesztet ott hagyni a fenébe ami nem a te elképzeléseid szerint működik!Laci nem véletlenül arra gondolt,hogy ha valami hiba lép közbe a gépben és a motor nem tudja elérni a kivánt poziciót akkor szervóhibával leáll?Ez szerintem normális dolog.Ilyen a nagy gépeken is van.És 0-ra lefogni a tengelyt erőszakkal az nem éppen forgácsolási körülmény,de nem is éppen gyorsjárat ilyen hiba max.az idő tört részére fordulhat előpl.amíg a gép bedarálja a forgácsot ami beakadt.Ha beszorult akkor már tuti megvan az 5 másodperc is meg a szervohiba is.Bocs,hogy belekotyogok,de nem értek hozzá,mert én is villáskulcsot szoktam szorongatni munkaidőben.Csak hobby.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 13:30
Írta: svejk Dátum 2007 február 07, 13:30
Az #550-ből idézem magamat:
"(Ez a vezérlő még az első próbálkozás még nincs benne hardveres limit a szoftveres pedig nincs beállítva) "
Mint írtam ez az első működő verzió volt azóta már lett bele rakva hardveres áramkorlát is .
Egyébként ott még külön tápról járt a proci és a végfok, most már a proci tápja is a végfok tápjából van előállítva .
Nem PIC-et használunk hanem AVR-t , és van annyira intelligens hogy tápfesznélkul resetel ,illetve hibára áll a rendszer.
a proci több hónap óta még egyszer sem hibázott,és a fetmeghajtók is vannak annyira intelligensek hogy alacsony tápfesznél leállnak.
egyedül ha megszünik a visszacsatolás (pl.kábelszakadás)akkor marad magára a motor de 1 s alatt azt is leállítja a proci.
hídzárlat esetén pedig már minden mindegy marad a táp és a bizti
"(Ez a vezérlő még az első próbálkozás még nincs benne hardveres limit a szoftveres pedig nincs beállítva) "
Mint írtam ez az első működő verzió volt azóta már lett bele rakva hardveres áramkorlát is .
Egyébként ott még külön tápról járt a proci és a végfok, most már a proci tápja is a végfok tápjából van előállítva .
Nem PIC-et használunk hanem AVR-t , és van annyira intelligens hogy tápfesznélkul resetel ,illetve hibára áll a rendszer.
a proci több hónap óta még egyszer sem hibázott,és a fetmeghajtók is vannak annyira intelligensek hogy alacsony tápfesznél leállnak.
egyedül ha megszünik a visszacsatolás (pl.kábelszakadás)akkor marad magára a motor de 1 s alatt azt is leállítja a proci.
hídzárlat esetén pedig már minden mindegy marad a táp és a bizti
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 február 07, 13:32
Írta: j3rx6bsjd Dátum 2007 február 07, 13:32
Engem érdekelne ez a teszt is,meg az is amivel lengésbe lehet hozni a rendszert valamiféle szcillációról írtál,de nekem azóta sem sikerült elérnem.És sajnos most ezt sem értem,hogy mi haszna egy ilyen tesztnek.Ezek a dolgok akkor kapnak értelmet ha kibeszéljük őket és megoldódik a probléma.Ez a fórum azt hiszem azért van,én tanulni próbálok belőle.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 13:37
Írta: svejk Dátum 2007 február 07, 13:37
Mint már írtam max. középiskolás tanulmányaimra és tapasztalataimra támaszkodhatok,igy én még nem hallottam hogy az alapvatő működését tekintve létezne egy ilyen motorcsoport hogy szervo.
Természetesen ha van akkor meghajlok előtte és megkérlek légyszives segíts megtalálni a megfelelő irodalmat.
Tudtommal a külső söntgerjesztésű egyenáramú motorokat szokták szervo alkalmazásban használni.
Természetesen ha van akkor meghajlok előtte és megkérlek légyszives segíts megtalálni a megfelelő irodalmat.
Tudtommal a külső söntgerjesztésű egyenáramú motorokat szokták szervo alkalmazásban használni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 13:42
Írta: svejk Dátum 2007 február 07, 13:42
Szerintem kompenzáló tekercs, ami a semleges vonalat hivatott visszaállítani.Nagyobb motoroknál mindig alkalmazzák , akár sönt akár soros.De a bekötéséből kiderülhet.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 13:46
Írta: svejk Dátum 2007 február 07, 13:46
Ja ... hogy ez síkkommutátoros..akkor valószínűleg hülyeséget írtam.
Nema forgórésszel van sorbakötve?
Nema forgórésszel van sorbakötve?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 13:48
Írta: 000000000 Dátum 2007 február 07, 13:48
Szia Laci!
Mint ahogyan a gépjárműiparban is van
autótörés teszt, így vannak a szervohajtásokra
is kötelezően előírt tesztek még a fejlesztési
időszakban is, nem hogy a végterméknél.
Persze tudom, Te nem kérsz egy forintot sem
a szervódért, és így valószínűleg ezért
nem tudtál az EU-s ez irányú termék minőségi
irányelvekről.
Ezeket a kicsit "drasztikusnak tűnő" vizsgálatokat egységugrás teszteknek nevezik
a szakirodalom, és minimum 3 fő paraméter
mentén (én most a legalsó és legegyszerűbb
nyomaték tesztet javasoltam volna), ettől
sokkal "vadabbak" vannak.
Ha ott voltál a 2. Hobby CNC talin, személyesen
kipróbálhattad volna ezt a tesztet az ott
kiállított golyósorsós vagy a másik direkt
hajtású tesztpadon. Egyébként ha egyszer
errefelé jársz (Bp., Óbuda), inkább élőben
mutatnám meg Neked.
Ezt a beírást Lakatosnak is üzenem, azzal a
kibővítéssel, hogy azért, mert valaki próbál
minden helyzetre bevizsgált szervoval
megjelenni az csak szerencsére Nálad hátrány,
általában a Felhasználók ezt előnyként
értékelik. De úgy látom, nem gondolkozunk
erről a kérdésről sem egyformán, arról meg
végképp nem tehetek, hogy nem tudsz elképzelni
a valóságban is ilyen extrém helyzeteket a CNC
világában.
Mert kedves Kollégák egy olvadó biztosítékkal,
és egy egyszerű Auto-Stop megoldással
valószínűleg az én szervóm is kicsit olcsóbb lenne, és már megint a kör közepén állunk:
mi is a szervo, mik is a minimális feltételek,
ha már egyszeer az a szerencsétlen gyanútlan
vevő kifizetett érte 0 - 1 millió közötti
kinek kinek a pénztárcájától, kategóriájától
függően.
Mint ahogyan a gépjárműiparban is van
autótörés teszt, így vannak a szervohajtásokra
is kötelezően előírt tesztek még a fejlesztési
időszakban is, nem hogy a végterméknél.
Persze tudom, Te nem kérsz egy forintot sem
a szervódért, és így valószínűleg ezért
nem tudtál az EU-s ez irányú termék minőségi
irányelvekről.
Ezeket a kicsit "drasztikusnak tűnő" vizsgálatokat egységugrás teszteknek nevezik
a szakirodalom, és minimum 3 fő paraméter
mentén (én most a legalsó és legegyszerűbb
nyomaték tesztet javasoltam volna), ettől
sokkal "vadabbak" vannak.
Ha ott voltál a 2. Hobby CNC talin, személyesen
kipróbálhattad volna ezt a tesztet az ott
kiállított golyósorsós vagy a másik direkt
hajtású tesztpadon. Egyébként ha egyszer
errefelé jársz (Bp., Óbuda), inkább élőben
mutatnám meg Neked.
Ezt a beírást Lakatosnak is üzenem, azzal a
kibővítéssel, hogy azért, mert valaki próbál
minden helyzetre bevizsgált szervoval
megjelenni az csak szerencsére Nálad hátrány,
általában a Felhasználók ezt előnyként
értékelik. De úgy látom, nem gondolkozunk
erről a kérdésről sem egyformán, arról meg
végképp nem tehetek, hogy nem tudsz elképzelni
a valóságban is ilyen extrém helyzeteket a CNC
világában.
Mert kedves Kollégák egy olvadó biztosítékkal,
és egy egyszerű Auto-Stop megoldással
valószínűleg az én szervóm is kicsit olcsóbb lenne, és már megint a kör közepén állunk:
mi is a szervo, mik is a minimális feltételek,
ha már egyszeer az a szerencsétlen gyanútlan
vevő kifizetett érte 0 - 1 millió közötti
kinek kinek a pénztárcájától, kategóriájától
függően.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 13:56
Írta: svejk Dátum 2007 február 07, 13:56
És mi lett volna a lényege a nyomaték tesztnek?
Az smc,ha a motort nullára fékezem akkor egy X beállítható nyomatékkal (árammal) próbálja korigálni magát, ha nem sikerül egy másodperc alatt, hibára áll és leállítja a többi tengelyt is. mégegyszer mire lettél volna kíváncsi?
Az smc,ha a motort nullára fékezem akkor egy X beállítható nyomatékkal (árammal) próbálja korigálni magát, ha nem sikerül egy másodperc alatt, hibára áll és leállítja a többi tengelyt is. mégegyszer mire lettél volna kíváncsi?
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 február 07, 14:00
Írta: j3rx6bsjd Dátum 2007 február 07, 14:00
A te vezérlőd mit tesz akkor ha eszterga alkalmazásnál használják és a G1 X20 Z-20 parancsnál megszorul az X tengely?Próbálkozik még órákig napokig vagy leáll szervohibával?
Esetleg az X marad ahol van és a Z-vel beletúr az anyagba ahol éppen megszorult?Ilyen esetekben nagyon fontos lenne,hogy időben megálljon a rendszer,mielőtt komolyabb törés keletkezik.
Esetleg az X marad ahol van és a Z-vel beletúr az anyagba ahol éppen megszorult?Ilyen esetekben nagyon fontos lenne,hogy időben megálljon a rendszer,mielőtt komolyabb törés keletkezik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 14:02
Írta: 000000000 Dátum 2007 február 07, 14:02
Szia Svejk!
Hidd el, én szívesen segítenék Neked,
de nem tudok....., ha belepusztulok sem.
Ameddig ugyanis azt írod állandóan
hogy nem is halottál szervomotorról,
de közben szervóhajtás terveztél és
csináltál - nos ne haragudj, de a kettő
nálam feloldhatalan ellentétben van.
Hidd el, én szívesen segítenék Neked,
de nem tudok....., ha belepusztulok sem.
Ameddig ugyanis azt írod állandóan
hogy nem is halottál szervomotorról,
de közben szervóhajtás terveztél és
csináltál - nos ne haragudj, de a kettő
nálam feloldhatalan ellentétben van.
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 február 07, 14:02
Írta: j3rx6bsjd Dátum 2007 február 07, 14:02
Igen valami ilyesmit akartam kérdezni.
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 február 07, 14:03
Írta: j3rx6bsjd Dátum 2007 február 07, 14:03
Tibor jó lenne ha válaszolnál a kérdésre![#ejnye1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 14:06
Írta: 000000000 Dátum 2007 február 07, 14:06
Beállíthatod, hogy mit csináljon 0.1s-től
napokig.
napokig.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 14:07
Írta: svejk Dátum 2007 február 07, 14:07
Nem állandóan írtam hanem egyszer és azért kértelek meg hogy segíts eloszlatni ezt a kételyemet. Azt is írtam hogy nem én terveztem a szervohajtást én csak alkalmazni bróbálom minél költségkínélőbben hobby célra.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 07, 14:12
Írta: D.Laci Dátum 2007 február 07, 14:12
Eléglet volna megkérdezni hogy belehet e állitani hogy x időn belül mit csináljon!
A vállasz: be lehet állitani,
A vállasz: be lehet állitani,
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 07, 14:17
Írta: D.Laci Dátum 2007 február 07, 14:17
Svejk Művek-töl való:)
Nem nehéz beállitani.
Nem nehéz beállitani.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 14:19
Írta: 000000000 Dátum 2007 február 07, 14:19
Bocs, belefáradtam ..., egy kis erőt kell gyűjtenem.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 07, 14:20
Írta: D.Laci Dátum 2007 február 07, 14:20
Egyet értek veled! Mert semi értelme hogy az egyik tengely szerencsétlenkedik "napokig" mig a többi dolgozik. Ha az egyik tengely tovább ment mint a másik akor ugyan ott vagyunk mint a léptető motor...
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 február 07, 14:25
Írta: j3rx6bsjd Dátum 2007 február 07, 14:25
Más téma:Valaki próbált már cél IC-vel szervo vezérlést készíteni?A lényege,hogy nem STEP/DIR müködésű hanem soros vonalon csomagokban kapja az infót?(sebesség,távolság,gyorsulás,stb...)
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 07, 14:37
Írta: Kristály Árpád Dátum 2007 február 07, 14:37
Hallihó Motoros!!!!!!!!!!!!!!!!!!!!
NEKEM VAN KETTŐ darab!!!!!!!!!!!!!!
Egy nagy studió magnóból szedtem ki
Árpi
NEKEM VAN KETTŐ darab!!!!!!!!!!!!!!
Egy nagy studió magnóból szedtem ki
Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 07, 14:37
Írta: Kristály Árpád Dátum 2007 február 07, 14:37
Hallihó Lakatos!
C-sines vezérlésre gondolsz?
C-sines vezérlésre gondolsz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 14:47
Írta: 000000000 Dátum 2007 február 07, 14:47
Ott már megint felmerül a szoftver kérdése, amit már lentebb, alaposabban kitárgyaltunk!
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 február 07, 14:50
Írta: j3rx6bsjd Dátum 2007 február 07, 14:50
Egy kicsit közérthetőbben.Mi az a C sín?
Én olyan dologra gondolok ami nem STEP/DIR jelekkel komunikál,hanem hasonlóan a "nagy" gépekhez csomag alapú adatátvitellel van megoldva a komunikáció.Annyi különbséggel,hogy az interpolálást és a számításokat a szoftver oldaná meg a végrahajtás pedig az elektronika feladata lenne.Így az előre kiszámított értékeket kiküldené a PC csomagokban a vezérlő pedig végrehajtaná.
Én olyan dologra gondolok ami nem STEP/DIR jelekkel komunikál,hanem hasonlóan a "nagy" gépekhez csomag alapú adatátvitellel van megoldva a komunikáció.Annyi különbséggel,hogy az interpolálást és a számításokat a szoftver oldaná meg a végrahajtás pedig az elektronika feladata lenne.Így az előre kiszámított értékeket kiküldené a PC csomagokban a vezérlő pedig végrehajtaná.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 15:01
Írta: svejk Dátum 2007 február 07, 15:01
Pihentetésképpen nézd át az általad piacvezetőnek (#440)ítélt cég hobbyvezérlőjének doksijait.
Mi a miénkkel ahhoz próbálunk hasonulni, és nem a többszázezres iparihoz vagy a Te profi vezérlődhöz.
Mi a miénkkel ahhoz próbálunk hasonulni, és nem a többszázezres iparihoz vagy a Te profi vezérlődhöz.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 15:17
Írta: svejk Dátum 2007 február 07, 15:17
Tibor45-öt kérdezzük meg! Ő biztos tudja.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 15:19
Írta: svejk Dátum 2007 február 07, 15:19
Tibor45, mi lehet a szerepe annak a piros tekercsszerű vezetéknek a #554-ben?
Előre is köszi válaszod.
Előre is köszi válaszod.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 15:56
Írta: 000000000 Dátum 2007 február 07, 15:56
Az én szervómotoromon van egy ilyen hőérzékelő:

Egyébként a tárcsa így néz ki:

Érdekes helyen méri a hőfokot...
Egyébként a tárcsa így néz ki:
Érdekes helyen méri a hőfokot...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 16:12
Írta: 000000000 Dátum 2007 február 07, 16:12
Sziasztok!
Svejk, írtad, hogy AVR van a vezérlőtökben, milyen fejlesztőkörnyezetben írjátok rá a programot, milyen nyelven? Csak érdeklődök :)
Svejk, írtad, hogy AVR van a vezérlőtökben, milyen fejlesztőkörnyezetben írjátok rá a programot, milyen nyelven? Csak érdeklődök :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 16:14
Írta: 000000000 Dátum 2007 február 07, 16:14
Ja és mégegy kérdés: hogyan lehet behangolni a vezérlőt?
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 február 07, 16:32
Írta: ra8nsmk6w Dátum 2007 február 07, 16:32
Valóban érdekes helyen, úgy gondolom, hogy csak szerelési praktikum. Ugyanis az még egy vezetéket vagy csatlakozót jelentett volna a motorházból.Ezt sem minden motorgyártó cég engedheti meg magának.Még igy is ad valamilyen támpontot a motor hőmérsékleti viszonyairól.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 07, 17:09
Írta: bmejdz9nu Dátum 2007 február 07, 17:09
Motoros... a képed mármint a motor képed nagyoon jók... Csak csodálkozok... oldalkép is jó lett volna... bárcsak más is tenne több képet !
Mert egy-egy kép néha többet ér mind száz szó !
(A videó = 300 szó... Lacinak... köszönet...)
Mert egy-egy kép néha többet ér mind száz szó !
(A videó = 300 szó... Lacinak... köszönet...)
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 február 07, 17:16
Írta: Motoros Dátum 2007 február 07, 17:16
Kösz.
Az oldalkép csak a motortestet mutatná. Ami érdekes lett volna az a lapszerű vékony forgórész, de sajna nem tudtam szétbarmolni a bordáskerék elvert szegecsét-így nem tudom kivenni a házából.
Az oldalkép csak a motortestet mutatná. Ami érdekes lett volna az a lapszerű vékony forgórész, de sajna nem tudtam szétbarmolni a bordáskerék elvert szegecsét-így nem tudom kivenni a házából.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 18:10
Írta: svejk Dátum 2007 február 07, 18:10
Lásd:#352
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 18:14
Írta: svejk Dátum 2007 február 07, 18:14
Ez ugye a DFX 5000 fejmozgató motorja?
Ebből is van egy pár darabom...
Szerintem is #595 a helyes válasz.
Ebből is van egy pár darabom...
Szerintem is #595 a helyes válasz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 18:14
Írta: 000000000 Dátum 2007 február 07, 18:14
Szia Svejk!
Nem tudom, csak sejtéseim vannak:
- mozgó rotorhoz indukciós érzékelő
- lemágneseződés elleni mágneses térerő érzékelő
Mindamellett érdekes ennek a fórumnak a
hullámzása, néha a témával, elmélettel
az a bajotok, hogy ez Hobby CNC rovat, néha meg
profi, több 100 ezer forintos (általad ráadásul
nem is létezőnek itélt) szervomotor kategória
a fő téma.
Nem tudom, csak sejtéseim vannak:
- mozgó rotorhoz indukciós érzékelő
- lemágneseződés elleni mágneses térerő érzékelő
Mindamellett érdekes ennek a fórumnak a
hullámzása, néha a témával, elmélettel
az a bajotok, hogy ez Hobby CNC rovat, néha meg
profi, több 100 ezer forintos (általad ráadásul
nem is létezőnek itélt) szervomotor kategória
a fő téma.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 18:20
Írta: svejk Dátum 2007 február 07, 18:20
Csak ugy tudunk előbbre jutni ha az ismeretlent ismertté tesszük.
Lehet megint hüledezni:
Szerintem ez nem servo motor hanem egy síkkommutátoros motor amit nem csak servo hajtásokban alkalmazhatnaknak.
Lehet megint hüledezni:
Szerintem ez nem servo motor hanem egy síkkommutátoros motor amit nem csak servo hajtásokban alkalmazhatnaknak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 07, 18:22
Írta: bmejdz9nu Dátum 2007 február 07, 18:22
Lenne egy alapvető kérdésem.
Lehet egyaltalán pl. egy 5mm em. orsóhoz direkt hajtást csinálni szervóval? Mert nem nagyon láttam erre példákat... vagy csinált már ilyet valaki? Vagy látott már ilyet valaki? vagy egyszerűen nem célszerű ennélkül mert forgatni kell mint a "meszest" mert csak akkor jó a motor nyomatéka...
Én idegenkedek a bordásszíjas áttételtől.... lehet, hogy alaptalanul.
A hibalehetőséget és felesleges munkát látom benne...???
Ha látok egy CNC-t ilyen megoldással ott mindíg arra gondolok, hogy nem jól tervezték vagy csak olyan alkatrész volt... (pl. kicsi lett a motor vagy túl nagy az emelkedése az orsónak...stb..)
Tehát kényszermegoldásnak érzem...
A "gyári" hobby (léptetős) maróknál sem alkalmazzák ezt... de itt a fórumon sokan csináltak ilyen gépet... miért?
Lehet egyaltalán pl. egy 5mm em. orsóhoz direkt hajtást csinálni szervóval? Mert nem nagyon láttam erre példákat... vagy csinált már ilyet valaki? Vagy látott már ilyet valaki? vagy egyszerűen nem célszerű ennélkül mert forgatni kell mint a "meszest" mert csak akkor jó a motor nyomatéka...
Én idegenkedek a bordásszíjas áttételtől.... lehet, hogy alaptalanul.
A hibalehetőséget és felesleges munkát látom benne...???
Ha látok egy CNC-t ilyen megoldással ott mindíg arra gondolok, hogy nem jól tervezték vagy csak olyan alkatrész volt... (pl. kicsi lett a motor vagy túl nagy az emelkedése az orsónak...stb..)
Tehát kényszermegoldásnak érzem...
A "gyári" hobby (léptetős) maróknál sem alkalmazzák ezt... de itt a fórumon sokan csináltak ilyen gépet... miért?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 18:26
Írta: 000000000 Dátum 2007 február 07, 18:26
Ez az a típus, úgy látszik, ezt akkor
mindhárman teszteltük, végre egy közös nevező:)
Azonban ha már a motor hőmérsékleténél tartunk,
a Ti saját készítésű encoder tárcsátok hány
Celsius fokot bír ki, volt ilyen teszt, mérés?
mindhárman teszteltük, végre egy közös nevező:)
Azonban ha már a motor hőmérsékleténél tartunk,
a Ti saját készítésű encoder tárcsátok hány
Celsius fokot bír ki, volt ilyen teszt, mérés?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 18:29
Írta: svejk Dátum 2007 február 07, 18:29
persze hogy lehet..
pont fordítva, ha pörgeted a dc motornak is esik a nyomatáka.
Nézd már meg tüzetesen a Tibor által baadott jelgörbét!!!
Talán az nem árt hogy önzáró legyen a menet ,igy az asztal lökdöséskor nem kell a servonak korrigálnia. Nálam 16 x 4 -es trapéz van.
pont fordítva, ha pörgeted a dc motornak is esik a nyomatáka.
Nézd már meg tüzetesen a Tibor által baadott jelgörbét!!!
Talán az nem árt hogy önzáró legyen a menet ,igy az asztal lökdöséskor nem kell a servonak korrigálnia. Nálam 16 x 4 -es trapéz van.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 18:33
Írta: svejk Dátum 2007 február 07, 18:33
No,most megfogtál!
Ezt nem tudom megmondani. De egy motort már direkt leégettem ,csakhogy tudjam mit tudhat.
a tengelyre a tárcsa egy polycarbonát közdarabbal van odafogatva, baja nem lett.
De ennek utánanézek mit tudhat a film...
Ezt nem tudom megmondani. De egy motort már direkt leégettem ,csakhogy tudjam mit tudhat.
a tengelyre a tárcsa egy polycarbonát közdarabbal van odafogatva, baja nem lett.
De ennek utánanézek mit tudhat a film...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 18:34
Írta: svejk Dátum 2007 február 07, 18:34
160 c fokot biztosan mert laser nyomtatóba berakható
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 február 07, 18:36
Írta: Motoros Dátum 2007 február 07, 18:36
Az #554-ben lévő piros vezeték nem megy sehova, a két vége le van kötve a motortestre.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 18:36
Írta: 000000000 Dátum 2007 február 07, 18:36
Megragadom a felkínált lehetőséget és hüledezem.
Ha D. Laci is egyetért Veled abban, amit erről a csodálatos tárcsamotorról írtál, jobban teszitek, ha inkább maradtok az eredeti
szakmánál, és a vívezetékeket szervosítjátok![#vigyor2]
Ha D. Laci is egyetért Veled abban, amit erről a csodálatos tárcsamotorról írtál, jobban teszitek, ha inkább maradtok az eredeti
szakmánál, és a vívezetékeket szervosítjátok![#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 18:38
Írta: svejk Dátum 2007 február 07, 18:38
Tibor,csak nem bele akarsz kötni a tárcsánkba?
:) :) :)
:) :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 07, 18:45
Írta: bmejdz9nu Dátum 2007 február 07, 18:45
Svejk
Nektek minden gépetek eddíg áttételes volt?
Kb. milyen arányban volt a konvertáció?
Képeket és videót nem akarsz feltenni?
Jó lenne... mert ebben csak Laci jeleskedik...
Nektek minden gépetek eddíg áttételes volt?
Kb. milyen arányban volt a konvertáció?
Képeket és videót nem akarsz feltenni?
Jó lenne... mert ebben csak Laci jeleskedik...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 18:46
Írta: svejk Dátum 2007 február 07, 18:46
Akkor légyszives okosíts...
Tehát ezt a motortipust direkt a szervokhoz fejlesztették és az a neve hogy ...mi is?
Kértelek már előbb is ajánlj egy irodalmat ahol a servomotorok mint külön motorcsoport meg van említve és had tanuljunk mi is egy kicsit ne kelljen állandóan badarságot írnom.
A téma iróniája hogy sok mai autó hűtőventillátora is ilyen síkkommutátoros motor szokott lenni.
Tehát ezt a motortipust direkt a szervokhoz fejlesztették és az a neve hogy ...mi is?
Kértelek már előbb is ajánlj egy irodalmat ahol a servomotorok mint külön motorcsoport meg van említve és had tanuljunk mi is egy kicsit ne kelljen állandóan badarságot írnom.
A téma iróniája hogy sok mai autó hűtőventillátora is ilyen síkkommutátoros motor szokott lenni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 18:46
Írta: svejk Dátum 2007 február 07, 18:46
Nekem csak egy demo gépem van amin a szervot tesztelem de az sose volt áttételes.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 07, 18:48
Írta: D.Laci Dátum 2007 február 07, 18:48
Egy dolgot kurvára utálok. Ha le vízvezeték szerelőznek!!! Neked mi a szakmád? Kókler???
Akinek nem inge ne vegye magára...
Akinek nem inge ne vegye magára...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 18:50
Írta: 000000000 Dátum 2007 február 07, 18:50
Szia Péter!
A kérdésed megválaszolásához hiányzik a
kívánt maximális nyomaték, és fordulatszám
igény, enélkül nem lehet megmondani.
Általában én csak kb. 200W+ katagóriájú
motorral javasolnám direktbe hajtani.
Egyébként egy jó tengelykapcsoló is majdnem
annyi, vagy még több problémát okoz, mint egy
fogazott szíj áttétel, viszont ha áttételezel,
60-80W-os motorral megúszod eredőként,
így harmada lehet motorköltséged.
A kérdésed megválaszolásához hiányzik a
kívánt maximális nyomaték, és fordulatszám
igény, enélkül nem lehet megmondani.
Általában én csak kb. 200W+ katagóriájú
motorral javasolnám direktbe hajtani.
Egyébként egy jó tengelykapcsoló is majdnem
annyi, vagy még több problémát okoz, mint egy
fogazott szíj áttétel, viszont ha áttételezel,
60-80W-os motorral megúszod eredőként,
így harmada lehet motorköltséged.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 07, 18:54
Írta: D.Laci Dátum 2007 február 07, 18:54
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 19:06
Írta: 000000000 Dátum 2007 február 07, 19:06
Két komoly CNC gépépítőt tudok Neked ebben a pillanatban mondani, Akik megtiszteltek
bizalmukkal, és szervómmal valósították meg
CNC marógépük mellékhajtásait.
Nagy Zoltán itt ezen a fórumon is szokott
írogatni, Vargha Kálmán Úrnak ezen a
héten adtam át egy komplett hajtást. Majd megkérem Istvánt, engedje meg a megépített
CNC gépek topicba elhelyezni a képeket,
videókat, ha lesznek. Ugyanis egy hajtást nem
videózni, fotózni kell ürejáratban, hanem a
Felhasználó maximális elégedettségére dolgozni
a géppel.
De ha ennyire akarod, majd láthatod, hogyan kezeli le a 70W-os szervomotor a BF-20
marófejjel szerelt 30-40 kg tömegű golyósorsós
Z tengelyt.
A Laci által kifogásolt szakmát pedig Ti magatok
mondtátok.:)
bizalmukkal, és szervómmal valósították meg
CNC marógépük mellékhajtásait.
Nagy Zoltán itt ezen a fórumon is szokott
írogatni, Vargha Kálmán Úrnak ezen a
héten adtam át egy komplett hajtást. Majd megkérem Istvánt, engedje meg a megépített
CNC gépek topicba elhelyezni a képeket,
videókat, ha lesznek. Ugyanis egy hajtást nem
videózni, fotózni kell ürejáratban, hanem a
Felhasználó maximális elégedettségére dolgozni
a géppel.
De ha ennyire akarod, majd láthatod, hogyan kezeli le a 70W-os szervomotor a BF-20
marófejjel szerelt 30-40 kg tömegű golyósorsós
Z tengelyt.
A Laci által kifogásolt szakmát pedig Ti magatok
mondtátok.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 19:13
Írta: svejk Dátum 2007 február 07, 19:13
Egyébként pedig D.Laci lehet hogy csak "Egy"
vízvezetékszerelő de sokunknak többet segített hozzászólásaival, és segítette a fórum munkáját mint Te a tudományos kötekedéseiddel.
vízvezetékszerelő de sokunknak többet segített hozzászólásaival, és segítette a fórum munkáját mint Te a tudományos kötekedéseiddel.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 19:16
Írta: 000000000 Dátum 2007 február 07, 19:16
Miféle problémákat okozhat egy jó tengelykapcsoló?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 19:22
Írta: svejk Dátum 2007 február 07, 19:22
Sajnos technikai paramétereket nem sikerült beszereznem, de kipróbáltam a 150 C fokos forrasztópákát tartósan bírja.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 19:24
Írta: 000000000 Dátum 2007 február 07, 19:24
Szia Laci!
A #485-ben megkértelek valamire, eltelt azóta
28 óra válasz nélkül. Úgy látom, mások
lekóklerezésében nagyságrendekkel jobb a
reakcióidőd. Az eredeti szakmám pedig CNC gép
gyártástechnológus gépészmérnök, de maradjunk
abban, ezzel ne foglalkozzunk. De szerintem
mint már annyiszor kértem, szigorúan műszaki,
elméleti, gyakorlati érvelések mentén szeretnék
Veletek is beszélgetni, ha végre így lenne,
nagyon örülnék, ahhoz persze illene válaszolnod
végre a #485-re.
A #485-ben megkértelek valamire, eltelt azóta
28 óra válasz nélkül. Úgy látom, mások
lekóklerezésében nagyságrendekkel jobb a
reakcióidőd. Az eredeti szakmám pedig CNC gép
gyártástechnológus gépészmérnök, de maradjunk
abban, ezzel ne foglalkozzunk. De szerintem
mint már annyiszor kértem, szigorúan műszaki,
elméleti, gyakorlati érvelések mentén szeretnék
Veletek is beszélgetni, ha végre így lenne,
nagyon örülnék, ahhoz persze illene válaszolnod
végre a #485-re.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 07, 19:30
Írta: D.Laci Dátum 2007 február 07, 19:30
Inkább élőben mutatnám meg. Nyíregyháza...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 19:33
Írta: svejk Dátum 2007 február 07, 19:33
Tibor45 ,van egy jó hírem..
Megadom magam a servomotor tipus előtt.
Bár te nem tudtál érdemlegesen segíteni (ezt már kezdjük megszokni)de azért megbízok a szakmai múltadban.
Különben is van mosógépmotor is és minden sarokcsiszolót flex-nek hívnak ,miért ne hívjuk ezeket servomotoroknak. Most már csak az a kérdés hogy melyikeket.
Mertha az #554-es servomotor akkor az #592-es aligha lehet az, mert azon kívül hogy mindkettő permanens mágneses söntmotor, köszönőviszonyban sintsenek egymással jelgörbéiket tekintve .
Megadom magam a servomotor tipus előtt.
Bár te nem tudtál érdemlegesen segíteni (ezt már kezdjük megszokni)de azért megbízok a szakmai múltadban.
Különben is van mosógépmotor is és minden sarokcsiszolót flex-nek hívnak ,miért ne hívjuk ezeket servomotoroknak. Most már csak az a kérdés hogy melyikeket.
Mertha az #554-es servomotor akkor az #592-es aligha lehet az, mert azon kívül hogy mindkettő permanens mágneses söntmotor, köszönőviszonyban sintsenek egymással jelgörbéiket tekintve .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 19:37
Írta: 000000000 Dátum 2007 február 07, 19:37
Semmi különöset, ha gyárilag rendeled meg
a golyósórsód tengelyvégződésének kialakítását
a tengelykapcsolódhoz. Ellenkező esetben
egy jó minőségű golyósorsó házilagos
megmunkálása felvethet pár problémát.
a golyósórsód tengelyvégződésének kialakítását
a tengelykapcsolódhoz. Ellenkező esetben
egy jó minőségű golyósorsó házilagos
megmunkálása felvethet pár problémát.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 07, 19:39
Írta: bmejdz9nu Dátum 2007 február 07, 19:39
Köszi. Én is kb. 200W kategóriára gondoltam...
Csak onnét gondoltam én is mert ezt a kategóriát gyártják Nema34 fomában...
Csak onnét gondoltam én is mert ezt a kategóriát gyártják Nema34 fomában...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 19:40
Írta: 000000000 Dátum 2007 február 07, 19:40
Mondj példákat légyszíves, hogy mire gondolsz!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 19:40
Írta: 000000000 Dátum 2007 február 07, 19:40
Jesszusom, de ezt már egyszer írtam!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 19:41
Írta: 000000000 Dátum 2007 február 07, 19:41
Esztergáltál már golyósorsót?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 19:45
Írta: 000000000 Dátum 2007 február 07, 19:45
Én még nem. Kicsi a padom, hogy áttörjem az edzett réteget.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 19:49
Írta: 000000000 Dátum 2007 február 07, 19:49
Pedig mennyivel egyszerűnn lett volna egy
számot, és mértékegységet ide beírni.
10 karakterbe belefért volna.
számot, és mértékegységet ide beírni.
10 karakterbe belefért volna.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 19:49
Írta: 000000000 Dátum 2007 február 07, 19:49
Köszönöm, a választ Te magad adtad meg!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 19:54
Írta: 000000000 Dátum 2007 február 07, 19:54
De ennek mi köze van ahhoz, hogy "egy jó tengelykapcsoló is majdnem
annyi, vagy még több problémát okoz, mint egy
fogazott szíj áttétel"??? :S
annyi, vagy még több problémát okoz, mint egy
fogazott szíj áttétel"??? :S
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 19:55
Írta: svejk Dátum 2007 február 07, 19:55
Vigyázz nehogy hívő légy a sok jesszusomtól :)
akkor melyik a servomotor?
akkor melyik a servomotor?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 február 07, 19:55
Írta: D.Laci Dátum 2007 február 07, 19:55
Ja, igazad van,
"Egyébként ha egyszer
errefelé jársz (Bp., Óbuda), inkább élőben
mutatnám meg Neked.
"
"Egyébként ha egyszer
errefelé jársz (Bp., Óbuda), inkább élőben
mutatnám meg Neked.
"
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 19:59
Írta: 000000000 Dátum 2007 február 07, 19:59
Erre már válaszoltam Motoros képe után.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 20:02
Írta: svejk Dátum 2007 február 07, 20:02
Oké thát tárcsa szervó elfogadom maradjunk ennyiben.És akkor a dfx500-esé?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 20:03
Írta: 000000000 Dátum 2007 február 07, 20:03
Nem értem. Ha mégis esztergálni kell a
golyósorsót a tengelykapcsolóhoz, akkor
az most probléma Neked vagy nem?
golyósorsót a tengelykapcsolóhoz, akkor
az most probléma Neked vagy nem?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 20:07
Írta: 000000000 Dátum 2007 február 07, 20:07
A szíjtárcsához nem kell esztergálni?
Ha nagyon akarnék vesződni vele, akkor hűtés mellett leköszörülném átmérőben a kérget, aztán vígan tudnám esztergálni a magot. Viszont egyszerűbb a szomszédba vinni, nagy padra.
Ha nagyon akarnék vesződni vele, akkor hűtés mellett leköszörülném átmérőben a kérget, aztán vígan tudnám esztergálni a magot. Viszont egyszerűbb a szomszédba vinni, nagy padra.
Cím: Re:DC szervó motoros vezérlés
Írta: Bicska Dátum 2007 február 07, 20:13
Írta: Bicska Dátum 2007 február 07, 20:13
Azért abbahagyhatnátok egymás oltását nyílt fórumon....[#ejnye1] (félreértés ne essen->)Én mindegyikőtöket tisztelem vagy azért, mert évekig ezt tanulta, majd évekig gyűjött tapasztalatokat vagy azért, mert önerőből eljutott egy irígylésreméltó szintre!! DE szerintem nem kellene oldalakat teleírni naponta veszekedéssel. Most lehet, hogy valaki azt mondja, hogy ezekből a beírásokból sokat lehet tanulni, de szerintem nem, van néhány valótlan dolog ezen a pár oldalon leírva ("tudományos szempontból") és ez egy laikus számára nagyon megtévesztő lehet, főleg, ha nem veszi észre a 29 hozzászólással késöbbi javítást/kiegészítést.
Mechanikai szempontból is különbséget tudunk tenni a papír/LEGO/bútorlap cnc és a profi alkatrészekből megépített gép között, akkor nem tudom, hogy a vezérők között ezt miért nem tudjuk megtenni!
Még mindig Üdv: Bicska
Mechanikai szempontból is különbséget tudunk tenni a papír/LEGO/bútorlap cnc és a profi alkatrészekből megépített gép között, akkor nem tudom, hogy a vezérők között ezt miért nem tudjuk megtenni!
Még mindig Üdv: Bicska
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 20:17
Írta: 000000000 Dátum 2007 február 07, 20:17
Kicsit kezd eldurvúlni a stílus! Kicsit pihenjetek rá...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 07, 20:21
Írta: svejk Dátum 2007 február 07, 20:21
Igazatok van ,én meghajlok a kérés előtt.
További jó munkát mindenkinek!
További jó munkát mindenkinek!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 20:21
Írta: 000000000 Dátum 2007 február 07, 20:21
Tibor!
Sajnos nem tudom megállni, hogy ne tegyek egy pár észrevételt.
- amikor a lézert építettem hasonló kioktatásokat kaptam a profiktól , hogy miért nem lesz jó, de megoldani, javítani soha nem segítettek
- az az érzésem, hogy ezek a hobbyszervósok zavarják a Te tündöklésed és vélhetően olcsóságukkal majd az üzleti érdeked
üdv Köteles Béla
ui. A modelles brushless motoros-szabályozásról is azt állítottad, hogy semmire sem lesz jó.
Hál Istennek nem halgattam rád, és vígan marózok azóta csendben.
Sajnos nem tudom megállni, hogy ne tegyek egy pár észrevételt.
- amikor a lézert építettem hasonló kioktatásokat kaptam a profiktól , hogy miért nem lesz jó, de megoldani, javítani soha nem segítettek
- az az érzésem, hogy ezek a hobbyszervósok zavarják a Te tündöklésed és vélhetően olcsóságukkal majd az üzleti érdeked
üdv Köteles Béla
ui. A modelles brushless motoros-szabályozásról is azt állítottad, hogy semmire sem lesz jó.
Hál Istennek nem halgattam rád, és vígan marózok azóta csendben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 20:40
Írta: 000000000 Dátum 2007 február 07, 20:40
Sajnálom, ha a műszaki véleményem, érvelésem Rád
így hatott. Istvánnak, Bicskának igaza van,
ezért átmentem én is egy ideig 1% körüli
kitöltési tényezőbe.
így hatott. Istvánnak, Bicskának igaza van,
ezért átmentem én is egy ideig 1% körüli
kitöltési tényezőbe.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 07, 20:40
Írta: bmejdz9nu Dátum 2007 február 07, 20:40
A szíjhajtás kontra direkthajtás végeredményre azért kiváncsi lennék...
Mi jobb...? Mikor? Miért?
Mert talán a szervó vezérlésnél ennek több jelentősége lesz mint a léptetőknél...
Azt hiszem a dolog pont fordítottjára fog fordulni...
Talán a szíjhajtás kötelező kelléke lesz a szervós CNC-nek?
Mert magasabb az optimális fordulatszám tartomány...?
Mert jóval olcsóbb lesz majd egy kisebb de elégséges motor?
Mi jobb...? Mikor? Miért?
Mert talán a szervó vezérlésnél ennek több jelentősége lesz mint a léptetőknél...
Azt hiszem a dolog pont fordítottjára fog fordulni...
Talán a szíjhajtás kötelező kelléke lesz a szervós CNC-nek?
Mert magasabb az optimális fordulatszám tartomány...?
Mert jóval olcsóbb lesz majd egy kisebb de elégséges motor?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 07, 21:07
Írta: bmejdz9nu Dátum 2007 február 07, 21:07
Egyébként...
Ez a szervó vita (ezért vagyunk itt...)... nem olyan rossz... talán mindegyiküknek valahol igaza van...
Tibi és Svejk teljesen más megközelítésben látja a megoldást... Ez jó!
Mi lenne a világgal, ha egy bezárt burokba élnénk...
A kettőjük szemlélete és vezérlője talán egybegyúrva lehetne a tökéletes vezérlés....
Ez persze csak a maszek véleményem...
Ez a szervó vita (ezért vagyunk itt...)... nem olyan rossz... talán mindegyiküknek valahol igaza van...
Tibi és Svejk teljesen más megközelítésben látja a megoldást... Ez jó!
Mi lenne a világgal, ha egy bezárt burokba élnénk...
A kettőjük szemlélete és vezérlője talán egybegyúrva lehetne a tökéletes vezérlés....
Ez persze csak a maszek véleményem...
Cím: Re:DC szervó motoros vezérlés
Írta: Bicska Dátum 2007 február 07, 21:07
Írta: Bicska Dátum 2007 február 07, 21:07
Annyit hozzá tudok szólni a dologhoz Péter, hogy én használtam áttételt a léptetőmotorjaimhoz, hazilag készítettem a tárcsákat, az esztergakéseket is hozzá, simán kézzel feszítettem a szíjat és sima bordázott (nem bordás!!) ékszíjat használtam. (valami 5-6mm szélességűt) A lényeg, hogy nem csúszott, persze biztos, hogy gyakori használat esetén egy idő után a csúszás miatt használhatatlan lesz. (itt úgye nincs borda, csak a feszesség a kadályozza meg a csúszást!) Én is bordásszíjat használnám hosszabb távlatokra, de ez a költséghatékony tesztpéldány volt.... Üdv!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 21:20
Írta: 000000000 Dátum 2007 február 07, 21:20
Tisztázzuk!
Fagas szíj:

Bordás szíj:

Fagas szíj:
Bordás szíj:
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 21:20
Írta: 000000000 Dátum 2007 február 07, 21:20
bocs: fogas...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 21:25
Írta: 000000000 Dátum 2007 február 07, 21:25
Többieknek off!
Küldtem e-mailt, odaért?
Küldtem e-mailt, odaért?
Cím: Re:DC szervó motoros vezérlés
Írta: Bicska Dátum 2007 február 07, 21:40
Írta: Bicska Dátum 2007 február 07, 21:40
Boccs, nemegyszer táragyltuk ki és még mindig hülye vagyok, tahát: bordás ékszíj (merthogy van lapos bordás is:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 07, 21:43
Írta: bmejdz9nu Dátum 2007 február 07, 21:43
Na de aki csinált áttételt miért teszi?
Kényszerből vagy valami előnyből?
Ez a nagy kérdés !
#643 és #602 ....?
Kényszerből vagy valami előnyből?
Ez a nagy kérdés !
#643 és #602 ....?
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2007 február 07, 21:55
Írta: sasi Dátum 2007 február 07, 21:55
Szia Péter!
Én – többek között - abból a megfontolásból terveztem fogasszíj hajtást léptető motoros hajtásomhoz, hogy a rugalmasan rögzített motorról ne vigyem át a rezgéseket a gépre.
Én – többek között - abból a megfontolásból terveztem fogasszíj hajtást léptető motoros hajtásomhoz, hogy a rugalmasan rögzített motorról ne vigyem át a rezgéseket a gépre.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 07, 22:13
Írta: 000000000 Dátum 2007 február 07, 22:13
Tibor szerintem felesleges Svejkkel vitáznod, elektronikai tudás szempontjából nem vagytok azonos súlycsoportban. Te egy saját rendszert hoztál létre és érted, hogy mi miért és hogyan működik egy ilyen szabályzóban, míg svejk egy mások által megírt programhoz illesztett egy végfokot és tervezett hozzá NYÁK-ot.
Svejk, félre ne érts(mert látom, hogy a már minden szóra ugrotok) nem akarlak megbántani, természetesen egy ilyen áramkör megtervezése is komoly munka, csak más kaliberű, mint amit Tibor hozott létre. Hidd el, Tibor tudja, hogy mit beszél..
Még annyit a témához, hogy eddig komoly ipari gépben nagyon kevésszer láttam kefés DC motort(pedig munkámból kifolyólag láttam néhány 1000 darabot), általánosságban a brushless motorokra mondogatják, hogy szervó...
Svejk, félre ne érts(mert látom, hogy a már minden szóra ugrotok) nem akarlak megbántani, természetesen egy ilyen áramkör megtervezése is komoly munka, csak más kaliberű, mint amit Tibor hozott létre. Hidd el, Tibor tudja, hogy mit beszél..
Még annyit a témához, hogy eddig komoly ipari gépben nagyon kevésszer láttam kefés DC motort(pedig munkámból kifolyólag láttam néhány 1000 darabot), általánosságban a brushless motorokra mondogatják, hogy szervó...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 07, 22:22
Írta: bmejdz9nu Dátum 2007 február 07, 22:22
Ez egy jó érv... de biztos van más aki másért... mert ez a szervóhoz majd fontos lesz...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 07, 22:30
Írta: bmejdz9nu Dátum 2007 február 07, 22:30
Kakas, csirke, pulyka, kacsa? .. finom mind...
De nem lehet összehasonlítani... szerintem... persze a körítés is számít...
BL motor... igen!
Én is ezt vettem észre... ez most a legmenőbb az iparban... és a röhely, hogy valmiért nem kell a hobbistáknak... ezért sokkal de sokkal olcsóbbak a használtak !!!
(AC szervók szintén de ezekből csak nagyobbak vannak a piacon - ami már túl nagy nekünk.... Kw-os kategóriák...)
De nem lehet összehasonlítani... szerintem... persze a körítés is számít...
BL motor... igen!
Én is ezt vettem észre... ez most a legmenőbb az iparban... és a röhely, hogy valmiért nem kell a hobbistáknak... ezért sokkal de sokkal olcsóbbak a használtak !!!
(AC szervók szintén de ezekből csak nagyobbak vannak a piacon - ami már túl nagy nekünk.... Kw-os kategóriák...)
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 07, 22:55
Írta: Kristály Árpád Dátum 2007 február 07, 22:55
Hallihó!
Úgy érzem meg kell szólalnom!
Elég egymás fikázásából!!!!
Tibor45 nagyon sajnálom, de egy idő óta figyelem hozzá állásod s az sem érdekel ha megsértödsz!!!!!
RC-nek maximálisan igaza van!!!!!!
Jó lenne ha ilyen stilus miatt tényleg maradnál az "1% kitőltötség mellett" Te írtad!
Tényleg kilóg a lóláb, ha hozzá szólásadid talán a piacszerzést tüzték ki célul !!!!
Több forúmtársamnak úgyan ez a véleménye, többel beszéltem telefonon!
Úgyhogy jó lenne ha elgondolkodnál....
Különben semmmi bajom veled, csak ezt már szóvá kellett tennem!
Hallihó!
Úgy érzem meg kell szólalnom!
Elég egymás fikázásából!!!!
Tibor45 nagyon sajnálom, de egy idő óta figyelem hozzá állásod s az sem érdekel ha megsértödsz!!!!!
RC-nek maximálisan igaza van!!!!!!
Jó lenne ha ilyen stilus miatt tényleg maradnál az "1% kitőltötség mellett" Te írtad!
Tényleg kilóg a lóláb, ha hozzá szólásadid talán a piacszerzést tüzték ki célul !!!!
Több forúmtársamnak úgyan ez a véleménye, többel beszéltem telefonon!
Úgyhogy jó lenne ha elgondolkodnál....
Különben semmmi bajom veled, csak ezt már szóvá kellett tennem!
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 07, 23:10
Írta: bmejdz9nu Dátum 2007 február 07, 23:10
Persze... persze...
De nekem azért Tibor (amikor értettem...) írt egy két jó dolgot... illetve a technikai megérzéseimet "tudományosan" is alá támasztotta...
Pl. lassú forgás problámáját és a teljesítmény összehasonlítást a léptető motor és szervó között !
De képzeld el ha ilyen gyakorlatias és elméleti vonal találkozik egymással... bárcsak igy lenne az élet minden területén... akkor már mi lennénk Európa Szingapur-ja...
Elképzelem Istvánt amikor ezeket a történeteket a fejlesztéskor fel a karja használni, hogy milyet tervezzen.... hát nem irigylem...
De nekem azért Tibor (amikor értettem...) írt egy két jó dolgot... illetve a technikai megérzéseimet "tudományosan" is alá támasztotta...
Pl. lassú forgás problámáját és a teljesítmény összehasonlítást a léptető motor és szervó között !
De képzeld el ha ilyen gyakorlatias és elméleti vonal találkozik egymással... bárcsak igy lenne az élet minden területén... akkor már mi lennénk Európa Szingapur-ja...
Elképzelem Istvánt amikor ezeket a történeteket a fejlesztéskor fel a karja használni, hogy milyet tervezzen.... hát nem irigylem...
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 08, 06:31
Írta: Kristály Árpád Dátum 2007 február 08, 06:31
Hallihó!
Péter!
Szerintem a legegyszerűbb megoldás az áttétel készítése..., elég sok gépet láttam és nagy többségében Szerintem... áttélezve van pl.: 1:3, 1:5 és ezzel megolható a kisfordúlatú nyomaték problem, hiszen a servo a nagyobb fordúlatú és gyorsabban éri el az a kívánt fordúlatott.
Persze mindez Szerintem!
Hallihó!
Péter!
Szerintem a legegyszerűbb megoldás az áttétel készítése..., elég sok gépet láttam és nagy többségében Szerintem... áttélezve van pl.: 1:3, 1:5 és ezzel megolható a kisfordúlatú nyomaték problem, hiszen a servo a nagyobb fordúlatú és gyorsabban éri el az a kívánt fordúlatott.
Persze mindez Szerintem!
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 08, 07:56
Írta: svejk Dátum 2007 február 08, 07:56
Hali!
Az első bekezdéseddel teljesen egyetértek ,és ezt már én is jópárszor hangsúlyoztam.
Nem értelek félre és természetesen nem sértődök meg.
A DC szervot a 80-as,90-es években használták előszeretettel, és meg ma is működik jó pár cnc megmunkálóközpont a látókörömben dc motorkkal.
Az első bekezdéseddel teljesen egyetértek ,és ezt már én is jópárszor hangsúlyoztam.
Nem értelek félre és természetesen nem sértődök meg.
A DC szervot a 80-as,90-es években használták előszeretettel, és meg ma is működik jó pár cnc megmunkálóközpont a látókörömben dc motorkkal.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 08, 08:00
Írta: svejk Dátum 2007 február 08, 08:00
Azt még hozzá kell tenni,hogy azok amiket láttam mind kivétel nélkül analóg szabályozók voltak, mire tért hódított a procis pid szabályzás addigra a dc servok kimentek a divatból és jött az ac.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 08, 08:16
Írta: 000000000 Dátum 2007 február 08, 08:16
Nem értelek Árpi!
Hisz volt egy társaság és van most is, akik ezt akarták elérni. Pro és kontra. Érdemben úgy is a háttérbe történnek a dolgok. Hát ennyit a nagy szabadságról.
Tibornak csak annyit szeretnék mondani, amikor én bekerülte inasnak a műhelybe ezt mondta (szó szerin nekem): Öreg te a szakmában szép lehetsz, de okos nem!!!!
Bocsánat ez volt.
Üdv balkari
Hisz volt egy társaság és van most is, akik ezt akarták elérni. Pro és kontra. Érdemben úgy is a háttérbe történnek a dolgok. Hát ennyit a nagy szabadságról.
Tibornak csak annyit szeretnék mondani, amikor én bekerülte inasnak a műhelybe ezt mondta (szó szerin nekem): Öreg te a szakmában szép lehetsz, de okos nem!!!!
Bocsánat ez volt.
Üdv balkari
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 08, 08:50
Írta: svejk Dátum 2007 február 08, 08:50
István!
Azt hiszem rájöttem.
Ma megint bírtam szerezni hasonló felépítésű motort és ott még közelebb volt a hőérzékelő az olvasófejhez.
Tehát ezzel nem a motor hőfokot hanem az olvasófej hőfokát figyelik.
Ebben megerősítettaz olvasófej adatlapja is : max.működési hőmérskletttartomány -40 - +85 C fok.
A korszerű zománchuzalok ezt símán űberelik
Azt hiszem rájöttem.
Ma megint bírtam szerezni hasonló felépítésű motort és ott még közelebb volt a hőérzékelő az olvasófejhez.
Tehát ezzel nem a motor hőfokot hanem az olvasófej hőfokát figyelik.
Ebben megerősítettaz olvasófej adatlapja is : max.működési hőmérskletttartomány -40 - +85 C fok.
A korszerű zománchuzalok ezt símán űberelik
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 08, 10:56
Írta: 000000000 Dátum 2007 február 08, 10:56
...azt merem gondolni, hogy ez a motor dolog erosen tul van misztifikalva.
A speci szervo celu motorokkal valoban dinamikusabb, stabilab es linearisabb hajtasokat lehet kesziteni, mint a kukabol vett akarmyilyen motorral.
De belegondolva, hogy a szervo hajtas lenyege, hogy a hibajel alapjan igyekezzen kikorrigalni magat a hibat(ez esetben a palya elterest)...
Azt gondolom, hogy mindegy, hogy a hiba MIERT keletkezik, a vezerlesnek ugyanugy igyekeznie kell azt kikorrigalni...ha tudja.
Eppen ezert kifogja korrigalni a hibat AKKOR is ha a hiba a motor nem idealis gorbeibol adodik!
Egeszen addig jol fog mukodni amig:
-a gorbek egyebkent monoton jelleguek,
ha visszahajlo jelleguek, az ugye jokora szivas egy szabalyozasnal...
- gyozi teljesitmennyel a hajtas, azaz kepes kelloen gyorsitani a rendszert
- nem olyan kicsi a teljesitmeny igeny, hogy
attol mar nem mozdul meg a cucc....
A kuka motorok ezekben a szelso helyzetekben lesznek hamarabb nyugosek mint a speci motorok.
Mert
vagy nem lesz eleg tulterhelhetosegi tartalekuk azokra a rovid idokre amikor pedig kellene
vagy nem tudnak eleg lassan forogni a sajat belso surladasuk miatt es ezert a vezerles raadja kakakot, hogy meginduljanak...
DE! ekkor ugye ahogy megmozdul mar TUL SOK lesz a kakao es vissza kene venni...ha vissza veszi akkor viszont megint leall az egesz :-(
A szelso ertekek nyugje egy+ket uton kerulheto el szerintem.
Az "egy" a megfelelo motor valasztasa
A kettobel az egyik az attetel beiktatasa
ami a terheles jelleggorbejet illeszti a motor
jelleggorbe jol hasznalhato szakarossza.
A masik (talan), hogy a szervo hurkon belul meg
lesz egy kulon hurok ami a kisfordulatu uzemben
kompenzalja a motor aramat.
Ez egy olyan visszacsatolas, ami kis feszultseg eseten autonom modon noveli a feszt addig amig
a motor megmozdul es a moccanas kozben mar veszi is vissza...ezzel kikerul a szervo hurok
hataskorebol ez a szamara nyugosen kezelheto uzemallapot.
Még egy gondolat a szervo I tagjarol...
Szerntem nem art fejben tartani, hogy maga a motor is egy I tag a vezerles szempntjabol. Hiszen Lenz bacsi es Newton bacsi miatt nem tud a vezerles altal kiadott szint azonnal ervenyre is jutni....
A speci szervo celu motorokkal valoban dinamikusabb, stabilab es linearisabb hajtasokat lehet kesziteni, mint a kukabol vett akarmyilyen motorral.
De belegondolva, hogy a szervo hajtas lenyege, hogy a hibajel alapjan igyekezzen kikorrigalni magat a hibat(ez esetben a palya elterest)...
Azt gondolom, hogy mindegy, hogy a hiba MIERT keletkezik, a vezerlesnek ugyanugy igyekeznie kell azt kikorrigalni...ha tudja.
Eppen ezert kifogja korrigalni a hibat AKKOR is ha a hiba a motor nem idealis gorbeibol adodik!
Egeszen addig jol fog mukodni amig:
-a gorbek egyebkent monoton jelleguek,
ha visszahajlo jelleguek, az ugye jokora szivas egy szabalyozasnal...
- gyozi teljesitmennyel a hajtas, azaz kepes kelloen gyorsitani a rendszert
- nem olyan kicsi a teljesitmeny igeny, hogy
attol mar nem mozdul meg a cucc....
A kuka motorok ezekben a szelso helyzetekben lesznek hamarabb nyugosek mint a speci motorok.
Mert
vagy nem lesz eleg tulterhelhetosegi tartalekuk azokra a rovid idokre amikor pedig kellene
vagy nem tudnak eleg lassan forogni a sajat belso surladasuk miatt es ezert a vezerles raadja kakakot, hogy meginduljanak...
DE! ekkor ugye ahogy megmozdul mar TUL SOK lesz a kakao es vissza kene venni...ha vissza veszi akkor viszont megint leall az egesz :-(
A szelso ertekek nyugje egy+ket uton kerulheto el szerintem.
Az "egy" a megfelelo motor valasztasa
A kettobel az egyik az attetel beiktatasa
ami a terheles jelleggorbejet illeszti a motor
jelleggorbe jol hasznalhato szakarossza.
A masik (talan), hogy a szervo hurkon belul meg
lesz egy kulon hurok ami a kisfordulatu uzemben
kompenzalja a motor aramat.
Ez egy olyan visszacsatolas, ami kis feszultseg eseten autonom modon noveli a feszt addig amig
a motor megmozdul es a moccanas kozben mar veszi is vissza...ezzel kikerul a szervo hurok
hataskorebol ez a szamara nyugosen kezelheto uzemallapot.
Még egy gondolat a szervo I tagjarol...
Szerntem nem art fejben tartani, hogy maga a motor is egy I tag a vezerles szempntjabol. Hiszen Lenz bacsi es Newton bacsi miatt nem tud a vezerles altal kiadott szint azonnal ervenyre is jutni....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 08, 12:02
Írta: 000000000 Dátum 2007 február 08, 12:02
Erre már én is gondoltam (ez tűnik logikusabbnak az elhelyezése miatt), de mi értelme? A tárcsa hőtágul és elmegy a két csatorna 90°-os eltolása, vagy vetemedik a tárcsa?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 08, 12:08
Írta: 000000000 Dátum 2007 február 08, 12:08
Amiről írsz (I tag), pont ezzen dolgozok! Az I tag feleadata minden ilyen "kicsit gerjesztem, majd visszaveszem ha sok" dolgot elintéznie és ez megy is, csak az a kérdés milyen sebességgel integráljon, mert ha túl gyors, akkor a motor lomhábban reagál és így lengésbe jön, míg ha lassú akkor a korrekció reakcióideje nő meg nagyon! Ezért kell a sok motor (ami már meg is van, hála a sok segítségnek), hogy következtezthesek az "átlag" időkre és értékekre (a lehető legtöbb motorrra behangolhatóvá kell tennem az I tagot)! Tibornak igaza volt, az I tag a leg kritikusabb eleme az egész szervónak!
Az I tagom, folyamatosan (virtuálisan) korrigálja a gerjesztés értékét, hogy a hibát 0-án (vagy közelében) tartsa, viszont a korrigálás hatásosságát (idejét) a motorok vastömege (induktivitása) is befolyásolja...
Az I tagom, folyamatosan (virtuálisan) korrigálja a gerjesztés értékét, hogy a hibát 0-án (vagy közelében) tartsa, viszont a korrigálás hatásosságát (idejét) a motorok vastömege (induktivitása) is befolyásolja...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 08, 12:17
Írta: bmejdz9nu Dátum 2007 február 08, 12:17
Én meg csak talpalom a netet.. de csak drága szervókat találok...
Az új és "olcsóbbakat" kb. 150-250 USD minimál áron...
DE!!! ezeket is kis "manufakturák" csinálják csak pl. az USA-ban...
Szerintem meg kellene találni a megfelelelő alap motort... és nekünk is menne ... nekik is megy...
Az új és "olcsóbbakat" kb. 150-250 USD minimál áron...
DE!!! ezeket is kis "manufakturák" csinálják csak pl. az USA-ban...
Szerintem meg kellene találni a megfelelelő alap motort... és nekünk is menne ... nekik is megy...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 08, 12:18
Írta: 000000000 Dátum 2007 február 08, 12:18
Én ezen vagyok![#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 08, 12:39
Írta: bmejdz9nu Dátum 2007 február 08, 12:39
Akkor egyformán látjuk a dolgot!
Nincs is más megoldás. Gyűjtöm az infót ezekről a "manufakturák" termékeiről... és próbálok mintadarabot szerezni... nem a vétel miatt... hanem az "ötletek" miatt... (milyen szép kifejezés...)
Valamint az a motort kell megkeresni amelyiket "tömegesen" hasonló alkalmazásokhoz gyártanak... pl. kis fordulatra... az már fél siker.. Milyen dolgokban lehet ilyen motor?
Elmegyek a TESCO-ba és az OBI-ba tanulmányútra...:):):):)
Szerinem a tisztelt "manufakturák" kínából veszik az alapanyagot... és ebből lesz az "értéknővelt" végtermék a szervómotor !!!!
Encoder megoldás?
1. Nekem van nyomdai levilágítóm...
2. Csinálni egy pici HighTech marót...
3. Maratás.. (előtte film)
4. venni...
Nincs is más megoldás. Gyűjtöm az infót ezekről a "manufakturák" termékeiről... és próbálok mintadarabot szerezni... nem a vétel miatt... hanem az "ötletek" miatt... (milyen szép kifejezés...)
Valamint az a motort kell megkeresni amelyiket "tömegesen" hasonló alkalmazásokhoz gyártanak... pl. kis fordulatra... az már fél siker.. Milyen dolgokban lehet ilyen motor?
Elmegyek a TESCO-ba és az OBI-ba tanulmányútra...:):):):)
Szerinem a tisztelt "manufakturák" kínából veszik az alapanyagot... és ebből lesz az "értéknővelt" végtermék a szervómotor !!!!
Encoder megoldás?
1. Nekem van nyomdai levilágítóm...
2. Csinálni egy pici HighTech marót...
3. Maratás.. (előtte film)
4. venni...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 08, 13:22
Írta: svejk Dátum 2007 február 08, 13:22
ha megnézed az olvasófej egy igen preciz finommechanikai vagyis inkább optotechnikai szerkezet a chip-pel egybeintegrálva 4db opto van benne. A normál ic-kre is csak általában +85 fokot engednek üzeminek ,csak az ipari-katonai alkaalmazásokhoz vannak 125 fokosak
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 08, 13:25
Írta: svejk Dátum 2007 február 08, 13:25
A mi táborunk osztja nézeteidet...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 08, 13:54
Írta: 000000000 Dátum 2007 február 08, 13:54
Szerintem a tártához semmi köze, inkáb az Opto belsö értékének a védelmét szolgálja.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 08, 14:45
Írta: bmejdz9nu Dátum 2007 február 08, 14:45
Olcsó alkalmasnak látszó motorokokat alkalmaznak az elektromos hajtású:
Golf Cart / Buggies / Go-Carts...
Golf Cart / Buggies / Go-Carts...
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 február 08, 16:14
Írta: vthgizrff Dátum 2007 február 08, 16:14
Árpi!
Azért teljesen ne itéld el azt, ha valaki ma nagyarországon próbál tisztességes adófizető állampolgár módjára megélni. Nehéz dolga lehet ilyen piaci körülmények között! Mondjuk én a helyében más stratégiát választottam volna. Fognám a diplomámat és eldugnám a ledalsó polcra, utána csinálnék egy olyan servo vezérlőt ami egyetlen olcsó motorral stabilan működik. Semmi extra, csak a legminimálisabb dolgokat tudja. Olcsó legyen és megbízható, erre van igény. Akinek meg több kell, az fizessen többet.
Azért teljesen ne itéld el azt, ha valaki ma nagyarországon próbál tisztességes adófizető állampolgár módjára megélni. Nehéz dolga lehet ilyen piaci körülmények között! Mondjuk én a helyében más stratégiát választottam volna. Fognám a diplomámat és eldugnám a ledalsó polcra, utána csinálnék egy olyan servo vezérlőt ami egyetlen olcsó motorral stabilan működik. Semmi extra, csak a legminimálisabb dolgokat tudja. Olcsó legyen és megbízható, erre van igény. Akinek meg több kell, az fizessen többet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 08, 16:44
Írta: 000000000 Dátum 2007 február 08, 16:44
[#felkialtas]Köszönöm mindenkinek a sok-sok szervomotort amiket kaptam kipróbálásra! Szerintem átöleli a ma bontásból, hobbi CNC építőknél fellelhető motorok döntő töbségét (kb. 20! féle motor van most nálam)!
Most türelmet kérek, mert a szervó fejlesztésemen kívül van más, párhuzamos fejlesztésem is és azzal is haladni kell (egyébb okok miatt), valamint ennyi motor alaposabb tesztelése eleve sok időt vesz majd igénybe! Természetesen ha bárkinek közben hamarabb szüksége lenne bármelyik motorjára, csak írjon és én azonnal küldöm vissza!
Még egyszer nagyon köszönöm, a nagylekű segítségeteket!!![#worship]
Most türelmet kérek, mert a szervó fejlesztésemen kívül van más, párhuzamos fejlesztésem is és azzal is haladni kell (egyébb okok miatt), valamint ennyi motor alaposabb tesztelése eleve sok időt vesz majd igénybe! Természetesen ha bárkinek közben hamarabb szüksége lenne bármelyik motorjára, csak írjon és én azonnal küldöm vissza!
Még egyszer nagyon köszönöm, a nagylekű segítségeteket!!![#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 08, 17:29
Írta: bmejdz9nu Dátum 2007 február 08, 17:29
Ezek szerint csak én nem küldtem motort... mert sajnos nem volt mit...[#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 08, 17:40
Írta: 000000000 Dátum 2007 február 08, 17:40
Semmi gond! Hidd el, pont jól vagyok motorügyileg![#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 08, 20:27
Írta: Kristály Árpád Dátum 2007 február 08, 20:27
Hallihó Zoltán!
Szerintem valamit félre értettél....
Nem biráltam senki szellemi képességeit, így Tiborét sem, sőt ha elolvastad volna régebbi hozzászólásaimat akkor ez fel sem merült volna.
Amiért megszólaltam az az RC és többünk véleménye miatt volt. Nem szeretem, sőt ki nem állhatóm, ha valakik, főleg egy "szakmai" illetve hobby forúmon egymást fikázni kezdik illetve probálják.
Nyilvánvaló, hogy egy páran szakmai fölénnyel is rendelkezhetünk, de ez maximum arra jógosít, hogy segítsünk másoknak és csak szakmai alapon tudom elfogadnii a vitákat. Perszen nem lebecsülve egyik forúmtársunk munkáját sem, még akkor sem ha "fűtés-szerelő". Sőt minden elismerést megérdemel. Az is nyilvánvaló, hogy akitől tanulni tudunk, az becsüljük meg.
De én nagyra todom értékelni az emberi oldalt is, mert számomra az illető lehet akár pöcepucoló is ha normális! Sőt becsüljük meg mert olyan dolgot hajlandó megcsinálni amit töbnyire NEM!
Ezzel a témát végleg befejeztem!
Hallihó mindenkinek!
Szerintem valamit félre értettél....
Nem biráltam senki szellemi képességeit, így Tiborét sem, sőt ha elolvastad volna régebbi hozzászólásaimat akkor ez fel sem merült volna.
Amiért megszólaltam az az RC és többünk véleménye miatt volt. Nem szeretem, sőt ki nem állhatóm, ha valakik, főleg egy "szakmai" illetve hobby forúmon egymást fikázni kezdik illetve probálják.
Nyilvánvaló, hogy egy páran szakmai fölénnyel is rendelkezhetünk, de ez maximum arra jógosít, hogy segítsünk másoknak és csak szakmai alapon tudom elfogadnii a vitákat. Perszen nem lebecsülve egyik forúmtársunk munkáját sem, még akkor sem ha "fűtés-szerelő". Sőt minden elismerést megérdemel. Az is nyilvánvaló, hogy akitől tanulni tudunk, az becsüljük meg.
De én nagyra todom értékelni az emberi oldalt is, mert számomra az illető lehet akár pöcepucoló is ha normális! Sőt becsüljük meg mert olyan dolgot hajlandó megcsinálni amit töbnyire NEM!
Ezzel a témát végleg befejeztem!
Hallihó mindenkinek!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 08, 20:41
Írta: bmejdz9nu Dátum 2007 február 08, 20:41
Látátok az a pisztolyfúrót amit Árpi csinált...
Még tokmányt sem csinált hozzá... csak 5-össel tud fúrni... aztán körbe tekergeti, ha 6-os lukat akar... beleszerelte egy tip67-es dobozába... szőrnyű... életveszélyes...
Mondam neki, hogy a 40W-os KV daráló nem lesz jó meg, hogy tegyen bele csapágyat... De Ő olyan vacak pisztolyfúrót csinált, hogy rosszabb mint a TESCO-ban az a 4000 Ft-os... szóval ennyit tud...[#violent][#mf1]
Tibit meg jól elijeszettétek... most átköltözött a www.proficnc.hu-ra...
Még tokmányt sem csinált hozzá... csak 5-össel tud fúrni... aztán körbe tekergeti, ha 6-os lukat akar... beleszerelte egy tip67-es dobozába... szőrnyű... életveszélyes...
Mondam neki, hogy a 40W-os KV daráló nem lesz jó meg, hogy tegyen bele csapágyat... De Ő olyan vacak pisztolyfúrót csinált, hogy rosszabb mint a TESCO-ban az a 4000 Ft-os... szóval ennyit tud...[#violent][#mf1]
Tibit meg jól elijeszettétek... most átköltözött a www.proficnc.hu-ra...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 08, 20:42
Írta: bmejdz9nu Dátum 2007 február 08, 20:42
Aztán lehet törölni...#677...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 08, 20:44
Írta: 000000000 Dátum 2007 február 08, 20:44
Árpi!
Szeretném kiegésziteni azzal, ha ne talán egy profi idetéved az vegye észre, ez egy HOBBY oldal. Kezdők-től a haladók-ig mindenki megtalálható! És még az is elképzelhető, hogy az is tanul aki profi. Hisz Zoli már említett egy lehetőséget. Minél kevesebből a lehető legjobbat. Amin elmélkedhet mindenki magának.
Üdv balkari
u.i. a hangnem az nem iskolai végzetség kérdése,
hanem "intelligencia"
Szeretném kiegésziteni azzal, ha ne talán egy profi idetéved az vegye észre, ez egy HOBBY oldal. Kezdők-től a haladók-ig mindenki megtalálható! És még az is elképzelhető, hogy az is tanul aki profi. Hisz Zoli már említett egy lehetőséget. Minél kevesebből a lehető legjobbat. Amin elmélkedhet mindenki magának.
Üdv balkari
u.i. a hangnem az nem iskolai végzetség kérdése,
hanem "intelligencia"
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 08, 21:09
Írta: 000000000 Dátum 2007 február 08, 21:09
Na Árpi is megkapta a magáét [#vigyor5]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 08, 21:38
Írta: 000000000 Dátum 2007 február 08, 21:38
Az I taghoz egy cikk link
<http://www.ctc-control.com/customer/elearning/servotut/pid.asp>
<http://www.ctc-control.com/customer/elearning/servotut/pid.asp>
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 08, 21:44
Írta: 000000000 Dátum 2007 február 08, 21:44
..es a masik cikk a PID beallitasahoz.
http://www.ctc-control.com/customer/elearning/servotut/adjus.asp
http://www.ctc-control.com/customer/elearning/servotut/adjus.asp
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 február 08, 22:15
Írta: tumnmsi57 Dátum 2007 február 08, 22:15
Hello mindenkinek
összegyűjtöttem némi anyagot a BLDC motorokról és vezérlésről. 90%-a BLDC
http://cnctar.hobbycnc.hu/Fraser%20(SZVZS)/
összegyűjtöttem némi anyagot a BLDC motorokról és vezérlésről. 90%-a BLDC
http://cnctar.hobbycnc.hu/Fraser%20(SZVZS)/
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 08, 22:32
Írta: Kristály Árpád Dátum 2007 február 08, 22:32
Köszönjük!!!
Egy kis segítség elkél....
http://onlinefordito.micom.hu/index.php?page=1&submit=web
Nekem nagyon bevált!
Hallihó!
Egy kis segítség elkél....
http://onlinefordito.micom.hu/index.php?page=1&submit=web
Nekem nagyon bevált!
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 09, 06:51
Írta: 000000000 Dátum 2007 február 09, 06:51
Köszi az infót!
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 február 09, 12:04
Írta: vthgizrff Dátum 2007 február 09, 12:04
Szia Árpád!
Valóban félreértettem. Bocsánatot is kérek érte. Amit itt leírtál, azzal mindenben egyetértek.
Valóban félreértettem. Bocsánatot is kérek érte. Amit itt leírtál, azzal mindenben egyetértek.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 február 10, 13:42
Írta: Szalai György Dátum 2007 február 10, 13:42
Fér még ide betű? Annyit írtatok három nap alatt míg nem voltam itt, hogy alig értem a végére, de kezdek már megvilágosodni. Ahonnan jövök ott másképp gondolkodásra oktattak, pedig még a sima sem megy rendesen. Szervószerű olcsó motort akartok alacsony fordulaton nagy nyomatékkal járatni, pedig az olcsó léptetőt arra találták ki nektek. Olcsó léptetőt próbáltok magas fordulatra ugratni, mikor arra ott az olcsó permanens kefés.
Felismerés: Az olcsó stepper meg az olcsó mágneses kefés, egymásnak komplementerei.
Persze hogy ez egy sor új kérdést vet fel. Hibrid rendszer? Egy tengelyen a kefés meg a léptető. Két kommersz olcsóbb mint egy profi. Egy egyszerű elektronika meg eldönthetné, hogy a paralel portról éppen érkező step jel most pont gyors vagy lassú. Megmunkálunk, vagy pályát váltunk. Azután engedélyezhetné valamelyik vezérlő működését. Megmunkáláskor léptető, üresjáratban szervószerűség. Érdemes beszélni róla? A hallgatás is vélemény.
Hátha ez teszik a szervógyaúr hitetleneknek is.
Minél kevesebb pénzből a lhető legjobbat!
Felismerés: Az olcsó stepper meg az olcsó mágneses kefés, egymásnak komplementerei.
Persze hogy ez egy sor új kérdést vet fel. Hibrid rendszer? Egy tengelyen a kefés meg a léptető. Két kommersz olcsóbb mint egy profi. Egy egyszerű elektronika meg eldönthetné, hogy a paralel portról éppen érkező step jel most pont gyors vagy lassú. Megmunkálunk, vagy pályát váltunk. Azután engedélyezhetné valamelyik vezérlő működését. Megmunkáláskor léptető, üresjáratban szervószerűség. Érdemes beszélni róla? A hallgatás is vélemény.
Hátha ez teszik a szervógyaúr hitetleneknek is.
Minél kevesebb pénzből a lhető legjobbat!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 10, 21:57
Írta: e3h0cv4ph Dátum 2007 február 10, 21:57
Van realitása a dolognak, bár az ehhez kapcsolódó elektronika meglehetőssen bonyolult lenne, hiszen kéne bele egy eljes léptetőmotor vezérlő (vezérlés, végfok, stb...) és kéne bele egy teljes szervóvezérlő (vezérlés, végfok, stb...) és még valami ami ezt a kettőt szinkronba hozza és számolja az összes lépéseket és ...
Ez így már szerintem igen drága lenne, ezért már lehetne kapni egy félprofi (v. profi) szervóhajtást. De ez csak az én véleményem.
Üdv: TT
Ez így már szerintem igen drága lenne, ezért már lehetne kapni egy félprofi (v. profi) szervóhajtást. De ez csak az én véleményem.
Üdv: TT
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 10, 23:13
Írta: Kristály Árpád Dátum 2007 február 10, 23:13
Segítség!
Profi servo motorokon két pár szénkefét elkalmaznak.... Lehet e ilyet utólag csinálni, va e értelme, szerintetek?
Gondolom, hogy nagyobb nyomaték stb.
Ha tévedek javítsatok ki.
Várom a véleménytek....
Hallihó!
Profi servo motorokon két pár szénkefét elkalmaznak.... Lehet e ilyet utólag csinálni, va e értelme, szerintetek?
Gondolom, hogy nagyobb nyomaték stb.
Ha tévedek javítsatok ki.
Várom a véleménytek....
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 február 11, 07:21
Írta: Szalai György Dátum 2007 február 11, 07:21
Reggeli agymenés. Űberelem az előző írásomat. A léptető, mint 200 osztású AB encoder, segíti az olcsó kefést pozícionálni. Az ellenállással (vagy izzóval) jól leterhelt stepper, terhelt generátorként, segít fékezni az olcsó, nagy tehetetlenségű kefést. Na ez már tényleg sok. Térdig járnánk az elektronikában. Az encoder legyen inkább egy második léptető, olyan kicsi, amit régi vinyókból szoktam belezni. Azok úgy is kicsik szerszámnak, viszont vannak köztük 400 lépésűek is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 11, 09:09
Írta: 000000000 Dátum 2007 február 11, 09:09
Nem feltétlenül a nagyobb nyomaték, hanem az egyenletesebb rángatásmentes járás a cél kis fordulatokon. Ha áttekercseled a forgórészt fele kommutátorlépésűre és beteszel még két állórészmágnest 90 fokkal elforgatva a meglévők mellé (pontosabban négy teljesen azonosra cseréled a meglévőket) plusz két kefetartó...
Szóval nem egy egyszerű eset.
Szóval nem egy egyszerű eset.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 11, 16:15
Írta: bmejdz9nu Dátum 2007 február 11, 16:15
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 11, 16:23
Írta: 000000000 Dátum 2007 február 11, 16:23
Na ez mire jó?
1 LPT port 1 tengely és minden PID-et a PC csinál LPT porton keresztül![#levele]
1 LPT port 1 tengely és minden PID-et a PC csinál LPT porton keresztül![#levele]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 11, 16:54
Írta: bmejdz9nu Dátum 2007 február 11, 16:54
nem értek hozzá...
de 3 LPT port az nem gond, ha így van...?
de 3 LPT port az nem gond, ha így van...?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 11, 17:49
Írta: 000000000 Dátum 2007 február 11, 17:49
Hidd el hülyeség! És milyen szoftverekkel zavarnéd 3D-ben (3×PID)![#wow3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 11, 18:05
Írta: bmejdz9nu Dátum 2007 február 11, 18:05
elhiszem...[#sniffles]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 12, 12:15
Írta: 000000000 Dátum 2007 február 12, 12:15
Helló Boys!
Szerintetek ez milyen motor lehet? Hobby célra használható?
motor
Ja mert az ára nem rossz...szerintem
Köszi!
Szerintetek ez milyen motor lehet? Hobby célra használható?
motor
Ja mert az ára nem rossz...szerintem
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 12, 13:01
Írta: svejk Dátum 2007 február 12, 13:01
Nálam nem jön be a link, ellenőrizd légyszives!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 12, 14:55
Írta: 000000000 Dátum 2007 február 12, 14:55
Fehler!
[#confused]
[#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 12, 20:33
Írta: 000000000 Dátum 2007 február 12, 20:33
Sziasztok!
Mint modellező azon gondolkodtam, hogy nem lehetne-e szervómotor gyanánt nagyobb modellmotorok indításához használt un. startereket használni. Ezek a motorok 12 Voltosak és speciálisan nagy indítónyomatékra lettek kifejlesztve. Áruk a teljesítmény és gyártó függvényében 25-60 Euró között mozog. Persze enkódert azért kelle hozzájuk "biggyeszteni".
Mint modellező azon gondolkodtam, hogy nem lehetne-e szervómotor gyanánt nagyobb modellmotorok indításához használt un. startereket használni. Ezek a motorok 12 Voltosak és speciálisan nagy indítónyomatékra lettek kifejlesztve. Áruk a teljesítmény és gyártó függvényében 25-60 Euró között mozog. Persze enkódert azért kelle hozzájuk "biggyeszteni".
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 13, 09:22
Írta: 000000000 Dátum 2007 február 13, 09:22
Helló!
Bocsi...a tegnapi link-ért...
sajnos nem lehet belinkenni...
ha valaki meg tudja nézni: www.conrad.at
és a keresőbe írja be: dc motor
bedob egy halommal... valamelyik érdekes lehet?
köszi!
Bocsi...a tegnapi link-ért...
sajnos nem lehet belinkenni...
ha valaki meg tudja nézni: www.conrad.at
és a keresőbe írja be: dc motor
bedob egy halommal... valamelyik érdekes lehet?
köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 13, 12:10
Írta: svejk Dátum 2007 február 13, 12:10
Jó kis motoroknak tűnnek,van köztük 0.8Nm-es is.Csak az a baj hogy ezekhez is kell még encoder. Az ár egyéni ízlés kérdése. 100-150 euróért már kifoghatsz bontot komplett motort encoderrel.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 17, 09:35
Írta: 000000000 Dátum 2007 február 17, 09:35
Helló István!
Hogy állsz a vezérlővel?
Beszerzésem várható időpontja kb. 1 hónap... nehogy másholkelljen vennem :D
Kösz
Hogy állsz a vezérlővel?
Beszerzésem várható időpontja kb. 1 hónap... nehogy másholkelljen vennem :D
Kösz
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 17, 10:58
Írta: 000000000 Dátum 2007 február 17, 10:58
Köszi a bizalmat, de még biztos nem leszek kész 1 hónapon belül, bár nagyon jól állok!
Jelen pillanatban azt a sok kölcsön kapott szervó motort tesztelem és folyamatosan javítgatom a bug-okat amiket felfedezek. Szinte minden nap sikerül valai kis optimalizálás és future beleültetése!
A sok motorból már most le tudom szürni, hogy ebben akategóriában a gyártók nagyon szeretik használni a Sharp cég duálopto encodereit. ezek szinte mind TTL kimenetelüek.
Meglepően jól működik Š svejk-ék szervómotorja (házi készítésű 500-as encoderrel)! Tudom ajánlani, tényleg jó!!!
Az I-tagot csiszolgatom, utána jönnek a védelmek (lesz minden ami szem szájnak ingere) és legvégén a PCB-t kell helyreraknom (mert sajnos azon is kell módosítanom)!
Jelen pillanatban azt a sok kölcsön kapott szervó motort tesztelem és folyamatosan javítgatom a bug-okat amiket felfedezek. Szinte minden nap sikerül valai kis optimalizálás és future beleültetése!
A sok motorból már most le tudom szürni, hogy ebben akategóriában a gyártók nagyon szeretik használni a Sharp cég duálopto encodereit. ezek szinte mind TTL kimenetelüek.
Meglepően jól működik Š svejk-ék szervómotorja (házi készítésű 500-as encoderrel)! Tudom ajánlani, tényleg jó!!!
Az I-tagot csiszolgatom, utána jönnek a védelmek (lesz minden ami szem szájnak ingere) és legvégén a PCB-t kell helyreraknom (mert sajnos azon is kell módosítanom)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 17, 11:08
Írta: bmejdz9nu Dátum 2007 február 17, 11:08
Ez ám a reklám!
A Svejk DCS-500/24 Servo motorról van szó? www.svejkservo.com ... a márka. Made in Hungary.
Na ennek örülök. Akkor tisztán Hungaricum lesz a magyar szervo is...
A Svejk DCS-500/24 Servo motorról van szó? www.svejkservo.com ... a márka. Made in Hungary.
Na ennek örülök. Akkor tisztán Hungaricum lesz a magyar szervo is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 17, 11:13
Írta: bmejdz9nu Dátum 2007 február 17, 11:13
Svejk készülhet a "nagyüzemű" szervómotor termelésre...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 17, 11:19
Írta: 000000000 Dátum 2007 február 17, 11:19
Én örülök a legjobban, hogy a P2S mellé tudok olcsó és jó "szervó" motort ajánlani! Persze profit is keresek, de az más árkategória (sajnos)!
Szerintem az átlagos hobbi célra teljesen jók!
Szerintem az átlagos hobbi célra teljesen jók!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 17, 16:05
Írta: 000000000 Dátum 2007 február 17, 16:05
Szerintetek az encoderben lévő opto megsüketülhet idővel?
Már két motorral is találkoztam aminek az encodere nem működött! Az is igaz, hgy bekötési infó hiánya miatt az összes (16) kombináció kipróbálása után mondom azt, hogy rosszak.
Érdemes lenne az felderített motorokat egy adatbázisba rakni, hogy mások (bontásból származókat) ne kelljen vacakolni az encoder bekötésével!
Már két motorral is találkoztam aminek az encodere nem működött! Az is igaz, hgy bekötési infó hiánya miatt az összes (16) kombináció kipróbálása után mondom azt, hogy rosszak.
Érdemes lenne az felderített motorokat egy adatbázisba rakni, hogy mások (bontásból származókat) ne kelljen vacakolni az encoder bekötésével!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 17, 16:31
Írta: 000000000 Dátum 2007 február 17, 16:31
A következő encoderekhez (optokhoz) kellene bekötési infó:


valamint


Ha valaki tud az optókról infót adni, azt megköszönném!
valamint
Ha valaki tud az optókról infót adni, azt megköszönném!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 17, 17:11
Írta: bmejdz9nu Dátum 2007 február 17, 17:11
Ha lesz időm utánna nézek az encodereknek a piacon...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 17, 17:12
Írta: 000000000 Dátum 2007 február 17, 17:12
Szia István!
Q9898-nál fehér ponttól indulva: GND, A, +5, B
Q9898-nál fehér ponttól indulva: GND, A, +5, B
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 17, 17:13
Írta: 000000000 Dátum 2007 február 17, 17:13
Köszi![#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 17, 17:45
Írta: 000000000 Dátum 2007 február 17, 17:45
Stim! Ezt a kombinációt úgy látszik mégse próbáltam.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 17, 17:54
Írta: 000000000 Dátum 2007 február 17, 17:54
Ok., örülök, hogy segíthettem. A másikról is
valahol van bekötésem (ezeket én is teszteltem
anno), csak most nem találom. Majd megpróbálom
előkerítni.
valahol van bekötésem (ezeket én is teszteltem
anno), csak most nem találom. Majd megpróbálom
előkerítni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 07:10
Írta: 000000000 Dátum 2007 február 18, 07:10
Köszi előre is! Nem találok pdf-t erre az optora sehol.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 14:23
Írta: 000000000 Dátum 2007 február 18, 14:23
Már a védelmeket integrálom és van egy elvi gondom (pontosabban a jelen hardver környezetben nem találok rá megoldást):
Számos védelem mellett szerettem volna egy visszacsatolás meghibásodás elleni védelmet is rakni a szoftverbe, ami az esetleges rossz vagy megszakatt encoder vezetékezést hivatott felderíteni!
T.i. ilyenkor a szervó max sebességgel megindul az egyik irányba és ha nem állítja le valami/valaki akkor a végtelenségik forog (baleset veszély)!
Ilyenkor egy végállás sem fogja meg a gépet (ha a PC figyeli), mert ez a Servo vezérlőn belöl történik!
Encoder oldalról nem lehet a hibát detektálni mert az asszimetrikus csatorna működése, a PIC felöl helyben rezgésnek minősül! Egy csatorna (pl. A) megszakadása az encoder adatok felöl olyan mint ha a motor 0 és 1 diffivel (alapjelle) rezegne ide-oda, tehát nincs különbség a rezgés és a hiba között! Más adat nem áll rendelkezésre amit fel lehetne használni!
Ilyenkor az alapjel 0 és 1 step eltérések között ugrál (mintha helyben rezegne a motor) nem lehet megállapítani, hogy rezgésről, vagy megszakatt encoder vezetékezésről van e szó! Volna e valamilyen megoldás a hiba felderítésére (ötlet)? Majd X idő mulva blokkolnám a motort.
Jelenleg csak a fordított bekötésű encodert tudom felderítetni!
Számos védelem mellett szerettem volna egy visszacsatolás meghibásodás elleni védelmet is rakni a szoftverbe, ami az esetleges rossz vagy megszakatt encoder vezetékezést hivatott felderíteni!
T.i. ilyenkor a szervó max sebességgel megindul az egyik irányba és ha nem állítja le valami/valaki akkor a végtelenségik forog (baleset veszély)!
Ilyenkor egy végállás sem fogja meg a gépet (ha a PC figyeli), mert ez a Servo vezérlőn belöl történik!
Encoder oldalról nem lehet a hibát detektálni mert az asszimetrikus csatorna működése, a PIC felöl helyben rezgésnek minősül! Egy csatorna (pl. A) megszakadása az encoder adatok felöl olyan mint ha a motor 0 és 1 diffivel (alapjelle) rezegne ide-oda, tehát nincs különbség a rezgés és a hiba között! Más adat nem áll rendelkezésre amit fel lehetne használni!
Ilyenkor az alapjel 0 és 1 step eltérések között ugrál (mintha helyben rezegne a motor) nem lehet megállapítani, hogy rezgésről, vagy megszakatt encoder vezetékezésről van e szó! Volna e valamilyen megoldás a hiba felderítésére (ötlet)? Majd X idő mulva blokkolnám a motort.
Jelenleg csak a fordított bekötésű encodert tudom felderítetni!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 14:33
Írta: 000000000 Dátum 2007 február 18, 14:33
Jelenleg csak az az ötletem van, hogy beépítek egy E-Stop bemenetet a vezérlőbe és mechanikusan (pl mint egy 2. végállás) azonnal blokkolom a motort (ez a megszakatt visszacsatolás esetén működne)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 14:34
Írta: 000000000 Dátum 2007 február 18, 14:34
De ezt, ha valaki nem építi ki (2. bakter a szán mindkét végére), akkor a védelem nem fog működni...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 15:03
Írta: e3h0cv4ph Dátum 2007 február 18, 15:03
De miért kellene 2. végállás. Az amúgy is használatos végállás jelét nem lehetne felhasználni a szervóvezérlő számára, hiszen közösített a földjük a PC-vel és mindkettő TTL szintet kezel le.
Ha pedig mégsem közösített akkor pedig egy optocsatolóval leválasztva.
Szerintem egy végállás (persze mindkét végen) elég ezekre a feladatokra.
(ez tetszik ez a probléma, ebbe megpróbálok segíteni)
Egyébként engem is érdekelne a szervó vezérlőd (most nincs időm kitalálni egy teljesen újat, de ha tudok segíteni azt szívesen teszem).
Üdv: TT
Ha pedig mégsem közösített akkor pedig egy optocsatolóval leválasztva.
Szerintem egy végállás (persze mindkét végen) elég ezekre a feladatokra.
(ez tetszik ez a probléma, ebbe megpróbálok segíteni)
Egyébként engem is érdekelne a szervó vezérlőd (most nincs időm kitalálni egy teljesen újat, de ha tudok segíteni azt szívesen teszem).
Üdv: TT
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 15:09
Írta: e3h0cv4ph Dátum 2007 február 18, 15:09
Más ötlet:
Lehetne azt is figyelni, hogy ha a motor max sebességgel pörög (100%-os PWM kitöltés) és egy jel sem fut be az encoderről, akkor vagy túl van terhelve a motor, vagy megszakadt az encoder vezetéke.
Továbbá lehetne még figyelni a motor áramfelvételét (soros sönt ellenállás, bár ahogy ismerlek ez már benn is van) és ebből ki lehetne deríteni, hogy a két hiba közül melyik áll fenn.
Bár egyébként mindkét esetben le lehetne tiltani a hajtást.
Szerintem.
Üdv: TT
Lehetne azt is figyelni, hogy ha a motor max sebességgel pörög (100%-os PWM kitöltés) és egy jel sem fut be az encoderről, akkor vagy túl van terhelve a motor, vagy megszakadt az encoder vezetéke.
Továbbá lehetne még figyelni a motor áramfelvételét (soros sönt ellenállás, bár ahogy ismerlek ez már benn is van) és ebből ki lehetne deríteni, hogy a két hiba közül melyik áll fenn.
Bár egyébként mindkét esetben le lehetne tiltani a hajtást.
Szerintem.
Üdv: TT
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 15:48
Írta: 000000000 Dátum 2007 február 18, 15:48
A rendesebb enkódereknek az A-B kimenetén kívül van egy Z vagy Index kimenetük is, ami fordulatonként csak egy impulzust ad. Ha eközben egyetlen A-B sem jött - gáz van. Persze ez még mindig nem véd a tápfesz szakadás ellen.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 15:59
Írta: 000000000 Dátum 2007 február 18, 15:59
Az nem jó, mert a Mach-ban berakod 0-pont (home) érzékelőnek, akkor nem blokkoltatható a Vezérlővel (szétcsúszik az impulzus)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 16:00
Írta: 000000000 Dátum 2007 február 18, 16:00
Azzal az a baj, hogy a max PWM kitöltési tényező meg a PID eredménye ami sok mindentől függ és setup függő!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 16:02
Írta: 000000000 Dátum 2007 február 18, 16:02
Igen, de erre direkt nem készítem fel a P2S-t mert pl. amik itt vannak motorok egyiken sincs Index csatorna (ne legyen kötelező használni)!
Ha meg nincs a motoron, úgyse működne.
Ha meg nincs a motoron, úgyse működne.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 16:06
Írta: 000000000 Dátum 2007 február 18, 16:06
Az áram felvételéről csak komparátoros kimenet áll rendelkezésre, ami azt mondja meg, hogy a beállítot küszöbtől tőbb vagy kevesebb a felvétel, nem a pillanatnyi értéket, ráadásul a motor kiakadva (max gázon pőrögve) nem feltétlenül a max áramát veszi fel (sőt, sose)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 16:42
Írta: 000000000 Dátum 2007 február 18, 16:42
Leírom a jelenlegi védelmeket (amik már integrálva vannak és jól működnek):
1. Vezérlő túlterhelési védelem. Fixen beállított hűtőborda hőfokon a Vezérlőt letiltja (motor blokkolás motorfékkel és erőátvitel kikapcsolása) Reset-ig (nameg lehülésig).
2. Nagysebességű túláramvédelem (lehet, hogy zárlatvédelemnek is jó lesz, majd kiderül). Trimmerrel állítható a szintje és a motor max áramára lehet állítani. Ez azonnal limitálja a motor álltal felvehető max áramot. Külön LED jelzéssel.
3. Motor túlterhelés védelem. Ez ha a motor max árammal megy X ideig (most 5s), akkor blokkoltat és kikapcsolja a motort.
4. Impulzus puffer max értéken (akár tulfutással is). Ez azt jelenti, hogy a differenciál puffer (hiba puffer) folyamatosan (most 3s-ig) max értéken van, akkor blokkol és kikapcsolja a Vezérlőt. Ez alkalmas a fordítottt encoder bekötés detektálására és 3s múlva leállítja a vezérlőt hibára. Az impulzus puffer túlméretezett, akár a jelzés után is képes vesztés nélkül impulzusokat tárolni (motor encoder felbontás és fordulatszám függően több sec.-ig tárol)
5. Sleep hiba. Ha a Vezérlő 2s-ig folyamatosan 10 impulzustól nagyobb késésssel követi a PC-t, akkor hibajelzés generálódik a PC felé (és LED es jelzés a Vezérlőn). Ez a rosszul beállított Vezérlőt, vagy a mechanikai túlterheléseket hivatott felderíteni és a Pc felé jelezni (impulzis vesztés nélkül)!
Jelenleg a védelmek két csoportba sorolódnak:
1- Rendszervédelmek, amik azonnali blokkolással járnak (motofékes stop, de nem ellenáramú). ezek a védelmek is hibajelet generálnak a PC felé (Mach is megáll). Ide tartoznak a következőek:
1, 2, 3, 4-es védelmek. ezeknek van külön-külön LED-es jelzéseik is és csak a reset hozza ki öket. Ezek minden esetben blokkolják a Vezérlőt és leállítják a PC-t (ha össze lesz huzalozva a P2B-vel)!
2 - Impulzus vesztés nélküli Stop védelmek. Jelen pillanatban ide csak a 5-ös tartozik. Ha a Vezérlő folyamatosan több mint 10 Step késést detektál 2s-on keresztül, akkor jelzést küld a PC felé, ami ha úgy van beállítva (Mach3) megállíthatja a végrehajtást impulzus vesztés nélkül (a hiba kijavítása után a munka selejt nélkül fojtatható bizonyos feltételek mellett)! kiépítése (összehuzalozása) opcionális. Magát a Vezérlőt nem blokkolja csak jezést küld a PC felé (és LED-en ez is olvasható).
Ide kéne integrálni a visszacsatolás megszünése detektet rendszerhiba ként (autonom blokkolással, és persze jelzés a PC felé-vel)!
1. Vezérlő túlterhelési védelem. Fixen beállított hűtőborda hőfokon a Vezérlőt letiltja (motor blokkolás motorfékkel és erőátvitel kikapcsolása) Reset-ig (nameg lehülésig).
2. Nagysebességű túláramvédelem (lehet, hogy zárlatvédelemnek is jó lesz, majd kiderül). Trimmerrel állítható a szintje és a motor max áramára lehet állítani. Ez azonnal limitálja a motor álltal felvehető max áramot. Külön LED jelzéssel.
3. Motor túlterhelés védelem. Ez ha a motor max árammal megy X ideig (most 5s), akkor blokkoltat és kikapcsolja a motort.
4. Impulzus puffer max értéken (akár tulfutással is). Ez azt jelenti, hogy a differenciál puffer (hiba puffer) folyamatosan (most 3s-ig) max értéken van, akkor blokkol és kikapcsolja a Vezérlőt. Ez alkalmas a fordítottt encoder bekötés detektálására és 3s múlva leállítja a vezérlőt hibára. Az impulzus puffer túlméretezett, akár a jelzés után is képes vesztés nélkül impulzusokat tárolni (motor encoder felbontás és fordulatszám függően több sec.-ig tárol)
5. Sleep hiba. Ha a Vezérlő 2s-ig folyamatosan 10 impulzustól nagyobb késésssel követi a PC-t, akkor hibajelzés generálódik a PC felé (és LED es jelzés a Vezérlőn). Ez a rosszul beállított Vezérlőt, vagy a mechanikai túlterheléseket hivatott felderíteni és a Pc felé jelezni (impulzis vesztés nélkül)!
Jelenleg a védelmek két csoportba sorolódnak:
1- Rendszervédelmek, amik azonnali blokkolással járnak (motofékes stop, de nem ellenáramú). ezek a védelmek is hibajelet generálnak a PC felé (Mach is megáll). Ide tartoznak a következőek:
1, 2, 3, 4-es védelmek. ezeknek van külön-külön LED-es jelzéseik is és csak a reset hozza ki öket. Ezek minden esetben blokkolják a Vezérlőt és leállítják a PC-t (ha össze lesz huzalozva a P2B-vel)!
2 - Impulzus vesztés nélküli Stop védelmek. Jelen pillanatban ide csak a 5-ös tartozik. Ha a Vezérlő folyamatosan több mint 10 Step késést detektál 2s-on keresztül, akkor jelzést küld a PC felé, ami ha úgy van beállítva (Mach3) megállíthatja a végrehajtást impulzus vesztés nélkül (a hiba kijavítása után a munka selejt nélkül fojtatható bizonyos feltételek mellett)! kiépítése (összehuzalozása) opcionális. Magát a Vezérlőt nem blokkolja csak jezést küld a PC felé (és LED-en ez is olvasható).
Ide kéne integrálni a visszacsatolás megszünése detektet rendszerhiba ként (autonom blokkolással, és persze jelzés a PC felé-vel)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 16:57
Írta: 000000000 Dátum 2007 február 18, 16:57
Az 1-es védelenek átsorolásán (Stop védelem a PC felé) még filózok! lehet, hogy értelmesebb lenne nem azonnal blokkolni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 16:58
Írta: 000000000 Dátum 2007 február 18, 16:58
ÁÁÁ nem jó! ha nem huzalozza össze, akkor a védelem hatástalan...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 17:07
Írta: e3h0cv4ph Dátum 2007 február 18, 17:07
Azt értem, hogy a 100%-os PWM kitöltés a PID eredménye és sok mindentől függ, de az a tény hogy a motor 100%-on megy és egyetlenegy bejövő impulzus sincs (mondjuk egy bizonyos ideig) az nem teljesen normális! Ezt a program egyik részének figyelnie kellene!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 17:09
Írta: 000000000 Dátum 2007 február 18, 17:09
Hát de jön impulzus az a baj!!! Pont úgy mintha rezegne helyben a motor! És a PWM nem 100%-os (nem tudom előre megmondani mennyi lesz)!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 17:09
Írta: e3h0cv4ph Dátum 2007 február 18, 17:09
Most olvasgatom ennek a topicnak az elejét (mert akkor lemaradtam róla). És ott tartok amikor a fékkel bajlódsz. Végülis tudtál szerezni féket a teszteléshez mert nekem lenne egy kölcsönbe, bár még nem néztem meg közelebbről, ha érdekel megteszem.
Üdv: TT
Üdv: TT
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 17:11
Írta: e3h0cv4ph Dátum 2007 február 18, 17:11
"Hát de jön impulzus az a baj!!! Pont úgy mintha rezegne helyben a motor! És a PWM nem 100%-os (nem tudom előre megmondani mennyi lesz)! " -Ezt nem értem!? Mikor rezeg a motor? Az milyen jelenség?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 17:13
Írta: 000000000 Dátum 2007 február 18, 17:13
Azon viszont lehetne filózni, hogy ha definiálnék egy PWM szintet (amit most nem tudok megmondani mennyi lenne) és az alapjel "rezeg" (ez sem egyszerű feladat megállapítani, mert a frekit nem ismerem előre és változó lehet), akkor X idő mulva letiltson (azért X idő mert üzem közben ilyen szitu biztos nem áll fent huzamosabb ideig)![#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 17:14
Írta: 000000000 Dátum 2007 február 18, 17:14
Normál esetben a mot állva is rezeg (het) 0- és 1 között, valamint stabil forgáskor is folyamatosan "rezeg" a 0 és +-1 között (virtuális 0 pozíció körül)! Gyakorlatilag csak folyamatos gyorsítás és lassítás alatt nem "rezeg"!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 17:19
Írta: e3h0cv4ph Dátum 2007 február 18, 17:19
Igen de amikor az alpjel rezeg akkor a motort idee oda próbálja forgatni, de ebben az esetben soha nem lehet a PWM 100%-os, hiszen mihelyt elérné azt (vagy annak csak egy részét) már megy is a másik irányba és kezdi a 0%-ról az egészet. Nem?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 17:20
Írta: 000000000 Dátum 2007 február 18, 17:20
Az álló helyzeti "rezgés"-t pont a fékpadomon vettem észre mert itt a fékreőnél van bizonyos rugalmas erőhatás (pontosabban egy fék szallag miatt9 ami az Integrátornál egy ilyen kis rezgést eredményez, mivel az erővisszahatás rugalmas, ezért a kompenzáció az irányváltások környékén szintén rugalmas jelleget mutat (kicsit bonyulult, de ez a magyarázat)! Ez valós lehet, mivel minden hajtásnak van bizonyus rugalmas visszahatása (gondolj pl. a gumibetétes kuplungokra is)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 17:32
Írta: 000000000 Dátum 2007 február 18, 17:32
Ez egy akkora Servos Axióma, hogy kőbe kéne vésnem (és titkolnom a konkurencia előtt)![#nezze]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 17:35
Írta: e3h0cv4ph Dátum 2007 február 18, 17:35
Lehet, hogy félreértjük egymást. Az én felfogásomba két bejövő impulzussorozat van(ezek bemennek a PIC-be). Az egyik a PC-felől jön (STEP-jel) a másik az enkóder felől impulzus jel. Ezek különböző előjellel bemennek egy regiszterbe (gondolom), és a PID feladata, hogy ezt a regisztert 0-án tartsa.
Viszont amikor én azt mondtam, hogy 100%-os PWM mellett nincs bejövő impulzus akkor az enkóder felől bejövő impulzusra gondoltam nem pedig az eredményregiszterből jövő értékekre (impulzusokra).
Nem tudom, hogy ezt te is így gondoltad -e.
Viszont amikor én azt mondtam, hogy 100%-os PWM mellett nincs bejövő impulzus akkor az enkóder felől bejövő impulzusra gondoltam nem pedig az eredményregiszterből jövő értékekre (impulzusokra).
Nem tudom, hogy ezt te is így gondoltad -e.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 17:42
Írta: 000000000 Dátum 2007 február 18, 17:42
Durván igen, de azt mondom, hogy nem biztos (sőt), hogy egy max fordulaton menő motor az 100%-os PWM-el megy (ez a PID beállításától függ) és az is lehet, hogy a 0 megtartásához 100%-os PWM kell (gondolj arra, hogy a motor akár terhet is tarthat, igaz ilyenkor már emelni nem tudna semmit)!
Ráadásul a DSP PIC előtt impulzus memóriákat használok a PIC sebesség függetlenítése miatt, tehát nem a PIC kapja az impulzusokat közvetlenül (csak a tárolt jeleket). Valamint az A csatorna adja az összes feldolgozás időalapját (fel és lefutó élei), ezért ha az A megszünik, nincs is tárolás!
Ez lehet, hogy megoldhatatlan szoftveresen...
Ráadásul a DSP PIC előtt impulzus memóriákat használok a PIC sebesség függetlenítése miatt, tehát nem a PIC kapja az impulzusokat közvetlenül (csak a tárolt jeleket). Valamint az A csatorna adja az összes feldolgozás időalapját (fel és lefutó élei), ezért ha az A megszünik, nincs is tárolás!
Ez lehet, hogy megoldhatatlan szoftveresen...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 17:48
Írta: 000000000 Dátum 2007 február 18, 17:48
Kimoderáltam magam. Kinlódjon meg a konkurencia is vele![#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 18:02
Írta: 000000000 Dátum 2007 február 18, 18:02
... encoder megszakadason azt kell erteni, hogy
az A vagy a B vagy mindketto fixen kiakadt valamelyik ertekre?
Mert akkor elso felindulasbol(szeintnem)eleg lenne egy-egy kulon timeout-ot inditanni rajuk minden élvaltasukkor ...es ha nem valtanak elvarhato idon belul....akkor ugye error van.
Az elvarhato ido pedig mondjuk az elozo ervenyes valtas n-szerese, hiszen a cucc lassulasa, gyorsulasa nem vegtelen.
Szoval en azt figyelnem, hogy az A es a B kulon-kulon pulzal-e ....mert ha jol ertem vegul is ez erdekel es elsore ugy gondolom ez igy mindenfele encoder hibat eszre is vesz.
az A vagy a B vagy mindketto fixen kiakadt valamelyik ertekre?
Mert akkor elso felindulasbol(szeintnem)eleg lenne egy-egy kulon timeout-ot inditanni rajuk minden élvaltasukkor ...es ha nem valtanak elvarhato idon belul....akkor ugye error van.
Az elvarhato ido pedig mondjuk az elozo ervenyes valtas n-szerese, hiszen a cucc lassulasa, gyorsulasa nem vegtelen.
Szoval en azt figyelnem, hogy az A es a B kulon-kulon pulzal-e ....mert ha jol ertem vegul is ez erdekel es elsore ugy gondolom ez igy mindenfele encoder hibat eszre is vesz.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 18:04
Írta: e3h0cv4ph Dátum 2007 február 18, 18:04
Ezt már nem pontosan értem, látni kéne a rajzot, stb.
Mindenesetre nem vitának szántam. Gondolkozz rajta, hátha mégis tudod használni valahogy.
Azt lehet tudni, hogy miért kell két PIC hozzá?
És ez, egy tengelyt fog meghajtani vagy többet?
Mindenesetre nem vitának szántam. Gondolkozz rajta, hátha mégis tudod használni valahogy.
Azt lehet tudni, hogy miért kell két PIC hozzá?
És ez, egy tengelyt fog meghajtani vagy többet?
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 18:08
Írta: e3h0cv4ph Dátum 2007 február 18, 18:08
tomasz ez így nem jó, mert pont az álló helyzetben mutat ugyanolyan jelenséget az encoder mint szakadáskor, és a te megoldásod szerint minden megállás után egy kis idővel error-t adna.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 18:10
Írta: 000000000 Dátum 2007 február 18, 18:10
az impulzus tarolas okan...
hogyan vezeted a "poziciot"?
egy regiszter es +-
vagy kulon + regiszter es -regiszter
es az egyeneleguk adja a "poziciot" ?
ez utobbinal nem kell tarolni kulon, szerintem
hogyan vezeted a "poziciot"?
egy regiszter es +-
vagy kulon + regiszter es -regiszter
es az egyeneleguk adja a "poziciot" ?
ez utobbinal nem kell tarolni kulon, szerintem
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 18:12
Írta: 000000000 Dátum 2007 február 18, 18:12
de azt mindig tudjuk mikor all...
amikor nem jon be step vagy nem?
amikor nem jon be step vagy nem?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 18:16
Írta: 000000000 Dátum 2007 február 18, 18:16
egyebkent a vegallas felderitesnel lehetne egy abszolut sw limitet is felvenni (step-ben), amit ha már atlepne a bejovo step vegrehajtasaval akkor is lehet error-t generalni
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 18:18
Írta: 000000000 Dátum 2007 február 18, 18:18
Két PIC foglakozik a feladattal.
1. (én úgy hívom DSP) ami az encoder jeleiből és a Step/Dir jelekből előállítja az erősítetlen alapjelet (végzi a virtuális error regiszter kezelését ami 16 bites +- irányba egyaránt). ebbe a nagysebességű feldolgozás a lényeg (a PIC-et 3×2 db D tároló támogatja mint élvezérelt impulzus memória). Ez a PIC setupolható és így az encodert lehet illeszteni a Mach-hoz 3 fokozatban.
2:1, 1:1, 1:2 febontások jelölhetőek ki.
2. a PID PIC, ami a tényleges kiértékelést és hídvezérlést látja el (és egyébb védelmeket is).
1. (én úgy hívom DSP) ami az encoder jeleiből és a Step/Dir jelekből előállítja az erősítetlen alapjelet (végzi a virtuális error regiszter kezelését ami 16 bites +- irányba egyaránt). ebbe a nagysebességű feldolgozás a lényeg (a PIC-et 3×2 db D tároló támogatja mint élvezérelt impulzus memória). Ez a PIC setupolható és így az encodert lehet illeszteni a Mach-hoz 3 fokozatban.
2:1, 1:1, 1:2 febontások jelölhetőek ki.
2. a PID PIC, ami a tényleges kiértékelést és hídvezérlést látja el (és egyébb védelmeket is).
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 18:22
Írta: e3h0cv4ph Dátum 2007 február 18, 18:22
Hát igen ez így átgondolva már lehet alapja az error-nak.
De még mindig nem tudni, hogy elszakadt az encoder kábel vagy megszorult a gép egy pontban (esetleg végállásban), persze ha error-t ad ebben az esetben is az sem olyan nagy probléma.
De ezt az impulzus tárolást ezt énsem értem, sőt azt sem, hogy mi szükség van rá, hiszen itt késhet akkor a mosgatás. Ha igen akkor viszont nem lesz szinkron a tengelyek között. Ezt viszont nem hiszem, hogy az István megengedné, ugyhogy nem értem.
De még mindig nem tudni, hogy elszakadt az encoder kábel vagy megszorult a gép egy pontban (esetleg végállásban), persze ha error-t ad ebben az esetben is az sem olyan nagy probléma.
De ezt az impulzus tárolást ezt énsem értem, sőt azt sem, hogy mi szükség van rá, hiszen itt késhet akkor a mosgatás. Ha igen akkor viszont nem lesz szinkron a tengelyek között. Ezt viszont nem hiszem, hogy az István megengedné, ugyhogy nem értem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 18:24
Írta: 000000000 Dátum 2007 február 18, 18:24
A két PIC között nagysebességű soros kommunikáció van aminek a vonalára csatlakoztatjható egy 3. PIC ami a translator szerepét tölti be és RS232C vonalon továbbítja pufferelten és szétszedve az alapjelet a PC felé. Ez az opcionális kis panel végzi a digitális oscilloszkóp szerepét (ráadásul szoftveresen vezérelhetően adat trigerelést is tud végezni)!
segítségével real time módon ellenőrizhető mindig, mindenhol a valós error, párhuzamosan minden Win CNC-s szotverrel!
segítségével real time módon ellenőrizhető mindig, mindenhol a valós error, párhuzamosan minden Win CNC-s szotverrel!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 18:35
Írta: e3h0cv4ph Dátum 2007 február 18, 18:35
Tulajdonképpen tovább gondoltam az egészet és szerintem a probléma már meg van oldva.
Ugyanis a #726 5-ös pontjába írtad, hogy ha 10 impulzusnál nagyobb a hiba (2s-ig) akkor letilt, ha viszont elszakad az encoder vezetéke akkor előbb utóbb (és ez biztos, hogy előbb vagy utóbb előfordul) lesz 10 lépésnyi lemaradás hiszen a vezérlő felől jönnek az impulzusok az encoder felől pedig nem és akkor hiba.
Tulajdonképpen kipróbáltad már, hogy elvágtad az encoder vezetékét és akkor mit csinál?
Szerintem próbáld ezt meg mielőtt nekiállsz bármit is átírni a szoftveren (ennyit megér).
Ugyanis a #726 5-ös pontjába írtad, hogy ha 10 impulzusnál nagyobb a hiba (2s-ig) akkor letilt, ha viszont elszakad az encoder vezetéke akkor előbb utóbb (és ez biztos, hogy előbb vagy utóbb előfordul) lesz 10 lépésnyi lemaradás hiszen a vezérlő felől jönnek az impulzusok az encoder felől pedig nem és akkor hiba.
Tulajdonképpen kipróbáltad már, hogy elvágtad az encoder vezetékét és akkor mit csinál?
Szerintem próbáld ezt meg mielőtt nekiállsz bármit is átírni a szoftveren (ennyit megér).
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 18:46
Írta: e3h0cv4ph Dátum 2007 február 18, 18:46
Mennem kell (kezdődik az eddzésem) sziasztok.
Üdv: TT
Üdv: TT
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 18:48
Írta: e3h0cv4ph Dátum 2007 február 18, 18:48
Miért van az, hogy begépelek egy csomót és mikor kattintok a "Mehet"-re eltűnik és amikor frissít, a hozzászólásom nem jelenik meg, és újra kell beírnom? És nem is kevésszer kb. minden második vagy még sűrűbben.
Veletek is elő szokott fordulni?
Veletek is elő szokott fordulni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 18:55
Írta: 000000000 Dátum 2007 február 18, 18:55
Ez sajnos nem igaz! írom, hogy olyan mintha helyben remegne (0 és1 között vagy 0 és -1 között)! Természetesen teszteltem (ez volt az első) és akkor vettem észre a jelenséget (rezgés szindróma)!
Semelyi meglévő védelem nem működik erre a hibára.
Semelyi meglévő védelem nem működik erre a hibára.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 18:56
Írta: 000000000 Dátum 2007 február 18, 18:56
Valszeg lassú a srver (nekem is szokott lenni ilyen), bár most nálom jól megy.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 19:03
Írta: 000000000 Dátum 2007 február 18, 19:03
A teszte során ez a típusú servo motor kiemelkedően jó dinamikákat mutatot:



Ha ilyeneket találtok, termeljétek ki, mert nagyon jók! Erre érdemes építeni!
Adatai:
50W
24V
400-as Encoder
Dinamikája elsőosztályú!!!
Ha ilyeneket találtok, termeljétek ki, mert nagyon jók! Erre érdemes építeni!
Adatai:
50W
24V
400-as Encoder
Dinamikája elsőosztályú!!!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 19:07
Írta: e3h0cv4ph Dátum 2007 február 18, 19:07
De hol lehet ilyet találni? Miben keressük ezt?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 19:09
Írta: 000000000 Dátum 2007 február 18, 19:09
Sajnos azt én sem tudom! Ezeket kölcsön kaptam!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 19:09
Írta: e3h0cv4ph Dátum 2007 február 18, 19:09
A #754-re: És csak álló helyzetben próbáltad, vagy küldtél neki impulzussorozatot a MACH-tól, mert szerintem akkor ki kell jönnie a hibának.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 19:11
Írta: 000000000 Dátum 2007 február 18, 19:11
Kikötöttem az egyik csatornát (B-t) és megpöcköltem a tengelyt (elszált mint a győzelmi zászló)![#lookaround]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 19:15
Írta: 000000000 Dátum 2007 február 18, 19:15
Egészen pontosan annyi gerjesztéssel gyorsúlva szált el, mint amennyi kell a +1-ről a 0-ra való beállásra (integrátor setuptól függően), de mivel folyamatosan 0 ás +1 között ugrált, nem vette le a gerjesztést (a motor szépen felgyorsult egy valamilyen max környéki sebességre).
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 19:19
Írta: e3h0cv4ph Dátum 2007 február 18, 19:19
Esetleg azt próbáld meg, hogy kap a STEP jelen a PC-felől (vagy jelgenerátorról) egy folyamatos impulzussorozatot és közben "elszakad" az encoder vezetéke, akkor mit csinál.
Talán ez még érdekes lehet.
Talán ez még érdekes lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 19:22
Írta: 000000000 Dátum 2007 február 18, 19:22
A PID vezérlő már egy előkészítet előjeles error jelet (alapjelet) kap, ez nem külömbözik a Step vagy a mechanikai eltérésből származó error adatokban. nincs különbség, hogy a step vagy az Encoder miatt keletkezett a diffi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 19:24
Írta: 000000000 Dátum 2007 február 18, 19:24
Most úgy tűnik nekem, hogy nem lehet megoldani a problémát tisztán szoftveresen!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 19:27
Írta: 000000000 Dátum 2007 február 18, 19:27
Az említett szituban az éppen aktuális error szint befagyasztódik (az elszakadás pillanatában) és +-1 értékkel váltakozva marad (így a motor megy mint álat)!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 19:28
Írta: e3h0cv4ph Dátum 2007 február 18, 19:28
Ezt értem, de ha folyamatosan növekszik az alpjel (a STEP inkrementálja) akkor ha ez eléri a 10 impulzust és 2s-ig fennáll akkor (általad említetten) hibát ad.
Vagy valamit nem jól értelmeztem?
Vagy valamit nem jól értelmeztem?
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 19:29
Írta: e3h0cv4ph Dátum 2007 február 18, 19:29
De csak az enkóder szakad el a STEP jel nem. És akkor miért fagyasztódik be?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 19:32
Írta: 000000000 Dátum 2007 február 18, 19:32
De nem növekszik!!! Az aktuális szinthez képest +-1 váltakozik 8ugyan úgy mint amikor áll a 0-hoz képest vagy 0 és +1, vagy 0 és -1 az iránytól függően)!
Nincs folyamatos növekmény vagy csökkenés, csak két szonszédos érték váltakozása (a szakadt csatorna miatt egyszer +1 utána -1, helyben topog)!
Nincs folyamatos növekmény vagy csökkenés, csak két szonszédos érték váltakozása (a szakadt csatorna miatt egyszer +1 utána -1, helyben topog)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 19:33
Írta: 000000000 Dátum 2007 február 18, 19:33
ha véletlenül 10 Step hiba felett szakad el, akkor működik a Sleep védelem, de mi van ha alkatta (és ez a normális állapot)?!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 19:35
Írta: 000000000 Dátum 2007 február 18, 19:35
Várjál csak! ebben lehet igazad!, de ha az encoder megszakad és nincs léptetés, akkor elszál a motor! ha van léptetés akkor a léptetés sebességétől (és irányától?!) függően késleltetődik az egyéb védelem megszólalási ideje!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 19:39
Írta: e3h0cv4ph Dátum 2007 február 18, 19:39
Hát akkor valamit nem értek.
Szóval jön be a STEP jel (mondjuk) folyamatosan, ez növel egy regiszter tartalmat, a vezérlő a PID-en keresztül forgatja a motort az enkóderen pedig jönnek az impulzusok amik csökkentik az előbb említett regisztert (elvileg) közel 0-ra, ha ebben a pillanatban az enkódertől nem jön több csökkentő jel (a STEP-en folyamatos a jel) a regiszter elkezd feltelni (megszalad), és error.
Hol rontottam el?
Szóval jön be a STEP jel (mondjuk) folyamatosan, ez növel egy regiszter tartalmat, a vezérlő a PID-en keresztül forgatja a motort az enkóderen pedig jönnek az impulzusok amik csökkentik az előbb említett regisztert (elvileg) közel 0-ra, ha ebben a pillanatban az enkódertől nem jön több csökkentő jel (a STEP-en folyamatos a jel) a regiszter elkezd feltelni (megszalad), és error.
Hol rontottam el?
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 19:41
Írta: e3h0cv4ph Dátum 2007 február 18, 19:41
Ha nem esik nehezedre, szerintem próbáld ezt ki.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 19:41
Írta: 000000000 Dátum 2007 február 18, 19:41
Sehol! De mi van álló helyzetben (a motor picit remeg eleve, ebből indulj ki)?!
ezt teszteltem! A leg kisebb mechanikai pöccintésre a motor elszáll ilyenkor!
ezt teszteltem! A leg kisebb mechanikai pöccintésre a motor elszáll ilyenkor!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 18, 19:42
Írta: 000000000 Dátum 2007 február 18, 19:42
ki fogok próbálni mindent (holnap)!
Köszi!
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 19:46
Írta: e3h0cv4ph Dátum 2007 február 18, 19:46
Jó azt értem, hogy álló helyzetben miért nem jó ez az eljárás. De talán álló helyzetben kisebb az esélye egy vezetékszakadásnak.
Akkor már félig meg van oldva, még gondolgodom a másik felén. (de most már tényleg mennem kell).
Bocsánat, nem akartam kötekedni, csak segíteni.
Üdv:TT
Akkor már félig meg van oldva, még gondolgodom a másik felén. (de most már tényleg mennem kell).
Bocsánat, nem akartam kötekedni, csak segíteni.
Üdv:TT
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 18, 21:16
Írta: Kristály Árpád Dátum 2007 február 18, 21:16
Hallihó!
A lenti képen látható motor fénymásoló gépekben van. Főleg a (10-15-éves) gépekben.
Az újabb gépekben vagy Brusless illetve kisebb servok vannak. Azokban is van encoder de töbnyire csak 50-100 osztásúak, azért ezeket sem kell eldobni hiszen egy
1-5 milliméter menetemelkedésnél szerintem használhatók!
Fontos!
Nézzétek meg, mielőtt bajlodtok a kiszereléssel, hogy a kis sapka alatt milyen encoder található, mert van olyan ami mágnes impuzus elven mük, ami a szervo vezérléshez nem igazán jó.
A nyomatéka nagyon jó mert tányérmotor és nagy az átmérő ebből adodik a nagy nyomaték....
Nagyon csendes...., ja és olcsóóóóóóó!!!!!
Hallihó Mindenkinek
A lenti képen látható motor fénymásoló gépekben van. Főleg a (10-15-éves) gépekben.
Az újabb gépekben vagy Brusless illetve kisebb servok vannak. Azokban is van encoder de töbnyire csak 50-100 osztásúak, azért ezeket sem kell eldobni hiszen egy
1-5 milliméter menetemelkedésnél szerintem használhatók!
Fontos!
Nézzétek meg, mielőtt bajlodtok a kiszereléssel, hogy a kis sapka alatt milyen encoder található, mert van olyan ami mágnes impuzus elven mük, ami a szervo vezérléshez nem igazán jó.
A nyomatéka nagyon jó mert tányérmotor és nagy az átmérő ebből adodik a nagy nyomaték....
Nagyon csendes...., ja és olcsóóóóóóó!!!!!
Hallihó Mindenkinek
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 18, 23:39
Írta: e3h0cv4ph Dátum 2007 február 18, 23:39
Van itt még valami István.
Közbe gondolkodtam tovább, és arra gondoltam ha nem jönnek STEP jelek (áll a motor, vagy legalábbis kéne neki) és elszakad az encoder egyik csatornája, és a másik irányba megpöccinted egy inkremensnyi hiba beíródik a regiszterbe, a PID elkezdi ellenkezőleg egyre nagyobb sebességgel forgatni a motort (megszalad) de a regiszterbe a hibajel folyamatosan +1 (vagy -1) marad, és egész idő alatt az marad. Ugye?
Namármost normál üzemben, különböző motorsebességeknél (vagy akár teljes sebességnél) nem nagyon (sőt egyáltalán nem) fordul az elő, hogy tartósan pontosan 1 legyen a hiba (vagy más néven alapjel). Hiszen te is írtad hogy ez valami 10 körüli érték körül ingadozik, de a legjobb szabályozásnál sem hiszem, hogy pontosan egy legyen, vagy +1 v. +2 aztán megint +1 de lehet, hogy épp 0 esetleg -1, de az, hogy pontosan egy legyen tartósan (ez az időt ki kell találni kb.: 2..4 mp) nem nagyon lehet.
Most már csak az a kérdés hogy le lehet -e tiltani a hajtást ha például ez áll fenn (+1 -es érték) egy bizonyos ideig? Lehet -e ez az alapja egy errornak, meg mered -e ezt kockáztatni?
Készítettél méréseket arra vonatkozóan, hogy folyamatos működés közben a hibaregisztered (vagy alpjel regisztered) milyen értékeket vesz fel? Ez még esetleg érdekes lehet!
Gondold át te is, lehet, hogy tudsz vele valamit kezdeni.
Üdv: TT
Közbe gondolkodtam tovább, és arra gondoltam ha nem jönnek STEP jelek (áll a motor, vagy legalábbis kéne neki) és elszakad az encoder egyik csatornája, és a másik irányba megpöccinted egy inkremensnyi hiba beíródik a regiszterbe, a PID elkezdi ellenkezőleg egyre nagyobb sebességgel forgatni a motort (megszalad) de a regiszterbe a hibajel folyamatosan +1 (vagy -1) marad, és egész idő alatt az marad. Ugye?
Namármost normál üzemben, különböző motorsebességeknél (vagy akár teljes sebességnél) nem nagyon (sőt egyáltalán nem) fordul az elő, hogy tartósan pontosan 1 legyen a hiba (vagy más néven alapjel). Hiszen te is írtad hogy ez valami 10 körüli érték körül ingadozik, de a legjobb szabályozásnál sem hiszem, hogy pontosan egy legyen, vagy +1 v. +2 aztán megint +1 de lehet, hogy épp 0 esetleg -1, de az, hogy pontosan egy legyen tartósan (ez az időt ki kell találni kb.: 2..4 mp) nem nagyon lehet.
Most már csak az a kérdés hogy le lehet -e tiltani a hajtást ha például ez áll fenn (+1 -es érték) egy bizonyos ideig? Lehet -e ez az alapja egy errornak, meg mered -e ezt kockáztatni?
Készítettél méréseket arra vonatkozóan, hogy folyamatos működés közben a hibaregisztered (vagy alpjel regisztered) milyen értékeket vesz fel? Ez még esetleg érdekes lehet!
Gondold át te is, lehet, hogy tudsz vele valamit kezdeni.
Üdv: TT
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 19, 08:31
Írta: 000000000 Dátum 2007 február 19, 08:31
Sajnos nem jó, mert menet közben a hibajel folyamatosan "rezeg" +-1 között! Azt meg nem merem megkockáztatni, hogy ha a hibajel mondjuk folyamatosan "rezeg CSAK 0 és -1 vagy CSAK 0 és +1 között X ideig, akkor a Vezérlőt blokkoltassam. Ilyen szitu is előfordulhat (pl. lasabb gyorsítások alatt)!
A másik probléma, hogy ha nem a B hanem az A csatorna szakad meg, akkor egyáltalán nincs adat az Encoder felöl (ez az én vezérlőm sajátossága a memóriák működése miatt)!
Köszi a segítségedet (szándékodat)!
A másik probléma, hogy ha nem a B hanem az A csatorna szakad meg, akkor egyáltalán nincs adat az Encoder felöl (ez az én vezérlőm sajátossága a memóriák működése miatt)!
Köszi a segítségedet (szándékodat)!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 február 19, 09:46
Írta: svejk Dátum 2007 február 19, 09:46
Köszönöm,hogy kipróbáltad és örülök a jó tapasztalatoknak. Ez egy kicsit megnyugvás számora ,hogy nem csak a mi vezérlőnkkel mutat jó eredményt.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 19, 09:58
Írta: e3h0cv4ph Dátum 2007 február 19, 09:58
Vagy még arra gondoltam, hogy ha beáll ez a jelenség (folyamatos +1 v. -1 a hibajel (de nem rezeg hanem folyamatos 1)) és persz egy bizonyos ideig ez fennáll, akkor a szoftver átadja a vezérlést egy olyan felügyeleti programrésznek, (ebben az esetben már nagy a valószínűsége a hibának) amely megpróbálja azt, hogy felére leveszi a PWM-kitöltést és figyeli hogy a hiba marad -e 1 értéken aztán megin megfelezi és figyeli tovább, aztán eljuthatunk addig, hogy egyszer csak leállítja a motort, és ha még mindig 1 a hiba adhat egy hibajelzést. (persze nem biztos, hogy el kell jutni a leállásig, előbb is adható már a hibajelzés)
Úgye szakadás nélküli hajtás esetén a felére vett PWM kitöltés egy egyre növekvő hibához vezet.
Talán ezzel ki lehetne küszöbölni a hibás riasztásokat.
Ezt az A csatorna B csatorna problémát nem értem, az én olvasatomba mindegy, hogy melyik vezetéke szakad el.?
Üdv:TT
Úgye szakadás nélküli hajtás esetén a felére vett PWM kitöltés egy egyre növekvő hibához vezet.
Talán ezzel ki lehetne küszöbölni a hibás riasztásokat.
Ezt az A csatorna B csatorna problémát nem értem, az én olvasatomba mindegy, hogy melyik vezetéke szakad el.?
Üdv:TT
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 19, 10:13
Írta: 000000000 Dátum 2007 február 19, 10:13
Szia Tatai! Bocs, hogy beledumálok, de azt
javasolnám, gyorsan csinálj egy szervót Te is
a gyakorlatban (ma ez úgyis nagy divat), és
akkor talán nem lenne ennyi elméleti ötleted
10 percenként. Az elméletet ugyanis itt
(legnagyobb sajnálatomra) nem nagyon szeretik.
Ez szerény véleményem szerint meg is látszódik a topicon egy ideje, Mindenkinek a saját
döntésére bízom, hogy az utolsó 100-120 beírás
műszaki tartalmát, hasznosságát a téma iránt
érdeklődőknek vesse össze az első 600-al. Igaz,
vita sincs...
javasolnám, gyorsan csinálj egy szervót Te is
a gyakorlatban (ma ez úgyis nagy divat), és
akkor talán nem lenne ennyi elméleti ötleted
10 percenként. Az elméletet ugyanis itt
(legnagyobb sajnálatomra) nem nagyon szeretik.
Ez szerény véleményem szerint meg is látszódik a topicon egy ideje, Mindenkinek a saját
döntésére bízom, hogy az utolsó 100-120 beírás
műszaki tartalmát, hasznosságát a téma iránt
érdeklődőknek vesse össze az első 600-al. Igaz,
vita sincs...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 19, 10:46
Írta: e3h0cv4ph Dátum 2007 február 19, 10:46
Bocs.
Csak az Istvánnak akrtam segíteni.
Tényleg lehet, hogy egy kívülállónak (aki éppen nem fejleszt szervót) annak nem sok érdekeset mond.
Oké többet nem szólok. (csak ha kérdeztek)
Csak az Istvánnak akrtam segíteni.
Tényleg lehet, hogy egy kívülállónak (aki éppen nem fejleszt szervót) annak nem sok érdekeset mond.
Oké többet nem szólok. (csak ha kérdeztek)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 19, 10:56
Írta: 000000000 Dátum 2007 február 19, 10:56
Igen, így lehet, hogy meg lehetne állapítani a hibát, csak egy jól működő vezérlőnél ezzel mesterségesen lerontanám időnkét a hajtás minőségét (a követés pontosságát), valamint az Integrátor nagyon bonyolult lenne (mivel most az kihoz szinte minden változást 0 környékére)!
Valamint egy változó sebességű hajtásnál az egyéb visszahatások úgy bekavarnának, hogy nincs az az algoritmus ami szét tudná választani az eredményt a kívánt (mesterséges) és a (kívülről) hozott hatásoktól!
Valamint egy változó sebességű hajtásnál az egyéb visszahatások úgy bekavarnának, hogy nincs az az algoritmus ami szét tudná választani az eredményt a kívánt (mesterséges) és a (kívülről) hozott hatásoktól!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 19, 10:58
Írta: 000000000 Dátum 2007 február 19, 10:58
A hardver belenyúlása nélkül szerintem nem megoldható a probléma (csak a csatornánkénti impulzus figyeléssel lehetne ezt detektálni)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 19, 11:03
Írta: 000000000 Dátum 2007 február 19, 11:03
Írjál csak nyugodtan, demokrácia van.
Én csak a saját véleményemet írtam le.
Istvánnak meg a sok motor tesztelgetésével
mostanában biztos elmegy az ideje, de legalább
talán Ő is megerősít majd abban, hogy motor
és motor között óriási különbségek vannak,
és a profi szervo motor és közönséges DC motor
között igen széles a skála.
Én csak a saját véleményemet írtam le.
Istvánnak meg a sok motor tesztelgetésével
mostanában biztos elmegy az ideje, de legalább
talán Ő is megerősít majd abban, hogy motor
és motor között óriási különbségek vannak,
és a profi szervo motor és közönséges DC motor
között igen széles a skála.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 19, 12:47
Írta: 000000000 Dátum 2007 február 19, 12:47
legtöbb embernek az elmélet kinai , de nem is akarnak szervot hegeszteni , gondolom ..
beszélgetni viszont lehet rola, mert ha marhaságot is ir valaki az okosok ugyis kijavitják
beszélgetni viszont lehet rola, mert ha marhaságot is ir valaki az okosok ugyis kijavitják
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 február 19, 18:54
Írta: 3vv2btrhv Dátum 2007 február 19, 18:54
Sziasztok
Megsértödni fölösleges !!!!!!
Az én kérdésemre sem reagált senki pedig nekem ez lenne a legfontosabb!!
Tibor
Megsértödni fölösleges !!!!!!
Az én kérdésemre sem reagált senki pedig nekem ez lenne a legfontosabb!!
Tibor
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 21, 13:01
Írta: 000000000 Dátum 2007 február 21, 13:01
Sziasztok!
Nemrég kiderítettem, hogy az általatok is jól ismert CNC vezérlő és motor forgalmazó cég szervó vezérlői a Gecko G320-as illegális másolatai. Ezt megírtam a Gecko-nak is. Ők már tudnak a dologról és felszólították a másoló céget, hogy ne árusítsák az illegális terméket.
Belinkelem a Gecko-tól kapott dokumentumot:
Gecko másolat
Sajnos a Magyar forgalmazó fórumán kimoderálták a hozzászólást. Az okát nem értem, hiszen pont ők kérték, hogy járjak utána a dolognak.
Szóval mindenkit megkérek itt a fórumon, hogy ne vásároljátok ezt a terméket, mert ezzel egy amúgy is kis manufakturális jellegű céget(Gecko) tesztek tönkre és egy erkölcstelen multit gyarapítotok'
Nemrég kiderítettem, hogy az általatok is jól ismert CNC vezérlő és motor forgalmazó cég szervó vezérlői a Gecko G320-as illegális másolatai. Ezt megírtam a Gecko-nak is. Ők már tudnak a dologról és felszólították a másoló céget, hogy ne árusítsák az illegális terméket.
Belinkelem a Gecko-tól kapott dokumentumot:
Gecko másolat
Sajnos a Magyar forgalmazó fórumán kimoderálták a hozzászólást. Az okát nem értem, hiszen pont ők kérték, hogy járjak utána a dolognak.
Szóval mindenkit megkérek itt a fórumon, hogy ne vásároljátok ezt a terméket, mert ezzel egy amúgy is kis manufakturális jellegű céget(Gecko) tesztek tönkre és egy erkölcstelen multit gyarapítotok'
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2007 február 21, 14:12
Írta: fs9s63xkf Dátum 2007 február 21, 14:12
Hi!
Te derítetted ki, hogy illegális másolat? hmm...
És azt olvastad, amit a "másoló cég" válaszolt? Ők is egy kis manufakrurális jellegű cégtől veszik és nem igazán hisznek a Geckonak, hogy valóban ők fejlesztették-e ki. Ráadásul több soron keresztül taglalja, hogy nagyon keveset adnak el belőle és be is fogják szüntetni. Nem hiszem, hogy a szegény Geckonak konkurenciát jelentene.
Nem tudom te mivel foglalkozol, de nem hiszem hogy jót tesz az üzletednek, ha a termékedet a saját fórumodon szídják ?!
Egyébként meg így olcsóbban lehet hozzájutni.
Az meg hogy ki tervezte az megint egy más kérdés, nem vagyok benne biztos, hogy pont a Gecko-nal kell hinni. Természetesen a másolást én is elítélem akárki csinálj de nem az én hatásköröm eldönteni, hogy kinek van igaza. Addig amíg ki nem derül (ami mellesleg sosem fog) addig meg a számomra előnyösebbet választom.
Üdv.:
Psychobilly (Tibor Zoltán)
Te derítetted ki, hogy illegális másolat? hmm...
És azt olvastad, amit a "másoló cég" válaszolt? Ők is egy kis manufakrurális jellegű cégtől veszik és nem igazán hisznek a Geckonak, hogy valóban ők fejlesztették-e ki. Ráadásul több soron keresztül taglalja, hogy nagyon keveset adnak el belőle és be is fogják szüntetni. Nem hiszem, hogy a szegény Geckonak konkurenciát jelentene.
Nem tudom te mivel foglalkozol, de nem hiszem hogy jót tesz az üzletednek, ha a termékedet a saját fórumodon szídják ?!
Egyébként meg így olcsóbban lehet hozzájutni.
Az meg hogy ki tervezte az megint egy más kérdés, nem vagyok benne biztos, hogy pont a Gecko-nal kell hinni. Természetesen a másolást én is elítélem akárki csinálj de nem az én hatásköröm eldönteni, hogy kinek van igaza. Addig amíg ki nem derül (ami mellesleg sosem fog) addig meg a számomra előnyösebbet választom.
Üdv.:
Psychobilly (Tibor Zoltán)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 21, 15:03
Írta: 000000000 Dátum 2007 február 21, 15:03
Szia psyhobilly!
Hallottad már az "international patents" kifejezést?
Hát bizony a geckót ez védi. Konkrétan kérdésedre válaszolva én villamosmérnök vagyok és ha ilyen derülne ki az üzletemben egy termékről, minden bizonnyal utánajárnék a dolognak személyesen mielőtt törölném a fórumomból. Főleg, mivel ők kérték az infót, én csak megkérdeztem, mivel ismerem a Gecko fejlesztőjét.
Ha megnézed a másoló cég weboldalát, már levették a termékpalettáról az említett vezérlőt! Ez számomra felér egy beismeréssel.
Az, hogy sosem fog kiderülni, hogy ki -kit másol, az természetesen nem igaz. A napokban meg fogja tenni a Gecko a megfelelő lépéseket a nemzetközi bíróság felé.
A döntés egyszerű lesz a szabadalmi védelem miatt.
Szóval lehet, hogy a döntés hónapok múlva születik csak meg majd, de számomra egyértelmű a végeredmény.
A másik része, amiért ezt leírtam, hogy a másolat hibás, rossz komparátort építettek be, illetve úgy módosították a FET-ek felfogatását, hogy az nem megfelelő. Szóval a gyári 50V -os specifikáció nem igaz!!! És senki ne csodálkozzon, ha leég az olcsó vezérlője.
Hallottad már az "international patents" kifejezést?
Hát bizony a geckót ez védi. Konkrétan kérdésedre válaszolva én villamosmérnök vagyok és ha ilyen derülne ki az üzletemben egy termékről, minden bizonnyal utánajárnék a dolognak személyesen mielőtt törölném a fórumomból. Főleg, mivel ők kérték az infót, én csak megkérdeztem, mivel ismerem a Gecko fejlesztőjét.
Ha megnézed a másoló cég weboldalát, már levették a termékpalettáról az említett vezérlőt! Ez számomra felér egy beismeréssel.
Az, hogy sosem fog kiderülni, hogy ki -kit másol, az természetesen nem igaz. A napokban meg fogja tenni a Gecko a megfelelő lépéseket a nemzetközi bíróság felé.
A döntés egyszerű lesz a szabadalmi védelem miatt.
Szóval lehet, hogy a döntés hónapok múlva születik csak meg majd, de számomra egyértelmű a végeredmény.
A másik része, amiért ezt leírtam, hogy a másolat hibás, rossz komparátort építettek be, illetve úgy módosították a FET-ek felfogatását, hogy az nem megfelelő. Szóval a gyári 50V -os specifikáció nem igaz!!! És senki ne csodálkozzon, ha leég az olcsó vezérlője.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 21, 19:41
Írta: Kristály Árpád Dátum 2007 február 21, 19:41
Hallihó tyutyi.....
Mi a baj?
Talán leéget a vezérlőd?
Lehet, hogy ha elégedetlennél nem volna másolattal nem volna probléma az olcsóság?
Szerinted ez az egyetlen melyet koppintanak?
Nem igazán értem lekesedésed.....
Apropó.....
Örülnék ha kiírnád becsületes neved!!!
Üdv.: Árpád
Mi a baj?
Talán leéget a vezérlőd?
Lehet, hogy ha elégedetlennél nem volna másolattal nem volna probléma az olcsóság?
Szerinted ez az egyetlen melyet koppintanak?
Nem igazán értem lekesedésed.....
Apropó.....
Örülnék ha kiírnád becsületes neved!!!
Üdv.: Árpád
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 21, 19:53
Írta: 000000000 Dátum 2007 február 21, 19:53
Helló Árpád!
Nincs semmi baj Árpi!
Ahogy írtam, ismerem a Gecko fejlesztőjét egy ideje és nem szeretem, ha tönkreteszik valakinek a drága munkáját/üzletét holmi törtető multi cégek.
Más lenne a helyzet, ha saját terméket árulnának ilyen nevetséges áron, de itt lopásról van szó!!!
Ha a Magyar disztribútor korrekt lenne, akkor visszaküldené a kínaiaknak ezeket a vezérlőket az üzleti erkölcstelenség címén!
Ha boldoggá tesz, ide írom a nevem, bár nem tudom ez neked miért fontos:
Németh Csaba, ha gondolod magánban képet is küldök :))))
Nincs semmi baj Árpi!
Ahogy írtam, ismerem a Gecko fejlesztőjét egy ideje és nem szeretem, ha tönkreteszik valakinek a drága munkáját/üzletét holmi törtető multi cégek.
Más lenne a helyzet, ha saját terméket árulnának ilyen nevetséges áron, de itt lopásról van szó!!!
Ha a Magyar disztribútor korrekt lenne, akkor visszaküldené a kínaiaknak ezeket a vezérlőket az üzleti erkölcstelenség címén!
Ha boldoggá tesz, ide írom a nevem, bár nem tudom ez neked miért fontos:
Németh Csaba, ha gondolod magánban képet is küldök :))))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 21, 19:57
Írta: 000000000 Dátum 2007 február 21, 19:57
Még valami, fejlett társadalmakban ez ugyanolyan lopásnak minősül, mintha bemennének a lakásodba és elvinnék a TV-det, vagy a kocsidat a garázsból. Sajnos Magyarországon ez a típusú bűnözés szinte elfogadott szinten megy, pedig ennek nem kéne így lennie.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 21, 20:16
Írta: Kristály Árpád Dátum 2007 február 21, 20:16
Hát igem.....
Sok mindennek nem így kellene mennie......
Az a helyzet, hogy én nem személyeskedtem, de ha gondolod, volt rendőr a családban?
Üdv.: Árpád
Sok mindennek nem így kellene mennie......
Az a helyzet, hogy én nem személyeskedtem, de ha gondolod, volt rendőr a családban?
Üdv.: Árpád
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 21, 20:24
Írta: 000000000 Dátum 2007 február 21, 20:24
Szia Árpád!
Nem folytatnám a személyeskedést, bár nem személyeskedtem eddig sem, csak viccnek szántam, de látom nem érted a viccet :(
Nem folytatnám a személyeskedést, bár nem személyeskedtem eddig sem, csak viccnek szántam, de látom nem érted a viccet :(
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 21, 20:29
Írta: Kristály Árpád Dátum 2007 február 21, 20:29
Oké!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 21, 20:30
Írta: 000000000 Dátum 2007 február 21, 20:30
Sajnos ez az általános felfogás, amin változtatni kéne: "Sok mindennek nem így kellene mennie......"
Valahol meg kell szabni a határt és valahol el kellene kezdeni változtatni a dolgokon, hogy ne így menjenek a dolgok, ahogyan mennek...
Nem akarok én nagy dolgokat véghezvinni, csak szeretnék egy normális országban élni és ehhez ha lehet nem szeretnék elköltözni, bár már többet időt töltök külföldön mint itthon(sajnos). Gondoltam itt a fórumon osztják a véleményemet a hasonló normális gondolkodású emberek...
Valahol meg kell szabni a határt és valahol el kellene kezdeni változtatni a dolgokon, hogy ne így menjenek a dolgok, ahogyan mennek...
Nem akarok én nagy dolgokat véghezvinni, csak szeretnék egy normális országban élni és ehhez ha lehet nem szeretnék elköltözni, bár már többet időt töltök külföldön mint itthon(sajnos). Gondoltam itt a fórumon osztják a véleményemet a hasonló normális gondolkodású emberek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 21, 20:39
Írta: 000000000 Dátum 2007 február 21, 20:39
OOps, bocs, ez a szervó topic, most vettem észre, ha van itt valaki, aki jogosult rá, kérem törölje az előző pár csevegés jellegű hozzászólást...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 21, 22:04
Írta: bmejdz9nu Dátum 2007 február 21, 22:04
Más termékét nem másolja ez a kinai "multi" ?
Látom előre a H1 vezérlőt kinai copy-ban [#hehe]
Ezért kell minden IC-t csiszolópapírral kezelni...
Látom előre a H1 vezérlőt kinai copy-ban [#hehe]
Ezért kell minden IC-t csiszolópapírral kezelni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 21, 22:18
Írta: 000000000 Dátum 2007 február 21, 22:18
A H1 -et nem igazán lehetne másolni, mert van benne mikrovezérlő és ha a code protection bitet 1-be állítod, akkor nem lehet kiolvasni az IC tartalmát. A Gecko sima kapuáramkörökből komparátorokból, stb. áll, nincs uC, ezért tudták lemásolni..
Hát ja, a kínaiak le is csiszolták, ahogy a mellékleten látszik, nehogy rájöjjön valaki a disznóságra.
Hát ja, a kínaiak le is csiszolták, ahogy a mellékleten látszik, nehogy rájöjjön valaki a disznóságra.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 21, 22:21
Írta: bmejdz9nu Dátum 2007 február 21, 22:21
Azért leírom... amit kínában hallottam a másolásról...
Tipikus alaptörténet:
1. Az "amerikai" cég elviszi kínába a termelést... 2 műszakban neki gyártanak... a harmadikban... ugyanazt... de .... máshová kerül...
2. Az amerikai cég elviszi a termelést a kínai cégtől... de a cég tovább gyártja mind a 3 műszakban ugyanazt...
3. felszólítja az "amerikai" cég hagyja abba... (birósgi felszólítás...)
4. A kínai cég nem "Panasonic" hanem Panasoanic néven gyártja tovább....
5. megint balhé...
6. Probálkoznak... gyártják ugyanazt más néven... mit is tennének csak ezt tudják...
Tipikus alaptörténet:
1. Az "amerikai" cég elviszi kínába a termelést... 2 műszakban neki gyártanak... a harmadikban... ugyanazt... de .... máshová kerül...
2. Az amerikai cég elviszi a termelést a kínai cégtől... de a cég tovább gyártja mind a 3 műszakban ugyanazt...
3. felszólítja az "amerikai" cég hagyja abba... (birósgi felszólítás...)
4. A kínai cég nem "Panasonic" hanem Panasoanic néven gyártja tovább....
5. megint balhé...
6. Probálkoznak... gyártják ugyanazt más néven... mit is tennének csak ezt tudják...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 február 21, 23:11
Írta: s5f8tmfv3 Dátum 2007 február 21, 23:11
A lecsiszoláshoz: az Általad linkelt doksi végén van egy megjegyzés, miszerint az IC-k jelzéseit azért távolították el, mert a tolvajok nem szeretik ha meglopják őket más tolvajok. Van humorérzékük. Más kérdés hogy valószínűleg rengeteg hasonló gyártmány kerül forgalomba, olyanok is amikre nem is gondolnánk. Ezekben a termékekben az a legrosszabb hogy megbízik bennük az ember fia, mert nem sejti miből van, aztán nagyot néz pl. ha leég a karácsonyfa egy silány izzósor miatt, vagy két hónap után beáll a drága szórakoztató elektronika mert pocsék minőséget rejt a szép kivitel.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 február 21, 23:15
Írta: s5f8tmfv3 Dátum 2007 február 21, 23:15
Az a kérdés mit visz az amerikai cég Kínába gyártatni. Ha csak egy egér megy tönkre az bosszúság, ha a légzsák indító elektronika az már egész más.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 21, 23:33
Írta: 000000000 Dátum 2007 február 21, 23:33
Vajon a minosegellenorzes is ugyan azon a szinten lehet?
Egy kerdes:
Adidas - adidas teniszcipo, made in Chine mindketto. Egyik piacon vett, masik szakuzletben. Utobbi miert birja tovabb? Ugyan ugy nyustolom oket bmx kozben.
Egy kerdes:
Adidas - adidas teniszcipo, made in Chine mindketto. Egyik piacon vett, masik szakuzletben. Utobbi miert birja tovabb? Ugyan ugy nyustolom oket bmx kozben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 22, 00:36
Írta: 000000000 Dátum 2007 február 22, 00:36
Igen, mindenki önmagából indul ki, gondolom ezért lehet :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 22, 00:40
Írta: 000000000 Dátum 2007 február 22, 00:40
Mert az egyiket az adidas cég gyártatja a kínaiakkal, a másikat pedig egy másoló cég csinálja, akik nem tudták ellopni a pontos receptet, csak a design-t...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 február 22, 08:35
Írta: bmejdz9nu Dátum 2007 február 22, 08:35
A "nyugati" cégek minőség ellenőrzése az egy külön történet... Rengetek europai és amerikai dolgozik (felügyel) kínában !!!
(több száz vagy több ezer magyar is...)
Külön "lakótelepek" vannak nekik !!! (kb. szállodai szolgáltatással)
Ezért van két fajta kinai áru:
1. tökéletes (ismertetőjele = nem is veszed észre)
2. Echte Kínai. (ismertetőjele = a sajátos fejlesztés, helyi meo... és ha működik akkor már jó elmélet)
(több száz vagy több ezer magyar is...)
Külön "lakótelepek" vannak nekik !!! (kb. szállodai szolgáltatással)
Ezért van két fajta kinai áru:
1. tökéletes (ismertetőjele = nem is veszed észre)
2. Echte Kínai. (ismertetőjele = a sajátos fejlesztés, helyi meo... és ha működik akkor már jó elmélet)
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 február 22, 09:38
Írta: dg8n4i8x Dátum 2007 február 22, 09:38
Azért a nagy nyugati cégek minőségellnörzése sem matyó hímzés... Én folyamatosan küzdök a QS-el, mert amit ők jónak kiáltanak ki(mármint alkatrészt) ahoz nekünk be kéne állítani a gépeket. És persze csak a gép lehet rossz... Amikor egy készterméket lemérnek az ellenörző egységen, majd a másikon és a tartalékon is rossz az eredmény közlik, hogy rosszok a gépek... No coment... Persze nem feltünő, hogy csak az az egy darab vacak... (Német precizitás) :)))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 22, 10:57
Írta: 000000000 Dátum 2007 február 22, 10:57
Nekem meg az kis sorozatu (1-3 db) német gépekről van meg a véleményem! Semmivel nem jobbak mintha Te vagy én csináltuk volna!
Sőt rengeteg s@rral találkoztam a cégemnél (pedig az echte német)!
Sőt rengeteg s@rral találkoztam a cégemnél (pedig az echte német)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 22, 12:49
Írta: 000000000 Dátum 2007 február 22, 12:49
Sziasztok!
Évtizedekig dolgoztam nyugaton. Ott is lopnak, hazudnak, csalnak. Másrészt rengeteg, főleg szellemi terméket tulajdonítanak el a volt szoc. országoktól, főleg a volt szu-tól, legfeljebb letagadják. A ruszki hadi és űrtechnikát , amely bizonyos területeken zseniális megoldásokat tartalmaz az amcsik darabokra szedik hüledeznek rajta, hogy nekik ez mért nem jutott eszükbe. Azután szépen lekoppintják ill. beépítik saját cuccaikba. Nem beszélve az alapkutatási eredményekről. Végülis a nyugat által csinált agyelszívás a legnagyobb lopás ami csak a világon van. Keleteurópai, többségében orosz tudósok ezrei dolgoznak náluk akik a fejükben átviszik megszerzett tudásukat. Igy aztán saját magunk korlátlan elítélésével csínján kellene bánni.
Évtizedekig dolgoztam nyugaton. Ott is lopnak, hazudnak, csalnak. Másrészt rengeteg, főleg szellemi terméket tulajdonítanak el a volt szoc. országoktól, főleg a volt szu-tól, legfeljebb letagadják. A ruszki hadi és űrtechnikát , amely bizonyos területeken zseniális megoldásokat tartalmaz az amcsik darabokra szedik hüledeznek rajta, hogy nekik ez mért nem jutott eszükbe. Azután szépen lekoppintják ill. beépítik saját cuccaikba. Nem beszélve az alapkutatási eredményekről. Végülis a nyugat által csinált agyelszívás a legnagyobb lopás ami csak a világon van. Keleteurópai, többségében orosz tudósok ezrei dolgoznak náluk akik a fejükben átviszik megszerzett tudásukat. Igy aztán saját magunk korlátlan elítélésével csínján kellene bánni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 22, 12:53
Írta: 000000000 Dátum 2007 február 22, 12:53
Még valami! Csatlakozom István véleményéhez. Rengeteg német kakát vettem már, néha jó pénzért.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 február 22, 13:24
Írta: Kristály Árpád Dátum 2007 február 22, 13:24
Hallihó!
Úgyan ez a Servo topic....,De nem bírom ki....
Az amerikaiak dollár milliókat költöttek arra, hogy a sújtalanságban tudjanak mivel írni!!!!
Az oroszok cerúzával írnak!!!!
Hallihó!!!!
Apropó...
Jó lenne a csevegő rovatban folytani, hiszen pont ezért hoztam létre!!!
Üdv.: Árpi
Úgyan ez a Servo topic....,De nem bírom ki....
Az amerikaiak dollár milliókat költöttek arra, hogy a sújtalanságban tudjanak mivel írni!!!!
Az oroszok cerúzával írnak!!!!
Hallihó!!!!
Apropó...
Jó lenne a csevegő rovatban folytani, hiszen pont ezért hoztam létre!!!
Üdv.: Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 22, 14:26
Írta: 000000000 Dátum 2007 február 22, 14:26
Midegy már, úgy sem lehet követvi!
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 február 22, 17:50
Írta: 3vv2btrhv Dátum 2007 február 22, 17:50
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 22, 18:43
Írta: 000000000 Dátum 2007 február 22, 18:43
[#alien2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 február 22, 18:58
Írta: 000000000 Dátum 2007 február 22, 18:58
Az lehet, de most mar vegre van egy olyan toll itt a kezemben, amivel tudok az agyban fekve is irni. Nem okoz problemat az sem, ha fejteton kell alairnom egy papirt a semmi kozepen, stb. Igaz "urhajos" tollnak hivom. Uni-ball termek.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 február 23, 11:00
Írta: e3h0cv4ph Dátum 2007 február 23, 11:00
Tibor! Ezt a linket lehet, hogy elrontottad?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 16, 07:55
Írta: bmejdz9nu Dátum 2007 március 16, 07:55
Hogy "kihült" ez a szervó topik...
Beleakadtam egy vezérlőbe és egy hozzá ajánlott motorba...
Szervo vezérlő - SV-500 Servo Driver Card
Szervo motor - Motor Servo, Globe, PM-DC - 30V - 1,75A
Beleakadtam egy vezérlőbe és egy hozzá ajánlott motorba...
Szervo vezérlő - SV-500 Servo Driver Card
Szervo motor - Motor Servo, Globe, PM-DC - 30V - 1,75A
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 16, 08:08
Írta: 000000000 Dátum 2007 március 16, 08:08
Fantasztikus kicsi az 5A-hez képest. Szerintem ebben Allegro PWM-es hidmaghajtó lehet a méretéből itélve és egy MCU (mellette).
Nem kihült, csak dolgozunk rajta![#kacsint]
Nem kihült, csak dolgozunk rajta![#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 16, 08:23
Írta: bmejdz9nu Dátum 2007 március 16, 08:23
Gondoltam, hogy a "kihülés"-nek van jó oka...
Igen én is ezt valami ilyesminek nézem... nem tűnik bonyoltnak...
De lehet, hogy ez a kicsi motor a kicsi vezérlővel is "megveri" a 2Nm-es léptető kategóriát...
Ezen az oldalon a "kicsi" motort készreszerelt áttétellel is árulják...
Szervo motor áttételel....
Igen én is ezt valami ilyesminek nézem... nem tűnik bonyoltnak...
De lehet, hogy ez a kicsi motor a kicsi vezérlővel is "megveri" a 2Nm-es léptető kategóriát...
Ezen az oldalon a "kicsi" motort készreszerelt áttétellel is árulják...
Szervo motor áttételel....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 16, 08:32
Írta: 000000000 Dátum 2007 március 16, 08:32
Az Encodert felismertem! ezt lehet nálunk is kapni töbféle felbontásban és csúszó vagy golyós csapágyozással (sőt van csapágy nélküli kivitel is)!
Még mindig olcsó szervomotorokat keresek encoderrel (itthoni beszerzési forrással)!
Még mindig olcsó szervomotorokat keresek encoderrel (itthoni beszerzési forrással)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 16, 08:51
Írta: bmejdz9nu Dátum 2007 március 16, 08:51
Ez a kicsi motor... ez szerintem hagyományos motor...
Szerintem olcsón nem lesz kész szervó motor...
Ha ebből a motorból indulnánk ki...
Ezt kimondottan "jármű" hajtásra tervezték... Nem túl magas a fordulata....(1500rpm - 3000rpm direkthajtáshoz pont jó lenne...) és olcsó...erős... ebből a méretből létezik magasabb feszültségre is - akkor az áramok kisebbek...
... és csak 5000 Ft... az encoder beszerzése már sokkal könnyebb... talán...
Motor adatlap
Szerintem olcsón nem lesz kész szervó motor...
Ha ebből a motorból indulnánk ki...
Ezt kimondottan "jármű" hajtásra tervezték... Nem túl magas a fordulata....(1500rpm - 3000rpm direkthajtáshoz pont jó lenne...) és olcsó...erős... ebből a méretből létezik magasabb feszültségre is - akkor az áramok kisebbek...
... és csak 5000 Ft... az encoder beszerzése már sokkal könnyebb... talán...
Motor adatlap
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 16, 09:25
Írta: 000000000 Dátum 2007 március 16, 09:25
De ez itthon is beszerezhető bármikor ha szükség lenne rá?
Csak azok a DC motorok jók, amiket ha megfogod a tengelyét és elkezded forgatni, nem pattannak be pozíciókba (szépen, egyenletesen forognak)!
Ez sajnos így képről nem megállapítható. Pl. a Svej-ék motorja ilyen és szépen működik is a servoval!
Minnél nagyobb a benne lévő kommutátor szám, annál jobban használható (be tud álni finomamn a pozíciókba).
Csak azok a DC motorok jók, amiket ha megfogod a tengelyét és elkezded forgatni, nem pattannak be pozíciókba (szépen, egyenletesen forognak)!
Ez sajnos így képről nem megállapítható. Pl. a Svej-ék motorja ilyen és szépen működik is a servoval!
Minnél nagyobb a benne lévő kommutátor szám, annál jobban használható (be tud álni finomamn a pozíciókba).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 16, 09:31
Írta: 000000000 Dátum 2007 március 16, 09:31
Szia Péter!
Úgy látszik, régen volt már, amikor arról
írogattam, hogy 3 féle minőségű DC kefés motor
van: sima DC, szervó jellegű, és szervó.
Ezek sajna az árban is tükröződnek, csodák
nincsenek a műszaki életben. Így aztán az általad
belinkelt motor semmiképpen nem lehet 5.000 Ft-ért
szervomotor. Persze vannak bátor emberek, akik
nem szervomotorokat is bátran hajtanak szervóként. Végül is Mindenki azt csinál, amihez
kedve van. Ezért is "hült ki" szakmailag ez a
fórum.
Úgy látszik, régen volt már, amikor arról
írogattam, hogy 3 féle minőségű DC kefés motor
van: sima DC, szervó jellegű, és szervó.
Ezek sajna az árban is tükröződnek, csodák
nincsenek a műszaki életben. Így aztán az általad
belinkelt motor semmiképpen nem lehet 5.000 Ft-ért
szervomotor. Persze vannak bátor emberek, akik
nem szervomotorokat is bátran hajtanak szervóként. Végül is Mindenki azt csinál, amihez
kedve van. Ezért is "hült ki" szakmailag ez a
fórum.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 16, 10:36
Írta: bmejdz9nu Dátum 2007 március 16, 10:36
Szerintem lesz még ez a topik "melegebb" is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 16, 11:15
Írta: bmejdz9nu Dátum 2007 március 16, 11:15
Ha már Tibi is itt van...
Van itthon egy Magnetek motorom...
(MagneTek Variable Speed DC Motor Part Nr. 22210300, 1/4HP, RPM: 1725, V:90V, 2.9A, Frame: 56C, USA... súly: 7Kg!)
Ez 3V-ról is bivaly erővel és lassan is tud forogni... max 30V-ról próbáltam ott már úthenger kategória... finoman lehet a tengelyt szabályozni... nincsenek lépések benne... kézzel tekerve nem érezni semmi szaggatást... olyan mintha nem is lenne...
Adatlapot nem találtam róla... a cég valamiféle szélgenerátorokat gyárt... kifutott a modell... ez pl. jó lenne szervómotornak? Persze a Nema56-os felfogatással valami autogyártó gépsorba...
Én teljesen más célra vettem... de...


Van itthon egy Magnetek motorom...
(MagneTek Variable Speed DC Motor Part Nr. 22210300, 1/4HP, RPM: 1725, V:90V, 2.9A, Frame: 56C, USA... súly: 7Kg!)
Ez 3V-ról is bivaly erővel és lassan is tud forogni... max 30V-ról próbáltam ott már úthenger kategória... finoman lehet a tengelyt szabályozni... nincsenek lépések benne... kézzel tekerve nem érezni semmi szaggatást... olyan mintha nem is lenne...
Adatlapot nem találtam róla... a cég valamiféle szélgenerátorokat gyárt... kifutott a modell... ez pl. jó lenne szervómotornak? Persze a Nema56-os felfogatással valami autogyártó gépsorba...
Én teljesen más célra vettem... de...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 16, 11:34
Írta: 000000000 Dátum 2007 március 16, 11:34
Szia Péter!
Azokból amiket leírtál, ez nagy valószínűséggel
egy profi szervo motor, de minimum szervo jellegű.
Örülj neki, így máris megvan az egyik tengelyed
motorja, persze ha a szervo hajtás mellett
döntesz majd.
Azokból amiket leírtál, ez nagy valószínűséggel
egy profi szervo motor, de minimum szervo jellegű.
Örülj neki, így máris megvan az egyik tengelyed
motorja, persze ha a szervo hajtás mellett
döntesz majd.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 16, 12:38
Írta: bmejdz9nu Dátum 2007 március 16, 12:38
Ha jó lesz (lenne) akkor THK50-es vezetők és 50mm-es orsók kellenek... 10Kw-os marómotor... és ha megvan gondolkodni, hogy mire használjam...[#taps]
Egyébként hátul a tengelyrész zárt... ilyen esetre az encodert fel lehetne szerelni elölre is? van ilyen?
Másik... Ez a motor is 90V-os... mind sok más társa amit az iparban használnak... ez egy szabvány? Elég magas a feszültség trafóhoz...
Van egy Lenze motorom ami ugyanilyen csak 1/2Hp-s... tehát még erősebb... az is egyenáramú.... tacho is van benne... van hozzá egy vezérlő ami 220V-ról megy és semmi trafó benne...
Arra gondolok, hogy ezeket a 90VDC motorokat is valamiféle tirsztoros/triakos dologgal hajtják... direktbe... 220V-ról... talán...
Te erről tudsz valamit?
Egyébként hátul a tengelyrész zárt... ilyen esetre az encodert fel lehetne szerelni elölre is? van ilyen?
Másik... Ez a motor is 90V-os... mind sok más társa amit az iparban használnak... ez egy szabvány? Elég magas a feszültség trafóhoz...
Van egy Lenze motorom ami ugyanilyen csak 1/2Hp-s... tehát még erősebb... az is egyenáramú.... tacho is van benne... van hozzá egy vezérlő ami 220V-ról megy és semmi trafó benne...
Arra gondolok, hogy ezeket a 90VDC motorokat is valamiféle tirsztoros/triakos dologgal hajtják... direktbe... 220V-ról... talán...
Te erről tudsz valamit?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 16, 13:09
Írta: 000000000 Dátum 2007 március 16, 13:09
Encodert bárhova felszerelheted, lényeg, hogy
a motor tengelyével közvetlenül legyen kapcsolatban.
A nagy áramot nem szeretik az elektronikában,
mert vadul (négyzetesen) fejleszti a hőt, ha
ellenállást talál (az meg sajna mindig van:().
Ezért inkább nagyobb feszültségre és kisebb
áramra tervezik a szervomotorokat már 100-200W
tartományban is.
Ez még számos más előnnyel is jár (pl. nyagyobb
nyomatékállandó), de hátránya is van, növekszik
az induktivitás.
Komolyabb (kW-os) hajtásoknál úgynevezett
szabványos sínfeszültségekre méretezik a
motorokat, ami az adott ország hálózati
szabvány váltó feszültségének gyök2-szerese
(az egyenirányítás miatt).
A nagyobb feszültség előállítását a trafó nem korlátozza.
Az meg hogy egy adott vezérlő milyen elemekkel
(tirisztor, tranzisztor, FET, stb..) állítja
elő a motorhoz szükséges feszültséget, részlet
kérdés, csakis műszaki, gazdasági, optimalizálási kérdés.
a motor tengelyével közvetlenül legyen kapcsolatban.
A nagy áramot nem szeretik az elektronikában,
mert vadul (négyzetesen) fejleszti a hőt, ha
ellenállást talál (az meg sajna mindig van:().
Ezért inkább nagyobb feszültségre és kisebb
áramra tervezik a szervomotorokat már 100-200W
tartományban is.
Ez még számos más előnnyel is jár (pl. nyagyobb
nyomatékállandó), de hátránya is van, növekszik
az induktivitás.
Komolyabb (kW-os) hajtásoknál úgynevezett
szabványos sínfeszültségekre méretezik a
motorokat, ami az adott ország hálózati
szabvány váltó feszültségének gyök2-szerese
(az egyenirányítás miatt).
A nagyobb feszültség előállítását a trafó nem korlátozza.
Az meg hogy egy adott vezérlő milyen elemekkel
(tirisztor, tranzisztor, FET, stb..) állítja
elő a motorhoz szükséges feszültséget, részlet
kérdés, csakis műszaki, gazdasági, optimalizálási kérdés.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 16, 14:14
Írta: bmejdz9nu Dátum 2007 március 16, 14:14
És még egy idevágó szervós kérdés...
Ezekből (ilyenekből)... 90VDC motorokból viszonylag sok van a piacon... A szervóvezérlő végfok (motorhajtás) mennyire bírja ill. mennyire bonyolítja meg a dolgot 90V-ra... sőt... azt is írtátok, hogy az indítás pillanatában nem árt ha még van plusz fesz...???
Ezekből (ilyenekből)... 90VDC motorokból viszonylag sok van a piacon... A szervóvezérlő végfok (motorhajtás) mennyire bírja ill. mennyire bonyolítja meg a dolgot 90V-ra... sőt... azt is írtátok, hogy az indítás pillanatában nem árt ha még van plusz fesz...???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 16, 16:01
Írta: 000000000 Dátum 2007 március 16, 16:01
Én nem írtam ilyet, és nem is értem a felvetett
problémát. Szerintem azért a hobby CNC célokra
bőven megfelel a 12-48V közötti tartomány is.
problémát. Szerintem azért a hobby CNC célokra
bőven megfelel a 12-48V közötti tartomány is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 16, 16:28
Írta: bmejdz9nu Dátum 2007 március 16, 16:28
Értelek... csak itt a ebben a topikban felmerült, hogy pl. egy 36V-os motort hajtani pl. 48V-ról... nem rossz - egy adott pillanatara (inditáskor) nagyob (túl)áramot lehet neki adni...
Amit persze minden motor kibír... és ez jól jöhet....
A másik dolog ha jól értem...pl. ez a motor... ha jó szervó célokra... akkor a teljes teljesítményét (90V-os..-nál) nem lehet kihasználni mert a vezérlők csak max 50V-ot tudnak adni nekik(?).... persze erről már elvinne egy elefántot is... tehát nem kritikus a dolog...
A tartomáány 12-48V természetesen elég.... sőt...
de csak azért kérdeztem mert ilyen 90VDC motorból sok van a piacon.... persze kisebb feszről is teljesen jól működnek...
Amit persze minden motor kibír... és ez jól jöhet....
A másik dolog ha jól értem...pl. ez a motor... ha jó szervó célokra... akkor a teljes teljesítményét (90V-os..-nál) nem lehet kihasználni mert a vezérlők csak max 50V-ot tudnak adni nekik(?).... persze erről már elvinne egy elefántot is... tehát nem kritikus a dolog...
A tartomáány 12-48V természetesen elég.... sőt...
de csak azért kérdeztem mert ilyen 90VDC motorból sok van a piacon.... persze kisebb feszről is teljesen jól működnek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 16, 18:45
Írta: 000000000 Dátum 2007 március 16, 18:45
Szia!
Ezeket a motorindítási ötleteket nem értem,
szerintem ez másképpen van, de mindegy.
Manapság nem gond egy 100V-os power FET,
így a )90V nem probléma.
A 90V-os gyakori motor tápvesz adatot
nem tudom honnan vetted DC 200W alatt??
Szerintem Te kevered az AC szervo motorokkal,
ott valóban ez gyakori, sőt ennél magasabbak
is.
Ezeket a motorindítási ötleteket nem értem,
szerintem ez másképpen van, de mindegy.
Manapság nem gond egy 100V-os power FET,
így a )90V nem probléma.
A 90V-os gyakori motor tápvesz adatot
nem tudom honnan vetted DC 200W alatt??
Szerintem Te kevered az AC szervo motorokkal,
ott valóban ez gyakori, sőt ennél magasabbak
is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 17, 07:18
Írta: bmejdz9nu Dátum 2007 március 17, 07:18
Utánna néztem ennek a 90VDC "szabvány" dolognak és motoroknak.
Csak amerikában ipari szabvány a 90VDC...
Europában a 180VDC-s motorok a megfelelőjük...
Ezekhez gyártanak vezérlőket direkt a hálozati feszültségről... (logikus már...)
itt egy pillanat alatt lehet látni a dolgot...
De akkor nekünk ez az amcsi szabvány jobb mint az europai...
Úgy vettem észre azok a motorok a "finomabb járásúak" amiket szélgenerátor építéséhez is ajánlanak ill. használnak... lehet ebben a megközelítésben valami "tudományos" kapcsolat?
Mert talán a szélgenerátornak - persze fordítva - hasonló feltételeknek kell megfelelni mint a szervó???
Csak amerikában ipari szabvány a 90VDC...
Europában a 180VDC-s motorok a megfelelőjük...
Ezekhez gyártanak vezérlőket direkt a hálozati feszültségről... (logikus már...)
itt egy pillanat alatt lehet látni a dolgot...
De akkor nekünk ez az amcsi szabvány jobb mint az europai...
Úgy vettem észre azok a motorok a "finomabb járásúak" amiket szélgenerátor építéséhez is ajánlanak ill. használnak... lehet ebben a megközelítésben valami "tudományos" kapcsolat?
Mert talán a szélgenerátornak - persze fordítva - hasonló feltételeknek kell megfelelni mint a szervó???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 17, 10:03
Írta: 000000000 Dátum 2007 március 17, 10:03
Szerintem Péter azzal keveri a plusz feszültség dolgot, hogy régebben azt mondtam (és ezt mostr is tartom), hogy a PWM-es szabályzás szereti ha van egy kis feszültség töblet mögötte. A jó szervovezérlő eleve tartalmaz áramkorlátot és ha van fesz tartaléka, akkor javítható kissé a dinamika (arra gondolok, hogy ha a PWM 100%-ra kinyit indításkor, akkor nem emelhető a nyomaték tovább, de ha van tartalék, akkor lehet kis ideig trükközni még).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 17, 10:08
Írta: 000000000 Dátum 2007 március 17, 10:08
Néhány tengelyvégre szerelhető encoder:
Kölső encoderek.
Kölső encoderek.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 március 17, 18:15
Írta: e3h0cv4ph Dátum 2007 március 17, 18:15
És ezek milyen árban lehetnek, mert a honlapjukon nem találtam? TT
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 17, 19:28
Írta: 000000000 Dátum 2007 március 17, 19:28
Fenet tudja! Kérdezd meg tőlük...
(Engem is érdekelne ha megtudod!)
(Engem is érdekelne ha megtudod!)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 17, 20:22
Írta: 000000000 Dátum 2007 március 17, 20:22
Szia!
Ezek profi ipari encoderek, a legolcsóbb is 25 ezer Ft. A komolyabbak akár 60-70 e.-be is kerülhetnek, amikor utoljára érdeklődtem Náluk.
Minőségben ezek egyenrangúak a Baluf, Hengstler,
Omron, Heidenhain, ... katagóriájú cuccokkal,
azok is ilyen árfekvésűek. Sajna nem Hobby CNC
árú mérőelemek. A több milliós CNC
szerszágépekhez ezek kellenek viszont.
Ezek profi ipari encoderek, a legolcsóbb is 25 ezer Ft. A komolyabbak akár 60-70 e.-be is kerülhetnek, amikor utoljára érdeklődtem Náluk.
Minőségben ezek egyenrangúak a Baluf, Hengstler,
Omron, Heidenhain, ... katagóriájú cuccokkal,
azok is ilyen árfekvésűek. Sajna nem Hobby CNC
árú mérőelemek. A több milliós CNC
szerszágépekhez ezek kellenek viszont.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 március 17, 21:12
Írta: e3h0cv4ph Dátum 2007 március 17, 21:12
Köszi.
Azt hittem olcsóbbak, mert van ott köztük pl. az IG06 v. IG16 -os, ezek olyan egyszerűbbnek tünnek, meg van köztük 512 imp/ford, aztán azért gondoltam hogy hobby gépre valók. TT
Azt hittem olcsóbbak, mert van ott köztük pl. az IG06 v. IG16 -os, ezek olyan egyszerűbbnek tünnek, meg van köztük 512 imp/ford, aztán azért gondoltam hogy hobby gépre valók. TT
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 március 17, 21:24
Írta: 4mjnxdwuu Dátum 2007 március 17, 21:24
Nálunk is vannak ilyenek, idő/szögelfordulást néznek vele. ha jól emlékszem olyan 35 eFt volt. Pár már szétment ( nem bírta ha hirtelen pofánvágta a nyomaték ) Egy szakaszoló tengelyén... 0 és kb 60* között egy robbanás erejével...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 17, 22:01
Írta: 000000000 Dátum 2007 március 17, 22:01
...ezek az encodeerek a rablas kategoriaban vannak arazva sajnos. Szerintem egyszeruen semmi olyan nincs bennuk ami a tomegtermeles mellett indokolna ezt az arat...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 március 17, 22:30
Írta: dg8n4i8x Dátum 2007 március 17, 22:30
Az iparban ez már csak így megy... Amúgy a megbízhatóságuk és strapabíróságuk elképesztő ezeknek a cuccoknak még mostoha körülmények között is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 17, 22:37
Írta: 000000000 Dátum 2007 március 17, 22:37
Azért ezek nem közönséges pár 100 oszású, A, B
kimenetű relatív digitális encoderek. Néhány
"apró" különbség a teljesség igénye nélkül:
- abszolut, 16.000 imp/ford kódtárcsa rendszer
- 10-15 ezer ford/min max. fordulatszám
- busz illesztésű kimenetek
- 1000 m/s2 (ez 100g gyorsulás!!) elvislése 10 ms-ig
- IP64, 65 védelem
Ilyen dolgot nem lehet "konyhaasztalon" gyártani,
nyilván ezt ismeri el az ipari CNC piac ezeknél
a termékeknél.
kimenetű relatív digitális encoderek. Néhány
"apró" különbség a teljesség igénye nélkül:
- abszolut, 16.000 imp/ford kódtárcsa rendszer
- 10-15 ezer ford/min max. fordulatszám
- busz illesztésű kimenetek
- 1000 m/s2 (ez 100g gyorsulás!!) elvislése 10 ms-ig
- IP64, 65 védelem
Ilyen dolgot nem lehet "konyhaasztalon" gyártani,
nyilván ezt ismeri el az ipari CNC piac ezeknél
a termékeknél.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 01:06
Írta: 000000000 Dátum 2007 március 18, 01:06
Hobby célra nincs szükség abszolút jeladóra(főleg, mivel nincs ami lekezelné a jelet), viszont az inkrementális típus is 25 ezernél kezdődik, de az még vacak műanyag tokozású!!
Az igazán ipari kivitelűek sajnos 50e Ft-nál kezdődnek..
Egyértelmű, hogy olajos, ipari környezetben nem lehet sufnituning kódtárcsákat használni, főleg ott, ahogy több milliós gépek éppsége múlik ezen.
Hobby gépekhez szerintem túlzás ilyen encodereket használni, mert ez túllő a hobby kategórián.
Az igazán ipari kivitelűek sajnos 50e Ft-nál kezdődnek..
Egyértelmű, hogy olajos, ipari környezetben nem lehet sufnituning kódtárcsákat használni, főleg ott, ahogy több milliós gépek éppsége múlik ezen.
Hobby gépekhez szerintem túlzás ilyen encodereket használni, mert ez túllő a hobby kategórián.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 07:26
Írta: 000000000 Dátum 2007 március 18, 07:26
Hobby célra lehetne hobby Encodereket gyártani! A tárcsa nyomtatásához van már free szoftverünk is és optokapukat is kapni több választékban!
Egyedül a mechanikai kialakítást (ház+tengely+csapágyozás) -t kellene megoldani. Svejk-ék egy eszterga géppel ezt is megoldották! Valami olyasmi kellene!
Egyedül a mechanikai kialakítást (ház+tengely+csapágyozás) -t kellene megoldani. Svejk-ék egy eszterga géppel ezt is megoldották! Valami olyasmi kellene!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 18, 08:04
Írta: svejk Dátum 2007 március 18, 08:04
Sziasztok!
A trafó kérdést nem lehet igazából megkerülni.
Még ha 180 V-os is a motorod akkor sem tudod közvetlen a hálózatról működtetni, mert itt már szinte kötelező az 1:1 -es leválasztótrafó (gondolom alapvetően érintésvédelmi okokból)
Legalább is amik a környezetemben vannak ipari masinák mind le vannak választva, még a három fázis is. Zavarszűrést is könnyebb igy megoldani.
A trafó kérdést nem lehet igazából megkerülni.
Még ha 180 V-os is a motorod akkor sem tudod közvetlen a hálózatról működtetni, mert itt már szinte kötelező az 1:1 -es leválasztótrafó (gondolom alapvetően érintésvédelmi okokból)
Legalább is amik a környezetemben vannak ipari masinák mind le vannak választva, még a három fázis is. Zavarszűrést is könnyebb igy megoldani.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 18, 08:11
Írta: svejk Dátum 2007 március 18, 08:11
De ettől függetlenül én jobban szeretem ha nem kell 100 V fölé menni, mert afölött a félvezetők is hamarabb halnak :) (áram/feszültség-meredekség stb...). Sokkal precizebb tervezést igényel. (
Úgy hogy nekem tetszenének ezek az USA 90 V-os mocik.
Úgy hogy nekem tetszenének ezek az USA 90 V-os mocik.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 18, 08:21
Írta: svejk Dátum 2007 március 18, 08:21
Igen, az egyensúlyt érdemes megtartani.
Az én vezérlőm /motorom mellet elég hülyén nézne ki egy 30 vagy még többezer forintos encoder... így maradt a házi kivitel, de nem csalódtam benne.
Az én vezérlőm /motorom mellet elég hülyén nézne ki egy 30 vagy még többezer forintos encoder... így maradt a házi kivitel, de nem csalódtam benne.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 18, 08:25
Írta: svejk Dátum 2007 március 18, 08:25
"tárcsa nyomtatásához van már free szoftverünk"
Ezen mit értesz?
Van free AutoCAD-ed vagy Corel-ed?
Ha más egyszerűbb, és tényleg free akkor közzé tehetnéd.
Ezen mit értesz?
Van free AutoCAD-ed vagy Corel-ed?
Ha más egyszerűbb, és tényleg free akkor közzé tehetnéd.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 08:31
Írta: 000000000 Dátum 2007 március 18, 08:31
Még talán Ti találtátok azt kis VB alkalmazást, amivel tárcsát lehet tervezni és nyomtatni! lentebb megtalálható (mindjárt megkeresem)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 08:35
Írta: 000000000 Dátum 2007 március 18, 08:35
Bocsi, Encoder #136-ban van:
Encoder tervező prg.
Encoder tervező prg.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 március 18, 08:40
Írta: Szalai György Dátum 2007 március 18, 08:40
Szerbusztok, szép napot mindenkinek!
Hobbi célra szerintem nem biztos, hogy a gyártás a legköltséghatékonyabb.
Nem jut eszembe szebb kifejezés. Mert szerintem a szemétből építkezés az.
Na jó, nem a konyhai hulladék és nem is ami a kisbabák körül képződik, de ami másnak felesleges, értéktelen kacat, esetleg azt sem tudja mi az, attól kis pénzért is szívesen megválik (ha nem gyűjtő) és ez nekem a leg… Na ezt nem írom le még egyszer. Ipari hulladékot meg bőven termel ez a világ, csak meg kell találni és újrahasznosítani. Ebben jók lehetünk. Csinálják is páran. És mindenkinek hasznos. Szervezetten persze hatékonyabb lehetne, de azt hiszem, bennem tönkremenne a szemétdombon kapirgálás varázsa, ha ott is munkautasításom lenne. A múlthéten vettem egy kis kefés motort 1000Ft volt az ára. Nem körmöci arany, hanem inflációs. Ennyiért a Konrád is adott volna, de a végén ott az a jó kis gyári encoder, acéltárcsával. Szét nem szedném, hanem majd összekuplungolom a nagymotorommal, hogy a kis csúszócsapágya ne is kapjon oldalterhelést. Örökéletű lesz.
Szóval a veszélyes hulladék bontása jó üzlet ma. Meg kell keresni, hogy hol teszik, fel kell építeni a kapcsolatokat, (Ez is intelligencia, nem csak a műszaki.) És ott kell lenni jókor, jó helyen. Ennél kedvezőbben én nem jutok alkatrészhez, csak ha magam bontom. Szóljon, aki jobbat tud. A bajom az, hogy az összes telepen nem lehetek ott egyszerre, de törekszem rá.
Erről eszembe is jutott egy másik mondásra, csak ez nem sex portál.
Láttátok? IGBT is van a Vaterapiacon A 230V-ot lekezeli. De 230V szerintem nem sok műhelybe van. Jó, ha 215V. Aztán feledésbe merültek a régi jó tirisztoros technikák, pedig hobbira kisfeszültségen szerintem még mindég ideális. Leválasztó trafót én nagyobb teljesítményű gép előtt (1kW fölött) még sehol nem láttam, azt gondolom a jó földelés a megfelelő érintésvédelem, persze ha nem ogremocsárban lakik az ember, akkor kiegészíthető Fi relével. Már nem csak az NDK típus kapható és az áruk is megfizethető. Amúgy is jól jön a lakásba ha kell még a háziasszony, meg a gyerekek. Főleg az orosz vasaló mellé.
Szóval, örülnék a 190V-os motornak, csak olcsó legyen.
Hobbi célra szerintem nem biztos, hogy a gyártás a legköltséghatékonyabb.
Nem jut eszembe szebb kifejezés. Mert szerintem a szemétből építkezés az.
Na jó, nem a konyhai hulladék és nem is ami a kisbabák körül képződik, de ami másnak felesleges, értéktelen kacat, esetleg azt sem tudja mi az, attól kis pénzért is szívesen megválik (ha nem gyűjtő) és ez nekem a leg… Na ezt nem írom le még egyszer. Ipari hulladékot meg bőven termel ez a világ, csak meg kell találni és újrahasznosítani. Ebben jók lehetünk. Csinálják is páran. És mindenkinek hasznos. Szervezetten persze hatékonyabb lehetne, de azt hiszem, bennem tönkremenne a szemétdombon kapirgálás varázsa, ha ott is munkautasításom lenne. A múlthéten vettem egy kis kefés motort 1000Ft volt az ára. Nem körmöci arany, hanem inflációs. Ennyiért a Konrád is adott volna, de a végén ott az a jó kis gyári encoder, acéltárcsával. Szét nem szedném, hanem majd összekuplungolom a nagymotorommal, hogy a kis csúszócsapágya ne is kapjon oldalterhelést. Örökéletű lesz.
Szóval a veszélyes hulladék bontása jó üzlet ma. Meg kell keresni, hogy hol teszik, fel kell építeni a kapcsolatokat, (Ez is intelligencia, nem csak a műszaki.) És ott kell lenni jókor, jó helyen. Ennél kedvezőbben én nem jutok alkatrészhez, csak ha magam bontom. Szóljon, aki jobbat tud. A bajom az, hogy az összes telepen nem lehetek ott egyszerre, de törekszem rá.
Erről eszembe is jutott egy másik mondásra, csak ez nem sex portál.
Láttátok? IGBT is van a Vaterapiacon A 230V-ot lekezeli. De 230V szerintem nem sok műhelybe van. Jó, ha 215V. Aztán feledésbe merültek a régi jó tirisztoros technikák, pedig hobbira kisfeszültségen szerintem még mindég ideális. Leválasztó trafót én nagyobb teljesítményű gép előtt (1kW fölött) még sehol nem láttam, azt gondolom a jó földelés a megfelelő érintésvédelem, persze ha nem ogremocsárban lakik az ember, akkor kiegészíthető Fi relével. Már nem csak az NDK típus kapható és az áruk is megfizethető. Amúgy is jól jön a lakásba ha kell még a háziasszony, meg a gyerekek. Főleg az orosz vasaló mellé.
Szóval, örülnék a 190V-os motornak, csak olcsó legyen.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 18, 08:44
Írta: svejk Dátum 2007 március 18, 08:44
Ez tényleg qrva jó...
Én meg meg mit össze nem bénáztam az autocad/corel párossal az enyémhez ..:(
(tudniillik nem igazán értek ezen progik kezeléséhez)
Hiába ha az ember nem olvassa a fórumot figyelmesen....
Köszi!
Én meg meg mit össze nem bénáztam az autocad/corel párossal az enyémhez ..:(
(tudniillik nem igazán értek ezen progik kezeléséhez)
Hiába ha az ember nem olvassa a fórumot figyelmesen....
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 08:46
Írta: 000000000 Dátum 2007 március 18, 08:46
Feltöltöttem a File tárba is, hogy nehogy idő előtt eltünjön a Netről!
Encoder Desinger V2.0 (3MB)
Meg itt a képe:

Encoder Desinger V2.0 (3MB)
Meg itt a képe:
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 08:50
Írta: 000000000 Dátum 2007 március 18, 08:50
Ebben igazad van, de pl. nekem egy stabil, megbízható és bármennyi mennyiségben reprodukálható forrás kéne! A bontókból származó minden csak nem garantáltan reprodukálható, egyforma és megbízható!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 18, 08:51
Írta: svejk Dátum 2007 március 18, 08:51
Igen ,én is sokat guberálok csak sosem azt találom mire szükségem lenne.
ha arra várnék , hogy megtaláljam a 3 servomotoromat encoderrel ,sosem lett volna működő gépem.
Így megcsináltam, nem került többe, sokat tanultam,és még az építés öröme is megvan.
ha arra várnék , hogy megtaláljam a 3 servomotoromat encoderrel ,sosem lett volna működő gépem.
Így megcsináltam, nem került többe, sokat tanultam,és még az építés öröme is megvan.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 március 18, 09:45
Írta: Kristály Árpád Dátum 2007 március 18, 09:45
Hallihó!
Rossz helyen guberálsz....
Na a viccet félretéve, találtam valahol, egy olyan megoldást mint régen volt a műszerpotik tengelyének fixálására, egy kontrászható anyaféleség, melyre felfogaható lenne az encoder tárcsa. Bármely motor végére melynek kiáll a vége.
Ez egy lépcsős kiképzésű, az egyik anyával van felfogva a tárcsa a másik fele hasított hasonlóan a patronhoz és az szorítja reá!
Természetesen a belsőfúratnak szorosan kel illeszkedni a tengelyhez, valahol a neten gyártanak ilyen megoldást!!!!
Szerintem nem is olyan rég itt láttam egy más témában belinkelt dolognál!!!
Apropó...Csakhát kupi van és nehéz megkeresni.
Hallihó!
Rossz helyen guberálsz....
Na a viccet félretéve, találtam valahol, egy olyan megoldást mint régen volt a műszerpotik tengelyének fixálására, egy kontrászható anyaféleség, melyre felfogaható lenne az encoder tárcsa. Bármely motor végére melynek kiáll a vége.
Ez egy lépcsős kiképzésű, az egyik anyával van felfogva a tárcsa a másik fele hasított hasonlóan a patronhoz és az szorítja reá!
Természetesen a belsőfúratnak szorosan kel illeszkedni a tengelyhez, valahol a neten gyártanak ilyen megoldást!!!!
Szerintem nem is olyan rég itt láttam egy más témában belinkelt dolognál!!!
Apropó...Csakhát kupi van és nehéz megkeresni.
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 18, 10:03
Írta: bmejdz9nu Dátum 2007 március 18, 10:03
Csak az encoderhez...
Annak utánna néztem, hogy kedves ferdszemű gyártóink mit tudnak... motort nem, mert arrafelé nagyon rossz minőségűek az "ablaktörlő motorok"... csinálnak persze... de még nem Svejk(R) minőségű...
De encodert gyártanak többen is... ennek kellene utánna nézni... a légi szállítása is egyszerűbb és olcsó....(kicsik)
Guberálás szerintem nem kifizetődő... egyszer szívsz míg megtalálod - mosodszor amire rájössz hogyan megy... tehát ha nincs más megoldás csinálni kell... nem lehetetlen...szerintem.
Annak utánna néztem, hogy kedves ferdszemű gyártóink mit tudnak... motort nem, mert arrafelé nagyon rossz minőségűek az "ablaktörlő motorok"... csinálnak persze... de még nem Svejk(R) minőségű...
De encodert gyártanak többen is... ennek kellene utánna nézni... a légi szállítása is egyszerűbb és olcsó....(kicsik)
Guberálás szerintem nem kifizetődő... egyszer szívsz míg megtalálod - mosodszor amire rájössz hogyan megy... tehát ha nincs más megoldás csinálni kell... nem lehetetlen...szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 10:19
Írta: 000000000 Dátum 2007 március 18, 10:19
Az encoderben az EGYETLEN gyartasi szempontbol kinos dolog maga a tarcsa...szerintem.
Ez a tarcsa viszont NYILVAN millioszamra keszul egy alkalmas gepen-gepsoron, szoval az onkoltsege gyakorlatilag kozelit a nullahoz...
Az opto olvasofej es az elektronika mivel chip es NYÁK gyarto technologia..szeriaban szinten kozel NULLA gyartasi koltsegu, az árat ennel is a gyarto pofa nagysaga szabja meg.
Kontraszt: 1 PC alaplap pl. parezer Ft es
azert ehhez kepest egy encoder elektronikaja kb. NULLA erteku...
..es hat maga az elektronikai beltartalom sem egy "atommaghasito" megoldas, erosito, AD, logika,...szoval semmi csucs technologia.
A haz es a csapagyazas szinten kb. egy jobb forgacsolo uzem szinvonala muszaki-gyartastechnologiai szempontbol semmi kulonos nincs benne.
...extrem gyorsulas es fordulat ?
Ugyanmar...anyagvalasztasi-meretezesi kerdes, semmi mas. Ebben a meretben azert eleg sok anyag siman kibirja ezt az igenybevetelt.....
Szoval felall a szor a hatamon amikor az iparban hasznlatos arakat muszaki-ygartasi okkal akarjak magyarazni..mert AZ NEM indokolja oket.
Amikor 80-100 eFt-ert mar komplett robogot lehet kapni..amiben SOKKAL tobb igenyesen megmunkalt alkatresz van mint egy encoderben
...akkor szerintem eleg vicces a muszaki magyarazat.
A hazai forgalmazok szorozzuk be 2-3-al a kinti KISKER arat hozzaallasa meg egyenesen
nevetseges ...es megis veszunk toluk alkatreszt :-(
Gondoljatok bele, hogy amikor egy kicsit nagyobb tetelnel mar tudnak engedni 40-50%-t !!!! akkor az mekkora arrest is jelent ?!
Nagyjabol 200-250%-t....bizony.
Ezert en mar amit csak lehet behozatok kinntrol
(USA-Tavol_Kelet) mert GYORSABB es sokkal OLCSOBB mint itthon megvenni, ahol a mags arhoz meg raktar KESZLET sem tartozik altalaban...
Pl. a 1,5-2,0 Nm-es bipolaris stepperek ara brutto 5-7 eFt-ra jon ki, amit itthon a jobb helyeken is 10 eFt korul mernek, de inkabb a 15-20 eFt a jellemzo arsavja az "iparnak" elado cegeknel....
Ez a tarcsa viszont NYILVAN millioszamra keszul egy alkalmas gepen-gepsoron, szoval az onkoltsege gyakorlatilag kozelit a nullahoz...
Az opto olvasofej es az elektronika mivel chip es NYÁK gyarto technologia..szeriaban szinten kozel NULLA gyartasi koltsegu, az árat ennel is a gyarto pofa nagysaga szabja meg.
Kontraszt: 1 PC alaplap pl. parezer Ft es
azert ehhez kepest egy encoder elektronikaja kb. NULLA erteku...
..es hat maga az elektronikai beltartalom sem egy "atommaghasito" megoldas, erosito, AD, logika,...szoval semmi csucs technologia.
A haz es a csapagyazas szinten kb. egy jobb forgacsolo uzem szinvonala muszaki-gyartastechnologiai szempontbol semmi kulonos nincs benne.
...extrem gyorsulas es fordulat ?
Ugyanmar...anyagvalasztasi-meretezesi kerdes, semmi mas. Ebben a meretben azert eleg sok anyag siman kibirja ezt az igenybevetelt.....
Szoval felall a szor a hatamon amikor az iparban hasznlatos arakat muszaki-ygartasi okkal akarjak magyarazni..mert AZ NEM indokolja oket.
Amikor 80-100 eFt-ert mar komplett robogot lehet kapni..amiben SOKKAL tobb igenyesen megmunkalt alkatresz van mint egy encoderben
...akkor szerintem eleg vicces a muszaki magyarazat.
A hazai forgalmazok szorozzuk be 2-3-al a kinti KISKER arat hozzaallasa meg egyenesen
nevetseges ...es megis veszunk toluk alkatreszt :-(
Gondoljatok bele, hogy amikor egy kicsit nagyobb tetelnel mar tudnak engedni 40-50%-t !!!! akkor az mekkora arrest is jelent ?!
Nagyjabol 200-250%-t....bizony.
Ezert en mar amit csak lehet behozatok kinntrol
(USA-Tavol_Kelet) mert GYORSABB es sokkal OLCSOBB mint itthon megvenni, ahol a mags arhoz meg raktar KESZLET sem tartozik altalaban...
Pl. a 1,5-2,0 Nm-es bipolaris stepperek ara brutto 5-7 eFt-ra jon ki, amit itthon a jobb helyeken is 10 eFt korul mernek, de inkabb a 15-20 eFt a jellemzo arsavja az "iparnak" elado cegeknel....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 18, 10:35
Írta: bmejdz9nu Dátum 2007 március 18, 10:35
Nem bírom ki...
A robogó gyártási példádat...
Ez volt amitől kínában majd leesett az álam... amiket itt olcsón árulnak kb. 200e ft egy robogó... ott 30-45e ft ugyanaz... A helyi lakosoknak ennyi pénze van rá azért... sok is van belőle... szőrnyű sok...
A robogó gyártási példádat...
Ez volt amitől kínában majd leesett az álam... amiket itt olcsón árulnak kb. 200e ft egy robogó... ott 30-45e ft ugyanaz... A helyi lakosoknak ennyi pénze van rá azért... sok is van belőle... szőrnyű sok...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 11:03
Írta: 000000000 Dátum 2007 március 18, 11:03
Szia Tomasz!
Úgy látom, Neked minden szinte nulla költségbe,
és problémába kerülne ezen ipari encodereknél.
Én azért mondanék egy nem 0 adatot. 12.000 1/min
és 16.000 imp/ford felbontásnál 3.2MHz-el
"száguldanak" az információk kifelé. Nevetséges
lenne erre azt mondani, hogy ez pár forintból
megoldható műszaki probléma.
Mindamellett világosan kell látni, hogy mint
minden termék általában, így igen széles árskálán
kaphatók a CNC technika építőelemek is.
Vehetsz gyári kész encodert 3.000 Ft-ért is,
motort, és vezérlőt szintén. Ugyakkor az
ezerszereséért is vannak.
A Te és a Felhasználó felelősége ott van,
hogy egyenszilárdságú rendszert építsél, és
ezekhez a műszaki paraméterek/ár viszonyt optimalizáljad. Nyilván egy Hobby CNC gépbe
nem fogsz beépíteni egy 100W/200.000 Ft-os profi
szervomotort, ugyanakkor ha ez egy űrszondába
kell, akkor nem tesznek be egy ablaktörlőmotort.
Ez ilyen egyszerű, azért mert létezik ipari
felhasználás, nem kell agyon szidni ezeket a
neves és nagymúltú mérőelem vagy szervomotor
gyártó cégeket.
Drága, az tény, én is utálom a magas áraikat,
de elfogadom a műszaki adatlapok kijózanító
tényszámait, mert Veled ellentétben én nem
ismerek ezekre nulla körüli költségű megoldásokat.
Úgy látom, Neked minden szinte nulla költségbe,
és problémába kerülne ezen ipari encodereknél.
Én azért mondanék egy nem 0 adatot. 12.000 1/min
és 16.000 imp/ford felbontásnál 3.2MHz-el
"száguldanak" az információk kifelé. Nevetséges
lenne erre azt mondani, hogy ez pár forintból
megoldható műszaki probléma.
Mindamellett világosan kell látni, hogy mint
minden termék általában, így igen széles árskálán
kaphatók a CNC technika építőelemek is.
Vehetsz gyári kész encodert 3.000 Ft-ért is,
motort, és vezérlőt szintén. Ugyakkor az
ezerszereséért is vannak.
A Te és a Felhasználó felelősége ott van,
hogy egyenszilárdságú rendszert építsél, és
ezekhez a műszaki paraméterek/ár viszonyt optimalizáljad. Nyilván egy Hobby CNC gépbe
nem fogsz beépíteni egy 100W/200.000 Ft-os profi
szervomotort, ugyanakkor ha ez egy űrszondába
kell, akkor nem tesznek be egy ablaktörlőmotort.
Ez ilyen egyszerű, azért mert létezik ipari
felhasználás, nem kell agyon szidni ezeket a
neves és nagymúltú mérőelem vagy szervomotor
gyártó cégeket.
Drága, az tény, én is utálom a magas áraikat,
de elfogadom a műszaki adatlapok kijózanító
tényszámait, mert Veled ellentétben én nem
ismerek ezekre nulla körüli költségű megoldásokat.
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 március 18, 11:43
Írta: dg8n4i8x Dátum 2007 március 18, 11:43
Amú gy ezeket nem gyártják milliószámra, ne hasonlítsuk össze mondjuk egy mobiltelefonnal amit szinte mindenki megvesz. Ilyen cuccokat is legalább annyi gyártó gyárt mint mondjuk mobilt, de felhasználó ezred annyi sincs, így a fejlesztési költségek is kissebb darabszámra oszlanak el, ez viszont iszonyat pénz! Tapasztalatból tudom...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 március 18, 11:58
Írta: ra8nsmk6w Dátum 2007 március 18, 11:58
Nem szivesen bocsátkozom bele egy meglehetősen partalannak tünő vitába.Véleményem szerint az igazság valahol a félúton lehet. A legjobb példa erre egy mindenki által ismert merevlemezes meghajtó lehet. Ebben az alkatrészben minden megtalálható ami egy enkóderben is sőt sokkal több, finom mechanika,motorvezérlés,csapágyazás,elektronika,szoftver.Az árképzésben szerepet játszik az, hogy nem hétköznapi felhasználásra készül és valószinű, hogy a felhasználó is "ipari"felfogású, az árat továbbszorzó.Magam is mindent szétszedek ami a kezem ügyébe kerül, egy enkódert is a töredékéböl elő lehetne állitani csak versenyhelyzetet kell teremteni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 13:19
Írta: 000000000 Dátum 2007 március 18, 13:19
Hobby szintre (és talán kicsit magasabbra is)nem látom problematikusnak egy encoder legyártását! Természetesen nem a Marsra kell küldeni (oda tényleg nem való), de nekünk biztosan megfelelne (sőt)! Maga az "elekronika" (optokapu) gyári cucc (nagyon sok minden kapható itt nálunk, olyanok amiket "gyári" szervokban is látok), tehát ez adott minőségű. A tárcsát meg lehet oldani nyomtatva, marva, fotózva (mind réses, mind reflexiós kivitelben is), szerintem ez sem gond (lásd Svejk-ék 500-as tárcsáját)! Szerintem a "legkritikusabb" pontja a jó futási minőség, beállíthatóság és a ház+tengely+csapágy összehozása, ami szinte "csak" eszterga kérdése és szaktudásé!
Itt nem kell óriási fordulatokat (lásd a Mach3 max frekijét!) és gyorsulásokat alapul venni (röhelyes is lenne hobbi szinten), szóval sima metamid is megfelel![#vigyor2]
Ezzel senki nem akar az "iparral" versenyezni, de pl. egy Mach3-as nem is arra való (bár sokan próbálkoznak a megközelítésével, ami persze nem tilos)!
Itt nem kell óriási fordulatokat (lásd a Mach3 max frekijét!) és gyorsulásokat alapul venni (röhelyes is lenne hobbi szinten), szóval sima metamid is megfelel![#vigyor2]
Ezzel senki nem akar az "iparral" versenyezni, de pl. egy Mach3-as nem is arra való (bár sokan próbálkoznak a megközelítésével, ami persze nem tilos)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 18, 14:24
Írta: bmejdz9nu Dátum 2007 március 18, 14:24
Igazad van... csk egy pontos gyártási kialakítás kell... ennek már mennie kellene...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 március 18, 14:49
Írta: ra8nsmk6w Dátum 2007 március 18, 14:49
A file tárba feltettem egy képet (hard disc enkóder) kb 15 éves ha jól emlékszem segate, nem is ez a lényeg de az a müködési elv ugyanaz.Természertesen ez még mindig nem a reprodukálható kategória, viszont jól látható az ár és a vele kapott müszaki tartalom.Egyébiránt egy HDD is van nyereség nem is kevés.
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 március 18, 15:05
Írta: dg8n4i8x Dátum 2007 március 18, 15:05
Amikor ezeket a HDD-ket gyártották még ipari áron voltak! Most igaz kidobálják de én 93-ban a 210Mb-os vinyót 30000-ért vettem, az áátlagkereset ennél kevesebb volt akkoriban... Szóval nem volt épp olcsó technika... Az egy dolog. hogy most fillérekbe kerül az ilyesmi, a piac is bővült azóta! Persze az igaz, hogy tényleg sok az amit egyes kereskedők elkérnek...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 március 18, 15:25
Írta: ra8nsmk6w Dátum 2007 március 18, 15:25
Ez mind igy igaz már ami a hdd árát illeti, viszont az tény, hogy az enkóder a hdd egészének csak egy hányadát teszi ki, árban is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 15:34
Írta: 000000000 Dátum 2007 március 18, 15:34
Az egész szervo témában szerintem nem az
encoder a probléma (vagy veszel, vagy
csinálsz...), hanem az, hogy szervomotort
nem lehet csinálni, azt meg kell venni, és ez
a húzósabb tétel, és az egész hajtás minőségét
eldönti.
encoder a probléma (vagy veszel, vagy
csinálsz...), hanem az, hogy szervomotort
nem lehet csinálni, azt meg kell venni, és ez
a húzósabb tétel, és az egész hajtás minőségét
eldönti.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 18, 15:41
Írta: bmejdz9nu Dátum 2007 március 18, 15:41
Én láttam egy olyan szervómotort...
ami olyan kicsi szériában készülhetet, hogy magán hordozta a "kézimunka" jegyeit...
(nem hazai)
ami olyan kicsi szériában készülhetet, hogy magán hordozta a "kézimunka" jegyeit...
(nem hazai)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 16:05
Írta: 000000000 Dátum 2007 március 18, 16:05
...hat igen a szervo motor is a tularazott termekek egyike manapsag. Annal is nehez megerteni, hogy miert ...annyival dragabb az atlag motornal, mikozben a gyartasa kb. ugyanaz a folyamat...
Errol pl. a mi a velemeny?
(cirka 100-120 USD a pardarabos ára)
Errol pl. a mi a velemeny?
(cirka 100-120 USD a pardarabos ára)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 16:30
Írta: 000000000 Dátum 2007 március 18, 16:30
...ne erts felre!
Nekem NEM nulla koltsegu a gyartas mert nincs
uzemem es piacom ahhoz, hogy olcso legyek...
De szakmamnal es munkamnal fogva ralatok az ilyen termekkor gyartasara...olyan helyeken ahol napi 3-5-10-15 ezer darab, DC motor es egyeb elektromechanika keszul.
Egy ablaktoro motor gyari onkoltsegi ara pl. NEM eri el a 600 Ft-t, itt a nagynevu multi magyar uzemeben gyartva....kinaban plane nem!
Azt is biztosan allithatom, hogy a masik uzemukben ahol "szervo minosegben" gyartanak DC motorokat, sem haladja meg a gyari ar az 1500-2000 Ft-t (ezekbol lesz aztan pl. a MAXXON es sok mas igen markas motor a megrendelotol fuggoen)
Szoval azt hiszem nem tevedek amikor azt momdom
ezeknek a cuccoknak (motorok, encoderek, kuplungok, stb) az onkoltsgei ara kozel nulla :-)
Mas kerdes, hogy a kereskedemi lanc (es a support hatter) koltsegei miatt a gyari ar nyilvan sokszorozodik...
Ezzel egyutt is a "tomegaru"-nak a kiskerara meg mindig az 5 eFt kornyeken kell(ene), hogy jarjon.
Nem vitatom, hogy az un. "IPAR"-ban az arat nem
a termek ara szabja meg!...hanem egyeb ott sokkal FONTOSABB szempontok.
Gyors es hatasos szakmai hatter tamogatas, rendkelzesre allas, stb, stb, ami mivel jol fizetett emberek alkalmazasat/mozgatasat igenyli
akar az egesz foldon...nyilvan csak a magas eldasi es support arbol mukodtethetok...
Tovabba nem vitattom, hogy piacgazdasagban
az arat altalaban sem az eloallitasi es forgalmazasi koltseg szabja meg...hanem altalaban az, hogy a vevo mennyit ad erte
es hogy a verseny milyen eros...
Ettol meg nem art tudni ajanlatkeresnel, hogy megis mekkora lehet az alkusav szelessege...
Mert listarabol a 40-50%-ot szinte default engedmeny es nemritkan akar 60-70% engedmenyt is ki lehet verni kishazanban...
Nekem NEM nulla koltsegu a gyartas mert nincs
uzemem es piacom ahhoz, hogy olcso legyek...
De szakmamnal es munkamnal fogva ralatok az ilyen termekkor gyartasara...olyan helyeken ahol napi 3-5-10-15 ezer darab, DC motor es egyeb elektromechanika keszul.
Egy ablaktoro motor gyari onkoltsegi ara pl. NEM eri el a 600 Ft-t, itt a nagynevu multi magyar uzemeben gyartva....kinaban plane nem!
Azt is biztosan allithatom, hogy a masik uzemukben ahol "szervo minosegben" gyartanak DC motorokat, sem haladja meg a gyari ar az 1500-2000 Ft-t (ezekbol lesz aztan pl. a MAXXON es sok mas igen markas motor a megrendelotol fuggoen)
Szoval azt hiszem nem tevedek amikor azt momdom
ezeknek a cuccoknak (motorok, encoderek, kuplungok, stb) az onkoltsgei ara kozel nulla :-)
Mas kerdes, hogy a kereskedemi lanc (es a support hatter) koltsegei miatt a gyari ar nyilvan sokszorozodik...
Ezzel egyutt is a "tomegaru"-nak a kiskerara meg mindig az 5 eFt kornyeken kell(ene), hogy jarjon.
Nem vitatom, hogy az un. "IPAR"-ban az arat nem
a termek ara szabja meg!...hanem egyeb ott sokkal FONTOSABB szempontok.
Gyors es hatasos szakmai hatter tamogatas, rendkelzesre allas, stb, stb, ami mivel jol fizetett emberek alkalmazasat/mozgatasat igenyli
akar az egesz foldon...nyilvan csak a magas eldasi es support arbol mukodtethetok...
Tovabba nem vitattom, hogy piacgazdasagban
az arat altalaban sem az eloallitasi es forgalmazasi koltseg szabja meg...hanem altalaban az, hogy a vevo mennyit ad erte
es hogy a verseny milyen eros...
Ettol meg nem art tudni ajanlatkeresnel, hogy megis mekkora lehet az alkusav szelessege...
Mert listarabol a 40-50%-ot szinte default engedmeny es nemritkan akar 60-70% engedmenyt is ki lehet verni kishazanban...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 16:30
Írta: 000000000 Dátum 2007 március 18, 16:30
no alink lemaradt
szoval errol
http://www.applied-motion.com/ampinfo/catalog/Valueline_datasheet.pdf
szoval errol
http://www.applied-motion.com/ampinfo/catalog/Valueline_datasheet.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 16:38
Írta: 000000000 Dátum 2007 március 18, 16:38
Egyet értek veled! szerintem is az ár erősen túl van lihegve (kevés vevőkör és velük akarják/muszály megfizettetni a fejlesztést és az elvárt hasznot)! Ugyan ez a helyzet a léptetőmotorknál is! Ha megnézel egy léptetőmotort, nem hiszem, hogy drágább előállítani mint egy jobb DC motort (az a kis "rece" a mágnesgyűrű két végén nem olyan nagy durranás és az állórész recéje sem), mégis mennyivel drágábbak!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 16:41
Írta: 000000000 Dátum 2007 március 18, 16:41
Egyébként kinek volt problémája a "kihült" szevo topiccal?![#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 16:46
Írta: 000000000 Dátum 2007 március 18, 16:46
Azt látom néhány kereskedőnél, hogy külön forfgalmaz szervo DC motort (encoder nélkül) és külön encodereket! Nem tudom, ezen lehet e esetleg spórolni, hogy külön megvenni egy "olcsóbb" motort és házi encoder építeni hozzá (mivel az is igen drága lenne tőlük)?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 18, 17:08
Írta: bmejdz9nu Dátum 2007 március 18, 17:08
Mert majdnem berozsdásodott...[#wave] Te nyomod a pákán a gombot a többiek meg már gőzgépes CNC-t akarnak...
És mi a helyzet AC szervó ügyben...[#hehe]
És mi a helyzet AC szervó ügyben...[#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 17:10
Írta: 000000000 Dátum 2007 március 18, 17:10
AC-t nem fejlesztek (egyenlőre), de a DC már készen van!
Remélem nem csak elméleti igény van itt... [#vigyor3]
Remélem nem csak elméleti igény van itt... [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 18, 17:18
Írta: bmejdz9nu Dátum 2007 március 18, 17:18
Miért váltóáramról nem fog menni?
Gondolom csak egy trafó és egyenirányító kell majd... és azonnal AC lesz...
Tudod... kellmetlen 10.000 óránként a szénkefe csere egy "igaz" hobby-stának...[#ijedt]
Gondolom csak egy trafó és egyenirányító kell majd... és azonnal AC lesz...
Tudod... kellmetlen 10.000 óránként a szénkefe csere egy "igaz" hobby-stának...[#ijedt]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 17:26
Írta: 000000000 Dátum 2007 március 18, 17:26
10000 óra=416 nap> 1 év, ha neked problémát jelent évente kefét cserélni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 17:27
Írta: 000000000 Dátum 2007 március 18, 17:27
Ja és ehhez 24 órában kell menni a gépednek teljes fordulaton :) Egyébként nem 10000, hanem hb. 2000 órára szól az átlag kefe-élettertam, szabvány szerint..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 17:52
Írta: 000000000 Dátum 2007 március 18, 17:52
He-he! AC-DC servo (és napelemes is)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 18:58
Írta: 000000000 Dátum 2007 március 18, 18:58
Ilyen szervót tudok szerezni (nagyméretű fénymásoló gépből).
Alkalmas CNC-hez? 200 rés van az encoderen.

Alkalmas CNC-hez? 200 rés van az encoderen.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 18, 20:14
Írta: 000000000 Dátum 2007 március 18, 20:14
Szia! Megfelelő áttétellel minden bizonnyal.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 március 18, 20:16
Írta: Kristály Árpád Dátum 2007 március 18, 20:16
Hallihó!
Ilyen nekem is van, de szerintem ez az eredmény vastagon elérhető léptecsel is!
Ilyen nekem is van, de szerintem ez az eredmény vastagon elérhető léptecsel is!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 19, 06:22
Írta: 000000000 Dátum 2007 március 19, 06:22
Áttétellel szerintem is jó! Milyen teljesítményű lehet?
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 március 19, 08:46
Írta: Kristály Árpád Dátum 2007 március 19, 08:46
Csak anyit tudok, hogy 24-illetve 35 voltosak, de ez gyermeköklömnyi.....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 19, 14:17
Írta: 000000000 Dátum 2007 március 19, 14:17
Az encoder része az megfelelő nagyobb motorhoz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 19, 14:23
Írta: 000000000 Dátum 2007 március 19, 14:23
Nagyon nagy méretű 3D-s dolgokat akarok készíteni és nem szeretnék kockáztattni, hogy lépés tévesztés legyen amikor már több napja marok, és dobhatom el az egészet. Ezért állok át a szervóra.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 19, 14:48
Írta: 000000000 Dátum 2007 március 19, 14:48
Ez attól is függhet, milyen a mozgató orsód
menetemelkedése, mekkora valós felbontást
szeretnél, a nagyobb motorban mennyi a
nyomatéktartalék, stb...
menetemelkedése, mekkora valós felbontást
szeretnél, a nagyobb motorban mennyi a
nyomatéktartalék, stb...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 19, 15:03
Írta: 000000000 Dátum 2007 március 19, 15:03
A 11. mechanikát akarom szervósítani. 16x5-ös a golyósorsóm, lépteccsel 2,5-ös lassításom van most. Ilyen felbontást szeretnék a szervónál is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 19, 15:16
Írta: svejk Dátum 2007 március 19, 15:16
Helló!
Akkor most gyakorlatilag 0.005 mm a felbontásod ugye?
Ezt a mechanikát szerintem egy 80 W-os motor 1: 1-ben símán elviszi. A felbontás megtartásához pedig egy 250 fizikai osztású encoder elég.
Akkor most gyakorlatilag 0.005 mm a felbontásod ugye?
Ezt a mechanikát szerintem egy 80 W-os motor 1: 1-ben símán elviszi. A felbontás megtartásához pedig egy 250 fizikai osztású encoder elég.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 19, 15:24
Írta: 000000000 Dátum 2007 március 19, 15:24
Akkor csak annyi a teeendő, hogy a step motor
helyére kerül a szervo és a 200-as encoderrel
is pont 0.01 mm lesz a felbontás. Ha pedig ez
nem elég, akkor a szervón az X4 üzemmódot kell
beállítani, így negyedelni lehet, persze ennek
már megvannak a kockázatai. Összességében én
azért azt javasolnám, hogy a 200-as encoder egy
ilyen gépnél éppen még jó, kis sebességeknél
ugyanis már a step-dir elv miatt "léptető
jellegűvé" válhat a hajtás.
helyére kerül a szervo és a 200-as encoderrel
is pont 0.01 mm lesz a felbontás. Ha pedig ez
nem elég, akkor a szervón az X4 üzemmódot kell
beállítani, így negyedelni lehet, persze ennek
már megvannak a kockázatai. Összességében én
azért azt javasolnám, hogy a 200-as encoder egy
ilyen gépnél éppen még jó, kis sebességeknél
ugyanis már a step-dir elv miatt "léptető
jellegűvé" válhat a hajtás.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 19, 15:31
Írta: 000000000 Dátum 2007 március 19, 15:31
Szia Svejk!
Szerintem álló asztalos gépnél durva dolog
lenne egy 80W-os motorral direktbe hajtani
egy 5 mm-es orsót, ami így saccra cipel vagy
20-30 kg X, Y, Z mechanikát is, a forgácsoló
erőkről nem is beszélve!
Szerintem álló asztalos gépnél durva dolog
lenne egy 80W-os motorral direktbe hajtani
egy 5 mm-es orsót, ami így saccra cipel vagy
20-30 kg X, Y, Z mechanikát is, a forgácsoló
erőkről nem is beszélve!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 19, 15:41
Írta: svejk Dátum 2007 március 19, 15:41
Hali!
Igazad van,az álló asztal elkerülte a figyelmemet!
Bár nálam próbára le lett terhelve 30 kg -al az asztal és ha nem is teljes gyorsuláson de azért elbírta (4-es trapéz)
Képről itélve az RC gépénél is limitálni kellene a gyorsítást egyébként is.
Igazad van,az álló asztal elkerülte a figyelmemet!
Bár nálam próbára le lett terhelve 30 kg -al az asztal és ha nem is teljes gyorsuláson de azért elbírta (4-es trapéz)
Képről itélve az RC gépénél is limitálni kellene a gyorsítást egyébként is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 19, 15:43
Írta: 000000000 Dátum 2007 március 19, 15:43
Köszi a tanácsokat. Meghagyom 2,5-ös lssítást és a 200-as encoderű motorral kezdem a kisérleteket. Csak akkor cserélem nagyobbra, ha kevés lesz a teljesítmény.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 19, 15:48
Írta: svejk Dátum 2007 március 19, 15:48
Hajrá!
Végül is az eredeti felállással és szervoval még így is töbszörös sebességet tudsz elérni mint a léptetővel.
Végül is az eredeti felállással és szervoval még így is töbszörös sebességet tudsz elérni mint a léptetővel.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 19, 15:50
Írta: 000000000 Dátum 2007 március 19, 15:50
Sok sikert kívánok hozzá!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 19, 15:56
Írta: 000000000 Dátum 2007 március 19, 15:56
Hát én már kezdeném, de még nincs nálam István vezérlője.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 19, 16:22
Írta: 000000000 Dátum 2007 március 19, 16:22
Napok kérdése, türelem!
Teljesen készen vagyok vele, csak a kollegákat várom, hogy mindent megvegyenek hozzá és összerakják az első szorozatot (foto még azért nincs róla mert csak a tesztpéldány áll az asztalomon).
Teljesen készen vagyok vele, csak a kollegákat várom, hogy mindent megvegyenek hozzá és összerakják az első szorozatot (foto még azért nincs róla mert csak a tesztpéldány áll az asztalomon).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 19, 22:28
Írta: bmejdz9nu Dátum 2007 március 19, 22:28
Megszámoltam #826-osban leírt motorban a "kommunator" hány érintkezőből áll: 40 osztásos, mindegyikhez külön vezeték megy ez egy jellegzetessége egy "szervó jellegű" motornak? (2 szénkefés..)
(nem kellett szétszedni mert az oldalán van "ablak")
(nem kellett szétszedni mert az oldalán van "ablak")
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 19, 22:40
Írta: 000000000 Dátum 2007 március 19, 22:40
Szia Péter! Kösd rá a motorodat egy szkópra, és
dinamóként forgassad a tengelyét egyenletesen
kézzel. Minél inkább az egyeneshez közeli DC
(minimálisak a hullámok, zajok, tüskék) indukált
feszültséget látsz, annál inkább szervo
a motorod kefe és kommutátor rendszere.
dinamóként forgassad a tengelyét egyenletesen
kézzel. Minél inkább az egyeneshez közeli DC
(minimálisak a hullámok, zajok, tüskék) indukált
feszültséget látsz, annál inkább szervo
a motorod kefe és kommutátor rendszere.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 19, 22:51
Írta: bmejdz9nu Dátum 2007 március 19, 22:51
Holnap ráteszem a szkópra... jó ötlet!
egyébként elszámoltam... 42 részes...
1 voltról már megy nagyon szépen...totál egyenletesen... persze lassan... 5V-ról már leszabja az ujamat... (és ugyebár 90V-os...)
Azért érdekel mert lehet, hogy lesz párja... tök ugyanilyen...
egyébként elszámoltam... 42 részes...
1 voltról már megy nagyon szépen...totál egyenletesen... persze lassan... 5V-ról már leszabja az ujamat... (és ugyebár 90V-os...)
Azért érdekel mert lehet, hogy lesz párja... tök ugyanilyen...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 március 19, 23:00
Írta: 4mjnxdwuu Dátum 2007 március 19, 23:00
Hali, lenne egy gyors kérdésem, találtam egy kb 10 cm átmérőjű kb 18 cm hosszú mocit 40V 1A 4 db szénkefe van benne, 2/2párhuzamosan kötve, 90*-onként, és 90 fokonként a moci palástján izmos mágnes papucsok 1,5V-ről már megy max fordulat talán 3-4000f/p lehet, elég lineárisnak tűnik a fesz/fordulat, ilyen célra érdemes-e elhozni a másikat is? (kettő volt belőlle, potom pénzért, de még csak az eggyiket hoztam el.)a tengelye kb 15 mm.
Köszike.
Köszike.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 március 19, 23:11
Írta: Kristály Árpád Dátum 2007 március 19, 23:11
Hallihó Trapista!
Nincs hely a műhelyben?..............
Nincs hely a műhelyben?..............
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 március 19, 23:19
Írta: 4mjnxdwuu Dátum 2007 március 19, 23:19
Mire gondolsz????
A műhelyem már tele van , a garázs is, és kb a 4 további raktározásra szánt helyiségem is, mindenféle kacattal. Amikor elhoztam gőzöm sem volt mi az, a zsinorök is levágva stb... akár tahó is lehetett volna, és azt sem tudtam mennyi lesz az ára, nálunk nagyon hanulatfüggő, van hogy valami 500 ft, mert vegyesnek nézi, van amikor azt monja, ha kell 10000, vagy hagyd itt.
A műhelyem már tele van , a garázs is, és kb a 4 további raktározásra szánt helyiségem is, mindenféle kacattal. Amikor elhoztam gőzöm sem volt mi az, a zsinorök is levágva stb... akár tahó is lehetett volna, és azt sem tudtam mennyi lesz az ára, nálunk nagyon hanulatfüggő, van hogy valami 500 ft, mert vegyesnek nézi, van amikor azt monja, ha kell 10000, vagy hagyd itt.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 március 20, 05:58
Írta: 4mjnxdwuu Dátum 2007 március 20, 05:58
Csak azért érdeklődöm, hogy nem kevés-e az az 1A?? Mert magában forogva felvesz vagy 0,5-öt. Bár kézzel megfogva pár volton 1,5A-al izmosnak tűnik. (mihez képest...)???
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 20, 08:00
Írta: bmejdz9nu Dátum 2007 március 20, 08:00
WD40-et láttam 10 literes kiszerelésben... Hátipermetezővel évente fontos mindent átfujni...[#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 20, 08:02
Írta: 000000000 Dátum 2007 március 20, 08:02
Szia Trapista! Amit leírtál (nagy méret,
kedvező kisjelű viselkedés, ..) ellentmond a 40V
1A adatnak, nem kopott le egy nulla, és 10A?:)
Potom pénzért pedig mindenképpen vedd meg,
ahogy Árpi is írta, ennyi hely még biztos akad
valahol.
kedvező kisjelű viselkedés, ..) ellentmond a 40V
1A adatnak, nem kopott le egy nulla, és 10A?:)
Potom pénzért pedig mindenképpen vedd meg,
ahogy Árpi is írta, ennyi hely még biztos akad
valahol.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 20, 08:30
Írta: 000000000 Dátum 2007 március 20, 08:30
"Szervo jellegűbb" lenne a motorod ha 41 szeletes kommutátora lenne, és négy szénkeféje, de így sem rossz.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 március 20, 08:55
Írta: 4mjnxdwuu Dátum 2007 március 20, 08:55
Nem, ezért furcsa a moci számomra, ha hazaérek lefényképezem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 20, 09:27
Írta: bmejdz9nu Dátum 2007 március 20, 09:27
lehet hogy... 40-42 között számoltam... de nem precizen... csak nagyjából... de szénkefe csak 2 db... az biztos... csak túl nagy a kicsike Nema56C felfogatású...
Keresgetni kell a sufniban - hátha van... szervó "jellegű" motorokat...
Keresgetni kell a sufniban - hátha van... szervó "jellegű" motorokat...
Cím: Re:DC szervó motoros vezérlés
Írta: Karácsony Sándor Dátum 2007 március 20, 12:12
Írta: Karácsony Sándor Dátum 2007 március 20, 12:12
Lehet ,hogy servomotornak alkalmas lenne 24v 100-200w ebicikli mocihttp://www.escooter.hu/
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 20, 13:04
Írta: svejk Dátum 2007 március 20, 13:04
Minden bizonnyal.
Az encodert kicsit macerás lesz rászerelni.
Egy fél éve még ezeket 18000 ért láttam.
Azt mondja a fickó hogy nyilván megszünteti az akciót mert viszik mint a cukrot.
Állítólag elöl-hátul golyóscsapágyas.
Az encodert kicsit macerás lesz rászerelni.
Egy fél éve még ezeket 18000 ért láttam.
Azt mondja a fickó hogy nyilván megszünteti az akciót mert viszik mint a cukrot.
Állítólag elöl-hátul golyóscsapágyas.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 20, 14:53
Írta: 000000000 Dátum 2007 március 20, 14:53
Ezeknek a motorknak kb. annyi közük van a szervo
motorokhoz, mint a biciklinek a MotoGP-hez!:)
motorokhoz, mint a biciklinek a MotoGP-hez!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 20, 17:24
Írta: 000000000 Dátum 2007 március 20, 17:24
Osztom a véleményed. Egy rollerhez, vagy elektromos biciklihez való motornál nem fontos a jó reakcióidő. Tök mindegy, hogy a reakcióidő 1usec vagy 100msec. Szóval ez a motor nem szervó célra lett kifejlesztve, az bizos.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 20, 17:28
Írta: bmejdz9nu Dátum 2007 március 20, 17:28
Na ma (6 hét alatt - újabb postás lassúsági rekord..) megjött életem első "igazi" DC szervómotorja...
Nem is csak motor... van benne minden finom falat... 1 Harmonic Drive és egy golyós tengely...mindez 35 dekában és 150mm-es házban...
És bizony nagyon erős: 49Nm-es!!!
A sebessége nem lenyűgöző: 1mm/s...
De a pontossága az igen! : 2 uM a teljes tartományban csak: 40 uM
18V-os nak teszteltem... sajnos nincs adat de ekkor tudja az 1mm/s-ot...
Felülmúlja a gyári adatot, nem 10 hanem 16mm-et a "lökete" - ez jól jöhet még...
Az encoder bekötése furcsa - ez az amit nem értek: 5 kivezetés: A - B - Z - 5V - GND
Mit csinálok belőle még nem tudom... de nagyon spéci...

Adatlap - LA 30B-10 F
Nem is csak motor... van benne minden finom falat... 1 Harmonic Drive és egy golyós tengely...mindez 35 dekában és 150mm-es házban...
És bizony nagyon erős: 49Nm-es!!!
A sebessége nem lenyűgöző: 1mm/s...
De a pontossága az igen! : 2 uM a teljes tartományban csak: 40 uM
18V-os nak teszteltem... sajnos nincs adat de ekkor tudja az 1mm/s-ot...
Felülmúlja a gyári adatot, nem 10 hanem 16mm-et a "lökete" - ez jól jöhet még...
Az encoder bekötése furcsa - ez az amit nem értek: 5 kivezetés: A - B - Z - 5V - GND
Mit csinálok belőle még nem tudom... de nagyon spéci...
Adatlap - LA 30B-10 F
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 20, 17:32
Írta: bmejdz9nu Dátum 2007 március 20, 17:32
Az encoderje 360-as P/R
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 20, 17:43
Írta: svejk Dátum 2007 március 20, 17:43
Azt nem is írta senki hogy annak lett kifejlesztve,csak feltételezzük hogy alkalmas lehet rá. Majd csak valaki vesz belőle és kipróbálja, akkor majd kiderül
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 20, 17:47
Írta: svejk Dátum 2007 március 20, 17:47
Nincs abban a bekötésben semmi furcsa..
A z az egy referenciapont jele
A z az egy referenciapont jele
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 20, 17:54
Írta: bmejdz9nu Dátum 2007 március 20, 17:54
Ez akkor kompatibilis a HunServo rendszerekkel?
Ilyen kicsiben kellene valami...
Valami csillagvizsgáló állomás teleszkóp vezérlőt kellene csinálni belőle... :)
De sajnos már nincs meg a Gecko copy... elcseréltem... bipolár motorrra mert olcsó de azért nem is olyan hitvány de azért hamisítvány volt...[#nyes]
Ilyen kicsiben kellene valami...
Valami csillagvizsgáló állomás teleszkóp vezérlőt kellene csinálni belőle... :)
De sajnos már nincs meg a Gecko copy... elcseréltem... bipolár motorrra mert olcsó de azért nem is olyan hitvány de azért hamisítvány volt...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 március 20, 18:59
Írta: tumnmsi57 Dátum 2007 március 20, 18:59
Ezeket az IC-ket kaptam az All..-tól
A3935
A3940
A3938
A3932
A3935
A3940
A3938
A3932
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 20, 19:08
Írta: bmejdz9nu Dátum 2007 március 20, 19:08
Szervó IC-k?
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 március 20, 19:19
Írta: tumnmsi57 Dátum 2007 március 20, 19:19
Brushless DC meghajtók!
Adatlapok:
http://www.allegromicro.com/sf/3932/
http://www.allegromicro.com/sf/3938/
http://www.allegromicro.com/sf/3940/
http://www.allegromicro.com/sf/3935/
Érdemes körülnézni a "DC Brush, Brushless DC, Unipolar, and Stepper Motor Drivers" kategóriában
Adatlapok:
http://www.allegromicro.com/sf/3932/
http://www.allegromicro.com/sf/3938/
http://www.allegromicro.com/sf/3940/
http://www.allegromicro.com/sf/3935/
Érdemes körülnézni a "DC Brush, Brushless DC, Unipolar, and Stepper Motor Drivers" kategóriában
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 március 20, 19:24
Írta: tumnmsi57 Dátum 2007 március 20, 19:24
bocs, nem linkelve, de érthető
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 20, 20:00
Írta: 000000000 Dátum 2007 március 20, 20:00
Bocsi!
FRASER!!!
Küldj E-mailben az eladó gépről minden infót,és persze az árát!!!
Előre is köszönöm: Tóth Tibor
Még 1x: Bocsi
FRASER!!!
Küldj E-mailben az eladó gépről minden infót,és persze az árát!!!
Előre is köszönöm: Tóth Tibor
Még 1x: Bocsi
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 22, 21:52
Írta: 000000000 Dátum 2007 március 22, 21:52
Alaposabban megnéztem a #884-ben látható motor encoderét és a következőkre jöttem rá:
-a 200-s osztású 0,05 mm vastag 30 mm átmérőjű tárcsa szerintem lézerrel van csinálva
-"namármost" ha tudnék szerezni ilyen vékony 0,05 mm acéllemezt ( zsiletpenge) akkor a lézeremmel ilyet, de akár 400-s osztásút is ki lehetne vágni.
Mi erről a hozzáértők véleménye.
-a 200-s osztású 0,05 mm vastag 30 mm átmérőjű tárcsa szerintem lézerrel van csinálva
-"namármost" ha tudnék szerezni ilyen vékony 0,05 mm acéllemezt ( zsiletpenge) akkor a lézeremmel ilyet, de akár 400-s osztásút is ki lehetne vágni.
Mi erről a hozzáértők véleménye.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 március 22, 22:01
Írta: Kristály Árpád Dátum 2007 március 22, 22:01
Nem rossz, de miért kell olyan vékony?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 22, 22:09
Írta: 000000000 Dátum 2007 március 22, 22:09
Hát a gyári miért olyan vékony?
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 március 22, 22:16
Írta: Kristály Árpád Dátum 2007 március 22, 22:16
Nem tudom, nekem van 0.5-ös OKI nyomtatóból BALKARITÓL amit ezúton is mégegyszer köszönök! Meg üvegből, persze az optikailag gondolom vékonynak számít...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 22, 22:21
Írta: 000000000 Dátum 2007 március 22, 22:21
Arra gondolok azért használnak ennyire vékony lemezt a gyáriaknál is mert így garantáltan vékony a rés is.
Ha valaki tud 0,1 mm alatti acéllemezt szóljon, mert egy kísérletett megérne.
Ha valaki tud 0,1 mm alatti acéllemezt szóljon, mert egy kísérletett megérne.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 22, 22:24
Írta: 000000000 Dátum 2007 március 22, 22:24
A velem eddig szembejövő fém enkódertárcsák fotomaratással készültek. Ennél a technológiánál a minimális rés a lemezvastagság 1,2-1,4 - szerese. Ha utána számolsz, kiderül, miért ilyen vékony az alapanyag. Lézerrel az smd pasztamaszkjainkat készítik, de az 0,25mm vastag és 0,3-3 mm szélesek a rések.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 március 22, 22:30
Írta: Kristály Árpád Dátum 2007 március 22, 22:30
Hallihó rc!
Akkor ezek szerint tudnál nekem csinálni SMD pasztamaszkot is?
Jó hozzá sr. réz is?
Akkor ezek szerint tudnál nekem csinálni SMD pasztamaszkot is?
Jó hozzá sr. réz is?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 22, 22:39
Írta: 000000000 Dátum 2007 március 22, 22:39
Jelenleg csak vékony vaslemezt tud vágni a gépem. max 0,2 mm vastagot, de az is nagyon, függ milyen ötvözetű. Mennél vékonyabb a lemez annál szebb nálam a vágás.
Ezért mértem meg a gyárit és amikor láttam, hogy 0,05 mm akkor döbbentem rá, hogy ezt én is meg tudnám csinálni, de ilyen vékony anyagom nincs.
Ezért mértem meg a gyárit és amikor láttam, hogy 0,05 mm akkor döbbentem rá, hogy ezt én is meg tudnám csinálni, de ilyen vékony anyagom nincs.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 22, 22:51
Írta: 000000000 Dátum 2007 március 22, 22:51
0,1 mm-es korrózióálló lemezem van, ill. ez beszerezhető. Ha próbára érdekel, küldök egy (két) A4-es darabot.
Ui.: Bár magam ellen beszélek, mert én a 0,1-es rúgókemény foszforbronz kétoldali maratásával küzdök szintén enkódertárcsaügyileg. A korlemez maratása még nem megy, pedig az lenne az igazi.
Ui.: Bár magam ellen beszélek, mert én a 0,1-es rúgókemény foszforbronz kétoldali maratásával küzdök szintén enkódertárcsaügyileg. A korlemez maratása még nem megy, pedig az lenne az igazi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 22, 22:55
Írta: 000000000 Dátum 2007 március 22, 22:55
Kísérlet céljára jó lenne.
Az is igaz, hogy most vagy öt olyan dolgot csinálok ami rengeteg időmet elvisz, de remélem ezzel is tudnék foglalkozni.
Az is igaz, hogy most vagy öt olyan dolgot csinálok ami rengeteg időmet elvisz, de remélem ezzel is tudnék foglalkozni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 22, 22:59
Írta: 000000000 Dátum 2007 március 22, 22:59
Van valami nemet igen preciz hezagololemez szett. Esetleg abbol kiprobalni a 0.1mm-est? A vekonyabb mar, pl. a 0.08mm olyan, mint az alufolia. Nincs tartasa. De a 0.1mm-es meg jo lenne szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 23, 16:46
Írta: bmejdz9nu Dátum 2007 március 23, 16:46
A #826 motor párja nem lett az enyém... [#rinya]
Ebay árverés... fukar voltam...
Ebay árverés... fukar voltam...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 12:35
Írta: svejk Dátum 2007 március 24, 12:35
Sziasztok!
Nem értem miért nem próbáljátok ki a filmes tárcsát egyszerű, és olcsó.
A gyakorlatban jól vizsgázott nálam.
Az olcsón beszerezhető optok legnagyobb hányada 150 LPI, ami azt jelenti hogy egy vonalnak 0.085mm-nek (3.3 mill) kell lennie. Ezt maratással házilag folyamatos eprodukálhatóssággal szerintem kétes megoldani.
A filmlevilágítók papiron 2400 DPI-t tudnak.
Igaz jobb lenne vastagabb film, de ha két tárcsa közé szorítva csak kb.5mm van szabadon akkor tárcsa tengelyirányú ütése nem gond.
A gyakorlatban a tárcsa még ha faltól-falig kóvályog is az opto résében akkor is működik.
Nem értem miért nem próbáljátok ki a filmes tárcsát egyszerű, és olcsó.
A gyakorlatban jól vizsgázott nálam.
Az olcsón beszerezhető optok legnagyobb hányada 150 LPI, ami azt jelenti hogy egy vonalnak 0.085mm-nek (3.3 mill) kell lennie. Ezt maratással házilag folyamatos eprodukálhatóssággal szerintem kétes megoldani.
A filmlevilágítók papiron 2400 DPI-t tudnak.
Igaz jobb lenne vastagabb film, de ha két tárcsa közé szorítva csak kb.5mm van szabadon akkor tárcsa tengelyirányú ütése nem gond.
A gyakorlatban a tárcsa még ha faltól-falig kóvályog is az opto résében akkor is működik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 13:32
Írta: bmejdz9nu Dátum 2007 március 24, 13:32
Majd utánna nézek nincs e vastagabb film.
Nekem van levilágítóm a cégnél, de csak 1200-as hardveresen (interpolár 2400dpi - régebbi modell)
Lehet állítani a film vastagságát a gépen, így gondolom létezik vastagabb is.... szinte biztos mert nagyformátumú dolgokhoz a vékony nyúlik...
De a nyomdaiparban, fotiparban használnak un. síkfilmeket is...
Ha nagyon finom marást(?) kellene végezni... akkor vannak előre érzékenyített nyomdai (alu) lemezek is...
Ez most a legkorszerűbb teknika a nyomdaiparban. (Nálunk is a levilágító azóta pihen...)
Így készül az újság.. most.... ez 3600 dpi-s ha jól tudom...
Ha akartok ilyet... csináltathatok a nyomdában... 70x100cm-es a lemez... pdf... ből... (ekkora a gép befogó..) nem drága... nagy megrendelő vagyok ott...
Nekem van levilágítóm a cégnél, de csak 1200-as hardveresen (interpolár 2400dpi - régebbi modell)
Lehet állítani a film vastagságát a gépen, így gondolom létezik vastagabb is.... szinte biztos mert nagyformátumú dolgokhoz a vékony nyúlik...
De a nyomdaiparban, fotiparban használnak un. síkfilmeket is...
Ha nagyon finom marást(?) kellene végezni... akkor vannak előre érzékenyített nyomdai (alu) lemezek is...
Ez most a legkorszerűbb teknika a nyomdaiparban. (Nálunk is a levilágító azóta pihen...)
Így készül az újság.. most.... ez 3600 dpi-s ha jól tudom...
Ha akartok ilyet... csináltathatok a nyomdában... 70x100cm-es a lemez... pdf... ből... (ekkora a gép befogó..) nem drága... nagy megrendelő vagyok ott...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 13:42
Írta: 000000000 Dátum 2007 március 24, 13:42
Leírnád a pontos menetét, hogyan készül a "Svejk" tárcsa? Kíváncsivá tettél :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 13:46
Írta: svejk Dátum 2007 március 24, 13:46
Biztos létezik vastagabb film mert gyárilag is azt használják, de akiknél én szoktam levilágítani mindenki azt mondta hogy nincs.
És ezt a nyomdai az alulemezt teljes keresztmetszetben át tudják marni? Nem hiszem.
Te láttad a tárcsámat tudod miről van szó.
És ezt a nyomdai az alulemezt teljes keresztmetszetben át tudják marni? Nem hiszem.
Te láttad a tárcsámat tudod miről van szó.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 13:51
Írta: 000000000 Dátum 2007 március 24, 13:51
Ja, és milyen opto-kaput használsz? Ha jól emlékszem, refleksziós kapu, aminek 1 oldalon van az adó és vevő része. Mekkora a max. használható frekvencia?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 14:16
Írta: bmejdz9nu Dátum 2007 március 24, 14:16
Nem szedtem szét a motorodat... küldjél egy képet... képeket. Szívesen segítek egy jó magyar szervómotor kifejlesztésében... főleg ha Svejk márkáról van szó...
Film: Biztos van, csak a rendelhető min. mennyiség 1 tekercs.... (ez nálam 33m).
Árat itt nem illik írni mert ez egy jó pénzes buli a levilágítás...
Én is letagadnám ha bejönnél az utcáról...
Lemez: nem tudom milyen vastag... kb. 1mm-es...
tötál pontosnak kell lennie... tudod miről van szó? Ez az előre érzékenyített lemez megy be a levilágítóba... (nincs lemezkontaktolás és alávilágítás probléma.. tehát film nincs közben...)
Az alut jól lehet maratni... a kontúr meglesz azon a felén.... ha érdemes...
Mekkora a tárcsa? ugye jól gondolom, ha nagyobb akkor könnyebb kivitelezni és tartani a pontosságot? Ha egy kicsit felméretes lenne... nem a microveresnyben vagyunk...
Film: Biztos van, csak a rendelhető min. mennyiség 1 tekercs.... (ez nálam 33m).
Árat itt nem illik írni mert ez egy jó pénzes buli a levilágítás...
Én is letagadnám ha bejönnél az utcáról...
Lemez: nem tudom milyen vastag... kb. 1mm-es...
tötál pontosnak kell lennie... tudod miről van szó? Ez az előre érzékenyített lemez megy be a levilágítóba... (nincs lemezkontaktolás és alávilágítás probléma.. tehát film nincs közben...)
Az alut jól lehet maratni... a kontúr meglesz azon a felén.... ha érdemes...
Mekkora a tárcsa? ugye jól gondolom, ha nagyobb akkor könnyebb kivitelezni és tartani a pontosságot? Ha egy kicsit felméretes lenne... nem a microveresnyben vagyunk...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 14:17
Írta: svejk Dátum 2007 március 24, 14:17
AutoCAD vagy Corel progiban megrajzolod, nyomdászoknál, reklámstúdióban filmre levílágíttatod.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 14:23
Írta: svejk Dátum 2007 március 24, 14:23
Pl ezt:
http://www.conrad.hu/conrad.php?name=Products&cid=VkZaU1ZrMVZNVVZWV0d4T1VrVkZkdz09&pid=Vkd0U2FrNUZNWEZaTTJ4UFlXeHJPUT09
20kHz-et tud papiron, gyakorlatban többet
http://www.conrad.hu/conrad.php?name=Products&cid=VkZaU1ZrMVZNVVZWV0d4T1VrVkZkdz09&pid=Vkd0U2FrNUZNWEZaTTJ4UFlXeHJPUT09
20kHz-et tud papiron, gyakorlatban többet
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 14:25
Írta: svejk Dátum 2007 március 24, 14:25
Nem jó a link , de ott keress rá a GP1A-ra.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 14:31
Írta: svejk Dátum 2007 március 24, 14:31
Ha kevés a sebesség akkor esetleg ez:
http://www.retelektronika.hu/Page.aspx?pageid=8&code=48-03-32
:) :(
http://www.retelektronika.hu/Page.aspx?pageid=8&code=48-03-32
:) :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 14:33
Írta: bmejdz9nu Dátum 2007 március 24, 14:33
Import? nem lenne olcsóbb?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 14:40
Írta: svejk Dátum 2007 március 24, 14:40
A conrádost nézd az barátib ár, de nekem egyébként is van kb.30-40 db úgy hogy életem végéig elég lesz :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 14:42
Írta: svejk Dátum 2007 március 24, 14:42
Ez így egy 32mm átmérőjű tárcsán 500 fizikai osztás azaz 2000 impulzus / fordulat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 14:50
Írta: 000000000 Dátum 2007 március 24, 14:50
A levilágítók által használt film 0,1 mm vastag (vagy inkább vékony) de a felbontása jó. Erről készíthető kontaktmásolat síkfilmre, ami 0,18 mm-es, tehát jóval merevebb. A 20 kHz-es opto 500-as felbontásnál max 2400 f/perc, ami nem túl sok. Célszerűbb egy infra LED és egy nagysebességű infra fotodióda össeházasításából készíteni az érzékelőket. Megfelelő maszk (szintén film) alkalmazásával a 90 fokos fáziseltolás is pontosan beállítható. A TTL illesztést és a "négyszögesítést" egy Smith-trigger egyszerűen megoldja. A tárcsa rajzát ACAD-al készítem, és ebből Corellel csinálom a levilágítható fájlt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 15:11
Írta: bmejdz9nu Dátum 2007 március 24, 15:11
Ha Ha...
A fekete humor: Akkor nagyon nagyon beteg lehetsz...
A fekete humor: Akkor nagyon nagyon beteg lehetsz...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 15:14
Írta: svejk Dátum 2007 március 24, 15:14
Azért az a 2400-as fordulat nem olyan rossz!
Kb. egy 4800-as üresjáratú motorhoz bőven elég úgy is max. ezen a fordulaton érdemes még használni. ( de mint írtam feljebb is működik)
Ez a síkfilm jó hír, merre induljak? Nyomda?
Régebben én is csináltam házi optot jó volt csak 200mm-es átmérő kellett :).
Nézd meg a gyári adatlapját:
4 opto-pár van benne, ablakkomparátorok lencse a párhuzamos fénysugárhoz (ezért is nem olyan vészes ha kicsit kóvályog a tárcsa)
Szerintem ezért a pénzért nem érdemes vacakolni vele és a méret is számít.
Kb. egy 4800-as üresjáratú motorhoz bőven elég úgy is max. ezen a fordulaton érdemes még használni. ( de mint írtam feljebb is működik)
Ez a síkfilm jó hír, merre induljak? Nyomda?
Régebben én is csináltam házi optot jó volt csak 200mm-es átmérő kellett :).
Nézd meg a gyári adatlapját:
4 opto-pár van benne, ablakkomparátorok lencse a párhuzamos fénysugárhoz (ezért is nem olyan vészes ha kicsit kóvályog a tárcsa)
Szerintem ezért a pénzért nem érdemes vacakolni vele és a méret is számít.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 15:28
Írta: 000000000 Dátum 2007 március 24, 15:28
Remélem tévedsz![#circling]
Mint írtam, én vevő lennék stabil beszállítókra!
Mint írtam, én vevő lennék stabil beszállítókra!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 15:30
Írta: 000000000 Dátum 2007 március 24, 15:30
Vannak képek a motorról (D. Laci töltötte fel őket):


Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 15:40
Írta: 000000000 Dátum 2007 március 24, 15:40
Szia Svejk!
Én azért óvatosabb lennék egy házi készítésű,
500-as encoder esetén az X4 üzemmóddal.
Nagy fordulaton erősen megnő a pozícióvesztés,
írányváltási hiba lehetősége. Ilyenkor ugyanis
sokkal fokozottabban kell tudni az encoder
A, B csatornáinak a 90 fokos fázisszöget
adott tűréssel megvalósítani, a "lassú" PIC-es vagy
AVR-es jelfeldolgozás erre még rátesz egy
nagy adag kockázatot. Végeztél Te már
ellenőrző méréseket ezzel kapcsolatban?
Én azért óvatosabb lennék egy házi készítésű,
500-as encoder esetén az X4 üzemmóddal.
Nagy fordulaton erősen megnő a pozícióvesztés,
írányváltási hiba lehetősége. Ilyenkor ugyanis
sokkal fokozottabban kell tudni az encoder
A, B csatornáinak a 90 fokos fázisszöget
adott tűréssel megvalósítani, a "lassú" PIC-es vagy
AVR-es jelfeldolgozás erre még rátesz egy
nagy adag kockázatot. Végeztél Te már
ellenőrző méréseket ezzel kapcsolatban?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 15:42
Írta: svejk Dátum 2007 március 24, 15:42
Péter erről (#945) lemaradtam !
Szóval ,#957-ben láthatod a motoromat és a tárcsámat.
Én azért leírom az árat: kb .700 Ft egy A4-es oldal levíilágítása ha montírozható a teljes filmszélességre.
Sajnos a méret kötött az opto miatt tehát a vonalaknak 150 LPI-nek kell egymástól lennie.
(persze léteznek rosszab és jobb felbontásu optok is ,de nekem ez van sok :) )
És a méret is optimális ,50-60mm átmérő dobozostól.
Szóval ,#957-ben láthatod a motoromat és a tárcsámat.
Én azért leírom az árat: kb .700 Ft egy A4-es oldal levíilágítása ha montírozható a teljes filmszélességre.
Sajnos a méret kötött az opto miatt tehát a vonalaknak 150 LPI-nek kell egymástól lennie.
(persze léteznek rosszab és jobb felbontásu optok is ,de nekem ez van sok :) )
És a méret is optimális ,50-60mm átmérő dobozostól.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 15:49
Írta: svejk Dátum 2007 március 24, 15:49
A x4 üzemmel nem tudok mit kezdeni az optóból ez jön ki .
A fáziseltolást a tárcsa adja az opto a 0.7-1.4 -es arányt "megeszi" (adatlap).
természetesen nekem is a vezérlőm a 2000-es felbontást lebutítja (beállítható) 500-ra hogy a mach le tudja kezelni. (illetve a vezérlőm is csak 104 Khz-ig jó)
Egzakt mérésekre nincs módom,felszerelésem, de többen meg tudják erősíteni hogy a gyakorlatban nem fordult elő emiatt lépésvesztés.
A fáziseltolást a tárcsa adja az opto a 0.7-1.4 -es arányt "megeszi" (adatlap).
természetesen nekem is a vezérlőm a 2000-es felbontást lebutítja (beállítható) 500-ra hogy a mach le tudja kezelni. (illetve a vezérlőm is csak 104 Khz-ig jó)
Egzakt mérésekre nincs módom,felszerelésem, de többen meg tudják erősíteni hogy a gyakorlatban nem fordult elő emiatt lépésvesztés.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 15:51
Írta: bmejdz9nu Dátum 2007 március 24, 15:51
Na akkor nekem már csak a vasmag gyártás jut...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 15:52
Írta: 000000000 Dátum 2007 március 24, 15:52
Most látom, olyan érdekes ennek a motornak
a tengelye, mintha egy csigahajtáshoz lenne
kialakítva. Hogy lehet ilyen geometriára
ütéspontosan feltenni, és rögzíteni egy
szíjtárcsát, vagy bármit?
a tengelye, mintha egy csigahajtáshoz lenne
kialakítva. Hogy lehet ilyen geometriára
ütéspontosan feltenni, és rögzíteni egy
szíjtárcsát, vagy bármit?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 15:53
Írta: bmejdz9nu Dátum 2007 március 24, 15:53
Találtam egy németet akinek van 100 db Denso ablaktörlő motorja... rendeltem mintát, de még nem jött meg...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 15:53
Írta: svejk Dátum 2007 március 24, 15:53
Hmm.. most nézem ez nem teljesen az én verzióm! ??
Mégis meg tudod oldani?
Mégis meg tudod oldani?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 15:55
Írta: 000000000 Dátum 2007 március 24, 15:55
Nem egészen értem, amit írtál.
Bocs, de nem egy A, B csatorna jön ki az
encoderedből, ami egymáshoz képest 90 fokkal
késik vagy siet?
Bocs, de nem egy A, B csatorna jön ki az
encoderedből, ami egymáshoz képest 90 fokkal
késik vagy siet?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 15:56
Írta: bmejdz9nu Dátum 2007 március 24, 15:56
na jó akkor alapanyag ár... 33 cm széles film 33m-es tekercs 12.500+ Áfa...
szóval ez nem tétel...
szóval ez nem tétel...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 15:58
Írta: 000000000 Dátum 2007 március 24, 15:58
Kicsit korrigállak. Az optód sima incremetáló jelet ad és a vezérlőd csinál belőle 4×-est. A P2S-el én úgy oldottam meg, hogy jumperelhető 1:2, 1:1, 2:1 encoderkezelés a jó Mach illeszthetőség kedvéért.
Direkt a nagysebességű encoder kezelést támogatólag a P2S-be nagy sebességű (27MHz-es jelfeldolgozási sebességgel) impulzus tárolókat építettem be, hogy ne legyen gond! A PIC ezeket a tárolóket olvassa és nem direktbe az encoder jeleit (a tárolók az A és B csatorna egymáshoz való viszonyát is tárolja).
Direkt a nagysebességű encoder kezelést támogatólag a P2S-be nagy sebességű (27MHz-es jelfeldolgozási sebességgel) impulzus tárolókat építettem be, hogy ne legyen gond! A PIC ezeket a tárolóket olvassa és nem direktbe az encoder jeleit (a tárolók az A és B csatorna egymáshoz való viszonyát is tárolja).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 15:59
Írta: bmejdz9nu Dátum 2007 március 24, 15:59
Mi? A Svejk(R) motorját másolják... tehettél volna bele másolásvédelemnek egy PIC-et... vagy kiöntönhetted volna műgyantával...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 15:59
Írta: svejk Dátum 2007 március 24, 15:59
Sehogy! illetve a tövére lehet.
eddig még nem okozott gondott egy XL vagy XXL-es szjhajtásnál a fogazotttárcsa
mondjuk 1 tizedes ütése
1:1 es hajtásnál pedig a kuplung kiküszöböli, rezonancia még igy minimális.
én ezt a motort 1200 1/perccel hajtom max. (2700 a névleges)
eddig még nem okozott gondott egy XL vagy XXL-es szjhajtásnál a fogazotttárcsa
mondjuk 1 tizedes ütése
1:1 es hajtásnál pedig a kuplung kiküszöböli, rezonancia még igy minimális.
én ezt a motort 1200 1/perccel hajtom max. (2700 a névleges)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 16:02
Írta: svejk Dátum 2007 március 24, 16:02
De igen szabványos a,b csatorna 90 fokkal nyitott kollektorral.
500-as fizikai felbontásból az a-b csatornán 2000 imp/ford lesz.
Eddig én még csak ilyennel találkoztamű.
500-as fizikai felbontásból az a-b csatornán 2000 imp/ford lesz.
Eddig én még csak ilyennel találkoztamű.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 16:14
Írta: svejk Dátum 2007 március 24, 16:14
Egyébként azért olyan mert valóban csigahajtáshoz szánták. (Annak idején azért írtam hogy "ablaktörlö motor szerűség)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 16:19
Írta: 000000000 Dátum 2007 március 24, 16:19
Ahogyan István is írta, az már jelfeldolgozási
kérdés, hogy mivé transzformálod a szervo
vezérlőben az A, B csatorna adatit.
Az alap relativ digitális encoderek mindig csak
a fizikai felbontású négyszögjeleket szolgáltatják,
és ezek szerint ez Nálad is így van.
A motortengelynél meg azért valahogy én
megkérném a motor eredeti gyártóját, hogy hengeres
tengellyel szállítsa Neked, mert azért az a
0.1 mm ütés nekem egy kicsit soknak tűnik.
De az a lényeg, hogy eddig nem okozott gondot.
kérdés, hogy mivé transzformálod a szervo
vezérlőben az A, B csatorna adatit.
Az alap relativ digitális encoderek mindig csak
a fizikai felbontású négyszögjeleket szolgáltatják,
és ezek szerint ez Nálad is így van.
A motortengelynél meg azért valahogy én
megkérném a motor eredeti gyártóját, hogy hengeres
tengellyel szállítsa Neked, mert azért az a
0.1 mm ütés nekem egy kicsit soknak tűnik.
De az a lényeg, hogy eddig nem okozott gondot.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 16:22
Írta: svejk Dátum 2007 március 24, 16:22
HobbyCNC!
Jaj bocsi, most tisztázódott ezt a mociátalakítást D.Laci csinálta ,csak a tárcsát és az encodert küldtem neki.
Jaj bocsi, most tisztázódott ezt a mociátalakítást D.Laci csinálta ,csak a tárcsát és az encodert küldtem neki.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 16:31
Írta: svejk Dátum 2007 március 24, 16:31
Azt hiszem igazad van, csak ugye ezt a lehetőséget (fel-le futó él) sehol sem hagyják ki.
Sajnos nem tudom ki a gyártó de egyébként sem hiszem hogy mondjuk 15 db motort a kedvemért gyártanának.
Végszükségben a tengelyt ki lehet préselni és másikat vissza. (Tudom hogy istenkáromlás de már csináltam ilyet)
1200-on nem vettem észre centír hibát.
Sajnos nem tudom ki a gyártó de egyébként sem hiszem hogy mondjuk 15 db motort a kedvemért gyártanának.
Végszükségben a tengelyt ki lehet préselni és másikat vissza. (Tudom hogy istenkáromlás de már csináltam ilyet)
1200-on nem vettem észre centír hibát.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 18:05
Írta: bmejdz9nu Dátum 2007 március 24, 18:05
Ez a motor milyen lehet szervó célokra?
Ebből folyamatosan lehetne utánpótlás... nem innét... a Canadai gyártótól...
Kicsit nagynak tűnik, de nem az...
Ebből folyamatosan lehetne utánpótlás... nem innét... a Canadai gyártótól...
Kicsit nagynak tűnik, de nem az...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 18:07
Írta: 000000000 Dátum 2007 március 24, 18:07
Olyat nem tudsz turkálni ami a mi feszültség szintjeinkre jobban illeszkedik (12V, 24V, stb.)?[#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 18:31
Írta: 000000000 Dátum 2007 március 24, 18:31
Csak jelzem, hogy ilyen optokapukkal is lehet Encoder felépíteni:

Ezek 200 Ft/db alat vannak és kaphatóak!
ilyenkor a két optot kell tudni a körív mentén egymáshoz képest eltolni (az egyik fix lehet) és megforgatva a tárcsát, scópon lehet ellenőrizni a 90°-os fáziseltolás meglétét.
Ezek 200 Ft/db alat vannak és kaphatóak!
ilyenkor a két optot kell tudni a körív mentén egymáshoz képest eltolni (az egyik fix lehet) és megforgatva a tárcsát, scópon lehet ellenőrizni a 90°-os fáziseltolás meglétét.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 18:49
Írta: bmejdz9nu Dátum 2007 március 24, 18:49
95V-os... ez sok? És ez is szélgenerátor... mint a másik... A Tibi szerint is "Szervó jellegű" az a másik...
Szerintem a 1,5 HP 95V-on... erősen túlhajszolt lehet... 6750 ford....
Talán 48V környékén szeret... 3000rpm...
Amikor egy motorra az adják meg, hogy 0-xxx rpm... az szerintem jó a célnak... fordulatszám szabályzáshoz tervezték... 5kg-os...
Szerintem a 1,5 HP 95V-on... erősen túlhajszolt lehet... 6750 ford....
Talán 48V környékén szeret... 3000rpm...
Amikor egy motorra az adják meg, hogy 0-xxx rpm... az szerintem jó a célnak... fordulatszám szabályzáshoz tervezték... 5kg-os...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 18:50
Írta: bmejdz9nu Dátum 2007 március 24, 18:50
Egy kép róla...

Brand New Permanent Magnet 2.5 HP 130 Volt DC Motor
At 600rpm - into a 2.5ohm load- 3a@7.5v or 22w
At 1200rpm- into a 2.5ohm load- 6a@ 12v or 72w
~ Treadmill Motor ~
New Argord Corporation Model PA140A
Made for Icon Health & Fitness
Icon Part # 139236
More of these motors for sale here...CLICK HERE !!!
The rated voltage of the motor is 130 VDC for 6750 RPM operation.
Lower voltages can be used and the RPM will be reduced proportionally. Great Replacement Motor.
New ARGORD CORP. Permanent magnet design with thermal overload protection. Heavy cast iron fan/pulley assembly NOT Included!
SPECIFICATIONS:
HP 2 1/2 at 130 VDC int.
1 1/2 at 95 VDC cont.
95-130 VDC
18.5 Amps
0-6750 RPM
Rotation reversible Enclosure open
Duty int. w/o cooling fan (not incl)
Mount 4 hole base 4 1/4" x 2 3/4"
Shaft 17 mm w/threaded end 1/2"-13 UNC LH thread
Size 7 3/4" x 4" x 4" excluding face plate
Shpg. 10 lbs.
1.5 HP Continuous Duty @ 95 VDC
2.5 HP Treadmill Duty @ 130 VDC
3 threaded holes in side of body for mounting bracket.
Shaft 17 mm dia x 15/16" w/ 1/2"-13 x 7/8" long UNC LH threaded end.
Size 7 3/4" x 4" x 4" excluding face plate.
Brand New Permanent Magnet 2.5 HP 130 Volt DC Motor
At 600rpm - into a 2.5ohm load- 3a@7.5v or 22w
At 1200rpm- into a 2.5ohm load- 6a@ 12v or 72w
~ Treadmill Motor ~
New Argord Corporation Model PA140A
Made for Icon Health & Fitness
Icon Part # 139236
More of these motors for sale here...CLICK HERE !!!
The rated voltage of the motor is 130 VDC for 6750 RPM operation.
Lower voltages can be used and the RPM will be reduced proportionally. Great Replacement Motor.
New ARGORD CORP. Permanent magnet design with thermal overload protection. Heavy cast iron fan/pulley assembly NOT Included!
SPECIFICATIONS:
HP 2 1/2 at 130 VDC int.
1 1/2 at 95 VDC cont.
95-130 VDC
18.5 Amps
0-6750 RPM
Rotation reversible Enclosure open
Duty int. w/o cooling fan (not incl)
Mount 4 hole base 4 1/4" x 2 3/4"
Shaft 17 mm w/threaded end 1/2"-13 UNC LH thread
Size 7 3/4" x 4" x 4" excluding face plate
Shpg. 10 lbs.
1.5 HP Continuous Duty @ 95 VDC
2.5 HP Treadmill Duty @ 130 VDC
3 threaded holes in side of body for mounting bracket.
Shaft 17 mm dia x 15/16" w/ 1/2"-13 x 7/8" long UNC LH threaded end.
Size 7 3/4" x 4" x 4" excluding face plate.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 18:58
Írta: bmejdz9nu Dátum 2007 március 24, 18:58
Nézzétek!
600 rpm... 7.5V-nál... 3A... 22w.. stb...
Ezek az adatok magukért beszélnek...
600 rpm... 7.5V-nál... 3A... 22w.. stb...
Ezek az adatok magukért beszélnek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 19:00
Írta: 000000000 Dátum 2007 március 24, 19:00
Nekem (P2S-nek) sok a 95V és nem is túl egészséges nyalogatni!
Jobb lenne törpefesz tartományban (<50V) maradni!
Jobb lenne törpefesz tartományban (<50V) maradni!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 19:06
Írta: 000000000 Dátum 2007 március 24, 19:06
Az ok, hogy forog 7.5V-al, de a dinamikához neki is kell a 130V!
Egy irányváltásnál még ha nem is fog forogni 600-nál többet, akkor is kell a gyorsítás idejére nagy feszkó, hogy gyorsan a kívánt pozícióba rohanjon az encoder!
Egy irányváltásnál még ha nem is fog forogni 600-nál többet, akkor is kell a gyorsítás idejére nagy feszkó, hogy gyorsan a kívánt pozícióba rohanjon az encoder!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 19:10
Írta: bmejdz9nu Dátum 2007 március 24, 19:10
1.Ezt a motort akár 125V-al is meg lehet kergetni.. akkor azt írják 2,5HP és kényszerhűtés szükséges....
2. 95V-nál már "csak" 1,5 Hp....de már nem kell kényszerhűtés... tartósan ezt bírja...
3. 7,5V-nál 22w-os...3A (600rpm)
4. 12V-nál 72w-os... 6A (1200 rpm)
5. Akkor mennyi 50V-nál?????
2. 95V-nál már "csak" 1,5 Hp....de már nem kell kényszerhűtés... tartósan ezt bírja...
3. 7,5V-nál 22w-os...3A (600rpm)
4. 12V-nál 72w-os... 6A (1200 rpm)
5. Akkor mennyi 50V-nál?????
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 19:12
Írta: 000000000 Dátum 2007 március 24, 19:12
Ok, értelek!
legfeljebb nem hasnáljuk ki a lehetséges dinamikát...
legfeljebb nem hasnáljuk ki a lehetséges dinamikát...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 19:15
Írta: bmejdz9nu Dátum 2007 március 24, 19:15
Ez olyan motor mint ami nekem van (#826)... csak a ház nem alu..hanem acél... azért, hogy lehessen alkalmazni a kényszerhűtést (ventilátoros dolgot írnak)
Tehát szerintem ez az 5kg-os motor csak jól túlterhelhető... 2,5HP és 5kg és 6750rpm? ez együtt nem ok...
Az alacsonyabb dolgait nézzétek..
Tehát szerintem ez az 5kg-os motor csak jól túlterhelhető... 2,5HP és 5kg és 6750rpm? ez együtt nem ok...
Az alacsonyabb dolgait nézzétek..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 19:19
Írta: bmejdz9nu Dátum 2007 március 24, 19:19
Az adataiból arra is lehet következtetni amit a Tibi írt... kicsi a forgórész súlya.... ami jó... a dinamikának...
Kalkuláljál mennyi áramot vehet fel az adatok alapján kb. 50V-ról?
Kalkuláljál mennyi áramot vehet fel az adatok alapján kb. 50V-ról?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 19:19
Írta: 000000000 Dátum 2007 március 24, 19:19
Ezt az 5 kg-os dolgot hol olvastad? Nem néz ki a motor 5kg-osnak!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 19:20
Írta: 000000000 Dátum 2007 március 24, 19:20
Sokat, nekem túl sokat!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 19:26
Írta: bmejdz9nu Dátum 2007 március 24, 19:26
Shpg. 10 lbs. = 5kg... jó kb. akkor 4,5Kg mert ez már a csomagolt súly...
17mm-es a tengely... ez már magárért beszél..
Láttam a cnc-zonén ebből már marómotort...
17mm-es a tengely... ez már magárért beszél..
Láttam a cnc-zonén ebből már marómotort...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 19:28
Írta: bmejdz9nu Dátum 2007 március 24, 19:28
2,5 OHM... a tekercs ezzel kalkulálnak... ha jól látom...ez jó vagy mekkora?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 19:31
Írta: 000000000 Dátum 2007 március 24, 19:31
Miért van az, hogy ha egy Vezérlő árráról fantáziáltok, akkor az hobbi legyen, amikor meg a teljesítményről akkor az legyen ám profi! Ez a motor szerintem hobbinak túl nagy (teljesítményben és áramban is)! A legtöbb hobbi építőnek egyszerűen nem kell ilyen teljesítmény és nem is tudja kiszolgálni (gondolj bele mekkora táp és egyéb cucc kell egy 3-4 tengelyes ilyen gép kiszolgálására)?!
17mm-es tengely... lehet ezeket áttételezni is és a felbontása is javul(hat)!
17mm-es tengely... lehet ezeket áttételezni is és a felbontása is javul(hat)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 19:31
Írta: bmejdz9nu Dátum 2007 március 24, 19:31
...ami nekem van (#826)... 7 kg (jó erős és vastag alu ház.. ez itt nincs) 2,7 OHM a tekercs... tehát a tesó-ja...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 19:38
Írta: bmejdz9nu Dátum 2007 március 24, 19:38
P vagy H lesz a jele a szervó vezérlődnek?
Ez a motor 50 USD = 10.000 Ft... olcsóbban is lehet... a szállítás ha ráér... nem túl drága... (sajnos csak odát 110V-os a hálózat... de erről már volt szó)
kb. 4,5Kg-os motor... erős... szerintem nem nem gravír gépekhez fognak venni szervót... első körben biztos...
Pl. A Gecko 320... a maga nem kis teljesítményével... azt hiszem 20A-es az alap modell... 50-80V... Ők is így látták a piacot... szerintem de mondom csak szerintem...
Ez a motor 50 USD = 10.000 Ft... olcsóbban is lehet... a szállítás ha ráér... nem túl drága... (sajnos csak odát 110V-os a hálózat... de erről már volt szó)
kb. 4,5Kg-os motor... erős... szerintem nem nem gravír gépekhez fognak venni szervót... első körben biztos...
Pl. A Gecko 320... a maga nem kis teljesítményével... azt hiszem 20A-es az alap modell... 50-80V... Ők is így látták a piacot... szerintem de mondom csak szerintem...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 19:43
Írta: 000000000 Dátum 2007 március 24, 19:43
Jelenleg a belső (saját bordás) hűtéssel nem mehetek 10A felé (tartós terheléssel).
Majd én is építek Gekkó (oldja meg a vevő) stílusú csomagolást és az 100A-es lesz![#crazya]
Majd én is építek Gekkó (oldja meg a vevő) stílusú csomagolást és az 100A-es lesz![#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 19:51
Írta: bmejdz9nu Dátum 2007 március 24, 19:51
Ezt is már kidumáltuk... én ha neked lennék tennék be egy termisztort... a garanciális viták elkerülése végett... aztán mindenki azt csinál amit akar... Gekko módra...
Az én német vezérlőmben 2 ventilátor... és egy L alakú hűtőcske.... mert a ventilátor olcsóbb mint a h.borda...
Ha a felhasználó maga választ:
ventilátoros (pl. számítógépes proci h.) Ha van egy tábla aluja... stb... az ő dolga... neked is jobb... szerintem...
Az én német vezérlőmben 2 ventilátor... és egy L alakú hűtőcske.... mert a ventilátor olcsóbb mint a h.borda...
Ha a felhasználó maga választ:
ventilátoros (pl. számítógépes proci h.) Ha van egy tábla aluja... stb... az ő dolga... neked is jobb... szerintem...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 19:52
Írta: 000000000 Dátum 2007 március 24, 19:52
Igen, kidumáltuk és nincs fém házam (olcsón)...
Van benne túlmelegedés figyelés.
Van benne túlmelegedés figyelés.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 20:10
Írta: svejk Dátum 2007 március 24, 20:10
Ebből az armatúraellenállásból ki tudod számolni hogy a nullára fékezett motor 50 V-on éppen 20 A-t vesz fel. (hirtelen irányváltáskor még többet)
Hogy jó-e ez neked azt nem tudom .
Hogy jó-e ez neked azt nem tudom .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 20:11
Írta: bmejdz9nu Dátum 2007 március 24, 20:11
A conrádban (Bécs) láttam alu házakat olcsón.... ezek megfelelnének... nincsenek lebarnítva de alu és alkalmas...
A hővédelem jó... akkoriban amikor erősítőket gyártottam (szinte szériában 20 éve...) Olyanok voltak, hogy hővédelem és rövidzár védelemmel... mind... nem fájt a fejem... a hü..e zenészek miatt...
(teljes hangerő...jack dugó leteker... kulcs belenyom... 10 perc múlva... kivesz... és működik... ez volt az alap) Nagyon sok zenekari dolgot gyártottam... abban a hiánygazdaságban... egyszer majd elmesélem melyik banda teknikusa voltam... szerintem te is ismered...)
A hővédelem jó... akkoriban amikor erősítőket gyártottam (szinte szériában 20 éve...) Olyanok voltak, hogy hővédelem és rövidzár védelemmel... mind... nem fájt a fejem... a hü..e zenészek miatt...
(teljes hangerő...jack dugó leteker... kulcs belenyom... 10 perc múlva... kivesz... és működik... ez volt az alap) Nagyon sok zenekari dolgot gyártottam... abban a hiánygazdaságban... egyszer majd elmesélem melyik banda teknikusa voltam... szerintem te is ismered...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 20:15
Írta: bmejdz9nu Dátum 2007 március 24, 20:15
De dinamikája az biztos van... gondolom... A forgásírány váltást is emlegetik... erre is tervezték...
Lehet, hogy nagy.... de a tiéd nagytestvére lehetne... ha kell...
Egyik fórumtársunknál jártam a múlt héten... 1Kw-os DC szervómotorokat is használ...
Lehet, hogy nagy.... de a tiéd nagytestvére lehetne... ha kell...
Egyik fórumtársunknál jártam a múlt héten... 1Kw-os DC szervómotorokat is használ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 20:15
Írta: 000000000 Dátum 2007 március 24, 20:15
Na még ilyet sem láttam!!!
a #999-est nem én írtam!!![#wow1][#wow1][#wow1]
a #999-est nem én írtam!!![#wow1][#wow1][#wow1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 20:17
Írta: 000000000 Dátum 2007 március 24, 20:17
Szerintem totál egyszerre küldtük az üzenetet, csak nem tudom kivel?!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 20:17
Írta: 000000000 Dátum 2007 március 24, 20:17
Szóval azt akartam mondani, hogy köszi, majd megsasolom!
kikapcs mz/x...
kikapcs mz/x...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 20:18
Írta: bmejdz9nu Dátum 2007 március 24, 20:18
Na még ilyet... ti is látjátok... István nevében is tudok írni...[#finom]
Na ezt majd promo célokra használom...
Nem vagyok crack-er.. hogy csináltam :)
Na ezt majd promo célokra használom...
Nem vagyok crack-er.. hogy csináltam :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 20:20
Írta: bmejdz9nu Dátum 2007 március 24, 20:20
szerintem töröld ki... totál káÓ ..lett
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 20:20
Írta: 000000000 Dátum 2007 március 24, 20:20
ok.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 20:21
Írta: 000000000 Dátum 2007 március 24, 20:21
És lás ismét csodát, 1-et töröltem és 2 ment el...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 20:22
Írta: svejk Dátum 2007 március 24, 20:22
Az enyémnek csak távoli rokona lehet mert az csak ablaktörlőmotor :)
Biztos klasz ez a nagy de abban igaza van HobbyCNC-nek jobb kisebb feszültségen maradni, illetve abban is hogy inkább az a jobb (vagy csak gazdaságosabb)ha a motor névleges feszültségénél egy kicsit többről jár a vezérlő.
Biztos klasz ez a nagy de abban igaza van HobbyCNC-nek jobb kisebb feszültségen maradni, illetve abban is hogy inkább az a jobb (vagy csak gazdaságosabb)ha a motor névleges feszültségénél egy kicsit többről jár a vezérlő.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 20:25
Írta: svejk Dátum 2007 március 24, 20:25
Péter neked ajándék jár te írtad az 1000. hozzászólást?)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 20:26
Írta: 000000000 Dátum 2007 március 24, 20:26
Én ezen nem is csodálkozok![#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 20:30
Írta: svejk Dátum 2007 március 24, 20:30
Azt hiszem összesítésben is dobogós lenne :)
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 március 24, 20:31
Írta: ra8nsmk6w Dátum 2007 március 24, 20:31
1001 éjszaka seherezadé-val... én sem emlékeznék rá, hogy mit irtam.Az én könyvelöm biztos kiszúrná, hogy hiányzik a 909 üzenet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 20:47
Írta: bmejdz9nu Dátum 2007 március 24, 20:47
Hol lehet és milyen ajándékot átvenni az 1000. dumáért?
Á...ezért volt az az "abszolút" hogy szinte "félistenként" István nevében is tudtam írni...??? Köszönöm... Istvánnak ezt a bizalmat... (#999 - már törölve...)
... és az elsőért? #1... mert az is én voltam... aki ezt a topikot nyitotta...
Időarányosan mindenképp rekord lett a fórum életében !!!
[#wave][#taps]
Á...ezért volt az az "abszolút" hogy szinte "félistenként" István nevében is tudtam írni...??? Köszönöm... Istvánnak ezt a bizalmat... (#999 - már törölve...)
... és az elsőért? #1... mert az is én voltam... aki ezt a topikot nyitotta...
Időarányosan mindenképp rekord lett a fórum életében !!!
[#wave][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 20:49
Írta: bmejdz9nu Dátum 2007 március 24, 20:49
Közbe marok a BF20-on... ferlületmarás...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 20:58
Írta: 000000000 Dátum 2007 március 24, 20:58
Bár lehet, hogy már túlszaladtatok rajta, de síkfilmet a FORTE mintaboltban vettem. Bp.V., Mérleg utca 2. A 9x12-esre szépen elfér két 50 mm-es tárcsa és a maszkok. Egy 25-ös csomag kb 700 Ft plusz a vegyszerek meg a pacsmagolás a fürdőszobában. Ahová persze biztos akkor akar valaki bejönni amikor ki van csomagolva a film.
A sima rés optókkal (pl. a TCST sorozat) csak az a baj, hogy még a CONRAD-osnál is sokkal lassúbbak.
A sima rés optókkal (pl. a TCST sorozat) csak az a baj, hogy még a CONRAD-osnál is sokkal lassúbbak.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 március 24, 21:07
Írta: svejk Dátum 2007 március 24, 21:07
Túlszaladtunk ,de ez még aktuális.
Már azt hittem nem kapok rá választ, köszi.
Tehát aki régebben fotózott ff-ben az elő tudja hívni otthon? És hogy világítod át az erdeti filmről? Boccs de én nem ismerem a fototechnikát.
Már azt hittem nem kapok rá választ, köszi.
Tehát aki régebben fotózott ff-ben az elő tudja hívni otthon? És hogy világítod át az erdeti filmről? Boccs de én nem ismerem a fototechnikát.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 24, 21:28
Írta: 000000000 Dátum 2007 március 24, 21:28
Ha nagyon érdekel magánban részletesen leírom az egész procedurát, vagy nyissunk egy fotoiskola topicot, mert macerás. De valóban aki fotózott az átkosban, amikor még alkotóelemenként is lehetett a vegyszert is kapni, az otthon elkészítheti. Ettől egyszerűbb, ha pontosan megmondod milyen tárcsa és maszk kell. Aztán majd elküldöm a mintát, vagy a darabokat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 21:38
Írta: bmejdz9nu Dátum 2007 március 24, 21:38
A kontaktolást minden nyomdában tudják... csak vigyél síkfilmet nekik... gondolj a positive 20-ra. Ugyanaz csak ez film...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 24, 22:52
Írta: bmejdz9nu Dátum 2007 március 24, 22:52
vissza térve a motorra (#979) rendelek belőle... megnézzük... majd jó lesz valamíre... ha nem jó szervónak... Nincs túl nagy válszték ilyenekből... vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 március 24, 23:56
Írta: Kristály Árpád Dátum 2007 március 24, 23:56
Ahelyet, hogy otthon szétszednéd a kávédarálót...
Hi....Hi...
Hi....Hi...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 25, 08:25
Írta: 000000000 Dátum 2007 március 25, 08:25
Szia Péter!
Légyszi tegyél már oda a motorodhoz egy 9V-os
elemet, vagy egy mérőszalagot, és úgy fotózd le.
Valahogy nem áll össze nekem, hogy ez majdnem
egy 5kg-os moci.
Így érzékelnénk a méretarányokat. Köszi.
Légyszi tegyél már oda a motorodhoz egy 9V-os
elemet, vagy egy mérőszalagot, és úgy fotózd le.
Valahogy nem áll össze nekem, hogy ez majdnem
egy 5kg-os moci.
Így érzékelnénk a méretarányokat. Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 25, 09:06
Írta: 000000000 Dátum 2007 március 25, 09:06
Hát erre én is kíváncsi lennék!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 25, 09:07
Írta: 000000000 Dátum 2007 március 25, 09:07
Film:
az a megoldás nem jó, hogy lézernyomtatóval filmre (hőállóra) nyomtatjuk közvetlenül a tárcsát (és esetleg lamináló sray-al átfújjuk)?
Ez volna a legegyszerübb...
az a megoldás nem jó, hogy lézernyomtatóval filmre (hőállóra) nyomtatjuk közvetlenül a tárcsát (és esetleg lamináló sray-al átfújjuk)?
Ez volna a legegyszerübb...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 25, 09:13
Írta: bmejdz9nu Dátum 2007 március 25, 09:13
Ez a motor még nincs a "birtokomban"... De megrendelem... szerintem olyan "jellegű lehet mint az a másik.... ezt is szélgenerátorhoz javasolják... és fordulatszám szabályozásra tervezték... csak annyi infó van... ami ott van... esetleg a neten kaparászni....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 25, 09:15
Írta: bmejdz9nu Dátum 2007 március 25, 09:15
Ég és föld a különbség a lézer és a levilágító között... A lézernomtatót el kell felejteni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 25, 09:19
Írta: 000000000 Dátum 2007 március 25, 09:19
Értem! Biztos kisebb felbontásig az is használható (vagy nagyobb átmérőjű tárcsáknál).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 25, 09:26
Írta: bmejdz9nu Dátum 2007 március 25, 09:26
Csinálj egy a4 mintát... nyomtasd ki... és vidd el levilágítani... nézd meg fény felé fordítva és a konturokat nagyítóval... meg fogsz döbbenni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 25, 09:28
Írta: 000000000 Dátum 2007 március 25, 09:28
Ja, ok. Azt hittem, már van Neked.
(Legrosszabb esetben már 2 olyan motorod lesz,
amit nem tudsz felhasználni CNC-hez...:-)
(Legrosszabb esetben már 2 olyan motorod lesz,
amit nem tudsz felhasználni CNC-hez...:-)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 25, 09:33
Írta: bmejdz9nu Dátum 2007 március 25, 09:33
[#nyes] ... de azért forogni tudnak... majd csinálok körhintát belölük...
Szerintem az első az tuti lenne... persze csak gondolom amennyíre (nem) értek hozzá...
Szerintem az első az tuti lenne... persze csak gondolom amennyíre (nem) értek hozzá...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 25, 09:55
Írta: 000000000 Dátum 2007 március 25, 09:55
Utánan néztem ezeknek a különálló optokapuknak (pl. LTH 301-07) mennyi a határfrekijük! Ezt találtam róla:

Nem tudom, hogy jól értelmezem e, de szerintem a maximális határfrekije az a tr+tf összege, ami 15+20 uS = 28.5kHz és ez a legrosszabb adatok esetén.
Tipikusan viszont:
3+4=7 uS = 142.8kHz. Ez a legtöbb egybeépített encoder kapunak megfelel!
A teljes adatlapja itt: LTH301_07.pdf
Nem tudom, hogy jól értelmezem e, de szerintem a maximális határfrekije az a tr+tf összege, ami 15+20 uS = 28.5kHz és ez a legrosszabb adatok esetén.
Tipikusan viszont:
3+4=7 uS = 142.8kHz. Ez a legtöbb egybeépített encoder kapunak megfelel!
A teljes adatlapja itt: LTH301_07.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 25, 09:56
Írta: 000000000 Dátum 2007 március 25, 09:56
Ja és a lényege, hogy darabja kevesebb mint 200 Ft (bruttó) és kapható!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 26, 19:49
Írta: bmejdz9nu Dátum 2007 március 26, 19:49
Csak visszatérve a hűtőborda "takarékos" azaz "Budget" megoldáshoz..
Ha érdekel vettem ma egyet a Bécsi Conrádban...
A gond az, hogy nem elég olcsó... 8 Euro.. de talán itthon is van és akár olcsóbban. (A Conrád nem arról híres, hogy olcsó... de van mindene.)
Ha kell lefotózom... lehetne marni CNC-vel a sorkapocs helyét... stb...
De azon gondolkodtam, hogy a többségnek úgysem Gekk. módra kell... De nem lenne e célszerű olyanara csinálni mint ... Tehát egy pl. 5-ös alulap... felette a panel... és lehet bordára szerelni... sőt ezt megspinkelni egy műanyag fedéllel ahol csak a sorkapocs látszik ki...
Ez a panel és a kész házas változat keveréke lehetne... persze nem akarok belepofázni...
Ha érdekel vettem ma egyet a Bécsi Conrádban...
A gond az, hogy nem elég olcsó... 8 Euro.. de talán itthon is van és akár olcsóbban. (A Conrád nem arról híres, hogy olcsó... de van mindene.)
Ha kell lefotózom... lehetne marni CNC-vel a sorkapocs helyét... stb...
De azon gondolkodtam, hogy a többségnek úgysem Gekk. módra kell... De nem lenne e célszerű olyanara csinálni mint ... Tehát egy pl. 5-ös alulap... felette a panel... és lehet bordára szerelni... sőt ezt megspinkelni egy műanyag fedéllel ahol csak a sorkapocs látszik ki...
Ez a panel és a kész házas változat keveréke lehetne... persze nem akarok belepofázni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 március 26, 19:56
Írta: bmejdz9nu Dátum 2007 március 26, 19:56
A #979-es motort megrendeltem... 2 hét múlva meglátjuk...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 március 27, 07:39
Írta: 000000000 Dátum 2007 március 27, 07:39
Igen, ilyesmiken már mi is agyaltunk (alu lap+műanyag fedéldoboz, csak minden drágábra jött ki mint a mostani megoldás, de talán a jövő ez lesz...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 03, 16:49
Írta: 000000000 Dátum 2007 április 03, 16:49
Helló "rc"!
Úgy jó másfél hete igértem Neked két A4 méretű 0,1 mm-es korlemezt, amit el is küldtem másnap. Na meg két e-mailt is a fórumon keresztül. Nem akarlak sürgetni, csak érdeklődöm , egyáltalán megkaptad bármelyiket is?
Úgy jó másfél hete igértem Neked két A4 méretű 0,1 mm-es korlemezt, amit el is küldtem másnap. Na meg két e-mailt is a fórumon keresztül. Nem akarlak sürgetni, csak érdeklődöm , egyáltalán megkaptad bármelyiket is?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 03, 17:23
Írta: 000000000 Dátum 2007 április 03, 17:23
Bocsi Imi!!!!!
Köszönettel megkatam a lemezt.
Azt se tudom néha mit csinálok, mert marhára hajtok.
Egy rövid próbát tettem nem valami biztató.
Korlemez vágást meg kellene valahol tanulnom, mert nem olyan egésszen mint a vaslemez.
Már látom, hogy csak májustól fogok tudni lézerrel újból kísérletezni.
Köszönettel megkatam a lemezt.
Azt se tudom néha mit csinálok, mert marhára hajtok.
Egy rövid próbát tettem nem valami biztató.
Korlemez vágást meg kellene valahol tanulnom, mert nem olyan egésszen mint a vaslemez.
Már látom, hogy csak májustól fogok tudni lézerrel újból kísérletezni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 03, 17:43
Írta: 000000000 Dátum 2007 április 03, 17:43
Semmi gond, örülök, hogy mégérkezett a lemez. Elvégre a tapasztalatszerzés volt a célod. Én csupán a Postában nem bíztam, mert csak "mezitlábas levélként" adtam fel.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 április 04, 15:13
Írta: svejk Dátum 2007 április 04, 15:13
Sziasztok!
Nem volt túl nagy tolongás az Adok,Veszek,Cserélek topic #1284-re :(
Pedig ha belegondoltok akkor az egy nagyon klasz acéltárcsás encoder , megcsapágyazva, 960-as felbontásra jó. Egy nagyobb motor vagy orsó végére felszerelhető,és ugykell tenni mintha a motor ott sem lenne :)
A nagyobb kézügyességűek a tengelyről a forgórészt lehúzhatják és az állórészt kihagyva az első-hátsó pajzsot összefogva már tényleg egy komoly csapágyazású encoder birtokába juthatnak. No....??
Nem volt túl nagy tolongás az Adok,Veszek,Cserélek topic #1284-re :(
Pedig ha belegondoltok akkor az egy nagyon klasz acéltárcsás encoder , megcsapágyazva, 960-as felbontásra jó. Egy nagyobb motor vagy orsó végére felszerelhető,és ugykell tenni mintha a motor ott sem lenne :)
A nagyobb kézügyességűek a tengelyről a forgórészt lehúzhatják és az állórészt kihagyva az első-hátsó pajzsot összefogva már tényleg egy komoly csapágyazású encoder birtokába juthatnak. No....??
Cím: Re:DC szervó motoros vezérlés
Írta: Bicska Dátum 2007 április 04, 19:10
Írta: Bicska Dátum 2007 április 04, 19:10
Nem olvastam vissza a hírdetésed, úgyhogy az alapján írok amire emlékszem, ha 40V körül van a motorod, akkor max 10-20W-os lehet-mi? Üdv!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 április 05, 05:51
Írta: svejk Dátum 2007 április 05, 05:51
Igen sajnos elg kicsi a teljesítmény (kb 20w)
(Ez hogy jött ki neked a 40 v-ból ??)
Ezért ajánlom mint encodert is.
(Ez hogy jött ki neked a 40 v-ból ??)
Ezért ajánlom mint encodert is.
Cím: Re:DC szervó motoros vezérlés
Írta: Bicska Dátum 2007 április 05, 19:01
Írta: Bicska Dátum 2007 április 05, 19:01
Rátippeltem[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 április 06, 12:47
Írta: Kristály Árpád Dátum 2007 április 06, 12:47
Hallihó!
XXX....
XXX....
Cím: Re:DC szervó motoros vezérlés
Írta: rcnn85cxp Dátum 2007 április 08, 08:18
Írta: rcnn85cxp Dátum 2007 április 08, 08:18
Sziasztok!
Egy kicsit lemaradtam, pedig renszeresen figyelemmel kísérem a lézer fejlesztését, és drukkolok, hogy szuper legyen! Egy apró megjegyzésem lenne az enkóderrel kapcsolatban. Szerintem nem lézerrel van megmunkálva, hanem maratják, akár a nyákokat. Fotózás, előhívás, marás. Szinte teljesen biztos. Van egy cég, akinek intelligens lámpák dobozát kellett gyártanom, és Ők is megtaláltak, hogy különdböző mintákat lézerezzek nekik, egy kb 30mm átmérőjű acéllemezbe. Nem tudtuk megcsinálni. Kitalálták, hogy fotózzák, és marják. Mondhatom, hibátlan lett! Lézerezve egy enkóder, ugyanúgy elvetemedne, mint egy lemez, mellyet perforálunk.
Egy kicsit lemaradtam, pedig renszeresen figyelemmel kísérem a lézer fejlesztését, és drukkolok, hogy szuper legyen! Egy apró megjegyzésem lenne az enkóderrel kapcsolatban. Szerintem nem lézerrel van megmunkálva, hanem maratják, akár a nyákokat. Fotózás, előhívás, marás. Szinte teljesen biztos. Van egy cég, akinek intelligens lámpák dobozát kellett gyártanom, és Ők is megtaláltak, hogy különdböző mintákat lézerezzek nekik, egy kb 30mm átmérőjű acéllemezbe. Nem tudtuk megcsinálni. Kitalálták, hogy fotózzák, és marják. Mondhatom, hibátlan lett! Lézerezve egy enkóder, ugyanúgy elvetemedne, mint egy lemez, mellyet perforálunk.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 április 08, 22:57
Írta: e3h0cv4ph Dátum 2007 április 08, 22:57
Sziasztok.
A kollégámmal a panelgyártásba a fototecnikai eljárás hívei vagyunk. Kb. 10 éve csináljuk ezt viszonylag nagy számú panellal, nekünk ez már egy kiforrott technológia, és házilag is könnyen kivitelezhető. A legkisebb vezetősáv amit csináltunk az 8 mil volt (0,2mm).
Arra gondoltam ha ezzel az eljárással csinálnánk kódtárcsát, üvegszálas panellra (a lehető legvékonyabbra ~1mm). A rézfelületre rámaratnánk a kódtárcsa képét, ha kell a panel résekkel rendelkező részét még elvékonyitanánk (pl: köszörűvel v. csiszolóval), persze nem nullára, hogy legyen valami tartása. (nem tudom, hogy egy 0,1 mm vastag lemeznek milyen tartása van, ennek biztos több) Aztán szerelésnél a panel üvegszálas fele lenne az enkóder adó része (LED) felé fordítva. Szerintem ez így működne és nem is drága.
Mit szóltok hozzá?
Üdv:TT
A kollégámmal a panelgyártásba a fototecnikai eljárás hívei vagyunk. Kb. 10 éve csináljuk ezt viszonylag nagy számú panellal, nekünk ez már egy kiforrott technológia, és házilag is könnyen kivitelezhető. A legkisebb vezetősáv amit csináltunk az 8 mil volt (0,2mm).
Arra gondoltam ha ezzel az eljárással csinálnánk kódtárcsát, üvegszálas panellra (a lehető legvékonyabbra ~1mm). A rézfelületre rámaratnánk a kódtárcsa képét, ha kell a panel résekkel rendelkező részét még elvékonyitanánk (pl: köszörűvel v. csiszolóval), persze nem nullára, hogy legyen valami tartása. (nem tudom, hogy egy 0,1 mm vastag lemeznek milyen tartása van, ennek biztos több) Aztán szerelésnél a panel üvegszálas fele lenne az enkóder adó része (LED) felé fordítva. Szerintem ez így működne és nem is drága.
Mit szóltok hozzá?
Üdv:TT
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 április 08, 23:19
Írta: Kristály Árpád Dátum 2007 április 08, 23:19
Hallihó!
Szerintem levilágítóval sokkal egyszerűbb a legvastagabb filmre....
Szerintem levilágítóval sokkal egyszerűbb a legvastagabb filmre....
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 április 09, 00:14
Írta: e3h0cv4ph Dátum 2007 április 09, 00:14
Tényleg jó megoldás az is, csak akkor nem értem miért kisérleteznek vékony lemezzel? Az miben jobb a levilágítós-nál?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 09, 10:09
Írta: 000000000 Dátum 2007 április 09, 10:09
A film emulziója rosszul tűri a meleget, mert az alapanyaga zselatin. A film és a tárcsa, amire rögzítve van erősen különböző hőtágulásúak, tehát még vetemedik is, hullámos lehet a széle. Ezért jó a nyomtatókba és egyéb mérsékelten gonosz helyekre, de nem felel meg "ipari" igénybevételre pl 80 fokon. (a fok Celsius-ban értendő és nem Maligan-ban)
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2007 április 09, 10:33
Írta: sasi Dátum 2007 április 09, 10:33

Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 április 09, 20:11
Írta: Kristály Árpád Dátum 2007 április 09, 20:11
Oké!
Ipari encoderben többnyire üvegtárcsát használnak....
A Balluf is gyárt ilyet...
Ipari encoderben többnyire üvegtárcsát használnak....
A Balluf is gyárt ilyet...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 április 10, 10:35
Írta: e3h0cv4ph Dátum 2007 április 10, 10:35
Köszi Imi, értem. Bár szerintem egy hobbycnc gépen az encoder (még ha közel is van a motorhoz) hőmérséklete nem megy 80 C° fok közelébe, legalábbis az én gépemen.
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 április 10, 15:33
Írta: yuagaci9g Dátum 2007 április 10, 15:33
Az encoder tarcsanak nagyon pontosnak kell lennie, es amit a legnehezebb megcsinalni; hogy kozpontosan fusson, kulonben minden fordulatnal egyik oldalon siet, a masikon meg kesik picit. Szoval el nem tudom kepzelni, hogy lehetne kozpontosra kivagni, ha mar a fenykepezesnel nem torzul el ovalisra. (tokeletes nyomtato nincs)
Esetleg egy eredeti tarcsat kellene hasznalni maszknak, de a kifuras ?
Esetleg egy eredeti tarcsat kellene hasznalni maszknak, de a kifuras ?
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 április 10, 16:12
Írta: e3h0cv4ph Dátum 2007 április 10, 16:12
Szerintem egy hobby géphez (egy-kétszáz résig) megfelelő ez a technológia (vagy akár a levilágítós is).
Aki ipari gépben gondolkodik az pedig vegyen gyárit (vagy bontson gyári gépről, vagy vegyen a piacon párszáz forintért ilyet).
Aki ipari gépben gondolkodik az pedig vegyen gyárit (vagy bontson gyári gépről, vagy vegyen a piacon párszáz forintért ilyet).
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 április 10, 22:11
Írta: Kristály Árpád Dátum 2007 április 10, 22:11
Hallihó Lámpás!
Örülök, hogy újra köztünk vagy!
Meglep a véleményed, mert te mindig minden megoldasz!
Ez a saját tapasztalatom!
Szerintem nem nehéz egy olyan szerszámot kiesztergálni mely kellő pontosságal kilukasz egy filmet....
A levilágítónál nincs szerintem totzulás, ráadásul az nem nyomtató!
Aprópó....
Fél siker... már megy az A.... bipo vezérllő!!!!!
De sajna nincs elég nagy motorom 8-10-Amper!
Örülök, hogy újra köztünk vagy!
Meglep a véleményed, mert te mindig minden megoldasz!
Ez a saját tapasztalatom!
Szerintem nem nehéz egy olyan szerszámot kiesztergálni mely kellő pontosságal kilukasz egy filmet....
A levilágítónál nincs szerintem totzulás, ráadásul az nem nyomtató!
Aprópó....
Fél siker... már megy az A.... bipo vezérllő!!!!!
De sajna nincs elég nagy motorom 8-10-Amper!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 április 11, 06:22
Írta: Szalai György Dátum 2007 április 11, 06:22
Birnék neked kölcsönadni nagy dög motort, ha segit rajtad, esetleg két nagyot párhuzamosan.
Vagy hármat.
Vagy hármat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 11, 12:34
Írta: bmejdz9nu Dátum 2007 április 11, 12:34
Megjött a "#979"-es motor...
Nagyon jó...
de a Tibi45 leírásai szerint nem szervó jellegű... kissé darabos a járása kis feszültségen 1-2V-on...
Viszont eszméletlen erős... halk,nem melegszik...
Talán jó kis marómotort lehetne belőle csinálni... csak kellene egy jó nagy áramú (kb 10-15A) vezérlés 0-90V-ra... valami PWM... fetekkel... vagy nem tudom...
Ezzel a motoral láttam egy marómotor megoldást a cnczone.com-on csak most nem találom... keresem...
Persze a vezérlésre lehet valmi más megoldás is mert a BF20-ban is egyenáramú motor van... valahogy a 220V-ról szabályozzák? melegedés a motoron kívül sehol... nem tudom, hogy csinálják...???
Nagyon jó...
de a Tibi45 leírásai szerint nem szervó jellegű... kissé darabos a járása kis feszültségen 1-2V-on...
Viszont eszméletlen erős... halk,nem melegszik...
Talán jó kis marómotort lehetne belőle csinálni... csak kellene egy jó nagy áramú (kb 10-15A) vezérlés 0-90V-ra... valami PWM... fetekkel... vagy nem tudom...
Ezzel a motoral láttam egy marómotor megoldást a cnczone.com-on csak most nem találom... keresem...
Persze a vezérlésre lehet valmi más megoldás is mert a BF20-ban is egyenáramú motor van... valahogy a 220V-ról szabályozzák? melegedés a motoron kívül sehol... nem tudom, hogy csinálják...???
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 11, 13:56
Írta: bmejdz9nu Dátum 2007 április 11, 13:56
Korrekció:
1 óra teszt 30V-on... már nagyon melegszik... tehát ez a motor a maxon...130V-oo 2,5HP-s! teljesítményével... csak rövid üzemre való.
... gondolom erre tervezték... mégis mihez? Daruhoz? Na ebből mi lesz....? Vadászgép kerékbehuzó meghajtó? mert erő az van dögivel...
1 óra teszt 30V-on... már nagyon melegszik... tehát ez a motor a maxon...130V-oo 2,5HP-s! teljesítményével... csak rövid üzemre való.
... gondolom erre tervezték... mégis mihez? Daruhoz? Na ebből mi lesz....? Vadászgép kerékbehuzó meghajtó? mert erő az van dögivel...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 április 11, 16:24
Írta: s5f8tmfv3 Dátum 2007 április 11, 16:24
Motorvezérléshez értők! Milyen megoldások léteznek egy kefés DC motor fix fordulatszámon tartására? Van valami egyszerű (leginkább visszacsatolt) módszer amivel kivitelezhető volna egy fortuna ami tartja a beállított fordulatszámot akkor is ha leterheli a maró? Vagy ez is csak PIC plusz PID segítségével lehetséges?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 11, 16:51
Írta: 000000000 Dátum 2007 április 11, 16:51
Szia Amatőr!
Alapverzióként áramvisszacsatolásra vannak
módszerek, ezzel külső érzékelő nélkül is már
nyomatéktartóvá válik a motor.
Komolyabb, és nagy stabilitású eredményhez
sebesség szabályzást kell használni.
Ilyenkor a motor tengelyéhez valamilyen
érzékelőt (encoder, tachodinamó, ...) kell
csatlakoztatni, és egy PI logikával szuper
hajtást lehet készíteni. Az teljesen
részletkérdés, hogy ezt digitális vagy analóg
áramkörök valósítják-e meg. A korrekt méretzés,
az elvek betartása a fontos.
Alapverzióként áramvisszacsatolásra vannak
módszerek, ezzel külső érzékelő nélkül is már
nyomatéktartóvá válik a motor.
Komolyabb, és nagy stabilitású eredményhez
sebesség szabályzást kell használni.
Ilyenkor a motor tengelyéhez valamilyen
érzékelőt (encoder, tachodinamó, ...) kell
csatlakoztatni, és egy PI logikával szuper
hajtást lehet készíteni. Az teljesen
részletkérdés, hogy ezt digitális vagy analóg
áramkörök valósítják-e meg. A korrekt méretzés,
az elvek betartása a fontos.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 11, 16:57
Írta: bmejdz9nu Dátum 2007 április 11, 16:57
Van erre valami bevált komplett (analog) megoldás?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 11, 17:06
Írta: 000000000 Dátum 2007 április 11, 17:06
Szia Péter!
Persze hogy van, szaladj át ide a szomszédba
hozzám, már a Tiéd is próbára.:)
Komolyra fordítva tudom, hogy sajnos van
köztünk X km, de ha erre jársz, tényleg
kipróbálhatsz több verziót is. A röhej
egyébként az, hogy novemberben ott forgott
melletted egy ilyen motor, amikor a talin
szomszéd kiállítók voltunk. Csak akkor senkinek
semmire nem volt ideje, elszaladt gyorsan az a
nap.
Persze hogy van, szaladj át ide a szomszédba
hozzám, már a Tiéd is próbára.:)
Komolyra fordítva tudom, hogy sajnos van
köztünk X km, de ha erre jársz, tényleg
kipróbálhatsz több verziót is. A röhej
egyébként az, hogy novemberben ott forgott
melletted egy ilyen motor, amikor a talin
szomszéd kiállítók voltunk. Csak akkor senkinek
semmire nem volt ideje, elszaladt gyorsan az a
nap.
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 április 11, 17:26
Írta: yuagaci9g Dátum 2007 április 11, 17:26
Hello Arpi!
Amit mondtam, mar probaltuk regen, a robotlampaknal kellett. Filmre csinaltam szazas beosztast, meg a hozzavalo maszkot. Sosem volt tokeletes, ha mar ket szazaddal efuruk a kozepet, mar egy beosztasnyi hibat adott.
A vezerlovel sem foglalkoztam reg, ahogy sok massal sem, de kell neha egy kis kirandulas egyeb szakteruletekre is, csak, hogy be ne gyepesedjek.
Amit mondtam, mar probaltuk regen, a robotlampaknal kellett. Filmre csinaltam szazas beosztast, meg a hozzavalo maszkot. Sosem volt tokeletes, ha mar ket szazaddal efuruk a kozepet, mar egy beosztasnyi hibat adott.
A vezerlovel sem foglalkoztam reg, ahogy sok massal sem, de kell neha egy kis kirandulas egyeb szakteruletekre is, csak, hogy be ne gyepesedjek.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 április 11, 17:36
Írta: s5f8tmfv3 Dátum 2007 április 11, 17:36
Hello Tibor!
Melyik megoldás mekkora tűréssel képes tartani a fordulatszámot? Biztos van olyan környezet ahol nagyon precíznek kell lennie egy ilyen szabályzásnak, de gondolom gravírozásnál vagy műanyag marásnál ez nem olyan fontos. A cél az volna hogy az alacsony fordulatszámon egyébként nyomatékszegény motor egy kis plusz energiát kapjon ha leterhelődik. Mik a kivitelezés konkrét feltételei (hogy ne csak általánosságokban beszéljünk)? Úgy értem minimálisan mit kell tartalmaznia egy ilyen áramkörnek (pl. az optósan visszacsatoltnak), tudsz-e olyat ami publikus és utánépíthető, vagy ha rendelésre készül akkor nagyságrendileg mekkora összeg? Ha feltételezem hogy a tápot meg a végfokot sokan képesek megoldani akkor még egy kisszériás gyártás is lehetne belőle, márha többeket is érdekel a dolog.
Melyik megoldás mekkora tűréssel képes tartani a fordulatszámot? Biztos van olyan környezet ahol nagyon precíznek kell lennie egy ilyen szabályzásnak, de gondolom gravírozásnál vagy műanyag marásnál ez nem olyan fontos. A cél az volna hogy az alacsony fordulatszámon egyébként nyomatékszegény motor egy kis plusz energiát kapjon ha leterhelődik. Mik a kivitelezés konkrét feltételei (hogy ne csak általánosságokban beszéljünk)? Úgy értem minimálisan mit kell tartalmaznia egy ilyen áramkörnek (pl. az optósan visszacsatoltnak), tudsz-e olyat ami publikus és utánépíthető, vagy ha rendelésre készül akkor nagyságrendileg mekkora összeg? Ha feltételezem hogy a tápot meg a végfokot sokan képesek megoldani akkor még egy kisszériás gyártás is lehetne belőle, márha többeket is érdekel a dolog.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 11, 18:27
Írta: 000000000 Dátum 2007 április 11, 18:27
Szia Amatőr!
Ha komolyan vesszük ezt a témát ez egy
2/3-os szervo hajtás (kimarad az 1/3 rész,
a pozíció szabályzó modul).
Korrekt PI algoritmussal 0.1-0.5%-on belül
símán lehet tartani a stabil fordulatot, de
ettől vannak jobb rendszerek is.
Sajnos akármilyen motort nem lehet szabályozni,
igazából itt is a szervo a nyerő, vagy minimum
szervo jellegű. Mivel azonban általában egy
Hobby CMNC főorsó hajtásnál nem számít a
kicsit lassabb dinamika, és nagyobbak
a fordulatszámok (200-6000 1/min), így
sokkal enyhébbek is lehetünk a motor megkívánt
minimális jelleg görbéjével kapcsolatosan.
Más a helyzet, ha 0.01 1/s fordulatnál is
szeretnéd a motorodat használni. Ehhez sajna
szervomotor kell, és profi visszacsatoló elem.
Az én renszereim modulárisak, és bárkinek
bármit összeállítok, de erről inkáb többet
magánban írok majd, mert nem szeretném István
érdekeit sérteni.
Tápegységet érdemes mindekinek az adott motorhoz
megépíteni, így már csak a sebesség hajtást
kell beszerezni. További jelentős árcsökkenést
jelenthet, ha elég az egyirányú forgás szabályzás.
Ha komolyan vesszük ezt a témát ez egy
2/3-os szervo hajtás (kimarad az 1/3 rész,
a pozíció szabályzó modul).
Korrekt PI algoritmussal 0.1-0.5%-on belül
símán lehet tartani a stabil fordulatot, de
ettől vannak jobb rendszerek is.
Sajnos akármilyen motort nem lehet szabályozni,
igazából itt is a szervo a nyerő, vagy minimum
szervo jellegű. Mivel azonban általában egy
Hobby CMNC főorsó hajtásnál nem számít a
kicsit lassabb dinamika, és nagyobbak
a fordulatszámok (200-6000 1/min), így
sokkal enyhébbek is lehetünk a motor megkívánt
minimális jelleg görbéjével kapcsolatosan.
Más a helyzet, ha 0.01 1/s fordulatnál is
szeretnéd a motorodat használni. Ehhez sajna
szervomotor kell, és profi visszacsatoló elem.
Az én renszereim modulárisak, és bárkinek
bármit összeállítok, de erről inkáb többet
magánban írok majd, mert nem szeretném István
érdekeit sérteni.
Tápegységet érdemes mindekinek az adott motorhoz
megépíteni, így már csak a sebesség hajtást
kell beszerezni. További jelentős árcsökkenést
jelenthet, ha elég az egyirányú forgás szabályzás.
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 április 11, 18:39
Írta: vthgizrff Dátum 2007 április 11, 18:39
Szia Tíbor!
Nekem pont erre lenne szükségem (200-6000 1/min)
Tudnál ajánlani ilyen motor beszerzési forrást 4-500W teljesítményben. Persze a cél az lenne, hogy az ára is sokkal enyhébb legyen, ne csak a "motor megkívánt minimális jelleg görbéje"
Nekem pont erre lenne szükségem (200-6000 1/min)
Tudnál ajánlani ilyen motor beszerzési forrást 4-500W teljesítményben. Persze a cél az lenne, hogy az ára is sokkal enyhébb legyen, ne csak a "motor megkívánt minimális jelleg görbéje"
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 11, 18:50
Írta: bmejdz9nu Dátum 2007 április 11, 18:50
Két dolog a motor fordulatszabályzáshoz:
1. Egy amcsi honlapon egy olyan (primitív?) megoldást láttam...hogy semmi opto meg egyebek... a fickó részerelt a marómotor tengelyére egy másik kicsi motort generátornak... dinamónak...a többit el tudjátok képzelni...
Ez jó megoldás lehet?
2. A nagy dilema...
Van két optimum gépem:
A BF20-ban egyenáramú motor... nem rossz... a tachót és vezérlőt (pedíg van valami szab.) nem találtam még benne... a motor: 200VDC... 750W.... erős mint bivaly...a 10-es marót (beszorulva- indításkor) úgy eltöri... hogy nem is kérdez... 100-as tárcsásmaró....1mm fogással... sosem a motor a leggyengébb láncszem... de a nagyobb leterheléskor érezni a "felfutási" vezérlést... (egy pillantra felpörög egy kicsit azt stbilizálódik...persze csak kis mérték...)
Az esztergában ugyancsak 750W-os motor, de itt frekiváltóval... most (per pillanat) ez utóbbit tartom jobbnak... nincs felfutási effektus... dögnagy nyomaték...
A frekiváltónál pedíg minden paraméterezhető...
Mi az előnye egyik és a másik megoldásnak... anyagilag a frekiváltós megoldás sem drágább... mert a 3 fáziusú motor olcsóbb mint egy jó egyenáramú... a frekiváltó persze gondolom drágább mint a DC motorvezérlés ... de ez sem biztos...??? és akkor ott a tápegység dolga...???
1. Egy amcsi honlapon egy olyan (primitív?) megoldást láttam...hogy semmi opto meg egyebek... a fickó részerelt a marómotor tengelyére egy másik kicsi motort generátornak... dinamónak...a többit el tudjátok képzelni...
Ez jó megoldás lehet?
2. A nagy dilema...
Van két optimum gépem:
A BF20-ban egyenáramú motor... nem rossz... a tachót és vezérlőt (pedíg van valami szab.) nem találtam még benne... a motor: 200VDC... 750W.... erős mint bivaly...a 10-es marót (beszorulva- indításkor) úgy eltöri... hogy nem is kérdez... 100-as tárcsásmaró....1mm fogással... sosem a motor a leggyengébb láncszem... de a nagyobb leterheléskor érezni a "felfutási" vezérlést... (egy pillantra felpörög egy kicsit azt stbilizálódik...persze csak kis mérték...)
Az esztergában ugyancsak 750W-os motor, de itt frekiváltóval... most (per pillanat) ez utóbbit tartom jobbnak... nincs felfutási effektus... dögnagy nyomaték...
A frekiváltónál pedíg minden paraméterezhető...
Mi az előnye egyik és a másik megoldásnak... anyagilag a frekiváltós megoldás sem drágább... mert a 3 fáziusú motor olcsóbb mint egy jó egyenáramú... a frekiváltó persze gondolom drágább mint a DC motorvezérlés ... de ez sem biztos...??? és akkor ott a tápegység dolga...???
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 április 11, 18:50
Írta: s5f8tmfv3 Dátum 2007 április 11, 18:50
Hello Tibor!
Igazából olyan megoldást (kapcsolást) keresek, ami nem ennyire motor specifikus, lévén a hobby szinten előforduló motorok elég széles palettán mozognak. Csupán a szabályzó modul lenne érdekes, hiszen ha lecserélem a motort akkor már nem felel meg az előzőleg gondosan beállított paraméterknek, részemről elég volna egy új motor esetén egy új tápegység (esetleg végfok) is. Más kérdés hogy egy ilyen szabályzó szerintem jóval népszerűbb lehetne ha nem kellene egyedileg hangolni a PI szabályzást, mert nem hiszem hogy olyan fontos volna 0,1-0,5%-os stabilitással hajtani egy alakmarót plexiben, a 0,01 ford/sec-ről nem is szólva. Valami ilyesmit keresek, de nem találok olyat ami nem tachos. Persze megértem az üzleti érdekeit mindenkinek, de tényleg nincs egy egyszerű megoldás erre?
Igazából olyan megoldást (kapcsolást) keresek, ami nem ennyire motor specifikus, lévén a hobby szinten előforduló motorok elég széles palettán mozognak. Csupán a szabályzó modul lenne érdekes, hiszen ha lecserélem a motort akkor már nem felel meg az előzőleg gondosan beállított paraméterknek, részemről elég volna egy új motor esetén egy új tápegység (esetleg végfok) is. Más kérdés hogy egy ilyen szabályzó szerintem jóval népszerűbb lehetne ha nem kellene egyedileg hangolni a PI szabályzást, mert nem hiszem hogy olyan fontos volna 0,1-0,5%-os stabilitással hajtani egy alakmarót plexiben, a 0,01 ford/sec-ről nem is szólva. Valami ilyesmit keresek, de nem találok olyat ami nem tachos. Persze megértem az üzleti érdekeit mindenkinek, de tényleg nincs egy egyszerű megoldás erre?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 11, 18:55
Írta: bmejdz9nu Dátum 2007 április 11, 18:55
18,5A x130V = 2,4Kw-os DC motor eladó... :) #979...
Vízhűtés vagy szárazjég ajánlott... ki kell még fejleszteni...[#nyes]
Vízhűtés vagy szárazjég ajánlott... ki kell még fejleszteni...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 11, 18:58
Írta: bmejdz9nu Dátum 2007 április 11, 18:58
Látod nekem adtad a jó kis Lenze DC motorodat, vezérlővel... hálám örökké üldöz... de vissza nem adom...[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 április 11, 18:59
Írta: vthgizrff Dátum 2007 április 11, 18:59
Ezen még gondolkozom egy picit.. bár télen jól jöhet fűtés helyett
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 11, 19:08
Írta: 000000000 Dátum 2007 április 11, 19:08
Az a baj, hogy a motor ismeri a fizikát, és a
mechanikát, és nem a Hobby vagy profi felhasználás a döntő.
Abban a pillanatban, hogy szabályzókörbe kerül,
minden megváltozik. Ez egy lengésre is hajlamos rendszer, én nem ismerek olyan szabályzást, amit ne kellene behangolni (ezt egy intelligens
belső elektronika is elvégezheti) vagy
módosítani eltérő jellegű motorváltáskor.
mechanikát, és nem a Hobby vagy profi felhasználás a döntő.
Abban a pillanatban, hogy szabályzókörbe kerül,
minden megváltozik. Ez egy lengésre is hajlamos rendszer, én nem ismerek olyan szabályzást, amit ne kellene behangolni (ezt egy intelligens
belső elektronika is elvégezheti) vagy
módosítani eltérő jellegű motorváltáskor.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 11, 19:13
Írta: 000000000 Dátum 2007 április 11, 19:13
Péter!
A frekiváltós motorodon van érzekelő, amit
az elektronika visszacsatol????
Minden ettől függ ugyanis.
A frekiváltós motorodon van érzekelő, amit
az elektronika visszacsatol????
Minden ettől függ ugyanis.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 11, 19:18
Írta: 000000000 Dátum 2007 április 11, 19:18
Péter, nem valószínű, hogy amit írtál a
motordról, az folyamatos üzemre igaz lenne.
Ez épp olyan túlzás, mint a gyufásdoboz méretű
2kW-os modell brushless 3 f. motor.:)
motordról, az folyamatos üzemre igaz lenne.
Ez épp olyan túlzás, mint a gyufásdoboz méretű
2kW-os modell brushless 3 f. motor.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 11, 19:37
Írta: bmejdz9nu Dátum 2007 április 11, 19:37
Még, hogy folyamatos... :) csak vicceltem...
Írtam, hogy javaslom az "F14 vadászgép kerékbehuzójának meghajtására"... akkor csak ritkán kell de akkor nagy erő...
Ezt valami rövid idejű nagy terhelésre tervezték...(kb. fullon 1-2 perc) gondolom... na de mihez??? vagyis nekem mihez lesz jó... kapunyitónak...? asztal magasság állítónak? Önidítónak? nem tudom még... de elég speciális...
Írtam, hogy javaslom az "F14 vadászgép kerékbehuzójának meghajtására"... akkor csak ritkán kell de akkor nagy erő...
Ezt valami rövid idejű nagy terhelésre tervezték...(kb. fullon 1-2 perc) gondolom... na de mihez??? vagyis nekem mihez lesz jó... kapunyitónak...? asztal magasság állítónak? Önidítónak? nem tudom még... de elég speciális...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 11, 19:40
Írta: bmejdz9nu Dátum 2007 április 11, 19:40
Mert csúszhat? De egy marómotornál ez nem olyan nagy gond... talán? Viszont a max. áramot/nyomatékot is be lehet állítani egy frekiváltón.... pl. pont ne törje el a 10-es marót... gondolom...
Elvileg a frekiváltó is tud vissza jeleket fogadni... na de ez már szinte szervó... :)
Elvileg a frekiváltó is tud vissza jeleket fogadni... na de ez már szinte szervó... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 11, 20:00
Írta: 000000000 Dátum 2007 április 11, 20:00
A frekiváltó önmagában nem csodaszer,
csak a kefenélküliség "bűvöletében" élnek
ma sokan tévesen. Nagy ára van ennek, mert
komoly elektronikát kell csinálni ahhoz, hogy
egyáltalán egy 3 fázisú motor el kezdjen
forogni és ez sokkal többbe kerül, mint két db szénkefe ára. Igaz vannak extrém nagy
fordulatszámok, 15-20 e. felett, amikor viszont
már kefés megoldás nemigen jó.
Ha pedig asszinkron motort hajtasz egy fekiváltóval, és nincs érzékelőd, akkor a
slip miatt nagy stabilitást ne várjál.
Az igazi az, amikor érzékelős és AC szinkron
motort hajt egy frekiváltó, az igen!
Nekem egyébként az a vélemyényem, hogy még
Hobby szinten is kétféle szerszámfőorsó
hajtásra van szükség: egy max 100W-os és minél nagyobb fordulatú (10-60.e 1/min) modulra (garvirozáshoz, kis furatokhoz, stb..) és egy
izmosabb 0.3-1 KW-os, de max. 3000 1/min-el
pörgő egységre. Együtt a kettő nem megy, és szinte lehetetlen is.
csak a kefenélküliség "bűvöletében" élnek
ma sokan tévesen. Nagy ára van ennek, mert
komoly elektronikát kell csinálni ahhoz, hogy
egyáltalán egy 3 fázisú motor el kezdjen
forogni és ez sokkal többbe kerül, mint két db szénkefe ára. Igaz vannak extrém nagy
fordulatszámok, 15-20 e. felett, amikor viszont
már kefés megoldás nemigen jó.
Ha pedig asszinkron motort hajtasz egy fekiváltóval, és nincs érzékelőd, akkor a
slip miatt nagy stabilitást ne várjál.
Az igazi az, amikor érzékelős és AC szinkron
motort hajt egy frekiváltó, az igen!
Nekem egyébként az a vélemyényem, hogy még
Hobby szinten is kétféle szerszámfőorsó
hajtásra van szükség: egy max 100W-os és minél nagyobb fordulatú (10-60.e 1/min) modulra (garvirozáshoz, kis furatokhoz, stb..) és egy
izmosabb 0.3-1 KW-os, de max. 3000 1/min-el
pörgő egységre. Együtt a kettő nem megy, és szinte lehetetlen is.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 április 11, 20:07
Írta: s5f8tmfv3 Dátum 2007 április 11, 20:07
Használd egészséggel![#wink] A gépem úgysem bírná el. Ha később mégis ilyen kellene akkor majd ráérek szidni magam.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 11, 20:08
Írta: 000000000 Dátum 2007 április 11, 20:08
Pontosan így látom én is.
Két feltét kell! Ezért csináltam egy csendes Bruhsless gravírozót (250 W) és most csinálok egy csendes frekiváltós fémmarót (max 0,5 kW).
Két feltét kell! Ezért csináltam egy csendes Bruhsless gravírozót (250 W) és most csinálok egy csendes frekiváltós fémmarót (max 0,5 kW).
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 április 11, 20:11
Írta: s5f8tmfv3 Dátum 2007 április 11, 20:11
Akkor kivitelezhetetlen egy egyszerű fordulatszámtartó elektronika ami nem tartalmaz bonyolult számításokkal operáló szabályzó elemet?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 11, 20:13
Írta: bmejdz9nu Dátum 2007 április 11, 20:13
Csatlakozom... Ha lehet...
Én is így látom pont a megoldást...
Nekem van a HF motorom.... az mellé kell egy párja...
Aztán, hogy egyenáramú vagy váltóáramú az még kérdéses (mindkettőt megcsinálom... vagyis szeretném... alkatelemek már megvannak...)
Én is így látom pont a megoldást...
Nekem van a HF motorom.... az mellé kell egy párja...
Aztán, hogy egyenáramú vagy váltóáramú az még kérdéses (mindkettőt megcsinálom... vagyis szeretném... alkatelemek már megvannak...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 11, 20:27
Írta: 000000000 Dátum 2007 április 11, 20:27
Ha egy külső érzékelő nélküli, áram
vissacsatolásos módszert készítesz, akkor
az olcsó (max. 4-8 e.Ft ból kijön végfokkal),
de legalább egy darab trimmer poti tekergetése
nélkül az sem úszod meg.:) Írtam Neked mailt is,
szívesen segítek Neked egy ilyet összehozni,
akár úgyis hogy majdnem mindent Te építenél meg, mert gondolom eléggé jártas vagy az
elektronikában.
De ahogyan már írtam ez csak kb 1-3% on belül
képes stabilizálni a fordulatszámot.
vissacsatolásos módszert készítesz, akkor
az olcsó (max. 4-8 e.Ft ból kijön végfokkal),
de legalább egy darab trimmer poti tekergetése
nélkül az sem úszod meg.:) Írtam Neked mailt is,
szívesen segítek Neked egy ilyet összehozni,
akár úgyis hogy majdnem mindent Te építenél meg, mert gondolom eléggé jártas vagy az
elektronikában.
De ahogyan már írtam ez csak kb 1-3% on belül
képes stabilizálni a fordulatszámot.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 április 11, 20:27
Írta: Kristály Árpád Dátum 2007 április 11, 20:27
Köszönöm Szalai Györgynek a segítséget!
Lehet, hogy élek vele....
Lehet, hogy élek vele....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 11, 21:29
Írta: bmejdz9nu Dátum 2007 április 11, 21:29
Ezt még ide írom a szervó topikba... aztán át kellene költözni a marómotor topikba...
Van még egy "nagyon sajátos" felfogásom a marómotorról...
Mióta van a BF20-as... ez 750w-os... akkora fogásokat lehet(ne) csinálni amekkorát akarok... a motor nem szab határt!!!
DE!!! Egy CNC géppel máskép marnák... ha pl akarok egy 10mm széles 10mm mély marást akkor a BF20-al ezt 1-2 fogással megteszem... CNC-vel akár 6 fogást is csinálhatnák, mert nem fárad a kezem... tehát akkor mekkora marómotor teljesítmény kell egy CNC-nek?
(Feltételezzük, hogy a CNC ugyanolyan erős mechanikával rendelkezik mint a BF20)
200W... szerintem... bőven...
Tudni kell a Kress sem vesz fel többet mint 200-300w... és nem hiszem, hogy jó hatásfokú lenne... (0,2Nm a nyomatéka) az, hogy mi van rá írva az másodlagos... ezt is tudjuk... lásd porszívók...
Remélem érthetően írtam le az elképzelésemet...
Kemény szidást is elviselnék az ellenkezőjéről... ha tévedek!
Van még egy "nagyon sajátos" felfogásom a marómotorról...
Mióta van a BF20-as... ez 750w-os... akkora fogásokat lehet(ne) csinálni amekkorát akarok... a motor nem szab határt!!!
DE!!! Egy CNC géppel máskép marnák... ha pl akarok egy 10mm széles 10mm mély marást akkor a BF20-al ezt 1-2 fogással megteszem... CNC-vel akár 6 fogást is csinálhatnák, mert nem fárad a kezem... tehát akkor mekkora marómotor teljesítmény kell egy CNC-nek?
(Feltételezzük, hogy a CNC ugyanolyan erős mechanikával rendelkezik mint a BF20)
200W... szerintem... bőven...
Tudni kell a Kress sem vesz fel többet mint 200-300w... és nem hiszem, hogy jó hatásfokú lenne... (0,2Nm a nyomatéka) az, hogy mi van rá írva az másodlagos... ezt is tudjuk... lásd porszívók...
Remélem érthetően írtam le az elképzelésemet...
Kemény szidást is elviselnék az ellenkezőjéről... ha tévedek!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 11, 21:52
Írta: 000000000 Dátum 2007 április 11, 21:52
Péter!
Egy adott forgácsolás teljesítményét számos
paraméter határozza meg (anyag fajlagos forgácsolási ellenállása, előtolás, vágósebesség, fogásmélység, szerszám
élgeometria (élszögek, fogszám).
Könnyen belátható, hogy ez már önmagában
is nagyon bonyolúlt rendszer, de kiszámítható.
Ennek kell kisebbnek lenni, mint a maró
motor maximum hasznos teljesítménye.
Persze ezt az egészet még a gép merevsége
is befolyásolja, és limitálja, arra is tekintettel kell lenni, ugyanis a mellékhajtások (előtolás) teljesítmény igénye
is a főforgácsoló erőkből keletkeznek javarészt.
A megoldás pedig egyszerű, ha ennyire "szerelmes"
vagy a BF20maró motorjába. Fogd az egészet a
maga 15-20 kg-os tömegével, és szereld fel a
CNC géped Z tengelyére. Ezt egy 80W-os szervo
gyönyörúen rángatja majd, és semmi gondod a
továbbiakban, csak a leendő CMC géped mechanikáját úgy
tervezd meg, hogy elbírja a "böhöm" BF20
marófejet. De tudod, ezt mutatja az a videó is,
pl., amit annak idején elküldtem Neked.
Egy adott forgácsolás teljesítményét számos
paraméter határozza meg (anyag fajlagos forgácsolási ellenállása, előtolás, vágósebesség, fogásmélység, szerszám
élgeometria (élszögek, fogszám).
Könnyen belátható, hogy ez már önmagában
is nagyon bonyolúlt rendszer, de kiszámítható.
Ennek kell kisebbnek lenni, mint a maró
motor maximum hasznos teljesítménye.
Persze ezt az egészet még a gép merevsége
is befolyásolja, és limitálja, arra is tekintettel kell lenni, ugyanis a mellékhajtások (előtolás) teljesítmény igénye
is a főforgácsoló erőkből keletkeznek javarészt.
A megoldás pedig egyszerű, ha ennyire "szerelmes"
vagy a BF20maró motorjába. Fogd az egészet a
maga 15-20 kg-os tömegével, és szereld fel a
CNC géped Z tengelyére. Ezt egy 80W-os szervo
gyönyörúen rángatja majd, és semmi gondod a
továbbiakban, csak a leendő CMC géped mechanikáját úgy
tervezd meg, hogy elbírja a "böhöm" BF20
marófejet. De tudod, ezt mutatja az a videó is,
pl., amit annak idején elküldtem Neked.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 12, 07:36
Írta: bmejdz9nu Dátum 2007 április 12, 07:36
Azért hanyatesve nem vagyok a BF20 marófejétől... Elég drága "buli" lenne a fejet leszedni és a többit a bolhapiacra vinni...
A BF20 szerintem egy jó hagyományos marógép... és nincs tovább...
Pont ez van... nem tartom célszerűnek ezt a böhöm Z egységet mozgatni... minek? Amikor a negyede is elég lenne a teljesítménynek... A gép "fürgeségének" a rovására menne... tehát ugyan ott lennék...
Persze olyan merevre csinálom a gépet - ahogy csak bírom.... Ezért kinlódok nap mint nap...
A BF20 szerintem egy jó hagyományos marógép... és nincs tovább...
Pont ez van... nem tartom célszerűnek ezt a böhöm Z egységet mozgatni... minek? Amikor a negyede is elég lenne a teljesítménynek... A gép "fürgeségének" a rovására menne... tehát ugyan ott lennék...
Persze olyan merevre csinálom a gépet - ahogy csak bírom.... Ezért kinlódok nap mint nap...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 április 12, 20:38
Írta: 3vv2btrhv Dátum 2007 április 12, 20:38
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 április 15, 17:41
Írta: Szalai György Dátum 2007 április 15, 17:41
Nagyon profi!
Az árát hol irja?
Vagy nem?
Az árát hol irja?
Vagy nem?
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 április 15, 18:05
Írta: 3vv2btrhv Dátum 2007 április 15, 18:05
Sajnos nem tudok angolul ezért kérlek meg benneteket , hogy aki tud az forditsa le !
Tibor
Tibor
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 15, 21:54
Írta: 000000000 Dátum 2007 április 15, 21:54
Miért nem használod a WEBFORDÍTÁST? Régen ritka baromságokat tudott összehozni, de az új már egész jó. Néha egy kis korrakció elkel szakmailag, de nyersfordításnak tökéletes.
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 április 16, 08:46
Írta: 3vv2btrhv Dátum 2007 április 16, 08:46
KÖSZI
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 április 17, 21:19
Írta: tumnmsi57 Dátum 2007 április 17, 21:19
Találtam egy kapcsolást, aminek Uli AVR-je az alapja.
M. Istvántól kérdezném, hogy közzétehetem-e.
M. Istvántól kérdezném, hogy közzétehetem-e.
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 április 17, 21:21
Írta: tumnmsi57 Dátum 2007 április 17, 21:21
Step/Dir jelekkel működik
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 17, 21:43
Írta: bmejdz9nu Dátum 2007 április 17, 21:43
Szerintetek a kisebb menetemelkedésű orsók jobbak lesznek a szervós rendszerekhez?
Most ugyebár léptetős direkthajtáshoz az 5mm-es a "menő"...(500-800 ford/perc)....
A szervó meg 1000-3000 ford/perc... ha kisebb a menetemelkedés... meg lehetne spórolni az áttételt?
(kevesebb hibalehetőség... kevesebb gond és költség... talán... ha jól gondolom:)
Most ugyebár léptetős direkthajtáshoz az 5mm-es a "menő"...(500-800 ford/perc)....
A szervó meg 1000-3000 ford/perc... ha kisebb a menetemelkedés... meg lehetne spórolni az áttételt?
(kevesebb hibalehetőség... kevesebb gond és költség... talán... ha jól gondolom:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 18, 15:55
Írta: 000000000 Dátum 2007 április 18, 15:55
Küld el magánba a linket!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 18, 16:41
Írta: bmejdz9nu Dátum 2007 április 18, 16:41
Én meg olyat találtam... Ha belinkelném...?
2 hétig csak azt néznétek...
Nagyon jó kidolgozás. Biztosan nagyon tudja a dolgát...
Persze nem sok ruha van a "felületén".
2 hétig csak azt néznétek...
Nagyon jó kidolgozás. Biztosan nagyon tudja a dolgát...
Persze nem sok ruha van a "felületén".
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 18, 17:40
Írta: 000000000 Dátum 2007 április 18, 17:40
E-mailben belinkelheted. Ugy is rajongok a keves ruhas dolgokert... (;
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 április 18, 21:04
Írta: 3vv2btrhv Dátum 2007 április 18, 21:04
Szia IMi
kiprobáltam MOBICAT-ot nekem ez a legszipatikusabb nincs meg véletlenül (használhato) formátumban ?
Tibor
kiprobáltam MOBICAT-ot nekem ez a legszipatikusabb nincs meg véletlenül (használhato) formátumban ?
Tibor
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 18, 21:30
Írta: 000000000 Dátum 2007 április 18, 21:30
Sajnos...[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 18, 22:22
Írta: bmejdz9nu Dátum 2007 április 18, 22:22
A Mobicat szerveroldali szolgáltatás... valóban nagyon jó... de azt is észreveszi, ha egyszerre ketten akarják használni azonos széria számmal... viszont megéri az éves díját...
Tehát valójában csak a közvetítő progit kapod...
Tehát valójában csak a közvetítő progit kapod...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 április 18, 23:09
Írta: 3vv2btrhv Dátum 2007 április 18, 23:09
Ja most már értem , hogy a könyvtár rendelte meg, de már nekem othon van a netem !!
Tibor
Tibor
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 április 19, 17:21
Írta: tumnmsi57 Dátum 2007 április 19, 17:21
Feltöltöttem a servo-s kapcsolást (ULI AVR-jével)
A vezérlő kimeneteit a kapcsolásban át kell rendezni
servo kapcs
A vezérlő kimeneteit a kapcsolásban át kell rendezni
servo kapcs
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 20, 08:09
Írta: bmejdz9nu Dátum 2007 április 20, 08:09

Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 április 20, 08:15
Írta: Kristály Árpád Dátum 2007 április 20, 08:15
Hallihó Fraser!
Ez az UHU servo.... nem értem mi a külömbség, légyszíves tájékoztas mert lehet, hogy reggel van....
Hallihó!
Ez az UHU servo.... nem értem mi a külömbség, légyszíves tájékoztas mert lehet, hogy reggel van....
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 április 20, 17:28
Írta: tumnmsi57 Dátum 2007 április 20, 17:28
Szia Árpád,
Az itt lévő és az általam feltöltött kapcsolásban az AVR-ek lábkiosztása nem ugyan az. Egyszóval az IC nem csereszabatos. Ha megnézed Uli szervó kapcsolását, abban van egy revizió lista, amiben benne van hogy a kontrollert kicserélte ATtiny2313-ra. Valószínűleg a feltöltött kapcsolás egy régebbi verziós AVR-re vonatkozik. De lényegében a kettőből össze lehet raki egyet. (Nézd végig a két kapcsolásban a kontrollerek lábkiosztását melyik hova van kötve.) Ami még különbözik, hogy az egyikben csak N a másikban N és P csatornás FETEK a végfokelemek.
Elkezdtem megrajzolni a kapcsolást (röviden optós leválasztással a kontroller be és kimenetei, illetve az IR2184 meghajtóval a teljesítmény fokozat), remélem egy két héten belül lesz egy megépített kapcsolásom belőle, amit ki lehet próbálni.
Szerintem egy probléma lehet, ha Uli megváltoztatta a programban a STEP/DIR jelekhez tartozó jelszinteket. Akkor kell bele az adott vonalra egy inverter.
Egy dolgot viszont nem értek! A feltöltött kapcsolásban a teljesítményfokozatban két FET van párhuzamosan! Ez miért van?
Továbbáé szükségem lenne egy kefés DC szervó motorra, ha esetleg van valakinek eladó kérem szóljon.
Az itt lévő és az általam feltöltött kapcsolásban az AVR-ek lábkiosztása nem ugyan az. Egyszóval az IC nem csereszabatos. Ha megnézed Uli szervó kapcsolását, abban van egy revizió lista, amiben benne van hogy a kontrollert kicserélte ATtiny2313-ra. Valószínűleg a feltöltött kapcsolás egy régebbi verziós AVR-re vonatkozik. De lényegében a kettőből össze lehet raki egyet. (Nézd végig a két kapcsolásban a kontrollerek lábkiosztását melyik hova van kötve.) Ami még különbözik, hogy az egyikben csak N a másikban N és P csatornás FETEK a végfokelemek.
Elkezdtem megrajzolni a kapcsolást (röviden optós leválasztással a kontroller be és kimenetei, illetve az IR2184 meghajtóval a teljesítmény fokozat), remélem egy két héten belül lesz egy megépített kapcsolásom belőle, amit ki lehet próbálni.
Szerintem egy probléma lehet, ha Uli megváltoztatta a programban a STEP/DIR jelekhez tartozó jelszinteket. Akkor kell bele az adott vonalra egy inverter.
Egy dolgot viszont nem értek! A feltöltött kapcsolásban a teljesítményfokozatban két FET van párhuzamosan! Ez miért van?
Továbbáé szükségem lenne egy kefés DC szervó motorra, ha esetleg van valakinek eladó kérem szóljon.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 20, 19:59
Írta: bmejdz9nu Dátum 2007 április 20, 19:59
Keféket kellene szerelni a DC szervómotorokba :)
Mert mint látni... ezek olcsók! #1101
Az Ac szervó motorok is piszok olcsók...
De ezek a fránya keféseket meg veszik mint a cukrot...
Mert mint látni... ezek olcsók! #1101
Az Ac szervó motorok is piszok olcsók...
De ezek a fránya keféseket meg veszik mint a cukrot...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 20, 20:01
Írta: bmejdz9nu Dátum 2007 április 20, 20:01
Lehet, hogy István vezérlője olyan uni* lesz... hogy kefék nélkül is megy majd...[#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 20, 21:00
Írta: 000000000 Dátum 2007 április 20, 21:00
Én is kefék nélkül kef...[#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 április 20, 22:25
Írta: Kristály Árpád Dátum 2007 április 20, 22:25
Hát ilyet....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 20, 22:32
Írta: bmejdz9nu Dátum 2007 április 20, 22:32
Egyszerű:
Azért olcsóbbak, mert kispórolták belőle a kefét... A kefe nagyon drága lehet...
Azért olcsóbbak, mert kispórolták belőle a kefét... A kefe nagyon drága lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 22, 22:01
Írta: 000000000 Dátum 2007 április 22, 22:01
Én megvettem a D Laci féle ablaktörlő motoros DC
szervó vezérlőt.(a csőszerelö félét 45)
Nagyon jól működik, halál pontos, nagyon gyors 4m percenként.Kb 1000kg az Y tengelyem úgy viszi minint a szél.
A gépem mérete X 2000 Y1000 Z200
Amit 30 perc alatt sikerült a léptetömotorral meg-
csinálnom az most 5 perc alatt kész van ,pontosan bitonságosan.
Egy óra helyett 10 perc , az egy kicsit gazdaságos nem?
Hát érdemes elgondolkozni a szervón.
Ennyi.
szervó vezérlőt.(a csőszerelö félét 45)
Nagyon jól működik, halál pontos, nagyon gyors 4m percenként.Kb 1000kg az Y tengelyem úgy viszi minint a szél.
A gépem mérete X 2000 Y1000 Z200
Amit 30 perc alatt sikerült a léptetömotorral meg-
csinálnom az most 5 perc alatt kész van ,pontosan bitonságosan.
Egy óra helyett 10 perc , az egy kicsit gazdaságos nem?
Hát érdemes elgondolkozni a szervón.
Ennyi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 23, 01:00
Írta: 000000000 Dátum 2007 április 23, 01:00
Hello berti cnc,
Amit vettél, abból csak a nyomtatott áramkör "csőszerelő" féle(csak idéztelek). A programot egy japán egyetemista írta és a kapcsolási rajzot is ő készítette, ingyenes... a D.Laciék csak megépítették és árulják... ez azért nem ugyanaz a kategória, mint amit Tibor45 alkotott!!!
Amit vettél, abból csak a nyomtatott áramkör "csőszerelő" féle(csak idéztelek). A programot egy japán egyetemista írta és a kapcsolási rajzot is ő készítette, ingyenes... a D.Laciék csak megépítették és árulják... ez azért nem ugyanaz a kategória, mint amit Tibor45 alkotott!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 23, 09:45
Írta: bmejdz9nu Dátum 2007 április 23, 09:45
Tegyél fel valaim videót! esetleg képet!
Szavakkal nehéz leírni egy ilyen dolgot!!!
Csak akkor hisszük el amit írtál ha "publikálod" !!!* :) :) :)
Ezek "magukért" beszélnének... Mert kiváncsiak lennénk rá!
Erre a "halálra" meg "szélre" is...
Én már láttam egy két videót (privátban)... ezzel a megoldással... tényleg jó volt... de...
* Tudjuk... biztos még nincs lefesteve meg még nem teljesen kész, de ki mondhatja el a gépéről, hogy kész... :)
várjuk!
Szavakkal nehéz leírni egy ilyen dolgot!!!
Csak akkor hisszük el amit írtál ha "publikálod" !!!* :) :) :)
Ezek "magukért" beszélnének... Mert kiváncsiak lennénk rá!
Erre a "halálra" meg "szélre" is...
Én már láttam egy két videót (privátban)... ezzel a megoldással... tényleg jó volt... de...
* Tudjuk... biztos még nincs lefesteve meg még nem teljesen kész, de ki mondhatja el a gépéről, hogy kész... :)
várjuk!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 23, 10:14
Írta: 000000000 Dátum 2007 április 23, 10:14
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 23, 11:51
Írta: 000000000 Dátum 2007 április 23, 11:51
Szia Berti CNC!
Gratulálnék Neked, ha egy nullával kevesebbet
írtál volna a tömegnél. Én azért kiszámoltam
volna a helyedben a motor tengelyére redukált
tehetetlenségi nyomatékot, amit a szervónak
kezelni kell. Így aztán egy tonnát!!! egy 100W
körüli ablaktörlő motorral (de még egy izmosabb
szervómotorral is) kicsit lassabban mozgatnék,
a szellőnek is örülnék. A gond ugyanis ezeknél
a fránya CNC technikáknál is ott van, hogy
egyszer meg is kell állni, és a mozgásba hozott
tömeget illik szabályzott keretek kézben
tartani még gyorsmenetben is.
Gratulálnék Neked, ha egy nullával kevesebbet
írtál volna a tömegnél. Én azért kiszámoltam
volna a helyedben a motor tengelyére redukált
tehetetlenségi nyomatékot, amit a szervónak
kezelni kell. Így aztán egy tonnát!!! egy 100W
körüli ablaktörlő motorral (de még egy izmosabb
szervómotorral is) kicsit lassabban mozgatnék,
a szellőnek is örülnék. A gond ugyanis ezeknél
a fránya CNC technikáknál is ott van, hogy
egyszer meg is kell állni, és a mozgásba hozott
tömeget illik szabályzott keretek kézben
tartani még gyorsmenetben is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 23, 13:17
Írta: bmejdz9nu Dátum 2007 április 23, 13:17
Jön a videó... aztán csak ámulunk... ne itéljünk előre!
Persze elméleti sikon megközelítve szinte...
Tibi néz be a megmunkáló motor topikba...
Nem értem miért melegszik a 3 fázisú motor tengelye! Holott a tekercsek nem ezen vannak..
Csapágyaktól? vagy valami máneses tér miatt?
Persze elméleti sikon megközelítve szinte...
Tibi néz be a megmunkáló motor topikba...
Nem értem miért melegszik a 3 fázisú motor tengelye! Holott a tekercsek nem ezen vannak..
Csapágyaktól? vagy valami máneses tér miatt?
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 április 23, 13:29
Írta: 4mjnxdwuu Dátum 2007 április 23, 13:29
Hát az én üzim elveszett, a Tiboréval egyszerre írtam kb... !!!!!!!!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 23, 13:31
Írta: 000000000 Dátum 2007 április 23, 13:31
Bocs Trapista, nem tudom, ezt hogyan csináltuk...:))
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 április 23, 13:32
Írta: 4mjnxdwuu Dátum 2007 április 23, 13:32
Na mégegyszer...
Miből gondolod, hogy nincs rajta tekercselés, (csak mert nem réz, és nem xx menet???[#wow1][#integet2]
Miből gondolod, hogy nincs rajta tekercselés, (csak mert nem réz, és nem xx menet???[#wow1][#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 23, 14:01
Írta: bmejdz9nu Dátum 2007 április 23, 14:01
Két motor... asszinkron 3 fázis... egyik osztrák 50 hz-es a másik olasz 200Hz-es.
Nem vagyok tisztába a motor elmélettel... a tekercsek a "külső vázon" vannak belül... ventilátor mindegyiken... fújja a levegőt a házra... ez ok is... de a tengely melegszik!!... kb.60-70 fokra... ez normális? Mitől? Mi a max. üzemi hőmérséklete az ilyen jellegű motoroknak?
Alpafrekvencián is... 50-50 ... 200-200Hz en..is
Nem vagyok tisztába a motor elmélettel... a tekercsek a "külső vázon" vannak belül... ventilátor mindegyiken... fújja a levegőt a házra... ez ok is... de a tengely melegszik!!... kb.60-70 fokra... ez normális? Mitől? Mi a max. üzemi hőmérséklete az ilyen jellegű motoroknak?
Alpafrekvencián is... 50-50 ... 200-200Hz en..is
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 23, 22:25
Írta: 000000000 Dátum 2007 április 23, 22:25
Bocsánat, ténleg elírtam egy nullát az Y szánom csak 1 mázsa
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 23, 22:42
Írta: bmejdz9nu Dátum 2007 április 23, 22:42
Az is szép... lesz videó?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 23, 22:52
Írta: 000000000 Dátum 2007 április 23, 22:52
Szia péter
Megpróbálok minél hamarabb egy videót felrakni.
tudom ,hogy most feladtam a kérdést ,hogy mennyivel jobb a szevó mint a léptető motor,
szerintem kategóriákkal jobb .
CSAK NAGYON DRÁGA,de olcsóbban is meg lehet szerezni ,ezért írtam csupán a jó szándék vezérelt ,hogy mások is tudjanak munkát vállalni a nehezen megépített CNC gépükre ,ne csak egy ceruzás teszt legyen a végállomás.
Megpróbálok minél hamarabb egy videót felrakni.
tudom ,hogy most feladtam a kérdést ,hogy mennyivel jobb a szevó mint a léptető motor,
szerintem kategóriákkal jobb .
CSAK NAGYON DRÁGA,de olcsóbban is meg lehet szerezni ,ezért írtam csupán a jó szándék vezérelt ,hogy mások is tudjanak munkát vállalni a nehezen megépített CNC gépükre ,ne csak egy ceruzás teszt legyen a végállomás.
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2007 április 24, 07:27
Írta: sasi Dátum 2007 április 24, 07:27

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 24, 08:02
Írta: 000000000 Dátum 2007 április 24, 08:02
Akkor gratulálok Nektek!
Egy apró megjegyzésem még lenne: ha nem
önzáró a hajtásod és nincs elég lassító áttétel, a 100 kg még mindig sok lehet
egy adott sebesség fölött, de nyilván ez a
határsebességet már megállapítottátok.
Egy apró megjegyzésem még lenne: ha nem
önzáró a hajtásod és nincs elég lassító áttétel, a 100 kg még mindig sok lehet
egy adott sebesség fölött, de nyilván ez a
határsebességet már megállapítottátok.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 április 24, 08:06
Írta: bmejdz9nu Dátum 2007 április 24, 08:06
Nagy gép sok anyag... csak kilóra is...
várjuk a videót...
várjuk a videót...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 24, 10:58
Írta: 000000000 Dátum 2007 április 24, 10:58
Szervusz Tibor45!
Már régen szerettem volna megkérdezni, hogy mikortól önzáró egy hajtás (gördülő súrlódás esetén)? Gondolom ez a menetemelkedésen túl függvénye még az orsó átmérőjének is (az én golyósorsóm 5*16 mm-es. Ahogyan látom, ez itt elég általános, mivel az Iselnél viszonylag elérhető az ára).
Köszönöm!
Áron
Már régen szerettem volna megkérdezni, hogy mikortól önzáró egy hajtás (gördülő súrlódás esetén)? Gondolom ez a menetemelkedésen túl függvénye még az orsó átmérőjének is (az én golyósorsóm 5*16 mm-es. Ahogyan látom, ez itt elég általános, mivel az Iselnél viszonylag elérhető az ára).
Köszönöm!
Áron
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 24, 11:11
Írta: 000000000 Dátum 2007 április 24, 11:11
A "Z"-nek pedig mindenképpen önzárónak kell lennie, mert különben áramtalanítás után leesik. Igaz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 április 24, 11:44
Írta: 000000000 Dátum 2007 április 24, 11:44
Szia Szobrász!
A menetemelkedési szögnek kisebbnek kell lenni,
mint a súrlódási félkúpszögnek. Ekkor önzáró
egy hajtás. A gördülési ellenállás jó minőségű
elemeknél nagyon kicsi (ezt le lehet "rontani"
egy kis előfeszítéssel), de ez még így is azt
jelenti, hogy egy 2-3mm menetemelékedés és 16-20
mm átmérőjű golyós orsó nem önzáró.
Valamilyen rugós féket érdemes betenni Z tengelynél, ami áram hatására nyit, egyébként
befékez, ha túl nagy súlyerő hat a Z-re.
A menetemelkedési szögnek kisebbnek kell lenni,
mint a súrlódási félkúpszögnek. Ekkor önzáró
egy hajtás. A gördülési ellenállás jó minőségű
elemeknél nagyon kicsi (ezt le lehet "rontani"
egy kis előfeszítéssel), de ez még így is azt
jelenti, hogy egy 2-3mm menetemelékedés és 16-20
mm átmérőjű golyós orsó nem önzáró.
Valamilyen rugós féket érdemes betenni Z tengelynél, ami áram hatására nyit, egyébként
befékez, ha túl nagy súlyerő hat a Z-re.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 április 24, 21:48
Írta: Kristály Árpád Dátum 2007 április 24, 21:48
Hallihó Sasi!
Ez mitől új?
Én két éve vetme az elsőt..... 6.000-Ft körül.
Hallihó!
Ez mitől új?
Én két éve vetme az elsőt..... 6.000-Ft körül.
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2007 április 24, 22:17
Írta: sasi Dátum 2007 április 24, 22:17
Bocsánat, pontatlanul fogalmaztam: nekem új...habár már nem vagyok újszülöttl.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 05, 17:37
Írta: bmejdz9nu Dátum 2007 május 05, 17:37
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 05, 17:53
Írta: 000000000 Dátum 2007 május 05, 17:53
marómotornak nem lehetne használni frekiváltóval?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 05, 18:45
Írta: bmejdz9nu Dátum 2007 május 05, 18:45
Nem. sajnos... már futottam köröket... de olcsó volna...
Nézd meg ezt... Ha valami HF... akkor a csillagos ég...
De majd leírom amit tekertek itt a soproni motor gyárban milyen jó lett... és foly köv..
Nézd meg ezt... Ha valami HF... akkor a csillagos ég...
De majd leírom amit tekertek itt a soproni motor gyárban milyen jó lett... és foly köv..
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 május 05, 19:32
Írta: Szalai György Dátum 2007 május 05, 19:32
Azért ez bazi nagy nem?
5kW-os marómotort talán még a Pügmalionhoz is tulzásnak tartok.
5kW-os marómotort talán még a Pügmalionhoz is tulzásnak tartok.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 05, 21:08
Írta: bmejdz9nu Dátum 2007 május 05, 21:08
Méretben nem olyan nagy...nézd meg...
megkérdeztem, hány kiló... várom a választ...
megkérdeztem, hány kiló... várom a választ...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 május 06, 07:47
Írta: Szalai György Dátum 2007 május 06, 07:47
35cm hosszú, 5cm-el hosszabb, mint egy A4-es lap.
A 13X15cm már nekem is baráságos méret, de elégnek tartok fele ilyen hosszút és 2,5kW körülit.
Bár ha 20cm átmérőjű soklapkás marófejjel dolgoztatják, pláne ragacsos anyagba és ugye áttétel nélkül akkor indokolt is lehet az 5kW.
A Bosch 1300W-os marómotorom 82mm átmérőjű CMT bittel úgy vágja a fehérkőrist meg a tölgyet, hogy 10Hz-et nem esig a fordulat hangja. Igaz, hogy elektronikusan fordulatszám szabályzott motor, de itt sincs áttétel.
A 13X15cm már nekem is baráságos méret, de elégnek tartok fele ilyen hosszút és 2,5kW körülit.
Bár ha 20cm átmérőjű soklapkás marófejjel dolgoztatják, pláne ragacsos anyagba és ugye áttétel nélkül akkor indokolt is lehet az 5kW.
A Bosch 1300W-os marómotorom 82mm átmérőjű CMT bittel úgy vágja a fehérkőrist meg a tölgyet, hogy 10Hz-et nem esig a fordulat hangja. Igaz, hogy elektronikusan fordulatszám szabályzott motor, de itt sincs áttétel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 06, 08:57
Írta: bmejdz9nu Dátum 2007 május 06, 08:57
szerintem pár száz watt is elég... de ez majd a marómotor topikban...
A linkelt "PERSKE ELEKTROMOTOR FRÄSMOTOR": 6,8Kg...
A linkelt "PERSKE ELEKTROMOTOR FRÄSMOTOR": 6,8Kg...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 06, 20:57
Írta: 000000000 Dátum 2007 május 06, 20:57
Heló Péter
Úgy gondoltam,hogy a beígért videót felrakom óriáslevélként ha megadnán az email címedet.
Tisztelettel Berti cnc
Úgy gondoltam,hogy a beígért videót felrakom óriáslevélként ha megadnán az email címedet.
Tisztelettel Berti cnc
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 06, 21:09
Írta: bmejdz9nu Dátum 2007 május 06, 21:09
Mail ment... "szép nagy ládám van"...
De ide is felrakhatod:
CncTar.HunBay.com 10G tárhely.ű
... van még 5Giga hely...
De ide is felrakhatod:
CncTar.HunBay.com 10G tárhely.ű
... van még 5Giga hely...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 május 07, 17:12
Írta: D.Laci Dátum 2007 május 07, 17:12
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 09, 19:36
Írta: 000000000 Dátum 2007 május 09, 19:36
Előzetes:

Profi2S Szervo Vezérlő...
Profi2S Szervo Vezérlő...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 09, 20:04
Írta: bmejdz9nu Dátum 2007 május 09, 20:04
Elsőre... hát igen a panel "szokásosan" szép! Gratulálok! Várjuk a további infókat!
Mert ugyebár ha már a "termék" tökéletes akkor most vagy a háromnegyedénél... :)
... Még hátra van a dukomentáció és ismertetés! [#wave]
Mert ugyebár ha már a "termék" tökéletes akkor most vagy a háromnegyedénél... :)
... Még hátra van a dukomentáció és ismertetés! [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 06:35
Írta: 000000000 Dátum 2007 május 10, 06:35
Köszönöm!
A dokumentációk összeállítása folyamatban van (nagy meló az is...)!
A dokumentációk összeállítása folyamatban van (nagy meló az is...)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 10, 06:47
Írta: bmejdz9nu Dátum 2007 május 10, 06:47
Közbe "csepegtessél" valamit róla... "Voltokról, Amperekről" ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 06:54
Írta: 000000000 Dátum 2007 május 10, 06:54
A baloldali Szervó menük már élnek, csak fotók még néhol hiányoznak!
Ott mindent meg kell találnod (remélem így is van)![#smile]
Ott mindent meg kell találnod (remélem így is van)![#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 10, 17:14
Írta: bmejdz9nu Dátum 2007 május 10, 17:14
Na most kezdtem olvasni a leírását....
Ez ha tényleg minden (szervó jellegű) motorral fog menni az egyedülálló! Ilyet még egy szervóról sem olvastam!!!
Mert akkor megvan a "részletfizetés" kedvezménye is :)
Azaz először "ablaktörlő motor" aztán bontott gyári szervó... :)
Akkor ez egy igazi "Hungaricum" lett !!!
Ez ha tényleg minden (szervó jellegű) motorral fog menni az egyedülálló! Ilyet még egy szervóról sem olvastam!!!
Mert akkor megvan a "részletfizetés" kedvezménye is :)
Azaz először "ablaktörlő motor" aztán bontott gyári szervó... :)
Akkor ez egy igazi "Hungaricum" lett !!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 18:01
Írta: 000000000 Dátum 2007 május 10, 18:01
[#worship]Köszönettel tartozok mindenkinek, akik segítettek motorjaikkal a Profi2S Servo Vezérlő fejlesztésében! Végre elkészült!
Szeretném visszajuttatni a hozzám elküldött motorokat! Kérem e-mailban jelezzétek címeiteket és kb. miket küldtetek (néhányra emlékszek, de van amiben már bizonytalan vagyok)!
Van akitől személyesen vettem át, (jó nagy ládával), azt ha lehet inkább ugyan úgy vinném vissza (a posta belerokkanna).
Köszönöm mégegyszer!!!![#taps][#worship]
Szeretném visszajuttatni a hozzám elküldött motorokat! Kérem e-mailban jelezzétek címeiteket és kb. miket küldtetek (néhányra emlékszek, de van amiben már bizonytalan vagyok)!
Van akitől személyesen vettem át, (jó nagy ládával), azt ha lehet inkább ugyan úgy vinném vissza (a posta belerokkanna).
Köszönöm mégegyszer!!!![#taps][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 10, 18:23
Írta: bmejdz9nu Dátum 2007 május 10, 18:23
1148 bejegyzés a mai napig, 2007 január 20-tól... ez mindenkép rekord lett !
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 18:31
Írta: 000000000 Dátum 2007 május 10, 18:31
Az. Dinamikus topic...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 10, 18:59
Írta: svejk Dátum 2007 május 10, 18:59
"Ez ha tényleg minden (szervó jellegű) motorral fog menni az egyedülálló! Ilyet még egy szervóról sem olvastam!!!"
Dehogynem, a "vizvezetkszerlő" féle még a nem servo jellegüekkel is megy. Olvass csak vissza!
Egyébként biztos vagyok benne a Házigazdáé sem lesz válogatós.
Dehogynem, a "vizvezetkszerlő" féle még a nem servo jellegüekkel is megy. Olvass csak vissza!
Egyébként biztos vagyok benne a Házigazdáé sem lesz válogatós.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 19:03
Írta: 000000000 Dátum 2007 május 10, 19:03
Én emlékszek rá![#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 10, 19:06
Írta: svejk Dátum 2007 május 10, 19:06
Volt is belőle cirkusz a fórumon :)[#circling]
De mindenki megbékélt
De mindenki megbékélt
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 19:42
Írta: 000000000 Dátum 2007 május 10, 19:42
Bocs, de továbbra is azt gondolom, hogy a
szervomotor alapvetően meghatároz mindent.
Minimum szervo jellegű motor kell egy
szervohajtáshoz. Attól szervo. A "vasba tett
képességeket" nem lehet adott ponton túl
elektronikával, algortimussal javítani, olyan
amilyen.
A motor minőségének más szempontból is komoly
jelentősége van. Ugyanis ha egy végrehajtó elem
normális szervomotor, azt tuningolni sem kell
emelt tápfesszel, sőt ennek komoly korlátja
van, mert rendszer erősítéstényező hatása van.
Egy szervohajtás motorhoz tartozó többlet
feszültsége pedig pontosan kiszámolható a
motor gyári adataiból.
szervomotor alapvetően meghatároz mindent.
Minimum szervo jellegű motor kell egy
szervohajtáshoz. Attól szervo. A "vasba tett
képességeket" nem lehet adott ponton túl
elektronikával, algortimussal javítani, olyan
amilyen.
A motor minőségének más szempontból is komoly
jelentősége van. Ugyanis ha egy végrehajtó elem
normális szervomotor, azt tuningolni sem kell
emelt tápfesszel, sőt ennek komoly korlátja
van, mert rendszer erősítéstényező hatása van.
Egy szervohajtás motorhoz tartozó többlet
feszültsége pedig pontosan kiszámolható a
motor gyári adataiból.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 10, 19:48
Írta: svejk Dátum 2007 május 10, 19:48
Nincs semmi baj, persze mindenben igazad van.
Mi csak hobby-ból kísérletezgetünk.
Annyi hülyeséget lehet olvasni a neten hogy a miénk azok mellett eltörpül, és legalább servo téren Te itt vagy mint egy moderátor.
Jó értelemben.
Mi csak hobby-ból kísérletezgetünk.
Annyi hülyeséget lehet olvasni a neten hogy a miénk azok mellett eltörpül, és legalább servo téren Te itt vagy mint egy moderátor.
Jó értelemben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 10, 20:00
Írta: bmejdz9nu Dátum 2007 május 10, 20:00
Amit Tibi írt azt tapasztaltam... Van két 90V (tudjátok azok az amcsi szabv.) motorom...
Ahogy Tibi leírta az egyik tipikusan szervó jellegű... azaz finoman forog... negyven valahány osztásos a forgórész.... kis tápról is egyenletesen forog...
A másik... a másik véglet... szaggatottan lehet forgatni...
Akkor árulja már el valaki, hogyan tud beállni ez az utóbbi ("szaggatós") egy pozicióba...
Az elv az én "igaz hobbista" felfogásomban:
úgy tudom elképzelni ezt mint a microsteppes motort vagyis azért mégsem... vagyis elforgatni nem lehet mert azonnal áramot ad neki a vezérlő... tehát gerjeszt...visszamegy...marad...elmászik...gerjeszt..visszamegy... tehát beál... vagy?
Ha így van akkor tényleg minden motort el tudok képzelni szervónak... :)
Ahogy Tibi leírta az egyik tipikusan szervó jellegű... azaz finoman forog... negyven valahány osztásos a forgórész.... kis tápról is egyenletesen forog...
A másik... a másik véglet... szaggatottan lehet forgatni...
Akkor árulja már el valaki, hogyan tud beállni ez az utóbbi ("szaggatós") egy pozicióba...
Az elv az én "igaz hobbista" felfogásomban:
úgy tudom elképzelni ezt mint a microsteppes motort vagyis azért mégsem... vagyis elforgatni nem lehet mert azonnal áramot ad neki a vezérlő... tehát gerjeszt...visszamegy...marad...elmászik...gerjeszt..visszamegy... tehát beál... vagy?
Ha így van akkor tényleg minden motort el tudok képzelni szervónak... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 20:02
Írta: 000000000 Dátum 2007 május 10, 20:02
"Akkor árulja már el valaki, hogyan tud beállni ez az utóbbi ("szaggatós") egy pozicióba...
"
Sehogy! Az nem szervo jellegű...
"
Sehogy! Az nem szervo jellegű...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 10, 20:09
Írta: bmejdz9nu Dátum 2007 május 10, 20:09
De milyen effektussal jár ez a szaggatós? Mert mint írtam, ha elfordul - a mágnesei miatt -vissza kergeti a vezérlő... ezt a belengés?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 20:12
Írta: 000000000 Dátum 2007 május 10, 20:12
Szerintem az lesz (oszcilláció, amit nem lehet kihozni, álló helyzetben)!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 10, 20:13
Írta: svejk Dátum 2007 május 10, 20:13
De működik!
Próbáld csak ki.
(Egyébként úgy ahogy a Péter elképzeli.)
Próbáld csak ki.
(Egyébként úgy ahogy a Péter elképzeli.)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 20:15
Írta: 000000000 Dátum 2007 május 10, 20:15
Egy bepattanó moci?!
Ki sem merem próbálni...[#wow1]
Ki sem merem próbálni...[#wow1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 10, 20:17
Írta: svejk Dátum 2007 május 10, 20:17
Ha van megfelelő fékezés vagy tömeg, kiszabályozható.
Az EM 60-as motor után ilyennel próbáltam és én sem akartam elhinni. (persze nem két vagy három pólusú forgórész volt az sem, de üresen forgatva kézzel elég darabosan ment.
Az EM 60-as motor után ilyennel próbáltam és én sem akartam elhinni. (persze nem két vagy három pólusú forgórész volt az sem, de üresen forgatva kézzel elég darabosan ment.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 10, 20:18
Írta: svejk Dátum 2007 május 10, 20:18
Pedig biztatlak...Mit veszíthetsz?
Ja időt...
Ja időt...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 10, 20:20
Írta: bmejdz9nu Dátum 2007 május 10, 20:20
[#vigyor3] Szívesen elküldöm neked ezt a "szaggatós" amcsi szélgenerátor motort tesztelésre...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 20:20
Írta: 000000000 Dátum 2007 május 10, 20:20
Ja értem... fékezve... úgy igen ha elg nagy a fék!
A csillapítás lehet villamos és mechanikus is!
Ezt egyébként én írtam, csak Péter hamisít![#rinya]
A csillapítás lehet villamos és mechanikus is!
Ezt egyébként én írtam, csak Péter hamisít![#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 20:21
Írta: 000000000 Dátum 2007 május 10, 20:21
Encoder is van rajta?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 10, 20:22
Írta: bmejdz9nu Dátum 2007 május 10, 20:22
No.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 20:23
Írta: 000000000 Dátum 2007 május 10, 20:23
Kár.. nincs külső encoderem, tesztelni meg csak együt tudom!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 10, 20:26
Írta: bmejdz9nu Dátum 2007 május 10, 20:26
A felszerelés hiánya :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 10, 20:30
Írta: bmejdz9nu Dátum 2007 május 10, 20:30
Hű ha... Tibi elnézést... dupplán volt és gondoltam... és ... elnézést... mindkettő eltünt egyszerre...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 10, 20:30
Írta: svejk Dátum 2007 május 10, 20:30
Tudunk mi itt a forumon hülyeséget kitalálni :)
Teljesen egyetértek a leírtakkal, azért írtam én is hogy azért nem 2-3 kommutátorszeletessel próbáltam.
Teljesen egyetértek a leírtakkal, azért írtam én is hogy azért nem 2-3 kommutátorszeletessel próbáltam.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 10, 20:31
Írta: svejk Dátum 2007 május 10, 20:31
Tudunk mi itt a forumon hülyeséget kitalálni :)
Teljesen egyetértek a leírtakkal, azért írtam én is hogy azért nem 2-3 kommutátorszeletessel próbáltam.
Teljesen egyetértek a leírtakkal, azért írtam én is hogy azért nem 2-3 kommutátorszeletessel próbáltam.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 10, 20:31
Írta: svejk Dátum 2007 május 10, 20:31
Ne kavarj Péter!
most az enyém lett duplán:)
Tessék visszacsinálni !
most az enyém lett duplán:)
Tessék visszacsinálni !
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 10, 20:33
Írta: svejk Dátum 2007 május 10, 20:33
Azt úgy kell, (copyright D.Laci) hogy szembefordítod egy encoderes motorral és egy kuplunggal összekötöd őket. És még akár fékezni is tudod az encoderes motort rövidre zárva. :)
Csak a kuplung merev legyen, tehát ne kuplung legyen hanem fix kapcsolat
Csak a kuplung merev legyen, tehát ne kuplung legyen hanem fix kapcsolat
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 10, 20:35
Írta: bmejdz9nu Dátum 2007 május 10, 20:35
Nem én csinálom a dupplákat... de mint látod megszüntetni sem tudom...
Elugrott a Tibi45 hozzászólása amikor a kettő egyforma közül egyiket ki akartam venni...
Tehát ilyet többet nem próbálok....
Hüle a rendszer... amikor gyorsan irunk néha dupplázódik...
Az előbb István nevében írtam... (megint)... de azt már kivettem...
Elugrott a Tibi45 hozzászólása amikor a kettő egyforma közül egyiket ki akartam venni...
Tehát ilyet többet nem próbálok....
Hüle a rendszer... amikor gyorsan irunk néha dupplázódik...
Az előbb István nevében írtam... (megint)... de azt már kivettem...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 10, 20:37
Írta: svejk Dátum 2007 május 10, 20:37
Nem külön fékre csak üzemszerű állapotra gondolok
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 20:38
Írta: 000000000 Dátum 2007 május 10, 20:38
Péter, Te egy varázsló is vagy?:)
Még ilyet, na mindegy, semmi gond.
Ha nem gond, mégegyszer nem írom be a
"bepattanási tényezős" gondolataimat.
Még ilyet, na mindegy, semmi gond.
Ha nem gond, mégegyszer nem írom be a
"bepattanási tényezős" gondolataimat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 10, 20:42
Írta: bmejdz9nu Dátum 2007 május 10, 20:42
Tibi légyszíves a kedvemért... írd le... mert én vagyok most a hü..le. Ami igaz de jobb ha más nem tudja... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 10, 20:54
Írta: 000000000 Dátum 2007 május 10, 20:54
Szóval valami olyasmit írtam, (ami eltűnt), hogy
bevezethetnénk a motorokra egy "bepattanási tényezőt", ez igazi Hungaricum lenne.:)
Egyébként pedig egy ilyen döcögős, bepattanós
motor még működhet is, a szervoszabályzás
adott határig megoldja ezt a dolgot. Persze
szegénynek lenne más dolga is, és ez bizonyosan
hatásfok csökkenéssel jár. A jelenség ugyanis
úgyis felfogható, mint állandó zavaró jel, ami
rászuperponálódik az összes többire még.
bevezethetnénk a motorokra egy "bepattanási tényezőt", ez igazi Hungaricum lenne.:)
Egyébként pedig egy ilyen döcögős, bepattanós
motor még működhet is, a szervoszabályzás
adott határig megoldja ezt a dolgot. Persze
szegénynek lenne más dolga is, és ez bizonyosan
hatásfok csökkenéssel jár. A jelenség ugyanis
úgyis felfogható, mint állandó zavaró jel, ami
rászuperponálódik az összes többire még.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 10, 21:03
Írta: bmejdz9nu Dátum 2007 május 10, 21:03
Valami szervós versenyt kellene tartani!
három kategóriában... :)
1. A legjobb szervómotor - ez ugye egyszerű... csak pénz kérdése...
2. A legjobb szervóvezérlő - ez már nem is olyan egyszerű...
3. A legrosszabb szervómotor - ez lenne a legizgibb mert a 2. pontban csak akkor lehetne a vezérlő az első ha meg is tudná hajtani :) :)
három kategóriában... :)
1. A legjobb szervómotor - ez ugye egyszerű... csak pénz kérdése...
2. A legjobb szervóvezérlő - ez már nem is olyan egyszerű...
3. A legrosszabb szervómotor - ez lenne a legizgibb mert a 2. pontban csak akkor lehetne a vezérlő az első ha meg is tudná hajtani :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 11, 06:54
Írta: 000000000 Dátum 2007 május 11, 06:54
Látod ez eszembe se jutott! Jó ötlet!!!
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 május 11, 08:21
Írta: D.Laci Dátum 2007 május 11, 08:21
Azt ugy csináltam hogy 2db tokmányt egy "közcsavar" segitségével összeépitetem. Igy 1-13mm bármilyen tengelyű motort tudok tesztelni. Fékező üzemmodban egy ismert paraméterekkel rendelkező motorhoz lehet visszonyitani a "no name" motorokat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 11, 13:00
Írta: 000000000 Dátum 2007 május 11, 13:00
Akkor a motorfelfogásnak (motorágynak) is állíthatónak kell lennie (magasságban), mivel az egytengelyűséget tartani kell.
Univerzális probapad...
Univerzális probapad...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 május 11, 13:06
Írta: D.Laci Dátum 2007 május 11, 13:06
Ez egyértelmü!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 11, 13:19
Írta: 000000000 Dátum 2007 május 11, 13:19
Laci ez nem rossz, egy hibája van: a tokmányok
tehetetlenségi nyomatéka nagy, összemérhető
a motor forgórészével (vagy jobb minőségű
motor esetében nagyob is), ezért hamis képet
kapsz a tesztelendő motorodról lengéstani
szempontból.
tehetetlenségi nyomatéka nagy, összemérhető
a motor forgórészével (vagy jobb minőségű
motor esetében nagyob is), ezért hamis képet
kapsz a tesztelendő motorodról lengéstani
szempontból.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 május 11, 14:30
Írta: D.Laci Dátum 2007 május 11, 14:30
Ebben igazd van, de igy legalább szimulálja a mechanikát (valamilyen szinten). Mégmindig jobb mint egy gumicső... Tökéletes megoldást aligha lehet kitalálni.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 május 11, 14:36
Írta: D.Laci Dátum 2007 május 11, 14:36
Maximum egy ilyen gyorsmegoldás: http://hobbycncservo.uw.hu/tkapcs.htm
De enek meg aza baja hogy minden tengelymérethez ujat kel késziteni...A tokmányos megoldásom inkább csak arra való hogy megnézem hogy alkalmas-e szervó jelegü-cske szervót csinálni belőle. anélkül hogy ráépitem feleslegesen az encodert.
De enek meg aza baja hogy minden tengelymérethez ujat kel késziteni...A tokmányos megoldásom inkább csak arra való hogy megnézem hogy alkalmas-e szervó jelegü-cske szervót csinálni belőle. anélkül hogy ráépitem feleslegesen az encodert.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 11, 15:29
Írta: bmejdz9nu Dátum 2007 május 11, 15:29
Tehetnél fel egy "szervós" videót amikor lassan forog a motor... szinte lépésenként... úgyís tudod mire gondolok... volt szó róla....
Persze "eredeti" motorral... :)
Persze "eredeti" motorral... :)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 május 11, 16:03
Írta: D.Laci Dátum 2007 május 11, 16:03
""eredeti" motorral..."... triciglivel a hülyegyerekis tud menni, de az egykereküvel...
az igazi elektronika megbirkózik bármilyen jelegü motorral. Ha a Kedves felhasználó ráköt egy álltala vélt szervójelegü motort és mégsem megy aztán jön a sárdobálás hogy most mi a nem jó a motor a vagy az elektronika.
A mi esetünkben nehezen fordulhat ez elő.
Egy léptető motoros hasonlat:
" Léptetőmotor Léptetőmotor választás
2007. máj. 02. 17:19 | Válasz | #1004
Keresek olyan felhasználót aki bármilyen(!) vezérlővel max. 50V-ról egy Nema34-es motorral el tudott érni 300-as percenkénti fordulatszámot......
"
Ez az eredeti szervó meg nem eredeti olyan mint egy 100E ft-os DVD lejátszó csak az eredeti lemezt veszibe...
vagy a 140E ft-s samsung LCD tv-monitorom 640*480 -as felbontással TV-zni kiváló, de narmális progikat futatni rajta...
Szoval érted ha a gagyi motor jó hozzá ,jó az "eredeti"-is. de forditva nem biztos hogy igaz. söt...
Teszek fel videót ilyen mottorral meg olyannal is...De tudod a 230V-os dekopir fürész motort is kiprobáltam...
az igazi elektronika megbirkózik bármilyen jelegü motorral. Ha a Kedves felhasználó ráköt egy álltala vélt szervójelegü motort és mégsem megy aztán jön a sárdobálás hogy most mi a nem jó a motor a vagy az elektronika.
A mi esetünkben nehezen fordulhat ez elő.
Egy léptető motoros hasonlat:
" Léptetőmotor Léptetőmotor választás
2007. máj. 02. 17:19 | Válasz | #1004
Keresek olyan felhasználót aki bármilyen(!) vezérlővel max. 50V-ról egy Nema34-es motorral el tudott érni 300-as percenkénti fordulatszámot......
"
Ez az eredeti szervó meg nem eredeti olyan mint egy 100E ft-os DVD lejátszó csak az eredeti lemezt veszibe...
vagy a 140E ft-s samsung LCD tv-monitorom 640*480 -as felbontással TV-zni kiváló, de narmális progikat futatni rajta...
Szoval érted ha a gagyi motor jó hozzá ,jó az "eredeti"-is. de forditva nem biztos hogy igaz. söt...
Teszek fel videót ilyen mottorral meg olyannal is...De tudod a 230V-os dekopir fürész motort is kiprobáltam...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 11, 16:24
Írta: bmejdz9nu Dátum 2007 május 11, 16:24
[#nyes] Azóta ám a Nema34-es 600 is tud! A végén leírtam mi volt a gáz... Ott a megoldás persze a microstep... de ez egy másik topik...
Hát igen "gyári" szevómotorhoz csak pénz kell...
Ha ezen az "anyagias problámán" segít egy egy vezérlő... azt pénzt takarít(hat) meg :)
Tehát a "mindenmotoros - ablaktörlőmotoros" vezélőket EastDrive System(R)-nak kellene nevezni... :)
Akkor várjuk a videót a te EastDrive(R) rendszerű vezérlőd annak a képességéről, hogy mit tud lassan, "léptetve"... :)
Hát igen "gyári" szevómotorhoz csak pénz kell...
Ha ezen az "anyagias problámán" segít egy egy vezérlő... azt pénzt takarít(hat) meg :)
Tehát a "mindenmotoros - ablaktörlőmotoros" vezélőket EastDrive System(R)-nak kellene nevezni... :)
Akkor várjuk a videót a te EastDrive(R) rendszerű vezérlőd annak a képességéről, hogy mit tud lassan, "léptetve"... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 május 11, 16:38
Írta: Kristály Árpád Dátum 2007 május 11, 16:38
Hallihó!
Szerintem meg fogsz lepödni!!!!
Szerintem meg fogsz lepödni!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 11, 17:12
Írta: 000000000 Dátum 2007 május 11, 17:12
"az igazi elektronika megbirkózik bármilyen jelegü motorral."
Ugye ezt azért nem gondololod komolyan???
Ugye ezt azért nem gondololod komolyan???
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 11, 17:52
Írta: bmejdz9nu Dátum 2007 május 11, 17:52
EastDrive Servo System = kelet europai maradék és "olcsómotor" meghajtó rendszer. :)
Ha ezt a Gecko megtudja... felvásárolja... :)
Ha ezt a Gecko megtudja... felvásárolja... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 május 11, 23:24
Írta: 3vv2btrhv Dátum 2007 május 11, 23:24
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 május 11, 23:33
Írta: 3vv2btrhv Dátum 2007 május 11, 23:33

Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 május 12, 09:56
Írta: D.Laci Dátum 2007 május 12, 09:56
Ez egy hajtásláncba beépithető forgató nyomaték mérő. (ha jol értelmezem)
Akár ezelis lehet mérni a motorok nyomatékát de ~2000$ nem áldozok hobbicélra...pláne nem ilyen 10 évente egyszer használt valamire[#ejnye1][#circling]
Akár ezelis lehet mérni a motorok nyomatékát de ~2000$ nem áldozok hobbicélra...pláne nem ilyen 10 évente egyszer használt valamire[#ejnye1][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 május 12, 10:49
Írta: Szalai György Dátum 2007 május 12, 10:49
Na előástam. Lefényképeztem.

Ezt a nyomatékmérőt szivesen elcserélném valami értelmesre, ha kell valakinek.
Ezt a nyomatékmérőt szivesen elcserélném valami értelmesre, ha kell valakinek.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 12, 11:12
Írta: svejk Dátum 2007 május 12, 11:12
Hali!
Ez milyen jelet ad ki?
nekem is vannak 60 Nm-esek (gardner-denver)de még nem sikerült éltre kelteni.
Ez milyen jelet ad ki?
nekem is vannak 60 Nm-esek (gardner-denver)de még nem sikerült éltre kelteni.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 május 12, 11:35
Írta: Szalai György Dátum 2007 május 12, 11:35
Nem tudom még, de rajta vagyok a témán.
Vakon próbálgatni nem merem, mert tuti valami műszer izé ez, és nem kéne meggondolatlanságból hazavágnom. Próbálok tisztábban látni.
Öt perce irtam E-levelet a Kaliber KFt.-nek ebben az ügyben.
Ha jön információ megirom.
De ha nem válaszolnak, azt is!
Vakon próbálgatni nem merem, mert tuti valami műszer izé ez, és nem kéne meggondolatlanságból hazavágnom. Próbálok tisztábban látni.
Öt perce irtam E-levelet a Kaliber KFt.-nek ebben az ügyben.
Ha jön információ megirom.
De ha nem válaszolnak, azt is!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 12, 11:54
Írta: bmejdz9nu Dátum 2007 május 12, 11:54
Nem rosz cuccod van... vége a "hasraütéses" adatoknak?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 május 12, 12:02
Írta: Szalai György Dátum 2007 május 12, 12:02
Nem cserélek szerepet.
Én szoktam másokat irigyelni.
Én szoktam másokat irigyelni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 12, 19:03
Írta: bmejdz9nu Dátum 2007 május 12, 19:03
Gyakorlatias kérdésem lenne...
Valóságos körülmények között, tehát gépen... terhet cipelve... mekkora üzemi sebességet tudtatok elérni és ami talán még érdekesebb milyen erős gyorsítást szervóval!
Előre is köszönettel!
Valóságos körülmények között, tehát gépen... terhet cipelve... mekkora üzemi sebességet tudtatok elérni és ami talán még érdekesebb milyen erős gyorsítást szervóval!
Előre is köszönettel!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 13, 10:21
Írta: bmejdz9nu Dátum 2007 május 13, 10:21
Semmi válasz... akkor másként kérdezem...
Itt egy léptetőmotoros meghajtás...
(Mach vezérelte... :)
Ilyen... sőt ennél jobb videót tudtok a neten szervóval? Ahol súlyt is mozgat ilyen (v. jobb) dinamikával?
Itt egy léptetőmotoros meghajtás...
(Mach vezérelte... :)
Ilyen... sőt ennél jobb videót tudtok a neten szervóval? Ahol súlyt is mozgat ilyen (v. jobb) dinamikával?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 13, 10:42
Írta: 000000000 Dátum 2007 május 13, 10:42
Nem értem, mi itt a kérdésed??
Egy durva tétel majdnem kimondható: a legrosszabb
szervo is jobb dinamikát biztosít, mint a
legjobb stephajtás videóktól függetlenül.
De ez a kérdés komolyabban vizsgálva nagyon összetett. Van egy pont, amikor döntened kell
az előnyök-hátrányok egybevetésével és
megkívánt technológiai feladatok tükrében:
step vagy szervo.
Egy durva tétel majdnem kimondható: a legrosszabb
szervo is jobb dinamikát biztosít, mint a
legjobb stephajtás videóktól függetlenül.
De ez a kérdés komolyabban vizsgálva nagyon összetett. Van egy pont, amikor döntened kell
az előnyök-hátrányok egybevetésével és
megkívánt technológiai feladatok tükrében:
step vagy szervo.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 május 13, 11:32
Írta: e3h0cv4ph Dátum 2007 május 13, 11:32
Szia péter! Szereintem ez összetetteb dolog, ugyanis az én gépem (egyik tengelye) rendelkezik legalább ilyen sebességgel és dinamikával (léptetőmotoros hajtással) viszont a gép felbontása kisebb lehet mint az itt bemutatott.
Ha vársz egy kicsit lesz róla videóm is.
Üdv: TT
Ha vársz egy kicsit lesz róla videóm is.
Üdv: TT
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 13, 11:34
Írta: bmejdz9nu Dátum 2007 május 13, 11:34
Talán kellene csinálni az infóbázis minájára egy CNC videó link dolgot...? Mert a videó az magáéert beszél...
Persze értem a dolgot... de nehéz döntést hozni a tapasztalatok hiányában (egy kezdőnek)...
Persze értem a dolgot... de nehéz döntést hozni a tapasztalatok hiányában (egy kezdőnek)...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 15, 08:26
Írta: 000000000 Dátum 2007 május 15, 08:26
A servo dump hatást/kapcsolást kicsit körül kéne járni!
Ismeretes tény, hogy a DC motorok fékezéskor átmennek dinamóba és visszatermelnek a tápegység felé. Ez feszültség emelkedéssel jár, és ha a fölös energiát nem tudjuk elnyeletni (lásd dump kapcsolás), akkor az akár a táp vagy Vezérlők károsodásával is járhat.
Én úgy képzelem, hogy ez a jelenség (dinamó) csak akkor léphet fel, ha a hajtása a CNC-nek nem önzáró (pl. fogaskerekes, fogazott szíjjas) és a nagy tömegű kocsi pörgetni képes (visszafelé hatva) a motort!
Ti is így látjátok?
Ismeretes tény, hogy a DC motorok fékezéskor átmennek dinamóba és visszatermelnek a tápegység felé. Ez feszültség emelkedéssel jár, és ha a fölös energiát nem tudjuk elnyeletni (lásd dump kapcsolás), akkor az akár a táp vagy Vezérlők károsodásával is járhat.
Én úgy képzelem, hogy ez a jelenség (dinamó) csak akkor léphet fel, ha a hajtása a CNC-nek nem önzáró (pl. fogaskerekes, fogazott szíjjas) és a nagy tömegű kocsi pörgetni képes (visszafelé hatva) a motort!
Ti is így látjátok?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 15, 09:24
Írta: 000000000 Dátum 2007 május 15, 09:24
Egy kis elmélet és kapcsolás:
Dump áramkör
Dump áramkör
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 15, 09:47
Írta: 000000000 Dátum 2007 május 15, 09:47
Eddig ez a legegyszerübb és ötletesebb kapcsolás amit találtam:

A felső dióda természetese összáramra méretezett!
A kapcsolásnak van "holtsávja és maradék feszültsége".
A felső dióda természetese összáramra méretezett!
A kapcsolásnak van "holtsávja és maradék feszültsége".
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 15, 14:13
Írta: svejk Dátum 2007 május 15, 14:13
Az A3986-hoz is ez van ajánlva. :)
Csak nagyon combos dióda kell.
Inkább mezei söntstabilizátor, esetleg kapcsoló üzemben hogy ne a tranyó melegedjen.
Kisebb motornál egy teljesítmény zener egy szupresszorral megfejelve is elég lehet.
Csak nagyon combos dióda kell.
Inkább mezei söntstabilizátor, esetleg kapcsoló üzemben hogy ne a tranyó melegedjen.
Kisebb motornál egy teljesítmény zener egy szupresszorral megfejelve is elég lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 15, 15:44
Írta: 000000000 Dátum 2007 május 15, 15:44
Ezt az ajánlást hol olvashatom én is?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 május 15, 16:24
Írta: Szalai György Dátum 2007 május 15, 16:24
Ez érkezett ma.
Tisztelt Szalai Úr!
Kérésére, csatoltan elküldjük Önnek a 7934 nyomatékmérő cella gyártmányunk adatlapját és a nyomatékmérő tengely - mi úgy nevezzük mérőelem - rajzát szíves felhasználásra. Az adatlapon minden lényeges műszaki adatot megtalál. Egyébként a nyomatékmérő nyúlásmérő ellenállásos elven működik a mérőelemre felragasztott teljes hidas kapcsolásban. A kábel bekötése : a kék - sárga érpár a tápfeszültség és a kék a "plusz", a jelág a fekete-fehér és a fekete a "plusz". Ha régen nem használták a műszert, akkor érdemes a csúszó gyűrűket, egy finom polírpapírral megtisztítani a korróziótól.
Üdvözlettel : Ballon István
Az egyik.
A másik.
Köszönöm neki.
Tisztelt Szalai Úr!
Kérésére, csatoltan elküldjük Önnek a 7934 nyomatékmérő cella gyártmányunk adatlapját és a nyomatékmérő tengely - mi úgy nevezzük mérőelem - rajzát szíves felhasználásra. Az adatlapon minden lényeges műszaki adatot megtalál. Egyébként a nyomatékmérő nyúlásmérő ellenállásos elven működik a mérőelemre felragasztott teljes hidas kapcsolásban. A kábel bekötése : a kék - sárga érpár a tápfeszültség és a kék a "plusz", a jelág a fekete-fehér és a fekete a "plusz". Ha régen nem használták a műszert, akkor érdemes a csúszó gyűrűket, egy finom polírpapírral megtisztítani a korróziótól.
Üdvözlettel : Ballon István
Az egyik.
A másik.
Köszönöm neki.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 15, 17:33
Írta: bmejdz9nu Dátum 2007 május 15, 17:33
Azér találtam egy kisebb méretű CNC-t szervós meghajtással és persze videót.... 12.000mm/min - ez már valami !
Érdemes körülnézni a gyártó honlapján...
Ami még érdekes, hogy az asztal áll - ilyen sebesség mellett... persze a min. 2kw-os 60.000-es marómotor is "széria"...
Meg a hűtés:
Ethanol Coolant(!): A thinner-than-water viscosity, allows ethanol to quickly covers and cools more surface area (than oil) on fast-moving micro tooling."
Nagy felbontású képek itt....

Érdemes körülnézni a gyártó honlapján...
Ami még érdekes, hogy az asztal áll - ilyen sebesség mellett... persze a min. 2kw-os 60.000-es marómotor is "széria"...
Meg a hűtés:
Ethanol Coolant(!): A thinner-than-water viscosity, allows ethanol to quickly covers and cools more surface area (than oil) on fast-moving micro tooling."
Nagy felbontású képek itt....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 15, 17:38
Írta: 000000000 Dátum 2007 május 15, 17:38
Ez tényleg brutál! Majdnem lézer...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 15, 17:45
Írta: bmejdz9nu Dátum 2007 május 15, 17:45
Hát nem semmi... hogy vágja az alut... símítja... A cég az összes masináját 1/8"-os mini szerszámokhoz gyártja...
Na meg az hűtés megoldás, szerszámcsre... de van még sok infó az oldalon... több videó is...pdf... nagyon jók... Windows vezérlő!
A szervó hajtásnak a csúcsa!... és ez nem egy nagy megmunkáló gép !!! Tehát félúton... ezért érdekes... !
Veszek egy ilyet és végeztem... [#nyes]
Na meg az hűtés megoldás, szerszámcsre... de van még sok infó az oldalon... több videó is...pdf... nagyon jók... Windows vezérlő!
A szervó hajtásnak a csúcsa!... és ez nem egy nagy megmunkáló gép !!! Tehát félúton... ezért érdekes... !
Veszek egy ilyet és végeztem... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 május 15, 18:25
Írta: svejk Dátum 2007 május 15, 18:25
Ha veszel olyat, akor a hobbyCNC oldalról kitagadunk ám! :)
(nézd meg a leveleidet!)
(nézd meg a leveleidet!)
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 május 15, 18:36
Írta: j3rx6bsjd Dátum 2007 május 15, 18:36
Hát nem tudom a 100000eurót meghaladó vételár engem egy kicsit elgondolkodtatna.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 15, 18:39
Írta: 000000000 Dátum 2007 május 15, 18:39
Jópofa ez a gép, csak nem sok köze van a Hobby
kategóriához. De pl. arra jó ez a példa, hogy
hogyan néz ki egy 600W-os vagy még nagyobb
teljesítményű igazi 3 f. marómotor (össze lehet
vetni más modell motorokkal, amikre ugyancsak
1.5 kW-ot írtak).
kategóriához. De pl. arra jó ez a példa, hogy
hogyan néz ki egy 600W-os vagy még nagyobb
teljesítményű igazi 3 f. marómotor (össze lehet
vetni más modell motorokkal, amikre ugyancsak
1.5 kW-ot írtak).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 15, 18:52
Írta: bmejdz9nu Dátum 2007 május 15, 18:52
mennyi? 100.000 Euro.. csak? :)
Nem találtam az árakat, nem linkelnéd be?
Már hívtam az OTP forró vonalát... :) mennyit igényeljek... :)
Majd vezérlők nélkül kérem... mert az már van itthon is... talán olcsóbb lesz :)
Nem találtam az árakat, nem linkelnéd be?
Már hívtam az OTP forró vonalát... :) mennyit igényeljek... :)
Majd vezérlők nélkül kérem... mert az már van itthon is... talán olcsóbb lesz :)
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 május 15, 19:03
Írta: j3rx6bsjd Dátum 2007 május 15, 19:03
A táblázat alján vigyorognak az árak,van olcsóbb is:)
Datron products
Datron products
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 15, 19:30
Írta: bmejdz9nu Dátum 2007 május 15, 19:30
Ó... csak USD... most az olcsóbb!!!
63.000 USD-tól van már! Sőt a 15"-os monitor is benne van az árban! :) (Szervó+légzsák :)
végül is "csak" 10-12 millió... :) kimondottan hobby kategoriás... :)
63.000 USD-tól van már! Sőt a 15"-os monitor is benne van az árban! :) (Szervó+légzsák :)
végül is "csak" 10-12 millió... :) kimondottan hobby kategoriás... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2007 május 15, 19:59
Írta: 2nbj3n5m Dátum 2007 május 15, 19:59
Helló Péter. A DATRONNAK van magyarországi képviselete.Én is gondolkoztam egy ilyen gép
vásárlásán. De az árából lakást vettem.
Janko
vásárlásán. De az árából lakást vettem.
Janko
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 15, 20:10
Írta: bmejdz9nu Dátum 2007 május 15, 20:10
... és kiadod a lakást? :)
Te tényleg jó... és ha mindent összevetsz... nem is olyan drága... jó tudom... de ha "megrendelnéd" valakitől... nem lenne sokkkal olcsóbb... és nem "béta" verziós... :) Na ja nálunk nem olcsó a munka... :)
De CNC az jó mert pontos is... :)
Te tényleg jó... és ha mindent összevetsz... nem is olyan drága... jó tudom... de ha "megrendelnéd" valakitől... nem lenne sokkkal olcsóbb... és nem "béta" verziós... :) Na ja nálunk nem olcsó a munka... :)
De CNC az jó mert pontos is... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 17, 09:30
Írta: bmejdz9nu Dátum 2007 május 17, 09:30
ACDC szervó...
Felmerült bennem egy ötlet... gondoltam leírom...
A DC szervó vezérlővel meg lehetne hajtani egy frekiviváltót? Mert a frekiváltó el tudja "játszani a DC motor" szerepét... és...
Felmerült bennem egy ötlet... gondoltam leírom...
A DC szervó vezérlővel meg lehetne hajtani egy frekiviváltót? Mert a frekiváltó el tudja "játszani a DC motor" szerepét... és...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 17, 11:41
Írta: 000000000 Dátum 2007 május 17, 11:41
Mármint arra gondolsz, hogy irányt és gerjesztés nagyságot átadni a frekiváltónak?
Ha módosítasz egy DC szervót ilyen kimenetekre, akkor elvileg igen (csak a reakcióidők szerintem pocsékok lesznek, mivel a frekiváltó nem erre lett kitalálva)!
Ha módosítasz egy DC szervót ilyen kimenetekre, akkor elvileg igen (csak a reakcióidők szerintem pocsékok lesznek, mivel a frekiváltó nem erre lett kitalálva)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 17, 15:42
Írta: bmejdz9nu Dátum 2007 május 17, 15:42
A dir adott = irányváltás. Ha minimumra állítom a gyorsítást és a lassítást a frekiváltón akkor mind "golyó" indul és fékez is... nem olyan rosz a helyzet... :) legalábis nem tűnik lehetetlennek... kicsiket (200-400w) meg olcsón lehet venni....
Rengeteg lehetőség van a legegyszerűbb frekiváltóban is... ugyebár többek közöttt van egy bemenete ahol 0-10V egyenfesszel lehet szabályozni... ez lenne a bemenet... :)
Valahogy meghajtják az AC szervómotorokat is...
Talán Svejk "leugathatná" az ámokfutó gondolatomat :) mert ő otthon van frekiváltó ügyben... :)
Rengeteg lehetőség van a legegyszerűbb frekiváltóban is... ugyebár többek közöttt van egy bemenete ahol 0-10V egyenfesszel lehet szabályozni... ez lenne a bemenet... :)
Valahogy meghajtják az AC szervómotorokat is...
Talán Svejk "leugathatná" az ámokfutó gondolatomat :) mert ő otthon van frekiváltó ügyben... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 17, 16:20
Írta: 000000000 Dátum 2007 május 17, 16:20
Szia Péter! Majd én jelentkezem lehurrogásra!:))
Felejtsd el az egészet. Majd akkor térj erre
vissza, ha van olyan frekiváltód, ami
1./ 1 ford/min-el képes a motorodat forgatni,
úgy hogy nyomaték is legyen, és egyenletesen.
2./ Ha van olyan hajtásod ami 0-ról 3000 1/min-re
20 ms alatt felpörgeti a motort.
3./ Ha van olyan motorod ami mindezt tudja,
ezt hívják AC szervo motornak.
És még sorolhatnék más feltételeket is,
de mivel egyik sem teljesül Nálad, talán
ennyivel is beéred.
Felejtsd el az egészet. Majd akkor térj erre
vissza, ha van olyan frekiváltód, ami
1./ 1 ford/min-el képes a motorodat forgatni,
úgy hogy nyomaték is legyen, és egyenletesen.
2./ Ha van olyan hajtásod ami 0-ról 3000 1/min-re
20 ms alatt felpörgeti a motort.
3./ Ha van olyan motorod ami mindezt tudja,
ezt hívják AC szervo motornak.
És még sorolhatnék más feltételeket is,
de mivel egyik sem teljesül Nálad, talán
ennyivel is beéred.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 17, 16:59
Írta: bmejdz9nu Dátum 2007 május 17, 16:59
Köszi! A lehurrogást! megnyugodtam, hogy nem találtam ki a spanyol viaszt :) azaz az ACDC szervót! (megincsak)
Egy csómó hely most felszabadult az agyamban amit eddíg ez elfoglalt... "delete" :)
Egy csómó hely most felszabadult az agyamban amit eddíg ez elfoglalt... "delete" :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 17, 17:32
Írta: bmejdz9nu Dátum 2007 május 17, 17:32
Ez az ULI féle szervópanel? Mert akkor már pénzért is adja... úgy látszik volt elvonókúrán :)
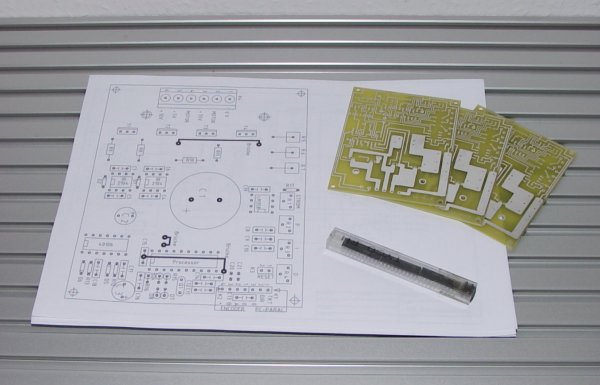
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 17, 22:15
Írta: 000000000 Dátum 2007 május 17, 22:15
Szia Tibor45
Te komolyan gondolod hogy egy Ac servot 20ms alatt fel lehet porgetni 0-rol 3000 1/min fordulatra???
:))
Te komolyan gondolod hogy egy Ac servot 20ms alatt fel lehet porgetni 0-rol 3000 1/min fordulatra???
:))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 17, 22:51
Írta: 000000000 Dátum 2007 május 17, 22:51
Szia esd193!
Mivel egy profi DC szervo motor tudja ezt
(sőt még jobbat is), gondolod, hogy egy AC nem
tudja? Ettől szervo és ezért drága. De ha nem
hiszed, hogy vannak ilyen hajtások, nézzél meg
egy ipari nagy sebességű SMD beültető
gépet, ahogyan óránként 50.000 alkatrészt
"rakosgat".
Mivel egy profi DC szervo motor tudja ezt
(sőt még jobbat is), gondolod, hogy egy AC nem
tudja? Ettől szervo és ezért drága. De ha nem
hiszed, hogy vannak ilyen hajtások, nézzél meg
egy ipari nagy sebességű SMD beültető
gépet, ahogyan óránként 50.000 alkatrészt
"rakosgat".
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 18, 18:19
Írta: 000000000 Dátum 2007 május 18, 18:19
Úgy látom a Dump témába nem sok mindenkinek van lövése...[#pardon1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 18, 18:59
Írta: 000000000 Dátum 2007 május 18, 18:59
Nálam 3-500W-ig semmi gond nics ezzel,
egyszerűen a tápot kell "bikává" tenni
(nagyon kicsi legyen a dinamikus belső
ellenállása). A másik fő dolog a korrekt
nullátmenetes áramgenerátoros FET híd, plussz
a hozzátartozó meghajtó jelforma, és logika.
Persze nem árt pár mozgási és villamos energia
képlettel leellenőrizni a rendszert a motor
tengelyre redukált nyomatékokkal sem, és erre
hangolni a szabályzót, így átadva a szervót a
vevőnek.
Igaz, én egyedi tervezésű szervót építettem,
ahol ezekre is próbáltam gondolni, és az elmúlt
X év tapasztalatát beletettem. Így nem is
igazán értem a problémátokat ebben a
témakörben és nagyságrendben, eddig ezért nem
szóltam hozzá.
egyszerűen a tápot kell "bikává" tenni
(nagyon kicsi legyen a dinamikus belső
ellenállása). A másik fő dolog a korrekt
nullátmenetes áramgenerátoros FET híd, plussz
a hozzátartozó meghajtó jelforma, és logika.
Persze nem árt pár mozgási és villamos energia
képlettel leellenőrizni a rendszert a motor
tengelyre redukált nyomatékokkal sem, és erre
hangolni a szabályzót, így átadva a szervót a
vevőnek.
Igaz, én egyedi tervezésű szervót építettem,
ahol ezekre is próbáltam gondolni, és az elmúlt
X év tapasztalatát beletettem. Így nem is
igazán értem a problémátokat ebben a
témakörben és nagyságrendben, eddig ezért nem
szóltam hozzá.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 18, 19:17
Írta: 000000000 Dátum 2007 május 18, 19:17
Épp erre voltam kíváncsi, hogy "ebbe a nagyságrendben" van e ilyen probléma? És az önzáró meghajtás? ott elvileg ilyen nem is létezik... vagy rosszul gondolom?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 18, 19:39
Írta: 000000000 Dátum 2007 május 18, 19:39
István! Az előző hozzászólásomban az is benne van
(speciális meghajtás), hogy mindig lehetőleg áramnyelő
jellegű legyen a rendszer, függetlenül a
terhelés jellegétől. Erre úgy tudod jól
felkészíteni a szervódat, ha csinálsz Magadnak
egy olyan golyósorsós próbapadod, ahol "magától
lepörgő" Z tengelyt szimulálsz 25-40 kg
tömeggel. Ez ugyanis a legnagyob kihívás a
szervónak, amit a valóságban pl. egy BF20
marófejes, vagy egy komolyabb fortunás Z egység
jelenthet is.
(speciális meghajtás), hogy mindig lehetőleg áramnyelő
jellegű legyen a rendszer, függetlenül a
terhelés jellegétől. Erre úgy tudod jól
felkészíteni a szervódat, ha csinálsz Magadnak
egy olyan golyósorsós próbapadod, ahol "magától
lepörgő" Z tengelyt szimulálsz 25-40 kg
tömeggel. Ez ugyanis a legnagyob kihívás a
szervónak, amit a valóságban pl. egy BF20
marófejes, vagy egy komolyabb fortunás Z egység
jelenthet is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 18, 19:43
Írta: 000000000 Dátum 2007 május 18, 19:43
Az áramnyelő rendszert mire érted (vezérlő végfoka, vagy a tápoldalon valami, pl. dump)?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 18, 19:53
Írta: 000000000 Dátum 2007 május 18, 19:53
Természetesen a vezérlő végfokára gondoltam,
hiszen ezek az egyszerű dump ötletek (pl.#1209)
inkább kárt okoznak, mint hasznot.:)
hiszen ezek az egyszerű dump ötletek (pl.#1209)
inkább kárt okoznak, mint hasznot.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 május 20, 13:15
Írta: 3vv2btrhv Dátum 2007 május 20, 13:15
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 május 20, 13:36
Írta: Kristály Árpád Dátum 2007 május 20, 13:36
Hallihó! Azért szertném látni ezt a motor felismerést...... pl.: D.Laciék által készítettre mit szólna...
( ami szerintem jól mük)
Na és nem szól a fáma az ÁRRÓL.......
Nem LÁtom milyen jelekkel mük....
De lehet, hogy hétfő itt kezdek.....
Hallihó!
( ami szerintem jól mük)
Na és nem szól a fáma az ÁRRÓL.......
Nem LÁtom milyen jelekkel mük....
De lehet, hogy hétfő itt kezdek.....
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 20, 14:31
Írta: bmejdz9nu Dátum 2007 május 20, 14:31
Mach-al tesztelték? Biztos "diszkont" áron adják ha felmutatod a HobbyCNC-s klubtagságidat :)

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 20, 15:45
Írta: 000000000 Dátum 2007 május 20, 15:45
Csak a saját, belső chippes modelleket képes "felismerni"! Ez olyan inr a PC-k mostani RAM moduljaik amikbe van egy eeprom ami a paramétereket tárolja az alaplap beállításaihoz (időzítések)! Így nem egy nagy durranás "felismerni"...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 május 21, 23:03
Írta: s5f8tmfv3 Dátum 2007 május 21, 23:03
Van itt egy jó kis leírás porkohászatról, kefeanyagokról.
Kérdés: a 4.1.1 pontban ismertetett kefe- és kommutátorhibák mennyiben alkalmazhatók egyéb kefés DC motorokra? Itt ugyanis önindítókról esik szó. Igaz lehet ez mondjuk egy Kress felsőmaróra is?
Kérdés: a 4.1.1 pontban ismertetett kefe- és kommutátorhibák mennyiben alkalmazhatók egyéb kefés DC motorokra? Itt ugyanis önindítókról esik szó. Igaz lehet ez mondjuk egy Kress felsőmaróra is?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 22, 20:16
Írta: bmejdz9nu Dátum 2007 május 22, 20:16
Kérem RC-t és Tibit árulja el mihez vették a 200W-os AC szervómotorokat az Ebay-on... [#confused]
Végül is én linkeltem be a képet A marómotor topikba .... valószínüleg az alapján tudtátok azonosítani... ennyit megérdemelnék... :)
Árcsatát vívtatok érte közösen... érdekel!!!
Végül is én linkeltem be a képet A marómotor topikba .... valószínüleg az alapján tudtátok azonosítani... ennyit megérdemelnék... :)
Árcsatát vívtatok érte közösen... érdekel!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 22, 20:35
Írta: 000000000 Dátum 2007 május 22, 20:35
A lézerrel van összefüggésben ( nem közvetelenül a tengely hajtásához)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 22, 20:37
Írta: 000000000 Dátum 2007 május 22, 20:37
Péter írtam már, semmi közöm az Ebay-os AC
szervohoz. De én Neked (majdnem azért az árért)
az alábbi motort tudnám adni:

Van benne 8000-es absolut encoder, és fék is.
szervohoz. De én Neked (majdnem azért az árért)
az alábbi motort tudnám adni:
Van benne 8000-es absolut encoder, és fék is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 22, 20:51
Írta: bmejdz9nu Dátum 2007 május 22, 20:51
Akkor van egy másik magyar Tibi akinek nagyon hasonló az érdeklődési köre:
Ebay name: tibi6611
És ma ezt az AC Servomotor*Yaskawa*SGMP-02A312B*200W*-t vette...
Szilárdtestrelék, Siemens vezérléstechnika és csupa olyan a specialitása...
Ebay name: tibi6611
És ma ezt az AC Servomotor*Yaskawa*SGMP-02A312B*200W*-t vette...
Szilárdtestrelék, Siemens vezérléstechnika és csupa olyan a specialitása...
Cím: Re:DC szervó motoros vezérlés
Írta: msas Dátum 2007 május 22, 21:28
Írta: msas Dátum 2007 május 22, 21:28
Üdv Mindenkinek.
Most volt egy kis időm, keresgéltem és találtam egy jónak mondható leírást általában az elektromos alapfogalmakról, villanymotorokról.
Ajánlom tanulmányozásra Varsányi Péer barátunknak!Különös figyelemmel a nyomaték,- teljesítmény frekvencia összefüggésekre.
FILE TÁR: ERŐGÉPEK. pdf
Most volt egy kis időm, keresgéltem és találtam egy jónak mondható leírást általában az elektromos alapfogalmakról, villanymotorokról.
Ajánlom tanulmányozásra Varsányi Péer barátunknak!Különös figyelemmel a nyomaték,- teljesítmény frekvencia összefüggésekre.
FILE TÁR: ERŐGÉPEK. pdf
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 22, 22:07
Írta: bmejdz9nu Dátum 2007 május 22, 22:07
Kinyomtatva... át lesz tanulmányozva!
Köszönettel.
Köszönettel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 25, 23:45
Írta: bmejdz9nu Dátum 2007 május 25, 23:45
Mit jelent egy szervómorornál az, hogy lemágnesézési áram? (25A)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 26, 07:50
Írta: 000000000 Dátum 2007 május 26, 07:50
Nem tudom mit érthetnek ez alatt, talán e felett az állandó mégnes elveszítheti (gyengítheti) a mágnese erejét?!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 26, 08:20
Írta: 000000000 Dátum 2007 május 26, 08:20
Szia Péter! Egy DC motort ha ellenáramú
féküzemmódban használunk, nagyon nagy csúcsáramok
léphetnek fel. Ilyenkor megvan annak a veszélye,
hogy az állandó mágnest a tekercsek
lemágnesezik, így onnantól kezdve az a motor
kidobható. Egy motor attól is szervó kategória
(sok más kívánalom mellett), hogy ez az
áramérték sokkal magasabb, mint egyszerű
igénybevételre tervezett motornál.
féküzemmódban használunk, nagyon nagy csúcsáramok
léphetnek fel. Ilyenkor megvan annak a veszélye,
hogy az állandó mágnest a tekercsek
lemágnesezik, így onnantól kezdve az a motor
kidobható. Egy motor attól is szervó kategória
(sok más kívánalom mellett), hogy ez az
áramérték sokkal magasabb, mint egyszerű
igénybevételre tervezett motornál.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 május 26, 08:50
Írta: bmejdz9nu Dátum 2007 május 26, 08:50
Konkréttab leszek... ezt vettem:
Ennyit tudni róla... ami rá van írva... hogy az encoder milyen lehet? az még a jövő "homálya"...
Esteleg ismeritek ezt a motort?
Na itt van ráírva...


Ennyit tudni róla... ami rá van írva... hogy az encoder milyen lehet? az még a jövő "homálya"...
Esteleg ismeritek ezt a motort?
Na itt van ráírva...
Cím: Re:DC szervó motoros vezérlés
Írta: Bicska Dátum 2007 május 27, 19:55
Írta: Bicska Dátum 2007 május 27, 19:55
Általánosságban annyit modhatok, hogy a Bibus árul ilyen márkájú motorokat, én is ott vettem léptecseket.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 28, 22:59
Írta: 000000000 Dátum 2007 május 28, 22:59
Most nem tudom,hogy jól látok e,de ahobby cnc-n felkínált szervó motor kisértetiesen hasonlít az én általam is használt D Laci féle sokat szidott ablaktörlő motorhoz még a kis piros festék is ott van az elején. Még az érdekelne ami igaz nem látszik,hogy a motor tengely vége nem e csiga hajtásra utal
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 28, 23:24
Írta: 000000000 Dátum 2007 május 28, 23:24
Írj róla! Tapasztalat?????????
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 29, 11:37
Írta: 000000000 Dátum 2007 május 29, 11:37
Jól látod! A P2S topic-ban ki lett tárgyalva!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 május 29, 12:10
Írta: e3h0cv4ph Dátum 2007 május 29, 12:10
Hi. Hol találom a fórum ezen részének PDF változatát egy file-ban?
Kössz: Tatai
Kössz: Tatai
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 29, 12:13
Írta: 000000000 Dátum 2007 május 29, 12:13
ViP [#smile] készített régen pdf-et (tán a tárában van valahol), de azóta szerintem men lett aktualizálva! Használd a keresőt ha valait keresni szeretnél!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 május 29, 13:01
Írta: e3h0cv4ph Dátum 2007 május 29, 13:01
Köszi. Bár egyenlőre nem találom.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 május 29, 13:48
Írta: D.Laci Dátum 2007 május 29, 13:48
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 május 29, 22:07
Írta: s5f8tmfv3 Dátum 2007 május 29, 22:07
Valakinek van véleménye a #1242-ről?
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2007 május 29, 22:22
Írta: sasi Dátum 2007 május 29, 22:22
Úgy gondolom, a leírt kefehibák egyaránt érvényes a kisebb (generátor) és a nagy (önindító) terhelésekre is, azaz pl. a Kress-re is.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 május 29, 22:35
Írta: s5f8tmfv3 Dátum 2007 május 29, 22:35
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 29, 22:42
Írta: 000000000 Dátum 2007 május 29, 22:42
Szia Amatőr! Sasi válaszával egyetértek.
Azal egészíteném még ki, hogy a Te esetedben
a nagy és tartós fordulat miatt elsősorban
az ívképződés, és a súrlódásos kopás a döntő.
Azal egészíteném még ki, hogy a Te esetedben
a nagy és tartós fordulat miatt elsősorban
az ívképződés, és a súrlódásos kopás a döntő.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 május 29, 23:05
Írta: s5f8tmfv3 Dátum 2007 május 29, 23:05
Köszi! Javaslat? Milyen sűrűn kell odafigyelni erre? Lehet valamit tenni a gyári megoldáson felül az ívképződés csökkentésére? Vagy nem ér annyit az egész?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 30, 14:19
Írta: 000000000 Dátum 2007 május 30, 14:19
Egy 10-47nF/630V-os kondit érdemes a kefékkel
párhuzamosan kötni, ha azonban van a motorhoz
fordulatszám vezérlő elektronika, inkább kisebb
értékkel indulj el. Így kisebb lesz az ívképződés.
Sokkal többet nem tudsz tenni.
párhuzamosan kötni, ha azonban van a motorhoz
fordulatszám vezérlő elektronika, inkább kisebb
értékkel indulj el. Így kisebb lesz az ívképződés.
Sokkal többet nem tudsz tenni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 május 30, 21:12
Írta: 000000000 Dátum 2007 május 30, 21:12
Sziasztok!
Szerintem ugyanazt kell csinálni mint a kefés modellmotorok esetében, hogy a szikrázás csökkentés és zavarszűrés OK legyen. Egy 47 nF-es kondit a motor két pólusa közé kell kötni, egy egy 10 nF-essel pedig az egyes pólusokat kell a föld (motorház) felé áthidalni.
Szerintem ugyanazt kell csinálni mint a kefés modellmotorok esetében, hogy a szikrázás csökkentés és zavarszűrés OK legyen. Egy 47 nF-es kondit a motor két pólusa közé kell kötni, egy egy 10 nF-essel pedig az egyes pólusokat kell a föld (motorház) felé áthidalni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 04, 19:33
Írta: 000000000 Dátum 2007 június 04, 19:33
Helló István!
Működik már CNC gépen a servó vezérlésed?
Videó nincs róla?
Működik már CNC gépen a servó vezérlésed?
Videó nincs róla?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 04, 19:37
Írta: 000000000 Dátum 2007 június 04, 19:37
Már építés alatt van egy 3 tengelyes, full Servós gép, de nem tudom mikor lesz belőle kész gép és videó! Nem én építem, hanem Janco (C-vel!)!
Én is várom...[#eljen]
Én is várom...[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 06, 16:50
Írta: bmejdz9nu Dátum 2007 június 06, 16:50
Az 512-es cpr-es encoder...
Ezt tényleg nem szereti a piac... mert nem kerek... de nem teljesen értem... ezért a felét éri?
De erről az jutott eszembe:
"Szegény" amerikaiak is valószínüleg kénytelenek metrikus golyósorsókat használni... (én még alíg láttam coll-ost... vagy?)
De amikor csinálnak valamit az inch-ben teszik... hogy állítják be a Mach-ot?
...Vagy őket a kerek oszthatóságú számok nem zavarják? Talán nekik gyártják az 512-es encodert...?
Nem értem... [#fejvakaras]
Ezt tényleg nem szereti a piac... mert nem kerek... de nem teljesen értem... ezért a felét éri?
De erről az jutott eszembe:
"Szegény" amerikaiak is valószínüleg kénytelenek metrikus golyósorsókat használni... (én még alíg láttam coll-ost... vagy?)
De amikor csinálnak valamit az inch-ben teszik... hogy állítják be a Mach-ot?
...Vagy őket a kerek oszthatóságú számok nem zavarják? Talán nekik gyártják az 512-es encodert...?
Nem értem... [#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 06, 16:57
Írta: 000000000 Dátum 2007 június 06, 16:57
Nem értem miért probléma?! A Mach-ba bármit be tudsz állítani (törteket is természetesen)!
Bárcsak nekem lenne egy szekérrel 512-es encoder...
Bárcsak nekem lenne egy szekérrel 512-es encoder...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 06, 17:11
Írta: bmejdz9nu Dátum 2007 június 06, 17:11
Azt halottam, hogy az 512-es nem "kénylemes" és "kis hibák" lehetnek... stb...
Persze szerintem sem... (vagyis elhanygolható) de pl. az Ebay-on a felért sem veszik az 512-est (Europában)... Ez ütötte a szöget a fejembe... miért.. a pénz nem számít... csak ne kelljen elővenni a zsebszámolót, vagy gondolkodni...?
Tudom, hogy a progikat be lehet állítani bármire...
Persze szerintem sem... (vagyis elhanygolható) de pl. az Ebay-on a felért sem veszik az 512-est (Europában)... Ez ütötte a szöget a fejembe... miért.. a pénz nem számít... csak ne kelljen elővenni a zsebszámolót, vagy gondolkodni...?
Tudom, hogy a progikat be lehet állítani bármire...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 06, 17:38
Írta: 000000000 Dátum 2007 június 06, 17:38
- A világ analóg, végtelen sok olyan szám van,
ami nem egész számű többszöröse egy
inkrementumnak, így semmi értelme azon filózni,
mire jó az 512. Pont olyan jó, mint az 500.
- Egyébként is az 512 nem inch, vagy metrikus
téma miatt van, hanem mert ez pontosan 2 a
kilencediken. Így digitális számlálóknál
pontosan egy fordulatnál van bitváltás, ez
adott esetben nagyon fontos lehet, és csak
ilyen encoder lehet a jó szemben mondjuk egy
500-assal.
- Az Ebay nem mértékadó ár szempontjából
(legfeljebb Neked, aki imád adni-venni), mivel
egy-két darab van ott, és bizonytalan eredetű, minőségű cuccokról is lehet szó. Ha felmész
az eredeti encoder gyártó honlapjára, egy 512-
es encoder nem olcsóbb, sőt..
ami nem egész számű többszöröse egy
inkrementumnak, így semmi értelme azon filózni,
mire jó az 512. Pont olyan jó, mint az 500.
- Egyébként is az 512 nem inch, vagy metrikus
téma miatt van, hanem mert ez pontosan 2 a
kilencediken. Így digitális számlálóknál
pontosan egy fordulatnál van bitváltás, ez
adott esetben nagyon fontos lehet, és csak
ilyen encoder lehet a jó szemben mondjuk egy
500-assal.
- Az Ebay nem mértékadó ár szempontjából
(legfeljebb Neked, aki imád adni-venni), mivel
egy-két darab van ott, és bizonytalan eredetű, minőségű cuccokról is lehet szó. Ha felmész
az eredeti encoder gyártó honlapjára, egy 512-
es encoder nem olcsóbb, sőt..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 06, 18:02
Írta: bmejdz9nu Dátum 2007 június 06, 18:02
Az ...16...64 ...512... ezeket ismerem...
De a válaszodat köszönöm és értem.
Én is erre gondoltam, hogy kényelmesek...
Valóban szeretek "kétes" eredetű dolgokat venni...gyüjteni...adni :) Fején találtad a szöget!
Az Ebay mértékadó. Ezzel vitatkoznék. Tegyél fel valamidet 1 Euróért és megmondja a piac mit ér! Mert minden annyit ér amennyiér el lehet adni és persze a másik felén megveszik! Tehát métékadó!
Szeretem a pl. a "kétes" eredetű Harmonic Drive-okat, THK vezetőket, frekiváltókat... és még általában számlát is kapok róla...hogy xy cég a tartalék raktárából eladta nekem... mert egy-egy nagy cégnél raktáron tartják a pótalkatrészeket mert ha kell akkor legyen... mert ez még mindíg olcsóbb nekik mint pl. a termeléskiesés okozta kár...
De mindjárt teszek be az adok veszekbe valamit, nehogy csalódj bennem :)
De a válaszodat köszönöm és értem.
Én is erre gondoltam, hogy kényelmesek...
Valóban szeretek "kétes" eredetű dolgokat venni...gyüjteni...adni :) Fején találtad a szöget!
Az Ebay mértékadó. Ezzel vitatkoznék. Tegyél fel valamidet 1 Euróért és megmondja a piac mit ér! Mert minden annyit ér amennyiér el lehet adni és persze a másik felén megveszik! Tehát métékadó!
Szeretem a pl. a "kétes" eredetű Harmonic Drive-okat, THK vezetőket, frekiváltókat... és még általában számlát is kapok róla...hogy xy cég a tartalék raktárából eladta nekem... mert egy-egy nagy cégnél raktáron tartják a pótalkatrészeket mert ha kell akkor legyen... mert ez még mindíg olcsóbb nekik mint pl. a termeléskiesés okozta kár...
De mindjárt teszek be az adok veszekbe valamit, nehogy csalódj bennem :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 06, 19:16
Írta: 000000000 Dátum 2007 június 06, 19:16
Egy áttétel (pl menetesszár) úgyis "törté" alakít bármilyen osztást...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 06, 19:50
Írta: bmejdz9nu Dátum 2007 június 06, 19:50
Ez is igaz... tehát csak számolási kényelmesség... és semmi több...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 07, 06:10
Írta: 000000000 Dátum 2007 június 07, 06:10
Lehet, hogy ez valamiféle "tudatlanság", tájékozatlanság és esetleg férevezetés...
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 június 07, 18:36
Írta: tumnmsi57 Dátum 2007 június 07, 18:36
Összerkatam egy kapcsolát Uli AVR-jével, elvileg működőképes, de még várom a motorokat, hogy terhelés alatt is ki tudjam probálni és behangolni az áramkört. 2-3 héten belül (ha a szabadidőm engedi)tudok konkrét mérési eredményeket mutatni.
Elkezdtem egy saját vezérlő AVR-t irni BLDC-khez (ide is kellene egy motor), de nem vagyok benne egészen biztos, hogy az 2313-as kapacítása elegendő lesz. Ez még nagyon függő téma.
Továbbá elkészült egy bipoláris léptetőmeghajtó L297-tel (fél és egész lépés) elvileg 10A-ig. Egy 0,6 Nm-es motorral (2,7A) megy, de ezt is finomítani kell még.
Elkezdtem egy saját vezérlő AVR-t irni BLDC-khez (ide is kellene egy motor), de nem vagyok benne egészen biztos, hogy az 2313-as kapacítása elegendő lesz. Ez még nagyon függő téma.
Továbbá elkészült egy bipoláris léptetőmeghajtó L297-tel (fél és egész lépés) elvileg 10A-ig. Egy 0,6 Nm-es motorral (2,7A) megy, de ezt is finomítani kell még.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 07, 19:54
Írta: 000000000 Dátum 2007 június 07, 19:54
Na akkor dicsekedjünk...[#smile]

Profi2M beta1 mikrosteppes vezérlő...
Profi2M beta1 mikrosteppes vezérlő...
Cím: Re:DC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2007 június 07, 20:44
Írta: tumnmsi57 Dátum 2007 június 07, 20:44
Nem. Arra volt a válasz, amit én irtam lentebb.
Sajnos én még nem tudok felmutatni ilyen épített kapcsolást, de ami késik nem múlik.
Sajnos én még nem tudok felmutatni ilyen épített kapcsolást, de ami késik nem múlik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 07, 20:55
Írta: bmejdz9nu Dátum 2007 június 07, 20:55
Azért ez az Allegro cég egy "malac"....
Mi a fenének teszik ilyen pici tokba ezt az IC-t... Hogy direkt bosszantsák a hobbystákat...?
Vagy legalább lenne 2 féle tokozással...
Mi a fenének teszik ilyen pici tokba ezt az IC-t... Hogy direkt bosszantsák a hobbystákat...?
Vagy legalább lenne 2 féle tokozással...
Cím: Re:DC szervó motoros vezérlés
Írta: hduf42fua Dátum 2007 június 07, 21:52
Írta: hduf42fua Dátum 2007 június 07, 21:52
Lehet, hogy együgyü a kérdésem: muszály az enkódert a meghajtómotorra tenni?...mi van ha az orsó egyik végén van az enkóder a másikon pedig a motor? ha ez így Ok. akkor benevezek
Varsányi Úrnál három 512-re.
Varsányi Úrnál három 512-re.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 07, 21:59
Írta: bmejdz9nu Dátum 2007 június 07, 21:59
Szerintem, ha jó a tengely és nem csavarodik :) akkor bárhová lehet tenni...
A fején találtad a szöget! én is így gondolom... tehát nem is kell felfúrni... mert ugye minek! Persze lehetne...:)
De majd a szakértők megmondják!
A fején találtad a szöget! én is így gondolom... tehát nem is kell felfúrni... mert ugye minek! Persze lehetne...:)
De majd a szakértők megmondják!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 07, 23:40
Írta: 000000000 Dátum 2007 június 07, 23:40
Servo vezerlo leirasa tartalmazza, hogy kerulhet az orso vegere is az encoder. Nem muszaJ a motortengely vegere...
Cím: Re:DC szervó motoros vezérlés
Írta: Rinaldo Dátum 2007 június 08, 02:38
Írta: Rinaldo Dátum 2007 június 08, 02:38
Mi lenne ha a hajtott rendszer elmozdulását figyelné az enkóder? Nem motor, nem orsó hanem mágát az asztalt, vagy amit a hajtás rendszer mozgat!!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 június 08, 06:12
Írta: Szalai György Dátum 2007 június 08, 06:12
Szerbusztok!
A gondolkodás iránya most nekem tetsző fordulatot vett.
Ha az encoder a motortengely forgása helyett a munkadarab elmozdulását érzékeli, (vagy az asztalét) akkor az elektronika igyekszik kijavítani a hajtáslánc egyenletességi hibáit. Szíjnyúlás, tengelytekeredés orsó és anyakopás stb.
(nonlínearitás?) Az encoder, a mechanikus részek línearitás szempontjából legmegbízhatóbb része. Nem kopik, nem tekeredik. Ha útérzékelőként használjuk, rögtön nagyon kevés lesz az 500 körüli felbontású eszköz. Értelmet nyer a 10 000, vagy több impulzus per fordulat. Méghozzá valóságos felbontás, nem az elektronikusan többszörözött. Így viszont messzire jutottunk a hobby kategóriától. Sőt, ilyenkor célszerű lehet kettős visszacsatolt elektronikus rendszer alkalmazása. Egy 500 felbontású a motortengelyen sebesség érzékelőként és egy nagyfelbontású az asztal alatt útmérőként. A ROBSY leírásában olvastam hasonlót több éve, Rádiótechnika újságban, de ebben Tibor45 illetékes. Most hirtelen nem tudom linkelni, de láttam valamelyik gyártó oldalán olyan encodert ami útmérésre, úgy van kialakítva, hogy a tengelyét egy acélhuzal forgatja, amit csigarugó húz vissza a házba. Csak be kell csavarozni az asztal alá és beakasztani a huzal végét.
Sajnos eljött a reggeli cihelődés ideje.
Szép napot mindenkinek.
A gondolkodás iránya most nekem tetsző fordulatot vett.
Ha az encoder a motortengely forgása helyett a munkadarab elmozdulását érzékeli, (vagy az asztalét) akkor az elektronika igyekszik kijavítani a hajtáslánc egyenletességi hibáit. Szíjnyúlás, tengelytekeredés orsó és anyakopás stb.
(nonlínearitás?) Az encoder, a mechanikus részek línearitás szempontjából legmegbízhatóbb része. Nem kopik, nem tekeredik. Ha útérzékelőként használjuk, rögtön nagyon kevés lesz az 500 körüli felbontású eszköz. Értelmet nyer a 10 000, vagy több impulzus per fordulat. Méghozzá valóságos felbontás, nem az elektronikusan többszörözött. Így viszont messzire jutottunk a hobby kategóriától. Sőt, ilyenkor célszerű lehet kettős visszacsatolt elektronikus rendszer alkalmazása. Egy 500 felbontású a motortengelyen sebesség érzékelőként és egy nagyfelbontású az asztal alatt útmérőként. A ROBSY leírásában olvastam hasonlót több éve, Rádiótechnika újságban, de ebben Tibor45 illetékes. Most hirtelen nem tudom linkelni, de láttam valamelyik gyártó oldalán olyan encodert ami útmérésre, úgy van kialakítva, hogy a tengelyét egy acélhuzal forgatja, amit csigarugó húz vissza a házba. Csak be kell csavarozni az asztal alá és beakasztani a huzal végét.
Sajnos eljött a reggeli cihelődés ideje.
Szép napot mindenkinek.
Cím: Re:DC szervó motoros vezérlés
Írta: hduf42fua Dátum 2007 június 08, 07:47
Írta: hduf42fua Dátum 2007 június 08, 07:47
Kösz a kimerítő választ !Nekem az ötlet csak a lineális enkóder miatt ugrott be,de az is megér egy misét ezek szerint.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 08, 08:25
Írta: bmejdz9nu Dátum 2007 június 08, 08:25
Azt írták nekem... az 512cprm-es encoder összesen 2048 jelet ad "hardveresen"....
Tehát ha ennél nagyobb felbontású az encodert használunk akkor már elektronikával felezni, negyedelni stb... ha jól értettem...
Ha az 512x4=2048 jel... az is már sok...
Számoljunk egy 1600-as microsteppes meghajtásra...:
pl. 5mm emelkedésű orsó = 1 fordulatra 1600 step jel x 25.000Hz (lpt kimeneti jel) = 78mm/s sebesség....
vagy szervóra: (35.000Hz kimenet)
pl. 5mm emelkedésű orsó = 1 fordulatra 2048 ecoder jel = ~17 fordualt/mp = 85mm/s...
(A winPC-NC csak 25Khz-et tud...direkt! azt írják!... én nem is merném az lpt portot gyorsabb sebességre "kényszeríteni" a lépésvesztés lehetősége miatt...:)
tehát ha a 85mm/s-ot túl akarjuk lépni akkor sajnos már az 512cpr-es encoder jelét kettővel osztani kell.... akkor lesz ok. azaz 35Khz-en elvi lehetőség a 170mm/s-ra...
Jól gondolom?
Másik... Én nem vagyok szíjhajtás párti... nem tudom miért... félek tőle... de nincs igazam...:)
De a szervó hatjásnál ez "széria" tartozék szokott lenni az áttétel... (Szíj helyett alkalmaznak planet gear átteteleket is... ez majdnem olyan minőségű mint a HD... általában 1/3-at - de nagyon drága)
És ekkor én pl. "nyugodtabb" lennék ha a tengelyen van az encoder... jobban méri a valóságot azaz mechanikailag közelebb van a célhoz...
Na ez jó zavaros lett... de cáfoljatok ha rosszul látom!!!
Tehát ha ennél nagyobb felbontású az encodert használunk akkor már elektronikával felezni, negyedelni stb... ha jól értettem...
Ha az 512x4=2048 jel... az is már sok...
Számoljunk egy 1600-as microsteppes meghajtásra...:
pl. 5mm emelkedésű orsó = 1 fordulatra 1600 step jel x 25.000Hz (lpt kimeneti jel) = 78mm/s sebesség....
vagy szervóra: (35.000Hz kimenet)
pl. 5mm emelkedésű orsó = 1 fordulatra 2048 ecoder jel = ~17 fordualt/mp = 85mm/s...
(A winPC-NC csak 25Khz-et tud...direkt! azt írják!... én nem is merném az lpt portot gyorsabb sebességre "kényszeríteni" a lépésvesztés lehetősége miatt...:)
tehát ha a 85mm/s-ot túl akarjuk lépni akkor sajnos már az 512cpr-es encoder jelét kettővel osztani kell.... akkor lesz ok. azaz 35Khz-en elvi lehetőség a 170mm/s-ra...
Jól gondolom?
Másik... Én nem vagyok szíjhajtás párti... nem tudom miért... félek tőle... de nincs igazam...:)
De a szervó hatjásnál ez "széria" tartozék szokott lenni az áttétel... (Szíj helyett alkalmaznak planet gear átteteleket is... ez majdnem olyan minőségű mint a HD... általában 1/3-at - de nagyon drága)
És ekkor én pl. "nyugodtabb" lennék ha a tengelyen van az encoder... jobban méri a valóságot azaz mechanikailag közelebb van a célhoz...
Na ez jó zavaros lett... de cáfoljatok ha rosszul látom!!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 június 08, 08:30
Írta: svejk Dátum 2007 június 08, 08:30
Természetesen lehet, ha megfelelő a tengelykapcsolód (pl a fémharmonikást el tudom képzelni jónak)
Egyébként a legkisebb kottyanás is megkeseríti vagy lehetetlenné teszi a szervod beállítását.
A lineáris útjeladóknál pedig ugye bejöhet még egyéb hibatényező is (pl.anya-orsó kapcsolat)
Egyébként a legkisebb kottyanás is megkeseríti vagy lehetetlenné teszi a szervod beállítását.
A lineáris útjeladóknál pedig ugye bejöhet még egyéb hibatényező is (pl.anya-orsó kapcsolat)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 08, 11:12
Írta: 000000000 Dátum 2007 június 08, 11:12
Ahogy Svejk kollega is írta, ha precíz a mechanikád, akkor lehet akár a tengely másik végére is tenni az encodert, vagy használhatsz lineáris encodert is, de ha kottyan a mechanika, akkor be-be fog rángatni a szervó vezérlés... sőt ha a kottyanás jelentős, akkor be se fog állni a setpoint-ra, hanem szépen oszcillál majd a nullpont körül..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 08, 12:57
Írta: 000000000 Dátum 2007 június 08, 12:57
Péter! Nem olvasol figyelmesen! Ott a válasz...-ra és akinek szólt az meg is értette![#vigyor4]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 08, 13:02
Írta: bmejdz9nu Dátum 2007 június 08, 13:02
Jaj de mafla vagyok... mindjárt törlöm a hülyeségeimet ...[#idiota]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 08, 14:37
Írta: 000000000 Dátum 2007 június 08, 14:37
"Ha az encoder a motortengely forgása helyett a munkadarab elmozdulását érzékeli, (vagy az asztalét) akkor az elektronika igyekszik kijavítani a hajtáslánc egyenletességi hibáit. Szíjnyúlás, tengelytekeredés orsó és anyakopás stb."
Ez igaz, viszont a mozgatás minőségén ront a dolog.
"Ha útérzékelőként használjuk, rögtön nagyon kevés lesz az 500 körüli felbontású eszköz."
Ha a motortengelyen van, akkor is útmérésre használjuk.
"Értelmet nyer a 10 000, vagy több impulzus per fordulat."
És akkor 4.5 fordulat/sec-os lesz a maximális sebességed, ha a MACH-et 45kHz-en használod, nem túl praktikus megoldás.
"Méghozzá valóságos felbontás, nem az elektronikusan többszörözött."
Az elektromosan többszörözött is valós felbontás. 1X -esnél az A csatorna minden felfutó éle egy lépés. 2X-esnél az A és B csatorna minden felfutó éle egy lépés. 4X esnél az A és B csatorna minden fel és lefutó éle egy lépés...
"Sőt, ilyenkor célszerű lehet kettős visszacsatolt elektronikus rendszer alkalmazása. Egy 500 felbontású a motortengelyen sebesség érzékelőként és egy nagyfelbontású az asztal alatt útmérőként."
A sebesség az elmozdulás első deriváltja, ezért könnyedén számítható, szóval teljesen felesleges 2 encodert alkalmazni.
" Most hirtelen nem tudom linkelni, de láttam valamelyik gyártó oldalán olyan encodert ami útmérésre, úgy van kialakítva, hogy a tengelyét egy acélhuzal forgatja, amit csigarugó húz vissza a házba."
Ez tényleg jó dolog, lineáris encodernek nevezik. Van olyan is, ez inkább használatos precíz gépeknél, ami egy üveglapból áll, erre vannak gőzőlve a pici osztások, akár 0.1um felbontást is tud némelyik. Az ára egy ilyennek olyan 500 Euronál indul + az olvasófej kb. 200 Euro.
Ez igaz, viszont a mozgatás minőségén ront a dolog.
"Ha útérzékelőként használjuk, rögtön nagyon kevés lesz az 500 körüli felbontású eszköz."
Ha a motortengelyen van, akkor is útmérésre használjuk.
"Értelmet nyer a 10 000, vagy több impulzus per fordulat."
És akkor 4.5 fordulat/sec-os lesz a maximális sebességed, ha a MACH-et 45kHz-en használod, nem túl praktikus megoldás.
"Méghozzá valóságos felbontás, nem az elektronikusan többszörözött."
Az elektromosan többszörözött is valós felbontás. 1X -esnél az A csatorna minden felfutó éle egy lépés. 2X-esnél az A és B csatorna minden felfutó éle egy lépés. 4X esnél az A és B csatorna minden fel és lefutó éle egy lépés...
"Sőt, ilyenkor célszerű lehet kettős visszacsatolt elektronikus rendszer alkalmazása. Egy 500 felbontású a motortengelyen sebesség érzékelőként és egy nagyfelbontású az asztal alatt útmérőként."
A sebesség az elmozdulás első deriváltja, ezért könnyedén számítható, szóval teljesen felesleges 2 encodert alkalmazni.
" Most hirtelen nem tudom linkelni, de láttam valamelyik gyártó oldalán olyan encodert ami útmérésre, úgy van kialakítva, hogy a tengelyét egy acélhuzal forgatja, amit csigarugó húz vissza a házba."
Ez tényleg jó dolog, lineáris encodernek nevezik. Van olyan is, ez inkább használatos precíz gépeknél, ami egy üveglapból áll, erre vannak gőzőlve a pici osztások, akár 0.1um felbontást is tud némelyik. Az ára egy ilyennek olyan 500 Euronál indul + az olvasófej kb. 200 Euro.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 08, 16:30
Írta: bmejdz9nu Dátum 2007 június 08, 16:30
Tejesen jól leírtad... Alíg várom, hogy már encodert kösek egy szkópra és lássam, mert olyan materiális típus vagyok...
Azért azt a bóvdenos huzógatós encoder megnézném... mert nagyon-nagyon pontosra kell azt akkor csinálni!
Az üveglaposról már halottam... áráról még nem... nem is olyan sok amit írtál... szerintem még drágább lehet...
Mert az egyméteres digitális tólómérő is nagyon drága...
Tényleg ha már itt tartunk... mi az elve a digitlis tolómérőnek... mert minden "vacak" és márkás egyformán pontos!
Azért azt a bóvdenos huzógatós encoder megnézném... mert nagyon-nagyon pontosra kell azt akkor csinálni!
Az üveglaposról már halottam... áráról még nem... nem is olyan sok amit írtál... szerintem még drágább lehet...
Mert az egyméteres digitális tólómérő is nagyon drága...
Tényleg ha már itt tartunk... mi az elve a digitlis tolómérőnek... mert minden "vacak" és márkás egyformán pontos!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 08, 17:07
Írta: 000000000 Dátum 2007 június 08, 17:07
A "drága" relatív fogalom, de meggyőződésem, hogy magyar és hobby viszonylatban az emberek többségének ez drága, ha pedig egy forgó jeladó árához hasonlítjuk, ami ugyanazt a célt szolgálja, akkor meg mindenképpen drága.
Az ára egyébként hossz függő, most vettünk néhány 1020mm-es darabot 672Euro/darab áron. Az olvasófej 192 Euro volt hozzá. Az igazán drága típus pedig az abszolút jeladó, attól függően, hogy hány bites, egy 17 bites már vetekszik egy pár éves használt autó árával és nem trabantra gondoltam :)
Az ára egyébként hossz függő, most vettünk néhány 1020mm-es darabot 672Euro/darab áron. Az olvasófej 192 Euro volt hozzá. Az igazán drága típus pedig az abszolút jeladó, attól függően, hogy hány bites, egy 17 bites már vetekszik egy pár éves használt autó árával és nem trabantra gondoltam :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 08, 17:20
Írta: bmejdz9nu Dátum 2007 június 08, 17:20
Ez nagyon jó dolog lehet... abszolút biztos...
A kimentei milyenek? Alkalmazható pl. számunkra is ? Olyan mint az encoderé? Milyen ponosságú?
Mert a dig. tolómérő "csak 0.01mm"... na persze ez már sznobizás... de csak kérdem...:)
Ezt az "abszolút" kifejezést már halottam... valahol már ki lett magyarázva? Vagy csak én nem tudom mi mi? :) Sötétség...
A kimentei milyenek? Alkalmazható pl. számunkra is ? Olyan mint az encoderé? Milyen ponosságú?
Mert a dig. tolómérő "csak 0.01mm"... na persze ez már sznobizás... de csak kérdem...:)
Ezt az "abszolút" kifejezést már halottam... valahol már ki lett magyarázva? Vagy csak én nem tudom mi mi? :) Sötétség...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 08, 23:00
Írta: 000000000 Dátum 2007 június 08, 23:00
Szerintem a pontosság helyett felbontást akartál írni :)
Az abszolút jeladót hobby célú vezérlők nemigazán tudják lekezeli. Ilyeneket használnak például robotkaroknál, manipulátorokban. Ahol az elektronika feléledésekor azonnal ismerni kell a pozíciót, nincs lehetőség a nullpont felvételre, mint például egy 5-6 szabadsági fokkal rendelkező manipulátornál, gondolom az okokat el lehet képzelni :)
Hogy milyen kimenete van, ez változó, különböző, általában soros protokolokkal kommunikálnak, de gyártónként más és más, egyedi protokolok is léteznek, amik csak a saját vezérlésükkel kompatibilisek.
A lényeg, hogy a kódtárcsa nem egyetlen sornyi osztásból áll, hanem több sorban vannak az osztások, különbözőképpen.
Minden soron van egy olvasófej és minden sor egyértelműen azonosítja az adott pozíciót.
Egy példa, mondjuk ha 3 sor van, a 0 jelöli a teli osztást, az 1 a lyukasztást.
A kód, a tárcsán:
0 0 0 - 1. pozíció
0 0 1 - 2.pozíció
0 1 0 .
0 1 1 .
1 0 0 .
1 0 1 .
1 1 0 .
1 1 1 - n.pozíció
Itt, mivel 3 sor van, 2^3=8 különböző pozíció létezik. Ha mondjuk 16 sor van a tárcsán, akkor
2^16=65536 pozíció létezik... ha 32 bites, akkor 2^32=4294967296 különböző pozíció van. Gondolom látszik a nagyságrendbeli különbség. Persze minél több osztás van, annál drágább a cucc.
Az abszolút jeladót hobby célú vezérlők nemigazán tudják lekezeli. Ilyeneket használnak például robotkaroknál, manipulátorokban. Ahol az elektronika feléledésekor azonnal ismerni kell a pozíciót, nincs lehetőség a nullpont felvételre, mint például egy 5-6 szabadsági fokkal rendelkező manipulátornál, gondolom az okokat el lehet képzelni :)
Hogy milyen kimenete van, ez változó, különböző, általában soros protokolokkal kommunikálnak, de gyártónként más és más, egyedi protokolok is léteznek, amik csak a saját vezérlésükkel kompatibilisek.
A lényeg, hogy a kódtárcsa nem egyetlen sornyi osztásból áll, hanem több sorban vannak az osztások, különbözőképpen.
Minden soron van egy olvasófej és minden sor egyértelműen azonosítja az adott pozíciót.
Egy példa, mondjuk ha 3 sor van, a 0 jelöli a teli osztást, az 1 a lyukasztást.
A kód, a tárcsán:
0 0 0 - 1. pozíció
0 0 1 - 2.pozíció
0 1 0 .
0 1 1 .
1 0 0 .
1 0 1 .
1 1 0 .
1 1 1 - n.pozíció
Itt, mivel 3 sor van, 2^3=8 különböző pozíció létezik. Ha mondjuk 16 sor van a tárcsán, akkor
2^16=65536 pozíció létezik... ha 32 bites, akkor 2^32=4294967296 különböző pozíció van. Gondolom látszik a nagyságrendbeli különbség. Persze minél több osztás van, annál drágább a cucc.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 08, 23:01
Írta: 000000000 Dátum 2007 június 08, 23:01
Ja, a felbontásuk is változó, a 0.1um a legkisebb felbontású, amit eddig láttam. Ez 10 000 000 osztás/mm
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 08, 23:28
Írta: 000000000 Dátum 2007 június 08, 23:28
boccs, a mm -> méter akart lenni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 17, 21:10
Írta: bmejdz9nu Dátum 2007 június 17, 21:10
Kis lépés egy embernek*, nagy ugrás az..."
*nekem [#nyes]
No comment ... sötétség ... sötétség!
Egy biztos..., hogy ebből a motorból ekkora erőt nem néztem ki... még a negyedét sem... :)
De sajnos nem tudom feltenni a (negyedkész :)mechanikára... nem "kompatibilis" azaz nem Nema 34-es... nem tudok összehasonlítási tesztet csinálni...
Tehát ez csak egy "asztal teszt" marad... egyenlőre... :)
Szereznem kellene egy Nema34-es felfogatású szervómotort...
De az evolució ... vasfűrész...léptetőmotor... szervó... :)
Videó .... szervó motor pörgetés...:)
*nekem [#nyes]
No comment ... sötétség ... sötétség!
Egy biztos..., hogy ebből a motorból ekkora erőt nem néztem ki... még a negyedét sem... :)
De sajnos nem tudom feltenni a (negyedkész :)mechanikára... nem "kompatibilis" azaz nem Nema 34-es... nem tudok összehasonlítási tesztet csinálni...
Tehát ez csak egy "asztal teszt" marad... egyenlőre... :)
Szereznem kellene egy Nema34-es felfogatású szervómotort...
De az evolució ... vasfűrész...léptetőmotor... szervó... :)
Videó .... szervó motor pörgetés...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 18, 07:34
Írta: bmejdz9nu Dátum 2007 június 18, 07:34
Rámszakadt (egy cserebere folytán) egy Gecko G320 másolat... tudtam, hogy gondom lesz... előre elmondták... :)
A Bautz szervó motorban, ha jól gondolom (semmi infóm) 1000cpr-es encoder van..(HEDS6310) erről sincs infó...
Azért gondolom, hogy 1000-es encoder van benne mert a vezérlő programban "4000-es osztást" kell beállítani akkor megy fordulat helyesen...
Számomra érthetetlen oknál fogva... nincs a vezérlőben állítási lehetőség az encoder osztására...
Ezt hallottam már régebben is...mondták előre... de azért kisérleteznék vele egy kicsit :)
Szervó és szervó jellegű és nem szervó motorokkal :)
Mit tegyek, hogy nagyobb fordulatra is képes legyen? A WinPC-NC ráadásul "csak" 25Khz-ig megy... tehát a max. fordulat most csak 375rpm...
legalább 4-el kellene osztani az encoder jelét...? Vagy sokszorozni az LPT port kimeneti jelét? Mi ilyenkor a megoldás...?
[#help]
A Bautz szervó motorban, ha jól gondolom (semmi infóm) 1000cpr-es encoder van..(HEDS6310) erről sincs infó...
Azért gondolom, hogy 1000-es encoder van benne mert a vezérlő programban "4000-es osztást" kell beállítani akkor megy fordulat helyesen...
Számomra érthetetlen oknál fogva... nincs a vezérlőben állítási lehetőség az encoder osztására...
Ezt hallottam már régebben is...mondták előre... de azért kisérleteznék vele egy kicsit :)
Szervó és szervó jellegű és nem szervó motorokkal :)
Mit tegyek, hogy nagyobb fordulatra is képes legyen? A WinPC-NC ráadásul "csak" 25Khz-ig megy... tehát a max. fordulat most csak 375rpm...
legalább 4-el kellene osztani az encoder jelét...? Vagy sokszorozni az LPT port kimeneti jelét? Mi ilyenkor a megoldás...?
[#help]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 18, 08:02
Írta: 000000000 Dátum 2007 június 18, 08:02
Encoder osztóáramkörrel tudod megoldani.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 18, 08:08
Írta: bmejdz9nu Dátum 2007 június 18, 08:08
Ilyet hol lehet beszerzni?
Most kutakodtam a neten... a kimenetet is szokták sokszorozni? Tehát 1 stepből pl. 5-öt csinálnak? Tehát két megoldása is létezhet a problémának?
A Gecko-nál bolondok a tervezők? Miért csináltak ilyet?
A Bautz motor 4000-ig mehetne...
Most kutakodtam a neten... a kimenetet is szokták sokszorozni? Tehát 1 stepből pl. 5-öt csinálnak? Tehát két megoldása is létezhet a problémának?
A Gecko-nál bolondok a tervezők? Miért csináltak ilyet?
A Bautz motor 4000-ig mehetne...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 18, 08:21
Írta: 000000000 Dátum 2007 június 18, 08:21
A sokszorozás komolytalan dolog, több ok miatt,
amit most nem írnék itt le. Azért csinálják,
mert egyszerű megoldás, de ezentúl csak
hátrányai vannak.
Nálam ez egy + illeszthetőségi szolgáltatása a
szervoszabályzónak, a pozíciójel feldolgozás
egyik modulja.
amit most nem írnék itt le. Azért csinálják,
mert egyszerű megoldás, de ezentúl csak
hátrányai vannak.
Nálam ez egy + illeszthetőségi szolgáltatása a
szervoszabályzónak, a pozíciójel feldolgozás
egyik modulja.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 18, 08:53
Írta: bmejdz9nu Dátum 2007 június 18, 08:53
Mail ment...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 18, 09:55
Írta: bmejdz9nu Dátum 2007 június 18, 09:55
Na most már tudom osztó/szorzó valami kell nekem... mindíg tanul az ember... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 19, 19:52
Írta: bmejdz9nu Dátum 2007 június 19, 19:52
Na újabb szervó teszt...
Na de ez ám az extrém...
LA-30B-10F Sub Micron-os Harmonic Drive lináris egységgel...:)
Benne egy Harmonic Drive + golyosorsó+ 24V szervó motor.... :)
Igaz csak 12mm-t tud... de azt 49Nm(!) tolóerővel és 2 uM pontosságal... (visszaállási pontossága +/-0.1um :)
Tudna gyorsan is menni (max. kb.1mm/mp) ... ha az a fránya szervó vezérlő tudná az osztást...
360cpr-es encoder van benne... nade a motoron van... utánna meg az iszonyatos nagy áttétel...
Pontosan még nem mértem, de olyan 0.01mm emelkedés körül van az egész.. (golyósorsóban számítva.)
Pikométert hol lehet szerezni? :) Azért ez a kínai tapintó sem az igazi... :) de látni, hogy kotygás mentes.... :)
Mit lehetne csinálni ebből a HighTech cuccból?
Video1
Video2
LA-30B-10F - Harmonic Drive - Precision Linear actuator - Servo
Na de ez ám az extrém...
LA-30B-10F Sub Micron-os Harmonic Drive lináris egységgel...:)
Benne egy Harmonic Drive + golyosorsó+ 24V szervó motor.... :)
Igaz csak 12mm-t tud... de azt 49Nm(!) tolóerővel és 2 uM pontosságal... (visszaállási pontossága +/-0.1um :)
Tudna gyorsan is menni (max. kb.1mm/mp) ... ha az a fránya szervó vezérlő tudná az osztást...
360cpr-es encoder van benne... nade a motoron van... utánna meg az iszonyatos nagy áttétel...
Pontosan még nem mértem, de olyan 0.01mm emelkedés körül van az egész.. (golyósorsóban számítva.)
Pikométert hol lehet szerezni? :) Azért ez a kínai tapintó sem az igazi... :) de látni, hogy kotygás mentes.... :)
Mit lehetne csinálni ebből a HighTech cuccból?
Video1
Video2
LA-30B-10F - Harmonic Drive - Precision Linear actuator - Servo
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 június 19, 21:38
Írta: Kristály Árpád Dátum 2007 június 19, 21:38
Hallihó Péter!
Szerintem nagyon profi Z-tengelyt!!!!
Valami olyan munka kellene ahol ez a pontosság a követelmény......
Gratula....meggyöző volt a teszt!
Üdv.: Árpi
Szerintem nagyon profi Z-tengelyt!!!!
Valami olyan munka kellene ahol ez a pontosság a követelmény......
Gratula....meggyöző volt a teszt!
Üdv.: Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 19, 23:39
Írta: bmejdz9nu Dátum 2007 június 19, 23:39
Nem hiszem, hogy Z tengelyhez... ott nem kell ilyen precizitás... talán valami szerszámgyártás?
Talán mérőműszer gyártás... eredetileg arra van...
Talán mérőműszer gyártás... eredetileg arra van...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 20, 08:23
Írta: 000000000 Dátum 2007 június 20, 08:23
Kvarc kristály mechanikus hangoló...[#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 20, 08:30
Írta: bmejdz9nu Dátum 2007 június 20, 08:30
Jobb ötlet...?
mert mit csináljak a mechanikusan hangolt kavarc kristály-al? [#vigyor3]
De az erjét is lehetne használni... 49Nm...5 kg súlyt fel-le... pl. egy automatikus és szervó vezérelt asztal (láb) billegés beállító-mentesítő ?
mert mit csináljak a mechanikusan hangolt kavarc kristály-al? [#vigyor3]
De az erjét is lehetne használni... 49Nm...5 kg súlyt fel-le... pl. egy automatikus és szervó vezérelt asztal (láb) billegés beállító-mentesítő ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 20, 08:36
Írta: 000000000 Dátum 2007 június 20, 08:36
Ez jó ötlet! Automata vízszintezőláb CNC-hez...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 20, 08:38
Írta: bmejdz9nu Dátum 2007 június 20, 08:38
Na ezaz! Gondoltam, hogy kialakul! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 20, 08:38
Írta: 000000000 Dátum 2007 június 20, 08:38
2. Törés/szakítópróba vizsgálógép! Konbinálva egy nyúlásmérő bélyeggel és egy PC-vel...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 20, 08:40
Írta: bmejdz9nu Dátum 2007 június 20, 08:40
De pl. egy CNC esztergához... preciziós kés előtolónak...? Az már egész komoly felhasználás lenne!
Tud 12mm-et... tehát csak a "végjátéknál" simításnál? Kicsi... könnyen elférne ott...
Tud 12mm-et... tehát csak a "végjátéknál" simításnál? Kicsi... könnyen elférne ott...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 20, 09:40
Írta: bmejdz9nu Dátum 2007 június 20, 09:40
#1312 ... Szervó vezérelt microméter?
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 június 20, 10:53
Írta: Kristály Árpád Dátum 2007 június 20, 10:53
Hallihó!
Látom Sopronban is Hőségriadó van!
Látom Sopronban is Hőségriadó van!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 június 20, 11:22
Írta: e3h0cv4ph Dátum 2007 június 20, 11:22
Hi.
A gombhoz keressük a kabátot?
Szerintem tedd félre egy kicsit,
Be fog érni ez a projekt is.
A gombhoz keressük a kabátot?
Szerintem tedd félre egy kicsit,
Be fog érni ez a projekt is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 20, 18:18
Írta: bmejdz9nu Dátum 2007 június 20, 18:18
Pontosan ez van... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 20, 20:57
Írta: bmejdz9nu Dátum 2007 június 20, 20:57
Nincs valakinek erről adatlapja vagy infója:
Bautz E642 .... Servomotor
Bautz E642 .... Servomotor
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 június 20, 21:15
Írta: Szalai György Dátum 2007 június 20, 21:15
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 20, 22:52
Írta: bmejdz9nu Dátum 2007 június 20, 22:52
Igen valahol ez... de én is csak ezt találtam... nem sok...
Ez a motor: (és igen jó!)
Ez a motor: (és igen jó!)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 június 21, 06:04
Írta: Szalai György Dátum 2007 június 21, 06:04
Igen. A szervó jellegüekhez képest ez már egy csoda. Jól is néz ki.
Mit szeretnél még tudni róla?
Egy szokvány adattáblához viszonyitva, ezen elég részletes ismertetés van.
Nem leszek gépközelben hétfőig. Itt hagyom kicsit a civilizációt.
Mindenkinek jó hétvégét.
Mit szeretnél még tudni róla?
Egy szokvány adattáblához viszonyitva, ezen elég részletes ismertetés van.
Nem leszek gépközelben hétfőig. Itt hagyom kicsit a civilizációt.
Mindenkinek jó hétvégét.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 21, 07:06
Írta: bmejdz9nu Dátum 2007 június 21, 07:06
Jó lenne egy nyomatékgörbe... mert 4000-es fordulatú... ez elég magasnak tűnik...
Ha jól számolom az adat táblából...
55V, 5,7A, azaz 300W-os? (2,5kg a súlya...)
0.75Nm a névleges nyomatéka...de kis fordulaton a szervó vezérlővel kb. 3Nm-re teszem a nyomatékát...
Az a 25A az utolsó sorban... az lehet a max. csúcsáram? (lemágnesező áram...) talán úgy értik, hogy 25A felett már nem mágnesezhető további árammal?
4 szénkefés... 12mm-es hornyolt tengely... ezek biztató jelek...
Ha lassan forgatom, kis fesszel (labor)tápegységről vagy ha szervó vezérlőről hajtom... mintha két különböző motort tesztelnék... :)
A vezélővel megtáltosodik :)
Próbálok még szerezni... mert nagyon meggyőzött... bárcsak tudnám a (negyedkész) mechanikámra rászerleni...de nagyobb ez mint a Nema34-es méret... Meg hát direktbe? 4000rpm-nél 330mm/s lenne a sebesség... az képtelenség, hogy kb. 1mp-alatt száguldja végig a 320mm-es munkaterületet... :)
Meg nem is értem az encodert... 1000cpr-es lehet benne... (HP HEDS6310) mert a Gecko copynál 4000-es tengelyfordulatot kellett beállítani...tehát "erősen le kellene osztani"... min. 4-el...(WinPc-NC 25KHz)...
Ha jól számolom az adat táblából...
55V, 5,7A, azaz 300W-os? (2,5kg a súlya...)
0.75Nm a névleges nyomatéka...de kis fordulaton a szervó vezérlővel kb. 3Nm-re teszem a nyomatékát...
Az a 25A az utolsó sorban... az lehet a max. csúcsáram? (lemágnesező áram...) talán úgy értik, hogy 25A felett már nem mágnesezhető további árammal?
4 szénkefés... 12mm-es hornyolt tengely... ezek biztató jelek...
Ha lassan forgatom, kis fesszel (labor)tápegységről vagy ha szervó vezérlőről hajtom... mintha két különböző motort tesztelnék... :)
A vezélővel megtáltosodik :)
Próbálok még szerezni... mert nagyon meggyőzött... bárcsak tudnám a (negyedkész) mechanikámra rászerleni...de nagyobb ez mint a Nema34-es méret... Meg hát direktbe? 4000rpm-nél 330mm/s lenne a sebesség... az képtelenség, hogy kb. 1mp-alatt száguldja végig a 320mm-es munkaterületet... :)
Meg nem is értem az encodert... 1000cpr-es lehet benne... (HP HEDS6310) mert a Gecko copynál 4000-es tengelyfordulatot kellett beállítani...tehát "erősen le kellene osztani"... min. 4-el...(WinPc-NC 25KHz)...
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 június 21, 14:21
Írta: vthgizrff Dátum 2007 június 21, 14:21
Ha sikerül szerezni többet is elérhető áron, gondolj rám is, Majd megbizniszeljük.
Vagy ettől nem akarsz megválni?
Vagy ettől nem akarsz megválni?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 21, 14:51
Írta: bmejdz9nu Dátum 2007 június 21, 14:51
Dehogy akarok! Olyan jó, hogy nem akartam hinni a szememnek! De próbálok még szerezni... mert ez egy kész kincs!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 június 21, 18:40
Írta: e3h0cv4ph Dátum 2007 június 21, 18:40
Hi.
Ezt újonnan vetted?
Hol lehet illyet szerezni?
És leginkább, mennyibe kerül?
Mi is hozzá tudnánk illyenhez jutni?
Milyen vezérlőről megy, az Istvánéról (Profi2S) ?
Kössz: TT
Ezt újonnan vetted?
Hol lehet illyet szerezni?
És leginkább, mennyibe kerül?
Mi is hozzá tudnánk illyenhez jutni?
Milyen vezérlőről megy, az Istvánéról (Profi2S) ?
Kössz: TT
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 21, 19:03
Írta: bmejdz9nu Dátum 2007 június 21, 19:03
Bementem a Bautz szakboltba a Blahánál és ott vettem :) :) :)
Nem. szürkeimport. A németektől.... de ott már nincs... de máshol van még remény... témán vagyok...
Mint olvasod... nem ok...még a vezérlő miatt...
Sajnos Istváné még nincs, de már láthatatlanban jó lehet, mert már tudom mit kell egy vezérlőnek tudnia...
De még a léptetős korszakban vagyok ... :)
Nem. szürkeimport. A németektől.... de ott már nincs... de máshol van még remény... témán vagyok...
Mint olvasod... nem ok...még a vezérlő miatt...
Sajnos Istváné még nincs, de már láthatatlanban jó lehet, mert már tudom mit kell egy vezérlőnek tudnia...
De még a léptetős korszakban vagyok ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 22, 08:09
Írta: 000000000 Dátum 2007 június 22, 08:09
Szia Péter!
Szerintem a dolog nagyon egyszerű. A szervo
zárt szabályzókörben a motor a végrehajtó
modul, tehát a teljes szervorendszer annyira
lesz jó, mint ez az eleme. (erről egyébként én
már rengeteget írtam erről...) Egy motornak
lehet pl. 5 - 200ms közötti időállandója, attól
függően milyen kategóriát képvisel, mire akarod
használni.
Egyes vezérlőkön nagy időállandójú, tehát
nem szervo motorhoz nem lehet beállítani
a trimmerpotit, mert felütközik. Hiszen
jogosan egy tól-ig határra tevezik a beállítási
lehetőségeket. És ez a többi fontos paraméterre
(körerősítés, max. áram, ...) is igaz.
Ilyen egyszerű a magyarázat szerintem.
Szerintem a dolog nagyon egyszerű. A szervo
zárt szabályzókörben a motor a végrehajtó
modul, tehát a teljes szervorendszer annyira
lesz jó, mint ez az eleme. (erről egyébként én
már rengeteget írtam erről...) Egy motornak
lehet pl. 5 - 200ms közötti időállandója, attól
függően milyen kategóriát képvisel, mire akarod
használni.
Egyes vezérlőkön nagy időállandójú, tehát
nem szervo motorhoz nem lehet beállítani
a trimmerpotit, mert felütközik. Hiszen
jogosan egy tól-ig határra tevezik a beállítási
lehetőségeket. És ez a többi fontos paraméterre
(körerősítés, max. áram, ...) is igaz.
Ilyen egyszerű a magyarázat szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 22, 08:39
Írta: bmejdz9nu Dátum 2007 június 22, 08:39
Erről az időállandó dologról volt szó az encoder topikban?
Milyen időállandó különbség van egy jóminőségű szervó jellegű (tehát finoman tekerhető és akadozásmentesen) motornál és egy igazi "dedikált" szervó motornál?
Konkrét adatokat mértél? kb. azonos teljesítmény... azonos fordulatra...
Ez az időállandó azt jelenti, hogy a motor önmagában mekkora sebességre tud felgyorsulni?
Hát igen... akkor ez szempont egy F1-es gyorsítású gépnél...:) Tudod, hogy a gyorsítás a "liblingem"... :)
De ha szervóvezérlőn 1 potival több van... és ezzel be lehet állítani nem "igazi" szervómotorhoz is... az azért nem hátrány? vagy?
Milyen időállandó különbség van egy jóminőségű szervó jellegű (tehát finoman tekerhető és akadozásmentesen) motornál és egy igazi "dedikált" szervó motornál?
Konkrét adatokat mértél? kb. azonos teljesítmény... azonos fordulatra...
Ez az időállandó azt jelenti, hogy a motor önmagában mekkora sebességre tud felgyorsulni?
Hát igen... akkor ez szempont egy F1-es gyorsítású gépnél...:) Tudod, hogy a gyorsítás a "liblingem"... :)
De ha szervóvezérlőn 1 potival több van... és ezzel be lehet állítani nem "igazi" szervómotorhoz is... az azért nem hátrány? vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 22, 08:57
Írta: 000000000 Dátum 2007 június 22, 08:57
Igen erről volt szó a 245, 236 encoder
topicban is.
A DC szervo motorknál két fő fontos időállandó
van:
- villamos időállanó, ami elsősorban a tekercs
induktivitásától függ.
- elektromechanikai időállandó: ez pedig az az
idő, ami alatt 0-ról képes fepörögni a
n maximumra. Ez jelentősen függ a forgórész
tehetetlenségi nyomatékától, és max. megengdett
áramtól. Így aztáncsak ezek alapján is
iszonyatos különbségek vannak a motorok között,
a többi 10-15 fontos paramétert nem is említve.
topicban is.
A DC szervo motorknál két fő fontos időállandó
van:
- villamos időállanó, ami elsősorban a tekercs
induktivitásától függ.
- elektromechanikai időállandó: ez pedig az az
idő, ami alatt 0-ról képes fepörögni a
n maximumra. Ez jelentősen függ a forgórész
tehetetlenségi nyomatékától, és max. megengdett
áramtól. Így aztáncsak ezek alapján is
iszonyatos különbségek vannak a motorok között,
a többi 10-15 fontos paramétert nem is említve.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 22, 09:11
Írta: bmejdz9nu Dátum 2007 június 22, 09:11
Na ezt gondoltam...
De konkrét adat? pl. 100w - 100w... szervo - szervó jellegű?
Én ilyen adatokat nem találtam még sehol megadva... vagy vak vagyok...:)
De konkrét adat? pl. 100w - 100w... szervo - szervó jellegű?
Én ilyen adatokat nem találtam még sehol megadva... vagy vak vagyok...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 22, 09:44
Írta: 000000000 Dátum 2007 június 22, 09:44
Bocsi, de
1. írtam adatokat ott
2. komoly motornak van adatlapja, ott közlik
3. ha mégsem, mérd ki átvitel függvényteszttel
1. írtam adatokat ott
2. komoly motornak van adatlapja, ott közlik
3. ha mégsem, mérd ki átvitel függvényteszttel
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 22, 11:17
Írta: bmejdz9nu Dátum 2007 június 22, 11:17
Nekem akkor sajnos nincsenek "komoly motoromjaim" [#rinya]
Azt hiszem értem már...
Tehát ha valaki "szürkeimportból" vagyis nem a gyártó szakboltjában veszi a szervómotort és nincs szuper részletes adatlap (netán nem is szintiszta "anyakönyvezett" szervómotor) akkor jobb ha "4 potis" kategóriájú vezérlőt használ ahol mindent be lehet állítani? Ha úgyebár biztosra akar menni...
Azt hiszem értem már...
Tehát ha valaki "szürkeimportból" vagyis nem a gyártó szakboltjában veszi a szervómotort és nincs szuper részletes adatlap (netán nem is szintiszta "anyakönyvezett" szervómotor) akkor jobb ha "4 potis" kategóriájú vezérlőt használ ahol mindent be lehet állítani? Ha úgyebár biztosra akar menni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 24, 09:17
Írta: bmejdz9nu Dátum 2007 június 24, 09:17



Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 24, 09:44
Írta: 000000000 Dátum 2007 június 24, 09:44
Tényleg olcsó! Fő, hogy kapni lehet!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 24, 10:08
Írta: bmejdz9nu Dátum 2007 június 24, 10:08
Talán van nagyobb is ennek a cégnek? ilyen hasonló jó áron [#confused] .. esetleg kétszer ekkora? Persze többe kerül... tudom... meg kell ugyebár érteni... 2A azért kevés...
De gyanus ez a jó ár... Meg kellene kérdezni a SanyoDenki márkaboltban is... az a biztos...
De gyanus ez a jó ár... Meg kellene kérdezni a SanyoDenki márkaboltban is... az a biztos...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 24, 10:34
Írta: bmejdz9nu Dátum 2007 június 24, 10:34
Viszont ez a motor bármilyen szervó vezérlővel működik!
Tehát ha összeséggében nézem a költségeket... [#hawaii]
Tehát ha összeséggében nézem a költségeket... [#hawaii]
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 június 24, 12:48
Írta: vthgizrff Dátum 2007 június 24, 12:48
Sziasztok!
Valaki tudja, hogy mi ez a motor végén? Leginkább egy bakelit tárcsához hasonlit. Ez is valamilyen encoder?



Valaki tudja, hogy mi ez a motor végén? Leginkább egy bakelit tárcsához hasonlit. Ez is valamilyen encoder?
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 június 24, 12:49
Írta: vthgizrff Dátum 2007 június 24, 12:49
Na mégegyszer.

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 24, 14:43
Írta: 000000000 Dátum 2007 június 24, 14:43
Szia Zoli!
Ezek tárcsamotorok, sajna nem igazán szervók,
és kicsi a teljesítményük is.
Annak idején teszteltem ilyet.
A jeladója pedig mágneses elvű, Hall IC.
Ez is egy encoder megoldás.
Ezek tárcsamotorok, sajna nem igazán szervók,
és kicsi a teljesítményük is.
Annak idején teszteltem ilyet.
A jeladója pedig mágneses elvű, Hall IC.
Ez is egy encoder megoldás.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 30, 08:26
Írta: bmejdz9nu Dátum 2007 június 30, 08:26
#1327... Bautz E642 szervómotor
További infók itt.
Ezt a 275W-os Bautz E642 szervómotort három kiépítésben gyártották...
1. Natur a motor.
2. A motor és encoder.
3. Motor és tacho generator.
Adatok a #1327-ban a képen jól láthatók...
A 25A a csúcs áram az nem léphető túl...
Gyakorlatilag látható, hogy 13,7x4= ~55V-os...
Mint "vérbeli" szervómotor természetesen 4 szénkefés...
Első tesztjeim szerint nagyon erős és gyors..."igazi" szervómotor... ahogy viselkedik.... persze ez nem csoda...)
Az erő az az amit nem értek... nem 0.72Nm... hanem iszonyatos erős! Nem tápegységről... hanem vezérlővel...?
Na mindegy egyenlőre...
Úgy néz ki, hogy tudok szerezni elfogadható áron kb. 10 db vadi újat ebből az E642/tacho változatból...
2 db már nálam van... Ez 3,2Kg/db... többi folyamatosan repüli át az Atlani Óceánt... :)
A tacho persze nekünk nem jó, de encodernek "megvan a helye"... encoder is van már... (500-asok)
A tacho érdekessége, hogy pont annyi feszt ad amennyit kap a motor... :)
Kb. egy hónap múlva lesz meg mind... A szállítás a súlya miatt nem egyszerű...
További infók itt.
Ezt a 275W-os Bautz E642 szervómotort három kiépítésben gyártották...
1. Natur a motor.
2. A motor és encoder.
3. Motor és tacho generator.
Adatok a #1327-ban a képen jól láthatók...
A 25A a csúcs áram az nem léphető túl...
Gyakorlatilag látható, hogy 13,7x4= ~55V-os...
Mint "vérbeli" szervómotor természetesen 4 szénkefés...
Első tesztjeim szerint nagyon erős és gyors..."igazi" szervómotor... ahogy viselkedik.... persze ez nem csoda...)
Az erő az az amit nem értek... nem 0.72Nm... hanem iszonyatos erős! Nem tápegységről... hanem vezérlővel...?
Na mindegy egyenlőre...
Úgy néz ki, hogy tudok szerezni elfogadható áron kb. 10 db vadi újat ebből az E642/tacho változatból...
2 db már nálam van... Ez 3,2Kg/db... többi folyamatosan repüli át az Atlani Óceánt... :)
A tacho persze nekünk nem jó, de encodernek "megvan a helye"... encoder is van már... (500-asok)
A tacho érdekessége, hogy pont annyi feszt ad amennyit kap a motor... :)
Kb. egy hónap múlva lesz meg mind... A szállítás a súlya miatt nem egyszerű...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 30, 11:12
Írta: 000000000 Dátum 2007 június 30, 11:12
A tachós verziókból profi marómotort lehet
készíteni PI fordulatszám szabályzóval.
Csak erre luxus hobby szinten, bár van ahol
kell, és ilyenkor tényleg van értelme PWM
fordulatszám jel kiadásra is, mert a
stabilitás is megvan, adott határon belül
állandó a fordulat.
készíteni PI fordulatszám szabályzóval.
Csak erre luxus hobby szinten, bár van ahol
kell, és ilyenkor tényleg van értelme PWM
fordulatszám jel kiadásra is, mert a
stabilitás is megvan, adott határon belül
állandó a fordulat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 30, 11:20
Írta: bmejdz9nu Dátum 2007 június 30, 11:20
Hát ezek "sajnos" ilyen kivitelüek...
Azért sajnos mert ezt is szállítani kell...
Gyakorlatilag egy 2 kefés DC motor van rajta... Tachonak... de jó lehet mert holt pontosan annyi jön ki belőle amennyi a "másikra" megy...
Nem is kicsi... 0,5 Kg-is lehet rajta...
Egyenlőre "ugrik a motor mint a nyuszi"... magában... asztalon... üresbe...
Attól félek még a végén szervópárti leszek ... :)
Azért sajnos mert ezt is szállítani kell...
Gyakorlatilag egy 2 kefés DC motor van rajta... Tachonak... de jó lehet mert holt pontosan annyi jön ki belőle amennyi a "másikra" megy...
Nem is kicsi... 0,5 Kg-is lehet rajta...
Egyenlőre "ugrik a motor mint a nyuszi"... magában... asztalon... üresbe...
Attól félek még a végén szervópárti leszek ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 június 30, 11:44
Írta: 000000000 Dátum 2007 június 30, 11:44
"Attól félek még a végén szervópárti
leszek ... :)" Gyosan csomagold be, és zsírozd
le a szervomotorodat, mert egyébként tényleg
az leszel.:)
leszek ... :)" Gyosan csomagold be, és zsírozd
le a szervomotorodat, mert egyébként tényleg
az leszel.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 30, 19:09
Írta: bmejdz9nu Dátum 2007 június 30, 19:09

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 június 30, 19:18
Írta: bmejdz9nu Dátum 2007 június 30, 19:18
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 01, 08:39
Írta: bmejdz9nu Dátum 2007 július 01, 08:39
Ne ez már igen! Végre találtam egy jó szervós hobby cnc gép videót !!!
Totál olyan mint ULI gépe...
Irigylésre méltó a vezetők védeleme is.
Totál olyan mint ULI gépe...
Irigylésre méltó a vezetők védeleme is.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 július 01, 10:34
Írta: Kristály Árpád Dátum 2007 július 01, 10:34
Hallihó Péter!
Ez szerintem az ULI gépe illetve szervója.....
Ha összehasonlítod az előző videóval,
(ez más szögböl van felvéve) akkor szerintem semmi külömbség.....
Hallihó!
Ez szerintem az ULI gépe illetve szervója.....
Ha összehasonlítod az előző videóval,
(ez más szögböl van felvéve) akkor szerintem semmi külömbség.....
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 01, 10:47
Írta: bmejdz9nu Dátum 2007 július 01, 10:47
Ha igen... márpedíg úgy néz ki... pedíg nem onnét való... :) Akkor ez sokkal meggyőzőbb!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 01, 18:17
Írta: bmejdz9nu Dátum 2007 július 01, 18:17
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 július 01, 19:35
Írta: 000000000 Dátum 2007 július 01, 19:35
Ez a Svejk féle cucc....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 01, 19:39
Írta: bmejdz9nu Dátum 2007 július 01, 19:39
Tudom... már eszembe jutott.. ebbe a topikba régebben be lett linkelve... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 01, 19:41
Írta: bmejdz9nu Dátum 2007 július 01, 19:41

Cím: Re:DC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2007 július 01, 19:58
Írta: u4vhu0en9 Dátum 2007 július 01, 19:58
üdv
nekem van egy de sajnos a motor táp felől nem volt polaritás védet igy a füst egy része kijött belőle és nem igazán tudok mit kezdeni vele a pic még jó de a két hid meghajtó ic ki szelőzőt egyébként 100v 20A 30huf postával együtt
nekem van egy de sajnos a motor táp felől nem volt polaritás védet igy a füst egy része kijött belőle és nem igazán tudok mit kezdeni vele a pic még jó de a két hid meghajtó ic ki szelőzőt egyébként 100v 20A 30huf postával együtt
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 01, 20:01
Írta: bmejdz9nu Dátum 2007 július 01, 20:01
Akkor nem sok a tapasztalat...? FET csere?
Cím: Re:DC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2007 július 01, 20:08
Írta: u4vhu0en9 Dátum 2007 július 01, 20:08
érdekes a fetek meg uszták de az a két soklábu ott a barna ellnálások felett az le dobták a sapkát magukról
Cím: Re:DC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2007 július 01, 20:12
Írta: u4vhu0en9 Dátum 2007 július 01, 20:12
sajnos csak asztalon volt próbálva és amikor be építésre került a sor a pufferkondit fordítva csatlakoztattam be és nem volt kisütve ez elég volt neki 60V 80000 mikroF
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 július 01, 20:27
Írta: svejk Dátum 2007 július 01, 20:27
Bocsi, írtam e-mailt magánba.
Cím: Re:DC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2007 július 01, 20:44
Írta: u4vhu0en9 Dátum 2007 július 01, 20:44
mail ment
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 július 06, 15:53
Írta: svejk Dátum 2007 július 06, 15:53
Megjavult a vezérlőd, ma postázom.
Az e-mail címedről visszapattannak a levelek.
Az e-mail címedről visszapattannak a levelek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 06, 21:55
Írta: bmejdz9nu Dátum 2007 július 06, 21:55
Megjavult... :)
Biztos nem tudjátok de a Svejnek van egy csoda szekrénye... :)
Bármilyen elektronikus dolgot beletesz (24 órára)... és megjavul...
Hogy csinálta ezt a szekrényt? [#nyes]
Konstrukciós hibákra is jó lehet? [#vigyor2]
Biztos nem tudjátok de a Svejnek van egy csoda szekrénye... :)
Bármilyen elektronikus dolgot beletesz (24 órára)... és megjavul...
Hogy csinálta ezt a szekrényt? [#nyes]
Konstrukciós hibákra is jó lehet? [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 július 06, 22:33
Írta: e3h0cv4ph Dátum 2007 július 06, 22:33
Nekem olyan szekrényem van amibe
bármilyen elektronikus dolgot beleteszel (24 órára) és biztosan tönkremegy.
De az a különbség, hogy én ezt rendelésre is tudom készíteni! :)
Üdv:TT
bármilyen elektronikus dolgot beleteszel (24 órára) és biztosan tönkremegy.
De az a különbség, hogy én ezt rendelésre is tudom készíteni! :)
Üdv:TT
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 27, 22:29
Írta: bmejdz9nu Dátum 2007 július 27, 22:29
Na most megint "rámtört" a kisérleti láz...
Összeszedtem egy-két szervómotort... és szervómotoros teszteket tervezek...
Arra vagyok kiváncsi mennyire tud többet egy szervó hajtás egy jó léptető vezérlésnél!
Ha...
Márpedíg többet és jobban kellene, elvileg... mert összességében drágább és bonyolultab!
Sajnos maradi és konzervatív vagyok...
Az alapnak (0.0-nak) a Gecko G340-et fogom nevezni... talán azért mert ők csináltak először a világon DC szervó vezérlőt "szériában"... Valahol etalonnak tartják... persze ezt a véleményt nem osztja mindenki... azt halottam, hogy a motorokra nagyon finnyás... azthiszem megkapja azt a motort amit szeretne... :)
Már megérkezet...
"értéknövelve" tehát vámolva és Áfáztatva... de ettől csak jobb lehet :) így már 40.000 Ft egy ilyen vezérlő...
Ez az a 340-es az a változat amiben "szorzó" áramkör is van... (különböző felbontású encoderekhez...)
Össze fogom vetni az elérhető szervóvezérlőkkel... pl. a Kínai Gecko copyval is... :)
Ha valaki tud segíteni, azaz megkimélni felesleges "szívásoktól" előre is köszönöm !!!
Összeszedtem egy-két szervómotort... és szervómotoros teszteket tervezek...
Arra vagyok kiváncsi mennyire tud többet egy szervó hajtás egy jó léptető vezérlésnél!
Ha...
Márpedíg többet és jobban kellene, elvileg... mert összességében drágább és bonyolultab!
Sajnos maradi és konzervatív vagyok...
Az alapnak (0.0-nak) a Gecko G340-et fogom nevezni... talán azért mert ők csináltak először a világon DC szervó vezérlőt "szériában"... Valahol etalonnak tartják... persze ezt a véleményt nem osztja mindenki... azt halottam, hogy a motorokra nagyon finnyás... azthiszem megkapja azt a motort amit szeretne... :)
Már megérkezet...
"értéknövelve" tehát vámolva és Áfáztatva... de ettől csak jobb lehet :) így már 40.000 Ft egy ilyen vezérlő...
Ez az a 340-es az a változat amiben "szorzó" áramkör is van... (különböző felbontású encoderekhez...)
Össze fogom vetni az elérhető szervóvezérlőkkel... pl. a Kínai Gecko copyval is... :)
Ha valaki tud segíteni, azaz megkimélni felesleges "szívásoktól" előre is köszönöm !!!
Cím: Re:DC szervó motoros vezérlés
Írta: ifarkas Dátum 2007 július 27, 22:52
Írta: ifarkas Dátum 2007 július 27, 22:52
Használom a G340-et, ha tudok szívesen segítek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 28, 07:35
Írta: bmejdz9nu Dátum 2007 július 28, 07:35
Milyen, mekkora motorral használod? Encoder felbontás? Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: ifarkas Dátum 2007 július 28, 21:34
Írta: ifarkas Dátum 2007 július 28, 21:34
500Watt(kb) a motor és 1024 az encoder felbontása.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 30, 20:05
Írta: bmejdz9nu Dátum 2007 július 30, 20:05
Ha segíthetne valaki...
Motor: Bautz szervómotor... #1327 de másik... ugyanaz csak fekete...:) tettem rá 500lpi encodert.. (ez marad...)
Első tesztalany: Kinai Gecko copy...
Bekötés: Optós bemenet...
+5V és step/dir..
Minek az 5V?... optoknál így szokás? A párhuzamos port alapban 5V-on van és a "jelek" GND-re mennek... ez ok... tehát kollektoros kimenete lehet... sötétség :)... de jól megy...
Asztalon pörgetve minden ok... potik kb. középen... ezen csak 2 poti van... DAMPING és GAIN...
Nagyon picit birizgálja magát (meg nem mozdul csak halkan hallani),... üresbe, terhelés nélkül...asztalon... ha nem megy... ez normális...?
Motor: Bautz szervómotor... #1327 de másik... ugyanaz csak fekete...:) tettem rá 500lpi encodert.. (ez marad...)
Első tesztalany: Kinai Gecko copy...
Bekötés: Optós bemenet...
+5V és step/dir..
Minek az 5V?... optoknál így szokás? A párhuzamos port alapban 5V-on van és a "jelek" GND-re mennek... ez ok... tehát kollektoros kimenete lehet... sötétség :)... de jól megy...
Asztalon pörgetve minden ok... potik kb. középen... ezen csak 2 poti van... DAMPING és GAIN...
Nagyon picit birizgálja magát (meg nem mozdul csak halkan hallani),... üresbe, terhelés nélkül...asztalon... ha nem megy... ez normális...?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 július 30, 20:18
Írta: svejk Dátum 2007 július 30, 20:18
A TTL IC-k kimenetei csak "nyelőként" terhelhetők jól , ezért van úgy csinálva.
Csak hát ugye nyűgös a PC-ből a +5v-ot kihozni, ha a vezérlő +5 V-ját kötöd rá akkor meg oda az optoleválasztás. Marad még a külső +5 Volt ami független a vezérlőtől.
A mai alaplapok H szintben is ki tudják adni a 4-5 mA-t és egy-két optonak ez már elég, így nem kell ez a bonyolult dolog, de a gecko nem így csinálta.
(megjegyzem a gecko-é a korrektebb, csak nyűgös)
Csak hát ugye nyűgös a PC-ből a +5v-ot kihozni, ha a vezérlő +5 V-ját kötöd rá akkor meg oda az optoleválasztás. Marad még a külső +5 Volt ami független a vezérlőtől.
A mai alaplapok H szintben is ki tudják adni a 4-5 mA-t és egy-két optonak ez már elég, így nem kell ez a bonyolult dolog, de a gecko nem így csinálta.
(megjegyzem a gecko-é a korrektebb, csak nyűgös)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 30, 20:26
Írta: bmejdz9nu Dátum 2007 július 30, 20:26
Köszi. Ok.
...én is valami ilyesmire gondoltam...hogy nem terhelhető az LPT-port egy "led-del" ezért van ez a megoldás...
Egyébként a léptetős "optós" (kinai :) vezérlők mind ilyenek... kell egy külső 5V... sajnos(?)...
De valahol a vezérlő progi is erre gondol... mert 5V-on van fent alapban és az impulzusok mennek testre... na persze ha jól gondolom...
...én is valami ilyesmire gondoltam...hogy nem terhelhető az LPT-port egy "led-del" ezért van ez a megoldás...
Egyébként a léptetős "optós" (kinai :) vezérlők mind ilyenek... kell egy külső 5V... sajnos(?)...
De valahol a vezérlő progi is erre gondol... mert 5V-on van fent alapban és az impulzusok mennek testre... na persze ha jól gondolom...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 30, 20:31
Írta: bmejdz9nu Dátum 2007 július 30, 20:31
Ennyit még nem szótáraztam... :)
Olyan kifejezések... amiket nem ismerek a leírásban...
Ez a GAIN és DAMPING dolgot valami "gumicsizmás" megközelítésben... :), hogy írná le az ember...
Olyan kifejezések... amiket nem ismerek a leírásban...
Ez a GAIN és DAMPING dolgot valami "gumicsizmás" megközelítésben... :), hogy írná le az ember...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 július 30, 20:33
Írta: svejk Dátum 2007 július 30, 20:33
A mach-nél pl. beállítható hogy poz. vagy neg. impulzussorozat legyen a kimeneten
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 július 30, 20:37
Írta: svejk Dátum 2007 július 30, 20:37
olvasd el a Házigazda leírását a servo beállításáról, vagy az Uli-ét.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 július 30, 20:41
Írta: svejk Dátum 2007 július 30, 20:41
2 potinál nincs sok választás. Majd ha felrakod a helyére megszünik a "birizgálás"
Egyébként csak fent a helyén van igazán értelme a hangolásnak, vagy legalább imitálni kell a leendő terhelést/tehetetlen tömeget.
Egyébként csak fent a helyén van igazán értelme a hangolásnak, vagy legalább imitálni kell a leendő terhelést/tehetetlen tömeget.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 30, 20:45
Írta: bmejdz9nu Dátum 2007 július 30, 20:45
Amin még megdöbbentem...
A kínai Gecko Copy-n minden IC lecsiszolva...
Az eredeti G340-en minden Ic "originál állapotban"... :)
Az impulzus sokszorozó külön van beleszerelve...(egy szinttel feljebb) Tehát a G340 valójában egy G320+impulzus soksz. panel...
A sokszorozón csupa alap 74xx-es Ic... :)
Mikor nem jó egy szervó?
A kínai Gecko Copy-n minden IC lecsiszolva...
Az eredeti G340-en minden Ic "originál állapotban"... :)
Az impulzus sokszorozó külön van beleszerelve...(egy szinttel feljebb) Tehát a G340 valójában egy G320+impulzus soksz. panel...
A sokszorozón csupa alap 74xx-es Ic... :)
Mikor nem jó egy szervó?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 30, 20:51
Írta: bmejdz9nu Dátum 2007 július 30, 20:51
Az a baj, hogy ezek a Bautz motorok nem Nema34-esek... kell csinálnom egy tartót/adaptert... vagy egy tesztpadot(?)...
A "birizgálás" a leírás szerint is normális... (ha jól fordítom a leírást)... Olyan egyszerűen beált, hogy csodálkozom...
Mikor nem jó? csak mechanikán látni, hogy jó? "csupaszon" nem?
A "birizgálás" a leírás szerint is normális... (ha jól fordítom a leírást)... Olyan egyszerűen beált, hogy csodálkozom...
Mikor nem jó? csak mechanikán látni, hogy jó? "csupaszon" nem?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 július 30, 21:12
Írta: svejk Dátum 2007 július 30, 21:12
"Mikor nem jó egy szervó?"
Mindenkinek más az értékítélete..
Viszonyítás kérdése az egész..mindennél van jobb...
Inkább azt mondanám , akkor jó ha elindítod ,leülsz a székedbe és azt mondod: a k... a...át!! :)
De komolyra fordítva akkor jó ha azt csinálja amit elvársz tőle.
Mindenkinek más az értékítélete..
Viszonyítás kérdése az egész..mindennél van jobb...
Inkább azt mondanám , akkor jó ha elindítod ,leülsz a székedbe és azt mondod: a k... a...át!! :)
De komolyra fordítva akkor jó ha azt csinálja amit elvársz tőle.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 30, 21:38
Írta: bmejdz9nu Dátum 2007 július 30, 21:38
Azért ez a Kinai...
még a mérőpontokat sem találom benne... "Sajnos" a panelt is elnézve... nem teljesen Gecko...
Ahogy a fordulatot emelem... annál jobban ki lehet buktatni... azaz nagyobb (800rpm)-nál már forgásirányváltásnál... "szűkül" a potik "játéktere"... mit csinálna pl. 4000-nél... ha lenne benne szorzó/osztó...azaz tudná...
még a mérőpontokat sem találom benne... "Sajnos" a panelt is elnézve... nem teljesen Gecko...
Ahogy a fordulatot emelem... annál jobban ki lehet buktatni... azaz nagyobb (800rpm)-nál már forgásirányváltásnál... "szűkül" a potik "játéktere"... mit csinálna pl. 4000-nél... ha lenne benne szorzó/osztó...azaz tudná...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 30, 22:52
Írta: bmejdz9nu Dátum 2007 július 30, 22:52
Bekötöttem a G340 Gecko-t...
... Ezt a "bizonyos kínai szervóvezérlőt" többet nem hívom Gecko Copy-nak... talán a dobozolása, lábkiosztása hasonló...
Az a maradék zizegés is megszünt...úgy lépkedi a lépéseket (pl. 1-1 fokokat) mint egy léptetőmotor :)
[#wow1]
... Ezt a "bizonyos kínai szervóvezérlőt" többet nem hívom Gecko Copy-nak... talán a dobozolása, lábkiosztása hasonló...
Az a maradék zizegés is megszünt...úgy lépkedi a lépéseket (pl. 1-1 fokokat) mint egy léptetőmotor :)
[#wow1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 31, 10:31
Írta: bmejdz9nu Dátum 2007 július 31, 10:31
Ez jó... Egy Gecko "Certifikát" egy DC motorhoz....
Érdemes megnézni... hogyan lesz szervómotor "minősítése" egy arra alkalmas motornak...
Hogyan tesztelik a motort... hogy alkalmas e a "kényes" Gecko Vezérlőhöz... :)
Érdemes megnézni... hogyan lesz szervómotor "minősítése" egy arra alkalmas motornak...
Hogyan tesztelik a motort... hogy alkalmas e a "kényes" Gecko Vezérlőhöz... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 július 31, 10:51
Írta: 000000000 Dátum 2007 július 31, 10:51
Szia Péter!
A szervómotoros hajtás diff. egyenelet rendszerében
mint alapvető paraméter több helyen előfordul
a nyomaték, és inercianyomaték is.
Azt tanácsolnám, üres terheléssel túl sokat
ne tesztelj szervót, egészen másképpen fog
viselkedni helyesen beépítve a CNC gépen.
Teljesen téves következtetésekre juthasz, főleg
úgy, hogy most még talán nem tudod kellő
mélységében értelmezni a megkívánt visszacsatolt
folyamat viselkedését, műszaki jellemzőit.
De ezt már Svejk is mondta, én picit másképpen
írtam le lényegileg ugyanazt.
A szervómotoros hajtás diff. egyenelet rendszerében
mint alapvető paraméter több helyen előfordul
a nyomaték, és inercianyomaték is.
Azt tanácsolnám, üres terheléssel túl sokat
ne tesztelj szervót, egészen másképpen fog
viselkedni helyesen beépítve a CNC gépen.
Teljesen téves következtetésekre juthasz, főleg
úgy, hogy most még talán nem tudod kellő
mélységében értelmezni a megkívánt visszacsatolt
folyamat viselkedését, műszaki jellemzőit.
De ezt már Svejk is mondta, én picit másképpen
írtam le lényegileg ugyanazt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 31, 12:05
Írta: bmejdz9nu Dátum 2007 július 31, 12:05
Tudom!
Ez csak megy/nem megy teszt volt... egyenlőre...
Csinálok a "félkész" gépemre adaptert a motorhoz... hogy a léptetőmotorokkal azonos legyen a feltételekben a "tesztalany"... (ólmok stb... függöleges is...:)
Ez csak megy/nem megy teszt volt... egyenlőre...
Csinálok a "félkész" gépemre adaptert a motorhoz... hogy a léptetőmotorokkal azonos legyen a feltételekben a "tesztalany"... (ólmok stb... függöleges is...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 július 31, 13:18
Írta: 000000000 Dátum 2007 július 31, 13:18
Elolvastam a cikket :)
Nekem pont ez az egyetlen problémám a Gecko szervó hajtással szemben. Hogy az integrálási idő nem változtatható. A cikk úgy íródott, mintha egy nagyszerű dolgot csináltak volna(alkatrész változtatással beállították egy bizonyos cég motorjaihoz a vezérlőt), pedig ponthogy feltárja a Gecko hátrányát...
Nekem pont ez az egyetlen problémám a Gecko szervó hajtással szemben. Hogy az integrálási idő nem változtatható. A cikk úgy íródott, mintha egy nagyszerű dolgot csináltak volna(alkatrész változtatással beállították egy bizonyos cég motorjaihoz a vezérlőt), pedig ponthogy feltárja a Gecko hátrányát...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 július 31, 14:18
Írta: bmejdz9nu Dátum 2007 július 31, 14:18
Hát igen... válogatós...
Azt sem írták mi náluk a referenciamotor... pedíg emlegetik...
Ezzel a "fogásponttal" indulnak "harcba" a konkurenciái...
A cnczone.com-on egészen "durva" ösztűz van... ezen elcsodálkoztam... de nem sok sikerrel... :)
2002-es a gépkönyvet adtak a G340-hez... azóta csak kis változások voltak... ez azért nem semmi...
Rákerestem a cnczone.com-on Mariss Freimanis (Gecko) összes hozzászólására... (375-van..)
Egy kép... A Gecko kocsiján 100.000 db MosFet...
Valakik, valamiért veszik...

Azt sem írták mi náluk a referenciamotor... pedíg emlegetik...
Ezzel a "fogásponttal" indulnak "harcba" a konkurenciái...
A cnczone.com-on egészen "durva" ösztűz van... ezen elcsodálkoztam... de nem sok sikerrel... :)
2002-es a gépkönyvet adtak a G340-hez... azóta csak kis változások voltak... ez azért nem semmi...
Rákerestem a cnczone.com-on Mariss Freimanis (Gecko) összes hozzászólására... (375-van..)
Egy kép... A Gecko kocsiján 100.000 db MosFet...
Valakik, valamiért veszik...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 01, 09:56
Írta: bmejdz9nu Dátum 2007 augusztus 01, 09:56
Valaki a Geckón kívül használ másik vezérlőt...
Egyenlőre 3 féle van nálam... de csak a Gecko megy... (a motorjaimmal...) Ez szomorú...mert drága...
Ma-holnap jön még két másik vezérlő... meglátjuk...
Egyenlőre 3 féle van nálam... de csak a Gecko megy... (a motorjaimmal...) Ez szomorú...mert drága...
Ma-holnap jön még két másik vezérlő... meglátjuk...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 01, 10:01
Írta: bmejdz9nu Dátum 2007 augusztus 01, 10:01
Egyébként amiket a motorrol Tibor írt...
Egyszerű...
Képzeljetek el egy írányváltást 50ms-alatt 2500 rpm-el...és ez még csak terheletlenül...
És itt van valahol az "ördög" elásva...
Minnél nagyobb a fordulatszám és kisebb értékre van beállítva a lassítási/gyorsítási idő a vezérlő progiban annál nagyobb a szükség a jó motorra... vagy leold... ha kicsi a tároló... márpedíg a Gecko-ban ez csak 128-as...
Egyszerű...
Képzeljetek el egy írányváltást 50ms-alatt 2500 rpm-el...és ez még csak terheletlenül...
És itt van valahol az "ördög" elásva...
Minnél nagyobb a fordulatszám és kisebb értékre van beállítva a lassítási/gyorsítási idő a vezérlő progiban annál nagyobb a szükség a jó motorra... vagy leold... ha kicsi a tároló... márpedíg a Gecko-ban ez csak 128-as...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 01, 10:51
Írta: 000000000 Dátum 2007 augusztus 01, 10:51
Szia Péter!
Örülök, hogy kezded sejteni, hogy a motor
időállandójának mekkora szerepe van, és a
"szervo" minősítés N paramétere közül ez is
mennyire fontos.
Örülök, hogy kezded sejteni, hogy a motor
időállandójának mekkora szerepe van, és a
"szervo" minősítés N paramétere közül ez is
mennyire fontos.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 01, 11:13
Írta: bmejdz9nu Dátum 2007 augusztus 01, 11:13
Hát igen... látod elég "materiális" típus vagyok... (csak ha látom...akkor hiszem :)
Bizony ez nem is egyszerű feladat a motornak...
Persze ha a vezérlőnek nagy a hibatárolója... akkor legalább elmegy...de a "valóság megmarad"
... de ha pl. kicsi (pl. Gecko) akkor ez már "gond"... vagy a vezérlőprogiba kell nagyon visszavenni...(de ez sem mindíg segít)
... de akkor már minek az egész szervó mert "leveri" gyorsulásban a léptető...persze a sebesség még megmarad... de ez csak nagy munkaterületű gépeknél a legfontosabb adat...
Na persze majd ha mechanikán tesztelem... akkor dől el ez az egész igazából...
Persze az is egy lehetőség...,hogy lassabban forgatjuk a motort...talán... de ott meg nagyobb motorok kellenének... és a kör bezárul... :)
(1000rpm/irányváltás/50ms-ig szinte nincs is hibajel)
Bizony ez nem is egyszerű feladat a motornak...
Persze ha a vezérlőnek nagy a hibatárolója... akkor legalább elmegy...de a "valóság megmarad"
... de ha pl. kicsi (pl. Gecko) akkor ez már "gond"... vagy a vezérlőprogiba kell nagyon visszavenni...(de ez sem mindíg segít)
... de akkor már minek az egész szervó mert "leveri" gyorsulásban a léptető...persze a sebesség még megmarad... de ez csak nagy munkaterületű gépeknél a legfontosabb adat...
Na persze majd ha mechanikán tesztelem... akkor dől el ez az egész igazából...
Persze az is egy lehetőség...,hogy lassabban forgatjuk a motort...talán... de ott meg nagyobb motorok kellenének... és a kör bezárul... :)
(1000rpm/irányváltás/50ms-ig szinte nincs is hibajel)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 01, 12:39
Írta: 000000000 Dátum 2007 augusztus 01, 12:39
Nálam is ez van, ez a természetes :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 01, 21:28
Írta: bmejdz9nu Dátum 2007 augusztus 01, 21:28
Szervo videó 1 --- 200mm/s sebesség és 50ms gyorsítás....
Szervo video 2 --- 200mm/s sebesség és 50ms gyorsítás....
Tápfesz: 50V (kapcsolóüzemű)
Meghajtás: Gecko G340, Encoder 500cpr, 5x jelszorzó üzemmód
(ez elég szerencsétlen, sajnos a WinPC-NC 25Khz-je miatt... jól jönne most a 35KHz akkor csak 2x elég lenne...)
Ez 2400rpm-es motor fordulatszám... valahol ez a határ... optimum...
Motor: Bautz 4 szénkefés szervómotor (E642 - 280W)
Mint a léptetőnél... Ha csökkentem a gyorsítást lehet emelni még a sebességet...
(*az új mérőórán... egy számjeggyel több van... 0.001mm az osztása... ezred!)
Szervo video 2 --- 200mm/s sebesség és 50ms gyorsítás....
Tápfesz: 50V (kapcsolóüzemű)
Meghajtás: Gecko G340, Encoder 500cpr, 5x jelszorzó üzemmód
(ez elég szerencsétlen, sajnos a WinPC-NC 25Khz-je miatt... jól jönne most a 35KHz akkor csak 2x elég lenne...)
Ez 2400rpm-es motor fordulatszám... valahol ez a határ... optimum...
Motor: Bautz 4 szénkefés szervómotor (E642 - 280W)
Mint a léptetőnél... Ha csökkentem a gyorsítást lehet emelni még a sebességet...
(*az új mérőórán... egy számjeggyel több van... 0.001mm az osztása... ezred!)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 01, 23:36
Írta: 000000000 Dátum 2007 augusztus 01, 23:36
Hajrá Péter!
Független tesztelő a pályán!
[#finom]
Most lássuk a kemény tesztet: elő azokkal a búvár ólomnehezékekkel! Ja és FÜGGŐLEGESBE!!!
Kíváncsi vagyok rá, mit ver rá a léptető(re)!
(Egyébként a léptecsnek is pontosan tudni lehet a fogyasztását/teljesítményét. a Tiéd nem hiszem, hogy 40-50 W fölött zabálna, a szervód meg 280W... tudom-tudom, van még itt ez-az, de ez is egy megközelítés.)
Áron
Független tesztelő a pályán!
[#finom]
Most lássuk a kemény tesztet: elő azokkal a búvár ólomnehezékekkel! Ja és FÜGGŐLEGESBE!!!
Kíváncsi vagyok rá, mit ver rá a léptető(re)!
(Egyébként a léptecsnek is pontosan tudni lehet a fogyasztását/teljesítményét. a Tiéd nem hiszem, hogy 40-50 W fölött zabálna, a szervód meg 280W... tudom-tudom, van még itt ez-az, de ez is egy megközelítés.)
Áron
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 02, 09:25
Írta: bmejdz9nu Dátum 2007 augusztus 02, 09:25
Meglesz az is... :)
De még sok teszt van hátra...
Azért nem kell eldobni a léptetővezérlőt sem...
Ez azért elég drága megoldás...
(Szerintem.... hacsak(!) nem boldogulok olcsóbb motorokkal és vezérlőkkel...)
De még sok teszt van hátra...
Azért nem kell eldobni a léptetővezérlőt sem...
Ez azért elég drága megoldás...
(Szerintem.... hacsak(!) nem boldogulok olcsóbb motorokkal és vezérlőkkel...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 06, 15:59
Írta: bmejdz9nu Dátum 2007 augusztus 06, 15:59
Azért megjegyzem...
A Tibinek a (szervó)motorokkal kapcsolatban azért igaza van, nem mindegy...
Ha túl lassú azaz "mechanikai időállandója" magas egy motornak akkor erőteljes gyorsulást nem lehet kihozni belőle...
Mert ilyenkor két dolgot tud tenni a vezérlés:
1. Ha a vezérlőnek kicsi a hibatároló memoriája leold... (ez 126 lépés a Geckoban... milyen sok! ha arról van szó...)
2. Ha a vezérlőnek nagy a hibatárolója "túlfut és viszamászik"... és pl. a Z-tengely belépési pontjánál mélyedést csinálhat... (bemegy és visszahúzza magát)
Persze ez függ az encodertől is azaz nagyobb cpr-es encoderrel előbb megtelik a hibatároló... (csak pontosabb követést enged.)
Ezért (egyenlőre, szerintem!) a "olcsóbb" szervóvezérlés csak nagyobb munkaterületű gépeknél jobb ahol a sebesség fontosabb mint a gyorsulás... vagy oriási erők kellenek amit már léptetővel igen drága vagy lehetetlen...(pl. egy 2000x1000mm-es munkaterületnél ez szinte egyértelmű... vagy súlyos óriásgépnél :)
Vagy a legjobb motorok kellenek! Nem túl nagyok, nem túl kicsik! Ezt biztos ki tudná valaki számolni... :) de az nem én vagyok :)
Hasonló a "motorhelyzet" mint a léptetőknél... tehetetlenség... kisebb motor "pörgősebb".
Ha túl "nagy" akkor a legjobb szervómotor is lehet a géphez és az elvárásnál jóval tehetetlenebb!
Pl. teszteltem egy SanyoDenki 400W-os (4,5 Kg) motort... "Időállandóban" a 280W-os Bautz motorhoz min. 4x lemaradt... Sőt a Geckoval csak 1200rpm-ig lehett hajtani (érdemben)... (persze 1000cpr-es encoder volt rajta, tehát kisebb volt a "játéktér"...)
Tesztek eddíg viszonylag nagy motorokkal voltak... kisebb motorokkal talán más a helyzet... eleve a kisebb súlyú forgórész miatt jobbak lehetnek...
De az a tévhitem, hogy a szervóhajtáshoz alapban áttétel kell... nem igazolódott be... sőt néha a gyorsuláson és sebességen összességében csak rontana... ha csak nem "tonnás" mozgatásról van szó...
Lehet, hogy nem bírom megfogalmazni... de valahol kb. így látom... egyenlőre... és a jó motor ritka és nem olcsó...
Tehát a léptető vezérlést még nem kell elásni...
Mindkét rendszer el van egymás mellett... mindkettőnek megvan előnye és hátránya is...mikor melyiket... (anyagilag is :)
pl. A Gecko 2002 óta gyártja a G320/340 szervóvezérlőt és nem hagyta abba a léptető motor vezérlő gyártást sem...
...még tesztelek tovább...
A Tibinek a (szervó)motorokkal kapcsolatban azért igaza van, nem mindegy...
Ha túl lassú azaz "mechanikai időállandója" magas egy motornak akkor erőteljes gyorsulást nem lehet kihozni belőle...
Mert ilyenkor két dolgot tud tenni a vezérlés:
1. Ha a vezérlőnek kicsi a hibatároló memoriája leold... (ez 126 lépés a Geckoban... milyen sok! ha arról van szó...)
2. Ha a vezérlőnek nagy a hibatárolója "túlfut és viszamászik"... és pl. a Z-tengely belépési pontjánál mélyedést csinálhat... (bemegy és visszahúzza magát)
Persze ez függ az encodertől is azaz nagyobb cpr-es encoderrel előbb megtelik a hibatároló... (csak pontosabb követést enged.)
Ezért (egyenlőre, szerintem!) a "olcsóbb" szervóvezérlés csak nagyobb munkaterületű gépeknél jobb ahol a sebesség fontosabb mint a gyorsulás... vagy oriási erők kellenek amit már léptetővel igen drága vagy lehetetlen...(pl. egy 2000x1000mm-es munkaterületnél ez szinte egyértelmű... vagy súlyos óriásgépnél :)
Vagy a legjobb motorok kellenek! Nem túl nagyok, nem túl kicsik! Ezt biztos ki tudná valaki számolni... :) de az nem én vagyok :)
Hasonló a "motorhelyzet" mint a léptetőknél... tehetetlenség... kisebb motor "pörgősebb".
Ha túl "nagy" akkor a legjobb szervómotor is lehet a géphez és az elvárásnál jóval tehetetlenebb!
Pl. teszteltem egy SanyoDenki 400W-os (4,5 Kg) motort... "Időállandóban" a 280W-os Bautz motorhoz min. 4x lemaradt... Sőt a Geckoval csak 1200rpm-ig lehett hajtani (érdemben)... (persze 1000cpr-es encoder volt rajta, tehát kisebb volt a "játéktér"...)
Tesztek eddíg viszonylag nagy motorokkal voltak... kisebb motorokkal talán más a helyzet... eleve a kisebb súlyú forgórész miatt jobbak lehetnek...
De az a tévhitem, hogy a szervóhajtáshoz alapban áttétel kell... nem igazolódott be... sőt néha a gyorsuláson és sebességen összességében csak rontana... ha csak nem "tonnás" mozgatásról van szó...
Lehet, hogy nem bírom megfogalmazni... de valahol kb. így látom... egyenlőre... és a jó motor ritka és nem olcsó...
Tehát a léptető vezérlést még nem kell elásni...
Mindkét rendszer el van egymás mellett... mindkettőnek megvan előnye és hátránya is...mikor melyiket... (anyagilag is :)
pl. A Gecko 2002 óta gyártja a G320/340 szervóvezérlőt és nem hagyta abba a léptető motor vezérlő gyártást sem...
...még tesztelek tovább...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 06, 21:56
Írta: bmejdz9nu Dátum 2007 augusztus 06, 21:56
Na senki nem ír semmit? Mi a véleményetek a tapasztalataimról?
Lehet "szapolni" is a gondolataimat :)... Én bírom azt is! :) Sőt kedvelem! :) Ezért van a fórum!
Lehet "szapolni" is a gondolataimat :)... Én bírom azt is! :) Sőt kedvelem! :) Ezért van a fórum!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 06, 22:29
Írta: 000000000 Dátum 2007 augusztus 06, 22:29
Az egyenlore helyett irjal mar egyelore-t!!! (:
Mas egyelore semmi...
Mas egyelore semmi...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 06, 22:50
Írta: 000000000 Dátum 2007 augusztus 06, 22:50
Szóval a két munkadarabot egyenlőre csináltam :P
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 07, 10:59
Írta: bmejdz9nu Dátum 2007 augusztus 07, 10:59
Erre a "túllövés" dologra valami mérési módszert tud valaki?
Mert akárhogy számolgatok a pl. 126 steppes tárolóban "túl nagy" hibák is korrigálhatók...azaz nem old le... de valós körülmények között ez már nagyon is számottvető lehet...
Persze marás közben ez már másként jelentkezhet (vagy sehogy), mert nem a teljes sebességel megy...
pl. felnagyítva egy paírra rajzolni... :) vagy valami...:) A nem "vezérelt" irányváltást kellene figyelni... talán...
Ha lenne tárolós szkópom...
Mert akárhogy számolgatok a pl. 126 steppes tárolóban "túl nagy" hibák is korrigálhatók...azaz nem old le... de valós körülmények között ez már nagyon is számottvető lehet...
Persze marás közben ez már másként jelentkezhet (vagy sehogy), mert nem a teljes sebességel megy...
pl. felnagyítva egy paírra rajzolni... :) vagy valami...:) A nem "vezérelt" irányváltást kellene figyelni... talán...
Ha lenne tárolós szkópom...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 augusztus 07, 11:50
Írta: svejk Dátum 2007 augusztus 07, 11:50
A jobb vezérlőkben ez a mérési funkció benne van.. Pl a geckoban a mérőpont, a Házigazdáéban a monitor funkció, stb..
Amit én használok abban sajnos nincs közvetlen mérés lehetősége, csak egy figyelmeztető jelzést ad (LED) ha egy két osztással eltér a bemenet és az encoder számlálója.
Tehát ha LED világít azt jelenti, hogy a pályavezérlés nem tökéletes, tehát érdemi munkára alkalmatlan. Ezzel az egyszerű módszerrel elég jól be lehet állítani a megfelelő sebesség/gyorsulás értéket.
Amit én használok abban sajnos nincs közvetlen mérés lehetősége, csak egy figyelmeztető jelzést ad (LED) ha egy két osztással eltér a bemenet és az encoder számlálója.
Tehát ha LED világít azt jelenti, hogy a pályavezérlés nem tökéletes, tehát érdemi munkára alkalmatlan. Ezzel az egyszerű módszerrel elég jól be lehet állítani a megfelelő sebesség/gyorsulás értéket.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 07, 12:51
Írta: bmejdz9nu Dátum 2007 augusztus 07, 12:51
Na ez a led jó lehet a tiédben! Ötletes!
A Geckoban gyakorlatilag van egy analóg kimenet...de szkópon ez a folyamet gyorsan lezajlik... csak a "leoldásmentes" beállításra jó... sőt kiértékelhető jelszint változás csak akkor, amikor nagyon vad gyorsítások vannak beállítva... (pl. 20ms)
Sőt, sajnos ~9V alapban és ehhez képest megy fel-le... Tehát DC-ben a szkóp... de el kell tolni a vonalat...
De ha csinálnék egy komparátorpárt...egy kondival... akkor már maradandó lenne...
Az lenne a jó ha lehetne a megengedhető hibát előre programozni... és egy led... vagy több led.. pl. 2 lépés, 8 lépés, 20 lépés, stb...
A Geckoban gyakorlatilag van egy analóg kimenet...de szkópon ez a folyamet gyorsan lezajlik... csak a "leoldásmentes" beállításra jó... sőt kiértékelhető jelszint változás csak akkor, amikor nagyon vad gyorsítások vannak beállítva... (pl. 20ms)
Sőt, sajnos ~9V alapban és ehhez képest megy fel-le... Tehát DC-ben a szkóp... de el kell tolni a vonalat...
De ha csinálnék egy komparátorpárt...egy kondival... akkor már maradandó lenne...
Az lenne a jó ha lehetne a megengedhető hibát előre programozni... és egy led... vagy több led.. pl. 2 lépés, 8 lépés, 20 lépés, stb...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 augusztus 07, 13:07
Írta: svejk Dátum 2007 augusztus 07, 13:07
Igazából csak "vad gyorsításoknál" illetve irányváltásnál lehet hiba, esetleg a mechanika megszorulásánál.
Ha hiba van az hiba, tehát mindegy mennyi megmunkálásra nem alkalmas csak G0-ban (üresjárat) így kár lenne álligatni.
Ha hiba van az hiba, tehát mindegy mennyi megmunkálásra nem alkalmas csak G0-ban (üresjárat) így kár lenne álligatni.
Cím: Re:DC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2007 augusztus 07, 22:49
Írta: u4vhu0en9 Dátum 2007 augusztus 07, 22:49
én még nem tapasztaltam hibát de nagy mozgatot tömeg esetét be tudom mutatni nekem két óra allat ki verte az orsó csapágyait amikor feltettem a nagy marómocit és nem vettem vissza a gyorsulásból.
videó
Bajusz
videó
Bajusz
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 08, 08:38
Írta: bmejdz9nu Dátum 2007 augusztus 08, 08:38
Hűha.. többször végigizgultam a videót! Attól féltem, hogy leesik a monitor :
(és örülök, hogy más is tesz fel valamit!)
Van benne lendület!
Milyen orsót csapágyak voltak?
Milyenek a meghajó motorok?
(és örülök, hogy más is tesz fel valamit!)
Van benne lendület!
Milyen orsót csapágyak voltak?
Milyenek a meghajó motorok?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 10, 19:04
Írta: bmejdz9nu Dátum 2007 augusztus 10, 19:04
"DSSC" Servo vezérlő... Mr. Svejk-től.
Talán ráver a Gecko-ra? Még tesztelnem kell... :)
Többet is tud(na) ha a tápfesz max. passzolna a motorhoz... itt most 165mm/s sebeséggel és 50ms gyorsítással.
Video 1
Video 2 (az egyenletlenség a vezérlő progi motorteszt részétől van, mert zero-ra van állítva a váltásidő... nem G-kódból van
Talán ráver a Gecko-ra? Még tesztelnem kell... :)
Többet is tud(na) ha a tápfesz max. passzolna a motorhoz... itt most 165mm/s sebeséggel és 50ms gyorsítással.
Video 1
Video 2 (az egyenletlenség a vezérlő progi motorteszt részétől van, mert zero-ra van állítva a váltásidő... nem G-kódból van
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 augusztus 11, 06:56
Írta: Szalai György Dátum 2007 augusztus 11, 06:56
Udvözlet a tábornak!
Péter! Gratulálok a videódhoz. Jól gondolom, hogy a motorod áttétel nélkül, csak kuplungon keresztül hajtja az orsót?
Érdekel, (ha nem titok) hogy mekkora teljesitményű a motor és mekkora az orsód menetemelkedése. Mekkora volt a teszt során a legnagyobb motorfordulat és mekkora a megtett úthossz?
Köszi.
Péter! Gratulálok a videódhoz. Jól gondolom, hogy a motorod áttétel nélkül, csak kuplungon keresztül hajtja az orsót?
Érdekel, (ha nem titok) hogy mekkora teljesitményű a motor és mekkora az orsód menetemelkedése. Mekkora volt a teszt során a legnagyobb motorfordulat és mekkora a megtett úthossz?
Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 07:39
Írta: bmejdz9nu Dátum 2007 augusztus 11, 07:39
Motor kép: #1327 Bautz 280W... de fekete változatban... :) Encoder: HEDB-9000 + tárcsa.
Áttétel nélkül! Nem kell áttétel!... Szerintem... vagyis én nem vagyok áttétel párti...(marómotorban sem :)
A vezérlés megtáltosítja a motort! Nem is hinné az ember mekkora erőt tud... míg tápegységről ezt nem tudja...
Jobb olyan motort válsztani aminek a munkatartománya akkora fordulatszám tartományba esik... ez a Bautz szerintem az "arany" közép...nekem.
Nagyobb motornál (kevesebb fordulat) ekkor nagyobb sebességhez talán 10mm emelkedésű orsó még jobb lenne, mert kevesebbet utat tennének a golyók... :)
A dolog ugyanaz mint léptetőnél azaz nagyobb motor kisebb fordulatot tud...
Gondolj bele amikor 3000rpm-nél 60ms lassítás és 60ms gyorsítás után azaz 120ms alatt +/-3000rpm-et kell váltani! Na itt jön a "motor ki mit tud"!
Ilyen gyorsan az irányváltást (hiba nélkül) nagyobb motor lasabban, kisebb motor gyorsabban tudja...
A 3000-es fordulatot is csak akkor tudom elérni ha 80V a tápfesz... (pedíg 55V-ról 4000-et megy a motor üresben)
A tápegység is korlát már...10A-es kapcsolóüzemű...10A-nél áramkorlát (egy pillanatra)...2x36V feltekerve=80V
Ide majd kellenek tároló kondik vagy nagyobb táp...:)
5mm-es emelkedésű orsóval ez 250mm/s azaz 15m/perc... ez a max. sebesség hibátlanul megy de iszonyatosan kínozza a mechanikát mert kicsi az asztal, mert nem is erre készült... (320mm - kb.1,3mp alatt futtja végig :)... persze a gyorsítás is nagy: 60ms...
Majd erről a teljes sebességről is teszek fel videót... Ilyenkor már a golyosorsónak (20mm átm) és vezetőnek (THK-HSR20) is "magas" a hangja... és melegszik is...(pedíg nagyon pontosan össze van lőve...)
Áttétel nélkül! Nem kell áttétel!... Szerintem... vagyis én nem vagyok áttétel párti...(marómotorban sem :)
A vezérlés megtáltosítja a motort! Nem is hinné az ember mekkora erőt tud... míg tápegységről ezt nem tudja...
Jobb olyan motort válsztani aminek a munkatartománya akkora fordulatszám tartományba esik... ez a Bautz szerintem az "arany" közép...nekem.
Nagyobb motornál (kevesebb fordulat) ekkor nagyobb sebességhez talán 10mm emelkedésű orsó még jobb lenne, mert kevesebbet utat tennének a golyók... :)
A dolog ugyanaz mint léptetőnél azaz nagyobb motor kisebb fordulatot tud...
Gondolj bele amikor 3000rpm-nél 60ms lassítás és 60ms gyorsítás után azaz 120ms alatt +/-3000rpm-et kell váltani! Na itt jön a "motor ki mit tud"!
Ilyen gyorsan az irányváltást (hiba nélkül) nagyobb motor lasabban, kisebb motor gyorsabban tudja...
A 3000-es fordulatot is csak akkor tudom elérni ha 80V a tápfesz... (pedíg 55V-ról 4000-et megy a motor üresben)
A tápegység is korlát már...10A-es kapcsolóüzemű...10A-nél áramkorlát (egy pillanatra)...2x36V feltekerve=80V
Ide majd kellenek tároló kondik vagy nagyobb táp...:)
5mm-es emelkedésű orsóval ez 250mm/s azaz 15m/perc... ez a max. sebesség hibátlanul megy de iszonyatosan kínozza a mechanikát mert kicsi az asztal, mert nem is erre készült... (320mm - kb.1,3mp alatt futtja végig :)... persze a gyorsítás is nagy: 60ms...
Majd erről a teljes sebességről is teszek fel videót... Ilyenkor már a golyosorsónak (20mm átm) és vezetőnek (THK-HSR20) is "magas" a hangja... és melegszik is...(pedíg nagyon pontosan össze van lőve...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 08:32
Írta: 000000000 Dátum 2007 augusztus 11, 08:32
Bocs Péter, de kellene áttétel (min. 1:2) a motor
adatait és az orsód menetemelkedése alapján.
Így ezeknek a teszteknek bocsi, de semmi értelme, mivel nem teremtetted meg a motor
jellegörbéjéhez való mechanika illesztést.
Még 3 apró észrevétel:
- próbálj meg várakozási időt betenni, miután
elmozdultál, közben a egyelőre csak a kezeddel
nyomjad visszafelé, majd csak akkor engedd el,
ha célba ért és áll, és figyeld meg a mérőórát
különböző terheléseknél hogyan ingadozik.
- tegyél fel tömeget is kb. 30 kg-ot, mint a léptetőnél
az ólomsúlyokat, netán függőleges teszt?
- ha pedig igazi átvitel tesztre vagy kíváncsi, csak 1-0.5 mm-t mozdulj el, viszont igazi
egység ugrású jellel haladj felfelé 0
irányváltási idővel. Ha 100 Hz-et így tudna a
rendszered, akkor az már szép dolog.
Csak félek, hogy a vezérlő progid elve nem tud
hiteles ilyen teszt jelet adni, de majd egyszer
segítek Neked ebben egy teszt programmal.
adatait és az orsód menetemelkedése alapján.
Így ezeknek a teszteknek bocsi, de semmi értelme, mivel nem teremtetted meg a motor
jellegörbéjéhez való mechanika illesztést.
Még 3 apró észrevétel:
- próbálj meg várakozási időt betenni, miután
elmozdultál, közben a egyelőre csak a kezeddel
nyomjad visszafelé, majd csak akkor engedd el,
ha célba ért és áll, és figyeld meg a mérőórát
különböző terheléseknél hogyan ingadozik.
- tegyél fel tömeget is kb. 30 kg-ot, mint a léptetőnél
az ólomsúlyokat, netán függőleges teszt?
- ha pedig igazi átvitel tesztre vagy kíváncsi, csak 1-0.5 mm-t mozdulj el, viszont igazi
egység ugrású jellel haladj felfelé 0
irányváltási idővel. Ha 100 Hz-et így tudna a
rendszered, akkor az már szép dolog.
Csak félek, hogy a vezérlő progid elve nem tud
hiteles ilyen teszt jelet adni, de majd egyszer
segítek Neked ebben egy teszt programmal.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 08:58
Írta: bmejdz9nu Dátum 2007 augusztus 11, 08:58
Köszi az észrevételt!
Ha áttételezném 1:2-ben tönkretenné a mechanikát az erő miatt! Ezt komolyan nem merem!
Ha áttételezném... a sebesség és a gyorsítás is a fele lenne... Akkor ott vagyok mint a léptetőnél... akkor meg mi értelme? Mert azért ez jóval drágább és bonyolultabb...
Nem fogom 250mm/s-al hajtani ezen a mechanikán... sőt erre a mechanikára valószínűleg léptető kerül...
A mm-es tesztek is megvoltak... tudom mire gondolsz... a "túllövésre"... :)
Teszek majd fel erről is videót...
Fel is állítom függőlegesbe... de tudom, hogy tudja...
Kellene mérnem egy számlálóval... kellene csinálnom egyet... vagy átalakítanom a 20 éve (magamcsinált) frekimérőt...
A 0.001mm-es mérőóra tudott max/min. tárolást (1,5m/s sebességhez is)... de csak tudott mert mind a kettőt eladtam...
A másodikat szó szerint elvették tőlem :)... de nem sajnáltam az "illető-től".. neki is pont ehhez kellett...:) de lesz még...
A WinPC-t próbáld ki... és találj "fogást" rajta!!!
Tegnap én is próbáltam a Mach-ot, persze basic szinten... a gyorsítási ablak szerintem nem hiteles egészen kicsi értékeknél...
Ha áttételezném 1:2-ben tönkretenné a mechanikát az erő miatt! Ezt komolyan nem merem!
Ha áttételezném... a sebesség és a gyorsítás is a fele lenne... Akkor ott vagyok mint a léptetőnél... akkor meg mi értelme? Mert azért ez jóval drágább és bonyolultabb...
Nem fogom 250mm/s-al hajtani ezen a mechanikán... sőt erre a mechanikára valószínűleg léptető kerül...
A mm-es tesztek is megvoltak... tudom mire gondolsz... a "túllövésre"... :)
Teszek majd fel erről is videót...
Fel is állítom függőlegesbe... de tudom, hogy tudja...
Kellene mérnem egy számlálóval... kellene csinálnom egyet... vagy átalakítanom a 20 éve (magamcsinált) frekimérőt...
A 0.001mm-es mérőóra tudott max/min. tárolást (1,5m/s sebességhez is)... de csak tudott mert mind a kettőt eladtam...
A másodikat szó szerint elvették tőlem :)... de nem sajnáltam az "illető-től".. neki is pont ehhez kellett...:) de lesz még...
A WinPC-t próbáld ki... és találj "fogást" rajta!!!
Tegnap én is próbáltam a Mach-ot, persze basic szinten... a gyorsítási ablak szerintem nem hiteles egészen kicsi értékeknél...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 09:23
Írta: 000000000 Dátum 2007 augusztus 11, 09:23
Szia Péter!
Te tudod, mit csinálsz.
Az hogy valami szemre működik, semmit nem jelent.
A műszaki élet sajnos ilyen, 10-100% közötti
"korrektséggel" is működnek a dolgok látszólag.
A mechanikádnak semmi baja nem lenne, a
szervóban van ugyanis nyomaték limit setup.
Egyébként meg azt csinász, amit akarsz.
Majd tanulsz a saját károdon, én csak
tanácsoltam valamit. Ha nem fogadod meg, pont
emiatt fog "leverni" egy komolyabb step hajtás,
vagy egy kis 80 W-os szervomotoros hajtás is.
Arról nem is beszélve, hogy hosszú idejű
működésnél, alacsony fordulatoknál, terhelés
alatt "füst gyanús" a megoldásod, javaslom
mindig legyen tartalék szervód, és motorod,
ha valamelyik éppen elfüstölne.:)
A WinPC-vel még nem volt időm foglalkozni,
de mivel elégedett is vagy vele, miért
is kellene tesztelni. Ha konkrét hibajelenség
van, akkor érdemes belefogni.
Te tudod, mit csinálsz.
Az hogy valami szemre működik, semmit nem jelent.
A műszaki élet sajnos ilyen, 10-100% közötti
"korrektséggel" is működnek a dolgok látszólag.
A mechanikádnak semmi baja nem lenne, a
szervóban van ugyanis nyomaték limit setup.
Egyébként meg azt csinász, amit akarsz.
Majd tanulsz a saját károdon, én csak
tanácsoltam valamit. Ha nem fogadod meg, pont
emiatt fog "leverni" egy komolyabb step hajtás,
vagy egy kis 80 W-os szervomotoros hajtás is.
Arról nem is beszélve, hogy hosszú idejű
működésnél, alacsony fordulatoknál, terhelés
alatt "füst gyanús" a megoldásod, javaslom
mindig legyen tartalék szervód, és motorod,
ha valamelyik éppen elfüstölne.:)
A WinPC-vel még nem volt időm foglalkozni,
de mivel elégedett is vagy vele, miért
is kellene tesztelni. Ha konkrét hibajelenség
van, akkor érdemes belefogni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 09:32
Írta: bmejdz9nu Dátum 2007 augusztus 11, 09:32
... egyébként most egy másik motorra szerelek fel 200cpr-es encodert...
Eddíg 500-assal teszteltem 5x-es (ill. 2x)üzemmódban (winpc-nc csak 25Khz miatt)
De ekkor egy bemeneti imulzusból 5-öt csinál... ez azért elég fura lehet(?). Szkópon majd menézem hogyan "géppuskázza" a +4-et hozzá :)
Ezzzel a 200cpr-es encoderrel a Geckóban (a 4x-es üzemmód miatt) ki lehet kapcsolni a jel sokszorozót... (=800/fordulat lesz)
A Gecko G320-nak és G340-nek teljesen ugyanaz az áramköre! A G320-ból ki kell venni a bemenetén található optoleválasztó IC-t... és oda kell a sokszorozó panelt beilleszteni... azon már van szintén egy optó... a G320-ból kivett optót eldobni :)...
Ezt csak azért írom le... mert szerintem jól kifilózták, hogy csak egy szériát gyártsanak...
Eddíg 500-assal teszteltem 5x-es (ill. 2x)üzemmódban (winpc-nc csak 25Khz miatt)
De ekkor egy bemeneti imulzusból 5-öt csinál... ez azért elég fura lehet(?). Szkópon majd menézem hogyan "géppuskázza" a +4-et hozzá :)
Ezzzel a 200cpr-es encoderrel a Geckóban (a 4x-es üzemmód miatt) ki lehet kapcsolni a jel sokszorozót... (=800/fordulat lesz)
A Gecko G320-nak és G340-nek teljesen ugyanaz az áramköre! A G320-ból ki kell venni a bemenetén található optoleválasztó IC-t... és oda kell a sokszorozó panelt beilleszteni... azon már van szintén egy optó... a G320-ból kivett optót eldobni :)...
Ezt csak azért írom le... mert szerintem jól kifilózták, hogy csak egy szériát gyártsanak...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 09:44
Írta: bmejdz9nu Dátum 2007 augusztus 11, 09:44
Hát igen... mérni kell... nem szemre!
Ezen "hobby-zok"...
A motorok teljes sebességgel oda vissza 4 óra alatt sem melegedtek fel... eddíg nem kellett a tartalék motort "bevetni"...:) Persze majd ólmokkal fel-le...
De ennél sokkal jobban aggaszt, hogy nem tudok túlfutási/eltérési korrekciót mérni tökéletesen...
A "nyomaték setup" most a táp... 10A...egy picit sem több...
2000-2500rpm között kellene menni a motoroknak... valahol ez a munkatartománya... 25A a limitje a motoroknak... ezt ha akarnám sem tudnám túllépni... (vez. belső korlát és táp miatt)
Járt nálam egy "20A-es" szervó vezérlő amiben már a "motor auto tuningnál" a Fet-ek sajnos kilukadtak benne... :)
Ezen "hobby-zok"...
A motorok teljes sebességgel oda vissza 4 óra alatt sem melegedtek fel... eddíg nem kellett a tartalék motort "bevetni"...:) Persze majd ólmokkal fel-le...
De ennél sokkal jobban aggaszt, hogy nem tudok túlfutási/eltérési korrekciót mérni tökéletesen...
A "nyomaték setup" most a táp... 10A...egy picit sem több...
2000-2500rpm között kellene menni a motoroknak... valahol ez a munkatartománya... 25A a limitje a motoroknak... ezt ha akarnám sem tudnám túllépni... (vez. belső korlát és táp miatt)
Járt nálam egy "20A-es" szervó vezérlő amiben már a "motor auto tuningnál" a Fet-ek sajnos kilukadtak benne... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 09:58
Írta: 000000000 Dátum 2007 augusztus 11, 09:58
Hajrá, gyerünk, csak így tovább!:)
Én mint öreg 46 éves medve csak jó szándékkal
próbáltam Neked segíteni, előbb-utóbb úgyis
rájössz Te is alapvető dolgokra. Ha meg még
néhány egyenletbe is behelyettesítenéd a hajtásod
adatait, az talán méginkább segíteni Neked ebben.
Sok sikert kívánok a szervo tesztjeidhez.
Én mint öreg 46 éves medve csak jó szándékkal
próbáltam Neked segíteni, előbb-utóbb úgyis
rájössz Te is alapvető dolgokra. Ha meg még
néhány egyenletbe is behelyettesítenéd a hajtásod
adatait, az talán méginkább segíteni Neked ebben.
Sok sikert kívánok a szervo tesztjeidhez.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 10:11
Írta: bmejdz9nu Dátum 2007 augusztus 11, 10:11
Én is pár napja voltam 43... :)
Az "Öreg Medve" tanácsait is figyelem!
De tudod milyen fafej vagyok... :) Erre már voltak példák... :)
A szervótól több dinamikát (gyorsulást és sebességet) akarok mint a léptetőtől! - gondolom más is...
A gyorsulásban is többet tud mint a léptető, de ez nem biztos... mert nem tudom mérni az eltérést... ez most a bajom... de kifilózom... nehogy a végén a Z-tengely mozgatásakor legyenek "nem tevezett" bemélyedések!
Egyenletekhez nem értek, te igen... ezért én kisérletezek... így lesz a fórum teljes... :)
Sajnos gyakorlati tapasztalatok (nemzetközi tekintetben is) elég kevés van...
Több motor... több vezérlő... több orsó... meglátjuk...
Az "Öreg Medve" tanácsait is figyelem!
De tudod milyen fafej vagyok... :) Erre már voltak példák... :)
A szervótól több dinamikát (gyorsulást és sebességet) akarok mint a léptetőtől! - gondolom más is...
A gyorsulásban is többet tud mint a léptető, de ez nem biztos... mert nem tudom mérni az eltérést... ez most a bajom... de kifilózom... nehogy a végén a Z-tengely mozgatásakor legyenek "nem tevezett" bemélyedések!
Egyenletekhez nem értek, te igen... ezért én kisérletezek... így lesz a fórum teljes... :)
Sajnos gyakorlati tapasztalatok (nemzetközi tekintetben is) elég kevés van...
Több motor... több vezérlő... több orsó... meglátjuk...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 augusztus 11, 11:06
Írta: svejk Dátum 2007 augusztus 11, 11:06
Helló Tibor45!
Van ez a "Képletek, számítások" rovat.
Ne kímélj bennünket ,egy két alapegyenletet még beírhatnál.
A servonál érdekes téma a motor fordulatszám tartományának a megválasztása. Paraszti ésszel nehéz eldönteni mi a jobb, túl sok a tényező.
Egy példán levezethetnéd az alap számitásokat.
Például itt van ez a motor GR53X58,60V-os
http://www.silniki.com/dunkermotoren/pdf/dunkermotoren_GR_E.pdf
Ezen motorcsalád valamelyikével már biztos találkozott sok ember, én legalábbis sok helyen láttam.
Elég sok adata meg van , és vannak görbék is hozzá.
Te mekkorában határoznád meg a maximális fordulatszámot?
Én a tapasztalataim alapján azt mondom hogy a max. fordulatot ne válasszuk nagyobbra mint ahol a myomaték és a fordulat görbe metszi egymást.
Van ez a "Képletek, számítások" rovat.
Ne kímélj bennünket ,egy két alapegyenletet még beírhatnál.
A servonál érdekes téma a motor fordulatszám tartományának a megválasztása. Paraszti ésszel nehéz eldönteni mi a jobb, túl sok a tényező.
Egy példán levezethetnéd az alap számitásokat.
Például itt van ez a motor GR53X58,60V-os
http://www.silniki.com/dunkermotoren/pdf/dunkermotoren_GR_E.pdf
Ezen motorcsalád valamelyikével már biztos találkozott sok ember, én legalábbis sok helyen láttam.
Elég sok adata meg van , és vannak görbék is hozzá.
Te mekkorában határoznád meg a maximális fordulatszámot?
Én a tapasztalataim alapján azt mondom hogy a max. fordulatot ne válasszuk nagyobbra mint ahol a myomaték és a fordulat görbe metszi egymást.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 augusztus 11, 11:11
Írta: 4mjnxdwuu Dátum 2007 augusztus 11, 11:11
Hali,
nem vagyok egyenlőre szervó párti (még nem volt rá szükségem) DE
"Ha áttételezném... a sebesség és a gyorsítás is a fele lenne... Akkor ott vagyok mint a léptetőnél... akkor meg mi értelme? Mert azért ez jóval drágább és bonyolultabb... "
kis szervónál, az lehet hogy lassú mozgázoknál, illetve rekcióidőben ott vagy mint a léptetővel, ha a szervónak is -+1 lépés lemaradást engedélyezel, De a szervó attól jó, hogy nem esik ki a szinkronból, és marhanagy felbontásnál -+1,2 lépésnyi elmaradás még nem biztos, hogy hiba, amit utánna koriggál is... És a legnagyobb előnye, szerintem ha bazi nagy sebesség kell, és szükséged van még az erőre is.
Mer ha megnézed, azt amikor tesztelgettünk, a géped tudott X kg-t Y sebességgel mosgatni, A gyorsulással, de ha csak a fele sebesség kellett volna, ott sokkal jobban teljesítene a léptető moci, vagy nagyobb tömeget, vagy nagyobb gyorsulást... De a szervó a "léptető moci alacsony fordulatára jellemző paraméterekkel" teljesítene nagyobb fordulatnál is.
Valaki szóljon ha nem így van....[#confused]
nem vagyok egyenlőre szervó párti (még nem volt rá szükségem) DE
"Ha áttételezném... a sebesség és a gyorsítás is a fele lenne... Akkor ott vagyok mint a léptetőnél... akkor meg mi értelme? Mert azért ez jóval drágább és bonyolultabb... "
kis szervónál, az lehet hogy lassú mozgázoknál, illetve rekcióidőben ott vagy mint a léptetővel, ha a szervónak is -+1 lépés lemaradást engedélyezel, De a szervó attól jó, hogy nem esik ki a szinkronból, és marhanagy felbontásnál -+1,2 lépésnyi elmaradás még nem biztos, hogy hiba, amit utánna koriggál is... És a legnagyobb előnye, szerintem ha bazi nagy sebesség kell, és szükséged van még az erőre is.
Mer ha megnézed, azt amikor tesztelgettünk, a géped tudott X kg-t Y sebességgel mosgatni, A gyorsulással, de ha csak a fele sebesség kellett volna, ott sokkal jobban teljesítene a léptető moci, vagy nagyobb tömeget, vagy nagyobb gyorsulást... De a szervó a "léptető moci alacsony fordulatára jellemző paraméterekkel" teljesítene nagyobb fordulatnál is.
Valaki szóljon ha nem így van....[#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 11:27
Írta: bmejdz9nu Dátum 2007 augusztus 11, 11:27
Léptető... lépésvesztés...
Ahogy a WinPc-Nc leírása írja...
"amikor észlelsz lépésvesztést vedd vissza 30%-ot a sebességet"
Ez nekem bevált... sosem volt...
De legálább ilyen veszélyes az encoder vezetékekre érkező zaj impulzuusokra!
Ez a talán az egyik legkritikusabb része a szervóhajtásnak...
pl. még saját maga a motor is megzavarhatja... most ha az alap tesztekkel végeztem "elkezdek ezen izgulni"...
Sajnos volt olyan vezérlő ami ezért nem működött... nálam.
Tehát a veszély ebben azonos... számomra...
Van nálam egy szervó vezérlő amilyeknek az encoder bemenete pl. szimmetrikus!
Ahogy a WinPc-Nc leírása írja...
"amikor észlelsz lépésvesztést vedd vissza 30%-ot a sebességet"
Ez nekem bevált... sosem volt...
De legálább ilyen veszélyes az encoder vezetékekre érkező zaj impulzuusokra!
Ez a talán az egyik legkritikusabb része a szervóhajtásnak...
pl. még saját maga a motor is megzavarhatja... most ha az alap tesztekkel végeztem "elkezdek ezen izgulni"...
Sajnos volt olyan vezérlő ami ezért nem működött... nálam.
Tehát a veszély ebben azonos... számomra...
Van nálam egy szervó vezérlő amilyeknek az encoder bemenete pl. szimmetrikus!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 augusztus 11, 11:41
Írta: svejk Dátum 2007 augusztus 11, 11:41
A zavarvédelem minden rendszernél létfontosságú!
Megfelelő árnyékolás-földelés csodákra képes.
De ha túl nagy az elektromos zajszennyezés valóban a szimmetrikus jelcsatolás sodrott-árnyákolt érpáron még egy nagyságrenddel nagyobb biztonságot nyújt.
De ne feledd, (Tibor45 mondása kicsit átfordítva) a rendszered olyan zavarérzékeny mint a legérzékenyebb láncszeme.
Szívtunk mi már olyannal hogy mindent szűrtünk, aztán kiderült hogy az user pár szál dróttal oldotta meg a gép közötti párhuzamos kapcsolatot.
Megfelelő árnyékolás-földelés csodákra képes.
De ha túl nagy az elektromos zajszennyezés valóban a szimmetrikus jelcsatolás sodrott-árnyákolt érpáron még egy nagyságrenddel nagyobb biztonságot nyújt.
De ne feledd, (Tibor45 mondása kicsit átfordítva) a rendszered olyan zavarérzékeny mint a legérzékenyebb láncszeme.
Szívtunk mi már olyannal hogy mindent szűrtünk, aztán kiderült hogy az user pár szál dróttal oldotta meg a gép közötti párhuzamos kapcsolatot.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 11:42
Írta: 000000000 Dátum 2007 augusztus 11, 11:42
Komolyabb képleteket ha nem haragszol nem
közölnék, mert másodfokú diff. egyenleteket
gondolom nem szívesen oldanál meg.
A lényeget annak idején már elmondtam, amikor
a szakirodalom szerinti szervo motor paraméter
rendszerét itt a topicban leírtam. Én továbbra
is ehhez tartom magam, mivel ezt Te (és mások)
még a mai napig sem fogadod el, és egy
ablaktörlőszerű motor Nálad szervo, így picit
nehezen tudok Veled egy nyelvet beszélni, és
Isten őrizz, hogy megint vitázzunk, azt már
megtanultam, hogy itt a Fórumon a szakmai érvek
sokszor másodlagosak.
Ismétlés képpen tehát íme itt van egy
szervomotor jelleggörbe:
Ezen világosan látszódik, hogy van egy sötétebb
narancssárga mező (continuous torque), ahol
a folyamatos megengedett tartomány van.
Ezt túllépni a hibajel kiegyenlítésének
érdekében egy szervóhajtásnál csak rövid ideig
(0.5-3 sec) lehet, amit a szervomotor minősége
határoz meg, és komoly motorgyártó ezt is közli.
Az egészből nagyon jól látszódik, hogy bizony
áttétel nélkül csak jelentős teljesítményű
(P>0.5 kW) motort javasolt direktbe egy 5-10 mm-
es orsóval összekötni. Ez üzenet Péternek is,
annak alátámasztására, amit már ma írtam neki.
És az is nagyon jól látszódik, hogy bizony egy
szervo motort állandó üzemben korrekt módon
csak kb. 10-15 %-nyi kihasználással szabad
járatni, a többi erőforrást a stabilitás és
a technológia üzemi tartományban előforduló
probléma (nyomaték terhelések, gyorsítások, ..)
megoldására való, amit szervo a szabályzókör
ural és felügyel mindig a pillanatnyi állapotnak
megfelelően.
közölnék, mert másodfokú diff. egyenleteket
gondolom nem szívesen oldanál meg.
A lényeget annak idején már elmondtam, amikor
a szakirodalom szerinti szervo motor paraméter
rendszerét itt a topicban leírtam. Én továbbra
is ehhez tartom magam, mivel ezt Te (és mások)
még a mai napig sem fogadod el, és egy
ablaktörlőszerű motor Nálad szervo, így picit
nehezen tudok Veled egy nyelvet beszélni, és
Isten őrizz, hogy megint vitázzunk, azt már
megtanultam, hogy itt a Fórumon a szakmai érvek
sokszor másodlagosak.
Ismétlés képpen tehát íme itt van egy
szervomotor jelleggörbe:
Ezen világosan látszódik, hogy van egy sötétebb
narancssárga mező (continuous torque), ahol
a folyamatos megengedett tartomány van.
Ezt túllépni a hibajel kiegyenlítésének
érdekében egy szervóhajtásnál csak rövid ideig
(0.5-3 sec) lehet, amit a szervomotor minősége
határoz meg, és komoly motorgyártó ezt is közli.
Az egészből nagyon jól látszódik, hogy bizony
áttétel nélkül csak jelentős teljesítményű
(P>0.5 kW) motort javasolt direktbe egy 5-10 mm-
es orsóval összekötni. Ez üzenet Péternek is,
annak alátámasztására, amit már ma írtam neki.
És az is nagyon jól látszódik, hogy bizony egy
szervo motort állandó üzemben korrekt módon
csak kb. 10-15 %-nyi kihasználással szabad
járatni, a többi erőforrást a stabilitás és
a technológia üzemi tartományban előforduló
probléma (nyomaték terhelések, gyorsítások, ..)
megoldására való, amit szervo a szabályzókör
ural és felügyel mindig a pillanatnyi állapotnak
megfelelően.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 12:01
Írta: bmejdz9nu Dátum 2007 augusztus 11, 12:01
Nekem van egy 120A/24V-os motorom... szép finom járású... egy encoderrel megspécizve? :)
10A-es tápról rövidzár... de bikakábellel autó aksiról nagyon megy! Szervó jellegű... szépen forog...akadozás mentes...
10A-es tápról rövidzár... de bikakábellel autó aksiról nagyon megy! Szervó jellegű... szépen forog...akadozás mentes...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 12:01
Írta: 000000000 Dátum 2007 augusztus 11, 12:01
Szia Trapista! Jól kapizsgálod és érzed!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 12:08
Írta: bmejdz9nu Dátum 2007 augusztus 11, 12:08
Az encoder zavarvédelemre van egy ötletem...
A Gecko vezérlő olyan kicsi, hogy akár odaszerelhetném a motor mellé közel... akár a Z-tengelyen is... :)
A step/dir jelek talán nem annyira érzékenyek... sőt az LPT portnál mindjárt fel lehetne tenni 24V-os az iparban is használatos jelszintre... és a vez. bemenetén csak egy ellenállás kell. (ezt az ellenállást írják is mekkora kell ekkor)
A Gecko vezérlő olyan kicsi, hogy akár odaszerelhetném a motor mellé közel... akár a Z-tengelyen is... :)
A step/dir jelek talán nem annyira érzékenyek... sőt az LPT portnál mindjárt fel lehetne tenni 24V-os az iparban is használatos jelszintre... és a vez. bemenetén csak egy ellenállás kell. (ezt az ellenállást írják is mekkora kell ekkor)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 augusztus 11, 12:25
Írta: svejk Dátum 2007 augusztus 11, 12:25
Maradjunk a Te általad belinkelt görbénél.
Azt hiszem nem jól kérdeztem.
Mennyiben határoznád meg a vezérlőszoftver oldaláról a maximális fordulatszámot?
Ha nagy akkor ugye elfogy a nyomatékod.
Sajnos a hobby szinten elérhető vezérlők nem igen tartalmaznak megfelelő áram-idő négyzetes fügvényű védelmet a motor részére.
Általában csak a maximális áramot határolják, azt is inkább a végfok védelmében.
Gyors füst ellen ez valamelyest megvéd, tartósabb tulterhelésre pedig valamilyen thermisztoros védelem ajánlott.
Drasztikus túlterhelés esetén ,(pl. karambol) esetén pedig az egyszerű túláramvédelem határol és a szervovezérlő a lépésvesztés miatt letilt.
Azt hiszem nem jól kérdeztem.
Mennyiben határoznád meg a vezérlőszoftver oldaláról a maximális fordulatszámot?
Ha nagy akkor ugye elfogy a nyomatékod.
Sajnos a hobby szinten elérhető vezérlők nem igen tartalmaznak megfelelő áram-idő négyzetes fügvényű védelmet a motor részére.
Általában csak a maximális áramot határolják, azt is inkább a végfok védelmében.
Gyors füst ellen ez valamelyest megvéd, tartósabb tulterhelésre pedig valamilyen thermisztoros védelem ajánlott.
Drasztikus túlterhelés esetén ,(pl. karambol) esetén pedig az egyszerű túláramvédelem határol és a szervovezérlő a lépésvesztés miatt letilt.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 12:43
Írta: 000000000 Dátum 2007 augusztus 11, 12:43
"Mennyiben határoznád meg a vezérlőszoftver oldaláról a maximális fordulatszámot?
Ha nagy akkor ugye elfogy a nyomatékod."
Ezeket nem tudod, Te honnan veszed..
Az egész szervo rendszernek pont az a lényege,
hogy nulla és N max(6.000 1/min) között ne
foggyon el semmi az adott erőforrások határain
belül persze. Erre kell méretezni mindent, a
teljes hajtást, amiben minden benne van (motor,
táp, szervo logika, encoder hibanalízis, stb...).
Ha pedig így felkészültél a sávszélességben is,
akkor az már legyen vezérlő program gondja,
hogy akár 1 Mhz-el-is zúdítson a szervoszabályzóra
hibátlan alapjelet ha tud.:) Az pedig önmagában
minősít egy vezérlő programot, hogy ilyen
tekintetben mire képes maximum. Persze van még
sok más szempont is.
Ha nagy akkor ugye elfogy a nyomatékod."
Ezeket nem tudod, Te honnan veszed..
Az egész szervo rendszernek pont az a lényege,
hogy nulla és N max(6.000 1/min) között ne
foggyon el semmi az adott erőforrások határain
belül persze. Erre kell méretezni mindent, a
teljes hajtást, amiben minden benne van (motor,
táp, szervo logika, encoder hibanalízis, stb...).
Ha pedig így felkészültél a sávszélességben is,
akkor az már legyen vezérlő program gondja,
hogy akár 1 Mhz-el-is zúdítson a szervoszabályzóra
hibátlan alapjelet ha tud.:) Az pedig önmagában
minősít egy vezérlő programot, hogy ilyen
tekintetben mire képes maximum. Persze van még
sok más szempont is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 augusztus 11, 12:59
Írta: svejk Dátum 2007 augusztus 11, 12:59
"Ezeket nem tudod, Te honnan veszed.. "
a diagrammodból kiolvasom....
3000-es fordulaton csak 0.14Nm-t tud
a diagrammodból kiolvasom....
3000-es fordulaton csak 0.14Nm-t tud
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 13:22
Írta: 000000000 Dátum 2007 augusztus 11, 13:22
Szia Svejk!
Huha! Bocsi, de valamit nagyon félreértesz,
vagy nem tudsz az egyenáramú DC motorról.
Ez a görbe a motor saját működési elvéből,
egyenlet rendszeréből következik. Amikor
felvették, sehol nem volt szervohajtás a motor
környezetében. Volt viszont fékpad annak összes
változtatható és mérhető paraméterével. Ez a
jellegörbe pont azt mutatja, hogy ha van egy
ilyen profi szervo motorom, akkor az bizony
helyesen méretezett, illesztett szervo
elektronikával 0 és 3500 1/min
fordulatszám tartományban pontosan 1.13 Nm-t
tud leadni. Ezért szervó motor, és ezért kerül
sokba.
Huha! Bocsi, de valamit nagyon félreértesz,
vagy nem tudsz az egyenáramú DC motorról.
Ez a görbe a motor saját működési elvéből,
egyenlet rendszeréből következik. Amikor
felvették, sehol nem volt szervohajtás a motor
környezetében. Volt viszont fékpad annak összes
változtatható és mérhető paraméterével. Ez a
jellegörbe pont azt mutatja, hogy ha van egy
ilyen profi szervo motorom, akkor az bizony
helyesen méretezett, illesztett szervo
elektronikával 0 és 3500 1/min
fordulatszám tartományban pontosan 1.13 Nm-t
tud leadni. Ezért szervó motor, és ezért kerül
sokba.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 augusztus 11, 13:35
Írta: svejk Dátum 2007 augusztus 11, 13:35
Névleges feszültségen?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 13:39
Írta: 000000000 Dátum 2007 augusztus 11, 13:39
Nem azon.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 augusztus 11, 14:18
Írta: svejk Dátum 2007 augusztus 11, 14:18
Na azért..
Úgy emlékszem (nem biztos hogy jól) hogy amikor a Házigazda írt a szervovezérlő emelt tápfeszültségről való járatásról és én is megerősítettem ,akkor te azt ellenjavallottad.
Ugye a motor nyomatéka az áramerősséggel egyenesen arányos, ebből következik hogy nagy fordulaton az ellenelektromotoros erő (feszültség) miatt a tápfeszt emelni kell, hogy a megfelelő áramot tartani tudjuk.
Ennek ugye több minden határt szabhat.
Maradjunk a Te motorodnál, arról van gyakorlati tapasztalatod is akkor. Mekkora tápfeszről kell a vezérlőt járatni hogy az állítás igaz legyen, vagyis hogy a szervorendszer ki tudja szabályozni az 1.13 Nm-t a 3500-as fordulaton?
Gyakorlati értékek érdekelnének.
Úgy emlékszem (nem biztos hogy jól) hogy amikor a Házigazda írt a szervovezérlő emelt tápfeszültségről való járatásról és én is megerősítettem ,akkor te azt ellenjavallottad.
Ugye a motor nyomatéka az áramerősséggel egyenesen arányos, ebből következik hogy nagy fordulaton az ellenelektromotoros erő (feszültség) miatt a tápfeszt emelni kell, hogy a megfelelő áramot tartani tudjuk.
Ennek ugye több minden határt szabhat.
Maradjunk a Te motorodnál, arról van gyakorlati tapasztalatod is akkor. Mekkora tápfeszről kell a vezérlőt járatni hogy az állítás igaz legyen, vagyis hogy a szervorendszer ki tudja szabályozni az 1.13 Nm-t a 3500-as fordulaton?
Gyakorlati értékek érdekelnének.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 14:23
Írta: bmejdz9nu Dátum 2007 augusztus 11, 14:23
Na akkor az én 280W-os Bautz motorom (#1327) csak 0.75Nm?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 augusztus 11, 14:42
Írta: svejk Dátum 2007 augusztus 11, 14:42
A névleges igen, ami a névleges 5.7A-hoz tartozik. Ezt tudja folyamatosan hűtés nélkül.
De ne felejtsd a Te motorod elviseli a pillanatnyi 20-25 A-t ami így már 3Nm-es csúcsnyomatékot jelent aminek gyorsításkor-irányváltáskor veheted nagy hasznát
De ne felejtsd a Te motorod elviseli a pillanatnyi 20-25 A-t ami így már 3Nm-es csúcsnyomatékot jelent aminek gyorsításkor-irányváltáskor veheted nagy hasznát
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 15:06
Írta: bmejdz9nu Dátum 2007 augusztus 11, 15:06
Hát ezaz amit én "garázda módon" (ki)használok... Én is olyan 3Nm-esnek tartom valahol léptetőmotorral összehasonlítva... (persze pörgősebb)
Akkor vízhűtés kell majd? :)
Mert a 3Nm-es "névleges" szervómotor kb. 800-1000W-osnak kellene lennie... és pesze 10-15 Kg ez már valahol...
Van a másik motorom a SanyoDenki 400W-85V-5.6A- 4Kg- 16mm-es tengely :)... annak szép adatlapja van... 1,15Nm a "rendes" és csúcsban 12,5Nm! Persze akár 40A-t is elvisel... ha kell... De nem annyira dinamikus mint a Bautz... kevesebb fordulat...kevesebb gyorsítási képesség... erőgép...
De ha "rendesen" választanák motort az a 10-15Kg-os már csak "cammogna"... hogy csinálják a "nagyok" a gyors gépeket?
Akkor vízhűtés kell majd? :)
Mert a 3Nm-es "névleges" szervómotor kb. 800-1000W-osnak kellene lennie... és pesze 10-15 Kg ez már valahol...
Van a másik motorom a SanyoDenki 400W-85V-5.6A- 4Kg- 16mm-es tengely :)... annak szép adatlapja van... 1,15Nm a "rendes" és csúcsban 12,5Nm! Persze akár 40A-t is elvisel... ha kell... De nem annyira dinamikus mint a Bautz... kevesebb fordulat...kevesebb gyorsítási képesség... erőgép...
De ha "rendesen" választanák motort az a 10-15Kg-os már csak "cammogna"... hogy csinálják a "nagyok" a gyors gépeket?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 15:12
Írta: 000000000 Dátum 2007 augusztus 11, 15:12
Bocs, de valami megint nem stimmel.
Ezek az elvek szervo motorra igazak, egy csak
annak nevezett motor előbb-utóbb tönkre megy
a pillanatnyi 20 - 30 szoros névleges áramtól.
A kérdésedre pedig az a válaszom, hogy állandósult
állapotban (ekkor ugyanis már nem kell számolni
differenciál hányados taggal) a motor armatúra
kapocs feszültsége éppen a duplája kell hogy
legyen a névleges feszültségnek. Ennek az
állapotnak a fenntartása azonban erősen idő és
sebesség korlátos. Hétköznapi motor 10 ms alatt
válik utána használhatatlanná, és a profi
szervomotor is elszállhat (demagnetizáció,
kefebeégés, extrém hő fejlődés, ...) miatt.
Még olyan komoly motornál (Bautz) is mint
Péteré, ez csak max. 25 Amper lehet, és ezt is érdemes jóval inkább elkerülni.
Nálatok tehát kb. 5-6 Ampernél állandóan a
tönkremenetel határán van az a bizonyos motor,
ezért kell nagyon észnél lenni, mire akarod
használni, és ehhez milyen garanciát adsz.
Ezek az elvek szervo motorra igazak, egy csak
annak nevezett motor előbb-utóbb tönkre megy
a pillanatnyi 20 - 30 szoros névleges áramtól.
A kérdésedre pedig az a válaszom, hogy állandósult
állapotban (ekkor ugyanis már nem kell számolni
differenciál hányados taggal) a motor armatúra
kapocs feszültsége éppen a duplája kell hogy
legyen a névleges feszültségnek. Ennek az
állapotnak a fenntartása azonban erősen idő és
sebesség korlátos. Hétköznapi motor 10 ms alatt
válik utána használhatatlanná, és a profi
szervomotor is elszállhat (demagnetizáció,
kefebeégés, extrém hő fejlődés, ...) miatt.
Még olyan komoly motornál (Bautz) is mint
Péteré, ez csak max. 25 Amper lehet, és ezt is érdemes jóval inkább elkerülni.
Nálatok tehát kb. 5-6 Ampernél állandóan a
tönkremenetel határán van az a bizonyos motor,
ezért kell nagyon észnél lenni, mire akarod
használni, és ehhez milyen garanciát adsz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 15:20
Írta: 000000000 Dátum 2007 augusztus 11, 15:20
Péter!
Az előbbiekben Neked is válaszoltam, ha
nem akarod 2-3 naponta cserélgetni a hazavágott
szervó motorjaidat, felejtsd el örökre a 3 Nm-t,
és mondjuk felezd meg. Így viszont még 5 év
múlva is mindenféle hűtés nélkül működni fog.
Az előbbiekben Neked is válaszoltam, ha
nem akarod 2-3 naponta cserélgetni a hazavágott
szervó motorjaidat, felejtsd el örökre a 3 Nm-t,
és mondjuk felezd meg. Így viszont még 5 év
múlva is mindenféle hűtés nélkül működni fog.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 augusztus 11, 15:24
Írta: svejk Dátum 2007 augusztus 11, 15:24
Már megbocsáss, de tényleg nem stimmel valami!
Én a Te motorodról(aminek a görbéit belinkelted)
beszélek és kérdezlek folyamatosan.
És ráadásul ezt Te hoztad szóba válaszul a drunkenmotoros kérdésemre.
Egy szóval sem említettem 20-30 -szoros áramot.
A dupla fesz stimmel,csak az áramot kell biztonságos értéken tartani
Azt a bizonyos ablaktörlőmotoromat pedig légyszives ne keverd folyton ide, azt a témát én már lezártam.
Én a Te motorodról(aminek a görbéit belinkelted)
beszélek és kérdezlek folyamatosan.
És ráadásul ezt Te hoztad szóba válaszul a drunkenmotoros kérdésemre.
Egy szóval sem említettem 20-30 -szoros áramot.
A dupla fesz stimmel,csak az áramot kell biztonságos értéken tartani
Azt a bizonyos ablaktörlőmotoromat pedig légyszives ne keverd folyton ide, azt a témát én már lezártam.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 15:27
Írta: bmejdz9nu Dátum 2007 augusztus 11, 15:27
Ezzel az emelt kapocsveszültséghez: A Gecko azt írja csak +5V... pedíg ez nem igaz... talán..
Egyébként ha az áramkorlát ugyebár 10A-en van és tud már mindent... a 25A-es határ csak álom ...
Célnál vagyunk:
Szerintem a "hétköznapi" motort is be lehet fogni szervóhajtáshoz... csak nem kell akkora gyorsítást azaz áramlökést adni neki... de itt a kör bezárult... mert a mechanika sem bírná el...mert nem tudunk olyan mechanikát csinálni amely "méltó" lenne az "igazi" szervómotorhoz...
Én sem fogom ekkora "ütésekre" (50ms alatt) beállítani a végén a motort, mert leesik az asztalról a gép... :) főleg ha lesz is valami rajta...
Egyébként ha az áramkorlát ugyebár 10A-en van és tud már mindent... a 25A-es határ csak álom ...
Célnál vagyunk:
Szerintem a "hétköznapi" motort is be lehet fogni szervóhajtáshoz... csak nem kell akkora gyorsítást azaz áramlökést adni neki... de itt a kör bezárult... mert a mechanika sem bírná el...mert nem tudunk olyan mechanikát csinálni amely "méltó" lenne az "igazi" szervómotorhoz...
Én sem fogom ekkora "ütésekre" (50ms alatt) beállítani a végén a motort, mert leesik az asztalról a gép... :) főleg ha lesz is valami rajta...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 15:36
Írta: 000000000 Dátum 2007 augusztus 11, 15:36
Konkrétan a tetsztjeim során én egy Dunker
GR80X40 24V 5.75A motort sebesség szervókörben
(marómotorként) kiválóan tudtam működtetni,
pozíció szervóban megbukott a nagy időállandója
miatt. Ez nagyobb testvére a Te típusodnak.
GR80X40 24V 5.75A motort sebesség szervókörben
(marómotorként) kiválóan tudtam működtetni,
pozíció szervóban megbukott a nagy időállandója
miatt. Ez nagyobb testvére a Te típusodnak.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 augusztus 11, 15:43
Írta: svejk Dátum 2007 augusztus 11, 15:43
Tudod Te is hogy sok minden feladatfüggő.
Ezt te is sokat hangoztatod.
Erre jó példa az említett dunkenmotor.
GR53x58 60V 720-as encoderrel, nagysebességű, nagyteljesítményű mátrixnyomtatóban volt fejmozgató motor.
Tehát speciel maga a motor időállandója nem lehet olyan nagyon rossz, az más kérdés hogy a mechanikádhoz nem illeszkedett.
Ezt te is sokat hangoztatod.
Erre jó példa az említett dunkenmotor.
GR53x58 60V 720-as encoderrel, nagysebességű, nagyteljesítményű mátrixnyomtatóban volt fejmozgató motor.
Tehát speciel maga a motor időállandója nem lehet olyan nagyon rossz, az más kérdés hogy a mechanikádhoz nem illeszkedett.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 18:14
Írta: bmejdz9nu Dátum 2007 augusztus 11, 18:14
Nem szervezünk a Gecko-hoz magyarnyelvű fordítás toborzást... [#vigyor]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 18:42
Írta: 000000000 Dátum 2007 augusztus 11, 18:42

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 20:12
Írta: bmejdz9nu Dátum 2007 augusztus 11, 20:12
Na értek én a szóból..
Akkor csinálok magam...
Akkor csinálok magam...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 11, 22:51
Írta: 000000000 Dátum 2007 augusztus 11, 22:51
Szervezzünk! Benne vagyok.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 11, 23:23
Írta: bmejdz9nu Dátum 2007 augusztus 11, 23:23
Na a full "gázos" tesztek a Gecko-val... (röhely de még menne feljebb is... :)
Mint írtam nem akarom ekkora sebességgel járatni mert nem bírja ki a mechanika... pedíg már az alaplapban is van 50Kg alu... :)
A videók 250mm/s (15m/perc) sebességgel... ez 3000rpm sebesség a motornak...
Gyorsítás: 50ms... tehát 100ms alatt +/-3000-et vált... ez azért már túlzás... de a Gecko még nem old le... pedíg finnyás... nincs benne nagy tároló a hibáknak...
Motor: Bautz 642, Tápfesz: 80V/11A kapcsolóüzemű...
Áttétel nincs... orsó 20mm-es és 5mm emelkedésű...
Video 1
Video 2
Video 3
Video 4
Video 5
Video 6
Mint írtam nem akarom ekkora sebességgel járatni mert nem bírja ki a mechanika... pedíg már az alaplapban is van 50Kg alu... :)
A videók 250mm/s (15m/perc) sebességgel... ez 3000rpm sebesség a motornak...
Gyorsítás: 50ms... tehát 100ms alatt +/-3000-et vált... ez azért már túlzás... de a Gecko még nem old le... pedíg finnyás... nincs benne nagy tároló a hibáknak...
Motor: Bautz 642, Tápfesz: 80V/11A kapcsolóüzemű...
Áttétel nincs... orsó 20mm-es és 5mm emelkedésű...
Video 1
Video 2
Video 3
Video 4
Video 5
Video 6
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 12, 11:02
Írta: 000000000 Dátum 2007 augusztus 12, 11:02
Péter azért bocsi, de lenne pár észrevételem:
- mi ez a borzalmas zaj menetközben?
A szervónak pont az az egyik előnye, hogy
szépen suhan, ez így rosszabb hang, mint egy
léptecses hajtásé. Valami nem stimmel itt...
- Az időállandókkal azért legyél óvatos, ugyanis
legjobb esetben is ez csak alapjel szinten
lehet igaz, ha a programod tökéletes tesztelő
program. A hajtásod szemmel láthatóan
küszködik, és ha tudnád mérni, hogy mikor
állandósul a hibajeled +-(1-2) felbontás
körül, Te magad is meglepődnél. És bizony az
nem 50 ms lenne, az tuti.
Mindezek pont amiatt is vannak, mert direktbe
járatod, hidd el, nem lesz jó így hosszútávon.
Ehhez kevés a motorod teljesítménye.
- mi ez a borzalmas zaj menetközben?
A szervónak pont az az egyik előnye, hogy
szépen suhan, ez így rosszabb hang, mint egy
léptecses hajtásé. Valami nem stimmel itt...
- Az időállandókkal azért legyél óvatos, ugyanis
legjobb esetben is ez csak alapjel szinten
lehet igaz, ha a programod tökéletes tesztelő
program. A hajtásod szemmel láthatóan
küszködik, és ha tudnád mérni, hogy mikor
állandósul a hibajeled +-(1-2) felbontás
körül, Te magad is meglepődnél. És bizony az
nem 50 ms lenne, az tuti.
Mindezek pont amiatt is vannak, mert direktbe
járatod, hidd el, nem lesz jó így hosszútávon.
Ehhez kevés a motorod teljesítménye.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 12, 11:31
Írta: bmejdz9nu Dátum 2007 augusztus 12, 11:31
A hang mindíg nagyon "durva" a felvételeken mert fényképezőgéppel csinálom és annak a mikrofonja nem az igazi...
De 200mm/s felett tényleg van hangja... a vezetőknek és az orsónak is...
De "borzalmas" a sebeség is... :)
Hát igen... 50ms....ezt nem lehet tartani... főleg nem 250mm/s sebességre 50ms alatt... ezt tudom...
Ekkor hibajel van... A Geckónál van egy 5V-os kinet ami 0.04V-ot változik felfele vagy lefele (irányfüggő) és ez egy lépésnek felel meg...
Ha 0.4V-ot 3mp-ig meghaladná... leold...
vagy ha 128 jel a különbség (ez már durva) akkor azonal leold...
De 200mm/s felett tényleg van hangja... a vezetőknek és az orsónak is...
De "borzalmas" a sebeség is... :)
Hát igen... 50ms....ezt nem lehet tartani... főleg nem 250mm/s sebességre 50ms alatt... ezt tudom...
Ekkor hibajel van... A Geckónál van egy 5V-os kinet ami 0.04V-ot változik felfele vagy lefele (irányfüggő) és ez egy lépésnek felel meg...
Ha 0.4V-ot 3mp-ig meghaladná... leold...
vagy ha 128 jel a különbség (ez már durva) akkor azonal leold...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 12, 11:34
Írta: bmejdz9nu Dátum 2007 augusztus 12, 11:34
Gondolkodtam azon amit tegnap írtál...
Van benne valami... csak nem áll össze a kép.
A motor áramot szerinted a vezérlőn vegyem vissza a motor névleges áramára? Azaz 5,6A-re...?
Van benne valami... csak nem áll össze a kép.
A motor áramot szerinted a vezérlőn vegyem vissza a motor névleges áramára? Azaz 5,6A-re...?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 12, 11:48
Írta: 000000000 Dátum 2007 augusztus 12, 11:48
Ne vedd vissza, a Te motorod igazi szervo,
20-25 A-ig (demagnetizálási, kefebeégési
határ) max 1-2 másodpercig mindent ki fog
bírni. Tartósan, folymatason, állandósult
állapotban azonban nem szabad 5.6 A-nél
többel terhelni. Így max. 0.75 Nm vehető ki
tartósan a rendszeredből, ami ekkora gépnél
direkt hajtásnál kevés...És mivel az egyszerű
áramvédelmed nem tesz különbséget az állandó
vagy csúcsterhelések között, ezért eredőben
mégis hazavághatod a motorodat, és a vezérlőt is.
20-25 A-ig (demagnetizálási, kefebeégési
határ) max 1-2 másodpercig mindent ki fog
bírni. Tartósan, folymatason, állandósult
állapotban azonban nem szabad 5.6 A-nél
többel terhelni. Így max. 0.75 Nm vehető ki
tartósan a rendszeredből, ami ekkora gépnél
direkt hajtásnál kevés...És mivel az egyszerű
áramvédelmed nem tesz különbséget az állandó
vagy csúcsterhelések között, ezért eredőben
mégis hazavághatod a motorodat, és a vezérlőt is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 12, 12:16
Írta: bmejdz9nu Dátum 2007 augusztus 12, 12:16
Ha áttelezném (mert mondjuk nem elég a motor teljesíténye) akkor a sebesség felére esne.
Akkor meg minek a szervó? Léptetővel is meg tudnám csinálni.
Másik ha ez a (viszonylag) erős motor helyett egy 80W-osat használnák (amit már írtál) ... akkor mi lenne?
Áttetelt nem akarok... ha kicsi a motor akkor veszek nagyobbat. De ahogy elnéztem a szervós videókat, képeket (külföldi oldalakon is) Ez a motor 2x 3x nagyobb mint amit szoktak alkalmazni...
Nem tudom a megoldást, (ha valós a probléma) mert ha szervó akkor az menjen mint...
Nem tudom mekkora a 0.75Nm erő a gyakorlatban... persze léptetővel nem lehet összehasonlítani mert ott indításkor több, nagyobb fordulatnál meg kevesebb az erő...
A profik, hogy csinálják? Gyors is... erős is...?
Akkor meg minek a szervó? Léptetővel is meg tudnám csinálni.
Másik ha ez a (viszonylag) erős motor helyett egy 80W-osat használnák (amit már írtál) ... akkor mi lenne?
Áttetelt nem akarok... ha kicsi a motor akkor veszek nagyobbat. De ahogy elnéztem a szervós videókat, képeket (külföldi oldalakon is) Ez a motor 2x 3x nagyobb mint amit szoktak alkalmazni...
Nem tudom a megoldást, (ha valós a probléma) mert ha szervó akkor az menjen mint...
Nem tudom mekkora a 0.75Nm erő a gyakorlatban... persze léptetővel nem lehet összehasonlítani mert ott indításkor több, nagyobb fordulatnál meg kevesebb az erő...
A profik, hogy csinálják? Gyors is... erős is...?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 12, 12:45
Írta: 000000000 Dátum 2007 augusztus 12, 12:45
Nem vagy egy könnyű eset... Akaratod, vágyad az
van, de a műszaki világban ezt sajna fülírják a
tények. Ezekkel nem fontos persze foglalkoznod,
a géped működni fog valahogy. Legfeljebb
messze lesz attól, amit ki lehetne hozni
belőle. Egyébként is a sebességnél sokkal
fontosabb előnyei vannak a helyesen
méretezett szervónak (zajszint, nem téveszt,
nagy hatásfok, ...). Ha pedig majd lesz egyszer
egy kész 3 tengelyes géped, rájössz, hogy
már 100 mm/s sebességgel se tudsz durván
elindulni, mert az eredő gép merevséged sokkal
rosszabb lesz, tized mm-es lengések keletkeznek.
Az igazi szerszámgépek pedig más árketegóriát
képviselnek, nem lehet összehasonlítani
egy 30.000 Ft-os step-dir szervórendszert
azokkal.
van, de a műszaki világban ezt sajna fülírják a
tények. Ezekkel nem fontos persze foglalkoznod,
a géped működni fog valahogy. Legfeljebb
messze lesz attól, amit ki lehetne hozni
belőle. Egyébként is a sebességnél sokkal
fontosabb előnyei vannak a helyesen
méretezett szervónak (zajszint, nem téveszt,
nagy hatásfok, ...). Ha pedig majd lesz egyszer
egy kész 3 tengelyes géped, rájössz, hogy
már 100 mm/s sebességgel se tudsz durván
elindulni, mert az eredő gép merevséged sokkal
rosszabb lesz, tized mm-es lengések keletkeznek.
Az igazi szerszámgépek pedig más árketegóriát
képviselnek, nem lehet összehasonlítani
egy 30.000 Ft-os step-dir szervórendszert
azokkal.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 12, 12:57
Írta: bmejdz9nu Dátum 2007 augusztus 12, 12:57
Én pont attól félek ha elkezd marni...
Mert eltérhet szabadfutásban a szervó de az anyagba már nem!
De mint írtam nem temetem a léptetőt... :)
Mert eltérhet szabadfutásban a szervó de az anyagba már nem!
De mint írtam nem temetem a léptetőt... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 12, 13:34
Írta: bmejdz9nu Dátum 2007 augusztus 12, 13:34
Na ez milyen vezérlő?
A helyes megfejők között egy bontott nem szervó jellegű de kellemes javításra szoruló motort sorsolunk ki [#nyes], de higgye, hogy menni fog vele... :)

HighRes itt.

HighRes itt.

HighRes itt.

HighRes itt.
A helyes megfejők között egy bontott nem szervó jellegű de kellemes javításra szoruló motort sorsolunk ki [#nyes], de higgye, hogy menni fog vele... :)
HighRes itt.
HighRes itt.
HighRes itt.
HighRes itt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 12, 14:24
Írta: bmejdz9nu Dátum 2007 augusztus 12, 14:24
Gecko vezérlő képek (G340)... de belülről... :)
Ami az érdekes semmi proci... semmi amit a sarki boltban nem lehetne kapni... :)
Semmi IC felíratot nem csiszoltak le... (gondolom drága az amcsi munkaerő :)
Alul 2 Fet és egy stab IC támaszkodik :)
A másolásvédelem benne van... nem éri meg vagy olyan kicsik az alkatrészek...hogy... :)

HighRes kép
HighRes kép
Na és az imulzus sokszorozó... ez van az alaplap(G320) opto helyébe beledugva... (ezen már rajtva van az új...)
A jeleket szkópon nézve akármilyen sebeséggel, akármilyen szélességűre állítva... szépen egyenletesen és egyformán adja... mintha a vezérlő tette volna azt...
1 = semmi (4xüzemmód=G320)
2 = 2 jelet ad... pl. 25kHz=50Khz
5 = 5 jelet ad... pl. 25Khz=125Khz
10=10 jelet ad... pl. 25Khz=250Khz
Ezen a panelon "sincs csiszolás"...

HighRes kép
Ami az érdekes semmi proci... semmi amit a sarki boltban nem lehetne kapni... :)
Semmi IC felíratot nem csiszoltak le... (gondolom drága az amcsi munkaerő :)
Alul 2 Fet és egy stab IC támaszkodik :)
A másolásvédelem benne van... nem éri meg vagy olyan kicsik az alkatrészek...hogy... :)
HighRes kép
HighRes kép
Na és az imulzus sokszorozó... ez van az alaplap(G320) opto helyébe beledugva... (ezen már rajtva van az új...)
A jeleket szkópon nézve akármilyen sebeséggel, akármilyen szélességűre állítva... szépen egyenletesen és egyformán adja... mintha a vezérlő tette volna azt...
1 = semmi (4xüzemmód=G320)
2 = 2 jelet ad... pl. 25kHz=50Khz
5 = 5 jelet ad... pl. 25Khz=125Khz
10=10 jelet ad... pl. 25Khz=250Khz
Ezen a panelon "sincs csiszolás"...
HighRes kép
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 augusztus 12, 14:49
Írta: HJózsi Dátum 2007 augusztus 12, 14:49
DB810? ...
;)
;)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 augusztus 12, 15:07
Írta: HJózsi Dátum 2007 augusztus 12, 15:07
Ja, nem, csak majdnem ... :(
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 augusztus 12, 15:20
Írta: HJózsi Dátum 2007 augusztus 12, 15:20
SOPROLEC-nél más kiosztással ugyanez :
DB810 servo motor driver 80V/20A
[MDB810] 87.00€ (104.05€ Incl. VAT)
Link

DB810 servo motor driver 80V/20A
[MDB810] 87.00€ (104.05€ Incl. VAT)
Link
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 augusztus 12, 19:04
Írta: svejk Dátum 2007 augusztus 12, 19:04
"Nem tudom mekkora a 0.75Nm erő a gyakorlatban"
Képletek, számítások rovat #2...
A Te esetedben:
6.28*0.75Nm /0.005m (ha jól tudom5mm-es orsód van) = 942N
Természetesen a surlódást nem számolva.
Képletek, számítások rovat #2...
A Te esetedben:
6.28*0.75Nm /0.005m (ha jól tudom5mm-es orsód van) = 942N
Természetesen a surlódást nem számolva.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 12, 19:16
Írta: bmejdz9nu Dátum 2007 augusztus 12, 19:16
Hűha...
942Nm... az nem semmi... ha jól gondolom akkor 94Kg-ot tudna emelni... persze surlódás is van de ehhet képest az semmi...
Csak érdekességként... múltkor valamelyik német az írta a 16/5-ös golyósorsóra hogy 680Kg-ot tud...
... egyébként semmi baj... amiért hívtalak.
942Nm... az nem semmi... ha jól gondolom akkor 94Kg-ot tudna emelni... persze surlódás is van de ehhet képest az semmi...
Csak érdekességként... múltkor valamelyik német az írta a 16/5-ös golyósorsóra hogy 680Kg-ot tud...
... egyébként semmi baj... amiért hívtalak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 12, 19:20
Írta: bmejdz9nu Dátum 2007 augusztus 12, 19:20
Van pofájukon bőr többet kérni mint egy Geckoért? 104Ex1,3=135USD...
Ez pedíg a G320-nak felel meg... sőt osztós/szorzós változat nincs is belőle... :)
... és a különbség is "kézzel tapintható"...
Ez pedíg a G320-nak felel meg... sőt osztós/szorzós változat nincs is belőle... :)
... és a különbség is "kézzel tapintható"...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 08:31
Írta: bmejdz9nu Dátum 2007 augusztus 14, 08:31
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 12:02
Írta: bmejdz9nu Dátum 2007 augusztus 14, 12:02
Szervó "jósági" tesztre a mérési elméletem... :)
8 számjegyes digitlis számlátót kötök az encoderre...
Semmi cicó... csak reset gomb és egyszerű számolás a TTL jelekből... még "hátrafelé" sem kell számolni... minek?
verzió 1: Kiszámolom előre mennyi impulzust kell adni pl. egy 10 vagy 100mm-es szakaszon a motoron lévő encodernek a mechanikán.
verzió 2: teljesen lassan járatom a motort pl. 10 vagy 100mm-es szakaszon... = Ref szám.
Reset...
Utánna teljes gyorsítás, teljes sebesség... 10 vagy 100mm-es szakaszra, egyszer... (vagy akár 1mm-re)
A számláló "bután" számol mindent... azaz minden kilengést, túllövést!
Teljesen mindegy hogy el vagy vissza számol... Ha ugyanannyit mutat mint mint az elméletben az a 100%-os vezérlés...:) de szerintem lesznek eltérések...
... csak jönnek és jönnek az encoderről azok az imulzusok is amiket nem "rendeltem" ... utánna levonom a Ref. impulzus számot "zsebszámolóval" (azt amit krtem tőle vagy lassú járásban mértem) és a különbség... az mind a túlfutásból és lengésből adódik...
Mit szóltok hozzá?
Persze a luxus változatban a dir jel lehetne a reset... :)
8 számjegyes digitlis számlátót kötök az encoderre...
Semmi cicó... csak reset gomb és egyszerű számolás a TTL jelekből... még "hátrafelé" sem kell számolni... minek?
verzió 1: Kiszámolom előre mennyi impulzust kell adni pl. egy 10 vagy 100mm-es szakaszon a motoron lévő encodernek a mechanikán.
verzió 2: teljesen lassan járatom a motort pl. 10 vagy 100mm-es szakaszon... = Ref szám.
Reset...
Utánna teljes gyorsítás, teljes sebesség... 10 vagy 100mm-es szakaszra, egyszer... (vagy akár 1mm-re)
A számláló "bután" számol mindent... azaz minden kilengést, túllövést!
Teljesen mindegy hogy el vagy vissza számol... Ha ugyanannyit mutat mint mint az elméletben az a 100%-os vezérlés...:) de szerintem lesznek eltérések...
... csak jönnek és jönnek az encoderről azok az imulzusok is amiket nem "rendeltem" ... utánna levonom a Ref. impulzus számot "zsebszámolóval" (azt amit krtem tőle vagy lassú járásban mértem) és a különbség... az mind a túlfutásból és lengésből adódik...
Mit szóltok hozzá?
Persze a luxus változatban a dir jel lehetne a reset... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 18:41
Írta: bmejdz9nu Dátum 2007 augusztus 14, 18:41
#1464... Ez ennyire hüleség? Mármint amit kitaláltam? [#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 19:21
Írta: 000000000 Dátum 2007 augusztus 14, 19:21
Nem is értem pontosan, de csináld meg és teszteld! Majd kiderül, használható e?!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 19:58
Írta: bmejdz9nu Dátum 2007 augusztus 14, 19:58
elindul a szervóhajtás... az még sima ühy itt semmi nem várható... de a végén amikor hirtelen megáll valamennyire túlfut(hat)... sőt vissza is... de ez akkor már lengés...
Ez a túlfutás nagyon gyorsan játszódik le... nem is láható... ennek a mértékét akarom mérni... a beállításhoz...???
Ez a túlfutás nagyon gyorsan játszódik le... nem is láható... ennek a mértékét akarom mérni... a beállításhoz...???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 20:01
Írta: 000000000 Dátum 2007 augusztus 14, 20:01
Nem tartom jónak, mert csak 1 dimenzióban mér, pedig a túllövések nagysága és idöbeni tartama (alakja) sem mindegy! A Tiéd nem integrál, csak valamiféle élmenti számolást fog végezni.[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 20:13
Írta: bmejdz9nu Dátum 2007 augusztus 14, 20:13
Ha egy Z-tengely túl lő... az idő nem számít, ha a maró forgott... nyoma lesz... vagy?
Mérőórával próbálkoztam... mert ebben a 0.001mm-esben van felsőérték tároló is... de a hiba (ha van) kicsi lehet... mert ekkora randulásoknál-lassítás és gyorsítás (amiket művelek vele :) a mérőóra állványt sem lehet biztosra állítani...
Mérőórával próbálkoztam... mert ebben a 0.001mm-esben van felsőérték tároló is... de a hiba (ha van) kicsi lehet... mert ekkora randulásoknál-lassítás és gyorsítás (amiket művelek vele :) a mérőóra állványt sem lehet biztosra állítani...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 21:35
Írta: 000000000 Dátum 2007 augusztus 14, 21:35
Kivancsi vagyok, mi lesz az eredmeny. Regebben gondolkodtam ugyan ezen a jelensegen. Elkepzelheto, hogy nyoma is marad de csak fenytores formaban tapasztalhato. A tevedes jogat fenntartom!
Kicsit mas: milyen meroorad van? Gyors? Egy mitutoyot vettem most, de egyelore meg nem erzem. satupofan probaltam, garantalt koszorult felulet, stabil rogzites. Lassan all be az ora es nem is mindig ter vissza kiindulasi ertekre. Van olyan is, hogy allok egy helyben es jo szazadot valtozik az ertek. van valami trukk?
csak azert kerdezem, mert a teszteken jonak tunt a tied.
Kicsit mas: milyen meroorad van? Gyors? Egy mitutoyot vettem most, de egyelore meg nem erzem. satupofan probaltam, garantalt koszorult felulet, stabil rogzites. Lassan all be az ora es nem is mindig ter vissza kiindulasi ertekre. Van olyan is, hogy allok egy helyben es jo szazadot valtozik az ertek. van valami trukk?
csak azert kerdezem, mert a teszteken jonak tunt a tied.
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 augusztus 14, 21:41
Írta: 9v9rb6gau Dátum 2007 augusztus 14, 21:41
Szervusz Péter!
Nyoma lesz... nincs vagy! Annak idején szerszámgép automatikából keményen belénk verték, hogy a pozícionáló szervórendszer (NC tengely) PID körének beszabályozásakor a szán finoman ússzon rá a pozícióra, túllendülés, irányváltás nem lehet, mert a szerszám beleharaphet az anyagba, a munkadarab meg mehet a MÉH-be.
Nyoma lesz... nincs vagy! Annak idején szerszámgép automatikából keményen belénk verték, hogy a pozícionáló szervórendszer (NC tengely) PID körének beszabályozásakor a szán finoman ússzon rá a pozícióra, túllendülés, irányváltás nem lehet, mert a szerszám beleharaphet az anyagba, a munkadarab meg mehet a MÉH-be.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 21:56
Írta: bmejdz9nu Dátum 2007 augusztus 14, 21:56
0.001mm(ezred)... felbontás 15m/s! a max sebesség...digitalis...alsó/felsőtárolós... analóg mutató LCD-ból....RS23ki... mi kell még?
15.000 Ft... van most egy felesleg ha kell :)
Utánna már semmit nem találsz jónak!
A "megnem nevezhető cég" és Svejk úr már "élvezi" ezt az órát... :) ja világítás nincs benne... :)
15.000 Ft... van most egy felesleg ha kell :)
Utánna már semmit nem találsz jónak!
A "megnem nevezhető cég" és Svejk úr már "élvezi" ezt az órát... :) ja világítás nincs benne... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 21:57
Írta: 000000000 Dátum 2007 augusztus 14, 21:57
Akkor ez egyenlo lenne azzal a jelenseggel, hogy hiaba akarok 6.000mm/perces elotolast, iranyvaltashoz kozelitve elkezd lelassulni a mozgas.
ISEL-esek tudnak par szot mondani errol. Felkerestem oket nem is olyan regen, hogy probaljuk mar ki az O gepukon a programot, mert nem alakhu (nem, hogy meret helyes!!!) a kesz termek. Egy sik feluletet "atalakitott" rampasra. Jobb-bal oldalon egyarant. (:
parameterek lettek allitva a vezerlesen es jo lett. Igaz nem eri el csak elvetve a nevleges 6.000mm/perces elotolast. foleg 3d eseten rossz. Novekedett a megmunkalasi ido.
De akkor ez hogyan van megoldva meg gyorsabb csucs gepeknel?
ISEL-esek tudnak par szot mondani errol. Felkerestem oket nem is olyan regen, hogy probaljuk mar ki az O gepukon a programot, mert nem alakhu (nem, hogy meret helyes!!!) a kesz termek. Egy sik feluletet "atalakitott" rampasra. Jobb-bal oldalon egyarant. (:
parameterek lettek allitva a vezerlesen es jo lett. Igaz nem eri el csak elvetve a nevleges 6.000mm/perces elotolast. foleg 3d eseten rossz. Novekedett a megmunkalasi ido.
De akkor ez hogyan van megoldva meg gyorsabb csucs gepeknel?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 21:59
Írta: bmejdz9nu Dátum 2007 augusztus 14, 21:59
Igen... Hát ezen filózok... de nem egyszerű... ezt mérni... ha már látom akkor az már késő :)
A sebesség és gyorsítás(irányváltás) ezeknek az effektusoknak az "ellensége"...
Ezt kellene tesztelni... mérőpadon... előre...
A motort és a vezérlőt is minősíti!
A sebesség és gyorsítás(irányváltás) ezeknek az effektusoknak az "ellensége"...
Ezt kellene tesztelni... mérőpadon... előre...
A motort és a vezérlőt is minősíti!
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 augusztus 14, 21:59
Írta: x4rhew5r3 Dátum 2007 augusztus 14, 21:59
Nagyon belemerültetek a szervó tasztelésbe. Ha ennyire komoly az ügy, akkor megérné egy spec áramkört összedobni. Figyelni a step/dir és az encoderről jövő A/B jeleket. Egy ram-ban gyűjteni, majd ha vége a mérésnek, akor soros vonalon beküldeni a pc-be. Ott szépen ki lehetne rajzolni, hogy mi történt, lengésekkel és pozicionálási hibával együtt. Ha gondolod, rajzolok valami tesztert.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 22:00
Írta: 000000000 Dátum 2007 augusztus 14, 22:00
Megnezem majd. Poen amugy, egy 0-val kerult csak tobbe ez a japan csoda. De atnezem ujra, mert nem akarom elhinni, hogy rossz lenne. Egyelore tedd felre kerlek, legfeljebb itthon hasznalom majd.
Vilagitasrol a mitutoyonal sem tudok.
Vilagitasrol a mitutoyonal sem tudok.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 22:01
Írta: bmejdz9nu Dátum 2007 augusztus 14, 22:01
Na kapiska...
Ha vissza veszed a gyorsítást biztos nincs ez a jelenség... de akkor sosem éri el a beállított sebességet! Csak egy szám marad... vagy igen nagy a géped munkaterülete... :)
Ha vissza veszed a gyorsítást biztos nincs ez a jelenség... de akkor sosem éri el a beállított sebességet! Csak egy szám marad... vagy igen nagy a géped munkaterülete... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 22:05
Írta: bmejdz9nu Dátum 2007 augusztus 14, 22:05
Egyszerű dolgokat szeretek...
A beépített encoder jelét egyenlőre nem tudom mérni... mert! mindíg mozog... tudhattam volna előre... pozicionál...
De teszek rá egy külsőt... ami egy kicsit kisebb felbontású... talán...
Nyomjatok ötletet!... mert eddíg a mérőóra legegyszerűbb csak kellene egy nagyon stabil tartót csinálni...
vagy egy tű...beállít végpont... vissza... gyorsulás... gyurma... helye megvan... :) stb...
A beépített encoder jelét egyenlőre nem tudom mérni... mert! mindíg mozog... tudhattam volna előre... pozicionál...
De teszek rá egy külsőt... ami egy kicsit kisebb felbontású... talán...
Nyomjatok ötletet!... mert eddíg a mérőóra legegyszerűbb csak kellene egy nagyon stabil tartót csinálni...
vagy egy tű...beállít végpont... vissza... gyorsulás... gyurma... helye megvan... :) stb...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 22:12
Írta: 000000000 Dátum 2007 augusztus 14, 22:12
jo. de itt pont az a lenyeg, hogy egy 14x80mm alapteruletu, majdnem piramis format kell 3d marni. Radiuszok, minden oldal szog alatt van. Es ha csak 3.000mm az elotolas percenkent akkor oda a tomeggyartas. Nekem meg az kell ennel a munkadarabnal. ott van pl. az a 40M-os usa gep. Az radiuszos kivagasnal is piszok gyors. valoszinuleg pontos is. Hogyan?
A mechanika ennel a gepnel is birna a nagy tempot. A hajtas is. Talan motort kellene cserelni.
kuldtem valasz e-mailt, odaert?
A mechanika ennel a gepnel is birna a nagy tempot. A hajtas is. Talan motort kellene cserelni.
kuldtem valasz e-mailt, odaert?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 22:19
Írta: 000000000 Dátum 2007 augusztus 14, 22:19
Egy szervorendszernek az eredő minősége számos
tényezőtől függ. Egyik alapvető elem a jó
szervomotor. Milyen motort használsz?
tényezőtől függ. Egyik alapvető elem a jó
szervomotor. Milyen motort használsz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 22:23
Írta: 000000000 Dátum 2007 augusztus 14, 22:23
http://www.nct.hu/NCT_termekek/motorok.htm
Ne legyen elfelejtve, hogy en gyari (!) gepnel jelentkezo problemakrol beszelek! Gyari hajtas-, szan-, vezerlo rendszer.
X, Y szanon A2-es servo - 2.2Nm
Z szanon A22-es servo - 22Nm
Ne legyen elfelejtve, hogy en gyari (!) gepnel jelentkezo problemakrol beszelek! Gyari hajtas-, szan-, vezerlo rendszer.
X, Y szanon A2-es servo - 2.2Nm
Z szanon A22-es servo - 22Nm
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 22:27
Írta: bmejdz9nu Dátum 2007 augusztus 14, 22:27
Figyeljétek meg eljutunk oda, hogy nem a sebességet nézzük, nem is a gyorsítást...hanem a megállítási képességét a rendszernek...
A jó szervómotornak ilyenkor egy "árampofon" az ellenkező polarítással megteszi a hatását!
A jó szervómotornak ilyenkor egy "árampofon" az ellenkező polarítással megteszi a hatását!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 22:38
Írta: 000000000 Dátum 2007 augusztus 14, 22:38
Pedig ezek komoly AC szervo motorok.
Ha elégedetlen vagy ennek a gépnek a hajtásával,
talán a szerszámgép gyártójától kellene
tanácsot kérned. Biztosan segítenek, az NCT
komoly ipari cég.
Ha elégedetlen vagy ennek a gépnek a hajtásával,
talán a szerszámgép gyártójától kellene
tanácsot kérned. Biztosan segítenek, az NCT
komoly ipari cég.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 22:44
Írta: bmejdz9nu Dátum 2007 augusztus 14, 22:44
Az AC motorokat mikor fékezik mechanikusan?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 22:52
Írta: 000000000 Dátum 2007 augusztus 14, 22:52
Lehet hulyeseget mondok, de a 4. tengelyen van hozza fek. A2-es motor hajtja azt is.
Tibor: igen, konzultaltam. azota nagyon szep amit mar, de atlagot veve fele akkora sebesseggel amit a gep tudna jelen allapotaban!!! ennyi. vagy alak es merethu vagy sebesseg. nem en mondtam, szorol szora idezem a telefonos beszelgetesbol. ((:
6m-es elotolast csak hebe-hoba latok. altalaban kis, preciz dolgokat gyartok, tehat a munkateruletem is kicsi.
Tibor: igen, konzultaltam. azota nagyon szep amit mar, de atlagot veve fele akkora sebesseggel amit a gep tudna jelen allapotaban!!! ennyi. vagy alak es merethu vagy sebesseg. nem en mondtam, szorol szora idezem a telefonos beszelgetesbol. ((:
6m-es elotolast csak hebe-hoba latok. altalaban kis, preciz dolgokat gyartok, tehat a munkateruletem is kicsi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 22:58
Írta: 000000000 Dátum 2007 augusztus 14, 22:58
Bocs, de erre a kérdésre vagy nagyon hosszan
lehet válaszolni, vagy úgy hogy akkor amikor
szükség van a mechanikus fékre. Szerintem azt
már kezded érezni, a DC szervo is épp elég
"bajjal" jár, képzeld el mi van AC témában...
lehet válaszolni, vagy úgy hogy akkor amikor
szükség van a mechanikus fékre. Szerintem azt
már kezded érezni, a DC szervo is épp elég
"bajjal" jár, képzeld el mi van AC témában...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 23:03
Írta: bmejdz9nu Dátum 2007 augusztus 14, 23:03
[#sniffles] Hát igen... sajnos... :)
A DC szervó járható... de minden számít...
A DC szervó járható... de minden számít...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 augusztus 14, 23:13
Írta: x4rhew5r3 Dátum 2007 augusztus 14, 23:13
Gondolom, ha megálltak (mint a kézifék:). A g320 egy egyszerű vezérlő, amit felvállat, hogy egy időállandóval rendelkező elektró-mechanikus rendszert egy pid-del stabilizálja. Nem sokat foglalkozik a kinematikával. A pid paramétereit kell úgy belőni, hogy a legrosszabb esetben se legyen túllövés. A vezérlőről nincs visszacsatolás az indexerre (ami stratégiákat építene, hogy a pillanatnyi állapotból hogyan lehet eljutni a következő állapotba), ezért nem ad olyan vezérlő sorozatot, amit a behangolt piddel ne tudna lekövetni. Erre van az állítható meredekségű fel és lefutás. Ennek tudatában a sebesség és gyorsulás csupa-csupa kompromisszum.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 23:18
Írta: bmejdz9nu Dátum 2007 augusztus 14, 23:18
Tibi itt vagy még?
Lenne egy kérdésem... Az normális, hogy az encoder állandóan jelet ad ki ha a motor áll?
Persze a motornak is van egy kis hangja...
Gondolom pozicióba tartja... most mechanika nélkül az asztalon...
Mekkora a kb. normális pozicióba tartási frekvencia?
Lenne egy kérdésem... Az normális, hogy az encoder állandóan jelet ad ki ha a motor áll?
Persze a motornak is van egy kis hangja...
Gondolom pozicióba tartja... most mechanika nélkül az asztalon...
Mekkora a kb. normális pozicióba tartási frekvencia?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 23:24
Írta: bmejdz9nu Dátum 2007 augusztus 14, 23:24
Igen. De a kérdés szervó kontra léptető... mikor melyik...
Ahogy Aszbolit írta egy kicsi munkadarabnál, ha vissza van véve a gyorsulás akkor a sebesség csak álom, csak egy szám ami bele van írva a vezérlő programba.
Ilyen esetben jobb a léptető... De fordítva is igaz! Egy nagyobb munkadarabnál, nagyobb munkatérnél mindez pont fordítva... Gondolom...
Ahogy Aszbolit írta egy kicsi munkadarabnál, ha vissza van véve a gyorsulás akkor a sebesség csak álom, csak egy szám ami bele van írva a vezérlő programba.
Ilyen esetben jobb a léptető... De fordítva is igaz! Egy nagyobb munkadarabnál, nagyobb munkatérnél mindez pont fordítva... Gondolom...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 23:32
Írta: 000000000 Dátum 2007 augusztus 14, 23:32
De kis munkadarabnal is, foleg ha tobb kell erezheto a servo. Jobb a "reakcioideje". Vagy tevedek?
Nagy meretnel meg ugy lehet ahogy mondod.
De annal az amerikai gepnel hogy van ez?
Orult sebesseg, kis munkateruleten.
Nagy meretnel meg ugy lehet ahogy mondod.
De annal az amerikai gepnel hogy van ez?
Orult sebesseg, kis munkateruleten.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 14, 23:38
Írta: bmejdz9nu Dátum 2007 augusztus 14, 23:38
1. majd meglátjuk...:)
2. Ezt az amcsi gépet nézd meg... és írd meg!
Lehet, hogy abszolut jeladók vannak rajta... és tudja előre mikor mi lesz?
2. Ezt az amcsi gépet nézd meg... és írd meg!
Lehet, hogy abszolut jeladók vannak rajta... és tudja előre mikor mi lesz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 14, 23:54
Írta: 000000000 Dátum 2007 augusztus 14, 23:54
2. NCT-n is abszolut jeladok vannak. (:
szerintem felepiteset tekintve 1:1. Vezerlesben lehet a lenyeg.
szerintem felepiteset tekintve 1:1. Vezerlesben lehet a lenyeg.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 15, 07:46
Írta: bmejdz9nu Dátum 2007 augusztus 15, 07:46
Megy a DC szervó... a "vélt" probléma kicsi... megoldható, kezelhető... csak át kell gondolni... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 08:18
Írta: 000000000 Dátum 2007 augusztus 15, 08:18
Szia Péter!
Ez sok mindentől függ: encoder felbontás,
erősítés, D/A linearitás, offset, és belső
üzemmód set up (nálam pl. ezt totál le lehet tiltani..). Kb 1-2 Hz "mocorgást" javasolnék a
Te motorodra 0 terhelés mellett. Ettől a
jelenségtől nem kell egyébként megijedni,
gépbe építve úgyis másképpen fog viselkedni,
és ha jó a szervo ez csak hang effektus,
mérhető elmozdulást a szán nem fog mutatni.
Ez sok mindentől függ: encoder felbontás,
erősítés, D/A linearitás, offset, és belső
üzemmód set up (nálam pl. ezt totál le lehet tiltani..). Kb 1-2 Hz "mocorgást" javasolnék a
Te motorodra 0 terhelés mellett. Ettől a
jelenségtől nem kell egyébként megijedni,
gépbe építve úgyis másképpen fog viselkedni,
és ha jó a szervo ez csak hang effektus,
mérhető elmozdulást a szán nem fog mutatni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 15, 09:01
Írta: bmejdz9nu Dátum 2007 augusztus 15, 09:01
Köszi!
Közbe én is gondolkodtam... ha a motor ürsebe van akkor a ez a "freki" jóval magassabb mint a mechanikán... :)
A mechanikán úgy érzem akkor jó a bállítás ha még éppen mocorog (1-2Hz-el) ... Persze ez nem jelent valós elmozdulást... ez a kupplung szinte jelentéktelen kottyanásától lehet... jó lenne fémmembrános kupplungot használni, hogy teljesen egybe legyen a motor a mechanikával...
De ez már nem fér bele...
Talán a motort és tengelyt kellene fixen összefogatnom és a motorfelfogatást... de mindegy...
De ettől a "feltalált" mérési módszerem "a kútba esett"... :) mert ha rákötöm a számlálót már számolgat... :) Perze ezt gondolhattam volna előre :)
Úgyhogy most megint nem tudom, hogyan mérjem...
Marad a mérőóra... vagy egy kisebb felbontású encoder... vagy "szeizmográf" :)
Rendelek 125cpr-es encodereket...
125x4=500imp/ford = 0.01mm felbontás... és 25Khz-en belül ez az egyetlen optimális megoldást látom...
Ekkor a szorzóáramkört nem kell "igénybe venni" azaz megmarad "szebb" időkre...
Vagy 250cpr-es encoder de akkor elhasználom a szorzót... Ezt nem tudom...??? Persze ekkor mindem bemeneti impulzusra 2 impulzust ad... de szépen elosztva! Ez is előny lehet mert finomabb járás várható...
Az a "baj" a Geckóval, hogy 1x, 2x, 5x, 10x szorzást tud... azt a fránya 4x-et kihagyták...
már írtam nekik...hogy milyen szép lenne az élet mert pl. 500cpr-es encoderrel 4x-es módban 5mm-es orsóval... de semmi reakció... gondolom a kedvemért nem esnek neki :) Ez egy hiányosság a Geckoban... Míg minden más vezérlő ezt tudja...
Persze a Machnál jobb lehet a helyzet... ott talán 35Khz-ig is el lehet menni...
Közbe én is gondolkodtam... ha a motor ürsebe van akkor a ez a "freki" jóval magassabb mint a mechanikán... :)
A mechanikán úgy érzem akkor jó a bállítás ha még éppen mocorog (1-2Hz-el) ... Persze ez nem jelent valós elmozdulást... ez a kupplung szinte jelentéktelen kottyanásától lehet... jó lenne fémmembrános kupplungot használni, hogy teljesen egybe legyen a motor a mechanikával...
De ez már nem fér bele...
Talán a motort és tengelyt kellene fixen összefogatnom és a motorfelfogatást... de mindegy...
De ettől a "feltalált" mérési módszerem "a kútba esett"... :) mert ha rákötöm a számlálót már számolgat... :) Perze ezt gondolhattam volna előre :)
Úgyhogy most megint nem tudom, hogyan mérjem...
Marad a mérőóra... vagy egy kisebb felbontású encoder... vagy "szeizmográf" :)
Rendelek 125cpr-es encodereket...
125x4=500imp/ford = 0.01mm felbontás... és 25Khz-en belül ez az egyetlen optimális megoldást látom...
Ekkor a szorzóáramkört nem kell "igénybe venni" azaz megmarad "szebb" időkre...
Vagy 250cpr-es encoder de akkor elhasználom a szorzót... Ezt nem tudom...??? Persze ekkor mindem bemeneti impulzusra 2 impulzust ad... de szépen elosztva! Ez is előny lehet mert finomabb járás várható...
Az a "baj" a Geckóval, hogy 1x, 2x, 5x, 10x szorzást tud... azt a fránya 4x-et kihagyták...
már írtam nekik...hogy milyen szép lenne az élet mert pl. 500cpr-es encoderrel 4x-es módban 5mm-es orsóval... de semmi reakció... gondolom a kedvemért nem esnek neki :) Ez egy hiányosság a Geckoban... Míg minden más vezérlő ezt tudja...
Persze a Machnál jobb lehet a helyzet... ott talán 35Khz-ig is el lehet menni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 10:57
Írta: 000000000 Dátum 2007 augusztus 15, 10:57
3 dolgot tanácsolnék továbbra is:
- encoder alaposztást ne szorozz (műszaki indokok encoder topicban), osztani azt lehet.
- áttétel nélkül nem ideális a szervód illesztése
- olyan programot keress távlatilag, ahol akár
50-200 Khz-el is tudsz biztonságosan step-dir
alapjeleket kiadni. Ezeket érdemes bemérni,
letesztelni: pl. G01 X100 F6000 (x felbontás: 1000 step/mm
setup). Ha ezt 1 másodperc körül megcsinálja,
nagyjából elfogadható a port sebessége.
Egyébként meg azt csinálsz, amit akarsz, de
véleményem szerint ha nem nem ezen alapelvek
mentén kísérletezel tovább, nem fogod kihozni
soha a maximumot a szervódból.
- encoder alaposztást ne szorozz (műszaki indokok encoder topicban), osztani azt lehet.
- áttétel nélkül nem ideális a szervód illesztése
- olyan programot keress távlatilag, ahol akár
50-200 Khz-el is tudsz biztonságosan step-dir
alapjeleket kiadni. Ezeket érdemes bemérni,
letesztelni: pl. G01 X100 F6000 (x felbontás: 1000 step/mm
setup). Ha ezt 1 másodperc körül megcsinálja,
nagyjából elfogadható a port sebessége.
Egyébként meg azt csinálsz, amit akarsz, de
véleményem szerint ha nem nem ezen alapelvek
mentén kísérletezel tovább, nem fogod kihozni
soha a maximumot a szervódból.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 11:05
Írta: 000000000 Dátum 2007 augusztus 15, 11:05
Attetelezes nelkul miert nem idealis a servo illesztes? Nem tudja "kiforogni" magat a motor? Vagy? 5mm-es menetemelkedesu orsora igaz csak? Kisebbnel mi a helyzet?
Elnezest a sok kerdes miatt, de erdekelnenek. (:
Elnezest a sok kerdes miatt, de erdekelnenek. (:
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 11:14
Írta: 000000000 Dátum 2007 augusztus 15, 11:14
Természetesen 5 mm-es menetemelkedésre igaz,
és P < 300W. Ha pl. 2.5 mm-es lenne az orsó
menetemelkedése, mehetne direktbe.
Péter esetében csak 0.75Nm az állandó nyomaték
határ, ez kevés egy 5-ös orsóhoz.
és P < 300W. Ha pl. 2.5 mm-es lenne az orsó
menetemelkedése, mehetne direktbe.
Péter esetében csak 0.75Nm az állandó nyomaték
határ, ez kevés egy 5-ös orsóhoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 11:21
Írta: 000000000 Dátum 2007 augusztus 15, 11:21
2mm-es menetemelkedes eseten es a servo jellegu motor 80W/0.5Nm erteknel mi a helyzet?
A pelda kedveert kerlek tetelezzuk fel, hogy servo motor...
A pelda kedveert kerlek tetelezzuk fel, hogy servo motor...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 11:33
Írta: 000000000 Dátum 2007 augusztus 15, 11:33
Bocs, de már az alapadatok sem stimmelnek...
3000 1/min fordulaton egy 80 W-os motor
képtelen leadni állandóan 0.5 Nm-t, ahhoz
157W-os motor kellene.
3000 1/min fordulaton egy 80 W-os motor
képtelen leadni állandóan 0.5 Nm-t, ahhoz
157W-os motor kellene.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 11:44
Írta: 000000000 Dátum 2007 augusztus 15, 11:44
Akkor csak a 80W-ot vedd figyelembe legyszives.
80W-nal mekkora lehet a nyomatek szamolva?
Koszi!
80W-nal mekkora lehet a nyomatek szamolva?
Koszi!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 11:49
Írta: 000000000 Dátum 2007 augusztus 15, 11:49
P=M*2*PI*n Így ezt Te is ki tudod számolni...
Ez alapján a fele, tehát 0,25Nm.
Ez alapján a fele, tehát 0,25Nm.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 15, 11:59
Írta: bmejdz9nu Dátum 2007 augusztus 15, 11:59
... szorzás és osztás...
Megnéztem ezt a szorzóáramkört szkópon... teljesen jó...
Nemtudom, hogy csinálja de ket step jel közötti távolságra betesz egy további jelet...totál pontosan, sőt ha változtatom a step jel szélességét az is válozik... Tehát ha csak szkópon néznéd nem tudnád megállapitani, hogy a vezérlővel csináltam, vagy a dupplázó áramkörrel...
Ez estben ez tökéletesnek mondható... mert az.
Ezt az áramkört jobban át tudom látni mint pl. egy encoder osztó áramkört...
Egy encoder jel osztó áramkört még a fejembe sem tudok elképzelni mert, ha leosztjuk akkor a tengelyt már nem "inkrament" (jól írom?) pontosan tartaná... vagy?
A 280W névleges teljesítményű Bautz motor talán elég lesz a direkthajtáshoz... reményeim szerint... ha nem, akkor nagyobbakat teszek rá... de áttetelezéssel hadilábon állok...:)
Egyébként a direkthajás most a "divat" a nemzetközi hobby-s téren... Talán ipari szemmel nézve nem minden passzol, de ezzel kisebb hibát lehet elkövetni mint az áttetelezéssel.
Megnéztem ezt a szorzóáramkört szkópon... teljesen jó...
Nemtudom, hogy csinálja de ket step jel közötti távolságra betesz egy további jelet...totál pontosan, sőt ha változtatom a step jel szélességét az is válozik... Tehát ha csak szkópon néznéd nem tudnád megállapitani, hogy a vezérlővel csináltam, vagy a dupplázó áramkörrel...
Ez estben ez tökéletesnek mondható... mert az.
Ezt az áramkört jobban át tudom látni mint pl. egy encoder osztó áramkört...
Egy encoder jel osztó áramkört még a fejembe sem tudok elképzelni mert, ha leosztjuk akkor a tengelyt már nem "inkrament" (jól írom?) pontosan tartaná... vagy?
A 280W névleges teljesítményű Bautz motor talán elég lesz a direkthajtáshoz... reményeim szerint... ha nem, akkor nagyobbakat teszek rá... de áttetelezéssel hadilábon állok...:)
Egyébként a direkthajás most a "divat" a nemzetközi hobby-s téren... Talán ipari szemmel nézve nem minden passzol, de ezzel kisebb hibát lehet elkövetni mint az áttetelezéssel.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 12:05
Írta: 000000000 Dátum 2007 augusztus 15, 12:05
Oke. Akkor az alapkerdesre visszaterve, 80W/0.25Nm-es servo motort feltetelezve es 2mm-es menetemelkedes eseten mit mondalnal attetelezest/nem attetelezest illetoen?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 12:18
Írta: 000000000 Dátum 2007 augusztus 15, 12:18
Határeset, egy 1:1.5-2 lassítás biztosan nem ártana.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 12:20
Írta: 000000000 Dátum 2007 augusztus 15, 12:20
Nem értelek, az a lényeg Te érted saját Magadat.
Csináld, ahogyan szeretnéd.
Csináld, ahogyan szeretnéd.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 12:40
Írta: 000000000 Dátum 2007 augusztus 15, 12:40
Ezt gyakorlati tapasztalat alapjan hatarozod meg, vagy van ra valami keplet?
Kuldtem maganban egy e-mailt.
Kuldtem maganban egy e-mailt.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 14:44
Írta: 000000000 Dátum 2007 augusztus 15, 14:44
Válaszoltam a leveledre.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 15:34
Írta: 000000000 Dátum 2007 augusztus 15, 15:34
Koszonom! Itt feltett kerdesemre is valaszolnal legyszives, hogyan hataroztad meg...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 16:51
Írta: 000000000 Dátum 2007 augusztus 15, 16:51
Gondolom forgácsolni szeretnél a CNC gépeddel.
Ehhez illik még Hobby CNC szinten is úgy
méretezni a hajtást, hogy legyen minimum
50-100 kp hasznosítható erő a teljes
fordulatszám tartományban. Innen kiadódik a
nyomaték és a szükséges motor teljesítmény.
Ehhez illik még Hobby CNC szinten is úgy
méretezni a hajtást, hogy legyen minimum
50-100 kp hasznosítható erő a teljes
fordulatszám tartományban. Innen kiadódik a
nyomaték és a szükséges motor teljesítmény.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 17:42
Írta: 000000000 Dátum 2007 augusztus 15, 17:42
Faiparban is kell ennyi?
A "nem hasznosítható nyomaték" ugyebár az az, ami a szán mozgatásához kell...
Jó, de mekkora gyorsulás mellett? Mert gördülő szánt pusztán megmozgatni nem nagy kunszt.
1G-vel szokás ezt számolni?
A "nem hasznosítható nyomaték" ugyebár az az, ami a szán mozgatásához kell...
Jó, de mekkora gyorsulás mellett? Mert gördülő szánt pusztán megmozgatni nem nagy kunszt.
1G-vel szokás ezt számolni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 17:43
Írta: 000000000 Dátum 2007 augusztus 15, 17:43
erőt akartam írni, nem nyomatékot.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 15, 17:48
Írta: bmejdz9nu Dátum 2007 augusztus 15, 17:48
Hát igen... Tibornak ebbben igaza van...
... és ezt pont egy relatív kis furdulaton kell... ezért irogatja nekem az áttételezést... tudom...
Egyszerűen megfogalmazva: (ha így van?)
Ha ugyebár adunk neki áramot tud akár sokkal több Nm-et...de pl. ha az anyag vastagsága változik marás közben (azaz változik a terhelés)... akkor a szabályzó szabályoz... ez egy X időt vesz igénybe (itt jön a motor időállandója)... lassul és gyorsul egy kicsit (ha ez bekövetkezik) annak maradandó nyoma lesz a megmunkált felületen...
Ezért írja Tibor válasszuk olyanra a motort, hogy a névleges Nm tartományban történjen ez a dolog... azaz ezt a tartományt kell a legkevésbe a szabályzással korrigálni... mert itt "szültési ösztönből" tudja itt a nyomatékot a motor...
Ha jól gondolom... Tibi cáfold meg ha rosszul gondolom!
(Én csak próbálom gyakorlatiasan összegezni a dolgot :) :) :)
... és ezt pont egy relatív kis furdulaton kell... ezért irogatja nekem az áttételezést... tudom...
Egyszerűen megfogalmazva: (ha így van?)
Ha ugyebár adunk neki áramot tud akár sokkal több Nm-et...de pl. ha az anyag vastagsága változik marás közben (azaz változik a terhelés)... akkor a szabályzó szabályoz... ez egy X időt vesz igénybe (itt jön a motor időállandója)... lassul és gyorsul egy kicsit (ha ez bekövetkezik) annak maradandó nyoma lesz a megmunkált felületen...
Ezért írja Tibor válasszuk olyanra a motort, hogy a névleges Nm tartományban történjen ez a dolog... azaz ezt a tartományt kell a legkevésbe a szabályzással korrigálni... mert itt "szültési ösztönből" tudja itt a nyomatékot a motor...
Ha jól gondolom... Tibi cáfold meg ha rosszul gondolom!
(Én csak próbálom gyakorlatiasan összegezni a dolgot :) :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 19:40
Írta: 000000000 Dátum 2007 augusztus 15, 19:40
Szerintem kell. Keményfában 10 mm-es fogással
nagy előtolással simán kell.
De ezt mindenki szerintem számolja ki az
őáltala elvárt techmnológiai adatokra, én nem
tudhatom látatlanban, ki mire akarja használni
a gépét. Az 1G szerintem sok nagyobb tömegű
gépeknél (m > 30 kg), valahol 1 - 5 m/s2
üzemszerű gyorsulással érdemes számolgatni.
És a gördülő rendszer sem súrlódás mentes,
ha meg valaki előfeszíti és totál kottyanás
mentessé teszi, akkor jelentős teljesítmény
igénye lehet csak a mozgatásnak is. És egy kis
motor (P<100W) nagyon "hülyén" érzi magát,
ha a fele teljesítmény már elmegy súrlódásra.
nagy előtolással simán kell.
De ezt mindenki szerintem számolja ki az
őáltala elvárt techmnológiai adatokra, én nem
tudhatom látatlanban, ki mire akarja használni
a gépét. Az 1G szerintem sok nagyobb tömegű
gépeknél (m > 30 kg), valahol 1 - 5 m/s2
üzemszerű gyorsulással érdemes számolgatni.
És a gördülő rendszer sem súrlódás mentes,
ha meg valaki előfeszíti és totál kottyanás
mentessé teszi, akkor jelentős teljesítmény
igénye lehet csak a mozgatásnak is. És egy kis
motor (P<100W) nagyon "hülyén" érzi magát,
ha a fele teljesítmény már elmegy súrlódásra.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 19:50
Írta: 000000000 Dátum 2007 augusztus 15, 19:50
Szia Péter!
#1423-ban a jellegörbe mutatja, hol lehet
az állandó nyomaték határa még komoly szervo
motornál is, de ezt is írtam már többször.
Egy erőltetett hasonlat, de talán érthetőbbé
teszi a dolgokat: pl. 50-es temponál illik
autóvezetéskor is visszakapcsolni előzésnél, ha
dinamikusan és minél rövidebb időn belül akarsz
ilyen műveletet csinálni.
Szervonál meg minden más CNC motorhajtásnál
is hasonló a szitu. Az árammal meg azért
óvatosan bánjunk, mert drága a jó szervomotor,
inkább tartsuk be az alapvető méretezési
játékszabályokat.
#1423-ban a jellegörbe mutatja, hol lehet
az állandó nyomaték határa még komoly szervo
motornál is, de ezt is írtam már többször.
Egy erőltetett hasonlat, de talán érthetőbbé
teszi a dolgokat: pl. 50-es temponál illik
autóvezetéskor is visszakapcsolni előzésnél, ha
dinamikusan és minél rövidebb időn belül akarsz
ilyen műveletet csinálni.
Szervonál meg minden más CNC motorhajtásnál
is hasonló a szitu. Az árammal meg azért
óvatosan bánjunk, mert drága a jó szervomotor,
inkább tartsuk be az alapvető méretezési
játékszabályokat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 15, 20:07
Írta: bmejdz9nu Dátum 2007 augusztus 15, 20:07
Csak az motoráram és hőmérséklet szab határt a kis fordulaton? (marás közben)
Azaz ha "nem ég le a motor" akkor a vezérlő észrevehetlen módon tudja a motor sebesség linearítását szabályozni?
Az lenne a "tökély" ha maráskor visszakapcsolna :)...
Azaz ha "nem ég le a motor" akkor a vezérlő észrevehetlen módon tudja a motor sebesség linearítását szabályozni?
Az lenne a "tökély" ha maráskor visszakapcsolna :)...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 20:34
Írta: 000000000 Dátum 2007 augusztus 15, 20:34
Ez így túl általános kérdés, maradjunk annyiban
hogy Hobby kategóriában nem a válaszom.
Elve hogyan értelmezhető szerinted a műszaki
életben, hogy észrevehetetlen?
Te Magad is láthatod százados, és mikronos
mérőóra kapcsán is, hogy minden csak a mérés
finomságán, precizitásán múlik. Egy szervo is
ilyen, a legjobbnál is kimutatható az állandó
ingadozás finom műszerrel, és a legrosszabnál
is a stabilitás durva mérési eljárásnál.
hogy Hobby kategóriában nem a válaszom.
Elve hogyan értelmezhető szerinted a műszaki
életben, hogy észrevehetetlen?
Te Magad is láthatod százados, és mikronos
mérőóra kapcsán is, hogy minden csak a mérés
finomságán, precizitásán múlik. Egy szervo is
ilyen, a legjobbnál is kimutatható az állandó
ingadozás finom műszerrel, és a legrosszabnál
is a stabilitás durva mérési eljárásnál.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 15, 21:24
Írta: bmejdz9nu Dátum 2007 augusztus 15, 21:24
Végül is igazad van... A BF20-at sem tudom tökéletesen tekerni... mégis jó jesz a felület... ha az jó... akkor...
Nem akarok a "kezemre" felvágni... de annál a mosógépmotor is jobb :)
Nem akarok a "kezemre" felvágni... de annál a mosógépmotor is jobb :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 15, 21:27
Írta: bmejdz9nu Dátum 2007 augusztus 15, 21:27
A BF20-ról jut eszembe... azthiszem "tudományoskodás" helyett inkább megcsinálom a kereszt tengely-t...
(A következő próbapad...)
(A következő próbapad...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 15, 23:10
Írta: 000000000 Dátum 2007 augusztus 15, 23:10
Had kotyogjak még egy kicsit a faipari forgácsolás témájában!
Soknak tűnik nekem az a + 50-100 kp
Első megközelítés:
mindenki látott már egyetemes faipari marógépen dolgozó asztalost. Ez a Béla az Úrban nem átall profillécet marni keményfából. Jó nagyot! (marhatna ajtótokot is, de a mi Bélánk visszafogott, ha munkáról van szó). Nem kérdés a forgácsleválasztás itteni mércével mérve rettenetesen nagy! A helyes testtartás ez:

Egy épkézláb tempót számolva (cigi szünet nélkül) 5-8 m/percet tuti megtol a Béci.
Tehát mindenki látott és csinált már ilyet!
Senki nem akar a cnc gépével egy menetben több forgácsot leválasztani? Ugye nem.
Akkor most nézzetek a Bélánkat!
Hol fejt ez ki 500-1000 N erőt? 8 órán keresztül, ebben a (helyes) testtertásban. Pedig neki még le kell küzdenie a súrlódást is, ami van is, mert ha kedves neki az ujja, akkor odanyomja a munkadarabot a vezetőléchez.
Ennek ellenére Béla nem szakad meg, 10-20 kilónál többet nem fejt ki, mert azonnal hanyatt vágódna! Még a kisebbik 500 N is reménytelen, ez a cingár fiú kb. annyi.
(tudom, tudom, a képen Béla gyalul, de az is marás, és a marógépnél is így áll)
Másik megközelítés:
Az Iselnél a 2,2 Kw-os maróorsó 13000 rpm, 7 Nm-es
Megint csak nem gondolom, hogy ez itt bárkinek kevés.
mohó vagyok, 20 mm-es kést rakok bele. az erőkar így 1 cm, az élkörre jutó nyomaték tehát 700 N összesen! Senki nem tolhatja neki jobban, mert a motor lefullad Az igazság az, hogy a felével sem, mert szenvedni fog.
Egy szónak is száz a vége:
Nagyobbacska faipari gépnek is sok az a + 50-100 kp.
Nem kötekedés, csak egy gondolatsor.
De lehet másként is, mellettem van a Faipari Lexikon, csak abban nincs móka!
[#bohoc]
Áron
Soknak tűnik nekem az a + 50-100 kp
Első megközelítés:
mindenki látott már egyetemes faipari marógépen dolgozó asztalost. Ez a Béla az Úrban nem átall profillécet marni keményfából. Jó nagyot! (marhatna ajtótokot is, de a mi Bélánk visszafogott, ha munkáról van szó). Nem kérdés a forgácsleválasztás itteni mércével mérve rettenetesen nagy! A helyes testtartás ez:
Egy épkézláb tempót számolva (cigi szünet nélkül) 5-8 m/percet tuti megtol a Béci.
Tehát mindenki látott és csinált már ilyet!
Senki nem akar a cnc gépével egy menetben több forgácsot leválasztani? Ugye nem.
Akkor most nézzetek a Bélánkat!
Hol fejt ez ki 500-1000 N erőt? 8 órán keresztül, ebben a (helyes) testtertásban. Pedig neki még le kell küzdenie a súrlódást is, ami van is, mert ha kedves neki az ujja, akkor odanyomja a munkadarabot a vezetőléchez.
Ennek ellenére Béla nem szakad meg, 10-20 kilónál többet nem fejt ki, mert azonnal hanyatt vágódna! Még a kisebbik 500 N is reménytelen, ez a cingár fiú kb. annyi.
(tudom, tudom, a képen Béla gyalul, de az is marás, és a marógépnél is így áll)
Másik megközelítés:
Az Iselnél a 2,2 Kw-os maróorsó 13000 rpm, 7 Nm-es
Megint csak nem gondolom, hogy ez itt bárkinek kevés.
mohó vagyok, 20 mm-es kést rakok bele. az erőkar így 1 cm, az élkörre jutó nyomaték tehát 700 N összesen! Senki nem tolhatja neki jobban, mert a motor lefullad Az igazság az, hogy a felével sem, mert szenvedni fog.
Egy szónak is száz a vége:
Nagyobbacska faipari gépnek is sok az a + 50-100 kp.
Nem kötekedés, csak egy gondolatsor.
De lehet másként is, mellettem van a Faipari Lexikon, csak abban nincs móka!
[#bohoc]
Áron
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 08:23
Írta: 000000000 Dátum 2007 augusztus 16, 08:23
Szia sok hiba van a példádban.
"Béla" ugyanis nem egy 20-30 kg-os, súrlódási
veszteségekkel is terhelt asztal tömeggel együtt
tolja elő a munkadarabot.
F=m*a alapján még elindulni sem tudna a géped
komolyabb gyorsulás alapján.
A faipari és fémipari forgácsolási technológiáknak
számos változata van, el tudok olyat is képzelni,
ahol sokkal kisebb fordulaton lényegesen
nagyobb a főorsó nyomaték.
Mindamellett a lényeg a képletekben van:
számold ki, hogy adott menetemelkedésnél
x nyomaték mekkora erőt képes tengelyirányba
kifejteni. Játék hobby gépek egy M6-os menetes
szárral közepes léptetőmotorokkal elvileg 400-
600 kp-ot nyomnának... Úgyhogy összességében
nem értem, miért sokallod a szerény 50-100 kp-ot.
"Béla" ugyanis nem egy 20-30 kg-os, súrlódási
veszteségekkel is terhelt asztal tömeggel együtt
tolja elő a munkadarabot.
F=m*a alapján még elindulni sem tudna a géped
komolyabb gyorsulás alapján.
A faipari és fémipari forgácsolási technológiáknak
számos változata van, el tudok olyat is képzelni,
ahol sokkal kisebb fordulaton lényegesen
nagyobb a főorsó nyomaték.
Mindamellett a lényeg a képletekben van:
számold ki, hogy adott menetemelkedésnél
x nyomaték mekkora erőt képes tengelyirányba
kifejteni. Játék hobby gépek egy M6-os menetes
szárral közepes léptetőmotorokkal elvileg 400-
600 kp-ot nyomnának... Úgyhogy összességében
nem értem, miért sokallod a szerény 50-100 kp-ot.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 16, 08:28
Írta: bmejdz9nu Dátum 2007 augusztus 16, 08:28
Jaj de jó pofa ez a megközelítés! [#hehe] és mennyire igaz... végül is az ember "erős" legalábis megfelelő :)... csak lusta és pontatlan... ezt hívják emberi tényezőnek...
Ez még magunkra is igaz... ezért akarunk CNC-t... hogy közbe egyfolytában "cigiszünetet" tarthassunk...
Én is ha a BF20-al marok és nagy maró van benne... akkor sem a kezem ereje a határ... hanem a mechanika ill. a főorsó...
Tudom ez nem a képletek topikja de valaki számolja ki, hogy pl. 1Nm-es motor pl. 5mm-es emelkedésű orsón hány kilót tud felemelni...
A surlódást nem számolva... arra ugyis mindenkinek más kell rászámolnia...
Előre is köszönettel!
Ez még magunkra is igaz... ezért akarunk CNC-t... hogy közbe egyfolytában "cigiszünetet" tarthassunk...
Én is ha a BF20-al marok és nagy maró van benne... akkor sem a kezem ereje a határ... hanem a mechanika ill. a főorsó...
Tudom ez nem a képletek topikja de valaki számolja ki, hogy pl. 1Nm-es motor pl. 5mm-es emelkedésű orsón hány kilót tud felemelni...
A surlódást nem számolva... arra ugyis mindenkinek más kell rászámolnia...
Előre is köszönettel!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 08:32
Írta: 000000000 Dátum 2007 augusztus 16, 08:32
#1460. Csak megerősíteni tudom, hogy helyes
az ott kiszámolt erő.
az ott kiszámolt erő.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 16, 08:51
Írta: bmejdz9nu Dátum 2007 augusztus 16, 08:51
Köszi... elfelejtettem, hogy Svejk már kiszámolta...
"6.28*0.75Nm /0.005m = 942N
Természetesen a surlódást nem számolva."
Mi itt a 6.28-as szorzó?
Tehát ha jól látom 94Kg-ot tudna emelni a névleges nyomatákában a motorom?
... és még bízok benne, hogy többet is ki tudok "venni" belőle... ezt a gondolatomat a tesztekből itélem...
Szerintem az elég lesz nekem... mert a mechanikai surlódás nem nagy - azaz két újjal tudom tekerni a szerkezetet a kupplungnál megfogva...
"6.28*0.75Nm /0.005m = 942N
Természetesen a surlódást nem számolva."
Mi itt a 6.28-as szorzó?
Tehát ha jól látom 94Kg-ot tudna emelni a névleges nyomatákában a motorom?
... és még bízok benne, hogy többet is ki tudok "venni" belőle... ezt a gondolatomat a tesztekből itélem...
Szerintem az elég lesz nekem... mert a mechanikai surlódás nem nagy - azaz két újjal tudom tekerni a szerkezetet a kupplungnál megfogva...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 10:05
Írta: 000000000 Dátum 2007 augusztus 16, 10:05
Ha a kuplungot fogva tekered, az mar erokarnak minosul. Tevednek?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 11:26
Írta: 000000000 Dátum 2007 augusztus 16, 11:26
Mint az Te is írtad, ezt az erőt kizárólag a forgácsolásnak tartjuk fen. A súrlódó mechanika nagy tömegének a mozgatása (kellő gyorsulással) az PLUSSZ!
Szívesen megosztom Veletek a gépem elméleti nyomatékait, igaz ez léptetős (látható lesz, hogy nekem tulajdonképpen nem gond akár a 100 kp sem, de fánál ez aligha lesz kihasználva...)
Z:
6,4 Nm
20 mm menetemelkedés
50 Kg
kb. 1800 N erő kifejtésére képes (az eladó cég szerint 400 rpm-ig ezt leadja, az nálam 8m/s. Ezzel óvatos vagyok, de a fele is gromek)
Pneumatikát használok, tehát számolhatunk úgy, mintha a Z-t is vizszintesen kellene mozgatni...
2 G-vel is tudna mozogni, de nem hiszem hogy célszerű...
Y:
6,4 Nm
20 mm menetemelkedés
kb 70 kg
Erő ua.: 1800 N
X:
12 Nm
20 mm menetemelkedés
Kb 240 Kg
Erő:
kb.: 3600 N
Így akár ez is 1 G (de alá megyek, metr elrepül)
Ezek optimista számok egy egyszerű léptetős vezérlésnek. Na itt lép közbe a Gecko G100 és az a bizonyos gyorsulási görbe, amit már a léptetőmotoroknál kitárgyaltunk. Úgy képzeljétek el, mintha a Mach-ban a a fordulatszám függvényében folyamatosan állítgatnátok azt a (nálatok trapéz alakú) grafikont, amikor kicsi a fordulat, akkor nagy a gyorsulás, amikor magas a fordulat, akkor kisebb a gyorsulás. Mindezt automatikusan detektálva. Ha a nyomatékhatárt megközelíted, a rendszer lassít, esetleges lépésvesztést encoderrel korrigál (bár ezt nem célszerű megjátszani, na ezért a lassítás hiszen az encoder valójában nem is ezért van rajta, a szerepe annak a bizonyos görbének a folyamatos felrajzolása.. de ha kell, megcsinálja a korrigálást is, aminek a reakcióideje bizonyára nem vethető össze egy szervóéval, csak ezért kerülném).
A klasszikus léptető hajtásnál alacsony fordulaton nagy a nyomaték. Ez Ok. Ami nem Ok, hogy ezt soha nem lehet beváltani gyorsulássá! mivel a maximális gyorsulási értéket mindig a legnagyobb engedélyezett sebességhez tartozó nyomatékértékhez kell igazítanunk!
G100-nál mocik tényleg képesek akár a 3000 rpm-re is a mechanikán, mivel a hozzá tartozó gyorsulás (és persze fékezés) folyamatosam detektált és a fordulatszámhoz igazított. Hogy ez hogyan lehetséges? Úgy hogy a G100 nem stepp/dir, hanem a valós jelen és jövőbeli koordináták ismeretében számol! Egyszerűen tudja hová kell megérkeznie… Teszi mindezt túllengés nélkül.
Nem csodaszer, csak léptető csúcs!
Ami nekem szimpi, hogy alacsony sebességen bika a gyorsulás. Ez 3d-ben nem mindegy, Tömérdek kis irányváltás fürgén!
A másik a valós koordináta ismerete.
Ez a kettő sem a szervónál sem hagyományos léptetőnél sincsen.
Ellenérv csak az ára lehet (az viszont tényleg).
Szívesen megosztom Veletek a gépem elméleti nyomatékait, igaz ez léptetős (látható lesz, hogy nekem tulajdonképpen nem gond akár a 100 kp sem, de fánál ez aligha lesz kihasználva...)
Z:
6,4 Nm
20 mm menetemelkedés
50 Kg
kb. 1800 N erő kifejtésére képes (az eladó cég szerint 400 rpm-ig ezt leadja, az nálam 8m/s. Ezzel óvatos vagyok, de a fele is gromek)
Pneumatikát használok, tehát számolhatunk úgy, mintha a Z-t is vizszintesen kellene mozgatni...
2 G-vel is tudna mozogni, de nem hiszem hogy célszerű...
Y:
6,4 Nm
20 mm menetemelkedés
kb 70 kg
Erő ua.: 1800 N
X:
12 Nm
20 mm menetemelkedés
Kb 240 Kg
Erő:
kb.: 3600 N
Így akár ez is 1 G (de alá megyek, metr elrepül)
Ezek optimista számok egy egyszerű léptetős vezérlésnek. Na itt lép közbe a Gecko G100 és az a bizonyos gyorsulási görbe, amit már a léptetőmotoroknál kitárgyaltunk. Úgy képzeljétek el, mintha a Mach-ban a a fordulatszám függvényében folyamatosan állítgatnátok azt a (nálatok trapéz alakú) grafikont, amikor kicsi a fordulat, akkor nagy a gyorsulás, amikor magas a fordulat, akkor kisebb a gyorsulás. Mindezt automatikusan detektálva. Ha a nyomatékhatárt megközelíted, a rendszer lassít, esetleges lépésvesztést encoderrel korrigál (bár ezt nem célszerű megjátszani, na ezért a lassítás hiszen az encoder valójában nem is ezért van rajta, a szerepe annak a bizonyos görbének a folyamatos felrajzolása.. de ha kell, megcsinálja a korrigálást is, aminek a reakcióideje bizonyára nem vethető össze egy szervóéval, csak ezért kerülném).
A klasszikus léptető hajtásnál alacsony fordulaton nagy a nyomaték. Ez Ok. Ami nem Ok, hogy ezt soha nem lehet beváltani gyorsulássá! mivel a maximális gyorsulási értéket mindig a legnagyobb engedélyezett sebességhez tartozó nyomatékértékhez kell igazítanunk!
G100-nál mocik tényleg képesek akár a 3000 rpm-re is a mechanikán, mivel a hozzá tartozó gyorsulás (és persze fékezés) folyamatosam detektált és a fordulatszámhoz igazított. Hogy ez hogyan lehetséges? Úgy hogy a G100 nem stepp/dir, hanem a valós jelen és jövőbeli koordináták ismeretében számol! Egyszerűen tudja hová kell megérkeznie… Teszi mindezt túllengés nélkül.
Nem csodaszer, csak léptető csúcs!
Ami nekem szimpi, hogy alacsony sebességen bika a gyorsulás. Ez 3d-ben nem mindegy, Tömérdek kis irányváltás fürgén!
A másik a valós koordináta ismerete.
Ez a kettő sem a szervónál sem hagyományos léptetőnél sincsen.
Ellenérv csak az ára lehet (az viszont tényleg).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 16, 11:32
Írta: bmejdz9nu Dátum 2007 augusztus 16, 11:32
bizony :) de a 9.5mm-es tengelyt is tudom csak kesztyűbe mert csúszik a kezem... és hány Nm-es a lehet a kezem?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 11:41
Írta: 000000000 Dátum 2007 augusztus 16, 11:41
Oke, de a 9.5mm-es tengelynek is van erokarja (d/2). De ugy is erted. (:
Merd le, hany Nm-es a kezed! Preciz huzomerleg, vagy etalon suly egy ismert atmero keruletere tekerve. Hasonlok... Szamolj be, ugy is tesztelos korszakban vagy. ((:
Merd le, hany Nm-es a kezed! Preciz huzomerleg, vagy etalon suly egy ismert atmero keruletere tekerve. Hasonlok... Szamolj be, ugy is tesztelos korszakban vagy. ((:
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 augusztus 16, 11:44
Írta: 3vv2btrhv Dátum 2007 augusztus 16, 11:44
Nem csodaszer, csak léptető csúcs!
Ami nekem szimpi, hogy alacsony sebességen bika a gyorsulás. Ez 3d-ben nem mindegy, Tömérdek kis irányváltás fürgén!
A másik a valós koordináta ismerete.
Ez a kettő sem a szervónál sem hagyományos léptetőnél sincsen.
Ellenérv csak az ára lehet (az viszont tényleg).
mégis mibe kerül ??
Ami nekem szimpi, hogy alacsony sebességen bika a gyorsulás. Ez 3d-ben nem mindegy, Tömérdek kis irányváltás fürgén!
A másik a valós koordináta ismerete.
Ez a kettő sem a szervónál sem hagyományos léptetőnél sincsen.
Ellenérv csak az ára lehet (az viszont tényleg).
mégis mibe kerül ??
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 16, 11:45
Írta: bmejdz9nu Dátum 2007 augusztus 16, 11:45
Léptető...
Arra gondolsz, hogy egy pl. 10Nm-es lassabban forgó motorrral és egy 20mm emelkedésű orsóval gyengébb sebesség/gyorsítás adatokat lehet elérni mint pl. egy 2,5Nm-es motorral 5mm emelkedésű orsóval??? Ezen még nem gondolkodtam... miért?
Sokszor az az érzésem, hogy jobb lenne nem 3000 rpm-e forgatni az 5mm-es orsót... kb. 2000rpm felett nagyon hangossak lesznek... (THK 20mm átm. 5mm em.)
Erről a G100-ról már felületesen olvastam... de azt hiszem át kellene alaposan tanulmányoznom...
Te már többet tudsz róla... Írhathatnál többet...
Csak megjegyzem, hogy a Gecko honlapján ez a "szerkezet" még béta teszt-ben van... vagy csak ott felejtették a felíratott... vagy már ott sincs... :)
Arra gondolsz, hogy egy pl. 10Nm-es lassabban forgó motorrral és egy 20mm emelkedésű orsóval gyengébb sebesség/gyorsítás adatokat lehet elérni mint pl. egy 2,5Nm-es motorral 5mm emelkedésű orsóval??? Ezen még nem gondolkodtam... miért?
Sokszor az az érzésem, hogy jobb lenne nem 3000 rpm-e forgatni az 5mm-es orsót... kb. 2000rpm felett nagyon hangossak lesznek... (THK 20mm átm. 5mm em.)
Erről a G100-ról már felületesen olvastam... de azt hiszem át kellene alaposan tanulmányoznom...
Te már többet tudsz róla... Írhathatnál többet...
Csak megjegyzem, hogy a Gecko honlapján ez a "szerkezet" még béta teszt-ben van... vagy csak ott felejtették a felíratott... vagy már ott sincs... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 16, 11:48
Írta: bmejdz9nu Dátum 2007 augusztus 16, 11:48
Elmegyek egy fittness studióba és beméretem a mancsomat :)
Azt szokták mondani a kezemről, hogy zongorísta... husszú újjak és vékony... most ez hátrány... :) Nem edzettek...
Azt szokták mondani a kezemről, hogy zongorísta... husszú újjak és vékony... most ez hátrány... :) Nem edzettek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 11:50
Írta: 000000000 Dátum 2007 augusztus 16, 11:50
Mire ideér: posta, vám, áfa:
vagy 110.000 Ft + kellenek még encoderek + a vezetékelés...
vagy 110.000 Ft + kellenek még encoderek + a vezetékelés...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 16, 11:50
Írta: bmejdz9nu Dátum 2007 augusztus 16, 11:50

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 11:59
Írta: 000000000 Dátum 2007 augusztus 16, 11:59
De 6 tengelyes... csomó ki és bemenettel.
Ne feledd, hogy ez nem vezérlő, csak egy bázis, így kell még hozzá a hagyományos miktostepp vezérlő tengelyenként. legalább 10 mikrosteppes.
Ha ezek eleve megvannak, és már eleve ezekre méretezted a hajtásodat, csak akkor lehet értelmes választás, másként NEM.
Ne feledd, hogy ez nem vezérlő, csak egy bázis, így kell még hozzá a hagyományos miktostepp vezérlő tengelyenként. legalább 10 mikrosteppes.
Ha ezek eleve megvannak, és már eleve ezekre méretezted a hajtásodat, csak akkor lehet értelmes választás, másként NEM.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 12:08
Írta: 000000000 Dátum 2007 augusztus 16, 12:08
Ez a bővebb leírás : ITT
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 16, 12:18
Írta: bmejdz9nu Dátum 2007 augusztus 16, 12:18
és orsó emelkedés/Nm...
Ez érdekelne mert lesz 2 db 1m-es 10mm emelkedésű tenglyem...
#1531... :)
Ez érdekelne mert lesz 2 db 1m-es 10mm emelkedésű tenglyem...
#1531... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 12:21
Írta: 000000000 Dátum 2007 augusztus 16, 12:21
Én természetesen gondoltam. Amit írsz az csak kis előtolási sebességre igaz, a fához viszont kell a sebesség, különbem éget!
A fizika az fizika, a 10 Nm 4X nagyobb, mint a 2,5..., tehát 4x nagyobb sebesség érhető el vele.
Ne csak a motor reakcióidejét nézd, a 4x-es menetemelkedés (20 mm), 4X (10) Nm kombinációval a reakcióidő negyede kell mint az általad említett 5 mm és 2,5 Nm kombinációnak.
Az elérhető sebesség viszont nagyobb.
Akkor korrekt az összehasonlítás, ha a két Nema szabvány között nincs aránytalanság, vagyis a megfelelő szélességhez megfelelő motorhossz is tartozik (arányosan)! Amikor a nagy motor "pufi", az persze hogy alul teljesít.
A fizika az fizika, a 10 Nm 4X nagyobb, mint a 2,5..., tehát 4x nagyobb sebesség érhető el vele.
Ne csak a motor reakcióidejét nézd, a 4x-es menetemelkedés (20 mm), 4X (10) Nm kombinációval a reakcióidő negyede kell mint az általad említett 5 mm és 2,5 Nm kombinációnak.
Az elérhető sebesség viszont nagyobb.
Akkor korrekt az összehasonlítás, ha a két Nema szabvány között nincs aránytalanság, vagyis a megfelelő szélességhez megfelelő motorhossz is tartozik (arányosan)! Amikor a nagy motor "pufi", az persze hogy alul teljesít.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 16, 12:37
Írta: bmejdz9nu Dátum 2007 augusztus 16, 12:37
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 12:42
Írta: 000000000 Dátum 2007 augusztus 16, 12:42
Látom termelitek gőzerővel a "szakmai hülyeségeket".
Hajrá, nyár van, ez is belefér!:)
Hajrá, nyár van, ez is belefér!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 16, 12:46
Írta: bmejdz9nu Dátum 2007 augusztus 16, 12:46
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 12:47
Írta: 000000000 Dátum 2007 augusztus 16, 12:47
Nem tudom ez mi lehet.
Latin leírás nincs? (még az ógörög is megfelelőbb lenne...) Persze mára ezt is rég elfelejtettem.
Ennyit a magyar bölcsészoktatásról és annak gyakorlati értelméről...
[#ravasz1]
Latin leírás nincs? (még az ógörög is megfelelőbb lenne...) Persze mára ezt is rég elfelejtettem.
Ennyit a magyar bölcsészoktatásról és annak gyakorlati értelméről...
[#ravasz1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 12:50
Írta: 000000000 Dátum 2007 augusztus 16, 12:50
Kérlek szépen részletezd ezt!
Tanulni mindenki szeret.
Én sohasem becsültem le a hülyeség hatalmát!
Magával rántott vón?
Tanulni mindenki szeret.
Én sohasem becsültem le a hülyeség hatalmát!
Magával rántott vón?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 13:14
Írta: 000000000 Dátum 2007 augusztus 16, 13:14
Számos észrevételem lenne, de a legfontosabb.
Ha Neked van egy adott léptető motorod, és pl.1000
1/min-nál is már alig van nyomatéka a gyári
jelleggörbe alapján, akkor miben hiszel???
Mitől fog mégis 3000-el is pörögni, és honnan
a fenéből lesz neki a névleges tízszeres
nyomatéka, miknt a DC szervonál?
A léptető motor ugyanis működési elvéből
következően ilyenkor már "halott" végrehajtó
eszköz. Egy szabályzó kör pedig annyira
lehet maximum jó, amennyire a leggyengébb
láncszeme. Ez ilyen egyszerű, a többi mese.
Ha Neked van egy adott léptető motorod, és pl.1000
1/min-nál is már alig van nyomatéka a gyári
jelleggörbe alapján, akkor miben hiszel???
Mitől fog mégis 3000-el is pörögni, és honnan
a fenéből lesz neki a névleges tízszeres
nyomatéka, miknt a DC szervonál?
A léptető motor ugyanis működési elvéből
következően ilyenkor már "halott" végrehajtó
eszköz. Egy szabályzó kör pedig annyira
lehet maximum jó, amennyire a leggyengébb
láncszeme. Ez ilyen egyszerű, a többi mese.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 14:10
Írta: 000000000 Dátum 2007 augusztus 16, 14:10
Semmiben.
Nem kell nekem magas fordulat, a 3000 valóban mese (nem az enyém, a Geckóé). Úgy gondolom, valós forgácsolás (fa) közben a 10 m/perc megfelelő sebesség. Ez nálam (ezért a viszonylag nagy menetemelkedés) 500 ford/perc.
Ez teljesen rendben van. Jog-módra lódítsunk egy 20m/percet, ez volna a 1000 rpm. Reálisabb lenne azért a 15 m/perc = 750 rpm.
De nem ezt érzem fontosabbnak, hanem éppen a kis sebességeknél elérhető gyorsulást, a szapora irányváltásoknál. Érdemes mindig fejben tartani, hogy ennél a rendszernél ez a gyorsulási érték nem fix, hanem fordulatszámfüggő. Ezért éppen kis fordulaton harapós, amit be is tud váltani gyorsulásra! (ez utóbbi lényeges különbség a hagyományos léptetős rendszerrel szemben).
Másik, hogy nem kell állítgatni, tud amit tud, legföljebb lassabban lesz kész, de mindenképpen gyorsabban mint a hagy. léptecs (kb. 90%-os hatásfokon járatható a rendszer).
Minden furasága ellenére ez léptető, nem szervó!
Nem kell nekem magas fordulat, a 3000 valóban mese (nem az enyém, a Geckóé). Úgy gondolom, valós forgácsolás (fa) közben a 10 m/perc megfelelő sebesség. Ez nálam (ezért a viszonylag nagy menetemelkedés) 500 ford/perc.
Ez teljesen rendben van. Jog-módra lódítsunk egy 20m/percet, ez volna a 1000 rpm. Reálisabb lenne azért a 15 m/perc = 750 rpm.
De nem ezt érzem fontosabbnak, hanem éppen a kis sebességeknél elérhető gyorsulást, a szapora irányváltásoknál. Érdemes mindig fejben tartani, hogy ennél a rendszernél ez a gyorsulási érték nem fix, hanem fordulatszámfüggő. Ezért éppen kis fordulaton harapós, amit be is tud váltani gyorsulásra! (ez utóbbi lényeges különbség a hagyományos léptetős rendszerrel szemben).
Másik, hogy nem kell állítgatni, tud amit tud, legföljebb lassabban lesz kész, de mindenképpen gyorsabban mint a hagy. léptecs (kb. 90%-os hatásfokon járatható a rendszer).
Minden furasága ellenére ez léptető, nem szervó!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 16, 14:59
Írta: 000000000 Dátum 2007 augusztus 16, 14:59
Csak mellékesen:
A Péter által linkel videón a "3900" nem fordulatszám, hanem IPM, azaz hüvelyk per minute! Ez 99,06 Méter percenként!!! [#ijedt]
Az orsó sem kis menetemelkedésű, legalább 2 bekezdéses. Szerintem fél hüvelyk körüli lehet az emelkedése.
Nem az az érdekes, hogy mennyit forog, meg hogy milyen nyomatékon, hanem, hogy kézben tartható maradt ezzel a gyorsulással!!!
A Péter által linkel videón a "3900" nem fordulatszám, hanem IPM, azaz hüvelyk per minute! Ez 99,06 Méter percenként!!! [#ijedt]
Az orsó sem kis menetemelkedésű, legalább 2 bekezdéses. Szerintem fél hüvelyk körüli lehet az emelkedése.
Nem az az érdekes, hogy mennyit forog, meg hogy milyen nyomatékon, hanem, hogy kézben tartható maradt ezzel a gyorsulással!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 16, 16:03
Írta: bmejdz9nu Dátum 2007 augusztus 16, 16:03
Sokat filóztam ezen a videón, hogy mi benne az érdekes? Tehát ez akkora csoda?!
Mert mivan ha nincs G100?
Egyébként ez a G100 leírásába belenéztem, kinyomtattam... eltettem...:)
Ez meghaladja a képességeimet...
Erről van szó....Futkozik egy bábu a Geckónál... :)
Mert mivan ha nincs G100?
Egyébként ez a G100 leírásába belenéztem, kinyomtattam... eltettem...:)
Ez meghaladja a képességeimet...
Erről van szó....Futkozik egy bábu a Geckónál... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Lőrincz Tibor Dátum 2007 augusztus 20, 10:43
Írta: Lőrincz Tibor Dátum 2007 augusztus 20, 10:43
Nem tud valaki szoftvertámogatást ehhez a mozgásvezérlő IC-hez: LM629 (National Semic.)
Adatlap:http://www3.national.com/pf/LM/LM629.html
thnks!
Adatlap:http://www3.national.com/pf/LM/LM629.html
thnks!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 21, 21:08
Írta: bmejdz9nu Dátum 2007 augusztus 21, 21:08
Tibor tudnál belinkelni egy "szép" szervómotor rámpa görbét? Milyennek kellene lenni optimális esetben? (gyorsulás-lassítás)
Mert valószínűleg rövid időn belül tudom a "görbét" állítani... :)
Mert valószínűleg rövid időn belül tudom a "görbét" állítani... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 21, 21:41
Írta: 000000000 Dátum 2007 augusztus 21, 21:41
Először törekedj a szervód aperiódikus
(túllendülésmentes) alapbeállítására.
Ezt adott áttételnél, mozgatott tömegnél és
terhelésnél be tudod állítani PID elemekkel.
Ha ez megvan, ennek függvényében tudod
megfelelő gyorsítási görbét beállítani, addig
nem lehet.
(túllendülésmentes) alapbeállítására.
Ezt adott áttételnél, mozgatott tömegnél és
terhelésnél be tudod állítani PID elemekkel.
Ha ez megvan, ennek függvényében tudod
megfelelő gyorsítási görbét beállítani, addig
nem lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 21, 21:55
Írta: bmejdz9nu Dátum 2007 augusztus 21, 21:55
de mégis hogyan néz ki? Azt írják gyengén szinoszoid... vagy micsida?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 21, 22:27
Írta: 000000000 Dátum 2007 augusztus 21, 22:27
A WinPC-NC topicban a #137-ben pl. Te is linkeltél
egy ilyesmi rámpa görbét, azt nézd meg.
A konkrét meredekséget pedig csak az adott
gépen lehet majd beállítani.
egy ilyesmi rámpa görbét, azt nézd meg.
A konkrét meredekséget pedig csak az adott
gépen lehet majd beállítani.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 21, 23:06
Írta: bmejdz9nu Dátum 2007 augusztus 21, 23:06
Ok. majd meglátom mit tesz...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 22, 09:15
Írta: bmejdz9nu Dátum 2007 augusztus 22, 09:15
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 23, 00:55
Írta: 000000000 Dátum 2007 augusztus 23, 00:55
Sziasztok van egy szervó motorom eladó sajnos a tipusát nemtudom de 380/440V-os,használt van rajta fék és jeladó is.06705192370.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 25, 09:19
Írta: bmejdz9nu Dátum 2007 augusztus 25, 09:19
Ha Tibor erre jársz.. vagy valaki talán tudja... [#vigyor2]
Egy szervómotornál mit jelent az "intertia" kifejezés? Hogyan kell ezt értelmezni? Valami egyszerű megfogalmazásban?
pl. Intertia: 4kg/cm2 ? (Ez egy jó szám?)
Egy szervómotornál mit jelent az "intertia" kifejezés? Hogyan kell ezt értelmezni? Valami egyszerű megfogalmazásban?
pl. Intertia: 4kg/cm2 ? (Ez egy jó szám?)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 augusztus 25, 10:19
Írta: HJózsi Dátum 2007 augusztus 25, 10:19
Alíghanem tehetetlenségi nyomaték, "a forgó testet jellemző paraméter (minél nagyobb annál nehezebb a testet forgásba hozni)" Link
Szervómotoroknál gondolom az jó, ha minnél kisebb..
Szervómotoroknál gondolom az jó, ha minnél kisebb..
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 augusztus 25, 10:29
Írta: x4rhew5r3 Dátum 2007 augusztus 25, 10:29
A forgórész tehetetlenségét jellemzi. Minél kisebb a tehetetlensége, annál fürgébben követi a sebességváltozásokat (gyorsulás-lassulás). Hogy jó-e ez az érték, az Tibor tudja. Mindenesetre az jó, ha a motor nem tesz túl sokat a rendszer eredő tehetetlenségéhez.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 25, 10:40
Írta: bmejdz9nu Dátum 2007 augusztus 25, 10:40
vamami ilyesmi lehet...
de azt sem értem, hogy már megállapítottuk, hogy a forgórész tehetelensége számít... az az a súlya... stb... godnolom...
De pl. a meghajtott golyósorsóhoz képest ez mit számít, amikor ott és mindenhol a tömeg... :)
de azt sem értem, hogy már megállapítottuk, hogy a forgórész tehetelensége számít... az az a súlya... stb... godnolom...
De pl. a meghajtott golyósorsóhoz képest ez mit számít, amikor ott és mindenhol a tömeg... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 25, 14:38
Írta: 000000000 Dátum 2007 augusztus 25, 14:38
A sulya (tomege) is benne van, de az alakja is...meg a tomegkozeppontnak a tengelytol valo
tavolsaga is.
Lasd pl. lendkerek, ahol a sulyt igyekszunk kivinni minel messzebbre a tengelytol, mert a lendkerek hatashoz a minel nagyobb inercia kell ....ellentetben a servo motorral !
inercia=tehetetlenseg
Minel kisebb az ÖSSZ inercia (összeadodnak)annal konnyebb gyorsitani-fekezni-iranymodositzani a TELJES mozgo rendszert.
Amugy a kozepiskolai fizika konyv regel errol hosszasan :-)
tavolsaga is.
Lasd pl. lendkerek, ahol a sulyt igyekszunk kivinni minel messzebbre a tengelytol, mert a lendkerek hatashoz a minel nagyobb inercia kell ....ellentetben a servo motorral !
inercia=tehetetlenseg
Minel kisebb az ÖSSZ inercia (összeadodnak)annal konnyebb gyorsitani-fekezni-iranymodositzani a TELJES mozgo rendszert.
Amugy a kozepiskolai fizika konyv regel errol hosszasan :-)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 25, 14:57
Írta: 000000000 Dátum 2007 augusztus 25, 14:57
...es azert is szamit a motor inerciaja is, mert nem mindegy, hogy a motor nyomatekabol mennyi vesz el azzal, hogy sajat magat gyorsitja-lassitja....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 25, 15:55
Írta: bmejdz9nu Dátum 2007 augusztus 25, 15:55
ok. Akkor egy intertia: 4kg/cm2 500W-os szervómotornál milyen szám? Van valami hasonlítási alap egy SanyoDenki vagy Bautz vagy xxx szervómotorhoz? mert én nem találtam...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 25, 17:11
Írta: 000000000 Dátum 2007 augusztus 25, 17:11
Szia Péter! Ez a 4 kg/cm2 hülyeség...., mert a
tehetetlenségi nyomatéknak nem ez a
mértékegysége, de semmi másnak sem nagyon.
Úgyhogy mégegyszer szaladj neki, és légyszi
pontosítsad ezt ennél a motornál, akkor tudnék
véleményt mondani róla, mennyire szervo.
tehetetlenségi nyomatéknak nem ez a
mértékegysége, de semmi másnak sem nagyon.
Úgyhogy mégegyszer szaladj neki, és légyszi
pontosítsad ezt ennél a motornál, akkor tudnék
véleményt mondani róla, mennyire szervo.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 25, 17:31
Írta: 000000000 Dátum 2007 augusztus 25, 17:31
Gondolom elirta a kg.cm2 helyett...
Itt egy atvalto tablazat:
http://www.q-tech.hu/Unitconv/unitConvInertia.htm
Itt egy atvalto tablazat:
http://www.q-tech.hu/Unitconv/unitConvInertia.htm
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 25, 18:22
Írta: 000000000 Dátum 2007 augusztus 25, 18:22
..nyomaték= erő x erőkar.... (szorzás akart lenni, nem replusz
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 25, 18:24
Írta: 000000000 Dátum 2007 augusztus 25, 18:24
..minden estben.............de nem pof**ok bele olyanba, amihez közöm sincs....200w nál erősebb Servot még nem is fogtam a kezemben[#bohoc]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 25, 18:32
Írta: 000000000 Dátum 2007 augusztus 25, 18:32
...valószínüleg az inercia levezetésénél valahol a képletben van "m"-el /méterre gondolok/ szorzás és így lehet a dimenziója négyzetes....a Kg-ot nem értem,h miért nem Newton.....talán mert a forgó rész öntömege, vagyis a forgó részt képező anyagok fajsúlyának átlaga a normál fajsúlyhoz hasonlóan Kg-ban vanak meghatározva.....ezek azok a dolgok, amiket Statikából már nem tanitottak [#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 25, 20:51
Írta: bmejdz9nu Dátum 2007 augusztus 25, 20:51
Ez van írva: 4 Kg/cm^2 tehát a cm és valmi jelecske felül aztán 2-es...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 25, 21:01
Írta: bmejdz9nu Dátum 2007 augusztus 25, 21:01
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 25, 22:16
Írta: 000000000 Dátum 2007 augusztus 25, 22:16
Szóval ez valószínűleg 4 kgm2 akart lenni,
ahogyan Tomasz is írta. Kicsit sok ebben
a motorban a vas, lehetne jobb konstrukció is.
Pl. egy Faulhaber 200W-os profi szervo motor
csak 0.1 kgm2-rel jellmezhető, és így 5 ms
az időállandója. Egyébként meg nem tudom, hova
kellene Neked egy 500 W-os motor, nem győzöd
FET-el, meg tápegységgel majd.:) A "kis" Bautz-
oddal bőven meg tudsz mindent oldani, persze
nem direktbe.
ahogyan Tomasz is írta. Kicsit sok ebben
a motorban a vas, lehetne jobb konstrukció is.
Pl. egy Faulhaber 200W-os profi szervo motor
csak 0.1 kgm2-rel jellmezhető, és így 5 ms
az időállandója. Egyébként meg nem tudom, hova
kellene Neked egy 500 W-os motor, nem győzöd
FET-el, meg tápegységgel majd.:) A "kis" Bautz-
oddal bőven meg tudsz mindent oldani, persze
nem direktbe.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 25, 22:17
Írta: 000000000 Dátum 2007 augusztus 25, 22:17
kgcm2 a helyes.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 25, 22:29
Írta: bmejdz9nu Dátum 2007 augusztus 25, 22:29
Ez a motor jobb vagy a Bautz? (E642)... Ez a kérdés? Ezt nem tudom?
... Egy biztos.. direkthajást akarok !
Fetek, áram, stb. nem lesz gond...
Készülőben egy kapcsolóüzemű 80V-os 30A-es tápegység... 16db 5V 30A-es sorosan... ez lesz ám az erőmű... :)
... Egy biztos.. direkthajást akarok !
Fetek, áram, stb. nem lesz gond...
Készülőben egy kapcsolóüzemű 80V-os 30A-es tápegység... 16db 5V 30A-es sorosan... ez lesz ám az erőmű... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 25, 22:43
Írta: 000000000 Dátum 2007 augusztus 25, 22:43
Remek, akkor cseréld le a golyósorsódat
1 vagy 2.5 mm-es menetmelkedésűre, és akkor
mehet direktbe.:) Mivel a két motor nem azonos
teljesítményű, így hasonlítgatni sem érdemes.
1 vagy 2.5 mm-es menetmelkedésűre, és akkor
mehet direktbe.:) Mivel a két motor nem azonos
teljesítményű, így hasonlítgatni sem érdemes.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 26, 08:06
Írta: bmejdz9nu Dátum 2007 augusztus 26, 08:06
Szerinted mekkora motor kellene a direkt hajtáshoz. (1 Kw?) de a nagyobb szervómotorok kevesebb fordulatot tudnak...
... és a kör bezárult, azaz nem tudok csinálni 200mm/s-os gépet mert azt a motort még nem találták fel?
Van két ilyen SanyoDenki motorom (pdf. adatlap) egyik teljesen új a másik majdnem, 16-os tengely...
4.oldal T840-012 400W...
Itt az intertia másképp van megadva... Így ezzel sem tudom összehasonlítani... talán csak át kellene számolni? Ezzel összehasonlítani? Az intertiát?
Persze ez a motor nagyobb ... kevesebb fordulatot tud... én csak 2000-ig tudtam vazérelve... (egyenlőre)
Akkora az indítónyomtéka, hogy csak "talapzaton lecsavarva..." mert leugrik azonnal az asztalról... olyan mintha kalapácsok lennének benne... :)


Ennél jobb szervómotort ha valaki tud jekentkezzen! Mert "a cél szentesíti az eszközt"!
Persze talán nincs más megoldás:
5-10Nm-es léptetőmotor és 10-15-ös emelkedésű orsó...
Kevés fordulatszámon jelentős nyomaték...
... és a kör bezárult, azaz nem tudok csinálni 200mm/s-os gépet mert azt a motort még nem találták fel?
Van két ilyen SanyoDenki motorom (pdf. adatlap) egyik teljesen új a másik majdnem, 16-os tengely...
4.oldal T840-012 400W...
Itt az intertia másképp van megadva... Így ezzel sem tudom összehasonlítani... talán csak át kellene számolni? Ezzel összehasonlítani? Az intertiát?
Persze ez a motor nagyobb ... kevesebb fordulatot tud... én csak 2000-ig tudtam vazérelve... (egyenlőre)
Akkora az indítónyomtéka, hogy csak "talapzaton lecsavarva..." mert leugrik azonnal az asztalról... olyan mintha kalapácsok lennének benne... :)
Ennél jobb szervómotort ha valaki tud jekentkezzen! Mert "a cél szentesíti az eszközt"!
Persze talán nincs más megoldás:
5-10Nm-es léptetőmotor és 10-15-ös emelkedésű orsó...
Kevés fordulatszámon jelentős nyomaték...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 augusztus 26, 08:27
Írta: 000000000 Dátum 2007 augusztus 26, 08:27
Teljesen rosszul közelíted ezt a kérdést,
amikor állandóan csak a maximális sebességel
foglalkozol. Ez önmagában semmit nem jelent,
50 W-os motorral is lehet 1m/s-al mozogni.
A technológiából adódó összes többi paraméter
a döntő: pl. mozgáskor hasznosítható erő, felbontás,
túllendülési-pozíció követési kritérium, maximális gyorsulás,
maximális mozgatott tömeg,... Talán először ezeket
gondold át a készülő géped paraméterei alapján,
utána érdemes a hajtás típusát (step-szervo),
nyomaték igényét (teljesítményét) átgondolni.
amikor állandóan csak a maximális sebességel
foglalkozol. Ez önmagában semmit nem jelent,
50 W-os motorral is lehet 1m/s-al mozogni.
A technológiából adódó összes többi paraméter
a döntő: pl. mozgáskor hasznosítható erő, felbontás,
túllendülési-pozíció követési kritérium, maximális gyorsulás,
maximális mozgatott tömeg,... Talán először ezeket
gondold át a készülő géped paraméterei alapján,
utána érdemes a hajtás típusát (step-szervo),
nyomaték igényét (teljesítményét) átgondolni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 augusztus 28, 07:31
Írta: bmejdz9nu Dátum 2007 augusztus 28, 07:31
Na ez a dolog megint szöget ütött a fejembe... erről sem tudtam...
Bautz E642 motor műszaki rajz
Van a rajzon két pont: Luft ein és Luft aus... Tehát levegő be és kimenet... (most ezek műanyag dugókkal lezárva.)
Arra gondolnak, hogy levegő keringetéssel belül a forgórésznél lehet (kell) hűteni a motort?
A be és kimenet ellentétes (átlós) irányban van... logikus... jól átjárná a levegő...
Tesztjeim alapján ez a motor alíg melegedett... (kevésbé mint más "nagynevű" szervó motor...)
Halottatok már ilyenről?
Bautz E642 motor műszaki rajz
Van a rajzon két pont: Luft ein és Luft aus... Tehát levegő be és kimenet... (most ezek műanyag dugókkal lezárva.)
Arra gondolnak, hogy levegő keringetéssel belül a forgórésznél lehet (kell) hűteni a motort?
A be és kimenet ellentétes (átlós) irányban van... logikus... jól átjárná a levegő...
Tesztjeim alapján ez a motor alíg melegedett... (kevésbé mint más "nagynevű" szervó motor...)
Halottatok már ilyenről?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 07, 21:39
Írta: bmejdz9nu Dátum 2007 szeptember 07, 21:39
Egy szervó motorról (erről :) Ha cég nem válaszol a levelemre...
Ezt valakinek speciálisan csinálták... ez nem jó... mert nem szivesen adnak ilyenkor adatokat... bizalmas... csak félrebeszélnek...(már voltam így...)
Hogyan lehetne többet "kimérni vagy kitesztelni"
Csak azt tudni, hogy 48V-os és 33A-es, 5kg!!! - Tehát elég nagy... 0.3V-ról már egyenletesen jár... 4V-nál már lefoghatatlan... 30V-ról egy picit sem melegszik...
4 szénkefés... 16mm-es tengely, de 1/2"-ra van csökkentve... a csapágy után... Annyira durva... hogy szerintem 20A-es vezérlés kevés lesz hozzá...
A fordulata nem túl magas.... 30V-ról bb. 1200rpm lehet... majd megmérem pontosan... :)
Jó lesz a 40mm-es tengelyhez :) :) :)

Ezt valakinek speciálisan csinálták... ez nem jó... mert nem szivesen adnak ilyenkor adatokat... bizalmas... csak félrebeszélnek...(már voltam így...)
Hogyan lehetne többet "kimérni vagy kitesztelni"
Csak azt tudni, hogy 48V-os és 33A-es, 5kg!!! - Tehát elég nagy... 0.3V-ról már egyenletesen jár... 4V-nál már lefoghatatlan... 30V-ról egy picit sem melegszik...
4 szénkefés... 16mm-es tengely, de 1/2"-ra van csökkentve... a csapágy után... Annyira durva... hogy szerintem 20A-es vezérlés kevés lesz hozzá...
A fordulata nem túl magas.... 30V-ról bb. 1200rpm lehet... majd megmérem pontosan... :)
Jó lesz a 40mm-es tengelyhez :) :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 10, 22:04
Írta: bmejdz9nu Dátum 2007 szeptember 10, 22:04
Kereszt tengely tesztek... 400mm/s (24m/perc)
Persze ez csak egy pár kilós súllyal... és még a 450mm/s is ment valahogy...
De a végére "csak" 200mm/s-ot tervezek...de azt maximális gyorsítással (kb. 50ms)... a videókon "csak" 100ms alatt éri el a 400mm/s-ot... ez normális...
Video 1
Video 2
Video 3
Video 4
Na és ezt is ki kell bírnia... Falnak futás (azaz csapágybaknak) 400mm/s sebességgel.
Jó itt van egy kis csalás...finomítás... párnába fut...3mm-es gumi lap van a bakokon... mégse csattanjon... :)
Egyik falnak futás Video
Másik falnak futás Video
Kibírta... ki kell neki! Ez az "esemény" csak idő kérdése mikor következik be... tehát tesztelni kell... :)
Persze ez csak egy pár kilós súllyal... és még a 450mm/s is ment valahogy...
De a végére "csak" 200mm/s-ot tervezek...de azt maximális gyorsítással (kb. 50ms)... a videókon "csak" 100ms alatt éri el a 400mm/s-ot... ez normális...
Video 1
Video 2
Video 3
Video 4
Na és ezt is ki kell bírnia... Falnak futás (azaz csapágybaknak) 400mm/s sebességgel.
Jó itt van egy kis csalás...finomítás... párnába fut...3mm-es gumi lap van a bakokon... mégse csattanjon... :)
Egyik falnak futás Video
Másik falnak futás Video
Kibírta... ki kell neki! Ez az "esemény" csak idő kérdése mikor következik be... tehát tesztelni kell... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 szeptember 11, 09:50
Írta: Kristály Árpád Dátum 2007 szeptember 11, 09:50
Hallihó Péter!
A szokásos gratula!!!
Üdv.: Árpi
A szokásos gratula!!!
Üdv.: Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 szeptember 11, 10:44
Írta: 000000000 Dátum 2007 szeptember 11, 10:44
A falnak ugrasnal mit csinal maga a rendszer? Utkozes utan tilt egybol? Vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 11, 10:58
Írta: bmejdz9nu Dátum 2007 szeptember 11, 10:58
500-as encoder = 2000 step (X4)... 5mm em. orsónál 400 step =1mm ...
A Gecko 126 step hibára letilt!!!
Tehát kevesebb mint 0,5mm-en belül megtörténik ez... (plusz esetleg egy kis lenületből hozzáadódik :)
Tehát a 3mm-es "gumiba" belefér... azaz fokozatosan nyeli el...
Ha vas a vas-on csattanna... azt már nem válalnám... :) Most egész szépen "áll" meg :) a 3mm-es biztonsági "légzsákkal"
Jó a gondolat? Mert senki sem szapolja... pedíg azt is szeretem :)
De ennél van egy nagyobb gondom... ha pl. a HF kerámicsapágyas marómotor megy neki pl. a lefogatóknak... (pl. ilyen sebességgel) azt, hogy védjem... mert az akkor ámen ...
A Gecko 126 step hibára letilt!!!
Tehát kevesebb mint 0,5mm-en belül megtörténik ez... (plusz esetleg egy kis lenületből hozzáadódik :)
Tehát a 3mm-es "gumiba" belefér... azaz fokozatosan nyeli el...
Ha vas a vas-on csattanna... azt már nem válalnám... :) Most egész szépen "áll" meg :) a 3mm-es biztonsági "légzsákkal"
Jó a gondolat? Mert senki sem szapolja... pedíg azt is szeretem :)
De ennél van egy nagyobb gondom... ha pl. a HF kerámicsapágyas marómotor megy neki pl. a lefogatóknak... (pl. ilyen sebességgel) azt, hogy védjem... mert az akkor ámen ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 szeptember 11, 11:11
Írta: 000000000 Dátum 2007 szeptember 11, 11:11
Mivel nem 50RPM-mel lesz hasznalva...
Valoszinuleg szetvagja a lefogatot, szetfroccsen a maro. Vezerlo is tilthat.
Ami HF orsot hasznalok, azon van egy encoder. Amint erzekeli, hogy all a foorso veszstop.
Egyszer sajnos sikerult 16-os kemenyfem maroval, 4m-es elotolas mellett belegyalogolni egy munkadarabba. Maro eltort, munkadarab elfordult a lefogato alatt. Egybol ellenorzesek, stb - nem tortent nagy baj.
Amugy hulyeseg volt az egesz!
Olyan fejlett a CAM programok szimulacios resze, hogy hihetetlen. Lefogatot, satut, minden apro bizbaszt szimulalhatsz. Itt emberi hiba es nagyon kis szazalekban szamitogep hiba tortent:
Ellenorizni akartam, de edgecam jobban preferalja az ATI kartyakat. Munkaallomasban geforce van. Kifagyott a grafikus szimulacio. Mondom jo lesz, sietni kell. Nem eroltettem az ujranezest. Meg is lett az eredmenye.
Valoszinuleg szetvagja a lefogatot, szetfroccsen a maro. Vezerlo is tilthat.
Ami HF orsot hasznalok, azon van egy encoder. Amint erzekeli, hogy all a foorso veszstop.
Egyszer sajnos sikerult 16-os kemenyfem maroval, 4m-es elotolas mellett belegyalogolni egy munkadarabba. Maro eltort, munkadarab elfordult a lefogato alatt. Egybol ellenorzesek, stb - nem tortent nagy baj.
Amugy hulyeseg volt az egesz!
Olyan fejlett a CAM programok szimulacios resze, hogy hihetetlen. Lefogatot, satut, minden apro bizbaszt szimulalhatsz. Itt emberi hiba es nagyon kis szazalekban szamitogep hiba tortent:
Ellenorizni akartam, de edgecam jobban preferalja az ATI kartyakat. Munkaallomasban geforce van. Kifagyott a grafikus szimulacio. Mondom jo lesz, sietni kell. Nem eroltettem az ujranezest. Meg is lett az eredmenye.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 11, 11:46
Írta: bmejdz9nu Dátum 2007 szeptember 11, 11:46
Semmi Cam program... :) jobban mondva CorelDraw a kedvencem...
Nem attól félek, hogy a HF motor marója törik... azt kíbírja... de ha a fej (a befogató) megy neki valaminek... az pedíg nagyon preciziós (.002mm futáspontosság)...
Nade mindegy ezen majd "izgulunk" a marómotor topikban...:)
Nem attól félek, hogy a HF motor marója törik... azt kíbírja... de ha a fej (a befogató) megy neki valaminek... az pedíg nagyon preciziós (.002mm futáspontosság)...
Nade mindegy ezen majd "izgulunk" a marómotor topikban...:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 szeptember 11, 12:36
Írta: Szalai György Dátum 2007 szeptember 11, 12:36
Ez az "esemény" csak idő kérdése mikor következik be... tehát tesztelni kell...
Mért nem lehet ezt elkerülni? Egy sor biztonsági cucc gondoskodhat róla, hogy ne következzen be. Azokat mind kiiktatnád?
Lehet vészleállító végállás érzékelő, akár duplázottan is. Akár áramhurokba kötve, hogy önellenőrző legyen. Ha kell, lehet lézerhurok a megmunkálandó felületrész körül, ami ha bárhol megszakad vészstopot vált ki.
Ezek akár a vezérlőtől függetlenül, azt mellőzve is kialakíthatók, így még vezérlő fet átütés esetén is védhetnek. Összes motoráramkör megszakítás, motorkapocs rövidzár. (Esetleg kis értékű ellenállással.)
Neked még így pucéran is működik egy sor védelem, az encoder+vezérlő hurkon keresztül.
Szerintem a falnak ütközés mindenképpen elkerülendő és elkerülhető dolog. Na persze nagy a szám, mert még nem építettem egy gépet sem, de azt hiszem ezt az ütköztetést mindenképp elkerülöm majd. A védelmeket persze tesztelni fogom, de mindég egy másik fedővédelem biztonságában. Különben szétesne az egész, még mielőtt marnék vele.
Tudom az autókat is így tesztelik. Vesszőzzenek meg érte, de kőbaltás módszernek tartom. Ránk sóznak egy csomó ócska bádogot, azzal a maszlaggal, hogy gyűrődő zóna a mi érdekünkben. Azután, ha ezt a gyűrődő zónát rendeltetésszerűen használom, kidobhatom az egészet. Szóval selejt. Szeretném egyszer azt olvasni egy autós lapban: A törésteszt nem sikerült, az autó nem tört össze. Mert például az ultrahangos távérzékelő, stb, idejében megállította az autót.
Mért nem lehet ezt elkerülni? Egy sor biztonsági cucc gondoskodhat róla, hogy ne következzen be. Azokat mind kiiktatnád?
Lehet vészleállító végállás érzékelő, akár duplázottan is. Akár áramhurokba kötve, hogy önellenőrző legyen. Ha kell, lehet lézerhurok a megmunkálandó felületrész körül, ami ha bárhol megszakad vészstopot vált ki.
Ezek akár a vezérlőtől függetlenül, azt mellőzve is kialakíthatók, így még vezérlő fet átütés esetén is védhetnek. Összes motoráramkör megszakítás, motorkapocs rövidzár. (Esetleg kis értékű ellenállással.)
Neked még így pucéran is működik egy sor védelem, az encoder+vezérlő hurkon keresztül.
Szerintem a falnak ütközés mindenképpen elkerülendő és elkerülhető dolog. Na persze nagy a szám, mert még nem építettem egy gépet sem, de azt hiszem ezt az ütköztetést mindenképp elkerülöm majd. A védelmeket persze tesztelni fogom, de mindég egy másik fedővédelem biztonságában. Különben szétesne az egész, még mielőtt marnék vele.
Tudom az autókat is így tesztelik. Vesszőzzenek meg érte, de kőbaltás módszernek tartom. Ránk sóznak egy csomó ócska bádogot, azzal a maszlaggal, hogy gyűrődő zóna a mi érdekünkben. Azután, ha ezt a gyűrődő zónát rendeltetésszerűen használom, kidobhatom az egészet. Szóval selejt. Szeretném egyszer azt olvasni egy autós lapban: A törésteszt nem sikerült, az autó nem tört össze. Mert például az ultrahangos távérzékelő, stb, idejében megállította az autót.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 szeptember 11, 12:54
Írta: 000000000 Dátum 2007 szeptember 11, 12:54
Ha jol be van love a cam program, akkor mar magat a programot sem engedi legeneralni, ha erzekeli, hogy vegallasra futna a gep. Kismillio lehetoseg van.
Biztosan jo a coreldraw... Valamire... ((:
Biztosan jo a coreldraw... Valamire... ((:
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 11, 15:44
Írta: bmejdz9nu Dátum 2007 szeptember 11, 15:44
Nincs lehetőségem vészleállítókra... mert a teljes golyósorsó "útra" szüségem van! Ezek köszörült speciális pontosságú golyósorsók... csak 320mm az aktív járat... (150USD/db volt+szállítás, szingapurból)...
Erre ötlet? Ha nincs hely?
A mechanika, ha nem bírja ki - szerintem - akkor nem is érdemelne ilyen/olyan erős motorokat... mert ugyis berezonálna...
Az autók és Casco...
Fontos az ember megóvása... mert ha az ügyfél megmarad... akkor vesz helytte másikat, míg ha nem akkor nincs módjában.
Erre ötlet? Ha nincs hely?
A mechanika, ha nem bírja ki - szerintem - akkor nem is érdemelne ilyen/olyan erős motorokat... mert ugyis berezonálna...
Az autók és Casco...
Fontos az ember megóvása... mert ha az ügyfél megmarad... akkor vesz helytte másikat, míg ha nem akkor nincs módjában.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 szeptember 11, 15:50
Írta: 000000000 Dátum 2007 szeptember 11, 15:50
Refkapcsolo - software-es figyeles.
Nem ertem amugy, hogy miert nincs hely. Meg azt sem, hogy altalaban a rafutasos mikrokapcsolokat miert 90fokkal elforgatva szerelik fel. De nem ertek hozza...
Nehogy kotekedesnek vedd, de szerinted egy ilyen rafutast melyik mechanika nem birna ki? Nezzuk mondjuk az 1-36-ig tarto repertoart kis hazankban?
Nem ertem amugy, hogy miert nincs hely. Meg azt sem, hogy altalaban a rafutasos mikrokapcsolokat miert 90fokkal elforgatva szerelik fel. De nem ertek hozza...
Nehogy kotekedesnek vedd, de szerinted egy ilyen rafutast melyik mechanika nem birna ki? Nezzuk mondjuk az 1-36-ig tarto repertoart kis hazankban?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 11, 16:20
Írta: bmejdz9nu Dátum 2007 szeptember 11, 16:20
[#circling] 330mm a golyósorsó hasznos útja. (anya levonva) ... ebből kell nekem 320mm marad 10mm, oldalanként 5mm...
Erre a kis távolságra nem lehet kapcsolót szerelni, meg mit is kapcsolnák? A motort ki? Az a legbiztosabb... de ha sikerül kikapcsolni minusz 5mm-nél akkor is lendületből (szabadfutás) nekimenne...
... és a visszakapcsolás? vissza kellene járatni, hogy a kapcsoló ismét visszakapcsoljon... hiszterézis... ezm ár lehet, hogy több mint 5mm...
A csapágy tartók acélból vannak. Erősek. Jól fell kell fektetni az alvázra. Erős csavarozással. és kibír kb. 10Nm-es ütést... a golyosorsó akár egy nagyságrenndel is többet kibírna de nem ütés szerűen, mert berágodáshoz vagy golyótöréshez vezethetne... de tompítva... jobb.
Erre a kis távolságra nem lehet kapcsolót szerelni, meg mit is kapcsolnák? A motort ki? Az a legbiztosabb... de ha sikerül kikapcsolni minusz 5mm-nél akkor is lendületből (szabadfutás) nekimenne...
... és a visszakapcsolás? vissza kellene járatni, hogy a kapcsoló ismét visszakapcsoljon... hiszterézis... ezm ár lehet, hogy több mint 5mm...
A csapágy tartók acélból vannak. Erősek. Jól fell kell fektetni az alvázra. Erős csavarozással. és kibír kb. 10Nm-es ütést... a golyosorsó akár egy nagyságrenndel is többet kibírna de nem ütés szerűen, mert berágodáshoz vagy golyótöréshez vezethetne... de tompítva... jobb.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 szeptember 11, 16:28
Írta: 000000000 Dátum 2007 szeptember 11, 16:28
Masodik reszt minek irtad? Tisztaban vagyok vele... (:
Akkor nincs otletem a problemadra. Elnezest kerek, ha huztam az idot!
Akkor nincs otletem a problemadra. Elnezest kerek, ha huztam az idot!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 11, 16:30
Írta: bmejdz9nu Dátum 2007 szeptember 11, 16:30
Mert ha nincs az "alváz" azaz egybefüggű lap anyag akkor nem jó...
pl. Ötletnek... ha a mechanika nem bírná...
Szervó "vég vész" leállításnak még egy kapcsoló megteszi (ha van egy kicsit több hely, vagy opto külön tápról)...
A motor áramkört nem megszakítani, hanem min. rövidrezárni (mágnesfék) vagy egy "ellenáram pofont" adni neki...
Pl. egy "méretes" kondit alaphelyzetben feltölteni... és fordítva az adott pillnatban "nekiadni" ... :)
pl. Ötletnek... ha a mechanika nem bírná...
Szervó "vég vész" leállításnak még egy kapcsoló megteszi (ha van egy kicsit több hely, vagy opto külön tápról)...
A motor áramkört nem megszakítani, hanem min. rövidrezárni (mágnesfék) vagy egy "ellenáram pofont" adni neki...
Pl. egy "méretes" kondit alaphelyzetben feltölteni... és fordítva az adott pillnatban "nekiadni" ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 szeptember 11, 17:53
Írta: yuagaci9g Dátum 2007 szeptember 11, 17:53
Azt a motort eleg rovidre zarni, a vezelo kibirja, akar egy triakot is rasuthetsz, mint a tapoknal a tulfesz vedelem. biztos megall egy mm en belul, csak a kuplungod birja ki.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 11, 18:01
Írta: bmejdz9nu Dátum 2007 szeptember 11, 18:01
Nem próbáltam, de kiváncsi lennék hány ms alatt állna meg...és ki lehetne számítani a "röppályát" ... biztos gyorsan...
Ha pl. relé lenne (morse) - ha persze elég gyors - akkor nem kellene a vezérlőt rövidzárba vinni... csak átkapcsolni...
A kupplung a gumit is (ki)bírja...:) az asztal videóit láttad? itt a szervótopikban... ott ugyanez de 30Kg+38Kg-os teherrel is ok volt...
Ha pl. relé lenne (morse) - ha persze elég gyors - akkor nem kellene a vezérlőt rövidzárba vinni... csak átkapcsolni...
A kupplung a gumit is (ki)bírja...:) az asztal videóit láttad? itt a szervótopikban... ott ugyanez de 30Kg+38Kg-os teherrel is ok volt...
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 szeptember 11, 18:04
Írta: yuagaci9g Dátum 2007 szeptember 11, 18:04
A` regen rosz!, nagyot szikrazna es beegne, de egyszer biztos megvedene. Egy triak sokkal gyorsabb, mint egy morse kotakt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 11, 18:13
Írta: bmejdz9nu Dátum 2007 szeptember 11, 18:13
Mindegy... én maradok a "légzsáknál"... A mechanika bírja, így lett tervezve...Ez így nekem ok.
Szerintem ennek nincs hátulutője... talán... reméljük ritkán fut bele... De a végleges beállítás előtt még sokszor nekifuttatom... [#circling]
Szerintem ennek nincs hátulutője... talán... reméljük ritkán fut bele... De a végleges beállítás előtt még sokszor nekifuttatom... [#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 szeptember 11, 18:19
Írta: yuagaci9g Dátum 2007 szeptember 11, 18:19
Vegul is, en is igy szavaznek, minek bonyolitani az amugy is kusza drotokat, szerszam rafutastol ugysem ved, hat csinald ugy , hogy kibirja es pont.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 11, 18:30
Írta: bmejdz9nu Dátum 2007 szeptember 11, 18:30
A német gépem is kibírta, úgy volt "meg komponálva" csak ott 25mm/s-ra :) az azért könyebb...
Ez a gép is csak 200mm/s-al fog menni, de full sebességre is kapcsolhat, ha pl. elszakad az encoder vezeték... vagy bénázok.
.. mert egy jó hobbista... bármire képes :)
Ez a gép is csak 200mm/s-al fog menni, de full sebességre is kapcsolhat, ha pl. elszakad az encoder vezeték... vagy bénázok.
.. mert egy jó hobbista... bármire képes :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 16, 07:54
Írta: bmejdz9nu Dátum 2007 szeptember 16, 07:54
ISEL DC Szervo Motorvezélőkártya - PC-be rakható
... Hátha valkit érdekel... vagy tudja mi ez? Az Ebay-on... nem tunik veszélyesnek a roham érte...

... Hátha valkit érdekel... vagy tudja mi ez? Az Ebay-on... nem tunik veszélyesnek a roham érte...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 szeptember 16, 08:17
Írta: 000000000 Dátum 2007 szeptember 16, 08:17
Amint látom, ez egy 16 bites ISA, teljes hosszú kártya, a mult évezredből...
Múzeális darab.
Múzeális darab.
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 szeptember 16, 09:53
Írta: 3vv2btrhv Dátum 2007 szeptember 16, 09:53
Nekem is ez van meg
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 16, 10:00
Írta: bmejdz9nu Dátum 2007 szeptember 16, 10:00
Hát akkor írjál valamit róla!
Én is átszokok az alábbi szavakra:
igen, nem, van, nincs, nemtudom, lehet, rossz, jó, mőködik, nem működik. [#nyes]
Én is átszokok az alábbi szavakra:
igen, nem, van, nincs, nemtudom, lehet, rossz, jó, mőködik, nem működik. [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 szeptember 16, 10:18
Írta: 3vv2btrhv Dátum 2007 szeptember 16, 10:18
Tibor45 azt mondta nem érdemes vele foglalkozni , amugy nekem megvan a teljes leirása németül , és pont ezért nem foglalkoztam vele .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 16, 10:54
Írta: bmejdz9nu Dátum 2007 szeptember 16, 10:54
Azt hittem üzemben van... de csak a gyűjtő szendvedély :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 27, 23:02
Írta: bmejdz9nu Dátum 2007 szeptember 27, 23:02
Profi2S Servo Vezérlő teszt videók.
Ezt a vezérlőt szerintem bármilyen DC motorhoz be lehet állítani csak kefe legyen benne! :) Nagyon széles tartományban lehet állítani a paramétereket.
Nagyon jó segítség a beéllításhoz a monitor program. Minden egyszerűen és azonnal működött. (Persze még "hangolom" tovább... :)
Az érdekes, hogy a 1-2 amperrel többet is néha felvett mint a Gecko... de a hűtőborda szinte hideg maradt... tehát a motorra küldte a pluszt...
(ezt onnét is látni, hogy bekapcsolt a közbe kapcsoló üzemű táp hűtőventilátora...)
Tápfesz: 48VDC/10A kapcsolóüzemű, Avago Encoder: 500cpr, Motor: Bautz 542, Encoder mód 1:1, Profi2B Báziskártya...
Sebesség: 200mm/sec. (12 méter/perc) tudott volna többet is... semmi "akadálya" nem volt... csak max. a 48V-os tápot kellett volna 80V-osra cserélnem...
Video 1
Video 2
Video 3

Ezt a vezérlőt szerintem bármilyen DC motorhoz be lehet állítani csak kefe legyen benne! :) Nagyon széles tartományban lehet állítani a paramétereket.
Nagyon jó segítség a beéllításhoz a monitor program. Minden egyszerűen és azonnal működött. (Persze még "hangolom" tovább... :)
Az érdekes, hogy a 1-2 amperrel többet is néha felvett mint a Gecko... de a hűtőborda szinte hideg maradt... tehát a motorra küldte a pluszt...
(ezt onnét is látni, hogy bekapcsolt a közbe kapcsoló üzemű táp hűtőventilátora...)
Tápfesz: 48VDC/10A kapcsolóüzemű, Avago Encoder: 500cpr, Motor: Bautz 542, Encoder mód 1:1, Profi2B Báziskártya...
Sebesség: 200mm/sec. (12 méter/perc) tudott volna többet is... semmi "akadálya" nem volt... csak max. a 48V-os tápot kellett volna 80V-osra cserélnem...
Video 1
Video 2
Video 3
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 szeptember 28, 16:56
Írta: yuagaci9g Dátum 2007 szeptember 28, 16:56
Peter!
Az elso videon ugy latszik, mindha visrosszugna a vegen. Ez csak optikai csalodas? Fekezeskor nem folyik aram a tapbol?
Az elso videon ugy latszik, mindha visrosszugna a vegen. Ez csak optikai csalodas? Fekezeskor nem folyik aram a tapbol?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 28, 18:13
Írta: bmejdz9nu Dátum 2007 szeptember 28, 18:13
A tápfeszt jobb lett volna magasabbra venni... sokkal biztosabb beállítást tesz lehetővé... van tartalék pl. fékezéshez.
Ez számomra egy örök dillema... egy adott motor Krpm-hez és fordulatszámhoz - mekkora legyen a tápfesz... Valóban... kicsi volt a 48V... de erre csak ma jöttem rá... legalábis gondolom, hogy rájöttem...
Ezzel kapcsolatban... +5%-tól 100%-ig mindent lehet olvasni a neten...
Ez számomra egy örök dillema... egy adott motor Krpm-hez és fordulatszámhoz - mekkora legyen a tápfesz... Valóban... kicsi volt a 48V... de erre csak ma jöttem rá... legalábis gondolom, hogy rájöttem...
Ezzel kapcsolatban... +5%-tól 100%-ig mindent lehet olvasni a neten...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 szeptember 28, 19:56
Írta: 000000000 Dátum 2007 szeptember 28, 19:56
Az áramkorlát eléggé működik a videón. Az I tagon szerintem emelni kell kissé és a D-tagot is fokoznám, bárha a korlát megy, nem biztos, hogy lesz eredménye.
A Monitoron szerintem látszanak az események.
A Monitoron szerintem látszanak az események.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 28, 20:41
Írta: bmejdz9nu Dátum 2007 szeptember 28, 20:41
Újragondolom a szervóbeállítási elméletemet... mármint a rámpa idő tekintetében!
Kb. úgy néz ki a "szemléletváltásom", hogy három dolgnak szinkronban kell lennie...
1. A vezérlő progi gyorsítás beállítása.
2. A motor adottságai.
3. A vezérlő áramkör csillapítási beálítása.
Kicsit nehéz leírni...
De arról van szó, hogy ha mindhárom dolog passzol akkor nem lesz egy kicsi "túlfutás" sem... ("rugóeffekt") Ezt a "visszamászik" dolgot a végén dolgot persze lehet "takargatni" azzal, hogy igen gyorsan lezajlik... de ha a maró az anyagban van akkor maradandó nyoma lesz!
Tehát nem a gyorsításról van szó... hanem a fékezésről azaz a lassításról!
Ez a leggyengébb láncszem a szervó hajtásnál (szerintem) és ez minden vezérlőre igaz.
Tehát hiába tudok beállítani 30ms gyorsítás/lassítást a vezérlő progiban... az csak a látszat, mert túlfut... vagy igen "feszesre" veszem a "pályakövetést"... de akkor a berezonálás veszélye fent áll.
Valahogy úgy kell(ene) beállítani a rendszert, hogy a ramp beállítás a vezérlő progiba azonos legyen a motor és vezérlő tudásával!
Csak azt nem tudom mit vegyek alapnak... hogy a legjobbat érjem el... tudom a motor... de ez nem olyan egyszerű... mert pl. ennek a motornak akár 25A is adhatnák fékezésnek... de mindennek meg van a határa...
A 10A-es kapcs. táp egy pillanatra bizony kevés lehet... holnap veszek egy nagy kondit... (sajnos nem találtam itthon)...
Kb. úgy néz ki a "szemléletváltásom", hogy három dolgnak szinkronban kell lennie...
1. A vezérlő progi gyorsítás beállítása.
2. A motor adottságai.
3. A vezérlő áramkör csillapítási beálítása.
Kicsit nehéz leírni...
De arról van szó, hogy ha mindhárom dolog passzol akkor nem lesz egy kicsi "túlfutás" sem... ("rugóeffekt") Ezt a "visszamászik" dolgot a végén dolgot persze lehet "takargatni" azzal, hogy igen gyorsan lezajlik... de ha a maró az anyagban van akkor maradandó nyoma lesz!
Tehát nem a gyorsításról van szó... hanem a fékezésről azaz a lassításról!
Ez a leggyengébb láncszem a szervó hajtásnál (szerintem) és ez minden vezérlőre igaz.
Tehát hiába tudok beállítani 30ms gyorsítás/lassítást a vezérlő progiban... az csak a látszat, mert túlfut... vagy igen "feszesre" veszem a "pályakövetést"... de akkor a berezonálás veszélye fent áll.
Valahogy úgy kell(ene) beállítani a rendszert, hogy a ramp beállítás a vezérlő progiba azonos legyen a motor és vezérlő tudásával!
Csak azt nem tudom mit vegyek alapnak... hogy a legjobbat érjem el... tudom a motor... de ez nem olyan egyszerű... mert pl. ennek a motornak akár 25A is adhatnák fékezésnek... de mindennek meg van a határa...
A 10A-es kapcs. táp egy pillanatra bizony kevés lehet... holnap veszek egy nagy kondit... (sajnos nem találtam itthon)...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 szeptember 28, 23:07
Írta: Szalai György Dátum 2007 szeptember 28, 23:07
Videó1: Mi vesz fel egyenletes168W-ot komoly teher nélkül a teljes út során? (3,5A X 48V) Ha felgyorsította a terhet, nem kéne visszaesni az áramfelvételnek? Vagy a teljes út alatt egyenletesen gyorsított? De akkor hol lassított le? Én azt gondolnám, hogy az áramfelvételnek az egyenletes gyorsítási szakaszban közel állandónak kéne lennie, ha elérte a beállított sebességet akkor vissza kéne esnie, és az egyenletes fékezési szakaszban megint egy közel állandó magasabb értéket kéne felvennie.
Szerintem: A rugó effektus összenyomódik majd, ha rendes mechanikai terhelések lesznek. (Szerszám az anyagban.) Ne legyen 20A alatti áramkorlát a táp és a motor között, mert így nem tud kibontakozni a tehetsége. Talán ettől is rugózhat.
Kb mekkora volt a mozgatott tömeg?
Mekkora megtett út alatt éri el a beállított előtolási sebességet?
Én alapnak venném a megmunkáláshoz szükséges erőt és sebességet. Ehhez választanék orsót, áttételt és motort. (Pont ebben a sorrendben.) Azután a motorhoz vezérlőt, végül tápot.
Mindezt akkor tenném így, ha a pénz fán nőne, és még csak nem is nekem kéne leszednem.
Jelen állapotomban én is abból kínlódom majd össze a gépemet, amit sikerül összeguberálni és cserélgetni. Az üvegvisszaváltás szóba sem jön.
Szerintem: A rugó effektus összenyomódik majd, ha rendes mechanikai terhelések lesznek. (Szerszám az anyagban.) Ne legyen 20A alatti áramkorlát a táp és a motor között, mert így nem tud kibontakozni a tehetsége. Talán ettől is rugózhat.
Kb mekkora volt a mozgatott tömeg?
Mekkora megtett út alatt éri el a beállított előtolási sebességet?
Én alapnak venném a megmunkáláshoz szükséges erőt és sebességet. Ehhez választanék orsót, áttételt és motort. (Pont ebben a sorrendben.) Azután a motorhoz vezérlőt, végül tápot.
Mindezt akkor tenném így, ha a pénz fán nőne, és még csak nem is nekem kéne leszednem.
Jelen állapotomban én is abból kínlódom majd össze a gépemet, amit sikerül összeguberálni és cserélgetni. Az üvegvisszaváltás szóba sem jön.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 szeptember 29, 08:04
Írta: 000000000 Dátum 2007 szeptember 29, 08:04
Ez így igaz 8szerintem is) ahogy írod!
Majd agyalok azon, hogy a gyorsítás és lassítási áramkorlátot, hogyan tudnám feljebb srófolni erre az időre, viszont a folyamatos üzemben kellene a "normális" áramérték korlát! Vannak ötleteim, de még ezeket tesztekkel is igazolni kell. Azért nehéz a feladat, mert honnét tudja a vezérlő, hogy egy pillanatra megugró áramigény nem egy képződő zárlat, hanem a gyorsítás (vagy fék) miatt van?! Persze lehetne figyelni a Step jelek közötti időeltéréseket, de ez még + számítási igény, amivel a procit nem akarom terhelni (bár a D tag is ezt teszi), valamint a PCB-n nem lehet változtatni...
Egy kisebb motornál ez a korlátozás nem jelentkezik.
Majd agyalok azon, hogy a gyorsítás és lassítási áramkorlátot, hogyan tudnám feljebb srófolni erre az időre, viszont a folyamatos üzemben kellene a "normális" áramérték korlát! Vannak ötleteim, de még ezeket tesztekkel is igazolni kell. Azért nehéz a feladat, mert honnét tudja a vezérlő, hogy egy pillanatra megugró áramigény nem egy képződő zárlat, hanem a gyorsítás (vagy fék) miatt van?! Persze lehetne figyelni a Step jelek közötti időeltéréseket, de ez még + számítási igény, amivel a procit nem akarom terhelni (bár a D tag is ezt teszi), valamint a PCB-n nem lehet változtatni...
Egy kisebb motornál ez a korlátozás nem jelentkezik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 szeptember 29, 08:12
Írta: 000000000 Dátum 2007 szeptember 29, 08:12
Már többen jelezték, hogy a Vezérlő sokkal több árammal hajtva sem melegszik jelentősen, ezért várhatóan az áramkorláti tagot módosítani fogom és az "üzemi" korlátról átállítom a vész (gyorsítási és lassítási) határolóra. Az alap túlterhelés védelmet (üzemit) teljes egészében a hőfok védelem fogja ellátni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 29, 09:13
Írta: bmejdz9nu Dátum 2007 szeptember 29, 09:13
Ez érdekes meglátás... és igazad van... semmit sem ér a műszer...
A dolog úgy néz ki, hogy csal a műszer... azaz "mérhetetlen" a dolog... A PWM terhelés miatt - gondolom.
"Szabadjárásban" tápegységről kb. 5V ról 2A-t vesz fel a mechanika... ennyi a mozgatási energia....
A dolog úgy néz ki, hogy csal a műszer... azaz "mérhetetlen" a dolog... A PWM terhelés miatt - gondolom.
"Szabadjárásban" tápegységről kb. 5V ról 2A-t vesz fel a mechanika... ennyi a mozgatási energia....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 29, 09:29
Írta: bmejdz9nu Dátum 2007 szeptember 29, 09:29
A vezérlőd nem melegszik... gondolom jók a FET-ek benne... kevésbé melegszik mint egy másik... miért nem engedsz neki 20A-es határt? (akár folyamatosra is)
A Gyorítás/lassítási képessége ezzel javulna... Tudom "extrém" gyorsításról van szó és ehhez motor is kell... de a lehetőség...
A 20A-es korlát a szervó vezérlőknél... elterjedt... tehát nem látom semmi akadályát...
A Gyorítás/lassítási képessége ezzel javulna... Tudom "extrém" gyorsításról van szó és ehhez motor is kell... de a lehetőség...
A 20A-es korlát a szervó vezérlőknél... elterjedt... tehát nem látom semmi akadályát...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 29, 09:33
Írta: bmejdz9nu Dátum 2007 szeptember 29, 09:33
Ahogy írtam a #1607-ben Az "eszeveszett" gyorsítási elképzeléseimet ha alább hagyom... mert úgye minek vagyis nem is lehetséges a gyakorlatban...
... akkor az indítási áram is csökkenik... és minden szebb...
Ha 100ms-ra "visszavettem" ... mindjárt szebb a kép... Többet lehet nyerni a másik oldalon...:)
pl. most 80V-ról 100ms gyorsítással/lassítással 400mm/s(!) végsebességgel... "csak" 0.04mm a túlfutás...
A táp is maradt 10A-es... (2x36V/10,4A-os sorba) Az pedíg nem ad többet...
De nem ártana (globálisan) a szervóvezérlő leírásoknak a szoftveres gyorsítással is foglalkoznia... vagy ez csak a WinPC-NC-nél "gond"...azaz tudja...?
Ezt a 400mm/s sebességre gyorsítást 100ms alatt is csak a WinPC-NC Professional*-al tudtam elérni... érdekes...
Lehet, hogy a kimeneti impulzus sorozatot 0-ról 40Khz-re "szaporítani" (egyenletesen) 100ms alatt nem is olyan egyszerű?
* WinPC-NC Profesional, külső vezérlős.
... akkor az indítási áram is csökkenik... és minden szebb...
Ha 100ms-ra "visszavettem" ... mindjárt szebb a kép... Többet lehet nyerni a másik oldalon...:)
pl. most 80V-ról 100ms gyorsítással/lassítással 400mm/s(!) végsebességgel... "csak" 0.04mm a túlfutás...
A táp is maradt 10A-es... (2x36V/10,4A-os sorba) Az pedíg nem ad többet...
De nem ártana (globálisan) a szervóvezérlő leírásoknak a szoftveres gyorsítással is foglalkoznia... vagy ez csak a WinPC-NC-nél "gond"...azaz tudja...?
Ezt a 400mm/s sebességre gyorsítást 100ms alatt is csak a WinPC-NC Professional*-al tudtam elérni... érdekes...
Lehet, hogy a kimeneti impulzus sorozatot 0-ról 40Khz-re "szaporítani" (egyenletesen) 100ms alatt nem is olyan egyszerű?
* WinPC-NC Profesional, külső vezérlős.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 29, 10:13
Írta: bmejdz9nu Dátum 2007 szeptember 29, 10:13
Persze ezt a 400mm/s-ot tartosan nem lehet tartani... mert a golyósorsók melegednek...
Majd meg kell néznem a pl. THK oldalán az erre vonatkozó határ adatokat... ha jól tudom ilyenkor már folyamatos olajzást ajánlanak...
... de az már minden csak nem hobby kategória...
Ez percenként 4800-as fordulat!!!, ha jól számolom...
Vettem már olyan lineáris vezetéket az Ebay-on aminek megvoltak a bevezető "csatlakozói" ehhez a dologhoz... nem is kopott meg...
Majd meg kell néznem a pl. THK oldalán az erre vonatkozó határ adatokat... ha jól tudom ilyenkor már folyamatos olajzást ajánlanak...
... de az már minden csak nem hobby kategória...
Ez percenként 4800-as fordulat!!!, ha jól számolom...
Vettem már olyan lineáris vezetéket az Ebay-on aminek megvoltak a bevezető "csatlakozói" ehhez a dologhoz... nem is kopott meg...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 szeptember 29, 10:54
Írta: 000000000 Dátum 2007 szeptember 29, 10:54
Ok, de a nyák vezetékezésre is gondolni kell (meg a zajra, PWM miatt az induktív tüskékre, stb.)! Olyan hülyeséget meg nem csinálok, hogy ész nélkül, a FET határadatait adjam mag a Vezérlőre vonatkoztatva!!! Az másoknak a stílusa...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 29, 11:29
Írta: bmejdz9nu Dátum 2007 szeptember 29, 11:29
Sajnos "mélységében" nem ismerem a dolgokat... De a stabilitás is fontos... az meg "másoknak" nem stílusa"... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 29, 11:39
Írta: bmejdz9nu Dátum 2007 szeptember 29, 11:39
itt vannak méretzési példák a THK-tól... Pdf
Hát igen! A gyorsítás/lassítás számítási alapja szinte minden estben: 0.15..0.2sec...
Függ a max. fordulatszám a gyolyósorsó emelkedésétől (logikus) és az átmérőjétől...
Nagyobb sebességhez, nagyobb emelekedésű golyosorsó kellene... Az 5mm-es 20-as kb. 200-300mm/sec a max. - ha jól nézem... ezt én is így tapasztalom... 400mm/s-nél már rezonanciák (nem szép a hangja) is vannak a hőtermelésen felül...
Az a jó kis 40-es golyosorsóm 10-es emelkedéssel... csak egy olyan motor kellene hozzá ami nagyon "nyomatékos" és nem is szempont a fordulata... ezek szerint... Persze ők AC szervóban gondolkoznak... ott meg egy 4-6 polusú mindent megold...
Hát igen! A gyorsítás/lassítás számítási alapja szinte minden estben: 0.15..0.2sec...
Függ a max. fordulatszám a gyolyósorsó emelkedésétől (logikus) és az átmérőjétől...
Nagyobb sebességhez, nagyobb emelekedésű golyosorsó kellene... Az 5mm-es 20-as kb. 200-300mm/sec a max. - ha jól nézem... ezt én is így tapasztalom... 400mm/s-nél már rezonanciák (nem szép a hangja) is vannak a hőtermelésen felül...
Az a jó kis 40-es golyosorsóm 10-es emelkedéssel... csak egy olyan motor kellene hozzá ami nagyon "nyomatékos" és nem is szempont a fordulata... ezek szerint... Persze ők AC szervóban gondolkoznak... ott meg egy 4-6 polusú mindent megold...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 szeptember 29, 16:20
Írta: Szalai György Dátum 2007 szeptember 29, 16:20
CNC géphez szerkezeti anyagok 2007.aug.17.11:07#868 7.kép.
Még meg van mind a kettő. És van hozzá 40/15mm orsó. Gyors megoldás. Rakd össze.
Még meg van mind a kettő. És van hozzá 40/15mm orsó. Gyors megoldás. Rakd össze.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 29, 19:42
Írta: bmejdz9nu Dátum 2007 szeptember 29, 19:42
Az lenne a bonyolult megoldás... de max. 10-es em. kellene a max.-hoz... mert a pontosság is csökkenik...
Persze akkor lehetne áttetelezni a motor-tengelyt... ujabb hibalehetőség... szóval nem egyszerű az élet... :) Ez már így marad...:)
Ahogy teszteletem 300mm/s tartható de ez ugyis csak "alkalomszerű" azaz a szerszám szabad mozgásakor van... ez csak kb. max. 1/10-e az egész munka időnek... tehát a melegedés nem lesz tragikus... de az elején figyelni kell rá!
Majd teszek a golyósorsókra hőmérséklet figyelőket :) megjegyzem az anya nem, csak a tengely melegszik... de csak tartós kemény teszt üzemben... és "őröletes" fordulaton... mert a tengelyt forgatni 4800rpm-el... az már minden csak nem normális... a pdf.ben is max 3000-el számolnak...
Persze akkor lehetne áttetelezni a motor-tengelyt... ujabb hibalehetőség... szóval nem egyszerű az élet... :) Ez már így marad...:)
Ahogy teszteletem 300mm/s tartható de ez ugyis csak "alkalomszerű" azaz a szerszám szabad mozgásakor van... ez csak kb. max. 1/10-e az egész munka időnek... tehát a melegedés nem lesz tragikus... de az elején figyelni kell rá!
Majd teszek a golyósorsókra hőmérséklet figyelőket :) megjegyzem az anya nem, csak a tengely melegszik... de csak tartós kemény teszt üzemben... és "őröletes" fordulaton... mert a tengelyt forgatni 4800rpm-el... az már minden csak nem normális... a pdf.ben is max 3000-el számolnak...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 szeptember 29, 20:22
Írta: 000000000 Dátum 2007 szeptember 29, 20:22
Szia Péter!
Bocs, de sajna az az érzésem és meglátásom,
hogy meglehetősen hibásan állsz neki leendő
CNC géped szervó hajtásához. De ezt már egy hónappal
ezelőtti hozzászólásaimban (pl. #1575) is
fejtegettem, totál hiába. Majd a talin talán
személyesen jobban meg tudlak győzni...
Bocs, de sajna az az érzésem és meglátásom,
hogy meglehetősen hibásan állsz neki leendő
CNC géped szervó hajtásához. De ezt már egy hónappal
ezelőtti hozzászólásaimban (pl. #1575) is
fejtegettem, totál hiába. Majd a talin talán
személyesen jobban meg tudlak győzni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 29, 20:58
Írta: bmejdz9nu Dátum 2007 szeptember 29, 20:58
Alíg várom... Sajnos oly kevés lesz az az idő...
Lassan de alakulok... Talán egyszer mindent megértek...
Most néztem... egy éve vagyok még "csak(?)" fórumtag... és kb. pont egy éve határoztam el, hogy gépet csinálok... és mint tudod (és látni) nem ez a szakmám...
De az az alap, hogy a szervóhajtástól többet kell elvárnom mint a léptető motorostól...
Az alap eltérés köztem és közted... hogy te áttételeznéd... valahol igazad van... de akkor 10-es orsókat használnék... és Planet Drive-ot... )és az drága)
De most a dolgok adottak... Ez így lesz... vagy szervóval vagy léptetővel... ( a léptetős rendszer a szekrényben, crack esetére...[#vigyor2]
Ez a szervó egy bonyolult kérdés... ha meg akarja érteni az ember... ha csak "felhasználni" akarja akkor csak közepes...
A talira viszem a "motyóimat"... és várom a kritákáidat!
Lassan de alakulok... Talán egyszer mindent megértek...
Most néztem... egy éve vagyok még "csak(?)" fórumtag... és kb. pont egy éve határoztam el, hogy gépet csinálok... és mint tudod (és látni) nem ez a szakmám...
De az az alap, hogy a szervóhajtástól többet kell elvárnom mint a léptető motorostól...
Az alap eltérés köztem és közted... hogy te áttételeznéd... valahol igazad van... de akkor 10-es orsókat használnék... és Planet Drive-ot... )és az drága)
De most a dolgok adottak... Ez így lesz... vagy szervóval vagy léptetővel... ( a léptetős rendszer a szekrényben, crack esetére...[#vigyor2]
Ez a szervó egy bonyolult kérdés... ha meg akarja érteni az ember... ha csak "felhasználni" akarja akkor csak közepes...
A talira viszem a "motyóimat"... és várom a kritákáidat!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 szeptember 29, 21:07
Írta: 000000000 Dátum 2007 szeptember 29, 21:07
Péter "felszólítására" megosztom veletek a saját servo konfigomat:
Már lassan egy éve megvannak a motorjaim illetve a hajtások is.
A két darab AC servo 500W-o tud, és az X/Y tengelyeket viszik majd ( remélhetőleg 10-20m/perc között ).
Az adat táblán a feszűltség illetve áram adatok nem jók.
A két mocit az én egyedi igényeimnek megfelelőn gyártották le Koreában, és nem volt pont ilyen matricájuk...
Ezúton is hála érte Konrád Lászlónak az AMC Hungary-nál!
A harmadik DC servó egy Okana SMD beűltetőből származik, amit szétbontottam. Ez volt meg elsőnek, ezért lett 75V a tápfeszűltség a hajtásokon.
Ezen 1000 soros az újakon 2500 soros jeladók vannak.
A hajtásokat is az AMC-től vettem. Nem olcsó, de abszolút a csúcs kategóriába tartoznak és verhetetlen a magyar support is hozzá!
Atom profi szakemberek segítettek a hajtásokat a motorkhoz állítani.
Ami nem mellékes, mert annyi, de annyi paramétert kell állítani ( differenciális, lineáris, integrális erősítés stb ).
A hajtás persze nem a mi kifejezetten "hobby" igényeinkhez készűlt. pl az NCT CNC gépekben a saját hajtásaik előtt ezeket építették be.
Persze ez is tud Step/Dir üzemmódot, ezért tudom használni én is.
Nem mellékesen programozható (1-től Isten tudja megddig, és fokozatmentesen) az egy bejövő impulzusra megteendő encoder impulzusok száma!
Tehát nem gond a nagy impulzusszámú jeladó a Mach alatt. Ellenben a túlfutási hibát gyakorlatilag a rendszerben el is felejthetjük.
A táptrafót és a kondit is az AMC-től vettem, mert jó áron és kimondottan az adott feladatra készültek.

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Már lassan egy éve megvannak a motorjaim illetve a hajtások is.
A két darab AC servo 500W-o tud, és az X/Y tengelyeket viszik majd ( remélhetőleg 10-20m/perc között ).
Az adat táblán a feszűltség illetve áram adatok nem jók.
A két mocit az én egyedi igényeimnek megfelelőn gyártották le Koreában, és nem volt pont ilyen matricájuk...
Ezúton is hála érte Konrád Lászlónak az AMC Hungary-nál!
A harmadik DC servó egy Okana SMD beűltetőből származik, amit szétbontottam. Ez volt meg elsőnek, ezért lett 75V a tápfeszűltség a hajtásokon.
Ezen 1000 soros az újakon 2500 soros jeladók vannak.
A hajtásokat is az AMC-től vettem. Nem olcsó, de abszolút a csúcs kategóriába tartoznak és verhetetlen a magyar support is hozzá!
Atom profi szakemberek segítettek a hajtásokat a motorkhoz állítani.
Ami nem mellékes, mert annyi, de annyi paramétert kell állítani ( differenciális, lineáris, integrális erősítés stb ).
A hajtás persze nem a mi kifejezetten "hobby" igényeinkhez készűlt. pl az NCT CNC gépekben a saját hajtásaik előtt ezeket építették be.
Persze ez is tud Step/Dir üzemmódot, ezért tudom használni én is.
Nem mellékesen programozható (1-től Isten tudja megddig, és fokozatmentesen) az egy bejövő impulzusra megteendő encoder impulzusok száma!
Tehát nem gond a nagy impulzusszámú jeladó a Mach alatt. Ellenben a túlfutási hibát gyakorlatilag a rendszerben el is felejthetjük.
A táptrafót és a kondit is az AMC-től vettem, mert jó áron és kimondottan az adott feladatra készültek.

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 30, 08:24
Írta: bmejdz9nu Dátum 2007 szeptember 30, 08:24
Na ez aztán... most aztán... sokat mondó volt... [#vigyor2]
A gépről tegyél fel képeket... :)
A gépről tegyél fel képeket... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 szeptember 30, 23:28
Írta: bmejdz9nu Dátum 2007 szeptember 30, 23:28
4. tegely topik #372-re Tibornak...
Három géphez van "folyamatban" alkatrész gyűjtés...
- Ez az első gép a forgatóval és a megemelhető Z-tengellyel egy kis munkaterületű de preciziós gépnek szánom... a marómotor - cserélhetően - két féle lesz rajta: 550W ER20-as és HF precise motor... mozgó asztalos...
Nem akarok túlzást írni.. de mint a többi géphez szükséges alkatelemek legyártásához is kell... mint egy hobbysta megmunkáló kp.-ja...
- A második 750x450mm mukaterületű, egy erős gép lesz... mozgó felépítménnyel... öntött vas T-nutos asztal-al... viszonylag kis fordulatú (mint BF20) marómotorral... ide kerülnek a Sanyo Denki 400W-os szervómotorok és a a hossztengelyre (ami a felépítményt mozgatja) egy 4 szénkefés 48V-os 33A-es (6Kg) DC szervó motor...
Itt hadilábon állok az orsókkal... vannak 16/5mm-es orsók... nagyon jók... de kevés lesz az az érzésem... de olyan jók, hogy nics szívem eladni őket... pedíg tudom, hogy ehhez 25/5mm-es dukálna... A lineáris vezetők THK HSR25/HSR30...
- A harmadik 1000x1000mm-es "könnyű" szerkezetű gép lesz... különböző "könnyű" annyagok marásához, gravírozásához, vágásához... 10mm-es em. orsókkal. ez valőszinűleg léptetős lesz... és 30mm-es köszörült tengelyekkel és csúszó csapágyakkal...
Hát ezek a tervek... de mindenki így van ezzel....
Három géphez van "folyamatban" alkatrész gyűjtés...
- Ez az első gép a forgatóval és a megemelhető Z-tengellyel egy kis munkaterületű de preciziós gépnek szánom... a marómotor - cserélhetően - két féle lesz rajta: 550W ER20-as és HF precise motor... mozgó asztalos...
Nem akarok túlzást írni.. de mint a többi géphez szükséges alkatelemek legyártásához is kell... mint egy hobbysta megmunkáló kp.-ja...
- A második 750x450mm mukaterületű, egy erős gép lesz... mozgó felépítménnyel... öntött vas T-nutos asztal-al... viszonylag kis fordulatú (mint BF20) marómotorral... ide kerülnek a Sanyo Denki 400W-os szervómotorok és a a hossztengelyre (ami a felépítményt mozgatja) egy 4 szénkefés 48V-os 33A-es (6Kg) DC szervó motor...
Itt hadilábon állok az orsókkal... vannak 16/5mm-es orsók... nagyon jók... de kevés lesz az az érzésem... de olyan jók, hogy nics szívem eladni őket... pedíg tudom, hogy ehhez 25/5mm-es dukálna... A lineáris vezetők THK HSR25/HSR30...
- A harmadik 1000x1000mm-es "könnyű" szerkezetű gép lesz... különböző "könnyű" annyagok marásához, gravírozásához, vágásához... 10mm-es em. orsókkal. ez valőszinűleg léptetős lesz... és 30mm-es köszörült tengelyekkel és csúszó csapágyakkal...
Hát ezek a tervek... de mindenki így van ezzel....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 01, 07:44
Írta: 000000000 Dátum 2007 október 01, 07:44
Szia Péter! Ezek remek tervek, szép elképzelések.
A 48V 33A motorhoz meg egy kis külön házi
erőművet is tervezel.:)
A 48V 33A motorhoz meg egy kis külön házi
erőművet is tervezel.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 01, 08:14
Írta: bmejdz9nu Dátum 2007 október 01, 08:14
Ez az a motor... és semmi más adat nincs róla... azt sem tudni a 33A melyik áram, de nagyobb mint a többi... 20A-ből(től) meg fog állni...
A gyártó nem válszolt a levelemre... marad a tesztelgetés...
A képen nem látni, de böhöm nagy motor... Pont ezért a rossz képért tudtam megszerezni... :)
Meg az a .33A-es felírat... Imádom ha hibáznak az eladók az Ebay-on...:) Csak a súlyát kérdeztem... és vettem... egyetlen licitáló voltam... :)
Sajnos minden olyan drága lett... csak akkor van esély ha az eladó nem tudja mi az amit árul... ha tudja... akkor a csillagos ég a vége...
Persze vannak melléfogások is... de összességében jobb válalni a kockázatot...
A gyártó nem válszolt a levelemre... marad a tesztelgetés...
A képen nem látni, de böhöm nagy motor... Pont ezért a rossz képért tudtam megszerezni... :)
Meg az a .33A-es felírat... Imádom ha hibáznak az eladók az Ebay-on...:) Csak a súlyát kérdeztem... és vettem... egyetlen licitáló voltam... :)
Sajnos minden olyan drága lett... csak akkor van esély ha az eladó nem tudja mi az amit árul... ha tudja... akkor a csillagos ég a vége...
Persze vannak melléfogások is... de összességében jobb válalni a kockázatot...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 október 01, 10:34
Írta: HJózsi Dátum 2007 október 01, 10:34
A 33 előtt van egy pont, nem tizedesjel? És 0,33 A az üresjárati áramfelvétel ? [#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 október 01, 10:39
Írta: HJózsi Dátum 2007 október 01, 10:39
Ránézésre hasonlít az Ametek mocira, mérete az a nagyságrend? Hányas tengelye van?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 01, 10:49
Írta: bmejdz9nu Dátum 2007 október 01, 10:49
16-os tengely de a csapágy után "lekicsinyítve" 1/2"-ra... Nagyobb mint az Ametek...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 október 01, 14:57
Írta: ra8nsmk6w Dátum 2007 október 01, 14:57
A motor vezetékét elnézve, az nem 33 A - hacsak nem Kinai mert akkor semmin nem lepödök meg. A felére saccolom. A KInai csak vicc volt mert ha jó látom USA termék
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 01, 15:38
Írta: bmejdz9nu Dátum 2007 október 01, 15:38
Ezek a drótok elég vastagok... a motor is nagy... csak a fotón akár egy kicsinek is látni... de ez volt benne a jó... :)
A szénkefék - látni, hogy 4db-os - normál méretűek... a töbit el lehet képzelni... mekkora... :)
Nézd a tengelyt és a drótokat... a tengely 12,7mm... A gumi nem hajgumi...
A szénkefék - látni, hogy 4db-os - normál méretűek... a töbit el lehet képzelni... mekkora... :)
Nézd a tengelyt és a drótokat... a tengely 12,7mm... A gumi nem hajgumi...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 16:06
Írta: bmejdz9nu Dátum 2007 október 02, 16:06
Azt vettem észre (és halottam mások is), hogy a DC/szervó motorok fogásiránytól függően más más jellemzőkel bírnak (pl. erősebbek egyik írányba)...
De a legérdekesebb amit tapasztaltam, hogy több vadi új motoron is a szénkefék (csak egyik írányban általában) több mechanikai hangot adnak azaz zörögnek...
Erről mit tudtok? Mi a megoldás? Főleg az utóbbira...
De a legérdekesebb amit tapasztaltam, hogy több vadi új motoron is a szénkefék (csak egyik írányban általában) több mechanikai hangot adnak azaz zörögnek...
Erről mit tudtok? Mi a megoldás? Főleg az utóbbira...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 02, 17:37
Írta: 000000000 Dátum 2007 október 02, 17:37
Létezhet ilyen motor, de az akkor nem szervo,
hanem csak DC motor. Szervonál ez kizárt.
A kefe irányfüggű hagja lehetséges olcsóbb
szervonál is, de ez kimérhető villamos
paramétert nem jelenthet ott sem. A profi
szervonál pedig semmi különbség nincs, majd
viszek ilyen mocit a talira "csodálni" és
tekergetni.
hanem csak DC motor. Szervonál ez kizárt.
A kefe irányfüggű hagja lehetséges olcsóbb
szervonál is, de ez kimérhető villamos
paramétert nem jelenthet ott sem. A profi
szervonál pedig semmi különbség nincs, majd
viszek ilyen mocit a talira "csodálni" és
tekergetni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 17:40
Írta: bmejdz9nu Dátum 2007 október 02, 17:40
Vadi új SanyoDenki szervó motor is ilyen...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 02, 17:47
Írta: 000000000 Dátum 2007 október 02, 17:47
Milyen???
Az említett cégnek kiváló szervo motorjai
vannak, nem egyet teszteltem.
Így ezt kizárt dolognak tartom. Kimérted a
villamos paramétereinek irányfüggőségét? Vagy
ehelyett a füledet kinevezted hiteles
mérőeszköznek?:)
Az említett cégnek kiváló szervo motorjai
vannak, nem egyet teszteltem.
Így ezt kizárt dolognak tartom. Kimérted a
villamos paramétereinek irányfüggőségét? Vagy
ehelyett a füledet kinevezted hiteles
mérőeszköznek?:)
Cím: Re:DC szervó motoros vezérlés
Írta: airfoil6205 Dátum 2007 október 02, 17:51
Írta: airfoil6205 Dátum 2007 október 02, 17:51
Valóban van ilyen jelenség, a repülőgépben alkalmazott DC motoroknál a használatbavételkor bejáratjuk(bekoptatjuk) a keféket és utána már nem változtatjuk a forgásirányt, az autós motoroknál viszont van forgásirány váltás, ott külső bronzkeféket használnak, de a szervómotoroknál csak gondoltak erre és valahogy megcsinálták, hogy a kefék egyformán kopjanak mindkét irányba
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 október 02, 18:10
Írta: 4mjnxdwuu Dátum 2007 október 02, 18:10
Hali,
Nem egyforma paraméterek akkor jelentkeznek ha a semleges vonal nem egyezik a kefehíd álásával. Gondolom ez szervónál nem megengedhető, Más csak egy irányba forgó mociknál szokás eltolni a hidat, így csökkenthető a kefeszikrázás, és egyéb paraméterek is módosíthatók vele, de kétirányú mocinál ez kizárólag egybeállítva jó.
Nem egyforma paraméterek akkor jelentkeznek ha a semleges vonal nem egyezik a kefehíd álásával. Gondolom ez szervónál nem megengedhető, Más csak egy irányba forgó mociknál szokás eltolni a hidat, így csökkenthető a kefeszikrázás, és egyéb paraméterek is módosíthatók vele, de kétirányú mocinál ez kizárólag egybeállítva jó.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 18:29
Írta: bmejdz9nu Dátum 2007 október 02, 18:29
Igazad van... ezt nem is ítram... A Bautz motorokban a szénkefék tök egyenesek voltak... mert újak... nem is volt az igazi!
pl. csak 0.6V-ról forogatak egyenletesen... hangja sem volt az igazi...
Egy óra járatás után: 0,4V-ról simán mentek és a hangja is szép lett... gondolom a szénkefe felvette a forgórész formáját...
pl. csak 0.6V-ról forogatak egyenletesen... hangja sem volt az igazi...
Egy óra járatás után: 0,4V-ról simán mentek és a hangja is szép lett... gondolom a szénkefe felvette a forgórész formáját...
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 október 02, 18:29
Írta: yuagaci9g Dátum 2007 október 02, 18:29
Ha a motor kefei kicsit lotyognek a tartoban, a forgastol egyik iranyba megfeszulnek, nem kopnak kozepen. A forgas iranyaban nagyobb sarka lesz, mint hatul. Ha visszafele forgatod, az a kis sarok atbillen, es csak az kezd erintkezni, addig, amig meg nem kopik ismet a megfelelo iranyba.
Ez a jelenseg nagy aram suruseget es gyors kefekopast eredmenyez.
Ha mindket iranyban forgatni kell a motort, a lotyogest ki kell kuszobolni.
Ez a jelenseg nagy aram suruseget es gyors kefekopast eredmenyez.
Ha mindket iranyban forgatni kell a motort, a lotyogest ki kell kuszobolni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 18:36
Írta: bmejdz9nu Dátum 2007 október 02, 18:36
"Lámpás-ból" a gyakorlat beszél! Ez igen!
Ha van ilyen motorom, mit tehetek?
Lehet, hogy a szénkeféket cseréljem pontosabb méretűre ami még passzentosabban jár a fészekben?
"Ha mindket iranyban forgatni kell a motort, a lotyogest ki kell kuszobolni."... Mik a módszerek, hogyan?
Ha van ilyen motorom, mit tehetek?
Lehet, hogy a szénkeféket cseréljem pontosabb méretűre ami még passzentosabban jár a fészekben?
"Ha mindket iranyban forgatni kell a motort, a lotyogest ki kell kuszobolni."... Mik a módszerek, hogyan?
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 október 02, 18:41
Írta: yuagaci9g Dátum 2007 október 02, 18:41
Lotyoges ellen legjobb a billeno kefe, de ez eleg rovid elettartamu. A bevalt megoldas a jo hosszu kefetarto, hosszan, precizen megvezetett szenkefe.
Rovid kefet nem lehet jol es biztosan megvezetni a beszorulas veszeje nelkul.
Rovid kefet nem lehet jol es biztosan megvezetni a beszorulas veszeje nelkul.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 18:50
Írta: bmejdz9nu Dátum 2007 október 02, 18:50
A szervómotorokban mindíg nagyon hosszú a székefe pályája... ez is igaz... Azt hittem csak azért, hogy ne kelljen sürűn cserélgetni..
Ok. próbálkozok. Megnéztem közbe... lehet, hogy nem eredeti van benne...
Persze "szőrszálhasogató" vagyok... szerintem lehet, hogy más csak legyintene...
de most már tudom az elvet... a félrekopást... Ezt a BF20 marómotorja szépen csinálja...
A Sanyo Denki-t meg bejáratom...
Ok. próbálkozok. Megnéztem közbe... lehet, hogy nem eredeti van benne...
Persze "szőrszálhasogató" vagyok... szerintem lehet, hogy más csak legyintene...
de most már tudom az elvet... a félrekopást... Ezt a BF20 marómotorja szépen csinálja...
A Sanyo Denki-t meg bejáratom...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 02, 20:01
Írta: 000000000 Dátum 2007 október 02, 20:01
Elnézést, de már megint rágjuk a rosszt.....
Lassam 1000-szer írom le, vannak DC szervo
motorok, és vannak DC motorok. Az egy dolog,
hogy vannak sokan, aik ezt a világ összes
kincséért nem hajlandók megérteni, elfogadni.
Ehelyett arról folyik a duma, hogy egy ablaktörlőmotorban lötyög a kefe. Valóban,
lötyög, én is azt mondom. De nem is szervo
motorról van szó. Ez ilyen egyszerű.
A másik: komolyabb szervomotorban pl. nem szénkefe
van, hanem szabadalommal védett "drótkefe".
Élettartama kb. azonos a motorcsapágyéval.
Lassam 1000-szer írom le, vannak DC szervo
motorok, és vannak DC motorok. Az egy dolog,
hogy vannak sokan, aik ezt a világ összes
kincséért nem hajlandók megérteni, elfogadni.
Ehelyett arról folyik a duma, hogy egy ablaktörlőmotorban lötyög a kefe. Valóban,
lötyög, én is azt mondom. De nem is szervo
motorról van szó. Ez ilyen egyszerű.
A másik: komolyabb szervomotorban pl. nem szénkefe
van, hanem szabadalommal védett "drótkefe".
Élettartama kb. azonos a motorcsapágyéval.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 02, 20:12
Írta: svejk Dátum 2007 október 02, 20:12
Hmm...
Csak egy a baj Tibor45, ezek a profi motorok amikről Te beszélsz nem nagyon hevernek az utcán vagy bontókban.
Ezért próbálunk minden (szavaddal élve) sz@rból servot csinálni :)
És keressük a legjobb sz@rt :)
Csak egy a baj Tibor45, ezek a profi motorok amikről Te beszélsz nem nagyon hevernek az utcán vagy bontókban.
Ezért próbálunk minden (szavaddal élve) sz@rból servot csinálni :)
És keressük a legjobb sz@rt :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 02, 20:15
Írta: svejk Dátum 2007 október 02, 20:15
Ilyen "drótkeféket" alkalmaznak az elektromos kuplungoknál is, igaz ott olajban van általában az egész.
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 október 02, 20:21
Írta: yuagaci9g Dátum 2007 október 02, 20:21
Svejk a szambol vette ki a szot, mi ugyanis amatorok vagyunk, vagy jobban fogalmazva Amatorok,
akik minden NASA trukkot ki akarunk probalni, es ha nem total kudarc, az mar fel gyozelem.
Errol jut eszembe; Peter! megprobalhatnal egy kefes mosogep motort, mar 5V-nal jol forog es 200V a vege, max 7A. En gravirtu koszorunek hasznalom, arra nagyon bevalt, csak lehet, nem tul jok a dinamikus tulajdonsagai. (Allando magnesest keressel)
akik minden NASA trukkot ki akarunk probalni, es ha nem total kudarc, az mar fel gyozelem.
Errol jut eszembe; Peter! megprobalhatnal egy kefes mosogep motort, mar 5V-nal jol forog es 200V a vege, max 7A. En gravirtu koszorunek hasznalom, arra nagyon bevalt, csak lehet, nem tul jok a dinamikus tulajdonsagai. (Allando magnesest keressel)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 20:24
Írta: bmejdz9nu Dátum 2007 október 02, 20:24
Lámpás mindent elárult! Köszönettel neki! Gyakorlatiasan...
Én nem "egyéb" DC motorokról kérdeztem... Nem vettem össze - szerintem - rossz dolgokat, sajnos így is drága a szervóhajtás...
Egyébként István vezérlőjével teszteltem motorokat... Ha nem szervó a szervómotor akkor - szerintem - csak a gyorsítást kell visszavenni a rendszeren.
A Svejk(R) vezérlője meg automata... de majd szerintem a Talin meglátjátok...
Hol tudunk olyan mechanikákat készíteni ahol az a gyorsítási érték szükséges lenne...
Nekem már "minden" pénzem aluba van...:) Mint másnak aranyba... :)
Én nem "egyéb" DC motorokról kérdeztem... Nem vettem össze - szerintem - rossz dolgokat, sajnos így is drága a szervóhajtás...
Egyébként István vezérlőjével teszteltem motorokat... Ha nem szervó a szervómotor akkor - szerintem - csak a gyorsítást kell visszavenni a rendszeren.
A Svejk(R) vezérlője meg automata... de majd szerintem a Talin meglátjátok...
Hol tudunk olyan mechanikákat készíteni ahol az a gyorsítási érték szükséges lenne...
Nekem már "minden" pénzem aluba van...:) Mint másnak aranyba... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 október 02, 20:26
Írta: Kristály Árpád Dátum 2007 október 02, 20:26
Hallihó Lámpás!
Én már ezt többszőr javasoltam...süket fülekre talált....pedig szerintem sok mindenre használható...egyelőre raktáramban hever egy pár darabb[#taps][#worship]
Én már ezt többszőr javasoltam...süket fülekre talált....pedig szerintem sok mindenre használható...egyelőre raktáramban hever egy pár darabb[#taps][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 02, 20:27
Írta: 000000000 Dátum 2007 október 02, 20:27
Szia Svejk!
Ez nem egészen így van.... Nekem több
hajtásom megy bontott, használt irodatechnikai
motorokkal. Csak tudni kell, mit kell mérni egy
használt motoron, és mik azok az alapvető
kritériumai egy motornak, amitől már nevezhető
szervo motornak. Attól ugyanis nem szervo, hogy
beteszem egy szervokörbe.
De már csak pár nap van hátra a talig, ott
szerintem végre sok mindent tisztázhatunk
személyesen, és hátha az előadás is mond újat
Neked.
Ez nem egészen így van.... Nekem több
hajtásom megy bontott, használt irodatechnikai
motorokkal. Csak tudni kell, mit kell mérni egy
használt motoron, és mik azok az alapvető
kritériumai egy motornak, amitől már nevezhető
szervo motornak. Attól ugyanis nem szervo, hogy
beteszem egy szervokörbe.
De már csak pár nap van hátra a talig, ott
szerintem végre sok mindent tisztázhatunk
személyesen, és hátha az előadás is mond újat
Neked.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 20:30
Írta: bmejdz9nu Dátum 2007 október 02, 20:30
A kis "dinamika" egy "nagy" munkatrületű gépnél nem gond... (gyorsítási képesség)
De az a baj, hogy én most egy kis gépet csinálok szervósra... De majd a Talin láthatod...
De az a baj, hogy én most egy kis gépet csinálok szervósra... De majd a Talin láthatod...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 20:30
Írta: bmejdz9nu Dátum 2007 október 02, 20:30
Hozz a talira!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 20:31
Írta: bmejdz9nu Dátum 2007 október 02, 20:31
Már csak 4-et kell aludni... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 02, 20:40
Írta: 000000000 Dátum 2007 október 02, 20:40
Péter!
Ismered ezt az alapképletet?
M = teta * epszilon , ahol teta=tehetetlenségi
nyomaték, epszilon=szöggyorsulás (kicsit
tudományosabban a szögsebesség elsőfokú
differenciál hányadosa). Ez máris ellentmond
annak amiket itt írtál az előbb. Ráadásul a
motornak van egy elektromechanikai
időállandója, az "vasba van öntve", ennek a
minimimalizálását fizeted meg alapvetően, ha
igazi, új szervo motort veszel. Kb. minden
egyes lefaragott ms kb 5.000 Ft-ot ért, és
sajna nem lineáris ez a függvény...
És ezen a paraméteren a világ legjobb
szervoszabályzója sem tud segíteni, annyi,
amennyi.
Ismered ezt az alapképletet?
M = teta * epszilon , ahol teta=tehetetlenségi
nyomaték, epszilon=szöggyorsulás (kicsit
tudományosabban a szögsebesség elsőfokú
differenciál hányadosa). Ez máris ellentmond
annak amiket itt írtál az előbb. Ráadásul a
motornak van egy elektromechanikai
időállandója, az "vasba van öntve", ennek a
minimimalizálását fizeted meg alapvetően, ha
igazi, új szervo motort veszel. Kb. minden
egyes lefaragott ms kb 5.000 Ft-ot ért, és
sajna nem lineáris ez a függvény...
És ezen a paraméteren a világ legjobb
szervoszabályzója sem tud segíteni, annyi,
amennyi.
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 október 02, 20:46
Írta: yuagaci9g Dátum 2007 október 02, 20:46
Ezt mind ertem, jo egy szabad motorra, de ha hozzakapcsoljuk egy nyuolc kilos orsohoz, a motor tehetetlensegi nyomateka mar elenyeszo lesz, vagy nem igy van?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 20:55
Írta: bmejdz9nu Dátum 2007 október 02, 20:55
Tudom... de az "álom motorok" ...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 02, 20:56
Írta: e3h0cv4ph Dátum 2007 október 02, 20:56
Én is had szálljak be a vitába (szeretném ha csak érvek harca lenne és nem személyeké!)
Én szerintem egy szervó motor és egy szervó hajtás attól lesz szervó, hogy van a DC motoron egy encoder aminek a jeleit feldogozza egy szabályzó áramkör és ennek megfelelően szabályozza a DC (vagy éppen nem DC) motort, és teljesen mindegy hogy az adott DC motor milyen paraméterekkel rendelkezik, legfeljebb egy rossz szervó hajtás lesz belőle. Én például redőny fel le huzogatásra szeretnék készíteni egy szervóhajtást, amihez például az ablaktörlőmotor is tökéletesen megfelelő. Teszek rá egy encodert, hogy a vezérlő tudja hol tart a redőny. Szerintem ez már nevezhető szervóhajtásnak!
Ez persze csak az én véleményem. Üdv.:TT
Én szerintem egy szervó motor és egy szervó hajtás attól lesz szervó, hogy van a DC motoron egy encoder aminek a jeleit feldogozza egy szabályzó áramkör és ennek megfelelően szabályozza a DC (vagy éppen nem DC) motort, és teljesen mindegy hogy az adott DC motor milyen paraméterekkel rendelkezik, legfeljebb egy rossz szervó hajtás lesz belőle. Én például redőny fel le huzogatásra szeretnék készíteni egy szervóhajtást, amihez például az ablaktörlőmotor is tökéletesen megfelelő. Teszek rá egy encodert, hogy a vezérlő tudja hol tart a redőny. Szerintem ez már nevezhető szervóhajtásnak!
Ez persze csak az én véleményem. Üdv.:TT
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 02, 20:56
Írta: 000000000 Dátum 2007 október 02, 20:56
Nem így van, mert a hajtástervezéskor van egy
nyomaték görbe illesztés, amikor a szükséges
áttételt meghatározzuk. Így a motor tengelyén
már csak egy rendszer redukált nyomaték
jelentkezik. És egyébként is fordítva érdemes
gondolkodni: ha tegyük fel üresben, terheletenül
egy motor X ms időállandójú, akkor beépítve
csakis X+DX lehet, azaz lomhább. Ha pedig egy
adott feladathoz (gyors digitalizáslás, 3D
marás, ..) szükség van dinamikára, akkor minden
csepp javulás nagyon fontos.
nyomaték görbe illesztés, amikor a szükséges
áttételt meghatározzuk. Így a motor tengelyén
már csak egy rendszer redukált nyomaték
jelentkezik. És egyébként is fordítva érdemes
gondolkodni: ha tegyük fel üresben, terheletenül
egy motor X ms időállandójú, akkor beépítve
csakis X+DX lehet, azaz lomhább. Ha pedig egy
adott feladathoz (gyors digitalizáslás, 3D
marás, ..) szükség van dinamikára, akkor minden
csepp javulás nagyon fontos.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 20:57
Írta: bmejdz9nu Dátum 2007 október 02, 20:57
A jó motor az jó motor... csak az a kérdés, mennyit bír "repíteni"... és van e rá szükség...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 02, 21:09
Írta: svejk Dátum 2007 október 02, 21:09
Azt nem egészen értem hogy mi "nem egészen így van" a #1644 ben leírtakban :)
Jómagam is elég sok motort kipróbáltam amiről tudtam hogy komoly szervo alkalmazásban volt, de nem volt egyik sem átütő siker.
Persze ez lehet hogy az összetákolt mechanikától és a nagyon egyszerű fapados vezérlőtől van. :(
Igy maradtam az egyszerű motornál, és a komolyabbakat eladtam :(
Nálam nyitott fülekre fogsz találni az előadásod kapcsán, és mély tisztelettel meg is próbálom majd hasznosítani a jövőben.
(tényleg jó lenn hang vagy videófelvétel mint az előző talikon, persze csak ha hozzájárulsz. Biztos lesz sok olyan dolog amit nem tud az ember megjegyezni, pl. képletek, egyszerű számítások)
A többiekhez annyit: Nehogy itt a tali előtt parázs vitába bocsátkozzunk ezen a lerágott csonton!!
Jómagam is elég sok motort kipróbáltam amiről tudtam hogy komoly szervo alkalmazásban volt, de nem volt egyik sem átütő siker.
Persze ez lehet hogy az összetákolt mechanikától és a nagyon egyszerű fapados vezérlőtől van. :(
Igy maradtam az egyszerű motornál, és a komolyabbakat eladtam :(
Nálam nyitott fülekre fogsz találni az előadásod kapcsán, és mély tisztelettel meg is próbálom majd hasznosítani a jövőben.
(tényleg jó lenn hang vagy videófelvétel mint az előző talikon, persze csak ha hozzájárulsz. Biztos lesz sok olyan dolog amit nem tud az ember megjegyezni, pl. képletek, egyszerű számítások)
A többiekhez annyit: Nehogy itt a tali előtt parázs vitába bocsátkozzunk ezen a lerágott csonton!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 02, 21:10
Írta: 000000000 Dátum 2007 október 02, 21:10
"... és teljesen mindegy hogy az adott DC motor milyen paraméterekkel rendelkezik..."
Bocs, de ezt az anyósom is mondhatta volna, kb. neki
is ez a véleménye.:) Igaz nem sokat halott még
a DC motor kéttárolás hatásvázlatáról, de ezt
elnézem neki.:)
Bocs, de ezt az anyósom is mondhatta volna, kb. neki
is ez a véleménye.:) Igaz nem sokat halott még
a DC motor kéttárolás hatásvázlatáról, de ezt
elnézem neki.:)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 02, 21:20
Írta: e3h0cv4ph Dátum 2007 október 02, 21:20
Természetessen úgy gondoltam, hogy az adott feladatra kell megvizsgálni (választani) a motort. De szervó nem attól lesz, hogy tök jó a motor hanem, hogy encoderrel visszacsatolt a rendszer. Szerintem.
Ui: Üdvözlöm anyósodat, (jön a talira?)
Ui: Üdvözlöm anyósodat, (jön a talira?)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 21:24
Írta: bmejdz9nu Dátum 2007 október 02, 21:24
[#worship] [#hehe] Hát igen... Nem is irok semmit... mert tökéletes a megközelítés...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 02, 21:27
Írta: bmejdz9nu Dátum 2007 október 02, 21:27
Hűha...
A Tibort meg kellene kérni, hogy minnél kevesebb képlettel magyarázzon... mert akkor nálam elszakad a fonal... hobbysta vagyok, megbocsátható... talán.
A Tibort meg kellene kérni, hogy minnél kevesebb képlettel magyarázzon... mert akkor nálam elszakad a fonal... hobbysta vagyok, megbocsátható... talán.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 02, 21:34
Írta: 000000000 Dátum 2007 október 02, 21:34
Teljesen igazad van, nehogy már "összekapjunk"
megint. Tudod az baj, hogy ennek a témának van
egy olyan pontja, amikor már nem tudsz tovább
lépni, mert nincsenek meg hozzá a feltételeid.
De akkor ezt érezni kell, és ezt szerintem
akkor éreznéd át igazán, ha Te saját Magad
alkotnád meg a helyes szabályzó algoritmusokat,
és nem egy más által közölt algoritmust tekintenél alapnak. Ha lesz kellő energiád,
időd, lehet, hogy sokkal jobbat tudnál beégetni.
Az meg felettébb furcsa, és logikailag sem érthető nekem, hogy "komoly szervo
alkalmazásban volt jó" motorokkal
nem értél el eredményt, nálam fordítva van.
Minden igazi szervo motorral eddig csak
sikereim voltak, amivel meg nem, az nem is volt
szervo, amikor kimértem a motor adatait.
megint. Tudod az baj, hogy ennek a témának van
egy olyan pontja, amikor már nem tudsz tovább
lépni, mert nincsenek meg hozzá a feltételeid.
De akkor ezt érezni kell, és ezt szerintem
akkor éreznéd át igazán, ha Te saját Magad
alkotnád meg a helyes szabályzó algoritmusokat,
és nem egy más által közölt algoritmust tekintenél alapnak. Ha lesz kellő energiád,
időd, lehet, hogy sokkal jobbat tudnál beégetni.
Az meg felettébb furcsa, és logikailag sem érthető nekem, hogy "komoly szervo
alkalmazásban volt jó" motorokkal
nem értél el eredményt, nálam fordítva van.
Minden igazi szervo motorral eddig csak
sikereim voltak, amivel meg nem, az nem is volt
szervo, amikor kimértem a motor adatait.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 02, 21:38
Írta: svejk Dátum 2007 október 02, 21:38
Ehhez kapcsolódóan itt van egy pár érdekes fogástest és alakzat inercia nyomaték számítása.
58. oldal
http://dankab.se/documents/00062.pdf
A multkor találtam egy oldalt, ahol a motorral, többféle hajtás esetén együtt tárgyalták a dolgot , de elkevertem valahol
58. oldal
http://dankab.se/documents/00062.pdf
A multkor találtam egy oldalt, ahol a motorral, többféle hajtás esetén együtt tárgyalták a dolgot , de elkevertem valahol
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 04, 11:20
Írta: svejk Dátum 2007 október 04, 11:20
Én már sajnos érzem hogy elfogytak a feltételeim (főleg a tudásom, éa a pénzem :( )
Abban pedig nem látok logikailag hibát, hogy a gyenge mechanika és vezérlő mellett nem tudom kihasználni a profi motor előnyeit.
(hába van Ferrarim ha rosszak az utjaink, és nem tudok vezetni, igy a zsigulival is elérem a célomat, lehet nem jó példa)
Abban pedig nem látok logikailag hibát, hogy a gyenge mechanika és vezérlő mellett nem tudom kihasználni a profi motor előnyeit.
(hába van Ferrarim ha rosszak az utjaink, és nem tudok vezetni, igy a zsigulival is elérem a célomat, lehet nem jó példa)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 04, 20:59
Írta: bmejdz9nu Dátum 2007 október 04, 20:59
Talán a digitális 0.001-es mérőórát tegyem fel a Talira a "tesztpadra" ?
Video 1 - 100mm-es úthossz - 400mm/s - 100ms ramp
Video 2 - 5mm-es úthossz - 400mm/s - 100ms ramp... hiba lehetőség: ha a mérőóra nem derékszögben áll az aztalhoz - ezt nehéz megoldani...
Video 3 - 1mm-es úthossz - 400mm/s - 100ms ramp... ua. mint fent...
Video 4 - 1mm táv gyorsabb váltásokkal
Video 5 - 1mm táv, váltási idő nélkül... varrógép :):):)
Video 1 - 100mm-es úthossz - 400mm/s - 100ms ramp
Video 2 - 5mm-es úthossz - 400mm/s - 100ms ramp... hiba lehetőség: ha a mérőóra nem derékszögben áll az aztalhoz - ezt nehéz megoldani...
Video 3 - 1mm-es úthossz - 400mm/s - 100ms ramp... ua. mint fent...
Video 4 - 1mm táv gyorsabb váltásokkal
Video 5 - 1mm táv, váltási idő nélkül... varrógép :):):)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 04, 21:49
Írta: 000000000 Dátum 2007 október 04, 21:49
Péter!
Szerintem megint nem számoltál....
400 mm/s (amit 5mm menetemelkedésű orsónál nem
is értek...), és 0.1 s gyorsítási idő esetén 20
mm minimális úthossz kellene, amikor eléred a
sebesség maximumát. 1-3 mm elmozdulásoknál
töredék sebességgel mozogsz, messze 400 alatt,
magyarul semmi értelme kiírnod.
Majd a talin ha tényleg kiváncsi vagy és lesz időnk, megnézhetjük, mit tud a hajtásod.
Megkínáhatjuk igazi egységugrás teszt
függvényekkel. Ennek a tesztnek a végén
elég lesz a "tizedes" mérőórád is.:)
Szerintem megint nem számoltál....
400 mm/s (amit 5mm menetemelkedésű orsónál nem
is értek...), és 0.1 s gyorsítási idő esetén 20
mm minimális úthossz kellene, amikor eléred a
sebesség maximumát. 1-3 mm elmozdulásoknál
töredék sebességgel mozogsz, messze 400 alatt,
magyarul semmi értelme kiírnod.
Majd a talin ha tényleg kiváncsi vagy és lesz időnk, megnézhetjük, mit tud a hajtásod.
Megkínáhatjuk igazi egységugrás teszt
függvényekkel. Ennek a tesztnek a végén
elég lesz a "tizedes" mérőórád is.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 04, 22:34
Írta: bmejdz9nu Dátum 2007 október 04, 22:34
[#wave] 1mm mozgás a teljes sebességgel... varógép video... amit tud... megfelelel? Ezt szeretem... a sport szellem. :)
Az biztos, hogy az 5-ös golyósorsót nem 400mm/s-re tervezték... de most csak a "hőtermelésére" figyelek...
viszem az infra (lézeres) hőmérőt is... nehogy kárt tegyünk valamiben... :)
Szereld fel a tiedet mérő műszerekkel!!!... tudod ugyis mire vagyok kiváncsi...
Talán egy G codban előre eggyeztethetnénk?
Ezt azért beteszem (WinPC-NC): (hátha másként van :)
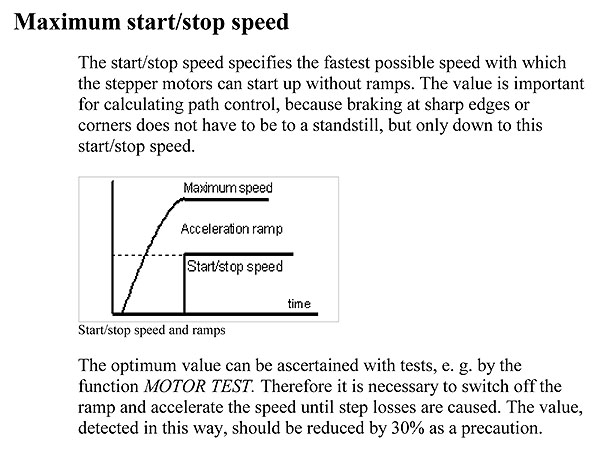
Az biztos, hogy az 5-ös golyósorsót nem 400mm/s-re tervezték... de most csak a "hőtermelésére" figyelek...
viszem az infra (lézeres) hőmérőt is... nehogy kárt tegyünk valamiben... :)
Szereld fel a tiedet mérő műszerekkel!!!... tudod ugyis mire vagyok kiváncsi...
Talán egy G codban előre eggyeztethetnénk?
Ezt azért beteszem (WinPC-NC): (hátha másként van :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 04, 23:24
Írta: 000000000 Dátum 2007 október 04, 23:24
"1mm mozgás a teljes sebességgel"...
Írtam az előbb, hogy ez a maximum töredék
sebessége 1mm-nél főleg. Majd a talin Te is
érzékeled, miről is van szó. Ezért nem hatott
meg annyira videód, de nem rossz azért.
És még egy: gyakorlatilag továbbra sincs tömeg,
és külső erő terhelés a tesztjeidnél. Az
ugyanis mindent "felboríthat" majd.
Írtam az előbb, hogy ez a maximum töredék
sebessége 1mm-nél főleg. Majd a talin Te is
érzékeled, miről is van szó. Ezért nem hatott
meg annyira videód, de nem rossz azért.
És még egy: gyakorlatilag továbbra sincs tömeg,
és külső erő terhelés a tesztjeidnél. Az
ugyanis mindent "felboríthat" majd.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 04, 23:58
Írta: bmejdz9nu Dátum 2007 október 04, 23:58
Számoljuk 1 perc alatt hányszor megy ... :) Gyors "szemek" kellenek...
Mennyi búvár ólmot vigyek terhelésnek? [#vigyor0]
Függőleges teszt is lesz? mert akkor hosszabb kábelek is kellenek - nekem?
Szerintem az ilyen kicsi távú és gyors mozgás... a "legdurvább" teszt a szervórendszernek... ahogy tapasztaltam...
Persze ez nem jeleni azt, hogy minden felhasználó "varrógépet" csinál... de ekkor a hőtermelés is jelentős, gyors forgásirány váltás... gyorsítás/lassítási idő...
... tehát minden van... :)
A Bautz motort ne cseréljem le a Sanyo Denkire? Talán az jobb? De az sokkal drágább... Te mekkorát viszel?
A WinPC-NC ben a "formázható" szervó ramp görbét még nem használom... meg nem is fogom most...
Megértheted... kiváncsi vagyok, mert csak a te szervódat nem próbáltam ill. (értő módon) nem láttam...
Tudod tavaly még kérdezni sem tudtam, mert azt sem tudtam mi az...
Pedíg a szomszédom voltál... [#wave]
Mennyi búvár ólmot vigyek terhelésnek? [#vigyor0]
Függőleges teszt is lesz? mert akkor hosszabb kábelek is kellenek - nekem?
Szerintem az ilyen kicsi távú és gyors mozgás... a "legdurvább" teszt a szervórendszernek... ahogy tapasztaltam...
Persze ez nem jeleni azt, hogy minden felhasználó "varrógépet" csinál... de ekkor a hőtermelés is jelentős, gyors forgásirány váltás... gyorsítás/lassítási idő...
... tehát minden van... :)
A Bautz motort ne cseréljem le a Sanyo Denkire? Talán az jobb? De az sokkal drágább... Te mekkorát viszel?
A WinPC-NC ben a "formázható" szervó ramp görbét még nem használom... meg nem is fogom most...
Megértheted... kiváncsi vagyok, mert csak a te szervódat nem próbáltam ill. (értő módon) nem láttam...
Tudod tavaly még kérdezni sem tudtam, mert azt sem tudtam mi az...
Pedíg a szomszédom voltál... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 05, 08:17
Írta: 000000000 Dátum 2007 október 05, 08:17
Huhhh Péter! Dől Belőled a kérdés áradat,
ráadásul egy csomóra nem lehet válaszolni, mert
sok minden mástól is függ a válasz.
"A Bautz motort ne cseréljem le a Sanyo
Denkire? Talán az jobb? De az sokkal drágább...
Te mekkorát viszel?" Nos én egy kis újdonságot is
viszek: 100, 250, 1400 W-os AC szervo motort
és szabályzót. De ott lesz a digitalizáló
rendszer is. Neked pedig majd a laptopról adok
igazi teszt jeleket a szervódnak, ilyeneket
ugyanis nem tudsz hagyományos vezérlő progikkal
létrehozni. Ezt Másoknak is szívesen felajánlom, ha
valaki kiváncsi a hajtásának átviteli
függvényére, határadataira, nyugodtan keressen meg.
Ezt az egy napot már bírd ki, és remélhetőleg
most több időnk lesz egymásra, mint tavaly.
ráadásul egy csomóra nem lehet válaszolni, mert
sok minden mástól is függ a válasz.
"A Bautz motort ne cseréljem le a Sanyo
Denkire? Talán az jobb? De az sokkal drágább...
Te mekkorát viszel?" Nos én egy kis újdonságot is
viszek: 100, 250, 1400 W-os AC szervo motort
és szabályzót. De ott lesz a digitalizáló
rendszer is. Neked pedig majd a laptopról adok
igazi teszt jeleket a szervódnak, ilyeneket
ugyanis nem tudsz hagyományos vezérlő progikkal
létrehozni. Ezt Másoknak is szívesen felajánlom, ha
valaki kiváncsi a hajtásának átviteli
függvényére, határadataira, nyugodtan keressen meg.
Ezt az egy napot már bírd ki, és remélhetőleg
most több időnk lesz egymásra, mint tavaly.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 05, 08:33
Írta: bmejdz9nu Dátum 2007 október 05, 08:33

Na jól nézünk ki...[#rinya] [#wow1][#vigyor3] De DC szervód is lesz ?
Mégis milyen jeleket tudsz adni neki? Step-Dir alapon amit én nem tudok? (A harveres kártyával sem...) kb. leírhatnád...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 05, 09:20
Írta: 000000000 Dátum 2007 október 05, 09:20
Persze, az is ott lesz. Hiszen minden motor
királynője a DC kefés szervo motor, az AC, BLDC
csak annyiban különbözik tőle, hogy nincs benne
kefe. Azaz egy kifordított DC motor az AC.
Bemenetként pedig pl. +-10 V analóg alapjel is
lehetséges, majd tekergetheted a fordulatszám
alapjel potit, csak hozzál egy pillanatszorítót
is, mert ha gyors a kezed, leugrik az AC motor
az asztalról irányváltáskor.:)
királynője a DC kefés szervo motor, az AC, BLDC
csak annyiban különbözik tőle, hogy nincs benne
kefe. Azaz egy kifordított DC motor az AC.
Bemenetként pedig pl. +-10 V analóg alapjel is
lehetséges, majd tekergetheted a fordulatszám
alapjel potit, csak hozzál egy pillanatszorítót
is, mert ha gyors a kezed, leugrik az AC motor
az asztalról irányváltáskor.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 05, 09:32
Írta: bmejdz9nu Dátum 2007 október 05, 09:32
Akkor lesz "egységugratás" [#vigyor2]?
Az AC motort még nem láttam pl. 100ms alatt írányt váltani... kiváncsi vagyok rá...
Az AC motort még nem láttam pl. 100ms alatt írányt váltani... kiváncsi vagyok rá...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 07, 19:48
Írta: bmejdz9nu Dátum 2007 október 07, 19:48
Szia Tibor, feltámadtál már a Tali fáradalmaiból? Folytathatjuk a "macerálást" ?
Egységugrás... ("egységes ugratás" :)
Ezt írtam azaz kérdeztem: (#1673-ban), de nem kaptam (előre) választ:
"Mégis milyen jeleket tudsz adni neki? Step-Dir alapon amit én nem tudok? (A harveres kártyával sem...) kb. leírhatnád..."
Most már tudom... Megpróbálom megfogalmazni mindenkinek érthető formában az "egységugrást":
Olyan step impulzus sorozat küldése a vezérlőnek (szervó rendszernek) ahol a léptető jelek azonos azonos távolságba vannak egymástól és nincs az elején gyorsítási szakasz, azaz mint a géppuska úgy indulnak (és fejeződnek be) a jelek.
A vizsgálat lényege, hogy zero(!) gyorsítással megvizsgáljuk mit csinál a szervóhajtási rendszer, meddíg bírja...
(azaz mintha a gyereknek a Big Mc-et egybe azaz zero sec. sebességgel akarnánk lenyomni a torkán :)
Na ezzel a teszttel kapcsolatban:
1. Szinte lehetetlennek tünik... ha valóban azt akarjuk, hogy kövesse a valóságban....
2. A "szerencsétlen" vezérlőmnek csak 126 bit tárolója van... tehát én úgy gondolom, hogy ebbe a "pici" tárolóba tárolja el a jelimpulzusokat és addíg tudja végrehajtani amedíg belefér... (mint nyelőcső Big. Mc.-nál :)
Sajnos ennek a vezérlőnek van a világon a legkisebb hibajel tárolója(!)... ezt tudod te is... ezt sokan "baj"-nak tartják... én meg előnynek...
(de ez talán egy másik táma...)
3. Ha egy vezérlőben a hibajel tároló nagy, akkor ezt a "speciális" az impulzus sorozatot szépen eltárolja... és úgy hajtja végre ahogy bírja...
(Big. Mc. = Kacsatömés)
Tehát a mérés és a következtetés nem valódi... Tehát jobban tud "kedvére - tehetségére" csalni a vezérlő...
A nagy tároló persze néha jól jön... de nem mindíg! (e már talán egy másik kérdéskör) Vagy rosszul látom?
Egységugrás... ("egységes ugratás" :)
Ezt írtam azaz kérdeztem: (#1673-ban), de nem kaptam (előre) választ:
"Mégis milyen jeleket tudsz adni neki? Step-Dir alapon amit én nem tudok? (A harveres kártyával sem...) kb. leírhatnád..."
Most már tudom... Megpróbálom megfogalmazni mindenkinek érthető formában az "egységugrást":
Olyan step impulzus sorozat küldése a vezérlőnek (szervó rendszernek) ahol a léptető jelek azonos azonos távolságba vannak egymástól és nincs az elején gyorsítási szakasz, azaz mint a géppuska úgy indulnak (és fejeződnek be) a jelek.
A vizsgálat lényege, hogy zero(!) gyorsítással megvizsgáljuk mit csinál a szervóhajtási rendszer, meddíg bírja...
(azaz mintha a gyereknek a Big Mc-et egybe azaz zero sec. sebességgel akarnánk lenyomni a torkán :)
Na ezzel a teszttel kapcsolatban:
1. Szinte lehetetlennek tünik... ha valóban azt akarjuk, hogy kövesse a valóságban....
2. A "szerencsétlen" vezérlőmnek csak 126 bit tárolója van... tehát én úgy gondolom, hogy ebbe a "pici" tárolóba tárolja el a jelimpulzusokat és addíg tudja végrehajtani amedíg belefér... (mint nyelőcső Big. Mc.-nál :)
Sajnos ennek a vezérlőnek van a világon a legkisebb hibajel tárolója(!)... ezt tudod te is... ezt sokan "baj"-nak tartják... én meg előnynek...
(de ez talán egy másik táma...)
3. Ha egy vezérlőben a hibajel tároló nagy, akkor ezt a "speciális" az impulzus sorozatot szépen eltárolja... és úgy hajtja végre ahogy bírja...
(Big. Mc. = Kacsatömés)
Tehát a mérés és a következtetés nem valódi... Tehát jobban tud "kedvére - tehetségére" csalni a vezérlő...
A nagy tároló persze néha jól jön... de nem mindíg! (e már talán egy másik kérdéskör) Vagy rosszul látom?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 07, 19:59
Írta: 000000000 Dátum 2007 október 07, 19:59
Miért lenne baj a "nagyobb" hibajel tároló megléte?! Attol még védelmi szintet lehet lejjebb definiálni... Ha túl szigorú (kicsi) hibajelet engednél meg, akkor sok motort kizársz a használatból (jog gyorsítások, kevésbé "servo" jellegű motorokkal)! Ilyenkor tényleg nagyon szervo jellegű motor kell a használathoz (meg táp ami nem korlátol be, stb).
Én jobbnak tartom ezt a védelmet idővel is korrigálni (esély a Vezérlőnek a hiba kijavítására, de ha nem lehetséges, akkor kioldás).
Én jobbnak tartom ezt a védelmet idővel is korrigálni (esély a Vezérlőnek a hiba kijavítására, de ha nem lehetséges, akkor kioldás).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 07, 20:07
Írta: bmejdz9nu Dátum 2007 október 07, 20:07
Tudom. Persze, ezért írtam, hogy..."A nagy tároló persze néha jól jön..." ... és azt is, hogy ez egy külön téma... mert ekkor kell, egyértelmű, sőt kötelező...
De a Tibi (és vezérlője) ha jól olvastam eddíg a topikot... szereti az abszolút tökéletes szervómotort...
100gr = 300 ezer forintosat is... :)
De mit szólsz az egységugratáshoz, egységugratási elmélethez?
Utánna "kitárgyalhatjuk" a hiba tárolást...
De a Tibi (és vezérlője) ha jól olvastam eddíg a topikot... szereti az abszolút tökéletes szervómotort...
100gr = 300 ezer forintosat is... :)
De mit szólsz az egységugratáshoz, egységugratási elmélethez?
Utánna "kitárgyalhatjuk" a hiba tárolást...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 07, 21:18
Írta: 000000000 Dátum 2007 október 07, 21:18
Sziasztok!
Mondjuk kipihentem....
"A vizsgálat lényege, hogy zero(!) gyorsítással
megvizsgáljuk mit csinál a szervóhajtási
rendszer, meddíg bírja..."
Sajna ezt rosszul írtad, fordítva van, végtelen
nagy gyorsítással-lassítással vizsgálódunk
ilyenkor. Egyébként nem akarlak elszomorítani,
de Svejk szervóhajtása teszt során tovább
bírta 10-20 %-al (valószínóleg nála a
hibakorlát magasabbra volt állítva), kb. 20-25
Hz-nél akadt ki, ha jól emlékszem a hajtása.
Ha jól tudom, a Gecko-nak az egyik hátránya
az, hogy nincs túl nagy pozíció regisztere.
Ezért is olcsó, mert inkább akkor letilt, ha
nem fér bele +-128-ba.
Én pl. a teljes munkatartományt figyelem,
20 bit szélesség az alap (ez több mint mint 1
millió step inkrementum), de ha ez nem elég
bővíthető korlátlanul.
Egyébként amit István mond, az is jó, időt is
lehet hagyni, de a legjobb, ha a motornyomaték
is hiba döntési tényező. Egyébként csak halkan
jegyzem meg, teljesen fölösleges ezekkel Hobby
szinten sokat bajlódni, jó limit védelem kell,
ennyi is elég. Egyébként több bajod lesz a
szervóval, mint a stephajtással, ha állandóan
lefagy.
A legfontosabb pedig a korrekt jelleggörbe
illesztés (hiszen akkor nem is kerül a
szervohajtás még egységugrás jelekkel sem bajba
elég sokáig, ezen vizsgálati módszernek pont ez
az egyik célja, mennyire optimális ilyen
szempontból a rendszer.
Nos Neked itt a bajod, nem lesz igazán jó a
szervód így soha a direkt hajtásod miatt
azzal az orsóval és azzal a szervomotorral.
De ezt is már sokszor írtam, csak Te "makacs"
vagy és rosszul értelmezett sebesség
bűvöletében élsz. Sajna a tehetetlenségi
nyomaték és tömegerő makacsabb Nálad, majd
rájössz egyszer.:)
Mondjuk kipihentem....
"A vizsgálat lényege, hogy zero(!) gyorsítással
megvizsgáljuk mit csinál a szervóhajtási
rendszer, meddíg bírja..."
Sajna ezt rosszul írtad, fordítva van, végtelen
nagy gyorsítással-lassítással vizsgálódunk
ilyenkor. Egyébként nem akarlak elszomorítani,
de Svejk szervóhajtása teszt során tovább
bírta 10-20 %-al (valószínóleg nála a
hibakorlát magasabbra volt állítva), kb. 20-25
Hz-nél akadt ki, ha jól emlékszem a hajtása.
Ha jól tudom, a Gecko-nak az egyik hátránya
az, hogy nincs túl nagy pozíció regisztere.
Ezért is olcsó, mert inkább akkor letilt, ha
nem fér bele +-128-ba.
Én pl. a teljes munkatartományt figyelem,
20 bit szélesség az alap (ez több mint mint 1
millió step inkrementum), de ha ez nem elég
bővíthető korlátlanul.
Egyébként amit István mond, az is jó, időt is
lehet hagyni, de a legjobb, ha a motornyomaték
is hiba döntési tényező. Egyébként csak halkan
jegyzem meg, teljesen fölösleges ezekkel Hobby
szinten sokat bajlódni, jó limit védelem kell,
ennyi is elég. Egyébként több bajod lesz a
szervóval, mint a stephajtással, ha állandóan
lefagy.
A legfontosabb pedig a korrekt jelleggörbe
illesztés (hiszen akkor nem is kerül a
szervohajtás még egységugrás jelekkel sem bajba
elég sokáig, ezen vizsgálati módszernek pont ez
az egyik célja, mennyire optimális ilyen
szempontból a rendszer.
Nos Neked itt a bajod, nem lesz igazán jó a
szervód így soha a direkt hajtásod miatt
azzal az orsóval és azzal a szervomotorral.
De ezt is már sokszor írtam, csak Te "makacs"
vagy és rosszul értelmezett sebesség
bűvöletében élsz. Sajna a tehetetlenségi
nyomaték és tömegerő makacsabb Nálad, majd
rájössz egyszer.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 07, 22:02
Írta: bmejdz9nu Dátum 2007 október 07, 22:02
1. Igen. tudom mindíg rosszul fogalmazok a gyorsítás terén... de te is tudod... egyre gondoulunk.
2. Igen Svejk vezérlőjébe is nagyobb a hiba puffer. (a Geckoban ez nem állítható)
3. Igen. A Gecko-nak nagyon kicsi a hibajel tárolási képesssége, ezért bírálják a cnczone.com-on is... de ezt majd kitárgyaljuk.
(nem hiszem, hogy a magas memória árak miatt...)
4. A "falnak futási" és egyébb védelem is más téma és sok jó megoldás létezik. (az én "megoldásom" messze nem példa értékű... :)
5. Ha "lefagy" (letilt) akkor az azért van mert nem tudta követni 128 step pontossággal a marási pályát...
Hogy jön ki a max. tárolás a Geckoból: (G320)
pl. 125cpr-es encoderrel (4x mód) = 500 imp/ford. és 5mm em.-es orsónál ~ 1.28mm eltérés... ez már elég durva...
(A félelemből és a másik rögeszmém miatt - kerek 0.01-es lépések - vettem 125 cpr-es encodereket az US. Digitáltól kb.10.000Ft/db áron,
de nem lesz rá szükség szerintem. De vannak itthon 96cpr-esek is...)
De nálam (most) másként van: (G340)
500cpr-es encoder (x4)=2000 jel/ford, de a jelsokszorozó (multiplier) egy bemeneti jelre 4-et ad ki, tehát: 128bit tároló/4= 32 valós step jel csak a tárolás!
Ez ekkor (a sokszorozás miatt) már csak: 0.32mm a megengedett eltérés... Remélem jól számoltam! Ez a max amit a Gecko megenged... nincs továbbb! Letilt!
Szigorú mint a matektanár! (ezért nem visel el akármilyen motort...)
6. Most itt: Egységugrás teszt = nincs jelleg görbe. Nincs ramp idő tehát nincs ramp jelleggörbe... az egy másik téma. (jó téma!)
7. Igen. Igazad van... F1-et csinálok, de az még nem jelenti azt, hogy 4mp alatt akarok 100-on lenni és 320km-el hajtani...
Azaz 400mm/s-el tesztelem, 200mm/sec lesz tervezett "szabad szerszámmozgás" és a gyorsítás sem 50ms hanem kb. 100ms...
A nagy szervó rendszer gyártók honlapján sem találtam jobb specifikációkat 100-300ms alatt...
Orsó és motor:
Ha megkérnének téged, hogy tervezz egy 200mm/sec sebességre egy gép hajtást, 100-200 ms ramp idővel.... mit javasolnál?
Milyen DC szervó motort és milyen orsót?
* Ramp= lassítási és gyorsítási idő a teljes sebességre.
2. Igen Svejk vezérlőjébe is nagyobb a hiba puffer. (a Geckoban ez nem állítható)
3. Igen. A Gecko-nak nagyon kicsi a hibajel tárolási képesssége, ezért bírálják a cnczone.com-on is... de ezt majd kitárgyaljuk.
(nem hiszem, hogy a magas memória árak miatt...)
4. A "falnak futási" és egyébb védelem is más téma és sok jó megoldás létezik. (az én "megoldásom" messze nem példa értékű... :)
5. Ha "lefagy" (letilt) akkor az azért van mert nem tudta követni 128 step pontossággal a marási pályát...
Hogy jön ki a max. tárolás a Geckoból: (G320)
pl. 125cpr-es encoderrel (4x mód) = 500 imp/ford. és 5mm em.-es orsónál ~ 1.28mm eltérés... ez már elég durva...
(A félelemből és a másik rögeszmém miatt - kerek 0.01-es lépések - vettem 125 cpr-es encodereket az US. Digitáltól kb.10.000Ft/db áron,
de nem lesz rá szükség szerintem. De vannak itthon 96cpr-esek is...)
De nálam (most) másként van: (G340)
500cpr-es encoder (x4)=2000 jel/ford, de a jelsokszorozó (multiplier) egy bemeneti jelre 4-et ad ki, tehát: 128bit tároló/4= 32 valós step jel csak a tárolás!
Ez ekkor (a sokszorozás miatt) már csak: 0.32mm a megengedett eltérés... Remélem jól számoltam! Ez a max amit a Gecko megenged... nincs továbbb! Letilt!
Szigorú mint a matektanár! (ezért nem visel el akármilyen motort...)
6. Most itt: Egységugrás teszt = nincs jelleg görbe. Nincs ramp idő tehát nincs ramp jelleggörbe... az egy másik téma. (jó téma!)
7. Igen. Igazad van... F1-et csinálok, de az még nem jelenti azt, hogy 4mp alatt akarok 100-on lenni és 320km-el hajtani...
Azaz 400mm/s-el tesztelem, 200mm/sec lesz tervezett "szabad szerszámmozgás" és a gyorsítás sem 50ms hanem kb. 100ms...
A nagy szervó rendszer gyártók honlapján sem találtam jobb specifikációkat 100-300ms alatt...
Orsó és motor:
Ha megkérnének téged, hogy tervezz egy 200mm/sec sebességre egy gép hajtást, 100-200 ms ramp idővel.... mit javasolnál?
Milyen DC szervó motort és milyen orsót?
* Ramp= lassítási és gyorsítási idő a teljes sebességre.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 07, 22:27
Írta: 000000000 Dátum 2007 október 07, 22:27
"Ha megkérnének téged, hogy tervezz egy 200mm/sec sebességre egy gép hajtást, 100-200 ms ramp idővel.... mit javasolnál?
Milyen DC szervó motort és milyen orsót?"
Kevés az infó..., erre így nem lehet válaszolni.
Nem tudom ugyanis, mekkora a mozgatott tömeg,
mi az üzemszerű technológiából adódó
terhelőnyomaték, erő, Mennyi az ismétlési
pontosság, felbontás követelmény?
Ezeket még megadnád?
Milyen DC szervó motort és milyen orsót?"
Kevés az infó..., erre így nem lehet válaszolni.
Nem tudom ugyanis, mekkora a mozgatott tömeg,
mi az üzemszerű technológiából adódó
terhelőnyomaték, erő, Mennyi az ismétlési
pontosság, felbontás követelmény?
Ezeket még megadnád?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 07, 22:58
Írta: bmejdz9nu Dátum 2007 október 07, 22:58
Ha a megrendelőd ilyen szeretne, azaz ilyenről álmodik.... Videó
Mondjuk főorsója van... század pontossági adat alatt nem nagyon van gyári gép... (hogy mennyire tudja az már megint egy másik kérdés :)
www.datrondynamics.com
...és a többi számítás, elgondolásom?
A tegnapi "teszpadomon" a gyakorlatilag 32 db "stepecskényi" tároló volt az egységugráshoz és valós pálya követéshez... a letiltáshoz.
(mert ha te adtál egyet abból a sokszorozó megnégyszerezte... ugyebár... :)
Mondjuk főorsója van... század pontossági adat alatt nem nagyon van gyári gép... (hogy mennyire tudja az már megint egy másik kérdés :)
www.datrondynamics.com
...és a többi számítás, elgondolásom?
A tegnapi "teszpadomon" a gyakorlatilag 32 db "stepecskényi" tároló volt az egységugráshoz és valós pálya követéshez... a letiltáshoz.
(mert ha te adtál egyet abból a sokszorozó megnégyszerezte... ugyebár... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 08, 00:00
Írta: svejk Dátum 2007 október 08, 00:00
(Csak halkan jegyzem meg hogy nálam leoldás csak egyszer volt, a többi esetben csak szóltam hogy már nagyon nem tudja követni a jelet.)
Nálam egyébként a hibatároló nem lépéshibát figyel (geckonál a 128-at nem értem 128 lépéshiba 500-as encoder 5-ös orsó 0.3mm hiba,ennyit engedne folyamatosan? ez tul sok szerintem)
Visszatérve az enyémhez, egy inkrement hiba is indít egy időzítőt ami beállítható adott esetben 0,4 s és ekkor van letiltás.
előtte csak figyelmeztetés van hogy a lépést nem tudja követni.
Illetve van egy másik számláló aminek az értékét hibajel esetén 3-mal növeljük hibajel nélkül 1-gyel csökkentjük (mindezt 52khz-en)
és egy beállítható érték után szintén leold a vezérlő.
Nálam egyébként a hibatároló nem lépéshibát figyel (geckonál a 128-at nem értem 128 lépéshiba 500-as encoder 5-ös orsó 0.3mm hiba,ennyit engedne folyamatosan? ez tul sok szerintem)
Visszatérve az enyémhez, egy inkrement hiba is indít egy időzítőt ami beállítható adott esetben 0,4 s és ekkor van letiltás.
előtte csak figyelmeztetés van hogy a lépést nem tudja követni.
Illetve van egy másik számláló aminek az értékét hibajel esetén 3-mal növeljük hibajel nélkül 1-gyel csökkentjük (mindezt 52khz-en)
és egy beállítható érték után szintén leold a vezérlő.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 08, 07:43
Írta: bmejdz9nu Dátum 2007 október 08, 07:43
Csak halkan... :) :) :)
Az egységugratási elmélettel, mint "mérvadó" szervóteszt módszerrel nem értek egyet...
Ehhez mit szólsz? Szerintem ez függ a vezérlő "szigorúságától"...
Lehetne olyan vezérlő is csinálni amibe akár egy "órás show műsort" be lehetne adni... és azt mondanánk neki... játszd le úgy ahogy akarod... :)
A hibajel tárolás és korrekció, letiltás és ennek mikéntje is fontos persze, de most maradjunk az egységugratásnál! ill erre jó lenne pontot tenni.
... aztán "kidumálhatnánk" a hibakorrekciót...
_____________________________________________________________________
A Gecko-nak is van időhöz kötése, ami szigorubb mint a max. 128 step.
Tudni kell, hogy van egy 5V-os analóg fesz. kimenete ahol a hibát lehet mérni, ill szkóppal a görbét látni. Ez a kimenet pont 5.00V ha nincs eltérés...
+/-0.04V (40mV) = 1 step hiba...(be/ki ... pl. 4,96V vagy 5,04V...)
Csak max. 3 másodpercig bírja a "0.4V-os eltérést"...tehát 10 step folyamatos eltérés és a 3. másodpercben letilt ! Ez is nagyon szigorú...
Sőt itt megint a sokszorozó panel (Multiplier és G340) tovább szigorít (sajnos?)!
Tehát egy bemenő jelere (nálam) 4-et ad ki... tehát "2,5 step" ez a hiba/idő korlát (jól számolok?) ... 3 mp-ig folyamatos... letilt ... piros led = "piros lap-ot ad" :)
Ez nálam 5mm-es orsónál maradva... tehát ez 2-3 század mm?... Jó ég... ezt így még nem is számoltam...
Ezért írja a Gecko, (cnczone.com) hogy ha teheted vegyél a hajtáshoz megfelelő encodert és NE vedd tőlük a multipliert... :) ... mert akkor...
Az egységugratási elmélettel, mint "mérvadó" szervóteszt módszerrel nem értek egyet...
Ehhez mit szólsz? Szerintem ez függ a vezérlő "szigorúságától"...
Lehetne olyan vezérlő is csinálni amibe akár egy "órás show műsort" be lehetne adni... és azt mondanánk neki... játszd le úgy ahogy akarod... :)
A hibajel tárolás és korrekció, letiltás és ennek mikéntje is fontos persze, de most maradjunk az egységugratásnál! ill erre jó lenne pontot tenni.
... aztán "kidumálhatnánk" a hibakorrekciót...
_____________________________________________________________________
A Gecko-nak is van időhöz kötése, ami szigorubb mint a max. 128 step.
Tudni kell, hogy van egy 5V-os analóg fesz. kimenete ahol a hibát lehet mérni, ill szkóppal a görbét látni. Ez a kimenet pont 5.00V ha nincs eltérés...
+/-0.04V (40mV) = 1 step hiba...(be/ki ... pl. 4,96V vagy 5,04V...)
Csak max. 3 másodpercig bírja a "0.4V-os eltérést"...tehát 10 step folyamatos eltérés és a 3. másodpercben letilt ! Ez is nagyon szigorú...
Sőt itt megint a sokszorozó panel (Multiplier és G340) tovább szigorít (sajnos?)!
Tehát egy bemenő jelere (nálam) 4-et ad ki... tehát "2,5 step" ez a hiba/idő korlát (jól számolok?) ... 3 mp-ig folyamatos... letilt ... piros led = "piros lap-ot ad" :)
Ez nálam 5mm-es orsónál maradva... tehát ez 2-3 század mm?... Jó ég... ezt így még nem is számoltam...
Ezért írja a Gecko, (cnczone.com) hogy ha teheted vegyél a hajtáshoz megfelelő encodert és NE vedd tőlük a multipliert... :) ... mert akkor...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 08, 08:26
Írta: 000000000 Dátum 2007 október 08, 08:26
Péter!
Az egy dolog, hogy Te nem értesz egyet az egységugrás
vizsgálati módszerrel. Talán ez azért is van,
mert nem is tudtad, hogy ilyen is van, vagy
mert máris számos gyenge pont mutatkozott csak
egy pár kg-os szán mozgatásakor is már a jelenlegi
szervo megoldásodban. Képzeld mi lesz, ha majd
a totál kész gépedet vetnénk alá tengelyenként
ilyennek?:)
Ez a legfontosabb vizsgálatok egyike, minden
valamirevaló szakirodalom foglalkozik a
rendszer átviteli függvényével és ez az élet
minden területére (nem csak műszaki, hanem pl.
orvos-biológia, termékminősítési vizsgálatok,
stb.) vonatkozik.
De visszakanyarodva a műszaki élethez pl.
tipikus nagyon durva egységugrás vizsgálat az
autó törésteszt is. Ott sajnos tönkre is megy
a vizsgált szerkezet, szerencsére egy teszt
program sok-sok paramétere állítható és a
hajtás nem fog tönkremenni, persze órákon át
tartó folyamatos tesztek is lehetnek, amiknek
kifejezetten kopási, élettartami, megbízhatósági
céljai vannak.
Szóval pár fontos dolog, cél:
1. Ezzel a módszerrel minden, azaz step hajtás
is bemérhető, sőt Mindenkinek kellene is, hogy
gépének tudja a Start-Stop frekvenciájáját,
és ehhez utána olyan G kódokkal etesse, amitől
soha nem lesz lépésvesztése. Mondhatnám azt is,
mivel step hajtásnál nincs útmérés, ez még
sokkal fontosabb is, mint a szervónál!!
Tehát első fontos amit megtudunk ebből a
vizsgálati módszerből a rendszer hiba nélküli
Sart-Stop freki határa, ami ha azt vesszük
máris utal a dinamikai képességekre.
2. Megtudhatjuk, hol old le szervo, azaz milyen
munkákat, technológiákat vállalhatunk be gépünkre.
3. Megtudhatjuk a rendszer időállandóját.
4. Útmérő rendszer teszt, kiderül mikor téveszt,
vagy nem téveszt a rendszer.
A Te encoder multipklikátorod (X4, X2) eleve
veszélyes, mert sokkal hamarabb téveszt. Egy
szervonak az pedig a halála, ha az útmérése
is téves.
5. Kritikus mechanika rezonancia pontokat
állapíthatunk meg.
Aztán írhatnék még pár dolgot, de talán már ez
is sok volt...
Az egy dolog, hogy Te nem értesz egyet az egységugrás
vizsgálati módszerrel. Talán ez azért is van,
mert nem is tudtad, hogy ilyen is van, vagy
mert máris számos gyenge pont mutatkozott csak
egy pár kg-os szán mozgatásakor is már a jelenlegi
szervo megoldásodban. Képzeld mi lesz, ha majd
a totál kész gépedet vetnénk alá tengelyenként
ilyennek?:)
Ez a legfontosabb vizsgálatok egyike, minden
valamirevaló szakirodalom foglalkozik a
rendszer átviteli függvényével és ez az élet
minden területére (nem csak műszaki, hanem pl.
orvos-biológia, termékminősítési vizsgálatok,
stb.) vonatkozik.
De visszakanyarodva a műszaki élethez pl.
tipikus nagyon durva egységugrás vizsgálat az
autó törésteszt is. Ott sajnos tönkre is megy
a vizsgált szerkezet, szerencsére egy teszt
program sok-sok paramétere állítható és a
hajtás nem fog tönkremenni, persze órákon át
tartó folyamatos tesztek is lehetnek, amiknek
kifejezetten kopási, élettartami, megbízhatósági
céljai vannak.
Szóval pár fontos dolog, cél:
1. Ezzel a módszerrel minden, azaz step hajtás
is bemérhető, sőt Mindenkinek kellene is, hogy
gépének tudja a Start-Stop frekvenciájáját,
és ehhez utána olyan G kódokkal etesse, amitől
soha nem lesz lépésvesztése. Mondhatnám azt is,
mivel step hajtásnál nincs útmérés, ez még
sokkal fontosabb is, mint a szervónál!!
Tehát első fontos amit megtudunk ebből a
vizsgálati módszerből a rendszer hiba nélküli
Sart-Stop freki határa, ami ha azt vesszük
máris utal a dinamikai képességekre.
2. Megtudhatjuk, hol old le szervo, azaz milyen
munkákat, technológiákat vállalhatunk be gépünkre.
3. Megtudhatjuk a rendszer időállandóját.
4. Útmérő rendszer teszt, kiderül mikor téveszt,
vagy nem téveszt a rendszer.
A Te encoder multipklikátorod (X4, X2) eleve
veszélyes, mert sokkal hamarabb téveszt. Egy
szervonak az pedig a halála, ha az útmérése
is téves.
5. Kritikus mechanika rezonancia pontokat
állapíthatunk meg.
Aztán írhatnék még pár dolgot, de talán már ez
is sok volt...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 08, 08:42
Írta: bmejdz9nu Dátum 2007 október 08, 08:42
Műszaki élet: Igen az autókat gyűrődésre tervezik...azaz ha a falnak megy hogyan nyelje el a helyzeti enegriát, hogyan és mi gyűrödjön... Ramp idő!
Nem vastagabb acélból...mert tudják zero... az nem jó...
Ilyen "analóg" az élet... és ilyen "analóg" a szervóhajtás is...
A puskagolyó is gyorsul a csőben...
Ez az "egységugrás" teszt akkor lenne ok. ha a vezérlőkben egyforma (vagy semmi?) hiba jel tároló lenne... akkor lehetne objektíven összehasonlítani.
Ezzel egyetértesz???
A multiplikátor-tól a rendszer nem fog téveszteni! csak előbb tölti meg a hibajel tárolót... azaz "szigorodik" a rendszer... azaz előbb old le... De ahogy írtam: 0.02-0.03mm hiba 3 mp-ig fent áll... ekkor... de egy léptetőnél ez a szám = zero. Ott nincs ennyi "tolerancia" sem...
Nem vastagabb acélból...mert tudják zero... az nem jó...
Ilyen "analóg" az élet... és ilyen "analóg" a szervóhajtás is...
A puskagolyó is gyorsul a csőben...
Ez az "egységugrás" teszt akkor lenne ok. ha a vezérlőkben egyforma (vagy semmi?) hiba jel tároló lenne... akkor lehetne objektíven összehasonlítani.
Ezzel egyetértesz???
A multiplikátor-tól a rendszer nem fog téveszteni! csak előbb tölti meg a hibajel tárolót... azaz "szigorodik" a rendszer... azaz előbb old le... De ahogy írtam: 0.02-0.03mm hiba 3 mp-ig fent áll... ekkor... de egy léptetőnél ez a szám = zero. Ott nincs ennyi "tolerancia" sem...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 08, 08:59
Írta: svejk Dátum 2007 október 08, 08:59
Önmagára a motor kiválasztására kiválló az egységugrásteszt szerintem is, viszont a komplett hajtásrendszert vizsgálni vele már aggályok merülnek fel bennem is.
(ugye elvileg számitható lenne a tömeg és egyéb tényezők figyelembevételével az adott hajtás időállandója, és azt túllépni felesleges)
Vagy legalábbis úgy tudnám elképzelni hogy adva van egy mechanika, és ugyan azon kipróbálni több motort több vezérlőt természetesen ez utóbbi kettővel minden párosítást leellnőrizni.
--------------------
Okszi, nem néztem utána a geckonak, tehát igy korrekt.
(ugye elvileg számitható lenne a tömeg és egyéb tényezők figyelembevételével az adott hajtás időállandója, és azt túllépni felesleges)
Vagy legalábbis úgy tudnám elképzelni hogy adva van egy mechanika, és ugyan azon kipróbálni több motort több vezérlőt természetesen ez utóbbi kettővel minden párosítást leellnőrizni.
--------------------
Okszi, nem néztem utána a geckonak, tehát igy korrekt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 08, 09:08
Írta: svejk Dátum 2007 október 08, 09:08
Tibor45!
Ahogy igy leírtad így oké a vizsgálat és ellenőrzés, főleg nekünk amatőröknek akik nem tudjuk előre kiszámolni még közelítőleg sem a mechanika várható tulajdonságait.
Azt nem is tudtam hogy az egységugrásteszteddel tudsz gyorsulást is beállítani...bár akkor már nem egységugrás..
No többet én nem kötözködök, és ezúton is megköszönöm hogy szántál pár percet/tesztet a masinámra, végül is nem volt hiábavaló mert legalább megértettem a lényegét.
Ahogy igy leírtad így oké a vizsgálat és ellenőrzés, főleg nekünk amatőröknek akik nem tudjuk előre kiszámolni még közelítőleg sem a mechanika várható tulajdonságait.
Azt nem is tudtam hogy az egységugrásteszteddel tudsz gyorsulást is beállítani...bár akkor már nem egységugrás..
No többet én nem kötözködök, és ezúton is megköszönöm hogy szántál pár percet/tesztet a masinámra, végül is nem volt hiábavaló mert legalább megértettem a lényegét.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 08, 09:23
Írta: bmejdz9nu Dátum 2007 október 08, 09:23
Persze...!!! Tökéletesen egyetértek veled!!!
Odanyomni keményen a jekeket a motornak... és megnézni, hogyan hajtotta végre... Sőt ezt különböző terhelésekkel... de ez a motor teszt.
De Tibor az egységugrással a vezérlő leoldását(!) veszi "végpontnak"...
Ha a motor, azaz a hajtás kimetére tenne egy mérést... akkor az már más lenne... de nem így tett/tesz...
Egyébként jó lenne egy műszert csinálni erre:
pl. István teszt progijával... egy "digitlális tolómérőből" és egy gyors adat kiolvasási szoftverrel... álmok... azzal mindenféle hajtást lehetne összehasonlítani...
Vagy csinálni egy "szeizmográfot" és a papírcsikot húzni... Ha valaki lát a bontóban ne hagyja ott... :)
Gecko:
"rémisztően" kicsi a tárolója... de lehet állítani![#nyes] encoder választással és multiplikátorral... hát nem egy kényelmes dolog...
(az állítható felbontású encoderra majd visszatérünk...)
A tökéletes vezérlő olyan lenne, ahol pl. jumperekkel lehetne állítani a hiba tárolóját... azaz a szigoruságát... szerintem...
Odanyomni keményen a jekeket a motornak... és megnézni, hogyan hajtotta végre... Sőt ezt különböző terhelésekkel... de ez a motor teszt.
De Tibor az egységugrással a vezérlő leoldását(!) veszi "végpontnak"...
Ha a motor, azaz a hajtás kimetére tenne egy mérést... akkor az már más lenne... de nem így tett/tesz...
Egyébként jó lenne egy műszert csinálni erre:
pl. István teszt progijával... egy "digitlális tolómérőből" és egy gyors adat kiolvasási szoftverrel... álmok... azzal mindenféle hajtást lehetne összehasonlítani...
Vagy csinálni egy "szeizmográfot" és a papírcsikot húzni... Ha valaki lát a bontóban ne hagyja ott... :)
Gecko:
"rémisztően" kicsi a tárolója... de lehet állítani![#nyes] encoder választással és multiplikátorral... hát nem egy kényelmes dolog...
(az állítható felbontású encoderra majd visszatérünk...)
A tökéletes vezérlő olyan lenne, ahol pl. jumperekkel lehetne állítani a hiba tárolóját... azaz a szigoruságát... szerintem...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 08, 09:55
Írta: svejk Dátum 2007 október 08, 09:55
Jó az a "szigorúság" úgy ahogy van ha állítható lenne hajlamos lennél nagyobb hibákat megengedni.
Tudomásul kell venni a mechanika korlátait és a vezérlőszoftverben azokat figyelembe kell venni és akkor meglesz az összhang.
Tudomásul kell venni a mechanika korlátait és a vezérlőszoftverben azokat figyelembe kell venni és akkor meglesz az összhang.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 08, 11:28
Írta: bmejdz9nu Dátum 2007 október 08, 11:28
"Szigorú" vezérlő = "ekzakt" a szoftver vezérlés... de ez is megérne egy misét... :)
pl. Ha a gyorsítási időt emelem akkor...
de lehet, hogy csak a WinPC-NC-ben lehet állítani olyan finomságokat mint pl. ...
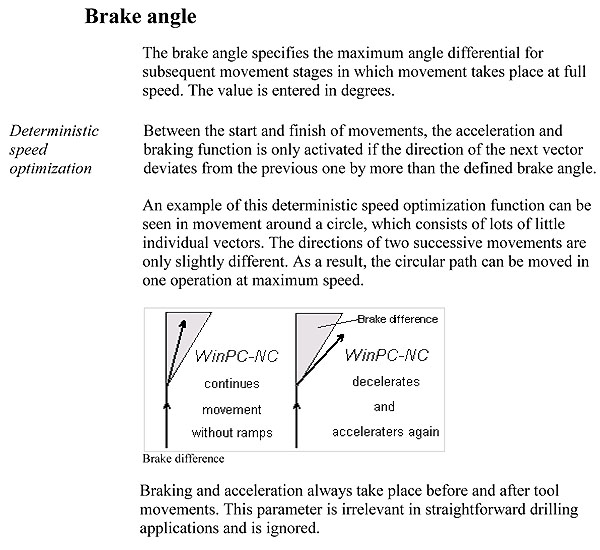
pl. Ha a gyorsítási időt emelem akkor...
de lehet, hogy csak a WinPC-NC-ben lehet állítani olyan finomságokat mint pl. ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 08, 13:39
Írta: 000000000 Dátum 2007 október 08, 13:39
Köszi Svejk, Veled látod a tali után sokkal több
dologban egyetértek, és talán Te is beláttad,
miért mondom továbbra is azt, hogy óriási
különbségek vannak az egyes motorok között.
Ezen tesztek erre egyből rávilágítanak.
A teljes gépnél pedig azért kell, mert akkor
az eredő, együttes hibák derülnek ki.
Péter meg majd még sokat fog tanulni a felmerülő
problémái, hibás elgondolásai miatt.
A CNC hajtástechnika, különösen a szervohajtás
érdekes dolog: könnyű elérni kezdeti,
látványosnak is tűnő eredményt, azonban utána
hosszú, keserves időszak következik, amikor
egy picit komolyabb eredményeket szeretnénk
elérni, és valóban használható megbízható gépet
akarunk építeni.
dologban egyetértek, és talán Te is beláttad,
miért mondom továbbra is azt, hogy óriási
különbségek vannak az egyes motorok között.
Ezen tesztek erre egyből rávilágítanak.
A teljes gépnél pedig azért kell, mert akkor
az eredő, együttes hibák derülnek ki.
Péter meg majd még sokat fog tanulni a felmerülő
problémái, hibás elgondolásai miatt.
A CNC hajtástechnika, különösen a szervohajtás
érdekes dolog: könnyű elérni kezdeti,
látványosnak is tűnő eredményt, azonban utána
hosszú, keserves időszak következik, amikor
egy picit komolyabb eredményeket szeretnénk
elérni, és valóban használható megbízható gépet
akarunk építeni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 08, 13:50
Írta: 000000000 Dátum 2007 október 08, 13:50
Tibor45!
Ez az egységugrásos teszt a Te ötleted vagy szakirodalomban is elfogadott elv?
Írod, hogy léptecseknél is érdemes elvégezni a tesztett.
Ha így van elkellne gondolkodni, hogyan tehető mindenki számára hozzáférhetővé a módszer.
Ez az egységugrásos teszt a Te ötleted vagy szakirodalomban is elfogadott elv?
Írod, hogy léptecseknél is érdemes elvégezni a tesztett.
Ha így van elkellne gondolkodni, hogyan tehető mindenki számára hozzáférhetővé a módszer.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 08, 14:00
Írta: bmejdz9nu Dátum 2007 október 08, 14:00
Jó. Ok.
Akkor hagyjuk ezt az egységugrás-os szervó rendszer tesztet... mert látom, hogy nem kapok egyenes választ...[#wave] Az elv jó, de függ a vezérlők hibajel tűrésétől.
Tehát nem mérvadó így... szerintem.
Tehát két vezérlés összehasonlítására nem alkalmas.
Azt is hagyjuk amit a #1682 kérdeztem, mert az ugybár lehetetlen és nincs ilyen hajtásra igény sem.
Ha mindent úgy csinálunk ahogy te irod:
Elhiszünk mindent, megvesszük a világ legjobb motorjait, a vezérlődet, áttetételezzük... és ha minden jól sikerül akkor elérjük egy léptetőmotoros gép sebességét...
Persze drága lesz... de halk lesz és (talán) lépésvesztés mentes.
De itt megjegyzem... egy jól beállított léptetővel nincs valós lépésvesztés, vagy legalább ugyanakkora a rizikófaktor mint szervó hajtásnál. (pl. encoder jelre egy zavar impulzus kerül...)
Én a szervótol többet várok. Többe kerül és többet tud ... szerintem.
A dolgot ugyis csak annyian értették, hogy egy kezem meg tudom számolni... tehát mindegy.(megvan még minden újjam :)
Akkor hagyjuk ezt az egységugrás-os szervó rendszer tesztet... mert látom, hogy nem kapok egyenes választ...[#wave] Az elv jó, de függ a vezérlők hibajel tűrésétől.
Tehát nem mérvadó így... szerintem.
Tehát két vezérlés összehasonlítására nem alkalmas.
Azt is hagyjuk amit a #1682 kérdeztem, mert az ugybár lehetetlen és nincs ilyen hajtásra igény sem.
Ha mindent úgy csinálunk ahogy te irod:
Elhiszünk mindent, megvesszük a világ legjobb motorjait, a vezérlődet, áttetételezzük... és ha minden jól sikerül akkor elérjük egy léptetőmotoros gép sebességét...
Persze drága lesz... de halk lesz és (talán) lépésvesztés mentes.
De itt megjegyzem... egy jól beállított léptetővel nincs valós lépésvesztés, vagy legalább ugyanakkora a rizikófaktor mint szervó hajtásnál. (pl. encoder jelre egy zavar impulzus kerül...)
Én a szervótol többet várok. Többe kerül és többet tud ... szerintem.
A dolgot ugyis csak annyian értették, hogy egy kezem meg tudom számolni... tehát mindegy.(megvan még minden újjam :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 08, 14:30
Írta: 000000000 Dátum 2007 október 08, 14:30
Természetesen nem az én ötletem az egységugrásos
mérőjel és az arra adandó válasz figyelése.
Írtam már pár hozzászólásssal ezelőtt, ennek
komoly szakirodalma van, az előadáson is
mutattam be felvillantás képpen erről a
csillapítási tényező függvényében ábrát.
Az a speciális DOS-os program viszont saját
fejlesztés, ami ezt állítható paraméterek
mellett generálja kifejezetten step és servo
hajtások, gépek számára. Akit érdekel annak,
ingyenesen megcsinálom, bemérem. A program nem
publikus, mert sok évi munkám-tapasztalatom van
benne, és ezt csak úgyis olyan hülye motor és
hajtás centrikus fejlesztő tudja gyakran és
hatékonyan használni, mint én. A felhasználónak
meg az az érték, ha az adott gépéről ezt az
adatot közli valaki. Ez pedig ingyen van annak,
akit érdekel. A tali remek lehetőség lett volna
erre is, csak ott Svejk és Péter hajtásait
teszteltük néhány perc erejéig.
mérőjel és az arra adandó válasz figyelése.
Írtam már pár hozzászólásssal ezelőtt, ennek
komoly szakirodalma van, az előadáson is
mutattam be felvillantás képpen erről a
csillapítási tényező függvényében ábrát.
Az a speciális DOS-os program viszont saját
fejlesztés, ami ezt állítható paraméterek
mellett generálja kifejezetten step és servo
hajtások, gépek számára. Akit érdekel annak,
ingyenesen megcsinálom, bemérem. A program nem
publikus, mert sok évi munkám-tapasztalatom van
benne, és ezt csak úgyis olyan hülye motor és
hajtás centrikus fejlesztő tudja gyakran és
hatékonyan használni, mint én. A felhasználónak
meg az az érték, ha az adott gépéről ezt az
adatot közli valaki. Ez pedig ingyen van annak,
akit érdekel. A tali remek lehetőség lett volna
erre is, csak ott Svejk és Péter hajtásait
teszteltük néhány perc erejéig.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 08, 14:57
Írta: 000000000 Dátum 2007 október 08, 14:57
Péter! Meg ne sértődj már rám csak azért, mert
a Geckó-s rendszered hamar kidőlt.
Én a helyedben azon gondolkoznék el, hogy miért
volt ez.
Kb. 22 ezerszer írtam már le Neked:
A direk hajtásod nem jó, nem veszed figyelembe
a motorod nyomaték képességeit. Innen ered
minden baj, ezért volt ilyen gyenge a hajtásod
egységugrás tesznél. Pont. A többi "rosszrágás"
és szócséplés, erre nincs időm. Én csak
tanácsolok Neked pát dolgot, amit ráadásul a
tesztek is visszaigazoltak. Nagyon lehet
utálni az elméletet, tudom, vannak is itt a
Fórumon szép számmal, akiket nem érdekel.
De sajna a motorok már csak olyanok, hogy
áramtól van nyomatékuk, attól forognak.
A másik. Nem tudom hanyadszor teszed fel
a WinPC-NC ramp, meg egyéb diagramjait.
Ez a program ha jól tudom, step motorokhoz
készült, szerény kimeneti step-dir sebességű
program, a Mach3 ha jól tudom, már papíron 100
Khz-et is tud. Itt kezdődik minden baj....
Olyan programokat akarunk megerőszakolni, amik
egyszerűen nem "szervo képességek" kielégítésére
születtek. Ehelyett mindenféle baromsággal,
impulzus sokszorozókkal szórakoznak egyesek,
mit sem törődve a biztonságos hibaanalízisre is
időt adó encoder jelfeldolgozással.
De ezt is leírtam már nem egyszer. Ha ezek Neked
nem egyenes, korrekt válaszok, akkor nem tudok
segíteni tényleg. Az a bajod, makacs vagy, de
a szervo kemény falat, torkodon akadhat, ha nem
rágod meg jól. Kicsit bonyolultabb, mint egy
stephajtás.
a Geckó-s rendszered hamar kidőlt.
Én a helyedben azon gondolkoznék el, hogy miért
volt ez.
Kb. 22 ezerszer írtam már le Neked:
A direk hajtásod nem jó, nem veszed figyelembe
a motorod nyomaték képességeit. Innen ered
minden baj, ezért volt ilyen gyenge a hajtásod
egységugrás tesznél. Pont. A többi "rosszrágás"
és szócséplés, erre nincs időm. Én csak
tanácsolok Neked pát dolgot, amit ráadásul a
tesztek is visszaigazoltak. Nagyon lehet
utálni az elméletet, tudom, vannak is itt a
Fórumon szép számmal, akiket nem érdekel.
De sajna a motorok már csak olyanok, hogy
áramtól van nyomatékuk, attól forognak.
A másik. Nem tudom hanyadszor teszed fel
a WinPC-NC ramp, meg egyéb diagramjait.
Ez a program ha jól tudom, step motorokhoz
készült, szerény kimeneti step-dir sebességű
program, a Mach3 ha jól tudom, már papíron 100
Khz-et is tud. Itt kezdődik minden baj....
Olyan programokat akarunk megerőszakolni, amik
egyszerűen nem "szervo képességek" kielégítésére
születtek. Ehelyett mindenféle baromsággal,
impulzus sokszorozókkal szórakoznak egyesek,
mit sem törődve a biztonságos hibaanalízisre is
időt adó encoder jelfeldolgozással.
De ezt is leírtam már nem egyszer. Ha ezek Neked
nem egyenes, korrekt válaszok, akkor nem tudok
segíteni tényleg. Az a bajod, makacs vagy, de
a szervo kemény falat, torkodon akadhat, ha nem
rágod meg jól. Kicsit bonyolultabb, mint egy
stephajtás.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 08, 15:24
Írta: bmejdz9nu Dátum 2007 október 08, 15:24
Tudod, hogy nem sértődök szakmai dolgon.
Nem dölt ki... Te is tudod ... [#nyes] sőt elég jó volt a 128 bit tárolóval... na de hagyjuk...
Most írom a Gecko-nak a levelet, hogy bár még nem tudják de sok-sok ezer felhasználójuk szomorú lenne ha tudnák...
Szerény a WinPC-NC... kár, hogy nem ismered... főleg a Professional változat... az volt a talin... külső vezérlővel.
Jó lenne a tiedről egy leírás, egy adatlap, blockvázlat...
A Gecko is szerényen csak 7 oldal... tömény, érthető... Minden érthetőbb lenne...
Pélada itt.... egy ilyet.
Blokvázlat a 6. oldalon...
Nem dölt ki... Te is tudod ... [#nyes] sőt elég jó volt a 128 bit tárolóval... na de hagyjuk...
Most írom a Gecko-nak a levelet, hogy bár még nem tudják de sok-sok ezer felhasználójuk szomorú lenne ha tudnák...
Szerény a WinPC-NC... kár, hogy nem ismered... főleg a Professional változat... az volt a talin... külső vezérlővel.
Jó lenne a tiedről egy leírás, egy adatlap, blockvázlat...
A Gecko is szerényen csak 7 oldal... tömény, érthető... Minden érthetőbb lenne...
Pélada itt.... egy ilyet.
Blokvázlat a 6. oldalon...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 08, 15:36
Írta: svejk Dátum 2007 október 08, 15:36
Most lehet le leszek szidva Tibor45 által, de azt hiszem hardveresen pár TTL kapuból (vagy pláne egy kis mikrovezérlővel) megoldható a tényleges egységugrásteszt.
Alapeset amikor a step bemenetre egy adott lépésfrekvenciát adunk, a dir bemenetet pedig egy pontos 50%-os kitöltésű négyszögjellel vezéreljük, és ezt a frekvenciát addig növeljük amig nem keletkezik hiba.(ez nagyon jó encoder tesztre is)
Egy másik eset amikor hirtelen rákapuzol a step bemenetre mondjuk 100, majd 500, stb. fix frekvenciát, majd ugyanezt csökkenő sorrendben és persze a másik irányban is.
Ezen tesztek kivállóan alkalmasak egy adott vezérlő mellett üresjáratban kiválasztani a legjobb dinamikájú motort.
A gyorsításos és lassitásos vezérlőjelek megoldhatók a saját vezérlőprogival is.
A nagyobb kérdés az hogy hogy detektálod a hibákat. a 0-ra visszaállás még csak egyszerű , de a "varógép" üzemmódban nem lehet szemmel kimutatni tényleges amplitudót.
(megjegyzem ha valaki megkérdezi az én gépezetem műszaki adatait és elmondom neki hogy a szánok X tolóerőre képesek Y maximális sebességgel tudnak haladni és ezt a sebességet Z idő alatt tudja elérni, azt hiszem ki lenne elégítve a vágya) az hogy direktben vagy lasítóáttételen vagy netalán gyorsíton kersztül oldom meg az legyen az én problémám
Alapeset amikor a step bemenetre egy adott lépésfrekvenciát adunk, a dir bemenetet pedig egy pontos 50%-os kitöltésű négyszögjellel vezéreljük, és ezt a frekvenciát addig növeljük amig nem keletkezik hiba.(ez nagyon jó encoder tesztre is)
Egy másik eset amikor hirtelen rákapuzol a step bemenetre mondjuk 100, majd 500, stb. fix frekvenciát, majd ugyanezt csökkenő sorrendben és persze a másik irányban is.
Ezen tesztek kivállóan alkalmasak egy adott vezérlő mellett üresjáratban kiválasztani a legjobb dinamikájú motort.
A gyorsításos és lassitásos vezérlőjelek megoldhatók a saját vezérlőprogival is.
A nagyobb kérdés az hogy hogy detektálod a hibákat. a 0-ra visszaállás még csak egyszerű , de a "varógép" üzemmódban nem lehet szemmel kimutatni tényleges amplitudót.
(megjegyzem ha valaki megkérdezi az én gépezetem műszaki adatait és elmondom neki hogy a szánok X tolóerőre képesek Y maximális sebességgel tudnak haladni és ezt a sebességet Z idő alatt tudja elérni, azt hiszem ki lenne elégítve a vágya) az hogy direktben vagy lasítóáttételen vagy netalán gyorsíton kersztül oldom meg az legyen az én problémám
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 08, 16:22
Írta: 000000000 Dátum 2007 október 08, 16:22
Ha rászántál volna csak 10 percet, rákötöttük
volna a szervómra motorodat. Nekem is van,
gépkönyvem róla, annak jár, akinek ingyenes
üzembehelyezem és működve átadtam a hajtást.
Én a személyes kapcsolatban hiszek, szerény
tapasztalatom alapján szeretik az emberek, ha
valamit beüzemelnek előttük.
Tudod valószínűleg más a gondolkodásmódunk,
mentalitásunk, szervo elméleti, gyakorlati,
szakmai tapasztalatunk.
Csinálj mindent úgy, ahogyan jónak látod,
mit bánom én...
volna a szervómra motorodat. Nekem is van,
gépkönyvem róla, annak jár, akinek ingyenes
üzembehelyezem és működve átadtam a hajtást.
Én a személyes kapcsolatban hiszek, szerény
tapasztalatom alapján szeretik az emberek, ha
valamit beüzemelnek előttük.
Tudod valószínűleg más a gondolkodásmódunk,
mentalitásunk, szervo elméleti, gyakorlati,
szakmai tapasztalatunk.
Csinálj mindent úgy, ahogyan jónak látod,
mit bánom én...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 08, 16:29
Írta: 000000000 Dátum 2007 október 08, 16:29
Svejk! Gratulálok! Nagyon örülök, hogy Rád
Péterrel ellentétben ilyen pozitív hatással
volt ez a teszt, és átlátod a lényegét,
hasznosságát. Csak így tovább!
Péterrel ellentétben ilyen pozitív hatással
volt ez a teszt, és átlátod a lényegét,
hasznosságát. Csak így tovább!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 08, 16:41
Írta: bmejdz9nu Dátum 2007 október 08, 16:41
Nem ismétlem magam.
Ezt a "speciális" jelet a külső dobozos vezélőm is tudja... mert ott zero ramp is lehetséges, de a "kutya nem itt van elásva"...
Ezt a "speciális" jelet a külső dobozos vezélőm is tudja... mert ott zero ramp is lehetséges, de a "kutya nem itt van elásva"...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 08, 20:52
Írta: 000000000 Dátum 2007 október 08, 20:52
Az egysegugras jelre adott valasz minden vezerlo/szabalyozo rendszer fontos minosito parametere. Ket eset van:
- nem is tudja vegrehajtani meg idobeni kesessel sem
- vegre hajtja, de nem azonnal hanam valamilyen
gorbe menten
Legyen a rendszer pl. futes a szervo helyett :-))
Adott egy lakas es egy kazan.
Az egysegugras legyen az, hogy a minusz 20 fokrol hazaerve azonnal plusz 23 fok meleget akarsz...tehat tekersz a termosztaton egy jokorat....es elindul a futes.
Ekkor 2 eset lehetseges:
- hamarosan leall a futes VALAMIERT
teljsen mindegy, hogy a gaz keves vagy a kazan olvad el... lenyeg, hogy valahol TILTASBA kerult
azaz a rendszer valamely ELEME elerte a hatar erteket. Lehet mondani, hogy egy masik biztonsagi szeleppel vagy masik kazannal, vagy vastagabb gazcsovel menne am ez is es nem lehet hasonlitani egy masik rendszerhez mert ababm mas kazan/cszelp, gazcso van...de a lenyeg, hogy az az eppen mert konkret rendszer mar nem megy.
- valamennyi ido alatt felfutodik a lakas
Ekkor a felfutes menetet es ekozben a rendszer elemek mukodesi adatait figyelve kideritheto mikor es melyik hatarozza meg eppen a felfutes sebesseget! Azaz az egysegugrasra adott valasz MINDENT elmond a teljes rendszerrol, Kideritheto melyek a gyenge vagy a tuleros reszek...hogy, hol vannak az abszolut hatarok.
Esetedben a TELJES rendszer MÁR NEM JO MUKODESET a szervo tiltasa jelzi vissza.
Lehet azon lovagolni, hogy mas szervo kesobb
tiltana, de ez LENYEGTELEN aprosag.
HA a hajtas sokkal dinamukisabb volna akkor jobban kozelitene az egysegugras definiciojat, miszerint NULLA ido alatt kell felvenni a parancsolt sebesseget...
Tehat nem az alenyeg, hogy a gecko tervezesi/mukodesi okbol mar hamarabb tilt es mas lazabb vezerlok eseten volna ideje a hajtasnak nagynehezen utolerni sajat magat :-(
Hanem az, hogy az egyseg ugras helyett kialakulo valos gorbe az ido elejen bizony tul lapos...tul messze van a fuggolges-vizszintes alaktol, ez pedig arra utal, hogy keves a gyorsito kepesseg.
A gyorsito kepesseg pedig ez esetben a golyos/trapez orson merheto nyomatektol fugg
felteve, hogy a beepitett teljesitmeny amugy eleg lenne a kivant mozgashoz...
(mivel P=M*n vagyis nyomatek*fordulatszam)
Itt jon a kepbe amit Tibor emleget, hogy nyomatek illesztes az attetel kell...
(ez az amit az autoban sebessegvaltonak hivnak)
A mechanikadtol varsz egy adott sebesseget, amihez ugye adott (kiszamolhato) motorfordulat kell, mikozben a korlatos a motorbol kiveheto nyomatek (aram hatar).
Ekkor HA a motor még csak a lehetseges fordulatszamanak (sebesseg) a toredekevel dolgozik amde már a max. nyomatekkal (aram)
akkor a P=M*n alapjan nyilvan csak a teljesitmenyenek is a toredeket hasznalja ki!
Mit lehet tenni?
Attetelezni, hogy a fordulata a lehetseges max. kozelebe keruljon!!! az elvart sebessegnel
es ekkor is kivenni belole a max nyomatekot!
Igen am ...de ugye ekkor a P=M*n alapjan
a nagyobb motor fordulat szam miatt nagyobb lesz a kivett telejsitmeny is!!!
..es mivel a mecahniak sebessege most is
UGYANAZ mint attetel nelkul....hat nyilvan
nagyobb lesz a nyomatek a hajto orson !!!!
Mi ebben a jo (az attetelben) ?
Hat az, hogy a gep sebessge megmarad viszont
a megnovo nyomatek miatt a GYORSULASA nagyob lesz :-)))
Persze a motor lehetseges teljesitmenyenek jobb kihasznalasa altal...nyilvan ha azert nem lehet attetelezni mert akkor nem lesz meg a sebesseg, akkor vagy nagyobb motor kell, vagy konnyebb mecahnika vagy kikell bekulni a kissebb dinamikaval.
De a hajtas illesztetlensege miatt teljesitmenyeben ki nem hasznalt motorral mukodo mechanika az ...vetek.
Raadasul nem is fog dinamikusan olyan jol viselkedni, mint ahogy tudna egy illesztessel...
Persze attetel helyett lehet egy sokkal nagyobb nyonateku motort is felrakni :-)))
..es akkor javul a dinamika, ha nem lesz mostmar meg a nagy es nehez motor miatt tul lusta :-(
- nem is tudja vegrehajtani meg idobeni kesessel sem
- vegre hajtja, de nem azonnal hanam valamilyen
gorbe menten
Legyen a rendszer pl. futes a szervo helyett :-))
Adott egy lakas es egy kazan.
Az egysegugras legyen az, hogy a minusz 20 fokrol hazaerve azonnal plusz 23 fok meleget akarsz...tehat tekersz a termosztaton egy jokorat....es elindul a futes.
Ekkor 2 eset lehetseges:
- hamarosan leall a futes VALAMIERT
teljsen mindegy, hogy a gaz keves vagy a kazan olvad el... lenyeg, hogy valahol TILTASBA kerult
azaz a rendszer valamely ELEME elerte a hatar erteket. Lehet mondani, hogy egy masik biztonsagi szeleppel vagy masik kazannal, vagy vastagabb gazcsovel menne am ez is es nem lehet hasonlitani egy masik rendszerhez mert ababm mas kazan/cszelp, gazcso van...de a lenyeg, hogy az az eppen mert konkret rendszer mar nem megy.
- valamennyi ido alatt felfutodik a lakas
Ekkor a felfutes menetet es ekozben a rendszer elemek mukodesi adatait figyelve kideritheto mikor es melyik hatarozza meg eppen a felfutes sebesseget! Azaz az egysegugrasra adott valasz MINDENT elmond a teljes rendszerrol, Kideritheto melyek a gyenge vagy a tuleros reszek...hogy, hol vannak az abszolut hatarok.
Esetedben a TELJES rendszer MÁR NEM JO MUKODESET a szervo tiltasa jelzi vissza.
Lehet azon lovagolni, hogy mas szervo kesobb
tiltana, de ez LENYEGTELEN aprosag.
HA a hajtas sokkal dinamukisabb volna akkor jobban kozelitene az egysegugras definiciojat, miszerint NULLA ido alatt kell felvenni a parancsolt sebesseget...
Tehat nem az alenyeg, hogy a gecko tervezesi/mukodesi okbol mar hamarabb tilt es mas lazabb vezerlok eseten volna ideje a hajtasnak nagynehezen utolerni sajat magat :-(
Hanem az, hogy az egyseg ugras helyett kialakulo valos gorbe az ido elejen bizony tul lapos...tul messze van a fuggolges-vizszintes alaktol, ez pedig arra utal, hogy keves a gyorsito kepesseg.
A gyorsito kepesseg pedig ez esetben a golyos/trapez orson merheto nyomatektol fugg
felteve, hogy a beepitett teljesitmeny amugy eleg lenne a kivant mozgashoz...
(mivel P=M*n vagyis nyomatek*fordulatszam)
Itt jon a kepbe amit Tibor emleget, hogy nyomatek illesztes az attetel kell...
(ez az amit az autoban sebessegvaltonak hivnak)
A mechanikadtol varsz egy adott sebesseget, amihez ugye adott (kiszamolhato) motorfordulat kell, mikozben a korlatos a motorbol kiveheto nyomatek (aram hatar).
Ekkor HA a motor még csak a lehetseges fordulatszamanak (sebesseg) a toredekevel dolgozik amde már a max. nyomatekkal (aram)
akkor a P=M*n alapjan nyilvan csak a teljesitmenyenek is a toredeket hasznalja ki!
Mit lehet tenni?
Attetelezni, hogy a fordulata a lehetseges max. kozelebe keruljon!!! az elvart sebessegnel
es ekkor is kivenni belole a max nyomatekot!
Igen am ...de ugye ekkor a P=M*n alapjan
a nagyobb motor fordulat szam miatt nagyobb lesz a kivett telejsitmeny is!!!
..es mivel a mecahniak sebessege most is
UGYANAZ mint attetel nelkul....hat nyilvan
nagyobb lesz a nyomatek a hajto orson !!!!
Mi ebben a jo (az attetelben) ?
Hat az, hogy a gep sebessge megmarad viszont
a megnovo nyomatek miatt a GYORSULASA nagyob lesz :-)))
Persze a motor lehetseges teljesitmenyenek jobb kihasznalasa altal...nyilvan ha azert nem lehet attetelezni mert akkor nem lesz meg a sebesseg, akkor vagy nagyobb motor kell, vagy konnyebb mecahnika vagy kikell bekulni a kissebb dinamikaval.
De a hajtas illesztetlensege miatt teljesitmenyeben ki nem hasznalt motorral mukodo mechanika az ...vetek.
Raadasul nem is fog dinamikusan olyan jol viselkedni, mint ahogy tudna egy illesztessel...
Persze attetel helyett lehet egy sokkal nagyobb nyonateku motort is felrakni :-)))
..es akkor javul a dinamika, ha nem lesz mostmar meg a nagy es nehez motor miatt tul lusta :-(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 09, 06:06
Írta: svejk Dátum 2007 október 09, 06:06
Én keltem hamarabb, ezért én koszönöm meg a kimerítő, példálózó magyarázatot Varsányi helyett is :)
Ezt itt így még nem írta le senki:(
Viszont itt képbe jön a kezdőknek az áttétel nagy dilemmájának másik kérdése, miszerint a dupla fordulatú motort sokkal lassabban tudod pl. irányváltásra késztetni.
Erről ha még írnál egy kis magyarázatot...
Ideális megoldás az lenne ha a motort állandóan a nagy fordulaton járatnánk a nagy teljesítmény érdekében, és a szervoszabályzó egy "sebességvltó-variátor" áttételébe avatkozna bele :)
Úgy gondolom mindig a mechanika nagsága igénye alapján kell a dolgokat nézni ,csak ugye az amatőr először kísérletezik ,utána bróbál utána számolni ,ha elcseszte:(
Ezt itt így még nem írta le senki:(
Viszont itt képbe jön a kezdőknek az áttétel nagy dilemmájának másik kérdése, miszerint a dupla fordulatú motort sokkal lassabban tudod pl. irányváltásra késztetni.
Erről ha még írnál egy kis magyarázatot...
Ideális megoldás az lenne ha a motort állandóan a nagy fordulaton járatnánk a nagy teljesítmény érdekében, és a szervoszabályzó egy "sebességvltó-variátor" áttételébe avatkozna bele :)
Úgy gondolom mindig a mechanika nagsága igénye alapján kell a dolgokat nézni ,csak ugye az amatőr először kísérletezik ,utána bróbál utána számolni ,ha elcseszte:(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 09, 07:47
Írta: bmejdz9nu Dátum 2007 október 09, 07:47
Hát igen Svejk kelt először... azaz igazság lebetegedetem egy kicsit... (megfáztam a talin?)
Teljesen érhető amit írtál, teljesen igaz... páran fűtés példa nélkül is értjük (értik?)
De a fűtésnél csak a végcél számít... de itt közbe történhet változás...
Csak pár gondolat, ami talán nem volt itt és most leírva...
Én az pontos (ekzakt) vezérlést kedvelem, azaz ha pl. nem tud gyorsítani a rendszer majd a szoftverben visszaveszem... ne a vezélő döntse el...
Léptetőmotoros vezérléshez is csinálhatnánk egy tárolót... ami "egységugrás" teszthez jó lenne... :)
Tiltson le a szervó, ha nem tudja követni elég pontosan a pályát!
Ne raktározzon sok hibát... nehogy "elővegye" olyan helyzetben amikor nem kellene!
Majd hozzá állítok a szoftverben!
==== A szervó vezérlő csak annyit tároljon, hogy a szervómotor úgy viselkedjen mint egy léptetőmotor !!!
A vezérlő programokat is gyakorlatilag ehhez írták. (step-dir tehát nincs visszacsatolás a szoftverbe, nics abszolut jeladó...)
Ezt a funkciót kell "eljátszani" a vezérlőnek és nem többet!!! Szerintem. ====
(Ezt a Gecko is így gondolhatta... 2002 óta... folyamatosan... pedíg ez ami nálam van v.7-es verzió és a nyákterv is változott - utánna néztem)
Áttétel:
Olyan gépet akarok amelyik gyors... a kimeneti erő "másodlagos" arra van a BF20... :) meg lesz egy másik gépem...
Minden csak "fogásmélység" kérdése...
Pl. a cél 10mm-es maróval 2mm mély marás:
1. belemegy a maró az anyagba 2mm mélyen kimarja 1x sebességgel.
2. belemegy a maró az anyagba 1mm mélyen kimarja és mégegyszer fogást vesz 1mm mélyen de mindezt 2x sebességgel.
A második marás lesz a szebb és jobb minőségű... melegedés/hő elvezetés is jobb...
Nem tudom, hogy írjam le... de nem egy "száguldó" BF20 készül... Tudom a mechanika túl erős... de csak a "rezonancia félelem" miatt...
Tehát a sebesség fontosabb nálam mint az erő... ha a főorsó is nagyot forog... 24.000 vagy 60.000...
Ha áttetelezném... pl. 1/2-ben... oda az egész... léptetős sebesség...
de értem a dolgot ebben a témában ... Tibornak igaza is van... de akkor nagyobb motorok lesznek...
Nem akarok egy "cammogó" BF20-at...:)
Az egységugrás teszt egy jó dolog, pl. két motor közötti mérésre, de nem a vezérlésre...
Teljesen érhető amit írtál, teljesen igaz... páran fűtés példa nélkül is értjük (értik?)
De a fűtésnél csak a végcél számít... de itt közbe történhet változás...
Csak pár gondolat, ami talán nem volt itt és most leírva...
Én az pontos (ekzakt) vezérlést kedvelem, azaz ha pl. nem tud gyorsítani a rendszer majd a szoftverben visszaveszem... ne a vezélő döntse el...
Léptetőmotoros vezérléshez is csinálhatnánk egy tárolót... ami "egységugrás" teszthez jó lenne... :)
Tiltson le a szervó, ha nem tudja követni elég pontosan a pályát!
Ne raktározzon sok hibát... nehogy "elővegye" olyan helyzetben amikor nem kellene!
Majd hozzá állítok a szoftverben!
==== A szervó vezérlő csak annyit tároljon, hogy a szervómotor úgy viselkedjen mint egy léptetőmotor !!!
A vezérlő programokat is gyakorlatilag ehhez írták. (step-dir tehát nincs visszacsatolás a szoftverbe, nics abszolut jeladó...)
Ezt a funkciót kell "eljátszani" a vezérlőnek és nem többet!!! Szerintem. ====
(Ezt a Gecko is így gondolhatta... 2002 óta... folyamatosan... pedíg ez ami nálam van v.7-es verzió és a nyákterv is változott - utánna néztem)
Áttétel:
Olyan gépet akarok amelyik gyors... a kimeneti erő "másodlagos" arra van a BF20... :) meg lesz egy másik gépem...
Minden csak "fogásmélység" kérdése...
Pl. a cél 10mm-es maróval 2mm mély marás:
1. belemegy a maró az anyagba 2mm mélyen kimarja 1x sebességgel.
2. belemegy a maró az anyagba 1mm mélyen kimarja és mégegyszer fogást vesz 1mm mélyen de mindezt 2x sebességgel.
A második marás lesz a szebb és jobb minőségű... melegedés/hő elvezetés is jobb...
Nem tudom, hogy írjam le... de nem egy "száguldó" BF20 készül... Tudom a mechanika túl erős... de csak a "rezonancia félelem" miatt...
Tehát a sebesség fontosabb nálam mint az erő... ha a főorsó is nagyot forog... 24.000 vagy 60.000...
Ha áttetelezném... pl. 1/2-ben... oda az egész... léptetős sebesség...
de értem a dolgot ebben a témában ... Tibornak igaza is van... de akkor nagyobb motorok lesznek...
Nem akarok egy "cammogó" BF20-at...:)
Az egységugrás teszt egy jó dolog, pl. két motor közötti mérésre, de nem a vezérlésre...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 09, 08:03
Írta: 000000000 Dátum 2007 október 09, 08:03
Bocsika, de ennyi sületlenséget régen írtál,
lázad nincs?:) Szerintem gyógyulj meg, most
az a legfontosabb!
lázad nincs?:) Szerintem gyógyulj meg, most
az a legfontosabb!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 09, 08:22
Írta: bmejdz9nu Dátum 2007 október 09, 08:22
Van lázam is... a fene egye egy meg... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: Rinaldo Dátum 2007 október 09, 09:10
Írta: Rinaldo Dátum 2007 október 09, 09:10
Biztos egységugrással hajtottad magad !!
[#lookaround]Jobbulást!!A forralt bor csodákra képes...
[#lookaround]Jobbulást!!A forralt bor csodákra képes...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 09, 10:11
Írta: bmejdz9nu Dátum 2007 október 09, 10:11
Tibor másik dolog...
A Talin az "egység-ugratási" tesztnél amikor nagy ramp időt (azaz gyorsítás-lassítást) adtál a hajtásomnak.. Az ugye exponenciális volt, ha jól láttam...?
Ezt melyik progid tudja...?
A Talin az "egység-ugratási" tesztnél amikor nagy ramp időt (azaz gyorsítás-lassítást) adtál a hajtásomnak.. Az ugye exponenciális volt, ha jól láttam...?
Ezt melyik progid tudja...?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 09, 10:24
Írta: 000000000 Dátum 2007 október 09, 10:24
Jól láttad. Az én programjaimnál tetszőleges
függvény mentén történhetnek a gyorsítások,
pont azért, hogy a tömeggel is rendelkező
teljes CNC rendszert a lehető legoptimálisabb
dinamikai viszonyok között tudjuk használni.
Ha jól tudom, más gyári programoknál erre nincs
lehetőség, egyszerű lineáris, ráadásul origóból
induló függvény meredekségét tudod csak
beállítani.
függvény mentén történhetnek a gyorsítások,
pont azért, hogy a tömeggel is rendelkező
teljes CNC rendszert a lehető legoptimálisabb
dinamikai viszonyok között tudjuk használni.
Ha jól tudom, más gyári programoknál erre nincs
lehetőség, egyszerű lineáris, ráadásul origóból
induló függvény meredekségét tudod csak
beállítani.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 09, 10:44
Írta: bmejdz9nu Dátum 2007 október 09, 10:44
Egy kivétel azért van: A WinPC-NC Professional változata. Ezt már szervó hajtáshoz (is) írták és tudja.
Még nem használtam benne... de kiváncsi vagyok... a különbségre.
Még nem használtam benne... de kiváncsi vagyok... a különbségre.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 09, 10:57
Írta: 000000000 Dátum 2007 október 09, 10:57
Azért kíváncsi lennék a gépem ilyen paraméterére is.
Sajna a gépem nem szállítható kategória.
Sajna a gépem nem szállítható kategória.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 09, 11:11
Írta: 000000000 Dátum 2007 október 09, 11:11
Tibor45-Varsányi Péter!
Azt gondoltam, hogy a talin "dűlőre juttok".
A fórumozók örömére tovább folytatjátok.
Jó látni, hogyan bírkózik a mérnöki szemlélet (kigondolom-megtervezem- költségminimalizálás) a passzióból építővel (kigondolom-megcsinálom-költség nem számít).
Mi kibicek pedig hihetelenül sokat tanulunk tőletek.
Azt gondoltam, hogy a talin "dűlőre juttok".
A fórumozók örömére tovább folytatjátok.
Jó látni, hogyan bírkózik a mérnöki szemlélet (kigondolom-megtervezem- költségminimalizálás) a passzióból építővel (kigondolom-megcsinálom-költség nem számít).
Mi kibicek pedig hihetelenül sokat tanulunk tőletek.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 október 09, 12:43
Írta: Kristály Árpád Dátum 2007 október 09, 12:43
[#eljen][#wave][#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: juh0557j0 Dátum 2007 október 09, 13:02
Írta: juh0557j0 Dátum 2007 október 09, 13:02
Sziasztok!szervo ügyben még abszolút kezdő vagyok, de azt hiszem rátaláltam egy kincsesbányára!
Mit szóltok az alábbi mocikhoz :




Mit szóltok az alábbi mocikhoz :
Cím: Re:DC szervó motoros vezérlés
Írta: juh0557j0 Dátum 2007 október 09, 13:03
Írta: juh0557j0 Dátum 2007 október 09, 13:03
Esetleg aki tapasztaltabb legyen szíves valami árakat is mondani, mert az eladó nem akar árat mondani, tőlem kérdezi, mit ér.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 09, 13:26
Írta: 000000000 Dátum 2007 október 09, 13:26
Kezdőként jól beletenyereltél...:)
Ezek komoly 3 fázisú AC szervomotorok.
Ha újként vennéd, a 3 motor együtt majdnem 1
milliót ér, az a kis "szerény 29Nm-es" sokat dob
az árban.:) A hajtás hozzá a gyártól
darabonként még kb. fél millió.
Enélkül csak nézheted őket egész életedben,
milyen szépek. Ha kint voltál a talin,
láthattad, AC szervoval forgatva jobban néznek ki. Van azonban egy nagy baja az első kettőnek
is, ahogyan néztem az adatait: sajna nagy
feszültség tartozik (~400V) a maximális fordulathoz.
Ezek komoly 3 fázisú AC szervomotorok.
Ha újként vennéd, a 3 motor együtt majdnem 1
milliót ér, az a kis "szerény 29Nm-es" sokat dob
az árban.:) A hajtás hozzá a gyártól
darabonként még kb. fél millió.
Enélkül csak nézheted őket egész életedben,
milyen szépek. Ha kint voltál a talin,
láthattad, AC szervoval forgatva jobban néznek ki. Van azonban egy nagy baja az első kettőnek
is, ahogyan néztem az adatait: sajna nagy
feszültség tartozik (~400V) a maximális fordulathoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 09, 13:30
Írta: 000000000 Dátum 2007 október 09, 13:30
Köszi RC!:) A CNC rendszereidet meg majd ha egyszer
arra járok, bemérem Neked.
arra járok, bemérem Neked.
Cím: Re:DC szervó motoros vezérlés
Írta: juh0557j0 Dátum 2007 október 09, 15:04
Írta: juh0557j0 Dátum 2007 október 09, 15:04
Igen azt néztem hogy nagy a feszültség, de gondoltam inverterrel megy.
Az a vicc, hogy a kisebik két motorból van több 10 db :-) Vannak valamiféle vezérlők is meg kábelek, de ahhoz már végképp nem értek. Siemens Moby E ASM754 volt is a kezemben. De ez ha jól értettem amit találtam róla, hogy valami út jeladó.
Az a vicc, hogy a kisebik két motorból van több 10 db :-) Vannak valamiféle vezérlők is meg kábelek, de ahhoz már végképp nem értek. Siemens Moby E ASM754 volt is a kezemben. De ez ha jól értettem amit találtam róla, hogy valami út jeladó.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 09, 15:13
Írta: bmejdz9nu Dátum 2007 október 09, 15:13
[#nyes] Jól látod! Dülőre jutni? Akkor ne is fórumozzunk? :)
Egyik felén egy mérnök a másik felén egy hobbysta... ez ám a tökéletes párosítás!
Tibor egy jó ember... ezt tudtam is...
Talán akkor lesz vége (sajnos?) ha elkészül a gépem és Tibor eljön hozzám... Egység-ugratni :)
Talán majd utánna "bologatunk" egyszerre...
Örülök, hogy nyomon követitek az eseményeket! Közbe - közbe bele is szólhatnátok...
Jó példákat találtok (tőlem is) ebben a topikban #1-es bekezdéstől! Nem kell megijedni, ha hüleséget kérdez az ember... csak tudni kell belátni (is) utánna... [#wave]
Egyik felén egy mérnök a másik felén egy hobbysta... ez ám a tökéletes párosítás!
Tibor egy jó ember... ezt tudtam is...
Talán akkor lesz vége (sajnos?) ha elkészül a gépem és Tibor eljön hozzám... Egység-ugratni :)
Talán majd utánna "bologatunk" egyszerre...
Örülök, hogy nyomon követitek az eseményeket! Közbe - közbe bele is szólhatnátok...
Jó példákat találtok (tőlem is) ebben a topikban #1-es bekezdéstől! Nem kell megijedni, ha hüleséget kérdez az ember... csak tudni kell belátni (is) utánna... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 09, 15:15
Írta: 000000000 Dátum 2007 október 09, 15:15
Egyseg ugrathatnal a fortuna topikba is legyszives!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 09, 15:20
Írta: bmejdz9nu Dátum 2007 október 09, 15:20
Hegyekbe állnak a BL motorok és AC motorok az Ebay-on... (nevetséges árakon - vadi újak is) sajnos hobbyszintű vezérlésük (még) nem megoldott, nincsenek referenciák, tapasztalatok sem.
Sajnos itt, eddíg csak DC szénkefés motorokról volt szó...
Tibor vitt a Talira egy AC hajtást és várjuk mit ír róla... ha csak nem titkos a projekt. [#lookaround]
Sajnos itt, eddíg csak DC szénkefés motorokról volt szó...
Tibor vitt a Talira egy AC hajtást és várjuk mit ír róla... ha csak nem titkos a projekt. [#lookaround]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 09, 15:30
Írta: e3h0cv4ph Dátum 2007 október 09, 15:30
"van egy számláló aminek az értékét hibajel esetén 3-mal növeljük hibajel nélkül 1-gyel csökkentjük és egy beállítható érték után leold a vezérlő."
Ezt egy kicsit furcsállom. Túl szigorú szabály ez, hiszen tudjuk, hogy a szervószabályozásnál habajel nélkül nincs motorelfordulás, tehát hiba szinte állandó jelleggel van (vagy egyik irányba vagy másikba, jpbb esetben csak 1-2 inkremensnyi) még álló helyzetben is.
Én úgy gondolnám, hogy ez a regiszter pillanatok alatt feltelik, még normális esetben is. De ez a gyakorlatban mégsem így van? Egyáltalán be van ez nálad állítva? És nem old le?
Ezt egy kicsit furcsállom. Túl szigorú szabály ez, hiszen tudjuk, hogy a szervószabályozásnál habajel nélkül nincs motorelfordulás, tehát hiba szinte állandó jelleggel van (vagy egyik irányba vagy másikba, jpbb esetben csak 1-2 inkremensnyi) még álló helyzetben is.
Én úgy gondolnám, hogy ez a regiszter pillanatok alatt feltelik, még normális esetben is. De ez a gyakorlatban mégsem így van? Egyáltalán be van ez nálad állítva? És nem old le?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 09, 15:41
Írta: 000000000 Dátum 2007 október 09, 15:41
Nem teljesen jó a filozófiád!
Lehet (sőt van és kell is) 0 hibajel melletti üzem (pl, állás vagy eggyenletes, nyugott forgás). A 0 hibaszint nem azt jelenti, hogy nem kell gerjesztés, hanem azt, hogy az aktuális gerjesztés pont megfelelő és nem kell változtatni rajta! Ez óriási szemléletbeni külömbség!!! A változó, 0 környéki kis hibajel (ingadozás )a forgás az-az a teher egyenetlenségeiből (enyhe lengésekből) adódik.
Lehet (sőt van és kell is) 0 hibajel melletti üzem (pl, állás vagy eggyenletes, nyugott forgás). A 0 hibaszint nem azt jelenti, hogy nem kell gerjesztés, hanem azt, hogy az aktuális gerjesztés pont megfelelő és nem kell változtatni rajta! Ez óriási szemléletbeni külömbség!!! A változó, 0 környéki kis hibajel (ingadozás )a forgás az-az a teher egyenetlenségeiből (enyhe lengésekből) adódik.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 09, 15:56
Írta: e3h0cv4ph Dátum 2007 október 09, 15:56
Azt tudom, hogy forgás közben is lehet 0 hibajel! De például ahogy figyeltem a monitorprogramodat a te vezérlődnél vagy a minusz vagy a plusz mindig jelzett 1-et vagy 2-őt. A kérdés inkább az, hogy melyik a gyakoribb jelenség, hogy van hiba vagy, hogy nincs hiba (ráadásul a nincs hibának 3 szor nagyobb valószínűséggel kellene előfordulnia).
Szerintem ott hibázott Svejk a leírásában, hogy ha "+" a hiba akkor 3-mal növeli a számlálót ha "-" a haba 3-mal csökkenti a számlálót ha nincs hiba akkor 1-el csökkenti (szerintem Ő erre gondolt).
Szerintem ott hibázott Svejk a leírásában, hogy ha "+" a hiba akkor 3-mal növeli a számlálót ha "-" a haba 3-mal csökkenti a számlálót ha nincs hiba akkor 1-el csökkenti (szerintem Ő erre gondolt).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 09, 18:59
Írta: 000000000 Dátum 2007 október 09, 18:59
Nincs tökéletesen egyenletesen futó motor (pláne mechanika) és ezért mindig van enyhe lengés és így +- pici hibák is (mindig a hiba megjelenése után történik a korrekció, mivel abból dolgozik). Tehát folyamatos 0 elvétve lehet...
Én a belső számlálót (ami nálam +-16 bites) mindig egyformán növelem és csökkentem, mert ellenkező esetben a 0-pont azonnal elszaladna (és így a teljes PID is)! A 0-ának eleve különleges szerepe van a Vezérlőben...
Én a belső számlálót (ami nálam +-16 bites) mindig egyformán növelem és csökkentem, mert ellenkező esetben a 0-pont azonnal elszaladna (és így a teljes PID is)! A 0-ának eleve különleges szerepe van a Vezérlőben...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 09, 19:05
Írta: 000000000 Dátum 2007 október 09, 19:05
Ha nincs hiba, miért kell a számlálót változtatni (hisz ilyenkor 0 van benne)?
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 09, 20:00
Írta: e3h0cv4ph Dátum 2007 október 09, 20:00
Na akkor most már végleg nem értem.
"Én a belső számlálót (ami nálam +-16 bites) mindig egyformán növelem "
Itt most melyik számlálóra gondolsz? Amelyiket a stepjel inkrementálja és az encoder jel csökkenti, vagy a letiltásért felelős számlálóról?
"Én a belső számlálót (ami nálam +-16 bites) mindig egyformán növelem "
Itt most melyik számlálóra gondolsz? Amelyiket a stepjel inkrementálja és az encoder jel csökkenti, vagy a letiltásért felelős számlálóról?
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 09, 20:08
Írta: e3h0cv4ph Dátum 2007 október 09, 20:08
Hát igen, akkor mégis csak jól írhatta svejk #1683-ban hogy ha hiba van hozzáad 3-at ha nincs hiba akkor kivon 1-et.
Azért kell kivonni 1-et hibamentes állapotban mert hibánál mindíg csak hozzáad.(bármilyen is legyen az előjele)
Na akkor még mindig azt állítom, hogy ez a regiszter pillanatok alatt feltelik, még normális esetben is. Hiszen te írtad: " folyamatos 0 elvétve lehet... "
Azért kell kivonni 1-et hibamentes állapotban mert hibánál mindíg csak hozzáad.(bármilyen is legyen az előjele)
Na akkor még mindig azt állítom, hogy ez a regiszter pillanatok alatt feltelik, még normális esetben is. Hiszen te írtad: " folyamatos 0 elvétve lehet... "
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 09, 20:12
Írta: e3h0cv4ph Dátum 2007 október 09, 20:12
Ahhoz hogy ez a regiszter ne teljen fel minimum háromszor annyi hibamentes állapotnak (0-érték) kell lennie mint 1-2 stepjeles lemaradásnak (v. sietésnek). Itt valami sántít, vagy nem elég részletesen írta le svejk.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 09, 20:17
Írta: e3h0cv4ph Dátum 2007 október 09, 20:17
Van egy stepjel generátorom 6 tengelyre (a talin ott volt). Módosítom a PIC szoftverét és tudni fogja az egységugrás jelsorozat kiadását is (beállítható számú stepjelre) oda-viszza, esetleg folyamatosan is (varrógép üzemmód)
Érdekel valakit?
Érdekel valakit?
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 09, 20:26
Írta: e3h0cv4ph Dátum 2007 október 09, 20:26
Tibortól kérdezném, hogy le tudná írni, hogy ez az egységugrás függvény milyen, mert amire én gondolok az, hogy egy meghatározott számú (pl:1000) impulzussorozatot ad ki nagy sebességgel pl:100KHz.
Ha ez így van akkor ez nem teljesen egységugrás hiszen amíg ezt kiadja telik el idő (10msec) tehát van rámpája.
Ami az István vezérlőjébe van az tényleg egységugrás hiszen az (gombnyomás) közvetlenül a hibaregiszterbe vág be 256-ot mondjuk 0,2 mikrosec alatt.
Hogy is van ez?
Ha ez így van akkor ez nem teljesen egységugrás hiszen amíg ezt kiadja telik el idő (10msec) tehát van rámpája.
Ami az István vezérlőjébe van az tényleg egységugrás hiszen az (gombnyomás) közvetlenül a hibaregiszterbe vág be 256-ot mondjuk 0,2 mikrosec alatt.
Hogy is van ez?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 09, 20:48
Írta: bmejdz9nu Dátum 2007 október 09, 20:48
Szerintem sokkal egyszerűbb a dolog....
Step jeleket küld... (impulzus) 0-40Khz tartományban... mindenféle "felfutás-gyorsítás nélkül" Annyit amennyi adott mozgáshoz kell...
NE555 vagy WinPC-NC motortesztelő modulja... [#wink] vagy majd megírják...
Step jeleket küld... (impulzus) 0-40Khz tartományban... mindenféle "felfutás-gyorsítás nélkül" Annyit amennyi adott mozgáshoz kell...
NE555 vagy WinPC-NC motortesztelő modulja... [#wink] vagy majd megírják...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 09, 21:10
Írta: 000000000 Dátum 2007 október 09, 21:10
Szia!
Elóször azt kell eldöntened, hogy a rendszernek
milyen fizikai jellemzőjét akarod tesztelni:
pozició, sebesség, gyorsulás. Ezek dinamikus
környezetben egymásnak növekvő differenciál
hányadosaiként értelmezhetők matematikailag.
A talin én sebesség egységugrást adtam ki.
Óvnálak nagyon a pozíció egységugrástól,
hobby kategóriában bőven elég a néhány mm/s-os
sebességugrás, és annak különböző periodikus
változatai. Ezektől is már bőven ki fog
akadni a vizsgált szervo vagy step rendszer.
Elóször azt kell eldöntened, hogy a rendszernek
milyen fizikai jellemzőjét akarod tesztelni:
pozició, sebesség, gyorsulás. Ezek dinamikus
környezetben egymásnak növekvő differenciál
hányadosaiként értelmezhetők matematikailag.
A talin én sebesség egységugrást adtam ki.
Óvnálak nagyon a pozíció egységugrástól,
hobby kategóriában bőven elég a néhány mm/s-os
sebességugrás, és annak különböző periodikus
változatai. Ezektől is már bőven ki fog
akadni a vizsgált szervo vagy step rendszer.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 09, 21:44
Írta: e3h0cv4ph Dátum 2007 október 09, 21:44
Értem!
Akkor az pozíció egységugrás az lenne, hogy kiadok egy darab step jelet? (mondjuk azt nem értem, hogy ettől miért óvsz?)
A sebesség egységugrás pedig hogy kiadok egy állandó frekvenciájú step jelsorozatot?
A gyorsulás egységugrás pedig az István vezérlőjén lévő gomb (hibaregiszter=255).
Jól gondolom, így van?
Akkor az pozíció egységugrás az lenne, hogy kiadok egy darab step jelet? (mondjuk azt nem értem, hogy ettől miért óvsz?)
A sebesség egységugrás pedig hogy kiadok egy állandó frekvenciájú step jelsorozatot?
A gyorsulás egységugrás pedig az István vezérlőjén lévő gomb (hibaregiszter=255).
Jól gondolom, így van?
Cím: Re:DC szervó motoros vezérlés
Írta: juh0557j0 Dátum 2007 október 09, 22:04
Írta: juh0557j0 Dátum 2007 október 09, 22:04
Köszönöm az infokat, akkor nem foglalkozom tovább ezekkel a motorokkal.
(Kár, mert délelőtt még azt hittem, hogy a készülő marógépem servomotoros lehetne.)
(Kár, mert délelőtt még azt hittem, hogy a készülő marógépem servomotoros lehetne.)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 09, 22:13
Írta: 000000000 Dátum 2007 október 09, 22:13
Én nem úgy látom, hogy értenéd.
Azért óvlak, mert nincsen pl. 1 km hosszú
mozgásterű géped. Az 1 km pedig még messze
nem végtelen.
Én azt javasolnám, hogy ne bonyolódjunk jobban
bele az átvitel függvények elméletébe, hidd el,
nehéz, matematikai téma. Szerintem először odáig
jussál el, hogy csinálsz valamilyen szervót, és
az működjön alapszinten. Utána majd ráérsz
tesztelgetni.
Azért óvlak, mert nincsen pl. 1 km hosszú
mozgásterű géped. Az 1 km pedig még messze
nem végtelen.
Én azt javasolnám, hogy ne bonyolódjunk jobban
bele az átvitel függvények elméletébe, hidd el,
nehéz, matematikai téma. Szerintem először odáig
jussál el, hogy csinálsz valamilyen szervót, és
az működjön alapszinten. Utána majd ráérsz
tesztelgetni.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 09, 23:12
Írta: e3h0cv4ph Dátum 2007 október 09, 23:12
Szerintem mi elbeszélünk egymás mellett!
Én csak arra lettem volna kíváncsi, hogy amit írtam a #1734 -ben az igaz vagy nem, komolyabb elméletbe belemenni én sem akartam, azt meg nem értem ha kiadok egy step jelet ahhoz miért kell 1 km -es asztal?
Egyébként egy valamilyen szervót már építettem és az működött (ott volt a talin) és pont ezért érdekel a tesztelgetés.
De mindegy hagyjuk a dolgot, majd talán valaki más megválaszolja.
Én csak arra lettem volna kíváncsi, hogy amit írtam a #1734 -ben az igaz vagy nem, komolyabb elméletbe belemenni én sem akartam, azt meg nem értem ha kiadok egy step jelet ahhoz miért kell 1 km -es asztal?
Egyébként egy valamilyen szervót már építettem és az működött (ott volt a talin) és pont ezért érdekel a tesztelgetés.
De mindegy hagyjuk a dolgot, majd talán valaki más megválaszolja.
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 október 09, 23:44
Írta: ybm4ifb Dátum 2007 október 09, 23:44
Szevasz Attila
Azért szivessen segítenénk "Bányászni"..ha nem birod egyedül...
Azért szivessen segítenénk "Bányászni"..ha nem birod egyedül...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 10, 06:49
Írta: bmejdz9nu Dátum 2007 október 10, 06:49
pl. Angolul kellene tudni ennek a tesztnek a nevét... és rákeresni a neten.
De lehet, hogy "nyugaton" még nem ismerik... [#vigyor3]
Pl.
De lehet, hogy "nyugaton" még nem ismerik... [#vigyor3]
Pl.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 10, 08:55
Írta: e3h0cv4ph Dátum 2007 október 10, 08:55
Köszi az ötletet.
Rákerestem először magyarul. Nemhiáb először a fórumunkat találta meg. itt
Rákerestem először magyarul. Nemhiáb először a fórumunkat találta meg. itt
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 10, 10:44
Írta: bmejdz9nu Dátum 2007 október 10, 10:44
Lehet, hogy igazi Hungaricum...[#vigyor0] Megint feltaláltunk valamit! "Egység-ugratás"...
Valami "nemzetközi" link jó lenne... ha persze lenne ilyen... :)
Akkor megértenénk a dinamikus környezetben a differnciális függvényeket és a statikus környezetben a tangenciálisan váltakozó hányadosokat...
és az a két potit... én is be tudnám állítani rendesen... :)
Valami "nemzetközi" link jó lenne... ha persze lenne ilyen... :)
Akkor megértenénk a dinamikus környezetben a differnciális függvényeket és a statikus környezetben a tangenciálisan váltakozó hányadosokat...
és az a két potit... én is be tudnám állítani rendesen... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 08:29
Írta: 000000000 Dátum 2007 október 11, 08:29
Most olvastam egy cikket az Elektronet legújabb
számában, "A túlvezérlés figyelembevétele az
állapotirányítás tervezésében" címmel. Sajnos
kicsit tudományos a színvonala (sok matek és
egyenlet is van benne), és általános
szabályzási elmélet a téma, de arra jó, hogy
az egységugrás és társai vizsgálójelek téma,
és egyáltalán a szabályzáselmélet bonyolultságát
jelezze, felvillantsa.
számában, "A túlvezérlés figyelembevétele az
állapotirányítás tervezésében" címmel. Sajnos
kicsit tudományos a színvonala (sok matek és
egyenlet is van benne), és általános
szabályzási elmélet a téma, de arra jó, hogy
az egységugrás és társai vizsgálójelek téma,
és egyáltalán a szabályzáselmélet bonyolultságát
jelezze, felvillantsa.
Cím: Re:DC szervó motoros vezérlés
Írta: juh0557j0 Dátum 2007 október 11, 09:16
Írta: juh0557j0 Dátum 2007 október 11, 09:16
Írd meg mi érdekelne és hogy mennyiért, akkor továbbítom a tulaj felé.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 11, 09:39
Írta: bmejdz9nu Dátum 2007 október 11, 09:39
Nem tudod elküldeni?... vagy link...?
vagy bármi a neten ami erről szól...valami ami emészthető :)
Úgy általában érdekel a hajtás túlvezérlése... mert akárhogy (túl)hajtom, terhelem pl. ezeket a Bautz motorokat nem hibáznak, nem melegednek...
Ha a motor névleges nyomatékra terveznénk a hajtást és azt akarjuk, hogy "felérjen" egy pl. 3Nm-es léptetővel akkor annak kb. 1Kw-os DC motor a megfelelője...
Tehát valamilyen szinten "túlhajtják" a szervó motorokat, meg is adják a csúcsnyomatékot ami sokszorosa a névlegesnek... de meddíg és hogyan...
Ha nem hajtanák túl őket akkor egy 60W-os szervómotor pl. semmire sem lenne jó... de ez sem igaz...
Furcsák ezek a szervómotorok. Egyik majdnem "meggyullad" a másik ugyanabban a környezetben pedíg hideg marad... és a teljesítményük közel azonos...
vagy bármi a neten ami erről szól...valami ami emészthető :)
Úgy általában érdekel a hajtás túlvezérlése... mert akárhogy (túl)hajtom, terhelem pl. ezeket a Bautz motorokat nem hibáznak, nem melegednek...
Ha a motor névleges nyomatékra terveznénk a hajtást és azt akarjuk, hogy "felérjen" egy pl. 3Nm-es léptetővel akkor annak kb. 1Kw-os DC motor a megfelelője...
Tehát valamilyen szinten "túlhajtják" a szervó motorokat, meg is adják a csúcsnyomatékot ami sokszorosa a névlegesnek... de meddíg és hogyan...
Ha nem hajtanák túl őket akkor egy 60W-os szervómotor pl. semmire sem lenne jó... de ez sem igaz...
Furcsák ezek a szervómotorok. Egyik majdnem "meggyullad" a másik ugyanabban a környezetben pedíg hideg marad... és a teljesítményük közel azonos...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 10:09
Írta: 000000000 Dátum 2007 október 11, 10:09
2 millió link elég lesz?:)
ITT
Nincs semmi furcsa szervo motorokban,
tudni kell a belső lelkivilágukat, és aszerint
alkalmazni, kiválasztani őket. Sajnos nem elég
csak tekergetni a potikat. Meg kellene
tanulni az elméletet is hozzá. De szerintem
sokkal egyszerűbb, ha beüzemelteted a szervódat
egy hozzáértővel, és utána csak használod.
Teljesen fölösleges és per pillant reménytelen
is Neked belemászni, főleg egy olyan egyszerű
és olcsó cucc esetén, amire letetted a voksodat.
A Geckónak ez is baja, túl egyszerű, csak két
poti, és kész. Ez semmi az 50 fontos paraméter
közül. Ezért olcsó, és postázható termék. Két
potit mindenki tud tekergetni, valahogy
szegény majdcsak próbál szabályozni. Láttam én
autóst 4. sebességi fokozatban döcögni 20 km/h-
val...
ITT
Nincs semmi furcsa szervo motorokban,
tudni kell a belső lelkivilágukat, és aszerint
alkalmazni, kiválasztani őket. Sajnos nem elég
csak tekergetni a potikat. Meg kellene
tanulni az elméletet is hozzá. De szerintem
sokkal egyszerűbb, ha beüzemelteted a szervódat
egy hozzáértővel, és utána csak használod.
Teljesen fölösleges és per pillant reménytelen
is Neked belemászni, főleg egy olyan egyszerű
és olcsó cucc esetén, amire letetted a voksodat.
A Geckónak ez is baja, túl egyszerű, csak két
poti, és kész. Ez semmi az 50 fontos paraméter
közül. Ezért olcsó, és postázható termék. Két
potit mindenki tud tekergetni, valahogy
szegény majdcsak próbál szabályozni. Láttam én
autóst 4. sebességi fokozatban döcögni 20 km/h-
val...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 10:27
Írta: 000000000 Dátum 2007 október 11, 10:27
Én jómagam is villanyászatot tanultam, de amikor az AMC Magyarországnál beállitották a digitális AC-DC hajtásaimat a motorjaimhoz, akkor jöttem csak rá mennyire komplex is ez a dolog. Ezekután már nem is akartam átlátni részleteiben a dolgot, mert ez egyszerűen reménytelen. Sok-sok szabűlyzási kör rengeteg változóval ( az 50 tényleg nem túlzás! )
Ehhez profi szakemberek kellenek laborral és komoly elméleti tudással. Én csak használom őket, és örülök, hogy a stepperket magam mögött hagytam. Óriási a minőségi ugrás a kétfázisú stepperről az AC szervóra...
Ehhez profi szakemberek kellenek laborral és komoly elméleti tudással. Én csak használom őket, és örülök, hogy a stepperket magam mögött hagytam. Óriási a minőségi ugrás a kétfázisú stepperről az AC szervóra...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 11, 10:30
Írta: bmejdz9nu Dátum 2007 október 11, 10:30
Köszi a kulcsszavakat! átnézem!
"Igaz" hobbysta vagyok... azért csinálom... :) Ha termelni akarnák a géppel az más lenne... már rég készen is lenne :)
Gecko és voks:
Rosszul látod.... nem tettem le... nyitott vagyok mindenre... sokat teszteltem. Sőt a léptetős rendszert is... de ezt tudod.
De míg be nem bizonyosodik az ellenkezője....
Az bosszant, hogy fikázod a Geckót... Pedíg nem ma kezdték... Te is tudod, hogy ha már valamit géppel ültetnek... az nem kispályás...
(persze szállítani is egyszerűbb az tény)
A Geckót láttad belülről... hát minden csak nem egyszerű - sajnos - ha nem SMD technika lenne akkor 100x160 kártyán sem férne el...
"Ez a másolásvédelem" azaz csak gépi ültetéssel lehetne...
Gecko belső kép: (alul is vannak alkatrészek... ami azonosítható: 4 FET, Stab IC...)
Megjegyzem, hogy csak a motor tápfesz kell neki... más nem... Encoderhez az 5V is belül készül...)
A második szint: (A multiplier... szintén két oldalas, de hátul nincs alkatrész)
Mint látható nincs(!) "kaparásos" másolásvédelem! Ez magáért beszél! Ugysem lehet lemásolni... mert a végére nem éri meg...
Sajnos mint kiderült még a multiplikátor panelt sem éri meg... és akkor hol van még a dobozolás...
"Igaz" hobbysta vagyok... azért csinálom... :) Ha termelni akarnák a géppel az más lenne... már rég készen is lenne :)
Gecko és voks:
Rosszul látod.... nem tettem le... nyitott vagyok mindenre... sokat teszteltem. Sőt a léptetős rendszert is... de ezt tudod.
De míg be nem bizonyosodik az ellenkezője....
Az bosszant, hogy fikázod a Geckót... Pedíg nem ma kezdték... Te is tudod, hogy ha már valamit géppel ültetnek... az nem kispályás...
(persze szállítani is egyszerűbb az tény)
A Geckót láttad belülről... hát minden csak nem egyszerű - sajnos - ha nem SMD technika lenne akkor 100x160 kártyán sem férne el...
"Ez a másolásvédelem" azaz csak gépi ültetéssel lehetne...
Gecko belső kép: (alul is vannak alkatrészek... ami azonosítható: 4 FET, Stab IC...)
Megjegyzem, hogy csak a motor tápfesz kell neki... más nem... Encoderhez az 5V is belül készül...)
A második szint: (A multiplier... szintén két oldalas, de hátul nincs alkatrész)
Mint látható nincs(!) "kaparásos" másolásvédelem! Ez magáért beszél! Ugysem lehet lemásolni... mert a végére nem éri meg...
Sajnos mint kiderült még a multiplikátor panelt sem éri meg... és akkor hol van még a dobozolás...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 10:31
Írta: 000000000 Dátum 2007 október 11, 10:31
Egy kérdés:
Nem fejleszt a jelenlévő gyártók közül valaki olyan hajtást, mint az AMC?
Gondolok itt arra, hogy képes a standard nagyfelbontású ( 1000-4096 ) encodereket kezelni, de szabadon választható az egy bejövő step jelre jutó jeladó impulzusszám.
Magyarul én mondom meg, hogy mennyit is mozduljon el egy impulzusra.
Nem fejleszt a jelenlévő gyártók közül valaki olyan hajtást, mint az AMC?
Gondolok itt arra, hogy képes a standard nagyfelbontású ( 1000-4096 ) encodereket kezelni, de szabadon választható az egy bejövő step jelre jutó jeladó impulzusszám.
Magyarul én mondom meg, hogy mennyit is mozduljon el egy impulzusra.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 11, 10:36
Írta: bmejdz9nu Dátum 2007 október 11, 10:36
Erre két megoldás van... ha jól tudom...
1. Gecko: sokszorozza a bemeneti jeleket (állítható 1 jelre mennyi jön ki... vezérlő limit: 250Khz)
2. Osztják az encoder jelét... mindenki más így csinálja - ha jól tudom... de majd megírják...
Nézz bele az encoder topikba...
1. Gecko: sokszorozza a bemeneti jeleket (állítható 1 jelre mennyi jön ki... vezérlő limit: 250Khz)
2. Osztják az encoder jelét... mindenki más így csinálja - ha jól tudom... de majd megírják...
Nézz bele az encoder topikba...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 11:24
Írta: 000000000 Dátum 2007 október 11, 11:24
Fikázza a roszz nyavalya, ennyi pénzért nagyon
is jó. Azt azonban Te is beláthatod, hogy
a 2 hangolható paramétere az semmi szinte.
Élj vele boldogan, a direkt hajtásod úgyis
komolytalanná teszi a szervórendszeredet
függetlenül a szabályzó gyártójától.:)
Erre bizonyíték volt az egységugrás teszt a talin,
már 5 mm/s-nál lefagy. Ettől sokkal jobbat
lehetne elérni, ha hallgatnál rám.
is jó. Azt azonban Te is beláthatod, hogy
a 2 hangolható paramétere az semmi szinte.
Élj vele boldogan, a direkt hajtásod úgyis
komolytalanná teszi a szervórendszeredet
függetlenül a szabályzó gyártójától.:)
Erre bizonyíték volt az egységugrás teszt a talin,
már 5 mm/s-nál lefagy. Ettől sokkal jobbat
lehetne elérni, ha hallgatnál rám.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 11:32
Írta: 000000000 Dátum 2007 október 11, 11:32
Nálam ez megoldott, de talán érdemesebb olyan
motort alkalmazni, ami 1000 imp/ford vagy az
alatti encoderrel szerelt. Elvégre minden
"elektronikus trükk" csökkenti a mérés
biztonságát, ezért jobb kizárni ilyen módszereket a jelfeldolgozás során.
motort alkalmazni, ami 1000 imp/ford vagy az
alatti encoderrel szerelt. Elvégre minden
"elektronikus trükk" csökkenti a mérés
biztonságát, ezért jobb kizárni ilyen módszereket a jelfeldolgozás során.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 október 11, 11:36
Írta: D.Laci Dátum 2007 október 11, 11:36
Alarm!!!! Feltörték a forum szereverét!!!
Valaki Tibor45 nevében irogat!
"ennyi pénzért nagyon is jó."
[#circling][#worship]
Valaki Tibor45 nevében irogat!
"ennyi pénzért nagyon is jó."
[#circling][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 11, 14:38
Írta: bmejdz9nu Dátum 2007 október 11, 14:38
Tudod az USA-ban a trimmerpoti nagyon drága holmi... [#vigyor2] Ott spórolnak a fejlesztők ahol lehet... [#rinya]
G340 Blokvázlat: (lehet látni, hogy "kispórolták" az I tag potira kivezetését)
Vajon miért?
1. Elfelejtették tervezéskor
2. Drága a trimmerpoti
3. Vagy alapul vettek egy "szervomotor átlagot" és ezzel egy nagyságrenndel egyszerübre vették a felhasználó beállítási dolgát.
(A helyes megfejtők között egy leégett DC motort sorsolok ki. :)

Tibor! Most jöhet pl. tied blockvázlata! Ha nem titkos...
Másik:
tervezés alatt van egy 1MB-os "Egység-ugrató tároló" előtét modul a Gecko-hoz.
Ebbe a tárolóba lehet majd belenyomatni az "egység-ugrató" jeleket és a kimenetén állítható módon fogja kiadni (lasabban)....
Talán egy HDD-s változat is jó lenne...hogy jól teljesítsen...a tesztnél [#kacsint][#kacsint][#kacsint]
G340 Blokvázlat: (lehet látni, hogy "kispórolták" az I tag potira kivezetését)
Vajon miért?
1. Elfelejtették tervezéskor
2. Drága a trimmerpoti
3. Vagy alapul vettek egy "szervomotor átlagot" és ezzel egy nagyságrenndel egyszerübre vették a felhasználó beállítási dolgát.
(A helyes megfejtők között egy leégett DC motort sorsolok ki. :)
Tibor! Most jöhet pl. tied blockvázlata! Ha nem titkos...
Másik:
tervezés alatt van egy 1MB-os "Egység-ugrató tároló" előtét modul a Gecko-hoz.
Ebbe a tárolóba lehet majd belenyomatni az "egység-ugrató" jeleket és a kimenetén állítható módon fogja kiadni (lasabban)....
Talán egy HDD-s változat is jó lenne...hogy jól teljesítsen...a tesztnél [#kacsint][#kacsint][#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 15:46
Írta: 000000000 Dátum 2007 október 11, 15:46
"(lehet látni, hogy "kispórolták" az I tag potira kivezetését) Vajon miért?"
Azért, mert a PI köre csak egy db 20 Ft-os
műveleti erősítőből áll, és ebből adódódan így
átlag szervo motorra belőtték a T tagot,
ezért "finnyás" a motorra.
A block vázlatom pedig kicsit bonyolultabb,
néha már magam sem tudom, melyik állító elemhez
nyúljak sokból.:)
Azért, mert a PI köre csak egy db 20 Ft-os
műveleti erősítőből áll, és ebből adódódan így
átlag szervo motorra belőtték a T tagot,
ezért "finnyás" a motorra.
A block vázlatom pedig kicsit bonyolultabb,
néha már magam sem tudom, melyik állító elemhez
nyúljak sokból.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 11, 16:08
Írta: bmejdz9nu Dátum 2007 október 11, 16:08
20Ft-os...[#hawaii] azaz 10 centes... Örülök, hogy átnézted!
Jó, hogy nem csiszolták le... a hüle amcsik... :) Ezt is elfelejtették...
Igen. Ezért finnyás a motorra! Na végre egy dologban egyetértünk. = A Gecko csak a szervómotort kedveli!
Blockvázlat: Hűha [#fejvakaras] nem baj... had szörnyülödjünk, had lássuk mennyivel jobb!
Panelfénykép? Akkor látnánk hány ft-os IC-t használtál az I tagnál... :)
Sok poti, állítás = szabadság... (szerelem)...lehetőség... hibalehetőség...
Jó, hogy nem csiszolták le... a hüle amcsik... :) Ezt is elfelejtették...
Igen. Ezért finnyás a motorra! Na végre egy dologban egyetértünk. = A Gecko csak a szervómotort kedveli!
Blockvázlat: Hűha [#fejvakaras] nem baj... had szörnyülödjünk, had lássuk mennyivel jobb!
Panelfénykép? Akkor látnánk hány ft-os IC-t használtál az I tagnál... :)
Sok poti, állítás = szabadság... (szerelem)...lehetőség... hibalehetőség...
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 október 11, 18:08
Írta: ybm4ifb Dátum 2007 október 11, 18:08
Szevasz Sz Attila
Sajnos egy igazi "guberálo"nem tud erre a kérdésedre válaszolni...minden érdekel..látni kéne mik vannak..legalább képeken jo lenne látni.
Persze a legjobb lenne személyessen látni.
Sajnos egy igazi "guberálo"nem tud erre a kérdésedre válaszolni...minden érdekel..látni kéne mik vannak..legalább képeken jo lenne látni.
Persze a legjobb lenne személyessen látni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 20:30
Írta: 000000000 Dátum 2007 október 11, 20:30
Szia Péter!
Kicsit megbántam, hogy a talin teszteltem Neked
pár perc erejéig. Azóta felerősödött kettőnk
között a "csipkelődés".
Vegyük szerintem komolyabban picit ezt az
egész szervotechnikát, és próbáljunk meg a
jövőben szakmai érveket ütköztetni.
Egyébként meg van egy biztos pont:
A adott hajtástechnika, CNC konstrukció tudja
a fizikát, ismeri az elveket függetlenül attól,
hogy az emberek mit hisznek és akarnak. Ha ennek
van egy közös metszete, boldog a gépalkotó, ha
nincs, akkor szomorú.
Kicsit megbántam, hogy a talin teszteltem Neked
pár perc erejéig. Azóta felerősödött kettőnk
között a "csipkelődés".
Vegyük szerintem komolyabban picit ezt az
egész szervotechnikát, és próbáljunk meg a
jövőben szakmai érveket ütköztetni.
Egyébként meg van egy biztos pont:
A adott hajtástechnika, CNC konstrukció tudja
a fizikát, ismeri az elveket függetlenül attól,
hogy az emberek mit hisznek és akarnak. Ha ennek
van egy közös metszete, boldog a gépalkotó, ha
nincs, akkor szomorú.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 11, 21:11
Írta: bmejdz9nu Dátum 2007 október 11, 21:11
Igazad van... Ne bánd! :)
De jó lenne ha az érveidet, egy-egy külső adattal, vagy linkkel stb. erősítenéd...
Ha neked lennék... a vezérlődről pl. több információt adnák... de ez már marketing?
De jó lenne ha az érveidet, egy-egy külső adattal, vagy linkkel stb. erősítenéd...
Ha neked lennék... a vezérlődről pl. több információt adnák... de ez már marketing?
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 október 11, 21:14
Írta: ra8nsmk6w Dátum 2007 október 11, 21:14
Én el tudnék képzelni egy szervómotoros "ringet" igazán férfias lerendezését a műszaki vagy műszakiatlan megoldásoknak.Az ütközet valahogy úgy zajlana mint valamikor a discoverin a robotok harca.A gyöztes egy évig a szervomotoros topic úra lenne.Mondjuk 300 W motorteljesitmény X akku, a vezérlő mindenki sajátja, rejtve.Kötelező gyakorlat lenne egy gigantikus "Z" golyó emelése és süllyesztése, pezsgöspohár feletti fékezéssel... stb
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 21:25
Írta: 000000000 Dátum 2007 október 11, 21:25
A talin láthattál néhány 3D aluba mart munkadarabot,
amit a gépépítők DC szervo hajtású CNC gépeivel
készültek +-0.01 mm pontosággal, 50 ezren felüli
G kód sorokból. Nekem ezek az érveim a
rendszeremről, mint végeredmény prezentáció.
amit a gépépítők DC szervo hajtású CNC gépeivel
készültek +-0.01 mm pontosággal, 50 ezren felüli
G kód sorokból. Nekem ezek az érveim a
rendszeremről, mint végeredmény prezentáció.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 21:29
Írta: 000000000 Dátum 2007 október 11, 21:29
Ja és tapogathattál még egy 80 Hz-el ide-oda forgó
szervomotor tengelyt is.:) Ez szerintem ér
annyit, mint a neten 5 oldal csicsás, virtuális
pdf állomány.
szervomotor tengelyt is.:) Ez szerintem ér
annyit, mint a neten 5 oldal csicsás, virtuális
pdf állomány.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 11, 21:32
Írta: bmejdz9nu Dátum 2007 október 11, 21:32
[#taps] Meg kell írni a verseny szabályzatot!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 11, 21:46
Írta: bmejdz9nu Dátum 2007 október 11, 21:46
Nem ezt rosszul látod...
Gondolj bele a felhasználó és a leendő vevő szemszögéből... Mit látot?
Látott az asztalon "valami" motorokat pörögni... (mint a játékboltban)
Látott valami munkadarabot... amit pont nem akar csinálni... lehet, hogy plazmavágót akart?
Marketing hiba! Ott volt egy csomó leendő CNC-s... aki azt sem tudja mi ez/az...
80Hz ide vagy oda... de "csicsás" pdf sem volt... amit hazavigyen... mi maradt meg benne???
Nem kell messze menni... ott volt a Mach Tech... kicsiben.... ugyanazt tenni...
Tavaly neked is volt egy demo hajtásod... most az sem... emlékszel mennyire le akarták fogni :):) Na az jó volt!!!
Most lehet, hogy a házigazda (is) segbe rúg, de szervó bemutatás terén azaz foghatóan, vizuálisan, elképzelhetően:
Svejk-é volt...
Gondolj bele a felhasználó és a leendő vevő szemszögéből... Mit látot?
Látott az asztalon "valami" motorokat pörögni... (mint a játékboltban)
Látott valami munkadarabot... amit pont nem akar csinálni... lehet, hogy plazmavágót akart?
Marketing hiba! Ott volt egy csomó leendő CNC-s... aki azt sem tudja mi ez/az...
80Hz ide vagy oda... de "csicsás" pdf sem volt... amit hazavigyen... mi maradt meg benne???
Nem kell messze menni... ott volt a Mach Tech... kicsiben.... ugyanazt tenni...
Tavaly neked is volt egy demo hajtásod... most az sem... emlékszel mennyire le akarták fogni :):) Na az jó volt!!!
Most lehet, hogy a házigazda (is) segbe rúg, de szervó bemutatás terén azaz foghatóan, vizuálisan, elképzelhetően:
Svejk-é volt...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 október 11, 22:10
Írta: ra8nsmk6w Dátum 2007 október 11, 22:10
A verseny kiirást, felkérésre valami külső munkatársnak illenék megtenni. A magam részéröl szivesen részt vennék egy team tagjaként.Egy ilyen versenyre való felkészülés, az óriási tapasztalat szerzés mellett a meghökkentő megoldások gyüjteménye.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 11, 22:17
Írta: bmejdz9nu Dátum 2007 október 11, 22:17
Először gépet kell most csinálnom...
Én ugyis publikálom... a "rész eredményeket(?)" is... kötekedek... várom, hogy kötekedjenek velem... tudod... :)
Én ugyis publikálom... a "rész eredményeket(?)" is... kötekedek... várom, hogy kötekedjenek velem... tudod... :)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 11, 22:30
Írta: e3h0cv4ph Dátum 2007 október 11, 22:30
Szerintem egy munkadarab nem árul el sokat a szervó vezérlő jóságáról (készülhetett akár léptetőmotoros hajtással is, az is kimarja csak lasabban (de ez se biztos)).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 22:31
Írta: 000000000 Dátum 2007 október 11, 22:31
Szerintem meg akik ide kijöttek, azok nagy része
a maga területén CNC szakember. Így el tudja
dönteni, mit lát és abban ha van valami érték,
az micsoda. Amiről Te beszélsz, az a tipikus mai
szemlélet, becsomagolom valami csicsába a
termékemet, aztán a szép csillogó csomagolás
vakító fénye után ott marad a valóság, ami már
nem olyan szép adott esetben. Ja és közben ezt
a "szép" terméket a világ másik végéről
hozatják be valamilyen webáruház oldalról,
holott az utcádban lévő magyar "vas edény"
boltban is megkaptad volna 10 perc alatt, és
netán jobb minőségben.
a maga területén CNC szakember. Így el tudja
dönteni, mit lát és abban ha van valami érték,
az micsoda. Amiről Te beszélsz, az a tipikus mai
szemlélet, becsomagolom valami csicsába a
termékemet, aztán a szép csillogó csomagolás
vakító fénye után ott marad a valóság, ami már
nem olyan szép adott esetben. Ja és közben ezt
a "szép" terméket a világ másik végéről
hozatják be valamilyen webáruház oldalról,
holott az utcádban lévő magyar "vas edény"
boltban is megkaptad volna 10 perc alatt, és
netán jobb minőségben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 11, 22:34
Írta: bmejdz9nu Dátum 2007 október 11, 22:34
Hát... 3D-hez lehet, hogy jobb a léptető... de ez egy másik téma... egy másik topikba...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 22:43
Írta: 000000000 Dátum 2007 október 11, 22:43
Ezzel nem ertek egyet! Ha nem felejtem el, holnap keszitek par fenykepet egy munkadarabrol. "Jo" es "sz*r" servo beallitassal egyarant. Egyik fele ez, masik azzal keszult. Nem hobby gep, azt meg hozzateszem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 11, 22:44
Írta: bmejdz9nu Dátum 2007 október 11, 22:44
Jaj Jaj... vakarom a fejemet... Mit írjak Tibi...
Naponta találkozok ezzel a megközelítéssel...De megváltozott a világ...
Nem tudok írni normálisat... ez annál sokkal bonyolultabb kérdés...
pl. Induljunk ki a nejemből vagy a nejedből... melyiket cukrot veszi a boltba?
1. Barna zacskóban 1 kiló 200 Ft vagy
2. szép színes csomagolásban azt amiről a TV-ben minden nap azt mondják le is fogyasztja... = 230Ft... ?
Arra gondolsz mindenki mindent tud a szervó hajtásról? Hát nem. szerintem. Én sem. de ezt legalább tudod.
Egy szaki mindíg azt hiszi, hogy a másik is szaki...
Naponta találkozok ezzel a megközelítéssel...De megváltozott a világ...
Nem tudok írni normálisat... ez annál sokkal bonyolultabb kérdés...
pl. Induljunk ki a nejemből vagy a nejedből... melyiket cukrot veszi a boltba?
1. Barna zacskóban 1 kiló 200 Ft vagy
2. szép színes csomagolásban azt amiről a TV-ben minden nap azt mondják le is fogyasztja... = 230Ft... ?
Arra gondolsz mindenki mindent tud a szervó hajtásról? Hát nem. szerintem. Én sem. de ezt legalább tudod.
Egy szaki mindíg azt hiszi, hogy a másik is szaki...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 22:47
Írta: 000000000 Dátum 2007 október 11, 22:47
Tatai komám! Te egem nem nagyon csípsz, és
még a feltételezésed is sértő több gépépítőre
nézve, és rám is.
még a feltételezésed is sértő több gépépítőre
nézve, és rám is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 22:53
Írta: 000000000 Dátum 2007 október 11, 22:53
Hát nem a legjobb a hasonlatod.
Hajtást az ember évekre választ, cukrot meg
3 naponta veszel. Nem lehet így összehasonlítani.
Hajtást az ember évekre választ, cukrot meg
3 naponta veszel. Nem lehet így összehasonlítani.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 11, 22:56
Írta: e3h0cv4ph Dátum 2007 október 11, 22:56
Félreértettél.
Egy jól elkészített munkadarab (mert Tibor-nak ilyenje volt) nem árulja el hogy az a hajtás (egy jól beállított) 20願 Ft-os hajtás egy 200願 Ft-os vagy egy még olcsóbb step hajtás. Ha jól be van állítva mindhárommal lehet ugyanolyan terméket előállítani (ha a gép is alkalmas rá).
A dinamikai paramétereiről ill. elkészítési időről szintén nem mond semmit (pedig a 20願 és a 200願 Ft-os között ez lehet a nagy különbség)
Mert sz*r munkadarabot nem visz el az ember mutogatni, hogy ez egy profi szervóvezérlővel készült, csak nem volt jól beállítva.
Egy jól elkészített munkadarab (mert Tibor-nak ilyenje volt) nem árulja el hogy az a hajtás (egy jól beállított) 20願 Ft-os hajtás egy 200願 Ft-os vagy egy még olcsóbb step hajtás. Ha jól be van állítva mindhárommal lehet ugyanolyan terméket előállítani (ha a gép is alkalmas rá).
A dinamikai paramétereiről ill. elkészítési időről szintén nem mond semmit (pedig a 20願 és a 200願 Ft-os között ez lehet a nagy különbség)
Mert sz*r munkadarabot nem visz el az ember mutogatni, hogy ez egy profi szervóvezérlővel készült, csak nem volt jól beállítva.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 11, 23:01
Írta: e3h0cv4ph Dátum 2007 október 11, 23:01
Nem araktalak bántani.
Láttam a szervóhajtásaidat és le a kalappal előtte, de itt nem erről van szó, az, hogy a szervóhajtásod milyen jó az nem feltétlenül derül ki egy munkadarabról.
Ha úgy érzed, hogy sértő voltam akkor elnézést kérek tőled, nemm annak szántam.
Láttam a szervóhajtásaidat és le a kalappal előtte, de itt nem erről van szó, az, hogy a szervóhajtásod milyen jó az nem feltétlenül derül ki egy munkadarabról.
Ha úgy érzed, hogy sértő voltam akkor elnézést kérek tőled, nemm annak szántam.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 11, 23:02
Írta: 000000000 Dátum 2007 október 11, 23:02
Ok., semmi gond, tisztáztuk a félreértéseket.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 11, 23:07
Írta: bmejdz9nu Dátum 2007 október 11, 23:07
lehet... de írhattam volna mást is... a lényeg nem változik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 12, 08:46
Írta: 000000000 Dátum 2007 október 12, 08:46
Felreertettem valoban. Igy mar oke! (:
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 október 12, 19:48
Írta: Kristály Árpád Dátum 2007 október 12, 19:48
Hallihó Mindenkinek....
Néha az az érzésem, hogy jó, hogy nem vagytok egymás közelében![#boxer][#boxer]..... A szomszédomban van az óvoda....Na ott naponta látok ilyet![#boxer][#boxer]
Néha az az érzésem, hogy jó, hogy nem vagytok egymás közelében![#boxer][#boxer]..... A szomszédomban van az óvoda....Na ott naponta látok ilyet![#boxer][#boxer]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 12, 19:57
Írta: bmejdz9nu Dátum 2007 október 12, 19:57
Ki kellene venni?... hogy "szintisztán" megmaradjon a Tibivel a "csipkelődésünk" [#vigyor2]
Ha majd egyszer előben "egységet ugrasztunk" vagy ha netán mégis igaza volt Tibornak... Na jó nem "csipkelődök" ... [#vigyor3] csak vicceltem.
Ha majd egyszer előben "egységet ugrasztunk" vagy ha netán mégis igaza volt Tibornak... Na jó nem "csipkelődök" ... [#vigyor3] csak vicceltem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 13, 14:05
Írta: bmejdz9nu Dátum 2007 október 13, 14:05
Megtaláltam az ideális szervómotort!
Ez alapban tud 6Nm-et! Nem kell nagyon túlhajtani... és nem is kell áttetelezni!
Persze gyorsításkor pl. azért jól jöhetne egy pár száz amper-nyi "Áramfröcs" :)
Szervó jellegű a járása, finoman tekerhető, nem akadozik... csak sajnos csak fix 12V-ról tudtam próbálni (bikakábelel az autó akkuról) nagyon szép a járása... (10A-es táp zárlatvádelembe ment, meg se mozdult... sajnos :)
Márcsak vezérlő kellene hozzá! Ha valakinek van valami ötlete? Párhuzamosan kapcsolni pl. 10 szervó vezérlőt? ....
Ezzel biztos jól lehetne egységet ugrasztani...
(adatok a cimkén)[#nyes]

Ez alapban tud 6Nm-et! Nem kell nagyon túlhajtani... és nem is kell áttetelezni!
Persze gyorsításkor pl. azért jól jöhetne egy pár száz amper-nyi "Áramfröcs" :)
Szervó jellegű a járása, finoman tekerhető, nem akadozik... csak sajnos csak fix 12V-ról tudtam próbálni (bikakábelel az autó akkuról) nagyon szép a járása... (10A-es táp zárlatvádelembe ment, meg se mozdult... sajnos :)
Márcsak vezérlő kellene hozzá! Ha valakinek van valami ötlete? Párhuzamosan kapcsolni pl. 10 szervó vezérlőt? ....
Ezzel biztos jól lehetne egységet ugrasztani...
(adatok a cimkén)[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 október 13, 15:33
Írta: HJózsi Dátum 2007 október 13, 15:33
Ha a kocsiból kiveszed az aksit, akkor már sorbakötve megvan a 24 V. (indítózáskor 160A-t az is lead)... [#nyes]
Egy vezérlő elég, de a hídba a fetekre még 15-öt kell párhuzamosan rákötni ... csak a hűtőborda gázos ... [#nyes]
Gyönyörű a moci, nem csinálsz videót? megnézném/hallgatnám ... [#circling]
Egy vezérlő elég, de a hídba a fetekre még 15-öt kell párhuzamosan rákötni ... csak a hűtőborda gázos ... [#nyes]
Gyönyörű a moci, nem csinálsz videót? megnézném/hallgatnám ... [#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 13, 15:42
Írta: bmejdz9nu Dátum 2007 október 13, 15:42
Egy óra pihenés = 1 óra (gyors)töltés = tépegység. Ez megoldott. :)
Nagyon baba hangja van: azaz semmi de semmi... és nem is melegszik... csak 15 percet járattam, nehogy be kelljen tolni utánna a kocsit... :)
Indításkor rá kell állni! mert mint a lórugás!!!
Vegyek egy pár száz Fet-et? (fele biztos veszteség lesz:) Totál új... (Bosch néven van a neten mert megvette már az Iskrát)
Jó lenne egy vezérlő hozzá...[#fejvakaras] "szervós" ? ... motorcsónak motornak vagy autóba szerelni? [#circling]
Vagy Z-tegelynek?
Nagyon baba hangja van: azaz semmi de semmi... és nem is melegszik... csak 15 percet járattam, nehogy be kelljen tolni utánna a kocsit... :)
Indításkor rá kell állni! mert mint a lórugás!!!
Vegyek egy pár száz Fet-et? (fele biztos veszteség lesz:) Totál új... (Bosch néven van a neten mert megvette már az Iskrát)
Jó lenne egy vezérlő hozzá...[#fejvakaras] "szervós" ? ... motorcsónak motornak vagy autóba szerelni? [#circling]
Vagy Z-tegelynek?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 október 13, 15:48
Írta: HJózsi Dátum 2007 október 13, 15:48
Z tengelynek természetesen a CNC lég -helyett- szervókalapácsnak ... finomkovácsolás ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 13, 17:15
Írta: e3h0cv4ph Dátum 2007 október 13, 17:15
Nekem van egy FET-em IRLBA3803P.
Paramétere: V ds=30V (ez a leggyengébb pontja)
R ds(on)=0,005 Ohm
I d= 179A (nem vicc, ennyi)
Van belőle több is ha érdekel!! (tudsz vele kísérletezni) Ha hűtőbordán van és nem léped túl a 30V -ot labor körülmények között nem lehet tönkre tenni, akármit akárhova kötsz! Még nekünk se sikerült egyet egyet sem tönkre tenni :)
Paramétere: V ds=30V (ez a leggyengébb pontja)
R ds(on)=0,005 Ohm
I d= 179A (nem vicc, ennyi)
Van belőle több is ha érdekel!! (tudsz vele kísérletezni) Ha hűtőbordán van és nem léped túl a 30V -ot labor körülmények között nem lehet tönkre tenni, akármit akárhova kötsz! Még nekünk se sikerült egyet egyet sem tönkre tenni :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 13, 17:35
Írta: bmejdz9nu Dátum 2007 október 13, 17:35
Gondolod 1 db-ot "sorbakötök" a bikakábelel és nem megy a menyországba? Mekkorák a lábai? mert a motorhoz 10-es kulcs kell a bemeneti csatlakozóhoz...
Szerintem párhuzamosan kellene kapcsolni többet... és írányváltás is kellene... ott akkor pedíg ellenfesz lesz... nem is kicsi...
Szerintem párhuzamosan kellene kapcsolni többet... és írányváltás is kellene... ott akkor pedíg ellenfesz lesz... nem is kicsi...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 13, 17:41
Írta: 000000000 Dátum 2007 október 13, 17:41
Na ez engem is érdekel!!! Milyen tokozású? A lába milyen keresztmetszetű?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 13, 17:54
Írta: bmejdz9nu Dátum 2007 október 13, 17:54
Itt valami teljes "félreértés" lehet...
IRLBA3803P adatlap
Ez normál tokozású FET... én már láttam 50A-es biztit annak a betétje is min. 4x vastagabb mint ennek a lába... tehát nem értem?
IRLBA3803P adatlap
Ez normál tokozású FET... én már láttam 50A-es biztit annak a betétje is min. 4x vastagabb mint ennek a lába... tehát nem értem?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 13, 18:21
Írta: 000000000 Dátum 2007 október 13, 18:21
Ez a motor nagyon szép, csak nem éppen
alkalmatlan pozíció szervóhoz. Hülyeség ilyen
motorokat ide belinkelni.
alkalmatlan pozíció szervóhoz. Hülyeség ilyen
motorokat ide belinkelni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 13, 18:24
Írta: bmejdz9nu Dátum 2007 október 13, 18:24
Na bummm... ez se jó... [#rinya] akkor áttegyem az adok-veszek topikba? (az egyik kicsi a másik meg nagy...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 13, 19:01
Írta: 000000000 Dátum 2007 október 13, 19:01
Az ilyen adatlapokat nem tudom komolyan venni! A lába 3×1mm, az-az 3mm2-es és 179A folyamatos??!!
Már csak az a kérdés miből van a lába (supra vezető)?!
Már csak az a kérdés miből van a lába (supra vezető)?!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 13, 19:23
Írta: bmejdz9nu Dátum 2007 október 13, 19:23
Valaki "beválalná" ehhez a motorhoz a PWM+Fet vezérlés megoldását? Garanciával!
Forgásirányváltás (előre-hátra) elektronikusan szükséges...
Forgásirányváltás (előre-hátra) elektronikusan szükséges...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 13, 19:25
Írta: bmejdz9nu Dátum 2007 október 13, 19:25
Egyedi, azaz nagy áramú szervóvezérlőkkel nem foglalkozol? :) Ehhez a motorhoz? vagy lehetetlen...? Tuning modul? Ötlet? :) :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 13, 19:41
Írta: 000000000 Dátum 2007 október 13, 19:41
Egyediekkel... nem.
Egy ilyen nagy áramúval igen sok gond lenne (zaj, melegedés, stb.)! Nem éri meg...
Egy ilyen nagy áramúval igen sok gond lenne (zaj, melegedés, stb.)! Nem éri meg...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 13, 19:45
Írta: bmejdz9nu Dátum 2007 október 13, 19:45
Igazából "járműhajtáshoz" vettem...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 13, 19:47
Írta: 000000000 Dátum 2007 október 13, 19:47
Mit építesz? Villanybringát?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 13, 19:51
Írta: bmejdz9nu Dátum 2007 október 13, 19:51
Motorcsónak... Tudod a főbb belvizeinken robbanő motoros meghajtás tilos...(Fertő, Balaton stb...)
Kivétel: Duna, Tisza, Tisza tó...
Láttam példákat, a tető napkollektor, de pl. a generátor (szuperhalk Honda) használata a fedélzeten nem tilos... [#nyes]
Kivétel: Duna, Tisza, Tisza tó...
Láttam példákat, a tető napkollektor, de pl. a generátor (szuperhalk Honda) használata a fedélzeten nem tilos... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 13, 19:53
Írta: 000000000 Dátum 2007 október 13, 19:53
Tehát ha jól értem, a csónakban mehet egy agregátor, csak a vízben már nem lehet robbanó motor által hajtott vízcsavar (pedig ez is az lenne csak közben van egy villany kuplung)?!
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 október 13, 20:19
Írta: ybm4ifb Dátum 2007 október 13, 20:19
Szevasztok
Péter!!!
Van MBN400A6,ezt használd..ha tudod.
Péter!!!
Van MBN400A6,ezt használd..ha tudod.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 13, 20:35
Írta: bmejdz9nu Dátum 2007 október 13, 20:35
Pontosan...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 13, 20:39
Írta: bmejdz9nu Dátum 2007 október 13, 20:39
MBN400A6... Nem találok adatlapot? Mi ez?
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 október 13, 20:47
Írta: ybm4ifb Dátum 2007 október 13, 20:47
ugyhivják hogy IGBT.
400A-os 600V-os FET
400A-os 600V-os FET
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 13, 21:19
Írta: bmejdz9nu Dátum 2007 október 13, 21:19
Ezeket az IGBT-ket használják frekiváltókban és kapcs. üzemű tápokban... ha jól tudom...
Lehet, hogy hüleség amit kérdezek...
Ezeket nem tiszta egyenáramú körökben... azaz nem nulpontos kioltásúak mint pl. a tyristor ?
Én már annyira utánna néztem, hogy mindenki FET-el csinálja... (sok-sok-al, ha kell)
Van egy amerikai "bütykölő" aki 1USD/A alapon vállal ilyen vezérlők készítését... több Fet-el...
DC be - DC ki..
Lehet, hogy hüleség amit kérdezek...
Ezeket nem tiszta egyenáramú körökben... azaz nem nulpontos kioltásúak mint pl. a tyristor ?
Én már annyira utánna néztem, hogy mindenki FET-el csinálja... (sok-sok-al, ha kell)
Van egy amerikai "bütykölő" aki 1USD/A alapon vállal ilyen vezérlők készítését... több Fet-el...
DC be - DC ki..
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 október 13, 21:40
Írta: ybm4ifb Dátum 2007 október 13, 21:40
Gözömsincs..csak azt tudom hogy szünetmentes tápban volt..12Vbol csináltak 3*380V-ot,nem kis pályás szerketez volt...80KW-os
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 13, 21:50
Írta: e3h0cv4ph Dátum 2007 október 13, 21:50
A tokozása nagyjából a TO220-ra hasonlít csak a lábai vastagabbak.
Az adatlapját nem én írtam eredeti (International Rectifier), gondolod, hogy nem lenne igaz amit írnak?
Igaz 179A-rel még nem próbáltam :) (nem tudok hirtelen ennyit előállítani, tartósan), (legfeljebb ha bedugom a konnektorba, aztán heggesztőpajzs mögül nézem)
Egyebként csúcsban 720A -tud (impulzusüzem).
Igaz én nem az áram miatt használom, hanem a renkívül kicsi átmeneti ellenállása miatt (melegedése sincs) (és ráadásul van egy csomó)
Egyébként ezek a FET-ek tényleg jobbak mint az IGBT-k (legalábbis úgy hallottam), nembeszélve arról, hogy logikai szintel is vezérelhetők. Ezért nem is értettem, hogy a szervóvezérlődnek (P2S) miért kell a FET-eknek külön nyitófeszültség?
Az adatlapját nem én írtam eredeti (International Rectifier), gondolod, hogy nem lenne igaz amit írnak?
Igaz 179A-rel még nem próbáltam :) (nem tudok hirtelen ennyit előállítani, tartósan), (legfeljebb ha bedugom a konnektorba, aztán heggesztőpajzs mögül nézem)
Egyebként csúcsban 720A -tud (impulzusüzem).
Igaz én nem az áram miatt használom, hanem a renkívül kicsi átmeneti ellenállása miatt (melegedése sincs) (és ráadásul van egy csomó)
Egyébként ezek a FET-ek tényleg jobbak mint az IGBT-k (legalábbis úgy hallottam), nembeszélve arról, hogy logikai szintel is vezérelhetők. Ezért nem is értettem, hogy a szervóvezérlődnek (P2S) miért kell a FET-eknek külön nyitófeszültség?
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 október 13, 22:13
Írta: ybm4ifb Dátum 2007 október 13, 22:13
Nemis igaz..az én IGBT-im jobbak..
179 A-ert 30V melett hihetetlen..rövidzár egy akkun...ha azt kibirná....de nem birhatja ki.
Bocsi...csak viccelődök..nem értek én ezekhet.
179 A-ert 30V melett hihetetlen..rövidzár egy akkun...ha azt kibirná....de nem birhatja ki.
Bocsi...csak viccelődök..nem értek én ezekhet.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 október 13, 22:36
Írta: 4mjnxdwuu Dátum 2007 október 13, 22:36
Hali, nézzetek meg egy irfz 24, 34, 44 adatlapot, jóval kevesebbet tudnak, de ha így nézzük azoknak is füstölni kellene. / oda is min 2,5-es vagy 4-es kábel lenne jó kivezetésnek...
Egyébként ha valakit érdekel jövőhéten lefényképezhetek 1-2 biztit 160...430A-ig, nem biztos, hogy akkora a vezeték keresztmetszet a mekkorának elképzeljük...
Egyébként ha valakit érdekel jövőhéten lefényképezhetek 1-2 biztit 160...430A-ig, nem biztos, hogy akkora a vezeték keresztmetszet a mekkorának elképzeljük...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 13, 23:25
Írta: 000000000 Dátum 2007 október 13, 23:25
FET lab ....azert nem mindegy, hogy
hogyan hul az "drot" ...a fet laba mindket vegen "hutve" van a forrpont es tokozas felol is.
A kulon 12 Volt talan a gyorsabb reakcio miatt van a logikai szint heylett.
Hisezen vegulis kis kondenzatorkent viselkedik a dolog nyitaskor-zaraskor...aminek (szerintem)jot tesz, ha ilyenkor durvabb "pofont" kap...gondolom ezt a fizika konyv alapjan, mert
amugy nem ertek a dologhoz.
hogyan hul az "drot" ...a fet laba mindket vegen "hutve" van a forrpont es tokozas felol is.
A kulon 12 Volt talan a gyorsabb reakcio miatt van a logikai szint heylett.
Hisezen vegulis kis kondenzatorkent viselkedik a dolog nyitaskor-zaraskor...aminek (szerintem)jot tesz, ha ilyenkor durvabb "pofont" kap...gondolom ezt a fizika konyv alapjan, mert
amugy nem ertek a dologhoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 14, 08:29
Írta: 000000000 Dátum 2007 október 14, 08:29
Gondolkoz egy kicsit! Hídba hogyan vezérelsz 90V-mellett logikai Gate FET-et közvetlen TTL kimentről?!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 14, 08:32
Írta: 000000000 Dátum 2007 október 14, 08:32
Ez ok, de ezek szerint ezeket a FET-eket a lehető legrövidebb lábbal (L- konvergálása a 0mm hossz felé) kell beforrasztani a gyűjtősinre...! Hej... szép egy nyák terv lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 14, 09:15
Írta: bmejdz9nu Dátum 2007 október 14, 09:15
Fetek... Nagy áram... A Párhuzamos használatuk megengedett? Abban nem bízok, hogy egy db kibírja..
Kell "áram korlátozó" ellenállás külön mindegyikhez...?
Én a FET-ekhez nem értek, de hangtechnikában a végfokhoz hasonlítom a dolgot (magamban)... ott lehetett a végfok tranyókat "sokszorozni"... jó a hasonlat? Ott is kicsi értékű ellenállások voltak... [#kacsint]
Ha igen? Van határa? veszélyei?
Kell "áram korlátozó" ellenállás külön mindegyikhez...?
Én a FET-ekhez nem értek, de hangtechnikában a végfokhoz hasonlítom a dolgot (magamban)... ott lehetett a végfok tranyókat "sokszorozni"... jó a hasonlat? Ott is kicsi értékű ellenállások voltak... [#kacsint]
Ha igen? Van határa? veszélyei?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 14, 09:23
Írta: 000000000 Dátum 2007 október 14, 09:23
Itt a nyitás teljes szinkronja a lények, ellenkező esetben a gyorsabb magára veszi az összes terhet és az nem egészséges. Lehet, hogy itt is segít a kisértékű R a nyitási diffik kieggyenlítésére, de nekem nincs ebben gyakorlatom (FET-ek esetén) és nem szívesen folyamodnék ilyen "technikákhoz"!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 14, 09:26
Írta: bmejdz9nu Dátum 2007 október 14, 09:26
Igen... tényleg... ez más mint a tranyók... persze nincs átmenet...
Esetleg összeválogatni? Valahogy, valamit kellene a motorhoz majd csinálnom...
Esetleg összeválogatni? Valahogy, valamit kellene a motorhoz majd csinálnom...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 14, 09:30
Írta: 000000000 Dátum 2007 október 14, 09:30
Ha van is lehetőség ilyenre (nem tudom), az biztos drága (javítani biztos egyszerre kell a párokat)... és nem eléggé ellenőrzött (kézbentartott) a folyamat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 14, 09:34
Írta: 000000000 Dátum 2007 október 14, 09:34
Csak egy kis példa: a P2M-ben a sönt (az üzemi sönt) értéke 0.0333 Ohm, és akkor mennyi legyen a "kis értékű" kieggyenlítő R?! Elég "csak" nem halálpontos szimetriájú nyákterv (vagy gyártás) és már nem szimetrikus a kieggyenlitő R ...
Szerintem nem kivitelezhető...
Szerintem nem kivitelezhető...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 14, 09:35
Írta: 000000000 Dátum 2007 október 14, 09:35
Arról ne is beszéljünk, hogy 100A-ekre milyen nyákot készítesz???
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 14, 09:39
Írta: svejk Dátum 2007 október 14, 09:39
Ekkora áramoknál már valóban nem piskóta a nyáktopológia.
Egyébként számoljatok utána:
a vörösréz fajlagos ellenállása kb 0.0178
Tehát a 3 mm2-es 2 * 10mm hosszú alkatrészláb ellenállása: 0.000119 ohm.
tehát 179 A-nál 3.8W-ot disszipál.
Ezt, ahogy Tomasz írta a nyák és a tokozás símán elvezeti.
És akkor még nem biztos, hogy csak mezei vörösréz a láb....
Egyébként számoljatok utána:
a vörösréz fajlagos ellenállása kb 0.0178
Tehát a 3 mm2-es 2 * 10mm hosszú alkatrészláb ellenállása: 0.000119 ohm.
tehát 179 A-nál 3.8W-ot disszipál.
Ezt, ahogy Tomasz írta a nyák és a tokozás símán elvezeti.
És akkor még nem biztos, hogy csak mezei vörösréz a láb....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 14, 09:43
Írta: svejk Dátum 2007 október 14, 09:43
A FET-eket igen is nagyon szabad párhuzamosan kapcsolni, mi sem bizonyítja jobban hogy egy nagyáramú fet-ben is tőbb ezer kis fet van párhuzamosan kapcsolva.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 14, 09:44
Írta: bmejdz9nu Dátum 2007 október 14, 09:44
Nyákra nem gondoltam, mondjuk réz profiljaim vannak itthon... :) És akkor is kalkulálva...
Láttam a bikakábelemet és a motort... :) értem.
Láttam a bikakábelemet és a motort... :) értem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 14, 09:46
Írta: bmejdz9nu Dátum 2007 október 14, 09:46
miért nem gyártanak olyan "blokkokat" aminek csavaros kivezetése van... [#vigyor0]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 14, 10:02
Írta: svejk Dátum 2007 október 14, 10:02
FET contra IGBT
Régebben volt egy határ kb. 60 V
Ami alatt fet-et, felette igbt-t volt gazdaságos használni.
50-60 V-ig egyszerű a fet gyártás, felette a technológiából adódó szigetelési problémák lépnek fel. (ez meglátszik a nagyfeszültségű fet-ek árán is )
a FET-nek Rdson-ja van ami mindig annyi (ma már egyre kevesebb :)), tehát az árammal lineárisan növekszik a disszipáció.
Az IGBT-nek maradékfeszültsége van ami kb. 1, nagyobbaknál 1,5-2 V. tehát a nagyobb áramoknál sem növekszik a veszteségi teljesítmény.
(egyébként tudvalevő hogy az igbt egy fet meg egy biboláris tranzisztor házassága)
Régebben volt egy határ kb. 60 V
Ami alatt fet-et, felette igbt-t volt gazdaságos használni.
50-60 V-ig egyszerű a fet gyártás, felette a technológiából adódó szigetelési problémák lépnek fel. (ez meglátszik a nagyfeszültségű fet-ek árán is )
a FET-nek Rdson-ja van ami mindig annyi (ma már egyre kevesebb :)), tehát az árammal lineárisan növekszik a disszipáció.
Az IGBT-nek maradékfeszültsége van ami kb. 1, nagyobbaknál 1,5-2 V. tehát a nagyobb áramoknál sem növekszik a veszteségi teljesítmény.
(egyébként tudvalevő hogy az igbt egy fet meg egy biboláris tranzisztor házassága)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 14, 10:04
Írta: svejk Dátum 2007 október 14, 10:04
Mert drága a tokozás (komoly), és nem azonosul a mai miniatürizálás világához.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 október 14, 10:28
Írta: e3h0cv4ph Dátum 2007 október 14, 10:28
De gyártanak!
Nagyobb frekiváltókban használnak illyet.
Nekem is van egy illyen, du. lefotózom (de most mennem kell)
Nagyobb frekiváltókban használnak illyet.
Nekem is van egy illyen, du. lefotózom (de most mennem kell)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 október 14, 13:33
Írta: HJózsi Dátum 2007 október 14, 13:33
IRLBA3803P - Áramvezetőképessége a TO220 tokozásnak - ITT - 4,3mm-es bekötőmadzagot kell az 1-es ábra szerint beforrasztani
MBN400A6.pdf
irlba3803.pdf
MBN400A6.pdf
irlba3803.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 14, 14:03
Írta: bmejdz9nu Dátum 2007 október 14, 14:03
Ugy meg vagyok már ijedve [#csodalk], hogy beteszem az adok-veszekbe vagy a szekrény aljába... [#rolleyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 október 14, 16:20
Írta: HJózsi Dátum 2007 október 14, 16:20
Most, mikor már tudod, hogy elég max. 2-3-at párhuzamosan kötni és a lába sem fog melegedni a FET-nek ?
Cím: Re:DC szervó motoros vezérlés
Írta: 7kcyndjdg Dátum 2007 október 16, 09:47
Írta: 7kcyndjdg Dátum 2007 október 16, 09:47
Egy kerdesem lenne ehez a DC Szervo driverhez: http://www.cncdrive.hu/ ,hasznalya valaki hobby cnc gep hajtasara? Milyenek a tapasztalatok vele?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 16, 09:48
Írta: 000000000 Dátum 2007 október 16, 09:48
Tyutyi hasznalja. Tudtommal...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 16, 09:53
Írta: bmejdz9nu Dátum 2007 október 16, 09:53
Nekem füst volt...[#hawaii]
Cím: Re:DC szervó motoros vezérlés
Írta: 7kcyndjdg Dátum 2007 október 16, 10:00
Írta: 7kcyndjdg Dátum 2007 október 16, 10:00
mi volt a problema? Nem mukodott?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 16, 10:08
Írta: bmejdz9nu Dátum 2007 október 16, 10:08
nem akarom kommentálni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 18, 10:13
Írta: bmejdz9nu Dátum 2007 október 18, 10:13
Egy szervómotor, biztos az... mert rá van írva... :)
Az adati szerint... maga a tökéletesség egy 80V-os vezérléshez...




Az adati szerint... maga a tökéletesség egy 80V-os vezérléshez...
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 október 18, 21:47
Írta: Kristály Árpád Dátum 2007 október 18, 21:47
Hallihó Péter!
Az adok veszekben régebben feltettem a sajátjaimat, úgyan ez a márka, csak nagyobbak...most már nem adom el!
Profi cucc....
Nagyon spéci belseje van.....az enyém 4-kefés.
Hallihó!
Az adok veszekben régebben feltettem a sajátjaimat, úgyan ez a márka, csak nagyobbak...most már nem adom el!
Profi cucc....
Nagyon spéci belseje van.....az enyém 4-kefés.
Hallihó!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 19, 20:34
Írta: 000000000 Dátum 2007 október 19, 20:34
Baró egy cucc! If I had some of them....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 19, 22:51
Írta: bmejdz9nu Dátum 2007 október 19, 22:51
Nekem még nem jött meg...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 21, 11:57
Írta: bmejdz9nu Dátum 2007 október 21, 11:57
Jó lene valamit érteni, értenem...
A szervó/DC motorok fordulatszáma viszonylag széles tartományban vátozik, kiviteltől függően...
Pl. ugyanakkora DC motor van, hogy 1200rpm-es és van, hogy 6000rpm-es...
Mi határozza meg az (alap) fordulatszámát... (jó tudom az áram meg fesz... de...?)
A szervó/DC motorok fordulatszáma viszonylag széles tartományban vátozik, kiviteltől függően...
Pl. ugyanakkora DC motor van, hogy 1200rpm-es és van, hogy 6000rpm-es...
Mi határozza meg az (alap) fordulatszámát... (jó tudom az áram meg fesz... de...?)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 21, 15:58
Írta: bmejdz9nu Dátum 2007 október 21, 15:58
Tibor "szabin" van?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 21, 21:08
Írta: 000000000 Dátum 2007 október 21, 21:08
Nem tudtam, hogy gádzsi vagy!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 21, 21:11
Írta: 000000000 Dátum 2007 október 21, 21:11
Most esett le![#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 22, 10:24
Írta: bmejdz9nu Dátum 2007 október 22, 10:24
[#fejvakaras] Nekem meg még mindíg nem esett le...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 22, 11:41
Írta: 000000000 Dátum 2007 október 22, 11:41
Péter! 1834
A török vendégre gondolunk. (hevi bej)
A török vendégre gondolunk. (hevi bej)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 22, 11:42
Írta: 000000000 Dátum 2007 október 22, 11:42
Szóljál ha gratulálhatunk!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 22, 12:22
Írta: bmejdz9nu Dátum 2007 október 22, 12:22
Ja leesett, de hülék vagytok... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 október 22, 12:32
Írta: D.Laci Dátum 2007 október 22, 12:32
Kiugrasztom a nyúlat a bokorbol!!! Már nekem is nagyon hiányzik...
Tibor 45!!! Szerinted a 90W birkanyíró motor alkalmas AC szervónak? [#confused][#wave][#wink]
Tibor 45!!! Szerinted a 90W birkanyíró motor alkalmas AC szervónak? [#confused][#wave][#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 22, 13:10
Írta: bmejdz9nu Dátum 2007 október 22, 13:10
#1835... kérdés ... látjátok ha a Tibi nincs akkor itt a sötétség...
Csak a hobbysta megközelítés: forog akkor az már jó...
Csak a hobbysta megközelítés: forog akkor az már jó...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 22, 21:31
Írta: 000000000 Dátum 2007 október 22, 21:31
Bocs, de nem voltam gépközelben.
Egy DC motor névleges maximális fordulszáma
általában 300-30.000 1/min között lehet, amit a
motorgyártó a mágneses gerjesztés paramétereivel
állít be a az adott felhasználási területnek,
technológiának megfelelően. Ehhez az áramnak
közvetlenül semmi köze, ugyanis az ideális
szervo motornál az üresjárási áram nulla körül
van. Ezért "csodálatosak" ezek a motorok,
ugyanis csak akkor fogyasztanak, ha hasznos
nyomatékot adnak le (pl. a léptető motor ehhez
képest egy pazarló "kazán", ami mindig fűt).
A valóságban persze van súrlódási, és mágneses
veszteség, de az igazi szervomotoroknál ezeket
próbálják minimálisra csökkenteni.
Egy DC motor névleges maximális fordulszáma
általában 300-30.000 1/min között lehet, amit a
motorgyártó a mágneses gerjesztés paramétereivel
állít be a az adott felhasználási területnek,
technológiának megfelelően. Ehhez az áramnak
közvetlenül semmi köze, ugyanis az ideális
szervo motornál az üresjárási áram nulla körül
van. Ezért "csodálatosak" ezek a motorok,
ugyanis csak akkor fogyasztanak, ha hasznos
nyomatékot adnak le (pl. a léptető motor ehhez
képest egy pazarló "kazán", ami mindig fűt).
A valóságban persze van súrlódási, és mágneses
veszteség, de az igazi szervomotoroknál ezeket
próbálják minimálisra csökkenteni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 24, 18:47
Írta: bmejdz9nu Dátum 2007 október 24, 18:47
Ezt a hatásfok/üresjárat/terhelve dolgot már tapasztaltam... Pl. Asszinkron motor is...
De alapjaiban a tekercselés, kommutátorok osztása?
Egyszerű módszerrel (számomra :) pl. hogyan tudom (kb.) meghatározni a névleges fordulatszámot, ha semmit nem tudok a motorról...
pontosabban nincs megadva...
De alapjaiban a tekercselés, kommutátorok osztása?
Egyszerű módszerrel (számomra :) pl. hogyan tudom (kb.) meghatározni a névleges fordulatszámot, ha semmit nem tudok a motorról...
pontosabban nincs megadva...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 24, 19:01
Írta: 000000000 Dátum 2007 október 24, 19:01
Ki lehetne mérni, számolni, de ahhoz ismerned
kellene a motor alapegyenleteit.
Enélkül marad a sacc.
A névleges fordulatszámot ránézére nehéz
megállapítani, mert a mégneses térerőt szemmel
nem lehet látni. Ami árulkudó lehet, a
tekercselés menetszáma.
Minél kisebb a menetszám, annál "pörgősebb" a
motor. A kommutátor szám nem számít.
Egy biztos: a DC szervomotorok fordulatszáma
95%-ban 1000 - 4000 1/min között van 50-200W
tartományban.
kellene a motor alapegyenleteit.
Enélkül marad a sacc.
A névleges fordulatszámot ránézére nehéz
megállapítani, mert a mégneses térerőt szemmel
nem lehet látni. Ami árulkudó lehet, a
tekercselés menetszáma.
Minél kisebb a menetszám, annál "pörgősebb" a
motor. A kommutátor szám nem számít.
Egy biztos: a DC szervomotorok fordulatszáma
95%-ban 1000 - 4000 1/min között van 50-200W
tartományban.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 24, 19:15
Írta: bmejdz9nu Dátum 2007 október 24, 19:15
1000-4000... [#fejvakaras] 200-300W felett tudom kisebb általában...
Valami járatás, melegedés, üresjárati árammérés...
Szoktam saccolni a minimális "indítófeszből is" ... aza ha kb. 0,4V-ról már egyenletesen jár akkor kb 40-60V-os, ha 0,6V ez akkor kb 80V...
Vagy 5V-ról teljesen lefogom és megnézem mekkora a "zárlati árama" ... Ha kicsi az áram akkor nagyobb fesz-ü a motor... hasonlítási alapon az ismertekhez...
Ezek pl. hüleség?
Valami járatás, melegedés, üresjárati árammérés...
Szoktam saccolni a minimális "indítófeszből is" ... aza ha kb. 0,4V-ról már egyenletesen jár akkor kb 40-60V-os, ha 0,6V ez akkor kb 80V...
Vagy 5V-ról teljesen lefogom és megnézem mekkora a "zárlati árama" ... Ha kicsi az áram akkor nagyobb fesz-ü a motor... hasonlítási alapon az ismertekhez...
Ezek pl. hüleség?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 24, 19:28
Írta: 000000000 Dátum 2007 október 24, 19:28
5 voltonként növeld a motor tápfeszét,
és közben mérd a fordulatszámát. Ezt
3000 1/min-ig csináld meg, így bemérted a
motort és tudni fogod a fordulatszám állandóját
(Kv).
A lefogásos árammérés nem mérvadó, nagyon
hozzávetőleges, mert ez erősen teljesítmnény
függő.
és közben mérd a fordulatszámát. Ezt
3000 1/min-ig csináld meg, így bemérted a
motort és tudni fogod a fordulatszám állandóját
(Kv).
A lefogásos árammérés nem mérvadó, nagyon
hozzávetőleges, mert ez erősen teljesítmnény
függő.
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 október 24, 19:53
Írta: ra8nsmk6w Dátum 2007 október 24, 19:53
Talán nem csak engem érdekel, néhány napja került a tulajdonomba egy 1400 n/min 0.37 Kw aszinkron motor. Ami miatt ide irtam, a motor fel van szerelve egy komoly enkóderel is. A motor Spanyol gyártmány és gyári állapotú.Milyen lehet a vezérlöje és egyáltalán van e létjogosultsága? A motort szétszedtem, semmi különös nincs benne egy tekercs hőérzékelön kivül.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 24, 20:02
Írta: bmejdz9nu Dátum 2007 október 24, 20:02
Ez ok... de hol a névleges fesz vég?
Valami nem változik akkor?
Csak azonos "fajsúlyuakat" szoktam hasonlítani...
Valami nem változik akkor?
Csak azonos "fajsúlyuakat" szoktam hasonlítani...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 24, 20:08
Írta: 000000000 Dátum 2007 október 24, 20:08
Jajjj Péter, éppen kiütötted a válaszomat.
Szóval azt írtam az előbb Gyulának, hogy
valószínűleg akkor egy AC aszinkron
szervomotor van a birtokodban.
Ha a frekiváltód rendelkezik encoder bemnettel,
egy minőségi, sebességszabályzott hajtást tudsz
csinálni belőle. A pozíció szabályzáshoz
már sajnos a frekiváltó kevés, ha egyáltalán
a motor alkalmas rá.
Szóval azt írtam az előbb Gyulának, hogy
valószínűleg akkor egy AC aszinkron
szervomotor van a birtokodban.
Ha a frekiváltód rendelkezik encoder bemnettel,
egy minőségi, sebességszabályzott hajtást tudsz
csinálni belőle. A pozíció szabályzáshoz
már sajnos a frekiváltó kevés, ha egyáltalán
a motor alkalmas rá.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 24, 20:11
Írta: 000000000 Dátum 2007 október 24, 20:11
max. 4000-nél van a vége, ha hobby CNC
célra akarod használni. Az ehhez tartozó
fesz a végeredmény.
célra akarod használni. Az ehhez tartozó
fesz a végeredmény.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 24, 20:29
Írta: bmejdz9nu Dátum 2007 október 24, 20:29
Ez a fúrom motor hülesége... néha... ha tök egyszerre nyomjuk a gombot... két #1851-es ... nem semmi..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 24, 20:33
Írta: bmejdz9nu Dátum 2007 október 24, 20:33
Ok. és mi van pl. 4000 felett melegszik, szétesik, nem lineáris felette a KV érték?
Szerintem vannak olyan motorjaim ami kevesebb fordulatot tudnak... de ez csak érzés...
Ha kevesebbet tud akkor az rosszabb vagy erősebb?
Hüle hasonlat: 2 polusú vagy 4 polusú asszinkron motor...
Szerintem vannak olyan motorjaim ami kevesebb fordulatot tudnak... de ez csak érzés...
Ha kevesebbet tud akkor az rosszabb vagy erősebb?
Hüle hasonlat: 2 polusú vagy 4 polusú asszinkron motor...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 október 24, 20:35
Írta: ra8nsmk6w Dátum 2007 október 24, 20:35
Ha a frekiváltód rendelkezik encoder bemnettel,
egy minőségi, sebességszabályzott hajtást tudsz
csinálni belőle. A pozíció szabályzáshoz
már sajnos a frekiváltó kevés
Kösz a gyors választ! A minőségi sebesség szabályzást még el tudom képzelni egy freki váltóval de ahhoz minek egy 2500 enkóder index-el.Az enkóder Francia gyártmány ECKBOLSHEIM (milyen szép Francia név kb mint Sárközi)tipusa
IN58MOT002/2500
egy minőségi, sebességszabályzott hajtást tudsz
csinálni belőle. A pozíció szabályzáshoz
már sajnos a frekiváltó kevés
Kösz a gyors választ! A minőségi sebesség szabályzást még el tudom képzelni egy freki váltóval de ahhoz minek egy 2500 enkóder index-el.Az enkóder Francia gyártmány ECKBOLSHEIM (milyen szép Francia név kb mint Sárközi)tipusa
IN58MOT002/2500
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 24, 20:39
Írta: bmejdz9nu Dátum 2007 október 24, 20:39
szerintem valamilyen minőségű pozició szabályzást lehetne csinálni frekiváltóval...
De már többször leugattak... A PID is benne van sok frekiváltóban... lehet, hogy lomha lenne... de ha csak az erő kellene...
De már többször leugattak... A PID is benne van sok frekiváltóban... lehet, hogy lomha lenne... de ha csak az erő kellene...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 október 24, 20:47
Írta: ra8nsmk6w Dátum 2007 október 24, 20:47
Nem voltam még Strasbourgban ...Eckbolsheim egy közeli helység neve
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 október 24, 20:50
Írta: D.Laci Dátum 2007 október 24, 20:50
A frekiváló topik 267- ben probáltam utalni a Mach is tudja... Van benne PID!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 24, 20:56
Írta: 000000000 Dátum 2007 október 24, 20:56
Figyelj Péter!
Van olyan állandó mágneses DC motor, ami
3V-on 30.000 rpm-el forog és van olyan amelyik
3.000V-on 300 rpm-et. Ez mind motor méretezés,
és feladathoz illesztés kérdése csak.
Egy DC motor sebességének csak a keferendszere,
csapágyazása, és a forgórész szilárdsága szab határt.
Elvi működéséből következően 1 millióval is
pöröghetne.:)
Ebben a topicban azonban mi itt általában
50-300 W körüli, CNC mellékhajtásokhoz
gyártott szervomotororól beszélünk, azoknál
pedig mint már írtam 3-4.000 fölé ritkán kell
(és nem is javasolt) menni fordulatszám
tekintetében.
Ha pedig túllépsz a motor maximum
fordulatszámán egy idő múlva mind azok a
jelenségek bekövetkeznek, amit írtál,
+ kefebeégés, intenzív kopás, kommutátorzárlat,
ívképződés, tekercs átütés, ... stb lesz.
A P=M*2*Pi*n képlet pedig elmagyarázza Neked,
hogy "rosszabb vagy erősebb". Azaz csak a
fordulatszám semmit nem jelent.
Van olyan állandó mágneses DC motor, ami
3V-on 30.000 rpm-el forog és van olyan amelyik
3.000V-on 300 rpm-et. Ez mind motor méretezés,
és feladathoz illesztés kérdése csak.
Egy DC motor sebességének csak a keferendszere,
csapágyazása, és a forgórész szilárdsága szab határt.
Elvi működéséből következően 1 millióval is
pöröghetne.:)
Ebben a topicban azonban mi itt általában
50-300 W körüli, CNC mellékhajtásokhoz
gyártott szervomotororól beszélünk, azoknál
pedig mint már írtam 3-4.000 fölé ritkán kell
(és nem is javasolt) menni fordulatszám
tekintetében.
Ha pedig túllépsz a motor maximum
fordulatszámán egy idő múlva mind azok a
jelenségek bekövetkeznek, amit írtál,
+ kefebeégés, intenzív kopás, kommutátorzárlat,
ívképződés, tekercs átütés, ... stb lesz.
A P=M*2*Pi*n képlet pedig elmagyarázza Neked,
hogy "rosszabb vagy erősebb". Azaz csak a
fordulatszám semmit nem jelent.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 24, 21:09
Írta: 000000000 Dátum 2007 október 24, 21:09
Ha ilyen nagy felbontású az encodere, akkor
valószínűleg szervo minőségű.
Egy AC pozíció szervohajtás kell hozzá, a
frekiváltók "játékok" ezekhez a feladatokhoz,
a PID ugyanis amelyikben van, csak sebesség PID.
A Mach is ugyanilyen játék kategória, hiszen
még az előtolási step-dir jelekkel is szenved
20-30 Khz felett, majd ekkor pont még szabályoz
is valami mást, ugyanmár...:)
valószínűleg szervo minőségű.
Egy AC pozíció szervohajtás kell hozzá, a
frekiváltók "játékok" ezekhez a feladatokhoz,
a PID ugyanis amelyikben van, csak sebesség PID.
A Mach is ugyanilyen játék kategória, hiszen
még az előtolási step-dir jelekkel is szenved
20-30 Khz felett, majd ekkor pont még szabályoz
is valami mást, ugyanmár...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 24, 21:15
Írta: bmejdz9nu Dátum 2007 október 24, 21:15
Értem... Köszi. Ezt nem is tudtam a DC motorokról... pedíg végül is logikus...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 október 24, 21:24
Írta: ra8nsmk6w Dátum 2007 október 24, 21:24
Igy már világos! kösz
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 25, 08:34
Írta: bmejdz9nu Dátum 2007 október 25, 08:34
Pügmalión projekt #284 Tibi... (folytassuk itt :)
Ez a gép meghajtásáról van szó...
Kérdésem volt Tiborhoz mitől/mivel megy ilyen gyorsan ez a gép - ami szinte lehetetlen:
Tibor válasza:
1. Nem nevetséges 125-ös encoder van azon a gépen, mint a Tieden.
2. Gyanítom AC szervo zizeg benne.
3. Gyanítom, kicsit jobb időállandójú az a motor, és nagyobb teljesítményű mint a Tied.
4. Gyanítom, kicsit gyorsabb az alapjel küldés, mint Nálad...
______________________
Tehát a sebesség függ:
1. Encoder felbontásától?
2. AC szervó nagyobb fordulatra azaz sebességre képes mint a DC?
3. Kisebb időállandójú motor,
Ez az amihez nem tudok hozzászolni, mert a sebesség volt a kérdés nem a gyorsítási képesség, de szerintem elég jó motorjaim vannak...(lehet, hogy kicsik?)
4. A sebeség függ az alapjel gyorsaságától?
Tudjuk, hogy encoder függő azaz ha nagyobb az encoderhez több jel kell... és nő a felbontása a gépnek és fordítva stb... de az arány határozza meg a sebességet/fordulatszámot - ha jól tudom.)
Tehát ilyen gyors gépet csak AC szervóval lehet elképzelni? mert az AC szervó motor olyat tud amit a DC nem fordulatszámban/erőben?
Erről írhatnál...
Kb. mekkora teljesítményű motorok lehetnek benne? Mekkora motorok kellenek, hogy ezt a sebességet elérjem?
Szerinted áttételt használnak?
Ez a gép meghajtásáról van szó...
Kérdésem volt Tiborhoz mitől/mivel megy ilyen gyorsan ez a gép - ami szinte lehetetlen:
Tibor válasza:
1. Nem nevetséges 125-ös encoder van azon a gépen, mint a Tieden.
2. Gyanítom AC szervo zizeg benne.
3. Gyanítom, kicsit jobb időállandójú az a motor, és nagyobb teljesítményű mint a Tied.
4. Gyanítom, kicsit gyorsabb az alapjel küldés, mint Nálad...
______________________
Tehát a sebesség függ:
1. Encoder felbontásától?
2. AC szervó nagyobb fordulatra azaz sebességre képes mint a DC?
3. Kisebb időállandójú motor,
Ez az amihez nem tudok hozzászolni, mert a sebesség volt a kérdés nem a gyorsítási képesség, de szerintem elég jó motorjaim vannak...(lehet, hogy kicsik?)
4. A sebeség függ az alapjel gyorsaságától?
Tudjuk, hogy encoder függő azaz ha nagyobb az encoderhez több jel kell... és nő a felbontása a gépnek és fordítva stb... de az arány határozza meg a sebességet/fordulatszámot - ha jól tudom.)
Tehát ilyen gyors gépet csak AC szervóval lehet elképzelni? mert az AC szervó motor olyat tud amit a DC nem fordulatszámban/erőben?
Erről írhatnál...
Kb. mekkora teljesítményű motorok lehetnek benne? Mekkora motorok kellenek, hogy ezt a sebességet elérjem?
Szerinted áttételt használnak?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 09:24
Írta: 000000000 Dátum 2007 október 25, 09:24
Huhh Péter, ezek nagyon összetett kérdések.
A lényeg:
Az AC szervo elve teljesen azonos a DC-vel.
A kedvezőbb eltérést az AC motor konstrukció
okozza.
Mivel nem a tekercs forog, és így nincs kefe,
és a #1860-ban leírtak alapján már csak a
csapágy és centripetális gyorsulás okozta
terhelés a határ. Ezek a motorok "simán" tudnak
50-200 ezerrel forogni. Az előzőből az is következik, hogy sokkal kisebb a forgórész
tehetetlensége, így a motor időállandója,
dinamikája is jobb. Persze ne felejtsük el
hogy van vasnélküli DC szervo motor is, azoktól
nem jobbak. A kefe hiánya nagyobb áramokat
enged meg, ami tovább növeli a nyomatékot,
ezáltal a dinamikát.
Tehát azt lehet mondani, egy átlag DC szervo
AC motor között 1.5 - 2 szeres a javulás.
Viszont súlyos árat kell fizetni a
kefenélküliségért.
Komoly elektronikai rendszer kell ahhoz is, hogy egyáltalán korrektül forogjon a motor, és
a fékezésük a lebegő nullátmenet miatt "macerás".
Nem véletlen, hogy nem találsz a piacon
Hobby AC hajtást pár 10 ezerért, én ezért is
fejlesztettem ki, hogy ez a technika is elérhető
legyen, akinek a fiókjában ott porosodik pár
ilyen motor.
Visszatérve a Te jelenlegi problémádhoz:
Az encoder felbontása körerősítés meghatározó
tényező is, ebből máris beláthatod, komolyan összefügg a dinamikával. Az egységugárs teszt
Nálad emiatt is hozott kedvezőtlen eredményeket.
Aztán ahopgyan már javasoltan, a Te motord még nem elég izmos a direkt hajtáshoz, ezért azt is
kockáztatod a rosszabb dinamika mellett, hogy úgy jársz mint a BF20-al is, idő előtt beéghet
a kommutátora, dobhatod ki fél év után.
Ráadásul ha jól látom a Z tengelyed is direktbe lenne?? Na az már végkép rossz terv, nagyot
fogsz koppanni vele.
A legnagyobb gondolkodási hibád pedig továbbra
is az, hogy az egyetlen paraméter
(a csúcssebesség) miatt az összess többit
"lebutídod", és sokkal fontosabbakat nem
emelsz ki, így összességében CNC technológia
szempontjából nem lesz jó a géped.
A lényeg:
Az AC szervo elve teljesen azonos a DC-vel.
A kedvezőbb eltérést az AC motor konstrukció
okozza.
Mivel nem a tekercs forog, és így nincs kefe,
és a #1860-ban leírtak alapján már csak a
csapágy és centripetális gyorsulás okozta
terhelés a határ. Ezek a motorok "simán" tudnak
50-200 ezerrel forogni. Az előzőből az is következik, hogy sokkal kisebb a forgórész
tehetetlensége, így a motor időállandója,
dinamikája is jobb. Persze ne felejtsük el
hogy van vasnélküli DC szervo motor is, azoktól
nem jobbak. A kefe hiánya nagyobb áramokat
enged meg, ami tovább növeli a nyomatékot,
ezáltal a dinamikát.
Tehát azt lehet mondani, egy átlag DC szervo
AC motor között 1.5 - 2 szeres a javulás.
Viszont súlyos árat kell fizetni a
kefenélküliségért.
Komoly elektronikai rendszer kell ahhoz is, hogy egyáltalán korrektül forogjon a motor, és
a fékezésük a lebegő nullátmenet miatt "macerás".
Nem véletlen, hogy nem találsz a piacon
Hobby AC hajtást pár 10 ezerért, én ezért is
fejlesztettem ki, hogy ez a technika is elérhető
legyen, akinek a fiókjában ott porosodik pár
ilyen motor.
Visszatérve a Te jelenlegi problémádhoz:
Az encoder felbontása körerősítés meghatározó
tényező is, ebből máris beláthatod, komolyan összefügg a dinamikával. Az egységugárs teszt
Nálad emiatt is hozott kedvezőtlen eredményeket.
Aztán ahopgyan már javasoltan, a Te motord még nem elég izmos a direkt hajtáshoz, ezért azt is
kockáztatod a rosszabb dinamika mellett, hogy úgy jársz mint a BF20-al is, idő előtt beéghet
a kommutátora, dobhatod ki fél év után.
Ráadásul ha jól látom a Z tengelyed is direktbe lenne?? Na az már végkép rossz terv, nagyot
fogsz koppanni vele.
A legnagyobb gondolkodási hibád pedig továbbra
is az, hogy az egyetlen paraméter
(a csúcssebesség) miatt az összess többit
"lebutídod", és sokkal fontosabbakat nem
emelsz ki, így összességében CNC technológia
szempontjából nem lesz jó a géped.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 25, 09:52
Írta: bmejdz9nu Dátum 2007 október 25, 09:52
"centripetális" beírtam a szak szótáramba #A113-as néven a lebegő nullátmenet-et #A114-en ... [#vigyor0]
Asszinkron motor = nagy fordulat képesség ezt tudom pl. Precise HF motor... de meg van az ára... pl. hűtés és egyebek... tehát nem tej-vaj az élet...
BF20... Hát azt látnod kellett volna, nem ment könnyen a leégetés... :)
Z-tengely... most csinálom... ettől én is félek... napokon belül megtudjuk... felkészítettem az estleges változtatásokra... nagyobb motor, kisebb emelkedésű tengely.... stb... (léptetőmotor?)
A csúcssebesség:
abban a gépben mekkora teljesítményű motor lehet???
Sajnos én ezt nem fogom elérni... mert 10mm emelkedésű orsó kellett volna és 1:2-es áttétel... mert az 5mm em. golyósorsó talán nem bírja ha 4800rpm-el forgatják... :)
Ha áttetelezem - de ezt már írtam - akkor nem lesz sebesség, tehát a nagyobb motor kell...
Ha pl. 1:2-ben megtenném akkor inkább a szekrényből elővenném a léptető motorokat! Pont azt eredményezné! Akkor minek a szervó?
AC motor - DC motor nem tudok állást foglalni... de elég ellentmondásos a dolog...
A DC motorokok a nyomaték miatt jobbak... ezt gondolják az emberek...
Tudtommal az iparban a szénkefe kopás és karbantartási igényei miatt mellőzik...
Asszinkron motor = nagy fordulat képesség ezt tudom pl. Precise HF motor... de meg van az ára... pl. hűtés és egyebek... tehát nem tej-vaj az élet...
BF20... Hát azt látnod kellett volna, nem ment könnyen a leégetés... :)
Z-tengely... most csinálom... ettől én is félek... napokon belül megtudjuk... felkészítettem az estleges változtatásokra... nagyobb motor, kisebb emelkedésű tengely.... stb... (léptetőmotor?)
A csúcssebesség:
abban a gépben mekkora teljesítményű motor lehet???
Sajnos én ezt nem fogom elérni... mert 10mm emelkedésű orsó kellett volna és 1:2-es áttétel... mert az 5mm em. golyósorsó talán nem bírja ha 4800rpm-el forgatják... :)
Ha áttetelezem - de ezt már írtam - akkor nem lesz sebesség, tehát a nagyobb motor kell...
Ha pl. 1:2-ben megtenném akkor inkább a szekrényből elővenném a léptető motorokat! Pont azt eredményezné! Akkor minek a szervó?
AC motor - DC motor nem tudok állást foglalni... de elég ellentmondásos a dolog...
A DC motorokok a nyomaték miatt jobbak... ezt gondolják az emberek...
Tudtommal az iparban a szénkefe kopás és karbantartási igényei miatt mellőzik...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 10:08
Írta: 000000000 Dátum 2007 október 25, 10:08
Az aszinkron motort (ráadásul visszacsatolás nélküli üzemmódban) nem lehet összehasonlítani
egy szinkron AC vagy BLDC motorral. Ég és
föld a különbség.
A videón látható gépnél pedig olyan 600W-800W
körüli lehet a direkt hajtású motor, de ami
a legfontosabb, biztosan nem két trimmer potis
a szervoelektronikája, hanem picit komolyabb,
azátal sajna drágább is.
A 10 mm-es orsód a motorod illesztésén
semit nem segítene, ugyanakkora nyomaték jutna
5 mm-re, ha lelassítanád is 1:2 áttétellel.
egy szinkron AC vagy BLDC motorral. Ég és
föld a különbség.
A videón látható gépnél pedig olyan 600W-800W
körüli lehet a direkt hajtású motor, de ami
a legfontosabb, biztosan nem két trimmer potis
a szervoelektronikája, hanem picit komolyabb,
azátal sajna drágább is.
A 10 mm-es orsód a motorod illesztésén
semit nem segítene, ugyanakkora nyomaték jutna
5 mm-re, ha lelassítanád is 1:2 áttétellel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 25, 11:17
Írta: bmejdz9nu Dátum 2007 október 25, 11:17
Visszacsatolásban, azaz természetesen szervó vezérlővel... Asszinkron és DC! (tudod a kefés)volt a kérdés...
Hát igen a "két potis" az csak két potis... [#vigyor0] Majd szerelek bele még potikat... azaz "komoly-itom".
Tehát 600-800W... köszi! Ezt AC-ra vagy DC-re gondolod? Számít ez?
Igen. Nem vátozna... csak a golyosorsónak fele sebességgel kellene forognia...
De lassan meglátjuk... a gyakorlatban.
Hát igen a "két potis" az csak két potis... [#vigyor0] Majd szerelek bele még potikat... azaz "komoly-itom".
Tehát 600-800W... köszi! Ezt AC-ra vagy DC-re gondolod? Számít ez?
Igen. Nem vátozna... csak a golyosorsónak fele sebességgel kellene forognia...
De lassan meglátjuk... a gyakorlatban.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 11:54
Írta: 000000000 Dátum 2007 október 25, 11:54
Péter! Túl sokat foglalkozol azzal a csoda
videós géppel. Találgatás lenne minden további róla, egy a lényeg: más kategóriájú rendszer.
Nekünk mások a lehetőségeink, az adott fix
pontok alaposan megkötik a gondolatok, vágyak
szárnyalását. Az ipar az más kategória, nem
véletlenül kerül minden milliókba ott.
A "Hobbystának" abból kell a lehető legjobb
"levest főzni", ami a konyhában, hűtőben van.
Ebben ez a művészet és szép.
videós géppel. Találgatás lenne minden további róla, egy a lényeg: más kategóriájú rendszer.
Nekünk mások a lehetőségeink, az adott fix
pontok alaposan megkötik a gondolatok, vágyak
szárnyalását. Az ipar az más kategória, nem
véletlenül kerül minden milliókba ott.
A "Hobbystának" abból kell a lehető legjobb
"levest főzni", ami a konyhában, hűtőben van.
Ebben ez a művészet és szép.
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2007 október 25, 12:00
Írta: Miki2 Dátum 2007 október 25, 12:00
Szervusz Péter!
A menetemelkedés-nyomaték kérdést vizsgáld úgy, mint egy éket.
Minél hosszabb úton kell azonos magasságba emelni egy tárgyat, annál kisebb lesz az elmozdításhoz szükséges erő.
A befektetett munka természetesen nem változik.
Ha egy menetet elméletben letekersz, egy derékszögű háromszöget kapsz (ék).
Az ék átfogója annál hoszabb, minél nagyobb a menet középátmérője. Elméletileg tehát azonos menetemelkedés melett egy nagyobb átmérőjű orsóval kisebb nyomaték melett lehet ugyanazon súlyt mozgatni.
Üdv
Miki
A menetemelkedés-nyomaték kérdést vizsgáld úgy, mint egy éket.
Minél hosszabb úton kell azonos magasságba emelni egy tárgyat, annál kisebb lesz az elmozdításhoz szükséges erő.
A befektetett munka természetesen nem változik.
Ha egy menetet elméletben letekersz, egy derékszögű háromszöget kapsz (ék).
Az ék átfogója annál hoszabb, minél nagyobb a menet középátmérője. Elméletileg tehát azonos menetemelkedés melett egy nagyobb átmérőjű orsóval kisebb nyomaték melett lehet ugyanazon súlyt mozgatni.
Üdv
Miki
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 25, 12:06
Írta: bmejdz9nu Dátum 2007 október 25, 12:06
[#rinya] csak 12 millió ft az a gép... meg kellett volna vennem... [#falbav] Na de egy Igaz hobbysta (nem) csinál ilyet...
Az álmok hajtják az emberi eszmét... Lottót szoktál venni? [#vigyor2] Itt (úgyérzem) nagyobb az esély... :)
Na de mindegy... figyelem szobrász gépének alakulását, méretezését... Ő sem kispályás dolgot akar... Ő is álmodik(?)... Állmodjunk tovább...
Addíg marom a BF20-on a "lehetetlent"... (Persze jobb lett volna előtte el olvasnom egy marós könyvet.)
És gyűjtöm tovább a levesbe valókat, hogy a legfinomabb legyen.
Az álmok hajtják az emberi eszmét... Lottót szoktál venni? [#vigyor2] Itt (úgyérzem) nagyobb az esély... :)
Na de mindegy... figyelem szobrász gépének alakulását, méretezését... Ő sem kispályás dolgot akar... Ő is álmodik(?)... Állmodjunk tovább...
Addíg marom a BF20-on a "lehetetlent"... (Persze jobb lett volna előtte el olvasnom egy marós könyvet.)
És gyűjtöm tovább a levesbe valókat, hogy a legfinomabb legyen.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 12:11
Írta: 000000000 Dátum 2007 október 25, 12:11
"Elméletileg tehát azonos menetemelkedés melett egy nagyobb átmérőjű orsóval kisebb nyomaték melett lehet ugyanazon súlyt mozgatni."
Bocsi, de ez így nem igaz!
Egy orsós mozgatásnál a nyomaték független
azonos tolóerő mellett az orsó átmérőjétől.
Bocsi, de ez így nem igaz!
Egy orsós mozgatásnál a nyomaték független
azonos tolóerő mellett az orsó átmérőjétől.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 25, 12:14
Írta: bmejdz9nu Dátum 2007 október 25, 12:14
Tudom... nem jól írtam?
Mégegyszer...
Az 5mm-es emelkedésű golyósorsó 2000-3000rpm-nél nagyobb fordulat felett melegszik...(20mm átm.)
A megoldás, hogy a golyók kevesebbet "fussanak a pályán" és ezáltal kevesebb hőt termeljenek... egy nagyobb emelkedésű orsó... pl. 10mm/ford.
Ekkor, hogy visszaálljon az eredeti állapot a tengely és a motor közé 1/2-ző áttétel kell...
Így végeredmény képpen nagyobb végesebességet tudunk elérni a géppel... Ez a megoldás 200-300mm/s sebesség felett lehet fontos... talán...
Itt ebben az estemben a golyosorsó 20mm átmérőjű... Ha kisebb lenne az átmérő valószínüleg többet tudna... ha nagyobb lenne az átmérő pedíg kevesebbet... minden fizikális dologban hasonlít a golyóscsapágyra... (SKF könyvben leírtakra)
Tehát a zsírkenést is lehetne állandó(!) olajzásúra csinálni... de az már megint egy másik téma...
Mégegyszer...
Az 5mm-es emelkedésű golyósorsó 2000-3000rpm-nél nagyobb fordulat felett melegszik...(20mm átm.)
A megoldás, hogy a golyók kevesebbet "fussanak a pályán" és ezáltal kevesebb hőt termeljenek... egy nagyobb emelkedésű orsó... pl. 10mm/ford.
Ekkor, hogy visszaálljon az eredeti állapot a tengely és a motor közé 1/2-ző áttétel kell...
Így végeredmény képpen nagyobb végesebességet tudunk elérni a géppel... Ez a megoldás 200-300mm/s sebesség felett lehet fontos... talán...
Itt ebben az estemben a golyosorsó 20mm átmérőjű... Ha kisebb lenne az átmérő valószínüleg többet tudna... ha nagyobb lenne az átmérő pedíg kevesebbet... minden fizikális dologban hasonlít a golyóscsapágyra... (SKF könyvben leírtakra)
Tehát a zsírkenést is lehetne állandó(!) olajzásúra csinálni... de az már megint egy másik téma...
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2007 október 25, 12:17
Írta: Miki2 Dátum 2007 október 25, 12:17
Szervusz Tibor
Én is ezt írtam. A befektetett munka nem változik.
Csak kisebb erővel, de több idő alatt lesz ugyanaz a munka elvégezve.
Én is ezt írtam. A befektetett munka nem változik.
Csak kisebb erővel, de több idő alatt lesz ugyanaz a munka elvégezve.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 12:21
Írta: 000000000 Dátum 2007 október 25, 12:21
Szia!
Te kisebb nyomatékot írtál. A kisebb erő
rendben lenne.
Te kisebb nyomatékot írtál. A kisebb erő
rendben lenne.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 12:25
Írta: 000000000 Dátum 2007 október 25, 12:25
Inkább állítsál az előfeszítésen, nem szabadna
melegedni egy huszas golyósorsónak annyira.
Nyugodtan tegyél bele 2-3 mikron kottyanást,
a mechanikád torzulási, terhelési deformációja
úgyis ennek a 20-30 szorosa lesz.:)
melegedni egy huszas golyósorsónak annyira.
Nyugodtan tegyél bele 2-3 mikron kottyanást,
a mechanikád torzulási, terhelési deformációja
úgyis ennek a 20-30 szorosa lesz.:)
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2007 október 25, 12:29
Írta: Miki2 Dátum 2007 október 25, 12:29
Ebben az összefüggésben teljesen igazad van.
A golyók úthossza még egy mm-t sem nő, miközben a sebességük a felére csökken
A golyók úthossza még egy mm-t sem nő, miközben a sebességük a felére csökken
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2007 október 25, 12:41
Írta: Miki2 Dátum 2007 október 25, 12:41
'Bocs Tibor, nem szeretnék Veled kötekedni.
Ha az autóddal egy meredek emelkedőre kell felkaptatni, a sebváltón vissza kapcsolsz.
A sebváltónak nevezett berendezés igazából egy nyomaték váltó, a sebességhez semmi köze. A meredek emelkedő leküzdéséhez nagyobb nyomatékra van van szükség, így csak lasabban érsz a tetejére.
Ha ugyanezt a szintkülönbséget egy hosszú, elnyújtott emelkedőn kell teljesíteni, sokszor észre sem veszed , hogy már nem sík terepen haladsz.
Ha az autóddal egy meredek emelkedőre kell felkaptatni, a sebváltón vissza kapcsolsz.
A sebváltónak nevezett berendezés igazából egy nyomaték váltó, a sebességhez semmi köze. A meredek emelkedő leküzdéséhez nagyobb nyomatékra van van szükség, így csak lasabban érsz a tetejére.
Ha ugyanezt a szintkülönbséget egy hosszú, elnyújtott emelkedőn kell teljesíteni, sokszor észre sem veszed , hogy már nem sík terepen haladsz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 13:13
Írta: 000000000 Dátum 2007 október 25, 13:13
Én már megszoktam, hogy velem Mindenki
"kötekedik", semmi gond.:) Tudod a műszaki élet
(azon belül is matek-fizika) totál precizitást
követel, ha picit komolyan veszed, és értelmezed
is a gyakorlatban, amiről egy képlet szól.
Ezzel az utóbbi sebváltó hasonlatoddal
bocsi, de totál hülyeségeket írtál. Hogyne
lenne köze a nyomatéknak a szögsebességhez???
A kettő szorzata ugyanis a teljesítmény.
Namármost egy autóban, de egy CNC gépben is
a motor teljesítménye állandó, vasba van öntve,
annyi amennyi.
Így pont ezért kell visszakapcsolni egy lejtőn
(és ez még egy bivalyerős Ducatti Moto GP
versenymotorra is igaz), hogy a rendelkezésre
álló teljesítmény mindig optimálisan
legyen megosztható a haladási sebesség és az ahhoz
szükséges nyomaték között, ezáltal a gyorsulást
(dinamikát) fokozzam. A belsőégésű motoroknál
egyébként az M-n görbe is más,
mint a szervo motoroknál, ott emiatt is kell
sebeséget váltani néha.
Szerintem Te a legelső hozzászólásodban (#1870)
azt akartad mondani, hogy a tekerő erőkaron
kell kisebb erő, csak aztán ezt az erőt
összekeverted minden mással. Ugyanis hiába lett
kisebb a nyomaték kar ereje, ezt nagyobb
átmérőn kell kifejteni, így esik ki a D a
játékból.
"kötekedik", semmi gond.:) Tudod a műszaki élet
(azon belül is matek-fizika) totál precizitást
követel, ha picit komolyan veszed, és értelmezed
is a gyakorlatban, amiről egy képlet szól.
Ezzel az utóbbi sebváltó hasonlatoddal
bocsi, de totál hülyeségeket írtál. Hogyne
lenne köze a nyomatéknak a szögsebességhez???
A kettő szorzata ugyanis a teljesítmény.
Namármost egy autóban, de egy CNC gépben is
a motor teljesítménye állandó, vasba van öntve,
annyi amennyi.
Így pont ezért kell visszakapcsolni egy lejtőn
(és ez még egy bivalyerős Ducatti Moto GP
versenymotorra is igaz), hogy a rendelkezésre
álló teljesítmény mindig optimálisan
legyen megosztható a haladási sebesség és az ahhoz
szükséges nyomaték között, ezáltal a gyorsulást
(dinamikát) fokozzam. A belsőégésű motoroknál
egyébként az M-n görbe is más,
mint a szervo motoroknál, ott emiatt is kell
sebeséget váltani néha.
Szerintem Te a legelső hozzászólásodban (#1870)
azt akartad mondani, hogy a tekerő erőkaron
kell kisebb erő, csak aztán ezt az erőt
összekeverted minden mással. Ugyanis hiába lett
kisebb a nyomaték kar ereje, ezt nagyobb
átmérőn kell kifejteni, így esik ki a D a
játékból.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 13:15
Írta: 000000000 Dátum 2007 október 25, 13:15
Hahó!
Miki, Te azt nem vetted figyelembe, hogy a nagyobb átmérőnél az erőkar is nagyobb, ezért nem volt igaz az állításod.
Viszont 3 szempontból mégiscsak különbözik a két megoldás:
1 "Önzárása" jobb a nagyobb átmérőjűnek, ám mivel itt gördülő rendszerről beszélünk, ezt elhanyagolhatjuk.
2. Terhelhetőség szempontjából mindig jobb a nagyobb átmérőjű! Több golóbis fér bele.
3. Kicsi negatív dinamikai hatása is van a nagyobbnak a motorra, mert ügye nagyobb a tömege, nagyobb erőkaron, ez sem halálos még, de létezik.
Méretezésnél a 2.-re figyeljetek nagyon!
Ez a menetemelkedésnél is érvényes. Péter, én szívtam ezzel, ez még nagyon is gond lehet annál, amit az #1873-ban írsz!
Miki, Te azt nem vetted figyelembe, hogy a nagyobb átmérőnél az erőkar is nagyobb, ezért nem volt igaz az állításod.
Viszont 3 szempontból mégiscsak különbözik a két megoldás:
1 "Önzárása" jobb a nagyobb átmérőjűnek, ám mivel itt gördülő rendszerről beszélünk, ezt elhanyagolhatjuk.
2. Terhelhetőség szempontjából mindig jobb a nagyobb átmérőjű! Több golóbis fér bele.
3. Kicsi negatív dinamikai hatása is van a nagyobbnak a motorra, mert ügye nagyobb a tömege, nagyobb erőkaron, ez sem halálos még, de létezik.
Méretezésnél a 2.-re figyeljetek nagyon!
Ez a menetemelkedésnél is érvényes. Péter, én szívtam ezzel, ez még nagyon is gond lehet annál, amit az #1873-ban írsz!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 25, 13:17
Írta: bmejdz9nu Dátum 2007 október 25, 13:17
Nem lehet állítani. Ez "sajnos" egy köszörült preciziós THK tengely persze a legjobbak közül...
Még ma is árulják az Ebay-on egy vagyont adnak érte: 320mm-e aktív résszel = 250USD/db szállítással Európába... totál aránytalan az ára...
... és veszik és veszik... már 300db-ot adott el a Szingapúri gyerek belőle...honnét vehette...
Adatlapja szerint "sajnos" ez normális...
Még ma is árulják az Ebay-on egy vagyont adnak érte: 320mm-e aktív résszel = 250USD/db szállítással Európába... totál aránytalan az ára...
... és veszik és veszik... már 300db-ot adott el a Szingapúri gyerek belőle...honnét vehette...
Adatlapja szerint "sajnos" ez normális...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 13:30
Írta: 000000000 Dátum 2007 október 25, 13:30
Bocs, de akkor behúztak csőbe, és újabb probléma
pont keletkezett a géped mechanikájában.
Gondolt végig: túl a mechanikai befeszülés, és
melegedés problémakörén ezt azt is eredményezi,
hogy a szervód erőforrása 30-50% ban már
üresjáratban is elfogy. Ezért mutatott az
árammérőd több ampert a videón, valaki meg is jegyezte akkor, miért ilyen nagy (3-4A volt,
ha jól emlékszem...), és látod az egységugrás
teszt ezt is kimutatta, egyszerűen
az "érdemi" munkára kevés nyomatékod marad.
Sajna ilyen apró trükkökön, beállításokon
is múlik egy jó hajtástechnika.
Szobrász hozzászólása pedig kitűnő szakmailag,
minden sora igaz.
pont keletkezett a géped mechanikájában.
Gondolt végig: túl a mechanikai befeszülés, és
melegedés problémakörén ezt azt is eredményezi,
hogy a szervód erőforrása 30-50% ban már
üresjáratban is elfogy. Ezért mutatott az
árammérőd több ampert a videón, valaki meg is jegyezte akkor, miért ilyen nagy (3-4A volt,
ha jól emlékszem...), és látod az egységugrás
teszt ezt is kimutatta, egyszerűen
az "érdemi" munkára kevés nyomatékod marad.
Sajna ilyen apró trükkökön, beállításokon
is múlik egy jó hajtástechnika.
Szobrász hozzászólása pedig kitűnő szakmailag,
minden sora igaz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 25, 13:43
Írta: bmejdz9nu Dátum 2007 október 25, 13:43
Jó ott minden... max. 10W kell üresjárásban... :) (5V-2A) Nem kell engem félteni... [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2007 október 25, 13:54
Írta: Miki2 Dátum 2007 október 25, 13:54
Szervusz Szobrász!
Én a saját tapasztalataimon okúlva írtam azt, amit. Régebben terveztem egy üregelő gépet. Szépen kiszámoltam a fellépő erők alapján a szükséges teljesítmény, meg a menetes orsó szükséges keresztmetszetét. (Most ne menjunk abba bele, hogy miért nem hidraulikával lett tervezve). A gép elkészült két Tr50x10-es orsóval. Működött is, csak rendesen erölködött.
Ennek kapcsán jutott eszembe, amit az ékekről és a menetekről tanúltam már jó régen.
Kicseréltem az orsókat Tr80x10-re és a motor szinte fellélegzett. Könnyedén dolgozott (dolgozik ma is) és semmi más átalakításra nem volt szükség.
Én a saját tapasztalataimon okúlva írtam azt, amit. Régebben terveztem egy üregelő gépet. Szépen kiszámoltam a fellépő erők alapján a szükséges teljesítmény, meg a menetes orsó szükséges keresztmetszetét. (Most ne menjunk abba bele, hogy miért nem hidraulikával lett tervezve). A gép elkészült két Tr50x10-es orsóval. Működött is, csak rendesen erölködött.
Ennek kapcsán jutott eszembe, amit az ékekről és a menetekről tanúltam már jó régen.
Kicseréltem az orsókat Tr80x10-re és a motor szinte fellélegzett. Könnyedén dolgozott (dolgozik ma is) és semmi más átalakításra nem volt szükség.
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2007 október 25, 14:00
Írta: Miki2 Dátum 2007 október 25, 14:00
Péter!
Miért is van szükség egy hobby gépnél egy proffesszionális gép sebességére?
3000 1/perc*5 mm = 15000mm/perc.
Ez 15 méter/perc sebesség. Egy kicsi, 500-800 mm munkaúttel rendelkező gépnél, a hobby célokra árult motorok teljesítményét figyelembe véve azt jelenti, hogy fel sem tud rendesen gyorsúlni, máris kezdheti a fékezést.
Miért is van szükség egy hobby gépnél egy proffesszionális gép sebességére?
3000 1/perc*5 mm = 15000mm/perc.
Ez 15 méter/perc sebesség. Egy kicsi, 500-800 mm munkaúttel rendelkező gépnél, a hobby célokra árult motorok teljesítményét figyelembe véve azt jelenti, hogy fel sem tud rendesen gyorsúlni, máris kezdheti a fékezést.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 25, 14:58
Írta: bmejdz9nu Dátum 2007 október 25, 14:58
Olvasd végig a topikot... nézd meg a videóimat...
Erre a sebességre max. 100ms alatt felgyorsul.
Erre a sebességre max. 100ms alatt felgyorsul.
Cím: Re:DC szervó motoros vezérlés
Írta: 7vpav5d32 Dátum 2007 október 25, 16:41
Írta: 7vpav5d32 Dátum 2007 október 25, 16:41
Egy kicsit megszédítettétek am a Mikit. Amit ti válaszoltatok az sem állja meg a helyét. Akkor lenne igaz ha pl: egy 20X10 es orsot cserél le egy 40X5 -re. Ha 40X10-re cseréli akkor igen is fele erő kell a 10mm -es elmozdulás eléréséhez mivel az ut megduplázódott az emelkedési szög pedig fele lett. (szerintem)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 19:25
Írta: 000000000 Dátum 2007 október 25, 19:25
Bocs, de Te is rosszul tudod.
Gondolkozz rajta még egy kicsit, és rájössz
a tévedésedre.
Gondolkozz rajta még egy kicsit, és rájössz
a tévedésedre.
Cím: Re:DC szervó motoros vezérlés
Írta: 7vpav5d32 Dátum 2007 október 25, 19:29
Írta: 7vpav5d32 Dátum 2007 október 25, 19:29
Szerintem meg ti kevertétek össze a menetemelkedést és a menetemelkedési szöget. Az erőszükségletet ép a menet emelkedési szög határozza meg.
Cím: Re:DC szervó motoros vezérlés
Írta: 7vpav5d32 Dátum 2007 október 25, 19:32
Írta: 7vpav5d32 Dátum 2007 október 25, 19:32
10 méter magasra van egy 100 méteres ut és van egy 200 méteres ( ami itt mind két esetben egy fordulat). Azért csak könnyebb a hosszabb uton felmenni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 19:41
Írta: 000000000 Dátum 2007 október 25, 19:41
Figyelj már ide egy picit, a Jó Isten áldjon meg!:)
A munka a lényeg, azaz a szükséges nyomaték
mindig ugyanakkora, ha a menetemelkedés
állandó. Össze-vissza kevered Te a fogalmakat:
erőkar, erő, nyomaték, menetemelkedési szög,
tengelyirányú erő, stb... Kérlek csinálj már
egy kis rendet ezek között...:)
A munka a lényeg, azaz a szükséges nyomaték
mindig ugyanakkora, ha a menetemelkedés
állandó. Össze-vissza kevered Te a fogalmakat:
erőkar, erő, nyomaték, menetemelkedési szög,
tengelyirányú erő, stb... Kérlek csinálj már
egy kis rendet ezek között...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 7vpav5d32 Dátum 2007 október 25, 20:34
Írta: 7vpav5d32 Dátum 2007 október 25, 20:34
Bocs, de én csak erőröl beszéltem és menetemelkedési szögről. Te irsz ilyeneket(munka a lényeg, azaz a szükséges nyomaték). Én a kettő közé nem tennék egyenlőség jelet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 25, 20:44
Írta: bmejdz9nu Dátum 2007 október 25, 20:44
Szerintem mindenki tudja ezeket, csak a megközelítésen akartok vitázni?
Én csak annyit írtam - semmi adat - hogy egy nagyobb emelkedésű orsóval ugyanazt a mozgási hoszt kevesebb fordulatszámmal lehet megtenni...
A golyosorsók is egy csapágy valahol... vannak határértékei, sőt nagyon is hasonló a szitú...
Tehát egy (nagyon)gyorsra tervezett gépnél jobb a meghajttást először leredukálni és nagyobb emelkedésű orsót választani... a motor terhelés ugyanaz marad... (leszámítva az áttétel veszteségét)
Persze megjegyzem a golyorsónak top-on kell lennie... mert egy estleges kottyanás 2x...
Ezt aztán lehetne folytatni a léptető motor topikban is... Mi a jobb?
Egy pörgősebb kisebb motor kis menetemelkedésű orsón vagy egy bika de lassabb motor egy nagyobb emelkedésű orsóval...
Itt persze nem csak a golyósorsónak kell top-on lennie, de a microsteppnek is...
Én csak annyit írtam - semmi adat - hogy egy nagyobb emelkedésű orsóval ugyanazt a mozgási hoszt kevesebb fordulatszámmal lehet megtenni...
A golyosorsók is egy csapágy valahol... vannak határértékei, sőt nagyon is hasonló a szitú...
Tehát egy (nagyon)gyorsra tervezett gépnél jobb a meghajttást először leredukálni és nagyobb emelkedésű orsót választani... a motor terhelés ugyanaz marad... (leszámítva az áttétel veszteségét)
Persze megjegyzem a golyorsónak top-on kell lennie... mert egy estleges kottyanás 2x...
Ezt aztán lehetne folytatni a léptető motor topikban is... Mi a jobb?
Egy pörgősebb kisebb motor kis menetemelkedésű orsón vagy egy bika de lassabb motor egy nagyobb emelkedésű orsóval...
Itt persze nem csak a golyósorsónak kell top-on lennie, de a microsteppnek is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 25, 20:45
Írta: bmejdz9nu Dátum 2007 október 25, 20:45
Szerintem mindenki tudja ezeket, csak a megközelítésen akartok vitázni?
Én csak annyit írtam - semmi adat - hogy egy nagyobb emelkedésű orsóval ugyanazt a mozgási hoszt kevesebb fordulatszámmal lehet megtenni...
A golyosorsók is egy csapágy valahol... vannak határértékei, sőt nagyon is hasonló a szitú...
Tehát egy (nagyon)gyorsra tervezett gépnél jobb a meghajttást először leredukálni és nagyobb emelkedésű orsót választani...
... a motor "terhelése" ugyanaz marad ekkor... (leszámítva az áttétel veszteségét)
Persze megjegyzem a golyorsónak top-on kell lennie... mert egy estleges kottyanás min. 2x tényező...
Ezt aztán lehetne folytatni a léptető motor topikban is... Mi a jobb?
Egy pörgősebb kisebb motor kis menetemelkedésű orsón vagy egy bika de lassabb motor egy nagyobb emelkedésű orsóval...
Itt persze nem csak a golyósorsónak kell top-on lennie, de a microsteppnek is...
Én csak annyit írtam - semmi adat - hogy egy nagyobb emelkedésű orsóval ugyanazt a mozgási hoszt kevesebb fordulatszámmal lehet megtenni...
A golyosorsók is egy csapágy valahol... vannak határértékei, sőt nagyon is hasonló a szitú...
Tehát egy (nagyon)gyorsra tervezett gépnél jobb a meghajttást először leredukálni és nagyobb emelkedésű orsót választani...
... a motor "terhelése" ugyanaz marad ekkor... (leszámítva az áttétel veszteségét)
Persze megjegyzem a golyorsónak top-on kell lennie... mert egy estleges kottyanás min. 2x tényező...
Ezt aztán lehetne folytatni a léptető motor topikban is... Mi a jobb?
Egy pörgősebb kisebb motor kis menetemelkedésű orsón vagy egy bika de lassabb motor egy nagyobb emelkedésű orsóval...
Itt persze nem csak a golyósorsónak kell top-on lennie, de a microsteppnek is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 21:05
Írta: 000000000 Dátum 2007 október 25, 21:05
Szia Péter! Na már csak Te hiányoztál a vitából,
a káosz növekszik.:) Megint sikerült egy csomó
enyhén szólva érdekes dolgot leírnod, de én
belefáradtam már a cáfolatokba.
Elnézést kérek mindenkitől, de ezek a dolgok
általános iskolai fizika témakörök, elég
baj, hogy egyáltalán így és itt vetődnek fel
és ilyen triviális dolgokon is vita alakul ki.
Ez méltatlan ehhez a szervo témához.
a káosz növekszik.:) Megint sikerült egy csomó
enyhén szólva érdekes dolgot leírnod, de én
belefáradtam már a cáfolatokba.
Elnézést kérek mindenkitől, de ezek a dolgok
általános iskolai fizika témakörök, elég
baj, hogy egyáltalán így és itt vetődnek fel
és ilyen triviális dolgokon is vita alakul ki.
Ez méltatlan ehhez a szervo témához.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 25, 21:12
Írta: bmejdz9nu Dátum 2007 október 25, 21:12
Nem volt érthető amit írtam...?
Csak arról van szó, hogy a golyósorsónak is van határfordulata... és, hogyan lehet emelni a sebességet az "egekbe"
Érted amit írtam? motor le a felére az orsó a dupplája emelkedés = "(szinte) minden a régi"... csak nem forog olyan iszonyatosan az orsó...
A faipari gépeknél ez teljesen bevált gyakorlat... Ha jól láttam...
Ezzel a "problémával" meg nem nagyon találkoztak a fórumozók, mert senki sem csinált 200mm/s feletti gépet... ha jól tudom*...
* Olyan gyorsítási képességgel, hogy azt valóban elérte.
Csak arról van szó, hogy a golyósorsónak is van határfordulata... és, hogyan lehet emelni a sebességet az "egekbe"
Érted amit írtam? motor le a felére az orsó a dupplája emelkedés = "(szinte) minden a régi"... csak nem forog olyan iszonyatosan az orsó...
A faipari gépeknél ez teljesen bevált gyakorlat... Ha jól láttam...
Ezzel a "problémával" meg nem nagyon találkoztak a fórumozók, mert senki sem csinált 200mm/s feletti gépet... ha jól tudom*...
* Olyan gyorsítási képességgel, hogy azt valóban elérte.
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 október 25, 21:24
Írta: vthgizrff Dátum 2007 október 25, 21:24
Szia Péter!
Az én gépem 3mm trapézmenettel tudja ennek a felét.. :-)
De ha nagyon akarod leszedem róla az 1:2 lassító áttételt.
Ha meggyőzől arról, hogy ez miért lesz jó még videót is készítek
Az én gépem 3mm trapézmenettel tudja ennek a felét.. :-)
De ha nagyon akarod leszedem róla az 1:2 lassító áttételt.
Ha meggyőzől arról, hogy ez miért lesz jó még videót is készítek
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 25, 21:37
Írta: bmejdz9nu Dátum 2007 október 25, 21:37
Van fotó róla? és/vagy videó...?
A fele... az negyed olyan könnyű... szerintem. De az sem semmi!
Szerintem azért nem ilyen egyszerű a dolog...
Mire gondolsz? 400mm/sec-el fog menni? Számoljál motor fordulatot azaz tengely fordulatot...
Miből vannak a trapézmenet anyák?
Mekkora a tengelyek hossza? Mert akkora fordulatnál semmi nem mindegy... motorok fordulata? Gyorsítási képesség?
A fele... az negyed olyan könnyű... szerintem. De az sem semmi!
Szerintem azért nem ilyen egyszerű a dolog...
Mire gondolsz? 400mm/sec-el fog menni? Számoljál motor fordulatot azaz tengely fordulatot...
Miből vannak a trapézmenet anyák?
Mekkora a tengelyek hossza? Mert akkora fordulatnál semmi nem mindegy... motorok fordulata? Gyorsítási képesség?
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 október 25, 22:28
Írta: 9v9rb6gau Dátum 2007 október 25, 22:28
Szervusztok vitázók!
Tibor!
Teljesen igazad van, hogy adott előtoló erő esetén a menetes orsót meghajtó nyomaték nem függ az orsó átmérőjétől, de csak SURLÓDÁSMENTES ESETBEN !!
Erre valamikor írtam már ide a fórumra is egy képletet:
előtolóerő=nyomaték*2*pi/menetemelkedés
Ez elfogadható eredményt ad a golyósorsókra is, mert itt a surlódási veszteség áltálában 3 és 6% körüli, de mindenképpen 10% alatt van. Más a helyzet azonban a csúszó anya - orsó kapcsolatra, ahol a surlódás már számottevő. Ebben az esetben már igenis függ a meghajtónyomaték az orsó átmérőtől. Nem tudom a BME-n mikor téma ez, nálunk Miskolcon a gépelemek 1-ben. Biztos, hogy tanultad Te is, próbáld felidézni ezt a képletet:
M=d/2*F*tg(alfa +- ró).
Miki2!
Az üregelő gépedben az 50-es orsóval szerintem inkább az lehetett a baj, hogy a működő menetfelület felületi terhelése már a berágódás közelében üzemelhetett, ahol a surlódási tényező elkezd drasztikusan növekedni. A 80-a orsó nagyobb menetfelülete már jóval kisebb felületi terheléssel, normálisan üzemel.
Péter!
Úgy látom, nem igazán akarnak hinni neked, hogy esetleg mégsem célszerű a golyósorsót 10000-rel forgatni! Teljesen igazad van, hogy nagysebességű tengely esetén célszerű a nagyobb emelkedésű golyósorsót választani és megfelelő áttétellel csökkentett fordulatszámon azt meghajtani. Az orsó így sokkal stabilabban üzemel (rezonanciák elkerülése).
Tibor!
Teljesen igazad van, hogy adott előtoló erő esetén a menetes orsót meghajtó nyomaték nem függ az orsó átmérőjétől, de csak SURLÓDÁSMENTES ESETBEN !!
Erre valamikor írtam már ide a fórumra is egy képletet:
előtolóerő=nyomaték*2*pi/menetemelkedés
Ez elfogadható eredményt ad a golyósorsókra is, mert itt a surlódási veszteség áltálában 3 és 6% körüli, de mindenképpen 10% alatt van. Más a helyzet azonban a csúszó anya - orsó kapcsolatra, ahol a surlódás már számottevő. Ebben az esetben már igenis függ a meghajtónyomaték az orsó átmérőtől. Nem tudom a BME-n mikor téma ez, nálunk Miskolcon a gépelemek 1-ben. Biztos, hogy tanultad Te is, próbáld felidézni ezt a képletet:
M=d/2*F*tg(alfa +- ró).
Miki2!
Az üregelő gépedben az 50-es orsóval szerintem inkább az lehetett a baj, hogy a működő menetfelület felületi terhelése már a berágódás közelében üzemelhetett, ahol a surlódási tényező elkezd drasztikusan növekedni. A 80-a orsó nagyobb menetfelülete már jóval kisebb felületi terheléssel, normálisan üzemel.
Péter!
Úgy látom, nem igazán akarnak hinni neked, hogy esetleg mégsem célszerű a golyósorsót 10000-rel forgatni! Teljesen igazad van, hogy nagysebességű tengely esetén célszerű a nagyobb emelkedésű golyósorsót választani és megfelelő áttétellel csökkentett fordulatszámon azt meghajtani. Az orsó így sokkal stabilabban üzemel (rezonanciák elkerülése).
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 október 25, 22:51
Írta: 4mjnxdwuu Dátum 2007 október 25, 22:51
Nehogy kimaradjak...
Szerintem az elbeszélés oka a nyomaték-teljesítmény fogalomzavar.
igaz fele nyomaték kell, de dupla úthosszon, tehát a teljesítmény azonos...
Szerintem az elbeszélés oka a nyomaték-teljesítmény fogalomzavar.
igaz fele nyomaték kell, de dupla úthosszon, tehát a teljesítmény azonos...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 október 25, 22:52
Írta: 4mjnxdwuu Dátum 2007 október 25, 22:52
ezzel én lehet vitatkoznék...
[#gun]
[#gun]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 25, 22:53
Írta: 000000000 Dátum 2007 október 25, 22:53
Szia!
Varsányinak golyósorsói vannak, innen indult a
vita, ott pedig jó közelítéssel kár a súrlódással
foglalkozni. Egyébként minden soroddal
egyetértek, de nekem úgy rémlik, a gépészeti
szakközépiskolába is már gépelemekből oktatták
a hagyományos orsó képletét nekünk, a BME-n meg
pláne.
Varsányinak golyósorsói vannak, innen indult a
vita, ott pedig jó közelítéssel kár a súrlódással
foglalkozni. Egyébként minden soroddal
egyetértek, de nekem úgy rémlik, a gépészeti
szakközépiskolába is már gépelemekből oktatták
a hagyományos orsó képletét nekünk, a BME-n meg
pláne.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 26, 08:52
Írta: bmejdz9nu Dátum 2007 október 26, 08:52
Akkor te megértettél... [#smile] ennek örülök!
De "megbocsátok :)" mindeni másnak aki nem érti miről van szó, mert tudom, hogy nincs "nagysebességű" tapasztalat. [#nyes]
Gép tervezéskor meg kellene (nekem is kellett volna) nézni egy-két golyósorsó adatlapot... átmérő, golyónagyság, emelkedés, előfeszítés vonatkozásában...
De "megbocsátok :)" mindeni másnak aki nem érti miről van szó, mert tudom, hogy nincs "nagysebességű" tapasztalat. [#nyes]
Gép tervezéskor meg kellene (nekem is kellett volna) nézni egy-két golyósorsó adatlapot... átmérő, golyónagyság, emelkedés, előfeszítés vonatkozásában...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 09:05
Írta: 000000000 Dátum 2007 október 26, 09:05
Péter!
Szerintem nem érdemes álmokat kergetned.:)
Az két különböző dolog, amikor csak egy szánt
ráncigálsz csak, és amikor egy komplett gépet
hiddal, Z tengellyel, marómotorral,
fortunával. Meg fogsz Te a végén elégdeni
100-150 mm/s-al is, és azt se 100 ms alatt fogod
elérni. Magyarul a géped, mint mechanikai
lengőrendszer, alaposan limitálni fogja a
vágyaidat. De erről is már írtam épp eleget.
Szerintem nem érdemes álmokat kergetned.:)
Az két különböző dolog, amikor csak egy szánt
ráncigálsz csak, és amikor egy komplett gépet
hiddal, Z tengellyel, marómotorral,
fortunával. Meg fogsz Te a végén elégdeni
100-150 mm/s-al is, és azt se 100 ms alatt fogod
elérni. Magyarul a géped, mint mechanikai
lengőrendszer, alaposan limitálni fogja a
vágyaidat. De erről is már írtam épp eleget.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 26, 09:16
Írta: bmejdz9nu Dátum 2007 október 26, 09:16
Tudom... azaz félek, hogy a mechanikát nem tudom a "legjobbra" csinálni... mert talán olyan nincs is... :)
(A komplett hidat nem kell ráncigálni... tudod mozgó asztalos... ezért is lett így tervezve.)
De megteszek minden tőlem telhetőt... Szerintem minden gépnek a rezonancia adja a végét... tehát mechanikai "jelleg" a vég(zete)...
100mm/s felett minden ajándék... de bízok és marok... pl. minden csavar-csavar távolságon is rágom magamat...
(A komplett hidat nem kell ráncigálni... tudod mozgó asztalos... ezért is lett így tervezve.)
De megteszek minden tőlem telhetőt... Szerintem minden gépnek a rezonancia adja a végét... tehát mechanikai "jelleg" a vég(zete)...
100mm/s felett minden ajándék... de bízok és marok... pl. minden csavar-csavar távolságon is rágom magamat...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 09:20
Írta: 000000000 Dátum 2007 október 26, 09:20
Oksi! Sok sikert kívánok hozzá!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 26, 11:31
Írta: Szedlay Pál Dátum 2007 október 26, 11:31
Péter!
Had kérdezzek tőled valamit, bár én teljesen laikus vagyok, csak a kiváncsiság vezérel.
Neked hány tonnás lesz a géped, hogy megfelelően merev és stabil legyen?
Köszi a választ
Pali
Had kérdezzek tőled valamit, bár én teljesen laikus vagyok, csak a kiváncsiság vezérel.
Neked hány tonnás lesz a géped, hogy megfelelően merev és stabil legyen?
Köszi a választ
Pali
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 26, 11:57
Írta: bmejdz9nu Dátum 2007 október 26, 11:57
Megfogtál... [#circling]
Csak 100-120Kg... Persze ezt kiperkászni aluból elég sok...
De nagyon figyelek a rezonanciákra, ezért minden részegységet külön külö tesztelek... mielőtt tovább megyek...
Volt olyan egység amit 3x csináltam...
De van egy elképzelésem... amit már leírtam de leugattak: (persze ez engem nem zavar... sőt!)
Megfogalmazom kicsit másként:
Ha olyan merev lesz mint egy BF20...akkor min. 10x lesz a forgácsolási teljesítménye, mert kisebb fogásokból, többszörösen, nagyobb sebességgel, nagyobb főorsó sebeséggel...
Tehát egy CNC marógépnek nem kell olyan merevnek lennie mint egy "Pista Bácsi" által hajtott marógépnek...
Mert Pista Bácsi nagyon meggondolja hányszor vesz fogást a gépen a cél eléréséig... mert fárad a keze... és figyelhet..
Ezzel szemben a CNC-n csak a motorok kopnak... ha gyors akkor időben sem lesz különbség...
De törekedni kell a maximális merevségre! De ezt a gépet még mozdíthatóra akartam!
Abban a ktegóriában pedíg a legereősebbnek szánom...
A második gépem lesz az erősebb... de azt már nem lehet majd mozdítani... Az már könnyű lesz... csak bele az anyag gondolkodásmentesen... :) Sok vasuti sín :)
*Mozdítható gép = pl. Egy talira el lehet vinni... [#hawaii]
Csak 100-120Kg... Persze ezt kiperkászni aluból elég sok...
De nagyon figyelek a rezonanciákra, ezért minden részegységet külön külö tesztelek... mielőtt tovább megyek...
Volt olyan egység amit 3x csináltam...
De van egy elképzelésem... amit már leírtam de leugattak: (persze ez engem nem zavar... sőt!)
Megfogalmazom kicsit másként:
Ha olyan merev lesz mint egy BF20...akkor min. 10x lesz a forgácsolási teljesítménye, mert kisebb fogásokból, többszörösen, nagyobb sebességgel, nagyobb főorsó sebeséggel...
Tehát egy CNC marógépnek nem kell olyan merevnek lennie mint egy "Pista Bácsi" által hajtott marógépnek...
Mert Pista Bácsi nagyon meggondolja hányszor vesz fogást a gépen a cél eléréséig... mert fárad a keze... és figyelhet..
Ezzel szemben a CNC-n csak a motorok kopnak... ha gyors akkor időben sem lesz különbség...
De törekedni kell a maximális merevségre! De ezt a gépet még mozdíthatóra akartam!
Abban a ktegóriában pedíg a legereősebbnek szánom...
A második gépem lesz az erősebb... de azt már nem lehet majd mozdítani... Az már könnyű lesz... csak bele az anyag gondolkodásmentesen... :) Sok vasuti sín :)
*Mozdítható gép = pl. Egy talira el lehet vinni... [#hawaii]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 26, 12:15
Írta: Szedlay Pál Dátum 2007 október 26, 12:15
Köszi a választ
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 26, 12:47
Írta: bmejdz9nu Dátum 2007 október 26, 12:47
Hát elég szűkszavú vagy ... [#hehe] Egy kis "kötözködést" elvártam volna... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Messer Dátum 2007 október 26, 13:10
Írta: Messer Dátum 2007 október 26, 13:10
Akkor majd én...
Itt kezdődik egy masszív CNC.
X:300mm Y:200mm Z:400mm
Hozzá, 3100kg gépváz.

Itt kezdődik egy masszív CNC.
X:300mm Y:200mm Z:400mm
Hozzá, 3100kg gépváz.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 26, 13:23
Írta: Szedlay Pál Dátum 2007 október 26, 13:23
Péter!
Nem szeretek kötözködni, ne haragudj.
Nem szeretek kötözködni, ne haragudj.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 október 26, 14:44
Írta: D.Laci Dátum 2007 október 26, 14:44
Félve irok...De nem birom magamban tartani!!!
"előtolóerő=nyomaték*2*pi/menetemelkedés"
"egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)"
Vegyünk két példát. 10Nm forgatónyomatékesetén (de ez most lényegtelen), 5mm és egy 300mm menet emelkedés esetén.
10*6.28/5=12.56
10*6.28/300=2.093333
Nekem ez igy sántit!!! Föleg ha JÓZAN PARASZT ÉSZEL gondolkodik az ember... elég neces lene ez mondjuk egy 10mm átmérön!!!
Szerintem gondoljátok átt alaposan hogy miért kaptátok a diplomát!!!
"előtolóerő=nyomaték*2*pi/menetemelkedés"
"egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)"
Vegyünk két példát. 10Nm forgatónyomatékesetén (de ez most lényegtelen), 5mm és egy 300mm menet emelkedés esetén.
10*6.28/5=12.56
10*6.28/300=2.093333
Nekem ez igy sántit!!! Föleg ha JÓZAN PARASZT ÉSZEL gondolkodik az ember... elég neces lene ez mondjuk egy 10mm átmérön!!!
Szerintem gondoljátok átt alaposan hogy miért kaptátok a diplomát!!!
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 október 26, 14:52
Írta: vthgizrff Dátum 2007 október 26, 14:52
Nem is értem miért nem hoztad el a talira :-)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 26, 15:29
Írta: bmejdz9nu Dátum 2007 október 26, 15:29
Milyen ügyes vagy! Komolyra csináltad a Z-tegelyt! Talira hozod?
Egy videót tehetnél be, hogy lássunk egy massziv gépet munka közben.
Egy videót tehetnél be, hogy lássunk egy massziv gépet munka közben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 26, 15:30
Írta: bmejdz9nu Dátum 2007 október 26, 15:30
Pedíg a kötözködés viszi előre a dolgokat... tehát nem is kötözködés... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 15:44
Írta: 000000000 Dátum 2007 október 26, 15:44
Hihi!
Ne félj!
Ha "JÓZAN PARASZT ÉSZEL" pl. az #1887 igaz lenne, akkor nem kéne itt vacakolni: 20x10-es orsót 40x10-esre cserélgetve, ide egy 896545345332432235354x10-es orsót, és kész is az álomgép! [#nyes]
(Ja, végig golyósban kellene gondolkodni, elhanyagolva a surlódást – {{{és az orsó saját tömegéből fakadó tehetetlenségét}}} - mert az önzáródás az más téma!)
Egyébként van ám létjogosultsága a nagyobb átmérőnek, de más okokból: (((a több golyó nyujtotta jobb terhelhetőségén kívül))) Nem hat annyira vissza a szervómocidra, így kevesebb az esély a belengésre, de ez gördülésnél elég kis különbség. Mégis kicsit elkezd az "önzáródás" felé közeledni, de NEM az átmérővel (egyenesen)arányosan csak minimálisan.
Ez nem azt jelenti, hogy én ezt el is hiszem,
de Isac Newton szentül meg volt győződve!!!
Ne félj!
Ha "JÓZAN PARASZT ÉSZEL" pl. az #1887 igaz lenne, akkor nem kéne itt vacakolni: 20x10-es orsót 40x10-esre cserélgetve, ide egy 896545345332432235354x10-es orsót, és kész is az álomgép! [#nyes]
(Ja, végig golyósban kellene gondolkodni, elhanyagolva a surlódást – {{{és az orsó saját tömegéből fakadó tehetetlenségét}}} - mert az önzáródás az más téma!)
Egyébként van ám létjogosultsága a nagyobb átmérőnek, de más okokból: (((a több golyó nyujtotta jobb terhelhetőségén kívül))) Nem hat annyira vissza a szervómocidra, így kevesebb az esély a belengésre, de ez gördülésnél elég kis különbség. Mégis kicsit elkezd az "önzáródás" felé közeledni, de NEM az átmérővel (egyenesen)arányosan csak minimálisan.
Ez nem azt jelenti, hogy én ezt el is hiszem,
de Isac Newton szentül meg volt győződve!!!
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 október 26, 15:56
Írta: D.Laci Dátum 2007 október 26, 15:56
Az persze hogy nem igaz hisz a ment szög nem felezödik!!!DE MÉGIS CSIKI jár a megoldáshoz a legközzelebb!!!
Mindenki irogat mindent! És mindenki elhisz mindent!!!
Kiváncsi leszek kirakja be a normális képletet!!!
Egyszer mechanika órán anno egy ilyen példa volt dogán feadva! Én kis szerény senki vol aki egyedül megoldotam, a legjobb tanuló volt aki egyedüliként, megprobálta a sokat emlitet képletel kiszámolni...a tanát megfejelte a táblát...
Mindenki irogat mindent! És mindenki elhisz mindent!!!
Kiváncsi leszek kirakja be a normális képletet!!!
Egyszer mechanika órán anno egy ilyen példa volt dogán feadva! Én kis szerény senki vol aki egyedül megoldotam, a legjobb tanuló volt aki egyedüliként, megprobálta a sokat emlitet képletel kiszámolni...a tanát megfejelte a táblát...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 október 26, 16:17
Írta: D.Laci Dátum 2007 október 26, 16:17
Az egész probléma ott kezdödik hogy a Könyveket nem kivül álók lektorálják...Már ha egyáltalán veszi a fáratságot és ki is nyitják nem csak oda bigyesztik a nevüket...
Hogy fokozzam a kedélyeket!!!
Valaki linkelje márbe hogy a "Négy jegyü fügvénytáblázatok..." cimü könyvböl )nekem a 18. kiadás 113. old.) Erőtranszformátorok cimü fejezetböl a csavarvonal-ra vonatkozó képletet!!! Megjegyzem ezis egy baromság be már közelebb jár a megoldáshoz...Szerintem Csiki erre emlékezet.
Hogy fokozzam a kedélyeket!!!
Valaki linkelje márbe hogy a "Négy jegyü fügvénytáblázatok..." cimü könyvböl )nekem a 18. kiadás 113. old.) Erőtranszformátorok cimü fejezetböl a csavarvonal-ra vonatkozó képletet!!! Megjegyzem ezis egy baromság be már közelebb jár a megoldáshoz...Szerintem Csiki erre emlékezet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 16:24
Írta: 000000000 Dátum 2007 október 26, 16:24
De feleződik. [#crazya]
Elhallgatok, hiszen nekem 8, akárhogyan is legyen. (Semmi bajom nekem itt senkivel. Maffia meg rég járt itt.)
Elhallgatok, hiszen nekem 8, akárhogyan is legyen. (Semmi bajom nekem itt senkivel. Maffia meg rég járt itt.)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 október 26, 16:31
Írta: D.Laci Dátum 2007 október 26, 16:31
x10 y10 összekötjük kapunk egy szép 45° szakaszt. marad x10, y20 akor ez már egy meröleges lesz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 17:07
Írta: 000000000 Dátum 2007 október 26, 17:07
Csőbe húztál. Gratula! [#lama]
Ettől meg Gépész és Tibor45 állításai az igazak.
Ettől meg Gépész és Tibor45 állításai az igazak.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 október 26, 17:18
Írta: D.Laci Dátum 2007 október 26, 17:18
[#worship]
Ez már félsiker!!!
Ez már félsiker!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 26, 18:15
Írta: bmejdz9nu Dátum 2007 október 26, 18:15
Jaj megint... bajom van...
Megjött egy szervómotorom(?) de nem állandó mágnesű... azaz tekercsek a forgórészen és a mágnes helyén is...
Mit kell tudni ezekről?
Ez van a táblán:
Winkelmann - GRFE71/2 - Baujahr: 2000 - 1,1Kw - 80V - 21,5A - S3-10%
Megjött egy szervómotorom(?) de nem állandó mágnesű... azaz tekercsek a forgórészen és a mágnes helyén is...
Mit kell tudni ezekről?
Ez van a táblán:
Winkelmann - GRFE71/2 - Baujahr: 2000 - 1,1Kw - 80V - 21,5A - S3-10%
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 18:30
Írta: 000000000 Dátum 2007 október 26, 18:30
Szia D.Laci!
Elméleti feltételek:
1. Nincs súrlódás.
2. Technológiailag legyártható az orsó és anya.
3. Az orsóban nem ébredhet káros feszültség.
Ezen feltételek mellett azonos tengelyirányú
erőnél, azonos menetemelkedésnél FÜGGETLEN
a nyomaték az orsó átmérőjétől.
Ezek tények.
Ne fokozd a káoszt a hülyeségeiddel.:)
Elméleti feltételek:
1. Nincs súrlódás.
2. Technológiailag legyártható az orsó és anya.
3. Az orsóban nem ébredhet káros feszültség.
Ezen feltételek mellett azonos tengelyirányú
erőnél, azonos menetemelkedésnél FÜGGETLEN
a nyomaték az orsó átmérőjétől.
Ezek tények.
Ne fokozd a káoszt a hülyeségeiddel.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 18:43
Írta: 000000000 Dátum 2007 október 26, 18:43
Ezt is felteszed a polcra, mint a többi teljesen
haszontalan dolgot, amit jó drágán vettél már
a neten. Bocs, de még szerencse, hogy anyagilag
győzöd a melléfogásaidat. Néhányan már a
tizedétől becsődöltünk volna.:)
A másik: Mivel szabályoznál egy ekkora szervo
motort?? A gyufásdoboz méretű jelenlegi
cuccoddal?
haszontalan dolgot, amit jó drágán vettél már
a neten. Bocs, de még szerencse, hogy anyagilag
győzöd a melléfogásaidat. Néhányan már a
tizedétől becsődöltünk volna.:)
A másik: Mivel szabályoznál egy ekkora szervo
motort?? A gyufásdoboz méretű jelenlegi
cuccoddal?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 október 26, 18:50
Írta: D.Laci Dátum 2007 október 26, 18:50
Helló!
"1. Nincs súrlódás.
2. Technológiailag legyártható az orsó és anya.
3. Az orsóban nem ébredhet káros feszültség.
"
Ezeket honnan szeded???
Te kreálsz elméleteket?
Az elméleti számitásoknak egyiknek sincs semmi köze!!!
Van nekem egy 12.7mm átmérőjü orsóm 25.4mm menet emelkedésel. És egy 6mm átméröjü 70mm menetemelkedéssel. Ezekrá számolj valamit kérlek.
A zseni átlátja a káoszt!
"1. Nincs súrlódás.
2. Technológiailag legyártható az orsó és anya.
3. Az orsóban nem ébredhet káros feszültség.
"
Ezeket honnan szeded???
Te kreálsz elméleteket?
Az elméleti számitásoknak egyiknek sincs semmi köze!!!
Van nekem egy 12.7mm átmérőjü orsóm 25.4mm menet emelkedésel. És egy 6mm átméröjü 70mm menetemelkedéssel. Ezekrá számolj valamit kérlek.
A zseni átlátja a káoszt!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 19:04
Írta: 000000000 Dátum 2007 október 26, 19:04
A 6/70 nem teljesíti (vagy csak neccesen) a
perem feltételeket, így kilőve bármilyen
számítás.
perem feltételeket, így kilőve bármilyen
számítás.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 26, 19:22
Írta: bmejdz9nu Dátum 2007 október 26, 19:22
Azt hittem tudsz ezekről a motorokról valamit... jó lenne tudni legalább mi a neve angolul vagy németül...
"Non Permanent Magnet Motor"?
Raktárkapacitás nagy... azzal nincs gond! De legalább most megismerem ezt a technikát is... kár, hogy te még nem láttál ilyet.
A gyufásdobozzal nincs gond az 20A-es... tudod "kicsi a bors de erős"...
A tiedhez persze nagy ez a terhelés, így a félelmedet megértem.
[#wave]
"Non Permanent Magnet Motor"?
Raktárkapacitás nagy... azzal nincs gond! De legalább most megismerem ezt a technikát is... kár, hogy te még nem láttál ilyet.
A gyufásdobozzal nincs gond az 20A-es... tudod "kicsi a bors de erős"...
A tiedhez persze nagy ez a terhelés, így a félelmedet megértem.
[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 19:23
Írta: 000000000 Dátum 2007 október 26, 19:23
Szia Tibor45!
Egy 400W-os szervó motor, nagyjából mekkora nyomatékra képes, ha:
1. Feltételezzük, hogy az itteni hobby vezérlők még meghajtják (fesz, áram, ...)
2. Max 3000rpm
Mi az a nyomaték, amit minden fordulatszám mellet tudhat még?
Egy nyomatékgrafikonon megközelítőleg egyenest húzhatunk? (ugyanaz a nyomaték minden fordulatszámon, amit bármennyi ideig tartani is tud)
Egy 400W-os szervó motor, nagyjából mekkora nyomatékra képes, ha:
1. Feltételezzük, hogy az itteni hobby vezérlők még meghajtják (fesz, áram, ...)
2. Max 3000rpm
Mi az a nyomaték, amit minden fordulatszám mellet tudhat még?
Egy nyomatékgrafikonon megközelítőleg egyenest húzhatunk? (ugyanaz a nyomaték minden fordulatszámon, amit bármennyi ideig tartani is tud)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 19:38
Írta: 000000000 Dátum 2007 október 26, 19:38
Péter!
A Bautz mit tud? Hány Nm-es?
A Bautz mit tud? Hány Nm-es?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 19:39
Írta: 000000000 Dátum 2007 október 26, 19:39
Szia Szobrász!
M állandó a teljes n tartományban: 1.2-1.6 Nm
M csúcs: (4..6)*M állandó
M állandó a teljes n tartományban: 1.2-1.6 Nm
M csúcs: (4..6)*M állandó
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 26, 19:41
Írta: bmejdz9nu Dátum 2007 október 26, 19:41
Az neked édes kevés... De nem szólok, csak figyelek...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 26, 19:43
Írta: svejk Dátum 2007 október 26, 19:43
Jó lesz az a képlet Laci!
Az első számitásodnál a tizedesjegy elcsúszott, és figyelj a mértékegységekre is!
Az első számitásodnál a tizedesjegy elcsúszott, és figyelj a mértékegységekre is!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 19:44
Írta: 000000000 Dátum 2007 október 26, 19:44
Köszi!
Grafikonon húzhatok egyenest? Kb 1,5 Nm-nél?
(M csúcs jó dolog, de ügye az nem tartható, csak rá lehet ereszteni, ha kell. Igaz?)
Grafikonon húzhatok egyenest? Kb 1,5 Nm-nél?
(M csúcs jó dolog, de ügye az nem tartható, csak rá lehet ereszteni, ha kell. Igaz?)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 19:46
Írta: 000000000 Dátum 2007 október 26, 19:46
Csak érdekel! Mennyi?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 19:47
Írta: 000000000 Dátum 2007 október 26, 19:47
Csak érdekel! Mennyi?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 19:50
Írta: 000000000 Dátum 2007 október 26, 19:50
Szia Péter!
Pl. Serial windig DC motor
Ezek speciális DC motorok, mivel sorosan,
párhuzamosan és külön is kötheted a tekercseit.
Ezáltal a legkülönbözőbb motor karakterisztikák,
jelleggörbék is beállíthatók.
Szervo célra nem terjedtek el a rossz hatásfokuk
miatt.
Pl. Serial windig DC motor
Ezek speciális DC motorok, mivel sorosan,
párhuzamosan és külön is kötheted a tekercseit.
Ezáltal a legkülönbözőbb motor karakterisztikák,
jelleggörbék is beállíthatók.
Szervo célra nem terjedtek el a rossz hatásfokuk
miatt.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 26, 19:52
Írta: 000000000 Dátum 2007 október 26, 19:52
Igen, ezért M állandó a neve.
Ezt az adott motorra a gyártó garantálja, erre
méretezi.
Ezt az adott motorra a gyártó garantálja, erre
méretezi.
Cím: Re:DC szervó motoros vezérlés
Írta: yx5zjs8he Dátum 2007 október 26, 21:54
Írta: yx5zjs8he Dátum 2007 október 26, 21:54
Bizony jó a #1899-ben a képlet
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 október 27, 08:33
Írta: D.Laci Dátum 2007 október 27, 08:33
Nekem aztán nyócc...
De egy dolgon érdemes lenne elgondolkodni, az emlegetet képletböl kiindulva nektek teljesen mindegy hogy egy pl.:20mm×5mm keresztmetsetü véső 10° vagy 90° szögben van élezve. Probáljátoki melyiket könnyeb beverni egy fába...
Meg azt valaki elmagyarázhatná hogy a 2×pi hogy kerül a képletbe mert igy semi értelme...
3 Fügvénytáblázatot sikerült felkutatnom... azokban ez áll: Ft=Qh÷2r×pi
Ft = forgatónyomaték
Q = előtolóerő (egyenesvonalúerő)
h = menetemelkedés
Akor most kinek higyek?
Az a lejtő és ékhatást hogyan kell számolni?
De egy dolgon érdemes lenne elgondolkodni, az emlegetet képletböl kiindulva nektek teljesen mindegy hogy egy pl.:20mm×5mm keresztmetsetü véső 10° vagy 90° szögben van élezve. Probáljátoki melyiket könnyeb beverni egy fába...
Meg azt valaki elmagyarázhatná hogy a 2×pi hogy kerül a képletbe mert igy semi értelme...
3 Fügvénytáblázatot sikerült felkutatnom... azokban ez áll: Ft=Qh÷2r×pi
Ft = forgatónyomaték
Q = előtolóerő (egyenesvonalúerő)
h = menetemelkedés
Akor most kinek higyek?
Az a lejtő és ékhatást hogyan kell számolni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 27, 09:06
Írta: 000000000 Dátum 2007 október 27, 09:06
"pl.:20mm×5mm keresztmetsetü véső 10° vagy 90° szögben van élezve. Probáljátoki melyiket könnyeb beverni egy fába..."
Laci!
Ez igaz, de ott vagy tévedésbe, hogy Te is
kevered az erőkar erejét, ami a forgatónyomatékot
létrehozza egy adott tengelyirányú orsó erővel.
Az elvégzett munka a lényeg.
Az pedig (súrlódás mentes esetben) azonos.
A képlet levezetése a következő:
Energia megmaradás tétele alapján felírhatjuk,
hogy:
F*r*2*pi=p*Q f*r=M így
M*2*pi=p*Q
azaz a tengelyirányú erő:
Q=M*2*pi/p
Itt azt is láthatod, hogy a 2*pi a kör
kerülete miatt maradt a képletbe, hiszen az
orsó menetközép átmérőjén kell az F erőt
kifejteni egy teljes körülfordulás mentén.
Laci!
Ez igaz, de ott vagy tévedésbe, hogy Te is
kevered az erőkar erejét, ami a forgatónyomatékot
létrehozza egy adott tengelyirányú orsó erővel.
Az elvégzett munka a lényeg.
Az pedig (súrlódás mentes esetben) azonos.
A képlet levezetése a következő:
Energia megmaradás tétele alapján felírhatjuk,
hogy:
F*r*2*pi=p*Q f*r=M így
M*2*pi=p*Q
azaz a tengelyirányú erő:
Q=M*2*pi/p
Itt azt is láthatod, hogy a 2*pi a kör
kerülete miatt maradt a képletbe, hiszen az
orsó menetközép átmérőjén kell az F erőt
kifejteni egy teljes körülfordulás mentén.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 27, 09:25
Írta: bmejdz9nu Dátum 2007 október 27, 09:25
jól elmentünk a szervótól...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 27, 09:36
Írta: 000000000 Dátum 2007 október 27, 09:36
Dehogy mentünk....Nem emlékszel, arról próbállak
már egy hónapja meggyőzni, a 10 mm menetemelkedésedhez
kevés a Bautz motorod. Csak Te is úgy vagy a
szervóval, hogy ha már forog, akkor jó.:)
Az egyik legfontosabb dolog minden hajtásnál
(stepnél is!) pont az ilyen "apró" M-n
jelleggörbe illesztési feladat.
Ehhez pedig nagyon hozzátartozik az előbbi
vitasor tisztázása.
már egy hónapja meggyőzni, a 10 mm menetemelkedésedhez
kevés a Bautz motorod. Csak Te is úgy vagy a
szervóval, hogy ha már forog, akkor jó.:)
Az egyik legfontosabb dolog minden hajtásnál
(stepnél is!) pont az ilyen "apró" M-n
jelleggörbe illesztési feladat.
Ehhez pedig nagyon hozzátartozik az előbbi
vitasor tisztázása.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 27, 09:38
Írta: 000000000 Dátum 2007 október 27, 09:38
Ja bocs, 5-öt akartam írni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 27, 09:59
Írta: bmejdz9nu Dátum 2007 október 27, 09:59
Mivel 5-össel jónak tartom a Bautz motort és sajnos túl gyorsan forgatja a tengelyt ezért vettettem fel (elméletben) a meghajtás leosztásának a lehetőségét felére és az orsó emelkedés meduplázását... (így nem változna a motor terhelése...)
Ha mégegyszer csinálnám ezt választanám... mert akkor a golyósorsó 400mm/s-os sebességnél nem melegedne...
(A gyári határadat ennél a golyósorsónál THK 20/5 köszörült: 200mm/s, zsírkenéssel, folyamatos olajzással emelhető... kicsit)
Csak ennyi... Ha erről szól a "vita" akkor nem is értem... [#lookaround]
Ha mégegyszer csinálnám ezt választanám... mert akkor a golyósorsó 400mm/s-os sebességnél nem melegedne...
(A gyári határadat ennél a golyósorsónál THK 20/5 köszörült: 200mm/s, zsírkenéssel, folyamatos olajzással emelhető... kicsit)
Csak ennyi... Ha erről szól a "vita" akkor nem is értem... [#lookaround]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 27, 10:28
Írta: 000000000 Dátum 2007 október 27, 10:28
Péter tényleg utoljára írom le:
Ha ragaszkodsz a "nagy sebssséghez", azaz
emiatt dirketbe hajtod az 5-ös orsót, akkor
ehhez kevés a motorod teljesítménye.
Így megpályázhatod jövőre a legdrágábban,
leglassabban, legakaratosabban elkészült
gép kategóriát, azonban összességében
"halvány" lesz a rendszered.
Egyszerűen azt hiszed, a szervo is főnök-
beosztott viszonyként fog a kezed alatt dolgozni.
Sajna vagy szerencsére a szervorendszer a műszaki
törvények lapján fogja élni életét, függetlenül
a vágyaidtól. Az egyik legjobb géped is lehetne
abban a pillanatban, ha végre betennél egy
kis lassító áttételt, és akkor nyugodtan
maradhatsz a Bautznál.
Ráadásul amit már Te is beláttál, a teljes
CNC mechanikáda úgyis keresztbe veri a gyorsulási
elképzeléseidet, tehát a semmiért rontasz el mindent.
Egyszerűen nem tudsz logikusan gondolkozni ezügyben.:)
Ha ragaszkodsz a "nagy sebssséghez", azaz
emiatt dirketbe hajtod az 5-ös orsót, akkor
ehhez kevés a motorod teljesítménye.
Így megpályázhatod jövőre a legdrágábban,
leglassabban, legakaratosabban elkészült
gép kategóriát, azonban összességében
"halvány" lesz a rendszered.
Egyszerűen azt hiszed, a szervo is főnök-
beosztott viszonyként fog a kezed alatt dolgozni.
Sajna vagy szerencsére a szervorendszer a műszaki
törvények lapján fogja élni életét, függetlenül
a vágyaidtól. Az egyik legjobb géped is lehetne
abban a pillanatban, ha végre betennél egy
kis lassító áttételt, és akkor nyugodtan
maradhatsz a Bautznál.
Ráadásul amit már Te is beláttál, a teljes
CNC mechanikáda úgyis keresztbe veri a gyorsulási
elképzeléseidet, tehát a semmiért rontasz el mindent.
Egyszerűen nem tudsz logikusan gondolkozni ezügyben.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 27, 10:45
Írta: bmejdz9nu Dátum 2007 október 27, 10:45
Egy biztos az 5-ös orsók maradnak...
Ha kicsik lesznek a motorok, nagyobbat teszek rá... megértheted nincs más választásom mert ha 1/2-ben leosztom akkor egyszrübb "viszatennem" a léptetőmotorokat, mert az eredmény ugyanaz lesz. Nem azért akarok szervót mert biztosabbnak találom...
De megjegyzem, hozzám a számításaiddal nem vagy olyan "kegyes" mint Szobrászhoz... :)
Az, hogy ez egy drága gép lesz az biztos... kérdés mit számolok? A tanulópénzt vagy ami tényleg benne van :) De mindenképp az...
Elég ha csak a drága "2 potis azaz gyufásdoboz vezérlőkre gondolsz :)
Az, hogy lassan készül... az tény... mert mindent előtte ki kisérletezek és ha kész van tesztelem...
Sajnos kb. egy éve még azt sem tudtam mi a trapézmenet és mi a golyóorsó...
Fel kellett stoppolnom magam és a műhelyt is felszerelni... tehát a másodlagos tevékenység sokkal több volt mint az effektív... de szerintem ezt tudod...
Megy tovább a gépcsinálás.... ha esetleg menni fog arra is fel kell készülni, készülnöd !!! :)
Ez is számításba kell venni... :)
Két marómotor lesz felváltva használva rajta. (csak leírom nehogy utánna azt mond ja... ezt nem tudtam stb.)
1. Precise 1Kw, 1Khz, 60.000rpm, ugyebár ez csak 1/8"-os spéci CNC szerszámokhoz. Vízhűtés és automata szerszámcsere...
2. Teknomotor 0.5Kw, 24.000rpm, ER20 tehát max 13mm-es szerszámhoz.
Ha kicsik lesznek a motorok, nagyobbat teszek rá... megértheted nincs más választásom mert ha 1/2-ben leosztom akkor egyszrübb "viszatennem" a léptetőmotorokat, mert az eredmény ugyanaz lesz. Nem azért akarok szervót mert biztosabbnak találom...
De megjegyzem, hozzám a számításaiddal nem vagy olyan "kegyes" mint Szobrászhoz... :)
Az, hogy ez egy drága gép lesz az biztos... kérdés mit számolok? A tanulópénzt vagy ami tényleg benne van :) De mindenképp az...
Elég ha csak a drága "2 potis azaz gyufásdoboz vezérlőkre gondolsz :)
Az, hogy lassan készül... az tény... mert mindent előtte ki kisérletezek és ha kész van tesztelem...
Sajnos kb. egy éve még azt sem tudtam mi a trapézmenet és mi a golyóorsó...
Fel kellett stoppolnom magam és a műhelyt is felszerelni... tehát a másodlagos tevékenység sokkal több volt mint az effektív... de szerintem ezt tudod...
Megy tovább a gépcsinálás.... ha esetleg menni fog arra is fel kell készülni, készülnöd !!! :)
Ez is számításba kell venni... :)
Két marómotor lesz felváltva használva rajta. (csak leírom nehogy utánna azt mond ja... ezt nem tudtam stb.)
1. Precise 1Kw, 1Khz, 60.000rpm, ugyebár ez csak 1/8"-os spéci CNC szerszámokhoz. Vízhűtés és automata szerszámcsere...
2. Teknomotor 0.5Kw, 24.000rpm, ER20 tehát max 13mm-es szerszámhoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 27, 10:52
Írta: 000000000 Dátum 2007 október 27, 10:52
"Sajnos kb. egy éve még azt sem tudtam mi a
trapézmenet és mi a golyóorsó..."
Ehhez képest szép álmaid, vágyaid, terveid vannak.
Sok sikert kívánok hozzá!
trapézmenet és mi a golyóorsó..."
Ehhez képest szép álmaid, vágyaid, terveid vannak.
Sok sikert kívánok hozzá!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 27, 11:09
Írta: bmejdz9nu Dátum 2007 október 27, 11:09
Tudod én ilyen vagyok... Egész életemben azt halottam, hogy ez meg az nem fog menni...
Persze más volt a táma... ott a "közgazdászok" mondták... azaz kiszámolták...[#vigyor2]
Tudom a műszaki élet más itt "fizikális" törvények vannak... De azért egy mestervizsgám is van elektronikából... Tehát mesternek is nyugaodtan szólíthatsz... [#nevetes1]
Valójában nem is szeretek kitaposott ősvényeken, más után menni... (azaz= fafej)
A leendő gépben rengeteg olyan megoldás lesz amit itt még nem csináltak:
vezetők védelme, kereszt tengely komplett emelése, fordított mozgó asztal a jobb védelem miatt... stb...
Persze más volt a táma... ott a "közgazdászok" mondták... azaz kiszámolták...[#vigyor2]
Tudom a műszaki élet más itt "fizikális" törvények vannak... De azért egy mestervizsgám is van elektronikából... Tehát mesternek is nyugaodtan szólíthatsz... [#nevetes1]
Valójában nem is szeretek kitaposott ősvényeken, más után menni... (azaz= fafej)
A leendő gépben rengeteg olyan megoldás lesz amit itt még nem csináltak:
vezetők védelme, kereszt tengely komplett emelése, fordított mozgó asztal a jobb védelem miatt... stb...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 27, 11:14
Írta: 000000000 Dátum 2007 október 27, 11:14
Értettem Mester Úr!:)[#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 27, 11:37
Írta: bmejdz9nu Dátum 2007 október 27, 11:37
Csak vicceltem, maradjunk a hobbysta kollega megnevezésnél...
Ha hüle leszek a végén azt jobb hobbystaként elkönyvelni mint mesterként... [#nevetes1]
Ha hüle leszek a végén azt jobb hobbystaként elkönyvelni mint mesterként... [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 október 27, 15:02
Írta: ra8nsmk6w Dátum 2007 október 27, 15:02
Ha valakinek kételyei támadnának egy- egy orsó vagy akár egy kenőanyag alkalmasságáról nyugodtan kössön be a motor áramkörébe egy árammérőt.A müszert csak le kell olvasni (utána lehet számolni, jól vagy rosszul).Már olcsón hozzá lehet jutni 230 dugaljba való teljesitménymérőhőz. Az elvégzett munka tizedwattban és a különbség már zongorázható is ( természetesen azonos tesztkörülmények között)A TÉNYEK MAKACS DOLGOK!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 27, 15:19
Írta: bmejdz9nu Dátum 2007 október 27, 15:19
Mechanikai ötletek: #1877...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2007 október 27, 17:20
Írta: D.Laci Dátum 2007 október 27, 17:20
Tudom hogy mindenki a pokolba kívánmár de...
Csak néhány érdekesség...:
http://www.google.hu/search?hl=hu&sa=X&oi=spell&resnum=0&ct=result&cd=1&q=egyszer%C5%B1+g%C3%A9p&spell=1
És az egyik kedvencem ez meröben más megközelités mint a többi.: www.nyf.hu/others/docs/statika8.doc
Csak néhány érdekesség...:
http://www.google.hu/search?hl=hu&sa=X&oi=spell&resnum=0&ct=result&cd=1&q=egyszer%C5%B1+g%C3%A9p&spell=1
És az egyik kedvencem ez meröben más megközelités mint a többi.: www.nyf.hu/others/docs/statika8.doc
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 09:56
Írta: bmejdz9nu Dátum 2007 október 28, 09:56
Ha már menni nem fog a gépem... legalább a Z-tengelybe szerelt világítás "megvilágosodást" ad nekem... [#kacsint] (A plexi alatt a szerszám felé kicsit döntve van)
3x3W Power Led... hűtésük adott :) A kereszt tengyelyre is tervezek 3 db-ot... mert a célzott megvilágítás mindíg jól jöhet...
Ezek a Power Ledek (3x3w=9w) felérnek kb. 40w halogénnel de hidegek maradnak, tehát közel rakhatók az "esetlegesen" ráfröccsenő hűtőanyag nem gond...
Kis helyen elférnek... nem égnek ki...
ami mozog... az állni fog... és az egész szerkezet megy fel és alá...
Zsírzás közbeni és "csavarmeghúzó-bejárató" első videók...
Z-tengely Video 1
Z-tengely Video 2

3x3W Power Led... hűtésük adott :) A kereszt tengyelyre is tervezek 3 db-ot... mert a célzott megvilágítás mindíg jól jöhet...
Ezek a Power Ledek (3x3w=9w) felérnek kb. 40w halogénnel de hidegek maradnak, tehát közel rakhatók az "esetlegesen" ráfröccsenő hűtőanyag nem gond...
Kis helyen elférnek... nem égnek ki...
ami mozog... az állni fog... és az egész szerkezet megy fel és alá...
Zsírzás közbeni és "csavarmeghúzó-bejárató" első videók...
Z-tengely Video 1
Z-tengely Video 2
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 28, 10:11
Írta: svejk Dátum 2007 október 28, 10:11
Rakhatnál már normális kuplungot a szerkezethez (ami egyébként nagyon f@sza, bár csak én is ilyen precíz lennék)
Előbb utóbb kottyanni fog és az megőrjíti a vezérlődet.
Előbb utóbb kottyanni fog és az megőrjíti a vezérlődet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 10:19
Írta: bmejdz9nu Dátum 2007 október 28, 10:19
Nem találok ekkora méretben megfelelő terhelhetőségüt és újból nem akarom csinálni az egészet. Teflonspray-el befújom (átitatom:) akkor egészen jó... talán.
Ilyet rendeltem, rozsdamentesból lesz... eredeti Helical.. (van már kisebb ilyenem tuti minőség...)
De az adatai szerint csak 3Nm-es... 4-et rendeltem... egyet talán kinyirok(?)... Ez befér...

Ilyet rendeltem, rozsdamentesból lesz... eredeti Helical.. (van már kisebb ilyenem tuti minőség...)
De az adatai szerint csak 3Nm-es... 4-et rendeltem... egyet talán kinyirok(?)... Ez befér...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 10:22
Írta: bmejdz9nu Dátum 2007 október 28, 10:22
Majd ha meglátod a másik oldalát...(delután) a maró motorcserélő megoldást... szerintem tuti lett!
Meg valami őrült nagyot kellene emelni vele, hogy Szobrász lássa mit tud egy 280W-os szervómotor...
De azért amit Tibor írt... attól félek... ezért már uton van egy 2mm-es emelkedésű preciziós golyós orsó...
De talán nem... végül is nem lesz nagy marómotor... nem lesznek igen nagy terhelések...
Persze a szerkezet is nagy... mert viszi fel-le a meghajtó motort, golyosorsót is... de így láttam jobbnak, merevebbnek.
Meg valami őrült nagyot kellene emelni vele, hogy Szobrász lássa mit tud egy 280W-os szervómotor...
De azért amit Tibor írt... attól félek... ezért már uton van egy 2mm-es emelkedésű preciziós golyós orsó...
De talán nem... végül is nem lesz nagy marómotor... nem lesznek igen nagy terhelések...
Persze a szerkezet is nagy... mert viszi fel-le a meghajtó motort, golyosorsót is... de így láttam jobbnak, merevebbnek.
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 október 28, 10:49
Írta: robroy007 Dátum 2007 október 28, 10:49
Az én drága kedves feleségem ahogy meghalotta a gyors teszt hangját egyből rákérdezett meddig kell neki ezt halgatnia??
mondtam már vége!!
az nem mondtam hogy nekem is lessz majd egyszer [#nevetes1]
mondtam már vége!!
az nem mondtam hogy nekem is lessz majd egyszer [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 10:54
Írta: 000000000 Dátum 2007 október 28, 10:54
"Persze a szerkezet is nagy... mert viszi fel-
le a meghajtó motort, golyosorsót is... de így
láttam jobbnak, merevebbnek."
Ez a konstrukciós ötleted elég elképesztőnek
tűnik...:). Szegény alulméretezett szervohajtásban
a Z motort még azzal is "bünteti" a gépkészítő,
hogy saját tömegét és az orsót és a sok sallangot
is még cipelje. Ez egy újabb tévedésed az N közül. Lőttek a dinamikának..., majd az
egységugrás teszt után sírni fogsz.:)
le a meghajtó motort, golyosorsót is... de így
láttam jobbnak, merevebbnek."
Ez a konstrukciós ötleted elég elképesztőnek
tűnik...:). Szegény alulméretezett szervohajtásban
a Z motort még azzal is "bünteti" a gépkészítő,
hogy saját tömegét és az orsót és a sok sallangot
is még cipelje. Ez egy újabb tévedésed az N közül. Lőttek a dinamikának..., majd az
egységugrás teszt után sírni fogsz.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 10:55
Írta: bmejdz9nu Dátum 2007 október 28, 10:55
Nem hangos... csak az a fránya videó... teszek mellé egy táskarádiót... így lesz aláfestő zene is... [#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 10:59
Írta: bmejdz9nu Dátum 2007 október 28, 10:59
Mindjárt lesz függőleges teszt is... én is tartok tőle... 5-ös emelkedésű golyosorsó nem kellett volna ide...(léptetőhöz lettek a dolgok rendelve) és ugyebár mi a fenének 400mm/s-al robognia le/fel.. :)
Ha kell cserélem 2mm em.-re... akkor is jó lesz még bőven a sebesség... Z-nek...
T-P=N
Ha kell cserélem 2mm em.-re... akkor is jó lesz még bőven a sebesség... Z-nek...
T-P=N
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 11:03
Írta: 000000000 Dátum 2007 október 28, 11:03
Nem bírom felfogni, hogy mitől jobb és merevebb ez a meghajtási mód a hagyományostól (fordítottja). Legalább 40%-al hosszabbra kell így csinálni a sines részt, hogy ugyanolyan mozgatási hossz legyen.
Gépészek biztos tudnak nekem erre választ adni.
Gépészek biztos tudnak nekem erre választ adni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 11:09
Írta: 000000000 Dátum 2007 október 28, 11:09
Semmitől, sem merevebb, sőt. De néha Péter
szeret a semmiért mindent elrontani, akaratos
emberke, és az akarat nagy úr. Csak sajna
ha az akaratunk ellentétes a műszaki alaptörvényekkel,
akkor cseszhetjük az egészet, sajna a mechanikai,
elektronikai elemek ismerik a fizikát, így az ő
"akaratuk" lesz a döntő.
szeret a semmiért mindent elrontani, akaratos
emberke, és az akarat nagy úr. Csak sajna
ha az akaratunk ellentétes a műszaki alaptörvényekkel,
akkor cseszhetjük az egészet, sajna a mechanikai,
elektronikai elemek ismerik a fizikát, így az ő
"akaratuk" lesz a döntő.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 11:09
Írta: bmejdz9nu Dátum 2007 október 28, 11:09
mire gondolsz a +40% hosszra?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 28, 11:14
Írta: svejk Dátum 2007 október 28, 11:14
Ha elfogadod a tanácsom, harmonikást rakj, nem sokkal drágább.
Nálam a 0.5Nm-es motornál a 2Nm-es helikális határeset volt. Kezdett "rugózni", ezt épp úgy nem szereti a vezérlő mint a kottyanást (servonál ugye megengedett a névleges nyomaték többszöröse pl. irányváltáskor)
Nálam a 0.5Nm-es motornál a 2Nm-es helikális határeset volt. Kezdett "rugózni", ezt épp úgy nem szereti a vezérlő mint a kottyanást (servonál ugye megengedett a névleges nyomaték többszöröse pl. irányváltáskor)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 11:18
Írta: 000000000 Dátum 2007 október 28, 11:18
Mennyi a mozgási út hossza éa milyen hosszú az alsó alu hossza?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 11:29
Írta: 000000000 Dátum 2007 október 28, 11:29
Melyik kialakitasra gondolsz?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 11:32
Írta: bmejdz9nu Dátum 2007 október 28, 11:32
A helicalból ha alu volt az a kb. negyedét tudja... www.heli-cal.com
De egy normális adatlapot sem találtam a honlapjukon...
Csak megjegyzem az alura azt írják felhesználási terület: Encoder meghajtás... míg ugyenekkorából rozsdamentes kivitelből már szervó hajtás...
Esetleg ha megnáznéd mert én semmi adatot nem találtam...
A szállító írta: 3Nm-et (shock or reversing terhelésre... az azért durva terhelés...
Tennék én persze harmonikást és lehet, hogy az lesz a vége :)... de 10.000 Ft/db és nagyobbak...
De egy normális adatlapot sem találtam a honlapjukon...
Csak megjegyzem az alura azt írják felhesználási terület: Encoder meghajtás... míg ugyenekkorából rozsdamentes kivitelből már szervó hajtás...
Esetleg ha megnáznéd mert én semmi adatot nem találtam...
A szállító írta: 3Nm-et (shock or reversing terhelésre... az azért durva terhelés...
Tennék én persze harmonikást és lehet, hogy az lesz a vége :)... de 10.000 Ft/db és nagyobbak...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 11:33
Írta: bmejdz9nu Dátum 2007 október 28, 11:33
105mm... alsó alu? mire gondolsz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 11:35
Írta: 000000000 Dátum 2007 október 28, 11:35
-hagyományos: a lin sin és golyós orsó- csapágyazása áll a kocsira van szerelve a maró tartó
-Péter féle: kocsi áll és a lin rendszer viszi a marót
-Péter féle: kocsi áll és a lin rendszer viszi a marót
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 11:39
Írta: 000000000 Dátum 2007 október 28, 11:39
Teháta mozgatási hossz: 105 mm
ami tartja a lis sint alu hossza: ... mm
ami tartja a lis sint alu hossza: ... mm
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 11:50
Írta: bmejdz9nu Dátum 2007 október 28, 11:50
Nem igazán értem, de teszek be egy képet... A rajz pedíg a mechanikai ötletekben van...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 12:21
Írta: 000000000 Dátum 2007 október 28, 12:21
105 mm mozgási tartományért ekkora súlyt és méretet ( úgy saccolom 400 mm) kell-e cibálni.
Szerény véleményem szerint kisebb súlyból és méretekből megoldható a másik módszerel hasonló mechanikai elvárás.
Szerény véleményem szerint kisebb súlyból és méretekből megoldható a másik módszerel hasonló mechanikai elvárás.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 12:47
Írta: 000000000 Dátum 2007 október 28, 12:47
Nos, ha mindent jol ertettem. Vegletekig leegyszerusitve, van ez a ket eset:
ver. 01.
ver. 02.
Egyforma elemekbol epul fel mindketto. Megfogasi feluleteket a naracs reszek imitaljak. Az arany szinu elemek a motorrogzito lapok.
Az elso eset amit RC mond. Masodik amit Peter.
Az en meglatasom:
Az elso esetnel egy "levegoben logo" lemez also reszere kell felerositeni a motort. Persze, lehet haromszogeles modszerrel kimereviteni, stb...
Plussz maga a tenyleges Z tengely felfele kinyulik eleg rendesen. Ez RC gepen eleg szembetuno. Latni is a motor felfogatasa szolgalo lemez szelen a mereviteseket. Legalabb is en annak velem oket. Fix a mozgato motor.
A masodik esetben igaz, hogy mozog a motor a kocsival. Viszont mar ebben az egyszeru esetben is meg van tamasztva a motortarto lemez also resze. Tovabb mereviti az egesz szerkezetet, ha a lemezhez hozza van erositve a linearis sin, rud.
Osszessegeben szerintem masszivabb. Mindegyiket lehet persze optimalizalni, stb. Ezek csak szemlelteto kepek...
ver. 01.
ver. 02.
Egyforma elemekbol epul fel mindketto. Megfogasi feluleteket a naracs reszek imitaljak. Az arany szinu elemek a motorrogzito lapok.
Az elso eset amit RC mond. Masodik amit Peter.
Az en meglatasom:
Az elso esetnel egy "levegoben logo" lemez also reszere kell felerositeni a motort. Persze, lehet haromszogeles modszerrel kimereviteni, stb...
Plussz maga a tenyleges Z tengely felfele kinyulik eleg rendesen. Ez RC gepen eleg szembetuno. Latni is a motor felfogatasa szolgalo lemez szelen a mereviteseket. Legalabb is en annak velem oket. Fix a mozgato motor.
A masodik esetben igaz, hogy mozog a motor a kocsival. Viszont mar ebben az egyszeru esetben is meg van tamasztva a motortarto lemez also resze. Tovabb mereviti az egesz szerkezetet, ha a lemezhez hozza van erositve a linearis sin, rud.
Osszessegeben szerintem masszivabb. Mindegyiket lehet persze optimalizalni, stb. Ezek csak szemlelteto kepek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 12:50
Írta: 000000000 Dátum 2007 október 28, 12:50
ezen jol latszik minden
Plussz nagy Z mozgastartomany eseten ebben az esetben nagyon hosszu motortarto lemez kell. Amit mar nehez mereviteni kelloen.
Plussz nagy Z mozgastartomany eseten ebben az esetben nagyon hosszu motortarto lemez kell. Amit mar nehez mereviteni kelloen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 12:55
Írta: bmejdz9nu Dátum 2007 október 28, 12:55
A vezető sinek azonos hosszúságuak...
A lényeg, hogy a kereszttengely kocsik és a Z-tengely kocsik egymásba vannak fordítva a legrövidebb úton...
De! Ez itt nem jól jön ki azaz nem egyértelműen látszik (nem demo értékű) "sajnálatos" módon a védelem kereszt tartói maitt... Erről még nem volt szó... ez plusz 60mm sajnos (acélból készültek)... viszont tejesen védett lesz a gép... Ez is újdonság... :) azt hiszem ilyet sem csinált még senki... Valamit valamiért...
Csak ebben a felállásban odható meg ez !!! és a legkisebb a merevség vesztés...
De úgysem fog menni... :)
A lényeg, hogy a kereszttengely kocsik és a Z-tengely kocsik egymásba vannak fordítva a legrövidebb úton...
De! Ez itt nem jól jön ki azaz nem egyértelműen látszik (nem demo értékű) "sajnálatos" módon a védelem kereszt tartói maitt... Erről még nem volt szó... ez plusz 60mm sajnos (acélból készültek)... viszont tejesen védett lesz a gép... Ez is újdonság... :) azt hiszem ilyet sem csinált még senki... Valamit valamiért...
Csak ebben a felállásban odható meg ez !!! és a legkisebb a merevség vesztés...
De úgysem fog menni... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 13:02
Írta: 000000000 Dátum 2007 október 28, 13:02
Ha nagyon nehéz a hosszú motortartó lemezt merevíteni akkor miért könnyebb a ráhelyezett lin elemmel merevíteni és cipeltettni az egész hajtást.
Szerintem ugyanolyan merevítést értem el én is csak 1/10 súlyból.
Szerintem ugyanolyan merevítést értem el én is csak 1/10 súlyból.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 13:03
Írta: bmejdz9nu Dátum 2007 október 28, 13:03
Jól látod...! persze végletesen nézve 4 féle képpen is lehetne! Motor mozog 2x az egész megfordítva... vagy a motor áll 2x... megfordítva az egész szerkezet.
Én megrajzoltam mind a 4 megoldást!
DE! A védelem megoldása miatt csak erre az egyre korlátozodott a lehetőség a végén!
Én megrajzoltam mind a 4 megoldást!
DE! A védelem megoldása miatt csak erre az egyre korlátozodott a lehetőség a végén!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 13:05
Írta: 000000000 Dátum 2007 október 28, 13:05
Valahogy megoszthatnad, mert nem ertem egeszen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 13:08
Írta: bmejdz9nu Dátum 2007 október 28, 13:08
A motorok fejlődtek... azóta ez járható ez a megoldás... Tök mindegy pár kiló! Ha van erő!
Régebben ez "öngyilkosság" kategória volt...
Neked egy lemezt kell feleslegesen "lelógatnod"(!)... ez rezonancia veszély...
Dehogy miért csinálom a Z-tengelyt 100mm-re... és az egész hidat két motor emeli még 100mm-et... Ha van satu vagy forgató... na az is egy jó téma... Pedíg próbáltam 30-as linárokkal is a 200mm-et egybe... nem ment!
Régebben ez "öngyilkosság" kategória volt...
Neked egy lemezt kell feleslegesen "lelógatnod"(!)... ez rezonancia veszély...
Dehogy miért csinálom a Z-tengelyt 100mm-re... és az egész hidat két motor emeli még 100mm-et... Ha van satu vagy forgató... na az is egy jó téma... Pedíg próbáltam 30-as linárokkal is a 200mm-et egybe... nem ment!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 13:09
Írta: bmejdz9nu Dátum 2007 október 28, 13:09
Majd később, de ugyis rájössz... A z-tengelyt képzeletben tükrözd meg! Ha áll a motor és ha megy le-és fel...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 13:13
Írta: 000000000 Dátum 2007 október 28, 13:13
Szerintem az elso megoldas gyengebb. A lemez vege, merevited-nem merevited a levegoben log. Ebbe nem lehet belekotni.
Ez also Z allasnal, mikor az asztalhoz kozel dolgozik a gep talan nem okoz kulonbseget. Viszont nezzuk meg a felso allast! Mig a masodik megoldas a lemez also "bekotese" miatt komoly terhelest kepes elviselni, addig az elso megoldasnal a lemez alja meg mindig a levegoben log.
Most jon a lenyeg, ha jol emlekszem es nem tevedek:
Peter gepenel az X tengely, amin a Z jar - allithato magassagban az asztalhoz kepest!!!
Tehat beallitja, ha mondjuk 20mm-es lapanyagot akar marni az X tengelyt a leheto legkozelebbre. Z-nek csokken a hasznos munkautja (Z- szinte felso allasba kerul mondjuk 30mm-es munkauttal). Viszont ezen a 30mm-es munkauton iszonyat stabil.
Ez also Z allasnal, mikor az asztalhoz kozel dolgozik a gep talan nem okoz kulonbseget. Viszont nezzuk meg a felso allast! Mig a masodik megoldas a lemez also "bekotese" miatt komoly terhelest kepes elviselni, addig az elso megoldasnal a lemez alja meg mindig a levegoben log.
Most jon a lenyeg, ha jol emlekszem es nem tevedek:
Peter gepenel az X tengely, amin a Z jar - allithato magassagban az asztalhoz kepest!!!
Tehat beallitja, ha mondjuk 20mm-es lapanyagot akar marni az X tengelyt a leheto legkozelebbre. Z-nek csokken a hasznos munkautja (Z- szinte felso allasba kerul mondjuk 30mm-es munkauttal). Viszont ezen a 30mm-es munkauton iszonyat stabil.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 13:14
Írta: 000000000 Dátum 2007 október 28, 13:14
Newton óta az meg nem fejlődött, állandó, hogy:
F=m*a Bocs, de illogikus ezzel szembemenni,
ha egyfelől hajkurászod a sebességet, és nagy
dinamikájú gépre vágysz.:)
F=m*a Bocs, de illogikus ezzel szembemenni,
ha egyfelől hajkurászod a sebességet, és nagy
dinamikájú gépre vágysz.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 13:14
Írta: 000000000 Dátum 2007 október 28, 13:14
Itt van. Ua. irtam!!! Pedig nem fertozott meg es kulon-kulon fejlesztunk...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 13:20
Írta: bmejdz9nu Dátum 2007 október 28, 13:20
Dinamika 1 rész...
Még csak marómotor nélkül...
400mm/s - 100ms gyorsítás! Fel és le! 100mm úthosz...
Z-tegely - marómotor nélkül: sebesség: 400mm/s - gyorsítás: 100ms alatt 400mm/s-re
(zenés videó :) :) :)
Persze ekkora Z-sebesség talán nyákfurásnál kell majd a 60.000rpm-es motorhoz... :)
Egy jobb kép... itt talán lehet látni a V alakú acélokat (barnítva) amik nyítják majd a zárógumikat...
A Talin senki sem kérdezte miért van rajta... (vagyis egy valaki... :)

Még csak marómotor nélkül...
400mm/s - 100ms gyorsítás! Fel és le! 100mm úthosz...
Z-tegely - marómotor nélkül: sebesség: 400mm/s - gyorsítás: 100ms alatt 400mm/s-re
(zenés videó :) :) :)
Persze ekkora Z-sebesség talán nyákfurásnál kell majd a 60.000rpm-es motorhoz... :)
Egy jobb kép... itt talán lehet látni a V alakú acélokat (barnítva) amik nyítják majd a zárógumikat...
A Talin senki sem kérdezte miért van rajta... (vagyis egy valaki... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 13:27
Írta: 000000000 Dátum 2007 október 28, 13:27
Kerhettel volna egy "Rage Against The Mashine" szamot. Mondjuk a "Guerilla radio"-t.
Milyen vastag lapok? Szelesseguk? 105mm a hasznos ut?
Milyen vastag lapok? Szelesseguk? 105mm a hasznos ut?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 13:47
Írta: bmejdz9nu Dátum 2007 október 28, 13:47
Teszek be CD-t... :)
15mm v. x190mm széles a Z-tartó lap + jön 10mm motortartó lap...
15mm v. x190mm széles a Z-tartó lap + jön 10mm motortartó lap...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 13:53
Írta: 000000000 Dátum 2007 október 28, 13:53
Ha ez ennyire jó, akkor átforgatom a hajtást. Egy fűrészelés pár furat kérdése. Ja és egy erősebb Z motor.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 13:53
Írta: 000000000 Dátum 2007 október 28, 13:53
Milyen tavol van a kocsik teteje es alja (kulso meret)?
A motortarto lapon az a 6db, stift hely? Vagy mi?
A motortarto lapon az a 6db, stift hely? Vagy mi?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 28, 13:56
Írta: svejk Dátum 2007 október 28, 13:56
Én a 4Nm-es re gondoltam a "megnemnevezhetőcégtől"
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 14:01
Írta: bmejdz9nu Dátum 2007 október 28, 14:01
Tibornak: (Ramp görbe - Dinamic Speed Controll)
Nem teljesen jók a videók, mert ha túl nagy gyosítási időt teszek bele akkor kisimul... és csak egy bizonyos (logikus értéket) enged beállítani... azaz szemléltetésre nem alkalmas... vagy a videót kellene lassítani... de szerintem te észreveszed...
Másnak úgysem mond semmit... egyenlőre a teszteknél nem használom! Ne mond, hogy csalok! [#vigyor2]
Lináris
Exponenciális
Nem teljesen jók a videók, mert ha túl nagy gyosítási időt teszek bele akkor kisimul... és csak egy bizonyos (logikus értéket) enged beállítani... azaz szemléltetésre nem alkalmas... vagy a videót kellene lassítani... de szerintem te észreveszed...
Másnak úgysem mond semmit... egyenlőre a teszteknél nem használom! Ne mond, hogy csalok! [#vigyor2]
Lináris
Exponenciális
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 28, 14:13
Írta: svejk Dátum 2007 október 28, 14:13
Hmm... Meggondolandó!
Sajnos anno az én ketyerém is az első megoldásban született, nem is voltam vele megelégedve.
Jómagam is hajlok a Varsányi féle merőben más kustrukció felé.
Már az asztallap kialakítása (hogy a sín mozog) is tetszett. Egy 400-500 mm-es sín nem nehezebb mint egy kocsi, és egyben merevíti az asztalt , a porvédelem egyszerűsítése pedig szinte az ölünkbe esik.
Sajnos anno az én ketyerém is az első megoldásban született, nem is voltam vele megelégedve.
Jómagam is hajlok a Varsányi féle merőben más kustrukció felé.
Már az asztallap kialakítása (hogy a sín mozog) is tetszett. Egy 400-500 mm-es sín nem nehezebb mint egy kocsi, és egyben merevíti az asztalt , a porvédelem egyszerűsítése pedig szinte az ölünkbe esik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 14:17
Írta: 000000000 Dátum 2007 október 28, 14:17
Akkor nincs más hátra mint előre!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 14:20
Írta: bmejdz9nu Dátum 2007 október 28, 14:20
Emlékszel a "mozgóasztal bulira" (1 éve...) Te voltál aki végig kiált mellette... köszönettel!
"Megfordítva" pedíg még jobb.. Na persze ez nagy gépnél már nehezzen járható... de csinálják ott is! (A BF20-on is fordítva van :)
Én meg póbálok mindent megfordítani... még a Z-tengelyt is...[#vigyor2]
A porvédelmet egyszerűbben is meg lehetne... de ez akár a kertilocsolót is kibírja (remélhetőleg)... :)
Próbáltam mást is pl. kefét... de minden beleragadt... stb..
"Megfordítva" pedíg még jobb.. Na persze ez nagy gépnél már nehezzen járható... de csinálják ott is! (A BF20-on is fordítva van :)
Én meg póbálok mindent megfordítani... még a Z-tengelyt is...[#vigyor2]
A porvédelmet egyszerűbben is meg lehetne... de ez akár a kertilocsolót is kibírja (remélhetőleg)... :)
Próbáltam mást is pl. kefét... de minden beleragadt... stb..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 28, 14:24
Írta: svejk Dátum 2007 október 28, 14:24
Na azért még egyenlőre zárd el a fűrészt a szekrénybe és aludj rá egy-kettőt :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 14:27
Írta: 000000000 Dátum 2007 október 28, 14:27
Most akkor javaslod vagy lebeszélsz?
Egy biztos a mozgó asztalra nem tudtok rábeszélni, mert az az én céljaimnak nem felel meg.
Egy biztos a mozgó asztalra nem tudtok rábeszélni, mert az az én céljaimnak nem felel meg.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 28, 14:34
Írta: svejk Dátum 2007 október 28, 14:34
Régebben is sok embert kinevettek-kiközösítettek a társai mert szembe ment az akkori elfogadott elmélettel...
Most meg az van a fizikakönyvben.
Na persze manapság már nehezebb újat kitalálni.
Az is igaz hogy nem új amit alkalmazol, csak nem megszokott a hobbycnc-k között.
Majd a következő talin kiderül hogy jól alkalmaztad-e!
Hajrá!!
És persze az ellentábornak is hajrá!!
Most meg az van a fizikakönyvben.
Na persze manapság már nehezebb újat kitalálni.
Az is igaz hogy nem új amit alkalmazol, csak nem megszokott a hobbycnc-k között.
Majd a következő talin kiderül hogy jól alkalmaztad-e!
Hajrá!!
És persze az ellentábornak is hajrá!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 14:49
Írta: 000000000 Dátum 2007 október 28, 14:49
Mar ertem mit ertesz "megforditott" mozgo asztalnak... Ertelem szeru, adja magat.
Gyakorlatilag ami manualis gepen dolgoztam, NCT gep is ilyen elrendezesu. X tengelyt az asztal vedi a forgacstol. Az van hasznalva a legtobbet ugy is.
Gyakorlatilag ami manualis gepen dolgoztam, NCT gep is ilyen elrendezesu. X tengelyt az asztal vedi a forgacstol. Az van hasznalva a legtobbet ugy is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 28, 14:51
Írta: svejk Dátum 2007 október 28, 14:51
Maradjunk annyiban hogy tetszik az ötlet.
Én nem javasolhatok mert nincs kellő tapasztalatom és szaktudásom :(
Én nem javasolhatok mert nincs kellő tapasztalatom és szaktudásom :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 15:28
Írta: bmejdz9nu Dátum 2007 október 28, 15:28
Ha akkor hagyom magam lebeszélni a mozgó asztalról (azaz a járt utat..)... akkor léptetőhöz azaz kb. 100mm/s-ra persze jó lenne...
De felette már nem... azaz a szerkezet (híd és majd a tartó) nem lehetne ilyen erős/nehéz mert nem bírná gyorsítani és lassítani a monstrumot.
Kereszt tartó: nem csak emelve lesz... de más "turpiságot" is kitaláltam, de az majd később... :)
De felette már nem... azaz a szerkezet (híd és majd a tartó) nem lehetne ilyen erős/nehéz mert nem bírná gyorsítani és lassítani a monstrumot.
Kereszt tartó: nem csak emelve lesz... de más "turpiságot" is kitaláltam, de az majd később... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 15:30
Írta: bmejdz9nu Dátum 2007 október 28, 15:30
Szemelőtt volt mindíg...
De még senki nem csinálta így meg a fórumon... (fordítva) Pedíg minden "gyári gép" ilyen... pl. BF20 is :)
De még senki nem csinálta így meg a fórumon... (fordítva) Pedíg minden "gyári gép" ilyen... pl. BF20 is :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 15:33
Írta: bmejdz9nu Dátum 2007 október 28, 15:33
HaHa ... szaktudás... HaHa... Te megérzéseid a legjobbak! Régebben is, most is... Ézed mit Yedi lovag a lézerkardot!
Pl. rátapintottál azonnal a legérzékenyebb dologra a kupplungra... No comment... meg amit még tudok rólad ... HaHa... Ugye viccelsz?
Pl. rátapintottál azonnal a legérzékenyebb dologra a kupplungra... No comment... meg amit még tudok rólad ... HaHa... Ugye viccelsz?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 17:23
Írta: bmejdz9nu Dátum 2007 október 28, 17:23
 cooming soon the movie ! Mardjanak velünk ...[#wink] Mire jó az 8 kg-os DC motor... A Tibi azt mondta semmire... Dehogynem.
cooming soon the movie ! Mardjanak velünk ...[#wink] Mire jó az 8 kg-os DC motor... A Tibi azt mondta semmire... Dehogynem. 
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 17:47
Írta: 000000000 Dátum 2007 október 28, 17:47
Apám!!!
Ez nagyon tud.
De ennyit ezek is megemeltek, és semmi HighTech [#hehe]

Combinót keresztbe tudnád vele rakni? [#gonosz1]
Ez nagyon tud.
De ennyit ezek is megemeltek, és semmi HighTech [#hehe]
Combinót keresztbe tudnád vele rakni? [#gonosz1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 17:51
Írta: bmejdz9nu Dátum 2007 október 28, 17:51
Mit szeretnél? Most még áll a próbapad? Nincs lehetetlen!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 18:05
Írta: 000000000 Dátum 2007 október 28, 18:05
Varrógép tesztet, 50 kg össztömeggel!!! [#hawaii]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 18:30
Írta: bmejdz9nu Dátum 2007 október 28, 18:30
Ok 32kg-al? is elmegy?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 18:53
Írta: bmejdz9nu Dátum 2007 október 28, 18:53
Terheléses szervó videók... (Z-tengely)
Kár, hogy Tibi szabin van... :)
1. tesztekhez tápegység = 10A/80V... tehát 10A-es kapcsolóüzemű táp ami 10A-nél áramkorlátba megy...
2. Ennek a "gyufásfoboz" vezérlőnek 128bit mindösszesen a tarolója ezt egy 5x-es bemeneti sokszorozó hajtja = tehát 25step(!) hibajel és piros lámpa azaz leold.... de ettől nagyon messze volt... :)
(500 cpr/imp = 40Khz)
3. A 14,5Kg-os terheléssel 1 órás hajtás után a motor alíg langyosodott... kézmeleg lett... de általában sem melegedett...
4. Áttétel nincs, 280W-os Bauzt-642 szervó motor, 5mm emelkedésű az orsó...
5. A mérőóra nem állt ponosan derékszögbe a mért tárgyhoz... és messze nem volt stabil a felfogatása.
14,5Kg - 400mm/s - 100ms
23.5Kg - 400mm/s - 100ms
Nade ne álljunk meg...
32Kg - 400mm/s - 100ms
Egy kis könnyedsség - 1mm mozgatással
Még egy kis könnyedség 10mm-es úthosszal.... persze a 32Kg maradt...
Egy kis "egységugrás".... 32 Kg fel és le..... 400mm/s - 100ms gyorsítás.
A varrógép teszt... :) 1mm távolság, 400mm/s - 100ms gyorsítás.
Na ez már az én idegeimet is kikészítette.... 400mm/s DE!!! 50ms-os gyorsítással
Sajnos több súlyt nem tudok rá tenni... mert nem bírja ki az írósztal... ?)
Mértem túlfutási hibákat is... 0.01mm-en belül van... (pont annyi lefele és vissza) de ha a gyorsítás nem történik 100ms alatt 400mm/s-re (24 méter/perc!) akkor szinte elenyésző azaz nem mérhető...
Az exponenciális karakterisztikájú szervó ramp görbe nem volt bekapcsolva!!! (WinPC-NC Proffessional)
Kár, hogy Tibi szabin van... :)
1. tesztekhez tápegység = 10A/80V... tehát 10A-es kapcsolóüzemű táp ami 10A-nél áramkorlátba megy...
2. Ennek a "gyufásfoboz" vezérlőnek 128bit mindösszesen a tarolója ezt egy 5x-es bemeneti sokszorozó hajtja = tehát 25step(!) hibajel és piros lámpa azaz leold.... de ettől nagyon messze volt... :)
(500 cpr/imp = 40Khz)
3. A 14,5Kg-os terheléssel 1 órás hajtás után a motor alíg langyosodott... kézmeleg lett... de általában sem melegedett...
4. Áttétel nincs, 280W-os Bauzt-642 szervó motor, 5mm emelkedésű az orsó...
5. A mérőóra nem állt ponosan derékszögbe a mért tárgyhoz... és messze nem volt stabil a felfogatása.
14,5Kg - 400mm/s - 100ms
23.5Kg - 400mm/s - 100ms
Nade ne álljunk meg...
32Kg - 400mm/s - 100ms
Egy kis könnyedsség - 1mm mozgatással
Még egy kis könnyedség 10mm-es úthosszal.... persze a 32Kg maradt...
Egy kis "egységugrás".... 32 Kg fel és le..... 400mm/s - 100ms gyorsítás.
A varrógép teszt... :) 1mm távolság, 400mm/s - 100ms gyorsítás.
Na ez már az én idegeimet is kikészítette.... 400mm/s DE!!! 50ms-os gyorsítással
Sajnos több súlyt nem tudok rá tenni... mert nem bírja ki az írósztal... ?)
Mértem túlfutási hibákat is... 0.01mm-en belül van... (pont annyi lefele és vissza) de ha a gyorsítás nem történik 100ms alatt 400mm/s-re (24 méter/perc!) akkor szinte elenyésző azaz nem mérhető...
Az exponenciális karakterisztikájú szervó ramp görbe nem volt bekapcsolva!!! (WinPC-NC Proffessional)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 október 28, 19:03
Írta: 3vv2btrhv Dátum 2007 október 28, 19:03
Ha ezt a Merkel Géza meglátja .... anak lessz sujos következménye !!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 19:04
Írta: bmejdz9nu Dátum 2007 október 28, 19:04
Mert?
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 október 28, 19:10
Írta: yuagaci9g Dátum 2007 október 28, 19:10
Peter, csalodtam!
A varrogepteszten a merulo olmok helyett felrakhattal volna egy jo oreg Singert!
Kulonben Gratula!, viszi a palmat.
A varrogepteszten a merulo olmok helyett felrakhattal volna egy jo oreg Singert!
Kulonben Gratula!, viszi a palmat.
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 október 28, 19:13
Írta: 3vv2btrhv Dátum 2007 október 28, 19:13
Neki mindenröl az jut az eszébe !!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 19:15
Írta: bmejdz9nu Dátum 2007 október 28, 19:15
Biztos tudod ez a "varrógépteszt" egy vezérlő gyilkos teszt... azaz igen gyorsan forgatja a polarítást a motoron... vagy leég, vagy meg se moccan...mert nem tudja a gyorsítást ilyen mértékben...(1mm úthosz)
Biztos olvastad az előzményeket... Szerinted kivigyem a MEH telepre vagy csináljam tovább [#vigyor0] Varrógép sajnos nincs itthon...:) Nem, hogy Singer...
Biztos olvastad az előzményeket... Szerinted kivigyem a MEH telepre vagy csináljam tovább [#vigyor0] Varrógép sajnos nincs itthon...:) Nem, hogy Singer...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 19:21
Írta: 000000000 Dátum 2007 október 28, 19:21
Nekem egy korabbi videohoz visszaterve, lenne kerdesem:
P1170088.WMV
Itt hogyan van megoldva a Z tengely vegcsatlakozasa? Miert?
P1170088.WMV
Itt hogyan van megoldva a Z tengely vegcsatlakozasa? Miert?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 19:32
Írta: bmejdz9nu Dátum 2007 október 28, 19:32
A golyós orsó végére gondolsz? Sehogy, lóg a levegőbe! 100mm a teljes hossz... nem fog belengeni?
A csapágybak csak diszlet azaz annak fut neki... azon van a gumilemez ami elnyeli a helyzeti energiát... de erről a megoldásomról volt már szó...
vagy mire gondolsz?
A csapágybak csak diszlet azaz annak fut neki... azon van a gumilemez ami elnyeli a helyzeti energiát... de erről a megoldásomról volt már szó...
vagy mire gondolsz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 19:35
Írta: 000000000 Dátum 2007 október 28, 19:35
Kielegitette a kivancsisagom. Jo...
Koszi!
Koszi!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 19:35
Írta: 000000000 Dátum 2007 október 28, 19:35
Szuper!
Az utolsó videón mekkora a megtett út?
Mennyi idő alatt ért föl álló rajtból?
(Átlagsebességet szeretnék számolni, nem végsebességet)
Mekkora a motorod nyomatéka (M állandó)?
[#eljen][#eljen]
Az utolsó videón mekkora a megtett út?
Mennyi idő alatt ért föl álló rajtból?
(Átlagsebességet szeretnék számolni, nem végsebességet)
Mekkora a motorod nyomatéka (M állandó)?
[#eljen][#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 19:59
Írta: bmejdz9nu Dátum 2007 október 28, 19:59
Utolsó videó ... [#smile] Fogtam az asztalt meg mindent ne hulljon le :) de ha jól emlékszem 10mm... Durva volt... :)
Ha azt írom, hogy 100ms vagy 50ms az azt jelenti (WinPC-NC logika), hogy a végsebességre azaz 400mm/s-ra ennyi idő alatt gyorsul fel... számold ki...
A Bautz motorról itt találsz infókat.... Kapaszkodj: 0,75Nm a névleges... erről volt már szó... de látod mit tud... és mit tudhat még... mert nem mentem el egyik tesztnél sem a végpontra!!!
De egy jó szervómotor mind tudja ezeket... gondolom.
Ha azt írom, hogy 100ms vagy 50ms az azt jelenti (WinPC-NC logika), hogy a végsebességre azaz 400mm/s-ra ennyi idő alatt gyorsul fel... számold ki...
A Bautz motorról itt találsz infókat.... Kapaszkodj: 0,75Nm a névleges... erről volt már szó... de látod mit tud... és mit tudhat még... mert nem mentem el egyik tesztnél sem a végpontra!!!
De egy jó szervómotor mind tudja ezeket... gondolom.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 19:59
Írta: bmejdz9nu Dátum 2007 október 28, 19:59
Utolsó videó ... [#smile] Fogtam az asztalt meg mindent ne hulljon le :) de ha jól emlékszem 10mm... Durva volt... :)
Ha azt írom, hogy 100ms vagy 50ms az azt jelenti (WinPC-NC logika), hogy a végsebességre azaz 400mm/s-ra ennyi idő alatt gyorsul fel... számold ki...
A Bautz motorról itt találsz infókat.... Kapaszkodj: 0,75Nm a névleges... erről volt már szó...
de látod mit tud... és mit tudhat még... mert nem mentem el egyik tesztnél sem a végpontra!!!
De egy jó szervómotor mind tudja ezeket... gondolom.
Ha vissza nézed a szervótopikot miket írtam... Ennél a gépnél ez csak "hüleség"... de nálad... nagy munkaterületnél... ha a gyorsítás nem számít annyira akkor bármilyen erős DC motor megteszi... szerintem.
És nem kell "gyufásdoboz" vezérlő sem...
Ha azt írom, hogy 100ms vagy 50ms az azt jelenti (WinPC-NC logika), hogy a végsebességre azaz 400mm/s-ra ennyi idő alatt gyorsul fel... számold ki...
A Bautz motorról itt találsz infókat.... Kapaszkodj: 0,75Nm a névleges... erről volt már szó...
de látod mit tud... és mit tudhat még... mert nem mentem el egyik tesztnél sem a végpontra!!!
De egy jó szervómotor mind tudja ezeket... gondolom.
Ha vissza nézed a szervótopikot miket írtam... Ennél a gépnél ez csak "hüleség"... de nálad... nagy munkaterületnél... ha a gyorsítás nem számít annyira akkor bármilyen erős DC motor megteszi... szerintem.
És nem kell "gyufásdoboz" vezérlő sem...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 20:02
Írta: bmejdz9nu Dátum 2007 október 28, 20:02
Nem szoktak Z-nél (végponti) tartócsapágyat alkalmazni... mert függőlegesen van.. és az anya ha leér... "eljátsza" ezt a szerepet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 21:12
Írta: 000000000 Dátum 2007 október 28, 21:12
Hümm.
1G = 10m/s2
1s alatt elért sebessége =
10000mm/s
(1. s -ban)
a Te értéked:
0,4 m/s
0,1 s
A gyorsulásod: 4 m/s2
1G=10m/s2
A te értéked:
0.4 G
0.4 G !!!
[#duhos2]
1G = 10m/s2
1s alatt elért sebessége =
10000mm/s
(1. s -ban)
a Te értéked:
0,4 m/s
0,1 s
A gyorsulásod: 4 m/s2
1G=10m/s2
A te értéked:
0.4 G
0.4 G !!!
[#duhos2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 21:16
Írta: 000000000 Dátum 2007 október 28, 21:16
Szia Péter!
Ezek látványosnak tűnő, de komolytalan dolgok.
A Te szervód a talin vizszintes síkban 4 mm/s
sebesség egységugrásnál meghal, el se indul.
Majd pont függőlegesen + még súlyokkal
feljavul...:))
Mindig kiírod a 400 mm/s és 100 ms-ot. Ennek
a közelébe sem vagy! Számold már ki, hogy
1, 10, 20, és 40 mm-es úthossznál mi van.
Szóval ezek játék dolgok, és nem igaz
számok.
A másik: hogy a sz...r-ban jön ki ki a 400 mm/s,
ha a vezérlő programod csak max. 25 khz-et tud
kiadni?
Szóval van itt sok gond, én nem gratulálok
semmihez, mert ez semmire nem bizonyíték a
valós tények, számok tükrében.
Ezek látványosnak tűnő, de komolytalan dolgok.
A Te szervód a talin vizszintes síkban 4 mm/s
sebesség egységugrásnál meghal, el se indul.
Majd pont függőlegesen + még súlyokkal
feljavul...:))
Mindig kiírod a 400 mm/s és 100 ms-ot. Ennek
a közelébe sem vagy! Számold már ki, hogy
1, 10, 20, és 40 mm-es úthossznál mi van.
Szóval ezek játék dolgok, és nem igaz
számok.
A másik: hogy a sz...r-ban jön ki ki a 400 mm/s,
ha a vezérlő programod csak max. 25 khz-et tud
kiadni?
Szóval van itt sok gond, én nem gratulálok
semmihez, mert ez semmire nem bizonyíték a
valós tények, számok tükrében.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 21:23
Írta: bmejdz9nu Dátum 2007 október 28, 21:23
Még találtam itthon egy-két ólmot és még egy Motort... rá aksztottam...
Még mindíg bírja...
400mmm/s (24 méter/perc) és továbbra sem adtam lejjebb azaz 100ms alatt gyorsul teljes sebességre.
100mm az úthosz... Folyamatosan ezt is bírja... terhelés 44Kg most már... hol a vég? Most már 10 perc után melegszik a motor... (végre!) valóban áttétel kellene... akkor lehetne 100Kg is a terhelés...? Pl. egy 10Kw-os marómotor? de nekem csak pár kiló... :)
Vagy kicsit vissza kellene venni a gyorsításból... végül is a gyári szervós rendszerek is "csak" 200-300ms-ot tudnak...
[#fejvakaras] Ekkora sebeség és gyorsulás nem is kell Z-tengelhez... mert ugyebár minek?
44 kg terhelés - fel és le - 400mms sebességgel és 100ms alatt éri el ezt !!! Van dinamika!
[#hawaii] Talán "bevethetnék" egy nagyobb szervómotort mint 280w?
Továbbra sem volt aktív a dinamikus motor controll... (servo ramp) persze megérne egy tesztet azzal is... :) Végül is szervórendszerhez fejlesztették... de majd a finomhangolásnál... valós körülmények között... bevetem...
Esetleg egy erősebb tápegység? azaz több mint 10A-es?

Még mindíg bírja...
400mmm/s (24 méter/perc) és továbbra sem adtam lejjebb azaz 100ms alatt gyorsul teljes sebességre.
100mm az úthosz... Folyamatosan ezt is bírja... terhelés 44Kg most már... hol a vég? Most már 10 perc után melegszik a motor... (végre!) valóban áttétel kellene... akkor lehetne 100Kg is a terhelés...? Pl. egy 10Kw-os marómotor? de nekem csak pár kiló... :)
Vagy kicsit vissza kellene venni a gyorsításból... végül is a gyári szervós rendszerek is "csak" 200-300ms-ot tudnak...
[#fejvakaras] Ekkora sebeség és gyorsulás nem is kell Z-tengelhez... mert ugyebár minek?
44 kg terhelés - fel és le - 400mms sebességgel és 100ms alatt éri el ezt !!! Van dinamika!
[#hawaii] Talán "bevethetnék" egy nagyobb szervómotort mint 280w?
Továbbra sem volt aktív a dinamikus motor controll... (servo ramp) persze megérne egy tesztet azzal is... :) Végül is szervórendszerhez fejlesztették... de majd a finomhangolásnál... valós körülmények között... bevetem...
Esetleg egy erősebb tápegység? azaz több mint 10A-es?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 21:41
Írta: bmejdz9nu Dátum 2007 október 28, 21:41
1. Egységugrás teszt:
Ez jó egy léptetőhöz, jó egy léptető vezérlőhöz - mert abban nincs hibajel tárolás.
Jó egy szervómotor teszteléséhez, jó két azonos hibajeltárolási memóriával(!) vezérlési rendszer összehasonlítására...
De nem alkalmas két különböző hibajel tárolási képességű vezérlő összehasonlítására...
(mert ha betárolja akkor még nem jelenti azt, hogy ki is adta....)
Ennek a "gyufásdoboz vezérlőnek" a tárolója 128 bit (bitecske :)... 5x bemeneti sokszorozó = 25 step hiba és K.O. ! Letilt! Pros lámpa! Nem tárolja a hibát! Nem tudja! (500cpr encoder)
Talán tudni kellene ezt beismerned...
Ha tennék eléje egy 40GB-os HDD-t akkor 18 órányi jelet géppuskázhatnál bele...!!! Aztán lejátsza ahogy tudja...
Linkelj egy "elfogulatlan" linket ez ügyben mert ez nem vezet sehová!!! Egy linket a webről az egységugratási tesztről! Mikéntjéről! Vagy te találtad ki?
2. Tibor... Láttad a talin... írtam már ezerszer...WinPC-NC Professional hajtotta...
Tudod külső vezérlő... 40Khz tutin.... számolj!
Írtam a szervós ramp görbe nem volt bekapcsolva...
Mi az, hogy nem tudja? Ismred a vezérlő adatait... letiltana... de egy századon belül van a túlfutás is!
Ez valóság! Lehet számolni és osztani meg nem elképzelhetőnek tartani...
Én többet nem tudok tenni... Cáfold meg gyakorlatban!
Ez jó egy léptetőhöz, jó egy léptető vezérlőhöz - mert abban nincs hibajel tárolás.
Jó egy szervómotor teszteléséhez, jó két azonos hibajeltárolási memóriával(!) vezérlési rendszer összehasonlítására...
De nem alkalmas két különböző hibajel tárolási képességű vezérlő összehasonlítására...
(mert ha betárolja akkor még nem jelenti azt, hogy ki is adta....)
Ennek a "gyufásdoboz vezérlőnek" a tárolója 128 bit (bitecske :)... 5x bemeneti sokszorozó = 25 step hiba és K.O. ! Letilt! Pros lámpa! Nem tárolja a hibát! Nem tudja! (500cpr encoder)
Talán tudni kellene ezt beismerned...
Ha tennék eléje egy 40GB-os HDD-t akkor 18 órányi jelet géppuskázhatnál bele...!!! Aztán lejátsza ahogy tudja...
Linkelj egy "elfogulatlan" linket ez ügyben mert ez nem vezet sehová!!! Egy linket a webről az egységugratási tesztről! Mikéntjéről! Vagy te találtad ki?
2. Tibor... Láttad a talin... írtam már ezerszer...WinPC-NC Professional hajtotta...
Tudod külső vezérlő... 40Khz tutin.... számolj!
Írtam a szervós ramp görbe nem volt bekapcsolva...
Mi az, hogy nem tudja? Ismred a vezérlő adatait... letiltana... de egy századon belül van a túlfutás is!
Ez valóság! Lehet számolni és osztani meg nem elképzelhetőnek tartani...
Én többet nem tudok tenni... Cáfold meg gyakorlatban!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 21:52
Írta: bmejdz9nu Dátum 2007 október 28, 21:52
[#smile] Nem vagyok jó elméletben... csak egy hobysta aki már nagyon szeretne CNC-vel marni...
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 október 28, 21:58
Írta: robroy007 Dátum 2007 október 28, 21:58
Péter nincs véletlen felesleges ólmod? Búvárkodáshoz kellene, az is jó ha van öntőformád van pár aksim meg kábel köpenyem ólomból amiből tudnék önteni
brutális a mozgás, tegyél alá egy kivágó vagy kovácsoló szerszámot
brutális a mozgás, tegyél alá egy kivágó vagy kovácsoló szerszámot
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 22:06
Írta: bmejdz9nu Dátum 2007 október 28, 22:06
Látod csak a gyakorlatban.... [#rinya] Ha majd marok a géppel akkor azt írják: nem jó, mert...
Eltünök most kedden egy hétre és kedvetekre szídhattok... [#hawaii] Ezt a "traumát" ki kell pihennem... :)
Eltünök most kedden egy hétre és kedvetekre szídhattok... [#hawaii] Ezt a "traumát" ki kell pihennem... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 22:06
Írta: 000000000 Dátum 2007 október 28, 22:06
Te számolj egy kicsit:
1. 2 mm elmozdulás alatt mekkora sebességre gyorsul fel a rendszered? Gondolod 400mm/s-re?
2. 280W direktbe 900 N erőt tud alapból,
tehát ettől még messze vagy, még akasszál rá
súlyokat.
3. A window-os programod nem hiteles tesztprogram,
hanem ablakokba írt meseszámok világa. Soha nem
lehetsz benne biztos, mi az, amit kiad.
Az egységugrás teszt pedig nagyon is fontos,
és csak azért hadakozol ellen, mert nagyon
gyenge a rendszered, még Svejké is jobb volt.
Az meg nonszensz duma, hogy ilyen-olyan tároló meg
stb... Vagy tudja vagy nem tudja.
Egy komolyabb step motor start-stop frekvenciában
leveri a szervódat, mint a diót a fáról.
1. 2 mm elmozdulás alatt mekkora sebességre gyorsul fel a rendszered? Gondolod 400mm/s-re?
2. 280W direktbe 900 N erőt tud alapból,
tehát ettől még messze vagy, még akasszál rá
súlyokat.
3. A window-os programod nem hiteles tesztprogram,
hanem ablakokba írt meseszámok világa. Soha nem
lehetsz benne biztos, mi az, amit kiad.
Az egységugrás teszt pedig nagyon is fontos,
és csak azért hadakozol ellen, mert nagyon
gyenge a rendszered, még Svejké is jobb volt.
Az meg nonszensz duma, hogy ilyen-olyan tároló meg
stb... Vagy tudja vagy nem tudja.
Egy komolyabb step motor start-stop frekvenciában
leveri a szervódat, mint a diót a fáról.
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 október 28, 22:09
Írta: robroy007 Dátum 2007 október 28, 22:09
NE SZÍVJÁTOK MÁÁÁ EGYMÁS VÉRIT VAZEG!!
NEM ERRŐL SZÓL A HOBBY
NEM ERRŐL SZÓL A HOBBY
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 22:13
Írta: 000000000 Dátum 2007 október 28, 22:13
De arról se szól a Hobby, hogy műszaki
baromságok előtt hajbókoljon a nép!:)
baromságok előtt hajbókoljon a nép!:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 28, 22:14
Írta: Szedlay Pál Dátum 2007 október 28, 22:14
Péter!
Na most már én is vitatkozom pedig nem szoktam.
v=a*t v=4*0.1=0.4m/s a sebesség a gyosítási szakasz végére. Ezalatt megtesz 20mm-t ugyan ez lassításnál tehát marad 60mm a 100-ból. Ezt megeszi 400mm/s sebességgel 0,15s alatt.
Összesen egy ciklus 100mm-en 0,35s.
#1988-ban közölt videódban 1perc alatt 64 ciklus van, pedig 171 kellene hogy legyen.
Lehet, hogy Tibornak van igaza? Vagy a videó csal vagy nem tudok számolni?
Na most már én is vitatkozom pedig nem szoktam.
v=a*t v=4*0.1=0.4m/s a sebesség a gyosítási szakasz végére. Ezalatt megtesz 20mm-t ugyan ez lassításnál tehát marad 60mm a 100-ból. Ezt megeszi 400mm/s sebességgel 0,15s alatt.
Összesen egy ciklus 100mm-en 0,35s.
#1988-ban közölt videódban 1perc alatt 64 ciklus van, pedig 171 kellene hogy legyen.
Lehet, hogy Tibornak van igaza? Vagy a videó csal vagy nem tudok számolni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 22:17
Írta: 000000000 Dátum 2007 október 28, 22:17
Tudom. Csak en a video alapjan mast kepzeltem oda. Ezert is kerdeztem ra...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 22:17
Írta: 000000000 Dátum 2007 október 28, 22:17
Gratulálok Pál, ennyit kellett volna Péternek
is csak számolni. Ezek a tények, amit írtál.
is csak számolni. Ezek a tények, amit írtál.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 október 28, 22:20
Írta: Kristály Árpád Dátum 2007 október 28, 22:20
Hallihó Tibor45!!!!
"Egy komolyabb step motor start-stop frekvenciában
leveri a szervódat, mint a diót a fáról."
Tibor!
Nem akarlak bántani....mert messze áll tőlem...ezt már kitárgyaltuk!
De ha az utólsó tesztett megcsinálod léptető mocival persze nem extrém typussal.....
Akkor elfogadom véleményed...különben....nem értem mi ez a vérig menő....harc???....
Egy biztos, szerintem a
"gyufásdoboz bizonyított!!!!"
Nálam biztos!
Azért azt ne feled, hogy Péter tesztjeiben a hiba elhanyagolható volt!!!
Üdv.: Árpi
Jó éjszakát gyerekek......
"Egy komolyabb step motor start-stop frekvenciában
leveri a szervódat, mint a diót a fáról."
Tibor!
Nem akarlak bántani....mert messze áll tőlem...ezt már kitárgyaltuk!
De ha az utólsó tesztett megcsinálod léptető mocival persze nem extrém typussal.....
Akkor elfogadom véleményed...különben....nem értem mi ez a vérig menő....harc???....
Egy biztos, szerintem a
"gyufásdoboz bizonyított!!!!"
Nálam biztos!
Azért azt ne feled, hogy Péter tesztjeiben a hiba elhanyagolható volt!!!
Üdv.: Árpi
Jó éjszakát gyerekek......
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 október 28, 22:22
Írta: robroy007 Dátum 2007 október 28, 22:22
Na Én most néztem meg újra a videót 80 alsó holtpontot számoltam +/- 5 ha nem menne már jó 30 hoz közel 80*2=160db 160 gyorsítás utazás lassítás 11 ciklus még hiányzik
kinek van igaza ??
kinek van igaza ??
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 október 28, 22:22
Írta: robroy007 Dátum 2007 október 28, 22:22
jövök nemsoká ne menjetek aludni
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 22:30
Írta: bmejdz9nu Dátum 2007 október 28, 22:30
Tibor... ezt az "egységugratást" továbbra csak akkor hiszem el (ha nem te találtad ki)... linkelj valamit erről a netről... mert már szinte hihetetlen...
(Talán arra gondol már mindenki, hogy valami progit írtál a vezérlőd jóságának a bizonyítására...)
Nem számolok... (már megittam egy fél üveg bort jogosan örömömben :) ... tegnap rendeltem egy 2mm-es emelkedésű orsót a Z-hez mert azt írtad reménytelen...(áttétel) ezzel szemben nem úgy néz ki... (én sem hittem, hogy ilyen jól teljesít a dolog... a trimmerekhez pedíg nem is nyúltam - ugy van/maradt ahogy a Talin volt)
Ezt:

De ahogy elnézem a dolgot messze nincs rá szükség... azaz az áttételre...
A WinPC-NC Profesional szerinted egy ablakokban játszó valami? Frekimérővel/számlálóval/szkóppal teszteltem már... nem ez ügyben.... TOP! Gondolod a németek nekem csinálták? Meseszámokkal? Ugye viccelsz? :)
A Svejké és "mindenkié" jobb egységugratással ezt tudom!!!... de ne akard, hogy itt elmagyarázzam! Kérlek!
Szerintem ezzel "a semmivel" elvesszük az emberek kedvét a szervó vezérléstől!
Szerintem te is tudsz mindent...
(Talán arra gondol már mindenki, hogy valami progit írtál a vezérlőd jóságának a bizonyítására...)
Nem számolok... (már megittam egy fél üveg bort jogosan örömömben :) ... tegnap rendeltem egy 2mm-es emelkedésű orsót a Z-hez mert azt írtad reménytelen...(áttétel) ezzel szemben nem úgy néz ki... (én sem hittem, hogy ilyen jól teljesít a dolog... a trimmerekhez pedíg nem is nyúltam - ugy van/maradt ahogy a Talin volt)
Ezt:
De ahogy elnézem a dolgot messze nincs rá szükség... azaz az áttételre...
A WinPC-NC Profesional szerinted egy ablakokban játszó valami? Frekimérővel/számlálóval/szkóppal teszteltem már... nem ez ügyben.... TOP! Gondolod a németek nekem csinálták? Meseszámokkal? Ugye viccelsz? :)
A Svejké és "mindenkié" jobb egységugratással ezt tudom!!!... de ne akard, hogy itt elmagyarázzam! Kérlek!
Szerintem ezzel "a semmivel" elvesszük az emberek kedvét a szervó vezérléstől!
Szerintem te is tudsz mindent...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 22:31
Írta: bmejdz9nu Dátum 2007 október 28, 22:31
[#law] Nem komoly, bírom Tibit! Szakmai ügy... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 22:36
Írta: 000000000 Dátum 2007 október 28, 22:36
Szia Árpád!
Minden tiszteletem a Tied, de az a helyzet, hogy
egy nem egy léptecses rendszert már teszteltem,
és 4 mm/s start-stop sebességnél még
tökéletesen működnek, sőt a jobbak többet tudnak.
Péter minden baja az elhibázott direkt hajtása
miatt van, most írom le 1 millió 162 ezerszer.
Na persze a vezérlője sem egy csúcsmodell.
Ma egyébként egy 100W-os AC szervo motor
hajtás rendszert (5 mm orso, 1:4 lassító áttétel, 1000-es encoder, Vargha Úr CNC gépének
preciz golyósorsós Z mechanikája) teszteltünk
kőkemény egységugrásokkal is, 50 kg tömeggel.
Mondhatom csoda dolgokat tapasztaltunk, csak
én erről nem lökök fel a netre 100Mb videót.
Minden tiszteletem a Tied, de az a helyzet, hogy
egy nem egy léptecses rendszert már teszteltem,
és 4 mm/s start-stop sebességnél még
tökéletesen működnek, sőt a jobbak többet tudnak.
Péter minden baja az elhibázott direkt hajtása
miatt van, most írom le 1 millió 162 ezerszer.
Na persze a vezérlője sem egy csúcsmodell.
Ma egyébként egy 100W-os AC szervo motor
hajtás rendszert (5 mm orso, 1:4 lassító áttétel, 1000-es encoder, Vargha Úr CNC gépének
preciz golyósorsós Z mechanikája) teszteltünk
kőkemény egységugrásokkal is, 50 kg tömeggel.
Mondhatom csoda dolgokat tapasztaltunk, csak
én erről nem lökök fel a netre 100Mb videót.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 22:39
Írta: bmejdz9nu Dátum 2007 október 28, 22:39
Nem vitatkozok, nem számolok... sőt már a kisérleteket is unom... szeretnék marni már!
Tegyél be egy videót, (bizonyítékot) egy Hobby CNC gépről (gépedről) ami jobb...
ez jó lesz, úgy látom, úgy érzem... Ha kiszámoltam volna, akkor minden lehetetlen...
Elméletben én is jobbat tudok, de materiális típus vagyok...
(A bankból is néha kiveszem a pénzt, hogy átszámoljam :)
Tegyél be egy videót, (bizonyítékot) egy Hobby CNC gépről (gépedről) ami jobb...
ez jó lesz, úgy látom, úgy érzem... Ha kiszámoltam volna, akkor minden lehetetlen...
Elméletben én is jobbat tudok, de materiális típus vagyok...
(A bankból is néha kiveszem a pénzt, hogy átszámoljam :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 22:40
Írta: bmejdz9nu Dátum 2007 október 28, 22:40
Ok. a látszat erősen csalt, mert felhasználtam a leszerelt végcsapágy házat :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 22:49
Írta: bmejdz9nu Dátum 2007 október 28, 22:49
Tibor a linkelést ismered?
Ne sajnáld... csak a tizedét mint én... valamit... picit... ici picit
Csapd le ezt a Varsányit! Ne pöcsölj vele... Fogd be a po..át ...Aztán megjegyzi! Nyomass egy videót! Mit tud egy igazi!!!
Ne csak számoljunk mint egy matekórán! Ez a hobbycnc.hu oldala! [#smile][#smile][#smile]
Ne sajnáld... csak a tizedét mint én... valamit... picit... ici picit
Csapd le ezt a Varsányit! Ne pöcsölj vele... Fogd be a po..át ...Aztán megjegyzi! Nyomass egy videót! Mit tud egy igazi!!!
Ne csak számoljunk mint egy matekórán! Ez a hobbycnc.hu oldala! [#smile][#smile][#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 23:03
Írta: 000000000 Dátum 2007 október 28, 23:03
Nem készült videó, 3 ember csak "élvezkedett"
egy kicsit a Hobby CNC világában.
És a videó egyébként is kevés lett volna néha,
50Hz-es 0.2 mm-es egységugrásos rezgő mozgást
nehezen adna vissza.:)
Pétert pedig én is kedvelem, semmi gond
köztünk, szakmai csörték ezek csak, és akik
pedig lapulnak, azok meg ahogyan Szobrász írta:
"csurgatják a nyálukat" és Mindenki picit talán
még tanul is ezekből a vitákból.[#wave]
egy kicsit a Hobby CNC világában.
És a videó egyébként is kevés lett volna néha,
50Hz-es 0.2 mm-es egységugrásos rezgő mozgást
nehezen adna vissza.:)
Pétert pedig én is kedvelem, semmi gond
köztünk, szakmai csörték ezek csak, és akik
pedig lapulnak, azok meg ahogyan Szobrász írta:
"csurgatják a nyálukat" és Mindenki picit talán
még tanul is ezekből a vitákból.[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2007 október 28, 23:09
Írta: fs9s63xkf Dátum 2007 október 28, 23:09
Szevasztok!
Gondoltam beszállok én is egy kicsit az egységugrás vitába :)
A gépem hasonló kaliberű, mint Péteré csak egy kicsit kisebb motor (130W-0.29Nm-500-as encoder) van rajta, geckoval hajtva.
X tengely:

Itt van nagyban: Xtestnagy
A program saját, bár windows-os azért az adatokat el lehet neki hinni :) Egy PCI-os kártya vezérli a tengelyeket, semmi párhuzamos port.
Fent az eltéréseket lehet látni, mig alul az éppen aktuális sebességet. A paraméterek pedig alul. 13000 PPS-al 1200P utat tesz meg 6-szor. Mivel a kezdő sebesség és a végsebesség is 13000PPS ezért a sebesség grafikon egy egyenes. Az eltérés grafikonon a kép jobb oldalán a maximális eltéréseket mutatja (-88, 90).
A program még messze nincs kész így alul van egy két érthetetlen adat :)
Z tengely ugyan ilyen motorral jobban teljesített igaz azon 4mm-es míg az X-en 5mm-es orsó van.
200-as encoderrel is kipróbáltam, na itt jöttek a gondok, egységugrást mint olyat nem sokat bírt, talán annyit mint Péternek.
Szerintem az encoder lesz a ludas ebben a dologban és nem a menetemelkedés. Ugyanakkor egységugrásra, ha nem 3D-ben dolgozik az ember és nem akar digitalizálni sem akkor nem sok szükség van ebben a kategóriában szerintem.
Abban igaza van Tibornak, hogy egy jobb léptetőmotoros hajtás is leveri egységugrásban Péter gépét de azzal nem emelek fel 50kg-t. Egy kisebb gépen ma 15mm/s-os értéket mértem 1Nm-es motorokkal 5mm-es orsón.
Péter, a géped egyébként nagyon szép csak egy kicsit lassan készül :)
Üdvözlettel:
Tibor Zoltán
Gondoltam beszállok én is egy kicsit az egységugrás vitába :)
A gépem hasonló kaliberű, mint Péteré csak egy kicsit kisebb motor (130W-0.29Nm-500-as encoder) van rajta, geckoval hajtva.
X tengely:
Itt van nagyban: Xtestnagy
A program saját, bár windows-os azért az adatokat el lehet neki hinni :) Egy PCI-os kártya vezérli a tengelyeket, semmi párhuzamos port.
Fent az eltéréseket lehet látni, mig alul az éppen aktuális sebességet. A paraméterek pedig alul. 13000 PPS-al 1200P utat tesz meg 6-szor. Mivel a kezdő sebesség és a végsebesség is 13000PPS ezért a sebesség grafikon egy egyenes. Az eltérés grafikonon a kép jobb oldalán a maximális eltéréseket mutatja (-88, 90).
A program még messze nincs kész így alul van egy két érthetetlen adat :)
Z tengely ugyan ilyen motorral jobban teljesített igaz azon 4mm-es míg az X-en 5mm-es orsó van.
200-as encoderrel is kipróbáltam, na itt jöttek a gondok, egységugrást mint olyat nem sokat bírt, talán annyit mint Péternek.
Szerintem az encoder lesz a ludas ebben a dologban és nem a menetemelkedés. Ugyanakkor egységugrásra, ha nem 3D-ben dolgozik az ember és nem akar digitalizálni sem akkor nem sok szükség van ebben a kategóriában szerintem.
Abban igaza van Tibornak, hogy egy jobb léptetőmotoros hajtás is leveri egységugrásban Péter gépét de azzal nem emelek fel 50kg-t. Egy kisebb gépen ma 15mm/s-os értéket mértem 1Nm-es motorokkal 5mm-es orsón.
Péter, a géped egyébként nagyon szép csak egy kicsit lassan készül :)
Üdvözlettel:
Tibor Zoltán
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 23:11
Írta: bmejdz9nu Dátum 2007 október 28, 23:11
Ha legközelebb szerelni mész, szólok az FBI-nak, hogy csináljanak videót a dologról[#nevetes1] Másként ez nem megy ... látom... :)
Min élvezkedett a három ember? Gyors volt a gép? Erős? Pontos? vagy csak élveztetted őket az egységugratással? Végül is... az is jó buli!
50Hz... 0.2mm... már megint a tetko CNC szereltél? Az tényleg vissza nem adható!
Min élvezkedett a három ember? Gyors volt a gép? Erős? Pontos? vagy csak élveztetted őket az egységugratással? Végül is... az is jó buli!
50Hz... 0.2mm... már megint a tetko CNC szereltél? Az tényleg vissza nem adható!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 23:22
Írta: 000000000 Dátum 2007 október 28, 23:22
Pl. "nagy bajban voltunk", nem tudtunk mikronokat
mérni, mert otthon maradt a mikronos óra.
Ennek a teszt tengelynek ugyanis 1.25 mikron
volt a felbontása.
mérni, mert otthon maradt a mikronos óra.
Ennek a teszt tengelynek ugyanis 1.25 mikron
volt a felbontása.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 23:28
Írta: 000000000 Dátum 2007 október 28, 23:28
Gratulálok a saját tesztelő progitokhoz,
biztató adatok ezek, és bizonyára segít
optimalizálni majd a hajtás rendszereiteket.
biztató adatok ezek, és bizonyára segít
optimalizálni majd a hajtás rendszereiteket.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 23:28
Írta: bmejdz9nu Dátum 2007 október 28, 23:28
Azért ha valami Windows alatt fut még lehet egy kicsit jó is... Persze ez Olyan mint a csöves erősítő... :) Annak nincs párja... :) Mondják egyesek...
Teljesen logikus számomra, hogy egy "egységugratásra" miért nem jó ez a vezérlő... kevés benne a tároló... vagy nem?
Szerintem a tervezők a léptető motort (és nem többet!) akarták "leszimulálni" egy szervómotor számára... mert arra gondoltak, hogy léptetős vezérlő rendszerekkel fogják hajtani... ami igaz is.
Abban teljesen igazad van, hogy lassan készül a gépem... de hát talán nem is a kész gép a lényeg. Biztos olvastad... mert szeretek írni... mindent kipróbálok... :)
Két variáció van:
1. Kimegy az ember a vasfűrésszel és a reszelővel a műhelybe...
2. Nem megy ki... csak elméletben csinál gépet...
1a. Kimentem... de kellett még felszerelés... a végén egy BF20 is... aztán más is.... Ezeket az "eszközöket" is meg kellettt ismernem, és felszerszámozni... ez mind idő... volt... és lesz is... mert egy hobbysta... már csak ilyen...
Ha a 2-es verziót választottam volna...
Teljesen logikus számomra, hogy egy "egységugratásra" miért nem jó ez a vezérlő... kevés benne a tároló... vagy nem?
Szerintem a tervezők a léptető motort (és nem többet!) akarták "leszimulálni" egy szervómotor számára... mert arra gondoltak, hogy léptetős vezérlő rendszerekkel fogják hajtani... ami igaz is.
Abban teljesen igazad van, hogy lassan készül a gépem... de hát talán nem is a kész gép a lényeg. Biztos olvastad... mert szeretek írni... mindent kipróbálok... :)
Két variáció van:
1. Kimegy az ember a vasfűrésszel és a reszelővel a műhelybe...
2. Nem megy ki... csak elméletben csinál gépet...
1a. Kimentem... de kellett még felszerelés... a végén egy BF20 is... aztán más is.... Ezeket az "eszközöket" is meg kellettt ismernem, és felszerszámozni... ez mind idő... volt... és lesz is... mert egy hobbysta... már csak ilyen...
Ha a 2-es verziót választottam volna...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 28, 23:33
Írta: bmejdz9nu Dátum 2007 október 28, 23:33
Ó de szomorú esemény.... elmentél vadászni puska nélkül... Saccra azért ment a dolog gondolom?
Egy ilyen "ámulok és bámulok" bulira én is elmennék kamerával...
0.00000000001mm-es cucc és semmi emlék.. szomorú...
Egy ilyen "ámulok és bámulok" bulira én is elmennék kamerával...
0.00000000001mm-es cucc és semmi emlék.. szomorú...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 28, 23:39
Írta: 000000000 Dátum 2007 október 28, 23:39
Százados szép analóg azért volt, és ha
8-szor egymás után léptünk, szépen elvándorolt
a következő osztásig. Közben a Te csodálatos
ezredes mérőórádra gondoltunk, bár az sem lett
volna jó, mert mi van a negyed ezredekkel,
azt hogyan mutatta volna ki a digitális kijelző?:)
8-szor egymás után léptünk, szépen elvándorolt
a következő osztásig. Közben a Te csodálatos
ezredes mérőórádra gondoltunk, bár az sem lett
volna jó, mert mi van a negyed ezredekkel,
azt hogyan mutatta volna ki a digitális kijelző?:)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2007 október 29, 00:37
Írta: fs9s63xkf Dátum 2007 október 29, 00:37
"Azért ha valami Windows alatt fut még lehet egy kicsit jó is..." Én is erre akartam utalni, sőt.. :)
Egyébként platform független a progi szóval akár a "teljesen megbízható" linux alatt is futhatna :)
Dos alatt meg több hétig tartott volna összerakni, így meg megvolt gyakorlatilag egy hétvége alatt, és nem is tudom melyik a szebb, technikai tudása meg ugyan az lenne.
A Mach3 is teljesen jó leszámítva, hogy nem tud egységugrást, meg egy-két apróságot.
Egyébként platform független a progi szóval akár a "teljesen megbízható" linux alatt is futhatna :)
Dos alatt meg több hétig tartott volna összerakni, így meg megvolt gyakorlatilag egy hétvége alatt, és nem is tudom melyik a szebb, technikai tudása meg ugyan az lenne.
A Mach3 is teljesen jó leszámítva, hogy nem tud egységugrást, meg egy-két apróságot.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 október 29, 00:58
Írta: HJózsi Dátum 2007 október 29, 00:58
:))) Időm sincs átolvasni a mai termést, de ettől a képtől dobtam egy hátast! .. :))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 07:26
Írta: bmejdz9nu Dátum 2007 október 29, 07:26
Csak 44 kg-os marómotor lehetséges (#2026) ennyit tud ilyen sebességgel:) és gyorsulással:)
+Z. Mechanika +Sinek +Motor +golyosorsó mert mindent mozgatot.
Azért nézd meg a videókat a #2011-ben is... Tanulságos... nem esel ebbe a "hibába" :) Neked már nem kell mindent elhinned. :)
Halgatnom kellett volna Tiborra amit javasolt:
1. áttetel (leosztás, azaz nuku sebesség = biztonság, nyugalom)
2. nagyobb motor (tényleg kicsi ez...)
3. komolyabb vezérlő (több potis!+ nagyobb nyák!)
4. Normális szoftver.
Számításaim szerint akkor simán ráthetném a Z-tengelyre a BF20-at és az esztergát...
Na megyek szerzek drótköteleket... és áttetelt.. [#kacsint][#kacsint][#kacsint][#kacsint][#kacsint]
+Z. Mechanika +Sinek +Motor +golyosorsó mert mindent mozgatot.
Azért nézd meg a videókat a #2011-ben is... Tanulságos... nem esel ebbe a "hibába" :) Neked már nem kell mindent elhinned. :)
Halgatnom kellett volna Tiborra amit javasolt:
1. áttetel (leosztás, azaz nuku sebesség = biztonság, nyugalom)
2. nagyobb motor (tényleg kicsi ez...)
3. komolyabb vezérlő (több potis!+ nagyobb nyák!)
4. Normális szoftver.
Számításaim szerint akkor simán ráthetném a Z-tengelyre a BF20-at és az esztergát...
Na megyek szerzek drótköteleket... és áttetelt.. [#kacsint][#kacsint][#kacsint][#kacsint][#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 10:05
Írta: 000000000 Dátum 2007 október 29, 10:05
Péter!
Nagyon fontos lenne!
Számolgattam a „varrógéptesztedet”, másodpercenként 6-ot koppan, de nem tudom, hogy csak lent 1-1, vagy lent-fönt 1-1, azaz hány 1mm-es ciklust járt most be egy sec alatt?
12-t (föl:1-halgat, le:2-itt koppan, föl:3-halgat, le:-4 itt koppan ...)?
vagy 6-ot (föl:1-koppan, le:2-koppan, föl:3-koppan ...
Hidd el fontos!
Számolnék helyetted, és elhűlnek itt sokan [#buck]
Az adataid pedig pontosak, ekkora tárolóval tényleg leoldana, ha igazán sokat késne.
Az is igaz, hogy csak 20 mm út után van meg a max, sebesség és ugyanennyi a fékezés is…
(Ekkor a szoftver dehogy „mesél”, az kérem matek, nem líra)
Ha viszont elfogadnál valamit tőlem, (nem értem tibor45 mert nem ezt firtatja, mért a szervódat b.sztatja - tippem persze van):
Amikor 32 kg-t mozgatsz... (amit, ha korrektek lennénk fixen kéne rácsavaroznod, mert így nem ua.)
jól néz ki az a sok gönc, DE:
-32 Kp-ot lazán felemészt az általad már sokszor linkelt alumarógép!!!!
-A mechanika mozgatására semmid nem maradt! Vigyázz, Te marni akarsz, nem levegőt hasítani.
Áttételezd!!!!
Minden megoldódik.
Marni is kell.
Szóval hány 1mm-es ciklus/s ez, 6 vagy 12?
Nagyon fontos lenne!
Számolgattam a „varrógéptesztedet”, másodpercenként 6-ot koppan, de nem tudom, hogy csak lent 1-1, vagy lent-fönt 1-1, azaz hány 1mm-es ciklust járt most be egy sec alatt?
12-t (föl:1-halgat, le:2-itt koppan, föl:3-halgat, le:-4 itt koppan ...)?
vagy 6-ot (föl:1-koppan, le:2-koppan, föl:3-koppan ...
Hidd el fontos!
Számolnék helyetted, és elhűlnek itt sokan [#buck]
Az adataid pedig pontosak, ekkora tárolóval tényleg leoldana, ha igazán sokat késne.
Az is igaz, hogy csak 20 mm út után van meg a max, sebesség és ugyanennyi a fékezés is…
(Ekkor a szoftver dehogy „mesél”, az kérem matek, nem líra)
Ha viszont elfogadnál valamit tőlem, (nem értem tibor45 mert nem ezt firtatja, mért a szervódat b.sztatja - tippem persze van):
Amikor 32 kg-t mozgatsz... (amit, ha korrektek lennénk fixen kéne rácsavaroznod, mert így nem ua.)
jól néz ki az a sok gönc, DE:
-32 Kp-ot lazán felemészt az általad már sokszor linkelt alumarógép!!!!
-A mechanika mozgatására semmid nem maradt! Vigyázz, Te marni akarsz, nem levegőt hasítani.
Áttételezd!!!!
Minden megoldódik.
Marni is kell.
Szóval hány 1mm-es ciklus/s ez, 6 vagy 12?
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 október 29, 10:11
Írta: 3vv2btrhv Dátum 2007 október 29, 10:11
Nekem a hályog kovács jut eszembe erröl az egész vitárol ! Amig nem tudta mit csinál gyogyitott , de amikor megtudta mi van a szemben képtelen volt operálni !! Én a hályog kovács pártján álok ,de sajnos se kovács se orvos nem vagyok !!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 10:39
Írta: bmejdz9nu Dátum 2007 október 29, 10:39
Nem kell számolni...Nincs mihez! Varrógéptesztet csak én tudok. Soha nem fogsz ilyet többet látni, mert senki nem nyírja ki a vezérlőjét... [#hawaii] Próbálkozz, könyörögj... valakinek... aztán gondolkodhatsz...és számolunk... ha nem láttál semmit akkor ?:)
Ha megnézed a gyári hajtásrendszereket pl. (OMROM vagy más.)... ott 200-300ms ez az adat... Tehát? Nézted már?
Persze igen... fixálni kellene a súlyokat, de a rántás/ugrás is teher... talán meg roszabb neki... de nekem csak egy 3Kg-os marómotorom lesz... tehát?
Fog tudni marni...
azt is teszteltem... de nem akartam írni hogyan... (digitális erőmérő rugók + gumi...stb...) De ebbe már nem akarok belebonyolodni... Én tudom, hogy ez jó...
Nincs áttételezés! Nincs sebesség rontás! HF motorok lesznek rajta...
Sőt ahogy elnézem, a második gépemre lehet, hogy 10-es emelkedésű orsót teszek direktbe!
Na azon majd lehet majd szörnyülködni igazán, persze ha ez készen van... és nagyobb szervómotorok vannak hozzá...
Láttad amikor 1mm/sec sebességgel emelte? Minek az áttetel?(Videó) ????
Ha megnézed a gyári hajtásrendszereket pl. (OMROM vagy más.)... ott 200-300ms ez az adat... Tehát? Nézted már?
Persze igen... fixálni kellene a súlyokat, de a rántás/ugrás is teher... talán meg roszabb neki... de nekem csak egy 3Kg-os marómotorom lesz... tehát?
Fog tudni marni...
azt is teszteltem... de nem akartam írni hogyan... (digitális erőmérő rugók + gumi...stb...) De ebbe már nem akarok belebonyolodni... Én tudom, hogy ez jó...
Nincs áttételezés! Nincs sebesség rontás! HF motorok lesznek rajta...
Sőt ahogy elnézem, a második gépemre lehet, hogy 10-es emelkedésű orsót teszek direktbe!
Na azon majd lehet majd szörnyülködni igazán, persze ha ez készen van... és nagyobb szervómotorok vannak hozzá...
Láttad amikor 1mm/sec sebességgel emelte? Minek az áttetel?(Videó) ????
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 11:26
Írta: 000000000 Dátum 2007 október 29, 11:26
Hehe!
Rájöttél, ha megírod, széjjelszedlek egy mezei léptetővel is. hihihi
Így is megteszem! hihihi
(egy sima rámpagörbével hehe)
Van aki "nyírja így a vezérlőjét":
Digitalizáláskor! (digitalizálás topic #224)

Szerinted hogyan csinálta ezt Szabó Tibor barátod?
[#puszis]
Rájöttél, ha megírod, széjjelszedlek egy mezei léptetővel is. hihihi
Így is megteszem! hihihi
(egy sima rámpagörbével hehe)
Van aki "nyírja így a vezérlőjét":
Digitalizáláskor! (digitalizálás topic #224)
Szerinted hogyan csinálta ezt Szabó Tibor barátod?
[#puszis]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 11:33
Írta: 000000000 Dátum 2007 október 29, 11:33
Ja, egy 1,5 Nm-es léptetővel, Magi vezérlővel, méghozzá 20 mm-es orsóval.
(Ebben a tesztben, rámpagörbével, még G-100 nélkül.) [#eplus2]
(Ebben a tesztben, rámpagörbével, még G-100 nélkül.) [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 11:43
Írta: 000000000 Dátum 2007 október 29, 11:43
Ha meg nem közlöd azt az adatot, bemutatom a népnek, hogy 0,8 Nm-es lépteccsel is megoldom (továbbra is ugyanezt a tesztet, a te mechanikádon! Ez pont annyit fog tudni, mint a döher szervód!
[#nezze]
Van "varrógépteszt"!
A digitalizálás és az egységugratás pont ilyen!
[#nezze]
Van "varrógépteszt"!
A digitalizálás és az egységugratás pont ilyen!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 11:58
Írta: 000000000 Dátum 2007 október 29, 11:58
Én a "varrógéptesztről" beszélek! Azt verem le az imént leírt konfiggal!
Mert az utóbb linkelt videódat azt itt mindenki tudja, még a fagépek is.
Mert az utóbb linkelt videódat azt itt mindenki tudja, még a fagépek is.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 29, 12:28
Írta: Szedlay Pál Dátum 2007 október 29, 12:28
Szobrász!
Teszek ide varrógép tesztet csak azt áruld el ha létrehoztam a fájlt a szerveren hogyan lenkeljem ide.
Köszi
Teszek ide varrógép tesztet csak azt áruld el ha létrehoztam a fájlt a szerveren hogyan lenkeljem ide.
Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 12:38
Írta: 000000000 Dátum 2007 október 29, 12:38
Szervusz!
Jó lenne, mert Te valóság párti vagy! :-)
Sőt, ha jól tudom, encoderes léptetőkkel, dolgozol, ami adja magától azt a bizonyos rámpagörbét, amiről papolok!
Hú de jó lesz!
Várom!
Amikor írod a hozzászólásodat, látsz alul ilyet:
"url"
Rákattintasz, ide be írod a pontos Webes címet (http://www. Kezdette!)
Ok.
beírod, hogy milyen szöveg jelenjen meg a fórumon
Ok.
küldöd a hozzászólásodat
Mehet.
Jó lenne, mert Te valóság párti vagy! :-)
Sőt, ha jól tudom, encoderes léptetőkkel, dolgozol, ami adja magától azt a bizonyos rámpagörbét, amiről papolok!
Hú de jó lesz!
Várom!
Amikor írod a hozzászólásodat, látsz alul ilyet:
"url"
Rákattintasz, ide be írod a pontos Webes címet (http://www. Kezdette!)
Ok.
beírod, hogy milyen szöveg jelenjen meg a fórumon
Ok.
küldöd a hozzászólásodat
Mehet.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 29, 13:29
Írta: Szedlay Pál Dátum 2007 október 29, 13:29
Szobrász!
Én nem tudom mi az az egységugratás, de itt az egész az. Nem az a fontos ki hogyan ugrat, milyen munkát tud a gépével elkészíteni és mennyiért tudja azt eladni. Szerintem.
Én is készítettem egy " varrógép" tesztet a következő beállításokkal.
X0
X1
2800 sor
45s alatt fut le.
Hogy ez hány Hz majd Ti kiszámoljátok.
Egyébként én sem áttételezek, nekem jó így ahogy van. Egyébként nekem nem enkoderes a léptecs. Vonal- "lineáris"- encoderrel szereltek a tengelyek, így a valós megtett utat tudom mérmi.
Itt a videó
http://cnctar.hobbycnc.hu/Szedlay/Film_0001.wmv
Én nem tudom mi az az egységugratás, de itt az egész az. Nem az a fontos ki hogyan ugrat, milyen munkát tud a gépével elkészíteni és mennyiért tudja azt eladni. Szerintem.
Én is készítettem egy " varrógép" tesztet a következő beállításokkal.
X0
X1
2800 sor
45s alatt fut le.
Hogy ez hány Hz majd Ti kiszámoljátok.
Egyébként én sem áttételezek, nekem jó így ahogy van. Egyébként nekem nem enkoderes a léptecs. Vonal- "lineáris"- encoderrel szereltek a tengelyek, így a valós megtett utat tudom mérmi.
Itt a videó
http://cnctar.hobbycnc.hu/Szedlay/Film_0001.wmv
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 13:53
Írta: 000000000 Dátum 2007 október 29, 13:53
Péter, nem semmi, amit a géped művel!
Tartalmaz néhány igazán egyedi ötletet. Ami a -mint utólag kiderült- gumi takaró széthúzókat illeti, én kérdeztem rá, bár az is igaz,hogy akkor nem válaszoltál rá.
Gratulálok az eddigiekhez, és várom a folytatást!
Tartalmaz néhány igazán egyedi ötletet. Ami a -mint utólag kiderült- gumi takaró széthúzókat illeti, én kérdeztem rá, bár az is igaz,hogy akkor nem válaszoltál rá.
Gratulálok az eddigiekhez, és várom a folytatást!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 14:14
Írta: bmejdz9nu Dátum 2007 október 29, 14:14
Én szervórol beszéltem !!!
Az totál(!) más világ... Pont ebben a varrógép tesztben...
Léptető az maga a varrógép...ebben a legjobb... gondoljátok végig... :) A mágnesrelé... léptetőmotor... stb...
De köszi a videót... csináhatnál többet is a gépedről...A léptetőmotor topikba. A látvány kedvéért tehettél volna rá valamit amitól látni a mozgást... mert így csak a berregést hallani... De sajnos Videós-Fotós topikunk nincs... A fekete váz pedíg nem egy hálás fotó téma... [#wave]
Az totál(!) más világ... Pont ebben a varrógép tesztben...
Léptető az maga a varrógép...ebben a legjobb... gondoljátok végig... :) A mágnesrelé... léptetőmotor... stb...
De köszi a videót... csináhatnál többet is a gépedről...A léptetőmotor topikba. A látvány kedvéért tehettél volna rá valamit amitól látni a mozgást... mert így csak a berregést hallani... De sajnos Videós-Fotós topikunk nincs... A fekete váz pedíg nem egy hálás fotó téma... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 14:17
Írta: 000000000 Dátum 2007 október 29, 14:17
Nem, ez nem az.
Ez start-stopp frekvencia.
(62,2 Hz volt)
Ez start-stopp frekvencia.
(62,2 Hz volt)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 14:19
Írta: bmejdz9nu Dátum 2007 október 29, 14:19
45 kg + Mechanika... Nagyobb motor... nagyobb tehetetlenség... nagyobb áramok... nagyobb ellenfesz polarításfordításkor... :)
Erről a Submicron servós megoldásról videó van Milyen gyors? Pesze ez nem ugyanaz... de kiváncsi lennék...
Erről a Submicron servós megoldásról videó van Milyen gyors? Pesze ez nem ugyanaz... de kiváncsi lennék...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 14:26
Írta: 000000000 Dátum 2007 október 29, 14:26
A Mach nem tudja a rámpagörbét, ezért pont a "varrógépben" gyenge! Ugyanazon a gépen, 5x akár 10x különbséggel!
Nálad is 5x gyorsabban csinálná minden változtatás nélkül. Berregne rendesen ;-)!
Nálad is 5x gyorsabban csinálná minden változtatás nélkül. Berregne rendesen ;-)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 14:29
Írta: 000000000 Dátum 2007 október 29, 14:29
Tibort kérdezd!
Az övé.
Videó?
Neki "csak" számok lesznek.
Az övé.
Videó?
Neki "csak" számok lesznek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 14:32
Írta: bmejdz9nu Dátum 2007 október 29, 14:32
Lesznek benne még ötletek... láthatod folyamatosan "hajtom" az olyan megoldásokat amiket még nem csináltak itt a fórumon !!!
Mert különc vagyok... nem akarom senki gépét "lemásolni" és kitaposott ösvényen járni... ettől megyünk előre! Mindenki jól jár a végén... mert nyomon követheti... mert dokumentálva van/lesz...
Persze vannak ilyedt szemek...érthető. Én nem gyártok semmit...nem forgalmazok se motort se vezérlőt...
Sőt én semmilyen rendszer (léptető kontra szervó) mellett nem teszem le a lantot egyenlőre... talán nem is lehet! Mikor melyik.
Sajnos sok itt az előitélet... a fejeket telenyomták számokkal, megkeverték őket... elfelejtettek talán hobbystának lenni?...
Mert különc vagyok... nem akarom senki gépét "lemásolni" és kitaposott ösvényen járni... ettől megyünk előre! Mindenki jól jár a végén... mert nyomon követheti... mert dokumentálva van/lesz...
Persze vannak ilyedt szemek...érthető. Én nem gyártok semmit...nem forgalmazok se motort se vezérlőt...
Sőt én semmilyen rendszer (léptető kontra szervó) mellett nem teszem le a lantot egyenlőre... talán nem is lehet! Mikor melyik.
Sajnos sok itt az előitélet... a fejeket telenyomták számokkal, megkeverték őket... elfelejtettek talán hobbystának lenni?...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 október 29, 14:36
Írta: 3vv2btrhv Dátum 2007 október 29, 14:36
MIÉRT NINCS VIDEÓ TOPIK ?????
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 14:37
Írta: bmejdz9nu Dátum 2007 október 29, 14:37
Ez egy elméleti topik?... "bemondásos" alapon megy a dolog?... [#vigyor1]
Mondok én olyanokat, hogy ihajjjjj!
Mondok én olyanokat, hogy ihajjjjj!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 14:39
Írta: bmejdz9nu Dátum 2007 október 29, 14:39
Már csak az kellene. Adobe Photosohop topik, Adobe Premire topik? esetleg Canopus topik? Kamerák topik...?
Utazási topikot nem nyitunk?
Ez egy CNC fórum... azon belül itt a szervó hajtás...
Utazási topikot nem nyitunk?
Ez egy CNC fórum... azon belül itt a szervó hajtás...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 14:49
Írta: 000000000 Dátum 2007 október 29, 14:49
A mechanikáid szerintem is nagyon jók!
Sok innovatív ötlet, precizitás.
A szervódal sincs bajom, nem a Te hibád a tesz, a sok izélgetés!
(azért áttételezd! [#circling])
Én egyenesen a szervót támadom!
Mindet.
Kell a francnak!
Sokkal rosszabb az ár érték viszonya.
És a Geckó G-Rex 100 nélküli léptető is kell a francnak. Rámpa nélkül alig ér vanamit. [#levele]
Ha azonban G-100-al hajtom a Magi István mikrostepp vezérlőjét, az általa kínált motorokkal, az mindent visz!
És tengelyenként csak 6 ezer.
-Koordinátavezérel
-Nincs több lépésvesztés
-Csomó ki bemenet
-halk mint a szervó
-4millió Hz
-usb
(Istvánnak pedig adu :)
Sok innovatív ötlet, precizitás.
A szervódal sincs bajom, nem a Te hibád a tesz, a sok izélgetés!
(azért áttételezd! [#circling])
Én egyenesen a szervót támadom!
Mindet.
Kell a francnak!
Sokkal rosszabb az ár érték viszonya.
És a Geckó G-Rex 100 nélküli léptető is kell a francnak. Rámpa nélkül alig ér vanamit. [#levele]
Ha azonban G-100-al hajtom a Magi István mikrostepp vezérlőjét, az általa kínált motorokkal, az mindent visz!
És tengelyenként csak 6 ezer.
-Koordinátavezérel
-Nincs több lépésvesztés
-Csomó ki bemenet
-halk mint a szervó
-4millió Hz
-usb
(Istvánnak pedig adu :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 15:01
Írta: bmejdz9nu Dátum 2007 október 29, 15:01
Majd ha meglesz a Rex-ed... nyitunk neki topikot...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 október 29, 15:26
Írta: 3vv2btrhv Dátum 2007 október 29, 15:26
csak azért mondtam mert ha azt szeretnéd hogy videozunk azt meg kell tanulni és miért máshova kergeted az embert ??
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 15:29
Írta: bmejdz9nu Dátum 2007 október 29, 15:29
[#smile] nem ezen múlik... ennyi erővel rengeteg topikot lehetne nyitni...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 október 29, 16:15
Írta: 3vv2btrhv Dátum 2007 október 29, 16:15
a forum II nem lehetne erre használni ???
amit ugymond itt nem érdemes nyitni ?
amit ugymond itt nem érdemes nyitni ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 16:20
Írta: bmejdz9nu Dátum 2007 október 29, 16:20
és ki az aki mesél...? Én nem, az tuti...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 október 29, 16:21
Írta: 3vv2btrhv Dátum 2007 október 29, 16:21
Miért ?? a videózás az tikok ??
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2007 október 29, 16:22
Írta: fs9s63xkf Dátum 2007 október 29, 16:22
"Sajnos" a Mach3 nem alkalmas az ilyen tesztre, a képernyőn 0.2-nél nem lehet rajta kisebbet látni és 0.7-nél nagyobbat sem, menet közben. A valóság is ez. Ha az ember bekapcsolja az Exact stop funkicót akkor már egészen más a helyzet, viszont akkor már nem 45s hanem kb 1:30 perc. Mindig 0-ról felgyorsítani nem kis idő... Még szerencse, hogy normál 2D-s marásnál ez nem okoz akkora időkiesést.
Péter is ha jól tudom nem igazán akar digitalizálni és 3D-t marni sem szóval sokkal több időt nyert így mintha áttételezte volna és fele ennyi lenne a végsebessége viszont tudna 150mm/s-al indulni. Szerintem.
Péter is ha jól tudom nem igazán akar digitalizálni és 3D-t marni sem szóval sokkal több időt nyert így mintha áttételezte volna és fele ennyi lenne a végsebessége viszont tudna 150mm/s-al indulni. Szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 16:34
Írta: bmejdz9nu Dátum 2007 október 29, 16:34
Csak leírom, mert most is aktuális:
A WinPc-NC Professional, tudja a start/stop indítást gyorsítási görbe kihagyásával (beállítható) léptetős rendszerekhez, tud exponeciális gyorsítási görbét szervóhoz, tud digitalizálni, tud pasztát nyomni... (előbb hagyja abba a paszta nyomást mint a végpontra ér...) Van motorteszt modulja... (nem írom a nevét :), 4 tengely.... több módban... 8bites frekiváltó vezérlést, 26 be és kimenet (nagy nyomogombok a "melósnak", hibajelzés funkciók, pl. be lehet tenni képeket amit kitesz a "melósnak" a hibától/folyamattól függően (bemenetek ugyebár itt is játszanak)... stb. stb... ezért Professional... és ezt mind hiba nékül.
A WinPc-NC Professional, tudja a start/stop indítást gyorsítási görbe kihagyásával (beállítható) léptetős rendszerekhez, tud exponeciális gyorsítási görbét szervóhoz, tud digitalizálni, tud pasztát nyomni... (előbb hagyja abba a paszta nyomást mint a végpontra ér...) Van motorteszt modulja... (nem írom a nevét :), 4 tengely.... több módban... 8bites frekiváltó vezérlést, 26 be és kimenet (nagy nyomogombok a "melósnak", hibajelzés funkciók, pl. be lehet tenni képeket amit kitesz a "melósnak" a hibától/folyamattól függően (bemenetek ugyebár itt is játszanak)... stb. stb... ezért Professional... és ezt mind hiba nékül.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 16:42
Írta: 000000000 Dátum 2007 október 29, 16:42
"A WinPc-NC Professional, tudja a start/stop
indítást"
Nagyszerű! Állítsd be akkor 100-ad részére az
álmaidnak (4 mm/s), és azt a videót mutatsd
meg, amikor így rángatsz X tömeget.
indítást"
Nagyszerű! Állítsd be akkor 100-ad részére az
álmaidnak (4 mm/s), és azt a videót mutatsd
meg, amikor így rángatsz X tömeget.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 16:44
Írta: 000000000 Dátum 2007 október 29, 16:44
OK!
Ez tökéletesen igaz.
Hol a Rex-em?
Kipróbálhatod majd! [#nevetes1]
Nekem nem sürgős.
[#love12]
Ez tökéletesen igaz.
Hol a Rex-em?
Kipróbálhatod majd! [#nevetes1]
Nekem nem sürgős.
[#love12]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 17:04
Írta: bmejdz9nu Dátum 2007 október 29, 17:04
Majd csinálok egy egység ugrató "memória előtét modult" a "gyufásdoboz" vezérlőhöz...
Szerinted mekkorát kellene? A tiedben mekkora a hibajel tároló? (Hogy azonos legyen) [#felkialtas][#felkialtas][#felkialtas]
Szerinted mekkorát kellene? A tiedben mekkora a hibajel tároló? (Hogy azonos legyen) [#felkialtas][#felkialtas][#felkialtas]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 29, 17:29
Írta: Szedlay Pál Dátum 2007 október 29, 17:29
Kipróbáltam, igazad volt
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 17:47
Írta: 000000000 Dátum 2007 október 29, 17:47
Állitható 1 - 1 millió között.
De itt most ez megint a szokásos mellébeszélésed.
Inkább azon gondolkozz el, milyen szervo
rendszer az szerinted, ami nem képes a
maximális sebességének az 1%-ával megindulni,
helyette inkább lefagy!?[#ijedt]
De itt most ez megint a szokásos mellébeszélésed.
Inkább azon gondolkozz el, milyen szervo
rendszer az szerinted, ami nem képes a
maximális sebességének az 1%-ával megindulni,
helyette inkább lefagy!?[#ijedt]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 17:48
Írta: bmejdz9nu Dátum 2007 október 29, 17:48
Egy szervó Motor: (talán referencia értékű... a kép)
Azért teszem be a képét mert a házon belül azok a vékony (lemezek?) a mágnesek... de olyan erős, hogy alíg tudtam kivenni a tenelyt...
Azért teszem be a képét mert a házon belül azok a vékony (lemezek?) a mágnesek... de olyan erős, hogy alíg tudtam kivenni a tenelyt...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 17:52
Írta: bmejdz9nu Dátum 2007 október 29, 17:52
Köszi Tibor!
Ok. tehát max. 1.000.000 step jel hiba tárolását tudja. Köszönöm! Értem!
Ok. tehát max. 1.000.000 step jel hiba tárolását tudja. Köszönöm! Értem!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 18:04
Írta: bmejdz9nu Dátum 2007 október 29, 18:04
Tibi milyen ez a motor az elméleti-hez képest?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 18:08
Írta: 000000000 Dátum 2007 október 29, 18:08
Tudod kedves barátom én 1 MHz-zel is bírok fogadni step-dir alapjelet (ha van ami adja),
és nem játék kategóriájú 128 bitre van ilyenkor
szükség, ha egy 16.000 cpr-es encoder van a
motoron. A másik: az egységugrás tesztnek
az útmérő rendszer határának, az egész szervo
elektronika határának a kiderítése is a célja.
Persze úgy könnyű Neked, hogy a taliig azt sem
tudtad, van egységugrás vizsgáló jel is a
világon. Kíváncsian várjuk a 4 mm/s-es videót,
de igazi egységugrás legyen ám!:)
és nem játék kategóriájú 128 bitre van ilyenkor
szükség, ha egy 16.000 cpr-es encoder van a
motoron. A másik: az egységugrás tesztnek
az útmérő rendszer határának, az egész szervo
elektronika határának a kiderítése is a célja.
Persze úgy könnyű Neked, hogy a taliig azt sem
tudtad, van egységugrás vizsgáló jel is a
világon. Kíváncsian várjuk a 4 mm/s-es videót,
de igazi egységugrás legyen ám!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 18:15
Írta: 000000000 Dátum 2007 október 29, 18:15
Nagyon komoly kis moci (egyem a zúzáját:)) a
kategóriáján belül. Tetszik!
Egy baja azért van, nem vasnélküli forgórészű,
de ez a rengeteg kommutátor szegmens
gyakorlatilag totális lineáritást adhat neki.
kategóriáján belül. Tetszik!
Egy baja azért van, nem vasnélküli forgórészű,
de ez a rengeteg kommutátor szegmens
gyakorlatilag totális lineáritást adhat neki.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 18:17
Írta: 000000000 Dátum 2007 október 29, 18:17

Egységugró iram rosszvas
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 október 29, 18:34
Írta: 9v9rb6gau Dátum 2007 október 29, 18:34
Szervusz Péter!
Valóban szép kis motor, de jó is még?
Tudod-e milyen fajta mágnes van benne?
Valóban szép kis motor, de jó is még?
Tudod-e milyen fajta mágnes van benne?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 18:36
Írta: bmejdz9nu Dátum 2007 október 29, 18:36
[#wow1] 1MHz... nem semmi! Mi tud ennyi jelet kiadni? Az Opto a bemenetén a legjobb minőségű lehet...
Ez a "kicsike" a negyedét azaz 250Khz-et ...[#rinya] Állítólag Optót nem találtak a bemenetére jobbat... biztos spóroltak az amcsik... (skót bevándorlók tuti:)
16.000-es encoder= (x4 él) = 64.000 pozició = 0,005625 fok pontosság... Ez igen!
"Egységugrás vizsgáló állomás" - Csillagvizsgáló állomás... azaz egységugrás álló...
Ez a "kicsike" a negyedét azaz 250Khz-et ...[#rinya] Állítólag Optót nem találtak a bemenetére jobbat... biztos spóroltak az amcsik... (skót bevándorlók tuti:)
16.000-es encoder= (x4 él) = 64.000 pozició = 0,005625 fok pontosság... Ez igen!
"Egységugrás vizsgáló állomás" - Csillagvizsgáló állomás... azaz egységugrás álló...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 18:38
Írta: bmejdz9nu Dátum 2007 október 29, 18:38
Neodym lehet... gondolom... mert?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 18:43
Írta: 000000000 Dátum 2007 október 29, 18:43
Mi a "kicsike", "gyufásdoboz"?
Nevezd már meg legyél olyan jó!
Nevezd már meg legyél olyan jó!
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 október 29, 18:44
Írta: 9v9rb6gau Dátum 2007 október 29, 18:44
Galvanizálva van a mágnes?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 18:55
Írta: 000000000 Dátum 2007 október 29, 18:55
Szia Szobrász!
Néha Téged sem értelek, egyszer harakirit
akarsz elkövetni, mert a step hajtás mellett
döntöttél egy ekkora gépnél mint a Tied lesz,
máskor meg ezt írod:
"Én egyenesen a szervót támadom! Mindet.
Kell a francnak! Sokkal rosszabb az ár érték
viszonya."
Maradjunk abban, hogy egy jó AC(DC) szervo hajtással szemben semmi esélye a stepnek,
még Hobby szinten sem.
Íme egy kis táblázat, mit is tud manapság
egy ipari szervo:

Valjuk meg őszintén, csoda dolgok ezek már.
Az is igaz, hogy egy ilyen szervo szabályzó a
motorral együtt kicsit többe kerül, mint amiből
mi akarunk csúcsokat dönteni Hobby műfajban.:)
Szerintem most Péter is el fog keseredni, mert
innentől kezdve hanyagolja majd a 400 mm/s-ot,
helyette a 6 m/s-osat fog építeni.:)
Néha Téged sem értelek, egyszer harakirit
akarsz elkövetni, mert a step hajtás mellett
döntöttél egy ekkora gépnél mint a Tied lesz,
máskor meg ezt írod:
"Én egyenesen a szervót támadom! Mindet.
Kell a francnak! Sokkal rosszabb az ár érték
viszonya."
Maradjunk abban, hogy egy jó AC(DC) szervo hajtással szemben semmi esélye a stepnek,
még Hobby szinten sem.
Íme egy kis táblázat, mit is tud manapság
egy ipari szervo:
Valjuk meg őszintén, csoda dolgok ezek már.
Az is igaz, hogy egy ilyen szervo szabályzó a
motorral együtt kicsit többe kerül, mint amiből
mi akarunk csúcsokat dönteni Hobby műfajban.:)
Szerintem most Péter is el fog keseredni, mert
innentől kezdve hanyagolja majd a 400 mm/s-ot,
helyette a 6 m/s-osat fog építeni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 19:02
Írta: bmejdz9nu Dátum 2007 október 29, 19:02
Valami fekete bevonat van rajta...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 október 29, 19:07
Írta: Szalai György Dátum 2007 október 29, 19:07
A neodímium mágnes bivaly erős.
De szerintem ilyen komoly motorba mégse tökéletes, úgyhogy ez nem lehet az.
Az Tmax 80-180 °C miatt.
SZAMÁRium. Jó mi?
A Pacific Scientific's léptetőmben is az van. Puszta kézzel megforgathatatlan.
Itt egy jó link mágnesekről. Innen lettem tudós.
De szerintem ilyen komoly motorba mégse tökéletes, úgyhogy ez nem lehet az.
Az Tmax 80-180 °C miatt.
SZAMÁRium. Jó mi?
A Pacific Scientific's léptetőmben is az van. Puszta kézzel megforgathatatlan.
Itt egy jó link mágnesekről. Innen lettem tudós.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 19:08
Írta: bmejdz9nu Dátum 2007 október 29, 19:08
Valami fekete bevonat van rajta... (Alíg tudok írni... mert rosszakodik a fórum)
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 október 29, 19:21
Írta: 9v9rb6gau Dátum 2007 október 29, 19:21
Csak azért, mert ha neodímium (az általában nikkellel galvanizált)mágnes van benne, akkor szerencséd van, ha szamárium-kobalt, akkor sajnos volt egy jó szervómotorod.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 19:29
Írta: bmejdz9nu Dátum 2007 október 29, 19:29
Ez egy használt motor... igaz nagyon keveset...
A mágnest nem tudom, de már összeraktam és összehasonlítva a többi azonos ugyanilyennel (azok vadi újak) teljesen azonos... (maradt... :)
A mágnest nem tudom, de már összeraktam és összehasonlítva a többi azonos ugyanilyennel (azok vadi újak) teljesen azonos... (maradt... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 október 29, 19:34
Írta: Szalai György Dátum 2007 október 29, 19:34
Miért csak volt, ha szamárium?
Akkor mi történt vele?
Akkor mi történt vele?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 19:35
Írta: 000000000 Dátum 2007 október 29, 19:35
Szia Tibor45!
Harakiri szándék oka: egyszer elnéztem a görbédet.
Nagyon is súlyos hiba volt!
El is követtem! :)
Mea culpa!
Nekem nem hagyományos steppem lesz.
"Én egyenesen a szervót támadom! Mindet.
Kell a francnak! Sokkal rosszabb az ár érték
viszonya."
Tartom.
G-rex 100 + 8,6A 90V mikrostepp vezérlő + motor (6,4 Nm) encoderrel, tokkal vonóval 45 ezer tengelyenként. (Nagy motorral lenne 65/tengely) Garanciális minden
Puff.
Neked picivel drágább csak a DC(!)vezérlőd, és hol a szervó motor?
Megkockáztatom, ha mindent ki szeretnénk hozni a dologból, kell még ennyi,
ha nem új a motor, mert akkor az min .300e/db (az biztos).
Nekem 6(?) tengelyem lesz.
Lehet számolni...
De
Nem jobb, mint a szervó!
Nem ezt mondtam.
-Jobb is, mint a Rex-es. (már ha nem kínálom meg a topicomban írt nagyobb motorral: az rettenetessen tud, nézted)
-Szervó drága.
Az AC meg persze mindenkit megesz.
Péter? Ő lehet! (Buxamester)
Ez csak magánvélemény!!!
Aki termel, annak lehet, hogy behozza!
Nem tudom.
Csak nekem nem kell a DC szervó - igaz, gondolkodtam rajta, de mégsem.
Technológiailag továbbra is nagyon izgat!
[#wave]
Harakiri szándék oka: egyszer elnéztem a görbédet.
Nagyon is súlyos hiba volt!
El is követtem! :)
Mea culpa!
Nekem nem hagyományos steppem lesz.
"Én egyenesen a szervót támadom! Mindet.
Kell a francnak! Sokkal rosszabb az ár érték
viszonya."
Tartom.
G-rex 100 + 8,6A 90V mikrostepp vezérlő + motor (6,4 Nm) encoderrel, tokkal vonóval 45 ezer tengelyenként. (Nagy motorral lenne 65/tengely) Garanciális minden
Puff.
Neked picivel drágább csak a DC(!)vezérlőd, és hol a szervó motor?
Megkockáztatom, ha mindent ki szeretnénk hozni a dologból, kell még ennyi,
ha nem új a motor, mert akkor az min .300e/db (az biztos).
Nekem 6(?) tengelyem lesz.
Lehet számolni...
De
Nem jobb, mint a szervó!
Nem ezt mondtam.
-Jobb is, mint a Rex-es. (már ha nem kínálom meg a topicomban írt nagyobb motorral: az rettenetessen tud, nézted)
-Szervó drága.
Az AC meg persze mindenkit megesz.
Péter? Ő lehet! (Buxamester)
Ez csak magánvélemény!!!
Aki termel, annak lehet, hogy behozza!
Nem tudom.
Csak nekem nem kell a DC szervó - igaz, gondolkodtam rajta, de mégsem.
Technológiailag továbbra is nagyon izgat!
[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 19:36
Írta: bmejdz9nu Dátum 2007 október 29, 19:36
[#schmoll2] Most kezdem gyártani... GY20 néven... érdekel? [#vigyor0][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 19:51
Írta: bmejdz9nu Dátum 2007 október 29, 19:51
Szerintem Tiborral egy húron "pendülünk" ez ügyben... de csak majdnem... :)
A G-Rex "béta fázisban" van ezt írja is a Gecko... Szerinted te vagy az ideális tesztelő...? Túl nagy reményeket füzöl hozzá...
Én nem merném beválalalni... 400 USD+ szállítás+vám+Áfa= nincs... erre.
A szervós vezérlés nálam, ehhez a géphez "játék"... De nálad szinte kötelező lenne... csak azért hajtod mert meg vannak a motorok? Piacképes!!! Tehát el tudod adni!
Egy nagy munkaterületű géphez... nem tragédia ha a szervómotorok csak szervó jellegűek (DC motor)... és innét elfelejtheted a nagy számokat.
A PIC-es vezérlők* (na ez a duma kinek fog teteszeni :) jól kezelik ezeket a motorokat... Teszteltem...OK.
A léptető motoros vezérlés jó... de emlékszel biztos, hogy azt írtam régebben is, hogy a szervó a nagy munkaterületű gépeknél a legjobb.... ezt fent tartom!
A tesztjeimben a DC és az igazi motorok két dologban tértek el: 1. gyorsítási képesség (de nem tragikus ha nagy a munkatér főleg) 2. pozicióba tartás (encoder megválsztás kérdése, de ha nem kell az ezred pontosság... akkor?)
* Próbálok senkit sem reklámozni... még a gyufásdoboz vezérlőt sem...
A G-Rex "béta fázisban" van ezt írja is a Gecko... Szerinted te vagy az ideális tesztelő...? Túl nagy reményeket füzöl hozzá...
Én nem merném beválalalni... 400 USD+ szállítás+vám+Áfa= nincs... erre.
A szervós vezérlés nálam, ehhez a géphez "játék"... De nálad szinte kötelező lenne... csak azért hajtod mert meg vannak a motorok? Piacképes!!! Tehát el tudod adni!
Egy nagy munkaterületű géphez... nem tragédia ha a szervómotorok csak szervó jellegűek (DC motor)... és innét elfelejtheted a nagy számokat.
A PIC-es vezérlők* (na ez a duma kinek fog teteszeni :) jól kezelik ezeket a motorokat... Teszteltem...OK.
A léptető motoros vezérlés jó... de emlékszel biztos, hogy azt írtam régebben is, hogy a szervó a nagy munkaterületű gépeknél a legjobb.... ezt fent tartom!
A tesztjeimben a DC és az igazi motorok két dologban tértek el: 1. gyorsítási képesség (de nem tragikus ha nagy a munkatér főleg) 2. pozicióba tartás (encoder megválsztás kérdése, de ha nem kell az ezred pontosság... akkor?)
* Próbálok senkit sem reklámozni... még a gyufásdoboz vezérlőt sem...
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 október 29, 20:02
Írta: 9v9rb6gau Dátum 2007 október 29, 20:02
A nyomatéka is megmaradt annyinak, amennyi előtte volt (illetve amennyi a többié)?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 20:06
Írta: 000000000 Dátum 2007 október 29, 20:06
Te végeztél már személyesen ezzel a G-Rex-el
szán mozgatási teszteket, úgy mint a Péter?
M-n görbe a saját mérésed szerint is olyan szép?
És bocsi, de tévedésben vagy, egy jó használt
80W-os motor 15-20 ezer csak, újan másak az
árak valóban.
szán mozgatási teszteket, úgy mint a Péter?
M-n görbe a saját mérésed szerint is olyan szép?
És bocsi, de tévedésben vagy, egy jó használt
80W-os motor 15-20 ezer csak, újan másak az
árak valóban.
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 október 29, 20:08
Írta: 9v9rb6gau Dátum 2007 október 29, 20:08
Mert a szamárium mágnesű motorokat nem szabad így széthúzni. A forgórész visszaszerelése után a mágnesek már nem tudnak visszatérni eredeti "energiaszintjükre", azt fogod tapasztalni, hogy a motorod meggyengült.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 20:10
Írta: bmejdz9nu Dátum 2007 október 29, 20:10
Igen persze... minden ugyanaz... labortáp... különböző feszek, áramok, kézzel lefogási teszt/fesz/áram... stb... minden ok... semmi de semmi változás!
Ezeket javítani is szokták... itt sopronban is a motorgyártó üzemben....
Mert neked volt valami rossz tapasztalatod? vagy halottál valami rémhírt? :)
Ezeket javítani is szokták... itt sopronban is a motorgyártó üzemben....
Mert neked volt valami rossz tapasztalatod? vagy halottál valami rémhírt? :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 29, 20:10
Írta: Szedlay Pál Dátum 2007 október 29, 20:10
Itt egy kis csemege.
Péter lehet, hogy lecsrélem a léptecseket a fórum kedvéért ezt többen látogatják.
servo1servo2servo3servo4servo5
Péter lehet, hogy lecsrélem a léptecseket a fórum kedvéért ezt többen látogatják.
servo1servo2servo3servo4servo5
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 20:12
Írta: 000000000 Dátum 2007 október 29, 20:12
400 W-ról beszéltünk!
Sem egyikkel, sem másikkal nem végeztem tesztet: Fairplay.
M-n nem saját, de barátom :).
Sem egyikkel, sem másikkal nem végeztem tesztet: Fairplay.
M-n nem saját, de barátom :).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 20:26
Írta: bmejdz9nu Dátum 2007 október 29, 20:26
Ac szervómotort venni a legkönnyebb mível sok van a piacon, tele van vele az Ebay... olcsók!
Szinte a "kutyának" sem kellenek... mert drága... a végére... hiányoznak a bevált vezérlők amiket step/dir rendszerre csinálnak.
Szerintem a DC szervó hobby célra jó... nem fogunk megilyedni, ha szénkefét kell cserélni több ezer üzemóra után...
Az ok, hogy egy gyárban annyi ilyen meghajtás van..., hogy pl. 10 éves távlatban ez jelentős munkabér és szénkefe költség... Na de nekünk? Ugyanmár...
Szinte a "kutyának" sem kellenek... mert drága... a végére... hiányoznak a bevált vezérlők amiket step/dir rendszerre csinálnak.
Szerintem a DC szervó hobby célra jó... nem fogunk megilyedni, ha szénkefét kell cserélni több ezer üzemóra után...
Az ok, hogy egy gyárban annyi ilyen meghajtás van..., hogy pl. 10 éves távlatban ez jelentős munkabér és szénkefe költség... Na de nekünk? Ugyanmár...
Cím: Re:DC szervó motoros vezérlés
Írta: 9v9rb6gau Dátum 2007 október 29, 20:29
Írta: 9v9rb6gau Dátum 2007 október 29, 20:29
Ne csak kézzel fogd le! Nézd meg, a névleges nyomatékot is tudja? Ha minden OK, akkor szerencséd van, vagy nem szamárium a motormágnes.
Persze, lehet javítani, csak a szétszedés trükkös egy kicsit.
Igen, egy ismerős cég, akik mellesleg cnc szerszámgépek gyártása és javítása terén nem is kispályásak, "javítottak" meg egy 20Nm-es ceglédi Gettys motort.
Persze, lehet javítani, csak a szétszedés trükkös egy kicsit.
Igen, egy ismerős cég, akik mellesleg cnc szerszámgépek gyártása és javítása terén nem is kispályásak, "javítottak" meg egy 20Nm-es ceglédi Gettys motort.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 20:29
Írta: 000000000 Dátum 2007 október 29, 20:29
Értem. A helyedben én azért addig egy csavart
nem vennék ekkora mechanikához, ameddig nincs
gyakorlati mérésem, tesztem, tapasztalatom a
step rendszeremről. Mivel túl nagy méretű
a mechanikád, így csökkenteném a kockázatot.
Valóban 400W-os szervomotor már használtan sem
olcsó, de vannak olyan szerencsések, akik
kilóra (200Ft/kg) szoktak ilyeneket venni
bontásból.:)
nem vennék ekkora mechanikához, ameddig nincs
gyakorlati mérésem, tesztem, tapasztalatom a
step rendszeremről. Mivel túl nagy méretű
a mechanikád, így csökkenteném a kockázatot.
Valóban 400W-os szervomotor már használtan sem
olcsó, de vannak olyan szerencsések, akik
kilóra (200Ft/kg) szoktak ilyeneket venni
bontásból.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 20:31
Írta: bmejdz9nu Dátum 2007 október 29, 20:31
Én most eltűnök egy hétre... addíg gondolkozzál...
Tibinek is kell egy kis kikapcsolódás... [#nevetes1]
Persze ha lesz netcafe és rossz idő:) akkor nem szabadultok tőlem... de notebook-ot nem viszek... nem bízok, hogy ott a (csillgaszámok ellenére sem) lesz Wlan... [#wave]
Tibinek is kell egy kis kikapcsolódás... [#nevetes1]
Persze ha lesz netcafe és rossz idő:) akkor nem szabadultok tőlem... de notebook-ot nem viszek... nem bízok, hogy ott a (csillgaszámok ellenére sem) lesz Wlan... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 29, 20:32
Írta: Szedlay Pál Dátum 2007 október 29, 20:32
Péter!
Ez a driver step/dir jeleket is fogad. Tehát jó hobbyra is.
Ez a driver step/dir jeleket is fogad. Tehát jó hobbyra is.
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 október 29, 20:37
Írta: yuagaci9g Dátum 2007 október 29, 20:37
A repulobol ki ne szedd a golyosorsokat!
Jo pihenest, megerdemled!
Jo pihenest, megerdemled!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 október 29, 21:03
Írta: bmejdz9nu Dátum 2007 október 29, 21:03
Nem megyek ám messzire.... csak a náthámat kezelem ki... egy "all inclusív" kúra keretében...
Azért a HD-kat figyelem a cuccba... :)

Azért a HD-kat figyelem a cuccba... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 29, 21:48
Írta: 000000000 Dátum 2007 október 29, 21:48
Meglátjuk.
Nekem csak az kell, hogy menjen, és biztonságot adjon.
Tudod, a Rex, koordinátás, nem stepp/dir: nem rosszoz, végrehajt, ha kell lassabban. Itt az előtolási sebességet, a gyorsulást és mindent a rendszer vesz kézbe. A Mach itt nem egy előre eldöntött kódot játszik le, tehát nem egy lejátszó! Valós időben, szimultán kontaktusban van a G-Rexel, bármikor reagál a megváltozott helyzetre, és változik a parancs. Totálisan flexibilis a „végrehajtás” minden pillanatában. Azért idézőjeles, mert ez pont, hogy nem csak egy végrehajtói, hanem egy partneri kommunikáció. Nem csak egy „igenis főnök, megcsináltam!” Ez csakis koordinátavezérlésnél valósítható meg, stepp/dirrel ez lehetetlen.
Ha nem megy, még mindig komoly stepphajtásom van, de menni fog.
Dobozolatlan verzió 200$, nem 400$!
Nekem csak az kell, hogy menjen, és biztonságot adjon.
Tudod, a Rex, koordinátás, nem stepp/dir: nem rosszoz, végrehajt, ha kell lassabban. Itt az előtolási sebességet, a gyorsulást és mindent a rendszer vesz kézbe. A Mach itt nem egy előre eldöntött kódot játszik le, tehát nem egy lejátszó! Valós időben, szimultán kontaktusban van a G-Rexel, bármikor reagál a megváltozott helyzetre, és változik a parancs. Totálisan flexibilis a „végrehajtás” minden pillanatában. Azért idézőjeles, mert ez pont, hogy nem csak egy végrehajtói, hanem egy partneri kommunikáció. Nem csak egy „igenis főnök, megcsináltam!” Ez csakis koordinátavezérlésnél valósítható meg, stepp/dirrel ez lehetetlen.
Ha nem megy, még mindig komoly stepphajtásom van, de menni fog.
Dobozolatlan verzió 200$, nem 400$!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 13:10
Írta: 000000000 Dátum 2007 október 30, 13:10
Itt szeretném el mondani, hogy ez a G-Rex, nem valami léptetőhöz kitalált izé!!!
Hanem a stepp/dir vezérlőkhöz. Szervóhoz is komoly előnyöket párosít. Van egy csomó ilyen neki. iFarkas kollégánk is szervóhoz használja (egy éve), és fülig ér a szája!
23.oldal alja, egy kis godolatébresztés: szegény Péter meg ott szívott az encoder választással.
Továbbá ugyanolyan előnyök a szervónál:
- Koordináta vezérlés!!! (aki ezt nem érti, annak képtelen vagyok eléggé kiemelni, mit is jelent ez! Nagyipari faszaság, semmi lépkedek, lépkedek hobbyy izé)
- Usb
- Nem kell program felületet váltani, és rögtön 4Mhz a Mach (usb) , ami nem "lejátszóként" üzemel, partneri kommunikatív rendszer!
- Csomó valós digitális és analóg ki-be menet, magán a Rexen (de ha kell még, az ltp is szabaddá vált)
- 6 Tengelyig bír a masinériával.
Tibor, István, Árpád, Gyuri, Svejk!
A dobozolatlan 200$ (175 ft 1$)
Ez kincs!
Pont Nektek az!
(még talán a vezérlőitekből is ki lehetne hagyni az encoder kezelést ezt nem tudom....)
Eddig a valóság.
És most egy kis magánötlet (csak elméletben):
(Ha pedig rettenetesen pofátlan vagyok, Lehet hogy egy léptető vezérlő is tudna szervó mocit hajtani??? Az enyém átjumperelhető CCW-CW üzeműre, 300 Kh-es, 8,2 A, 90 Voltos, 400-10000 mikrosteppes. Ne bántsatok, ehhez nem értek, de esetleg lehet? [#confused])
Hanem a stepp/dir vezérlőkhöz. Szervóhoz is komoly előnyöket párosít. Van egy csomó ilyen neki. iFarkas kollégánk is szervóhoz használja (egy éve), és fülig ér a szája!
23.oldal alja, egy kis godolatébresztés: szegény Péter meg ott szívott az encoder választással.
Továbbá ugyanolyan előnyök a szervónál:
- Koordináta vezérlés!!! (aki ezt nem érti, annak képtelen vagyok eléggé kiemelni, mit is jelent ez! Nagyipari faszaság, semmi lépkedek, lépkedek hobbyy izé)
- Usb
- Nem kell program felületet váltani, és rögtön 4Mhz a Mach (usb) , ami nem "lejátszóként" üzemel, partneri kommunikatív rendszer!
- Csomó valós digitális és analóg ki-be menet, magán a Rexen (de ha kell még, az ltp is szabaddá vált)
- 6 Tengelyig bír a masinériával.
Tibor, István, Árpád, Gyuri, Svejk!
A dobozolatlan 200$ (175 ft 1$)
Ez kincs!
Pont Nektek az!
(még talán a vezérlőitekből is ki lehetne hagyni az encoder kezelést ezt nem tudom....)
Eddig a valóság.
És most egy kis magánötlet (csak elméletben):
(Ha pedig rettenetesen pofátlan vagyok, Lehet hogy egy léptető vezérlő is tudna szervó mocit hajtani??? Az enyém átjumperelhető CCW-CW üzeműre, 300 Kh-es, 8,2 A, 90 Voltos, 400-10000 mikrosteppes. Ne bántsatok, ehhez nem értek, de esetleg lehet? [#confused])
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2007 október 30, 13:50
Írta: Egyújabbgépépítő Dátum 2007 október 30, 13:50
Csak egy apró megjegyzés, nem USB hanem ethernet a felület MACH3 esetén. Különben egy ideje én is nézegetem, de még nagyon bétának írják.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 30, 14:10
Írta: svejk Dátum 2007 október 30, 14:10
Ja ... biztos...
Miért is kellene ez nekem?
"- Koordináta vezérlés!!! (aki ezt nem érti, annak képtelen vagyok eléggé kiemelni, mit is jelent ez! Nagyipari faszaság, semmi lépkedek, lépkedek hobbyy izé)"
Pedig jó lenne ha mesélnél róla..
Nekem mindegy mi adja a step impulzust a PC vagy egy xilinx fpga.
Igazából akkor lenne nagy durranás ha pl. egy pendrájvról közvetlen a G kódot olvasná.
Miért is kellene ez nekem?
"- Koordináta vezérlés!!! (aki ezt nem érti, annak képtelen vagyok eléggé kiemelni, mit is jelent ez! Nagyipari faszaság, semmi lépkedek, lépkedek hobbyy izé)"
Pedig jó lenne ha mesélnél róla..
Nekem mindegy mi adja a step impulzust a PC vagy egy xilinx fpga.
Igazából akkor lenne nagy durranás ha pl. egy pendrájvról közvetlen a G kódot olvasná.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 19:44
Írta: 000000000 Dátum 2007 október 30, 19:44
Pfúú Svejk, várjál, megpróbálom!
A példák természetesen nagyítják a problémákat, hogy vizualizálható legyen a dolog.
Itt egy gyönyörű koordinátavezérelt gép:
ITT
Nézzük példának okáért a 1:37. másodpercet a filmen.
1.

2.

Elég gyorsan ott lett a második furat!
(persze a bemutatni kívánt dolgokban ennek semmi jelentősége... idővel itt nem foglalkozunk)
3.

Ennek a végrehajtását várjuk most el.
Végre is hajtható stepp/dir lépteccsel, vagy stepp/dir szervóval, ezt mindenki tudja.
Egészen addig, amíg nincs valami bibi!!!!!!
Bármilyen: mohón beállított értékek, hirtelen fellépő nagy forgácsolási erő, szorulás, bármi had ne soroljam...
De ha mégis!!!
(Most kérlek ne gyertek azzal, hogy a fúrás az fika, tudom.)
TEHÁT HA BAJ VAN (túl sokat kérünk tőle):
stepp/dir szervó:
Késik...
Vagy leold, vagy késik
(leoldással nem foglalkozunk, elég baj az, de legalább megmarad a munkadarab, valahol ez a jobb.)
Ha nem old le, és KÉSIK X INKREMENTNYIT:
4.

Késett, késett, na de MEGÉRKEZETT, méghozzá pontosan a HELYÉRE!
Ügyes! Nagyon ügyes!
5.

De szegény munkadarab?!
Hát barátaim, ez mehet a kukába...
Most nézzünk aljas módon egy szerencsétlen léptecset, amikor már végkép kicsúszik alóla a talaj: nagy számú LÉPÉSVESZTÉS:
6.

Kínos, ez a legrettenetesebb, a cnc-sek réme...
És most jöjjön a koordinátavezérlés:
7.

Nem egy eleve meghatározott ritmusban zongorázza a G-kódot! A lényeg: valós idejű oda vissza kommunikáció, a koordináták pontos ismeretében. 6 tengelyen is (totál 3D, mint a videó elején) a fönti példa csak 2 tengelyt mozgatott az egyszerűség kedvéért.
Ezért kell ez neked. Ennyi.
Ez nem a műszaki, csak szemléltetni akaró magyarázat. Ha líramentes magyarázat kell, én biztosan nem vagyok abban itt illetékes….
[#circling]
(Talán most is kapok majd a fejemre, bár nem biztos. De a lényeg, az látható!)
A példák természetesen nagyítják a problémákat, hogy vizualizálható legyen a dolog.
Itt egy gyönyörű koordinátavezérelt gép:
ITT
Nézzük példának okáért a 1:37. másodpercet a filmen.
1.
2.
Elég gyorsan ott lett a második furat!
(persze a bemutatni kívánt dolgokban ennek semmi jelentősége... idővel itt nem foglalkozunk)
3.
Ennek a végrehajtását várjuk most el.
Végre is hajtható stepp/dir lépteccsel, vagy stepp/dir szervóval, ezt mindenki tudja.
Egészen addig, amíg nincs valami bibi!!!!!!
Bármilyen: mohón beállított értékek, hirtelen fellépő nagy forgácsolási erő, szorulás, bármi had ne soroljam...
De ha mégis!!!
(Most kérlek ne gyertek azzal, hogy a fúrás az fika, tudom.)
TEHÁT HA BAJ VAN (túl sokat kérünk tőle):
stepp/dir szervó:
Késik...
Vagy leold, vagy késik
(leoldással nem foglalkozunk, elég baj az, de legalább megmarad a munkadarab, valahol ez a jobb.)
Ha nem old le, és KÉSIK X INKREMENTNYIT:
4.
Késett, késett, na de MEGÉRKEZETT, méghozzá pontosan a HELYÉRE!
Ügyes! Nagyon ügyes!
5.
De szegény munkadarab?!
Hát barátaim, ez mehet a kukába...
Most nézzünk aljas módon egy szerencsétlen léptecset, amikor már végkép kicsúszik alóla a talaj: nagy számú LÉPÉSVESZTÉS:
6.
Kínos, ez a legrettenetesebb, a cnc-sek réme...
És most jöjjön a koordinátavezérlés:
7.
Nem egy eleve meghatározott ritmusban zongorázza a G-kódot! A lényeg: valós idejű oda vissza kommunikáció, a koordináták pontos ismeretében. 6 tengelyen is (totál 3D, mint a videó elején) a fönti példa csak 2 tengelyt mozgatott az egyszerűség kedvéért.
Ezért kell ez neked. Ennyi.
Ez nem a műszaki, csak szemléltetni akaró magyarázat. Ha líramentes magyarázat kell, én biztosan nem vagyok abban itt illetékes….
[#circling]
(Talán most is kapok majd a fejemre, bár nem biztos. De a lényeg, az látható!)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 30, 19:59
Írta: svejk Dátum 2007 október 30, 19:59
Aha..
és ezt tudja az a bizonyos g-rex100 ?
(egyébként ez a bemutatót most csináltad? tarthatnál oktatásokat érthetetlen dolgokról :)
én 3 hét alatt sem tudnék ilyet produkálni :( )
és ezt tudja az a bizonyos g-rex100 ?
(egyébként ez a bemutatót most csináltad? tarthatnál oktatásokat érthetetlen dolgokról :)
én 3 hét alatt sem tudnék ilyet produkálni :( )
Cím: Re:DC szervó motoros vezérlés
Írta: 7vpav5d32 Dátum 2007 október 30, 20:05
Írta: 7vpav5d32 Dátum 2007 október 30, 20:05
szép állat ez T-rex [#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 20:06
Írta: 000000000 Dátum 2007 október 30, 20:06
Köszönöm!
Igen, most csináltam :).
És nagyon fárasztó volt...
De lám megérte.
[#integet2]
Igen, most csináltam :).
És nagyon fárasztó volt...
De lám megérte.
[#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 október 30, 20:23
Írta: yuagaci9g Dátum 2007 október 30, 20:23
Sokat szivok a Mach-al emiatt;
Gyors palya kovetesnel mindig kerekiti a sarkokat, de csak az atlosan szembe levoket.
Nem gephiba ez, mert a kijelzo ablakban a kepernyon is jol lathato a lekerekites.
Ha ``exact stop``-ot nyomok, megszunik a kerekites, de nagyon lelassul az egesz munka.
Aki meg nem latta ezt a jelenseget, rajzoljon egy kicsi negyzetet(pl. 6X6mm) es hajtassa vegre legalabb F 1500-al ... a kepernyon is kesz a halacska. Szoval itt a vezerlo progi lustul, vagy mi van? Grex?, de ha tovabbra is a Mach vezerli ? jo az attol?
Gyors palya kovetesnel mindig kerekiti a sarkokat, de csak az atlosan szembe levoket.
Nem gephiba ez, mert a kijelzo ablakban a kepernyon is jol lathato a lekerekites.
Ha ``exact stop``-ot nyomok, megszunik a kerekites, de nagyon lelassul az egesz munka.
Aki meg nem latta ezt a jelenseget, rajzoljon egy kicsi negyzetet(pl. 6X6mm) es hajtassa vegre legalabb F 1500-al ... a kepernyon is kesz a halacska. Szoval itt a vezerlo progi lustul, vagy mi van? Grex?, de ha tovabbra is a Mach vezerli ? jo az attol?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 30, 20:34
Írta: svejk Dátum 2007 október 30, 20:34
Átnéztem jobban a g-rex leírásokat.
No, ennek se rókasz@r a beállítása!
Hiszem hogy közülünk nem csak nekem adná fel a leckét.
Ez teljesen más megközelítése a dolgoknak.
Viszont úgy látom mach kompatibilis - ez jó.
De minek ide a mach?
Még mindig azt mondom miért nem kezeli le közvetlen a G kódot?
No, ennek se rókasz@r a beállítása!
Hiszem hogy közülünk nem csak nekem adná fel a leckét.
Ez teljesen más megközelítése a dolgoknak.
Viszont úgy látom mach kompatibilis - ez jó.
De minek ide a mach?
Még mindig azt mondom miért nem kezeli le közvetlen a G kódot?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 20:35
Írta: 000000000 Dátum 2007 október 30, 20:35
Szia Szobrász!
Bocsi, de Neked egy kicsit azt hiszem megártott az elmúlt
pár nap vitasorozata, ez az egész amit itt
prezentáltál egy zavaros katyvasz.:)
Vacak időállandójú rendszerrel nem tudsz
minőségi dolgokat csinálni, bármilyen Rex-ezést
csinálsz. A fúró hasonlatod meg totál rossz a
rajz illusztráción, mert már egyből a furat
aljából behúztál egy parabolát, holott ez
képtelenség. Ez csak végtelen nagy
időállandójú hajtásnál lenne igaz, de ilyen
rossz meg nem létezik, és eleve, a furat fölé
sem tudna menni pontosan.
Bocsi, de Neked egy kicsit azt hiszem megártott az elmúlt
pár nap vitasorozata, ez az egész amit itt
prezentáltál egy zavaros katyvasz.:)
Vacak időállandójú rendszerrel nem tudsz
minőségi dolgokat csinálni, bármilyen Rex-ezést
csinálsz. A fúró hasonlatod meg totál rossz a
rajz illusztráción, mert már egyből a furat
aljából behúztál egy parabolát, holott ez
képtelenség. Ez csak végtelen nagy
időállandójú hajtásnál lenne igaz, de ilyen
rossz meg nem létezik, és eleve, a furat fölé
sem tudna menni pontosan.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 30, 20:47
Írta: svejk Dátum 2007 október 30, 20:47
Gondolom csak az érthetőség kedvéért durvította el a rajzokat..
Én azért talán értem a lényeget:
Egy servo vezérlő EGY tengelyen belül ugye nem enged ugye ilyen nagy hibákat(azért a visszacsatolás), de ez a kütyü ellenőrzi a hat tengelyt és amig az egyik el nem végzi a dolgát addig a többinek sem ad jelet.
(egyszerű szervonál max. annyi van ha az egyik tengely nem tudja követni a lépést akkor letiltja a többit is)
Én azért talán értem a lényeget:
Egy servo vezérlő EGY tengelyen belül ugye nem enged ugye ilyen nagy hibákat(azért a visszacsatolás), de ez a kütyü ellenőrzi a hat tengelyt és amig az egyik el nem végzi a dolgát addig a többinek sem ad jelet.
(egyszerű szervonál max. annyi van ha az egyik tengely nem tudja követni a lépést akkor letiltja a többit is)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 20:51
Írta: 000000000 Dátum 2007 október 30, 20:51
Vacak időállandó?
Miről beszélsz?
SZERVÓRÓL BESZÉLUNK!
Pl. a Tiéd + a G-Rex (együtt működve: #2126)
Miről beszélsz?
SZERVÓRÓL BESZÉLUNK!
Pl. a Tiéd + a G-Rex (együtt működve: #2126)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 20:55
Írta: 000000000 Dátum 2007 október 30, 20:55
Ezt irtam!!!:
"A példák természetesen nagyítják a problémákat, hogy vizualizálható legyen a dolog. "
De tőlem aztán...
Tessék:


Semmi sem változott.
"A példák természetesen nagyítják a problémákat, hogy vizualizálható legyen a dolog. "
De tőlem aztán...
Tessék:
Semmi sem változott.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 21:01
Írta: 000000000 Dátum 2007 október 30, 21:01
Tegyük fel az egyik szervo túlterhelés miatt
leold, akkor mit csinál a Rex? Ilyen alapon
csak egyet tehet, megáll az egész folyamat.
Ezt nem lehet kivédeni semmivel.
És különben is, ha van a gépen egy gyengébb
hajtás, akkor az összes többi profi hajtást
lebutítja a leghülyébb szintjére? Nagy hiba
lenne, ez abszolut nem lenne optimális.
leold, akkor mit csinál a Rex? Ilyen alapon
csak egyet tehet, megáll az egész folyamat.
Ezt nem lehet kivédeni semmivel.
És különben is, ha van a gépen egy gyengébb
hajtás, akkor az összes többi profi hajtást
lebutítja a leghülyébb szintjére? Nagy hiba
lenne, ez abszolut nem lenne optimális.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 21:04
Írta: Szedlay Pál Dátum 2007 október 30, 21:04
Szobrász!
A pálya generálásnál a gyorsjárati ciklus azaz biztonsági Z az jóval a munkadarab fölött van így fúrásnál ilyen elképzelhetetlen. Különben is ilyen oldalirányú terhelésnél beletörne a fúrú, hacsak nem maró
A pálya generálásnál a gyorsjárati ciklus azaz biztonsági Z az jóval a munkadarab fölött van így fúrásnál ilyen elképzelhetetlen. Különben is ilyen oldalirányú terhelésnél beletörne a fúrú, hacsak nem maró
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 21:05
Írta: Szedlay Pál Dátum 2007 október 30, 21:05
Tibor!
Ha leold a servo sz@r a rendszer.
Ha leold a servo sz@r a rendszer.
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 október 30, 21:10
Írta: 3vv2btrhv Dátum 2007 október 30, 21:10
Igen ez szemléleti vita !! Engem totál meg gyözött az érvelésed Szobrász . Az ujat elfogadni a legnehezebb !! És lehet amit a Varsányi etalonak emleget az már igy vezérlödik .
Szivesen olvasnék többet erröl a rexröl !!
Szivesen olvasnék többet erröl a rexröl !!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 21:11
Írta: 000000000 Dátum 2007 október 30, 21:11
Nem sok CNC programot írtál még, az tuti.
Így nem szokás programozni szerszámpályát.
Vannak biztonsági távolságok, és szerszám
kivárási idő kódok.
Profi szerszámgép vezérlőkön pedig van
külön végrehajtás ellenőrző rendszer is, de
ez nem potolja minél jobb minőségű
hajtástechnikát.
Így nem szokás programozni szerszámpályát.
Vannak biztonsági távolságok, és szerszám
kivárási idő kódok.
Profi szerszámgép vezérlőkön pedig van
külön végrehajtás ellenőrző rendszer is, de
ez nem potolja minél jobb minőségű
hajtástechnikát.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 30, 21:18
Írta: svejk Dátum 2007 október 30, 21:18
Karambolnál előfordulhat (pl. durva hiba a programban). Vagy szerszámtörésnél
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 30, 21:23
Írta: svejk Dátum 2007 október 30, 21:23
"Profi szerszámgép vezérlőkön pedig van
külön végrehajtás ellenőrző rendszer is"
A g-rex az akarna lenni :) :)
Más kérdés hogy az ellenőrző jelnek külön útmérője kell hogy legyen (bár gondolom a g-rex is azt használná)
külön végrehajtás ellenőrző rendszer is"
A g-rex az akarna lenni :) :)
Más kérdés hogy az ellenőrző jelnek külön útmérője kell hogy legyen (bár gondolom a g-rex is azt használná)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 21:27
Írta: 000000000 Dátum 2007 október 30, 21:27
Egyszerűen nem terheli túl.
Mondtam már, nincs megadva a seb., a gyorsulás előre.
Meg csakis akkor állhat, ha már minden energiáját felemésztete a forgácsolási erő (vagy egy beszorult akármi… Stb.)
Meg ne sértődj, de hát ilyenkor már minden megáll, talán csak az Isten nem.
De inkább cammog.
Tudod mit, bánom én, álljon meg! Beszélgessen e Mach-al egy órát. Aztán induljon el, ha úgy detektálja, hogy lehet (cammogva, vagy iramodva, nekem 8, nem erről beszélünk.) Minden annyi amennyi, azt mondod:
"És különben is, ha van a gépen egy gyengébb
hajtás, akkor az összes többi profi hajtást
lebutítja a leghülyébb szintjére?"
Most komolytalankodsz? Mi mást lehet ilyenkor tenni? Semmit!
Minden más parancs hibát jelentene a munkadarabon!
Ez nem ide való kérdés a fickó gépe van rosszul méretezve a feladathoz.
Lassú lesz neki…
De (kis biztonsági ráhagyással) maximális kitöltésen járat mindig mindent!
Igen, csak úgy, ahogyan lehet, többet semmi sem képes (a: nem lehet de megparancsolom, nem túl okos vezér(lő).)
A szó, amit keresel, a hatásfok, és ebben ez a rendszer a legjobb.
Mondtam már, nincs megadva a seb., a gyorsulás előre.
Meg csakis akkor állhat, ha már minden energiáját felemésztete a forgácsolási erő (vagy egy beszorult akármi… Stb.)
Meg ne sértődj, de hát ilyenkor már minden megáll, talán csak az Isten nem.
De inkább cammog.
Tudod mit, bánom én, álljon meg! Beszélgessen e Mach-al egy órát. Aztán induljon el, ha úgy detektálja, hogy lehet (cammogva, vagy iramodva, nekem 8, nem erről beszélünk.) Minden annyi amennyi, azt mondod:
"És különben is, ha van a gépen egy gyengébb
hajtás, akkor az összes többi profi hajtást
lebutítja a leghülyébb szintjére?"
Most komolytalankodsz? Mi mást lehet ilyenkor tenni? Semmit!
Minden más parancs hibát jelentene a munkadarabon!
Ez nem ide való kérdés a fickó gépe van rosszul méretezve a feladathoz.
Lassú lesz neki…
De (kis biztonsági ráhagyással) maximális kitöltésen járat mindig mindent!
Igen, csak úgy, ahogyan lehet, többet semmi sem képes (a: nem lehet de megparancsolom, nem túl okos vezér(lő).)
A szó, amit keresel, a hatásfok, és ebben ez a rendszer a legjobb.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 21:29
Írta: Szedlay Pál Dátum 2007 október 30, 21:29
Svejk!
Mit jelent az, hogy szerszámtörésnél?
Azt értem, hogy karambolnál, de ott fizet a cascó[#law]
Kérlek bővebben
Mit jelent az, hogy szerszámtörésnél?
Azt értem, hogy karambolnál, de ott fizet a cascó[#law]
Kérlek bővebben
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 30, 21:37
Írta: svejk Dátum 2007 október 30, 21:37
Olyasmire gondoltam, hogy egy nagyobb fogásnál a marónak kitörik az éle és így nem tud az anyagban haladni, de az előtolás meg nyomja bele.
Ez ugye túlterhelés lehet a mocinak.
(Vagy akár a marómotor leállása is okozhat ilyen problémát, bár azt lehet(ne) érzékeltetni a vezérlővel)
Ez ugye túlterhelés lehet a mocinak.
(Vagy akár a marómotor leállása is okozhat ilyen problémát, bár azt lehet(ne) érzékeltetni a vezérlővel)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 21:42
Írta: Szedlay Pál Dátum 2007 október 30, 21:42
Ok ezt értem, de azt magyarázza el nekem valaki honnan tudja a vezérlő, hogy kitörött a maró foga vagy már nagyon kopott. Nincs szerintem ilyen vezérlő. Adja az utasításokat a beállított paraméterek alapján ha törik ha szakad
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 21:43
Írta: 000000000 Dátum 2007 október 30, 21:43
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 21:46
Írta: Szedlay Pál Dátum 2007 október 30, 21:46
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 21:50
Írta: Szedlay Pál Dátum 2007 október 30, 21:50
Szobrász!
Ezekért az 5 tengelyes fanuc vezérlőkért a gatyánkat is kifizetnénk. Ezek még azt is tudják mikor van kévé szünet.[#conf]
De nem is egy G-rex
Ezekért az 5 tengelyes fanuc vezérlőkért a gatyánkat is kifizetnénk. Ezek még azt is tudják mikor van kévé szünet.[#conf]
De nem is egy G-rex
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 30, 21:50
Írta: svejk Dátum 2007 október 30, 21:50
Várj, valamit félreértesz!
Én csak erre reagáltam :
"Ha leold a servo sz@r a rendszer"
Tehát nem csak akkor oldhat le....
Én csak erre reagáltam :
"Ha leold a servo sz@r a rendszer"
Tehát nem csak akkor oldhat le....
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 21:53
Írta: Szedlay Pál Dátum 2007 október 30, 21:53
Ok
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 22:00
Írta: Szedlay Pál Dátum 2007 október 30, 22:00
Svejk!
Már életemben beletörtem egy-két marót életemben, de hát ki nem? Sajnos nem ált meg a rendszer ment tovább. Ez a valóság. Honnan tudja az a szerencsétlen vezérlő, hogy 20 átmérőjű maróval marok acélt vagy 1-esel műfát.
Már életemben beletörtem egy-két marót életemben, de hát ki nem? Sajnos nem ált meg a rendszer ment tovább. Ez a valóság. Honnan tudja az a szerencsétlen vezérlő, hogy 20 átmérőjű maróval marok acélt vagy 1-esel műfát.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 22:02
Írta: 000000000 Dátum 2007 október 30, 22:02
Ennek semmi köze a Mach3-hoz
Ez Mach4!!!!
(újabban beépülő Plug-in), enélkül meg sem mozdulna. Mit is kezdhetne a stepp/dir jelekkel?!...
[#falbav]
Ez Mach4!!!!
(újabban beépülő Plug-in), enélkül meg sem mozdulna. Mit is kezdhetne a stepp/dir jelekkel?!...
[#falbav]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 22:03
Írta: 000000000 Dátum 2007 október 30, 22:03
A nyomatékból! detektálható.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 22:03
Írta: 000000000 Dátum 2007 október 30, 22:03
[#falbav]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 22:07
Írta: Szedlay Pál Dátum 2007 október 30, 22:07
És a nyomatékot ki fogja neki parametrizálni.
TE???????????????????????????[#kerdes][#kerdes]
TE???????????????????????????[#kerdes][#kerdes]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 22:09
Írta: Szedlay Pál Dátum 2007 október 30, 22:09
Majd megmutatom mit tud kezdeni. videót is készítek és meg fogsz lepődni
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 22:12
Írta: Szedlay Pál Dátum 2007 október 30, 22:12
És szerinted amikor éles saroknál áll a maró akkor mekkora a nyomaték és amikor teljes sebességgel szaladgál az anyagban?[#boxer]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 október 30, 22:18
Írta: svejk Dátum 2007 október 30, 22:18
Jaj-jaj ne bánts már!:)
Mint írtam (#2153), én csak a szervo védelmére keltem letiltás ügyben.
Persze hogy nem tudjamikvel mit marsz, nem is kell.
De ha baj van és a vezérlő lépésvesztést detektál akkor igenis tiltson le.
És nem biztos a rendszer a rossz, lehet számos külső tényező.
Mint írtam (#2153), én csak a szervo védelmére keltem letiltás ügyben.
Persze hogy nem tudjamikvel mit marsz, nem is kell.
De ha baj van és a vezérlő lépésvesztést detektál akkor igenis tiltson le.
És nem biztos a rendszer a rossz, lehet számos külső tényező.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 22:26
Írta: 000000000 Dátum 2007 október 30, 22:26
Pali!
Én ennek nagyon örülök, nekem nem probléma, ha valakinek valami jó, vagy jobb, mint nekem, semmi gond!
Lényegében nem a G-rexről beszélgettünk, hanem a koordináravezérlésről, mint fogalomról.
Én neked semmit sem fogok parametrizálni, ezt persze tudtat, csak Palira akartál venni.
Én ennek nagyon örülök, nekem nem probléma, ha valakinek valami jó, vagy jobb, mint nekem, semmi gond!
Lényegében nem a G-rexről beszélgettünk, hanem a koordináravezérlésről, mint fogalomról.
Én neked semmit sem fogok parametrizálni, ezt persze tudtat, csak Palira akartál venni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 30, 22:30
Írta: 000000000 Dátum 2007 október 30, 22:30
A G-Rex Minden kulcsa pedig IGEN!, a nyomaték parametrizálás, minden pillanatban, valós időben.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 22:35
Írta: Szedlay Pál Dátum 2007 október 30, 22:35
Az igazság az, fogalmam sincs a koordinátavezérlésről mint fogalomról. soha nem tanultam és nem is halottam róla. De ettől még felnöttem és van két gyönyörű fiam.[#puszi]
Majd egyszer egy hozzá értővel elmagyaráztatom mi is ez, mert érdekel.
A jó pap is...............
Ezért nem is szálhatok vitába ez ügyben.
Majd egyszer egy hozzá értővel elmagyaráztatom mi is ez, mert érdekel.
A jó pap is...............
Ezért nem is szálhatok vitába ez ügyben.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 22:55
Írta: Szedlay Pál Dátum 2007 október 30, 22:55
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 23:00
Írta: Szedlay Pál Dátum 2007 október 30, 23:00
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 23:02
Írta: Szedlay Pál Dátum 2007 október 30, 23:02
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 23:07
Írta: Szedlay Pál Dátum 2007 október 30, 23:07
Nem tudom mi a hiba.
Írd be a google-ba hogy koordinátavezérlés Majd utána azt hogy koordináta vezérlés és csodát látok? Tanulni akaro? infót gyüjteni?
Nincs találat. De miért? Lehet, hogy nincs ilyen fogalom?
Szerinted?
[#conf]
Írd be a google-ba hogy koordinátavezérlés Majd utána azt hogy koordináta vezérlés és csodát látok? Tanulni akaro? infót gyüjteni?
Nincs találat. De miért? Lehet, hogy nincs ilyen fogalom?
Szerinted?
[#conf]
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 október 30, 23:23
Írta: robroy007 Dátum 2007 október 30, 23:23

Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 október 30, 23:24
Írta: robroy007 Dátum 2007 október 30, 23:24
sieresen nekem is becsúszott 1 kis hibamásodik kép
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 október 30, 23:30
Írta: robroy007 Dátum 2007 október 30, 23:30
nekem elsőre sikerült csak annyiban próbáltammásként hogy kihagytam az " jelet a koordiáta vezérlés elől [#crazya]
nekem sikerült
nekem sikerült
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 23:30
Írta: Szedlay Pál Dátum 2007 október 30, 23:30
Közönöm a segítséget.
Úgy látom ez egy összetertó csapat.[#love11]
Úgy látom ez egy összetertó csapat.[#love11]
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 október 30, 23:31
Írta: robroy007 Dátum 2007 október 30, 23:31
próbálok segíteni mindenkinek akinek csak tudok ilyen hülye természetem van (voltam rendszergazda valaha aztán rámragadt)
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 október 30, 23:31
Írta: robroy007 Dátum 2007 október 30, 23:31
De nekem ki segít indukcót építeni?[#szomoru1][#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 23:33
Írta: Szedlay Pál Dátum 2007 október 30, 23:33
Én mát írtam neked ez ügy ben a másik topikban
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 október 30, 23:35
Írta: robroy007 Dátum 2007 október 30, 23:35
meg van már látom kéne még 1 monitor, hogy uralhassam a topikokat [#email]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 október 30, 23:46
Írta: Szedlay Pál Dátum 2007 október 30, 23:46
Viszont így a koordináta vezérlésről nem tudtam meg semmit[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: ifarkas Dátum 2007 október 31, 15:45
Írta: ifarkas Dátum 2007 október 31, 15:45
Szia Szobrász!
A G-Rex G100 valóban egy béta verzió, legallábbis 6-8 hónappal ezelőttig, azóta nem próbáltam.
Mach4-gyel valóban működtek a tengelyek (csak teszteltem nem építettem be) de a be és kimenetek viszont nem, így használhatatlan volt.Ettől a "kis" hibától eltekintve örültem és vártam.Azóta a Mach4 megszünt.A Mach3-hoz voltak, vannak plugin-ok, de igazából a kapcsolat (Mach3-hoz csak ethernet lehet, USB nem! ) sem működött a Mach3 és a G-100 között, legalábbis nálam.Én ugy látom, hogy a probléma a Mach3 fejlesztők és a G-Rex gyártó-fejlesztői között van.
A G-Rex G100 valóban egy béta verzió, legallábbis 6-8 hónappal ezelőttig, azóta nem próbáltam.
Mach4-gyel valóban működtek a tengelyek (csak teszteltem nem építettem be) de a be és kimenetek viszont nem, így használhatatlan volt.Ettől a "kis" hibától eltekintve örültem és vártam.Azóta a Mach4 megszünt.A Mach3-hoz voltak, vannak plugin-ok, de igazából a kapcsolat (Mach3-hoz csak ethernet lehet, USB nem! ) sem működött a Mach3 és a G-100 között, legalábbis nálam.Én ugy látom, hogy a probléma a Mach3 fejlesztők és a G-Rex gyártó-fejlesztői között van.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 31, 17:58
Írta: 000000000 Dátum 2007 október 31, 17:58
Szervusz Ifarkas!
Ííííjjjjj. Kínos!
Úgy tudtam, csak a kézi kerekeket nem sikerült működésre bírnod, arról is azt írtad annó, hogy majd biztos sikerülni fog.... Akkor még lelkes voltál...
Mindegy.
EZ VAN!
Azt mondod, Mach4-el minden megy, csak a ki-be menetek nem?
Mit jelent ez? Encodert sem fogadta, vagy csak a többire, írtad? Analógra és digitálisra egyaránt?
Ezek a mach3-ban sem mentek? Vagy ott ment, de csak etherneten? Vagy a plug-in-os Mach3-mal meg sem moccant semmi?
Még annyit, megvettétek a hivatalos plug-in-t, vagy csak az ingyen letölthetővel próbáltad?
Mikor próbáltad utoljára? (a plug-in kiadása miatt kérdezem.)
Köszönöm az információt!
Hálás vagyok érte, még ha le is taglózott.
Áron
Ííííjjjjj. Kínos!
Úgy tudtam, csak a kézi kerekeket nem sikerült működésre bírnod, arról is azt írtad annó, hogy majd biztos sikerülni fog.... Akkor még lelkes voltál...
Mindegy.
EZ VAN!
Azt mondod, Mach4-el minden megy, csak a ki-be menetek nem?
Mit jelent ez? Encodert sem fogadta, vagy csak a többire, írtad? Analógra és digitálisra egyaránt?
Ezek a mach3-ban sem mentek? Vagy ott ment, de csak etherneten? Vagy a plug-in-os Mach3-mal meg sem moccant semmi?
Még annyit, megvettétek a hivatalos plug-in-t, vagy csak az ingyen letölthetővel próbáltad?
Mikor próbáltad utoljára? (a plug-in kiadása miatt kérdezem.)
Köszönöm az információt!
Hálás vagyok érte, még ha le is taglózott.
Áron
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 31, 18:07
Írta: 000000000 Dátum 2007 október 31, 18:07
Meg van még? [#conf]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 31, 18:20
Írta: 000000000 Dátum 2007 október 31, 18:20
Van Mach-on kívül bármilyen elméleti lehetőség (ami ilyen jeleket ad ki és PC-s )?
Ugye nincs. :(
Ugye nincs. :(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 október 31, 20:40
Írta: 000000000 Dátum 2007 október 31, 20:40
Cím: Re:DC szervó motoros vezérlés
Írta: ifarkas Dátum 2007 november 01, 18:43
Írta: ifarkas Dátum 2007 november 01, 18:43
Írd meg légyszíves az e-mail címedet, amin elérhető vagy.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 01, 18:44
Írta: 000000000 Dátum 2007 november 01, 18:44
Miért nem klikk a nevére?!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 04, 19:58
Írta: 000000000 Dátum 2007 november 04, 19:58
MŰKÖDIK A G-REX 100!!!
Ifarkas tegnap összehozta!
[#nevetes1][#nevetes1][#nevetes1]
Ifarkas tegnap összehozta!
[#nevetes1][#nevetes1][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 november 04, 20:15
Írta: yuagaci9g Dátum 2007 november 04, 20:15
``Nem tudom mi az, de jo nagyon!``
Szoval ha megszabadit a lekerekitett sarkoktol, mindent meger.
Mennyi aldozattal jar a hasznalata?
Szoval ha megszabadit a lekerekitett sarkoktol, mindent meger.
Mennyi aldozattal jar a hasznalata?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 04, 21:54
Írta: Szedlay Pál Dátum 2007 november 04, 21:54
Ha megjön amerikából és leteszteltem, akkor erről is megírom a véleményem. Remélem nem leszek csalódott.
http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&rd=1&item=320177661546&ssPageName=STRK:MEWN:IT&ih=011
http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&rd=1&item=320177661546&ssPageName=STRK:MEWN:IT&ih=011
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 november 04, 23:38
Írta: Kristály Árpád Dátum 2007 november 04, 23:38
Hallihó!
Igazán nem tudom mi....illetve hány axis...de...ezért 4 gyufásdobozt kapsz...GARIVAL!!!
De azért gratula!!![#wave][#confused][#wave]
Igazán nem tudom mi....illetve hány axis...de...ezért 4 gyufásdobozt kapsz...GARIVAL!!!
De azért gratula!!![#wave][#confused][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 05, 10:55
Írta: Szedlay Pál Dátum 2007 november 05, 10:55
Ez egy hardveres motioncontroller ami működik Mach3 plug-in-nal. Ez sajnos csak 3 tengely.
http://www.galilmc.com/support/appnotes/software/note4428.pdf
http://www.galilmc.com/support/appnotes/software/note4428.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 november 06, 09:53
Írta: j3rx6bsjd Dátum 2007 november 06, 09:53
Ha a Péter itt lenne,megvenné szerintem az összeset.[#nyes]Nem tünik drágának,csak az a kérdés,hogy mit tud és az mire elég.
1000db szervo motor
1000db szervo motor
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 november 06, 12:47
Írta: j3rx6bsjd Dátum 2007 november 06, 12:47
Pl.Tibor45 véleményezhetné a motor alkalmasságát,érdemes-e pénzt kiadni érte.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 06, 16:55
Írta: 000000000 Dátum 2007 november 06, 16:55
25 euró nem pénz egy 80-100 W-os szervomotorért,
az encodere is megérhet ennyit. Sajnos az
encoder felbontása nem egyértelmű, azt jó lenne
tudni pontosan, és a forgórész tehetelensége is
picit nagynak tűnik.
Valaki vegyen egyet, és leteszteljük.
Csak akkor lehetünk benne biztosak.:(
az encodere is megérhet ennyit. Sajnos az
encoder felbontása nem egyértelmű, azt jó lenne
tudni pontosan, és a forgórész tehetelensége is
picit nagynak tűnik.
Valaki vegyen egyet, és leteszteljük.
Csak akkor lehetünk benne biztosak.:(
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 november 06, 18:31
Írta: x4rhew5r3 Dátum 2007 november 06, 18:31
Az egyik betűből 500 cpr-re következtettem, de ez nem biztos. Rendeltem belőle, ha megjött, közzéteszem. Ha valaki tesztelni akarja, szívesen kölcsön adok 1-et.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 06, 20:01
Írta: svejk Dátum 2007 november 06, 20:01
Sziasztok!
Összefogás nem jöhet szóba?
6 db-ra beneveznék.
Én tök hülye vagyok a e-bay-hez, ez fix áras?
Összefogás nem jöhet szóba?
6 db-ra beneveznék.
Én tök hülye vagyok a e-bay-hez, ez fix áras?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 06, 20:07
Írta: svejk Dátum 2007 november 06, 20:07
Hol találtál több adatot?
(forgórész tehetetlenség)
(forgórész tehetetlenség)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 november 06, 20:12
Írta: x4rhew5r3 Dátum 2007 november 06, 20:12
Ha gondolod, megkérdezem a hollandust, hogy megplusszolná-e 6 darabbal. Igen, fix áras, és 33 EUR a 6 db szállítási költsége.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 06, 20:33
Írta: svejk Dátum 2007 november 06, 20:33
Küldtem magánba mailt!
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 november 06, 20:36
Írta: j3rx6bsjd Dátum 2007 november 06, 20:36
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 06, 20:37
Írta: 000000000 Dátum 2007 november 06, 20:37
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 06, 20:43
Írta: svejk Dátum 2007 november 06, 20:43
Elég tág...
Ott speciel azt találtam hogy az E sorozat bruschless .. :(
Ott speciel azt találtam hogy az E sorozat bruschless .. :(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 06, 20:44
Írta: svejk Dátum 2007 november 06, 20:44
Segíts gyenge elmémnek hanyadik oldal?
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 november 06, 20:52
Írta: j3rx6bsjd Dátum 2007 november 06, 20:52
2.oldal G240-esnek nevezi a katalógus,de ha az ottani fotót nézed azon a motoron is E240 szerepel.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 06, 20:53
Írta: svejk Dátum 2007 november 06, 20:53
jaaa...köszi..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 06, 20:53
Írta: 000000000 Dátum 2007 november 06, 20:53
A központi oldalról el lehet jutni a
katalógushoz, azon belül G240 alatt találtam
hasonló motoradatokat (E240-et nem láttam, de
gondolom az első betű jeladóra utal csak).
katalógushoz, azon belül G240 alatt találtam
hasonló motoradatokat (E240-et nem láttam, de
gondolom az első betű jeladóra utal csak).
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 06, 21:17
Írta: svejk Dátum 2007 november 06, 21:17
Sziasztok!
Úgy néz ki megtudnám oldani a motorok beszállítását kb. 2 hetes határidővel, és itthon az átvételnél lehetne forintban fizetni.
(a haverom nem messze lakik a holland fickótól)
Ha van rá igény kérem jelezzétek, úgy holnap délelőtt 9 óráig.
Úgy néz ki megtudnám oldani a motorok beszállítását kb. 2 hetes határidővel, és itthon az átvételnél lehetne forintban fizetni.
(a haverom nem messze lakik a holland fickótól)
Ha van rá igény kérem jelezzétek, úgy holnap délelőtt 9 óráig.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 06, 21:27
Írta: svejk Dátum 2007 november 06, 21:27
szerintem 512-es encoder lesz rajta
(az encoder hátulján a tipusszám után van egy I betű, az agilent-nél 512-őt jelent alap tárcsaátmérőnél)
(az encoder hátulján a tipusszám után van egy I betű, az agilent-nél 512-őt jelent alap tárcsaátmérőnél)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 06, 21:42
Írta: 000000000 Dátum 2007 november 06, 21:42
Szia Svejk!
Engem nagyon érdekelne 3 db ilyen moci akár forintban akár pedig pénzben.
Engem nagyon érdekelne 3 db ilyen moci akár forintban akár pedig pénzben.
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 06, 22:12
Írta: ybm4ifb Dátum 2007 november 06, 22:12
Szevasztok
A jövöre gondolva engemis érdekelne 3 Db
Megoldhato még??
A jövöre gondolva engemis érdekelne 3 Db
Megoldhato még??
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 06, 22:21
Írta: bmejdz9nu Dátum 2007 november 06, 22:21
Ezek kicsi motorok...szerintem... 0.22Nm...alapban... 1,7Nm csúcsban...
Dobjak neki egy mailt mekkora az encoder?
Én a "nagyobbakat" gyűjtöm... A vezérlő ára konstans... :)

De tényleg olcsó és dögivel van... 1000 db... jézusom... mondjuk párhuzamban több motor? :)
Dobjak neki egy mailt mekkora az encoder?
Én a "nagyobbakat" gyűjtöm... A vezérlő ára konstans... :)
De tényleg olcsó és dögivel van... 1000 db... jézusom... mondjuk párhuzamban több motor? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 06, 22:24
Írta: bmejdz9nu Dátum 2007 november 06, 22:24
De azért pár darab jó lenne a szekrényben... :
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 00:48
Írta: HJózsi Dátum 2007 november 07, 00:48
Én meg mit össze licitáltam ilyenekre még a tali előtt... Most majdnem a felébe kerül licit nélkül... Nekem 500PPR-t írtak az encoderre. Még a polcon vannak, épp csak megforgattam 30 V-al, kellemes hangja van. Az encodert nem sikerült szétszednem, bár mindent kicsavartam, elfordítottam amit lehetett, aztán nem erőltettem.
A kis esztergára lesz, majd golyósorsós átalakítás után. Az orsók már megvannak, már csak időkell...
A kis esztergára lesz, majd golyósorsós átalakítás után. Az orsók már megvannak, már csak időkell...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 07, 06:47
Írta: 3vv2btrhv Dátum 2007 november 07, 06:47
Szia Svejk
Nekem 4db kellene !!
Nekem 4db kellene !!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 08:06
Írta: svejk Dátum 2007 november 07, 08:06
Helló akkor neked van ugyanilyen?
Csinálhatnál egy közeli képet az encoderről.
Akkor nem zsákbamacska lenne.
Csinálhatnál egy közeli képet az encoderről.
Akkor nem zsákbamacska lenne.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 november 07, 08:12
Írta: x4rhew5r3 Dátum 2007 november 07, 08:12
Szia Svejk,
Száraz János (Janko) nem jut 9-ig nethez, ezért az ő nevében kérlek, hogy jegyezzél neki is 4 db-ot.
Száraz János (Janko) nem jut 9-ig nethez, ezért az ő nevében kérlek, hogy jegyezzél neki is 4 db-ot.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 08:19
Írta: svejk Dátum 2007 november 07, 08:19
Csak nagyon halkan jegyzem meg, ettől a motortól kb.annyit lehet várni mint ami az én szerkezetemen volt a talin (tudjátok az az "ablaktörlőmotor")
Csak hát ugye ez profi és valószínű időtállób kivitelben.
Nem utolsó sorban normális tengellyel.
Csak hát ugye ez profi és valószínű időtállób kivitelben.
Nem utolsó sorban normális tengellyel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 08:34
Írta: bmejdz9nu Dátum 2007 november 07, 08:34
Ha jól látom HEDS encoder van rajta...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 08:37
Írta: svejk Dátum 2007 november 07, 08:37
Annak klónja, szinte lehetetlen adatlapot keríteni ezekről.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 08:43
Írta: bmejdz9nu Dátum 2007 november 07, 08:43
[#smile] Ha minden "fórumtagnak" lesz ilyenje...
Tibor mit fog szólni? Számításai szerint ez nem megy... Persze tudjuk, hogy megy... :)
Tibor mit fog szólni? Számításai szerint ez nem megy... Persze tudjuk, hogy megy... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 08:45
Írta: bmejdz9nu Dátum 2007 november 07, 08:45
Rá van írva: Malaysia... Az Avago is Maláj cég...[#fejvakaras]

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 07, 08:57
Írta: 000000000 Dátum 2007 november 07, 08:57
Én is én is!
3 db kellene!!!
(ha még lehet)
Köszi Svejk!
3 db kellene!!!
(ha még lehet)
Köszi Svejk!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 09:12
Írta: HJózsi Dátum 2007 november 07, 09:12
Ok, szétszedem... Közre kellene adni egy mobilszámot, amin SMS-ben lehet rendelni ... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 07, 09:40
Írta: 000000000 Dátum 2007 november 07, 09:40
Szia Péter? Te miről beszélsz?
Jó kis motornak tűnik ez (picit lomha lesz), de az van
amit Svejk is írt a #2216-ban. Azért az se
feledjétek, hogy "csak" 0.22 Nm az állandó
nyomatéka. Én azért a nagy roham előtt
expresszbe szereznék egyet, majd többféle
szervóval letesztelném. Ha erre igény lesz,
egy tesztelőnek jelentkezem. Már előkészítettem
neki az egységugrást.:)
Jó kis motornak tűnik ez (picit lomha lesz), de az van
amit Svejk is írt a #2216-ban. Azért az se
feledjétek, hogy "csak" 0.22 Nm az állandó
nyomatéka. Én azért a nagy roham előtt
expresszbe szereznék egyet, majd többféle
szervóval letesztelném. Ha erre igény lesz,
egy tesztelőnek jelentkezem. Már előkészítettem
neki az egységugrást.:)
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 07, 09:46
Írta: ybm4ifb Dátum 2007 november 07, 09:46
Szevasztok
Svejk....akkor válalod a lebonyolítását ennek a szervo motoros üzletnek????
Ha igen..jelezd hogy felirtál az igénylők közé!
Nemis tudom..valahogy bekéne magad biztosítani,anyagilag...100motornál mégha olcso is..2500euro..
Svejk....akkor válalod a lebonyolítását ennek a szervo motoros üzletnek????
Ha igen..jelezd hogy felirtál az igénylők közé!
Nemis tudom..valahogy bekéne magad biztosítani,anyagilag...100motornál mégha olcso is..2500euro..
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 09:48
Írta: HJózsi Dátum 2007 november 07, 09:48
Szia Tibor! Már most felajánlok egyet tesztelésre, Bp-i vagyok, találkozhatunk. Üdv,
Józsi
Józsi
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 09:51
Írta: HJózsi Dátum 2007 november 07, 09:51
Na sejtettem, hogy valamit nem tudok ... szóval számítok a felajánlásodra... képek mindjárt, kódtárcsa balra el, de legalább megvan a titok nyitja ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 10:13
Írta: svejk Dátum 2007 november 07, 10:13
Huhh, erre nem számítottam...
most kb 40 db-nál járunk...
egy fél óra mulva tudok biztosat mondani
addig meglesznek Hjózsi képei is
most kb 40 db-nál járunk...
egy fél óra mulva tudok biztosat mondani
addig meglesznek Hjózsi képei is
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 10:52
Írta: HJózsi Dátum 2007 november 07, 10:52

Ai IC-n össz vissz ennyi felirat van, a többi oldala üres felirat szempontból... (három csatirnás, A,B és Index ...)

A kódtárcsán lévő felirat : D512Z3

Na ez volt a cumi : 2 db hernyó csavar ... sajnos ilyennel eddig nem találkoztam... Már előre félek, hogy egyszer majd valamelyik gyártó 3-at tesz bele ... [#nyes]

0,89mm-es imbuszkulccsal nyitottam
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 10:56
Írta: svejk Dátum 2007 november 07, 10:56
Köszönjük a Nép nevében!!!
Jól gondoltuk hogy 512-es az encoder
Ha valaki ragaszkodna az 500-ashoz akkor le tudom gyártani.
Jól gondoltuk hogy 512-es az encoder
Ha valaki ragaszkodna az 500-ashoz akkor le tudom gyártani.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 11:15
Írta: svejk Dátum 2007 november 07, 11:15
No, úgy néz ki megszületett a végleges lehetséges megoldás.
A Haverom beszélt az eladóval, sikerült megegyezniük, tehát Kecskeméti vagy Budapesti (hetente egyszer, előzetes egyeztetés után)
lehetne átvenni a motorokat 25 euro (vagy napi árfolyamon Ft) -ért.
Természetesen elpostázom vidékre is csak akkor plussz az itthoni postaköltség.
A várható érkezés nov. 20. körül
A fentiek figyelembevételével jelentkezzetek.
(A Haveromnál én vagyok a biztosíték, hogy el is viszitek a cuccot)
A Haverom beszélt az eladóval, sikerült megegyezniük, tehát Kecskeméti vagy Budapesti (hetente egyszer, előzetes egyeztetés után)
lehetne átvenni a motorokat 25 euro (vagy napi árfolyamon Ft) -ért.
Természetesen elpostázom vidékre is csak akkor plussz az itthoni postaköltség.
A várható érkezés nov. 20. körül
A fentiek figyelembevételével jelentkezzetek.
(A Haveromnál én vagyok a biztosíték, hogy el is viszitek a cuccot)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 07, 11:30
Írta: 000000000 Dátum 2007 november 07, 11:30
Korrekt, nekem maximálisan megfelel!
Postázva kérném (Eger), átutalom a pénzt (Ft) ha úgy jó.
További 2 db mocit is kérnék, ha még lehet!
Tehát nekem összesen 5 db lenne!
Köszi!
Áron
Postázva kérném (Eger), átutalom a pénzt (Ft) ha úgy jó.
További 2 db mocit is kérnék, ha még lehet!
Tehát nekem összesen 5 db lenne!
Köszi!
Áron
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 11:33
Írta: bmejdz9nu Dátum 2007 november 07, 11:33
Micsoda "szervós láz" várható :) :) :) Nekem is be kellene neveznem... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 07, 11:36
Írta: 000000000 Dátum 2007 november 07, 11:36
Pesten a húgom tudja átvenni (munkaidő után) Lehet az egyszerűbb...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 11:39
Írta: svejk Dátum 2007 november 07, 11:39
Szerintem az nem kérdéses hogy az itt megismert servo vezérlők közül minddel fog működni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 12:01
Írta: svejk Dátum 2007 november 07, 12:01
Hjózsi!
"még kér a Nép"
ha már ugy is elrontottad, nem lehetne egy képet a forgórészről....
"még kér a Nép"
ha már ugy is elrontottad, nem lehetne egy képet a forgórészről....
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 12:12
Írta: HJózsi Dátum 2007 november 07, 12:12
Ok, délután meglesz. Már szétcsavaroztam, könnyen szétjött, ahogy mondtad... Most el kell mennem,
To be continued ... ;)
To be continued ... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 november 07, 12:36
Írta: yuagaci9g Dátum 2007 november 07, 12:36
Ne kinlodj osszerakni!
A roncsokert adok 10 eurot.
A roncsokert adok 10 eurot.
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 07, 13:57
Írta: ybm4ifb Dátum 2007 november 07, 13:57
svejk!!!
Akkor véglegesítem a megrendelésem!!
Hogy kerek összeg legyen, 4-azaz négy Db-ot kérek.
Kérlek jelezz vissza ..hogy számba vetted a megrendelésem.
Köszönettel:stojka
Akkor véglegesítem a megrendelésem!!
Hogy kerek összeg legyen, 4-azaz négy Db-ot kérek.
Kérlek jelezz vissza ..hogy számba vetted a megrendelésem.
Köszönettel:stojka
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 14:01
Írta: bmejdz9nu Dátum 2007 november 07, 14:01
Megjött a Mavilor 400W-os szervómotorom...
Hát még ilyet sem láttam... 8 szénkefés! Mire jó ennyi szénkefe???

Sajnos ez a motor nem bontható:

A kék vonalak... csavarok alatt a szénkefék... középen egy tacho genaráror... az 4 kefés... :)

Ez eddíg majdnem minden világos... és persze jól is megy a motor... (Használtnak hirdették, de gondolom több is volt belőle mert ez originál gyárilag lezárt dobozba jött :) Totál új!
Nade ezt nem tudom mi lehet: egy kék és piros vezeték megy bele... [#fejvakaras] kb. a magnesekhez... szétszedni meg naem ajánlatos... a felírat szerint... Ha valaki tudna segíteni...

Kép az adattábláról...

Hát még ilyet sem láttam... 8 szénkefés! Mire jó ennyi szénkefe???
Sajnos ez a motor nem bontható:
A kék vonalak... csavarok alatt a szénkefék... középen egy tacho genaráror... az 4 kefés... :)
Ez eddíg majdnem minden világos... és persze jól is megy a motor... (Használtnak hirdették, de gondolom több is volt belőle mert ez originál gyárilag lezárt dobozba jött :) Totál új!
Nade ezt nem tudom mi lehet: egy kék és piros vezeték megy bele... [#fejvakaras] kb. a magnesekhez... szétszedni meg naem ajánlatos... a felírat szerint... Ha valaki tudna segíteni...
Kép az adattábláról...
Cím: Re:DC szervó motoros vezérlés
Írta: 35kpazcgr Dátum 2007 november 07, 14:11
Írta: 35kpazcgr Dátum 2007 november 07, 14:11
A több szénkefe nagyobb áramot, nagyobb nyomatékot jelent. A szénkefék váltakozva vannak a "+" és a "-" pólushoz kapcsolva, azért a forgórész tekercsei párhuzamosan kapcsolódnak, tahát nagyobb áram tud átfolyni rajtuk, és a szénkefék sem terhelődnek túl.
A jelzett alkatrész a hőérzékelő. Túlmelegedéskor letíltja a szervóhajtást.
A jelzett alkatrész a hőérzékelő. Túlmelegedéskor letíltja a szervóhajtást.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 14:18
Írta: bmejdz9nu Dátum 2007 november 07, 14:18
köszi! --- De szakadást mérek rajta, lehet hogy egy bimetál kapcsoló lehet benne?
Kicsit nehéz lenne melegíteni... hőlégfúvóval? :) Hol kapcsolhat?
A székefék száma akár 64 is lehetne? :) :) :) röhely...
Kicsit nehéz lenne melegíteni... hőlégfúvóval? :) Hol kapcsolhat?
A székefék száma akár 64 is lehetne? :) :) :) röhely...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 14:18
Írta: svejk Dátum 2007 november 07, 14:18
megvan
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 14:20
Írta: bmejdz9nu Dátum 2007 november 07, 14:20
Persze nekem is kell belőle... 4 db vagy 44 db... [#smile][#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 14:24
Írta: svejk Dátum 2007 november 07, 14:24
Nagy dilemma :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 14:25
Írta: svejk Dátum 2007 november 07, 14:25
A #2230-ra holnap reggel 05.00 óráig meghosszabbítva a jelentkezési határidő...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 14:27
Írta: svejk Dátum 2007 november 07, 14:27
.
.
A #2230-ra holnap reggel 05.00 óráig meghosszabbítva a jelentkezési határidő...
.
.
.
A #2230-ra holnap reggel 05.00 óráig meghosszabbítva a jelentkezési határidő...
.
.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 17:25
Írta: HJózsi Dátum 2007 november 07, 17:25
ElectroCraft E204 II. rész - Csak erős idegzetűeknek !!! 18++ [#vigyor1]

Könnyen szerelhető

NMB RI-1438S (d=9,5mm)

NMB 608S
A szétszedéshez a szénkefe tartókat kijjebb kell húzni, imbusz kulccsal lehet kilazítani. Eredetileg kissé el vannak forgatva, kilazítás előtt jelölni érdemes ... ha még össze akarod rakni ... :) A szénkefe méretei ~ 3,17x6,35 mm , 12mm hosszú

Kiegyensúlyozott forgórész (gondolom a pöttyről...)

A csapágyaknak nagyobb a játéka mint egy új SKF 608-nak, de úgy tűnik könnyen szerehetők.
A külső acélköpeny 4,8mm vastag (belemérve a felületkezelést). A motorházban lévő porból ítélve futhatott már jópár órát, a kommutátort is lehet,hogy már szabályozták, de még biztos nincs túl az élettartama felén. Csapágy meg bármikor cserélhető. Gondos szerelés, mindenütt ragasztó az illeszkedő felületeknél. Összerakni kb. 2 perc. ...
További képek
ITT.
Indulhat a bevásárló túrizmus! [#buck]
Könnyen szerelhető
NMB RI-1438S (d=9,5mm)
NMB 608S
A szétszedéshez a szénkefe tartókat kijjebb kell húzni, imbusz kulccsal lehet kilazítani. Eredetileg kissé el vannak forgatva, kilazítás előtt jelölni érdemes ... ha még össze akarod rakni ... :) A szénkefe méretei ~ 3,17x6,35 mm , 12mm hosszú
Kiegyensúlyozott forgórész (gondolom a pöttyről...)
A csapágyaknak nagyobb a játéka mint egy új SKF 608-nak, de úgy tűnik könnyen szerehetők.
A külső acélköpeny 4,8mm vastag (belemérve a felületkezelést). A motorházban lévő porból ítélve futhatott már jópár órát, a kommutátort is lehet,hogy már szabályozták, de még biztos nincs túl az élettartama felén. Csapágy meg bármikor cserélhető. Gondos szerelés, mindenütt ragasztó az illeszkedő felületeknél. Összerakni kb. 2 perc. ...
További képek
ITT.
Indulhat a bevásárló túrizmus! [#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 17:25
Írta: HJózsi Dátum 2007 november 07, 17:25
E240
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 17:40
Írta: bmejdz9nu Dátum 2007 november 07, 17:40
Józsi Te egy Úr vagy!!! Aki tesz is a többiekért...
A kommutátor osztását kevésnek találom, pedíg 2 kefés mocit is szedtem már szét... több volt általában.
Persze ez a motor simán tud 6000rpm-et is...tehát nagy fordulatra van...gondolom... de ha lassan kell forogni...?
Ez az én "nyügöm és agonizációm"... tudjátok az áttétel... nem szeretem, még nem csináltam... talán azért.
Ha Tibor előkerül... ezt a motort biztos kötelezően "áttételezésre" veszi... :)
de a csavart forgórész szervós jellegű...
A kommutátor osztását kevésnek találom, pedíg 2 kefés mocit is szedtem már szét... több volt általában.
Persze ez a motor simán tud 6000rpm-et is...tehát nagy fordulatra van...gondolom... de ha lassan kell forogni...?
Ez az én "nyügöm és agonizációm"... tudjátok az áttétel... nem szeretem, még nem csináltam... talán azért.
Ha Tibor előkerül... ezt a motort biztos kötelezően "áttételezésre" veszi... :)
de a csavart forgórész szervós jellegű...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 17:46
Írta: svejk Dátum 2007 november 07, 17:46
Hálás köszönet!
Én erre számítottam...
ua. mint az "ablaktörlőszerű" csak ferde hornyokkal, hosszabb (és kivülről cserélhető) kefékkel.
Az én vezérlőmmel menni fog az tuti..
Én erre számítottam...
ua. mint az "ablaktörlőszerű" csak ferde hornyokkal, hosszabb (és kivülről cserélhető) kefékkel.
Az én vezérlőmmel menni fog az tuti..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 17:54
Írta: svejk Dátum 2007 november 07, 17:54
Az "ablaktörlőszerű"-nek is ennyi a kommutátrszelete, tökéletesen működik.
Kezdetben én is kételkedtem benne, de a kisérletek meggyőztek (még a darabosan járó motorok is megszelidülnek a servovezérlő alatt)
a kevés kommutátorszelet azt jelenti, hogy nagyobb áramugrások vannak és ez nagyobb kefekopást eredményezhet, már akár mechanikailag is.
A tekecskivezetések sajnos mostanában már ilyenek, nem forrasztanak mert ez igy gépesíthetőbb. (Tekercselő szakik szerint biztosabb kötést ad mint a forrasztás)
Kezdetben én is kételkedtem benne, de a kisérletek meggyőztek (még a darabosan járó motorok is megszelidülnek a servovezérlő alatt)
a kevés kommutátorszelet azt jelenti, hogy nagyobb áramugrások vannak és ez nagyobb kefekopást eredményezhet, már akár mechanikailag is.
A tekecskivezetések sajnos mostanában már ilyenek, nem forrasztanak mert ez igy gépesíthetőbb. (Tekercselő szakik szerint biztosabb kötést ad mint a forrasztás)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 17:56
Írta: svejk Dátum 2007 november 07, 17:56
A ferde hornyolás az egyenletesebb mágnesezés(járás) miatt van. Pozitívum...
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2007 november 07, 18:03
Írta: ebalint Dátum 2007 november 07, 18:03
Szia svejk!
4 db-ra beneveznék.
Előre is kösz, ebalint
4 db-ra beneveznék.
Előre is kösz, ebalint
Cím: Re:DC szervó motoros vezérlés
Írta: gvox Dátum 2007 november 07, 19:46
Írta: gvox Dátum 2007 november 07, 19:46
Szia svejk!
emilke ment
gvox
emilke ment
gvox
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 07, 20:17
Írta: 000000000 Dátum 2007 november 07, 20:17
"A kommutátor osztását kevésnek találom, pedíg 2 kefés mocit is szedtem már szét... több volt általában. "
Ez nekem is irtó kevésnek tűnik!
Mi lesz ezzel mini fotdulaton, vagy "tartóban"
[#confused]
Hol itt a "valódi szervó motor"?! Ez inkább "jellegű". Nem gagyi ez egy kicsit?
Tibor45?
Ez nekem is irtó kevésnek tűnik!
Mi lesz ezzel mini fotdulaton, vagy "tartóban"
[#confused]
Hol itt a "valódi szervó motor"?! Ez inkább "jellegű". Nem gagyi ez egy kicsit?
Tibor45?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 20:28
Írta: svejk Dátum 2007 november 07, 20:28
A találkozón láthattál volna bemutatót egy nagyon hasonlóról.
Az adatlap és a gyártó illetve a képek Hjózsi jóvoltából mindent elárul..
Megjegyzem egy hete még nem is tudtad milyen tulajdonságai vannak egy szervomotornak :):)
Reggel ötig van időd gondolkozni....
Az adatlap és a gyártó illetve a képek Hjózsi jóvoltából mindent elárul..
Megjegyzem egy hete még nem is tudtad milyen tulajdonságai vannak egy szervomotornak :):)
Reggel ötig van időd gondolkozni....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 20:36
Írta: bmejdz9nu Dátum 2007 november 07, 20:36
Én is rendeltem belőle!
Nevetséges ezért az árért... azt tudni kell!!! [#smile]
De mindjárt teszek be olyanokat amiknek nem nevetséges az ára...
Nevetséges ezért az árért... azt tudni kell!!! [#smile]
De mindjárt teszek be olyanokat amiknek nem nevetséges az ára...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 20:44
Írta: bmejdz9nu Dátum 2007 november 07, 20:44
1,6Nm alapban... 12Nm csúcsban.... stb...
A 400W-os SanyoDenki "duóm" "quartetre" szaporodott... :) :) :)
Ez már nem "röhelyárúak" darabja egy havi nyugdíja anyukámnak :)... na ez már szomorú...
De ez olyat tud... hogy ember legyen a talpán aki mechanikát is tud hozzá...
Pl. már 30V-ról tápegység/motor rövidzárba és leugrik az asztalról... úgy blokkol... (85V-os :) 16-os tengely... a többit el kellene képzelned... [#kacsint]

Belső képek: #2091
A 400W-os SanyoDenki "duóm" "quartetre" szaporodott... :) :) :)
Ez már nem "röhelyárúak" darabja egy havi nyugdíja anyukámnak :)... na ez már szomorú...
De ez olyat tud... hogy ember legyen a talpán aki mechanikát is tud hozzá...
Pl. már 30V-ról tápegység/motor rövidzárba és leugrik az asztalról... úgy blokkol... (85V-os :) 16-os tengely... a többit el kellene képzelned... [#kacsint]
Belső képek: #2091
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 20:45
Írta: HJózsi Dátum 2007 november 07, 20:45
JA!Minőség nevetséges áron ... ELECTRO... [#nevetes1]
Tibor biztos ma nem ért rá, pedig várom, hogy átadhassam a másik példányt tesztelésre. Akkor pedig már nem csak ráolvasásos, hanem objektív véleménynek, adatoknak birtokába juthatunk...
Tibor biztos ma nem ért rá, pedig várom, hogy átadhassam a másik példányt tesztelésre. Akkor pedig már nem csak ráolvasásos, hanem objektív véleménynek, adatoknak birtokába juthatunk...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 07, 20:47
Írta: 000000000 Dátum 2007 november 07, 20:47
Nem, nem vacilálok, kell ez nekem, csak nem tudom, mire lesz használható. [#circling]
Azért kérdem.
Egy heteeeee!
Azért ez, ez, ez túúúúlzááás!
Most sem tudom :-)
Azért kérdem.
Egy heteeeee!
Azért ez, ez, ez túúúúlzááás!
Most sem tudom :-)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 07, 20:51
Írta: 000000000 Dátum 2007 november 07, 20:51
[#finom]
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 07, 20:54
Írta: ybm4ifb Dátum 2007 november 07, 20:54
Szevasz Péter!
A harmadik motorbol hiányzik az ék,az olcsobb a többinél?...
A harmadik motorbol hiányzik az ék,az olcsobb a többinél?...
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 07, 20:55
Írta: ybm4ifb Dátum 2007 november 07, 20:55
Szevasz Péter!
A harmadik motorbol hiányzik az ék,az olcsobb a többinél?...
A harmadik motorbol hiányzik az ék,az olcsobb a többinél?...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 07, 20:55
Írta: 000000000 Dátum 2007 november 07, 20:55
Négy hónapig éheztetted az anyukád? [#wow1]
Mennyi a nyugdíja?
Mennyi a nyugdíja?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 20:58
Írta: bmejdz9nu Dátum 2007 november 07, 20:58
[#rinya] Sőt! az egyik nem teljesen zsír új... az lett szétszedve... Ezek ám a szomorú dolgok... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 21:00
Írta: bmejdz9nu Dátum 2007 november 07, 21:00
[#rinya] Sőt! az egyik nem teljesen zsír új... az lett szétszedve... Ezek ám a szomorú dolgok... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 21:05
Írta: bmejdz9nu Dátum 2007 november 07, 21:05
[#rinya] Sőt! az egyik nem teljesen zsír új... az lett szétszedve... Ezek ám a szomorú dolgok... :)
Egyébként értéktelenek... mert ha egyszer majd megtanulok gépet csinálni akkor kelleni fognak.... [#nyes]
Egyébként értéktelenek... mert ha egyszer majd megtanulok gépet csinálni akkor kelleni fognak.... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 07, 21:32
Írta: ybm4ifb Dátum 2007 november 07, 21:32
Péter...
Beépítetted a tölem vásárolt THK sineket??
sok bejegyzéssel lejebb,irtam hogy visszavásárolnám..bajban vagyok..a Z sinem miatt..illetve nemis a sin hiányzik nagyon,hanem a 4 kocsi..sehol nem találok.
Ha esetleg csak a Lin szekrényedben állnának..némi haszonnal eladhatnád nekem.
Csak megkérdezem..hátha...nem kéne 20-as sineket a Z-hez szerelnem..máshol mindenütt 15-ös van.
Beépítetted a tölem vásárolt THK sineket??
sok bejegyzéssel lejebb,irtam hogy visszavásárolnám..bajban vagyok..a Z sinem miatt..illetve nemis a sin hiányzik nagyon,hanem a 4 kocsi..sehol nem találok.
Ha esetleg csak a Lin szekrényedben állnának..némi haszonnal eladhatnád nekem.
Csak megkérdezem..hátha...nem kéne 20-as sineket a Z-hez szerelnem..máshol mindenütt 15-ös van.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 21:52
Írta: bmejdz9nu Dátum 2007 november 07, 21:52
Megvan... neked milyen van cserealapnak?
Van még más 15-ös is... mekkora kellene?
Van még más 15-ös is... mekkora kellene?
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 07, 21:53
Írta: 3vv2btrhv Dátum 2007 november 07, 21:53
csak egy kérdés - a szénkeféje ugye beszerezhetö hozzá ??
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 21:59
Írta: svejk Dátum 2007 november 07, 21:59
Ez ugye beugrató kérdés volt? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 22:01
Írta: bmejdz9nu Dátum 2007 november 07, 22:01
[#mf1]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 22:01
Írta: HJózsi Dátum 2007 november 07, 22:01
Abban biztos vagyok, hogy be tudunk ilyet szerezni, csak abban nem, hogy hol... [#circling]
Svejk szerintem tapasztaltabb ez ügyben... Amúgy a modell nem halt ki, a G240-el egyeznek az adatai a katalógusban és most már sokan leszünk érintettek szénkefe ügyben ;)...
Svejk szerintem tapasztaltabb ez ügyben... Amúgy a modell nem halt ki, a G240-el egyeznek az adatai a katalógusban és most már sokan leszünk érintettek szénkefe ügyben ;)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 22:04
Írta: bmejdz9nu Dátum 2007 november 07, 22:04
Most csinálok rendet a műhelybe... rendezkedek... gondoltam lefotózom a "többi" szervómotort is...
(Ha már nincs "felvágok" topik... :)

Látni, hogy az a "kis" 280W-os Bautz motor, hogyan veszik bele a tömegbe... [#nyes]
(Ha már nincs "felvágok" topik... :)
Látni, hogy az a "kis" 280W-os Bautz motor, hogyan veszik bele a tömegbe... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 22:06
Írta: bmejdz9nu Dátum 2007 november 07, 22:06
Én szoktam venni egy hasonlót, egy nagyobbat 5 perc és kész... pl. metabo 2 db. 900Ft...
De itt sopronban van egy szénkefe gyár is... voltam ott ... mondták délután... és minden lesz... kérjek lehetetlent! :)
De itt sopronban van egy szénkefe gyár is... voltam ott ... mondták délután... és minden lesz... kérjek lehetetlent! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 november 07, 22:10
Írta: 4mjnxdwuu Dátum 2007 november 07, 22:10
Lehet hülyén hangzik, nemrég egy Magyar szénkefe gyártó cég kérdezett meg nem tudok-e segiteni rajtuk AL xxxx -es pormaggal, beakarták zúzni és valami kisérleti adalék lett volna.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 22:11
Írta: svejk Dátum 2007 november 07, 22:11
Bemégy egy szénkefeboltba, és felmutatod hogy ilyen méretűt kérsz. Ha nincs veszel nagyobbat és lecsiszolod méretre.
Csak nehogy megmond hogy szervo, vagy speciális motorba kell , mert akkor 4 x-es áron adják!
Ez komoly, tapasztaltuk...
Csak nehogy megmond hogy szervo, vagy speciális motorba kell , mert akkor 4 x-es áron adják!
Ez komoly, tapasztaltuk...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 22:13
Írta: svejk Dátum 2007 november 07, 22:13
Na az azért 900 Ft mert megmondtad hogy metabóba kell :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 22:13
Írta: HJózsi Dátum 2007 november 07, 22:13
Gugli csak úgy dobálja ... pl http://www.freeweb.hu/villanym-szenkefe/ruga2.htm
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 22:15
Írta: svejk Dátum 2007 november 07, 22:15
Tényleg Hjózsi!
Már annyit segítettél: mekkora a mérete a kefének? (6x4-re saccolom)
Már annyit segítettél: mekkora a mérete a kefének? (6x4-re saccolom)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 22:16
Írta: svejk Dátum 2007 november 07, 22:16
Mondom, Hunka Tibi csak beugratós kérdésnek szánta :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 07, 22:17
Írta: 000000000 Dátum 2007 november 07, 22:17
Szia!
Legkésőbb a hétvégén összehozzuk a tesztet,
majd egy egyeztetünk egy időpontot.
Mivel ilyen népszerű lett ez a kis motor, az
eredmények biztosan érdekesek lehetnek sokaknak.
Egy biztos: ennyi pénzt csak az encodere is
megér. A katalógusban azért korrektül ott van
a gyártó ajánlása is: "Light industrial"
Legkésőbb a hétvégén összehozzuk a tesztet,
majd egy egyeztetünk egy időpontot.
Mivel ilyen népszerű lett ez a kis motor, az
eredmények biztosan érdekesek lehetnek sokaknak.
Egy biztos: ennyi pénzt csak az encodere is
megér. A katalógusban azért korrektül ott van
a gyártó ajánlása is: "Light industrial"
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 22:17
Írta: HJózsi Dátum 2007 november 07, 22:17
www.szenkefe.hu ... bronzkeféjük is van...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 22:18
Írta: svejk Dátum 2007 november 07, 22:18
"Light industrial" = Hobby
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 november 07, 22:18
Írta: Kristály Árpád Dátum 2007 november 07, 22:18
Hallihó Mindenkinek!
Régebben volt illetve állítólag most is van egy üzlet a Népszínház utca közepén ahol bronz perselyek mellet száz számra voltak...vannak...szénkefék
Motoros is volt ott... ha jól tudom nemrég vett persejeket......
Üdv.: Árpi
Régebben volt illetve állítólag most is van egy üzlet a Népszínház utca közepén ahol bronz perselyek mellet száz számra voltak...vannak...szénkefék
Motoros is volt ott... ha jól tudom nemrég vett persejeket......
Üdv.: Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 07, 22:19
Írta: ybm4ifb Dátum 2007 november 07, 22:19
Péter
Ahogy irtam sineim még vannak..ugyiscsak 240mm-esek kellenek..a kocsi az amim nincs..THK...adnák érte egy THK KX 80781 A jelzésü golyos anyát,CSERE név alatt a File T-ban
Ahogy irtam sineim még vannak..ugyiscsak 240mm-esek kellenek..a kocsi az amim nincs..THK...adnák érte egy THK KX 80781 A jelzésü golyos anyát,CSERE név alatt a File T-ban
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 22:22
Írta: HJózsi Dátum 2007 november 07, 22:22
YES! Amúgy én II.ker... A "Light industrial" nekem pont jó lesz! (majd ha lesz mivel megkergetni...)
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 07, 22:22
Írta: ybm4ifb Dátum 2007 november 07, 22:22
Sajnos csak 30mm a THK munkahossza
A másiké 85mm..ez utobbi lessz nekem a Z munkahosszom.
A másiké 85mm..ez utobbi lessz nekem a Z munkahosszom.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 22:30
Írta: HJózsi Dátum 2007 november 07, 22:30
Látom nem vagy erős idegzetű és nem olvastad végig a #2247 es hozzászólásomat ... [#nyes]
Vegyél némi bátorságot ! ...[#awink][#awink][#awink]
Vegyél némi bátorságot ! ...[#awink][#awink][#awink]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 22:35
Írta: svejk Dátum 2007 november 07, 22:35
jajj, amerikai...csiszolunk...:)
Tényleg nem olvastam, a képek lenyűgöztek :) :)
Tényleg nem olvastam, a képek lenyűgöztek :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 07, 22:38
Írta: HJózsi Dátum 2007 november 07, 22:38
OK! :) sejtettem... bronzkefék amugy, és igen Manufactured in U.S.A ... de ennyi belefér wazze...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 07, 22:42
Írta: svejk Dátum 2007 november 07, 22:42
Ez viszont nekem sem tetszik :(
http://www.eminebea.com/usa/eMinebea?Transaction=catalog_CatalogPartDetail&Part_ID=50RI-1438&searchField=part_id&prevSearchValue=1438&order_by=+++++++.%2FCell%5Bposition%28%29%3D+1%5D%2F.&StartElement=1&TotalElements=4&ElementsPerPage=15&PrimaryListNode=Row&UseCache=&templateId=TMP00041&LogURL=true&orderBy=1&orderCriteria=&catalogMeasuringSystem=M&render=&measuringSystem=M&searchValue=1438&contains=true
http://www.eminebea.com/usa/eMinebea?Transaction=catalog_CatalogPartDetail&Part_ID=50RI-1438&searchField=part_id&prevSearchValue=1438&order_by=+++++++.%2FCell%5Bposition%28%29%3D+1%5D%2F.&StartElement=1&TotalElements=4&ElementsPerPage=15&PrimaryListNode=Row&UseCache=&templateId=TMP00041&LogURL=true&orderBy=1&orderCriteria=&catalogMeasuringSystem=M&render=&measuringSystem=M&searchValue=1438&contains=true
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 07, 22:56
Írta: bmejdz9nu Dátum 2007 november 07, 22:56
Ilyenből én is teszek fel az adok veszekbe ha lesz időm...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 08, 01:08
Írta: HJózsi Dátum 2007 november 08, 01:08
A csapágy az Thailand, majd onnan beszerezzük ... v. csak van megfelelő , persze inch ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 08, 05:20
Írta: svejk Dátum 2007 november 08, 05:20
Benne van az SKF ktalógusban is...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 08, 05:29
Írta: svejk Dátum 2007 november 08, 05:29
48 db motort rendeltetek...
Erre azért nem számítottam...
A haverom még álja az ajánlatát :)
(de sok monitort meg kell nekem javítani Neki hálám jeléül :( )
Pofátlan leszek, megpróbálok vele pár db.-bal többet vetetni- mindig vannak későn ébredők...
Jó hír hogy lehet hogy már jövő hét végére hozzámérkezik az áru.
Most holnap délelőttig eltünök, utána már remélem azt a hírt tudom közölni, hogy a haveromnál van a cucc!
Erre azért nem számítottam...
A haverom még álja az ajánlatát :)
(de sok monitort meg kell nekem javítani Neki hálám jeléül :( )
Pofátlan leszek, megpróbálok vele pár db.-bal többet vetetni- mindig vannak későn ébredők...
Jó hír hogy lehet hogy már jövő hét végére hozzámérkezik az áru.
Most holnap délelőttig eltünök, utána már remélem azt a hírt tudom közölni, hogy a haveromnál van a cucc!
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 08, 06:51
Írta: 3vv2btrhv Dátum 2007 november 08, 06:51
sejtettem... bronzkefék amugy !!!
Nekem ez volt az aggályom
Nekem ez volt az aggályom
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 08:36
Írta: bmejdz9nu Dátum 2007 november 08, 08:36
[#vigyor2] Jó, hogy nem maradtam ki a buliból...
Tibornak tudományosan kellene bevizsgálnia... nekem meg "megpakolt" Z-tengellyel ... [#smile] , hogy legyen kontraszt ... :)
Tibornak tudományosan kellene bevizsgálnia... nekem meg "megpakolt" Z-tengellyel ... [#smile] , hogy legyen kontraszt ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 08:58
Írta: bmejdz9nu Dátum 2007 november 08, 08:58
Most számolom... ez mondjuk 16 gépre való motor mennyiség... akkor talán gépcsinálási "láz" is várható? Vagy csak spájzolás? Hű de kiváncsi leszek...
Eddíg sem volt semmi a szervótopik... nemzetközi összehasonlításban sem... ennyit, ennyi idő alatt még a németek sem "kevertek"...
Persze ez érthető is... Magyaroszágon van a legnagyobb vezérlő választék a világon!
Eddíg sem volt semmi a szervótopik... nemzetközi összehasonlításban sem... ennyit, ennyi idő alatt még a németek sem "kevertek"...
Persze ez érthető is... Magyaroszágon van a legnagyobb vezérlő választék a világon!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 08, 09:34
Írta: HJózsi Dátum 2007 november 08, 09:34
A bronzkefével mi a gond? Jobban eszi a kommutátort?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 08, 09:36
Írta: HJózsi Dátum 2007 november 08, 09:36
De vagy kettőt hármat párhuzamosan kötve egy BlackBox-ról ... [#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 08, 09:45
Írta: ybm4ifb Dátum 2007 november 08, 09:45
Péter
Oké hogy van nekedis..mid nincs...
Nekem a megoldást probáld megtalálni..mít adhatnék..mire van szükséged??
Mi lenne ha felebaráti szeretetből egyszerüen ajándékba adnád???
Oké hogy van nekedis..mid nincs...
Nekem a megoldást probáld megtalálni..mít adhatnék..mire van szükséged??
Mi lenne ha felebaráti szeretetből egyszerüen ajándékba adnád???
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 09:47
Írta: bmejdz9nu Dátum 2007 november 08, 09:47
Persze én 4 db-ot szerelek egy tengelyre, áttételezem 1/10-be... aztán meghajtja a 2mm-es emelkedésű tengelyt... talán akkor már jó lesz...
Persze akkor 4 vezérlő is kell?[#nyes] A járulékos költségeket nem kell számolnom, mert az a rezsi anyag... :)
Persze akkor 4 vezérlő is kell?[#nyes] A járulékos költségeket nem kell számolnom, mert az a rezsi anyag... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 09:50
Írta: bmejdz9nu Dátum 2007 november 08, 09:50
Vágül is milyen kellene? 15-ös vezetők 2-2 kocsival? Mekkora munkahosszra? Z-tengelyhez?
Amelyik kocsikhoz a sineket adtad azok hosszúak...
Amelyik kocsikhoz a sineket adtad azok hosszúak...
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 08, 11:19
Írta: ybm4ifb Dátum 2007 november 08, 11:19
Péter
csak a kocsik kellenének..kár lenne elvágni a léceket...és léceim vannak még.
csak a kocsik kellenének..kár lenne elvágni a léceket...és léceim vannak még.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 13:24
Írta: bmejdz9nu Dátum 2007 november 08, 13:24
Az nem megy... Mit csinálnák az üres vezetőkkel? :)
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 november 08, 13:31
Írta: dg8n4i8x Dátum 2007 november 08, 13:31
Csinnálj rá csúszó kocsikat! [#eplus2] Lehet nem is hülyeség...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 november 08, 13:36
Írta: dg8n4i8x Dátum 2007 november 08, 13:36
Nincs fölösleges üres síned?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 08, 13:39
Írta: 000000000 Dátum 2007 november 08, 13:39
Mondj egy arat a sinekre legyszives! Erdekelhet, kocsik nelkul.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 13:45
Írta: bmejdz9nu Dátum 2007 november 08, 13:45
Ne bosszantsatok... [#vigyor] Egybe van,. szép hosszú és nem eladó... darabokban sem... Nem olyan egyformák a THK kocsik mint pl. a Rexroth-nál...
Egybe van értéke... Egybe használható...
Egybe van értéke... Egybe használható...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 november 08, 13:47
Írta: dg8n4i8x Dátum 2007 november 08, 13:47
Csak nem ötletet adtam?
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 november 08, 13:48
Írta: dg8n4i8x Dátum 2007 november 08, 13:48
Ha trapéz anyát tudtunk gyártani műanyagból...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 08, 13:50
Írta: 000000000 Dátum 2007 november 08, 13:50
Nem, csak most volt idom rakerdezni... (:
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 14:21
Írta: bmejdz9nu Dátum 2007 november 08, 14:21
Szervó...
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 08, 15:00
Írta: ybm4ifb Dátum 2007 november 08, 15:00
Hát..ezekszerínt más megoldást kell keresnem?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 08, 15:03
Írta: 000000000 Dátum 2007 november 08, 15:03
Szerintem nyugodtan torolheted oket! (:
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 15:18
Írta: bmejdz9nu Dátum 2007 november 08, 15:18
Igen... sajnos... emlékszel az én 4db Rexroth vadi új kocsimra... annyit sem értek mint a mozdulatlanul befedett sin alája... :)
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 08, 15:33
Írta: ybm4ifb Dátum 2007 november 08, 15:33
Nemértem..nekem az a bajom hogy van Rexroth 2sineim,236mmhoszban 4 kocsival..csak 20mm-es...
Mármost az X-Y irányokban THK 15-ösöm van...hogynézne ki a Z 20-as Rexroth-al...másrészt a Rexroth kocsik tul szélessek,nem fér közélyük a golyos orso.
A Rexroth nagyon jo...de nem ehhez a géphez.
Mármost az X-Y irányokban THK 15-ösöm van...hogynézne ki a Z 20-as Rexroth-al...másrészt a Rexroth kocsik tul szélessek,nem fér közélyük a golyos orso.
A Rexroth nagyon jo...de nem ehhez a géphez.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 16:00
Írta: bmejdz9nu Dátum 2007 november 08, 16:00
El kell adni... és venni 15-öst...
Tegyél be egy képet az adok veszekbe...
Van nekem (originál csomagolásban) 15-ös Rexroth sineim és 4 kocsim Z-tengelyhez... valahol azt is megtalálod ott...
Vagy cseréljük el...
Tegyél be egy képet az adok veszekbe...
Van nekem (originál csomagolásban) 15-ös Rexroth sineim és 4 kocsim Z-tengelyhez... valahol azt is megtalálod ott...
Vagy cseréljük el...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 08, 16:53
Írta: svejk Dátum 2007 november 08, 16:53
Ez miért aggály???
Bemész a szénkefeboltba és kérsz bronzkefét.
Bemész a szénkefeboltba és kérsz bronzkefét.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 08, 17:28
Írta: svejk Dátum 2007 november 08, 17:28
Van fejlemény a motorok ügyében...
35 db már a haverom raktárában pihen, a többiért holnap kell visszamennie mert a csávó nem gyözi tesztelni őket :)
Viszik mint a cukrot...
A fickó állítolag ali látszik ki a posta dobozok között....
35 db már a haverom raktárában pihen, a többiért holnap kell visszamennie mert a csávó nem gyözi tesztelni őket :)
Viszik mint a cukrot...
A fickó állítolag ali látszik ki a posta dobozok között....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 17:58
Írta: bmejdz9nu Dátum 2007 november 08, 17:58
1000 motorral átrendezi az europai hobbysták lelkét... elgondolását... azt tuti...[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 18:14
Írta: bmejdz9nu Dátum 2007 november 08, 18:14
[#nyes]A német fórumon már külön topikja van ennek a motornak (Peters CNC Ecke)
"jede Menge Servomotoren bei Ebay " :) :) :) mint kiderült 5000 darabja van a Hollandnak!!! Egy konténer!
Azért van a végkiárusítás, mert nem RoHS kompatibilisek a motorok... így már érthető...
_________________________________________
Szervós ULI (az alkoholista:) is már ott van a témán:
Hallo zusammen,
also rein preislich sind die Teile natürlich Schnäppchen. Ich tippe auf 'nicht RoHs konform'.
Die Leistung ist nur etwas für kleine Geräte, aber vielen dürfte das ja reichen.
Wie gut der Motor läuft wird sich zeigen, ich tippe mal daß das keine Probleme macht.
4700U/min sind aber für Anwendungen mit Untersetzung auch nicht gerade beeindruckend.
Etwas unsicher bin ich beim Encoder. RS-Components hat den Typ nämlich nicht und es sind keine weiteren Daten angegeben.
Wenn er in einer passenden Auflösung liegt und demontierbar ist, lohnt sich der Kauf aber schon fast wegen des Encoders.
Am besten wäre, daß sich einer der was in der Größe braucht so einen Motor besorgt und hier das Ergebnis reinstellt.
Gruß
Uli
"jede Menge Servomotoren bei Ebay " :) :) :) mint kiderült 5000 darabja van a Hollandnak!!! Egy konténer!
Azért van a végkiárusítás, mert nem RoHS kompatibilisek a motorok... így már érthető...
_________________________________________
Szervós ULI (az alkoholista:) is már ott van a témán:
Hallo zusammen,
also rein preislich sind die Teile natürlich Schnäppchen. Ich tippe auf 'nicht RoHs konform'.
Die Leistung ist nur etwas für kleine Geräte, aber vielen dürfte das ja reichen.
Wie gut der Motor läuft wird sich zeigen, ich tippe mal daß das keine Probleme macht.
4700U/min sind aber für Anwendungen mit Untersetzung auch nicht gerade beeindruckend.
Etwas unsicher bin ich beim Encoder. RS-Components hat den Typ nämlich nicht und es sind keine weiteren Daten angegeben.
Wenn er in einer passenden Auflösung liegt und demontierbar ist, lohnt sich der Kauf aber schon fast wegen des Encoders.
Am besten wäre, daß sich einer der was in der Größe braucht so einen Motor besorgt und hier das Ergebnis reinstellt.
Gruß
Uli
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 08, 20:23
Írta: HJózsi Dátum 2007 november 08, 20:23
"A RoHS (Restriction on Hazardous Substances) szabályozás az elektromos és elektronikus berendezésekben használatos ólom és más potenciálisan veszélyes anyagok korlátozására vonatkozik. Ez a 2002/95/EC irányelv alapján az EU-ban 2006. július 1-től lesz érvényben. Célja teljesen egyértelmű – hatféle anyag használatának korlátozása az elektromos és elektronikus berendezésekben (EEE), ezáltal hozzájárulva az emberi egészség és környezet védelméhez. Sokak számára ez jelentős környezeti kihívás. ... "
Én még ma is ólmosczinnel forrasztok, ebben a motorban nem igazán láttam mi a Hazardous, majd holnap Tiborral kimérjük ... [#eplus2]
Én még ma is ólmosczinnel forrasztok, ebben a motorban nem igazán láttam mi a Hazardous, majd holnap Tiborral kimérjük ... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 08, 20:38
Írta: 3vv2btrhv Dátum 2007 november 08, 20:38
nekem nem volt szerencsém a bronz kefével , mert volt 3db motorom szervó amihez nem kaptam sehol kefét és berágtam - kéjes élvezettel feldaraboltam a motorokat !!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 08, 21:04
Írta: HJózsi Dátum 2007 november 08, 21:04
De most már tudod a megoldást ... [#papakacsint] egy nagyobbat becsiszolni ... ééérteeed (mint a eklámban) [#nyes] becsiszolni... talán marni is lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 08, 21:05
Írta: HJózsi Dátum 2007 november 08, 21:05
Ezresével rakja ki hetente, csak így győzi ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 21:37
Írta: bmejdz9nu Dátum 2007 november 08, 21:37
"Euro szervomotor"
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 08, 21:50
Írta: 000000000 Dátum 2007 november 08, 21:50
Egyszóval a piás ULI leszólja a motort ill. teljesen bizonytalan a minősége felől. Tényleg valaki "lúhoz" értőnek kéne már letesztelni, hogy kakát azért ne vegyünk, ha lehet. rosszból ui. még a kicsi is büdös....
Ha a motorból a kb. 1:5-ös leosztás után sem jön ki kb. 2 Nm-es nyomaték, akkor nem igazán OKés a cucc...
Ha a motorból a kb. 1:5-ös leosztás után sem jön ki kb. 2 Nm-es nyomaték, akkor nem igazán OKés a cucc...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 08, 22:03
Írta: 000000000 Dátum 2007 november 08, 22:03
Én leginkább a 0.268 kgcm2 adatától félek,
ami súroljhatja a szabályozhatóság határát.
De majd holnap már "okosabbak" leszünk, azt
már kivárhatjátok, HJózsival a körmére nézünk
ennek a motornak.:)
ami súroljhatja a szabályozhatóság határát.
De majd holnap már "okosabbak" leszünk, azt
már kivárhatjátok, HJózsival a körmére nézünk
ennek a motornak.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 22:04
Írta: bmejdz9nu Dátum 2007 november 08, 22:04
ULI sem látta/tesztelte még... csak filózott ha jól értettem...
Ha megjön majd megnyúzom a mocit... :)
Ha megjön majd megnyúzom a mocit... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 22:05
Írta: bmejdz9nu Dátum 2007 november 08, 22:05
A kis motorokra valami tippeket oszt a gyufásdoboz vezérlő gyártó is... a leírásban... A kis induktivitás miatt?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 08, 22:06
Írta: HJózsi Dátum 2007 november 08, 22:06
Holnap teszt...

A stepper a műterhelés ... Ha sikerül összehozunk valami realisztikusabbat ... Az RTL stáb is ott lesz, lesz video, rodeo, FAdeo ... [#nyes]
A stepper a műterhelés ... Ha sikerül összehozunk valami realisztikusabbat ... Az RTL stáb is ott lesz, lesz video, rodeo, FAdeo ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 22:07
Írta: bmejdz9nu Dátum 2007 november 08, 22:07
Mindent értékén kell mérni... az előbb vettem egy 200W-os szervómotort szállítással 150 USD-ért... szóval erről ennyit...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 22:08
Írta: bmejdz9nu Dátum 2007 november 08, 22:08
A léptető besegít neki? [#vigyor1]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 08, 22:15
Írta: HJózsi Dátum 2007 november 08, 22:15
Mondom műterheléés...
Bár lehetne ellene dolgoztatni...
Legalább csináltam egy hi-tech tartót amin tesztelhetem majd a motorokat és nem fognak leugrani a földre ... [#nyes][#nyes][#nyes]
Bár lehetne ellene dolgoztatni...
Legalább csináltam egy hi-tech tartót amin tesztelhetem majd a motorokat és nem fognak leugrani a földre ... [#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 08, 22:20
Írta: bmejdz9nu Dátum 2007 november 08, 22:20
Hogyan terheli? Én csak a bűvárolmok fel-le ben hiszek :) Vezérlőt is viszel a Tibornak... [#vigyor2]
De tényleg pofás lett a tesztpad... csili vili az egész!
De tényleg pofás lett a tesztpad... csili vili az egész!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 00:10
Írta: 000000000 Dátum 2007 november 09, 00:10
Szerintem egy egyenáramú nagytelj villanymocit kellene pödörtetni a szervómocival. A fejlesztett áramot pedig egy nagytelj szabályozható reosztáttal megetetni. Közben mindent mérni amit csak lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 00:35
Írta: HJózsi Dátum 2007 november 09, 00:35
Hááát így nem nagyon, talán ha megfordítom az áttételt... de talán lesz jobb terhelés teszt...
Stay tuned! [#circling]
Stay tuned! [#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 november 09, 00:48
Írta: e3h0cv4ph Dátum 2007 november 09, 00:48
Szia svejk.
Én is szeretnék rendelni 3db-ot ebből a motorból.
Beleférek még a rendelésbe?
Egyébként ezt a bizniszt te folyamatosan csinálod?
Lehet tőled 1 hét múlva, 1 hónap múlva is rendelni? gondolom az ürgének kitart egy darabig, hacsak meg nem unja.
Köszi:TT
Én is szeretnék rendelni 3db-ot ebből a motorból.
Beleférek még a rendelésbe?
Egyébként ezt a bizniszt te folyamatosan csinálod?
Lehet tőled 1 hét múlva, 1 hónap múlva is rendelni? gondolom az ürgének kitart egy darabig, hacsak meg nem unja.
Köszi:TT
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 09, 07:03
Írta: 3vv2btrhv Dátum 2007 november 09, 07:03
Ha a teszt eredményét leforditanánk angolra és németre ez a topik lenne a legnézettebb a VILÁG HOBBY CNC- sei között !!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 07:42
Írta: svejk Dátum 2007 november 09, 07:42
Ma még megy vissza a Haverom a maradékért, szólok neki 3-mal többet hozzon.
Későbbiekben attól függ hogy lesz-e a csávónak, illetve pár darabért nem fog 120km-t autózni a haverom.
Igy is nagyon hálás vagyok neki hogy belerakott 300 ezer Ft-ot.
Későbbiekben attól függ hogy lesz-e a csávónak, illetve pár darabért nem fog 120km-t autózni a haverom.
Igy is nagyon hálás vagyok neki hogy belerakott 300 ezer Ft-ot.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 08:00
Írta: svejk Dátum 2007 november 09, 08:00
Újabb infó motorokkal kapcsolatban :
Hétfőn valószínű Pesten átvehetők lesznek.
Kérek ötleteket egy olyan helyre és időpontra ahol ezt kulturáltan le tudnánk bonyolítani.
Nekem akár egy jól megközelíthető parkoló is megfelel ahol mondjuk egy 1 órás intervallumban ott tartózkodnék és aki akar eljönne érte.
Természetesen a többieknek elpostázom utánvéttel.
GLS-sel 2000-2500 Ft lenne a szállítási és utnvétel költsége.
A postában nem nagyon bízom, sebesség értékmegóvás terén, illetve azt hiszem az drágább is lenne, de majd megkérdezem pontosan.
Hétfőn valószínű Pesten átvehetők lesznek.
Kérek ötleteket egy olyan helyre és időpontra ahol ezt kulturáltan le tudnánk bonyolítani.
Nekem akár egy jól megközelíthető parkoló is megfelel ahol mondjuk egy 1 órás intervallumban ott tartózkodnék és aki akar eljönne érte.
Természetesen a többieknek elpostázom utánvéttel.
GLS-sel 2000-2500 Ft lenne a szállítási és utnvétel költsége.
A postában nem nagyon bízom, sebesség értékmegóvás terén, illetve azt hiszem az drágább is lenne, de majd megkérdezem pontosan.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 08:22
Írta: svejk Dátum 2007 november 09, 08:22
Csak halkan jegyzem meg, ezzel az összeállítással a motor adatait ki tudjátok mérni, de minek ha az adatlapon minden ott van kellő részletességgel?
Talán egy komoly teszt ott kezdődene hogy felraknátok egy adott, kategóriájához illő mechanikára és többféle vezérlővel megkeresnétek az optimális beállítást pl. áttétel, sebesség, gyorsulás terén.
Utóbbi három adat talán a legfontosabb a hobbysok számára.
Talán egy komoly teszt ott kezdődene hogy felraknátok egy adott, kategóriájához illő mechanikára és többféle vezérlővel megkeresnétek az optimális beállítást pl. áttétel, sebesség, gyorsulás terén.
Utóbbi három adat talán a legfontosabb a hobbysok számára.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 08:26
Írta: bmejdz9nu Dátum 2007 november 09, 08:26
Ezt a fajta, un. "gyakorlatias" tesztet hagyják meg nekem és neked [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 08:35
Írta: bmejdz9nu Dátum 2007 november 09, 08:35
Most kellene az Ebay-on magyar szervó vezérlőket árulni :)... beírnák a CNC-s töténelem könyvbe...
ULI biztos már dörzsöli a markát, de nem mindenki tudja összerakni az Övét...
Mondjuk pont ehhez a motorhoz... mondjuk előre bállítva... (megtehető)...
Na jó persze sok munka sok pénzért... a pénz meg nem boldogit mint tudjuk...
Szerintem, ha tényleg annyi van a Hollandnak akkor ez egy piacgazdaságban magától menni fog... Pedíg adja el szépen most néztem...
... és amit még nem látunk... pl. a "magyar kvótát" sem...
ULI biztos már dörzsöli a markát, de nem mindenki tudja összerakni az Övét...
Mondjuk pont ehhez a motorhoz... mondjuk előre bállítva... (megtehető)...
Na jó persze sok munka sok pénzért... a pénz meg nem boldogit mint tudjuk...
Szerintem, ha tényleg annyi van a Hollandnak akkor ez egy piacgazdaságban magától menni fog... Pedíg adja el szépen most néztem...
... és amit még nem látunk... pl. a "magyar kvótát" sem...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 08:42
Írta: 000000000 Dátum 2007 november 09, 08:42
"Mondjuk pont ehhez a motorhoz... mondjuk előre bállítva... (megtehető)... "
Vannak ketsegeim...a beallitas ugyanis elsosorban az adott mechnanikatol fugg!
A PID alkalmas/optimlais ertekeit nem lehet latatlanban beallitani....csak a mukodo gepen.
Vannak ketsegeim...a beallitas ugyanis elsosorban az adott mechnanikatol fugg!
A PID alkalmas/optimlais ertekeit nem lehet latatlanban beallitani....csak a mukodo gepen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 09:13
Írta: bmejdz9nu Dátum 2007 november 09, 09:13
Hihetetlen, de aki tud az be tudja állítani... (Kb. mindenki a max-ot fogja kivenni belőle... :)
István és Svejk úgy belőtte a Bautz motoromhoz a vezérlőiket, hogy nem tudtam érdemben hozzányulni a mechanikán egyikhez sem.
Ezért gondolom... azaz tudom, hogy menne a dolog...
István és Svejk úgy belőtte a Bautz motoromhoz a vezérlőiket, hogy nem tudtam érdemben hozzányulni a mechanikán egyikhez sem.
Ezért gondolom... azaz tudom, hogy menne a dolog...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 09:24
Írta: svejk Dátum 2007 november 09, 09:24
Valóban nem lehet tökéletesen beállítani, de azért elég jól meg lehet közelíteni és csak maximum finomhangolásra van szükség.
Sok kezdőnek az veszi el a kedvét hogy a motor csak össze vissza rángat.
Az első próbálkozásaim a servoval nekem is kudarcba fulladtak, mig nem kezdtem el gondolkozni a beállítás menetén, és türelmesen megkeresni az optimumot.
Utána már szint alig kellet más mechanikánál utánállítani.
Valószínű közrejátszik az is amit Varsányi mond, hogy spiccen mennek a motorok általában.
Sok kezdőnek az veszi el a kedvét hogy a motor csak össze vissza rángat.
Az első próbálkozásaim a servoval nekem is kudarcba fulladtak, mig nem kezdtem el gondolkozni a beállítás menetén, és türelmesen megkeresni az optimumot.
Utána már szint alig kellet más mechanikánál utánállítani.
Valószínű közrejátszik az is amit Varsányi mond, hogy spiccen mennek a motorok általában.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 09:27
Írta: svejk Dátum 2007 november 09, 09:27
Nálam például bevált az , hogy az üres motor tengelyére fogatok egy közönséges fúrótokmányt és ez imitálja a leendő orsó tehetetlenségét.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 09:41
Írta: bmejdz9nu Dátum 2007 november 09, 09:41
mondjuk 5%-ot lehet nyerni még... de lehet 100-at veszteni is... Tehát érdemes napokig tekergetni? Nem arányos...
Jó az ok. ha valaki azt élvezi... a lehetőséget meg kell hagyni... de előtte jelölje be a potikat írj fel a számokat stb... szerintem.
Jó az ok. ha valaki azt élvezi... a lehetőséget meg kell hagyni... de előtte jelölje be a potikat írj fel a számokat stb... szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 10:47
Írta: 000000000 Dátum 2007 november 09, 10:47
Sziasztok!
Ha ki akarjuk hozni a kis motorokból a maximumot, akkor hány Voltos és Amperes vezérlőt követel meg (amit a moci meg is eszik)?
Azt írják, 5000rpm-et is tud, bár úgy nézem, itt már lefelé tart a nyomatéka...
Péter, Te honnan vetted azt a 6000 rpm-et?
Más:
Szerintetek nem lehet ezeket (2 db-ot) sorba kötni? egy tengely (pontosan illesztve, a komutátoroknak megfelelően) egy encoder, egy vezérlő. [#fejvakaras]
Ha ki akarjuk hozni a kis motorokból a maximumot, akkor hány Voltos és Amperes vezérlőt követel meg (amit a moci meg is eszik)?
Azt írják, 5000rpm-et is tud, bár úgy nézem, itt már lefelé tart a nyomatéka...
Péter, Te honnan vetted azt a 6000 rpm-et?
Más:
Szerintetek nem lehet ezeket (2 db-ot) sorba kötni? egy tengely (pontosan illesztve, a komutátoroknak megfelelően) egy encoder, egy vezérlő. [#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 11:01
Írta: bmejdz9nu Dátum 2007 november 09, 11:01
A KV értékből és a ráírt max feszültségből...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 11:02
Írta: bmejdz9nu Dátum 2007 november 09, 11:02
Sorba? Párhuzamosan... Szokták... De szerintem csodálkozni fogsz egy is mit tud...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 11:06
Írta: 000000000 Dátum 2007 november 09, 11:06
Úgy értettem, hogy fizikailah sorba, esetleg fogasszíj. Elektronikailag persze, párhuzamosan. De ezekszerint lehet!!?[#finom]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 11:11
Írta: 000000000 Dátum 2007 november 09, 11:11
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 11:16
Írta: 000000000 Dátum 2007 november 09, 11:16
A holland ezeket adta meg:
DC Permanent magnet Servo Motor
0.22 Nm Stall Torque
1.7 Nm Peak Torque
3.1 Amps Stall Current
24.5 Peak Current
4700 RPM Max Speed
48 VDC Max Voltage
1.1 kg Weight
4.5 kg Radial Load
2.3 kg Axial Load
7.8 v/kRPM Voltage Const
Szóval 3.1 A vagy 24,5 A amit megszlopál?
3.1 ügyi?
DC Permanent magnet Servo Motor
0.22 Nm Stall Torque
1.7 Nm Peak Torque
3.1 Amps Stall Current
24.5 Peak Current
4700 RPM Max Speed
48 VDC Max Voltage
1.1 kg Weight
4.5 kg Radial Load
2.3 kg Axial Load
7.8 v/kRPM Voltage Const
Szóval 3.1 A vagy 24,5 A amit megszlopál?
3.1 ügyi?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 11:49
Írta: bmejdz9nu Dátum 2007 november 09, 11:49
48V/7.8V = 6.153 rpm...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 11:51
Írta: bmejdz9nu Dátum 2007 november 09, 11:51
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 12:13
Írta: 000000000 Dátum 2007 november 09, 12:13
Most akkor egy gyufásdoboz meg tud akár több ilyet hajtani a maga 20 Amperével?
Hányat? (párhuzamban, ha maxon szeretnénk járatni)
Láttál Te már ilyet valahol?
[#lama]
Hányat? (párhuzamban, ha maxon szeretnénk járatni)
Láttál Te már ilyet valahol?
[#lama]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 12:24
Írta: bmejdz9nu Dátum 2007 november 09, 12:24
Megveszem majd egy dollárért, és majd felvágok vele... [#vigyor0] Persze soha nem fogom látni... ill. elhozni... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 12:32
Írta: 000000000 Dátum 2007 november 09, 12:32
Sok boldogságot, a döherrel, de nem arra vonatkozott a kérdésem. [#shakehead]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 14:17
Írta: svejk Dátum 2007 november 09, 14:17
Ha kiakarod a motor maximumát használni ,akkor 80 V 20 A-es vezérlő kell minimum.
a lényeg hogy a maximálisan megengedett 24,5 A ne lépd túl .
Magyarul a vezérlőd áramlimitjét 20 A-ra kell beállítani.
Ezt folyamatosan nem veheti fel a motor de az irányváltásokkor kell ez az áramerősség.
a lényeg hogy a maximálisan megengedett 24,5 A ne lépd túl .
Magyarul a vezérlőd áramlimitjét 20 A-ra kell beállítani.
Ezt folyamatosan nem veheti fel a motor de az irányváltásokkor kell ez az áramerősség.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 14:21
Írta: svejk Dátum 2007 november 09, 14:21
Ha megelégszel alacsonyabb fordulatszámmal (pl. direkt hajtás esetén)
akkor elég a 40-50 V 20 A
akkor elég a 40-50 V 20 A
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 14:23
Írta: svejk Dátum 2007 november 09, 14:23
Hahó, Budapestiek!
A #2343-ra nincs ötlet?
A #2343-ra nincs ötlet?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 14:25
Írta: svejk Dátum 2007 november 09, 14:25
Aki a csomagküldést választja, az kérem írja meg a pontos címet magánban.
svejk01 kukac fibermail.hu
Telefonszámom: 20 9290 163
svejk01 kukac fibermail.hu
Telefonszámom: 20 9290 163
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 14:27
Írta: svejk Dátum 2007 november 09, 14:27
Budapestről hazafelé esetleg jöhetek a Monor-Cegléd-Kecskemét útvonalon ha valakinek ez megfelelőbb lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 november 09, 14:36
Írta: j3rx6bsjd Dátum 2007 november 09, 14:36
Nekem a Duna-Plaza vagy Árpád híd környéke jó lenne.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 14:48
Írta: 000000000 Dátum 2007 november 09, 14:48
Köszi!
Na és ha sorosan van bekötve 2 db (gondolom egy encoderrel kellene, pl. kuplungal vagy szíjjal összekötni)?
2*40=80V, áram meg a 20A.
Felejtsem el?
Na és ha sorosan van bekötve 2 db (gondolom egy encoderrel kellene, pl. kuplungal vagy szíjjal összekötni)?
2*40=80V, áram meg a 20A.
Felejtsem el?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 14:55
Írta: bmejdz9nu Dátum 2007 november 09, 14:55
Mi lenne ha Sopronban lenne az osztás? [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 14:57
Írta: bmejdz9nu Dátum 2007 november 09, 14:57
Ezt csinálták a HobbyCNC szervómotorral ha jól halottam... de, hogy ki és mikor azt nem...
De láttam a neten ilyen képeket...
De láttam a neten ilyen képeket...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 14:59
Írta: svejk Dátum 2007 november 09, 14:59
Elgondolgodtató.. de ez már csak vészmegoldás lehet. A kétszeres teljesítmény biztos nem lenne meg.
Én még nem próbáltam ilyen üzemmódot.
mindenesetre a motorok terhelés elosztása szempontjából a soros üzem lehet jobb megoldás a párhuzamossal szemben.
Én még nem próbáltam ilyen üzemmódot.
mindenesetre a motorok terhelés elosztása szempontjából a soros üzem lehet jobb megoldás a párhuzamossal szemben.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 15:01
Írta: svejk Dátum 2007 november 09, 15:01
D.Lacinak talán van tapasztalata, mintha ő próbálta volna az "ablaktörlőszerűt"
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 15:10
Írta: 000000000 Dátum 2007 november 09, 15:10
Erdekelnenek a kepek, akar maganban is - legyszives!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 15:11
Írta: bmejdz9nu Dátum 2007 november 09, 15:11
Nem tároltam... kicsik voltak és nem izgattak, mert kb. úgy látom mint Svejk... Tehát többe kerül a hús mint a leves... számoljunk...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 15:15
Írta: 000000000 Dátum 2007 november 09, 15:15
Ha valaki küld egy ilyen "most népszerű" motort, akkor egy gyors tesztet és véleményezést megejthetek a P2S-el![#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 15:21
Írta: svejk Dátum 2007 november 09, 15:21
Nem rosszindulatból írom, de ha már van egy klassz servovezérlőd akkor igazán beszerezhetnél Te is egyet a motorból:)
Nem olyan zsebbevágó beruházás lenne, és akkor nyugodt szívvel ajánlhatnád a vezérlőd mellé, vagy a vezérlődet a motor mellé.
Nem olyan zsebbevágó beruházás lenne, és akkor nyugodt szívvel ajánlhatnád a vezérlőd mellé, vagy a vezérlődet a motor mellé.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 15:29
Írta: 000000000 Dátum 2007 november 09, 15:29
Végül is igazad van...[#oooo]
Kérnék 1-et én is, ha még lehet (futárral)!
Kérnék 1-et én is, ha még lehet (futárral)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 15:35
Írta: bmejdz9nu Dátum 2007 november 09, 15:35
"most népszerű"... Becenevet kellene adni neki? [#pardon1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 15:40
Írta: svejk Dátum 2007 november 09, 15:40
Na nem azért írtam...:)
okszi,ugy is lesz egy pár darabb plussz majd küldök egyet.
okszi,ugy is lesz egy pár darabb plussz majd küldök egyet.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 15:43
Írta: svejk Dátum 2007 november 09, 15:43
Az enyémnek már van: DSSC :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 15:49
Írta: bmejdz9nu Dátum 2007 november 09, 15:49
egységmotor? mint egységugratás...?
Szerintem azért jobban tenné mindenki, ha ledobja majd róla az 512-es encodert és tesz rá 500-ast mert nekem van egy csomó eladó... [#smile]
Szerintem azért jobban tenné mindenki, ha ledobja majd róla az 512-es encodert és tesz rá 500-ast mert nekem van egy csomó eladó... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 16:46
Írta: bmejdz9nu Dátum 2007 november 09, 16:46
Már megy az "egységugratási" teszt a Tibornál... ha jól gondolom... vagy már meg is volt... [#wow1]
Na persze csak elméleti "síkon" azaz orsón...
Na persze csak elméleti "síkon" azaz orsón...
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2007 november 09, 16:53
Írta: Egyújabbgépépítő Dátum 2007 november 09, 16:53
Mennyiért adod az 500 as encodereket?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 16:54
Írta: 000000000 Dátum 2007 november 09, 16:54
Megtörtént az Elektrocraft motor teszt a mai
nap folyamán H.Józsi segítségével.
Tesztkörülmények:
- 10 mm menetemelkedésű golyósorsós próbapad
- Áttétel: 4.1 mm elmozdulás/motorfordulat
- exponenciális és egységugrás step-dir
alapjelek DOS speciális teszt programból
- R betűvel kezdődő DC szervo szabályzó,
6A áramlimitre állítva, DC 40V motor tápegység
Ezek messze nem ideális körülmények, de
hirtelen pár óra alatt ezt tudtuk megteremteni.
Készült pár videó, ezek szerkesztése, feltöltése
folyamatban van.
nap folyamán H.Józsi segítségével.
Tesztkörülmények:
- 10 mm menetemelkedésű golyósorsós próbapad
- Áttétel: 4.1 mm elmozdulás/motorfordulat
- exponenciális és egységugrás step-dir
alapjelek DOS speciális teszt programból
- R betűvel kezdődő DC szervo szabályzó,
6A áramlimitre állítva, DC 40V motor tápegység
Ezek messze nem ideális körülmények, de
hirtelen pár óra alatt ezt tudtuk megteremteni.
Készült pár videó, ezek szerkesztése, feltöltése
folyamatban van.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 16:58
Írta: 000000000 Dátum 2007 november 09, 16:58
Hú de jó!
Várjuk!
Miért 6 A az áramlimit?
Nem 20-at is bírna? Vagy azt Te nem javaslod?
Várjuk!
Miért 6 A az áramlimit?
Nem 20-at is bírna? Vagy azt Te nem javaslod?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 17:10
Írta: 000000000 Dátum 2007 november 09, 17:10
A 20 A-t beszéld meg azzal, aki ezt írta,
én messze nem értek vele egyet ebben.
Egy ilyen kis motornál tekintettel kell lenni
a műszaki adataira, képességeire, ha a
motorodat még másnap is szeretnéd használni.
én messze nem értek vele egyet ebben.
Egy ilyen kis motornál tekintettel kell lenni
a műszaki adataira, képességeire, ha a
motorodat még másnap is szeretnéd használni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 17:30
Írta: bmejdz9nu Dátum 2007 november 09, 17:30
[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2007 november 09, 17:43
Írta: ebalint Dátum 2007 november 09, 17:43
Köszönettel várom a motorokat, ill. majd küldöm a címet.
ebalint
ebalint
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 17:59
Írta: HJózsi Dátum 2007 november 09, 17:59
na elkészült a videószabdalás is :
1. ElectroCraft_01.wmv
2.ElectroCraft_02_30mm_60Hz.wmv
3.ElectroCraft_03_5Hz_eu.wmv
4.ElectroCraft_04_10Hz_eu.wmv
5.ElectroCraft_05_12_5Hz_eu.wmv
6.ElectroCraft_06_15Hz_eu.wmv
1. ElectroCraft_01.wmv
2.ElectroCraft_02_30mm_60Hz.wmv
3.ElectroCraft_03_5Hz_eu.wmv
4.ElectroCraft_04_10Hz_eu.wmv
5.ElectroCraft_05_12_5Hz_eu.wmv
6.ElectroCraft_06_15Hz_eu.wmv
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 18:04
Írta: HJózsi Dátum 2007 november 09, 18:04
7.ElectroCraft_07_20Hz_eu.wmv
8.ElectroCraft_08_50Hz_eu.wmv
9.ElectroCraft_09_10Hz_eu.wmv
10.ElectroCraft_10_20Hz_eu.wmv
11.ElectroCraft_11_30Hz_eu.wmv
12.ElectroCraft_12_15Hz_eu.wmv
13.ElectroCraft_13_10Hz_eu.wmv
8.ElectroCraft_08_50Hz_eu.wmv
9.ElectroCraft_09_10Hz_eu.wmv
10.ElectroCraft_10_20Hz_eu.wmv
11.ElectroCraft_11_30Hz_eu.wmv
12.ElectroCraft_12_15Hz_eu.wmv
13.ElectroCraft_13_10Hz_eu.wmv
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 18:06
Írta: bmejdz9nu Dátum 2007 november 09, 18:06
Most töltöm... de ezek a Hz-ek mit jelentenek?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 18:08
Írta: HJózsi Dátum 2007 november 09, 18:08
14.ElectroCraft_14_100mm%20_oda%20_vissza.wmv
15.ElectroCraft_15_100mm%20_o%20_v_80mm_s.wmv
16.ElectroCraft_16_100mm%20_o%20_v_100mm_s.wmv
17.ElectroCraft_17_100mm%20_o%20_v_140mm_s.wmv
15.ElectroCraft_15_100mm%20_o%20_v_80mm_s.wmv
16.ElectroCraft_16_100mm%20_o%20_v_100mm_s.wmv
17.ElectroCraft_17_100mm%20_o%20_v_140mm_s.wmv
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 18:13
Írta: HJózsi Dátum 2007 november 09, 18:13
Az 1 mm-es egységugrás ezekkef a frekikkel megkerhetve...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 18:16
Írta: svejk Dátum 2007 november 09, 18:16
Sajnos az egyszerű hobby vezérlők nem alkalmasak arra hogy korrekten lehessen a motort védeni.
Kompromisszumot kell kötni:
egyszerű vezérlőkben általában az áramlimit nem a motor hanem a vezérlő félvezetői megóvása érdekében van.
Ha beállítod a 20 A-t akkor még a motor adatlapjában levő maximálisan megengedhető áramérték alatt vagy.
Természetesen ezt csak pillanatszerűen viseli el a motor, de kell a kellő dinamikához, "egységugráshoz".
Kicsit jobb vezérlőkben már legalább I2t motorvédelem van.
A motorokat célszerű valamilyen hővédelemmel ellátni, de ez sem véd meg a drasztikus, folyamatos túlterheléstől.
Végállás hiba, vagy karambol esetén a vezérlők általában úgy is letiltanak.
üzemi körülmények között nem szokott probléma lenni.
Egyébként legnagyobb terhelést a motor az un. varrógépteszt során kapja, ahol felgyorsulva pár mm után ismételt irányváltások vannak.
Ezt célszerű elvégezni (egyéb okok miatt is ) és figyelemmel lehet kisérni a motor és a vezérlő esetleges melegedését.
Kompromisszumot kell kötni:
egyszerű vezérlőkben általában az áramlimit nem a motor hanem a vezérlő félvezetői megóvása érdekében van.
Ha beállítod a 20 A-t akkor még a motor adatlapjában levő maximálisan megengedhető áramérték alatt vagy.
Természetesen ezt csak pillanatszerűen viseli el a motor, de kell a kellő dinamikához, "egységugráshoz".
Kicsit jobb vezérlőkben már legalább I2t motorvédelem van.
A motorokat célszerű valamilyen hővédelemmel ellátni, de ez sem véd meg a drasztikus, folyamatos túlterheléstől.
Végállás hiba, vagy karambol esetén a vezérlők általában úgy is letiltanak.
üzemi körülmények között nem szokott probléma lenni.
Egyébként legnagyobb terhelést a motor az un. varrógépteszt során kapja, ahol felgyorsulva pár mm után ismételt irányváltások vannak.
Ezt célszerű elvégezni (egyéb okok miatt is ) és figyelemmel lehet kisérni a motor és a vezérlő esetleges melegedését.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 18:28
Írta: 000000000 Dátum 2007 november 09, 18:28
Tehát, lehet-e 2db ilyen motort tekerni egy vezérlővel?
Én úgy látom, párhuzamosan (6 A-es limit):
40V-ról elbírna akár 3 motort is a 20 A-es vezérlő.
Tudom, tudom, nem elegáns, de lehet?
Vagy sorosan 2*40V=80V Amper pedig???
Szerinted?
És Tibor45, szerinted?
[#nemtudom]
Én úgy látom, párhuzamosan (6 A-es limit):
40V-ról elbírna akár 3 motort is a 20 A-es vezérlő.
Tudom, tudom, nem elegáns, de lehet?
Vagy sorosan 2*40V=80V Amper pedig???
Szerinted?
És Tibor45, szerinted?
[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 18:32
Írta: HJózsi Dátum 2007 november 09, 18:32
Summárum summum, nagy élmény volt a teszt Tibor45-nél (R*bsy), -ez úton is még 1szer köszi!!![#wave] - nem csak azért mert megtudtam mire képes a motor, hanem, mert volt összehasonlítás high quality DC és AC szervo motorral... Kézzel is érezhettem a különbséget a forgórész tehetetlenségi nyomatékaik között... A tesztek alapján jobban megvilágosodott, hogy a nyomaték és a fordulatszám még messze nem az összes figyelembe veendő paraméter, hanem van itt még a már említett forgórész inertia (ez a dinamikába nagymértékben beleszól), ill. tekercselés ellenállása amivel ha jó nagy, jól lehet fűteni ( a sarkvidékkutatóknak pl pont ilyen kell...).
A moci viszont nekem pl. a mini esztergához tökéletes! Kis emelkedésü orsók, gyors irányváltások nincsenek, a gyorsjárati sebességnél sem kell maximumon járatni...
Az árát bőven megéri ( csak maga az encoder is), fejlettebb programoknál bármilyen encoder / áttétel beállítható pl. Mach no para... [#wave]
A moci viszont nekem pl. a mini esztergához tökéletes! Kis emelkedésü orsók, gyors irányváltások nincsenek, a gyorsjárati sebességnél sem kell maximumon járatni...
Az árát bőven megéri ( csak maga az encoder is), fejlettebb programoknál bármilyen encoder / áttétel beállítható pl. Mach no para... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 18:33
Írta: svejk Dátum 2007 november 09, 18:33
Erre nem tudok válaszolni mivel nem próbáltam.
Biztos nem túl korrekt megoldás.
De ha már alkalmazni akarod az egyenletes áramelosztás végett én mindenképpen a soros megoldást tudnám elképzelni.
Biztos nem túl korrekt megoldás.
De ha már alkalmazni akarod az egyenletes áramelosztás végett én mindenképpen a soros megoldást tudnám elképzelni.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 18:36
Írta: HJózsi Dátum 2007 november 09, 18:36
És melyik motor encoderét kötnéd be ? ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 18:36
Írta: svejk Dátum 2007 november 09, 18:36
Én megköszönöm mindkettőtőknek a tesztet, és remélem mindenki megtalálja a számítását a kis mociban.
(HJózsi! veled hogy tudnám hétfőn becserélni a törött motort?)
(HJózsi! veled hogy tudnám hétfőn becserélni a törött motort?)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 18:39
Írta: HJózsi Dátum 2007 november 09, 18:39
Hova menjek?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 18:42
Írta: 000000000 Dátum 2007 november 09, 18:42
Természetesen csak az egyiken lenne encoder...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 18:44
Írta: HJózsi Dátum 2007 november 09, 18:44
A tesznél hiányoztak Varsányi Péter asztalos szorítói, és a búvár ólmok, (motor lett volna bőven nehezéknek), így a varrógépteszt elmaradt ...[#nyes][#nyes][#nyes]
Érdekes lehetne a vezérlők összehasomlítása a most már "hobbycnc szabvány" motorral, igaz azonos mechanika is kellene ...[#vigyor2]
Érdekes lehetne a vezérlők összehasomlítása a most már "hobbycnc szabvány" motorral, igaz azonos mechanika is kellene ...[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 18:45
Írta: 000000000 Dátum 2007 november 09, 18:45
Én meg Józsinak köszönöm a nagylelkű segítségét,
éa azt külön is, hogy az egyik motorját
szészedve fel is áldozta a közért.
Na és a "videó termés" sem semmi, hála neki is,
remélem Pétert is kielégítettük.:)
éa azt külön is, hogy az egyik motorját
szészedve fel is áldozta a közért.
Na és a "videó termés" sem semmi, hála neki is,
remélem Pétert is kielégítettük.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 18:48
Írta: 000000000 Dátum 2007 november 09, 18:48
Köszönjük Fiúk!
[#worship]
[#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 18:52
Írta: 000000000 Dátum 2007 november 09, 18:52
Szervonál ezek a több motoros dolgok komolytalanok.
Áttételezd az adott 1 darab motort a feladathoz,
vagy nagyobb teljesítményűvel ess neki direktbe.
Áttételezd az adott 1 darab motort a feladathoz,
vagy nagyobb teljesítményűvel ess neki direktbe.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 18:59
Írta: bmejdz9nu Dátum 2007 november 09, 18:59
Hát azt hittem felállítjátok függőlegesbe is... valami gyakorlatiasabb pózba... ráültök stb... :)
De a motor jó azt látom! Alíg várom, hogy én is kipróbáljam... a gyufásdobozzal:)
1 perc 57mp az összes videó... most csinálom egybe és töltöm fel... szerintem úgy/így élvezetesebb lesz...
Készítem elő a golyósorsót a teszthez... [#smile] (40/10... :)

De a motor jó azt látom! Alíg várom, hogy én is kipróbáljam... a gyufásdobozzal:)
1 perc 57mp az összes videó... most csinálom egybe és töltöm fel... szerintem úgy/így élvezetesebb lesz...
Készítem elő a golyósorsót a teszthez... [#smile] (40/10... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 19:09
Írta: 000000000 Dátum 2007 november 09, 19:09
Rendben!
Mekkora fordulatszámot értetek el?
Encoder jel volt 4x-ezve, vagy direktben ment?
Gondolom a szoftver az bírta a kHz-eket.
Miért nem terheltétek?
Valós nyomatékot nem mértél?
Köszi!
Mekkora fordulatszámot értetek el?
Encoder jel volt 4x-ezve, vagy direktben ment?
Gondolom a szoftver az bírta a kHz-eket.
Miért nem terheltétek?
Valós nyomatékot nem mértél?
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 19:19
Írta: 000000000 Dátum 2007 november 09, 19:19
Írtam, nem voltak ideálisak a körülmények.
Ehhez a motorhoz max. 2 mm elmozdulás/motorf.
tartozik, ha Hobby CNC mellékhajtásként
használod.
Így kár lett volna tovább hajszolni.
A fordulatokat pedig visszaszámolhatod a videók
címéből, ott József megadta az adatát.
Én soha nem szorzok encoder jelet (noha a
szabályzó tudna szorozgatni), max. osztok.
De ezt is megbeszéltük már, miért. Lásd encoder
topic.
Ehhez a motorhoz max. 2 mm elmozdulás/motorf.
tartozik, ha Hobby CNC mellékhajtásként
használod.
Így kár lett volna tovább hajszolni.
A fordulatokat pedig visszaszámolhatod a videók
címéből, ott József megadta az adatát.
Én soha nem szorzok encoder jelet (noha a
szabályzó tudna szorozgatni), max. osztok.
De ezt is megbeszéltük már, miért. Lásd encoder
topic.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 19:26
Írta: HJózsi Dátum 2007 november 09, 19:26
Az egy órásra tervezett teszt 3 órásra sikeredett... [#circling] Örültem, hogy össze tudtuk kapcsolni egy életszerű mechanikával... Időnként fognom kellett, mert csak egy csavar fogta a motortartó lapot... A moci jó lesz, megfelelő tápot kell adni neki, mi 40V-ról járattuk, és volt áramlimit is, a max fordulatot így nem értük el. Alapvetően nem is az volt a cél, mert ahor az encodert sem kell bekötni, csak rényomni 60V-ot oszt had szójjon ... lehet RPM-et mérni .. [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 19:32
Írta: HJózsi Dátum 2007 november 09, 19:32
Megjött a 8x1-es golyós... Mint egy ékszer... még ki sem vettem a fóliából... A kersztszánba lesz...
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 09, 19:34
Írta: ybm4ifb Dátum 2007 november 09, 19:34
Péter!!
Kielégítettek???
Kielégítettek???
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 19:41
Írta: bmejdz9nu Dátum 2007 november 09, 19:41
Baba lehet... egy képet majd róla... Nekem is megjött a 2mm-es em. de sajnos az angyaloknál van kezelésen... Mostanában nagyon szeretnek a menyországban... AZ USA frekiváltókhoz is most adják hozzá az értéktöbbletet... [#puszis][#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 19:42
Írta: bmejdz9nu Dátum 2007 november 09, 19:42
Ha az akarod hallani, hogy majd magam kielégítem magamat... hát azt nem írom... de az lesz...[#vigyor1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 19:46
Írta: bmejdz9nu Dátum 2007 november 09, 19:46
Full Movie! --- ElectroCraft Szervómotor videó egybe! --- Rendezte: Tibor és Józsi....
Köszönettel...
Köszönettel...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 20:04
Írta: HJózsi Dátum 2007 november 09, 20:04
Íme:


Még pár kép a helyén ...
Még pár kép a helyén ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 20:05
Írta: HJózsi Dátum 2007 november 09, 20:05
Íme:
Még pár kép a helyén ...
Még pár kép a helyén ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 20:13
Írta: bmejdz9nu Dátum 2007 november 09, 20:13
[#finom]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 20:24
Írta: bmejdz9nu Dátum 2007 november 09, 20:24
Tibor imádja a sáját programjába az exponenciális gyorsítást használni...
Bár ezt a fórumozók 99%-a nem tudja megvalósítani...
Bár ezt a fórumozók 99%-a nem tudja megvalósítani...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 november 09, 20:28
Írta: ra8nsmk6w Dátum 2007 november 09, 20:28
Megkérdezhetem, hogy a rendelési helyen létezik e 6x1 golyós, én már régóta hajtok még nem volt szerencsém. A talin láttam a Péterét, de az meg rövid volt."Ékszerként" lenne rá szükségem 120mm hosszban
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 20:34
Írta: HJózsi Dátum 2007 november 09, 20:34
Volt az eBay-en ... ugyanennek az eladónak : Anglesachse
Kugelumlaufspindel-re keress
Először nem akart külföldre... majd a végén "gerne vieder" ...
Kugelumlaufspindel-re keress
Először nem akart külföldre... majd a végén "gerne vieder" ...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 november 09, 21:13
Írta: ra8nsmk6w Dátum 2007 november 09, 21:13
Köszi, megnézem! bár az ebay-hez nem értek, de ez is egy lehetőség.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 09, 21:16
Írta: Szedlay Pál Dátum 2007 november 09, 21:16
Én is beszereztem még kettőt bár a Péter azt monja az AC az nem az igazi.
Majd meglátjuk.

Majd meglátjuk.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 21:19
Írta: HJózsi Dátum 2007 november 09, 21:19
Mint a Vatera, csak ez világpiac ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 21:24
Írta: bmejdz9nu Dátum 2007 november 09, 21:24
Mit csinálsz vele? Ha talán talász "Beta verziós" step/dir vezérlőt akkor leszednek.. :) Ugyan ott leszel... vagy még ott sem... ez a baj...
Persze élvezet lesz minden perce, venni, tesztelni, megcsinálni... Szerintem... (én a kaszinóba sem járok szerencsét próbálni... :)
Tudsz AC szervó vezérlő árakat? Mert én nem igazán!
Én is vettem egy 200W DC Yaskawa motort... csak kefést... ezért írtó drága (A kefe?)... 150USD... :) Miért??? 1 USD-ről indult...? Sokan vannak bolondok?

Persze élvezet lesz minden perce, venni, tesztelni, megcsinálni... Szerintem... (én a kaszinóba sem járok szerencsét próbálni... :)
Tudsz AC szervó vezérlő árakat? Mert én nem igazán!
Én is vettem egy 200W DC Yaskawa motort... csak kefést... ezért írtó drága (A kefe?)... 150USD... :) Miért??? 1 USD-ről indult...? Sokan vannak bolondok?
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 november 09, 21:50
Írta: j3rx6bsjd Dátum 2007 november 09, 21:50
Ha már AC szervó a téma,tudna valaki segíteni?
5kW-os Lenze AC szervo mocihoz keresek csatlakozókat.Hol lehet ilyesmit venni?Az ebayon valahogy senki nem akar ilyet hirdetni.
5kW-os Lenze AC szervo mocihoz keresek csatlakozókat.Hol lehet ilyesmit venni?Az ebayon valahogy senki nem akar ilyet hirdetni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 09, 22:01
Írta: bmejdz9nu Dátum 2007 november 09, 22:01
Szerintem ha az AC-szervóról tudna valaki valami kézzel foghatót írni (hogy ennek van létjogusultsága hobby szinten) akár külön topikba is lehetne folytatni -
Ha a István is egyetért vele... (ezt a topikot pedíg átneveznénk DC szervó topiknak :)
De én az egészet nem értem... vagy nem tudok valamit?... vagy álmokat kergettek?
Ha jól gondolom az AC szervó kb. egy "klasszikus" szervó (FET végfok nékül)+ egy frekiváltó... ami mellesleg "nagyfesz játék" már...
Mivel tud többet? A motor+vezérlő árával araányosan? Az hogy szénkefe nincs és nem kell cserélni 3000 óránként az itt talán "röhely" magyarázat lenne... (nekem :)
Ha a István is egyetért vele... (ezt a topikot pedíg átneveznénk DC szervó topiknak :)
De én az egészet nem értem... vagy nem tudok valamit?... vagy álmokat kergettek?
Ha jól gondolom az AC szervó kb. egy "klasszikus" szervó (FET végfok nékül)+ egy frekiváltó... ami mellesleg "nagyfesz játék" már...
Mivel tud többet? A motor+vezérlő árával araányosan? Az hogy szénkefe nincs és nem kell cserélni 3000 óránként az itt talán "röhely" magyarázat lenne... (nekem :)
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 november 09, 22:07
Írta: j3rx6bsjd Dátum 2007 november 09, 22:07
Szerintem az AC szervo már nem fér bele a hobby kategóriába,ott már nagyon nagy összegek repkednek.Nekem szükségem volt rá,mert rombolni,pusztítani akarok és azt csak az AC szervó dinamikája teszi lehetővé.A motorhoz és a vezérlőhöz is az ebayon keresztül lehet hozzáférni,nem kis összegekért,de mégse annyi mint itthon a kereskedőknél.Ja,és nem működik step/dir jelekkel.És csatlakozót is nagyon nehéz hozzá emberi áron felhajtani:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 22:36
Írta: 000000000 Dátum 2007 november 09, 22:36
Végülis nem tudom Svejk barátunk mikor és melyik útvonalon jön Bp-re. Én javasolnám valamelyik Plázát mint talihelyet mert ott legalább meleg van. Pl. az Örs vezér téri metróvégállomásnál lévő ÁRKÁD üzletközpontot. Ott le lehetne ülni és egy kávé ill. kóla mellett lehetne átvenni a cuccot. Én arrafelé, cak még 4 km-el kijjebb lakom. Hozzám is eljöhettek mert elég nagy a házam.....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 09, 22:47
Írta: 000000000 Dátum 2007 november 09, 22:47
Tehét a talin Péter megmutatta az övét Gyulának aki azt rövidnek találta! Egy 120 milajos tényleg nagyon rövid....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 09, 22:56
Írta: svejk Dátum 2007 november 09, 22:56
Nekem az Árkád tökéletes lenne..
Az elég jól megközelíthető, akár tömegközlekedéssel is.
időpont? 13-14 óra?
Az elég jól megközelíthető, akár tömegközlekedéssel is.
időpont? 13-14 óra?
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 09, 23:32
Írta: eivmhrm04 Dátum 2007 november 09, 23:32
Nekem is ilyenek vannak 2drb200w 1drb4w os ,ezeket akarom majd az uj gépemre felrakni
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 09, 23:33
Írta: eivmhrm04 Dátum 2007 november 09, 23:33
400w
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 09, 23:37
Írta: eivmhrm04 Dátum 2007 november 09, 23:37
Nekem mindegy ki mit mond, de ezek a motrok nem piskóták.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 09, 23:39
Írta: eivmhrm04 Dátum 2007 november 09, 23:39
De lehet hogy igaza van a Péternek ez már nem hobby hanem megszállotság
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 09, 23:41
Írta: eivmhrm04 Dátum 2007 november 09, 23:41
[#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 09, 23:58
Írta: HJózsi Dátum 2007 november 09, 23:58
Dehogynem ... ma megtudtam (láttam)...
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 10, 00:17
Írta: eivmhrm04 Dátum 2007 november 10, 00:17
Én is láttam
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 10:13
Írta: bmejdz9nu Dátum 2007 november 10, 10:13
Magánban is írhatnátok ha valaki tud step/dir AC szervóvezérlőről, áráról...
Ami nem álom hanem valóság... azaz valami elfogadható referenciával, hogy valaki valahol látta működni...
A Finn "csodáról" tudok egyedül ami DC is AC is... sőt léptetőmotort is hajt elméletben...
De semmi referenciája annak sem... tehát "földi halandó" még nem látta gépen működni... Az FBI és CIA sem tudott képet, videót csinálni róla... annyira bizalmasak az infók..?
A másik amiről tudok Tibor AC szervó vezérlése, de titkosak a technikai adatok és árak.(?) Ebben egyedülálló a világon.
Tudtommal "bizonyító" erejű tesztek, gyakorlati felhasználók sincsenek ... remélem, hogy csak egyenlőre...
Vagy a felhasználók aláírnak egy papírt, hogy "kínvallatásnál" sem beszélnek? :)
Mivel tudjátok materiális típus vagyok, és csak azt hiszem el amit látok... Asztalon üresen pörgő demo motorok nekem kevés "bizonyíték"...
Végül is az AC akkor kellhet ha a 80V és a 20A kevés... (1,6Kw)... eddíg én is "csak pár száz wattos" DC szervó motorokkal próbálkoztam...
Ha tudtok valamit ne hagyjatok a sötétségben!
Ami nem álom hanem valóság... azaz valami elfogadható referenciával, hogy valaki valahol látta működni...
A Finn "csodáról" tudok egyedül ami DC is AC is... sőt léptetőmotort is hajt elméletben...
De semmi referenciája annak sem... tehát "földi halandó" még nem látta gépen működni... Az FBI és CIA sem tudott képet, videót csinálni róla... annyira bizalmasak az infók..?
A másik amiről tudok Tibor AC szervó vezérlése, de titkosak a technikai adatok és árak.(?) Ebben egyedülálló a világon.
Tudtommal "bizonyító" erejű tesztek, gyakorlati felhasználók sincsenek ... remélem, hogy csak egyenlőre...
Vagy a felhasználók aláírnak egy papírt, hogy "kínvallatásnál" sem beszélnek? :)
Mivel tudjátok materiális típus vagyok, és csak azt hiszem el amit látok... Asztalon üresen pörgő demo motorok nekem kevés "bizonyíték"...
Végül is az AC akkor kellhet ha a 80V és a 20A kevés... (1,6Kw)... eddíg én is "csak pár száz wattos" DC szervó motorokkal próbálkoztam...
Ha tudtok valamit ne hagyjatok a sötétségben!
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 10, 10:19
Írta: 3vv2btrhv Dátum 2007 november 10, 10:19
Tibor45 már beüzemelt egy ijen hajtást igaz az gyári volt
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 10:24
Írta: bmejdz9nu Dátum 2007 november 10, 10:24
Ipari NEM step/dir vezérlő az Ebay-on hegyekbe van bagóért... de ez nekünk minek?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 10:29
Írta: bmejdz9nu Dátum 2007 november 10, 10:29
Példa.... Ez 8 db!!! BL vezérlő... 55 USD/db.... áron ment el tegnap... Ez egy kicsit drága volt... :)
A nem step/dir vezérlőket max. egy olyan veszi meg akinek pótalkatrésznek kell egy gyári géphez... eből kevés van... az ára is kevés...
Ugyanez az "effekt" van az AC motorokra... kevés rá a vevő... Ha DC akkor meg megy a hajrá...néha 10-15-en vennék... én is!

A nem step/dir vezérlőket max. egy olyan veszi meg akinek pótalkatrésznek kell egy gyári géphez... eből kevés van... az ára is kevés...
Ugyanez az "effekt" van az AC motorokra... kevés rá a vevő... Ha DC akkor meg megy a hajrá...néha 10-15-en vennék... én is!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 10:32
Írta: bmejdz9nu Dátum 2007 november 10, 10:32
Itt lehet csemegézni ezekből a vezérlőkből ----- Ebay.com - Servo Drives Persze van közötte egy két step/dir-es is...de tudjátok az a 2 potis vacak :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 10:57
Írta: Szedlay Pál Dátum 2007 november 10, 10:57
Szia Lakatos!
A gyakorlatban és a leírás alapján is megy step/dir jelekkel.
http://cnctar.hobbycnc.hu/Szedlay/sigma_II_1.JPG
A gyakorlatban és a leírás alapján is megy step/dir jelekkel.
http://cnctar.hobbycnc.hu/Szedlay/sigma_II_1.JPG
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 11:11
Írta: 000000000 Dátum 2007 november 10, 11:11
Szuper!
Az ÁRKÁD vagy szemben az IKEA parkolójában 1 órát ingyenesen lehet parkolni, utána pedig kb 150 Forint/óra. Magában a plázában pedig mint mondtam sok mindenféle leülős hely van. De melyik nap tudnál jönni, mert az a fontos!
Az ÁRKÁD vagy szemben az IKEA parkolójában 1 órát ingyenesen lehet parkolni, utána pedig kb 150 Forint/óra. Magában a plázában pedig mint mondtam sok mindenféle leülős hely van. De melyik nap tudnál jönni, mert az a fontos!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 11:26
Írta: 000000000 Dátum 2007 november 10, 11:26
Helóztok!
Próbálkozom azzal, hogy Piás ULI szervóvezérlőjének leközölt nyáktervét kimarjam. Ehhez letöltöttem valamikor valahonn két Plt fájlt. Az egyik a marásra a másik pedig a fúrásra való. Mindkető sajna problémás. A generált marófájl 0.1 milasos közelítésben 1 mili magasságból 0 szintig 10 szer marja végig a kontúrokat. Kérdezem: Mi a kárnak? Ezt a Gkódot viszonylag nagy melóval át lehetne hülyézni úgy, hogy a kontúrokat csak egy lépésben marja ki.
A fúráshoz tartozó PLT fájl azonban hibás mert a
LAZYCAM (LUSTACAM) a Gkód generálása során entity fehler hibát jelez! Van-e közületek olyn "lúhoz" értő, aki ránézésre megmondaná, hogy mi a hiba a nyákfúrás PLT fájljában?
Próbálta-e már valaki közületek e fájlok felhasználásával kimarni piás ULI szervónyákját
és egyáltalán, függetlenül a CNCZOnás dicséretektől, jó-e ez a szervóvezérlő?
Próbálkozom azzal, hogy Piás ULI szervóvezérlőjének leközölt nyáktervét kimarjam. Ehhez letöltöttem valamikor valahonn két Plt fájlt. Az egyik a marásra a másik pedig a fúrásra való. Mindkető sajna problémás. A generált marófájl 0.1 milasos közelítésben 1 mili magasságból 0 szintig 10 szer marja végig a kontúrokat. Kérdezem: Mi a kárnak? Ezt a Gkódot viszonylag nagy melóval át lehetne hülyézni úgy, hogy a kontúrokat csak egy lépésben marja ki.
A fúráshoz tartozó PLT fájl azonban hibás mert a
LAZYCAM (LUSTACAM) a Gkód generálása során entity fehler hibát jelez! Van-e közületek olyn "lúhoz" értő, aki ránézésre megmondaná, hogy mi a hiba a nyákfúrás PLT fájljában?
Próbálta-e már valaki közületek e fájlok felhasználásával kimarni piás ULI szervónyákját
és egyáltalán, függetlenül a CNCZOnás dicséretektől, jó-e ez a szervóvezérlő?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 11:29
Írta: 000000000 Dátum 2007 november 10, 11:29
Szia Péter!
Érdekeseket írsz:
"A másik amiről tudok Tibor AC szervó vezérlése,
de titkosak a technikai adatok és árak.(?)"
Ott volt a talin is, annyira titkos volt.
Természetesen step-dir rendszerű is lehet.
Ára pedig 98.e-től kezdődik. De ezekt ott is
elmomndtam mindenkinek, akit érdekelt. Nagy
nehezen Te is odajöttél, ott fogdostad a
a motor tengelyét. Csak ezek nem 1 perces futó témák,
úgy jártunk, mint tavaly. Aki kiállító volt,
nem tudott másokkal érdemben foglalkozni a
találkozón.
Itt egyébként a fórumon is sok embernek a
fiókjában hever ilyen "elfekvő motor", csak nem tud
vele mit kezdeni. Én ezért is fejlesztettem ki
az AC szervót, hiszen az ipariak aranyárban
vannak, és a használhatóságuk is kétséges Hobby
szinten. Én egyébként nem foglalkozom más ipari
gyártók csoda dolgaival, azt a "trükköt" kell
alkalmazni, hogy az AC szervo egy kifordított
DC szervo motor. Elektronikusan ellátod jó kis
virtuális kefékkel, és onnantól kezdve minden
ugyanaz.:)
Egyébként Péter azt sem értemn, miért írod,
hogy nincsenek tesztek..., a héten éppen 3
kedves Fórumtárs, Szedlay Pál, H.Józsi, Karcsi
látta, személyesen voltak nálam.
Csak Te olyan vagy, hogy a földkerekség
túloldaláról veszel meg mindent, holott a szomszédodban is megkaphatnád. Ehelyett
a csillogó villogó netes design bűvöletében élsz, nagyobb élvezet jelent Neked maga
vásárlás lehetősége a neten, holott a műszaki
tartalom mindig a lényeg.
#2440-ben Tibort pontosítanám. Kaptam egy halom
Panasonic AC szervo motort, és ennek a jeladó
rendszeréhez is illesztettem a szervómat, így
természetesen semmi közöm semmilyen gyári hajtáshoz.
Érdekeseket írsz:
"A másik amiről tudok Tibor AC szervó vezérlése,
de titkosak a technikai adatok és árak.(?)"
Ott volt a talin is, annyira titkos volt.
Természetesen step-dir rendszerű is lehet.
Ára pedig 98.e-től kezdődik. De ezekt ott is
elmomndtam mindenkinek, akit érdekelt. Nagy
nehezen Te is odajöttél, ott fogdostad a
a motor tengelyét. Csak ezek nem 1 perces futó témák,
úgy jártunk, mint tavaly. Aki kiállító volt,
nem tudott másokkal érdemben foglalkozni a
találkozón.
Itt egyébként a fórumon is sok embernek a
fiókjában hever ilyen "elfekvő motor", csak nem tud
vele mit kezdeni. Én ezért is fejlesztettem ki
az AC szervót, hiszen az ipariak aranyárban
vannak, és a használhatóságuk is kétséges Hobby
szinten. Én egyébként nem foglalkozom más ipari
gyártók csoda dolgaival, azt a "trükköt" kell
alkalmazni, hogy az AC szervo egy kifordított
DC szervo motor. Elektronikusan ellátod jó kis
virtuális kefékkel, és onnantól kezdve minden
ugyanaz.:)
Egyébként Péter azt sem értemn, miért írod,
hogy nincsenek tesztek..., a héten éppen 3
kedves Fórumtárs, Szedlay Pál, H.Józsi, Karcsi
látta, személyesen voltak nálam.
Csak Te olyan vagy, hogy a földkerekség
túloldaláról veszel meg mindent, holott a szomszédodban is megkaphatnád. Ehelyett
a csillogó villogó netes design bűvöletében élsz, nagyobb élvezet jelent Neked maga
vásárlás lehetősége a neten, holott a műszaki
tartalom mindig a lényeg.
#2440-ben Tibort pontosítanám. Kaptam egy halom
Panasonic AC szervo motort, és ennek a jeladó
rendszeréhez is illesztettem a szervómat, így
természetesen semmi közöm semmilyen gyári hajtáshoz.
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 november 10, 11:39
Írta: dg8n4i8x Dátum 2007 november 10, 11:39
Próbáld Mach2-vel konvertálni a hpgl-t, ott ki tudsz kapcsolni rétegeket! Ha gondolod elküldheted a fájlokat és megnézem vele, nekem fent van a gépen...
Üdv!
Balu
Üdv!
Balu
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 11:57
Írta: bmejdz9nu Dátum 2007 november 10, 11:57
OK. értem. Igazad van. Nekem jobban kellett volna... de nem volt idő...
De egy "Nagy Vásáron" a Profi kiállítók tudod szoktak ezt azt kezébe nyomni az embereknek... mert oly sokat látnak, hogy nem győzik az agyukba tölteni... ennek van logikája...
Magyarországon minden 2 millió lakosra jut egy szervókészítő ezzel világelsők vagyunk! Büszke is vagyok... rád is! Guiness rekordok könyvébe is be kellene írni minket... :)
Tudod szó elszál adatlap megmarad... :)
De maradjunk az AC szervónál, mert abban talán világ elsőnek számítasz! (hobby step/dir kategóriában)
98.000 ft-tól mi kezdődik? Hány kw-ra, hány csatorna?
De egy "Nagy Vásáron" a Profi kiállítók tudod szoktak ezt azt kezébe nyomni az embereknek... mert oly sokat látnak, hogy nem győzik az agyukba tölteni... ennek van logikája...
Magyarországon minden 2 millió lakosra jut egy szervókészítő ezzel világelsők vagyunk! Büszke is vagyok... rád is! Guiness rekordok könyvébe is be kellene írni minket... :)
Tudod szó elszál adatlap megmarad... :)
De maradjunk az AC szervónál, mert abban talán világ elsőnek számítasz! (hobby step/dir kategóriában)
98.000 ft-tól mi kezdődik? Hány kw-ra, hány csatorna?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 10, 12:01
Írta: HJózsi Dátum 2007 november 10, 12:01
:) Megoldás : simán kiteszed az eBay-re és Péter már le is üti ! [#nyes]
Meg kellene szervezzünk Péternek a falusi túrizmus jegyében egy Bp-i látogatást, hiszem ha látom jeligére az Ágoston utcába ... [#nyes][#nyes][#nyes]
Hozhatna náhány motort + mechanikát + tápot , én is vennék belépőjegyet a szeánszra... És dokumentálnánk rendesen ... vagy online webkamera ... Egységugrás, varrógépteszt ...
Búvárólmot nem kell hozni azt tudok adni! ...
Meg kellene szervezzünk Péternek a falusi túrizmus jegyében egy Bp-i látogatást, hiszem ha látom jeligére az Ágoston utcába ... [#nyes][#nyes][#nyes]
Hozhatna náhány motort + mechanikát + tápot , én is vennék belépőjegyet a szeánszra... És dokumentálnánk rendesen ... vagy online webkamera ... Egységugrás, varrógépteszt ...
Búvárólmot nem kell hozni azt tudok adni! ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 12:04
Írta: bmejdz9nu Dátum 2007 november 10, 12:04
Jó, hogy nem én mentem Tibihez a motorral... [#nyes][#nyes][#nyes]
Hát a gyufásdoboz vezérlőkből van fent néhány az Ebay-on... :) Tibiét is fel kellene tenni... Miért nem teszi?
Hát a gyufásdoboz vezérlőkből van fent néhány az Ebay-on... :) Tibiét is fel kellene tenni... Miért nem teszi?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 10, 12:10
Írta: HJózsi Dátum 2007 november 10, 12:10
Főleg ha az AC motorjaidat nem vitted volna...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 10, 12:11
Írta: HJózsi Dátum 2007 november 10, 12:11
De most már tudod, karnyújtásnyira a megoldás (180km?)...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 12:19
Írta: 000000000 Dátum 2007 november 10, 12:19
Ezekhez ugyanúgy mint a DC szervo és step
hajtásoknál kell egy DC tápegység. Alapvetően
ez határozza meg a teljesítményt. Láthattad a
talin is, 1.4 kW-os AC motor gyönyörűen megy 30-
50 V-ról is (más gyári vezérlőklnél sajna ez
nem így van), függetlenül attól, hogy 400 V-os.
Természetesen ilyen táp esetén csak töredék
teljesítmény adhat le a motor, de a nyomatéka
akár a névleges is lehet!
Én nem szeretek 200V/500W fölé menni elvégre
Hobby CNC oldalon vagyunk. Bár ahogyan itt már
mások is mondták, akinek AC technikája van, az
már nem egészen ez a kategória.
Az alapár pedig 100V/200W/1 db motor értendő.
hajtásoknál kell egy DC tápegység. Alapvetően
ez határozza meg a teljesítményt. Láthattad a
talin is, 1.4 kW-os AC motor gyönyörűen megy 30-
50 V-ról is (más gyári vezérlőklnél sajna ez
nem így van), függetlenül attól, hogy 400 V-os.
Természetesen ilyen táp esetén csak töredék
teljesítmény adhat le a motor, de a nyomatéka
akár a névleges is lehet!
Én nem szeretek 200V/500W fölé menni elvégre
Hobby CNC oldalon vagyunk. Bár ahogyan itt már
mások is mondták, akinek AC technikája van, az
már nem egészen ez a kategória.
Az alapár pedig 100V/200W/1 db motor értendő.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 12:28
Írta: 000000000 Dátum 2007 november 10, 12:28
Sajnos én csak egy megszállot, őrült, "motorokba
szerelmes" fickó vagyok, gyakorlatilag nulla
kereskedelmi ambíciókkal, képességekkel.
A következő életemben fordítva lesz.:)
szerelmes" fickó vagyok, gyakorlatilag nulla
kereskedelmi ambíciókkal, képességekkel.
A következő életemben fordítva lesz.:)
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 10, 12:30
Írta: eivmhrm04 Dátum 2007 november 10, 12:30
Ha ez a csipkelödés[#violent] nem lenne Tibor és Péter között már szinte unalmas lenne ez a fórum.De nagyon tetszik ez a pro és kontra dolog
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 12:32
Írta: bmejdz9nu Dátum 2007 november 10, 12:32
Hűha... de sötét vagyok az AC szervóhoz! [#fejvakaras] Azt hittem IGBT végfok stb... mint frekiváltókban...
Tehát az az alap, hogy ugyis bazi nagyok az AC szervó motorok ezért egy 3x230VAC-os (v. 3x400VAC) motort csak 3X kb.65V váltó hajtja (100VDC-ból gondolom, számolom) egyébként 3 fázisú a kimenete, tehát 3 fázisú motorok kellenek hozzá?
A nyomatékot értem... áram kérdése az egész... hány ampert tud a kimenete?
Alapár 98.000 = 100VDC 200W? kimenettel azaz csak 2Amper?
Alapár tartalmazza A..-t tehát hobbystának végár...? Tápegységet? Motort?
Tehát az az alap, hogy ugyis bazi nagyok az AC szervó motorok ezért egy 3x230VAC-os (v. 3x400VAC) motort csak 3X kb.65V váltó hajtja (100VDC-ból gondolom, számolom) egyébként 3 fázisú a kimenete, tehát 3 fázisú motorok kellenek hozzá?
A nyomatékot értem... áram kérdése az egész... hány ampert tud a kimenete?
Alapár 98.000 = 100VDC 200W? kimenettel azaz csak 2Amper?
Alapár tartalmazza A..-t tehát hobbystának végár...? Tápegységet? Motort?
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 10, 12:33
Írta: eivmhrm04 Dátum 2007 november 10, 12:33
Sokat lehet belöle tanulni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 12:34
Írta: bmejdz9nu Dátum 2007 november 10, 12:34
Helyes! De lehetne gyakorolni már ebben is! [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 10, 12:36
Írta: eivmhrm04 Dátum 2007 november 10, 12:36
Föleg ami Tibor óriási megszállotsága és hatalmas szaktudása valamint Péter nagy kitartását illeti.Ezek a dolgok értékelendök[#worship][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 12:42
Írta: bmejdz9nu Dátum 2007 november 10, 12:42
Szaki - Hobbysta (felhasználó) mecss...
Ha én megértem, szerintem akkora már mindenki megérti... talán én vagyok a "referencia" hobbysta [#smile][#smile][#smile] Na azért alatta... egy kicsit snob egy kicsit maradi... egy kicsit különc...
Ha én megértem, szerintem akkora már mindenki megérti... talán én vagyok a "referencia" hobbysta [#smile][#smile][#smile] Na azért alatta... egy kicsit snob egy kicsit maradi... egy kicsit különc...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 10, 12:47
Írta: HJózsi Dátum 2007 november 10, 12:47
Az Árkád nekem jó hétfőn 13-14h között, majd figyelek, hogy lesz e változás...
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 10, 13:06
Írta: eivmhrm04 Dátum 2007 november 10, 13:06
Én csak kitartást kivánok mindkettötöknek
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 10, 13:07
Írta: eivmhrm04 Dátum 2007 november 10, 13:07
De ha már itt vagyunk ,Péter kb mikor lesznek 3d s maróid?
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 10, 13:17
Írta: 3vv2btrhv Dátum 2007 november 10, 13:17
Nagyon kellene a gömbvégüból minden méretben !!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 13:20
Írta: 000000000 Dátum 2007 november 10, 13:20
"100VDC 200W? kimenettel azaz csak 2Amper?"
Péter! Ezek névleges adatok, a szervószabályzóknál
Te is tudod jól, ha kell és a motor is bírja
(azaz szervomotorról van szó) lehetséges 10-
szer nagyobb áramot is kiadni. Csak én úgy
vagyok a hajtástervezéssel, hogy nem keverem
össze az ívhegesztéssel és a fűtéstechnológiával.
Nálam 8-10A fölé szinte soha nincs állítva a
szervó, ha erre szükség lenne, akkor rossz a
motor mechanikiai illesztése. És van itt egy
apróság: U=L*di/dt.
Komolyan gondoljátok, hogy a motor ezt a
képletet nem tudja? Sajnos minden motor
szorgalmas és eminens tanuló volt az iskolában
az elektromos mágneses mező és váltakozó áramú
hálózatok témakörben, ők szerencsére ismerik
ezt a képletet is, és eszerint élik pörgős
életüket.[#vigyor2]
Néha elszörnyülködve olvasom itt az 1-2 kW
körüli toroid trafós stephajtás tápokról
szóló infókat.
Higgyétek el (illetve számoljatok...), 100W
motor tengelyen leadott teljesítmény CNC
mellékhajtásnál már nem kevés, majdnem mindenre
elég. Különös tekintettel arra is, hogy mit tud
az ehhez párosuló hajlékony, rezonáló mechanika,
amit sikerül összehozni Hobby CNC körülmények
között.
Péter! Ezek névleges adatok, a szervószabályzóknál
Te is tudod jól, ha kell és a motor is bírja
(azaz szervomotorról van szó) lehetséges 10-
szer nagyobb áramot is kiadni. Csak én úgy
vagyok a hajtástervezéssel, hogy nem keverem
össze az ívhegesztéssel és a fűtéstechnológiával.
Nálam 8-10A fölé szinte soha nincs állítva a
szervó, ha erre szükség lenne, akkor rossz a
motor mechanikiai illesztése. És van itt egy
apróság: U=L*di/dt.
Komolyan gondoljátok, hogy a motor ezt a
képletet nem tudja? Sajnos minden motor
szorgalmas és eminens tanuló volt az iskolában
az elektromos mágneses mező és váltakozó áramú
hálózatok témakörben, ők szerencsére ismerik
ezt a képletet is, és eszerint élik pörgős
életüket.[#vigyor2]
Néha elszörnyülködve olvasom itt az 1-2 kW
körüli toroid trafós stephajtás tápokról
szóló infókat.
Higgyétek el (illetve számoljatok...), 100W
motor tengelyen leadott teljesítmény CNC
mellékhajtásnál már nem kevés, majdnem mindenre
elég. Különös tekintettel arra is, hogy mit tud
az ehhez párosuló hajlékony, rezonáló mechanika,
amit sikerül összehozni Hobby CNC körülmények
között.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 13:20
Írta: bmejdz9nu Dátum 2007 november 10, 13:20
Nincs és talán nem is lesz gömbejű... sajnos.
De ne zavarjátok ilyen "bagatel" ügyekkel a topikot mert várom Tibi válszát.
De ne zavarjátok ilyen "bagatel" ügyekkel a topikot mert várom Tibi válszát.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 10, 13:26
Írta: eivmhrm04 Dátum 2007 november 10, 13:26
[#wilting]
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 10, 13:27
Írta: eivmhrm04 Dátum 2007 november 10, 13:27
Nagyon nagyon
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 13:33
Írta: bmejdz9nu Dátum 2007 november 10, 13:33
Ok. Na így már jobb... 2A folyamatos üzem, 10A csúcs... alakul az adatlap :)
Persze ismerem az áram viszonyokat, de "sajnos" nem a képletekből :)
A hajtáshoz szükséges teljesítmény elképzeléseidet nem értem. De menjünk sorba...
1. hány fázisú motorokat hajt meg a vezérlőd?
2. 100VDC a max. bemeneti feszültsége a meghajtónak? Ebből jól számoltam kb. 65VAC a kimenet?
3. Az AC motorok 3x230VAC vagy 3x400VAC feszültségűek (ha jól tudom)... melyiket ajánlod a vezérlőidhez? mit kell figyelni a vásárláskor az adattáblán? melyik a legjobb választás? Vagy te adod az árban?
4. Mekkora a max kimeneti ferkvenciája a vezérlődnek? azaz mekkora fordulatra képes a motort hajtani?
Persze ismerem az áram viszonyokat, de "sajnos" nem a képletekből :)
A hajtáshoz szükséges teljesítmény elképzeléseidet nem értem. De menjünk sorba...
1. hány fázisú motorokat hajt meg a vezérlőd?
2. 100VDC a max. bemeneti feszültsége a meghajtónak? Ebből jól számoltam kb. 65VAC a kimenet?
3. Az AC motorok 3x230VAC vagy 3x400VAC feszültségűek (ha jól tudom)... melyiket ajánlod a vezérlőidhez? mit kell figyelni a vásárláskor az adattáblán? melyik a legjobb választás? Vagy te adod az árban?
4. Mekkora a max kimeneti ferkvenciája a vezérlődnek? azaz mekkora fordulatra képes a motort hajtani?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 10, 13:38
Írta: HJózsi Dátum 2007 november 10, 13:38
Húúúhh, ha Tíbor ezekre a kérdésekre meg tudja őrizni a hidegvérét, le a kalappal ... [#nyes][#nyes][#nyes]
Én azt kérdezném, hogy ilyen és ilyen motorjaim vannak, milyen vezérlőt tud ajánlani és mire használhatnám ... Kb. szerintem... szerinteeeeed?
Én azt kérdezném, hogy ilyen és ilyen motorjaim vannak, milyen vezérlőt tud ajánlani és mire használhatnám ... Kb. szerintem... szerinteeeeed?
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 10, 13:41
Írta: eivmhrm04 Dátum 2007 november 10, 13:41
Tibor Te is keresed vagy neked vannak?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 13:46
Írta: 000000000 Dátum 2007 november 10, 13:46
1: 3, mivel 99 százalékban a BLDC és AC
szervomotorok ilyenek.
2-3: Csak a végfok felvezetői limitálják a kimenő
áramot, feszültséget. Csináltam már 400V-osat is,
de félek a nagyfesztől.:) És minek, amikor
kiváló 24-48-90 V-os AC mocik léteznek.
Én mindenképpen a 100 V alattiakat javasolnám,
max. 200V.
4. A határ a csillagos ég, amit az adott motor
tud.
szervomotorok ilyenek.
2-3: Csak a végfok felvezetői limitálják a kimenő
áramot, feszültséget. Csináltam már 400V-osat is,
de félek a nagyfesztől.:) És minek, amikor
kiváló 24-48-90 V-os AC mocik léteznek.
Én mindenképpen a 100 V alattiakat javasolnám,
max. 200V.
4. A határ a csillagos ég, amit az adott motor
tud.
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 10, 13:48
Írta: 3vv2btrhv Dátum 2007 november 10, 13:48
keresek !!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 13:54
Írta: 000000000 Dátum 2007 november 10, 13:54
"Persze ismerem az áram viszonyokat,
de "sajnos" nem a képletekből :)"
Ez olyan ari volt, nem hagyhatom ki.
Hogy is van Neked mestervizsgád Rádió és
TV szerelésből? [#nyes]
Jól van na, tudom régen tetted le, és
szerencsédre nem abból kell megélned.:)
de "sajnos" nem a képletekből :)"
Ez olyan ari volt, nem hagyhatom ki.
Hogy is van Neked mestervizsgád Rádió és
TV szerelésből? [#nyes]
Jól van na, tudom régen tetted le, és
szerencsédre nem abból kell megélned.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 14:13
Írta: bmejdz9nu Dátum 2007 november 10, 14:13
200VAC motor feszültség alatt nem nagyon találkoztam... a 99%-a ilyen a motoroknak. Jól tudom?
"Kiválló 3 fáziusú 24V-48V-90V-os motorok..." ez azért ritka lehet... :)
Hát igen a nagyfesz az nagyfesz... gondolom a végfok FET-es?
Csillagos ég: 1KHz, 168V, 5,8A, 2 fázisú vezérlőkre lenne a piacon kereselet... sokkal több Precise HF motor van a piacon mint gondoltam... Az Ebay-on minden héten fút egy... vezérlővel 2-3x az ár...
A vezérlést, a három fázison PWM szinuszoid fomával valósítod meg (mint frekiváltóknál) vagy forgatsz egy impulzus szélesség változtatot "áramütést"? Talán érted mire gondolok.... :)
"Kiválló 3 fáziusú 24V-48V-90V-os motorok..." ez azért ritka lehet... :)
Hát igen a nagyfesz az nagyfesz... gondolom a végfok FET-es?
Csillagos ég: 1KHz, 168V, 5,8A, 2 fázisú vezérlőkre lenne a piacon kereselet... sokkal több Precise HF motor van a piacon mint gondoltam... Az Ebay-on minden héten fút egy... vezérlővel 2-3x az ár...
A vezérlést, a három fázison PWM szinuszoid fomával valósítod meg (mint frekiváltóknál) vagy forgatsz egy impulzus szélesség változtatot "áramütést"? Talán érted mire gondolok.... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 14:20
Írta: bmejdz9nu Dátum 2007 november 10, 14:20
Gyakorlatból... tapasztalatból... Persze régi a mestervizsgám... [#vigyor]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 14:29
Írta: Szedlay Pál Dátum 2007 november 10, 14:29
Péter!
Az Ac szervoknál nem minden motor kompatibilis minden vezérlővel és fordítva. Az Omron vezérlők pl. nem hajlandók elindulni csak a saját motorjaikkal. Csatlakoztatás után kommunikálnak egymással és ha nem megfelelő a motor, el sem indul a vezérlő. A másik probléma:
Már a motorban elkezdődik az encoder jelek feldolgozása és egy speciális algoritmussal kommunikál a vezérlővel. Ha nem ismered ezt az elgoritmust nem tudod használni az encoder jeleket.
Az Ac szervoknál nem minden motor kompatibilis minden vezérlővel és fordítva. Az Omron vezérlők pl. nem hajlandók elindulni csak a saját motorjaikkal. Csatlakoztatás után kommunikálnak egymással és ha nem megfelelő a motor, el sem indul a vezérlő. A másik probléma:
Már a motorban elkezdődik az encoder jelek feldolgozása és egy speciális algoritmussal kommunikál a vezérlővel. Ha nem ismered ezt az elgoritmust nem tudod használni az encoder jeleket.
Cím: Re:DC szervó motoros vezérlés
Írta: Arany János Dátum 2007 november 10, 14:30
Írta: Arany János Dátum 2007 november 10, 14:30
Szia Géza!
Szivesen megnézném! Merre találom?
Szivesen megnézném! Merre találom?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 14:32
Írta: bmejdz9nu Dátum 2007 november 10, 14:32
OK. De most nem gyári hatjásvezérlőkről van szó... amit egybe megveszel... Az OMRON rendszerei egyébként step/dir-es?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 14:35
Írta: Szedlay Pál Dátum 2007 november 10, 14:35
Igen.
ha úgy konfigurálod a vezérlőt, de csak a saját motorjaival hajlandó elindulni.
ha úgy konfigurálod a vezérlőt, de csak a saját motorjaival hajlandó elindulni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 14:51
Írta: 000000000 Dátum 2007 november 10, 14:51
Péter az a baj, hogy az AC szervomotor elvével
nem vagy még tisztában. Már többször írtam,
úgy a legegyszerűbb úgy felfogni, hogy ezek DC
motorok, csak a kefe helyett elektronikusan
kommutálnak. Innentől kezdve beláthatod,
hogy ha egy átlag DC motor 2V-400V közötti lehet,
így az AC is. Annak idején Te is vettél egy
brushless motort, amikor ha jól emlékszem
Motorossal versenyeztél mini furtuna témakörben.
Az pl. 12V körüli modellmotor volt, íme tehát
saját magadnak is van egy kis feszültségű AC motorja.
Az is igaz viszont, hogy manapság a nagy ipari
gyártók "szeretnek" nagyfeszben gondolkodni,
és egységesen minden motorjukat, még az 50W-ost
is megtekercselik 400V-ra, mert így egyfajta fő
szabályzó családot kínálhatnak a piacon, és
közvetlenül a hálózatból nyerhetnek DC sín
feszültség alapot. Így az már csak rendszertechnikai
belső ügy, hogy a PWM milyen módszerével állítják elő a 3 fázisú szinusz feszültségeket,
felhasználói szempontból mellékes.
Tekintsd úgy az AC szervót is, hogy kijön a
motorból X drót, a szabályzón is van legalább
X csatlakozó pont, és ha jó helyre kötötted be,
és közös nyelvet beszélnek a madzagok,
ugyanúgy forog, mint egy léptető a step-dir
jelekre. Persze ég és föld a különbség a forgás
műszaki paraméterei között.
nem vagy még tisztában. Már többször írtam,
úgy a legegyszerűbb úgy felfogni, hogy ezek DC
motorok, csak a kefe helyett elektronikusan
kommutálnak. Innentől kezdve beláthatod,
hogy ha egy átlag DC motor 2V-400V közötti lehet,
így az AC is. Annak idején Te is vettél egy
brushless motort, amikor ha jól emlékszem
Motorossal versenyeztél mini furtuna témakörben.
Az pl. 12V körüli modellmotor volt, íme tehát
saját magadnak is van egy kis feszültségű AC motorja.
Az is igaz viszont, hogy manapság a nagy ipari
gyártók "szeretnek" nagyfeszben gondolkodni,
és egységesen minden motorjukat, még az 50W-ost
is megtekercselik 400V-ra, mert így egyfajta fő
szabályzó családot kínálhatnak a piacon, és
közvetlenül a hálózatból nyerhetnek DC sín
feszültség alapot. Így az már csak rendszertechnikai
belső ügy, hogy a PWM milyen módszerével állítják elő a 3 fázisú szinusz feszültségeket,
felhasználói szempontból mellékes.
Tekintsd úgy az AC szervót is, hogy kijön a
motorból X drót, a szabályzón is van legalább
X csatlakozó pont, és ha jó helyre kötötted be,
és közös nyelvet beszélnek a madzagok,
ugyanúgy forog, mint egy léptető a step-dir
jelekre. Persze ég és föld a különbség a forgás
műszaki paraméterei között.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 15:17
Írta: bmejdz9nu Dátum 2007 november 10, 15:17
Végeztél számításokat és méréseket, hogy pl. egy 200VAC, 400W, 2,8A szervómotorból a kb. 65VAC kimeneti fesszel mekkora a teljesítmény vehető ki ezzel a módszerrel?
pl. #2423 Szedlay Pál motorja...
pl. #2423 Szedlay Pál motorja...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 15:55
Írta: 000000000 Dátum 2007 november 10, 15:55
Nem végeztem, de íme:
ha éppen ez a szegény motor fix 65V-ot kapna,
akkor tartósan 400*65/200=130W-ot tudna leadni.
ha éppen ez a szegény motor fix 65V-ot kapna,
akkor tartósan 400*65/200=130W-ot tudna leadni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 16:02
Írta: 000000000 Dátum 2007 november 10, 16:02
Szia Tibor45!
Azt hiszem, mindenki nevében mondom, köszi a teszteket!
Nekem ez a kedvencem:
Electrocraft 50 Hz eu wmv
Kis digitalizáló zseni! :)
Mit gondolsz, tudja ezt folyamatosan, károsodás nélkül?
[#finom]
Azt hiszem, mindenki nevében mondom, köszi a teszteket!
Nekem ez a kedvencem:
Electrocraft 50 Hz eu wmv
Kis digitalizáló zseni! :)
Mit gondolsz, tudja ezt folyamatosan, károsodás nélkül?
[#finom]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 16:11
Írta: bmejdz9nu Dátum 2007 november 10, 16:11
Nem értem a képletet mi a 400 mi a 200...
1. P=200V*2.8A= 560W... ráírtak 400-at...
2. P=65*2.8A=182W....
De végül ügyanazt számolom...
Tehát a névleges (ráírt) teljesítmény harmadát azaz 1/3-nyit lehet kivenni a 200V-os AC szervómotorból a vezérlőddel 100VDC tépfesszel azaz ~65VAC kimenettel...? Jól értem?
1. P=200V*2.8A= 560W... ráírtak 400-at...
2. P=65*2.8A=182W....
De végül ügyanazt számolom...
Tehát a névleges (ráírt) teljesítmény harmadát azaz 1/3-nyit lehet kivenni a 200V-os AC szervómotorból a vezérlőddel 100VDC tépfesszel azaz ~65VAC kimenettel...? Jól értem?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 16:21
Írta: Szedlay Pál Dátum 2007 november 10, 16:21


Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 16:23
Írta: Szedlay Pál Dátum 2007 november 10, 16:23
Péter!
Itt vannak valós árak már elkeltek.
http://cnctar.hobbycnc.hu/Szedlay/sigma10.jpg
http://cnctar.hobbycnc.hu/Szedlay/sigma11.jpg
Itt vannak valós árak már elkeltek.
http://cnctar.hobbycnc.hu/Szedlay/sigma10.jpg
http://cnctar.hobbycnc.hu/Szedlay/sigma11.jpg
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 16:26
Írta: Szedlay Pál Dátum 2007 november 10, 16:26
Bocs
Nagy JPG

Nagy JPG
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 16:28
Írta: Szedlay Pál Dátum 2007 november 10, 16:28
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 16:30
Írta: Szedlay Pál Dátum 2007 november 10, 16:30
Péter!
Lehet, hogy az áruk nem hobby kategória, de még megfizethetők, szerintem.
Lehet, hogy az áruk nem hobby kategória, de még megfizethetők, szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 16:39
Írta: Szedlay Pál Dátum 2007 november 10, 16:39
Még egy két ár ha nem untat.
I/O csatlakozó kábel nélkül 6923+Áfa
I/O csatlakozó 1m kábellel 37.400+Áfa
Pc csatlakozó a programozáshoz ha Pc-ről akarod (így lényegesen átláthatóbb) 16.491+Áfa
Encoder hosszabító kábel 3m 23.937+Áfa
Teljesítmény kábel hosszabító 3m 14.593+Áfa
Motor:
SGMAH-04AAF41 154.000+Áfa
SGMAH-04A1F41 208.000+Áfa
Ezek a magyar képviselet aktuális árai.
I/O csatlakozó kábel nélkül 6923+Áfa
I/O csatlakozó 1m kábellel 37.400+Áfa
Pc csatlakozó a programozáshoz ha Pc-ről akarod (így lényegesen átláthatóbb) 16.491+Áfa
Encoder hosszabító kábel 3m 23.937+Áfa
Teljesítmény kábel hosszabító 3m 14.593+Áfa
Motor:
SGMAH-04AAF41 154.000+Áfa
SGMAH-04A1F41 208.000+Áfa
Ezek a magyar képviselet aktuális árai.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 16:41
Írta: Szedlay Pál Dátum 2007 november 10, 16:41
És elfelejtettem a driver új ára
238.493+Áfa
238.493+Áfa
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 16:41
Írta: 000000000 Dátum 2007 november 10, 16:41
Szia Szobrász!
Örülök, hogy tetszett!:)
De H.Józsinak köszönd, övé volt a motor, én csak
forgattam. Az hogy valamit csinált a motor
50Hz-en is és hogy 100%-osan meg is csinálta
volna, az két különböző dolog.
Éles, folyamatos üzemmódban ez a motor sokkal kevesebbet tud, mint 50Hz. Én bevárnám István,
Svejk, Péter meg mindenki más tesztjét,
és majd akkor megbeszélhetjük ezt is és mást is.
Örülök, hogy tetszett!:)
De H.Józsinak köszönd, övé volt a motor, én csak
forgattam. Az hogy valamit csinált a motor
50Hz-en is és hogy 100%-osan meg is csinálta
volna, az két különböző dolog.
Éles, folyamatos üzemmódban ez a motor sokkal kevesebbet tud, mint 50Hz. Én bevárnám István,
Svejk, Péter meg mindenki más tesztjét,
és majd akkor megbeszélhetjük ezt is és mást is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 16:42
Írta: bmejdz9nu Dátum 2007 november 10, 16:42
Ne viccelj... nem drága... az ára mint a "gyufásdoboz" vezérlőnek...
Csak ugye én hobbysta vagyok... 99% hogy nem tudnám bekötni a win PC-hez (step/dir vagy cw ccw-re)... és egy "valamilyen" motorhoz...
Ez a 2,8A-el nagy? közepes? kicsi?
Csak ugye én hobbysta vagyok... 99% hogy nem tudnám bekötni a win PC-hez (step/dir vagy cw ccw-re)... és egy "valamilyen" motorhoz...
Ez a 2,8A-el nagy? közepes? kicsi?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 16:45
Írta: bmejdz9nu Dátum 2007 november 10, 16:45
Persze tudom... csak ugyebár ez nekem mindegy... sőt elárulom a 747-es Jumbo Jet egy tanksapka is drága... [#nyes] az sem zavar...
Tele az Ebay ilyen ipari vezérlőkkel, ha valaki keni vágja... annak jó... a többinek aki az sem tudja mi ez meg semmi...
Tele az Ebay ilyen ipari vezérlőkkel, ha valaki keni vágja... annak jó... a többinek aki az sem tudja mi ez meg semmi...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 16:50
Írta: 000000000 Dátum 2007 november 10, 16:50
Péter! Ne azt nézd, mi az áram, a fontos a 400W!
Ezt pedig ha éppen 65 V-ot kapna (egyébként nem
tudom honnan az égből gondolod, hogy én csak
ennyit tudnék neki adni...), akkor a 200V úgy
aránylik a 400W-hoz, mint a 65V az X W-hoz.
Ebből a bonyolult aránypárból fejeztem ki X-et
a #2484-ben.
Ezt pedig ha éppen 65 V-ot kapna (egyébként nem
tudom honnan az égből gondolod, hogy én csak
ennyit tudnék neki adni...), akkor a 200V úgy
aránylik a 400W-hoz, mint a 65V az X W-hoz.
Ebből a bonyolult aránypárból fejeztem ki X-et
a #2484-ben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 16:55
Írta: 000000000 Dátum 2007 november 10, 16:55
"Encoder hosszabító kábel 3m 23.937+Áfa"
Azért tudnak élni ezek a világcégek!:)
Azért tudnak élni ezek a világcégek!:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 16:58
Írta: Szedlay Pál Dátum 2007 november 10, 16:58
Igen, és ha tudnád, hogy ugyan az mint egy Firewire kábel ami 1500Ft.
Kipróbáltam működik.
Az üzletpolitikájuk az jó az árképzésük is?
Ez a biznisz.
Kipróbáltam működik.
Az üzletpolitikájuk az jó az árképzésük is?
Ez a biznisz.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 17:02
Írta: Szedlay Pál Dátum 2007 november 10, 17:02
Péter!
Én sem tudom bekötni. De, mielött megvettem volna ezeket megkérdeztem hajlandók e bekötni konfigurálni. És a válaszuk igen volt.
Attól, hogy "hobby" szerintem még nem jelenti azt, hogy mindent nekünk kell csinálni.
Aki könyveket gyüjt hobbyból még nem biztos, hogy író.
Én sem tudom bekötni. De, mielött megvettem volna ezeket megkérdeztem hajlandók e bekötni konfigurálni. És a válaszuk igen volt.
Attól, hogy "hobby" szerintem még nem jelenti azt, hogy mindent nekünk kell csinálni.
Aki könyveket gyüjt hobbyból még nem biztos, hogy író.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 17:06
Írta: 000000000 Dátum 2007 november 10, 17:06
Egyébként mivel általában minden motoron
gyárilag kb. 20cm-es kábelek vannak, csakis
hosszabbítóval lehet a gépre felszerelni.
Én hülye meg ingyen kimegyek akár a helyszínre
is beüzemelni a dolgokat.
Hiába, van még mit tanulnom biznisz ügyben főleg.:)
gyárilag kb. 20cm-es kábelek vannak, csakis
hosszabbítóval lehet a gépre felszerelni.
Én hülye meg ingyen kimegyek akár a helyszínre
is beüzemelni a dolgokat.
Hiába, van még mit tanulnom biznisz ügyben főleg.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 17:15
Írta: 000000000 Dátum 2007 november 10, 17:15
Igen, ez teljesen világos.
A hangból viszont egyértelmű, hogy gyors!
Én 8 év énekkari múltal meg merem az ilyesmit tippelni, (metronóm) :).
Kérdés:
A tesztben az "egység" amit ugratsz :) 1mm.
Beálítod, hogy 50 hz (gondolom ez 25oda-25 vissza /s).
Mit tesz a motor, ha késik, a kiadott utasításhoz képest?
A.
nincs meg az 50 Hz, de mindig 1mm az út.
B.
Nincs meg az 1mm út de megvan az 50 Hz.
?
B. Igaz?
A hangból viszont egyértelmű, hogy gyors!
Én 8 év énekkari múltal meg merem az ilyesmit tippelni, (metronóm) :).
Kérdés:
A tesztben az "egység" amit ugratsz :) 1mm.
Beálítod, hogy 50 hz (gondolom ez 25oda-25 vissza /s).
Mit tesz a motor, ha késik, a kiadott utasításhoz képest?
A.
nincs meg az 50 Hz, de mindig 1mm az út.
B.
Nincs meg az 1mm út de megvan az 50 Hz.
?
B. Igaz?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 17:19
Írta: bmejdz9nu Dátum 2007 november 10, 17:19
Azt írtad 100VDC-vel megy a vezérlőd akkor:
100/1,41= 70.92V minusz esetleges veszteseégek feteken, tranyókon, árammérő ellenálláson stb. =65VAC...
Nem jól számolok? Ha 50Hz-et adnál ki rajta akkor egy kézi műszert AC állásba ennyit mérne kb.
Ha a 100VDC bemeneti fesz. nem stabilizált akkor terhelésre még kevesebb...
Én még mindíg a P=U*I ben gondolkodok... mert energia nem keletkezik... vagy?
100/1,41= 70.92V minusz esetleges veszteseégek feteken, tranyókon, árammérő ellenálláson stb. =65VAC...
Nem jól számolok? Ha 50Hz-et adnál ki rajta akkor egy kézi műszert AC állásba ennyit mérne kb.
Ha a 100VDC bemeneti fesz. nem stabilizált akkor terhelésre még kevesebb...
Én még mindíg a P=U*I ben gondolkodok... mert energia nem keletkezik... vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 17:22
Írta: bmejdz9nu Dátum 2007 november 10, 17:22
Hűha... én már keveredtem ilyen slamasztikába... mindent elhittem és mindent megvettem, mindent kifizettem... és a végén nem az lett amit gondoltam...
(persze kicsit más volt a téma...)
(persze kicsit más volt a téma...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 17:23
Írta: bmejdz9nu Dátum 2007 november 10, 17:23
Igen! Sajnos jól látod...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 17:27
Írta: Szedlay Pál Dátum 2007 november 10, 17:27
Én ennél már bölcsebb vagyok.
Először kipróbáltam, ( kölcsönkértem egyet az egyik ismerősömtől)-mire jók a barátok-, és csak utána vásároltam meg.
Először kipróbáltam, ( kölcsönkértem egyet az egyik ismerősömtől)-mire jók a barátok-, és csak utána vásároltam meg.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 17:32
Írta: 000000000 Dátum 2007 november 10, 17:32
Bocs, de az 50 Hz az 50-szer oda vissza 1mm
1 s alatt.
Ezt az egészet az átviteli függvények elmélete
tárgyalja részletesen. A lényeg: minden
motorhajtás egyre csökkenő amplitúdóval
tudja csak végre hajtani egy adott frekvencia
függvényében a megadott alapjeleket.
Egy adott pontig majdnem 100%-ig képes, utána
lecseng, majd konvergál a nullához. Minél jobban
kitolható a 100%-os töréspont, annál komolyabb,
dinamikusabb, minőségibb a rendszer.
1 s alatt.
Ezt az egészet az átviteli függvények elmélete
tárgyalja részletesen. A lényeg: minden
motorhajtás egyre csökkenő amplitúdóval
tudja csak végre hajtani egy adott frekvencia
függvényében a megadott alapjeleket.
Egy adott pontig majdnem 100%-ig képes, utána
lecseng, majd konvergál a nullához. Minél jobban
kitolható a 100%-os töréspont, annál komolyabb,
dinamikusabb, minőségibb a rendszer.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 17:40
Írta: 000000000 Dátum 2007 november 10, 17:40
Egyébként ennek pl. nagysebességű 3D marásnál
fokozott jelentősége van, mennyire tudja
rendszer alakhűen követni az elméleti
szerszámpályát. Ha nem tudja, "lenyalja" majd
a finom, és nagy meredekségű részleteket, és
a végén kapsz egy "csodálatos" sík felületet
a 3D helyett.:)
fokozott jelentősége van, mennyire tudja
rendszer alakhűen követni az elméleti
szerszámpályát. Ha nem tudja, "lenyalja" majd
a finom, és nagy meredekségű részleteket, és
a végén kapsz egy "csodálatos" sík felületet
a 3D helyett.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 17:42
Írta: 000000000 Dátum 2007 november 10, 17:42
Ok, még jobb.
De ha késik, akkor mi?
A. vagy B.?
(#2052)
De ha késik, akkor mi?
A. vagy B.?
(#2052)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 17:44
Írta: 000000000 Dátum 2007 november 10, 17:44
Tehát B.
[#ravasz1]
[#ravasz1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 17:47
Írta: 000000000 Dátum 2007 november 10, 17:47
Akkor meg mi értelme ennek a tesztnek?
A valós elmozdulást meg sem mértétek!
A valós elmozdulást meg sem mértétek!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 17:49
Írta: 000000000 Dátum 2007 november 10, 17:49
Péter a motorhajtás világa más.
Téged mindig az érdekeljen, hogy a motor
tengelyén mi van, azaz mi a hasznos teljesítmény.
A felvett villamos teljesítmény mindig több,
rossz esetben akár 10-szer is, jobb esetben
meg csak 10 %-al.:) Jövőre drágább lesz az áram is,
így a műhely fűtését lehetőleg ne a CNC gép
forrósodó motorjaival oldjuk meg. Erre van
gazdaságosabb módszer is.:)
Téged mindig az érdekeljen, hogy a motor
tengelyén mi van, azaz mi a hasznos teljesítmény.
A felvett villamos teljesítmény mindig több,
rossz esetben akár 10-szer is, jobb esetben
meg csak 10 %-al.:) Jövőre drágább lesz az áram is,
így a műhely fűtését lehetőleg ne a CNC gép
forrósodó motorjaival oldjuk meg. Erre van
gazdaságosabb módszer is.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 18:03
Írta: 000000000 Dátum 2007 november 10, 18:03
Ez az amit a stepper nem csinál. Vagy elvesztette azt a lépést, vagy nem, de ha nem, akkor pontos, nem "nyalja le". :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 18:09
Írta: 000000000 Dátum 2007 november 10, 18:09
Vateran hirdetett egy srac 18.000,- AC servo szabalyzot - OMRON. A hazai kepviseletnel neztem utanna, nem tud fogadni step/dir jeleket.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 18:14
Írta: 000000000 Dátum 2007 november 10, 18:14
B a helyes.
Mi értelme van? Jópofa vagy....
Egy ilyen "hevenyészett" teszt annak, aki már csinált
pár ilyet életében, és maga előtt látja teljes
folyamatot, szemre is egyértelmű adatot ad.
Ha figyelmesen megnézed a videót, Te is
láthatod a lényeget.
Természetesen amikor van idő, és a körülmények
olyanok, ezt illik mérni is dokumentálni, amire
meg is lenne a lehetőség. Mondtam már, megvárom
a Többiek tesztjét, majd akkor visszatérünk
erre is. Erről a motorról nekem már az adatlapja
alapján kialakult a véleményem, ezt a teszt
csak megerősítette.
Mi értelme van? Jópofa vagy....
Egy ilyen "hevenyészett" teszt annak, aki már csinált
pár ilyet életében, és maga előtt látja teljes
folyamatot, szemre is egyértelmű adatot ad.
Ha figyelmesen megnézed a videót, Te is
láthatod a lényeget.
Természetesen amikor van idő, és a körülmények
olyanok, ezt illik mérni is dokumentálni, amire
meg is lenne a lehetőség. Mondtam már, megvárom
a Többiek tesztjét, majd akkor visszatérünk
erre is. Erről a motorról nekem már az adatlapja
alapján kialakult a véleményem, ezt a teszt
csak megerősítette.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 18:16
Írta: bmejdz9nu Dátum 2007 november 10, 18:16
Te elég hidegen hagyod őket az AC vezérlőddel! Nem értem.
Nem értem kinek jó ez? Persze technikailag pompás a dolog!
Vegyük alapul, hogy valaki 300W teljesítményt akar...hogyan tehet erre szert:
1. ingyen szerzett(!) egy 900W-os AC szervómotort +90e vesz egy vezérlőt tőled.
2. kb. 30e ft-ért vesz egy jó 300W-os szervómotort + 20-30e ft-ért egy DC vezérlőt. =max. 60e ft. vagy kevesebb...
A különbség nem csak az "ingyen szerzett" AC motorban van szerintem :) azt kell cipelni is, nem csak haza hanem a mechanikának is. Többet is kell perkálnia... mint a DC-ért...
Az iparban teljes teljesítményt kapnak... de ott a DC motorokat a karbantartási igényük miatt "írtják" :) Székefe kopás 3000 óránként stb...
Az AC szervó "robbanékonnyab" gyorsulást tud? többet? nem hiszem...
teljesítmény: a múltkor a BF20 750W-os motor cserénél 1,5Kw-os AC-t akartatok nekem ajánlani a számítások szerint... azonos végeredményhez...
Szerintem 300W=300W... AC/DC mindegy...
Nem értem? [#fejvakaras]
Nem értem kinek jó ez? Persze technikailag pompás a dolog!
Vegyük alapul, hogy valaki 300W teljesítményt akar...hogyan tehet erre szert:
1. ingyen szerzett(!) egy 900W-os AC szervómotort +90e vesz egy vezérlőt tőled.
2. kb. 30e ft-ért vesz egy jó 300W-os szervómotort + 20-30e ft-ért egy DC vezérlőt. =max. 60e ft. vagy kevesebb...
A különbség nem csak az "ingyen szerzett" AC motorban van szerintem :) azt kell cipelni is, nem csak haza hanem a mechanikának is. Többet is kell perkálnia... mint a DC-ért...
Az iparban teljes teljesítményt kapnak... de ott a DC motorokat a karbantartási igényük miatt "írtják" :) Székefe kopás 3000 óránként stb...
Az AC szervó "robbanékonnyab" gyorsulást tud? többet? nem hiszem...
teljesítmény: a múltkor a BF20 750W-os motor cserénél 1,5Kw-os AC-t akartatok nekem ajánlani a számítások szerint... azonos végeredményhez...
Szerintem 300W=300W... AC/DC mindegy...
Nem értem? [#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 18:17
Írta: 000000000 Dátum 2007 november 10, 18:17
Rendben!
Köszönöm!
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 18:18
Írta: Szedlay Pál Dátum 2007 november 10, 18:18
Tibor tesztelte az új árában 300.000Ft-os-motor +driver- (egy tengely) profi léptecs rendszeremet 2000 felbontásban tudott 12 Hz-et. Természetesen nem üresen ment, hanem komplett mechanika volt. A véleménye az volt, hogy léptecshez képest ez szuper. Ennél egy servo sokkal többet tud dinamikában, remélem. De megkérem a beállításnál Ő is legyen jelen. Az elektromérnök barátomnak is az a véleménye, hogy a teljes rendszer beállításához igen is szükség van egységugrás tesztekre.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 18:23
Írta: Szedlay Pál Dátum 2007 november 10, 18:23
Aszbolit!
Akkor valamit nem tudnak. A barátom nyomdagépeket épít ezekkel a vezérlőkkel, step/dir vezérléssel.!!!!!!!!!!
Gondolod évek óta ott rohadnak és nézik???????
Papírnehezéknek meg túl drága.
Ha akarod enail-ben megadom a címet ahol személyesen is megnézheted. -Románia-
Akkor valamit nem tudnak. A barátom nyomdagépeket épít ezekkel a vezérlőkkel, step/dir vezérléssel.!!!!!!!!!!
Gondolod évek óta ott rohadnak és nézik???????
Papírnehezéknek meg túl drága.
Ha akarod enail-ben megadom a címet ahol személyesen is megnézheted. -Románia-
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 18:23
Írta: bmejdz9nu Dátum 2007 november 10, 18:23
Kedves Szobrász!
Ez az egységugratás az én játékom a Tibivel! El akarod venni tőlem? [#nyes][#nyes][#nyes]
Nem mindegy neked, hogy a vezérlő tárolójába futkoznak a jelek vagy a tengelyen? [#nyes]
A winPCNC/GCo egy kicsit másként csinálja... ha elérte a végpontot akkor fordít és meglátjuk hány Hz lett az eredmény... ez majdnem ugyanaz... csak valós!
Ez az egységugratás az én játékom a Tibivel! El akarod venni tőlem? [#nyes][#nyes][#nyes]
Nem mindegy neked, hogy a vezérlő tárolójába futkoznak a jelek vagy a tengelyen? [#nyes]
A winPCNC/GCo egy kicsit másként csinálja... ha elérte a végpontot akkor fordít és meglátjuk hány Hz lett az eredmény... ez majdnem ugyanaz... csak valós!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 18:24
Írta: 000000000 Dátum 2007 november 10, 18:24
Óriási tévedésbe vagy!
Számolj, számolj, amaddig nem késő.
Forgórész inercia, induktivitás, áram, nyomaték...Siralmas időállandókat fogsz kapni
step motor esetében.
Fogsz Te még "sírni", amikor a léptetőid
5-6 Hz-nél meghalnak ...
Számolj, számolj, amaddig nem késő.
Forgórész inercia, induktivitás, áram, nyomaték...Siralmas időállandókat fogsz kapni
step motor esetében.
Fogsz Te még "sírni", amikor a léptetőid
5-6 Hz-nél meghalnak ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 18:27
Írta: bmejdz9nu Dátum 2007 november 10, 18:27
Terhelés fontos! Üresbe könnyű...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 18:27
Írta: 000000000 Dátum 2007 november 10, 18:27
Ne haragudj Péter, de ezt nem jól látod.
Az iparban nem a motorokat, magár a stepp/dir rendszert írtják!
(#2058)-Ott ez nem megengedhető, mert a "lenyalásból" sz.pás lesz (előjáték), abból pedig csak egy lépés, hogy a munkadarabokat meg is ... (aktus)!
[#love11]
Ipar=koordinátavezérlés
Az iparban nem a motorokat, magár a stepp/dir rendszert írtják!
(#2058)-Ott ez nem megengedhető, mert a "lenyalásból" sz.pás lesz (előjáték), abból pedig csak egy lépés, hogy a munkadarabokat meg is ... (aktus)!
[#love11]
Ipar=koordinátavezérlés
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 18:32
Írta: 000000000 Dátum 2007 november 10, 18:32
Na én már ilyen feltételezések mellett kezdem
elveszíteni a fonalat. Nálad egyszer ingyen van
az AC szervo motor, ugyanakkor egy Sanyo Denki
400 W DC szervo aranyárban van, de mégis csak
25-ért megveszem...Zsong a fejem már egy kicsit.:)
elveszíteni a fonalat. Nálad egyszer ingyen van
az AC szervo motor, ugyanakkor egy Sanyo Denki
400 W DC szervo aranyárban van, de mégis csak
25-ért megveszem...Zsong a fejem már egy kicsit.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 18:34
Írta: 000000000 Dátum 2007 november 10, 18:34
Persze!
(sírni azért nem fogok)
Csak azt mondtam, amennyiben nincs lépésvesztés(!) (ezt mindenki beállítja! Vicces is, ha nem... és igen: lassú lesz)
akkor biztosan pontos.
Semmi egyebet nem mondtam.
(sírni azért nem fogok)
Csak azt mondtam, amennyiben nincs lépésvesztés(!) (ezt mindenki beállítja! Vicces is, ha nem... és igen: lassú lesz)
akkor biztosan pontos.
Semmi egyebet nem mondtam.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 18:38
Írta: 000000000 Dátum 2007 november 10, 18:38
Ez volt a tipusa: omron R88D-UA20V
Nem tudom, elado sem tudott semmi konkretat. Adatlapjan sem talaltam erre vonatkozo infot.
OFF: kuldtem e-maileket, odaertek?
Nem tudom, elado sem tudott semmi konkretat. Adatlapjan sem talaltam erre vonatkozo infot.
OFF: kuldtem e-maileket, odaertek?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 18:49
Írta: bmejdz9nu Dátum 2007 november 10, 18:49
6db Bautz 280W-os motorom volt 3 db-ot eladtam... ez volt az alap... ez volt az árképzés alapja... (33e ft volt darabja)
A Bautz motorhoz akarom hasonlítani... kb. ennyi a "piaci áruk" ezeknek...
(A SanyoDenki az 400W-os, de az más miatt drága...lehet, hogy csak nekem? :)
Jó ok. akkor legyen a 900W-os AC motor mondjuk 10e ft akkor =100e ft egy csatorna...
A kérdés továbbra is fennt áll!
A Bautz motorhoz akarom hasonlítani... kb. ennyi a "piaci áruk" ezeknek...
(A SanyoDenki az 400W-os, de az más miatt drága...lehet, hogy csak nekem? :)
Jó ok. akkor legyen a 900W-os AC motor mondjuk 10e ft akkor =100e ft egy csatorna...
A kérdés továbbra is fennt áll!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 18:53
Írta: bmejdz9nu Dátum 2007 november 10, 18:53
Remélem beszámolsz, hogy milyen sebességet és dinamikát kapsz a profi cucctól!
Nagyon-nagyon kiváncsi lennék!!! Ha hasonlítani tudnék... igen boldog lennék :)
Egyébként milyen lesz a gép? Mekkora? Mivel? Mihez? Ha nem titkos :)
Nagyon-nagyon kiváncsi lennék!!! Ha hasonlítani tudnék... igen boldog lennék :)
Egyébként milyen lesz a gép? Mekkora? Mivel? Mihez? Ha nem titkos :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 18:53
Írta: 000000000 Dátum 2007 november 10, 18:53
Húú vigyázz vele Adrián!
Nem azért, mert nem stepp/dir (szerintem nem az).
Az ebayn sokkal olcsóbb (töredéke), és ő csak tovább adja, azonosak a képek, a háttér, minden. Én is néztem régebben.
Persze nem bűn, amit tesz: kereskedelem...
Chato? Leveleztem vele, korrekt rendes fickó, de!
Nem azért, mert nem stepp/dir (szerintem nem az).
Az ebayn sokkal olcsóbb (töredéke), és ő csak tovább adja, azonosak a képek, a háttér, minden. Én is néztem régebben.
Persze nem bűn, amit tesz: kereskedelem...
Chato? Leveleztem vele, korrekt rendes fickó, de!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 18:55
Írta: bmejdz9nu Dátum 2007 november 10, 18:55
Amikor a léptető teszteket csináltam ( léptetőmotor topikban a videók - biztos emlékszel) Tibor kérte, hogy állítsam fel... meg is volt... meg minden...
Akkor nem került elő az egységugratási próba mint elvégezendő feladat... sajnos...
Akkor nem került elő az egységugratási próba mint elvégezendő feladat... sajnos...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 10, 19:03
Írta: svejk Dátum 2007 november 10, 19:03
Sziasztok!
De jó kis termést csináltatok ma is! :)
De jó kis termést csináltatok ma is! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 19:04
Írta: 000000000 Dátum 2007 november 10, 19:04
Tőlem is kértek már ilyesmit (szóban ritkán),
de csak nők.
[#kuss]
de csak nők.
[#kuss]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 19:07
Írta: 000000000 Dátum 2007 november 10, 19:07
A hétfői 13-14 óra közötti időpont az ÁRKÁDban nekem is baba. De mit szól mindehhez Svejk, a derék katona, barátunk? Különbenis mennyi lóvét figyek Forintban vagy pénzben (Euró) a 3 db megrendel motoromért? Az utóbbit persze Svejktől kérdezem...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 19:08
Írta: 000000000 Dátum 2007 november 10, 19:08
A francba! Fiam hullámos klaviatúráján mindíg mellényúlok...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 19:11
Írta: Szedlay Pál Dátum 2007 november 10, 19:11
Igen ez egy régi típusú vezérlő ha veszel R88W vegyél az biztos tud step/dirt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 19:11
Írta: bmejdz9nu Dátum 2007 november 10, 19:11
[#vigyor]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 10, 19:18
Írta: svejk Dátum 2007 november 10, 19:18
.
.
.
Engedelmetekkel egy kicsit visszatérek a DC servomotorokra.
A motorok ma 12 órakor elindultak vándorutjukra a messzi hollandusoktól.
A Pesti átvétel akkor most már biztos hogy Hétfőn 13-14 óra közt az Árkád-ban vagy a parlolójában lehetséges.
(ezt idáig elfogadta Merkel, HJózsi, Jankó)
Pontos helyet nem tudok én még nem jártam ott, várok rá ötletet.
Tel. számom: 20 9290 163
Ahogy előre jeleztem az ára 25 euro/db, fizetni lehet euróban vagy forintban a napi eladási árfolyamon (most talán 257, reméljük addig nem omlik össze a népgazdaság :))
Akik nem tudnak eljönni, kérek címet a postázáshoz lehetőleg magánban. Nekik kedd délelőtt tudom feladni.
Köszönöm türelmeteket: Svejk
.
.
.
.
Engedelmetekkel egy kicsit visszatérek a DC servomotorokra.
A motorok ma 12 órakor elindultak vándorutjukra a messzi hollandusoktól.
A Pesti átvétel akkor most már biztos hogy Hétfőn 13-14 óra közt az Árkád-ban vagy a parlolójában lehetséges.
(ezt idáig elfogadta Merkel, HJózsi, Jankó)
Pontos helyet nem tudok én még nem jártam ott, várok rá ötletet.
Tel. számom: 20 9290 163
Ahogy előre jeleztem az ára 25 euro/db, fizetni lehet euróban vagy forintban a napi eladási árfolyamon (most talán 257, reméljük addig nem omlik össze a népgazdaság :))
Akik nem tudnak eljönni, kérek címet a postázáshoz lehetőleg magánban. Nekik kedd délelőtt tudom feladni.
Köszönöm türelmeteket: Svejk
.
.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 19:25
Írta: 000000000 Dátum 2007 november 10, 19:25
Figyeljetek ide! Mielőtt itt megint egymásnak
ugrunk komolyabban, csináljunk már egy kis
rendet. A CNC technikában a legkülönbözőbb
feladatok előfordulnak. Ha az ezek korrekt
végrehajtásához szükséges paramétereket megnézzük,
akkor világos, hogy van olyan variáció, amit
az egyik motor+vezérlő (+mechanika) tud teljesíteni,
a másik nem. Így könnyen belátható, hogy
Mindenki csak olyan kategóriájú, képességű,
és ezzel összefüggésben értékű gépet építsen,
amire szüksége van. Nem vagyunk egyformák,
mindenki mást akar a gépével kezdeni.
Ehhez viszont nem árt egy valamennyire objektív
összehasonlítást adni. A dinamika, időállandó
mindig fontos, majdnem a legfontosabb.
Ezért kell róla szerintem vitatkozni, beszélni.
Nekem semmi bajom a léptecsekel, de ha már
kevés adott esetben, akkor csak a szervo
segíthet. Az meg hogy AC vagy DC majdnem
mindegy, közeli rokonok. Dinamikában viszont
az AC picit mindig jobb lehet, ezen kár vitázni.
ugrunk komolyabban, csináljunk már egy kis
rendet. A CNC technikában a legkülönbözőbb
feladatok előfordulnak. Ha az ezek korrekt
végrehajtásához szükséges paramétereket megnézzük,
akkor világos, hogy van olyan variáció, amit
az egyik motor+vezérlő (+mechanika) tud teljesíteni,
a másik nem. Így könnyen belátható, hogy
Mindenki csak olyan kategóriájú, képességű,
és ezzel összefüggésben értékű gépet építsen,
amire szüksége van. Nem vagyunk egyformák,
mindenki mást akar a gépével kezdeni.
Ehhez viszont nem árt egy valamennyire objektív
összehasonlítást adni. A dinamika, időállandó
mindig fontos, majdnem a legfontosabb.
Ezért kell róla szerintem vitatkozni, beszélni.
Nekem semmi bajom a léptecsekel, de ha már
kevés adott esetben, akkor csak a szervo
segíthet. Az meg hogy AC vagy DC majdnem
mindegy, közeli rokonok. Dinamikában viszont
az AC picit mindig jobb lehet, ezen kár vitázni.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 19:27
Írta: Szedlay Pál Dátum 2007 november 10, 19:27
Péter!
Semmi nem titkos.
Krétát marok vele. A megmunkálási tartomány 100*100*25mm. Géptömeg 650-700Kg - Én mindenben szeretem a nagyot- [#nevetes1][#nevetes1][#nevetes1][#nevetes1]
Ha kész lesz teszek fel egy csomó videót neked és mindenkinek összehasonlítgatáshoz.
X, y tengely horizontálisan egymáson a z portálos vertikálisan.
A vezérlés dual loop rendszerű tehát felhasználja a vezérléshez a linearis encoder értékeket is. Természetesen nem step/dir-ben fog működni hanem nyomaték vezérkéssel. röviden ennyit ha kész van akkor többet.
Semmi nem titkos.
Krétát marok vele. A megmunkálási tartomány 100*100*25mm. Géptömeg 650-700Kg - Én mindenben szeretem a nagyot- [#nevetes1][#nevetes1][#nevetes1][#nevetes1]
Ha kész lesz teszek fel egy csomó videót neked és mindenkinek összehasonlítgatáshoz.
X, y tengely horizontálisan egymáson a z portálos vertikálisan.
A vezérlés dual loop rendszerű tehát felhasználja a vezérléshez a linearis encoder értékeket is. Természetesen nem step/dir-ben fog működni hanem nyomaték vezérkéssel. röviden ennyit ha kész van akkor többet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 19:32
Írta: 000000000 Dátum 2007 november 10, 19:32
[#eljen][#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 19:33
Írta: bmejdz9nu Dátum 2007 november 10, 19:33
Ez csak egy beszéd volt vagy válasz(?) a #2527 és #2516-re... akkor még várok!
Érted a gondolatomat Tibor ugye?
Érted a gondolatomat Tibor ugye?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 19:35
Írta: bmejdz9nu Dátum 2007 november 10, 19:35
Vicces vagy... :) 100x100mm... ja 650deka! ok!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 19:40
Írta: Szedlay Pál Dátum 2007 november 10, 19:40
Péter!
Most ítra a Tibor majd nem mind1 AC vagy DC.
Neked igazad van, a DC gazdaságosabb ebben a kategóriában. Az AC sokkal drágább. A motor is a vezérlő is. Ha valaki nem használja ki azt a minimális előnyt, nem érdemes ilyet vennie.
Most ítra a Tibor majd nem mind1 AC vagy DC.
Neked igazad van, a DC gazdaságosabb ebben a kategóriában. Az AC sokkal drágább. A motor is a vezérlő is. Ha valaki nem használja ki azt a minimális előnyt, nem érdemes ilyet vennie.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 10, 19:41
Írta: Szedlay Pál Dátum 2007 november 10, 19:41
Péter!
650 deka egy jó adag bélszín- mert azt is szeretem-
Ez 650kilógramm.
650 deka egy jó adag bélszín- mert azt is szeretem-
Ez 650kilógramm.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 19:48
Írta: bmejdz9nu Dátum 2007 november 10, 19:48
A névleges feszültség alatti AC hajtás és ennek emelt árának arányát a DC-hez képest nem értem... gazdaságossági szempontból...
Tudod milyen skót vagyok... :)
Tudod milyen skót vagyok... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 19:51
Írta: bmejdz9nu Dátum 2007 november 10, 19:51
A bélszint én csak 25 dekás darabokra vágom... 4-5 felé egy csomagot... és nem sütöm át!
Te mikorra vágod fel? Tudod elég igazságtalan, hogy én minden lépést közzéteszek... más meg semmit...
Már azt hiszik, hogy "fizetett" műsorvezető vagyok... [#nevetes1]
Te mikorra vágod fel? Tudod elég igazságtalan, hogy én minden lépést közzéteszek... más meg semmit...
Már azt hiszik, hogy "fizetett" műsorvezető vagyok... [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 10, 19:53
Írta: 3vv2btrhv Dátum 2007 november 10, 19:53
Krétát marok vele - és utánna mi történik !!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 19:56
Írta: 000000000 Dátum 2007 november 10, 19:56
Nem értem..., ahogyan ezt sem:
"Az AC szervó "robbanékonnyab" gyorsulást tud? többet? nem hiszem..."
Szerinted van jelentősége egy motor dinamikai
képességénél a forgórész tehetetlenségi
nyomatékának, az L, R adatoknak?
A másik része: Teszem azt valakinek évek óta
vannak AC szervo motorjai, de csak nézi, gyári
vezérlők már nem kaphatók hozzá. Mit csináljon
akkor?
A harmadik része: Ha hasonlítgatunk költségeket,
az nem megy, hogy kedved szerint válogatod a
használt és új árakat. Tehát:
pl. a feladat 100W, 3000 rpm-el megoldható, ekkor
AC verzió: 100-350 a szabályzó a motor 70-150
DC verzió: 25-95 a szabályzó a motor 70-150 e.
Ft. Ezek a realitások.
"Az AC szervó "robbanékonnyab" gyorsulást tud? többet? nem hiszem..."
Szerinted van jelentősége egy motor dinamikai
képességénél a forgórész tehetetlenségi
nyomatékának, az L, R adatoknak?
A másik része: Teszem azt valakinek évek óta
vannak AC szervo motorjai, de csak nézi, gyári
vezérlők már nem kaphatók hozzá. Mit csináljon
akkor?
A harmadik része: Ha hasonlítgatunk költségeket,
az nem megy, hogy kedved szerint válogatod a
használt és új árakat. Tehát:
pl. a feladat 100W, 3000 rpm-el megoldható, ekkor
AC verzió: 100-350 a szabályzó a motor 70-150
DC verzió: 25-95 a szabályzó a motor 70-150 e.
Ft. Ezek a realitások.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 19:57
Írta: 000000000 Dátum 2007 november 10, 19:57
Krétakör
http://www.kretakor.hu
http://www.kretakor.hu
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 10, 19:58
Írta: svejk Dátum 2007 november 10, 19:58
Helló Tibor45!
Boccs ha már volt róla szó, az AC vezérlődhöz milyen motor passzintható?
Úgy értem kell-e a hall-os forgorészhelyzetérzékelő,vagy elég a három munkatekercs.
Ahogy nézegetem a mai szerkezeteket az absolute encoderből veszik a forgórész helyzetét.
Boccs ha már volt róla szó, az AC vezérlődhöz milyen motor passzintható?
Úgy értem kell-e a hall-os forgorészhelyzetérzékelő,vagy elég a három munkatekercs.
Ahogy nézegetem a mai szerkezeteket az absolute encoderből veszik a forgórész helyzetét.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 20:05
Írta: 000000000 Dátum 2007 november 10, 20:05
Beteszi az 1650 fokos sutobe. Persze addigra a belszin es beleszurt villa elparolog... ((:
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 10, 20:08
Írta: 3vv2btrhv Dátum 2007 november 10, 20:08
és utánna mit önt bele ??
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 20:17
Írta: 000000000 Dátum 2007 november 10, 20:17
Úgy van ahogyan írod a mai szerkezeteket.
A lényeg, hogy olyan mérőelem rendszer legyen
a motoron, amiből a forgórész abszolut helyzete
is visszafejthető. Enélkül nem lehetséges
illeszteni az AC pozició szervót.
A lényeg, hogy olyan mérőelem rendszer legyen
a motoron, amiből a forgórész abszolut helyzete
is visszafejthető. Enélkül nem lehetséges
illeszteni az AC pozició szervót.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 20:31
Írta: bmejdz9nu Dátum 2007 november 10, 20:31
OK. majd megyek majd megint nyaralni... biztos már elküldtél magadban melegebb éghajlatra... :) Azt is szeretem :) megyek...
Majdnem minden szervómotorom új... tudod szeretem a "fényes - puccos - kimunkált" dolgokat...
De értem... csak úgy kezdődött az egész... jobban mondva a történet... a CNC-s történet... Azt hitem ez az evolució... :)
- Kis és közepes teljesítmény* igényekhez: léptető
- Közepes és jobb teljesítményekhez*: DC szervó
- Magas teljesítményekhez* AC...
* Teljesítmény = erő, gyorsulás, gyors gép... ha van teljesítmény akkor ezek "konvertálhatók" egymásba.
Sajnos a "ranglétrát" az AC-vel nem sikerült felállítanom... azaz emelnem magamban, magamnak... talán mások megértették és egyedül maradtam szkeptikuasságomban...
Viszont megértettem - ezért köszönettel - a lényeget! Sőt azt a bizonyos "Finn" vezérlőt is amelyik mindhárom üzemmódot egy vezérlőben tudja (step/DC/AC - 200V - PIC-el)
Majdnem minden szervómotorom új... tudod szeretem a "fényes - puccos - kimunkált" dolgokat...
De értem... csak úgy kezdődött az egész... jobban mondva a történet... a CNC-s történet... Azt hitem ez az evolució... :)
- Kis és közepes teljesítmény* igényekhez: léptető
- Közepes és jobb teljesítményekhez*: DC szervó
- Magas teljesítményekhez* AC...
* Teljesítmény = erő, gyorsulás, gyors gép... ha van teljesítmény akkor ezek "konvertálhatók" egymásba.
Sajnos a "ranglétrát" az AC-vel nem sikerült felállítanom... azaz emelnem magamban, magamnak... talán mások megértették és egyedül maradtam szkeptikuasságomban...
Viszont megértettem - ezért köszönettel - a lényeget! Sőt azt a bizonyos "Finn" vezérlőt is amelyik mindhárom üzemmódot egy vezérlőben tudja (step/DC/AC - 200V - PIC-el)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 20:31
Írta: 000000000 Dátum 2007 november 10, 20:31
Egyébként a #2687-ben az Adok, veszek topicban
az a motor ilyen szempontból milyen felülettel
rendelkezik, tudsz róla valamit?
az a motor ilyen szempontból milyen felülettel
rendelkezik, tudsz róla valamit?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 10, 20:31
Írta: svejk Dátum 2007 november 10, 20:31
#2548-ban írtad:
"Szerinted van jelentősége egy motor dinamikai
képességénél a forgórész tehetetlenségi
nyomatékának, az L, R adatoknak?"
Ehhez nem férhet kétség, viszont vizsgálódásaim alkalmával az azonos teljesítménykategóriába tartozó DC-és AC forgórészek közt nem nagyon véltem felfedezni a tömegkülömbséget, illetve az általad emlegetett L-R adatokat sem látom át tisztán. Egy AC állórésztekercsrendszere is elég tetemes tekercsből áll.
Miben lehet még a nagy varázslat?
Mágnes mindkét tipusban lehet korszerű, nagy erejű.
"Szerinted van jelentősége egy motor dinamikai
képességénél a forgórész tehetetlenségi
nyomatékának, az L, R adatoknak?"
Ehhez nem férhet kétség, viszont vizsgálódásaim alkalmával az azonos teljesítménykategóriába tartozó DC-és AC forgórészek közt nem nagyon véltem felfedezni a tömegkülömbséget, illetve az általad emlegetett L-R adatokat sem látom át tisztán. Egy AC állórésztekercsrendszere is elég tetemes tekercsből áll.
Miben lehet még a nagy varázslat?
Mágnes mindkét tipusban lehet korszerű, nagy erejű.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 10, 20:33
Írta: svejk Dátum 2007 november 10, 20:33
Sajnos az is csak egy 2048-as absolut encoderrel van felvértezve, és a hőérzékelőn kívül más semmi.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 10, 20:35
Írta: svejk Dátum 2007 november 10, 20:35
Ehhez bizonyára csak a Simodrive a nyerő!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 20:38
Írta: 000000000 Dátum 2007 november 10, 20:38
ÁÁÁ, dehogy küldtelek. Te vagy a Fórum hajtó
motorja, nélküled unalmas lenne itt az élet.:)
Egyébként csak ma már a 120. hozzászólás
történik, ez majdnem rekord talán...
motorja, nélküled unalmas lenne itt az élet.:)
Egyébként csak ma már a 120. hozzászólás
történik, ez majdnem rekord talán...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 10, 20:39
Írta: svejk Dátum 2007 november 10, 20:39
Esetleg incrementális encoder index impulzussal? Érdemes lehet vele foglalkozni?
Csak hogy ne kelljen a motorba nyúlni, és mégis elkerülhető lenne mondjuk az Endat protokoll.
Csak hogy ne kelljen a motorba nyúlni, és mégis elkerülhető lenne mondjuk az Endat protokoll.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 20:43
Írta: bmejdz9nu Dátum 2007 november 10, 20:43
Egyébként egy kanyarra visszatérve... AC/DC...
Ha lenne két újjabb fejlesztésú SanyoDenki* vagy Yaskawa* AC és DC motor azonos teljesítményben... Melyik miben tudna többet ill. kevesebbet? (A vezérlőket most mellőzve :)
* ezek a cégek gyártanak és fejlesztenek DC-t is AC-t is ... ma is ... :)
Ha lenne két újjabb fejlesztésú SanyoDenki* vagy Yaskawa* AC és DC motor azonos teljesítményben... Melyik miben tudna többet ill. kevesebbet? (A vezérlőket most mellőzve :)
* ezek a cégek gyártanak és fejlesztenek DC-t is AC-t is ... ma is ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 20:43
Írta: bmejdz9nu Dátum 2007 november 10, 20:43
Egyébként egy kanyarra visszatérve... AC/DC...
Ha lenne két újjabb fejlesztésú SanyoDenki* vagy Yaskawa* AC és DC motor azonos teljesítményben... Melyik miben tudna többet ill. kevesebbet? (A vezérlőket most mellőzve :)
* ezek a cégek gyártanak és fejlesztenek DC-t is AC-t is ... ma is ... :)
Ha lenne két újjabb fejlesztésú SanyoDenki* vagy Yaskawa* AC és DC motor azonos teljesítményben... Melyik miben tudna többet ill. kevesebbet? (A vezérlőket most mellőzve :)
* ezek a cégek gyártanak és fejlesztenek DC-t is AC-t is ... ma is ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 20:47
Írta: 000000000 Dátum 2007 november 10, 20:47
Egyébként ez is általános tendencia, sajnos.
Minden nagy motorgyártó olyan felülettel szereli
a motorját, hogy csak a saját rendszerével
működik, ráadásul hétpecsétes titok az érzékelő
protokol. Így aztán veheted a drága hajtásukat
is hozzá, amit pár év múlva megint teljesen
lecserélnek, és kezdődik elölről minden.
Tipikus mai "modern" spirális üzletpolitika.
A macska rúgja meg őket:)
Minden nagy motorgyártó olyan felülettel szereli
a motorját, hogy csak a saját rendszerével
működik, ráadásul hétpecsétes titok az érzékelő
protokol. Így aztán veheted a drága hajtásukat
is hozzá, amit pár év múlva megint teljesen
lecserélnek, és kezdődik elölről minden.
Tipikus mai "modern" spirális üzletpolitika.
A macska rúgja meg őket:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 10, 20:50
Írta: svejk Dátum 2007 november 10, 20:50
Majd ha lecseng az AC őrület térjünk már vissza egy két szó erejéig a két motoros megoldás elméleti hibáira esetleges megvalósítási lehetőségeire.
A villamos vontatásban is használják, tudom ez teljesen más tészta
De ha van olcsó motor.....
De ebbe tényleg csak a hosszú téli estéken menjünk bele :)
A villamos vontatásban is használják, tudom ez teljesen más tészta
De ha van olcsó motor.....
De ebbe tényleg csak a hosszú téli estéken menjünk bele :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 20:51
Írta: 000000000 Dátum 2007 november 10, 20:51
A titok és high tech ott van, hogy ami forog
abban alig van tömeg, és ami van, az is kis
átmérőn. Hasonlítasd össze a teta adatokat
AC vs DC motor.
abban alig van tömeg, és ami van, az is kis
átmérőn. Hasonlítasd össze a teta adatokat
AC vs DC motor.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 20:53
Írta: 000000000 Dátum 2007 november 10, 20:53
A titok és high tech ott van, hogy ami forog
abban alig van tömeg, és ami van, az is kis
átmérőn. Hasonlítsd össze a teta adatokat
AC vs DC motor.
abban alig van tömeg, és ami van, az is kis
átmérőn. Hasonlítsd össze a teta adatokat
AC vs DC motor.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 20:56
Írta: 000000000 Dátum 2007 november 10, 20:56
Szia Svejk!
Az ÁRKÁD a Kerepesi út és a Fehér út kereszteződésében van. Két parkoló bejárata is van az emeletes mélygarázsának az egyik a Kerepesi, a másik pedig a Fehér út felől. 1 óra parkolás ingyenes, de utána is bagatel a parkolási díj.
Találkozhatnánk mondjuk az első emelet közepén ott, ahol ha jól tudom, egy körív mentén mindenféle gyorskajáldák vannak. Azon a környéken találunk biztos egy helyet ahol még le is ülhetünk.Jankó barátomat megismerem, de a többieket sajna nem.
3 motoromért viszek mind Forintot mind pedig pénzt és úgy fizetek ahogy akarod..
Mobilszámom: 0630 5577 580
Hívjatok ha valami gond van, vagy valami változik!
Az ÁRKÁD a Kerepesi út és a Fehér út kereszteződésében van. Két parkoló bejárata is van az emeletes mélygarázsának az egyik a Kerepesi, a másik pedig a Fehér út felől. 1 óra parkolás ingyenes, de utána is bagatel a parkolási díj.
Találkozhatnánk mondjuk az első emelet közepén ott, ahol ha jól tudom, egy körív mentén mindenféle gyorskajáldák vannak. Azon a környéken találunk biztos egy helyet ahol még le is ülhetünk.Jankó barátomat megismerem, de a többieket sajna nem.
3 motoromért viszek mind Forintot mind pedig pénzt és úgy fizetek ahogy akarod..
Mobilszámom: 0630 5577 580
Hívjatok ha valami gond van, vagy valami változik!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 20:57
Írta: 000000000 Dátum 2007 november 10, 20:57
Komoly szervomotornál alig van különbség
AC-DC között, 1.1-1.5 maximum, ez is inkább
csak hatásfok, dinamika, és EMC előny.
AC-DC között, 1.1-1.5 maximum, ez is inkább
csak hatásfok, dinamika, és EMC előny.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 20:58
Írta: 000000000 Dátum 2007 november 10, 20:58
Én is csípem az AC/DC-t. Angus testvér gitárszólóitól pedig egyenesen el vagyok bűvölve.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 21:01
Írta: bmejdz9nu Dátum 2007 november 10, 21:01
Mindíg emlegeted a kicsi tömegű forgórészt.. az ok. hogy ez jó az is ok.... de amit forgat az egy-két nagyságrenndel több általában... ezt nem értem. [#fejvakaras]
Nem veszik el ez az előny a semmibe...
Nem veszik el ez az előny a semmibe...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 21:04
Írta: 000000000 Dátum 2007 november 10, 21:04
Mivel a szervónál szinte mindig van valamilyen
hibajel, így nagyon nehéz a szinkront
megvalósítani. És így olyan lesz a hajtás, mint
néha mi a fórumon: egymást marjuk, de az ügy
nem megy előre.:)Így a több olcsó motor egymás
szinkronizálásával lenne elfoglalva, a
nyomatékuk sokszor kioltanák egymást, arról nem
is beszélve ha öeeszegerjednek, írtózatos
lengések alakulnának ki, amiket alig lehetne
kézben tartani. És akkor még hol a hasznos
munka, amit elvárnánk tőlük.
hibajel, így nagyon nehéz a szinkront
megvalósítani. És így olyan lesz a hajtás, mint
néha mi a fórumon: egymást marjuk, de az ügy
nem megy előre.:)Így a több olcsó motor egymás
szinkronizálásával lenne elfoglalva, a
nyomatékuk sokszor kioltanák egymást, arról nem
is beszélve ha öeeszegerjednek, írtózatos
lengések alakulnának ki, amiket alig lehetne
kézben tartani. És akkor még hol a hasznos
munka, amit elvárnánk tőlük.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 10, 21:06
Írta: svejk Dátum 2007 november 10, 21:06
Oké! Jegyzem a számot, Te pedig az enyémet.
Maradjunk ebben ezen már nem akarok változtatni.
Maradjunk ebben ezen már nem akarok változtatni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 21:09
Írta: 000000000 Dátum 2007 november 10, 21:09
Ezért kell áttétel kis motoroknál, mert a motor
tengelyre számított redukált nyomaték a döntő.
Nagynál meg van erő, nyomaték, ott nem számít
már annyira. De azt Te is beláthatod, hogy
ha már saját magát sem bírja eléggé gyorsítani,
akkor minden + tömeg csak ront rajta, így
születnek az eredő rossz eredmények, amit aztán
az egységugrás teszt remekül vissza is igazol.
tengelyre számított redukált nyomaték a döntő.
Nagynál meg van erő, nyomaték, ott nem számít
már annyira. De azt Te is beláthatod, hogy
ha már saját magát sem bírja eléggé gyorsítani,
akkor minden + tömeg csak ront rajta, így
születnek az eredő rossz eredmények, amit aztán
az egységugrás teszt remekül vissza is igazol.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 10, 21:10
Írta: svejk Dátum 2007 november 10, 21:10
Még nincs Tél.. :)
Nem kellene szinkron, csak az egyik motorról lenne visszacsatolás (persze a másik motornak fix mechanikus kapcsolata legyen az elsővel)
Nem kellene szinkron, csak az egyik motorról lenne visszacsatolás (persze a másik motornak fix mechanikus kapcsolata legyen az elsővel)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 21:30
Írta: 000000000 Dátum 2007 november 10, 21:30
[#nevetes1]
Nálunk már esett hó!
Persze, hogy nem kell szinkronizálás!
Egytengelyűsíteni kell mechanikailag, és 1db encoder a végére. Olyan lenne mint egy(1db) hosszú és karcsú moci.
[#nevetes1]
Nálunk már esett hó!
Persze, hogy nem kell szinkronizálás!
Egytengelyűsíteni kell mechanikailag, és 1db encoder a végére. Olyan lenne mint egy(1db) hosszú és karcsú moci.
[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 21:31
Írta: bmejdz9nu Dátum 2007 november 10, 21:31
Aztán ott vannak a tányérmotorok... a nyomatékkirály motorok... a szervómotor sem míndíg hosszúkás... mintha nem is foglalkoznának (néha) a motortervezők ezzel...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 21:35
Írta: bmejdz9nu Dátum 2007 november 10, 21:35
Szerintem egyik hajt... :) a másik segít... jó tudom hüle eleképzelés... de így is fel lehetne fogni...szerintem ha minden ok. mechanikailag akkor a két motor ereje minusz 10% körül lehet kalkulálni...
Persze ez csak megérzés...[#smile]
Persze ez csak megérzés...[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 21:35
Írta: 000000000 Dátum 2007 november 10, 21:35
Szíjjal is lehet persze, olyankor egymás mellett vannak, ugyancsak 1db encoderrel.
Talán a kommutátorok pontos helyzetére kellene odafigyelni, nem tudom... lehet, hogy nem?
Talán a kommutátorok pontos helyzetére kellene odafigyelni, nem tudom... lehet, hogy nem?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 10, 21:41
Írta: svejk Dátum 2007 november 10, 21:41
A alap kérdés ,hogy sorosan vagy párhuzamosan a két mocit?
Én a sorosra voksolnák első körben...
A mechanikus kapcsolat miatt a feszültség egyenlően oszlik meg rajtuk, és ugyanaz az áram a soros miatt mindkettőn.
De itt jön képbe a Tibor45 által emlegetett L-R viszony...
Ennek kellene az elméletét levezetni..
Én a sorosra voksolnák első körben...
A mechanikus kapcsolat miatt a feszültség egyenlően oszlik meg rajtuk, és ugyanaz az áram a soros miatt mindkettőn.
De itt jön képbe a Tibor45 által emlegetett L-R viszony...
Ennek kellene az elméletét levezetni..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 10, 21:42
Írta: svejk Dátum 2007 november 10, 21:42
Na erre alszok egyet, jócccakát :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 21:47
Írta: 000000000 Dátum 2007 november 10, 21:47
Én pedig a párhuzamosnak örülnék jobban, könnyebb lenne kitölteni a vezérlők tudását... Tibor 6 Ampert küldött csak 1 mocinak.
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 november 10, 21:49
Írta: j3rx6bsjd Dátum 2007 november 10, 21:49
Aszbolit!
Ez egy analóg vezérlő,tutira nem fogad step/dir jelet.Fordulatszám vagy nyomatékvezérlésre használják általában.Ha valakit érdekel nekem is van egy ilyen felesleges.200V 100W-os.
Ez egy analóg vezérlő,tutira nem fogad step/dir jelet.Fordulatszám vagy nyomatékvezérlésre használják általában.Ha valakit érdekel nekem is van egy ilyen felesleges.200V 100W-os.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 21:59
Írta: 000000000 Dátum 2007 november 10, 21:59
A tárcsamotorok általában vasnéküli motorok,
ott ugyan nagy az átmérő, de kicsi a tömeg:
tehát pont fordítva van, ez is a tehetetlenség
elleni küzdelem egyik lehetősége a tervezéskor.
ott ugyan nagy az átmérő, de kicsi a tömeg:
tehát pont fordítva van, ez is a tehetetlenség
elleni küzdelem egyik lehetősége a tervezéskor.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 22:06
Írta: 000000000 Dátum 2007 november 10, 22:06
A soros a legrosszabb lenne.
Egyébként a motorok nem lineáris rendszerek
(két tároló tag is van bennük).
Így szabályzástechnikailag nem olyan egyszerű
a felállás. Aludjatok erre még.:) Egy olyan
motort javasolnék, ami elég az adott feladathoz.
Egyébként a motorok nem lineáris rendszerek
(két tároló tag is van bennük).
Így szabályzástechnikailag nem olyan egyszerű
a felállás. Aludjatok erre még.:) Egy olyan
motort javasolnék, ami elég az adott feladathoz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 22:09
Írta: bmejdz9nu Dátum 2007 november 10, 22:09
Olyan szerencsés a helyzet ennél a motornál, hogy minkettő módszer használhatónak tűnik... (soros és parhuzamos)
Nem szabja meg a határt a vezérlők árama és feszültsége sem... Ez azért ritka... szerencsés egybeesés...
Nem szabja meg a határt a vezérlők árama és feszültsége sem... Ez azért ritka... szerencsés egybeesés...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 22:10
Írta: bmejdz9nu Dátum 2007 november 10, 22:10
A megérzésem nekem is a párhuzamos felé húz... :) Persze én nem akarok 2 motort hajtani egy tengelyre...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 22:28
Írta: 000000000 Dátum 2007 november 10, 22:28

[#law]
[#nevetes1]
Párhuzamosan [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 10, 22:30
Írta: 000000000 Dátum 2007 november 10, 22:30
Semmit. Te ragod meg vele a kommersz sutoben elkeszitett belszint...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 23:00
Írta: bmejdz9nu Dátum 2007 november 10, 23:00
10x motorral = 1Kw... a lehetőségek végtelenek! :)
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 november 10, 23:03
Írta: j3rx6bsjd Dátum 2007 november 10, 23:03
Kell venni egy 5kW-ost és ami a "csövön" kifér!!:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 10, 23:09
Írta: bmejdz9nu Dátum 2007 november 10, 23:09
Gondolom szobrász 30db-ot rendelt...[#nyes] semmit nem vesz kispályásra... :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 november 11, 07:18
Írta: x4rhew5r3 Dátum 2007 november 11, 07:18
Bár én sem tartom elegáns megoldásnak a több motor összekapcsolását (eltekintve attól az esetől, amikor több tengelyt akarunk hajtani), de a sok vita mellett egy kisérletet érdemes lenne csinálni.
Két motort a tengelyeken összekapcsolni és egy közös tápról hajtani.
1) párhuzamos kapcsolás esetén mérni mindkét motor áramát.
2) soros kapcsolás esetén mérni a két motor feszültségét.
Mi várható? A két motor nem egyforma, az áramok illetve a feszültségek eltérésének arányából következtethetünk az eredő (statikus) tulajdonságokra. Ha nagy az eltérés, akkor az egyik húz mint az állat, a másik röghög, és nem képes leadni a teljesítményének egy részét. Ha nagyjából egyformák, akkor mindkettő bedobja az erejét.
Két motort a tengelyeken összekapcsolni és egy közös tápról hajtani.
1) párhuzamos kapcsolás esetén mérni mindkét motor áramát.
2) soros kapcsolás esetén mérni a két motor feszültségét.
Mi várható? A két motor nem egyforma, az áramok illetve a feszültségek eltérésének arányából következtethetünk az eredő (statikus) tulajdonságokra. Ha nagy az eltérés, akkor az egyik húz mint az állat, a másik röghög, és nem képes leadni a teljesítményének egy részét. Ha nagyjából egyformák, akkor mindkettő bedobja az erejét.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 07:57
Írta: svejk Dátum 2007 november 11, 07:57
Én aludtam rá egyet ,de erről elfelejtettem álmodni :)
Az alapkérdés a két variáció elméleti oldalról való megközelítése lenne.
Tudod, kipróbálni a hülye is ki tudná, de a lustaság nagy úr :) :)
Az alapkérdés a két variáció elméleti oldalról való megközelítése lenne.
Tudod, kipróbálni a hülye is ki tudná, de a lustaság nagy úr :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 08:03
Írta: svejk Dátum 2007 november 11, 08:03
Mivel csak két variáció van ezért csak rosszabb lehet , nem legrosszabb :) :)
Paraszti észre lefordítva egy kicsit kifejthetnéd az okot!
Gyanítom a megnövekedett induktivitás rontaná az elektomos időállandót, csak kérdés hogy az adott mechanikai rendszer állandója mellet ez nem törpül-e el?
Paraszti észre lefordítva egy kicsit kifejthetnéd az okot!
Gyanítom a megnövekedett induktivitás rontaná az elektomos időállandót, csak kérdés hogy az adott mechanikai rendszer állandója mellet ez nem törpül-e el?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 08:06
Írta: svejk Dátum 2007 november 11, 08:06
komolytalanok vagytok :)
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 november 11, 08:23
Írta: ra8nsmk6w Dátum 2007 november 11, 08:23
Az a két motor mechanikailag sorba van kötve mivel a kihajtást csak az egyik motor "szenvedi" el. Ami még két motor esetében nem tragikus, de amit Péter emlitett az 1Kw/10 motor ott már több mint necces.Gondolom, hogy nem komolyan mondta, egyébként párhuzamosan több motort egy láncra vagy fogazott szijra füzve el tudok képzelni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 08:52
Írta: bmejdz9nu Dátum 2007 november 11, 08:52
20db= 2Kw... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 09:02
Írta: bmejdz9nu Dátum 2007 november 11, 09:02
Mennyi hüle van a világon... még négy nap hátra a licitből és már 11-en "tapadtak rá" a gyufásdobozra... 10USD-ről már felverték majdnem az új árára.
.. a további 4 napon talán föléje? Pedíg ez egy régebbi verziószámú....:)

.. a további 4 napon talán föléje? Pedíg ez egy régebbi verziószámú....:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 09:08
Írta: 000000000 Dátum 2007 november 11, 09:08
A lényeg, amit Sneci is írt. Ha nem tökéletesen
egyforma a két motor a lényeges paraméterekben
(már pedig saccra egy ilyen tömeggyártású
motornál az eltérés +-10-20% is lehet), akkor a
szabályzás döntő energiforrásai a két motor
egyensúlyának a megteremtésére fordítódna, alig
maradna hasznos teljesítmény. Ha pedig sorba
kötöd, már több mint 100V kellene, és az amúgy
is nagy R és L kétszeressé nőne, és ez szép
lassan viszi a szabályozhatatlan motor kategória
felé a rendszert. Viszont kapsz egy remek rezgő-
lengő rendszert, és így a tél közeledtével az sem
mellékes, hogy fűtőtestként is használhatók a
motorok.:)
egyforma a két motor a lényeges paraméterekben
(már pedig saccra egy ilyen tömeggyártású
motornál az eltérés +-10-20% is lehet), akkor a
szabályzás döntő energiforrásai a két motor
egyensúlyának a megteremtésére fordítódna, alig
maradna hasznos teljesítmény. Ha pedig sorba
kötöd, már több mint 100V kellene, és az amúgy
is nagy R és L kétszeressé nőne, és ez szép
lassan viszi a szabályozhatatlan motor kategória
felé a rendszert. Viszont kapsz egy remek rezgő-
lengő rendszert, és így a tél közeledtével az sem
mellékes, hogy fűtőtestként is használhatók a
motorok.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 09:23
Írta: bmejdz9nu Dátum 2007 november 11, 09:23
Tibi lenne egy kérdésem...
Az AC motorokat sokszor DC fékkel adják-veszik-gyártják...
Ennek van valami speciális oka? jó tudom... de DC szervónál ez alig alig...
Az AC motorokat sokszor DC fékkel adják-veszik-gyártják...
Ennek van valami speciális oka? jó tudom... de DC szervónál ez alig alig...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 09:27
Írta: svejk Dátum 2007 november 11, 09:27
Két egyforma motor nincs, ezért is a soros felé hajlottam először, mert ezek egymást munkapontban tarják, és a motoron átfolyó áramerősség egyforma.
Az "ablaktörlőszerűt" eddig 40 V-on hajtottam tehát az ö esetében a 80 V elégséges lehetne.
Az ipari servok is 160-300V-ról mennek és bizony ott is van tekintélyes R és L és mégis szabályozhatók.
Tételezzük fel hogy a soros elvetve...
Térjünk át a párhuzamos kapcsolásra.
Ebben az esetben hogy lehetne kiküszöbölni az egyenlőtlen árameloszlást?
Párba válogatás? - ha van sok megoldható
Ha az egyik jobban terhelt akkor a tekercs melegedése valamelyest segíti a kompenzációt.
Motorokkal soros ellenállás? - sok veszteség és szintén rontja a szabályozás minőségét.
Az "ablaktörlőszerűt" eddig 40 V-on hajtottam tehát az ö esetében a 80 V elégséges lehetne.
Az ipari servok is 160-300V-ról mennek és bizony ott is van tekintélyes R és L és mégis szabályozhatók.
Tételezzük fel hogy a soros elvetve...
Térjünk át a párhuzamos kapcsolásra.
Ebben az esetben hogy lehetne kiküszöbölni az egyenlőtlen árameloszlást?
Párba válogatás? - ha van sok megoldható
Ha az egyik jobban terhelt akkor a tekercs melegedése valamelyest segíti a kompenzációt.
Motorokkal soros ellenállás? - sok veszteség és szintén rontja a szabályozás minőségét.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 09:32
Írta: 000000000 Dátum 2007 november 11, 09:32
Van bizony. Mindennek az oka a kefenélküliség.
Az AC szervo motorok korrekt fékezése,
rezgés mentes egyhelyben tartása rendkívül
macerás, ez is jelentősen növeli a szabályzók
árát. Én csak ezzel a problémával majdnem
félévet kínlódtam. Így ha tartósan áll a
motor, és visszahajtás is lehetséges, inkább
sokszor befékezik mechanikusan, és ezt is
alaposan megfizettetik, mint opció.
Az AC szervo motorok korrekt fékezése,
rezgés mentes egyhelyben tartása rendkívül
macerás, ez is jelentősen növeli a szabályzók
árát. Én csak ezzel a problémával majdnem
félévet kínlódtam. Így ha tartósan áll a
motor, és visszahajtás is lehetséges, inkább
sokszor befékezik mechanikusan, és ezt is
alaposan megfizettetik, mint opció.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 09:40
Írta: svejk Dátum 2007 november 11, 09:40
Azért szerintem a Kitalálója sem gondolta komolyan, hogy egy 3,1 A-es névleges áramú servomotort(servo jellegűt? ,aminek az adatlapja egyértelműen leírja a maximálisan megengedhető csúcsáramot) a vezérlője megfogjon 6 A-nál.
Bár az utóbbi leírásokat végignézve amilyen óvatosan kezeli az AC motorokat is...
Az az idő elmúlt amikor 50 évre tervezünk egy gépet :)
Bár az utóbbi leírásokat végignézve amilyen óvatosan kezeli az AC motorokat is...
Az az idő elmúlt amikor 50 évre tervezünk egy gépet :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 09:41
Írta: 000000000 Dátum 2007 november 11, 09:41
Svejk! Minden tiszteletem a Tied, de bocsi,
nem szeretném tovább ragozni a több
motoros témát a már eddig felhozott érveim
miatt. Ha Téged ez továbbra is izgat, és a műszaki,
esztétikai érzéked sem tiltakozik ilyesfajta
megoldás kapcsán, rajta. Biztosan fog működni
valahogy. Először még ne felejtsd el azt sem,
hogy egy motort kell sikeresen a szabályzóddal
meghajtani, tesztelgetni. Ha ezen már túl vagy,
visszatérhetünk a többmotoros verzióra, ha
nagyon akarod.
nem szeretném tovább ragozni a több
motoros témát a már eddig felhozott érveim
miatt. Ha Téged ez továbbra is izgat, és a műszaki,
esztétikai érzéked sem tiltakozik ilyesfajta
megoldás kapcsán, rajta. Biztosan fog működni
valahogy. Először még ne felejtsd el azt sem,
hogy egy motort kell sikeresen a szabályzóddal
meghajtani, tesztelgetni. Ha ezen már túl vagy,
visszatérhetünk a többmotoros verzióra, ha
nagyon akarod.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 09:41
Írta: bmejdz9nu Dátum 2007 november 11, 09:41

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 09:48
Írta: bmejdz9nu Dátum 2007 november 11, 09:48
Tibor lenne még egy hüle kérdésem...
Az esztergámba kellene cserélnem a meghajtómotort... Mechanikailag egy AC szervómotor sokkal kisebb... használható lenne?
Azaz ha frekiváltóval meghajtanám? Azt meg végkép nem értem, hogy a "sima" AC motorokat kényszerhűtik a hátulján egy ventilátorral... egy AC szervó motoron ez nincs...? Nem melegszik?
Az esztergámba kellene cserélnem a meghajtómotort... Mechanikailag egy AC szervómotor sokkal kisebb... használható lenne?
Azaz ha frekiváltóval meghajtanám? Azt meg végkép nem értem, hogy a "sima" AC motorokat kényszerhűtik a hátulján egy ventilátorral... egy AC szervó motoron ez nincs...? Nem melegszik?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 09:55
Írta: 000000000 Dátum 2007 november 11, 09:55
Majd ha meglátod a motor kivezetésének a
keresztmetszetét és méricskélsz rajta picit,
jobban fogsz tisztelni 4-5 Ampert is.:)
Mindenkinek figyelmébe ajánlom ezt a közismert
képletet: P=I*I*R. Érdemes picit számolgatni,
és ez mind hőveszteség csak, ebből egy cmN
hasznos nyomaték nem keletkezik. Arról nem is
beszélve, hogy ilyen kis motornál és nem profi
szervonál állandóan kockáztatod a lemágnesezést,
ami után dobhatod ki. Még Péter komoly Bautz
szervomotorjánál is a gyártó megírta: max 25A!!!
De komoly, tartós hajtástervezésnél illik messze
elkerülni. És ez a motor picit messze van attól.
Úgy hogy csak óvatosan az Amperekkel emberek!:)
keresztmetszetét és méricskélsz rajta picit,
jobban fogsz tisztelni 4-5 Ampert is.:)
Mindenkinek figyelmébe ajánlom ezt a közismert
képletet: P=I*I*R. Érdemes picit számolgatni,
és ez mind hőveszteség csak, ebből egy cmN
hasznos nyomaték nem keletkezik. Arról nem is
beszélve, hogy ilyen kis motornál és nem profi
szervonál állandóan kockáztatod a lemágnesezést,
ami után dobhatod ki. Még Péter komoly Bautz
szervomotorjánál is a gyártó megírta: max 25A!!!
De komoly, tartós hajtástervezésnél illik messze
elkerülni. És ez a motor picit messze van attól.
Úgy hogy csak óvatosan az Amperekkel emberek!:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 10:02
Írta: svejk Dátum 2007 november 11, 10:02
Mint vitaindítómban irtam csupán az elméleti kérdésekre vagyok kíváncsi ez ügyben.
Bár most már egyre kíváncsibb lettem mert nem mindenre kaptam választ, így majd egyszer lehet teszek egy gyakorlati próbát.
Sajnos most semmi mechanika nincs kéznél
Bár most már egyre kíváncsibb lettem mert nem mindenre kaptam választ, így majd egyszer lehet teszek egy gyakorlati próbát.
Sajnos most semmi mechanika nincs kéznél
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 10:07
Írta: 000000000 Dátum 2007 november 11, 10:07
Mert nem egy kategória.
A szervo AC indukciós, BLDC, kefés DC működési
alapelve ugyanaz, csak más-más kontstrukcióban
testesül meg.
A kommersz frekiváltók pedig aszinkron
motorokhoz készültek, ezek pedig rövidrezárt
forgórészű (kalickás) motorok sokkal gyengébb
nyomaték, hatásfok adatokkal. Így terheléskor
intenzívebben melegszenek számos ok miatt.
Így kellő hajtástechnika híján nem tudsz
működtetni esztergádban AC szervo motort.
A szervo AC indukciós, BLDC, kefés DC működési
alapelve ugyanaz, csak más-más kontstrukcióban
testesül meg.
A kommersz frekiváltók pedig aszinkron
motorokhoz készültek, ezek pedig rövidrezárt
forgórészű (kalickás) motorok sokkal gyengébb
nyomaték, hatásfok adatokkal. Így terheléskor
intenzívebben melegszenek számos ok miatt.
Így kellő hajtástechnika híján nem tudsz
működtetni esztergádban AC szervo motort.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 november 11, 10:15
Írta: Kristály Árpád Dátum 2007 november 11, 10:15
Hallihó Tibor?
Több napja figyelem ezt az eszmecserét......
Én csak ámulok....bámulok rajtad....
Micsoda türelmed van!
[#wave][#worship][#wave][#worship][#wave][#confused][#circling]
Több napja figyelem ezt az eszmecserét......
Én csak ámulok....bámulok rajtad....
Micsoda türelmed van!
[#wave][#worship][#wave][#worship][#wave][#confused][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 10:17
Írta: bmejdz9nu Dátum 2007 november 11, 10:17
[#fejvakaras] Sötétség a fejembe...
Az AC szervómotor mennyivel másabb mint egy közönséges asszinkron motor?
(kivül tekercsek a fogórész rövidrezárt stb.?)
Ha leírnád a különbséget... :)
Az AC szervómotor mennyivel másabb mint egy közönséges asszinkron motor?
(kivül tekercsek a fogórész rövidrezárt stb.?)
Ha leírnád a különbséget... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 10:18
Írta: svejk Dátum 2007 november 11, 10:18
Való igaz, várjuk meg a mocit...
Én csak az adatlapra hivatkozom, ott pedig egyértelműen le van írva a max. megengedhető áramerősség...
Már többször leírtam ennek a csúcsáramnak semmi köze a leadott átlagteljeítményhez.
Ez mindössze a motor megfelelő dinamikus viselkedéséhez kell pár tiz-száz ms időtartamra.
Ha Te az áramot a névleges kétszeresén limitálod akkor bizony ez a motor nagyon gyenge dinamikát fog produkálni.
Ezekkel az alapképletekkel többé-kevésbé mi is megbirkózunk.. :)
Én csak az adatlapra hivatkozom, ott pedig egyértelműen le van írva a max. megengedhető áramerősség...
Már többször leírtam ennek a csúcsáramnak semmi köze a leadott átlagteljeítményhez.
Ez mindössze a motor megfelelő dinamikus viselkedéséhez kell pár tiz-száz ms időtartamra.
Ha Te az áramot a névleges kétszeresén limitálod akkor bizony ez a motor nagyon gyenge dinamikát fog produkálni.
Ezekkel az alapképletekkel többé-kevésbé mi is megbirkózunk.. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 10:21
Írta: 000000000 Dátum 2007 november 11, 10:21
Köszi, kedves vagy! Két IC beforrasztása
közben néha a billenyűzeten is megnyomok pár
karaktert.:)
Apropó! Magánban nem tudnál dobni egy emailt,
hogy állsz az új nagy gépeddel, mikor
csinálhatunk egy tesztet AC-vel?
közben néha a billenyűzeten is megnyomok pár
karaktert.:)
Apropó! Magánban nem tudnál dobni egy emailt,
hogy állsz az új nagy gépeddel, mikor
csinálhatunk egy tesztet AC-vel?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 10:28
Írta: bmejdz9nu Dátum 2007 november 11, 10:28
20A nál többet úgysem tudnak adni neki... még egy pillanatra sem... [#wink] remélhetőleg nincs nekik 40-es vezérlőjük... [#vigyor2]
Viszont a "puskaporos" gyorsításhoz jó ha egy pillanatra van "áramfröcss"...
Viszont a "puskaporos" gyorsításhoz jó ha egy pillanatra van "áramfröcss"...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 10:40
Írta: 000000000 Dátum 2007 november 11, 10:40
Tudod lassan egy éve vitatkozgatunk, beszélgetünk
arról, mi is a szervomotor fogalma, mi hogyan
működik. Ezt írtad:
"Ez mindössze a motor megfelelő dinamikus
viselkedéséhez kell pár tiz-száz ms időtartamra."
Ez így is van, de kezdetektől arról dumálok,
hogy ehhez olyan motor kell, aminél minőségi
az "alaplap", azaz olyan elektromechanikai
időállandóval rendelekezik, hogy legyen értelme
a kis imulzusoknak, és erre reagáljon is.
Egy elefántot megdobhatsz egy gumilabdával,
attól az nem fog kibillenni, észre sem veszi.:) Szerintem
Te is sokat változtál a tapaszatalataid alapján,
és lassan feladod azt a véleményedet, hogy egy
motor nem attól szervo, hogy beteszed egy
szervoszabályzó körbe. Ez pont fordítva van,
olyan anyagot, technológiát tesznek bele,
hogy alkalmas legyen a szabályzás finom
kéréseit is teljesíteni. Mert ha nem,
nyomhatod bele a kakaót, csak füsttel fog
válaszolni előbb vagy utóbb, de nem hasznos
munkával a motor.
Ez ilyen egyszerű történet, és ezért kell egy
Péter által mutatott Sanyo Denki, vagy bármilyen
más szervomotorért sokat fizetni, ha újan veszed.
Csodák nincsenek sajna, valamit valamiért elv
általában érvényesülni szokott a műszaki életben is.
arról, mi is a szervomotor fogalma, mi hogyan
működik. Ezt írtad:
"Ez mindössze a motor megfelelő dinamikus
viselkedéséhez kell pár tiz-száz ms időtartamra."
Ez így is van, de kezdetektől arról dumálok,
hogy ehhez olyan motor kell, aminél minőségi
az "alaplap", azaz olyan elektromechanikai
időállandóval rendelekezik, hogy legyen értelme
a kis imulzusoknak, és erre reagáljon is.
Egy elefántot megdobhatsz egy gumilabdával,
attól az nem fog kibillenni, észre sem veszi.:) Szerintem
Te is sokat változtál a tapaszatalataid alapján,
és lassan feladod azt a véleményedet, hogy egy
motor nem attól szervo, hogy beteszed egy
szervoszabályzó körbe. Ez pont fordítva van,
olyan anyagot, technológiát tesznek bele,
hogy alkalmas legyen a szabályzás finom
kéréseit is teljesíteni. Mert ha nem,
nyomhatod bele a kakaót, csak füsttel fog
válaszolni előbb vagy utóbb, de nem hasznos
munkával a motor.
Ez ilyen egyszerű történet, és ezért kell egy
Péter által mutatott Sanyo Denki, vagy bármilyen
más szervomotorért sokat fizetni, ha újan veszed.
Csodák nincsenek sajna, valamit valamiért elv
általában érvényesülni szokott a műszaki életben is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 10:44
Írta: 000000000 Dátum 2007 november 11, 10:44
"... motor nem attól szervo,..."
most látom, rosszul írtam, a nem szó törlendő
itt, elírtam, bocsi.
most látom, rosszul írtam, a nem szó törlendő
itt, elírtam, bocsi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 10:50
Írta: 000000000 Dátum 2007 november 11, 10:50
Irigylem is a szervo motor gyűjteményedet.:)
De majd egyszer hátha mit a püttyös labdát
szétosztod őket a helyes választ adó Fórum
Társak között.[#nevetes1]
De majd egyszer hátha mit a püttyös labdát
szétosztod őket a helyes választ adó Fórum
Társak között.[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 11:07
Írta: bmejdz9nu Dátum 2007 november 11, 11:07
Olyan vagyok mint a nők az arannyal... [#nyes] Ha meglátok egy szép "példányt" nem tudok ellenálni a kisértésnek...
Persze fele sem kell majd... de ha benyúlok a szekrényben ne üressen jöjjön ki már a kezem... [#nevetes1]
De hát minden gyüjtök ami "fényes" :)... mert ez is a hobby része... van aki régipénzt, van aki bélyeget... tudod... azok sem normálisak... :)
AC szervómotorokat pedíg nem is gyűjtöm... de szerzek majd egyet...
Ha leírnád mi a különbség....#2611... és egyáltalán frekiváltóval meg tudom e forgatni..., hogy esetleg érezhetném a "feeeling-jét"... :)
Persze fele sem kell majd... de ha benyúlok a szekrényben ne üressen jöjjön ki már a kezem... [#nevetes1]
De hát minden gyüjtök ami "fényes" :)... mert ez is a hobby része... van aki régipénzt, van aki bélyeget... tudod... azok sem normálisak... :)
AC szervómotorokat pedíg nem is gyűjtöm... de szerzek majd egyet...
Ha leírnád mi a különbség....#2611... és egyáltalán frekiváltóval meg tudom e forgatni..., hogy esetleg érezhetném a "feeeling-jét"... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 11:39
Írta: 000000000 Dátum 2007 november 11, 11:39
Huhhh Péter, ne menjünk bele szerintem most
komolyabban, hogy mitől is forog egy aszinkron
motor. A lényegét Te is tudod, ha meg nagyon
érdekelneka részletek, akár egyetemi szintű szakirodalmat is
találsz a neten bármelyik keresővel.
A frekiváltóval és az AC szervomotorral
nagyon óvatosan bánj, de inkább azt is
javasolnám, ne próbáld ki. Az AC indukciós
szervomotor ugyanis pl. visszatáplálhat komoly
energiát, feszültséget a frekiváltódba, és
ha ez erre nincs specifikálva gyárilag,
egy adott fordulatnál, a motor is tönremehet
és a frekiváltód is.
Nézd át a frekiváltó gépkönyvét, mit ír egyéb
3 fázisű motorok illeszthetőségével
kapcsolatban, hátha találsz erre infót.
komolyabban, hogy mitől is forog egy aszinkron
motor. A lényegét Te is tudod, ha meg nagyon
érdekelneka részletek, akár egyetemi szintű szakirodalmat is
találsz a neten bármelyik keresővel.
A frekiváltóval és az AC szervomotorral
nagyon óvatosan bánj, de inkább azt is
javasolnám, ne próbáld ki. Az AC indukciós
szervomotor ugyanis pl. visszatáplálhat komoly
energiát, feszültséget a frekiváltódba, és
ha ez erre nincs specifikálva gyárilag,
egy adott fordulatnál, a motor is tönremehet
és a frekiváltód is.
Nézd át a frekiváltó gépkönyvét, mit ír egyéb
3 fázisű motorok illeszthetőségével
kapcsolatban, hátha találsz erre infót.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 12:07
Írta: bmejdz9nu Dátum 2007 november 11, 12:07
Jó akkor szerzek egy AC szervómotort.... is.... :) Aztán próba... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 14:35
Írta: svejk Dátum 2007 november 11, 14:35
.
.
Sziasztok!
Jelentem, a kis szervomotorok megérkeztek :)
.
.
.
Sziasztok!
Jelentem, a kis szervomotorok megérkeztek :)
.
.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 14:36
Írta: svejk Dátum 2007 november 11, 14:36
.
.
Sziasztok!
Jelentem, a kis szervomotorok megérkeztek :)
.
.
.
Sziasztok!
Jelentem, a kis szervomotorok megérkeztek :)
.
.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 11, 15:02
Írta: HJózsi Dátum 2007 november 11, 15:02
Teszt lesz?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 11, 15:05
Írta: HJózsi Dátum 2007 november 11, 15:05
Teszt lesz?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 15:12
Írta: bmejdz9nu Dátum 2007 november 11, 15:12
Most aztán feltőr a szervóláz...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 15:14
Írta: 000000000 Dátum 2007 november 11, 15:14
Srácok!
Szerintem az AC szervó témát tegyétek egy külön topicba mert a többségnek (mint pl. nekem) még a DCs téma is magas!
Svejk (derék katona)!
Pesten szakad a hó!
Nem gond a holnapi tali az ÁRKÁDban? Nekem mindegy mert egy BKV busszal odajutok. De Nektek esetleg nyári gumival?
Szerintem az AC szervó témát tegyétek egy külön topicba mert a többségnek (mint pl. nekem) még a DCs téma is magas!
Svejk (derék katona)!
Pesten szakad a hó!
Nem gond a holnapi tali az ÁRKÁDban? Nekem mindegy mert egy BKV busszal odajutok. De Nektek esetleg nyári gumival?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 15:14
Írta: svejk Dátum 2007 november 11, 15:14
Most nincs semmi mechanikám, meg egyébként is a csomagolás-dobozolás eltart egy darabig.
Fontos!
A motor első pajzsában a felfogatáshoz nem metrikus hanem Whitwort menet van .Szerencsére 2-4 csavart mellékelt a fickó.
Fontos!
A motor első pajzsában a felfogatáshoz nem metrikus hanem Whitwort menet van .Szerencsére 2-4 csavart mellékelt a fickó.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 15:15
Írta: 000000000 Dátum 2007 november 11, 15:15
Az ókori fogaskérdés: Leszbosz vagy szopoklesz?
A mai pedig AC vagy DC szervó az igazi?
A mai pedig AC vagy DC szervó az igazi?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 15:16
Írta: svejk Dátum 2007 november 11, 15:16
Ha más nem felviszem gyalog a hátamon :)
Itt is esett egy fél órát de már abbahagyta.
Itt is esett egy fél órát de már abbahagyta.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 15:21
Írta: bmejdz9nu Dátum 2007 november 11, 15:21
Szerintem nem lesz AC szervó folytatás... valóban magas mindene... nem standard (még?) a hobby szektorban...
Nem értékarányos (egyenlőre?)... mint pl. a léptetőhöz képest a DC szervó... Egy lehetséges hajszálnyi(?) előnyért(?) nem adnak tömegesen 3x pénzt...
Nem értékarányos (egyenlőre?)... mint pl. a léptetőhöz képest a DC szervó... Egy lehetséges hajszálnyi(?) előnyért(?) nem adnak tömegesen 3x pénzt...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 11, 16:21
Írta: 000000000 Dátum 2007 november 11, 16:21
Egyetértek! Ez úgy van valahogy mint a modellezésben a NC ill. a LiPo aksik használata.
Az elavuló NC aksik jelenleg a leggazdaságosabbak
de már nem sokáig.
Az elavuló NC aksik jelenleg a leggazdaságosabbak
de már nem sokáig.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 19:02
Írta: bmejdz9nu Dátum 2007 november 11, 19:02
Beteszem ezt a videót ide is.... Az éredekessége, hogy 200mm/s-ra 30ms!!! alatt gyorsít tehát nem is látható gyorsítási szakasz...
És ami még érdekes itt az az exponenciális gyorsítási görbe. - csak csodálkozok - mert így sokkal kevésbé üt a végeken! Azaz nem akar leesni az asztalról...
És ami még érdekes itt az az exponenciális gyorsítási görbe. - csak csodálkozok - mert így sokkal kevésbé üt a végeken! Azaz nem akar leesni az asztalról...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 19:04
Írta: bmejdz9nu Dátum 2007 november 11, 19:04
Beteszem ezt a videót ide is.... Az éredekessége, hogy 200mm/s-ra 30ms!!! alatt gyorsít tehát nem is látható gyorsítási szakasz...
És ami még érdekes itt az az exponenciális gyorsítási görbe. - csak csodálkozok - mert így sokkal kevésbé üt a végeken! Azaz nem akar leesni az asztalról...
És ami még érdekes itt az az exponenciális gyorsítási görbe. - csak csodálkozok - mert így sokkal kevésbé üt a végeken! Azaz nem akar leesni az asztalról...
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 november 11, 20:04
Írta: Kristály Árpád Dátum 2007 november 11, 20:04
Hallihó Péter!
A porvédelemhez gratula...de kellene valami kiegészítő, mert amikor nyitja...azért van ott rés......
Valami rúgos kütyűre gondolok, mert úgyis csak a végén van jelentősége.......
Esetleg hátréb illetve visszább.... kellene szerkeszteni a nyitást szolgáló éket
Üdv.: Árpi[#circling][#wave][#worship]
A porvédelemhez gratula...de kellene valami kiegészítő, mert amikor nyitja...azért van ott rés......
Valami rúgos kütyűre gondolok, mert úgyis csak a végén van jelentősége.......
Esetleg hátréb illetve visszább.... kellene szerkeszteni a nyitást szolgáló éket
Üdv.: Árpi[#circling][#wave][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 20:07
Írta: bmejdz9nu Dátum 2007 november 11, 20:07
nem lesz gond mert jól rátakar a Z- szerkezet (csak 3-5mm)... mechanikai ötletek topic.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 11, 20:09
Írta: bmejdz9nu Dátum 2007 november 11, 20:09
nem lesz gond... mert jól rátakar majd a Z- szerkezet repülő forgács legyen a talpán amelyik beveszi a kanyart :)
... mechanikai ötletek topic.
... mechanikai ötletek topic.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 20:47
Írta: svejk Dátum 2007 november 11, 20:47
Jajj a lényeget majd elfelejtettem!!
Állítólag pár héten belül lesz a hollandnak lineáris vezetéke is egy konténerrel....
De azért nyugtával a napot...
Állítólag pár héten belül lesz a hollandnak lineáris vezetéke is egy konténerrel....
De azért nyugtával a napot...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 november 11, 21:35
Írta: 4mjnxdwuu Dátum 2007 november 11, 21:35
Milyen??
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 11, 21:59
Írta: svejk Dátum 2007 november 11, 21:59
????
Ha meglesz szólni fogok.
Ha meglesz szólni fogok.
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 november 11, 22:02
Írta: dg8n4i8x Dátum 2007 november 11, 22:02
Na abból aztán jól meg kell majd nézni egyet, ha használt... Az engem is érdekelne...
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 11, 22:21
Írta: eivmhrm04 Dátum 2007 november 11, 22:21
Na ez engem is érdekel.Legalább 3-2.5m esek kellenánek
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 11, 22:22
Írta: eivmhrm04 Dátum 2007 november 11, 22:22
elirtam 2-2.5m
Cím: Re:DC szervó motoros vezérlés
Írta: Rinaldo Dátum 2007 november 12, 16:07
Írta: Rinaldo Dátum 2007 november 12, 16:07
Szia Péter,
Elismerésem a porvédelem kialakításához,nem okoskodni szeretnék de lehet hogy némi átfedés a takaró lapoknál javíthat a helyzeten azzal a kiegészítéssel amit Te is írsz (nyitási rész intenzívebb takarása)...
Más.Érdekes ötletadó lehet ebben a témakörben a pneumatikus cipzár hengerek megoldása.
Elismerésem a porvédelem kialakításához,nem okoskodni szeretnék de lehet hogy némi átfedés a takaró lapoknál javíthat a helyzeten azzal a kiegészítéssel amit Te is írsz (nyitási rész intenzívebb takarása)...
Más.Érdekes ötletadó lehet ebben a témakörben a pneumatikus cipzár hengerek megoldása.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 12, 16:17
Írta: bmejdz9nu Dátum 2007 november 12, 16:17
Az okoskodástól okososabbak leszünk!
Átfedés - nehezebb nyitás... akkor jó ez ha pont élével záródik... nem saját találmány... pl. a német ULI szervós gépe is ilyen...
A nyitási rés nem jelentős... lehet, hogy a képeken rosszabbnak néz ki a helyzet?
De ahhoz, hogy egy forgács berepüljön a tengelyre: Előtte lesz a Z- szerkezet - kanyart bevenni a forgácsnak utánna betalálni azon a kis lukon... és pont eltalálni a lineáris... amin persze még ott a szenylehuzó...
Átfedés - nehezebb nyitás... akkor jó ez ha pont élével záródik... nem saját találmány... pl. a német ULI szervós gépe is ilyen...
A nyitási rés nem jelentős... lehet, hogy a képeken rosszabbnak néz ki a helyzet?
De ahhoz, hogy egy forgács berepüljön a tengelyre: Előtte lesz a Z- szerkezet - kanyart bevenni a forgácsnak utánna betalálni azon a kis lukon... és pont eltalálni a lineáris... amin persze még ott a szenylehuzó...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 12, 16:17
Írta: bmejdz9nu Dátum 2007 november 12, 16:17
Az okoskodástól okososabbak leszünk!
Átfedés - nehezebb nyitás... akkor jó ez ha pont élével záródik... nem saját találmány... pl. a német ULI szervós gépe is ilyen...
A nyitási rés nem jelentős... lehet, hogy a képeken rosszabbnak néz ki a helyzet?
De ahhoz, hogy egy forgács berepüljön a tengelyre: Előtte lesz a Z- szerkezet - kanyart bevenni a forgácsnak utánna betalálni azon a kis lukon... és pont eltalálni a lineáris... amin persze még ott a szenylehuzó...
és milyen az a pneumatikus zipzár?
Átfedés - nehezebb nyitás... akkor jó ez ha pont élével záródik... nem saját találmány... pl. a német ULI szervós gépe is ilyen...
A nyitási rés nem jelentős... lehet, hogy a képeken rosszabbnak néz ki a helyzet?
De ahhoz, hogy egy forgács berepüljön a tengelyre: Előtte lesz a Z- szerkezet - kanyart bevenni a forgácsnak utánna betalálni azon a kis lukon... és pont eltalálni a lineáris... amin persze még ott a szenylehuzó...
és milyen az a pneumatikus zipzár?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 12, 16:30
Írta: HJózsi Dátum 2007 november 12, 16:30
Doblál egy linket ULI-ra?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 12, 16:32
Írta: HJózsi Dátum 2007 november 12, 16:32
Dobnál - na mostantól dráma az SG
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 12, 16:47
Írta: bmejdz9nu Dátum 2007 november 12, 16:47
Videó 1 Video 2
De a "netes képtáramban" több más gépen is ez van...
Egy pálda... itt is lehet látni, hogy a gumik nem zárodnak jól... de sajnos a Z- nem takarja... (nagy a kép azért nem teszem be) DE JÓ!!!
De a "netes képtáramban" több más gépen is ez van...
Egy pálda... itt is lehet látni, hogy a gumik nem zárodnak jól... de sajnos a Z- nem takarja... (nagy a kép azért nem teszem be) DE JÓ!!!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 12, 17:40
Írta: HJózsi Dátum 2007 november 12, 17:40
THX!
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 12, 17:43
Írta: 3vv2btrhv Dátum 2007 november 12, 17:43
Szerintem ez Isel gyári hid !
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 12, 18:09
Írta: bmejdz9nu Dátum 2007 november 12, 18:09
mert van az Iselnek ilyen takarási egysége... ne idegelj... mert akkor falnak megyek... mert tudod amit lehet inkább megveszek...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 12, 18:12
Írta: 3vv2btrhv Dátum 2007 november 12, 18:12
Van isel katalogusod ?
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 12, 18:22
Írta: 3vv2btrhv Dátum 2007 november 12, 18:22
ment emil
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 12, 18:28
Írta: bmejdz9nu Dátum 2007 november 12, 18:28
nincs... linked? erre a termékre... mert én nem találtam...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 12, 18:31
Írta: 000000000 Dátum 2007 november 12, 18:31
LF5, LF6
De ez komplett egyseg! Raakasztod a motort csak.
De ez komplett egyseg! Raakasztod a motort csak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 12, 18:42
Írta: bmejdz9nu Dátum 2007 november 12, 18:42

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 12, 18:45
Írta: 000000000 Dátum 2007 november 12, 18:45
Gondoltam, ezert irtam, hogy ez komplett. (:
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 12, 18:51
Írta: svejk Dátum 2007 november 12, 18:51
.
.
Sziasztok!
Ma sikerült mindenkinek odadani, illetve elpostázni a motorokat.
Viszont nagy igyekezetemben valakinek egy encoder nélkülit csomagoltam be.
Előre is elnézést, és ha meglesz az illető személye, azonnal postázom az encodert is.
.
.
.
Sziasztok!
Ma sikerült mindenkinek odadani, illetve elpostázni a motorokat.
Viszont nagy igyekezetemben valakinek egy encoder nélkülit csomagoltam be.
Előre is elnézést, és ha meglesz az illető személye, azonnal postázom az encodert is.
.
.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 12, 19:31
Írta: bmejdz9nu Dátum 2007 november 12, 19:31
akkor volt egy "szép" napod ma... [#nyes] futkozás, csomagolás... a jó közszolgálatért kitüntetés is jár majd!... egyszer... valamikor... vagy soha?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 12, 19:46
Írta: svejk Dátum 2007 november 12, 19:46
Húú, ne is mondd!!
Tele a tököm a postával is. Ennyit talán az iskolába körmöltem utoljára, még azt vártam hogy mondják irjam oda, "anyja neve két példányban".
a GLS valamivel könnyebben ment...
Most azt nmondom soha többé ilyet vállalni...:(
De holnapra már biztos elfelejtem és csak a szépre emlékezem :)
Még a saját motorjaimat sem tudtam szemügyre venni közelebbről.
Tele a tököm a postával is. Ennyit talán az iskolába körmöltem utoljára, még azt vártam hogy mondják irjam oda, "anyja neve két példányban".
a GLS valamivel könnyebben ment...
Most azt nmondom soha többé ilyet vállalni...:(
De holnapra már biztos elfelejtem és csak a szépre emlékezem :)
Még a saját motorjaimat sem tudtam szemügyre venni közelebbről.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 12, 19:48
Írta: svejk Dátum 2007 november 12, 19:48
Húú, ne is mondd!!
Tele a tököm a postával is. Ennyit talán az iskolába körmöltem utoljára, még azt vártam hogy mondják irjam oda, "anyja neve két példányban".
a GLS valamivel könnyebben ment...
Most azt nmondom soha többé ilyet vállalni...:(
De holnapra már biztos elfelejtem és csak a szépre emlékezem :)
Még a saját motorjaimat sem tudtam szemügyre venni közelebbről.
Tele a tököm a postával is. Ennyit talán az iskolába körmöltem utoljára, még azt vártam hogy mondják irjam oda, "anyja neve két példányban".
a GLS valamivel könnyebben ment...
Most azt nmondom soha többé ilyet vállalni...:(
De holnapra már biztos elfelejtem és csak a szépre emlékezem :)
Még a saját motorjaimat sem tudtam szemügyre venni közelebbről.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 12, 19:49
Írta: svejk Dátum 2007 november 12, 19:49
Szerencsére Pesten a személyes átvételnél mindenki pontos volt, ezúton is köszönöm nekik!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 12, 19:59
Írta: bmejdz9nu Dátum 2007 november 12, 19:59
egy vacak utánvételes levélre 3x írsz mindent... 1./boríték, 2./ajánlott szelvény, 3./utánveteli lap.
Ez egy röhely szerintem... "nyugaton" = 3 példányos ból egyiket ráragasztják... kész... van még mit fejlődni...
Pl. a Track szám már csak a Magyar Királyi postánál nem működik az egész világon...
Ez egy röhely szerintem... "nyugaton" = 3 példányos ból egyiket ráragasztják... kész... van még mit fejlődni...
Pl. a Track szám már csak a Magyar Királyi postánál nem működik az egész világon...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 12, 20:01
Írta: bmejdz9nu Dátum 2007 november 12, 20:01
Track szám...interneten...online...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 12, 20:16
Írta: svejk Dátum 2007 november 12, 20:16
Ja, mégegy dolog..
A mocik 25 %-án más gyártói cimke van(kék színű), nem megijedni teljesen egyforma paraméterekkel rendelkeznek. Próbáltam ugy csomagolni hogy mindenkinek jusson belőle.
A mocik 25 %-án más gyártói cimke van(kék színű), nem megijedni teljesen egyforma paraméterekkel rendelkeznek. Próbáltam ugy csomagolni hogy mindenkinek jusson belőle.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 november 12, 20:19
Írta: e3h0cv4ph Dátum 2007 november 12, 20:19
Köszönjük a fáradozásaidat! Ha valamiben tudunk segíteni, szóljál.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 12, 21:06
Írta: bmejdz9nu Dátum 2007 november 12, 21:06
Ilyen kék cimkével? Ez inkább zöld :) :)

Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 12, 21:11
Írta: svejk Dátum 2007 november 12, 21:11
Az-az, akkor legyen zöld... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 12, 21:17
Írta: svejk Dátum 2007 november 12, 21:17
A #2627 törlendő, normál M4-es az a menet..
(Köszönet egyújabbgépépítőnek)
(Köszönet egyújabbgépépítőnek)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 12, 21:18
Írta: svejk Dátum 2007 november 12, 21:18
A #2627 törlendő, normál M4-es az a menet..
(Köszönet egyújabbgépépítőnek)
(Köszönet egyújabbgépépítőnek)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 13, 08:09
Írta: bmejdz9nu Dátum 2007 november 13, 08:09

Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2007 november 13, 10:03
Írta: ebalint Dátum 2007 november 13, 10:03
Szia Svejk!
Nyilvánosan is köszönet a fáradozásaidért.
Jótett helyébe jót várj!!!
Üdv, ebalint.
Nyilvánosan is köszönet a fáradozásaidért.
Jótett helyébe jót várj!!!
Üdv, ebalint.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 13, 13:48
Írta: Szedlay Pál Dátum 2007 november 13, 13:48
Péter!
Nem találtam neked semmilyen infót.
Erre a google rengeteg választ ad de ez a típus nincs sehol. Próbáltam segíteni.
Sanyo Denki PY Servo System
Nem találtam neked semmilyen infót.
Erre a google rengeteg választ ad de ez a típus nincs sehol. Próbáltam segíteni.
Sanyo Denki PY Servo System
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 13, 13:58
Írta: bmejdz9nu Dátum 2007 november 13, 13:58
köszi én se... valami réebbi dolog lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2007 november 13, 14:01
Írta: Egyújabbgépépítő Dátum 2007 november 13, 14:01
Véres verseny volt ezért az AC -ért. Nem is egyszerű AC szervót szerezni.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 13, 14:17
Írta: Szedlay Pál Dátum 2007 november 13, 14:17
Péter!
Írtam neked mail-t ha van időd olvasd el.
Írtam neked mail-t ha van időd olvasd el.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 13, 14:23
Írta: bmejdz9nu Dátum 2007 november 13, 14:23
Lehetetlen avagy értelmetlen...? De legalább tisztán látunk! Minek a fejfájás és pénz... ha ott a DC... Aki meg nem akar szénkefét cserélni max. 3000 óránként az nem, hogy Profi hanem valószinűleg egy gyár ahol sokezerszer ez már gond... a termelékenységben! Na de mi a földön maradunk... persze mint "technikai érdekességet" megjegyezzük.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2007 november 13, 14:27
Írta: Egyújabbgépépítő Dátum 2007 november 13, 14:27
Ok. Azért én szeretném megpróbálni ezt a fajta vezérlést is. Már csak a kihívás miatt is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 13, 14:28
Írta: bmejdz9nu Dátum 2007 november 13, 14:28
Ment vissza
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 13, 18:07
Írta: ybm4ifb Dátum 2007 november 13, 18:07
svejk!!!
KÖSZÖNÖM ÉN IS!!!!!
Sokat dolgozhattál velük (Csomagolást elnézve)
Egyszer talán viszonozhatjuk mi is.
Köszi!!
KÖSZÖNÖM ÉN IS!!!!!
Sokat dolgozhattál velük (Csomagolást elnézve)
Egyszer talán viszonozhatjuk mi is.
Köszi!!
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 13, 18:09
Írta: ybm4ifb Dátum 2007 november 13, 18:09
svejk!!!
KÖSZÖNÖM ÉN IS!!!!!
Sokat dolgozhattál velük (Csomagolást elnézve)
Egyszer talán viszonozhatjuk mi is.
Köszi!!
KÖSZÖNÖM ÉN IS!!!!!
Sokat dolgozhattál velük (Csomagolást elnézve)
Egyszer talán viszonozhatjuk mi is.
Köszi!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 13, 20:27
Írta: bmejdz9nu Dátum 2007 november 13, 20:27
Hajrá!!! Számolj be majd róla... sajnos nekem az anyagi lehetőségeimet meghaladja az AC... a veszek valamit valahol, gyári "maradékot"... ahhoz meg nincs szaktudásom...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 13, 20:29
Írta: bmejdz9nu Dátum 2007 november 13, 20:29
EuroServo motort mindenki megkapta?... Nekem is meg van már... jónak néz ki...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 14, 15:02
Írta: svejk Dátum 2007 november 14, 15:02
Meg van a kolléga akinek az encoder nélküli jutott, kérem többen ne jelentkezzenek :)
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2007 november 14, 16:59
Írta: 2nbj3n5m Dátum 2007 november 14, 16:59
A kérdésem a következő.
Átlehet rakni az enkodert a motor másik végére?
Mert az eredeti véget rövidnek tarton egy
bordáskerék felrakására.Meg valahogy a motort is
rögziteni kell.
Janko
Átlehet rakni az enkodert a motor másik végére?
Mert az eredeti véget rövidnek tarton egy
bordáskerék felrakására.Meg valahogy a motort is
rögziteni kell.
Janko
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 14, 17:17
Írta: svejk Dátum 2007 november 14, 17:17
Elvileg igen, de a hátsó csapágy kevésbé terhelhető (kisebb) igy főleg fogazott szíjnál nem ajánlatos.
Elég az a tengelycsonk, a felfogatáshoz pedig használj 3-4 mm-es lemezt 4 csavarral a tehermentesítő peremen
Elég az a tengelycsonk, a felfogatáshoz pedig használj 3-4 mm-es lemezt 4 csavarral a tehermentesítő peremen
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 november 14, 17:21
Írta: robroy007 Dátum 2007 november 14, 17:21
üdv mindenkinek!
segítsetek légyszi léptetőmotorrol, hogy lehet eldönteni, hogy működőképes vezérlő nélkül???
Üdv Robi
segítsetek légyszi léptetőmotorrol, hogy lehet eldönteni, hogy működőképes vezérlő nélkül???
Üdv Robi
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 18:14
Írta: 000000000 Dátum 2007 november 14, 18:14
pl. zárd rövidre egyenként a tekercseit, és ekkor
akadozó, nehezen járást kell tapasztalnod, ha
kézzel tekered a tengelyét.
akadozó, nehezen járást kell tapasztalnod, ha
kézzel tekered a tengelyét.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 19:55
Írta: 000000000 Dátum 2007 november 14, 19:55
Menetzárlat mentes állapotban! Leégett léptetőmotorom (baleset...) nyitott végekkel is igen nehezen forog![#circling] Szóval nyitott végeken viszonylag könnyedén kell forognia (de itt is általában érezhetőek a pozícióba ugrások), viszont összezért tekervcs végpárokkal nehezen!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 20:27
Írta: bmejdz9nu Dátum 2007 november 14, 20:27
Vannak olyan szervómotorok amiket valamilyen "számomra rejtélyes" okból nem nagy fordulatszámúra csinálnak... általában nagyobbak...
Ezek a motorok viszont az 1000-2000rpm-es tartományban nyomatékerősebbek...
Miért nem csinálják pörgősebbre és áttetelezik vissza... akkor is nőne a nyomaték... sőt összeséggében több lenne... de nem!
Egy gyártó ugyanabban a "házban" ugyanazt a motort többféle variációba is gyártja...
Egy példa... Ez 165V-os (de ez most mindegy) de csak 1500 rpm-es míg pl. a BF20 főorsó motorja 200V-os és 6000rpm-es! az a másik véglet...
Ez pedíg nem egy "hajszárítómotor" az tuti... erőre tervezték...


Ha jól figyelem meg minnél kisebb fordulatú a DC szervómotor annál kisebb a tartós nyomaték és csúcsnyomaték közötti különbség... a folyamatos javára...
[#fejvakaras]
Ezek a motorok viszont az 1000-2000rpm-es tartományban nyomatékerősebbek...
Miért nem csinálják pörgősebbre és áttetelezik vissza... akkor is nőne a nyomaték... sőt összeséggében több lenne... de nem!
Egy gyártó ugyanabban a "házban" ugyanazt a motort többféle variációba is gyártja...
Egy példa... Ez 165V-os (de ez most mindegy) de csak 1500 rpm-es míg pl. a BF20 főorsó motorja 200V-os és 6000rpm-es! az a másik véglet...
Ez pedíg nem egy "hajszárítómotor" az tuti... erőre tervezték...
Ha jól figyelem meg minnél kisebb fordulatú a DC szervómotor annál kisebb a tartós nyomaték és csúcsnyomaték közötti különbség... a folyamatos javára...
[#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 20:35
Írta: 000000000 Dátum 2007 november 14, 20:35
Nincs ebbe semmi rejtély, tudod erről is
beszéltünk már, 1V-1000V-ig bármire lehet
viszonylag hétköznapi DC motort tekercselni.
Azért csinálnak ilyen motorokat, amiket
kérdeztél, mert így akár direktbe forgathatnak
egy 32 mm-es menetemelkedésű orsót is, nem kell
áttételezés, ráadásul kisebb fordulaton egy
kefe is majdnem örökélet + 1 nap.:)
beszéltünk már, 1V-1000V-ig bármire lehet
viszonylag hétköznapi DC motort tekercselni.
Azért csinálnak ilyen motorokat, amiket
kérdeztél, mert így akár direktbe forgathatnak
egy 32 mm-es menetemelkedésű orsót is, nem kell
áttételezés, ráadásul kisebb fordulaton egy
kefe is majdnem örökélet + 1 nap.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 20:44
Írta: bmejdz9nu Dátum 2007 november 14, 20:44
De nem járnának jobban az áttételezéssel? Több jöhetne ki a motorból... de nem teszik... pont akkor amikor erő kell... ez valahol 30-50% veszteség... de valahol visszajön... de nem tudom hol... gondolom a nyomatékgörbe állandóságában?...
A Sanyo Denki 400W-os (tudod az a belső fotó) az is pl. "csak" 2500rpm...85V...de az alap nyomatéka 1,8Nm... csúcs 12... stb... 1 OHM a belső ellenállása... persze, hogy ugrik :) Míg a Bautz 2...
A Sanyo Denki 400W-os (tudod az a belső fotó) az is pl. "csak" 2500rpm...85V...de az alap nyomatéka 1,8Nm... csúcs 12... stb... 1 OHM a belső ellenállása... persze, hogy ugrik :) Míg a Bautz 2...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 14, 20:47
Írta: Szedlay Pál Dátum 2007 november 14, 20:47
Ahogy nézem DC ide vagy oda ezt sem adják ingyen. 850 dolcsi
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 20:48
Írta: bmejdz9nu Dátum 2007 november 14, 20:48
Amcsik... bolondok... Fanuc aztán a csilagos ég...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 20:49
Írta: bmejdz9nu Dátum 2007 november 14, 20:49
Amcsik... bolondok... Fanuc aztán a csilagos ég...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 20:53
Írta: bmejdz9nu Dátum 2007 november 14, 20:53
Fanuc... akkor semmi sem sok nekik... amcsiknak.. és még jól lehasznált... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 20:55
Írta: bmejdz9nu Dátum 2007 november 14, 20:55
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2007 november 14, 21:35
Írta: robroy007 Dátum 2007 november 14, 21:35
köszönöm a segítséget
van a szerzeményben a nyitva akadozik de zárva határozott lessz
van a szerzeményben a nyitva akadozik de zárva határozott lessz
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 21:58
Írta: bmejdz9nu Dátum 2007 november 14, 21:58
Na itt van a legjobb példa amit akartam kifejteni!!! (Köszöntet a képért! ez maga a másik véglet :)
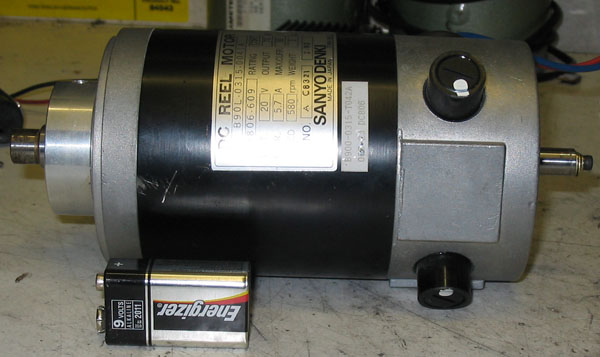
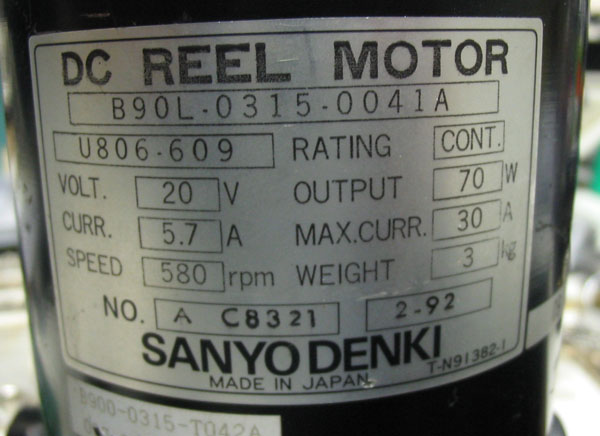
Ez "csak" egy 70W-os "motorocska" ... 3Kg!... A Krpm értéke ~0,5 Presszóváké :) 580 rpm...
... Hasonlítsuk össze a mindenki által ismert "Euro szervómotorral"...
Azt tudjuk pl. pörgetni 4640 rpm-el...egy fogazott szíjjal leosztjuk 1/8-adra a sebességét... =580rpm = 580rpm
Melyik viszi el a pálmát?????????
Ez "csak" egy 70W-os "motorocska" ... 3Kg!... A Krpm értéke ~0,5 Presszóváké :) 580 rpm...
... Hasonlítsuk össze a mindenki által ismert "Euro szervómotorral"...
Azt tudjuk pl. pörgetni 4640 rpm-el...egy fogazott szíjjal leosztjuk 1/8-adra a sebességét... =580rpm = 580rpm
Melyik viszi el a pálmát?????????
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 22:07
Írta: 000000000 Dátum 2007 november 14, 22:07
Nem jó a példád, nem egy kategóriájú a két
motor, így nem lehet összehasonlítani őket.
motor, így nem lehet összehasonlítani őket.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 22:10
Írta: bmejdz9nu Dátum 2007 november 14, 22:10
Tibor ne viccelj... a végeredmény a lényeg...
Pl. Akarok egy Z-tengelyt csinálni... melyik motort ill. megoldást válaszam? Melyik lesz erősebb melyik lesz dinamikusabb?
Kefe kopás meg egyéb tényező nem számít!
Te melyiket választanád? Mi a különbség a végeredményben? #2700...???? Két napja nem alszok rendesen ettől a dologtól! :) :) :)
Pl. Akarok egy Z-tengelyt csinálni... melyik motort ill. megoldást válaszam? Melyik lesz erősebb melyik lesz dinamikusabb?
Kefe kopás meg egyéb tényező nem számít!
Te melyiket választanád? Mi a különbség a végeredményben? #2700...???? Két napja nem alszok rendesen ettől a dologtól! :) :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 22:28
Írta: 000000000 Dátum 2007 november 14, 22:28
Én egyiket sem választanám.:)
Péter! Szerinted erre a kis 3 kg-os édes bébi
motorra ráírta a gyártó, hogy servo vagy a
másikra? Én úgy látom nem. Így azt tudom
javasolni, nyugodtan aludjál inkább, és ne is
foglalkozz ezzel a kérdéssel.
Péter! Szerinted erre a kis 3 kg-os édes bébi
motorra ráírta a gyártó, hogy servo vagy a
másikra? Én úgy látom nem. Így azt tudom
javasolni, nyugodtan aludjál inkább, és ne is
foglalkozz ezzel a kérdéssel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 22:35
Írta: bmejdz9nu Dátum 2007 november 14, 22:35
Most ez a kép van csak... de van olyan is kb. 1000rpm-esbe láttam amire rá volt írva: Servo Motor... A szitu ugyanaz...
[#fejvakaras]
[#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 22:36
Írta: bmejdz9nu Dátum 2007 november 14, 22:36
Ha valaki tudna valamit írjon!!! #2690... #2700
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 22:47
Írta: 000000000 Dátum 2007 november 14, 22:47
Én tényleg nem értelek Péter...
Fordítva ülsz a lovon. Először azt döntsd már
el végre, mekkora maximális sebességgel, milyen
tömeget, mekkora egyéb erők ellenében, mekkora
menenetemelkedésű orsóval akarsz mozgatni.
Ha ezek megvannak akkor számolhatsz szükséges
nyomatékot teljesítményt, és ehhez kell
szervomotort választani megfelelő áttétellel.
Fordítva ülsz a lovon. Először azt döntsd már
el végre, mekkora maximális sebességgel, milyen
tömeget, mekkora egyéb erők ellenében, mekkora
menenetemelkedésű orsóval akarsz mozgatni.
Ha ezek megvannak akkor számolhatsz szükséges
nyomatékot teljesítményt, és ehhez kell
szervomotort választani megfelelő áttétellel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 22:52
Írta: bmejdz9nu Dátum 2007 november 14, 22:52
Tibor. leírtam... na de ok.
Z-tengely, 5mm-es golyósorsó, mozgatott tömeg 10kg. A sebesség adott... 48.33mm/s lesz.
Így ok? Melyik motor és megoldás ... miért jobb? Tudod a gyorsulást is kedvelem! :)
Z-tengely, 5mm-es golyósorsó, mozgatott tömeg 10kg. A sebesség adott... 48.33mm/s lesz.
Így ok? Melyik motor és megoldás ... miért jobb? Tudod a gyorsulást is kedvelem! :)
Cím: Re:DC szervó motoros vezérlés
Írta: gvox Dátum 2007 november 14, 22:53
Írta: gvox Dátum 2007 november 14, 22:53
Üdvözlöm az Urakat!
Péternek és Tibornak ajánlom a hunbay/gvox mappába tett két pdf.et
Péternek és Tibornak ajánlom a hunbay/gvox mappába tett két pdf.et
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 22:53
Írta: 000000000 Dátum 2007 november 14, 22:53
Ma megkaptam en is egyetlen kesessel rendelt electrocraft motoromat Svejk-tol. Koszonet erte!
Tietek is veteran allapotban van? Encoder feloli reszen a palast rozsdas. Belulrol kb. olyan latvanyt nyujt, mint ami HJozsi kepein szerepel. Szenkefek sarkaibol 1-1 kis darab letorve. Beuzemelte mar valaki?
En "sikeresen lemachinaltam" a gyari encodert. Ezert nem jutottam vele semmire... Ujat kell felszerelnem.
Tietek is veteran allapotban van? Encoder feloli reszen a palast rozsdas. Belulrol kb. olyan latvanyt nyujt, mint ami HJozsi kepein szerepel. Szenkefek sarkaibol 1-1 kis darab letorve. Beuzemelte mar valaki?
En "sikeresen lemachinaltam" a gyari encodert. Ezert nem jutottam vele semmire... Ujat kell felszerelnem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 22:57
Írta: bmejdz9nu Dátum 2007 november 14, 22:57
Köszi! Átnézem... de kicsit sok a képlet... :) Gyakorlatias "konyhanyelven" lenne jó... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 23:02
Írta: bmejdz9nu Dátum 2007 november 14, 23:02
Érteket értékén... ennyiért ilyen van... az ár/érték viszony megvan... Mit vártál? Selyempapírban egy új motort? :)
Nekem volt már ilyen jellegű kis mocim a HD hajtáshoz vettem... valamivel jobb állapotban az biztos, de encoder nélkül...2x pénzért... tehát?
WD40 mosogatás?... kefecsere?... kommutátor leszabályozás?... csapágycsere?... még belefér az árba... :) Alapanyag. Hobbysták előre!
Enyém jól megy... kb. erre számítottam. Egy kicsit jobb az drágább - ha van egyáltalán...
Nekem volt már ilyen jellegű kis mocim a HD hajtáshoz vettem... valamivel jobb állapotban az biztos, de encoder nélkül...2x pénzért... tehát?
WD40 mosogatás?... kefecsere?... kommutátor leszabályozás?... csapágycsere?... még belefér az árba... :) Alapanyag. Hobbysták előre!
Enyém jól megy... kb. erre számítottam. Egy kicsit jobb az drágább - ha van egyáltalán...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 23:04
Írta: 000000000 Dátum 2007 november 14, 23:04
Köszi, én is úgy gondolom kb., ahogyan ott
szakszerűen le van írva. De látod, máris
megkaptuk: "sok a képlet". Pedig kedves
CNC Hobbysták, előbb utóbb néhány dolgot
bármennyire is utáljátok, de a képletek
segítségével ki kell számolnotok!:)
szakszerűen le van írva. De látod, máris
megkaptuk: "sok a képlet". Pedig kedves
CNC Hobbysták, előbb utóbb néhány dolgot
bármennyire is utáljátok, de a képletek
segítségével ki kell számolnotok!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 23:05
Írta: 000000000 Dátum 2007 november 14, 23:05
Nekem tulajdonkeppen edes mindegy. Csak valaki elsutotte azt valahol hatrebb, hogy uj motorok, csak a nem tudom melyik nemet szabvanynak nem feleltek mar meg, ezert adtak el ennyiert ennyit.
Ketszer ennyit nem fogok erre kolteni, az biztos... ((:
Ketszer ennyit nem fogok erre kolteni, az biztos... ((:
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 23:06
Írta: 000000000 Dátum 2007 november 14, 23:06
Linkeld be legyszives, cnctar-hoz tudom most csak a cimet...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 23:10
Írta: bmejdz9nu Dátum 2007 november 14, 23:10
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 23:11
Írta: 000000000 Dátum 2007 november 14, 23:11
Koszi!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 14, 23:13
Írta: bmejdz9nu Dátum 2007 november 14, 23:13
Jajaj semmi gyakorlat? Semmi tapasztalat? Én csak az elvi és megoldásbeli kölönbségekre vagyok kiváncsi! Mikor melyik... mert van az biztos...
Mindíg csak a képletek mögé bújni... :) Kábítani... :)
Mindíg csak a képletek mögé bújni... :) Kábítani... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 23:15
Írta: 000000000 Dátum 2007 november 14, 23:15
Egy hasonlo kepleteket, talan pont ezeket osszefoglalo excel tablazat elerheto a cnczone.com-on is. Persze nem talalom, hogy linkelni tudjam...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 23:16
Írta: 000000000 Dátum 2007 november 14, 23:16
Hát ehhez nem kell nagy motor, egy 10W-ossal
kényelmesen megoldható.:)
kényelmesen megoldható.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 14, 23:17
Írta: HJózsi Dátum 2007 november 14, 23:17
A Z ugye a "varrógép" tengely és ennek kell ugye igazán dinamikusnak lennie, hogy nagysebességű marésnál se "nyalja le" a meredek flakat, éleket. Ehhez kell az alacsony elektromos és mechanikus időállandójú motor ( kis R, L, kis theta ) ahogy Tibor45 próbálja sulykolni az igét vagy fél éve [#heureka] ... [#buck] Az erőre és sebességre vonatkozó szempontok csak ez után jönnek, a kívánzt megmunkáló teljesítmény függvényében. A mocikról általában az erő (nyomaték) és sebesség adatok mindig megtudhatók, a dinamikai jellemzők legtöbb esetben, csak katalógusból. Erről a két mociról sem tudni a dinamikus paramétereket. Az viszont, hogy 3 kg és nincs feltüntetve rajta, hogy szervó lenne, igencsak nagy thetájú forgórészre utalhat. Ilyen motorokat kézbevétel, mérés nélkül, bátran ki lehet hagyni, ha a dinamika elsődleges szempont. A szűrővizsgálatra pedig zseniális az egységugrás tesz!!!...[#worship] Meg kellene kérni az eladót, hogy készítsen egységugrás tesztet 10 Hz-től 100 Hz-ig 5 Hz-s képésekben 10-10mp hosszban, vegye videóra és küldje át [#nyes][#nyes][#nyes]...
Ránézésre lomhácska, de hosszú élettartamú strapabíró mocik lehetnek a maguk korlátai között... uff
[#wave]
Ránézésre lomhácska, de hosszú élettartamú strapabíró mocik lehetnek a maguk korlátai között... uff
[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 14, 23:19
Írta: HJózsi Dátum 2007 november 14, 23:19
Amíg ezt leírtam még nem volt semmi a 2705 után ... rosszaxik az SG.. ?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 14, 23:23
Írta: HJózsi Dátum 2007 november 14, 23:23
Pedig megírtam... 2 hernyócsavar fogja a kódtárcsát ...[#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 23:26
Írta: 000000000 Dátum 2007 november 14, 23:26
Józsi!
Már nem éltem hiába!:) Köszönöm.
Ilyen jól, összefoglalva még senkitől nem
halottam vissza az érveimet. Szerintem nagyon
hatott Rád a múltkori személyes talinál a
a teszteléseknél a különböző motorok viselkedése
előben látva, és nem videón.:) Gratula Neked!
Már nem éltem hiába!:) Köszönöm.
Ilyen jól, összefoglalva még senkitől nem
halottam vissza az érveimet. Szerintem nagyon
hatott Rád a múltkori személyes talinál a
a teszteléseknél a különböző motorok viselkedése
előben látva, és nem videón.:) Gratula Neked!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 14, 23:29
Írta: 000000000 Dátum 2007 november 14, 23:29
Tubom, nekem mas problemak adodtak... ((:
Amugy is cserelni akartam.
Amugy is cserelni akartam.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 14, 23:42
Írta: HJózsi Dátum 2007 november 14, 23:42
Inkább Neked! [#wink] Jó érzés a megvilágosodás! [#worship]
Remélem Péter felteszi a téligumit beteszi a motorjait és mérünk egy jót hamarosan ... [#nyes][#wave]
Remélem Péter felteszi a téligumit beteszi a motorjait és mérünk egy jót hamarosan ... [#nyes][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 07:57
Írta: bmejdz9nu Dátum 2007 november 15, 07:57
De... Ha a kisebb "pörgősebb" motor "áttételezünk le" ... akkor "leáttételeztük" a gyorsítási képességét is! Tehát a két példából (#2700) kiindulva a kis motornak 8x dinamikusabbnak kell lennie, hogy a gyorsítási képesség azonos legyen a végén.
Most persze képzeljük el, hogy a "nagymotor" szervómotor... mert van ilyen... ha nem is 580rpm-el de 1000-el van ilyen!
Valóban az egységugrás teszt tökéletes módszer lenne ennek eldöntésére!!!
(csak ne különböző vezérlőket - különböző hibatárolási képességgel - akarjatok összehasonlítani vele, mert arra alkalmatlan a módszer! :)
Most persze képzeljük el, hogy a "nagymotor" szervómotor... mert van ilyen... ha nem is 580rpm-el de 1000-el van ilyen!
Valóban az egységugrás teszt tökéletes módszer lenne ennek eldöntésére!!!
(csak ne különböző vezérlőket - különböző hibatárolási képességgel - akarjatok összehasonlítani vele, mert arra alkalmatlan a módszer! :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 08:04
Írta: svejk Dátum 2007 november 15, 08:04
Speciel a #2700-ban bemutatott motort én is ismerem.
A rotor ellenállása 1,5 Ohm, induktivitása 2 mH
elég testes forgórésszel.
Nem teszteltem vezérlővel, de ha van kakaó akkor nem tűnik lomhának.
A rotor ellenállása 1,5 Ohm, induktivitása 2 mH
elég testes forgórésszel.
Nem teszteltem vezérlővel, de ha van kakaó akkor nem tűnik lomhának.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 08:07
Írta: bmejdz9nu Dátum 2007 november 15, 08:07
Remélem, hogy egy szinte terhelés nélkül "rezgő" motorról és valós mechanikai mozgás és ennek mérése nélkül semmit sem hittél el... [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 08:08
Írta: svejk Dátum 2007 november 15, 08:08
Tibor45!
Talán már egyszer feltettem a kérdést de nem kaptam választ.
A tesztjeid alatt hogyan méred a motorok dinamikáját?
Talán már egyszer feltettem a kérdést de nem kaptam választ.
A tesztjeid alatt hogyan méred a motorok dinamikáját?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 08:10
Írta: bmejdz9nu Dátum 2007 november 15, 08:10
te érted a gondolatomat?... 8x... áttétellel valósul meg ugyanaz a fordulatszám vagy nem ugyanaz... : Persze ezek a végletek... de...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 08:13
Írta: svejk Dátum 2007 november 15, 08:13
Én arra gondoltam, hogy kellen egy számláló, és mondjuk x fordulatról indulni egy egségugrással (ezzel egyidőben indítani a számlálót és mérni (akár egy optokapuval) hogy egy fordulatot hány ms alatt ttesz meg.
Ezt a Te DOS-os progidba könnyen bele tudnád applikálni, és még különösebb hardware sem kellene.
Ezt a Te DOS-os progidba könnyen bele tudnád applikálni, és még különösebb hardware sem kellene.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 08:20
Írta: svejk Dátum 2007 november 15, 08:20
Kapizsgálom..:)
Azt is figyelembe kell venni hogy a tehetetlenség a sebességgel egyenesen a tömeggel négyzetesen arányos..
(Ha ez most nagyon nagy baromság volt akkor gyorsan töröljétek).
Az biztos egy adott tomeg tehetetlensége az átmérő növekedésével négyzetesen növekszik.
(a lendkerekek ezért laposak, nagy átméröjüek)
A fentiek figyelembevételével a kis motor jobb dinamikát képvisel.
Csak ezeket le kell redukálni.
Azt is figyelembe kell venni hogy a tehetetlenség a sebességgel egyenesen a tömeggel négyzetesen arányos..
(Ha ez most nagyon nagy baromság volt akkor gyorsan töröljétek).
Az biztos egy adott tomeg tehetetlensége az átmérő növekedésével négyzetesen növekszik.
(a lendkerekek ezért laposak, nagy átméröjüek)
A fentiek figyelembevételével a kis motor jobb dinamikát képvisel.
Csak ezeket le kell redukálni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 08:32
Írta: 000000000 Dátum 2007 november 15, 08:32
Péter! A mai napot is sikerült kellő mennyiségű
sületlenséggel megindítanod.:)
Sajnos szinte semmi nem igaz abból, amiket itt
összehordtál. Totál káosz van a fejedben...
sületlenséggel megindítanod.:)
Sajnos szinte semmi nem igaz abból, amiket itt
összehordtál. Totál káosz van a fejedben...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 08:50
Írta: bmejdz9nu Dátum 2007 november 15, 08:50
...Mégis tömegesen ilyen nagyobb, lassabb, erősebb motorokat (is) használnak az iparban... :) Főleg ha nyomaték kell - gondolom...
Nem átteteleznek ha elkerülthető. Mert a kottyanás mentes és karbantartás menetes áttételezés drága...
Ma majd végignézem parkermotion lináris egységeit... megnézem mikor használnak áttetelezést ...
(persze ma már több a kínálatban gondolom az AC... sajnos :) Lehet, hogy a Parkermotion szakemberei is sületlenek...
Persze az lenne a normális, hogyha kiszámolnák mindent először, AutoCad-ba megtervezném a gépet, aztán elmennék a szervómotorgyárba és legyártatnék 3 motort... de ez igen drága és sosem véget nem érő folyamat lenne...
Egy hobbysta abból csinál valamit amit tud szerezni... ezért hobbysta....
A cnczone.com és a német HobbyCNc-s forumokon sincsenek képletek, hanem tapasztalatok... nézd meg... :)
Nem átteteleznek ha elkerülthető. Mert a kottyanás mentes és karbantartás menetes áttételezés drága...
Ma majd végignézem parkermotion lináris egységeit... megnézem mikor használnak áttetelezést ...
(persze ma már több a kínálatban gondolom az AC... sajnos :) Lehet, hogy a Parkermotion szakemberei is sületlenek...
Persze az lenne a normális, hogyha kiszámolnák mindent először, AutoCad-ba megtervezném a gépet, aztán elmennék a szervómotorgyárba és legyártatnék 3 motort... de ez igen drága és sosem véget nem érő folyamat lenne...
Egy hobbysta abból csinál valamit amit tud szerezni... ezért hobbysta....
A cnczone.com és a német HobbyCNc-s forumokon sincsenek képletek, hanem tapasztalatok... nézd meg... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 08:57
Írta: 000000000 Dátum 2007 november 15, 08:57
Először is el kell dönteni, mit tesztelünk,
teljes hajtásrendszert, vagy csak egy ismeretlen
motort.
Vegyük a második esetet: Ennek előfeltétele,
hogy a szervohajtásod elektronikája és
algortimus rendszere, minősége alkalmas legyen
igazi szervomotorok szabályzására. Azt hiszem
ez értjető, ugyanis egy komolytalanabb szervo
szabályzó a saját hibái miatt adott esetben
leminősíthet egy profi szervo motort, ami ugye
mégiscsak furcsa lenne.
Ezen az "apró" feltételen túllépve, be kell
állítani jó nagy hibapuffert a szabályzón, és
szkóppal vagy mérő-tároló adatgyűjtő rendszerrrel a
frekvencia függvényében regisztrálni kell az
egységugrás vizsgálat jelalak rendszerét.
Ezt a pontot a szervoszabályzón belül nálam
több helyen lehet mérni analóg-vagy digitális
formában, direkt így terveztem.
Amikor ez elér bizonyos határt, amlitudó
csökkenést, ott "meghalt" a motor, tovább kár
gyötörni. Ezen belül a motort lehet üresjáratban
és terhelve, probapadon így letesztelni.
Megjegyezem, hogy nem szervo motoroknál szinte
mindig elegendő a szemre történő vizsgálat, mert
olyan hamar meghalnak 10 Hz környékén, amit
bőven lehet látni, érzékelni emberi képességeinkkel
mindenféle előbb említett mérési apparátus
nélkül is, léptetők vizsgálatánál meg
egyértelmű a lépéstévesztés vizuális
detektálása még kisebb frekiknél is már.
teljes hajtásrendszert, vagy csak egy ismeretlen
motort.
Vegyük a második esetet: Ennek előfeltétele,
hogy a szervohajtásod elektronikája és
algortimus rendszere, minősége alkalmas legyen
igazi szervomotorok szabályzására. Azt hiszem
ez értjető, ugyanis egy komolytalanabb szervo
szabályzó a saját hibái miatt adott esetben
leminősíthet egy profi szervo motort, ami ugye
mégiscsak furcsa lenne.
Ezen az "apró" feltételen túllépve, be kell
állítani jó nagy hibapuffert a szabályzón, és
szkóppal vagy mérő-tároló adatgyűjtő rendszerrrel a
frekvencia függvényében regisztrálni kell az
egységugrás vizsgálat jelalak rendszerét.
Ezt a pontot a szervoszabályzón belül nálam
több helyen lehet mérni analóg-vagy digitális
formában, direkt így terveztem.
Amikor ez elér bizonyos határt, amlitudó
csökkenést, ott "meghalt" a motor, tovább kár
gyötörni. Ezen belül a motort lehet üresjáratban
és terhelve, probapadon így letesztelni.
Megjegyezem, hogy nem szervo motoroknál szinte
mindig elegendő a szemre történő vizsgálat, mert
olyan hamar meghalnak 10 Hz környékén, amit
bőven lehet látni, érzékelni emberi képességeinkkel
mindenféle előbb említett mérési apparátus
nélkül is, léptetők vizsgálatánál meg
egyértelmű a lépéstévesztés vizuális
detektálása még kisebb frekiknél is már.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 09:05
Írta: 000000000 Dátum 2007 november 15, 09:05
Péter! Ott kezdődik az egész hibás gondolat
meneteted, hogy egy DC motort lehet vezérelni
és szabályozni ezen belül csak sebesség vagy
sebesség és pozíció valamilyen hibahatáron
belüli elérésére használni. Ezek óriási
különbségeket támasztanak a motorokkal szembe,
ezért van ennyiféle motor a világon még a DC-n
belül is.
meneteted, hogy egy DC motort lehet vezérelni
és szabályozni ezen belül csak sebesség vagy
sebesség és pozíció valamilyen hibahatáron
belüli elérésére használni. Ezek óriási
különbségeket támasztanak a motorokkal szembe,
ezért van ennyiféle motor a világon még a DC-n
belül is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 09:17
Írta: svejk Dátum 2007 november 15, 09:17
Akkor szerinted nincs értelme megépíteni egy a #2731-ben elgondolt elektronikát.
Tisztán hardveresen aránylag egyszerű lenne összehozni.
Tisztán hardveresen aránylag egyszerű lenne összehozni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 09:22
Írta: svejk Dátum 2007 november 15, 09:22
" Azt hiszem
ez értjető, ugyanis egy komolytalanabb szervo
szabályzó a saját hibái miatt adott esetben
leminősíthet egy profi szervo motort, ami ugye
mégiscsak furcsa lenne. "
Erre csak azt tudom mondani hogy a hobbysta megépíti vagy megveszi a vezérlőt majd ezután megkeresi a legjobb motort ami a mechanikáján és a vezérlőjével legjobban mŰködik.
(mindezt azért mert talán a motorokat a legkönnyeb beszerezni, és lehet válogatni)
ez értjető, ugyanis egy komolytalanabb szervo
szabályzó a saját hibái miatt adott esetben
leminősíthet egy profi szervo motort, ami ugye
mégiscsak furcsa lenne. "
Erre csak azt tudom mondani hogy a hobbysta megépíti vagy megveszi a vezérlőt majd ezután megkeresi a legjobb motort ami a mechanikáján és a vezérlőjével legjobban mŰködik.
(mindezt azért mert talán a motorokat a legkönnyeb beszerezni, és lehet válogatni)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 09:23
Írta: bmejdz9nu Dátum 2007 november 15, 09:23
Szerintem a kis fordulatra tervezett motoroknak nagyobb az az alap (névleges) nyomatéka. Az a tartomány amiben te is szívesen tartanád a hajtásrendszert...
De nem tudom rá a magyarázatot... ennyi az egész.
Te áttétel párti vagy én meg nem... :) de ez már egy régi történet... :)
Ha egy kisebb motort leáttételezünk ott az alábbi dolgok lehetnek:
(1:3 fogasszíj áttételt alapul véve tehát nem preciziós PalanetDrive-ot mert azt pl. 1:3-ast még nem bírtam magamnak sem szerezni 200 USD alatt :)
- csökkenik a gyorsítási képesség (számoljuk bele a fogaskerekek tehetetlenségét, súlyát is)
- kottyanás és nyúlás a szíjon lehetséges
- Surlódások, veszteségek, kopások
- Költség: 2xT5-ös kerék + szíj + csapágyak ára = kb. 10.000 Ft + sok ingyenmunka. (ez meghaladhatja az "olcsó" motor árát...
- Ha nincs védve az áttétel baleseteveszélyes, főleg nagy fordulaton.
- Ahogy te írtad sokkal előbb elkopnak a szénkefék... (ezt nem is gondoltam, de igaz:)
- szerintem pl. 4500rpm-el gyors forgásirányt váltani nehezzebb mint pl. 1500rpm-el...
stb...
De nem tudom rá a magyarázatot... ennyi az egész.
Te áttétel párti vagy én meg nem... :) de ez már egy régi történet... :)
Ha egy kisebb motort leáttételezünk ott az alábbi dolgok lehetnek:
(1:3 fogasszíj áttételt alapul véve tehát nem preciziós PalanetDrive-ot mert azt pl. 1:3-ast még nem bírtam magamnak sem szerezni 200 USD alatt :)
- csökkenik a gyorsítási képesség (számoljuk bele a fogaskerekek tehetetlenségét, súlyát is)
- kottyanás és nyúlás a szíjon lehetséges
- Surlódások, veszteségek, kopások
- Költség: 2xT5-ös kerék + szíj + csapágyak ára = kb. 10.000 Ft + sok ingyenmunka. (ez meghaladhatja az "olcsó" motor árát...
- Ha nincs védve az áttétel baleseteveszélyes, főleg nagy fordulaton.
- Ahogy te írtad sokkal előbb elkopnak a szénkefék... (ezt nem is gondoltam, de igaz:)
- szerintem pl. 4500rpm-el gyors forgásirányt váltani nehezzebb mint pl. 1500rpm-el...
stb...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 09:26
Írta: svejk Dátum 2007 november 15, 09:26
A #2737-8 ra máris ellenérv, hogy ha megvan a mechanika és a vezérlő akkor összerakva úgy is minden kiderül,(annál jobb teszt nem kell) és lehet a motorokat csereberélni :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 09:28
Írta: bmejdz9nu Dátum 2007 november 15, 09:28
Pontosan... tehát a "megszerezhető - megfizethető" alkatrészekből kell kihozni a legjobbat!
Nem a megvehetetlenül drágákból kiszámolni... sajnos... (persze akkor van biztosan adatlap és lehet képletekkel számolgatni)
Egy szervómotor ami "szembe jön veled" és amit a "boltban" veszel egy dologban tér el: 10X az ára! Ez az alap probléma...
Nem a megvehetetlenül drágákból kiszámolni... sajnos... (persze akkor van biztosan adatlap és lehet képletekkel számolgatni)
Egy szervómotor ami "szembe jön veled" és amit a "boltban" veszel egy dologban tér el: 10X az ára! Ez az alap probléma...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 09:29
Írta: 000000000 Dátum 2007 november 15, 09:29
Én azt javasolnám, hogy komolyabb regisztráló
HW-SW erőforrásokat csak akkor érdemes csinálnod,
ha gyakran használsz profi szervo motorokat.
Azt gyanítom elég lesz a szemed is sajnos az
ElektroC. motornál is, de majd "összefésüljük"
véleményeinket, gondolom Mások is várnak már
teszt eredményeket, tapasztalatokat.
Egy normális és korrekt egységugrás generátort
viszont érdemes lenne készítened, mert G kódok
futtatásával nem igazán lehet ezeket a vizsgáló
jeleket előállítani.
HW-SW erőforrásokat csak akkor érdemes csinálnod,
ha gyakran használsz profi szervo motorokat.
Azt gyanítom elég lesz a szemed is sajnos az
ElektroC. motornál is, de majd "összefésüljük"
véleményeinket, gondolom Mások is várnak már
teszt eredményeket, tapasztalatokat.
Egy normális és korrekt egységugrás generátort
viszont érdemes lenne készítened, mert G kódok
futtatásával nem igazán lehet ezeket a vizsgáló
jeleket előállítani.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 09:39
Írta: svejk Dátum 2007 november 15, 09:39
"Egy normális és korrekt egységugrás generátort
viszont érdemes lenne készítened, mert G kódok
futtatásával nem igazán lehet ezeket a vizsgáló
jeleket előállítani. "
Erre viszont a #2740-ben írtak miatt nincs szükség.
Ugyanis addig állítgatom a gyorsulást a vezérlőszoftveren és/vagy a szervovezérlőt míg nem kapok egy olyan erdményt aminél nincs lemaradás.
És ezt vagy elfogadom vagy keresek erősebb/jobb motort.
viszont érdemes lenne készítened, mert G kódok
futtatásával nem igazán lehet ezeket a vizsgáló
jeleket előállítani. "
Erre viszont a #2740-ben írtak miatt nincs szükség.
Ugyanis addig állítgatom a gyorsulást a vezérlőszoftveren és/vagy a szervovezérlőt míg nem kapok egy olyan erdményt aminél nincs lemaradás.
És ezt vagy elfogadom vagy keresek erősebb/jobb motort.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 09:43
Írta: 000000000 Dátum 2007 november 15, 09:43
Na jól van Kollégák, kicsit elmentem pihenni,
így reggel sok ez már nekem. [#hehe]
Svejk és Péter! Egy apróság: Abbé féle mérési
alapelvekről halottatok? Érdekes lenne, ha
egy colostokkal mérnél századokat. Többek között
a mérések egyik alapelve, hogy amivel mérek, az
minél inkább etalon jellegű legyen, és egy
nagyságrenddel komolyabb, precízebb, mint a
mérendő feladat tűrésmező szélessége.
Ezek az elvek általánosak, minden mérésre
(igy szervoteszteknél is) igaz állítások,
tételek. Illik betartani őket. Ha nem megy így,
akkor az egész mérés hitelessége, eredménye
műszaki szempontból kétséges.
így reggel sok ez már nekem. [#hehe]
Svejk és Péter! Egy apróság: Abbé féle mérési
alapelvekről halottatok? Érdekes lenne, ha
egy colostokkal mérnél századokat. Többek között
a mérések egyik alapelve, hogy amivel mérek, az
minél inkább etalon jellegű legyen, és egy
nagyságrenddel komolyabb, precízebb, mint a
mérendő feladat tűrésmező szélessége.
Ezek az elvek általánosak, minden mérésre
(igy szervoteszteknél is) igaz állítások,
tételek. Illik betartani őket. Ha nem megy így,
akkor az egész mérés hitelessége, eredménye
műszaki szempontból kétséges.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 09:49
Írta: svejk Dátum 2007 november 15, 09:49
"ElektroC. motornál is, de majd "összefésüljük"
véleményeinket, gondolom Mások is várnak már
teszt eredményeket, tapasztalatokat."
Nem értem mit jelent az "összefésülés" jelen esetben.
Tegnap kicsit tüzetesebben megnéztem, tesztelni nem tudok ,nincs semmi mechanikám..
Egy biztos, én (és azt hiszem mások is) kicsit másra számítottam a motor kapcsán.
De sajnos ebben az internetes vásárlásban ez benne van...
A legbosszantóbb hogy a holland nem valós adatokat adott meg és ez egy nagyobb feszültségű motor mint amit Ő írt!
Ezt a mocit bizony kb. 80 V-os tápfeszültségű vezérlőről kell járatni.
véleményeinket, gondolom Mások is várnak már
teszt eredményeket, tapasztalatokat."
Nem értem mit jelent az "összefésülés" jelen esetben.
Tegnap kicsit tüzetesebben megnéztem, tesztelni nem tudok ,nincs semmi mechanikám..
Egy biztos, én (és azt hiszem mások is) kicsit másra számítottam a motor kapcsán.
De sajnos ebben az internetes vásárlásban ez benne van...
A legbosszantóbb hogy a holland nem valós adatokat adott meg és ez egy nagyobb feszültségű motor mint amit Ő írt!
Ezt a mocit bizony kb. 80 V-os tápfeszültségű vezérlőről kell járatni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 09:56
Írta: svejk Dátum 2007 november 15, 09:56
Én olvastam róla :)
Sajnos megint nem egyről beszélünk :(
Én nem mérési pontsságról írtam hanem hogy ha van egy adott mechanikám, egy adott vezérlőm, és egy akármilyen motorom, akkor hiába az egységugrás attól nem lesz jobb.
Beállitani pedig a gépet be tudom nélküle hogy jól dolgozzon és a korlátozott képességeit vagy elfogadom, vagy keresek job paraméterű motort.
Sajnos megint nem egyről beszélünk :(
Én nem mérési pontsságról írtam hanem hogy ha van egy adott mechanikám, egy adott vezérlőm, és egy akármilyen motorom, akkor hiába az egységugrás attól nem lesz jobb.
Beállitani pedig a gépet be tudom nélküle hogy jól dolgozzon és a korlátozott képességeit vagy elfogadom, vagy keresek job paraméterű motort.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 09:58
Írta: bmejdz9nu Dátum 2007 november 15, 09:58
[#fejvakaras] El-ijesztettük (el-egységugrasztottuk :) Tibort? Nade majd estefelé...#2739-et folytatjuk... [#wave] Lenyomta a szokásosat és kikapcsolt?...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 10:00
Írta: bmejdz9nu Dátum 2007 november 15, 10:00
A 80V ipari szabvány lehet... nekem (majdnem) minden motorom kb. erre van... Ez gond? Nagyobb fesz. kisebb áram...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 10:51
Írta: bmejdz9nu Dátum 2007 november 15, 10:51
ULI szervójával változás törtrént? Vagy mindíg 2 féle feszültségre volt?
Technikai adatlap. (pdf)
Bestückung 1: IRF54o Mosfets, max 10A/60V
Bestückung 2: IRFP260N mit max.30A/150V !!! - Ez új? Tehát 150V-ról is elmegy?
IRF540N adatlap.
IRFP260N adatlap
Technikai adatlap. (pdf)
Bestückung 1: IRF54o Mosfets, max 10A/60V
Bestückung 2: IRFP260N mit max.30A/150V !!! - Ez új? Tehát 150V-ról is elmegy?
IRF540N adatlap.
IRFP260N adatlap
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 11:14
Írta: HJózsi Dátum 2007 november 15, 11:14
Az Elektronika topikban Sneci készít egy ígéretes hw-t ami jó lesz egységugrás tesztre is... Jó esélyünk van egy termék születését hobby cnc szempontból befolyásolni ! ... [#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 11:18
Írta: bmejdz9nu Dátum 2007 november 15, 11:18
Melyik ennek a IRFP260N FET-nek a párja? Ez nem semmi egy FET...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 11:18
Írta: HJózsi Dátum 2007 november 15, 11:18
A nyomaték meg 3X-os lesz ... kisebb motor is elég, ami amellett, hogy olcsóbb talán még dinamikusabb is... A 8-10 acélszállal rendelkező T5-ös bordásszíj pedig hobby sacc alapján sem nyúlhat sokat a fellépő erők hatására, vagyis hobbista nagyvonalúsággal elhanyagolható ...[#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 11:25
Írta: bmejdz9nu Dátum 2007 november 15, 11:25
Mondjuk jó... de az SKF boltban 2-4.000 egy T5 fogaskerék és 1000 Ft a szíj... + csapágyak + munka...
Ha erő kell... talán olcsóbb egy kisfordulatú nagyobb motor...
Dinamika... lehet... nem tudom... de maradjunk az 1500/4500rpm példánál... egy kisebb motorral 4500-al forgásirányt váltani vagy 1500-al egy nagyobbnál?
Az biztos, hogy a kisebb motor látványosabb... :)
Ha erő kell... talán olcsóbb egy kisfordulatú nagyobb motor...
Dinamika... lehet... nem tudom... de maradjunk az 1500/4500rpm példánál... egy kisebb motorral 4500-al forgásirányt váltani vagy 1500-al egy nagyobbnál?
Az biztos, hogy a kisebb motor látványosabb... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 11:25
Írta: HJózsi Dátum 2007 november 15, 11:25
A furcsa az, hogy az alap paraméterek a katalógusban 3 oszlopban folytatódnak, A,B,C ...
A miénk a csillagok mai állása szerint a C ...
A miénk a csillagok mai állása szerint a C ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 11:27
Írta: svejk Dátum 2007 november 15, 11:27
Sajnos igen..:(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 11:27
Írta: svejk Dátum 2007 november 15, 11:27
Amelyik mellette van :)
vagy mire gondolsz?
vagy mire gondolsz?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 11:28
Írta: HJózsi Dátum 2007 november 15, 11:28
Az egységugrás azt mutatja meg, hol kezdődnek a rendszer korlátai!!! ... Remélem hamarosan mechanikával tudod tesztelni...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 11:33
Írta: HJózsi Dátum 2007 november 15, 11:33
Neked kellene egységugrás tesztelned az EuroC mocit. Van 80V-os tápod + fekete doboz (320-as) ráteszed egy mechanikára amire sacc/kb amúgy is tennéd és valamivel megkergetnéd az egységugrás szerint... ( ez a valamivel jó kérdés, WinPC-NC-ből talán ... )
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 11:42
Írta: HJózsi Dátum 2007 november 15, 11:42
A kisebb motor nak kisebb a thetája érteeed, gyorsabban megfordul...
Vegyük pl a jégkorongot, a jó csatárok többnyire kisebb, fürgébb dinamikusabb emberkék, mint pl Alexander Obechkin, míg a hátvédek robosztusabb erősebb srácok. Egy jó csatár mindíg le vagy körbekorcsolyáz egy hátvédet, a hátvédnek egy marad, fellöki a csatárt, ha nem tudja elütni a korongot ... [#eplus2] ... Obechkin videó a 10.
Vegyük pl a jégkorongot, a jó csatárok többnyire kisebb, fürgébb dinamikusabb emberkék, mint pl Alexander Obechkin, míg a hátvédek robosztusabb erősebb srácok. Egy jó csatár mindíg le vagy körbekorcsolyáz egy hátvédet, a hátvédnek egy marad, fellöki a csatárt, ha nem tudja elütni a korongot ... [#eplus2] ... Obechkin videó a 10.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 11:42
Írta: svejk Dátum 2007 november 15, 11:42
A korlátokat látom akkor is ha öszerakom a cuccot és elkezdem tesztelni a saját vezérlő progijával.
Ha a mach ugysem tud egységtesztnyi sebességugrásokat akkor minek a gyors teszt.
Ezt olyannak látom mintha a lovaskocsi kerekét raknád fel centrirozó gépre.
Viszont a legdinamikusabb motor kiválasztásához aláirom hogy jó lehet és ezért is irtam a #2731-ben hogy kellene egy mérőeszközt csinálni, és akkor lehetne dokumentálni, vagy legalább összehasonlitani a motorokat egy adot vezérlő esetében.
Ha a mach ugysem tud egységtesztnyi sebességugrásokat akkor minek a gyors teszt.
Ezt olyannak látom mintha a lovaskocsi kerekét raknád fel centrirozó gépre.
Viszont a legdinamikusabb motor kiválasztásához aláirom hogy jó lehet és ezért is irtam a #2731-ben hogy kellene egy mérőeszközt csinálni, és akkor lehetne dokumentálni, vagy legalább összehasonlitani a motorokat egy adot vezérlő esetében.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 11:43
Írta: HJózsi Dátum 2007 november 15, 11:43
Ja nem, az 1. ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 11:44
Írta: HJózsi Dátum 2007 november 15, 11:44
Így van!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 11:46
Írta: svejk Dátum 2007 november 15, 11:46
Ti tényleg látjátok mikor hol a korong? :(
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 11:50
Írta: HJózsi Dátum 2007 november 15, 11:50
És nevezhetnéng dinamika teszternek...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 november 15, 11:54
Írta: 4mjnxdwuu Dátum 2007 november 15, 11:54
Hali,
Lehet, hogy a kisebb mocinak 3x fordulaton kell irányt váltani, /2 tömeggel de a nagynak meg 2x tömeggel kell iránytváltani /3 fordulaton...
NA MELYIK JOBB ???
Lehet, hogy a kisebb mocinak 3x fordulaton kell irányt váltani, /2 tömeggel de a nagynak meg 2x tömeggel kell iránytváltani /3 fordulaton...
NA MELYIK JOBB ???
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 12:02
Írta: svejk Dátum 2007 november 15, 12:02
Ja.. :)
Tényleg mi a mérési metódusa a motorok inercia nyomatékának?
Lehet nem is bonyolult..
Sasi!
Nem tudsz hozzá egy eszközleírást?
Tudod mint a nyomatékmérő padhoz. Az is milyen egyszerű...persze még nem készült el az sem ,pedig feltett szándékom volt..:(
Tényleg mi a mérési metódusa a motorok inercia nyomatékának?
Lehet nem is bonyolult..
Sasi!
Nem tudsz hozzá egy eszközleírást?
Tudod mint a nyomatékmérő padhoz. Az is milyen egyszerű...persze még nem készült el az sem ,pedig feltett szándékom volt..:(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 12:08
Írta: bmejdz9nu Dátum 2007 november 15, 12:08
Csak akkor fogadom el az egységugrás tesztet ha Tibor kimondja, hogy két vezérlőt (különböző hibatárólási képességgel) nem lehet vele összehasonlítani... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 12:15
Írta: HJózsi Dátum 2007 november 15, 12:15
Én hátvéd vagyok, vagy látom, vagy érzem, mert eltalált ... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 12:22
Írta: HJózsi Dátum 2007 november 15, 12:22
Az egységugrás teszt nem vezérlő összehasonlító, hanem kizárólag motor dinamika tesztelő!!! *** vágod??? *** [#nyes][#mf2][#taps][#worship][#wow1][#rolleyes][#boxer][#wilting][#whatever][#vigyor1][#nezze][#nevetes1][#nemtudom][#miaz][#love11][#law][#kuss][#lama]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 12:24
Írta: bmejdz9nu Dátum 2007 november 15, 12:24
Akkor ezt áruld el a Tibornak is! Mert Ő nem tudja... vagy nem akarja tudni azaz tudomásul venni !!!... :)____[#felkialtas][#felkialtas][#felkialtas][#felkialtas][#felkialtas][#felkialtas][#felkialtas][#felkialtas][#felkialtas][#felkialtas]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 12:48
Írta: svejk Dátum 2007 november 15, 12:48
"hanem kizárólag motor dinamika tesztelő"
Vazze..hát erről írok már egész délelőtt....
De félek ezért a kijelentésért még Tibor45 a fejedre koppint.
Vedd fel a hátvéd ruhádat :)
Vazze..hát erről írok már egész délelőtt....
De félek ezért a kijelentésért még Tibor45 a fejedre koppint.
Vedd fel a hátvéd ruhádat :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 12:49
Írta: svejk Dátum 2007 november 15, 12:49
Én a videókra és a Tv-ben való közvetítésre gondoltam, hogy látjátok-e a korongot.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 12:50
Írta: HJózsi Dátum 2007 november 15, 12:50
Ok, biztosan véleményezni fogja, ha bekapcsol...
Az 1-ség ugrás teszt :
befestettük a motoron lévő tárcsa felét feketére, hogy lássuk az elforfulát, végpozíciókat.
A hajtás áttételünk pont olyan, hogy az 1mm elmozduláshoz a motor 90 fokos elfordulása tartozik.
Készítünk egy olyan progit, amiben 1mm oda-vissza mozgást programozunk. Az oda vissza ciklusokat Hz-ben adjuk meg.
A motor akkor működik megfelelően, ha a tárcsa 90 fokot oda vissza megteszi.
A mérést úgy végezzük, hogy kiadunk egy alacsony frekvenciát, mondjuk 5Hz-et és figyeljül megvan-e a 90 fokos elfordulás. Ezután növeljük a frekit, és ismét figyeljük, hogy megvan-e.
Célszerű fix lépésekben, pl 5Hz növelni, hogy hamar megtaláljuk azt a pontot amikor már nem lesz meg a 90-fok, gyönyörűen észre lehet venni szemmel, nem kell hozzá hiper szuper gyors áramkör v műszer! ...
Ha megnézitek a videót, 10Hz-nél megvan a maximális kitérés ( ami az 1mm elmozduláshoz tartozik ), de 50Hz-nél talán csak a fele! ...
A mérési elv szerintem kristály tiszta és nem a vezérlőről szól.
Természetesen a motor elektromos paramétereinek megfelelő vezérlőt és tápot kell használni, amilyen a végleges is lesz.
Az 1-ség ugrás teszt :
befestettük a motoron lévő tárcsa felét feketére, hogy lássuk az elforfulát, végpozíciókat.
A hajtás áttételünk pont olyan, hogy az 1mm elmozduláshoz a motor 90 fokos elfordulása tartozik.
Készítünk egy olyan progit, amiben 1mm oda-vissza mozgást programozunk. Az oda vissza ciklusokat Hz-ben adjuk meg.
A motor akkor működik megfelelően, ha a tárcsa 90 fokot oda vissza megteszi.
A mérést úgy végezzük, hogy kiadunk egy alacsony frekvenciát, mondjuk 5Hz-et és figyeljül megvan-e a 90 fokos elfordulás. Ezután növeljük a frekit, és ismét figyeljük, hogy megvan-e.
Célszerű fix lépésekben, pl 5Hz növelni, hogy hamar megtaláljuk azt a pontot amikor már nem lesz meg a 90-fok, gyönyörűen észre lehet venni szemmel, nem kell hozzá hiper szuper gyors áramkör v műszer! ...
Ha megnézitek a videót, 10Hz-nél megvan a maximális kitérés ( ami az 1mm elmozduláshoz tartozik ), de 50Hz-nél talán csak a fele! ...
A mérési elv szerintem kristály tiszta és nem a vezérlőről szól.
Természetesen a motor elektromos paramétereinek megfelelő vezérlőt és tápot kell használni, amilyen a végleges is lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 12:54
Írta: bmejdz9nu Dátum 2007 november 15, 12:54
Most majd... [#gun] Józsinak Tibortól... [#gunyos1] )Én meg a Tali óta ezt írom :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 12:54
Írta: HJózsi Dátum 2007 november 15, 12:54
Ja, [#nyes] néha, az Obechkines meccset pont láttam, és persze, a normál adás jobb mint a youtube... meg több kameraállásból visszajátsszák ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 12:56
Írta: svejk Dátum 2007 november 15, 12:56
Azért 50 Hz-et ne akarjál már szemmel megállapítani...
Lásd: Tv, mozi
Lásd: Tv, mozi
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 12:57
Írta: bmejdz9nu Dátum 2007 november 15, 12:57
Azért egy mérőórát jó lenne beszerezni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 13:00
Írta: bmejdz9nu Dátum 2007 november 15, 13:00
David Coperfield is így csinálná... [#wow1] Az egységugrást... egység ugratást :)

Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 13:01
Írta: HJózsi Dátum 2007 november 15, 13:01
Nem baj, lesz még 1 megvilágosodás ...[#csodalk]
Lehet, hogy nem jutott mindere idő, szóba sem került vezérlő összehasonlítás egységugrással, ha jólemléxem, amúgy is az EuroC motor miatt voltam izgalomban ... [#wink]
Ezért is zrikálom Pétert, hogy jöjjön tesztelni, mert Tibor szerintem tud még egy két varázslatot...
Vazérlőket is lehetne összehasonlítani... [#kerdes]
Lehet, hogy nem jutott mindere idő, szóba sem került vezérlő összehasonlítás egységugrással, ha jólemléxem, amúgy is az EuroC motor miatt voltam izgalomban ... [#wink]
Ezért is zrikálom Pétert, hogy jöjjön tesztelni, mert Tibor szerintem tud még egy két varázslatot...
Vazérlőket is lehetne összehasonlítani... [#kerdes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 13:04
Írta: HJózsi Dátum 2007 november 15, 13:04
Nem az 50Hz-et, a kitérést 50Hz-nél!!!!!!!!!!!!!!
Az látszik!!!!!!! A kitérés a lényeg, elfordulás amplitúdó !!!!!!!!! Ettől pofon egyszerű és szemmel azonnal észrevehető ha már nem jó!!!!!
Az látszik!!!!!!! A kitérés a lényeg, elfordulás amplitúdó !!!!!!!!! Ettől pofon egyszerű és szemmel azonnal észrevehető ha már nem jó!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 13:06
Írta: HJózsi Dátum 2007 november 15, 13:06
Látod? Ő is az amplitúdót figyeli nem a frekit!
Ha nincs meg az amplitúdó, az a freki már túl sok annak a motornak! Megtaláltuk a motor dinamikai korlátait...
Ha nincs meg az amplitúdó, az a freki már túl sok annak a motornak! Megtaláltuk a motor dinamikai korlátait...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 13:07
Írta: 000000000 Dátum 2007 november 15, 13:07
Kiszellőztettem a fejemet picit....
Termeltetek rendesen pár óra alatt.
Szóval megint van itt sajna pár téveszme.
Ha elkészült egy szervorendszer, akkor annak
minden elemére, részelemére, és a teljes
rendszerre LEHET és KELL is alkalmazni egy
egységugrás vizsgálati módszert. Péter rohadtul
utálja és nem érti ezt, de ez az Ő dolga. Magyarul
igenis vezérlőket és szabályzókat is minősít,
sőt a beállításhoz aki kicsit komolyabban veszi
az irányítástechnikát, és konyít is hozzá elemi
szinten, az nem tiltakozik ez ellen.
Józsit szerintem Te félreérted, Ő mint mérnökember,
pontosan tudja, mire jó ez az egész.
Neked a peched az, hogy képtelen vagy
elrugaszkodni a gyufidobozodtól + semmibe
veszed az elmei motorjelleggörbéhez való
illesztés szabályait. Ezért ilyen sz@r a szervod
egységugrás szempontból. De ezt már sokszor
kitárgyaltuk a tali óta.
Szóval picit szerintem már lassan egy
kívülállónak is nevetséges, hogy mindent ahhoz
mérsz, a hibáiból erényt próbálsz
kovácsolni. Félreértés ne essék, azért az árért
egy teljesen korrekt kis cucc, de értsed már
meg, a műszaki életben a valamit valamiért
elvnek is érvényesülni kell.
Erre szerintem a 6 e Ft-os EC motor is tanulságos
példa. Eleve gondolkozz már el azon is,
micsoda baklövés csak egy fix és igen szerény
képességű hibajel tároló egy szervóban,
mennyire lekorlátoz ez Téged a különböző applikációk és
motor képességek miatt. Hiszen hol van itt
ez encoder felbontás figyelembevétele,
optimalizálása??? Höööö? És még sorolhatnék sok
más alapszempontot is...Majd én megmondom, beprogramozom annak a szervonak, mekkora
hibánál, és azon belül mennyi idő elteltével
álljon le. Nehogy már rettegjek tőle, és
rosszabb legyen a rendszerem, mint egy
stepmotoros. Az emberek pont azért váltanak
szervóra, hogy stabil és megbízhtaó hajtásuk legyen.
Ehhez pedig számolni, számolni, képletekbe behelyettesíteni,
és főleg logikusan gondolkozni kell. Ezek sokkal
célravetőbbek, mint makacsnak lenni a hülyeség
mentén.:)
Termeltetek rendesen pár óra alatt.
Szóval megint van itt sajna pár téveszme.
Ha elkészült egy szervorendszer, akkor annak
minden elemére, részelemére, és a teljes
rendszerre LEHET és KELL is alkalmazni egy
egységugrás vizsgálati módszert. Péter rohadtul
utálja és nem érti ezt, de ez az Ő dolga. Magyarul
igenis vezérlőket és szabályzókat is minősít,
sőt a beállításhoz aki kicsit komolyabban veszi
az irányítástechnikát, és konyít is hozzá elemi
szinten, az nem tiltakozik ez ellen.
Józsit szerintem Te félreérted, Ő mint mérnökember,
pontosan tudja, mire jó ez az egész.
Neked a peched az, hogy képtelen vagy
elrugaszkodni a gyufidobozodtól + semmibe
veszed az elmei motorjelleggörbéhez való
illesztés szabályait. Ezért ilyen sz@r a szervod
egységugrás szempontból. De ezt már sokszor
kitárgyaltuk a tali óta.
Szóval picit szerintem már lassan egy
kívülállónak is nevetséges, hogy mindent ahhoz
mérsz, a hibáiból erényt próbálsz
kovácsolni. Félreértés ne essék, azért az árért
egy teljesen korrekt kis cucc, de értsed már
meg, a műszaki életben a valamit valamiért
elvnek is érvényesülni kell.
Erre szerintem a 6 e Ft-os EC motor is tanulságos
példa. Eleve gondolkozz már el azon is,
micsoda baklövés csak egy fix és igen szerény
képességű hibajel tároló egy szervóban,
mennyire lekorlátoz ez Téged a különböző applikációk és
motor képességek miatt. Hiszen hol van itt
ez encoder felbontás figyelembevétele,
optimalizálása??? Höööö? És még sorolhatnék sok
más alapszempontot is...Majd én megmondom, beprogramozom annak a szervonak, mekkora
hibánál, és azon belül mennyi idő elteltével
álljon le. Nehogy már rettegjek tőle, és
rosszabb legyen a rendszerem, mint egy
stepmotoros. Az emberek pont azért váltanak
szervóra, hogy stabil és megbízhtaó hajtásuk legyen.
Ehhez pedig számolni, számolni, képletekbe behelyettesíteni,
és főleg logikusan gondolkozni kell. Ezek sokkal
célravetőbbek, mint makacsnak lenni a hülyeség
mentén.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 13:15
Írta: svejk Dátum 2007 november 15, 13:15
De a szem átlagol és 50 Hz-es frekinél a 90 fokos elmozdulást csak 45 foknak látod, vagy nem? Hol itt egy optikus? :)
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 november 15, 13:21
Írta: j3rx6bsjd Dátum 2007 november 15, 13:21
50Hz-es 1mm-es elmozdulásokkal mit lehet csinálni?A digitalizáláson kívül?
Marásnál ez hogyan nézne ki?1mp alatt 50db 1mm-es mozgás?Ha kisebb amplitudót adok neki,mondjuk nem 90fokot hanem csak 20-at.Tovább bírná esetleg a freki növelését?
Marásnál ez hogyan nézne ki?1mp alatt 50db 1mm-es mozgás?Ha kisebb amplitudót adok neki,mondjuk nem 90fokot hanem csak 20-at.Tovább bírná esetleg a freki növelését?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 13:33
Írta: 000000000 Dátum 2007 november 15, 13:33
Pl. komolyabb minőségű nagy sebességű 3D
marásnál is ez követelmény.
Az 50 Hz-et meg felejtéstek el ennél a motornál,
azt még egy profi AC szervo sem tudja,
csak 80-90 %-os csökkenés mellett.
A video csak elborzasztásképpen lett erről
a frekiről feltéve.
Az ElectroC. motor forgórészében nagyon sok a
vas (theta:264gcm2), innentől kezdve nincs
miről beszélni, megpecsételődött a sorsa.
Dinamikailag jóindulattal 10Hz körül van
a 80-90 %-os amplitudó határ ennél a kis motornál.
marásnál is ez követelmény.
Az 50 Hz-et meg felejtéstek el ennél a motornál,
azt még egy profi AC szervo sem tudja,
csak 80-90 %-os csökkenés mellett.
A video csak elborzasztásképpen lett erről
a frekiről feltéve.
Az ElectroC. motor forgórészében nagyon sok a
vas (theta:264gcm2), innentől kezdve nincs
miről beszélni, megpecsételődött a sorsa.
Dinamikailag jóindulattal 10Hz körül van
a 80-90 %-os amplitudó határ ennél a kis motornál.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 13:37
Írta: HJózsi Dátum 2007 november 15, 13:37
Nagyobb sebességű 3D-s marásnál a Z-nek kell tudia dinamikusan mozognia, erre mondtuk, mint a "varrógép" különben lenyalja a felületet amit marnia kell.
Igen itt jön be, hogy valamit már csökkenteni kell ... Összességében a marási sebességet csökkentve, az eredeti feladat is végrehajtható de a különbség több óra is lehet ...
Igen itt jön be, hogy valamit már csökkenteni kell ... Összességében a marási sebességet csökkentve, az eredeti feladat is végrehajtható de a különbség több óra is lehet ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 13:40
Írta: HJózsi Dátum 2007 november 15, 13:40
Hát nem, látod a két végállást! ( a nem után vessző van ... [#bee1])
Próbáld ki!
Most már úgyis mindenki ki fogja próbálni és előbb utóbb, ha Sneci is elkészül, lesz egy etalon hobby cnc mérési módszerünk... [#vigyor2]
Próbáld ki!
Most már úgyis mindenki ki fogja próbálni és előbb utóbb, ha Sneci is elkészül, lesz egy etalon hobby cnc mérési módszerünk... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 13:46
Írta: svejk Dátum 2007 november 15, 13:46
Itt most nem egy adott motorról van szó.
Próbáld már meg közérthetően megfogalmazni mit is jelent ez a theta.
Akár a mértékegységéből kiindulva.
Itt nem csak a vastömegről van szó...
Próbáld már meg közérthetően megfogalmazni mit is jelent ez a theta.
Akár a mértékegységéből kiindulva.
Itt nem csak a vastömegről van szó...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 13:48
Írta: svejk Dátum 2007 november 15, 13:48
Bocsi, akkor nem szóltam semmi, azt is csak halkan..:(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 13:50
Írta: 000000000 Dátum 2007 november 15, 13:50
Szerintem a leírt tesztelés során egy ilyen ábrát kell látniuk, ha ténylegesen megtörtént a 90 fokos elfordulás. Amikor viszont már a motor nem tudja követni a kiadott utasításokat, akkor a fekete illetve fehér terület aránya megnő a szürke területek rovására és a fekete-szürke, valamint a másik oldali fehér-szürke választóvonal nem esik egy egyenesbe. Ezt pedig az emberi szem már remekül tudja érzékelni, függetlenül a forgás sebességétől.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 15, 13:53
Írta: Szedlay Pál Dátum 2007 november 15, 13:53
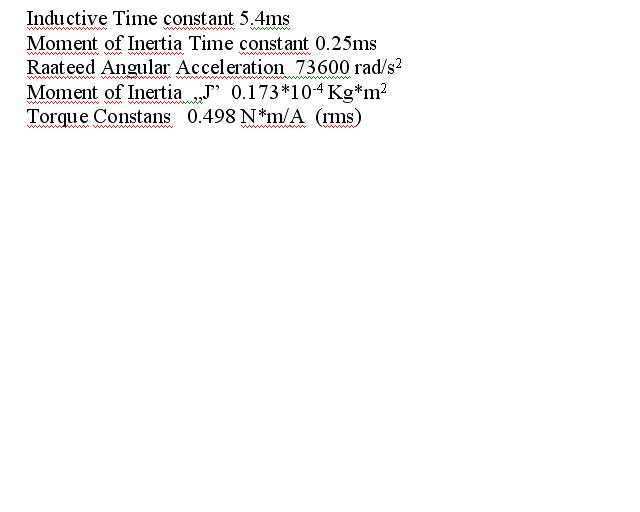
A kérdésem az lenne, hogy ezek az értékek milyenek egy motornak?
Hogy legyen valamilyen összehasonlítás az alacsony és a magas között, kevés vagy sok.
Köszönöm a véleményezést.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 13:54
Írta: svejk Dátum 2007 november 15, 13:54
Oké, meggyőztetek, igazatok van![#worship]
Ezt a részét hagyjuk..
Ezt a részét hagyjuk..
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 13:55
Írta: HJózsi Dátum 2007 november 15, 13:55
talán jó megközelítés az, hogy a theta arra utal, milyen a forgó test tömegéeloszlása a sugár mentén ( ez a nagyon nem mindegy ), írtad Te is a lendkereket példának, de lehetne említeni a préseket aminek két nagy súly van egy rúd két végén ... minnél távolabb van a súly a forgástengelytől annál nagyobb a theta ...
Pls gépészek erősítsétek meg! [#kacsint]
Pls gépészek erősítsétek meg! [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 13:55
Írta: bmejdz9nu Dátum 2007 november 15, 13:55
Nem mentünk előbre...
Talán meg kellene vizsgálni abból a szemszögből az egységugrást, hogy a mecchanika és motor követi is azaz meg is csinálja valóságban(!) is a mozgásokat azaz a Hz-eket... ennyi... [#smile]
Kellene egy mérőórát beszerzni... vagy hasonlót...
Ha pl. nincs hibajel tároló a vezérlőben = megcsinálta, mint egy léptető... de ha van akkor... De hagyjuk.
Talán meg kellene vizsgálni abból a szemszögből az egységugrást, hogy a mecchanika és motor követi is azaz meg is csinálja valóságban(!) is a mozgásokat azaz a Hz-eket... ennyi... [#smile]
Kellene egy mérőórát beszerzni... vagy hasonlót...
Ha pl. nincs hibajel tároló a vezérlőben = megcsinálta, mint egy léptető... de ha van akkor... De hagyjuk.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 13:56
Írta: bmejdz9nu Dátum 2007 november 15, 13:56
Nem ment most sem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 14:00
Írta: 000000000 Dátum 2007 november 15, 14:00
Minden forgómozgást végző tömegnek van
tehetelenségi nyomatéka (theta görög betűvel
jelölik, de J is lehet).
Meghatározása tudományosan integrál számítással
lehetséges. Alapesetekre találsz végképleteket.
pl. tömör hengerre: m*r*r, van csőre, ...stb.
Mivel ahhoz nyomaték kell, hogy egy tehetetlen
tömeget gyorsítsál, forgásba hozzál, (erre is
vannak képletek), így ez villamos
teljesítménybe kerül, és közben nincs hasznos
teljesítmény. Utána pedig a felhalmozott
mechanikai energiát ráadásul betárolja, mint
egy kondentátor a villamos energiát, és meddő
fékenergiát von el a szervohajtástól.
Könnyen belátható így, hogy mennyire fontos
szerepe van az időállandóban, azaz a motor
dinamikában. Ha már üresen is sz@r egy motor,
azaz saját magát sem képes gyorsan mozgatni,
akkor mit is várhatunk eredőben? Csakis
katasztrófát, azaz csiga lassúságot.
tehetelenségi nyomatéka (theta görög betűvel
jelölik, de J is lehet).
Meghatározása tudományosan integrál számítással
lehetséges. Alapesetekre találsz végképleteket.
pl. tömör hengerre: m*r*r, van csőre, ...stb.
Mivel ahhoz nyomaték kell, hogy egy tehetetlen
tömeget gyorsítsál, forgásba hozzál, (erre is
vannak képletek), így ez villamos
teljesítménybe kerül, és közben nincs hasznos
teljesítmény. Utána pedig a felhalmozott
mechanikai energiát ráadásul betárolja, mint
egy kondentátor a villamos energiát, és meddő
fékenergiát von el a szervohajtástól.
Könnyen belátható így, hogy mennyire fontos
szerepe van az időállandóban, azaz a motor
dinamikában. Ha már üresen is sz@r egy motor,
azaz saját magát sem képes gyorsan mozgatni,
akkor mit is várhatunk eredőben? Csakis
katasztrófát, azaz csiga lassúságot.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 14:01
Írta: HJózsi Dátum 2007 november 15, 14:01
Hanem? [#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 14:05
Írta: svejk Dátum 2007 november 15, 14:05
Oké hogy kg * m*m, de a forgórész keresztirányú keresztmetszete? és mivan ha hosszabb a forgórész?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 14:11
Írta: 000000000 Dátum 2007 november 15, 14:11
Péter! A mérőóra nem jó:
1. hazavágod a mechanikáját.
2. az is tehetetlen tömeg, így képtelen
követni, leszakad a tapintója a rezegtetett
felülettől.
3. Ha nincs tárolója, nem látsz azon sem semmit.
Egyébként nem tudom, mit görcsöltök azon, ami
már szemmel is látható. Egy ember nagyjából 20
Hz-et tud látásával feldolgozni, utána
egybefolyik minden.
A DC motorok és szervo jellegűek nem tudnak
többet, mint 5-20 Hz. Thehát szemre majdnem
100%-osan minden látható.
A másik: pl. odateszed az ujjadat a rezgéskor
egy 50 mm-es sugáron, egyből érzed, hol üt, így
megvan a két végpont. Ennyi. Kár ágyúval
lövöldözni verébre.
1. hazavágod a mechanikáját.
2. az is tehetetlen tömeg, így képtelen
követni, leszakad a tapintója a rezegtetett
felülettől.
3. Ha nincs tárolója, nem látsz azon sem semmit.
Egyébként nem tudom, mit görcsöltök azon, ami
már szemmel is látható. Egy ember nagyjából 20
Hz-et tud látásával feldolgozni, utána
egybefolyik minden.
A DC motorok és szervo jellegűek nem tudnak
többet, mint 5-20 Hz. Thehát szemre majdnem
100%-osan minden látható.
A másik: pl. odateszed az ujjadat a rezgéskor
egy 50 mm-es sugáron, egyből érzed, hol üt, így
megvan a két végpont. Ennyi. Kár ágyúval
lövöldözni verébre.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 14:14
Írta: 000000000 Dátum 2007 november 15, 14:14
Az L nem számít, az össztömeg a lényeg!!!!
Látsz a képletben L-t???
Látsz a képletben L-t???
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 14:15
Írta: HJózsi Dátum 2007 november 15, 14:15
Tibor most írta tömör hengerre :
m*r*r
a tömeg rúdnál a hosszal arányos, az r adott ...
m*r*r
a tömeg rúdnál a hosszal arányos, az r adott ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 14:18
Írta: svejk Dátum 2007 november 15, 14:18
Oké, ez egy ügy és ez a motor fizikai méreteiből adódik ezzel nem lehet mit kezdeni.
De nem csak ettől függ a motor dinamikus viselkedése.
Egy nagyobb tömegű motor is lehet dinamikusabb ha a megfelelő teljesítményt belepumpáljuk.
És itt jön képbe a tekercselés, a minél kisebb ohm-os ellenállás és induktivitás.
Én azt hittem hogy az a theta az össz. dinamikára vonatkozik, és mintha az idő is szerepelt volna a mértkegységében.
Már teljesen belezavarodok....
De nem csak ettől függ a motor dinamikus viselkedése.
Egy nagyobb tömegű motor is lehet dinamikusabb ha a megfelelő teljesítményt belepumpáljuk.
És itt jön képbe a tekercselés, a minél kisebb ohm-os ellenállás és induktivitás.
Én azt hittem hogy az a theta az össz. dinamikára vonatkozik, és mintha az idő is szerepelt volna a mértkegységében.
Már teljesen belezavarodok....
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 14:25
Írta: HJózsi Dátum 2007 november 15, 14:25
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 14:25
Írta: svejk Dátum 2007 november 15, 14:25
Jó-Jó...
De látod hogy számit a hossz! Csak az már benne van a tömegben.
Ha H.józsi nem írta volna a #2802-ben még holnapra sem értettem volna meg.
sajnos én ilyen hülye gyerek vagyok:(
De látod hogy számit a hossz! Csak az már benne van a tömegben.
Ha H.józsi nem írta volna a #2802-ben még holnapra sem értettem volna meg.
sajnos én ilyen hülye gyerek vagyok:(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 14:31
Írta: 000000000 Dátum 2007 november 15, 14:31
Svejk! Elhiszem, hogy bele lehet zavarodni,
minél mélyebbre ásol a motorok lelkivilágában,
annál több egymással összefüggő paramétert lehet
definiálni. A nagy baj, hogy ezek egymást kizáró
és gyengítő tényezők. És egy N változós függvény
optimalizálása külön matematikai tudomány, kár
bele mennünk itt a Fórumon. Ezt rá kell bízni
a szervomotor specialista gyári mérnökökre.
A probléma egyik kulcsa már eleve a profi
minőségű mágneses anyagoknál kezdődik, ezek
féltve őrzött gyártói titkok. Bicikli generátor
mágnest kapunk 10 Ft-ért is, a másik véglet meg
a csillagos ég. Kinek mire van szüksége,
mennyit áldoz egy jó motorért, erről szól az
egész.
minél mélyebbre ásol a motorok lelkivilágában,
annál több egymással összefüggő paramétert lehet
definiálni. A nagy baj, hogy ezek egymást kizáró
és gyengítő tényezők. És egy N változós függvény
optimalizálása külön matematikai tudomány, kár
bele mennünk itt a Fórumon. Ezt rá kell bízni
a szervomotor specialista gyári mérnökökre.
A probléma egyik kulcsa már eleve a profi
minőségű mágneses anyagoknál kezdődik, ezek
féltve őrzött gyártói titkok. Bicikli generátor
mágnest kapunk 10 Ft-ért is, a másik véglet meg
a csillagos ég. Kinek mire van szüksége,
mennyit áldoz egy jó motorért, erről szól az
egész.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 14:37
Írta: 000000000 Dátum 2007 november 15, 14:37
Nekem tetszik, de képzeld mit szól ehhez Péter!
Ennyi képlet meg integrál láttán most már Te sem
leszel valami népszerű!:) [#wow3]
Ennyi képlet meg integrál láttán most már Te sem
leszel valami népszerű!:) [#wow3]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 14:41
Írta: svejk Dátum 2007 november 15, 14:41
.
.
Sziasztok többen kérdezték az ElektroCraft moci encoderének a bekötését.
Itt egy kép róla:
http://cnctar.hobbycnc.hu/Svejk/ElectroCraft/Encoder-bek%f6t%e9s.jpg
.
.
.
Sziasztok többen kérdezték az ElektroCraft moci encoderének a bekötését.
Itt egy kép róla:
http://cnctar.hobbycnc.hu/Svejk/ElectroCraft/Encoder-bek%f6t%e9s.jpg
.
.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 14:44
Írta: bmejdz9nu Dátum 2007 november 15, 14:44
Sajnos nem vagyok a szemmérték híve...
A szomszédeom (egy jó!) kőműves neki is van mérőszallagja... :)
Igen. Tárolós, mechanikamentes mérőóra kellhet. (józsinak van)
Persze kellene csinálni egy mérőt erre... de a kész gép majd ugyis eldönti...
A szomszédeom (egy jó!) kőműves neki is van mérőszallagja... :)
Igen. Tárolós, mechanikamentes mérőóra kellhet. (józsinak van)
Persze kellene csinálni egy mérőt erre... de a kész gép majd ugyis eldönti...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 14:44
Írta: HJózsi Dátum 2007 november 15, 14:44
Húúh tényleg, ... azt elfelejtettem mondani, hogy elég a 2-es pontig elolvasni :
2 Közelítő képletek ...
[#nezze]
2 Közelítő képletek ...
[#nezze]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 14:47
Írta: svejk Dátum 2007 november 15, 14:47
De H.Józsi el is magyarázza érthetően :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 14:47
Írta: bmejdz9nu Dátum 2007 november 15, 14:47
Tényleg jó :) Inkább veszek "szemmértékre" kétszer akkorát...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 15, 14:52
Írta: Szedlay Pál Dátum 2007 november 15, 14:52
Tibor!
Nézd meg légyszíves a "2791"-es hozzászólásomat.
És még egy adat.
Rated Power Rate 93,7KW/s
Nézd meg légyszíves a "2791"-es hozzászólásomat.
És még egy adat.
Rated Power Rate 93,7KW/s
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 14:58
Írta: 000000000 Dátum 2007 november 15, 14:58
Egyébként nem kell ám annyira mindenből szuper
tudományt csinálni, soha nem felejtem el,
a gépelem professzorunk 2 órán át nyomta a
táblára differeniál egyenleteket egy súrlódó
tárcsfék méretezés kapcsán. Már mindenki
kidőlt, alig értettük, és tudtuk jegyzetelni,
majd a legvégén az utolsó 1 percben addig
egyszerűsített, míg végül kihozta:
a nyomás p=F/A Na kész volt az évfolyam! [#wow1]
Ettől függetlenöl sajnos tényleg az a helyzet,
aki komolyabban meg akarja érteni a műszaki
élet dolgait, így a szervotechnikát is, nos
annak előbb utóbb meg kell barátkoznia a
matek-fizikával is.:)
tudományt csinálni, soha nem felejtem el,
a gépelem professzorunk 2 órán át nyomta a
táblára differeniál egyenleteket egy súrlódó
tárcsfék méretezés kapcsán. Már mindenki
kidőlt, alig értettük, és tudtuk jegyzetelni,
majd a legvégén az utolsó 1 percben addig
egyszerűsített, míg végül kihozta:
a nyomás p=F/A Na kész volt az évfolyam! [#wow1]
Ettől függetlenöl sajnos tényleg az a helyzet,
aki komolyabban meg akarja érteni a műszaki
élet dolgait, így a szervotechnikát is, nos
annak előbb utóbb meg kell barátkoznia a
matek-fizikával is.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 15:05
Írta: bmejdz9nu Dátum 2007 november 15, 15:05
Nem beszélsz le minket a szervóhajtásról...hiába próbálod... [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 15:07
Írta: svejk Dátum 2007 november 15, 15:07
Te írtad:
"Egyébként nem kell ám annyira mindenből szuper
tudományt csinálni,"
No látod ezért nem akarunk mi hobbysták egységugrást csinálni az összerakott gépen.
Beállítjuk úgy hogy lehessen vele dolgozni, aztán ha megkérdi valaki a műszaki adatait ,azt megtudjuk mondani hogy milyen sebességre képes és azt is ezt mennyi idő alatt éri el.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 15:08
Írta: 000000000 Dátum 2007 november 15, 15:08
Szia Pál!
Bocsi, elsiklottam efölött.
Maradjunk abba, ezek csodás adatok, és ha
ezeket egy valós hajtás tényleg tudja is, az
már tényleg nem erre a fórumra való. Gratula!
Bocsi, elsiklottam efölött.
Maradjunk abba, ezek csodás adatok, és ha
ezeket egy valós hajtás tényleg tudja is, az
már tényleg nem erre a fórumra való. Gratula!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 15, 15:12
Írta: Szedlay Pál Dátum 2007 november 15, 15:12
OK!
Köszönöm!
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 15:13
Írta: bmejdz9nu Dátum 2007 november 15, 15:13
Ez sem.... ide való már... [#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 15:17
Írta: 000000000 Dátum 2007 november 15, 15:17
Svejk és Péter! Félre ne értsétek, tudjátok
egy húron pedülünk, de idéznék egy bölcset:
"A tudós gyakran kételkedik, a tudatlan ritkán,
a bolond soha. /Émile Faguet/"
Szerintem van ebben a bölcseletben valami,
természetesen távol áll tőlem, hogy magamat
tudósnak nevezzem, a gondolatmenete tetszik
ennek a bölcsességnek. De lehet, hogy csak
nekem tetszik.[#law]
egy húron pedülünk, de idéznék egy bölcset:
"A tudós gyakran kételkedik, a tudatlan ritkán,
a bolond soha. /Émile Faguet/"
Szerintem van ebben a bölcseletben valami,
természetesen távol áll tőlem, hogy magamat
tudósnak nevezzem, a gondolatmenete tetszik
ennek a bölcsességnek. De lehet, hogy csak
nekem tetszik.[#law]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 15:21
Írta: svejk Dátum 2007 november 15, 15:21
Ezt most nem értem, hisz az a bajom nekem is hogy mindenben kételkedem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 15:24
Írta: 000000000 Dátum 2007 november 15, 15:24
Hát nem ide..., de azért boldog tulajdonosa
vagy nekik, gondolom. Na látod, ezeket a
profi szervókat már nyugodtan kötheted direktbe
az 5-ös orsódhoz, így máris cáfolom az "áttétel
pártiságomat".:)
vagy nekik, gondolom. Na látod, ezeket a
profi szervókat már nyugodtan kötheted direktbe
az 5-ös orsódhoz, így máris cáfolom az "áttétel
pártiságomat".:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 15:27
Írta: svejk Dátum 2007 november 15, 15:27
Még egy pillanatra térjünk vissza erre a tehetetlenségi nyomatékra.
Mondj egy ökölszabályt amit lehet alkalmazni rá, hogy jó-e a motor ezen paramétere.
Mert most már egyértemű hogy ezt a paramétert nem lehet két különböző teljesítményű motornál összehasonlítani.
Mondj egy ökölszabályt amit lehet alkalmazni rá, hogy jó-e a motor ezen paramétere.
Mert most már egyértemű hogy ezt a paramétert nem lehet két különböző teljesítményű motornál összehasonlítani.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 15, 15:31
Írta: Szedlay Pál Dátum 2007 november 15, 15:31
Gratula Péter!
Megkaptad a felhatalmazást, fügvény ide vagy oda. Nem kel már sz*rakodnod az áttétel gondolatával.
Megkaptad a felhatalmazást, fügvény ide vagy oda. Nem kel már sz*rakodnod az áttétel gondolatával.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 15:36
Írta: 000000000 Dátum 2007 november 15, 15:36
Ököl szabály nincs, mert az eredő
elektro mechanikiai időállandó számít.
Azt komoly gyártó közli a motorjáról.
Ennek csak egy eleme a J. Szervo motornak az
nevezhető, ahol ez kisebb mint 20 ms, és
a J/P (gcm2/W) arány nem nagyobb 2-3-nál.
Ezek ilyen ökölszabály félék.
elektro mechanikiai időállandó számít.
Azt komoly gyártó közli a motorjáról.
Ennek csak egy eleme a J. Szervo motornak az
nevezhető, ahol ez kisebb mint 20 ms, és
a J/P (gcm2/W) arány nem nagyobb 2-3-nál.
Ezek ilyen ökölszabály félék.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 15:38
Írta: svejk Dátum 2007 november 15, 15:38
Tibor45!
Ez igen! ilyenkor szeretünk!
Végre kivágtál egy érthető konkrétumot a mellényzsebből:) :)
Ez igen! ilyenkor szeretünk!
Végre kivágtál egy érthető konkrétumot a mellényzsebből:) :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 15:45
Írta: svejk Dátum 2007 november 15, 15:45
Basszus egész délelőtt ezzel az elektromechanikai időállandóval kevertem össze a dolgot.
a #2802-ben is erre akartam kilyukadni hogy a tehetetlen tömeget lehet elktromosan "javítani".
És erre kellene valami mérőeszköz, vagy erre is van aránylahg egyszerű számitás?
És ez az adat már motorteljesítménytől függetlenül utal a moci dinamikus viselkedésére.
Ezt kell nekünk egy adott motorról tudni, ez a lényeg.
a #2802-ben is erre akartam kilyukadni hogy a tehetetlen tömeget lehet elktromosan "javítani".
És erre kellene valami mérőeszköz, vagy erre is van aránylahg egyszerű számitás?
És ez az adat már motorteljesítménytől függetlenül utal a moci dinamikus viselkedésére.
Ezt kell nekünk egy adott motorról tudni, ez a lényeg.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 15:47
Írta: bmejdz9nu Dátum 2007 november 15, 15:47
Ezek 10-es emelkedésűekhez mennek... [#smile]
De ezek is "csak" 2500rpm-esek... 85V-ról... ezaz amin lovagolok... persze az adatlapján max. 4000 fordulatot engednek... de 32VKrpm... azaz 128V kellene... de akkor már 400W... hanem 700W ha jól számolom ...(5,6A a névleges áram)
Erről beszélek... Sőt van egy motorom aminek a 44V a Krpm értéke és 48V-os... és az leveri a SanyoDenki-t erőben... Na ez a kérdés... amit nem értek.
De ezek is "csak" 2500rpm-esek... 85V-ról... ezaz amin lovagolok... persze az adatlapján max. 4000 fordulatot engednek... de 32VKrpm... azaz 128V kellene... de akkor már 400W... hanem 700W ha jól számolom ...(5,6A a névleges áram)
Erről beszélek... Sőt van egy motorom aminek a 44V a Krpm értéke és 48V-os... és az leveri a SanyoDenki-t erőben... Na ez a kérdés... amit nem értek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 15:49
Írta: bmejdz9nu Dátum 2007 november 15, 15:49
[#hawaii]... lásd: #2827
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 15:52
Írta: svejk Dátum 2007 november 15, 15:52
Ezért kellene egy olyan szerkezet mint amilyet a #2731-ben elképzeltem, az ott kapott idő adatból már könnyebb lenne az időállandót kiszámolni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 16:25
Írta: 000000000 Dátum 2007 november 15, 16:25
2007.01.21 #98 Már akkor írogattam erről,
még se "szerettél"....:) Csak azóta szerintem
picit Te is beláttad, hogy ez az időállandó
nem egy elhanyagolható kérdés.
De erre is jó a Fórum, közeledhetnek az
álláspontok.
még se "szerettél"....:) Csak azóta szerintem
picit Te is beláttad, hogy ez az időállandó
nem egy elhanyagolható kérdés.
De erre is jó a Fórum, közeledhetnek az
álláspontok.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 16:31
Írta: 000000000 Dátum 2007 november 15, 16:31
Péter! Maradjunk abba, ezt a 400W-os S.D.
DC szervomotort nem nagyon veri le semmi nagyon
(az AC szervóból is csak a legjobbak), csak
helyesen kell illeszteni. Ha nem ez történik,
a legjobb motor is tehetetlen lesz.
Az ellenőrzés egyik formája pedig tudod a
kedvenced: egységugrás teszt.
DC szervomotort nem nagyon veri le semmi nagyon
(az AC szervóból is csak a legjobbak), csak
helyesen kell illeszteni. Ha nem ez történik,
a legjobb motor is tehetetlen lesz.
Az ellenőrzés egyik formája pedig tudod a
kedvenced: egységugrás teszt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 16:40
Írta: bmejdz9nu Dátum 2007 november 15, 16:40
Van egy motorom ami lehet (én sem akarom elhinni) leveri! De kis fordualtú... ezért faggatalak... mert nem értem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 17:04
Írta: 000000000 Dátum 2007 november 15, 17:04
Péter! Légyszi írd be a két motor adatait,
akkor talán érteném is a kérdésed.
P1, M1, U1, n1, J1 vs P2, M2, U2, n2, J2.
akkor talán érteném is a kérdésed.
P1, M1, U1, n1, J1 vs P2, M2, U2, n2, J2.
Cím: Re:DC szervó motoros vezérlés
Írta: fifp6rjch Dátum 2007 november 15, 18:27
Írta: fifp6rjch Dátum 2007 november 15, 18:27
Elég szép kis "vita" [#dumcsi] alakult itt ki, amibe nem is tisztem belekotyokgni, de találtam ehhez kapcsolódóan valamit:
http://www.nct.hu/pdf/Drive_Documents/Magyar/NCT%20hajtasok%20parameterezese.pdf
Ha már olvastátok, bocsi [#nyes]
http://www.nct.hu/pdf/Drive_Documents/Magyar/NCT%20hajtasok%20parameterezese.pdf
Ha már olvastátok, bocsi [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 19:01
Írta: bmejdz9nu Dátum 2007 november 15, 19:01
Ez a baj, hogy nincs adatlap...
Amit tudni: (ha tudsz segíteni, mert egy nagyon érdekes motor)
A motorra az van írva: 48VDC, 33A
Méretem: 44Vkrpm és pont 5 Kg. Belső ellenállás: 1,5R, 4 szénkefés!
Rendkivüli erő van benne!!! Több mint a 400W-os SanyoDenki-ben... Pedíg az nem semmi... ( A Bautz ehhez képest egy légycsapó :)
De amitől talán te is elcsodálkozol: 0.2V-ról (200mV) már teljesen egyenletesen forog (persze lassan) de egy kicsit sem darabossan!!!
Valakinek megrendelésre csinálták mert Custom nr. van rajt... a gyártó cég meg nem válaszol...
Ilyenkor nem is szokott (mi közöm hozzá alapon, volt már erre is példa... a megrendelő bizalmas adatai... ezt írták :) Biztos a NASA volt...:)

A képek alapján nem tűnik nagynak, mert a szénkefék és a kivezető kábelek is nagyok!
A tengely gyakorlatilag 16mm-es, de lehet látni, hogy megcsinálták 1/2"-osra... a megrendelőnek... Hát ez a motor izgat... Ritka (jó) "jelenségeket" produkál...
Amit tudni: (ha tudsz segíteni, mert egy nagyon érdekes motor)
A motorra az van írva: 48VDC, 33A
Méretem: 44Vkrpm és pont 5 Kg. Belső ellenállás: 1,5R, 4 szénkefés!
Rendkivüli erő van benne!!! Több mint a 400W-os SanyoDenki-ben... Pedíg az nem semmi... ( A Bautz ehhez képest egy légycsapó :)
De amitől talán te is elcsodálkozol: 0.2V-ról (200mV) már teljesen egyenletesen forog (persze lassan) de egy kicsit sem darabossan!!!
Valakinek megrendelésre csinálták mert Custom nr. van rajt... a gyártó cég meg nem válaszol...
Ilyenkor nem is szokott (mi közöm hozzá alapon, volt már erre is példa... a megrendelő bizalmas adatai... ezt írták :) Biztos a NASA volt...:)
A képek alapján nem tűnik nagynak, mert a szénkefék és a kivezető kábelek is nagyok!
A tengely gyakorlatilag 16mm-es, de lehet látni, hogy megcsinálták 1/2"-osra... a megrendelőnek... Hát ez a motor izgat... Ritka (jó) "jelenségeket" produkál...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 19:19
Írta: 000000000 Dátum 2007 november 15, 19:19
Elárulok Neked egy ravasz saját trükköt,
próbáld ki a következőt: Egy tengelykapcsolóval
kapcsold össze a két motort, és ellentétes
forgásirányként sorba kell villamosan őket
kötni. Adjál nekik 1-2 Ampert spéci áramgenerátoros
tápegységből. Így eldöndtheted mérőpad nélkül
is, melyiknek jobb a nyomatékállandója.
Amelyik "leszakanderezi", tekeri a másikat,
annak jobb az M állandója.
próbáld ki a következőt: Egy tengelykapcsolóval
kapcsold össze a két motort, és ellentétes
forgásirányként sorba kell villamosan őket
kötni. Adjál nekik 1-2 Ampert spéci áramgenerátoros
tápegységből. Így eldöndtheted mérőpad nélkül
is, melyiknek jobb a nyomatékállandója.
Amelyik "leszakanderezi", tekeri a másikat,
annak jobb az M állandója.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 19:26
Írta: 000000000 Dátum 2007 november 15, 19:26
Ja és az 1.5 Ohm egyébként soknak tűnik egy ekkora
motornál, ha a 33A igaz, akkor meg pláne!
motornál, ha a 33A igaz, akkor meg pláne!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 19:26
Írta: svejk Dátum 2007 november 15, 19:26
De ha nem azonos névleges feszültségre készültek akkor ez nem sokat jelent...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 19:30
Írta: HJózsi Dátum 2007 november 15, 19:30
AMPS .33 .... ez üresjárái áramfelvétel is lehet, 0,33 A ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 19:34
Írta: bmejdz9nu Dátum 2007 november 15, 19:34
Jó az szkander tesz ötlet! Csak kellene két áramgenerátoros táp... de csak egy van... meg egy tengelykapcsoló... de megcsinálom... köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 19:35
Írta: 000000000 Dátum 2007 november 15, 19:35
Ebben tévedsz. Ugyanis pont ebben van a
minőségi különbség motor és motor között,
hiszen egészen más a gyártó, így a felhasznált
mágnesek, vasmagok is. És mivel az Sankyo D.
motorról szinte mindent tudunk a részletes
adatlapja alapján, így lesz összahasonlítási
alap. Mert az hogy erősebb, az relatív.
Ez a próba majd eldönti objektíven.
A jó motor többek között
a mágneses viselkedéstől jó itt
kezdődik ugyanis.
.
minőségi különbség motor és motor között,
hiszen egészen más a gyártó, így a felhasznált
mágnesek, vasmagok is. És mivel az Sankyo D.
motorról szinte mindent tudunk a részletes
adatlapja alapján, így lesz összahasonlítási
alap. Mert az hogy erősebb, az relatív.
Ez a próba majd eldönti objektíven.
A jó motor többek között
a mágneses viselkedéstől jó itt
kezdődik ugyanis.
.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 19:36
Írta: bmejdz9nu Dátum 2007 november 15, 19:36
Ez van... A SanyoDenki 1R.... de ennek nagyobb V/krmp-je... tehát arányos valahol.... 32V SD és ez 44V
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 19:37
Írta: 000000000 Dátum 2007 november 15, 19:37
Nem ketttőőőőőőő! Egy kell, pont ez a lényeg,
mert sorba kötve kell egy tápról a két motort
járatni, így tuti azonos az átfolyó áram!!
Ez benne az egyik ötlet!
mert sorba kötve kell egy tápról a két motort
járatni, így tuti azonos az átfolyó áram!!
Ez benne az egyik ötlet!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 19:38
Írta: bmejdz9nu Dátum 2007 november 15, 19:38
Megmértem: 0,2A az üresjárati...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 19:39
Írta: 000000000 Dátum 2007 november 15, 19:39
Csináld meg és lehet, hogy megfogsz lepődni!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 19:41
Írta: bmejdz9nu Dátum 2007 november 15, 19:41
Nade különböző belső ellenállás... különböző fesz esik rajta... P=U*I ??? Különböző... teljesítmény kap...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 19:43
Írta: 000000000 Dátum 2007 november 15, 19:43
Elsőként elég szigetelő szalaggal is
összetekerni őket, ha nem adsz csak 1 Ampert,
vagy kevesebbet! Így nem kell t.kapcsolót
csinálni.:)
összetekerni őket, ha nem adsz csak 1 Ampert,
vagy kevesebbet! Így nem kell t.kapcsolót
csinálni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 19:45
Írta: bmejdz9nu Dátum 2007 november 15, 19:45
#2846 ???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 19:46
Írta: 000000000 Dátum 2007 november 15, 19:46
A macska rúgja már meg, ne értetlenkedj, bocsi
de semmit nem értesz a mocikból, csináld,
az a lényeg. Majd később elmagyarázom, ha
kell.:)
de semmit nem értesz a mocikból, csináld,
az a lényeg. Majd később elmagyarázom, ha
kell.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 19:47
Írta: bmejdz9nu Dátum 2007 november 15, 19:47
és hogy egy ekkora motor 200mV-ról szépen, totálisan(!) egyenletesen jár... én még 400mV alatt nem láttam ilyet!!!
Ez nem jelent semmit???
Ez nem jelent semmit???
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 19:47
Írta: bmejdz9nu Dátum 2007 november 15, 19:47
ok.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 19:52
Írta: svejk Dátum 2007 november 15, 19:52
Hi, ez érdekes...
Tételezzük fel, az egyik nagyobb feszültségű, tehát valószinű nagyobb menetszámú a forgórész vékonyabb huzalból. igy valószinű a tekercs ellenállása is nagyobb.
Álló helyzetben a tekercsek ohmos ellenállásnak arányában oszlik meg a feszültség, tehát a nagyobb feszültségűn nagyobb fesz. esik.
Na de az elektromágnes ereje az un. Ampermenet-től függ ugye?
És az áram a soros kapcsolásból adódóan mindkettőn ugyanannyi,tehát?
Nem tudom, nem értem....
A nagyobb feszültségű motoron nagyobb a menetszám tehát annak lesz nagyobb mágneses ereje nem?
De ha forogni kezdenek valamelyik irányba?
Akkor változik valami?
Tételezzük fel, az egyik nagyobb feszültségű, tehát valószinű nagyobb menetszámú a forgórész vékonyabb huzalból. igy valószinű a tekercs ellenállása is nagyobb.
Álló helyzetben a tekercsek ohmos ellenállásnak arányában oszlik meg a feszültség, tehát a nagyobb feszültségűn nagyobb fesz. esik.
Na de az elektromágnes ereje az un. Ampermenet-től függ ugye?
És az áram a soros kapcsolásból adódóan mindkettőn ugyanannyi,tehát?
Nem tudom, nem értem....
A nagyobb feszültségű motoron nagyobb a menetszám tehát annak lesz nagyobb mágneses ereje nem?
De ha forogni kezdenek valamelyik irányba?
Akkor változik valami?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 19:58
Írta: bmejdz9nu Dátum 2007 november 15, 19:58
Jól gondoltam...Kenterbe veri a SanyoDenki-t !!!
1A-nál még döntetlen... de 2A-nál már szép fordulaton "ellen genarátort játszik" a 400W-os Super SanyoDenki... [#smile]
Na most akkor mi van?
1A-nál még döntetlen... de 2A-nál már szép fordulaton "ellen genarátort játszik" a 400W-os Super SanyoDenki... [#smile]
Na most akkor mi van?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 19:59
Írta: 000000000 Dátum 2007 november 15, 19:59
Ugye milyen érdekes kis játékszer egy DC motor?:)
Emberek!!. Így közel egy éve a szervo topic
megnyitása után azt azért jó lenne tudni a vitázóimnak,
beszélgető társaimnak, mitől is forog egy DC
motor, és mik az alapegyenletei. [#vigyor2]
Emberek!!. Így közel egy éve a szervo topic
megnyitása után azt azért jó lenne tudni a vitázóimnak,
beszélgető társaimnak, mitől is forog egy DC
motor, és mik az alapegyenletei. [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 20:02
Írta: 000000000 Dátum 2007 november 15, 20:02
Ez érdekes...
Megfordult az erőviszony?
Nem a szigetelőszalag csúszott meg?
Megfordult az erőviszony?
Nem a szigetelőszalag csúszott meg?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 20:05
Írta: svejk Dátum 2007 november 15, 20:05
Miért már megint nagy hülyeséget írtam?
Akkor gyorsan töröljétek, nem akarom a fórumot lejáratni.
Kettőnk közt nem vita volt mivel vitázni csak azonos fajsúlyú emberek tudnak (és itt Te vagy a profi) hanem csak azt próbáltam bebizonyítani hogy igeni lehet vacak motorral is működő gépet hajtani .
Akkor gyorsan töröljétek, nem akarom a fórumot lejáratni.
Kettőnk közt nem vita volt mivel vitázni csak azonos fajsúlyú emberek tudnak (és itt Te vagy a profi) hanem csak azt próbáltam bebizonyítani hogy igeni lehet vacak motorral is működő gépet hajtani .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 20:12
Írta: 000000000 Dátum 2007 november 15, 20:12
jajj ne túlozz már, miket írsz itt!?
Csak néha tényleg az az érzésem, alap dolgok
nem tiszták. Itt mindenki azt mond amit akar,
mindenki egyenlő István a főnökletével.
Csak néha tényleg az az érzésem, alap dolgok
nem tiszták. Itt mindenki azt mond amit akar,
mindenki egyenlő István a főnökletével.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 20:13
Írta: bmejdz9nu Dátum 2007 november 15, 20:13
Dehogy csúszott... A "krokodilost" TESA szálerősített... nem bíztam a véletlenre...
Teszteltem külön külön is a forgásirányt a motorokan nehogy elnézzem...
Hidd el ez a motor valami nagyon érdekes... ilyen "fura" adatokkal még nem láttam, pedíg ismered a "készletemet"... sőt most találtam a szekrénynben is még néhányat pl. egy DC szervót DC fékkel... :)
Teszteltem külön külön is a forgásirányt a motorokan nehogy elnézzem...
Hidd el ez a motor valami nagyon érdekes... ilyen "fura" adatokkal még nem láttam, pedíg ismered a "készletemet"... sőt most találtam a szekrénynben is még néhányat pl. egy DC szervót DC fékkel... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 20:14
Írta: bmejdz9nu Dátum 2007 november 15, 20:14
Dehogy csúszott... A "krokodilost" TESA szálerősített... nem bíztam a véletlenre...
Teszteltem külön külön is a forgásirányt a motorokan nehogy elnézzem...
Hidd el ez a motor valami nagyon érdekes... ilyen "fura" adatokkal még nem láttam, pedíg ismered a "készletemet"... sőt most találtam a szekrénynben is még néhányat pl. egy DC szervót DC fékkel... :)
Csináljak videót, hogyan veri kenterbe?
Teszteltem külön külön is a forgásirányt a motorokan nehogy elnézzem...
Hidd el ez a motor valami nagyon érdekes... ilyen "fura" adatokkal még nem láttam, pedíg ismered a "készletemet"... sőt most találtam a szekrénynben is még néhányat pl. egy DC szervót DC fékkel... :)
Csináljak videót, hogyan veri kenterbe?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 20:17
Írta: HJózsi Dátum 2007 november 15, 20:17
Füst volt? [#nyes] Video? [#wilting]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 20:19
Írta: 000000000 Dátum 2007 november 15, 20:19
Elhiszem, ne csinálj.
Egy biztosnak tűnik: sok-sok kommutátora
lehet, ha ilyen kis feszről totál egyenletesen
jár. A nagy forgórész tömege viszont gyanús,
lehet, hogy csak sebesség szervóra tervezték,
és nem pozícióra.
Egy biztosnak tűnik: sok-sok kommutátora
lehet, ha ilyen kis feszről totál egyenletesen
jár. A nagy forgórész tömege viszont gyanús,
lehet, hogy csak sebesség szervóra tervezték,
és nem pozícióra.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 20:23
Írta: bmejdz9nu Dátum 2007 november 15, 20:23
Itt a moderátor! Mit parancsolsz? [#law] De ne bánd később...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 20:26
Írta: bmejdz9nu Dátum 2007 november 15, 20:26
Olyan volt mint a Terminátor filmben... kemény meccset vívtak... [#nyes]
Az a SanyoDenki amit legyűrt a világ egyik legjobbja DC szervóban... ez kétségtelen.
Az a SanyoDenki amit legyűrt a világ egyik legjobbja DC szervóban... ez kétségtelen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 20:31
Írta: bmejdz9nu Dátum 2007 november 15, 20:31
Az tuti, hogy rengeteg kommutátora lehet... De a forgórész nem tűnik nehéznek, tehetetlennek.. (forgatáskor, nem szedtem szét) szerintem nem nagyobb mint a SanyoDenki forgórésze...
Nagyon-nagyon finoman lehet forgatni... simábban mint a SanyoDenkit és az átlagot...
A súly a mágnesben van!
Szerintem... pozicóra van tervezve...
De miért ilyen kis fordulatara és nagy erőre? Hogyan érték ezt el?
Nagyon-nagyon finoman lehet forgatni... simábban mint a SanyoDenkit és az átlagot...
A súly a mágnesben van!
Szerintem... pozicóra van tervezve...
De miért ilyen kis fordulatara és nagy erőre? Hogyan érték ezt el?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 20:33
Írta: 000000000 Dátum 2007 november 15, 20:33
Nézd Péter, azért az világos, hogy egy 5 kg-os
motor valószínűleg nagyobb teljesítményű, mint
a kisebb tömegű, hiszen mind a kettő komoly
kategória. Én azért poz. szervoként inkább
a S.D, motort választanám.
motor valószínűleg nagyobb teljesítményű, mint
a kisebb tömegű, hiszen mind a kettő komoly
kategória. Én azért poz. szervoként inkább
a S.D, motort választanám.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 20:37
Írta: 000000000 Dátum 2007 november 15, 20:37
Ki kellene mérni az időállandóját, de az
macerás. Egyszer tegyél rá egy encodert,
és hajrá a kis ari szabályzóddal.
A góliát meg a törpe.:) Ha szervo motor, tuti
működni fog. Picit nekem is rejtély ez a motor..
macerás. Egyszer tegyél rá egy encodert,
és hajrá a kis ari szabályzóddal.
A góliát meg a törpe.:) Ha szervo motor, tuti
működni fog. Picit nekem is rejtély ez a motor..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 20:39
Írta: svejk Dátum 2007 november 15, 20:39
Akkor most hülyeséget irtam vagy nem a #2852-ben?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 20:41
Írta: svejk Dátum 2007 november 15, 20:41
Nosza, mérjük:)
Hogyan lehet?
Alakul, ennyire még sosem voltál informatív:)
Hogyan lehet?
Alakul, ennyire még sosem voltál informatív:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 20:55
Írta: bmejdz9nu Dátum 2007 november 15, 20:55
Persze a világmárka! SanyoDenki... Én is ilyen vagyok... [#vigyor2] Többet is adnak érte... ez mind logikus...
De ha tényleg a NASA-nak csinálták ezt a motort? Ez tartja egyensúlyban az ürrepülőgépet egy giróval-szervóval? [#nyes]
De ha tényleg a NASA-nak csinálták ezt a motort? Ez tartja egyensúlyban az ürrepülőgépet egy giróval-szervóval? [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 20:59
Írta: bmejdz9nu Dátum 2007 november 15, 20:59
Most ez "raktárárú"... a speciális dolgai miatt hirtelen egy eszterga forgató és(!) pozicionálóra gondoltam!
Emlékszel 4. tengely topik (tegnap)... szerintem ez arra csillagos 5-ös...
80V-ról talán bírja ~1800rpm és szerintem nagyon jó pozicókövetés 4. forgatónak és erő!!! ami megtartja ott... erre nehéz lenne jobbat találni... talán...
Emlékszel 4. tengely topik (tegnap)... szerintem ez arra csillagos 5-ös...
80V-ról talán bírja ~1800rpm és szerintem nagyon jó pozicókövetés 4. forgatónak és erő!!! ami megtartja ott... erre nehéz lenne jobbat találni... talán...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 21:01
Írta: 000000000 Dátum 2007 november 15, 21:01
Nem, annyira nem írtál azt.
Az időálladó kiméréséhez pedig kell egy nagyon
gyors elektronikus fordulatszám mérő, ami max. 1
ms mintavételi sűrűséggel képes mérni, és
tárolni adatokat.
Ha már van ilyened, visszatérünk a továbbiakra.
Az időálladó kiméréséhez pedig kell egy nagyon
gyors elektronikus fordulatszám mérő, ami max. 1
ms mintavételi sűrűséggel képes mérni, és
tárolni adatokat.
Ha már van ilyened, visszatérünk a továbbiakra.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 21:02
Írta: bmejdz9nu Dátum 2007 november 15, 21:02
A motor egy relytély... de pont erre vagyok kiváncsi! Ezzel a kérdéssel "boszantottalak" gyakorlatilag... Nem értem... De van ilyen!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 21:08
Írta: 000000000 Dátum 2007 november 15, 21:08
Tedd talonba, jó lesz még valamire az biztos.:)
Annyit tuti tud és ér, mint a most gyorsan
népszerűvé vált "Euroszervo" motor. [#nyes]
Annyit tuti tud és ér, mint a most gyorsan
népszerűvé vált "Euroszervo" motor. [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: fifp6rjch Dátum 2007 november 15, 21:08
Írta: fifp6rjch Dátum 2007 november 15, 21:08
Ezt most találtam. Középen...
Egyébként az ebay-on is láttam egyet, csak a 666-ost.
Ott "csak" DC motorként tüntetik fel.

Egyébként az ebay-on is láttam egyet, csak a 666-ost.
Ott "csak" DC motorként tüntetik fel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 21:13
Írta: bmejdz9nu Dátum 2007 november 15, 21:13
Én még ennyit sem találtam... tedd be a linket!
De ez csak az alap motor?... valószinűleg specializálták? Ezt sem tudom... Köszi!!!
Ebay-on DC-nek? lejárt már? Tuti fogás, ha "bamba" az eladó!
De ez csak az alap motor?... valószinűleg specializálták? Ezt sem tudom... Köszi!!!
Ebay-on DC-nek? lejárt már? Tuti fogás, ha "bamba" az eladó!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 21:16
Írta: bmejdz9nu Dátum 2007 november 15, 21:16
Megvan.. az Ebay-on... ugyanez...rátapadtam :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 15, 21:18
Írta: Szedlay Pál Dátum 2007 november 15, 21:18
http://www.alliedmotion.com/presentation/AMOTOver_Web8.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 21:18
Írta: svejk Dátum 2007 november 15, 21:18
Akkor most a #2852 tükrében van értelme nem egyenlő feszültségre tervezett motorokat így szembekapcsolva vizsgálni?
Cím: Re:DC szervó motoros vezérlés
Írta: fifp6rjch Dátum 2007 november 15, 21:19
Írta: fifp6rjch Dátum 2007 november 15, 21:19
Akkor oké. Még él. Csak ennél a serial number vége -666.
Cím: Re:DC szervó motoros vezérlés
Írta: fifp6rjch Dátum 2007 november 15, 21:21
Írta: fifp6rjch Dátum 2007 november 15, 21:21
Igen. Ebből a doksiból vágtam ki a képet [#alien]
Forma-1, tank, repülőgép stb. szivattyúmotor
Forma-1, tank, repülőgép stb. szivattyúmotor
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 21:23
Írta: bmejdz9nu Dátum 2007 november 15, 21:23
lehet, hogy más... szerintem ezek specializálják a megrendelőknek... De a szállítása ennek kicsit húzós az USA-ból... ezt még az "aranykorban" vettem, US postai áremelés előtt... :) Persze ez a motor azért nem mindennapi és ezért nem mindenhová jó ezáltal...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 21:26
Írta: bmejdz9nu Dátum 2007 november 15, 21:26
Legalább tudom most, hogy a csúcsnyomatéka 12,5Nm... ez is valami... de a SanyoDenki is pont 12Nm-es... Tehát akkor a teszt? Tibor?
Cím: Re:DC szervó motoros vezérlés
Írta: fifp6rjch Dátum 2007 november 15, 21:28
Írta: fifp6rjch Dátum 2007 november 15, 21:28
Na igen. De a sorozatszám utólsó számsorának emelése, általában csak kisebb változtatásokat jelent. Elképzelhető, hogy csak erről van szó.
Ha a konstrukciót és a működést jelentősen befolyásoló változtatás történik egy terméken, akkor általában a sorozatszám első számsorát is emelik.
Ha a konstrukciót és a működést jelentősen befolyásoló változtatás történik egy terméken, akkor általában a sorozatszám első számsorát is emelik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 21:29
Írta: bmejdz9nu Dátum 2007 november 15, 21:29
Ez sem 100%... De egy "gyűjtő" először vesz aztán gondolkodik ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 21:31
Írta: 000000000 Dátum 2007 november 15, 21:31
Persze hogy van, egyértelműsíti, melyiknek
jobb a nyomaték állandója. Ez nem csak a
a névleges feszültségtől függ, sok minden
mástól is.
jobb a nyomaték állandója. Ez nem csak a
a névleges feszültségtől függ, sok minden
mástól is.
Cím: Re:DC szervó motoros vezérlés
Írta: fifp6rjch Dátum 2007 november 15, 21:31
Írta: fifp6rjch Dátum 2007 november 15, 21:31
[#eljen][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 21:31
Írta: HJózsi Dátum 2007 november 15, 21:31
6nap 20 óra.. kiváncsi leszek a végére, bamba -nem bamba ...[#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 21:31
Írta: 000000000 Dátum 2007 november 15, 21:31
Persze hogy van, egyértelműsíti, melyiknek
jobb a nyomaték állandója. Ez nem csak a
a névleges feszültségtől függ, sok minden
mástól is.
jobb a nyomaték állandója. Ez nem csak a
a névleges feszültségtől függ, sok minden
mástól is.
Cím: Re:DC szervó motoros vezérlés
Írta: fifp6rjch Dátum 2007 november 15, 21:39
Írta: fifp6rjch Dátum 2007 november 15, 21:39
Na azt hiszem, holnap előbányászom a harcskocsi lövegstabilizátor mocimat. 3 kivezetéses, kétirányú 24V DC, 400w, olyan 18.000 körüli fordulattal.
Na meg is van a holnapi unaloműző [#nyes]
Na meg is van a holnapi unaloműző [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 21:43
Írta: svejk Dátum 2007 november 15, 21:43
Jó, akkor az ampermenetet egyenlőre hagyom..
Nézzük ezt a nyomatékállandót..
A mértékegysége Nm/A, tehát mondjuk 0,1 Nm nyomatékot ad 1 A áramerősség hatására.
tételezzük fel hogy az egyik motor dupla névleges feszültségű és a két motor egyensúlyban tartja egymást a soros kapcsolásban.
Melyik a erősebb motor?
A fele feszültségű mert arra üzemi körülmények között dupla áramot engedhetünk, nem?
Nézzük ezt a nyomatékállandót..
A mértékegysége Nm/A, tehát mondjuk 0,1 Nm nyomatékot ad 1 A áramerősség hatására.
tételezzük fel hogy az egyik motor dupla névleges feszültségű és a két motor egyensúlyban tartja egymást a soros kapcsolásban.
Melyik a erősebb motor?
A fele feszültségű mert arra üzemi körülmények között dupla áramot engedhetünk, nem?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 21:46
Írta: svejk Dátum 2007 november 15, 21:46
Jó, akkor az ampermenetet egyenlőre hagyom..
Nézzük ezt a nyomatékállandót..
A mértékegysége Nm/A, tehát mondjuk 0,1 Nm nyomatékot ad 1 A áramerősség hatására.
Tételezzük fel hogy az egyik motor (közel azonos teljesítményűeket feltételezve)
dupla névleges feszültségű és a két motor egyensúlyban tartja egymást a soros kapcsolásban.
Melyik a erősebb motor?
A fele feszültségű mert arra üzemi körülmények között dupla áramot engedhetünk, nem?
Nézzük ezt a nyomatékállandót..
A mértékegysége Nm/A, tehát mondjuk 0,1 Nm nyomatékot ad 1 A áramerősség hatására.
Tételezzük fel hogy az egyik motor (közel azonos teljesítményűeket feltételezve)
dupla névleges feszültségű és a két motor egyensúlyban tartja egymást a soros kapcsolásban.
Melyik a erősebb motor?
A fele feszültségű mert arra üzemi körülmények között dupla áramot engedhetünk, nem?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 21:48
Írta: bmejdz9nu Dátum 2007 november 15, 21:48
Most minenki ráhajt? Nekem végül is van egy... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 22:20
Írta: 000000000 Dátum 2007 november 15, 22:20
Rossz az alapfeltételezésed, mert ha azonos
a teljesítményük, de fele a névleges fordulatszám
az egyiknél, akkor nem lehet azonos a
nyomatékállandójuk sem.
a teljesítményük, de fele a névleges fordulatszám
az egyiknél, akkor nem lehet azonos a
nyomatékállandójuk sem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 22:25
Írta: svejk Dátum 2007 november 15, 22:25
Hiszen éppen erre akartam kilyukadni.
Tehát két nem egyforma motort hiába kapcsolok össze csak azt tudom meg melyiknek nagyobb a nyomatékállandója.
És ez önmagában nem minősíti a motort ha nem ismerem a fordulat, feszültség, áram adatait.
Pl. Varsányi esetében az uj motorról még a teszt alatt nem ismertük ezeket az adatokat tehát nem is lehetett volna kijelenteni hogy az ismeretlen erősebb.
Tehát két nem egyforma motort hiába kapcsolok össze csak azt tudom meg melyiknek nagyobb a nyomatékállandója.
És ez önmagában nem minősíti a motort ha nem ismerem a fordulat, feszültség, áram adatait.
Pl. Varsányi esetében az uj motorról még a teszt alatt nem ismertük ezeket az adatokat tehát nem is lehetett volna kijelenteni hogy az ismeretlen erősebb.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 22:36
Írta: bmejdz9nu Dátum 2007 november 15, 22:36
A #2846-ről van szó?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 22:40
Írta: svejk Dátum 2007 november 15, 22:40
Majdnem ,de inkább #2852
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2007 november 15, 22:42
Írta: fs9s63xkf Dátum 2007 november 15, 22:42
Tibor45:
Mit jelentenek pontosan egy szervo motornál a Mechanical-, Electrical- time constant paraméterek, és milyen értékek jelentenek egy jó szervo motort?
Mit jelentenek pontosan egy szervo motornál a Mechanical-, Electrical- time constant paraméterek, és milyen értékek jelentenek egy jó szervo motort?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 22:46
Írta: 000000000 Dátum 2007 november 15, 22:46
Figyelj Svejk!
Minden a nyomaték körül forog egy
szervohajtásnál, a nyomaték pedig áramból
keletkezik. De az áramnak meg komoly korlátai
vannak (disszipáció, időállandó, fáziskésés,
mágneses energia felhalmozódás...), és ez egy
ördögi kör.... Optimalizálni kell, számolni,
erre adnak megoldást a motor dinamikus
modellezésekor a diff. egyenletek.
Minden a nyomaték körül forog egy
szervohajtásnál, a nyomaték pedig áramból
keletkezik. De az áramnak meg komoly korlátai
vannak (disszipáció, időállandó, fáziskésés,
mágneses energia felhalmozódás...), és ez egy
ördögi kör.... Optimalizálni kell, számolni,
erre adnak megoldást a motor dinamikus
modellezésekor a diff. egyenletek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 15, 22:46
Írta: bmejdz9nu Dátum 2007 november 15, 22:46
5, 10, 35 az ok. .... [#nevetes1] Ha ez ilyen egyszerű volna...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 15, 22:52
Írta: svejk Dátum 2007 november 15, 22:52
Most nem szeretünk Tibor45!
:) :) :)
Nem kaptam egyenes megnyugtató választ..
Nem baj ma már sokat tanultunk Tőled, mára eleget fárasztottunk, jó pihenést.
:) :) :)
Nem kaptam egyenes megnyugtató választ..
Nem baj ma már sokat tanultunk Tőled, mára eleget fárasztottunk, jó pihenést.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 22:53
Írta: 000000000 Dátum 2007 november 15, 22:53
Szia!
#2824-ben írtam adatokat erre.
A fogalom pedig azt az időt jelenti, amikor
a terheletlen motor álló helyzetből a névleges
egységugrás feszültség hatására eléri a névleges
fordulatszámának 63%-át. A folyamat az e-ad x
függvénnyel írható le matematikailag.
#2824-ben írtam adatokat erre.
A fogalom pedig azt az időt jelenti, amikor
a terheletlen motor álló helyzetből a névleges
egységugrás feszültség hatására eléri a névleges
fordulatszámának 63%-át. A folyamat az e-ad x
függvénnyel írható le matematikailag.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 15, 23:29
Írta: HJózsi Dátum 2007 november 15, 23:29
Á nem, csak megfigyelem az ár evoluciót...
Megbeszéltük, hogy szólunk ... snipi-stop ...[#nyes]
Megbeszéltük, hogy szólunk ... snipi-stop ...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 15, 23:30
Írta: 000000000 Dátum 2007 november 15, 23:30
Amennyire nekem remlik...DC motor eseten...
A fordulatszam (sebesseg) aranyos a rakapcsolt feszultseggel.
A nyomatek (gyorsito kepesseg) aranyos az atfolyo arammal.
Az ossz telejsitmeny pedig a ketto szorzata!
Namost az ilyen ellen-sorba kotott motoroknal
az ARAM AZONOS lesz tehat az Nm/Amper mutato szerinti nyomatek fog fellepni, azaz az ebbol a szempontbol jobb motor elfogja forgatni a masik gyengebb parameterut....
De ez nem mond semmit a motor ossz teljesitmenyerol...hanem csak a nyomatek gyarto kepessegerol!!! ad informaciot, amit nevezhetunk "erossegnek" is...
Ekozben a masik parameter a fordulat/Volt mutato
nem jatszik erdemi szerepet, mert ugyis olyan ARANYABAN fogja a feszultseget magara venni mindket motor ami az adott aramhoz szukseges lenne a motoroknal ....
A magara vett feszultsegbol viszont mar szamolhato a fordulata es a teljesitmenye is amit eppen felvesz az adott motor...
A fordulatszam (sebesseg) aranyos a rakapcsolt feszultseggel.
A nyomatek (gyorsito kepesseg) aranyos az atfolyo arammal.
Az ossz telejsitmeny pedig a ketto szorzata!
Namost az ilyen ellen-sorba kotott motoroknal
az ARAM AZONOS lesz tehat az Nm/Amper mutato szerinti nyomatek fog fellepni, azaz az ebbol a szempontbol jobb motor elfogja forgatni a masik gyengebb parameterut....
De ez nem mond semmit a motor ossz teljesitmenyerol...hanem csak a nyomatek gyarto kepessegerol!!! ad informaciot, amit nevezhetunk "erossegnek" is...
Ekozben a masik parameter a fordulat/Volt mutato
nem jatszik erdemi szerepet, mert ugyis olyan ARANYABAN fogja a feszultseget magara venni mindket motor ami az adott aramhoz szukseges lenne a motoroknal ....
A magara vett feszultsegbol viszont mar szamolhato a fordulata es a teljesitmenye is amit eppen felvesz az adott motor...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 16, 05:38
Írta: svejk Dátum 2007 november 16, 05:38
Az állításaid igazak két azonos tekercsrendszerű motor esetém.
De gondold el, hogy dupla feszültségű motoron kétszerakkora a menetszám, fele keresztmetszettel.
így üzem közben a kisebb feszültségű motornak kétszer akkora az üzemi árama, és itt bukik a soros tesztelés.
De gondold el, hogy dupla feszültségű motoron kétszerakkora a menetszám, fele keresztmetszettel.
így üzem közben a kisebb feszültségű motornak kétszer akkora az üzemi árama, és itt bukik a soros tesztelés.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 16, 07:13
Írta: bmejdz9nu Dátum 2007 november 16, 07:13
És ami "természetes" volt a soros tesztnél még...
ha megtekerte a másik egy kicsit a SanyoDenki-t akkor "exponenciális" gyorsulásba vitte...
Az az induktív ellenállása nőtt és egyre jobb lett a "győző" motor helyzete...
Na ezt jól leírtam ... [#circling]
ha megtekerte a másik egy kicsit a SanyoDenki-t akkor "exponenciális" gyorsulásba vitte...
Az az induktív ellenállása nőtt és egyre jobb lett a "győző" motor helyzete...
Na ezt jól leírtam ... [#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 16, 08:41
Írta: 000000000 Dátum 2007 november 16, 08:41
Azonos gyártó, azonos teljesítményű, azonos
fordulatszámú, de különböző feszültségű
motorjaira igaz az, hogy a nagyobb
feszültségűnek jobb a nyomaték állandója a
névleges feszültségének arányában.
Véleményem szerint mivel minden idetartozó
témakörben Te meglehetősen bátran és
nagyvonalúan bánsz az árammal (simán adsz
akár 10 Ampert is egy ablaktörlőszerű motornak
szervo körben), helytelenül jársz el, és a nagy
tehetetlenségű nem szervo motorodat ezzel
próbálod ösztökélni, valamilyen kedvező
dinamikát kihozni belőle, de ez nem szakszerű!
Tekintve a primitiv, cserélhetetlen
keferendszerét, egyéb tulajdonságait a
motorodnak, bizonyosan idő előtti
meghibásodását, hatásfok romlást,.., stb fog
eredményezni. Erről is írtam már, "kakóval"
kár szadizni egy motort, a motornak a "belső
lénye" dönti el, mit kaphat, és nem a hobbysta
szándéka, vágyai. A másik: ha jól emlékszem, Te
direktbe hatjtottál a talin a gépednél egy 4 mm-
es trapéz orsót. Nagy hiba, abszolut nem veszed
figyelembe a motorod képességét, hiszen még
Péternek a komoly 280 W-os Bautz motorja is
küszködik az 5 mm-es orsóval (erről vitázgatunk
már több hónapja), a Tied de pláne.
Magyarul ahogyan írtam a nyomaték mindennek az
alapja egy szervonál ha szeretsz ezért, ha nem:),
és ezért van a motorkiválsztásban döntő szerepe a nyomaték
állandónak, erre pedig azonos P-jű motoroknál
kiváló a soros teszt, hiszen az áram garantáltan azonos.
fordulatszámú, de különböző feszültségű
motorjaira igaz az, hogy a nagyobb
feszültségűnek jobb a nyomaték állandója a
névleges feszültségének arányában.
Véleményem szerint mivel minden idetartozó
témakörben Te meglehetősen bátran és
nagyvonalúan bánsz az árammal (simán adsz
akár 10 Ampert is egy ablaktörlőszerű motornak
szervo körben), helytelenül jársz el, és a nagy
tehetetlenségű nem szervo motorodat ezzel
próbálod ösztökélni, valamilyen kedvező
dinamikát kihozni belőle, de ez nem szakszerű!
Tekintve a primitiv, cserélhetetlen
keferendszerét, egyéb tulajdonságait a
motorodnak, bizonyosan idő előtti
meghibásodását, hatásfok romlást,.., stb fog
eredményezni. Erről is írtam már, "kakóval"
kár szadizni egy motort, a motornak a "belső
lénye" dönti el, mit kaphat, és nem a hobbysta
szándéka, vágyai. A másik: ha jól emlékszem, Te
direktbe hatjtottál a talin a gépednél egy 4 mm-
es trapéz orsót. Nagy hiba, abszolut nem veszed
figyelembe a motorod képességét, hiszen még
Péternek a komoly 280 W-os Bautz motorja is
küszködik az 5 mm-es orsóval (erről vitázgatunk
már több hónapja), a Tied de pláne.
Magyarul ahogyan írtam a nyomaték mindennek az
alapja egy szervonál ha szeretsz ezért, ha nem:),
és ezért van a motorkiválsztásban döntő szerepe a nyomaték
állandónak, erre pedig azonos P-jű motoroknál
kiváló a soros teszt, hiszen az áram garantáltan azonos.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 16, 09:02
Írta: 000000000 Dátum 2007 november 16, 09:02
Péter! Eszembejutott egy fontos dolog, tegnap
este erre nem figyeltem!
Nem szabad 1 fordulat/s fölé menni a soros
nyomaték teszt kapcsán, mert akkor már "bekavar"
a motorok indukáklt belső feszültsége.
Ezért tehát én mégis azt mondom, a Sanyo D.
motorod jobb, vagy alig marad alul a másikkal
szemben, hiszen ahogyan írtad 1 Aperig az
diktál, ez elég az előbbiek figyelembevétele
alapján.
este erre nem figyeltem!
Nem szabad 1 fordulat/s fölé menni a soros
nyomaték teszt kapcsán, mert akkor már "bekavar"
a motorok indukáklt belső feszültsége.
Ezért tehát én mégis azt mondom, a Sanyo D.
motorod jobb, vagy alig marad alul a másikkal
szemben, hiszen ahogyan írtad 1 Aperig az
diktál, ez elég az előbbiek figyelembevétele
alapján.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 16, 09:25
Írta: bmejdz9nu Dátum 2007 november 16, 09:25
1. A svejk(R) motorját és az ElectroCraft E240-es motort - reményeim szerint - össze fogom hasonlítani gyakorlati tesztben.
Szerintem nem lesz különbség... Sőt szerintem... nade hagyjuk... De most nincsen Svejk(R) motorom...
2. Ha a Svejknek ment a gépe az Ő motorjával... márpedíg jól ment és gyors is volt... Akkor nekem bőven jó lesz a Bautz 280W-os...
...(pedíg lenne másik, nagyobb is rá... "raktárról" :)
Szerintem nem lesz különbség... Sőt szerintem... nade hagyjuk... De most nincsen Svejk(R) motorom...
2. Ha a Svejknek ment a gépe az Ő motorjával... márpedíg jól ment és gyors is volt... Akkor nekem bőven jó lesz a Bautz 280W-os...
...(pedíg lenne másik, nagyobb is rá... "raktárról" :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 16, 09:32
Írta: bmejdz9nu Dátum 2007 november 16, 09:32
Ez most már majdnem mindegy... :) De a soros tesztet én "bukónak" találom így is úgy is...
Kellene csinálnom egy "Gekco-féle" nyomatékpadot...Ők egy X motort hajtanak mint generátort és azt terhelik és mérik... leírta a Gecko a CncZone.com-on... de nem árulta el azt sem milyen motor és hogyan... sajnos. (és egy digitális tárólós LCD szkópot is használ... meg persze egyebeket...)
Ez az Emoteq motor kilóg a sorból! Ez ami biztos! Elég furcsa "jószág"...
Sajnos a fordulatszám/erő/feszültség arányokat még mindig nem tudom miért csinálták ilyenre... mi volt a céljuk vele... meg mi lesz az én célom vele ... [#vigyor2]
Kellene csinálnom egy "Gekco-féle" nyomatékpadot...Ők egy X motort hajtanak mint generátort és azt terhelik és mérik... leírta a Gecko a CncZone.com-on... de nem árulta el azt sem milyen motor és hogyan... sajnos. (és egy digitális tárólós LCD szkópot is használ... meg persze egyebeket...)
Ez az Emoteq motor kilóg a sorból! Ez ami biztos! Elég furcsa "jószág"...
Sajnos a fordulatszám/erő/feszültség arányokat még mindig nem tudom miért csinálták ilyenre... mi volt a céljuk vele... meg mi lesz az én célom vele ... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 16, 09:40
Írta: 000000000 Dátum 2007 november 16, 09:40
2. Mondod Te! Én meg lassan Rád hagyom, csinálj,
amit akarsz.:)
Hiszen ha a gyenge egységugrás teszt eredmények
a talin, és az eddigi elméleti érveim nem
hatottak Rád, mi mást is tehetnék.
Éljenek és virágozzanak a makacs, pénzt kidobó,
képleteket, elveket utáló Hobbysták!:)[#dumcsi]
amit akarsz.:)
Hiszen ha a gyenge egységugrás teszt eredmények
a talin, és az eddigi elméleti érveim nem
hatottak Rád, mi mást is tehetnék.
Éljenek és virágozzanak a makacs, pénzt kidobó,
képleteket, elveket utáló Hobbysták!:)[#dumcsi]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 16, 09:48
Írta: 000000000 Dátum 2007 november 16, 09:48
Ctrl v #2910 :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 16, 10:28
Írta: bmejdz9nu Dátum 2007 november 16, 10:28
Csinálok délután egségugás teszet, a kereszt mechanikával, de terhelés nélkül... szerinted Hány Hz lenne elfogadható érték?
De én csak úgy tudom megcsinálni, hogy valóban elmegy addíg a pontig ameddíg parancsolja a szoftver...
Tehát nem a frekit tudom állítani, hanem az, hogy csinálja... és csinálja ahogy tudja...
1mm-es szakaszok jók ehhez? nem jobb pl. magasabb pl 5mm járat?
De én csak úgy tudom megcsinálni, hogy valóban elmegy addíg a pontig ameddíg parancsolja a szoftver...
Tehát nem a frekit tudom állítani, hanem az, hogy csinálja... és csinálja ahogy tudja...
1mm-es szakaszok jók ehhez? nem jobb pl. magasabb pl 5mm járat?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 16, 10:34
Írta: 000000000 Dátum 2007 november 16, 10:34
Az 1 mm bőven elég lenne, de félek, nem tudsz
korrekt egységugrás teszt jelet adni megfelelő
program híján a szervódnak. Így meg sok értelme
nincs, illetve csak becsapod saját Magadat is.
Majd egyszer Árpival elmegyek Hozzád, és
tesztelgetünk.:)
korrekt egységugrás teszt jelet adni megfelelő
program híján a szervódnak. Így meg sok értelme
nincs, illetve csak becsapod saját Magadat is.
Majd egyszer Árpival elmegyek Hozzád, és
tesztelgetünk.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 16, 10:37
Írta: 000000000 Dátum 2007 november 16, 10:37
Inkább a köz érdekében csinálj egy tesztet
az E.C. motorral Te is, arra sokan kiváncsiak,
akik vettek, biztosan.
az E.C. motorral Te is, arra sokan kiváncsiak,
akik vettek, biztosan.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 16, 10:49
Írta: bmejdz9nu Dátum 2007 november 16, 10:49
kicsit rosszul írtam - de gondolom nem annyira - mm-t kérdeztem motor fordulat helyett...
Valóban kevesebbet tudok előállítani Hz-ben... mert zero váltási időt ha beállítok ms-okat vár a vezérlő a forgásirány váltáskor...
Hardveresen tudná... de a soros porton ezt át kell vinni... ez a baj...
Mekkora motor fordulat ill. elmodulással szoktad?
Valóban kevesebbet tudok előállítani Hz-ben... mert zero váltási időt ha beállítok ms-okat vár a vezérlő a forgásirány váltáskor...
Hardveresen tudná... de a soros porton ezt át kell vinni... ez a baj...
Mekkora motor fordulat ill. elmodulással szoktad?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 16, 11:48
Írta: Szedlay Pál Dátum 2007 november 16, 11:48
Tibor!
Visszautalnék egy megállapításra.
Ahol megadtál egy körülbelüli értéket a jó szervo motorokra vonatkozóan, illetve arra melyek nevezhetők szervónak.
A Péter SD motorjai kiváló DC motorok ezt senki nem vitatja. Éppen ezért számoltam egy kicsit.
Az általad specifikált érték J/P 2-3 a "2824"-es hozzászólásban. Kikerestem a Péter által belinkelt táblázatot, mert abban nem voltak láthatók a mértékegységek. ITT:
http://cnctar.hobbycnc.hu/Szedlay/Sanyo_T_DC.pdf
Ha átszámolom a mértékegységeket akkor a 400W-os motor J értéke 5000g/cm2 és ezen a képlet alapján elosztom 400-zal akkor az érték 12,5.
Ez viszon lényegesen magasabb mint 2-3. Ettől függetlenül ez a motor a Te véleményed alapján is kíváló.
Várom válaszod.
Visszautalnék egy megállapításra.
Ahol megadtál egy körülbelüli értéket a jó szervo motorokra vonatkozóan, illetve arra melyek nevezhetők szervónak.
A Péter SD motorjai kiváló DC motorok ezt senki nem vitatja. Éppen ezért számoltam egy kicsit.
Az általad specifikált érték J/P 2-3 a "2824"-es hozzászólásban. Kikerestem a Péter által belinkelt táblázatot, mert abban nem voltak láthatók a mértékegységek. ITT:
http://cnctar.hobbycnc.hu/Szedlay/Sanyo_T_DC.pdf
Ha átszámolom a mértékegységeket akkor a 400W-os motor J értéke 5000g/cm2 és ezen a képlet alapján elosztom 400-zal akkor az érték 12,5.
Ez viszon lényegesen magasabb mint 2-3. Ettől függetlenül ez a motor a Te véleményed alapján is kíváló.
Várom válaszod.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 16, 12:54
Írta: 000000000 Dátum 2007 november 16, 12:54
Szia!
Látom nagyon figyelsz engem.:)
Egy nagyságrenddel sajnos elszámoltad Magad.
Megenné a fene, ha annak a motornak annyi lenne
a J-je, 500gcm2 a valós az én számításaim
alapján, no meg saccra is ennyi kb. a
tapasztalatom alapján egy ilyen minőségű,
teljesítményű motornál. Volt szerencsém már
tesztelni a szervómmal ennek a kisöccsét,
kiváló DC szervo motorcsalád.
Látom nagyon figyelsz engem.:)
Egy nagyságrenddel sajnos elszámoltad Magad.
Megenné a fene, ha annak a motornak annyi lenne
a J-je, 500gcm2 a valós az én számításaim
alapján, no meg saccra is ennyi kb. a
tapasztalatom alapján egy ilyen minőségű,
teljesítményű motornál. Volt szerencsém már
tesztelni a szervómmal ennek a kisöccsét,
kiváló DC szervo motorcsalád.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 16, 13:09
Írta: 000000000 Dátum 2007 november 16, 13:09
Ha már mindenáron a nem ideális alapjeleidet
felhasználva is tesztelgetsz, javaslok
0.5 és 1 mm-es elmozdulásokat oda-vissza
amilyen gyorsan csak tudsz.
pl. ha s=1 mm és v=2 mm/s az 1 Hz,
ha s=1 mm és v=20 mm/s az 10 Hz,
és így tovább, de ez csak valódi
egységugrás jelre igaz.
felhasználva is tesztelgetsz, javaslok
0.5 és 1 mm-es elmozdulásokat oda-vissza
amilyen gyorsan csak tudsz.
pl. ha s=1 mm és v=2 mm/s az 1 Hz,
ha s=1 mm és v=20 mm/s az 10 Hz,
és így tovább, de ez csak valódi
egységugrás jelre igaz.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 16, 14:25
Írta: Szedlay Pál Dátum 2007 november 16, 14:25
Tibor!
Bocsi, de valami nem stimmel a számítással és nem vitatkozni akarok csak tisztán látni.
0.5*10-3.-on kg*m2 = 0,0005kg*m2
kg*m2=10000000g*cm2
0,0005*10000000=5000
Tehát a szám 5000g*cm2
Hol számoltam el?
Vagy Te?
Figyelek nagyon!!!!!!
[#wow1]
Bocsi, de valami nem stimmel a számítással és nem vitatkozni akarok csak tisztán látni.
0.5*10-3.-on kg*m2 = 0,0005kg*m2
kg*m2=10000000g*cm2
0,0005*10000000=5000
Tehát a szám 5000g*cm2
Hol számoltam el?
Vagy Te?
Figyelek nagyon!!!!!!
[#wow1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 16, 16:10
Írta: 000000000 Dátum 2007 november 16, 16:10
Pál!
1. #2791-ben Te egy hasonló paraméterű AC
szervora 173 gcm2-t adtál meg.
2. Egy SGM 200V/400W AC szervora ez 191 gcm2.
3. A most sláger, és nagy inerciájú Electrocraft
motorból közel 24 db-ot kellene egymás után
kötni, hogy 5000gcm2-et kapjunk.
4. Egy 1.25 kg-os tömeget kellene 2 cm-es sugáron
lóbálni ekkora inerciához.
Kérdéseim, következtetéseim:
- jó jó ez az AC technika, de 25-ször jobb lenne
a J-je mint egy hasonló profi DC szervonál?
- gyakorlati műszaki érzéked nem tiltakozik
a 3, 4 szörnyűséges analógia kapcsán?
- sajnos az történhetett, hogy hanyag
eleganciával a táblázat kitöltő összekeverte
a 1kg-ot a 1kp-al, és Newton óta tudjuk,
van egy 9.81 ~10-es tényező köztük. Nagyon sok
motorkatalógusban ezt elírják.
Én a villamos paraméterekből, időállandóból
számoltam, meg se néztem a táblázatot, és az
kb. 500gcm2-re jött ki.
Szumma-szummárum Te mechanikusan, gépiesen
számoltál a megadott adat alapján helyesen,
ennyiben módosítok, de egy kapott adatot mindig
érdemes visszaellenőrizni, elképzelni,
lehetséges-e a gyakorlatban. Itt tévedtél picit,
de ez nem gond, mert nem ez a szakmád.:)
Hál' Istennek nem kell a motorokhoz értened.:)
1. #2791-ben Te egy hasonló paraméterű AC
szervora 173 gcm2-t adtál meg.
2. Egy SGM 200V/400W AC szervora ez 191 gcm2.
3. A most sláger, és nagy inerciájú Electrocraft
motorból közel 24 db-ot kellene egymás után
kötni, hogy 5000gcm2-et kapjunk.
4. Egy 1.25 kg-os tömeget kellene 2 cm-es sugáron
lóbálni ekkora inerciához.
Kérdéseim, következtetéseim:
- jó jó ez az AC technika, de 25-ször jobb lenne
a J-je mint egy hasonló profi DC szervonál?
- gyakorlati műszaki érzéked nem tiltakozik
a 3, 4 szörnyűséges analógia kapcsán?
- sajnos az történhetett, hogy hanyag
eleganciával a táblázat kitöltő összekeverte
a 1kg-ot a 1kp-al, és Newton óta tudjuk,
van egy 9.81 ~10-es tényező köztük. Nagyon sok
motorkatalógusban ezt elírják.
Én a villamos paraméterekből, időállandóból
számoltam, meg se néztem a táblázatot, és az
kb. 500gcm2-re jött ki.
Szumma-szummárum Te mechanikusan, gépiesen
számoltál a megadott adat alapján helyesen,
ennyiben módosítok, de egy kapott adatot mindig
érdemes visszaellenőrizni, elképzelni,
lehetséges-e a gyakorlatban. Itt tévedtél picit,
de ez nem gond, mert nem ez a szakmád.:)
Hál' Istennek nem kell a motorokhoz értened.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 16, 16:11
Írta: 000000000 Dátum 2007 november 16, 16:11
svejk! Köszi a motort, megjött, átvettem!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 16, 17:50
Írta: bmejdz9nu Dátum 2007 november 16, 17:50
Ennyit tudtam... abban bíztam, hogyha G-kódban hajtom akkor jobb lesz ... nem rosszabb lett... :)
Ezt is csak a WinPC-NC Professional motortesztelő moduljával tudtam...
Beállítás: ramp time: Zero (tehát csak a G340 belső tarolója volt a játékban = 128/4=32bit) és 80mm/s-nál oldott le...
Sajnos a soros porti kummunikáció is pár ms... tehát az irányváltást nem tudja ilyen sebességgel?
De ez egy komplett mechanika... nem egy kis motorral... stb...
Szerintem egy kisebb motor, kisebb terheléssel sokkal gyorsabb... ?
1mm-es mozgás VIDEO - nevezzük egységugrásnak? :) :) :)
Jó lenne egy komplett hasonló nagyságú szerkezettől és egy másik vezérlővel egy ilyet látni... egyébként ezel az ugáltatással jól be lehet állítani a vezérlőt, szkóp nélkül is... egyre növelve a sebességet... :) Utánna már csak egy nagyon kis finom hangolás kell...
Ezt is csak a WinPC-NC Professional motortesztelő moduljával tudtam...
Beállítás: ramp time: Zero (tehát csak a G340 belső tarolója volt a játékban = 128/4=32bit) és 80mm/s-nál oldott le...
Sajnos a soros porti kummunikáció is pár ms... tehát az irányváltást nem tudja ilyen sebességgel?
De ez egy komplett mechanika... nem egy kis motorral... stb...
Szerintem egy kisebb motor, kisebb terheléssel sokkal gyorsabb... ?
1mm-es mozgás VIDEO - nevezzük egységugrásnak? :) :) :)
Jó lenne egy komplett hasonló nagyságú szerkezettől és egy másik vezérlővel egy ilyet látni... egyébként ezel az ugáltatással jól be lehet állítani a vezérlőt, szkóp nélkül is... egyre növelve a sebességet... :) Utánna már csak egy nagyon kis finom hangolás kell...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 16, 20:34
Írta: bmejdz9nu Dátum 2007 november 16, 20:34
Kiváncsi vagyok te milyennek látod... és most tesztelgetem 80V-ról ... de 3500rpm fölött "minden baja" lesz...azaz erejét veszti... de próbálom még...
A V/krpm arányból simán kellene 4500 rpm-el is... nem étem...
A V/krpm arányból simán kellene 4500 rpm-el is... nem étem...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 16, 21:55
Írta: svejk Dátum 2007 november 16, 21:55
Itt vagyok nem léptem ám meg:)
Az első mondatodban most már egyetértünk.
Az utólsóban kicsit ellentmondasz az elsőnek, mivel azonos teljesítményű lehet két más feszültségű motor is.
De ezt most már hagyjuk, úgy gondolom kezdem kapizsgálni.
A találkozón levő szerkezetről annyit, hogy olyan motorral készült ami volt.
Valóban 4-es trapéz, direktben ,1200 ford/min-re korlátozva a fordulat. (csak 30 V a tápfesz, 24 V/2700 1/min a motor névlegese)
Más gépeken már 48 V-ról hajtottuk jobb paramétereket elérve.
A motor névleges árama 3.5 A, nem hiszem hogy a 2-3-szoros pillanatnyi túláramimpuzusok kárt tennének benne, mint ezt láthattátok is.
Már a 2. találkozóra el akartam vinni csak egyéb ok miatt nem tudtam menni.
tehát 1,5 éve működik, a motor nem melegszik, nem kellett cserélni.
100-120 ms alatt felpörög 1200-ra hiba nélkül, nekem ez megfelelt.
Azért is vittem el a találkozóra ,hogy megnézhesse más is hogy lehet vacak mocival is működő szerkezetet hajtani.
Az első mondatodban most már egyetértünk.
Az utólsóban kicsit ellentmondasz az elsőnek, mivel azonos teljesítményű lehet két más feszültségű motor is.
De ezt most már hagyjuk, úgy gondolom kezdem kapizsgálni.
A találkozón levő szerkezetről annyit, hogy olyan motorral készült ami volt.
Valóban 4-es trapéz, direktben ,1200 ford/min-re korlátozva a fordulat. (csak 30 V a tápfesz, 24 V/2700 1/min a motor névlegese)
Más gépeken már 48 V-ról hajtottuk jobb paramétereket elérve.
A motor névleges árama 3.5 A, nem hiszem hogy a 2-3-szoros pillanatnyi túláramimpuzusok kárt tennének benne, mint ezt láthattátok is.
Már a 2. találkozóra el akartam vinni csak egyéb ok miatt nem tudtam menni.
tehát 1,5 éve működik, a motor nem melegszik, nem kellett cserélni.
100-120 ms alatt felpörög 1200-ra hiba nélkül, nekem ez megfelelt.
Azért is vittem el a találkozóra ,hogy megnézhesse más is hogy lehet vacak mocival is működő szerkezetet hajtani.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 16, 22:29
Írta: bmejdz9nu Dátum 2007 november 16, 22:29
ElectroCraft E240 "üresmotor" tesztek:
1mm mozgás --- utánna vízesborogatás volt neki :)
5mm mozgás
10mm mozgás
100mm mozgás
A mozgási "értékek" képzeletbeli 5mm-orsóra értendők. Tápfesz: 80V, max. fordulat 4800rpm (400mm/s), Gyorsítás: különboző: zero-tól - 100ms,
Áramkorlát: 10A. Encoder: 96cprx4=384osztás/ford. (cserélve lett)

1mm mozgás --- utánna vízesborogatás volt neki :)
5mm mozgás
10mm mozgás
100mm mozgás
A mozgási "értékek" képzeletbeli 5mm-orsóra értendők. Tápfesz: 80V, max. fordulat 4800rpm (400mm/s), Gyorsítás: különboző: zero-tól - 100ms,
Áramkorlát: 10A. Encoder: 96cprx4=384osztás/ford. (cserélve lett)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 16, 22:44
Írta: svejk Dátum 2007 november 16, 22:44
Tibor45!
Mesélj még az időállandóról...
A #2871-ben említett műszer nekem sosem lesz, hacsak nem csinálok :(
Tehát az álló motorra rákapcsoljuk a névleges tápfeszültséget áramkorlát nélkül, és annak a fordulata exponenciálisan növekedni kezd és megmérjük azt az időt amig a fordulatszám eléri a névleges 63%-át?
Mesélj még az időállandóról...
A #2871-ben említett műszer nekem sosem lesz, hacsak nem csinálok :(
Tehát az álló motorra rákapcsoljuk a névleges tápfeszültséget áramkorlát nélkül, és annak a fordulata exponenciálisan növekedni kezd és megmérjük azt az időt amig a fordulatszám eléri a névleges 63%-át?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 16, 23:10
Írta: 000000000 Dátum 2007 november 16, 23:10
Végülis engem csak az érdekel, hogy ez a motor kb. milyen nyomatékú léptecsnek felel meg direkt meghajtás ill. különböző áttételek: pl. 1:3, 1:4 leosztás esetén. E motor felvett teljesítménye kb. 80-10 Watt. Egy 1.7 Nm-es, 3V, 3A-es léptecs felvett teljesíténye csak 9 Watt! Kérdezem, hogy ez a szervómotor tud-e normális üzemmódban, a leosztás után és min 1000 ford/perc esetén kb. 4Nm nyomatékot realizálni. Mert ha nem, akkor sajnos az én céljaimnak nem felel meg....
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 16, 23:17
Írta: Szedlay Pál Dátum 2007 november 16, 23:17
Tibor!
Biztos neked van igazad, mert jól írtad én ehhez nem értek, de figyelek és tanulok, Tőled Tőletek. Azért készítettem egy táblázatot ahol megfigyelhető egy bizonyos tendencia, minnél nagyobb teljesítményű egy motor annál nagyobb ez a hányados egy motorcsaládon belül.
De legalább a logikátlan számolás az hibátlan volt, részemről. Felkéne hívni a figyelmüket, hogy javítsák a táblázatot mert hibás.
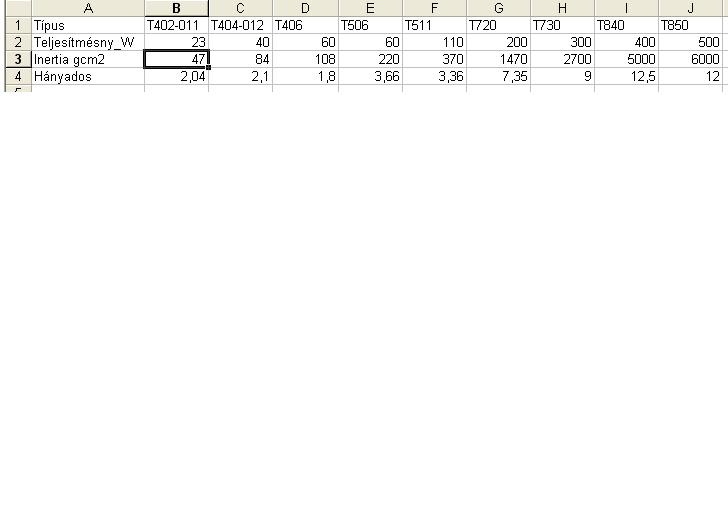
Biztos neked van igazad, mert jól írtad én ehhez nem értek, de figyelek és tanulok, Tőled Tőletek. Azért készítettem egy táblázatot ahol megfigyelhető egy bizonyos tendencia, minnél nagyobb teljesítményű egy motor annál nagyobb ez a hányados egy motorcsaládon belül.
De legalább a logikátlan számolás az hibátlan volt, részemről. Felkéne hívni a figyelmüket, hogy javítsák a táblázatot mert hibás.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 16, 23:20
Írta: bmejdz9nu Dátum 2007 november 16, 23:20
Én ezeket HD hajtáshoz vettem (14-es 1:100-as)... hogy ki mire akarja használni ezt a motort még senki nem árulta el...?!
Ezt nagyon furcsálom... de úgylátszik mindenki képben van... ez jó!
Írd le pontosan milyen géphez, erőhöz, marómotorrhoz, sebességre gondolsz és adok választ, ami tőlem telik... :)
Ezt nagyon furcsálom... de úgylátszik mindenki képben van... ez jó!
Írd le pontosan milyen géphez, erőhöz, marómotorrhoz, sebességre gondolsz és adok választ, ami tőlem telik... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 16, 23:22
Írta: bmejdz9nu Dátum 2007 november 16, 23:22
Motort szedszedtem a teszt után mert szükségesnek láttam egy takarítást és WD40 mosás valamint a kommutátor leszabályozását esztergán.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 16, 23:39
Írta: bmejdz9nu Dátum 2007 november 16, 23:39
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 00:16
Írta: bmejdz9nu Dátum 2007 november 17, 00:16


Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 08:33
Írta: 000000000 Dátum 2007 november 17, 08:33
Igen, jól értetted.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 08:42
Írta: 000000000 Dátum 2007 november 17, 08:42
Látom sok időd van, még táblázatokra is.
Légyszi csinálj akkor ilyen táblázatot a
tulajdonodban lévő OMRON AC szervo motorokról is.
Aztán pl. Portescap cég DC kefés mototjairól,
ahol ez az arány 1 alatt van minden esetben. Ha
ezzel végeztél, még kb. 25 másik komolyabb
motorgyártót is javaslok majd, akiknél
úgyszintén 1 környékén van.
Légyszi csinálj akkor ilyen táblázatot a
tulajdonodban lévő OMRON AC szervo motorokról is.
Aztán pl. Portescap cég DC kefés mototjairól,
ahol ez az arány 1 alatt van minden esetben. Ha
ezzel végeztél, még kb. 25 másik komolyabb
motorgyártót is javaslok majd, akiknél
úgyszintén 1 környékén van.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 09:01
Írta: 000000000 Dátum 2007 november 17, 09:01
Szia Géza!
Ilyen igényeket ez a motor nem tud kielégíteni.
De nem is lehet elvárni egy 80W-os igazi
szervótól sem ezt elvárni.
Végre ki kellene már mondani, csak senki nem
meri, én kimondom: ez egy sz@r motor
szervohajtás szempontjából, és semmi köze a
szervomotorokhoz.
A másik. A léptető motorod akkor vesz fel
9W-ot, amikor áll. Azaz már melegszik, miközben
zéró a hasznos teljseítménye. Amint el kezd
forogni, csak tovább melegszik, és szép lassan
10-15 1/s fölött már 200W körül vesz fel, és
ugyancsak 0 felé halad a hasznos teljesítmény
tekintetében. A kettő fordulatszám között meg
arra használható jó nagy rezgéskeltés, és
visítások között, amire eredetileg kitalálták, és való.
Sokszor leírtam már: A szakszerűen illesztett
szervo nem egy kategória a step hajtással, a stepnek ilyenkor semmi esélye sincs.
De ezt ne várd egy pár ezer forintos értékű
motortól. De az is igaz, hogy egy rossz
szervórendszert leverhet egy jó, nagyon profi
léptecses.
Ilyen igényeket ez a motor nem tud kielégíteni.
De nem is lehet elvárni egy 80W-os igazi
szervótól sem ezt elvárni.
Végre ki kellene már mondani, csak senki nem
meri, én kimondom: ez egy sz@r motor
szervohajtás szempontjából, és semmi köze a
szervomotorokhoz.
A másik. A léptető motorod akkor vesz fel
9W-ot, amikor áll. Azaz már melegszik, miközben
zéró a hasznos teljseítménye. Amint el kezd
forogni, csak tovább melegszik, és szép lassan
10-15 1/s fölött már 200W körül vesz fel, és
ugyancsak 0 felé halad a hasznos teljesítmény
tekintetében. A kettő fordulatszám között meg
arra használható jó nagy rezgéskeltés, és
visítások között, amire eredetileg kitalálták, és való.
Sokszor leírtam már: A szakszerűen illesztett
szervo nem egy kategória a step hajtással, a stepnek ilyenkor semmi esélye sincs.
De ezt ne várd egy pár ezer forintos értékű
motortól. De az is igaz, hogy egy rossz
szervórendszert leverhet egy jó, nagyon profi
léptecses.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 09:09
Írta: 000000000 Dátum 2007 november 17, 09:09
"egyébként ezel az ugáltatással jól be lehet
állítani a vezérlőt, szkóp nélkül is..."
Közeledünk egymáshoz, eddig azt mondtad, nem jó
semmire ez az egységugrás teszt a szabályzókkal
kapcsolatosan.:)
állítani a vezérlőt, szkóp nélkül is..."
Közeledünk egymáshoz, eddig azt mondtad, nem jó
semmire ez az egységugrás teszt a szabályzókkal
kapcsolatosan.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 09:18
Írta: bmejdz9nu Dátum 2007 november 17, 09:18
Akinek nincs szkópja... az "hangra" ezzel módszerrel a legjobb... :)
Egyébként nem tökéletes az egységugratásom... látod... nem is teljesen szimmetrikus...
Egyébként milyennek találod?
Egyébként nem tökéletes az egységugratásom... látod... nem is teljesen szimmetrikus...
Egyébként milyennek találod?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 09:25
Írta: 000000000 Dátum 2007 november 17, 09:25
Igen, ez látszik a videón is.
Maradjunk annyiban, csináltál egy egységségugrás
jellegű tesztet. Úgyis van már a motorokra is
egy ilyen szervo jellegű jelzőnk, minősítésünk,
bevezethetjük a tesztre is.:)
valami
Cs
Maradjunk annyiban, csináltál egy egységségugrás
jellegű tesztet. Úgyis van már a motorokra is
egy ilyen szervo jellegű jelzőnk, minősítésünk,
bevezethetjük a tesztre is.:)
valami
Cs
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 17, 09:26
Írta: 3vv2btrhv Dátum 2007 november 17, 09:26
Sziasztok
A Mokusok Szakszervezetével egyeztetve , én a jelenlegi léptetö motorjaimat szeretném lecserélni a rossz szervó motorra .
Indokaim a következök :
Ha nem történik lépésvesztés egy 3D marásnál akkor már megérte a csere !!
Több orás marásnál már nagyon melegszik a Z tengely motorja , ha ez megszünik tudok nagyobb munkákat is vállalni .
Ha nem fog sipolni a szervó rendszer , már megérte .
Végre ki kellene már mondani, csak senki nem
meri, én kimondom: ez egy sz@r motor
szervohajtás szempontjából, és semmi köze a
szervomotorokhoz.
Ha mégis müködni fog és azt megcsinálja amit leirtam ugy fogom magamat hirdetni hogy A rosszBOL IS TUD VÁRAT CSINÁLNI !!
az egységugrás tesztet meg ugy fogom elvégezni , hogy anyagba marjon egy hullám vonalat természetesen Y tengely mozgatva tülönbözö elötolási értékekkel , ha igy VIZUÁLIS látvány kapok ezt megmutatom a MOKUS SZAKSZERVEZETNEK .
Tibor
A Mokusok Szakszervezetével egyeztetve , én a jelenlegi léptetö motorjaimat szeretném lecserélni a rossz szervó motorra .
Indokaim a következök :
Ha nem történik lépésvesztés egy 3D marásnál akkor már megérte a csere !!
Több orás marásnál már nagyon melegszik a Z tengely motorja , ha ez megszünik tudok nagyobb munkákat is vállalni .
Ha nem fog sipolni a szervó rendszer , már megérte .
Végre ki kellene már mondani, csak senki nem
meri, én kimondom: ez egy sz@r motor
szervohajtás szempontjából, és semmi köze a
szervomotorokhoz.
Ha mégis müködni fog és azt megcsinálja amit leirtam ugy fogom magamat hirdetni hogy A rosszBOL IS TUD VÁRAT CSINÁLNI !!
az egységugrás tesztet meg ugy fogom elvégezni , hogy anyagba marjon egy hullám vonalat természetesen Y tengely mozgatva tülönbözö elötolási értékekkel , ha igy VIZUÁLIS látvány kapok ezt megmutatom a MOKUS SZAKSZERVEZETNEK .
Tibor
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 09:28
Írta: 000000000 Dátum 2007 november 17, 09:28
Egyébként köszi a fáradozásodat ezzel a motorral,
én mongjuk egyet sem vettem belőle, de akik igen,
azoknak hasznos adalék az összkép kialakításához.
én mongjuk egyet sem vettem belőle, de akik igen,
azoknak hasznos adalék az összkép kialakításához.
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 17, 09:29
Írta: 3vv2btrhv Dátum 2007 november 17, 09:29
hunbaj nem fön be !!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 09:33
Írta: 000000000 Dátum 2007 november 17, 09:33
Szia Druszám!
Jó sok sületlenséget sikerült összehordanod!:)
Jó sok sületlenséget sikerült összehordanod!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 17, 09:38
Írta: 3vv2btrhv Dátum 2007 november 17, 09:38
A sületlenségeimböl élek !!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 09:41
Írta: 000000000 Dátum 2007 november 17, 09:41
Nem vagyunk egyformák.
Jó Neked, én a hülyeségeimre mindig ráfizetek.:)
Jó Neked, én a hülyeségeimre mindig ráfizetek.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 09:49
Írta: bmejdz9nu Dátum 2007 november 17, 09:49
Most csináltam a terheléses E240 tesztet...(upload) és felteszem a német hobby CNC oldalra is! Ez gondolom magáért beszél... [#zavart1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 17, 09:59
Írta: svejk Dátum 2007 november 17, 09:59
Sajnos én még nem jutottam el odáig hogy ráakasszam egy vezérlőre, így nem tudok véleményt mondani.
De egy biztos az E-bay-en feltüntetett adatoknak nem felel meg.
3.1 Amps Stall --- helyett 1.9 A
24.5 Peak Current --- helyett 13.9 A
7.8 v/kRPM Voltage Const---helyett 14.2 V/kRPM
a belső ellenállása kb.=5 Ohm, induktivitása kb.=10mH.
De egy biztos az E-bay-en feltüntetett adatoknak nem felel meg.
3.1 Amps Stall --- helyett 1.9 A
24.5 Peak Current --- helyett 13.9 A
7.8 v/kRPM Voltage Const---helyett 14.2 V/kRPM
a belső ellenállása kb.=5 Ohm, induktivitása kb.=10mH.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 17, 10:02
Írta: svejk Dátum 2007 november 17, 10:02
Ezekből az adatokból itélve egy aránylag nagyfeszültségű moci (60-80 V)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 17, 10:02
Írta: 3vv2btrhv Dátum 2007 november 17, 10:02
ez leforditva mit jelent ???
TÉNYLEG KIDOBHATÓ A KUKÁBA ???
TÉNYLEG KIDOBHATÓ A KUKÁBA ???
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 17, 10:10
Írta: HJózsi Dátum 2007 november 17, 10:10
Működik az evolúció! ... [#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 17, 10:12
Írta: svejk Dátum 2007 november 17, 10:12
Sajnos mint irtam én még nem próbáltam, de azt azért nem hiszem.
Gondolom nem véletlen van rajta egy profi encoder.
A másik pedig mint a talin láthattátok az én gépezetemen még ennél is vacakabb motor volt.
Gondolom nem véletlen van rajta egy profi encoder.
A másik pedig mint a talin láthattátok az én gépezetemen még ennél is vacakabb motor volt.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 17, 10:13
Írta: HJózsi Dátum 2007 november 17, 10:13
Ezeket az adatokat én sem tudom megcáfolni ... [#szomoru1]
Azért nálam a vizsga a kis esztergán lesz, ... talán ...
Azért nálam a vizsga a kis esztergán lesz, ... talán ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 10:14
Írta: bmejdz9nu Dátum 2007 november 17, 10:14
ELCTROCRAFT E240C TERHELÉSES TESZT VIDEO
Tápegység: 80V/17A, Drive: Gecko G320 (4xüzemmód - nics multiplikátor - natur), Encoder: 96cpr (384imp/ford.)
Ezt a 0.4 kg-os alu darabot tudta (nekem) csak érdemben emelgetni!!! Az egy kilóval fűst jött belőle és nem bírta! Ezt a 0.4Kg-ot egy 30-as átmérőn... és rendkívül kicsi gyorsítással azaz 1200rpm-re 1000ms alatt, ha gyorsítás nagyobb volt nem bírta tartóárammal a végén megtartani... (lengés - túlfutás)
Remélem csak én vagyok a balek... és egy jobb vezérlővel minden ok... :) De... most felteszem a videókat a német hobbyCNC oldalra is...
Az a bajom... ha valaki csak ezt a motort látja elmegy a szervótól a kedve... azt fogja hinni, hogy ilyen... pedíg nem!!!
Egyébként a 14-100 Harmonic Drive hajtására éppen jó nekem (talán:)... de valamenyire azért többre számítottam és mások pedíg még többre - szerintem.
Csúcsnyomaték... szerintem mint olyan nincs is... képtelen saját magát megtartani a végeken és ezt csak a gyorsítás drasztikus visszavételével tudtam megoldani...
Ha leáttételezzük 1:4-ben akkor könnyen lehet 4mp-es gyorsítás... ami több mint röhely...
Jó lenne ha István is befogná a motort, remélem, hogy én vagyok a balek... a "tesztkörnyezet" könnyen reprodukálható...
Tibor én "kiszámoltam" a max. nyomatékot: kb. 0.12Nm? Ez a videó alapján jól számoltam?
Tápegység: 80V/17A, Drive: Gecko G320 (4xüzemmód - nics multiplikátor - natur), Encoder: 96cpr (384imp/ford.)
Ezt a 0.4 kg-os alu darabot tudta (nekem) csak érdemben emelgetni!!! Az egy kilóval fűst jött belőle és nem bírta! Ezt a 0.4Kg-ot egy 30-as átmérőn... és rendkívül kicsi gyorsítással azaz 1200rpm-re 1000ms alatt, ha gyorsítás nagyobb volt nem bírta tartóárammal a végén megtartani... (lengés - túlfutás)
Remélem csak én vagyok a balek... és egy jobb vezérlővel minden ok... :) De... most felteszem a videókat a német hobbyCNC oldalra is...
Az a bajom... ha valaki csak ezt a motort látja elmegy a szervótól a kedve... azt fogja hinni, hogy ilyen... pedíg nem!!!
Egyébként a 14-100 Harmonic Drive hajtására éppen jó nekem (talán:)... de valamenyire azért többre számítottam és mások pedíg még többre - szerintem.
Csúcsnyomaték... szerintem mint olyan nincs is... képtelen saját magát megtartani a végeken és ezt csak a gyorsítás drasztikus visszavételével tudtam megoldani...
Ha leáttételezzük 1:4-ben akkor könnyen lehet 4mp-es gyorsítás... ami több mint röhely...
Jó lenne ha István is befogná a motort, remélem, hogy én vagyok a balek... a "tesztkörnyezet" könnyen reprodukálható...
Tibor én "kiszámoltam" a max. nyomatékot: kb. 0.12Nm? Ez a videó alapján jól számoltam?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 17, 10:20
Írta: HJózsi Dátum 2007 november 17, 10:20
A Peters CNC Ecke-re?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 10:22
Írta: bmejdz9nu Dátum 2007 november 17, 10:22
igen. Tibor véleményére még várok...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 17, 10:31
Írta: Szedlay Pál Dátum 2007 november 17, 10:31
Tibor!
Semennyi időm sincs, csak a semmiből is megpróbáltam álldozni. A hozzászólásaid számából itélve viszont te egész nap unatkozol.
Táblázatokat nem készítek, mert nem érdekel senkit, így feleslegesen nem dolgozok. Inkább arról megy a téma, hogy lehet sz*rból várat építeni. Pl. egy 5000Ft-os motorból. Ehhez adj jó tanácsokat hátha sikerül valakinek.
Semennyi időm sincs, csak a semmiből is megpróbáltam álldozni. A hozzászólásaid számából itélve viszont te egész nap unatkozol.
Táblázatokat nem készítek, mert nem érdekel senkit, így feleslegesen nem dolgozok. Inkább arról megy a téma, hogy lehet sz*rból várat építeni. Pl. egy 5000Ft-os motorból. Ehhez adj jó tanácsokat hátha sikerül valakinek.
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 november 17, 10:34
Írta: dg8n4i8x Dátum 2007 november 17, 10:34
Látod nem kell ehez az ötödik emelet... Csak jól kell motort választani... [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 10:58
Írta: 000000000 Dátum 2007 november 17, 10:58
Sajnos még annyi sem, a fele csak, azaz 0.06Nm
terhelést kapott.
Ezek a tények sajna, de ezt Svejk #2946 adatai
is igazolják. A helyzet az, hogy ettől a motortól
Svejk ablaktörlőszerű motorja is jobb.:)
Ettől függetlenül forog ez a szerencsétlen
motor egy szervokörben is nagy nehezen, de minek....
Ez is azt bizonyítja, ha valami forog, az még
messze van az igazitól. Az ördög itt is a
részletekben rejlik. Nekem elég volt az
adatlapjára nézni, látva a nagy J-t.
Ettől föggetlenül játék hajtásokhoz, kicsi
igényű dolgokhoz talán lehet használni, de
az is kérdéses.
terhelést kapott.
Ezek a tények sajna, de ezt Svejk #2946 adatai
is igazolják. A helyzet az, hogy ettől a motortól
Svejk ablaktörlőszerű motorja is jobb.:)
Ettől függetlenül forog ez a szerencsétlen
motor egy szervokörben is nagy nehezen, de minek....
Ez is azt bizonyítja, ha valami forog, az még
messze van az igazitól. Az ördög itt is a
részletekben rejlik. Nekem elég volt az
adatlapjára nézni, látva a nagy J-t.
Ettől föggetlenül játék hajtásokhoz, kicsi
igényű dolgokhoz talán lehet használni, de
az is kérdéses.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 11:01
Írta: bmejdz9nu Dátum 2007 november 17, 11:01
Na aztán majdnem mindegy... A holland lezérta az eladásokat az Ebay-on! Pedíg még volt: Menge: 663 von 1000 verfügbar... Jobb előbb... mint később... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 11:11
Írta: bmejdz9nu Dátum 2007 november 17, 11:11
Pontosan. A svejk-nek már szóltam küldjön egy eredeti Svejk(R) morort... kiváncsi vagyok rá... küldök neki egy 96cpr-es encodert, hogy az is eggyezzen... :)
Szerintem kenterbe fogja verni!
Alíg bírtam beállítani a Gecko-hoz... talán nem is sikerült rendesen, mert nem szervó a jellege sem... Az tuti ehhez Gecko-t ne vegyen senki!
(mejegyzem ElectroCraft motort sem veszek... a "márkától" is a hátamon feláll a szőr :)
Talán HD hajtásra jó lesz... szerintem másra pl. egy trapézmenetnél már elhalna... talán SMD beültetőhöz... :) Nagyon light-os feladathoz...
A holland eladott belőle az Ebay-on: 337-et és legalább ennyit azon kívül... vagy mind az ezret?... gondolom sokan elmentek érte...
Onnét gondolom, mert a szállítási költségre a "szokásosnál" magassabat árat adott meg...
Szerintem kenterbe fogja verni!
Alíg bírtam beállítani a Gecko-hoz... talán nem is sikerült rendesen, mert nem szervó a jellege sem... Az tuti ehhez Gecko-t ne vegyen senki!
(mejegyzem ElectroCraft motort sem veszek... a "márkától" is a hátamon feláll a szőr :)
Talán HD hajtásra jó lesz... szerintem másra pl. egy trapézmenetnél már elhalna... talán SMD beültetőhöz... :) Nagyon light-os feladathoz...
A holland eladott belőle az Ebay-on: 337-et és legalább ennyit azon kívül... vagy mind az ezret?... gondolom sokan elmentek érte...
Onnét gondolom, mert a szállítási költségre a "szokásosnál" magassabat árat adott meg...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 17, 11:20
Írta: HJózsi Dátum 2007 november 17, 11:20
Az encodere jó... tehát már az megérte... de a tapasztalás... az még többet ért!!! [#vigyor2]
A hollandusnak pedig encoderként kellene meghirdetnie, ajándék DC motorral...[#nyes][#nyes][#nyes]
A hollandusnak pedig encoderként kellene meghirdetnie, ajándék DC motorral...[#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 11:24
Írta: 000000000 Dátum 2007 november 17, 11:24
Tibor! Azért ne keseredj el, van egy (vagy több)
512-es encodered. Újonnan egy cégnél csak egy
ilyen jeladó is netto 17.000 Ft. Ja és van egy
motorod is, majd ha jön a nyár rászerelsz egy
propellert, és remek hűsítő ventillátorod lesz,
vagy hűtheted vele a melegedő stepmotorodat a Z
tengelyeden. Látod, mennyi ötletem van a
felhasználási lehetőségeket tekintve?[#papakacsint]
512-es encodered. Újonnan egy cégnél csak egy
ilyen jeladó is netto 17.000 Ft. Ja és van egy
motorod is, majd ha jön a nyár rászerelsz egy
propellert, és remek hűsítő ventillátorod lesz,
vagy hűtheted vele a melegedő stepmotorodat a Z
tengelyeden. Látod, mennyi ötletem van a
felhasználási lehetőségeket tekintve?[#papakacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 17, 11:44
Írta: svejk Dátum 2007 november 17, 11:44
Hozzászólásodban a cinizmust kicsit magamra is vettem, ha így van akkor válaszolok rá értelmesen. Tehát?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 17, 11:46
Írta: HJózsi Dátum 2007 november 17, 11:46
" A 240-es sorozat megbízható teljesítményt nyújt kis méretben, kisfeszültségű, alacsonyabb nyomatékú alkalmazásokhoz. "

nyomtatók, szalagos egységek, orvosi pumpák ....
Ebben a tartományban viszont egy elég tartós kivitel...
nyomtatók, szalagos egységek, orvosi pumpák ....
Ebben a tartományban viszont egy elég tartós kivitel...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2007 november 17, 11:49
Írta: fs9s63xkf Dátum 2007 november 17, 11:49
A 96cpr-es encoder szerintem nevetséges és ezért kaptál ilyen gyorsítás értékeket. A Gecko adatlapján is legalább 200-as encodert írnak, ami még mindig kevés a tapasztalataim alapján. Érdemes lenne szerintem egy 500-as encoderrel is kipróbálni ugyan ezt a tesztet. Persze nem azt mondom, hogy ettől 1Nm-es lesz a motor de szerintem sokat segít.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 13:02
Írta: bmejdz9nu Dátum 2007 november 17, 13:02
2 .oldal...( min. 25 line...) Valójában a G340-ben volt kikapcsolva a bemeneti sokszorozó De ez sajnos nem számít... szerintem... sajnos...
Bárcsak más is tesztné... :)
Bárcsak más is tesztné... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 13:05
Írta: bmejdz9nu Dátum 2007 november 17, 13:05
Kérem röhögni! :).... (link)
... Aztán gondolkodhatnak a németek is mert nekik is van dögivel belőle... :)

... Aztán gondolkodhatnak a németek is mert nekik is van dögivel belőle... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 13:15
Írta: bmejdz9nu Dátum 2007 november 17, 13:15
Ventilátornak nem olyan jó mert gyenge, tudod propeller és légellenállás...:) Jó tudom nem vagy repülőmérnök :)
Az 512-es encodert nem szeretem, mert se sebesség és nem is kerek érték (persze HD- hajtásnál ez is majd mindegy)... Van itthon szép választék és mennyiség encoderből... ha érdekel... :)
Akkor lennék tényleg szomorú ha nem lennének "rendes" motorjaim... :)
Én a HD hajtáshoz vettem... ahhoz jó lesz... Tudod HD ház 14-100... ott szinte nem is kell erő... a fordulat miatt meg jobb egy kicst a léptetőnél... :) Tehát "no problem" nekem!
Én ezt a motort "csak" 2-3x gondoltam jobbnak :)
Az 512-es encodert nem szeretem, mert se sebesség és nem is kerek érték (persze HD- hajtásnál ez is majd mindegy)... Van itthon szép választék és mennyiség encoderből... ha érdekel... :)
Akkor lennék tényleg szomorú ha nem lennének "rendes" motorjaim... :)
Én a HD hajtáshoz vettem... ahhoz jó lesz... Tudod HD ház 14-100... ott szinte nem is kell erő... a fordulat miatt meg jobb egy kicst a léptetőnél... :) Tehát "no problem" nekem!
Én ezt a motort "csak" 2-3x gondoltam jobbnak :)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2007 november 17, 13:20
Írta: fs9s63xkf Dátum 2007 november 17, 13:20
A G320 doksijában 200-van, én abból indultam ki..:)
Az eredeti encoderrel nem tudod kipróbálni?
Az eredeti encoderrel nem tudod kipróbálni?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 13:21
Írta: bmejdz9nu Dátum 2007 november 17, 13:21
Végeztem. Jöhet a következő tesztelő... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 17, 13:29
Írta: 3vv2btrhv Dátum 2007 november 17, 13:29
mivel én nem tudok belépni légyszi magyarosids min kell röhögni
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 13:45
Írta: bmejdz9nu Dátum 2007 november 17, 13:45
az a pikantéria, hogy angolul írtam a német fórumra... :) Pedíg jól beszélek és olvasok németül, de németül nem tudok írni... és ezzel a dumával indítottam :)
Persze megírtam, hogy itt van nálunk a szervó hazája*! Jobb ha tanulnak magyarul, mert akkor nem maradnak kukák... Regisztrálj... vannak jó dolgok... teljesen más megközelítésben mint a cnczone.com-on...
* Főként elméletben. :)
Persze megírtam, hogy itt van nálunk a szervó hazája*! Jobb ha tanulnak magyarul, mert akkor nem maradnak kukák... Regisztrálj... vannak jó dolgok... teljesen más megközelítésben mint a cnczone.com-on...
* Főként elméletben. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 14:05
Írta: bmejdz9nu Dátum 2007 november 17, 14:05
Talán nem Geckóval... jobb lesz a helyzet... mert mint köztudott elég finnyás a motorra... Nem is vagyok bíztos benne, hogy egyáltalán sikerült jól hozzá állítani...
Sőt a Gecko leírását most nézve... a kicsi motorokra külön tippeket adnak... de kicsi motorakat "nem gyűtök" ezért tapasztalatom sem nagy... remélem.
Sőt a Gecko leírását most nézve... a kicsi motorokra külön tippeket adnak... de kicsi motorakat "nem gyűtök" ezért tapasztalatom sem nagy... remélem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 14:29
Írta: bmejdz9nu Dátum 2007 november 17, 14:29
Most nézem nem teljesen jó helyre tettem a németknek... :)
De ők is már tesztelik, főleg a csapágyakat és lestrapáltságukat szídják... Sok szénkefét megevett már életében... :)

De ők is már tesztelik, főleg a csapágyakat és lestrapáltságukat szídják... Sok szénkefét megevett már életében... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 17, 14:29
Írta: HJózsi Dátum 2007 november 17, 14:29
Melyik topik? ... A link alapján elküld regisztrálni, pedig már regisztrált vagyok, a topikokat látom, de ebben az erdőben megtalálni valamit ... scheisse... [#zavart1]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 17, 14:30
Írta: HJózsi Dátum 2007 november 17, 14:30
Kávét daráltál? ... Közepesre?... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 14:32
Írta: bmejdz9nu Dátum 2007 november 17, 14:32
A topik itt van...
Én meg nyitottam melette egy újat.... gondolom örülnek nekem.... :) vagy észre sem veszik.... ... ElectroCraft motor testing (E240C) From Ebay seller...
Én meg nyitottam melette egy újat.... gondolom örülnek nekem.... :) vagy észre sem veszik.... ... ElectroCraft motor testing (E240C) From Ebay seller...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 17, 14:38
Írta: HJózsi Dátum 2007 november 17, 14:38
Végre sikerült belépnem, jobb oldalon valami nyilacskára klikkeltem ... hát elég bosszantó ez az akadálypálya a bejutás előtt..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 14:39
Írta: bmejdz9nu Dátum 2007 november 17, 14:39
... én meg tettem be egy linket a rendes helyre..." jede Menge Servomotoren bei Ebay"
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2007 november 17, 15:26
Írta: 2nbj3n5m Dátum 2007 november 17, 15:26
Én is benéztem a német oldalra,és ök ott
istenitik.Állítolag 1:5-ös áttétellel még
valaki ott a sváboknál garázskaput működtett
vele.Vagy a fele sem igaz?Én négyet vettem az
enkodert kiveszem és a többi jó lesz a szomszéd
macskáit dobálni
Janko
istenitik.Állítolag 1:5-ös áttétellel még
valaki ott a sváboknál garázskaput működtett
vele.Vagy a fele sem igaz?Én négyet vettem az
enkodert kiveszem és a többi jó lesz a szomszéd
macskáit dobálni
Janko
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 17, 15:31
Írta: HJózsi Dátum 2007 november 17, 15:31
Ja, a Peters Ecke-n mindenki azon hozsannázik, milyen jó áron vett encodert ... [#nyes][#eplus2][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 16:00
Írta: bmejdz9nu Dátum 2007 november 17, 16:00
512-est... szépen osztható... adatlap mentes... kissé öreg... viszint jó vigasznak...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 16:02
Írta: bmejdz9nu Dátum 2007 november 17, 16:02
Ha jól ki van egyensúlyozva egy speckó... az kisújjal is megy... a Hörmann ezzel reklámozta...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 16:29
Írta: bmejdz9nu Dátum 2007 november 17, 16:29
Egyébként még ne dobáld vele a macskákat mert szerintem "a tesztemre" István vagy Svejk a vezérlőjével rá fog verni!
Az ULI szervójával sem volt ilyen/olyan botrányos azt írták... (nem erre reagálva, csak olvastam)
Valószínűleg a "PIC-es" vezérlőket jobban hozzá lehet állítani... szerintem... tehát várjál... :)
Az ULI szervójával sem volt ilyen/olyan botrányos azt írták... (nem erre reagálva, csak olvastam)
Valószínűleg a "PIC-es" vezérlőket jobban hozzá lehet állítani... szerintem... tehát várjál... :)
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2007 november 17, 17:41
Írta: ebalint Dátum 2007 november 17, 17:41
Vigasz?...
Kleiner Nachtrag
Bei den 2,85 kg hat der Motor schwierigkeiten stillzustehen mit den Gewicht an der Welle.
Mit 2 kg kann ich ruhig fahren,auch ganz langsam.
Scheinbar habe ich sehr gute Exemplare bekommen,sehen ja optisch auch sehr gut aus.

Kleiner Nachtrag
Bei den 2,85 kg hat der Motor schwierigkeiten stillzustehen mit den Gewicht an der Welle.
Mit 2 kg kann ich ruhig fahren,auch ganz langsam.
Scheinbar habe ich sehr gute Exemplare bekommen,sehen ja optisch auch sehr gut aus.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 17:58
Írta: bmejdz9nu Dátum 2007 november 17, 17:58
Látjátok? máris ellen-tesztet kaptam! :) :) Ezt szeretem...! Témán vannak, azonal reagálnak, lemásolják a tesztemet, cselekednek, lepipálnak!!! Ez igen!
Na mindjárt kapnak egy egy választ... videó nincs.. akkor nem hiszem... :) :) :) Átköltözök... :)
Na mindjárt kapnak egy egy választ... videó nincs.. akkor nem hiszem... :) :) :) Átköltözök... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 17, 18:32
Írta: HJózsi Dátum 2007 november 17, 18:32
kb:
2,85 kg-nál a motornak nehézségei támadtak állóhelyzetben tartani a súlyt a tengelyen.
2 kg-al egész nyugodtan tudom mozgatni, egész lassan is.
Ő egyébként egy egész jó állapotban lévő motort kapott, külsőleg is.
2,85 kg-nál a motornak nehézségei támadtak állóhelyzetben tartani a súlyt a tengelyen.
2 kg-al egész nyugodtan tudom mozgatni, egész lassan is.
Ő egyébként egy egész jó állapotban lévő motort kapott, külsőleg is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 18:40
Írta: bmejdz9nu Dátum 2007 november 17, 18:40
Írtam neki... Videót akarok! [#smile], felhívam még egy két apróságra a figyelmét...
Egyébként korrekt, simán el tudom képzelni a 2Kg-ot... mert érzem, hogy a Gecko-nak nem tetszik ez a motor...
Láttad? elolvasta - esztergált egy pont 30-ast és pont ugyanazt megcsinnálta... ez igen! Nem kezdett el számolni, morfondírozni... :) Egy igazi hobbysta!
Egyébként korrekt, simán el tudom képzelni a 2Kg-ot... mert érzem, hogy a Gecko-nak nem tetszik ez a motor...
Láttad? elolvasta - esztergált egy pont 30-ast és pont ugyanazt megcsinnálta... ez igen! Nem kezdett el számolni, morfondírozni... :) Egy igazi hobbysta!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 18:42
Írta: bmejdz9nu Dátum 2007 november 17, 18:42
persze azt is írta, hogy lassan is... lasabban nálam jobb volt a helyzet...
Na mindegy, írtam nézzenek be ide is... :) Nemzetközi buli van! [#vigyor2]
Na mindegy, írtam nézzenek be ide is... :) Nemzetközi buli van! [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 november 17, 19:17
Írta: ra8nsmk6w Dátum 2007 november 17, 19:17
Amikor egy ismeretlen van akkor számolok, igaz csak fejben. Több ismeretlen esetén már nemcsak én de a németek is esztergálnak
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 19:27
Írta: 000000000 Dátum 2007 november 17, 19:27
Péter! Egy ilyen 30mm-es servo-teszt-fejet küldhetnél nekem is (nincs esztergám)![#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 19:34
Írta: 000000000 Dátum 2007 november 17, 19:34
Srácok!
Én eddig úgy tudta és a gyakorlatban tapasztaltam is, hogy egy mágnese cucc - legyen az trafó vagy motor- képességeit fizikai adatai pl. súlya valahogy meghatározza. Ez "kaka" motor kb. egy kiló. Nem várható el tőle, hogy ugyanannyi nyomatékot produkáljon mint egy hasonló súlyú léptecs? Természetesen a megfelelő fordulatszám leosztás után... Ilyen súlyú léptecsek kb. 1.5 nm-t tudnak. Hiú ábránd ugyanezt elvárni ettől a "kakától"?
Én eddig úgy tudta és a gyakorlatban tapasztaltam is, hogy egy mágnese cucc - legyen az trafó vagy motor- képességeit fizikai adatai pl. súlya valahogy meghatározza. Ez "kaka" motor kb. egy kiló. Nem várható el tőle, hogy ugyanannyi nyomatékot produkáljon mint egy hasonló súlyú léptecs? Természetesen a megfelelő fordulatszám leosztás után... Ilyen súlyú léptecsek kb. 1.5 nm-t tudnak. Hiú ábránd ugyanezt elvárni ettől a "kakától"?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 19:43
Írta: bmejdz9nu Dátum 2007 november 17, 19:43
Hogy gyorsak legyünk... :)
Szerintem tekersz a tengelyre valamit és szigetelő szallag? Vagy bármi ami haonlít a 30-hoz és 8-as luk van rajta? Nálam egy kuplung volt... 30-as...
ez most már nemzetközi szabvány :) :) :)
Oda kellene piritani nekik :) UHU-nak... ha minden igaz tele van europa ilyen "kompatibilis" motoral... tehát ezzel a egyszerű módszerrel bárki tudja tesztelni... szerintem találsz valami 30-ast otthon... nézd meg a nejed cuccait is:)
Persze ha nem csinálok...
Szerintem tekersz a tengelyre valamit és szigetelő szallag? Vagy bármi ami haonlít a 30-hoz és 8-as luk van rajta? Nálam egy kuplung volt... 30-as...
ez most már nemzetközi szabvány :) :) :)
Oda kellene piritani nekik :) UHU-nak... ha minden igaz tele van europa ilyen "kompatibilis" motoral... tehát ezzel a egyszerű módszerrel bárki tudja tesztelni... szerintem találsz valami 30-ast otthon... nézd meg a nejed cuccait is:)
Persze ha nem csinálok...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 19:46
Írta: 000000000 Dátum 2007 november 17, 19:46
Géza! Nem olvastad a #2935-öt?
Nagy tévedésben vagy a léptecsekkel kapcsolatban
ugyanis.
Nagy tévedésben vagy a léptecsekkel kapcsolatban
ugyanis.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 19:58
Írta: 000000000 Dátum 2007 november 17, 19:58
Emberek álljunk meg egy pillanatra.
Azért legyünk korrektek minden motorral
szemben, így ezzel is.
Ennek a motornak a gyártó adatai alapján
13.5 Ncm a nyomatékállandója, és 1.9A max.
folymatos áramot kaphat. Ezekből kiadódik
0.256 Nm max. állandó nyomaték. 30 mm
átmérőjű tárcsán 2 kg terheléssel a német
tesztelő ezt máris túllépte, 2.85-nél de pláne.
Tehát csak 1.7 kg-ot szabad rátenni, mert
ilyen primitív tesztnél néhány másodperc alatt
leéghet a motor a túlterhelés miatt.
És az ilyen teszthez nem kell első körben
szervoszabályzó, csak egy normális áramgenerátoros
tápegység.
Azért legyünk korrektek minden motorral
szemben, így ezzel is.
Ennek a motornak a gyártó adatai alapján
13.5 Ncm a nyomatékállandója, és 1.9A max.
folymatos áramot kaphat. Ezekből kiadódik
0.256 Nm max. állandó nyomaték. 30 mm
átmérőjű tárcsán 2 kg terheléssel a német
tesztelő ezt máris túllépte, 2.85-nél de pláne.
Tehát csak 1.7 kg-ot szabad rátenni, mert
ilyen primitív tesztnél néhány másodperc alatt
leéghet a motor a túlterhelés miatt.
És az ilyen teszthez nem kell első körben
szervoszabályzó, csak egy normális áramgenerátoros
tápegység.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 20:11
Írta: bmejdz9nu Dátum 2007 november 17, 20:11
Igazad van... kb. ekkora lehet a teher... De gyorsítási képesség az jó lenne! Az volt nálam a nagyon nagyon rossz volt... berezonált ha túl gyorsra vettem, túlfutott... főleg alul természetesen...
De a német sem rpm-et sem gyorsítási értéket nem adott meg, de kértem tőle...
Egyébként újabb beírás a német fórumon a "topikomban" ... [#smile] "Ich glaube ich werde auch welche kaufen und bei Ebay wieder verkaufen..."
De a német sem rpm-et sem gyorsítási értéket nem adott meg, de kértem tőle...
Egyébként újabb beírás a német fórumon a "topikomban" ... [#smile] "Ich glaube ich werde auch welche kaufen und bei Ebay wieder verkaufen..."
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 17, 20:19
Írta: 000000000 Dátum 2007 november 17, 20:19
Ennek viszont az is lehet az oka, amit
Psychobilly írt Neked. A Geckónak semelyik
típusánál nem lézezik tényleg 1-szeres encoder
üzemmódja? Nem akarom elhinni valahogy...
Psychobilly írt Neked. A Geckónak semelyik
típusánál nem lézezik tényleg 1-szeres encoder
üzemmódja? Nem akarom elhinni valahogy...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 20:31
Írta: bmejdz9nu Dátum 2007 november 17, 20:31
Nem szerelem át az encodert, nem cserélem ki a vezérlőt (van itthon igazi G320 is az tisztán 4x-es, cpr x 4!)... Érzem, hogy ehhez a motorhoz nem jó Gecko. Írtam már többször. Sajnos finnyás jószág :) A Gecko.... csak akkor ha... muszáj... de ez másik téma. Maradjunk most ennél.
A 96cpr-es encodert már használtam, máskor is és ok. A tengelyt lazábban tartja, de nagyobb a hibajel tárolója ezáltal...
Istvánnak vagy/és Svejknek kellene megmutatni...
Neked nincs ilyen motorod... [#beka3] így kimaradsz a "nemzetközi" buliból...[#vigyor]... látod egyet kellett volna! Euromotor! még nem késő :)
A 96cpr-es encodert már használtam, máskor is és ok. A tengelyt lazábban tartja, de nagyobb a hibajel tárolója ezáltal...
Istvánnak vagy/és Svejknek kellene megmutatni...
Neked nincs ilyen motorod... [#beka3] így kimaradsz a "nemzetközi" buliból...[#vigyor]... látod egyet kellett volna! Euromotor! még nem késő :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 20:36
Írta: bmejdz9nu Dátum 2007 november 17, 20:36
Mérem a kimeneti "leadott" teljesítmény... addíg hajtom míg el nem éri a 80 fokot... folyamatos üzem, hoszabb szakaszok... Jó ez így?
Tehát egy ugyanilyen V/krmp motor a generátor kupplunggal összekötve... műterhelés...
most 3V és 1,5A... és már 70 fok... na ez fura? vagy ok? 4,5W...?
Tehát egy ugyanilyen V/krmp motor a generátor kupplunggal összekötve... műterhelés...
most 3V és 1,5A... és már 70 fok... na ez fura? vagy ok? 4,5W...?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 21:06
Írta: bmejdz9nu Dátum 2007 november 17, 21:06
leadott teljesítmény 80 fok melegedésig: 4V - 1.6A = 6,4W... Videó jön....
Persze a veszteségek... de akkor sem értem... ?
1200rpm tartósan (lépesekben emelve)... pesze ha le lenne áttételezve... más adatok jönnének ki... gondolom...
A generátor egy gyakorlatilag majdnem ugyanolyan DC szervómotor...
Generator: CLIFTON PRECISION SERVO MOTOR MODEL JDH-2250-HF-2C-E
Persze a veszteségek... de akkor sem értem... ?
1200rpm tartósan (lépesekben emelve)... pesze ha le lenne áttételezve... más adatok jönnének ki... gondolom...
A generátor egy gyakorlatilag majdnem ugyanolyan DC szervómotor...
Generator: CLIFTON PRECISION SERVO MOTOR MODEL JDH-2250-HF-2C-E
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 17, 21:27
Írta: bmejdz9nu Dátum 2007 november 17, 21:27
ELECTROCRAFT KIMENETI TELJESÍTMÉNY - VIDEÓ
lépésenként emelve a fordulatszámot egészen 1200rpm-ig.. akkor érte el a 80 fokos hőmérsékletet... 4Vx1,6A=6,4W?
Természetesen vannak veszteségek... de?
lépésenként emelve a fordulatszámot egészen 1200rpm-ig.. akkor érte el a 80 fokos hőmérsékletet... 4Vx1,6A=6,4W?
Természetesen vannak veszteségek... de?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 08:48
Írta: bmejdz9nu Dátum 2007 november 18, 08:48
Közbe nézegetttem a német fórumon a szervós dolgokat... számunkra érdekes és egyszerű módon közelítik meg...
Az alkoholista ULI UHU szervója körül forog a világ (nekik) - németek... :)
Ez a vezérlő ugyebár nem is vezérlő... csak egy IC ("sör-ért" felprogramozott PIC) és mindenki barkácsolhatja..., hogy készen miért nincs azt is leírják...
...de jópofák: "Ha üres panel kell, üsd be a gogliba és találsz" ... persze van aki áttervezte SMD-sre... :) De úgy nézem legalább 3 féle panelterv is fut... :)
Pl. simán megadják a FET-re adott adatokat (IRFP260N mit max.30A/150V) .... nem félnek? 30A-150V...
Ha rá gondolok, hogy ha lenne ilyen motor...30A-es terhelésnél és 150V egy írány fordítás...[#fejvakaras]
Valahogy - ha jól értem - alapban 4x-es a bemente és ezt ki lehet kapcsolni 1x-re...?
Nem számolnak, tippeket adnak: "Ein 300 Watt Motor reicht, um den ca.75Kg schweren Fräskopf"
Azt is írják, hogy egy motort hogy milyen.... igen nehéz megállapítani, előre... de a sok kommutátor osztás az mindíg jóra vall...
De most el-vannak az ElectroCraft motorral... ki tud töbet, jobban emelni... ::::: ::::
:::: 
Az alkoholista ULI UHU szervója körül forog a világ (nekik) - németek... :)
Ez a vezérlő ugyebár nem is vezérlő... csak egy IC ("sör-ért" felprogramozott PIC) és mindenki barkácsolhatja..., hogy készen miért nincs azt is leírják...
...de jópofák: "Ha üres panel kell, üsd be a gogliba és találsz" ... persze van aki áttervezte SMD-sre... :) De úgy nézem legalább 3 féle panelterv is fut... :)
Pl. simán megadják a FET-re adott adatokat (IRFP260N mit max.30A/150V) .... nem félnek? 30A-150V...
Ha rá gondolok, hogy ha lenne ilyen motor...30A-es terhelésnél és 150V egy írány fordítás...[#fejvakaras]
Valahogy - ha jól értem - alapban 4x-es a bemente és ezt ki lehet kapcsolni 1x-re...?
Nem számolnak, tippeket adnak: "Ein 300 Watt Motor reicht, um den ca.75Kg schweren Fräskopf"
Azt is írják, hogy egy motort hogy milyen.... igen nehéz megállapítani, előre... de a sok kommutátor osztás az mindíg jóra vall...
De most el-vannak az ElectroCraft motorral... ki tud töbet, jobban emelni... :::::
::::
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 18, 09:02
Írta: 000000000 Dátum 2007 november 18, 09:02
A kuplung nem jó több okból is:
1. nem merev a közepétől (hisz ezért kuplung) és így nem terhelhető.
2. az írdázások miatt a spárga bele vágódik.
Péter! Eleve kellene nekem ilyen, de olyan lenne a legtökéletesebb, aminek két oldalt van egy kis vezető pereme, hogy a spárga ne tudjun leszaladni a két végén!
1. nem merev a közepétől (hisz ezért kuplung) és így nem terhelhető.
2. az írdázások miatt a spárga bele vágódik.
Péter! Eleve kellene nekem ilyen, de olyan lenne a legtökéletesebb, aminek két oldalt van egy kis vezető pereme, hogy a spárga ne tudjun leszaladni a két végén!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 09:09
Írta: bmejdz9nu Dátum 2007 november 18, 09:09
A kupplungra tekertem szigetelőszallagból egypár kört... akkor már stabil lett... merev lett... semmi neki az a max 2 kg...
A motor "dölésszögével" lehet állítani, hogy a "cérna - erős sátor-varró" hová tekeredjen...
Persze ha "hosszabb távon" gondolkodunk ebben a módszerban, akkor olyan kellene amin pl. egyik felén 8-as a másikon pl. 1/2" vagy 1/4" furat... és menetes csavar... és orsó/perem kialakítás... de igazából a 30mm-es nem is kerek érték... 15mm erőkar...
A motor "dölésszögével" lehet állítani, hogy a "cérna - erős sátor-varró" hová tekeredjen...
Persze ha "hosszabb távon" gondolkodunk ebben a módszerban, akkor olyan kellene amin pl. egyik felén 8-as a másikon pl. 1/2" vagy 1/4" furat... és menetes csavar... és orsó/perem kialakítás... de igazából a 30mm-es nem is kerek érték... 15mm erőkar...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 09:10
Írta: bmejdz9nu Dátum 2007 november 18, 09:10
mert ez a módszer megtetszett? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 09:23
Írta: bmejdz9nu Dátum 2007 november 18, 09:23
Tesztmotor.... (anyám... :)

Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 18, 10:17
Írta: HJózsi Dátum 2007 november 18, 10:17
Ok, megvan, köszi! [#wave] Gondoltam inkább szólok, nehogy elvesszen valami értékes tudományos anyag ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 12:04
Írta: bmejdz9nu Dátum 2007 november 18, 12:04
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 november 18, 12:33
Írta: dg8n4i8x Dátum 2007 november 18, 12:33
Lehet... Nálunk most váltott ónosesőről havazásra... Nekem meg Esztergomba kéne mennem még ma... [#violent]
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 18, 12:51
Írta: eivmhrm04 Dátum 2007 november 18, 12:51
Esztergom környékéről vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 november 18, 13:01
Írta: dg8n4i8x Dátum 2007 november 18, 13:01
Nem, Győrből
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 november 18, 14:52
Írta: Szalai György Dátum 2007 november 18, 14:52
Péter!
Be tudnád nekem linkelni, hogy honnan való ez a kép?
Köszönöm.
Be tudnád nekem linkelni, hogy honnan való ez a kép?
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 15:12
Írta: bmejdz9nu Dátum 2007 november 18, 15:12
#3020-ra... már nem tudom... látod a kép linken, hogy a német CNC forumon fogtam... valahol ezek között, ha jól emlékszem...
Mert mire vagy kiváncsi, elég egyértelmű a dolog... ma jóbban átrágtam a németek "lelki-világát"... érdekes a fórum felépítésük is... majdnem úgy kell, használni mint ezt... mintha ennek lenne egy fejletebb változata...
Mert mire vagy kiváncsi, elég egyértelmű a dolog... ma jóbban átrágtam a németek "lelki-világát"... érdekes a fórum felépítésük is... majdnem úgy kell, használni mint ezt... mintha ennek lenne egy fejletebb változata...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 18, 15:20
Írta: HJózsi Dátum 2007 november 18, 15:20
Legjobb a legegyszerűbb, még ezt sem tudja mindenki hiba nélkül kezelni. A németek [#kocsog] szájtján meg fél óra szívás után tudtam belépni, pedig már bent voltam ... egyszerű kell mint az SMS, amit még Gizike is tud használni ...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 18, 15:27
Írta: HJózsi Dátum 2007 november 18, 15:27
Jégkorongozni voltam, volt két meccsünk, jól kikaptunk, most próbálok vigasztalódni szervó témában, de látom csak a német fórum aktív ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 18, 15:28
Írta: HJózsi Dátum 2007 november 18, 15:28
BP. ónoseső ... kellene egy időjárás topik ... [#eplus2][#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 november 18, 15:56
Írta: Szalai György Dátum 2007 november 18, 15:56
Hát, nem tudom neked mi egyértelmű ezen.
Nekem ez a kép arra volt elég, hogy felkeltse a kíváncsiságomat. Aztán most úgy maradok, mert a "valahol ezek között" nem vezetett eredményre, a kép link meg error 404-re mutat.
A kép egy olyan nem hétköznapi összeállítást ábrázol, ahol nem kell attól tartani, hogy beszól a táp áramkorlátja, vagy megpukkad a végfok. Amatőrtűrő. Ez tetszik benne. Még az egyenirányítót kéne zárlatbiztosra cserélni, és a pilincka munkaáramú vezetékezést rendes minimálhosszú vörösréz sínekre, legalább a trafótól a H hídig. Aztán jöhetne a motorteszt, tárolós szkóppal. A motor tranziens áramai érdekelnének reverzálás közben. Hogy mekkora és mennyi a lecsengési ideje.
Nekem ez a kép arra volt elég, hogy felkeltse a kíváncsiságomat. Aztán most úgy maradok, mert a "valahol ezek között" nem vezetett eredményre, a kép link meg error 404-re mutat.
A kép egy olyan nem hétköznapi összeállítást ábrázol, ahol nem kell attól tartani, hogy beszól a táp áramkorlátja, vagy megpukkad a végfok. Amatőrtűrő. Ez tetszik benne. Még az egyenirányítót kéne zárlatbiztosra cserélni, és a pilincka munkaáramú vezetékezést rendes minimálhosszú vörösréz sínekre, legalább a trafótól a H hídig. Aztán jöhetne a motorteszt, tárolós szkóppal. A motor tranziens áramai érdekelnének reverzálás közben. Hogy mekkora és mennyi a lecsengési ideje.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 18, 16:34
Írta: HJózsi Dátum 2007 november 18, 16:34
Feltette a VIDEÓt is ... ahogy kell a kisérlet elejétől a végéig ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 16:41
Írta: bmejdz9nu Dátum 2007 november 18, 16:41
[#taps] Na ez nem semmi, de még 5x megnézem! [#wow1]Jó lenne Ha valaki magyar is csinálna egy (jó - jobb) tesztet az ElectroCraft motorral és feltennénk nekik... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 november 18, 16:59
Írta: eivmhrm04 Dátum 2007 november 18, 16:59
Hozzám/Komárom/az is közel van.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 18, 17:33
Írta: 000000000 Dátum 2007 november 18, 17:33
Józsi és Péter!
Töltsétek fel nekik a 9 nappal ezelőtt
készített 15-20 Hz-es Electrocraft videót,
csodálkozzanak a svábok is, hogy van
egységugrás teszt is a világon.:)
Töltsétek fel nekik a 9 nappal ezelőtt
készített 15-20 Hz-es Electrocraft videót,
csodálkozzanak a svábok is, hogy van
egységugrás teszt is a világon.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 17:50
Írta: bmejdz9nu Dátum 2007 november 18, 17:50
Megvolt! Ez az egész könyvtárat belinkeltem.... ebben van! ---- ..... Ez az.... itt, egybe.
De látod nem tört ki egységugrás teszt láz Deutschland-ban...
Egyébként végigolvasgattam a szervós dolgaikat... Hát elég fanatikusak... UHU aztán slussz...
Amit ULI ír nekik az "szentírás", persze elég gyakorlatiassan magyaráz... és semmi képlet, sőt még közbe egy egy jó viccet is elsüt nekik... tehát jó...
Hubert Uli, az alkoholista - ilyen fiatalon :)... 6000 sört kapott már... az is leírta (egy összesítésben) melyik országból mennyit... a legtöbbet a németeketől, de sokan vesznek chip-et, de a fiókban végzi (min.) több mint a fele...

De látod nem tört ki egységugrás teszt láz Deutschland-ban...
Egyébként végigolvasgattam a szervós dolgaikat... Hát elég fanatikusak... UHU aztán slussz...
Amit ULI ír nekik az "szentírás", persze elég gyakorlatiassan magyaráz... és semmi képlet, sőt még közbe egy egy jó viccet is elsüt nekik... tehát jó...
Hubert Uli, az alkoholista - ilyen fiatalon :)... 6000 sört kapott már... az is leírta (egy összesítésben) melyik országból mennyit... a legtöbbet a németeketől, de sokan vesznek chip-et, de a fiókban végzi (min.) több mint a fele...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 18, 17:56
Írta: 000000000 Dátum 2007 november 18, 17:56
Ja értem, ezt nem tudtam.
Náluk úgylátszik akkor, nagy az egyetértés.
Nincsen annyi fajta szabályzójuk, és
eltérő vélemény, nézőpont, mint itt nálunk ezen
a fórumon.:)
Náluk úgylátszik akkor, nagy az egyetértés.
Nincsen annyi fajta szabályzójuk, és
eltérő vélemény, nézőpont, mint itt nálunk ezen
a fórumon.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 18:03
Írta: bmejdz9nu Dátum 2007 november 18, 18:03
pontosan... olyan mint a szocializmus... pl. a "gecko" szóra csak alig van találat.. :) De ennél bonyolutabb a dolog ha jól látom...
Más a felfogás... egy hobbystának kötelező a forrasztás... meg nem tudunk mi? érted...
De WinPC-NC-re rengeteg sok ezer! [#vigyor2]
Más a felfogás... egy hobbystának kötelező a forrasztás... meg nem tudunk mi? érted...
De WinPC-NC-re rengeteg sok ezer! [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 18:21
Írta: svejk Dátum 2007 november 18, 18:21
Sziasztok!
Varsányi Péter!
Tudod te hogy a pánikkeltés büntetendő cselekmény?
Már-már én is elhittem hogy nem jó semmire ez a moci..
De csak erőt vettem magamon és összedobtam egy vezérlőt és csak ugy az esélytelenek nyugalmával kipróbáltam.
Most még csak az álló helyzetben próbálgatom mindössze 35 V-ról, de nem tünik ez olyan rossznak mint ahogy lehúztad.
Nekem eddig is vacak motorom volt a gépezetemen, szerintem rosszabb ez sem lesz, de nyugtával a napot.
Csak nem bírtam ki gyorsan leírtam a kezdő tapasztalatokat.
Folyt majd köv. de éjszakás voltam és még nem aludtam.
Varsányi Péter!
Tudod te hogy a pánikkeltés büntetendő cselekmény?
Már-már én is elhittem hogy nem jó semmire ez a moci..
De csak erőt vettem magamon és összedobtam egy vezérlőt és csak ugy az esélytelenek nyugalmával kipróbáltam.
Most még csak az álló helyzetben próbálgatom mindössze 35 V-ról, de nem tünik ez olyan rossznak mint ahogy lehúztad.
Nekem eddig is vacak motorom volt a gépezetemen, szerintem rosszabb ez sem lesz, de nyugtával a napot.
Csak nem bírtam ki gyorsan leírtam a kezdő tapasztalatokat.
Folyt majd köv. de éjszakás voltam és még nem aludtam.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 18:31
Írta: bmejdz9nu Dátum 2007 november 18, 18:31
Nem jó! Küldök egy Geckót és meglátod... [#rinya] Látod a németnek is jobban ment!
Na lássunk valamit!? Cáfolatot!
De mentségemre többször is leírtam, hogy P+I+D azaz PIC-es vezérlővel amit hozzá lehet állítani jó lehet! De nekem nincs olyan most... de ugylátszik senkinek sincs egyszerre motorja és vezérlője? Tehát a kutyát sem érdekli? (csak a Német-et...:)
Mutass valamit... aztán betesszük a németeknek is... :) Hadd nyugizzanak... :)
Na lássunk valamit!? Cáfolatot!
De mentségemre többször is leírtam, hogy P+I+D azaz PIC-es vezérlővel amit hozzá lehet állítani jó lehet! De nekem nincs olyan most... de ugylátszik senkinek sincs egyszerre motorja és vezérlője? Tehát a kutyát sem érdekli? (csak a Német-et...:)
Mutass valamit... aztán betesszük a németeknek is... :) Hadd nyugizzanak... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 18, 18:40
Írta: 000000000 Dátum 2007 november 18, 18:40
Hát az a 0-pont piszkosúl eltolódott![#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 18:51
Írta: svejk Dátum 2007 november 18, 18:51
Nem a geckoval van ott baj ,hanem a megözelítéseddel.
Te mindjárt egy 200 w-os bautz motorral kezdtél, ahhoz képest persze fika...
De én végigjártam a szamárlétrát és én tudom becsülni a kicsit is
Te mindjárt egy 200 w-os bautz motorral kezdtél, ahhoz képest persze fika...
De én végigjártam a szamárlétrát és én tudom becsülni a kicsit is
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 19:00
Írta: bmejdz9nu Dátum 2007 november 18, 19:00
280W... kikérem magamnak... [#nevetes1], de komolyan nem bírtam jobban hozzálőni...
és a generátoros teszt? Tibi sem írt ezzel kapcsolatban semmit! Tök hüleség?
és a generátoros teszt? Tibi sem írt ezzel kapcsolatban semmit! Tök hüleség?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 18, 19:01
Írta: HJózsi Dátum 2007 november 18, 19:01
Úgy látszik nem abszolút nulla, hanem mozgó ...[#buck] Péter gyorsan felfedezte a megoldást : nézz be fordítva a topikba... ne a végén, az elején ... legalább megtanulod ... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 18, 19:03
Írta: 000000000 Dátum 2007 november 18, 19:03
"Tök hüleség?" Az. Szóra sem érdemes.[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 19:05
Írta: svejk Dátum 2007 november 18, 19:05
legalább is nem egyszerű....
pl elfelejtettél a "generátor "belső ellenállásával számolni, ami 5 ohm egyenáramú kapásból.
A generátorok lelkivilága talán még egy fokkal bonyolultabb a motorokénál.
pl elfelejtettél a "generátor "belső ellenállásával számolni, ami 5 ohm egyenáramú kapásból.
A generátorok lelkivilága talán még egy fokkal bonyolultabb a motorokénál.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 19:13
Írta: bmejdz9nu Dátum 2007 november 18, 19:13
Ennél többet vártam... lehet szidni ... nyugodtam... tudod azt szeretem... :)
De elhatároztam, hogy csinálok egy próbapadot, univerzálisra... (a maradékból) és egy "referencia" generátort is teszek rá... szóval írhatnál valamit...
De elhatároztam, hogy csinálok egy próbapadot, univerzálisra... (a maradékból) és egy "referencia" generátort is teszek rá... szóval írhatnál valamit...
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2007 november 18, 19:16
Írta: hyuekyh7a Dátum 2007 november 18, 19:16
Nekem nincs a porondon lévő motorból, de valószínű Péternek az a baja , hogy nem fedi a valóságot amit állított róla az eladó!
Amúgy megfelelő áttétellel az erő is megjön, gondolom a többségetek nem egy többszázkilós géphez vette, Ha igen akkor nagyot hibázott [#falbav] Az ár értékarányt kell nézni, ha az enkoder jó már az is valami.
Amúgy megfelelő áttétellel az erő is megjön, gondolom a többségetek nem egy többszázkilós géphez vette, Ha igen akkor nagyot hibázott [#falbav] Az ár értékarányt kell nézni, ha az enkoder jó már az is valami.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 19:19
Írta: svejk Dátum 2007 november 18, 19:19
Kapásból nem vetted figyelembe a "generátor" belső ellenállását (5 ohm).
Egyébként a generátorok lelki világa talán még a motorokénaél is összetettebbb
Egyébként a generátorok lelki világa talán még a motorokénaél is összetettebbb
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 19:28
Írta: bmejdz9nu Dátum 2007 november 18, 19:28
Pontosan... de a nagyobb Vkrmp nem zavar... ugyis minden szervóhajtásom 80V-ról megy...
Értékarányos így is... HD hajtáshoz meg elég nekem...
Értékarányos így is... HD hajtáshoz meg elég nekem...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 19:33
Írta: bmejdz9nu Dátum 2007 november 18, 19:33
vegyek egy kimondott generátort? pl. autó generátort? Valamivel kellene mérni a kiadott teljesítmény... mennyi lesz hasznos... mennyi hő... stb...
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2007 november 18, 19:44
Írta: hyuekyh7a Dátum 2007 november 18, 19:44
Szerintem vegyél egy nagy levegőt inkább, és zárd le magadban ezt a kérdést, már annyi energiát tettél a tesztekbe evvel a motorral, fujd ki magad kicsit, vagy létrehozhattsz egy komplett mérőlabort is csak nem tudom minek, ne feledjük ezek hobbi gépek, ne akarjuk azt elvárni tőlük , mint egy 20 millás megmunkálóközponttól:-))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 19:55
Írta: bmejdz9nu Dátum 2007 november 18, 19:55
Jut eszembe a "genarátor" motor alíg melegedett... míg a másik 80-90 fokos lett... míg "megcsinálta" azt a 6,4W-ot...[#fejvakaras]
Akkor hol az energia?
Akkor hol az energia?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 20:03
Írta: svejk Dátum 2007 november 18, 20:03
Tápfesz 80 V.
A 25 kHz-es mach az 512-es encoderrel 2900-as fordulatot enged.
Itt még jelentős ereje van.
A 25 kHz-es mach az 512-es encoderrel 2900-as fordulatot enged.
Itt még jelentős ereje van.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 20:05
Írta: svejk Dátum 2007 november 18, 20:05
Tápfesz 80 V.
A 25 kHz-es mach az 512-es encoderrel 2900-as fordulatot enged.
Itt még jelentős ereje van.
A 25 kHz-es mach az 512-es encoderrel 2900-as fordulatot enged.
Itt még jelentős ereje van.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 20:06
Írta: svejk Dátum 2007 november 18, 20:06
Tápfesz 80 V.
A 25 kHz-es mach az 512-es encoderrel 2900-as fordulatot enged.
Itt még jelentős ereje van.
A 25 kHz-es mach az 512-es encoderrel 2900-as fordulatot enged.
Itt még jelentős ereje van.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 20:08
Írta: svejk Dátum 2007 november 18, 20:08
Ja azt hittem az ElectroCraft volt a generátor...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 20:15
Írta: bmejdz9nu Dátum 2007 november 18, 20:15
nem. belinkeltem... milyen.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 18, 20:28
Írta: HJózsi Dátum 2007 november 18, 20:28
Egy horgászdamil teszt? ... 0,5 kg-os lépésekben, a nemzetközi szabvány szerinti 30mm-es átmérőn ... ?
[#idiota][#gonosz2][#nyes]
[#idiota][#gonosz2][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 18, 20:29
Írta: HJózsi Dátum 2007 november 18, 20:29
Ja, 3 kg fölé ne menj! ...[#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 20:37
Írta: bmejdz9nu Dátum 2007 november 18, 20:37
senki nem kiváncsi... rá?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 20:49
Írta: svejk Dátum 2007 november 18, 20:49
Baromság!!!
Össze vissza vertem már a cin spulnijaimat, mert mindig elszakad a madzagom.
Ez nem teszt, ez mazoizmus. ez csak arra jó hogy a tartó nyomatékot ellenőrizd vagy egész kis sebesség/gyorsulásnál.
Össze vissza vertem már a cin spulnijaimat, mert mindig elszakad a madzagom.
Ez nem teszt, ez mazoizmus. ez csak arra jó hogy a tartó nyomatékot ellenőrizd vagy egész kis sebesség/gyorsulásnál.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 20:51
Írta: svejk Dátum 2007 november 18, 20:51
Nálam 2,15 cm-es erőkar a szabvány..(ekkora a fúrótokmányom :) )
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 20:58
Írta: bmejdz9nu Dátum 2007 november 18, 20:58
A szabvány mindegy.... akár a motor 8mm-es tengelye is lehet... [#nevetes1] - Majd Tibor kiszámítja... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 20:58
Írta: svejk Dátum 2007 november 18, 20:58
No, összefoglalva annyit tud kb. mint az ablaktörlőszerű, mint ahogy sejtettük is a vásárlás előtt. Az adatlap adatait tudja az biztos.
Az hogy ez mire elég mindenki döntse el maga.
Aki volt a találkozón láthatta a szerkezetemet, azon az ablaktörlő volt, van viszonyítási alapja.
Ott én is szabályellenesen direktben hajtattam a 4-es tr. menetet.
Egyedüli hátrányaként a nagyobb feszültségét látom.
Az hogy ez mire elég mindenki döntse el maga.
Aki volt a találkozón láthatta a szerkezetemet, azon az ablaktörlő volt, van viszonyítási alapja.
Ott én is szabályellenesen direktben hajtattam a 4-es tr. menetet.
Egyedüli hátrányaként a nagyobb feszültségét látom.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 18, 20:59
Írta: HJózsi Dátum 2007 november 18, 20:59
Aha, Péter feltalálta tartónyomaték tesztet... [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 21:02
Írta: svejk Dátum 2007 november 18, 21:02
Én így pár óra babrálás után 80 V-os vezérlőről járatva a 2000-es motorfordulatot választanám maximumnak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 18, 21:03
Írta: bmejdz9nu Dátum 2007 november 18, 21:03
Elhittük. köszönjük. [#vigyor]
Olyan "Varsányi féle" vagy "német csávó féle" dolgot nem csinálsz... azaz videót... ahogy tekeri a "spárgát"... stb... csak én vagyok olyan "vizuális" típus?
Olyan "Varsányi féle" vagy "német csávó féle" dolgot nem csinálsz... azaz videót... ahogy tekeri a "spárgát"... stb... csak én vagyok olyan "vizuális" típus?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 21:12
Írta: svejk Dátum 2007 november 18, 21:12
Nem látom értelmét.
Teljesen más hatások érik a mocit mint ha orsón
keresztül mozgat egy tömeget.
Teljesen más hatások érik a mocit mint ha orsón
keresztül mozgat egy tömeget.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 18, 21:26
Írta: 000000000 Dátum 2007 november 18, 21:26
Pedig van értelme! Én a tavalyi talira vittem
ki egy fogazott szíjas próbapadot, szerintem
Péter emlékszik is rá, akkor szomszédok
voltunk. Ez direkt hajtással 3 m/s csúcs
sebességre is jó. Na erről szép dolog megállni
túllendülés mentesen. Itt ugyanis sokkal
keményebben jelennek meg a dinamikia hatások,
szervo szabályzási rendszer jelenségek.
Kiváló tesztelő konfiguráció tehát.
Csak itt észnél kell lenni, és picit legalább
tudni illik, mitől forog egy DC motor, hol
vannak a határok. A lapomon van egy videó is
erről.
ki egy fogazott szíjas próbapadot, szerintem
Péter emlékszik is rá, akkor szomszédok
voltunk. Ez direkt hajtással 3 m/s csúcs
sebességre is jó. Na erről szép dolog megállni
túllendülés mentesen. Itt ugyanis sokkal
keményebben jelennek meg a dinamikia hatások,
szervo szabályzási rendszer jelenségek.
Kiváló tesztelő konfiguráció tehát.
Csak itt észnél kell lenni, és picit legalább
tudni illik, mitől forog egy DC motor, hol
vannak a határok. A lapomon van egy videó is
erről.
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 november 18, 21:29
Írta: yuagaci9g Dátum 2007 november 18, 21:29
Nem tudtam, hogy van lapod!...? bocs!
Link?
Link?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 18, 21:30
Írta: svejk Dátum 2007 november 18, 21:30
Hát én sajnos nem tudom mitől forog...
Az a baj az egyszerű vezérlőknél azok a beállítások amik jók a madzagos tesztnél nem biztos hogy jók az önzáró (vagy majdnem önzáró) hajtásnál
Az a baj az egyszerű vezérlőknél azok a beállítások amik jók a madzagos tesztnél nem biztos hogy jók az önzáró (vagy majdnem önzáró) hajtásnál
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 18, 21:40
Írta: 000000000 Dátum 2007 november 18, 21:40
Ezt most komolyan írtad?:)
Írd be pl. a Google-ba: Szabó Tibor szervo,
segíteni fog talán. Direktbe nem linkelek,
Istvánra is tekintettel lennem.
Írd be pl. a Google-ba: Szabó Tibor szervo,
segíteni fog talán. Direktbe nem linkelek,
Istvánra is tekintettel lennem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 18, 21:44
Írta: 000000000 Dátum 2007 november 18, 21:44
Abban teljesen igazd van, hogy ez egy másik
beállítást igényel, viszont kinagyítva tudsz
tanulmányozni mindent, és pillantok alatt
kiderülnek a motor valós képességei.
beállítást igényel, viszont kinagyítva tudsz
tanulmányozni mindent, és pillantok alatt
kiderülnek a motor valós képességei.
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 november 18, 21:52
Írta: yuagaci9g Dátum 2007 november 18, 21:52
Csak 378 talalat?
Es melyik vagy Te?
Es melyik vagy Te?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 18, 22:01
Írta: 000000000 Dátum 2007 november 18, 22:01
Most hülyéskedsz Lámpás? Ne csináld már kérlek.
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2007 november 18, 22:19
Írta: yuagaci9g Dátum 2007 november 18, 22:19
Jolvan, na!
Tudod, hogy sovaran figyelem hozzaszolasaidat, es csak azert nem szoltam, mert meg nem tartok a kiserleteknel. Azert minden infot szurok, es jokat szorakozom.
Tudod, hogy sovaran figyelem hozzaszolasaidat, es csak azert nem szoltam, mert meg nem tartok a kiserleteknel. Azert minden infot szurok, es jokat szorakozom.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 19, 00:11
Írta: HJózsi Dátum 2007 november 19, 00:11
Na most, hogy a holland pihen egy kicsit előjött fix árral ( 81 USD ) az angol akitől én vettem : ITT. Kicsit alá kell menni árban ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 19, 08:12
Írta: svejk Dátum 2007 november 19, 08:12
Nálam még kapható egy pár db. 25 eurós (6425 Ft)
árban.....
árban.....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 19, 08:50
Írta: svejk Dátum 2007 november 19, 08:50
Nem tudom Ti hogy vagytok vele de én mindig időzavarban vagyok, így egyenlőre eltekintek az olyan dolgoktól amit nem tudok hasznosítani rögtön.
De majd megpróbálok valamit kihozni magamból...
De majd megpróbálok valamit kihozni magamból...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 19, 08:59
Írta: bmejdz9nu Dátum 2007 november 19, 08:59
Én a próbapadot legszívesebben 20-as emelkedésű orsóval csinálnám, de csak 10-es van itthon... jobban kijönnek a hibák...
A német videóján (is) egyértelműen látni a túlfutást... mert egy jó szervómotort a "megállási képessége" jellemez leginkább, hogy azt milyen ramp time-al (gyorsítási/lassítási) tudja...
A német videóján (is) egyértelműen látni a túlfutást... mert egy jó szervómotort a "megállási képessége" jellemez leginkább, hogy azt milyen ramp time-al (gyorsítási/lassítási) tudja...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 19, 09:07
Írta: svejk Dátum 2007 november 19, 09:07
Az emberek hajlamosak elhinni amit látnak és nem objektíven levonni a konzekvenciát.
Gondolok itt arra, ha én feltennék egy videót a kis motorról, Te rögtön beraknál egy válszvideót a sanyodenkivel, azt hinnék a kis motort ki kell dobni a kukába.
Természetesen én is szivesen alkalmaznák egy nagyobb esetlegesen túlméretezett motort, de ennek csak akkor jön el az ideje ha mondjuk 25 euró/db-ért tudok abból is venni 50-et.
Gondolok itt arra, ha én feltennék egy videót a kis motorról, Te rögtön beraknál egy válszvideót a sanyodenkivel, azt hinnék a kis motort ki kell dobni a kukába.
Természetesen én is szivesen alkalmaznák egy nagyobb esetlegesen túlméretezett motort, de ennek csak akkor jön el az ideje ha mondjuk 25 euró/db-ért tudok abból is venni 50-et.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 19, 09:26
Írta: bmejdz9nu Dátum 2007 november 19, 09:26
Nem. Ezt én is természetesen tudom... :) Nem lesz "ellenvideó"...
Persze bennem van a hba, mert gondolkodás nélkül mindent túlméretezek... Akkor lennék igazán jó (már) ha lenne rutin és pl. ebből a legjobbat tudnám kihozni... de ez sajnos nincs így... :) A rutin és szakértelem nálad van...
Persze bennem van a hba, mert gondolkodás nélkül mindent túlméretezek... Akkor lennék igazán jó (már) ha lenne rutin és pl. ebből a legjobbat tudnám kihozni... de ez sajnos nincs így... :) A rutin és szakértelem nálad van...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 19, 09:28
Írta: svejk Dátum 2007 november 19, 09:28
Nem az Tibor45 tulajdonában.....sajnos :(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 19, 09:29
Írta: svejk Dátum 2007 november 19, 09:29
Mi csak lelkes amatőrök vagyunk....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 19, 10:03
Írta: bmejdz9nu Dátum 2007 november 19, 10:03
Magában is tartja...[#rinya] persze ahogy bírja...[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 19, 10:37
Írta: bmejdz9nu Dátum 2007 november 19, 10:37
Na végre megjött a 12V-29A táp... ki tudtam próbálni a motort... :) 12V-ról már igen magas fordulata van... üresjárati áramfelvétel: 20A 12V-on! : :) :)
Tudom nem szervó... de itt volt szó róla ebben a topikban...
Ez ugyebár nem folyamatos üzemre való motor... de a neten olvastam ha nem 24V-ról hajtják csak max 12V-ról akkor...

Tudom nem szervó... de itt volt szó róla ebben a topikban...
Ez ugyebár nem folyamatos üzemre való motor... de a neten olvastam ha nem 24V-ról hajtják csak max 12V-ról akkor...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 19, 10:57
Írta: HJózsi Dátum 2007 november 19, 10:57
Nem szorul a tengely ? [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 19, 11:12
Írta: bmejdz9nu Dátum 2007 november 19, 11:12
Nem. Nagyon finoman jár... szervó jellegű... de 12V-ról is melegszik... tehát csak mobil daruhoz vagy csörlőhöz lesz jó...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 19, 11:37
Írta: HJózsi Dátum 2007 november 19, 11:37
Vagy bikaforgatóhoz ... azt a videót láttad? Csapatépítő training ... Mikor elutaztál tettem be a topikba ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 19, 11:38
Írta: svejk Dátum 2007 november 19, 11:38
Majd kapsz te szervo jellegűt a Tibor45-től :) :)
Ez soros motor nem?
Ez soros motor nem?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 19, 11:43
Írta: HJózsi Dátum 2007 november 19, 11:43
Péter kedvéért Csapatépítés bikával reloaded...
Ez a DC motor egy ilyen szerkezetbe talán elmegy, áttételezve ... [#nyes][#nyes][#nyes]
Ez a DC motor egy ilyen szerkezetbe talán elmegy, áttételezve ... [#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 19, 12:47
Írta: bmejdz9nu Dátum 2007 november 19, 12:47
Nem hiszem... sima motornak néz ki (persze ez az áram... de nem fut el..)... Szervó jellegű azaz simán lehet tekerni a forgórészt... persze nem kis súlyú és nem "kispályás" alkalmazásokhoz...
Csináljak egy "spulni" tesztet vele...? Kellenének a világ legnagyobb Fet-jei... [#wink]
De tényleg örült erőt tud*(hat) egy rövidebb időre... *meg sem merem fogni a forgórészt... :)
Csináljak egy "spulni" tesztet vele...? Kellenének a világ legnagyobb Fet-jei... [#wink]
De tényleg örült erőt tud*(hat) egy rövidebb időre... *meg sem merem fogni a forgórészt... :)
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2007 november 19, 12:52
Írta: ebalint Dátum 2007 november 19, 12:52
Üdv mindenkinek!
Péter küldtem 1 e-mail-t.
ebalint
Péter küldtem 1 e-mail-t.
ebalint
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 19, 20:13
Írta: svejk Dátum 2007 november 19, 20:13
Nyomtam fel egy pár vérlázító videót.
http://cnctar.hobbycnc.hu/Svejk/ElectroCraft/er%f5fitogtat%e1s/
http://cnctar.hobbycnc.hu/Svejk/ElectroCraft/er%f5fitogtat%e1s/
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 19, 20:15
Írta: svejk Dátum 2007 november 19, 20:15
Nyomtam fel egy pár vérlázító videót.
http://cnctar.hobbycnc.hu/Svejk/ElectroCraft/er%f5fitogtat%e1s/
http://cnctar.hobbycnc.hu/Svejk/ElectroCraft/er%f5fitogtat%e1s/
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 19, 20:16
Írta: svejk Dátum 2007 november 19, 20:16
Magyarázat a videókhoz:
Semmi tudományos megközelítés vagy előre számolás, ezt találtam a garázsban.
Az orsó menetemelkedése 12.7 mm (nem elírás!, 4 bekezdésű)
Egy kuplungon keresztül 1:1-ben hajtja a motor (nincs áttételem, illetve bonyolut lett volna, vagyis egy kicsit kelljen számolnotok az erőket :)
Mach3 beállítása:
osztás: 40,31496063 step/mm
sebesség: 25400 mm/perc
gyorsulás: 4000mm/sec/sec kb. 0,1 másodperc alatt gyorsul fel a mx. sebességre.
A fenti beállitással a max. motor fordulat 2000 ford/min .(lásd. kép034 videó)
A mozgatott súly: 4 kg
A kép035-ös videón a max sebességnél a motor áramfelvétele látszik, lefelé kb 1A, felfelé kb 2 A
Ez lehet a max. üzemi terhelése a motornak. Tessék a menetemelkedés és a sebesség alapján kiszámolni hogy mit is akartok a saját mechanikátokkal.
A kép037-es már veszélyes csak azért csináltam mert varsányi barátunk azt mondta ennek a motornak nincs is csúcsnyomatéka.
A teher egy 17kg-os gépsatu.
először 8500-as sebesség, fel majd le, aztán 25400 fel és itt leoldott a sok hibától, és el is engedte. Látszik ahogy visszahajt.
A kép038-as videón már visszavettem 12700-ra a sebességet ezt tudta tévesztés nélkül, persze ez is erős túlterhelés a motornak.
itt már felfelé 6 A-t vesz fel a moci ,sőt az állvatartáshoz is 2 A kell.
Semmi tudományos megközelítés vagy előre számolás, ezt találtam a garázsban.
Az orsó menetemelkedése 12.7 mm (nem elírás!, 4 bekezdésű)
Egy kuplungon keresztül 1:1-ben hajtja a motor (nincs áttételem, illetve bonyolut lett volna, vagyis egy kicsit kelljen számolnotok az erőket :)
Mach3 beállítása:
osztás: 40,31496063 step/mm
sebesség: 25400 mm/perc
gyorsulás: 4000mm/sec/sec kb. 0,1 másodperc alatt gyorsul fel a mx. sebességre.
A fenti beállitással a max. motor fordulat 2000 ford/min .(lásd. kép034 videó)
A mozgatott súly: 4 kg
A kép035-ös videón a max sebességnél a motor áramfelvétele látszik, lefelé kb 1A, felfelé kb 2 A
Ez lehet a max. üzemi terhelése a motornak. Tessék a menetemelkedés és a sebesség alapján kiszámolni hogy mit is akartok a saját mechanikátokkal.
A kép037-es már veszélyes csak azért csináltam mert varsányi barátunk azt mondta ennek a motornak nincs is csúcsnyomatéka.
A teher egy 17kg-os gépsatu.
először 8500-as sebesség, fel majd le, aztán 25400 fel és itt leoldott a sok hibától, és el is engedte. Látszik ahogy visszahajt.
A kép038-as videón már visszavettem 12700-ra a sebességet ezt tudta tévesztés nélkül, persze ez is erős túlterhelés a motornak.
itt már felfelé 6 A-t vesz fel a moci ,sőt az állvatartáshoz is 2 A kell.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 19, 20:24
Írta: bmejdz9nu Dátum 2007 november 19, 20:24
Na végre valami! :)
Most töltöm le... :) aztán "átcsinálom" wmf-nek akkor kisebb és gyorsabb lesz.......
Most töltöm le... :) aztán "átcsinálom" wmf-nek akkor kisebb és gyorsabb lesz.......
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 19, 20:29
Írta: svejk Dátum 2007 november 19, 20:29
Ja és még egy : A DSSC vezérlő tápfesze 80 V.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 19, 21:08
Írta: HJózsi Dátum 2007 november 19, 21:08
Gratula!!! Megnyugodtam, fogja bírni a kis esztergát... A gépsatus videó mehetne a Youtube-ra, de legalább a német cnc-sekhez... [#eplus2][#eplus2][#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 19, 21:15
Írta: bmejdz9nu Dátum 2007 november 19, 21:15
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 19, 21:30
Írta: svejk Dátum 2007 november 19, 21:30
Ennyi tellett tőlem...
Ahhoz képest hogy nekem nincs is ilyen motorom, csak a beszerzésben segédkeztem.....
Ahhoz képest hogy nekem nincs is ilyen motorom, csak a beszerzésben segédkeztem.....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 19, 21:33
Írta: bmejdz9nu Dátum 2007 november 19, 21:33
írnánk ám, de nem megy a fórum...
Az erő lenyügőző... az nagyon jó, hogy a te vezérlőddel sokkal jobban megy! (mint a Gecko-val)
Jó lett volna egy videó a végeken egy kis szünettel, és az objektív a kupplungon... :)
Az erő lenyügőző... az nagyon jó, hogy a te vezérlőddel sokkal jobban megy! (mint a Gecko-val)
Jó lett volna egy videó a végeken egy kis szünettel, és az objektív a kupplungon... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 19, 21:35
Írta: bmejdz9nu Dátum 2007 november 19, 21:35
írnánk ám, de nem megy a fórum...
Az erő lenyügőző... az nagyon jó, hogy a te vezérlőddel sokkal jobban megy! (mint a Gecko-val)
Jó lett volna egy videó a végeken egy kis szünettel, és az objektív a kupplungon... :)
Az erő lenyügőző... az nagyon jó, hogy a te vezérlőddel sokkal jobban megy! (mint a Gecko-val)
Jó lett volna egy videó a végeken egy kis szünettel, és az objektív a kupplungon... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 19, 21:55
Írta: svejk Dátum 2007 november 19, 21:55
Ez nem vezérlő kérdédse...
Rosszak a fényviszonyok
Rosszak a fényviszonyok
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 20, 08:29
Írta: 000000000 Dátum 2007 november 20, 08:29
wmv lesz az. A wmf az más.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 20, 08:38
Írta: 000000000 Dátum 2007 november 20, 08:38
Ezek szerint azért van élet az üveghegyen innen is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 20, 10:20
Írta: bmejdz9nu Dátum 2007 november 20, 10:20
Az öreg "számítógépes-grafikusba" berögzödött a wmf... persze wmv azaz Windows Media Video.
(... és nem Windows Metafile az ugyebár egy vektorgrafikus forma) [#hawaii]
(... és nem Windows Metafile az ugyebár egy vektorgrafikus forma) [#hawaii]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 20, 12:57
Írta: bmejdz9nu Dátum 2007 november 20, 12:57
Újabb fejlemények a német "E242 topikomban".... (Peters CNC Ecke)
"So,Motor ist für 42.- Euro weggegangen... "
"
Tenyleg eladta - felárral! (Ebay item nr:260181450701) az Ebay számát is megadta... :)
"So,Motor ist für 42.- Euro weggegangen...
" Tenyleg eladta - felárral! (Ebay item nr:260181450701) az Ebay számát is megadta... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 20, 13:31
Írta: bmejdz9nu Dátum 2007 november 20, 13:31
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 november 20, 13:53
Írta: x4rhew5r3 Dátum 2007 november 20, 13:53
Szurkolok a pécsieknek...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 20, 13:56
Írta: bmejdz9nu Dátum 2007 november 20, 13:56
Sajnos csak a szurkolás marad... mert a markenting (a dologok tálalása) és németek lelkivilág ismerete hiányzik... sajnos... :)
ULI felkészültebb... frappáns, egyenes válaszokat ad érvekkel... itt is...
ULI felkészültebb... frappáns, egyenes válaszokat ad érvekkel... itt is...
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2007 november 20, 16:07
Írta: ybm4ifb Dátum 2007 november 20, 16:07
Szevasztok
Csak kiváncsi vagyok megy-e a forum.
Csak kiváncsi vagyok megy-e a forum.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 20, 16:31
Írta: bmejdz9nu Dátum 2007 november 20, 16:31
1. 2. 3. ok.
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2007 november 20, 17:47
Írta: 2nbj3n5m Dátum 2007 november 20, 17:47
A Pécsiek rossz oldalra léptek be.
A Péter CNCECK-én van egy Cégek bejelentkezési
lehetőség.Ingyen!!
A honlapjuk csak angolul tudoknak!!
Janko
A Péter CNCECK-én van egy Cégek bejelentkezési
lehetőség.Ingyen!!
A honlapjuk csak angolul tudoknak!!
Janko
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 20, 18:14
Írta: bmejdz9nu Dátum 2007 november 20, 18:14
Én csak azt hiszem (el) amit látok... és az nem sok... (Egyébként próbáltam - nem jártam sikerrel...)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 20, 21:01
Írta: Szedlay Pál Dátum 2007 november 20, 21:01
http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&rd=1&item=230192405486&ssPageName=STRK:MEWA:IT&ih=013
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 20, 21:20
Írta: bmejdz9nu Dátum 2007 november 20, 21:20
[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2007 november 20, 22:33
Írta: 2nbj3n5m Dátum 2007 november 20, 22:33
Engem most már csak az érdekelne,hogy az
ISTVÁN álltal forgalmazott servo hajtás,
müködteti az álltalam megvásárolt motort?
Janko
ISTVÁN álltal forgalmazott servo hajtás,
müködteti az álltalam megvásárolt motort?
Janko
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 20, 22:49
Írta: bmejdz9nu Dátum 2007 november 20, 22:49
Biztos István is csinál tesztet, neki is van az "általad megvásárolt" motorból...
Lehet, hogy most fejleszti hozzá, aztán csak nézünk: "Profi2S Servo Vezérlő EC240C" jelzést kap a speciális széria... [#vigyor2]
Lehet, hogy most fejleszti hozzá, aztán csak nézünk: "Profi2S Servo Vezérlő EC240C" jelzést kap a speciális széria... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 20, 23:59
Írta: HJózsi Dátum 2007 november 20, 23:59
Itt még várat magára az igazság pillanata, de a 99centes árra valaki rátolt egy vésztjósló 1dolláros tétet ... [#ijedt]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 21, 09:04
Írta: bmejdz9nu Dátum 2007 november 21, 09:04
Az elkövető: "eghwindenergy".... (szélenergia) ... hát igen ahhoz is kiválló...
De a lejárat előtt egy nappal rá kell tenni valamit, mert az eladó ha látja, hogy reménytelen a lejárat előtt törölheti... Ha nincs licitáló... Profi a "szeles" biddelő... Ez így helyes...
De a lejárat előtt egy nappal rá kell tenni valamit, mert az eladó ha látja, hogy reménytelen a lejárat előtt törölheti... Ha nincs licitáló... Profi a "szeles" biddelő... Ez így helyes...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 21, 13:52
Írta: Szedlay Pál Dátum 2007 november 21, 13:52
Egy kis újdonság!
Mach3+hardveres gyorsító kártya.
Így már nem azon kell elgondolkozni, hogy a mach3 milyen frekvenciával képes a jeleket kiadni, inkább azon milyen vezérlő képes fogadni.
A hardveres gyorsítást egy Galil 18X0 kártya beépítésével értem el.
Az adatok egy 5mm emelkedésű golyósorsóra lettek beállítva. 25.000 lépés/fordulat ill. 800lépés/fordulat.
Péter itt az adatok alapján, ha a rendszerünk bírja már túl léptük jócskán a szökési gyorsulást.[#vigyor2][#mf1][#csodalk]
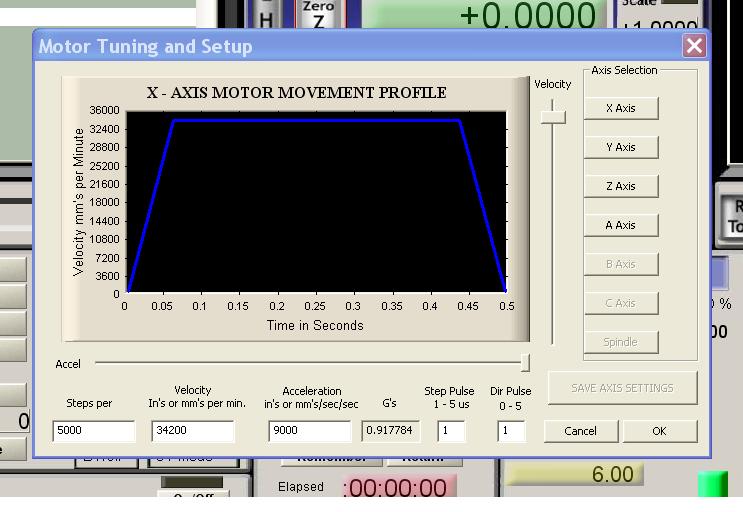
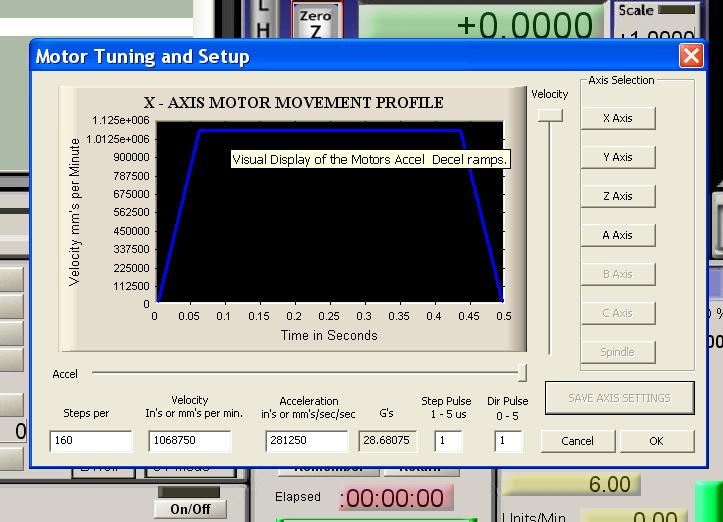
Mach3+hardveres gyorsító kártya.
Így már nem azon kell elgondolkozni, hogy a mach3 milyen frekvenciával képes a jeleket kiadni, inkább azon milyen vezérlő képes fogadni.
A hardveres gyorsítást egy Galil 18X0 kártya beépítésével értem el.
Az adatok egy 5mm emelkedésű golyósorsóra lettek beállítva. 25.000 lépés/fordulat ill. 800lépés/fordulat.
Péter itt az adatok alapján, ha a rendszerünk bírja már túl léptük jócskán a szökési gyorsulást.[#vigyor2][#mf1][#csodalk]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 21, 14:02
Írta: Szedlay Pál Dátum 2007 november 21, 14:02


Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 21, 15:15
Írta: 000000000 Dátum 2007 november 21, 15:15
Eddig nem nagyon hozott lázba, mert izgalmasabb dolgokkal foglakozok, de kipróbálnám és nem találok bekötési rajzot az encoderről!
Ha valaki tud, dobjon már egy linket a lábkiosztásról! Köszi!
Ha valaki tud, dobjon már egy linket a lábkiosztásról! Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 november 21, 16:23
Írta: j3rx6bsjd Dátum 2007 november 21, 16:23
encoder bekötés
Valami videót is kérünk majd.[#smile]
Valami videót is kérünk majd.[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2007 november 21, 16:25
Írta: j3rx6bsjd Dátum 2007 november 21, 16:25
Talán így jobb lesz:encoder
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 21, 17:40
Írta: 000000000 Dátum 2007 november 21, 17:40
Köszi!
Csak az a gondom, hogy a labortápom max. 40V-os (ez meg ha jól olvastam 48V-os)...
Csak az a gondom, hogy a labortápom max. 40V-os (ez meg ha jól olvastam 48V-os)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 21, 18:16
Írta: bmejdz9nu Dátum 2007 november 21, 18:16
H1-es tápja talán jó lesz hozzá (?)...szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 21, 19:15
Írta: 000000000 Dátum 2007 november 21, 19:15
Na kipróbáltam!
Most megy fel a videó (kb. 15perc).
Csak hevenyésve, üresen tudtam tesztelgetni, mert most erre volt lehetőségem. Ráadásul csak 40V-ról, de gondolom ha kapna rendesen feszt csak jobb lehet!
Első közelítésben, azt kell, hogy mondjam, teljesen használható, beállíthatóvólt és normálisan viselkedett. Azt erősen éreztem, hogy kevés volt neki a 40V, de így is ment rendesen. Nagyobb volt a lengése az "ablaktörlő" motortól, és erősebben terhelte az I-tagot, de lehet, hogy a feszültség emelésével ez is javulna.
Hobby célokra teljesen jó (a teljesítménye is ezt indokolja). Dinamikája messze elmarad az "ablaktőrlőétől"!
Erősen zavaró a magas tápfesz igénye...
Most megy fel a videó (kb. 15perc).
Csak hevenyésve, üresen tudtam tesztelgetni, mert most erre volt lehetőségem. Ráadásul csak 40V-ról, de gondolom ha kapna rendesen feszt csak jobb lehet!
Első közelítésben, azt kell, hogy mondjam, teljesen használható, beállíthatóvólt és normálisan viselkedett. Azt erősen éreztem, hogy kevés volt neki a 40V, de így is ment rendesen. Nagyobb volt a lengése az "ablaktörlő" motortól, és erősebben terhelte az I-tagot, de lehet, hogy a feszültség emelésével ez is javulna.
Hobby célokra teljesen jó (a teljesítménye is ezt indokolja). Dinamikája messze elmarad az "ablaktőrlőétől"!
Erősen zavaró a magas tápfesz igénye...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 21, 19:23
Írta: bmejdz9nu Dátum 2007 november 21, 19:23
Na várjuk... Hasonlókat "érezetem" én is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 21, 19:25
Írta: 000000000 Dátum 2007 november 21, 19:25

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 21, 20:10
Írta: bmejdz9nu Dátum 2007 november 21, 20:10
Valami tippek jók lennének a leendő felhasználóknak milyen alkalmazáshoz...
Azaz mekkora léptő Nm-nek .... stb... helyett... stb. (abban van már rutin... gondolom)
Azaz mekkora léptő Nm-nek .... stb... helyett... stb. (abban van már rutin... gondolom)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 21, 20:37
Írta: 3vv2btrhv Dátum 2007 november 21, 20:37
Igen ez nagyon lényeges kérdés !! Hasonlitva egy léptetöhöz menyivel erösebb ?? Nekem nem a gyorsasága lenne a fontos hanem a hosszu ideig való megbizhato müködés .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 21, 20:54
Írta: bmejdz9nu Dátum 2007 november 21, 20:54
Nehéz kérdés ez... mert mindegyik rendszer más... de azért lehet valamennyire hasonlítani... remélem, mert ennékül a méretezés....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 21, 21:17
Írta: bmejdz9nu Dátum 2007 november 21, 21:17
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 22, 15:23
Írta: 000000000 Dátum 2007 november 22, 15:23
Jó lenne, ha tolmácsolnád (szinkron?) mert én még nem is látom (nem regisztráltam magam), nem hogy értsem is...!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 22, 15:24
Írta: 000000000 Dátum 2007 november 22, 15:24
Ez erősen függ attól, hogy milyen fordulatszámon és milyen táppal összevetve nézzük!!!
Ez pl. 2000 f/min felett simány lenyomja a 12Nm-es motort 40V-ról hajtva bármilyen vezérlővel!
Ez pl. 2000 f/min felett simány lenyomja a 12Nm-es motort 40V-ról hajtva bármilyen vezérlővel!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 22, 16:13
Írta: Szedlay Pál Dátum 2007 november 22, 16:13
Ezeket a 2,5Nm steppereket paralelben is?
Bár tudom ez servo topik.
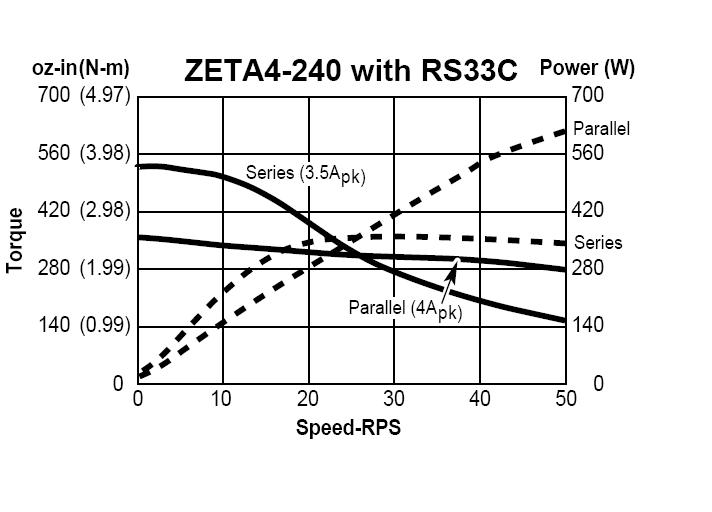
Bár tudom ez servo topik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 22, 20:16
Írta: bmejdz9nu Dátum 2007 november 22, 20:16
"Ez pl. 2000 f/min felett simány lenyomja a 12Nm-es motort 40V-ról hajtva bármilyen vezérlővel! "
Hát ezzel most nem értek egyet veled...
Ha csak nem 1,2Nm-et akartál írni és a vesző hiányzik mert én mindent összevetve azzal "kompatibilis" + természetesen sebesség és biztonság (servo)... :)
Most mindenki azt gondolhatná, hogy a 4-5Kg-os 12Nm-es léptető az semmi... mert ez még gyorsabb is... :)
Teszt egyszerű... "lépésvesztés" ill. minimális lépés eltérést engedve tengelyt lefogni egy kesztyűvel :)... 5 percre...
Tudom, nekem a szervomotorokról más a nézetem... talán Tiborhoz áll közelebb... pedíg nem vagyunk egy burokban... ezt mindenki látja... :)
Én úgy értelmezem, hasonlítom, léptetőkhöz a szervómotort:
1. Gyorsítási és lassítási képessége terhelve, azaz mechanikával...
2. Sebesség és fordulatszám terhelve (nem ez a legelső - ez csak a második szempont)
3. Pontos megállás a végponton. (minimális vagy zero túlfutással)
4. Lehető legpontosabb pályakövetés - terhelve. Tehát legyen tartalék erő a maráshoz +++
5. Melegedés normális szint alatt.
Sebességet lehet csinálni... majd minden motorral, de jó és pontos pozicikövetéshez (start-stop-pályakövetés) kell a kakaó...
szerintem.
Hát ezzel most nem értek egyet veled...
Ha csak nem 1,2Nm-et akartál írni és a vesző hiányzik mert én mindent összevetve azzal "kompatibilis" + természetesen sebesség és biztonság (servo)... :)
Most mindenki azt gondolhatná, hogy a 4-5Kg-os 12Nm-es léptető az semmi... mert ez még gyorsabb is... :)
Teszt egyszerű... "lépésvesztés" ill. minimális lépés eltérést engedve tengelyt lefogni egy kesztyűvel :)... 5 percre...
Tudom, nekem a szervomotorokról más a nézetem... talán Tiborhoz áll közelebb... pedíg nem vagyunk egy burokban... ezt mindenki látja... :)
Én úgy értelmezem, hasonlítom, léptetőkhöz a szervómotort:
1. Gyorsítási és lassítási képessége terhelve, azaz mechanikával...
2. Sebesség és fordulatszám terhelve (nem ez a legelső - ez csak a második szempont)
3. Pontos megállás a végponton. (minimális vagy zero túlfutással)
4. Lehető legpontosabb pályakövetés - terhelve. Tehát legyen tartalék erő a maráshoz +++
5. Melegedés normális szint alatt.
Sebességet lehet csinálni... majd minden motorral, de jó és pontos pozicikövetéshez (start-stop-pályakövetés) kell a kakaó...
szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 23, 08:36
Írta: bmejdz9nu Dátum 2007 november 23, 08:36
ElectroCraft katalogus 4. és 5. oldal. (link - pdf) E240C = G240C
Coversion calculator
A motor adatai: (alul az a kis grafikon mellett nem szabad elnézni... persze 2x-es hobby szorzó talán alkalmazható :) Talán nem melegszik túl.

Coversion calculator
A motor adatai: (alul az a kis grafikon mellett nem szabad elnézni... persze 2x-es hobby szorzó talán alkalmazható :) Talán nem melegszik túl.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 23, 14:48
Írta: 000000000 Dátum 2007 november 23, 14:48
"Hát ezzel most nem értek egyet veled... "
Hát ez Neked dolog...
Én ezt látom, tapasztalom!
Persze ez kb. érzés, de a nagy 12Nm-es nem a sebesség bajnoka!
Hát ez Neked dolog...
Én ezt látom, tapasztalom!
Persze ez kb. érzés, de a nagy 12Nm-es nem a sebesség bajnoka!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 23, 15:29
Írta: 000000000 Dátum 2007 november 23, 15:29
Szia Péter!
"(alul az a kis grafikon mellett nem szabad
elnézni". Remek tanácsokat osztogatsz, de jó ha
tudod, ez a nagyjából a Bautz-odra és egyéb DC
szervókra is igaz. Így remélem Magadra is
figyelsz!:))
"(alul az a kis grafikon mellett nem szabad
elnézni". Remek tanácsokat osztogatsz, de jó ha
tudod, ez a nagyjából a Bautz-odra és egyéb DC
szervókra is igaz. Így remélem Magadra is
figyelsz!:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 23, 15:51
Írta: bmejdz9nu Dátum 2007 november 23, 15:51
[#wink] Nem vitázni akarok csak... a tesztelgetéseim alapján...
12Nm = ráteszünk egy egy 100mm-es kart a motor tengelyére...arra 12Kg-ot... (jól tudom?) ... és járatjuk... nem hiszem hogy kibírna egy emelést sem...
"Nadehát" a kettő teljesen más... egyiknek akkor jön az ereje amikor a másiknak elmegy :)
Az adatlap alapján: 0,135Nm/Amper a tartós terhelhetőség, 1,9Amper a max tartós áram = 0.25Nm a tartós nyomatéka... már ezt is sokkalom a többihez képest amit teszteltem.
Csúcsnyomaték: 13,9Amperx0,135Nm = 1.8765Nm... De ettől pedíg melegszik... azaz csak gyorsításkor és lassításkor szabad (azt is módjával) kivenni belőle.
A motor végül is jó! Szerintem pörgetni kell... 1/2-1/3-ban (le)áttétel... és máris ok... egy közepes erősségű felhasználáshoz... szerintem.
A magas fordulathoz kell a magas tápfesz...14,2V/ezer fordulat az adatlapon...)
De az "exakt" páyakövetés is nagyon fontos...
A léptetőnél ez természetes - az az lépest veszt "szépen - feltünően"... míg a szervó nem tud... kis túlzással nem akkor veszi be a marószár a "kanyart" amikor "parancsot" kap... hanem amikor tudja/bírja...
12Nm = ráteszünk egy egy 100mm-es kart a motor tengelyére...arra 12Kg-ot... (jól tudom?) ... és járatjuk... nem hiszem hogy kibírna egy emelést sem...
"Nadehát" a kettő teljesen más... egyiknek akkor jön az ereje amikor a másiknak elmegy :)
Az adatlap alapján: 0,135Nm/Amper a tartós terhelhetőség, 1,9Amper a max tartós áram = 0.25Nm a tartós nyomatéka... már ezt is sokkalom a többihez képest amit teszteltem.
Csúcsnyomaték: 13,9Amperx0,135Nm = 1.8765Nm... De ettől pedíg melegszik... azaz csak gyorsításkor és lassításkor szabad (azt is módjával) kivenni belőle.
A motor végül is jó! Szerintem pörgetni kell... 1/2-1/3-ban (le)áttétel... és máris ok... egy közepes erősségű felhasználáshoz... szerintem.
A magas fordulathoz kell a magas tápfesz...14,2V/ezer fordulat az adatlapon...)
De az "exakt" páyakövetés is nagyon fontos...
A léptetőnél ez természetes - az az lépest veszt "szépen - feltünően"... míg a szervó nem tud... kis túlzással nem akkor veszi be a marószár a "kanyart" amikor "parancsot" kap... hanem amikor tudja/bírja...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 23, 15:56
Írta: bmejdz9nu Dátum 2007 november 23, 15:56
Igen... :)
A hő azaz a melegedés mindennek a végzete... arra figyelek... a Bautz 0.75Nm-es ebben a tartományban... benne leszek... :) Tartalék SanyoDenki motorok előkészítve :)
De semmi csoda nincs, bár a Bautz több mint 3X erősebb mint az E240... szerintem. (?)
A hő azaz a melegedés mindennek a végzete... arra figyelek... a Bautz 0.75Nm-es ebben a tartományban... benne leszek... :) Tartalék SanyoDenki motorok előkészítve :)
De semmi csoda nincs, bár a Bautz több mint 3X erősebb mint az E240... szerintem. (?)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 23, 15:56
Írta: bmejdz9nu Dátum 2007 november 23, 15:56
Igen... :)
A hő azaz a melegedés mindennek a végzete... arra figyelek... a Bautz 0.75Nm-es ebben a tartományban... benne leszek... :)
(Tartalék SanyoDenki motorok előkészítve :)
De semmi csoda nincs, bár a Bautz több mint 3X erősebb mint az E240... szerintem. (?)
A hő azaz a melegedés mindennek a végzete... arra figyelek... a Bautz 0.75Nm-es ebben a tartományban... benne leszek... :)
(Tartalék SanyoDenki motorok előkészítve :)
De semmi csoda nincs, bár a Bautz több mint 3X erősebb mint az E240... szerintem. (?)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 23, 16:26
Írta: bmejdz9nu Dátum 2007 november 23, 16:26
Jól számoltam a #3138-ben?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 23, 16:35
Írta: bmejdz9nu Dátum 2007 november 23, 16:35
Számolna valaki :)... (valahol meg volt itt persze a képlet:) 1Nm erő mennyi "tolóerő" egy pl. 5mm-es orsón? Mindjárt szebbnek látjuk a dolgokat...
A surlódási ellenállásokkal majd később... :)
Nem akarok én "közellenség" lenni csak "private" kérdeztek olyan alkalmazási lehetőség felöl, hogy megijedtem... az elvárásoktól... csak ennyi... szerintem körbe kellene gondolni, hogy ez a motor (E242C) mit fog tudni... pl. mekkora áttetélel vagy semmi áttétellel stb... és mindenki tudna (kb.) kalkulálni... és nem később szívni a fogát...
Vagy mindenki tesztelte már a motort? Az a legjobb... akkor nincs is miről... :)
A surlódási ellenállásokkal majd később... :)
Nem akarok én "közellenség" lenni csak "private" kérdeztek olyan alkalmazási lehetőség felöl, hogy megijedtem... az elvárásoktól... csak ennyi... szerintem körbe kellene gondolni, hogy ez a motor (E242C) mit fog tudni... pl. mekkora áttetélel vagy semmi áttétellel stb... és mindenki tudna (kb.) kalkulálni... és nem később szívni a fogát...
Vagy mindenki tesztelte már a motort? Az a legjobb... akkor nincs is miről... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 23, 18:30
Írta: 000000000 Dátum 2007 november 23, 18:30
Ideális esetben 125.6 kp.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 23, 18:54
Írta: bmejdz9nu Dátum 2007 november 23, 18:54
Ez azért nem kevés... persze, hogy ideálisak (lesznek) a körülmények - légpárnás mágnesvasút elven fognak menni a vezetők :)
Leírom ide is a képletet, hogy ne felejtsem el :)(2x3,14-pí)/emelkedés(méterben) = Newtonmeter/10=kp. (?)
Akkor ha jól gondolom (5mm-es orsón számolva) akkor 31,4Kp pl. ennek a motornak az alapereje*
Azaz egy 25kg-os "diszperzites" kannát fel-le tudna mozgatni minimális "pozició eltérés" mellett... tartós üzemben... sőt biztos valamivel talán többet is...
A csúcs emelő képessége: ~235Kp... tehát fel tud emelni mindkettőnket ha össze lennénk kötözve... :) Sőt... Svejk is jöhet :) Persze csak közbe-közbe emelünk.
Ha átteltelezzük 1/2-ben akkor minden duplázodik (mert ugyebár minek pl. 4800rpm-et feltételezve a festékes kannát 400mm/s (5-ö em. orsó) sebességgel fel és le futtatni... kifolyik... :)
Persze milyen gyorsulással tudná ezeket, ez a homály...???
Persze ez így nem igaz, csak elméletben... mert ott vannak az egyebek... de hihetetlen számok jönnek ki - jól számolok Tibi? Persze vicces a megközelítés... nade... hobbyzunk... :)
* Ez az alapereje... alapnyomatéka... hogy hívják ezt magyarul? ezt a tartományt?
Leírom ide is a képletet, hogy ne felejtsem el :)(2x3,14-pí)/emelkedés(méterben) = Newtonmeter/10=kp. (?)
Akkor ha jól gondolom (5mm-es orsón számolva) akkor 31,4Kp pl. ennek a motornak az alapereje*
Azaz egy 25kg-os "diszperzites" kannát fel-le tudna mozgatni minimális "pozició eltérés" mellett... tartós üzemben... sőt biztos valamivel talán többet is...
A csúcs emelő képessége: ~235Kp... tehát fel tud emelni mindkettőnket ha össze lennénk kötözve... :) Sőt... Svejk is jöhet :) Persze csak közbe-közbe emelünk.
Ha átteltelezzük 1/2-ben akkor minden duplázodik (mert ugyebár minek pl. 4800rpm-et feltételezve a festékes kannát 400mm/s (5-ö em. orsó) sebességgel fel és le futtatni... kifolyik... :)
Persze milyen gyorsulással tudná ezeket, ez a homály...???
Persze ez így nem igaz, csak elméletben... mert ott vannak az egyebek... de hihetetlen számok jönnek ki - jól számolok Tibi? Persze vicces a megközelítés... nade... hobbyzunk... :)
* Ez az alapereje... alapnyomatéka... hogy hívják ezt magyarul? ezt a tartományt?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 23, 19:01
Írta: 000000000 Dátum 2007 november 23, 19:01
Pont ezt mondom, hogy egy bizonyos fordulatszám felett ez a kis motor lenyomja a nagy 12Nm-es léptetőt! Persze, hogy alacsony fordulaton a 12Nm-es messze felülmúlja, nade 2000 felett már kétséges (az érték nem ekzakt)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 23, 19:09
Írta: 000000000 Dátum 2007 november 23, 19:09
Na én is kipróbáltam a Varsányi féle "servo" tesztett (asszimetrikus terhelést)![#circling]
Ime:

Spárgás teszt ElectroCraft-al (wmv, 8MB)!
Adatok:
Kuplung átmérő: 25mm
Satu: 1kg
Táp:40V
Áramfelvétel: 0.5-0.8A
Vezérlő: Profi2S
Akinek van kedve, számolhat nyomatékot...
Ment rendesen és tudott volna simán többet is, csak féltettem a bútorokat (töbször elszakatt a spárga és repült a satu)![#idiota]
Ime:
Spárgás teszt ElectroCraft-al (wmv, 8MB)!
Adatok:
Kuplung átmérő: 25mm
Satu: 1kg
Táp:40V
Áramfelvétel: 0.5-0.8A
Vezérlő: Profi2S
Akinek van kedve, számolhat nyomatékot...
Ment rendesen és tudott volna simán többet is, csak féltettem a bútorokat (töbször elszakatt a spárga és repült a satu)![#idiota]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 23, 19:11
Írta: 000000000 Dátum 2007 november 23, 19:11
Ja és piszkosul lengett az asztal, a videón kicsit darabosnak látszik a mozgás, de a valóságban nem volt az (a fényképezőgépem így vesz fel videókat 15f/s sebességen).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 23, 19:56
Írta: bmejdz9nu Dátum 2007 november 23, 19:56
[#smile] hát igen asszimetrikus az biztos... de amikor leér a súly... és megáll... mert meg kell tudni állnia egy "bizonyos lassítási érték" mellett az (el)várt pozicióban... ha kell lassan is... túlfutás nélkül... arra jó... gondolom.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 23, 20:08
Írta: Szedlay Pál Dátum 2007 november 23, 20:08
ITT a nagyobb testvér+fék.
http://cgi.ebay.de/ElectroCraft-Roboter-DC-Servo-Motor-m-Bremse-Encoder_W0QQitemZ110195849188QQihZ001QQcategoryZ124603QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
http://cgi.ebay.de/ElectroCraft-Roboter-DC-Servo-Motor-m-Bremse-Encoder_W0QQitemZ110195849188QQihZ001QQcategoryZ124603QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 23, 20:56
Írta: svejk Dátum 2007 november 23, 20:56
Tapasztalataim szerint a trapézmenet-műanyaganya kombinációjánál, hevenyészett összeállításnál kb. 50-60% a hatásfok.
golyós cuccoknál szerintem elérheti a 80%-ot is.
golyós cuccoknál szerintem elérheti a 80%-ot is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 23, 20:58
Írta: bmejdz9nu Dátum 2007 november 23, 20:58
Itt meg a 4 kefés elefánt... [#hehe]
Neu.
Nenndrehmoment: 3,6 Nm
Nenndrehzahl: 2500 min-1
Spannungkonstante: 38V/1000 min-1
Nennstrom: 10,0 A
Drehmomentkonstante: 0,36 Nm/ A
Nennleistung: 940 W
Fntmag-Strom: 60A
Gewicht: ca 8Kg
Durchmesser: ca 10cm
Gesammtlänge: ca 34cm
Wellendurchmesser: ca 15mm
Wellenlänge: ca 40mm

Neu.
Nenndrehmoment: 3,6 Nm
Nenndrehzahl: 2500 min-1
Spannungkonstante: 38V/1000 min-1
Nennstrom: 10,0 A
Drehmomentkonstante: 0,36 Nm/ A
Nennleistung: 940 W
Fntmag-Strom: 60A
Gewicht: ca 8Kg
Durchmesser: ca 10cm
Gesammtlänge: ca 34cm
Wellendurchmesser: ca 15mm
Wellenlänge: ca 40mm
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 23, 21:06
Írta: HJózsi Dátum 2007 november 23, 21:06
Rengeteg geometriai adat, no elektronikai jellemző, mindössze ennyi : "Sehr kräftiger"... [#mf2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 23, 21:08
Írta: bmejdz9nu Dátum 2007 november 23, 21:08
mint a paprika... :) az is erős...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 24, 00:37
Írta: HJózsi Dátum 2007 november 24, 00:37
Ja, amikor konvertáltam, hagytam az alapbeállítést, 15 frame/sec, és nekem is hasonló lett az eredmény vizuálisan, majd 25frame/sec-re állítottam, úgy már jobb lett. Persze videókamerával vettem, így az alapanyag nekem már eleve 25 frame/sec volt (PAL)...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 24, 08:00
Írta: 000000000 Dátum 2007 november 24, 08:00
Sajnos nincs videókamerám, a Canonom meg 640-esben csak 15 frame/sec-et tud (gondolom ha azt átkonvertálom 25 f/s-be, akkor meg burlex lenne belőle [#circling])!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 24, 08:03
Írta: 000000000 Dátum 2007 november 24, 08:03
Meglepően ok volt (jó ez a teszt, elég szélsőséges terhelést ad a motornak)! Totális irányváltáskor átlag 3 step túllendülés volt (a videón is látszik).
Lehet, hogy egyszer építek egy ilyen kinzópadot, ahol sineken lehetne nagyobb úton nagy tömegeket asszimetrikusan gyorsítani és megállítani...
Minden esetre az Integrátórt jól megizzasztja!
Lehet, hogy egyszer építek egy ilyen kinzópadot, ahol sineken lehetne nagyobb úton nagy tömegeket asszimetrikusan gyorsítani és megállítani...
Minden esetre az Integrátórt jól megizzasztja!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 08:51
Írta: bmejdz9nu Dátum 2007 november 24, 08:51
Nekem van olyan szerencsém, hogy a fényképező jó kamerának, pedíg anno vásárláskor nem is néztem. Problémám nekem is van... 30fps-esek a videóim ... konvertálni 25fps-re szintén nem szerencsés... és nem is szoktam...
Persze van DV kamerám is... nade az több macera lenne... (2x is meggondol:)...
Igy meg mint a villám ("eljár az ember keze")... csak *.mov formátumot kell wmf-re konvertálni... azt meg gyors és egyszerű...
Egyébként nem gond azaz a célnak megfelel a 15fps csak tudni kell róla, hogy 15 fps...az csak 15 kocka/mp.
Persze van DV kamerám is... nade az több macera lenne... (2x is meggondol:)...
Igy meg mint a villám ("eljár az ember keze")... csak *.mov formátumot kell wmf-re konvertálni... azt meg gyors és egyszerű...
Egyébként nem gond azaz a célnak megfelel a 15fps csak tudni kell róla, hogy 15 fps...az csak 15 kocka/mp.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 09:02
Írta: bmejdz9nu Dátum 2007 november 24, 09:02
Az I tag a fix a Gecko-n, gondolom azért nem szeretet nálam, mert ezáltal nem is tudtam hozzálőni...
Tehát a Gecko ehhez a motorhoz használhatatlan. Ez biztosnak tűnik. :) persze várható volt.
Szerintem ez/az asszimetrikus-spárgás-orsós teszt arra jó, hogy egyszerűen kivitelezhető... de nekem is a terveim között van egy próbapad...
Úgy gondolom, hogy egy nagy emelkedésű orsó kellene ehhez... de milyen hosszú? Majd ha lesz egy golyós orsóm amit "feláldozok" e nemes feladatra...
A lináráris vezetés meg lehetne olyan egyszerű mint pl. Tavaly a talin a Tibor-é... azaz csak valamin egy-két görgőscsapágy...
Jó lenne egy univerzális kupplung, betétekkel... és uni. motor felfogatás...
De egy 200-300W-os morornál már akkora súlyok kellenének, hogy erősnek is kellene lennie...
Tehát a Gecko ehhez a motorhoz használhatatlan. Ez biztosnak tűnik. :) persze várható volt.
Szerintem ez/az asszimetrikus-spárgás-orsós teszt arra jó, hogy egyszerűen kivitelezhető... de nekem is a terveim között van egy próbapad...
Úgy gondolom, hogy egy nagy emelkedésű orsó kellene ehhez... de milyen hosszú? Majd ha lesz egy golyós orsóm amit "feláldozok" e nemes feladatra...
A lináráris vezetés meg lehetne olyan egyszerű mint pl. Tavaly a talin a Tibor-é... azaz csak valamin egy-két görgőscsapágy...
Jó lenne egy univerzális kupplung, betétekkel... és uni. motor felfogatás...
De egy 200-300W-os morornál már akkora súlyok kellenének, hogy erősnek is kellene lennie...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 10:53
Írta: Szedlay Pál Dátum 2007 november 24, 10:53
Szakértő fórumtársak!
Szeretnék segítséget kérni, szerintem másokat is érdekel.
Ebben a képletben nem tudom a következő kifejezéseket értelmezni.:
TL=load torque
JL=Load converted to shaft moment of inertia.
Köszönöm.
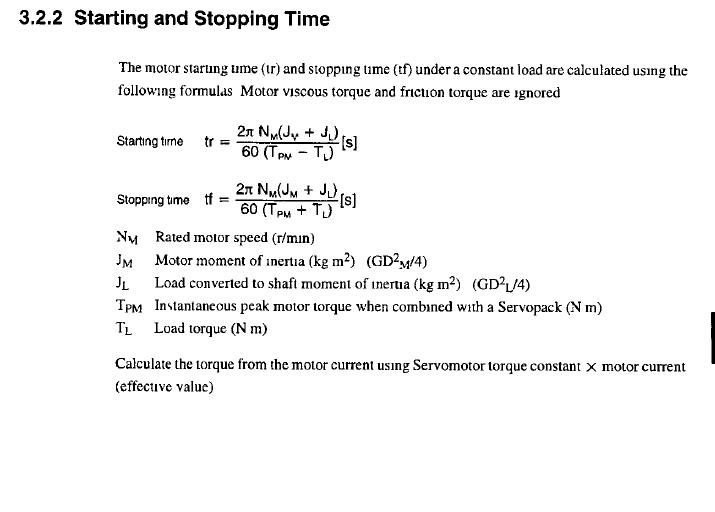
Szeretnék segítséget kérni, szerintem másokat is érdekel.
Ebben a képletben nem tudom a következő kifejezéseket értelmezni.:
TL=load torque
JL=Load converted to shaft moment of inertia.
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 24, 10:57
Írta: 000000000 Dátum 2007 november 24, 10:57
Szia Pál!
TL - terhelő nyomaték
JL - a motor tengelyére redukált tehetetlenségi
nyomaték
TL - terhelő nyomaték
JL - a motor tengelyére redukált tehetetlenségi
nyomaték
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 24, 11:08
Írta: 000000000 Dátum 2007 november 24, 11:08
Tévedés, nem fix az eredő I tagod, állítható.
Csak amikor tekergeted a szervódat, tudnod
kellene, mit is csinálsz.
Csak amikor tekergeted a szervódat, tudnod
kellene, mit is csinálsz.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 11:21
Írta: Szedlay Pál Dátum 2007 november 24, 11:21
Köszönöm Tibor!
Csak, hogy teljesen képben legyek.
A terhelőnyomaték számolható a gyorsított tömegből és a golyósorsó emelkedéséből.
De hogyan tudom kiszámolni a "motor tengelyére redukált tehetetlenségi nyomatékot".
Csak, hogy teljesen képben legyek.
A terhelőnyomaték számolható a gyorsított tömegből és a golyósorsó emelkedéséből.
De hogyan tudom kiszámolni a "motor tengelyére redukált tehetetlenségi nyomatékot".
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 11:29
Írta: bmejdz9nu Dátum 2007 november 24, 11:29
Nem szereti ezt a motort... :) Nem is kapja! :)
Csináltam még egy kis tesztet: lefogva a motor teljesen ill. kis fordulatra... 1,9A-es áramkorlát a labortápon (ez a megengedett tartós max. áram az adatlap alapján) 30 perc és túlmelegszik...(nagyon)
Ez csak kb. 20W disszipáció miért nem tudta elvinni a hőt? Most kipróbálom egy másik ugyanekkora motorral ezt...
Csináltam még egy kis tesztet: lefogva a motor teljesen ill. kis fordulatra... 1,9A-es áramkorlát a labortápon (ez a megengedett tartós max. áram az adatlap alapján) 30 perc és túlmelegszik...(nagyon)
Ez csak kb. 20W disszipáció miért nem tudta elvinni a hőt? Most kipróbálom egy másik ugyanekkora motorral ezt...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 24, 11:41
Írta: 000000000 Dátum 2007 november 24, 11:41
Minden mechanikai hajtástípushoz (orsó-anya,
fogazott szíj, fogasléc, stb..) van egy képlet.
Neked nem tudom, mi lesz a végleges verziód a
gépeden, arra kellene behelyettesíteni a
konkrét adatokat.
fogazott szíj, fogasléc, stb..) van egy képlet.
Neked nem tudom, mi lesz a végleges verziód a
gépeden, arra kellene behelyettesíteni a
konkrét adatokat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 24, 11:48
Írta: 000000000 Dátum 2007 november 24, 11:48
Na ezért komolytalan ez a motor, és ezért nem
szervo kategória, amit a gyár egyébként soha
nem is írt róla. Csak a süket E.bay-os eladó
kinevezte szervomotornak. Persze rámondani,
ráírni mindenre lehet bármit. És itt a fórumon
sokan azt gondolják (szerintem nagyon tévesen),
hogy egy motor attól szervo, mert szervokörben
próbál valahogy működni.:)
szervo kategória, amit a gyár egyébként soha
nem is írt róla. Csak a süket E.bay-os eladó
kinevezte szervomotornak. Persze rámondani,
ráírni mindenre lehet bármit. És itt a fórumon
sokan azt gondolják (szerintem nagyon tévesen),
hogy egy motor attól szervo, mert szervokörben
próbál valahogy működni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 12:06
Írta: bmejdz9nu Dátum 2007 november 24, 12:06
Ami érdekes még, hogy szabadon járatva kb. 1V-ról indul meg (más azonos Vkrm értékű motoroknál ez kb. 0.4V)... és a járása akkor még igen "darabos"... ami ritka jelenség egy "vérbeli" szervómotornál...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 12:17
Írta: Szedlay Pál Dátum 2007 november 24, 12:17
Tibor!
Légyszíves tedd közzé orsó-anya képletet, hogy a hülyébbek is megértsék, mint én.
Köszi.
Légyszíves tedd közzé orsó-anya képletet, hogy a hülyébbek is megértsék, mint én.
Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 12:19
Írta: Szedlay Pál Dátum 2007 november 24, 12:19
Mármint arra gondoltam, hogy a képlet betűi is legyenek dokumentálva mi mit jelent, milyen értékeket kell beírni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 12:19
Írta: bmejdz9nu Dátum 2007 november 24, 12:19
Tachometres options... For High speed... Lower torque range application...
Hogy került rá az encoder? Gondolom a tacho drágább... encoderrel olcsóbb volt a megoldás.

Hogy került rá az encoder? Gondolom a tacho drágább... encoderrel olcsóbb volt a megoldás.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 24, 13:00
Írta: 000000000 Dátum 2007 november 24, 13:00
orsó-anya hajtás:
J=m*(h/6.28)*(h/6.28) ahol:
J: a hajtástípus tehetelenségi nyomatéka
m: mozgatott össztömeg (kocsi+teher)
h: menetemelkedés
A golyósorsónak még külön van J-je, de
annak gondolom ismered a képletét.
A kettő összege a teljes J a hajtott tengelyre
vonatkoztatva.
J=m*(h/6.28)*(h/6.28) ahol:
J: a hajtástípus tehetelenségi nyomatéka
m: mozgatott össztömeg (kocsi+teher)
h: menetemelkedés
A golyósorsónak még külön van J-je, de
annak gondolom ismered a képletét.
A kettő összege a teljes J a hajtott tengelyre
vonatkoztatva.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 24, 13:11
Írta: 000000000 Dátum 2007 november 24, 13:11
Az encoderjel, mint útmérőelem feldolgozható
fordulatszám jelként (tachodinamo jel) is.
Pusztán egy differenciál operátort kell
megfelelően alkalmazni. Fordulatszám szabályzott
hajtásra jó is ez a motor, elég jó mini furtunát
lehet belőle csinálni gyorsító áttétellel 15.000
rpm-ig.
fordulatszám jelként (tachodinamo jel) is.
Pusztán egy differenciál operátort kell
megfelelően alkalmazni. Fordulatszám szabályzott
hajtásra jó is ez a motor, elég jó mini furtunát
lehet belőle csinálni gyorsító áttétellel 15.000
rpm-ig.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 13:33
Írta: Szedlay Pál Dátum 2007 november 24, 13:33
Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 24, 15:12
Írta: 3vv2btrhv Dátum 2007 november 24, 15:12

jó is ez a motor, elég jó mini furtunát
lehet belőle csinálni gyorsító áttétellel 15.000
rpm-ig.
erre gondoltál ??
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 15:53
Írta: Szedlay Pál Dátum 2007 november 24, 15:53
Tibor!
A képletek alapján 0,02sec alatt éri el a motor a 3000 fordulatszámot. Gondolom ez az elmélet. itt még nem lettek beleszámolva a csapágy "J"-k illetve az előfeszítésgől adódó erők.
Ez a gyakorlatban is lehetséges vagy csak számok?
A képletek alapján 0,02sec alatt éri el a motor a 3000 fordulatszámot. Gondolom ez az elmélet. itt még nem lettek beleszámolva a csapágy "J"-k illetve az előfeszítésgől adódó erők.
Ez a gyakorlatban is lehetséges vagy csak számok?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 24, 15:57
Írta: 000000000 Dátum 2007 november 24, 15:57
Igen, ilyenre, csak ha jól látom, itt nem E.C
motor van, csak valami hasonló. De a lényeg
ez, nagyobban Nagy Zolinak van ilyen fortunája,
amiről a másik topicban már írt többször.
motor van, csak valami hasonló. De a lényeg
ez, nagyobban Nagy Zolinak van ilyen fortunája,
amiről a másik topicban már írt többször.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 24, 16:03
Írta: 000000000 Dátum 2007 november 24, 16:03
Mivel Neked profi AC szervód lesz, természetesen
ezek a motorok tényleg tudnak rendszerben is
20 ms-et. Kérdés, kell-e ekkora gyorsulás
a valóságban, és tényleg lengésmentesre tudod-e
beállítani majd a szervót ehhez. De majd
az egységugrás tesztek segíteni fognak ebben is.
ezek a motorok tényleg tudnak rendszerben is
20 ms-et. Kérdés, kell-e ekkora gyorsulás
a valóságban, és tényleg lengésmentesre tudod-e
beállítani majd a szervót ehhez. De majd
az egységugrás tesztek segíteni fognak ebben is.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 16:24
Írta: Szedlay Pál Dátum 2007 november 24, 16:24
Ugyan azt a pályát 2m/s2 gyorsulással 2m/s sebességgel 2:25perc idő alatt. 0,4m/s2 gyorsulással 5:04perc alatt csinálja végig.
És ez nem mindegy. Persze ez messze elmarad a számolt értékektől, de arra is kell gondolni, hogy holnap is kell dolgozni, maradjon mechanika is ne csak a számok.
És ez nem mindegy. Persze ez messze elmarad a számolt értékektől, de arra is kell gondolni, hogy holnap is kell dolgozni, maradjon mechanika is ne csak a számok.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 16:26
Írta: Szedlay Pál Dátum 2007 november 24, 16:26
Persze nem 2m/s hanem 2m/perc.[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 16:31
Írta: bmejdz9nu Dátum 2007 november 24, 16:31
Videót, képet nem adsz a népnek? Csak képletek és számok?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 16:34
Írta: Szedlay Pál Dátum 2007 november 24, 16:34
Karácsonyi ajándék lesz, a jézuska hozza, most nincs rá időm. számolok mint a gép.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 16:35
Írta: bmejdz9nu Dátum 2007 november 24, 16:35
Használj zsebszámolót! Már nem olyan drága ... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 16:49
Írta: bmejdz9nu Dátum 2007 november 24, 16:49
Festéket már megvetted? Mert sok a gész gép csak azért nem "publikálják" mert nincs lefestve... ezt írják általában... [#nyes]
Szerintem a "rész eredményeken" is érdemes filózni... mert ha végigcsinálod "egyedül" akkor biztos elkövetsz valami hibát... mert egy nagy cégnél sem egy feltaló dolgozik egy szobában... Persze mi magyarok nem a "csapatmunkáról" vagyunk híresek... ezt látni is a végén...
Szerintem a "rész eredményeken" is érdemes filózni... mert ha végigcsinálod "egyedül" akkor biztos elkövetsz valami hibát... mert egy nagy cégnél sem egy feltaló dolgozik egy szobában... Persze mi magyarok nem a "csapatmunkáról" vagyunk híresek... ezt látni is a végén...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 16:56
Írta: Szedlay Pál Dátum 2007 november 24, 16:56
Nem én készítem a gépet. Egy cég gyárja nekem. Ők tervezték és kivitelezik. Én csak a kívánságaimat adtam elő. Nekem egy pontos gép kell és nem hobby kategóriára, mert nekem a munkámhoz kell. A hobby annyi benne, hogy az alkatrészeket hobbyból "takarékosságból" megveszem az Ebay-on. Nekem nincs gránit derékszögem a beállításhoz, 5 tengelyes marógépem az egytengelyűséghez stb....
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 16:59
Írta: Szedlay Pál Dátum 2007 november 24, 16:59
Láttad a Parker honlapján a lineáris egységeket,
ezeket készre szerelve vettem.( nem occsó)
Tibor is gyönyörködött benne. Neki mint mérnöknek nagyon tetszett.
De a videót igérem még idén felteszem.
ezeket készre szerelve vettem.( nem occsó)
Tibor is gyönyörködött benne. Neki mint mérnöknek nagyon tetszett.
De a videót igérem még idén felteszem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 17:12
Írta: bmejdz9nu Dátum 2007 november 24, 17:12
Én is szemezgetek ilyen Parker linár egységgel (v. hasonló) végül is nem is olyan drágák, persze használtan... ami kétesélyes...
De hozzá passzintani ezekhez az elképzelést nehéz szerintem, azaz még nem láttam ilyenből épített CNC gépet... pedíg kutakodtam a neten sokat... és begyüjtöttem ide az infókat...
Örülök, hogy van Profi CNC gépgyártás hazánkban. Akikben meg lehet bízni... hogy azt kapod amit akarsz... referencia van?
A vezérlést kb. tudom... és főorsó?
De hozzá passzintani ezekhez az elképzelést nehéz szerintem, azaz még nem láttam ilyenből épített CNC gépet... pedíg kutakodtam a neten sokat... és begyüjtöttem ide az infókat...
Örülök, hogy van Profi CNC gépgyártás hazánkban. Akikben meg lehet bízni... hogy azt kapod amit akarsz... referencia van?
A vezérlést kb. tudom... és főorsó?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 17:16
Írta: Szedlay Pál Dátum 2007 november 24, 17:16
A főorsó
http://www.kavo-drives.com/deutsch/produkte/spindeln_zubehoer.asp
http://www.kavo-drives.com/deutsch/produkte/spindeln_zubehoer.asp
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 17:20
Írta: Szedlay Pál Dátum 2007 november 24, 17:20
Én újonan vettem a mechanikát( az új az Ebay-on sem annyira olcsó) Nekem mire bejött az országba több mint 1M volt, mert az kopik és használtan nem tudom mit veszek, az elektronikában van használt is.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 24, 17:24
Írta: Szedlay Pál Dátum 2007 november 24, 17:24
Főorsónak sokan használják ezeket is.
KB. 1 kategória.
http://www.alfredjaeger.de/
KB. 1 kategória.
http://www.alfredjaeger.de/
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 17:26
Írta: bmejdz9nu Dátum 2007 november 24, 17:26
jól tetted... a használt lutri... persze lehet jó... de ha kell a nagy pontosság akkor...
Mekkora lesz a munkatér?
Mekkora lesz a munkatér?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 17:30
Írta: bmejdz9nu Dátum 2007 november 24, 17:30
Nekem Precise főorsó (is) lesz... újonnan megfizethetetlen... használtan is elég drága... tud majd szerszámcserét is... vagyis a motor tudja levegővel kivetni a befogó kúpot... (HSC52) 60.000 - 1Khz - 1Kw.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 18:42
Írta: bmejdz9nu Dátum 2007 november 24, 18:42

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 24, 20:30
Írta: bmejdz9nu Dátum 2007 november 24, 20:30
Properties of a good servo motor. (aki érti... és érdekli... találtam a neten... jó helyről...: )
1. "A good DC motor starts mit minimal voltage and runs without pulling a lot of current if there is no load applied. For example I have nice 20 pound DC motors that start moving with 1 (!) AA cell. 1.5V and less than 500 mA.
Having more than 2 brushes is not a must but experience shows that those are the better ones.
Another subject is heating up. Cheap motors very often are not able to deal with the power dissipation you have while turning at low speed and high torque.
Having more than 1A at no torque is not more than a sign for a motor which seams not to fit in the upper description."
2. "The problem for hobbyists will always be the prohibitive pricing of manufacturers. So I'd say, readily available is a very high goal.
But if you look at surplus dealers and ebay you'll find planty of really good DC-Motors for an acceptable amount of money.
What data would you look for ?
Good manufacturers would be
European/German: Bautz, Bobolowski, Engel, GSC, Dunker, Bühler
International: Hitachi, Portescap, Pittman, Minertia, Leroy Sommer, Parvex
- brushed DC-motor
- preferable 4 brushes
- Voltage in between 24V and 60V, with IRFP206N Transistors up to 120V
- Current up to 20 A cont. with IRFP206N Transistors up to 35A
- installed encoder or double shaft
- encoder 2 channel, 5V TTL , 250-1000 lines/rev."
1. "A good DC motor starts mit minimal voltage and runs without pulling a lot of current if there is no load applied. For example I have nice 20 pound DC motors that start moving with 1 (!) AA cell. 1.5V and less than 500 mA.
Having more than 2 brushes is not a must but experience shows that those are the better ones.
Another subject is heating up. Cheap motors very often are not able to deal with the power dissipation you have while turning at low speed and high torque.
Having more than 1A at no torque is not more than a sign for a motor which seams not to fit in the upper description."
2. "The problem for hobbyists will always be the prohibitive pricing of manufacturers. So I'd say, readily available is a very high goal.
But if you look at surplus dealers and ebay you'll find planty of really good DC-Motors for an acceptable amount of money.
What data would you look for ?
Good manufacturers would be
European/German: Bautz, Bobolowski, Engel, GSC, Dunker, Bühler
International: Hitachi, Portescap, Pittman, Minertia, Leroy Sommer, Parvex
- brushed DC-motor
- preferable 4 brushes
- Voltage in between 24V and 60V, with IRFP206N Transistors up to 120V
- Current up to 20 A cont. with IRFP206N Transistors up to 35A
- installed encoder or double shaft
- encoder 2 channel, 5V TTL , 250-1000 lines/rev."
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 08:36
Írta: Szedlay Pál Dátum 2007 november 25, 08:36
Péter!
Már többször leírtam 100*100*25mm.
Már többször leírtam 100*100*25mm.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 08:41
Írta: Szedlay Pál Dátum 2007 november 25, 08:41
A Precise, KAVO, Jaeger, szinte ugyan az a gyártmány. Egyszer visszakerestem a beszállítókat az interneten. Igen nagyon drágák, de jók is.
Egy aktuális ár. A "Kavo 4025"-ős ben egy csapágy csere 270.000Ft.
Vigyázz a csapágyakra!!!!!!!!!!!!!!
Egy aktuális ár. A "Kavo 4025"-ős ben egy csapágy csere 270.000Ft.
Vigyázz a csapágyakra!!!!!!!!!!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 08:52
Írta: bmejdz9nu Dátum 2007 november 25, 08:52
Csak[#smile] 270e... Ez olcsónak számít... A Precise-t drágábban csinálják... azt halottam min. 2x az SKF-nél...
Attól nagyon kell félni szerintem, hogyha kilógó leszorítás van az alkalmazásánál... ha nekimegy... nem a maró...az könnyen eltörne... de a befogó fej...
Tehát kerülni kell... pl. oldalt szorítás... stb. Nem játékszer az biztos... én már pörgettem... őrület...(jó) :)
Cserepatronok is lassan gyülnek 3x1/8" + 2x 3mm-es van... de a 3-as mire lesz jó...?
Attól nagyon kell félni szerintem, hogyha kilógó leszorítás van az alkalmazásánál... ha nekimegy... nem a maró...az könnyen eltörne... de a befogó fej...
Tehát kerülni kell... pl. oldalt szorítás... stb. Nem játékszer az biztos... én már pörgettem... őrület...(jó) :)
Cserepatronok is lassan gyülnek 3x1/8" + 2x 3mm-es van... de a 3-as mire lesz jó...?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 08:56
Írta: Szedlay Pál Dátum 2007 november 25, 08:56
Én csak átmérő 1-es 2-es maróval marok. Annak a szára vagy 3 vagy 4-es vagy 6.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 08:57
Írta: bmejdz9nu Dátum 2007 november 25, 08:57
Aha... elsiklottam felette... Tehát kicsi és precíz gépet akarsz... :)
Ez jó... én is... kb... (320x320+ 100+100) tehát nagyobb lesz és sok "hüleség benne"...ez nehezíti a dolgot...
Akkor neked "a sebesség" mint olyan... szinte semmit nem fog számítani, csak a gyorsulási képessége! Jól gondolom? ... hogy "termelékeny" legyen...:)
Ez jó... én is... kb... (320x320+ 100+100) tehát nagyobb lesz és sok "hüleség benne"...ez nehezíti a dolgot...
Akkor neked "a sebesség" mint olyan... szinte semmit nem fog számítani, csak a gyorsulási képessége! Jól gondolom? ... hogy "termelékeny" legyen...:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 09:00
Írta: Szedlay Pál Dátum 2007 november 25, 09:00
Ha áttérsz a Mach3-ra akkor ott betudsz állítani egy szoftveres limitet így semmi képpen nem tudod levinni addig a marót hogy a befogófej beleérjen.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 09:05
Írta: Szedlay Pál Dátum 2007 november 25, 09:05
Igen nekem max. 3m/perc kell anyagban, kis átmérővel nem lehet gyorsabban dolgozni, és a gyémántozott maró ára nem egy kategória a Varsányi félével, tehát nem kell aprítani, mert elviszi a hasznot.. viszont a gyorsulás( egységugrás[#mf1]) az nagyon fontos.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 09:19
Írta: bmejdz9nu Dátum 2007 november 25, 09:19
Haha... A winPC is tud ilyen hüleségeket, de akkor fél napig azzal... szóval más megoldás (is) kell(het)... esetleg mechanikai védelem? a forgó fejhez?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 09:25
Írta: bmejdz9nu Dátum 2007 november 25, 09:25
a sebeség nem nagyon fog számítani 100mm-en... csak a gyorsulás... de az totálisan!
Csak 50mm/sec talán jó ekkora területnél... de arra gyorsan fel kell "ugornia" ... (gondolom a "munkadarab" is kicsi)
Megjegyzem (szerintem) léptetőkkel lehet kis sebeségre a legjobban gyorsulni... ha a feladat pl. 3D marás...
Ebbből a fogorvosi gyámánt maróból műltkor volt az Ebay-on egy jó kis árverés... lemaradtál róla?
Made in USA.... és olcsó volt...sokfajta... egy USA gyár dobta piacra a maradékot... több mit 50 fajta és 10.000 db volt...
Csak 50mm/sec talán jó ekkora területnél... de arra gyorsan fel kell "ugornia" ... (gondolom a "munkadarab" is kicsi)
Megjegyzem (szerintem) léptetőkkel lehet kis sebeségre a legjobban gyorsulni... ha a feladat pl. 3D marás...
Ebbből a fogorvosi gyámánt maróból műltkor volt az Ebay-on egy jó kis árverés... lemaradtál róla?
Made in USA.... és olcsó volt...sokfajta... egy USA gyár dobta piacra a maradékot... több mit 50 fajta és 10.000 db volt...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 09:57
Írta: Szedlay Pál Dátum 2007 november 25, 09:57
Ha ez gömbvégű maró volt akkor nagyon sajnálom,
ha felületi gyémántozott csiszoló eszköz az meg nem érdekelt volna.
ha felületi gyémántozott csiszoló eszköz az meg nem érdekelt volna.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 10:13
Írta: bmejdz9nu Dátum 2007 november 25, 10:13
Gömbfejű is volt... de nem értek hozzá, így nem vettem... nekem van pár... de nem igazán tudtam eddíg használni...
Fogászati gyár termékei voltak... Dental stb... 1 USD-t/db volt kb. a vége... de váltózó a típustól... nem nagyon akarták venni az az igazság... De mindegy...
Inkább írjál a gyorsulásról és a mozgatott tömegről :) Mennyi idő kell az 50mm/s-ra gyorsításhoz? Ez mekkora úthossz?
Fogászati gyár termékei voltak... Dental stb... 1 USD-t/db volt kb. a vége... de váltózó a típustól... nem nagyon akarták venni az az igazság... De mindegy...
Inkább írjál a gyorsulásról és a mozgatott tömegről :) Mennyi idő kell az 50mm/s-ra gyorsításhoz? Ez mekkora úthossz?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 10:45
Írta: Szedlay Pál Dátum 2007 november 25, 10:45
Most léptecsek vannak fenn. (és ez szervo topics)5,08 emelkedésű orsó(ez amerika)6kg tömeget mozgat.
2000 mikrolépéses felbontással 1mm-en 12HZ volt a legtöbb amit a Tiborral elértünk egységugrással. Ebből tudsz számolni? Mert én nem. Talán a Tibor tud többet mondani.
Szervora számoltam tegnap.
Gyorsulás 3000ford/perc 20ms. ez kb. 250mm/s
10mm alatt. ez kb12m/s2 gyorsulás. 40kg tömeg mozgatása mellett.
2000 mikrolépéses felbontással 1mm-en 12HZ volt a legtöbb amit a Tiborral elértünk egységugrással. Ebből tudsz számolni? Mert én nem. Talán a Tibor tud többet mondani.
Szervora számoltam tegnap.
Gyorsulás 3000ford/perc 20ms. ez kb. 250mm/s
10mm alatt. ez kb12m/s2 gyorsulás. 40kg tömeg mozgatása mellett.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 10:45
Írta: Szedlay Pál Dátum 2007 november 25, 10:45
Most léptecsek vannak fenn. (és ez szervo topics)5,08 emelkedésű orsó(ez amerika)6kg tömeget mozgat.
2000 mikrolépéses felbontással 1mm-en 12HZ volt a legtöbb amit a Tiborral elértünk egységugrással. Ebből tudsz számolni? Mert én nem. Talán a Tibor tud többet mondani.
Szervora számoltam tegnap.
Gyorsulás 3000ford/perc 20ms. ez kb. 250mm/s
10mm alatt. ez kb12m/s2 gyorsulás. 40kg tömeg mozgatása mellett.
2000 mikrolépéses felbontással 1mm-en 12HZ volt a legtöbb amit a Tiborral elértünk egységugrással. Ebből tudsz számolni? Mert én nem. Talán a Tibor tud többet mondani.
Szervora számoltam tegnap.
Gyorsulás 3000ford/perc 20ms. ez kb. 250mm/s
10mm alatt. ez kb12m/s2 gyorsulás. 40kg tömeg mozgatása mellett.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 10:48
Írta: Szedlay Pál Dátum 2007 november 25, 10:48
De ott vannak a képletek egy pár hozzászólással elöbb. Ezekből Te is tudsz számolni, ha ismered az adataidat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 10:54
Írta: bmejdz9nu Dátum 2007 november 25, 10:54
20ms jó érték már... ha valóban kiadja...
Volt olyan szervóvezérlő nálam amit akár Zero-ra lehetet állítani! (a gyorsulási értéket 50ms alatt azonosra vette) Tehát...? Gondolom érted mire gondolok...
Talán Tibor... de kitárgyaltuk, hogy a léptető egy bizonyos fordulatig bírja a helyből startot...
azaz jön a freki és léptet... ezt én sem értem, hogyan tudja... de van.
A léptető viszont nem tud egyet sem túl lépni a végponton...
Volt olyan szervóvezérlő nálam amit akár Zero-ra lehetet állítani! (a gyorsulási értéket 50ms alatt azonosra vette) Tehát...? Gondolom érted mire gondolok...
Talán Tibor... de kitárgyaltuk, hogy a léptető egy bizonyos fordulatig bírja a helyből startot...
azaz jön a freki és léptet... ezt én sem értem, hogyan tudja... de van.
A léptető viszont nem tud egyet sem túl lépni a végponton...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 11:06
Írta: Szedlay Pál Dátum 2007 november 25, 11:06
Mivel ezeken a servokon 16bites encoderek vannak így 65536 az encoder felbontás. Ha elég az 0,01mm pontosság akkor 129 jel marad a vezérlőnek a beálláshoz ez meg több mint sok.
De ehhez én nem értek.
De ehhez én nem értek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 11:24
Írta: bmejdz9nu Dátum 2007 november 25, 11:24
tehát ha 129-es lépés a hibajeltarólója... az valóban több mint sok. (1.29mm lenne :)
Ha valós "mérést" akarsz látni akkor, csökkentsd a tárolót ameddíg bírod a tesztnek (valószinűleg állítható ez a profi cuccon)
és közben a vezérlő progiban a gyorsítási értéket... "hol dobja el magát"...
A léptetőmotorra és vezérlőjére gondolj közben... abban ugyanis semmi (hiba)tároló sincs... az a végcél:)... ez tudom furcsa megközelítés persze...
... de nagy sebességnél és gyors ramp időknél... nincs más ötletem a "valóság kontrollhoz"...
Egyébként néztem az OMRON AC szervóhajás rendszereit (vez+motor egyben) az együtes adatokat nézd meg ha érdekel...
Ha valós "mérést" akarsz látni akkor, csökkentsd a tárolót ameddíg bírod a tesztnek (valószinűleg állítható ez a profi cuccon)
és közben a vezérlő progiban a gyorsítási értéket... "hol dobja el magát"...
A léptetőmotorra és vezérlőjére gondolj közben... abban ugyanis semmi (hiba)tároló sincs... az a végcél:)... ez tudom furcsa megközelítés persze...
... de nagy sebességnél és gyors ramp időknél... nincs más ötletem a "valóság kontrollhoz"...
Egyébként néztem az OMRON AC szervóhajás rendszereit (vez+motor egyben) az együtes adatokat nézd meg ha érdekel...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 11:32
Írta: Szedlay Pál Dátum 2007 november 25, 11:32
Valahol nem értem az 1,29mm-t
Ha 0,01mm-re 129jel jut kb. akkor??????
Ha 0,01mm-re 129jel jut kb. akkor??????
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 11:35
Írta: Szedlay Pál Dátum 2007 november 25, 11:35
Azt hiszem valahol azt olvastam ennél a vezérlőnél ez az érték 7-10 között van optimálisan. ez pedig a golyósorsón mérve jobb mint 0,001mm.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 25, 11:40
Írta: 000000000 Dátum 2007 november 25, 11:40
Péter! A léptető motor is állandó lemaradásban
van! Ha a lemaradása nagyobb a teljes periódus
felénél, akkor lépést téveszt.
Azaz semmivel nem jobb, mint a szervomotor,
a step is állandóan hibajellel jellemezhető,
ha dinamikus környezetben vizsgáljuk.
Azaz jó lenne már azt a tévhitet elfelejtened,
hogy a stepmotor kis fordulaton dinamikusabb,
és egyből meg is lépi az alapjelet.
van! Ha a lemaradása nagyobb a teljes periódus
felénél, akkor lépést téveszt.
Azaz semmivel nem jobb, mint a szervomotor,
a step is állandóan hibajellel jellemezhető,
ha dinamikus környezetben vizsgáljuk.
Azaz jó lenne már azt a tévhitet elfelejtened,
hogy a stepmotor kis fordulaton dinamikusabb,
és egyből meg is lépi az alapjelet.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 11:49
Írta: Szedlay Pál Dátum 2007 november 25, 11:49
Van benne egy auto-tuning funkció.
Összeszereled a cuccot és elindítod a tesztet.
Ekkor elkezdi mozgatni az egységet beállítja magát egy általa optimálisnak vélt értékre. Figyelembe veszi a mozgatott tomeget is. Még nem próbáltam, de a beállítást én profikra fogom bízni én nem kisérletezgetek vele. Felesleges időtöltés lenne.
Egy nyomdagépben van egy 1,5Kw hajtás. fogasszíj hajtással. Egy rossz beállításnál olyat gyorsult egy 15kg-os alulap, hogy elszakadt 7 acélsodrony a fogasszíjban és elrepult kb. 15m ez a 15kg tömeg. Szerencsére nem lett belőle baleset. Én nem szeretném a mechanikát tönkre tenni, ahhoz túl drága, hogy laikusként próbálkozzak.
Összeszereled a cuccot és elindítod a tesztet.
Ekkor elkezdi mozgatni az egységet beállítja magát egy általa optimálisnak vélt értékre. Figyelembe veszi a mozgatott tomeget is. Még nem próbáltam, de a beállítást én profikra fogom bízni én nem kisérletezgetek vele. Felesleges időtöltés lenne.
Egy nyomdagépben van egy 1,5Kw hajtás. fogasszíj hajtással. Egy rossz beállításnál olyat gyorsult egy 15kg-os alulap, hogy elszakadt 7 acélsodrony a fogasszíjban és elrepult kb. 15m ez a 15kg tömeg. Szerencsére nem lett belőle baleset. Én nem szeretném a mechanikát tönkre tenni, ahhoz túl drága, hogy laikusként próbálkozzak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 11:55
Írta: bmejdz9nu Dátum 2007 november 25, 11:55
Ez a dolog sajnos homály nekem... persze "csoda" nem lehet... azt tudom!
Tehát két lépés között csúszik meg? vagy több lépés azaz nagyobb a csúszása a forgatott mágneses térhez képest?
Kifejthetnéd... mert biztos igazad van... csak nem értem. :)
Tehát két lépés között csúszik meg? vagy több lépés azaz nagyobb a csúszása a forgatott mágneses térhez képest?
Kifejthetnéd... mert biztos igazad van... csak nem értem. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 11:59
Írta: bmejdz9nu Dátum 2007 november 25, 11:59
Ok éretem... kb. tudom is hogy csinálják...
De egyet igérj meg nekem... egy két teszt kiváncsiságomat (nem géptörést :) teljesíted? Videóval? Karácsonykor... mint karácsonyi ajándék? [#vigyor2]
Elfogulatlanul... persze...
De egyet igérj meg nekem... egy két teszt kiváncsiságomat (nem géptörést :) teljesíted? Videóval? Karácsonykor... mint karácsonyi ajándék? [#vigyor2]
Elfogulatlanul... persze...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 25, 12:03
Írta: 000000000 Dátum 2007 november 25, 12:03
Mindennek a magyarázata a tömeg.
Hogyan is gondolod azt, hogy egy tömeggel
rendelkező test (forgórész) nulla idő alatt
változtat helyzetet? Ahhoz végtelen nagy erő,
nyomaték, teljesítmény kellene. Azt meg tudjuk,
nagyon is véges. Csak persze Te utálsz
értelmezni és elgondolkodni egy egyszerű
szorzásból álló képleten is. Ebből adódik
minden bajod ...:)
Hogyan is gondolod azt, hogy egy tömeggel
rendelkező test (forgórész) nulla idő alatt
változtat helyzetet? Ahhoz végtelen nagy erő,
nyomaték, teljesítmény kellene. Azt meg tudjuk,
nagyon is véges. Csak persze Te utálsz
értelmezni és elgondolkodni egy egyszerű
szorzásból álló képleten is. Ebből adódik
minden bajod ...:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 12:09
Írta: Szedlay Pál Dátum 2007 november 25, 12:09
Ami nem lépi túl a gép paramétereit azt teljesítem. Pl nem fogok egy 80kg-os gépsatut rángatni, mert nem erre készült. Egy műszerész esztergával sem gyártanak vizierőmű turbina lapátokat( tudom nem is eg 5 tengelyes gép, tehár rossz példa)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 12:12
Írta: Szedlay Pál Dátum 2007 november 25, 12:12
Tibor!
Annél a tesztnél amit csináltunk ott kb. mennyi volt a lineáris egység gyorsulása(m/s2). Annál a 12Hz-nél
Annél a tesztnél amit csináltunk ott kb. mennyi volt a lineáris egység gyorsulása(m/s2). Annál a 12Hz-nél
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 12:21
Írta: bmejdz9nu Dátum 2007 november 25, 12:21
Tibor pont ezt írtam: persze "csoda" nem lehet... azt tudom!
... ez mind igaz... de hogyan van és hogyan jelentkezik ez? Te tudod?
... ez mind igaz... de hogyan van és hogyan jelentkezik ez? Te tudod?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 12:24
Írta: bmejdz9nu Dátum 2007 november 25, 12:24
persze... ez világos... már látom magamban a gépedet... kb. az várható, hogy marjál egy 50x50-es négyzetet (-eket és egy kört(öket) teljes sebességgel... és utánna mérés...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 november 25, 12:29
Írta: s5f8tmfv3 Dátum 2007 november 25, 12:29
Szvsz nem lehet a csúszás nagyobb mint fél léptetés, mert akkor már lépésvesztésed van. Ha adott frekivel "megrúgod" a motort az egészen addig -késéssel- képes követni a forgó mágneses teret, amíg a késése nem nagyobb mint fél periódus.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 12:46
Írta: Szedlay Pál Dátum 2007 november 25, 12:46
Igen ez a minimum, hogy a valós elkészült munkadarabokat lemérjem és értékeljem, puding próbája.........
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 25, 12:46
Írta: 000000000 Dátum 2007 november 25, 12:46
Minimum 0.5 m/s2 volt.
A maximum kiszámításához kisebb távolságokhoz
tartozó mérések is kelettek volna.
De az a mérés az eredő (vezérlő+motor+mechanika)
időállandó kimérését célozta, ami persze
összefügg a gyorsulási képességgel is.
A maximum kiszámításához kisebb távolságokhoz
tartozó mérések is kelettek volna.
De az a mérés az eredő (vezérlő+motor+mechanika)
időállandó kimérését célozta, ami persze
összefügg a gyorsulási képességgel is.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 12:48
Írta: Szedlay Pál Dátum 2007 november 25, 12:48
Köszönöm
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 13:17
Írta: bmejdz9nu Dátum 2007 november 25, 13:17
Köszi! Szerintem is csak így elképzelhető... De majd végzek stepper start-stop teszteket... is... hogy lássam...
Tudod mindíg az jut az eszembe, hogy amikor a székházat építettük át (szinte újból) a belvárosban, egy fal maradt volna... ott állt a fal két hétig körbebontva... jöttek-mentek a tervezőmérnökök, statikus mérnökök... egy szerdai napon délután összejöttünk a terepen... és megállapították, hogy stabil és ok.
Én mondtam kössünk rá egy kötelet és huzassúk meg traktorral tesztnek... mondták Á minek kiszámoltuk! mintákat vettek... leszedtek érte rendesen...
Aztán aznap éjjel volt egy kis vihar... reggelre leborult a fal... [#nevetes1]
Tudod mindíg az jut az eszembe, hogy amikor a székházat építettük át (szinte újból) a belvárosban, egy fal maradt volna... ott állt a fal két hétig körbebontva... jöttek-mentek a tervezőmérnökök, statikus mérnökök... egy szerdai napon délután összejöttünk a terepen... és megállapították, hogy stabil és ok.
Én mondtam kössünk rá egy kötelet és huzassúk meg traktorral tesztnek... mondták Á minek kiszámoltuk! mintákat vettek... leszedtek érte rendesen...
Aztán aznap éjjel volt egy kis vihar... reggelre leborult a fal... [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 14:22
Írta: Szedlay Pál Dátum 2007 november 25, 14:22
Akkor rosszak voltak a mérnökök.[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 14:51
Írta: bmejdz9nu Dátum 2007 november 25, 14:51
bizony ám...
Azóta a fiamnak is magyarázom a diploma csak egy papír lesz neked... persze jó az, ha tudsz is... akkor egy lehetőség.
Ha nincs diploma és tudsz... vagy nem tudsz... akkor a lehetőség kevés... vagy nincs.
Ha csak... nem leszel maszek :)
Azóta a fiamnak is magyarázom a diploma csak egy papír lesz neked... persze jó az, ha tudsz is... akkor egy lehetőség.
Ha nincs diploma és tudsz... vagy nem tudsz... akkor a lehetőség kevés... vagy nincs.
Ha csak... nem leszel maszek :)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2007 november 25, 14:55
Írta: s5f8tmfv3 Dátum 2007 november 25, 14:55
Az építész, különösen a statikus érdekes fazon. Talán ha egy képet akar a falra akasztani előbb azt is kiszámolja hogy hova, mekkora szeget, milyen szögben, milyen kalapáccsal stb... kell beütni. Jobb ha rábízza valaki másra. Tisztelet a kivételnek!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 16:01
Írta: bmejdz9nu Dátum 2007 november 25, 16:01
#3221, #3225... Tibor így van?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 25, 17:18
Írta: 000000000 Dátum 2007 november 25, 17:18
Nem egészen. Amatőr is pontatlanul fogalmazott,
hol fél lépést, hol fél periódust ír.
A lényeg: pl. egy 1.8-fokos alap felbontású
step motornál a lemaradás absolut értékének
kisebbnek kell lenni, mint 3.6 fok.
Ameddig ez igaz, addig nincs lépésvesztés.
Utána van, egyből minimum 4 egész lépés, azaz
7.2 fok. Ezért tudnak start-stop frekvenciával
működni. Mert ahogyan már írtam #3216-ban,
forgáskor igen ritka az, amikor pontosan
pozícióban van egy stepmotor, inkább
nagyrészt állandóan csak össze-vissza "kóvályog",
keresi a helyét a szerencsétlen +- 1 fél
periódus intervallumon belül.
Közben pedig pont emiatt jó nagyokat rezonál,
leng, és visít, és így próbál forogni.[#vigyor2]
hol fél lépést, hol fél periódust ír.
A lényeg: pl. egy 1.8-fokos alap felbontású
step motornál a lemaradás absolut értékének
kisebbnek kell lenni, mint 3.6 fok.
Ameddig ez igaz, addig nincs lépésvesztés.
Utána van, egyből minimum 4 egész lépés, azaz
7.2 fok. Ezért tudnak start-stop frekvenciával
működni. Mert ahogyan már írtam #3216-ban,
forgáskor igen ritka az, amikor pontosan
pozícióban van egy stepmotor, inkább
nagyrészt állandóan csak össze-vissza "kóvályog",
keresi a helyét a szerencsétlen +- 1 fél
periódus intervallumon belül.
Közben pedig pont emiatt jó nagyokat rezonál,
leng, és visít, és így próbál forogni.[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 17:52
Írta: bmejdz9nu Dátum 2007 november 25, 17:52
Végül is nem is motor...az én agyamban... hanem léptető (nem Birodalmi:)... léptető motor. Arra találták ki, hogy léptesen... :)
Ha akkoriban tudhatta volna a feltaláló "Mr. Stepper" hogy több ezerrel és lépések között is akarjuk akkor jót nevetne... de megy...
Tehát azt mondod 2 lépést is tud csúszni? vagy mennyi a lehetséges max? ameddíg "utól tudja érni magát" ???
Érdekes szerkentyű az biztos... a mágneses tér "levonulásával" kapcsolatos ez a jelenség ill. dolog?
Ha akkoriban tudhatta volna a feltaláló "Mr. Stepper" hogy több ezerrel és lépések között is akarjuk akkor jót nevetne... de megy...
Tehát azt mondod 2 lépést is tud csúszni? vagy mennyi a lehetséges max? ameddíg "utól tudja érni magát" ???
Érdekes szerkentyű az biztos... a mágneses tér "levonulásával" kapcsolatos ez a jelenség ill. dolog?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 25, 18:16
Írta: 000000000 Dátum 2007 november 25, 18:16
Mivel egy teljes periódus 4 egész lépésből áll,
igen, jól értelmezed.
De íme itt van egy tudományos, nagysebeségű
felvétel, mit összekínlódik egy step motor
egyetlen step jel hatására is. Közel 50 ms
kell ahhoz, hogy kezdjen lecsillapodni, és
valahova beálljon.:) El lehet képzelni milyen
káosz van, amikor egymásután változó ütemben
kapja a léptető impulzusokat. Szóval a léptető
motor is egy más világ, és csak látszatra
pontos alapesetben.:)

igen, jól értelmezed.
De íme itt van egy tudományos, nagysebeségű
felvétel, mit összekínlódik egy step motor
egyetlen step jel hatására is. Közel 50 ms
kell ahhoz, hogy kezdjen lecsillapodni, és
valahova beálljon.:) El lehet képzelni milyen
káosz van, amikor egymásután változó ütemben
kapja a léptető impulzusokat. Szóval a léptető
motor is egy más világ, és csak látszatra
pontos alapesetben.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 18:33
Írta: bmejdz9nu Dátum 2007 november 25, 18:33
De csak érdekességből menyit tud korrigálni? Azaz hány lépést tud utolérni? (Ha jól kérdezem :) Függ a szögosztástól is? azaz féllépéstől? microsteptől?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 19:21
Írta: Szedlay Pál Dátum 2007 november 25, 19:21
Akkor elmondhatjuk, hogy egy közepes vagy egy jó szervo+vezérlő ennél lényegesebben gyorsabban áll be?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 25, 19:22
Írta: Szedlay Pál Dátum 2007 november 25, 19:22
Akkor elmondhatjuk, hogy egy közepes vagy egy jó szervo+vezérlő ennél lényegesebben gyorsabban áll be?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 19:28
Írta: bmejdz9nu Dátum 2007 november 25, 19:28
nem. [#nyes] egyenlőre. szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 25, 20:14
Írta: 000000000 Dátum 2007 november 25, 20:14
Az attól függ, milyen minőségú a DC szervo
motor, a szervoszabályzó, a step motor,
a stepvezérlő.
Én pusztán arra mutattam rá, hogy az mesevilág,
hogy egy léptetős rendszer annyira egyértelmű
pozícionáló eszköz, mint ahogyan ezt sokan
hiszik.
motor, a szervoszabályzó, a step motor,
a stepvezérlő.
Én pusztán arra mutattam rá, hogy az mesevilág,
hogy egy léptetős rendszer annyira egyértelmű
pozícionáló eszköz, mint ahogyan ezt sokan
hiszik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 25, 20:57
Írta: bmejdz9nu Dátum 2007 november 25, 20:57
A léptető olyan referencia mint egy Heidenhain lineáris encoder... a hobbyban :)... az kap egy jelet aztán lép egyet (határozottan, kiszámíthatóan)... az a tuti... sőt valamennyire önjavító is... persze ennek mértéke ma sem derült ki... :)
Persze ha gyorsan akarod, hogy lépkedjen... akkor összeakadhat a lába... [#vigyor] és itt van az pont ahol jön a szervóhajtás... azaz a DC szervó hajtás mint látod... [#vigyor2]
Persze ha gyorsan akarod, hogy lépkedjen... akkor összeakadhat a lába... [#vigyor] és itt van az pont ahol jön a szervóhajtás... azaz a DC szervó hajtás mint látod... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 27, 14:19
Írta: HJózsi Dátum 2007 november 27, 14:19
Egységugrás teszt segédlet Mach3-hoz: ITT.
Összefabrikáltam egy excel táblát (remélem jó lett... please comment!) a Mach3Mill-ben lévő szervó motor nyüstölőhöz, Servo Freq. Generator. A Diagnostics oldalon, középen található (csak véletlenül bukkantam rá, mert a Turn-ből kihagyták...) E240 összehasonlító tesztekhez jó lehet ... [#vigyor0]
Összefabrikáltam egy excel táblát (remélem jó lett... please comment!) a Mach3Mill-ben lévő szervó motor nyüstölőhöz, Servo Freq. Generator. A Diagnostics oldalon, középen található (csak véletlenül bukkantam rá, mert a Turn-ből kihagyták...) E240 összehasonlító tesztekhez jó lehet ... [#vigyor0]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 27, 14:35
Írta: svejk Dátum 2007 november 27, 14:35
Jé!!!...
Hogy mik vannak...
Ez is jellemzi mennyire ismerjük az általunk használt progit..:( :(
És még mi mindent nem ismerünk...
Pedig van a mach-nek magyar disztributora..:)
Köszönjük H.Józsi!!!
Hogy mik vannak...
Ez is jellemzi mennyire ismerjük az általunk használt progit..:( :(
És még mi mindent nem ismerünk...
Pedig van a mach-nek magyar disztributora..:)
Köszönjük H.Józsi!!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 27, 14:38
Írta: svejk Dátum 2007 november 27, 14:38
És ez vajon gyorsabb lehet mintha egy g-kódot futtatnánk?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 27, 15:15
Írta: HJózsi Dátum 2007 november 27, 15:15
Szerintem kiadja a pulzusokat ahogy kérjük, nem vesz figyelembe mást (pl limitek ... )
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 27, 15:55
Írta: 000000000 Dátum 2007 november 27, 15:55
Ja.. szégyen![#beka3]
Mendségem legyen, hogy az Angol felületet sosem használom! De majd inplementálom!
Mendségem legyen, hogy az Angol felületet sosem használom! De majd inplementálom!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 27, 15:56
Írta: 000000000 Dátum 2007 november 27, 15:56
Ja.. szégyen![#beka3]
Mendségem legyen, hogy az Angol felületet sosem használom! De majd inplementálom!
Mendségem legyen, hogy az Angol felületet sosem használom! De majd inplementálom!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 27, 15:59
Írta: svejk Dátum 2007 november 27, 15:59
Megbocsátva... :)
De nekem nem is működik :(
H.Józsi!! Help!!!
De nekem nem is működik :(
H.Józsi!! Help!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 27, 16:07
Írta: bmejdz9nu Dátum 2007 november 27, 16:07
Mach the best. It is possible to discover something in him allways. [#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 27, 16:07
Írta: svejk Dátum 2007 november 27, 16:07
Megy már, csak béna voltam..
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 27, 16:36
Írta: HJózsi Dátum 2007 november 27, 16:36
[#eplus2][#eplus2][#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 27, 16:39
Írta: HJózsi Dátum 2007 november 27, 16:39
Na azért! Nekem ment a léptetőkkel az esztergán, csak úgy zuzmorogtak ...[#nyes] Persze a Spindle-t már lehagyták amin nekem szervóm van egyáltalán...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 27, 16:45
Írta: HJózsi Dátum 2007 november 27, 16:45
Én is úgy bukkantam rá, hogy épp kernelfreki zsibbasztással voltam elfoglalva, dúrtam a netet miért rosszaxik 75kHz-től. A Machsupport oldalon valahol írták, hogy a Diagnostics ablakban kiírja a kernelfrekit, nosza megkukkol és akkor néztem, micsoda Servo Freq Generator van itt?... Ki is csentem az OEM kódokat, az eszterga magyar screen-ben már benne lesz... [#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 27, 18:00
Írta: bmejdz9nu Dátum 2007 november 27, 18:00
A #2835 -hez...
Na itt vannak az Emoteq motorok.... :::::A múltkor azzal a másikkal balszerencsém volt... ki volt tiltva a nem amerikai Ip...szám... így nem tudtam megvenni.
Na, de megvannak most az adatai... legalább...

Hogyan verte le ez a SanyoDenki motort? Ez kevesebbet tud mint a Bautz? fura...
vagy megcsalta (megszépítete) az eladó a határadatokat, hogy benne legyen az általa ajánlott vezérlőknek... azaz 80V és 20A...
Rated Voltage: 72V
Ke (Volts/kRPM) 43.5
Approx No Load Speed (RPM) 1600
Kt (Oz-in/A) 59 = 0.41Nm/A
Amplifier Continuous Current (A) 5.0
Amplifier Peak Current (A) 20
Continuous Torque (Oz-in) 290 = 2Nm
Peak Torque (Oz-in) 1160 = 8Nm
Continuous Rated Power (W) 360
Peak Rated Power (W) 1440
Na itt vannak az Emoteq motorok.... :::::A múltkor azzal a másikkal balszerencsém volt... ki volt tiltva a nem amerikai Ip...szám... így nem tudtam megvenni.
Na, de megvannak most az adatai... legalább...
Hogyan verte le ez a SanyoDenki motort? Ez kevesebbet tud mint a Bautz? fura...
vagy megcsalta (megszépítete) az eladó a határadatokat, hogy benne legyen az általa ajánlott vezérlőknek... azaz 80V és 20A...
Rated Voltage: 72V
Ke (Volts/kRPM) 43.5
Approx No Load Speed (RPM) 1600
Kt (Oz-in/A) 59 = 0.41Nm/A
Amplifier Continuous Current (A) 5.0
Amplifier Peak Current (A) 20
Continuous Torque (Oz-in) 290 = 2Nm
Peak Torque (Oz-in) 1160 = 8Nm
Continuous Rated Power (W) 360
Peak Rated Power (W) 1440
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 27, 19:58
Írta: Szedlay Pál Dátum 2007 november 27, 19:58
Ez az opció csak párhuzamos porton működik hardveres gyorsító kártyával nem elérhető.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 27, 20:34
Írta: svejk Dátum 2007 november 27, 20:34
Szerintem rajtad kívül nincs is olyan kártyája senkinek..:) :(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 27, 20:45
Írta: svejk Dátum 2007 november 27, 20:45
Úgy verte le Barátom, hogy nem azonos paraméterűek a motorok..:)
Valószínű ez nagyobb feszültségű, és nagyobb a nyomaték-áramerősség aránya.
Ezt próbáltam a múltkor elhitetni veletek, hogy a különböző paraméterű motorok azonos árammal való hajtása és egymás ellen fordításának nem sok értelme van.
Lsd. #2894
Valószínű ez nagyobb feszültségű, és nagyobb a nyomaték-áramerősség aránya.
Ezt próbáltam a múltkor elhitetni veletek, hogy a különböző paraméterű motorok azonos árammal való hajtása és egymás ellen fordításának nem sok értelme van.
Lsd. #2894
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 27, 20:45
Írta: bmejdz9nu Dátum 2007 november 27, 20:45
[#wink] Nyissunk neki topikot, mert akkora az érdeklődés.... azt mondod? :)
... Egyébként milyen is az a gyorsító kártya ? Hol mennyi?
... Egyébként milyen is az a gyorsító kártya ? Hol mennyi?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 27, 20:45
Írta: svejk Dátum 2007 november 27, 20:45
Úgy verte le Barátom, hogy nem azonos paraméterűek a motorok..:)
Valószínű ez nagyobb feszültségű, és nagyobb a nyomaték-áramerősség aránya.
Ezt próbáltam a múltkor elhitetni veletek, hogy a különböző paraméterű motorok azonos árammal való hajtása és egymás ellen fordításának nem sok értelme van.
Lsd. #2894
Valószínű ez nagyobb feszültségű, és nagyobb a nyomaték-áramerősség aránya.
Ezt próbáltam a múltkor elhitetni veletek, hogy a különböző paraméterű motorok azonos árammal való hajtása és egymás ellen fordításának nem sok értelme van.
Lsd. #2894
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 november 27, 20:49
Írta: svejk Dátum 2007 november 27, 20:49
Én még a párhuzamos portos részét sem aknáztam/ismertem ki a mach-nek :(
És egyébként is részemről anyagi okok miatt is felejtős.
És egyébként is részemről anyagi okok miatt is felejtős.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 27, 20:55
Írta: bmejdz9nu Dátum 2007 november 27, 20:55


Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 27, 21:38
Írta: Szedlay Pál Dátum 2007 november 27, 21:38
Pedig megszeretnétek[#love11].
Igen, sajnos nem olcsó. hol? mennyi?
Kérdés ki, hol tudja beszerezni......
Külön topik persze csak vicc volt, tudom.
"Semmi" nem lessz a különbség, csak annyi,hogy lényegesen egyszerübb a bekötése mert a párhuzamos porthoz képest 100 kivezetése van, így jut mindenre ki és be vezetés, és nem 25Kz hanem 3Mhz. De ha cinkeltek akkor nem írok le róla semmit. Egyébként már 3-4 tengelyes kivitelben 150$ körül hozzá lehet jutni, ez szerintem még elérhető ár.
Igen, sajnos nem olcsó. hol? mennyi?
Kérdés ki, hol tudja beszerezni......
Külön topik persze csak vicc volt, tudom.
"Semmi" nem lessz a különbség, csak annyi,hogy lényegesen egyszerübb a bekötése mert a párhuzamos porthoz képest 100 kivezetése van, így jut mindenre ki és be vezetés, és nem 25Kz hanem 3Mhz. De ha cinkeltek akkor nem írok le róla semmit. Egyébként már 3-4 tengelyes kivitelben 150$ körül hozzá lehet jutni, ez szerintem még elérhető ár.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 27, 21:43
Írta: bmejdz9nu Dátum 2007 november 27, 21:43
Ne is áruld el ha csak a Mach-hoz jó! (nekik:) Tudod én WinPC-NC-t használok... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 27, 21:50
Írta: Szedlay Pál Dátum 2007 november 27, 21:50
Na, hátha valakit mégis érdekel.[#conf]
http://cgi.ebay.com/Galil-6-axis-mach3_W0QQitemZ280177602249QQihZ018QQcategoryZ71395QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
http://cgi.ebay.com/Galil-6-axis-mach3_W0QQitemZ280177602249QQihZ018QQcategoryZ71395QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 27, 23:44
Írta: HJózsi Dátum 2007 november 27, 23:44
ISA-buszos ... ??? [#szomoru1] Régi gép kell hozzá... De aztán ráver az újjakra ... 3MHz puls engine...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 28, 07:34
Írta: bmejdz9nu Dátum 2007 november 28, 07:34
Csak Mach-al megy? Gondolom már teszteleted... Persze a vezérlők 250KHz felett nem nagyon vannak... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 28, 07:42
Írta: bmejdz9nu Dátum 2007 november 28, 07:42

Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 28, 08:36
Írta: Szedlay Pál Dátum 2007 november 28, 08:36
Nem csak Mach-al, megy Camsoft-tal is, illetve ha ír valaki rá egy programot. Paraméterezheted a saját nyelvén, illetve kell írni hozzá egy fordító progit. De megy DOS alól is amit az iparban jobban szeretnek, mert stabilabb és nincs hardver igény.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 28, 08:39
Írta: Szedlay Pál Dátum 2007 november 28, 08:39
Péter! Az én vezérkőm is 2Mhz-es, tudom egyedi eset és nem kell külön topik![#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 28, 09:05
Írta: bmejdz9nu Dátum 2007 november 28, 09:05
Na ja... 1200méter/perc* sebességhez és/vagy a submicronos pontossághoz ez elengedethetlen... megértelek a választásodban [#vigyor2]
De én nem nanotechnikában utazok, hanem csak svájci megrendelésre órakerekeket csinálok majd... [#wink]
Sajnos a "pórnépnek" be kell érnie ennek a tizedével...[#rinya] aztán aminek szintén csak a tizedét tudja adni neki frekiben... :)
*2000Khz/40Khz = 50x nagyobb sebesség 5-ös em. orsón 0.01mm felbontással. =1,2Km/perc.
vagy 0.01mm/50=0.0002mm (igen a pont után 3 nulla és egy 2-es:)pontosság. :) jól számoltam?
De én nem nanotechnikában utazok, hanem csak svájci megrendelésre órakerekeket csinálok majd... [#wink]
Sajnos a "pórnépnek" be kell érnie ennek a tizedével...[#rinya] aztán aminek szintén csak a tizedét tudja adni neki frekiben... :)
*2000Khz/40Khz = 50x nagyobb sebesség 5-ös em. orsón 0.01mm felbontással. =1,2Km/perc.
vagy 0.01mm/50=0.0002mm (igen a pont után 3 nulla és egy 2-es:)pontosság. :) jól számoltam?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 28, 20:30
Írta: bmejdz9nu Dátum 2007 november 28, 20:30
Ez egy komplett "gyári" holmi... 10-es em. orsóval... 1000mm munka úttal... DC szervómotorral...
Ez persze nem is müködik... :) De a nagy sebességű alkalmazásra vall az automata olajzó az orsón... talán...






32mm-es tengely átmérő... smd ültető gép... :)
Ez persze nem is müködik... :) De a nagy sebességű alkalmazásra vall az automata olajzó az orsón... talán...
32mm-es tengely átmérő... smd ültető gép... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 28, 21:14
Írta: 000000000 Dátum 2007 november 28, 21:14
Sziasztok!
Két hete nem jártam itt (otthon).
Látom, nem pihentetek!
Egy kis gondolatébresztés!
Ifarkas nem tud belépni, felhatalmazott rá, hogy megírjam mire ment a G-Rex 100-assal!
Íme:
"Szia Áron!
Beépítettem a G100-at.Minden működik a Timing bemeneten kívül, mint már a multkor írtam.
Az eredmény 30%-kal nagyobb sebesség, 3-szor nagyobb gyorsítás, egyenletesebb, megbízhatóbb "futás", a párhuzamos porthoz képest.
A motormeghajtók G340-esek(a G340-nél természetesen nem kell használni a lépéstöbbszöröző elektronikát).
Imre"
[#finom]
És a gép is nagyon pöpec!
Nem kispályás gravírozó!


http://cnctar.hobbycnc.hu/Szobr%e1sz/G100+G340.JPG
Bátran gratulálhatunk Imrének!
[#worship]
Áron
Két hete nem jártam itt (otthon).
Látom, nem pihentetek!
Egy kis gondolatébresztés!
Ifarkas nem tud belépni, felhatalmazott rá, hogy megírjam mire ment a G-Rex 100-assal!
Íme:
"Szia Áron!
Beépítettem a G100-at.Minden működik a Timing bemeneten kívül, mint már a multkor írtam.
Az eredmény 30%-kal nagyobb sebesség, 3-szor nagyobb gyorsítás, egyenletesebb, megbízhatóbb "futás", a párhuzamos porthoz képest.
A motormeghajtók G340-esek(a G340-nél természetesen nem kell használni a lépéstöbbszöröző elektronikát).
Imre"
[#finom]
És a gép is nagyon pöpec!
Nem kispályás gravírozó!
http://cnctar.hobbycnc.hu/Szobr%e1sz/G100+G340.JPG
Bátran gratulálhatunk Imrének!
[#worship]
Áron
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 28, 21:15
Írta: 000000000 Dátum 2007 november 28, 21:15

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 28, 21:30
Írta: bmejdz9nu Dátum 2007 november 28, 21:30
He is indifferent to me! (hidegen hagy) azaz, hogy csak a Mach-al megy... [#rinya]
Tényleg régen jártál erre... :)
Tényleg régen jártál erre... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 28, 21:31
Írta: 3vv2btrhv Dátum 2007 november 28, 21:31
DÖBI !!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 28, 21:48
Írta: bmejdz9nu Dátum 2007 november 28, 21:48
Egyébként én a "natív szervó erőben" hiszek... Ez az a pont ahol Tiborral (szerintem) egyetértünk... persze ez még nem biztos... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 28, 21:55
Írta: 000000000 Dátum 2007 november 28, 21:55
Én a feleségemben hiszek! [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 28, 22:49
Írta: HJózsi Dátum 2007 november 28, 22:49
Na végre valami heavy metal! ... [#vigyor2] Meg Machosítottátok?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 28, 22:52
Írta: HJózsi Dátum 2007 november 28, 22:52
Ahogy a gépet nézem, szerintem az erő velük van...[#vigyor5]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 28, 23:06
Írta: HJózsi Dátum 2007 november 28, 23:06
Itt készül a kisöcskös...
Na a főorsómotor itt is 1kW DC Servo (EVIG) a taho-t encoderre cseréltük ...

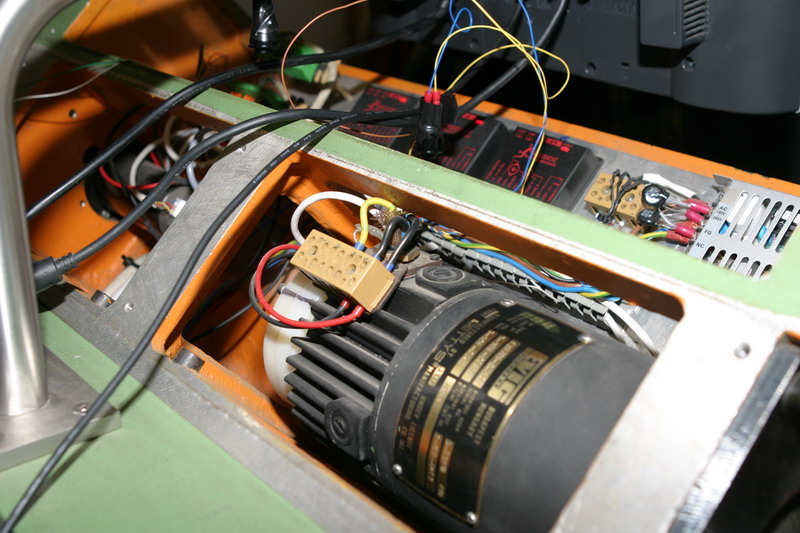

A mellék hajtások 100W-osak...
Na a főorsómotor itt is 1kW DC Servo (EVIG) a taho-t encoderre cseréltük ...
A mellék hajtások 100W-osak...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 29, 07:54
Írta: bmejdz9nu Dátum 2007 november 29, 07:54
[#smile] A mellékhajtás motorjairól és az áttételről (ha van) jó lenne képek...
A két gép egy valamiben azonos... [#smile]
A két gép egy valamiben azonos... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 29, 09:47
Írta: HJózsi Dátum 2007 november 29, 09:47
Az eredő áttétel 2:1 X-nél és Z-nél is, 1mm elmozduláshoz egyaránt 4000 imp kell (G320... kell egy szortótábla bele, hogy ne szorozzon és akkor 500 lesz v. 1000) Az X orsó 1mm emelkedésű itt 2:1-es fogastárcsa áttétel van, a Z 2mm emelkedésű itt 4:1-es...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 29, 09:54
Írta: bmejdz9nu Dátum 2007 november 29, 09:54
Ez a főorsó motor... jónak néz ki... 4 kefés... ez magyar gyártmány...? Milyen adatai vannak?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 29, 10:07
Írta: HJózsi Dátum 2007 november 29, 10:07
A gépkönyv szerint 1000W, 6Nm, 15A, 85V...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 29, 10:07
Írta: HJózsi Dátum 2007 november 29, 10:07
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 29, 12:38
Írta: 000000000 Dátum 2007 november 29, 12:38
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 29, 12:39
Írta: bmejdz9nu Dátum 2007 november 29, 12:39
és még az én újszerzeményű motorom (motorjaim) nagy... [#finom]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 november 29, 12:40
Írta: 000000000 Dátum 2007 november 29, 12:40
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 29, 14:50
Írta: bmejdz9nu Dátum 2007 november 29, 14:50
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 29, 18:47
Írta: bmejdz9nu Dátum 2007 november 29, 18:47
Ezt a képet "küldték" a németek.... Electrocraft E240 ügyben :) Egyébként 1/3-as áttételt állapítottak meg ideálisnak...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 29, 20:20
Írta: HJózsi Dátum 2007 november 29, 20:20
Túlértékelték a motort, ennyi vezérlőt biztosan nem fog elpukkantani ...[#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 november 29, 20:21
Írta: HJózsi Dátum 2007 november 29, 20:21
Túlértékelték a motort, ennyi vezérlőt biztosan nem fog elpukkantani ...[#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 november 29, 20:37
Írta: Kristály Árpád Dátum 2007 november 29, 20:37
Hallihó Péter!
Már megit belebotlottál abba a francos madárba....
Már megit belebotlottál abba a francos madárba....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 29, 20:54
Írta: bmejdz9nu Dátum 2007 november 29, 20:54
Mekkora fetek benne...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 30, 08:01
Írta: bmejdz9nu Dátum 2007 november 30, 08:01
Ha tényleg komoly :) áttétel kellene: Planetary Gear.... --- Ha a méret is számít ... :) Ha pontosság is számít... :) pl vilanymozdony szervóval?

Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 30, 21:18
Írta: Szedlay Pál Dátum 2007 november 30, 21:18
Péter!
Egy kis karácsonyi előzetes.
Tévedtem, mert az alja és a portál nem C45-ös acél, hanem valamilyen (talán 1230, de nem emlékszem)feszültségmentesített anyag.


Egy kis karácsonyi előzetes.
Tévedtem, mert az alja és a portál nem C45-ös acél, hanem valamilyen (talán 1230, de nem emlékszem)feszültségmentesített anyag.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 november 30, 21:32
Írta: bmejdz9nu Dátum 2007 november 30, 21:32
Ó anyám... ::::[#wow1]::::[#taps]
Nem túlzás egy kicsit? vagy kevest tudok a dolgaidról? :) Azt írtad 100x100-as munkaterület? mmm-ben?
Ez tömör alu... az oldala? vagy miből van? Látom a daruzáshoz az emelőfüleket... Hány kiló lesz a végére?
Azokban a Parker lineáris egységekben mekkora vezető sinek és golyósorsók vannak?
Azt hittem csak én szoktam "átesni a ló másik oldalára"... :)
Nem túlzás egy kicsit? vagy kevest tudok a dolgaidról? :) Azt írtad 100x100-as munkaterület? mmm-ben?
Ez tömör alu... az oldala? vagy miből van? Látom a daruzáshoz az emelőfüleket... Hány kiló lesz a végére?
Azokban a Parker lineáris egységekben mekkora vezető sinek és golyósorsók vannak?
Azt hittem csak én szoktam "átesni a ló másik oldalára"... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 november 30, 21:51
Írta: 3vv2btrhv Dátum 2007 november 30, 21:51
Péter , anyira figyelmetlen vagy hogy az .....
a feledathoz ez kell !! a rezonancia mentes megmunkáláshoz tömeg kell .
nem C45-ös acél, hanem valamilyen (talán 1230, de nem emlékszem)feszültségmentesített anyag
a feledathoz ez kell !! a rezonancia mentes megmunkáláshoz tömeg kell .
nem C45-ös acél, hanem valamilyen (talán 1230, de nem emlékszem)feszültségmentesített anyag
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 30, 21:57
Írta: Szedlay Pál Dátum 2007 november 30, 21:57
Szerintem is egy "kicsit" túlzás, már szerintük is, de nem bánom, mert ártani biztos nem fog a tömeg. Erős szélben is lehet majd dolgozni vele, mert ezt nem fújja el a szél.600Kg
A golyós orsó 16*5.08 as a szánok 15-ek.
Igen az oldala alu ( de azért ki van könnyítve)a többi acél, hogy elég merev legyen.[#wilting]
[#vigyor2]
A golyós orsó 16*5.08 as a szánok 15-ek.
Igen az oldala alu ( de azért ki van könnyítve)a többi acél, hogy elég merev legyen.[#wilting]
[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 november 30, 22:06
Írta: Szedlay Pál Dátum 2007 november 30, 22:06
Nem csak Te esel át a ló mádik oldalára.
Én hiszek abban, hogy egy pontos géphez legalább annyira szükség van egy merev felépítmény mint a 400W-os AC servóra.
Én hiszek abban, hogy egy pontos géphez legalább annyira szükség van egy merev felépítmény mint a 400W-os AC servóra.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 01, 07:01
Írta: bmejdz9nu Dátum 2007 december 01, 07:01
Közben gondolkodtam... Megjegyzem az én "gépecskémnél" is az oldal tartók gyakorlatilag 52mm "vastag" aluból lesz...
... de egy szendvics szerkezet formájában 12+30+12... pedíg (alapban) nincs is ekkora magasssága.
Hát nagyon kiváncsi vagyok/leszek a tiedre is meg az enyémre is... :)
Valahol hasonlóan látjuk (képzeljük:) a dolgot, de a megoldás viszont különböző lesz...
De még nem látom át a gépedet... tervek, rajzokat nem teszel közzé?
A furcsa a szerkezetedben...
, hogy mintha nagyon "gavallérosan" bánnátok a dologgal... azaz a lineáris egységeket "hordozó" váz "kényelmesen" nagyobbra lenne csinálva?
... de egy szendvics szerkezet formájában 12+30+12... pedíg (alapban) nincs is ekkora magasssága.
Hát nagyon kiváncsi vagyok/leszek a tiedre is meg az enyémre is... :)
Valahol hasonlóan látjuk (képzeljük:) a dolgot, de a megoldás viszont különböző lesz...
De még nem látom át a gépedet... tervek, rajzokat nem teszel közzé?
A furcsa a szerkezetedben...
, hogy mintha nagyon "gavallérosan" bánnátok a dologgal... azaz a lineáris egységeket "hordozó" váz "kényelmesen" nagyobbra lenne csinálva?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 december 01, 09:19
Írta: Szedlay Pál Dátum 2007 december 01, 09:19
Péter!
Nem lett nagyobb a váz, majd a végén meglátod miért. Még kell rá egy szerszámcserélő, egy negyedik tengely, egy eszterga. Ez mind helyet foglal. Ezért ekkora. Ez egy öszvér.
A teljes dokumentációt közzéteszem ha készen van. Ez is 60mm-es alu, de én semmiképpen nem csináltattam volna 3 darabból az nem olyan merev. Ez nem verseny, mindenkinek van egy elgondolása és azt kivitelezi, anyagi lehetőségeitől függően, de mindenkié működni fog vagy így vagy úgy.
Nem lett nagyobb a váz, majd a végén meglátod miért. Még kell rá egy szerszámcserélő, egy negyedik tengely, egy eszterga. Ez mind helyet foglal. Ezért ekkora. Ez egy öszvér.
A teljes dokumentációt közzéteszem ha készen van. Ez is 60mm-es alu, de én semmiképpen nem csináltattam volna 3 darabból az nem olyan merev. Ez nem verseny, mindenkinek van egy elgondolása és azt kivitelezi, anyagi lehetőségeitől függően, de mindenkié működni fog vagy így vagy úgy.
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 december 01, 09:26
Írta: 3vv2btrhv Dátum 2007 december 01, 09:26
mindenkinek van egy elgondolása és azt kivitelezi, anyagi lehetőségeitől függően, de mindenkié működni fog vagy így vagy úgy.
NAGYON IGAZ
NAGYON IGAZ
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 01, 09:27
Írta: bmejdz9nu Dátum 2007 december 01, 09:27
Nálam T34-es kód név alatt folyik a csigalassú fejlesztés... [#vigyor2]
De akor már értem... Persze... két egyforma gép nincs... és talán nem is lesz! Ez benne a szép!!! Ezért vagyunk itt!
De akor már értem... Persze... két egyforma gép nincs... és talán nem is lesz! Ez benne a szép!!! Ezért vagyunk itt!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 01, 18:29
Írta: 000000000 Dátum 2007 december 01, 18:29
Egy kérdés:
Mennyire sűrün lehet találkozni ellenfázisú kimenetes encoderekkel(nektek van ilyen?)?
Érdemes erre is felkészíteni egy Servo Vezérlőt?
Bár ez sokkal jobb mint az asszimetrikus, de a gyakorlatban mennyire elterjedt?
Mennyire sűrün lehet találkozni ellenfázisú kimenetes encoderekkel(nektek van ilyen?)?
Érdemes erre is felkészíteni egy Servo Vezérlőt?
Bár ez sokkal jobb mint az asszimetrikus, de a gyakorlatban mennyire elterjedt?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 01, 19:25
Írta: 000000000 Dátum 2007 december 01, 19:25
Nekem van pár ilyenem, komlyabb dobozolt
ipari encoderek szinte mind ilyenek.
De szerintem nem kell vele sokat foglalkozni
Hobby CNC alkalmazásoknál, inkább egy jó kis
precíziós analóg pozíció bemenetnek nagyobb
haszna lehetne Nálad is, vagy tachódinamó
fogadásának sebesség szervonál.
ipari encoderek szinte mind ilyenek.
De szerintem nem kell vele sokat foglalkozni
Hobby CNC alkalmazásoknál, inkább egy jó kis
precíziós analóg pozíció bemenetnek nagyobb
haszna lehetne Nálad is, vagy tachódinamó
fogadásának sebesség szervonál.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 01, 19:41
Írta: svejk Dátum 2007 december 01, 19:41
Szerintem nagy gépeknél és pl. plazmánál van igazán jelentősége.
Lényege a szimmetrikus ki-bemenetek miatti nagyon jó zavarelnyomás és a a kis impedanciás meghajtás miatti hosszú kábel(kapacitás) elviselése.
Ilyen esetekben célszerű a hagyományos encoder jelét is szimmetrizálni az encoderen belül majd a vezérlőnél visszaalakítani.
Lényege a szimmetrikus ki-bemenetek miatti nagyon jó zavarelnyomás és a a kis impedanciás meghajtás miatti hosszú kábel(kapacitás) elviselése.
Ilyen esetekben célszerű a hagyományos encoder jelét is szimmetrizálni az encoderen belül majd a vezérlőnél visszaalakítani.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 01, 22:45
Írta: bmejdz9nu Dátum 2007 december 01, 22:45
A németeknél olvastam... volt egy nagy munkaterületű gépük... mindíg összeszedett valamit az encoder... volt már páncélkábel meg miegyebek... a végén csináltak az encoder közvetlen kimenetére egy szimmetrizálót és a szervó vez.bemenetére egy vissza alakítót... és jó lett nekik... :)
Tehát... én nem látom különösebb értelmét a szimmetrikus bemenetnek a vezérlőn... bár az új kínai vezérlő is ilyen... :) Talán nem nagy költség volt és jobban eltértek a Gecko-tól... :) és egy elmondható extra :)
Talán kellene gyártani szimmetrizáló és asszimmetrizáló áramkört.... ha kell... legyen alapon. Szerintem.
Tehát... én nem látom különösebb értelmét a szimmetrikus bemenetnek a vezérlőn... bár az új kínai vezérlő is ilyen... :) Talán nem nagy költség volt és jobban eltértek a Gecko-tól... :) és egy elmondható extra :)
Talán kellene gyártani szimmetrizáló és asszimmetrizáló áramkört.... ha kell... legyen alapon. Szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 02, 08:58
Írta: 000000000 Dátum 2007 december 02, 08:58
Pont ilyenekre gondoltam én is! Egy szimetrikus jelet sima UTP kábelen (esetleg árnyékoltan) lehet kiválóan szállítani!
Azon filózok, hogy az új servómon mindkét típusra készítek valamilyen átsetupolható bemenetet...
A plazmások egy veszélyes alkalmazás...
Azon filózok, hogy az új servómon mindkét típusra készítek valamilyen átsetupolható bemenetet...
A plazmások egy veszélyes alkalmazás...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 02, 19:42
Írta: svejk Dátum 2007 december 02, 19:42
Szerintem érdemes..
egyre több gyári encoder van a hobbysok birtokában..A setupolás pedig gyakorlatilag egy jumper..
jó példa erre a G-rex..
egyre több gyári encoder van a hobbysok birtokában..A setupolás pedig gyakorlatilag egy jumper..
jó példa erre a G-rex..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 02, 19:43
Írta: bmejdz9nu Dátum 2007 december 02, 19:43
Egyébként átnéztem az encoder feldolgozó "IC piacot"... olyan drágát nem találtam mint amit Tibor használ...(talán neki is át kellene nézni - olcsóbb beszerzlés reményében:) de vannak új fejlesztések is... akit érdekel nézzen utánna... nem drágák...
és kapcsolhatóak 1x-2x-4x üzemmódra...
és kapcsolhatóak 1x-2x-4x üzemmódra...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 03, 09:02
Írta: bmejdz9nu Dátum 2007 december 03, 09:02
Mechanikai ötletek:
#2499-re...(csg67) ez már megint servós téma...
Hiánypótló megoldásnak ha nem volt nagyobb :) :) :)
De egy encoder mind a négy élét feldolgozni nem bűn... :) Persze az incrementális jeladóknak meg vannak a veszélyei... ezt tudjuk...félünk is :)... de abszoulut jeladót hobby vezérlésben még nem láttam alkalmazni... meg nem is "rokonok" a step/dir hajtással... (felejtős nekünk...)
Ez a 4x-es mód sajnos kell (én úgy látom), persze szomorú a dolog, hogy miért...
Egyrészt kell a sok impulzus a motor jó pozicionálásához azaz a tengely pontos tartásához, megállításához (a vezérlő belül számol a négyszeres jelekkel! ez a lényeg!!!)... másrészt ha ilyen sok az impulzus akkor (szinte) alíg lehet Step jelekkel bírni...azaz kimeneti frekvenciával...
Ezért alkalmazzák azt a "szörnyű" megoldást (ha kell), hogy a szoftver kimeneti step jeleit sokszorozzák. A Machnál ha tud nagy kimeneti frekit akkor ez talán elkerülhető, de akkor "nagyon meg van hajtva"... ez is veszélyekkel jár... és talán kevés is...
Akinek a szoftvere csak pl. 24Khz-et tud... (pl. WinPC Economy - vagyis minden más a Machon kivül :) annak nincs más választása. Ennek a sokszorozásnak a korrekt megoldása nem egyszerű, mert a két jel közé pont olyan formályú jeleket kell csinálni mind az alapjel...
Sajnos én azzal sem értek egyet, hogy ezt el lehet kerülni a Mach-al...
pl.
1. WinPC Economy = 24Khz kimenete és a kimenet négyszerezése = 96Khz (persze pontosság csak 24Khz-re van továbbra is)
2. Mach3 = 96Khz? Tudja ezt? Hardververigény? Stabilan? Kell e a négyszeres pontosság?
A másik ami a 4X és step jelek sokszorozása mellett szól... sajnos a profi gyári szervómotorok 1000 (néha 2000)-es encoderrel vannak szerelve... tehát nagy kimeneti frekvenciát képes rendszerről hajtották... hajtják... Ennek a bizonyos ipari vezérlésnek a pontosság és sebesség arányát csak úgy tudjuk (nem) elérni, hogy virtuálisan sokszorozzuk a mi "kis ferkvenciás" szoftverjeink jeleit... a sebesség ekkor meglesz... csak a pontosság fog ezáltal csökkeni... de ha jól méretezzük a dolgot akkor ez 0.01-on belülre kerül... és csináljon valaki jobb machanikát a valóságban ha tud!
Most lehet szidni... :) az elképzeléseimet a 4X-ről... :)
#2499-re...(csg67) ez már megint servós téma...
Hiánypótló megoldásnak ha nem volt nagyobb :) :) :)
De egy encoder mind a négy élét feldolgozni nem bűn... :) Persze az incrementális jeladóknak meg vannak a veszélyei... ezt tudjuk...félünk is :)... de abszoulut jeladót hobby vezérlésben még nem láttam alkalmazni... meg nem is "rokonok" a step/dir hajtással... (felejtős nekünk...)
Ez a 4x-es mód sajnos kell (én úgy látom), persze szomorú a dolog, hogy miért...
Egyrészt kell a sok impulzus a motor jó pozicionálásához azaz a tengely pontos tartásához, megállításához (a vezérlő belül számol a négyszeres jelekkel! ez a lényeg!!!)... másrészt ha ilyen sok az impulzus akkor (szinte) alíg lehet Step jelekkel bírni...azaz kimeneti frekvenciával...
Ezért alkalmazzák azt a "szörnyű" megoldást (ha kell), hogy a szoftver kimeneti step jeleit sokszorozzák. A Machnál ha tud nagy kimeneti frekit akkor ez talán elkerülhető, de akkor "nagyon meg van hajtva"... ez is veszélyekkel jár... és talán kevés is...
Akinek a szoftvere csak pl. 24Khz-et tud... (pl. WinPC Economy - vagyis minden más a Machon kivül :) annak nincs más választása. Ennek a sokszorozásnak a korrekt megoldása nem egyszerű, mert a két jel közé pont olyan formályú jeleket kell csinálni mind az alapjel...
Sajnos én azzal sem értek egyet, hogy ezt el lehet kerülni a Mach-al...
pl.
1. WinPC Economy = 24Khz kimenete és a kimenet négyszerezése = 96Khz (persze pontosság csak 24Khz-re van továbbra is)
2. Mach3 = 96Khz? Tudja ezt? Hardververigény? Stabilan? Kell e a négyszeres pontosság?
A másik ami a 4X és step jelek sokszorozása mellett szól... sajnos a profi gyári szervómotorok 1000 (néha 2000)-es encoderrel vannak szerelve... tehát nagy kimeneti frekvenciát képes rendszerről hajtották... hajtják... Ennek a bizonyos ipari vezérlésnek a pontosság és sebesség arányát csak úgy tudjuk (nem) elérni, hogy virtuálisan sokszorozzuk a mi "kis ferkvenciás" szoftverjeink jeleit... a sebesség ekkor meglesz... csak a pontosság fog ezáltal csökkeni... de ha jól méretezzük a dolgot akkor ez 0.01-on belülre kerül... és csináljon valaki jobb machanikát a valóságban ha tud!
Most lehet szidni... :) az elképzeléseimet a 4X-ről... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 03, 09:43
Írta: HJózsi Dátum 2007 december 03, 09:43
Art Fenerty nyáron mikor kihozta a magasabb kernelfrekiket, megírta, hogy 100 kHz -hez az 1.3Ghz-es gép az abszolút minimum. Többek között azt is írta, hogy 200kHz-ig sikeresen tesztelte, de csak 100kHz-ig teszi közzé (elégnek kell lennie...). Én mostanában próbálgattam a magasabb frekiket, a 100kHz-t is és a 3.6 GHz-es gépen is bejött a "driver watchdog triggered" üzenet. A gépre csak az XP és a Mach volt telepítve. A hiba mindig akkor keletkezett amikor több tengely is vezérlést kapott. Hozzá kell tegyem az XP optimalizálás "25 parancsolatát" nem állítottam be, feltételezem ez javíthatott volna a helyzeten. Az encoder jelek 4x-ezése + áttétel miatt 4000-t kellett beállítani 1mm elmozdulásra. Megoldás egyébként a szorzásmentesítés volt ... Mások visszajelzése alapján 75kHz-től felfelé még bizonytalan...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 03, 09:55
Írta: 000000000 Dátum 2007 december 03, 09:55
Ha kicsi a vezérlő programod step-dir jelének
frekvencia képessége, bármit csinálhatsz,
ez lesz a döntő, és ez határozza meg a mozgási
sebesség/felbontás maximumát.
Ha pedig alkalmazkodni kell ezen gyengeponthoz,
akkor az encoder jelet osztani illik,
azaz még az 1X-ről is váltani kell 0.5X .25X
...stb irányba. Ez a műszakilag minőségibb
megoldás a szorzással szemben.
Ettől még persze lehet szorozni, fog működni.
Kockázatosabban, egyenlőtlenebbül, pár ezer
forinttal olcsóbban.
frekvencia képessége, bármit csinálhatsz,
ez lesz a döntő, és ez határozza meg a mozgási
sebesség/felbontás maximumát.
Ha pedig alkalmazkodni kell ezen gyengeponthoz,
akkor az encoder jelet osztani illik,
azaz még az 1X-ről is váltani kell 0.5X .25X
...stb irányba. Ez a műszakilag minőségibb
megoldás a szorzással szemben.
Ettől még persze lehet szorozni, fog működni.
Kockázatosabban, egyenlőtlenebbül, pár ezer
forinttal olcsóbban.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 03, 10:06
Írta: bmejdz9nu Dátum 2007 december 03, 10:06
Én is teszteltem a Mach-ot... 3GHz-es gépen... 40KHz felett gondok voltak a kimeneti jel stabilitásával... nem tévesztett, de nem egyenletesen adta ki... (szkópon is látni)
Egyszerűen lehet tesztelni... 40 Khz felett a szabadon futó motornál (igy jobb) hallani is a hangján...
Szerintem egy technikai csoda ... a 100Khz... amire alapozni nem mernék... anno az LPT portot nem erre tervezték... jobb (ha lehet) kisebb ferkin maradni... biztonság :) szerintem.
Persze elfogult vagyok WinPC-NC-hez, mint tudod... tehát... ez amit írtam semmi. :)
Egyszerűen lehet tesztelni... 40 Khz felett a szabadon futó motornál (igy jobb) hallani is a hangján...
Szerintem egy technikai csoda ... a 100Khz... amire alapozni nem mernék... anno az LPT portot nem erre tervezték... jobb (ha lehet) kisebb ferkin maradni... biztonság :) szerintem.
Persze elfogult vagyok WinPC-NC-hez, mint tudod... tehát... ez amit írtam semmi. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 03, 10:22
Írta: bmejdz9nu Dátum 2007 december 03, 10:22
Nem ez a "trendi" most...
Amit én írtam... ahhoz a vezérlőnek kb. 250Khz*-es bemeneti jelel is meg kell birkoznia... Ezért nem alkalmazzák...mert állítólag ekkora frekit (bemeneti step jel) feldolgozni nem egyszerű...
Igen a sebesség és a felbontás között kell választani (az optimumot megtervezni) és ez a 4X+szorzás mód a felbontás rovására tudja előállítani a motor számára a max. üzemi fordulatot.
De egy példa...
A step jel azonnal (lassítási görbe nélkül) megszünik a vezérlő bemenetén akkor:
1. pl. 4x-es bemeneti szorzás esetén, 4 (3?) jel (van még a vezérlőben) alatt lassítja le a motort.
2. pl. 1x-es sima jelnél azonnal meg kell(ene) állnia a motornak...
Na persze ez egy szélsőséges példa de ha a 10 szeresét vesszük alapul akkor első példában 40 jelet ad ki még a vezérlő a lassításhoz a másik változatban pedíg csak 10-et!
Talán érted mire gondolok... persze ezáltal az egységugratási teszt 4x gyengébb lesz, de a gyokarlatban ez egy határozottabb végállást jelent ami = a határozottabb (jobb) gyorsítással is!
A Ramp Time kisebb is lehet, persze ehhez jó szervómotor is kell :)
*24Khz és max x10=240Khz
Amit én írtam... ahhoz a vezérlőnek kb. 250Khz*-es bemeneti jelel is meg kell birkoznia... Ezért nem alkalmazzák...mert állítólag ekkora frekit (bemeneti step jel) feldolgozni nem egyszerű...
Igen a sebesség és a felbontás között kell választani (az optimumot megtervezni) és ez a 4X+szorzás mód a felbontás rovására tudja előállítani a motor számára a max. üzemi fordulatot.
De egy példa...
A step jel azonnal (lassítási görbe nélkül) megszünik a vezérlő bemenetén akkor:
1. pl. 4x-es bemeneti szorzás esetén, 4 (3?) jel (van még a vezérlőben) alatt lassítja le a motort.
2. pl. 1x-es sima jelnél azonnal meg kell(ene) állnia a motornak...
Na persze ez egy szélsőséges példa de ha a 10 szeresét vesszük alapul akkor első példában 40 jelet ad ki még a vezérlő a lassításhoz a másik változatban pedíg csak 10-et!
Talán érted mire gondolok... persze ezáltal az egységugratási teszt 4x gyengébb lesz, de a gyokarlatban ez egy határozottabb végállást jelent ami = a határozottabb (jobb) gyorsítással is!
A Ramp Time kisebb is lehet, persze ehhez jó szervómotor is kell :)
*24Khz és max x10=240Khz
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 03, 10:23
Írta: 000000000 Dátum 2007 december 03, 10:23
Bocsika, de egy printer port DOS alatt
megfelelő alaplap és proci mellett
8 MHz-el is képes jeleket kiadni, vannak ilyen
tesztprogramjaim és méricskéltem ilyen adatokat.
A probléma csak az, hogy a vezérlő programnak
millió más dolga is van (interpolácsió,
adatfeldolgozás, csicsa grafika:))),.., ), és
így a végén a korrekt 25 kHz-nek is örülhetsz.
megfelelő alaplap és proci mellett
8 MHz-el is képes jeleket kiadni, vannak ilyen
tesztprogramjaim és méricskéltem ilyen adatokat.
A probléma csak az, hogy a vezérlő programnak
millió más dolga is van (interpolácsió,
adatfeldolgozás, csicsa grafika:))),.., ), és
így a végén a korrekt 25 kHz-nek is örülhetsz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 03, 10:35
Írta: 000000000 Dátum 2007 december 03, 10:35
Péter és Mindenki más, aki szoroz, és nem lát
minőségi különbséget, gondolkozzatok el a
következőn, melyik a jobb CNC gép:
1. verzió: 1000-es encoder 4X jelfeldolgozású
szervóval.
2. verzió: 4000-es encoder 1X jelfeldolgozású
szervóval.
Mindenkinek a műszaki érzékére bízom a választ.
minőségi különbséget, gondolkozzatok el a
következőn, melyik a jobb CNC gép:
1. verzió: 1000-es encoder 4X jelfeldolgozású
szervóval.
2. verzió: 4000-es encoder 1X jelfeldolgozású
szervóval.
Mindenkinek a műszaki érzékére bízom a választ.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 03, 10:38
Írta: svejk Dátum 2007 december 03, 10:38
Megjegyzés #3310, #3314-re...
Péter te már ebbe belezizzensz :)
Túl liheged az egészet...
Az amatőrök által megfizethető vezérlők 90%-a le tudja kezelni az encoder mind a négy élét (ami a Te olvasatodban a X4-es üzemmód)
de közben a vezérlőben lehet az encoder jelét osztani.
Az a baj hogy le vagy ragadva a geckonál...
Szofware-t nem tudunk írni, vezérlőt nem tudunk csinálni, akkor marad az hogy megfelelő mechanikához megfelelő átttételt és megfelelő encodert választunk.
Ha ez nekünk még kevés akkor lehet nyitni a pénztárcát a profi cuccok világa felé.
(Az hogy az ebay-en van bagóért cucc néha az egy ügy. Én jómagam nem szeretek egyedi cuccból építkezni.)
Péter te már ebbe belezizzensz :)
Túl liheged az egészet...
Az amatőrök által megfizethető vezérlők 90%-a le tudja kezelni az encoder mind a négy élét (ami a Te olvasatodban a X4-es üzemmód)
de közben a vezérlőben lehet az encoder jelét osztani.
Az a baj hogy le vagy ragadva a geckonál...
Szofware-t nem tudunk írni, vezérlőt nem tudunk csinálni, akkor marad az hogy megfelelő mechanikához megfelelő átttételt és megfelelő encodert választunk.
Ha ez nekünk még kevés akkor lehet nyitni a pénztárcát a profi cuccok világa felé.
(Az hogy az ebay-en van bagóért cucc néha az egy ügy. Én jómagam nem szeretek egyedi cuccból építkezni.)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 03, 10:43
Írta: svejk Dátum 2007 december 03, 10:43
A 2. verzió mert a profi cuccok kihasználják a négy él Isten adta lehetőségét, és ezt kár lenne elpocsékolni :) :) :) :)
(Én jómagam nem konyítok a programzáshoz sokat, de biztos vagyok benne hogy megvan a hibaanalízisre mindkét esetben a megfelelő megoldás.)
(Én jómagam nem konyítok a programzáshoz sokat, de biztos vagyok benne hogy megvan a hibaanalízisre mindkét esetben a megfelelő megoldás.)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 03, 10:46
Írta: svejk Dátum 2007 december 03, 10:46
És egy fontos dolog még azt hiszem :
Attól hogy mind a négy élet felhasználják az még nem minősül az encoder jel szorzásának, mert ott fizikailag megvan minden adat.
Attól hogy mind a négy élet felhasználják az még nem minősül az encoder jel szorzásának, mert ott fizikailag megvan minden adat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 03, 11:13
Írta: 000000000 Dátum 2007 december 03, 11:13
Ha 2. verziót választod, akkor nagyszerű, velem
értesz egyet, hiszen ott 1X a szervo setup.:)
értesz egyet, hiszen ott 1X a szervo setup.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 03, 11:27
Írta: svejk Dátum 2007 december 03, 11:27
Te sem vetted figyelembe a :)-kat :) :) :)
Én ezügyben nem akarlak meggyőzni, már tudom úgy sem menne...
A jó mechanikus zavarvédelem mindkét esetben alapkövetelmény, mert ha nincs hiba akkor nem kell mit detektálni.
Meg egyébként is szerintem maradhatnánk abban hogy mindkét eset életképes és erre van is rengeteg példa a gyakorlatban.
Mindig a meglevő tények, igények, árak, stb. döntheti el a kérdést.
Én ezügyben nem akarlak meggyőzni, már tudom úgy sem menne...
A jó mechanikus zavarvédelem mindkét esetben alapkövetelmény, mert ha nincs hiba akkor nem kell mit detektálni.
Meg egyébként is szerintem maradhatnánk abban hogy mindkét eset életképes és erre van is rengeteg példa a gyakorlatban.
Mindig a meglevő tények, igények, árak, stb. döntheti el a kérdést.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 03, 11:30
Írta: bmejdz9nu Dátum 2007 december 03, 11:30
Sajnos csak a te DOS progid tudja valószinűleg 100Khz-et.
A CncGraf és PCNC-DOS is kevesebbet tud. De a DOS-os progik egyébként sem elterjedtek a felhasználók körében.
A CncGraf és PCNC-DOS is kevesebbet tud. De a DOS-os progik egyébként sem elterjedtek a felhasználók körében.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 03, 11:33
Írta: bmejdz9nu Dátum 2007 december 03, 11:33
Hát igen! Érdemes! De nem így... :) Azonos pl. 500-as vagy 1000-es encoderrel...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 03, 11:37
Írta: bmejdz9nu Dátum 2007 december 03, 11:37
Nem a Gecko-n akadtam meg egy másik új fejlesztésű vezérlőn... linkelem ha majd kellene...
De igazad van: "szőrszálhasogatás" ... De...
De igazad van: "szőrszálhasogatás" ... De...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 03, 11:38
Írta: bmejdz9nu Dátum 2007 december 03, 11:38
Na ez így korrekt megfogalmazás!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 03, 12:13
Írta: svejk Dátum 2007 december 03, 12:13
küldjed csak majd megvizslassuk :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 03, 12:19
Írta: 000000000 Dátum 2007 december 03, 12:19
Ez a 100 KHz egy erdekes kerdes....
Egy manapsag atlagosnak veheto 2-3 GHz-es PC-en valahol 20 usec korul lehet az interrupt ervenyre jutasi ideje. Ami ugyebar elvi max. ~500 kHz, de akkor meg nem csinalt semmit a cucc...csak hozzank kerult a vezerles...az ora utemre.
Radasul impulzus gyartashoz ket (ora)interrupt kell...maris ~250 KHz az elerheto amx...
Figyelmebe veve, hogy azert a hasznos matekot is el kell vegezni..es user interface-t is kell biztositani...meg a rendszernek is kene mukodni kozben...haaaat.
Szoval a 100 kHz egy atlagos mai 2-3GHz-es PC-en kb. a nem tul nehezen elerheto gyakorlati hatar.
Az efolotti lehetseges tempo mar nagyban fugg az adott alaplaptol/rendszertol (chipset, proci, BIOS) szerintem....
Egy manapsag atlagosnak veheto 2-3 GHz-es PC-en valahol 20 usec korul lehet az interrupt ervenyre jutasi ideje. Ami ugyebar elvi max. ~500 kHz, de akkor meg nem csinalt semmit a cucc...csak hozzank kerult a vezerles...az ora utemre.
Radasul impulzus gyartashoz ket (ora)interrupt kell...maris ~250 KHz az elerheto amx...
Figyelmebe veve, hogy azert a hasznos matekot is el kell vegezni..es user interface-t is kell biztositani...meg a rendszernek is kene mukodni kozben...haaaat.
Szoval a 100 kHz egy atlagos mai 2-3GHz-es PC-en kb. a nem tul nehezen elerheto gyakorlati hatar.
Az efolotti lehetseges tempo mar nagyban fugg az adott alaplaptol/rendszertol (chipset, proci, BIOS) szerintem....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 03, 12:23
Írta: 000000000 Dátum 2007 december 03, 12:23
Asszem rosszul szamoltam fejben az iment...
20 usec, 50 kHz, 2-3 GHz, 100-150 kHz
Szoval inkabb 50-60 kHz a konnyen elerheto max.
A 100 KHz-ez mar inkabb 10-12 usec-es interrupt kell...
20 usec, 50 kHz, 2-3 GHz, 100-150 kHz
Szoval inkabb 50-60 kHz a konnyen elerheto max.
A 100 KHz-ez mar inkabb 10-12 usec-es interrupt kell...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 03, 13:52
Írta: bmejdz9nu Dátum 2007 december 03, 13:52
De ha úgy félnek itt egyesek a hibalehetőségtől :) itt és ebben meg nem számít... Hát ez az érdekes... elmenni a fizkai határig...
Nem tudom mihez hasonlítsam a dolgot. De az egéret sem tanácsos marás közben mozgatni... :)
De fordítsuk meg a kérdést!
Miért kell nekünk a szoftvertől ekkora kimenetei frekvencia?
Számoljunk... pl. 24 Khz-re... és 0.01mm-es lépésekre azaz 0.01mm pontosságra, 5-ös emelekedésű orsó esetén:
24000Hz (max. kimenet) /500(impulzus/ford) = 48fordulat/perc...azaz 2880rpm... azaz 5-ös tengelyen = 240mm/sec = 14,4méter/perc.
Pontosabb machanikát tud valaki? gyorsabbat? :) :) :)
Na jó... gyorsabbat lehet...:) akkor cseréljük elméletben az orsót 10mm-es emelkedésűre (mert ez pl. egy nagy sebességű faipari gép lesz:)... akkor bizony "csak" 0.02mm-re csökkenik a fizikai felbonása a gépnek, de a sebesség = 480mm/s= 28,8 méter/perc... (jól számoltam? Mert ez már repül :)
Az a kérdés kell e ennél több pontosság ill. sebesség??? Tudunk e gyorsabbat vagy nagyobb pontosságú mechanikát alkotni? A valóságban!
!!! Mindezt 24Khz-ből meg lehet csinálni!!!
Nem tudom mihez hasonlítsam a dolgot. De az egéret sem tanácsos marás közben mozgatni... :)
De fordítsuk meg a kérdést!
Miért kell nekünk a szoftvertől ekkora kimenetei frekvencia?
Számoljunk... pl. 24 Khz-re... és 0.01mm-es lépésekre azaz 0.01mm pontosságra, 5-ös emelekedésű orsó esetén:
24000Hz (max. kimenet) /500(impulzus/ford) = 48fordulat/perc...azaz 2880rpm... azaz 5-ös tengelyen = 240mm/sec = 14,4méter/perc.
Pontosabb machanikát tud valaki? gyorsabbat? :) :) :)
Na jó... gyorsabbat lehet...:) akkor cseréljük elméletben az orsót 10mm-es emelkedésűre (mert ez pl. egy nagy sebességű faipari gép lesz:)... akkor bizony "csak" 0.02mm-re csökkenik a fizikai felbonása a gépnek, de a sebesség = 480mm/s= 28,8 méter/perc... (jól számoltam? Mert ez már repül :)
Az a kérdés kell e ennél több pontosság ill. sebesség??? Tudunk e gyorsabbat vagy nagyobb pontosságú mechanikát alkotni? A valóságban!
!!! Mindezt 24Khz-ből meg lehet csinálni!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 03, 14:13
Írta: bmejdz9nu Dátum 2007 december 03, 14:13
Na ezt találtam... Ez is bemeneti jel sokszorozós elvű... (DeskCNC SV-500 servo driver)
"New Product Note: 2nd Generation SV-500 servo driver is now shipping. This item has been redesigned into a 20% smaller package. The new design has a 4X step multiplier, header connectors and removable motor and power terminals."
Tehát a cégnek ez a második generációs vezérlője. Most 4X-es a bemenete, de a kis piros jumperral be lehet kapcsolni a bemeneti jelet négyszerező kapcsolást. ("The new design has a 4X step multiplier")
Tehát vagy 1x vagy 4x... de nem encoder osztással. Quadrature encoder feedback...
Ez egy kicsi vezérlő... 3 poti: P-I-D és az áramkorlát (nem állítható) fix: 6,5A-nél.
Egyébként csak 30V/5A-es a vezérlő...gondolom kis gépekhez tervezték... és az árát is ehhez illesztték.
Leírás PDF-ben....
Ami a szép a leírásban: 4X step multiplier for smoother motion controll... tehát... akár hasonlíthatjuk a microstepp megoldáshoz is...
Ott sem sokat érnek a közbenső lépések, de finomabban jár a motor... Sőt microsteppel jobb gyorsulási adatokat lehet elérni... mert ott is hasonló a helyzet a microlépések miatt finomabban el tudja osztani a gyorsítás alatt... stb...
256Khz step rate... tehát 256 Khz a max. jelfeldolgozása az áramkörnek. (Ez egy nagy számadat, ahhoz képest, hogy csak négyszerezni tudja a bemeneti jelet.)
Rövidzár és túlmelegedés védelem... de itt és most mindegy... :) 5x4 cm-ben :) :)

"New Product Note: 2nd Generation SV-500 servo driver is now shipping. This item has been redesigned into a 20% smaller package. The new design has a 4X step multiplier, header connectors and removable motor and power terminals."
Tehát a cégnek ez a második generációs vezérlője. Most 4X-es a bemenete, de a kis piros jumperral be lehet kapcsolni a bemeneti jelet négyszerező kapcsolást. ("The new design has a 4X step multiplier")
Tehát vagy 1x vagy 4x... de nem encoder osztással. Quadrature encoder feedback...
Ez egy kicsi vezérlő... 3 poti: P-I-D és az áramkorlát (nem állítható) fix: 6,5A-nél.
Egyébként csak 30V/5A-es a vezérlő...gondolom kis gépekhez tervezték... és az árát is ehhez illesztték.
Leírás PDF-ben....
Ami a szép a leírásban: 4X step multiplier for smoother motion controll... tehát... akár hasonlíthatjuk a microstepp megoldáshoz is...
Ott sem sokat érnek a közbenső lépések, de finomabban jár a motor... Sőt microsteppel jobb gyorsulási adatokat lehet elérni... mert ott is hasonló a helyzet a microlépések miatt finomabban el tudja osztani a gyorsítás alatt... stb...
256Khz step rate... tehát 256 Khz a max. jelfeldolgozása az áramkörnek. (Ez egy nagy számadat, ahhoz képest, hogy csak négyszerezni tudja a bemeneti jelet.)
Rövidzár és túlmelegedés védelem... de itt és most mindegy... :) 5x4 cm-ben :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 03, 14:37
Írta: svejk Dátum 2007 december 03, 14:37
Gyerekjáték Lego cnc-hez :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 03, 14:50
Írta: bmejdz9nu Dátum 2007 december 03, 14:50
Az elvről van itt most szó... :) 4X-4X
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 03, 20:14
Írta: bmejdz9nu Dátum 2007 december 03, 20:14
"küldjed csak majd megvizslassuk :)" hát ennyi... Örülök hogy mindenki egyetért... [#smile]
A sokszorozó áramkört panel fényképeit megtaláljátok az Encoder topikban... [#smile]
A sokszorozó áramkört panel fényképeit megtaláljátok az Encoder topikban... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 december 04, 14:16
Írta: Motoros Dátum 2007 december 04, 14:16
OFF
Tibor45! Az áramfelvétel csak 0.5A... és nem 5A.. elnéztem a méréshatár kapcsolót.
ON
na így legalább én is hozzászóltam a szervo topikhoz :-))))
Tibor45! Az áramfelvétel csak 0.5A... és nem 5A.. elnéztem a méréshatár kapcsolót.
ON
na így legalább én is hozzászóltam a szervo topikhoz :-))))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 04, 14:36
Írta: 000000000 Dátum 2007 december 04, 14:36
Köszönöm, az mindjárt más!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 04, 20:33
Írta: 000000000 Dátum 2007 december 04, 20:33
Ez a házi kézi "szervo"
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 04, 20:55
Írta: 000000000 Dátum 2007 december 04, 20:55

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 04, 20:57
Írta: bmejdz9nu Dátum 2007 december 04, 20:57
Hol ez encoder? Benne?
Holnap veszek én is most akcióban van...az akkukat meg eladom... és akkor pont ingyen szervómotorom lett... [#wink]
Holnap veszek én is most akcióban van...az akkukat meg eladom... és akkor pont ingyen szervómotorom lett... [#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 06, 01:32
Írta: e3h0cv4ph Dátum 2007 december 06, 01:32
Szia tomasz!
Nem így csinálják a step jel előállítását, ez így nagyon favágó módszer lenne.
Van egy hardveres órajelgenerátor (na jó nem csak egy) amit hozzá tud rendelni az LPT port valamelyik bit-jéhez. Ezt tudja állítgatni a szoftver (pl: MACH3), bekapcsolni, kikapcsolni, frekit állítani, adott mennyiségű impulzust leszámolni stb.
Így lényegesen kisebb lesz a proci terhelése és akár 100 KHz-et is elő tud állítani, úgy hogy közben 1000-rel számolja a 3D koordinátákat az interpolátor.
Az általad említett megoldásnál nagyon sok időt elvinne a sorozatos megszakításból ki be ugrálás, és az INTerrupt rutin végrehajtása (másodpercenként 200 000 szer).
Hasonlókon agyalunk mi is most a robottal (ez elég sok proci időt elvesz tőlem mostanság, ezért vagyok most ritkábban itt)
Üdv: TT
Nem így csinálják a step jel előállítását, ez így nagyon favágó módszer lenne.
Van egy hardveres órajelgenerátor (na jó nem csak egy) amit hozzá tud rendelni az LPT port valamelyik bit-jéhez. Ezt tudja állítgatni a szoftver (pl: MACH3), bekapcsolni, kikapcsolni, frekit állítani, adott mennyiségű impulzust leszámolni stb.
Így lényegesen kisebb lesz a proci terhelése és akár 100 KHz-et is elő tud állítani, úgy hogy közben 1000-rel számolja a 3D koordinátákat az interpolátor.
Az általad említett megoldásnál nagyon sok időt elvinne a sorozatos megszakításból ki be ugrálás, és az INTerrupt rutin végrehajtása (másodpercenként 200 000 szer).
Hasonlókon agyalunk mi is most a robottal (ez elég sok proci időt elvesz tőlem mostanság, ezért vagyok most ritkábban itt)
Üdv: TT
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 december 06, 05:42
Írta: x4rhew5r3 Dátum 2007 december 06, 05:42
Ugye jól gondolom, hogy a több 100 kHz-es step-nek csak üresjárati mozgásoknál van jelentősége. A pwm általában 20-30 kHz-el pörög, tehát alakhű mozgást a pwm freki felett lehetetlen csinálni. Ha ideális lenne a "target" rendszer, akkor a pwm freki feléig lenne esély az alakhű mozgásra.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 06, 08:44
Írta: 000000000 Dátum 2007 december 06, 08:44
Nem gondolod jól.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 06, 09:21
Írta: 000000000 Dátum 2007 december 06, 09:21
Elore bocsatva, hogy
nem ertek ez ilyen Mach es hasonlo rendszerek windows alatti step impulzus gyarto megoldasaihoz...de erdekel(ne) a technikaja:-)))
Szoval, ha ez a "hw-es orajelgeneretor" is
a pc alaplapi timer/counter aramkorere alapoz, akkor szerintem azt eppugy kvazi megszakitaskent kezeli a rendszer....hiszen beuteskor a valtozast ki kell tenni a printer port adott labara. Illetve el kell vegezni az interpolacio kovetekezo lepeset is...ha az eppen idoszeru.
Ha nem igy lenne akkor csak a windows utemezo utemezne az alkalmazas futasat kb. 1-16-(100) msec-enkent...
Azaz lenyegeben ez a hw timer is sw timer-re valik, az alkalmzas szintjen, amit az alaplapi timer/counter idozit a rendszer timer-en keresztul.
Szoval szerintem a timer beutesekor muszaj neki valami callback fuggvenyt meghivnia az alkalmazasbol, merugye a printer portban NINCS programozhato timer/counter...ezert csak az oprendszer szintu timer-t lehet hasznalni, valami waitable+callback modon.
(felhuzom-mast_csinalok_beut-callback-akcio)
Tehat a timer MINDEN beutesekor (1 impulzus = 2 beutes) egy "megszakitas" KELL, hogy keletkezzen
ami hivja z alklamzast es az majd billenti a printerporton a lab szintjet...meg interpolal egy jot ha eppen kell.
Gondolom eppen ezert nem total egyenletesek a Mach inpulzusai sem, mert a beueteskor a callback ideje fugg a sw kornyezet aktualis allapotatol (az ervenyre jutasi ido szor)
Szoval szerintem a max. impulzus frekvenciat a kontextus valtas ideje szabja meg, hiszen nem biztos, hogy eppen a callback-olt alkalmazasom van futasra utemezve az oprendszerben.
Mondjuk a szohasznalatom valoban helytelen volt, nem megszakitas, hanem a callback ervenyre jutasa a helyesebb kifejezes...de a megszakitas talan szemleletesebben fejezi ki a lenyeget, hogy a timer beutesekor ido kell
amig az oprendszer atadja a vezerlest az alkalmazasomnak a kiszolgalashoz....
Van valaki aki valoban ismeri az ilyen Mach es tarsai eseten alkalmazott megoldas elvét... ?
nem ertek ez ilyen Mach es hasonlo rendszerek windows alatti step impulzus gyarto megoldasaihoz...de erdekel(ne) a technikaja:-)))
Szoval, ha ez a "hw-es orajelgeneretor" is
a pc alaplapi timer/counter aramkorere alapoz, akkor szerintem azt eppugy kvazi megszakitaskent kezeli a rendszer....hiszen beuteskor a valtozast ki kell tenni a printer port adott labara. Illetve el kell vegezni az interpolacio kovetekezo lepeset is...ha az eppen idoszeru.
Ha nem igy lenne akkor csak a windows utemezo utemezne az alkalmazas futasat kb. 1-16-(100) msec-enkent...
Azaz lenyegeben ez a hw timer is sw timer-re valik, az alkalmzas szintjen, amit az alaplapi timer/counter idozit a rendszer timer-en keresztul.
Szoval szerintem a timer beutesekor muszaj neki valami callback fuggvenyt meghivnia az alkalmazasbol, merugye a printer portban NINCS programozhato timer/counter...ezert csak az oprendszer szintu timer-t lehet hasznalni, valami waitable+callback modon.
(felhuzom-mast_csinalok_beut-callback-akcio)
Tehat a timer MINDEN beutesekor (1 impulzus = 2 beutes) egy "megszakitas" KELL, hogy keletkezzen
ami hivja z alklamzast es az majd billenti a printerporton a lab szintjet...meg interpolal egy jot ha eppen kell.
Gondolom eppen ezert nem total egyenletesek a Mach inpulzusai sem, mert a beueteskor a callback ideje fugg a sw kornyezet aktualis allapotatol (az ervenyre jutasi ido szor)
Szoval szerintem a max. impulzus frekvenciat a kontextus valtas ideje szabja meg, hiszen nem biztos, hogy eppen a callback-olt alkalmazasom van futasra utemezve az oprendszerben.
Mondjuk a szohasznalatom valoban helytelen volt, nem megszakitas, hanem a callback ervenyre jutasa a helyesebb kifejezes...de a megszakitas talan szemleletesebben fejezi ki a lenyeget, hogy a timer beutesekor ido kell
amig az oprendszer atadja a vezerlest az alkalmazasomnak a kiszolgalashoz....
Van valaki aki valoban ismeri az ilyen Mach es tarsai eseten alkalmazott megoldas elvét... ?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 december 06, 09:41
Írta: x4rhew5r3 Dátum 2007 december 06, 09:41
Mármint azt, hogy 20 kHz-es pwm-mel lehet 100 kHz-es változást követni? Vagy azt, hogy itt nem érvényesül a mintavételi alapaszabály?
Vagy azért, mert a gép majd kiintegrálja magának azt, amit bír követni?
Vagy azért, mert a gép majd kiintegrálja magának azt, amit bír követni?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 06, 09:59
Írta: bmejdz9nu Dátum 2007 december 06, 09:59
Teszteljétek... én teszteltem...
Léptetőmotorral nem hallani az egyenletlenséget, de egy szervómotorral már igen. (halk a járása azért. nem zörög mint a léptető...)
25Khz minden ok. 25-40Khz kicsi a probléma... felette nagy... 60Khz felett... :)
Jobb elkerülni...
Talán jobb "hardveres-külső step jel sokszorozót" használni... szerintem.
Végül is szoftveresen jobb lenne, olcsóbb megoldás... de a kivánt sebességhez már nem kell olyan nagy felbontás (vagy fordítva)... leírtam már... kicsit lejjebb... MInek terhelni a procit? feleslegesen? Számoljatok arányokat! Sebesség és felbontás! Jó méretezés persze nagyon fontos!
Léptetőmotorral nem hallani az egyenletlenséget, de egy szervómotorral már igen. (halk a járása azért. nem zörög mint a léptető...)
25Khz minden ok. 25-40Khz kicsi a probléma... felette nagy... 60Khz felett... :)
Jobb elkerülni...
Talán jobb "hardveres-külső step jel sokszorozót" használni... szerintem.
Végül is szoftveresen jobb lenne, olcsóbb megoldás... de a kivánt sebességhez már nem kell olyan nagy felbontás (vagy fordítva)... leírtam már... kicsit lejjebb... MInek terhelni a procit? feleslegesen? Számoljatok arányokat! Sebesség és felbontás! Jó méretezés persze nagyon fontos!
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 december 06, 11:16
Írta: 4mjnxdwuu Dátum 2007 december 06, 11:16
Hali,
Az a probléma, hogy ezek nem fix pwm-ek, hanem álltalában chopperes szaggatók.
Tehát mindíg bekapcsolással kezdenek, ha meghalatta a beállított áram értéket lekapcsol. ( azért jó mert sokkal nagyobb feszről járathatod a mocit. / hamarabb kialakul a névleges áram./ Az hogy olyan gyorsan lépteted, hogy a szaggató nem kapcsol ki,egy adott tekercsen, (mert már tovább kell lépnie másik tekercsre) semmi problémát nem okoz, viszont innenetől kezdve, ha tovább gyorsítasz nem lesz meg a névleges beállított áramod, tehát erőteljesen csökken a nyomatékod.
Az a probléma, hogy ezek nem fix pwm-ek, hanem álltalában chopperes szaggatók.
Tehát mindíg bekapcsolással kezdenek, ha meghalatta a beállított áram értéket lekapcsol. ( azért jó mert sokkal nagyobb feszről járathatod a mocit. / hamarabb kialakul a névleges áram./ Az hogy olyan gyorsan lépteted, hogy a szaggató nem kapcsol ki,egy adott tekercsen, (mert már tovább kell lépnie másik tekercsre) semmi problémát nem okoz, viszont innenetől kezdve, ha tovább gyorsítasz nem lesz meg a névleges beállított áramod, tehát erőteljesen csökken a nyomatékod.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 06, 12:00
Írta: e3h0cv4ph Dátum 2007 december 06, 12:00
Az elved jó de szerintem sneci nem léptetőmeghajtóban gondolkozik (kicsit gyors lenne 100 KHz-ről léptetőt hajtani).
Szerintem szervó motorról beszélgetünk (pláne ebben a topic-ban)
Szerintem szervó motorról beszélgetünk (pláne ebben a topic-ban)
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 december 06, 12:02
Írta: 4mjnxdwuu Dátum 2007 december 06, 12:02
bocsi.. nem figyeltem...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 06, 12:46
Írta: e3h0cv4ph Dátum 2007 december 06, 12:46
Az elved jó de szerintem sneci nem léptetőmeghajtóban gondolkozik (kicsit gyors lenne 100 KHz-ről léptetőt hajtani).
Szerintem szervó motorról beszélgetünk (pláne ebben a topic-ban)
Szerintem szervó motorról beszélgetünk (pláne ebben a topic-ban)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 06, 12:47
Írta: e3h0cv4ph Dátum 2007 december 06, 12:47
Az elved jó de szerintem sneci nem léptetőmeghajtóban gondolkozik (kicsit gyors lenne 100 KHz-ről léptetőt hajtani).
Szerintem szervó motorról beszélgetünk (pláne ebben a topic-ban)
Szerintem szervó motorról beszélgetünk (pláne ebben a topic-ban)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 06, 12:49
Írta: e3h0cv4ph Dátum 2007 december 06, 12:49
bocsi, most meg én nem figyeltem :) (és megin elveszett egy csomó, kezd néha igen belassulni ez a fórum)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 06, 12:58
Írta: e3h0cv4ph Dátum 2007 december 06, 12:58
Lehet a PWM freki felett is pályahű mozgást csinálni.
A kettőnek ilyen módon nincs köze egymáshoz!
Lehet pl. hogy 50 KHz-el pörgeted a motort és a vezérlő 100%-os PWM jelet ad ki, ilyenkor a PWM freki meg sem jelenik a rendszerben (de ha mégis megjelenik nincs ehhez semmi köze).
A MACH step jel generátora egyébként nem tudja, hogy éppen történik -e megmunkálás vagy sem. Elvárt követelmény, hogy a legnagyobb beállítható frekin is pályakövetés történjen.
A kettőnek ilyen módon nincs köze egymáshoz!
Lehet pl. hogy 50 KHz-el pörgeted a motort és a vezérlő 100%-os PWM jelet ad ki, ilyenkor a PWM freki meg sem jelenik a rendszerben (de ha mégis megjelenik nincs ehhez semmi köze).
A MACH step jel generátora egyébként nem tudja, hogy éppen történik -e megmunkálás vagy sem. Elvárt követelmény, hogy a legnagyobb beállítható frekin is pályakövetés történjen.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 06, 13:21
Írta: e3h0cv4ph Dátum 2007 december 06, 13:21
Hogy pontosan mi történik a MACH-ban azt nem tudom, sajnos nem én írtam :)
Akik viszont írták nem fogják elárulni a részleteket, ezért csak találgatni tudunk.
De az biztos, hogy a Windows megszakításaira nem lehet alapozni egy ilyen gyors és nagy megbízhatóságú jelkiadást, mert pl. gondol egyet a windows és két stepjel között megkérdezné a felhasználót, hogy áttérjen -e a téli időszámításra vagy sem, ez nem elfogadható.
Valószínűsítem, hogy ezt az órajelgenerátort szoftveresen emulálja (korábban hibásan hardverest írtam), és ezt állítgatja a feljebbi szinten elhelyezkedő felhasználói program, a MACH. Így ha a MACH-tól el is veszi a vezérlést a Windows (mert fontosabb dolgai vannak, csicsa stb.) az órajel generálás nem szakad meg.
Akik viszont írták nem fogják elárulni a részleteket, ezért csak találgatni tudunk.
De az biztos, hogy a Windows megszakításaira nem lehet alapozni egy ilyen gyors és nagy megbízhatóságú jelkiadást, mert pl. gondol egyet a windows és két stepjel között megkérdezné a felhasználót, hogy áttérjen -e a téli időszámításra vagy sem, ez nem elfogadható.
Valószínűsítem, hogy ezt az órajelgenerátort szoftveresen emulálja (korábban hibásan hardverest írtam), és ezt állítgatja a feljebbi szinten elhelyezkedő felhasználói program, a MACH. Így ha a MACH-tól el is veszi a vezérlést a Windows (mert fontosabb dolgai vannak, csicsa stb.) az órajel generálás nem szakad meg.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 december 06, 13:22
Írta: x4rhew5r3 Dátum 2007 december 06, 13:22
Ez valahol sántít, mert a motor ilyenkor nem vezérelt állapotban pörög, hanem a táptól és motortól függő max. fordulaton. Ha nem egyetlen tengely irányában van mozgásösszetevő, akkor már nem biztos, hogy követi a pályát.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 december 06, 13:37
Írta: x4rhew5r3 Dátum 2007 december 06, 13:37
Azért ennyire nem rossz a helyzet. Bár szegényes a W. priorotás kezelése, de ha külön szálban (thread) indítod el az lpt vezérlését, és a thread prioritását átteszed TimeCritical-ba, akkor nem áll meg egérre ,menüre és normál szintű akciókra. Én - ráadásul soros porton - használtam, és "fülre" egész jó volt. Ettől még azért minden nem realtime miatti probléma megmarad.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 06, 13:54
Írta: 000000000 Dátum 2007 december 06, 13:54
Két nagy baj van. A motor főleg mechanikával
terhelten egy tetű lassú rendszer, a legjobb
rendszerekben is csak néhány 10 Hz-ig képes követni 1-3 inkrementumon belül az alapjelet.
Arról nem is beszélve, ha léptető vagy nem
szervo motorról van szó, még drámaibb a
dinamikai képesség.
Tehát 2 Khz-es PWM bőven elég lenne mindenhez.
Azonban a másik tévedésed ott van, hogy a
step alapjel frekvenciája hordozza a sebesség
adatot, míg a motor PWM jelnél az egy ciklus
integrál középértéke, vagy nevezhetjük ezt
kitöltési téynezőnek is. Az pedig jobb szervókban analóg,
azaz 0 és 100 % között bármi lehet, és általában 1 nagyságrendel nagyobb dinamikai
képességre illik méretezni a szervoszabályzó
ezen részét, én legalábbis így csinálom.
Tehát ahogyan itt már más is írta, ilyen értelemben nincs közvetlen összefüggés a két freki között,
és nagy résszámű encodernél sajna jól jön a
nagy frekis kimenetű vezérlő program, már
akinek van ilyen. Pl. a Turbó CNC alapból lever
majdnem minden más kereskedelmi programot. Mert nem
a csicsával meg a fölöslges szolgáltatásokkal
foglalkozik, hanem ami a lényeg, azt csinálja,
no meg persze DOS-os.
terhelten egy tetű lassú rendszer, a legjobb
rendszerekben is csak néhány 10 Hz-ig képes követni 1-3 inkrementumon belül az alapjelet.
Arról nem is beszélve, ha léptető vagy nem
szervo motorról van szó, még drámaibb a
dinamikai képesség.
Tehát 2 Khz-es PWM bőven elég lenne mindenhez.
Azonban a másik tévedésed ott van, hogy a
step alapjel frekvenciája hordozza a sebesség
adatot, míg a motor PWM jelnél az egy ciklus
integrál középértéke, vagy nevezhetjük ezt
kitöltési téynezőnek is. Az pedig jobb szervókban analóg,
azaz 0 és 100 % között bármi lehet, és általában 1 nagyságrendel nagyobb dinamikai
képességre illik méretezni a szervoszabályzó
ezen részét, én legalábbis így csinálom.
Tehát ahogyan itt már más is írta, ilyen értelemben nincs közvetlen összefüggés a két freki között,
és nagy résszámű encodernél sajna jól jön a
nagy frekis kimenetű vezérlő program, már
akinek van ilyen. Pl. a Turbó CNC alapból lever
majdnem minden más kereskedelmi programot. Mert nem
a csicsával meg a fölöslges szolgáltatásokkal
foglalkozik, hanem ami a lényeg, azt csinálja,
no meg persze DOS-os.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 december 06, 15:32
Írta: x4rhew5r3 Dátum 2007 december 06, 15:32
Köszönöm a kimerítő választ. Tehát ketté kell választani a dolgokat, a pwm és a motor+mechanika az egyik, a step és encoder freki, valamint a digitális jelfeldolgozás dt-je a másik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 07, 18:10
Írta: bmejdz9nu Dátum 2007 december 07, 18:10
Tibi itt vagy? Kiváncsi lennék...
Úgy tudjuk te mindenfajta szervómotort munkára tudsz fogni... :) Kedveled ezeknek a motoroknak a fortélyait... :)
DC... ok. AC... ok. De mi a helyzet a BLDC szervómotorokkal?
Ha jól halottam nagy a rokonság az AC szervóval... (de egy kicsit DC-is)... csak csillagkapcsolású tekercsek benne... és 3 db hall szenzor... viszont barátságosabban kisebb feszről mennek...
Egyszer írtad, hogy az AC szervón az encodernek totál pontos pozicióban kell lennie... gondolom mert a 3F áramforgatást is kontroll alatt kell tartania... a BLDC motoroknál, ha jól gondolom a hall szenzorok töltik be ezt a szerepet?
Ezekből is (jó) jobb kinálat van a piacon... mert az ipar (még-már?) használja őket...
Úgy tudjuk te mindenfajta szervómotort munkára tudsz fogni... :) Kedveled ezeknek a motoroknak a fortélyait... :)
DC... ok. AC... ok. De mi a helyzet a BLDC szervómotorokkal?
Ha jól halottam nagy a rokonság az AC szervóval... (de egy kicsit DC-is)... csak csillagkapcsolású tekercsek benne... és 3 db hall szenzor... viszont barátságosabban kisebb feszről mennek...
Egyszer írtad, hogy az AC szervón az encodernek totál pontos pozicióban kell lennie... gondolom mert a 3F áramforgatást is kontroll alatt kell tartania... a BLDC motoroknál, ha jól gondolom a hall szenzorok töltik be ezt a szerepet?
Ezekből is (jó) jobb kinálat van a piacon... mert az ipar (még-már?) használja őket...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 07, 20:04
Írta: 000000000 Dátum 2007 december 07, 20:04
Sziasztok!
Vané valaki köztetek olyan "lúhoz értő" aki megcsinálta ULI haverunk vezérlőjét? Ráadásul mondjuk az általa leközölt nyákot ki is marta vagy maratta. Én ui. (lóvé híján) ebben gondolkodom.
Vané valaki köztetek olyan "lúhoz értő" aki megcsinálta ULI haverunk vezérlőjét? Ráadásul mondjuk az általa leközölt nyákot ki is marta vagy maratta. Én ui. (lóvé híján) ebben gondolkodom.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 07, 20:31
Írta: 000000000 Dátum 2007 december 07, 20:31
Szia! Nem egészen úgy van, ahogyan írod.
AC szervo motorból is van akár 12 V-os is.
Értsed már meg 1-1000 V között bármi lehet egy motor feszültsége, ezt is már kitárgyaltuk.
Az egy dolog, hogy Te a kedvenc virtuális
piacodon még nem láttál alacsony feszültségűt.
A BLDC és AC gyakorlatilag ugyanaz, ha van
egy jó AC szervoszabályzód, mindkettőt
tudja működtetni. A rotor érzékelés fontos,
vagy gyárilag tesznek bele szenzorokat,
vagy ha ez nincs az encoderből kell megállapítani.
Egyébként ahogyan már írtam, az AC és BLDC
egy kefés kifordított DC motor.
A két kefe hiánya kerül + százezrekbe.
Ha van bármilyen ilyen motorod, egyszer majd
megpörgetjük, amikor tudunk talizni.
AC szervo motorból is van akár 12 V-os is.
Értsed már meg 1-1000 V között bármi lehet egy motor feszültsége, ezt is már kitárgyaltuk.
Az egy dolog, hogy Te a kedvenc virtuális
piacodon még nem láttál alacsony feszültségűt.
A BLDC és AC gyakorlatilag ugyanaz, ha van
egy jó AC szervoszabályzód, mindkettőt
tudja működtetni. A rotor érzékelés fontos,
vagy gyárilag tesznek bele szenzorokat,
vagy ha ez nincs az encoderből kell megállapítani.
Egyébként ahogyan már írtam, az AC és BLDC
egy kefés kifordított DC motor.
A két kefe hiánya kerül + százezrekbe.
Ha van bármilyen ilyen motorod, egyszer majd
megpörgetjük, amikor tudunk talizni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 07, 20:40
Írta: bmejdz9nu Dátum 2007 december 07, 20:40
Tehát a BLDC és az AC... csak abban különbözik hogy az egyikben van hall szenzor a másikban ugyanezt a dolgot az encoder "játsza el" ?
A hall szenzor jelét fel tudod (tudja a vezérlőd) dolgozni? Azaz kompatibilis BLDC motorokkal? Tesztelted már ilyennel? pl. egy max. 10A-es komolyabb darabbal?
Fesz: ezt már kitárgyaltuk... Igazat adtam neked... :) Tényleg az AC motorokból minden feszre gyártanak.
Kevenc virtuális piac: mail ment... :)
A hall szenzor jelét fel tudod (tudja a vezérlőd) dolgozni? Azaz kompatibilis BLDC motorokkal? Tesztelted már ilyennel? pl. egy max. 10A-es komolyabb darabbal?
Fesz: ezt már kitárgyaltuk... Igazat adtam neked... :) Tényleg az AC motorokból minden feszre gyártanak.
Kevenc virtuális piac: mail ment... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 07, 21:11
Írta: 000000000 Dátum 2007 december 07, 21:11
Köszönöm Péter!
Igen teszteltem BLDC-vel is.
A szabályzón van Hall bemenet is.
Ahogyan írtam is Neked a válaszban, majd
visszajelzem a tapasztalataimat.
Igen teszteltem BLDC-vel is.
A szabályzón van Hall bemenet is.
Ahogyan írtam is Neked a válaszban, majd
visszajelzem a tapasztalataimat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 07, 21:19
Írta: bmejdz9nu Dátum 2007 december 07, 21:19
mail ment... :)
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 december 07, 21:23
Írta: dg8n4i8x Dátum 2007 december 07, 21:23
Szia Géza!
Nem sikerült semmit kihozni a nyákból? Én is elgondolkodtam ezen az uhu cuccon... Lehet fotomaratom aztán jóccakát...
Nem sikerült semmit kihozni a nyákból? Én is elgondolkodtam ezen az uhu cuccon... Lehet fotomaratom aztán jóccakát...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 07, 21:39
Írta: bmejdz9nu Dátum 2007 december 07, 21:39
Ki lesz próbálva... (részemről)... folyamatban minden... chip+nyák+alkatrészek...
Egyszerűen kiváncsi vagyok rá... mint mindenre... :) A németek annyit írtak a forumukon.. hogy... nem lehet kihagyni, kihagynom :)
Panelt lehet készen venni... kár vele pöcs...ni...
Egyszerűen kiváncsi vagyok rá... mint mindenre... :) A németek annyit írtak a forumukon.. hogy... nem lehet kihagyni, kihagynom :)
Panelt lehet készen venni... kár vele pöcs...ni...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 08, 10:44
Írta: HJózsi Dátum 2007 december 08, 10:44
15 HP ...


MT-7070-007 AB DC Servo Motor 15 HP as pictured. as pictured.
"Nagyszerű kozmetikai állapotban." [#vigyor3]
ITT
MT-7070-007 AB DC Servo Motor 15 HP as pictured. as pictured.
"Nagyszerű kozmetikai állapotban." [#vigyor3]
ITT
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 10:48
Írta: bmejdz9nu Dátum 2007 december 08, 10:48
Még jó, hogy van emelőfül rajta... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 10:50
Írta: bmejdz9nu Dátum 2007 december 08, 10:50
Közérdekű felhívás! A tél, a hideg veszélyei a szervómotorokra...
Hideg helyen nem szabad tárolni őket, mert összemennek ... [#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1]

Eredeti méret 400W és 200W...
Hideg helyen nem szabad tárolni őket, mert összemennek ... [#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1]
Eredeti méret 400W és 200W...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 11:44
Írta: bmejdz9nu Dátum 2007 december 08, 11:44
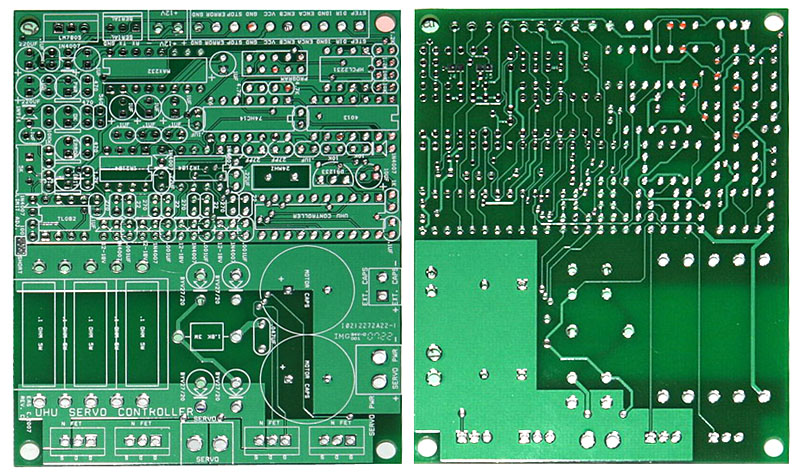
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 december 08, 12:23
Írta: dg8n4i8x Dátum 2007 december 08, 12:23
Hú bakker ez az UHU nyákja? Jól néz ki! Mennyiért vesztegetnek egy ilyet???
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 12:30
Írta: bmejdz9nu Dátum 2007 december 08, 12:30
Lai Chi -t kell megkérdezni... ´旋翼机大观---@--欧洲的旋翼机---.com
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 december 08, 12:47
Írta: dg8n4i8x Dátum 2007 december 08, 12:47
Hát ez milyen nyelven van??? Nekem csak kis kockák vannak a @ előtt és uán... Semilyen kódolással nem jó...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 12:55
Írta: bmejdz9nu Dátum 2007 december 08, 12:55
Hát ez a baj! Nincs a gépeden a kínai karakterek telepítve! Így nem fogsz megtanulni kínaiul és nem tudsz rendelni! ... [#vigyor] mail ment...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 08, 12:56
Írta: HJózsi Dátum 2007 december 08, 12:56
EU-n kívülről vagy 5K HUF sztem ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 08, 13:01
Írta: HJózsi Dátum 2007 december 08, 13:01
De elég jó ahogy nézem ... A bagoly 120V-ot és 35A-t is bevállal, nagy mocihoz talán nincs is más megoldás ... (?)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 13:02
Írta: bmejdz9nu Dátum 2007 december 08, 13:02
Megéri mert igencsak spéci... kétoldalas, lukgalvanizált, felíratozott... stb.
Sőt ez jobb mint az "Európai verzió" (fejlettebb és szebb) mert pl. a FET-ek nem a panelon - Euro hűtőbordához - hanem a panel szélén... azaz bármilyen hűtőbordára ok. stb...
Sőt ez jobb mint az "Európai verzió" (fejlettebb és szebb) mert pl. a FET-ek nem a panelon - Euro hűtőbordához - hanem a panel szélén... azaz bármilyen hűtőbordára ok. stb...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 08, 13:03
Írta: HJózsi Dátum 2007 december 08, 13:03
Péter! Te melyik kínai nyevjárást telepítetted? A 2000 vagy az 5000 karakterest? [#wow1] Nem lassítja nagyon a géped ? ... [#mf1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 13:03
Írta: bmejdz9nu Dátum 2007 december 08, 13:03
Hát igen... Ezaz a pont ahol "egyedülálló" ... azaz nincs más... Ha jól tudom.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 13:05
Írta: bmejdz9nu Dátum 2007 december 08, 13:05
Simple... Mandarin... Tradicionális? Nem tudom már... de mind jó... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 08, 13:07
Írta: HJózsi Dátum 2007 december 08, 13:07
Én a graepfruittal próbáltam, az nem volt jó .... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 08, 13:07
Írta: 000000000 Dátum 2007 december 08, 13:07
Magahoz az IC-khez hogyan lehet hozzajutni? Meg mindig csere alapon megy?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 08, 13:08
Írta: HJózsi Dátum 2007 december 08, 13:08
Na, tölthetem le az MS-től ... asszem külön szerveren van a kínai ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 13:08
Írta: bmejdz9nu Dátum 2007 december 08, 13:08
Tokai Aszú... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 13:08
Írta: bmejdz9nu Dátum 2007 december 08, 13:08
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 08, 13:10
Írta: HJózsi Dátum 2007 december 08, 13:10
Ok tesztelem ...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 december 08, 13:20
Írta: dg8n4i8x Dátum 2007 december 08, 13:20
Hát a baj az, hogy van Chinise Simplified és Traditional is... [#fejvakaras] Pedig el akartam olvasni... [#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 13:28
Írta: bmejdz9nu Dátum 2007 december 08, 13:28
Pedig ezen az oldalon vannak a legjobb szervós infók... Meg kellene tanulnod... :) Ilyen lett a világ :)[#wink] ::: Ha-i, Ha-i szervónak híják UHU-t...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 13:53
Írta: bmejdz9nu Dátum 2007 december 08, 13:53
ULI "bácsi" eddíg 24 chip-et cserélt sörért magyarországra...(saját bevallása szerint, nyilvános adat)... én 12 db chipről tudok ami a fiókban van már régen... talán még senki a 24 chipből egyet sem csinált meg... Ez érdekes... A legtöbben a "panelhiány" miatt...
Érdekes, hogy a peneleket "gyakorlatilag" kínában csinálják... nem másolták... újat terveztek.
Érdekes, hogy a peneleket "gyakorlatilag" kínában csinálják... nem másolták... újat terveztek.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2007 december 08, 14:06
Írta: Egyújabbgépépítő Dátum 2007 december 08, 14:06
Én is cseréltem ULI-val, Jobban mondva a sört már megkapta, a csipeket még nem küldte. Viszont én ithon gyártatok nyákot. Több ok miatt újra rajzolom. Ha valakit érdekel beszálhat a gyártatásba.(több olcsóbb)
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 december 08, 14:06
Írta: dg8n4i8x Dátum 2007 december 08, 14:06
Lassan begorombulok és megcsinálom... :) Csak ez nekem egy távolabbi projekthez kéne... A nyákot már kinyomtattam vasalásra... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2007 december 08, 14:09
Írta: Egyújabbgépépítő Dátum 2007 december 08, 14:09
Elnézést a helyesírásért, még csak most eszmélek. Tegnap kissé több bor fogyott.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 14:30
Írta: bmejdz9nu Dátum 2007 december 08, 14:30
Ezt a panel sokszorosan bevált már... a CNZone.com... A másik kontinensen ez a standart (már)...
Persze ez/az a szép benne, hogy a gyűjteményemben nekem is van már vagy 10 féle... :) Dehát ez egy "csináld magad mozgalom" és nem vezérlő...
Linkeld be a nyáktervet... lehet, hogy az a legjobb!
Persze ez/az a szép benne, hogy a gyűjteményemben nekem is van már vagy 10 féle... :) Dehát ez egy "csináld magad mozgalom" és nem vezérlő...
Linkeld be a nyáktervet... lehet, hogy az a legjobb!
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2007 december 08, 15:23
Írta: Egyújabbgépépítő Dátum 2007 december 08, 15:23
Nem a legjobbra pályázom. Egyszerűen csak arról van szó hogy én szeretném kipróbálni az ELM nyitott forráskódú verzióját. A nyákot úgy készitem hogy ELM és UHU kompatibilis legyen, elég kicsi az eltérés a kettő között.
Úgy tervezem hogy galyra vágok legalább egy EC szervót.
Úgy tervezem hogy galyra vágok legalább egy EC szervót.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 15:38
Írta: bmejdz9nu Dátum 2007 december 08, 15:38
Na az még jobb! De ha akarsz társakat a nyákhoz... mutanod kellene valami "kézzel foghatót".... ezzel egyetértesz?
(EC = Nem lesz nehéz :)
(EC = Nem lesz nehéz :)
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2007 december 08, 15:40
Írta: Egyújabbgépépítő Dátum 2007 december 08, 15:40
Amint meg van a nyákterv közzéteszem. Nem titkos. Remélem néhány nap alatt végzek vele.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 15:51
Írta: bmejdz9nu Dátum 2007 december 08, 15:51
várjuk...[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 16:47
Írta: bmejdz9nu Dátum 2007 december 08, 16:47
Egyébként olvastam a német forumon (vagy a cnczone?), hogy annno ULI is az ELM-ből indult... persze most már v3.0-ás az aktuális...
A beállító szoftver is finomodott... (ugyebár több éve fejlesztegeti)
Az érdekes, hogy UHU-ra azt mondják 4x-es... persze ezt hiszem ha látom a valóságban...
És azt is írták, hogy az ELM úgy ahogy van nem (teljesen) jó... valamit csináni kell vele... de nem árulták el... :)
A beállító szoftver is finomodott... (ugyebár több éve fejlesztegeti)
Az érdekes, hogy UHU-ra azt mondják 4x-es... persze ezt hiszem ha látom a valóságban...
És azt is írták, hogy az ELM úgy ahogy van nem (teljesen) jó... valamit csináni kell vele... de nem árulták el... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2007 december 08, 16:53
Írta: Egyújabbgépépítő Dátum 2007 december 08, 16:53
Erre vagyok kíváncsi
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 december 08, 17:12
Írta: Kristály Árpád Dátum 2007 december 08, 17:12
Kérdezd a Svejket....
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 december 08, 17:13
Írta: Kristály Árpád Dátum 2007 december 08, 17:13
Aprópó...Péter!
Nem tudom becsukni a fiókot.....
Üdv.: Árpi
Nem tudom becsukni a fiókot.....
Üdv.: Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 17:40
Írta: bmejdz9nu Dátum 2007 december 08, 17:40
Te vagy a "Hubert Uli Magyarország Kft"? ... [#wow1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 17:50
Írta: bmejdz9nu Dátum 2007 december 08, 17:50
Egyébként engem csak mint egy dolog érdekel... se fejleszteni se..se... akarok... majd...
De, hogy olvasgatom a német és angol fórumot... szép kis kapcsolatokat vélek felfedezni...
1. Uli írja nála semmi csak chip ... jó esteleg quartz... tényleg az is sörért... se panel, se szett, se komplett...
2. Uli kétféle panelt azért "fémjelez":
Egyiket európában a német fórumon (hűtoborda a nyákon) és osztogat egy mailt... honnét:) A másikat (ezt: #3368) meg a CNCzone.com-on finoman élteti...
Szakadjak meg ha nincs ezen a két panelen "jogdíja" ... [#nyes]
Arra kényesen ügyel, hogy ez csak egy chip és mindenki arra használja amire akarja... és hogy support ebből kifolyólag (logikus) nincs... mert mihez is lenne? Nem vezérlő ez! Ezt nem szabad elfejteni!
De, hogy olvasgatom a német és angol fórumot... szép kis kapcsolatokat vélek felfedezni...
1. Uli írja nála semmi csak chip ... jó esteleg quartz... tényleg az is sörért... se panel, se szett, se komplett...
2. Uli kétféle panelt azért "fémjelez":
Egyiket európában a német fórumon (hűtoborda a nyákon) és osztogat egy mailt... honnét:) A másikat (ezt: #3368) meg a CNCzone.com-on finoman élteti...
Szakadjak meg ha nincs ezen a két panelen "jogdíja" ... [#nyes]
Arra kényesen ügyel, hogy ez csak egy chip és mindenki arra használja amire akarja... és hogy support ebből kifolyólag (logikus) nincs... mert mihez is lenne? Nem vezérlő ez! Ezt nem szabad elfejteni!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 08, 18:42
Írta: e3h0cv4ph Dátum 2007 december 08, 18:42
Sziasztok.
Én vállalnák UHU szervó panelgyártást (a saját fotóeljárásos technológiámmal) mondjuk vezérlő IC-ért cserébe (ha valakinek van mondjuk a fiókjába, amit nem tud becsukni), és tényleg még mindíg egy sörért adja?
Nekem csak egy-két darab kéne, csak tesztelni akarom (én is).
Ha valakinek kell panel írjon, nem pénzért csinálom, megegyezünk!
Egyébként a panelt hol lehet megtekinteni?
Üdv:TT
Én vállalnák UHU szervó panelgyártást (a saját fotóeljárásos technológiámmal) mondjuk vezérlő IC-ért cserébe (ha valakinek van mondjuk a fiókjába, amit nem tud becsukni), és tényleg még mindíg egy sörért adja?
Nekem csak egy-két darab kéne, csak tesztelni akarom (én is).
Ha valakinek kell panel írjon, nem pénzért csinálom, megegyezünk!
Egyébként a panelt hol lehet megtekinteni?
Üdv:TT
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 19:09
Írta: bmejdz9nu Dátum 2007 december 08, 19:09
Hány sör egy panel? ::: [#kacsint] legyünk stilszerűek: milyen pálinka?
Egyébként a verziószámmal nem változott a panel?
Egyébként a verziószámmal nem változott a panel?
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 december 08, 20:41
Írta: Kristály Árpád Dátum 2007 december 08, 20:41
Hallihó!
A sőr csak álca....
A sőr csak álca....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 20:48
Írta: bmejdz9nu Dátum 2007 december 08, 20:48
Olcsón adja... neked mennyiért adta? Mennyi lehet az alapanyag? Írja, hogy 15mp a programozás...
6000x sörpénz = millók persze... erre mondják jól csinálja... de ahogy elnéztem a német fórumon a dolgait... nem a pénzért csinálja... az tuti.
Pl. közzétette országok szerinti bontásba hova mennyit küldött... és szomorú volt mert az Oroszok még egyet sem rendeltek... tehát élvezi... 40-50 ország van a listáján... persze 70-80% német nyelvterületen...
6000x sörpénz = millók persze... erre mondják jól csinálja... de ahogy elnéztem a német fórumon a dolgait... nem a pénzért csinálja... az tuti.
Pl. közzétette országok szerinti bontásba hova mennyit küldött... és szomorú volt mert az Oroszok még egyet sem rendeltek... tehát élvezi... 40-50 ország van a listáján... persze 70-80% német nyelvterületen...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 08, 21:20
Írta: svejk Dátum 2007 december 08, 21:20
300 Ft a proci...
Az oroszok meg jobbat/ügyesebben csinálnak...
Na nehogymán' pont a németektől vegyenek...:) :)
Az oroszok meg jobbat/ügyesebben csinálnak...
Na nehogymán' pont a németektől vegyenek...:) :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 08, 21:25
Írta: bmejdz9nu Dátum 2007 december 08, 21:25
Akkor kaszál! kb. 3000Ft-ért adja... 6000x2500= Egy jobb E-osztályos Merci... [#vigyor2]
Naja... Az orosz fórumokon is körül kellene nézni! De nem tudok oroszul! [#rinya]... meg a berögződés... Ruszki holmi...?
Pedíg nyomathatják a hobbyt mert szerszámokat többször küldtem Oroszországba... is.
Naja... Az orosz fórumokon is körül kellene nézni! De nem tudok oroszul! [#rinya]... meg a berögződés... Ruszki holmi...?
Pedíg nyomathatják a hobbyt mert szerszámokat többször küldtem Oroszországba... is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 09, 08:53
Írta: 000000000 Dátum 2007 december 09, 08:53
Ez a dolog erősen rezgeti a lecet![#ejnye1]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 december 09, 11:01
Írta: Kristály Árpád Dátum 2007 december 09, 11:01
[#circling][#finom][#wave][#szomoru1][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 09, 11:32
Írta: bmejdz9nu Dátum 2007 december 09, 11:32
Tanulok majd oroszul... A kínai után.... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 09, 15:21
Írta: e3h0cv4ph Dátum 2007 december 09, 15:21
Ja bocs. Erre nem is gondoltam. (akkor stornó) töröljétek!
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 december 09, 16:14
Írta: Motoros Dátum 2007 december 09, 16:14
Az oroszok most a vezérlőkkel nem tudom hol tartanak, de a kb 15 évvel ezelőtti szervo motorjuk így nézett ki. Tárcsaszervó négy szénkefével 1100W, 3.5 Nm 110V 3000 min-1.
Ez a motor még ma is megállja a helyét ha kap egy új vezérlőt. Az eredeti vezérlő egy fél ruhásszekrénnyi méretű, nem volt hosszú életű..azóta kézzel tekerem a marót. A temgelyén nem enkóder van hanem egy tahógenerátor mivel csak az előtolást adta.
Ez a motor még ma is megállja a helyét ha kap egy új vezérlőt. Az eredeti vezérlő egy fél ruhásszekrénnyi méretű, nem volt hosszú életű..azóta kézzel tekerem a marót. A temgelyén nem enkóder van hanem egy tahógenerátor mivel csak az előtolást adta.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 december 09, 16:15
Írta: Motoros Dátum 2007 december 09, 16:15
Az oroszok most a vezérlőkkel nem tudom hol tartanak, de a kb 15 évvel ezelőtti szervo motorjuk így nézett ki. Tárcsaszervó négy szénkefével 1100W, 3.5 Nm 110V 3000 min-1.
Ez a motor még ma is megállja a helyét ha kap egy új vezérlőt. Az eredeti vezérlő egy fél ruhásszekrénnyi méretű, nem volt hosszú életű..azóta kézzel tekerem a marót. A temgelyén nem enkóder van hanem egy tahógenerátor mivel csak az előtolást adta.
Ez a motor még ma is megállja a helyét ha kap egy új vezérlőt. Az eredeti vezérlő egy fél ruhásszekrénnyi méretű, nem volt hosszú életű..azóta kézzel tekerem a marót. A temgelyén nem enkóder van hanem egy tahógenerátor mivel csak az előtolást adta.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 09, 16:22
Írta: bmejdz9nu Dátum 2007 december 09, 16:22
Baba... majd életre keltjük - nem gond. Persze encoderrel... A német vezérlő biztos kompatibilis az orosz motorhoz .... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2007 december 09, 16:30
Írta: Motoros Dátum 2007 december 09, 16:30
Kösz de már megvan a megoldás Tibor45 segít szóra bírni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 09, 17:32
Írta: 000000000 Dátum 2007 december 09, 17:32
Sziasztok!
Én vágom az oroszt, hiszen náluk jártam egyetemre. Rendszeresen tallózok a különféle fórumaikon. Mindent ellopnak ezért a legújabb témákkal is képben vannak ráadásul még okosak is. A modellezésen keresztül ismerek több olyan orosz srácot aki hitech dolgokat csinál "kiprivatizált" fegyvergyári technológiával és szerszámokkal. A nyugati faszik csak bámulják őket mint a barmok...De gondolom ez már a kínaiakkal is így van.
Én vágom az oroszt, hiszen náluk jártam egyetemre. Rendszeresen tallózok a különféle fórumaikon. Mindent ellopnak ezért a legújabb témákkal is képben vannak ráadásul még okosak is. A modellezésen keresztül ismerek több olyan orosz srácot aki hitech dolgokat csinál "kiprivatizált" fegyvergyári technológiával és szerszámokkal. A nyugati faszik csak bámulják őket mint a barmok...De gondolom ez már a kínaiakkal is így van.
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 december 09, 17:43
Írta: ra8nsmk6w Dátum 2007 december 09, 17:43
Géza! a fő baj az, hogy nekik már mi is nyugatnak számitunk. A fegyvergyári technológiára én is nagyon baromul tudok nézni
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 09, 18:23
Írta: bmejdz9nu Dátum 2007 december 09, 18:23
Nekem (már:) nincs bajom az oroszokkal, jobban mondva csak egy Igor nevezetüvel...
Ha Igor feltünik az Ebay-on... amit kinázett azt megveszi... pénz nem számit alapon!
Mindíg csak az USA-ból vásárol és csak HighTech cuccot...
Ha Igor feltünik az Ebay-on... amit kinázett azt megveszi... pénz nem számit alapon!
Mindíg csak az USA-ból vásárol és csak HighTech cuccot...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 09, 19:26
Írta: 000000000 Dátum 2007 december 09, 19:26
Ha olyan kedves szavakkal illetnéd mint: tü jibánutüj ásmjotok (azaz te kib..tt sz..csimbók) talán elmenne a kedve a harácsolástól..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 09, 19:35
Írta: bmejdz9nu Dátum 2007 december 09, 19:35
lehet hogy az ürkutátási központ anyagbeszerzője... [#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 10, 17:55
Írta: bmejdz9nu Dátum 2007 december 10, 17:55
"Az Erő Legyen Veled" ... [#nevetes1]
Bautz E742
Rated power: 940 Watt
Rated torque: 3,60Nm
Rated current: 11,8A
V/krm: 38V
Weight: 7,50Kg
VIDEO :::::: 1V-ról már stabilan forgat... Aztán max. 30V.... Kissebb rövidzárakkal... pedíg ez még csak kb.800rpm :)


Bautz E742
Rated power: 940 Watt
Rated torque: 3,60Nm
Rated current: 11,8A
V/krm: 38V
Weight: 7,50Kg
VIDEO :::::: 1V-ról már stabilan forgat... Aztán max. 30V.... Kissebb rövidzárakkal... pedíg ez még csak kb.800rpm :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 december 10, 18:17
Írta: 4mjnxdwuu Dátum 2007 december 10, 18:17
Hát, főorsónak nekem jó lenne....[#merges2][#hehe]
most pont azzal játszom...
most pont azzal játszom...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 december 10, 18:19
Írta: 4mjnxdwuu Dátum 2007 december 10, 18:19
mi volt az ára?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 10, 18:27
Írta: HJózsi Dátum 2007 december 10, 18:27
Brutalll!!! [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 10, 18:59
Írta: bmejdz9nu Dátum 2007 december 10, 18:59
Nincs több csak ez az egy... volt. (tehát ártalan:)
Ez új... tényleg ahogy írták (meglestem a szénkeféket...)... de raktározták valami rossz helyen... megkopott a matrica rajta stb... (fujj...fujj:) de olyan ritka... hogy... nem bírtam ellenállni...
Hát azt hiszem ebből lesz az 4. tengyely topikban kifejtett dolgom... Tehát eszterga és forgató főmotor...
A Bautzban bízom... mert két kategóriával kisebb (E642) lesz a gépemen és az sem semmi amit tud (többet mint az adatlap)!
Ez új... tényleg ahogy írták (meglestem a szénkeféket...)... de raktározták valami rossz helyen... megkopott a matrica rajta stb... (fujj...fujj:) de olyan ritka... hogy... nem bírtam ellenállni...
Hát azt hiszem ebből lesz az 4. tengyely topikban kifejtett dolgom... Tehát eszterga és forgató főmotor...
A Bautzban bízom... mert két kategóriával kisebb (E642) lesz a gépemen és az sem semmi amit tud (többet mint az adatlap)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 10, 19:04
Írta: bmejdz9nu Dátum 2007 december 10, 19:04
Brutál... Igen! Na ehhez melyik FET-eket javasolnád? [#smile]
Lesz még 2 db de... azt hiszem még brutállabb .. de ahhoz nem létezik (tudomásom szerint) vezérlő(?)...
Baldor - 180V (3000rpm) - 54A - 4 kefés - szervóm.!!! (szélgenerátor vagy villanyvonathoz? :)
Lesz még 2 db de... azt hiszem még brutállabb .. de ahhoz nem létezik (tudomásom szerint) vezérlő(?)...
Baldor - 180V (3000rpm) - 54A - 4 kefés - szervóm.!!! (szélgenerátor vagy villanyvonathoz? :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 10, 19:08
Írta: HJózsi Dátum 2007 december 10, 19:08


Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 10, 19:11
Írta: HJózsi Dátum 2007 december 10, 19:11
A nagyobbikat ... :) natürlich...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 10, 19:33
Írta: 000000000 Dátum 2007 december 10, 19:33
Ezeket a rovidzarakat en nem ertem. Elmagyaraznad? Mit demonstralsz vele? Hogyan csinalod?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 10, 19:41
Írta: bmejdz9nu Dátum 2007 december 10, 19:41
Nem egyértelműek az adatok... nem látom rajta a 4 kefét... ? Nem kicsi? ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 10, 19:43
Írta: bmejdz9nu Dátum 2007 december 10, 19:43
Rövidzárbiztos labortáp... Csak egy hüle szokás... 30V.. rövidrezár menetközben :) Mekkorát ugrik... :) Ugyebár milyen határozottan tud megállni. Ezt már eljátszottam minden motorommal és a fejembe tudom hova tegyem a dolgot... csak ennyi... semmi tudományosság... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 10, 19:52
Írta: HJózsi Dátum 2007 december 10, 19:52
A leírás ITT MBT 1141 ... 4 poles construction...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 10, 19:54
Írta: 000000000 Dátum 2007 december 10, 19:54
Ertem, koszi!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 10, 20:10
Írta: bmejdz9nu Dátum 2007 december 10, 20:10
De hát egy szóval sem írják, hogy szervó... nézd meg... 2 kefés is... ha jól nézem...
Németes duma... ilyenem van már egypár... persze 1 Eurot megér... :)
http://www.leroy-somer.com/catalogueindustrie-en/PDF/B_MoteursCC/B1/B1-1.pdf
Németes duma... ilyenem van már egypár... persze 1 Eurot megér... :)
http://www.leroy-somer.com/catalogueindustrie-en/PDF/B_MoteursCC/B1/B1-1.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 10, 20:45
Írta: bmejdz9nu Dátum 2007 december 10, 20:45
#3422.... most rá kellene tennem a 3600cpr-es (4X= 14.400 lépés) encodert és Harmonic Drive-ot "játszatni" vele..., hogy az elv működik e... (???) (4. tengely topikban leírtam)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 11, 13:41
Írta: HJózsi Dátum 2007 december 11, 13:41
Aha, Jürgen volt ilyen lelkes..., mélyebben nem néztem át, nekem egyenlőre oversize... [#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 11, 13:47
Írta: bmejdz9nu Dátum 2007 december 11, 13:47
Vigyázni kell mert "könnyen" ráfogják, hogy szervó... Egyébként tök..öm a német eladókkal...
A "gyűjteményem" 90%-a az USA-ból való...
A "gyűjteményem" 90%-a az USA-ból való...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 11, 13:48
Írta: HJózsi Dátum 2007 december 11, 13:48
Mail ment ... (és jött:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 11, 23:36
Írta: HJózsi Dátum 2007 december 11, 23:36

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 12, 05:59
Írta: bmejdz9nu Dátum 2007 december 12, 05:59
Na itt kezdődik a hajtás... :)
Persze ehhez is (ha kell a fordulata) nagyobb feszültségű vezérlő kell... Na persze áram is... :)
Persze ehhez is (ha kell a fordulata) nagyobb feszültségű vezérlő kell... Na persze áram is... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2007 december 12, 07:09
Írta: Szalai György Dátum 2007 december 12, 07:09
Csoda, hogy ez a motor igy megáll a levegőben.
Irigylem a konstruktőr önbizalmát.
Irigylem a konstruktőr önbizalmát.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 12, 09:55
Írta: HJózsi Dátum 2007 december 12, 09:55
[#nyes] Lehet, hogy ez a "Füstbe ment terv..." kategória... [#buck] Írja, hogy a gépvázra is lehet alkudni + linear hajtás ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 12, 09:58
Írta: bmejdz9nu Dátum 2007 december 12, 09:58
Mindenki máshol (szeret:) hibázni... ez a szép a hobbystákban... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 12, 21:08
Írta: bmejdz9nu Dátum 2007 december 12, 21:08
Hát beteszem ide... mert a szervós a megoldás.
A szinte lehetetlen...:) Remélem Tibor itt vagy :) és kiszámolod :)
Ez egy 32mm átm. orsó. 10mm-es emelkedéssel.
A lényeg, hogy egy komplett hajtásrendszer... azaz szervómotorral... Constant torque: 1.77Nm Peak torque: 7,6Nm...stb.. és brutális szerkezet...
Az egész 32Kg. persze a tartók súlya sem kevés...
(ez egy régebbi hajtás, de raktározva volt tartaléknak ... tehát új)
Egybe:

Szétszedve:


TOVÁBBI KÉPEK ITT !!!
A szinte lehetetlen...:) Remélem Tibor itt vagy :) és kiszámolod :)
Ez egy 32mm átm. orsó. 10mm-es emelkedéssel.
A lényeg, hogy egy komplett hajtásrendszer... azaz szervómotorral... Constant torque: 1.77Nm Peak torque: 7,6Nm...stb.. és brutális szerkezet...
Az egész 32Kg. persze a tartók súlya sem kevés...
(ez egy régebbi hajtás, de raktározva volt tartaléknak ... tehát új)
Egybe:
Szétszedve:
TOVÁBBI KÉPEK ITT !!!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 12, 21:32
Írta: HJózsi Dátum 2007 december 12, 21:32
Nem is kellett volna szétszedned, csinálhattál volna belőle egy próbapadot ...
Meg kellett küzdeni érte, vagy 1$-ért leütötted ? [#buck]
Meg kellett küzdeni érte, vagy 1$-ért leütötted ? [#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 12, 21:46
Írta: bmejdz9nu Dátum 2007 december 12, 21:46
Kellett küzdeni... persze (ez is) jól el volt írva... (kedvelem ezt a német eladót!:) már kötöttem jó boltokat vele..:) Azt sem tudja mi ez... ez a jó!
Azt írta pl. 10,8mm em. az orsó - mondom én magamban ilyen nincs a világon... aztán AC szervó...mondom én magamban a kefék meg kilógnak a képen.. :)
Aztán a szálllítási költség... a németeknek saját hazájában majdnem 100 Eurót írt (2 csomagban:)... de elmeséltem neki hogyan csinálja... 2 levelet küldött, hogy köszöni.. mert megint tanult (tőlem :) hát ez a sztori... de olcsó nem volt azért... de nem horror áron volt.
Sajnos ilyen "jó eladó" kevés van... Szépen faládát csinált neki úgy küldte... :) A futár majd be... tőle :)
Azt írta pl. 10,8mm em. az orsó - mondom én magamban ilyen nincs a világon... aztán AC szervó...mondom én magamban a kefék meg kilógnak a képen.. :)
Aztán a szálllítási költség... a németeknek saját hazájában majdnem 100 Eurót írt (2 csomagban:)... de elmeséltem neki hogyan csinálja... 2 levelet küldött, hogy köszöni.. mert megint tanult (tőlem :) hát ez a sztori... de olcsó nem volt azért... de nem horror áron volt.
Sajnos ilyen "jó eladó" kevés van... Szépen faládát csinált neki úgy küldte... :) A futár majd be... tőle :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 12, 21:56
Írta: HJózsi Dátum 2007 december 12, 21:56
Nem semmi :))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 12, 22:01
Írta: bmejdz9nu Dátum 2007 december 12, 22:01
Nade megy ... vagy nem megy? Tibornak ki kellene számolnia...:)
Szerintem megy... nem hiszem, hogy viccből csinálták a "hobbysták".... :) 10-es az orsó! ezt ne feledjük és vastag is! és kb. 300W(?)DC a motor... (van adatlap) Yaskawa....
Mértem kottyanást = Zero.
Mit csináljak belőle... [#fejvakaras] Persze nem árt ha valami erős....
Szerintem megy... nem hiszem, hogy viccből csinálták a "hobbysták".... :) 10-es az orsó! ezt ne feledjük és vastag is! és kb. 300W(?)DC a motor... (van adatlap) Yaskawa....
Mértem kottyanást = Zero.
Mit csináljak belőle... [#fejvakaras] Persze nem árt ha valami erős....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 12, 22:04
Írta: bmejdz9nu Dátum 2007 december 12, 22:04
Ez a párja...(raktáron) [#nevetes1] (40/10) Ezis vadi új... 8 golyósoros... preciziós... szintén köszörült...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 12, 22:23
Írta: 000000000 Dátum 2007 december 12, 22:23
Ez egy műszaki ostobaság. Ekkora tehetetlenségi
nyomatékú és menetemelkedésű orsót 1:1-ben
összekötni egy 300W-os motorral elhibázott
dolog. Totálisan rossz lesz a dinamikája.
nyomatékú és menetemelkedésű orsót 1:1-ben
összekötni egy 300W-os motorral elhibázott
dolog. Totálisan rossz lesz a dinamikája.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 12, 22:47
Írta: e3h0cv4ph Dátum 2007 december 12, 22:47
Én miért nem látom a Péter által belinkelt képeket (és a további képeket és videókat sem)?
Más látja?
Régebben ilyen nem volt ezt 2-3 hete kezdte?
Miért?
Más látja?
Régebben ilyen nem volt ezt 2-3 hete kezdte?
Miért?
Cím: Re:DC szervó motoros vezérlés
Írta: airfoil6205 Dátum 2007 december 12, 22:56
Írta: airfoil6205 Dátum 2007 december 12, 22:56
5 oldalt néztem vissza, minden kép látszik!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 12, 23:11
Írta: e3h0cv4ph Dátum 2007 december 12, 23:11
A Péter által belinkelt képek és videók, amelyek a CNCHUNGARY -n vannak azok nem látszódnak az összes többi (pl: ebay ...) látszódik.
Biztos nálam van a gond, de mi lehet?
Biztos nálam van a gond, de mi lehet?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 13, 00:41
Írta: HJózsi Dátum 2007 december 13, 00:41
Töröld a böngészőben az átmeneti tárat (cash)... hátha ott van valami ami nem van ... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 08:00
Írta: bmejdz9nu Dátum 2007 december 13, 08:00
Akkor az ostbáknak visszaküldöm :) De előtte azért megtesztelem...
Abban egyetértek veled, hogy ekkora tömegű orsót dinamikusan (talán) nem lehet forgatni... azaz gyorsítás és lassítás szinte kizárt 100-200ms alatt... de mennyi idő ami alatt fel tudja pörgetni és lasssítani... erre azért kiváncsi vagyok...
Erővel bírná... mert 1.77Nm az alapnyomatéka a motornak... a gyorsításra/lassításra van 7,6Nm ... (ez a szám pl. a 400W-os SanyoDenkinél 12Nm)
De mindenestere megcsinálták így... sajnos más konkrét példát nem találtam - megvehető formában...
Készülőben van egy tesztpad... hogy durva legyen a dolog 20-as átm. 20-as em. orsóval... de elkondolkodtam azon hogy valahogy kelllene "szimulálni" a vastagabb orsókat is... azaz "repsúlyok" is kellenének...
Abban egyetértek veled, hogy ekkora tömegű orsót dinamikusan (talán) nem lehet forgatni... azaz gyorsítás és lassítás szinte kizárt 100-200ms alatt... de mennyi idő ami alatt fel tudja pörgetni és lasssítani... erre azért kiváncsi vagyok...
Erővel bírná... mert 1.77Nm az alapnyomatéka a motornak... a gyorsításra/lassításra van 7,6Nm ... (ez a szám pl. a 400W-os SanyoDenkinél 12Nm)
De mindenestere megcsinálták így... sajnos más konkrét példát nem találtam - megvehető formában...
Készülőben van egy tesztpad... hogy durva legyen a dolog 20-as átm. 20-as em. orsóval... de elkondolkodtam azon hogy valahogy kelllene "szimulálni" a vastagabb orsókat is... azaz "repsúlyok" is kellenének...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 08:49
Írta: 000000000 Dátum 2007 december 13, 08:49
Ne kuld vissza! Kuld el nekem...[#finom]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 13, 08:58
Írta: svejk Dátum 2007 december 13, 08:58
Ki tudja mi volt az eredeti rendeltetése...
Szerintem nagyon sok infó hiányzik ahhoz hogy ilyen kategórikus kijelentéseket tegyünk hogy , "műszaki ostobaság"
Az viszont való igaz hogy a gyártók/tervezők is csinálnak néha eszement dolgokat,(talán nem is véletlen) és mi felhasználók isszuk meg a levét.
Lásd autóipar, stb..
Szerintem nagyon sok infó hiányzik ahhoz hogy ilyen kategórikus kijelentéseket tegyünk hogy , "műszaki ostobaság"
Az viszont való igaz hogy a gyártók/tervezők is csinálnak néha eszement dolgokat,(talán nem is véletlen) és mi felhasználók isszuk meg a levét.
Lásd autóipar, stb..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 08:58
Írta: 000000000 Dátum 2007 december 13, 08:58
Ne az orsót forgasd! Az anyucikáját... már elfelejtetted a saját otletedet?[#papakacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 09:47
Írta: bmejdz9nu Dátum 2007 december 13, 09:47
Loránt ez szervós! Neked nem jó... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 09:49
Írta: bmejdz9nu Dátum 2007 december 13, 09:49
Láttad rajt az spéci végcsapágyazást rajta... talán nem kellene az flex-el levágni... [#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 09:57
Írta: bmejdz9nu Dátum 2007 december 13, 09:57
#3445-hez...
Jobban "szemügyre" vettem ezt a "mellékelt" szervómotort...
Hát azért nem semmi darab ez... talán rosszul írtam... talán nem is 300W-os...Hány watt-os ez?
Ha egyáltalán ez kifejezhető ily módon... ha valaki megnézni az adatlapot...:)
(4,8Kg, 16-os tengely, 4 szénkefés, 1000cpr-es encoder... stb... :)
Itt vannak róla dokumentációk !:::::: Itt az adatlap! (elég gyenge copy-t találtam, de jó azért) de ez a 7. oszlop 8MB változat...
Jobban "szemügyre" vettem ezt a "mellékelt" szervómotort...
Hát azért nem semmi darab ez... talán rosszul írtam... talán nem is 300W-os...Hány watt-os ez?
Ha egyáltalán ez kifejezhető ily módon... ha valaki megnézni az adatlapot...:)
(4,8Kg, 16-os tengely, 4 szénkefés, 1000cpr-es encoder... stb... :)
Itt vannak róla dokumentációk !:::::: Itt az adatlap! (elég gyenge copy-t találtam, de jó azért) de ez a 7. oszlop 8MB változat...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 10:01
Írta: bmejdz9nu Dátum 2007 december 13, 10:01
Most linkeltem adatlapot... talán így már elképzelhetőbb ::: :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 december 13, 10:51
Írta: Szedlay Pál Dátum 2007 december 13, 10:51
Kb. 550W
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 11:33
Írta: 000000000 Dátum 2007 december 13, 11:33
Te beszéltél át szervóra...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 11:34
Írta: 000000000 Dátum 2007 december 13, 11:34
Pedig jól el tudna rajta csámcsogni a flex...[#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 12:23
Írta: bmejdz9nu Dátum 2007 december 13, 12:23
Miből számoltad? vagy én nem figyeltem valamire?
Én meg egy másik "adatot" számoltam ki :) Ha Tibor előkerül biztos "kimossa a fejemet" :)
Ugyebár 3000rpm a motor üzemi fordulata (4000Max) 24,2VKrmp az étéke = 73V...
Peak current 36,5A (már ha tudná valami vezérlő - jelen technikai állásban, számunkra:)
Tehát 73Vx36,5A= 2.665Watt a csúcs telj... azaz egy rövidebb időre (pl. gyorsításnál/lassításnál) akár 2,6Kw ??? [#fejvakaras]
Én meg egy másik "adatot" számoltam ki :) Ha Tibor előkerül biztos "kimossa a fejemet" :)
Ugyebár 3000rpm a motor üzemi fordulata (4000Max) 24,2VKrmp az étéke = 73V...
Peak current 36,5A (már ha tudná valami vezérlő - jelen technikai állásban, számunkra:)
Tehát 73Vx36,5A= 2.665Watt a csúcs telj... azaz egy rövidebb időre (pl. gyorsításnál/lassításnál) akár 2,6Kw ??? [#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 12:24
Írta: bmejdz9nu Dátum 2007 december 13, 12:24
Sikerült? ::: [#wow1]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 december 13, 13:24
Írta: Szedlay Pál Dátum 2007 december 13, 13:24
Én nem így számoltam és nem a csúcs teljesítményt hanem az átlagost, szerintem ez a reálisabb.
1.77*6.28*50=555
De várjuk meg a Tibor véleményét.
Egyébként jó hír a karácsonyi ajándékommal kapcsolatban, hogy a gépem derékszögésége és lineáris simasága +-2 mikron, melóznak is vele rendesen.[#finom]
Állítólag jövőhétre kész, de akkor mégnem lesz bedobozolva.[#wink]
1.77*6.28*50=555
De várjuk meg a Tibor véleményét.
Egyébként jó hír a karácsonyi ajándékommal kapcsolatban, hogy a gépem derékszögésége és lineáris simasága +-2 mikron, melóznak is vele rendesen.[#finom]
Állítólag jövőhétre kész, de akkor mégnem lesz bedobozolva.[#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 13, 14:42
Írta: svejk Dátum 2007 december 13, 14:42
Jó a számításod..
Egyébként ott van az adatlapon is.
3. oldal legalja : 08M = 500W
Egyébként ott van az adatlapon is.
3. oldal legalja : 08M = 500W
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 december 13, 15:02
Írta: Szedlay Pál Dátum 2007 december 13, 15:02
Ez a motor nem egy gyorsulási világbajnok nem lesz egységugrás győztes.Terheletlenül 9sec alatt éri el a 3000 fordulatszámot, ha nem írták el az adatlapot.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 december 13, 15:15
Írta: Szedlay Pál Dátum 2007 december 13, 15:15
A 400W-os Ac servóm az is Yaskawa
0,25sec alatt van 3000-ren.
Tudom, ez nem hobby kategória.
0,25sec alatt van 3000-ren.
Tudom, ez nem hobby kategória.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 15:48
Írta: bmejdz9nu Dátum 2007 december 13, 15:48
Ezt hogyan érted, hogy üresbe, terheletlenül 9 másodperc??? Nincs benne fék... [#nevetes1]
Próbálam, teszteletem (kicsit) talán egy lehelettel elmarad a SanyoDenki-től... (ugratás teszt tápról .)
Próbálam, teszteletem (kicsit) talán egy lehelettel elmarad a SanyoDenki-től... (ugratás teszt tápról .)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 15:53
Írta: bmejdz9nu Dátum 2007 december 13, 15:53
A sas szemedet... :) tényleg "csak" 0.5Kw! Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 december 13, 17:07
Írta: Szedlay Pál Dátum 2007 december 13, 17:07
A szöggyorsulási adatok 2120rad/s2 azaz
337,4ford/s2
A táblázatból vettem.
Azaz 1sec alatt gyorsul 337,4-re
Ebből következik hogy 8,89sec alatt éri el a 3000-es fordulatszámot.
337,4ford/s2
A táblázatból vettem.
Azaz 1sec alatt gyorsul 337,4-re
Ebből következik hogy 8,89sec alatt éri el a 3000-es fordulatszámot.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 december 13, 17:08
Írta: Szedlay Pál Dátum 2007 december 13, 17:08
A szöggyorsulási adatok 2120rad/s2 azaz
337,4ford/s2
A táblázatból vettem.
Azaz 1sec alatt gyorsul 337,4-re
Ebből következik hogy 8,89sec alatt éri el a 3000-es fordulatszámot.
337,4ford/s2
A táblázatból vettem.
Azaz 1sec alatt gyorsul 337,4-re
Ebből következik hogy 8,89sec alatt éri el a 3000-es fordulatszámot.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 december 13, 17:40
Írta: Szedlay Pál Dátum 2007 december 13, 17:40
Nem értem ezt a táblázatot.
Valamit ezen is nagyon elrontottak.
Nézd meg az INERTIA-t 8,3kgm2*10-4-en
ez 8300gcm2 és 500W-os.
Ha visszanézed a #2824#-es hozzászólást........
Akkor ennek a két számnak a hányadosa 16,6
Ezekszerint ez nem lenne servo. Ezek után volt a Tiborral egy-két levélváltás......
ebbe nem szeretnék újra bele menni.
Tehát maradjunk annyiba, hogy ez a táblázat is rossz.
Valamit ezen is nagyon elrontottak.
Nézd meg az INERTIA-t 8,3kgm2*10-4-en
ez 8300gcm2 és 500W-os.
Ha visszanézed a #2824#-es hozzászólást........
Akkor ennek a két számnak a hányadosa 16,6
Ezekszerint ez nem lenne servo. Ezek után volt a Tiborral egy-két levélváltás......
ebbe nem szeretnék újra bele menni.
Tehát maradjunk annyiba, hogy ez a táblázat is rossz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 17:43
Írta: bmejdz9nu Dátum 2007 december 13, 17:43
Én tudod nem számolok, max mérek, kisérletezek... és csak azt hiszem el amit látok... :)
de jobban gyorsul... finam szólva... :)
de jobban gyorsul... finam szólva... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 19:00
Írta: 000000000 Dátum 2007 december 13, 19:00
Motorokat keresek, egyenlore. Majd meglátom...
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2007 december 13, 19:23
Írta: 2nbj3n5m Dátum 2007 december 13, 19:23
Szeretném megtudni az EURO szervó pontos
enkoder bekötését. Kérem segitsetek.
Előre is köszönöm.
Janko
enkoder bekötését. Kérem segitsetek.
Előre is köszönöm.
Janko
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 19:40
Írta: 000000000 Dátum 2007 december 13, 19:40

Balról-jobbra: GND; Index; A; Vcc; B
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 20:14
Írta: 000000000 Dátum 2007 december 13, 20:14
Szia Pál!
Ezt egy picit elszámoltad.:)
60-szor kevesebb, azaz 0.148 sec alatt
gyorsul fel.
Ezt egy picit elszámoltad.:)
60-szor kevesebb, azaz 0.148 sec alatt
gyorsul fel.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 20:21
Írta: 000000000 Dátum 2007 december 13, 20:21
Azt hiszem, a Yaskawa mérnökei is fenéken
billentenék azt, aki ezt a motort összekötötte
direktbe egy ekkora orsóval.[#ejnye1]
billentenék azt, aki ezt a motort összekötötte
direktbe egy ekkora orsóval.[#ejnye1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 20:29
Írta: bmejdz9nu Dátum 2007 december 13, 20:29
[#rinya] akkor talán a Bautz E742-öt... teszem majd rá... az talán... nagyobbat nem találtam... [#rinya]
De sebaj ma vettem még egyet (E742)... a röhely, hogy Ciprusról... sajnos elég drága a szállítás (100USD felett) ... mert ugyebár 9,5Kg...+ csomagolás.(EMS)
Arra gondoltam talán lemehetnék érte olyan jó idő van ott :) ... De legalább Eu. azaz vámmentes lesz :)
De sebaj ma vettem még egyet (E742)... a röhely, hogy Ciprusról... sajnos elég drága a szállítás (100USD felett) ... mert ugyebár 9,5Kg...+ csomagolás.(EMS)
Arra gondoltam talán lemehetnék érte olyan jó idő van ott :) ... De legalább Eu. azaz vámmentes lesz :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 20:42
Írta: 000000000 Dátum 2007 december 13, 20:42
Egészségedre!:)
"Én tudod nem számolok, max mérek,
kisérletezek...". Akkor ezt még egészítsük ki,
max utazgatok.[#nyes]
Hidd el, pár képlet alkalmazása, értelmezése
nagyon a hasznodra lenne, mondhatnám azt is,
szervósoknak kötelező számolni!:)
"Én tudod nem számolok, max mérek,
kisérletezek...". Akkor ezt még egészítsük ki,
max utazgatok.[#nyes]
Hidd el, pár képlet alkalmazása, értelmezése
nagyon a hasznodra lenne, mondhatnám azt is,
szervósoknak kötelező számolni!:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 december 13, 20:48
Írta: Szedlay Pál Dátum 2007 december 13, 20:48
Tibor!
Áruld már el nekem ez Neked hogyan jött ki
ha a szöggyorsulása 2120 rad/s2.
Áruld már el nekem ez Neked hogyan jött ki
ha a szöggyorsulása 2120 rad/s2.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 20:54
Írta: bmejdz9nu Dátum 2007 december 13, 20:54
Majd utólag átszámolom...(ha megy - ha nem megy)...érdekel! :)
Egyébként igazad van... csak a sajnos akkora terhelésre amit az a 10-es orsó tud ... ahhoz mi nem tudunk mechanikát csinálni...
Tehát egy ilyen orsónak csak a merevsége jön jól... (azaz pl. kényszerít a jó mechanika csinálás felé) meg szűkíti is a fordulatszámot... és itt jön az, hogy én sem értem ennél az összeállításnal, hogyan lehet(ne) ezt az orsó max. 3000rpm-el forgatni... :)
De az már 500mm/sec lenne... ekkora orsónál... azaz ha nem áll meg akkor kimegy a kapun... :)
Egyébként igazad van... csak a sajnos akkora terhelésre amit az a 10-es orsó tud ... ahhoz mi nem tudunk mechanikát csinálni...
Tehát egy ilyen orsónak csak a merevsége jön jól... (azaz pl. kényszerít a jó mechanika csinálás felé) meg szűkíti is a fordulatszámot... és itt jön az, hogy én sem értem ennél az összeállításnal, hogyan lehet(ne) ezt az orsó max. 3000rpm-el forgatni... :)
De az már 500mm/sec lenne... ekkora orsónál... azaz ha nem áll meg akkor kimegy a kapun... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 20:58
Írta: 000000000 Dátum 2007 december 13, 20:58
Én másképpen számoltam.
A szöggyorsulás eredeti definicióját alkalmaztam, azaz: T=50*2*PI/2120=0.148 s.
Te ott hibáztál, hogy kevered a másodpercet
a perccel, és fölöslegesen arányosítottál.
De a Te "bonyolításoddal" is kijön a helyes
végeredmény, ha nem kevergetsz.:)
A szöggyorsulás eredeti definicióját alkalmaztam, azaz: T=50*2*PI/2120=0.148 s.
Te ott hibáztál, hogy kevered a másodpercet
a perccel, és fölöslegesen arányosítottál.
De a Te "bonyolításoddal" is kijön a helyes
végeredmény, ha nem kevergetsz.:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 december 13, 21:05
Írta: Szedlay Pál Dátum 2007 december 13, 21:05
Egyszer úgy is megtanulok számolni:[#fejvakaras]
Azt áruld el, hogy mi a képletben az 50 és az hogy jött ki.
Köszi
Azt áruld el, hogy mi a képletben az 50 és az hogy jött ki.
Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 21:08
Írta: 000000000 Dátum 2007 december 13, 21:08
Péter! Gép merevséghez ne körkeresztmetszetű
elemet (orsó, rúd) használj soha, hanem
a mechanikia igénybevételnek legjobban
ellenálló keresztmetszeti tényezőjű elemet.
Az 500 mm/s álmokhoz pedig jó éjszakát
kívánok az eredeti "konstruktőrnek"!:)
elemet (orsó, rúd) használj soha, hanem
a mechanikia igénybevételnek legjobban
ellenálló keresztmetszeti tényezőjű elemet.
Az 500 mm/s álmokhoz pedig jó éjszakát
kívánok az eredeti "konstruktőrnek"!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 21:11
Írta: 000000000 Dátum 2007 december 13, 21:11
Az 50*2*PI az egy 3000 rpm-el pörgő tengely
szögsebessége rad/s-ben.
szögsebessége rad/s-ben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 21:26
Írta: 000000000 Dátum 2007 december 13, 21:26
Péter!
Egyébként 3 Nm gyorsító nyomatékra kiszámoltam,
hogy ez a motor ezt az orsót (2m hossz)
1 másodperc alatt tudná felpörgetni így.
Ezért komolytalan, és műszaki ostobaság,
ahogyan már írtam #3451-ben.
Egyébként 3 Nm gyorsító nyomatékra kiszámoltam,
hogy ez a motor ezt az orsót (2m hossz)
1 másodperc alatt tudná felpörgetni így.
Ezért komolytalan, és műszaki ostobaság,
ahogyan már írtam #3451-ben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 21:29
Írta: bmejdz9nu Dátum 2007 december 13, 21:29
A merevség és az 500mm/s... hát igen az álom... :) Dehát álmokból él egy hobbysta...
Persze tudom, hogy a kettő eggyüt nem megy... azaz nem fog menni... dehát törekszik az ember... hátha...
Majd a mostani gépemnél "ugrik a majom a vízbe"... abból majd sok következtetést tudok levonni... arányaiban is... azért is gyűjtöm a motorokat - ha kell legyen mihez nyúlni... :)
De még a léptetőmotorok is a szekrényben vannak .. :)
Most elvagyok (gondoltam) ezzel a Z-tenggely 100+100mm-es emelő szerkezettel... ez sem olyan egyszerű mint az ember hinné... :)
Persze tudom, hogy a kettő eggyüt nem megy... azaz nem fog menni... dehát törekszik az ember... hátha...
Majd a mostani gépemnél "ugrik a majom a vízbe"... abból majd sok következtetést tudok levonni... arányaiban is... azért is gyűjtöm a motorokat - ha kell legyen mihez nyúlni... :)
De még a léptetőmotorok is a szekrényben vannak .. :)
Most elvagyok (gondoltam) ezzel a Z-tenggely 100+100mm-es emelő szerkezettel... ez sem olyan egyszerű mint az ember hinné... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 13, 21:32
Írta: bmejdz9nu Dátum 2007 december 13, 21:32
Azért az 1mp-et sokallom... de a tengely csak 1 méter!... én olyan 0.2-0.3sec-re saccolom... :) de max. (többet ugysem lehet) 200-300mm/s...ra.
Tehát majdnem egyetértünk?
Persze a kevesebb sebesség mellé a SanyoDenki 400W-os jobb lenne...
Tehát majdnem egyetértünk?
Persze a kevesebb sebesség mellé a SanyoDenki 400W-os jobb lenne...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 13, 21:45
Írta: 000000000 Dátum 2007 december 13, 21:45
Péter!
Mindaddig, ameddig direkt hajtásban tudsz
csak gondolkozni, addig nem nagyon értünk
egyet:) Mivel táp-motor-Hobby szervo vezérlő
teljesítményed elég véges, így nem lesz jó
rendszered dinamikailag a közeljövőben.
De erről már 22 éve dumálok.
Azért csináld csak a Te elképzeléseid alapján,
majd utána legfeljebb újraépíted a géped.[#nevetes1]
Mindaddig, ameddig direkt hajtásban tudsz
csak gondolkozni, addig nem nagyon értünk
egyet:) Mivel táp-motor-Hobby szervo vezérlő
teljesítményed elég véges, így nem lesz jó
rendszered dinamikailag a közeljövőben.
De erről már 22 éve dumálok.
Azért csináld csak a Te elképzeléseid alapján,
majd utána legfeljebb újraépíted a géped.[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2007 december 13, 22:05
Írta: Szedlay Pál Dátum 2007 december 13, 22:05
Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2007 december 14, 18:00
Írta: 2nbj3n5m Dátum 2007 december 14, 18:00
István.
Köszönöm az enkoder bekötést.
Janko
Köszönöm az enkoder bekötést.
Janko
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 15, 11:26
Írta: HJózsi Dátum 2007 december 15, 11:26
Tegnap csak egy hozzászólás? [#conf] ... Elérjük a 3500-at és kihal a topic ... [#lama]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 december 15, 11:32
Írta: x4rhew5r3 Dátum 2007 december 15, 11:32
Akarsz a 3500. lenni?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 15, 13:13
Írta: HJózsi Dátum 2007 december 15, 13:13
Nem! [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 15, 13:27
Írta: e3h0cv4ph Dátum 2007 december 15, 13:27
István!
Az encoder Vcc-hez kell a soros (néhány száz ohmos) ellenállás (a LED-ek nek) vagy mehet rá egy az egyben az 5V?
Az encoder Vcc-hez kell a soros (néhány száz ohmos) ellenállás (a LED-ek nek) vagy mehet rá egy az egyben az 5V?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 15, 13:38
Írta: svejk Dátum 2007 december 15, 13:38
Semmi, hiszen a jelfeldolgozó elktronika is arról megy.
Nem árt (sőt kötelező) egy 100nF-os hidegítőkondi a táplábakra közvetlen.
Nem árt (sőt kötelező) egy 100nF-os hidegítőkondi a táplábakra közvetlen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 15, 13:39
Írta: bmejdz9nu Dátum 2007 december 15, 13:39
hopppá 3500...
Lennének témák de csak lehet, hogy Tibi tudja a választ?...
pl. Mit jelent egy egy szervómotor adatlapján ez: Commutation Factor: 4960 ???
Lennének témák de csak lehet, hogy Tibi tudja a választ?...
pl. Mit jelent egy egy szervómotor adatlapján ez: Commutation Factor: 4960 ???
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 15, 13:42
Írta: bmejdz9nu Dátum 2007 december 15, 13:42
... vagy hüleséget találjunk ki!
Pl. Hogyan lehet AC szervót (persze lomhát:) csinálni frekiváltóból és egy fet végfok nélküli szervóvezérlőből... [#nevetes1]
Pl. Hogyan lehet AC szervót (persze lomhát:) csinálni frekiváltóból és egy fet végfok nélküli szervóvezérlőből... [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 15, 13:54
Írta: HJózsi Dátum 2007 december 15, 13:54
Nemrég küldtem egy kártyát Step/Dir to PWM ... Most megyek forrasztgatni, ne érjen a motor váratlanul hétfőn ... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 15, 13:56
Írta: svejk Dátum 2007 december 15, 13:56
Rákötöd a frekiváltó analóg bemenetére a szervo analóg (vagy kis átalakítással a PWM) kimenetét.
Ezután már "csak" be kell tudd állítani az erősítéseket. :) :)
Ezután már "csak" be kell tudd állítani az erősítéseket. :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 15, 14:01
Írta: svejk Dátum 2007 december 15, 14:01
Most nézem a kis omronnál kicsit meg kell "dolgozni" a bemenő jelet...
A Deltánál például be lehet állítani ,hogy 0-2.5 V-ig balra forog, 2.5-5 V-ig jobbra forog.
A Deltánál például be lehet állítani ,hogy 0-2.5 V-ig balra forog, 2.5-5 V-ig jobbra forog.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 16, 07:57
Írta: bmejdz9nu Dátum 2007 december 16, 07:57
Még mindíg... Mit jelent egy egy szervómotor adatlapján ez: Commutation Factor: 4960 ???
Blinkelem egy 3528C szervómotor adatlapját...
Nem értem... erre a motorra azt hozták ki, hogy Fc/Kt=178W... Minden adata szinte megeggyezik a 300W-os SanyoDenki adataival... a motor 3,5Kg-os!
(ezek a "wattok" tudom nem sokat jelentenek... de Commutation Factor/Amperenkénti nyomtatékból számolták...
Csak sejtem a megoldást... ez itt a valós kimeneti teljesítmény a SanyoDenki-nél pedíg a felvett teljesítmény lehet?
De nem tudom... Miért nem szépítenek... mint általában a többi gyártó?
Ha a tartós nyomatékból pl. 3000rpm-re számolom akkor = 360W... (pedíg 4500rpm is engedett akkor már 540W jön ki...
Na és akkor ott a többi nem "C-osztályos" motor... ahogy magasabb a Krpm értéke a motornak úgy csökkenik a teljesítménye?
Nem hulla mindegy? Fesz.x áram=? :) Ha nagyobb a fesz. kisebb áram is elég azonos teljesítményhez...? Ezt sem értem...
[#help]
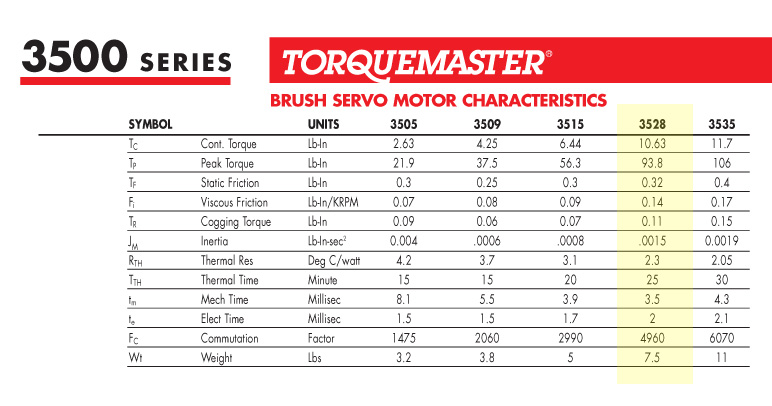
Blinkelem egy 3528C szervómotor adatlapját...
Nem értem... erre a motorra azt hozták ki, hogy Fc/Kt=178W... Minden adata szinte megeggyezik a 300W-os SanyoDenki adataival... a motor 3,5Kg-os!
(ezek a "wattok" tudom nem sokat jelentenek... de Commutation Factor/Amperenkénti nyomtatékból számolták...
Csak sejtem a megoldást... ez itt a valós kimeneti teljesítmény a SanyoDenki-nél pedíg a felvett teljesítmény lehet?
De nem tudom... Miért nem szépítenek... mint általában a többi gyártó?
Ha a tartós nyomatékból pl. 3000rpm-re számolom akkor = 360W... (pedíg 4500rpm is engedett akkor már 540W jön ki...
Na és akkor ott a többi nem "C-osztályos" motor... ahogy magasabb a Krpm értéke a motornak úgy csökkenik a teljesítménye?
Nem hulla mindegy? Fesz.x áram=? :) Ha nagyobb a fesz. kisebb áram is elég azonos teljesítményhez...? Ezt sem értem...
[#help]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 16, 08:02
Írta: bmejdz9nu Dátum 2007 december 16, 08:02
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 16, 15:13
Írta: 000000000 Dátum 2007 december 16, 15:13
Hello Mindenkinek!
Lehet, hogy nem pont ide való, de akinek szervómotoros vezérlése van kell hozzá szervómotor is. :-)Szervómotor itt.
Lehet, hogy nem pont ide való, de akinek szervómotoros vezérlése van kell hozzá szervómotor is. :-)Szervómotor itt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 16, 15:17
Írta: bmejdz9nu Dátum 2007 december 16, 15:17
[#smile] Kár hogy nem olvasod a forumot... nézd vissza ezt a topikot... :) Kb. (min) 100 db bejegyzés... vagy több? :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 16, 16:26
Írta: svejk Dátum 2007 december 16, 16:26
.
.
Ha valaki esetleg tönkretenné az ElectroCraft E240-es motorját van egy pár db. tartalékban.
Encoder NÉLKÜL, az "ismert" csapágy és szénkefe állapotban: 1800 Ft/db
Van még három db. komplett is (512-es encoderrel)még mindig 6425 Ft/db.
.
.
.
Ha valaki esetleg tönkretenné az ElectroCraft E240-es motorját van egy pár db. tartalékban.
Encoder NÉLKÜL, az "ismert" csapágy és szénkefe állapotban: 1800 Ft/db
Van még három db. komplett is (512-es encoderrel)még mindig 6425 Ft/db.
.
.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 16, 17:47
Írta: bmejdz9nu Dátum 2007 december 16, 17:47
#3508 .... Tibor hol vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 16, 18:19
Írta: e3h0cv4ph Dátum 2007 december 16, 18:19
"Encoder NÉLKÜL, az "ismert" csapágy és szénkefe állapotban: 1800 Ft/db "
Ezalatt pontosan mit értesz? (lehet, hogy érdekel)
Ezalatt pontosan mit értesz? (lehet, hogy érdekel)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 16, 18:19
Írta: e3h0cv4ph Dátum 2007 december 16, 18:19
"Encoder NÉLKÜL, az "ismert" csapágy és szénkefe állapotban: 1800 Ft/db "
Ezalatt pontosan mit értesz? (lehet, hogy érdekel)
Ezalatt pontosan mit értesz? (lehet, hogy érdekel)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 16, 18:29
Írta: svejk Dátum 2007 december 16, 18:29
Encoder nélkül = nincs rajta encoder (az külön lett értékesítve)
""ismert" csapágy és szénkefe állapotban" = kaptam egy visszajelzést hogy a szénkefe és a csapágyak nem újszerű állapotban vannak (Ez H.Józsi képeiről is kiderült anno)
Összefoglalva: ugyan az a széria, csak az encoder le lett szerelve
""ismert" csapágy és szénkefe állapotban" = kaptam egy visszajelzést hogy a szénkefe és a csapágyak nem újszerű állapotban vannak (Ez H.Józsi képeiről is kiderült anno)
Összefoglalva: ugyan az a széria, csak az encoder le lett szerelve
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 16, 20:39
Írta: 000000000 Dátum 2007 december 16, 20:39
Péter!
Valóban ritkán olvasom a fórumot, jövőre, ha sok időm lesz csinálok egy pár fotót, mivel töltöm "a fórum helyett" az időmet.
Üdv
Valóban ritkán olvasom a fórumot, jövőre, ha sok időm lesz csinálok egy pár fotót, mivel töltöm "a fórum helyett" az időmet.
Üdv
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 16, 20:57
Írta: bmejdz9nu Dátum 2007 december 16, 20:57
Csak nem gépet csinálsz? [#smile] Csepegtess valamit... [#smile] Én is csak két marás közbe irogatok...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 16, 21:26
Írta: 000000000 Dátum 2007 december 16, 21:26
A gép építés telitalálat. Aluból lesz az egész, kivéve a csavarokat. Nem saját terv, a neten találtam egy könyvet azt vettem meg,itt van a honlap. A rajzok letölthetők. Az alu nagyrésze már megvan. Ha lesznek képek jelentkezek.
Üdv
Üdv
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 16, 21:31
Írta: bmejdz9nu Dátum 2007 december 16, 21:31
Az első kiadás megvan... Valahová fel is tettem... talán már mindekinek megvan már...:)
A második kiadást vetted? Az még nincs meg nekem...
Az első csak elektronikával és gép átépítéssel foglalkozott...
Ebből a sorozatból egy másikat is megvettem már... az hobby marás és eszergályozást...
A második kiadást vetted? Az még nincs meg nekem...
Az első csak elektronikával és gép átépítéssel foglalkozott...
Ebből a sorozatból egy másikat is megvettem már... az hobby marás és eszergályozást...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 16, 21:42
Írta: 000000000 Dátum 2007 december 16, 21:42
A másodikat vettem meg. Az elektronikai részhez nem értek sokat, ezért a vezérlőt készen akarom megvenni. Végül is, ha nincs meg neked a 2. kötet nem sokat veszítessz, mert csak építési tanácsok vannak benne, de annyira speciálisan az író gépeire, hogy ha neked nem olyan gépeid vannak a köny használhatatlan. A neten fent van minden rajz. Azt hiszem a könyvet én is elfogom passzolni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 16, 21:44
Írta: 000000000 Dátum 2007 december 16, 21:44
A harmadikra nincs szükségem mivel a tanult szakmám esztergályos és jelenleg marósként dolgozok. Nem hiszem, hogy sok újat tudna mondani.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 december 16, 21:54
Írta: Kristály Árpád Dátum 2007 december 16, 21:54
[#eljen][#eljen][#eljen][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 16, 22:10
Írta: bmejdz9nu Dátum 2007 december 16, 22:10
[#eljen][#eljen][#eljen][#wave] :::: Te is ma bőbeszédű vagy...
Összefoglava: M.L. vett egy könyvet... valamit kinézett belőle...nem tudjuk mit... :) Szervós lesz? mert ez itt a szervó topik... :)
Összefoglava: M.L. vett egy könyvet... valamit kinézett belőle...nem tudjuk mit... :) Szervós lesz? mert ez itt a szervó topik... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 16, 22:16
Írta: 000000000 Dátum 2007 december 16, 22:16
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 17, 12:33
Írta: bmejdz9nu Dátum 2007 december 17, 12:33
?

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 17, 13:40
Írta: 000000000 Dátum 2007 december 17, 13:40
Szerintem ez inkább léptetőmotoros.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 17, 14:26
Írta: 000000000 Dátum 2007 december 17, 14:26
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 17, 15:12
Írta: 000000000 Dátum 2007 december 17, 15:12
Csak mert ez Servo Topik...[#vigyor4]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 17, 15:13
Írta: 000000000 Dátum 2007 december 17, 15:13
Ez mi?

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 17, 15:27
Írta: 000000000 Dátum 2007 december 17, 15:27
Szerintem 4db lin. tengely tartó bakot marnak síkba,hogy a tengelyek távolsága az alaplaptól egyforma legyen.
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2007 december 17, 15:29
Írta: vthgizrff Dátum 2007 december 17, 15:29
Nekem elég egyértelmű.
4 db csapágyházat mar egyszerre,(vagy valami hasonló alkatrészt) középen van egy tengely hogy egy vonalban legyenek.
A szerszám egy ütőkés, csak pont háttal van nekünk, a másik oldalt meg egy magasság mérővel ellenörzi a méretet.
4 db csapágyházat mar egyszerre,(vagy valami hasonló alkatrészt) középen van egy tengely hogy egy vonalban legyenek.
A szerszám egy ütőkés, csak pont háttal van nekünk, a másik oldalt meg egy magasság mérővel ellenörzi a méretet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 19, 08:09
Írta: bmejdz9nu Dátum 2007 december 19, 08:09
Szervós téma... mindíg az a "fránya" 4X... és bemeneti jel sokszorozás... Ezek szerint nemcsak a Gecko G340 csinálja így?
UHU vezérlő leírásában:
"Step multiplier (V) (Lépésmultiplikátor)
The provided integer value is added supplementary with every step pulse. I.e. if 'V' is set to ƈ', the motor moves exactly three 4-fold interpreted encoder lines with every step pulse.
This makes it possible to drive setups with high encoder resolutions to high speeds even if the commanding PC is limited in Terms of stepping rate.
As it also reduces overhead operations, it is always desirable to increase this parameter if the resolution of the encoders is not needed.
Attention: Setting 'V' to a high value leads to higher tracking errors with every step. The tracking error shutoff 'F' has to be increased accordingly.
Useful values are 0 to 20."
Forrás - UHU szervo - Setup PDF (6.oldal)...
Ez akkor nem osztja az encoder jelét? Ha a fenti példánál maradunk (2-es beállítás) akkor minden bemeneti jelhez 2 step jelet ad hozzá = 3. Gondolom páratlan számmal nem lehet osztani az encoder jelét... de a neve is az, hogy bementei jel sokszorozó...
0 (zero) az alapbeállítás ekkor egy step = 4 encoder jel... tehát 4X-es...
A szorzót 20-i lehet állítani (ha nagyobb felb. az encoder)... ez azt jelenti hogy bemeneti stepjelhez még tud adni 20-at ... jesszus:)
Persze ha módjával van a dolog... és ha valóban tud 250Khz-et az elektronika... akkor a szoftver pl. 25Khz kimeneti frekijével (9-es mód) 10x-et is lehet... persze azt is írja ekkor minden paramétert hozzá kell állítani... mert nagyon szigorú lesz a szabályzás... (logikus)...
Azaz max. 24Khz-es softveres kimenetei frekire és a max. 250KHz-es jelfeldolgozásra számolva:
1. 2000cpr-es encoderrel (4X=8000imp) = 1875rpm
2. 1000cpr-es encoderrel (4x=4000imp) = 3750rpm
3. 500cpr-es encoderrel (4x=2000imp)= 7400rpm... a max. lehetséges fordulat(?)
Technikai adatok, forrás: UHU Servo Data Sheet - PDF
... Egyébként érdemes elolvasni a PID és egyebekre írtakat... érthetően van fogalmazva... természetesen németül is ott vannak.
UHU vezérlő leírásában:
"Step multiplier (V) (Lépésmultiplikátor)
The provided integer value is added supplementary with every step pulse. I.e. if 'V' is set to ƈ', the motor moves exactly three 4-fold interpreted encoder lines with every step pulse.
This makes it possible to drive setups with high encoder resolutions to high speeds even if the commanding PC is limited in Terms of stepping rate.
As it also reduces overhead operations, it is always desirable to increase this parameter if the resolution of the encoders is not needed.
Attention: Setting 'V' to a high value leads to higher tracking errors with every step. The tracking error shutoff 'F' has to be increased accordingly.
Useful values are 0 to 20."
Forrás - UHU szervo - Setup PDF (6.oldal)...
Ez akkor nem osztja az encoder jelét? Ha a fenti példánál maradunk (2-es beállítás) akkor minden bemeneti jelhez 2 step jelet ad hozzá = 3. Gondolom páratlan számmal nem lehet osztani az encoder jelét... de a neve is az, hogy bementei jel sokszorozó...
0 (zero) az alapbeállítás ekkor egy step = 4 encoder jel... tehát 4X-es...
A szorzót 20-i lehet állítani (ha nagyobb felb. az encoder)... ez azt jelenti hogy bemeneti stepjelhez még tud adni 20-at ... jesszus:)
Persze ha módjával van a dolog... és ha valóban tud 250Khz-et az elektronika... akkor a szoftver pl. 25Khz kimeneti frekijével (9-es mód) 10x-et is lehet... persze azt is írja ekkor minden paramétert hozzá kell állítani... mert nagyon szigorú lesz a szabályzás... (logikus)...
Azaz max. 24Khz-es softveres kimenetei frekire és a max. 250KHz-es jelfeldolgozásra számolva:
1. 2000cpr-es encoderrel (4X=8000imp) = 1875rpm
2. 1000cpr-es encoderrel (4x=4000imp) = 3750rpm
3. 500cpr-es encoderrel (4x=2000imp)= 7400rpm... a max. lehetséges fordulat(?)
Technikai adatok, forrás: UHU Servo Data Sheet - PDF
... Egyébként érdemes elolvasni a PID és egyebekre írtakat... érthetően van fogalmazva... természetesen németül is ott vannak.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 19, 09:43
Írta: HJózsi Dátum 2007 december 19, 09:43
Segítek, itt van németül "Dieser Wert wird bei jedem Eingangsschritt vom PC zusätzlich auf die Soll-Position addiert. Ist z.B. 2
eingestellt, fährt die Steuerung bei jedem Schritt vom PC genau 3 Schritte vom Encoder.
Damit können Systeme mit hoher Encoderauflösung auf höhere Geschwindigkeiten gebracht werden,
obwohl der steuernde Rechner nur vergleichsweise geringe Schritt-Raten erzeugen kann.
Braucht man die Auflösung der Encoder nicht, ist es immer sinnvoll, diesen Wert hoch zu setzen, da
dadurch der Prozessor deutlich entlastet wird. " ... :)
Ha még így sem világos, ...[#idiota] Marad a pudding próbája, ha van puddigod ... [#nyes]
eingestellt, fährt die Steuerung bei jedem Schritt vom PC genau 3 Schritte vom Encoder.
Damit können Systeme mit hoher Encoderauflösung auf höhere Geschwindigkeiten gebracht werden,
obwohl der steuernde Rechner nur vergleichsweise geringe Schritt-Raten erzeugen kann.
Braucht man die Auflösung der Encoder nicht, ist es immer sinnvoll, diesen Wert hoch zu setzen, da
dadurch der Prozessor deutlich entlastet wird. " ... :)
Ha még így sem világos, ...[#idiota] Marad a pudding próbája, ha van puddigod ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 19, 09:59
Írta: bmejdz9nu Dátum 2007 december 19, 09:59
Az angolt és a németet is átnéztem... azonos :)
Szerintem úgy van... de a puding evés a legjobb erre :)
Meg jönne meg már a jelgenerátor és imp. mérő... (persze karácsony előtt... főszezon a postán)
Szerintem úgy van... de a puding evés a legjobb erre :)
Meg jönne meg már a jelgenerátor és imp. mérő... (persze karácsony előtt... főszezon a postán)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 20, 12:20
Írta: bmejdz9nu Dátum 2007 december 20, 12:20
Érdekes gondolataim vannak... Kár, hogy Tibor nincs... biztos sok a dolga...
pl. (elmélet :) Kell 3Nm alapnyomatékú(!) szervós rendszer pl. 1000rpm.-re...
Ezt kétféle képpen is meg lehetne oldani:
1. Egy 1Nm-es alapnyomatákú motor 1/3 ékszíjas leosztás... (A motor 3000rpm-el forog)
2. Egy 3Nm-es alapnyomatékú motor ami pl. (180V-os 3000rpm-nél - ipari szabvány - de a szükebb felhasználási lehetőségek miatt olcsóbbak ezek)
(A motor "csak" 1000 rpm-el forog = 60V)
Persze a két megoldás között óriási a különbség... egyrész a első megoldáshoz harmad akkor a motor kell...de viszont áttétel "szükségeltetik" ami szintén költség... alapanya+munka+súly+hiba lehetőség (súlyban kb. 3Kg motor + 1Kg áttétel)
A második lehetőség egy direkthajtás lassú fordulaton... egy 3Nm-es alapnyomatékú szervómotor kb. 8 Kg... tehát nehezzeb... de ez csak akkor számít ha cipelni kell és az gond... de ez már egy elég erős hajtásnak számít (3Nm alapban!!!) - tehát nem nagy gond.
De a két megoldás azonos teljesítményt fog igényelni...
Szerintem... egy nagyobb motort olcsóbb venni mint egy kisebbet a járulékos költségei miatt...
A kisebb fordulatszámon történő irányváltás is jobb dinamikai eredményeket hozhat... annak ellenére is, hogy a forgórész tömege nagyobb...
Ti, hogy látjátok? [#wave]
pl. (elmélet :) Kell 3Nm alapnyomatékú(!) szervós rendszer pl. 1000rpm.-re...
Ezt kétféle képpen is meg lehetne oldani:
1. Egy 1Nm-es alapnyomatákú motor 1/3 ékszíjas leosztás... (A motor 3000rpm-el forog)
2. Egy 3Nm-es alapnyomatékú motor ami pl. (180V-os 3000rpm-nél - ipari szabvány - de a szükebb felhasználási lehetőségek miatt olcsóbbak ezek)
(A motor "csak" 1000 rpm-el forog = 60V)
Persze a két megoldás között óriási a különbség... egyrész a első megoldáshoz harmad akkor a motor kell...de viszont áttétel "szükségeltetik" ami szintén költség... alapanya+munka+súly+hiba lehetőség (súlyban kb. 3Kg motor + 1Kg áttétel)
A második lehetőség egy direkthajtás lassú fordulaton... egy 3Nm-es alapnyomatékú szervómotor kb. 8 Kg... tehát nehezzeb... de ez csak akkor számít ha cipelni kell és az gond... de ez már egy elég erős hajtásnak számít (3Nm alapban!!!) - tehát nem nagy gond.
De a két megoldás azonos teljesítményt fog igényelni...
Szerintem... egy nagyobb motort olcsóbb venni mint egy kisebbet a járulékos költségei miatt...
A kisebb fordulatszámon történő irányváltás is jobb dinamikai eredményeket hozhat... annak ellenére is, hogy a forgórész tömege nagyobb...
Ti, hogy látjátok? [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 20, 12:29
Írta: 000000000 Dátum 2007 december 20, 12:29
Ez egy költői kérdés (motor, áttétel függő)!
Mindegyik megoldás lehetet jó és rosszabb is (teljesen motor, ár, áttétel, stb. függő)!
Magyarul a franc tudja...
Mindegyik megoldás lehetet jó és rosszabb is (teljesen motor, ár, áttétel, stb. függő)!
Magyarul a franc tudja...
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 december 20, 13:31
Írta: eivmhrm04 Dátum 2007 december 20, 13:31
István sürgösen kellene veled beszélnem.Ha van skyped a rosszvasbika alatt megtalálsz.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2007 december 20, 13:39
Írta: eivmhrm04 Dátum 2007 december 20, 13:39
Magi ur segitségre lenne szükségünk.A H1 es vezérlö
ami töled lett vásárolva nem akar müködni.Fehérvárra amit küldtél,nem tudjuk beüzemelni sehegysem.
ami töled lett vásárolva nem akar müködni.Fehérvárra amit küldtél,nem tudjuk beüzemelni sehegysem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 20, 14:03
Írta: 000000000 Dátum 2007 december 20, 14:03
[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 20, 14:08
Írta: 000000000 Dátum 2007 december 20, 14:08
Support a H1 topic-ban!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 20, 22:00
Írta: bmejdz9nu Dátum 2007 december 20, 22:00
De elmiletileg... szerinted ez ok? Ahogy gondolom? (#3536)
Tudod az áttételt nem kedvelem... szeretek spórolni a munkával... :)
Tudod az áttételt nem kedvelem... szeretek spórolni a munkával... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 21, 08:10
Írta: 000000000 Dátum 2007 december 21, 08:10
Sajnos erre szerintem nem lehet egyértelmű választ adni! Valószínüleg két konkrét megoldást összevetve (tesztelve) lehetne véleményt formálni, ami nem lenne álltalános és nem lenne minden körülmények köhött törvényszerű!
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 december 21, 21:26
Írta: 3vv2btrhv Dátum 2007 december 21, 21:26
István te pályát tévesztettél , diplomattának kéne elmened , mert ez nagyon diplomatikus válaz volt .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 22, 07:55
Írta: 000000000 Dátum 2007 december 22, 07:55
Magyarul, semmitmondó![#wink]
Nem jó, mert még hazudni nem tudok (folyamatosan)...
Nem jó, mert még hazudni nem tudok (folyamatosan)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 22, 07:56
Írta: bmejdz9nu Dátum 2007 december 22, 07:56
[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2007 december 22, 10:32
Írta: 3vv2btrhv Dátum 2007 december 22, 10:32
Azért vagyunk ittt !!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 22, 11:04
Írta: 000000000 Dátum 2007 december 22, 11:04
...én még úgy se írtam ebbe topicba... Legalább írok vlmi hulyeséget, elvégre a tudatlanság nem szégyen....
Szóval a lustaságom miatt a 2.verziót választanám, de szerintem az 1. jobb megoldás. Mégis csak áttételen keresztul konnyebb a motor felfutása és ha fogasszíjat használsz, betolti a kuplung szerepét, rugalmasabb a felfutás nem gyilkolja annyira az orsót sem. [#idiota]
Szóval a lustaságom miatt a 2.verziót választanám, de szerintem az 1. jobb megoldás. Mégis csak áttételen keresztul konnyebb a motor felfutása és ha fogasszíjat használsz, betolti a kuplung szerepét, rugalmasabb a felfutás nem gyilkolja annyira az orsót sem. [#idiota]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 22, 11:06
Írta: 000000000 Dátum 2007 december 22, 11:06
Nekem is az áttételezés (egy bizonyos mértékig) szimpatikusabb. Ezt Tibor tudná kiszámolni, hogy egy adott mechanikánál az áttételezés hogyan befolyásolja az eredő tehetetlenségi nyomatékot, ami a tengely végére esik?!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 22, 14:02
Írta: bmejdz9nu Dátum 2007 december 22, 14:02
Na ez a szép ebben :) mert én a másodikra szavazok... :) Azaz nyag moci, kis fordulat... power... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 23, 10:37
Írta: bmejdz9nu Dátum 2007 december 23, 10:37
Az erő legyen veled... [#smile]
Baldor A.S.R Servotron szervómotor,
Typ: SD 32-30-A1/9/10-701
max. Drehzahl: 3000 rpm
max. Spg/Strom.: 180 VDC/54 A
konst. Drehmoment: 4,6Nm !!!
Drehmomentkonst. KT: 0,43Nm/A



Baldor A.S.R Servotron szervómotor,
Typ: SD 32-30-A1/9/10-701
max. Drehzahl: 3000 rpm
max. Spg/Strom.: 180 VDC/54 A
konst. Drehmoment: 4,6Nm !!!
Drehmomentkonst. KT: 0,43Nm/A
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 23, 10:45
Írta: HJózsi Dátum 2007 december 23, 10:45
Na ezt már nem kell áttételezned ... [#buck]
Még a súlyát áruld el! ...
Még a súlyát áruld el! ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 23, 10:57
Írta: bmejdz9nu Dátum 2007 december 23, 10:57
[#smile] Csak 9kg...
Alább kifejtettem mire gondolok... 9Kg-os motor szinte semmi egy nativ 4,6Nm-es rendszernek...
A csúcsnyomatéka (54Ax0.43) = 23 Nm! Ez már leszabja a gatyánkat ahogy a Tibor írta...
Ha csak pl. 120V-ról... 2000rpm... de ott a lehetőség akkora áramra amekkorát csak a vezérlő tud... Tehát 120Vx50A = 6Kw... csúcstejesítmény... :) De 10A-t jav. folyamatosra... az is több mint 1Kw...
Ha csak 1000-et forgatjuk pl. 60V-ról... akkor is ott a nyomaték! és ez a lényeg!
Komolyan gondolhatták a tervezők... látni milyen spéci a forgórész kialakítása... Erősek és nagyok a szénkefék... hőmérséklet figyelő szonda a kommutátor mellet... stb...
0.5V-ról már totál egyenletesen jár!!!
A német forum-on olvastam, hogyan kell egy szervómotor jóságát tesztelni... majd beszakadtam a röhögéstől!
Talán erről kellene csinálnom egy videót... amikor egy gombelemről (!!!) simán forog ez a böhöm motor... [#vigyor2] mert forog!
Alább kifejtettem mire gondolok... 9Kg-os motor szinte semmi egy nativ 4,6Nm-es rendszernek...
A csúcsnyomatéka (54Ax0.43) = 23 Nm! Ez már leszabja a gatyánkat ahogy a Tibor írta...
Ha csak pl. 120V-ról... 2000rpm... de ott a lehetőség akkora áramra amekkorát csak a vezérlő tud... Tehát 120Vx50A = 6Kw... csúcstejesítmény... :) De 10A-t jav. folyamatosra... az is több mint 1Kw...
Ha csak 1000-et forgatjuk pl. 60V-ról... akkor is ott a nyomaték! és ez a lényeg!
Komolyan gondolhatták a tervezők... látni milyen spéci a forgórész kialakítása... Erősek és nagyok a szénkefék... hőmérséklet figyelő szonda a kommutátor mellet... stb...
0.5V-ról már totál egyenletesen jár!!!
A német forum-on olvastam, hogyan kell egy szervómotor jóságát tesztelni... majd beszakadtam a röhögéstől!
Talán erről kellene csinálnom egy videót... amikor egy gombelemről (!!!) simán forog ez a böhöm motor... [#vigyor2] mert forog!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 23, 10:58
Írta: HJózsi Dátum 2007 december 23, 10:58
Ha már felbukkant az E240, az alábbi infó talán még nem volt :
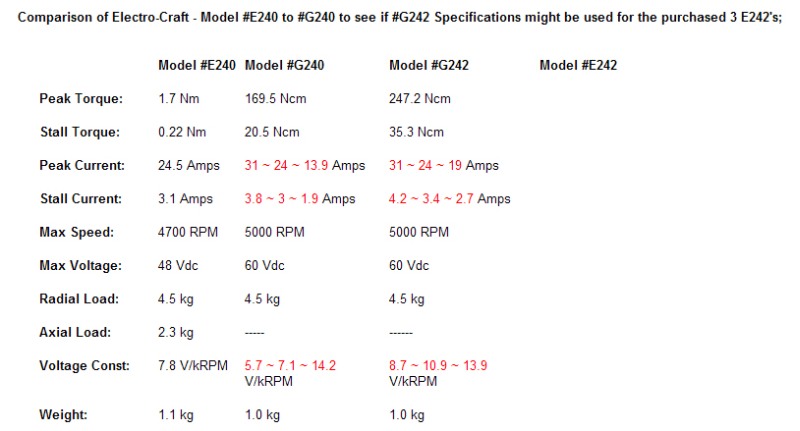
Egyúttal jelentem, hogy a kisesztergára felugrottak az R240-ek, és mennek vidáman ezerrel ! ... [#kacsint] (1000mm/min) ennyi elég is, bár mehetnék feljebb ... Rövidesen további infók, kép/videó ... Stay tuned! ...[#vigyor0]
Egyúttal jelentem, hogy a kisesztergára felugrottak az R240-ek, és mennek vidáman ezerrel ! ... [#kacsint] (1000mm/min) ennyi elég is, bár mehetnék feljebb ... Rövidesen további infók, kép/videó ... Stay tuned! ...[#vigyor0]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 23, 10:59
Írta: HJózsi Dátum 2007 december 23, 10:59
E240-ek természetesen ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 23, 11:02
Írta: bmejdz9nu Dátum 2007 december 23, 11:02
Kispályás :) Az a spéciit fogd be!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 23, 11:07
Írta: HJózsi Dátum 2007 december 23, 11:07
Felbillenne tőle ... [#eplus2] majd a DAVID-ra, Z-iránynak ...[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 23, 20:38
Írta: 000000000 Dátum 2007 december 23, 20:38
Sziasztok!
Ott voltam Péternél Szombaton,egy ceruzaelemröl szépen forgott a szervo motor.
Ott voltam Péternél Szombaton,egy ceruzaelemröl szépen forgott a szervo motor.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 23, 20:43
Írta: bmejdz9nu Dátum 2007 december 23, 20:43
sőt 0.5V-ról már egyenletesen jár... :) Teljes ellenőrzés után, most belekerülnek az encoderek... aztán erőpróbát kellene tartani rajtuk... de hogyan és mivel... de nagyjából azért meglesz. :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 23, 20:57
Írta: svejk Dátum 2007 december 23, 20:57
Gondoltam hogy űbereled Vbodi-t azzal hogy az elem le is volt merülve :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 23, 21:00
Írta: svejk Dátum 2007 december 23, 21:00
Gondoltam hogy űbereled Vbodi-t azzal hogy az elem le is volt merülve :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 24, 09:29
Írta: bmejdz9nu Dátum 2007 december 24, 09:29
Csak itt a ceruzaelemes tesztnél az a lényeg, hogy láthatóan szabályosan forog... kis feszről és kis áramról már... tehát nem kell félni a nagy motoroktól... :)
Tegnap a szomszédom minden erejét bevetve a 16mm-es tengelyű Baldor motort kesztyűvel próbálta lefogni... (ez ám a teszt :)
Végeredmény (eddíg bírta tartani): 2,5V-2,5A = 6.2W... Tehát ha a motor "mágnestömege" jó akkor a hatásfok is!
Tegnap a szomszédom minden erejét bevetve a 16mm-es tengelyű Baldor motort kesztyűvel próbálta lefogni... (ez ám a teszt :)
Végeredmény (eddíg bírta tartani): 2,5V-2,5A = 6.2W... Tehát ha a motor "mágnestömege" jó akkor a hatásfok is!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 25, 14:43
Írta: bmejdz9nu Dátum 2007 december 25, 14:43
Csak érdekesség.... (#3551)
A Baldor motorokban van egy hőmérséklet figyelő gomba... (kölön kivezetéssel)... teszteltem... 140 foknál kapcsol (nyit) és 50 foknál visssza (zár)
A felszerelési poziciója: a négy szénkefe küzül ez egyiknek a vezetőjén szinte a tövében ahol a forgorészhez ér...
Tehát 140C a megengedett max? a motornak? (ott belül) [#fejvakaras]
A Baldor motorokban van egy hőmérséklet figyelő gomba... (kölön kivezetéssel)... teszteltem... 140 foknál kapcsol (nyit) és 50 foknál visssza (zár)
A felszerelési poziciója: a négy szénkefe küzül ez egyiknek a vezetőjén szinte a tövében ahol a forgorészhez ér...
Tehát 140C a megengedett max? a motornak? (ott belül) [#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 25, 14:51
Írta: HJózsi Dátum 2007 december 25, 14:51
Az E643 adatlapján : Max Winding Temp 155 C - vagyis a tekercselés ennyit visel el maximum. A 140 C -s határ szintén emiatt lesz ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 25, 15:29
Írta: bmejdz9nu Dátum 2007 december 25, 15:29
szörnyű magas értéknek tűnik... Persze a motorgyárba is mondták: olyan lakkot használnak a tekercsek "átítatásához" ami 160C-ig garantált...
Az E642-eseket még nem szedtem szét... :)
Ezek a Baldorok lesznek a lövegtorony :) meghajtói... az eladó szerint "military" motorok... ::: [#smile]
Az E642-eseket még nem szedtem szét... :)
Ezek a Baldorok lesznek a lövegtorony :) meghajtói... az eladó szerint "military" motorok... ::: [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 26, 09:27
Írta: bmejdz9nu Dátum 2007 december 26, 09:27
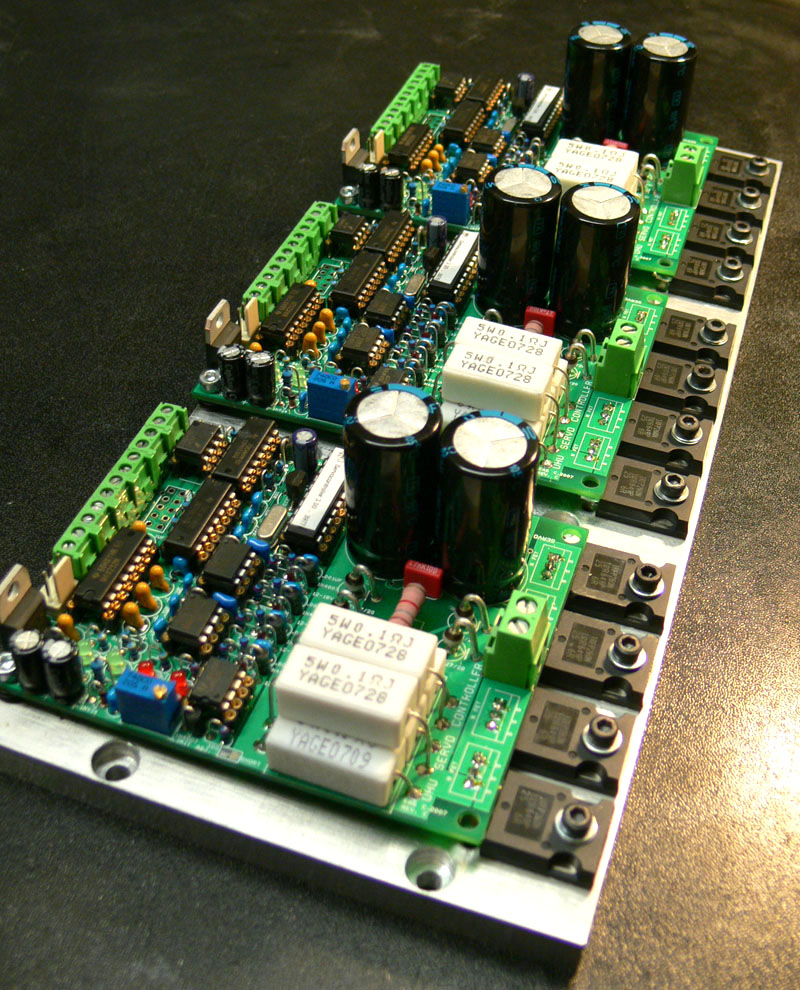
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 26, 10:02
Írta: svejk Dátum 2007 december 26, 10:02
Ügyi vagy, jó sok zizi van rajta....
Próbaüzem volt már?
Próbaüzem volt már?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 26, 10:13
Írta: svejk Dátum 2007 december 26, 10:13
Milyen szigetelést használtál a fetekhez?
Nem birom kivenni a képen.
Ha jól látom TO220-as tokhoz van eredetileg a nyák. Kellett a lábakon toldani, vagy odaértek?
Nem birom kivenni a képen.
Ha jól látom TO220-as tokhoz van eredetileg a nyák. Kellett a lábakon toldani, vagy odaértek?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 26, 10:23
Írta: bmejdz9nu Dátum 2007 december 26, 10:23
Mert kell? :) Csillám...:)
Kemény lábegyengetés... de toldani nem kellet...
Próbaüzem... most lesz...
A sok zizi bele van tervezve... félénkek voltak a tervezők... :)
Csak egy kérdés... Egy 3F generátorban (amit láttam a Baumax-ba) azon sima asszinkron motor a generátor? Úgy tünt...
Kemény lábegyengetés... de toldani nem kellet...
Próbaüzem... most lesz...
A sok zizi bele van tervezve... félénkek voltak a tervezők... :)
Csak egy kérdés... Egy 3F generátorban (amit láttam a Baumax-ba) azon sima asszinkron motor a generátor? Úgy tünt...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 26, 10:27
Írta: bmejdz9nu Dátum 2007 december 26, 10:27
... és a hővezető paszta felvitele és a csavarok meghúzása után lemostam Alkoholnek-el... azért nem látni a nyomait... (így szebb:)
Jó lenne olyan műanyag gumi anyag... de nem volt...
Egyébként megtaláltad ezt a "szert" a boltban... amikor kerested?
Jó lenne olyan műanyag gumi anyag... de nem volt...
Egyébként megtaláltad ezt a "szert" a boltban... amikor kerested?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 26, 10:41
Írta: HJózsi Dátum 2007 december 26, 10:41
Állati! ... [#nyes] Gondolom 3 1kW-os mocit akasztasz rá... Érdemes lenne egy lemezradiátorra felfogatnod az egészet, és meg van oldva a műhely fűtése ... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 26, 10:53
Írta: svejk Dátum 2007 december 26, 10:53
Igen léteznek ilyen generátorok egyszerűbb alkalmazásokra, de a komolyabbak külső gerjesztéssel működnek.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 26, 10:54
Írta: svejk Dátum 2007 december 26, 10:54
Igen kaptam a másik festékboltban.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 26, 10:59
Írta: bmejdz9nu Dátum 2007 december 26, 10:59
Ha megy... jó lenne leterhelni valamivel a Baldor motorokat... talán a "madzagos teszt" kevés lesz?
Csak... 17A/80V (3x24V/17A) van jelenleg... [#rinya]... de a szekrényben van még 20db 5V/30A kapcsolóüzemű táp... sorbakötve... 100V/30A... :)
Csak... 17A/80V (3x24V/17A) van jelenleg... [#rinya]... de a szekrényben van még 20db 5V/30A kapcsolóüzemű táp... sorbakötve... 100V/30A... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 26, 11:07
Írta: HJózsi Dátum 2007 december 26, 11:07
Szörnyű! ... [#rinya] Azért szívesen látjuk az ezekkel készült teszteket is ... A madzagos Scientific teszt-et tovább fejlesztheted : madzag + vödör ( bádog - nagyobbat szól ... [#nyes] ) + ólom + gépsatu + ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 26, 11:14
Írta: bmejdz9nu Dátum 2007 december 26, 11:14
[#finom]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 december 26, 12:02
Írta: Kristály Árpád Dátum 2007 december 26, 12:02
Hallihó Péter!
Jól Látom...ühü....illetve ez nem UHU?.....
Nagyon gyanús....amerikai fickótól van?
Hallihó! [#circling][#confused][#worship][#rinya]
Jól Látom...ühü....illetve ez nem UHU?.....
Nagyon gyanús....amerikai fickótól van?
Hallihó! [#circling][#confused][#worship][#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 26, 12:57
Írta: bmejdz9nu Dátum 2007 december 26, 12:57
Bagoly... :) de.. Made in Hungary.... annyíra: Varsanyi Hand Made...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 26, 13:04
Írta: HJózsi Dátum 2007 december 26, 13:04
PRH?...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 26, 13:17
Írta: svejk Dátum 2007 december 26, 13:17
Jó minőségű nagy áramú áramgenerátoros tápegység.
Egy kicsit nagyobb, ismert áramerősség/nyomaték karakterisztikájú motort szemekötni vele.
A tápegységen a áramkorláttal be tudod állítani a terhelőnyomatékot.
Vigyázz ne válts közben forgásirányt és lehetőleg kis V/kprm-ű motort válassz terhelésnek.
A tápegység védelme érdekében pedig mond egy imát :)
Egy kicsit nagyobb, ismert áramerősség/nyomaték karakterisztikájú motort szemekötni vele.
A tápegységen a áramkorláttal be tudod állítani a terhelőnyomatékot.
Vigyázz ne válts közben forgásirányt és lehetőleg kis V/kprm-ű motort válassz terhelésnek.
A tápegység védelme érdekében pedig mond egy imát :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 26, 13:21
Írta: svejk Dátum 2007 december 26, 13:21
Korrektebb lenne ha dinamó egy greatz hidat táplálna és annak egyenáramú átlójába egy szabályozható 1-2 tranzisztoros áramgenerátort
(ami ebben esetben inkább áramnyelő) készíteni, jó nagy hűtőbordával.
Ide viszont nagy V/kprm-ű motor kellene, hogy kis fordulaton is meglegyen a félvezetők nyitófeszültsége.
Tényleg nekem van is egy szabályozható elektronikus műterhelésem ami még modulálható is, estére megnézem a műszaki adatait.
(ami ebben esetben inkább áramnyelő) készíteni, jó nagy hűtőbordával.
Ide viszont nagy V/kprm-ű motor kellene, hogy kis fordulaton is meglegyen a félvezetők nyitófeszültsége.
Tényleg nekem van is egy szabályozható elektronikus műterhelésem ami még modulálható is, estére megnézem a műszaki adatait.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 26, 15:49
Írta: bmejdz9nu Dátum 2007 december 26, 15:49
megy... jól megy... de ez a Baldor motor így szabadon életveszélyes... nekem :)
Kell csinálnom egy próbapadot...
Most megpróbálom a talán leg-gázossabbat... egy 2000cpr-es motorral...
Kell csinálnom egy próbapadot...
Most megpróbálom a talán leg-gázossabbat... egy 2000cpr-es motorral...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 26, 17:24
Írta: 000000000 Dátum 2007 december 26, 17:24
Vetted a neten, vagy itthon csináltattad?
Hol a motortáp becsatlakozás? Hány rétegű a nyák?
Hol a motortáp becsatlakozás? Hány rétegű a nyák?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 26, 18:36
Írta: bmejdz9nu Dátum 2007 december 26, 18:36
Neten vettem... ez az "amerikai" változat... a németek egy másikat csinálgatnak... az sokkal nagyobb (100x160) és rajta van az "Euro" hűtőborda...
A motor becsatlakozást nem látni a képen mert takarja a 2db 1000uF/100V-os kondi...
Itt vannak további képek...
A penel "sima" kétoldalas és lukgalvanizált...(95x76mm de nem metrikus..:) nagyon jó minőség... elsőre elindult mind a három...
A motor becsatlakozást nem látni a képen mert takarja a 2db 1000uF/100V-os kondi...
Itt vannak további képek...
A penel "sima" kétoldalas és lukgalvanizált...(95x76mm de nem metrikus..:) nagyon jó minőség... elsőre elindult mind a három...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 26, 20:59
Írta: bmejdz9nu Dátum 2007 december 26, 20:59
Hát ez sem fenékig tejföl... :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 december 27, 09:18
Írta: x4rhew5r3 Dátum 2007 december 27, 09:18
Hardware, vagy firmware gondjaid vannak az uhu-val? Érdekelne a tapasztalatod, hogy a sajátomban mire vigyázzak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 27, 09:37
Írta: bmejdz9nu Dátum 2007 december 27, 09:37
Nem tudom... lehet, hogy bennem a hiba... vagy nem szereti a kapcsolóüzemű tápot... de a fesz emelésével egyre hülébben viselkedett... (80V-ig)
Az biztos, hogy 4x-es... ez jó... de a túl nagy szorzás nem az erőssége... (+3..ig azaz 500cpr=500lépés)
30V-ig teljesen ok. volt... de hát az édes kevés... Nekem ez pont a nagyfesz ás áram miatt kellene... mert azért minden de mindent összevetve nem is olcsó...
Most szomorú vagyok... de nem adom fel (még)... :)
Talán Svejk-ét kellene megpróbálnom (ismét) mert az "rokonságban" van vele... :)
Pedíg sok munka és keverés volt vele... panel, proci, alkatrészek... munka!
Tehát jónak kellene lennie... azaz illene... de semmi tapasztalat senkinek? Ez az első Mo-n amit összeraktak? Csodálkozok...
Valakit fel kellene hajtani aki pl. a másik paneltervvel csinálta... vagy valami infóhoz jutni...
De csinál olyan hüleségeket amiket normális ember nem bocsát meg... pl. ha a motor berezonál a proci megbolondul..? Mi köze a kettőnek egymáshoz? külün tápfeszről mennek... van egy 12V bemenete... abból maga csinálja az 5V-ot... annyira külön van, hogy a motortápfeszt leveszem 10-20 mp-re... és visszateszem - közbe csavarom a motor tengelyét :) - visszatalál az eredeti pozicióba... szóval tároló az van benne dögivel... nem rokon a Gecko-val az tuti...
Az biztos, hogy 4x-es... ez jó... de a túl nagy szorzás nem az erőssége... (+3..ig azaz 500cpr=500lépés)
30V-ig teljesen ok. volt... de hát az édes kevés... Nekem ez pont a nagyfesz ás áram miatt kellene... mert azért minden de mindent összevetve nem is olcsó...
Most szomorú vagyok... de nem adom fel (még)... :)
Talán Svejk-ét kellene megpróbálnom (ismét) mert az "rokonságban" van vele... :)
Pedíg sok munka és keverés volt vele... panel, proci, alkatrészek... munka!
Tehát jónak kellene lennie... azaz illene... de semmi tapasztalat senkinek? Ez az első Mo-n amit összeraktak? Csodálkozok...
Valakit fel kellene hajtani aki pl. a másik paneltervvel csinálta... vagy valami infóhoz jutni...
De csinál olyan hüleségeket amiket normális ember nem bocsát meg... pl. ha a motor berezonál a proci megbolondul..? Mi köze a kettőnek egymáshoz? külün tápfeszről mennek... van egy 12V bemenete... abból maga csinálja az 5V-ot... annyira külön van, hogy a motortápfeszt leveszem 10-20 mp-re... és visszateszem - közbe csavarom a motor tengelyét :) - visszatalál az eredeti pozicióba... szóval tároló az van benne dögivel... nem rokon a Gecko-val az tuti...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2007 december 27, 09:50
Írta: ra8nsmk6w Dátum 2007 december 27, 09:50
pl. ha a motor berezonál a proci megbolondul..?Az nem lehet, hogy forditva van, és a proci hibás müködésétől rezonál be a motor
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 27, 09:52
Írta: 000000000 Dátum 2007 december 27, 09:52
Csodálkozom ezen a sok bátor emberen, akik egy
DC motor alapegyenletét sem tudják felírni, de
közben szervohajtást terveznek, csinálnak.
Hiába, bátraké a szerencse!:)
DC motor alapegyenletét sem tudják felírni, de
közben szervohajtást terveznek, csinálnak.
Hiába, bátraké a szerencse!:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 27, 10:13
Írta: HJózsi Dátum 2007 december 27, 10:13
A 80V-ot nem 5V-os kapcsolóüzeműekből raktad össze? ... Zavarszűrés ? .... [#conf]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 27, 10:14
Írta: svejk Dátum 2007 december 27, 10:14
Te ismered az Ulit? Az uhu fejlesztőjét?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 27, 10:28
Írta: 000000000 Dátum 2007 december 27, 10:28
Nem ismerem, nekem a motor lelkivilágát, fizikai
törvényszerűségeit kell ismernem.
Vallom azt, hogy egy szervohajtás más kategória,
mint a stephajtás. Aki pár évet nem tölt el
a DC motorok matematikai-fizikai megismerésével,
esélye sincs komolyabb szervót összehozni.
Persze tudjuk, azt is, hogy a működés önmaga
relatív fogalom, egyeseknek ha egy motor forog,
az már egyben működik is.:)
A magam részéről nem hiszek a kittekben árult,
otthon összeforrasztott szervókban. Azt mindig
a rendszerhez illesztve, elég komoly
alapismeretekkel, műszerekkel belőve illik
átadni a Felhasználónak. Erre pedig ha tetszik,
ha nem a Hobbysták nincsenek felkészülve.
Van aki ezt belátja, van aki nem.
törvényszerűségeit kell ismernem.
Vallom azt, hogy egy szervohajtás más kategória,
mint a stephajtás. Aki pár évet nem tölt el
a DC motorok matematikai-fizikai megismerésével,
esélye sincs komolyabb szervót összehozni.
Persze tudjuk, azt is, hogy a működés önmaga
relatív fogalom, egyeseknek ha egy motor forog,
az már egyben működik is.:)
A magam részéről nem hiszek a kittekben árult,
otthon összeforrasztott szervókban. Azt mindig
a rendszerhez illesztve, elég komoly
alapismeretekkel, műszerekkel belőve illik
átadni a Felhasználónak. Erre pedig ha tetszik,
ha nem a Hobbysták nincsenek felkészülve.
Van aki ezt belátja, van aki nem.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 december 27, 10:34
Írta: x4rhew5r3 Dátum 2007 december 27, 10:34
Tudod, a tárgyi tudás nem homályosítja el éleslátsunkat:) De azért nem hiszem, hogy dif.egyenleteket kellene megoldani kellenének egy UHU utánépítéséhez.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 27, 10:38
Írta: bmejdz9nu Dátum 2007 december 27, 10:38
Szia Tibi!
Rég írtál... már hiányoltalak!
Látod egy ilyen "szerencselovag" mit én mindent megpróbál... :)
Gyakorlatilag már csak ez hiányzott a lelkivilágomból :)... egyébként is szívesebben marok a BF20-al mint ilyen ketyerékkel foglalkozni...
...de ez van... azt is ki kell próbálni...
Már csak azért is "érdekes" ez mert olyan sok német használja... (vagy nem használja :)
Gyakorlatilag a Geckoból adtak el a legtöbbet a világon... de a második hely ULI-féle ez a valami... mert ugye ez nem szervóhajtás, csak egy IC...
Uli ügyes gyerek... :)
Menéztem a Gecko-n az IC-ket... tényleg 20Ft-os IC-kből van... kár, hogy másolhatatlan...
Rég írtál... már hiányoltalak!
Látod egy ilyen "szerencselovag" mit én mindent megpróbál... :)
Gyakorlatilag már csak ez hiányzott a lelkivilágomból :)... egyébként is szívesebben marok a BF20-al mint ilyen ketyerékkel foglalkozni...
...de ez van... azt is ki kell próbálni...
Már csak azért is "érdekes" ez mert olyan sok német használja... (vagy nem használja :)
Gyakorlatilag a Geckoból adtak el a legtöbbet a világon... de a második hely ULI-féle ez a valami... mert ugye ez nem szervóhajtás, csak egy IC...
Uli ügyes gyerek... :)
Menéztem a Gecko-n az IC-ket... tényleg 20Ft-os IC-kből van... kár, hogy másolhatatlan...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 27, 10:52
Írta: e3h0cv4ph Dátum 2007 december 27, 10:52
"kár, hogy másolhatatlan... "
Ki mondta, hogy másolhatatlan? [#wink]
Volt már ilyenre példa!
Ki mondta, hogy másolhatatlan? [#wink]
Volt már ilyenre példa!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 27, 10:56
Írta: 000000000 Dátum 2007 december 27, 10:56
Szia Péter!
Kicsit elfoglalt voltam az elmúlt időszakban.
Egyébként nyugodtan próbálkozz, abból tanul az
ember.:)
A Geckó egy jó kis stabil analóg megoldás,
proci nélkül. Ezért sikeres a maga alaptudása,
korlátai mellett. Azonban ezek a mai divatos
digitális felprogramozott "csodák" bizony
jól meg tudják vezetni a lelkes szervó építőt,
és kiszolgáltatottá teszik. Persze előnyük is
van: adott esetben néhány üveg sörért is
beszerezhetők.:)
Én azért sok sikert kívánok Neked és Másoknak
is a saját építésű szervódhoz, hidd el, előbb-
utóbb valamilyen megoldásod lesz. Akkor majd szóljál,
és megyek Hozzád, csinálunk pár egységugrás
tesztet.:)
Kicsit elfoglalt voltam az elmúlt időszakban.
Egyébként nyugodtan próbálkozz, abból tanul az
ember.:)
A Geckó egy jó kis stabil analóg megoldás,
proci nélkül. Ezért sikeres a maga alaptudása,
korlátai mellett. Azonban ezek a mai divatos
digitális felprogramozott "csodák" bizony
jól meg tudják vezetni a lelkes szervó építőt,
és kiszolgáltatottá teszik. Persze előnyük is
van: adott esetben néhány üveg sörért is
beszerezhetők.:)
Én azért sok sikert kívánok Neked és Másoknak
is a saját építésű szervódhoz, hidd el, előbb-
utóbb valamilyen megoldásod lesz. Akkor majd szóljál,
és megyek Hozzád, csinálunk pár egységugrás
tesztet.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 27, 11:03
Írta: svejk Dátum 2007 december 27, 11:03
Értem, azt hittem ismered hogy ilyen katagorikus kijelentést tettél.
Bizony a szervo 100-szor bonyolultabb mint a step, és pont ez miatt ezerszer nagyobb örömet okoz egy amatőrnek ha egy működő (még ha ugy-ahogy is) szerkezetet összeállít.
Szerintem van létjogosultsága a kittnek, mert olcsó és nagyon sok helyre megfelel. Főleg ha van hozz support is.
Sajnos a profi cuccok amikről Te beszélsz nem megfizethető egy hetente 2-3 órát gravírozó hobbystának.
De alapvetően én belátom a Te álláspontodat és nem vitázom a felfogásoddal, csak Neked is be kellene látnod hogy van élet a profizmuson kívül is.
Bizony a szervo 100-szor bonyolultabb mint a step, és pont ez miatt ezerszer nagyobb örömet okoz egy amatőrnek ha egy működő (még ha ugy-ahogy is) szerkezetet összeállít.
Szerintem van létjogosultsága a kittnek, mert olcsó és nagyon sok helyre megfelel. Főleg ha van hozz support is.
Sajnos a profi cuccok amikről Te beszélsz nem megfizethető egy hetente 2-3 órát gravírozó hobbystának.
De alapvetően én belátom a Te álláspontodat és nem vitázom a felfogásoddal, csak Neked is be kellene látnod hogy van élet a profizmuson kívül is.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 27, 11:38
Írta: HJózsi Dátum 2007 december 27, 11:38
Ezt már átolvastad : UHU FAQ ? ...
Rendes táp ... nagy toroid, no kapcsolóüzemű ( ha nem vagy mazohista [#nyes]) Árnyékolt vezetékek, encoder, motortáp... A 400W-os Ametek moci nálam akkora zajt generál (50V 12A ), hogy még mindig bezavar a többi tengelynek... Totál újra kábelezem az egészet... Nézz "körül" szkóppal ... Ez már nem egy easy going cipó ...
Rendes táp ... nagy toroid, no kapcsolóüzemű ( ha nem vagy mazohista [#nyes]) Árnyékolt vezetékek, encoder, motortáp... A 400W-os Ametek moci nálam akkora zajt generál (50V 12A ), hogy még mindig bezavar a többi tengelynek... Totál újra kábelezem az egészet... Nézz "körül" szkóppal ... Ez már nem egy easy going cipó ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 27, 11:57
Írta: bmejdz9nu Dátum 2007 december 27, 11:57
Hát nem szívesen forraszgatok... valamikor olyan sokat forrasztottam (és szerettem is), hogy majd csömöröm lett tőle...
Erősítők, hangtechnikai berendezések... 2 nagy keverőpult is volt amiben /db 300 poti volt... :)
A szervó végfok és erősítővégfok akár rokon is lehetne...:) ... Ha én tudnék tervezni (meg akarnák is :) akkor valószinűleg ez elő és végfokot külön választanám... hogy a hobbysta olyan "véget" használjon ami teljesítmény igényeinek a legmegfelelőbb...
Hát ezért is "analóg párti" vagyok, és hiszem ami egyszerű... az nem biztos, hogy rossz...
Ez az Uli féle UHU... még egységcsomagban sem kapható! Ettől Uli elzárkózik! Sőt panelt sem ad! Érdekes a szitú... de biztos megy... csak nekem nem akarodzik... de a németeknek hogyan? egy fránya videót és elemzést nem találni a neten... UHU ügyben...
Egy szervóvezérlés megoldása 2 féle lehet:
- egyik megoldás ahogy te gondolod... jön a felhasználó, te belövöd a rendszeréhez... neki meg nem fáj a feje...
- a másik "vezérlő család"... ami ugyebár "postázható" és a felhasználó saját maga is be tudja állítani... Erre, ehhez pl. nagyon érdekes dolgokkal próbálkoznak egyes gyártók... pl. automata setup... bár erősen kétséges... azaz még olyanról nem halottam ami menne... tehát a felhasználónak ki kell ismernie a technikát...
Ez az UHU pedíg kategórán kivüli...:)
De megjegyzem a most "futó" v.3.0-ás IC-ből az enyém a 3775-76-77-es szériaszámú... (előtte is voltak verziók... tehát sok...)
Erősítők, hangtechnikai berendezések... 2 nagy keverőpult is volt amiben /db 300 poti volt... :)
A szervó végfok és erősítővégfok akár rokon is lehetne...:) ... Ha én tudnék tervezni (meg akarnák is :) akkor valószinűleg ez elő és végfokot külön választanám... hogy a hobbysta olyan "véget" használjon ami teljesítmény igényeinek a legmegfelelőbb...
Hát ezért is "analóg párti" vagyok, és hiszem ami egyszerű... az nem biztos, hogy rossz...
Ez az Uli féle UHU... még egységcsomagban sem kapható! Ettől Uli elzárkózik! Sőt panelt sem ad! Érdekes a szitú... de biztos megy... csak nekem nem akarodzik... de a németeknek hogyan? egy fránya videót és elemzést nem találni a neten... UHU ügyben...
Egy szervóvezérlés megoldása 2 féle lehet:
- egyik megoldás ahogy te gondolod... jön a felhasználó, te belövöd a rendszeréhez... neki meg nem fáj a feje...
- a másik "vezérlő család"... ami ugyebár "postázható" és a felhasználó saját maga is be tudja állítani... Erre, ehhez pl. nagyon érdekes dolgokkal próbálkoznak egyes gyártók... pl. automata setup... bár erősen kétséges... azaz még olyanról nem halottam ami menne... tehát a felhasználónak ki kell ismernie a technikát...
Ez az UHU pedíg kategórán kivüli...:)
De megjegyzem a most "futó" v.3.0-ás IC-ből az enyém a 3775-76-77-es szériaszámú... (előtte is voltak verziók... tehát sok...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 27, 12:01
Írta: bmejdz9nu Dátum 2007 december 27, 12:01
Mit mondjak... A Geckonak még árnyékolt vezeték sem kell az encoderhez akkor is megy...
Persze egy toroid trafót gyorsan be kellene szereznem...
Persze egy toroid trafót gyorsan be kellene szereznem...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 27, 12:32
Írta: HJózsi Dátum 2007 december 27, 12:32
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 27, 12:53
Írta: svejk Dátum 2007 december 27, 12:53
Szerintem ne kapkodj a trfóvásárlással, más bibi lesz ott.
Főleg ha a proci külön tápról jár.
Főleg ha a proci külön tápról jár.
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2007 december 27, 13:23
Írta: crgs7u9wg Dátum 2007 december 27, 13:23
szerintem ne add fel a dolgot, tessek szepen megkeresni, hogy hol a hiba...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 27, 13:28
Írta: bmejdz9nu Dátum 2007 december 27, 13:28
Modellező Club... [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 27, 14:26
Írta: bmejdz9nu Dátum 2007 december 27, 14:26
UHU... Ami az érdekes... ha nagyon lassúra állítom a gyorsítást pl. 2mp-re... akkor jól lehet hallani hogy két "hangból komponálja" a dolgot... ez érdekes... aki érti a lelkiválágát egy ilyennek az talán tudja... miért és minek? Elég fura...
Majd teszek fel hangfelvételt... [#nyes]
Szkópon nézve.... kellene már az a tárolós nyavaja... (Már van EMS Track szám-om is, tehát tényleg már feladta...:)
Majd teszek fel hangfelvételt... [#nyes]
Szkópon nézve.... kellene már az a tárolós nyavaja... (Már van EMS Track szám-om is, tehát tényleg már feladta...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 27, 14:29
Írta: 000000000 Dátum 2007 december 27, 14:29
Én pontosan tudom mi ez![#crazya]
Két pozícionálás hangja folyamamtosan modulálja egymást.
1. a fő léptetés (ugye Step/Dir rendszer van),
2. a pozícióban tartó kicsi ide-oda mozgások hangja (+-1 Encoder Step-nyi).
Két pozícionálás hangja folyamamtosan modulálja egymást.
1. a fő léptetés (ugye Step/Dir rendszer van),
2. a pozícióban tartó kicsi ide-oda mozgások hangja (+-1 Encoder Step-nyi).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 27, 14:34
Írta: bmejdz9nu Dátum 2007 december 27, 14:34
Az egyik olyan szabályos ... mintha forgatna valamit..hullámzó(?) a másik a szokásos ahogy hajtja... Ha megáll mindkettő elnémul.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 27, 14:41
Írta: bmejdz9nu Dátum 2007 december 27, 14:41
Na elmegyek egy nagyobb ellenállásért a boltba...
Mert a motor kimeneten van egy R-C soros tag... egy 100nF és egy 1,8K/2w... az ellenállás 50V táp felett füstöl... :) Ez sem jó jel szerintem...
Mert a motor kimeneten van egy R-C soros tag... egy 100nF és egy 1,8K/2w... az ellenállás 50V táp felett füstöl... :) Ez sem jó jel szerintem...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2007 december 27, 17:14
Írta: svejk Dátum 2007 december 27, 17:14
20 kHz a PWm freki. Azt hallod??
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 27, 17:29
Írta: bmejdz9nu Dátum 2007 december 27, 17:29
Nem zajtalan... csak a motor "léptetést"... fura... pl. egészen kis sebességnél olyan mint a léptetőmotor :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2007 december 27, 20:37
Írta: Kristály Árpád Dátum 2007 december 27, 20:37
Hallihó Péter!
Ehhez szerintem NEM JÓ A kapcsolóüzemű táp!!!!!!
Nem értelek.... agyon böngészted a német forúmot...ott ez tiszta sor...még képek is vannnak róla....mármint a tápról...
TOROID TRAFÓ...........a megoldás és megfelelő szűrés.
Tibor45.... a világot nem csak a szakértők..... vitték előre!
Hihetetlen mennyiségű új dolog került ki a koklerek kezeközűl s ez tény!
Üdv.: Árpi
Ehhez szerintem NEM JÓ A kapcsolóüzemű táp!!!!!!
Nem értelek.... agyon böngészted a német forúmot...ott ez tiszta sor...még képek is vannnak róla....mármint a tápról...
TOROID TRAFÓ...........a megoldás és megfelelő szűrés.
Tibor45.... a világot nem csak a szakértők..... vitték előre!
Hihetetlen mennyiségű új dolog került ki a koklerek kezeközűl s ez tény!
Üdv.: Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 27, 21:24
Írta: bmejdz9nu Dátum 2007 december 27, 21:24
Árpi... az a táp működik... ment Geckoval, István vezérlőjével és Svejké-vel...
Szkópon nézve... is top.
50V-ig egészen jól megy 500cpr-es encoderig... felette pl. 80V-on... ugyanazokkal a beállításokkal (csak a tépfeszt emelem) elveszti az agyát...
4x-es... ez jó... de sokszorozni max. 4-ig tud.... tehát 1000-es encoderrel minden baja van...
Megjegyzem ezek az IRFP260-as FET-ek nagyon jók... ha beleng a motor akkor sem melegednek...
Holnap beteszem az adok veszekbe... :)
Szkópon nézve... is top.
50V-ig egészen jól megy 500cpr-es encoderig... felette pl. 80V-on... ugyanazokkal a beállításokkal (csak a tépfeszt emelem) elveszti az agyát...
4x-es... ez jó... de sokszorozni max. 4-ig tud.... tehát 1000-es encoderrel minden baja van...
Megjegyzem ezek az IRFP260-as FET-ek nagyon jók... ha beleng a motor akkor sem melegednek...
Holnap beteszem az adok veszekbe... :)
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2007 december 27, 21:55
Írta: crgs7u9wg Dátum 2007 december 27, 21:55
kapcsirajzod van a cuccosrol?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 28, 08:23
Írta: 000000000 Dátum 2007 december 28, 08:23
Ha beleng, ne túl adagolt az I tag? Próbáld csökkenteni, a D-t meg emelni!
Még egy jó tanács: ha valamijen gyanu merül fel a vezérlő MCU körül, akkor a belengéskór szkóppal mérd meg az IC táplábain lévő zajt (EMI?)!
Még egy jó tanács: ha valamijen gyanu merül fel a vezérlő MCU körül, akkor a belengéskór szkóppal mérd meg az IC táplábain lévő zajt (EMI?)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 28, 08:31
Írta: 000000000 Dátum 2007 december 28, 08:31
Azt azért ne várd el egyik servótól sem, hogy egy 50V-ra beállított motorral ha 80V-ra emeled a feszt az eredeti beállítással is jó lesz! Ugyan az a motor teljesen máskép (lomhábban) viselkedik 50V-al mint 80V-al!!! Újra kell hangolni!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 28, 09:03
Írta: bmejdz9nu Dátum 2007 december 28, 09:03
Bolond az egész! Hihetetlen... (vagy én vagyok bolond)
A vezérlőnek a motorfeszen kívül egy 12V-ra van szükség (kb.200mA) ebből csinálja az 5V-ot...
Közbe-közbe ez az "MCU" megbolondul...(tele az egész nyák hidegítővel stb.) az csak a jobbik eset amikor reseteli magát... de van, hogy olyan értékekket ír be magának (pl. negatív számok, vagy a jelsokszorozáshoz pl. 3000-et:)... utánna meg el sem akar indulni... akkor kézzel minden adatot bevinni... és ok.
Egyébként a szoftver jópofa hozzá... könnyen kezelhető...
Szóval én nem megyek pszihiáterhez miatta... :) Nekem ez nem való... Ez is megvolt :)...
Ha valakit érdekel majd alkatrész áron eladom... :) aztán "szórakozhat" vele kedvére :)
A vezérlőnek a motorfeszen kívül egy 12V-ra van szükség (kb.200mA) ebből csinálja az 5V-ot...
Közbe-közbe ez az "MCU" megbolondul...(tele az egész nyák hidegítővel stb.) az csak a jobbik eset amikor reseteli magát... de van, hogy olyan értékekket ír be magának (pl. negatív számok, vagy a jelsokszorozáshoz pl. 3000-et:)... utánna meg el sem akar indulni... akkor kézzel minden adatot bevinni... és ok.
Egyébként a szoftver jópofa hozzá... könnyen kezelhető...
Szóval én nem megyek pszihiáterhez miatta... :) Nekem ez nem való... Ez is megvolt :)...
Ha valakit érdekel majd alkatrész áron eladom... :) aztán "szórakozhat" vele kedvére :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 28, 09:05
Írta: bmejdz9nu Dátum 2007 december 28, 09:05
50V-ról 80V-ra emelem a tápot a Geckónál... csak max egy kis finomhangolásra van szükség...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 28, 09:38
Írta: 000000000 Dátum 2007 december 28, 09:38
Ez motorfüggő! Ha a motor dinamikája nagyon változik a fesz emeléssel, akkor jogos, hogy a PID-et utána kell állítani.
Az enyém sem érzékeny nagyon, mert a PWM széles tartományban (10bites) állítódik, így nagyon finoman szabályoz.
Az enyém sem érzékeny nagyon, mert a PWM széles tartományban (10bites) állítódik, így nagyon finoman szabályoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2007 december 28, 09:39
Írta: 000000000 Dátum 2007 december 28, 09:39
Hát ez az amiről régebben beszéltam! A FET-ek kicserélése nagyobb áramra és a sönt csökkentése önmagában még nem elég egy üzembiztos Servo megépítéséhez (EMI)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 28, 09:46
Írta: bmejdz9nu Dátum 2007 december 28, 09:46
... meg a pwm... +15% feszt írnak elő... A geckonál ez a szám csak 5%... ez sem mindegy...
De UHU-ra csináltak ekkora fet-ekkel és áramra... feszre... a németek is...
Ez az MCU állítólag nagyon kényes az EMI zajokra...
De UHU-ra csináltak ekkora fet-ekkel és áramra... feszre... a németek is...
Ez az MCU állítólag nagyon kényes az EMI zajokra...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2007 december 28, 10:22
Írta: 4mjnxdwuu Dátum 2007 december 28, 10:22
Ha van időm akkor szeretek egerészni ilyenekkel... ha összejön kis plussz... vevő leszek rá.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 28, 11:29
Írta: HJózsi Dátum 2007 december 28, 11:29
Műanyag távtartókat használtál a panel felfogatáshoz (amúgy elég rövid...)? Nem látok szigetelő alátétet a csavar alatt, pedig ott lyukgalvánok vannak... A hűtőlapot földelted valamihez? ... A helyedben leszerelnék egyet és magában tesztelném, hűtőlap nélkül... Egyszerűen nem hiszem, hogy 80V-ról nem megy, nálam 71 V-ról tökéletesen kergeti az E240-eket 21A áramlimittel... Én gyíkkal szenvedtem egy sort! ... de az is 'Mea culpa' volt ! ... Az encoder árnyékoló harisnyája hozzáért a motorhoz, nem vettem észre (főorsó motor a kisesztergán hátul...), a másik végét meg rendesen földre kötöttem. Eredmény : rángatózás, leoldás mint nálad a bagoly ... A zavarelhárításhoz türelem kell, meg jó bor, nehogy fejfájásod legyen tőle ... Ha nem megy, újra kell kezdeni a kályhától ... Nekem tegnap végre sikerült zavarmentesítenem...
Nálad nagy valószínüséggel a tapasztalt kollégák szerinti EMI zaj okozza a problémát... Ne add fel ilyen könnyen ... 3 nap ... vannak akik éveket ... és még1 a gyíkhoz, az dobozolt... de kérdezted a fejlesztőit volt-e gondjuk a dobozolással, az elsőre ment? Biztosan nem, biztosan eltöltöttek pár hetet a kialakításával... Az állíthatóság... a gyík lényegében 2 potival állítgatható a harmadik az áramlimit... very simple, szőkék is boldogulnak vele, vak tyúk is talál szemet alapon ... A bagoly lényegesen több lehetőséget ad a szervó hajtással való ismerkedéshez, a 11 állítható paraméterével + hibajel realtime monitor ... nagyobb feszültség és áramkorlát mellett ... Ha szervó mocikkal foglalkozol, akkor ez az igazi lehetőség és kihívás... a helyedben én nem adnám fel ilyen könnyen... :) ( mint a síelő aki addig csak tv-ben látott síelést, mejd mikor drága felszereléssel maga is felmegy a hegyre majd esik kettőt, sutbadobja a cuccot, hogy ez nem neki való .... ) [#nyes]
Nálad nagy valószínüséggel a tapasztalt kollégák szerinti EMI zaj okozza a problémát... Ne add fel ilyen könnyen ... 3 nap ... vannak akik éveket ... és még1 a gyíkhoz, az dobozolt... de kérdezted a fejlesztőit volt-e gondjuk a dobozolással, az elsőre ment? Biztosan nem, biztosan eltöltöttek pár hetet a kialakításával... Az állíthatóság... a gyík lényegében 2 potival állítgatható a harmadik az áramlimit... very simple, szőkék is boldogulnak vele, vak tyúk is talál szemet alapon ... A bagoly lényegesen több lehetőséget ad a szervó hajtással való ismerkedéshez, a 11 állítható paraméterével + hibajel realtime monitor ... nagyobb feszültség és áramkorlát mellett ... Ha szervó mocikkal foglalkozol, akkor ez az igazi lehetőség és kihívás... a helyedben én nem adnám fel ilyen könnyen... :) ( mint a síelő aki addig csak tv-ben látott síelést, mejd mikor drága felszereléssel maga is felmegy a hegyre majd esik kettőt, sutbadobja a cuccot, hogy ez nem neki való .... ) [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2007 december 28, 12:04
Írta: x4rhew5r3 Dátum 2007 december 28, 12:04
Végre egy + hozzászólás. Ne feledjük a földhurok lehetőségét sem (táp hozzávetés). Szerintem se add fel...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2007 december 28, 12:53
Írta: e3h0cv4ph Dátum 2007 december 28, 12:53
Ne add fel Péter! Lélekben veled vagyunk!
Pár éves sikertelen kisérletezés után elkeseredhetsz (és arra már a bor is elfogy).
Nézd 11 paraméter beállítása azért nem végtelen. Ha azt nézzük hogy 0...255 között állítható akkor a beállítható esetek száma 256^11 azaz: 309485009821345068724781056. :)
Egyébként van arra valamilyen módszer az UHU-ban, hogy vizsgáljuk a pályakövetés pontosságát vagy a hiba-idő függvényt valamilyen módon kirajzoltassuk? Vagy a beállítás csak az emberi érzékszervekre (hallás, tapintás,.. ) hagyatkozik?
Pár éves sikertelen kisérletezés után elkeseredhetsz (és arra már a bor is elfogy).
Nézd 11 paraméter beállítása azért nem végtelen. Ha azt nézzük hogy 0...255 között állítható akkor a beállítható esetek száma 256^11 azaz: 309485009821345068724781056. :)
Egyébként van arra valamilyen módszer az UHU-ban, hogy vizsgáljuk a pályakövetés pontosságát vagy a hiba-idő függvényt valamilyen módon kirajzoltassuk? Vagy a beállítás csak az emberi érzékszervekre (hallás, tapintás,.. ) hagyatkozik?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 28, 13:14
Írta: HJózsi Dátum 2007 december 28, 13:14



Azóta a moci már beépült a szervezetbe... ;) Mini Lathe...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 december 28, 13:16
Írta: dg8n4i8x Dátum 2007 december 28, 13:16
Szerintem se add fel! Gondolom jópár uhu mcu sorsáról dönt a sikered vagy bukásod... Össze kéne hoznotok egy randit Tibor45-el és a cuccosoddal egy beállítás erejéig! Biztos vagyok benne, hogy sok lényes infót tudnánk meg a bagolyról...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 28, 13:19
Írta: HJózsi Dátum 2007 december 28, 13:19
Ja, bocs, csak képileg válaszoltam... szóban : soros vonalon egy másik PC-n futtatod a paraméter állító/monitor programot ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 28, 13:22
Írta: HJózsi Dátum 2007 december 28, 13:22
Mire az a meeting összejön ( én is szívesen ott lennék ) adigra Péter szépen beállítja ... [#eplus2] csak azért is ... Péter válassz másik bort!!! Egy nyugodtabb fajtát ... [#pias]
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 december 28, 13:38
Írta: dg8n4i8x Dátum 2007 december 28, 13:38
Ja! Vagy olyan bort ami kiüt mire felhúznád magad! [#hehe] Aztán másnap higgadtan újra...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 28, 15:12
Írta: bmejdz9nu Dátum 2007 december 28, 15:12
Amikor dühös vagyok - mint most - rendet csinálok a műhelyben... ezzel "levezetem" magamat...
Talán az első (kész) gép után kellett volna nekiállni... Talán azt hitem egy "kész" dolgot kapok... Sok a talán.... :)
Majd, hogy most rend lesz... csinálok egy képet a szervómotor gyűjteméneyemről...
Addíg Józsi "baglyozik"... Valószinű bennem a hiba... valószinű nem "sportnak" azaz élvezkedés céljából raktam össze.... :)
Talán az első (kész) gép után kellett volna nekiállni... Talán azt hitem egy "kész" dolgot kapok... Sok a talán.... :)
Majd, hogy most rend lesz... csinálok egy képet a szervómotor gyűjteméneyemről...
Addíg Józsi "baglyozik"... Valószinű bennem a hiba... valószinű nem "sportnak" azaz élvezkedés céljából raktam össze.... :)
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2007 december 28, 15:14
Írta: dg8n4i8x Dátum 2007 december 28, 15:14
Ezaz reszelj valamit a gépeden aztán majd ha kész lesz akkor nyugodtabban megy a kisérletezés is... Tényleg, hogy áll gépezet?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2007 december 28, 15:16
Írta: bmejdz9nu Dátum 2007 december 28, 15:16
Hát ezaz.... reszelnem kellene... alakul... a hidemelés megvan... oldalborítás stb...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2007 december 28, 19:09
Írta: HJózsi Dátum 2007 december 28, 19:09
Én is a BF20-hoz fordultam, nem hiszem el hogy jó a gépem [#circling]... kimartam egy késszárat 55fokos lapkához, mert kell csinálnom néhány tárcsát, most már cnc ...
Ebben a friss időben kirándulhatnál is egyet, kinéztem neked egy jó helyet : Bagolyirtás ... [#nyes][#eplus2][#idiota]
Ebben a friss időben kirándulhatnál is egyet, kinéztem neked egy jó helyet : Bagolyirtás ... [#nyes][#eplus2][#idiota]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 03, 15:51
Írta: e3h0cv4ph Dátum 2008 január 03, 15:51
Sziasztok!
Van köztetek olyan aki foglalkozott az UHU vezérlő működésével? Konkrétan a végfokra gondoltam. És ha igen, milyen következtetéseket vont le?
Vagy inkább csak felhasználói szinten foglalkoztok vele?
Megnéztem ezt a végfokot, de szerintem ez nem valami nyerő megoldás!
Van köztetek olyan aki foglalkozott az UHU vezérlő működésével? Konkrétan a végfokra gondoltam. És ha igen, milyen következtetéseket vont le?
Vagy inkább csak felhasználói szinten foglalkoztok vele?
Megnéztem ezt a végfokot, de szerintem ez nem valami nyerő megoldás!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 03, 16:06
Írta: bmejdz9nu Dátum 2008 január 03, 16:06
Milyen szinten lehet egy olyan szervóhajtással foglalkozni aminek a "lelkivilágát" nem ismered?
(ugyebár van egy "fekete doboz"...egy IC... abba bemennek a jelek... aztán kijönnek... :) Tehát nem vagy "ura a helyzeteknek"...
A végfok csak egy dolog... ebből is csak két (bevált) panelterv létezik... elvileg nagyon nem ronthatták el :)
Ja... és látni... semmilyen szinten... :)
(ugyebár van egy "fekete doboz"...egy IC... abba bemennek a jelek... aztán kijönnek... :) Tehát nem vagy "ura a helyzeteknek"...
A végfok csak egy dolog... ebből is csak két (bevált) panelterv létezik... elvileg nagyon nem ronthatták el :)
Ja... és látni... semmilyen szinten... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 03, 16:37
Írta: bmejdz9nu Dátum 2008 január 03, 16:37

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 03, 17:13
Írta: 000000000 Dátum 2008 január 03, 17:13
Nem semmi (vagy régi?), még floppy is van benne!
Nem tudom mi az, hogy Sevo Analyzer?![#nemtudom]
Nem tudom mi az, hogy Sevo Analyzer?![#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 03, 17:47
Írta: bmejdz9nu Dátum 2008 január 03, 17:47
Miért neked ilyen (még) nincs? [#nevetes1]::: Floppy... Persze biztos van újabb változat is azon már USB stick van...:) Persze ez sem olyan olcsó...
Meg kellene keresni a neten, hogy mégis mi ez? mit tud... lehet, hogy a specifikációja, tudása... is érdekes lehet...
Meg kellene keresni a neten, hogy mégis mi ez? mit tud... lehet, hogy a specifikációja, tudása... is érdekes lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 03, 17:51
Írta: 000000000 Dátum 2008 január 03, 17:51
Én inkább csináltam rá hardvert és szoftvert (P2S monitor)! Hát ha tudtam volna, hogy van ilyesmi is...[#vigyor4]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 03, 18:18
Írta: bmejdz9nu Dátum 2008 január 03, 18:18
Kellene szereznem egy ilyet is... Egy Igaz Tesztelőnek :) elkelne... Ez biztos ismeri a "Tibor féle" egységes ugratást is :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 03, 18:33
Írta: x4rhew5r3 Dátum 2008 január 03, 18:33
Az túlzás, hogy foglalkoztam vele, szimulációval megnéztem, hogy mit hoz a gate előtti kacat. Úgy találtam, hogy inkább ront az átmeneteken. De ez csak szimuláció volt!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 03, 18:34
Írta: 000000000 Dátum 2008 január 03, 18:34
Már lassan olyan műszerparkod lesz, hogy eltévetsz a műhelyedben (a sorok között), és nyithatsz egy raktár üzletet...[#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 03, 18:42
Írta: bmejdz9nu Dátum 2008 január 03, 18:42
Á... most hajtok egy LRC mérő műszert... de az UNI-T 20mH-ről indul a többinél 2mH a legkisebb állás... de az UNI jobban tetszik... szóval még az alapok sincsenek...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 03, 23:37
Írta: e3h0cv4ph Dátum 2008 január 03, 23:37
Én is pont ezt a részt nézegettem, és a következő az elgondolásom: A 2184-es IC-k egy félhidat tudnak meghajtani (2 FET) egy darab bemenettel (IN). Ha ez a bemenet 1 akkor a felső oldali FET-eket nyitja ki (T1,T2), ha alacsony az alsókat. Namármost a meghajtó ic-k (IC1,IC2) bemeneteik a PWM jelet kapják meg csak az egyik invertáltan (IC2). Ergo ha a PWM jel alacsony akkor a H-híd bal alsó, jobb felső FET-je nyit ki (balra forog) ha pedig a jel magas akkor bal felső jobb alsó nyit ki (jobbra forog). Ez a jel pedig köztudottan 20 KHz frekveciáju (is lehet). Ergo a motor egy másodpercben 10願 szer jobbra és 10願 szer balra akar forogni, ez azt jelnti, hogy a motor áll de baromi nagy áramot vesz fel (fűtőtest).
Ennek ellenére nem mondom azt, hogy nem működhet mert ez a vezérlő a gyakorlatban bizonyított (ugye Péter). Csak úgy tudja ezzel a kapcsolással forgatni a motort ha a mikrovezérlő az "endstufe" jelre is PWM frekvenciájú jelet ad ki amivel a (egy D tárolón keresztül (IC2) a fetmeghajtókat állandóan shutdown (kikapcsolt) állapotba hozza. Ez pedig nem mondható elegáns megoldásnak, sőt ahogy a késleltetéseket néztem (mert ezek seincsenek szinkronizálva (mint mindenhon máshol (ugye István))) ezek miatt még rövid időre olyan állapot is felléphet ami nem teljesen normális. Ja és az áramkorlát,... na de hagyjuk.
Szoval számomra úgy néz ki, hogy aki ezt tervezte nem volt a helyzet magaslatán, de mindenesetre csinált olyan megoldásokat amelyek ugyan működnek de nem mondható követendő példának.
Ti hogy látjátok? Cáfoljatok (vagy erősítsetek) meg? Vagy valamit kihagytam volna vagy elnéztem (bár többször is átnéztem, nemhiszem).
Üdv: Tatai Tamás
Ennek ellenére nem mondom azt, hogy nem működhet mert ez a vezérlő a gyakorlatban bizonyított (ugye Péter). Csak úgy tudja ezzel a kapcsolással forgatni a motort ha a mikrovezérlő az "endstufe" jelre is PWM frekvenciájú jelet ad ki amivel a (egy D tárolón keresztül (IC2) a fetmeghajtókat állandóan shutdown (kikapcsolt) állapotba hozza. Ez pedig nem mondható elegáns megoldásnak, sőt ahogy a késleltetéseket néztem (mert ezek seincsenek szinkronizálva (mint mindenhon máshol (ugye István))) ezek miatt még rövid időre olyan állapot is felléphet ami nem teljesen normális. Ja és az áramkorlát,... na de hagyjuk.
Szoval számomra úgy néz ki, hogy aki ezt tervezte nem volt a helyzet magaslatán, de mindenesetre csinált olyan megoldásokat amelyek ugyan működnek de nem mondható követendő példának.
Ti hogy látjátok? Cáfoljatok (vagy erősítsetek) meg? Vagy valamit kihagytam volna vagy elnéztem (bár többször is átnéztem, nemhiszem).
Üdv: Tatai Tamás
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 03, 23:48
Írta: 000000000 Dátum 2008 január 03, 23:48
En Svejk jovoltabol az elm servo szabalyzoval ismerkedtem meg. Ami ha minden igaz, az uhu elodje/alapja. Kerdezoskodtem itt-ott, stb.
Gyakorlatilag fuggetlen szakertok is igy velemenyeztek, ahogy Te leirtad. Legalabb is en ezt ertelmeztem, csokott elektronikai tudasommal felvertezve...
Gyakorlatilag fuggetlen szakertok is igy velemenyeztek, ahogy Te leirtad. Legalabb is en ezt ertelmeztem, csokott elektronikai tudasommal felvertezve...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 04, 00:24
Írta: HJózsi Dátum 2008 január 04, 00:24
A cucc állóhelyzetben minimális áramot vesz fel, NO melegedés és fog mint a satu ... Forgás közben csak nagyobb terhelésnél tapasztalható motor melegedés, de akkora terheléstől vezérlő nélkül is melegedne a motor... Péteren meg rajtam kívül több ezren (!) nyúzzák ... Én ez utóbbi miatt akartam kipróbálni ( egyenlőre nem bántam meg ). A jelkésleltetés ... én is csak a rajzon veszem észre, hogy nem elegáns, a Schmitt trógerek nem tudják 0 idő alatt kiadni a válaszjelet, de a gyakorlatban úgy tűnik semmi gondot nem okoz. Hacsak nem a motorral párhuzamosan kapcsolt 1k8 2W és 100n-ból az ellenállás melegedése ettől van ... mert az melegszik, le is cseréltem 5W-osra... A FET-ek jéghidegek ... 13-15 C van a műhelyben ... :) A #1252 cnc drehálás ideje kb 17 perc volt, a végén a Z irány motorja kb 30 C-re melegedett...
A puding próbája itt is igaz ... :) Néha a nem elegánsnak tűnő megoldások szándékosak és funkciójuk van, persze itt ezt én is kétlem ... ;) Mindenesetre nem okoz gondot...
A puding próbája itt is igaz ... :) Néha a nem elegánsnak tűnő megoldások szándékosak és funkciójuk van, persze itt ezt én is kétlem ... ;) Mindenesetre nem okoz gondot...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 04, 07:35
Írta: x4rhew5r3 Dátum 2008 január 04, 07:35
A vezérlésnél valamit elnéztél, ha a pwm 1, akkor T1-T4 nyit, ha 0, akkor T3-T2. Valószínűleg az IC10d-t nem vetted észre. Ezzel nincs baj. A motor időállandója szépen kiintegrálja a 20kHz-et, és ahogy HJózsi mondja, nem is melegszik (az 1k8-100n is segít ebben).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 04, 09:23
Írta: bmejdz9nu Dátum 2008 január 04, 09:23
Az az 1K8 - 100nF motorral soros tag... szépen melegszik... ez más vezérlőben nincs? Pl. a Geckoban ilyen melegedési forrást nem találtam...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 04, 10:21
Írta: HJózsi Dátum 2008 január 04, 10:21
Párhuzamos! ... [#lama] Nicht egal! ... [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 04, 10:52
Írta: e3h0cv4ph Dátum 2008 január 04, 10:52
Félreértettél!
Én is azt ítram amit te csak én úgy fogalamztam, hogy bal felső-jobb alsó te pedig (T1-T4), figyeltem az IC10d-t!
Én is azt ítram amit te csak én úgy fogalamztam, hogy bal felső-jobb alsó te pedig (T1-T4), figyeltem az IC10d-t!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 04, 10:57
Írta: e3h0cv4ph Dátum 2008 január 04, 10:57
Félreértés ne essék, nem azt állítottam, hogy nem működik és nem jó!!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 04, 10:58
Írta: e3h0cv4ph Dátum 2008 január 04, 10:58
Egyébként a Gecko végfokáról mit lehet tudni? Milyen FETmeghajtók vannak benne? Megnéznéd ezt nekem Péter?
Vagy valakinek nincs esetleg rajza?
Vagy valakinek nincs esetleg rajza?
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 január 04, 11:09
Írta: Kristály Árpád Dátum 2008 január 04, 11:09
Halihó!
Azért számomra elég furcsa, hogy egy japán fickó kitalálta illetve megcsinálta ELM servo vezérlőt...Uli megfejelte...namármost több tucat ember kezén átment amerikától...ükübüküig s nem volt ki megváltsa a világot.
Vajon mi az oka?
Most pedig hibák halmazát fedezitek fel...Azért a Tibor45 kezébe adnám szívesen az UHUt....
Illetve nagyon kiványcsi leszek mit fog hozzászóli egyujjabbgépépítő aki igazán profi, már többszőr bizonyított!!!!!
Várom a véleményét, mert Ő tesztelni fogja minkét variációt!
S mivel fejlesztő mérnők, igazán hihetünk neki!
De ha valaki tud jobbat rukkoljon elő...mert az elmult KÉT év alatt tulajdonképpen majdnem nem jutottuk sehová, illetve már tudunk fikázni!
Halihó!
Azért számomra elég furcsa, hogy egy japán fickó kitalálta illetve megcsinálta ELM servo vezérlőt...Uli megfejelte...namármost több tucat ember kezén átment amerikától...ükübüküig s nem volt ki megváltsa a világot.
Vajon mi az oka?
Most pedig hibák halmazát fedezitek fel...Azért a Tibor45 kezébe adnám szívesen az UHUt....
Illetve nagyon kiványcsi leszek mit fog hozzászóli egyujjabbgépépítő aki igazán profi, már többszőr bizonyított!!!!!
Várom a véleményét, mert Ő tesztelni fogja minkét variációt!
S mivel fejlesztő mérnők, igazán hihetünk neki!
De ha valaki tud jobbat rukkoljon elő...mert az elmult KÉT év alatt tulajdonképpen majdnem nem jutottuk sehová, illetve már tudunk fikázni!
Halihó!
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 04, 11:13
Írta: dg8n4i8x Dátum 2008 január 04, 11:13
Árpi! Semmi gond ez magyarország... :))
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 04, 11:30
Írta: e3h0cv4ph Dátum 2008 január 04, 11:30
Szi Árpi!
Én tudok jobbat!
A Microchip applikációi elég jók! És ezeket valószínűleg mérnökök tervezték. Pl: AN893, AN532, AN718, AN696.
Persze azt is tudom, hogy ezeket nem lehet megvásárolni, ezen még lehet, hogy sokat kell kisérletezni mire működő szervó lesz.
Kinek a pap kinek a papné!
Én tudok jobbat!
A Microchip applikációi elég jók! És ezeket valószínűleg mérnökök tervezték. Pl: AN893, AN532, AN718, AN696.
Persze azt is tudom, hogy ezeket nem lehet megvásárolni, ezen még lehet, hogy sokat kell kisérletezni mire működő szervó lesz.
Kinek a pap kinek a papné!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 04, 11:37
Írta: e3h0cv4ph Dátum 2008 január 04, 11:37
Ennek a vegfok meghajtása tetszik legjobban: AN893 3. oldal
Ezekbe a PIC-ekbe direkt van egy ilyen (ECCP) modul, ami teljes hidmeghajtásra képes (megfelelő FETmeghajtóval), és ezek csak pát száz forontos PIC-ek, nem értem miért nem ezeket használják!
Ezekbe a PIC-ekbe direkt van egy ilyen (ECCP) modul, ami teljes hidmeghajtásra képes (megfelelő FETmeghajtóval), és ezek csak pát száz forontos PIC-ek, nem értem miért nem ezeket használják!
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 04, 11:39
Írta: x4rhew5r3 Dátum 2008 január 04, 11:39
Úgy látom, nem megfelelő topicban jött elő a téma, mert vannak akik félreértik a goldolatokat, és mielőtt megértenénk, hogy miről beszélünk, lehurrognak. Én mindenesetre szeretnék jobbat, de első lépésben a legalább ilyen jónak is örülni fogok. Gondolom sokan így vannak ezzel más témában is. Nem az UHU minősítése a beszélgetés tárgya, hanem az egyes megoldások értékelése pro-, és kontra.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 04, 11:51
Írta: svejk Dátum 2008 január 04, 11:51
IR2104
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 04, 11:55
Írta: svejk Dátum 2008 január 04, 11:55
" nem értem miért nem ezeket használják"
Megírtad a választ #3657 utolsó sorában...:)
Megírtad a választ #3657 utolsó sorában...:)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 04, 12:00
Írta: e3h0cv4ph Dátum 2008 január 04, 12:00
Ezt néztem ez tényleg jó! De az IR2112 nem jobb? Miért?
És mennyibe kerül?
És mennyibe kerül?
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 04, 12:02
Írta: dg8n4i8x Dátum 2008 január 04, 12:02
A baj csak ott van, hogy aki ezt a fórumot olvassa az nem hónapokig akar kísérletezni, hanem egy működő bevált megoldást keres amit meg is tud fizetni... Persze az nekünk csak jó ha valaki kitalál jobbat! Igazából én lesz@rom mi van benne csak működjön és ne kelljen hetente változtatni rajta, mert itt még kicsit finomítani kell stb. Valóban ez inkább az elektronika topicba való téma...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 04, 12:13
Írta: HJózsi Dátum 2008 január 04, 12:13
Talán tőlük kellene megkérdezni a találgatás helyett ... HMMM? Direktben, vagy a PETERS CNC ECKe-n ...
Mivel ő egy AVR chip-es megoldást fejlesztett tovább, talán nem akart PIC-re váltani ( vagy ez a kipus akkor még nem létezett ) , mert írhatta volna át az egész progit. Ráadásul az eredeti megoldás bevált, ahogy Árpi írja vagy 3 éve ugyanaz a firmware fut ...
Mivel ő egy AVR chip-es megoldást fejlesztett tovább, talán nem akart PIC-re váltani ( vagy ez a kipus akkor még nem létezett ) , mert írhatta volna át az egész progit. Ráadásul az eredeti megoldás bevált, ahogy Árpi írja vagy 3 éve ugyanaz a firmware fut ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 04, 12:16
Írta: svejk Dátum 2008 január 04, 12:16
Mindennél van jobb..
Ha te úgy látod jónak , használd azt..
Lehet a tervezőjének az volt a fiókjában..
Ha te úgy látod jónak , használd azt..
Lehet a tervezőjének az volt a fiókjában..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 04, 12:19
Írta: svejk Dátum 2008 január 04, 12:19
Arról nem is beszélve hogy a Microchip és az Atmel igen kevés mérnök asztalán fér el egymás mellett :) Ez olyam mintha azt mondanád egy Linuxosnak hogy használja az MS Office-t :)
Persze tisztelet a kivételnek...
Persze tisztelet a kivételnek...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 04, 13:15
Írta: x4rhew5r3 Dátum 2008 január 04, 13:15
Menjünk az Elekrtonikába...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 04, 13:22
Írta: HJózsi Dátum 2008 január 04, 13:22
Bingo! :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 04, 15:05
Írta: bmejdz9nu Dátum 2008 január 04, 15:05
IR2104.... Fet meghajtó van a Gecko-ban (rev.7) :::: Elő kellett keresnem a nagyobik nagyítómat :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 04, 15:08
Írta: bmejdz9nu Dátum 2008 január 04, 15:08
Tibor analóg szervóhajtásban "utazik"... azaz az Ővé... inkább Gecko mint... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 04, 15:15
Írta: bmejdz9nu Dátum 2008 január 04, 15:15
PIC meg PUK..AVR,UHU,TINI,BUM-BUM [#nyes]::: A Gecko-ban meg semmi! Ilyen "20Ft"-os IC-k... (adatlapok) és megy... és megy... és megy...
Emlékeztek arra amikor a kínaiak lemásolták (1:1) a Geckót? (kitárgyaltuk)... Miért nem mást csináltak?
Emlékeztek arra amikor a kínaiak lemásolták (1:1) a Geckót? (kitárgyaltuk)... Miért nem mást csináltak?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 04, 15:41
Írta: bmejdz9nu Dátum 2008 január 04, 15:41
Az új(racsomagolt) kínai vezérlő... Csak ez van az Ebay-on... ez is érdekes... és nem is olcsó...
... nincs is hozzá bemeneti jel sokszorozó... de gondolom a Gecko sokszorozója jó bele :):):)

... nincs is hozzá bemeneti jel sokszorozó... de gondolom a Gecko sokszorozója jó bele :):):)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 04, 15:50
Írta: svejk Dátum 2008 január 04, 15:50
Full extrás verzió!
Végre kivezették az a két optobemenet ledjének mind a négy kivezetését!
Végre kivezették az a két optobemenet ledjének mind a négy kivezetését!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 15, 18:21
Írta: HJózsi Dátum 2008 január 15, 18:21
ElectroCraft 240 munka közben ... VIDEO... sajnos 96MB, de ha jobban összenyomtam ramaty lett...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 15, 18:36
Írta: HJózsi Dátum 2008 január 15, 18:36
Innen talán gyorsabb : VIDEO.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 15, 19:14
Írta: bmejdz9nu Dátum 2008 január 15, 19:14
[#taps] Jaj egyszer én is szertnék egy ilyen "automata" esztergát...
Gratula.... Ja és a HD videóhoz is !
Gratula.... Ja és a HD videóhoz is !
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 15, 19:18
Írta: HJózsi Dátum 2008 január 15, 19:18
[#eplus2]Előbb utóbb lesz Neked is! ... Majd nyáron lemegyünk egy hétre a családdal Sopronba és az alatt összedobjuk, és mág borozásra is marad idő ... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 15, 20:32
Írta: bmejdz9nu Dátum 2008 január 15, 20:32
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 január 15, 21:08
Írta: 3vv2btrhv Dátum 2008 január 15, 21:08
agyamat elhajitom anyirra jó !!!!!!
Gratula az kevés TÖKÉLETES !!!
Gratula az kevés TÖKÉLETES !!!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 16, 15:21
Írta: HJózsi Dátum 2008 január 16, 15:21
:) KÖSZI! És még lehet tökéletesebb... Golyósorsó, burkolatok, kapcsolók, MPG ...
Dolgozni már így is tud, de nagy körültekintés kel ... Gondolom amarásnál ugyanúgy ... [#kacsint]
Dolgozni már így is tud, de nagy körültekintés kel ... Gondolom amarásnál ugyanúgy ... [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 16, 16:49
Írta: 000000000 Dátum 2008 január 16, 16:49
Végülis mekkora ez a treha és milyen kajakosak (Nm)a szervók? Mekkora maximális sebességgel tudsz Z irányba menni vele? Én u. CNCsítettem a 400-as PROXXON trehámat 1.3-Nm-es léptecsekkel, 3-as leosztással. Az eremény tragikus! Minden irányba össze vissza téved, ráadásul tetü lassú. 100mm/percnél gyorsabban nem tudok vele dolgozni, azt is pontatlanul. Azaz a répám is tele van vele mert precíz modellcuccokat kellene csinálnom vele...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 16, 17:18
Írta: HJózsi Dátum 2008 január 16, 17:18
Hmmm.... A PROXXON 400-ast nem ismerem, az Optimum hasonló méretű gépéről lehet lesni ... X irány ha jól emlékszem 2.3Nm Z irány 5Nm léptetőből a gyári megoldás...
Tudnál feltenni képet róla?
Milyen vezérlőt használsz? Egy H1-el már ki lehet hozni a maximumot a léptető mocikból!!! (Emelt táp stb ...) A kisesztergán P1-el kezdtem, az nálam is lassabb volt, 120 - 170-re emlékszem( rég volt) a H1-el 6X-os sebességnövekedés, és hipp hopp beállítható! ... H1-el 650mm/perc volt a határ, de mint ismert a léptető a sebességgel gyengül, óvatosnak kellett lenni... Én 2:1-es áttételt alkalmazok.
Most szervósan, a kis lesajnált E240-es motorral röhögve tudja az 1000mm/percet, valahol 1500-nál tapasztaltam a határt (sok időt nem töltöttem a keresésével. A Z irány motorja 15-20 perces megmunkálásnál bemelegszik, de még meg lehet fogni... Az X irány hideg és a 400W-os AMETEK szervósított főorsó motor is. A sebességgel elégedett vagyok, kottyanás kimérve, beállítva a Mach3-ba, működik... A videón lévő lágyacél rúddal azért szenvedtem némileg, de hozott anyagbóli megrendelés ...
A géped gatyábarázható!!! ...
Tudnál feltenni képet róla?
Milyen vezérlőt használsz? Egy H1-el már ki lehet hozni a maximumot a léptető mocikból!!! (Emelt táp stb ...) A kisesztergán P1-el kezdtem, az nálam is lassabb volt, 120 - 170-re emlékszem( rég volt) a H1-el 6X-os sebességnövekedés, és hipp hopp beállítható! ... H1-el 650mm/perc volt a határ, de mint ismert a léptető a sebességgel gyengül, óvatosnak kellett lenni... Én 2:1-es áttételt alkalmazok.
Most szervósan, a kis lesajnált E240-es motorral röhögve tudja az 1000mm/percet, valahol 1500-nál tapasztaltam a határt (sok időt nem töltöttem a keresésével. A Z irány motorja 15-20 perces megmunkálásnál bemelegszik, de még meg lehet fogni... Az X irány hideg és a 400W-os AMETEK szervósított főorsó motor is. A sebességgel elégedett vagyok, kottyanás kimérve, beállítva a Mach3-ba, működik... A videón lévő lágyacél rúddal azért szenvedtem némileg, de hozott anyagbóli megrendelés ...
A géped gatyábarázható!!! ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 16, 19:47
Írta: bmejdz9nu Dátum 2008 január 16, 19:47
Látom Tibi54 "vonalban van"... :) Rég írtál ebbe a topikba...
Megtudta a Gecko Co., hogy nem bírja a "Tibor féle" egységugrás tesztet a G320/340 széria...
Ők is tudják már - biztos olvasnak bennünket :) - tesznek bele egy kis memóriát még és a jumperral át lehet állítani majd egységuratáshoz... dolgoznak rajta!
Persze ha végeztünk a méréssel (és mindenki happy:) és dolgozni akarunk a géppel állítsuk vissza, hogy a pontos pályakövetés biztosítva legyen a max. +/-128 lépés eltérésen belül... :)
Megtudta a Gecko Co., hogy nem bírja a "Tibor féle" egységugrás tesztet a G320/340 széria...
Ők is tudják már - biztos olvasnak bennünket :) - tesznek bele egy kis memóriát még és a jumperral át lehet állítani majd egységuratáshoz... dolgoznak rajta!
Persze ha végeztünk a méréssel (és mindenki happy:) és dolgozni akarunk a géppel állítsuk vissza, hogy a pontos pályakövetés biztosítva legyen a max. +/-128 lépés eltérésen belül... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 16, 20:11
Írta: 000000000 Dátum 2008 január 16, 20:11
Szia Péter!
Igen vagyogatok...
Látod, látod, pedig annyira védted azt a
szerény +-64 inkrementumot. Megváltozott
a véleményed?:)
Eleve ott vagy tévedésben, hogy van gyorsmeneti
pontra állás is, és akkor teljesen feleslegesen
áll le a szervo, ha olyan "egyszerű az agya",
hogy mindig csak fix hibahatárral dolgozik.
Egy CNC-nek akkor kell minél pontosabbnak
lenni, ha fogásban van a szerszám. A levegőt
kár mikron pontosággal szántanod, ez a tudását
a rendszerednek tartogasd arra, amikor majd
forgácsol.:) Ez épp elég feladat lesz.
Igen vagyogatok...
Látod, látod, pedig annyira védted azt a
szerény +-64 inkrementumot. Megváltozott
a véleményed?:)
Eleve ott vagy tévedésben, hogy van gyorsmeneti
pontra állás is, és akkor teljesen feleslegesen
áll le a szervo, ha olyan "egyszerű az agya",
hogy mindig csak fix hibahatárral dolgozik.
Egy CNC-nek akkor kell minél pontosabbnak
lenni, ha fogásban van a szerszám. A levegőt
kár mikron pontosággal szántanod, ez a tudását
a rendszerednek tartogasd arra, amikor majd
forgácsol.:) Ez épp elég feladat lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 16, 20:32
Írta: 000000000 Dátum 2008 január 16, 20:32
Helló Józsi!
Feltettem a képet az én mappámba a képek közé pict001 néven. A gép itt még tiszta mechanikus formában van egy mögé helyezett Wabeco fúróállvánnyal együtt. 3 féle vezérlővel is kínlódtam, Profi1, egy német 2 A-es Bipol és egy saját készítésű 4A-s Bipol vezérlővel is,
sajnos eredmény nélkül. A gép mechanikája szinte alig használt mégis jelentőset kottyan. Golyósorsó csere nélkül gondolom CNCs módban nem használható. Én is vettem olyan motorokat amelyeket Te használsz. Ha majd lesz egészségem és pénzem átépítem mind a mechanikát mind pedig az elektronikát. Neked meg ajánlom a szintén a mappámba tárolt GcodeConvP nevű programomat amellyel az esztergádon tudsz egy forgatott test palástjára marni, gravírozni.
Feltettem a képet az én mappámba a képek közé pict001 néven. A gép itt még tiszta mechanikus formában van egy mögé helyezett Wabeco fúróállvánnyal együtt. 3 féle vezérlővel is kínlódtam, Profi1, egy német 2 A-es Bipol és egy saját készítésű 4A-s Bipol vezérlővel is,
sajnos eredmény nélkül. A gép mechanikája szinte alig használt mégis jelentőset kottyan. Golyósorsó csere nélkül gondolom CNCs módban nem használható. Én is vettem olyan motorokat amelyeket Te használsz. Ha majd lesz egészségem és pénzem átépítem mind a mechanikát mind pedig az elektronikát. Neked meg ajánlom a szintén a mappámba tárolt GcodeConvP nevű programomat amellyel az esztergádon tudsz egy forgatott test palástjára marni, gravírozni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 16, 21:16
Írta: bmejdz9nu Dátum 2008 január 16, 21:16
Védem most is! :)
Bárcsak a beállításkor lehetne állítani (csökkenteni még!) a Gecko-t valami egészen kicsi hiba tárolási értékre és utánna(!)... amikor jónak találtam akkor engednék neki egy kis szabadságot, azaz hibatárolási memóriát.
G320... +/-128 alapban... és ugyebár a sokszorozó beéálításától függően ez az érték "kvázi csökkenik"
azaz pl. 2x-es sokszorozásnál 64-re és 4X-es sokszorozásnál 32bitre... stb.
Azt most nem fejtem ki mégegyszer - mert te is tudod - ha ezen a tartományon kívül van a pályakövetés pontossága az már minden csak nem szervó... :) vagy legalábis nem az igazi! (pl. egy léptető sem tér el többet mint egy bit - mert akkor már lépésvesztésnek hívjuk :)
Ez a "levegő szántás"... ez új! ez jópofa! tetszik! :)
De! nekem (és gondolom minden valamirevaló szervómotor) "levegőszántásban" is tudja a dolgát! azaz ne engedjünk meg neki olyat amire nem is képes!
Egyébként van benne logika amit írsz... a legjobb az lenne - tesztjeim alapján - ha az áramkör mindíg kb. 2000 impulzust kapna... úgy tapasztaltam, hogy kb.(~200-500cpr) 500cpr-es encoderrel volt a legjobb összességében...
Tehát, ha a Geckonak lennék akkor tennék bele egy encoder előosztót! azaz ha valakinek 1000cpr-es encoderje van akkor 2-vel előszor osssza le.... (vagy 2000cpr-esnél 4-el...)
De ettől még a szorzóáramkört használnám annak áthidalására, hogy a mi hobby szoftvereink csak kb. 25Khz-ig mennek (ellentétben az ipari vezérlésekkel ahol ez a hatér kb. 200KHz - ha jó tudom)...
Bárcsak a beállításkor lehetne állítani (csökkenteni még!) a Gecko-t valami egészen kicsi hiba tárolási értékre és utánna(!)... amikor jónak találtam akkor engednék neki egy kis szabadságot, azaz hibatárolási memóriát.
G320... +/-128 alapban... és ugyebár a sokszorozó beéálításától függően ez az érték "kvázi csökkenik"
azaz pl. 2x-es sokszorozásnál 64-re és 4X-es sokszorozásnál 32bitre... stb.
Azt most nem fejtem ki mégegyszer - mert te is tudod - ha ezen a tartományon kívül van a pályakövetés pontossága az már minden csak nem szervó... :) vagy legalábis nem az igazi! (pl. egy léptető sem tér el többet mint egy bit - mert akkor már lépésvesztésnek hívjuk :)
Ez a "levegő szántás"... ez új! ez jópofa! tetszik! :)
De! nekem (és gondolom minden valamirevaló szervómotor) "levegőszántásban" is tudja a dolgát! azaz ne engedjünk meg neki olyat amire nem is képes!
Egyébként van benne logika amit írsz... a legjobb az lenne - tesztjeim alapján - ha az áramkör mindíg kb. 2000 impulzust kapna... úgy tapasztaltam, hogy kb.(~200-500cpr) 500cpr-es encoderrel volt a legjobb összességében...
Tehát, ha a Geckonak lennék akkor tennék bele egy encoder előosztót! azaz ha valakinek 1000cpr-es encoderje van akkor 2-vel előszor osssza le.... (vagy 2000cpr-esnél 4-el...)
De ettől még a szorzóáramkört használnám annak áthidalására, hogy a mi hobby szoftvereink csak kb. 25Khz-ig mennek (ellentétben az ipari vezérlésekkel ahol ez a hatér kb. 200KHz - ha jó tudom)...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 16, 22:01
Írta: HJózsi Dátum 2008 január 16, 22:01
Szia Géza!
Látom a géped nem jelenthet alapsurlódásban nagyobb terhelést mint az enyém, persze kérdés mennyire lettek szorosra húzva a szánok... Én a H1-el 40V-os 150W-os toroidos tápról hajtottam az 1.3-as mocikat és azokkal ment 650-el. Az áttétel számít persze, mert 3:1 nél többet kell pörögniük a motoroknak mint 2:1-nél ezáltal kisebb sebességen tudja ugyanazt a nyomatékot leadni ...
Egy H1-es próbáról nem beszélnélek le én elámultam mikor a Profi1 után először bekapcsoltam... Nálunk ugye annyival nehezebb a helyzet, hogy nem kis surlódású a rendszerünk, alaphelyzetben trapézorsó, nem golyós, fecskefarok, nem lineáris vezeték ... Emiatt jobb az erősebb motor és a léptetőnél alkalmazott ökölszabály, max sebesség = amennyit a rendszer hiba nélkül tud -30%, mint ez már sokszor elhangzott ...
A kottyanást a Mach egész jól kezeli! Gyorsan ki lehet mérni néhány mérésből órával ... és futás közben gyönyörűen kiveszi! A videó-n is látszik elvileg, csak gyors, mert 90%-os sebességet állítottam be az 1000-es max-hoz a kottyanás kivételéree ( X 0.2mm, Z 0,32mm )... X nálam 1mm-es, Z 1.5mm-es emelkedésű a motortuningban léptető esetén X=800 step/mm, Z=533.333 step/mm volt. Zavarok akkor jöttek be amikor a főorsómotort szervósra cseréltem, hogy azt is a Mach vezérelje, és volt némi földelési, árnyékolási anomália... sajnos még a Talin azért nem hozta a formáját... Azóta sikerült 'kifésülni' és elég pontosan dolgozik, pedig horrorisztikus képet mutat a Driverteszt ... majd teszek fel képet ... persze a core 2-es procis notebook az asztali gépemen a driver teszt mintha vonalzóval húznám a vonalat, pedig megy minden rajta... ez csak egy 3.2-es Hyperthredinges Intel Penya..
Az E240 könnyen NEMA kompatibilissé tehető, én egy 5mm-es alu lemezből martam ki az "adaptert" és már szerelhető is a léptető helyébe...
Köszi a programot, letöltöttem, tervben van a téma, Tibor45-nek is van valami furfangos dolog készülőben a témában ... :)
Látom a géped nem jelenthet alapsurlódásban nagyobb terhelést mint az enyém, persze kérdés mennyire lettek szorosra húzva a szánok... Én a H1-el 40V-os 150W-os toroidos tápról hajtottam az 1.3-as mocikat és azokkal ment 650-el. Az áttétel számít persze, mert 3:1 nél többet kell pörögniük a motoroknak mint 2:1-nél ezáltal kisebb sebességen tudja ugyanazt a nyomatékot leadni ...
Egy H1-es próbáról nem beszélnélek le én elámultam mikor a Profi1 után először bekapcsoltam... Nálunk ugye annyival nehezebb a helyzet, hogy nem kis surlódású a rendszerünk, alaphelyzetben trapézorsó, nem golyós, fecskefarok, nem lineáris vezeték ... Emiatt jobb az erősebb motor és a léptetőnél alkalmazott ökölszabály, max sebesség = amennyit a rendszer hiba nélkül tud -30%, mint ez már sokszor elhangzott ...
A kottyanást a Mach egész jól kezeli! Gyorsan ki lehet mérni néhány mérésből órával ... és futás közben gyönyörűen kiveszi! A videó-n is látszik elvileg, csak gyors, mert 90%-os sebességet állítottam be az 1000-es max-hoz a kottyanás kivételéree ( X 0.2mm, Z 0,32mm )... X nálam 1mm-es, Z 1.5mm-es emelkedésű a motortuningban léptető esetén X=800 step/mm, Z=533.333 step/mm volt. Zavarok akkor jöttek be amikor a főorsómotort szervósra cseréltem, hogy azt is a Mach vezérelje, és volt némi földelési, árnyékolási anomália... sajnos még a Talin azért nem hozta a formáját... Azóta sikerült 'kifésülni' és elég pontosan dolgozik, pedig horrorisztikus képet mutat a Driverteszt ... majd teszek fel képet ... persze a core 2-es procis notebook az asztali gépemen a driver teszt mintha vonalzóval húznám a vonalat, pedig megy minden rajta... ez csak egy 3.2-es Hyperthredinges Intel Penya..
Az E240 könnyen NEMA kompatibilissé tehető, én egy 5mm-es alu lemezből martam ki az "adaptert" és már szerelhető is a léptető helyébe...
Köszi a programot, letöltöttem, tervben van a téma, Tibor45-nek is van valami furfangos dolog készülőben a témában ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 09:45
Írta: 000000000 Dátum 2008 január 17, 09:45
Köszi Józsi, majd foglalkozok az üggyel ha, majd egyáltalán tudok. Holnap, pénteken ui. jó hosszú időre kórházba (szívműtét) vonulok.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 10:39
Írta: bmejdz9nu Dátum 2008 január 17, 10:39
CENTENT SERVO DRIVE.... ::: na ezt sem láttam még... "kisértetiesen" hasonlít a Gecko-ra... Step/dir...80V...20A... stb...
A beüzemelési leírása jó olvasmány... talán részletesebb mint a Gecko-é...(PDF)

A beüzemelési leírása jó olvasmány... talán részletesebb mint a Gecko-é...(PDF)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 17, 10:46
Írta: Szedlay Pál Dátum 2008 január 17, 10:46
Józsi!
A fóorsó servó milyen moror?
mekkora teljesítménnyel?
És milyen áttételt használsz a fóorsónál, ha van?
A fóorsó servó milyen moror?
mekkora teljesítménnyel?
És milyen áttételt használsz a fóorsónál, ha van?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 12:12
Írta: svejk Dátum 2008 január 17, 12:12
Nem igazán értem a gondolatmenetedet...
Ha egy servonál megmunkálás közben, terhelés alatt megkövetelsz egy bizonyos pontosságot/követést, akkor az a levegőben való "szántáskor" sem lesz rosszabb.
Igaz hogy nagyobb a sebesség, de egy másik ponntra való G0-val való áttérés gyakorlatilag két "egységugrást" tartalmaz, egy gyorsítást és egy lassítást.
Mivel a közkézen forgó cnc vezérlő progiknál a gyorsulás/lassulás értéke G0-ban és G1-ben ugyan akkora ezért nem hiszem hogy emiatt nagyobb hibával követné a motor a referencia jelet.
Ha egy servonál megmunkálás közben, terhelés alatt megkövetelsz egy bizonyos pontosságot/követést, akkor az a levegőben való "szántáskor" sem lesz rosszabb.
Igaz hogy nagyobb a sebesség, de egy másik ponntra való G0-val való áttérés gyakorlatilag két "egységugrást" tartalmaz, egy gyorsítást és egy lassítást.
Mivel a közkézen forgó cnc vezérlő progiknál a gyorsulás/lassulás értéke G0-ban és G1-ben ugyan akkora ezért nem hiszem hogy emiatt nagyobb hibával követné a motor a referencia jelet.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 17, 14:42
Írta: HJózsi Dátum 2008 január 17, 14:42
AMETEK 400w DC szervónak írt és a z enkoder ház csavarjainak megvan gyárulag a hely. Névleges adatok: 38V, 12A, 1100rpm ... Most kap : 70V villanyt 630W-os toroidról ... (szereti)
Gyorsító áttételt alkalmazok, de az orsóházban van sebváltó ahol az I-es fokozat szinte 1:1-re jön ki, a II-es fokozat 1:2-re...
Terheletlenül I-esben 1500-ra, II-ben 2500-2800-raa tudom felküldeni... ez elvileg tökéletesen megfelelő lenne... VISZONT a Hüllő ami a főorsót hajtja elég érzékeny, és hamar letilt terhelésnövekedéskor... talán kicsi a hibabuffer... pedig itt nem a pozíció a lényeg ...
A főorsóhoz hibatűrőbb szervóhajtás kell szerintem...
Egyébként zéró langyosodás 25perc megmunkálás után.
Az alsó lépen 'látszik' az áttételezés, az erederivel megegyező fogszámú alu bordástárcsa került fel (a műanyag helyett). A motor amúgy szépen befért a régi helyére ... :)
Még kipróbálok egy másik hajtást, de ugyanakkor erősebb mociban gondolkozok, 800W körül...

http://cnctar.hobbycnc.hu/HJozsi/Eszterga/Mini_Eszterga_05.JPG
Gyorsító áttételt alkalmazok, de az orsóházban van sebváltó ahol az I-es fokozat szinte 1:1-re jön ki, a II-es fokozat 1:2-re...
Terheletlenül I-esben 1500-ra, II-ben 2500-2800-raa tudom felküldeni... ez elvileg tökéletesen megfelelő lenne... VISZONT a Hüllő ami a főorsót hajtja elég érzékeny, és hamar letilt terhelésnövekedéskor... talán kicsi a hibabuffer... pedig itt nem a pozíció a lényeg ...
A főorsóhoz hibatűrőbb szervóhajtás kell szerintem...
Egyébként zéró langyosodás 25perc megmunkálás után.
Az alsó lépen 'látszik' az áttételezés, az erederivel megegyező fogszámú alu bordástárcsa került fel (a műanyag helyett). A motor amúgy szépen befért a régi helyére ... :)
Még kipróbálok egy másik hajtást, de ugyanakkor erősebb mociban gondolkozok, 800W körül...
http://cnctar.hobbycnc.hu/HJozsi/Eszterga/Mini_Eszterga_05.JPG
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 15:25
Írta: 000000000 Dátum 2008 január 17, 15:25
Szerintem Tibor45 a gyorsjárati induló és megállás pillanatában lévő trasnziensekre gondol, ami szerintem is megengedett (levegőben). Maráskor már lassabban megy és itt jóval kisebb (!) a tranziens. Maga a pálya átlépéskor az elején és a végén legyen hibátlan (persze a tranziensek végén már szintén hibátlan a levegőben, de ez kit érdekel?!)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 16:45
Írta: bmejdz9nu Dátum 2008 január 17, 16:45
ketten vagytok - már:)...
Szerintem kövesse a szervórendszer olyan pontosan a vezérlőprogram "parancsait" amilyen pontosan csak lehet, bárhol és bármikor...
Egy léptetőmotor sem önálloskodik semmikor... :) Ha nem tudja pl. azt a gyorsítást a rendszer akkor a vezérlőszoftverben kell visszavenni... - szerintem.
Szerintem kövesse a szervórendszer olyan pontosan a vezérlőprogram "parancsait" amilyen pontosan csak lehet, bárhol és bármikor...
Egy léptetőmotor sem önálloskodik semmikor... :) Ha nem tudja pl. azt a gyorsítást a rendszer akkor a vezérlőszoftverben kell visszavenni... - szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 17:03
Írta: 000000000 Dátum 2008 január 17, 17:03
Szia Svejk!
Biztosan halottál már a koordinata vezérlések
3 alaptípusáról: pont, szakasz, pálya vezérlések.
Ezeket ráadásul G kóddal is be-ki tudod
kapcsolni, így pedig ennek függvényében egészen
más interpolátor algoritmusok futnak egy
normálisabb vezérlőprogramban. Ugyanis
az két különböző feladat, hogy egy trajektórián
szoros követésssel mozogjon egy CNC gép,
vagy csak a végpontnak kell stimmelni a mozgás
során, amikor levegőbe gyorsmenettel bezuhan
valahova.
Biztosan halottál már a koordinata vezérlések
3 alaptípusáról: pont, szakasz, pálya vezérlések.
Ezeket ráadásul G kóddal is be-ki tudod
kapcsolni, így pedig ennek függvényében egészen
más interpolátor algoritmusok futnak egy
normálisabb vezérlőprogramban. Ugyanis
az két különböző feladat, hogy egy trajektórián
szoros követésssel mozogjon egy CNC gép,
vagy csak a végpontnak kell stimmelni a mozgás
során, amikor levegőbe gyorsmenettel bezuhan
valahova.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 17:16
Írta: 000000000 Dátum 2008 január 17, 17:16
Ezt sajna Péter ahogyan az előbb is írtam,
nem egészen jól gondolod. Még a profi szerszámgépiparban sem engedik meg az a luxust,
és hihetetlen idő és energia pocsékolást (pedig
a több millás szervo hajtástechnikai háttér ott
van vasban minden tengelyen), hogy ott is
pontos legyen a mozgás ahol felesleges.
A Hobbystának meg de pláne el kell ezen is
gondolkoznia, hiszen fillérekből akar CNC-t.
Ja persze van köztünk kivétel, akinek a
szekrénye már tele van a világ összes CNC
kincsével, és olyan rendes, hogy még ajándékoz
is belőle.:)
Én azt tanácsolom Neked, és Mindenkinek,
hogy anyagmegmunkálás közben legyen minél
pontosabb a gépe, de ott aztán 1 mikronnál
senki ne adja alább![#nevetes1]
nem egészen jól gondolod. Még a profi szerszámgépiparban sem engedik meg az a luxust,
és hihetetlen idő és energia pocsékolást (pedig
a több millás szervo hajtástechnikai háttér ott
van vasban minden tengelyen), hogy ott is
pontos legyen a mozgás ahol felesleges.
A Hobbystának meg de pláne el kell ezen is
gondolkoznia, hiszen fillérekből akar CNC-t.
Ja persze van köztünk kivétel, akinek a
szekrénye már tele van a világ összes CNC
kincsével, és olyan rendes, hogy még ajándékoz
is belőle.:)
Én azt tanácsolom Neked, és Mindenkinek,
hogy anyagmegmunkálás közben legyen minél
pontosabb a gépe, de ott aztán 1 mikronnál
senki ne adja alább![#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 január 17, 17:36
Írta: 3vv2btrhv Dátum 2008 január 17, 17:36
Messzemenöen nem értek azzal egyet hogy egy hobby gépnek anyagmegmunkálás közben legyen minél
pontosabb , de ott aztán 1 mikronnál
senki ne adja alább!
mert hova alkalmazza a mikronos pontosságot ,
modjál rá példát hova kell ez !!!
pontosabb , de ott aztán 1 mikronnál
senki ne adja alább!
mert hova alkalmazza a mikronos pontosságot ,
modjál rá példát hova kell ez !!!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 17, 18:00
Írta: Szedlay Pál Dátum 2008 január 17, 18:00
Például ha egy hajszálat akarsz kereszben
megfúrni 3 helyen egymás mellett akkor kell.
De ez ritka feladat.[#smile]
megfúrni 3 helyen egymás mellett akkor kell.
De ez ritka feladat.[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 18:10
Írta: svejk Dátum 2008 január 17, 18:10
"3 alaptípusáról: pont, szakasz, pálya vezérlések.
Ezeket ráadásul G kóddal is be-ki tudod
kapcsolni,"
De ugye a mach nem tud ilyet? Vagy teljesen le vagyok maradva mint egy roszz szervo?
Esetleg más olcsó vagy ingyenes szoftware?
Ezeket ráadásul G kóddal is be-ki tudod
kapcsolni,"
De ugye a mach nem tud ilyet? Vagy teljesen le vagyok maradva mint egy roszz szervo?
Esetleg más olcsó vagy ingyenes szoftware?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 18:12
Írta: bmejdz9nu Dátum 2008 január 17, 18:12
Pontosítsuk...? :)
"Levegőszántásban" +/-128 hibajel lehetőség nem kevés... anyagban ez az érték már megendedhetetlenűl sok... ? Számoljunk?
Talán nem szükséges...Te is tudod mm-ben az eredményeket... az a 128bit is sok...
A 4 szeres stepjel felszorzás miatt a gyakorlatban ez a szám nálam 32bit-re csökkennik (csak? :)
azaz 32 lépéseltérés az encoder és a léptető jel között... ez 5mm-es orsón = 32 század = 0.32mm... ez a szám még szabadfutásban is soknak tűnik... tehát?
Jó lenne a memóriát csökkenteni és a gyorsítási értékekkel a szoftverben állítani a rendszert arra az értékre amit fizikálisan tud!
"Levegőszántásban" +/-128 hibajel lehetőség nem kevés... anyagban ez az érték már megendedhetetlenűl sok... ? Számoljunk?
Talán nem szükséges...Te is tudod mm-ben az eredményeket... az a 128bit is sok...
A 4 szeres stepjel felszorzás miatt a gyakorlatban ez a szám nálam 32bit-re csökkennik (csak? :)
azaz 32 lépéseltérés az encoder és a léptető jel között... ez 5mm-es orsón = 32 század = 0.32mm... ez a szám még szabadfutásban is soknak tűnik... tehát?
Jó lenne a memóriát csökkenteni és a gyorsítási értékekkel a szoftverben állítani a rendszert arra az értékre amit fizikálisan tud!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 18:13
Írta: 000000000 Dátum 2008 január 17, 18:13
Tibor! Amióta a két aluprofil között csúszkáló
műanyag rudas vezeték tervedet megkritizáltam
(és még mások is bírálták), megsértődtél rám, és még
a humorérzékedet is elveszítetted. Nem látod
a vigyorgó jelet a mikron után, hööö?:)
De ha nem értesz velem egyet, felőlem Te
fordítva is gondolkodhatsz, legyél majd a
gépeddel levegőben pontos, anyagban meg örülj a
0.5 mm-nek.:) Tudod, mindenki másképp csinálja...
műanyag rudas vezeték tervedet megkritizáltam
(és még mások is bírálták), megsértődtél rám, és még
a humorérzékedet is elveszítetted. Nem látod
a vigyorgó jelet a mikron után, hööö?:)
De ha nem értesz velem egyet, felőlem Te
fordítva is gondolkodhatsz, legyél majd a
gépeddel levegőben pontos, anyagban meg örülj a
0.5 mm-nek.:) Tudod, mindenki másképp csinálja...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 18:13
Írta: svejk Dátum 2008 január 17, 18:13
Ebben igazad lehet, és ezért jó ha a sebességtől függően más a PID szabályzó egyes paraméterei.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 18:23
Írta: 000000000 Dátum 2008 január 17, 18:23
Én nem használok Mach-ot nem térképeztem fel, hogy a közel 300 kódból mit ért, és a mit
is csinál meg becsületesen ebből a valóságban.
Nyáron egy Mach2-őt próbáltgattam 1 napig,
annyi elég is volt, hogy az interpolátorának
gyenge pontjait, határait kitapasztaljam, talán
emlékszel erre, itt a fórumon is beszéltünk
róla pár napig akkor.
Vannak itt igazi profi Mach-osok, Ők biztos
tudják, ha erre esküsznek és használják.
is csinál meg becsületesen ebből a valóságban.
Nyáron egy Mach2-őt próbáltgattam 1 napig,
annyi elég is volt, hogy az interpolátorának
gyenge pontjait, határait kitapasztaljam, talán
emlékszel erre, itt a fórumon is beszéltünk
róla pár napig akkor.
Vannak itt igazi profi Mach-osok, Ők biztos
tudják, ha erre esküsznek és használják.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 18:26
Írta: bmejdz9nu Dátum 2008 január 17, 18:26
Hobby kategória... :) Időkihasználtság... Ipari logisztika...
teljesítménynövekedés... pl. naponta nem 200-at tud a gép csinálni hanem 202-öt... :)
Szerintem egy jó szervóhajtás számunkra... egy "égi áldással" megáldott léptetőmotor szimuláció... aminek nincsenek azok a "fránya" kis bajai... és "kicsit" jobb... de még nem (elérhetetlen) csoda... :)
A sok sok "csodából" amit a szrvóból (elméletben) ki lehet hozni... vissza is üthet! azaz kikerül a kontrolunk alól... azaz a szoftver kontrollja alól...
Tehát jobb "rövidpórázon" :) tartani!
teljesítménynövekedés... pl. naponta nem 200-at tud a gép csinálni hanem 202-öt... :)
Szerintem egy jó szervóhajtás számunkra... egy "égi áldással" megáldott léptetőmotor szimuláció... aminek nincsenek azok a "fránya" kis bajai... és "kicsit" jobb... de még nem (elérhetetlen) csoda... :)
A sok sok "csodából" amit a szrvóból (elméletben) ki lehet hozni... vissza is üthet! azaz kikerül a kontrolunk alól... azaz a szoftver kontrollja alól...
Tehát jobb "rövidpórázon" :) tartani!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 18:35
Írta: svejk Dátum 2008 január 17, 18:35
Más, komolyabb vezérlőknél milyen G kóddal lehet váltani?
Esetleg ha tudnál példát mutatni, pl rgy g-kód részletet
Esetleg ha tudnál példát mutatni, pl rgy g-kód részletet
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 január 17, 18:40
Írta: 3vv2btrhv Dátum 2008 január 17, 18:40
Tibor! Amióta a két aluprofil között csúszkáló
műanyag rudas vezeték tervedet megkritizáltam
(és még mások is bírálták), megsértődtél rám-
Tudod csak az a baj ezzel hogy se nem aluminium se nem csuszkálo rud . És nem megsértödtem hanem kicsit tárgyilagosabb hozzáálást vártam tölled kár hogy nem értetted meg a koncepciomat mások megértették és sokat linkeltek , hogy jobban megértsem a müködését .
De ados maradtál a példával nam ugy mint PALI .
műanyag rudas vezeték tervedet megkritizáltam
(és még mások is bírálták), megsértődtél rám-
Tudod csak az a baj ezzel hogy se nem aluminium se nem csuszkálo rud . És nem megsértödtem hanem kicsit tárgyilagosabb hozzáálást vártam tölled kár hogy nem értetted meg a koncepciomat mások megértették és sokat linkeltek , hogy jobban megértsem a müködését .
De ados maradtál a példával nam ugy mint PALI .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 18:42
Írta: 000000000 Dátum 2008 január 17, 18:42
Péter!
A fix hibatároló határ azért is védhetetlen,
mert ugye egy 100-as encoderrel is tudok
mikronos felbontású gépet építeni,
és az 5000-sel meg mm-es felbontásút.
A kettő között pedig több nagyságrend van,
azaz mindig az encoder rendszer eredő felbontásához kell hibahatárt hozzárendelni,
és ez bizony több ezer impulzus is lehet.
Túl egyszerű és torz megközelítés ez a merev
+-64 vagy 128, amiben Te állandóan gondolkozol.
Ráadásul a szervo körerősítés elmélete pedig
önmaga encoder függő, már itt kezdődik minden
baj. Hidd el nekem, ezért van olcsó és még
olcsóbb szervo a piacon, mert nem foglalkoznak
ezzel az apró kérdéssel. Az meg a világ
legegyszerűbb dolga, hogy leblokkolom a hajtást
a szerény képességű és körülményeket nem
vizsgáló tároló miatt, ahelyett, hogy beletenné
a gyártó 1Mb Ram pozíció regiszert.
De így rosszabb és rettegtetőbb, mint egy step
hajtás, mert az ha téveszt is, de megy
tovább.:)) Aztán az már külön téma, hogy melyik
selejtes munkadarab a rosszabb.
A fix hibatároló határ azért is védhetetlen,
mert ugye egy 100-as encoderrel is tudok
mikronos felbontású gépet építeni,
és az 5000-sel meg mm-es felbontásút.
A kettő között pedig több nagyságrend van,
azaz mindig az encoder rendszer eredő felbontásához kell hibahatárt hozzárendelni,
és ez bizony több ezer impulzus is lehet.
Túl egyszerű és torz megközelítés ez a merev
+-64 vagy 128, amiben Te állandóan gondolkozol.
Ráadásul a szervo körerősítés elmélete pedig
önmaga encoder függő, már itt kezdődik minden
baj. Hidd el nekem, ezért van olcsó és még
olcsóbb szervo a piacon, mert nem foglalkoznak
ezzel az apró kérdéssel. Az meg a világ
legegyszerűbb dolga, hogy leblokkolom a hajtást
a szerény képességű és körülményeket nem
vizsgáló tároló miatt, ahelyett, hogy beletenné
a gyártó 1Mb Ram pozíció regiszert.
De így rosszabb és rettegtetőbb, mint egy step
hajtás, mert az ha téveszt is, de megy
tovább.:)) Aztán az már külön téma, hogy melyik
selejtes munkadarab a rosszabb.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 18:56
Írta: 000000000 Dátum 2008 január 17, 18:56
Sok ilyen kód van, néhány példa:
G08 gyorsulás
G09 lassulás
G10 lineáris interpoláció (hosszú méret)
G11 lineáris interpoláció (rövid méret)
G12 háromdimenziós (3D) interpoláció
G17 X-Y sík kiválasztása
G18 Z-X sík kiválasztása
G19 Y-Z sík kiválasztása
G20 X¬ Y¬ Z¬ X körüljárási irány (hosszú méret)
G21 X¬ Y¬ Z¬ X körüljárási irány (rövid méret)
G22 kapcsolt mozgások, pozitív
G23 kapcsolt mozgások, negatív
G30 X® Y® Z® X körüljárási irány(hosszú méret)
G31 X® Y® Z® X körüljárási irány (rövid méret)
.
.
És még lehetne folytatni, de talán ennyi is
elég kezdetnek.
G08 gyorsulás
G09 lassulás
G10 lineáris interpoláció (hosszú méret)
G11 lineáris interpoláció (rövid méret)
G12 háromdimenziós (3D) interpoláció
G17 X-Y sík kiválasztása
G18 Z-X sík kiválasztása
G19 Y-Z sík kiválasztása
G20 X¬ Y¬ Z¬ X körüljárási irány (hosszú méret)
G21 X¬ Y¬ Z¬ X körüljárási irány (rövid méret)
G22 kapcsolt mozgások, pozitív
G23 kapcsolt mozgások, negatív
G30 X® Y® Z® X körüljárási irány(hosszú méret)
G31 X® Y® Z® X körüljárási irány (rövid méret)
.
.
És még lehetne folytatni, de talán ennyi is
elég kezdetnek.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 19:04
Írta: svejk Dátum 2008 január 17, 19:04
Húú, ez a G08 G09 nagyon érdekes lehet!!
Itt már játszik amit a #3695-ben írtál, és ebben az esetben bizony szinte szabadjára lehet engedni a mocit.
Sajnos a mach nem ismeri ezen kódokat:)
Itt már játszik amit a #3695-ben írtál, és ebben az esetben bizony szinte szabadjára lehet engedni a mocit.
Sajnos a mach nem ismeri ezen kódokat:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 19:12
Írta: 000000000 Dátum 2008 január 17, 19:12
Google sketchup topic:
2007.11.23. 21:41 #235
Ez nem a Tiéd? De tudod mit, én félreállok, ne
vitázzunk, én lezárnám ezt a dolgot.
Inkább szeressük, és próbáljuk megérteni
egymást, ha már a CNC összehozott minket.[#law]
2007.11.23. 21:41 #235
Ez nem a Tiéd? De tudod mit, én félreállok, ne
vitázzunk, én lezárnám ezt a dolgot.
Inkább szeressük, és próbáljuk megérteni
egymást, ha már a CNC összehozott minket.[#law]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 19:15
Írta: 000000000 Dátum 2008 január 17, 19:15
Ha csak ezt nem ismerné....:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 19:16
Írta: bmejdz9nu Dátum 2008 január 17, 19:16
Ebben igazad van...
Ha az encoder pl. 1000cpr-es vagy 2000cpr-es (felette nem szokott lenni...) akkor szükségessé vállhat egy encoder előosztás!
Azaz egy olyan egység ami 1:1, 1:2, 1:4-ben tudja az encoder jeleit leosztani...
(1:1-es 500cpr-eshez, 1:2-es 1000cpr-eshez, 1:4-es 2000cpr-es encoderhez)
Ezzel megvalósul az állandó 2000impluzus az elektronka bemeneteén (500cpr)
... és minden a régi... volt probléma... nincs probléma... :) Nem a memória növelése a megoldás erre a problémára!
Persze nem ártana... egy-két lépés eltérést előrejelző (nem megállító) Led... azaz ha megvillanna akkor marás közben az előtolást csökenthetné a "gépkezelő"... de egy idő után már megismerné a gépet ill. pontossági lehetőségeinek határait:)
Ha az encoder pl. 1000cpr-es vagy 2000cpr-es (felette nem szokott lenni...) akkor szükségessé vállhat egy encoder előosztás!
Azaz egy olyan egység ami 1:1, 1:2, 1:4-ben tudja az encoder jeleit leosztani...
(1:1-es 500cpr-eshez, 1:2-es 1000cpr-eshez, 1:4-es 2000cpr-es encoderhez)
Ezzel megvalósul az állandó 2000impluzus az elektronka bemeneteén (500cpr)
... és minden a régi... volt probléma... nincs probléma... :) Nem a memória növelése a megoldás erre a problémára!
Persze nem ártana... egy-két lépés eltérést előrejelző (nem megállító) Led... azaz ha megvillanna akkor marás közben az előtolást csökenthetné a "gépkezelő"... de egy idő után már megismerné a gépet ill. pontossági lehetőségeinek határait:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 19:19
Írta: bmejdz9nu Dátum 2008 január 17, 19:19
Ebben igazad van...
Ha az encoder pl. 1000cpr-es vagy 2000cpr-es (felette nem szokott lenni...) akkor szükségessé vállhat egy encoder előosztás!
Azaz egy olyan egység ami 1:1, 1:2, 1:4-ben tudja az encoder jeleit leosztani...
(1:1-es 500cpr-eshez, 1:2-es 1000cpr-eshez, 1:4-es 2000cpr-es encoderhez)
Ezzel megvalósul az állandó 2000impluzus az elektronka bemeneteén (500cpr)
... és minden a régi... volt probléma... nincs probléma... :) Nem a memória növelése a megoldás erre a problémára!
Persze nem ártana... egy-két lépés eltérést előrejelző (nem megállító) Led... azaz ha megvillanna akkor marás közben az előtolást csökenthetné a "gépkezelő"... de egy idő után már megismerné a gépet ill. pontossági lehetőségeinek határait:)
Ha az encoder pl. 1000cpr-es vagy 2000cpr-es (felette nem szokott lenni...) akkor szükségessé vállhat egy encoder előosztás!
Azaz egy olyan egység ami 1:1, 1:2, 1:4-ben tudja az encoder jeleit leosztani...
(1:1-es 500cpr-eshez, 1:2-es 1000cpr-eshez, 1:4-es 2000cpr-es encoderhez)
Ezzel megvalósul az állandó 2000impluzus az elektronka bemeneteén (500cpr)
... és minden a régi... volt probléma... nincs probléma... :) Nem a memória növelése a megoldás erre a problémára!
Persze nem ártana... egy-két lépés eltérést előrejelző (nem megállító) Led... azaz ha megvillanna akkor marás közben az előtolást csökenthetné a "gépkezelő"... de egy idő után már megismerné a gépet ill. pontossági lehetőségeinek határait:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 19:20
Írta: bmejdz9nu Dátum 2008 január 17, 19:20
Ebben igazad van...
Ha az encoder pl. 1000cpr-es vagy 2000cpr-es (felette nem szokott lenni...) akkor szükségessé vállhat egy encoder előosztás!
Azaz egy olyan egység ami 1:1, 1:2, 1:4-ben tudja az encoder jeleit leosztani...
(1:1-es 500cpr-eshez, 1:2-es 1000cpr-eshez, 1:4-es 2000cpr-es encoderhez)
Ezzel megvalósul az állandó 2000impluzus az elektronka bemeneteén (500cpr)
... és minden a régi... volt probléma... nincs probléma... :) Nem a memória növelése a megoldás erre a problémára!
Persze nem ártana... egy-két lépés eltérést előrejelző (nem megállító) Led... azaz ha megvillanna akkor marás közben az előtolást csökenthetné a "gépkezelő"... de egy idő után már megismerné a gépet ill. pontossági lehetőségeinek határait:)
Ha az encoder pl. 1000cpr-es vagy 2000cpr-es (felette nem szokott lenni...) akkor szükségessé vállhat egy encoder előosztás!
Azaz egy olyan egység ami 1:1, 1:2, 1:4-ben tudja az encoder jeleit leosztani...
(1:1-es 500cpr-eshez, 1:2-es 1000cpr-eshez, 1:4-es 2000cpr-es encoderhez)
Ezzel megvalósul az állandó 2000impluzus az elektronka bemeneteén (500cpr)
... és minden a régi... volt probléma... nincs probléma... :) Nem a memória növelése a megoldás erre a problémára!
Persze nem ártana... egy-két lépés eltérést előrejelző (nem megállító) Led... azaz ha megvillanna akkor marás közben az előtolást csökenthetné a "gépkezelő"... de egy idő után már megismerné a gépet ill. pontossági lehetőségeinek határait:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 17, 19:23
Írta: Szedlay Pál Dátum 2008 január 17, 19:23
Tibor!
Tudnál nekünk mondani olyan softvert kereskedelemben kaphatót, amely 100.000Ft alatti és tudja ezeket a kódokat.
Tudnál nekünk mondani olyan softvert kereskedelemben kaphatót, amely 100.000Ft alatti és tudja ezeket a kódokat.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 január 17, 19:24
Írta: eivmhrm04 Dátum 2008 január 17, 19:24
Mihamarabb gyógyulj meg.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 19:25
Írta: svejk Dátum 2008 január 17, 19:25
Ennyi pénzért ez van...
Ha tudsz jobbat ilyen áron szólj!
Ha tudsz jobbat ilyen áron szólj!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 19:39
Írta: svejk Dátum 2008 január 17, 19:39
Tényleg Tibor45! Neked van saját készítésű vezérlő progid,ugye?
Miért nem reklámozod itt a fórumon? Szerintem az nem lenne büntetendő.
Miért nem reklámozod itt a fórumon? Szerintem az nem lenne büntetendő.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 19:41
Írta: 000000000 Dátum 2008 január 17, 19:41
Ne ez már Ürkorszak lenne (sebesség függő PID?[#wow1])!
Ilyet még a profik sem csinálnak (talán)...
Ilyet még a profik sem csinálnak (talán)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 19:44
Írta: bmejdz9nu Dátum 2008 január 17, 19:44
Na jó a téma :)... mert az "Istvánok" ezt olvassák és nem az UNI-T "újdonsült" gépkönyvét...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 19:49
Írta: 000000000 Dátum 2008 január 17, 19:49
Az nagyobbfalat...[#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 19:59
Írta: 000000000 Dátum 2008 január 17, 19:59
Hidd el, nem lehet olyan vezérlést csinálni, ami minden körülmények (sebesség?) között, minden motort, mindig a pályán tart hibátlanul (jog - marás)! Ebben (is) igaza van Tibornak!
A léptetőt meg csak a saját nyomaték-sebesség tartományában vesd össze egy servo-val (nem egy kategória)![#smile]
A léptetőt meg csak a saját nyomaték-sebesség tartományában vesd össze egy servo-val (nem egy kategória)![#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 20:02
Írta: bmejdz9nu Dátum 2008 január 17, 20:02
Jókat fogunk mérni a szkóppal ezen a témán... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 20:05
Írta: svejk Dátum 2008 január 17, 20:05
Biztos létezik mert vannak az öntanuló szabályzók is...
És valahol itt kezdődik a fuzzy logic is...
És valahol itt kezdődik a fuzzy logic is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 20:06
Írta: 000000000 Dátum 2008 január 17, 20:06
Nem tudok sajnos.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 20:07
Írta: 000000000 Dátum 2008 január 17, 20:07
Brutál lehet egy ilyen beállítása (ha van egyáltalán)! Hol, mit, milyen teherrel hangol és korrekciós táblázatot használ???[#csodalk]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 20:14
Írta: svejk Dátum 2008 január 17, 20:14
Részleteket nem tudok egy pár éve olvastam az elektronet-ben. Talán omron servo volt..
El kell indítani üresben és terhelve és a saját pozicióhiba követéséből hangolja be magát. Vagy valami ilyesmi ..? :)
Majd előtúrom a cikket..
El kell indítani üresben és terhelve és a saját pozicióhiba követéséből hangolja be magát. Vagy valami ilyesmi ..? :)
Majd előtúrom a cikket..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 20:15
Írta: 000000000 Dátum 2008 január 17, 20:15
És ez sebesség függő PID paraméterezést használ? Mert amit írtál, az akár egy "sima" auto-tuning is lehetne...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 20:18
Írta: bmejdz9nu Dátum 2008 január 17, 20:18
Én csak annak vagyok a "híve" hogy egy szervóhajtás "eljátsza a léptetőmotort szervómotorral" ... se többet se kevesebbet... de ne ne legyenek azok a gyenge tulajdonságai... pl. nagyobb fordulatnál elfogy az erő... és persze ebben a "műfajban" nagyobb erőket lehet elérni (native is)...
A hibajel tárolása - szerintem - legyen optimális... ne túl sok! és ne túl kevés... azaz ne legyen olyan sok, hogy "bespájzolja" a hibákat és ne legyen olyan kevés, hogy ne tudja eljátszani a "tökéletes léptetőmotort" ... :)... és egy "földi halandó" (nem, szaki) is be tudja állítani...(azaz emberbarát:)
A hibajel tárolása - szerintem - legyen optimális... ne túl sok! és ne túl kevés... azaz ne legyen olyan sok, hogy "bespájzolja" a hibákat és ne legyen olyan kevés, hogy ne tudja eljátszani a "tökéletes léptetőmotort" ... :)... és egy "földi halandó" (nem, szaki) is be tudja állítani...(azaz emberbarát:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 20:24
Írta: svejk Dátum 2008 január 17, 20:24
Jó kérdés, én biztos úgy csinálnám, ha tudnám :)
Abba a párszázezres árba biztos belefér amibe kerül.
Abba a párszázezres árba biztos belefér amibe kerül.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 20:25
Írta: 000000000 Dátum 2008 január 17, 20:25
Én elsősorban elemi lineáris interpolációkból
álló nagy sebességű, folytonos, minél jobb
pályakövetési 3D marásra koncentrálok a CNC
G kód feldolgozó programommal.
Ezek is a digitalizálási eredmények legyártására
lettek kifejlesztve. Ez pedig kevés embert
érdekel, akiket meg igen, azok megtalálhatnak.
Nyákot, SMD beültetést, ...., meg egyebeket
pedig G kód nélkül szeretek készíteni
közvetlen HPGL, Gerber, és apertúra, Excellon
adatbázisokból kihagyva a G kódokat. Ezekhez
vannak programjaim.
De tudtommal vannak itt páran, Nagy Zoli,
Motoros,..., Aik TCNC-t használnak nagy
megelégedéssel. Simán tud 60 Khz-et, és nem görcsöl. Igaz "fapados" DOS-os, de hát ugye az
örök kérdés: csicsa divatozunk vagy dolgozunk
megbízható, mezei képernyő mellett.:)
álló nagy sebességű, folytonos, minél jobb
pályakövetési 3D marásra koncentrálok a CNC
G kód feldolgozó programommal.
Ezek is a digitalizálási eredmények legyártására
lettek kifejlesztve. Ez pedig kevés embert
érdekel, akiket meg igen, azok megtalálhatnak.
Nyákot, SMD beültetést, ...., meg egyebeket
pedig G kód nélkül szeretek készíteni
közvetlen HPGL, Gerber, és apertúra, Excellon
adatbázisokból kihagyva a G kódokat. Ezekhez
vannak programjaim.
De tudtommal vannak itt páran, Nagy Zoli,
Motoros,..., Aik TCNC-t használnak nagy
megelégedéssel. Simán tud 60 Khz-et, és nem görcsöl. Igaz "fapados" DOS-os, de hát ugye az
örök kérdés: csicsa divatozunk vagy dolgozunk
megbízható, mezei képernyő mellett.:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 17, 20:27
Írta: Szedlay Pál Dátum 2008 január 17, 20:27
Igen-igen (nekem ilyen van most már 6 db gyüjtöm úgy mint a Péter) pont így csinálja.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 20:31
Írta: svejk Dátum 2008 január 17, 20:31
Akkor te biztos tudsz róla mesélni, vagy linkelni róla adatokat.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 20:32
Írta: svejk Dátum 2008 január 17, 20:32
Értem...
Akkor TCNC-sek! Tudja a progitok kezelni a g8 g9 kódot?
Akkor TCNC-sek! Tudja a progitok kezelni a g8 g9 kódot?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 20:35
Írta: bmejdz9nu Dátum 2008 január 17, 20:35
Tibi.. az adatátvitelt a DOS rendszerre... hogyan oldottad meg? Tudom nem ide tartozik... de vettem egy PCNC 3.1 DOS progit... (is)
A floppy az egyetlen... amit tudok... de az elég fapados... :)
A floppy az egyetlen... amit tudok... de az elég fapados... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 17, 20:40
Írta: Szedlay Pál Dátum 2008 január 17, 20:40
Svejk!
Mesélni tudnék, de csak esti mesét.
Ide rakom a leírását abban el tudjátok olvasni hogyan is csinálja. Én még nem próbáltam, itt vannak zsír újonan, meg még amerikában 1-2.
Most a léptecses rendszernél maradtam az egyszerűbb. Elöbb ezzel dolgozok és ha lesz egy kis idő átszerelem szervósra.
http://www.yaskawa.com/site/DMServo.nsf/(DocID)/TKUR-5PHSJH/$File/Sigma-II%20User%20Manual.pdf
Mesélni tudnék, de csak esti mesét.
Ide rakom a leírását abban el tudjátok olvasni hogyan is csinálja. Én még nem próbáltam, itt vannak zsír újonan, meg még amerikában 1-2.
Most a léptecses rendszernél maradtam az egyszerűbb. Elöbb ezzel dolgozok és ha lesz egy kis idő átszerelem szervósra.
http://www.yaskawa.com/site/DMServo.nsf/(DocID)/TKUR-5PHSJH/$File/Sigma-II%20User%20Manual.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 20:44
Írta: 000000000 Dátum 2008 január 17, 20:44
A DOS kezel USB-t is, annak idején ezt
kitárgyaltuk. Ettől függetlenül vannak pl.
olyan "ravasz" saját G code to G code
konvertáló, optimalizáló programjaim, ami egy
3Mb-os pazarló és hanyag eleganciával lefejtett
G kód halmazból az érdemi tartalom megtartása
mellett tömörít adott esetben a tizedére is.
Így meg egy floppyn is elfér már több komoly
feladat.
kitárgyaltuk. Ettől függetlenül vannak pl.
olyan "ravasz" saját G code to G code
konvertáló, optimalizáló programjaim, ami egy
3Mb-os pazarló és hanyag eleganciával lefejtett
G kód halmazból az érdemi tartalom megtartása
mellett tömörít adott esetben a tizedére is.
Így meg egy floppyn is elfér már több komoly
feladat.
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 január 17, 21:09
Írta: 2vkx6unz Dátum 2008 január 17, 21:09
A floppyn kívül létezik sorosporton, printerporton Etherneten és még néhány interfészen keresztül.
Én feltehetően ethernetnél maradnék DOS-ból pedig valamelyik nem MS verziónál, pl. Dr DOS ami sokkal többet tud mint az MS DOS, úgymint multitasking, TCP/IP támogatás stb.
letölthető innen: ftp://esca.atomki.hu/pub/pc/dos/opendos/7.02/
nem üzleti célú felhasználásra ingyenes.
Én feltehetően ethernetnél maradnék DOS-ból pedig valamelyik nem MS verziónál, pl. Dr DOS ami sokkal többet tud mint az MS DOS, úgymint multitasking, TCP/IP támogatás stb.
letölthető innen: ftp://esca.atomki.hu/pub/pc/dos/opendos/7.02/
nem üzleti célú felhasználásra ingyenes.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 21:10
Írta: bmejdz9nu Dátum 2008 január 17, 21:10
Az USB DOS-ról sok megoldást olvastam a neten... tudsz valami konkrét megoldást ami ok, bevált? (USB stick az már jó lenne :) mailban is szivessen venném...
Teljesen "satu" talán nem vagyok... akkoriban editálni tudtam a config.sys-t :)
Holnapra igértek DOS-t és NC commandert... a gép már ok. hozzá...
Teljesen "satu" talán nem vagyok... akkoriban editálni tudtam a config.sys-t :)
Holnapra igértek DOS-t és NC commandert... a gép már ok. hozzá...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 17, 21:14
Írta: svejk Dátum 2008 január 17, 21:14
Megsasoljuk, köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: Rinaldo Dátum 2008 január 17, 21:15
Írta: Rinaldo Dátum 2008 január 17, 21:15
A nemtudom hány az egyben usb-s memória kártyaolvasót nem kevés kisérletezés után nekem sikerült összehozni a Jóöreg Dos-sal.
Az MP3 lejátszós kütyüket sajnos nem sikerült láthatóvá tenni.
Az MP3 lejátszós kütyüket sajnos nem sikerült láthatóvá tenni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 21:15
Írta: 000000000 Dátum 2008 január 17, 21:15
NC helyett hasznald a Volkov Commandert. ~200kb-ban tudja amit az NC es gyorsabb. (:
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 21:31
Írta: 000000000 Dátum 2008 január 17, 21:31
Sorry, 90kb-ban! A help file-t es a .txt-ket kihagyhatod...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 22:07
Írta: bmejdz9nu Dátum 2008 január 17, 22:07
megsasosolom...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 17, 22:09
Írta: bmejdz9nu Dátum 2008 január 17, 22:09
kiváncsi lennék a #3714-esben megfogalmazott elképzelésemre... a "szervós úraktól"... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 17, 22:38
Írta: 000000000 Dátum 2008 január 17, 22:38
Érdekes amit írtál, mert eddig szorozni akartál
állandóan, most meg osztani.
Én egy kicsit itt elvesztettem a fonalat.
Ettől függetlenül annak idején írtam, hogy
létezik olyan megoldás, ami 2 hatványai szerint
oszt egy encoder A, B csatornát. Így nagy
felbontásúaknál (pl. 2000 fölött) ha nem győzi
az ember vezérlő oldalról frekivel, akkor ez
megoldás lehet.
állandóan, most meg osztani.
Én egy kicsit itt elvesztettem a fonalat.
Ettől függetlenül annak idején írtam, hogy
létezik olyan megoldás, ami 2 hatványai szerint
oszt egy encoder A, B csatornát. Így nagy
felbontásúaknál (pl. 2000 fölött) ha nem győzi
az ember vezérlő oldalról frekivel, akkor ez
megoldás lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: airfoil6205 Dátum 2008 január 17, 23:49
Írta: airfoil6205 Dátum 2008 január 17, 23:49
Inkább próbáld meg talán ezt az USB helyett CmpactFlash-IDE adapter ez biztosan kompatibilis lehet a DOS-al, a WIN gépbe ráírod az adatot és egyszerűen bedugod a DOS gépbe.( a file rendszerre ügyeljél DOS FAT legyen)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 18, 00:11
Írta: e3h0cv4ph Dátum 2008 január 18, 00:11
A mi szervónkban (amit a robothoz készítünk) az encoderről erkéző összes jelet feldolgozza a mikrovezérlő (PIC). Aztán az összes STEP jelet is. Aztán a szoftverben beállított osztási aránnyal ossza el őket ez lehet a megszokott 1:1 1:2 1:4 ... v. 2:1 4:1 8:1 ... , de ettől különbözőket is beállíthatsz pl: 2:3 3:4 19:3... (amit a szoftver elbír).
A step ill. a encoder jelfeldolgozás sebessége pedig 6,2 MHz -re maximalizáltuk. Ez persze egy elméleti érték, a gyakorlatban valószínűleg kevesebbet fog tudni.
Így nem kell semmilyen külső hardver (szorzó, osztó) a szervóhoz.
A hibajel tároló regiszter nálunk is (előjeles) 16 bites lesz azaz +- 32768 hibát tud elméletileg tárolni, de szoftveresen beállíthatod, hogy mekkora hibánál jelezzen és mekkoránál tiltson le.
Egyenlőre ezek a koncepcióink, de még képlékeny a dolog.
Üdv:TT
A step ill. a encoder jelfeldolgozás sebessége pedig 6,2 MHz -re maximalizáltuk. Ez persze egy elméleti érték, a gyakorlatban valószínűleg kevesebbet fog tudni.
Így nem kell semmilyen külső hardver (szorzó, osztó) a szervóhoz.
A hibajel tároló regiszter nálunk is (előjeles) 16 bites lesz azaz +- 32768 hibát tud elméletileg tárolni, de szoftveresen beállíthatod, hogy mekkora hibánál jelezzen és mekkoránál tiltson le.
Egyenlőre ezek a koncepcióink, de még képlékeny a dolog.
Üdv:TT
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 18, 06:46
Írta: bmejdz9nu Dátum 2008 január 18, 06:46
Osztani csak 500cpr feletti encodert... hogy mindíg beálljon egy azonos állapot... Tehát a vezérlőben mindíg egy nagyon hasonló állapot stabilizálódik...
A bemeneti szorzás pedíg azért kell (kb. 4 szerezés, hogy kialakuljon az "egyensúly" annélkül, hogy a vezérlőszoftvert hajtanánk nagy kimeneti frekivel...
A bemeneti szorzás pedíg azért kell (kb. 4 szerezés, hogy kialakuljon az "egyensúly" annélkül, hogy a vezérlőszoftvert hajtanánk nagy kimeneti frekivel...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 18, 06:50
Írta: bmejdz9nu Dátum 2008 január 18, 06:50
Túlvagyok rajta.. pont ez van... HDD kiváltásra való... nem jött be... ( a fiamnak lett egy 8GB-is CF-je a fényképezőjéhez :)
Ez csak akkor lehetne megoldás a problémára ha mindkét gépet kikapcsolnánk... nem hot plugin-os a HDD...
Ez csak akkor lehetne megoldás a problémára ha mindkét gépet kikapcsolnánk... nem hot plugin-os a HDD...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 18, 06:56
Írta: bmejdz9nu Dátum 2008 január 18, 06:56
Osztás és szorzás... nem igazán értem...?
Az encoder jelet pl. 1:3 arányba osztani? Ez lehetséges? Persze megjegyzem én "PICmentes" megoldásban gondolkodom... :)
Az encoder jelet pl. 1:3 arányba osztani? Ez lehetséges? Persze megjegyzem én "PICmentes" megoldásban gondolkodom... :)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 január 18, 08:57
Írta: D.Laci Dátum 2008 január 18, 08:57
DOS - USB Driver.
http://www.bootdisk.com/usb.htm
http://www.stefan2000.com/darkehorse/PC/DOS/Drivers/USB/
http://www.bootdisk.com/usb.htm
http://www.stefan2000.com/darkehorse/PC/DOS/Drivers/USB/
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 január 18, 09:03
Írta: D.Laci Dátum 2008 január 18, 09:03
G8 G9 -et nem tudja... :(
http://www.dakeng.com/man/turbocnc.html
http://www.dakeng.com/man/turbocnc.html
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 18, 09:39
Írta: svejk Dátum 2008 január 18, 09:39
De akkor melyik tudja?
Vagy miért hivatkozunk olyan opcióra amit úgy sem érhetünk el?
Vagy miért hivatkozunk olyan opcióra amit úgy sem érhetünk el?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 18, 09:45
Írta: 000000000 Dátum 2008 január 18, 09:45
Ha minden igaz software-es vezerlok kozott nem fogsz talalni.
(A tevedes jogat fenntartom!)
(A tevedes jogat fenntartom!)
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 18, 10:14
Írta: dg8n4i8x Dátum 2008 január 18, 10:14
Nem akarom senki illúzióit lerombolni, de ha jól számoltam a Mach 46 féle gkódot ismer a Tcnc 37 gkódjával szemben... Már csak dososítani kéne... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 január 18, 10:27
Írta: 3vv2btrhv Dátum 2008 január 18, 10:27
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 január 18, 11:31
Írta: D.Laci Dátum 2008 január 18, 11:31
Valósznüsitem Tibor45 féle....
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 január 18, 11:32
Írta: D.Laci Dátum 2008 január 18, 11:32
Azért likeltem mert ezeket korábban kiprobáltam.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 18, 11:49
Írta: 000000000 Dátum 2008 január 18, 11:49
Elnezest, Svejk eredeti uzenetere akartam reagalni.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 január 18, 11:53
Írta: D.Laci Dátum 2008 január 18, 11:53
Ja...oké
De tudod hogy mi az elnézé..?? :)
De tudod hogy mi az elnézé..?? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 18, 11:53
Írta: bmejdz9nu Dátum 2008 január 18, 11:53
megint csevegő lett a szervótopikból... sajnos én kezdetem ezzel a DOS-al... valahol máshol kellene folyatatni...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 18, 12:03
Írta: 000000000 Dátum 2008 január 18, 12:03
Postok atmozgatasara van lehetoseg?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 18, 17:57
Írta: bmejdz9nu Dátum 2008 január 18, 17:57
Folytassuk itt... :)
LS7184 Encoder feldolgozó IC, (clock/dir out.- 1x-2x-4x osztas - stb.)
Adatlap itt. PDF.
Elég egyszerű és érthető amit csinál... az encoder jelét step/dir formátumban adja ki,
valamint osztásra is képes... a kimenti jel szélessége egy ellenállással beállítható... belső védelem a nemkivánatos zavarjelek ellen...
Felhasználható pl. encoderes kézitekerőkhöz is...

LS7184 Encoder feldolgozó IC, (clock/dir out.- 1x-2x-4x osztas - stb.)
Adatlap itt. PDF.
Elég egyszerű és érthető amit csinál... az encoder jelét step/dir formátumban adja ki,
valamint osztásra is képes... a kimenti jel szélessége egy ellenállással beállítható... belső védelem a nemkivánatos zavarjelek ellen...
Felhasználható pl. encoderes kézitekerőkhöz is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 18, 18:08
Írta: bmejdz9nu Dátum 2008 január 18, 18:08
#3257 (adok-veszek topik) Tibornak:
[#smile] Pontosan...!!! Ez nem az... azaz nem A+B a kimenete...(gondolom észrevetted:)
Ez egy encoder jelfeldolgozó IC amit a szervóvezérlők encoder bementén szoktak használni...
Ez a Mechanikai ötletekben (biztos emlékszel) a 100-cpr-es (és nulla állásos) kézitekerő problématikájára pl. egy lehetséges megoldás... azaz egy osztás = 0.01mm.. (1 step/0.01mm-es rendszernél...)
Megoldás ott nem születet... azaz senki nem adott kapcsolási rajzot... (te is csak egy fekete dobozt ajánlottál :)
Persze nem is olyan egyszerű... még-még csak találtam jó kapcsolást (1x "mezei" IC-vel), hogy az encoder jelből spet/dir legyen... de az osztása már sokkal bonyolultabb... de akkor még ott a kimenet jel szélessége és a zavarvédelem... ebben mindez benne van...
Sőt "átfésültem" az egész netet... nincs is hasonló!... vagyis csak ugyanettől a gyártótól esetleg egy régebbi típus vagy ennek a CW-CCW-s tesója...
[#smile] Pontosan...!!! Ez nem az... azaz nem A+B a kimenete...(gondolom észrevetted:)
Ez egy encoder jelfeldolgozó IC amit a szervóvezérlők encoder bementén szoktak használni...
Ez a Mechanikai ötletekben (biztos emlékszel) a 100-cpr-es (és nulla állásos) kézitekerő problématikájára pl. egy lehetséges megoldás... azaz egy osztás = 0.01mm.. (1 step/0.01mm-es rendszernél...)
Megoldás ott nem születet... azaz senki nem adott kapcsolási rajzot... (te is csak egy fekete dobozt ajánlottál :)
Persze nem is olyan egyszerű... még-még csak találtam jó kapcsolást (1x "mezei" IC-vel), hogy az encoder jelből spet/dir legyen... de az osztása már sokkal bonyolultabb... de akkor még ott a kimenet jel szélessége és a zavarvédelem... ebben mindez benne van...
Sőt "átfésültem" az egész netet... nincs is hasonló!... vagyis csak ugyanettől a gyártótól esetleg egy régebbi típus vagy ennek a CW-CCW-s tesója...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 18, 18:28
Írta: svejk Dátum 2008 január 18, 18:28
Tibor45!
A #3257-ben ismét felemlítetted az igazi encoderjel osztást/szorzást, melynél a kimenet is 90 fok fáziseltolással 50%-os négyszögjel.
Neked ha jól tudom van ilyen áramköröd, mesélhetnél róla egy bizonyos szintig.
Állandó, vagy lassan változó frekvenciájú encóder jelnél még csak el tudok képzelni valamilyen PLL-es áramkört a jelek generálásara, de mi van egy "egységugrás" esetén?
Akkor hogy időzíti a kimenő jeleket?
A #3257-ben ismét felemlítetted az igazi encoderjel osztást/szorzást, melynél a kimenet is 90 fok fáziseltolással 50%-os négyszögjel.
Neked ha jól tudom van ilyen áramköröd, mesélhetnél róla egy bizonyos szintig.
Állandó, vagy lassan változó frekvenciájú encóder jelnél még csak el tudok képzelni valamilyen PLL-es áramkört a jelek generálásara, de mi van egy "egységugrás" esetén?
Akkor hogy időzíti a kimenő jeleket?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 18, 19:58
Írta: 000000000 Dátum 2008 január 18, 19:58
Ja értem????, akkor mostmár Te is majd beszállsz,
és komplett szervo elektronikát fejlesztesz
felbuzdulva az UHU-s sikereid kapcsán.:))
Komolyra fordítva a szót nem értelek, de én
le is fordulok erről az állandó hüle témáról,
amit kavarsz az encoder körül csak azért, mert
az általad preferált szervo és vezérlőprogi
erősen korlátos. Ennek a csapdájában vergődsz már lassan fél éve, és össze-vissza kavarogsz.
Annak idején azt magyaráztad, hogy a 125-ös
encoder a tökéletes, most úgy látom már 500-nál
tartasz, ez így nekem komolytalan.
Egy a lényeg: Egy encoder minden élére éles
döntést hozni az én tapasztalataim alapján sokkal veszélyesebb, és kihegyezettebb módszer,
mint az egyszeres üzemmód. Emellett már N-szer
érveltem műszakilag.
és komplett szervo elektronikát fejlesztesz
felbuzdulva az UHU-s sikereid kapcsán.:))
Komolyra fordítva a szót nem értelek, de én
le is fordulok erről az állandó hüle témáról,
amit kavarsz az encoder körül csak azért, mert
az általad preferált szervo és vezérlőprogi
erősen korlátos. Ennek a csapdájában vergődsz már lassan fél éve, és össze-vissza kavarogsz.
Annak idején azt magyaráztad, hogy a 125-ös
encoder a tökéletes, most úgy látom már 500-nál
tartasz, ez így nekem komolytalan.
Egy a lényeg: Egy encoder minden élére éles
döntést hozni az én tapasztalataim alapján sokkal veszélyesebb, és kihegyezettebb módszer,
mint az egyszeres üzemmód. Emellett már N-szer
érveltem műszakilag.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 18, 20:04
Írta: 000000000 Dátum 2008 január 18, 20:04
Ez a kis pár IC-ből álló kis áramköröm független
a bemenő frekvenciától 10MHz-ig.
Addig mindig korrekten visszadaja a kimenetén
nulla fázistorzulás mellett az A és B jeleket a
kimenetén, csak a beállított szorzótényezővel
osztja a bemeneti A, B frekit.
a bemenő frekvenciától 10MHz-ig.
Addig mindig korrekten visszadaja a kimenetén
nulla fázistorzulás mellett az A és B jeleket a
kimenetén, csak a beállított szorzótényezővel
osztja a bemeneti A, B frekit.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 18, 20:32
Írta: bmejdz9nu Dátum 2008 január 18, 20:32
[#smile] Előtét (azaz megfogható pontban a Gecko-hoz)... mert vannak 1000cpr-es és 2000cpr-es motorjaim is...
Sőt ezek általában a "kutyának sem kellenek kategória" ez erre egy jó megoldás... szerintem.
UHU... hát 1 nap alatt "bizonyított" és már el is adtam! pedíg kézzel lábbal próbáltam lebeszélni a vevőt!!! :)
Várok... H. józsi további tesztjeire...
De azért az UHU nekem egy fekete doboz marad pedíg ezt nem szeretem... :) De ez egy más téma....
... "analóg" szervó párti maradtam... ahogy írtad "az élet analóg"... és nagyon igazad van, úgy látom!
Az egy másik téma, hogy csak 25Khz-ben gondolkodok (step jel sokszorozás), ... szerintem ez egy biztonságos határ amiből a remélt sebesség és pontosság már kijön (windows alól) ha minden tökéletesen van illesztve! (kiszámoltam, leírtam már ebben a topikban)
Igen... a 125-ös encoder kevésnek bizonyult... azaz jó de nem tudok vele akkora dinamikát elérni vele mint egy 500cpr-es encoderrel és egy 4 szerező step jel sokszorozásssal... (microstep lépés hasonlat - már leírtam) persze nem mindíg kell ez a kiemelkedő dinamika, pl. egy 2x1méteres gépnél nem szükséges... (gondolom érted az összefüggést...)
Élés élek... ezt az IC-t nem nekem gyártották le!!!... ez egy széria IC... 4x-2x-1x... mások :) is (ezt) használják a "kék bolygón" :)...
... azt szeretném, ha mindenféle azaz (200)500-2000cpr encoderrel azonos eredményű vezérlést... minimális (ezáltal optimizált) hibajel tárolás mellett...
Persze fogok végezni "szintiszta" encoder le osztással is teszteket... de valójában nem bízok benne... a kettő együtt... azaz ha a (egy elméleti) vezérlő tudna encodert előosztani és bemeneti jelet is sokszorozni... na maradjunk a földön... mert ilyen talán nincs... (állítőlag a Rutex vezérlő kezdődik ezzel az IC-vel...)
Sőt ezek általában a "kutyának sem kellenek kategória" ez erre egy jó megoldás... szerintem.
UHU... hát 1 nap alatt "bizonyított" és már el is adtam! pedíg kézzel lábbal próbáltam lebeszélni a vevőt!!! :)
Várok... H. józsi további tesztjeire...
De azért az UHU nekem egy fekete doboz marad pedíg ezt nem szeretem... :) De ez egy más téma....
... "analóg" szervó párti maradtam... ahogy írtad "az élet analóg"... és nagyon igazad van, úgy látom!
Az egy másik téma, hogy csak 25Khz-ben gondolkodok (step jel sokszorozás), ... szerintem ez egy biztonságos határ amiből a remélt sebesség és pontosság már kijön (windows alól) ha minden tökéletesen van illesztve! (kiszámoltam, leírtam már ebben a topikban)
Igen... a 125-ös encoder kevésnek bizonyult... azaz jó de nem tudok vele akkora dinamikát elérni vele mint egy 500cpr-es encoderrel és egy 4 szerező step jel sokszorozásssal... (microstep lépés hasonlat - már leírtam) persze nem mindíg kell ez a kiemelkedő dinamika, pl. egy 2x1méteres gépnél nem szükséges... (gondolom érted az összefüggést...)
Élés élek... ezt az IC-t nem nekem gyártották le!!!... ez egy széria IC... 4x-2x-1x... mások :) is (ezt) használják a "kék bolygón" :)...
... azt szeretném, ha mindenféle azaz (200)500-2000cpr encoderrel azonos eredményű vezérlést... minimális (ezáltal optimizált) hibajel tárolás mellett...
Persze fogok végezni "szintiszta" encoder le osztással is teszteket... de valójában nem bízok benne... a kettő együtt... azaz ha a (egy elméleti) vezérlő tudna encodert előosztani és bemeneti jelet is sokszorozni... na maradjunk a földön... mert ilyen talán nincs... (állítőlag a Rutex vezérlő kezdődik ezzel az IC-vel...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 18, 21:32
Írta: 000000000 Dátum 2008 január 18, 21:32
Péter!
Az egyik dolog, amiért kedvellek, hogy mindenre
van válaszod, és az utolsó szó úgyis a Tiéd!:))
Hajrá, variáljad tovább a sajátos encoder
elméletedet.
Az egyik dolog, amiért kedvellek, hogy mindenre
van válaszod, és az utolsó szó úgyis a Tiéd!:))
Hajrá, variáljad tovább a sajátos encoder
elméletedet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 19, 08:34
Írta: 000000000 Dátum 2008 január 19, 08:34
"a kettő együtt... azaz ha a (egy elméleti) vezérlő tudna encodert előosztani és bemeneti jelet is sokszorozni... "
Légy türelemmel! Lesz.[#vigyor3]
Légy türelemmel! Lesz.[#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 19, 08:50
Írta: bmejdz9nu Dátum 2008 január 19, 08:50
[#smile] Bizony ez így van... :) De (sajnos) ez nem az én encoder jel feldolgozási elméletem...
Tudod aki nem tudja mi ez az IC és mire való azt teljesen hidegen hagyja...
Akit érdekel rákeress a neten... belenéz egy két külföldi fórumba... hogy mikre használják (vagy csak használnák mert európában nehezzen elérhető kis tételben) ... a léptetőmotor encoderes ellenőrzésétől az encoderes hangerőszabályzóig szinte mindenre... de valójában ez egy szervóvezerlő encoder jelfogadó...
Persze te is egy "jófajta" azaz drágát használsz - ha jól emlékszem 10.000 Ft-osat írtál - de nem nevezted meg a tipusát...
... de ennél drágábbat nem találtam a piacon:)
Az alsó a képen... Ez már talán többet mond...
A felső gyakorlatilag ugyanez az IC csak CW-CCW kimenettel) A step/dir változatból lehet CW-CCW-st kikapuzni de fordítva már nehezzeb, ezért választotam ezt a variációt... meg hát step/dir "a mi szabványunk"...:)

Tudod aki nem tudja mi ez az IC és mire való azt teljesen hidegen hagyja...
Akit érdekel rákeress a neten... belenéz egy két külföldi fórumba... hogy mikre használják (vagy csak használnák mert európában nehezzen elérhető kis tételben) ... a léptetőmotor encoderes ellenőrzésétől az encoderes hangerőszabályzóig szinte mindenre... de valójában ez egy szervóvezerlő encoder jelfogadó...
Persze te is egy "jófajta" azaz drágát használsz - ha jól emlékszem 10.000 Ft-osat írtál - de nem nevezted meg a tipusát...
... de ennél drágábbat nem találtam a piacon:)
Az alsó a képen... Ez már talán többet mond...
A felső gyakorlatilag ugyanez az IC csak CW-CCW kimenettel) A step/dir változatból lehet CW-CCW-st kikapuzni de fordítva már nehezzeb, ezért választotam ezt a variációt... meg hát step/dir "a mi szabványunk"...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 19, 08:54
Írta: bmejdz9nu Dátum 2008 január 19, 08:54
Na akkor legalább te (talán) érted mire gondolok... ennek örülök!!!
Egy viszonylag "állandó munkaponti" álapotban tartani a vezérlő elektronikát.
Nem "agyonhajtani" (ha nagyobb az encoder) feleslegesen... és ezáltal sok hibajel tárolóval kompenzálni...
Egy viszonylag "állandó munkaponti" álapotban tartani a vezérlő elektronikát.
Nem "agyonhajtani" (ha nagyobb az encoder) feleslegesen... és ezáltal sok hibajel tárolóval kompenzálni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 19, 09:33
Írta: 000000000 Dátum 2008 január 19, 09:33
De figyelj már ide Péter!
Meséld már el, hogy anélkül, hogy belenyúlnál a
szervo vezérlőd elektronikájába, mi a fenének
kell Neked ilyesmi IC?? Hova kötöd a kimenetét??
Hiszen a szervoszabályzó menete A, B jelet
kíván...
Meséld már el, hogy anélkül, hogy belenyúlnál a
szervo vezérlőd elektronikájába, mi a fenének
kell Neked ilyesmi IC?? Hova kötöd a kimenetét??
Hiszen a szervoszabályzó menete A, B jelet
kíván...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 19, 09:51
Írta: 000000000 Dátum 2008 január 19, 09:51
"Bizony ez így van... :) De (sajnos) ez nem az
én encoder jel feldolgozási elméletem..."
Elég bátor vagy, és önbizalom hiányban sem
szenvedsz, hogy a jelenlegi hajtástechnikai
tudásodra, tapasztalatodra már saját elméleted
van. Lekörözted alaposan azokat a Fórumtársaidat
(engem is), akik már letettek az aszatalra
saját tervezésű, építésű DC szervót.[#nyes]
én encoder jel feldolgozási elméletem..."
Elég bátor vagy, és önbizalom hiányban sem
szenvedsz, hogy a jelenlegi hajtástechnikai
tudásodra, tapasztalatodra már saját elméleted
van. Lekörözted alaposan azokat a Fórumtársaidat
(engem is), akik már letettek az aszatalra
saját tervezésű, építésű DC szervót.[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 január 19, 09:58
Írta: 3vv2btrhv Dátum 2008 január 19, 09:58
de gondolatai mindenkinek lehet ezért élünk SZABAD országban
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 19, 10:27
Írta: e3h0cv4ph Dátum 2008 január 19, 10:27
Péter tudsz valami konkrétumot ennek az IC-nek a beszerezhetőségéről? Érdekelne ez az IC. És az ára?
Köszi. TT
Köszi. TT
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 19, 10:37
Írta: 000000000 Dátum 2008 január 19, 10:37
Egyetértek. De a müszaki életben a gondolatoknak,
vágyaknak, főleg a saját elméleteknek gátat
szabnak a matematikai-fizikai összefüggések,
törvények. Persze a papír, a CAD rajz, a duma
az mindent elbír, ezért "szép" ez a mai csicsa
világ, ahol szinte semmi nem igaz, csak minden
pillanatban dől ránk a virtuális gigabájtnyi
áradat.
vágyaknak, főleg a saját elméleteknek gátat
szabnak a matematikai-fizikai összefüggések,
törvények. Persze a papír, a CAD rajz, a duma
az mindent elbír, ezért "szép" ez a mai csicsa
világ, ahol szinte semmi nem igaz, csak minden
pillanatban dől ránk a virtuális gigabájtnyi
áradat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 19, 11:34
Írta: bmejdz9nu Dátum 2008 január 19, 11:34
Ha kell "belenyulok" :) Mit tehetek? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 19, 11:49
Írta: bmejdz9nu Dátum 2008 január 19, 11:49
Encoder jel feldolgozásra nagyon sok lehetőség nincs ... azaz van egy séma és ezt a megoldást persze lehet "csűrni, csavarni, további fokozatokkkal...
pl. ugyanez az IC számlálóval, adatbusz kimenettel... (de ez van azokban is az elején)...
A minőségi és biztonságos jelfogadás is nagyon fontos... mert ugyebár csak akkor tud (lépést) téveszteni a szervóvezérlés, ha ez encoder bemenetére valamilyen nem kivánatos jel kerül...
Ettől nagyon félnek a gyártók... van aki az A-B csatornát is optokapukkal fogadja... (talán túlzás :) vagy a szimmetrikus bemenet is ezt szolgálja...
Tehát ez a része a dolognak messze nem másodlagos...
Nem árulod el a tiedben milyen IC van? Ha nem is a típusát... csak a blockvázlatát...? (lasatíroz photoshopban... :)
Én csak "elméletben" tudom (talán), hogy mit akarok azaz milyennek képzelek egy szervó hajtást... nem az én dolgom (lenne), hogy ezt megvalósítsam...
pl. ugyanez az IC számlálóval, adatbusz kimenettel... (de ez van azokban is az elején)...
A minőségi és biztonságos jelfogadás is nagyon fontos... mert ugyebár csak akkor tud (lépést) téveszteni a szervóvezérlés, ha ez encoder bemenetére valamilyen nem kivánatos jel kerül...
Ettől nagyon félnek a gyártók... van aki az A-B csatornát is optokapukkal fogadja... (talán túlzás :) vagy a szimmetrikus bemenet is ezt szolgálja...
Tehát ez a része a dolognak messze nem másodlagos...
Nem árulod el a tiedben milyen IC van? Ha nem is a típusát... csak a blockvázlatát...? (lasatíroz photoshopban... :)
Én csak "elméletben" tudom (talán), hogy mit akarok azaz milyennek képzelek egy szervó hajtást... nem az én dolgom (lenne), hogy ezt megvalósítsam...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 19, 11:55
Írta: bmejdz9nu Dátum 2008 január 19, 11:55
Persze.. keress rá a neten... találsz forgalmazókat, szuper árakat... de ha kis tételt akarsz akkor az gond...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 19, 13:56
Írta: 000000000 Dátum 2008 január 19, 13:56
"A minőségi és biztonságos jelfogadás is nagyon
fontos... mert ugyebár csak akkor tud (lépést)
téveszteni a szervóvezérlés, ha ez encoder
bemenetére valamilyen nem kivánatos jel kerül.."
Erről dumálok egy éve. Ide kőkemény "hardware"
kell, ami önmaga sok pénz, majdnem egy
olcsóbb szervo fele.
Az én típusom hasonló, csak sokkal többet tud,
de ha nem haragszol konkrétabb dolgot erről nem
árulnék el, mert évekig "vacakoltam", mire ezt
és hozzá kifejlesztett korlátlanul
bővíthető (akár 40 bit szélesség is lehet)
pozíció memóriát is összehoztam.
Azért írtam Neked, semmit nem fogsz ezzel érni,
mert ahhoz a komplett szervó tervezéshez kellene
értened, és pl. ismerned kellene azt is,
hogy a felbontás és az egységugrásjel,
körerősítés, motor fluxus, inercianyomaték,
időállandó, ....,stb közvetlenül milyen összefüggésben az egész szervórendszer
optimális működésével kapcsolatosan.
Így komlexen pedig nem biztos, hogy átlátod a
témát, de ha kitartó vagy pár év küzdelem és
néhány differenciál egyenlet megoldása után
után leversz itt mindenkit majd a saját
tervezésű szervóddal, mostmár úgyis minden
bokorban kapható.:)
fontos... mert ugyebár csak akkor tud (lépést)
téveszteni a szervóvezérlés, ha ez encoder
bemenetére valamilyen nem kivánatos jel kerül.."
Erről dumálok egy éve. Ide kőkemény "hardware"
kell, ami önmaga sok pénz, majdnem egy
olcsóbb szervo fele.
Az én típusom hasonló, csak sokkal többet tud,
de ha nem haragszol konkrétabb dolgot erről nem
árulnék el, mert évekig "vacakoltam", mire ezt
és hozzá kifejlesztett korlátlanul
bővíthető (akár 40 bit szélesség is lehet)
pozíció memóriát is összehoztam.
Azért írtam Neked, semmit nem fogsz ezzel érni,
mert ahhoz a komplett szervó tervezéshez kellene
értened, és pl. ismerned kellene azt is,
hogy a felbontás és az egységugrásjel,
körerősítés, motor fluxus, inercianyomaték,
időállandó, ....,stb közvetlenül milyen összefüggésben az egész szervórendszer
optimális működésével kapcsolatosan.
Így komlexen pedig nem biztos, hogy átlátod a
témát, de ha kitartó vagy pár év küzdelem és
néhány differenciál egyenlet megoldása után
után leversz itt mindenkit majd a saját
tervezésű szervóddal, mostmár úgyis minden
bokorban kapható.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 19, 16:54
Írta: bmejdz9nu Dátum 2008 január 19, 16:54
Tudom, hogy van olyan encoder jelfogadó-feldolgozó IC amiben már a "következő fokozat" is benne van... :) - ugyanettől a gyártótól...
De nem akarok szervót gyártani... csak olyat szeretnék magamnak amit elképzeltem... valahogy majd lesz... előbb utóbb...
Talán észereveszik itt az urak... mire gondolok...
Nem azért vettem műszereket... csak ellenőrizni akarok és mérni... pl. mechanikai pontosságokat pl. encoderrel...
Bokor... keresem a megfelelő bokrot... :) Kertész leszek :) Nemesítsünk :)
De nem akarok szervót gyártani... csak olyat szeretnék magamnak amit elképzeltem... valahogy majd lesz... előbb utóbb...
Talán észereveszik itt az urak... mire gondolok...
Nem azért vettem műszereket... csak ellenőrizni akarok és mérni... pl. mechanikai pontosságokat pl. encoderrel...
Bokor... keresem a megfelelő bokrot... :) Kertész leszek :) Nemesítsünk :)
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 január 19, 17:01
Írta: crgs7u9wg Dátum 2008 január 19, 17:01
mondjuk ha sikerulne leirni pontosan, hogy mit szeretnel, az neked is hasznos volna ill. novelhetned vele az eselyet annak, hogy valaki segiteni tudna neked...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 19, 17:12
Írta: bmejdz9nu Dátum 2008 január 19, 17:12
Ez nem olyan egyszerű...
Ha ezt a topikot végig olvasod... egyértelmű lesz mire gondolok... A "szervós urak" tudják... :)
Ha ezt a topikot végig olvasod... egyértelmű lesz mire gondolok... A "szervós urak" tudják... :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 19, 19:36
Írta: x4rhew5r3 Dátum 2008 január 19, 19:36
Tavasz van! Újra nyílik az E240. Most csapágy is jár hozzá.
Electrocraft E240
Electrocraft E240
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 január 19, 21:35
Írta: Kristály Árpád Dátum 2008 január 19, 21:35
Hallihó Mindenkinek!
Péter!
Már megint sikerült méhkasba nyúlnod....
Tetszik az IC-éd....
Nem Értem, hogy Tibor45... miért nem közlöd a Fotoshoppal "kiretusált" bolkvázat amit Péter kért...hátha okosabbak leszünk....ez nem sértheti üzleti érdekeid...amire anyira vígyázol..aminyire...ez természetesen magánügy lenne...de Szerintem ez egy Fórum aminek a használata mindenkijé...Ezért Külön köszönet a tulajnak Magi Istvánnak, tehát Én, úgy érzem, hogy csöpög....tettethetnél egy kicsit több infót.
Egy reménykedő fórumtárs....
Halihó!!!
Péter!
Már megint sikerült méhkasba nyúlnod....
Tetszik az IC-éd....
Nem Értem, hogy Tibor45... miért nem közlöd a Fotoshoppal "kiretusált" bolkvázat amit Péter kért...hátha okosabbak leszünk....ez nem sértheti üzleti érdekeid...amire anyira vígyázol..aminyire...ez természetesen magánügy lenne...de Szerintem ez egy Fórum aminek a használata mindenkijé...Ezért Külön köszönet a tulajnak Magi Istvánnak, tehát Én, úgy érzem, hogy csöpög....tettethetnél egy kicsit több infót.
Egy reménykedő fórumtárs....
Halihó!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 19, 22:18
Írta: 000000000 Dátum 2008 január 19, 22:18
Árpád!
Ez az egész nevetséges és komolytalan. Attól,
hogy valaki vesz egy tárolós szkópot, meg ami
eszébe jut fölösleges encoder IC-ket, stb.,
semmi nem következik, és az egész témának
ez töredék része. Legfeljebb Téged ez
meghatott. Többször leírtam már:
Péter tévutakon jár, és kinevezte magát
fejlesztőnek. Van ilyen, nincs ezzel semnmi
baj, Te is építettél szervót, ha jól tudom.
Mit bánom én egyébként meg, hogy ki mit csinál.
Hunka T. megmondta: szabad az ország, gyerünk,
hajrá, arccal előre a sületlenségek felé is.
Én nem érek rá és nem is akarok agyrém
dolgokkal foglalkozni.
Ez az egész nevetséges és komolytalan. Attól,
hogy valaki vesz egy tárolós szkópot, meg ami
eszébe jut fölösleges encoder IC-ket, stb.,
semmi nem következik, és az egész témának
ez töredék része. Legfeljebb Téged ez
meghatott. Többször leírtam már:
Péter tévutakon jár, és kinevezte magát
fejlesztőnek. Van ilyen, nincs ezzel semnmi
baj, Te is építettél szervót, ha jól tudom.
Mit bánom én egyébként meg, hogy ki mit csinál.
Hunka T. megmondta: szabad az ország, gyerünk,
hajrá, arccal előre a sületlenségek felé is.
Én nem érek rá és nem is akarok agyrém
dolgokkal foglalkozni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 07:39
Írta: bmejdz9nu Dátum 2008 január 20, 07:39
[#smile] Szia Árpi...
Tudod ebben a "hobby iparban" szervó vez. ügyben vannak "bevált szokások": pl. ne adj blokvázlatot, ne áruld el hogy a lecsiszolt 7400-es micsoda... :) vagy PIC-be ragd és zárd le... :) Ez UHU-ra is igaz...
Még véletlenül se jöjjön rá a felhasználó, hogyan alakul ki a PID szablyzás...
A profi vezérlőkre ezek nem jellemzők... SanyoDenki, Gecko... stb... :) Ic-k és azokhoz adatlapok...
A másolás védelem ott is van!!! Azaz anyagilag nem érdemes lemásolni... :)
Ez a "felesleges" encoder IC... Egyszerűen azt vettem észre európai(!) cnc-s fórumokon, hogy "cspögnek" a hobbysták érte... gondoltam segítek... mert nincs rá alternatíva... nincs kompatibilis vagy hasonló... és hagyományos kapukból igen bonyolult lenne és talán zavarérzékeny...
Vigyázz!! tévúton járok! ... és az is aki az IC-t csinálja... és sokan mások is... :)
Tudod ebben a "hobby iparban" szervó vez. ügyben vannak "bevált szokások": pl. ne adj blokvázlatot, ne áruld el hogy a lecsiszolt 7400-es micsoda... :) vagy PIC-be ragd és zárd le... :) Ez UHU-ra is igaz...
Még véletlenül se jöjjön rá a felhasználó, hogyan alakul ki a PID szablyzás...
A profi vezérlőkre ezek nem jellemzők... SanyoDenki, Gecko... stb... :) Ic-k és azokhoz adatlapok...
A másolás védelem ott is van!!! Azaz anyagilag nem érdemes lemásolni... :)
Ez a "felesleges" encoder IC... Egyszerűen azt vettem észre európai(!) cnc-s fórumokon, hogy "cspögnek" a hobbysták érte... gondoltam segítek... mert nincs rá alternatíva... nincs kompatibilis vagy hasonló... és hagyományos kapukból igen bonyolult lenne és talán zavarérzékeny...
Vigyázz!! tévúton járok! ... és az is aki az IC-t csinálja... és sokan mások is... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 07:44
Írta: bmejdz9nu Dátum 2008 január 20, 07:44
Ha egy hobbysta vesz mérőeszközöket...hogy ne csak érezze hanem mérje is a dolgokat... (az már alapban baj?)
Persze a mérőórát is túlzásnak tartottad akkoriban, mert ezred pontos volt... de egy század pontos gép méréshez egy nagyságrenddel nagyobb illik...
Nem csak tárolós szkópot, impulzus mérőt, és számlálókat is, stb... ezeket majd beteszem az elektronika topikba... :)
Nem vagyok fejlesztő...(sajnos...) Nevezz inkább "ellenőrnek" ... veszélyes fajta az is! [#nevetes1]
Persze a mérőórát is túlzásnak tartottad akkoriban, mert ezred pontos volt... de egy század pontos gép méréshez egy nagyságrenddel nagyobb illik...
Nem csak tárolós szkópot, impulzus mérőt, és számlálókat is, stb... ezeket majd beteszem az elektronika topikba... :)
Nem vagyok fejlesztő...(sajnos...) Nevezz inkább "ellenőrnek" ... veszélyes fajta az is! [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 20, 08:47
Írta: 000000000 Dátum 2008 január 20, 08:47
Szia H. Józsi!
A szervós esztergádnak mikor lesz golyósorsós
vagy a jelenleginél sokkal kisebb kottyanású
keresztszán hajtása?
Mert sajnos a függvényekkel definiált egy
főorsó fordulaton belül változó keresztmetszetű
teszteknél nincs idő és lehetőség a kottyanás
kompenzálásra, sajna meg fog látszódni a
jelenség a felületen.
Ha ez a kis átalakításod meglesz, feltesszük a
fórumra majd a videókat. Szerintem sok
emberkének fog tetszeni, persze amiatt kicsit
szomorú vagyok, és ez kérdésessé is teszi a
dolgokat, hogy most "csak" szervojellegű a
motorod, és bizony itt néha majdnem egységugrás
szintű alapjelekkel kell megküzdeni a
szervonak. De ha minden húr szakad, majd
felteszünk az EC240 helyett egy igazi profi
motort, biztosan van Neked is, ha nincs majd
viszek egyet, vagy akár az AC szervót is
bevethetjük, ami azért mégis csak egy picit
ráver a DC szervóra dinamikában.
A szervós esztergádnak mikor lesz golyósorsós
vagy a jelenleginél sokkal kisebb kottyanású
keresztszán hajtása?
Mert sajnos a függvényekkel definiált egy
főorsó fordulaton belül változó keresztmetszetű
teszteknél nincs idő és lehetőség a kottyanás
kompenzálásra, sajna meg fog látszódni a
jelenség a felületen.
Ha ez a kis átalakításod meglesz, feltesszük a
fórumra majd a videókat. Szerintem sok
emberkének fog tetszeni, persze amiatt kicsit
szomorú vagyok, és ez kérdésessé is teszi a
dolgokat, hogy most "csak" szervojellegű a
motorod, és bizony itt néha majdnem egységugrás
szintű alapjelekkel kell megküzdeni a
szervonak. De ha minden húr szakad, majd
felteszünk az EC240 helyett egy igazi profi
motort, biztosan van Neked is, ha nincs majd
viszek egyet, vagy akár az AC szervót is
bevethetjük, ami azért mégis csak egy picit
ráver a DC szervóra dinamikában.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 január 20, 09:19
Írta: Szalai György Dátum 2008 január 20, 09:19
© Kristály Árpád tegnap 21:35 #3787 után én is bátorkodok.
Varsányi Péter!
Nekem pedig rokonszenves a töretlen lelkesedésed, amivel a legapróbb részletekig terjedő tudás részleges hiánya ellenére is, vagy éppen azért, folyton tágítod a lehetőségeid határait és foltozod az ismereteiden tátongó réseket. Az ország népességének jelentős része lassan belefásul a próbálkozásokba, de neked még ott ragyog a fény a szemedben.
Sajnos sok műszaki embert láttam, aki addig sem jutott el, hogy felismerje mi az amit nem tud még, de szeretné tudni. Mert a hiány felismeréséhez is tudás kell, és igény. Hiszen csak az érdekelhet, amiről már tudok annyit, hogy felkeltse az érdeklődésemet.
A legtöbb közvetlenül megtapasztalt élményt, azt hiszem te közvetíted ezen a fórumon és szerintem itt nincs rá igény hogy ezek tudományos értekezés alaposságúak legyenek, matematikai számításokkal alátámasztva.
Én meg tanulok tőled, ha már úgy alakult, hogy Tibor45 érdekeit sértené hogyha tőle tanulnék. Tanulok a HD-ról, tanulok a vadrezgésekről, a túlzott csavarfelhasználásról, a motor és golyósorsó direkt kapcsolatáról, olvasom hogy mi olyat tudnak a műszereid aminek én semmi hasznát nem venném.
Szóval szurkolok neked. Csak így tovább. Soha ne veszítsd el az álmaidat.
Varsányi Péter!
Nekem pedig rokonszenves a töretlen lelkesedésed, amivel a legapróbb részletekig terjedő tudás részleges hiánya ellenére is, vagy éppen azért, folyton tágítod a lehetőségeid határait és foltozod az ismereteiden tátongó réseket. Az ország népességének jelentős része lassan belefásul a próbálkozásokba, de neked még ott ragyog a fény a szemedben.
Sajnos sok műszaki embert láttam, aki addig sem jutott el, hogy felismerje mi az amit nem tud még, de szeretné tudni. Mert a hiány felismeréséhez is tudás kell, és igény. Hiszen csak az érdekelhet, amiről már tudok annyit, hogy felkeltse az érdeklődésemet.
A legtöbb közvetlenül megtapasztalt élményt, azt hiszem te közvetíted ezen a fórumon és szerintem itt nincs rá igény hogy ezek tudományos értekezés alaposságúak legyenek, matematikai számításokkal alátámasztva.
Én meg tanulok tőled, ha már úgy alakult, hogy Tibor45 érdekeit sértené hogyha tőle tanulnék. Tanulok a HD-ról, tanulok a vadrezgésekről, a túlzott csavarfelhasználásról, a motor és golyósorsó direkt kapcsolatáról, olvasom hogy mi olyat tudnak a műszereid aminek én semmi hasznát nem venném.
Szóval szurkolok neked. Csak így tovább. Soha ne veszítsd el az álmaidat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 09:49
Írta: bmejdz9nu Dátum 2008 január 20, 09:49
[#smile] Próbálok egyszerűen fogalmazni... még akkor is ha tudom a "tudományos" kifejezést...
Én ilyen "kisérletezős" fajta vagyok... persze most egy kis gyakorlati méréssel is alá akarom támasztani a dolgokat... (nem számítással...)
Ezekkel az IC-kel minden mechanikai (forgó) mozgást 4x-es(!) éldetektálással elektromos jelekké lehet pl. alakítani...
Persze még jól jönne egy lineáris(!) inkrementális útjeladó is... (próbálom...majd...)
Tibor is nagyon fontosakat ír! csak kicsit másként...
Meg én a "világ viszonylatban" gondolkozok... és itt van a baj velem... :)
Ha ki van találva valami Új Zeeland-on... akkor az már ki van találva... azon már nem töröm "mégegyszer" a fejemet...
Csak úgy lehet tovább lépni ha az alapokat felhasználjuk... és nem a nulláról indulunk... (nem helybe topi :)
Persze ettől még nagyon jó a 74xx-es TTL IC széria... :) csak nem éri meg összességében mindíg...
Én ilyen "kisérletezős" fajta vagyok... persze most egy kis gyakorlati méréssel is alá akarom támasztani a dolgokat... (nem számítással...)
Ezekkel az IC-kel minden mechanikai (forgó) mozgást 4x-es(!) éldetektálással elektromos jelekké lehet pl. alakítani...
Persze még jól jönne egy lineáris(!) inkrementális útjeladó is... (próbálom...majd...)
Tibor is nagyon fontosakat ír! csak kicsit másként...
Meg én a "világ viszonylatban" gondolkozok... és itt van a baj velem... :)
Ha ki van találva valami Új Zeeland-on... akkor az már ki van találva... azon már nem töröm "mégegyszer" a fejemet...
Csak úgy lehet tovább lépni ha az alapokat felhasználjuk... és nem a nulláról indulunk... (nem helybe topi :)
Persze ettől még nagyon jó a 74xx-es TTL IC széria... :) csak nem éri meg összességében mindíg...
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 január 20, 09:56
Írta: eivmhrm04 Dátum 2008 január 20, 09:56
Ezt szépen megfogalmaztad
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 január 20, 09:56
Írta: eivmhrm04 Dátum 2008 január 20, 09:56
[#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 január 20, 09:58
Írta: eivmhrm04 Dátum 2008 január 20, 09:58
[#worship][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 20, 10:40
Írta: 000000000 Dátum 2008 január 20, 10:40
István, Svejk, és a többi szervós Kolléga!
Világosítsátok már fel Ti is Pétert (én sajna
hiába teszem), hogy a Ti szervótok és minden
más általában alapból tudja a 2, 4-es
encoder üzemmódot is (és ezt a gyufidoboz is
tudja, amit eddig Ő használt). Formál logikilag
tehát minden szervóban az A, B, csatornás
encoder bemenet lehetőséget ad erre,
csak van aki PIC-el, AVR-rel, diszkrét IC-kel,
saját elektronikával, ...., csinálja ezt.
Vagy Ti már belefáradtatok, hogy Péter a
semmiről, vagy a már eddig is ismert dolgokról
ennyit hadovázik?:) Hiszen annak idején már pl.
a kézikeréknél kitárgyaltuk ezeket is.
Világosítsátok már fel Ti is Pétert (én sajna
hiába teszem), hogy a Ti szervótok és minden
más általában alapból tudja a 2, 4-es
encoder üzemmódot is (és ezt a gyufidoboz is
tudja, amit eddig Ő használt). Formál logikilag
tehát minden szervóban az A, B, csatornás
encoder bemenet lehetőséget ad erre,
csak van aki PIC-el, AVR-rel, diszkrét IC-kel,
saját elektronikával, ...., csinálja ezt.
Vagy Ti már belefáradtatok, hogy Péter a
semmiről, vagy a már eddig is ismert dolgokról
ennyit hadovázik?:) Hiszen annak idején már pl.
a kézikeréknél kitárgyaltuk ezeket is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 10:41
Írta: bmejdz9nu Dátum 2008 január 20, 10:41
... csak a gépem nem lesz meg soha... :) Most is tesztelés... Elektronika topik... Hát ez a baj..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 10:51
Írta: bmejdz9nu Dátum 2008 január 20, 10:51
Várom! :) hol vagytok? :) Vlágosság jöjjön reám! :)
"alapból tudja a 2, 4-es encoder üzemmódot is (és ezt a gyufidoboz is tudja, amit eddig Ő használt)." === G320/G340 nem tud encoder osztást!
G340= bementi step jel szorzást tud pulszban a G320-hoz képest. (benne alapban a szorzóáramkör)
... Továbbra sem az encoder osztása a lényeg! Ez csak a szorzás mellé egy "opció" ha pl. 500cpr felett van az ecoder cpr-je előtte leosztja egy "kellemes" tartományba... Továbbra is a bemeneti jel szorzása szükséges ha kell a nagy dinamika...(de talán nem mindíg, mindenhez...)
Valaki Tibort világosítsa fel ... :) Nem akarja megérteni... vagy tényleg rosszul fogalmaztam?
"alapból tudja a 2, 4-es encoder üzemmódot is (és ezt a gyufidoboz is tudja, amit eddig Ő használt)." === G320/G340 nem tud encoder osztást!
G340= bementi step jel szorzást tud pulszban a G320-hoz képest. (benne alapban a szorzóáramkör)
... Továbbra sem az encoder osztása a lényeg! Ez csak a szorzás mellé egy "opció" ha pl. 500cpr felett van az ecoder cpr-je előtte leosztja egy "kellemes" tartományba... Továbbra is a bemeneti jel szorzása szükséges ha kell a nagy dinamika...(de talán nem mindíg, mindenhez...)
Valaki Tibort világosítsa fel ... :) Nem akarja megérteni... vagy tényleg rosszul fogalmaztam?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 20, 11:03
Írta: 000000000 Dátum 2008 január 20, 11:03
Szia György!
"Sajnos sok műszaki embert láttam, aki addig
sem jutott el, hogy felismerje mi az amit nem
tud még, de szeretné tudni."
Idáig ez szép és remek, egyetértek Veled.
Viszont ahhoz is egy fajta képesség kell, hogy
az ember azt is belássa, hol van egy adott támában
a jelenlegi tudásszintje, képessége, lehetősége,
és ennek tükrében utána reményetlen, fölösleges,
téves dolgokra ne vállalkozzon, és főleg ne
hangoztassa nagyon.
Én tisztelem a Hobbysta kísérletező kedvét, és
helyes is, én is ilyen vagyok, mindent a
gyakorlatban szeretek tesztelni. De vannak pontok
az életemben, amikor belátom, ehhez már hülye
vagyok, és ott abbahagyom a fejlesztést.
Ettől egy ember csak nemesebb szerintem, ha
ismeri a korlátait, és nem fennhangon beszél arról,
amihez nem ért már. De különbözőek vagyunk,
tudom. Szerencsére van egy objektív bíra,
az pedig maga a műszaki végleges alkalmazás.
Majd ott minden kiderül, mert szerencsére
a duma, a semmi, a virtuális csicsa nem hat
a működésre, ott már a természeti törvények
döntenek. Hála a jó égnek!
"Sajnos sok műszaki embert láttam, aki addig
sem jutott el, hogy felismerje mi az amit nem
tud még, de szeretné tudni."
Idáig ez szép és remek, egyetértek Veled.
Viszont ahhoz is egy fajta képesség kell, hogy
az ember azt is belássa, hol van egy adott támában
a jelenlegi tudásszintje, képessége, lehetősége,
és ennek tükrében utána reményetlen, fölösleges,
téves dolgokra ne vállalkozzon, és főleg ne
hangoztassa nagyon.
Én tisztelem a Hobbysta kísérletező kedvét, és
helyes is, én is ilyen vagyok, mindent a
gyakorlatban szeretek tesztelni. De vannak pontok
az életemben, amikor belátom, ehhez már hülye
vagyok, és ott abbahagyom a fejlesztést.
Ettől egy ember csak nemesebb szerintem, ha
ismeri a korlátait, és nem fennhangon beszél arról,
amihez nem ért már. De különbözőek vagyunk,
tudom. Szerencsére van egy objektív bíra,
az pedig maga a műszaki végleges alkalmazás.
Majd ott minden kiderül, mert szerencsére
a duma, a semmi, a virtuális csicsa nem hat
a működésre, ott már a természeti törvények
döntenek. Hála a jó égnek!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 20, 11:22
Írta: svejk Dátum 2008 január 20, 11:22
Azokra a motorokra rá lehet verni...Úgy még két eszterga áráért..:) :) :)
Nem hiszem hogy H.Józsi ISO900x-el beszállítója akar lenni mondjuk a NASA-nak..
Nem hiszem hogy H.Józsi ISO900x-el beszállítója akar lenni mondjuk a NASA-nak..
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 20, 11:42
Írta: Szedlay Pál Dátum 2008 január 20, 11:42
Szerintem sem ez volt a célja.
Ha igen vett volna 1 40millás esztergát, de ez csak 100.000Ft-volt.
Egyik ismerösöm most cserélte a cnc-jében a fóorsó csapágyakat 2,5M volt a csapágy.
Nem egy kategória.
Ha igen vett volna 1 40millás esztergát, de ez csak 100.000Ft-volt.
Egyik ismerösöm most cserélte a cnc-jében a fóorsó csapágyakat 2,5M volt a csapágy.
Nem egy kategória.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 január 20, 11:51
Írta: Szalai György Dátum 2008 január 20, 11:51
Tisztelem a véleményed, de az enyém más.
Sokra tartom azokat, akik képtelenek önmaguknak beismerni, hogy a tudásuknak és a képességüknek vannak határai, vagy mindenen túl feszegetik a korlátaikat. Nem köti őket semmilyen betanult tudással járó, sablonos gondolkodásmód és ettől nagyon szabad a fantáziájuk. Ha használják ezt a szabadságot, újszerű gondolatokra képesek. Abban egyetértek, hogy a fejlesztőmérnökök között az ilyeneknek nem nagyon van helye. A fejlődés útján szerintem először az ötletnek kell megszületnie, azután jöhetnek a műszaki kreatívok, hogy megvalósítsák a műszakilag hozzá alig értő ötletgazda álmait.
Sokra tartom azokat, akik képtelenek önmaguknak beismerni, hogy a tudásuknak és a képességüknek vannak határai, vagy mindenen túl feszegetik a korlátaikat. Nem köti őket semmilyen betanult tudással járó, sablonos gondolkodásmód és ettől nagyon szabad a fantáziájuk. Ha használják ezt a szabadságot, újszerű gondolatokra képesek. Abban egyetértek, hogy a fejlesztőmérnökök között az ilyeneknek nem nagyon van helye. A fejlődés útján szerintem először az ötletnek kell megszületnie, azután jöhetnek a műszaki kreatívok, hogy megvalósítsák a műszakilag hozzá alig értő ötletgazda álmait.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 12:14
Írta: bmejdz9nu Dátum 2008 január 20, 12:14
Pontosan... nem az én dolgom a (teljes) megvalósítás... De ha be van "tokozodva"... a megszokott alkatrészekhez és megoldásokhoz... :)

Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 január 20, 12:18
Írta: 3vv2btrhv Dátum 2008 január 20, 12:18
Abban egyetértek, hogy a fejlesztőmérnökök között az ilyeneknek nem nagyon van helye. A fejlődés útján szerintem először az ötletnek kell megszületnie.
Igen !!! Csak visszaemlékszem amikor dolgoztam a kutatointézetben , naponta két ötlettel kellet kirukorni , máskülönben kinéztek elöbb utobb . Ezekböl az ötletekböl lett késöbb termék de lehet hogy husz év mulva !!!
Igen !!! Csak visszaemlékszem amikor dolgoztam a kutatointézetben , naponta két ötlettel kellet kirukorni , máskülönben kinéztek elöbb utobb . Ezekböl az ötletekböl lett késöbb termék de lehet hogy husz év mulva !!!
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 január 20, 12:21
Írta: ra8nsmk6w Dátum 2008 január 20, 12:21
Jól látom, kimenő nélküli SE erősitő?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 12:24
Írta: bmejdz9nu Dátum 2008 január 20, 12:24
EL34...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 január 20, 12:55
Írta: ra8nsmk6w Dátum 2008 január 20, 12:55
Igen azt felismertem és a másik cső?Én is csináltam vagy 8 éve EL 34 PP erősitöt csak hallgatni nincs már idöm, talán évente 1x2. Már gondoltam rá, hogy inkább az autóba kéne szerelni.Ez most itt off, légyszives töröld ki
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 20, 14:29
Írta: HJózsi Dátum 2008 január 20, 14:29
Szia Tibor!
Egyéb tesztekhez kellett most, hogy működjön a gép ezért nem futottam még neki a golyósorsó-ra cseréhez... Ha minden jól megí 1-2 hét és beszerelem, még filózni is kell... meg rajzolni... meg fúrni, marni menetet vágni, tengelyvéget megmunkálni... na ez utóbbit a már cn-sen .. :) Jelzem ha kész! ...
Egyéb tesztekhez kellett most, hogy működjön a gép ezért nem futottam még neki a golyósorsó-ra cseréhez... Ha minden jól megí 1-2 hét és beszerelem, még filózni is kell... meg rajzolni... meg fúrni, marni menetet vágni, tengelyvéget megmunkálni... na ez utóbbit a már cn-sen .. :) Jelzem ha kész! ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 20, 14:34
Írta: HJózsi Dátum 2008 január 20, 14:34
Ez most szervo vezérlő vagy hifi erősítő??? [#nyes][#nyes][#nyes] Vagy topikot tévesztettem ???
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 20, 14:42
Írta: e3h0cv4ph Dátum 2008 január 20, 14:42
Szia péter! Nem találtam semmit. Segitenél a keresésbe.
Adnál valami támpontot a szuper árakról. Mert ha jól gondolom (sok ezer forint) és több ismerettel rendelkeznék róla már lehet, hogy nem is érdekelne, hogy hol lehet beszerezni.
Kössz: TT
Adnál valami támpontot a szuper árakról. Mert ha jól gondolom (sok ezer forint) és több ismerettel rendelkeznék róla már lehet, hogy nem is érdekelne, hogy hol lehet beszerezni.
Kössz: TT
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 14:48
Írta: bmejdz9nu Dátum 2008 január 20, 14:48
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 20, 15:42
Írta: e3h0cv4ph Dátum 2008 január 20, 15:42
Köszi, ilyet én is találtam.
Azt hittem tudsz valami magyarországi helyet ahová csak besétálok és kapásból adnak. Külföldi rendelgetésbe nem vagyok valami gyakorlott.
Azt hittem tudsz valami magyarországi helyet ahová csak besétálok és kapásból adnak. Külföldi rendelgetésbe nem vagyok valami gyakorlott.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 16:36
Írta: bmejdz9nu Dátum 2008 január 20, 16:36
Ez(ek) pedíg a legnehezzebb cég akivel találkoztam... a "gyakorlatomat" szinte eláshattam... :)
Két hetes "kapirgálás"... Kínában is sok volt raktáron dögivel belőle... de nem sikerült onnét.
Ha egy darabot kérsz akkor a szállítás = 100 USD! Ez az alap! szabály az a szabály (anyagmozgatási díj :)... stb...
Fizetni is macerás... először egy nagy deposít...(nem akármilyen hitelkártyára :) aztán visza a többit amikor csomagolták...rémálom... nagy cégekhez szoktak... ez nem a bolhapiac és Paypal... :)
Úgy küldik mind egy cégnek... vám és Áfa 100%-ban biztosított mert még repül de már megindult a vámeljárás... (RoHs nyilatkozat is kellett :)
(A legnagyobb szállítók így csinálják...hogy tényleg express legyen :) mert a "szervógyárak" nem szeretik az anyaghiányt :)
Ezért tettem be az adok veszekbe, árral... viszonylag sokat vettem... mennek az Ebay-ra... legalább lesz európába ism belőle:) Valakinek fel kellett vállalnia... :)
Két hetes "kapirgálás"... Kínában is sok volt raktáron dögivel belőle... de nem sikerült onnét.
Ha egy darabot kérsz akkor a szállítás = 100 USD! Ez az alap! szabály az a szabály (anyagmozgatási díj :)... stb...
Fizetni is macerás... először egy nagy deposít...(nem akármilyen hitelkártyára :) aztán visza a többit amikor csomagolták...rémálom... nagy cégekhez szoktak... ez nem a bolhapiac és Paypal... :)
Úgy küldik mind egy cégnek... vám és Áfa 100%-ban biztosított mert még repül de már megindult a vámeljárás... (RoHs nyilatkozat is kellett :)
(A legnagyobb szállítók így csinálják...hogy tényleg express legyen :) mert a "szervógyárak" nem szeretik az anyaghiányt :)
Ezért tettem be az adok veszekbe, árral... viszonylag sokat vettem... mennek az Ebay-ra... legalább lesz európába ism belőle:) Valakinek fel kellett vállalnia... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 20, 18:43
Írta: svejk Dátum 2008 január 20, 18:43
Más személyes dolgaiba nem szoktam beleszólni...
Azt vesz amit akar...és szerintem tisztában van az általad leírt dolgokkal a Varsányi..
Én inkább a segítő szándékot vélem felfedezni, mert valóban nem egyszerű az IC beszerzése.
Maga az IC-ről csak annyit hogy valóban egy pár hagyományos ic-vel kiváltható elvileg, de ez ugye egy 8 lábú DIL tokban van, és talán hatásos zavarvédelemmel is rendelkezik.
Pl. egy házilag gyártott inkrementális kézikerék (akár10-100 osztás) szervovezérlőhöz csatlakoztatására főnyeremény.
És bizony néha jól jönne akár számítógép nélkül is megvezérelni a gépezetet.
Azt vesz amit akar...és szerintem tisztában van az általad leírt dolgokkal a Varsányi..
Én inkább a segítő szándékot vélem felfedezni, mert valóban nem egyszerű az IC beszerzése.
Maga az IC-ről csak annyit hogy valóban egy pár hagyományos ic-vel kiváltható elvileg, de ez ugye egy 8 lábú DIL tokban van, és talán hatásos zavarvédelemmel is rendelkezik.
Pl. egy házilag gyártott inkrementális kézikerék (akár10-100 osztás) szervovezérlőhöz csatlakoztatására főnyeremény.
És bizony néha jól jönne akár számítógép nélkül is megvezérelni a gépezetet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 19:01
Írta: bmejdz9nu Dátum 2008 január 20, 19:01
... és ezekben a kézi tekerőkben (mind) 100cpr-es encoder van... tehét a 4x módban = 400 imp/fordulat...
Azaz ha azt akarjuk, hogy a skálán 1 osztás 0.01mm legyen akkor pont 4-el osztani is kell... (ha a rendszer is olyan hogy 1 lépés 1 század)
Tehát ezzel a midössze 8 lábú IC-vel a step/dir átalakítás is magvalósul és a négyes osztás is...
Egy ellenállással szabályozható is a kimeneneti jel szélessége (200nS-tól 140uS-ig)...
Ezt összerakosgatni 74xx-es IC-kből nem éri meg...
(gyorsjárat is biztosítva van ha az osztót kikapcsoljuk - 4 szeres...)
Azaz ha azt akarjuk, hogy a skálán 1 osztás 0.01mm legyen akkor pont 4-el osztani is kell... (ha a rendszer is olyan hogy 1 lépés 1 század)
Tehát ezzel a midössze 8 lábú IC-vel a step/dir átalakítás is magvalósul és a négyes osztás is...
Egy ellenállással szabályozható is a kimeneneti jel szélessége (200nS-tól 140uS-ig)...
Ezt összerakosgatni 74xx-es IC-kből nem éri meg...
(gyorsjárat is biztosítva van ha az osztót kikapcsoljuk - 4 szeres...)
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 20, 19:25
Írta: dg8n4i8x Dátum 2008 január 20, 19:25
Most, hogy olvasgatom itt az eszmefuttatásokat, meg olvasgattam a mach kézikönyvet, szerintem amit Péter szorzásnak mond, az nem is szorzás... A mach könyvében is úgy írják le az encodereket, hogy az 500cpr az ugye 2000 impulzus, és ez ugye nem szorzás mert valós idejű élek vannak ilyenkor... ???
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 20, 19:57
Írta: svejk Dátum 2008 január 20, 19:57
Bingó!
De Varsányi itt x1, x2, x4 -es üzemmódról beszél.
Sokan ezt keverik a szorzással, ahol (pl. a gecko) bemenetén levő egységben 1 step impulzusra a kimeneten megjelenik a beállítástól függően 2,3,4 stb. step jel a bemeneti step jelek között EGYENLETESEN elosztva
De Varsányi itt x1, x2, x4 -es üzemmódról beszél.
Sokan ezt keverik a szorzással, ahol (pl. a gecko) bemenetén levő egységben 1 step impulzusra a kimeneten megjelenik a beállítástól függően 2,3,4 stb. step jel a bemeneti step jelek között EGYENLETESEN elosztva
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 20:00
Írta: bmejdz9nu Dátum 2008 január 20, 20:00
Igen persze...
Én mindíg írom 500cpr encoder = 2000 impulzus = "4X es üzemmód" (angolul "quadrature" encoder jelfeldolgozás)= magyarul 4 detektált (valós jel) él!
De a szorzás is van... de az nem az encodernél... az LPT port kimeneti step jeleit megsokszozzuk, hogy legyen elég (sok) léptetőjel az encoder követéséhez... azaz ennek a két értéknek pont egyenlőnek kell lenni...)
Pl. 500cpr-es encoder = 2000 impulzus = 24.000Hz Lpt porti step jel esetén 24.000/2000= 12... azaz 12 fordulatot tud a motor mp-enlént x60 = 720rpm... ez ugyebár kevés...
De! ha az LPT port stepjeleit pl. megnégyszerezzük.... 24.000Hzx4=96.000Hz és így számolunk... 96.000/2000= 48 ford/mp.... azaz 2880 rpm-et tud majd a motorunk...
Most jönne a fordítva a dolog... ha az encoder jelét leosztanánk... de az egy másik téma... :) Tibor témája :)... a végeredmény matematikailag ugyanaz mert akkor is beáll az "egyensúly"... de mégsem ugyanaz a fizikai végeredmény... de ezt már többször le írtam...
Én mindíg írom 500cpr encoder = 2000 impulzus = "4X es üzemmód" (angolul "quadrature" encoder jelfeldolgozás)= magyarul 4 detektált (valós jel) él!
De a szorzás is van... de az nem az encodernél... az LPT port kimeneti step jeleit megsokszozzuk, hogy legyen elég (sok) léptetőjel az encoder követéséhez... azaz ennek a két értéknek pont egyenlőnek kell lenni...)
Pl. 500cpr-es encoder = 2000 impulzus = 24.000Hz Lpt porti step jel esetén 24.000/2000= 12... azaz 12 fordulatot tud a motor mp-enlént x60 = 720rpm... ez ugyebár kevés...
De! ha az LPT port stepjeleit pl. megnégyszerezzük.... 24.000Hzx4=96.000Hz és így számolunk... 96.000/2000= 48 ford/mp.... azaz 2880 rpm-et tud majd a motorunk...
Most jönne a fordítva a dolog... ha az encoder jelét leosztanánk... de az egy másik téma... :) Tibor témája :)... a végeredmény matematikailag ugyanaz mert akkor is beáll az "egyensúly"... de mégsem ugyanaz a fizikai végeredmény... de ezt már többször le írtam...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 20, 20:01
Írta: HJózsi Dátum 2008 január 20, 20:01


Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 20:04
Írta: bmejdz9nu Dátum 2008 január 20, 20:04
ilyenjeim vannak... ha az írják 100-as akkor az 100 cpr-t-jelent...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 20, 20:08
Írta: bmejdz9nu Dátum 2008 január 20, 20:08
Az a baj, hogy a "hüle Gecko*" 2 fajtát csinál (G320/340)... vagyis ugyanaz mindkettő csak az egyikben bent van a step jel sokszorozó (G340)...
De a G320-ba is be lehet utólag tenni ezt a kiegészítő áramkört... és azonnal ugyebár G340 lesz belőle...
Ez gondolom azért van mert az ipari vezérlő rendszerek "végferekije" kb. 200Khz... tehát a mi kis programjaink kimeneti frekijét meg kell sokszorozni...
* De már nem sokáig... mert gyakorlatilag csak G340 lesz a választékukban... :)
De a G320-ba is be lehet utólag tenni ezt a kiegészítő áramkört... és azonnal ugyebár G340 lesz belőle...
Ez gondolom azért van mert az ipari vezérlő rendszerek "végferekije" kb. 200Khz... tehát a mi kis programjaink kimeneti frekijét meg kell sokszorozni...
* De már nem sokáig... mert gyakorlatilag csak G340 lesz a választékukban... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 20, 20:16
Írta: HJózsi Dátum 2008 január 20, 20:16
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 23, 15:58
Írta: bmejdz9nu Dátum 2008 január 23, 15:58
Olyan szép ez a csendélet... (a lengyel Cnc-s oldalról.)
UHU és a "teljes méretű" motor... :) Hogy állsz Józsi "Bagolyügyben"? Csak "északon" megy? :) Ha megy...

UHU és a "teljes méretű" motor... :) Hogy állsz Józsi "Bagolyügyben"? Csak "északon" megy? :) Ha megy...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 23, 22:07
Írta: HJózsi Dátum 2008 január 23, 22:07
Ne zavarj, paraméterezek ... !!! [#kacsint]
Ráéreztél..., a nagy erdei füles beindult... elsőre... a nagymotorral...
Motor EVIG 1kW, 85V, 12A névleges ... Encoder 400 CPR ... eszterga főorsómotor... A tápegység 1kWos toroid, több szekunder megcsapolással, két 10.000uF, 100V-ot kötöttem sorba a 100V fölötti feszek miatt. Az encodervezeték árnyékolt, de az árnyékolás nincs sehova se kötve..., a tápvezetékek árnyélolatlan kb 1,5-ös hangszóróvezetékek. Szándékosan kezdtem így... Most 98V-ot kap elsőre, hogy abból gazdálkodjon, lehet, hogy elég lesz. A mérések eztán jönnek, áramok feszek, melegedés, zajok...
Első bekapcsra tartás, viszont a kb. 6cm átmérőjü szíjtárcsát jó erősen fogva el lehetett forgatni ( itt a multidőnek jelentősége van ... ). Naná, hogy Mach3-al tesztelem, mivel benne van a frankó szervó teszt ( persze engem nem zavar, ha más mást használ, a DOS-os és Linuxos progik később majd engem is érdekelni fognak, a DrDos-t le is töltöttem, biztos ami biztos ). Node szavamat össze ne keverjem, a paramétereket úgy is könnyű összekuszálni, szóval elindult majd kissé lengett, aztán jobban lengett, aztán nem annyira, aztán más volt a hangja, aztán kevéssé lengett, aztán elkezdtem vizsgálni, hol is áll az áramlimit, mert az oda vissza teszt közben mindig erősen felvillant a current limit LED. Elvileg félútra tekertem a helipotit, de szerintem nem 0 és végérték között szabályoz. 4 db .1ohm/5Wos ellenállással 26A-en belül lehet szabályozni.Ahogy tekerem az 'adok még áramot' irányba, a motor hangja megváltozik, simább lesz, a LED egyre kevésbé villan fel. Ki is tekertem végállásba, mivel a motor abszolút terheletlen, nincs semmi rákötve, csak a saját forgórész thetájával kell megküzdenie... Na az van neki rendesen... Viszont!!! Amikor leállítottam, és megpróbáltam elforgatni a tengelyt, ... döbbenet! képtelen voltam elforgatni!!! pedig majd be sz@**am... Megkockáztatom, hogy lehetne vele olyan hajtást csinálni, esetleg nagyobb felbontású encoderrel, hogy kiválthat egy forgatót, és lehet állóhelyzetben megmunkálni, marni gravírozni... A pozícióban tartás gondolom az encoder felbontás növelésével egyre jobb lesz, kisebb elmozdulást érzékel a rendszer, kisebb elmozdulásra tud reagálni ezzel a bivaly erővel...
Összességében nagyon más feeling egy nagy motort beállítani, mert elementálisabbak a reakciói... Bal kéz mindíg a STOP gombon... az előző értéket megjegyez, vagy jobb mindíg 2 tárolóba lementeni a háromból, mert így könnyebb visszaállítani.
Összehasonlítva a viselkedését a kis fülessel, ez olyan stabil a nagymotoral, mint a kisfüles akismotorral. Kb 1,5 órás nyüstölés során rossz karakter /zagyvaságok kiírás a monitorprogiban nem volt, letárolt adatok 1X SEM! vesztek el - ergo egyszer sem törlődött a paraméter tábla -.
A beállításnál figyelmesen követni kell a leírásban lévő ajánlásokat, az alapbeállítás jó kiindulási pont ( még akkor is ha kicsit leng ...). Jó lenne mielőbb a helyén beállítani, bár kevés surlódás, inkább további theta jön hozzá ( főorsó, 100-as tokmány ) erre kb 1 héten belül kerülhet sor.
Fotók, esetleg video holnap... a mérések során ... Péter, neked nagy fülesBagoly való nem a kicsi ( amin az Amtel IC mellett 1mm-re van a nagyáramú/feszültségű fokozat, ezen a panelen töb mint 32mm a távolság... ). Az első benyomások jók az eredeti panelről nagy motorral, de a végleges következtetést majd a végleges beállítás után ... Remélem nem voltam túl hosszú...
[#smile]
Ráéreztél..., a nagy erdei füles beindult... elsőre... a nagymotorral...
Motor EVIG 1kW, 85V, 12A névleges ... Encoder 400 CPR ... eszterga főorsómotor... A tápegység 1kWos toroid, több szekunder megcsapolással, két 10.000uF, 100V-ot kötöttem sorba a 100V fölötti feszek miatt. Az encodervezeték árnyékolt, de az árnyékolás nincs sehova se kötve..., a tápvezetékek árnyélolatlan kb 1,5-ös hangszóróvezetékek. Szándékosan kezdtem így... Most 98V-ot kap elsőre, hogy abból gazdálkodjon, lehet, hogy elég lesz. A mérések eztán jönnek, áramok feszek, melegedés, zajok...
Első bekapcsra tartás, viszont a kb. 6cm átmérőjü szíjtárcsát jó erősen fogva el lehetett forgatni ( itt a multidőnek jelentősége van ... ). Naná, hogy Mach3-al tesztelem, mivel benne van a frankó szervó teszt ( persze engem nem zavar, ha más mást használ, a DOS-os és Linuxos progik később majd engem is érdekelni fognak, a DrDos-t le is töltöttem, biztos ami biztos ). Node szavamat össze ne keverjem, a paramétereket úgy is könnyű összekuszálni, szóval elindult majd kissé lengett, aztán jobban lengett, aztán nem annyira, aztán más volt a hangja, aztán kevéssé lengett, aztán elkezdtem vizsgálni, hol is áll az áramlimit, mert az oda vissza teszt közben mindig erősen felvillant a current limit LED. Elvileg félútra tekertem a helipotit, de szerintem nem 0 és végérték között szabályoz. 4 db .1ohm/5Wos ellenállással 26A-en belül lehet szabályozni.Ahogy tekerem az 'adok még áramot' irányba, a motor hangja megváltozik, simább lesz, a LED egyre kevésbé villan fel. Ki is tekertem végállásba, mivel a motor abszolút terheletlen, nincs semmi rákötve, csak a saját forgórész thetájával kell megküzdenie... Na az van neki rendesen... Viszont!!! Amikor leállítottam, és megpróbáltam elforgatni a tengelyt, ... döbbenet! képtelen voltam elforgatni!!! pedig majd be sz@**am... Megkockáztatom, hogy lehetne vele olyan hajtást csinálni, esetleg nagyobb felbontású encoderrel, hogy kiválthat egy forgatót, és lehet állóhelyzetben megmunkálni, marni gravírozni... A pozícióban tartás gondolom az encoder felbontás növelésével egyre jobb lesz, kisebb elmozdulást érzékel a rendszer, kisebb elmozdulásra tud reagálni ezzel a bivaly erővel...
Összességében nagyon más feeling egy nagy motort beállítani, mert elementálisabbak a reakciói... Bal kéz mindíg a STOP gombon... az előző értéket megjegyez, vagy jobb mindíg 2 tárolóba lementeni a háromból, mert így könnyebb visszaállítani.
Összehasonlítva a viselkedését a kis fülessel, ez olyan stabil a nagymotoral, mint a kisfüles akismotorral. Kb 1,5 órás nyüstölés során rossz karakter /zagyvaságok kiírás a monitorprogiban nem volt, letárolt adatok 1X SEM! vesztek el - ergo egyszer sem törlődött a paraméter tábla -.
A beállításnál figyelmesen követni kell a leírásban lévő ajánlásokat, az alapbeállítás jó kiindulási pont ( még akkor is ha kicsit leng ...). Jó lenne mielőbb a helyén beállítani, bár kevés surlódás, inkább további theta jön hozzá ( főorsó, 100-as tokmány ) erre kb 1 héten belül kerülhet sor.
Fotók, esetleg video holnap... a mérések során ... Péter, neked nagy fülesBagoly való nem a kicsi ( amin az Amtel IC mellett 1mm-re van a nagyáramú/feszültségű fokozat, ezen a panelen töb mint 32mm a távolság... ). Az első benyomások jók az eredeti panelről nagy motorral, de a végleges következtetést majd a végleges beállítás után ... Remélem nem voltam túl hosszú...
[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 23, 22:56
Írta: HJózsi Dátum 2008 január 23, 22:56
Péter! Most látom, lengyel barátunk még be sem kötötte... Nem hogy leelőzött, azon filózik, hogy a bánatba szerelje be az encodert ebbe a világháborús tengeralattjáróból kimentett servantes motorba ... [#buck][#nyes][#eplus2][#guluszem1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 24, 06:46
Írta: bmejdz9nu Dátum 2008 január 24, 06:46
Micsoda "reménykeltő" vagy... Már-már (megint) bagolylesre vágyok... :) Voltok, amperek... [#finom]...
Egyébként egy nagymotoros "feeling" az azért teljesen más... ott erőből dolgozik a motor... vagy tart...
Neked állna legjobban a "HD mentes" forgató! Azaz eszterga és forgató egyben!
... Azaz "elemi erőből" szögbe pozicionálni a motort... ha lehet... Ehhez szereztem a 3600cpr-es encodert, hogy 4x-es módban 14.400 poziciót tudjon...(kerek érték a 360fokhoz) na meg egy kw-os (10Kg) motort... :)
Ezen lehetne filózni még főként az eszterga/forgató átkapcsolásán is...(ha persze tudja pozicióban tartani magát - megfelelő pontossággal)
Videó jó lenne... mert az hiszek el amit látok... :) Sőt már csak saját magamnak hiszek... :) Persze akkor sem mindíg...:)
Egyébként egy nagymotoros "feeling" az azért teljesen más... ott erőből dolgozik a motor... vagy tart...
Neked állna legjobban a "HD mentes" forgató! Azaz eszterga és forgató egyben!
... Azaz "elemi erőből" szögbe pozicionálni a motort... ha lehet... Ehhez szereztem a 3600cpr-es encodert, hogy 4x-es módban 14.400 poziciót tudjon...(kerek érték a 360fokhoz) na meg egy kw-os (10Kg) motort... :)
Ezen lehetne filózni még főként az eszterga/forgató átkapcsolásán is...(ha persze tudja pozicióban tartani magát - megfelelő pontossággal)
Videó jó lenne... mert az hiszek el amit látok... :) Sőt már csak saját magamnak hiszek... :) Persze akkor sem mindíg...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 24, 08:29
Írta: 000000000 Dátum 2008 január 24, 08:29
Sziasztok Péter és Józsi!
Van azért egy kis bökkenő. Picit legyetek
óvatosak, mielőtt azt gondoljátok, hogy csak FET
csere, és mit nekem a pár kW-os szervomotor.
Ha majd elmélyedtek komolyabban a szervohajtások
elméletében is egyszer (ezt főleg Péternek
javaslom), sajna rájöttök, hogy ez egy nem
lineáris rendszer. Azaz általában minél nagyobb
teljesítményű egy motor sajna egyre lomhább
is..:(( Ugyanis ezt nagyobb árammal nem tudod
kompenzálni. Így sajna ez nagymotoros "feeling"
mégse olyan szép, azaz lőttek a dinamikának.
Van azért egy kis bökkenő. Picit legyetek
óvatosak, mielőtt azt gondoljátok, hogy csak FET
csere, és mit nekem a pár kW-os szervomotor.
Ha majd elmélyedtek komolyabban a szervohajtások
elméletében is egyszer (ezt főleg Péternek
javaslom), sajna rájöttök, hogy ez egy nem
lineáris rendszer. Azaz általában minél nagyobb
teljesítményű egy motor sajna egyre lomhább
is..:(( Ugyanis ezt nagyobb árammal nem tudod
kompenzálni. Így sajna ez nagymotoros "feeling"
mégse olyan szép, azaz lőttek a dinamikának.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 24, 08:45
Írta: bmejdz9nu Dátum 2008 január 24, 08:45
Persze ez világos... ha a forgórész 4 kg... akkor az mozgatni azaz felpörgetni is is kell... ami persze sokal nehezzebb...
De ha áttetel van akkor meg azért lenne a dinamika kevesebb... mert azt is "letranszformálja" az áttétel...
Hát erre lennék kiváncs egy-két tesztben... pl. egy 3000rpm motor pl. 1 kg-os forgórésszel 1:3 áttétel vagy
pl. egy 1000rpm motor 3 kg-os forgórésszel 1:1 átételel (azaz direkt) ... és mi a végeredmény... ???
Tesztjeim szerint ha a fent említett két motorra (most áram és fesz mindegy) "6W-nyi villamos energiát" ráküldök akkor a nagyobbik motor jobban hasznosítja... és ez itt az érdekes... melyik jobb megoldás... Ha pl. 1000-1500 rpm kell a golyosorsó meghajtásához...
Tehát pl. az 1kw-os szervómotor 3000rpm-nél 1kW-os... ha csak 1000rpm.... akkor csak 330W... ha jól gondolom...
De ha áttetel van akkor meg azért lenne a dinamika kevesebb... mert azt is "letranszformálja" az áttétel...
Hát erre lennék kiváncs egy-két tesztben... pl. egy 3000rpm motor pl. 1 kg-os forgórésszel 1:3 áttétel vagy
pl. egy 1000rpm motor 3 kg-os forgórésszel 1:1 átételel (azaz direkt) ... és mi a végeredmény... ???
Tesztjeim szerint ha a fent említett két motorra (most áram és fesz mindegy) "6W-nyi villamos energiát" ráküldök akkor a nagyobbik motor jobban hasznosítja... és ez itt az érdekes... melyik jobb megoldás... Ha pl. 1000-1500 rpm kell a golyosorsó meghajtásához...
Tehát pl. az 1kw-os szervómotor 3000rpm-nél 1kW-os... ha csak 1000rpm.... akkor csak 330W... ha jól gondolom...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 24, 08:59
Írta: 000000000 Dátum 2008 január 24, 08:59
Ez pont fordítva van, az áttétel növeli a
dinamikát. Jő lenne ha végig gondolnád a
a szögsebesség, szöggyorsulás definicióját.
Ilyen alapvető fogalom kevergetés kapcsán
soha nem lesz jó szervód, ezért mondom azt,
ebben a témában (de szerintem bármelyik másban is) egy adott szint után ha nem
vagy tisztában az elmélettel, csak egy helyben
toporogsz, és tévutakra kerülsz. Persze tudom,
vannak itt olyanok, akiket ez nem izgat, sőt
azt élvezik, ha a lehetelent is kipróbálják, hátha éppen neki fog sikerülni.:)
dinamikát. Jő lenne ha végig gondolnád a
a szögsebesség, szöggyorsulás definicióját.
Ilyen alapvető fogalom kevergetés kapcsán
soha nem lesz jó szervód, ezért mondom azt,
ebben a témában (de szerintem bármelyik másban is) egy adott szint után ha nem
vagy tisztában az elmélettel, csak egy helyben
toporogsz, és tévutakra kerülsz. Persze tudom,
vannak itt olyanok, akiket ez nem izgat, sőt
azt élvezik, ha a lehetelent is kipróbálják, hátha éppen neki fog sikerülni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 24, 09:13
Írta: HJózsi Dátum 2008 január 24, 09:13
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 24, 09:25
Írta: bmejdz9nu Dátum 2008 január 24, 09:25
Tehát ha egy motor (1kg-os forgórésszel) 3000rpm-re 0.2mp alatt gyorsul fel és utánna van egy 1/3 redukáló áttétel - annak a kimenetén 1000rpm fordulat lesz amit 0.2mp alatt ér el... ez ok?
Ha van egy 3000rpm-es motor ami pl. 0.6mp alatt tud 3000-re pörögni (3 kg-os forgórésszel) de csak 1000rpm-re gyorsítunk... ??? akkor ezt nem tudja megtenni 0.2mp alatt?
A szokásos "szentbeszédet", kihagyhatod... :)
Ha van egy 3000rpm-es motor ami pl. 0.6mp alatt tud 3000-re pörögni (3 kg-os forgórésszel) de csak 1000rpm-re gyorsítunk... ??? akkor ezt nem tudja megtenni 0.2mp alatt?
A szokásos "szentbeszédet", kihagyhatod... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 24, 09:29
Írta: HJózsi Dátum 2008 január 24, 09:29
Vagy hasznos lehet még, bár már volt Tehetetlenségi_nyomaték ( A hármasintegrálok kifejtését itt nem részletezik ... [#nyes] )
Ez is ide vág Impulzusmomentum...

Összefüggés az erő (F), nyomaték (τ), valamint az impulzus (p) és az impulzusmomentum (L) között.
Az elmélet bevonásával nagyságrendekkel kevesebb próbálgatással lehet az optimális megoldást megtalálni az adott feladatra... ( nagy valószinüséggel nem kell öszödi beszédet tartanunk avégén ... [#vigyor1])
Ez is ide vág Impulzusmomentum...
Összefüggés az erő (F), nyomaték (τ), valamint az impulzus (p) és az impulzusmomentum (L) között.
Az elmélet bevonásával nagyságrendekkel kevesebb próbálgatással lehet az optimális megoldást megtalálni az adott feladatra... ( nagy valószinüséggel nem kell öszödi beszédet tartanunk avégén ... [#vigyor1])
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 24, 10:15
Írta: 000000000 Dátum 2008 január 24, 10:15
Józsi megadta a választ.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 24, 10:50
Írta: bmejdz9nu Dátum 2008 január 24, 10:50
Majd felhívom Józsit... :)
Én még abban bízok, hogy pl. a 180V/3000rpm-es 54A-ig terhelhető motort pl. 90V-ról járatva...(1500rpm-el)
akkora árammmal hajthatom amekkorát csak tudok a táppal... tehát valaminek ki kell jönni belőle... (nem hőtermelésre gondolok :)
Én még abban bízok, hogy pl. a 180V/3000rpm-es 54A-ig terhelhető motort pl. 90V-ról járatva...(1500rpm-el)
akkora árammmal hajthatom amekkorát csak tudok a táppal... tehát valaminek ki kell jönni belőle... (nem hőtermelésre gondolok :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 24, 10:54
Írta: HJózsi Dátum 2008 január 24, 10:54
[#nyes][#nyes][#nyes] Jól elhagytad a "szentbeszédet" ... [#nyes][#eplus2][#gonosz2][#gonosz1][#mf1][#zavart2][#zavart1][#wow3][#wow2][#taps][#taps][#taps][#taps][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 24, 11:00
Írta: HJózsi Dátum 2008 január 24, 11:00
A válasz általános volt, csak be kell helyettesíteni a már adott értékeket ...
Amúgy, ( by the way ) nem is lenne rossz, ha valaki ( nem én ) készítene egy olyan programot amibe csak be kell adni a mechanikai, elektromos jellemzőket és végigszámolja mondjuk azt az egyszerű 16 [#nyes] oldalas golyósorsós hajtás méretezőt ... Akkor Péternek és másnak is lehetősége nyílna némi előre gondolkodásra mielőtt a tettek mezejére lép az építés terén ... (Bár akkor unalmas lenne ez a topic ... [#oooo] )
Amúgy, ( by the way ) nem is lenne rossz, ha valaki ( nem én ) készítene egy olyan programot amibe csak be kell adni a mechanikai, elektromos jellemzőket és végigszámolja mondjuk azt az egyszerű 16 [#nyes] oldalas golyósorsós hajtás méretezőt ... Akkor Péternek és másnak is lehetősége nyílna némi előre gondolkodásra mielőtt a tettek mezejére lép az építés terén ... (Bár akkor unalmas lenne ez a topic ... [#oooo] )
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 24, 11:09
Írta: bmejdz9nu Dátum 2008 január 24, 11:09
Nem lehetne egy kicsit bőveben? Látod Józsi sem tudja a konkrét választ... csak "géppuskázik" egy-egy nagy képletet...
Persze "szentbeszéddel" is jó lenne:) Sőt ! :)
Persze "szentbeszéddel" is jó lenne:) Sőt ! :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 24, 11:45
Írta: HJózsi Dátum 2008 január 24, 11:45
Konkrétan be kell helyettesíteni... [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 24, 18:10
Írta: HJózsi Dátum 2008 január 24, 18:10
Nagy motor nagy kihívás... a válaszért a kérdésedre (erre ;)) amúgy nem is kell számolgatni, a szervó ( vagy csak sima DC) hajtás pont ezt csinálja mikor 50%-on akarod járatni a motort, tehát menni fog, és nagyon is ki fog jönni belőle valami ...
A nagymotorral birkózás közepette, csak azt nem látom, mennyi is a névleges fordulatszáma, mert a fordulatot csak a főorsóra adták meg, de nem egy az egyes, inkább gyorsító az átétel. A motoron nincs elektromos adat, sem fordulatszám, a gépkönyv meg csak az elekromos adatokat írja 85V, 15A ... úgyhogy mérhetek...
A nagymotorral birkózás közepette, csak azt nem látom, mennyi is a névleges fordulatszáma, mert a fordulatot csak a főorsóra adták meg, de nem egy az egyes, inkább gyorsító az átétel. A motoron nincs elektromos adat, sem fordulatszám, a gépkönyv meg csak az elekromos adatokat írja 85V, 15A ... úgyhogy mérhetek...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 24, 18:19
Írta: bmejdz9nu Dátum 2008 január 24, 18:19
Majd kettéosztjuk a szervótopikot ... [#wink] Kismotoros szervó és nagymotoros szervó ... [#vigyor] az teljes méretű motorokkal :)
Tudod mint az USA-ba az autók... a kölcsönzőbe... a "full size car"... az már 5 méteres ... :) Ez a standart...:)
Tudod mint az USA-ba az autók... a kölcsönzőbe... a "full size car"... az már 5 méteres ... :) Ez a standart...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 24, 18:32
Írta: HJózsi Dátum 2008 január 24, 18:32
:)) a belső (pull) sávban meg csak akkor mehetsz, ha ketten ültök bent, különben levillog a rendőr ... (California)
Azért az 1kW-már nem kicsi.. vagy igen? [#lama]
Egyébként 2000rpm fölött elgyengül ... nyomozok... 95V be, alig csökken 1,5 V-ot... de behullámosodik, több elkót kell ráakasztani... a hang sokat változik a paraméterek állításával ( morgás, sziszegés, huhogás... [#vigyor3]) , viszont egy minimális lengés még van benne...
Sima DC-t ráakasztva megnézem elgyengül-e ...
Azért az 1kW-már nem kicsi.. vagy igen? [#lama]
Egyébként 2000rpm fölött elgyengül ... nyomozok... 95V be, alig csökken 1,5 V-ot... de behullámosodik, több elkót kell ráakasztani... a hang sokat változik a paraméterek állításával ( morgás, sziszegés, huhogás... [#vigyor3]) , viszont egy minimális lengés még van benne...
Sima DC-t ráakasztva megnézem elgyengül-e ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 24, 18:40
Írta: bmejdz9nu Dátum 2008 január 24, 18:40
Florida is... levillogás és 200 USD... :) Ha csak nem kommunikálsz ijedtedben (direkt) magyarul vele... Hogy biztos úr... stb...
1 Kw... belépő szint :) Persze nem mindegy milyen a motor... Ha "feles tipus" azaz fele hő... fele fogatómyomaték... :) akkor baj van...
Nem szabadna... ha megnézel egy nyomatékgörbét... Ha tápról "elfogy" az áram... akkor is baj lehet... induktivitás? Belső ellenállás?
1 Kw... belépő szint :) Persze nem mindegy milyen a motor... Ha "feles tipus" azaz fele hő... fele fogatómyomaték... :) akkor baj van...
Nem szabadna... ha megnézel egy nyomatékgörbét... Ha tápról "elfogy" az áram... akkor is baj lehet... induktivitás? Belső ellenállás?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 24, 18:51
Írta: HJózsi Dátum 2008 január 24, 18:51
No adatlap, ez még a szoc. utolsó lehellete volt a cég sincs már, néhányan használják a nevet különböző kombinációban ...
Ha nem is feles, de legalább negyedes... Eddig csak üresjárat, így langyos egy fél óra alatt... Tekercsellenállás < 1ohm, ind. rámérek... és adok egy kis bátorítást neki... meglátjuk
Ha nem is feles, de legalább negyedes... Eddig csak üresjárat, így langyos egy fél óra alatt... Tekercsellenállás < 1ohm, ind. rámérek... és adok egy kis bátorítást neki... meglátjuk
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 24, 19:16
Írta: bmejdz9nu Dátum 2008 január 24, 19:16
Hát pedíg a Magyar Motoripar mindíg világszinvonalú volt...:) Ezt mondták akkoriban a TV-ben... én elhittem... persze mindent... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 24, 19:52
Írta: HJózsi Dátum 2008 január 24, 19:52
Én meg az EMG-ben kezdtem ... szkóplabor ...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 24, 23:10
Írta: e3h0cv4ph Dátum 2008 január 24, 23:10
Tiszteletem az Uraknak!
Szerintem ezt a főorsó meghajtást mindenképpen valami mechanikai átkapcsolóval kellene megoldani (régebben már volt róla szó). Ha felbontást is akarsz meg sebességet is az nehéz ügy, hiába van jó motorod, ha van egy 14駨 -ra felszorzott encodered akkor egy 3000 -es fordulathoz már 720KHz -es STEP jel kell, ennyit a MACH3 nem tud de szerintem még a bagoly is behal rajta!
Inkább azon kellene gondolkodni, hogy hogyan lehetne megoldani az átkapcsolást emberi beavatkozás nélkül (valamilyen elektromechanikus megoldással).
Nekem vagy egy ötletem, de még nem tökéletes az sem.
Üdv:TT
Szerintem ezt a főorsó meghajtást mindenképpen valami mechanikai átkapcsolóval kellene megoldani (régebben már volt róla szó). Ha felbontást is akarsz meg sebességet is az nehéz ügy, hiába van jó motorod, ha van egy 14駨 -ra felszorzott encodered akkor egy 3000 -es fordulathoz már 720KHz -es STEP jel kell, ennyit a MACH3 nem tud de szerintem még a bagoly is behal rajta!
Inkább azon kellene gondolkodni, hogy hogyan lehetne megoldani az átkapcsolást emberi beavatkozás nélkül (valamilyen elektromechanikus megoldással).
Nekem vagy egy ötletem, de még nem tökéletes az sem.
Üdv:TT
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 25, 01:34
Írta: HJózsi Dátum 2008 január 25, 01:34
Az én esetemben nem kell rettenetes felbontás, mert adott feladatra lesz ahol 1-2 fok belefér... Kis alkatrész végégén a palást négyszögre lemunkálva maróval...
Viszont ez az EVIG motor nem lett álmaim motorja... gyári adatlap nincs róla, a nyomatékgörbe nagyon hiányzik... magasabb fordulaton elgyengül ... gyanús, hogy nem 3000 a névleges fordulatszáma, inkább valahol 2000 körül lehet... Álló helyzetben, kis fordulaton bivalyerős, aztán valahol 2000 felett igen elgyengül...
Viszont ez az EVIG motor nem lett álmaim motorja... gyári adatlap nincs róla, a nyomatékgörbe nagyon hiányzik... magasabb fordulaton elgyengül ... gyanús, hogy nem 3000 a névleges fordulatszáma, inkább valahol 2000 körül lehet... Álló helyzetben, kis fordulaton bivalyerős, aztán valahol 2000 felett igen elgyengül...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 25, 07:35
Írta: 000000000 Dátum 2008 január 25, 07:35
Szia Józsi!
Ha egy motornak kis fordulaton van nyomatéka,
akkor nagy szögsebessségnél is van. Ne keseredj
el ezen, majd bemérem Neked ezt a motort.
Szerintem más baj lehet, a szervohajtás és
környezetében érdemes keresni a jelenség okát.
Egyébként annak idején szabályoztam ilyen Gettis
alapú EVIG motorokat, sőt ezeket ipari CNC
gépekbe is beépítették. Tapasztalataim alapján
én csak jókat tudok róla mondani, megüti
a szervomotor kategóriát.
Még egy dolog azonban fontos lehet, a motor
előélete: ha valaki szakszerűtlenül, durván
bánt vele, jelentős mágneses mező és armatúra
károsodás is érhette.
Ha egy motornak kis fordulaton van nyomatéka,
akkor nagy szögsebessségnél is van. Ne keseredj
el ezen, majd bemérem Neked ezt a motort.
Szerintem más baj lehet, a szervohajtás és
környezetében érdemes keresni a jelenség okát.
Egyébként annak idején szabályoztam ilyen Gettis
alapú EVIG motorokat, sőt ezeket ipari CNC
gépekbe is beépítették. Tapasztalataim alapján
én csak jókat tudok róla mondani, megüti
a szervomotor kategóriát.
Még egy dolog azonban fontos lehet, a motor
előélete: ha valaki szakszerűtlenül, durván
bánt vele, jelentős mágneses mező és armatúra
károsodás is érhette.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 25, 07:42
Írta: bmejdz9nu Dátum 2008 január 25, 07:42
Már leírtam a 4. tengely topikban... de leírom mégegyszer... az alap 3600cpr-es encoder (=14.400 imp).
Vezérlési freki: 24Khz. (WinPC)... sőt, hogy durvát írjak a 4. forgató tengely modulal lehetne esztergálni is.... mert nincsenek sebességhez kötve a dolgok... csak maró helyett esztergakés, persze kisebb fogások... :)
Egy encoderes lehetőség:
1. Forgató üzemmód (direkt hajtás pl. Geckoról): 24.000/14.400 = 1,66 ford/mp.
2. Eszterga üzemmód (10x-es üzemmód, jelfelszorzás Gecko-ról): 240.000/14.400= 16,66f/mp x60 = 1000rpm. (ez talán kevés?)
Két encoderes lehetőség:
Szinte ugyanez csak a motor tengelyén egy 3600cpr-es és egy 360cpr-es encoder is van... mindekettő Z-kimenettel! (azaz fordulatonkénti jel kimenettel).... ű
A két encodert Z-szinkronba kell állítani (azaz a felfutó él egyszerre) és az átkapcsolás ezen a ponton...
(mindkét encoder - 3600 és 360 raktáron... már:)
Mechanikai lehetőséget pl. HD-ról átkapcsolást pontosan nem bírok elképzeli kb. század fok pontossággal... persze nem lehetetlen, de akkor új ref. felvétel is kellene... de mivel? ami kottyanás mentes?
Gondoltam egy olyan megoldásra is ahol a két egység egymásban van... tehát a forgató forgatja az eszterga főorsómotort vagy fordítva... :) Lehet röhögni...
Vezérlési freki: 24Khz. (WinPC)... sőt, hogy durvát írjak a 4. forgató tengely modulal lehetne esztergálni is.... mert nincsenek sebességhez kötve a dolgok... csak maró helyett esztergakés, persze kisebb fogások... :)
Egy encoderes lehetőség:
1. Forgató üzemmód (direkt hajtás pl. Geckoról): 24.000/14.400 = 1,66 ford/mp.
2. Eszterga üzemmód (10x-es üzemmód, jelfelszorzás Gecko-ról): 240.000/14.400= 16,66f/mp x60 = 1000rpm. (ez talán kevés?)
Két encoderes lehetőség:
Szinte ugyanez csak a motor tengelyén egy 3600cpr-es és egy 360cpr-es encoder is van... mindekettő Z-kimenettel! (azaz fordulatonkénti jel kimenettel).... ű
A két encodert Z-szinkronba kell állítani (azaz a felfutó él egyszerre) és az átkapcsolás ezen a ponton...
(mindkét encoder - 3600 és 360 raktáron... már:)
Mechanikai lehetőséget pl. HD-ról átkapcsolást pontosan nem bírok elképzeli kb. század fok pontossággal... persze nem lehetetlen, de akkor új ref. felvétel is kellene... de mivel? ami kottyanás mentes?
Gondoltam egy olyan megoldásra is ahol a két egység egymásban van... tehát a forgató forgatja az eszterga főorsómotort vagy fordítva... :) Lehet röhögni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 25, 07:48
Írta: bmejdz9nu Dátum 2008 január 25, 07:48
"ha van egy 14駨 -ra felszorzott encodered"... szerintem ezt a "régimódi" kifejezést kerüljük, szerintem hívjuk 4 élű jelfeldolgozásnak. (quadrature encoder processing) (azaz mind a négy encoder tárcsa élét figyeljük, feldolgozzuk... mert ez a felbontás fizikailag pontosan meg is van.)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 25, 08:21
Írta: 000000000 Dátum 2008 január 25, 08:21
Talán érdemes elgondolkozni azon az "apróságon", hogy pl. 3000-es fordulatnál
14400*50=720000 Hz, azaz 720 kHz. Ez egy
mechatronikai nonszensz a Hobby de még a
professzionális CNC hajtástechnikában is kemény
kihívás. De ezt az egészet mondhatnám "elektroniai szadizmusnak" is,
amikor valaki összekeveri az órajelgenerátort a
mechanikai forgást érzékelő optoelektronikával.
Arról az oldalról is elfeledkeztek, hogy
egy encoder felbontásnak túl az előző
jelfeldolgozási sebesség problémán kőkemény
szervo szabályzás elméleti összetevője is van.
Bocsánat a "szentbeszédért", de valahogy nekem
is ki kell bizonyos esetekben engednem az
az agyvizemet...:)
14400*50=720000 Hz, azaz 720 kHz. Ez egy
mechatronikai nonszensz a Hobby de még a
professzionális CNC hajtástechnikában is kemény
kihívás. De ezt az egészet mondhatnám "elektroniai szadizmusnak" is,
amikor valaki összekeveri az órajelgenerátort a
mechanikai forgást érzékelő optoelektronikával.
Arról az oldalról is elfeledkeztek, hogy
egy encoder felbontásnak túl az előző
jelfeldolgozási sebesség problémán kőkemény
szervo szabályzás elméleti összetevője is van.
Bocsánat a "szentbeszédért", de valahogy nekem
is ki kell bizonyos esetekben engednem az
az agyvizemet...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 25, 08:27
Írta: bmejdz9nu Dátum 2008 január 25, 08:27
Elsőnek meg kell tesztelni, hogy egyáltalán milyen tartást és valódi pontosságot tud egy nagyobb szervómotor egy nagy felbontású encoderrel mint forgató... Ha ez ok. akkor lehetne tovább gondolkodni...
Ha nem ok... akkor kell majd egy mechanikai ötlet HD-ra kapcsoláshoz... Azért egy Harmonic Drive az a tökély forgatóhoz... de ez más lenne...
Ezzel a megoldással pl. sokszög esztergálást is lehetne... stb...(Ha forgató vezérlő szoftver hajtaná...)
Egyébként igazad van...
Ha nem ok... akkor kell majd egy mechanikai ötlet HD-ra kapcsoláshoz... Azért egy Harmonic Drive az a tökély forgatóhoz... de ez más lenne...
Ezzel a megoldással pl. sokszög esztergálást is lehetne... stb...(Ha forgató vezérlő szoftver hajtaná...)
Egyébként igazad van...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 25, 09:09
Írta: 000000000 Dátum 2008 január 25, 09:09
Szia HJózsi!
Annakidején az EMG volt a csúcs.1970-ben elektroműszerész tanoncként voltam Nálatok üzemlátogatáson, lenyűgözött.
Annakidején az EMG volt a csúcs.1970-ben elektroműszerész tanoncként voltam Nálatok üzemlátogatáson, lenyűgözött.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 25, 09:28
Írta: bmejdz9nu Dátum 2008 január 25, 09:28
... olyan effekt nincs, hogy az idő múlásával pl. veszít az állandó mágnes az erejéből? Ha esetleg nem volt az a top minőség... főként...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 25, 09:28
Írta: x4rhew5r3 Dátum 2008 január 25, 09:28
Még hozzátenném, hogy a HEDS alapú enkóderek sem tudják lekövetni (max. 100-200kHz)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 25, 09:41
Írta: Szedlay Pál Dátum 2008 január 25, 09:41
Olvasgatom az internetes honlapokat.
Úgy vettem ki, hogy a profik ennek az encoder
felbontásnak a 15 szörösével!!!!!!!! is megbírkóznak már 3000-es fordulaton.
Accepts up to 22 MHz encoder frequencies for servos and outputs pulses at 6MHz for steppers
http://www.galilmc.com/products/accelera/dmc18x6.html
Tudom sokan aztfogjátok mondani ez nem hobby kategória, bár az egyik haverom brilleket gyüjt, hobbyból.
De hallottam már olyanról is, aki cnc alkatrészeket a szekrénybe.[#circling]
Úgy vettem ki, hogy a profik ennek az encoder
felbontásnak a 15 szörösével!!!!!!!! is megbírkóznak már 3000-es fordulaton.
Accepts up to 22 MHz encoder frequencies for servos and outputs pulses at 6MHz for steppers
http://www.galilmc.com/products/accelera/dmc18x6.html
Tudom sokan aztfogjátok mondani ez nem hobby kategória, bár az egyik haverom brilleket gyüjt, hobbyból.
De hallottam már olyanról is, aki cnc alkatrészeket a szekrénybe.[#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 25, 09:57
Írta: Szedlay Pál Dátum 2008 január 25, 09:57
Itt van egy vezérlő Péter.
Minden vágyad kielégítené, nyomaték, segesség vezérlés és step/dir.
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&rd=1&item=170186953688&ssPageName=STRK:MEWA:IT&ih=007
És a hozzávaló motor, sajnos tegnap megvették az orrom elől. Ennek az encoder felbontása 131072/fordulat. Ez minden igényedet kielégítené.
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&rd=1&item=150158683948&ssPageName=STRK:MEWA:IT&ih=005
Minden vágyad kielégítené, nyomaték, segesség vezérlés és step/dir.
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&rd=1&item=170186953688&ssPageName=STRK:MEWA:IT&ih=007
És a hozzávaló motor, sajnos tegnap megvették az orrom elől. Ennek az encoder felbontása 131072/fordulat. Ez minden igényedet kielégítené.
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&rd=1&item=150158683948&ssPageName=STRK:MEWA:IT&ih=005
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 25, 10:25
Írta: 000000000 Dátum 2008 január 25, 10:25
Szia Pál!
Te már Péteren is túlteszel.
Csakúgy röpködnek a 10.000 Eurók, és az X MHz-es
encoder jelek Nálad.
Közben meg a valóságban ha jól tudom, még
mindig "csak" stepmotoros a rendszered, és
közben a szervód zsírban pihen egy szekrényben.:)
Te már Péteren is túlteszel.
Csakúgy röpködnek a 10.000 Eurók, és az X MHz-es
encoder jelek Nálad.
Közben meg a valóságban ha jól tudom, még
mindig "csak" stepmotoros a rendszered, és
közben a szervód zsírban pihen egy szekrényben.:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 25, 11:08
Írta: Szedlay Pál Dátum 2008 január 25, 11:08
Igen-igen. És ami a szekrényben az is AC.
Ez egy upgrade lehetőség nálam.
Én ezzel a "csak" stepperes rendszerrel is meg vagyok elégedve. És ez a motioncontoller is tud 3MHz-et a driver meg 2MHz-et.
Mindent a maga idejében.
De azért jó látni, hogy az Ebay-on 100.000Ft környékén már van x MHz-es vezérlő.
"Csakúgy röpködnek a 10.000 Eurók"
Sajnos az életben én azt tapasztalom, nem csak kivenni kell egy vállalkozásból, hanem bettenni, és nem is keveset.
Ez egy upgrade lehetőség nálam.
Én ezzel a "csak" stepperes rendszerrel is meg vagyok elégedve. És ez a motioncontoller is tud 3MHz-et a driver meg 2MHz-et.
Mindent a maga idejében.
De azért jó látni, hogy az Ebay-on 100.000Ft környékén már van x MHz-es vezérlő.
"Csakúgy röpködnek a 10.000 Eurók"
Sajnos az életben én azt tapasztalom, nem csak kivenni kell egy vállalkozásból, hanem bettenni, és nem is keveset.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 25, 11:24
Írta: 000000000 Dátum 2008 január 25, 11:24
Sziasztok! Előre is elnézést kérek, mivel nem vagyok szakértő a témában, de az előző hozzászólások kapcsán felmerűlt bennem egy gondolat! A főorsó nagysebességű forgatása és a kis sebbeség, illetve a pozicióban tartással kapcsolatban. Mindenki az enkóder sokszorozáson gondolkozik, de mi volna ha eleve nagy felbontású enkódert és nullponti jeladót használnátok? Szerintem kis fordulaon megvolna a felbontás, nagy fordulatnál pedig osztani kellene és a nullponti jeladóval lehetne az esetleges váltási hibát korrigálni. Amennyiben ez felmerűt az előzőekben elnézést kérek!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 25, 11:49
Írta: bmejdz9nu Dátum 2008 január 25, 11:49
Nagy az eltérés a nézetünk között... (Azonos cél mellett)
1. Win-PCNC-hez kell minden mert azt szeretem és ugyebár az step/dir alapon megy.
2. Én nem bízok az ilyen "kiszuperált gyári" vezérlők alkalmazhatóságában hobby vezérlőszoftverekkel és hobby tapasztalokkal.
3. AC... szerintem a DC szervó leveri az AC-t... bizonyítsa be valaki az ellenkezőjét egy tesztben... egyenlőre ezt így látom, ezt tapasztaltam...
Tehát én maradok (egyenlőre) a "bevált" vezérlők és kapcsolások melett... pl. Gecko...
Én még a PIC-től is félek, de az egy másik téma:) de attól is ha egy vezérlőn több a kivezetés mint amit átlátok és be tudok kötni...
Szeretnék "szaki" független maradni... azaz ha én be tudom állítani akkor ok... ha csak "szaki" az nem ! = hobbysta.
Nem takarékosságból... mert a jó dolognak ára van - ezt tudom. De "fejfájást" nem veszek azaz csak ellenszert pl. Aszpirint :)
1. Win-PCNC-hez kell minden mert azt szeretem és ugyebár az step/dir alapon megy.
2. Én nem bízok az ilyen "kiszuperált gyári" vezérlők alkalmazhatóságában hobby vezérlőszoftverekkel és hobby tapasztalokkal.
3. AC... szerintem a DC szervó leveri az AC-t... bizonyítsa be valaki az ellenkezőjét egy tesztben... egyenlőre ezt így látom, ezt tapasztaltam...
Tehát én maradok (egyenlőre) a "bevált" vezérlők és kapcsolások melett... pl. Gecko...
Én még a PIC-től is félek, de az egy másik téma:) de attól is ha egy vezérlőn több a kivezetés mint amit átlátok és be tudok kötni...
Szeretnék "szaki" független maradni... azaz ha én be tudom állítani akkor ok... ha csak "szaki" az nem ! = hobbysta.
Nem takarékosságból... mert a jó dolognak ára van - ezt tudom. De "fejfájást" nem veszek azaz csak ellenszert pl. Aszpirint :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 25, 12:01
Írta: bmejdz9nu Dátum 2008 január 25, 12:01
Üdv neked!!! Jó ötlet!!! Mindkét megközelítés.
Nem is gondoltam az encoder nulla (Z-ki) pont felhasználására... Sőt az encoder osztása is lehetségessé válik most az LS7184 IC felhasználásával...
Nem is gondoltam az encoder nulla (Z-ki) pont felhasználására... Sőt az encoder osztása is lehetségessé válik most az LS7184 IC felhasználásával...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 25, 13:25
Írta: svejk Dátum 2008 január 25, 13:25
Nézegetem pl. a Heidenhain EQN encodereit (ilyenem van).
2048-as fizikai felbontás, max fordulat: 12000 RPM.
Igaz ez abszolut, de van inkrementális kimenete is.
Kérdés:
Technológiailag müködhet-e az hogy az encodert gyorsító áttételen keresztül hajtjuk meg? Elég kicsi a tömege...
2048-as fizikai felbontás, max fordulat: 12000 RPM.
Igaz ez abszolut, de van inkrementális kimenete is.
Kérdés:
Technológiailag müködhet-e az hogy az encodert gyorsító áttételen keresztül hajtjuk meg? Elég kicsi a tömege...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 25, 13:31
Írta: bmejdz9nu Dátum 2008 január 25, 13:31
Hibalehetőség... ilyen felbontásnál, borítékolható... Szerzek neked 10.000cpr-est olcsón ha akarsz rekordot!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 25, 13:35
Írta: svejk Dátum 2008 január 25, 13:35
zavarok csak nem megfelelő kábelezésből/jelillesztésből adódnak..
Inkább az a kérdés hogy a vezérlő tudja-e ezt a sebességű encoder jelet feldolgozni.
Inkább az a kérdés hogy a vezérlő tudja-e ezt a sebességű encoder jelet feldolgozni.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 25, 13:40
Írta: Szedlay Pál Dátum 2008 január 25, 13:40
Örülök, hogy a céljaink legalább azonosak.
A lényeg, meglássuk az alagút végét és örüljünk
a fénynek. Hogy ezen az úton ki, hogyan megy végig és milyen eszközökkel az mindenkinek más és más.
Ez benne a szép.
A lényeg, meglássuk az alagút végét és örüljünk
a fénynek. Hogy ezen az úton ki, hogyan megy végig és milyen eszközökkel az mindenkinek más és más.
Ez benne a szép.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 25, 13:46
Írta: bmejdz9nu Dátum 2008 január 25, 13:46
Ami kijön a 24Khz-emből fordulatszám + sokszorozás... (netán a 40Khz-ből WinPC Professional) Egy vezélőnek pl. 200Khz nem gond...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 25, 13:47
Írta: bmejdz9nu Dátum 2008 január 25, 13:47
Pontosan! [#smile], de közbe ha "ütköztetünk" az is jó, mert az mindekinek jó!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 25, 14:26
Írta: 000000000 Dátum 2008 január 25, 14:26
Péter!
Te a vezérlő programodat lehet hogy szereted,
de a leggyengébb lassan a mezőnyben a step-dir
kimeneti sebességét tekintve. Ezzel kb. ki is
jelölted a rendszered képességeinek a határát,
és ahelyett hogy ezt a műszaki tényt, korlátot
végre belátnád, ahelyett encoderes "kínlódásaid"
vannak lassan már 4 hónapja.
A másik: egy átlag AC szervomotor csakis jobb
lehet dinamikában egy átlag DC-től, mivel
kisebb a J-je. Tehát nem igaz, amit írtál.
Láthattad, érezhetted a Hobby CNC kiállításon
is, hogy 20-30 Hz-es egységugrást majdnem
nulla amplitudó csökkenés mellett képes
lekövetni egy AC szervo. Ezt nem tudja egy DC
szervo, csak ha vasnélküli. Az meg aranyárban
van.
Te a vezérlő programodat lehet hogy szereted,
de a leggyengébb lassan a mezőnyben a step-dir
kimeneti sebességét tekintve. Ezzel kb. ki is
jelölted a rendszered képességeinek a határát,
és ahelyett hogy ezt a műszaki tényt, korlátot
végre belátnád, ahelyett encoderes "kínlódásaid"
vannak lassan már 4 hónapja.
A másik: egy átlag AC szervomotor csakis jobb
lehet dinamikában egy átlag DC-től, mivel
kisebb a J-je. Tehát nem igaz, amit írtál.
Láthattad, érezhetted a Hobby CNC kiállításon
is, hogy 20-30 Hz-es egységugrást majdnem
nulla amplitudó csökkenés mellett képes
lekövetni egy AC szervo. Ezt nem tudja egy DC
szervo, csak ha vasnélküli. Az meg aranyárban
van.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 25, 15:33
Írta: bmejdz9nu Dátum 2008 január 25, 15:33
Melyik leggyengébre gondolsz mert egyik lassabb mint a másik :)
- WinPC Light 15Khz, WinPC Economy 24KHz, WinPC Professional* 40Khz, vagy PCNC-DOS 30Khz.
(*Professional változat már külső vezérlő dobozzal, nincsenek tisztába a fejlesztők az LPT port HF lehetőségeivel :)
Sajnos ezek német programok... és gondolom tudod a németek gépiparban nem olyan jók mint a magyarok vagy a kanadaiak...:)
Persze erős korlátok vannak pl. a
24Khz-ből csak 0.02mm pontos gépet lehet csinálni 480mm/s (28,8 méter/perc) sebesség mellet, vagy 0.01m pontosságot csak 240mm/s-al (14,4méter/perc)...
Ezek az elérhető pontosságok és sebességek erősen korlátozzák a magyar hobbysták gyakorlati lehetőségeit... :)
Valóban encoderes "kínlódásokhoz" vezetnek, ami pontos méretezést követel meg azaz gondolkodást... ezért sem jó... :)
A másik: AC szervó.. Referencia van? Egy videó? Vagy csak az elmélet? (A DC szervó motoros hajtásra rengeteg.)
Amíg nem látom egy gépen vagy egy terheléses tesztpadon addíg sajnos csak elmélet számomra...
Az "asztalon pörgetek egy motort" az nekem kevés... bármennyire is olcsó... :) De gondolom a reményre is van kereslet... :)
- WinPC Light 15Khz, WinPC Economy 24KHz, WinPC Professional* 40Khz, vagy PCNC-DOS 30Khz.
(*Professional változat már külső vezérlő dobozzal, nincsenek tisztába a fejlesztők az LPT port HF lehetőségeivel :)
Sajnos ezek német programok... és gondolom tudod a németek gépiparban nem olyan jók mint a magyarok vagy a kanadaiak...:)
Persze erős korlátok vannak pl. a
24Khz-ből csak 0.02mm pontos gépet lehet csinálni 480mm/s (28,8 méter/perc) sebesség mellet, vagy 0.01m pontosságot csak 240mm/s-al (14,4méter/perc)...
Ezek az elérhető pontosságok és sebességek erősen korlátozzák a magyar hobbysták gyakorlati lehetőségeit... :)
Valóban encoderes "kínlódásokhoz" vezetnek, ami pontos méretezést követel meg azaz gondolkodást... ezért sem jó... :)
A másik: AC szervó.. Referencia van? Egy videó? Vagy csak az elmélet? (A DC szervó motoros hajtásra rengeteg.)
Amíg nem látom egy gépen vagy egy terheléses tesztpadon addíg sajnos csak elmélet számomra...
Az "asztalon pörgetek egy motort" az nekem kevés... bármennyire is olcsó... :) De gondolom a reményre is van kereslet... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 25, 15:52
Írta: Szedlay Pál Dátum 2008 január 25, 15:52
Péter!
He elkészíted a géped és tud WinPC Economy-val 14,4 méter/perc sebességet és a megmunkálás pontossága 0.01mm lesz, küldök neked egy üveg bort amilyet választasz( már a szádban érezheted az ízét). Ezt az igéretemet itt mindenki elött teszem.
He elkészíted a géped és tud WinPC Economy-val 14,4 méter/perc sebességet és a megmunkálás pontossága 0.01mm lesz, küldök neked egy üveg bort amilyet választasz( már a szádban érezheted az ízét). Ezt az igéretemet itt mindenki elött teszem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 25, 16:02
Írta: bmejdz9nu Dátum 2008 január 25, 16:02
Jól látod... elméletben tudja... felbontás 0.01 és a sebesség még több is... mert 40Khz-ről (WinPC-Prof.) 400mm/s.
Ezeket a határadatokat nem a szoftver korlátozza!. (pont ezt írtam!!!)
De... (már valamennyire összeraktam) iszonyatos erős mechanika ellenére (szerintem) ha a mérőórát a maró hegyére teszem és nekifeszülök akkor nem marad alaphelyzetben... (de nem rossz:)
sebesség: 400mm/s-nél melegszenek a golyóorsók mert nem lehet 4800rpm-el forgatni... a gyári adatlap alapján sem... minél preciziósabb azaz pontosabban illesztett az orsó annál kisebb a max. megengedett fordulat... logikus... mint egy normál csapágynál... ha jobban megfeszíted = több hő... (de meglátjuk mennyi az üresben reptetés és a maráskor a lassabb sebesség arány a "hűléshez"...)
Ezeket a határadatokat nem a szoftver korlátozza!. (pont ezt írtam!!!)
De... (már valamennyire összeraktam) iszonyatos erős mechanika ellenére (szerintem) ha a mérőórát a maró hegyére teszem és nekifeszülök akkor nem marad alaphelyzetben... (de nem rossz:)
sebesség: 400mm/s-nél melegszenek a golyóorsók mert nem lehet 4800rpm-el forgatni... a gyári adatlap alapján sem... minél preciziósabb azaz pontosabban illesztett az orsó annál kisebb a max. megengedett fordulat... logikus... mint egy normál csapágynál... ha jobban megfeszíted = több hő... (de meglátjuk mennyi az üresben reptetés és a maráskor a lassabb sebesség arány a "hűléshez"...)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 25, 16:37
Írta: Szedlay Pál Dátum 2008 január 25, 16:37
"De... (már valamennyire összeraktam) iszonyatos erős mechanika ellenére (szerintem) ha a mérőórát a maró hegyére teszem és nekifeszülök akkor nem marad alaphelyzetben... (de nem rossz:) "
Mennyit tudsz ujjal nyomkodni rajta, hány századot? Ezt jól tudod mérni azzal a mikronos digitálissal amit láttam a videókon.
De becsületesen nyomkodj!!!
[#ejnye1]
Mennyit tudsz ujjal nyomkodni rajta, hány századot? Ezt jól tudod mérni azzal a mikronos digitálissal amit láttam a videókon.
De becsületesen nyomkodj!!!
[#ejnye1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 25, 16:46
Írta: bmejdz9nu Dátum 2008 január 25, 16:46
Kész vagy a gépeddel? Érték itéleted már megvan? :) Rángattad már mérőórával?
Még nem vagyok teljesen kész, sőt most szét kellett szednem... valamit kihagytam... :)
Egyébként ilyen adat egy CNC-ről pl. hány kilóval húzva a marószár és az eltérés nagysága...
ez a legtitkosabb dolog... láttál már ilyen adatot valakitől vagy valahol? hogy nem csal? :)
Egyébként egy erős húzásra (ez elég szubjektív ugyebár, de nem egy újjal hanem teljes kézzel) 5 század volt...Z-teljesen lent...
de még merevítők hiányoztak... ill. még jönnek bele...
Még nem vagyok teljesen kész, sőt most szét kellett szednem... valamit kihagytam... :)
Egyébként ilyen adat egy CNC-ről pl. hány kilóval húzva a marószár és az eltérés nagysága...
ez a legtitkosabb dolog... láttál már ilyen adatot valakitől vagy valahol? hogy nem csal? :)
Egyébként egy erős húzásra (ez elég szubjektív ugyebár, de nem egy újjal hanem teljes kézzel) 5 század volt...Z-teljesen lent...
de még merevítők hiányoztak... ill. még jönnek bele...
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 január 25, 17:19
Írta: csg67 Dátum 2008 január 25, 17:19
Mielőtt az inkrementális jeleket használni akarod az EQN jeladóknál vedd figyelembe, hogy azok 1 voltos szinusz jelek!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 25, 18:17
Írta: svejk Dátum 2008 január 25, 18:17
Látom figyelsz! :)
Ez egy kicsit bánatom, de léteznek gyári átalakítók.
Kipróbáltam egyszerű komparátorral, -működött-
de komoly tesztelések nem voltak, főleg nem 12000-en...
Ez egy kicsit bánatom, de léteznek gyári átalakítók.
Kipróbáltam egyszerű komparátorral, -működött-
de komoly tesztelések nem voltak, főleg nem 12000-en...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 25, 18:19
Írta: svejk Dátum 2008 január 25, 18:19
Egyenlőre a fiók mélyén várják jobb sorsukat, meg egyébként is jó lenne az abszolut részét is használni, de ez egyenlőre csak álom számomra.
Még ha párhuzamos kimenete lenne, akkor esetleg...
Még ha párhuzamos kimenete lenne, akkor esetleg...
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 január 25, 22:26
Írta: csg67 Dátum 2008 január 25, 22:26
Valóban léteznek például az IDP 181 és úgy 160 euro az ára...
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 január 25, 22:28
Írta: csg67 Dátum 2008 január 25, 22:28
Ha az EnDat jeleket is akarod, akkor az IK 220 a megoldás. Ez egy kicsit drágább.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 25, 23:14
Írta: svejk Dátum 2008 január 25, 23:14
Nem épp hobby megoldások :)
De azért nem dobom ki az encodereket...
De azért nem dobom ki az encodereket...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 26, 11:01
Írta: Szedlay Pál Dátum 2008 január 26, 11:01
Péter!
Köszönöm az őszinte válaszodat. Én azt hittem szépíteni fogod, de nem és ez jól esett.
Bár milyen furcsának fog tűnni nincs mérőórám.
A gép vázat a tesztek szetint nem lehet megmozdízani(+-1mikron), azaz ha rá tették a mikronos órát akkor nem mutat eltérést. Ebből leszűrhettem a 60mm alut nem lehet kézzel görbítgetni.
Más a helyzet a tengelyekkel, a fóorsóval. Ezeket sajnos lehet. Orsó irányba 5 mikron erre merőlegesen ennél több de ezt még nem tudtam mérni, de én is akarok venni egy órát és akkor megteszem, mert engem is érdekel.
Mégegyszer köszönöm!!!!!!!!!!
Köszönöm az őszinte válaszodat. Én azt hittem szépíteni fogod, de nem és ez jól esett.
Bár milyen furcsának fog tűnni nincs mérőórám.
A gép vázat a tesztek szetint nem lehet megmozdízani(+-1mikron), azaz ha rá tették a mikronos órát akkor nem mutat eltérést. Ebből leszűrhettem a 60mm alut nem lehet kézzel görbítgetni.
Más a helyzet a tengelyekkel, a fóorsóval. Ezeket sajnos lehet. Orsó irányba 5 mikron erre merőlegesen ennél több de ezt még nem tudtam mérni, de én is akarok venni egy órát és akkor megteszem, mert engem is érdekel.
Mégegyszer köszönöm!!!!!!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 26, 11:07
Írta: bmejdz9nu Dátum 2008 január 26, 11:07
A merev váz persze fontos... de a "buktatók" a kapcsolodási pontokon (és azok egymáshoz való viszonya) és a vezetőkön/orsókon is múlik...
Minden visz bele egy kicsit... minden átmenet pl. 1 századot... és a maró helyén ez már 5 század...
De még fejlesztem, és talán egy gravír munkánál ennyi erő sem éri... A végén persze beszámolok és megpróbálunk egy egységes tesztet "kidolgozni" ennek a méréséhez...
Az orsóknál van 5 mikron kottyanás... ez fél lépésköz nálam... tehát szoftveres korrekcióra nincs lehetőség mert nincs egy lépésnyi... nade ez a legkevesebb... :)
Minden visz bele egy kicsit... minden átmenet pl. 1 századot... és a maró helyén ez már 5 század...
De még fejlesztem, és talán egy gravír munkánál ennyi erő sem éri... A végén persze beszámolok és megpróbálunk egy egységes tesztet "kidolgozni" ennek a méréséhez...
Az orsóknál van 5 mikron kottyanás... ez fél lépésköz nálam... tehát szoftveres korrekcióra nincs lehetőség mert nincs egy lépésnyi... nade ez a legkevesebb... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 26, 11:29
Írta: Szedlay Pál Dátum 2008 január 26, 11:29
Minden betüddel egyetértek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 26, 13:30
Írta: bmejdz9nu Dátum 2008 január 26, 13:30
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 26, 13:44
Írta: 000000000 Dátum 2008 január 26, 13:44
Ez így nagyon szép, csak éppen nem sok értelme
van ehhez több ezer forintos IC-t használni,
hiszen a kézikerék kimenete már step-dir,
egy normálisabb szervo erősítőn meg tudsz
osztani-szorozni, vagy amit éppen akarsz.
Persze értem én, ha eladni akarsz, akkor
érdemes a fölösleges dolgokat is reklámozni.:)
van ehhez több ezer forintos IC-t használni,
hiszen a kézikerék kimenete már step-dir,
egy normálisabb szervo erősítőn meg tudsz
osztani-szorozni, vagy amit éppen akarsz.
Persze értem én, ha eladni akarsz, akkor
érdemes a fölösleges dolgokat is reklámozni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 26, 14:14
Írta: svejk Dátum 2008 január 26, 14:14
Úgy látom lett a szerverleállításnak előnye is..
innen már lehet normális sebességgel letölteni :)
innen már lehet normális sebességgel letölteni :)
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 január 26, 14:43
Írta: Egyújabbgépépítő Dátum 2008 január 26, 14:43
Sziasztok!
Elkészült az ELM-UHU NYÁK. Az első próba alapján műküdik az UHU üzemmód. Persze még hiányzik a beállítás, tesztelés.
Elkészült az ELM-UHU NYÁK. Az első próba alapján műküdik az UHU üzemmód. Persze még hiányzik a beállítás, tesztelés.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 26, 14:45
Írta: svejk Dátum 2008 január 26, 14:45
Helló Tibor45!
Ha van egy kis időd és kedved hétvégén, visszatérhetnél az áttétel kontra direkt hajtás témájához.
Igaz hogy H.Józsi belinkelt egy-két Gyönyörű oldalt, de nem biztos hogy ez mindenkinek (nekem sem) érthető.
Tehát az levezethető és kijelenthető, hogy egy x nyomatékú motor mondjuk 1:3-as áttételen keresztül jobb dinamikát képvisel az adott mechanikán mint egy 3x nyomatékú motor 1:1-es hajtás esetén?
(A teljesítményeket szerintem mellőzzük mert az általában hobby körülmények között nem számít.)
Ha van egy kis időd és kedved hétvégén, visszatérhetnél az áttétel kontra direkt hajtás témájához.
Igaz hogy H.Józsi belinkelt egy-két Gyönyörű oldalt, de nem biztos hogy ez mindenkinek (nekem sem) érthető.
Tehát az levezethető és kijelenthető, hogy egy x nyomatékú motor mondjuk 1:3-as áttételen keresztül jobb dinamikát képvisel az adott mechanikán mint egy 3x nyomatékú motor 1:1-es hajtás esetén?
(A teljesítményeket szerintem mellőzzük mert az általában hobby körülmények között nem számít.)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 26, 14:45
Írta: bmejdz9nu Dátum 2008 január 26, 14:45
Nem step dir és gyakorlatilag egy 100cpr-es encoder van benne (= 400ppr) azaz 4-es osztás is kell, hogy a százados skála passszoljon...
Tibi te egy encoder A+B kimenetről step/dir átalakítást és pl. 4-es osztást, impulzus szélesség állítási lehetőséggel mennyiből hozol ki?
Mert ehhez még panel sem kellett... :) 2000Ft alatt??? [#smile] Várom az összeget!
Tibi te egy encoder A+B kimenetről step/dir átalakítást és pl. 4-es osztást, impulzus szélesség állítási lehetőséggel mennyiből hozol ki?
Mert ehhez még panel sem kellett... :) 2000Ft alatt??? [#smile] Várom az összeget!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 26, 14:48
Írta: bmejdz9nu Dátum 2008 január 26, 14:48
Igen... én is úgy látom ez jobb... most félig van csak feltöltve... de folyamatban...
Ha bevállik akkor a hunbay-t is átteszem ide...
Ha bevállik akkor a hunbay-t is átteszem ide...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 26, 14:50
Írta: bmejdz9nu Dátum 2008 január 26, 14:50
Nagy motort neki :) 200-400W-ost... várjuk a tapasztalatokat...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 26, 14:53
Írta: svejk Dátum 2008 január 26, 14:53
Ez saját nyákterv?
Ha kell van egy uhu procim beszerzési ár alatt.
Ha kell van egy uhu procim beszerzési ár alatt.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 január 26, 14:54
Írta: Egyújabbgépépítő Dátum 2008 január 26, 14:54
Szívesen, de nekem csak EC240 van.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 január 26, 14:55
Írta: Egyújabbgépépítő Dátum 2008 január 26, 14:55
Nekem van 4 db az a leendő gépemhez elég. Saját NYÁK terv.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 26, 14:58
Írta: 000000000 Dátum 2008 január 26, 14:58
Sziasztok!
Gratula.Jól néz ki, várjuk a folytatást, információ,képek.
Gratula.Jól néz ki, várjuk a folytatást, információ,képek.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 26, 15:04
Írta: 000000000 Dátum 2008 január 26, 15:04
Péter!
A Gocko G320-at próbálta már valaki megfejteni, másolni:
A Gocko G320-at próbálta már valaki megfejteni, másolni:
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 26, 15:04
Írta: dg8n4i8x Dátum 2008 január 26, 15:04
Mi lett az ára a kész panelnek?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 26, 15:09
Írta: svejk Dátum 2008 január 26, 15:09
A Kínaiak..:)
Nekem volt egy copy anno, nem nagyon tetszett..
Írtam is róla akkor..
Akkor még nem tudtam hogy másolat...
Az eredeti állítólag sokkal jobb..
Nekem volt egy copy anno, nem nagyon tetszett..
Írtam is róla akkor..
Akkor még nem tudtam hogy másolat...
Az eredeti állítólag sokkal jobb..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 26, 15:29
Írta: bmejdz9nu Dátum 2008 január 26, 15:29
A kínaiaknak anno nem sikerült... :) Mert erős benne a másolásvédelem... azaz jó sok alkatrész... magas szakmai felkészültséget igényelt gondolom...
A kínai másolat sem volt sokkal olcsóbb... de viszont rossz volt... (nekem abból is van! :)
A kínai másolat sem volt sokkal olcsóbb... de viszont rossz volt... (nekem abból is van! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 26, 15:43
Írta: 000000000 Dátum 2008 január 26, 15:43
A Geckohoz hasonló servo drivert nem csinált még senki no PIC, NO AVR ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 26, 15:48
Írta: bmejdz9nu Dátum 2008 január 26, 15:48
A Tibor csinált... az övében nincsen se PIC és PUKK... :) Ezért szeretjük egymást!
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 január 26, 16:10
Írta: Egyújabbgépépítő Dátum 2008 január 26, 16:10
Nem számoltam még. A NYÁK 1600 az alkatrészeket össze kell adni. Ami más mint az eredetin itt diferenciál enkóder illesztést csináltam.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 január 26, 16:13
Írta: Egyújabbgépépítő Dátum 2008 január 26, 16:13
Elnézést differenciál
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 26, 16:53
Írta: HJózsi Dátum 2008 január 26, 16:53
Szép a nyák gratulálok! A másik oldaláról is van fotó? Látom smd-ket is alkalmaztál. Kiváncsi vagyok az 1k8 a végén mennyire melegszik. Nálam két különböző nyákon is meglehetősen hevült, nagyobb W érték kellett ill a nagy motornál növelni 3k3 - 6k8 értékre, esetleg a 100nF-et csökkenteni 47nF...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 26, 17:21
Írta: svejk Dátum 2008 január 26, 17:21
A melegedés természetes dolog, 15 kHz-en a 100nF már csak 100 ohm, tehát a teljes pwm fesz az ellenállásra kerül. Mely így nagy tápfeszültségnél sokat disszipál.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 26, 17:24
Írta: svejk Dátum 2008 január 26, 17:24
Csináltál az EC motor encoderéhez is szimmetrizálót, vagy csak más négyvezetékes encoder kezelésének lehetősége miatt került a servopanelra az illesztő?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 26, 17:35
Írta: x4rhew5r3 Dátum 2008 január 26, 17:35
Érdekelne mi váltja ki az ellenérzéseket a mikrokontrolleres szervók iránt. Ha egy pár szóval kifejtenétek...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 26, 18:02
Írta: svejk Dátum 2008 január 26, 18:02
Megjegyzem nálam ez a Boucherot RC tagnak csak a helye van, nincs beültetve, enélkül sem gerjed a végfok.
Bár most hogy leírtam a múltkor volt egy kis szívás az IRF540-ekkel, lehet ez miatt?? :( :(
Bár most hogy leírtam a múltkor volt egy kis szívás az IRF540-ekkel, lehet ez miatt?? :( :(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 08:23
Írta: 000000000 Dátum 2008 január 27, 08:23
"Tibi te egy encoder A+B kimenetről step/dir
átalakítást és pl. 4-es osztást, impulzus
szélesség állítási lehetőséggel mennyiből hozol
ki?"
Ingyen van, rákötöm a szervómra IC nélkül,
és kész.
Az A, B csatorna az step/dir jel, légyszi ne
állíts műszakilag téves dolgot, hogy nem az.
De ha nem hiszed el nekem (bár ez nem hit
kérdés, hanem vagy értem mi az encoder, vagy
nem tudom), akkor kösd rá IC nélkül.
Ugyanúgy fog műküdni. Az X osztó-szorzó tényezőt
pedig a szervó setup-jában sokkal szélesebb
skálán be lehet állítani.
átalakítást és pl. 4-es osztást, impulzus
szélesség állítási lehetőséggel mennyiből hozol
ki?"
Ingyen van, rákötöm a szervómra IC nélkül,
és kész.
Az A, B csatorna az step/dir jel, légyszi ne
állíts műszakilag téves dolgot, hogy nem az.
De ha nem hiszed el nekem (bár ez nem hit
kérdés, hanem vagy értem mi az encoder, vagy
nem tudom), akkor kösd rá IC nélkül.
Ugyanúgy fog műküdni. Az X osztó-szorzó tényezőt
pedig a szervó setup-jában sokkal szélesebb
skálán be lehet állítani.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 08:48
Írta: 000000000 Dátum 2008 január 27, 08:48
Szia Svejk!
Bocsi, de tegnap 2-től nem voltam netközelben
(helyette 5 fogú kereket martunk, majd teszek
fel róla infókat...).
Nos kihagyva akkor az integrál és diff.
engyenletek világát az elméleti levezetés
végeredménye az, hogy az említett példádban
(ezt már Péter is többször írta) a nyomaték
csak lineárisan növeli a dinamikát, az áttétel meg
parabolikusan. Ezért nem lesz Péternek soha
igazán jó dinamikus gépe, mert nem fogadja el
ezt a tényt, pedig fél éve tanácsolom neki.
Ehelyett fölösleges pénz, energia pocsékolással
próbálkozik, azaz maximum sokkal drágábban
azt éri el, amit más sokkal olcsóbban. Tipikusan
ugyanaz itt is helyzet, mint az IC-jénél.
Bocsánat, ez megint picit "szentberszédes" volt,
de ha egyszer végre hallgatna is rám Péter,
akkor a végén Ő is jól járna, pl. sokkal
kevesebb cuccott vehetne-adhatna el az eBay-on,
én csak jót akarok Neki. Persze lehet, hogy Ő
inkább azt élvezi, hogy kereskedhet a nagy
virtuális szemétdombon, akkor még érteném is.
Bocsi, de tegnap 2-től nem voltam netközelben
(helyette 5 fogú kereket martunk, majd teszek
fel róla infókat...).
Nos kihagyva akkor az integrál és diff.
engyenletek világát az elméleti levezetés
végeredménye az, hogy az említett példádban
(ezt már Péter is többször írta) a nyomaték
csak lineárisan növeli a dinamikát, az áttétel meg
parabolikusan. Ezért nem lesz Péternek soha
igazán jó dinamikus gépe, mert nem fogadja el
ezt a tényt, pedig fél éve tanácsolom neki.
Ehelyett fölösleges pénz, energia pocsékolással
próbálkozik, azaz maximum sokkal drágábban
azt éri el, amit más sokkal olcsóbban. Tipikusan
ugyanaz itt is helyzet, mint az IC-jénél.
Bocsánat, ez megint picit "szentberszédes" volt,
de ha egyszer végre hallgatna is rám Péter,
akkor a végén Ő is jól járna, pl. sokkal
kevesebb cuccott vehetne-adhatna el az eBay-on,
én csak jót akarok Neki. Persze lehet, hogy Ő
inkább azt élvezi, hogy kereskedhet a nagy
virtuális szemétdombon, akkor még érteném is.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 27, 09:01
Írta: Szedlay Pál Dátum 2008 január 27, 09:01
Tibor.
Elmentem és megnéztem a "profi" marógépeket.( Deckel Macho)
Ezeknél a gépeknél a golyósorsóknál direkt hajtás van, brutális méretű AC servó. Pl. az egyiken 13KW-os. És ez most nem kötözködés, ne értsd félre.
Itt miért nem használják az áttételt?
Azt is tudom az ipari a mienk meg hobby.
De mi lehet az oka?
Elmentem és megnéztem a "profi" marógépeket.( Deckel Macho)
Ezeknél a gépeknél a golyósorsóknál direkt hajtás van, brutális méretű AC servó. Pl. az egyiken 13KW-os. És ez most nem kötözködés, ne értsd félre.
Itt miért nem használják az áttételt?
Azt is tudom az ipari a mienk meg hobby.
De mi lehet az oka?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 09:12
Írta: 000000000 Dátum 2008 január 27, 09:12
Mert a 13 KW az 13 KW.
Mi köze van ennek a példádnak pl. a jelenlegi
stepmotoros hajtásodhoz és egyáltalán a Hobby
CNC-hez? Kb annyi, mint egy moto GP
versenymotornak az utcai robogóhoz.[#nyes]
Mi köze van ennek a példádnak pl. a jelenlegi
stepmotoros hajtásodhoz és egyáltalán a Hobby
CNC-hez? Kb annyi, mint egy moto GP
versenymotornak az utcai robogóhoz.[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 09:26
Írta: bmejdz9nu Dátum 2008 január 27, 09:26
Na alakulunk... Én még nem láttam, de gondoltam hogy direkthajtást alakmaznak... (pozició hibalehetőség minimális)
Milyen emelkedésű orsókhoz milyen teljesítméyeket használnak... milyen sebességhez és dinamikához...
Ezeket jó lenne tudni....
Utánna már semmi más dolgunk, hogy min. 10-el eleosztunk mindent... mert gondolom a gép súlya is 10x-es... [#nevetes1]
Milyen emelkedésű orsókhoz milyen teljesítméyeket használnak... milyen sebességhez és dinamikához...
Ezeket jó lenne tudni....
Utánna már semmi más dolgunk, hogy min. 10-el eleosztunk mindent... mert gondolom a gép súlya is 10x-es... [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 09:28
Írta: bmejdz9nu Dátum 2008 január 27, 09:28
Ok. Hagyjuk...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 27, 09:35
Írta: Szedlay Pál Dátum 2008 január 27, 09:35
Érem a magyarázatodat, ebben ugyan nem volt egyenlet, de világos számomra.
Én leszűrtem belőle a következtetést.
Én leszűrtem belőle a következtetést.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 27, 09:44
Írta: Szedlay Pál Dátum 2008 január 27, 09:44
Nem lehet összehasonlítási alap.
Amikor ott jártam egy 2000kg-os vasat munkáltak meg acéból, másnapra hiányzott belőle 700kg. És nem ellopták, kimarták. A gép gyorsulása 0.5g.
Nem tudom a gyolyósorső méreteit de legközelebb megnézem.
Amikor ott jártam egy 2000kg-os vasat munkáltak meg acéból, másnapra hiányzott belőle 700kg. És nem ellopták, kimarták. A gép gyorsulása 0.5g.
Nem tudom a gyolyósorső méreteit de legközelebb megnézem.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 27, 09:47
Írta: Szedlay Pál Dátum 2008 január 27, 09:47
Vagy annyi, mint egy zsigulinak
egy mercedeshez.[#love11]
egy mercedeshez.[#love11]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 09:59
Írta: bmejdz9nu Dátum 2008 január 27, 09:59
Szerintem direkthajás mindenek felett... :) Ha nem ok = nagyobb motor kell!
Tehát jobb egy nagyobb motort választani (akár kisebb fordulaton) mint egy kisebbet pörgetni és áttételezni...
Az áttetel megcsinálása sok munka és pénz ha korrektre is akarjuk (kerekek + csapágyak + burkolat stb..)
... És mit kapunk cserébe? Hibalehetőséget és persze karbantartási igényt...
Szerintem - ahogy elnéztem a világban a hobbygépeket - kényszer megoldásnak tartom az áttátelt... azaz alulméretezték a dolgot...
Ezért is hajtom a nagy motorokat és a nagy vezérlőket... Mert az erő az nem árt...
A másik szempont, hogy pl. 4000rpm-ről írányt váltani egy szervómotornak talán nehezzebb (azaz több idő is) mint pl. 2000rpm-ről...
A szénkefék sem kopnak olyan gyorsan ha a motor lasabban forog...
A teljesítmény (és melegedés is) pedíg a fesz és áram szorzata... és egy nagyobb motor nehezzebben melegszik fel gyorsan... kisebb a kockázat a leégésre egy-egy szükséges "áramfröccs" estén...
Azaz ha egy (névleges) 180V-os 3000rpm-es motort hajtunk pl. 90V-ról... akkor csak 1500rpm-et tud forogni... de valószinűleg mivel ennél nagyobb teljesítményre tervezték... nagyobb árammal lehet hajtani... folyamatos üzem esetén is... (van mivel és hová elvinni a hőt neki)
Az, hogy egy komolyabb gépen a motor 4kg vagy 8 kg... tök mindegy a mechanika súlyához képest...
(nem kell messzire menni... biztos emlékeztek a 60Kg-os emelgetésemre 400mm/s sebességgel egy 280W-is motorral... és még bírt volna többet is...itt ebben a topikban vannak a videók...)
... és ehhez kell válsztani a golyósorsót... azaz már nem biztos, hogy az 5mm-es emelkedésű (ekkor) a divat... :)
Tehát jobb egy nagyobb motort választani (akár kisebb fordulaton) mint egy kisebbet pörgetni és áttételezni...
Az áttetel megcsinálása sok munka és pénz ha korrektre is akarjuk (kerekek + csapágyak + burkolat stb..)
... És mit kapunk cserébe? Hibalehetőséget és persze karbantartási igényt...
Szerintem - ahogy elnéztem a világban a hobbygépeket - kényszer megoldásnak tartom az áttátelt... azaz alulméretezték a dolgot...
Ezért is hajtom a nagy motorokat és a nagy vezérlőket... Mert az erő az nem árt...
A másik szempont, hogy pl. 4000rpm-ről írányt váltani egy szervómotornak talán nehezzebb (azaz több idő is) mint pl. 2000rpm-ről...
A szénkefék sem kopnak olyan gyorsan ha a motor lasabban forog...
A teljesítmény (és melegedés is) pedíg a fesz és áram szorzata... és egy nagyobb motor nehezzebben melegszik fel gyorsan... kisebb a kockázat a leégésre egy-egy szükséges "áramfröccs" estén...
Azaz ha egy (névleges) 180V-os 3000rpm-es motort hajtunk pl. 90V-ról... akkor csak 1500rpm-et tud forogni... de valószinűleg mivel ennél nagyobb teljesítményre tervezték... nagyobb árammal lehet hajtani... folyamatos üzem esetén is... (van mivel és hová elvinni a hőt neki)
Az, hogy egy komolyabb gépen a motor 4kg vagy 8 kg... tök mindegy a mechanika súlyához képest...
(nem kell messzire menni... biztos emlékeztek a 60Kg-os emelgetésemre 400mm/s sebességgel egy 280W-is motorral... és még bírt volna többet is...itt ebben a topikban vannak a videók...)
... és ehhez kell válsztani a golyósorsót... azaz már nem biztos, hogy az 5mm-es emelkedésű (ekkor) a divat... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 27, 09:59
Írta: svejk Dátum 2008 január 27, 09:59
Semmi gond, azért írtam csak akkor írj ha ráérsz és van kedved.
Na akkor mégis kell valami levezetés, mert most csak tényeket írtál.:)
A nyomaték az áttételezéssel fordítottan arányosan növekszik, tehát 1:3-as áttételnél 3 szorosa lesz a kivehető nyomaték.
Tehát a vonótengelyre átadott nyomaték mindkét esetben (3x és x nyomatéku motor) azonos lesz.
Hogy van ez a dinamikával?
dinamikán = a gyursulás-lassulás képességet értjük ugye?
Na akkor mégis kell valami levezetés, mert most csak tényeket írtál.:)
A nyomaték az áttételezéssel fordítottan arányosan növekszik, tehát 1:3-as áttételnél 3 szorosa lesz a kivehető nyomaték.
Tehát a vonótengelyre átadott nyomaték mindkét esetben (3x és x nyomatéku motor) azonos lesz.
Hogy van ez a dinamikával?
dinamikán = a gyursulás-lassulás képességet értjük ugye?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 10:07
Írta: bmejdz9nu Dátum 2008 január 27, 10:07
Ezaz... erről beszélek... már mióta...
Nézd meg legközelebb az arányokat! Orsót, motort, gépsúlyát, erőket, sebességeket... !!! Okosabbak lennénk!!!
Nézd meg legközelebb az arányokat! Orsót, motort, gépsúlyát, erőket, sebességeket... !!! Okosabbak lennénk!!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 27, 10:17
Írta: svejk Dátum 2008 január 27, 10:17
Ha lehet maradjunk példáknál, pl.:
1:3 esetében egy y forgórésztömeget kell mondjuk 0-ról 3000-re felpörgetni plusz az áttétel után egy w tömegű vonóorsót 0-ról 1000-re.
1:1 esetében egy 3y (feltételezve hogy egy 3-szoros nyomatékú motornak 3-szorosa a forgórésztömege, bár valószínű kevesebb)
plusz a w tömegű vonóorsót kell 0-ról 1000-re felpörgetni.
1:3 esetében egy y forgórésztömeget kell mondjuk 0-ról 3000-re felpörgetni plusz az áttétel után egy w tömegű vonóorsót 0-ról 1000-re.
1:1 esetében egy 3y (feltételezve hogy egy 3-szoros nyomatékú motornak 3-szorosa a forgórésztömege, bár valószínű kevesebb)
plusz a w tömegű vonóorsót kell 0-ról 1000-re felpörgetni.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 január 27, 10:35
Írta: csg67 Dátum 2008 január 27, 10:35
Az ipari gyakorlatban is rengeteg példa van áttétel alkalmazására, egy gép megnézéséből ne vonjatok le általános következtetéseket. Leggyakrabban bordásszíjat alkalmaznak (minimális holtjáték), vagy fogaskereket. Általában harmadával, felével csökkentik a motor fordulatszámát (növelve a nyomatékot). Az ok a több műszaki követelmény optimális kielégítése. Az alkalmazott golyósorsók emelkedése min. 10, viszont a motorok legalább 3000-et tudnak pörögni. Ahol nincs szükség (lehetőség) 30m/perc-et meghaladó gyorsjáratra, ott lassítani kell. Másik ok lehet a motor elhelyezése; nem mindig szerencsés az orsó végén túl még kilógatni a motort, valamint például a hajtott anyás megoldásoknál mindenképpen kell valamit csinálni (van amikor 1:1 az áttétel).
Egyébként a nagyobb motor (+hajtás) nagyobb árat is jelent, és az ipari kivitelezők is költségérzékenyek :)
Egyébként a nagyobb motor (+hajtás) nagyobb árat is jelent, és az ipari kivitelezők is költségérzékenyek :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 10:47
Írta: bmejdz9nu Dátum 2008 január 27, 10:47
Azt is kellene tudni... milyen korsztályú a gép? Mire szánták? Faipari vagy fémipari
Régebben (szerintem a FET-es előtti korszak:) nem tudtak olyan nagy áramú vezérlést csinálni... és olcsóbb volt a munkaerő a karbantartáshoz...
Ma minden a költséghatékonyság körül forog minden...
Fontosabb mint a gép vételára... ezért is vannak AC rendszerek... mert akkor még szénkefét sem kell cserélni...
Ma a német autógyárakban már 27 Euró egy "élőmunkaóra"... Ezzel számolják a dolgokat...hogy összességében jól járjanak...
Régebben (szerintem a FET-es előtti korszak:) nem tudtak olyan nagy áramú vezérlést csinálni... és olcsóbb volt a munkaerő a karbantartáshoz...
Ma minden a költséghatékonyság körül forog minden...
Fontosabb mint a gép vételára... ezért is vannak AC rendszerek... mert akkor még szénkefét sem kell cserélni...
Ma a német autógyárakban már 27 Euró egy "élőmunkaóra"... Ezzel számolják a dolgokat...hogy összességében jól járjanak...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 10:59
Írta: 000000000 Dátum 2008 január 27, 10:59
Üdv az Uraknak!
Egy kis lazítás képpen (és az elméletek
visszaigazolásaként) felvillantok egy képet,
mire is képes egy jól méreteztt szervo
dinamikában az egyik új fejlesztésem kapcsán.
Délután teszek fel majd videót is, hogyan is
készült, nagy képek már most is vannak ott a
munkadarabról.:)

Egy kis lazítás képpen (és az elméletek
visszaigazolásaként) felvillantok egy képet,
mire is képes egy jól méreteztt szervo
dinamikában az egyik új fejlesztésem kapcsán.
Délután teszek fel majd videót is, hogyan is
készült, nagy képek már most is vannak ott a
munkadarabról.:)
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 január 27, 11:03
Írta: csg67 Dátum 2008 január 27, 11:03
Az aktuális fémipari gépgyártásról beszéltem, annak is a profi megoldásairól. Egyszerűbb gépekben valóban az orsó direkt meghajtása a divat, annak minden hátrányával. Az AC rendszereknek nem elsősorban a szénkefe (karbantartás) hiánya az erőssége.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 11:13
Írta: bmejdz9nu Dátum 2008 január 27, 11:13
Várjuk!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 11:20
Írta: bmejdz9nu Dátum 2008 január 27, 11:20
Tegnapi (Baldor - 9Kg) "nagymotor" árak az Ebay.de-n - nekem már van kettő ebből... :) Van vele munka... fék ki... encoder be...:)
Baldor1::: Baldor 2:::Baldor 3::: Baldor 4:::
A motorok megfizethetőek... Persze a németek könnyen vannak - Ha megy nekik a Bagoly... IRFP260-al... :)

Baldor1::: Baldor 2:::Baldor 3::: Baldor 4:::
A motorok megfizethetőek... Persze a németek könnyen vannak - Ha megy nekik a Bagoly... IRFP260-al... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 27, 11:30
Írta: HJózsi Dátum 2008 január 27, 11:30
A fékről van fotód? ... Tárcsa, dob? ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 11:59
Írta: bmejdz9nu Dátum 2008 január 27, 11:59
Már kidobtam a kukába... mert kellett volna? Elektomos + ferrodol...acél...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 27, 12:00
Írta: HJózsi Dátum 2008 január 27, 12:00
Nem rossz!....... [#worship][#worship][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 27, 12:10
Írta: HJózsi Dátum 2008 január 27, 12:10
Csak kiváncsiság, még nem láttam belűről...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 13:56
Írta: 000000000 Dátum 2008 január 27, 13:56
Köszi Józsi!
Feltöltöttem egy videót, sajna a felvétel
fényviszonyai nem ideálisak, túl erős lett
a megvilágítás. De ettől függetlenül szerintem
van rajta néznivaló.:) Ha majd lesznek kérdések,
szívesen válaszolok.
http://cnctar.hobbycnc.hu/Tibor45/
Itt van egy *sas.mpg
Feltöltöttem egy videót, sajna a felvétel
fényviszonyai nem ideálisak, túl erős lett
a megvilágítás. De ettől függetlenül szerintem
van rajta néznivaló.:) Ha majd lesznek kérdések,
szívesen válaszolok.
http://cnctar.hobbycnc.hu/Tibor45/
Itt van egy *sas.mpg
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 január 27, 14:36
Írta: 3vv2btrhv Dátum 2008 január 27, 14:36
Elegánsan a lényeget nem lehet látni !!
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 január 27, 15:38
Írta: Egyújabbgépépítő Dátum 2008 január 27, 15:38
Természetesen készült egy szimmetrizáló a motoroldalra is. Remélem így nem lesz zavarérzékeny hosszabb kábel esetén sem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 15:49
Írta: 000000000 Dátum 2008 január 27, 15:49
Szia Péter!
Ezt a Baldort hajtottuk ceruzaelemről?
Ezt a Baldort hajtottuk ceruzaelemről?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 15:51
Írta: bmejdz9nu Dátum 2008 január 27, 15:51
Az operatőrnek, a rendezőnek és szereplő(knek) ...

Csak a titok felfedése miatt... ez egy forgató?
Csak a titok felfedése miatt... ez egy forgató?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 15:51
Írta: bmejdz9nu Dátum 2008 január 27, 15:51
Igen...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 15:57
Írta: 000000000 Dátum 2008 január 27, 15:57
Szia Tibor45!
Nem semmi,amit csináltál, micsoda bordás tengelyeket lehet készíteni vele.
Nem semmi,amit csináltál, micsoda bordás tengelyeket lehet készíteni vele.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 15:58
Írta: 000000000 Dátum 2008 január 27, 15:58
Akár egy sokszögeszterga.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 16:00
Írta: 000000000 Dátum 2008 január 27, 16:00
Igen, ez egy ablaktörlő motoros forgató 4. tengely.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 16:09
Írta: 000000000 Dátum 2008 január 27, 16:09
Köszi, ez így van, ahogyan írtad.
A 100 lapú sokszögön át tetszőleges függvény
felület lehetséges, sőt még hamarosan csavarni
is lehet a felületeket. Gyakorlatilag csak a
képzelet szab határt egy ilyen rendszernek.
És hagyományos eszterga, marógépre is
pillanatok alatt telepíthető, nem kell XKW-os
drága szervót működtetni, az eredeti 50 éves
gép főorsóját és hajtóművét lehet használni.
Ez benne az egyik óriási előny.
A 100 lapú sokszögön át tetszőleges függvény
felület lehetséges, sőt még hamarosan csavarni
is lehet a felületeket. Gyakorlatilag csak a
képzelet szab határt egy ilyen rendszernek.
És hagyományos eszterga, marógépre is
pillanatok alatt telepíthető, nem kell XKW-os
drága szervót működtetni, az eredeti 50 éves
gép főorsóját és hajtóművét lehet használni.
Ez benne az egyik óriási előny.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 16:13
Írta: bmejdz9nu Dátum 2008 január 27, 16:13
Hát itt persze, hogy jó az ablaktörlő motor... mert csak egy írányban forgat és nem áll meg nem vált írányt...
Tehát a kottyanás sem számít... (csak elő kell feszíteni...)
De a Z-tengely lehet az érdekesebb... az azér mozog ha jól látom... és alul mintha forgács is lenne...
Tehát a kottyanás sem számít... (csak elő kell feszíteni...)
De a Z-tengely lehet az érdekesebb... az azér mozog ha jól látom... és alul mintha forgács is lenne...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 16:25
Írta: 000000000 Dátum 2008 január 27, 16:25
Igen, a rendszer fő eleme a nagy dinamikai
képességű szervo mellékhajtásláncolat, és az
ezt kiszolgáló valósidejű, nagyon gyors DOS
bázisú vezérlő program, ami a szikronokat
összehangolja, biztosítja.
Tud termelni rendesen forgácsot, hiszen adott
esetben akár 10 mm fogásmélységet is "harap",
ha teszem azt egy fogárok mélyébe zuhan
a 10.000-el pörgő marószerszám.
képességű szervo mellékhajtásláncolat, és az
ezt kiszolgáló valósidejű, nagyon gyors DOS
bázisú vezérlő program, ami a szikronokat
összehangolja, biztosítja.
Tud termelni rendesen forgácsot, hiszen adott
esetben akár 10 mm fogásmélységet is "harap",
ha teszem azt egy fogárok mélyébe zuhan
a 10.000-el pörgő marószerszám.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 16:32
Írta: bmejdz9nu Dátum 2008 január 27, 16:32
Ezt valóban nem lehet megcsinálni HPGL-ből még a WinPC-NC-vel sem... de 3D vezérléssel nem látom az akadályát... vagy?... Hol kell keresni benne a poént? :)
Látok a könyvtáradban van egy nagyobb kép... belinkelem, hogy a többiek is jól lássák a végeredményt...

Látok a könyvtáradban van egy nagyobb kép... belinkelem, hogy a többiek is jól lássák a végeredményt...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 16:56
Írta: 000000000 Dátum 2008 január 27, 16:56
Köszi, csak aztán nehogy István mérges legyen
ezért a nagy képért..., de talán Ő nem akar
mostanában sokszög-függvény eszterga-maró
gépet építeni.
Egy ilyen rendszerben elég sok poén van.
Először is kell hozzá egy egységugrásokkal is
agyon tesztelt minimum 20Hz képességű, megbízható szervo. A videón egyébként DC szervo
van, tehát még AC-t nem is kellett bevetni.
Aztán pedig egy hatékony matematikai modellt
kell felállítani, ami G kód nélkül csak számol,
számol minta villám, és ontja az alapjelet
a szervók felé úgy, ahogyan a főnök, azaz
a mestertengely azt diktálja. Ha az megáll vagy
lassul, akkor minden másnak követni kell.
ha viszont egyszer is kiesel a szinkronból,
garantált a selejt, egyből lesztergálja az
értékes szép felületet, állandóan merev-és
szoros szinkront kell biztosítani.
Ez tulajdonképpen egy elektronikus lakatanya
rendszerként is felfgoható, mint amikor
hagyományos esztergán menetet vágsz a
vezérorsóval, vagy egy bonyolultabb példát is
mondhatok egy fefejtő marógép is ilyen szoros
és precíz mechanikus rendszer.
Itt pedig "csak" encoderek vannak fogaskerekek
helyett.
ezért a nagy képért..., de talán Ő nem akar
mostanában sokszög-függvény eszterga-maró
gépet építeni.
Egy ilyen rendszerben elég sok poén van.
Először is kell hozzá egy egységugrásokkal is
agyon tesztelt minimum 20Hz képességű, megbízható szervo. A videón egyébként DC szervo
van, tehát még AC-t nem is kellett bevetni.
Aztán pedig egy hatékony matematikai modellt
kell felállítani, ami G kód nélkül csak számol,
számol minta villám, és ontja az alapjelet
a szervók felé úgy, ahogyan a főnök, azaz
a mestertengely azt diktálja. Ha az megáll vagy
lassul, akkor minden másnak követni kell.
ha viszont egyszer is kiesel a szinkronból,
garantált a selejt, egyből lesztergálja az
értékes szép felületet, állandóan merev-és
szoros szinkront kell biztosítani.
Ez tulajdonképpen egy elektronikus lakatanya
rendszerként is felfgoható, mint amikor
hagyományos esztergán menetet vágsz a
vezérorsóval, vagy egy bonyolultabb példát is
mondhatok egy fefejtő marógép is ilyen szoros
és precíz mechanikus rendszer.
Itt pedig "csak" encoderek vannak fogaskerekek
helyett.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 27, 17:08
Írta: svejk Dátum 2008 január 27, 17:08
A videó le van lassítva?
Mert ott nem tűnik olyan nagy dolognak (ekkora sebességgel (talán D.Laci?) már az elején csinált valami szoborszerűt)
De így ahogy leírtad a max. sebességét a szerkezetnek az már más.
A maximumról lenne igazán hatásos a videó.
Mert ott nem tűnik olyan nagy dolognak (ekkora sebességgel (talán D.Laci?) már az elején csinált valami szoborszerűt)
De így ahogy leírtad a max. sebességét a szerkezetnek az már más.
A maximumról lenne igazán hatásos a videó.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 17:15
Írta: bmejdz9nu Dátum 2008 január 27, 17:15
Tartom a hátamat... :)
Tehát a szoftveresen számol egyik tengely mozgásából a másikat - ha jól értem? Egy előre meghatározott "séma" szerint?
Melyik a vezértengely (az alap)?
A szerszám forgott? vagy kés? ... mert ha maró akkor ez "hivatalosan" nem is eszterga hanem 4. forgató tengely...:)?
Tehát a szoftveresen számol egyik tengely mozgásából a másikat - ha jól értem? Egy előre meghatározott "séma" szerint?
Melyik a vezértengely (az alap)?
A szerszám forgott? vagy kés? ... mert ha maró akkor ez "hivatalosan" nem is eszterga hanem 4. forgató tengely...:)?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 17:18
Írta: bmejdz9nu Dátum 2008 január 27, 17:18
Svejk :)
Maradj a #3920 és #3922-es kérdésednél (erőltesd légyszi) mert arra nagyon várom a választ Tibortól... [#smile]
Tudod mennyire érdekel ez a nagymotor kontra kismotor áttétel téma...:):):)
Maradj a #3920 és #3922-es kérdésednél (erőltesd légyszi) mert arra nagyon várom a választ Tibortól... [#smile]
Tudod mennyire érdekel ez a nagymotor kontra kismotor áttétel téma...:):):)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 17:27
Írta: 000000000 Dátum 2008 január 27, 17:27
Nincsen lelassítva, ettől tudna többet is.
Csak ez a egy nulladik teszt volt, ettől vannak
gyorsabbak is. Itt viszont még nulla közeli a
hibajel. De Gondolj bele: mi van pl.
egy hatlapfejű anya profil esetében a sarkoknál?
Rossz belegondolni, elvileg nulla idő alatt
kell iránytváltani 0 hiba mellett.
Ha majd sokat gyötröd a szervódat
egységugrásokkal, és nézed a mérőátalkító jeleit a szervo pillnatnyi állapotáról,
hidd el másképpen látod ezt a világot, és
egyből érzed, mit jelent a tömeg, az inercia
egy szervorendszer dinamikájánál a gyakorlatban.
Ja és már ehhez a sebességhez is 150 KHz-körül
kell kiadni a printer porton jeleket, szerintem
ez sem olyan kevés.
Csak ez a egy nulladik teszt volt, ettől vannak
gyorsabbak is. Itt viszont még nulla közeli a
hibajel. De Gondolj bele: mi van pl.
egy hatlapfejű anya profil esetében a sarkoknál?
Rossz belegondolni, elvileg nulla idő alatt
kell iránytváltani 0 hiba mellett.
Ha majd sokat gyötröd a szervódat
egységugrásokkal, és nézed a mérőátalkító jeleit a szervo pillnatnyi állapotáról,
hidd el másképpen látod ezt a világot, és
egyből érzed, mit jelent a tömeg, az inercia
egy szervorendszer dinamikájánál a gyakorlatban.
Ja és már ehhez a sebességhez is 150 KHz-körül
kell kiadni a printer porton jeleket, szerintem
ez sem olyan kevés.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 27, 17:28
Írta: svejk Dátum 2008 január 27, 17:28
Tartsuk tiszteletben hogy most más, fontosabb/édekesebb téma foglalkoztatja!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 17:31
Írta: bmejdz9nu Dátum 2008 január 27, 17:31
ok. de vissza térrünk... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 27, 17:34
Írta: svejk Dátum 2008 január 27, 17:34
Amit írsz, tiszteletben tartom...
Csak a videón-képen nincsenek éles sarkok, ezért mondtam hogy ilyet már láttunk.
Félre ne értsd, nem rosszallásból írtam..
Csak a videón-képen nincsenek éles sarkok, ezért mondtam hogy ilyet már láttunk.
Félre ne értsd, nem rosszallásból írtam..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 17:49
Írta: 000000000 Dátum 2008 január 27, 17:49
A vezértengely (mester) az, amelyik a munkadarabot
forgatja. Az pedig vágósebesség, forgácsolástechnikai
"részletkérdés", hogy eszterga kés a szerszám,
vagy marófej. Itt az egyik legnehezebb feladat
a pályaelemek, szerszámpálya, trajektória
kiszámítása, hiszen minden változik minden
pillanatban, nincs idő szinte semmire.
Na ez a nehéz összességében megcsinálni, és
olyan paraméterendszert kitalálni, amivel 3
másodperc alatt átállhatsz egy egész más
feladatra. Ez tul.képpen egy 4D szisztéma, ahol
a henger és derékszögű koordináta rendszerek
között állandó "átjárás" van.
forgatja. Az pedig vágósebesség, forgácsolástechnikai
"részletkérdés", hogy eszterga kés a szerszám,
vagy marófej. Itt az egyik legnehezebb feladat
a pályaelemek, szerszámpálya, trajektória
kiszámítása, hiszen minden változik minden
pillanatban, nincs idő szinte semmire.
Na ez a nehéz összességében megcsinálni, és
olyan paraméterendszert kitalálni, amivel 3
másodperc alatt átállhatsz egy egész más
feladatra. Ez tul.képpen egy 4D szisztéma, ahol
a henger és derékszögű koordináta rendszerek
között állandó "átjárás" van.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 17:52
Írta: 000000000 Dátum 2008 január 27, 17:52
Oksika.
Fogok majd mutatni ettől sokkal "vadabb, ütősebb"
felületeket is.:) Persze ha valaki egy ilyen
szerény, definált görbületi sugarú 5 szög
rendszert utánam csinál, szívesen megnézem.
Fogok majd mutatni ettől sokkal "vadabb, ütősebb"
felületeket is.:) Persze ha valaki egy ilyen
szerény, definált görbületi sugarú 5 szög
rendszert utánam csinál, szívesen megnézem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 18:20
Írta: 000000000 Dátum 2008 január 27, 18:20
Svejk és Péter!
Az a baj, hogy Ti csak tömegben gondolkodtok.
A tömeg az lineáris, egyenes menti mozgatásnál
mérvadó. Ha valami ettől eltérő pályán
(pl. körpályán) mozog, minden elemi tömeg
középpontot a forgási középponthoz képesti sugárNÉGYZETtel kell szummázni, azaz integrálni.
Ez a tehetelenségi nyomaték (J, teta, stb.. jelöléssel). Ezért csak a tömeg nem számít,
hanem az eloszlása is nagyon fontos.
Így az kevés info, hogy egy motor hány kg, így
igazán az előbbiek kapcsán nem is lehet jól
felelni egy pontatlan kérdésre. A J-vel
kapcsolatban meg már többször írtam
összefüggéseket, hatása mint az egyik tároló
elem a szervorendszerben a legfontosabb.
Nagyon kell tisztelni és szeretni a J-t,
meghálálja.:)
Az a baj, hogy Ti csak tömegben gondolkodtok.
A tömeg az lineáris, egyenes menti mozgatásnál
mérvadó. Ha valami ettől eltérő pályán
(pl. körpályán) mozog, minden elemi tömeg
középpontot a forgási középponthoz képesti sugárNÉGYZETtel kell szummázni, azaz integrálni.
Ez a tehetelenségi nyomaték (J, teta, stb.. jelöléssel). Ezért csak a tömeg nem számít,
hanem az eloszlása is nagyon fontos.
Így az kevés info, hogy egy motor hány kg, így
igazán az előbbiek kapcsán nem is lehet jól
felelni egy pontatlan kérdésre. A J-vel
kapcsolatban meg már többször írtam
összefüggéseket, hatása mint az egyik tároló
elem a szervorendszerben a legfontosabb.
Nagyon kell tisztelni és szeretni a J-t,
meghálálja.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 27, 18:37
Írta: svejk Dátum 2008 január 27, 18:37
Oké, ebben igazad van...
De akkor átírhatnám a kérdést a J-re is..
Az adott vonóorsó inercianyomatékát ki tudnánk számolni.
Milyen összefüggés lehet egy x és egy 3x nyomatékot leadni képes motor inercianyomatéka között?
Illetve azt kellene még tudni hogy az inercianyomaték hogyan transzformálódik át az áttételen...
De akkor átírhatnám a kérdést a J-re is..
Az adott vonóorsó inercianyomatékát ki tudnánk számolni.
Milyen összefüggés lehet egy x és egy 3x nyomatékot leadni képes motor inercianyomatéka között?
Illetve azt kellene még tudni hogy az inercianyomaték hogyan transzformálódik át az áttételen...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 27, 18:40
Írta: svejk Dátum 2008 január 27, 18:40
Varsányi Péter!
Neked rengeteg motorod van.
Gyüjtsd már ki kettő adatait melyek nyomatékra kb. 1:3 arányt képviselnek.
Főleg a J-re vagyunk kíváncsiak.
Neked rengeteg motorod van.
Gyüjtsd már ki kettő adatait melyek nyomatékra kb. 1:3 arányt képviselnek.
Főleg a J-re vagyunk kíváncsiak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 19:05
Írta: bmejdz9nu Dátum 2008 január 27, 19:05
Ha kész lesz a próbapadom megteszteljük...
Szerintem itt nem "hangyaszál" dolgokat kellene elemezni... hanem nagyvonalakban...
Ehhez szerintem a "szuperbuli" nem kell... 2 motort összevetni amiből az egyik 3-szor akkora...
De legyen... itt a SanyoDenki DC szervó motor katalógus... ki kell nézni egy 100W-ost és egy 300W-ost...
Szerintem itt nem "hangyaszál" dolgokat kellene elemezni... hanem nagyvonalakban...
Ehhez szerintem a "szuperbuli" nem kell... 2 motort összevetni amiből az egyik 3-szor akkora...
De legyen... itt a SanyoDenki DC szervó motor katalógus... ki kell nézni egy 100W-ost és egy 300W-ost...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 19:24
Írta: 000000000 Dátum 2008 január 27, 19:24
Akkor ez az a projekt aminél az eszterga vonóorsólyán lévő jeladó fügvényében mozog a keresztszán?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 27, 19:44
Írta: svejk Dátum 2008 január 27, 19:44
Úgy látom azonos tipuscsaládon belül megközelítőleg egyenes az arányosság a nyomaték és az inercianyomaték között. Más tipuscsaláddal összehasonlítva már 3 szoros nyomaték külömbség esetén akár lehet 4-7 szeres is az inercianyomaték külömbség.
Nézzünk pl. egy 0.19 Nm-est annak 0.22Ncm2 az inerciája.Ezt áttételezzük 1:3-ba.
Egy 0.64Nm-esnek 1.47Ncm2 ez hajtson 1:1-be.
Egy mondjuk átlagos felhasználású 1m-es 16-os golyósorsónak mennyi lehet a J-je?
A cél legyen mondjuk 1000 ford/perc a golyósórsón mérve.
Ennyi adat alapján talán lehetne valami kézzelfogahatót kiszámolni.
Nézzünk pl. egy 0.19 Nm-est annak 0.22Ncm2 az inerciája.Ezt áttételezzük 1:3-ba.
Egy 0.64Nm-esnek 1.47Ncm2 ez hajtson 1:1-be.
Egy mondjuk átlagos felhasználású 1m-es 16-os golyósorsónak mennyi lehet a J-je?
A cél legyen mondjuk 1000 ford/perc a golyósórsón mérve.
Ennyi adat alapján talán lehetne valami kézzelfogahatót kiszámolni.
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2008 január 27, 20:07
Írta: vthgizrff Dátum 2008 január 27, 20:07
Hát ez közel sem lett olyan szép mint a tied.
De mentségemre szolgáljon, hogy csak tíz perc munka van mögötte

[#wave][#wave][#wave][#wave]
De mentségemre szolgáljon, hogy csak tíz perc munka van mögötte
[#wave][#wave][#wave][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 20:18
Írta: 000000000 Dátum 2008 január 27, 20:18
Forgató tengelyel lehet ilyet marni, meg 3d-s esztergával is, de szerintem a Tibor45 azt a módszert alkalmazza, hogy nem kell a hagyományos esztergát bonyolultan átépíteni, hanem csak egy ecodert feltenni a vonó orsóra és a késtartó helyére szerelni egy gyors mozgású keresztszánt, és ennek a vezérlését kell összehozni az encoder jelével.
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 január 27, 20:19
Írta: 3vv2btrhv Dátum 2008 január 27, 20:19
HAJRÁ SOKSZÖG ESZTERGÁK !!
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2008 január 27, 20:23
Írta: vthgizrff Dátum 2008 január 27, 20:23
Igen, én ezt értem. Ez csak egy próba volt.
Én arra lennék igazából kiváncsi, hogy tud-e úgy működni a rendszere mint egy mechanikus hátraeszterga. Itt arra gondolok, hogy profil marószerszámokat tudna vele készíteni?
Én arra lennék igazából kiváncsi, hogy tud-e úgy működni a rendszere mint egy mechanikus hátraeszterga. Itt arra gondolok, hogy profil marószerszámokat tudna vele készíteni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 20:32
Írta: 000000000 Dátum 2008 január 27, 20:32
Mindent ugyanúgy megtud csinálni mint a 3D-s eszterga, csak elég egy tengely vezérlése és kell az encoder jel feldolgozása.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 20:50
Írta: bmejdz9nu Dátum 2008 január 27, 20:50
Ez valahol a 4. tengely topik téma lenne... nem?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 20:56
Írta: 000000000 Dátum 2008 január 27, 20:56
Szerintem meg az 1.tengely+jel függvény topic?
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 január 27, 21:16
Írta: csg67 Dátum 2008 január 27, 21:16
Ilyen esetben a pálya akár korrekt is lehet, de mi van az előtolási sebességgel? Nyilvánvalóan a sebesség nem állandó, úgyhogy itt nem beszélhetünk kontrollált megmunkálásról... :(
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 27, 21:18
Írta: HJózsi Dátum 2008 január 27, 21:18
Jó lesz! ... [#wink][#taps] a lényeg látszik ... ha gyorsabb lenne nem látszana ... A sebességet meg majd a rendszernek kell tudnia... Remélem a kiseszterga is tud majd valamit ezekből az "extrém" esztergálásokból... Ha mást nem, ovált, vagy eltolt középpontú kört ... [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 21:28
Írta: 000000000 Dátum 2008 január 27, 21:28
Az esztergán az előtolási sebességet azt mindig előre beállítod és ezt veszi figyelembe amikor az encoder jelével koordinálja a keresztszán vezérlőjét. Ha lassul a motor akkor lassul az encoder jele is és ezt kell figyelembe vennie a tengelyvezérlőnek és neki is lassulni kell.
Úgyhogy megvalósítható a kontrolált megmunkálás.
Úgyhogy megvalósítható a kontrolált megmunkálás.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 január 27, 21:32
Írta: csg67 Dátum 2008 január 27, 21:32
Ha megvalósítható, akkor gondolkozz el azon, hogy egy olyan profilnál ami sugárirányú egyenest is tartalmaz, mekkora sebességgel kellene mozgatni a szerszámot? Sajnos a fénysebesség egy abszolút határ, amit még hobby szinten sem lehet átlépni :)
Amit a videón látunk az egy remek műszaki megoldás egy célfeladatra, de általános felületek megmunkálására nem használható...
Amit a videón látunk az egy remek műszaki megoldás egy célfeladatra, de általános felületek megmunkálására nem használható...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 21:38
Írta: 000000000 Dátum 2008 január 27, 21:38
Igen RC, jól sejted. Ahogyan írtam is, itt
a lényeg, hogy valahonnan általában érdemes a
befogott munkadarabot forgató közvetlen
főorsóról egy érzékelővel levenni a
pozíciójelet, és utána már csak szervo mellék
hajtás(ok) és szinkron program kell hozzá.
Nem kell G kód, nagy DC motor, 100 éves gépből
lehet varácsolni potom kültséggel szuper
fúró-marógép rendszert. És pl. munkadarab
kifogása nélkül a tokmányból egyből készíthető
a négyszög, hatszög, ...
a lényeg, hogy valahonnan általában érdemes a
befogott munkadarabot forgató közvetlen
főorsóról egy érzékelővel levenni a
pozíciójelet, és utána már csak szervo mellék
hajtás(ok) és szinkron program kell hozzá.
Nem kell G kód, nagy DC motor, 100 éves gépből
lehet varácsolni potom kültséggel szuper
fúró-marógép rendszert. És pl. munkadarab
kifogása nélkül a tokmányból egyből készíthető
a négyszög, hatszög, ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 27, 21:41
Írta: bmejdz9nu Dátum 2008 január 27, 21:41
Hű de jó... milyen népszerű lett a szervó topik :) Mindenki itt van? Nem kellene ennek a " valaminek" topikot nyitni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 21:41
Írta: 000000000 Dátum 2008 január 27, 21:41
Persze, hogy igazad van. Ez célfeladra kiváló (sokszög esztergálás).
De nem is elsősorban a kölső palást készités, hanem a belső (sokszög furat készítés) lyukkéssel.
Na erre mondjál egy ma elterjedt olcsó gyors módszert?
De nem is elsősorban a kölső palást készités, hanem a belső (sokszög furat készítés) lyukkéssel.
Na erre mondjál egy ma elterjedt olcsó gyors módszert?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 21:44
Írta: 000000000 Dátum 2008 január 27, 21:44
Szia Zoli! Természetesen hátresztergaként, és
vezérlő síktárcsa gyártásra, és akár alárendeltebb célokra fogaskerékgyártásra is
alkalmas, kúpos menet, akármilyen emelkedésű
menet esztergálására, marására, semmi
cserekelék vagy Norton szekrény vacakolás nem
kell így már. Ez egy X tengelyes
szimkronhajtómű, ahol bármni változhat a mester, referencia
fordulathoz képeset, vagy éppen állandó arányt
tart.
vezérlő síktárcsa gyártásra, és akár alárendeltebb célokra fogaskerékgyártásra is
alkalmas, kúpos menet, akármilyen emelkedésű
menet esztergálására, marására, semmi
cserekelék vagy Norton szekrény vacakolás nem
kell így már. Ez egy X tengelyes
szimkronhajtómű, ahol bármni változhat a mester, referencia
fordulathoz képeset, vagy éppen állandó arányt
tart.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 január 27, 21:51
Írta: csg67 Dátum 2008 január 27, 21:51
A módszer neve üregelés, az egyik legtermelékenyebb megmunkálás. :)
Azt hiszem nem értjük egymást sebesség tekintetében; ha egy lyukkést rángatunk ki-be, akkor hogyan tartható az állandó vágósebesség, miközben a darab egyenletesen forog? Ha a (belső) profilban vannak sugárirányú egyenesek, akkor a késnek végtelen nagy sebességgel kellene mozognia. Amit láttunk a videón, az nem helyettesíti az esztergák C tengelyes megmunkálását.
Azt hiszem nem értjük egymást sebesség tekintetében; ha egy lyukkést rángatunk ki-be, akkor hogyan tartható az állandó vágósebesség, miközben a darab egyenletesen forog? Ha a (belső) profilban vannak sugárirányú egyenesek, akkor a késnek végtelen nagy sebességgel kellene mozognia. Amit láttunk a videón, az nem helyettesíti az esztergák C tengelyes megmunkálását.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 21:56
Írta: 000000000 Dátum 2008 január 27, 21:56
Szia! Ebben nem értek egyet Veled, ameddig birja
a szinkront követni a szervotechnika, addig nincs korlát. Ez rendszer képes nem folytonos,
hanem diszkrét szakoszokon folytonos függvénnyel
leírt pályát is biztosítani.
Nagyon "kemény" esetekben pedig az AC szervotmotort kell bevetni, és amit már az sem
tud, ott a határ. Az éles sarkok mindenkéoppen kritikusak, de erre van hibajel figyelő rendszer
beépítve a szervóban.
És azt se felejtsük el, ha áll a munkadarab,
minden áll ebben a rendszerben.
Azaz egy primitív frekiváltóval változtatod a
tokmány sebességét nulláról indítva, és addig
növeleheted, ameddig a géped mechanikája,
hajtás rendszere bírja a "rángásokat
lengéseket" követni.
a szinkront követni a szervotechnika, addig nincs korlát. Ez rendszer képes nem folytonos,
hanem diszkrét szakoszokon folytonos függvénnyel
leírt pályát is biztosítani.
Nagyon "kemény" esetekben pedig az AC szervotmotort kell bevetni, és amit már az sem
tud, ott a határ. Az éles sarkok mindenkéoppen kritikusak, de erre van hibajel figyelő rendszer
beépítve a szervóban.
És azt se felejtsük el, ha áll a munkadarab,
minden áll ebben a rendszerben.
Azaz egy primitív frekiváltóval változtatod a
tokmány sebességét nulláról indítva, és addig
növeleheted, ameddig a géped mechanikája,
hajtás rendszere bírja a "rángásokat
lengéseket" követni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 22:04
Írta: 000000000 Dátum 2008 január 27, 22:04
Belső furatba még lengőkéstartós mechanikus
sokszögesztergával is lehet dolgozni, ezzel
pedig de pláne, hiszen egy pici programozott
rádiuszt lehet betenni a sarkokba, ha egyáltalán baj okoz. Üregelni meg zsákkfuratban
nem lehet, egyedi kis sorozatnál meg az
üregelőszerszám is megfizethetelen költség.
sokszögesztergával is lehet dolgozni, ezzel
pedig de pláne, hiszen egy pici programozott
rádiuszt lehet betenni a sarkokba, ha egyáltalán baj okoz. Üregelni meg zsákkfuratban
nem lehet, egyedi kis sorozatnál meg az
üregelőszerszám is megfizethetelen költség.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 22:06
Írta: 000000000 Dátum 2008 január 27, 22:06
Belső furatba még lengőkéstartós mechanikus
sokszögesztergával is lehet dolgozni, ezzel
pedig de pláne, hiszen egy pici programozott
rádiuszt lehet betenni a sarkokba, ha egyáltalán baj okoz. Üregelni meg zsákkfuratban
nem lehet, egyedi kis sorozatnál meg az
üregelőszerszám is megfizethetelen költség.
sokszögesztergával is lehet dolgozni, ezzel
pedig de pláne, hiszen egy pici programozott
rádiuszt lehet betenni a sarkokba, ha egyáltalán baj okoz. Üregelni meg zsákkfuratban
nem lehet, egyedi kis sorozatnál meg az
üregelőszerszám is megfizethetelen költség.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 22:07
Írta: 000000000 Dátum 2008 január 27, 22:07
Én olcsó, gyors megmukálásról beszélek.
Kis ezsterga szinte minden modellezőnek van, de az ismeretségi körömben senkinek nincs üregelő gépje. Akkor miről beszélünk.
Hidd el a a sugárirányú egyenest is meg lehet csinálni (addig sokszög esztergálok) ott kézzel beljebb megyek majd újból (a váll után )az előző átmérőjű sokszög lyukat esztergálok. Ezt így ha kitudod az anyag kifogása nélkü üregelni -kapsz egy üveg pezsgőt.
Kis ezsterga szinte minden modellezőnek van, de az ismeretségi körömben senkinek nincs üregelő gépje. Akkor miről beszélünk.
Hidd el a a sugárirányú egyenest is meg lehet csinálni (addig sokszög esztergálok) ott kézzel beljebb megyek majd újból (a váll után )az előző átmérőjű sokszög lyukat esztergálok. Ezt így ha kitudod az anyag kifogása nélkü üregelni -kapsz egy üveg pezsgőt.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 január 27, 22:07
Írta: csg67 Dátum 2008 január 27, 22:07
Szia! A módszerrel az a legnagyobb baj, hogy nem tudod biztosítani az egyenletes forgácsolási sebességet. Példának okáért a homlokfelületen egy olyan négyzet alakú hornyot szeretnél marni, aminek egyik csúcsa átmegy a forgásponton. Mekkora sebességgel fog a szerszám a középpont felé menni? Ezt nem érti rc, a módszer alkalmazhatósága korlátozott, amíg a forgó mozgás nem szabályozott.
Persze sokszög esztergának vagy inkább dugattyú gyártáshoz (belsőégésű motorokhoz) egészen jól használható. Szerintem dugattyúk megmunkálásához akár 'ipari' berendezésnek is elmenne!
Persze sokszög esztergának vagy inkább dugattyú gyártáshoz (belsőégésű motorokhoz) egészen jól használható. Szerintem dugattyúk megmunkálásához akár 'ipari' berendezésnek is elmenne!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 22:20
Írta: 000000000 Dátum 2008 január 27, 22:20
Én ezt értem, amit írsz, de Te meg az nem
veszed figyelembe, hogy az esztergakés helyett
mint a videón is marófej is dolgozhat, ahol
mindegy ha a forgási középpont környezetében
vagy. Ott ugyanis már a maró fordulata határozza
meg alapvetően a vágósebességet.
veszed figyelembe, hogy az esztergakés helyett
mint a videón is marófej is dolgozhat, ahol
mindegy ha a forgási középpont környezetében
vagy. Ott ugyanis már a maró fordulata határozza
meg alapvetően a vágósebességet.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 január 27, 22:43
Írta: csg67 Dátum 2008 január 27, 22:43
Jó, nézzük a videót. A feladat a következő:

Mekkora lesz a jelzett F sebesség?
Tudom, hogy ez egy extrém feladat, de akkor is mutatja, hogy problémák vannak a sebességek szabályozhatóságával.
Mekkora lesz a jelzett F sebesség?
Tudom, hogy ez egy extrém feladat, de akkor is mutatja, hogy problémák vannak a sebességek szabályozhatóságával.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 január 27, 22:48
Írta: csg67 Dátum 2008 január 27, 22:48
Amikor még NC vezérlés fejlesztésével foglalkoztam voltak olyan elképzelések, hogy egy tengely mozgása vezéreljen egy másikat valamilyen megadható függvény szerint, de hamar elvetettük a gondolatot, mert hasonló problémákba ütköztünk. Minden tengely mozgását vezérelni kell, csak így tartható az állandó pályamenti sebesség (és az esztergán a C tengelyes megmunkálásnál még így is problémák vannak).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 27, 23:38
Írta: 000000000 Dátum 2008 január 27, 23:38
Természetesen vannak határok, amit ezzel
a technológiával nem tudsz megcsinálni.
De én egy 100 milliós ipari NC gépre is
kitalálok könnyen olyat, ami már ott sem
megy. A forgácsolás már csak ilyen,
univerzális technológia, gyártás egy gépre nem
létezik.
Amit rajzoltál az nem egyértelmű, mert nagyon
arány függő. Egy 2*2 mm-es négyzetet minimális
kétoldali torzulással rá lehet még ezzel a
technológiával marni a homloklap negyedsíkjában
is, egy 20*20-as már necces lenne.
Azért elég meredek dolgokat is képes egy ilyen
elvű gyors rendszer leforgácsolni, az elve igen
régi, pl:

a technológiával nem tudsz megcsinálni.
De én egy 100 milliós ipari NC gépre is
kitalálok könnyen olyat, ami már ott sem
megy. A forgácsolás már csak ilyen,
univerzális technológia, gyártás egy gépre nem
létezik.
Amit rajzoltál az nem egyértelmű, mert nagyon
arány függő. Egy 2*2 mm-es négyzetet minimális
kétoldali torzulással rá lehet még ezzel a
technológiával marni a homloklap negyedsíkjában
is, egy 20*20-as már necces lenne.
Azért elég meredek dolgokat is képes egy ilyen
elvű gyors rendszer leforgácsolni, az elve igen
régi, pl:
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 28, 01:04
Írta: 000000000 Dátum 2008 január 28, 01:04
Sziasztok!
Régen jártam errefelé. Tibor, gratulálok, ez már valami [#vigyor2]. Végre valami értelmes szakmai téma, nem pedig a "hogyan vásároljunk az e-bay-en".
Régen jártam errefelé. Tibor, gratulálok, ez már valami [#vigyor2]. Végre valami értelmes szakmai téma, nem pedig a "hogyan vásároljunk az e-bay-en".
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 28, 07:19
Írta: x4rhew5r3 Dátum 2008 január 28, 07:19
A hónap ötlete díjat Tibor45 nyerte, mert egy olyan megoldást tett közzé, ami még sokunknak jól jöhet majd egyszer. Egy hagyományos gépen minimális hozzáépítéssel, célprogram felhasználásával olyan megmunkálást csinálni, amit mások "sok tengely" vezérléssel oldanának meg. Azt kell látni, amit ezzel meg lehet csinálni. Gratulálok.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 28, 07:59
Írta: 000000000 Dátum 2008 január 28, 07:59
Sziasztok Sneci, Tyutyi!
Köszönöm, a Ti szakmai véleményetek nekem
nagyon értékes és mérvadó, jólesett így a nap
elején. Jól érzitek, miről szól ez a történet.
Mégegyszer köszike.:)
Köszönöm, a Ti szakmai véleményetek nekem
nagyon értékes és mérvadó, jólesett így a nap
elején. Jól érzitek, miről szól ez a történet.
Mégegyszer köszike.:)
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 január 28, 08:23
Írta: Motoros Dátum 2008 január 28, 08:23
Ez igen, én is gratulálok.
Én nem is tartanám fontosnak hogy különleges kunsztokat tudjon ez a megoldás, a jelentőségét ott látom ( semmiképpen nem a hobby kategóriában) hogy egy adott forgácsolási szériamelót ( ahol ez a kis befektetés pár nap alatt visszajöhet) ..ami lefoglalna egy mondjuk 20milkás cnc esztergát...rá lehet tenni alacsony ráfordítással egy hagyományos de már 10x leamortizált csúcspadra. Ha a megmunkálás egy adott program szerint fut akkor a darab minőségét is jelentős mértékben lehet függetleníteni a szakmunkás személyétől.
Jó biztos van egy két kérdés amit majd még meg kell oldani, pl pillanatnyi áramkimaradás esetén a kényszerkapcsolat megmarad e (menetvágás)...persze lehet hogy ez megoldott..csak eszembejutott
Én nem is tartanám fontosnak hogy különleges kunsztokat tudjon ez a megoldás, a jelentőségét ott látom ( semmiképpen nem a hobby kategóriában) hogy egy adott forgácsolási szériamelót ( ahol ez a kis befektetés pár nap alatt visszajöhet) ..ami lefoglalna egy mondjuk 20milkás cnc esztergát...rá lehet tenni alacsony ráfordítással egy hagyományos de már 10x leamortizált csúcspadra. Ha a megmunkálás egy adott program szerint fut akkor a darab minőségét is jelentős mértékben lehet függetleníteni a szakmunkás személyétől.
Jó biztos van egy két kérdés amit majd még meg kell oldani, pl pillanatnyi áramkimaradás esetén a kényszerkapcsolat megmarad e (menetvágás)...persze lehet hogy ez megoldott..csak eszembejutott
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 28, 09:28
Írta: svejk Dátum 2008 január 28, 09:28
Uraim!
Vagytok itt most már jó páran akik átlátjátok Tibor45 nagy jelentőségű munkáját.
Segítsetek megérteni, hogy legalább már ha hülyén is de ne értetlenül haljak meg.
A #3933-ban bemutatott videón levő dolgot tényleg nem lehet megcsinálni egy hagyományos cnc-n forgatóval, vagy egy átalakított cnc esztergán? Még ha kisebb sebességgel is.
A #3986-ban bemutatott videó az már tuti, oda tényleg kell a bazi nagy Z tengely gyorsulás.
Vagy itt nem is a gyorsulásról van szó hanem hogy nem lehet ilyen G-kódot írni hagyományos gépre?
Nem értem... Help, help!!!
Vagytok itt most már jó páran akik átlátjátok Tibor45 nagy jelentőségű munkáját.
Segítsetek megérteni, hogy legalább már ha hülyén is de ne értetlenül haljak meg.
A #3933-ban bemutatott videón levő dolgot tényleg nem lehet megcsinálni egy hagyományos cnc-n forgatóval, vagy egy átalakított cnc esztergán? Még ha kisebb sebességgel is.
A #3986-ban bemutatott videó az már tuti, oda tényleg kell a bazi nagy Z tengely gyorsulás.
Vagy itt nem is a gyorsulásról van szó hanem hogy nem lehet ilyen G-kódot írni hagyományos gépre?
Nem értem... Help, help!!!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 28, 09:38
Írta: Szedlay Pál Dátum 2008 január 28, 09:38
Tibor!
Nekem is nagyon tetszik! Gratula.
Nekem is nagyon tetszik! Gratula.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 28, 09:58
Írta: 000000000 Dátum 2008 január 28, 09:58
Szia Motoros!
Köszönöm Neked is a véleményedet.
Te mint aki igazi forgácsoló szakember is vagy, aki
tudja milyen egy E400 vagy E2N eszterga pad,
nagyon jól látod, érzed ennek az applikációnak a
használhatóságát.
Az említett szinkron pont és ennek memórizálása
alap kulcskérdés, nyugodtam el lehet menni
ebédelni, egy félbehagyott 7 szög később újabb
fogással folytatható ott, ahol abba hagytad.
Egyébként egy ilyen rendszer amikor már működik,
nagyon egyszerűnek tűnik. De gondoljátok végig,
milyen műszaki határképességeket feszeget ez
a téma szervo hajtástechnikialag, aritmetikai
matematikai számolási mennyiségben,
sebességben, és I/O nagybiztonságú
kommunikációban, és mindezt valós időben,
totális szinkron fenntartása mellett.
Örülök Pál, hogy tetszik, köszi Neked is.
Köszönöm Neked is a véleményedet.
Te mint aki igazi forgácsoló szakember is vagy, aki
tudja milyen egy E400 vagy E2N eszterga pad,
nagyon jól látod, érzed ennek az applikációnak a
használhatóságát.
Az említett szinkron pont és ennek memórizálása
alap kulcskérdés, nyugodtam el lehet menni
ebédelni, egy félbehagyott 7 szög később újabb
fogással folytatható ott, ahol abba hagytad.
Egyébként egy ilyen rendszer amikor már működik,
nagyon egyszerűnek tűnik. De gondoljátok végig,
milyen műszaki határképességeket feszeget ez
a téma szervo hajtástechnikialag, aritmetikai
matematikai számolási mennyiségben,
sebességben, és I/O nagybiztonságú
kommunikációban, és mindezt valós időben,
totális szinkron fenntartása mellett.
Örülök Pál, hogy tetszik, köszi Neked is.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 január 28, 10:04
Írta: D.Laci Dátum 2008 január 28, 10:04
Fel homályositalak...
Ebben a csicsa világban csak a paraszt vakitásnak van helye.
Az ötlet maga jó (bár nem ujkeletű), annyi haszna van, hogy ki sporolt egy áramkört (egy drága program árrán).
Ahogyan Motoros is megemlitette ha nincs referencia pont akor menet marásnál gáz vissza állni. De csak kis fordulaton hasznlható (sajnos). Vagy rendes "CNC" menetvágáshoz megint szerelj fel egy optokaput. Mertugye arrol szol a fáma, hogy egy lestrapált gépetátaakitani... Igen ám de lóvé és hely hiányában a "Hobbysta" a lehető leg "Univerzálisabb" gépet szeretné. Ha már átalakitja a gépet 2 tengelyt motorizál akor már nem nagyobb befektetés egy 3.forgató motor (szervó vagy léptető)+ egy optokapú tárcsával, igy vághat menetet, marhat szobrot (hatlapot) marhat palástra "amorf felülete" akár tányér szerü tárgyat marhat grvírozhat stb...
Nem kell hozzá egyedi szoftver bármelyik Cam progi megcsinálja.
Tibor45!!! Gratulálok az ötlet megvalósitásához!
Ebben a csicsa világban csak a paraszt vakitásnak van helye.
Az ötlet maga jó (bár nem ujkeletű), annyi haszna van, hogy ki sporolt egy áramkört (egy drága program árrán).
Ahogyan Motoros is megemlitette ha nincs referencia pont akor menet marásnál gáz vissza állni. De csak kis fordulaton hasznlható (sajnos). Vagy rendes "CNC" menetvágáshoz megint szerelj fel egy optokaput. Mertugye arrol szol a fáma, hogy egy lestrapált gépetátaakitani... Igen ám de lóvé és hely hiányában a "Hobbysta" a lehető leg "Univerzálisabb" gépet szeretné. Ha már átalakitja a gépet 2 tengelyt motorizál akor már nem nagyobb befektetés egy 3.forgató motor (szervó vagy léptető)+ egy optokapú tárcsával, igy vághat menetet, marhat szobrot (hatlapot) marhat palástra "amorf felülete" akár tányér szerü tárgyat marhat grvírozhat stb...
Nem kell hozzá egyedi szoftver bármelyik Cam progi megcsinálja.
Tibor45!!! Gratulálok az ötlet megvalósitásához!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 28, 10:18
Írta: svejk Dátum 2008 január 28, 10:18
Jaj! Már megint a figyelmetlen olvasás....
Akkor itt arról van szó, hogy abban a "fém dobozban" csak egy motor van és annak a fordulata/szöhghelyzete nincs is szabályozva?
Tehát a "forgató" tengelyen levő pozíciójeladó vezérli a függőleges tengelyt.
Szóval itt nem a mechanika, nem a szervovezérlő, hanem a speciális szoftware az újdonság...
Így már értem a gratulációkat és én is csatlakozom ehhez.
Akkor itt arról van szó, hogy abban a "fém dobozban" csak egy motor van és annak a fordulata/szöhghelyzete nincs is szabályozva?
Tehát a "forgató" tengelyen levő pozíciójeladó vezérli a függőleges tengelyt.
Szóval itt nem a mechanika, nem a szervovezérlő, hanem a speciális szoftware az újdonság...
Így már értem a gratulációkat és én is csatlakozom ehhez.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 28, 10:25
Írta: 000000000 Dátum 2008 január 28, 10:25
Szia Svejk!
Rövid válaszom: step-dir rendszerben, merev
G kódok mellett nem tudsz ilyet csinálni 6
tengelyes géppel sem. Picit kifejtve:
Óriási különbség ugyanis, hogy egy CNC program
előre megírt merev kódok alapján X, Y, Z, A, B, C
tengelyeket működted, vagy pedig kijelölsz
egy fizikai, valós tengelyt, azt érzékeled,
és utána minden döntés ettől függ, és állandóan
"összeragadva", szinkronozottan ketyeg a
hajtástechnikai rendszer. Azaz ha pl.
megállítod a tokmányt minden más is megáll,
ha elindítod, megint minden harmonikusan megy tovább.
A végeredmény látszólag ugyanaz, azonban ha
végiggondolod, egész más a hatásmechanizmus.
Ez a rendszer tulajdonképpen egy elektronikus
szervo hajtómű rendszer, ami ekvivalens egy
adott pillanatban egy fix mechanikus gépészeti
elemekkel (fogaskerekekkel, csigával, HD-vel)
összekötött a kinematikai láncolattal.
Közben pedig gondolatban képzelj oda egy fürgekezű szakit,
aki néhány mikroszekundumonként gyorsan cserélgeti
az újabb és újabb módosításokhoz szükséges
fogaskereket. Amit persze ki is számol két
csere között, hogy milyen áttétel kell éppen.[#vigyor2][#nevetes1]
Rövid válaszom: step-dir rendszerben, merev
G kódok mellett nem tudsz ilyet csinálni 6
tengelyes géppel sem. Picit kifejtve:
Óriási különbség ugyanis, hogy egy CNC program
előre megírt merev kódok alapján X, Y, Z, A, B, C
tengelyeket működted, vagy pedig kijelölsz
egy fizikai, valós tengelyt, azt érzékeled,
és utána minden döntés ettől függ, és állandóan
"összeragadva", szinkronozottan ketyeg a
hajtástechnikai rendszer. Azaz ha pl.
megállítod a tokmányt minden más is megáll,
ha elindítod, megint minden harmonikusan megy tovább.
A végeredmény látszólag ugyanaz, azonban ha
végiggondolod, egész más a hatásmechanizmus.
Ez a rendszer tulajdonképpen egy elektronikus
szervo hajtómű rendszer, ami ekvivalens egy
adott pillanatban egy fix mechanikus gépészeti
elemekkel (fogaskerekekkel, csigával, HD-vel)
összekötött a kinematikai láncolattal.
Közben pedig gondolatban képzelj oda egy fürgekezű szakit,
aki néhány mikroszekundumonként gyorsan cserélgeti
az újabb és újabb módosításokhoz szükséges
fogaskereket. Amit persze ki is számol két
csere között, hogy milyen áttétel kell éppen.[#vigyor2][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 28, 10:31
Írta: 000000000 Dátum 2008 január 28, 10:31
Pontosan így van, akár egy sima ablaktörlőmotor
is lehet a főhajtás. Közben amíg válaszoltam az
előbb, Neked is beugrott a lényeg. Köszi.
is lehet a főhajtás. Közben amíg válaszoltam az
előbb, Neked is beugrott a lényeg. Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 28, 10:31
Írta: svejk Dátum 2008 január 28, 10:31
Így huszadszorra visszaolvasva mindent már teljesen világos. Hiába, én ilyen gyenge elméjű vagyok...:(
Valószínű a szervovezérlés témája miatt teljesen elvonatkoztatam magam a lényegi olvasattól.
Elnézést kérek Tibor45-től a kételkedésben!
De akkor már itt is a következő kérdés.
Ez a fejlesztés egy amatőr számára hogy lesz elérhető?
Mit kell megvenni? Egy speciális szoftware-t és egy(két) speciális szervovezérlőt?
Milyen tervezőprogrammal lesz kompatibilis?
Valószínű a szervovezérlés témája miatt teljesen elvonatkoztatam magam a lényegi olvasattól.
Elnézést kérek Tibor45-től a kételkedésben!
De akkor már itt is a következő kérdés.
Ez a fejlesztés egy amatőr számára hogy lesz elérhető?
Mit kell megvenni? Egy speciális szoftware-t és egy(két) speciális szervovezérlőt?
Milyen tervezőprogrammal lesz kompatibilis?
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 január 28, 10:44
Írta: Farkas Ádám Dátum 2008 január 28, 10:44
Szerintem is nagyon jó az ötlet.
Nekem még az jutott eszembe, (már elnézést, hogy beleszólok) hogy amikor a program egy kritikus szervó sebességhez közeledik akkor a program "szól" a frekvenciaválltónak ami lecsökkenti a főorsó sebességét majd mikor ez megvolt visszagyorsítja, vagyis a szoftver a szervó lehetőségeihez képest változtatja a főorsó sebességét, mivel itt teljesen mindegy milyen sebességgel megy a főorsó és menet közben is változtatható. Ha pedig nem kell akkor max sebességen megy minden.
Nekem még az jutott eszembe, (már elnézést, hogy beleszólok) hogy amikor a program egy kritikus szervó sebességhez közeledik akkor a program "szól" a frekvenciaválltónak ami lecsökkenti a főorsó sebességét majd mikor ez megvolt visszagyorsítja, vagyis a szoftver a szervó lehetőségeihez képest változtatja a főorsó sebességét, mivel itt teljesen mindegy milyen sebességgel megy a főorsó és menet közben is változtatható. Ha pedig nem kell akkor max sebességen megy minden.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 január 28, 10:57
Írta: Motoros Dátum 2008 január 28, 10:57
Úgy gondolom hogy mint 4. tengellyel azaz egy forgatóval lehet hasonló dolgokat elérni, csak ez kicsit más téma és hobby keretek közé Tibor 45 megoldását talán nem is érdemes besajtolni. Itt ezzel termelni is lehetne, azaz meló végén a forgácsot taligaszámra tolhatnád kifelé a műhelyből, hisz ezzel akár hadra lehetne fogni egy bármilyen nagypadot. Ami nekem a régi rögeszmém. manuális revolveresztergát cnc-síteni, így összetett tagolt alkatrészek is potyoghatnának mindenféle vezértárcsa faragás nélkül, csak a lényeg hogy a vezértengely valósuljon meg elektromosan mint kőkemény soha szét nem eső kapcsolat. Ez a mechanikus gépeknél mind adott, de a betanításuk elég hosszadalmas és nehézkes végül is egy külön szakma.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 28, 11:07
Írta: 000000000 Dátum 2008 január 28, 11:07
Ehhez csak X darab megfelelő dinamikájú
szervohajtás kell (a léptecses hajtások sajna
ide nem jók), és egy leselejtezett P1-es gép,
amin csak DOS van. A kifejlesztett vezérlőprogramnak
van egy fő típuskészlete, ahol egy adott
szerszámpálya típust, de ezen belül paraméterekkel
végtelen sok analóg függvényverziót be tudsz
állítani (pl.2-2000 sarkú szabályos sokszög,
csavarva, vagy nem csavarva 1 m hosszon stb....).
Így ehhez semmi más program nem kell, hiszen
G kód sincs. Valós időben számolunk mindent,
ami kell az értelmes szerszámpályához a
szervóknak.
Egyelőre fogalmam sincs, mit ér egy ilyen rendszer. Ha úgy fogom fel, hogy adott esetben
4-5 D CAD-Cam rendszerekkel tudnál ehhez hasonló
feladatokat több tízezer soros G kódokkal lefejteni, de még akkor ugye ez mindig nem
ez, csak látszólag, akkor sokat is érhet.
Én egy egyelőre azt tudom bárkinek igérni,
ingyenesen kipróbálható bármilyen CNC
vagy hagyományos gép konfiguráción.
H. Józsihoz biztos megyek, ha már alkalmas
lesz a kis esztergája egy ilyen próbára,
de tényleg Mindenki másnak segítek, ha van
ilyen érdeklődése, és kiváncsi, mit tudnak
a szervói ilyen környezetben. Mert itt aztán
pillanatok alatt igen kényelmetlenül érezheti
magát a szervo (sok sarok, nagy alakzati változások, nagyobb
fordulat...). Pl. 10 szög esetén máris 20
irányváltást kell minimális hibával lekövetni
a szervóknak 1 másodperc alatt, ha csak szerény
60 rpm-el forog a tokmány. Borzalmas kegyetlen feltételek,
teremthetők, érdemes végiggondolni, mi van
nagyobb tokmány fordulatoknál.
Összességében ezért nem egy egyszerű téma ez.
szervohajtás kell (a léptecses hajtások sajna
ide nem jók), és egy leselejtezett P1-es gép,
amin csak DOS van. A kifejlesztett vezérlőprogramnak
van egy fő típuskészlete, ahol egy adott
szerszámpálya típust, de ezen belül paraméterekkel
végtelen sok analóg függvényverziót be tudsz
állítani (pl.2-2000 sarkú szabályos sokszög,
csavarva, vagy nem csavarva 1 m hosszon stb....).
Így ehhez semmi más program nem kell, hiszen
G kód sincs. Valós időben számolunk mindent,
ami kell az értelmes szerszámpályához a
szervóknak.
Egyelőre fogalmam sincs, mit ér egy ilyen rendszer. Ha úgy fogom fel, hogy adott esetben
4-5 D CAD-Cam rendszerekkel tudnál ehhez hasonló
feladatokat több tízezer soros G kódokkal lefejteni, de még akkor ugye ez mindig nem
ez, csak látszólag, akkor sokat is érhet.
Én egy egyelőre azt tudom bárkinek igérni,
ingyenesen kipróbálható bármilyen CNC
vagy hagyományos gép konfiguráción.
H. Józsihoz biztos megyek, ha már alkalmas
lesz a kis esztergája egy ilyen próbára,
de tényleg Mindenki másnak segítek, ha van
ilyen érdeklődése, és kiváncsi, mit tudnak
a szervói ilyen környezetben. Mert itt aztán
pillanatok alatt igen kényelmetlenül érezheti
magát a szervo (sok sarok, nagy alakzati változások, nagyobb
fordulat...). Pl. 10 szög esetén máris 20
irányváltást kell minimális hibával lekövetni
a szervóknak 1 másodperc alatt, ha csak szerény
60 rpm-el forog a tokmány. Borzalmas kegyetlen feltételek,
teremthetők, érdemes végiggondolni, mi van
nagyobb tokmány fordulatoknál.
Összességében ezért nem egy egyszerű téma ez.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 január 28, 11:12
Írta: Motoros Dátum 2008 január 28, 11:12
Asziszem a faesztergályosok is elélvezhetnek. Pl csavart koloniál oszlopok meg egyebek témakörben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 28, 11:20
Írta: 000000000 Dátum 2008 január 28, 11:20
Szia! Köszi. Elvileg jó az ötlet, de sajna
egy frekiváltó totálisan alkalmatlan
dinamikában erre. Ha "feleslegesen" van egy
több KW-os szervofőhajtásunk, akkor elvileg
még ilyen visszacsatolás is elképzelhető.
Egyébként a fantasztikus dolog ebben az is, hogy
nem kötelező egyből rohanni, főleg vadabb,
ismeretlen függvényverziónál.
Szépen nulláról elkezdjük indítani a tokmányt,
és mint egy gőzmozdony forgattyús hajtóműrendszer
szépen elindul minden. Közben egy kis gyakorlat
után szemre lehet érezni a határt, de természetersen oszcilosszkóppal a megfelelő
mérési pontjain a szervónak állnadóan látom
a "kínjának" a mértékét, azaz a hibajelet.
Nálam legalábbis ez benne van a szervoban, más
esetben pedig ezzel mint külön mérőáramkör
bármilyen szervót lehet diagnosztizálni.
egy frekiváltó totálisan alkalmatlan
dinamikában erre. Ha "feleslegesen" van egy
több KW-os szervofőhajtásunk, akkor elvileg
még ilyen visszacsatolás is elképzelhető.
Egyébként a fantasztikus dolog ebben az is, hogy
nem kötelező egyből rohanni, főleg vadabb,
ismeretlen függvényverziónál.
Szépen nulláról elkezdjük indítani a tokmányt,
és mint egy gőzmozdony forgattyús hajtóműrendszer
szépen elindul minden. Közben egy kis gyakorlat
után szemre lehet érezni a határt, de természetersen oszcilosszkóppal a megfelelő
mérési pontjain a szervónak állnadóan látom
a "kínjának" a mértékét, azaz a hibajelet.
Nálam legalábbis ez benne van a szervoban, más
esetben pedig ezzel mint külön mérőáramkör
bármilyen szervót lehet diagnosztizálni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 28, 11:23
Írta: 000000000 Dátum 2008 január 28, 11:23
Szia Motoros!
Úgyis megyek a közeljövőben Hozzád, majd ha ez
is érdekel, játszadozunk picit vele.
Addig dobjál fela hátsó késtartódra egy szervós
szánt, és esztergálunk a padodon pl. egy 7
oldalú csavart sokszögrudat.
Úgyis megyek a közeljövőben Hozzád, majd ha ez
is érdekel, játszadozunk picit vele.
Addig dobjál fela hátsó késtartódra egy szervós
szánt, és esztergálunk a padodon pl. egy 7
oldalú csavart sokszögrudat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 28, 11:30
Írta: 000000000 Dátum 2008 január 28, 11:30
Szia Laci! Régen beszélgettünk....
Annak tényleg "parasztvakítás" aki az eddigiek
alapján nem értette, meg hogy mi ez az egész.
További szép napot kívánok Neked!
Annak tényleg "parasztvakítás" aki az eddigiek
alapján nem értette, meg hogy mi ez az egész.
További szép napot kívánok Neked!
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 január 28, 12:03
Írta: D.Laci Dátum 2008 január 28, 12:03
Értem én a lényegét, de hogy mi az értelme???
Péter is szokot agyament ötletekkel előállni, de mindig lehurogod. Miért nem egy lapos v6égű ujmaroval marsz hatlap? Egyszerüen a végével végig marod 6szor. Ugyan igy csavarva is meglehet.
Mint irtam Jó az ötlet csak elégé behatárolt a felhasználása.
Hogy mirt nem "élvezekel" enek a láttán?...
kb. 15 éve mechanikusan meg mostmr CNC-vel AMORF felületre is megcsinálom a csavarást...

Péter is szokot agyament ötletekkel előállni, de mindig lehurogod. Miért nem egy lapos v6égű ujmaroval marsz hatlap? Egyszerüen a végével végig marod 6szor. Ugyan igy csavarva is meglehet.
Mint irtam Jó az ötlet csak elégé behatárolt a felhasználása.
Hogy mirt nem "élvezekel" enek a láttán?...
kb. 15 éve mechanikusan meg mostmr CNC-vel AMORF felületre is megcsinálom a csavarást...
Cím: Re:DC szervó motoros vezérlés
Írta: 7vpav5d32 Dátum 2008 január 28, 12:07
Írta: 7vpav5d32 Dátum 2008 január 28, 12:07
Hoppá!! Tibor ez nagyon komoly dolog. Minden elismerésem a tiéd és sok sikert a további lépésekhez. Ugyanakkor sajnálom, hogy az elismeréseket a személyekhez kötik sokan a forumon. Lassan kell egy jobb és egy baloldali forum mint a nagyoknál :-). Pedig az eredmény az eredmény akár ki is érte el. Üdv: csiki
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 január 28, 12:17
Írta: D.Laci Dátum 2008 január 28, 12:17
"Tibor45!!! Gratulálok az ötlet megvalósitásához! "
Már megbocsás de az apró betűtis olvasde el!!!
"hogy az elismeréseket a személyekhez kötik sokan a forumon"
Ez olyan ellent mondásos mint :"gyülölöm a rasszistákat"... :)
Már megbocsás de az apró betűtis olvasde el!!!
"hogy az elismeréseket a személyekhez kötik sokan a forumon"
Ez olyan ellent mondásos mint :"gyülölöm a rasszistákat"... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 28, 12:28
Írta: svejk Dátum 2008 január 28, 12:28
Minden világos, köszönöm a kérdésekre is a választ.
Tehát akár gyengébb szervomeghajtással is üzemképes lehet, csak akkor megfelelően alacsonyan kell tartani a fordulatot.
De a szoftvered elengedhetetlen kell hozzá...
Tehát akár gyengébb szervomeghajtással is üzemképes lehet, csak akkor megfelelően alacsonyan kell tartani a fordulatot.
De a szoftvered elengedhetetlen kell hozzá...
Cím: Re:DC szervó motoros vezérlés
Írta: 7vpav5d32 Dátum 2008 január 28, 12:47
Írta: 7vpav5d32 Dátum 2008 január 28, 12:47
Elolvastam és nem is volt szándékomban rád célozni. Nem érzem, hogy sértettem volna bárkit is, de ha igen akkor elnézést.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 28, 12:56
Írta: HJózsi Dátum 2008 január 28, 12:56
Rézf.szú bagoly ... azaz réz hűtőbordás...
Így már biztos nem izzadnak az IRFP260-ak ... 60A-nél... [#guluszem1]

Így már biztos nem izzadnak az IRFP260-ak ... 60A-nél... [#guluszem1]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 28, 12:58
Írta: HJózsi Dátum 2008 január 28, 12:58
U.i.: tud valaki ilyen rézlapokat olcsón? v. méhtelep cím? ...[#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 28, 14:29
Írta: bmejdz9nu Dátum 2008 január 28, 14:29
Egy szervóhajtású (valóság) VIDEÓ ---- Magyar CNC gép :) :::
Öröm nézni ahogy dolgozik... A méreteihez képest lenyűgöző teljesítménnyel!
Rég láttam már kész és működő "hazai" gépről videót... Gondolom porszívózni a munka befejeztével sokat kellett :)
Öröm nézni ahogy dolgozik... A méreteihez képest lenyűgöző teljesítménnyel!
Rég láttam már kész és működő "hazai" gépről videót... Gondolom porszívózni a munka befejeztével sokat kellett :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 28, 15:02
Írta: svejk Dátum 2008 január 28, 15:02
Ez tényleg jó volt, szinte érezni lehetett az arcba csapódó forgácsdarabokat...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 28, 17:20
Írta: bmejdz9nu Dátum 2008 január 28, 17:20

Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 28, 17:49
Írta: HJózsi Dátum 2008 január 28, 17:49
szotyi árban van... [#taps] ehhez kell 2000 db IRFP260N ... [#idiota] ( a HQ-nál 5db-tól brunyó 453 FUF... ) [#idiota]
meg egy beültető automata ...
meg egy beültető automata ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 28, 17:54
Írta: bmejdz9nu Dátum 2008 január 28, 17:54
Aztán mit csinálnál vele? Ha úgysem megy... :) Vagy van valami eredmény?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 28, 18:00
Írta: bmejdz9nu Dátum 2008 január 28, 18:00
Nézd meg a "kutyának sem kellett"... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 28, 18:17
Írta: 000000000 Dátum 2008 január 28, 18:17
Péter!
Neked nem jött be a "bivaly" UHU?
Neked nem jött be a "bivaly" UHU?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 28, 18:22
Írta: bmejdz9nu Dátum 2008 január 28, 18:22
Nekem nem repült, ezáltal nem is volt bivaly... pedíg azt vártam tőle... Keresd vissza ebben a topikban... Józsi még tanítja repülni...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 28, 18:23
Írta: svejk Dátum 2008 január 28, 18:23
Attiny-nek 20 megás a plafon, nem?
Vagy túlhajtjuk, túlhajtják?
Vagy túlhajtjuk, túlhajtják?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 28, 18:23
Írta: HJózsi Dátum 2008 január 28, 18:23
Megy, csak levettem a hűtőbordát, bőrkesztyűben megtekertem a tengelyt és 14A-nél alacsonyan szálltak az IRF260N-ek, ezért tudom ilyen pontosan a HQ árait ... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 28, 18:24
Írta: bmejdz9nu Dátum 2008 január 28, 18:24
Sajnos nem vagyok PIC szakértő (sem) :) Tehát nem tudom, és az sem zavar ha nem is tudom meg :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 28, 18:26
Írta: bmejdz9nu Dátum 2008 január 28, 18:26
Hisszük ha látjuk...:) Persze ettől te még jó emeber vagy... azaz tutira szeretnek a HQ-ban... Mennyi a napi (veszteség) kereted? [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 28, 19:20
Írta: HJózsi Dátum 2008 január 28, 19:20
Eddig nem volt veszteségkeret, mert nem volt szükség rá... A HQ volt ma a leggyorsabb... Ismételni nem szeretném, bár szép látvány volt + sercegés, mint egy turbó csillagszóró... Egy láb tőben kiég, olvasztja a plasztik tokot, meg szét is nyitja, a környékére meg ki lehet hívni a kéményseprőt a korom eltávolítására ... [#nyes] A FET-ek meg amúgy párban szállnak ... és rántják magukkal a meghajtójukat...
A vezérlésük gyanús volt szkópon, nem volt szimmetrikus, alul volt egy kis pukli az egyik csatornán... Újraélesztéskor dokumentálok, analóg szkóp + fényképező - így tárolós digit szkóp lesz belőle... majd a pukkanásra szinkronizálom a zárat ... [#hehe]
A vezérlésük gyanús volt szkópon, nem volt szimmetrikus, alul volt egy kis pukli az egyik csatornán... Újraélesztéskor dokumentálok, analóg szkóp + fényképező - így tárolós digit szkóp lesz belőle... majd a pukkanásra szinkronizálom a zárat ... [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 28, 19:23
Írta: HJózsi Dátum 2008 január 28, 19:23
Indonéziában biztosan nincs bagoly... [#papakacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 január 28, 19:31
Írta: Kristály Árpád Dátum 2008 január 28, 19:31
Hallihó!
Ott meg van Marabu....[#buck][#worship][#vigyor4]
Ott meg van Marabu....[#buck][#worship][#vigyor4]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 28, 19:42
Írta: HJózsi Dátum 2008 január 28, 19:42
Meg UBUBTU ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 28, 19:56
Írta: bmejdz9nu Dátum 2008 január 28, 19:56
Az a lényeg, hogy megfelelő magasságból tudjál letekinteni a problémákra... olyan magasról ahol már a bagoly sem repül... :)

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 28, 19:58
Írta: bmejdz9nu Dátum 2008 január 28, 19:58
Labor tápról... áramkorláttal... nem védhető?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 00:26
Írta: HJózsi Dátum 2008 január 29, 00:26
:)) EZ JÓ, főleg így illusztrációval !!! :)
Fellibbentem én is a fátylat a vadakról... :

Itt már nem volt rajta a hűtőborda...
Fellibbentem én is a fátylat a vadakról... :
Itt már nem volt rajta a hűtőborda...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 00:29
Írta: HJózsi Dátum 2008 január 29, 00:29
Szerintem a hűtőborda hiánya... csak néhány másodperc, de 14 A 20 kHz-el ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 00:44
Írta: HJózsi Dátum 2008 január 29, 00:44
A veszteség 1 zener, 1 fetmeghajtó és 2 fet...
Csere után újra működik. A kormot még tegnap lemostam denszesszel, úgyhogy nem sok látszik már belőle. A gete-ken nem tetszik, hogy nem egyformák a jelek, viszont a másik panelen ugyanilyen az eltérés. Lefutáskor az egyiken van egy pukli, a felfutáskor pedig a másikon ...


És az áldozatok (már a kukából szedtem ki ... ) :

Csere után újra működik. A kormot még tegnap lemostam denszesszel, úgyhogy nem sok látszik már belőle. A gete-ken nem tetszik, hogy nem egyformák a jelek, viszont a másik panelen ugyanilyen az eltérés. Lefutáskor az egyiken van egy pukli, a felfutáskor pedig a másikon ...
És az áldozatok (már a kukából szedtem ki ... ) :
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 02:47
Írta: 000000000 Dátum 2008 január 29, 02:47
Az UHU-t el kell felejteni, alapvető design-beli probléma van vele, ez okozza a hihetetlen melegedését a Mosfeteknek. Röviden csak annyit mondok, hogy a gate meghajtása nem felel meg Mosfet specifikációjában leírtakkal.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 07:45
Írta: bmejdz9nu Dátum 2008 január 29, 07:45
Ez tényleg nem szép... ez van a Gate-n? és a Fetmeghajtó IC kimenetén még jó a jel?
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 07:51
Írta: dg8n4i8x Dátum 2008 január 29, 07:51
Tudsz helyette valamit ajánlani (homemade) ugyan ebben az árban?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 08:15
Írta: x4rhew5r3 Dátum 2008 január 29, 08:15
Ugyan ebben a topicban már egyszer próbáltam erre felhívni a figyelmet, de Árpival elhajtottatok, hogy "ez Magyarország".
Nekem nincs itthon bagoly, de szimulációval megnéztem, hogy mit csinál a gate előtti kacat. Ott is azt láttam, hogy ilyen lassú lesz a kapcsolási idő. Akinek van UHU-ja, az egyik gate-nél próbálja kiiktatni a "gyorsító" hálózatot egyetlen 22 ohmos ellenállással. Kicsi az esély, hogy javul, de egy próbát megér.
Nekem nincs itthon bagoly, de szimulációval megnéztem, hogy mit csinál a gate előtti kacat. Ott is azt láttam, hogy ilyen lassú lesz a kapcsolási idő. Akinek van UHU-ja, az egyik gate-nél próbálja kiiktatni a "gyorsító" hálózatot egyetlen 22 ohmos ellenállással. Kicsi az esély, hogy javul, de egy próbát megér.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 08:17
Írta: bmejdz9nu Dátum 2008 január 29, 08:17
Tervezz egy PID szabályzást... :) Neked biztos menne...
Ezzel az UHU-val is az a baj, hogy egy fekete doboz (IC)... amit el kell fogadni úgy ahogy van...
Sőt nem egy vezérlő... tehát csak "lelkitámasz" van hozzá nem support... tehát...
De valahol, valahogy illene mennie... hiszen a "németek csak erről tudnak"... :)... és veszik az Ebay-on a bazi nagy motorokat (is)...
Ezzel az UHU-val is az a baj, hogy egy fekete doboz (IC)... amit el kell fogadni úgy ahogy van...
Sőt nem egy vezérlő... tehát csak "lelkitámasz" van hozzá nem support... tehát...
De valahol, valahogy illene mennie... hiszen a "németek csak erről tudnak"... :)... és veszik az Ebay-on a bazi nagy motorokat (is)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 08:19
Írta: bmejdz9nu Dátum 2008 január 29, 08:19
Erre gondoltam én is (?)... mármint a vezérlő IC-ről... 10-50 OHM-os ellenálláson "direktbe" rá a Gate-re... (de megfogadtam, hogy nem érdekel...:)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 08:25
Írta: x4rhew5r3 Dátum 2008 január 29, 08:25
Józsi, ez a jel van egy egy kis terhelésű végfokon? Rátennéd a másik sugarat egy kimenetre?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 08:40
Írta: bmejdz9nu Dátum 2008 január 29, 08:40
Egyébként ahogy Tibor javasolta :) keresni kellene egy PID szabályzó IC-t egy "távoli webshopban"...
Én még nem találtam... Pedíg ez szinte lehetetlen...
Sok helyen használják ezt a szabályzást... nem csak szervóvezérlőkben de frekiváltókban is...
Maga a PID szabályzás azt gondolom "platform" független... azaz, hogy egy DC vagy AC vagy BL... itt mindegy...
Én még nem találtam... Pedíg ez szinte lehetetlen...
Sok helyen használják ezt a szabályzást... nem csak szervóvezérlőkben de frekiváltókban is...
Maga a PID szabályzás azt gondolom "platform" független... azaz, hogy egy DC vagy AC vagy BL... itt mindegy...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 08:43
Írta: bmejdz9nu Dátum 2008 január 29, 08:43
István vezérlője hogyan hajtja a FET-et?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 08:54
Írta: x4rhew5r3 Dátum 2008 január 29, 08:54
Nem tudom, nekem nincs... Sajátommal játszom.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 08:55
Írta: x4rhew5r3 Dátum 2008 január 29, 08:55
Mármint a saját vezérlőmmel::))
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 08:59
Írta: HJózsi Dátum 2008 január 29, 08:59
Sziasztok! Válasz mindenkinek : a mérést tegnap este csináltam madár újraélesztés közben, a végfok nem kapott tápfeszt! A fetmeghajtó IC bemenetén etalon négyszögjel van, a kimenetén is az volt, amíg a zenert és a fet-et be nem forrasztottam ... :(
Délután tudom folytatni a méréseket, ha vannak ötletek szívesen kipróbálom és dokumentálom ...
A CNCECKE-ről egy digital felvétel sokkal szebb jelet mutat a lefutásban, a felfutás rendesen kapacitív :

Délután tudom folytatni a méréseket, ha vannak ötletek szívesen kipróbálom és dokumentálom ...
A CNCECKE-ről egy digital felvétel sokkal szebb jelet mutat a lefutásban, a felfutás rendesen kapacitív :
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 09:17
Írta: x4rhew5r3 Dátum 2008 január 29, 09:17
Nálam ir2111... és ilyen

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 09:18
Írta: 000000000 Dátum 2008 január 29, 09:18
Kedves Fiúk, Lányok!:)
Csak mosolygok itt rajtatok sok esetben.:)
Péter "nagymotormániája" bevitte az erdőbe
rendesen a csapatot.:)
Szerintem:
1. Először talán 100W körül legyen Mindenkinek
egy olyan szervo rendszere, amivel teljesen
elégedett és, érti is nagyjából a működését, főleg ha ahhoz meg van bátorsága az illetőnek,
hogy piszkálja az elektronikáját.
2. Azért ez a bikamotor váltás sem egy lineáris
történet. Olyan ez, mint a gyereknevelés.
Kis motor kis gond, nagy motor nagy gond.:)
Csinálhattok Ti bármit, akár 1000 A-es FET-eket
is vehettek a semmiért...:)
Ugyanis sajna van egy alapképlet:
u=L*di/dt. Itt meghal minden egyszerűen
elképzelt FET cserés nagyáramú elképzelés.
Ezt a kis egyszerű differenciál egyenletet
lefordítva az még 1 A-nél sem úgy van egy
induktív körben, hogy 1 mikrosec alatt majd
változik az áram, 10A fölött meg de pláne.
Azaz megint az egységugrás problémájánál
vagyunk, csak most egy "primitív motor RLC"
körre kell csak kiterjeszteni.
És még akkor mondhatnék más fontos elméleti
korlátokat is, de minek...
Azért annak én örülök, hogy a szervomotor saját
maga tudja, mitől forog, mi hogyan változhat
a lelkivágában, függetlenül attól, hogy
ki mit akar vele tenni.[#nyes]
Csak mosolygok itt rajtatok sok esetben.:)
Péter "nagymotormániája" bevitte az erdőbe
rendesen a csapatot.:)
Szerintem:
1. Először talán 100W körül legyen Mindenkinek
egy olyan szervo rendszere, amivel teljesen
elégedett és, érti is nagyjából a működését, főleg ha ahhoz meg van bátorsága az illetőnek,
hogy piszkálja az elektronikáját.
2. Azért ez a bikamotor váltás sem egy lineáris
történet. Olyan ez, mint a gyereknevelés.
Kis motor kis gond, nagy motor nagy gond.:)
Csinálhattok Ti bármit, akár 1000 A-es FET-eket
is vehettek a semmiért...:)
Ugyanis sajna van egy alapképlet:
u=L*di/dt. Itt meghal minden egyszerűen
elképzelt FET cserés nagyáramú elképzelés.
Ezt a kis egyszerű differenciál egyenletet
lefordítva az még 1 A-nél sem úgy van egy
induktív körben, hogy 1 mikrosec alatt majd
változik az áram, 10A fölött meg de pláne.
Azaz megint az egységugrás problémájánál
vagyunk, csak most egy "primitív motor RLC"
körre kell csak kiterjeszteni.
És még akkor mondhatnék más fontos elméleti
korlátokat is, de minek...
Azért annak én örülök, hogy a szervomotor saját
maga tudja, mitől forog, mi hogyan változhat
a lelkivágában, függetlenül attól, hogy
ki mit akar vele tenni.[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 09:20
Írta: x4rhew5r3 Dátum 2008 január 29, 09:20
A felső a gate, alsó a kimenet, probe: 10x osztás...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 09:22
Írta: bmejdz9nu Dátum 2008 január 29, 09:22
Ha jól gondolom, ez úgy rossz a hogy van... Ez csak az IRFP260-nál ilyen? Pl. IRF540-nél jobb a helyzet? Mert akkor le lehetne vonni a következtetésket...
Mekkorát tud a Fet meghajtó IC... ki kellene használni amit tud... vagy kiszerelni a kondít a Fet-ből... :)
Dobd ki belőle azt a "kocerájt" és egy "sima" ellenálláson kersztül nyomasd meg a FET-eket...
Persze ne halgass rám... mert megint mehetsz a HQ-ba... [#smile]
Mekkorát tud a Fet meghajtó IC... ki kellene használni amit tud... vagy kiszerelni a kondít a Fet-ből... :)
Dobd ki belőle azt a "kocerájt" és egy "sima" ellenálláson kersztül nyomasd meg a FET-eket...
Persze ne halgass rám... mert megint mehetsz a HQ-ba... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 09:23
Írta: x4rhew5r3 Dátum 2008 január 29, 09:23
Ez mind igaz, de Józsi baglya 1W-nál is csunyácska:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 09:30
Írta: bmejdz9nu Dátum 2008 január 29, 09:30
A "Gravírkorszaki" megoldásokhoz nem kell a szervó... ahhoz jó a léptető... szerintem.
A szervó csak akkor "térül" meg ha töbet tud... ha nem tudja... maradjunk a léptetőnél... :)
Ár-érték arányban kb. 200W-felett határozottan megéri a szervós hajtás...
Arról ne is beszéljünk, hogy pl. kb. 400W feletti teljesítmény igénynél talán már nincs is más "rentábilis" lehetőség...
A szervó csak akkor "térül" meg ha töbet tud... ha nem tudja... maradjunk a léptetőnél... :)
Ár-érték arányban kb. 200W-felett határozottan megéri a szervós hajtás...
Arról ne is beszéljünk, hogy pl. kb. 400W feletti teljesítmény igénynél talán már nincs is más "rentábilis" lehetőség...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 09:33
Írta: bmejdz9nu Dátum 2008 január 29, 09:33
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 09:34
Írta: HJózsi Dátum 2008 január 29, 09:34
"teher" van rajta? (úgy tűnik nincs) du mérek, teszek fel képeket
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 09:35
Írta: HJózsi Dátum 2008 január 29, 09:35
De hallgatok, közérdekű kisérlet ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 09:36
Írta: HJózsi Dátum 2008 január 29, 09:36
Pedig mérőfej kompenzálással kezdtem ...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 09:45
Írta: 000000000 Dátum 2008 január 29, 09:45
Péter! Tudod, kedvellek én nagyon Téged, de
megint sikerült pár egyéni "sületlenséget"
leírnod nagy hamarjában:)
Bocsika, de a megtérülés nem teljesítmény függő.
100 W igazi, tengelyen leadott teljesítmény
Hobby célokra szinte mindenre elég, persze csak akkor, ha valaki úgy él ezzel, amit ki is lehet
belőle hozni.
Ahogyan szoktam mondani, már ez is letépi
a gatyádat. Az meg teljesen mindegy, hogy
ezt milyen motor adja le léptető, aszinkron,
AC, DC szervo. Persze a dinamikai képességek
között igen nagy eltérések lehetnek.
Javasolnám már Neked, hogy egyszer végre számold
ki, mivel egyenértékű 100W erőben, sebességben,
nyomatékban, stb...
megint sikerült pár egyéni "sületlenséget"
leírnod nagy hamarjában:)
Bocsika, de a megtérülés nem teljesítmény függő.
100 W igazi, tengelyen leadott teljesítmény
Hobby célokra szinte mindenre elég, persze csak akkor, ha valaki úgy él ezzel, amit ki is lehet
belőle hozni.
Ahogyan szoktam mondani, már ez is letépi
a gatyádat. Az meg teljesen mindegy, hogy
ezt milyen motor adja le léptető, aszinkron,
AC, DC szervo. Persze a dinamikai képességek
között igen nagy eltérések lehetnek.
Javasolnám már Neked, hogy egyszer végre számold
ki, mivel egyenértékű 100W erőben, sebességben,
nyomatékban, stb...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 10:26
Írta: HJózsi Dátum 2008 január 29, 10:26
Egy fet az persze kapacitív ... nagy fet nagy kapac... a bagoly rajzán a meghajtás, minden az eredeti. "Üzemi" körülmények között du mérem.
A bivaly motoron ezeket mértem : R=0.8ohm, L=2.2mH .
A bivaly motoron ezeket mértem : R=0.8ohm, L=2.2mH .
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 10:28
Írta: HJózsi Dátum 2008 január 29, 10:28
A felfutás sokkal szebb, a lefutásban nálad is van valami... Ha egy periódust teszel az ablakba jobban látszik... Milyen FET-et hajtasz vele? Tipus? Du kis fettel is teszek fel képet...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 10:44
Írta: bmejdz9nu Dátum 2008 január 29, 10:44
Talán ott van az eltérés közöttünk, hogy én mindíg direkthajtásban gondolkodok...
Persze igazad van (azaz lehet) mert a #4013-ban belinkelt videón is 100W-os a motor a gépen, direkthajtásban, "gyufásdoboz vezérléssel"...
Persze igazad van (azaz lehet) mert a #4013-ban belinkelt videón is 100W-os a motor a gépen, direkthajtásban, "gyufásdoboz vezérléssel"...
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 január 29, 11:40
Írta: crgs7u9wg Dátum 2008 január 29, 11:40
elsosorban olyat fet -et kell valasztani/preferalni aminek a total gate charge -a minnel kevesebb, ha ennek ellenere sem tudja a fetmeghajto tisztesegesen meghajtani a fet -et, akkor izmositani kell a meghajtot, sajnos ennel a szervos rendszernel a felso fet -eket is kell hajtani amit vagy ugy lehet megtenni, hogy kulon tap van a felsonek es kulon az alsonak, vagy kell csinalni egy gatemeghajto traszformatort ferrite maggal, itt van egy oldal ahol eleg reszletesen van szo a fetekrol, szelsoseges uzemmodokban:
TESLA COIL
TESLA COIL
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 11:44
Írta: x4rhew5r3 Dátum 2008 január 29, 11:44
A fetek IRFP260N (nem mintha szükséges lenne), nem láttam lényeges különbséget IRF540-el sem. Hozzátesztem, hogy ez egy kész nyák, de elsősorban target a firmware fejlesztéshez (játék a PID variációkkal, 8 bites avr alkalmazhatóság határai, stb...). Annyit már látok, hogy nem ez lesz a végleges megoldás!
A végfokban semmi extra, csak a katalógus alapkapcsolása. Du. én is csinálok terheléses felvételt, csak hogy összevessük az ir2111 és az ir2184 jelalakjait.
A végfokban semmi extra, csak a katalógus alapkapcsolása. Du. én is csinálok terheléses felvételt, csak hogy összevessük az ir2111 és az ir2184 jelalakjait.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 12:50
Írta: bmejdz9nu Dátum 2008 január 29, 12:50
Elvileg meg tudná hajtani... külön "felső" feszültség nélkül is... de ha már "be kellene vetni" a plusz feszültséget...
HCPL-T251 (pdf adatlap) akkor már egy optós "bulit" is bele lehetne tenni... ez tovább fokozná a zavarvédelmet...
HCPL-T251 (pdf adatlap) akkor már egy optós "bulit" is bele lehetne tenni... ez tovább fokozná a zavarvédelmet...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 12:52
Írta: 000000000 Dátum 2008 január 29, 12:52
Tibor, teljesen egyetértek, picit gondolkodni kéne, mielőtt valaki a kW nagyságrendben kezd el mozogni, ahhoz némi előképzettség sem árt. u=L*di/dt[#nevetes1] Most idéznélek, a fizika makacs dolog. :)
Persze nem akarok senkit lebeszélni, hiszen a próbálkozástól hobby a hobby.
Persze nem akarok senkit lebeszélni, hiszen a próbálkozástól hobby a hobby.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 12:56
Írta: bmejdz9nu Dátum 2008 január 29, 12:56
IRFP260-nál a "lényeges hasonlóság", hogy IRF540-esel (mint a megszokott háziálllat :)azonos a nyitó ellenállása, de jóval nagyobb áram és feszültség mellett... (ez nem szokott megvalósulni... azaz nagyobb feszültségű FET-nek általában nagyobb a nyitó ellenállása...tehát ha több* kell akkor ez egy jó FET a célra...)
* több = feszültség vagy/és áram.
* több = feszültség vagy/és áram.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 12:58
Írta: bmejdz9nu Dátum 2008 január 29, 12:58
Nem is tudsz...[#smile]... Mert ez benne a hobby... Te milyen szervóvezérlőt szeretsz? (szeretnél csinálni ill. elképzelni?)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 12:59
Írta: 000000000 Dátum 2008 január 29, 12:59
Jól gondolod, ez úgy rossz, ahogy van, de a megoldás nem egyszerű, persze megoldható, javítható lenne. De miért segítenék a németeknek? Oldják meg, ha tudják [#papakacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 13:04
Írta: bmejdz9nu Dátum 2008 január 29, 13:04
Nem a németeknek segítünk! Magunkon azaz most Józsinak, hogy pontosítsak...
(hamár bagoly reptetést akar tartani, mert van egy nagyobb motorja... és nincsen ehhez vezérlő a piacon... mit tehetne mást?)
A FET meghajtás minden vezérlőben valahol azonos... tehát tanulni lehet belőle és hasznosítani a tapasztalatokat...
Én elképzeltem egy vezérlőt aminek már tudom az elejét... (pl. LS7184) most kialakulhat a vége... :)
Aztán csak közé kell tenni "valami" PID-et... [#nyes] ... Milyen egyszerűnek hangzik... :) :) :)
(hamár bagoly reptetést akar tartani, mert van egy nagyobb motorja... és nincsen ehhez vezérlő a piacon... mit tehetne mást?)
A FET meghajtás minden vezérlőben valahol azonos... tehát tanulni lehet belőle és hasznosítani a tapasztalatokat...
Én elképzeltem egy vezérlőt aminek már tudom az elejét... (pl. LS7184) most kialakulhat a vége... :)
Aztán csak közé kell tenni "valami" PID-et... [#nyes] ... Milyen egyszerűnek hangzik... :) :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 13:07
Írta: 000000000 Dátum 2008 január 29, 13:07
Péter, nem ilyen egyszerű a helyzet, ahogy te gondolod, van még egy olyan dolog is a FET-eknél, ami Qg-nek neveznek, ha gondolod olvass utána, a neten biztosan találsz pár cikket.[#lookaround]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 13:08
Írta: 000000000 Dátum 2008 január 29, 13:08
Ja, ha ilyen egyszerű, akkor megnyugodtam [#papakacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 13:11
Írta: bmejdz9nu Dátum 2008 január 29, 13:11
A megfelelő FET meghajtó kérdése... nem? Gondolom erre az IRF is gondolt...Persze tudom... nagyobb a Gate "kapacitása"...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 13:14
Írta: bmejdz9nu Dátum 2008 január 29, 13:14
Hát persze... [#smile]... Ezért is van Magyarországon van a legtöbb "szervógyár" :)
Számold meg hány van pl. a németeknél = ULI...
Aztán európában? Aztán a világban... Bezzeg mi magyarok! ... [#smile] Biztos genetikai adottságról van szó... :)
Számold meg hány van pl. a németeknél = ULI...
Aztán európában? Aztán a világban... Bezzeg mi magyarok! ... [#smile] Biztos genetikai adottságról van szó... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 13:14
Írta: 000000000 Dátum 2008 január 29, 13:14
Már tavaly írtam, azóta is azt használom, szépen mocorogtatom 7500mm/min-el [#vigyor5]
Most rámjött a 3D mánia, úgyhogy aluba marok mindenféle ábrákat, csak úgy hobbiból.
Lassan kevésnek érzem a 3tengelyt, úgyhogy hamarosan bővítem 4 és 5. tengellyel a kollekciót.
A CAM progit nemrég vettem meg, most tanulgatom a használatát. Muszáj lesz megtanulni, egyrészt mert nem volt olcsó, másrészt, mert szeretném nagyon ezt a plusz két tengelyt.
Most rámjött a 3D mánia, úgyhogy aluba marok mindenféle ábrákat, csak úgy hobbiból.
Lassan kevésnek érzem a 3tengelyt, úgyhogy hamarosan bővítem 4 és 5. tengellyel a kollekciót.
A CAM progit nemrég vettem meg, most tanulgatom a használatát. Muszáj lesz megtanulni, egyrészt mert nem volt olcsó, másrészt, mert szeretném nagyon ezt a plusz két tengelyt.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 13:18
Írta: 000000000 Dátum 2008 január 29, 13:18
Ja, az IRF gondolt rá, csak a Mr.Uli nem.
Mondom mégegyszer, nem jó a tervezés, ahogy most van erősen kívül esik a bekapcsolási idő az IRF specifikáción.
Minden illesztés kérdése, mivel itt 2 darab IRF termék került felhasználásra, egyenként mindkettő kiválló termék, az, hogy a felhasználó egymáshoz nem jól illeszti őket, az már nem a gyártó felelőssége.
Mondom mégegyszer, nem jó a tervezés, ahogy most van erősen kívül esik a bekapcsolási idő az IRF specifikáción.
Minden illesztés kérdése, mivel itt 2 darab IRF termék került felhasználásra, egyenként mindkettő kiválló termék, az, hogy a felhasználó egymáshoz nem jól illeszti őket, az már nem a gyártó felelőssége.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 13:19
Írta: bmejdz9nu Dátum 2008 január 29, 13:19
Az a baj, hogy csak rólad tudok... senki mást...
... és még semmi meggyőzőt!!! azaz kézelfoghatót nem láttam róla...
Tudom mi van a weblapon... az kevés nekem... Egyébként amikor nálam járt az volt az érzésem, hogy "bonyolult" és hogy nem nekem való... :)
A potikat kedvelem egy vezérlőn - ez nálam az alap! UHU-n sincsenek potik...(sajnos konzervatív vagyok...)
... és még semmi meggyőzőt!!! azaz kézelfoghatót nem láttam róla...
Tudom mi van a weblapon... az kevés nekem... Egyébként amikor nálam járt az volt az érzésem, hogy "bonyolult" és hogy nem nekem való... :)
A potikat kedvelem egy vezérlőn - ez nálam az alap! UHU-n sincsenek potik...(sajnos konzervatív vagyok...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 13:20
Írta: 000000000 Dátum 2008 január 29, 13:20
Ez inkább tanulmány kérdése és az még mindig magas fokon zajlik nálunk, annak ellenére, hogy a kormány mindent megtesz a szétbombázásra, hogy az utolsó mentsvárunk is összedőljön.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 13:23
Írta: bmejdz9nu Dátum 2008 január 29, 13:23
Majd küldünk Mr. Hubert Uli-nak egy-két adatlapot... Lehet, hogy nincs netje?
De van neki mert múltkor levert rólam egy szervómotort az Ebay-on... :)
De van neki mert múltkor levert rólam egy szervómotort az Ebay-on... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 13:25
Írta: bmejdz9nu Dátum 2008 január 29, 13:25
Ne politizáljunk... attól nem megyünk előre...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 13:36
Írta: bmejdz9nu Dátum 2008 január 29, 13:36
[#smile] Józsinak... Kilóra olcsóbb...

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 14:30
Írta: 000000000 Dátum 2008 január 29, 14:30
Nem is akarlak rábeszélni semmire, azt használsz ami neked tetszik.
Ha neked bonyolult elképzelni, hogy a 3 poti helyett 3 értéket kell állítani 0 és 65535 között, megértelek... [#hehe]
Nekem mindkét megoldás megfelel, nem vagyok ennyire válogatós.[#vigyor]
Ha neked bonyolult elképzelni, hogy a 3 poti helyett 3 értéket kell állítani 0 és 65535 között, megértelek... [#hehe]
Nekem mindkét megoldás megfelel, nem vagyok ennyire válogatós.[#vigyor]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 14:46
Írta: bmejdz9nu Dátum 2008 január 29, 14:46
Ó... még a 3 poti is meghaladja a képeségemet, ha abból az egyik nem az áram limit... :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 15:20
Írta: x4rhew5r3 Dátum 2008 január 29, 15:20
Néprádió, azon csak 2 gomb van:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 15:28
Írta: 000000000 Dátum 2008 január 29, 15:28
Asszem a Galláéknak volt egy ilyen történetük, amikor az űrhajón minden funkció egyetlen gomb megnyomásával lehetett kezelni.
Tudom Péter, hogy nem könnyű megérteni
[#pias] ezért nem is firtatom többet a dolgot.[#shakehead]
Tudom Péter, hogy nem könnyű megérteni
[#pias] ezért nem is firtatom többet a dolgot.[#shakehead]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 15:48
Írta: 000000000 Dátum 2008 január 29, 15:48
Ez az Uli FET meghajtás több sebből is vérzik...
Nincs látható Dead time és a gyújtás mesterségesen vissza van fogva.
Ettől a FET-ek nagyon kis időre össze csattannak (extra EMI zaj és melegedés)... pancser szoftver...
A lassú felfutással akarták javítani az EMI-t (Dead Time hiánya miatt), ezzel tovább fokozzák a FET-ek melegedését.
Szoftver hiba...
Sem a meghajtóval, sem a FET-ekkel nincs baj, ez tervezési hiba!
A meghajtó asszimetrikus árammal terhelhető, ezt próbálkták kihasználni, de nem értették a lényeget és a jelenséget...
Nincs látható Dead time és a gyújtás mesterségesen vissza van fogva.
Ettől a FET-ek nagyon kis időre össze csattannak (extra EMI zaj és melegedés)... pancser szoftver...
A lassú felfutással akarták javítani az EMI-t (Dead Time hiánya miatt), ezzel tovább fokozzák a FET-ek melegedését.
Szoftver hiba...
Sem a meghajtóval, sem a FET-ekkel nincs baj, ez tervezési hiba!
A meghajtó asszimetrikus árammal terhelhető, ezt próbálkták kihasználni, de nem értették a lényeget és a jelenséget...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 15:51
Írta: bmejdz9nu Dátum 2008 január 29, 15:51
Szeretitek a bonyolult dolgokat?
Nekem már az autómon pl. "automata szivató" is van ... sőt mivel dízel egy kis idő után magától abbahagyja az ízzítást... ilyen a világ... :)
Na persze meglehetne csinálni mindent úgy, hogy a másodpilóta diktálná naplóból a reggeli teendőket... :) Én meg élvezettel mindent "tökélyre hangolnák"...
Na jó legyen 3 (PID)+1 poti(áram)... :)
Nekem már az autómon pl. "automata szivató" is van ... sőt mivel dízel egy kis idő után magától abbahagyja az ízzítást... ilyen a világ... :)
Na persze meglehetne csinálni mindent úgy, hogy a másodpilóta diktálná naplóból a reggeli teendőket... :) Én meg élvezettel mindent "tökélyre hangolnák"...
Na jó legyen 3 (PID)+1 poti(áram)... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 15:58
Írta: 000000000 Dátum 2008 január 29, 15:58
Hol lehet megnezni ezt a FET meghajtast?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 16:02
Írta: 000000000 Dátum 2008 január 29, 16:02
Mármint melyiket? Az Uli-ét?..azt itt, a hivatalost meg minden meghalytó IC adatlapján!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 16:21
Írta: bmejdz9nu Dátum 2008 január 29, 16:21
Most nézem az ULI kapcsolását... lehet, hogy nagy hüleséget kérdezek... (mint szoktam :)
A "dead time"-ot a FET meghajtó IC-knek kellene biztosítani? Azaz, hogy ne nyissanak egyszerre még véletlenül sem a FET-ek?
A "dead time"-ot a FET meghajtó IC-knek kellene biztosítani? Azaz, hogy ne nyissanak egyszerre még véletlenül sem a FET-ek?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 16:23
Írta: 000000000 Dátum 2008 január 29, 16:23
Lemaradt a link, azt hiszem. (:
Az ULI-e erdekelne. Amirol most szo van.
Az ULI-e erdekelne. Amirol most szo van.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 16:28
Írta: HJózsi Dátum 2008 január 29, 16:28
Lehet, hogy csak párba kell válogatni ... [#nyes][#nyes][#nyes]... Hmmmmm ... BillGatesnek hány embert sikerült bepaliznia egy nem éppen tökéletes rendszerrel ... Na azt debuggolni sem lehet házilag...
Én már azzal is megelégednék, ha a két FET nem nyitna egymásra, meg nem lenne gerjedés, bár ez utóbbi szerintem nincs. Látom a tuti megoldás az RTFM... [#lama]
Én már azzal is megelégednék, ha a két FET nem nyitna egymásra, meg nem lenne gerjedés, bár ez utóbbi szerintem nincs. Látom a tuti megoldás az RTFM... [#lama]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 17:01
Írta: x4rhew5r3 Dátum 2008 január 29, 17:01
Gyárilag beépített 500 ns dead time van. Annak elégnek kellene lenni.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 január 29, 17:06
Írta: Kristály Árpád Dátum 2008 január 29, 17:06
Hallihó Sneci!
Valamit félreértettél!
De megkövetlek....[#worship][#worship][#worship]
Én örülnék a legjobban ha az ULI-ra mi Magyarok rávernénk egy kört....
Ívot már elég sőrt....
Mondjuk meghívnánk ULIt a követkető talira Eckével együt, tolmács már van!
Az sajnálom...hogy a "Delfines".... srácok nem szállnak...iletve nem szállhatnak... be a vitába, kiváncsi lennék a véleményükre.
Ha jól tudom a lengyelek kedvenc vezérlője?..!..?
Üdv.: Árpi
Valamit félreértettél!
De megkövetlek....[#worship][#worship][#worship]
Én örülnék a legjobban ha az ULI-ra mi Magyarok rávernénk egy kört....
Ívot már elég sőrt....
Mondjuk meghívnánk ULIt a követkető talira Eckével együt, tolmács már van!
Az sajnálom...hogy a "Delfines".... srácok nem szállnak...iletve nem szállhatnak... be a vitába, kiváncsi lennék a véleményükre.
Ha jól tudom a lengyelek kedvenc vezérlője?..!..?
Üdv.: Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 17:06
Írta: x4rhew5r3 Dátum 2008 január 29, 17:06
Ha egyre gondolunk, akkor olvasni csak akkor, ha végképp nem megy, és ha már elegendő pénzt dobtunk ki a hullákra:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 17:21
Írta: 000000000 Dátum 2008 január 29, 17:21
Számolj utána mégegyszer [#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 17:21
Írta: HJózsi Dátum 2008 január 29, 17:21
[#wink] egyre gondolunk ...
Péter küldött egy kazallal lejjebb, csak cut & paste ... [#vigyor2] Na megyek digitalizálok szkópképernyőt, hogy huhoghassunk is ... [#ravasz1]
Péter küldött egy kazallal lejjebb, csak cut & paste ... [#vigyor2] Na megyek digitalizálok szkópképernyőt, hogy huhoghassunk is ... [#ravasz1]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 17:24
Írta: HJózsi Dátum 2008 január 29, 17:24
Ez csak egy gyors másolat a katalógból:
DT Deadtime: LO turn-off to HO turn-on(DTLO-HO) & 280 400 520 RDT= 0
HO turn-off to LO turn-on (DTHO-LO) 4 5 6 μsec RDT = 200k
DT Deadtime: LO turn-off to HO turn-on(DTLO-HO) & 280 400 520 RDT= 0
HO turn-off to LO turn-on (DTHO-LO) 4 5 6 μsec RDT = 200k
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 17:26
Írta: HJózsi Dátum 2008 január 29, 17:26
Min Typ Max ns
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 17:28
Írta: 000000000 Dátum 2008 január 29, 17:28
picit félrenézted a katalógust. :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 17:31
Írta: HJózsi Dátum 2008 január 29, 17:31
us?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 17:33
Írta: 000000000 Dátum 2008 január 29, 17:33
A lényeg, hogy nem elég az 500nsec.
Az adatlap 1.8R gatesoros ellenállásra tünteti fel az értékeket!, de ugye 10R alá nem igazán célszerű menni, több okból is, nem taglalom.
Szóval már a szimulációból is kiderül, hogy keresztbekapcsolnak a FET-ek, nem kell ehhez még megépíteni se az áramkört. [#wilting]
Az Uli féle megoldás pedig, már megbocsássatok, de baromság....
Az adatlap 1.8R gatesoros ellenállásra tünteti fel az értékeket!, de ugye 10R alá nem igazán célszerű menni, több okból is, nem taglalom.
Szóval már a szimulációból is kiderül, hogy keresztbekapcsolnak a FET-ek, nem kell ehhez még megépíteni se az áramkört. [#wilting]
Az Uli féle megoldás pedig, már megbocsássatok, de baromság....
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 17:34
Írta: x4rhew5r3 Dátum 2008 január 29, 17:34
Árpi, semmi gond...
Ebben a kategóriában (8bites, 20MHz, mindenből az alapkapcsolás) kb. ezt lehet kihozni, amit ULI is kihozott. Lehet igy kicsit jobbat, de áttörés nem várható. Mivel egy darabka buta alu egyre drágább, a nagytudású intelligens elemek meg egyre olcsóbbak, ezzel azonos árszinten biztosan lehetne igényesebb modellhez nyúlni, egy kicsit komolyabb architekturát összehozni. Mondhatná valaki, hogy az már nem hobbi, de mivel ULI processzora is fekete doboz, ez egy kicsikét lenne feketébb (secko-jedno, így fonetikusan). Azért örülök ennek a látzszólag "off" csevegésnek, mert jobb együtt odaérni, mint odaérve egyedül maradni. Ez nagyképűen hangzik - talán az is -, de most ez jutott eszembe.
Ebben a kategóriában (8bites, 20MHz, mindenből az alapkapcsolás) kb. ezt lehet kihozni, amit ULI is kihozott. Lehet igy kicsit jobbat, de áttörés nem várható. Mivel egy darabka buta alu egyre drágább, a nagytudású intelligens elemek meg egyre olcsóbbak, ezzel azonos árszinten biztosan lehetne igényesebb modellhez nyúlni, egy kicsit komolyabb architekturát összehozni. Mondhatná valaki, hogy az már nem hobbi, de mivel ULI processzora is fekete doboz, ez egy kicsikét lenne feketébb (secko-jedno, így fonetikusan). Azért örülök ennek a látzszólag "off" csevegésnek, mert jobb együtt odaérni, mint odaérve egyedül maradni. Ez nagyképűen hangzik - talán az is -, de most ez jutott eszembe.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 17:36
Írta: 000000000 Dátum 2008 január 29, 17:36
Józsi, már túl közel jártok és mivel nem támogatom azt, hogy valaki megoldja és elkezdi gyártani az UHU-t kilószámra, ezért nem segítek tovább, nem csinálok Istvánnak konkurenciát, bocsi...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 17:42
Írta: 000000000 Dátum 2008 január 29, 17:42
Ja és, ha még ez a dolog megoldódna, akkor is ott van a szimmetrikus PWM problémája, ami megintcsak nem túl elegáns megoldás és több problémát is felvet, ami szintén hő formájában távozik a FET-ekből [#shakehead]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 17:51
Írta: HJózsi Dátum 2008 január 29, 17:51
Szerencsére nem tervezek bagolygyárat, egy adott motorhoz keresek nem 200eHuf-os vezérlőt, és a neten látottak olvasottak igéretesek voltak ezzel a megoldássalkapcsolatban...
Volt egy Alexander nevü fickó a Zonen aki a DIY vezérlőt kicsit máshogy kialakított végfokkal, LCDvel klavcsival kiegészítette ( önmagában setupolható), kapott egy kérdést még 06-23-2007-'án' deadtime, pwm freki ügyben, azóta eltűnt ... Lehet, jó lesz vigyázni ... a bagoly bosszúja ... [#nyes]
Volt egy Alexander nevü fickó a Zonen aki a DIY vezérlőt kicsit máshogy kialakított végfokkal, LCDvel klavcsival kiegészítette ( önmagában setupolható), kapott egy kérdést még 06-23-2007-'án' deadtime, pwm freki ügyben, azóta eltűnt ... Lehet, jó lesz vigyázni ... a bagoly bosszúja ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 17:54
Írta: HJózsi Dátum 2008 január 29, 17:54
Nem baj! Péter videóiról már ellestem az alu hasábok megmunkálási technikáit BF20-as hangszerelésben ...... [#beka3][#boxer][#mf1][#mf2][#nyes][#pardon1][#ravasz1][#shakehead][#kocsog][#sir][#rinya][#worship][#taps][#taps][#conf][#csodalk][#fejvakaras][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 17:56
Írta: 000000000 Dátum 2008 január 29, 17:56
Ahogy mondod, a bagoly bosszúja, vagy inkább a tervező tudatlansága?!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 18:00
Írta: 000000000 Dátum 2008 január 29, 18:00
Egyébként vannak nagyteljesítményű vezérlők a neten, bőven 200eHUF alatt. [#vigyor5]
Itthon is, de akár az Amcsiknál is.
Itthon is, de akár az Amcsiknál is.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 18:03
Írta: HJózsi Dátum 2008 január 29, 18:03
A motorokhoz visszatérve az e240-el zéró melegedés ( inkább hülés), minimális állóhelybeni áramfelvétel ... a Tamagawa DCServo 200W és ez nevezhető szervonak a 0,4ohm és 0,6mH tartásban 1A-t kortyolgat, melegszik is... az EVIG 1kW 0.8ohm 2.2nH minimális áramfelvétel, nincs melegedés áló helyzetben...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 18:29
Írta: 000000000 Dátum 2008 január 29, 18:29
Józsi!
Én valamit azért nem értek.
Te éjjel-nappal menetet is akarsz esztergálni,
azaz annyira muszály a pozíció hurok jelenléte
a főorsód hajtásánál mindig?
Mert ha nem akkor én tuti a helyedben első
körben "csak" egy megbízható 2 hurkos
szabályzási algoritmussal nyitnék, és hagymám a
fenébe a harmadik PID kört. Elég abból kettőt
is normálisan megcsinálni, beállítani.:))
Én valamit azért nem értek.
Te éjjel-nappal menetet is akarsz esztergálni,
azaz annyira muszály a pozíció hurok jelenléte
a főorsód hajtásánál mindig?
Mert ha nem akkor én tuti a helyedben első
körben "csak" egy megbízható 2 hurkos
szabályzási algoritmussal nyitnék, és hagymám a
fenébe a harmadik PID kört. Elég abból kettőt
is normálisan megcsinálni, beállítani.:))
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 18:45
Írta: e3h0cv4ph Dátum 2008 január 29, 18:45
A "dead time"-ot nem feltétlenül a fetmeghajtónak kell időzítenie! Az őt meghajtó áramkörök (PIC) is foglalkozhatnak ezzel a problémával.
A Microchip is ezt támogatja, ebből következik, hogy a PIC-ek hardverből tudják ezt a funkciót, (egy regiszterbe szoftveresen beállítható érték).
Nem kell ezt egy viszonylag bonyolúlt R-C elektronikára bízni (lsd: UHU, DIY, ...)
Persze ezt a microchip csak néhány éve deklarálta és így a korábban tervezett szervók még nem rendelkezhettek ezzel a funkcióval (nem úgy mint a mienk)
A Microchip is ezt támogatja, ebből következik, hogy a PIC-ek hardverből tudják ezt a funkciót, (egy regiszterbe szoftveresen beállítható érték).
Nem kell ezt egy viszonylag bonyolúlt R-C elektronikára bízni (lsd: UHU, DIY, ...)
Persze ezt a microchip csak néhány éve deklarálta és így a korábban tervezett szervók még nem rendelkezhettek ezzel a funkcióval (nem úgy mint a mienk)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 18:51
Írta: e3h0cv4ph Dátum 2008 január 29, 18:51
Amit te elképzeltél vezérlőt az nagyon hasonlít a mienkhez (ha elkészültünk vele küldök egyet neked)
Egy bökkenő van vele.
MIKROVEZÉRLŐ VAN BENNE! És potméter kevés (csak 4, egyenlőre de ez csökkenni fog) :)
Addig próbálj megbarátkozni a mikrovezérlős szervókkal!
Pár napja volt egy kérdés amit nem fejtettél ki, hogy mi a problémád a mikrokontrolleres szervóvezérlőkkel! Erre én is kíváncsi lennék!
Egy bökkenő van vele.
MIKROVEZÉRLŐ VAN BENNE! És potméter kevés (csak 4, egyenlőre de ez csökkenni fog) :)
Addig próbálj megbarátkozni a mikrovezérlős szervókkal!
Pár napja volt egy kérdés amit nem fejtettél ki, hogy mi a problémád a mikrokontrolleres szervóvezérlőkkel! Erre én is kíváncsi lennék!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 18:52
Írta: e3h0cv4ph Dátum 2008 január 29, 18:52
A "dead time"-ot nem feltétlenül a fetmeghajtónak kell időzítenie! Az őt meghajtó áramkörök (PIC) is foglalkozhatnak ezzel a problémával.
A Microchip is ezt támogatja, ebből következik, hogy a PIC-ek hardverből tudják ezt a funkciót, (egy regiszterbe szoftveresen beállítható érték).
Nem kell ezt egy viszonylag bonyolúlt R-C elektronikára bízni (lsd: UHU, DIY, ...)
Persze ezt a microchip csak néhány éve deklarálta és így a korábban tervezett szervók még nem rendelkezhettek ezzel a funkcióval (nem úgy mint a mienk)
A Microchip is ezt támogatja, ebből következik, hogy a PIC-ek hardverből tudják ezt a funkciót, (egy regiszterbe szoftveresen beállítható érték).
Nem kell ezt egy viszonylag bonyolúlt R-C elektronikára bízni (lsd: UHU, DIY, ...)
Persze ezt a microchip csak néhány éve deklarálta és így a korábban tervezett szervók még nem rendelkezhettek ezzel a funkcióval (nem úgy mint a mienk)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 18:53
Írta: bmejdz9nu Dátum 2008 január 29, 18:53
Szerintem, ezt nem kellene egy mikrokontrollerre bízni...
Az tuti, hogy az IRF cég az IRFP260-hoz gyárt meghajtót... az a kérdés, hogy melyik ez, azaz melyik IC a legjobb meghajtó ehhez...
Én úgy gondolom... ami ki van találva... azt ne találjuk ki mégegyszer... felesleges "időtöltés"...
Sajnos én nem tudom, melyik melyikhez... :) Ezt kellene inkább megkeresni... Ha valóban itt van a kutya elásva....
Az tuti, hogy az IRF cég az IRFP260-hoz gyárt meghajtót... az a kérdés, hogy melyik ez, azaz melyik IC a legjobb meghajtó ehhez...
Én úgy gondolom... ami ki van találva... azt ne találjuk ki mégegyszer... felesleges "időtöltés"...
Sajnos én nem tudom, melyik melyikhez... :) Ezt kellene inkább megkeresni... Ha valóban itt van a kutya elásva....
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 18:57
Írta: e3h0cv4ph Dátum 2008 január 29, 18:57
A mi vezérlőnk is a te elképzelésedhez hasonlít. Ha kész lesz küldök egyet belőle.
Csak egy gond van vele!
MIKROVEZÉRLŐ VAN BENNE!
Tudom, hogy ezt nem szereted csak azt nem, hogy miért, pár napja volt egy kérdés csak nem válaszoltál rá! Kifejthetnéd.
Csak egy gond van vele!
MIKROVEZÉRLŐ VAN BENNE!
Tudom, hogy ezt nem szereted csak azt nem, hogy miért, pár napja volt egy kérdés csak nem válaszoltál rá! Kifejthetnéd.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 19:00
Írta: e3h0cv4ph Dátum 2008 január 29, 19:00
sz*rakodik a fórum
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 19:00
Írta: 000000000 Dátum 2008 január 29, 19:00
Hurrá Péter! Végre valamiben egyetértünk.:)
Komoly nagy áramú végfokot nem ajánlatos lefagyó
PIC-es csodákra bízni, oda kell tenni inkább
a "vaslogikát", ami soha nem hülyül meg.
Komoly nagy áramú végfokot nem ajánlatos lefagyó
PIC-es csodákra bízni, oda kell tenni inkább
a "vaslogikát", ami soha nem hülyül meg.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 19:06
Írta: e3h0cv4ph Dátum 2008 január 29, 19:06
Miért ne!
Ha a mikrovezérlő mondja meg, hogy melyik fet mikor kapcsoljon be ill. ki (PWM vezérlés) akkor azt is megmondhatja, hogy most az egyik egy kicsit később kapcsoljon be mint a másik ki (holtidő), ebbe nincs csont, még akkor se ha a mikrovezérlő lefagy, szembekapcsolás semmiképpen nem lehetséges!
Ha a mikrovezérlő mondja meg, hogy melyik fet mikor kapcsoljon be ill. ki (PWM vezérlés) akkor azt is megmondhatja, hogy most az egyik egy kicsit később kapcsoljon be mint a másik ki (holtidő), ebbe nincs csont, még akkor se ha a mikrovezérlő lefagy, szembekapcsolás semmiképpen nem lehetséges!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 19:12
Írta: bmejdz9nu Dátum 2008 január 29, 19:12
Na látod... pontosan így látom én is!
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 19:13
Írta: dg8n4i8x Dátum 2008 január 29, 19:13
Hajrá fiúk! Már mindenki nagyon vár egy olcsó és megbízható hobby szervó vezérlést ami minden tekintetben kifogástalan... Ha meg ráadásul magyar, annak külön örülnénk, és nem filóznánk azon, hogy milyen megoldást válasszunk... Mondjuk 15e Huf. alatt kijön egy tengely vezérlése akkor ok... Nagyon szépek és jók ezek az elméletek, de attól nem forog egy motor sem... [#awink][#eljen][#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 19:19
Írta: e3h0cv4ph Dátum 2008 január 29, 19:19
Mi az a "vaslogika" ? 74-es sorozatból összállított logikai hálózat?
Ilyen van a PIC-be is csak integrálva és hozzá egy mini számítógép.
Nem értem, hogy miért kell valamit 10 IC-ből összerakni amikor 1 PIC röhögve megcsinál mindent, és ha módosítani kell akkor csak szoftverfrissítés és kész, nem kell új panelt csinálni.
Ilyen van a PIC-be is csak integrálva és hozzá egy mini számítógép.
Nem értem, hogy miért kell valamit 10 IC-ből összerakni amikor 1 PIC röhögve megcsinál mindent, és ha módosítani kell akkor csak szoftverfrissítés és kész, nem kell új panelt csinálni.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 29, 19:19
Írta: x4rhew5r3 Dátum 2008 január 29, 19:19
Vas logikával vaskalapot is lehet csinálni:::)))
Nem inkább a kettő között van az igazság?
Nem inkább a kettő között van az igazság?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 19:20
Írta: 000000000 Dátum 2008 január 29, 19:20
Szerintem elosszor is meg kenne tanulni pic-et programozni,es csak utanna velmenyt mondani!!!
Nem a 16f84-bol kene kiindulni.
Talan nezd meg 1x szer DSP procit is pl dspic30f4013 vagy TMS320F2812 lehet hogy ezen az algoritmusaid egy picit gyorsabban futna mint PII+dos alatt! es ezek kokemny hardverok!!!
Mindegyik microvezerlo(processor elszal ha nincs megfeleloen kialakitva a nyak, zavarvedelem stb.
meg az intel p1-es amit annyira kedvelsz+dos is elszalna ha nem lenne jol megterve a nyak.
Nem a 16f84-bol kene kiindulni.
Talan nezd meg 1x szer DSP procit is pl dspic30f4013 vagy TMS320F2812 lehet hogy ezen az algoritmusaid egy picit gyorsabban futna mint PII+dos alatt! es ezek kokemny hardverok!!!
Mindegyik microvezerlo(processor elszal ha nincs megfeleloen kialakitva a nyak, zavarvedelem stb.
meg az intel p1-es amit annyira kedvelsz+dos is elszalna ha nem lenne jol megterve a nyak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 19:21
Írta: bmejdz9nu Dátum 2008 január 29, 19:21
Már megint ott tartunk ahol az ország... (persze nem akarok politizálni :)
De a FET meghajtást (már) kitalálták... ez egy veszélyes terület egyébként is... Ne találjuk ki mégegyszer!!!
Szerintem nem vagyunk olyan jók mint az IRF mérnökei... Nem lesz ebből szabadalom... max. csak egy vezérlő...
... és a kutya se fogja értékelni a "virtouz" megoldásokat... csak a végeredményt...
Egy végfok az legyen végfok, de az atom biztos, kétség se férjen hozzá...
Azaz nem hiszek abban, hogy egy bevált kapcsolást (FET + meghajtó) tudnánk "überelni"...
Mi lenne ha egy tokban lenne két fet és egy meghajtó a gyártó részéről? szétszednénk? :) csak azért mert...
A PID megoldáson már lehet (zenész kifejezéssel) "improvizálni"... sajnos én így látom...
De a FET meghajtást (már) kitalálták... ez egy veszélyes terület egyébként is... Ne találjuk ki mégegyszer!!!
Szerintem nem vagyunk olyan jók mint az IRF mérnökei... Nem lesz ebből szabadalom... max. csak egy vezérlő...
... és a kutya se fogja értékelni a "virtouz" megoldásokat... csak a végeredményt...
Egy végfok az legyen végfok, de az atom biztos, kétség se férjen hozzá...
Azaz nem hiszek abban, hogy egy bevált kapcsolást (FET + meghajtó) tudnánk "überelni"...
Mi lenne ha egy tokban lenne két fet és egy meghajtó a gyártó részéről? szétszednénk? :) csak azért mert...
A PID megoldáson már lehet (zenész kifejezéssel) "improvizálni"... sajnos én így látom...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 19:22
Írta: 000000000 Dátum 2008 január 29, 19:22
Az elozo hozzaszolasom Tibor45-nek szolt
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 19:35
Írta: e3h0cv4ph Dátum 2008 január 29, 19:35
Az IRF-el egyetértek! Nem akarok feltalálni új fetmeghajtást, egy az egyben azt tettem bele amit a dokumentáció javasol, csak a holtidő vezérlést csinálja a PIC mert hardverből tudja, (lefagyástól függetlenül).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 19:35
Írta: 000000000 Dátum 2008 január 29, 19:35
Peter, linkeld be legyszi az UHU vegfokat, amirol megy a beszelgetes! Lemaradtam rola...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 19:36
Írta: 000000000 Dátum 2008 január 29, 19:36
Péter! nézd át az új dsPIC30Fxxx-eket! ezeket direkt servóra tervezték (én is ezt használom)! Csodálatos cuccok (dead time, 6 PWM, Encoder bemenet, 30MIPS, stb.)! Csodálatos cuccok és messze zajbarátabbak mint a 100 éves 74LSxx-masinák! milió PWM-es védelem (még a reset alat iss definiálható FET meghajtási állapotok, hogy még véletlenül sem lehessen összecsattanások)!
Már 21. század van (lejárt a 74-esek kora)! Márpesig a Firmware-val lehet egy vezérlőt finomhangolni és tudását szintentertani (a hangolhatóságról ne is beszéljünk)...
Már 21. század van (lejárt a 74-esek kora)! Márpesig a Firmware-val lehet egy vezérlőt finomhangolni és tudását szintentertani (a hangolhatóságról ne is beszéljünk)...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 19:39
Írta: 000000000 Dátum 2008 január 29, 19:39
Hát persze... ... Ezért is van Magyarországon van a legtöbb "szervógyár" :)
Számold meg hány van pl. a németeknél = ULI...
Aztán európában? Aztán a világban... Bezzeg mi magyarok! ... Biztos genetikai adottságról van szó... :)
Ez nem genetika, hanem pénz és a szabadidő hasznos eltöltése.
Németo-ban az ilyen szivonalú mérnökök (Magi I. Tibor45. DLaci Trapista ...sorolhatnám) nem foglalkoznak otthon még fejlesztgetésekkel mert a munkahelyükön megkereset jövedelmet délután és hétvégén kikapcsolódádra költik.
A többiek meg megveszik a piacon (Ebay.....)
Nálunk viszont érdemes büttykölni mert nem drága a szabadidő! Meg aztán sokan tényleg szeretnek bütykölni.
És "tyutyi" is jól látja, van olyan jó nálunk némely szakterület oktatása mint odaát.
Számold meg hány van pl. a németeknél = ULI...
Aztán európában? Aztán a világban... Bezzeg mi magyarok! ... Biztos genetikai adottságról van szó... :)
Ez nem genetika, hanem pénz és a szabadidő hasznos eltöltése.
Németo-ban az ilyen szivonalú mérnökök (Magi I. Tibor45. DLaci Trapista ...sorolhatnám) nem foglalkoznak otthon még fejlesztgetésekkel mert a munkahelyükön megkereset jövedelmet délután és hétvégén kikapcsolódádra költik.
A többiek meg megveszik a piacon (Ebay.....)
Nálunk viszont érdemes büttykölni mert nem drága a szabadidő! Meg aztán sokan tényleg szeretnek bütykölni.
És "tyutyi" is jól látja, van olyan jó nálunk némely szakterület oktatása mint odaát.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 19:44
Írta: 000000000 Dátum 2008 január 29, 19:44
"Nem a 16f84-bol kene kiindulni."
Ez így van, de itt erről beszél a Tataitól
kezdve Mindenki, nem tudom miért keversz ide
egy más kategóriát.
A DOS-t meg úgy látom nagyon lenézed, szíved joga. Haladni kell a korral, meg a csicsával.
Az analóg és digitális technika, és a célhardver
és rugalmas felület aránya a csicsa és
célszerűség egy nagyon komplex kérdés, nem
hiszem, hogy az optimumot itt eldönthetjük.
Ez így van, de itt erről beszél a Tataitól
kezdve Mindenki, nem tudom miért keversz ide
egy más kategóriát.
A DOS-t meg úgy látom nagyon lenézed, szíved joga. Haladni kell a korral, meg a csicsával.
Az analóg és digitális technika, és a célhardver
és rugalmas felület aránya a csicsa és
célszerűség egy nagyon komplex kérdés, nem
hiszem, hogy az optimumot itt eldönthetjük.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 19:49
Írta: e3h0cv4ph Dátum 2008 január 29, 19:49
Ez már (majdnem) forog! :)
Pre béta 1.0

A Péter kedvéért potméterek is kerültek rá, de választható, hogy gépről állítgatod a PID-et vagy potikról.

Pre béta 1.0
A Péter kedvéért potméterek is kerültek rá, de választható, hogy gépről állítgatod a PID-et vagy potikról.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 19:57
Írta: 000000000 Dátum 2008 január 29, 19:57
Egyaltalan nem nezem le a dos-t!!!Sot ha hiszed ha nem tcnc-t hasznalom.En arra celoztam hogy dspic ben minden benne van,ahogyan Istvan irta #4127 Es allitom hogy stabilan mukodik ha jol meg van irva a progi meg persze ha a nyak topologiaja jo!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 20:11
Írta: bmejdz9nu Dátum 2008 január 29, 20:11
nem tudom, mert nem megy a szerver... keress rá a neten...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 20:16
Írta: bmejdz9nu Dátum 2008 január 29, 20:16
Lehet, hogy én ilyen "analóg" fickó maradok?... azaz konzervatív?.. talán persze túlságosan...
Ha csak be nem bizonyítják az ellenkezőjét... Ami nagyon jó lenne!!! ... és ez nem az én dolgom... :)
Ha csak be nem bizonyítják az ellenkezőjét... Ami nagyon jó lenne!!! ... és ez nem az én dolgom... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 20:19
Írta: bmejdz9nu Dátum 2008 január 29, 20:19
Akkor úgy fogalmazok: Ebben a "szabadidő eltöltésben" világelsők vagyunk... mert még kínában sem...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 20:19
Írta: dg8n4i8x Dátum 2008 január 29, 20:19
Jól néz ki! Ha szükség van tesztelőre szívesen vállakozom, mint "átlag felhasználó"... :) Szimpatikus a potis beállítás!
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 január 29, 20:21
Írta: crgs7u9wg Dátum 2008 január 29, 20:21
a poti akar hiszed akar nem egy teljesen emberkozeli/kozpontu beviteli lehetoseg, sajnos ahogy tibor szokta mondani a sok felesleges csicsa egy alavalo helyre sorolta, de csak azert mert regen volt veluk problema gondolok itt a zajra stb. de ettol meg az, hogy te a kezeddel finoman tudjal valamit forgatva beallitani nagyon is fontos dolog...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 20:22
Írta: 000000000 Dátum 2008 január 29, 20:22
Kecsegtető!
Remélem jó árban lesz!!!
Remélem jó árban lesz!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 20:25
Írta: bmejdz9nu Dátum 2008 január 29, 20:25
Gratula... de amit írtam... #4051-ben... azt fent tartom...
Tehát a szervótól erőt-sebességet várok... és erről tesztvideókat...
Tehát a szervótól erőt-sebességet várok... és erről tesztvideókat...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 20:27
Írta: e3h0cv4ph Dátum 2008 január 29, 20:27
Oké, megkereslek, ha abban a stádiumban lesz!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 29, 20:40
Írta: svejk Dátum 2008 január 29, 20:40
Ejha! Micsoda jó buliból maradtam ma ki..:) :)
Legjobban Varsányi beszólása tetszett: "szervo nagy hatalom vagyunk"
De tényleg..párszor tíz ember fórumozóból már vagy 5-6 készített működő szerkezetet-most ne azt nézzük hogy kié a jobb és a másiké miért sz@r.
A kivülállókat pedig azért nem értem mert szerintem a 15-50 ezer pénz reális ár értük, akinek ez sok az hajrá fogjon neki, nem olyan nagy dolog az mint látjuk.
Szegény H.Józsi robbantotta ki most itt a témát segítséget kérve.
Visszaolvasva a napi termést, segítő szándékot nem véltem felfedezni-sőt!!
De gondolom azért magánba mindenki megkereste Józsit a jó tanácsokkal-remélem!!
Legjobban Varsányi beszólása tetszett: "szervo nagy hatalom vagyunk"
De tényleg..párszor tíz ember fórumozóból már vagy 5-6 készített működő szerkezetet-most ne azt nézzük hogy kié a jobb és a másiké miért sz@r.
A kivülállókat pedig azért nem értem mert szerintem a 15-50 ezer pénz reális ár értük, akinek ez sok az hajrá fogjon neki, nem olyan nagy dolog az mint látjuk.
Szegény H.Józsi robbantotta ki most itt a témát segítséget kérve.
Visszaolvasva a napi termést, segítő szándékot nem véltem felfedezni-sőt!!
De gondolom azért magánba mindenki megkereste Józsit a jó tanácsokkal-remélem!!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 20:41
Írta: e3h0cv4ph Dátum 2008 január 29, 20:41
Jelenleg nem kereskedelmi céllal készül! A robotunkba lesz vezérlő (és oda ugyebár 6 db kell) és nem mindegy az ára! Próbáljuk minimalitzálni a költségeket.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 január 29, 20:42
Írta: Szedlay Pál Dátum 2008 január 29, 20:42
Itt egy cikk is róla ha valakit érdekel.
http://www.chipcad.hu/publikac/moldal75.htm
http://www.chipcad.hu/publikac/moldal75.htm
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 29, 20:48
Írta: svejk Dátum 2008 január 29, 20:48
Gratula! De azért kicsit több önbizalmat :) :) (IC-foglalatok)
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 20:49
Írta: dg8n4i8x Dátum 2008 január 29, 20:49
"A kivülállókat pedig azért nem értem mert szerintem a 15-50 ezer pénz reális ár értük, akinek ez sok az hajrá fogjon neki, nem olyan nagy dolog az mint látjuk."
Ha rám(is) céloztál, akkor félreértettél, mert pont erre akartam rávilágítani, mert nagy fikázódás kezdődött egy "bevált" olcsó vezérlővel szemben... :)
Ha rám(is) céloztál, akkor félreértettél, mert pont erre akartam rávilágítani, mert nagy fikázódás kezdődött egy "bevált" olcsó vezérlővel szemben... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 20:53
Írta: bmejdz9nu Dátum 2008 január 29, 20:53
[#smile] Azért büszke vagyok... nincs még egy hely a földön ahol a (csecsemő + nyudíjas = 10millió) és kb. minden 2 millió lakosra jut egy "szervógyár"... :)
Számoljunk: ezen az alapon csak kínában 650 szervógyárnak kellene lennie :) de nincs ... :)
Józsi nincs itt... gondolom Józsi a tettek mezein van... Ez jó!
Számoljunk: ezen az alapon csak kínában 650 szervógyárnak kellene lennie :) de nincs ... :)
Józsi nincs itt... gondolom Józsi a tettek mezein van... Ez jó!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 20:55
Írta: bmejdz9nu Dátum 2008 január 29, 20:55
A forgalmazótól... más forrás?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 20:57
Írta: bmejdz9nu Dátum 2008 január 29, 20:57
"Bevált és olcsó" ... valamit már megint nem tudok? Mire gondolsz?
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 20:59
Írta: dg8n4i8x Dátum 2008 január 29, 20:59
Hát a bagolyra... persze ha saját a nyák és stb... vagy valamit nem jól tudok... ?
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 21:02
Írta: dg8n4i8x Dátum 2008 január 29, 21:02
Na jó, nem mindenkinek vált be... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 21:03
Írta: bmejdz9nu Dátum 2008 január 29, 21:03
Olcsó? az a három vezérlő ami nem ment... :) anyagárban 40.000 Ft volt és 3 nap munka...
Bevált: hát nem... akkor? itt tartunk... Láttál már működőt?
Bevált: hát nem... akkor? itt tartunk... Láttál már működőt?
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 21:17
Írta: dg8n4i8x Dátum 2008 január 29, 21:17
csak videón... :) de a többit is csak videón láttam működni, kivétel svejké a talin :)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 21:23
Írta: e3h0cv4ph Dátum 2008 január 29, 21:23
negyvenezer ??????
nem azt mondtátok, hogy 1 sör? :)
ja persze a tiedbe sok volt az álumínium. :)
nem azt mondtátok, hogy 1 sör? :)
ja persze a tiedbe sok volt az álumínium. :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 29, 21:25
Írta: svejk Dátum 2008 január 29, 21:25
Bocsika!
Nem akartam senkit megsérteni, csak úgy kijött belőlem. Mintha azt éreztem volna a mai termés olvasás közben úgy összességében hogy "gyerünk essetek egymásnak" majd csak lesz egy bagóért.
Nem kimondottan a Te leveledre reagáltam.
Egyébként érdekes ez a szervo téma..
(ezt sem kellene most leírnom)
Nekem a második találkozóra készen volt a gépemen a szervo (bár csak ablaktörlős volt), igaz külső körülmények között nem tudtam élőben bemutatni csak a harmadikon.
Sokáig tabu volt a téma a fórumon is, és hiszem hogy sokszor a nem hozzáértő fórumtársak szinte el vannak rémisztve a szervotól, egy-egy nagyszólamú hozzászólással (még ha az szakmailag megalapozott is).
Nem akartam senkit megsérteni, csak úgy kijött belőlem. Mintha azt éreztem volna a mai termés olvasás közben úgy összességében hogy "gyerünk essetek egymásnak" majd csak lesz egy bagóért.
Nem kimondottan a Te leveledre reagáltam.
Egyébként érdekes ez a szervo téma..
(ezt sem kellene most leírnom)
Nekem a második találkozóra készen volt a gépemen a szervo (bár csak ablaktörlős volt), igaz külső körülmények között nem tudtam élőben bemutatni csak a harmadikon.
Sokáig tabu volt a téma a fórumon is, és hiszem hogy sokszor a nem hozzáértő fórumtársak szinte el vannak rémisztve a szervotól, egy-egy nagyszólamú hozzászólással (még ha az szakmailag megalapozott is).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 21:26
Írta: bmejdz9nu Dátum 2008 január 29, 21:26
Korrektul össze lett adva... minden alkatrész számolva (HQ és Lomex)... 3 UHU IC + USA panel (+ rész. szállítási költség).. 12x IRFP260... stb...
Az alu és forr. ón... villanyszámla a pákához :) még nem is volt benne! Tehát ez sem egy sör... :)
Az alu és forr. ón... villanyszámla a pákához :) még nem is volt benne! Tehát ez sem egy sör... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 21:32
Írta: bmejdz9nu Dátum 2008 január 29, 21:32
Hát ez az: "szinte el vannak rémisztve a szervotól" pedíg... megy a dolog...
Csak olyan lehetetlennek van beállítva "story", hogy csak villamos mérnöknek való... pedíg ez (így) nem igaz... legalábis én (így) gondolom...
Csak olyan lehetetlennek van beállítva "story", hogy csak villamos mérnöknek való... pedíg ez (így) nem igaz... legalábis én (így) gondolom...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 21:35
Írta: dg8n4i8x Dátum 2008 január 29, 21:35
Távol áll tőlem, hogy megsértődjek.. :) Egyet értek veled teljesen! Igaz nem vagyok otthon szervó témában de sokat tanultam itt róla... Bizonyos fokig olyan vagyok mint Péter, nem hiszem el csak amit látok megtapasztalok... Ezért is szeretnék egyre inkább egy "olcsó" szervót összehozni... Eddig az UHU tűnt számomra megfelelőnek... Kiváncsi vagyok Hjózsi mit tud kihozni belőle! Én azt mondom, hogy a hobby világban kompromisszumokat kell kötni vagy inkább kénytelen vagy rá... Mi hajlamossak vagyunk elmenni odáig, hogy ha egy gépben nincs golyósorsó akkor az s@rt se ér stb., pedig ez itten kérem a hobby cnc... :)))
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 21:38
Írta: dg8n4i8x Dátum 2008 január 29, 21:38
Ha én csinálom a nyákot akkor már csak 25 az a 40 nem? :) Persze alapanyag ott porosodik a polcon hozzá (gyorsmarató, fotolakk stb.)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 21:39
Írta: 000000000 Dátum 2008 január 29, 21:39
150W ; 30V ; 5A ; RPM 3000 ;0,38-2,9 Nm ; tengely 8mm 33600 Ft kiszállítással.Az encoder jumperolható.
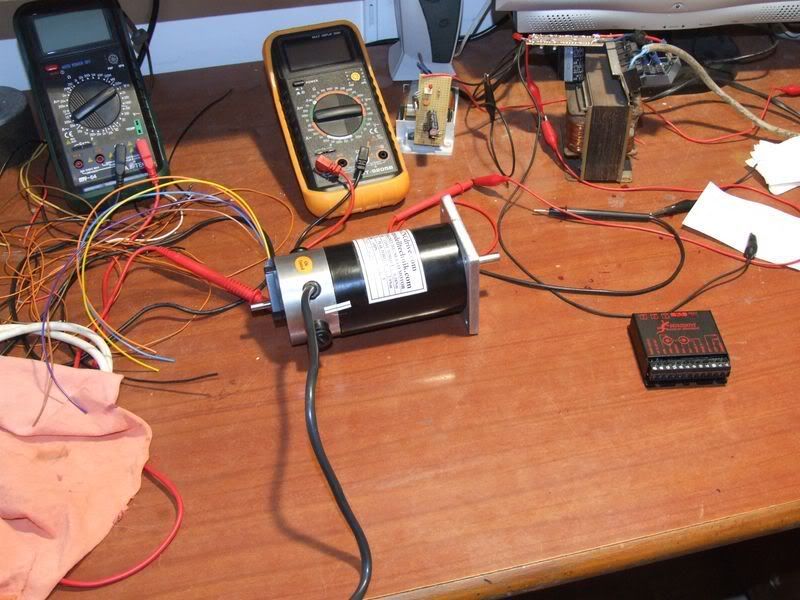
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 21:42
Írta: 000000000 Dátum 2008 január 29, 21:42
Most már értem, miért nem lehet a Geckot másolni.Vettem egyet kíváncsiságból, a Profi2S Servo ne legyen egyedül.
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 21:42
Írta: dg8n4i8x Dátum 2008 január 29, 21:42
Péter UHU-ja ha jól értem 3 tengelyre jött ki negyvenből! Jól értettem Péter?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 29, 21:43
Írta: svejk Dátum 2008 január 29, 21:43
Akkor oké!
Biziny-bizony hobby..
Sokszor én már két fórumot javasolnék, külön a 100 ezer alatt és felett, és tanult vagy nem tanult emberek.
Persze én biztos mindkettőbe beleokoskodnék..:)
Az uhu-ról még annyit hogy alapjába véve teljesen jó dolog. Akitől én vettem egy chippet az évek óta használja.
Én ugyan nem próbáltam ki, és valóban vannak furcsa dolgok a "gyári" ajánláson, de egy kis odafigyeléssel megoldható minden.
Biziny-bizony hobby..
Sokszor én már két fórumot javasolnék, külön a 100 ezer alatt és felett, és tanult vagy nem tanult emberek.
Persze én biztos mindkettőbe beleokoskodnék..:)
Az uhu-ról még annyit hogy alapjába véve teljesen jó dolog. Akitől én vettem egy chippet az évek óta használja.
Én ugyan nem próbáltam ki, és valóban vannak furcsa dolgok a "gyári" ajánláson, de egy kis odafigyeléssel megoldható minden.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 29, 21:45
Írta: svejk Dátum 2008 január 29, 21:45
Na és miért nem?
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 21:45
Írta: dg8n4i8x Dátum 2008 január 29, 21:45
Ennyi ember csak nem hagyta átverni magát... :) Ha nem lehetne használni már rég eltűnt volna a "piacról" gondolom...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 21:47
Írta: bmejdz9nu Dátum 2008 január 29, 21:47
Ez igaz...olcsóbban is lehet... ha megy... kisebb motorokhoz valószínúleg... de majd Józsi jóvoltából megtudjuk... remélem.
Ő sem az a fickó aki nem tudja (fel)vállalni magát és tetteit... :)
Tudod itt sokan vannak akik megcsinálják (avagy megcsinálnak valamit) és utánna természetesen jó ... mert ugyebár amit (Ő) csinált...
... az ugyebár nem lehet rossz... :) (mint én amikor kerítést festek... na az olyan mintha Munkácsi csinálta volna...:)
Na én megcsináltam (bagoly :) és tudtam azt mondani: Uraim ez (így) "sánta veréb"... most itt tartunk...
Nekem van egy referenciám :)... szerintem magas ill. megfeleelő mércén... és ez lehet a bajom...
Ő sem az a fickó aki nem tudja (fel)vállalni magát és tetteit... :)
Tudod itt sokan vannak akik megcsinálják (avagy megcsinálnak valamit) és utánna természetesen jó ... mert ugyebár amit (Ő) csinált...
... az ugyebár nem lehet rossz... :) (mint én amikor kerítést festek... na az olyan mintha Munkácsi csinálta volna...:)
Na én megcsináltam (bagoly :) és tudtam azt mondani: Uraim ez (így) "sánta veréb"... most itt tartunk...
Nekem van egy referenciám :)... szerintem magas ill. megfeleelő mércén... és ez lehet a bajom...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 21:52
Írta: bmejdz9nu Dátum 2008 január 29, 21:52
Mágneses állítható encoder... de ez még nem minden... terheld... vizsgáld a dinamikát...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 21:53
Írta: dg8n4i8x Dátum 2008 január 29, 21:53
Nincs is ezzel baj! Én is nagyon várom Józsi eredményeit... Egyenlőre nem tervezek kw-os motorokat használni, lehet ezért nekem megfelel majd... Amúgy úgy vagyok ezzel, hogy itt az is keveredik, hogy fejleszői szemmel, vagy felhasználói szemmel nézek egy vezérlést... Akinek az elektronika az elsődleges az úgyis azzal foglalkozik, hogy mi nem jó benne, mit lehetne javítani még... Nekem a cnc az elsődleges, ezért tőlem aztán az se érdekel ha mókusok számolják az encoder impulzusokat a fekete dobozban, csak működjön megbízhatóan... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 21:53
Írta: bmejdz9nu Dátum 2008 január 29, 21:53
Na és miért nem?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 21:53
Írta: bmejdz9nu Dátum 2008 január 29, 21:53
igen...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 21:56
Írta: bmejdz9nu Dátum 2008 január 29, 21:56
Olvass bele a német fórumba... és gondolj bele abba, hogy minden más nincs... :) akkor? pörög a motor! Hurrá! :) 1 sör, és Made in Germany.(?)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 21:58
Írta: bmejdz9nu Dátum 2008 január 29, 21:58
Az is örömteli, hogy itt vagy... :) a szervótopikba...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 22:00
Írta: dg8n4i8x Dátum 2008 január 29, 22:00
Köszi! Pedig én nem akartam... De magával ragadott a téma... Ez rosszabb mint az influenza... :) Szervó topik? Lassan csevegő... :)
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 22:02
Írta: dg8n4i8x Dátum 2008 január 29, 22:02
Meg amúgy mit csináljon az ember betegállományban itthon hosszú hetekig... A műhelytől úgy is el vagyok tiltva... :( Marad a net meg a fórum :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 22:09
Írta: HJózsi Dátum 2008 január 29, 22:09
:) Köszi a segítséget, igazatok volt !!! A guargumis gyanta kellett a fetek lábaira... [#eplus2][#mf2] de ha a szomszéd nem segít a quantumgyorsítójával jelalkot regenerálni akkor még az sem lett volna elég ... A bagoly is szereti, ha katonásan megkapja ami kell neki ...[#eplus2][#idiota][#wow2][#wow2]
Alul gate felül kimenet :

http://cnctar.hobbycnc.hu/HJozsi/UHU/UHU_131.JPG
Sólyomszem rájönne ... ezét csak ennyi kép... [#hawaii]
Na a motort eztán lesz ráakasztva, a 100-as izzó 60V-al inkább peltier efffekt ...
Eztán csak privátba ...
Alul gate felül kimenet :
http://cnctar.hobbycnc.hu/HJozsi/UHU/UHU_131.JPG
Sólyomszem rájönne ... ezét csak ennyi kép... [#hawaii]
Na a motort eztán lesz ráakasztva, a 100-as izzó 60V-al inkább peltier efffekt ...
Eztán csak privátba ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 22:10
Írta: HJózsi Dátum 2008 január 29, 22:10

Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 22:13
Írta: HJózsi Dátum 2008 január 29, 22:13
Te jó ég! Két oldalt teleírtatok mióta lementem baglyot zsibbasztani ... [#csodalk]
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 22:13
Írta: dg8n4i8x Dátum 2008 január 29, 22:13
A mester visszatért! :) Szóval megvan a megoldás? remélem nem volt igazuk azoknak akik leszólták... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 22:15
Írta: HJózsi Dátum 2008 január 29, 22:15
Nem én, ez most nem szabadonválasztott, és náluk esélyes a sokszög esztergálási megoldásod! ... És nem is lesz nehéz, mert kicsik az átmérők, 1 - 3 mm átm ... (!) ;) Csak menjen az alap ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 22:16
Írta: HJózsi Dátum 2008 január 29, 22:16
De, csak nekik volt! .... ÉrTEEEEEEEEd ! ;)...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 22:17
Írta: 000000000 Dátum 2008 január 29, 22:17
Szia Tatai!
Milyen teljesítményűre tervezted a vezérlődet?
Milyen teljesítményűre tervezted a vezérlődet?
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 29, 22:19
Írta: dg8n4i8x Dátum 2008 január 29, 22:19
A kondik jelentették a megoldást? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 22:25
Írta: bmejdz9nu Dátum 2008 január 29, 22:25
A szokásos történet és mindenki "drukkolt" neked... :), hogy repüljön a bagoly... :)... Nagymotorral... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 22:25
Írta: 000000000 Dátum 2008 január 29, 22:25
Ez csak a servo moci.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 22:26
Írta: HJózsi Dátum 2008 január 29, 22:26
Már írtam, indiai guargumis gyanta ... [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 22:28
Írta: 000000000 Dátum 2008 január 29, 22:28
Házilag Te tudnál olyan pici nyákot csinálni?Ha meglenne a kapcsolási rajz, nagyobb méretben biztos el lehetne készíteni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 22:30
Írta: 000000000 Dátum 2008 január 29, 22:30
Kíváncsi leszek.Ha rossz, felteszem Svejk encoderét.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 22:30
Írta: bmejdz9nu Dátum 2008 január 29, 22:30
Jesszus...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 29, 22:32
Írta: 000000000 Dátum 2008 január 29, 22:32
Péter!
Birtokodban van a G320 kapcs. rajza? Enélkül szerintem nem megy.
Birtokodban van a G320 kapcs. rajza? Enélkül szerintem nem megy.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 29, 22:33
Írta: bmejdz9nu Dátum 2008 január 29, 22:33
Nem rossz (gondolom), csak az encoder felbontásának állítása... nem megoldás mindenre...
Persze ez egy elég új(szerű) dolog... még ezt sem próbáltam :) pedíg filóztam rajta, hogy rendelek belőle...
Persze ez egy elég új(szerű) dolog... még ezt sem próbáltam :) pedíg filóztam rajta, hogy rendelek belőle...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 29, 22:36
Írta: svejk Dátum 2008 január 29, 22:36
Ja értem. csak a méret számít :)
Azt hittem megtaláltad azt az alkatrészt(eket?) ami miatt a ferdeszeműek is csak silány másolatot csináltak.
Azt hittem megtaláltad azt az alkatrészt(eket?) ami miatt a ferdeszeműek is csak silány másolatot csináltak.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 29, 22:42
Írta: HJózsi Dátum 2008 január 29, 22:42
Gratula! Na végre egy e240 amit nem én linkelek be! :)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 január 29, 23:30
Írta: e3h0cv4ph Dátum 2008 január 29, 23:30
Néhányszor száz watt. kb. (pontos adatot majd ha tesztelgettem akkor mondhatok)
A végfok IRF530 -al megy, az 100V 14A (békeidőben). de ezt a két adatot ne szorozd össze, mert nem illik max-on járatni a FET-eket.
A végfok IRF530 -al megy, az 100V 14A (békeidőben). de ezt a két adatot ne szorozd össze, mert nem illik max-on járatni a FET-eket.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 30, 06:13
Írta: x4rhew5r3 Dátum 2008 január 30, 06:13
Baba! (Részemről vége az off csevejnek).
Csak még egy (ez nem Józsinak).
Akik tudnák a hüllőt másolni, azon nem akarják.
Csak még egy (ez nem Józsinak).
Akik tudnák a hüllőt másolni, azon nem akarják.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 30, 06:14
Írta: x4rhew5r3 Dátum 2008 január 30, 06:14
azon == azok
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 30, 08:33
Írta: svejk Dátum 2008 január 30, 08:33
Nagyon helyes! Nem is lenne szép dolog..
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 január 30, 08:37
Írta: D.Laci Dátum 2008 január 30, 08:37
Köszönöm a megtiszteltetést! De én csak egy nyugdijas közponi fűtés és csőhálozat szerelő vagyok.
Az érdem Svejket illeti!!!
Én csak tesztelő vagyok....
Az érdem Svejket illeti!!!
Én csak tesztelő vagyok....
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 január 30, 08:40
Írta: D.Laci Dátum 2008 január 30, 08:40
Gratulálok!!!
Irjál rola bövebben csinálj tesztet , videot a népnek!
IC-foglalat... ne agodj én még az IC foglalatnak is teszek foglalatot...
Irjál rola bövebben csinálj tesztet , videot a népnek!
IC-foglalat... ne agodj én még az IC foglalatnak is teszek foglalatot...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 január 30, 08:42
Írta: D.Laci Dátum 2008 január 30, 08:42
Vagy csak válogatós és nem szereti a szürke egeret, csak a fehéret... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 09:33
Írta: bmejdz9nu Dátum 2008 január 30, 09:33
Nekem 6 db G340-em van és 3db G320-am... jelenleg...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 30, 13:44
Írta: HJózsi Dátum 2008 január 30, 13:44
Na ezzel le is blokkoltad a topikot... [#nyes]
(Mindenki diffegyenletet old meg ...)
Segítek : 6 + 3 = 9 hüllő ...
Folytatódhat a topik! [#nyes][#nyes][#nyes]
(Mindenki diffegyenletet old meg ...)
Segítek : 6 + 3 = 9 hüllő ...
Folytatódhat a topik! [#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 30, 13:45
Írta: HJózsi Dátum 2008 január 30, 13:45
A fehéret a nagyobbak, de számít a körömlakk rajtuk .. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 14:01
Írta: bmejdz9nu Dátum 2008 január 30, 14:01
"Egyesek" azt hiszik, hogy az oroszoktól vetttem Gecko "SERVICE MANUAL"-t... [#smile] Mehet tovább a topik... :)
Mire megyünk... mert minden érdekel... Ettől függetlenül, hogy van belőle elegendőm (egyenlőre :)!
Mire megyünk... mert minden érdekel... Ettől függetlenül, hogy van belőle elegendőm (egyenlőre :)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 15:18
Írta: bmejdz9nu Dátum 2008 január 30, 15:18
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 30, 18:18
Írta: HJózsi Dátum 2008 január 30, 18:18
Hogy kerültél az alkímia em bugyrába, a szigoruan titkos kotkotkom információk tárházába? Nem félsz, hogy eztán mindenki high power servo végfokot fog gyártani 100-as napi szériában + 1001 féle hungarian kontroller lesz az eBayon???
[#hawaii]
De igazad van, be kell indítani a ki tud nagyobbat meghajtani versenyt ... Még hasznod is lehet belóle... [#kacsint]
[#hawaii]
De igazad van, be kell indítani a ki tud nagyobbat meghajtani versenyt ... Még hasznod is lehet belóle... [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 30, 18:25
Írta: HJózsi Dátum 2008 január 30, 18:25
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 30, 18:26
Írta: HJózsi Dátum 2008 január 30, 18:26
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 18:49
Írta: bmejdz9nu Dátum 2008 január 30, 18:49
Ezek is "csak mikrocontrolleres" vezérlők... Azaz lusta volt forrasztani a "szervógyáros" ... :) és még pofátlanul drágák is...
De kell egy "szervógyár" Ausztráliának is... végül is elég nagy ország hozzá...:) azaz nagy piac.
De tényleg... tartsunk majd versenyt... ki bír nagyobbat hajtani... [#smile] Ez vinné előre a dolgokat...
De kell egy "szervógyár" Ausztráliának is... végül is elég nagy ország hozzá...:) azaz nagy piac.
De tényleg... tartsunk majd versenyt... ki bír nagyobbat hajtani... [#smile] Ez vinné előre a dolgokat...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 30, 19:27
Írta: 000000000 Dátum 2008 január 30, 19:27
Szvasztok!
Értem a célzást Józsi, én nem mondtam hogy bármi is titkos lenne csupán, hogy nem asszisztálok a dologhoz. A múltkori esetből okulva ezen a fórumon ha lehet, kerülöm a segítségnyújtás minden formáját, nehogy valakinek az érdekeit megsértsem. [#sniffles]
Tudom, hogy nélkülem is megoldjátok, ez nem téma.[#hehe]
Értem a célzást Józsi, én nem mondtam hogy bármi is titkos lenne csupán, hogy nem asszisztálok a dologhoz. A múltkori esetből okulva ezen a fórumon ha lehet, kerülöm a segítségnyújtás minden formáját, nehogy valakinek az érdekeit megsértsem. [#sniffles]
Tudom, hogy nélkülem is megoldjátok, ez nem téma.[#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 19:42
Írta: bmejdz9nu Dátum 2008 január 30, 19:42
Most viccelsz? "kerülöm a segítségnyújtás minden formáját, nehogy valakinek az érdekeit megsértsem"...
Látod, hogy tanakodunk...pl. most azon hogyan lehet pl. egy FET-et "szépen és szabályosan" meghajtani...
Akinek az érdekit sérti az úgysem szól hozzá...
Látod, hogy tanakodunk...pl. most azon hogyan lehet pl. egy FET-et "szépen és szabályosan" meghajtani...
Akinek az érdekit sérti az úgysem szól hozzá...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 30, 19:49
Írta: svejk Dátum 2008 január 30, 19:49
" kerülöm a segítségnyújtás minden formáját"
Érdekes kijelentés...nemigen egyeztethető a fórum szellemével.
Akkor mi a célod?
Gondolom nem a tanulás, mert Te az eddigi hozzászólasaid alapján teljesen profi vagy.
Érdekes kijelentés...nemigen egyeztethető a fórum szellemével.
Akkor mi a célod?
Gondolom nem a tanulás, mert Te az eddigi hozzászólasaid alapján teljesen profi vagy.
Cím: Re:DC szervó motoros vezérlés
Írta: 7vpav5d32 Dátum 2008 január 30, 20:00
Írta: 7vpav5d32 Dátum 2008 január 30, 20:00
szegény István nem is tudta, hogy kigyót elenget a keblén [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 20:11
Írta: bmejdz9nu Dátum 2008 január 30, 20:11
A Dead Time-ról beszélsz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 30, 20:12
Írta: 000000000 Dátum 2008 január 30, 20:12
Svejknek:
Itt már nincs célom, ez kiderült fél éve, a tanulságot akkor leszűrtem.
Igen szakmámban profinak érzem magam, mégha ez nagyképűen is hangzik, de mindenki tanul mint a jó pap..
Varsányi Úrnak:
Csak azért szóltam hozzá eredetileg ehhez a témához, hogy Tibornak gratuláljak. Aztán láttam a további topic fejleményeket és elkezdtem irogatni megfeletkezve róla, hogy ezen a fórumon ezt nem szabad, ez számomra kiderült kb.fél éve. Szóval elragadtattam magamat, de most elkussolok újra pár hónapra.
Addig is üdv. mindenkinek és jó munkát és hobbyt![#vigyor5]
Itt már nincs célom, ez kiderült fél éve, a tanulságot akkor leszűrtem.
Igen szakmámban profinak érzem magam, mégha ez nagyképűen is hangzik, de mindenki tanul mint a jó pap..
Varsányi Úrnak:
Csak azért szóltam hozzá eredetileg ehhez a témához, hogy Tibornak gratuláljak. Aztán láttam a további topic fejleményeket és elkezdtem irogatni megfeletkezve róla, hogy ezen a fórumon ezt nem szabad, ez számomra kiderült kb.fél éve. Szóval elragadtattam magamat, de most elkussolok újra pár hónapra.
Addig is üdv. mindenkinek és jó munkát és hobbyt![#vigyor5]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 30, 20:16
Írta: svejk Dátum 2008 január 30, 20:16
Ámen, úgy legyen. :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 30, 20:17
Írta: svejk Dátum 2008 január 30, 20:17
Ámen.. Úgy legyen :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 20:23
Írta: bmejdz9nu Dátum 2008 január 30, 20:23
Belecsaptál a lecsóba fél éve? Megírtad, hogyan kell szervót csinálni... akkor valamiről lemaradtam...
Pedíg figyelek...De igazad van ha tudsz valamit el ne áruld! Mert ez olyan mint a hazaárulás... azaz egy igaz magyar nem játszik csapatjátékot...
Ha zseni akkor úgyis egyedül összehoz egy űrhajót is ... persze erre még nem volt példa... de minden lehetséges!
Hallotad, hogy a Toyotánál egy ember tervezi az összes motort? :) Nálunk meg egy ember tervezi a kalocsai paprika csomagolását...
Pedíg figyelek...De igazad van ha tudsz valamit el ne áruld! Mert ez olyan mint a hazaárulás... azaz egy igaz magyar nem játszik csapatjátékot...
Ha zseni akkor úgyis egyedül összehoz egy űrhajót is ... persze erre még nem volt példa... de minden lehetséges!
Hallotad, hogy a Toyotánál egy ember tervezi az összes motort? :) Nálunk meg egy ember tervezi a kalocsai paprika csomagolását...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 30, 20:38
Írta: dg8n4i8x Dátum 2008 január 30, 20:38
Nem úgy van!
azaz egy igaz magyar nem játszik csapatjátékot itthon...
Így teljes a mondat :)))
azaz egy igaz magyar nem játszik csapatjátékot itthon...
Így teljes a mondat :)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 20:43
Írta: bmejdz9nu Dátum 2008 január 30, 20:43
Most ez mindegy... pontosítok: marad minden úgy ahogy van. (azaz frankón. :) Hogy odáát... csapatban játszik a magyar... mit tehetne mást?
Felveszi a helyi szokásokat... vagy jön haza...:)
Helybetopi... helybenjárás... persze közben feltaláljuk a spanyolviaszt hetente... és persze olyan dolgogat amik valójában semmit nem érnek...
Na de ez a hobby...
Felveszi a helyi szokásokat... vagy jön haza...:)
Helybetopi... helybenjárás... persze közben feltaláljuk a spanyolviaszt hetente... és persze olyan dolgogat amik valójában semmit nem érnek...
Na de ez a hobby...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 30, 20:51
Írta: x4rhew5r3 Dátum 2008 január 30, 20:51
Péter, itt most másról van szó, ha az első indulatok után mégegyszer átgondolod...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 21:14
Írta: bmejdz9nu Dátum 2008 január 30, 21:14
Igazad van... ne csináljunk csevegőt a Szervó Topikból.. :) Hátha történik valami szakmai...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 30, 21:20
Írta: HJózsi Dátum 2008 január 30, 21:20
Szerintem lehet jó mind a kettő... de amit egy mai mikrogépbe beletesznek elő hardware-programozottan, azt bűn nem kihasználni. István is a legkorszerűbbek közül használ, míg a bagoly egy régebbi tipust. Az újakkal sokkal több kényelmi, biztonsági és korrekt vezérlési kérdésre lehet figyelni. A bagoly, az eredeti, pl nem figyeli az enkoder csatlakoztatást, ha jön a step jel és az encoder nincs rajta vagy szakadt, már küldi is a vezérlést a végfoknak, míg be nem telik a hibabuffer. Na most ha ez a max 5000-re van állítva ... Persze egy egyszerű charge-pump kiegészítésel a stop bemenetre megoldható... igazi hobbi, csináld magad vezérlő ( ezzel tökölsz nem a megmunkálással ... [#vigyor3]) Alkatrész + megépítés, simán ott vagy mint a Profi2S, vagyis ha a motorod nem lóg ki a speckóból érdemesebb a készet. Ha nagyobb az áram, 20A-ig a hüllő). Ha a fesz is megy az áram is nagyobb és van időd, lehet baglyászni, többeknek sikerült, csak szanaszéjjel van az infó, vagy lehet át méretezni, mérni, zavarszűrni.
A vaslogika tipusú vezérlők is jók, nem felejt el semmit és nem is emlékszik semmire, kivéve a potméter állást... és az elég is. Csak gyíkot jó lenne felhízlalni krokodillá ...[#papakacsint] az orosz oldalon nincs valami "Krakagyil" projekt?
A következő szint meg már túlmutat ezeken ... önkonfiguráló szervóvezérlő, nem is DC nem is mondom ... és már öttalálat sem kell hozzá...
A vaslogika tipusú vezérlők is jók, nem felejt el semmit és nem is emlékszik semmire, kivéve a potméter állást... és az elég is. Csak gyíkot jó lenne felhízlalni krokodillá ...[#papakacsint] az orosz oldalon nincs valami "Krakagyil" projekt?
A következő szint meg már túlmutat ezeken ... önkonfiguráló szervóvezérlő, nem is DC nem is mondom ... és már öttalálat sem kell hozzá...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 21:33
Írta: bmejdz9nu Dátum 2008 január 30, 21:33
Gondolod ahogy a kocsikat tuningolják, úgy lehetne a gyikot is krokodillá :) nem rossz ötlet... veszek "kutyakaját"...
AutoTuning Setup: Próbáltál már ilyet? Jósnőhöz is jársz? :)
Én a potikat szeretem... semmi "hokuszpókusz" csak tekerem... esetleg filc-el bejelölöm... maga a tökély pedíg ez nem mai találmány :)
Vezérlőt csinálgatni csak egy géphez pl. 3db-ot... ahhoz mazoalistának kell lenni... hacsak nem olyat akarsz ami nincs... azaz különc vagy... :)
Az oroszok... hát igen... berágtak rájuk "GyikLandban"... Majd a G380-as vezérlő... aztán többet nem lesz gondjuk... :)
AutoTuning Setup: Próbáltál már ilyet? Jósnőhöz is jársz? :)
Én a potikat szeretem... semmi "hokuszpókusz" csak tekerem... esetleg filc-el bejelölöm... maga a tökély pedíg ez nem mai találmány :)
Vezérlőt csinálgatni csak egy géphez pl. 3db-ot... ahhoz mazoalistának kell lenni... hacsak nem olyat akarsz ami nincs... azaz különc vagy... :)
Az oroszok... hát igen... berágtak rájuk "GyikLandban"... Majd a G380-as vezérlő... aztán többet nem lesz gondjuk... :)
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 január 30, 21:42
Írta: dg8n4i8x Dátum 2008 január 30, 21:42
Milyen orosz vezérlő??? Lemaradtam valamiről?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 30, 21:45
Írta: HJózsi Dátum 2008 január 30, 21:45
Betévedtem az oroszokhoz, ők is baglyoznak, melyik alkatrész hány evro és hol, itt ott igbt ... na elég nekem az angol meg a német..., a spanyol is jó lenne... Habana ugye, nekik is a jég hátán kell megélniük ( mojito ...[#hawaii]) de non hablar ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 21:48
Írta: bmejdz9nu Dátum 2008 január 30, 21:48
UlI azt írta a német fórumon (peters ecke), hogy még (direktbe) egyetlen IC-t sem adott el az oroszoknak...?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 21:49
Írta: bmejdz9nu Dátum 2008 január 30, 21:49
Az oroszok mindenből csak egyet vesznek... Ott van csapatmunka :) (persze kínában sincs ez másként :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 30, 22:20
Írta: HJózsi Dátum 2008 január 30, 22:20
Biztos leprogramozzák... abban (is) jók ... Irfan indiában most 7végén teszteli a highpower modifikációt, ö (ők Kreutz-al) szintén saját v. részben saját frimware-t írtak... ja és kiegészítették néhány extrával a kapcsolást is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 30, 22:25
Írta: bmejdz9nu Dátum 2008 január 30, 22:25
Mert az India-i még nem próbálta nagy fet-ekkel?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 31, 00:36
Írta: HJózsi Dátum 2008 január 31, 00:36
Ez egy másik nyákterv, két ferritgyűrü is van rajta ... + további okosságokat tettek hozzá... A nyák pdf régóta hozzáférhető, de rajzot-kittet
csak ha összelőtték a nagymotorral.
csak ha összelőtték a nagymotorral.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 31, 00:43
Írta: HJózsi Dátum 2008 január 31, 00:43
A héten 35V-on tesztelte video
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 31, 00:58
Írta: HJózsi Dátum 2008 január 31, 00:58
A kínai DIY oldal ...DIY CNC
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 31, 08:37
Írta: bmejdz9nu Dátum 2008 január 31, 08:37
Hát ez nagyon jó... főleg a háttér hangok... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 31, 08:53
Írta: bmejdz9nu Dátum 2008 január 31, 08:53
Babelfish.altavista.com::::::::: Ezzel a kis "segédprogival" le is tudod fordítani a kínai oldalakat...
Előbb utóbb majd bele is pofázunk a fórumukba... :) Persze kínaiul.. :)
Előbb utóbb majd bele is pofázunk a fórumukba... :) Persze kínaiul.. :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 31, 08:56
Írta: svejk Dátum 2008 január 31, 08:56
Ennyi erővel rám is halgathatnátok..:)
Ez kipakolta a paplanra a cnc vezérlést?
Az én garázsom sem rókasz@r, de legalább a kölök nem ordít a fülembe :)
Ez kipakolta a paplanra a cnc vezérlést?
Az én garázsom sem rókasz@r, de legalább a kölök nem ordít a fülembe :)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 január 31, 09:21
Írta: D.Laci Dátum 2008 január 31, 09:21
Kinai- magyart nemtudja??? :(
Az MS Office 2003-tol felfele beépitetforditó progik vannak. Igaz alapol magyart az se tudja de legalább vehetsz hozzá....
Az MS Office 2003-tol felfele beépitetforditó progik vannak. Igaz alapol magyart az se tudja de legalább vehetsz hozzá....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 31, 09:27
Írta: bmejdz9nu Dátum 2008 január 31, 09:27
Ha sokat használod elmehetsz kínai-angol tolmácsnak ... Ehhez nem is kell a magyar :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 január 31, 17:33
Írta: Kristály Árpád Dátum 2008 január 31, 17:33
Hallihó Svejk!
Pedig ebből a gyemekből CNC lesz.....
Annak idején milyen sokat adtam volna érte ha a fiam ott sertepertélt volna...berohant a műhelybe.....szia papa....
Na ma is itt tartunk!!!![#puszi]
Pedig ebből a gyemekből CNC lesz.....
Annak idején milyen sokat adtam volna érte ha a fiam ott sertepertélt volna...berohant a műhelybe.....szia papa....
Na ma is itt tartunk!!!![#puszi]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 31, 18:31
Írta: 000000000 Dátum 2008 január 31, 18:31
Ha ilyen rossz a véleményed, akkor miért vagy még itt?[#ravasz1]
Így is túl sokan használják "ingyen reklámra" a fórumot...
Így is túl sokan használják "ingyen reklámra" a fórumot...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 31, 18:42
Írta: x4rhew5r3 Dátum 2008 január 31, 18:42
EC240-esek! Ma küldtem el gyártásra az enkóder szimmetrikus jeltovábbítás illesztő paneljeit. Az én kártyámon eleve szimmetrikus a bemenet, ezért nekem csak az adó kell, de had legyen komplett, a vevőt is megcsináltam. Vezetéknek RJ45-ös csatlakozóval UTP kábelt lehet használni (kapható csavart érpáros is). A panelt szerelés után egy zsugorcsőbe rakom.


Önköltséges (nem üzleti vállalkozás)!
Önköltséges (nem üzleti vállalkozás)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 31, 18:45
Írta: 000000000 Dátum 2008 január 31, 18:45
Egy kérdés:
Az R1, R2 és R3 néhol ellenjavalt megoldás (sokat nézegettem más rajzokat), de ezeken én is filóztam sokat (növeli ugye az áramhúrkot és így a zavarvédelmet).
Végül is akkor most ezek használata javallott, vagy sem? Mekkora értékű?
Az R1, R2 és R3 néhol ellenjavalt megoldás (sokat nézegettem más rajzokat), de ezeken én is filóztam sokat (növeli ugye az áramhúrkot és így a zavarvédelmet).
Végül is akkor most ezek használata javallott, vagy sem? Mekkora értékű?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 31, 18:51
Írta: x4rhew5r3 Dátum 2008 január 31, 18:51
Én láttam mindkét végén 270ohmos lezárással is, meg üresen is. Sajnos sehol nem írták, hogy milyen átviteli kábelt alkalmaztak. Majd szerelés után megnézem, hogy az utp kábellel milyen reflexiók vannak, és annak megfelelően teszek, vagy nem teszek lezárást.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 január 31, 18:54
Írta: 000000000 Dátum 2008 január 31, 18:54
Az tünik a legjobb megoldásnak és nagyon érdekel a tapasztalatod! Köszi az infót!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 31, 19:15
Írta: bmejdz9nu Dátum 2008 január 31, 19:15
irok egy kis hüleséget... ahogy szoktam...:)
Ha az encoder jelét (pl. vezérlő bemenetén) optócsatolóval fogadjuk... az "kvázi" szimmetrikusnak is tekinthető ...(???)
Ez alkalmazható egy HEDS encoder esetén is aminek nincs (is) invertált kimenet párosa... és persze külön táp az encodernek...
Ha az encoder jelét (pl. vezérlő bemenetén) optócsatolóval fogadjuk... az "kvázi" szimmetrikusnak is tekinthető ...(???)
Ez alkalmazható egy HEDS encoder esetén is aminek nincs (is) invertált kimenet párosa... és persze külön táp az encodernek...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 31, 19:31
Írta: x4rhew5r3 Dátum 2008 január 31, 19:31
Röviden nem. Attól az még aszimmertikus marad, mert a szimmetrikus meghajtás lényege, hogy az aszimmetrikus zavarokat, az un. közös módusú elnyomás kiejti. De! És itt jön a bonyodalom. A sztatikus zavarokra lenne valami jótékony hatása, de a mágneses zavarokra ugyan úgy érzékeny maradna. Márpedig itt azok vannak. Nem beszélve az árakról, gyors opto kell, az meg nem olcsó. Egyszóval nem érdemes.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 január 31, 19:56
Írta: bmejdz9nu Dátum 2008 január 31, 19:56
De azért van ilyen opto HCPL-2300... nem is olyan drága... (kb. 100F/db volt? már nem emlékszem...:)
Én csak arra gondoltam van a "kör" egyik felén egy fotoranzisztor (ugyebár az encoderben) aztán a drót... és a másik felén az optó...
Arra gondoltam, hogy ez már szimmetrikus mert ha minkét vezetékre rákerül a zavarjel... az "kinullázza" magát a másik felén azaz az opto ledjén...
pl. a HEDS optók csak 5mA-t tudnak... persze talán meg lehetne mindjárt a "kezdetek kezdetén" egy tranyóval erősíteni...
... de pl. a HCPL-2300-as optó már 1,6mA-ról nyit...(ez elég érzékeny és elég gyors...)
Én igazából ehhez nem értek, csak a hangtechnikában használtam akkoriban szimmetrikus rendszereket ... csak ott egy trafó vagy két bementű műveleti erősítő (+/-) volt a bemenet... Az elv hasonló csak itt az opto led-je a "trafó" ... :)
Én csak arra gondoltam van a "kör" egyik felén egy fotoranzisztor (ugyebár az encoderben) aztán a drót... és a másik felén az optó...
Arra gondoltam, hogy ez már szimmetrikus mert ha minkét vezetékre rákerül a zavarjel... az "kinullázza" magát a másik felén azaz az opto ledjén...
pl. a HEDS optók csak 5mA-t tudnak... persze talán meg lehetne mindjárt a "kezdetek kezdetén" egy tranyóval erősíteni...
... de pl. a HCPL-2300-as optó már 1,6mA-ról nyit...(ez elég érzékeny és elég gyors...)
Én igazából ehhez nem értek, csak a hangtechnikában használtam akkoriban szimmetrikus rendszereket ... csak ott egy trafó vagy két bementű műveleti erősítő (+/-) volt a bemenet... Az elv hasonló csak itt az opto led-je a "trafó" ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 január 31, 20:47
Írta: crgs7u9wg Dátum 2008 január 31, 20:47
alapvetoen aramhurkos megoldasban kell gondolkozni, ha lehet! hosszu vezetekek eseteben, ez azt jelenti, hogy a fogado oldalon az adatvezetek fel van huzva es az ado oldalon, ha kell, ez a felhuzas lehuzodik, ezt a fogado oldal erzekeli, erdemes a foldet es az adatvezeteket egymas mellett kuldeni, egy ilyen rendszert semmifele kulso hatas nem zavarja, termeszetesen jozan hatarok kozott! es kifele sem zavar az adatforgalom...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 január 31, 21:06
Írta: svejk Dátum 2008 január 31, 21:06
A Rutex soros RC tagot (100 Ohm és talán 100nF?)használ plusz paralel egy párszor 10 pF.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 január 31, 21:11
Írta: x4rhew5r3 Dátum 2008 január 31, 21:11
Ez érdekes, ha tesztelem, majd ezt is kipróbálom. Köszi...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 31, 22:12
Írta: HJózsi Dátum 2008 január 31, 22:12
Tegnap láttam valahol, hogy optikai kábellel viszik az encoder jelet, erre célzol? Nem volt olcsó ha jól emlékszem ezért nem is mentettem el...
A fényt meg s csőben csak a csípőfogó zavarja, de azt meg nem engedjük oda ... [#buck]
A fényt meg s csőben csak a csípőfogó zavarja, de azt meg nem engedjük oda ... [#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 január 31, 22:29
Írta: HJózsi Dátum 2008 január 31, 22:29
Rossz hírem van, azaz jó ... [#nyes] Indulhat a verseny, én 1kW-al megteszem a tétemet! ... [#wink] ... Tekertetek új toroidot, mert a 136V kevés ...
A Bagoly zavarban volt, de már nem!!! Indul vadászni gyíkokra és egyéb rágcsálókra...
No reset, No setup vesztés, No zagyvaság, betonstabil... a nagymotorral...
Most jó lenne a motor jelleggörbéjét felvenni, hogy tudjam mi várható el tőle ...
A Bagoly zavarban volt, de már nem!!! Indul vadászni gyíkokra és egyéb rágcsálókra...
No reset, No setup vesztés, No zagyvaság, betonstabil... a nagymotorral...
Most jó lenne a motor jelleggörbéjét felvenni, hogy tudjam mi várható el tőle ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 01, 07:56
Írta: bmejdz9nu Dátum 2008 február 01, 07:56
RUTEX R990H High Speed DC Servo Motor Drive 100V/20A - Ebay.de-n...
Ezt is figyelem már "régóta" itt vannak európában a Rutex vezérlők... nem bírja eladni őket... már nem először tette fel...
Talán drága? Talán nem ismerik? Talán rosz hire van? ...
Egy Gecko-t még nem láttam "megszáradni" az Ebay-on :)... Sőt mindíg szinte listárra verték fel az árát ...
Érdekes ez az egész... nem értem...:) Pedíg még van neki több is... mert az eladó CNC profi lehet... "Registered as a business seller"... és a feedbackjei...
Ezt is írja: "wenn Sie diese Drives jetzt beim Hersteller bestellen, kosten sie beide zusammen 592,00 USD"... Tehát nála olcsóbb mint a gyártónál...
Áfás számla is "széria felszerelés"... azaz jár hozzá... :) Sőt PayPal-t is elfogad... (Ez ugyebár egy német eladónál extra szolgáltatás :)

Ezt is figyelem már "régóta" itt vannak európában a Rutex vezérlők... nem bírja eladni őket... már nem először tette fel...
Talán drága? Talán nem ismerik? Talán rosz hire van? ...
Egy Gecko-t még nem láttam "megszáradni" az Ebay-on :)... Sőt mindíg szinte listárra verték fel az árát ...
Érdekes ez az egész... nem értem...:) Pedíg még van neki több is... mert az eladó CNC profi lehet... "Registered as a business seller"... és a feedbackjei...
Ezt is írja: "wenn Sie diese Drives jetzt beim Hersteller bestellen, kosten sie beide zusammen 592,00 USD"... Tehát nála olcsóbb mint a gyártónál...
Áfás számla is "széria felszerelés"... azaz jár hozzá... :) Sőt PayPal-t is elfogad... (Ez ugyebár egy német eladónál extra szolgáltatás :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 01, 09:52
Írta: HJózsi Dátum 2008 február 01, 09:52
Berakta 'BuyitNow' kevesebb mint fele áron ... Persze, elkészült a high power bagoly 150-ért kittben, 200-ért bemérve... ( senki ne értse félre, nem nálam, CNCZONE...)[#vigyor1]
(A Fórum2-n tök jó ikonok vannak, pl csirkekergetés lepkefogóval ...)
(A Fórum2-n tök jó ikonok vannak, pl csirkekergetés lepkefogóval ...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 01, 11:07
Írta: bmejdz9nu Dátum 2008 február 01, 11:07
200 Rupia Indiából bemérve egy nagybagoly? Mekora a bagoly? Mit adatokat "hiresztelnek" róla? Ki is próbálták az "adatokat" vagy csak kiszámolták...:)
Mennyi most egy rupia? :)
Mennyi most egy rupia? :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 01, 11:19
Írta: HJózsi Dátum 2008 február 01, 11:19
2kW ... minden opto rajta, meg RF ... fetmeghajtás kifényezve... diff enc is... A fast limit 2,2 szer nagyonn a continous limitnél...
1Rupia most durván 175 Petymeg... Remélem még a 7végén kerül fel video...
1Rupia most durván 175 Petymeg... Remélem még a 7végén kerül fel video...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 01, 11:20
Írta: HJózsi Dátum 2008 február 01, 11:20
nagyobb...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 február 01, 11:29
Írta: dg8n4i8x Dátum 2008 február 01, 11:29
Az már vérbagoly :) 
Itt is vannak jó ikonok...
Itt is vannak jó ikonok...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 február 01, 11:31
Írta: dg8n4i8x Dátum 2008 február 01, 11:31
Én tegnap eltoltam a vasalós nyákot... Marad a gravírozás azthiszem!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 01, 11:50
Írta: bmejdz9nu Dátum 2008 február 01, 11:50
RF = Radio Frequency? Minden opto rajta, erről írhatnál többet, hol mennyi!
A fetmeghajtás "krómozott" :) lemezre került attól lett fényes?
Mennyi a folymatos áram? Ha csúcs 2,2x? ...
Ha már ilyen drága a rúpia... ezt az összeget ők fizetik a betatesztelőkenek vagy fordítva... [#nevetes1]
A fetmeghajtás "krómozott" :) lemezre került attól lett fényes?
Mennyi a folymatos áram? Ha csúcs 2,2x? ...
Ha már ilyen drága a rúpia... ezt az összeget ők fizetik a betatesztelőkenek vagy fordítva... [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 01, 12:00
Írta: HJózsi Dátum 2008 február 01, 12:00
21844-es krómnikkel polírozás ... Drága, ez Zsiguli ár fölött van... igen, lehet, hogy ők fizetik, bár nyár óta a gatyájukat is ráköltöték a giganto-bagolyra ...[#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 01, 12:44
Írta: HJózsi Dátum 2008 február 01, 12:44

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 01, 13:01
Írta: bmejdz9nu Dátum 2008 február 01, 13:01
A sima sem egy olcsó darab... de ez a legdrágább és talán a legjobb...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 01, 20:45
Írta: bmejdz9nu Dátum 2008 február 01, 20:45
Miért van azaz "örült" mennyiségű kondi kapacitás "felhalmozás" az UHU-ban (tápbemeneten 2x1000uF)???
Átnéztem "mások" mekkorát használnak 200V/40A-es vezérlőkben: Finn: 270uF, Rutex: 270uF, CD 220uF stb...
20A Gecko G320 = 100uF... stb... mi erre a magyarázat?
Átnéztem "mások" mekkorát használnak 200V/40A-es vezérlőkben: Finn: 270uF, Rutex: 270uF, CD 220uF stb...
20A Gecko G320 = 100uF... stb... mi erre a magyarázat?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 01:07
Írta: HJózsi Dátum 2008 február 02, 01:07
Ez a bagoly egyik titka ... mint a hörcsög betáraz a töltésekből és irtó rövid úton tolja rá a fetekre ill a motorra... ( csak persze nem mindegy a fetmeghajtás ... Kis fet kis meghajtás nagy fet nagy meghajtás ... mint ahogy a három pók három óra alatt... találós kérdésben van ...[#nyes] ) noch da zu egy egész tálca kondit kap a toroid is 1000uF/A- el számolva... Nálam működik, 127V DC-ről járatva a kis 1kW-os mocit 2500-es fordulaton ( asztalosszorítóval rögzítve ) az 5cm átmérőjü tengelynek egy polifoam darabot nyomva nem tudtam lassítani, a hibajel szemre nem változott, és pillanatok alatt megkajálta a habot ... szóval kellő tisztelettel a füleshez, meg az EVIG mocihoz... Tibornak igaza volt, nem egy rossz motor ez. Tartásban nagyon kicsi áramot vesz fel (talán 100-200mA), gondolom ennek így is kell lennie, kb 1000-es fordulatig 1A alatt marad, 2500-nál 2A. A Mach-ban elég nagy gyordulásokat lehet adni neki, akár 300-at, ezt azért fontos megjegyeznem, mert a hüllő-vel 10 alatti értéket kellett beírjak, nehogy letiltson ... (Igaz 80V-ról járatva. A hüllőnek ott a vége, pedig mehetne akár 20A-is ...)
Na megnézem mit találtak ki Indiában ...
Na megnézem mit találtak ki Indiában ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 08:31
Írta: bmejdz9nu Dátum 2008 február 02, 08:31
A "hüllő" előbb letilt mert jóval kisebb hibát tűr el, azaz jóval kisebb a hibatárolója... ez normális. Én ezt nem tartom hátránynak, ha precíz követés kell...
Persze a bagoly ezzel a végfokkal (ekkora fetekkel és nagyobb meghajtó IC-vel) persze már egy kategórával feljebb van...
Tápot mekkora és mennyi kondiból hoztad össze? Én is most lesegetem a kondikat, de nem olcsók...
Persze a bagoly ezzel a végfokkal (ekkora fetekkel és nagyobb meghajtó IC-vel) persze már egy kategórával feljebb van...
Tápot mekkora és mennyi kondiból hoztad össze? Én is most lesegetem a kondikat, de nem olcsók...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 08:49
Írta: HJózsi Dátum 2008 február 02, 08:49
6db 10.000uF 100V (1500Petymeg/db), 2-2 sorbahötve, nagy ellenállattal szimmetrizálva - így 30.000uF 200V ... + többmegcsapolásos toroid, a labortáp lengő szereléssel :), egy csokin választom ki, hogy mit kapjon az egyenirányító ...
Kondikisütés egyenlőre 100W-os izzóval ...
Kondikisütés egyenlőre 100W-os izzóval ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 10:04
Írta: bmejdz9nu Dátum 2008 február 02, 10:04


Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 február 02, 11:58
Írta: e3h0cv4ph Dátum 2008 február 02, 11:58
Sziasztok versenyzők.
Van kondim felajánlásra!
Igaz csak 220 uF de 400V -os
és van belőle sok (nagyon sok)
A gond csak a szállítás, mert ha feladom postán már nem biztos, hogy jól jársz vele, bár ha éppen erre jár valamelyikőzök akkor már jobb a helyzet.
Most csinálok belőle én is egy tömböt (kb: 100db-ból), bár ez már elég nagy helyet foglal, majd teszek fel fotót.
Üdv. TT
Van kondim felajánlásra!
Igaz csak 220 uF de 400V -os
és van belőle sok (nagyon sok)
A gond csak a szállítás, mert ha feladom postán már nem biztos, hogy jól jársz vele, bár ha éppen erre jár valamelyikőzök akkor már jobb a helyzet.
Most csinálok belőle én is egy tömböt (kb: 100db-ból), bár ez már elég nagy helyet foglal, majd teszek fel fotót.
Üdv. TT
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 február 02, 12:06
Írta: e3h0cv4ph Dátum 2008 február 02, 12:06
"A "hüllő" előbb letilt mert jóval kisebb hibát tűr el, azaz jóval kisebb a hibatárolója... ez normális. Én ezt nem tartom hátránynak, ha precíz követés kell... "
Én hátránynak tartom!
A normális az lenne ha egy paraméterrel ez beállítható lenne (nem pedig fix érték) ha kell kis értékre állítod (precíz követés) de ha az alkalmazás nem követeli meg akkor nagy értékre is be tudod állítani (pl. ha gyorsjáratban járatod a gépet, (nincs megmunkálás) akkor nincs szükség ilyen precíz követésre, sebességre és dinamikára pedig igen és ilyenkor ha nagyon rövid időre túllépjük a 255-ös hibahatárt akkor ne má, hogy letiltson!
Én hátránynak tartom!
A normális az lenne ha egy paraméterrel ez beállítható lenne (nem pedig fix érték) ha kell kis értékre állítod (precíz követés) de ha az alkalmazás nem követeli meg akkor nagy értékre is be tudod állítani (pl. ha gyorsjáratban járatod a gépet, (nincs megmunkálás) akkor nincs szükség ilyen precíz követésre, sebességre és dinamikára pedig igen és ilyenkor ha nagyon rövid időre túllépjük a 255-ös hibahatárt akkor ne má, hogy letiltson!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 12:21
Írta: bmejdz9nu Dátum 2008 február 02, 12:21
400V-os szervóhajtás...:) Dobhatnál egy mail.. mennyi az az annyi... Teherautót szerzek...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 12:29
Írta: bmejdz9nu Dátum 2008 február 02, 12:29
Na ezzel nem értek egyet... :)
A "levegő szántásban" úgyis könnyebb a poziciót követni a motornak és vezérlőnek... "anyagban szántásban" meg bizony az a kicsi is sok...
Számoljál a "hüllő" max.jára (128bit) mm-ben... Akkor mindjárt akkora számok jönnek ki, hogy az már szemmel is látszik :)... több méterről:)
"Szegény léptetős vezérlés"... az még ennyit sem enged, sőt ott ugyebár zero a tolernacia... na ehhez képest ez már az a 128lépés hiba lehetőség is teljesen szőrnyű! Abban igazad van, hogy jó lenne állítani... de kisebbre! :)
A "levegő szántásban" úgyis könnyebb a poziciót követni a motornak és vezérlőnek... "anyagban szántásban" meg bizony az a kicsi is sok...
Számoljál a "hüllő" max.jára (128bit) mm-ben... Akkor mindjárt akkora számok jönnek ki, hogy az már szemmel is látszik :)... több méterről:)
"Szegény léptetős vezérlés"... az még ennyit sem enged, sőt ott ugyebár zero a tolernacia... na ehhez képest ez már az a 128lépés hiba lehetőség is teljesen szőrnyű! Abban igazad van, hogy jó lenne állítani... de kisebbre! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 02, 13:43
Írta: 4mjnxdwuu Dátum 2008 február 02, 13:43
Hali, nem foglalkoztam szervóval, csak elméletem van rá...[#vigyor1]
De szerintem a szervónak sem az az alapállapota hogy hibahatár hörnyékén dolgozzon. Hanem max pár inkrement hibával ( gondolom úgy kell megválasztani a megmunkálási teljesítményt,sebességet stb.., hogy azt ne lépje túl, magyarán a gép képességeit vegyük figyelembe)( esetleg ki kellene számolni mekkora tolóerőt tud a gép, Kb mekkora maróval mekkora sebességet tud, x fordulatnál y teljesytménnyel, z hiba melett, és nem csak nekiesni a mukadarabnak élesben, mert akkor neked 5 inkremet hibával rendelkező tároló sem lenne jó ) De pl gyorsjáratnál ki a fenét érdekli, ha gyors inítás alkalmával bekésik egy kicsit...
Ha nem vagy vadista szandál...( vagy fordítva) akkor egy léptetőmotorost sem használsz hibahatár környékén, ha nem akarsz esetenként újra dolgozni a munkadarabbal, és itt mereven kötött még a gyorsjátatod is. véletlen kis szorulásnál meg is áll, mig a szervó nem, begyüjt pár hibát, na és....[#wave]
De szerintem a szervónak sem az az alapállapota hogy hibahatár hörnyékén dolgozzon. Hanem max pár inkrement hibával ( gondolom úgy kell megválasztani a megmunkálási teljesítményt,sebességet stb.., hogy azt ne lépje túl, magyarán a gép képességeit vegyük figyelembe)( esetleg ki kellene számolni mekkora tolóerőt tud a gép, Kb mekkora maróval mekkora sebességet tud, x fordulatnál y teljesytménnyel, z hiba melett, és nem csak nekiesni a mukadarabnak élesben, mert akkor neked 5 inkremet hibával rendelkező tároló sem lenne jó ) De pl gyorsjáratnál ki a fenét érdekli, ha gyors inítás alkalmával bekésik egy kicsit...
Ha nem vagy vadista szandál...( vagy fordítva) akkor egy léptetőmotorost sem használsz hibahatár környékén, ha nem akarsz esetenként újra dolgozni a munkadarabbal, és itt mereven kötött még a gyorsjátatod is. véletlen kis szorulásnál meg is áll, mig a szervó nem, begyüjt pár hibát, na és....[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 02, 13:45
Írta: 4mjnxdwuu Dátum 2008 február 02, 13:45
"A "levegő szántásban" úgyis könnyebb a poziciót követni a motornak és vezérlőnek... "anyagban szántásban" meg bizony az a kicsi is sok... " "
indításnál ez sem teljesen igaz, csak állandó sebességen.
indításnál ez sem teljesen igaz, csak állandó sebességen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 14:07
Írta: bmejdz9nu Dátum 2008 február 02, 14:07
Bizony-bizony a léptető "1 bites" hibatárolója gyoran megtellik... és talán észre sem veszed... míg a szervó "1 bitnél" is képes lenne jelezni ill. leaoldani...
Melyiket választanád? Leoldást vagy a selejtet?
Azaz ha túl sokat engedünk... és az erőket a marás előtt előre nem számítjuk ki, vagy nem tudjuk...
Pontosabban...
Egy léptetős rendszert elviszel az első hibáig (lépésvesztés) és vissza veszel 30%-ot a sebességből és nagy valószínűséggel ok lesz...
Egy szervós rendszernél figyeled az áramot és a motor specifikációjából "nem engeded ki" ez a garancia...
Ha pl. (túlzottan) megmelegszik akkor nem jól csináltad... (túl van terhelve a rendszer)
Tehát itt a "áramtartalék lehetőség" = sebebesség visszavétel step-es rendszernél...
Ha nem tudja... ne várj csodát... kicsi a motor/vezérlés... vagy nagyok az elképzelések :)
A gyorsulási szakaszt is a szoftver vezérleje és ne a vezérlő + motor + hibajeltároló :) = exact vezérlés... Minnél kevésbe legyen"önálló"... minnél kisebb hibával kövese a vezérlő szoftver parancsait mindíg... még akkor is ha lehetne szabadjára engedni... mert "megszokná a szabadságot" és önállóan "döntene" máskor is...
Egy nagyobb hibajel tárolási képességű vezérlő látszatra többet tud egy azonos motorral! De az csak a látszat!
Mert nem biztos, hogy valós a páyakövetés... pedíg itt nálunk nem a megtett "méterekre" megy a dolog... hanem a munkadarab pontosságára...
Szerintem.
Melyiket választanád? Leoldást vagy a selejtet?
Azaz ha túl sokat engedünk... és az erőket a marás előtt előre nem számítjuk ki, vagy nem tudjuk...
Pontosabban...
Egy léptetős rendszert elviszel az első hibáig (lépésvesztés) és vissza veszel 30%-ot a sebességből és nagy valószínűséggel ok lesz...
Egy szervós rendszernél figyeled az áramot és a motor specifikációjából "nem engeded ki" ez a garancia...
Ha pl. (túlzottan) megmelegszik akkor nem jól csináltad... (túl van terhelve a rendszer)
Tehát itt a "áramtartalék lehetőség" = sebebesség visszavétel step-es rendszernél...
Ha nem tudja... ne várj csodát... kicsi a motor/vezérlés... vagy nagyok az elképzelések :)
A gyorsulási szakaszt is a szoftver vezérleje és ne a vezérlő + motor + hibajeltároló :) = exact vezérlés... Minnél kevésbe legyen"önálló"... minnél kisebb hibával kövese a vezérlő szoftver parancsait mindíg... még akkor is ha lehetne szabadjára engedni... mert "megszokná a szabadságot" és önállóan "döntene" máskor is...
Egy nagyobb hibajel tárolási képességű vezérlő látszatra többet tud egy azonos motorral! De az csak a látszat!
Mert nem biztos, hogy valós a páyakövetés... pedíg itt nálunk nem a megtett "méterekre" megy a dolog... hanem a munkadarab pontosságára...
Szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 február 02, 14:57
Írta: e3h0cv4ph Dátum 2008 február 02, 14:57
Ez mind szép és jó és igaz is.
Egy szervóvezérlőt viszont ne csak CNC gépen képzeljetek el. Nekem tervben van egy DC motoros, encoderes (szervós) redőnyhuzogató berendezés, ráadásul itt a sztep-jeleket nem PC (MACH3) adja hanem egy PIC, ad ki n-darab impulzust és nem törődik vele, hogy a szervó mennyi idő alatt milyen szoros pályakövetéssel valósítja ezt meg (mert nem érdekes).
Másik dolog: pedig ott vannak a szervós tesztek az egységugrás függvények, ahol majdnem nulla idő alatt kap a vezérlő sok száz impulzust (István vezérlője is) és vizsgáljuk a reakcióját.
Szerintem mindenképpen hátrány ha ez a paraméter nem állítható hanem egy fix érték (és ráadásul nem is túl nagy), ha jól emlékszem nektek is voltak ebből problémáid (hogy kicsi ez a regiszter), TEHÁT EZ EGY KORLÁT!
Egy mikrovezérlős szervóvezérlőnél ilyen gondok nincsenek (ez is mellettük szól)!
Egy szervóvezérlőt viszont ne csak CNC gépen képzeljetek el. Nekem tervben van egy DC motoros, encoderes (szervós) redőnyhuzogató berendezés, ráadásul itt a sztep-jeleket nem PC (MACH3) adja hanem egy PIC, ad ki n-darab impulzust és nem törődik vele, hogy a szervó mennyi idő alatt milyen szoros pályakövetéssel valósítja ezt meg (mert nem érdekes).
Másik dolog: pedig ott vannak a szervós tesztek az egységugrás függvények, ahol majdnem nulla idő alatt kap a vezérlő sok száz impulzust (István vezérlője is) és vizsgáljuk a reakcióját.
Szerintem mindenképpen hátrány ha ez a paraméter nem állítható hanem egy fix érték (és ráadásul nem is túl nagy), ha jól emlékszem nektek is voltak ebből problémáid (hogy kicsi ez a regiszter), TEHÁT EZ EGY KORLÁT!
Egy mikrovezérlős szervóvezérlőnél ilyen gondok nincsenek (ez is mellettük szól)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 15:56
Írta: bmejdz9nu Dátum 2008 február 02, 15:56
Persze ha nem kell a páyakövetés mert nem CNC... az más...
Először én is kicsinek találtam, míg nem volt tesztpadon... nehezzebb volt beállítani azaz nagyon jól kell beállítani, mert "rákényszerít"... és ez a kényszerkapcsolat viszont egy "ekzakt" azaz egy szoftver által vezérelt rendszert alkotot.
Tehát a korlát maga motor és amit hajt... látszólag ezeket a korlátokat a hibák eltárolásával fedhetjük de ha egyszer előjön amikor már a maró "bevette a kanyart" akkor?
Megintcsak azt írom, hogy egy step/dir-es rendszernél a szervóhajtásnak "imitálnia" kell a léptetőmotort... viszont mível a nyomatékgörbéje sokkal szebb és e(egyenletesebb) ezáltal azt ki kell (lehet) használni...
Nézzük egy kicsit viccessen: (léptetőmotoros megközelítésben)
Képzeljünk el egy léptetőmotoros vezérlőt hibajel tárolóval. (Persze van ilyen)
A léptetőmotoron egy encoder... és ha lépést veszt ad neki "többlet impulzusokat"... nade meddíg tegye ezt? ahol a lépésvesztés bekövetkezett és ahol a plusz step jeleket megkapja, hogy "utolérje magát"... közötte van egy idő...ez egy egyenes szakaszon hol belassúl - hol begyorsul... de ha közbe a másik tengely írányt váltott??? Az már szinte mókás...? = A rendszer nem tudta.
Gecko alaphelyzet, egyszerűen átlátható elemmekkel: (G320 azaz sokszorozó nélkül)
128bit fix hibatárolási képesség, 125cpr-es encoder a motoron (=500ppr), 5mm-es orsó. 1 step jelre = 0.01mm mozgás = 128 step jel hibatárolás = 128x0.01mm = 1,28mm-es eltérésnél old le! Sőt +/-1.28mm-ig nem old le...
OK.
Mondjuk egy "spéci vezérlőben" van 4096bit hiba tárolás... az ugyebár 32xGecko-é = +/-40,96mm eltérés kompenzáció? (persze akár lehet benne 1MB is... és az egész marópályán azt csinál amit akar, a szoftveres vezérléstől függetlenül, mert az csak belelövi az adatokat... és végzett? :)
Először én is kicsinek találtam, míg nem volt tesztpadon... nehezzebb volt beállítani azaz nagyon jól kell beállítani, mert "rákényszerít"... és ez a kényszerkapcsolat viszont egy "ekzakt" azaz egy szoftver által vezérelt rendszert alkotot.
Tehát a korlát maga motor és amit hajt... látszólag ezeket a korlátokat a hibák eltárolásával fedhetjük de ha egyszer előjön amikor már a maró "bevette a kanyart" akkor?
Megintcsak azt írom, hogy egy step/dir-es rendszernél a szervóhajtásnak "imitálnia" kell a léptetőmotort... viszont mível a nyomatékgörbéje sokkal szebb és e(egyenletesebb) ezáltal azt ki kell (lehet) használni...
Nézzük egy kicsit viccessen: (léptetőmotoros megközelítésben)
Képzeljünk el egy léptetőmotoros vezérlőt hibajel tárolóval. (Persze van ilyen)
A léptetőmotoron egy encoder... és ha lépést veszt ad neki "többlet impulzusokat"... nade meddíg tegye ezt? ahol a lépésvesztés bekövetkezett és ahol a plusz step jeleket megkapja, hogy "utolérje magát"... közötte van egy idő...ez egy egyenes szakaszon hol belassúl - hol begyorsul... de ha közbe a másik tengely írányt váltott??? Az már szinte mókás...? = A rendszer nem tudta.
Gecko alaphelyzet, egyszerűen átlátható elemmekkel: (G320 azaz sokszorozó nélkül)
128bit fix hibatárolási képesség, 125cpr-es encoder a motoron (=500ppr), 5mm-es orsó. 1 step jelre = 0.01mm mozgás = 128 step jel hibatárolás = 128x0.01mm = 1,28mm-es eltérésnél old le! Sőt +/-1.28mm-ig nem old le...
OK.
Mondjuk egy "spéci vezérlőben" van 4096bit hiba tárolás... az ugyebár 32xGecko-é = +/-40,96mm eltérés kompenzáció? (persze akár lehet benne 1MB is... és az egész marópályán azt csinál amit akar, a szoftveres vezérléstől függetlenül, mert az csak belelövi az adatokat... és végzett? :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 17:05
Írta: HJózsi Dátum 2008 február 02, 17:05
Csak egy valaki vette észre, hogy csalok ... a kondikkal (ViP) ... már be is zsebelt 3 piros pontot ( öt után beváltható egy feketére!!! [#nyes]). A hat kondi eredő kapacitása az adott összeállításban csak 15.000 uF!!! Tehát még ennyi kell a 30.000uF-hez... Ezért kell tálca is hozzá ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 17:13
Írta: bmejdz9nu Dátum 2008 február 02, 17:13
[#hawaii]
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 02, 17:37
Írta: 4mjnxdwuu Dátum 2008 február 02, 17:37
Én még mindíg nem értem miért a hibahatár közelében akarod működtetni a gépet megmunkálás közben ? Azért mert szervós valami attól még nem gyógyír mindenre... egészséges ráhagyás kell ott is ..( egyébként ha csak 10-es a hibatárolód, már akkor is lehet selelyt, nem kell azért félbevágni a munkadarabot hogy az legyen...
neked mi felelne meg egyátalán 1 ?? vagy inkább 0 , és találja ki, hogy a gép most fog küldeni egy step jelet... [#szomoru1][#wink][#wave][#vigyor3][#vigyor1][#vigyor1][#vigyor1]
neked mi felelne meg egyátalán 1 ?? vagy inkább 0 , és találja ki, hogy a gép most fog küldeni egy step jelet... [#szomoru1][#wink][#wave][#vigyor3][#vigyor1][#vigyor1][#vigyor1]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 18:29
Írta: HJózsi Dátum 2008 február 02, 18:29
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 18:29
Írta: bmejdz9nu Dátum 2008 február 02, 18:29
A léptetős hajtásnál elvárod, hogy ha egy step jelet küld a szoftvered akkor lép egyet? (vagy betárolja?)
Na ez az... én a szervótól ezt elvárom! Csak annyit tároljon hibajelet, hogy a szervómotor úgy viselkedjen mintha (egy elméleti jó azaz sokkal jobb) léptetőmotor lenne.
Sajnos ezt egészen nullára nem lehet vinni... :) Ennek mechanikai-technikai okai lehetnek/vannak...
De itt és most csak az a kérdés mennyit engedjünk? Azaz mindenki megírhatná, hogy ő mennnyi hibajelet szeretne és azt is, hogy miért... kicsit levezetve... (CNC gépnél)
Na ez az... én a szervótól ezt elvárom! Csak annyit tároljon hibajelet, hogy a szervómotor úgy viselkedjen mintha (egy elméleti jó azaz sokkal jobb) léptetőmotor lenne.
Sajnos ezt egészen nullára nem lehet vinni... :) Ennek mechanikai-technikai okai lehetnek/vannak...
De itt és most csak az a kérdés mennyit engedjünk? Azaz mindenki megírhatná, hogy ő mennnyi hibajelet szeretne és azt is, hogy miért... kicsit levezetve... (CNC gépnél)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 18:31
Írta: HJózsi Dátum 2008 február 02, 18:31
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 19:11
Írta: bmejdz9nu Dátum 2008 február 02, 19:11
Valami konkrét dolgot vagy egy jó kis képletet is írhatnál... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 19:53
Írta: HJózsi Dátum 2008 február 02, 19:53
Akkor egy extrém példa hasraütésre, az egyszerűség kedvéért eszterga jellegű feladat, tehát csak vízszintes irányú mozgatás. X irány 60 kg tömeg max sebesség 1000mm/s, gyorsulás 300 mm/s/s , 5mm es emelkedéső 25-ös orsó, a Z irány 100kg ugyanilyen sebesség ,gyorsulás és orsóemelkedés mellett mekkora motor kell X ill Z irányba (Nm)?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 19:56
Írta: HJózsi Dátum 2008 február 02, 19:56
Áttétel 1:1 vagy 1:2 csak az összehasonlítás végett ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 20:08
Írta: bmejdz9nu Dátum 2008 február 02, 20:08
1000mm/s = 60 méter/perc... sajnos ez már a látókörömön kívül van... Hiperszonikus repüléstechnikával is így vagyok... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 20:26
Írta: 000000000 Dátum 2008 február 02, 20:26
Pedig a példa csal :-) ! Nem nagy dolog ez, hisz a gyorsulás csak 0,03 G (Viccesen kevés). Az orsó fordulatszáma persze viccesen sok: 12.000 ford percenként. Jó, elméletben persze kiszámolható... Mivel a moci csak 3000-et forog, legyen 4X gyorsító áttétellel számolva. Na most tessék lefordulni a székről! az E-240 motor vígan elég az X-hez!!!! (0,2 Nm)
Ez jó volt! Köszönjük Józsi!
[#awink]
Ez jó volt! Köszönjük Józsi!
[#awink]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 20:31
Írta: 000000000 Dátum 2008 február 02, 20:31
Súrlódást, orsó lendkerékhatását nem számoltam
Z nyomatékigényét pedig kár is számolni, úgy arányul az X-hez mint a mozgatott tömeg (60:100)
Z nyomatékigényét pedig kár is számolni, úgy arányul az X-hez mint a mozgatott tömeg (60:100)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 február 02, 20:36
Írta: D.Laci Dátum 2008 február 02, 20:36
Még azt számoljátok ki ,hogy mekora legyen a kereszt szán hossza ,ilyen gyorsulás mellet legalább egy pilanat erejéig elérje a 60m/min sebességet.
És van-e ekora sebeséghez ilyen nevetséges kicsi gyorsulást beálitani?
És van-e ekora sebeséghez ilyen nevetséges kicsi gyorsulást beálitani?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 február 02, 20:36
Írta: D.Laci Dátum 2008 február 02, 20:36
És van-e értelme ekora sebeséghez ilyen nevetséges kicsi gyorsulást beálitani?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 20:39
Írta: 000000000 Dátum 2008 február 02, 20:39
A vacak E-240 állítólag forog 4700-al is, így a (nem létező) Z-det is mozgathatod vele, oda is elég áttétel változtatással. [#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 20:41
Írta: 000000000 Dátum 2008 február 02, 20:41
Nincs! Ez csak egy elméleti huncutkodása a Józsinak.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 20:49
Írta: HJózsi Dátum 2008 február 02, 20:49
Már megint elírtam 1000mm/perc! a... a család ... a gyerkőcök itt lógtak rajtam .. :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 20:51
Írta: HJózsi Dátum 2008 február 02, 20:51
Péter kért egy kis elméletit... szerintem titokban méretezni akarja a rendszerét ... :) én meg tényleg véletlenül ireális sebességet írtam lokális zavaró tényezők miatt ... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 20:56
Írta: HJózsi Dátum 2008 február 02, 20:56
Ez jó felvetés, azt is ki lehetne számolni , hogy az adott motorral (E240) mekkora max gyorsulás-t lehet elérni...[#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 20:58
Írta: HJózsi Dátum 2008 február 02, 20:58
Mivel eszterga jellegű, X mozgás tartomány 100mm, Z 150 mm...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 21:01
Írta: HJózsi Dátum 2008 február 02, 21:01
Péter! Te nem az esti mesét olvasod?[#ejnye1]
A kiugró értékeket villámgyorsan észreveszed! [#taps][#vigyor2]
A kiugró értékeket villámgyorsan észreveszed! [#taps][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 21:05
Írta: 000000000 Dátum 2008 február 02, 21:05
Én most nem bogarászok utánna.. De a lassulási szakaszt is bekalkuláltad?
Hogy lehet ez az arány? 100:150, mikor a mozgatandó tömegek aránya egymáshoz viszonyítva nem ez...(60:100) Kerekítettél egy jót?
Hogy lehet ez az arány? 100:150, mikor a mozgatandó tömegek aránya egymáshoz viszonyítva nem ez...(60:100) Kerekítettél egy jót?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 21:09
Írta: bmejdz9nu Dátum 2008 február 02, 21:09
"Józsikám"... [#smile]
Tudtam, hogy elírtad... azért írtam azt amit írtam... nade ma már másodszor :) ... a kondi után?
Kiváncsi vagy, hogy figyelünk e...? :)
Ha elméletet akarsz (és matek és fizika órát) azt a Tibitől... megkapod olyan szépen, hogy egy hétig is el leszel vele foglalva... :)
Ma a "hibajel túltárolás" lett volna a téma... de sajnos Tibor nem volt jelen:) így aztán nem lett "puskaporos" a topik...
Tudtam, hogy elírtad... azért írtam azt amit írtam... nade ma már másodszor :) ... a kondi után?
Kiváncsi vagy, hogy figyelünk e...? :)
Ha elméletet akarsz (és matek és fizika órát) azt a Tibitől... megkapod olyan szépen, hogy egy hétig is el leszel vele foglalva... :)
Ma a "hibajel túltárolás" lett volna a téma... de sajnos Tibor nem volt jelen:) így aztán nem lett "puskaporos" a topik...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 21:12
Írta: HJózsi Dátum 2008 február 02, 21:12
A keresztszán motorjának csak 60 kg-ot kell rángatnia, a hosszánnak még 30 kg tömeget ... [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 21:14
Írta: HJózsi Dátum 2008 február 02, 21:14
Ez a teljes pályaszakasz X és Z irányban, ezen belül kell gyorsulni, megállni ..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 21:14
Írta: bmejdz9nu Dátum 2008 február 02, 21:14
Ha a gyorsulást és lassulást nem "WinPC-NC formátumban" adják meg nekem ... azt sem tudom mit kezdejek vele... :)
(WinPC-NC formátum = a max. sebességre mennyi idő alatt gyorsul fel ill. lassul le. pl. 400mm/s-ra 50ms alatt stb.)
(WinPC-NC formátum = a max. sebességre mennyi idő alatt gyorsul fel ill. lassul le. pl. 400mm/s-ra 50ms alatt stb.)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 21:15
Írta: 000000000 Dátum 2008 február 02, 21:15
No-no! az imént még + 40-ról volt szó :-).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 21:21
Írta: 000000000 Dátum 2008 február 02, 21:21
Persze!
E240:
0.22 Nm Stall Torque
4700 RPM Max Speed
Ha ragaszkodunk az 5mm-es menetemelkedéshez, és a direkt hajtáshoz, ez az orsó 69 Newtont tud kifejteni lineáris irányban, 23,5 m/perces max sebességgel. Innen már csak a az óhajtott gyorsulás és a mozgatandó tömeg a kérdés.
Tehát mekkora a tömeg?
60Kg?
Akkor a gyorsulás 0,111 G
Azaz ~ 1 m/s/s = 1000mm/s/s
Tulajdonképpen elfogadható.. Kinem mi az igénye...
[#miaz]
E240:
0.22 Nm Stall Torque
4700 RPM Max Speed
Ha ragaszkodunk az 5mm-es menetemelkedéshez, és a direkt hajtáshoz, ez az orsó 69 Newtont tud kifejteni lineáris irányban, 23,5 m/perces max sebességgel. Innen már csak a az óhajtott gyorsulás és a mozgatandó tömeg a kérdés.
Tehát mekkora a tömeg?
60Kg?
Akkor a gyorsulás 0,111 G
Azaz ~ 1 m/s/s = 1000mm/s/s
Tulajdonképpen elfogadható.. Kinem mi az igénye...
[#miaz]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 február 02, 21:27
Írta: e3h0cv4ph Dátum 2008 február 02, 21:27
"Azaz mindenki megírhatná, hogy ő mennnyi hibajelet szeretne "
1, 10, 128, 256, 65536, 4294967296
Még pontosan nem tudom, attól függ hova teszem a vezérlőt, de a lényeg, hogy beállítható legyen!
[#nevetes1]
1, 10, 128, 256, 65536, 4294967296
Még pontosan nem tudom, attól függ hova teszem a vezérlőt, de a lényeg, hogy beállítható legyen!
[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 21:29
Írta: HJózsi Dátum 2008 február 02, 21:29
Ezután 3 szor elolvasom mielőtt klikk...
[#zavart2][#zavart1][#vigyor3]
A hibajelbe nem akatram beleszólni, mert nálam a főorsó motor vezérlésénél, amíg nem kell pozícionálni, inkább a nagy tároló a jó... A nagy lomha ( bár már egyre virgoncabb ) egy meredek rámpánál bizony le tud maradni, ill ha nem kap elég tápfeszt, a gyorsítási szakaszban jócskán le tud maradni... Ha viszont a rendszer már jól összehangolt ( és eleve jól méretezett) akkor már lehet kissebb tárolót állítani, sőt célszerű is, persze nem nullát, hanem pl a jogosan előállható tranziensek mértékéig amit a hibajel lefutásából lehet megállapítani... Én így fognám "rövidpórázra" a rendszert és ha letiltás van az már jogos lesz, valami rendellenesség miatt ...
[#zavart2][#zavart1][#vigyor3]
A hibajelbe nem akatram beleszólni, mert nálam a főorsó motor vezérlésénél, amíg nem kell pozícionálni, inkább a nagy tároló a jó... A nagy lomha ( bár már egyre virgoncabb ) egy meredek rámpánál bizony le tud maradni, ill ha nem kap elég tápfeszt, a gyorsítási szakaszban jócskán le tud maradni... Ha viszont a rendszer már jól összehangolt ( és eleve jól méretezett) akkor már lehet kissebb tárolót állítani, sőt célszerű is, persze nem nullát, hanem pl a jogosan előállható tranziensek mértékéig amit a hibajel lefutásából lehet megállapítani... Én így fognám "rövidpórázra" a rendszert és ha letiltás van az már jogos lesz, valami rendellenesség miatt ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 21:32
Írta: bmejdz9nu Dátum 2008 február 02, 21:32
Jaj ezek a PIC-es fúrumtársak...[#nyes]
Ha benne van akkor nosza... "Önmegtartóztatás" semmi? Hát igen...
A vezérlő aztán tényleg vezérelni fogja a motor, én meg továbbra is a szoftverrel... gondolom érted mire gondolok :)
Ha benne van akkor nosza... "Önmegtartóztatás" semmi? Hát igen...
A vezérlő aztán tényleg vezérelni fogja a motor, én meg továbbra is a szoftverrel... gondolom érted mire gondolok :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 21:33
Írta: HJózsi Dátum 2008 február 02, 21:33
A bagolynal 5000-es tárolója van, az alap 2000-es beállítást használom, de egyenlőre beállítási szakaszban vagyok. Később le fogom venni, na .. még nem tudom mennyire ... 256 v 128-ra ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 21:37
Írta: bmejdz9nu Dátum 2008 február 02, 21:37
Persze az eszterga főorsón nem árt a nagyobb lehetőség... végül is nem egy forgató tengely :)
De ha pl. lassan kell forognia azaz pontosan szinkronba... pl. menetvágás... akkor gondolom már fontos lehet az előtolás és a főorsó szinkronja...
(hirtelen más nem jut eszembe:)
Persze a CNC esztergáláshoz sem értek... de majd egyszer... de akkor majd "jaj neked"... :)
De ha pl. lassan kell forognia azaz pontosan szinkronba... pl. menetvágás... akkor gondolom már fontos lehet az előtolás és a főorsó szinkronja...
(hirtelen más nem jut eszembe:)
Persze a CNC esztergáláshoz sem értek... de majd egyszer... de akkor majd "jaj neked"... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 21:38
Írta: 000000000 Dátum 2008 február 02, 21:38
Gyursuláa "a" (m/s/s) = Sebesség változás "delta V" (m/s) / Időváltozás "delta t" (s)
G=~ 10 m/s/s
Azaz az említett példádban a gyursulás
0,8 m/s/s
azaz
0,08 G
Marha kevés...
G=~ 10 m/s/s
Azaz az említett példádban a gyursulás
0,8 m/s/s
azaz
0,08 G
Marha kevés...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 február 02, 21:40
Írta: e3h0cv4ph Dátum 2008 február 02, 21:40
Hát egy kicsit......
Szóval ahogy így mondod.......
Dehát......
Nem.
Szóval ahogy így mondod.......
Dehát......
Nem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 21:40
Írta: 000000000 Dátum 2008 február 02, 21:40
És most láthatjuk Tibor45 igazát! Áttételezzünk inkább !!! azaz a max seb. rovására inkább a gyorsulást növeljük! megéri...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 21:40
Írta: HJózsi Dátum 2008 február 02, 21:40
Egy hüllő tipusu vaslogikánál is meg lehet oldani pl jumperrel állíthatóvá tenni a buffer méretét. Csak kispórolták, a még két 20Ft-os IC-t. ... [#nyes].. A G320-ból az előosztót .. Ilyen az üzleti világ... De hát Neked magyarázzam ? [#eplus2][#lama] Van fapados és luxus kivitel .. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 21:41
Írta: bmejdz9nu Dátum 2008 február 02, 21:41
Vááá.. UHU 5000-es... mint a Porsche!
Azaz a lentebbi példámmal számolva letiltás határa 50mm-re... Ezt már köműves is látja = 5cm... :)
Azaz a lentebbi példámmal számolva letiltás határa 50mm-re... Ezt már köműves is látja = 5cm... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 21:43
Írta: HJózsi Dátum 2008 február 02, 21:43
Na ezért kell átgondolni... szóval GRATULA!!! ... jó úton haladsz!!! .. a végén még méretezni is fogsz![#hehe][#hawaii][#buck][#circling][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 21:46
Írta: 000000000 Dátum 2008 február 02, 21:46
Pardon! 8 m/s/s és 0,8 G [#fejvakaras] [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 21:46
Írta: bmejdz9nu Dátum 2008 február 02, 21:46
Mégegyszer: egy pl: Ha a rendszer (motor és mechanika) nem tud úgy gyorsítani amit beállítottam a vezérlő szoftverben akkor hibajel tárolás lesz...
Te ezt úgy oldod meg, hogy a hibajelet eltárolod... én meg úgy, hogy vissza veszem a szoftverban a gyorsítási időt, hogy úgy gyorsítson csak ahogy szinkronban tud...
pl. A tesztjeimben a PIC-es vezérlőknél a szoftverban beállítható gyorsulást (ramp time) akár ZERO-ra is állíthattam!!! Pedíg ZERO-gyorsulási képesség nincs... így érted?
Te ezt úgy oldod meg, hogy a hibajelet eltárolod... én meg úgy, hogy vissza veszem a szoftverban a gyorsítási időt, hogy úgy gyorsítson csak ahogy szinkronban tud...
pl. A tesztjeimben a PIC-es vezérlőknél a szoftverban beállítható gyorsulást (ramp time) akár ZERO-ra is állíthattam!!! Pedíg ZERO-gyorsulási képesség nincs... így érted?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 21:51
Írta: bmejdz9nu Dátum 2008 február 02, 21:51
Hiába magyarázom, hogy a túlzott hibajel eltárolás gond lehet... azaz csak szemfényvesztés... és mindenki azt hiszi, hogy a szervó egy csoda és kész...
Persze jó... de...
... és csak a minimálisat számolom, azt amit muszály...:)
Persze jó... de...
... és csak a minimálisat számolom, azt amit muszály...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 21:54
Írta: HJózsi Dátum 2008 február 02, 21:54
A menetvágásnál a Mach pl nem ezzel a logikával csinálja!!! A főorsót bármi hajthatja, nem kell szervófeltétlen! Kb 30 %-al eltérhet ingadozhat a fordulatszám!!! A Mach mindehhez kér mély tisztelettel egy négyréses tárcsát a főorsóra, amin az egyik rés dupla olyan széles, mint a többi. Erről a jelet ( pl egy optocsatolo ) 1 db bemeneten beadni a párhuzamos porton, a pc-nek bőven van idelye egy fordulaton belül a 4 réssel a fordulatszámot kiszámolni és a Z irány sebességét a szükségesre húzni ... szélesebb rés az index, hogy több fogásból történő vágáskor mindig ugyanott lépjen be ... !!! Még nem volt szervós a főorsóm, kézzel eltekertem a fordulatszámot és csak ámultam, mintha merev tengelykapcsolat lett volna !! ... [#csodalk] ... és bravó Mach3 - gondoltam magamban - [#taps] [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 21:55
Írta: 000000000 Dátum 2008 február 02, 21:55
Nem, men hiába! Tökéletesen igazad van!
Másként könnyen selejtgyár lesz a vége.
Másként könnyen selejtgyár lesz a vége.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 21:57
Írta: bmejdz9nu Dátum 2008 február 02, 21:57
Most nézem a "szervó motor" topik már "leverte" a csevegőt is (pedíg az nem semmi :)
Pedíg ez a topik az egyik legújabb "nyitású" azaz pont csak egy éves: 2007.jan.20.16:58 #1
Pedíg ez a topik az egyik legújabb "nyitású" azaz pont csak egy éves: 2007.jan.20.16:58 #1
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 21:57
Írta: HJózsi Dátum 2008 február 02, 21:57
Folyton elírom ... lehet sokat hajtottam valamit az utóbbi napokban ... igazad van 40 ... bocs! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 21:59
Írta: 000000000 Dátum 2008 február 02, 21:59
[#eljen][#eljen][#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 22:04
Írta: 000000000 Dátum 2008 február 02, 22:04
Semmi gond, én meg - most látom - úgy írok, mint egy analfabéta.
Ami nem megy, nem erőltetem. Inkább:

Ami nem megy, nem erőltetem. Inkább:
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 22:05
Írta: bmejdz9nu Dátum 2008 február 02, 22:05
Nem akarok belemélyedni... de ez akkor "kicsit elüt" a szokásos jelkövetési megoldásoktól... Tehát nem vehetjük (vakon) alapul... mert a nagyobb hibajel tárolási igény (azaz poziciókövetés) a 4 réses optóval sem valósul meg... tehát ha te encodert teszel a főorsóra akkor itt kimondottan jó a nagy tároló...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 22:07
Írta: HJózsi Dátum 2008 február 02, 22:07
[#vigyor2][#vigyor2][#vigyor2][#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 22:09
Írta: HJózsi Dátum 2008 február 02, 22:09
Ja, amúgy van egy méretező xls-ed? Én gondoltam rá hogy csinálok és felteszem a tárba , ezek még nem olyan bonyi összefüggések... Fogadni merek, hogy suttyomban Péter is használni fogja ... [#hehe][#idiota][#mf2][#lama]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 22:13
Írta: bmejdz9nu Dátum 2008 február 02, 22:13
Méretezés = tegyél fel egy jó nagy motort, vedd vissza az áramkorlátot annyira, hogy ne szabja le a gatyád...
Tudtad, hogy egy Ferrari is tud 20km/h-val (jó legyen 100 :) menni? :)
Tudtad, hogy egy Ferrari is tud 20km/h-val (jó legyen 100 :) menni? :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 22:16
Írta: HJózsi Dátum 2008 február 02, 22:16
Jártál Egyiptomban?... Az arabok is így csinálják !!! ... [#nyes][#nyes][#nyes][#eplus2][#eplus2][#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 02, 22:19
Írta: 000000000 Dátum 2008 február 02, 22:19
[#schmoll2][#shakehead][#lama]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 22:21
Írta: HJózsi Dátum 2008 február 02, 22:21
Egy Porschét vezethettem egy háztömb körül kb 2 éve egy barátom jóvoltából, volt benne 1kM a Hungária körúton ... háááááát ... ott éreztem az erőt ... über 300LE... nem is tudom pontosan... egy más dimenzió nyílt meg... elég volt kigondolni és az autó megcsinálta... az a gyorsulás...
Tiszta AC szervó !!! [#eplus2][#eplus2][#eplus2]
Tiszta AC szervó !!! [#eplus2][#eplus2][#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 02, 22:22
Írta: x4rhew5r3 Dátum 2008 február 02, 22:22
Igen, dinamikusan növekszik a topic, csak az a baj, hogy valóban csevegő lett.
Egy kis alatató (csevgés helyett)!
Mielőtt cncéznénk, vegyünk egy hasonló példát.
A) Egy feszültséget 0.1V pontossággal kell tartani. Van hozzá egy digitális feszmérő, aminek a felbontása 0.1V. Belátható, hogy amikor pont annyit mutat, nem tudjuk hogy pont annyi, ezért eltekerjük felfelé 0.1-et, meg lefelé 0.1-et, és váltási pontokat megközölve a közepére csavarjuk, mert valahol ott lehet a helyes érték. Jó lenne, ha a műszer felbontása 10-szer nagyobb lenne, mert akkor pontosabban be lehet állítani.
B) A step és az enkóder jeleknél is hasonló a helyzet. Egy step jel meglépi az 1 századot. A hibaregiszter most 1-et tartalmaz, a szervó megindul. Ha az enkóder egy jele is 1 század (szándékosan nem írok impulzust), akkor az első jel 0-ra viszi a hibaregisztert, a szervo 0-ra viszi a motor meghajtását, de nem fékez. Fékezni akkor fog, ha az enkóderről jön még egy jel. Tudom, a mechanika tehetetlensége majd kiintegrálja stb., de a lényeg az, hogy tartó nyomaték csak a hibajeltől van. Tehát az 1/1-es step/enkóder nem képes ennél többre, ideális esetben +/- egy enkóder jellel oszcillál a pontos érték körül.
C) A gond az, hogy a hurok erősítését nem lehet tetszőlegesen nagyra állítani, mert begerjed (pid ellenére). Változó terhelésnél a szervo nem képes +/- 1 hibaértékkel követni a mozgást. Nagyobb hibaérték nagyobb nyomatékot ad a motornak. Ha +/- 128 a hibaregiszter, akkor mondjuk +/- 32-re adja a max. motorgerjesztést, a többi marad a "levegő szántás" gyorsításoknál megengedett tartalékokra.
D) Most nézzük a hüllő esetén a másik végletet. Neki van (lehet) egy stepjel többszörözője. Vegyük ezt 10-re. Egy step meglépi a századot, de erre a hibaregiszter 10-re ugrik. Ez elegendő nyomatékot gerjeszt a motorban, mire a motor neki is lódul. Jönnek az enkóder jelek, apasztják a hibaregisztert, a szervó szedi vissza a gerjesztést és valahol 1-3 ezred mm-hez tartozó hibaérték körül oszcillál.
E) Ha nagyobb lenne a hibaregiszter értéktartománya, és nagyobb felbontású enkóderünk lenne, és a hüllő step-szorzója is tudna nagyobbat, akkor mégjobb lenne a gép elvi felbontása és a szervo fizikai felbontás közötti arány.
F) Az eredeti kérdés az volt, hogy mekkora legyen a hibaregiszter. Ha a step és az enkóder felbontás aránya kicsi, és van egy 8 bites (nem tudom mekkora van benne) felbontású pwm, akkor felesleges a nagy hibaregiszter. A hüllőt erre tervezték. Nem szabad többet várni tőle. Jó az a +/- 128.
G) Egy kis szuri a végére: Processzorral ez természetesen rugalmasabban állítható, nem kell áttervezni a hardvert....
Nem állítom, hogy hibátlan a gondolatmenet, de így is hosszúra sikeredett...
Egy kis alatató (csevgés helyett)!
Mielőtt cncéznénk, vegyünk egy hasonló példát.
A) Egy feszültséget 0.1V pontossággal kell tartani. Van hozzá egy digitális feszmérő, aminek a felbontása 0.1V. Belátható, hogy amikor pont annyit mutat, nem tudjuk hogy pont annyi, ezért eltekerjük felfelé 0.1-et, meg lefelé 0.1-et, és váltási pontokat megközölve a közepére csavarjuk, mert valahol ott lehet a helyes érték. Jó lenne, ha a műszer felbontása 10-szer nagyobb lenne, mert akkor pontosabban be lehet állítani.
B) A step és az enkóder jeleknél is hasonló a helyzet. Egy step jel meglépi az 1 századot. A hibaregiszter most 1-et tartalmaz, a szervó megindul. Ha az enkóder egy jele is 1 század (szándékosan nem írok impulzust), akkor az első jel 0-ra viszi a hibaregisztert, a szervo 0-ra viszi a motor meghajtását, de nem fékez. Fékezni akkor fog, ha az enkóderről jön még egy jel. Tudom, a mechanika tehetetlensége majd kiintegrálja stb., de a lényeg az, hogy tartó nyomaték csak a hibajeltől van. Tehát az 1/1-es step/enkóder nem képes ennél többre, ideális esetben +/- egy enkóder jellel oszcillál a pontos érték körül.
C) A gond az, hogy a hurok erősítését nem lehet tetszőlegesen nagyra állítani, mert begerjed (pid ellenére). Változó terhelésnél a szervo nem képes +/- 1 hibaértékkel követni a mozgást. Nagyobb hibaérték nagyobb nyomatékot ad a motornak. Ha +/- 128 a hibaregiszter, akkor mondjuk +/- 32-re adja a max. motorgerjesztést, a többi marad a "levegő szántás" gyorsításoknál megengedett tartalékokra.
D) Most nézzük a hüllő esetén a másik végletet. Neki van (lehet) egy stepjel többszörözője. Vegyük ezt 10-re. Egy step meglépi a századot, de erre a hibaregiszter 10-re ugrik. Ez elegendő nyomatékot gerjeszt a motorban, mire a motor neki is lódul. Jönnek az enkóder jelek, apasztják a hibaregisztert, a szervó szedi vissza a gerjesztést és valahol 1-3 ezred mm-hez tartozó hibaérték körül oszcillál.
E) Ha nagyobb lenne a hibaregiszter értéktartománya, és nagyobb felbontású enkóderünk lenne, és a hüllő step-szorzója is tudna nagyobbat, akkor mégjobb lenne a gép elvi felbontása és a szervo fizikai felbontás közötti arány.
F) Az eredeti kérdés az volt, hogy mekkora legyen a hibaregiszter. Ha a step és az enkóder felbontás aránya kicsi, és van egy 8 bites (nem tudom mekkora van benne) felbontású pwm, akkor felesleges a nagy hibaregiszter. A hüllőt erre tervezték. Nem szabad többet várni tőle. Jó az a +/- 128.
G) Egy kis szuri a végére: Processzorral ez természetesen rugalmasabban állítható, nem kell áttervezni a hardvert....
Nem állítom, hogy hibátlan a gondolatmenet, de így is hosszúra sikeredett...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 22:24
Írta: bmejdz9nu Dátum 2008 február 02, 22:24
Hát persze... már 7x -szer....:::: de rég voltam. már...::: most, hogy mondod megint mehetnékem lett :) Mindíg tanul az ember a Bazárban :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 22:25
Írta: HJózsi Dátum 2008 február 02, 22:25
Amit kétszer kell kiszámolni arra vagy programot írok vagy xls ( OpenOffice)... Péter gyakorlatias ... most gondolj bele, ha elméleties lenne ... te jó ég !!! ... itt zsibbadnánk az egyenleteitől .. [#wow2][#zavart2][#csodalk]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 22:29
Írta: bmejdz9nu Dátum 2008 február 02, 22:29
Ez semmi! Én egy 3 órás(!!) (épp a szalonból kihozott) Porsche-t) húztam meg... végig az oldalát... micsoda jó kedve volt az olasznak Riminiben ! :)
Kár, hogy videó nincs róla... :)
Aztán meg mondtam neki..., hogy legközelebb hagyjon annyi helyet, hogy elférjek melette... :)
Kár, hogy videó nincs róla... :)
Aztán meg mondtam neki..., hogy legközelebb hagyjon annyi helyet, hogy elférjek melette... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 02, 22:51
Írta: HJózsi Dátum 2008 február 02, 22:51
Snecinek igaza van, de nincs jó megoldás... egy egy poén miatt nem lehet oda vissza kapcsolgatni a csevegőbe amikor itt zajlik a világmegváltás ... [#lookaround]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 23:05
Írta: bmejdz9nu Dátum 2008 február 02, 23:05
A. Gecko = 40mV-os "raszter". azaz 1 step 40mV.
B. Teljesen igaz!
C. Miként lehetne másként? Ezért sem lehet zero hibajelel vezérelni és megoldást találni... de ez ok is...
D. A sokszorozó áramkör (pl. G340) valóban egy step jelre akár 10 step jelet generál (de ez egy véglet. 1-10-ig lehetséges beállítani...
(Én magyam sem tenném a maxra!)
E. Na "rátapintottál" a lényegre! Ha túl nagy az encoder és ezt csak a sokszorozó ármkörrel akarjuk megoldani az gáz!!!
Itt jön(ne) a képbe az LS7184-es IC... Ami az encoder jelét képes előosztani(!) ha pl. 1000cpr vagy 2000cpr-es az encoder. (sok gyári motor ezzel van)
De önmagában az encoder osztása nem megoldás... kb. 500cpr azaz 2000ppr-re kell osztani akkor alakul ki a legjobb állapot - szerintem.
F. 8 bites A/D...
G. Processzor és memória... Igen. Esetleg kellene több memória de csak akkor ha nagy felbontású az encoder és nem létezne az LS7184-es IC...
Ez az "előosztás(!)" megoldás lehet a felesleges "memóriavesztésre" annélkül, hogy az encodert lecserélnénk "kedvező" értékűre (pl. 500cp-re)...
Gondolom ezt is érted... nem kell a sokszorozót túl nagyra állítani.
Örülök, hogy átlátod a Gecko elvét!
A Gecko G380-ban már... kicsit másként lesz... mert ezek "a félelmeknek" és "nagymenő" memóriás vezérlőkkel nekik is ...
Szóval egy PDF-ben jobban fog kinézni, hogy xxxx memória lesz benne... (de minek :)
B. Teljesen igaz!
C. Miként lehetne másként? Ezért sem lehet zero hibajelel vezérelni és megoldást találni... de ez ok is...
D. A sokszorozó áramkör (pl. G340) valóban egy step jelre akár 10 step jelet generál (de ez egy véglet. 1-10-ig lehetséges beállítani...
(Én magyam sem tenném a maxra!)
E. Na "rátapintottál" a lényegre! Ha túl nagy az encoder és ezt csak a sokszorozó ármkörrel akarjuk megoldani az gáz!!!
Itt jön(ne) a képbe az LS7184-es IC... Ami az encoder jelét képes előosztani(!) ha pl. 1000cpr vagy 2000cpr-es az encoder. (sok gyári motor ezzel van)
De önmagában az encoder osztása nem megoldás... kb. 500cpr azaz 2000ppr-re kell osztani akkor alakul ki a legjobb állapot - szerintem.
F. 8 bites A/D...
G. Processzor és memória... Igen. Esetleg kellene több memória de csak akkor ha nagy felbontású az encoder és nem létezne az LS7184-es IC...
Ez az "előosztás(!)" megoldás lehet a felesleges "memóriavesztésre" annélkül, hogy az encodert lecserélnénk "kedvező" értékűre (pl. 500cp-re)...
Gondolom ezt is érted... nem kell a sokszorozót túl nagyra állítani.
Örülök, hogy átlátod a Gecko elvét!
A Gecko G380-ban már... kicsit másként lesz... mert ezek "a félelmeknek" és "nagymenő" memóriás vezérlőkkel nekik is ...
Szóval egy PDF-ben jobban fog kinézni, hogy xxxx memória lesz benne... (de minek :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 02, 23:11
Írta: bmejdz9nu Dátum 2008 február 02, 23:11
[#nyes] T= Sx/m x Pi = G ... Ha a G=1 akkor nem bírja... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 09:27
Írta: 000000000 Dátum 2008 február 03, 09:27
Tökéletesen megfogalmaztad! Pont ezeken dolgozok az új servo vezérlőmben! Jelenlegi ajánlásom a Step szorzás (pl. 10×) és a nagy encoder felbontás, így az 1 Step-re jutó "kompenzálás" "micros encoder" lépésekkel végezhetó (+-1Step lépésen belüli finomhangolás)!
Szerintem ettől tökéletesebb pályakövetési elvet nem lehet egy Step/Dir rendszerben kitalálni...[#nemtudom][#nevetes1]
Szerintem ettől tökéletesebb pályakövetési elvet nem lehet egy Step/Dir rendszerben kitalálni...[#nemtudom][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 10:36
Írta: bmejdz9nu Dátum 2008 február 03, 10:36
Na örülök! Akkor a bemeneti jel (fel)szorzása "hivatalosan" is elfogadott megoldás lett? Mert erről már annyit nyomtuk (nyomtam) a dumát...:)
Tehát akkor a Geckonál nem voltak teljesen hülék? :) hogy bementi jelet szoroztak* és nem encodert osztották...?
* Persze ha nagy az encoder felbontása egy kis előosztás nem árthatna... kevesebb memória igény és nem kell túl magas frekvenciáknak dolgoznia a vezérlőben...:) Talán kisebb a hiba lehetőség...:)
De abban az esetben el tudom képzelni - csak az osztást, szorzás nélkül - ha egy pl. egy "nagymotoros" és viszonylag kis dinamikájú rendszert kell vezérelni... persze kisebb felbontású encoderrel, hogy tartományon belül legyünk...
Tehát akkor a Geckonál nem voltak teljesen hülék? :) hogy bementi jelet szoroztak* és nem encodert osztották...?
* Persze ha nagy az encoder felbontása egy kis előosztás nem árthatna... kevesebb memória igény és nem kell túl magas frekvenciáknak dolgoznia a vezérlőben...:) Talán kisebb a hiba lehetőség...:)
De abban az esetben el tudom képzelni - csak az osztást, szorzás nélkül - ha egy pl. egy "nagymotoros" és viszonylag kis dinamikájú rendszert kell vezérelni... persze kisebb felbontású encoderrel, hogy tartományon belül legyünk...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 11:09
Írta: 000000000 Dátum 2008 február 03, 11:09
Látom ment a "szócséplés" tegnap rendesen.
Én nem egészen így látom, ahogyan Ti.
Túl sokat vacakoltok a felbontással, osztással,
szorzással, pár hibás gondolat mellett.
Ettől sokkal fontosabb műszaki
tényezők együttes hatása határoza meg egy
szervorendszer páyakövetési, dinamikai képességét.
Tegnap Vargha Kálmán Úrnál jártam, és ha
már ott voltam, átültettük a szervoelméletet
egy kis gyakorlatba. Szerintem jól sikerült
a dolog, de kíváncsi leszek azért a
véleményetekre. Ez egy hatbekezdésű kúpra
felcsavart csiga felület. Délutánra összehozok
egy gyártást bemutató videót is.

Én nem egészen így látom, ahogyan Ti.
Túl sokat vacakoltok a felbontással, osztással,
szorzással, pár hibás gondolat mellett.
Ettől sokkal fontosabb műszaki
tényezők együttes hatása határoza meg egy
szervorendszer páyakövetési, dinamikai képességét.
Tegnap Vargha Kálmán Úrnál jártam, és ha
már ott voltam, átültettük a szervoelméletet
egy kis gyakorlatba. Szerintem jól sikerült
a dolog, de kíváncsi leszek azért a
véleményetekre. Ez egy hatbekezdésű kúpra
felcsavart csiga felület. Délutánra összehozok
egy gyártást bemutató videót is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 11:16
Írta: bmejdz9nu Dátum 2008 február 03, 11:16
Szia Tibi! Már hiányoltunk...
Azt írtad "Ti"... ezek szerint (úgy látom) egyedül maradtál az encoder osztási dologgal... (nemzetközi szinten is)
Gratula a munkadarabhoz! Nem semmi! Várjuk a videót... (esteleg egy nagyfelbontású képet is)
Azt írtad "Ti"... ezek szerint (úgy látom) egyedül maradtál az encoder osztási dologgal... (nemzetközi szinten is)
Gratula a munkadarabhoz! Nem semmi! Várjuk a videót... (esteleg egy nagyfelbontású képet is)
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 február 03, 11:33
Írta: Kristály Árpád Dátum 2008 február 03, 11:33
[#eljen][#eljen][#eljen]
Gratula Tibor!
Igen, ez "kézzel" fogahtó....nem csak blabla...
Gratula Tibor!
Igen, ez "kézzel" fogahtó....nem csak blabla...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 11:47
Írta: 000000000 Dátum 2008 február 03, 11:47
"Azt írtad "Ti"... ezek szerint (úgy látom)
egyedül maradtál az encoder osztási dologgal...
(nemzetközi szinten is)"
Még szerencse, hogy csak a Te látásmódod
szerint ilyen zavaros a nemzetközi encoder
szervo jelfeldolgozás.[#nevetes1]
(Köszi egyébként, és egy nagyobb kép is van ott.)
egyedül maradtál az encoder osztási dologgal...
(nemzetközi szinten is)"
Még szerencse, hogy csak a Te látásmódod
szerint ilyen zavaros a nemzetközi encoder
szervo jelfeldolgozás.[#nevetes1]
(Köszi egyébként, és egy nagyobb kép is van ott.)
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 február 03, 11:50
Írta: dg8n4i8x Dátum 2008 február 03, 11:50
jól néz ki ez a cucc... Főleg annak tudatában, hogy hogyan is készült... Gratula! Milyen sebességgel ment?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 február 03, 11:58
Írta: D.Laci Dátum 2008 február 03, 11:58
Gratula! Kezdésnek nem rosz! De valami ütösebbet kellene csinálni!
pl:

pl:
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 12:02
Írta: bmejdz9nu Dátum 2008 február 03, 12:02
Step/dir "kisfrekvenciás" programokra gondolok... ha egy ipari vezérlés eleve tud pl. 3MHz-et akkor persze minek kellene a szorzás...
Tehát írjál egy vezérlőt ami ilyen... Mert én csak azokat ismerem amiket a hobbysták általában vesznek...
Tehát írjál egy vezérlőt ami ilyen... Mert én csak azokat ismerem amiket a hobbysták általában vesznek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 12:06
Írta: 000000000 Dátum 2008 február 03, 12:06
Köszi Balu, és Árpád!
Majd a videón minden látszódik, egy 16 mm
átmérőjű munkadarab forog 30 rpm-el, miközben
0.1 mm/ford előtolással ciróka-marókázzuk.
Ettől tudna többet is rendszer, de most nem a
határok feszegetése volt a cél, hanem egy
bonyolult felület elkészítése, és a szinkronszervók
tesztelése.
Majd a videón minden látszódik, egy 16 mm
átmérőjű munkadarab forog 30 rpm-el, miközben
0.1 mm/ford előtolással ciróka-marókázzuk.
Ettől tudna többet is rendszer, de most nem a
határok feszegetése volt a cél, hanem egy
bonyolult felület elkészítése, és a szinkronszervók
tesztelése.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 03, 12:50
Írta: HJózsi Dátum 2008 február 03, 12:50
Ez igae! GRATULA! Mint egy hatbekezdésü kúpos csigamenet ...
Van is egy közérdekü kérdésem hozzád:
Kell-e még valami a rendszerhez, a step/dir vezérlésű szervós X,Z és főorsó hajtáson kívül?
Azaz kell-e a főorsóra még valami jeladó vagy encoder? ( Fontos ! ... )
Van is egy közérdekü kérdésem hozzád:
Kell-e még valami a rendszerhez, a step/dir vezérlésű szervós X,Z és főorsó hajtáson kívül?
Azaz kell-e a főorsóra még valami jeladó vagy encoder? ( Fontos ! ... )
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 03, 12:57
Írta: HJózsi Dátum 2008 február 03, 12:57
És mennyire windows tűrő a programod? ( Kell-e külön DOS-t telepíteni? )
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 13:23
Írta: 000000000 Dátum 2008 február 03, 13:23
Köszi Józsi!
Ahogyan írod, csak X, Z step-dir mellékhajtás kell,
a főorsó maradhat az eredeti hagyományos, akár
100 éves klassz öntöttvas alapú gépé is, csak
lehessen beállítani saját hajtóművén 20-180 rpm
fordulatot, és ennek forgását tudjuk
érzékelni (direktbe vagy akár 1:1 fogazott szíj
áttétel felszerelten) egy 500-2000 cpr-es A,B,C
encóderrel.
Win 98-ból DOS-ba visszalépve működik,
de tisztább dolog egy önálló DOS.
Aztán már csak a hajtás dinamikia képességén,
és a lehetőleg golyósorsós mechanika jóságán
múlik minden.
Ahogyan írod, csak X, Z step-dir mellékhajtás kell,
a főorsó maradhat az eredeti hagyományos, akár
100 éves klassz öntöttvas alapú gépé is, csak
lehessen beállítani saját hajtóművén 20-180 rpm
fordulatot, és ennek forgását tudjuk
érzékelni (direktbe vagy akár 1:1 fogazott szíj
áttétel felszerelten) egy 500-2000 cpr-es A,B,C
encóderrel.
Win 98-ból DOS-ba visszalépve működik,
de tisztább dolog egy önálló DOS.
Aztán már csak a hajtás dinamikia képességén,
és a lehetőleg golyósorsós mechanika jóságán
múlik minden.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 13:33
Írta: 000000000 Dátum 2008 február 03, 13:33
Én is gratula Laci. De azt hittem, egy hét
alatt megérted, mecsoda különbség van a két
technológia elmélete, és gyakorlata között.:)
Nevezetesen aközött, ahogyan Te bűvészködtél a
fa esztergádon, és ahogyan én csináltam egy
lépésben, semmi G kód nélkül, valós időben.
Azon pedig lehet, hogy el kellene gondolkoznom,
hogy egy 100nF-os kondikat ábrázoló kép
az lehet, hogy ütősebb???:))[#fejvakaras]
(Ezt az utolsó mondatomat nem feltétlenül Neked
címeztem..:)))
alatt megérted, mecsoda különbség van a két
technológia elmélete, és gyakorlata között.:)
Nevezetesen aközött, ahogyan Te bűvészködtél a
fa esztergádon, és ahogyan én csináltam egy
lépésben, semmi G kód nélkül, valós időben.
Azon pedig lehet, hogy el kellene gondolkoznom,
hogy egy 100nF-os kondikat ábrázoló kép
az lehet, hogy ütősebb???:))[#fejvakaras]
(Ezt az utolsó mondatomat nem feltétlenül Neked
címeztem..:)))
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 03, 13:42
Írta: HJózsi Dátum 2008 február 03, 13:42
Azért kérdeztem, mert érdekel, hogy mennyire összehozható más (nem extrém) megmunkálásokkal.
A szaki ugyanis nem ér rá váltogatni arendszerek között egy befogásnál, tehát az lenne jó, ha mondjuk a Te rendszereddel tudna esztergálni ( hossz, oldalaz, rádiusz, kúp), menetet vágni és kozzá az extrém, pl. sokszög síklapokkl (egész konkrétan ...)
A szaki ugyanis nem ér rá váltogatni arendszerek között egy befogásnál, tehát az lenne jó, ha mondjuk a Te rendszereddel tudna esztergálni ( hossz, oldalaz, rádiusz, kúp), menetet vágni és kozzá az extrém, pl. sokszög síklapokkl (egész konkrétan ...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 13:45
Írta: 000000000 Dátum 2008 február 03, 13:45
Feltettem a csiga gyártás videóját (*SAS.mpg).
Remélem, a látottak alapján érzitek a fa
illatát, ahogy hópehelyként repülnek a
forgácsok.... Elvégre tél van:)
Ja a marómotor (fordulat 12.000 rpm) ezen a
gépen kb. egy 40kg-os le fel-mozgó szánra van
erősítve.:)
Remélem, a látottak alapján érzitek a fa
illatát, ahogy hópehelyként repülnek a
forgácsok.... Elvégre tél van:)
Ja a marómotor (fordulat 12.000 rpm) ezen a
gépen kb. egy 40kg-os le fel-mozgó szánra van
erősítve.:)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 február 03, 13:49
Írta: D.Laci Dátum 2008 február 03, 13:49
Tibor én értem a te technológiádat. Korábban én is gondoltam a lehetőségre, de elvetetem a korlátai miatt.
Kevés az a réteg, aki sokszöget akar szimplán "esztergálni".
A technológiáddal megoldott már a menetvágás?
"Értem én, hogy villanymotor, de mi hajtja?”
Kevés az a réteg, aki sokszöget akar szimplán "esztergálni".
A technológiáddal megoldott már a menetvágás?
"Értem én, hogy villanymotor, de mi hajtja?”
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 13:53
Írta: 000000000 Dátum 2008 február 03, 13:53
Értem, arra viszont biztos ráér, hogy kifogja
a munkadarabot és elvigye egy osztófejes
marógépre.:) Persze ha valakinek van KW-os
pozícionálható főorsója (mint majd Neked lesz),
az más. Akkor már csak azt a pár tízezer soros
G kódot kell valahogy előállítani a
sokszög esztergáláshoz.:)
a munkadarabot és elvigye egy osztófejes
marógépre.:) Persze ha valakinek van KW-os
pozícionálható főorsója (mint majd Neked lesz),
az más. Akkor már csak azt a pár tízezer soros
G kódot kell valahogy előállítani a
sokszög esztergáláshoz.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 14:01
Írta: 000000000 Dátum 2008 február 03, 14:01
Érdekes, mennyire másképpen látjuk a világot.
Egyelőre számomra ez kimeríthetetlen
variációkat kínál fel, korlátai nagyon tág teret
adnak.
Viccelsz velem, vagy tényleg ennyire nem érted?:)
A szinkronozott menetvágás az természetes ebben
a rendszerben és kb. akkora feladat neki, mint
amikor egy elefánt eltapos egy bolhát.
Egyelőre számomra ez kimeríthetetlen
variációkat kínál fel, korlátai nagyon tág teret
adnak.
Viccelsz velem, vagy tényleg ennyire nem érted?:)
A szinkronozott menetvágás az természetes ebben
a rendszerben és kb. akkora feladat neki, mint
amikor egy elefánt eltapos egy bolhát.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 14:51
Írta: bmejdz9nu Dátum 2008 február 03, 14:51
Megnéztem a videódat...
Igazából én nem tudom... nem értem...
Valahogy úgy látom hogy egy 4. forgatótengellyel ez egy CAD progiból meg lehetne... azaz lehet, hogy más mozgásokból....azaz nem ugrálna a Z-tengely...
Persze azt sem tudom hol kell ilyen (hol a piac erre)
Ez most egy magyar találmány? Nehogy felvágjak vele(d) valamelyik külföldi fórumon...
PS. Egy jobb kamera... jó lenne... pl. az egész "marást végignézhetnénk" egy jobb minőségben...
Igazából én nem tudom... nem értem...
Valahogy úgy látom hogy egy 4. forgatótengellyel ez egy CAD progiból meg lehetne... azaz lehet, hogy más mozgásokból....azaz nem ugrálna a Z-tengely...
Persze azt sem tudom hol kell ilyen (hol a piac erre)
Ez most egy magyar találmány? Nehogy felvágjak vele(d) valamelyik külföldi fórumon...
PS. Egy jobb kamera... jó lenne... pl. az egész "marást végignézhetnénk" egy jobb minőségben...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 03, 15:12
Írta: HJózsi Dátum 2008 február 03, 15:12
A cél az, hogy bentmarad az alkatrész és mindössze 4 vagy 6 lapot kell a végére marni v. köszörülni amit lehet a főorsó álló helyzetében is... Így már talán nem kell pár 10e sor... ;)
Csak a megmunkáló progit kell rávennem, hogy ne fordulatszámot nyomasson, hanem pozíciót azon a tengelyen elegáns módon, ne a setup átállításával... A PartMasterrel egyébként ki tudom generálni a szükséges kódokat a forgatóra is, persze nem az extrém esztergálásra ( jó, kúpfelületen a menetvágást azért tudja...) ;)
Csak a megmunkáló progit kell rávennem, hogy ne fordulatszámot nyomasson, hanem pozíciót azon a tengelyen elegáns módon, ne a setup átállításával... A PartMasterrel egyébként ki tudom generálni a szükséges kódokat a forgatóra is, persze nem az extrém esztergálásra ( jó, kúpfelületen a menetvágást azért tudja...) ;)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 03, 15:16
Írta: HJózsi Dátum 2008 február 03, 15:16
Vagy külső programozható eszközre kapcsolom át a főorsó vezérlését, valami egyszerű PIC-es irány és pulzusadóra, forgatok - megmunkálok, majd forgatol - megmunkálok ... Ez talán a legegyszerűbb, de ez sem elegáns ...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 február 03, 15:20
Írta: 3vv2btrhv Dátum 2008 február 03, 15:20
Sajnos nem tudom megnézni a videot .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 15:36
Írta: bmejdz9nu Dátum 2008 február 03, 15:36
Plug-in hiány... nálam is nehezzen megy... QuickTime lajátszó?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 15:38
Írta: bmejdz9nu Dátum 2008 február 03, 15:38
Ejutsz oda ahová egyszer én szeretnék... azaz a WinPC-NC forgatójával eszergálni...
Mert a forgatás nincs sebességhez kötve... így ha gyors a dolog ... már-már eszterga :)
Mert a forgatás nincs sebességhez kötve... így ha gyors a dolog ... már-már eszterga :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 03, 15:40
Írta: HJózsi Dátum 2008 február 03, 15:40
Itt már meg is adtad nagyjából a választ... erre számítottam ... :)
Na most mindezt "becsomagolni" , hogy egy cnc ismeretekkel rendelkező szaki könnyedén tudja használni ? ... Ez lenne jó, mert lenne rá érdeklődő...
Na most mindezt "becsomagolni" , hogy egy cnc ismeretekkel rendelkező szaki könnyedén tudja használni ? ... Ez lenne jó, mert lenne rá érdeklődő...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 03, 15:44
Írta: HJózsi Dátum 2008 február 03, 15:44
Ja, mondasz valamit, épp azon gondolkoztam, mogy a németek mivel drehálnak ? Persze biztosan Mach3-al :) Persze kiváncsi lennék az esztergálásban használatos kódokat hogyan kajálná meg... mert amúgy elvileg mehetne, ha tudna vagy 2-3000-et forogni a forgató ... :))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 16:00
Írta: 000000000 Dátum 2008 február 03, 16:00
Nálam a Real Player-el megy.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 16:07
Írta: bmejdz9nu Dátum 2008 február 03, 16:07
Két encoder a főorsón... egyik a forgatóhoz a másik az esztergához... és minjárd úgy forgat...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 február 03, 16:10
Írta: D.Laci Dátum 2008 február 03, 16:10
Nem viccelek!!!
Komolyan kérdeztem, és komolyan érdekel!
Amit edig láttam az egy 4 tengelyek nevezhető!De ezzel még menetet nem lehet vágni.
Olyanra gondolok ,hogy megadom a menet hoszzát, átmérő menet emelkedés fogások száma, s elkészti a menetet. Ezt tudja pl.: 2000ford/min melet is?
Komolyan kérdeztem, és komolyan érdekel!
Amit edig láttam az egy 4 tengelyek nevezhető!De ezzel még menetet nem lehet vágni.
Olyanra gondolok ,hogy megadom a menet hoszzát, átmérő menet emelkedés fogások száma, s elkészti a menetet. Ezt tudja pl.: 2000ford/min melet is?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 16:32
Írta: 000000000 Dátum 2008 február 03, 16:32
Köszi Péter!
Sajnos ezek nem csak ilyen felbontásúak, pont
azért is, hogy ne legyenek túl nagyok.
Inkább a láthatóságra figyeltem, egy szakember
így is sejti, mi a csoda is ez, ha látja.
Mivel tegnap elég sok tesztet csináltunk, még
feltettem 2 érdekesebbet. Az egyik egy igen
nagy meredekségű 7 fogú kvázi evolvens profilú
egyenes fogaskerék. A másik egy szabályos 7
oldalú sokszög rúd csavarva.
Sajnos ezek nem csak ilyen felbontásúak, pont
azért is, hogy ne legyenek túl nagyok.
Inkább a láthatóságra figyeltem, egy szakember
így is sejti, mi a csoda is ez, ha látja.
Mivel tegnap elég sok tesztet csináltunk, még
feltettem 2 érdekesebbet. Az egyik egy igen
nagy meredekségű 7 fogú kvázi evolvens profilú
egyenes fogaskerék. A másik egy szabályos 7
oldalú sokszög rúd csavarva.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 16:45
Írta: 000000000 Dátum 2008 február 03, 16:45
Írtam már, a menet hengerpaláston az alapeset.
Semmi gond nincs vele, akár 4.000 fordulaton
sem.:)) Természetesen azért annak érdemes lett
volna utána számolnod, hogy milyen kevés
menettípust (menetemelkedés, átmérő, profil,...)
lehet technológiailag egyáltalán már ekkora
fordulaton gyártani akár egy 50 millás NC
esztergán is, Hobby CNC-ről már nem is
beszélve.:)
Semmi gond nincs vele, akár 4.000 fordulaton
sem.:)) Természetesen azért annak érdemes lett
volna utána számolnod, hogy milyen kevés
menettípust (menetemelkedés, átmérő, profil,...)
lehet technológiailag egyáltalán már ekkora
fordulaton gyártani akár egy 50 millás NC
esztergán is, Hobby CNC-ről már nem is
beszélve.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 16:49
Írta: bmejdz9nu Dátum 2008 február 03, 16:49
Wmw-be kellene konvertálnod a videókat... vagy 10x jobb tömörítése... nézd meg a videóimat... Pedíg ezeket mind a fényképezőgéppel csináltam...
Egy jobb videó... több "szakember" értené... gondolom.
Egy jobb videó... több "szakember" értené... gondolom.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 február 03, 16:50
Írta: csg67 Dátum 2008 február 03, 16:50
A menetvágás jellemző problémája a szinkronizálás. Mivel a főorsó "csak" forog, ezért a szánoknak kell hozzá igazodni (jó tudni, hogy a forgás mindeképpen ingadozik). A kérdés az, hogy a főorsón lévő jeladó (null)impulzusának jelét hogyan dolgozzuk fel. Ha erre egy speciális hardver van ami mondjuk egy interruptra várva indítja a tengelyeket és a jeladó impuzusai vezérlik a mozgást, akkor elég jó eredményre számíthatunk (ha jól látom/értem, Tibor45 rendszere ilyen, egyébként hasonlóan csinálják a HUNOR vezérlések). Amennyiben szoftveres bűvészkedésbe kezdünk és egy program próbál szinkronizálódni akkor ne várjunk sok jót (elég arra gondolni, hogy 2000-es fordulatnál 12 fokot fordul az orsó minden ezredmásodpercben). Az ilyen rendszerekkel nem lehet igazán pontos emelkedésű menetet készíteni (általános célra legtöbbször jó, szerszámkészítőknek nem ajánlott).
A másik probléma a menet végén van. Itt ugye ki kellene rántani a kést. Már az első próbálkozásnál javaslom a szerszám kúpos kiemelését (az utolsó egy-két emelkedésen), elkerülendő a szerszám élének letörését.
A másik probléma a menet végén van. Itt ugye ki kellene rántani a kést. Már az első próbálkozásnál javaslom a szerszám kúpos kiemelését (az utolsó egy-két emelkedésen), elkerülendő a szerszám élének letörését.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 16:56
Írta: 000000000 Dátum 2008 február 03, 16:56
Köszi, legközelebb úgy teszem. Videó
formátukban profi vagy, hallgatok Rád.
Csak azt tudnám, ezekből a formátumokból és a
hozzátartozó codec-ekből miért kell a piacon,
a neten naponta újabb 10-nek megjelenni...
formátukban profi vagy, hallgatok Rád.
Csak azt tudnám, ezekből a formátumokból és a
hozzátartozó codec-ekből miért kell a piacon,
a neten naponta újabb 10-nek megjelenni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 17:33
Írta: 000000000 Dátum 2008 február 03, 17:33
Egyetértek Veled, én sem hiszek a fordulatonkénti
1-4 impulzussal dolgozó menetesztergálásban.
Ide komolyabb esetben kemény szinkron kell,
ehhez pedig sok-sok információ a főorsó
pillanatnyi szöghelyzetéről és a lehető
legdinamikusabb hajtás.
Az előbbiek alapján azt is be kell látni, hogy
egy mechanikus vezérosó kényszerkapcsolat
minőséget szinte lehetetlen elérni elektronikusan,
csak alulról lehet megközelíteni.
Persze a flexibilitás az más, ott igen nagy
hátrány, amikor cserekerekkel kell bajlódni.
Valamit valamiért.
1-4 impulzussal dolgozó menetesztergálásban.
Ide komolyabb esetben kemény szinkron kell,
ehhez pedig sok-sok információ a főorsó
pillanatnyi szöghelyzetéről és a lehető
legdinamikusabb hajtás.
Az előbbiek alapján azt is be kell látni, hogy
egy mechanikus vezérosó kényszerkapcsolat
minőséget szinte lehetetlen elérni elektronikusan,
csak alulról lehet megközelíteni.
Persze a flexibilitás az más, ott igen nagy
hátrány, amikor cserekerekkel kell bajlódni.
Valamit valamiért.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 február 03, 17:50
Írta: csg67 Dátum 2008 február 03, 17:50
Egy átlagos eszterga minőségét a te rendszereddel is el lehet érni. Ha pedig van menetemelkedési hibakompenzáció (egyszer pontosan végig kell méri, hogy hol mennyire csal az orsód, aztán a szoftver majd kompenzál) akkor még jobb is lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 február 03, 17:53
Írta: csg67 Dátum 2008 február 03, 17:53
Egy átlagos eszterga minőségét a te rendszereddel is el lehet érni. Ha pedig van menetemelkedési hibakompenzáció (egyszer pontosan végig kell méri, hogy hol mennyire csal az orsód, aztán a szoftver majd kompenzál) akkor még jobb is lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 február 03, 17:53
Írta: csg67 Dátum 2008 február 03, 17:53
Egy átlagos eszterga minőségét a te rendszereddel is el lehet érni. Ha pedig van menetemelkedési hibakompenzáció (egyszer pontosan végig kell méri, hogy hol mennyire csal az orsód, aztán a szoftver majd kompenzál) akkor még jobb is lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 18:11
Írta: 000000000 Dátum 2008 február 03, 18:11
Szia Tibor!
Klasszak a videok,a sas4 -nél a fogaskeréknél mindig egyirányba forog a főorsó,mert a videón úgy látszik,hogy a maró lefelé nem forgácsol.
Klasszak a videok,a sas4 -nél a fogaskeréknél mindig egyirányba forog a főorsó,mert a videón úgy látszik,hogy a maró lefelé nem forgácsol.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 18:12
Írta: bmejdz9nu Dátum 2008 február 03, 18:12
Nem olyan nagy zavar van mint elsőre kinéz = WMV formátumot (8-as vagy 9-es mindegy) kell használni...
(ez most talán a legjobb és leg elfogadottabb webes felületen)
Ezt minden gép alapban (windows) ismeri... (nem úgy mint a divX-et, Xvidet, mov., avi... stb... ahhoz kelllenek mindenféle codek-ek)
(ez most talán a legjobb és leg elfogadottabb webes felületen)
Ezt minden gép alapban (windows) ismeri... (nem úgy mint a divX-et, Xvidet, mov., avi... stb... ahhoz kelllenek mindenféle codek-ek)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 18:17
Írta: bmejdz9nu Dátum 2008 február 03, 18:17
Ha ez a feladat ilyen számítás igényes ... nem lehetne beletölteni egy mikrovezérlőbe ami sokkal gyorsabb mint egy PC-s progi?
Persze tesztnek előtte akár (lasabban) egy PC is lejátszatná... de utánna bele egy külső "dobozba"... és indulhat a tömegtermelés... :)
Persze tesztnek előtte akár (lasabban) egy PC is lejátszatná... de utánna bele egy külső "dobozba"... és indulhat a tömegtermelés... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 18:54
Írta: 000000000 Dátum 2008 február 03, 18:54
Szia! Köszi! Azért nem látsz forgácsolást, mert
ez direkt egy olyan részlet, amikor legyártottuk,
leállítottuk, kávészünetet tartottunk.
Majd újból elindítva a rendszer megkereste a
szinkron pontot, és ugyanazon a pályán végig
"simította" a felületet. Ha forgácsolt volna,
az lett volna a baj, de így már érthetőbb
talán ez a videó. Erről is van gyártási videó
is, csak azt Kálmán és Ferenc készítette,
még én sem láttam.
ez direkt egy olyan részlet, amikor legyártottuk,
leállítottuk, kávészünetet tartottunk.
Majd újból elindítva a rendszer megkereste a
szinkron pontot, és ugyanazon a pályán végig
"simította" a felületet. Ha forgácsolt volna,
az lett volna a baj, de így már érthetőbb
talán ez a videó. Erről is van gyártási videó
is, csak azt Kálmán és Ferenc készítette,
még én sem láttam.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 19:10
Írta: 000000000 Dátum 2008 február 03, 19:10
Hát nem tudom, én nem így látom. A legjobb
szervorendszer is a létező eredő időállandó
miatt sokkal lassúbb mint egy precízebb
mechanika. Ameddig egy fogaskeréken van fog,
az szinkronban is van. Ezért van az, hogy ha
jól tudom, még mindig gyártanak hagyományos
lefejtő marógépeket csigakerék, és fogaskerék
készítéshez, CNC ide vagy oda. Szerencsére
néhány dolgot nem bír megölni a divat:
potméter, transzformátor, fogaskerék,
menetesorsó, csapágy, ...
Még jó hogy ezeket nem lehet PIC-cel, IC-vel és egyéb
csodákkal pótolni, és ha azt vesszük, ezek
között vannak 4.000 éves ötletek is, akkor ez
már valami. Én ennek örülök. Picit értékállóbb
dologok, mint egy hardware elem a számítástechnikában.
szervorendszer is a létező eredő időállandó
miatt sokkal lassúbb mint egy precízebb
mechanika. Ameddig egy fogaskeréken van fog,
az szinkronban is van. Ezért van az, hogy ha
jól tudom, még mindig gyártanak hagyományos
lefejtő marógépeket csigakerék, és fogaskerék
készítéshez, CNC ide vagy oda. Szerencsére
néhány dolgot nem bír megölni a divat:
potméter, transzformátor, fogaskerék,
menetesorsó, csapágy, ...
Még jó hogy ezeket nem lehet PIC-cel, IC-vel és egyéb
csodákkal pótolni, és ha azt vesszük, ezek
között vannak 4.000 éves ötletek is, akkor ez
már valami. Én ennek örülök. Picit értékállóbb
dologok, mint egy hardware elem a számítástechnikában.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 19:34
Írta: bmejdz9nu Dátum 2008 február 03, 19:34
Halottál már az SKF microprocesszor vezérelt mágneses csapágyáról?
De azért a kerék az kerék marad... az egy nagy és meghatározó találmány volt akkoriban és ma is az... ez az ami "érték álló"...
Persze nem szabad "retroba" átmennünk :) ... és "helybetopizni"... :)
De azért a kerék az kerék marad... az egy nagy és meghatározó találmány volt akkoriban és ma is az... ez az ami "érték álló"...
Persze nem szabad "retroba" átmennünk :) ... és "helybetopizni"... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 19:44
Írta: 000000000 Dátum 2008 február 03, 19:44
Á, dehogy vagyok én retro párti.
Bár minden megoldható lenne csak a billentyűzet
nyomogatásával..:)
Bár minden megoldható lenne csak a billentyűzet
nyomogatásával..:)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 03, 19:57
Írta: x4rhew5r3 Dátum 2008 február 03, 19:57
Megnyerő az "inverz szinkron" rendszered, gratulálok. Egyszerű és nagyszerű - már mint az ötlet -, a vezérlése persze nem kezdőknek való. A pc-n futó felületképző és interpolátor miben van írva?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 20:35
Írta: 000000000 Dátum 2008 február 03, 20:35
Köszi! Meg fogsz lepődni: az a része QB nyelven fut.
Kőkemény vas kell hozzá, minimum konfiguráció:
486 DX100, 10 MB vinyo, 1 MB RAM, 1 MB SVGA.:))
Azaz nulla forintba kerül hozzá a PC.
Persze fut egy mai "erőművön" is.
Kőkemény vas kell hozzá, minimum konfiguráció:
486 DX100, 10 MB vinyo, 1 MB RAM, 1 MB SVGA.:))
Azaz nulla forintba kerül hozzá a PC.
Persze fut egy mai "erőművön" is.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 február 03, 21:08
Írta: csg67 Dátum 2008 február 03, 21:08
A mechanikában rengeteg hiba van és ezeket nagyon nehéz hagyományos módszerekkel kompenzálni (bár vannak nagyszerű és elmés megoldások).
A mai CNC-k (bár elismerem, hogy ez nem hobby szint) rengeteg dolgot kompenzálnak. Kezdve a sebesség előrecsatolással megvalósított 0 követési hibától a nemlineáris hibakompenzáción át a különféle termikus, tapadási, orsó torziós lengésig, stb, stb...
Az "egyszerű" mechanikus dolgok csak annyira pontosak, amennyire a gyártás és a beépítés gondossága azt megengedik. Csak elméletileg hibamentesek, sőt ha jobban belegondolunk csak akkor lennének azok, ha végtelenül merevek lennének és egyéb ilyeneknek megfelelnének.
Hagyományos lefejtő marógépeket (a példa kiváló, a gépipar legpontosabb gépei!) pedig fognak is gyártani, mivel az ott megvalósított kinematikai viszonyokat általános CNC vezérlővel problémás megvalósítani (persze léteznek célhardverek).
A mai CNC-k (bár elismerem, hogy ez nem hobby szint) rengeteg dolgot kompenzálnak. Kezdve a sebesség előrecsatolással megvalósított 0 követési hibától a nemlineáris hibakompenzáción át a különféle termikus, tapadási, orsó torziós lengésig, stb, stb...
Az "egyszerű" mechanikus dolgok csak annyira pontosak, amennyire a gyártás és a beépítés gondossága azt megengedik. Csak elméletileg hibamentesek, sőt ha jobban belegondolunk csak akkor lennének azok, ha végtelenül merevek lennének és egyéb ilyeneknek megfelelnének.
Hagyományos lefejtő marógépeket (a példa kiváló, a gépipar legpontosabb gépei!) pedig fognak is gyártani, mivel az ott megvalósított kinematikai viszonyokat általános CNC vezérlővel problémás megvalósítani (persze léteznek célhardverek).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 21:15
Írta: bmejdz9nu Dátum 2008 február 03, 21:15
Ez a "486 DX100, 10 MB vinyo, 1 MB RAM, 1 MB SVGA."... Hát ha ez 10x-be is kerülne... egy gépnél akkor is csak a 5-10%-a... szóval ez "édesmindegy"... szerintem a leendő megrendelő szempontjából...
Viszont a "felhasználóbarát" felület az már nem... azaz (sajnos?) ma már elvárják azt a felületet amit megszoktak... azaz azt a "fránya" windowst...
Viszont a "felhasználóbarát" felület az már nem... azaz (sajnos?) ma már elvárják azt a felületet amit megszoktak... azaz azt a "fránya" windowst...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 21:33
Írta: 000000000 Dátum 2008 február 03, 21:33
Alapvetően egyformán látjuk a dolgokat, és ez
jó dolog.
Örülök, hogy a lefejtő marógépeket Te is igen
komoly alkotásoknak tartod, ahol elektronikus
kompenzáció ide-vagy oda nagyon nehéz CNC-
síteni még a mai tegelyenkénti
multiprocesszoros ipari vezérlőkkel is.
Aztán persze olyan "részlet" kérdésbe már nem
érdemes mélyebben belemennünk, és vitát
nyitnunk, hogy mi a merevebb, és jobb
időállandójú rendszer. Én azért eléggé tudok
tisztelni, becsülni egy acél anyag legnagyobb
megengedett szakítószilárdságot, és egy
köszörült, edzett fogaskerékhajtómű
merevségében inkább bízom.
Próbálj ki egy ilyen hajtóművet egységugrás
tesztelni, meg egy szervót. Borítékolom előre,
melyik lesz a jobb.
jó dolog.
Örülök, hogy a lefejtő marógépeket Te is igen
komoly alkotásoknak tartod, ahol elektronikus
kompenzáció ide-vagy oda nagyon nehéz CNC-
síteni még a mai tegelyenkénti
multiprocesszoros ipari vezérlőkkel is.
Aztán persze olyan "részlet" kérdésbe már nem
érdemes mélyebben belemennünk, és vitát
nyitnunk, hogy mi a merevebb, és jobb
időállandójú rendszer. Én azért eléggé tudok
tisztelni, becsülni egy acél anyag legnagyobb
megengedett szakítószilárdságot, és egy
köszörült, edzett fogaskerékhajtómű
merevségében inkább bízom.
Próbálj ki egy ilyen hajtóművet egységugrás
tesztelni, meg egy szervót. Borítékolom előre,
melyik lesz a jobb.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 03, 21:47
Írta: 000000000 Dátum 2008 február 03, 21:47
Nincsen gond. A mai X gigás vinyón igazán
hagyhatsz 1% DOS partíciót is, így szerényen
mindig lesz a háttérben egy megbízható barátod
is a gépen. Nem sok kenyeret kér, és ha éppen
rá van szükséged egy adott feladat hatékony
elvégzéséhez, jó az öreg a háznál.:)
hagyhatsz 1% DOS partíciót is, így szerényen
mindig lesz a háttérben egy megbízható barátod
is a gépen. Nem sok kenyeret kér, és ha éppen
rá van szükséged egy adott feladat hatékony
elvégzéséhez, jó az öreg a háznál.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 22:08
Írta: bmejdz9nu Dátum 2008 február 03, 22:08
Tudom, hogy erre nagyon jó.... csak azt mondom nehéz eladni a dolgot.
A Lewetz amikor kiadta (nem is oly rég - pár éve) a WinPC verzót csak sírt és sírt... de a piac megkövetelte! Nem volt választása...
A real time kernelért kér majdnem 100 Eurót! azaz a PC-NC és a WinPC-NC között ennyi a különbség... írta is a német fórumon, hogy nem maga csinálta ezt a real time kernelt... vette és nem olcsó a licence... szóval ez van...
Ő sem szívessen tette, de évekig kereste az IGAZIT! azaz ami "majdnem" olyan mint a DOS...
A Lewetz amikor kiadta (nem is oly rég - pár éve) a WinPC verzót csak sírt és sírt... de a piac megkövetelte! Nem volt választása...
A real time kernelért kér majdnem 100 Eurót! azaz a PC-NC és a WinPC-NC között ennyi a különbség... írta is a német fórumon, hogy nem maga csinálta ezt a real time kernelt... vette és nem olcsó a licence... szóval ez van...
Ő sem szívessen tette, de évekig kereste az IGAZIT! azaz ami "majdnem" olyan mint a DOS...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 február 03, 22:23
Írta: dg8n4i8x Dátum 2008 február 03, 22:23
Sajnos a felhasználó nagy úr... Én tudok egy céget ahol több éve áll egy cnc (5millás plasma), mert a tervező program win alatt megy a vezérlő meg dos-os... Sajnos azt mondják, hogy inkább nekiállnak kézzel kivágni a cuccot, mint hogy rosszakodjon az ujraindítással stb... Nem sorozatban gyártanak...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 03, 22:28
Írta: bmejdz9nu Dátum 2008 február 03, 22:28
Ilyen a világ... így aztán lehet szeretni vagy nem szeretni a windows-t... Bill Gates-el együtt...
Bill-i bácsi azért ha gondolt volna ránk... de nem tette... :)
Bill-i bácsi azért ha gondolt volna ránk... de nem tette... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 04, 01:34
Írta: HJózsi Dátum 2008 február 04, 01:34
Én az XP-vel már elvagyok, majdnem szeretem... az elődeihez és utódaihoz (Vista) képest mindenképpen! De azért betáraztam DrDos-ból, meg UBUNTU real time cnc live cd-t is égettem, ki is prónáltam. Sajna ez utóbbi über fapad... valószínű inkább a SuSE-val próbálok realtime kernelt fordítani és úgy a cnc progi, de már láttam, hogy messze elmarad a Mach3-tól ... Sajnos amit Balu is írt, a termelésben gyorsan mellőzik a nehézségekkel járó eszközöket... Viszont ami frappáns és jó attól meg nem válnának semmi pénzért. Egy jó technikai megoldáshoz mindenképpen felhasználóbarát, azaz könnyű kézreeső, gyors alkalmazhatóság is kell... esetleg jó interface, vagy beágyazhatóság...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 04, 06:05
Írta: x4rhew5r3 Dátum 2008 február 04, 06:05
Volt egy Gusztáv film, amikor elromlott az autója, és minden segítő a sajátjához hasonlóra akarta javítani Gusztáv autóját...
Ez a történet itt másról szól. Gondolom első fázisban célgép cél-szoftverrel. A csicsa időben és pénzben többszöröse lehet a működtető magnak. Az lehet egy harmadik fázis. Ezt megelőzi a második fázis, ahol össze lehet gyűjteni az általánosításhoz szükséges igényeket és tapasztalatokat.
Ez a történet itt másról szól. Gondolom első fázisban célgép cél-szoftverrel. A csicsa időben és pénzben többszöröse lehet a működtető magnak. Az lehet egy harmadik fázis. Ezt megelőzi a második fázis, ahol össze lehet gyűjteni az általánosításhoz szükséges igényeket és tapasztalatokat.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 04, 06:08
Írta: x4rhew5r3 Dátum 2008 február 04, 06:08
Lemaradt a hivatkozás...
Tibor gépével kapcsolatban szóltam volna hozzá (bele:)
Tibor gépével kapcsolatban szóltam volna hozzá (bele:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 08:03
Írta: 000000000 Dátum 2008 február 04, 08:03
Nehézen eldöndhető kérdések ezek.
Szerintem ketté kell választani a problémát.
Kell egy olyan mindentől független PC, amivel a
CNC gépedet működteted. Ennél a gépnél az a
fontos, hogy az adott forgácsolási technológiát
a műszakilag-gazdaságilag a legjobban megoldja
valamilyen korrekt step-dir kimenetű progammal.
Baromságnak tartom azt, ha valaki netezik,
vagy videót akar nézni a műhelyében azon a
gépen, amivel forgácsol, arról nem is beszélve,
mit kockáztat ilyenkor ha lefagy.
Kell egy másik gép, ahol az irodában, szobában kényelmesen netezgetek, letöltögetsz, fórumozol,
CAD-CAM progikkal dolgozol, fejlesztesz, ..., stb.
Ezekhez nyilván szinte csak Win, vagy más komolyabb op.
rendszerek csak a nyerők. És ha így nézzük,
akkor már csak aza léányeg, a Felhasználó
elégedett legyen a kis rendszerével.
Szerintem ketté kell választani a problémát.
Kell egy olyan mindentől független PC, amivel a
CNC gépedet működteted. Ennél a gépnél az a
fontos, hogy az adott forgácsolási technológiát
a műszakilag-gazdaságilag a legjobban megoldja
valamilyen korrekt step-dir kimenetű progammal.
Baromságnak tartom azt, ha valaki netezik,
vagy videót akar nézni a műhelyében azon a
gépen, amivel forgácsol, arról nem is beszélve,
mit kockáztat ilyenkor ha lefagy.
Kell egy másik gép, ahol az irodában, szobában kényelmesen netezgetek, letöltögetsz, fórumozol,
CAD-CAM progikkal dolgozol, fejlesztesz, ..., stb.
Ezekhez nyilván szinte csak Win, vagy más komolyabb op.
rendszerek csak a nyerők. És ha így nézzük,
akkor már csak aza léányeg, a Felhasználó
elégedett legyen a kis rendszerével.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 február 04, 08:36
Írta: D.Laci Dátum 2008 február 04, 08:36
Örülök hogy képesrá "papiron".
Nem volt szükségem számolni (nemis tudok) mivel az én fa esztergám "amin büvészkedek" z tengely (ami a leglasabb perpilanat 6000mm/min re képes)
igy akár 6000ford/min nél 1mm menetet elvben simán rávágná. gyakorlatban 2000min/fordon vágtam 2mm menetet.
1 réses tárcsával már vágtam több bekezdésü menetet.
Nem tudom ,hogy akor az én gépem hány 50 millát ér... :)
Lenne még pár kérdésem a technologiádal kapcsolatban.
Lehet e szobtor marni vele? Ha lehet akor hogyan munkálja meg, forgatva, vagy képes Z tengelyen pásztázva?
Képes -e tányér szerü dolgok lapjába 3D marására?
Képes -e pozició fúrásra?
Válaszodat elöre is köszönöm!
Nem volt szükségem számolni (nemis tudok) mivel az én fa esztergám "amin büvészkedek" z tengely (ami a leglasabb perpilanat 6000mm/min re képes)
igy akár 6000ford/min nél 1mm menetet elvben simán rávágná. gyakorlatban 2000min/fordon vágtam 2mm menetet.
1 réses tárcsával már vágtam több bekezdésü menetet.
Nem tudom ,hogy akor az én gépem hány 50 millát ér... :)
Lenne még pár kérdésem a technologiádal kapcsolatban.
Lehet e szobtor marni vele? Ha lehet akor hogyan munkálja meg, forgatva, vagy képes Z tengelyen pásztázva?
Képes -e tányér szerü dolgok lapjába 3D marására?
Képes -e pozició fúrásra?
Válaszodat elöre is köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 04, 09:01
Írta: bmejdz9nu Dátum 2008 február 04, 09:01
Én is vettem PCNC DOS-t... csak azért ha "megszerkesztek-beállítok" valamit WinPCNC-ben... akkor a file-t átteszem a DOS meghajtóra...
(A két progi PCNC-DOS és WinPCNC-Economy szinte mindenben azonos - azaz kompatibilis egymással - Ezért is vettem ezt! és ezért nem CNCGraf van...:)
De ez nem járható azaz (nem éri meg) ha csak 1-2 munkadarab kell...
Sajnos kell a "csicsa"... nem azért amit írtál, azért mert pl. a nálad fiatalabbaknak a DOS már születésük előtt "ki volt dobva"...
Több évig Lewetz úr mindent próbálgatott... de rájött, hogy csak veszthet... és csinált Win werziót.. (sírva! de megtette)
Csak még a történetéhez:
Ma is árulja a DOS verziót (149 Euro) Sőt frissíti is, persze 2006-ban volt az utolsó upgrade utolsó verzió a DOS-osból (nekem ez van meg)...
Ő is szereti a DOS verziót... csak a piac nem! Azaz veszik ma is de csak 40 éves kor feletti ügyfelek! :) Úgye érted...
A "csicsa" legyőzte a racionalitást - ez van! Most neki az a dolga, hogy kihozza windowsból amit csak lehet... és ez jól sikerült neki! (jó a drágán vett kernel:)
De nem bírta az agya neki se... Ezért csinálta a WinPC-Professional változatot!
Erre a Professional változatra (külső dobozos*) írja, hogy olyan jó mint a DOS-os progi :)
Ad el még célgépekhez DOS verziókat, ahol (gondolom) egész nap ugyanazt csinálja a gép... (széria munkát)
WinPCNC Professional = egy WinPC-NC Economy (+ speciális extrák pl. sok I/O port) és egy külső doboz amiben egy ipari kártya PC van...
Lehet, hogy abban a dobozban "megegyszer" fut egy PCNC-DOS progi... és a kettő össze van kötve egy soros kábelel? Nagyon is lehetséges!
==================== De ez akkor egy jó ötlet! Windows felület és DOS motor... ====================
(A két progi PCNC-DOS és WinPCNC-Economy szinte mindenben azonos - azaz kompatibilis egymással - Ezért is vettem ezt! és ezért nem CNCGraf van...:)
De ez nem járható azaz (nem éri meg) ha csak 1-2 munkadarab kell...
Sajnos kell a "csicsa"... nem azért amit írtál, azért mert pl. a nálad fiatalabbaknak a DOS már születésük előtt "ki volt dobva"...
Több évig Lewetz úr mindent próbálgatott... de rájött, hogy csak veszthet... és csinált Win werziót.. (sírva! de megtette)
Csak még a történetéhez:
Ma is árulja a DOS verziót (149 Euro) Sőt frissíti is, persze 2006-ban volt az utolsó upgrade utolsó verzió a DOS-osból (nekem ez van meg)...
Ő is szereti a DOS verziót... csak a piac nem! Azaz veszik ma is de csak 40 éves kor feletti ügyfelek! :) Úgye érted...
A "csicsa" legyőzte a racionalitást - ez van! Most neki az a dolga, hogy kihozza windowsból amit csak lehet... és ez jól sikerült neki! (jó a drágán vett kernel:)
De nem bírta az agya neki se... Ezért csinálta a WinPC-Professional változatot!
Erre a Professional változatra (külső dobozos*) írja, hogy olyan jó mint a DOS-os progi :)
Ad el még célgépekhez DOS verziókat, ahol (gondolom) egész nap ugyanazt csinálja a gép... (széria munkát)
WinPCNC Professional = egy WinPC-NC Economy (+ speciális extrák pl. sok I/O port) és egy külső doboz amiben egy ipari kártya PC van...
Lehet, hogy abban a dobozban "megegyszer" fut egy PCNC-DOS progi... és a kettő össze van kötve egy soros kábelel? Nagyon is lehetséges!
==================== De ez akkor egy jó ötlet! Windows felület és DOS motor... ====================
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 február 04, 09:22
Írta: dg8n4i8x Dátum 2008 február 04, 09:22
Amit én írtam ott se net se semmi ilyesmi nincs a gépen, csak egy spéci szoftver (itt vannak alap 3d-s elemek, amit beméretezel a kész gyártmányhoz, és ő megcsinálja a terítéket) amivel terveznének aztán vágnának ha nem kéne mindíg oprendszert váltani... Azt kéne megoldanom nekik, hogy ne kelljen annyit eszetlenkedni mire kivág egy nyomorult formát... Persze magyar gyártmányú a gép...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 február 04, 09:24
Írta: dg8n4i8x Dátum 2008 február 04, 09:24
Félre ne érts! Most nem a te megoldásodat akarom becsmérelni! Maximálisan elismerem, és átérzem milyen munka és tudás van mögötte!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 04, 09:26
Írta: HJózsi Dátum 2008 február 04, 09:26
Úgytűnik BG is rájött, hogy egy piaci szegmenssel jól elbánt, ill. a csicsa turbózása azt eredményezi, hogy ismét lecsökken a stabilitása egészen a Win95 szintjére, noha egy kétmagos procinál az egyik mag 80%-ban csak a rendszerrel foglalkozik, mikor nincs is semmi feladat.. :( szóval Win Pista messze nem hozta a várakozásokat és a készítő által trombitált speckókat... mindenesetre gőzerővel fejlesztenek egy újabb win változatot, amiből lesz abszolút fapados, csak kernel, viszont realtime kernel is lesz és erre lehet felépíteni az igények szerinti csicsát... Ez így már nem hangzana rosszul, ha nem BG csinálná, mert az önkompatibilitáson eddig mindig elcsúszott, talán éppen azért...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 09:32
Írta: 000000000 Dátum 2008 február 04, 09:32
Szia Laci!
"Nem volt szükségem számolni (nemis tudok)"
Kár, én szeretek kiszámolni valamit, ha lehet,
és van rá képlet, mielőtt nekirohanok fejjel a
betonfalnak a gyakorlatban bárminek is.
Pl. egyből kiderült volna, hogy már egy TR16*4-
es menetet sem tudsz már vágni. És az előtolás
csak az egyik korlát: gondolom halottál már a
vágósebességről is, ami igencsak átmérő függő.
Azaz ez minimum kétváltozós, erősen korlátos függvvény.
A többi kérdésedre röviden mind igen a válaszom.
De ha nem haragszol, kár untatni a Fórumot
a mi párbeszédünkkel. Valahogy egyfajta
kötözködést, kontrát érzek minden
hozzászólásodban, ami ezt a szinkron
technológiát illeti. Kérlek fogadd el a videók láttán is,
műküdőképes, és adott feladatot csak így lehet
megoldani, természetesen korlátai is vannak
a rendszernek, de minek nincs???
Elsősorban azokban a pontokban,
ahol a pályagörbe függvény elsőfokú differeciál
hányadosa a végtelen felé tart. Ezt egyébként
az adott szervo egységugrástesztekkel
megállapított képességeihez lehet beállítani, és
ezt a megadott limitet a program valós idejű
pályagenerálskor figyeli, és kijelzi
a kritikus pontokat. Teszt üzemmódban a grafikai
szimulátor ezt mind kiszámolja a teljes
bonyolult felületre vonatkozólag.
Első ránézésre ez egy egyszerű, bár kicsit
meghökkentő gyártási eljárás.
Én arra kérlek, gondold végig, hány fontos
önállóan is elég kemény része van ennek a
technológiának (dinamikus szervo, igen gyors
aritmetikájú, algoritmusú valós idejű
pályaelem generálás, közben pedig millió adat
figyelése, lekezelése az I/O porton,..), ráadásul
úgy ha a főorsó megáll, akkor minden megáll,
azaz állandó szinkron fenntartás mellett.
Azaz ez nem egy "buta merev" G kódos rendszer,
ami változatlanul nyomja kifelé akkor is step-
dir jeleket, amikor lassul, vagy megáll a
főorsó.
Alap szakirodalomnak pedig javaslom a lefejtő
forgácsoló eljárások tanulmányozását, pl.
egy Maag, Pfauter, Fellow rendszerű hagyományos
szerszámgép csodálatos kinematikájú, igen
precíz gép.
"Nem volt szükségem számolni (nemis tudok)"
Kár, én szeretek kiszámolni valamit, ha lehet,
és van rá képlet, mielőtt nekirohanok fejjel a
betonfalnak a gyakorlatban bárminek is.
Pl. egyből kiderült volna, hogy már egy TR16*4-
es menetet sem tudsz már vágni. És az előtolás
csak az egyik korlát: gondolom halottál már a
vágósebességről is, ami igencsak átmérő függő.
Azaz ez minimum kétváltozós, erősen korlátos függvvény.
A többi kérdésedre röviden mind igen a válaszom.
De ha nem haragszol, kár untatni a Fórumot
a mi párbeszédünkkel. Valahogy egyfajta
kötözködést, kontrát érzek minden
hozzászólásodban, ami ezt a szinkron
technológiát illeti. Kérlek fogadd el a videók láttán is,
műküdőképes, és adott feladatot csak így lehet
megoldani, természetesen korlátai is vannak
a rendszernek, de minek nincs???
Elsősorban azokban a pontokban,
ahol a pályagörbe függvény elsőfokú differeciál
hányadosa a végtelen felé tart. Ezt egyébként
az adott szervo egységugrástesztekkel
megállapított képességeihez lehet beállítani, és
ezt a megadott limitet a program valós idejű
pályagenerálskor figyeli, és kijelzi
a kritikus pontokat. Teszt üzemmódban a grafikai
szimulátor ezt mind kiszámolja a teljes
bonyolult felületre vonatkozólag.
Első ránézésre ez egy egyszerű, bár kicsit
meghökkentő gyártási eljárás.
Én arra kérlek, gondold végig, hány fontos
önállóan is elég kemény része van ennek a
technológiának (dinamikus szervo, igen gyors
aritmetikájú, algoritmusú valós idejű
pályaelem generálás, közben pedig millió adat
figyelése, lekezelése az I/O porton,..), ráadásul
úgy ha a főorsó megáll, akkor minden megáll,
azaz állandó szinkron fenntartás mellett.
Azaz ez nem egy "buta merev" G kódos rendszer,
ami változatlanul nyomja kifelé akkor is step-
dir jeleket, amikor lassul, vagy megáll a
főorsó.
Alap szakirodalomnak pedig javaslom a lefejtő
forgácsoló eljárások tanulmányozását, pl.
egy Maag, Pfauter, Fellow rendszerű hagyományos
szerszámgép csodálatos kinematikájú, igen
precíz gép.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 09:46
Írta: 000000000 Dátum 2008 február 04, 09:46
Péter!
Lassan úgy érzem, a WinPCNC ügynöke vagy.
Ez egy progi a 77 közül. Nagyon bemerevedtél,
még a szervódat is lebutítod ehhez. Ez a Te
dolgod, úgyis van rá saját magyarázatod.
Egyébként meg hajrá, netezzetek, szaladgáljatok
PDA val, meg mobil telcsivel, meg mit tudom én
mivel, és azon keresztül irányítsátok a CNC
Hobby gépeiteket. :)) Ezek is szép dolgok....
Csak éppen komolyabb CNC üzemben ilyesmit én
nem láttam,
a gépkezelő ritkán netezik CNC gépén, és normális
esetben egy HW-SW erőforrás minden porcikája
elsősorban a CNC gyártás minőségét szolgálja.
Én úgy gondolom, a divat, a csicsa másodlagos
kellene hogy legyen.
Lassan úgy érzem, a WinPCNC ügynöke vagy.
Ez egy progi a 77 közül. Nagyon bemerevedtél,
még a szervódat is lebutítod ehhez. Ez a Te
dolgod, úgyis van rá saját magyarázatod.
Egyébként meg hajrá, netezzetek, szaladgáljatok
PDA val, meg mobil telcsivel, meg mit tudom én
mivel, és azon keresztül irányítsátok a CNC
Hobby gépeiteket. :)) Ezek is szép dolgok....
Csak éppen komolyabb CNC üzemben ilyesmit én
nem láttam,
a gépkezelő ritkán netezik CNC gépén, és normális
esetben egy HW-SW erőforrás minden porcikája
elsősorban a CNC gyártás minőségét szolgálja.
Én úgy gondolom, a divat, a csicsa másodlagos
kellene hogy legyen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 04, 09:57
Írta: bmejdz9nu Dátum 2008 február 04, 09:57
A "csicsára" a megoldás itt a lényeg... de már megint nem veszed észre a fától az erdőt :)
Lehet figyelmen kívül hagyni egy szoftver vagy áramkör tervezéskor (avagy egy spec. megoldás) a piac igényeit... ez pedíg a te döntésed...
Csak úgy megjegyzem... A Gecko tervezője és a WinPC írója veled egykorú... és bizony ahogy olvastam az írásaikat a neten... hát elég fafejek...
Mindkettő!!!... de tudtak és tudnak előre lépni... azaz kilépni a saját burkukból... :) Persze vicsorognak közbe... :) dehát pénz beszél kutya meg ugye ugat...:)
Bizony... Én is már "ügynöknek" érzem magam... de inkább hívjál "hittérítőnek" :) Az csinálja ingyen... :)
Kevés helyen jársz... gondolom csak olyan helyekre ahova szívessen mész... :) Ahol tudod, hogy nem ér "csalódás"...:)
Persze itthon még nem eleterjedt annyira... de kb. 6000 licencet adott el... (az pedíg 6000 db mert ugyebár hardverkulcsos és másolhatatlan :)
Mível én vagyok az egyetlen magyar felhasználója a programnak - ezért csak miattam csinálták meg magyar nyelvűre! Micsoda megtiszteltetés!
Köszönöm! [#nevetes1][#nevetes1][#nevetes1]
Lehet figyelmen kívül hagyni egy szoftver vagy áramkör tervezéskor (avagy egy spec. megoldás) a piac igényeit... ez pedíg a te döntésed...
Csak úgy megjegyzem... A Gecko tervezője és a WinPC írója veled egykorú... és bizony ahogy olvastam az írásaikat a neten... hát elég fafejek...
Mindkettő!!!... de tudtak és tudnak előre lépni... azaz kilépni a saját burkukból... :) Persze vicsorognak közbe... :) dehát pénz beszél kutya meg ugye ugat...:)
Bizony... Én is már "ügynöknek" érzem magam... de inkább hívjál "hittérítőnek" :) Az csinálja ingyen... :)
Kevés helyen jársz... gondolom csak olyan helyekre ahova szívessen mész... :) Ahol tudod, hogy nem ér "csalódás"...:)
Persze itthon még nem eleterjedt annyira... de kb. 6000 licencet adott el... (az pedíg 6000 db mert ugyebár hardverkulcsos és másolhatatlan :)
Mível én vagyok az egyetlen magyar felhasználója a programnak - ezért csak miattam csinálták meg magyar nyelvűre! Micsoda megtiszteltetés!
Köszönöm! [#nevetes1][#nevetes1][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 10:09
Írta: 000000000 Dátum 2008 február 04, 10:09
Oksika! Félreértés ne essék: Mindenki szabadon
és saját döntése alapján csinálja azt, amit
jónak tart. Ettől szép az élet, sokan vagyunk
és sokfélék. Annak idején azt gondoltam,
a műszaki világ tényeken alapul, objektív.
Manapság látva, mi történik a világban, egyre
inkább kételkedem már ebben.
[#law][#fejvakaras][#wave]
és saját döntése alapján csinálja azt, amit
jónak tart. Ettől szép az élet, sokan vagyunk
és sokfélék. Annak idején azt gondoltam,
a műszaki világ tényeken alapul, objektív.
Manapság látva, mi történik a világban, egyre
inkább kételkedem már ebben.
[#law][#fejvakaras][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 február 04, 10:10
Írta: D.Laci Dátum 2008 február 04, 10:10
Nem kötözködni akartam csak, hogy mások is jobban megismerjék a rendszered és a mia Mach-unk, előnyét hátrnyát.
Jobban szétkellene nézned hogy egy kicsit komolyabb CNC eszterga mit tud NEM RITKA HOGY 10000ford/min fordulton menetet vágnak...
PDA... csak fevetetem egy ötletet. amit sikeresen alkalmazok. Ami nem lehet hülyeség ha nagy cégek alkalmazzák... : http://www.pocketdnc.com/
Sajnálom ,hogy ilyen a hozzá állásod.
A korábban beigért "4D"-s fájlod még nem érkezett meg...
Kicsit lazább üzletpolitikát kellene folytatnod, a marktingröl már nem is beszélve. Kiváló tanfolyamokra lehet jelentkezni!
Tisztelettel: Dorogi László
Jobban szétkellene nézned hogy egy kicsit komolyabb CNC eszterga mit tud NEM RITKA HOGY 10000ford/min fordulton menetet vágnak...
PDA... csak fevetetem egy ötletet. amit sikeresen alkalmazok. Ami nem lehet hülyeség ha nagy cégek alkalmazzák... : http://www.pocketdnc.com/
Sajnálom ,hogy ilyen a hozzá állásod.
A korábban beigért "4D"-s fájlod még nem érkezett meg...
Kicsit lazább üzletpolitikát kellene folytatnod, a marktingröl már nem is beszélve. Kiváló tanfolyamokra lehet jelentkezni!
Tisztelettel: Dorogi László
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 10:28
Írta: 000000000 Dátum 2008 február 04, 10:28
- nagyszerű: az Téged minősít szakmailag, ha
pl. egy 10 mm menetemelkedéű menetet 100 mm átmérőn
10.000-es főorsó furdulaton akarsz esztergálni.
- ez a rendszer még nincs kész, fejlesztés
alatt van, nem adtam el egy darabot sem,
közeljövőben nem is fogok.
Ahogyan már írtam bárkinek ingyenes
lehetőséget kínálok fel a kipróbálására.
Azt gondoltam, ez is van olyan érdekes szervotéma,
mint állandóan ebayozni, stb., ....
Ha nem haragszol, kitérek előled.
Nincs energiám meddő vitákra.
Ha szigorúan szakmai kérdésed van, arra
bármikor válaszolok, feltételezésekkel,
sértődésekkel, műszaki butaságokkal nem akarok
foglalkozni.
pl. egy 10 mm menetemelkedéű menetet 100 mm átmérőn
10.000-es főorsó furdulaton akarsz esztergálni.
- ez a rendszer még nincs kész, fejlesztés
alatt van, nem adtam el egy darabot sem,
közeljövőben nem is fogok.
Ahogyan már írtam bárkinek ingyenes
lehetőséget kínálok fel a kipróbálására.
Azt gondoltam, ez is van olyan érdekes szervotéma,
mint állandóan ebayozni, stb., ....
Ha nem haragszol, kitérek előled.
Nincs energiám meddő vitákra.
Ha szigorúan szakmai kérdésed van, arra
bármikor válaszolok, feltételezésekkel,
sértődésekkel, műszaki butaságokkal nem akarok
foglalkozni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 10:31
Írta: 000000000 Dátum 2008 február 04, 10:31
Servos a topik, de!
A pocketDNC-nek nem sok koze van ahhoz, amit Te kitalaltal. Az veletlen, hogy a kulcs eszkoz mindket esetben PDA. Csak ennyit akartam... Megjegyzes gyanant...
A pocketDNC-nek nem sok koze van ahhoz, amit Te kitalaltal. Az veletlen, hogy a kulcs eszkoz mindket esetben PDA. Csak ennyit akartam... Megjegyzes gyanant...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 04, 10:35
Írta: HJózsi Dátum 2008 február 04, 10:35
A "Pocket cnc" nem gépvezérlésre szolgáll ... csak szállítja a már kész NC programot, könnyen lehet vele a gépbe beírni, kiolvasni adatokat soros v USB vonalon .... pssszt!
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 február 04, 10:58
Írta: D.Laci Dátum 2008 február 04, 10:58
Hát még szép hogy nem ugyan az...
Csak egy példa akart arra lenni hogy a PDA-t használják az iparban.
Az én ötletem szerint sem közvetlenül a PDA Vezérli a gépet... Most hogy a NC progit szálitja, vagy a vezérlö progit ezen keresztül kezeled...
Na huztam melegebb éghajlatra!
Csá
Csak egy példa akart arra lenni hogy a PDA-t használják az iparban.
Az én ötletem szerint sem közvetlenül a PDA Vezérli a gépet... Most hogy a NC progit szálitja, vagy a vezérlö progit ezen keresztül kezeled...
Na huztam melegebb éghajlatra!
Csá
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 február 04, 11:01
Írta: D.Laci Dátum 2008 február 04, 11:01
Már ne hari Tibor de kibeszélt 10mm menet emelkedésröl 100mm átméröröl.
Az meg téged minösit hogy meglévö dolgokat nem tudsz vagy nem akarsz elfogadni.
Az meg téged minösit hogy meglévö dolgokat nem tudsz vagy nem akarsz elfogadni.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 04, 11:14
Írta: HJózsi Dátum 2008 február 04, 11:14
Én remélem rövidesen élek a felajánlásoddal! :) Mivel még fejlesztés alatt van, jó lehetőség mindenki számára, hogy segítsen a fejlesztőnek, a műszaki tartalom mellett mire érdemes figyelmet fordítani... Miért ne születhetne egy jó termék ? ! ... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 február 04, 11:19
Írta: 3vv2btrhv Dátum 2008 február 04, 11:19
Mindenki nyugodjon meg , és azon legyünk hogy BÉKÉBEN éljünk egymás mellet .
Tibor45 -nek : a rendszereddel én szerszámot szeretnék köszörülni ha majd meg tudom venni .
Tibor45 -nek : a rendszereddel én szerszámot szeretnék köszörülni ha majd meg tudom venni .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 13:31
Írta: 000000000 Dátum 2008 február 04, 13:31
Szia Tibor!
Ha lesz majd egy eléggé merev, golyósorsós géped, ami
képes köszörű szupportot is mozgatni, máris
megpróbáljuk a spirál vagy egyenes élű maróidat
megélezni. Ez is egy komoly felhasználási
terület lehet majd, hiszen hagyományos CNC-vel
nehéz szinkron hátraesztergálni (ha egyáltalán
képes), itt pedig "gyerekjáték".
Ha lesz majd egy eléggé merev, golyósorsós géped, ami
képes köszörű szupportot is mozgatni, máris
megpróbáljuk a spirál vagy egyenes élű maróidat
megélezni. Ez is egy komoly felhasználási
terület lehet majd, hiszen hagyományos CNC-vel
nehéz szinkron hátraesztergálni (ha egyáltalán
képes), itt pedig "gyerekjáték".
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 13:49
Írta: 000000000 Dátum 2008 február 04, 13:49
Nagyon szívesen megyek majd Hozzád is, ha
a gépeden meglesznek a szükséges technikai
feltételek. Na meg a baglyodat is jó lenne
"egységugrasztani", és majd a Fórumon
beszámolunk a tesztekről.
Csak majd óvatosnak kell lennünk, mert
egy bagoly és egy sas könnyen egymásnak is
ugorhat, de majd figyelünk rájuk. [#nyes]
a gépeden meglesznek a szükséges technikai
feltételek. Na meg a baglyodat is jó lenne
"egységugrasztani", és majd a Fórumon
beszámolunk a tesztekről.
Csak majd óvatosnak kell lennünk, mert
egy bagoly és egy sas könnyen egymásnak is
ugorhat, de majd figyelünk rájuk. [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 49db863y8 Dátum 2008 február 04, 14:05
Írta: 49db863y8 Dátum 2008 február 04, 14:05
Szia Tibor!
Még elméleti síkon folyt az új fejlesztésed ki tárgyalása nem igazán értettem a lényegét, de most a videó megnézése után már világosodik.Ha jól értelmezem ezzel a módszerrel el lehet készíteni pl egy menetfúrót négyszöggel,hengeres szárral,hátraesztergált menettel három vagy négy éllel sőt csavart horonnyal és ezt egy felfogással.A megmunkáó szerszám oldaláról vannak aggályaim főleg furat megmunkáláskor. Gratulálok.
Üdvözlettel Bagyinszki László
Még elméleti síkon folyt az új fejlesztésed ki tárgyalása nem igazán értettem a lényegét, de most a videó megnézése után már világosodik.Ha jól értelmezem ezzel a módszerrel el lehet készíteni pl egy menetfúrót négyszöggel,hengeres szárral,hátraesztergált menettel három vagy négy éllel sőt csavart horonnyal és ezt egy felfogással.A megmunkáó szerszám oldaláról vannak aggályaim főleg furat megmunkáláskor. Gratulálok.
Üdvözlettel Bagyinszki László
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 15:12
Írta: 000000000 Dátum 2008 február 04, 15:12
Szia László! Köszönöm.
Nagyon jó példát írtál, de lehetne még
bővíteni: dörzsár, maró-üregelő szerszám
testek, .., stb egy befogásból történő gyártása.
Ha belegondolsz, szerszám oldalról lehet marót,
köszörűkorongot, és esztergakést alkalmazni.
A kívánt felületi érdesség, pillanatnyi átmérő,
előtolás határadatok határozzák meg elsősorban,
mit lehet még megvalósítani. 10-15 mm furatnál
már van akkora forgácsolási sebesség, hogy a
szinkron is még tartható a szervoknál, és
már esztergálni is lehet. Nagyobb furatoknál
meg akár egy komplett maró-köszörű hajtás
befér. De abban mindenképpen egyetértek Veled,
a furatoknál vigyázni kell, alaposan át kell
gondolni a variációkat.
(A szombati leveledre válaszoltam, remélem
megkaptad.)
Nagyon jó példát írtál, de lehetne még
bővíteni: dörzsár, maró-üregelő szerszám
testek, .., stb egy befogásból történő gyártása.
Ha belegondolsz, szerszám oldalról lehet marót,
köszörűkorongot, és esztergakést alkalmazni.
A kívánt felületi érdesség, pillanatnyi átmérő,
előtolás határadatok határozzák meg elsősorban,
mit lehet még megvalósítani. 10-15 mm furatnál
már van akkora forgácsolási sebesség, hogy a
szinkron is még tartható a szervoknál, és
már esztergálni is lehet. Nagyobb furatoknál
meg akár egy komplett maró-köszörű hajtás
befér. De abban mindenképpen egyetértek Veled,
a furatoknál vigyázni kell, alaposan át kell
gondolni a variációkat.
(A szombati leveledre válaszoltam, remélem
megkaptad.)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 február 04, 15:21
Írta: 3vv2btrhv Dátum 2008 február 04, 15:21
VIDEOT AKAROK NÉZNI !!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 04, 16:53
Írta: bmejdz9nu Dátum 2008 február 04, 16:53
ÉN IS! Sokkal több kellene... Ha felteszel a netre egy pl. teljes hosszúságút, vagy többet vagy elküldöd nekem DV kazettán, vagy DVD-n, vagy CD-n... én megcsinálnám jó formátumra... neked.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 19:26
Írta: 000000000 Dátum 2008 február 04, 19:26
Szia Péter!
Ok. Feltettem még egy olyan verziót, ahol Vargha
Kálmán Úr elég robosztus és precíz építésű CNC
gépét is lehet látni, valamint az egész
gyártási folyamat tanulmányozható.
(Wmv8-ben is megpróbáltam, de sokkal gyengébb
a minősége, elnézést akinek az mpg-t nehezebb
megnézni.)
Ok. Feltettem még egy olyan verziót, ahol Vargha
Kálmán Úr elég robosztus és precíz építésű CNC
gépét is lehet látni, valamint az egész
gyártási folyamat tanulmányozható.
(Wmv8-ben is megpróbáltam, de sokkal gyengébb
a minősége, elnézést akinek az mpg-t nehezebb
megnézni.)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 19:57
Írta: 000000000 Dátum 2008 február 04, 19:57
Szia Tibor!
Szuper!
Szuper!
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 február 04, 20:28
Írta: 3vv2btrhv Dátum 2008 február 04, 20:28
KÖSZÖNÖM megnéztem OK !!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 04, 20:44
Írta: bmejdz9nu Dátum 2008 február 04, 20:44
TIBOR MAPPÁJA ÉS BENNE A VIDEÓK MPG és WMV FORMÁTUMBAN ::: Mindenki választhat kedvére...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 20:54
Írta: 000000000 Dátum 2008 február 04, 20:54
A gép sem rossz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 21:00
Írta: 000000000 Dátum 2008 február 04, 21:00
Köszönöm a konvertálási segítségedet!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 04, 21:03
Írta: HJózsi Dátum 2008 február 04, 21:03
Jól látom, ez az a gép amelyiknek Z irányú mechanikája + a marófej egy BF20-ról származik ?
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2008 február 04, 21:25
Írta: 2nbj3n5m Dátum 2008 február 04, 21:25
Már nem a BF20-as marófej van rajta.
Janko
Janko
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 04, 21:57
Írta: 000000000 Dátum 2008 február 04, 21:57
Helló! Tudom hogy most sokan le fognak nézni, mert még ezt sem tudom, de a marógépeken nem y-nak hívják a függőleges tengelyt mint egy koordinátarendszerben? sajnos még kezdő vagyok. Tetszenek a vidók, nagyon jó a géped!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 05, 08:05
Írta: bmejdz9nu Dátum 2008 február 05, 08:05
le ám :) Z-nek hívjuk azt a tengelyt ami a függöleges mozgást végzi azaz "belefúr" az anyagba...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 05, 09:42
Írta: bmejdz9nu Dátum 2008 február 05, 09:42
Tibornak...
Ha már ilyen ügyes szoftvereket tudsz írni miért nem csinálsz robotvezérlő progit...
Azt betanítják és csinálja és csinálja... Különösebben nem zavarná a felhasználókat a DOS-os felület... (mert csak egyszer "odapöcögetnék"... és kész)
Ez sem olyan egyszerű feleadat... mert pl. egy karon 2 db HD (de lehet más is) ... különböző áttétellel.. és ha az akarjuk, hogy a kar egyenesen haladjon... és mindezt 5-6 tengelyen...
Ha jól néztem ez step/dir alapon... nincs a világon!!!... Ez egy piaci rés!
Ipari robotot venni készen vezérléssel pedíg meghaladják egy "kisvállalkozó" lehetőségeit...
Robotra pedíg lenne igény... rakosgatni, hegeszteni... stb... Tiszta robotmunkákra... (tesztnek: "kezébe adni egy proxxon marót, hogy gravírozzon nyákot":)
De ennél általában sokkal egyszerübbek azok a monoton feladatok... amire kellene...
Ha már ilyen ügyes szoftvereket tudsz írni miért nem csinálsz robotvezérlő progit...
Azt betanítják és csinálja és csinálja... Különösebben nem zavarná a felhasználókat a DOS-os felület... (mert csak egyszer "odapöcögetnék"... és kész)
Ez sem olyan egyszerű feleadat... mert pl. egy karon 2 db HD (de lehet más is) ... különböző áttétellel.. és ha az akarjuk, hogy a kar egyenesen haladjon... és mindezt 5-6 tengelyen...
Ha jól néztem ez step/dir alapon... nincs a világon!!!... Ez egy piaci rés!
Ipari robotot venni készen vezérléssel pedíg meghaladják egy "kisvállalkozó" lehetőségeit...
Robotra pedíg lenne igény... rakosgatni, hegeszteni... stb... Tiszta robotmunkákra... (tesztnek: "kezébe adni egy proxxon marót, hogy gravírozzon nyákot":)
De ennél általában sokkal egyszerübbek azok a monoton feladatok... amire kellene...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 05, 10:27
Írta: 000000000 Dátum 2008 február 05, 10:27
Magyarországon mindenre van igény, csak éppen
fizetőképes kereslet nincs.
A Humanoid koordináta rendszerű robot pedig
igen bonyolult pályagenerálással dolgozik
5-6 szinkron csuklós tengely mentén.
Ilyen koordinátarendszerben egy precíz
függőleges egyenes elmozdulás "borzalmas" matematikai,
aritmetikai, szervotechnikai feladat.
Persze ha csak hadonászni kell, és betanítani
végpontokra, az más kategória, az csak pont
vezérélés. 23 évvel ezelőtt egy hengerkoordináta
rendszerű ilyen kis betanítható oktató robot megtervezése,
legyártása volt a diplomamunkám.
A komolyabb robotok egyébként semmiben
nem különböznek a CNC szerszámgépektől
írányítástechnikájukat tekintve, sőt adott
esetben sokkal nagyobb értékűek, bonyolultabbak
lehetnek mint egy sima CNC marógép, különös
tekintettel a nagy sebességű, merev, de kis
tehetetlenségű megvalósíthatóság miatt, és
az előbb említett valósidejű pályagenerálás miatt.
A step-dir rendszer pedig ide már sok esetben
nem elegendő.
fizetőképes kereslet nincs.
A Humanoid koordináta rendszerű robot pedig
igen bonyolult pályagenerálással dolgozik
5-6 szinkron csuklós tengely mentén.
Ilyen koordinátarendszerben egy precíz
függőleges egyenes elmozdulás "borzalmas" matematikai,
aritmetikai, szervotechnikai feladat.
Persze ha csak hadonászni kell, és betanítani
végpontokra, az más kategória, az csak pont
vezérélés. 23 évvel ezelőtt egy hengerkoordináta
rendszerű ilyen kis betanítható oktató robot megtervezése,
legyártása volt a diplomamunkám.
A komolyabb robotok egyébként semmiben
nem különböznek a CNC szerszámgépektől
írányítástechnikájukat tekintve, sőt adott
esetben sokkal nagyobb értékűek, bonyolultabbak
lehetnek mint egy sima CNC marógép, különös
tekintettel a nagy sebességű, merev, de kis
tehetetlenségű megvalósíthatóság miatt, és
az előbb említett valósidejű pályagenerálás miatt.
A step-dir rendszer pedig ide már sok esetben
nem elegendő.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 05, 10:52
Írta: Szedlay Pál Dátum 2008 február 05, 10:52
Tibor45!
Kérdeznék valamit.
A végeredmény szempontjából jobb e egy nyomaték
vezérlésű szeró hajtás cnc szerszámgépen mint a step/dir üzemmód. Vagy miben más? Már mint a végeredmény tekintetében.
Kérdeznék valamit.
A végeredmény szempontjából jobb e egy nyomaték
vezérlésű szeró hajtás cnc szerszámgépen mint a step/dir üzemmód. Vagy miben más? Már mint a végeredmény tekintetében.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 05, 11:11
Írta: bmejdz9nu Dátum 2008 február 05, 11:11
"egyenes elmozdulás "borzalmas" matematikai, aritmetikai, szervotechnikai feladat."
Ez egy akkora számítástechnikai probléma, hogy van két forgó csukló, mondjuk azonos áttetelel... és azt egyenesen vinni?
Mertugyebár ez ezaz alap... na és ha pl. egyik csukló 2x felbontású? Hát ezt nem értem...
Venni kell egy kínai játékrobotot a Conradban? :) mert az már tudja...
Ez egy akkora számítástechnikai probléma, hogy van két forgó csukló, mondjuk azonos áttetelel... és azt egyenesen vinni?
Mertugyebár ez ezaz alap... na és ha pl. egyik csukló 2x felbontású? Hát ezt nem értem...
Venni kell egy kínai játékrobotot a Conradban? :) mert az már tudja...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 05, 11:43
Írta: 4mjnxdwuu Dátum 2008 február 05, 11:43
Ne csak azt nézd, hogy a megfogott dolog pl: függőlegesen áljon, hanem azonos magasságban is legyen amíg oldalirányban mozog, esetleg közben előre hátra...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 05, 11:44
Írta: 4mjnxdwuu Dátum 2008 február 05, 11:44
kimaradt egy l...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 05, 12:20
Írta: bmejdz9nu Dátum 2008 február 05, 12:20
Egyenesen vinni két pont között két csuklópontot ez a "borzalmas" matematikai, aritmetikai, szervotechnikai feladat"?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 05, 12:24
Írta: 000000000 Dátum 2008 február 05, 12:24
Szia Pál!
Nem értem a kérdésedet.:(
Ezeknek egymáshoz semmi közük. Pontosítanád?
Nem értem a kérdésedet.:(
Ezeknek egymáshoz semmi közük. Pontosítanád?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 05, 12:28
Írta: x4rhew5r3 Dátum 2008 február 05, 12:28
Amiről ezen a fórumon folyik a vita, elméleti felkészültsget tekintve 3% lehet a 100-as skálán (tisztelet a kivételnek!). Vannak olyan feladatok, amihez még hobbi szinten is legalább 20% kellene. Természetesen nem kínai hadonászó marketing robotra gondolok, hanem valami műszaki alkotásra.
Még egy lineáris szervónál is az abszolút minimum megoldásokat használjuk, pozició és annyi. Sebesség és gyorsulás dimenzió nincs a visszacsatolásban. (A sebesség rámpa előre programozottan, és nem a visszacsatoláson keresztül valósul meg).
A robot nem azonos egy öt tengelyes cnc-vel. Az első csukló hordozza az összes többi dinamikus terhelését. Igényeseb esetben még a gravitációt is figyelembe veszi a (matematikai) modell.
Egyszóval, én óvakodnék a feladat túlzott leegyszerűsésétől:)
Még egy lineáris szervónál is az abszolút minimum megoldásokat használjuk, pozició és annyi. Sebesség és gyorsulás dimenzió nincs a visszacsatolásban. (A sebesség rámpa előre programozottan, és nem a visszacsatoláson keresztül valósul meg).
A robot nem azonos egy öt tengelyes cnc-vel. Az első csukló hordozza az összes többi dinamikus terhelését. Igényeseb esetben még a gravitációt is figyelembe veszi a (matematikai) modell.
Egyszóval, én óvakodnék a feladat túlzott leegyszerűsésétől:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 05, 12:31
Írta: 000000000 Dátum 2008 február 05, 12:31
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 05, 13:13
Írta: bmejdz9nu Dátum 2008 február 05, 13:13
Én csak láttam egy markológépet ami a lapátját elég pontosan végig tudta húzni az aszfalt felett... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 05, 13:14
Írta: Szedlay Pál Dátum 2008 február 05, 13:14
Természetesen.
A drivert lehet vezérelnem a motioncontrollerrel step/dir üzemmódban.
De azt javasolják, hogy analóg kimeneten nyomatékvezérléssel kössem össze a drivert és a
morion kontrollert és a szervo beállításokat a motion kontrollerbe adjam meg,( gyorsulás, lasssulás, PID paraméterek, max nyomaték stb..) és ne a driverbe parametrizáljam természetesen az összes tengelyre.
Vagy vezérelhetem step/dir üzemmódban ilyenkor a driverbe kell ezeket beállítanom külön külön? Mert itt is megtehetem.
Természetesen mind két esetben a driverbe megy be az encoder jel és megy tovább a motion controllerbe.
A drivert lehet vezérelnem a motioncontrollerrel step/dir üzemmódban.
De azt javasolják, hogy analóg kimeneten nyomatékvezérléssel kössem össze a drivert és a
morion kontrollert és a szervo beállításokat a motion kontrollerbe adjam meg,( gyorsulás, lasssulás, PID paraméterek, max nyomaték stb..) és ne a driverbe parametrizáljam természetesen az összes tengelyre.
Vagy vezérelhetem step/dir üzemmódban ilyenkor a driverbe kell ezeket beállítanom külön külön? Mert itt is megtehetem.
Természetesen mind két esetben a driverbe megy be az encoder jel és megy tovább a motion controllerbe.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 05, 13:24
Írta: bmejdz9nu Dátum 2008 február 05, 13:24
Megrajzolok majd Corelban a két forgópontot és a "vonal végét" egyenesen húzom... és megnézem a szögek változását a forgópontokon...
Megpróbálom majd a látottak alapján elképzelni milyen "szuperszámítógép" kellene ehhez...
Aztán veszek egy robotot az Ebay-on :) ... Mert mindennek ez a vége... [#lookaround]... mert ezt is csak "valakik valahol" tudják megcsinálni...

.jpg)
Végül is hazánkban a "robottechnika" megoldott... Tehát minek is...
Megpróbálom majd a látottak alapján elképzelni milyen "szuperszámítógép" kellene ehhez...
Aztán veszek egy robotot az Ebay-on :) ... Mert mindennek ez a vége... [#lookaround]... mert ezt is csak "valakik valahol" tudják megcsinálni...
Végül is hazánkban a "robottechnika" megoldott... Tehát minek is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 05, 13:29
Írta: 000000000 Dátum 2008 február 05, 13:29
Bocs, de sokkal nem lettem okosabb.
Én a Te helyedben step-dir pozíció szervo
üzemmódban nyitnék, amikor a szervo szabályzó
PID rendszere van önállóan a feladatokra
(nyomaték, sebesség, pozíció) hangolva.
Ha ezzel nem leszel elégedett, majd akkor
lépjél tovább olyan bonyolultabb verziókhoz,
amikor az encodert visszavezeted az alapjelképző
egységedbe is.
Én a Te helyedben step-dir pozíció szervo
üzemmódban nyitnék, amikor a szervo szabályzó
PID rendszere van önállóan a feladatokra
(nyomaték, sebesség, pozíció) hangolva.
Ha ezzel nem leszel elégedett, majd akkor
lépjél tovább olyan bonyolultabb verziókhoz,
amikor az encodert visszavezeted az alapjelképző
egységedbe is.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 05, 13:31
Írta: Szedlay Pál Dátum 2008 február 05, 13:31
Köszönöm válaszod.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 05, 13:48
Írta: 000000000 Dátum 2008 február 05, 13:48
Sneci-hez is kapcsolódva tudod Péter az baj,
ha valaki még a problémát sem érti, annak igen
nehéz elmagyarázni a megoldás nehézségeit.
Amikor Te egy kiállításon látsz egy Kuka hegesztő robotot, az csak látszólag olyan
egyszerű, mert már 1000 mérnök annál a cégnél
beletette azt a tudást, amitől csak egyszerűen
értelmesen mozog.
De tudod mit, televagy úgyis HD-kel.
Gyorsan úgymint a linkelt képen kapcsolt őket
sorba, van 6 gyíkod is, tehát kész is a step/dir
rendszerű robotod. Ezek után a legutolsó
csuklóra szerelj fel egy marómotort, és próbálj
próbálj meg egy 3 mm-es furatot 50 mm mélyen
függőlegesen (vagy akármilyen irányban)
kifúrni. Megemlegetnéd azt a napot,
amikor ez Neked sikerülne a valóságban![#nyes]
És egy életre megtanulnád tisztelni a "primitív
derékszügű" kooordináta rendszertől
akár csak egy forgatóhengerrel eltérő, vagy
kibővített 4 tengelyes rendszert, nemhogy azt
amelyikben csak csuklók vannak.:)
ha valaki még a problémát sem érti, annak igen
nehéz elmagyarázni a megoldás nehézségeit.
Amikor Te egy kiállításon látsz egy Kuka hegesztő robotot, az csak látszólag olyan
egyszerű, mert már 1000 mérnök annál a cégnél
beletette azt a tudást, amitől csak egyszerűen
értelmesen mozog.
De tudod mit, televagy úgyis HD-kel.
Gyorsan úgymint a linkelt képen kapcsolt őket
sorba, van 6 gyíkod is, tehát kész is a step/dir
rendszerű robotod. Ezek után a legutolsó
csuklóra szerelj fel egy marómotort, és próbálj
próbálj meg egy 3 mm-es furatot 50 mm mélyen
függőlegesen (vagy akármilyen irányban)
kifúrni. Megemlegetnéd azt a napot,
amikor ez Neked sikerülne a valóságban![#nyes]
És egy életre megtanulnád tisztelni a "primitív
derékszügű" kooordináta rendszertől
akár csak egy forgatóhengerrel eltérő, vagy
kibővített 4 tengelyes rendszert, nemhogy azt
amelyikben csak csuklók vannak.:)
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 február 05, 13:58
Írta: crgs7u9wg Dátum 2008 február 05, 13:58
ez valami brutal fogorvosi robot lehet :) itt elmennek a step/dir jelek es a jo fogad vagy a nyelved banja a furast...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 05, 14:06
Írta: bmejdz9nu Dátum 2008 február 05, 14:06
[#nyes][#taps] Mindíg a lehetetlent találom ki... [#rinya][#rinya][#rinya] ... vagy a spanyolviaszt... Nade a remény hal meg utoljára... :)
Na majd veszek egy "szakkönyvet" ...

Na majd veszek egy "szakkönyvet" ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 05, 14:48
Írta: HJózsi Dátum 2008 február 05, 14:48
Péter ezzel el is nyerted szerintem a "Mai nap biztikiverője" címet ... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 05, 16:30
Írta: 000000000 Dátum 2008 február 05, 16:30
Amíg a könyvet olvasod, egy kis ízelítő: Robonova in actions
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 05, 16:43
Írta: bmejdz9nu Dátum 2008 február 05, 16:43
Minden napra egy "csemege"... egy lehetetlenség...:) Pedíg nem egy komplett robotra gondoltam ami mint a kígyó csavarodik...
egy karosra ami mondjuk forog is... de ugyebár ez is lehetetlen...
egy karosra ami mondjuk forog is... de ugyebár ez is lehetetlen...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 február 05, 18:09
Írta: e3h0cv4ph Dátum 2008 február 05, 18:09
Péter ne adjál ötleteket. [#smile]
Ezen dolgozunk, kb fél...egy éve.
Ezen dolgozunk, kb fél...egy éve.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 05, 18:43
Írta: bmejdz9nu Dátum 2008 február 05, 18:43
Biztos olvastad már a szervótopikot...
Láthattad, hogy sok minden nem lehetséges... de van ami nagyon nem. (ez a két fajta dolog van általában :)
Ha ezen dolgoztok akkor közbe mormold magadban mint az imát : "úgysem lesz jó, úgy sem működik stb..." - ez nálam bevált...[#hehe]
Láthattad, hogy sok minden nem lehetséges... de van ami nagyon nem. (ez a két fajta dolog van általában :)
Ha ezen dolgoztok akkor közbe mormold magadban mint az imát : "úgysem lesz jó, úgy sem működik stb..." - ez nálam bevált...[#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 február 05, 19:03
Írta: e3h0cv4ph Dátum 2008 február 05, 19:03
Péter ez a 6 forgó izületen működő robot, matematikája tényleg nem gyerekjáték, ezen dolgozun kb. fél éve hárman (mechanikus, villamos, szoftveres). A mienk (egyenlőre) 3 forgó tengelyre fog működni (ez is már meglehetősem komplikált).
Ha kész lesz a szoftvert és az elektronikát fel tudom neked ajánlani, amihez csinálhatsz magadnak (a saját HD-iddal) olyan mechanikát amilyet akarsz (forgó tengelyest!), és elmondhatod, hogy csináltál egy robotot. :)
Üdv: TT
Ha kész lesz a szoftvert és az elektronikát fel tudom neked ajánlani, amihez csinálhatsz magadnak (a saját HD-iddal) olyan mechanikát amilyet akarsz (forgó tengelyest!), és elmondhatod, hogy csináltál egy robotot. :)
Üdv: TT
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 február 05, 19:05
Írta: e3h0cv4ph Dátum 2008 február 05, 19:05
Mi azt mormoljuk magunkban, hogy "úgy is jó lesz, úgy is működni fog stb..."
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 február 05, 19:06
Írta: e3h0cv4ph Dátum 2008 február 05, 19:06
Mi azt mormoljuk magunkban, hogy "úgy is jó lesz, úgy is működni fog, stb..."
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 05, 19:12
Írta: x4rhew5r3 Dátum 2008 február 05, 19:12
Azt hiszem egy kicsit elbeszéltünk egymás mellett. Te azt írtad Tibornak, hogy "miért nem csinálsz robotvezérlő progit", mintha ebből az jött volna le, hogy eladásra szánt ipari termék lenne a javaslat. Ezt kapcsoltad össze azzal, hogy majd Corel-ben rajzolsz egy egyenes pályát, és megnézed...
Nem arról van tehát szó, hogy nem lehet, csak azt próbáltam érzékeltetni, hogy mit jelent az általnos célú megoldás.
Nem arról van tehát szó, hogy nem lehet, csak azt próbáltam érzékeltetni, hogy mit jelent az általnos célú megoldás.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 05, 19:13
Írta: bmejdz9nu Dátum 2008 február 05, 19:13
Gondolom step/dir-es lesz...
Nagyon drukkolok (mi mást tehetnék) nektek mert kutakodásaim alapján nincs a világon step/dir-es robotvezérlő szoftver!
Pedíg el kellene... ha csak 3 tengelyre... már az is fantasztikus lenne! Talán a hobbycnc-zésben (nemzetközi szinten is) mérföldkő lenne? Lehetséges!
Nagyon drukkolok (mi mást tehetnék) nektek mert kutakodásaim alapján nincs a világon step/dir-es robotvezérlő szoftver!
Pedíg el kellene... ha csak 3 tengelyre... már az is fantasztikus lenne! Talán a hobbycnc-zésben (nemzetközi szinten is) mérföldkő lenne? Lehetséges!
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 február 05, 19:14
Írta: 3vv2btrhv Dátum 2008 február 05, 19:14
NAGYON VÁROM !!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 05, 19:21
Írta: bmejdz9nu Dátum 2008 február 05, 19:21
Én csak azt gondolom ... egy robot vezérlő szoftverre lenne igény a "középvállalkozásoknak"... (és hardwer-re... de ami talán az egyszerűbb része...)
Szerintem pl. (ahogy Tatai is írta) 3 tengelyre lehetségesnek tűnik... azaz nem lehetlennek...
Ez a 3-as vezérlés pedíg már-már igencsak jó lehet! Ez egy piaci lehetőség... annak aki tud ilyet... azaz nem nekem...:) De hát én hobbysta vagyok...
Szerintem pl. (ahogy Tatai is írta) 3 tengelyre lehetségesnek tűnik... azaz nem lehetlennek...
Ez a 3-as vezérlés pedíg már-már igencsak jó lehet! Ez egy piaci lehetőség... annak aki tud ilyet... azaz nem nekem...:) De hát én hobbysta vagyok...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 05, 21:17
Írta: 000000000 Dátum 2008 február 05, 21:17
"Ne feledd:
amatőrök építették Noé bárkáját
és profik a Titanicot!"
:-))))
amatőrök építették Noé bárkáját
és profik a Titanicot!"
:-))))
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 február 05, 21:29
Írta: Kristály Árpád Dátum 2008 február 05, 21:29
Hallihó Mindenkinek!!!!
Nékem van egy kítűnő állapotú ADAPTEC 550-es robot illetve manipulátok karom...servo motorokkal gyári vezérlővel...útóljára telefonokat rakott össze....
Más!!!
Tatai, amenyibem még meglesz a mechanikám és elfogadható árú elektronika érdekelne....
A kar eladó is lehet...ajánlatokat várok....
PÉTER!
Légyszíves ved meg a könyvet nekem is!!!
Üdv.: Árpi
Nékem van egy kítűnő állapotú ADAPTEC 550-es robot illetve manipulátok karom...servo motorokkal gyári vezérlővel...útóljára telefonokat rakott össze....
Más!!!
Tatai, amenyibem még meglesz a mechanikám és elfogadható árú elektronika érdekelne....
A kar eladó is lehet...ajánlatokat várok....
PÉTER!
Légyszíves ved meg a könyvet nekem is!!!
Üdv.: Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 február 05, 21:47
Írta: e3h0cv4ph Dátum 2008 február 05, 21:47
Szia Árpi.
Még várni kell a projectre, lassan halad, meg hát nem is egyszerű a dolog, de ha kész lesz biztos meg tudunk egyezni, nekünk is az a célunk, hogy megvehető dolgot gyártsunk.
Még várni kell a projectre, lassan halad, meg hát nem is egyszerű a dolog, de ha kész lesz biztos meg tudunk egyezni, nekünk is az a célunk, hogy megvehető dolgot gyártsunk.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 február 05, 21:52
Írta: e3h0cv4ph Dátum 2008 február 05, 21:52
Alapvetően nem step-dir -es lesz, de éppen beszélgettünk róla hogy átalakítjuk step-dir -esre is, hogy a hobbysták is tudják használni.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 05, 22:22
Írta: eivmhrm04 Dátum 2008 február 05, 22:22
Na most lenne jó valami segitség.vettem egy yaskawa pmes-16-ma 31 tipusu motort ami dc 83V 7.3A 500W van rajta encoder meg vezérlés is van hozzá de azt csak holnap hozzák.Az encoderon nincscsenek adatok.De sajnos többet nem tudok róla.A nagy gépemre szeretém de nem tudom fogok é egyedül boldogulni vele.Ja és érdekes nincsenek kefék rajta.Tányér tipusu,ha valaki tudna segiteni megköszönném.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 05, 22:26
Írta: eivmhrm04 Dátum 2008 február 05, 22:26
Ja és 2500 a fordulata
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 05, 22:27
Írta: eivmhrm04 Dátum 2008 február 05, 22:27
És még rá van irva Print motor,azok milyenek tudja valaki?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 07:29
Írta: bmejdz9nu Dátum 2008 február 06, 07:29
Step/dir itt a "szabvány" :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 07:34
Írta: bmejdz9nu Dátum 2008 február 06, 07:34
Az akkor "kefementes" azaz BL motor... itt senki nem fog vele "boldogulni" szerintem...
De van eladó 3 db SanyoDenki BL szervóvezérlőm BL-hez... ha négyzetre akarod emelni a lehetetlent...
A 3db SanyoDenki BL vezérlő = 15.000 Ft (140DC Be és sok-sok amperes :) Nagyon jól néz ki... majd a polcon nálad is :)
De van eladó 3 db SanyoDenki BL szervóvezérlőm BL-hez... ha négyzetre akarod emelni a lehetetlent...
A 3db SanyoDenki BL vezérlő = 15.000 Ft (140DC Be és sok-sok amperes :) Nagyon jól néz ki... majd a polcon nálad is :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 08:18
Írta: 000000000 Dátum 2008 február 06, 08:18
Szia Karcsi!
A motor részéből 3 vagy 2 drót jön ki?
A motor részéből 3 vagy 2 drót jön ki?
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 09:30
Írta: eivmhrm04 Dátum 2008 február 06, 09:30
2 drót jőn ki belőle
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 09:32
Írta: eivmhrm04 Dátum 2008 február 06, 09:32
2 drót jőn ki belőle
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 09:34
Írta: eivmhrm04 Dátum 2008 február 06, 09:34
Szia tibor 2 drót jön ki belőle
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 09:34
Írta: eivmhrm04 Dátum 2008 február 06, 09:34
T
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 09:37
Írta: eivmhrm04 Dátum 2008 február 06, 09:37
Ezt találtam róla /www.booyear.com/htm.php?nowmenuid=42760
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 09:45
Írta: eivmhrm04 Dátum 2008 február 06, 09:45
[#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 09:47
Írta: 000000000 Dátum 2008 február 06, 09:47
Karcsi! Akkor ez egy DC motor, örülj neki!
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 09:51
Írta: eivmhrm04 Dátum 2008 február 06, 09:51
Kinálnak még használt TS1446N5E 13 as dc szervomotort 43V 5.1V 200W 15ezer Ft ért már nem tudom meg e merjem venni.Péter Tibor mi a véleményetek?
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 09:52
Írta: eivmhrm04 Dátum 2008 február 06, 09:52
Bocsi 5.1A
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 09:55
Írta: eivmhrm04 Dátum 2008 február 06, 09:55
Tibor akkor fogom tudni a vezérlő részét is használni?[#lookaround]
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 09:56
Írta: eivmhrm04 Dátum 2008 február 06, 09:56
Akkor ez DC kefenélküli?
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 09:57
Írta: eivmhrm04 Dátum 2008 február 06, 09:57
[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 10:04
Írta: eivmhrm04 Dátum 2008 február 06, 10:04
A 200C/T az a encoder felbontását jelenti ugye?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 10:07
Írta: 000000000 Dátum 2008 február 06, 10:07
Légy azért óvatos, először egyet vegyél, és
próbáld ki. Gondolj arra is, egy új, boltban
vásárolt, igazi, márkásabb encoderes 200 W DC
szervo motor 100.000 Ft fölött van.
Nyilván nem véletlenül ennyi az ára.
próbáld ki. Gondolj arra is, egy új, boltban
vásárolt, igazi, márkásabb encoderes 200 W DC
szervo motor 100.000 Ft fölött van.
Nyilván nem véletlenül ennyi az ára.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 11:12
Írta: eivmhrm04 Dátum 2008 február 06, 11:12
Köszönöm Tibor a jó tanácsot
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 11:19
Írta: eivmhrm04 Dátum 2008 február 06, 11:19
Csak sajnos még nem tudom eldönteni hogy elég erős lesze a 200 W.Mivelamit épitek gépet az 1900 szor 2300 as munkaterületü gép lesz.Ezt az 500W sat az y ra akarom s a 200W sakat pedig a z re és az x re szeretném.Csak abba szeretném kérni a tanácsotokat hogy a200W elég e lesz?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 11:20
Írta: bmejdz9nu Dátum 2008 február 06, 11:20
Most akkor ez milyen motor?
DC kefés? Hány kefe? Új? Egy kép róla? Cimke van rajta? Tengely átmérő? A motor súlya? Adatlap? A 200-as encoder nagyon furcsa nekem...
DC kefés? Hány kefe? Új? Egy kép róla? Cimke van rajta? Tengely átmérő? A motor súlya? Adatlap? A 200-as encoder nagyon furcsa nekem...
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 11:29
Írta: eivmhrm04 Dátum 2008 február 06, 11:29
Péter az 500 W ról beszélek most,azon nem látok kefét van vagy 12kg a tipusa PMES-16-MA31 és ezen az oldalon van róla kép is www.booyear.com/htm.php?nowmenuid=42760
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 11:33
Írta: eivmhrm04 Dátum 2008 február 06, 11:33
A 200W os pedig TS1446N5E 13 ezt kinálják 15 ezerér azthiszem ezen is 200 as encoder van,de használt ez is.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 11:37
Írta: eivmhrm04 Dátum 2008 február 06, 11:37
Ha a 200C/T jelzés azt jelenti
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 11:40
Írta: eivmhrm04 Dátum 2008 február 06, 11:40
Na ezért szeretem én ezt a fórumot, van aki tud segiteni.Legalább is megpróbálnak
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 11:42
Írta: eivmhrm04 Dátum 2008 február 06, 11:42
Csak azt nem tudom mit jelenthet az hogy PRINT MOTOR ez van ráirva is
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 11:53
Írta: bmejdz9nu Dátum 2008 február 06, 11:53
A kefenélküli az tökmindegy... :) remélhetőleg sok benne a réz :)
A másik:
Szerintem furcsa... Én még 200-as encoderrel nem láttam gyárilag szerelve szervómotort...
azok az adatok kellenének: súly, tengely méret, kefék száma, kép... aztán bele lehet határolni... utánna...
Print Motor= Nyomtató motor ?:)
A másik:
Szerintem furcsa... Én még 200-as encoderrel nem láttam gyárilag szerelve szervómotort...
azok az adatok kellenének: súly, tengely méret, kefék száma, kép... aztán bele lehet határolni... utánna...
Print Motor= Nyomtató motor ?:)
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 12:03
Írta: eivmhrm04 Dátum 2008 február 06, 12:03
A tengely 16mm sulya kb 10-12kg
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 12:07
Írta: eivmhrm04 Dátum 2008 február 06, 12:07
Kép itten, a harmadik az a nagy zöld tányér www.hx-dz.net/cp.php?nowmenuid=34448
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 12:08
Írta: eivmhrm04 Dátum 2008 február 06, 12:08
Tipusa pmes-16-MA31
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 12:12
Írta: eivmhrm04 Dátum 2008 február 06, 12:12
Az viszont tetszik hogy ekkora nagy motor ceruza1,5V elemről is szépen forog
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 06, 12:24
Írta: Szedlay Pál Dátum 2008 február 06, 12:24
Hozzáértők magyarázzatok el nekem valamit.
Mit jelent az encoder szorzás??????????
Itt a fúromon már hetek óta olvasgatom az encoder osztás szorzás gondolatát, de nem értem a szorzást. A legnagyobb problémám az, hogy ha hoz nekem a postás egy szóró lapot akkor ha ebből 10db tesz be a postaládába( pedig egytől is ideges leszek) attól az információ még mindig ugyan az, több információt nem kapok csak egy félét, de azt tízszer.
Olvasgattam a driverem leírását, step/dir üzemmódban ahogyan Tibor45 javasolta.
Itt jól le van írva.
Ha az encoder felbontásom 131072/fordulat
akkor 0.001mm-re jut kb. 26 encoder jel. ez +-13 jel, amin kényelmesen 0.001mm tudja tartani helyzetét 5.08mm menetemelkedésű orsónál.
Ettől teljesen független beállítható, hogy egy step jelre mekkora legyen az elmozdulás pl. 0.01mm így egy 25KHz-es vezérlővel elérhetek 15m/perc-es sebességet. Eddig még értem.
De mire jó az encoder jel szorzás és abból a vezérlő honnan tudja a tengely pozíciót amikor " tíz egyforma újságot" kapott.
Kösz a válaszotokat.
Mit jelent az encoder szorzás??????????
Itt a fúromon már hetek óta olvasgatom az encoder osztás szorzás gondolatát, de nem értem a szorzást. A legnagyobb problémám az, hogy ha hoz nekem a postás egy szóró lapot akkor ha ebből 10db tesz be a postaládába( pedig egytől is ideges leszek) attól az információ még mindig ugyan az, több információt nem kapok csak egy félét, de azt tízszer.
Olvasgattam a driverem leírását, step/dir üzemmódban ahogyan Tibor45 javasolta.
Itt jól le van írva.
Ha az encoder felbontásom 131072/fordulat
akkor 0.001mm-re jut kb. 26 encoder jel. ez +-13 jel, amin kényelmesen 0.001mm tudja tartani helyzetét 5.08mm menetemelkedésű orsónál.
Ettől teljesen független beállítható, hogy egy step jelre mekkora legyen az elmozdulás pl. 0.01mm így egy 25KHz-es vezérlővel elérhetek 15m/perc-es sebességet. Eddig még értem.
De mire jó az encoder jel szorzás és abból a vezérlő honnan tudja a tengely pozíciót amikor " tíz egyforma újságot" kapott.
Kösz a válaszotokat.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 12:30
Írta: eivmhrm04 Dátum 2008 február 06, 12:30
Van kefe benne 4 drb,szétszedtem kivülről nem lehetett látni
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 12:52
Írta: bmejdz9nu Dátum 2008 február 06, 12:52
Jó ez a postás dolog... :) Jó a hasonlat :)
1. Encoder jelét csak osztani lehet (szorozni nem, vagyis minek... a postás esete...)
2. Az Lpt porton a szoftver által kiadott step jeleket szokták szorozni! Ez is nagyon hasonlít a postás hasonlathoz, de!!! azért teszik, hogy a step jelek mennyisége "elérje" az encoder által adott jelek számát ("beálljon a vezérléshez szükséges egyensúly")... azaz ha nagy az encoder és "sokat" fordul a motor akkor nagyon sok encoder jelet produkál...
Step jelek "felszorzása" azaz sokszorozása egy kényszermegoldás! Azért mert az általunk "kedvelt" szoftverek sokkal kevesebb léptető impulzust tudnak csinálni mit az ipari vezélők (pl. mint a tied :)
Tehát pl. ha a max. 25Khz akkor ahhoz nagyon kis értékű encoder passzolna, ami nem "divat" a gyári szervómotorokon... de ha lecserélnénk az encodert egy "passzolós" kicsi értékűre (kis cpr érték) akkor a tengely pozicióban tartásával akadnak gondok (sőt gyorsítási képesség is romlik - az effektus hasonló mint a microsteppes rendszernél). Encoder csere helyett persze lehetséges az encoder jel "nagyon erős" leosztása...hogy beálljon az egyensúly...(de az egyenlő mint. encoder csere)
A vezérlők eleve 4X-es üzemmódban működnek. Azaz az encoder mind a négy élét feldolgozzák!!! (ez nem szorzás!!!) mert postás hasonlattal "minden szórolapon hasznos pozició információ" van! (ez az alapmód ehhez képest osztanak, ha osztanak)
Ezért pl. egy 500cpr-es encoderre azt szokták írni és mondani, hogy = 2000ppr (pulse per revulution - impulzuus/fordulat)
(Mindíg az 500cpr-es encoderrel példálózok... mert az egy jó érték...:)
1. Encoder jelét csak osztani lehet (szorozni nem, vagyis minek... a postás esete...)
2. Az Lpt porton a szoftver által kiadott step jeleket szokták szorozni! Ez is nagyon hasonlít a postás hasonlathoz, de!!! azért teszik, hogy a step jelek mennyisége "elérje" az encoder által adott jelek számát ("beálljon a vezérléshez szükséges egyensúly")... azaz ha nagy az encoder és "sokat" fordul a motor akkor nagyon sok encoder jelet produkál...
Step jelek "felszorzása" azaz sokszorozása egy kényszermegoldás! Azért mert az általunk "kedvelt" szoftverek sokkal kevesebb léptető impulzust tudnak csinálni mit az ipari vezélők (pl. mint a tied :)
Tehát pl. ha a max. 25Khz akkor ahhoz nagyon kis értékű encoder passzolna, ami nem "divat" a gyári szervómotorokon... de ha lecserélnénk az encodert egy "passzolós" kicsi értékűre (kis cpr érték) akkor a tengely pozicióban tartásával akadnak gondok (sőt gyorsítási képesség is romlik - az effektus hasonló mint a microsteppes rendszernél). Encoder csere helyett persze lehetséges az encoder jel "nagyon erős" leosztása...hogy beálljon az egyensúly...(de az egyenlő mint. encoder csere)
A vezérlők eleve 4X-es üzemmódban működnek. Azaz az encoder mind a négy élét feldolgozzák!!! (ez nem szorzás!!!) mert postás hasonlattal "minden szórolapon hasznos pozició információ" van! (ez az alapmód ehhez képest osztanak, ha osztanak)
Ezért pl. egy 500cpr-es encoderre azt szokták írni és mondani, hogy = 2000ppr (pulse per revulution - impulzuus/fordulat)
(Mindíg az 500cpr-es encoderrel példálózok... mert az egy jó érték...:)
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 13:00
Írta: eivmhrm04 Dátum 2008 február 06, 13:00
Péter mit szólsz akkor ehez a motorhoz mármint az 500W os hoz.Meg jó volna ha véleményyeznéd a 200W osat is hogy elég erős lessze ekkora géphez.Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 06, 13:25
Írta: x4rhew5r3 Dátum 2008 február 06, 13:25
Az encoder szorzás egy nagy "képzavar", nincs ilyen. A kétfázisú (A,B) encoder egy periódusa 4 állapotot (pozíciót) képes jelezni (0-1-3-2). Ha az encoder pl. 500 cpr, akkor az 500 periódus fordulatonként, azaz 4x500=2000 állapot/fordulat. Vezérlője válogatja, hogy hogyan dekódolja az encodert (quadratúra dekoder). A biztonságos, amikor a vezérlő egy teljes periódust tekint 1 pozició impulzusnak, ezt szokták 1x-szel jelölni. A 2x, amikor fél periódus 1 pozíció impulzus, és 4x, ha minden állapotváltozást pozíció impulzusnak használ.
Esetedben 131072/4 = 32768 cpr-es encodered van. Ezt megpörgeted 50/sec-cel, akkor 131072*50 ~ 6,5 MHz-es encoder jeled lesz. Remélem a vezérlő tudja ezt fogadni.
Esetedben 131072/4 = 32768 cpr-es encodered van. Ezt megpörgeted 50/sec-cel, akkor 131072*50 ~ 6,5 MHz-es encoder jeled lesz. Remélem a vezérlő tudja ezt fogadni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 13:40
Írta: 000000000 Dátum 2008 február 06, 13:40
Szia Pál!
Amit Péter írt az előbb a #4499-ben, azt
szorozd meg 5%-al, kb. annyi a valóságtartalma.:) Úgyis már megint ez a "hüle"
szorzás a téma.
Figyelj Pál! Neked egy komoly majd félmillás
gyári AC szervo hajtásod van.
Te csak azzal törődj, hogy gyorsító kártyán
vagy közvetlen printer porton a lehető
legnagyobb sebességű, korrekt step-dir
jelekkel tudjad működtetni.
Ezt vedd csak figyelembe, amikor beállítod a
szervódat a delta fí/step paraméterénél.
Az összes többi csak kavarja azt a bizonyosat...,
ugyanis akkor vagy a szervórendszer, vagy a
step-dir alapjel képző korlátaiba ütközöl, amin
általában nem tudsz változtatni, hiszen ezek
vasba öntött képességek egy adott típuson belül.
Amit Péter írt az előbb a #4499-ben, azt
szorozd meg 5%-al, kb. annyi a valóságtartalma.:) Úgyis már megint ez a "hüle"
szorzás a téma.
Figyelj Pál! Neked egy komoly majd félmillás
gyári AC szervo hajtásod van.
Te csak azzal törődj, hogy gyorsító kártyán
vagy közvetlen printer porton a lehető
legnagyobb sebességű, korrekt step-dir
jelekkel tudjad működtetni.
Ezt vedd csak figyelembe, amikor beállítod a
szervódat a delta fí/step paraméterénél.
Az összes többi csak kavarja azt a bizonyosat...,
ugyanis akkor vagy a szervórendszer, vagy a
step-dir alapjel képző korlátaiba ütközöl, amin
általában nem tudsz változtatni, hiszen ezek
vasba öntött képességek egy adott típuson belül.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 06, 13:43
Írta: Szedlay Pál Dátum 2008 február 06, 13:43
A vezérlő 12Mhz-et tud, igen olvastam az 1x-4x beállítási lehetőséget csak nem tudom, miért van rá szükség ha ez nem biztonságos.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 06, 13:47
Írta: x4rhew5r3 Dátum 2008 február 06, 13:47
A 2 fázisra azért van szükség, hogy a forgás irányát is detektálni lehessen. A biztonságot éppen ez a redundancia adja, hogy a közbeső állapotokat hibaszűrésre használja.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 06, 13:48
Írta: Szedlay Pál Dátum 2008 február 06, 13:48
Tehát ha jól értem a Ti gyikotokban meg kell egyezni az encoder inpulzusok számának a vezérlő
inpulzosok számával??
A gyikot nem ismerem. Nálam megadható az is hogy egy step jelre mekkora utat tegyen meg ill. mennyit forduljon és ez teljesen független az encoder felbontástól.
Még egy kérdés a KHz az ugyan az mint a Kpps???
inpulzosok számával??
A gyikot nem ismerem. Nálam megadható az is hogy egy step jelre mekkora utat tegyen meg ill. mennyit forduljon és ez teljesen független az encoder felbontástól.
Még egy kérdés a KHz az ugyan az mint a Kpps???
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 06, 13:49
Írta: Szedlay Pál Dátum 2008 február 06, 13:49
Köszönöm kimerítő válaszodat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 13:52
Írta: 000000000 Dátum 2008 február 06, 13:52
Végre egy élő szakember, aki a biztonsággal
is törődik, és az 1X encoder jelfeldolgozást
tartja a legjobbnak. Tejesen egyetértek Veled,
de a fiúk had nyomják a 4X-et meg a Mhz-eket,
majd rájönnek, hogy ez nem Hobby URH rádió
építés, hanem finommechanikia, mechatronikai,
optoelektronikai komplex rendszer.[#nevetes1]
is törődik, és az 1X encoder jelfeldolgozást
tartja a legjobbnak. Tejesen egyetértek Veled,
de a fiúk had nyomják a 4X-et meg a Mhz-eket,
majd rájönnek, hogy ez nem Hobby URH rádió
építés, hanem finommechanikia, mechatronikai,
optoelektronikai komplex rendszer.[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 14:52
Írta: bmejdz9nu Dátum 2008 február 06, 14:52
Igen. De nem csak ebben, minden vezélőben... (persze belül)... Ha a két jel (össze)hasonlítása = szervóvezérlés.
Nálad is így megy belül, csak nem írják le hogyan alakul ki... végül is minek? Csak a cél számít.
Nálad is így megy belül, csak nem írják le hogyan alakul ki... végül is minek? Csak a cél számít.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 14:57
Írta: bmejdz9nu Dátum 2008 február 06, 14:57
Írjatok egy NEM Quadrature encoder feldolgozású servóvezérlőt!
Adatlap vagy egyéb bizonyíték szükséges, hogy tényleg csak 1x-es módban megy azaz nincs 4X-es vagy 2x módja sem...!!! Várom!
Persze egy encodert lehet használni úgy is mint egy perforált körtárcsát amit átvilágítanak egy zseblámpával... akkor persze 1X-es :)
Adatlap vagy egyéb bizonyíték szükséges, hogy tényleg csak 1x-es módban megy azaz nincs 4X-es vagy 2x módja sem...!!! Várom!
Persze egy encodert lehet használni úgy is mint egy perforált körtárcsát amit átvilágítanak egy zseblámpával... akkor persze 1X-es :)
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 15:09
Írta: eivmhrm04 Dátum 2008 február 06, 15:09
Tibor küldtem mail nézd meg és adj tanácsot
Köszi
Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 15:23
Írta: eivmhrm04 Dátum 2008 február 06, 15:23
Péter ment neked is mail
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 15:35
Írta: 000000000 Dátum 2008 február 06, 15:35
Szia Karcsi!
A fotók alapján ez egy remek kis tárcsa szervo
motor. A mánesekre tekert drótokkal ne
foglalkozzál, azok csak speciális szenzorok.
Minél előbb viszont szereld össze, mert
a mágnesei károsodhatnak.
A fotók alapján ez egy remek kis tárcsa szervo
motor. A mánesekre tekert drótokkal ne
foglalkozzál, azok csak speciális szenzorok.
Minél előbb viszont szereld össze, mert
a mágnesei károsodhatnak.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 15:43
Írta: 000000000 Dátum 2008 február 06, 15:43
Tegnap Józsi adományozott Neked egy "mai nap
biztikiverője" címet, folytatásként ma
meg tőlem kapsz egy ilyen címet.:)[#nyes]
De tudod, azért kedvelünk, és semmi gond:)
biztikiverője" címet, folytatásként ma
meg tőlem kapsz egy ilyen címet.:)[#nyes]
De tudod, azért kedvelünk, és semmi gond:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 16:12
Írta: bmejdz9nu Dátum 2008 február 06, 16:12
Nem kell a félre duma... [#hehe] jöhet egy NEM 4X-es (nem Quadrature bemenetű) vezérlőről a link! (#4509) ... ha van ilyen egyáltalán :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 16:25
Írta: 000000000 Dátum 2008 február 06, 16:25
Az én összes cuccom ilyen 1X üzemmódban ketyeg.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 06, 16:57
Írta: eivmhrm04 Dátum 2008 február 06, 16:57
Már összeraktam,csak a csapágyakat kicseréltem benne,kb 1,5 óráig volt szétszedve.Azalatt gondolom nem történhetett velük semmi
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 06, 16:58
Írta: x4rhew5r3 Dátum 2008 február 06, 16:58
Ezt rosszul értelmezed. Attól, hogy valamibe csak a 220V megy be, még nem biztos hogy minden készülék egyforma::))
Ha kétfázisú enkóder, akkor természetesen minden vezérlő ezt a kétfázisú jelet kapja. A lényeg ott van, hogy ezt belül hogyan használja, mire dekódolja. 1x, 2x vagy 4x vagy módban.
Ha kétfázisú enkóder, akkor természetesen minden vezérlő ezt a kétfázisú jelet kapja. A lényeg ott van, hogy ezt belül hogyan használja, mire dekódolja. 1x, 2x vagy 4x vagy módban.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 17:06
Írta: bmejdz9nu Dátum 2008 február 06, 17:06
Tibor... Ez meghátrálás... nem ezt vártam tőled...
Nem azt vártam, hogy azt írod, hogy csak a "Tibor" vezérlői nem használják (ki) a quadrature encoderes jel feldolgozást a világon... [#wow1]
Nem azt vártam, hogy azt írod, hogy csak a "Tibor" vezérlői nem használják (ki) a quadrature encoderes jel feldolgozást a világon... [#wow1]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 06, 17:10
Írta: Szedlay Pál Dátum 2008 február 06, 17:10
Sneci!
Volna még egy kérdésem. Ha a driveren a margót +-13jelre korlátozom( ez nálam 1 mikron) akkor a driver nem avatkozik be de tudja merre indul el a motor milyen sebességgel, de nem csinál semmit. Ha túl lépi ezt a határt és mivel érzékelte melyik irányba van így beavatkozik és korrigál. Tehát +-13 encoder jelen belül nem fog oszcillálni. ilyenkor is szükséges az 1x es encoder beállítás?
Volna még egy kérdésem. Ha a driveren a margót +-13jelre korlátozom( ez nálam 1 mikron) akkor a driver nem avatkozik be de tudja merre indul el a motor milyen sebességgel, de nem csinál semmit. Ha túl lépi ezt a határt és mivel érzékelte melyik irányba van így beavatkozik és korrigál. Tehát +-13 encoder jelen belül nem fog oszcillálni. ilyenkor is szükséges az 1x es encoder beállítás?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 06, 17:10
Írta: Szedlay Pál Dátum 2008 február 06, 17:10
Sneci!
Volna még egy kérdésem. Ha a driveren a margót +-13jelre korlátozom( ez nálam 1 mikron) akkor a driver nem avatkozik be de tudja merre indul el a motor milyen sebességgel, de nem csinál semmit. Ha túl lépi ezt a határt és mivel érzékelte melyik irányba van így beavatkozik és korrigál. Tehát +-13 encoder jelen belül nem fog oszcillálni. ilyenkor is szükséges az 1x es encoder beállítás?
Volna még egy kérdésem. Ha a driveren a margót +-13jelre korlátozom( ez nálam 1 mikron) akkor a driver nem avatkozik be de tudja merre indul el a motor milyen sebességgel, de nem csinál semmit. Ha túl lépi ezt a határt és mivel érzékelte melyik irányba van így beavatkozik és korrigál. Tehát +-13 encoder jelen belül nem fog oszcillálni. ilyenkor is szükséges az 1x es encoder beállítás?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 17:11
Írta: bmejdz9nu Dátum 2008 február 06, 17:11
Akkor neked is szól a #4509-ben feltett kérdés... Tudsz ilyet?
Én tudom, hogy 4X-es módban jeleket csinálni és írányt figyelni (egyszerre) nem egyszerű dolog... Ez egy elég "kényelmes" felhasználása az encodernek...
(Gondolj közbe az LS7184-es IC-re... és van ilyen IC 1X-esben is?... ha igen...ilyen encoder jelfeldolgozó IC adatlapja is jöhet...:)
Én tudom, hogy 4X-es módban jeleket csinálni és írányt figyelni (egyszerre) nem egyszerű dolog... Ez egy elég "kényelmes" felhasználása az encodernek...
(Gondolj közbe az LS7184-es IC-re... és van ilyen IC 1X-esben is?... ha igen...ilyen encoder jelfeldolgozó IC adatlapja is jöhet...:)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 február 06, 17:20
Írta: fs9s63xkf Dátum 2008 február 06, 17:20
Szevasztok!
Ha jól tudom, akkor Pálnak Sigma II-je van ami 500 kHz max bementetet fogad (Open collector esetén csak 200kHz). Ez kb 228 fordulat/perc maximum, hogyha nincs "szorzás". Van benne tehát egy "elektromos áttétel" aminek az értéke 1/100 és 100 között tetszőlegesen változtatható. E nélkül gyakorlatilag használhatatlan lenne, hiába van Pálnak 12 MHz-es kártyája. Az érdekes, hogy ez is Quadrature bemenetű, amit viszont senki nem használ egy az egyben mert nem bírja így kihasználni a motor teljes fordulatszámát. Ezért van szükség a "szorzásra" ami valójában nem is szorzás, ahogy azt Varsányi hívja hanem egy Step jel értelmezésének a változtatása.
Egyébként Tibor45 a Te vezérlőid is Quadrature bemenetűek az encoder oldalon, csak a step jel oldalon nem? Tehát a vezérlés használja mind a 4 élt a motor ponots és biztonságos vezérléséhez de a step jel úgymond meg van "szorozva" 4-el? Tehát egy Step jel lelépése 4 encoder éllel ér fel?
A félreértéseket szerintem a Gecko step jel szorzója okozza ahol tényleg a step jelet szorozzuk ami nem túl biztonságos hiszen a vezérlő szoftver erről mit sem tud, így a késleltetés miatt problémák lehetnek. Persze ez csak elméleti hiba mert a gyakorlatban még nemigen találkoztam vele. :)
Gondolom a Sigam II nem a step jeleket szorozza , hanem az egy step jel értelmezésén változtat ami már nem okoz késleltetési hibát?!
Ha jól számolok legalább 14-es "szorzó" kell a Sigma II-be hogy tudjon 3000-et pörögni?! Ez miért jó? A vezérlésnek annál könnyebb dolga van minnél több a visszacsatolás? De gondolom van egy határ ahol már az encoder felbontása nem segít? Hogy van ez Tibor45?
Üdv.:
Tibor Zoltán
Ha jól tudom, akkor Pálnak Sigma II-je van ami 500 kHz max bementetet fogad (Open collector esetén csak 200kHz). Ez kb 228 fordulat/perc maximum, hogyha nincs "szorzás". Van benne tehát egy "elektromos áttétel" aminek az értéke 1/100 és 100 között tetszőlegesen változtatható. E nélkül gyakorlatilag használhatatlan lenne, hiába van Pálnak 12 MHz-es kártyája. Az érdekes, hogy ez is Quadrature bemenetű, amit viszont senki nem használ egy az egyben mert nem bírja így kihasználni a motor teljes fordulatszámát. Ezért van szükség a "szorzásra" ami valójában nem is szorzás, ahogy azt Varsányi hívja hanem egy Step jel értelmezésének a változtatása.
Egyébként Tibor45 a Te vezérlőid is Quadrature bemenetűek az encoder oldalon, csak a step jel oldalon nem? Tehát a vezérlés használja mind a 4 élt a motor ponots és biztonságos vezérléséhez de a step jel úgymond meg van "szorozva" 4-el? Tehát egy Step jel lelépése 4 encoder éllel ér fel?
A félreértéseket szerintem a Gecko step jel szorzója okozza ahol tényleg a step jelet szorozzuk ami nem túl biztonságos hiszen a vezérlő szoftver erről mit sem tud, így a késleltetés miatt problémák lehetnek. Persze ez csak elméleti hiba mert a gyakorlatban még nemigen találkoztam vele. :)
Gondolom a Sigam II nem a step jeleket szorozza , hanem az egy step jel értelmezésén változtat ami már nem okoz késleltetési hibát?!
Ha jól számolok legalább 14-es "szorzó" kell a Sigma II-be hogy tudjon 3000-et pörögni?! Ez miért jó? A vezérlésnek annál könnyebb dolga van minnél több a visszacsatolás? De gondolom van egy határ ahol már az encoder felbontása nem segít? Hogy van ez Tibor45?
Üdv.:
Tibor Zoltán
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 17:34
Írta: 000000000 Dátum 2008 február 06, 17:34
Tapasztalatom szerint az encoderek biztonságos kezeléséhez min. 2×-es üzemmód szükséges, külömben pergésveszélyes a mód és "remegéskor" elmászik a motor (mivel helyben remegéskor totál 1×-es módban nem lehet egyértelműen értelmezni a mozgás irányát és téves döntések is keletkezhetnek)! Ezért a korszerű PIC hardveres encoder bemenetei is 2×, 4×-es módokat ismernek (1×-est direktbe nem)! A PIC-es servón belül az alapjelet egy stepre mennyivel toljuk el, az már csak részlet kérdés és akár ez is értelmezhető szorzéásnak (de csak logikai), így elérhető az, hogy a PC 1 Stepje pl = 10 Encoder élnek (4×-es módban). Ez nem eggyenló a Step jel fizikai szorzásával, mert nem jár a Step/Dir oldali sávszélesség rovására (és mégis egyező eredményű)!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 06, 17:34
Írta: Szedlay Pál Dátum 2008 február 06, 17:34
Látom tanulmányoztad a szekrényben lévő cuccaimat,
csak nem bekukkantottál?[#vigyor2]
csak nem bekukkantottál?[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 február 06, 17:45
Írta: fs9s63xkf Dátum 2008 február 06, 17:45
Ugyan ilyen vezérlőből van kb 10, ugyan azt tudják, ugyan azok a paraméterek, csak nem az van ráírva hogy Omron, Yaskawa :) Hogy melyik volt legelőször na azt senki nem tudja :) Én egy hasnonlóval foglalkoztam, mint a tied.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 17:47
Írta: bmejdz9nu Dátum 2008 február 06, 17:47
A legutolsó zárojelhez: csak majdnem eggyező eredményű - szerintem.
Mert ugyebár itt van a kutya elásva... azaz van egy optomális pont...
Azaz kb. a 4x4-es mód körül lehet - azaz pl. 500 cpr encoder, 4X-es feldolgozásssal és step jel 4-szerezéssel) ami nem ugyanaz az az mechanikai és dinamikai eredmény a végére...
... de már igencsak kezdek belefáradni... :)
Mert ugyebár itt van a kutya elásva... azaz van egy optomális pont...
Azaz kb. a 4x4-es mód körül lehet - azaz pl. 500 cpr encoder, 4X-es feldolgozásssal és step jel 4-szerezéssel) ami nem ugyanaz az az mechanikai és dinamikai eredmény a végére...
... de már igencsak kezdek belefáradni... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 17:52
Írta: bmejdz9nu Dátum 2008 február 06, 17:52
A bemeneti jel sokszorozás nem okoz hibát... mert "fakutya" módjára végrehajtja...
Ezzekkel a "többlet" jelekkel úgysem kalkulálsz... azaz van de minek, mert számodra ezek a jelek között nincs állapot... csak vannak mint a "robotok"... segédlépések... vagy nem is tudom minek hivjam...)
De ettől a vezérlőn belül van nekik "életük"...
Ezzekkel a "többlet" jelekkel úgysem kalkulálsz... azaz van de minek, mert számodra ezek a jelek között nincs állapot... csak vannak mint a "robotok"... segédlépések... vagy nem is tudom minek hivjam...)
De ettől a vezérlőn belül van nekik "életük"...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 06, 17:57
Írta: x4rhew5r3 Dátum 2008 február 06, 17:57
Itt először is utalok Tibor akkori megjegyzésére, a teljes gépre nézve ez legfeljebb elméleti fejtegetés (bár Ő nem ezeket a szavakat használta:)). Ott kiragadtuk a szervo vezérlőt, de nem a Te vezérlődet, ami árából itélve egy komoly gyári cucc, hanem a hobbi szinten használatos kígyót, békát, vagy valami hüllő kategóriát.
De a kérdésre visszatérve, már a terheletlen motor sem lenne képes ilyen méretekben oszcillálni. A mikron, az nagyon pici. Lehet, hogy a mechanika nem is képes ilyen picit mozdulni, mert a saját rugalmassága nagyob, és először csak feszül a "rugó", aztán meg is indul.
Sajnálom, hogy az oszcilláció kifejezést használtam, mert utólag én is úgy értelmezném, hogy gerjedve oszcillál. Mondjuk inkább úgy, hogy az elméleti pocíció körül ingadozik. Magától persze nem, de terhelés változástól, mechanikai zavaroktól ha elhagyná az elméleti poziciót, akkor az elektronika ellennyomatékot gerjeszt. Ha magától ingadozna, akkor az már régen rossz, mert akkor már gerjed, és csak idő kérédse, hogy mikor akarja összetörni a gépet.
Ennyi mellébeszélés után bevallom, hogy a Te esetedben nem tudom a választ. A pic és avr alapú 8 bitesekre, és azonos kategóriájú analogokra volt kihegyezve téma. Neked a gyári ajánlásokat kell követni. Tibor biztosan többet tudna Neked segíteni.
De a kérdésre visszatérve, már a terheletlen motor sem lenne képes ilyen méretekben oszcillálni. A mikron, az nagyon pici. Lehet, hogy a mechanika nem is képes ilyen picit mozdulni, mert a saját rugalmassága nagyob, és először csak feszül a "rugó", aztán meg is indul.
Sajnálom, hogy az oszcilláció kifejezést használtam, mert utólag én is úgy értelmezném, hogy gerjedve oszcillál. Mondjuk inkább úgy, hogy az elméleti pocíció körül ingadozik. Magától persze nem, de terhelés változástól, mechanikai zavaroktól ha elhagyná az elméleti poziciót, akkor az elektronika ellennyomatékot gerjeszt. Ha magától ingadozna, akkor az már régen rossz, mert akkor már gerjed, és csak idő kérédse, hogy mikor akarja összetörni a gépet.
Ennyi mellébeszélés után bevallom, hogy a Te esetedben nem tudom a választ. A pic és avr alapú 8 bitesekre, és azonos kategóriájú analogokra volt kihegyezve téma. Neked a gyári ajánlásokat kell követni. Tibor biztosan többet tudna Neked segíteni.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 06, 18:05
Írta: x4rhew5r3 Dátum 2008 február 06, 18:05
Az a baj hogy a Te terminólógiád szerint értelmezed és mondod a dolgokat. Az enkóderről van egy hibás elképzelésed (a 4 "él" detektálása) és így megint elbeszélünk egymás mellett. Én már csináltam hw és sw detektorokat, ezért nehéz átállni a te terminológiádra. Meg nem is akarok:::)))
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 06, 18:08
Írta: x4rhew5r3 Dátum 2008 február 06, 18:08
Javasolom, hogy a Gecko-nak nyissunk egy külön topic-ot, mert félő, hogy sokakat félrevezet majd, aki később csatlakozik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 18:49
Írta: bmejdz9nu Dátum 2008 február 06, 18:49
Lehet, hogy rosszul ragadnak rám a szavak.... (link)
De hogyan hívjuk ezt az "encoder quadrature signal processing" kifejezést? vagy nevezzük el magyarul! Te tudod mire gondolok... :)
De hogyan hívjuk ezt az "encoder quadrature signal processing" kifejezést? vagy nevezzük el magyarul! Te tudod mire gondolok... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 18:54
Írta: bmejdz9nu Dátum 2008 február 06, 18:54
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 19:08
Írta: 000000000 Dátum 2008 február 06, 19:08
Azért azzal a PIC-es 8 bittel óvatosan (már 16 és 32 biten dolgozunk 30MIPS-el)...[#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 19:09
Írta: 000000000 Dátum 2008 február 06, 19:09
A 4 éllel mi a baj? Teljesen jól értelmezi Péter (2db fel és 2db lefutó él)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 19:19
Írta: 000000000 Dátum 2008 február 06, 19:19
Péter! Ennyi szakmai sületlenséget és
sz@rkavarást (és ekkor még finoman fogalmaztam)
életemben nem láttam, folytassa Veled az a
vitát, akinek ehhez kedve és türelme van.
Fél éve magyarázzuk Neked, mi az encoder
fogalma, még kevesebbet tudsz róla, mint akkor.
Felejtsd el az egész szervotechnikát, amíg
bizonyos alapokkal nem vagy tisztában.[#hehe]
sz@rkavarást (és ekkor még finoman fogalmaztam)
életemben nem láttam, folytassa Veled az a
vitát, akinek ehhez kedve és türelme van.
Fél éve magyarázzuk Neked, mi az encoder
fogalma, még kevesebbet tudsz róla, mint akkor.
Felejtsd el az egész szervotechnikát, amíg
bizonyos alapokkal nem vagy tisztában.[#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 19:37
Írta: bmejdz9nu Dátum 2008 február 06, 19:37
Na ja... én is ezt mondanám a helyedben... vagy eseteleg filoznék miért megy a világon (majdnem :) az összes szervóvezérlő quadrature üzemmódban.
Győzz meg Tibor az ellenkezőjéről!... mint írtam linkelj legalább egyet... Érveidet támaszd alá! (lásd: #4509)
Győzz meg Tibor az ellenkezőjéről!... mint írtam linkelj legalább egyet... Érveidet támaszd alá! (lásd: #4509)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 19:40
Írta: bmejdz9nu Dátum 2008 február 06, 19:40
Igen...pontosan... mi ennek magyarul a neve? Amikor ugyebár minden "élet" felhasználunk... azaz "clock - step" jel lesz belőle.
... vagy már nem is tudom, hogy hívjam...
... vagy már nem is tudom, hogy hívjam...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 06, 19:43
Írta: x4rhew5r3 Dátum 2008 február 06, 19:43
Az uhu nem:)
Itt alapvetően nem az élekről van szó, hanem a négy állapotról, amit egy kétfázisú jel hordoz. Péter mintha az enkóder jelének a négyzerezését mondaná, de ez pontosan nem derül ki a félmondatokból.
Eddig nincs is különösebb gond, de amikor valaki azt mondja, hogy mindenki és minden vezérlő ezt a 4x-es üzemet használja, mert minden vezérlőhöz ilyet adnak, azzal félrevezeti a társaságot.
A quadratute utalhat a 4 állapotra, de utalhat merőleges vektorokra is. Minkét értelemben használják. Ha binárisan írjuk le az A,B jelet (ezt már Péternek mondom, mert Te tudod), akkor ugye 0-1-3-2 az előre irányú sorrend. A legprimitívebb hibaszűrés például, ha nem ebben a sorrendben követik egymást az állapotok. Ha 0 után 3 jön, akkor vagy zavar volt a jelen, vagy a vezérlő nem tudta követni, és kimaradt az 1-es.
A 2x üzemben több redundanciát hagyunk a kódolásban, és változásnak csak pl. 0 és 3 állapotokat fogadjuk el, akkor alaposab hibaellenőrzést lehet csinálni. Még nagyobb biztonsággal deríthető fel a hibás sorozat, ha 1x üzemben pl. csak a 0-ás állapotot vesszük változásnak, a többi az Péternek felesleges, de a rendszer biztonságának meg jó.
Itt alapvetően nem az élekről van szó, hanem a négy állapotról, amit egy kétfázisú jel hordoz. Péter mintha az enkóder jelének a négyzerezését mondaná, de ez pontosan nem derül ki a félmondatokból.
Eddig nincs is különösebb gond, de amikor valaki azt mondja, hogy mindenki és minden vezérlő ezt a 4x-es üzemet használja, mert minden vezérlőhöz ilyet adnak, azzal félrevezeti a társaságot.
A quadratute utalhat a 4 állapotra, de utalhat merőleges vektorokra is. Minkét értelemben használják. Ha binárisan írjuk le az A,B jelet (ezt már Péternek mondom, mert Te tudod), akkor ugye 0-1-3-2 az előre irányú sorrend. A legprimitívebb hibaszűrés például, ha nem ebben a sorrendben követik egymást az állapotok. Ha 0 után 3 jön, akkor vagy zavar volt a jelen, vagy a vezérlő nem tudta követni, és kimaradt az 1-es.
A 2x üzemben több redundanciát hagyunk a kódolásban, és változásnak csak pl. 0 és 3 állapotokat fogadjuk el, akkor alaposab hibaellenőrzést lehet csinálni. Még nagyobb biztonsággal deríthető fel a hibás sorozat, ha 1x üzemben pl. csak a 0-ás állapotot vesszük változásnak, a többi az Péternek felesleges, de a rendszer biztonságának meg jó.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 20:13
Írta: bmejdz9nu Dátum 2008 február 06, 20:13
LS7184 Timing Diagram: (hogy ne a Gecko-t hozzam példának :) és azt se írjam...
Ez szerintem magáért beszél és érthető:
Forrás - US DIGITAL (ez egy encoder specialista cég)
Ez szerintem magáért beszél és érthető:
Forrás - US DIGITAL (ez egy encoder specialista cég)
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 február 06, 20:46
Írta: csg67 Dátum 2008 február 06, 20:46
Kedves Péter!
Ez az IC a jeladó A és B jeléből nem csinál semmit, amit ne lehetne az A és B jelekből egyébként is kideríteni. Az, hogy az éleknél (mindegyiknél [ezt hívják négyszeres kiértékelésnek], minden másodiknál, vagy minden negyediknél) egy-egy tüskét rak, nem ad semmilyen többlet információt arról, hogy a jeladó mit mért. Ennek az IC-nek körülbelül annyi haszna van, hogy egy egyszerű bináris számlálóláncot ezzel az egy IC-vel közvetlenül meg tudsz hajtani.
Ez az IC a jeladó A és B jeléből nem csinál semmit, amit ne lehetne az A és B jelekből egyébként is kideríteni. Az, hogy az éleknél (mindegyiknél [ezt hívják négyszeres kiértékelésnek], minden másodiknál, vagy minden negyediknél) egy-egy tüskét rak, nem ad semmilyen többlet információt arról, hogy a jeladó mit mért. Ennek az IC-nek körülbelül annyi haszna van, hogy egy egyszerű bináris számlálóláncot ezzel az egy IC-vel közvetlenül meg tudsz hajtani.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 06, 20:51
Írta: x4rhew5r3 Dátum 2008 február 06, 20:51
Igen, az egy alapkapcsolás. Védelem annyi, hogy az A és B bemeneten van egy 50ns spike szűrés, de semmit nem ír arról, hogy mit csinál hibás sorrend esetén, vagy a nem x1-es módban további védelmek lennének beépítve. Ennél komolyabb védelmek is vannak. Lehet hogy a kimeneti mux-ban vannak trükkök, de szerintem a merketing nem hagyta volna ki, ha lenne benne.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 február 06, 21:24
Írta: fs9s63xkf Dátum 2008 február 06, 21:24
Hali!
Mondjuk Péter egy kézikerék és egy Step/Dir rendszerű vezérlő közé tette ezt az IC-t ahol annyi haszna volt, hogy Step/dir jeleket kapott (tudom az A B jelekben is benne van) viszont kapott egy kétszeres és egy négyszeres szorzót. Négyszer annyi jel jön ki belőle mintha egy az egyben rákötötte volna és így a vezérlője négyszer annyit lép mint előtte. Nagyon nem értem, hogy mi bajotok van Péter encoder felfogásával?! Ő szerintem teljesen tisztában van azzal, hogy mit is jelent a négyszeres kiértékelés.
Tibor45: Nem válaszoltál még a kérdésemre!? Egyikre sem. Nem kötelező persze.
Üdv.:
Tibor Zoltán
Mondjuk Péter egy kézikerék és egy Step/Dir rendszerű vezérlő közé tette ezt az IC-t ahol annyi haszna volt, hogy Step/dir jeleket kapott (tudom az A B jelekben is benne van) viszont kapott egy kétszeres és egy négyszeres szorzót. Négyszer annyi jel jön ki belőle mintha egy az egyben rákötötte volna és így a vezérlője négyszer annyit lép mint előtte. Nagyon nem értem, hogy mi bajotok van Péter encoder felfogásával?! Ő szerintem teljesen tisztában van azzal, hogy mit is jelent a négyszeres kiértékelés.
Tibor45: Nem válaszoltál még a kérdésemre!? Egyikre sem. Nem kötelező persze.
Üdv.:
Tibor Zoltán
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 21:41
Írta: 000000000 Dátum 2008 február 06, 21:41
Szia!
Mi is a konkrét kérdésed, mert elvesztettem a
fonalat..
Mi is a konkrét kérdésed, mert elvesztettem a
fonalat..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 22:05
Írta: bmejdz9nu Dátum 2008 február 06, 22:05
Pontosan ezt csinálja.... de pontosan!
A+B = step/dir és ha kell 1X, 2X, 4X... de nézd meg a blockvázlatát... zavarszürés és kimeneti imp. szélesség állítással... és mindezt egy DIP-8-as tokban!
A+B = step/dir és ha kell 1X, 2X, 4X... de nézd meg a blockvázlatát... zavarszürés és kimeneti imp. szélesség állítással... és mindezt egy DIP-8-as tokban!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 06, 22:06
Írta: Szedlay Pál Dátum 2008 február 06, 22:06
Tegnap kérdezem Tibor45-től a nyomaték vezérléssel kapcsolatban.
A következő a gondolat menetem.
A motionkontroller feldolgozva a G-kodokat szorgalmasan köldözgeti a step/dir jeleket a drivereknek amik ezt az encoder visszacsatoláson keresztül meg is valósítják vagy nem. Péter említet hiba jel tárolót amibe tárolja a késést és ezt majd ha tudja, behozza. És a többi tengely eközben mit csinál. Megy szépen és szorgalmasan végrehajtja a rá kiszabott feladatot. De ettől még nem kapjuk azt az eredményt amit várunk, mert az egyik lemarad. A Tibor45 által épített szinkron hajtáshoz hasonlít szerintem a nyomaték szabályozás. Nem step/dir jeleket ad ki a motion kontroller hanem egy 16bit pontosságú analóg feszültséget, amely meghatározza a driver számára milyen nyomatékkal induljon el és milyen irányba. A motor encoder jelek vissza vannak csatolva a motion kontrollerbe és ha érzékeli, hogy az egyik tengely nem azt csinálja amit kéne, a többit is a hibáshoz koordinálja a pálya tarthatósága, pontossága miatt.
Mi a véleményetek erről?
A következő a gondolat menetem.
A motionkontroller feldolgozva a G-kodokat szorgalmasan köldözgeti a step/dir jeleket a drivereknek amik ezt az encoder visszacsatoláson keresztül meg is valósítják vagy nem. Péter említet hiba jel tárolót amibe tárolja a késést és ezt majd ha tudja, behozza. És a többi tengely eközben mit csinál. Megy szépen és szorgalmasan végrehajtja a rá kiszabott feladatot. De ettől még nem kapjuk azt az eredményt amit várunk, mert az egyik lemarad. A Tibor45 által épített szinkron hajtáshoz hasonlít szerintem a nyomaték szabályozás. Nem step/dir jeleket ad ki a motion kontroller hanem egy 16bit pontosságú analóg feszültséget, amely meghatározza a driver számára milyen nyomatékkal induljon el és milyen irányba. A motor encoder jelek vissza vannak csatolva a motion kontrollerbe és ha érzékeli, hogy az egyik tengely nem azt csinálja amit kéne, a többit is a hibáshoz koordinálja a pálya tarthatósága, pontossága miatt.
Mi a véleményetek erről?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 22:10
Írta: bmejdz9nu Dátum 2008 február 06, 22:10
Jól látod... de ne használjuk a szorzás kifejezést, mert ez valójában nem szorzás... csak kiolvas mindent ami van... azaz amit az encoder tud...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 22:29
Írta: 000000000 Dátum 2008 február 06, 22:29
Szia Pál!
Túlvariálod Te is.
A klasszikus szervo alapelmélete az alábbi
rendszerfeladat megoldása:

Láttok Ti itt encodert???
A jó szervo titka, lényege: ennek a rendszernek
a matematikai modelljének a megoldása,
különös tekintettel a többszörös tároló elemekre
(a motor már önmaga ilyen), valamint
időállandókra. Ezt egy X-ed rendű diff.
egyenlet megoldása adja, amiből nagyon
fontos gyakorlati tapasztalatok adódnak.
A rendszer egységugrás tesztjeivel valamint
harmonikus gerjesztéssel pedig az úgynevezett
átviteli függvényét tudjuk megállapítani.
Amíg ezekről nincs infónk, legalább alapfokon
valakinek ezekhez nincs lövése, az encoder
körüli osztás szorzás, idevezetem-odavezetem,
stb. kísérletek 50-ed rangú kérdések.
Túlvariálod Te is.
A klasszikus szervo alapelmélete az alábbi
rendszerfeladat megoldása:
Láttok Ti itt encodert???
A jó szervo titka, lényege: ennek a rendszernek
a matematikai modelljének a megoldása,
különös tekintettel a többszörös tároló elemekre
(a motor már önmaga ilyen), valamint
időállandókra. Ezt egy X-ed rendű diff.
egyenlet megoldása adja, amiből nagyon
fontos gyakorlati tapasztalatok adódnak.
A rendszer egységugrás tesztjeivel valamint
harmonikus gerjesztéssel pedig az úgynevezett
átviteli függvényét tudjuk megállapítani.
Amíg ezekről nincs infónk, legalább alapfokon
valakinek ezekhez nincs lövése, az encoder
körüli osztás szorzás, idevezetem-odavezetem,
stb. kísérletek 50-ed rangú kérdések.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 22:29
Írta: bmejdz9nu Dátum 2008 február 06, 22:29
Mire gondolsz pontosan... ahogy írod az elvet... majd minden vezérlő ilyen....
Mi az, hogy egyik lemarad?
Mi az, hogy egyik lemarad?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 06, 22:34
Írta: bmejdz9nu Dátum 2008 február 06, 22:34
Serintem Pali már mindent ért... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 06, 22:43
Írta: Szedlay Pál Dátum 2008 február 06, 22:43
Tibor45!
Azt hiszem már nem tanulok meg integrálni bár nem ördöngösség. Mi a fenének kell nekem mindenhez értnem, ezért vannak szakemberek akiknek lehet, hogy rossz a foguk ( vagy nem)én elkészítem és kifizetem a servo beállítást. Ö meg úgy sem tud fogat készíteni magának.
Azt hiszem már nem tanulok meg integrálni bár nem ördöngösség. Mi a fenének kell nekem mindenhez értnem, ezért vannak szakemberek akiknek lehet, hogy rossz a foguk ( vagy nem)én elkészítem és kifizetem a servo beállítást. Ö meg úgy sem tud fogat készíteni magának.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 06, 22:50
Írta: 000000000 Dátum 2008 február 06, 22:50
Na látod. Akkor az egész cuccodat vigyed el
a legközelebbi gyáriképviselethez,
mond el az igényeidet, CNC géped adatait
(max.seb, felbontás, gyorsulás, tömeg, J, ...)
és a feladat meg van oldva.
Míg a szakemberek dolgoznak a szervódon,
közben csinálsz egy fogat, annak az árából
már ingyen van az egész setup.:)
a legközelebbi gyáriképviselethez,
mond el az igényeidet, CNC géped adatait
(max.seb, felbontás, gyorsulás, tömeg, J, ...)
és a feladat meg van oldva.
Míg a szakemberek dolgoznak a szervódon,
közben csinálsz egy fogat, annak az árából
már ingyen van az egész setup.:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 06, 22:52
Írta: Szedlay Pál Dátum 2008 február 06, 22:52
Semmi Péter, felejsd el.
Biztos én maradtam le valamiről életembe, de ez
nekem túl magas. Kihívom az omron szakembereit
Ha beállitja kifizetem, hanem akkor egy fillért sem lát. Ez lényegesen egyszerűbb számomra mint mindent megtanulni.
Biztos én maradtam le valamiről életembe, de ez
nekem túl magas. Kihívom az omron szakembereit
Ha beállitja kifizetem, hanem akkor egy fillért sem lát. Ez lényegesen egyszerűbb számomra mint mindent megtanulni.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 06, 22:54
Írta: Szedlay Pál Dátum 2008 február 06, 22:54
Igazad van a cipész maradjon a kaptafánál.
Csak szeretnék én is konyítani valamit hozzá, de nem ebből szeretnék megélni.
Csak szeretnék én is konyítani valamit hozzá, de nem ebből szeretnék megélni.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 07, 05:53
Írta: x4rhew5r3 Dátum 2008 február 07, 05:53
Igazatok lenne, ha ez nem egy hobbi fórum lenne. A bonyolult dolgoknak is van olyan egyszerűsített modellje, amit difegyenletek nélkül is meg lehet érteni. A teszt magam részéről az, ha egy 10 évesnek nem tudom elmagyarázni a lényeget úgy, hogy ő is megértse, akkor beismerem, hogy én sem értem eléggé. Ez persze csak rám vonatkozik. Az egy kicsit bosszant, amikor az egyszerűsített modell alapján azt hiszi, hogy mostmár mindent ért, de hát a dolgok ilyenek. Majd ha jobban megérti, rájön hogy mi mindent nemért.
Amin kipattant a vita, ahhoz a következő megjegyzésem lenne. Nem azért adják tovább az enkódert a mozgásvezérlőnek, hogy az egyik tengely hibájához igazítsa a többi tengely mozgását, hanem azért, ha lemarad az egyik tengely, akkor a többivel bevárja.
Amin kipattant a vita, ahhoz a következő megjegyzésem lenne. Nem azért adják tovább az enkódert a mozgásvezérlőnek, hogy az egyik tengely hibájához igazítsa a többi tengely mozgását, hanem azért, ha lemarad az egyik tengely, akkor a többivel bevárja.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 07, 06:50
Írta: x4rhew5r3 Dátum 2008 február 07, 06:50
Még egy megjegyzés. A mozgásvezérlő megkapja az enkódereket, ebből tudja a pillanatnyi helyzetet. A következő pályaelemet ezáltal nem az elméleti pillanatnyi pozícióból számítja, hanem a tényleges pillanatnyi pozicióból. Ha nem lenne ez a visszacsatolás, akkor vakon nyomatná az elméleti pályát, a maró meg ezt követné úgy ahogy tudja. De mivel van ez a visszacsatolás, a ténylegesből lehet képezni a következő elméletit. Mindennek az alapja a megbízható enkóder információ.
Cím: Re:DC szervó motoros vezérlés
Írta: z3ac46j2r Dátum 2008 február 07, 08:12
Írta: z3ac46j2r Dátum 2008 február 07, 08:12
Péter!
Irtam email, privatot.
Legyszi nezd meg a leveleidet.
udv
Dress
Irtam email, privatot.
Legyszi nezd meg a leveleidet.
udv
Dress
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 07, 09:34
Írta: Szedlay Pál Dátum 2008 február 07, 09:34
Sneci!
Nagyon köszönöm a válaszod, bár tudni nem tudom, de kapizsgatom. Ez volt a kérdésem,hogy mind erre miért van szükség.Megválaszoltad. És az a véleményem, hogy az ilyen egyszerű kézzelfogható válaszokból az aki nem ért hozzá magas szinten vagy sehogyan, sokkal többet profitál. És azt hiszem egy ilyen válaszhoz nem csak tudás hanem főleg intelligencia kell.És neked mindkettőből adatott.
Köszönöm.
Nagyon köszönöm a válaszod, bár tudni nem tudom, de kapizsgatom. Ez volt a kérdésem,hogy mind erre miért van szükség.Megválaszoltad. És az a véleményem, hogy az ilyen egyszerű kézzelfogható válaszokból az aki nem ért hozzá magas szinten vagy sehogyan, sokkal többet profitál. És azt hiszem egy ilyen válaszhoz nem csak tudás hanem főleg intelligencia kell.És neked mindkettőből adatott.
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 07, 09:38
Írta: Szedlay Pál Dátum 2008 február 07, 09:38
Péter!
Kérdezted tőlem:
"Mi az, hogy egyik lemarad?"
Szerintem kérdezd meg Snecitől, Ő olyan érthetően elmagyarázza, ha a #4554#-es válaszából ez nem lenne világos.
Kérdezted tőlem:
"Mi az, hogy egyik lemarad?"
Szerintem kérdezd meg Snecitől, Ő olyan érthetően elmagyarázza, ha a #4554#-es válaszából ez nem lenne világos.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 07, 10:04
Írta: svejk Dátum 2008 február 07, 10:04
Hali!
És ilyen "mozgásvezérlő" holszerezhető be és milyen áron?
Gondolom a hardveres (pci, isa) kártyák tudják, amelyikbe visszavezethető az encoder jele.
Vagy most kimondottan a Szedlay vezérlőjéről van szó?
Hobby szinten biztos nem egyszerű megoldani, mert így még egy (vagy több) szabályzást kell kordában tartani.
Hiszen ebben az esetben a három tengely még egymástis próbálja szabályozni.
És ilyen "mozgásvezérlő" holszerezhető be és milyen áron?
Gondolom a hardveres (pci, isa) kártyák tudják, amelyikbe visszavezethető az encoder jele.
Vagy most kimondottan a Szedlay vezérlőjéről van szó?
Hobby szinten biztos nem egyszerű megoldani, mert így még egy (vagy több) szabályzást kell kordában tartani.
Hiszen ebben az esetben a három tengely még egymástis próbálja szabályozni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 07, 10:36
Írta: 000000000 Dátum 2008 február 07, 10:36
Ezt csinálta meg Tibor45 amikor az eszterga meghajtó motor forgásához rendelte hozzá a keresztszán mozgását.
De erre meg azt mondtátok, hogy mekkora kihívás erre a programot megcsinálni.
De erre meg azt mondtátok, hogy mekkora kihívás erre a programot megcsinálni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 07, 10:41
Írta: 000000000 Dátum 2008 február 07, 10:41
Pál!
Célzásoddal megsértettél.
Egy ideig nem szeretném untani a Fórumot
a Te véleményed alapján a szakmai
tudatlanságommal és a nulla közeli
intelligenciámmal. Így legalább több időm
marad a 4D digitalizálás és szinkronhajtás
fejlesztéseimre.
H. Józsi! Hozzád mindenképpen elmennék majd,
ha a kis CNC esztergád fejlesztésével végeztél.
További sikereket kívánok Mindenkinek a CNC
világában.
Célzásoddal megsértettél.
Egy ideig nem szeretném untani a Fórumot
a Te véleményed alapján a szakmai
tudatlanságommal és a nulla közeli
intelligenciámmal. Így legalább több időm
marad a 4D digitalizálás és szinkronhajtás
fejlesztéseimre.
H. Józsi! Hozzád mindenképpen elmennék majd,
ha a kis CNC esztergád fejlesztésével végeztél.
További sikereket kívánok Mindenkinek a CNC
világában.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 07, 10:51
Írta: 000000000 Dátum 2008 február 07, 10:51
Hiányozni fogsz!
Átolvastam mégegyszer Pali írásait, de nem találtam sértőt sehol. Ő a #4557 -ben csak "snecit" dícsérte.
Átolvastam mégegyszer Pali írásait, de nem találtam sértőt sehol. Ő a #4557 -ben csak "snecit" dícsérte.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 07, 11:23
Írta: x4rhew5r3 Dátum 2008 február 07, 11:23
Tibor ezt nem teheted! A tudás nálad van, ami nem csak az ilyen irányú képzettségtől van, hanem attól a mérhetetlen szakma szeretettől is, ahogy fejlesztéseid csinálod. Biztos vagyok abban, haogy valami félreértés hozta ki azt az indulatot. Mégegyszer kérem, hogy ne hagyd kontrol nélkül a társaságot. Ha időnként nem tennéd helyére a dolgokat, mégtöbb zagyvaságot hordanánk össze::))
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 február 07, 12:51
Írta: Szedlay Pál Dátum 2008 február 07, 12:51
Tibor45!
Ne haragudj, nem akartalak megbántani, megsérteni. Én nem tudom mely sorommal tettem ezt, és mit értettél félre. Én csak a Sneci-t dicsértem, illetve köszöntem meg a válaszát.
Sehol nem írtam, hogy tudatlan vagy még csak nem is céloztam rá és azt sem írtam, hogy az intelligenciád 0 közeli.
Ne haragudj, nem akartalak megbántani, megsérteni. Én nem tudom mely sorommal tettem ezt, és mit értettél félre. Én csak a Sneci-t dicsértem, illetve köszöntem meg a válaszát.
Sehol nem írtam, hogy tudatlan vagy még csak nem is céloztam rá és azt sem írtam, hogy az intelligenciád 0 közeli.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 07, 13:31
Írta: HJózsi Dátum 2008 február 07, 13:31
Most egy kicsit el vagyok havazva ezért a kiseszterga parkoló pályán, de magas prioritással. A Fórumot is csak mintavételezve olvasom, na van itt minden, ahogy kell... Nem merek időpontot mondani, csak, hogy szeretném két héten belül golyósOrsósíítani... talán az EVIG motor is nálam lesz még, vagy azt külön, előtte is tesztelhetjük...
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 február 07, 14:42
Írta: crgs7u9wg Dátum 2008 február 07, 14:42
egy ilyenhez mit szoltok:
RM22
nagyon sok interface kozul lehet valasztani, kompakt tiszta megoldas, 30000 rpm -et tud, sajnos a felbontasa relative keves pl. 9 bites parhuzamos konfiggal ugye 512...
RM22
nagyon sok interface kozul lehet valasztani, kompakt tiszta megoldas, 30000 rpm -et tud, sajnos a felbontasa relative keves pl. 9 bites parhuzamos konfiggal ugye 512...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 07, 18:34
Írta: bmejdz9nu Dátum 2008 február 07, 18:34
Szia Tibi!
Nem szabad sértődni... azt csak a gyéngék tehetik meg :)
Én sem vonom kétségbe a szakmai tudásodat, csak egy "hétköznapi" hobbystának való fogalmazásban vannak nehézségeid...
Persze makacs az ember... pl. én is... :) Dehát győzködjük egymást... ezt persze egy "jobb dolog" reményében tesszük...
Én special azt szeretném ha olyan vezérlők lennének ill. készülnének amiben talán nincs "találmány" azaz mindenk érti legalább "blokvázlat" szinten... és ha van benne "világtalálmány" akkor azt meg kell tudni védeni... :)
Nem szabad sértődni... azt csak a gyéngék tehetik meg :)
Én sem vonom kétségbe a szakmai tudásodat, csak egy "hétköznapi" hobbystának való fogalmazásban vannak nehézségeid...
Persze makacs az ember... pl. én is... :) Dehát győzködjük egymást... ezt persze egy "jobb dolog" reményében tesszük...
Én special azt szeretném ha olyan vezérlők lennének ill. készülnének amiben talán nincs "találmány" azaz mindenk érti legalább "blokvázlat" szinten... és ha van benne "világtalálmány" akkor azt meg kell tudni védeni... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 08, 21:28
Írta: bmejdz9nu Dátum 2008 február 08, 21:28
Na majd "mások" megmutatják az "írányvonalat" nekünk? Lehet, hogy ez ilyen egyszerű? Lehet, hogy jobban tudják tálalni? :)

Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 február 08, 22:22
Írta: dg8n4i8x Dátum 2008 február 08, 22:22
Lassan én is megtanulok huhogni... :)
Mai nap termése... Az eredeti plt fájlból nem éppen egyszerűen lett ez... A fórás el van csúszva x és y irányban is, nem volt egyszerű kitökölni, hogy hol a helye, de egy kis logikával rá lehetett jönni... :))


Mai nap termése... Az eredeti plt fájlból nem éppen egyszerűen lett ez... A fórás el van csúszva x és y irányban is, nem volt egyszerű kitökölni, hogy hol a helye, de egy kis logikával rá lehetett jönni... :))
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 09, 00:45
Írta: HJózsi Dátum 2008 február 09, 00:45
Gratula, egész jó lett! ... Remélem holnap délután már dobsz neki egy egeret és rámozdul ...[#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 09, 00:57
Írta: HJózsi Dátum 2008 február 09, 00:57
Jó a kép... komoly analógia ... a kiemelkedő alak hiába mutatja az utat, senki nem arra néz ... mozdul ...
Tibor is ezért vágta be közénk a keresztet, mert már belefáradt, hogy csak ő cipeli ... unos untalan... [#szomoru1]
Talán te tudnád kiengesztelni... ha elkezdenél méretezni, számolni... az hiteles lenne...
Tibor is ezért vágta be közénk a keresztet, mert már belefáradt, hogy csak ő cipeli ... unos untalan... [#szomoru1]
Talán te tudnád kiengesztelni... ha elkezdenél méretezni, számolni... az hiteles lenne...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 február 09, 08:20
Írta: Szalai György Dátum 2008 február 09, 08:20
Szia Balu!
Gyönyörű a gravírozásod, gratulálok hozzá.
Ha én is képes lennék ilyenre, akkor bizony nem nyákot faragnék. Pedig láttam itt néhány példát rá.
Az így készült panel, elektromos szemmel, nekem egyetlen nagy kondenzátornak tűnik, tele nem kívánt csatolásokkal, áthallásokkal. Véleményem szerint az ideális lemezen a vezetősávok keskenyek és a lehető leg rövidebbek, a szigetelők meg annyira szélesek, amennyire csak lehet. A gravírpaneleken mintha felejtődnének a tervezés alapvető törvényszerűségei. De lehet, hogy csak én látom így és a gyakorlatban ezek, jól beválnak.
Beválnak?
Gyönyörű a gravírozásod, gratulálok hozzá.
Ha én is képes lennék ilyenre, akkor bizony nem nyákot faragnék. Pedig láttam itt néhány példát rá.
Az így készült panel, elektromos szemmel, nekem egyetlen nagy kondenzátornak tűnik, tele nem kívánt csatolásokkal, áthallásokkal. Véleményem szerint az ideális lemezen a vezetősávok keskenyek és a lehető leg rövidebbek, a szigetelők meg annyira szélesek, amennyire csak lehet. A gravírpaneleken mintha felejtődnének a tervezés alapvető törvényszerűségei. De lehet, hogy csak én látom így és a gyakorlatban ezek, jól beválnak.
Beválnak?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 09, 08:51
Írta: bmejdz9nu Dátum 2008 február 09, 08:51
Gratula!!!
Ezt marják a németek is? Onnét való? ez akkor "bevált"-nak számít... De kiváncsi letem!
Motor, encoder van a teszthez? Ha kellene valami hívjál vagy írj!...
Ezt marják a németek is? Onnét való? ez akkor "bevált"-nak számít... De kiváncsi letem!
Motor, encoder van a teszthez? Ha kellene valami hívjál vagy írj!...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 09, 08:57
Írta: bmejdz9nu Dátum 2008 február 09, 08:57
Megkezdődött kínában az újév... a kép a kanton-i (Guangzhou) vasút állomáson készült ahol próbálnak úrrá lenni a "tömeghelyzeten" :)
(Pedíg az egy modern és nagy pályaudvar...)
... számolnák és méreteznék ha tudnák :) én csak max. tesztelgetek és figyelem, hogy a világba ki mit csinál és hogyan... :)
(Pedíg az egy modern és nagy pályaudvar...)
... számolnák és méreteznék ha tudnák :) én csak max. tesztelgetek és figyelem, hogy a világba ki mit csinál és hogyan... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 február 09, 11:28
Írta: Kristály Árpád Dátum 2008 február 09, 11:28
Szia Balu!!!!!!!!!
GRATULA!!!
GRATULA!!!
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 február 09, 11:29
Írta: Kristály Árpád Dátum 2008 február 09, 11:29
Balu Ez lemaradt!!!
[#eljen][#worship][#eljen][#worship][#eljen][#worship]
[#eljen][#worship][#eljen][#worship][#eljen][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 február 09, 14:58
Írta: dg8n4i8x Dátum 2008 február 09, 14:58
Köszi mindenkinek! Ez a panel a most készült felületkövetőm vizsgája is volt egyben... Azt hiszem megérdemli a jelest :)
Gyuri! Eddig amit építettem így az bevált, nem volt gond, persze mind digitális áramkör volt... Meg tudom csinálni úgy is, hogy csak a vezetők maradjanak, de az sok idő... Ez így fúrással kb fél óra cnc munka... Semmi vegyszer, csak egy kis zaj :)
Péter! Igen ez az amit a németek is :) cncecke-ről való, erre hivatkozik Uli az oldalán... Már van egy e240-em! Köszönet érte Svejknek! :)
Gyuri! Eddig amit építettem így az bevált, nem volt gond, persze mind digitális áramkör volt... Meg tudom csinálni úgy is, hogy csak a vezetők maradjanak, de az sok idő... Ez így fúrással kb fél óra cnc munka... Semmi vegyszer, csak egy kis zaj :)
Péter! Igen ez az amit a németek is :) cncecke-ről való, erre hivatkozik Uli az oldalán... Már van egy e240-em! Köszönet érte Svejknek! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 február 09, 15:50
Írta: 3vv2btrhv Dátum 2008 február 09, 15:50
a felületkövetodet szeretném látni légyszi akármien fotot tegyél fel .
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 február 09, 23:01
Írta: dg8n4i8x Dátum 2008 február 09, 23:01
Szia Tibor!
Semmi extra, ugyan az az megoldás mint motorosé, de holnap teszek fel képet!
Semmi extra, ugyan az az megoldás mint motorosé, de holnap teszek fel képet!
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2008 február 10, 09:40
Írta: j3rx6bsjd Dátum 2008 február 10, 09:40
Rutinos kollegáktól kérdezem,hogyan változik a szervó motor viselkedése,ha az encodert kisebb felbontásúra cserélem?
Értem ez alatt a tartóágat,stb...
Nagyobb fordulat kellene,de elfogyott a freki.
Időhiányában nem akarok kisérletezni.
Ha valaki már kitapasztalta,akkor ne tököljek vele.
Értem ez alatt a tartóágat,stb...
Nagyobb fordulat kellene,de elfogyott a freki.
Időhiányában nem akarok kisérletezni.
Ha valaki már kitapasztalta,akkor ne tököljek vele.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 10, 10:06
Írta: svejk Dátum 2008 február 10, 10:06
Most mekkora az encoder?
Van-e áttétel, ha igen mekkora?
Mekkora a menetemelkedés?
Milyen jellegű gépezet?
A fenti kérdések után lehet eldönteni, hogy érdemes-e csökkenteni az encoder osztást(fizikailag vagy jelosztóval), vagy step jel többszörözés, esetleg komolyabb vezérlőszoftver.
Van-e áttétel, ha igen mekkora?
Mekkora a menetemelkedés?
Milyen jellegű gépezet?
A fenti kérdések után lehet eldönteni, hogy érdemes-e csökkenteni az encoder osztást(fizikailag vagy jelosztóval), vagy step jel többszörözés, esetleg komolyabb vezérlőszoftver.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 10, 10:07
Írta: 000000000 Dátum 2008 február 10, 10:07
Durvább pozícióban tartás (logikus a kisebb felbontás miatt, nagyobb szögelfordulás tartozik az encoder jelváltozásához).
Lengés hajlam kissé nőni fog és a D-tag hatása romlik.
Lengés hajlam kissé nőni fog és a D-tag hatása romlik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 10, 10:14
Írta: bmejdz9nu Dátum 2008 február 10, 10:14
Na már meg is válaszolta István.
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2008 február 10, 10:15
Írta: j3rx6bsjd Dátum 2008 február 10, 10:15
Köszi!
Ha az osztást pont a felére csökkentem az drasztikus lengéshajlamot idézne elő?
360-as encoder 4x-es módban van jelenleg és a kérdés az,hogy ha lefelezem akkor még beállítható-e lesz.
A felbontása az még meg fog felelni,mert elég az 0.1mm pontosság.
Ha az osztást pont a felére csökkentem az drasztikus lengéshajlamot idézne elő?
360-as encoder 4x-es módban van jelenleg és a kérdés az,hogy ha lefelezem akkor még beállítható-e lesz.
A felbontása az még meg fog felelni,mert elég az 0.1mm pontosság.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 10, 10:19
Írta: 000000000 Dátum 2008 február 10, 10:19
Hát a beállíthatóságot innét nehéz megmondani, ez teljesen motor és vezérlő függő (a tol-ig tartománya dönti el)! Esetleg abból indulj ki, hogy a mostani beállítása hova esett a potin, adaton és ha feltételezzűk a lineáris változást, az még plusz tartományba bele fér e?!
Persze ez sem garancia a sikerhez...
Persze ez sem garancia a sikerhez...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 10, 10:24
Írta: svejk Dátum 2008 február 10, 10:24
Ja, tényleg milyen vezérlő?
Mert a gyártótól lehet hamarabb kapsz használható tanácsokat, mint hogy itt vagtában találgatunk.
Mert a gyártótól lehet hamarabb kapsz használható tanácsokat, mint hogy itt vagtában találgatunk.
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2008 február 10, 10:40
Írta: j3rx6bsjd Dátum 2008 február 10, 10:40
Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 10, 10:48
Írta: bmejdz9nu Dátum 2008 február 10, 10:48
Én azt vettem észre... hogy egy nagyobb méretű (4Kg felletti kat.) motornál kisebb encoder is elmegy... :)
Mert egy nagyobb motort eleve lomhább...
Encoder jelet lehet úgy osztani, hogy A+B bemenet és A+B a kimenet?
Mert egy nagyobb motort eleve lomhább...
Encoder jelet lehet úgy osztani, hogy A+B bemenet és A+B a kimenet?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 10, 11:12
Írta: svejk Dátum 2008 február 10, 11:12
Igen, Tibor45-nek van ilyen elektronikája, azzal állítólag minden encoder osztás kivitelezhető korrekten.
Úgy tudom abban van az a drága IC.
Úgy tudom abban van az a drága IC.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 10, 11:19
Írta: bmejdz9nu Dátum 2008 február 10, 11:19
Nem semmi lehet... kár, hogy nem árul az IC-ből...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 február 10, 14:52
Írta: e3h0cv4ph Dátum 2008 február 10, 14:52
Az én motoromnak 512-es encodere van és megmértem a súlyát 1,1 Kg, maradhat? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 10, 15:01
Írta: bmejdz9nu Dátum 2008 február 10, 15:01
Igen kérlek, maradhat... sőt nagyon jó! [#smile] Persze 4X-es módban... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 12, 13:41
Írta: bmejdz9nu Dátum 2008 február 12, 13:41
H. Józsinak...
Ez lehet a "végső megoldás"... Ha ez sem megy akkor itt a vég... :) Nincs tovább... ennél jobban nem lehet leválasztani egy végfokot... :) talán...
HCPL3120 - 2.0 AMP OUTPUT CURRENT IGBT GATE DRIVE OPTOCOUPLER (pdf adatlap) Persze biztos van más típus is...

Ez lehet a "végső megoldás"... Ha ez sem megy akkor itt a vég... :) Nincs tovább... ennél jobban nem lehet leválasztani egy végfokot... :) talán...
HCPL3120 - 2.0 AMP OUTPUT CURRENT IGBT GATE DRIVE OPTOCOUPLER (pdf adatlap) Persze biztos van más típus is...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 február 14, 09:39
Írta: x4rhew5r3 Dátum 2008 február 14, 09:39
Igértem a szimmetrizáló lezárásával kapcsolatos infót. Lezárás nélkül jól látszik az alsó sugáron a túllövés, de ez a működésben nem okoz zavart. Mindenesetre szebb ha le van zárva.
A jelalakok
A jelalakok
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 14, 15:37
Írta: 000000000 Dátum 2008 február 14, 15:37
Köszi az infót!
Tehát ha jól értelmezem elnyomja a kábel induktivitását és a kimeneten kb. 1/3 osztásnyit ejti a feszültséget.
Az él meredekségében nem látok romlást...
Tehát ha jól értelmezem elnyomja a kábel induktivitását és a kimeneten kb. 1/3 osztásnyit ejti a feszültséget.
Az él meredekségében nem látok romlást...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 15, 22:19
Írta: 000000000 Dátum 2008 február 15, 22:19
Enkoder, 48-2048 dip kapcsolóval változtatható a felbontás.

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 16, 09:22
Írta: bmejdz9nu Dátum 2008 február 16, 09:22
Már belinkeltük egypárszor az encoder topikba kb. fél éve... De jól megy? Most ez egy új találmány... és nem is drága...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 16, 09:28
Írta: svejk Dátum 2008 február 16, 09:28
Tapasztalatok?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 16, 09:31
Írta: bmejdz9nu Dátum 2008 február 16, 09:31

Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 16, 10:46
Írta: svejk Dátum 2008 február 16, 10:46
Mennyibe is kerül most egy ilyen szerkezet?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 16, 11:05
Írta: bmejdz9nu Dátum 2008 február 16, 11:05
Cím: Re:DC szervó motoros vezérlés
Írta: 7kcyndjdg Dátum 2008 február 16, 18:16
Írta: 7kcyndjdg Dátum 2008 február 16, 18:16
Szia én használom, hát megy :-)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 16, 18:26
Írta: bmejdz9nu Dátum 2008 február 16, 18:26
Sajnos még nem teszteltem...(de ami késik az nem múlik :)
Az állíthatóság jól jöhet... de egy fix gépnél amikor az ember már tudja mi kell neki? (azaz nem tesztekhez) ... kicsit drága... vagy nem?
és... még nem láttam a neten, hogy sorba állnának érte... persze nagyon új a dolog... mert teljesen más elven működik... azaz nem optikai.
DE! arra rendkivül jó amit írnak a honlapjukon, hogy csak egy féle encodert (ill. ezzel szerelt motort) kell raktáron tartani... azaz nem áll bent a pénz a gyártónak sokfajtában...
...és persze egy "gyári bolti áras" szervómotornál ez oly mindegy... azaz nem jelentős összeg...
Az állíthatóság jól jöhet... de egy fix gépnél amikor az ember már tudja mi kell neki? (azaz nem tesztekhez) ... kicsit drága... vagy nem?
és... még nem láttam a neten, hogy sorba állnának érte... persze nagyon új a dolog... mert teljesen más elven működik... azaz nem optikai.
DE! arra rendkivül jó amit írnak a honlapjukon, hogy csak egy féle encodert (ill. ezzel szerelt motort) kell raktáron tartani... azaz nem áll bent a pénz a gyártónak sokfajtában...
...és persze egy "gyári bolti áras" szervómotornál ez oly mindegy... azaz nem jelentős összeg...
Cím: Re:DC szervó motoros vezérlés
Írta: 7kcyndjdg Dátum 2008 február 16, 18:31
Írta: 7kcyndjdg Dátum 2008 február 16, 18:31
igaz, drága volt de G320 -as 4x bemenétehez vettem :-)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 16, 18:34
Írta: bmejdz9nu Dátum 2008 február 16, 18:34
... és hányasra állítottad? Mekkora sebességhez és kimeneti frekihez?
Cím: Re:DC szervó motoros vezérlés
Írta: 7kcyndjdg Dátum 2008 február 16, 18:41
Írta: 7kcyndjdg Dátum 2008 február 16, 18:41
csak tesztelem, mert pont tegnep jott meg a vas profil (200x300/8mm) 12m ez lessz a gép alapja. Próbaltam 128-tól 1024 -ig de 512 fogom használni.
Fordulat a mi nekem kell az max. 2600 f/perc.
Fordulat a mi nekem kell az max. 2600 f/perc.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 16, 19:00
Írta: bmejdz9nu Dátum 2008 február 16, 19:00
Ha "felfedezted" és esetleg "passzolni" akarod rám számíthatsz...[#smile] 1 db-ért adok 3db új 500cpr-es HEDS encodert és tárcsát... :)
(Most rendeltem a DigiKeys-től a - FET meghajtókat - de elfelejettem hozzá rakatni... külön meg drága 1 db :)
(Most rendeltem a DigiKeys-től a - FET meghajtókat - de elfelejettem hozzá rakatni... külön meg drága 1 db :)
Cím: Re:DC szervó motoros vezérlés
Írta: 7kcyndjdg Dátum 2008 február 16, 19:16
Írta: 7kcyndjdg Dátum 2008 február 16, 19:16
ha akarod akkor lekattintom és kuldok rola képet, mert nem pontosan úgy néz ki mind a belinkelt képen. Az enyém kisseb és alu vázban van tokolva.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 16, 19:17
Írta: 000000000 Dátum 2008 február 16, 19:17
Szia Svejk!
Nagyon szépen megy többféle tengely átmérőhöz használható. Én 500-ra állítottam,összedugtam Gyíkkal, tápegységgel, egy jelgenerátorral és hajtottam. Az ára külön 10500+ sarc, én 150W-os motorral együtt vettem a Bálnástól.
Nagyon szépen megy többféle tengely átmérőhöz használható. Én 500-ra állítottam,összedugtam Gyíkkal, tápegységgel, egy jelgenerátorral és hajtottam. Az ára külön 10500+ sarc, én 150W-os motorral együtt vettem a Bálnástól.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 16, 19:20
Írta: bmejdz9nu Dátum 2008 február 16, 19:20
webmaster(kikac)varsanyipeter.com ... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 16, 19:22
Írta: 000000000 Dátum 2008 február 16, 19:22
Az enyém ugyanilyen műanyag ház.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 16, 19:23
Írta: bmejdz9nu Dátum 2008 február 16, 19:23
... Csak ha mindenki 500cpr-re állítja (ez természetesen egy logikus érték) akkor minek?
Tobb pénz és még nem bizonyított pl. zavarvédettségre... mertugyebár az elve...
Kisérletezni viszont... [#finom]
Tobb pénz és még nem bizonyított pl. zavarvédettségre... mertugyebár az elve...
Kisérletezni viszont... [#finom]
Cím: Re:DC szervó motoros vezérlés
Írta: 7kcyndjdg Dátum 2008 február 16, 19:36
Írta: 7kcyndjdg Dátum 2008 február 16, 19:36
a képek postázva.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 16, 20:00
Írta: bmejdz9nu Dátum 2008 február 16, 20:00
Megjött! Köszi! Baba!
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 16, 21:10
Írta: 4mjnxdwuu Dátum 2008 február 16, 21:10
Hali, És milyen értékeket lehet beállítani ??
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 16, 21:11
Írta: 4mjnxdwuu Dátum 2008 február 16, 21:11
Hali, És milyen értékeket lehet beállítani ??
Cím: Re:DC szervó motoros vezérlés
Írta: 7kcyndjdg Dátum 2008 február 16, 21:21
Írta: 7kcyndjdg Dátum 2008 február 16, 21:21
48 - 2048 -ig. Tobb info itt: http://rocky.digikey.com/weblib/CUI%20Inc/Encoders/DIP_switch_settings.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 február 17, 07:15
Írta: Szalai György Dátum 2008 február 17, 07:15
Tisztelt AMT103-V AMT102-V tulajdonosok!
Kérlek, ha lehet, irjátok meg a benne lévő soklábú chip tipusszámát.
Szivesen csemegéznék az adatlapján.
Köszönöm.
Kérlek, ha lehet, irjátok meg a benne lévő soklábú chip tipusszámát.
Szivesen csemegéznék az adatlapján.
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 17, 09:16
Írta: 000000000 Dátum 2008 február 17, 09:16
Sziasztok!
Rosszul emlékeztem, az enyém is fémházas, csak az alja müanyag.

Rosszul emlékeztem, az enyém is fémházas, csak az alja müanyag.
Cím: Re:DC szervó motoros vezérlés
Írta: 7kcyndjdg Dátum 2008 február 17, 09:53
Írta: 7kcyndjdg Dátum 2008 február 17, 09:53
Szia, ez van rajta: AMT 1026-A
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 17, 18:21
Írta: svejk Dátum 2008 február 17, 18:21
:)
Ugye nem gondoltad komolyan, hogy mezei IC van benne és van adatlapja..
cpld vagy egyéb programozható kütyü, de rosszabb esetben akár mikrovezérlő
Ugye nem gondoltad komolyan, hogy mezei IC van benne és van adatlapja..
cpld vagy egyéb programozható kütyü, de rosszabb esetben akár mikrovezérlő
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 17, 18:25
Írta: svejk Dátum 2008 február 17, 18:25
:)
Ugye nem gondoltad komolyan, hogy mezei IC van benne és publikus is..
CPLD vagy egyéb programozható eszköz, de rosszabb eseetben akár mikrokontroller.
Én inkább a működési elvére lennék kíváncsi.
Mármint hogy hány hall(ha egyáltalán az) érzékelő van benne, hány pólusú a mágnes, stb.
Ugye nem gondoltad komolyan, hogy mezei IC van benne és publikus is..
CPLD vagy egyéb programozható eszköz, de rosszabb eseetben akár mikrokontroller.
Én inkább a működési elvére lennék kíváncsi.
Mármint hogy hány hall(ha egyáltalán az) érzékelő van benne, hány pólusú a mágnes, stb.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 február 17, 19:37
Írta: Szalai György Dátum 2008 február 17, 19:37
Ezt nézd meg!!!
Kapacitiv.
Az én egyik problémám még mindég az elérhető lineáris útadó elképzelése, inkrementális A_B kimenettel, egy méter feletti hosszban, század alatti felbontással. Azt gondoltam, ezt az elektronikát használva, hátha lineárisat lehetne késziteni.
De a kotorászások után úgy látom igazad van. Várnom kell pár évet. Egy vérszegény próbálkozást minden esetre megért.
És vannak más alternativák is.
Kapacitiv.
Az én egyik problémám még mindég az elérhető lineáris útadó elképzelése, inkrementális A_B kimenettel, egy méter feletti hosszban, század alatti felbontással. Azt gondoltam, ezt az elektronikát használva, hátha lineárisat lehetne késziteni.
De a kotorászások után úgy látom igazad van. Várnom kell pár évet. Egy vérszegény próbálkozást minden esetre megért.
És vannak más alternativák is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 17, 19:54
Írta: svejk Dátum 2008 február 17, 19:54
Nem jön be az oldal ezen a vacak gépen, valami sz@rt engedélyezni kellene..
Tehát ez kapacitív érzékelő van benne?
Honnan vehettem vajon hogy mágneses ??
Ahhoz hogy a lineáris útadót bevond a szabályzókörbe igen precíz mechanika, vagy komoly elektronika kell. Szerintem nem hobby kategória. Ellenőrző méréshez viszont kiválló.
Ha minden igaz olyan 40 ezer körül vannak valami felragasztható útadók, de semmi konkrétat nem tudok, így azt sem hogy azok abszolutak-e.
Tehát ez kapacitív érzékelő van benne?
Honnan vehettem vajon hogy mágneses ??
Ahhoz hogy a lineáris útadót bevond a szabályzókörbe igen precíz mechanika, vagy komoly elektronika kell. Szerintem nem hobby kategória. Ellenőrző méréshez viszont kiválló.
Ha minden igaz olyan 40 ezer körül vannak valami felragasztható útadók, de semmi konkrétat nem tudok, így azt sem hogy azok abszolutak-e.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 17, 21:32
Írta: 000000000 Dátum 2008 február 17, 21:32
linerisbol van kapacitiv pl. a digi tolomerokben
az elvet a netzeer fejti ki.
http://www.netzerprecision.com/bin/linear_article.pdf
A masik a mgnese elv, gyakorlatilag a "magnoszalag", ezt tobben is alkalmazzak
pl siko MAGLINE neven http://www.siko-uk.com/38/Magnetic_Distance_Measuring_Systems_(Magline).html
vagy a renishaw
http://www.renishaw.com/en/9226.aspx
Elevben a kapacitiv elvu akar hazilag is gyarthato NYÁK technologival....
az elvet a netzeer fejti ki.
http://www.netzerprecision.com/bin/linear_article.pdf
A masik a mgnese elv, gyakorlatilag a "magnoszalag", ezt tobben is alkalmazzak
pl siko MAGLINE neven http://www.siko-uk.com/38/Magnetic_Distance_Measuring_Systems_(Magline).html
vagy a renishaw
http://www.renishaw.com/en/9226.aspx
Elevben a kapacitiv elvu akar hazilag is gyarthato NYÁK technologival....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 17, 21:37
Írta: svejk Dátum 2008 február 17, 21:37
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 17, 21:41
Írta: svejk Dátum 2008 február 17, 21:41
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 18, 06:39
Írta: 4mjnxdwuu Dátum 2008 február 18, 06:39
Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 február 18, 09:04
Írta: 3vv2btrhv Dátum 2008 február 18, 09:04
nEM BELESZÓLNI AKAROK CSAK EGY ÖTLET JUTOTT ESZEMBE . a hagyományos szallagos magno elve de digitálisjelek rögzitve ??
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 18, 10:53
Írta: 000000000 Dátum 2008 február 18, 10:53
Tetszik a dolog. Nem tudja véletlenul vlki az árat?
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 február 18, 12:06
Írta: Egyújabbgépépítő Dátum 2008 február 18, 12:06
MB320 16.158/m +3.310 referenciapont
MSK320 38.691/m +10.220 referencipont
MB100 64.000/m
MSK1000 105.00
MSK320 38.691/m +10.220 referencipont
MB100 64.000/m
MSK1000 105.00
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 18, 12:57
Írta: bmejdz9nu Dátum 2008 február 18, 12:57
szerintem ezeket az infókat az encoder topikba kellene...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 18, 13:30
Írta: 000000000 Dátum 2008 február 18, 13:30
[#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 február 18, 17:32
Írta: Szalai György Dátum 2008 február 18, 17:32
Köszönöm!
Ezek ismerősek. Rendszer pontosság ą0.025mm. Legalább két és félszer jobb kell. Ki kell használnom az állitható duplaanyás golyósorsó pontosságát.
És a MAGLINE basic árába bele se merek gondolni.
Persze ha lenne bontott, az kezdetnek kéne.
Ezek ismerősek. Rendszer pontosság ą0.025mm. Legalább két és félszer jobb kell. Ki kell használnom az állitható duplaanyás golyósorsó pontosságát.
És a MAGLINE basic árába bele se merek gondolni.
Persze ha lenne bontott, az kezdetnek kéne.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 19, 20:52
Írta: 4mjnxdwuu Dátum 2008 február 19, 20:52
Hali, ismeri valaki, tud-e róla valamit



Mekora a táp fesz, áram stb.. állítólag SMD beültetőn volt 13-as emelkedésű orsóval, kb 1:3 áttétellel ? Érdemes-e utánnajárni, vagy csak egy régi vacak...
Mekora a táp fesz, áram stb.. állítólag SMD beültetőn volt 13-as emelkedésű orsóval, kb 1:3 áttétellel ? Érdemes-e utánnajárni, vagy csak egy régi vacak...
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 február 19, 21:13
Írta: dg8n4i8x Dátum 2008 február 19, 21:13
Szia! Épp egyik nap volt a ketzemben egy ilyen tárcsás motor, de az magyar volt... 24V 200W-os volt... Szélgenerátort is szoktak csinálni belőle... Gondolkodom, hogy kéne vennem egyet... Ez jó szervónak?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 19, 21:18
Írta: bmejdz9nu Dátum 2008 február 19, 21:18
Nem eladó?... én szétszedném...:) Múltkor már licitáltam egyre az ebay-on is... "Palacsintamotort" még nem láttam belülről...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 19, 21:31
Írta: 4mjnxdwuu Dátum 2008 február 19, 21:31
kép alján is van szöveg...[#awink]
Eredetileg annak használták, csak azt nem tudom mikori technika lehet, nem-e hagyták el a maiak 1-2 mérföldel...
Eredetileg annak használták, csak azt nem tudom mikori technika lehet, nem-e hagyták el a maiak 1-2 mérföldel...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 19, 21:32
Írta: 4mjnxdwuu Dátum 2008 február 19, 21:32
lehet, hogy lesz több is, akkor talán...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 február 19, 22:42
Írta: Szalai György Dátum 2008 február 19, 22:42
Ez tárcsamotor.
A kicsi, vas nélküli forgó tömege miatt a legalkalmasabb nagyon gyors mozgásra. (beültető) Sajnos a képeiden semmi adat nem olvasható, de ez igazán szervónak való. Aki ebből szélkereket csinál, az (Mörfi után) valószínűleg egyéb aljasságra is képes.
Varsányi Péter!
Ha beleznél tárcsamotort, van nekem több kicsi. Fénymásolóban voltak. Szívesen adok belőle egyet.
Mint fent középen.
A kicsi, vas nélküli forgó tömege miatt a legalkalmasabb nagyon gyors mozgásra. (beültető) Sajnos a képeiden semmi adat nem olvasható, de ez igazán szervónak való. Aki ebből szélkereket csinál, az (Mörfi után) valószínűleg egyéb aljasságra is képes.
Varsányi Péter!
Ha beleznél tárcsamotort, van nekem több kicsi. Fénymásolóban voltak. Szívesen adok belőle egyet.
Mint fent középen.
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 február 19, 23:13
Írta: dg8n4i8x Dátum 2008 február 19, 23:13
Péter! Mail ment!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 20, 07:20
Írta: bmejdz9nu Dátum 2008 február 20, 07:20
Igazából nagyobb kellene. Azaz Kollmorgen. A tárcsamotor nagyon jó lenne HD hajtásra (is) mert lapos! Nem lóg ki hátrafelé...
De ez nem az én "találmányom" a HD Corp. is használja őket...
Az az igazság, hogy tárcsamotort még nem teszteltem szervómotorként...
Állítólag jó... de mégsem teszik minden olyan helyre ahol "logikus" lenne... tehát nem terjedt el annyira... nincsenek nagyon hobby refereniák...
Ezért is érdekel... de kicsi szervómotorokat nem "gyűjtöm" ...
Egyébként a "leselejtezett" nagyobb nyomtatókat hazahoztam a cégemtől (még jó, hogy eltették :) csak a kiömlő festékpor veszélye miatt egy szép napot várok... aztán az udvaron...
De amit Trapista linkelt be képet az a Kollmorgen márka ebben a műfajban a "világsztár"...
De ez nem az én "találmányom" a HD Corp. is használja őket...
Az az igazság, hogy tárcsamotort még nem teszteltem szervómotorként...
Állítólag jó... de mégsem teszik minden olyan helyre ahol "logikus" lenne... tehát nem terjedt el annyira... nincsenek nagyon hobby refereniák...
Ezért is érdekel... de kicsi szervómotorokat nem "gyűjtöm" ...
Egyébként a "leselejtezett" nagyobb nyomtatókat hazahoztam a cégemtől (még jó, hogy eltették :) csak a kiömlő festékpor veszélye miatt egy szép napot várok... aztán az udvaron...
De amit Trapista linkelt be képet az a Kollmorgen márka ebben a műfajban a "világsztár"...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 február 20, 15:37
Írta: Szalai György Dátum 2008 február 20, 15:37
Ezért gondoltam, hogy nagy kár kibelezni, vagy szélkerékké hitványitani. Ha nagyon cefet, inkább restaurálni kéne.
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 február 20, 20:38
Írta: dg8n4i8x Dátum 2008 február 20, 20:38
Nem kell restaurálni, mert újszerű(elfekvő cucc)... Mármint amit én be tudok szerezni... Ha esetleg valakit érdekel ilyen... [#wink] Nem drágáért van... Hétvégére tudok képet feltenni ha minden igaz...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 20, 22:17
Írta: 4mjnxdwuu Dátum 2008 február 20, 22:17
Hali, szereztem 4 darabot, és megtaláltam az adatlapját, nem tudja valaki, hogy hogy lehet szétszedni ? kipucolnám, stb...


egész jónak néz ki. PMI U12M4
egész jónak néz ki. PMI U12M4
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 20, 22:21
Írta: 4mjnxdwuu Dátum 2008 február 20, 22:21
Ja #4635 re...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 21, 17:22
Írta: 4mjnxdwuu Dátum 2008 február 21, 17:22
Na szétjött a cucc.
első pajzs

a forgórész

a kommutátor

a forgórész kegyetlen ngy vastagsága


a tekercselés, egy üvegszálas tárcsára hajtogatott lemezkék

Hát ezen nincs mit felcsiszolni, polírozni, esztergálni

Szétszedése: kitekered a négy csavart, de nem veszed ki, fejrefordítod úgy, hogy a négy csavar alá teszel valami távtartót, hogy arra üljön fel. Rá tehénkedsz és már szét is jött. De készíts ki pár bakelit vagy fadarabot amit a résbe be tudsz dugni, mert ha nem nyomod azonnal összeugrik.
Már csak azt kellene tudni maradhat-e így szétszedve, nem lesz-e baja a mágnesnek... ????
első pajzs
a forgórész
a kommutátor
a forgórész kegyetlen ngy vastagsága
a tekercselés, egy üvegszálas tárcsára hajtogatott lemezkék
Hát ezen nincs mit felcsiszolni, polírozni, esztergálni
Szétszedése: kitekered a négy csavart, de nem veszed ki, fejrefordítod úgy, hogy a négy csavar alá teszel valami távtartót, hogy arra üljön fel. Rá tehénkedsz és már szét is jött. De készíts ki pár bakelit vagy fadarabot amit a résbe be tudsz dugni, mert ha nem nyomod azonnal összeugrik.
Már csak azt kellene tudni maradhat-e így szétszedve, nem lesz-e baja a mágnesnek... ????
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 21, 17:47
Írta: bmejdz9nu Dátum 2008 február 21, 17:47
Ennek már annyi:) azaz küld el nekem... darabokba és küldök pár marót egybe... [#nevetes1]
Egyébként tök jó!
Egyébként tök jó!
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 21, 18:04
Írta: 4mjnxdwuu Dátum 2008 február 21, 18:04
kifújtam levegővel, úgy néz ki mint ha új lenne...
Max veszek bele csapágyat, hülye amcsi colos...
Max veszek bele csapágyat, hülye amcsi colos...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 21, 18:14
Írta: 4mjnxdwuu Dátum 2008 február 21, 18:14
ja játszottam vele, 0,2 V alatt is már gyönyörű egyenletes játással kb 10 másodperc alatt fordult kőrbe...[#duhos2][#awink]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 21, 18:21
Írta: bmejdz9nu Dátum 2008 február 21, 18:21
Hát azért küldjed mert ilyen lassú ... :) Több is jöhet, ha nem fér el...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 21, 18:24
Írta: 000000000 Dátum 2008 február 21, 18:24
Nem semmi élmény egy ilyen motort szétszedni és kézben tartani.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 február 21, 18:34
Írta: Szalai György Dátum 2008 február 21, 18:34
Ja!
Szélgenerátornak mi?
Még mit nem. [#ejnye1]
Ad ez még pár szép élményt.
Szélgenerátornak mi?
Még mit nem. [#ejnye1]
Ad ez még pár szép élményt.
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2008 február 21, 18:51
Írta: ybm4ifb Dátum 2008 február 21, 18:51
Sziasztok
Hát igen,szép ez a tárcsa motor.
Nekemis van...de az enyém hagyományos kumutátoros...na azt összerakni a nagy müvészet.
Az enyémnek a forgorésze mügyantábol van..persze benne a tekercsek..ugyancsak négy szénkefés...
Szoval,párszor volt szencségelés..mikoris a mágnes össze rántotta a két fedelet,becsipve az ujjam..
Hát igen,szép ez a tárcsa motor.
Nekemis van...de az enyém hagyományos kumutátoros...na azt összerakni a nagy müvészet.
Az enyémnek a forgorésze mügyantábol van..persze benne a tekercsek..ugyancsak négy szénkefés...
Szoval,párszor volt szencségelés..mikoris a mágnes össze rántotta a két fedelet,becsipve az ujjam..
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 21, 19:38
Írta: 4mjnxdwuu Dátum 2008 február 21, 19:38
most pöcsölök vele, mert összerakva másfélszer nagyobb áramot vesz fel üresen.... Talán nem pont úgy mentek vissza a kefék ahogy előtte volt ( érdekesen kopnak...)
Játszok vele hátha visszaáll az eredeti állapot, ha igen, küldhetek egyet tesztelésre ha tényleg akarsz játszani vele, adatlap szerint mégsem olyan sz@r... Legalábbis nekem jó lesz bár egy darabig biztos a szekrényben fognak várakozni.
Játszok vele hátha visszaáll az eredeti állapot, ha igen, küldhetek egyet tesztelésre ha tényleg akarsz játszani vele, adatlap szerint mégsem olyan sz@r... Legalábbis nekem jó lesz bár egy darabig biztos a szekrényben fognak várakozni.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 21, 19:39
Írta: 4mjnxdwuu Dátum 2008 február 21, 19:39
pláne ha becsípi, de eddíg megúsztam... ( van még 3..) [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 21, 19:53
Írta: bmejdz9nu Dátum 2008 február 21, 19:53
Ne tárold őket....:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 22, 15:05
Írta: bmejdz9nu Dátum 2008 február 22, 15:05
Amelyik motort szétszedted... az kb. 30%-ot vesztett az erejéből... lemágneseződik... Ne szedd szét őket! (többet ne...)
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 február 22, 18:45
Írta: Motoros Dátum 2008 február 22, 18:45
A csudába, ha jól látom ez ugyanaz a motor ami az MS 72 smd beültetőmben volt, galyrament és egy felújítottat majdnem 100e ft-ért vettem, Te meg csak úgy találsz ilyeneket.
Az eredetit egy francia cég gyártotta..megvan a neten, a tipusjel szerint megtalálható.
Az eredetit egy francia cég gyártotta..megvan a neten, a tipusjel szerint megtalálható.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 22, 18:48
Írta: bmejdz9nu Dátum 2008 február 22, 18:48
Ez Kollmorgen motor (USA) vagy nem ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 22, 18:51
Írta: bmejdz9nu Dátum 2008 február 22, 18:51
Ma próbálgattam egy ilyen tárcsamotort (majd teszek fel képeket) érdekes szerkezet...
Egy biztos, kevés fesz és "bazi" áramok kellenek neki... akkor tud gyorsulni...
Egy biztos, kevés fesz és "bazi" áramok kellenek neki... akkor tud gyorsulni...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 22, 18:58
Írta: 4mjnxdwuu Dátum 2008 február 22, 18:58
Hali, már mindet kipucoltam tegnap este....
Az első volt sokáig szétszedve,( 20 perc ) a többi csak pár percig, amíg kifuvattam..... A munkahelyen voltak olyan cuccok amiknek nem tett jót a szétszedett állapot, De az nem pár perc volt...
Kifúvatni, meg ki kellett mert ha kivettem egy kefét, kijött egy kiló kefepor, a képen is láthatod milyen volt belülről...
Az első volt sokáig szétszedve,( 20 perc ) a többi csak pár percig, amíg kifuvattam..... A munkahelyen voltak olyan cuccok amiknek nem tett jót a szétszedett állapot, De az nem pár perc volt...
Kifúvatni, meg ki kellett mert ha kivettem egy kefét, kijött egy kiló kefepor, a képen is láthatod milyen volt belülről...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 22, 19:01
Írta: 4mjnxdwuu Dátum 2008 február 22, 19:01
? V-os amit kipróbáltál, és pl 24V-n mekkora áramot vesz fel üresen?? 24V 10A -s tápnál próbáltam lefogni, de füstölt a rongy...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 február 22, 19:02
Írta: 3vv2btrhv Dátum 2008 február 22, 19:02
Bonto mellet kell lakni
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 22, 19:16
Írta: bmejdz9nu Dátum 2008 február 22, 19:16
Szétszedés után... :) 24V-on 1,4A és a fordulatszám 5280rpm. Neked? A rongy persze, hogy füstöl... :) de...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 22, 19:25
Írta: 4mjnxdwuu Dátum 2008 február 22, 19:25
nekem szétszedés előtt 24 V 0,7A
szétszedés után 2 db kb 1-1,5 A, másik kettő 0,7-1 A Fordulatot nem tudom, csak durva viszonyítási alapnak kérdeztem, Ha azt mondtad volna, hogy 50 mA [#nevetes1] kidobtam volna..
szétszedés után 2 db kb 1-1,5 A, másik kettő 0,7-1 A Fordulatot nem tudom, csak durva viszonyítási alapnak kérdeztem, Ha azt mondtad volna, hogy 50 mA [#nevetes1] kidobtam volna..
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 22, 19:30
Írta: 4mjnxdwuu Dátum 2008 február 22, 19:30
Hali, az melyik? Középen egy tornyos, x-y, vagy egy torony x-y +forgó tálca, vagy két torony, sima x-y ?
Itt néha van jó cucc,.. de kell az infó ( jókor jóhelyen) 2-évente van ilyesmi, csak 10 percet késtem és 2 db golyos orsót vágtak el lánggal, pedig a fele cucc még fenn volt a kocsin.
Jó a moci ár, kb 3-4 moci áráért itt az egész gépet elviheted...[#dumcsi]
Itt néha van jó cucc,.. de kell az infó ( jókor jóhelyen) 2-évente van ilyesmi, csak 10 percet késtem és 2 db golyos orsót vágtak el lánggal, pedig a fele cucc még fenn volt a kocsin.
Jó a moci ár, kb 3-4 moci áráért itt az egész gépet elviheted...[#dumcsi]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 22, 21:20
Írta: svejk Dátum 2008 február 22, 21:20
Sajnos ahogy széthúzod rögtön veszít a mágnes az erejéből. (úgy mint a sokak által ismert HP laserjetIII léptetőmocija, most nem tudom a pontos tipust)
Szétszedés előtt álló helyzetben 0.34 Nm nyomatékot mértünk 5.5 A-nál
utána csak 0.26-ot :)
Viszont így már meg is fejtettük az annak idején Motoros által is kérdezett vastag pár menetet a mágnesek közt.
Ebben is van ki volt vezetve mindkét vége aztán tőben lecsípve és matricával letakarva.
Miért? Mert összerakás után a gyárban ezen a tekercsen keresztül erősítették fel a mágneseket és utána nincs rá szükség. illetve most, szétszedés után megint van :)
Tehát irány a Mágnes kft. felmágnesezni, vagy házilag készíteni, vagy....
Sajnos a régi gyártású mágnesek ilyenek voltak..
Szétszedés előtt álló helyzetben 0.34 Nm nyomatékot mértünk 5.5 A-nál
utána csak 0.26-ot :)
Viszont így már meg is fejtettük az annak idején Motoros által is kérdezett vastag pár menetet a mágnesek közt.
Ebben is van ki volt vezetve mindkét vége aztán tőben lecsípve és matricával letakarva.
Miért? Mert összerakás után a gyárban ezen a tekercsen keresztül erősítették fel a mágneseket és utána nincs rá szükség. illetve most, szétszedés után megint van :)
Tehát irány a Mágnes kft. felmágnesezni, vagy házilag készíteni, vagy....
Sajnos a régi gyártású mágnesek ilyenek voltak..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 22, 21:37
Írta: bmejdz9nu Dátum 2008 február 22, 21:37
Bizony - bizony... azok a mágnesek közötti vastag drótok a felmágnesezésre szolgának...
(Itt ebben a topikban a #600-as bejegyzés körül már voltak találgatások a Misi motorjával kapcsolatban - ami ugyenez... :)
Szétszedés után... azok a lahetőségek vannak amiket írtál...
DE! Mi lenne ha ezeket a mágneseket lecserélnénk Neodim mágnesre? Az Ebay.de-n van egy mágnes nagyker... igen nagy választékkal...
Egy "csodamotor" lehetne belőle... [#fejvakaras]
(Itt ebben a topikban a #600-as bejegyzés körül már voltak találgatások a Misi motorjával kapcsolatban - ami ugyenez... :)
Szétszedés után... azok a lahetőségek vannak amiket írtál...
DE! Mi lenne ha ezeket a mágneseket lecserélnénk Neodim mágnesre? Az Ebay.de-n van egy mágnes nagyker... igen nagy választékkal...
Egy "csodamotor" lehetne belőle... [#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 22, 21:44
Írta: 4mjnxdwuu Dátum 2008 február 22, 21:44
na ez még egy jó ötlet, Köszike, vajon mekkora áram kell mennyi ideig, pár száz x ms-ig..? Nem gond.. ( pár ezerig oké vagyok ) (sorbakötöm egy TC-vel[#integet2][#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 22, 21:51
Írta: svejk Dátum 2008 február 22, 21:51
x feszültségre töltött y kapacitású kondenzátor pakkot kell rásütni egy több száz amperos tirisztoron keresztül (ezt is találsz ott :))
Figyelj a motor két oldalának mágnespolaritására.
Nehogy semleges mezőt csinálj :)
Persze semmi garanciát nem vállalok a fentebb leírtakért, de ha lesz egy ilyen motorom biztos kipróbálom.
Figyelj a motor két oldalának mágnespolaritására.
Nehogy semleges mezőt csinálj :)
Persze semmi garanciát nem vállalok a fentebb leírtakért, de ha lesz egy ilyen motorom biztos kipróbálom.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 22, 21:54
Írta: bmejdz9nu Dátum 2008 február 22, 21:54
Polarítás egy jó kérdés :) de az idő ... gondolom minnél több annál jobb... sok-sok kondi kell... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 22, 21:55
Írta: svejk Dátum 2008 február 22, 21:55
Még valami:
Ehhez a motortipushoz bizony kicsit más vezérlő kell mint ami a hobby berkekben előfordul.
a moci ugye 24 V-os tehát elég az 50V-os vezérlő de igen nagy áramerősségek uralkodnak. 1 Ohm alatti az armatúra ellenállás, és ha megnézed a gyári adatlapot 70 A! lehet a maximális áramerősség.
És bizony a jó dinamikához kell is az atom neki..:)
Ehhez a motortipushoz bizony kicsit más vezérlő kell mint ami a hobby berkekben előfordul.
a moci ugye 24 V-os tehát elég az 50V-os vezérlő de igen nagy áramerősségek uralkodnak. 1 Ohm alatti az armatúra ellenállás, és ha megnézed a gyári adatlapot 70 A! lehet a maximális áramerősség.
És bizony a jó dinamikához kell is az atom neki..:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 22, 21:56
Írta: svejk Dátum 2008 február 22, 21:56
Nem az idő számít, hanem az impulzus erősség.
Ezt túlválasztva valószínű tönkre is lehet tenni a mágnest.
Ezt túlválasztva valószínű tönkre is lehet tenni a mágnest.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 22, 22:02
Írta: svejk Dátum 2008 február 22, 22:02
Mágnescsere?
Valószínű megtáltosodna :)
Érzésre az eredeti kb. átm 24mm-es 15 mm hosszú mágnes erejével felér egy kezem ügyében levő kb. 25 x 8 x 3 mm-es újfajta mágnes lapocska, melyet AC szervo forgórészéből termeltem ki.
Valószínű megtáltosodna :)
Érzésre az eredeti kb. átm 24mm-es 15 mm hosszú mágnes erejével felér egy kezem ügyében levő kb. 25 x 8 x 3 mm-es újfajta mágnes lapocska, melyet AC szervo forgórészéből termeltem ki.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 22, 22:04
Írta: 4mjnxdwuu Dátum 2008 február 22, 22:04
Ja max fesz 43V környéke,
végül is növelhetem az áramot addíg mig a két pajzson nem látom, hogy rákapcsoláskor homorodik...[#vigyor3]
[#nemtudom] Vajon mennyi az annyi..
végül is növelhetem az áramot addíg mig a két pajzson nem látom, hogy rákapcsoláskor homorodik...[#vigyor3]
[#nemtudom] Vajon mennyi az annyi..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 22, 22:07
Írta: bmejdz9nu Dátum 2008 február 22, 22:07
Szerintem is... a gyorsuláshoz azaz a jó dinamikához sok-sok áram kell és viszyonylag kevés feszültség mellett (pl. 24V).
Ezt próbálgattam is... 5A-10A mellet még hulla :) szerintem (talán túlzok?:) de egy 50A-es "áramlökés" is szükséges lehet a gyorsítási szakaszban...
Ehhez a motorhoz szükséges lenne egy "speciális" szervó vezérlő... ami ezt tudja biztosítani...
Ezt próbálgattam is... 5A-10A mellet még hulla :) szerintem (talán túlzok?:) de egy 50A-es "áramlökés" is szükséges lehet a gyorsítási szakaszban...
Ehhez a motorhoz szükséges lenne egy "speciális" szervó vezérlő... ami ezt tudja biztosítani...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 22, 22:10
Írta: bmejdz9nu Dátum 2008 február 22, 22:10
Holnap utánna nézek...
Mennyire lehet fontos a mégnes átmérője? ... és ha nincs olyan magas henger... lehetne e alá tenni "vasat" helykitöltőnek ? :)
Mennyire lehet fontos a mégnes átmérője? ... és ha nincs olyan magas henger... lehetne e alá tenni "vasat" helykitöltőnek ? :)
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 február 22, 22:11
Írta: crgs7u9wg Dátum 2008 február 22, 22:11
itt van egy hasonloan erdekes motor, majdhogynem hazi keszitesu, napcellas auto kerekebe teszik:

KEREKMOTOR
KEREKMOTOR
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 22, 22:14
Írta: bmejdz9nu Dátum 2008 február 22, 22:14
Ez egy érdekes technika... de ha végig gondoljuk a célt... már szinte logikus...
De ami az érdekes ezekben a "tárcsa" motorokban... hogy nem is kis fordulatúak... (ezt nem gondoltam :)
De ami az érdekes ezekben a "tárcsa" motorokban... hogy nem is kis fordulatúak... (ezt nem gondoltam :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 22, 22:34
Írta: svejk Dátum 2008 február 22, 22:34
Leesztergálsz a távtartó gyűrűből és akkor még tárcsásabb lesz :) Persze a kefe oldalon akkor a kefetartókat kintebb kell húzni.
A mágnesátmérőt viszont tartani kellene gondolom, hogy az erőtér geometriája megmaradjon.
Lehetne kísérletezni több mágnes behelyezésével, így többpólusú lenne és esne a fordulat a nyomaték viszont talán növekedne még ezzel is.
De ezeket mint az előbbi hozzászólásaimat csak sejtéseim alapján írom, van itt biztos nagyobb tudor is e motorok lelkivilága ügyében.
A mágnesátmérőt viszont tartani kellene gondolom, hogy az erőtér geometriája megmaradjon.
Lehetne kísérletezni több mágnes behelyezésével, így többpólusú lenne és esne a fordulat a nyomaték viszont talán növekedne még ezzel is.
De ezeket mint az előbbi hozzászólásaimat csak sejtéseim alapján írom, van itt biztos nagyobb tudor is e motorok lelkivilága ügyében.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 február 23, 07:29
Írta: eivmhrm04 Dátum 2008 február 23, 07:29
Na én is ugyan ilyen tárcsa motrot szedtem szét ami 500 W os és 82 V volt.Aszem Péternek küldtem is képet meg a Tibor45 nek is.De öszerakás után sajnos elvesztette az erejét.Pedig csak addig volt szétszedve mig kicseréltem a csapágyakat.Ugy hogy a motornak annyi lett.Pedig az elején örültem de annak 2ohm volt az ellenálása
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 23, 08:25
Írta: bmejdz9nu Dátum 2008 február 23, 08:25
Ez egy ilyen.... már csak 1 óra van hátra ... nem adnak érte 15 USD-t? ::: KOLLMORGEN MOTOR ::::
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 23, 09:12
Írta: bmejdz9nu Dátum 2008 február 23, 09:12
Mágnes csere... megnéztem 25x15-ös kellene bele... 16 db...(8+8db)
Na ekkora és ennyi Neodym mágnessel két baj van:
1. drága
2. ez valami elvetemült erőt képviselne... azaz összerakni se lehetne a motort... Van nekem egypár itthon eszeveszett erősek!
Itt van ekkora 20db-os szet. ::: de ha egyesével licitálnák rá akkor csak mx. 2 Euro/db... :)

Egy alterniva lehetne... a mágneseket lemarni... és ragasztani rá Neodym tárcsákat...
Pl. itt van ... 25x5mm-es... ::: vagy a mágnesek közepébe belemarni és pl. 15x10mm-es henger... Ha egyáltalán ez lehetséges... de ha igen... akkor egy "szupermotor" lenne... [#fejvakaras][#nyes]
Na ekkora és ennyi Neodym mágnessel két baj van:
1. drága
2. ez valami elvetemült erőt képviselne... azaz összerakni se lehetne a motort... Van nekem egypár itthon eszeveszett erősek!
Itt van ekkora 20db-os szet. ::: de ha egyesével licitálnák rá akkor csak mx. 2 Euro/db... :)
Egy alterniva lehetne... a mágneseket lemarni... és ragasztani rá Neodym tárcsákat...
Pl. itt van ... 25x5mm-es... ::: vagy a mágnesek közepébe belemarni és pl. 15x10mm-es henger... Ha egyáltalán ez lehetséges... de ha igen... akkor egy "szupermotor" lenne... [#fejvakaras][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 23, 09:53
Írta: svejk Dátum 2008 február 23, 09:53
Figyelem, ez csak 80 fokig garantált!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 23, 11:05
Írta: svejk Dátum 2008 február 23, 11:05
Az viszont igaz hogy a házra (pajzsokra) van ragasztva így jól kontrollálható, kézzel a hőmérséklet.
A hobbysta úgy sem szereti az olyan dolgokat amit a kéz nem áll ki :)
A hobbysta úgy sem szereti az olyan dolgokat amit a kéz nem áll ki :)
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 február 23, 12:46
Írta: Motoros Dátum 2008 február 23, 12:46
A mágneseket utólag megmunkálni nem lehet, márcsak azért sem mert a nikkelezésnek fontos szerepe van
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 február 23, 13:03
Írta: crgs7u9wg Dátum 2008 február 23, 13:03
ezek a tarcsamotorok nagyon utosek, erdekes, hogy meg hasznalnak hagyomanyos motorokat :) amugy az is erdekes, hogy ment itt mindenfele vita a szervo jellegu ill. szervo motorokrol de senki nem hozta fel a tarcsamotort mint temat, megnem trapista talat egyet a szemetben :) a lenyeg az, hogy most mar megvan :)
par info:

KOLLMORGEN SERVODISC

LYNCH MOTOR
par info:
KOLLMORGEN SERVODISC
LYNCH MOTOR
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 február 23, 13:44
Írta: D.Laci Dátum 2008 február 23, 13:44
Korábban Motoros jelezte hogy van neki, be is tette a képet róla.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 23, 13:55
Írta: svejk Dátum 2008 február 23, 13:55
Volt már róla szó..
Érdekes szerkezet..
1-2 órás foglalkozás utáni észrevételeim :
a tekercselésből adódóan kis menetszám nagy keresztmetszet 4 -6 kefe -- tehát kis feszültségű, nagy áramú motorok.
A régiekben vacak mágnes, házilag nem nagyon javítható az előzőekben írottak miatt.
Adatlapját összehasonlítva nem egy átütő siker mondjuk egy azonos teljesítménykategóriájú sanyó-denkivel (pl. a Tibor45 által sokat emlegetett j majdnem ugyanannyi). Ugye kicsi a forgórésztömeg itt, de 2-3 szoros az átmérő.
Ormótlan, csúnya :) : )
Hülyén néz ki egy kis gép tengelyének a végén. Bár áttételezve el lehet rejteni, és mivel elég pörgős valószínű nem is árt neki.
Érdekes szerkezet..
1-2 órás foglalkozás utáni észrevételeim :
a tekercselésből adódóan kis menetszám nagy keresztmetszet 4 -6 kefe -- tehát kis feszültségű, nagy áramú motorok.
A régiekben vacak mágnes, házilag nem nagyon javítható az előzőekben írottak miatt.
Adatlapját összehasonlítva nem egy átütő siker mondjuk egy azonos teljesítménykategóriájú sanyó-denkivel (pl. a Tibor45 által sokat emlegetett j majdnem ugyanannyi). Ugye kicsi a forgórésztömeg itt, de 2-3 szoros az átmérő.
Ormótlan, csúnya :) : )
Hülyén néz ki egy kis gép tengelyének a végén. Bár áttételezve el lehet rejteni, és mivel elég pörgős valószínű nem is árt neki.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 február 23, 14:17
Írta: Motoros Dátum 2008 február 23, 14:17
Osztom a véleményed..oda való ahol kicsi tömeget nagy sebességgel kell mozgatni ..lsd smd beültető. A kialakítása miatt zabálja rendesen a szénkefét..nagyon jelentős a porképződés..emiatt a beragadt szénkefe ívet húz ami szétheggeszti az egészet. Tehát elég rendszeres karbantartást igényel.
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2008 február 23, 14:51
Írta: ybm4ifb Dátum 2008 február 23, 14:51
Sziasztok
Tányér motor..aztmondjátok hogy nagy átmérőlyü forgorész..és a következménye..ormotlan,csunya..
talán ennél van fontosabb előnye ennek a nagy átmérős forgorésznek..talán nagyobb nyomaték..esetleg.
Milyen lenne..több ilyen vékony forgorész egymás felett egy tengelyen,mondjuk kettő,hogy ne legyen nagyon bonyolult a kivitelezése..
Tányér motor..aztmondjátok hogy nagy átmérőlyü forgorész..és a következménye..ormotlan,csunya..
talán ennél van fontosabb előnye ennek a nagy átmérős forgorésznek..talán nagyobb nyomaték..esetleg.
Milyen lenne..több ilyen vékony forgorész egymás felett egy tengelyen,mondjuk kettő,hogy ne legyen nagyon bonyolult a kivitelezése..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 23, 15:00
Írta: bmejdz9nu Dátum 2008 február 23, 15:00
Ami most benne van az sima vas... persze a Neodym mágnesek azok nikkelezettek...
Akkor talán nem is jó? mert a szénkefék mellettieket meg kell marni!?
Akkor talán nem is jó? mert a szénkefék mellettieket meg kell marni!?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 23, 15:03
Írta: bmejdz9nu Dátum 2008 február 23, 15:03
Ebben a tárcsamotorban az a "szép" hogy szinte semmi súlya a forgórésznek... tehát... tud "ugorni"...
De csak ha nagyon magas áramlökést tud adni neki a vezérlő... Tehát kissé "speciális" vezérlő kellene hozzá... mondjuk 25V/50A-es...
Próbáltam... 10A-es labortáb... hát még nem az igazi... de ha 25.000uF kondival "megsegítettem"... szóval alakult...
De csak ha nagyon magas áramlökést tud adni neki a vezérlő... Tehát kissé "speciális" vezérlő kellene hozzá... mondjuk 25V/50A-es...
Próbáltam... 10A-es labortáb... hát még nem az igazi... de ha 25.000uF kondival "megsegítettem"... szóval alakult...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 23, 15:23
Írta: svejk Dátum 2008 február 23, 15:23
Ugye jól gondolom hogy erősebb mágneseket berakva a névleges fordulatszám csökkenne?
Azaz a V/krpm csökken.
Azaz a V/krpm csökken.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 23, 15:35
Írta: 4mjnxdwuu Dátum 2008 február 23, 15:35
igen.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 23, 16:28
Írta: svejk Dátum 2008 február 23, 16:28
Mire az igen? :)
Az első igaz (mint a hagyományos gerjesztésű söntmotoroknál), de a második az előzőből adódóan nem!
Vagyis a V/krpm növekszik.
Az első igaz (mint a hagyományos gerjesztésű söntmotoroknál), de a második az előzőből adódóan nem!
Vagyis a V/krpm növekszik.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 23, 17:47
Írta: 4mjnxdwuu Dátum 2008 február 23, 17:47
ez is igaz. ( bocsi nem olvastam végig.)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 február 23, 17:49
Írta: Szalai György Dátum 2008 február 23, 17:49
Áramlökések.
DC servo motoromra az van írva, hogy 4,4A folyamatos, és 21A csúcs.
21A de meddig, menyi idő lehet az a csúcs? Menyi ideig gyorsíthatom, vagy fékezhetem 20A-es konstans áramgenerátorral károsodás nélkül? Van erre ökölszabály, mert nem találok rá adatot, pedig ez nagyon fontos. Esetleg kerüljem el ezt az értéket, és ne menjek 10A fölé, ha sokáig akarom hasznát venni a motoromnak?
Mi erről a véleményetek, ti hogy használjátok a motorokat.
DC servo motoromra az van írva, hogy 4,4A folyamatos, és 21A csúcs.
21A de meddig, menyi idő lehet az a csúcs? Menyi ideig gyorsíthatom, vagy fékezhetem 20A-es konstans áramgenerátorral károsodás nélkül? Van erre ökölszabály, mert nem találok rá adatot, pedig ez nagyon fontos. Esetleg kerüljem el ezt az értéket, és ne menjek 10A fölé, ha sokáig akarom hasznát venni a motoromnak?
Mi erről a véleményetek, ti hogy használjátok a motorokat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 23, 19:07
Írta: bmejdz9nu Dátum 2008 február 23, 19:07
"Árampofon"... én így hívom :) A gyorsítás és a lassítási szakaszban van jelentősége!
Ennek két dolog szab határt:
1. A motororra "engedhető" max. áramerősség (adatlap "peak current") - Ez ha túlléped lemégneseződhet vagy a szénkefék nem bírják ki...
2. Hőmérséklet. (nagyobb motor lasabban melegszik fel és természetesen lasabban is hűl le...) Tehát kis motoroknál a veszély nagyobb...
A hőmérséklet túllépése a gyengébb pont általában... de vannak "csalásokra" is lehetőségek... pl. a Bautz motoron van egy levegő be és ki pont... azaz "át lehet szellőztetni"...
Ha a motor kicsi azaz túl van terhelve... akkor mindkettő "próbléma" forrása lehet...
Ennek két dolog szab határt:
1. A motororra "engedhető" max. áramerősség (adatlap "peak current") - Ez ha túlléped lemégneseződhet vagy a szénkefék nem bírják ki...
2. Hőmérséklet. (nagyobb motor lasabban melegszik fel és természetesen lasabban is hűl le...) Tehát kis motoroknál a veszély nagyobb...
A hőmérséklet túllépése a gyengébb pont általában... de vannak "csalásokra" is lehetőségek... pl. a Bautz motoron van egy levegő be és ki pont... azaz "át lehet szellőztetni"...
Ha a motor kicsi azaz túl van terhelve... akkor mindkettő "próbléma" forrása lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 23, 19:57
Írta: svejk Dátum 2008 február 23, 19:57
Mottó: Ha az embernek nincs gondja csinál magának.
Játszottam a videoton tárcsamotorral.
Dobtam bele még egy kis mágnás miskát csak úgy parasztba.
Ilyen lett:
Üresjársti fordulat az eredeti névleges 24 V-on: 3500 ford/min-re csökkent.
Terhelve a motort 2800-ra esik vissza a fordulat amikor az áramfelvétel eléri a névleges 5.5 A-t.
Hétfőn hoznak egy eredeti állapotban levőt, azon is megcsinálom ezeket a méréseket kiegészítve nyomatékméréssel.
Érzésre jóval erősebb lett.
Játszottam a videoton tárcsamotorral.
Dobtam bele még egy kis mágnás miskát csak úgy parasztba.
Ilyen lett:
Üresjársti fordulat az eredeti névleges 24 V-on: 3500 ford/min-re csökkent.
Terhelve a motort 2800-ra esik vissza a fordulat amikor az áramfelvétel eléri a névleges 5.5 A-t.
Hétfőn hoznak egy eredeti állapotban levőt, azon is megcsinálom ezeket a méréseket kiegészítve nyomatékméréssel.
Érzésre jóval erősebb lett.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 23, 19:59
Írta: svejk Dátum 2008 február 23, 19:59
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 23, 20:08
Írta: bmejdz9nu Dátum 2008 február 23, 20:08
A "Motorgyáros"... (Ha ezt Tibor meglátja... [#confused]) Lesz ne mulass... meg szervójellegű :)
Cak rátetted? Elfért? A mágneses mező nem változott? vagy a régiből "lereszeltél"? Milyen a mágnes? Mekkora?
Cak rátetted? Elfért? A mágneses mező nem változott? vagy a régiből "lereszeltél"? Milyen a mágnes? Mekkora?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 23, 20:41
Írta: svejk Dátum 2008 február 23, 20:41
25 x 7,5 x 2,2 mm-esek, jó erősek.. :)
azzal a 4,4mm-el szélesebb lett a moci (műanyagból esztergáltam egy toldást a palásthoz)
azzal a 4,4mm-el szélesebb lett a moci (műanyagból esztergáltam egy toldást a palásthoz)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 23, 20:46
Írta: svejk Dátum 2008 február 23, 20:46
"Lesz nemulass"..- érdekes kisérlet volt, nem a világot akartam megváltani.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 23, 20:49
Írta: svejk Dátum 2008 február 23, 20:49
Mezei kétkomponensű "10 percessel" ráragasztottam.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 február 23, 23:00
Írta: Farkas Ádám Dátum 2008 február 23, 23:00
Nálam is volt egy időben "motorgyár" amikor a szélgenerátorral kisérleteztem, most is találok még a pincében egy prototípust:



ebbe is belement egy rahedli neodymium.
ebbe is belement egy rahedli neodymium.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 23, 23:09
Írta: svejk Dátum 2008 február 23, 23:09
Ott van a szeren ez is :)
És mit tudtál kihozni belőle?
És mit tudtál kihozni belőle?
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 február 23, 23:18
Írta: Farkas Ádám Dátum 2008 február 23, 23:18
1KW körül
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 február 24, 00:03
Írta: Szalai György Dátum 2008 február 24, 00:03
Én arra gondoltam, hogy ha a max áramot (peak current) a megengedhetőnél hosszabb időre megközelítem, akkor a belső hőmérséklet a Kűri pont közelében lemágnesezi a motort, vagy a nagy kefeáram ívhatása tönkre teszi a kefét, kommutátort. Szerinted ennek ideje a motor tömegétől függ. Rendben, de (a motor tömeg függvényében) menyi ez az idő? Kg/s.
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 február 24, 07:54
Írta: ra8nsmk6w Dátum 2008 február 24, 07:54
Mondanál egy-két tanulságot a generátorral kapcsolatban? Az üzemeltetésre gondolok
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 24, 08:40
Írta: bmejdz9nu Dátum 2008 február 24, 08:40
A csúcsáram az csúcsáram... azaz azt bőven tudják... de ezt csak gyorsításhoz lehet használni... (rossz azaz alul méretezés = probléma)
azaz ha "álllandóan" gyorsít akkor előbb vagy utóbb felmelegszik...
Ez a melegedés gyors is lehet ha kicsi a motor... ezért is "nem kedvelem" a kicsi motorokat mert könnyen a másvilágra lehet küldeni...azaz nekem olyan kicsi motorom nincs is itthon amelyiknek a csúcsárama 25A alatt lenne... azaz egy Gecko 20A-es limittel ki tudnám csinálni...(lemágnesezni)
Mekkora a motor tartós árama? Először azzal terheld meg és járasd. Ha igaz ez az infó akkor nem fog túlmelegedni... utánna lehet a csúcsáramon gondolkodni... hogy mekkora "többletre" képes...
azaz ha "álllandóan" gyorsít akkor előbb vagy utóbb felmelegszik...
Ez a melegedés gyors is lehet ha kicsi a motor... ezért is "nem kedvelem" a kicsi motorokat mert könnyen a másvilágra lehet küldeni...azaz nekem olyan kicsi motorom nincs is itthon amelyiknek a csúcsárama 25A alatt lenne... azaz egy Gecko 20A-es limittel ki tudnám csinálni...(lemágnesezni)
Mekkora a motor tartós árama? Először azzal terheld meg és járasd. Ha igaz ez az infó akkor nem fog túlmelegedni... utánna lehet a csúcsáramon gondolkodni... hogy mekkora "többletre" képes...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 24, 09:04
Írta: svejk Dátum 2008 február 24, 09:04
Az igen!!
És ezt mekkora fordulatszámnál adja le?
És ezt mekkora fordulatszámnál adja le?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 24, 09:13
Írta: svejk Dátum 2008 február 24, 09:13
Áram-feszültség ennél a teljesítménynél?
Esetleg valami jelgörbét vattél fel?
Elég nagy menetszámúnak látszik a tekercs meg ugye a kialakítás miatt gondolom áramgenerátoros jellegű a cucc.
Esetleg valami jelgörbét vattél fel?
Elég nagy menetszámúnak látszik a tekercs meg ugye a kialakítás miatt gondolom áramgenerátoros jellegű a cucc.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 február 24, 10:19
Írta: Farkas Ádám Dátum 2008 február 24, 10:19
Igen valóban áramgenerátoros a jellege. Az 1kw az a max. volt kb olyan 350-400 as fordulaton.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 24, 19:55
Írta: 000000000 Dátum 2008 február 24, 19:55
icsit megpörgettem a szervo motoromat a Gyíkkal,az encoder 500.ra van állítva.video
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 24, 20:17
Írta: bmejdz9nu Dátum 2008 február 24, 20:17
Micsoda jó impulzus generátorod van... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 február 24, 20:28
Írta: 3vv2btrhv Dátum 2008 február 24, 20:28
Kéne egy VIDEO készitö tamfolyam , vagy topik , hogyan lehet ezt rendezni vágni feliratozni , stb .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 24, 20:49
Írta: 000000000 Dátum 2008 február 24, 20:49
Veszprémből küldte a Microclub, egyik állásban jelgenerátor, másik állásban ftekvenciamérő, meg vagyok vele elégedve.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 24, 21:15
Írta: 000000000 Dátum 2008 február 24, 21:15
Igazad van Tibor,bocs a minőségért, ezt még meg kell tanulnom, mint még annyi mindent.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 25, 13:28
Írta: svejk Dátum 2008 február 25, 13:28
Ma sikerült egy eredeti (étsd: nem volt szétszedve) Videoton gyártmányú TMT-2 tárcsás motort tesztelni ,méregetni. (Annyiban különbözik a TM-1 től hogy ezen plusz van egy tachogenerátormely szintén tárcsás kivitelű)
A ráírt adatok alapján:
Un=24V
In=5,5A
N=2000 1/min
Pf=130W (a kis f a felvettet jelentheti)
Mérések alapján:
Üresjárási fordulat=2250 1/min
A névleges 5,5 A-ra terhelve 1900 1/min-re esik
vissza a fordulat.
Álló helyzetben a tartó nyomaték 5,5 A-nál 0,55
Nm (madzagos teszt súlyokkal 50mm-es erőkaron)
Ez így már elég használható kategória.
Ha valaki birtokába kerül ilyen motor,
--SZÉTSZEDNI TILOS !! --még ha a csápágyak zörögnek is, mert a mágnesek elvesztik erejüket és csak utólagos felmágnesezéssel javítható! (mely egyenlöre nem ismert pontosan számomra, de megpróbálok kísérletezni vele. Szerencsére a felmágnesező tekercs benne van.)
A szétszedett motort ezekről az adatokról lehet megismerni:
Üresjárási fordulat= 4600 1/min
A névleges 5,5 A-ra terhelve 3900 1/min-re esik
vissza a fordulat.
Álló helyzetben a tartó nyomaték 5,5 A-nál 0.26 Nm
Sajnos amivel szombaton játszottam már volt
szétszedve (tudtomon kívül) így a beragasztott
plusz mágnesek csak javítottak rajta , de nem
értem el vele a gyári eredményeket.
Üresjárási fordulat=3500 1/min
A névleges 5,5 A-ra terhelve 2800 1/min-re esik
vissza a fordulat.
Álló helyzetben a tartó nyomaték 5,5 A-nál 0,35
Nm lett.
Tehát gyakorlatilag szétszedés után a mágnes ereje felére csökken, ez megmutatkozik a fenti adatokban is.
Mindezek tükrében azért mégis megkísérelném a teljes mágnescserét (ha lenne mágnesem :) )
És akkor lehetne az alacsony fordulatszm miatti a direkt hajtásban gondolkozni. (pl. lenne egy 1000-es fordulatú 1Nm-es moci belőle)
Összességében a legnagyobb előnyét a jelentős pillanatnyi túlterhelés elviselésében látom.
Tehetetlenségi nyomatékot nem állt módomban mérni, és még szervo körben sem teszteltem.
még egy megjegyzés:
a fenti videoton moci még egy nagy hátránya a nem megfelelő kefeminőség. értem ez alatt hogy hiába 15 mm-es a kefe, a kis rugónyomás nem tudja legyőzni a az aránylag merev kefehozzávezetés vezetékének fizikai merevségét, igy csak 2-4 mm tud a kefe kopni utána a rugó nem tudja a vezetéket utánahúzni. Kiszerelés, megigazítás után megint jó addig a pár mm-ig.
A ráírt adatok alapján:
Un=24V
In=5,5A
N=2000 1/min
Pf=130W (a kis f a felvettet jelentheti)
Mérések alapján:
Üresjárási fordulat=2250 1/min
A névleges 5,5 A-ra terhelve 1900 1/min-re esik
vissza a fordulat.
Álló helyzetben a tartó nyomaték 5,5 A-nál 0,55
Nm (madzagos teszt súlyokkal 50mm-es erőkaron)
Ez így már elég használható kategória.
Ha valaki birtokába kerül ilyen motor,
--SZÉTSZEDNI TILOS !! --még ha a csápágyak zörögnek is, mert a mágnesek elvesztik erejüket és csak utólagos felmágnesezéssel javítható! (mely egyenlöre nem ismert pontosan számomra, de megpróbálok kísérletezni vele. Szerencsére a felmágnesező tekercs benne van.)
A szétszedett motort ezekről az adatokról lehet megismerni:
Üresjárási fordulat= 4600 1/min
A névleges 5,5 A-ra terhelve 3900 1/min-re esik
vissza a fordulat.
Álló helyzetben a tartó nyomaték 5,5 A-nál 0.26 Nm
Sajnos amivel szombaton játszottam már volt
szétszedve (tudtomon kívül) így a beragasztott
plusz mágnesek csak javítottak rajta , de nem
értem el vele a gyári eredményeket.
Üresjárási fordulat=3500 1/min
A névleges 5,5 A-ra terhelve 2800 1/min-re esik
vissza a fordulat.
Álló helyzetben a tartó nyomaték 5,5 A-nál 0,35
Nm lett.
Tehát gyakorlatilag szétszedés után a mágnes ereje felére csökken, ez megmutatkozik a fenti adatokban is.
Mindezek tükrében azért mégis megkísérelném a teljes mágnescserét (ha lenne mágnesem :) )
És akkor lehetne az alacsony fordulatszm miatti a direkt hajtásban gondolkozni. (pl. lenne egy 1000-es fordulatú 1Nm-es moci belőle)
Összességében a legnagyobb előnyét a jelentős pillanatnyi túlterhelés elviselésében látom.
Tehetetlenségi nyomatékot nem állt módomban mérni, és még szervo körben sem teszteltem.
még egy megjegyzés:
a fenti videoton moci még egy nagy hátránya a nem megfelelő kefeminőség. értem ez alatt hogy hiába 15 mm-es a kefe, a kis rugónyomás nem tudja legyőzni a az aránylag merev kefehozzávezetés vezetékének fizikai merevségét, igy csak 2-4 mm tud a kefe kopni utána a rugó nem tudja a vezetéket utánahúzni. Kiszerelés, megigazítás után megint jó addig a pár mm-ig.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 25, 14:32
Írta: svejk Dátum 2008 február 25, 14:32
Barátaim...túl van már megint misztifikálva a dolog :)
(még jó hogy Tibor45 nem ér rá, biztos elvette volna a kedvemet :) :))
A szétszedett motort 15 perces előkészület után, a következő áramkörrel kicsit megdelejeztem :)
delejezés
3 db 10000 uF 100 V-os kondi feltöltve 80 V-ra
25 A-es 400 V-os thirisztoron keresztül a mágnesező tekercsre sütve.
A gyujtóáramkör egy laposelemér egy mikrokapcsoló és egy 47 ohmos ellenállat. :)
Eredmény: Fordulatszám visszaesett 2800-ra
nyomaték felment 0,42 Nm-re
Most mennem kell melózni éjszakára, folyt. köv. valamelyik nap :)))
Előre!
(még jó hogy Tibor45 nem ér rá, biztos elvette volna a kedvemet :) :))
A szétszedett motort 15 perces előkészület után, a következő áramkörrel kicsit megdelejeztem :)
delejezés
3 db 10000 uF 100 V-os kondi feltöltve 80 V-ra
25 A-es 400 V-os thirisztoron keresztül a mágnesező tekercsre sütve.
A gyujtóáramkör egy laposelemér egy mikrokapcsoló és egy 47 ohmos ellenállat. :)
Eredmény: Fordulatszám visszaesett 2800-ra
nyomaték felment 0,42 Nm-re
Most mennem kell melózni éjszakára, folyt. köv. valamelyik nap :)))
Előre!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 25, 14:34
Írta: svejk Dátum 2008 február 25, 14:34
Ezekután természetesen a #4721-ben levő "szétszedni tilos" hatályát veszíti :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 25, 16:28
Írta: 4mjnxdwuu Dátum 2008 február 25, 16:28
Hogy állapítottad meg a jó polaritást, kéz szabály, vagy a javaslatom ??
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 25, 18:09
Írta: svejk Dátum 2008 február 25, 18:09
Egyszerűbb volt tápegységről meggerjeszteni. Alig észrevehetően ,de megváltozott a mágnesmező 10A-nál.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 25, 22:40
Írta: 4mjnxdwuu Dátum 2008 február 25, 22:40
az egyikemen kibontottam a nyílást, van egy csomós kábel végem és egy sima... Kb 20mm vezeték, egy-két próbálkozásra adtak lehetőséget...
Azt hittem tőben lecsípték...
Azt hittem tőben lecsípték...
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 február 26, 08:36
Írta: Motoros Dátum 2008 február 26, 08:36
Ez várható is volt mert mostmár visszagondolva..persze utólag okos vagyok... az én tárcsa motoromon a feldelejező tekercs egy vakdugóra ki volt hozva. Az Fr cég vállalta tárcsamotorok felújítását ami kefecseréből és kipucolásból, esetleg tárcsafelszabályozásból állt. Így tudta megoldani.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 26, 09:40
Írta: svejk Dátum 2008 február 26, 09:40
Anno, amikor a Tiédről a képet beraktad csak én is találgattam mi lehet a "piros drót".
Így hogy a kezemben foghattam, és legyengült szétszedés után egyből beugrott a szerepe.
Még a Videoton mocira visszatérve egy szó erejéig, érdemes tachosat szerezni , mert a tacho tárcsája ugyan az mint a motoré.
így marad egy tartalék tárcsa, ami ugye a lelke az egésznek.
Így hogy a kezemben foghattam, és legyengült szétszedés után egyből beugrott a szerepe.
Még a Videoton mocira visszatérve egy szó erejéig, érdemes tachosat szerezni , mert a tacho tárcsája ugyan az mint a motoré.
így marad egy tartalék tárcsa, ami ugye a lelke az egésznek.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 26, 09:43
Írta: svejk Dátum 2008 február 26, 09:43
A vidinél is csak 2-3 mm szabad de simán hozzá tudtam forrasztani egy vezetéket.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 26, 09:47
Írta: bmejdz9nu Dátum 2008 február 26, 09:47
Hűha... egy pénzért két motor :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 26, 10:01
Írta: svejk Dátum 2008 február 26, 10:01
Azt hittem megúszom a ruszki tirisztorok előkeresését, de nem..._:) :)
A 100 V-ra töltött kondipakk már a 25-ös tirisztoromat is bezárlatosította :( :(
Valahol vannak 150 A-esek, de hol? :(
A 100 V-ra töltött kondipakk már a 25-ös tirisztoromat is bezárlatosította :( :(
Valahol vannak 150 A-esek, de hol? :(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 26, 10:02
Írta: svejk Dátum 2008 február 26, 10:02
De már 0,5 Nm-nél járok :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 26, 10:27
Írta: bmejdz9nu Dátum 2008 február 26, 10:27
Ne spórolj az árammal! :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 26, 10:32
Írta: svejk Dátum 2008 február 26, 10:32
Nem vagyok mohó, gondolom a gyári értéket úgysem lehet túllépni.
Lehet túl nagy impulzusra reverzibilissé válik a folyamat a mágnesben.
Lehet túl nagy impulzusra reverzibilissé válik a folyamat a mágnesben.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 február 26, 11:36
Írta: 4mjnxdwuu Dátum 2008 február 26, 11:36
vigyek ma ?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 26, 12:10
Írta: svejk Dátum 2008 február 26, 12:10
Köszi nem kell, megvannak...egyik kollégám padlásán :))
A soha el nem készülő szabályzott hegesztőtrafóhoz vitte el:)
(az inverteres hegesztők mellett az is egy vakvágány lett volna)
A soha el nem készülő szabályzott hegesztőtrafóhoz vitte el:)
(az inverteres hegesztők mellett az is egy vakvágány lett volna)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 26, 14:24
Írta: bmejdz9nu Dátum 2008 február 26, 14:24
itt vannak a mágnesek.... amit kérdeztél.
Nem olcsó... 16 db+szállítás = 47.2 Euró... (PayPal viszont ok :)
Nem olcsó... 16 db+szállítás = 47.2 Euró... (PayPal viszont ok :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 26, 15:21
Írta: svejk Dátum 2008 február 26, 15:21
Ennél még nálunk is olcsóbb és a posta is csak 1500 :(
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 február 26, 15:54
Írta: 3vv2btrhv Dátum 2008 február 26, 15:54
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 26, 15:59
Írta: bmejdz9nu Dátum 2008 február 26, 15:59
Ha nem licit akkor drágák, "összelicitálni" 16db-ot nem egyszerű... hát valóban túl drágák...
Cím: Re:DC szervó motoros vezérlés
Írta: airfoil6205 Dátum 2008 február 26, 18:46
Írta: airfoil6205 Dátum 2008 február 26, 18:46
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 26, 21:19
Írta: svejk Dátum 2008 február 26, 21:19
Köszi , de az Euromagnet még a vateránál is olcsóbb általában valamennyivel.
Euromagnet
kattints a terméklistára
Euromagnet
kattints a terméklistára
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 26, 21:37
Írta: HJózsi Dátum 2008 február 26, 21:37
Megszülettek az IKREK! ... : "küld fény post" ...

Előbb utóbb nem kell 20 db %V-os kapcsolóüzeműt sorba kötnöd ... ;) [#vigyor2][#wave]
Előbb utóbb nem kell 20 db %V-os kapcsolóüzeműt sorba kötnöd ... ;) [#vigyor2][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 26, 22:07
Írta: bmejdz9nu Dátum 2008 február 26, 22:07
[#finom][#puszi] Küld emailben - ha tudod - ha nem (sima) posta is jó... :)
Azért "komálom" a kapcsoló üzeműeket is... de ez is kell... főleg ha nagy fesz kell... :)
De várom már... "Össze vissza kötöm majd őket":) sorba és párhuzamba...
A kondik is már az "angyalügyi hivatalaban" vannak... most teszik rá az értéktöbblet adót... attól lesznek jobbak, értékesebbek... :)
Azért "komálom" a kapcsoló üzeműeket is... de ez is kell... főleg ha nagy fesz kell... :)
De várom már... "Össze vissza kötöm majd őket":) sorba és párhuzamba...
A kondik is már az "angyalügyi hivatalaban" vannak... most teszik rá az értéktöbblet adót... attól lesznek jobbak, értékesebbek... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 26, 22:28
Írta: svejk Dátum 2008 február 26, 22:28
Most olvastam a Kollmorgen katalógusban:
A csúcsnyomaték és csúcsáram maximum 50ms és 1% kitöltési tényezővel.
Ez tárcsamotorra vonatkozik ahol a csúcsáram az üzemi 10-szerese lehet.
Nomál motornál csúcs a normál áram 4-6 szorosa szokott lenni.
A csúcsnyomaték és csúcsáram maximum 50ms és 1% kitöltési tényezővel.
Ez tárcsamotorra vonatkozik ahol a csúcsáram az üzemi 10-szerese lehet.
Nomál motornál csúcs a normál áram 4-6 szorosa szokott lenni.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 26, 22:28
Írta: HJózsi Dátum 2008 február 26, 22:28
[#vigyor0] Holnap rákötöm két postagalambra... hátha... mint a BL motor ... diónyi és 1 kW ... [#nyes]
Amúgy tökéletes ikrek, menetre... most este hoztam el... kaptál egy jókora gumilapot is (azon vannak a képen a trafók) tetszés szerint kivághatod a leszorító alá... Lágyindító kellhet ...
Amúgy tökéletes ikrek, menetre... most este hoztam el... kaptál egy jókora gumilapot is (azon vannak a képen a trafók) tetszés szerint kivághatod a leszorító alá... Lágyindító kellhet ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 27, 16:41
Írta: 000000000 Dátum 2008 február 27, 16:41
Üdv mindenkinek!
Segítséget szeretnék kérni!
Az érdekelne, hogy egy léptetőmotor mennyi idő alatt (ms) tud terhelt állapotban megtenni egy fél körülfordulást:) Pontos adat érdekelne..Ha valakinek van ilyen információja kérem segítsen.
Köszönöm
Segítséget szeretnék kérni!
Az érdekelne, hogy egy léptetőmotor mennyi idő alatt (ms) tud terhelt állapotban megtenni egy fél körülfordulást:) Pontos adat érdekelne..Ha valakinek van ilyen információja kérem segítsen.
Köszönöm
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 február 27, 16:55
Írta: HJózsi Dátum 2008 február 27, 16:55
"Európai vagy afrikai? ..." - Gyalog Galopp...
Cím: Re:DC szervó motoros vezérlés
Írta: Messer Dátum 2008 február 27, 17:50
Írta: Messer Dátum 2008 február 27, 17:50
Egy teljesen mezei léptetőmoci 600-as percenkénti fordulatszámát alapul véve, 50ms alatt bírkózik meg a fél fordulattal. (van Léptetőmotoros topic is )
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 február 27, 19:21
Írta: 000000000 Dátum 2008 február 27, 19:21
Köszönet!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 február 27, 22:10
Írta: Szalai György Dátum 2008 február 27, 22:10
Köszönöm az információt.
50ms-ból 1% kitöltés, az akkor egy 0,5ms-os impulzus. Hát az nagyon kevés.
Vagy 50ms impulzus és utána 5000ms szünet. Melyik lehet a kettő közül?
De a tárcsamotor forgórésznek alig van tömege, így a hőtároló képessége és hőtehetetlensége is minimális. Sőt attól már csak a hűlése rosszabb. Üvegszálas műgyantába ágyazott vezeték, amit üvegszálas műgyanta választ el még a tengelytől is.
A vasas servomotor forgórésze sokszorta nagyobb tömegű. Annyiszor több hőt képes magába gyűjteni és később leadni. Nagyobb a hőtehetetlensége. A vezeték rövid úton melegíti a vasat, a tengelyt. Reményeim szerint sokkal tovább tartható csúcsterhelésen, de utána hosszabb pihentetésnek kell következnie. Talán annyiszor, ahányszorosa a vasas forgórésztömeg a tárcsa forgórésztömegnek.
Persze ez csak okoskodás. Jó lenne tudni valami konkrétat.
A kérdés szerintem roppant fontosságú, mert a servomotort a nagy áramok éltetik, attól gyorsul és fékez jól. Mindig végtelen nagy árammal kéne csinálnia, akkor lenne optimális a megmunkálás. Az élete csupa gyorsítás és lassítás. Azonos sebességgel történő előtolásból kevés van, ha nem egyenesek mentén kell dolgozni. A CNC lényege éppen a görbék mentén történő munka. A pihenő nem jellemző rá meló közben.
50ms-ból 1% kitöltés, az akkor egy 0,5ms-os impulzus. Hát az nagyon kevés.
Vagy 50ms impulzus és utána 5000ms szünet. Melyik lehet a kettő közül?
De a tárcsamotor forgórésznek alig van tömege, így a hőtároló képessége és hőtehetetlensége is minimális. Sőt attól már csak a hűlése rosszabb. Üvegszálas műgyantába ágyazott vezeték, amit üvegszálas műgyanta választ el még a tengelytől is.
A vasas servomotor forgórésze sokszorta nagyobb tömegű. Annyiszor több hőt képes magába gyűjteni és később leadni. Nagyobb a hőtehetetlensége. A vezeték rövid úton melegíti a vasat, a tengelyt. Reményeim szerint sokkal tovább tartható csúcsterhelésen, de utána hosszabb pihentetésnek kell következnie. Talán annyiszor, ahányszorosa a vasas forgórésztömeg a tárcsa forgórésztömegnek.
Persze ez csak okoskodás. Jó lenne tudni valami konkrétat.
A kérdés szerintem roppant fontosságú, mert a servomotort a nagy áramok éltetik, attól gyorsul és fékez jól. Mindig végtelen nagy árammal kéne csinálnia, akkor lenne optimális a megmunkálás. Az élete csupa gyorsítás és lassítás. Azonos sebességgel történő előtolásból kevés van, ha nem egyenesek mentén kell dolgozni. A CNC lényege éppen a görbék mentén történő munka. A pihenő nem jellemző rá meló közben.
Cím: Re:DC szervó motoros vezérlés
Írta: fifp6rjch Dátum 2008 február 28, 14:50
Írta: fifp6rjch Dátum 2008 február 28, 14:50
Üdv. Mindenkinek! [#wave]
Találtam itthon a cuccaim közt egy mini DC szervót. [#hehe] Egy EPSON licenszű Bulgár nyomtatóban volt. Tudom, haszontalan egyéb célokra, de azért készítettem róla egy kis videomontázst. A fordulat a teszt alatt 5000 rpm volt, és bár jól látszik a műszeren, a tacho feszültsége ekkor 3 Volt. A vákuumsatuhoz viszonyítva, látható a mérete. [#vigyor2]
Mini szervó
Találtam itthon a cuccaim közt egy mini DC szervót. [#hehe] Egy EPSON licenszű Bulgár nyomtatóban volt. Tudom, haszontalan egyéb célokra, de azért készítettem róla egy kis videomontázst. A fordulat a teszt alatt 5000 rpm volt, és bár jól látszik a műszeren, a tacho feszültsége ekkor 3 Volt. A vákuumsatuhoz viszonyítva, látható a mérete. [#vigyor2]
Mini szervó
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 28, 16:43
Írta: svejk Dátum 2008 február 28, 16:43
Lehet rossziul fogalmaztam, vagyis fordítottam :(
max. 50ms igaz, ennyi idő alatt az igen jó motorok el is érik a teljes fordulatszámukat.
A 1 % pedig a teljes üzemidőra vonatkozik. gondolom mivel 10 szeres lehet az áramlökés és ugye a teljesítmény négyzetes összefüggés.
Szerintem ez a kérdés akkor lenne roppant fontosságú ha 300 ezerért vennél egy mocit és az nem lenne jó. De mivel úgy is szedett-vedett motorokat rakunk általában a gépeinkre, (tisztelet a kivételnek és a nem hobby katagóriás gépeknek) ezért tök mindegy.
A gyakorlat pedig azt mutatja egyáltalán nem olyan vészes az a mostoha körülmény, hogy mást ne mondjak a lassítást-gyorsítást ugy is viszza kell venned a gyenge mechanika miatt.
(itt is él az előző kivételezős szabály:) )
Hidd el addig kár ezen rágódnod amíg egy tengelyt legalább nem hajtottál meg servoval.
A gyakorlati tapasztalatok nagyon sokat segítenek.
max. 50ms igaz, ennyi idő alatt az igen jó motorok el is érik a teljes fordulatszámukat.
A 1 % pedig a teljes üzemidőra vonatkozik. gondolom mivel 10 szeres lehet az áramlökés és ugye a teljesítmény négyzetes összefüggés.
Szerintem ez a kérdés akkor lenne roppant fontosságú ha 300 ezerért vennél egy mocit és az nem lenne jó. De mivel úgy is szedett-vedett motorokat rakunk általában a gépeinkre, (tisztelet a kivételnek és a nem hobby katagóriás gépeknek) ezért tök mindegy.
A gyakorlat pedig azt mutatja egyáltalán nem olyan vészes az a mostoha körülmény, hogy mást ne mondjak a lassítást-gyorsítást ugy is viszza kell venned a gyenge mechanika miatt.
(itt is él az előző kivételezős szabály:) )
Hidd el addig kár ezen rágódnod amíg egy tengelyt legalább nem hajtottál meg servoval.
A gyakorlati tapasztalatok nagyon sokat segítenek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 28, 17:18
Írta: bmejdz9nu Dátum 2008 február 28, 17:18
Profi a videó! Gratula! Mekkora az a legkisebb fesz amiről már egyenletesen jár? ... és mekkora a max. motorfesz?
Cím: Re:DC szervó motoros vezérlés
Írta: fifp6rjch Dátum 2008 február 28, 17:37
Írta: fifp6rjch Dátum 2008 február 28, 17:37
Köszi! [#wink]
1,8 voltról már elindul, de olyan 3 volt az, ahol már szépen megy. Huzamosabb ideig ment 24 voltról, melegedés nélkül. Gyakorlatilag az egész tartományban 120-140 mA volt az áramfelvétele. 24 voltnál, a tachoról 5,6 volt jött le.
1,8 voltról már elindul, de olyan 3 volt az, ahol már szépen megy. Huzamosabb ideig ment 24 voltról, melegedés nélkül. Gyakorlatilag az egész tartományban 120-140 mA volt az áramfelvétele. 24 voltnál, a tachoról 5,6 volt jött le.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 február 28, 17:49
Írta: bmejdz9nu Dátum 2008 február 28, 17:49
Csak megjegyzem, egy 80V-os (tehát magas feszültségű szervómotor pl. 400W-os...) már 0.4V-ról egyenletesen jár...(nagyon kis áramfelvétel mellett)
Ha kisebb feszültségű... ez az érték 0.2V-ra is csökkenhet... de egy 180V-os szervómotor csak 0.8V-ról jár egyenletesen de egyik sem tud "nem egyenletesen járni"!
... azaz ha megindul akkor már szépen egyenletesen forog...
Ha kisebb feszültségű... ez az érték 0.2V-ra is csökkenhet... de egy 180V-os szervómotor csak 0.8V-ról jár egyenletesen de egyik sem tud "nem egyenletesen járni"!
... azaz ha megindul akkor már szépen egyenletesen forog...
Cím: Re:DC szervó motoros vezérlés
Írta: fifp6rjch Dátum 2008 február 28, 18:34
Írta: fifp6rjch Dátum 2008 február 28, 18:34
Na igen. De azért ez más kategória, inkább csak az érdekesség kedvéért babráltam vele, egy számológép nyomtatójába már ez is felesleges. Amúgy pedig a videón látszik is, hogy egyszerű hárompólusú DC motor, csak van benne tachogenerátor.
Persze csinálhattam volna az EVIG GETTYS szervóimról is videót, van egy brutál nagy is, de ilyeneket ugyis láttatok már. [#vigyor5]
Persze csinálhattam volna az EVIG GETTYS szervóimról is videót, van egy brutál nagy is, de ilyeneket ugyis láttatok már. [#vigyor5]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 február 29, 08:28
Írta: Szalai György Dátum 2008 február 29, 08:28
Valószínűleg túlzottak az aggodalmaim.
Mentségemre szolgál, hogy pár éve figyelek itt, látom a többiek munkáját, és jó műszaki érzékkel szinte elsőre kiszúrom a konstrukciós hibákat, gyenge pontokat, merevítési hiányokat és elképzelem ezekre a megoldást is. A saját gépemnél nem szeretnék ugyanazokba a hibákba beleesni, mert ha az elődök (Ti) sok fáradtsággal kitapossák az utat, akkor az utánuk jövőnek (nekem) csak menni kell rajta, esetleg levágni a kanyarokat. Azt szeretném, ha az enyém mindtől jobb lenne. Olyat szeretnék, amin nem találtok kifogást. Persze, hogy ez nagyképűen hangzik. De szerintem megszerezhetem a szükséges rálátást a feladatra elméletben, és utána állhatok neki a gyakorlatnak. Most már mondhatom, hogy majdnem elég sok tudást és anyagot sikerült össze kaparnom ahhoz, hogy lassan neki is álljak. Most kezdem tudni, hogy mit akarok, mire van lehetőségem. Lett kapcsolatom olyan EMBEREKkel akik segítenek a megvalósításban. A 40/15-ös köszörült orsót dupla előfeszíthető, teljesen kottyanás mentes anyával, az óriási THK sínt golyós kocsival, az 5,5 Nm-es négy kefés DC servó motort, a 2000-es encodert, a drabális húzott alumínium vázépítő elemet az öntött alu sarokmerevítőt, a jó sok átlós merevítőt a vázszerkezetben, már szinte nem is tartom hobby kategóriának, hiszen ezek ipari alkatrészek. Már csak profi tudással, egy jó gépet kell építenem belőlük. Ez a feladat. Ezeket kár lenne egy hitvány vacakra pocsékolni. Szóval kell nekem az a tudás, még elméletben, hidd el. Biztos lesz bajom bőven a gyakorlattal még így is. Nem akarok utólag sírni a romok felett. Olyat szeretnék, amin nem találtok kifogást. És arra törekszem, hogy össze is jöjjön.
Mentségemre szolgál, hogy pár éve figyelek itt, látom a többiek munkáját, és jó műszaki érzékkel szinte elsőre kiszúrom a konstrukciós hibákat, gyenge pontokat, merevítési hiányokat és elképzelem ezekre a megoldást is. A saját gépemnél nem szeretnék ugyanazokba a hibákba beleesni, mert ha az elődök (Ti) sok fáradtsággal kitapossák az utat, akkor az utánuk jövőnek (nekem) csak menni kell rajta, esetleg levágni a kanyarokat. Azt szeretném, ha az enyém mindtől jobb lenne. Olyat szeretnék, amin nem találtok kifogást. Persze, hogy ez nagyképűen hangzik. De szerintem megszerezhetem a szükséges rálátást a feladatra elméletben, és utána állhatok neki a gyakorlatnak. Most már mondhatom, hogy majdnem elég sok tudást és anyagot sikerült össze kaparnom ahhoz, hogy lassan neki is álljak. Most kezdem tudni, hogy mit akarok, mire van lehetőségem. Lett kapcsolatom olyan EMBEREKkel akik segítenek a megvalósításban. A 40/15-ös köszörült orsót dupla előfeszíthető, teljesen kottyanás mentes anyával, az óriási THK sínt golyós kocsival, az 5,5 Nm-es négy kefés DC servó motort, a 2000-es encodert, a drabális húzott alumínium vázépítő elemet az öntött alu sarokmerevítőt, a jó sok átlós merevítőt a vázszerkezetben, már szinte nem is tartom hobby kategóriának, hiszen ezek ipari alkatrészek. Már csak profi tudással, egy jó gépet kell építenem belőlük. Ez a feladat. Ezeket kár lenne egy hitvány vacakra pocsékolni. Szóval kell nekem az a tudás, még elméletben, hidd el. Biztos lesz bajom bőven a gyakorlattal még így is. Nem akarok utólag sírni a romok felett. Olyat szeretnék, amin nem találtok kifogást. És arra törekszem, hogy össze is jöjjön.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 29, 08:36
Írta: svejk Dátum 2008 február 29, 08:36
Oké... mindezekhez kívánok sok sikert!
És remélem mielőbb kereshetjük árgus szemekkel a hibákat :) :) :)
És remélem mielőbb kereshetjük árgus szemekkel a hibákat :) :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 29, 08:47
Írta: svejk Dátum 2008 február 29, 08:47
Egy szó erejéig a kis tömegű forgoszésre visszatérve: igaz hogy gyorsan felmelegszik ,de gyorsan le is hül. Az bizonyos hogy ez miatt pl. egy tárcsmoci forgórésze gyorsan el tudna fröccsenni.
Ezért ilyen mocihoz mindenféleképpen ajánlatos lenne legalább egy egyszerű I2*t védelem a vezérlő részéről.
A kis hötehetetlenség miatt nem elég egy egy sima hőfokérzékelő a motoron(ban). Van egy pár Videoton motorom, megpróbálom a vezérlőmet illeszteni hozzá.
Ezért ilyen mocihoz mindenféleképpen ajánlatos lenne legalább egy egyszerű I2*t védelem a vezérlő részéről.
A kis hötehetetlenség miatt nem elég egy egy sima hőfokérzékelő a motoron(ban). Van egy pár Videoton motorom, megpróbálom a vezérlőmet illeszteni hozzá.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 február 29, 09:32
Írta: csg67 Dátum 2008 február 29, 09:32
Ipari vezérlőkben van I^2t felügyelet és nem csak a kis motoroknál. A tapasztalatom az, hogy a hőfokérzékelők szinte sohasem szólalnak meg (105-120 °C a határ), viszont az I^2t annál gyakrabban...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 29, 10:06
Írta: svejk Dátum 2008 február 29, 10:06
Én is így gondolom. Annak idején akartam is a vezérlőmbe tervezni ilyen funkciót de aztán teljesen belekavarodtam..:(
A haverom is azt kérdezte hogy akkor találjam már ki mit akarok megvédeni , a mocit vagy a vezérlő végfokát. Mert mindkettőt egyszerre, egyszerűen nem lehet megoldani.
Szívesen olvasnék erről az I2t-ről valami irodalmat,esetleg gyakorlati megvalósítást tömbvázlatszinten, ha lehet magyarul.
A haverom is azt kérdezte hogy akkor találjam már ki mit akarok megvédeni , a mocit vagy a vezérlő végfokát. Mert mindkettőt egyszerre, egyszerűen nem lehet megoldani.
Szívesen olvasnék erről az I2t-ről valami irodalmat,esetleg gyakorlati megvalósítást tömbvázlatszinten, ha lehet magyarul.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 február 29, 11:28
Írta: csg67 Dátum 2008 február 29, 11:28
A gyakorlati megvalósításról sajnos nekem sincs anyagom, ami a műszaki doksiban le van írva az inkább a beállítással foglalkozik...
Gyakorlatilag a motor és a hajás ismert adataiból kiindulva a PWM frekvenciával és az áramerősséggel bűvészkedik különböző hőmérsékleti modellekben.
Gyakorlatilag a motor és a hajás ismert adataiból kiindulva a PWM frekvenciával és az áramerősséggel bűvészkedik különböző hőmérsékleti modellekben.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 29, 12:03
Írta: svejk Dátum 2008 február 29, 12:03
Na ebbe kavarodtam bele :)
Először analóg módon próbáltam lekövetni, aztán amikor rájöttem nem is olyan egyszerű, jött volna hogy rakjuk a prociba, de mivel a gyakorlatban a kis szerkezetem nem mutatott hajlandóságot a melegedésre egy ellaposult a dolog. Valamilyen szinten így is felügyel a proci, de Szalai Gy. beültette a bogarat a fejembe hogy pl. tárcsamocinál bizony az 1 s 10 szeres túlterhelés bajt okozhat.
Először analóg módon próbáltam lekövetni, aztán amikor rájöttem nem is olyan egyszerű, jött volna hogy rakjuk a prociba, de mivel a gyakorlatban a kis szerkezetem nem mutatott hajlandóságot a melegedésre egy ellaposult a dolog. Valamilyen szinten így is felügyel a proci, de Szalai Gy. beültette a bogarat a fejembe hogy pl. tárcsamocinál bizony az 1 s 10 szeres túlterhelés bajt okozhat.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 február 29, 12:08
Írta: Szalai György Dátum 2008 február 29, 12:08
Valami ilyenről beszéltek?
Mi lehet a működési elv? A vezérlőben lévő áramfigyelő ellenálláson eső feszültség műveleti erősítőn keresztül kondenzátort tölt. Ugyan azt a kondenzátort egy beállított ellenállás folyamatosan kisüti. A kondenzátor feszültségét állítható komparátor figyeli, és ha annak kimenete átbillen, tiltó jelet generál. Valami ilyesmi? Vagy bonyolultabb?
Így eljutok az előbbi problémámhoz. Mekkora értékre állítom az áramtagot és mekkorára az időtagot?
Mi lehet a működési elv? A vezérlőben lévő áramfigyelő ellenálláson eső feszültség műveleti erősítőn keresztül kondenzátort tölt. Ugyan azt a kondenzátort egy beállított ellenállás folyamatosan kisüti. A kondenzátor feszültségét állítható komparátor figyeli, és ha annak kimenete átbillen, tiltó jelet generál. Valami ilyesmi? Vagy bonyolultabb?
Így eljutok az előbbi problémámhoz. Mekkora értékre állítom az áramtagot és mekkorára az időtagot?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 29, 12:24
Írta: svejk Dátum 2008 február 29, 12:24
Először én is ilyen egyszerűen közelítettem a dologhoz, de ez azért kicsit bonyolultabb.
Az alap benne van a nevében is, I2t, azaz az áram négyzetével kell csökkenteni az időt mely alatt lekapcsol a szerkezet.
még ez sem bonyolult ha egy ilyen eset ritkán fordul elő, de mindig figyelembe kell venni az előző állapotokat. Vagyis ha csak 1 percenkeént van ilyen esemény akkor nincs gond, de ha egyre sűrűbben akkor már más a tészta. Így egy sok tényezős függvény alapján kell dönteni az elektronikának.
Az alap benne van a nevében is, I2t, azaz az áram négyzetével kell csökkenteni az időt mely alatt lekapcsol a szerkezet.
még ez sem bonyolult ha egy ilyen eset ritkán fordul elő, de mindig figyelembe kell venni az előző állapotokat. Vagyis ha csak 1 percenkeént van ilyen esemény akkor nincs gond, de ha egyre sűrűbben akkor már más a tészta. Így egy sok tényezős függvény alapján kell dönteni az elektronikának.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 február 29, 13:18
Írta: csg67 Dátum 2008 február 29, 13:18
Amennyire látom van egy alap termikus modell (minden motortípusra külön külön), ez alapján dönti el a végfok túlterhelését. Van még egy másik termikus modellje is, és a motor túlterhelés ennek a két modellnek az alapján számítódik.
Az első modell gyakorlatilag a #4765-ben vázoltak szerinti.

A másik modell pedig ez:

Az első modell gyakorlatilag a #4765-ben vázoltak szerinti.
A másik modell pedig ez:
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 29, 13:32
Írta: svejk Dátum 2008 február 29, 13:32
Kezd izgalmas lenni a téma :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 február 29, 18:01
Írta: svejk Dátum 2008 február 29, 18:01
Már az is nagyon fontos tényező, hogy áll-e a motor vagy forog.Nem mindegy hogy egy tekercsre ,kommutátorszeletre jut a terhelés vagy megoszlik.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 február 29, 21:25
Írta: csg67 Dátum 2008 február 29, 21:25
Valóban utal az iTNC 530 műszaki leírása erre is (bár megjegyzem, hogy itt kefe nélküli motorokról van szó)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 01, 15:07
Írta: svejk Dátum 2008 március 01, 15:07
Előzmény: #4721-4723
Motoszkált a kisördög bennem milyen lenne a neodímium mágnesekkel.
Az eredeti átm. 25 x 15 mm-es AlNiCo (most már tudom) kicseréltem átm. 22 x 10 mm-es (erre futotta a zsebpénzem)neodímium mágnesekre.
Jobban mondva csináltam két új pajzsot és így csak a forgórész(tárcsa) és a kefetartók az eredetiek.
ilyen lett
A mágnes árus emberke figyelmeztetett, ne várjak csodát, de én akaratos voltam.
Ez sült ki belőle:
üresjárati fordulat: 1800 1/min
terhelve a névleges 5,5 A-ra: 1550 1/min
álló helyzetben a nyomaték: 0.7 Nm
Tehát 10-15 % javulás viszont a mágnesek méretei jóval kisebbek az eredeti méretnél.
Ráadásul lett egy óriási gond, mégpedig a motor szerelése. Az óriási mágneses tér a kézzel való szerelést teljesen kizárja, a hosszú M5-ös csavarokkal kellett óvatosan összeereszteni a két pajzsot :(
A neodímium max.80 C-fokos hátránya mellet még mellette szól hogy nagyobb légrést lehet hagyni mint az eredeti mágnesekkkel, nem változik olyan hirtelen a térerő.
Az eredeti motort lemágnesezve símán lehet kézzel szerelni, majd összeszerelés után felmágnesezni. Mint megtudtam, ez a bevált gyakorlat az iparban. (Egyébként gyári delejezővel is csak 0,5-0,6 Nm-t lehet kicsikarni az eredeti mociból)
Tehát egyenlőre megy a sűllyesztőbe, megvárom míg emberi ára lesz a nagyobb neodímium mágneseknek :(
Motoszkált a kisördög bennem milyen lenne a neodímium mágnesekkel.
Az eredeti átm. 25 x 15 mm-es AlNiCo (most már tudom) kicseréltem átm. 22 x 10 mm-es (erre futotta a zsebpénzem)neodímium mágnesekre.
Jobban mondva csináltam két új pajzsot és így csak a forgórész(tárcsa) és a kefetartók az eredetiek.
ilyen lett
A mágnes árus emberke figyelmeztetett, ne várjak csodát, de én akaratos voltam.
Ez sült ki belőle:
üresjárati fordulat: 1800 1/min
terhelve a névleges 5,5 A-ra: 1550 1/min
álló helyzetben a nyomaték: 0.7 Nm
Tehát 10-15 % javulás viszont a mágnesek méretei jóval kisebbek az eredeti méretnél.
Ráadásul lett egy óriási gond, mégpedig a motor szerelése. Az óriási mágneses tér a kézzel való szerelést teljesen kizárja, a hosszú M5-ös csavarokkal kellett óvatosan összeereszteni a két pajzsot :(
A neodímium max.80 C-fokos hátránya mellet még mellette szól hogy nagyobb légrést lehet hagyni mint az eredeti mágnesekkkel, nem változik olyan hirtelen a térerő.
Az eredeti motort lemágnesezve símán lehet kézzel szerelni, majd összeszerelés után felmágnesezni. Mint megtudtam, ez a bevált gyakorlat az iparban. (Egyébként gyári delejezővel is csak 0,5-0,6 Nm-t lehet kicsikarni az eredeti mociból)
Tehát egyenlőre megy a sűllyesztőbe, megvárom míg emberi ára lesz a nagyobb neodímium mágneseknek :(
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 március 01, 15:52
Írta: D.Laci Dátum 2008 március 01, 15:52
Értem én , hogy villany motor. De mi hajtja? :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 március 01, 16:14
Írta: Szalai György Dátum 2008 március 01, 16:14
Hát ez jobb, mint a gyári!
Nincs oldala, átszellőzik, jól hűl, az állórész fluxusa nagyobb lett, növelhető a csúcsáramon igénybevett munkaidő és talán a csúcsáram is, ha bírja a kefe és a kommutátor. Szénkefe van ebben, vagy bronz? Hallottam, hogy létezik ezüsttartalmú kefe. Ha csökken az átmeneti ellenállás a kefe és a kommutátor között, (Kicsi lesz a szikrázás ivhatásából származó igénybevétel) akkor növelhető a forgórész árama, hiszen itt nincs forgórész vasmag, ami mágnesesen telítődhetne, a rézveszteségből származó plusz hő meg szépen kiszellőzik. A forgórészáram növelésével kihasználható az emelt állórészfluxus.
Menyivel lett nagyobb a fluxus a gyári megoldáshoz képest, egyáltalán van-e adat?
Az új pajzsok ugyan olyan vastagok, mint a régiek voltak. Elég ez a megemelkedett fluxushoz? Pláne ha az új pajzs szerkezeti acélból készült, a régi meg speckó anyag.
A másik két kefetartó minek van? Vagy az nem az? Mit tudhat négy kefével?
Azután már csak egy pár csepp magnetofluid (Mágnesesen vezető folyadék) kellene, mert a légrések mágneses vezetőképessége, az gyatra. (Hangszórótechnika) Az erős mágnessel is a lehető legkisebbre kéne beállítani a légrést. Az eredeti motor oldala vasnak tűnik. Nincs mágneses vezető szerepe?
Kristály Árpád tárcsamotorja kívülről alumínium házasnak néz ki.
Csak előre.
Nincs oldala, átszellőzik, jól hűl, az állórész fluxusa nagyobb lett, növelhető a csúcsáramon igénybevett munkaidő és talán a csúcsáram is, ha bírja a kefe és a kommutátor. Szénkefe van ebben, vagy bronz? Hallottam, hogy létezik ezüsttartalmú kefe. Ha csökken az átmeneti ellenállás a kefe és a kommutátor között, (Kicsi lesz a szikrázás ivhatásából származó igénybevétel) akkor növelhető a forgórész árama, hiszen itt nincs forgórész vasmag, ami mágnesesen telítődhetne, a rézveszteségből származó plusz hő meg szépen kiszellőzik. A forgórészáram növelésével kihasználható az emelt állórészfluxus.
Menyivel lett nagyobb a fluxus a gyári megoldáshoz képest, egyáltalán van-e adat?
Az új pajzsok ugyan olyan vastagok, mint a régiek voltak. Elég ez a megemelkedett fluxushoz? Pláne ha az új pajzs szerkezeti acélból készült, a régi meg speckó anyag.
A másik két kefetartó minek van? Vagy az nem az? Mit tudhat négy kefével?
Azután már csak egy pár csepp magnetofluid (Mágnesesen vezető folyadék) kellene, mert a légrések mágneses vezetőképessége, az gyatra. (Hangszórótechnika) Az erős mágnessel is a lehető legkisebbre kéne beállítani a légrést. Az eredeti motor oldala vasnak tűnik. Nincs mágneses vezető szerepe?
Kristály Árpád tárcsamotorja kívülről alumínium házasnak néz ki.
Csak előre.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 01, 17:32
Írta: svejk Dátum 2008 március 01, 17:32
Még ennyi kérdést :)
Amennyivel a fordulat esett, a nyomaték nőtt annyival lett nagyobb a fluxus.
Az eredeti pajzs is sima vasból van, ez valamivel vastagabb, de kiszámolta egy hozzáértő hogy elég, nem telítődik a mágnesektől.
Azért van négy kefetartó mert négy kefés, és bronzkefék vannak benne.
Az eredeti palást alumínium, ide akartam a polikarbonátot hajtani és látványmotor lett volna :) :)
Mindazonáltál még hasznos is lenne mert látnám ha kezd szikrázni a kefe. :)
Sajnos nyitva nem lehet hagyni mert már így is tele van mindenféle mágnesezhető szeméttel...
Sajnos csak ekkora mágnesekre tellet, a következő lépcsőt már nem bírta a pénztárcám, pedig elfért volna a mociban.
Amennyivel a fordulat esett, a nyomaték nőtt annyival lett nagyobb a fluxus.
Az eredeti pajzs is sima vasból van, ez valamivel vastagabb, de kiszámolta egy hozzáértő hogy elég, nem telítődik a mágnesektől.
Azért van négy kefetartó mert négy kefés, és bronzkefék vannak benne.
Az eredeti palást alumínium, ide akartam a polikarbonátot hajtani és látványmotor lett volna :) :)
Mindazonáltál még hasznos is lenne mert látnám ha kezd szikrázni a kefe. :)
Sajnos nyitva nem lehet hagyni mert már így is tele van mindenféle mágnesezhető szeméttel...
Sajnos csak ekkora mágnesekre tellet, a következő lépcsőt már nem bírta a pénztárcám, pedig elfért volna a mociban.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 01, 17:36
Írta: svejk Dátum 2008 március 01, 17:36
A mágnes :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 március 01, 17:42
Írta: bmejdz9nu Dátum 2008 március 01, 17:42
Most már "csak" tárcsát kell csinálni ... :) és kész a motorgyár :)
Megpróbálok majd "teljes" méretű neodim mágneseket szerezni olcsón...(vagy nagyobbat?:)
De ha a nyomaték nőtt 10-15%-al és a fordulatszám a felére eset... az összességáben (egy áttetelt alapul véve) gyengébb?
Persze így "felhasználóbarát" egy direkthajtáshoz... Sőt várhatóan a szénkefék "örökkké" fognak tartani (az kevesebb a kopás) kis fordulaton...
Plexit oldalt neki mindenkép...!
Megpróbálok majd "teljes" méretű neodim mágneseket szerezni olcsón...(vagy nagyobbat?:)
De ha a nyomaték nőtt 10-15%-al és a fordulatszám a felére eset... az összességáben (egy áttetelt alapul véve) gyengébb?
Persze így "felhasználóbarát" egy direkthajtáshoz... Sőt várhatóan a szénkefék "örökkké" fognak tartani (az kevesebb a kopás) kis fordulaton...
Plexit oldalt neki mindenkép...!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 01, 17:56
Írta: svejk Dátum 2008 március 01, 17:56
Arányosan változott minden paraméter.
Amennyivel esett a fordulat annyival nőtt a nyomaték.
A teljesítmény maradt, az a bepumpált áramerősségtől függ és azt pedig a kefék és a tárcsa korlátozza.
Érdekes hogy Trappista Kollmorgen mocijában ugyan ez a tárcsa van ránézésre és ott 8 A az engedélyezett üzemi áram.
8 A-nál ez a motor is leadja a közel 200 W-ot és egyéb paraméteri is nagyon hasonlóak akkor.
Nálam a cél a kis fordulat nagy nyomaték volt/lett volna, hogy az áttételt elkerüljem.
Szerintem ezzel a mocival már közel járok hozzá.
Kisebb kefekopás,kevésbé igénybevett csapágyak.
azt hogy a tárcsa forgórészre milyen hatással van a kisebb fordulat nem tudom. (esetleg kommutációs problémák, a kefepor nem repül ki a szeletek közül...)
Illetve van még egy megoldandó probléma, mégpedig hogy a tárcsa csak zsugorkötéssel van a tengelyen eredetileg és a nagyobb nyomaték miatt ez gond lehetne majd.
A zsugorkötésű alu agyra pedig csak egyszerűnek látsző műgyantával van felragasztva a tárcsa, ez is gond lehet.
Amennyivel esett a fordulat annyival nőtt a nyomaték.
A teljesítmény maradt, az a bepumpált áramerősségtől függ és azt pedig a kefék és a tárcsa korlátozza.
Érdekes hogy Trappista Kollmorgen mocijában ugyan ez a tárcsa van ránézésre és ott 8 A az engedélyezett üzemi áram.
8 A-nál ez a motor is leadja a közel 200 W-ot és egyéb paraméteri is nagyon hasonlóak akkor.
Nálam a cél a kis fordulat nagy nyomaték volt/lett volna, hogy az áttételt elkerüljem.
Szerintem ezzel a mocival már közel járok hozzá.
Kisebb kefekopás,kevésbé igénybevett csapágyak.
azt hogy a tárcsa forgórészre milyen hatással van a kisebb fordulat nem tudom. (esetleg kommutációs problémák, a kefepor nem repül ki a szeletek közül...)
Illetve van még egy megoldandó probléma, mégpedig hogy a tárcsa csak zsugorkötéssel van a tengelyen eredetileg és a nagyobb nyomaték miatt ez gond lehetne majd.
A zsugorkötésű alu agyra pedig csak egyszerűnek látsző műgyantával van felragasztva a tárcsa, ez is gond lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 01, 17:57
Írta: svejk Dátum 2008 március 01, 17:57
A tárcsa a lelke, az nem hiszem hogy házi körülmények közt gyártható lenne :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 március 01, 18:03
Írta: bmejdz9nu Dátum 2008 március 01, 18:03
Tudod... én is direkthajtás párti vagyok :)
Tehát az erő mindenek felett! :) Szuper lesz... és gyors reakciójú a nagyon könnyű forgórész miatt... ez nem utolsó szempont...
Persze áramot... az kell neki "adagolni" rendesen majd... Kiváncsi lennék egy hőleadási tesztre... azaz terhelve mekkora... azaz meddíg lehet neki nyomatni az áramot... mert úgy érzem, hogy a tárcsa egy jó hőleadó felület...
Tehát az erő mindenek felett! :) Szuper lesz... és gyors reakciójú a nagyon könnyű forgórész miatt... ez nem utolsó szempont...
Persze áramot... az kell neki "adagolni" rendesen majd... Kiváncsi lennék egy hőleadási tesztre... azaz terhelve mekkora... azaz meddíg lehet neki nyomatni az áramot... mert úgy érzem, hogy a tárcsa egy jó hőleadó felület...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 március 01, 18:04
Írta: bmejdz9nu Dátum 2008 március 01, 18:04
Vicc volt... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 01, 18:08
Írta: svejk Dátum 2008 március 01, 18:08
Ezért is hagytam nyitva, majd egy lézeres hőmérővel megpróbálom mérni a hőmérsékletet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 március 01, 19:08
Írta: bmejdz9nu Dátum 2008 március 01, 19:08
Látom előre a "tuning" lehetőségeket... kis ventilátorokat bele...:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 01, 22:19
Írta: svejk Dátum 2008 március 01, 22:19
Mivel a polikarbonát hajlítása nem jött be, ezért felraktam az eredeti palástot.
összerakva
Ja még arról nem írtam, hogy a motor szélessége az eredeti 56 mm-ről 40 mm-re csökkent a súlya pedig 3,8 kg-ról 2,8 kg-ra, mindez a kb. 15-20 %-os nyomatéknövekedés mellett.
összerakva
Ja még arról nem írtam, hogy a motor szélessége az eredeti 56 mm-ről 40 mm-re csökkent a súlya pedig 3,8 kg-ról 2,8 kg-ra, mindez a kb. 15-20 %-os nyomatéknövekedés mellett.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 02, 00:44
Írta: 000000000 Dátum 2008 március 02, 00:44
Kérdés az urakhoz. Van, 4 db szervó motor, mindegyiknek az enkóderéből 9 madzag lóg ki. Meglehet e oldani a vezérlését nyomtatóporton keresztül? Természetesen, vezérlő közbeiktatásával. Vagy, mi a megoldás?
Köszönettel: Dániel.
Köszönettel: Dániel.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 március 02, 08:07
Írta: Szalai György Dátum 2008 március 02, 08:07
A problémamegoldás titka, hogy meg kell találni azt az embert, aki megoldja a problémát. Ez nem is annyira vicc. Hiszem, hogy műszaki megoldás erre is van, bár ebben az esetben nyilván nem én leszek az az ember. A házigazda kínálatában lehetnek megfelelő vezérlők stb, de az biztos, hogy a pontos válaszhoz, (bárki adja is) jóval több információ kell a konkrét motorokról és encoderekről. Ha a szükséges műszaki adatok nincsenek ráírva, akkor nyomozni kell a gyártó és típusszám alapján. Ha az sincs, csak méricskélni, számolgatni, óvatosan próbálkozni és következtetni lehet. Vagy füstbe megy a terv, mint annál a Petőfi nevű hobbyistánál, aki eltűnt a ködben.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 március 02, 09:05
Írta: D.Laci Dátum 2008 március 02, 09:05
Bakker ezt jol megcsináltad!!!
A te lelkeden szárad majd ha Tibor vissza adja a diplomáját! :)
A te lelkeden szárad majd ha Tibor vissza adja a diplomáját! :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 02, 10:33
Írta: svejk Dátum 2008 március 02, 10:33
Á, dehogy! Ő most biztos jókat mosolyog rajtam, vagy ami rosszabb hüledezik, hogy mekkora hülye vagyok.
Engem pusztán a kiváncsiság és a kísérletezés hajtott, holott azért sejtettem az erdményt a gyenge elméleti tudásommal ellenére is.
Engem pusztán a kiváncsiság és a kísérletezés hajtott, holott azért sejtettem az erdményt a gyenge elméleti tudásommal ellenére is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 02, 16:30
Írta: svejk Dátum 2008 március 02, 16:30
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 március 02, 19:12
Írta: bmejdz9nu Dátum 2008 március 02, 19:12
Nézd "végig" itt a mágneseket... lehet, hogy olcsóbb mint a németektől... ( Ebay.com-on pl. az USA-ból...)...
... és gondolj közbe a "leértékelődő :) dollárra:) 1Euro = 1,5 USD :) meg sajnos a forint-ra...:)
Sőt ha jól mértem nem is metrikus a mértet a Videoton motorban. (ez elég érdekes... :)
... és gondolj közbe a "leértékelődő :) dollárra:) 1Euro = 1,5 USD :) meg sajnos a forint-ra...:)
Sőt ha jól mértem nem is metrikus a mértet a Videoton motorban. (ez elég érdekes... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 03, 09:17
Írta: 000000000 Dátum 2008 március 03, 09:17
Gratulálok a motorodhoz, annak meg külön örülök, hogy megosztottad valünk a tapasztalataid.
A polikarbonát ragasztásáról ezt írja az Ezermester: Szerves oldószerekben oldhatók, így ragasztani is könnyû. Metilén-kloriddal vagy toluollal közvetlenül is összeragaszthatók.
A polikarbonát ragasztásáról ezt írja az Ezermester: Szerves oldószerekben oldhatók, így ragasztani is könnyû. Metilén-kloriddal vagy toluollal közvetlenül is összeragaszthatók.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 03, 11:14
Írta: 000000000 Dátum 2008 március 03, 11:14
Továbbra is kérem a segítségeteket!!! Hozzájutottam egy gyártósorból kiállított sokfunkciós cnc géphez. Amiről a számomra fölösleges dolgokat lepucoltam és maradtt 4 db szervómotoros hajtás, vezérléssel. Megkaptam a beépített PC-t is, csak a vinyót kiszedte belőle valaki. Ezért nincs vezérlőszoftver sem. A gond az, hogy PC vezérlőkártyákon keresztül ment a CNC vezérlése, ami 60 pólusú csatlakozókon keresztül küldte, illetve fogadta a jeleket. Az általam ismert és hozzáférhető szoftverek tudomásomszerint ezt a kártyát nemtudják kezelni. Ezért, volt, az előző kérdésem, (#4784) tud e valaki megoldást ezeknek a szervómotoroknak a nyomtatóportonkeresztülli vezérlésére. A vezérlőszekrényben bennevan a 4 DB. motorvezérlő is. Bármien segítséget elfogadok, elméleti vagy gyakorlatit is. Válaszokat várok, ide a fórumba vagy magánban is.
Köszönöm, Szalai György hozzászólását, amivel egyetértek ezért írtam ide.
Köszönöm, Szalai György hozzászólását, amivel egyetértek ezért írtam ide.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 március 03, 15:37
Írta: bmejdz9nu Dátum 2008 március 03, 15:37
Nem akarom elvenni a kedvedet... de ez szinte a "lehetetlen kategória"... amit írsz...
Ha motorok kefés DC-k akkor az már egy "használható" dolog... én is "árulok" :) 3 db "lehetetlen" Sanyo Denki vezérlőt... 15.000 ért... persze már 10.000-ért is odaadnám :) , hogy ne nálam porosodjon... :)
Ha motorok kefés DC-k akkor az már egy "használható" dolog... én is "árulok" :) 3 db "lehetetlen" Sanyo Denki vezérlőt... 15.000 ért... persze már 10.000-ért is odaadnám :) , hogy ne nálam porosodjon... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 03, 15:46
Írta: 000000000 Dátum 2008 március 03, 15:46
Ahogyan Péter is írja, a meglévő vezérlőkkel megoldás szinte lehetetlen (semmi infó és szoftver...)! Szerintem a motorok és encoderüket felmérve, egy hozzá illő vezérlő csere, a megoldás!
Vagy a forrástól érdeklődni...
Vagy a forrástól érdeklődni...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 03, 17:22
Írta: svejk Dátum 2008 március 03, 17:22
Csinálj képeket a motorról, kitüntetetten az adattábláról, és minél részletesebb,több képet a vezérlőpanelokról. Az encodert se felejtsd ha van rajta tábla.
A táp és a végfok ha szerencséd van használható lehet a motorokkal.
Jöhet magánban és megpróbálom szerényen véleményezni a lehetőségeket.
A táp és a végfok ha szerencséd van használható lehet a motorokkal.
Jöhet magánban és megpróbálom szerényen véleményezni a lehetőségeket.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 03, 23:43
Írta: 000000000 Dátum 2008 március 03, 23:43
Köszönöm a segítőszándékot, de szerintem túl könnyen eldobatnád velem az egésszet ugy ahogy van. Egyébként kefés motorok vannak a cnc-ben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 03, 23:52
Írta: 000000000 Dátum 2008 március 03, 23:52
A vezérlőről még semmit nem írtam. Miből következtettél arra, hogy lehetetlen? Sajnos képeket nemtudtam felrakni a felhasználók mappába. Egyébként, egy alighasznált többmilliós amerikai gép. A beszerző helyről nincs támogatás. Valaki leirhatná hogy én is értsem hogyan lehet, kell?
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 március 04, 00:58
Írta: fs9s63xkf Dátum 2008 március 04, 00:58
Szevasztok!
Egy kis tájékoztatás a gépről: Minden Galil :). "Sima" DC servo motorok vannak rajta, csak a vezérlőjével van gond, nem fogad csak +-10V-ot. A vezérlő kártyával (Galil DMC1040) ez nem okoz problémát, mivel ha jól tudom, akkor az képes ezt is pozíció vezérlésben hajtani. Tehát nem igaz, hogy csak főorsó szabályozására való egy analóg bemenetű vezérlő ;) Nem véletlenül kerül a kártya 2000$-ba :) A probléma ott van, hogy a Mach3 az ISA buszt ha jól tudom nem támogatja. :(
Egyik megoldás lehet, ha szerzel egy PCI-os Galil kártyát ami hasonlóan képes analóg vezérlésre. Használtan már nem olyan drágák.
Másik megoldás ha lecseréled a servo vezérlőket Step/Dir rendszerűre és akkor a Mach3-al párhuzamos porton keresztül tudod hajtani.
A második megoldás az egyszerűbb. Nincs tapasztalatom sajnos a Galil kártyák és a Mach3 kapcsolatáról de valakinek itt a fórumon már működik ha jól tudom. És mindenképp a második a profibb megoldás szerintem :)
Üdv.:
Tibor Zoltán
Egy kis tájékoztatás a gépről: Minden Galil :). "Sima" DC servo motorok vannak rajta, csak a vezérlőjével van gond, nem fogad csak +-10V-ot. A vezérlő kártyával (Galil DMC1040) ez nem okoz problémát, mivel ha jól tudom, akkor az képes ezt is pozíció vezérlésben hajtani. Tehát nem igaz, hogy csak főorsó szabályozására való egy analóg bemenetű vezérlő ;) Nem véletlenül kerül a kártya 2000$-ba :) A probléma ott van, hogy a Mach3 az ISA buszt ha jól tudom nem támogatja. :(
Egyik megoldás lehet, ha szerzel egy PCI-os Galil kártyát ami hasonlóan képes analóg vezérlésre. Használtan már nem olyan drágák.
Másik megoldás ha lecseréled a servo vezérlőket Step/Dir rendszerűre és akkor a Mach3-al párhuzamos porton keresztül tudod hajtani.
A második megoldás az egyszerűbb. Nincs tapasztalatom sajnos a Galil kártyák és a Mach3 kapcsolatáról de valakinek itt a fórumon már működik ha jól tudom. És mindenképp a második a profibb megoldás szerintem :)
Üdv.:
Tibor Zoltán
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 04, 01:45
Írta: 000000000 Dátum 2008 március 04, 01:45
Az előbb jól össze kevertem a választ Istvnnak. Hejesen így hangzik.
A vezérlőről még semmit nem írtam. Miből következtettél arra, hogy lehetetlen? Sajnos képeket nemtudtam felrakni a felhasználók mappába.Valaki leirhatná hogy én is értsem hogyan lehet, kell? Egyébként, egy alighasznált többmilliós amerikai gép. A beszerző helyről nincs támogatás.
A vezérlőről még semmit nem írtam. Miből következtettél arra, hogy lehetetlen? Sajnos képeket nemtudtam felrakni a felhasználók mappába.Valaki leirhatná hogy én is értsem hogyan lehet, kell? Egyébként, egy alighasznált többmilliós amerikai gép. A beszerző helyről nincs támogatás.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 március 04, 06:49
Írta: x4rhew5r3 Dátum 2008 március 04, 06:49
Folytatnám Tibor Zoltán lehetőség listáját.
Harmadik megoldás: éppen most dolgozom egy +-10V analog bemenetű vezérlő Step/Dir-es meghajtásával. Ez kefés és kefe nélküli vezérlőket is illeszti step/dir környezethez.
Ha érdekes, akkor a többit magánban....
Harmadik megoldás: éppen most dolgozom egy +-10V analog bemenetű vezérlő Step/Dir-es meghajtásával. Ez kefés és kefe nélküli vezérlőket is illeszti step/dir környezethez.
Ha érdekes, akkor a többit magánban....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 04, 08:49
Írta: svejk Dátum 2008 március 04, 08:49
Érdekes ennek a gépnek a hirtelen nagy ismertsége..
Danibá küldött tegnap este magánban egy pár képet amin egyértelműen egy MS-12-80 vezérlő van, mely analóg bemenettel rendelkezik és tacho jelet fogad. A leírásából egyértelmű hogy maga a vezérlő nem tud pozíciószabályzást.
Erre ma kiderül hogy Pl. Te Psychobilly jobban ismered a gépet mint maga a gazdája. Te már tudod a PC-s kártya tipusát is.
Egyébként ma reggel azt ajánlottam Danibának, hogy nézzen utána a PC-s kártyának mert valószínű az dolgozza fel az encoder jelét is.
Ezekután hogy segítsen az ember ha rész információkat kap?? És még le is lettem cseszve Danibá részéről hogy mellényúltam.
Na ennyit a segítő jószándékról:(
Danibá küldött tegnap este magánban egy pár képet amin egyértelműen egy MS-12-80 vezérlő van, mely analóg bemenettel rendelkezik és tacho jelet fogad. A leírásából egyértelmű hogy maga a vezérlő nem tud pozíciószabályzást.
Erre ma kiderül hogy Pl. Te Psychobilly jobban ismered a gépet mint maga a gazdája. Te már tudod a PC-s kártya tipusát is.
Egyébként ma reggel azt ajánlottam Danibának, hogy nézzen utána a PC-s kártyának mert valószínű az dolgozza fel az encoder jelét is.
Ezekután hogy segítsen az ember ha rész információkat kap?? És még le is lettem cseszve Danibá részéről hogy mellényúltam.
Na ennyit a segítő jószándékról:(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 04, 08:53
Írta: svejk Dátum 2008 március 04, 08:53
" Tehát nem igaz, hogy csak főorsó szabályozására való egy analóg bemenetű vezérlő ;) "
Nem a bemenettől függ hanem a visszacsatolástól hogy alkalmas-e pozíciószabályzásra.
Nem a bemenettől függ hanem a visszacsatolástól hogy alkalmas-e pozíciószabályzásra.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 március 04, 09:04
Írta: Szedlay Pál Dátum 2008 március 04, 09:04
Danibá!
Ne dobd el. Nekem vannak GALIL kártyáim. kiválóak. Azt nem tudom, hogy a 1040-es megy e Mach alól, de a 18XX és a 22XX azok igen. Állitólag a 17XX is megy, de ez nem biztos.
Egyébként ha meg akarod hagyni a kártyát és profi szoftver kell hozzá akkor:
http://www.camsoftcorp.com/
Ezt a szoftvert ezekhez a kártyákhoz írták.
Ne dobd el. Nekem vannak GALIL kártyáim. kiválóak. Azt nem tudom, hogy a 1040-es megy e Mach alól, de a 18XX és a 22XX azok igen. Állitólag a 17XX is megy, de ez nem biztos.
Egyébként ha meg akarod hagyni a kártyát és profi szoftver kell hozzá akkor:
http://www.camsoftcorp.com/
Ezt a szoftvert ezekhez a kártyákhoz írták.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 04, 11:46
Írta: 000000000 Dátum 2008 március 04, 11:46
Egyáltalán, nem szerettem volna sértődést generálni senki részéről. Ha, tudatlanul vitatkozom, az azértvan mert szeretném jobban érteni a dolgokat. Azért tettem a kérdésemet a fórumra, mert gondoltam több szem többet lát. De nem utólsó sorban tudom, azt, hogy tőlem messze sokkal jobban hozzáértő emberek is vannak a fórum látogatói között. Az, hogy a Zoltán ismeri a PC kártya típusát, az azért van, mert ő erre is rákérdezett. Ezentull, ugyanazokat a képeket küldtem meg neki is, mint neked. Természetesen, aki felajánlotta a segítségét azt igénybe is vettem. De mivel még most se tartok a teljes megoldásnál ezért a továbbiakban is szívesen fogadom a segítséget. Ahogy, fentebb írtam több szem többet lát. Az ideális az lenne ha minnél kevesebb átalakítással és ráfordítással lehetne üzembeállítani a gépet. A vezérlőkkel kapcsolatban: Te azt írtad, hogy a többi vezérlő biztosan más mert ez főorsó szabályzó. Nos, amikor megnéztem újból, kiderült, hogy a 4 szervómotorhoz van kötve mind a négy és tök egyforma. Az én paraszt eszem, azt a következtetést vonta le, hogy nemlehet főorsóvezérlő ha a motorokkal van összekötve. Gondoltam, megbeszéljük, hogy akkor most mivan, sértődés helyett. Hátha én is okosodom egy kicsit. Szerintem, kevesen törődnének bele, hogy egy ilyen gépet (aminek a képét elküldtem neked is) szétszedjen és néhány alkatrészt használjon belőle. Egyébként köszönöm a segítő szándékodat. Elnézést, ha megsértettelek.
Dániel.
Dániel.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 04, 11:56
Írta: svejk Dátum 2008 március 04, 11:56
Á, semmi gond, csak még reggel volt valószínű :)
Egyébként ha mindene megvan és nem bontás lesz, akkor úgy is megér egy párszázezret rákölteni.
Ha csak a szoftver (winyó) hiányzik bizonyosan tudnak segíteni a márkaképviseleten. Aztán már csak meg kell tanulni kezelni.
Egyébként ha mindene megvan és nem bontás lesz, akkor úgy is megér egy párszázezret rákölteni.
Ha csak a szoftver (winyó) hiányzik bizonyosan tudnak segíteni a márkaképviseleten. Aztán már csak meg kell tanulni kezelni.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 március 04, 12:03
Írta: HJózsi Dátum 2008 március 04, 12:03
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 04, 12:14
Írta: 000000000 Dátum 2008 március 04, 12:14
Sajnos, márkaképviselet nincs itt. Ez egy egyedileg, amerikából 1999 ben újonnan behozott gép. Amiből kilopták a vinyót.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 04, 12:20
Írta: 000000000 Dátum 2008 március 04, 12:20
Kösz, a segítségedet. Ismered ennek a kártyának a bekötését?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 04, 12:47
Írta: 000000000 Dátum 2008 március 04, 12:47
Huuu, ez nagyonjó!!!!!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 március 04, 13:20
Írta: 4mjnxdwuu Dátum 2008 március 04, 13:20
És ez annyira titkos gép, hogy mások nem is nézhetik meg ...? [#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 04, 16:03
Írta: 000000000 Dátum 2008 március 04, 16:03
Nem, egyáltalán nemtikos. Csak, nemtudok felrakni képeket. De, akár személyesen is eljöhetsz szívesen látlak. Biztos látsz nálam egy-két számodra érdekes dolgot. Meg ezenis, hogy az amik, hogy csinálják-ták.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 március 04, 16:38
Írta: Szedlay Pál Dátum 2008 március 04, 16:38
Itt a teljes leírása:
http://www.galilmc.com/support/manuals/man1000.pdf
http://www.galilmc.com/support/manuals/man1000.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 március 04, 16:42
Írta: Szedlay Pál Dátum 2008 március 04, 16:42
A kártyához való driverek letölthetők a GALIL honlapjáról installáld fel és elméletileg már működik is.
Utána töltsd le a Mach3 pluginek közül a Galilhoz valót instaláld és ha felismeri a kártyát akkor szerencséd volt.
Ha valami nem meegy segítek.
Pali
Utána töltsd le a Mach3 pluginek közül a Galilhoz valót instaláld és ha felismeri a kártyát akkor szerencséd volt.
Ha valami nem meegy segítek.
Pali
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 március 04, 18:58
Írta: bmejdz9nu Dátum 2008 március 04, 18:58
Csinálhatnánk ezeknek a GALIL vezérlőkártyáknak egy külön topikot - ha lenne rá igény...
Én nagyon kevés gyakorlatias infót találtam a neten róla... Persze WinPC-vel nem megy, így nekem mindegy :) ... és ha jól tudom Mach-on kivül más hobby vezérlő progival nem is megy... ha jól tudom... (Mach-al sem mindegyik)
Ezt a kártyát a Mach "hivatalosan támogatja" ? Vagy a Galil "hivatalosan"? Azaz melyik oldalról van a kompatibilitás szavatolva? :)
Én nagyon kevés gyakorlatias infót találtam a neten róla... Persze WinPC-vel nem megy, így nekem mindegy :) ... és ha jól tudom Mach-on kivül más hobby vezérlő progival nem is megy... ha jól tudom... (Mach-al sem mindegyik)
Ezt a kártyát a Mach "hivatalosan támogatja" ? Vagy a Galil "hivatalosan"? Azaz melyik oldalról van a kompatibilitás szavatolva? :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 március 04, 19:14
Írta: Szedlay Pál Dátum 2008 március 04, 19:14
Nem kell külön topik, csak Danibának akartam segíteni, de ha ennyire irritál a téma töröld légyszíves. Nem sértődök meg.
Egyébként a garancia itt
http://www.artsoftcontrols.com/artsoft/plugin.htm
"Pre-Release Testing"
És nekem valóban működik kifogástalanul.
Van még egy progi amit találtam hozzá nem is volt drága, de nagyon gagyinak tünt ezért nem is mentettem el róla infót, de fórumokról elő lehet ásni.
Egyébként a garancia itt
http://www.artsoftcontrols.com/artsoft/plugin.htm
"Pre-Release Testing"
És nekem valóban működik kifogástalanul.
Van még egy progi amit találtam hozzá nem is volt drága, de nagyon gagyinak tünt ezért nem is mentettem el róla infót, de fórumokról elő lehet ásni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 március 04, 19:41
Írta: bmejdz9nu Dátum 2008 március 04, 19:41
Remélem nem értettél félre... a dolog érdekes! Sőt ha kell a nagy kimeneti freki ez a vezérlőkártya az egyedüli megoldás... Téhát csak "sovárkodok" :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 05, 01:59
Írta: 000000000 Dátum 2008 március 05, 01:59
Köszönöm a hasznos, segítségedet!!!!! Még számítok rád. Most, egykicsit mással kell foglalkoznom.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 március 13, 12:04
Írta: HJózsi Dátum 2008 március 13, 12:04

Csak tesztelem a hunbay-t ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 március 23, 21:25
Írta: HJózsi Dátum 2008 március 23, 21:25
10 napja egy árva hozzászólás nem volt![#csodalk]
Na akkor itt a Húsvéti Bagoly! A HP... (HighPower) [#circling] Átdolgozott végfok, meghajtás bemenetek. Csak NAGYMOTOROSOKNAK! :)
Video (65Mb sorry...)


És NO elszállás!... ;)
Na akkor itt a Húsvéti Bagoly! A HP... (HighPower) [#circling] Átdolgozott végfok, meghajtás bemenetek. Csak NAGYMOTOROSOKNAK! :)
Video (65Mb sorry...)
És NO elszállás!... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 március 24, 08:37
Írta: D.Laci Dátum 2008 március 24, 08:37
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 24, 09:00
Írta: svejk Dátum 2008 március 24, 09:00
A jobb oldali nyák? Valami segédtápegység?
A videót most nem tudom megnézni. Terhelés? Motoráram?
A videót most nem tudom megnézni. Terhelés? Motoráram?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 március 24, 10:41
Írta: x4rhew5r3 Dátum 2008 március 24, 10:41
Úgy látom Józsi elment locsolni:) De hogy addig se álljon meg az élet, a jobboldali nyák egy aktív műterhelés. Amikor a motor generátorként viselkedik és a motortáp főlé menne a motor kapocsfeszültség, rákapcsol a motorra egy terhelő ellenállást. Ha majd nézed a videót, látni fogod, hogy Józsi gyönyörűen dokumentálta a jelenséget.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 24, 10:53
Írta: svejk Dátum 2008 március 24, 10:53
Köszi,közben sikerült megnéznem, rájöttem hogy az amit írtál.
Én már egyszer régebben felvetettem hogy nagy motoroknál és egyszerűbb vezérlőknél szükség lesz rá. Én még az akkus megoldást sem vetettem el.
Én már egyszer régebben felvetettem hogy nagy motoroknál és egyszerűbb vezérlőknél szükség lesz rá. Én még az akkus megoldást sem vetettem el.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 március 24, 11:57
Írta: HJózsi Dátum 2008 március 24, 11:57
Bingo!... ;) Doksi Itt. Az Eagle file-ok 'mellette' de még csiszolok rajta...
A módosított Bagoly doksija tok-vonó
ITT.
Az áramkorlát áramkörbe kisebb változtatás történt a napokban : ITT. Érdemes megkukkantani, különösen a controller fejlesztőknek... ;)
További Kelemes locsolkodást! [#pias][#pias][#pias]
A módosított Bagoly doksija tok-vonó
ITT.
Az áramkorlát áramkörbe kisebb változtatás történt a napokban : ITT. Érdemes megkukkantani, különösen a controller fejlesztőknek... ;)
További Kelemes locsolkodást! [#pias][#pias][#pias]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 24, 17:09
Írta: 000000000 Dátum 2008 március 24, 17:09
Feltettem az X-tengelyre a 150W szervomotort,az áttétel 1:3 T5-25mm-es fogasszíj. A vezérlő még csak "deszkán" van, a Gyíkot feltettem egy régi proci hűtőre, a ventillátor 5V.ról szépen hűti.


Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 24, 17:10
Írta: 000000000 Dátum 2008 március 24, 17:10
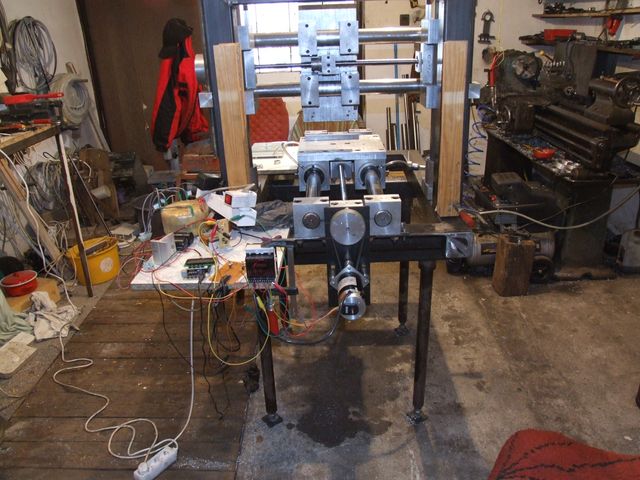
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 24, 17:11
Írta: 000000000 Dátum 2008 március 24, 17:11

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 24, 17:34
Írta: 000000000 Dátum 2008 március 24, 17:34
Szia Józsi!
Megnéztem a videódat,szépen jár a bika szervo,gratula a megoldásodhoz.Emiatt szálltak régebben a fetek?
Megnéztem a videódat,szépen jár a bika szervo,gratula a megoldásodhoz.Emiatt szálltak régebben a fetek?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 24, 17:38
Írta: 000000000 Dátum 2008 március 24, 17:38
Jó lenne a Gyíkot is krokodillá növeszteni.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 március 24, 18:11
Írta: 4um5b65d Dátum 2008 március 24, 18:11
Látom komoly kis gépet gyártasz, a családi költségvetésből jócskán megy rá, de ha megengedsz egy tanácsot akkor a simeringeket dobáld ki a perselyezésed mellől mert megszívod vele, ha szennyeződik a tengely munka közben. A simering ugyanis a kúpossága révén kifejezetten belekényszeríti a szemetet a tengelyről a perselyed belsejébe. Lehet kapni a hidraulika kereskedésekben az úgynevezett szennylehúzó gyűrűt, ezt használják a hidraulikus hengereknél is a kosz távoltartására, valószínüleg gond nélkül egyszerűen ki tudod cserélni.Ezeknek még van egy előnyük, hogy átenged bellülről kifelé némi olajat és ezzel együtt a bronz perselyedből leváló apró maradványokat is kiengedi a külvilágra, nem fog bentmaradni ott ahol nem kéne.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 24, 18:24
Írta: svejk Dátum 2008 március 24, 18:24
A dump áramkörben nem melegszik a Q1 fet?
A komparátornak nincs hiszterézis adva...
Bár úgy is rövid idejig működik.
A komparátornak nincs hiszterézis adva...
Bár úgy is rövid idejig működik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 24, 18:27
Írta: 000000000 Dátum 2008 március 24, 18:27
Szia svejk!
Levelet kaptál?
Levelet kaptál?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 24, 18:32
Írta: svejk Dátum 2008 március 24, 18:32
Azért a 80-90V 20A nem olyan kevés..
De Te is kicserélheted a FET-eket nagyobb feszültségűekre. A saját stabil IC-jének max. bemenő fesze 125V addig elvileg mehetsz csak a fet-ek korlátoznak 100 V-nál.
FET csere után esetleg érdemesebb külön segédtápról járatni az elektronikát.
Ezek most nem kipróbált tanácsok voltak csak noszogatás a kísérletezésre :)
De Te is kicserélheted a FET-eket nagyobb feszültségűekre. A saját stabil IC-jének max. bemenő fesze 125V addig elvileg mehetsz csak a fet-ek korlátoznak 100 V-nál.
FET csere után esetleg érdemesebb külön segédtápról járatni az elektronikát.
Ezek most nem kipróbált tanácsok voltak csak noszogatás a kísérletezésre :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 március 24, 19:08
Írta: HJózsi Dátum 2008 március 24, 19:08
Szia vbodi! Igen a túlfesz is közrejátszott, most már van megoldás ... :)
Józsi
Józsi
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 március 24, 19:16
Írta: HJózsi Dátum 2008 március 24, 19:16
Nem melegszik, csak ha nincs jól beállítva a komparálási szint. Lehet ugyanis úgy beállítani, hogy a LED még nem világít, viszont már van némi szivárgás a FETen. A fékezőáram kb 10A de rövid idejű... Hagytam helyet hűtőbordának, de úgy tűnik nem kell. Persze majd a helyén, üzem közben még ellenőrzöm...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 24, 20:08
Írta: svejk Dátum 2008 március 24, 20:08
Az optot mire használod?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 március 24, 21:09
Írta: HJózsi Dátum 2008 március 24, 21:09
Még semmire, csak egy opció további feldolgozásra...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 március 24, 21:57
Írta: 4um5b65d Dátum 2008 március 24, 21:57
Egy kérdésem lenne , hátha tudna valaki valami okosságot rá mondani. Hozzájutottam vagy 4db csigaáttételes egyenfeszültségű motorhoz. Rohadt kis precíz motorok és 230V-osak.
Külön ki van hozva a forgórész tekercsvég és az állórész tekercsvége . Ezeket párhuzamosan kell kötni és a betáp 230 voltos váltó feszt egyszerűen egy graetz-el egyenirányítani és máris működik a dolog. Valahogy keresnem kellene a neten további infókat róla, de nem tudom mi lehet ezeknek a motoroknak a szabvány megnevezésük. Valaki tud esetleg a dologról valami infót ?
Külön ki van hozva a forgórész tekercsvég és az állórész tekercsvége . Ezeket párhuzamosan kell kötni és a betáp 230 voltos váltó feszt egyszerűen egy graetz-el egyenirányítani és máris működik a dolog. Valahogy keresnem kellene a neten további infókat róla, de nem tudom mi lehet ezeknek a motoroknak a szabvány megnevezésük. Valaki tud esetleg a dologról valami infót ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 24, 21:59
Írta: 000000000 Dátum 2008 március 24, 21:59
Szia Laslie!
A perselyek az X tengelyen danamidból, az Y tengelyen ZX100-asból vannak fel vannak töltve műszerolajjal, a szimering a tömítettséget adja.A tengelyek nem edzettek, hidegen húzott 50mm köracélok, a bronzot nem bírnák. Most csak próbálom, ha kész lessz a T-nútos asztal, megoldom a szennyeződés távoltartását.
A perselyek az X tengelyen danamidból, az Y tengelyen ZX100-asból vannak fel vannak töltve műszerolajjal, a szimering a tömítettséget adja.A tengelyek nem edzettek, hidegen húzott 50mm köracélok, a bronzot nem bírnák. Most csak próbálom, ha kész lessz a T-nútos asztal, megoldom a szennyeződés távoltartását.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 március 24, 22:06
Írta: 4um5b65d Dátum 2008 március 24, 22:06
Vbodi, de nem célod az hogy az elhasznált "fémporos" olaj az ki tudjon jönni? Anno, pár éve én pont ilyenre csináltam egy szerkentyűt és ott nagyon megjártam a szimeringes tömítéssel....Jobb ha valamennyi távozni tud mert bent csak galibát csinál....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 25, 17:00
Írta: 000000000 Dátum 2008 március 25, 17:00
Kösz a tanácsot, lehet, hogy kipróbálom.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 25, 17:45
Írta: 000000000 Dátum 2008 március 25, 17:45
A perselyház két oldalán van olajozó nyílás, ha az eggyik oldalon fecskendezek be olajat, a másik oldalon az elhasznált olaj eltávozik, így vele a szennyeződés egy része is.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 március 25, 21:49
Írta: 4um5b65d Dátum 2008 március 25, 21:49
Lehet, hogy ezt az olajbevezető csövet sem kellett volna ráraknod, az itthoni gépemen olajzószemeket építettek be és azon ezzel a nyomatékolajzóval nagyon klasszul lehet kenni és ez tényleg kinyomja a trutyit a siklórészekből és mindig a friss olaj van csak bent... Napi 1-szeri olajbepréselés, aztán egész nap mehet a gép és ahogy tapasztalom ez totál elég is neki, pedig gyűröm rendesen...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 31, 09:19
Írta: 000000000 Dátum 2008 március 31, 09:19
Üdv. Mindenkinek!
Elkészült Motoros Kollégának a #3414-ben
leírt édes "kis picike" 1 KW-os tárcsamotorjának
sebességszervó hajtása. A héten átadom Neki,
majd Ő ha gondolja, készít róla már beépítve
videót, én egy fotóval szolgálhatok.

Elkészült Motoros Kollégának a #3414-ben
leírt édes "kis picike" 1 KW-os tárcsamotorjának
sebességszervó hajtása. A héten átadom Neki,
majd Ő ha gondolja, készít róla már beépítve
videót, én egy fotóval szolgálhatok.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 31, 09:27
Írta: svejk Dátum 2008 március 31, 09:27
Helló Neked, újra itt a fórumon!
Egy-két "száraz" technikai adatot azért írhatnál róla...
Egyébként mi a szerepe a mocinak?
Egy-két "száraz" technikai adatot azért írhatnál róla...
Egyébként mi a szerepe a mocinak?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 március 31, 09:58
Írta: HJózsi Dátum 2008 március 31, 09:58
Szia Tibor!
Gratulálok,várjuk a videót! [#taps]
A nehézsúlyu bagollyal (HP UHU) én is befordultam
a célegyenesbe :
Video1
Video2
Tápegység bikásítás és áramlimit kör kifésülése van hátra ( a multiméterrel azt állítom - 0.01 V-nak 1A-nek kellene lennie egyenlőre kb 0.5A, ezért 0,30 - 0,35V-nál kezd már jól viselkedni... ) Azt érdemes még tudni, hogy a 6Nm-es motor 1.5-ös gyorsítóáttétellel hajtja meg a főorsót, tehát a főorsón 4Nm jelenk meg. A nem elhabyagolható theta miatt ( meg hogy egyenlőre a tápfesz jelentősen leesik ) még van "némi" oszcilláció a tranzienseknél... Egy regeneratív powerdump áramkört is kapott, a led kigyulladása a tápfesz emelkedésekor egy terhelőellenállás rákapcsolását jelzi...
Gratulálok,várjuk a videót! [#taps]
A nehézsúlyu bagollyal (HP UHU) én is befordultam
a célegyenesbe :
Video1
Video2
Tápegység bikásítás és áramlimit kör kifésülése van hátra ( a multiméterrel azt állítom - 0.01 V-nak 1A-nek kellene lennie egyenlőre kb 0.5A, ezért 0,30 - 0,35V-nál kezd már jól viselkedni... ) Azt érdemes még tudni, hogy a 6Nm-es motor 1.5-ös gyorsítóáttétellel hajtja meg a főorsót, tehát a főorsón 4Nm jelenk meg. A nem elhabyagolható theta miatt ( meg hogy egyenlőre a tápfesz jelentősen leesik ) még van "némi" oszcilláció a tranzienseknél... Egy regeneratív powerdump áramkört is kapott, a led kigyulladása a tápfesz emelkedésekor egy terhelőellenállás rákapcsolását jelzi...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 31, 10:04
Írta: 000000000 Dátum 2008 március 31, 10:04
Szia!
Az eredeti #3414-ben minden adatot, és
alkalmazási célt leírt Misi. A fordulatszám
alapjelet (+-3V) egy potival lehet beállítani,
ezt tartja stabilan 3 Nm nyomatékig a teljes
fordulatszám tartományban (0-2500 1/min).
Egyelőre a felhasználáshoz elegendő lesz a
1000-1500 1/min tartomány, ehhez 40-60V/8-12A
DC tápegység kell a hajtáshoz.
A visszacsatoló mérőelem egy négykefés tachodinamó,
így teljesen egyenletes a fordulatszám akár
1/30 1/s-nél is.
A motor egyébként méréseim és tapasztalataim
alapján ez egy kiváló szervomotor, nagy élmény
volt vele dolgozni. Igaz, sok borsot is tört
az orrom alá, de a végén szívemhez nőtt ez a
motor, szeretem az ilyen egyedi kihívásokat.
Az eredeti #3414-ben minden adatot, és
alkalmazási célt leírt Misi. A fordulatszám
alapjelet (+-3V) egy potival lehet beállítani,
ezt tartja stabilan 3 Nm nyomatékig a teljes
fordulatszám tartományban (0-2500 1/min).
Egyelőre a felhasználáshoz elegendő lesz a
1000-1500 1/min tartomány, ehhez 40-60V/8-12A
DC tápegység kell a hajtáshoz.
A visszacsatoló mérőelem egy négykefés tachodinamó,
így teljesen egyenletes a fordulatszám akár
1/30 1/s-nél is.
A motor egyébként méréseim és tapasztalataim
alapján ez egy kiváló szervomotor, nagy élmény
volt vele dolgozni. Igaz, sok borsot is tört
az orrom alá, de a végén szívemhez nőtt ez a
motor, szeretem az ilyen egyedi kihívásokat.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 31, 10:18
Írta: svejk Dátum 2008 március 31, 10:18
Hol van már a tavalyi hó...:):)
Aha, tehát előtolómotor a rendeltetése...
Az én kis Videoton tárcsamotorjaimat sem kötöttem még be szervokörbe, a szakirodalom elég "csúnya" dolgokat ír ezen motorfajtákról.
Teljesen elijesztenek...:(
Aha, tehát előtolómotor a rendeltetése...
Az én kis Videoton tárcsamotorjaimat sem kötöttem még be szervokörbe, a szakirodalom elég "csúnya" dolgokat ír ezen motorfajtákról.
Teljesen elijesztenek...:(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 31, 10:19
Írta: 000000000 Dátum 2008 március 31, 10:19
Szia Józsi!
Gratula! Nagyon biztatóak az eredményeid.
Egy apró tanácsom lenne: a gyorsító áttétel
és a nagy J nem igazán egészséges párosítás,
nézve a videót ehhez még a módosított 1 KW-os
hajtásod is kevés lehet.
Inkább picivel kevesebbet forogjon a főorsó,
de azt lengésmentesen.
Gratula! Nagyon biztatóak az eredményeid.
Egy apró tanácsom lenne: a gyorsító áttétel
és a nagy J nem igazán egészséges párosítás,
nézve a videót ehhez még a módosított 1 KW-os
hajtásod is kevés lehet.
Inkább picivel kevesebbet forogjon a főorsó,
de azt lengésmentesen.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 március 31, 10:29
Írta: D.Laci Dátum 2008 március 31, 10:29
Szia Józsi!
Gratulálok! Nagyon biztatóak az eredményeid.
Egy apró tanácsom lenne: Kalitkát a gépnek el ne szálljon!... :)
Gratulálok! Nagyon biztatóak az eredményeid.
Egy apró tanácsom lenne: Kalitkát a gépnek el ne szálljon!... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 március 31, 10:33
Írta: HJózsi Dátum 2008 március 31, 10:33
Köszönöm, megerősítettél! ...
Pontosítani fogom a felhasznás igényeit...
Ennél az esztergánál úgy osztották két tartományra a fordulatszámot, hogy a főorsón és a motoron lévő tárcsákat lehet felcserélni... Így vagy 1,5-ös gyorsító, vagy 1,5-ös lassító (de 9NM!.) áttétel van... A lassabb tartományal gondolom már el is felejthettem volna az egészet, kérdés hogy a max kb 1700-as fordulatszám elég-e nekik... Egy pozíció vezérléshez is előnyösebb lenne, ami tervben van.
Az Amtel proci amúgy egyszer SEM(!) szállt el ill NEM volt váratlan reset, memóriaátírás ... (a monitor progi folyamatosan ment mindíg, azzal minden észlelhető...)
Pontosítani fogom a felhasznás igényeit...
Ennél az esztergánál úgy osztották két tartományra a fordulatszámot, hogy a főorsón és a motoron lévő tárcsákat lehet felcserélni... Így vagy 1,5-ös gyorsító, vagy 1,5-ös lassító (de 9NM!.) áttétel van... A lassabb tartományal gondolom már el is felejthettem volna az egészet, kérdés hogy a max kb 1700-as fordulatszám elég-e nekik... Egy pozíció vezérléshez is előnyösebb lenne, ami tervben van.
Az Amtel proci amúgy egyszer SEM(!) szállt el ill NEM volt váratlan reset, memóriaátírás ... (a monitor progi folyamatosan ment mindíg, azzal minden észlelhető...)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 március 31, 10:35
Írta: HJózsi Dátum 2008 március 31, 10:35
Ja, köszi, a füles ugye...![#nyes]
A tokmánypofákat azért összeszorítottam ... ;)
A tokmánypofákat azért összeszorítottam ... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 31, 10:38
Írta: svejk Dátum 2008 március 31, 10:38
Meg gondolom a fogaidat is, az első próbáknál :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 március 31, 10:45
Írta: 000000000 Dátum 2008 március 31, 10:45
"a szakirodalom elég "csúnya" dolgokat ír ezen motorfajtákról"
Nekem pont ez tetszik benne, mivel nem tűri a
klasszikus sima FET PWM hídvezérlést, azt elég
hamar "kinyírja". Egy ilyen motor sokkal inkább
megfelel az ideális elvi szervomotornak,
pont ez a "baj" is vele. Nem véletlen, hogy
Motoros eredeti marógépvezérlője ehhez
a motorhoz anno egy félszekrény méretű cucc
volt.:) Összességében azonban tudod én továbbra
is azt vallom, a motor szervominőségi foka
a döntő egy szervohajtásnál, és ha a motor
kiváló minőségű, arról az nem tehet.
Addig kell csiszolni hozzá az elektronikát, amíg
jól nem működik. Fordítva sajna nem igaz.
Gyenge motor "vashoz" nincs mit csiszolni,
kb. 50 ms-nál nagyobb időállandójú motorral nem
érdemes foglalkozni szervo szempontból.
Nekem pont ez tetszik benne, mivel nem tűri a
klasszikus sima FET PWM hídvezérlést, azt elég
hamar "kinyírja". Egy ilyen motor sokkal inkább
megfelel az ideális elvi szervomotornak,
pont ez a "baj" is vele. Nem véletlen, hogy
Motoros eredeti marógépvezérlője ehhez
a motorhoz anno egy félszekrény méretű cucc
volt.:) Összességében azonban tudod én továbbra
is azt vallom, a motor szervominőségi foka
a döntő egy szervohajtásnál, és ha a motor
kiváló minőségű, arról az nem tehet.
Addig kell csiszolni hozzá az elektronikát, amíg
jól nem működik. Fordítva sajna nem igaz.
Gyenge motor "vashoz" nincs mit csiszolni,
kb. 50 ms-nál nagyobb időállandójú motorral nem
érdemes foglalkozni szervo szempontból.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 március 31, 10:45
Írta: HJózsi Dátum 2008 március 31, 10:45
Miaz hogy ! .. [#nyes][#eplus2]
Legalább megkezdődött a tenyészállatok jó szereplése a madárvilágban...
Kíváncsi vagyo lesz-e valami a hüllőknél...
Hoz-e valamit Péter visszatérése a maláriavilágból ... [#nyes][#nyes][#nyes]
Ja, frissítsétek a vírusvédelmet!!! [#idiota]
Legalább megkezdődött a tenyészállatok jó szereplése a madárvilágban...
Kíváncsi vagyo lesz-e valami a hüllőknél...
Hoz-e valamit Péter visszatérése a maláriavilágból ... [#nyes][#nyes][#nyes]
Ja, frissítsétek a vírusvédelmet!!! [#idiota]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 március 31, 12:19
Írta: Kristály Árpád Dátum 2008 március 31, 12:19
Hallihó!
Hol van PÉTRER!!!![#conf][#conf][#conf][#wave]
Hol van PÉTRER!!!![#conf][#conf][#conf][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 március 31, 12:22
Írta: HJózsi Dátum 2008 március 31, 12:22
Kb holnap holnapután érkezik...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 március 31, 12:50
Írta: svejk Dátum 2008 március 31, 12:50
Bizony a kis rotor ellenállás, induktivitás és elektromos időállandó új kérdéseket vet fel.
Persze ezek megoldásai az igazi szépségek az elektronikában.
Írásod második felére nem reagálnék, mivel már több soron ki lett tárgyalva az ügy, mégpedig hogy a profizmuson kivül is van élet a hobby berkekben.
Persze ezek megoldásai az igazi szépségek az elektronikában.
Írásod második felére nem reagálnék, mivel már több soron ki lett tárgyalva az ügy, mégpedig hogy a profizmuson kivül is van élet a hobby berkekben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 április 01, 22:44
Írta: bmejdz9nu Dátum 2008 április 01, 22:44
[#smile] Hát igen...
"Fürge" mint a gyik... erős mint a krokodil... egyben... (20A/80V felett) Nem mintha kevés lenne... de... :)
"Fürge" mint a gyik... erős mint a krokodil... egyben... (20A/80V felett) Nem mintha kevés lenne... de... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 április 02, 09:08
Írta: HJózsi Dátum 2008 április 02, 09:08
Szia Péter, kukkantsa meg : #4845 ... Az indiai felrakta a youtubera -is [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 április 22, 20:08
Írta: 000000000 Dátum 2008 április 22, 20:08
Sziasztok!
Apró infóra lenne szükségem. Sikerült hozzájutnom néhány szervo motorhoz, amin van encoder is. A felbontása 2000 pulses/rev. Azt olvastam, hogy 200-1000 step/fordulat legyen az encoder felbontása. Milyen következményekkel járna, ha ezt az encodert alkalmaznám? Illetve ha ez nem alkalmas akkor mit lehet vele kezdeni?
Köszi
Róbert
Apró infóra lenne szükségem. Sikerült hozzájutnom néhány szervo motorhoz, amin van encoder is. A felbontása 2000 pulses/rev. Azt olvastam, hogy 200-1000 step/fordulat legyen az encoder felbontása. Milyen következményekkel járna, ha ezt az encodert alkalmaznám? Illetve ha ez nem alkalmas akkor mit lehet vele kezdeni?
Köszi
Róbert
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 április 22, 20:27
Írta: 000000000 Dátum 2008 április 22, 20:27
Szia!
Használhatsz pl. encoder jel osztásra is alkalmas
szervót, és a problémád megoldódott. Vagy külön
ilyen áramkört is alkalmazhatsz.
Használhatsz pl. encoder jel osztásra is alkalmas
szervót, és a problémád megoldódott. Vagy külön
ilyen áramkört is alkalmazhatsz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 április 22, 20:47
Írta: 000000000 Dátum 2008 április 22, 20:47
Tehát a magas, 2000-es felbontás miatt csak nagyon kis fordulatszámon lennék képes üzemeltetni a motorokat. A mach 45khz-ét alapul véve 1350f/min lenne a csúcs, ha jól számolok. Ha 3 motort használok, akkor ezt még osztani kell 3-mal? A vezérlőkön inkább szorzókat látok, Profi2s 2x, Geckodrive 4x. Ezzel csak rontanék a helyzeten.
Lehet osztót is vásárolni?
Lehet osztót is vásárolni?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 április 22, 21:42
Írta: HJózsi Dátum 2008 április 22, 21:42
A Mach3-al a kiszámolt határfrekit nem kell tovább osztani több motor (tengely esetén). A G320-hoz van előosztó, a G340-ben pedig benne van... Én is használok egyet, működik ... Itt a topikban is találsz részleteket...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 április 22, 21:46
Írta: HJózsi Dátum 2008 április 22, 21:46
Még egy kiegészítés, a Mach3-at 100kHz-ig lehet megkergetni, amit kellene is tudjon megfelelő gépen. Egy 1.3GHz-es gépen szépen fut 65kHz-el...
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 április 23, 09:00
Írta: Egyújabbgépépítő Dátum 2008 április 23, 09:00
Most készültem el az EC240-es motorokon alapuló gépemmel. Úgy tesztek alapján simán megy a gép 4000mm/perc sebességgel. Ehhez a MACH maximális 100Khz sebességét ki lehetne használni. De amíg csak egy tengelyt hajtok ezzel a sebességgel nincs is gond, amint 2 tengely mozog iszonyatos rángatásba kezd a MACH. Különben egy 2.4 GHz-es gépet használok kifejezetten a MACH ajánlása alapján installálva.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 április 23, 09:04
Írta: HJózsi Dátum 2008 április 23, 09:04
Gratulálok! :)
Elvileg amúgy nem szabadna másképp viselkednie, ezt ők állítják magukról. Hallottam ugyanakkor, hogy 75kHz fölött lehetnek gondok. Rövidesen tesztelek én is, majd beszámolok...
Elvileg amúgy nem szabadna másképp viselkednie, ezt ők állítják magukról. Hallottam ugyanakkor, hogy 75kHz fölött lehetnek gondok. Rövidesen tesztelek én is, majd beszámolok...
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 április 23, 09:16
Írta: Egyújabbgépépítő Dátum 2008 április 23, 09:16
Gyengébb gépen hajlamos "kifagyni" 75kHz-en is. Gyorsjáratban elindítom és nem áll meg, csak ha felkoppan.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 április 23, 09:40
Írta: HJózsi Dátum 2008 április 23, 09:40
Gondolom kigyomláltad az XP-t és szép a driver teszt ... (?) Az új verziónál már a driverteszt során állítgathatod a driver frekit...
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 április 23, 09:54
Írta: Egyújabbgépépítő Dátum 2008 április 23, 09:54
Igen a teszt nagyon szép és egyenletes. Minden ki van szedve az XP-ből. Elindítottam gyorsjáratba és vészstoppal kellet megálítani. Ekkor cseréltem le 2.4GHz-es gépre. Ez már sokkal jobb volt. Elindítottam egy teszt futást, mikor a végén gyorsjáratba ment vissza 0-ra iszonyatos rángatásba kezdett, le kellet venni a sebességet 2500-ra. Nekem úgy tűnik a MACH nem használható max sebességen csak ha csúcsgépen futtatom.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 április 23, 10:06
Írta: HJózsi Dátum 2008 április 23, 10:06
Menjünk a Mach topikba ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 április 24, 20:01
Írta: 000000000 Dátum 2008 április 24, 20:01
Hello!
Olvasgattam a topikot, sokat lehet belőle okulni.
Én nem értek az elektonikához és csak pislogok nagyokat.
A #4673-ban olvastam, hogy előfordulnak olyan motorok is, amik extrém nagy áramokat is igényelnek (Svejk:70A!).
Ezt milyen tápegységgel lehet elérni?
Köszönettel!
Olvasgattam a topikot, sokat lehet belőle okulni.
Én nem értek az elektonikához és csak pislogok nagyokat.
A #4673-ban olvastam, hogy előfordulnak olyan motorok is, amik extrém nagy áramokat is igényelnek (Svejk:70A!).
Ezt milyen tápegységgel lehet elérni?
Köszönettel!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 április 24, 20:24
Írta: bmejdz9nu Dátum 2008 április 24, 20:24
Csak egy pillanatra kell igen nagy áram (max a gyorsítási szakaszban) de ilyen extrém nagyságú... ez is csak a tárcsamotor esetében...ami egy elég érdekes szervómotor... minden előnyével és hátrányával... :) - szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 03, 12:05
Írta: 000000000 Dátum 2008 május 03, 12:05
Sziasztok!
Ide írom, mert ide tartozik.
Hihetetlen, amit itt összehordtok-kavartok egy motor
árammérés kapcsán. A probléma nagyon egyszerű:
Minden normális szervóban van ugye egy
kis értékű (0.01-0.05 Ohm-os)
ellenállás a nyomaték hurok mérőelemeként.
Itt egy komparátorral egy LED felvillan, amikor
életbe lép a nyomatékhatárolás. Tehát semmit
nem kell csinálni, csak nézni a felvillanást.
Természetesen előtte a motor gyári "peek current"
adatára be kell állítani a limitet.
Utána úgy kell behangolni minden mást, és olyan
alapjelet illik küldözgetni, amikor a LED lehetőleg
soha nem villan fel, vagy csak alkalomszerűen.
Ekkor jó a teljes CNC gép.
Ide írom, mert ide tartozik.
Hihetetlen, amit itt összehordtok-kavartok egy motor
árammérés kapcsán. A probléma nagyon egyszerű:
Minden normális szervóban van ugye egy
kis értékű (0.01-0.05 Ohm-os)
ellenállás a nyomaték hurok mérőelemeként.
Itt egy komparátorral egy LED felvillan, amikor
életbe lép a nyomatékhatárolás. Tehát semmit
nem kell csinálni, csak nézni a felvillanást.
Természetesen előtte a motor gyári "peek current"
adatára be kell állítani a limitet.
Utána úgy kell behangolni minden mást, és olyan
alapjelet illik küldözgetni, amikor a LED lehetőleg
soha nem villan fel, vagy csak alkalomszerűen.
Ekkor jó a teljes CNC gép.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 03, 12:36
Írta: HJózsi Dátum 2008 május 03, 12:36
Gondoltam, hogy figyelsz! ;) Szia!
Nálam a Led nem jó helyre volt kötve ezért nem villant, csak a FET ... [#nyes]
Most már villan szépen a Led és a Fet is köszöni jól van... Hát igen itt a 20 kHz, 150V 10A tartományban az "Élet nem habostorta..." ami a mérést, beállítást illeti ...
Nálam a Led nem jó helyre volt kötve ezért nem villant, csak a FET ... [#nyes]
Most már villan szépen a Led és a Fet is köszöni jól van... Hát igen itt a 20 kHz, 150V 10A tartományban az "Élet nem habostorta..." ami a mérést, beállítást illeti ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 03, 12:39
Írta: bmejdz9nu Dátum 2008 május 03, 12:39
Én is erre gondoltam... De gondolom Svejk az imulzusok szélessége és nagységa alapján akar True (valós) teljesítményt mérni/számolni...
Sőt már be is szereztem "egypár" ledsor vezérlőt - áram mérőnek és/vagy hibajel mérőnek... (LM3914-el + kompakt ledsor)
Messzi világból... TWO LM3914 LED Display Driver w/ 20 Segment Bargraph
Sőt már be is szereztem "egypár" ledsor vezérlőt - áram mérőnek és/vagy hibajel mérőnek... (LM3914-el + kompakt ledsor)
Messzi világból... TWO LM3914 LED Display Driver w/ 20 Segment Bargraph
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 03, 12:52
Írta: 000000000 Dátum 2008 május 03, 12:52
Szia Józsi!
"Élet nem habostorta...", valóban nem az.
Képzeld ezt egy tárcsamotorral..:)
Egyébként gratulálok a szervo főhajtásodhoz.
Akkor meg mégegyszer fogok majd, amikor
pl. egy hétbekezdésű menetesztergálási videót
is produkálsz.:)
"Élet nem habostorta...", valóban nem az.
Képzeld ezt egy tárcsamotorral..:)
Egyébként gratulálok a szervo főhajtásodhoz.
Akkor meg mégegyszer fogok majd, amikor
pl. egy hétbekezdésű menetesztergálási videót
is produkálsz.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 03, 13:08
Írta: bmejdz9nu Dátum 2008 május 03, 13:08
Milyen tárcsamotoros 7 bekezdésű orsógyártásról maradtam le ?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 13:26
Írta: svejk Dátum 2008 május 03, 13:26
Lehet hogy igazad van Tibor45, csak ugye jó lenne alapjaiban megérteni a dolgokat.
Lehet valami hasonlót már sugalltál Te is több témakörben?? :)
Magánban már több forumtársammal beszélgettünk e dolgokról mert nem értették hogy miért melegszik a moci , mikor alig vesz fel áramot a tápból. Ez a jelenség valamilyen szinten a léptetővezérlőknél is létezik.
Ha beállítom az áramlimitet a csúcsáramra és csak a LED-et figyelem akkor bizony könnyen túlterhelem a motort.
Ezért lenne jó legalább a beállítási és a motorválasztási fázisban korrekt méréseket végezni, hogy a normál üzem közben ne lépjük túl a motor névleges áramát csak azokra a bizonyos csúcsidőkre.
Persze van aki ezeket a dolgokat pontosan ki tudja számolni, és van olyan aki ráérez a dolgokra , mert van kellő tapasztalata.
Általában a kezdőnek és a hobby-ból foglalkozóknak ezek hiányoznak.
Meg egyébként is én szeretek tapasztalatokat gyüjteni és méricskélni :)
Egyébként szivesen olvasnék -tisztán a tanulás végett- arról, hogy te milyen egyszerű/nagyszerű méréssel állapítod meg a tényleges motoráramot.
Lehet valami hasonlót már sugalltál Te is több témakörben?? :)
Magánban már több forumtársammal beszélgettünk e dolgokról mert nem értették hogy miért melegszik a moci , mikor alig vesz fel áramot a tápból. Ez a jelenség valamilyen szinten a léptetővezérlőknél is létezik.
Ha beállítom az áramlimitet a csúcsáramra és csak a LED-et figyelem akkor bizony könnyen túlterhelem a motort.
Ezért lenne jó legalább a beállítási és a motorválasztási fázisban korrekt méréseket végezni, hogy a normál üzem közben ne lépjük túl a motor névleges áramát csak azokra a bizonyos csúcsidőkre.
Persze van aki ezeket a dolgokat pontosan ki tudja számolni, és van olyan aki ráérez a dolgokra , mert van kellő tapasztalata.
Általában a kezdőnek és a hobby-ból foglalkozóknak ezek hiányoznak.
Meg egyébként is én szeretek tapasztalatokat gyüjteni és méricskélni :)
Egyébként szivesen olvasnék -tisztán a tanulás végett- arról, hogy te milyen egyszerű/nagyszerű méréssel állapítod meg a tényleges motoráramot.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 13:37
Írta: svejk Dátum 2008 május 03, 13:37
"Utána úgy kell behangolni minden mást, és olyan
alapjelet illik küldözgetni, amikor a LED lehetőleg
soha nem villan fel, vagy csak alkalomszerűen.
Ekkor jó a teljes CNC gép. "
Hej, annak idején de sokat irogattam hogy ha elkészül a mechanikai konstrukció, legyen rajta bármilyen vezérlő vagy motor az a lényeg hogy úgy tudd beállítani a cnc szoftverrel egyetemben hogy a minimális hibával dolgozzon.
Erre való nálam a lépéslemaradást jelző LED mely egyben az áramkorlátot is jelzi hiszen ha áramkorlátba megy a vezérlő akkor evidens hogy a lemaradás is lesz mert ugye fogytán a nyomaték.
És látod hiába az egységugrás teszt,a kiemelkedő motortulajdonság, a jó beállítás-összehangolás a lényeg.
Legfeljebb egy kicsit lassab lesz a gépezet:)
alapjelet illik küldözgetni, amikor a LED lehetőleg
soha nem villan fel, vagy csak alkalomszerűen.
Ekkor jó a teljes CNC gép. "
Hej, annak idején de sokat irogattam hogy ha elkészül a mechanikai konstrukció, legyen rajta bármilyen vezérlő vagy motor az a lényeg hogy úgy tudd beállítani a cnc szoftverrel egyetemben hogy a minimális hibával dolgozzon.
Erre való nálam a lépéslemaradást jelző LED mely egyben az áramkorlátot is jelzi hiszen ha áramkorlátba megy a vezérlő akkor evidens hogy a lemaradás is lesz mert ugye fogytán a nyomaték.
És látod hiába az egységugrás teszt,a kiemelkedő motortulajdonság, a jó beállítás-összehangolás a lényeg.
Legfeljebb egy kicsit lassab lesz a gépezet:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 03, 13:42
Írta: 000000000 Dátum 2008 május 03, 13:42
Szia Péter!
Nem maradtál le semmiről...
A tárcsamotort és a 7 bekezdést csak Te kapcsoltad
össze kérdésedben. Más kérdés az, hogy mostanában
volt szerencsém egy 1 KW-os tárcsmotort
szabályozni és több bekezdésű lefejtő menet
marásokkal is játszadoztam de ez két különböző
feladat volt. De Jó ötletet adtál,
majd legközelebb egy gépben valósítom meg
a kettőt.:)
Nem maradtál le semmiről...
A tárcsamotort és a 7 bekezdést csak Te kapcsoltad
össze kérdésedben. Más kérdés az, hogy mostanában
volt szerencsém egy 1 KW-os tárcsmotort
szabályozni és több bekezdésű lefejtő menet
marásokkal is játszadoztam de ez két különböző
feladat volt. De Jó ötletet adtál,
majd legközelebb egy gépben valósítom meg
a kettőt.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 03, 14:08
Írta: 000000000 Dátum 2008 május 03, 14:08
Szia Svejk!
Nem egészen értlek....
A lépéslemaradás figyelés az csak szoftveres
primitív ál megoldás, sajnos oda kell tenni a
valós érzékelőt vasban. Hiszen 1 inkrementum
eltérés ugyanúgy maximális áramot eredményezhet,
mint 1000. Tehát kiértékelhetetlen a
az aktuális motor áram szempontjából.
A valós motor áramot meg az előbb már leírtam a
komparátoros LED megoldás kapcsán.
De ha ultra precízen akarod ezt tenni akkor
a motorral sorba kötsz egy 0.01 Ohmos etalon
ellenállását, és az ezen eső feszültséget
dolgozod fel egy a szervotól teljesen független rendszerrel. Alapesetnek itt is tökéletes
a kétirányú komparálái pont LED-el, de ha ez
nem elégít ki, mérési adatgyűjtő rendszerbe
valós időben vagy később a letárolt adatok
alapján kielemzed a görbét.
Nem egészen értlek....
A lépéslemaradás figyelés az csak szoftveres
primitív ál megoldás, sajnos oda kell tenni a
valós érzékelőt vasban. Hiszen 1 inkrementum
eltérés ugyanúgy maximális áramot eredményezhet,
mint 1000. Tehát kiértékelhetetlen a
az aktuális motor áram szempontjából.
A valós motor áramot meg az előbb már leírtam a
komparátoros LED megoldás kapcsán.
De ha ultra precízen akarod ezt tenni akkor
a motorral sorba kötsz egy 0.01 Ohmos etalon
ellenállását, és az ezen eső feszültséget
dolgozod fel egy a szervotól teljesen független rendszerrel. Alapesetnek itt is tökéletes
a kétirányú komparálái pont LED-el, de ha ez
nem elégít ki, mérési adatgyűjtő rendszerbe
valós időben vagy később a letárolt adatok
alapján kielemzed a görbét.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 14:24
Írta: svejk Dátum 2008 május 03, 14:24
Természetesen van fizikai áramkorlát is a szervomban, mely a szoftvertől függően beavatkozik ha kell és nem engedi az áramerősséget a megadottnál feljebb.
Mivel azonban a led a lépéslemaradást hivatott jelezni, ezért nem látom értelmét a külön áramhatár led-nek. Az áramkorlát úgy is beavatkozik ebből kifolyólag lesz lépéslemaradás,tehát a led jelez.
Mindegy hogy mi miatt, a lényeg hogy menet közben ne jelezzen.
Az előbb leírtam hogy az egyszerű maximálisan megengedett csúcsáram kijelzése led-del nem mérés, esetleg indikálás és a motor terhelhetősége szempontjából sem korrekt.
A ledsoros megoldás már használhatónak tünik.
Természetesen a mérésadatgyüjtő lenne az ideális megoldás, de azt nem nevezném egyszerűnek.
Mivel azonban a led a lépéslemaradást hivatott jelezni, ezért nem látom értelmét a külön áramhatár led-nek. Az áramkorlát úgy is beavatkozik ebből kifolyólag lesz lépéslemaradás,tehát a led jelez.
Mindegy hogy mi miatt, a lényeg hogy menet közben ne jelezzen.
Az előbb leírtam hogy az egyszerű maximálisan megengedett csúcsáram kijelzése led-del nem mérés, esetleg indikálás és a motor terhelhetősége szempontjából sem korrekt.
A ledsoros megoldás már használhatónak tünik.
Természetesen a mérésadatgyüjtő lenne az ideális megoldás, de azt nem nevezném egyszerűnek.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 14:37
Írta: svejk Dátum 2008 május 03, 14:37
Elkanyarodunk az alaptémától..
Az erdedti kérdés/probléma az volt hogy a tápáram egyszerű mérése nem ad valós információt
a motor tekercsén átfolyó áramerősségről a PWM-es H híd esetében.
Abban egyetérthetünk gondolom hogy a korrekt mérést a motorral sorba kötött valamilyen áramérzékelőn (shönt, áramváltó, bimetáll)
keresztül kell megejteni.
A kérdés ennek az árammal arányos jelnek a feldolgozása és a műszer effektív értékben való kalibrálása.
Erre kellene az egyszerű frappáns, mondjuk 5 % belüli pontosságú mérési megoldás.
Az erdedti kérdés/probléma az volt hogy a tápáram egyszerű mérése nem ad valós információt
a motor tekercsén átfolyó áramerősségről a PWM-es H híd esetében.
Abban egyetérthetünk gondolom hogy a korrekt mérést a motorral sorba kötött valamilyen áramérzékelőn (shönt, áramváltó, bimetáll)
keresztül kell megejteni.
A kérdés ennek az árammal arányos jelnek a feldolgozása és a műszer effektív értékben való kalibrálása.
Erre kellene az egyszerű frappáns, mondjuk 5 % belüli pontosságú mérési megoldás.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 03, 14:38
Írta: 000000000 Dátum 2008 május 03, 14:38
"És látod hiába az egységugrás teszt,a
kiemelkedő motortulajdonság, a jó beállítás-
összehangolás a lényeg."
Most látom a fentieket is írtad...
Sajna nincs igazad, ugyanis közel 2 éve
próbálom elmagyarázni, hogy nem szervo
motorral nem lehet szervohajtást csinálni,
legfeljebb rámondani lehet.
A motor az alapja mindennek, ugyanis az
igazi szervo moci alig melegszik, mert nincs is
mitől melegeni, hiszen az áram elsősorban nem
hőt termel benne, hanem nyomatékot.:)
És bizony ilyen szempontból a 25 eurós motor
igen halovány, komoly hobby gépet nem lehet
vele építeni, attól a motortól a Te eredeti
szervo jellegű motorod is jobb.
Sajna ez az objektív igazság...
De nem szeretném azt a vitát megint kinyitni,
hogy vacak motorral hogyan építsünk akárcsak
hobby szervót is, majd rájöttök akkor miről
beszélek ezer éve, ha egy kicsit nagyobb
dinamikájú marásra vagy technológiára
szeretnétek használni a gépet.
kiemelkedő motortulajdonság, a jó beállítás-
összehangolás a lényeg."
Most látom a fentieket is írtad...
Sajna nincs igazad, ugyanis közel 2 éve
próbálom elmagyarázni, hogy nem szervo
motorral nem lehet szervohajtást csinálni,
legfeljebb rámondani lehet.
A motor az alapja mindennek, ugyanis az
igazi szervo moci alig melegszik, mert nincs is
mitől melegeni, hiszen az áram elsősorban nem
hőt termel benne, hanem nyomatékot.:)
És bizony ilyen szempontból a 25 eurós motor
igen halovány, komoly hobby gépet nem lehet
vele építeni, attól a motortól a Te eredeti
szervo jellegű motorod is jobb.
Sajna ez az objektív igazság...
De nem szeretném azt a vitát megint kinyitni,
hogy vacak motorral hogyan építsünk akárcsak
hobby szervót is, majd rájöttök akkor miről
beszélek ezer éve, ha egy kicsit nagyobb
dinamikájú marásra vagy technológiára
szeretnétek használni a gépet.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 14:49
Írta: svejk Dátum 2008 május 03, 14:49
Valószínű egy a motorral sorbakötött shönt és egy középen nulla állásos deprez alapműszer is megtenné. A 15-20kHz-et a műszer mechanikája kiintegrálja. Természetesen a rövid csúcsáramok csak korlátozottan lennének észlelhetők.
Viszont én egy mutatós műszerben jobban megbízok mint egy led-sorban.
Viszont én egy mutatós műszerben jobban megbízok mint egy led-sorban.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 május 03, 15:00
Írta: Egyújabbgépépítő Dátum 2008 május 03, 15:00
A Deprez középértéket mér!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 15:20
Írta: svejk Dátum 2008 május 03, 15:20
Igen, ezért használtam én lágyvasast.
Az effektívet mér, nem számit a polaratás, viszont ott a a határfreki a kérdéses.
A TRUE RMS kéziműszereket pedig annyira nem ismerem.
De várjunk csak!:
A négyszögjelnél a középérték egyenlő az effektívértékkel nem?
Viszont az oké hogy a pwm-nél négyszögfeszültséget kap a motor de a moci induktivitásából adódóan az áramerősség a háromszöghöz/fűrészhez fog hasonlítani.
Na jó lenn ha már valaki tisztába tenné az én fejemet is mielőtt badarságokat írok...
Az effektívet mér, nem számit a polaratás, viszont ott a a határfreki a kérdéses.
A TRUE RMS kéziműszereket pedig annyira nem ismerem.
De várjunk csak!:
A négyszögjelnél a középérték egyenlő az effektívértékkel nem?
Viszont az oké hogy a pwm-nél négyszögfeszültséget kap a motor de a moci induktivitásából adódóan az áramerősség a háromszöghöz/fűrészhez fog hasonlítani.
Na jó lenn ha már valaki tisztába tenné az én fejemet is mielőtt badarságokat írok...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 03, 15:20
Írta: bmejdz9nu Dátum 2008 május 03, 15:20

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 03, 15:24
Írta: bmejdz9nu Dátum 2008 május 03, 15:24
Talán ez is... Jóval olcsóbban... :)

http://www.victorelectronics.com/specifications/vc8045_specs.htm
http://www.victorelectronics.com/specifications/vc8045_specs.htm
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 03, 15:39
Írta: HJózsi Dátum 2008 május 03, 15:39

Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 15:49
Írta: svejk Dátum 2008 május 03, 15:49
Csak attól félek ezeknél a true rms csak a váltó részre vonatkozik.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 május 03, 15:57
Írta: Motoros Dátum 2008 május 03, 15:57
Az 1KW (122V,11A, 3.5Nm)-os tárcsaszervó amiről Tibor45 ír az én egyetemes vasipari marógépemen szunnyadt már egy jó pár éve.. ez adta volna az előtolást minden irányban mechanikusan átkapcsolható módon. Sajnos az eredeti vezérlése réges régen megadta magát, pedig az oroszok sem alkatrésszel sem hellyel (1m x 1m x0.3m vasszekrény telepakolva ) nem spóroltak.
Szóval ez a motor kapott egy Tibor45 (Robsy) féle szervó vezérlőt, egyben megoldva a tárcsaszervó-a tachó generátor- és a vezérlő ák. és a gép illesztést.
Az egyenletes stabil fordulatszámtartáshoz a motor tengelyén már gyárilag meglévő tacho generátort is rendbe kellett rakni.
Ami nekem ujdonság (szervó témában nekem minden az) a meglepően kevés áramfelvétel.
Azt még értem hogy x, és y irányhoz nem kell nagy nyomaték...pl 20mm-es maróval K1 anyagban 1 mm mélyen marok és 30V nál csak 2.5A-t vesz fel,
de az asztal emelése ami kb 150kg, sem igényel többet 30V 6A-nél. Azt hittem hogy ide majd valami badis tápot kell eszkábálnom, de megúsztam.
Ami itt persze fontos az nem a nagy fordulatszám és nagy sebesség hanem pont a kis fordulatszámon az egyenletes stabil előtolás.
Egy szó mint száz: nagyon profi a cucc, és örülök, hogy vége a kurblizásnak.
Kösz Tibor![#worship]
Szóval ez a motor kapott egy Tibor45 (Robsy) féle szervó vezérlőt, egyben megoldva a tárcsaszervó-a tachó generátor- és a vezérlő ák. és a gép illesztést.
Az egyenletes stabil fordulatszámtartáshoz a motor tengelyén már gyárilag meglévő tacho generátort is rendbe kellett rakni.
Ami nekem ujdonság (szervó témában nekem minden az) a meglepően kevés áramfelvétel.
Azt még értem hogy x, és y irányhoz nem kell nagy nyomaték...pl 20mm-es maróval K1 anyagban 1 mm mélyen marok és 30V nál csak 2.5A-t vesz fel,
de az asztal emelése ami kb 150kg, sem igényel többet 30V 6A-nél. Azt hittem hogy ide majd valami badis tápot kell eszkábálnom, de megúsztam.
Ami itt persze fontos az nem a nagy fordulatszám és nagy sebesség hanem pont a kis fordulatszámon az egyenletes stabil előtolás.
Egy szó mint száz: nagyon profi a cucc, és örülök, hogy vége a kurblizásnak.
Kösz Tibor![#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 03, 16:10
Írta: HJózsi Dátum 2008 május 03, 16:10
Ja, AC Volt, AC Current-nél jelzi True RMS-nek ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 03, 16:22
Írta: bmejdz9nu Dátum 2008 május 03, 16:22
Ez a tárcsa mennyire tárcsamotor volt? Olyan mint amit a Svejk szerzett (tehét semmi klasszikus tekercselt forgórész) vagy csak "tárcsa jellegű"?
Mivel van vezérelve? Nyomogombok vagy tekerő? Csinálhatnál róla képeket sőt egy kis videót is szivesen megnéznénk... Biztos tuti lett!
... Tudod milyen fukar Tibor a "média anyaggal" :) Na akkor már te is "megmérgeződtél" a szervóhajtással :)
PS: írtam levelet... remélem megkaptad. SOS jeligére :)
Mivel van vezérelve? Nyomogombok vagy tekerő? Csinálhatnál róla képeket sőt egy kis videót is szivesen megnéznénk... Biztos tuti lett!
... Tudod milyen fukar Tibor a "média anyaggal" :) Na akkor már te is "megmérgeződtél" a szervóhajtással :)
PS: írtam levelet... remélem megkaptad. SOS jeligére :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 03, 16:26
Írta: bmejdz9nu Dátum 2008 május 03, 16:26
Váltó ez vagy egyen? Ez a nagy kérdés :) De a váltórészt (TRMS) 100KHz-re írják... tehát valami digitális mintavételezésű lehet...
Főleg azokra adnak meg ilyen magas frekit amelyik frekit is tud mérni... Lehet, hogy köze van egymáshoz...?
Az UNI-T "LCD kéziműszer szkóp" (biztos emlékszel rá...) az is tud Trmst...
Meg ugyebár ha egyenre megadnák a TRMS-t akkor röhögne rajtuk a szakma... :)
Főleg azokra adnak meg ilyen magas frekit amelyik frekit is tud mérni... Lehet, hogy köze van egymáshoz...?
Az UNI-T "LCD kéziműszer szkóp" (biztos emlékszel rá...) az is tud Trmst...
Meg ugyebár ha egyenre megadnák a TRMS-t akkor röhögne rajtuk a szakma... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 03, 16:35
Írta: 000000000 Dátum 2008 május 03, 16:35
Ha már ennyire belegabalyodtunk ebbe a témába,
beszéljünk magyarul:
Minden bajnak a forrása a váltakozó feszültség.
Egyenáramnál semmi gond, amit a műszer mutat,
egyértelmű.
Azért, hogy a különböző váltakozó feszültségű
áramköröknék is lehessen mérni, bevezették az
effektív értéket, amire a műszerek többségét kalibrálják.
Az effektív érték képzésének alapja az az
ekvivalens egyenáram, aminek azonos a
hőteljesítménye egy időalapra vonatkoztatva.
Mivel a világ analóg, így minden profilú
villamos függvény jelre integrál számítással
lehet ezt meghatározni. A legygyakoribb periódikus
hullámforma a szinusz függvény.
Itt 1/négyetgyök 2 a korrekciós tényező a csúcshoz képest.
Sajnos azonban egy szervómotorban ritkán
szaladgál szabályos szinusz áram.
Ezért minden hullámformára létezik egy levezethető képlet.
Szimmetrikus négyzögjelnél ahogyan Svejk is írta az effektív érték azonos a csúccsal.
Azonben az induktivitás miatt ez se nem
szimmetrikus, se nem négyszög, hanem a
természetes alapú logaritmus (e-ad X) változó
függvény szakaszai egyenáramú alapra
szuperponálódva (asszimetrikus háromszögszerűség,
de nem az). Természetesen ennek is létezik
egy integrál függvénye.
Talán ennyi elmélet elég volt ahhoz, hogy
a sok említett műszer mind fölöslegesen lett
belinkelve, a mi céljainknak nem jó.
Ezért mondtam, és mondom: precíz komparálás
a csúcsoknál, és abból már minden korrektül
beállítható, kiszámítható a fenti
hullámformákra vonatkozó integrálszámítással.
beszéljünk magyarul:
Minden bajnak a forrása a váltakozó feszültség.
Egyenáramnál semmi gond, amit a műszer mutat,
egyértelmű.
Azért, hogy a különböző váltakozó feszültségű
áramköröknék is lehessen mérni, bevezették az
effektív értéket, amire a műszerek többségét kalibrálják.
Az effektív érték képzésének alapja az az
ekvivalens egyenáram, aminek azonos a
hőteljesítménye egy időalapra vonatkoztatva.
Mivel a világ analóg, így minden profilú
villamos függvény jelre integrál számítással
lehet ezt meghatározni. A legygyakoribb periódikus
hullámforma a szinusz függvény.
Itt 1/négyetgyök 2 a korrekciós tényező a csúcshoz képest.
Sajnos azonban egy szervómotorban ritkán
szaladgál szabályos szinusz áram.
Ezért minden hullámformára létezik egy levezethető képlet.
Szimmetrikus négyzögjelnél ahogyan Svejk is írta az effektív érték azonos a csúccsal.
Azonben az induktivitás miatt ez se nem
szimmetrikus, se nem négyszög, hanem a
természetes alapú logaritmus (e-ad X) változó
függvény szakaszai egyenáramú alapra
szuperponálódva (asszimetrikus háromszögszerűség,
de nem az). Természetesen ennek is létezik
egy integrál függvénye.
Talán ennyi elmélet elég volt ahhoz, hogy
a sok említett műszer mind fölöslegesen lett
belinkelve, a mi céljainknak nem jó.
Ezért mondtam, és mondom: precíz komparálás
a csúcsoknál, és abból már minden korrektül
beállítható, kiszámítható a fenti
hullámformákra vonatkozó integrálszámítással.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 május 03, 16:48
Írta: Motoros Dátum 2008 május 03, 16:48
Szét nem szedtem, de gondolom valódi tárcsa. Tekerős..azaz egy potival lehet előre, hátra, az eredeti is így volt, csak ott az irányváltás az mechanikus volt, mostmár az is a potiról megy---így sokkal kényelmesebb.Megkaptam.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 16:51
Írta: svejk Dátum 2008 május 03, 16:51
Ez igen!!!
Köszönjük!
Ezt szerettem volna olvasni..
Én is eféléket tudtam ,de így tömören leírni nem tudtam volna az életben sem.
Régebben, más mérés kapcsán próbálkoztam az MC1496-os analóg szorzóval, de kudarc volt.
Az AD636 pedig elég borsos áru.
Pedig a jó megoldás itt van valahol...
Egy ilyen átalakítóval akármilyen kijelző műszer meghajtható, és bármely hullámformánál helyes értéket mér.
Szerintem a csúcsértékből visszaszámolni megint nem lehet egyszerű a változó kitöltés miatt.
Köszönjük!
Ezt szerettem volna olvasni..
Én is eféléket tudtam ,de így tömören leírni nem tudtam volna az életben sem.
Régebben, más mérés kapcsán próbálkoztam az MC1496-os analóg szorzóval, de kudarc volt.
Az AD636 pedig elég borsos áru.
Pedig a jó megoldás itt van valahol...
Egy ilyen átalakítóval akármilyen kijelző műszer meghajtható, és bármely hullámformánál helyes értéket mér.
Szerintem a csúcsértékből visszaszámolni megint nem lehet egyszerű a változó kitöltés miatt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 16:58
Írta: svejk Dátum 2008 május 03, 16:58
Tehát akkor Te is úgy gondolod hogy az rms multiméterek csak valódi váltóáramnál működnek helyesen?
Talán Vbodi-nak van rms multija, megkérjük hogy mérjen rá egy ilyen szaggatott egyenáramra.
Ha minden igaz szervoja is van.
Már csak a hitelesítéssel van bibi :)
Talán Vbodi-nak van rms multija, megkérjük hogy mérjen rá egy ilyen szaggatott egyenáramra.
Ha minden igaz szervoja is van.
Már csak a hitelesítéssel van bibi :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 03, 17:00
Írta: bmejdz9nu Dátum 2008 május 03, 17:00
Gyakorlatilag egy "összevisza" 20Khz körüli jelnek kellene tudni mérni a "fűtőértékét" azaz a teljesítményét... :) :) :)
Ezt - gondolom csak - sok-sok mintavételezéssel (AD konverter) megolható és kiszámolható... Máshol nincs ilyen igény? Ahol ez az érték kell... és "nem tiszta formájú" és gyorsan váltakozó a jel? Biztos ki van találva...
Ezt - gondolom csak - sok-sok mintavételezéssel (AD konverter) megolható és kiszámolható... Máshol nincs ilyen igény? Ahol ez az érték kell... és "nem tiszta formájú" és gyorsan váltakozó a jel? Biztos ki van találva...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 03, 17:10
Írta: 000000000 Dátum 2008 május 03, 17:10
Szia Motoros! Használd egészséggel!:)
Az áramok pedig azért ilyen kedvezőek, mert
egy kiváló paraméterű orosz szervó
tárcsamotorról (lásd #4843) van szó, ahol
minden mA érezhető nyomatékot generál,
és ennyiben ez nagyon is kapcsolódik
a motoráramos mai témához.
Én mindig elképedve figyelgetem itt a többszáz
vattos tápegységeket hobby CNC-nél is.
Én azt tudnám tanácsolni Mindenkinek, hogy
meg kellene picit elméletben jobban érteni a
motorok lelkivilágát is úgy általában
nagyvonalakban a fő elvüket, és akkor keveset
kérnek enni, és ennek ellenére nagy
teljesítményt adnak le.
Persze kezdetben egyszerűbb és olcsóbb venni
egy "bika" toroidot, utána a motorból és FET-
ből kijövő füst látványa már ingyen van.[#nevetes1]
Az áramok pedig azért ilyen kedvezőek, mert
egy kiváló paraméterű orosz szervó
tárcsamotorról (lásd #4843) van szó, ahol
minden mA érezhető nyomatékot generál,
és ennyiben ez nagyon is kapcsolódik
a motoráramos mai témához.
Én mindig elképedve figyelgetem itt a többszáz
vattos tápegységeket hobby CNC-nél is.
Én azt tudnám tanácsolni Mindenkinek, hogy
meg kellene picit elméletben jobban érteni a
motorok lelkivilágát is úgy általában
nagyvonalakban a fő elvüket, és akkor keveset
kérnek enni, és ennek ellenére nagy
teljesítményt adnak le.
Persze kezdetben egyszerűbb és olcsóbb venni
egy "bika" toroidot, utána a motorból és FET-
ből kijövő füst látványa már ingyen van.[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 03, 17:29
Írta: bmejdz9nu Dátum 2008 május 03, 17:29
Ha ezt nem lehet mérni, akkor egyenírányitom a házba a bejövő 3 fázist és egy "szervószabályzóval" hajtom majd télen a villany fűtést... [#vigyor2]... már megérte... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 03, 17:33
Írta: bmejdz9nu Dátum 2008 május 03, 17:33
Az orosz szervó a király? Ha ezt előbb tudom, nem gyűjtök mást ... :) Na megyek körülnézek: www.ebay.ru :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 03, 17:35
Írta: 000000000 Dátum 2008 május 03, 17:35
Svejk!
Ha tudnád, hogy engem mennyire nem érdekelnek
ezek a mai digitális "csoda" multiméterek.
Egy mezei szkóp és a látottak értelmezése
az igazi megoldás.:)
Szerintem már Te sem tudod mit szeretnél...
Mégis foglald már össze, hogy tulajdonképpen mi
is ezek után még a fő problémád?:))
Mégis milyen integrálási időalapra gondolod a
mérést, mert minden ettől függ....
De mondok én Neked egy egyszerű dolgot.
Nézd meg a szervód FET söntjén szkóppal
a jelalakot. Sokat tanulsz belőle, és
egyből érthetővé válik számodra, hogy
mi a fő probléma a vágyaiddal kapcsolatban.
Persze ezt sok féle motorral és igazából próba
padon tudod tesztelni, de időd van, Te még
fiatal vagy, a téma meg érdekel, akkor minden
mehet.:)
Ha tudnád, hogy engem mennyire nem érdekelnek
ezek a mai digitális "csoda" multiméterek.
Egy mezei szkóp és a látottak értelmezése
az igazi megoldás.:)
Szerintem már Te sem tudod mit szeretnél...
Mégis foglald már össze, hogy tulajdonképpen mi
is ezek után még a fő problémád?:))
Mégis milyen integrálási időalapra gondolod a
mérést, mert minden ettől függ....
De mondok én Neked egy egyszerű dolgot.
Nézd meg a szervód FET söntjén szkóppal
a jelalakot. Sokat tanulsz belőle, és
egyből érthetővé válik számodra, hogy
mi a fő probléma a vágyaiddal kapcsolatban.
Persze ezt sok féle motorral és igazából próba
padon tudod tesztelni, de időd van, Te még
fiatal vagy, a téma meg érdekel, akkor minden
mehet.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 03, 17:54
Írta: 000000000 Dátum 2008 május 03, 17:54
Szia Péter!
Tuti király Misinek ez a motorja.
Olyannyira, hogy alig van induktivitása, és
meglehetősen kicsi az Ohmos ellenállása is.
Így aztán egy mezei PWM-es szervót
az "orosz medve motor" egyből a falhoz csapná,
sajna elég ravasz híd algoritmus kell neki.
Ja és ha veszel majd egyet az ebay-on, gondolj
arra is, hogyan fogod felszerelni a picikét,
és hogy fog kinézni egy 300*100 mm-es
tárcsa a géped végén?!:)
Tuti király Misinek ez a motorja.
Olyannyira, hogy alig van induktivitása, és
meglehetősen kicsi az Ohmos ellenállása is.
Így aztán egy mezei PWM-es szervót
az "orosz medve motor" egyből a falhoz csapná,
sajna elég ravasz híd algoritmus kell neki.
Ja és ha veszel majd egyet az ebay-on, gondolj
arra is, hogyan fogod felszerelni a picikét,
és hogy fog kinézni egy 300*100 mm-es
tárcsa a géped végén?!:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 17:57
Írta: svejk Dátum 2008 május 03, 17:57
Persze hogy ki van találva, már írtam, csak drága.
Analóg szorzóval négyzetre emel, majd átlagol, és négyzetgyököt von.
Ilyen egyszerű :)
nézd meg az adatlapokat, rengeteg info van.
Analóg szorzóval négyzetre emel, majd átlagol, és négyzetgyököt von.
Ilyen egyszerű :)
nézd meg az adatlapokat, rengeteg info van.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 03, 18:09
Írta: HJózsi Dátum 2008 május 03, 18:09
Ezt a jelalakot, a nagymocinál elég nehéz mérni terhelés közben, mert nagyon leng, még ki kell találni a konstans terhelést a főorsóra... Majd alkalomadtán felveszem videóra, talán sikerül kiértékelhető felvételt csinálni...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 18:16
Írta: svejk Dátum 2008 május 03, 18:16
Nekem nincs problémám csak azt hittem van egyszerű aránylag pontos mérési módszer e furmányos jelalakra.
Azért az analóg szorzók szerintem elég sávszélességet nyujtanak erre a feladatra.
Nekem megfelelt a lágyvasas műszer meg a szkóp a kisérletezésekhez, tervezéshez.
Láttam épp eleget a jelalakot és nagyon jól tudom mi a baj forrása.
Úgy látom kezd átmenni a dolog cinikusba, így inkább hagyjuk, majd keresek egy jobb partnert e téma kitárgyalására.
Egyébként azzal a 4-5 évvel nem sokra megyek..:)
Azért az analóg szorzók szerintem elég sávszélességet nyujtanak erre a feladatra.
Nekem megfelelt a lágyvasas műszer meg a szkóp a kisérletezésekhez, tervezéshez.
Láttam épp eleget a jelalakot és nagyon jól tudom mi a baj forrása.
Úgy látom kezd átmenni a dolog cinikusba, így inkább hagyjuk, majd keresek egy jobb partnert e téma kitárgyalására.
Egyébként azzal a 4-5 évvel nem sokra megyek..:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 18:20
Írta: svejk Dátum 2008 május 03, 18:20
Ne higgy Tibor45-nek Varsányi Péter.
Az az orosz motor csak attól lett olyan jó hogy Ő csinált hozzá szabályzót:):)
Az az orosz motor csak attól lett olyan jó hogy Ő csinált hozzá szabályzót:):)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 03, 18:21
Írta: bmejdz9nu Dátum 2008 május 03, 18:21
Azt nem szeretem, ha ormotlan valami...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 03, 18:27
Írta: bmejdz9nu Dátum 2008 május 03, 18:27
Ja [#guluszem1] Mint a chiptuning a zsigához? Persze én is szerettem a zsigámat... Persze zöld szinű volt (lett)... (a postán dolgoztam akkoriban... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 03, 19:12
Írta: 000000000 Dátum 2008 május 03, 19:12
"Nekem nincs problémám csak azt hittem van
egyszerű aránylag pontos mérési módszer e
furmányos jelalakra."
Nem a furmányos jelalakkal van a baj, hanem az
hogy a jelalak sem állandó.
Ezért kérdeztem volna, hogy mégis egy
másodpercet integráljon a műszer, vagy 1 ms-ot.
Erre nem írtál számadatot...
De én a magam részéről úgy vagyok, hogy ha egy
biztonsági áram határt kijelölök, és a motor azt
soha nem éri el (vagy csak ritkán), akkor nem
fogok egy másodperc alatt 5000 mérési adatot
végignézni. A pontosságnak ugyanis ez a kulcsa.
Erre meg ott vannak a már említett analizátorok,
tárolós mérési eszközök.
Amit pedig Józsi legelőször a videón is
érzékeltetett az áramméréssel, az tökéletes
visszaigazolása a szervomotor szöggyorsulásának
és a felvett áram alap összefüggésének
igazolására. Szerintem Neki sem volt ettől több
célja, ezt írta is.
egyszerű aránylag pontos mérési módszer e
furmányos jelalakra."
Nem a furmányos jelalakkal van a baj, hanem az
hogy a jelalak sem állandó.
Ezért kérdeztem volna, hogy mégis egy
másodpercet integráljon a műszer, vagy 1 ms-ot.
Erre nem írtál számadatot...
De én a magam részéről úgy vagyok, hogy ha egy
biztonsági áram határt kijelölök, és a motor azt
soha nem éri el (vagy csak ritkán), akkor nem
fogok egy másodperc alatt 5000 mérési adatot
végignézni. A pontosságnak ugyanis ez a kulcsa.
Erre meg ott vannak a már említett analizátorok,
tárolós mérési eszközök.
Amit pedig Józsi legelőször a videón is
érzékeltetett az áramméréssel, az tökéletes
visszaigazolása a szervomotor szöggyorsulásának
és a felvett áram alap összefüggésének
igazolására. Szerintem Neki sem volt ettől több
célja, ezt írta is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 03, 19:28
Írta: svejk Dátum 2008 május 03, 19:28
Mivel mutatós műszerben gondolkodtam ezért nem láttam a kérdés értelmét. A jelfeldolgozó dolgozzon csak ahogy bir, majd a mutató integrál.
Mindegy ,hagyjuk...
Mindegy ,hagyjuk...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 03, 19:57
Írta: bmejdz9nu Dátum 2008 május 03, 19:57
Villanyóra... a primer körre... az csak nem csal? Ha kevesebbet mutat... minden gondom megoldodott :), lemondom a gázszolgáltatást... úgyis drágállom... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 13, 17:20
Írta: 000000000 Dátum 2008 május 13, 17:20
Sziasztok!
Majdnem elkészültek az UHU vezérlőim, melyekhez egy roppant kisméretű amcsi nyákot használtam fel. Szeretném tesztként rákötni a Svejk barátunktól vett motorokat. Sajnos nem találom e motorok enkóderének bekötését. Pedig valahol, valamikor láttam a fórumon. Help, please! zajnos hez egy nag
Majdnem elkészültek az UHU vezérlőim, melyekhez egy roppant kisméretű amcsi nyákot használtam fel. Szeretném tesztként rákötni a Svejk barátunktól vett motorokat. Sajnos nem találom e motorok enkóderének bekötését. Pedig valahol, valamikor láttam a fórumon. Help, please! zajnos hez egy nag
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 13, 17:35
Írta: bmejdz9nu Dátum 2008 május 13, 17:35
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 május 13, 17:36
Írta: x4rhew5r3 Dátum 2008 május 13, 17:36
Erre gondolsz?
http://freecnc.hu/Kepek/Servo/ElectroCraft_Encoder.jpg
http://freecnc.hu/Kepek/Servo/ElectroCraft_Encoder.jpg
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 13, 21:02
Írta: 000000000 Dátum 2008 május 13, 21:02
Azok az "amcsi nyákok" beszerzés, forrás tekintetében engem is érdekelnének...
Amennyiben lehetséges.
Amennyiben lehetséges.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 13, 22:39
Írta: 000000000 Dátum 2008 május 13, 22:39
Oh, yes!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 13, 22:45
Írta: 000000000 Dátum 2008 május 13, 22:45
Szia háromnevű kolléga!
A nyákokat a: www.embeddedtronics.com
honlap UHU témaleírása alapján rendeltem egy amcsikínaitól. 8 db nyákért 160 amcsipénzt perkáltam le és kb. egy hónap alatt volt itt a cucc. Az UHU procikat pedig természetesen "piás" ULItól rendeltem....
A nyákokat a: www.embeddedtronics.com
honlap UHU témaleírása alapján rendeltem egy amcsikínaitól. 8 db nyákért 160 amcsipénzt perkáltam le és kb. egy hónap alatt volt itt a cucc. Az UHU procikat pedig természetesen "piás" ULItól rendeltem....
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 13, 22:50
Írta: HJózsi Dátum 2008 május 13, 22:50
És rákötötted? ...[#lookaround]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 13, 23:02
Írta: 000000000 Dátum 2008 május 13, 23:02
Lovas Gy. kollégánknál már megy egy db ilyen UHU vezérlő. Remélem nemsokára a négyek bandája (mármint az én 4 db vezérlőm) is életre kel.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 május 13, 23:58
Írta: e3h0cv4ph Dátum 2008 május 13, 23:58
Sziasztok!
Alakul a szervóvezérlőnk amit a robothoz csinálunk.
Az áramkör nem nagyon változott ugyanolyan mint a #4130 -ban, de a szoftver az elég sokat.
Röviden: jelenleg ott tartunk, hogy a PC-ről USB kapcsolaton keresztül lehet vezérelni a tengelyeket (összesen 8-at) most csak 1 megy, és egy szövegfile-ba megírt STEP-jeleket küld át a vezérlőnek ami azokat a motoron lelépteti. A monitorozás is ezen az USB kapcsolaton keresztül zajlik (visszafelé irányba). Itt a hibafüggvényt és még valamely paramétert (áram, P,I,D -tag, stb...) lehet grafikonon megtekinteni. Példának itt eg ilyen grafikon, melyen a fekete grafikon a hibafüggvény (simábbik) a sötétkék pedig a pillanatnyi áram értéke látható. A függőleges tengelyen a hibafüggvény encoder STEP-ben értendő, az áram, egység szor 50mA, a vízszintes tengely pedig az idő, egység szor 500uS, mindkét tengely rácsozása 20 egység (csak a skálázás különböző).

Mindkét program (PC és PIC-es) még béta változatban van, korántsem a végleges állapot de már tud áramot mérni és mivel a múltkor ezen ment az elmélkedés, gondoltam belinkelem a Tibor által is jó megoldásnak vélt grafikus megjelenítést. Persze ezt az áram grafikont lehetne integrálni és számszerüen is kijelezni (valószínű a véglegesbe bent is lesz) melléje tenni a beállított áramlimitet is és akkor könnyen be lehet állítani a PID-et és a Limitet.
Egyenlőre itt tartunk, kíváncsi vagyok a véleményetekre, (esetleg milyen irányba érdemes elvinni a dolgot?).
Üdv: TT
Alakul a szervóvezérlőnk amit a robothoz csinálunk.
Az áramkör nem nagyon változott ugyanolyan mint a #4130 -ban, de a szoftver az elég sokat.
Röviden: jelenleg ott tartunk, hogy a PC-ről USB kapcsolaton keresztül lehet vezérelni a tengelyeket (összesen 8-at) most csak 1 megy, és egy szövegfile-ba megírt STEP-jeleket küld át a vezérlőnek ami azokat a motoron lelépteti. A monitorozás is ezen az USB kapcsolaton keresztül zajlik (visszafelé irányba). Itt a hibafüggvényt és még valamely paramétert (áram, P,I,D -tag, stb...) lehet grafikonon megtekinteni. Példának itt eg ilyen grafikon, melyen a fekete grafikon a hibafüggvény (simábbik) a sötétkék pedig a pillanatnyi áram értéke látható. A függőleges tengelyen a hibafüggvény encoder STEP-ben értendő, az áram, egység szor 50mA, a vízszintes tengely pedig az idő, egység szor 500uS, mindkét tengely rácsozása 20 egység (csak a skálázás különböző).
Mindkét program (PC és PIC-es) még béta változatban van, korántsem a végleges állapot de már tud áramot mérni és mivel a múltkor ezen ment az elmélkedés, gondoltam belinkelem a Tibor által is jó megoldásnak vélt grafikus megjelenítést. Persze ezt az áram grafikont lehetne integrálni és számszerüen is kijelezni (valószínű a véglegesbe bent is lesz) melléje tenni a beállított áramlimitet is és akkor könnyen be lehet állítani a PID-et és a Limitet.
Egyenlőre itt tartunk, kíváncsi vagyok a véleményetekre, (esetleg milyen irányba érdemes elvinni a dolgot?).
Üdv: TT
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 május 14, 02:39
Írta: e3h0cv4ph Dátum 2008 május 14, 02:39
Kicsit állítottam az árammérés gyakoriságán, (na meg a P-tagot is feljebb húztam - több a lengés).
Ilyen lett:
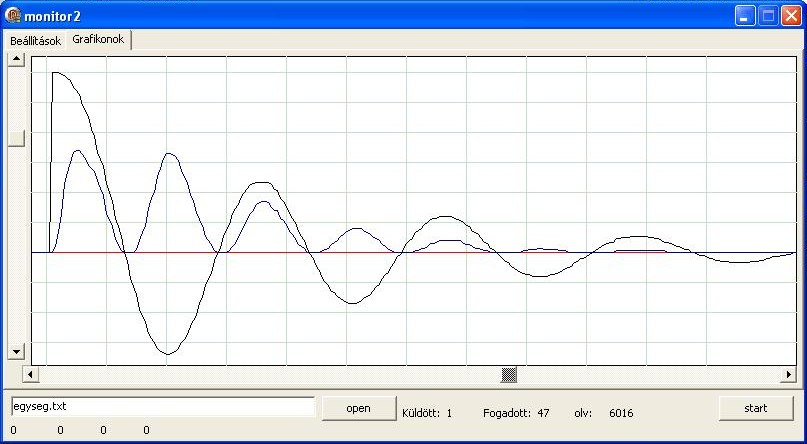
Jól látszik, hogy az első (második) csúcsban az áram eléri a 3,5A -t. Könnyen vizsgálható vele az irányváltáskori áramszükséglet.
Ja, áramlimit nem volt bekapcsolva. Ha lett volna beállítva látnánk a görbe csúcsát lecsapva, mint amikor betorzít egy audio jel, és az egész lecsengési folyamat tovább tart. Majd teszek fel olyan képet is ha érdekel.
Ilyen lett:
Jól látszik, hogy az első (második) csúcsban az áram eléri a 3,5A -t. Könnyen vizsgálható vele az irányváltáskori áramszükséglet.
Ja, áramlimit nem volt bekapcsolva. Ha lett volna beállítva látnánk a görbe csúcsát lecsapva, mint amikor betorzít egy audio jel, és az egész lecsengési folyamat tovább tart. Majd teszek fel olyan képet is ha érdekel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 14, 08:37
Írta: bmejdz9nu Dátum 2008 május 14, 08:37
Kiváncsian várom a fejleményeket... :) Képeket és főként videókat!!!
Sok-sok E240 motor "gazdi" van itt... és "bagoly fejlesztő"...
Talán azért mert nekem sem az UHU nem jött össze... (persze nagy feszt és áramot akartam és vártam tőle...) Az E240-t pedíg gyengének találtam... ezért is érdekel... :) Lehet, hogy a kettő szereti egymást? :)
Sok-sok E240 motor "gazdi" van itt... és "bagoly fejlesztő"...
Talán azért mert nekem sem az UHU nem jött össze... (persze nagy feszt és áramot akartam és vártam tőle...) Az E240-t pedíg gyengének találtam... ezért is érdekel... :) Lehet, hogy a kettő szereti egymást? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 14, 08:48
Írta: bmejdz9nu Dátum 2008 május 14, 08:48
Itt találtam egy bagoly és gép építést... szépen dokumentálva....
Azért ezzel az "echte német" panellel (talán még) kipróbálnám...
De sehol nem találtam "árust" a neten... pedíg szépen fel is van iratozva... (sőt kicsi és nagy FET-ekhez is ok a panel...)
Ha valaki ismeri (pont:) ennek a panelnek a beszerezhetőségét dobjon egy mailt!
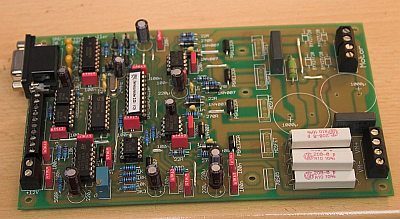
Azért ezzel az "echte német" panellel (talán még) kipróbálnám...
De sehol nem találtam "árust" a neten... pedíg szépen fel is van iratozva... (sőt kicsi és nagy FET-ekhez is ok a panel...)
Ha valaki ismeri (pont:) ennek a panelnek a beszerezhetőségét dobjon egy mailt!
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 május 14, 11:10
Írta: dg8n4i8x Dátum 2008 május 14, 11:10
Ez ugyanaz a panel mint amit gravíroztam... Uli által ajánlott...
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 május 15, 09:03
Írta: Egyújabbgépépítő Dátum 2008 május 15, 09:03
Sziasztok!
Ha valakit érdekel szívesen megosztom a vezérlőm rajzait, sőtt van még néhány maradék kész NYÁK is. Van egy kis különbség az eredeti UHU tól, az encóder a motortól simmetrikusan van vezetve.
Ha valakit érdekel szívesen megosztom a vezérlőm rajzait, sőtt van még néhány maradék kész NYÁK is. Van egy kis különbség az eredeti UHU tól, az encóder a motortól simmetrikusan van vezetve.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 15, 11:50
Írta: 000000000 Dátum 2008 május 15, 11:50
Érdekel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 15, 12:20
Írta: bmejdz9nu Dátum 2008 május 15, 12:20
Mikor fog menni? :) Mi hiányzik hozzá?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 15, 18:35
Írta: 000000000 Dátum 2008 május 15, 18:35
Úgy emlékszem hogy ennek a panelnak(4926) a komplett dokumentációja(fólia,beültetési terv,leirás,szoftware)fent van a neten,le is töltöttem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 15, 19:13
Írta: bmejdz9nu Dátum 2008 május 15, 19:13
De ezt a panelt így ahogy van (védőlakkal, fúrva, felíratozva) sehol nem találtam a neten...
Pedíg nem 3db van belőle a német CNC fórumon... :) Állítólag vastagabb rézfóliásak...
Hát igen... a "német" nem épp egy kereskedő nép... :) Mint pl. a Hollandok ... :)
Pedíg nem 3db van belőle a német CNC fórumon... :) Állítólag vastagabb rézfóliásak...
Hát igen... a "német" nem épp egy kereskedő nép... :) Mint pl. a Hollandok ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: dg8n4i8x Dátum 2008 május 15, 20:31
Írta: dg8n4i8x Dátum 2008 május 15, 20:31
Leginkább szabadidő, hogy befejezzem. :) Félig meddig be van ültetve, meg pár alkatrészt meg kell rendelnem mert győrben nincs a boltokban sajnos de a retnél megvan minden... Már nagyon furdalja az oldalam a kiváncsiság... Mégis csak az első szervó cuccom lesz... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 15, 21:49
Írta: 000000000 Dátum 2008 május 15, 21:49
Keresnék egy "szakértőt", aki sürgősen ki tudna jönni hozzánk a vezérlőink maximalizált "turbozásása" érdekében.
helyszín: Budapest
hardware: 3db 150W DC motor encoderrel, XXX féle vezérlőkkel. (nagyméretű: 6m x 3m x 1m -es marógép)
fizettség: megállapodás szerint, SOS sürgős!
contact: hortobagyi@videotunes.hu
+36.30.3750601
helyszín: Budapest
hardware: 3db 150W DC motor encoderrel, XXX féle vezérlőkkel. (nagyméretű: 6m x 3m x 1m -es marógép)
fizettség: megállapodás szerint, SOS sürgős!
contact: hortobagyi@videotunes.hu
+36.30.3750601
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 15, 21:58
Írta: bmejdz9nu Dátum 2008 május 15, 21:58
Mért "égeted" ezt a céget? Miért nem rendeled meg náluk a "setup"-ot?
Jól írtad 150W-os DC motorok és a gép 6m-es ??? Nem tévesztettél egy nagyságrendet?
Jól írtad 150W-os DC motorok és a gép 6m-es ??? Nem tévesztettél egy nagyságrendet?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 15, 22:17
Írta: svejk Dátum 2008 május 15, 22:17
Nem égeti, lehet reklámozza :) [#smile]
sokszor a negatív reklám hatásosabb..
Bocsi..!!!
sokszor a negatív reklám hatásosabb..
Bocsi..!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 15, 22:20
Írta: 000000000 Dátum 2008 május 15, 22:20
jelenegi setup:
X=6000mm
Y=3250mm
Z=1480mm
,de átépíthető az Y=12000 re! :-)
"éget"?? nem értelek, Ők jó fejek, jó cég a XXX, de egyszerüen messze vannak...: Budapest
Egyszerüen időhiányom van, tapasztalt szakembert keresek, kisérletezésre nincs időm, nem szeretném leégetni a motorokat, a gép igen nagy, veszélyesek nyomatékok, 150W épp hogy elégséges, az encoderek és vezérlők távolsága a kritikus határon van (adatkomunikációs vonal a géptől a legtávolabbi vezérlőig 9,5 m!, encoder max: 2m!)
X=6000mm
Y=3250mm
Z=1480mm
,de átépíthető az Y=12000 re! :-)
"éget"?? nem értelek, Ők jó fejek, jó cég a XXX, de egyszerüen messze vannak...: Budapest
Egyszerüen időhiányom van, tapasztalt szakembert keresek, kisérletezésre nincs időm, nem szeretném leégetni a motorokat, a gép igen nagy, veszélyesek nyomatékok, 150W épp hogy elégséges, az encoderek és vezérlők távolsága a kritikus határon van (adatkomunikációs vonal a géptől a legtávolabbi vezérlőig 9,5 m!, encoder max: 2m!)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 15, 22:24
Írta: 000000000 Dátum 2008 május 15, 22:24
Szia!
Az megtudható, hogy ehhez a 150W-hoz
egy motor fordulatra mennyi az egyes tengelyek
elmozdulása?
Mert ettől függ minden.....
Az megtudható, hogy ehhez a 150W-hoz
egy motor fordulatra mennyi az egyes tengelyek
elmozdulása?
Mert ettől függ minden.....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 15, 22:26
Írta: 000000000 Dátum 2008 május 15, 22:26
ha valaki ráérne kijönni hozzánk setupra, állítgatni-méregetni-tesztelni megköszönném, nincs időm, SOS van! (kb 1 napos meló, pénz van!)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 15, 22:27
Írta: bmejdz9nu Dátum 2008 május 15, 22:27
Hát igen... nem tudni... ezért moderáltam... (nem szívesen... de hát... megkértek és teszem a dolgom...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 15, 22:31
Írta: 000000000 Dátum 2008 május 15, 22:31
Szia, Tibor #4938
Igen, ezek mind megmérhetők a gépen, sajnos újra mind meg kel mérni-be kel állítani.
Nemrég változattam a hajtás átételen> be kel mérni újra (mérés+setup+idő)
Igen, ezek mind megmérhetők a gépen, sajnos újra mind meg kel mérni-be kel állítani.
Nemrég változattam a hajtás átételen> be kel mérni újra (mérés+setup+idő)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 15, 22:35
Írta: 000000000 Dátum 2008 május 15, 22:35
Azt hittem a géped orsó menetemelkedését fejből
tudod, akkor már az áttételből ez könnyen
kiszámolható, ezen szerintem sokat nem kell
méricskélni.
tudod, akkor már az áttételből ez könnyen
kiszámolható, ezen szerintem sokat nem kell
méricskélni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 15, 22:37
Írta: bmejdz9nu Dátum 2008 május 15, 22:37
Ha hajó formákat akarsz marni a habból géppel - ... én már láttam ilyen gépet a neten... (persze Olasz volt... ott is kevesen és bérmunkába vállalnak ilyet...)
Ott ha csak egy "gombostű" is volt (lett volna) a szerszám... akkor is a gép a hosszú karok (Z-tengely) és merev váz miatt nagyon-nagy(!) volt a masina... Tehát 150W... az csak 150W azaz egy jó "gravírgéphez" való teljesítmény... szerintem.
Kiváncsi lennék a gépre... egy fotó erejéig... mert most azt gondolom egy "álmot" adtak el neked...
Az a város és Budapest távolsága nem lehet akadály... ekkora projektnél... szerintem más nem fog tudni segíteni...
Hajós embernek (is) tartom magamat (egy motorcsónakom és vitorlásom is van... :) Tehát érdekel a téma...
======================
A "cégnév" = XXX-re változottt... sajnos "reklámnak" kellett tekintenem... (persze szerintem negatív... de mindegy)
... így moderálnom kellett... Előre kérlek ne haragudj érte...
Ott ha csak egy "gombostű" is volt (lett volna) a szerszám... akkor is a gép a hosszú karok (Z-tengely) és merev váz miatt nagyon-nagy(!) volt a masina... Tehát 150W... az csak 150W azaz egy jó "gravírgéphez" való teljesítmény... szerintem.
Kiváncsi lennék a gépre... egy fotó erejéig... mert most azt gondolom egy "álmot" adtak el neked...
Az a város és Budapest távolsága nem lehet akadály... ekkora projektnél... szerintem más nem fog tudni segíteni...
Hajós embernek (is) tartom magamat (egy motorcsónakom és vitorlásom is van... :) Tehát érdekel a téma...
======================
A "cégnév" = XXX-re változottt... sajnos "reklámnak" kellett tekintenem... (persze szerintem negatív... de mindegy)
... így moderálnom kellett... Előre kérlek ne haragudj érte...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 15, 23:51
Írta: 000000000 Dátum 2008 május 15, 23:51

http://www.videotunes.hu/CNC.jpg
ezen a képen a gép még nincs riggelve az ajzatbetonba (18 merevítő lába még van)
A gépet én terveztem, én építettem (egyedül 2 hand) 90% ITEM-ből 9%IGUS-ból van. Mostmár jól jönne egy kis segítség!
Habot marunk, 150W elégséges, 0,4M/sec el tiltás nélkül mocorognak a tengelyek, default-on használt vezérlőkkel. Sajnos a vezérlőket rendesen bedobozoltam+hütőborda+stb, az USB port eléréséhez szerelni kel...
Hajó:-) néha szoktam:-)
hétvége: http://www.videotunes.hu/tt/2008punk/
www.videotunes.hu/raffica
www.videotunes.hu/tt
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 16, 08:30
Írta: bmejdz9nu Dátum 2008 május 16, 08:30
Én csak "drukkolni" tudok neked... és itt is igaz lehet a közmondás... segíts magadon és... :)
A meghajtó tengelyek mik? Trapéz, szíj vagy...
A Z-tengely elég merev ahhoz, hogy az a levegős (?) főorsó beindulásakor (ha újra kell indítani vagy menetközben leáll...) Ne remegjen bele a kész munkába?
Arra mindenképp gondolj, hogy a hosszú folyamatban lehetnek üzemszünetek... tehát egy pontról tovább lehessen folytatni a munkát.
Szerintem még merevíteni fogod a szerkezetet... Persze csak hab... de vannak "járulékos" terhelések is...
A 3D marásnál nem csak a sebesség a meghatározó hanem a gyorsulási képesség is... Sőt talán az a fontosabb paraméter... és egy bizonyos súlyt (a mechanikát) kell gyorsítanod és lassítanod (szinte) állandóan... (belengés veszély - főleg Z-nél...)
A meghajtó tengelyek mik? Trapéz, szíj vagy...
A Z-tengely elég merev ahhoz, hogy az a levegős (?) főorsó beindulásakor (ha újra kell indítani vagy menetközben leáll...) Ne remegjen bele a kész munkába?
Arra mindenképp gondolj, hogy a hosszú folyamatban lehetnek üzemszünetek... tehát egy pontról tovább lehessen folytatni a munkát.
Szerintem még merevíteni fogod a szerkezetet... Persze csak hab... de vannak "járulékos" terhelések is...
A 3D marásnál nem csak a sebesség a meghatározó hanem a gyorsulási képesség is... Sőt talán az a fontosabb paraméter... és egy bizonyos súlyt (a mechanikát) kell gyorsítanod és lassítanod (szinte) állandóan... (belengés veszély - főleg Z-nél...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 16, 11:33
Írta: 000000000 Dátum 2008 május 16, 11:33
XY:ITEM gyári bordásszíjmegoldás Z:trapézmenet, amit bánok, mert olcsó IGUS-ból van> müködik, de ipari bóvli:(
A levegőhajtásnak elsődleges előnye: minimális rezonancia, kis "motor" méret, nagy nyomaték, nagy fordulat.
Z:problémás tud lenni
Ez így van! a Z belengése a veszélyes, de ezen lehet igen jelentőset javítani CAM stratégiai "trükkökkel" ezért írtam egy másik topikba ezt: (pénzkereseti lehetőség)
(bonyolult feladat>kérdés:milyen CAM-et ami MACH?)
MACH kompatibilis elérhető CAM softwaret keresek(3D marás, 3AXIS), mely könyedén tudja (beépítet rutin vagy plugin szerüen) az alábbi interpolációs feladatot:
paraméterek:
- van egy igen nagyméretű 3D formám habból (10méter x 4m x1m)
- van egy levegővel hajtott maró szerszámom, mely derékszög tengelymeghajtású (90 fok elfordítva mint a hagyományos marógépeken>> a marró forgácsoló tengely vízszintes nem függőleges + 100mm átmérőjű marró tárcsát forgat)
http://www.protoolkft.hu/shop/index.php?tev=7&termek=6018
- A várható interpoláció folyamatos forgácsolási ideje meg foglya haladni az 1 HETET! (extrém nagy felület +nem alkalmi egyszeri interpolációs feldatról van szó: sok hasonló munkám van a jövőben)
- Z tengellyel szeretném nagyolni a habot, fentről lefelé haladva az interpolációval. (különböző statikai és technológiai okok miatt)
- Az XY tengely nagyolás alatt többnyire áll, a Z tengelyem extra gyors.
- A Z tengellyel a nagyolás fentről lefelé forgácsolással történik, de ne jöjjön vissza felülre (vissza) ÜRESJÁRATBAN FEL a Z tengely! hanem mozduljon el lent és felfelé IS forgácsoljon! (Z tengely felfelé és lefelé is egyaránt forgácsol nagyolásnál)
- A 3D marrandó forma: nagméretű hajótestek alsó héjai
...MACH kompatibilis CAM-et keresek, ami a Z tengelyen mindkét irányban forgácsoló nagyolást képes generálni software-s úton 3D formára.
+36.30.375.06.01 @előre is köszi
A levegőhajtásnak elsődleges előnye: minimális rezonancia, kis "motor" méret, nagy nyomaték, nagy fordulat.
Z:problémás tud lenni
Ez így van! a Z belengése a veszélyes, de ezen lehet igen jelentőset javítani CAM stratégiai "trükkökkel" ezért írtam egy másik topikba ezt: (pénzkereseti lehetőség)
(bonyolult feladat>kérdés:milyen CAM-et ami MACH?)
MACH kompatibilis elérhető CAM softwaret keresek(3D marás, 3AXIS), mely könyedén tudja (beépítet rutin vagy plugin szerüen) az alábbi interpolációs feladatot:
paraméterek:
- van egy igen nagyméretű 3D formám habból (10méter x 4m x1m)
- van egy levegővel hajtott maró szerszámom, mely derékszög tengelymeghajtású (90 fok elfordítva mint a hagyományos marógépeken>> a marró forgácsoló tengely vízszintes nem függőleges + 100mm átmérőjű marró tárcsát forgat)
http://www.protoolkft.hu/shop/index.php?tev=7&termek=6018
- A várható interpoláció folyamatos forgácsolási ideje meg foglya haladni az 1 HETET! (extrém nagy felület +nem alkalmi egyszeri interpolációs feldatról van szó: sok hasonló munkám van a jövőben)
- Z tengellyel szeretném nagyolni a habot, fentről lefelé haladva az interpolációval. (különböző statikai és technológiai okok miatt)
- Az XY tengely nagyolás alatt többnyire áll, a Z tengelyem extra gyors.
- A Z tengellyel a nagyolás fentről lefelé forgácsolással történik, de ne jöjjön vissza felülre (vissza) ÜRESJÁRATBAN FEL a Z tengely! hanem mozduljon el lent és felfelé IS forgácsoljon! (Z tengely felfelé és lefelé is egyaránt forgácsol nagyolásnál)
- A 3D marrandó forma: nagméretű hajótestek alsó héjai
...MACH kompatibilis CAM-et keresek, ami a Z tengelyen mindkét irányban forgácsoló nagyolást képes generálni software-s úton 3D formára.
+36.30.375.06.01 @előre is köszi
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 május 16, 12:21
Írta: 3vv2btrhv Dátum 2008 május 16, 12:21
Megint érdekes szitu kezd kialakulni !!
Én gyökeresen másként csinálnám , de megint nem szeretnék ojan szituba keveredni mint az elözö esetben , amikor arra sem méltatál hogy telefonon visszahivjál .
Én gyökeresen másként csinálnám , de megint nem szeretnék ojan szituba keveredni mint az elözö esetben , amikor arra sem méltatál hogy telefonon visszahivjál .
Cím: Re:DC szervó motoros vezérlés
Írta: zt2c4wh9 Dátum 2008 május 16, 13:01
Írta: zt2c4wh9 Dátum 2008 május 16, 13:01
Kedves Fórumozók!
Én ajánlottam Hortobágyi úrnak, hogy érdeklődjön ezen a fórumon szakember után, hátha valakinek van szabad ideje/kapacitása a segítségnyújtásra.
A vezérlésekhez az optimális beállításokat a gépre szerelt motorokhoz és encoder felbontáshoz elküldtük Hortobágyi úrnak, vagyis nem arról van szó, hogy magára hagytuk a vevőnket a problémájával.
A vezérlők alapbeállítása eleve nem jó ezekhez a motorokhoz, csoda hogy az alapbeállítással egyáltalán fut a gép.
Mechanikai munkát "villamos" emberek lévén nem vállalunk(a csatlakozófelület a vezérlőkön pedig nem hozzáférhető jelenleg), illetve idő hiányában a helyszínre nem tudunk jelenleg kimenni, vásárlás előtti ajánlásunkban egyébként az is szerepelt, hogy az USB port legyen hozzáférhető, hogy a PID hangolást könnyen el lehessen végezni.
"mert most azt gondolom egy "álmot" adtak el neked..."
Első tanácsom az volt, hogy a gép elkészülte után a nyomatékigényt ki kell mérni és ahhoz illeszteni a motorteljesítményt! Sajnos a nyomatékigény mindmáig számomra ismeretlen, de nem hiszem, hogy a megtett ajánlásunk után a mi felelőségünk lenne, ha a motorok esetleg alul lettek méretezve a géphez. Természetesen még mindig fenntartom azt az ajánlatot is, ha kicsinek bizonyulnak a motorok, szívesen lecseréljük őket nagyobbakra.
A CAD/CAM programot illetően úgy gondolom, hogy a 3D-s tervezés egy külön szakma ehhez mi nem értünk és reméltem(amikor önökhöz irányítottam ügyfelünket) hogy valaki szakembernek ezen a fórumon esetleg jövedelmező kapcsolatot építhet ki vagy akár hosszabb távú munkalehetőséget jelenthet a CAM programozás Hortobágyi úr cégénél.
Elnézést, ha zavartuk köreiket, a hozzászólásokkal nem volt célunk a reklám, sem pedig az ellenreklám. Az ügyben nyújtott segítségüket előre is köszönjük.
Tisztelettel.:Klincsik Balázs
Én ajánlottam Hortobágyi úrnak, hogy érdeklődjön ezen a fórumon szakember után, hátha valakinek van szabad ideje/kapacitása a segítségnyújtásra.
A vezérlésekhez az optimális beállításokat a gépre szerelt motorokhoz és encoder felbontáshoz elküldtük Hortobágyi úrnak, vagyis nem arról van szó, hogy magára hagytuk a vevőnket a problémájával.
A vezérlők alapbeállítása eleve nem jó ezekhez a motorokhoz, csoda hogy az alapbeállítással egyáltalán fut a gép.
Mechanikai munkát "villamos" emberek lévén nem vállalunk(a csatlakozófelület a vezérlőkön pedig nem hozzáférhető jelenleg), illetve idő hiányában a helyszínre nem tudunk jelenleg kimenni, vásárlás előtti ajánlásunkban egyébként az is szerepelt, hogy az USB port legyen hozzáférhető, hogy a PID hangolást könnyen el lehessen végezni.
"mert most azt gondolom egy "álmot" adtak el neked..."
Első tanácsom az volt, hogy a gép elkészülte után a nyomatékigényt ki kell mérni és ahhoz illeszteni a motorteljesítményt! Sajnos a nyomatékigény mindmáig számomra ismeretlen, de nem hiszem, hogy a megtett ajánlásunk után a mi felelőségünk lenne, ha a motorok esetleg alul lettek méretezve a géphez. Természetesen még mindig fenntartom azt az ajánlatot is, ha kicsinek bizonyulnak a motorok, szívesen lecseréljük őket nagyobbakra.
A CAD/CAM programot illetően úgy gondolom, hogy a 3D-s tervezés egy külön szakma ehhez mi nem értünk és reméltem(amikor önökhöz irányítottam ügyfelünket) hogy valaki szakembernek ezen a fórumon esetleg jövedelmező kapcsolatot építhet ki vagy akár hosszabb távú munkalehetőséget jelenthet a CAM programozás Hortobágyi úr cégénél.
Elnézést, ha zavartuk köreiket, a hozzászólásokkal nem volt célunk a reklám, sem pedig az ellenreklám. Az ügyben nyújtott segítségüket előre is köszönjük.
Tisztelettel.:Klincsik Balázs
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 16, 14:19
Írta: bmejdz9nu Dátum 2008 május 16, 14:19
Szerintem az ügyfelednek segítségre van szüksége. Ez tény.
Ezt írta: "Keresnék egy "szakértőt", aki sürgősen ki tudna jönni hozzánk a vezérlőink maximalizált "turbozásása" érdekében. " ...
Tehát egyértelmű...
Ebben - szerintem - csak te tudnád tökéletesen segíteni. (Ebben a projektben már rengeteg munkája és pénze van bent...)
Szerintem... mechanikai oldalról tudunk segíteni neki de vezérlő "setup"-ban azaz PID hangolásban... csak te vagy az AutoSetup.
Ezt írta: "Keresnék egy "szakértőt", aki sürgősen ki tudna jönni hozzánk a vezérlőink maximalizált "turbozásása" érdekében. " ...
Tehát egyértelmű...
Ebben - szerintem - csak te tudnád tökéletesen segíteni. (Ebben a projektben már rengeteg munkája és pénze van bent...)
Szerintem... mechanikai oldalról tudunk segíteni neki de vezérlő "setup"-ban azaz PID hangolásban... csak te vagy az AutoSetup.
Cím: Re:DC szervó motoros vezérlés
Írta: zt2c4wh9 Dátum 2008 május 16, 14:32
Írta: zt2c4wh9 Dátum 2008 május 16, 14:32
Kedves Varsányi Péter!
Köszönöm szépen a segítő szándékot.
Az optimális beállítási értékek Hortobágyi úrnál vannak, csak rá kell tölteni a vezérlőkre azokat.
Sajnos úgy lett bedobozolva a vezérlés, hogy szét kell bontani hozzá a gépet, hogy rátöltsük a paramétereket, ez az, amit nem tudunk vállalni. Amúgy egy gombnyomás lenne csak, onnantól számítva, hogy az USB port hozzáférhető .
Valószínű, hogy a nyomaték azért nem megfelelő, mert az alapbeállítás 5A, ennyinél már áramkorlátozás van, de az is lehet, hogy egyszerűen kicsi a 150W-os motor a géphez.
Ahogy írtam az előbb, nincs információm a tengelyek nyomatékigényéről.
Meglátásom szerint először a paramétereket, amiket elküldtem rá kellene tölteni a vezérlőkre. Ha a nyomaték így is kevés, akkor a motor túl kicsi és akkor azon csak motorcserével lehet segíteni. A mechanikához egyébként nincs közünk, mechanikával egyáltalán nem foglalkozunk, szerintem tanulságos lenne megmérni a nyomatékigényt.
Köszönöm szépen a segítő szándékot.
Az optimális beállítási értékek Hortobágyi úrnál vannak, csak rá kell tölteni a vezérlőkre azokat.
Sajnos úgy lett bedobozolva a vezérlés, hogy szét kell bontani hozzá a gépet, hogy rátöltsük a paramétereket, ez az, amit nem tudunk vállalni. Amúgy egy gombnyomás lenne csak, onnantól számítva, hogy az USB port hozzáférhető .
Valószínű, hogy a nyomaték azért nem megfelelő, mert az alapbeállítás 5A, ennyinél már áramkorlátozás van, de az is lehet, hogy egyszerűen kicsi a 150W-os motor a géphez.
Ahogy írtam az előbb, nincs információm a tengelyek nyomatékigényéről.
Meglátásom szerint először a paramétereket, amiket elküldtem rá kellene tölteni a vezérlőkre. Ha a nyomaték így is kevés, akkor a motor túl kicsi és akkor azon csak motorcserével lehet segíteni. A mechanikához egyébként nincs közünk, mechanikával egyáltalán nem foglalkozunk, szerintem tanulságos lenne megmérni a nyomatékigényt.
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 május 17, 10:53
Írta: 3vv2btrhv Dátum 2008 május 17, 10:53

A pontos méreteket nem tudom igy csak megközelitöleg a méret .
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 17, 12:56
Írta: D.Laci Dátum 2008 május 17, 12:56
Ha 90°-ban el van fordítva a maró fej, az-az vízszintes, és a gép csak 3 tengelyes akkor az egyik oldalt elkezdi a meg munkálás. Mikor felér a fölső holtpontra és haladna, tovább a másikoldalt lefele akkor a marót mi fordítja át?
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 május 18, 22:45
Írta: 3vv2btrhv Dátum 2008 május 18, 22:45
http://www.youtube.com/watch?v=1Qf1nyZN84k&feature=related
ez megoldás lenne
ez megoldás lenne
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 május 18, 23:10
Írta: crgs7u9wg Dátum 2008 május 18, 23:10
ha van egy motorom pozicio-erzekelovel aminek a felbontasat ill. a sebesseget kozelitem vegtelenhez es egy olyan primitive szervo algoritmust hasznalok, hogyha a kivan pozicio kisebb mint az aktualis akkor max motor elore, ha nagyobb akkor meg max motor vissza, akkor ahogy kozelitem a fent emlitett jellemzoket a vegtelenhez, elmeletileg egyre kozelebb kerulok egy idealis szervo vezerlohoz, avagy minden esetben jobb hasznalni a pid vezerlest?
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 május 19, 02:48
Írta: e3h0cv4ph Dátum 2008 május 19, 02:48
Nem.
Ezzel a szabályzási elvvel, egy iszonyatosan rángatózó motort fogsz kapni ami soha sem tud beállni 0 hibára. Mennél jobban növeled a felbontást annál inkább szabályozhatatlan lesz a motor. (kipróbáltuk) Egy 3 tárcsás encoderrel még működött (úgy ahogy) ha ennél jobban megközelíted a végtelent :) akkor biztos oszcilláció lesz. Nem a semmiért találták ki a PID-et. (ráadásul a PID-et is be lehet ilyenre állítani I=0 D=0 P=max (bár akkor jól elcseszted a szabályzást))
Üdv:TT
Ezzel a szabályzási elvvel, egy iszonyatosan rángatózó motort fogsz kapni ami soha sem tud beállni 0 hibára. Mennél jobban növeled a felbontást annál inkább szabályozhatatlan lesz a motor. (kipróbáltuk) Egy 3 tárcsás encoderrel még működött (úgy ahogy) ha ennél jobban megközelíted a végtelent :) akkor biztos oszcilláció lesz. Nem a semmiért találták ki a PID-et. (ráadásul a PID-et is be lehet ilyenre állítani I=0 D=0 P=max (bár akkor jól elcseszted a szabályzást))
Üdv:TT
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 19, 06:40
Írta: 000000000 Dátum 2008 május 19, 06:40
Ezt nézted?
Szvsz ez egy erős konstrukció, forgatóval van olyan megmunkálási területű, mint a kar...
Szvsz ez egy erős konstrukció, forgatóval van olyan megmunkálási területű, mint a kar...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 19, 09:56
Írta: D.Laci Dátum 2008 május 19, 09:56
Ennyi erővel azt is mondhatnád, hogy csináltassa meg mással.
Egy ilyen robot karra meg tudnád csinálni a szerszám pályát? :)
Ha 90°-ban elforgatja, a fejet akkor megkel oldania, hogy még+180°-ot tudjon forgatni rajta.
A legegyszerűbb az, ha nem forgatja semerre.
Egy ilyen robot karra meg tudnád csinálni a szerszám pályát? :)
Ha 90°-ban elforgatja, a fejet akkor megkel oldania, hogy még+180°-ot tudjon forgatni rajta.
A legegyszerűbb az, ha nem forgatja semerre.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 19, 11:07
Írta: bmejdz9nu Dátum 2008 május 19, 11:07
Pedíg ez nem semmi... Meg is csinálható...Nem is tűnik bonyolultnak... De ahogy Laci is írja: szoftver...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 19, 11:18
Írta: D.Laci Dátum 2008 május 19, 11:18
Szoftver lenne a legkevesebb, de azzal kezdeném, hogy ne csak egy rakás ócskavas legyen.
A problémát abban látom, hogy a motor max ¼ fordulatot tesz így nagyon rossz a felbontás, HD-vel javítható a helyzet, de akkor a dinamika rovására. A legnagyobb probléma hogy egy síkban csak nagyon kis területen tud mozogni.
A problémát abban látom, hogy a motor max ¼ fordulatot tesz így nagyon rossz a felbontás, HD-vel javítható a helyzet, de akkor a dinamika rovására. A legnagyobb probléma hogy egy síkban csak nagyon kis területen tud mozogni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 19, 12:03
Írta: 000000000 Dátum 2008 május 19, 12:03
Összegezve a tapasztalatim:
- Sok különböző érdekes ember írt nekem a napokban, a felvetett témával kapcsolatban. Vastagon érezhető a személyeskedés ködös ellentéte, különböző érdekeltségek apró technológiai hitcsoportok tükröződésének egyhelyben toporgó fakivágós erdelyében.
- Alapvetően, és valóban hasznos és értékelhető segítséget a készítőtől kaptam! Szolgáltatásaival maximálisan meg vagyok elégedve. Én nem tudok még egy olyan Magyar céget felsorolni ahol enyi telefonos és kommunikációs supportot kaptam volna, egy ilyen alacsony áron megvásárolt termék esetén.
(Egy multicég call centerénél jóval magasabb színvonal: human comunication interface)
- Sajnos egyenlőre nem találtam megfelelő szekértőt a problémáim megoldására, tehát nem voltam-vagyok megelégedve az elérhető szolgáltatások választékával, és konstrukciós inovációs kézségekkel.
Sajnos a problémát és feladatot kevesen értik, szolgáltatásra lenne szükségem adott környezetben, de nem találom a megfelelő szekembert, holott mindenki tudja megoldható! Nem értem miért nem tudnak emberek az iróasztal elméleti tudományaitól elszakadva, a valóságban problémát megoldani. Elméleti síkon, fotelban nyöszörgést tapasztaltam (tisztelet a kivételnek) Jó lenne találni, egy hatékony problémamegoldó kreatív szakembert.
feladat:
Egy bizonyos DC szervómotor vezérlővel MACH alkalmazása, Z tengelyen történő nagyolásos interpolációval (lefelé és felfelé ható főnyamaték -nagyoló forgácsolás- irányvetor)

- Sok különböző érdekes ember írt nekem a napokban, a felvetett témával kapcsolatban. Vastagon érezhető a személyeskedés ködös ellentéte, különböző érdekeltségek apró technológiai hitcsoportok tükröződésének egyhelyben toporgó fakivágós erdelyében.
- Alapvetően, és valóban hasznos és értékelhető segítséget a készítőtől kaptam! Szolgáltatásaival maximálisan meg vagyok elégedve. Én nem tudok még egy olyan Magyar céget felsorolni ahol enyi telefonos és kommunikációs supportot kaptam volna, egy ilyen alacsony áron megvásárolt termék esetén.
(Egy multicég call centerénél jóval magasabb színvonal: human comunication interface)
- Sajnos egyenlőre nem találtam megfelelő szekértőt a problémáim megoldására, tehát nem voltam-vagyok megelégedve az elérhető szolgáltatások választékával, és konstrukciós inovációs kézségekkel.
Sajnos a problémát és feladatot kevesen értik, szolgáltatásra lenne szükségem adott környezetben, de nem találom a megfelelő szekembert, holott mindenki tudja megoldható! Nem értem miért nem tudnak emberek az iróasztal elméleti tudományaitól elszakadva, a valóságban problémát megoldani. Elméleti síkon, fotelban nyöszörgést tapasztaltam (tisztelet a kivételnek) Jó lenne találni, egy hatékony problémamegoldó kreatív szakembert.
feladat:
Egy bizonyos DC szervómotor vezérlővel MACH alkalmazása, Z tengelyen történő nagyolásos interpolációval (lefelé és felfelé ható főnyamaték -nagyoló forgácsolás- irányvetor)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 19, 12:12
Írta: 000000000 Dátum 2008 május 19, 12:12
nem, nincs szükség átfordításra, a marófej nagyobb, mint a "főorsó motor" Egy nagyolási fogás 15cm is lehet így (90fok), nyugodtan bele lehet rohanni a habba le és fel. (széles-vastag tácsa fej: átmérő:50mm széleség:20mm)
ui: a nagyolást követően természetesen normál függőleges a Z maró tengely (motorcsere), azaz gömbmarófej alkalmazása.
ui: a nagyolást követően természetesen normál függőleges a Z maró tengely (motorcsere), azaz gömbmarófej alkalmazása.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 19, 13:06
Írta: D.Laci Dátum 2008 május 19, 13:06
Aggodalomra, pánikra semmi ok! Majd meg vesszük a gépet kilóra és csinálunk belőle 10 kisebbet.
3 helyzetben lehet a maró: (haladási irányt nem kel figyelembe venni)



1 első az akkor biztos kizárt, a 2.-at is kizárom, mert nem lehet forgatni, marad a 3. variáció. ???
2. 3. esetén az elforgatás miatt elég komoly szakértelem szükséges szoftveresen és hardveresen!
Az alapvető probléma a szakember hiánnyal az, hogy ilyet nem sokan csináltak (szerintem nem hazudnék, ha azt állítom, hogy senki).
3 helyzetben lehet a maró: (haladási irányt nem kel figyelembe venni)
1 első az akkor biztos kizárt, a 2.-at is kizárom, mert nem lehet forgatni, marad a 3. variáció. ???
2. 3. esetén az elforgatás miatt elég komoly szakértelem szükséges szoftveresen és hardveresen!
Az alapvető probléma a szakember hiánnyal az, hogy ilyet nem sokan csináltak (szerintem nem hazudnék, ha azt állítom, hogy senki).
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 19, 13:15
Írta: D.Laci Dátum 2008 május 19, 13:15
Ha el van forgatva a fej és csak le-fel mozog a legnagyobb fogás, akkor 20mm lehet különben valami ütközni fog. Vagy nem?
Folytassuk a csevegőben vagy a segítség béna vagyok topikban.
Folytassuk a csevegőben vagy a segítség béna vagyok topikban.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 19, 14:09
Írta: 000000000 Dátum 2008 május 19, 14:09
Az alábbi rajzokon nem jó egyetlen interpolációs elképzelés sem. (teljesen más mozgásról van szó!)
Nézd meg jól a gépről készült képeket, tudod, jól hogy a Z kilengése kritikus!
Tehát olyan interpolációt kel írni amiben nem alkalmazunk nagy nyomatékot X re és Y ra, mert az elhajlítaná a Z tengelyt.
Tehát a logikus költséghatékony MEGOLDÁS: Z vel fentről lefelé rohanva főforgácsolunk, (a gyufapálcát hosszába nehéz eltörni!) bár én két tenyerem közt el tudok törni hosszába egy hagyományos hétköznapi gyufapálcát, ha kívánjátok bemutatom.
visszatérve a feladatra:
+ az alábbi hajótest nem tudom honnét van, de nekem nincs tarajos gerincívre igényem, lapos az alja, 10m-en 6cm gerincív.
LEírom, Itrepoláció steb by step:
X tengely = hajó hosszába
Y tengely = a hajó keresztbe
Z tengely = a föld középpontja felé néz
begin
X tengely az első szelvényre áll a kívánt forma fölé 1,3m-el. (hajó hátsó rész)
X STOP
Y STOP
Z leszúr a formáig -20mm (FORGÁCSOLÁS-nyagyolás)
Z STOP
Y odébmegy finoman kis előtolással 100mm-t (a mechanika nem nyaklik> ebbe az irányba van inerciája)
Z feljön (FORGÁCSOLÁS -nyagyolás)
Y odébmegy finoman kis előtolással 100mm-t
Z leszúr a formáig -20mm (FORGÁCSOLÁS-nyagyolás)
Y odébmegy finoman kis előtolással 100mm-t
Z feljön (FORGÁCSOLÁS -nyagyolás)
.....repeat
Végül, gömbmaró, aminek maximum 10-20mm hab eltávolítás a feladata.
Könyörgöm valaki érti már???
Nézd meg jól a gépről készült képeket, tudod, jól hogy a Z kilengése kritikus!
Tehát olyan interpolációt kel írni amiben nem alkalmazunk nagy nyomatékot X re és Y ra, mert az elhajlítaná a Z tengelyt.
Tehát a logikus költséghatékony MEGOLDÁS: Z vel fentről lefelé rohanva főforgácsolunk, (a gyufapálcát hosszába nehéz eltörni!) bár én két tenyerem közt el tudok törni hosszába egy hagyományos hétköznapi gyufapálcát, ha kívánjátok bemutatom.
visszatérve a feladatra:
+ az alábbi hajótest nem tudom honnét van, de nekem nincs tarajos gerincívre igényem, lapos az alja, 10m-en 6cm gerincív.
LEírom, Itrepoláció steb by step:
X tengely = hajó hosszába
Y tengely = a hajó keresztbe
Z tengely = a föld középpontja felé néz
begin
X tengely az első szelvényre áll a kívánt forma fölé 1,3m-el. (hajó hátsó rész)
X STOP
Y STOP
Z leszúr a formáig -20mm (FORGÁCSOLÁS-nyagyolás)
Z STOP
Y odébmegy finoman kis előtolással 100mm-t (a mechanika nem nyaklik> ebbe az irányba van inerciája)
Z feljön (FORGÁCSOLÁS -nyagyolás)
Y odébmegy finoman kis előtolással 100mm-t
Z leszúr a formáig -20mm (FORGÁCSOLÁS-nyagyolás)
Y odébmegy finoman kis előtolással 100mm-t
Z feljön (FORGÁCSOLÁS -nyagyolás)
.....repeat
Végül, gömbmaró, aminek maximum 10-20mm hab eltávolítás a feladata.
Könyörgöm valaki érti már???
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 19, 14:19
Írta: D.Laci Dátum 2008 május 19, 14:19
"3 helyzetben lehet a maró: (haladási irányt nem kel figyelembe venni) "
Én értem a forgácsolás irányát csak a maró helyzetére voltam kíváncsi.
2 perc alatt rajzoltam egy testet. Ha konkrét rajzot kaptam volna konkrét szerszám paraméterekkel, Már rég szívhatnátok a port! :)
Én értem a forgácsolás irányát csak a maró helyzetére voltam kíváncsi.
2 perc alatt rajzoltam egy testet. Ha konkrét rajzot kaptam volna konkrét szerszám paraméterekkel, Már rég szívhatnátok a port! :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 19, 19:33
Írta: bmejdz9nu Dátum 2008 május 19, 19:33
"Kicsit" megint moderáltam...
... mert megint (anti)reklám volt konkrét megnevezésekkel... (megkértek, tettem...tudjátok ki és miért...)
Legközelebb az egészet törlöm! Ez nagyon "erős volt"...
... de menjetek valamelyik "segítség" topikba mert nem a szervós a téma...
(de nem is értem... "dicsőitenek egy szervós céget és annak a termékét amihez szakit keresnek, hogy valaki "beüzemelje"... :)
... mert megint (anti)reklám volt konkrét megnevezésekkel... (megkértek, tettem...tudjátok ki és miért...)
Legközelebb az egészet törlöm! Ez nagyon "erős volt"...
... de menjetek valamelyik "segítség" topikba mert nem a szervós a téma...
(de nem is értem... "dicsőitenek egy szervós céget és annak a termékét amihez szakit keresnek, hogy valaki "beüzemelje"... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 19, 19:56
Írta: bmejdz9nu Dátum 2008 május 19, 19:56
Azt látni, hogy nem kispályás motorok vannak rajta... Tehát erősen túlmértesek...
HD-vel biztos lassú lenne... talán nagyfelbontású encoderek és a motorok "elemi" erői...
Szerintem szenzációs az ötlet! Talán kisebb mérteben is jó lehet... valamire :) pl. smd ültetőgép vagy valami gyors pakoláshoz...
Worlds_fastest_robot_with_um-precision
HD-vel biztos lassú lenne... talán nagyfelbontású encoderek és a motorok "elemi" erői...
Szerintem szenzációs az ötlet! Talán kisebb mérteben is jó lehet... valamire :) pl. smd ültetőgép vagy valami gyors pakoláshoz...
Worlds_fastest_robot_with_um-precision
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 május 19, 20:28
Írta: 3vv2btrhv Dátum 2008 május 19, 20:28
Sok különböző érdekes ember írt nekem a napokban, a felvetett témával kapcsolatban. Vastagon érezhető a személyeskedés ködös ellentéte, különböző érdekeltségek apró technológiai hitcsoportok tükröződésének egyhelyben toporgó fakivágós erdelyében
Nem kell enyire irodalmian fogalmazni !!
Mi szeretjük a nyilt kritikát abbol értünk .
Nem kell enyire irodalmian fogalmazni !!
Mi szeretjük a nyilt kritikát abbol értünk .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 19, 21:01
Írta: bmejdz9nu Dátum 2008 május 19, 21:01
Ha én belemélyednék (milyen költői :)... ez szerintem a "legkeményebb" topik... (te tudod), hogy itt nincs "kegyelem" :)
Én már minden(!) hazai forgalomban lévő vezérlőt és UHU-t (meg)teszteltem. (kivétel Tiborét... de még szerintem egyszer az is meglesz...)
Én már minden(!) hazai forgalomban lévő vezérlőt és UHU-t (meg)teszteltem. (kivétel Tiborét... de még szerintem egyszer az is meglesz...)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 május 19, 22:13
Írta: e3h0cv4ph Dátum 2008 május 19, 22:13
Remélem nemsokára a miénket is fogod tesztelni!
Ha kész lesz küldök egy díszdobozos béta változatot (sok sok potméterrel rajta). :)
Ha kész lesz küldök egy díszdobozos béta változatot (sok sok potméterrel rajta). :)
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 május 19, 22:49
Írta: crgs7u9wg Dátum 2008 május 19, 22:49
valoban igazad van, megneztem szimulacioval, ha mast nem is de az elemi oszcillatort sikerult evvel a modszerrel megtalalni:) azonban valamit ki kell talalni a szervo-vezerlesre es a pid nem biztos, hogy a tokeletes megoldasok kozott van...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 május 19, 23:24
Írta: e3h0cv4ph Dátum 2008 május 19, 23:24
Miért mi a gondod a PID -el?
Van ennél jobb, összetettebb megoldás is de az is PID-et használ csak megfejeli még egy vagy több összetett szbályzással.
CNC-s körökbe ez az elemi PID szabályzás megfelelőnek bizonyul. Nem értem mi a gondod?
Van ennél jobb, összetettebb megoldás is de az is PID-et használ csak megfejeli még egy vagy több összetett szbályzással.
CNC-s körökbe ez az elemi PID szabályzás megfelelőnek bizonyul. Nem értem mi a gondod?
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 május 20, 14:41
Írta: 3vv2btrhv Dátum 2008 május 20, 14:41
Hajó
A magam szorakosztatására megcsináltam a testet
A magam szorakosztatására megcsináltam a testet
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 20, 18:10
Írta: 000000000 Dátum 2008 május 20, 18:10
Szép lett! Örülök, hogy érdekel a téma.
Mekkora méretben martad, és miből van az anyaga? Kézzel políroztad?
Azóta módosítottam a vízvonalformán (másak az ívek, vízkiszorítás súlypontja hátrébbkerült, 30 fokos megdőlésen agreszívabb lúvolási geometriát eröltettem)
ui: nem jófejség teljes mondatokat kicenzúrázni! Az említett cég nevét oké, hogy kicenzúrázák, de a rá mutató megelégedési mértéket és pozitív tapasztalatot és annak megfogalmazott mikéntjét konrétan leírt érvvel, harmatos indokolatlansággal kitörölni vérlázitó!
Irodalom: a nem jelenlévők közül valaki 1mill huf os CAM-el zaklatot, de a Z tengelyes feladatot ő sem tudta felvázolni, csak hosszasan dicsőitette CAM-je szeszélyes szépsegeit
Mekkora méretben martad, és miből van az anyaga? Kézzel políroztad?
Azóta módosítottam a vízvonalformán (másak az ívek, vízkiszorítás súlypontja hátrébbkerült, 30 fokos megdőlésen agreszívabb lúvolási geometriát eröltettem)
ui: nem jófejség teljes mondatokat kicenzúrázni! Az említett cég nevét oké, hogy kicenzúrázák, de a rá mutató megelégedési mértéket és pozitív tapasztalatot és annak megfogalmazott mikéntjét konrétan leírt érvvel, harmatos indokolatlansággal kitörölni vérlázitó!
Irodalom: a nem jelenlévők közül valaki 1mill huf os CAM-el zaklatot, de a Z tengelyes feladatot ő sem tudta felvázolni, csak hosszasan dicsőitette CAM-je szeszélyes szépsegeit
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 május 20, 18:31
Írta: 3vv2btrhv Dátum 2008 május 20, 18:31
Nem a méret a lényeg , és az anyag . Természetesen a valoságos méretet nem igy kell késziteni .
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 május 20, 19:23
Írta: x4rhew5r3 Dátum 2008 május 20, 19:23
Tegyük tisztába a dolgokat és rendezzük sorainkat.
Ez itt egy hobby fórum. Nem különösen érdekes, hogy a témára szakosodott cégek milyen szolgáltatást nyújtanak, ha az a szolgáltatás meghaladja a hobby kereteket.
Te építettél egy mechanikát, amihez megrendelted a hajtást, és csak azért nem volt felhőtlen a dolog, mert az usb csatlakozóhoz nem lehet kívülről hozzáférni. Egyébként csak be kellene dugni az usb kábelt és minden működne rendesen. Ha nem, akkor a szállító a mechanikának megfelelő motorral megoldja a problémát.
Ha nincs műgyantával kiöntve, akkor gondolom akár hosszabbítóval kivezetve, akár félig visszabontott állapotban a szállító beüzemeli a hajtást, és a fejlesztésed első szakasza lezárható.
Erre itt a fórumon nem tolongott senki, mert mint hobbista, soha nincs ideje és csak akkor ugrik, ha egy hobbista társa megszorul. Gondolom a szállítóval nem anyagi okok miatt támadt a vita, hiszen Te magad azzal nyitottál itt a fórumon, hogy "(pénz van)".
A fejlesztésed második szakasza következne, hogy a speciális feladathoz megtalálni a megfelelő szoftvert. Nyilván arra gondoltál, hogy az a legkevesebb, hiszen a mosógépben is számítógép van. Hát nem, azzal kellett volna kezdeni.
A cam sem magától lett, hanem szépen kialakultak a gépmodellek, és velük együtt fejlődött a cam is. Ha te nem olyan modellt választottál, amihez létezik szabványos megoldás, akkor oda bizony célprogramot kell fejleszteni.
Nekem úgy tűnik, hogy a feladatnak ezt a részét egy kicsit alábecsülöd, hiszen felvázoltad néhány sorban a triviális lépéseket, és ha nem kapsz választ, akkor azt hiszed hogy senki sem érti. Nem azért nincs válasz mert nem értjük, hanem aki érti, az tudja hogy "nem gyere cipó hamm bekaplak" a téma.
Ezt nem lehet kilóra megvenni. Azon meg egy kicsit elgondolkozhatnál, hogy a fórum jó ideje ezekkel a szabályokkal működik, és nincsenek vérlázító események.
Ez csak egy vélemény, és nem akarok tovább ezzel foglalkozni. Egyébként sem itt lenne e helye.
Ez itt egy hobby fórum. Nem különösen érdekes, hogy a témára szakosodott cégek milyen szolgáltatást nyújtanak, ha az a szolgáltatás meghaladja a hobby kereteket.
Te építettél egy mechanikát, amihez megrendelted a hajtást, és csak azért nem volt felhőtlen a dolog, mert az usb csatlakozóhoz nem lehet kívülről hozzáférni. Egyébként csak be kellene dugni az usb kábelt és minden működne rendesen. Ha nem, akkor a szállító a mechanikának megfelelő motorral megoldja a problémát.
Ha nincs műgyantával kiöntve, akkor gondolom akár hosszabbítóval kivezetve, akár félig visszabontott állapotban a szállító beüzemeli a hajtást, és a fejlesztésed első szakasza lezárható.
Erre itt a fórumon nem tolongott senki, mert mint hobbista, soha nincs ideje és csak akkor ugrik, ha egy hobbista társa megszorul. Gondolom a szállítóval nem anyagi okok miatt támadt a vita, hiszen Te magad azzal nyitottál itt a fórumon, hogy "(pénz van)".
A fejlesztésed második szakasza következne, hogy a speciális feladathoz megtalálni a megfelelő szoftvert. Nyilván arra gondoltál, hogy az a legkevesebb, hiszen a mosógépben is számítógép van. Hát nem, azzal kellett volna kezdeni.
A cam sem magától lett, hanem szépen kialakultak a gépmodellek, és velük együtt fejlődött a cam is. Ha te nem olyan modellt választottál, amihez létezik szabványos megoldás, akkor oda bizony célprogramot kell fejleszteni.
Nekem úgy tűnik, hogy a feladatnak ezt a részét egy kicsit alábecsülöd, hiszen felvázoltad néhány sorban a triviális lépéseket, és ha nem kapsz választ, akkor azt hiszed hogy senki sem érti. Nem azért nincs válasz mert nem értjük, hanem aki érti, az tudja hogy "nem gyere cipó hamm bekaplak" a téma.
Ezt nem lehet kilóra megvenni. Azon meg egy kicsit elgondolkozhatnál, hogy a fórum jó ideje ezekkel a szabályokkal működik, és nincsenek vérlázító események.
Ez csak egy vélemény, és nem akarok tovább ezzel foglalkozni. Egyébként sem itt lenne e helye.
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 május 20, 19:30
Írta: 3vv2btrhv Dátum 2008 május 20, 19:30
Valóban nem ide tartozik a téma .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 20, 19:58
Írta: 000000000 Dátum 2008 május 20, 19:58
Hali Péter!
"Én már minden(!) hazai forgalomban lévő vezérlőt és UHU-t (meg)teszteltem. (kivétel Tiborét... de még szerintem egyszer az is meglesz...)" - írod.
Nem kaphatnánk egy rövid összehasonlítást!
Persze, csak ha publikus.
"Én már minden(!) hazai forgalomban lévő vezérlőt és UHU-t (meg)teszteltem. (kivétel Tiborét... de még szerintem egyszer az is meglesz...)" - írod.
Nem kaphatnánk egy rövid összehasonlítást!
Persze, csak ha publikus.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 20, 21:13
Írta: bmejdz9nu Dátum 2008 május 20, 21:13
Igazad van... Ha István most itt lenne... lehet, hogy az egész szervótopikot "rendbetenné" azaz... törölné ezeket a "habvágó" dolgokat... lehet, hogy most nekem kellene ezt tennem??? Gondban vagyok... mert azért "szabadság, szerelem".... :)
Nincs koncepció... nagyon hiányoznak az alapok... csodát, azaz egy "varázslót" keresnek...
Én persze megértem... együttérzek, de tudom nem fog kellő segítséget kapni...
De azt nem értem, hogy miért a "kész" géppel lép fel itt?
Csevegő lett a szervó topikból... "gyomlálni" fogok... csak azt nem tudom mennyit, mit és mikor...
Nincs koncepció... nagyon hiányoznak az alapok... csodát, azaz egy "varázslót" keresnek...
Én persze megértem... együttérzek, de tudom nem fog kellő segítséget kapni...
De azt nem értem, hogy miért a "kész" géppel lép fel itt?
Csevegő lett a szervó topikból... "gyomlálni" fogok... csak azt nem tudom mennyit, mit és mikor...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 20, 21:16
Írta: bmejdz9nu Dátum 2008 május 20, 21:16
Hát igen... Publikus :) pontosabban nem titkos...nincsenek titkaim (csak kicsik :) de ugyebár ezt nem várhatod el tőlem... itt és most... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 május 20, 21:33
Írta: Kristály Árpád Dátum 2008 május 20, 21:33
Halihó Péter!
Új vendéget nem kimélünk!
Rend a lelke mindennek....Én nem szeretnék ajtostól berontani....de szerintem a "szállitó van olyan korekt,hogyha hozzáfordulnak segítenek"....persze ha rendezett a viszony....
Szóval a Sevo topic az az Ővé!!!
Reggel törlöm az én dolgomat is!
Azt még megjegyzem, hogy elég szépen rátelepedtek a seftesek a forúmra s így a szakmai dolgok háttérbe szórúltak![#confused][#ejnye1][#wave][#wink][#worship]
Új vendéget nem kimélünk!
Rend a lelke mindennek....Én nem szeretnék ajtostól berontani....de szerintem a "szállitó van olyan korekt,hogyha hozzáfordulnak segítenek"....persze ha rendezett a viszony....
Szóval a Sevo topic az az Ővé!!!
Reggel törlöm az én dolgomat is!
Azt még megjegyzem, hogy elég szépen rátelepedtek a seftesek a forúmra s így a szakmai dolgok háttérbe szórúltak![#confused][#ejnye1][#wave][#wink][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 20, 23:33
Írta: 000000000 Dátum 2008 május 20, 23:33
elvi kérdés: ha egy fonal dobot szeretnék fékezni állandó nyomatékkal, de DC vezérlővel létezik kész (használható) megoldás?
(AC vektoros frekiváltót alkalmaztam, de érdekelne a DCs megvalósíthatóság elvi mikéntje)
...pl: mikrofonkábel állandó feszítése az otthoni keriokiszobában.
(AC vektoros frekiváltót alkalmaztam, de érdekelne a DCs megvalósíthatóság elvi mikéntje)
...pl: mikrofonkábel állandó feszítése az otthoni keriokiszobában.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 21, 11:05
Írta: 000000000 Dátum 2008 május 21, 11:05
DC motor áramgenerátoros hejtására gondoltál már?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 21, 11:05
Írta: 000000000 Dátum 2008 május 21, 11:05
hejtás = hajtás
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 21, 12:38
Írta: svejk Dátum 2008 május 21, 12:38
Bizonyára egyszerűbb mint frekiváltóval :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 21, 14:04
Írta: svejk Dátum 2008 május 21, 14:04
Elővettem a Videoton tárcsamocikat, egy kis unaloműző játékra..
Videoton tárcsamotor szervokörben
Alapvetően jól viselkedik, de azért a szabályzást elég jól illeszteni kell(ene) hozzá.
Videoton tárcsamotor szervokörben
Alapvetően jól viselkedik, de azért a szabályzást elég jól illeszteni kell(ene) hozzá.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 21, 14:04
Írta: 000000000 Dátum 2008 május 21, 14:04
svejk: igen egyszerübb, de frekiváltóval találtam csak elérhető (megvásárolható) kész megoldást (30e huf, vektorvezérlt LG).
Ezen költségek alatt ha belegondolok, hogy DC-ben hogy áll fel a megoldás, van-e rá elérhető DC motort meghajtó-vezérlő-fékező eszköz encoderkezeléssel?
Ezen költségek alatt ha belegondolok, hogy DC-ben hogy áll fel a megoldás, van-e rá elérhető DC motort meghajtó-vezérlő-fékező eszköz encoderkezeléssel?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 21, 15:18
Írta: svejk Dátum 2008 május 21, 15:18
Jó... csak tudod ez hobby fórum, és szeretünk mindent magunk csinálni.
Nem írtad mennyire kell precíz feszítés és mekkora feszítőerő szükséges .
Molinari ajánlásával pár alkatrészből lehet áramgenerátort készíteni.
Hovatovább egy kisfeszültségű motor ellenálláson keresztüli nagy feszültségről való
táplálása is kielégítő erdményt hozhat.
Bár nem energiabarát :)
Részleteket tudni kell, hogy mi lehet alakalmas és mennyire érdemes bonyolítani.
Nem írtad mennyire kell precíz feszítés és mekkora feszítőerő szükséges .
Molinari ajánlásával pár alkatrészből lehet áramgenerátort készíteni.
Hovatovább egy kisfeszültségű motor ellenálláson keresztüli nagy feszültségről való
táplálása is kielégítő erdményt hozhat.
Bár nem energiabarát :)
Részleteket tudni kell, hogy mi lehet alakalmas és mennyire érdemes bonyolítani.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 21, 15:43
Írta: bmejdz9nu Dátum 2008 május 21, 15:43
Jó a "háttérben" az új szervó vezérlő! [#finom][#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 21, 18:14
Írta: svejk Dátum 2008 május 21, 18:14
Nem új, egy kollégától kaptam tesztelésre...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 21, 19:01
Írta: HJózsi Dátum 2008 május 21, 19:01
Az a kék..., az mi? Tud annyit mint egy krokogyil?... [#conf]
A moci szépen fut, mik a paraméterei?
A moci szépen fut, mik a paraméterei?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 21, 19:16
Írta: svejk Dátum 2008 május 21, 19:16
Ez az a moci amiben kicseréltem a mágneseket.
Eredetileg Videoton Tárcsmotor volt, de már csak a tárcsa és a kefetartók a kefével az eredeti benne.
24V/5,5A 2000 1/perc
A nagy szám benne a kis tehetetlenség, és pillanatnyi akár 10 szeres túlvezérelhetőség.
Eredetileg Videoton Tárcsmotor volt, de már csak a tárcsa és a kefetartók a kefével az eredeti benne.
24V/5,5A 2000 1/perc
A nagy szám benne a kis tehetetlenség, és pillanatnyi akár 10 szeres túlvezérelhetőség.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 május 21, 21:08
Írta: e3h0cv4ph Dátum 2008 május 21, 21:08
Sziasztok.
Az miből derül ki egy motornál (szervó) hogy hányszorosára lehet tulterhelni (mondjuk a névlegeshez képest), ja és mennyi ideig?
Vegyük például az E240-es közismert motort, meg van adva a Maximum Continuous Current=1,9A ha jól tudom ezzel terhelhetem napi 24 órában, és meg van adva a Maximum Peak Current=13,9A ezt pedig semilyen körülmények között sem szabad túllépni (lemágnesező áram). De ezekbből, hogy derül ki az, hogy a pillanatnyi túlterhelés mekkora lehet és mennyi ideig tarthat?
Van erre valami képlet vagy csak gyakorlati sacc értékek?
Köszi.
Az miből derül ki egy motornál (szervó) hogy hányszorosára lehet tulterhelni (mondjuk a névlegeshez képest), ja és mennyi ideig?
Vegyük például az E240-es közismert motort, meg van adva a Maximum Continuous Current=1,9A ha jól tudom ezzel terhelhetem napi 24 órában, és meg van adva a Maximum Peak Current=13,9A ezt pedig semilyen körülmények között sem szabad túllépni (lemágnesező áram). De ezekbből, hogy derül ki az, hogy a pillanatnyi túlterhelés mekkora lehet és mennyi ideig tarthat?
Van erre valami képlet vagy csak gyakorlati sacc értékek?
Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 21, 21:15
Írta: bmejdz9nu Dátum 2008 május 21, 21:15
Szerintem csak a motor hőmérséklet a korlát...
Most, hogy írod... jó lett volna a gépemen mind a három motorra egy hő szenzort tenni... talán még nem késő...(csak tele már az energialánc mindenfélével...:)
Most, hogy írod... jó lett volna a gépemen mind a három motorra egy hő szenzort tenni... talán még nem késő...(csak tele már az energialánc mindenfélével...:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 21, 21:33
Írta: svejk Dátum 2008 május 21, 21:33
Ezt már egyszer Szalai kolléga is felvetette...
Ügyes felhasználó ki tudják számolni a motor adataiból biztos :)(én nem).
Gyakorlatilag hőmérséklet a lényeg, komolyabb motorokban van szenzor és a komolyabb vezérlők egyébként is minimum I2t védelemmel is rendelkeznek.
Ügyes felhasználó ki tudják számolni a motor adataiból biztos :)(én nem).
Gyakorlatilag hőmérséklet a lényeg, komolyabb motorokban van szenzor és a komolyabb vezérlők egyébként is minimum I2t védelemmel is rendelkeznek.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 május 21, 22:10
Írta: Kristály Árpád Dátum 2008 május 21, 22:10
Oké Svejk!
De nem válaszoltál.....milyen vezérlő az asztalon?.....
De nem válaszoltál.....milyen vezérlő az asztalon?.....
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 május 21, 22:17
Írta: e3h0cv4ph Dátum 2008 május 21, 22:17
Ezt az I2t védelmet ki tudnád fejteni egy kicsit bővebben?
Köszi.
Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 21, 22:25
Írta: svejk Dátum 2008 május 21, 22:25
Én nem igazán tudom elmagyarázni, de rengeteg irodalmat találsz.
A lényeg hogy a túlterhelési időt az áramnövekedés négyzetével arányosan csökkenteni kell.
Innen az I négyzet t elnevezés.
mert ugye a bevitt teljesítmény az áramerősség négyzetével arányos.
Ezenfelül procis megoldásoknál ezer furfangos algoritmust ki lehet találni, akár a folyamatos bevitt teljesítményt tudod ellenőrizni, visszakeresni az elmult időben.
A lényeg hogy a túlterhelési időt az áramnövekedés négyzetével arányosan csökkenteni kell.
Innen az I négyzet t elnevezés.
mert ugye a bevitt teljesítmény az áramerősség négyzetével arányos.
Ezenfelül procis megoldásoknál ezer furfangos algoritmust ki lehet találni, akár a folyamatos bevitt teljesítményt tudod ellenőrizni, visszakeresni az elmult időben.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 21, 22:34
Írta: svejk Dátum 2008 május 21, 22:34
Egy kollégám/barátom kreálmánya, de még vannak gyermekbetegségei..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 21, 22:40
Írta: 000000000 Dátum 2008 május 21, 22:40
Egészen más itt a bibi.
Hőtan a megoldás. Komolyabb motornak
a gyári adatai között szerepel két fontos tényező:
- termikus hőellenállás
- termikus időállandó
Olyasmi ez, mint a hűtőborda méretezés.
Csak itt három réteg között áramol a hő:
forgórész-állórész-külső levegős környezet.
Ezért szokták párban megadni ezeket a
tényezőket, és ezekből lehet aztán számolgatni....
Ezek határozzák meg, hogy a határ áram alatti
tartományban mennyi ideig lehet üzemeltetni.
Mert az talán egy értelmű, hogy a peek current
fölött soha nem szabad.
Hőtan a megoldás. Komolyabb motornak
a gyári adatai között szerepel két fontos tényező:
- termikus hőellenállás
- termikus időállandó
Olyasmi ez, mint a hűtőborda méretezés.
Csak itt három réteg között áramol a hő:
forgórész-állórész-külső levegős környezet.
Ezért szokták párban megadni ezeket a
tényezőket, és ezekből lehet aztán számolgatni....
Ezek határozzák meg, hogy a határ áram alatti
tartományban mennyi ideig lehet üzemeltetni.
Mert az talán egy értelmű, hogy a peek current
fölött soha nem szabad.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 21, 22:46
Írta: bmejdz9nu Dátum 2008 május 21, 22:46
A termelt hőt a motoron (DC) hol illik mérni? Azaz hol melegszik a legjobban?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 21, 22:52
Írta: svejk Dátum 2008 május 21, 22:52
A forgórészen, és bluetooth-szal átviszed a vezérlőre:) :)
Egyébként ha nincs álórésztekercs akkor a szénkefék közelében szokták elhelyezni.
Egyébként ha nincs álórésztekercs akkor a szénkefék közelében szokták elhelyezni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 21, 23:01
Írta: bmejdz9nu Dátum 2008 május 21, 23:01
Tényleg!
A Baldor motoroknál is ott van... a szénkefék tartójánál... azaz a réz megvezetőn... egy réz tartó és rajta az érzélelő...
A Baldor motoroknál is ott van... a szénkefék tartójánál... azaz a réz megvezetőn... egy réz tartó és rajta az érzélelő...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 21, 23:38
Írta: 4mjnxdwuu Dátum 2008 május 21, 23:38
Hali,
Nem ismeri valaki ezt a mocit:
YASKAWA
MINERTIA MOTOR
UGRMEM - 04MAZOE
UTOPI - 050SE
925011 - 1
nem találok róla semmit.... ?
[#help][#help][#help]
Nem ismeri valaki ezt a mocit:
YASKAWA
MINERTIA MOTOR
UGRMEM - 04MAZOE
UTOPI - 050SE
925011 - 1
nem találok róla semmit.... ?
[#help][#help][#help]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 22, 08:26
Írta: 000000000 Dátum 2008 május 22, 08:26
Szia!
Ennek a gyártónak én még csak kiváló minőségű
szervomotorjaival találkoztam, teszteltem, így
szinte biztos, a Tied is nagyon jó.
Ennek a gyártónak én még csak kiváló minőségű
szervomotorjaival találkoztam, teszteltem, így
szinte biztos, a Tied is nagyon jó.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 22, 11:29
Írta: 000000000 Dátum 2008 május 22, 11:29
MINERTIA MOTOR
Ez ...szerintem beszelo nev,azaz minimalis inercia. Szervonak rossz mar nem lehet...
Ez ...szerintem beszelo nev,azaz minimalis inercia. Szervonak rossz mar nem lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 22, 13:15
Írta: 4mjnxdwuu Dátum 2008 május 22, 13:15
Az a bajom, hogy nem tudom mit tudhat, W,Nm ?
egyébként érdekes szerkezet volt 1:1-ben hajtott egy 16*20-as golyós orsót...
Tibor ez a te kedvenced lenne.... megvan hozzá minden ( vezélés-táp-stb... ) és még működik is, komplett 2 tengelyes vezérlő. Ami a lényeg a bemenete ugye digitális az enkóder miatt, és az alapjel is mivel prociról ment. De a többi része analóg,( hibajel...szabályozás...) majd a legvége félhidas ( dupla tápú) PWM-es. Most próbálkozok valahogy PC-re kötni. Hátha nem csak alátétnek lenne jó...
egyébként érdekes szerkezet volt 1:1-ben hajtott egy 16*20-as golyós orsót...
Tibor ez a te kedvenced lenne.... megvan hozzá minden ( vezélés-táp-stb... ) és még működik is, komplett 2 tengelyes vezérlő. Ami a lényeg a bemenete ugye digitális az enkóder miatt, és az alapjel is mivel prociról ment. De a többi része analóg,( hibajel...szabályozás...) majd a legvége félhidas ( dupla tápú) PWM-es. Most próbálkozok valahogy PC-re kötni. Hátha nem csak alátétnek lenne jó...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 22, 14:05
Írta: 000000000 Dátum 2008 május 22, 14:05
Akkor azért ez nem is egy 90W-os moci lehet.
Fotót nem tudsz feltenni róla?
Vagy legalább méret, motor és kimenő
tengely átmérő?
Forgórész ellenállását kimérted? Kisebb mint
1.5 Ohm? 5 V-ról mekkora fordulatszáma?
Ezek már mérvadók lehetnek.
Mellesleg azért nem semmi dolgokat találsz....
Múltkor négy tárcsamotor, most ez a cucc.
Elköltözöm Felétek.:)
Fotót nem tudsz feltenni róla?
Vagy legalább méret, motor és kimenő
tengely átmérő?
Forgórész ellenállását kimérted? Kisebb mint
1.5 Ohm? 5 V-ról mekkora fordulatszáma?
Ezek már mérvadók lehetnek.
Mellesleg azért nem semmi dolgokat találsz....
Múltkor négy tárcsamotor, most ez a cucc.
Elköltözöm Felétek.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 22, 14:28
Írta: bmejdz9nu Dátum 2008 május 22, 14:28
Várjuk a képet! mérd meg a motor súlyát is... kimeneti tengelyt... Lehet, hogy nekem is ilyen van... Csak neked le esett a cimke, kicsi papír rajta.
Ezek között talán megtaláljuk... Yaskawa Minertia szervo motor adatlapok.
Ezek között talán megtaláljuk... Yaskawa Minertia szervo motor adatlapok.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 22, 15:59
Írta: 4mjnxdwuu Dátum 2008 május 22, 15:59
Ok ha hazaérek csinálok képeket...
(Én nem nagy mocinak tippelem, max 150W-ra nézem..., olyan NEMA 34 szabvány felfogatása lehet...)
(Én nem nagy mocinak tippelem, max 150W-ra nézem..., olyan NEMA 34 szabvány felfogatása lehet...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 22, 16:07
Írta: bmejdz9nu Dátum 2008 május 22, 16:07
A hajtott orsót is fotózd le... ha már... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 május 22, 16:55
Írta: 3k74cecek Dátum 2008 május 22, 16:55
Legjobban általánosságban a tekercs belseje melegszik. Persze ide utólag érzékelőt beépíteni többnyire nem lehet.
DC motor esetén kérdéses hogy milyen konstrukciójú. Állandó mágneses, vagy tekercselt, kefés vagy kefe nélküli, soros vagy párhuzamos, stb.?
Milyen a mechanikai kivitele?
Ezek ismeretében lehet eldönteni, hogyan érdemes a hőmérést megoldani.
DC motor esetén kérdéses hogy milyen konstrukciójú. Állandó mágneses, vagy tekercselt, kefés vagy kefe nélküli, soros vagy párhuzamos, stb.?
Milyen a mechanikai kivitele?
Ezek ismeretében lehet eldönteni, hogyan érdemes a hőmérést megoldani.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 22, 17:01
Írta: bmejdz9nu Dátum 2008 május 22, 17:01
Hát igen...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 22, 23:59
Írta: 4mjnxdwuu Dátum 2008 május 22, 23:59
Halihó,
Ma bibelődtem kicsit a cuccal... ha finoman kimozdítom a pozicióból, max 10,5 A-ig megy fel az áram, a kimozdítás mértékétől függően, és tizenvalahány másodperc után leold. A kimozdítás mértékével arányos a motorárama. Na ez furcsa nekem, ha kicsit mozdítom ki akkor pl csak 2A-t tesz a motorra a vezérlő.... De ez az érték miért nem kezd el nőni? Hiszen a motor lemaradásban van az adott pozicióhoz képest???
Az orsót most nem tudtam lefényképezni, máshol van. A többi kép


Ma bibelődtem kicsit a cuccal... ha finoman kimozdítom a pozicióból, max 10,5 A-ig megy fel az áram, a kimozdítás mértékétől függően, és tizenvalahány másodperc után leold. A kimozdítás mértékével arányos a motorárama. Na ez furcsa nekem, ha kicsit mozdítom ki akkor pl csak 2A-t tesz a motorra a vezérlő.... De ez az érték miért nem kezd el nőni? Hiszen a motor lemaradásban van az adott pozicióhoz képest???
Az orsót most nem tudtam lefényképezni, máshol van. A többi kép
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 23, 00:01
Írta: 4mjnxdwuu Dátum 2008 május 23, 00:01
Eltoltam. Itt a többi kép
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 23, 00:10
Írta: bmejdz9nu Dátum 2008 május 23, 00:10
Mi van a cimkén? Ugyan ilyenem (is) van... egy kicsit nagyobban... (szupercucc!!!)
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 23, 05:42
Írta: 4mjnxdwuu Dátum 2008 május 23, 05:42
YASKAWA
MINERTIA MOTOR
UGRMEM - 04MAZOE
UTOPI - 050SE
925011 - 1
De nem tudok róla semmit...
Estleg valaki ???
MINERTIA MOTOR
UGRMEM - 04MAZOE
UTOPI - 050SE
925011 - 1
De nem tudok róla semmit...
Estleg valaki ???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 23, 07:28
Írta: 000000000 Dátum 2008 május 23, 07:28
Szia Trapista!
Gyere el egyszer hozzám, bemérem Neked.
Sajnos pont erről a típusról nekem sincs infóm.
De nyugodt lehetsz, márkás szériáról van szó,
persze nem ismerjük a motor előéletét.
Reméljük, szakszerűen bántak vele, és nem érte
károsodás.
Gyere el egyszer hozzám, bemérem Neked.
Sajnos pont erről a típusról nekem sincs infóm.
De nyugodt lehetsz, márkás szériáról van szó,
persze nem ismerjük a motor előéletét.
Reméljük, szakszerűen bántak vele, és nem érte
károsodás.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 23, 07:31
Írta: 000000000 Dátum 2008 május 23, 07:31
Ja és valószínűleg csak az arányos tag van a
szabályzódban bekapcsolva, aktivizáld benne
az I tagot is, ekkor már kis kitérésnél is
felkúszik majd az áram a beállított időállandó
függvényében.
szabályzódban bekapcsolva, aktivizáld benne
az I tagot is, ekkor már kis kitérésnél is
felkúszik majd az áram a beállított időállandó
függvényében.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 23, 08:02
Írta: bmejdz9nu Dátum 2008 május 23, 08:02
Trapista írja erről a motorról: (#5010-ben)
"egyébként érdekes szerkezet volt 1:1-ben hajtott egy 16*20-as golyós orsót..."
és ez hogyan van Tibor? Te tudsz többet erről a bontott szerkezetről?
"egyébként érdekes szerkezet volt 1:1-ben hajtott egy 16*20-as golyós orsót..."
és ez hogyan van Tibor? Te tudsz többet erről a bontott szerkezetről?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 23, 08:24
Írta: 000000000 Dátum 2008 május 23, 08:24
Szia Péter!
Pl. úgy van, hogy egy SMD beültetőt működtetett,
és nem egy X*100 kg-os tömegű forgácsoló CNC
gép előtolását.
Én magam is használok egy olyan tesztpadot,
ahol direkbe egy 80 W-os szervomoci egy fordulat
alatt 60 mm-rel mozdít el 10 dk-os fejegységet.
Ráadásul ez a cucc 2 évvel ezelőtt ott volt
melletted a Talin, amikor szomszédok voltunk.
Csak akkor még abszolut hidegen hagyott a
téma. Pedig szívesen beszéltem volna már akkor
is róla Neked.:)
Péter újfent, és már kb. ötvenegyedszer
elárulom Neked azt két fontos "óriási titkot",
amiről már lassan 2 éve pofázok itt:
A motor elektromechanikai időállandója
és a rendszer redukált tehetetlenségi nyomatéka.
Ameddig valaki nem veszi a fáradságot, hogy az ezzel kapcsolatos minimál elméletet
megértse, vagy tanácsot kérjen ezzel
kapcsolatban, annak soha nem lesz optimális a
szervohajtása. A dolog ugyanis nem arról szól,
gyerünk, nyomassuk az áramot abba a
szerencsétlen motorba, ha kell ha nem. Ennyi
erővel az anyósomat is megkérhetném, helyezzen
üzembe a szervót.:)) [#nyes]
Pl. úgy van, hogy egy SMD beültetőt működtetett,
és nem egy X*100 kg-os tömegű forgácsoló CNC
gép előtolását.
Én magam is használok egy olyan tesztpadot,
ahol direkbe egy 80 W-os szervomoci egy fordulat
alatt 60 mm-rel mozdít el 10 dk-os fejegységet.
Ráadásul ez a cucc 2 évvel ezelőtt ott volt
melletted a Talin, amikor szomszédok voltunk.
Csak akkor még abszolut hidegen hagyott a
téma. Pedig szívesen beszéltem volna már akkor
is róla Neked.:)
Péter újfent, és már kb. ötvenegyedszer
elárulom Neked azt két fontos "óriási titkot",
amiről már lassan 2 éve pofázok itt:
A motor elektromechanikai időállandója
és a rendszer redukált tehetetlenségi nyomatéka.
Ameddig valaki nem veszi a fáradságot, hogy az ezzel kapcsolatos minimál elméletet
megértse, vagy tanácsot kérjen ezzel
kapcsolatban, annak soha nem lesz optimális a
szervohajtása. A dolog ugyanis nem arról szól,
gyerünk, nyomassuk az áramot abba a
szerencsétlen motorba, ha kell ha nem. Ennyi
erővel az anyósomat is megkérhetném, helyezzen
üzembe a szervót.:)) [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 23, 09:08
Írta: bmejdz9nu Dátum 2008 május 23, 09:08
Ja értem...
amit Trapista bontott (16x20-as orsóval) az SMD ültető gép volt... :)
A Dolfi videóján is SMD ültető gép látszik... :)
amit Trapista bontott (16x20-as orsóval) az SMD ültető gép volt... :)
A Dolfi videóján is SMD ültető gép látszik... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 23, 09:13
Írta: bmejdz9nu Dátum 2008 május 23, 09:13
Beteszem mégegyszer a "Yaskawa set-emet"...Hátha hasonló a tied.
Ez egy 32mm átmérőjű és 10mm-es emelkedésű kompletten vett hajtás. (valami pótalkatrésznek szánták, de nem volt használva.)
Az egész súlya kb. 30-40Kg. (nagyobb a szerkezet mint ahogy a képen tűnik)

Ez egy 32mm átmérőjű és 10mm-es emelkedésű kompletten vett hajtás. (valami pótalkatrésznek szánták, de nem volt használva.)
Az egész súlya kb. 30-40Kg. (nagyobb a szerkezet mint ahogy a képen tűnik)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 23, 09:36
Írta: 000000000 Dátum 2008 május 23, 09:36
"A Dolfi videóján is SMD ültető gép látszik... :)"
Na látod ebbe egyetértünk, nekem is az a
gyanúm, hogy ez egy gyári cucc volt valaha,
és nem igazán forgácsolást végeztek vele, ha
20 mm-es menetemelkedésű az orsó benne.
De majd előkerül Dolfi, és elmodja gépének
mechanikia részleteit.
Na látod ebbe egyetértünk, nekem is az a
gyanúm, hogy ez egy gyári cucc volt valaha,
és nem igazán forgácsolást végeztek vele, ha
20 mm-es menetemelkedésű az orsó benne.
De majd előkerül Dolfi, és elmodja gépének
mechanikia részleteit.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 23, 09:42
Írta: svejk Dátum 2008 május 23, 09:42
Nem Dolphi gépe szerintem egy plotter volt anno...
Cím: Re:DC szervó motoros vezérlés
Írta: dolfi Dátum 2008 május 23, 10:04
Írta: dolfi Dátum 2008 május 23, 10:04
Smd gép volt
Cím: Re:DC szervó motoros vezérlés
Írta: dolfi Dátum 2008 május 23, 10:14
Írta: dolfi Dátum 2008 május 23, 10:14
vannak új képek a mappamban és új teszt video --- www.cnctar.hunbay.com/Dolfi/QuadCNC
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 23, 19:19
Írta: 4mjnxdwuu Dátum 2008 május 23, 19:19
Háát.... a motor az hasonló...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 23, 19:19
Írta: 4mjnxdwuu Dátum 2008 május 23, 19:19
Köszike. Tuti élni fogok vele, mert van belőlle 6 garnitúra....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 23, 20:07
Írta: svejk Dátum 2008 május 23, 20:07
18 db.??
Az igen!!
Az igen!!
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 23, 20:22
Írta: 4mjnxdwuu Dátum 2008 május 23, 20:22
nem, sajnos 6 garnitúra amiben 2 csatorna van csak.... (mármint a vezérlő) és + 2-nek a helye, de az sajnos nincs benne.... ( és hozzá a mocik.) tehát csak 12 db moci, és 6db 2 csatornás vezérlő.
A vezérlő felhasználhatóságát még keresem.
Tetszik, hogy a szabályozás része analóg, így kicsit analizálgathatom, hogy is működik egy gyári hajtás, még úgysem foglalkozam szervóval. A végén még áttérek, de akkor mit csináljak a 3 napja megvett 10 Nm-es léptetőmmel, és a társaival..? [#vigyor2]
A vezérlő felhasználhatóságát még keresem.
Tetszik, hogy a szabályozás része analóg, így kicsit analizálgathatom, hogy is működik egy gyári hajtás, még úgysem foglalkozam szervóval. A végén még áttérek, de akkor mit csináljak a 3 napja megvett 10 Nm-es léptetőmmel, és a társaival..? [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 23, 20:57
Írta: svejk Dátum 2008 május 23, 20:57
"Csak" ennyi?
Tudod kétfajta hobbycnc-s van:
Akinek servoja van és akinek lesz :):)
Teljesen más világ, sajnos a hátrányaival együtt, de az bizos hogy rengeteget lehet tanulni belőle ha érdekel az elektronika.
Tudod kétfajta hobbycnc-s van:
Akinek servoja van és akinek lesz :):)
Teljesen más világ, sajnos a hátrányaival együtt, de az bizos hogy rengeteget lehet tanulni belőle ha érdekel az elektronika.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 23, 21:23
Írta: 4mjnxdwuu Dátum 2008 május 23, 21:23
Ez így van... Csak én még mindíg nem látom mivel is lenne jobb nekem, legalábbis step-dir rendszerben... ( ne értsd félre azt, hogy álltalánosságban mivel jobb azt nagyjából tudom, de hogy számomra mivel jobb az a kérdés...) na de megyek játszani vele, aztán hátha kiderül...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 23, 21:35
Írta: svejk Dátum 2008 május 23, 21:35
Nem jobb, MÁS...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 14:46
Írta: bmejdz9nu Dátum 2008 május 24, 14:46
Egy kis első proba videó...
5mm-enkénti 4mm-es mélységű (viruális csőtollal) nyákfurási teszt... 5 luk/mp a teljesítmény (300 luk/perc)
Persze pl. egy ilyen nyákfúráshoz ez a gép elég monstrum... tehát könnyen "túltejesíthető" egy könnyeb szerkezetű géppel...
:::::::::::::::VIDEO ::::::::::::::::
5mm-enkénti 4mm-es mélységű (viruális csőtollal) nyákfurási teszt... 5 luk/mp a teljesítmény (300 luk/perc)
Persze pl. egy ilyen nyákfúráshoz ez a gép elég monstrum... tehát könnyen "túltejesíthető" egy könnyeb szerkezetű géppel...
:::::::::::::::VIDEO ::::::::::::::::
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 15:06
Írta: bmejdz9nu Dátum 2008 május 24, 15:06
Egy Tibi féle csillag teszt !!!! ::: NO COMMENT :) A VIDEO MÁGÁÉRT BESZÉL! (nem az én gépem, nem az én videóm...sajnos)
Szabályosan végrehajtva... ahogy Tibor előírta... először lassan... aztán gyorsabban... aztán még gyorsabban.
Szabályosan végrehajtva... ahogy Tibor előírta... először lassan... aztán gyorsabban... aztán még gyorsabban.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 24, 15:19
Írta: D.Laci Dátum 2008 május 24, 15:19
[#wow1][#taps][#csodalk][#integet2][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 május 24, 15:23
Írta: s5f8tmfv3 Dátum 2008 május 24, 15:23
Összeállt a szerkezet? Teljesíti az elvárásaidat? Mire fogod használni?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 24, 15:23
Írta: D.Laci Dátum 2008 május 24, 15:23
Tegyél rá egy szegbelövőt!
És add el egy kárpitosnak.
[#taps][#worship]
És add el egy kárpitosnak.
[#taps][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 15:37
Írta: bmejdz9nu Dátum 2008 május 24, 15:37
Dehogy ált még össze... most jönnek a finomhangolások és finom részletek kialakítása...
Nem is teszek bele marót, nehogy összepiszkítsa... :)
Nem is teszek bele marót, nehogy összepiszkítsa... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 15:38
Írta: bmejdz9nu Dátum 2008 május 24, 15:38
Mert ez már jó gyorsnak számít? Szerintem egy nyákfurási vetrsenyben "levernének" egy könnyebb szerkezetű géppel... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 24, 15:54
Írta: svejk Dátum 2008 május 24, 15:54
Nem semmi..
S0zinte már szemfényvesztés:)
Elárulhatná az illető hogy milyen mach beállításokkal sikerült elérnie.
Nem volt valami hardveres gyorsítókártya?
S0zinte már szemfényvesztés:)
Elárulhatná az illető hogy milyen mach beállításokkal sikerült elérnie.
Nem volt valami hardveres gyorsítókártya?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 16:02
Írta: bmejdz9nu Dátum 2008 május 24, 16:02
Dehogynem volt írta G320 Tudod azaz analóg... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 24, 16:06
Írta: svejk Dátum 2008 május 24, 16:06
Alapban a mach-el még gép nélkül sem sikerült ezt senkinek elérnie.
Várjuk meg a beállításokat..
Vagy ez a kész átverés show, és megbuherálták a G-kódot :):)
Várjuk meg a beállításokat..
Vagy ez a kész átverés show, és megbuherálták a G-kódot :):)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 24, 16:44
Írta: 000000000 Dátum 2008 május 24, 16:44
Gratulálok a videó tulajdonosának, ez egy
nagyon szépen behangolt CNC szervorendszer.
Nehéz lesz túlszárnyalni ezt a teljesítményt.
Igen gyors és pontos is a gép.[#eljen]
nagyon szépen behangolt CNC szervorendszer.
Nehéz lesz túlszárnyalni ezt a teljesítményt.
Igen gyors és pontos is a gép.[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 17:04
Írta: bmejdz9nu Dátum 2008 május 24, 17:04
Látod mit tudnak az analóg szervók... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 17:18
Írta: bmejdz9nu Dátum 2008 május 24, 17:18
Nekem nem eszi a WinPC-NC a G-cododat... most variálok vele... de most még nem akarok a szoftver furfangjaiba belemélyedni...
Most még a régebben megevett éktesztet sem komálja most... valamit elállítottam...
Most még a régebben megevett éktesztet sem komálja most... valamit elállítottam...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 május 24, 17:34
Írta: fs9s63xkf Dátum 2008 május 24, 17:34
Varsányi által belinkelt videó hozzám tartozik, csak megelőzött :)
A mach3-ban semmi extra nincs, amint tegnap már kitárgyaltuk, nagy gyorsítás szükséges és 3 másodperc alatt is megcsinálja. Jelen esetben 4000 mm/s^2 volt beállítva, CV üzemmód, Look ahead : 200 sor. A G-code-ban egyedül a sebességeket állítottuk!!
CNCGraf: CNCGraf video
Itt egy kis ízelítő a CNCgraf-ból :)
Ez a program tud nem 0-ról indítani így nagyobb sebesség is elérhető vele.
Egyébként a Geckok nem egységugráshoz lettek beállítva, hanem hogy mindig 0-ról indul, és ez meg is látszik rajta egy kicsit.:)
Üdv.:
Tibor Zoltán
A mach3-ban semmi extra nincs, amint tegnap már kitárgyaltuk, nagy gyorsítás szükséges és 3 másodperc alatt is megcsinálja. Jelen esetben 4000 mm/s^2 volt beállítva, CV üzemmód, Look ahead : 200 sor. A G-code-ban egyedül a sebességeket állítottuk!!
CNCGraf: CNCGraf video
Itt egy kis ízelítő a CNCgraf-ból :)
Ez a program tud nem 0-ról indítani így nagyobb sebesség is elérhető vele.
Egyébként a Geckok nem egységugráshoz lettek beállítva, hanem hogy mindig 0-ról indul, és ez meg is látszik rajta egy kicsit.:)
Üdv.:
Tibor Zoltán
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 17:36
Írta: bmejdz9nu Dátum 2008 május 24, 17:36
Azért egy csillagot én is csináltam :) ::::::::::::::::VIDEO :::::::::::::: - Az időket a MediaPlayer kiírja... Mikor lépett be az anyagba és mikor ki.
Ez a csőtoll nem az igazi... már majdnem kicsináltam... recseg ropog... valoban kellett volna egy tartót gyártani neki...
Nade majd gravírtűvel sokkal pontosabb ismétlési pontosságot tudok mérni... mert most persze minden jó...
Ez a csőtoll nem az igazi... már majdnem kicsináltam... recseg ropog... valoban kellett volna egy tartót gyártani neki...
Nade majd gravírtűvel sokkal pontosabb ismétlési pontosságot tudok mérni... mert most persze minden jó...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 24, 17:45
Írta: 000000000 Dátum 2008 május 24, 17:45
Szia Péter!
Nekem mondod?!:)
Sajna nekem nincs precízebb, szervós komplett 3D
mechanikám.
Akiknek meg van és ismerjük is (pl. Nagy Zoli
fórumtársunk), napok óta a vezérlőprogram
beállítással bíbelődnek, hogy egyáltalán CNC gép
nélkül is gyorsan lefusson a tesztprogram.
Én meg ebben nem tudok segíteni nekik, hüle vagyok a Mach-hoz, soha nem is használtam,
egy Mach2-vel játszottam fél napig anno.
Egyszer hátha összejön nekik a gyorsabb kód
futtatás, és akkor Ők is rajzolgathatnának egy
csillagocskát.:)
Mindesetre ha tényleg a Mach-nak létezik ilyen
szuper gyors és korrekt beállítása, lassan meg
kell változatni a véleményemet róla. Igaz, én
soha nem használtam, akik meg igen, lehet hogy
a sok pipa között elvesztek?:) A videó meggyőző
ilyen szempontból is.
Nekem mondod?!:)
Sajna nekem nincs precízebb, szervós komplett 3D
mechanikám.
Akiknek meg van és ismerjük is (pl. Nagy Zoli
fórumtársunk), napok óta a vezérlőprogram
beállítással bíbelődnek, hogy egyáltalán CNC gép
nélkül is gyorsan lefusson a tesztprogram.
Én meg ebben nem tudok segíteni nekik, hüle vagyok a Mach-hoz, soha nem is használtam,
egy Mach2-vel játszottam fél napig anno.
Egyszer hátha összejön nekik a gyorsabb kód
futtatás, és akkor Ők is rajzolgathatnának egy
csillagocskát.:)
Mindesetre ha tényleg a Mach-nak létezik ilyen
szuper gyors és korrekt beállítása, lassan meg
kell változatni a véleményemet róla. Igaz, én
soha nem használtam, akik meg igen, lehet hogy
a sok pipa között elvesztek?:) A videó meggyőző
ilyen szempontból is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 17:47
Írta: bmejdz9nu Dátum 2008 május 24, 17:47
Mire gondolsz, hogy nem egységugrásra hanem mindíg 0-ról?
Marni akaunk nem egységet ugasztani.... :)
Jó.. ez a CNCGraf... de kiváncsi vagyok majd a fejleményekre...
Marni akaunk nem egységet ugasztani.... :)
Jó.. ez a CNCGraf... de kiváncsi vagyok majd a fejleményekre...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 17:55
Írta: bmejdz9nu Dátum 2008 május 24, 17:55
Hát a Mach azért jó mert olcsó (akár...nagyon) és sok-sok pipa van benne :) egy hobbysta jól el van vele...
A CNCzone.com-on olvastam, hogy szinte senki sem ismeri teljesen. (csak az aki írta :)
Nekem nem lesz Mach... de ez a CNCGraf ez beizgat...(de van már két fajta WinPC-NC jogtiszta... :)
Na mindegy tovább kell csinálnom a mechanikai munkákat a gépemen... mert egyenlőre csak annyira akartam kipróbálni, hogy jól kötöttem e össze mindent...
Hihetetlen de nem zavarodott meg a sok dróttól...de majd a frekiváltó biztos megteszi a magét.. :) Persze remélem, hogy nem...
A CNCzone.com-on olvastam, hogy szinte senki sem ismeri teljesen. (csak az aki írta :)
Nekem nem lesz Mach... de ez a CNCGraf ez beizgat...(de van már két fajta WinPC-NC jogtiszta... :)
Na mindegy tovább kell csinálnom a mechanikai munkákat a gépemen... mert egyenlőre csak annyira akartam kipróbálni, hogy jól kötöttem e össze mindent...
Hihetetlen de nem zavarodott meg a sok dróttól...de majd a frekiváltó biztos megteszi a magét.. :) Persze remélem, hogy nem...
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 május 24, 18:03
Írta: Motoros Dátum 2008 május 24, 18:03
Na ez nagyon megy!(mint nagyanyám Singer varrógépe)
A nyákfúró versenyben persze majd egy kicsit visszavehetsz a tempóból mert különben sok fúród bánja.
A nyákfúró versenyben persze majd egy kicsit visszavehetsz a tempóból mert különben sok fúród bánja.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 24, 18:04
Írta: 000000000 Dátum 2008 május 24, 18:04
Alakul ez Péter, de még a 400 mm/s messze van!:)
Bár a vez. programod sem tud most még valami
miatt gyorsabban lefutni, biztos rájössz,
miért nem.
Bár a vez. programod sem tud most még valami
miatt gyorsabban lefutni, biztos rájössz,
miért nem.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 május 24, 18:05
Írta: fs9s63xkf Dátum 2008 május 24, 18:05
Annyi, hogy amikor finoman behangoltuk a Geckokat akkor egy olyan jelet kapott ami 0 sebességről indul, mint ahogy az a Mach3-ban van. Ha egységugrásos jelet kapna nap mint nap, akkor azzal kellett volna megkínálni a finombeállításnál és most jobb eredményeket kaptunk volna :) Mi nem fülre csináljuk :)
De látom Te máris megelőztél a kb 12 másodperccel, szóval megyek és tovább hangolom az AC servókat...
Mondjuk ez nem ugyan az a kód !!! Az eredeti az nem onnan kezdi és nem arra indul :)
Tibor45: köszönjük az elismerést!
De látom Te máris megelőztél a kb 12 másodperccel, szóval megyek és tovább hangolom az AC servókat...
Mondjuk ez nem ugyan az a kód !!! Az eredeti az nem onnan kezdi és nem arra indul :)
Tibor45: köszönjük az elismerést!
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 május 24, 18:11
Írta: Motoros Dátum 2008 május 24, 18:11
Na úgy látom eljött a szép új világ, mindenki szervóval nyomúl ezerrel.
Mi lesz velünk szerény szegény hobbysta léptetőmotorosokkal?? [#confused][#wilting]
Mi lesz velünk szerény szegény hobbysta léptetőmotorosokkal?? [#confused][#wilting]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 24, 18:16
Írta: 000000000 Dátum 2008 május 24, 18:16
Teljesen egyetértek a Mach-ról írtakról.
Nekem is hasonlókat csinál a mechanika nélkül.
Mechanikám (léptetős) csak max 35-40 mm/s tud.
Eddig minden esetben azt láttam, hogy amikor kétségbe lett vonva a Mach, annnak a nemismerés volt az oka.
Nekem is hasonlókat csinál a mechanika nélkül.
Mechanikám (léptetős) csak max 35-40 mm/s tud.
Eddig minden esetben azt láttam, hogy amikor kétségbe lett vonva a Mach, annnak a nemismerés volt az oka.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 18:21
Írta: bmejdz9nu Dátum 2008 május 24, 18:21
Hát erre én is gondoltam... Mi lesz velem az Első Magyar Nyákfuró Versenyen? :)
Szerinted egy 60.000rpm-es főorsóval mekkora lehet a max. sebesség? Tehát nem is gép a gyenge láncszem?
Szerinted egy 60.000rpm-es főorsóval mekkora lehet a max. sebesség? Tehát nem is gép a gyenge láncszem?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 18:26
Írta: bmejdz9nu Dátum 2008 május 24, 18:26
Letetettem a 400mm/s-ről... (gykorlatilag tudja de...)
Ez a gép alapjában léptetőmotoroshoz készült és az erőt és pontosságot már többre tartom...
240mm/sec-ben van a max. most... Ennyit tud a WinPC-NC Economy (24Khz-je 0.01mm-es lépes alapon)... ennyit tud az előfeszített orsó melegedés nélkül ...
A 400mm/sec-hez csak ugyis a WinPC-NC Profesionálal tudja... (40Khz)
Ez a gép alapjában léptetőmotoroshoz készült és az erőt és pontosságot már többre tartom...
240mm/sec-ben van a max. most... Ennyit tud a WinPC-NC Economy (24Khz-je 0.01mm-es lépes alapon)... ennyit tud az előfeszített orsó melegedés nélkül ...
A 400mm/sec-hez csak ugyis a WinPC-NC Profesionálal tudja... (40Khz)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 18:36
Írta: bmejdz9nu Dátum 2008 május 24, 18:36
Igen ez nem úgyanaz a kód... "alakítanom kellett rajta mert nem ette a winPC... de a szerszám belépéstől kilépésig én csak 9mp-et mértem... :)
Ez a Gecko beállítás... Ez így van... de hüle is vagyok... mert én is a WinPC NC motor hangolójával csinálom... az pedíg oda vissza hajtja 0-ról... valamire.
Utánna szoktam még finom hangolni... de szerintem nem jól csinálom... Azt persze meg sem merem kérni, hogy írd le Te hogy szoktad...
Tudom progi... de az nekem nincs...(másnak sincs) de a tárolós (UNI-T) szkópon szépen megmaradnak a felrajzolt jelek a kontroll pontról... de tudom, hogy volt jobb is... régebben...
Ez a Gecko beállítás... Ez így van... de hüle is vagyok... mert én is a WinPC NC motor hangolójával csinálom... az pedíg oda vissza hajtja 0-ról... valamire.
Utánna szoktam még finom hangolni... de szerintem nem jól csinálom... Azt persze meg sem merem kérni, hogy írd le Te hogy szoktad...
Tudom progi... de az nekem nincs...(másnak sincs) de a tárolós (UNI-T) szkópon szépen megmaradnak a felrajzolt jelek a kontroll pontról... de tudom, hogy volt jobb is... régebben...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 18:38
Írta: bmejdz9nu Dátum 2008 május 24, 18:38
Megtértek... [#nyes] De ne higy ám a "szemfényvesztésnek" :) (Én is csinálok még léptetős gépet!)
A szervó csak egy kicsit gyorsabb és erősebb... semmi más... ja meg halk...
A szervó csak egy kicsit gyorsabb és erősebb... semmi más... ja meg halk...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 24, 18:42
Írta: svejk Dátum 2008 május 24, 18:42
Hát ha mégsem átverés show akkor én is gratulálok..:) :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 24, 18:45
Írta: svejk Dátum 2008 május 24, 18:45
Ebben igazad van RC!
És mit csinál a luzer felhasználó ha nem tudja beállítani? Elkezd segítségért kapadozni, vagy rosszabb esetben elekzdi szidni..:)
Sajnos már én is többször kétségbe vontam a használhatóságát, de ezek a jó hírek mindig visszavezérelnek hozzá.
Már csak Varsányit kellene meggyőzni:) :)
És mit csinál a luzer felhasználó ha nem tudja beállítani? Elkezd segítségért kapadozni, vagy rosszabb esetben elekzdi szidni..:)
Sajnos már én is többször kétségbe vontam a használhatóságát, de ezek a jó hírek mindig visszavezérelnek hozzá.
Már csak Varsányit kellene meggyőzni:) :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 24, 18:51
Írta: svejk Dátum 2008 május 24, 18:51
Psichobilly!
Nem Tennéd közkincsé a mach verziód számát és az xml fájlt?
Teljesen fel vagyok csigázva hogy 10-15 ember mit rontott el, vagy mit nem csinál jól.
Arról nem is beszélve hogy a motoroknak már a hangján hallatszik (vagyis hogy nem hallatszik) szépen van beállítva.
Irányváltáskor a koppanások a kuplungból erednek, vagy úgy összességében a mechanika hangja.
Nem Tennéd közkincsé a mach verziód számát és az xml fájlt?
Teljesen fel vagyok csigázva hogy 10-15 ember mit rontott el, vagy mit nem csinál jól.
Arról nem is beszélve hogy a motoroknak már a hangján hallatszik (vagyis hogy nem hallatszik) szépen van beállítva.
Irányváltáskor a koppanások a kuplungból erednek, vagy úgy összességében a mechanika hangja.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 24, 19:10
Írta: svejk Dátum 2008 május 24, 19:10
Boccs a helytelen névírásért!
Tehát:
Psychobilly!
Tudom most azt sem tudod hol áll a fejed a rengeteg gratulációtól, ami jogos és büszke is lehetsz rá.
De ha lezajlik a dolog és lenne egy kis lyukas időd megcsinálnád nekem a scorpion.tap-ot exact stop-al lassan és utána a CV üzemmódal fokozatosan gyorsítva?
Annak idején ott nagyon látszott az eltérés, és Sajnos nekem nincs mechanikám még ha sikerülne is beállítani a mach-et hozzá.
Biztos már sokan unják ezt az erőszakoskodást tőlem, de annak idején a két üzemmód eltérése engem nagyon megzavart.
Ha nem tudsz rá időt szakítani az sem baj, ha igen itt találod a G-kódot:
scorpion.tap
Köszönöm!
Tehát:
Psychobilly!
Tudom most azt sem tudod hol áll a fejed a rengeteg gratulációtól, ami jogos és büszke is lehetsz rá.
De ha lezajlik a dolog és lenne egy kis lyukas időd megcsinálnád nekem a scorpion.tap-ot exact stop-al lassan és utána a CV üzemmódal fokozatosan gyorsítva?
Annak idején ott nagyon látszott az eltérés, és Sajnos nekem nincs mechanikám még ha sikerülne is beállítani a mach-et hozzá.
Biztos már sokan unják ezt az erőszakoskodást tőlem, de annak idején a két üzemmód eltérése engem nagyon megzavart.
Ha nem tudsz rá időt szakítani az sem baj, ha igen itt találod a G-kódot:
scorpion.tap
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 május 24, 19:12
Írta: fs9s63xkf Dátum 2008 május 24, 19:12
Nekünk benne van a 12 másodpercben a Z fel és le mozgatása, valamint az x0y0 pontról indul és oda is megy vissza a végén!! Nem ér csalni! :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 24, 19:24
Írta: bmejdz9nu Dátum 2008 május 24, 19:24
[#sir][#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 május 24, 19:33
Írta: fs9s63xkf Dátum 2008 május 24, 19:33
A verzió az a tapasztalatom szerint a 2.63 fölött mindegy.
Amit fontos beállítani:
General configban:
- CV mód
- Look ahead : 200 minimum
Motor tuningban:
- a gyorsulást kell magas értékre állítani, fontos, hogy ezt a csúszkával nem lehet, be kell írni kézzel !!!
Mást én sem állítottam át, minden az eredeti...
A CV-módban akkor látszik az eltérés, ha kicsi a gyorsítás. Nem tud elég gyorsan felgyorsulni ahhoz hogy folyamatos sebességgel haladjon az adott kanyarban, ezért levágja a kanyart. Ha viszont elég nagy gyorsítást írok be vagy lassan megyek akkor nem kell levágnia mert fel tud gyorsulni.
Van a Stop CV on angles > X : Ha nagyobb szöggel találkozik mint X akkor átkapcsol exact stop módba, viszont fontos, hogy ez csak arra az egy kanyarra vonatkozik, utána rögtön visszavált, ezt még régebben kérdezted...
Ha holnap lesz időm akkor megcsinálom a skorpiót...
Amit fontos beállítani:
General configban:
- CV mód
- Look ahead : 200 minimum
Motor tuningban:
- a gyorsulást kell magas értékre állítani, fontos, hogy ezt a csúszkával nem lehet, be kell írni kézzel !!!
Mást én sem állítottam át, minden az eredeti...
A CV-módban akkor látszik az eltérés, ha kicsi a gyorsítás. Nem tud elég gyorsan felgyorsulni ahhoz hogy folyamatos sebességgel haladjon az adott kanyarban, ezért levágja a kanyart. Ha viszont elég nagy gyorsítást írok be vagy lassan megyek akkor nem kell levágnia mert fel tud gyorsulni.
Van a Stop CV on angles > X : Ha nagyobb szöggel találkozik mint X akkor átkapcsol exact stop módba, viszont fontos, hogy ez csak arra az egy kanyarra vonatkozik, utána rögtön visszavált, ezt még régebben kérdezted...
Ha holnap lesz időm akkor megcsinálom a skorpiót...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 24, 19:36
Írta: svejk Dátum 2008 május 24, 19:36
És láss csodát!!
a Lock Ahead 200 csodát művelt :) :)[#buck]
(eredetileg nekem 20-on volt)
Most gyorsan utánaolvasok mit is jelent ez a beállítás :( :(
a Lock Ahead 200 csodát művelt :) :)[#buck]
(eredetileg nekem 20-on volt)
Most gyorsan utánaolvasok mit is jelent ez a beállítás :( :(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 24, 19:39
Írta: svejk Dátum 2008 május 24, 19:39
Ezer köszönet!!!
Lehet ezek után már kár is a scorpiot rajzolni:) :)
Lehet ezek után már kár is a scorpiot rajzolni:) :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 24, 21:40
Írta: HJózsi Dátum 2008 május 24, 21:40
Look Ahead X = X sort előre olvas, vagyis ennyi sort már előfeldolgoz végrehajtáshoz, így mindig van mit csinálni, nem ürül ki a "to do list" ... :) CD íróknál pl. underrun protection hasonló szerepet tölt be, ill. videószerkesztőknél a nem renderelt effektek valósidejű lejátszását nagy előreolvasással (előfeldolgozással) tudják megoldani...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 24, 21:50
Írta: HJózsi Dátum 2008 május 24, 21:50
GRATULÁLOK mindenkinek a mai videókért! [#integet2][#worship][#taps]
Most már tudom milyen irányba induljak első nyákmaró ügyben... A CNCGraf is jól mutatkozott be ... ( sajnos a próba változat = vedd meg és próbáld ki ... de ha valahol látjuk működni ...)
Most már tudom milyen irányba induljak első nyákmaró ügyben... A CNCGraf is jól mutatkozott be ... ( sajnos a próba változat = vedd meg és próbáld ki ... de ha valahol látjuk működni ...)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 24, 22:00
Írta: svejk Dátum 2008 május 24, 22:00
És Te ezt eddig is tudtad?
És mitől függ hogy mennyire állítsa az emberfia?
És mitől függ hogy mennyire állítsa az emberfia?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 24, 22:05
Írta: HJózsi Dátum 2008 május 24, 22:05
Én még sosem martam, az esztergán meg nem jött elő még sebesség probléma...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 24, 22:31
Írta: 000000000 Dátum 2008 május 24, 22:31
Gratulálok a precíz gépetekhez és a tökéletesen beállított Gecko szervorendszerhez.A Gecko-k finomhangolását a tárolós szkópon kívül mivel ill. milyen módszerrel végzitek? Nekem is van G320, nagyon érdekel a téma.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 május 24, 23:59
Írta: fs9s63xkf Dátum 2008 május 24, 23:59
Köszönjük! Mivel nincs tárolós szkópunk, írtam egy programot ami eltárolja az eltérést a step jelhez képest és azt kirajzoltatom egy grafikonra (Szervó motoros vezérlés #2047). Gyakorlatilag ugyan azt látom mint a szkópon, és addig tekergetjük a potikat amíg az eltérés minimális nem lesz és az álló motor sem "mocorog".
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 08:26
Írta: bmejdz9nu Dátum 2008 május 25, 08:26
Ez a program... (megnéztem a #2047-ben)... csak magadnak van... vagy hozzáférhető "más" számára is...aki "analog" szervót használ...
Nagyon jó! Az UHU szervóé is nagyon jó... hasonló... de ez még talán jobb... szívesen meg tesztelném... :)
Nagyon jó! Az UHU szervóé is nagyon jó... hasonló... de ez még talán jobb... szívesen meg tesztelném... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 08:47
Írta: svejk Dátum 2008 május 25, 08:47
Basszus,.. ezt mondtam a multkor, hogy csinálok neked egy kis kütyüt amit a gecko test kimetetére kapcsolva a sorosporton beküldi az aktuális hibát, és akár a bagoly testprogijával kirajzolja az eltérést (mint egy tárolós szkóp)
De már megelőztek..:( :(
De már megelőztek..:( :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 09:23
Írta: bmejdz9nu Dátum 2008 május 25, 09:23
De ez a progi szerintem kicsit más...
Számolni is tud, azaz nem csak diagramot... azaz a step/dir jelre és az encoderre is rá van kötve... (gondolom)
A bagolynál meg ... már nem is emlékszem ... de ott szerves része a vezérlőnek... azaz integrált... na jó lehet, hogy hüleség amit írok mert ez utóbbit nem ismerem.
De ha így van a "G-tesztelő" proginál akkor ez tuti jó mert bármilyen vezélőt lehet vele tesztelni... azaz két bármilyen különböző tipust pl. összehasonlítani. (talán olyat is aminek nincs hibajel kimenete...?)
Számolni is tud, azaz nem csak diagramot... azaz a step/dir jelre és az encoderre is rá van kötve... (gondolom)
A bagolynál meg ... már nem is emlékszem ... de ott szerves része a vezérlőnek... azaz integrált... na jó lehet, hogy hüleség amit írok mert ez utóbbit nem ismerem.
De ha így van a "G-tesztelő" proginál akkor ez tuti jó mert bármilyen vezélőt lehet vele tesztelni... azaz két bármilyen különböző tipust pl. összehasonlítani. (talán olyat is aminek nincs hibajel kimenete...?)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 11:56
Írta: bmejdz9nu Dátum 2008 május 25, 11:56
Egy jól beállított gépnél fontos, hogy az X és Y tengely derékszöget zárjon be. (amennyire lehet :)
Én ezt úgy állítotam be a végén, hogy az oldalmerevítőkbe már eleve beterveztem két 10mm alu távtartó lapot amit a végbeállításnál be lehetett marni.
(tehát nem csavaros megoldás hanem teljes felületen felfekvő! - Rezonanciabizos, nem állítódik el és erős)
A derékszöget a gépre szerelés után (gép munkaterület 320x320) 300x200mm-es szakszon bemértem a különbségeket digitális mikrométeres órával...
Az én "Cad progimmal" (tessék röhögni: Corel Draw) megrajzoltam a gép tartópontjait és a derékszöget és azon a mért értékek pontját.
A mért hibák alapján a rajz kiadta, hogy mennyit és hol kell lemarni azokból a 10mm-es köztávtartókból! (nem is kellett sokat :)
(ezek a 10-es anyagok teljes felületen vannak a tartóhid (oszlopon) és a kereszt tengely között - mint egy nagy alátétlemez)
A végeredmény:
Századon belül van a 300x200-as tartományban...
A műszer egy nagyon spéci digitális tapintó, felbontása amit lehet látni a kijelzőn 0.001mm - tehát az utolsó szájegy ezred mm.
(megjegyzem a derékszöget is ellenőríztem... drága német gyártmány... de csak "B kategóriás"... :)
VIDEO ::::: hossz írány (referencia)
VIDEO ::::: kereszt írány (hibamérés)
Én ezt úgy állítotam be a végén, hogy az oldalmerevítőkbe már eleve beterveztem két 10mm alu távtartó lapot amit a végbeállításnál be lehetett marni.
(tehát nem csavaros megoldás hanem teljes felületen felfekvő! - Rezonanciabizos, nem állítódik el és erős)
A derékszöget a gépre szerelés után (gép munkaterület 320x320) 300x200mm-es szakszon bemértem a különbségeket digitális mikrométeres órával...
Az én "Cad progimmal" (tessék röhögni: Corel Draw) megrajzoltam a gép tartópontjait és a derékszöget és azon a mért értékek pontját.
A mért hibák alapján a rajz kiadta, hogy mennyit és hol kell lemarni azokból a 10mm-es köztávtartókból! (nem is kellett sokat :)
(ezek a 10-es anyagok teljes felületen vannak a tartóhid (oszlopon) és a kereszt tengely között - mint egy nagy alátétlemez)
A végeredmény:
Századon belül van a 300x200-as tartományban...
A műszer egy nagyon spéci digitális tapintó, felbontása amit lehet látni a kijelzőn 0.001mm - tehát az utolsó szájegy ezred mm.
(megjegyzem a derékszöget is ellenőríztem... drága német gyártmány... de csak "B kategóriás"... :)
VIDEO ::::: hossz írány (referencia)
VIDEO ::::: kereszt írány (hibamérés)
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 25, 15:20
Írta: 4mjnxdwuu Dátum 2008 május 25, 15:20
Halihó,
Na felteszem az idióta kérdésem..... ( régebben márt volt róla szó, de akkor konkrét motorparaméterek miatt elakadt a megválászolása.)
Melyik jobb léptető, vagy szervó ??? ( az alábbi motorjaim vannak )
Szerintetek melyik a jobb? 5 mm emelkedésű orsó ( 20*5-s) az erő az orsó által kifejtett egyenes vonalú erő Kg-ben. Sebesség az anya száguldása az orsón (m/p-ben) Fordulatszám a motoron.
Azt vegyük figyelembe, hogy lassú sebességen nagy marókkal dolgozna fémen, nagyobb sebességen max 3m/p fában, és ez felett lenne gyorsjárat. ( szintén egy öszvér gép... ( ki mit választana..?)

Na felteszem az idióta kérdésem..... ( régebben márt volt róla szó, de akkor konkrét motorparaméterek miatt elakadt a megválászolása.)
Melyik jobb léptető, vagy szervó ??? ( az alábbi motorjaim vannak )
Szerintetek melyik a jobb? 5 mm emelkedésű orsó ( 20*5-s) az erő az orsó által kifejtett egyenes vonalú erő Kg-ben. Sebesség az anya száguldása az orsón (m/p-ben) Fordulatszám a motoron.
Azt vegyük figyelembe, hogy lassú sebességen nagy marókkal dolgozna fémen, nagyobb sebességen max 3m/p fában, és ez felett lenne gyorsjárat. ( szintén egy öszvér gép... ( ki mit választana..?)
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 25, 15:26
Írta: 4mjnxdwuu Dátum 2008 május 25, 15:26
Ha valamit elszámotam, a tévedés jogát fenntartom... De szólni lehet... [#awink]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 15:31
Írta: bmejdz9nu Dátum 2008 május 25, 15:31
Hogy melyik jobb a szervó vagy a léptető? Nem írtad a legfontosabb adatot! Melyikből hány darabod van... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 15:34
Írta: bmejdz9nu Dátum 2008 május 25, 15:34
Mivel itt a szervó topik... arról a Yaskawa motorról... végül is hány kiló a súlya és mekkora a kimeneti tengelye (átmérő)?
Adatlapot találtál? Benne volt amit linkeltem?
Adatlapot találtál? Benne volt amit linkeltem?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 16:14
Írta: svejk Dátum 2008 május 25, 16:14
A servonál miért is fogy el annyira az erőd a nagyobb sebességeknél?
Gondolom azért mert azt olvastad ki a grafikonjából.
De a grafikon csak a motorra vonatkozik és nem egy visszacsatolt motorra.
Ha berakod egy szabályzókörbe és a tápfeszültséget a névleges fölé emeled akkor szinte a teljes fordulatszámtartományban tudod tartani a nyomatékot.
Gondolom azért mert azt olvastad ki a grafikonjából.
De a grafikon csak a motorra vonatkozik és nem egy visszacsatolt motorra.
Ha berakod egy szabályzókörbe és a tápfeszültséget a névleges fölé emeled akkor szinte a teljes fordulatszámtartományban tudod tartani a nyomatékot.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 16:16
Írta: svejk Dátum 2008 május 25, 16:16
Illetve azzal sem számoltál hogy a servo rövid időre(gyorsulás irányváltás) a névleges nyomaték 3-6 szorosát is le tudja adni.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 25, 16:18
Írta: 4mjnxdwuu Dátum 2008 május 25, 16:18
Igen a linkedbe benne volt, a harmadikban.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 25, 16:25
Írta: 4mjnxdwuu Dátum 2008 május 25, 16:25
Oké, de gondolom az nem egészséges, ha azt a pluszt nem csak gyorsulásra használja???Mert akkor már túlterhelem, A léptetőt is orbarúghatom nagyobb árammal... Igen az adatlapból olvastam ki.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 16:28
Írta: svejk Dátum 2008 május 25, 16:28
Nézd a motornak az egészséges ha 0% páratartalom mellett 20C fokon a szekrénybe tartod:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 16:32
Írta: svejk Dátum 2008 május 25, 16:32
De én azt írtam hogy a gyorsulásra használja!
a léptető sem menet közben téved el...
nem marás közben van a legnagyobb feladat hanem a gyors dinamikus mozgásváltozásoknál.
a léptető sem menet közben téved el...
nem marás közben van a legnagyobb feladat hanem a gyors dinamikus mozgásváltozásoknál.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 16:35
Írta: svejk Dátum 2008 május 25, 16:35
De kérd/várd meg Tibor45-öt és Ő majd gatyába rázza a táblázatodat is.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 25, 16:56
Írta: HJózsi Dátum 2008 május 25, 16:56
((**mielőtt Tibor45 megérkezik, a kg az nemtömeg m.e.?... :x vigyázz! ;) **))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 16:58
Írta: bmejdz9nu Dátum 2008 május 25, 16:58
Kikerestem Trapista motorját az adatlapból... (remélem jól találtam meg...)
200W, Rated torque:0,7Nm, Pak torque: 3,53, Peak current: 30A, Vkrmp:12,4V, max.4000rpm.
Szerintem ezek pont olyanok... (képek)
200W, Rated torque:0,7Nm, Pak torque: 3,53, Peak current: 30A, Vkrmp:12,4V, max.4000rpm.
Szerintem ezek pont olyanok... (képek)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 17:02
Írta: svejk Dátum 2008 május 25, 17:02
Ja ez ilyen kicsi motor?
Akkor Trapista Te már rögtön a csúcsnyomatékkal számoltál a táblázatodban?
Akkor Trapista Te már rögtön a csúcsnyomatékkal számoltál a táblázatodban?
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 május 25, 17:31
Írta: fs9s63xkf Dátum 2008 május 25, 17:31
Bármit tud tesztelni, ami step/dir-el megy és van rajta encoder, még egy léptetőmotort is, ha teszel rá encodert... Most is ezzel hangolom be az AC servokat.
Egyenlőre csak saját felhasználásra alkalmas, de készül egy másik progi is, csak ahhoz kell egy szoftver ami a step/dir jeleket adja (mondjuk a WinPC-NC, Mach3, mindegy).
A következő találkozón megnézhetjük, a szervóidat vele, ha lesz rá idő. :)
Egyenlőre csak saját felhasználásra alkalmas, de készül egy másik progi is, csak ahhoz kell egy szoftver ami a step/dir jeleket adja (mondjuk a WinPC-NC, Mach3, mindegy).
A következő találkozón megnézhetjük, a szervóidat vele, ha lesz rá idő. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 17:40
Írta: bmejdz9nu Dátum 2008 május 25, 17:40
Az léptetős megoldás sem lebecsülendő! Tudom milyen a motor :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 17:50
Írta: bmejdz9nu Dátum 2008 május 25, 17:50
Hát nem ezt a választ vártam... [#rinya] Ennek egy "közkincsnek" kellene lennie... hogy össze lehessen hasonlítani a vezérlőket!
Talán árulnod kellene... na persze nem drágán :)... mert megdobálunk a talin tojással mint Steve Balmert... [#nyes]
Talán árulnod kellene... na persze nem drágán :)... mert megdobálunk a talin tojással mint Steve Balmert... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 25, 18:13
Írta: HJózsi Dátum 2008 május 25, 18:13
Kell hozzá egy PCI-os kártya is ... ( jól mondom? )
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 május 25, 18:34
Írta: fs9s63xkf Dátum 2008 május 25, 18:34
Igen, kell hozzá és ez a gond, 120e +Áfa kb és ez csak a kártya és nem is működik teljes mértékben, még :)
Van egy másik kártya, ami csak egy encoder olvasó kártya, az olcsóbb, de még nincs hozzá progi :)
Van egy másik kártya, ami csak egy encoder olvasó kártya, az olcsóbb, de még nincs hozzá progi :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 19:07
Írta: bmejdz9nu Dátum 2008 május 25, 19:07
Egy biztos valami jó lenne amivel minden vezérlést meg és össze lehetne tesztelni... meg persze jól beállítani...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 25, 19:13
Írta: HJózsi Dátum 2008 május 25, 19:13
Jól emlékeztem... kár hogy ilyen drága a kártya, biztos más funkciója is van... A mi céljainknak talán az egyszerűbb is megfelelne... Na persze a sw sem magától fejlődik ... Ebből is lehetne egy termék ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 19:18
Írta: svejk Dátum 2008 május 25, 19:18
H.Józsi!
A baglyos szoft. grafikonja mennyire használható a gyakorlatban?
Mert ha az jó akkor ahhoz csinálok egy hardvert aminek lenne egy step/dir bemenete meg egy encoder bemenete, esetleg a számlálókat programozhatóvá tenni hogy ha egy lépésre nem egy ellenőrző jel jut.
A baglyos szoft. grafikonja mennyire használható a gyakorlatban?
Mert ha az jó akkor ahhoz csinálok egy hardvert aminek lenne egy step/dir bemenete meg egy encoder bemenete, esetleg a számlálókat programozhatóvá tenni hogy ha egy lépésre nem egy ellenőrző jel jut.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 25, 19:21
Írta: 4mjnxdwuu Dátum 2008 május 25, 19:21
jaja, pontosan ez az.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 május 25, 19:22
Írta: Egyújabbgépépítő Dátum 2008 május 25, 19:22
Szerintem erre jól lehetne használni Péter osztó-szorzó IC-t.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 19:25
Írta: svejk Dátum 2008 május 25, 19:25
Pont ezt vettem tervbe, így nem kellene a qvadratura szoftveres dekódolása.
Már beszéltem is a Varsányi Nagykerrel :) :)
Már beszéltem is a Varsányi Nagykerrel :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 19:27
Írta: svejk Dátum 2008 május 25, 19:27
Tényleg, neked is baglyod van.
szerinted jól használható a szoft?
Annyi még az előnye hogy van DOS-os verziója is
(tcnc-sek)
szerinted jól használható a szoft?
Annyi még az előnye hogy van DOS-os verziója is
(tcnc-sek)
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 25, 19:30
Írta: 4mjnxdwuu Dátum 2008 május 25, 19:30
igen, hát nem nagy, éppen ezért dilemmázom melyik lene jobb. De azthiszem marad a léptető. Amíg nem akadok kétszerekkora mocikra, vezérlőkkel együtt.
Hjózsi. neked is igen, csak megszoktam, hogy a N-t mindjárt váltom Kg-ra, hogy tudjam ? Kg-t emelne fel...
Hjózsi. neked is igen, csak megszoktam, hogy a N-t mindjárt váltom Kg-ra, hogy tudjam ? Kg-t emelne fel...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 25, 19:38
Írta: 000000000 Dátum 2008 május 25, 19:38
Szia Trapista!
Áttételezd le ezt a szervómotort,
és akkor lesz egy szuper, univerzális "örökéletű" géped.
Ez ugyanis egyirányú utca, áttétellel dinamikai
szempontból csakis javíthatsz rajta.
Direktbe meg csakis ronthatsz.
És ahogyan Józsi is írta a kg nem erő
mértékegység. Biztosan kp-ot akartál írni,
vagy N-t.
Én túlzónak találom a magas fordulatát a step
mocinak, nem nagyon láttam még nagynyomatékú
(>1Nm) és 3000-el is használható léptető motort.
A szervo motor nyomatékát meg nagyon helyesen
a névlegesre számolgattad, így a jó, csak kicsit
hamar lehajlítottad a fordulatszám függvényében.
Ettől ez a Yaskawa sokkal jobb lehet, 1500-ig
bizonyasan állandó a nyomatéka.
Áttételezd le ezt a szervómotort,
és akkor lesz egy szuper, univerzális "örökéletű" géped.
Ez ugyanis egyirányú utca, áttétellel dinamikai
szempontból csakis javíthatsz rajta.
Direktbe meg csakis ronthatsz.
És ahogyan Józsi is írta a kg nem erő
mértékegység. Biztosan kp-ot akartál írni,
vagy N-t.
Én túlzónak találom a magas fordulatát a step
mocinak, nem nagyon láttam még nagynyomatékú
(>1Nm) és 3000-el is használható léptető motort.
A szervo motor nyomatékát meg nagyon helyesen
a névlegesre számolgattad, így a jó, csak kicsit
hamar lehajlítottad a fordulatszám függvényében.
Ettől ez a Yaskawa sokkal jobb lehet, 1500-ig
bizonyasan állandó a nyomatéka.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 25, 19:44
Írta: 000000000 Dátum 2008 május 25, 19:44
Közben látom írtál...
"csak megszoktam, hogy a N-t mindjárt váltom Kg-
ra, hogy tudjam ? Kg-t emelne fel..."
Ezt hogy érted? ~10 N emel fel 1kg-ot, nem 1N.
"csak megszoktam, hogy a N-t mindjárt váltom Kg-
ra, hogy tudjam ? Kg-t emelne fel..."
Ezt hogy érted? ~10 N emel fel 1kg-ot, nem 1N.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 május 25, 19:55
Írta: Egyújabbgépépítő Dátum 2008 május 25, 19:55
Hát el tudnék képzelni jobbat is. De szükség esetén jó, egyszerű. Mindenesetre ha megcsinálod a megjelenítési sebességet változtathatóra kéne csinálni, esetleg gyorsabb eseményeket tárolni és utánna megjeleníteni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 20:00
Írta: svejk Dátum 2008 május 25, 20:00
Khmmm...
Szerintem meg sajnos a csúccsal számolt...
Már ha az a motor amit bemutatott Varsányi is bemutatott.
Lásd:#5096
Annak a névlegese csak 0.7 Nm, tehát direktben 5-ös orsó, =879N kb. 90Kg
Szerintem meg sajnos a csúccsal számolt...
Már ha az a motor amit bemutatott Varsányi is bemutatott.
Lásd:#5096
Annak a névlegese csak 0.7 Nm, tehát direktben 5-ös orsó, =879N kb. 90Kg
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 20:03
Írta: svejk Dátum 2008 május 25, 20:03
sajnos csak 38400 baud-dal tudja fogadni az adatokat a bagolyé.
letárolni jó ötlet de az már nekem nem fog mennei:(
letárolni jó ötlet de az már nekem nem fog mennei:(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 25, 20:08
Írta: 000000000 Dátum 2008 május 25, 20:08
Szia Svejk!
Tudod mit? Egyezzünk ki abba, egyikőtök
sem számolt semmivel, mert Te is kg-ot írtál.:)
Tudod mit? Egyezzünk ki abba, egyikőtök
sem számolt semmivel, mert Te is kg-ot írtál.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 20:25
Írta: svejk Dátum 2008 május 25, 20:25
#5114 utolsó sor legvége:
=879N kb. 90Kg
hol itt a baj? átváltottam mert szerintem így érthetőbb, még ha nem is szabályos.
=879N kb. 90Kg
hol itt a baj? átváltottam mert szerintem így érthetőbb, még ha nem is szabályos.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 20:40
Írta: bmejdz9nu Dátum 2008 május 25, 20:40
Na marja be a gép a saját munkaasztalát... T-nutokat, felületet, körbe... ugyebár így lesz a legpontosabb azaz minden horony és felület "referencia értékű"...
Lassan csinálom... sok fogásból... végül is magát csinálja...(optimizálni is elfelejtettem... így aztán össze vissza megy... de sebaj legalább bejáratódik :)
A 280W-os Bautz motorok csak langyosodnak... tehát ok. lesz.
Hihetetlen már 4 órája megy és semmi lépés azaz encoder jel vesztés... pedíg itt aztán egy lépést is észrevennék... (elsőre :)
Persze a frekiváltó is megy már...(akár zavarhatná...:)
Szörnyen néz ki... minden letagragattam papírokkal, mint egy műtőben :) - dehát még kész sincs... csak "befejezi magát" :)
így aztán videót sem csinálok erről :) ... Micsoda halk! Csak a maró hagja...
Lassan csinálom... sok fogásból... végül is magát csinálja...(optimizálni is elfelejtettem... így aztán össze vissza megy... de sebaj legalább bejáratódik :)
A 280W-os Bautz motorok csak langyosodnak... tehát ok. lesz.
Hihetetlen már 4 órája megy és semmi lépés azaz encoder jel vesztés... pedíg itt aztán egy lépést is észrevennék... (elsőre :)
Persze a frekiváltó is megy már...(akár zavarhatná...:)
Szörnyen néz ki... minden letagragattam papírokkal, mint egy műtőben :) - dehát még kész sincs... csak "befejezi magát" :)
így aztán videót sem csinálok erről :) ... Micsoda halk! Csak a maró hagja...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 25, 20:43
Írta: 000000000 Dátum 2008 május 25, 20:43
879N kb. 90Kg
Vagy N vagy kg.
A tömeg nem erő.
Newton törvénye alapján: F=m*a, ahol a
a tömegre ható gyorsulás.
Vagy N vagy kg.
A tömeg nem erő.
Newton törvénye alapján: F=m*a, ahol a
a tömegre ható gyorsulás.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 25, 21:08
Írta: svejk Dátum 2008 május 25, 21:08
Ma jó kedvemben vagyok nem tudsz felbosszantani a precizitásoddal:) :)
Akár hiszed akár nem ezt még én is tanultam anno és el se felejtettem.
Most írtam volna le hogy ez a 879N-os erő ezen a szélességi fokon a föld közzéppontjába mutatú tengelyen kb. 90 Kg-os tömeggel tud egyensúlyt tartani? Mert megjegyzem felemelni sem tudja mint amint Te írtad az #5112-ben.
Ezen a hobby oldalon nagyon jól elfogadtuk ezt a tényt hogy kb.10N megfelel 1Kg-os tömeg lefelé ható erejével. Ez mindenki számára érthető és egy csiga segítségével könnyen vizszintes erővé is konvertálható.
Ne csináljuk már ezt. Megbeszéltük magánban hogy nem provokáljuk egymást.
Olvass visza: én arra tettem megjegyzést hogy azt írtad hogy helyesen a névleges nyomatékkal számolt.
Márpedig a #5096 alapján a csúcsnyomatékkal számolt.
No megyek dögleni,jóéjszakát mindenkinek, holnap nehéz napom lesz...
Akár hiszed akár nem ezt még én is tanultam anno és el se felejtettem.
Most írtam volna le hogy ez a 879N-os erő ezen a szélességi fokon a föld közzéppontjába mutatú tengelyen kb. 90 Kg-os tömeggel tud egyensúlyt tartani? Mert megjegyzem felemelni sem tudja mint amint Te írtad az #5112-ben.
Ezen a hobby oldalon nagyon jól elfogadtuk ezt a tényt hogy kb.10N megfelel 1Kg-os tömeg lefelé ható erejével. Ez mindenki számára érthető és egy csiga segítségével könnyen vizszintes erővé is konvertálható.
Ne csináljuk már ezt. Megbeszéltük magánban hogy nem provokáljuk egymást.
Olvass visza: én arra tettem megjegyzést hogy azt írtad hogy helyesen a névleges nyomatékkal számolt.
Márpedig a #5096 alapján a csúcsnyomatékkal számolt.
No megyek dögleni,jóéjszakát mindenkinek, holnap nehéz napom lesz...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 21:21
Írta: bmejdz9nu Dátum 2008 május 25, 21:21
Ne idegesítsd magadat... :)
Tibort én sem értem... Próbálja elvenni a hobbysták kedvét a szervótól :) Persze ahogy látni nem sok sikerrel :)
Az én gépem sem mehet (elméletileg) 5-ös orsóval és 280W-os motorokkal... de megy...
Sőt a napokban láttunk egy olyat ami még szerintem sem megy (elméletileg)... de a videón nagyon is jól ment...
Persze sok mindenben igaza van... Sőt jót akar... csak olyan fafej mint én... :) Csak a pont a másik felén a dolognak, de így szép az élet...
(Egy dologban azért egyetértünk Tiborral, hogy analóg a világ :)
Kialakul majd a gyakorlatból mekkora motor mekkora mechanikára lesz jó... na persze számolunk is egy kicsit... :) de főként tesztelünk... előtte... :)
Tibort én sem értem... Próbálja elvenni a hobbysták kedvét a szervótól :) Persze ahogy látni nem sok sikerrel :)
Az én gépem sem mehet (elméletileg) 5-ös orsóval és 280W-os motorokkal... de megy...
Sőt a napokban láttunk egy olyat ami még szerintem sem megy (elméletileg)... de a videón nagyon is jól ment...
Persze sok mindenben igaza van... Sőt jót akar... csak olyan fafej mint én... :) Csak a pont a másik felén a dolognak, de így szép az élet...
(Egy dologban azért egyetértünk Tiborral, hogy analóg a világ :)
Kialakul majd a gyakorlatból mekkora motor mekkora mechanikára lesz jó... na persze számolunk is egy kicsit... :) de főként tesztelünk... előtte... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 25, 22:02
Írta: 4mjnxdwuu Dátum 2008 május 25, 22:02
Halihó,
bocsi csak közben a műhelyeim kötött szaladgálok, meg néha be a szobába, és akkor irkálok...
én pontosan úgy gondoltam mint ahogy svejk írta #5120-ban. nálam is 10 N egy kilót tud felemelni. tahát ha N-ban akarod a tolóerőt akkor bejön egy 10-s szorzó. És a max-al számoltam csak úgy nagyjából, súrlódás nélkül, és amennyire a grafikon képe engedte...
E-fölött már túlterhelés lenne...
Ami furcsa a gyári vezérlőjében 10,5 A volt az áramlimit, mint ha nem is akarnák volna kihasználni a moci adta lehetőségeket.
bocsi csak közben a műhelyeim kötött szaladgálok, meg néha be a szobába, és akkor irkálok...
én pontosan úgy gondoltam mint ahogy svejk írta #5120-ban. nálam is 10 N egy kilót tud felemelni. tahát ha N-ban akarod a tolóerőt akkor bejön egy 10-s szorzó. És a max-al számoltam csak úgy nagyjából, súrlódás nélkül, és amennyire a grafikon képe engedte...
E-fölött már túlterhelés lenne...
Ami furcsa a gyári vezérlőjében 10,5 A volt az áramlimit, mint ha nem is akarnák volna kihasználni a moci adta lehetőségeket.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 22:17
Írta: bmejdz9nu Dátum 2008 május 25, 22:17
Azok a gyári vezérlők... step/dir alapon működnek?
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 május 25, 22:41
Írta: 4mjnxdwuu Dátum 2008 május 25, 22:41
sajna nem, de átalakítható ha van rá ideje az embernek.... egyszer talán....
A szabályozója analóg, előtte van egy 16 bites DA, 8051-es, a két tengelynek számlálók, ram-ok stb... egy rakat bemenet plc-hez, távirányítóhoz...
A szabályozója analóg, előtte van egy 16 bites DA, 8051-es, a két tengelynek számlálók, ram-ok stb... egy rakat bemenet plc-hez, távirányítóhoz...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 25, 23:10
Írta: HJózsi Dátum 2008 május 25, 23:10
Szerintem nagyon jól használható, ugyanis a tranziens lefutását kirajzolja folyamatosan és az sokat elárul a szabályozókörről. Namármost, ha valaki figyelt Tibor45 egységugrás teszt ajánlására és tud a Mach3 Diagnostics ALT-7 oldalon lévő Servo Freq. Generátorról egy nagyon gyors beállítási lehetőséghez jut vele!...
Kiválasztjuk a tengelyt, beállítunk egy alacsony léptetési frekit és beállítunk egy rövid irányváltási periódust (pl. 0.5s). Elindítjuk a generátort, mire ding-ding-ding-ding-.... oda vissza jár a tengely és látjuk a tranziens alakját. A hab a tortán, hogy a bagolynál akár futás közben is módosítani lehet a paramétereket, tehát a tranziens alakját szinte úgy tudjuk változtatni valós időben, mintha a potikat tekergetnénk... Ha beállítottuk a megfelelő lefutást, emeljük a frekit, esetleg rövidítsük az irányváltás időintervallumát (arra figyelni kell, hogy ne ütközzünk végállásba) és állítsuk be ezen a frekin is a legjobb jelalakot és így tovább a legmadasabb frekiig amit a motor fordulatszáma megenged. A Servo Freki Generátor nem veszi figyelembe a motortuning gyorsítás lassítás paramétereket, így ez egy előzetes beállításra jó, a véglegest a motortuningban.
Szerintem a gyíkosok sikoltoznának örömükben, ha lenne ilyenük, tehát abszolút nem beszélnélek le a terved megvalósítássáról ... Biztos olcsóbb lesz mint egy tárolós szkóp...
Az encoder ill. step/dir jelek feldolgozása a legfrappánsabb, a gyíknál viszont lehetne akár csak az analóg hibajel fogadása ( A/D-vel, sorosan tovább) és kirajzolása PC-n... Egyszerűbb a rácsatlakozás...
Kiválasztjuk a tengelyt, beállítunk egy alacsony léptetési frekit és beállítunk egy rövid irányváltási periódust (pl. 0.5s). Elindítjuk a generátort, mire ding-ding-ding-ding-.... oda vissza jár a tengely és látjuk a tranziens alakját. A hab a tortán, hogy a bagolynál akár futás közben is módosítani lehet a paramétereket, tehát a tranziens alakját szinte úgy tudjuk változtatni valós időben, mintha a potikat tekergetnénk... Ha beállítottuk a megfelelő lefutást, emeljük a frekit, esetleg rövidítsük az irányváltás időintervallumát (arra figyelni kell, hogy ne ütközzünk végállásba) és állítsuk be ezen a frekin is a legjobb jelalakot és így tovább a legmadasabb frekiig amit a motor fordulatszáma megenged. A Servo Freki Generátor nem veszi figyelembe a motortuning gyorsítás lassítás paramétereket, így ez egy előzetes beállításra jó, a véglegest a motortuningban.
Szerintem a gyíkosok sikoltoznának örömükben, ha lenne ilyenük, tehát abszolút nem beszélnélek le a terved megvalósítássáról ... Biztos olcsóbb lesz mint egy tárolós szkóp...
Az encoder ill. step/dir jelek feldolgozása a legfrappánsabb, a gyíknál viszont lehetne akár csak az analóg hibajel fogadása ( A/D-vel, sorosan tovább) és kirajzolása PC-n... Egyszerűbb a rácsatlakozás...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 25, 23:24
Írta: bmejdz9nu Dátum 2008 május 25, 23:24
Szerintem olyan kellene ami step/dir és encoder bemenetű...
Így Gyikot, Krokodilt és Baglyot is lehetne tesztelni és beállítani vele... (vagy akármit :) és menteni azaz tárolni a folyamatot... a történetetet...
Ha lenne egy kis időm bekötném már az az "Analóg Krokodilt" párszáz voltra és/vagy 30-40A-re... :) De ami késik nem múlik...
Így Gyikot, Krokodilt és Baglyot is lehetne tesztelni és beállítani vele... (vagy akármit :) és menteni azaz tárolni a folyamatot... a történetetet...
Ha lenne egy kis időm bekötném már az az "Analóg Krokodilt" párszáz voltra és/vagy 30-40A-re... :) De ami késik nem múlik...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 25, 23:26
Írta: HJózsi Dátum 2008 május 25, 23:26
Fellapoztam az enciklopédiát ... Wikipédia...
szerintem is fontos, hogy ugyanazt értsük a dolgokon:
Az erő SI-egysége a newton (jele N), ami kg·m·s−2-
nal ekvivalens. Egy másik, régebben használt egység a kilogrammsúly vagy kilopond, ami 1 kg tömegű test súlya 9.80665 kg·m/s² nehézségi gyorsulás esetén.
Az SI-mértékegységrendszerben a tömeg egysége a kilogramm (kg).
szerintem is fontos, hogy ugyanazt értsük a dolgokon:
Az erő SI-egysége a newton (jele N), ami kg·m·s−2-
nal ekvivalens. Egy másik, régebben használt egység a kilogrammsúly vagy kilopond, ami 1 kg tömegű test súlya 9.80665 kg·m/s² nehézségi gyorsulás esetén.
Az SI-mértékegységrendszerben a tömeg egysége a kilogramm (kg).
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 25, 23:32
Írta: HJózsi Dátum 2008 május 25, 23:32
A neve meg lehetne Animal Tuner ... :D
Vagy Animal Tester ... még az állatorvodok is vennék ... [#nyes]
Szépen megy a géped! Végre láttam dolgozni! Az asztal szintezést megnéztem volna! Milyen szerszámmal csináltad? Lapkással? Fogás?
Vagy Animal Tester ... még az állatorvodok is vennék ... [#nyes]
Szépen megy a géped! Végre láttam dolgozni! Az asztal szintezést megnéztem volna! Milyen szerszámmal csináltad? Lapkással? Fogás?
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 május 25, 23:50
Írta: e3h0cv4ph Dátum 2008 május 25, 23:50
(Egy dologban azért egyetértünk Tiborral, hogy analóg a világ :)
Én viszont nem. A világ digitális (majdnem mindenhol), legfeljebb vannak jó felbontású érzékelők. Az emberi látás, hallás, szaglás, tapintás, ez is mind digitális (csak baromi jó felbontású), de még egy potméter csúszkája is digitális ha atomi szinten nézzük az elmozdulást.
A szervónkhoz csináltam a PIC-be a potméter beolvasó részt és 8 bitesre állítottam (10-bites-ig lehetne felhúzni) alig tudok rajta csavarhúzóval úgy állítani, hogy csak 1 értéknyit mozduljon el. (olyan érzékeny lett)
Régebben (pár evvel ezelőtt) az analóg fotósok leszólták a digitális gépeket, hogy azok felbontása messze van az analógtól és soha sem fogja elérni azt. Azt hiszem ott tartunk, hogy ez megbukott. Ez abból is látszik, hogy ezek az emberek sorra veszik az új digitális fényképezőgépeket és egyik se panaszkodik már, hogy milyen rossz.
Jobb lesz ha megszokjuk a digitális világot, mert egyre több minden az lesz. (telefon, fényképező, mérleg, oszcilloszkóp, szervószabályzó, stb...)
Én viszont nem. A világ digitális (majdnem mindenhol), legfeljebb vannak jó felbontású érzékelők. Az emberi látás, hallás, szaglás, tapintás, ez is mind digitális (csak baromi jó felbontású), de még egy potméter csúszkája is digitális ha atomi szinten nézzük az elmozdulást.
A szervónkhoz csináltam a PIC-be a potméter beolvasó részt és 8 bitesre állítottam (10-bites-ig lehetne felhúzni) alig tudok rajta csavarhúzóval úgy állítani, hogy csak 1 értéknyit mozduljon el. (olyan érzékeny lett)
Régebben (pár evvel ezelőtt) az analóg fotósok leszólták a digitális gépeket, hogy azok felbontása messze van az analógtól és soha sem fogja elérni azt. Azt hiszem ott tartunk, hogy ez megbukott. Ez abból is látszik, hogy ezek az emberek sorra veszik az új digitális fényképezőgépeket és egyik se panaszkodik már, hogy milyen rossz.
Jobb lesz ha megszokjuk a digitális világot, mert egyre több minden az lesz. (telefon, fényképező, mérleg, oszcilloszkóp, szervószabályzó, stb...)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 május 26, 00:08
Írta: 3vv2btrhv Dátum 2008 május 26, 00:08
Igen , és jön a 3D -és világ !!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 26, 06:24
Írta: bmejdz9nu Dátum 2008 május 26, 06:24
Tényleg röhely... vannak "állati" jó szervók ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 26, 06:44
Írta: bmejdz9nu Dátum 2008 május 26, 06:44
Ezt a digitális kontra analog kérdés nehéz kifejtenem... de a szervómotor a végén az analóg... :)
Ezek a motorok (motorjaink) abból az időből valók amikor az iparban is analóg szabályzású szervókat használtak.
Ez nem baj, ez nem szégyen... Ha egy hobbysta eléri pl. a Mercedes autógyár 10-15 évvel ezelőtti szintjét... az már több mint jó... :)
A step/dir rendszer a léptetőmotorhoz lett kifejlesztve. Ez van nekünk! Nincs más!
Tehát - szerintem - csak annyit kell tenni egy szervóvezérlőnek, hogy a szervómotorral "eljátsza" a tökéletes léptetőmotor szerepét!
Nem többet és nem kevesebbet!
Azaz a szervómotor (DC motor) jellegénél fogva egy jobb eszköz a célhoz. Azaz jobbak az elektromechanikai képességei...(ezeket tudjuk mik...)
Ha nem step/dir alapú lenne a rendszer (hanem "újkori" ipari vezérlés) akkor más lenne a helyzet... szerintem.
Akár "128 bitben is":) digitalizálhatunk... megtehetjük. Letárolhatjuk, sokat számolhatunk vele, sok processzor kapacitás, sok lesz a lehetőség, látványos is lesz... de sok adat és zavar érzékenység is... mert itt szép nagy áramok és zavarjelek is lehetnek a kefés motortól és a PWM hajtástól...
Érdemes még azon is elgondolkodni, hogy napjainkban már talán egyetlen neves cég sem gyárt DC kefés szervómotort...
Így a legértékesebb (új) darabok egy-egy pótalkatrész raktárból kerülnek elő...
Gyakorlatilag persze nincs az a "kipurcant" szervómotor amit nem lehetne megcsinálni (megjavítani, feljavítani) akár tökéletesre.... :)
A step-dir és hobysta "szervóláz" láttán egy-két cég ismét gyártani kezdett DC (szervo)motorokat... Persze főként kisebb cégek... (messze távoli országban :)
De hát ezeken a kérdéseken még jókat fogunk diskurálni... :) Ez a szép benne... :)
Ha kész vagy várom a tesztpéldányt! Majd a "valóság show" eldönti... :)
De olyanra csináld, hogy egy "magamfajta" egyszerű hobbysta is be tudja állítani... az is fontos!
Ezek a motorok (motorjaink) abból az időből valók amikor az iparban is analóg szabályzású szervókat használtak.
Ez nem baj, ez nem szégyen... Ha egy hobbysta eléri pl. a Mercedes autógyár 10-15 évvel ezelőtti szintjét... az már több mint jó... :)
A step/dir rendszer a léptetőmotorhoz lett kifejlesztve. Ez van nekünk! Nincs más!
Tehát - szerintem - csak annyit kell tenni egy szervóvezérlőnek, hogy a szervómotorral "eljátsza" a tökéletes léptetőmotor szerepét!
Nem többet és nem kevesebbet!
Azaz a szervómotor (DC motor) jellegénél fogva egy jobb eszköz a célhoz. Azaz jobbak az elektromechanikai képességei...(ezeket tudjuk mik...)
Ha nem step/dir alapú lenne a rendszer (hanem "újkori" ipari vezérlés) akkor más lenne a helyzet... szerintem.
Akár "128 bitben is":) digitalizálhatunk... megtehetjük. Letárolhatjuk, sokat számolhatunk vele, sok processzor kapacitás, sok lesz a lehetőség, látványos is lesz... de sok adat és zavar érzékenység is... mert itt szép nagy áramok és zavarjelek is lehetnek a kefés motortól és a PWM hajtástól...
Érdemes még azon is elgondolkodni, hogy napjainkban már talán egyetlen neves cég sem gyárt DC kefés szervómotort...
Így a legértékesebb (új) darabok egy-egy pótalkatrész raktárból kerülnek elő...
Gyakorlatilag persze nincs az a "kipurcant" szervómotor amit nem lehetne megcsinálni (megjavítani, feljavítani) akár tökéletesre.... :)
A step-dir és hobysta "szervóláz" láttán egy-két cég ismét gyártani kezdett DC (szervo)motorokat... Persze főként kisebb cégek... (messze távoli országban :)
De hát ezeken a kérdéseken még jókat fogunk diskurálni... :) Ez a szép benne... :)
Ha kész vagy várom a tesztpéldányt! Majd a "valóság show" eldönti... :)
De olyanra csináld, hogy egy "magamfajta" egyszerű hobbysta is be tudja állítani... az is fontos!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 26, 08:01
Írta: 000000000 Dátum 2008 május 26, 08:01
Némi ellentmondásban vagy Magaddal.
Ha a szervódban csak egyetlen poti is van, az már nem színtiszta digitális szervó.:))
Mindamellett teljesen értelmetlen erről vitázni,
a korrekt elv a lényeg, és helyes döntési
pontok meghozása, mikor kell A és mikor D
elmekből építkezni. Na és a mi a legfontosabb,
a Felhasználó megelégedettsége.:)
Ha a szervódban csak egyetlen poti is van, az már nem színtiszta digitális szervó.:))
Mindamellett teljesen értelmetlen erről vitázni,
a korrekt elv a lényeg, és helyes döntési
pontok meghozása, mikor kell A és mikor D
elmekből építkezni. Na és a mi a legfontosabb,
a Felhasználó megelégedettsége.:)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 26, 08:05
Írta: D.Laci Dátum 2008 május 26, 08:05
„Ha a szervódban csak egyetlen poti is van, az már nem színtiszta digitális szervó.:)) „
Talán ez fordítva is igaz!
Ha a szervódban csak egyetlen encodered is van, az már nem színtiszta analóg szervó.:))
Talán ez fordítva is igaz!
Ha a szervódban csak egyetlen encodered is van, az már nem színtiszta analóg szervó.:))
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 26, 08:29
Írta: D.Laci Dátum 2008 május 26, 08:29
Galilei Galileo: „A világegyetem tökéletesen leírható egyszerű matematikai törvényekkel.”
Ha valami leírható számokkal, törvényekkel, azt digitálisan is leírhatjuk…
Ha valami leírható számokkal, törvényekkel, azt digitálisan is leírhatjuk…
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 26, 08:34
Írta: 000000000 Dátum 2008 május 26, 08:34
Szia Laci! Régen beszélgettünk!:)
Bizonyára eljön az az idő is, amikor a hálózati
230V digitális lesz. Dolgozzatok még ezen
kicsit!:)
Bizonyára eljön az az idő is, amikor a hálózati
230V digitális lesz. Dolgozzatok még ezen
kicsit!:)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 26, 08:44
Írta: D.Laci Dátum 2008 május 26, 08:44
Egy egyszerű, de nagyszerű szervó beállítási ötlet. Igaz nem grafikonos, de hát szegény ember vízzel főz.
A Machban beállítjuk, 1 step/mm a felbontás.
Az encodert visszacsatoljuk a Machba (encoder)
Csinálunk egy új kezelő felületet ahol az aktuális tengely és encoder kijelzője egymás alá vagy mellé kerül. Így közvetlenül látni az eltérést.
A Machban beállítjuk, 1 step/mm a felbontás.
Az encodert visszacsatoljuk a Machba (encoder)
Csinálunk egy új kezelő felületet ahol az aktuális tengely és encoder kijelzője egymás alá vagy mellé kerül. Így közvetlenül látni az eltérést.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 26, 08:46
Írta: D.Laci Dátum 2008 május 26, 08:46
Tibor! Neked még nem árulták el a nagy titkot???
Az is digitális!!!! Vagy van áram vagy nincs!! :)
Az is digitális!!!! Vagy van áram vagy nincs!! :)
Cím: Re:DC szervó motoros vezérlés
Írta: Messer Dátum 2008 május 26, 09:59
Írta: Messer Dátum 2008 május 26, 09:59
Sziasztok !
Eltűnt Tibor45 könyvtárából a csillag teszt.
(máshol sem találom)
Valaki közkincsé tenné újra ?
Eltűnt Tibor45 könyvtárából a csillag teszt.
(máshol sem találom)
Valaki közkincsé tenné újra ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 26, 10:12
Írta: bmejdz9nu Dátum 2008 május 26, 10:12
Vissza tettem oda ahol volt... tényleg eltünt... [#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 26, 20:05
Írta: svejk Dátum 2008 május 26, 20:05
Az A/D-set akartam a Varsányinak megcsinálni de neki már univerzális kall a tesztelésekhez.
Tudod milyen maximalista :)
Lassan már akreditált servoteszt laboratóriuma lesz :)
Tudod milyen maximalista :)
Lassan már akreditált servoteszt laboratóriuma lesz :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 26, 20:06
Írta: svejk Dátum 2008 május 26, 20:06
Biztos valaki nem tudta kimarni és mérgében eltüntette :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 26, 20:21
Írta: bmejdz9nu Dátum 2008 május 26, 20:21
Dehogyis... szerintem fordítva :) Túl könnyű volt...
Tibor biztos analóg (gyikokhoz?) szervóhoz írta mert azok vitték a prímet :) Azért megnéztem volna egy pl. UHU val is a csillagmarást...
Dehát senki nem válalta be... azaz nem tette "közkincsé" az eredményt...
Tibor biztos analóg (gyikokhoz?) szervóhoz írta mert azok vitték a prímet :) Azért megnéztem volna egy pl. UHU val is a csillagmarást...
Dehát senki nem válalta be... azaz nem tette "közkincsé" az eredményt...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 26, 20:24
Írta: bmejdz9nu Dátum 2008 május 26, 20:24
Akkor csak "Gyík"-hoz lenne jó... na persze nekem az is ok... de ha már teszt legyen tesz... univerzális kellene...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 26, 20:45
Írta: bmejdz9nu Dátum 2008 május 26, 20:45
12-es maróval is tükör lett... Persze van egy mini (35mm-es, 8-as tengely) lapkás... de minek... itt és most...
Keresztbe is bemartam... mert olyan érdekes felület lett úgy... olyan mintha hologramos lenne ...:) Azaz nem fogot semit már... de mégis...
Keresztbe is bemartam... mert olyan érdekes felület lett úgy... olyan mintha hologramos lenne ...:) Azaz nem fogot semit már... de mégis...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 26, 21:59
Írta: HJózsi Dátum 2008 május 26, 21:59
Lakat müszer (digitális) , digitális szkóp... így már megértem, hogy a digitális adatokból ( step/dir - encoder ) akar kiértékelést, jelalakot ... [#hawaii] Egy ilyen meg majd nekem is fog kölleni...[#wink] Hogy állsz? Elhatározás megvan? ... [#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 30, 20:58
Írta: bmejdz9nu Dátum 2008 május 30, 20:58
X1-es szervó vezérlő első tesztek (beta teszt)....VIDEO
Beállítás: 5 perc volt. (rém egyszerűen) 3 órás lépésvesztési teszt = ok.
Következhetnek:
1. max áram: Mit tudnak az IRP260 Fetek a hidban?
2. max. fesz: szintén.
3. Max. bemeneti frekvencia... hány száz Khz-et bír? mekkora (max. rpm) encodert tud fogadni mekkora sebesség és felbontás mellett.
4. nyúzópróba a "kinyírás határa" .... (van pótalkatrész hozzá raktáron :)
Beállítás: 5 perc volt. (rém egyszerűen) 3 órás lépésvesztési teszt = ok.
Következhetnek:
1. max áram: Mit tudnak az IRP260 Fetek a hidban?
2. max. fesz: szintén.
3. Max. bemeneti frekvencia... hány száz Khz-et bír? mekkora (max. rpm) encodert tud fogadni mekkora sebesség és felbontás mellett.
4. nyúzópróba a "kinyírás határa" .... (van pótalkatrész hozzá raktáron :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 30, 22:30
Írta: HJózsi Dátum 2008 május 30, 22:30
X1? Az mi? Krokodil? Kajmán? Tyrannosaurus rex?
1.Akassz hőmérőt (digit műszer) a fet-re vagy a hűtőbordára, viszont 20C-n és 100C-n nem ugyanaz ill a 260 és 260N sem ugyanaz, adatlap kukucs ...
2. 200V
3. ja, kimérendő ...
4. tegyél egy százas tookmányt a tengelyre, úgy már könnyebb lesz ( de tekerd fel az áramlimitet, mert anélkül nem megy ... [#mf2] én tudom ...)
1.Akassz hőmérőt (digit műszer) a fet-re vagy a hűtőbordára, viszont 20C-n és 100C-n nem ugyanaz ill a 260 és 260N sem ugyanaz, adatlap kukucs ...
2. 200V
3. ja, kimérendő ...
4. tegyél egy százas tookmányt a tengelyre, úgy már könnyebb lesz ( de tekerd fel az áramlimitet, mert anélkül nem megy ... [#mf2] én tudom ...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 30, 22:34
Írta: 000000000 Dátum 2008 május 30, 22:34
Sziasztok!
Az első amcsinyákos, IRF540N FET-ekkel szerelt UHU vezérlőmmel a következő történt. Forgattam vele jelgenerátorral (azaz nem a Mach-on keresztül) egy kb. 60 Wattos kis mocit. Szoftverileg még nem állítottam semmit ULI alapértelmezett beállításain. Ujjal lefogva a motor fogaskerekét sikerült azt megállítanom. Sajnos ezután bármit csinálok (pl. reset-elem a táp elvételével) valamennyi LED-em, beleértve az error LED-et is ég a moci pedig többet nem mozdul már. Füstnek, FET kipikkanásának semmi jelét nem látom, de a kütyü nem mükszik. What to do? Azaz mit csináljak? Ezt az UHU profiktól kérdem....
Az első amcsinyákos, IRF540N FET-ekkel szerelt UHU vezérlőmmel a következő történt. Forgattam vele jelgenerátorral (azaz nem a Mach-on keresztül) egy kb. 60 Wattos kis mocit. Szoftverileg még nem állítottam semmit ULI alapértelmezett beállításain. Ujjal lefogva a motor fogaskerekét sikerült azt megállítanom. Sajnos ezután bármit csinálok (pl. reset-elem a táp elvételével) valamennyi LED-em, beleértve az error LED-et is ég a moci pedig többet nem mozdul már. Füstnek, FET kipikkanásának semmi jelét nem látom, de a kütyü nem mükszik. What to do? Azaz mit csináljak? Ezt az UHU profiktól kérdem....
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 30, 22:38
Írta: HJózsi Dátum 2008 május 30, 22:38
Szkópod van?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 31, 17:38
Írta: bmejdz9nu Dátum 2008 május 31, 17:38
X1-es szervovezélő teszt - 2 rész :)
Szereplők:
158V tápfesz, 30A áramkorlát, 20ezer uF kondi, 1Kw-os toroid trafó, CMC szervómotor, 500cpr enc.(alapnyomaték 1,2Nm csúcsnyomaték 10,5Nm kb.500W),
WinPC-NC Economy és egy "segéd áramkör" ami a step jel felszorzását végezte, hogy legyen elég frekije :) (G902 - Step pulse multiplier board)
(ez szinte más progihoz nem is kell... a 24Khz-es max. kimeneti frekiből akár 240Khz-et tud csinálni; 1 setp jel be 1-től 10 ki, a felbontás "rovására" :)
Minden beállitás 5mm-es (képzeletbeli) orsóra van!
Azaz ha az írja ki, hogy 300mm/sec a képernyőn az 3600rpm... és... a WinPCNC a gyorsítási értéket is másként "méri"....
Ha a képernyőn az látszik, hogy 50ms - az azt jelenti, hogy 50ms alatt gyorsulfel az adott fordulatra (itt.pl. 3600rpm-re)
Vezérlő tárolási képessége a mostani tesztben gyakorlatilag csak 12 step jel(nyi) volt. (ez a minimális érték.)
A vezérlő 4X-es encoder feldolgozási üzemmódban volt. (tud 2x és 1X üzemmódot is - erről az utóbbi 1X-es módról is teszek be majd videót)
Figyelni a WinPC-NC motortesztelőjének képernyőjén a számokat!
Sajnos a video képváltás sokkal lassabb az eseménynél... azaz ha úgy hallani, hogy egyszer fordult körbe a motor az 10 fordulat volt!!! :)
X1 SZERVÓ VEZÉRLŐ TESZT VIDEO ::::::::::::::: (2. rész) - sajnos 44Mb - Szombatesti Mozi, kemény jelenetekkel! Csak erős idegzetűeknek:) (18)

Szereplők:
158V tápfesz, 30A áramkorlát, 20ezer uF kondi, 1Kw-os toroid trafó, CMC szervómotor, 500cpr enc.(alapnyomaték 1,2Nm csúcsnyomaték 10,5Nm kb.500W),
WinPC-NC Economy és egy "segéd áramkör" ami a step jel felszorzását végezte, hogy legyen elég frekije :) (G902 - Step pulse multiplier board)
(ez szinte más progihoz nem is kell... a 24Khz-es max. kimeneti frekiből akár 240Khz-et tud csinálni; 1 setp jel be 1-től 10 ki, a felbontás "rovására" :)
Minden beállitás 5mm-es (képzeletbeli) orsóra van!
Azaz ha az írja ki, hogy 300mm/sec a képernyőn az 3600rpm... és... a WinPCNC a gyorsítási értéket is másként "méri"....
Ha a képernyőn az látszik, hogy 50ms - az azt jelenti, hogy 50ms alatt gyorsulfel az adott fordulatra (itt.pl. 3600rpm-re)
Vezérlő tárolási képessége a mostani tesztben gyakorlatilag csak 12 step jel(nyi) volt. (ez a minimális érték.)
A vezérlő 4X-es encoder feldolgozási üzemmódban volt. (tud 2x és 1X üzemmódot is - erről az utóbbi 1X-es módról is teszek be majd videót)
Figyelni a WinPC-NC motortesztelőjének képernyőjén a számokat!
Sajnos a video képváltás sokkal lassabb az eseménynél... azaz ha úgy hallani, hogy egyszer fordult körbe a motor az 10 fordulat volt!!! :)
X1 SZERVÓ VEZÉRLŐ TESZT VIDEO ::::::::::::::: (2. rész) - sajnos 44Mb - Szombatesti Mozi, kemény jelenetekkel! Csak erős idegzetűeknek:) (18)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 május 31, 17:53
Írta: D.Laci Dátum 2008 május 31, 17:53
Úgy látom a nagy teszttelés közepette elfelejtettél linkelni! :)
Egy kicsit érdekesen áll be pozícióba.
Faxon küldj egy „X1”-est és egy soros motorral megtesztelem. :)
Ha nem kelt még el a motorod, akkor jövő héten, licitálok rá.
Egy kicsit érdekesen áll be pozícióba.
Faxon küldj egy „X1”-est és egy soros motorral megtesztelem. :)
Ha nem kelt még el a motorod, akkor jövő héten, licitálok rá.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 31, 18:06
Írta: bmejdz9nu Dátum 2008 május 31, 18:06
Vedd figyelembe, hogy 50ms ideje volt felgyorsulni és 50ms ideje megálni 3600rpm-re/ről - nem kis forgórésszel és még rajt volt a patronbefogó = forgótömeg min. 3Kg... ez ugyebár a gyakorlatban nem fordul elő (nem kell) azaz nem bírja ki a gép, pontosabban szétesik :)
Te is todod ha "kényelmesebb" gyorsításra van állítva akkor ez az "effekt" nagyságrenddel kisebb... és csak 12 bit volt a hibára...
felette leold... nem jelez... nem tárol... kikapcs :) De ez így jó... :) azaz nem tud rosszul menni...
(ha szükséges lenne... tartható ez a "vad" gyorsítási érték de nem ártana egy nagyobb pl. 1000cpr-es encoder akkor is kisebb...
... mindjárt teszek be egy "elrettentő" (?) videót az 1X-es móddal... :) akkor látni a különbséget... :)
Egész jók ezek a CMC motorok... van egy egész sorozat belőle... ez persze a legnagyobb kollekcióból való...
Te is todod ha "kényelmesebb" gyorsításra van állítva akkor ez az "effekt" nagyságrenddel kisebb... és csak 12 bit volt a hibára...
felette leold... nem jelez... nem tárol... kikapcs :) De ez így jó... :) azaz nem tud rosszul menni...
(ha szükséges lenne... tartható ez a "vad" gyorsítási érték de nem ártana egy nagyobb pl. 1000cpr-es encoder akkor is kisebb...
... mindjárt teszek be egy "elrettentő" (?) videót az 1X-es móddal... :) akkor látni a különbséget... :)
Egész jók ezek a CMC motorok... van egy egész sorozat belőle... ez persze a legnagyobb kollekcióból való...
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2008 május 31, 20:02
Írta: yuagaci9g Dátum 2008 május 31, 20:02
Peter, mi az a program , amivel teszteled a motort?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 31, 20:11
Írta: bmejdz9nu Dátum 2008 május 31, 20:11
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2008 május 31, 20:16
Írta: yuagaci9g Dátum 2008 május 31, 20:16
Neeem, sajnos en ezt nem ertem, a tied magyarul volt, te csalsz!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 május 31, 21:03
Írta: bmejdz9nu Dátum 2008 május 31, 21:03
12 nyelven megy a WinPC-NC (gyárilag :)... (német, angol, francia, olasz, lengyel, török, ... és magyararul is!) Europai... :)
Mert te mit használsz? Nem megy magyarul? :)
Mert te mit használsz? Nem megy magyarul? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 május 31, 21:06
Írta: 000000000 Dátum 2008 május 31, 21:06
Sajnos nincs, de ha lenne akkor sem értenék hozzá mert nem elektromérnök, hanem gépész + informatikus vagyok. Egyébként mit kellene mérni a vezérlőn szkóppal vagy műszerrel?
Esetleg valamelyik IC-re gyanakszol? Remélem nem ULI procija ment haza. Már három vezérlőt csináltam és éppen a legelső tesztelését kezdtem meg. Mivel az egyből ment, gondoltam nincs benne hiba. De mégis megállt hibával a motor lefogása után. Az árampotit nem nagyon állítgattam. Lehet, hogy csak kevés áramot bír? Akkor pedig miért ment egyáltalán az eddigi beállítással??
Esetleg valamelyik IC-re gyanakszol? Remélem nem ULI procija ment haza. Már három vezérlőt csináltam és éppen a legelső tesztelését kezdtem meg. Mivel az egyből ment, gondoltam nincs benne hiba. De mégis megállt hibával a motor lefogása után. Az árampotit nem nagyon állítgattam. Lehet, hogy csak kevés áramot bír? Akkor pedig miért ment egyáltalán az eddigi beállítással??
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 május 31, 21:18
Írta: svejk Dátum 2008 május 31, 21:18
Nézd meg a beállításokat, lehet átíródott az eeprom tartalom..
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2008 május 31, 21:38
Írta: yuagaci9g Dátum 2008 május 31, 21:38
Hiaba megy tizehet nyelven, ha nemetul akarjak eladni. Aruljak angolul, probaidovel, lehet, hogy erdekel.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 31, 21:52
Írta: HJózsi Dátum 2008 május 31, 21:52
Aha, értem, mégis építettél hármat... :)
Ezek mennek is elsőre, semmi gond. A szkóppal gyorsan meg lehet nézni milyen jelalakok vannak (vagy nincsenek) adott pontokon, gyorsan be lehet határolni mivel lehet gond. Ez érdekes jelenség amit mondasz, ha valaki rákönyököl a Reset-re, ha jól emlékszem akkor gyullad ki az összes led (processzor reset)... Nézd meg a reset gombot v. vezetéket, esetleg kösd le a mocit, kikapcs-bekapcs...
Ezek mennek is elsőre, semmi gond. A szkóppal gyorsan meg lehet nézni milyen jelalakok vannak (vagy nincsenek) adott pontokon, gyorsan be lehet határolni mivel lehet gond. Ez érdekes jelenség amit mondasz, ha valaki rákönyököl a Reset-re, ha jól emlékszem akkor gyullad ki az összes led (processzor reset)... Nézd meg a reset gombot v. vezetéket, esetleg kösd le a mocit, kikapcs-bekapcs...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 május 31, 21:55
Írta: HJózsi Dátum 2008 május 31, 21:55
Nálam ami elszállt egyáltalán, az Fet, Fetmeghajtó, és dióda volt. Ha a tápfesz jó, a kis moci nem vághatja haza.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 01, 07:50
Írta: bmejdz9nu Dátum 2008 június 01, 07:50
www.pcnc.hu és ha jól tudom a demót is át lehet állítani magyarra... néz körül a WinPc-NC topikban...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 01, 08:10
Írta: bmejdz9nu Dátum 2008 június 01, 08:10
X1-es szervóvezérlő teszt - 3.rész.
Minden azonos mint a #5151-ben, csak a vezérlő a beépített encoder osztója lett 4X-es üzemmódról 1X-es üzemmódra átállítva.
Azaz itt és most az 500cpr-es encoder nem 2000(ppr) impulzust ad a vezérlőnek hanem csak 500(ppr)-t.
Tehát az encoder jele le lett osztva 4-el = 500cpr-es encoder úgy viselkedik mintha kicseréltük volna 125cpr-esre.
Látható a videón, hogy a pozicióban tartás gyengült vagyis "lazább" lett a tengely tartás.
De a vezérlő akár a teljes "áramát bevetve" vissza viszi a pontos pozicióba! csak kicsit "mackósan" :)
Ettől még nem engedi a tengelyt rossz pozicióban maradni csak a reakció idő/szöghiba korekció lassabb...
(A "túllövés" is megnőhet - logikus kevesebb a használható imp. - ha nincs arányban a gyorsítással, de így "üresben" ez talán több mint terhelve...)
Ez ettől még használható megoldás, de nem preciziós megoldásokban.
(pl. egy nagy munkaterületű faipari gépnél vagy kisebb sebességű gyorsításra képes rendszereknél... stb.)
VIDEO 1 ::: X1 vezérlő 1X-es módban (azaz az encoder 4-es osztással = 125cpr=500ppr)
VIDEO 2 ::: X1 vezerlő 1X-es módban (azaz az encoder 4-es osztással = 125cpr=500ppr)
A jövő héten csainálok teszteket pont az ellenkezőjére is! Azaz 4X-os módban és 2000cpr-es encoderrel. Itt csak az a kérdés, hogy az X1 meddíg bírja ezt step frekivel... azaz ekkor majd: 2000cpr = 8000ppr és egy 3000rpm motor fordulathoz már 480.000Khz-et kellene :) Persze a fele is nagyon szép szám már...:)
Minden azonos mint a #5151-ben, csak a vezérlő a beépített encoder osztója lett 4X-es üzemmódról 1X-es üzemmódra átállítva.
Azaz itt és most az 500cpr-es encoder nem 2000(ppr) impulzust ad a vezérlőnek hanem csak 500(ppr)-t.
Tehát az encoder jele le lett osztva 4-el = 500cpr-es encoder úgy viselkedik mintha kicseréltük volna 125cpr-esre.
Látható a videón, hogy a pozicióban tartás gyengült vagyis "lazább" lett a tengely tartás.
De a vezérlő akár a teljes "áramát bevetve" vissza viszi a pontos pozicióba! csak kicsit "mackósan" :)
Ettől még nem engedi a tengelyt rossz pozicióban maradni csak a reakció idő/szöghiba korekció lassabb...
(A "túllövés" is megnőhet - logikus kevesebb a használható imp. - ha nincs arányban a gyorsítással, de így "üresben" ez talán több mint terhelve...)
Ez ettől még használható megoldás, de nem preciziós megoldásokban.
(pl. egy nagy munkaterületű faipari gépnél vagy kisebb sebességű gyorsításra képes rendszereknél... stb.)
VIDEO 1 ::: X1 vezérlő 1X-es módban (azaz az encoder 4-es osztással = 125cpr=500ppr)
VIDEO 2 ::: X1 vezerlő 1X-es módban (azaz az encoder 4-es osztással = 125cpr=500ppr)
A jövő héten csainálok teszteket pont az ellenkezőjére is! Azaz 4X-os módban és 2000cpr-es encoderrel. Itt csak az a kérdés, hogy az X1 meddíg bírja ezt step frekivel... azaz ekkor majd: 2000cpr = 8000ppr és egy 3000rpm motor fordulathoz már 480.000Khz-et kellene :) Persze a fele is nagyon szép szám már...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 01, 08:17
Írta: bmejdz9nu Dátum 2008 június 01, 08:17
Jó lenne látni ilyen teszteket más vezélőkkel is... #5151 és #5164... Ha kisebb motorral az sem nagy baj...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 június 01, 11:35
Írta: HJózsi Dátum 2008 június 01, 11:35
Nem lett leosztva!... a négy él 2 madzagon jön, A és B. A jelfeldolgozás 1X-es mód ez OK, többet nem kell hozzáfűzni!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 01, 11:36
Írta: 000000000 Dátum 2008 június 01, 11:36
Szia Péter!
Iazán felhagyhatnál ezekkel a téves encoder
osztás-szorzás elméleteiddel..:)
Nem sok közük van a valósághoz.
A videóid pedig nem szinte semmit nem mutatnak
nekem szakmnailag, sőt...
Végre kínáld már meg egységugrás jelekkel
a cuccaidat, és rájössz a sok téveszmédre
a szervóval kapcsolatosan.
Iazán felhagyhatnál ezekkel a téves encoder
osztás-szorzás elméleteiddel..:)
Nem sok közük van a valósághoz.
A videóid pedig nem szinte semmit nem mutatnak
nekem szakmnailag, sőt...
Végre kínáld már meg egységugrás jelekkel
a cuccaidat, és rájössz a sok téveszmédre
a szervóval kapcsolatosan.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 01, 12:18
Írta: bmejdz9nu Dátum 2008 június 01, 12:18
LS7184 - Features: X4, X2 or X1 resolution multiplication ... Végül is igazad van... 1X-es jelfeldolgozás. Maradjunk ebben...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 01, 12:21
Írta: bmejdz9nu Dátum 2008 június 01, 12:21
Valami dinamikus, "mozgómotoros valóságshow"-ot nem adsz?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 június 01, 12:27
Írta: HJózsi Dátum 2008 június 01, 12:27
Ezt nevezhetjük gumicukor tesztnek ... kb olyan a merevsége a tengelynek ... A 96-os osztású encoderek 4X módban ( csak hogy egy nyelvet beszéljünk... ) kb ugyanilyen vacak eredményt hoztak, ezért nem tudtam használni... Tesztelni mégis jobb lenne az egységugrással, hamarabb és exaktul kijönnek a hibák! ... Nagyon kellene a hibajel monitor!!!!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 01, 12:44
Írta: bmejdz9nu Dátum 2008 június 01, 12:44
Analog kimenet van hibajelre (egy lépés eltérés pontosan 40mV alapon)... de nem sok hibatároló maradt benne...
10X-es step szorzás volt... így nem is tud nagyon roszul menni... :) Persze lehetne bele még memóriát tenni, de minek...
Hát igen... te ismered ezt/azt a "feelinget" :) amikor kicsi az encoder vagy 1X-es az üzemmód... Ezért is kell (nagyon)sajnos az a sok-sok step jel...a 4X módhoz, hogy "kemény legyen a gyerek"... :)
De ez az 1X-es módot (és van 2X-es is) nemcsak egységugrás tesztnél lehet(ne) használni... hanem akkor ha túl nagy a mocin az encoder...
nekem sok olyan motorom van aminek 1000 ill. 20000cpr-es az encodere... sőt 2500cpr-es DC szervómotorral is találkoztam... de megvenni nem mertem... :) Ezért van ez a lehetőség...
10X-es step szorzás volt... így nem is tud nagyon roszul menni... :) Persze lehetne bele még memóriát tenni, de minek...
Hát igen... te ismered ezt/azt a "feelinget" :) amikor kicsi az encoder vagy 1X-es az üzemmód... Ezért is kell (nagyon)sajnos az a sok-sok step jel...a 4X módhoz, hogy "kemény legyen a gyerek"... :)
De ez az 1X-es módot (és van 2X-es is) nemcsak egységugrás tesztnél lehet(ne) használni... hanem akkor ha túl nagy a mocin az encoder...
nekem sok olyan motorom van aminek 1000 ill. 20000cpr-es az encodere... sőt 2500cpr-es DC szervómotorral is találkoztam... de megvenni nem mertem... :) Ezért van ez a lehetőség...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 június 01, 13:09
Írta: HJózsi Dátum 2008 június 01, 13:09
És ez jó is valóban, hogy lehet választani üzemmódok között! A monitor pedig nagy segítség a szervokör hangolásában....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 01, 13:49
Írta: bmejdz9nu Dátum 2008 június 01, 13:49
Most csinálok egy 3 csatornás "Machpótló" - azaz "Smooth Stepper for WinPC" dobozt... azaz egy LPT port-ra kapcsolható step jel sokszorozót...[#nyes]
Ez majd akár 240KHz-es jelet is tud szolgáltatni a szervó vezélőknek... (1X-10X alapon :) Pesze "fénysegességnél" nem lessz nanotechnikai pontosságú felbontás... de hát ez van nekem... :)
Ez majd akár 240KHz-es jelet is tud szolgáltatni a szervó vezélőknek... (1X-10X alapon :) Pesze "fénysegességnél" nem lessz nanotechnikai pontosságú felbontás... de hát ez van nekem... :)
Cím: Re:DC szervó motoros vezérlés
Írta: pv3yjkayy Dátum 2008 június 01, 22:09
Írta: pv3yjkayy Dátum 2008 június 01, 22:09
Segitséget szeretnék kérni! Vettem egy régi 1987es olasz BUSELLATO spa JUNIOR 7-NC faipari marogépet,sajnos nincs hozzá gépkőnyv, és igy nem sikerül még életre kelteni.Az olasz gyártó azt mondta hogy ilyen régi géphez már nincs neki.Ha valaki ismeri ezt a tipust, vagy tudna segiteni a gép életre keltésében kérem válaszoljon, természetesen nem igyen kivánom!
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2008 június 11, 11:28
Írta: hyuekyh7a Dátum 2008 június 11, 11:28
Szerintem ha dolgozni is akarsz vele akkor nézd meg milyen motorok vannak rajta és cseréld le a vezérlést mai korszerűre esetleg szervóra AC DC , ebben tudok segíteni.
Üdv. Csaba
Üdv. Csaba
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 15, 13:35
Írta: bmejdz9nu Dátum 2008 június 15, 13:35
Tibor....nak adok veszek rovat... folyt.
"Hány száz voltig? Csak a FET-ektől függ, max. 400V.
... és mennyiért? 60-90e. Ft körül.
Ár-arányosabban jobb lesz mint a DC hajtás?
Csak akkor, ha a motor ingyen van vagy "kilóra"
tud valaki ilyeneket szerezni selejtezésből."
=================
Ó Tibor milyen közlekeny lettél? Ennek örülök! :)
Mitől 60 és 90? Mi az ami jobban befolyásolja? Áram vagy a feszültség?
Fetek feszültsége.... Tehát bármilyen feszültségű AC szervó motort meg tudsz hajtani? Tudod sok a piacon a "hagyományos" azaz 3x220V-os példány...
Fetek... Én azt gondoltam, hogy egy AC szervó vezérlő "puritánul fogalmazva" egy PID szabályzóból és egy "frekvenciaváltóból" áll...
A ferkiváltókban pedíg IGBT tranzisztorokat használnak... ezek nem jobb a célnak mint a FET?
Az encoder... szükséges, hogy a motoron gyárilag(!) rajt legyen? Mekkora encoder az ideális felbontás neked?
"Hány száz voltig? Csak a FET-ektől függ, max. 400V.
... és mennyiért? 60-90e. Ft körül.
Ár-arányosabban jobb lesz mint a DC hajtás?
Csak akkor, ha a motor ingyen van vagy "kilóra"
tud valaki ilyeneket szerezni selejtezésből."
=================
Ó Tibor milyen közlekeny lettél? Ennek örülök! :)
Mitől 60 és 90? Mi az ami jobban befolyásolja? Áram vagy a feszültség?
Fetek feszültsége.... Tehát bármilyen feszültségű AC szervó motort meg tudsz hajtani? Tudod sok a piacon a "hagyományos" azaz 3x220V-os példány...
Fetek... Én azt gondoltam, hogy egy AC szervó vezérlő "puritánul fogalmazva" egy PID szabályzóból és egy "frekvenciaváltóból" áll...
A ferkiváltókban pedíg IGBT tranzisztorokat használnak... ezek nem jobb a célnak mint a FET?
Az encoder... szükséges, hogy a motoron gyárilag(!) rajt legyen? Mekkora encoder az ideális felbontás neked?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 15, 14:18
Írta: 000000000 Dátum 2008 június 15, 14:18
Szia Péter!
A feszültség inkább befolyásolja a költségeket.
Egy normális AC szervónak mindegy a motor
feszültsége, legfeljebb nem lehet max.fordulaton
járatni. Mivel bőven vannak 90V-os sőt 24V-os
AC motorok is, én ezért használok Fet-eket.
Egyszerűbben, olcsóbban beszerezhetőek.
Nálam a hagyományos A, B csatornás encoderen
kívül kell még egy rotorpozíció abs. jeladónak
is lenni. BLDC motrokban ez sokszor gyárilag benne
van (Hall érzékelő), komolyabb encodereknek
pedig van ilyen jelkimenete is.
Ezen kívül semmi nem számít, amit a múltkori
talin láttál, az is egy 400V-os nagy 1.5 kW-os
Indramat motor volt.
Persze ha a vezérlőprogramok gyenge step-dir
képességeit nézzük (néhány 10 Khz), akkor
egy 5000-es encoderrel szerelt AC motorral
jó lesz vigyázni.:) Szervo hajtástechnikailag
1000 cpr alá azért nem érdemes lemenni.
Az alap frekiváltókhoz képest igen nagy a
különbség az időállandók, és a négynegyedes
hajtási képesség tekintetében, arról nem is
beszélve, hogy itt van mindig egy indukált
feszültség, az aszinkron motornál meg nincs,
vagy minimális. Így ennek korrekt lekezelése
már a híd ágban komoly problémákat okozhat.
A feszültség inkább befolyásolja a költségeket.
Egy normális AC szervónak mindegy a motor
feszültsége, legfeljebb nem lehet max.fordulaton
járatni. Mivel bőven vannak 90V-os sőt 24V-os
AC motorok is, én ezért használok Fet-eket.
Egyszerűbben, olcsóbban beszerezhetőek.
Nálam a hagyományos A, B csatornás encoderen
kívül kell még egy rotorpozíció abs. jeladónak
is lenni. BLDC motrokban ez sokszor gyárilag benne
van (Hall érzékelő), komolyabb encodereknek
pedig van ilyen jelkimenete is.
Ezen kívül semmi nem számít, amit a múltkori
talin láttál, az is egy 400V-os nagy 1.5 kW-os
Indramat motor volt.
Persze ha a vezérlőprogramok gyenge step-dir
képességeit nézzük (néhány 10 Khz), akkor
egy 5000-es encoderrel szerelt AC motorral
jó lesz vigyázni.:) Szervo hajtástechnikailag
1000 cpr alá azért nem érdemes lemenni.
Az alap frekiváltókhoz képest igen nagy a
különbség az időállandók, és a négynegyedes
hajtási képesség tekintetében, arról nem is
beszélve, hogy itt van mindig egy indukált
feszültség, az aszinkron motornál meg nincs,
vagy minimális. Így ennek korrekt lekezelése
már a híd ágban komoly problémákat okozhat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 15, 14:35
Írta: bmejdz9nu Dátum 2008 június 15, 14:35
Köszi a kimerítő és értehető választ!
Végül is a feszültség... hát mind DC motoroknál... ha kisebb mint a névleges...ahogy írod...
Gondolom a DC-s vezérlőhöz képest a kimeneti végfok a bonyolultabb... 3x-es hid és ennek a (szögpontos) vezérlése...
Végül is a feszültség... hát mind DC motoroknál... ha kisebb mint a névleges...ahogy írod...
Gondolom a DC-s vezérlőhöz képest a kimeneti végfok a bonyolultabb... 3x-es hid és ennek a (szögpontos) vezérlése...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 15, 14:38
Írta: bmejdz9nu Dátum 2008 június 15, 14:38
Egyébként a multkori 1x és 4X -es dolgot a Svejk tökéletesen "rövidrezárta" azaz azt írta tök mindegy... pl. ha egy 500cpr-es encoder 4X-es módban megy vagy egy 2000cpr-es encoder 1X módban... az eredmény ugyanaz... és ez igaz...
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 június 15, 14:52
Írta: Motoros Dátum 2008 június 15, 14:52
Ne kezd már megint[#violent][#boxer]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 15, 15:06
Írta: 000000000 Dátum 2008 június 15, 15:06
Nekem nem "tök mindegy",:) de látod Misi is
figyeli soraidat. Inkább ugorjál neki
a segédprogramok topicban most közölt teszt
progimnak a "bika" gépeddel, és majd ennek
kapcsán is belátod az előzőeket.:)
figyeli soraidat. Inkább ugorjál neki
a segédprogramok topicban most közölt teszt
progimnak a "bika" gépeddel, és majd ennek
kapcsán is belátod az előzőeket.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 15, 15:09
Írta: bmejdz9nu Dátum 2008 június 15, 15:09
Most pont azt akartam írni, hogy egyetértés(!!!) van azaz lett...
De ezt a Tibor is megfogalmazhatta volna már előbb is! Akkor nem is lett volna "eszmeösszecsapatás" [#smile]
... és kapcsold be a mobilodat tokmányügyben:)
De ezt a Tibor is megfogalmazhatta volna már előbb is! Akkor nem is lett volna "eszmeösszecsapatás" [#smile]
... és kapcsold be a mobilodat tokmányügyben:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 15, 15:11
Írta: bmejdz9nu Dátum 2008 június 15, 15:11
Értem én már az egészet... és nem kezdem újból... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Lőrincz Tibor Dátum 2008 június 15, 19:49
Írta: Lőrincz Tibor Dátum 2008 június 15, 19:49
Elképzelhető, hogy lemágneseződik az állórész mágnese egy DC szervómotorban, ha kihúzom belőle a forgórészt? Van valakinek ilyen tapasztalata?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 15, 20:19
Írta: bmejdz9nu Dátum 2008 június 15, 20:19
Nem! Nyugodtan szétszedheted... néha kell is ha encodert kell rá tenni...
Én teszteletem mint vadi új... szétszedtem és pont olyan maradt minden tekintetben. (a legkisebb változás sem történt)
(kivétel tárcsamotor de ott nem is lehet kihúzni a forgórészt... sajnos :)
Én teszteletem mint vadi új... szétszedtem és pont olyan maradt minden tekintetben. (a legkisebb változás sem történt)
(kivétel tárcsamotor de ott nem is lehet kihúzni a forgórészt... sajnos :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 június 16, 09:34
Írta: 3k74cecek Dátum 2008 június 16, 09:34
Egyes léptető motoroknál van ilyen jelenség (persze értelemszerűen ott a forgórész mágneseződik le). Nem lehet, hogy egyes szervó motoroknál is lehet ilyen ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 19, 08:46
Írta: bmejdz9nu Dátum 2008 június 19, 08:46
A hagyományos felépítésűeknél nem.
Ha így lenne... akkor nem is lehetne pl. javítani a DC motorokat... Sőt akkor az asszinkron motorokat sem...
Itt Sopronban van egy profi motortekercselő és motorgyár... ott is kérdeztem...
Ha így lenne... akkor nem is lehetne pl. javítani a DC motorokat... Sőt akkor az asszinkron motorokat sem...
Itt Sopronban van egy profi motortekercselő és motorgyár... ott is kérdeztem...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 19, 08:54
Írta: 000000000 Dátum 2008 június 19, 08:54
Szia Péter!
Ez érdekes...Nem is tudtam, hogy az
asszinkron motorban van állandómágnes.:)
Én azért azt javaslom mindenkinek, csak
szórakozásból, kiváncsiságból ne szedjen szét
semmilyen állandómágnest tartalmazó motort.
Ez érdekes...Nem is tudtam, hogy az
asszinkron motorban van állandómágnes.:)
Én azért azt javaslom mindenkinek, csak
szórakozásból, kiváncsiságból ne szedjen szét
semmilyen állandómágnest tartalmazó motort.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 19, 12:45
Írta: 000000000 Dátum 2008 június 19, 12:45
Látod, mindig tanul az ember:)))))))))))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 19, 13:53
Írta: bmejdz9nu Dátum 2008 június 19, 13:53
Maradjunk a DC motornál... azt talán jobban ismerem :)
Szedtem szét többet is... Félénk voltam először... mindent mérésést dokumentáltam...(erő/áram/fesz/fordulat...stb)
Semmi változást nem tapasztaltam a szétszedés és összerakás után!!!
Erre nem "szórakozásként" van szükség, hanem pl. az encodert kell rátenni a motorra és ekkor a tengely kilógó részét (ami pl. tacho-t hajtott) átmérőjét csökkenteni esztergán és/vagy a méretét is...
Szerencsére és segítségképp a központfurat általában meg szokott lenni... ez segíti a pontos munkát... Persze elég időigényes is tud lenni mert minden alkatelemet megjelölök, hogy pontosan ugyanoda kerüljön vissza...
Szedtem szét többet is... Félénk voltam először... mindent mérésést dokumentáltam...(erő/áram/fesz/fordulat...stb)
Semmi változást nem tapasztaltam a szétszedés és összerakás után!!!
Erre nem "szórakozásként" van szükség, hanem pl. az encodert kell rátenni a motorra és ekkor a tengely kilógó részét (ami pl. tacho-t hajtott) átmérőjét csökkenteni esztergán és/vagy a méretét is...
Szerencsére és segítségképp a központfurat általában meg szokott lenni... ez segíti a pontos munkát... Persze elég időigényes is tud lenni mert minden alkatelemet megjelölök, hogy pontosan ugyanoda kerüljön vissza...
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 június 21, 14:28
Írta: 0gbwyh99 Dátum 2008 június 21, 14:28
Üdv. mindenkinek!
A szervókrol szeretnék valami többet megtudni
(mert most amit tudok róluk az szép kevés) . Nézegettem a hozzászólásokat és a képeket, de sajnos azokbol nem tudtam meg mindent ami érdekel !
A lényeg: nem tudom hogy a mocik amiket CNC célra árulnak hogy milyenek-pontosabban van-e beépitet reduktorjuk(fordulatszám csökkentő), és hogy egyáltalán kell-e a reduktor rá ! Továbbá , amiket TI használtok, azok BL(brush less) DC motorok ? Gondolom a szénkefés motorok karbantartás véget kicsit macerásak . Akkus fúfóbol valo moci az jo ? Az UHU-t mindenki maga csinálta meg ?
Tudom hogy sok marhaságot kérdezek, de sajna ez van - ha valami érdekel, akkor csak ugy szórom a kérdéseket .
Előre is kösz.!!
A szervókrol szeretnék valami többet megtudni
(mert most amit tudok róluk az szép kevés) . Nézegettem a hozzászólásokat és a képeket, de sajnos azokbol nem tudtam meg mindent ami érdekel !
A lényeg: nem tudom hogy a mocik amiket CNC célra árulnak hogy milyenek-pontosabban van-e beépitet reduktorjuk(fordulatszám csökkentő), és hogy egyáltalán kell-e a reduktor rá ! Továbbá , amiket TI használtok, azok BL(brush less) DC motorok ? Gondolom a szénkefés motorok karbantartás véget kicsit macerásak . Akkus fúfóbol valo moci az jo ? Az UHU-t mindenki maga csinálta meg ?
Tudom hogy sok marhaságot kérdezek, de sajna ez van - ha valami érdekel, akkor csak ugy szórom a kérdéseket .
Előre is kösz.!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 21, 14:56
Írta: bmejdz9nu Dátum 2008 június 21, 14:56
Nem BL hanem kefés motorokat használunk!!!
Ez fontos, mert ehhez van csak megfizethető és bevált vezérlők.
Nincs reduktor bennük, mert ha kell is akkor is teljesen kottyanás mentesnek kellene lennie annak.
Persze van ilyen: Planet Drive-nak hívják és általában sokkal drágább mint a motor.
Én "direkthajtás párti" vagyok (azaz jó orsó emelkedés és motorfordulatszám/erő választás) és vannak akik a fogazott szíjjas áttételt "kedvelik"
Akkus fúró motor nem biztos, hogy szervómotor :) De milyen jó lenne.. és olcsó...:)
Ez fontos, mert ehhez van csak megfizethető és bevált vezérlők.
Nincs reduktor bennük, mert ha kell is akkor is teljesen kottyanás mentesnek kellene lennie annak.
Persze van ilyen: Planet Drive-nak hívják és általában sokkal drágább mint a motor.
Én "direkthajtás párti" vagyok (azaz jó orsó emelkedés és motorfordulatszám/erő választás) és vannak akik a fogazott szíjjas áttételt "kedvelik"
Akkus fúró motor nem biztos, hogy szervómotor :) De milyen jó lenne.. és olcsó...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 június 21, 21:47
Írta: 0gbwyh99 Dátum 2008 június 21, 21:47
Ja persze, most jut eszembe, valahol azt is olvastam hogy a DC moci ami "akadozik" amikor kézzel forgatjuk (hasonló képen mint a léptecs) az nem felel meg e célra . Az akkus fúró amit meg egyszer régen szétszedtem ugy emlékszem hogy szintén "akadozott" !
Ennek mi az oka (az hogy "akadozik") ? Van benne valami állandó mágnes is ?
Hol lehet szervókhoz jeladót venni ?
Ennek mi az oka (az hogy "akadozik") ? Van benne valami állandó mágnes is ?
Hol lehet szervókhoz jeladót venni ?
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 június 21, 21:53
Írta: 0gbwyh99 Dátum 2008 június 21, 21:53
Mi van egy szervó mocinak amitol az szervó ? A tápon kivül más kivezetése is van ? (nem a jeladóra gondolok )! Példaul Sasi is "közönséges" ablaktörlő mocit rakot fell a plazmájára , vagy tévedek ?
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 június 21, 22:01
Írta: 0gbwyh99 Dátum 2008 június 21, 22:01
Ha külön veszek jeladót akor mire kell figyelnem ? Hany soros jeladó a jó ? A jeladót közvetlenűl a moci tengelyére kel felszerelni ? Az a jeladó amit úgy árúlnak hogy saját háza van és csak egy tengely lóg ki belőle , és rugalmas tengely kapcsolóval kell össze kötni a mocival(úgy néz ki mint egy kis motor) - az jó ?
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 június 21, 22:05
Írta: 0gbwyh99 Dátum 2008 június 21, 22:05
És egyáltalán mit jelent az hogy 500-soros a jelado ? Azt hogy 500 jelet add fordulatonként ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 21, 22:28
Írta: 000000000 Dátum 2008 június 21, 22:28
utanna kene olvasni!van jo par kep a forumon es egyebb info!a lenyeg az hogy attol szervo a motor hogy van rajta encoder,ami lehet kulonfele felbontasu es tipusu,abbol tudja a vezerlo hogy a motor epp menyit fordult es hol tart,ettol jobb a sima lepteto motornal,mivel hogy annak a vezerles kiosza a lepesszamot de nincs ellenorizve hogy meg is tortent e a vegrehajtas!szervo motrot lehet keszen venni vagy epiteni,attol fugg kinek mire van kepessege.elony meg a nagyobb sebesseg a lepteto motorokhoz kepest.Amugy a motor lehet egy kozonseges szenkefes motor termeszetesen a vezerlo maximum leadott feszultseg es aram fugvenyebe es a felhasznalastol fuggoen.A hatarok eleg tagak es valtozoak,mindig az aktualis kovetelmenyhez kell igazodni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 25, 15:44
Írta: 000000000 Dátum 2008 június 25, 15:44
Hello!
Egy DC szervo motort mennyivel lehet névleges feszültség fölött járatni?
Lehet egyáltalán?
Üdv!
Egy DC szervo motort mennyivel lehet névleges feszültség fölött járatni?
Lehet egyáltalán?
Üdv!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 25, 23:19
Írta: 000000000 Dátum 2008 június 25, 23:19
Lehet, mégpedig lényegesen nagyobb fesszel. Pl. 24 Voltos motort akár 100 Volttal is. Persze itt minden a vezérlő "tudásától" függ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 26, 07:59
Írta: 000000000 Dátum 2008 június 26, 07:59
Ühüm..
És nagyobb áramot is eltűr? Valahol olvastam, hogy lemágneseződhet...
A nagyobb fesz. megállapítására van valamilyen szabály? Vagy ezt csak próbálgatással lehet megállapítani (...pl. nagyon melegszik a motor akkor az már sok...)[#circling]
Köszi!
És nagyobb áramot is eltűr? Valahol olvastam, hogy lemágneseződhet...
A nagyobb fesz. megállapítására van valamilyen szabály? Vagy ezt csak próbálgatással lehet megállapítani (...pl. nagyon melegszik a motor akkor az már sok...)[#circling]
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 26, 12:59
Írta: 000000000 Dátum 2008 június 26, 12:59
Lehet járatni, de minél inkább igazi szervó, annál kevésbé.
Egyébként mi az alap problémád?
Kevés a szervoszabályzóddal működtetett motorod
max fordulatszáma, vagy nyomatéka?
Konkrétan milyen típusú motorról van szó?
Szervó egyáltalán?:)
Egyébként mi az alap problémád?
Kevés a szervoszabályzóddal működtetett motorod
max fordulatszáma, vagy nyomatéka?
Konkrétan milyen típusú motorról van szó?
Szervó egyáltalán?:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 26, 14:34
Írta: bmejdz9nu Dátum 2008 június 26, 14:34
soros? azaz cpr?
Ha 500cpr-es az 4X módban 2000 fizikailag valós poziciót tud szolgáltatni... azaz 2000 "helyzet impulzust". (1X-ben 500, 2x-ben 1000)
Ha 500cpr-es az 4X módban 2000 fizikailag valós poziciót tud szolgáltatni... azaz 2000 "helyzet impulzust". (1X-ben 500, 2x-ben 1000)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 26, 15:19
Írta: 000000000 Dátum 2008 június 26, 15:19
Nem, nem...csak van itt egy szervo 'jellegü' motorom és egy bazi nagy tápom, gondoltam megpörgetem...
A szervo vezérléshez tök vagyok, most olvasgatom a topikot...
Jól gondolom, hogy a szervó vezérlőre rá lehet akasztani azt a maximális áramot és feszültséget amit a vezérlő bír, majd azt ő a beállításoknak megfelelően lekorlátozza a motor felé? ...vagy pontosan annyi áram/fesz. adható a vezérlőre amit a motor elvár?...
A szervo vezérléshez tök vagyok, most olvasgatom a topikot...
Jól gondolom, hogy a szervó vezérlőre rá lehet akasztani azt a maximális áramot és feszültséget amit a vezérlő bír, majd azt ő a beállításoknak megfelelően lekorlátozza a motor felé? ...vagy pontosan annyi áram/fesz. adható a vezérlőre amit a motor elvár?...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 26, 18:40
Írta: 000000000 Dátum 2008 június 26, 18:40
Ha, csak, megakarod próbálni, kösd rá egy akutöltőre.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 26, 18:56
Írta: 000000000 Dátum 2008 június 26, 18:56
Bocs, de azt hittem, szervóval hajtott motorról
van szó. Ami pedig a kérdésedet illeti, bocs,
de nem értem, ezért válaszolni sem tudok rá.
van szó. Ami pedig a kérdésedet illeti, bocs,
de nem értem, ezért válaszolni sem tudok rá.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 26, 19:30
Írta: bmejdz9nu Dátum 2008 június 26, 19:30
Szerintem, ha nem tudod mi-micsoda tegyél be egy két képet... az szokott segíteni... először a motorról... Sokkal kevesebb csalódás ér...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 28, 09:22
Írta: bmejdz9nu Dátum 2008 június 28, 09:22
UHU szervóvezérlők a német Ebay-on.... a nagyobbik :) 30A/150V (IRP260-nal) Fix und Fertig :)
... Na erre kiváncsi leszek... Ma este lesz vége a licitnek...
6db van fellistázva... Mindenhová elküldi... PayPal-t is elfogad... A duma is jó... :) Az eladó sem "zöldfülű" Tehát minden adott :)

... Na erre kiváncsi leszek... Ma este lesz vége a licitnek...
6db van fellistázva... Mindenhová elküldi... PayPal-t is elfogad... A duma is jó... :) Az eladó sem "zöldfülű" Tehát minden adott :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 28, 20:49
Írta: bmejdz9nu Dátum 2008 június 28, 20:49
Csak 45 Euro-t értek a németeknél ...azaz 10.700Ft/db a "Fix und Fertig" 30A-es UHU vezérlő... Érdekes és elgondolkodtató...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 június 29, 10:53
Írta: 000000000 Dátum 2008 június 29, 10:53
Ilyen áron szerintem nem nagy üzlet gyártani.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 29, 11:19
Írta: bmejdz9nu Dátum 2008 június 29, 11:19
Hát ezaz... Nem hittem volna, hogy ilyen kevésre taksálja a piac. Én 80-100Euro-t/db gondoltam...
Pedíg egy "jól bejáratot" német piacon volt a "portéka" (Ebay.de - hibátlan listázás volt:) Ezért is nem gyártják? ... Nem értem...
Míg (már linkeltem be párszor) ha egy Gyík :) feltűnik az Ebay-on akkor a "bolti árának" a 90%-ára verik fel az árát... (ez már többször előfordult...:)
Ez a "G340 Gyik"-nak felel meg ez valahol...(nem G320) Sőt még többet is tud elvileg teljesítményben és egyebekben...
De ennyiért egy G340-et "még álomban" sem lehet venni....
Csodálkozok... Jó-jó nyár van... de amit én akartam megszerezni most is mindíg levertek az Ebay-on...Tehát "él a piac"...:)
Pedíg egy "jól bejáratot" német piacon volt a "portéka" (Ebay.de - hibátlan listázás volt:) Ezért is nem gyártják? ... Nem értem...
Míg (már linkeltem be párszor) ha egy Gyík :) feltűnik az Ebay-on akkor a "bolti árának" a 90%-ára verik fel az árát... (ez már többször előfordult...:)
Ez a "G340 Gyik"-nak felel meg ez valahol...(nem G320) Sőt még többet is tud elvileg teljesítményben és egyebekben...
De ennyiért egy G340-et "még álomban" sem lehet venni....
Csodálkozok... Jó-jó nyár van... de amit én akartam megszerezni most is mindíg levertek az Ebay-on...Tehát "él a piac"...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 29, 11:26
Írta: bmejdz9nu Dátum 2008 június 29, 11:26
Itt a másik véglet... :) Szervórendszer a Német Ebay-on...
Ezt írja: "Takt-Richtung, viel besser als Gecko !!!" Na ez már az Eu. direktívát is sérti :) :) :)
Biztos jó lehet mert mint a "fába szorult férgek" Úgy licitálnak rá... :)
Valami BL motoros dolog lehet... számomra ismeretlen..
Az adatok is zavarossak és túlzottak... pl. a motorok a méretekhez képes...A gyári pdf. pl. azt írja... 23A csúcs (pár mp-ig) de tartós meg csak 12A...

Ezt írja: "Takt-Richtung, viel besser als Gecko !!!" Na ez már az Eu. direktívát is sérti :) :) :)
Biztos jó lehet mert mint a "fába szorult férgek" Úgy licitálnak rá... :)
Valami BL motoros dolog lehet... számomra ismeretlen..
Az adatok is zavarossak és túlzottak... pl. a motorok a méretekhez képes...A gyári pdf. pl. azt írja... 23A csúcs (pár mp-ig) de tartós meg csak 12A...
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2008 június 29, 23:49
Írta: vthgizrff Dátum 2008 június 29, 23:49
A veletlennek möszönhetően az utlsó 3 pecben kapcsolódtam be a licitbe. Érdekes volt megfigyelni ahogyan 30 másodpercenként változott az 5euroval az ár. Szóval szerintem a vevő igencsak szerencsésnek mopndhatja magát, egy valós licálásnál jóval feljebb állt volna meg.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 30, 08:08
Írta: bmejdz9nu Dátum 2008 június 30, 08:08
[#smile] Túl korán csaptál a "lecsóba"!
Én (és sajnos sokan mások) mindíg az utolsó 3.mp-ben adom a licitet...(egy speciális megoldással :)
Néha előtte teszek egy "leheletet" rá... hogy nincs e tiltva Mo-ra a licit... Néha licitálgatok, ha az eladó kiírta a Mo. szállítás árát... had lássa volt értelme...:) Persze ekkor nem veszem meg... nem hajtok rá...
Volt olyan "story" hogy valami 20USD-ről az utólsó 30mp-ban 185USD-re ment fel... Tehát? Milyen a "valós licit"?
Szépen adogatják 7 napig a téteket? A többiek meg gondolkozhatnak, hogy megér e nekik többet? Hát nem ilyen "szép az élet" az eladóknak...
Én (és sajnos sokan mások) mindíg az utolsó 3.mp-ben adom a licitet...(egy speciális megoldással :)
Néha előtte teszek egy "leheletet" rá... hogy nincs e tiltva Mo-ra a licit... Néha licitálgatok, ha az eladó kiírta a Mo. szállítás árát... had lássa volt értelme...:) Persze ekkor nem veszem meg... nem hajtok rá...
Volt olyan "story" hogy valami 20USD-ről az utólsó 30mp-ban 185USD-re ment fel... Tehát? Milyen a "valós licit"?
Szépen adogatják 7 napig a téteket? A többiek meg gondolkozhatnak, hogy megér e nekik többet? Hát nem ilyen "szép az élet" az eladóknak...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 június 30, 09:30
Írta: x4rhew5r3 Dátum 2008 június 30, 09:30
Első életjelek egy Step/Dir előtét analog vezérlőkhöz című projektben. Egy Omron R88D vezérlőt hajt meg a kis panel 1 fordulat oda-vissza 30kHz-es step frekivel. Az enkóder 2048 ppr. Ez jó lesz DC, BLDC és AC vezérlőkhöz (amelyeknek ismerjük a csatlakozó bekötését és paraméterezését::)).
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2008 június 30, 13:07
Írta: vthgizrff Dátum 2008 június 30, 13:07
Nem erre gondoltam. Valós licit alatt azt értem, hogy addig nem kel el az árú, amig valaki többet ajánl érte.
Egyébbként nem licitáltam rá, csak pont akkor olvastam a hozzászólásodat amikor már csak 3perc volt az aukció végéig.
Egyébbként nem licitáltam rá, csak pont akkor olvastam a hozzászólásodat amikor már csak 3perc volt az aukció végéig.
Cím: Re:DC szervó motoros vezérlés
Írta: Messer Dátum 2008 június 30, 14:11
Írta: Messer Dátum 2008 június 30, 14:11
[#eljen][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 30, 18:39
Írta: bmejdz9nu Dátum 2008 június 30, 18:39
Ez nem a Vatera... Persze azt nem ismerem...
Ha vége akkor vége (mp. pontosan)... nincs "szabad rugásokkal" hosszabítás... :)
Ha vége akkor vége (mp. pontosan)... nincs "szabad rugásokkal" hosszabítás... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 30, 18:39
Írta: bmejdz9nu Dátum 2008 június 30, 18:39
Csak lesek :)... Pontosan mi ez?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 június 30, 18:53
Írta: x4rhew5r3 Dátum 2008 június 30, 18:53
Analog bemenetű szervókat lehet használni step/dir környezetben. Régebbi ipari szervók analog vezérléssel működnek (bontott DC,BLDC és AC szervók). Ezzel az előtéttel kiegészítve step/dir jelekkel lehet vezérelni.
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2008 június 30, 19:36
Írta: ybm4ifb Dátum 2008 június 30, 19:36
Szia sneci.
Megvannak a vezérlőim?
Jo lenne...még mielőtt az asszony padlora köldene(amire egyre nagyobb az esélyem)lerendeznem a dolgot..
Megvannak a vezérlőim?
Jo lenne...még mielőtt az asszony padlora köldene(amire egyre nagyobb az esélyem)lerendeznem a dolgot..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 30, 19:39
Írta: bmejdz9nu Dátum 2008 június 30, 19:39
Tehát csináltál egy PID szabályzót ami vezérli - hogyis írjam :) - azaz analog kimenete van?
Azaz nem FET hid a vége hanem egy analóg kimenet? Erre megy rá a step/dir jel és az encoder jele?
Azaz nem FET hid a vége hanem egy analóg kimenet? Erre megy rá a step/dir jel és az encoder jele?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 június 30, 19:41
Írta: x4rhew5r3 Dátum 2008 június 30, 19:41
Szia, válasz magánban...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 június 30, 19:45
Írta: x4rhew5r3 Dátum 2008 június 30, 19:45
Nem egészen, a PID és minden más előre-, és visszacsatolás a gyári cuccban működik. Az előke a step és az enkóder különbségét képezi és ebből csinál analog beavatkozó jelet (vagy hibajelnek is nevezhetjük).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 30, 20:08
Írta: bmejdz9nu Dátum 2008 június 30, 20:08
kb. értem... :)
Azaz nem volt még dolgom analóg vezérlésű szervóvezérlővel... Pedíg jött már velem szembe :) Csak elugrottam előle... :)
Ez egy jó dolog lenne... mert vannak ilyenek a "piacon"... de azokon volt tacho bement is... úgy rémlik...
Mi az analóg vezérlőnek az elve? Azaz hogyan használták (használják) az iparban? Mi biztosítja a pontosságot? Satu hüle vagyok hozzá :)
Azaz nem volt még dolgom analóg vezérlésű szervóvezérlővel... Pedíg jött már velem szembe :) Csak elugrottam előle... :)
Ez egy jó dolog lenne... mert vannak ilyenek a "piacon"... de azokon volt tacho bement is... úgy rémlik...
Mi az analóg vezérlőnek az elve? Azaz hogyan használták (használják) az iparban? Mi biztosítja a pontosságot? Satu hüle vagyok hozzá :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 június 30, 20:34
Írta: svejk Dátum 2008 június 30, 20:34
Pedig a "gyíkjaid" is olyanok..:)
Csak azokban már helyben benne van az átalakító..
Csak azokban már helyben benne van az átalakító..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 30, 20:37
Írta: bmejdz9nu Dátum 2008 június 30, 20:37
A hibajeltároló mekkora? És hol? Az "előkében" van?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 30, 20:40
Írta: bmejdz9nu Dátum 2008 június 30, 20:40
Hát én is kb. erre gondoltam... vagyis, hogy egy "Gyík PID" de a vége nem az... hanem egy ilyen analóg vezérlő...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 június 30, 20:41
Írta: x4rhew5r3 Dátum 2008 június 30, 20:41
Igen, általában van tacho bemenet is a tachoról való visszacsatoláshoz. Itt azonban nem a tachot használjuk, hanem a motoron meglévő, vagy utólag felszerelt enkódert. Általában sebesség és/vagy nyomatékvezérlésre készütek ezek a szervók (például állandó sebességű előtolás, futószalag, stb.) A pozionálásra alkalmas analog szervók enkóderes motorokat hajtanak, és az enkóder jelét felhasználják az optimális mozgás vezérlésére, sőt ujabban a kefe nélküli motorokon ninbcs külön jeladó a 3 fázisú vezérléshez, hanem azt is a pozicionálás enkóderből állítják elő. De amelyek pozicionálásra is alkalmasak, az enkóder jeleket továbbadják a pályaszámító műnek (indexer, de más elnevezések is vannak). Az indexer a parancs szerinti pozíció és az enkóder szerinti tényleges pozíció alapján képezi azt az analog beavatkozó jelet, ami alapjel az analog szervonak.
De esetünkben nincs indexer, mert itt az alapjel step/dir-rel hajtott számlálóban áll elő. Az előke meg képezi hibajelet. Ide tehát a "tacho"-s analog szervó is jó. (Vigyázat! Erősen leegyszerűsítve...)
De esetünkben nincs indexer, mert itt az alapjel step/dir-rel hajtott számlálóban áll elő. Az előke meg képezi hibajelet. Ide tehát a "tacho"-s analog szervó is jó. (Vigyázat! Erősen leegyszerűsítve...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 június 30, 21:32
Írta: bmejdz9nu Dátum 2008 június 30, 21:32
COMPAX 2500 S - Hauser -Kompakte Servosteuerung 2,5 kVA
Szervóvezérlő... 25 Euroért... (+18 a szállítás)... Látni, hogy a "kutyának sem kell"... pedíg írja az eladó van dögivel :) neki...


"A remény hal meg utoljára" ...:) már, hogy valaki beindítja... :)
Szervóvezérlő... 25 Euroért... (+18 a szállítás)... Látni, hogy a "kutyának sem kell"... pedíg írja az eladó van dögivel :) neki...
"A remény hal meg utoljára" ...:) már, hogy valaki beindítja... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 július 01, 01:17
Írta: 3k74cecek Dátum 2008 július 01, 01:17
Az Ebay-t nem ismerem, de a Vaterán az eladó beállíthatja, hogy az utolsó licit után csak 5 perc múlva legyen vége, akkor is ha egyébként hamarabb járna le az idő. Ezért ugyan alapból kell fizetni 60Ft-ot, így csak akkor van értelme beállítani, ha jó eséllyel az utolsó percekben sokan licitálnának.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 július 01, 07:15
Írta: x4rhew5r3 Dátum 2008 július 01, 07:15
Pedig még magyar képviselete is van a cégnek. Az is igaz, hogy erről a típusról hirtelen nem találtam katalógus adatot, tehát zsákbamacska. Viszont BL motor meg sokaknak van bontásból.
Hmmmm....
Hmmmm....
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 július 01, 13:51
Írta: D.Laci Dátum 2008 július 01, 13:51
[#confused][#ejnye1][#wow1][#lama][#nemtudom][#nezze][#conf][#csodalk][#falbav][#fejvakaras][#guluszem1][#felkialtas]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 01, 14:05
Írta: svejk Dátum 2008 július 01, 14:05
Ne csodálkozz, ez csak egy nagyon burkolatlan burkolt reklám (vagy totál idiotizmus ??) lehet.. :((
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 július 01, 14:23
Írta: D.Laci Dátum 2008 július 01, 14:23
24 hozzá szólásából vagy 20 lett szerkesztve. :) 4 szer 5 ször szóltak neki. Szerintem áteset már a ló másik oldalára. Szerintem 20 –as IQ felet már tisztességesesen meg lehetet volna kérdezni….
Ha már így összejöttünk nem tudod a Dxxx szervó szabályzós pali tel. számát? :)
Hogy a szócsatározásokat megelőzzem: a problémám csak annyi volt a Kérdéssel: ellenkezik a fórum szabályzatával, ha már mégis életbe vágó lenne, a tel szám akkor sem a Szervó topikban teszem, hanem a segítség béna vagyok -ban esetleg… de egyeseknek derogál ott feltenni egy kérdést….
Ha már így összejöttünk nem tudod a Dxxx szervó szabályzós pali tel. számát? :)
Hogy a szócsatározásokat megelőzzem: a problémám csak annyi volt a Kérdéssel: ellenkezik a fórum szabályzatával, ha már mégis életbe vágó lenne, a tel szám akkor sem a Szervó topikban teszem, hanem a segítség béna vagyok -ban esetleg… de egyeseknek derogál ott feltenni egy kérdést….
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 01, 15:38
Írta: bmejdz9nu Dátum 2008 július 01, 15:38
Töröltem... Hát ez már tényleg több mint furcsa :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 01, 15:49
Írta: bmejdz9nu Dátum 2008 július 01, 15:49
Inkább dumáljunk szervóvezérlésről...
Arra a következetetésre is jutottam...hogy ha az encodernek kicsi a cpr értéke... az nem is olyan nagy baj...(vagy 1X-es módban megy) ha le lehet (vagy kell) áttételezni a motort... Ezáltal a "tengely lötyögés" is (arányosan) csökkenik...
Ezt a "tengely lötyögést" azaz nem "szigorú" azaz nem "kemény" pozició tartást... minek kell(ene) nevezni???
Mert ugyebár ettől nem pontatlan a szervórendszer... csak...lötyögősebb :) és "túlfútós" ...
Arra a következetetésre is jutottam...hogy ha az encodernek kicsi a cpr értéke... az nem is olyan nagy baj...(vagy 1X-es módban megy) ha le lehet (vagy kell) áttételezni a motort... Ezáltal a "tengely lötyögés" is (arányosan) csökkenik...
Ezt a "tengely lötyögést" azaz nem "szigorú" azaz nem "kemény" pozició tartást... minek kell(ene) nevezni???
Mert ugyebár ettől nem pontatlan a szervórendszer... csak...lötyögősebb :) és "túlfútós" ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 01, 18:06
Írta: 000000000 Dátum 2008 július 01, 18:06
[#worship][#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 05, 18:18
Írta: bmejdz9nu Dátum 2008 július 05, 18:18
... #5151 folyt. köv... X1-es teszt... 3. rész.
Most elővettem a "szekrényből" a legnagyobb felbontású encoderes motort... egy CMC - 2000cpr-est!
Teszt VIDEO::::: 36Khz től 350Khz-ig ...Hát igen... bírta...:)
(A vezérlő 1X-es encoder feldolgozási módra volt állítva = 2000 imp/fordulat)
Sajnos ilyen nagy step frekvenciát csak jelgenerátorral tudtam előállítani...
A 10Mbit-es nagyon kis nyitó áramú (szuper) optócsatolók kitűnően bírták a nagy bemeneti frekvenciát... és persze az egész áramkör is...
(akár lehetet volna még feljebb is menni a frekivel, de elfogyott a motortápfesz)... Nade 350Khz nem rossz... több úgysem kell...
Egy VIDEO amikor a motor csak 720rpm-el forog....... de a 720rpm-re 10ms(!) alatt gyorsul fel és 10ms(!) alatt lassul le!
A zavarvédettségi teszt is jó lett...
Próbáltam mindeféle "külső" zavarjelet adni az áramkörnek...
Pákakapcsolgatás, ferkiváltó a nyákra fektetve :) stb ... de semmi "lépésvesztés"... azaz encoder zavar...
Több órán keresztül mindent megtettem, hogy megbolondítsam :)... sikertelenül :)

Most elővettem a "szekrényből" a legnagyobb felbontású encoderes motort... egy CMC - 2000cpr-est!
Teszt VIDEO::::: 36Khz től 350Khz-ig ...Hát igen... bírta...:)
(A vezérlő 1X-es encoder feldolgozási módra volt állítva = 2000 imp/fordulat)
Sajnos ilyen nagy step frekvenciát csak jelgenerátorral tudtam előállítani...
A 10Mbit-es nagyon kis nyitó áramú (szuper) optócsatolók kitűnően bírták a nagy bemeneti frekvenciát... és persze az egész áramkör is...
(akár lehetet volna még feljebb is menni a frekivel, de elfogyott a motortápfesz)... Nade 350Khz nem rossz... több úgysem kell...
Egy VIDEO amikor a motor csak 720rpm-el forog....... de a 720rpm-re 10ms(!) alatt gyorsul fel és 10ms(!) alatt lassul le!
A zavarvédettségi teszt is jó lett...
Próbáltam mindeféle "külső" zavarjelet adni az áramkörnek...
Pákakapcsolgatás, ferkiváltó a nyákra fektetve :) stb ... de semmi "lépésvesztés"... azaz encoder zavar...
Több órán keresztül mindent megtettem, hogy megbolondítsam :)... sikertelenül :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 06, 16:34
Írta: 000000000 Dátum 2008 július 06, 16:34
Péter! Az X1 milyen vezérlő, mi a tapasztalatod vele?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 06, 17:13
Írta: bmejdz9nu Dátum 2008 július 06, 17:13
[#smile] Ez milyen vezérlő? Az én "agymenésem" :)?... azaz akartam egy olyan vezérlőt ami nincs azaz egy "fogamra valót"...
Azt nem írom, hogy én meg tudtam csinálni, csak elméleti síkon találtam ki :) Valaki pedíg a gyakorlatban megcsinálta :)
Semmi különös... :)
Az eleje egy LS7184-es encoder jelfeldolgozó IC, ez fogadja korrekt módon az encoder jeleit...
Sőt "egycsapásra osztani" is tudja... azaz hogy pontosítsak tud 1X-es, 2X-es és 4X-es feldolgozási módot.
Így az különböző (cpr-es) encoderek fogadhatók... beállíthatók...(ami van...)
A bemeneteken (step és dir) egy-egy Avago HPCL-2300-as opto ami nagyon gyors és 0,5mA-el már garantáltan nyit! (adatlap).
Nincs az gyenge kimenetű LPT port ami meg ne hajtaná...(pozítívban!)
A vége egy IRP260-as FET híd meghajtás, ami gyakorlatilag egy szabványkapcsolás...
A kettő között pedíg egy analóg PID szabályzás...
Tapasztalat:
Biztosan megy, tud nagy feszt, nagy áramot, könnyű beállítani (nekem is)... de persze elfogult vagyok :)
Gondolom a többi videót is láttad...
Azt nem írom, hogy én meg tudtam csinálni, csak elméleti síkon találtam ki :) Valaki pedíg a gyakorlatban megcsinálta :)
Semmi különös... :)
Az eleje egy LS7184-es encoder jelfeldolgozó IC, ez fogadja korrekt módon az encoder jeleit...
Sőt "egycsapásra osztani" is tudja... azaz hogy pontosítsak tud 1X-es, 2X-es és 4X-es feldolgozási módot.
Így az különböző (cpr-es) encoderek fogadhatók... beállíthatók...(ami van...)
A bemeneteken (step és dir) egy-egy Avago HPCL-2300-as opto ami nagyon gyors és 0,5mA-el már garantáltan nyit! (adatlap).
Nincs az gyenge kimenetű LPT port ami meg ne hajtaná...(pozítívban!)
A vége egy IRP260-as FET híd meghajtás, ami gyakorlatilag egy szabványkapcsolás...
A kettő között pedíg egy analóg PID szabályzás...
Tapasztalat:
Biztosan megy, tud nagy feszt, nagy áramot, könnyű beállítani (nekem is)... de persze elfogult vagyok :)
Gondolom a többi videót is láttad...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 06, 17:24
Írta: 000000000 Dátum 2008 július 06, 17:24
Gratula!
Az Ebay-ról lehet majd rendelni?
Az Ebay-ról lehet majd rendelni?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 06, 17:29
Írta: bmejdz9nu Dátum 2008 július 06, 17:29
Nem. Ezt nem lehet eladni...
Egyszerűen azért mert nem éri meg... Magasabb az alkatrész költsége mint a többinek...
Egyszerűen azért mert nem éri meg... Magasabb az alkatrész költsége mint a többinek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 06, 17:39
Írta: 000000000 Dátum 2008 július 06, 17:39
Érteni értem, csak fel nem foghatom!
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 július 06, 18:40
Írta: 3vv2btrhv Dátum 2008 július 06, 18:40
Tipikus eset , valaki csinál egy jó dolgot (magyar) és nem lessz belöle termék .
Add el a gyártási jogát egy kinai cégnek , ök biztosan fogják gyártani .
Add el a gyártási jogát egy kinai cégnek , ök biztosan fogják gyártani .
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 július 06, 19:03
Írta: ra8nsmk6w Dátum 2008 július 06, 19:03
De a feszültsége és a kivehető áram is nagyobb. Úgy gandolom, hogy a kinálati palettán lenne helye. Jól látom nincs benne mikrovezérlő?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 06, 19:16
Írta: bmejdz9nu Dátum 2008 július 06, 19:16
Honnét gondoljátok, hogy valóban jó? :)
Én csak a blokvázlatot és a hatérértékeket találtam ki - azt is kényszerből - mert nem volt ilyen...vettem volna...olcsóbb lett volna...
Van egy "szekrénnyi" nagyon jó szervómotorom. Egyszerűen kellett... kényszer volt...
A problémák amihez kellett:
1. Nagy feszültségű motorok (100V felett)
2. Nagy áramú motorok (pl. tárcsamotorok - ez IRFP064-es fettel is lett tesztelve... ok.)
3. Nagy felbontású encoderes motorok. (vagy éppen kicsi ezt megoldotta az LS IC...)
4. Kedvemre variálhatok benne.
... FET-eket cserélhetek, (persze ehhez a legerősebb FET meghajtó kellett, hogy "szabad legyen a pálya")...
Nem SMD az áramkör, ha szükséges könnyen javítható. Na persze szép nagy is lett: 120x150mm ettől is drágább... :) Pedíg nics "szabad hely" rajta.
Számomra teljes mértékben átlátható az áramkör működése, nincs benne "feketedoboz" (PIC&PUC&PLCD stb:)...
... Tehát egy igazi hobby cucc a javából... :) azaz egy hobbysta álom... :) Nekem.
Én csak a blokvázlatot és a hatérértékeket találtam ki - azt is kényszerből - mert nem volt ilyen...vettem volna...olcsóbb lett volna...
Van egy "szekrénnyi" nagyon jó szervómotorom. Egyszerűen kellett... kényszer volt...
A problémák amihez kellett:
1. Nagy feszültségű motorok (100V felett)
2. Nagy áramú motorok (pl. tárcsamotorok - ez IRFP064-es fettel is lett tesztelve... ok.)
3. Nagy felbontású encoderes motorok. (vagy éppen kicsi ezt megoldotta az LS IC...)
4. Kedvemre variálhatok benne.
... FET-eket cserélhetek, (persze ehhez a legerősebb FET meghajtó kellett, hogy "szabad legyen a pálya")...
Nem SMD az áramkör, ha szükséges könnyen javítható. Na persze szép nagy is lett: 120x150mm ettől is drágább... :) Pedíg nics "szabad hely" rajta.
Számomra teljes mértékben átlátható az áramkör működése, nincs benne "feketedoboz" (PIC&PUC&PLCD stb:)...
... Tehát egy igazi hobby cucc a javából... :) azaz egy hobbysta álom... :) Nekem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 06, 19:17
Írta: bmejdz9nu Dátum 2008 július 06, 19:17
Azthiszem (közben) pont ezt megírtam #5247 :)
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 július 06, 19:49
Írta: ra8nsmk6w Dátum 2008 július 06, 19:49
"nincs benne "feketedoboz" (PIC&PUC&PLCD stb:)... "
Számomra az a szimpatikus, hogy mindenki a saját "képére" tudja alakitani és nem kell elfogadni a beégetett esetenként zavarosan megfogalmazott (dugd be és használd) elvű programot
Számomra az a szimpatikus, hogy mindenki a saját "képére" tudja alakitani és nem kell elfogadni a beégetett esetenként zavarosan megfogalmazott (dugd be és használd) elvű programot
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 06, 19:53
Írta: 000000000 Dátum 2008 július 06, 19:53
Figyelek ám Péter!
"- mert nem volt ilyen...vettem volna...olcsóbb
lett volna..."
Van ilyen, sőt...milyen kár, hogy egy telcsit
nem eresztettél meg.
"2. Nagy áramú motorok (pl. tárcsamotorok - ez
IRFP064-es fettel is lett tesztelve... ok.)"
A tárcsamotorba nem nagy áramot kell vezetni,
hanem lekezelni a kicsi induktivitását.
Ez nem tehát nem FET kérdés.
"3. Nagy felbontású encoderes motorok. (vagy
éppen kicsi ezt megoldotta az LS IC...)"
Semmit nem oldott meg, sőt tovább fokozza a problémát, hiszen mint már annyiszor mondtam,
ezzel Te csak SZORZOL!!! Azaz a nagy
felbontásból még nagyobbat csinálsz.[#nevetes1][#eplus2]
"- mert nem volt ilyen...vettem volna...olcsóbb
lett volna..."
Van ilyen, sőt...milyen kár, hogy egy telcsit
nem eresztettél meg.
"2. Nagy áramú motorok (pl. tárcsamotorok - ez
IRFP064-es fettel is lett tesztelve... ok.)"
A tárcsamotorba nem nagy áramot kell vezetni,
hanem lekezelni a kicsi induktivitását.
Ez nem tehát nem FET kérdés.
"3. Nagy felbontású encoderes motorok. (vagy
éppen kicsi ezt megoldotta az LS IC...)"
Semmit nem oldott meg, sőt tovább fokozza a problémát, hiszen mint már annyiszor mondtam,
ezzel Te csak SZORZOL!!! Azaz a nagy
felbontásból még nagyobbat csinálsz.[#nevetes1][#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 06, 20:12
Írta: bmejdz9nu Dátum 2008 július 06, 20:12
Pontosan... Tudsz ilyet? Tudtam volna ilyet venni? Egyértelmű: Nem...
Minden másra ott a MasterCard... [#nyes]
Minden másra ott a MasterCard... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 06, 20:23
Írta: 000000000 Dátum 2008 július 06, 20:23
Péter nem fogsz szeretni ezért sem.:)
Gyanús volt nekem már szemre is a videód
a 720 rpm és 10 ms rámpa. Túl lassan
hánykolódott az a motor. Ezért kiszámoltam
a gyorsulást, és sajnos az jött ki, hogy minimum
6 mm út kellett volna ahhoz, hogy elvileg
a motorod rényleg 720-ra pörögjön fel és
vissza is tudjon lassulni.
Ez tipikus esete a szép divatos mai program
ablakoknak, amibe ha beírsz pár adatot (vagya
program ír ki valamit), egyből azt hiszed, a
valóságban is az realizálódik.:)
De majd a talin megkínálom én a hajtásodat (ha
szeretnéd pár saját, igazi egységugrás jellel,
meglátod, nagyobbat fog ugrani, ameddig bírja.
Gyanús volt nekem már szemre is a videód
a 720 rpm és 10 ms rámpa. Túl lassan
hánykolódott az a motor. Ezért kiszámoltam
a gyorsulást, és sajnos az jött ki, hogy minimum
6 mm út kellett volna ahhoz, hogy elvileg
a motorod rényleg 720-ra pörögjön fel és
vissza is tudjon lassulni.
Ez tipikus esete a szép divatos mai program
ablakoknak, amibe ha beírsz pár adatot (vagya
program ír ki valamit), egyből azt hiszed, a
valóságban is az realizálódik.:)
De majd a talin megkínálom én a hajtásodat (ha
szeretnéd pár saját, igazi egységugrás jellel,
meglátod, nagyobbat fog ugrani, ameddig bírja.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 06, 20:24
Írta: 000000000 Dátum 2008 július 06, 20:24
Komolyan mondom,amikor olvastam Péter #5247-es hozzászólását azt hittem, hogy Tibor Te csináltál neki vezérlőt és most kiderült,hogy nem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 06, 20:28
Írta: 000000000 Dátum 2008 július 06, 20:28
Péter!
Apróbb részletek, kapcsolási rajz, nyákrajz, beültetési rajz publikusak? Szerintem többünket érdekelne, elégítsd ki a kíváncsiságunkat.
Apróbb részletek, kapcsolási rajz, nyákrajz, beültetési rajz publikusak? Szerintem többünket érdekelne, elégítsd ki a kíváncsiságunkat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 06, 20:28
Írta: bmejdz9nu Dátum 2008 július 06, 20:28
[#smile] Reméltem, hogy figyelsz... és minden kritikát jónéven veszek...
A jövő héten okozok neked örömet... majd mondhatod: Úgye megmondtam...:)
Persze nem volt teljesen igazad... vagy nem tudtad jól elmondani... Bautz motorok a gépemen... :)
1. Olcsóbb lett volna... mert te is tudod kevés alkatrész beszerezni normális áron... szinte lehetetlen...
Pl. LS7184-ből 100db alatt szinte lehetetlen behozatni, vagy pl. HPCL2300-ból 500-at vettem... nálunk ez igen drága. stb...stb... ugyis tudod...
Sok pénzem "áll bent"... nade...majd eladom az Ebay-on a felesleget:) Ez sem nagy gond...
Telcsit? Merre?
Ez nekem hobby... mindent amit akartam (leírtam miket) "csak pénzért" nem kaphattam volna meg...
Tárcsamotorok... Tudom soros induktivitás...stb... de ment IRFP064-el, ez igaz, hogy csak 60V-os de 100A a Fet...
Kemény dolog... de szerencsére nem mindennapos a probléma... azaz nem sok van belőle és talán nem is CNC hajtásra valók... szerintem.
LS7184 IC...
Nem figyelted a "stílusváltásomat" :) Kerülöm az osztás és szorzás kifejezést...
Ez egy encoder jel feldolgozó IC... ami tud 4X, 2X, 1X-es módban encoder jeleket kiolvasni... (talán így zöldágra vergődünk :)
De ha újból kezdjük... :) Egy alapdolgot tisztázzunk le:
Egy pl. 1000cpr-es (legyen kerek:) encoderből ki lehet "olvasni" 4X-es módban 4000db pozició jelet ami teljesértékű azaz fizikálisan valós pozicót jelent (itt ez most 0.09 fokot jelent)... Ezzel egyetértessz? Igen vagy nem. :) semmi félreduma... [#nyes]
A jövő héten okozok neked örömet... majd mondhatod: Úgye megmondtam...:)
Persze nem volt teljesen igazad... vagy nem tudtad jól elmondani... Bautz motorok a gépemen... :)
1. Olcsóbb lett volna... mert te is tudod kevés alkatrész beszerezni normális áron... szinte lehetetlen...
Pl. LS7184-ből 100db alatt szinte lehetetlen behozatni, vagy pl. HPCL2300-ból 500-at vettem... nálunk ez igen drága. stb...stb... ugyis tudod...
Sok pénzem "áll bent"... nade...majd eladom az Ebay-on a felesleget:) Ez sem nagy gond...
Telcsit? Merre?
Ez nekem hobby... mindent amit akartam (leírtam miket) "csak pénzért" nem kaphattam volna meg...
Tárcsamotorok... Tudom soros induktivitás...stb... de ment IRFP064-el, ez igaz, hogy csak 60V-os de 100A a Fet...
Kemény dolog... de szerencsére nem mindennapos a probléma... azaz nem sok van belőle és talán nem is CNC hajtásra valók... szerintem.
LS7184 IC...
Nem figyelted a "stílusváltásomat" :) Kerülöm az osztás és szorzás kifejezést...
Ez egy encoder jel feldolgozó IC... ami tud 4X, 2X, 1X-es módban encoder jeleket kiolvasni... (talán így zöldágra vergődünk :)
De ha újból kezdjük... :) Egy alapdolgot tisztázzunk le:
Egy pl. 1000cpr-es (legyen kerek:) encoderből ki lehet "olvasni" 4X-es módban 4000db pozició jelet ami teljesértékű azaz fizikálisan valós pozicót jelent (itt ez most 0.09 fokot jelent)... Ezzel egyetértessz? Igen vagy nem. :) semmi félreduma... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 06, 20:30
Írta: bmejdz9nu Dátum 2008 július 06, 20:30
Sajnos nem.... Több oka van...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 06, 20:37
Írta: 000000000 Dátum 2008 július 06, 20:37
Péter még soha nem kért tőlem még csak egy tesztet sem, az is igaz, hogy rossz szervo
áttételezést (amihez Ő annyira ragszkodik) nem
erőből, izomból kell leküzdeni, az csak
látszólagos jó megoldás.
Így sajna azt is mondhatnám, semmilyen szervo
nem segítség erre, egy sokkal kisebb
teljesítményű is jobb dinamikájú lehetett volna.
A forgó tömeg tetája sajnos a szervorendszerekben az egyik legnagyobb úr,
de van rá azért pár módszer, hogy hatalmát
csökkentsük.:)
áttételezést (amihez Ő annyira ragszkodik) nem
erőből, izomból kell leküzdeni, az csak
látszólagos jó megoldás.
Így sajna azt is mondhatnám, semmilyen szervo
nem segítség erre, egy sokkal kisebb
teljesítményű is jobb dinamikájú lehetett volna.
A forgó tömeg tetája sajnos a szervorendszerekben az egyik legnagyobb úr,
de van rá azért pár módszer, hogy hatalmát
csökkentsük.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 06, 20:54
Írta: 000000000 Dátum 2008 július 06, 20:54
"Egy pl. 1000cpr-es (legyen kerek:) encoderből
ki lehet "olvasni" 4X-es módban 4000db pozició
jelet..."
Hát persze, igazad van, sőt nekem van egy 8196
encoderem, így már 32768 helyen is megállíthatod
a szervódat egy fordulaton belül.
Csak 2 apró probléma van: igencsak ütközésen
túl kellene tekergetned pár trimmer potit
a szervódban beállításkor, és a jelenlegi
vezérlőprogidat le kellene cserélni olyanra,
aminek van pár mega Hz-es kimenete, vagy Te is
rendeltél H. Józsitól olyan MHz-es csodát, és
már arra készülsz titokban.:)
ki lehet "olvasni" 4X-es módban 4000db pozició
jelet..."
Hát persze, igazad van, sőt nekem van egy 8196
encoderem, így már 32768 helyen is megállíthatod
a szervódat egy fordulaton belül.
Csak 2 apró probléma van: igencsak ütközésen
túl kellene tekergetned pár trimmer potit
a szervódban beállításkor, és a jelenlegi
vezérlőprogidat le kellene cserélni olyanra,
aminek van pár mega Hz-es kimenete, vagy Te is
rendeltél H. Józsitól olyan MHz-es csodát, és
már arra készülsz titokban.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 06, 21:06
Írta: bmejdz9nu Dátum 2008 július 06, 21:06
Valóban Tibor szervó vezérlőjét sajnos nem teszteltem.
De ennek meg van az oka! Mint Tibor írta nem postázható az övé, mert csak Ő tudja beállítani.
Ezért (is) nincs is hozzá adatlap és beüzemelési leírás...
Sajnos nem vagyunk szomszédok :)
DE! Elmondhatom, hogy minden más Magyarországon forgalmazott szervót teszteltem! Felsoroljam? :)
Bármikor szívesen tesztelném! De... én csak olyan szervó vezérlőket "kedvelek" amit magam is be tudok állítani...
Ahogy viccessen egyszer már írtuk... nem köthetek életbiztosítást a gyártóra... :)
... vagyis ha egy kis állítani valót találnák a rendszeren... meg tudjam magam(!) tenni!
Talán Tibor vezérlője ebben egyedüli a világon...
Végül is Ő ért hozzá a legjobban... Ha valaki nem is akar a kérdéssel foglalkozni, felteszi a gépre a motorokat - "kihívja" Tibort... és nem fáj a feje...
Csak én (sajnos) nem ilyen vagyok... :) Hobbysta... csavargatós... állítgatós...
De ennek meg van az oka! Mint Tibor írta nem postázható az övé, mert csak Ő tudja beállítani.
Ezért (is) nincs is hozzá adatlap és beüzemelési leírás...
Sajnos nem vagyunk szomszédok :)
DE! Elmondhatom, hogy minden más Magyarországon forgalmazott szervót teszteltem! Felsoroljam? :)
Bármikor szívesen tesztelném! De... én csak olyan szervó vezérlőket "kedvelek" amit magam is be tudok állítani...
Ahogy viccessen egyszer már írtuk... nem köthetek életbiztosítást a gyártóra... :)
... vagyis ha egy kis állítani valót találnák a rendszeren... meg tudjam magam(!) tenni!
Talán Tibor vezérlője ebben egyedüli a világon...
Végül is Ő ért hozzá a legjobban... Ha valaki nem is akar a kérdéssel foglalkozni, felteszi a gépre a motorokat - "kihívja" Tibort... és nem fáj a feje...
Csak én (sajnos) nem ilyen vagyok... :) Hobbysta... csavargatós... állítgatós...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 06, 21:09
Írta: bmejdz9nu Dátum 2008 július 06, 21:09
Nem lett áttétel...:) de majd kitárgyaljuk...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 06, 21:27
Írta: bmejdz9nu Dátum 2008 július 06, 21:27
Ok. Tehát van. Egyetértünk. :) Happy!
Na pont ezaz !... az LS7184 IC-t olyan "kiaolvasási" módra állítom (1X vagy 2X vagy 4x), hogy a trimmereket be tudjam állítani!!!
Ez a "lelke" az egésznek ezért van benne, hogy az encoderek széles skálát tudja fogadni! (nem betárolni hibajelnek :)
Köszönöm.
Frekvencia:
Hát tudod nálam a frekvencia az ami kevés... azaz pont annyi amennyi kell... ez az én egyéni problémám a WinPC-vel...(de szeretem :)
Elégséges a freki, de nagyon jól kell méretezni és/vagy step jelet többszörözni...
pont elég a "sebesség és pontoság össszhangjához" legalábis ezen a szinten.
Azaz nem tudok 50m/perc sebesség mellett 1um felbontást... :)
Frekvencia...
A freki teszt csak kiváncsiságból volt...
Mert ugyebár ha pl. 350Khz-et bír a vezérlő... akkor pl. 40Khz-en meglepetés nem nagyon lehetséges... (100Khz-en sem :)
Na meg azért, hogy ezek a drága optók nem hiába vannak benne :)
Javaslom mindenki tesztelje meg a vezérlőjét... meddíg bírja... :) !!! Sok kis problémára fény derülhet...
Én megtesztelem a kocsijaimat - persze bejáratás után - meddíg megy azaz tudja e azt ami az adatlapon van... :)
Persze talán sosem megyek anyival... dehát...: Rendőrre figyelni! most sokba kerül :)
Na pont ezaz !... az LS7184 IC-t olyan "kiaolvasási" módra állítom (1X vagy 2X vagy 4x), hogy a trimmereket be tudjam állítani!!!
Ez a "lelke" az egésznek ezért van benne, hogy az encoderek széles skálát tudja fogadni! (nem betárolni hibajelnek :)
Köszönöm.
Frekvencia:
Hát tudod nálam a frekvencia az ami kevés... azaz pont annyi amennyi kell... ez az én egyéni problémám a WinPC-vel...(de szeretem :)
Elégséges a freki, de nagyon jól kell méretezni és/vagy step jelet többszörözni...
pont elég a "sebesség és pontoság össszhangjához" legalábis ezen a szinten.
Azaz nem tudok 50m/perc sebesség mellett 1um felbontást... :)
Frekvencia...
A freki teszt csak kiváncsiságból volt...
Mert ugyebár ha pl. 350Khz-et bír a vezérlő... akkor pl. 40Khz-en meglepetés nem nagyon lehetséges... (100Khz-en sem :)
Na meg azért, hogy ezek a drága optók nem hiába vannak benne :)
Javaslom mindenki tesztelje meg a vezérlőjét... meddíg bírja... :) !!! Sok kis problémára fény derülhet...
Én megtesztelem a kocsijaimat - persze bejáratás után - meddíg megy azaz tudja e azt ami az adatlapon van... :)
Persze talán sosem megyek anyival... dehát...: Rendőrre figyelni! most sokba kerül :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 06, 22:02
Írta: 000000000 Dátum 2008 július 06, 22:02
Na azt megnézném, amikor egy 10.000 cpr-es
encodert olyan lazán még 4X-eznél.:)
Nagyszerű Nálad minden Péter, gratula!
Szép, esztétikus, drága elemekből összepakolt
gépet fogsz Te a végén építeni. Egy apró baj
van: igazi egységugrás verziókat még nem kapott
a rendszered, és már lassan kész van.
De az a lényeg, hogy Te elégedett legyél, és az
utolsó :) jel a Tied legyen.
encodert olyan lazán még 4X-eznél.:)
Nagyszerű Nálad minden Péter, gratula!
Szép, esztétikus, drága elemekből összepakolt
gépet fogsz Te a végén építeni. Egy apró baj
van: igazi egységugrás verziókat még nem kapott
a rendszered, és már lassan kész van.
De az a lényeg, hogy Te elégedett legyél, és az
utolsó :) jel a Tied legyen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 06, 22:20
Írta: bmejdz9nu Dátum 2008 július 06, 22:20
A DC szervó motorok többségén 250cpr és 2000cpr közötti encoder van.
A példádban szereplő 10.000cpr-es encoderrel szerelt DC szervómotor még nem jött velem szembe :) de ha lenne akkor ott az 1X-es mód (azt is tudja)... de ekkor a másik felén kellene a sok-sok step jel...
Továbbra is azt vallom, ha az encodert cserélni ill. pótolni kell pl. egy 500cpr-es érték nagyon jó válsztás direkthajtáshoz! (4X mód = 2000 imp fordulat)
Persze ha áttétel van akkor arányosan ezt az értéket lehet csökkenteni...
Egységugrás...
Hát megint témánál vagyunk :) Gondolod, hogy a CNC-s feladatok egységurgásból állnak?
Természetesen a vezérlőnek kicsi a hibajel tárolója - ismét írom - ne eltárolja a vezérlő jeleket a memóriába, hanem közvetitse (szinte mint egy léptetőmotor azonnal) a munkadarabra...:)
A példádban szereplő 10.000cpr-es encoderrel szerelt DC szervómotor még nem jött velem szembe :) de ha lenne akkor ott az 1X-es mód (azt is tudja)... de ekkor a másik felén kellene a sok-sok step jel...
Továbbra is azt vallom, ha az encodert cserélni ill. pótolni kell pl. egy 500cpr-es érték nagyon jó válsztás direkthajtáshoz! (4X mód = 2000 imp fordulat)
Persze ha áttétel van akkor arányosan ezt az értéket lehet csökkenteni...
Egységugrás...
Hát megint témánál vagyunk :) Gondolod, hogy a CNC-s feladatok egységurgásból állnak?
Természetesen a vezérlőnek kicsi a hibajel tárolója - ismét írom - ne eltárolja a vezérlő jeleket a memóriába, hanem közvetitse (szinte mint egy léptetőmotor azonnal) a munkadarabra...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 06, 22:39
Írta: 000000000 Dátum 2008 július 06, 22:39
"Gondolod, hogy a CNC-s feladatok egységurgásból
állnak?"
Bizony sok ilyen van: pl. mechanikus digitalizáló tapintó, szinkron elektromos
lefejtő CNC hajtások, ..., stb.
Hidd el, e.u. nélkül nincs jól beállított,
letesztelt szervo.
"Mellesleg" az encoder felbontása pl. szervo körerősítési
paraméter is. Fogajunk ezen soha nem
gondolkodtál el, és egyelőre csak azt élvezed,
hogy van 4X is a világon.:)
állnak?"
Bizony sok ilyen van: pl. mechanikus digitalizáló tapintó, szinkron elektromos
lefejtő CNC hajtások, ..., stb.
Hidd el, e.u. nélkül nincs jól beállított,
letesztelt szervo.
"Mellesleg" az encoder felbontása pl. szervo körerősítési
paraméter is. Fogajunk ezen soha nem
gondolkodtál el, és egyelőre csak azt élvezed,
hogy van 4X is a világon.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 07, 18:37
Írta: bmejdz9nu Dátum 2008 július 07, 18:37
Egységugrás...
Hát igen... egyszer én is szeretnék egy "tapintós" gépet csinálni digitalizáláshoz...
Egy "könnyű" felépítésűt, és oda igen jók lennének szerintem pl. a tárcsamotorok... szép nagy dinamikával...
Egységugrás...
Az "egységugrás" akkor tudja a gép a legpontosabban és leggyorsabban végrehajtania a fizikai valóságban(!!!) ha jó a motor!
Ahogy te szoktad írni a "vasba öntött képessége lesz a döntő"... ez igaz! Jó zene, jó zenekar nélkül nem lesz... még ha a "karmester" netán csodákra is lenne képes :)
Az én egységugrás "gyakorlatias" tesztem ilyen:
Elvi nyákfurási teszt VIDEO :::: 500 luk 70mp alatt - 5mm-es távonként...azaz 7 db luk/mp....
Sajnos elég robosztus a mechanika, így ezt a 7 luk/mp sebességet nem tudom túllépni... :)
Talán egy könnyebb mechanikával... ahol nem ilyen nagyok a mozgatott tömegek... Egy gravírozó, kontúrmaró géppel... jobb lehet...
Nade lehet, hogy minek?
Kiszámolhatnád nekem, hogy ilyen sebesség mellett egy 0,8mm-es fúrónak mekkora fordulatszám kellene egy FR4-es nyákhoz...
Talán 60.000rpm-be nem is fér bele...
4X.... van 2X is... van 1X-is... "Multifunkciós" be állítható... :) Csak egy jumpert kell áttenni... ide-oda :)
Hát igen... egyszer én is szeretnék egy "tapintós" gépet csinálni digitalizáláshoz...
Egy "könnyű" felépítésűt, és oda igen jók lennének szerintem pl. a tárcsamotorok... szép nagy dinamikával...
Egységugrás...
Az "egységugrás" akkor tudja a gép a legpontosabban és leggyorsabban végrehajtania a fizikai valóságban(!!!) ha jó a motor!
Ahogy te szoktad írni a "vasba öntött képessége lesz a döntő"... ez igaz! Jó zene, jó zenekar nélkül nem lesz... még ha a "karmester" netán csodákra is lenne képes :)
Az én egységugrás "gyakorlatias" tesztem ilyen:
Elvi nyákfurási teszt VIDEO :::: 500 luk 70mp alatt - 5mm-es távonként...azaz 7 db luk/mp....
Sajnos elég robosztus a mechanika, így ezt a 7 luk/mp sebességet nem tudom túllépni... :)
Talán egy könnyebb mechanikával... ahol nem ilyen nagyok a mozgatott tömegek... Egy gravírozó, kontúrmaró géppel... jobb lehet...
Nade lehet, hogy minek?
Kiszámolhatnád nekem, hogy ilyen sebesség mellett egy 0,8mm-es fúrónak mekkora fordulatszám kellene egy FR4-es nyákhoz...
Talán 60.000rpm-be nem is fér bele...
4X.... van 2X is... van 1X-is... "Multifunkciós" be állítható... :) Csak egy jumpert kell áttenni... ide-oda :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 07, 18:41
Írta: 000000000 Dátum 2008 július 07, 18:41
Gratula!
Ezzel a géppel már varni-hímezni is lehet!
Beindúl a vákumasztal gyártás?
Ezzel a géppel már varni-hímezni is lehet!
Beindúl a vákumasztal gyártás?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 07, 18:43
Írta: bmejdz9nu Dátum 2008 július 07, 18:43
A 4. talin megrendezzük az "Első Magyar Nyákfúró Versenyt"... arra készülök :) Eddíg csak Motoros kolléga jelentkezet.. :)
Most a "gépszekrény" gyártás jön... legalábis paravánok...mert szeretem a tisztaságot :) Aztán a vákumasztal...
Már megvan minden hozzá... Vákumszivattyú... vákummérő... stb. De egy egyszerű asztalka lesz tele lukkal...
Most a "gépszekrény" gyártás jön... legalábis paravánok...mert szeretem a tisztaságot :) Aztán a vákumasztal...
Már megvan minden hozzá... Vákumszivattyú... vákummérő... stb. De egy egyszerű asztalka lesz tele lukkal...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 07, 18:57
Írta: 000000000 Dátum 2008 július 07, 18:57
Vigyázz nehogy egységugrálással lemossanak a pályáról![#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 07, 19:01
Írta: bmejdz9nu Dátum 2008 július 07, 19:01
Majd csinálok egy kimondottan "egységugrató" gépet - ha ráérek - de ez "gyakorlati" marásra készül...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 07, 19:21
Írta: HJózsi Dátum 2008 július 07, 19:21
Nyákkal, fúróval is próbáltad? Ha nem törik a fúró, ennél a tempónál, egységugrásban is jó lesz a rendszer, de ha ... [#csodalk]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 07, 19:29
Írta: bmejdz9nu Dátum 2008 július 07, 19:29
Áttétel... Tibornak.
Hát valahol igazad volt... Látod lecseréltem a gépemen a motorokat... a döntésnek több oka volt.
1. Golyósorsó melegedés.
A 400mm/s sebességet nem bírták az előfeszített golyósorsók (melegedés)... azaz ezek köszörült nagyon precizen illesztettek...
A THK is csak max 2000rpm-es fordulatot enged neki az adatlapon...
Végül is "későn" néztem meg az adatlapot... de mivel léptetőmotorokhoz lett a "gép alapjai lerakva" azaz az orsók véve...
... megbocsáthatónak tartom magamnak.
200mm/s sem rossz... mert a pontosságot többre tartom...
2. Nyomaték...
Itt volt igazad... a 0.75Nm alapnyomatékú Bauzt motor igen lassú fordulatokon állandóan beavatkozásra késztette a vezérlőt...
Azaz a pozició hibajel nagy volt. Nem túl magas, de... nem volt teljesen pontos a pályakövetése.
Most, hogy a SanyoDenki motoroknak a fordulatszáma 2500rpm de ez mellé 1,6Nm-es alapnyomaték párosul a vezérlés és a végrehajtási hibajel szinte minimális (semmi) eltérést nem mutat.... azaz "parancspályán" tartja "alanyi" erőből...
Persze a 0,75N-es Bautz motor tudoott pörgni 5000rpm-el is... tehát egy 1/2-es áttételel ugyanezt a végredményt tudta volna. Ahogy írtad...
DE!
Akkor a gyorsítási képessége is felére esett volna! Ami szerintem fontosabb mint a sebesség a gyakorlatban.
Most ezek a SanyoDenki motorok 200mm/s-ra 40ms alatt gyorsítják!
SanyoDenki adatlap - 4.oldalon a 400W-os.
3. felbontás...
Mível a sebeséget a felére vettem ezáltal a gép fizikai lépésosztása a duplájára emelkedett...
Azaz 0.005mm egy lépés (5um)... mível 1000cpr-es encoderek vannak rajtuk. (Bautz 500cpr volt)
Ezáltal lehetőség nyílt a szoftveres kottyanásmentesítésre.
Sajnos a kupplung és egyéb szerkezeti problámák miatt fellépő (oda-vissza írányban) kottyanás pont 0.005mm.
De 0.01mm-es lépésköznél ezt ugyebár nem lehet használni... mert a minimum 1 lépés...
Sőt! mint tudod a szervóhajtásnak van egy kis bibije... legalább egy "lépéssel" túl lép a "célponton"... ez is ok. lett...
A Z-tengelyen gyakorlatilag maradt a Bauzt motor... csak egy másik amin szintén 1000cpr-es encoder volt...
A lényeg...
Létezik elektronikus áttétel is:) Azaz a motor jó fordulatszám/nyomaték megválasztása.
Általában a kisebb fordulatú motorok erősebbek és nagyobb feszültségűek... ami itt és most igencsak jól jött!

Hát valahol igazad volt... Látod lecseréltem a gépemen a motorokat... a döntésnek több oka volt.
1. Golyósorsó melegedés.
A 400mm/s sebességet nem bírták az előfeszített golyósorsók (melegedés)... azaz ezek köszörült nagyon precizen illesztettek...
A THK is csak max 2000rpm-es fordulatot enged neki az adatlapon...
Végül is "későn" néztem meg az adatlapot... de mivel léptetőmotorokhoz lett a "gép alapjai lerakva" azaz az orsók véve...
... megbocsáthatónak tartom magamnak.
200mm/s sem rossz... mert a pontosságot többre tartom...
2. Nyomaték...
Itt volt igazad... a 0.75Nm alapnyomatékú Bauzt motor igen lassú fordulatokon állandóan beavatkozásra késztette a vezérlőt...
Azaz a pozició hibajel nagy volt. Nem túl magas, de... nem volt teljesen pontos a pályakövetése.
Most, hogy a SanyoDenki motoroknak a fordulatszáma 2500rpm de ez mellé 1,6Nm-es alapnyomaték párosul a vezérlés és a végrehajtási hibajel szinte minimális (semmi) eltérést nem mutat.... azaz "parancspályán" tartja "alanyi" erőből...
Persze a 0,75N-es Bautz motor tudoott pörgni 5000rpm-el is... tehát egy 1/2-es áttételel ugyanezt a végredményt tudta volna. Ahogy írtad...
DE!
Akkor a gyorsítási képessége is felére esett volna! Ami szerintem fontosabb mint a sebesség a gyakorlatban.
Most ezek a SanyoDenki motorok 200mm/s-ra 40ms alatt gyorsítják!
SanyoDenki adatlap - 4.oldalon a 400W-os.
3. felbontás...
Mível a sebeséget a felére vettem ezáltal a gép fizikai lépésosztása a duplájára emelkedett...
Azaz 0.005mm egy lépés (5um)... mível 1000cpr-es encoderek vannak rajtuk. (Bautz 500cpr volt)
Ezáltal lehetőség nyílt a szoftveres kottyanásmentesítésre.
Sajnos a kupplung és egyéb szerkezeti problámák miatt fellépő (oda-vissza írányban) kottyanás pont 0.005mm.
De 0.01mm-es lépésköznél ezt ugyebár nem lehet használni... mert a minimum 1 lépés...
Sőt! mint tudod a szervóhajtásnak van egy kis bibije... legalább egy "lépéssel" túl lép a "célponton"... ez is ok. lett...
A Z-tengelyen gyakorlatilag maradt a Bauzt motor... csak egy másik amin szintén 1000cpr-es encoder volt...
A lényeg...
Létezik elektronikus áttétel is:) Azaz a motor jó fordulatszám/nyomaték megválasztása.
Általában a kisebb fordulatú motorok erősebbek és nagyobb feszültségűek... ami itt és most igencsak jól jött!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 07, 19:35
Írta: svejk Dátum 2008 július 07, 19:35
Mindenféleképpen próbáld ki valós fúrással, és azt videózd le!
A videódat nézve szerintem nagyobbra kell venni az utazómagasságot.
Mintha nem lenne elég négyszögszerű a furófejed mozgatása, (mintha egy egyenirányított szinuszhullámot követne :))..persze lehet a frame/sec csal..
Egyébként anno nálam a 12000-es fordulatnál 400mm/perc előtolásnál jött a szép "kukac" forgács a nyákból. Fefelé pedig G0-al huztam ki a fúrót. Tehát akkor 60 ezernél a 2000 mm/perccel elég lefúrni.
Kíváncsi lennék mások tapasztalatára én is ez ügyben, illetve az elméleti értékekre.
A videódat nézve szerintem nagyobbra kell venni az utazómagasságot.
Mintha nem lenne elég négyszögszerű a furófejed mozgatása, (mintha egy egyenirányított szinuszhullámot követne :))..persze lehet a frame/sec csal..
Egyébként anno nálam a 12000-es fordulatnál 400mm/perc előtolásnál jött a szép "kukac" forgács a nyákból. Fefelé pedig G0-al huztam ki a fúrót. Tehát akkor 60 ezernél a 2000 mm/perccel elég lefúrni.
Kíváncsi lennék mások tapasztalatára én is ez ügyben, illetve az elméleti értékekre.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 07, 19:42
Írta: bmejdz9nu Dátum 2008 július 07, 19:42
Gondolod, hogy abban a pici memóriában eltárolódik a hiba :) dehogy ... nincs hova! Ez a lényeg! Elemi erők... :)
Ez a kérdés egy léptetőmotornál fel sem merülne ugyebár...:)
A fúró miután kijött a lukból csak azután megy odébb! Hibajelet mértem... "Nem spájzolt" el szinte semmit... valós, fizikai a mozgás!
De majd persze lesz fúrás is élőben... :) Ha bírom főorsó sebességgel...
Ez a kérdés egy léptetőmotornál fel sem merülne ugyebár...:)
A fúró miután kijött a lukból csak azután megy odébb! Hibajelet mértem... "Nem spájzolt" el szinte semmit... valós, fizikai a mozgás!
De majd persze lesz fúrás is élőben... :) Ha bírom főorsó sebességgel...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 07, 19:48
Írta: bmejdz9nu Dátum 2008 július 07, 19:48
Az emelkedés csak 2mm volt... talán elég... (1,6-os nyákhoz) persze lehet, hogy nem...
Csináljak egy tesztet nagyobb emelkedéssel? Á... majd ha lesznek versenytársak :)
Persze majd élőben eldönti a fúró :), Dehát csak "egységugás" tesztnek szántam :)
Csináljak egy tesztet nagyobb emelkedéssel? Á... majd ha lesznek versenytársak :)
Persze majd élőben eldönti a fúró :), Dehát csak "egységugás" tesztnek szántam :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 07, 19:57
Írta: HJózsi Dátum 2008 július 07, 19:57
Várom én is a videót az éles tesztről! [#integet2] Elég határozott a géped mozgása, azzal együtt én is színuszusnak látom a mozgást ( lehet lassú a videókártyám [#eplus2] )
Legetne fogadásokat kötni : Töri vagy nem Töri ? ...[#nyes][#nyes][#nyes]
Legetne fogadásokat kötni : Töri vagy nem Töri ? ...[#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 07, 20:17
Írta: bmejdz9nu Dátum 2008 július 07, 20:17
Nem gondolod, hogy összepiszkitom... [#hehe] ... A HF motor beüzemelése még hátra van... (60.000rpm)
... addíg legyen színuszos... :) persze csökkenteni kellene a a tároló memóriát...
De sajnos nem lehet... 24step jelnél oldana le... azaz 0.12mm-nél... ez ám a baj...
... addíg legyen színuszos... :) persze csökkenteni kellene a a tároló memóriát...
De sajnos nem lehet... 24step jelnél oldana le... azaz 0.12mm-nél... ez ám a baj...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 07, 20:20
Írta: svejk Dátum 2008 július 07, 20:20
Mekkora volt a videón a sebesség és a gyorsulás?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 07, 20:23
Írta: bmejdz9nu Dátum 2008 július 07, 20:23
WinPCNC Professinal (40Khz)... 200mm/s és 40ms-os idő a 200mm/s-ra. Minden be volt vetve :)... Exponenciális gyorsítási görbe is...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 07, 20:50
Írta: HJózsi Dátum 2008 július 07, 20:50
Na ez egy igazi hobbista válasz! [#vigyor3] Ez a Live Power Makett kategória! [#nyes][#kacsint][#wink][#taps][#wow2]
Na jól van, nem félek hogy nem fogjuk látni a "Nyákfúrás erős idegzetűeknek" videódat! ... [#vigyor2][#integet2][#guluszem1]
Na jól van, nem félek hogy nem fogjuk látni a "Nyákfúrás erős idegzetűeknek" videódat! ... [#vigyor2][#integet2][#guluszem1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 07, 21:00
Írta: svejk Dátum 2008 július 07, 21:00
Akkor az én tapasztalatomhoz viszonyítva Neked 396 ezres fordulat kellene a fúródnak..
Most már kíváncsi lettem igazán vajon a gyárban mekkora a fordulat/előtolás viszony..
Az enyémnél a fordulatonkénti 0.033mm előtolás elég kevésnek tűnik, pedig ránézésre szépen fúrt a 0,8-as keményfémfúró.
Most már kíváncsi lettem igazán vajon a gyárban mekkora a fordulat/előtolás viszony..
Az enyémnél a fordulatonkénti 0.033mm előtolás elég kevésnek tűnik, pedig ránézésre szépen fúrt a 0,8-as keményfémfúró.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 07, 21:06
Írta: 000000000 Dátum 2008 július 07, 21:06
Szép estét Péter!
Alakul ez, szépen cserélgeted egyre nagyobbra a
motorjaidat.:)
Az #5252 leírtam a valóságra utaló tényt.
Elsumákoltad a reagálást.
Valószínűleg azért, mert a mostani adatok sem
stimmelnek.
"200mm/s és 40ms-os idő a 200mm/s-ra. Minden be
volt vetve :)"
Sajnos még nagyobb motort vessél be, mert 8 mm
kell csak a gyorsulás-lassulásra, tehát soha
nem voltál 200 mm/s-on, hiszen 5mm volt a
teljes hossz. Írtam, már ne a süket, és buta
program ablakoknak higgyél, számolj inkább.:)
Ha pedig annyira megvagy elégedve a hatalmas
tetájú motoroddal, akkor előre fél fordulat-
hátra fél fordulat. Ezt hányszor tudod
megcsinálni? Ha 15-20 Hz fölé tudsz menni 20%
távolság amplitudó csökkenés mellett, szívesen
megnézném.
Alakul ez, szépen cserélgeted egyre nagyobbra a
motorjaidat.:)
Az #5252 leírtam a valóságra utaló tényt.
Elsumákoltad a reagálást.
Valószínűleg azért, mert a mostani adatok sem
stimmelnek.
"200mm/s és 40ms-os idő a 200mm/s-ra. Minden be
volt vetve :)"
Sajnos még nagyobb motort vessél be, mert 8 mm
kell csak a gyorsulás-lassulásra, tehát soha
nem voltál 200 mm/s-on, hiszen 5mm volt a
teljes hossz. Írtam, már ne a süket, és buta
program ablakoknak higgyél, számolj inkább.:)
Ha pedig annyira megvagy elégedve a hatalmas
tetájú motoroddal, akkor előre fél fordulat-
hátra fél fordulat. Ezt hányszor tudod
megcsinálni? Ha 15-20 Hz fölé tudsz menni 20%
távolság amplitudó csökkenés mellett, szívesen
megnézném.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 07, 21:08
Írta: svejk Dátum 2008 július 07, 21:08
"200mm/s és 40ms-os idő a 200mm/s-ra"
Rosszul számolok???
Akkor neked 8mm után éri csak el a 200mm/s-ot?
Akkor a 2 mm-en csak 50mm/sec-re gyorsult?
Rosszul számolok???
Akkor neked 8mm után éri csak el a 200mm/s-ot?
Akkor a 2 mm-en csak 50mm/sec-re gyorsult?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 07, 21:09
Írta: svejk Dátum 2008 július 07, 21:09
Akkor elég a 100 ezres fúrófordulat :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 07, 21:09
Írta: bmejdz9nu Dátum 2008 július 07, 21:09
Akkor felhajtsak egy 400.000rpm-es főorsót... [#nyes]...
Viccet félretéve láttam már ilyet az Ebay-on... légcsapágyas volt...
Dehogy milyen frekiváltó kellett volna hozzá... azaz egy 4 Khz-es... :)
Jó lenne ha a nyák fúrási adatokat valaki kiszámolná...
Viccet félretéve láttam már ilyet az Ebay-on... légcsapágyas volt...
Dehogy milyen frekiváltó kellett volna hozzá... azaz egy 4 Khz-es... :)
Jó lenne ha a nyák fúrási adatokat valaki kiszámolná...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 07, 21:10
Írta: svejk Dátum 2008 július 07, 21:10
Akkor csak jól láttuk H.Józsival hogy sinust rajzolt a Z tengelyed :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 07, 21:19
Írta: bmejdz9nu Dátum 2008 július 07, 21:19
Jó lesz ez már nekem így... :)
Persze nem gyorsult fel a teljes sebességre... ez egyértelmű...
A #5252-t megvallom nem vettem észere... valahogy elsiklottam felette... de a válasz ugyanaz... valóban lehet, hogy nem gyorsult teljes sebességre... de "tapasztalatból" ez nem volt rosssz...
A Hatalmas Teta...
Nem csinálok olyan teszteket amikre sohasem lesz szükségem... :) Csak gyakorlatiasokat... :)
Ha valaki tud mutatni "vadabb, gép, vezérlő gyilkosabb teszteket" hajrá :)
Persze nem gyorsult fel a teljes sebességre... ez egyértelmű...
A #5252-t megvallom nem vettem észere... valahogy elsiklottam felette... de a válasz ugyanaz... valóban lehet, hogy nem gyorsult teljes sebességre... de "tapasztalatból" ez nem volt rosssz...
A Hatalmas Teta...
Nem csinálok olyan teszteket amikre sohasem lesz szükségem... :) Csak gyakorlatiasokat... :)
Ha valaki tud mutatni "vadabb, gép, vezérlő gyilkosabb teszteket" hajrá :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 07, 21:22
Írta: bmejdz9nu Dátum 2008 július 07, 21:22
Majd legközelebb már "szerszámos" teszteket csinálok... :) csak "egységugratásnak" szántam...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 07, 21:28
Írta: svejk Dátum 2008 július 07, 21:28
Itt azt írja, hogy max. 60ezer fordulat és max. 93mm/s előtolás.
Akkor valahol a tapasztalatom reális lehet...
Akkor valahol a tapasztalatom reális lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 07, 21:44
Írta: 000000000 Dátum 2008 július 07, 21:44
Hidd el profi a géped a hobbycnc kategóriába.
Hogy milyen a proficnc kategóriába nem tudom, nem vagyok ebben a szakterületben jártas.
Ilyen brutális igénybevételt komlett géppel még senki nem dokumentált itt rajtad kívűl. Nem gyufaszálat mozgató digitalizálóra gondolok, hanem amivel ilyen erővel lehessen marni.
Ha a pontosságod valós akkor ez a gyorsulás már termelési igényeket is kielégít.
Továbbra is ámulok és gratulálok.
Hogy milyen a proficnc kategóriába nem tudom, nem vagyok ebben a szakterületben jártas.
Ilyen brutális igénybevételt komlett géppel még senki nem dokumentált itt rajtad kívűl. Nem gyufaszálat mozgató digitalizálóra gondolok, hanem amivel ilyen erővel lehessen marni.
Ha a pontosságod valós akkor ez a gyorsulás már termelési igényeket is kielégít.
Továbbra is ámulok és gratulálok.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 07, 21:51
Írta: HJózsi Dátum 2008 július 07, 21:51
:D Csak "jó a Tibor45 a háznál" ... [#wave][#buck] most kb 100db fúrót sikerült Péternek megspórolni ... főleg ha az automata szerszámcserélőjére gondolok, 10-es tár ... [#eplus2] .. a panelfúrás tipikusan a leginkáb egységugrásra hasonlító folyamat minden tengelyre ... tehát ha jól vizsgázik egységugrásból, akkor a fúrás is jó lesz ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 07, 22:00
Írta: 000000000 Dátum 2008 július 07, 22:00
Szia Józsi!
Svejk is ugyanaazt számolta ki, pedig nem
beszéltünk össze. Gondolom, Te is már hegyezted
a ceruzádat a képlethez..:)
Tudjátok, két féle Hobbista van: az egyik
foglalkozik az egységugrás, gyorsulás
problémával, a másik nem.:)
Svejk is ugyanaazt számolta ki, pedig nem
beszéltünk össze. Gondolom, Te is már hegyezted
a ceruzádat a képlethez..:)
Tudjátok, két féle Hobbista van: az egyik
foglalkozik az egységugrás, gyorsulás
problémával, a másik nem.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 07, 22:06
Írta: svejk Dátum 2008 július 07, 22:06
Hát igen, ez az én bajom is..:(
Először tapasztalok azután kezedek gondolkodni hogy miért is úgy működik...
Ha nem látoma videón a szinuszra emlékeztető mozgást, eszembe sem jutott volna utánaszámolni...
Először tapasztalok azután kezedek gondolkodni hogy miért is úgy működik...
Ha nem látoma videón a szinuszra emlékeztető mozgást, eszembe sem jutott volna utánaszámolni...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 07, 22:44
Írta: HJózsi Dátum 2008 július 07, 22:44
Szia Tibor!
Bizony, sok zsákutca kerülhető el egy kis tervezéssel, számolgatással... És szerintem már
Péternek is fő a feje... :) Épp visszanéztem a BL topikban, valamikor februárban dobott Péter kesztyűt nyákfúrás ügyben... az tény hogy halad, de ha csak a február óta leírt tanácsok közül néhányat megfogad, nem kellene a "labirintus" minden zsákutcáját bejárnia a végső jó megoldás érdekében. Persze Ő pont ezt élvezi úgy látom ...[#buck][#wave]
Bizony, sok zsákutca kerülhető el egy kis tervezéssel, számolgatással... És szerintem már
Péternek is fő a feje... :) Épp visszanéztem a BL topikban, valamikor februárban dobott Péter kesztyűt nyákfúrás ügyben... az tény hogy halad, de ha csak a február óta leírt tanácsok közül néhányat megfogad, nem kellene a "labirintus" minden zsákutcáját bejárnia a végső jó megoldás érdekében. Persze Ő pont ezt élvezi úgy látom ...[#buck][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 07, 23:00
Írta: HJózsi Dátum 2008 július 07, 23:00
Bennem nagyon megmaradt a Tibornál az E240 1ségugrás tesztekkori beszélgetés, hogy egy marási feladatnál pl. a Z tengelynek egy falnál milyen iszonyú gyorsulással kell flrántania a marót, hogy ne nyalja le az alakot... Na most a videó láttán pont a lenyalás ugrott be, ami azt jelenti, hogy vagy a fal nem lesz függőleges, vagy a fúró törik... Ennél az alkalmazásnál ráadásul minden tengely 0-ra lassul, majd újra gyorsul ... 1ségugrás teszttel a rendszer határai gyorsan kimérhetők és ha nem megfelelő, a gyógymód is megtalálható, persze, ha nem zárunk ki bizonyos megoldásokat... És Péter fog győzni a Leányfalu Open-en nyákfúrás kategóriában... [#wink][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 09, 13:47
Írta: bmejdz9nu Dátum 2008 július 09, 13:47
Még van 946 db E240.... :) Vegyétek! Vegyétek!
Ha jól csináljátok 2000Ft sem lesz...
Ajánlatot is elfogad... 10Euro csak az írányár... Most jó a forint is!
Ajándék csapágyakkal... Mi kell még? :)

Ha jól csináljátok 2000Ft sem lesz...
Ajánlatot is elfogad... 10Euro csak az írányár... Most jó a forint is!
Ajándék csapágyakkal... Mi kell még? :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 09, 14:48
Írta: svejk Dátum 2008 július 09, 14:48
De ezen nincs encoder!
Én ilyen szűz mocit 1700 Ft-ért tudok adni...
Jut eszembe van még 6-7 db encoderes is, azok most akciósan 6000 Ft/db!
Én ilyen szűz mocit 1700 Ft-ért tudok adni...
Jut eszembe van még 6-7 db encoderes is, azok most akciósan 6000 Ft/db!
Cím: Re:DC szervó motoros vezérlés
Írta: hyn6ys8wt Dátum 2008 július 09, 14:53
Írta: hyn6ys8wt Dátum 2008 július 09, 14:53
És ugye egyet félre tettél nekem az encoder nélküliből?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 09, 15:18
Írta: bmejdz9nu Dátum 2008 július 09, 15:18
Minek rá encoder? :) min. 4-et kell párhuzamba kötni és akkor elég ha egyen van...:)
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 július 09, 15:45
Írta: Egyújabbgépépítő Dátum 2008 július 09, 15:45
Szia Svejk!
Ezekhez az 1700 Ft- os motrokhoz is van csapágy?
Ezekhez az 1700 Ft- os motrokhoz is van csapágy?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 09, 19:47
Írta: svejk Dátum 2008 július 09, 19:47
Szerinted?! :(
Jó hogy mondod már pakolom is félre...
Jó hogy mondod már pakolom is félre...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 09, 19:52
Írta: svejk Dátum 2008 július 09, 19:52
Nem nagyon...
Minden másodikhoz, oké?
Minden másodikhoz, oké?
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 július 09, 20:45
Írta: Farkas Ádám Dátum 2008 július 09, 20:45
encoder beépítve a tacho helyére:

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 09, 21:07
Írta: bmejdz9nu Dátum 2008 július 09, 21:07
Egyébként.. ha "tömegigény" lenne csapágyra... tudok az USA-ból olcsón... milyen a mérete?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 09, 21:09
Írta: bmejdz9nu Dátum 2008 július 09, 21:09
Szépen megcsináltad...
A hátsó tengelyvégekre kézi tekerő lesz? Áramszünet esetére :)
A hátsó tengelyvégekre kézi tekerő lesz? Áramszünet esetére :)
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 július 09, 21:42
Írta: Farkas Ádám Dátum 2008 július 09, 21:42
Vagy ventilátor. Áramszünet nem lehet mert a szélkerekem befigyel olyankor.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 09, 21:46
Írta: bmejdz9nu Dátum 2008 július 09, 21:46
[#smile] Ez jó... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 július 09, 22:02
Írta: Farkas Ádám Dátum 2008 július 09, 22:02
Nincs valakinek fölös UHU mikrokontrollere , az Uli már két levelemre sem válaszolt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 09, 22:06
Írta: svejk Dátum 2008 július 09, 22:06
Átszámoltam, van mindhez új csapágy...
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 július 10, 07:24
Írta: 2vkx6unz Dátum 2008 július 10, 07:24
Nekem hétfőn jött meg 4 db. Kb. 2 hét alatt ért ide, de Ulival nekem sem sikerült leveleznem. Elküldtem a leírásnak megfelelő összeget PayPallel és jött a vezérlő +4 kvarc bár azt nem kértem (35EURO/4 db). Egyet már összeraktam most jön a többi.
Szerintem annyira elfoglalt, hogy nem foglalkozik a levelekkel kivéve azokkal amikkel muszáj (rendelés).
A 4982-4985 sorszámúak az enyémek ;)
Szerintem annyira elfoglalt, hogy nem foglalkozik a levelekkel kivéve azokkal amikkel muszáj (rendelés).
A 4982-4985 sorszámúak az enyémek ;)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 10, 07:58
Írta: bmejdz9nu Dátum 2008 július 10, 07:58
Szerintem is "enged rá" ULI-ra a pénzt PayPal-on... nem fog "lelépni" ... :)
De mennyit és mennyiért az a kérdés... Én még nem rendeltem tőle... így azt nem tudom...
De mennyit és mennyiért az a kérdés... Én még nem rendeltem tőle... így azt nem tudom...
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 július 10, 09:53
Írta: Farkas Ádám Dátum 2008 július 10, 09:53
Hogy találtad ki a 35EUR-t? Azt írja hogy 5-10 eutót kér + posta.
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 július 10, 10:42
Írta: 2vkx6unz Dátum 2008 július 10, 10:42
Visszafele számolva: 35 Euro- PayPal díj~32 Euro
-postaköltség (~2 Euro "buborékos" boríték+ bélyeg)>> ~7,5 Eurora "értékeltem" egy vezérlőt amiben benne van a szellemi munkája, fizikai munkája (beszrez, postáz, üzemanyag), némi pénzügyi kockázat (zsákszám veszi a vezérlőt)stb.
Szóval úgy ítéltem meg, hogy ez egy elfogadható ajánlat egy vezérlőért. És nem tiltakozott sőt még küldött 4 kvarcot is ;) darabja ~0,12 Euro ;)
-postaköltség (~2 Euro "buborékos" boríték+ bélyeg)>> ~7,5 Eurora "értékeltem" egy vezérlőt amiben benne van a szellemi munkája, fizikai munkája (beszrez, postáz, üzemanyag), némi pénzügyi kockázat (zsákszám veszi a vezérlőt)stb.
Szóval úgy ítéltem meg, hogy ez egy elfogadható ajánlat egy vezérlőért. És nem tiltakozott sőt még küldött 4 kvarcot is ;) darabja ~0,12 Euro ;)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 10, 11:39
Írta: bmejdz9nu Dátum 2008 július 10, 11:39
Nem is küldte "légipostával" :) azaz elsőbségivel.. sem ajánlottan.
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 július 10, 12:32
Írta: 2vkx6unz Dátum 2008 július 10, 12:32
Légipostával küldete, de nem ajánlott küldeményként (Bízik a Postában ;) igaz a Német postához szokott ... 20g ig csak 0,7Eur 50G-ig 1 Eur a www.post.de szerint. Szerintem 4 IC + 4 kvarc az még könnyebb is mint a boríték ;)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 10, 13:04
Írta: bmejdz9nu Dátum 2008 július 10, 13:04
Végül is akkor ok... :) végül is csak 1-2 Euro lehet az IC... a többi meg sörökre meg sok is :)
Érdekes, hogy az Ebay-on mennyire nem bíznak a Postában (belföldön sem) állandóan minden vacakot csak biztosítással akarnak küldeni...
Az pedíg 15-17 Euro alatt nem nagyon van...(Hermes-DHL)
volt már ebből "dúhajom" a németekkel... 1 Eurós (licitvégű) pici valamit (encoder) csak 17 Euróért akart elküldeni...
Én meg elküldtem neki az 1 Eurót (átutalással persze :) és írtam, hogy kalapáccsal verje szét és küldje a képet, mert ha nem megy a negatív...
Jött a kép :) Talán tanult belőle :)
Érdekes, hogy az Ebay-on mennyire nem bíznak a Postában (belföldön sem) állandóan minden vacakot csak biztosítással akarnak küldeni...
Az pedíg 15-17 Euro alatt nem nagyon van...(Hermes-DHL)
volt már ebből "dúhajom" a németekkel... 1 Eurós (licitvégű) pici valamit (encoder) csak 17 Euróért akart elküldeni...
Én meg elküldtem neki az 1 Eurót (átutalással persze :) és írtam, hogy kalapáccsal verje szét és küldje a képet, mert ha nem megy a negatív...
Jött a kép :) Talán tanult belőle :)
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 július 10, 13:07
Írta: Farkas Ádám Dátum 2008 július 10, 13:07
Köszi már intéztem a pénzküldést. Ezt a postázást választottam: Küld-fény-post :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 21, 12:08
Írta: bmejdz9nu Dátum 2008 július 21, 12:08
"E240 FAN-CLUB"-osok :) figyelem!
Servo controller fur E-240 motoren universal controller
E240-hez "passzoló" vezérlő is van már... :) Eredeti Holland ez is! :) Van "dögivel" :)

Servo controller fur E-240 motoren universal controller
E240-hez "passzoló" vezérlő is van már... :) Eredeti Holland ez is! :) Van "dögivel" :)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 július 21, 12:15
Írta: D.Laci Dátum 2008 július 21, 12:15
33V nem karcsú az E240 mocinak?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 21, 12:36
Írta: HJózsi Dátum 2008 július 21, 12:36
De... Én pl 70V-ról járatom ... meg 89Euro + posta ... ennyiért itthon jobbakat...
Írja, további fotókat is küld, szerintem ami kint van bőven elég ... [#eplus2]
Írja, további fotókat is küld, szerintem ami kint van bőven elég ... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 21, 12:39
Írta: bmejdz9nu Dátum 2008 július 21, 12:39
Pont jó :) szépen kíméletesen... :) Nem szabad túleröltetni a kicsikét :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 21, 12:40
Írta: HJózsi Dátum 2008 július 21, 12:40
Te Péter! Gyanús az ára! ... Lehet, hogy ez a Bautz motorokat is meg tudná hajtani ... [#idiota][#hehe][#hawaii]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 21, 12:41
Írta: bmejdz9nu Dátum 2008 július 21, 12:41
Nem írtam, hogy megéri... :)
De a képen látni "jó ronda" a panel... a többit mindenki képzelheti :)
De jó a duma ... E240 Servo Drive ... [#smile]
De a képen látni "jó ronda" a panel... a többit mindenki képzelheti :)
De jó a duma ... E240 Servo Drive ... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 21, 12:42
Írta: HJózsi Dátum 2008 július 21, 12:42
[#nyes][#nyes][#nyes][#wave][#worship][#wow1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 21, 12:42
Írta: bmejdz9nu Dátum 2008 július 21, 12:42
Megyek veszek meszet... aztán megeszem... aztán még talán megveszem... [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 21, 12:48
Írta: HJózsi Dátum 2008 július 21, 12:48
Tudtam, hogy hajt a kiváncsiság és ki akarod próbálni... Várj Aug 20-ig és akor mehet a tüzijáték ... :D
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 21, 12:49
Írta: HJózsi Dátum 2008 július 21, 12:49
Csak nem az Olasz rizlingtől van ... [#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 21, 13:15
Írta: svejk Dátum 2008 július 21, 13:15
Ennél igényesebbnek ítéltem meg a holland fickót amikor voltam kint nála.
Érdekes hogy ehhez adja a nevét...:(
Érdekes hogy ehhez adja a nevét...:(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 21, 16:52
Írta: bmejdz9nu Dátum 2008 július 21, 16:52
Ő is biztos 20 Euróért veszi... tehát csak a "tisztességes" azaz megszokott hasznot (szeretné) rátenni...
De ahogy kinéz a dolog nem sok sikerrel :)
Vagy lehet, hogy ez egy spéci vezérlő amihez (már) encoder sem kell :)
... Már az elején kellett volna egy E240 topikot csinálni...:) Olyan Ki-Mit Tud belőle és hozzá...:)
De ahogy kinéz a dolog nem sok sikerrel :)
Vagy lehet, hogy ez egy spéci vezérlő amihez (már) encoder sem kell :)
... Már az elején kellett volna egy E240 topikot csinálni...:) Olyan Ki-Mit Tud belőle és hozzá...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 21, 16:55
Írta: bmejdz9nu Dátum 2008 július 21, 16:55
Arra gondoltam az X1 az Ebay-on (pontosabban csak az ebay.de-n :) akkor 200 Eurót is majd megér :) Arányos ár? vagy túl olcsó :)?
Csak kicsit várni kell, hogy az Euro vissza erősödjön a Jó Magyar Forinthoz:)
Csak kicsit várni kell, hogy az Euro vissza erősödjön a Jó Magyar Forinthoz:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 21, 20:00
Írta: 000000000 Dátum 2008 július 21, 20:00
Egy kicsit írhatnál többet az X1 vezérlődről,mindenkit esz a kíváncsiság.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 21, 21:12
Írta: bmejdz9nu Dátum 2008 július 21, 21:12
Eljön mindennek az ideje... :) Ez még nem a végleges verzió... és "nemcsak" rajtam múlik...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 24, 15:14
Írta: 000000000 Dátum 2008 július 24, 15:14
Aki nem akar optikai encoder -t az használhat mágneseset is.
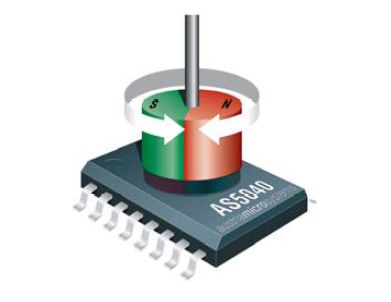
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 24, 16:03
Írta: HJózsi Dátum 2008 július 24, 16:03
És még : " 3-phase commutation for brushless DC motors" ...
Absolute és incremental is ...
Absolute és incremental is ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 24, 16:12
Írta: HJózsi Dátum 2008 július 24, 16:12
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 24, 18:53
Írta: svejk Dátum 2008 július 24, 18:53
Hogyé' adják?
Gondolom egy csővel be kell hozni...
Gondolom egy csővel be kell hozni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 24, 19:14
Írta: 000000000 Dátum 2008 július 24, 19:14
Ez egy igen erdekes chip! :)) Az AS5045 viszont 12bit-es a gyarto oldalan 1db 13.5 Usd.Igen csak felkeltette az erdeklodesemet.Koszonet Hjozsi-nak :))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 24, 19:37
Írta: 000000000 Dátum 2008 július 24, 19:37
Ez tényleg egy fantasztikus IC![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 24, 20:48
Írta: HJózsi Dátum 2008 július 24, 20:48
7 - 12 USD között láttam a darab árat 1 db-nál + a mágnes 2 USD körül ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 24, 20:53
Írta: HJózsi Dátum 2008 július 24, 20:53
:) kiváncsi vagyok Varsányi Péter és Tibor45 mit szólnak hozzá... Szerintem lesz ebből is beszerzés... :D programozható felbontás, többféle üzemmód 30K rpm ... A mágnesekről nem láttam fotót, meg a felfogatásról ... szerelési szempontok ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 24, 21:13
Írta: bmejdz9nu Dátum 2008 július 24, 21:13
Most jöttem haza Ausztriából... Ha előre tudom... beugrottam volna a gyárba minta darabokért... [#vigyor2]

Én (hihetetlen :) de elég konzervativ vagyok... :) Megvárom a SanyoDenki, Dahner, Siemens stb. mikor építik be a motorokba...
Tudtunk eddíg is komplett mágneses és programozható felbontású encoderekről...
Tervbe is van véve, ha legközelebb rendelek az Digikeys-től akkor veszek pár ilyen encodert is... encoder topik - emlékeztek rá ugye?
Az sem túl drága... de még nem láttam "élőben bevetve" semelyik "nagy név" motorjában...
Szóval szkeptikus vagyok... :)
Azaz miútán ha magam is teszteltem és minden ok... akkor is csak 50% esély van rá, hogy "megszoknám" hogy van ilyen... [#smile]
Én (hihetetlen :) de elég konzervativ vagyok... :) Megvárom a SanyoDenki, Dahner, Siemens stb. mikor építik be a motorokba...
Tudtunk eddíg is komplett mágneses és programozható felbontású encoderekről...
Tervbe is van véve, ha legközelebb rendelek az Digikeys-től akkor veszek pár ilyen encodert is... encoder topik - emlékeztek rá ugye?
Az sem túl drága... de még nem láttam "élőben bevetve" semelyik "nagy név" motorjában...
Szóval szkeptikus vagyok... :)
Azaz miútán ha magam is teszteltem és minden ok... akkor is csak 50% esély van rá, hogy "megszoknám" hogy van ilyen... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 július 24, 21:18
Írta: Kristály Árpád Dátum 2008 július 24, 21:18
Hallihó mindenkinek4
Én csak azon csodálkozom, hogy amikor LÁMPÁS feltette ezt az IC.....már egy éve kb. senkit nem érdekelt.....sőt nem is válaszolt neki senki.....Ma meg megvan a spanyolviasz....[#confused][#crazya][#worship]
Én csak azon csodálkozom, hogy amikor LÁMPÁS feltette ezt az IC.....már egy éve kb. senkit nem érdekelt.....sőt nem is válaszolt neki senki.....Ma meg megvan a spanyolviasz....[#confused][#crazya][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 24, 22:34
Írta: HJózsi Dátum 2008 július 24, 22:34
Biztos nem a részletes pdf-et linkelte be ...:D Azóta mindenki sokat tanult a szeró topikban! :D
Meg tudjuk, hogy 5kHUF alatt nem nagyon van encoder...
Ez az encoder meg egyben inkrementális (változtatható felbontással), abszolút és 3 fázisu kommutáció is BL-hez ... Majd Tibor45 megmondja mire használható... (remélem nem csak a macskadóbálóhoz lesz jó ... E240 .[#eplus2] )
Meg tudjuk, hogy 5kHUF alatt nem nagyon van encoder...
Ez az encoder meg egyben inkrementális (változtatható felbontással), abszolút és 3 fázisu kommutáció is BL-hez ... Majd Tibor45 megmondja mire használható... (remélem nem csak a macskadóbálóhoz lesz jó ... E240 .[#eplus2] )
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 24, 22:39
Írta: HJózsi Dátum 2008 július 24, 22:39
Nekem nem sürgős, de ha arra jársz én is beneveznék 2-3 db-ra mágnessel... Nem mindegyik mocimon van encoder...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 25, 07:52
Írta: 000000000 Dátum 2008 július 25, 07:52
A részletes pdf-jében említ néhány szempontot, de semmi komolyt! Anyit értettem, hogy a forgáspont középre essen és minnél közelebb az IC-felszinéhez és persze a polaritás elhelyezkedése...
Egy kicsit én is szkeptikus vagyok a megbízhatóságát illetően...
Attól félek borzasztó érzékeny lehet a felé helyezett mágnes minőségére (főképp az erőtér homogenitását illetően)!
Egy kicsit én is szkeptikus vagyok a megbízhatóságát illetően...
Attól félek borzasztó érzékeny lehet a felé helyezett mágnes minőségére (főképp az erőtér homogenitását illetően)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 25, 08:00
Írta: 000000000 Dátum 2008 július 25, 08:00
És a mágnes megcsapágyozása?... ha egy kicsit is "kólózik" (vagy berezeg) már lőttek a tévesztés nélküli futásnak... szerintem...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 25, 08:31
Írta: HJózsi Dátum 2008 július 25, 08:31
Tipusonként lehet mágnest választani, a központosság esztergával megoldható szerintem többféle módon is ( motor tengelyre fogatásra gondolok ). Az IC ill. a nyák felfogatását "adjusztálhatóra" kell kialakítani és behangolni... :D
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 25, 09:34
Írta: svejk Dátum 2008 július 25, 09:34
A 0.2 mm szerintem tartható még hobby körülmények között is.
A mágnes hőmérsékleti együtthatóját kompenzálja azt írja.
Viszont nagyáramú vezetékekkel biztos kerülni kell :) ez pedig nagyobb motornál gond lehet.
A kimenet sem nagyon terhelhető, de azt egy buffer vagy szimmetrizáló megoldhatja.
A
Mindenesetre azért kiváncsiságból én is eljátszanék eggyel, bár még a programzását nem igen értem.
Azt írja OTP, tehát csak egyszer programozható?
A mágnes hőmérsékleti együtthatóját kompenzálja azt írja.
Viszont nagyáramú vezetékekkel biztos kerülni kell :) ez pedig nagyobb motornál gond lehet.
A kimenet sem nagyon terhelhető, de azt egy buffer vagy szimmetrizáló megoldhatja.
A
Mindenesetre azért kiváncsiságból én is eljátszanék eggyel, bár még a programzását nem igen értem.
Azt írja OTP, tehát csak egyszer programozható?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 25, 09:55
Írta: 000000000 Dátum 2008 július 25, 09:55
Mivel nincs rajta kvarc ablak, sajnos csak 1×. Nem érdemes elcseszni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 25, 09:56
Írta: bmejdz9nu Dátum 2008 július 25, 09:56
Lehet, hogy engem azért nem hoz "lázba" :) a dolog mert van kb. 50 db "klasszikus" encoderem :)?
Azaz a "régimódi", hagyományos, inkrementális tegelyre "fúrható" optós :)
(Pl. a 2mm-es furatú HEDS tárcsát szabadon lehet "felfúrni" 6mm-ig (1/4"-ig is) és a többi méretből még 16-os tengelyre is tudok tenni...azaz egyszerű...
Egyébként - ha csak nem kell valami különleges érték - akkor szerintem egy "kerek" értékű 400, 500, 1000, 2000 cpr-es encoderekből már-már minden szükséges értéket ki lehet "csiholni" az LS Ic-vel...ami passzol a szokásos 2mm, 3mm, 4mm, 5mm, 10mm, 20mm-es orsó emelkedésekhez és szervómotorokhoz...
Talán egyszerűbben, kevesebb munkával... és ezáltal olcsóbban is...
Persze érdekes a dolog és érdekel is... :) De nem kellene inkább az encoder topikban folytatni ezt?
Azaz a "régimódi", hagyományos, inkrementális tegelyre "fúrható" optós :)
(Pl. a 2mm-es furatú HEDS tárcsát szabadon lehet "felfúrni" 6mm-ig (1/4"-ig is) és a többi méretből még 16-os tengelyre is tudok tenni...azaz egyszerű...
Egyébként - ha csak nem kell valami különleges érték - akkor szerintem egy "kerek" értékű 400, 500, 1000, 2000 cpr-es encoderekből már-már minden szükséges értéket ki lehet "csiholni" az LS Ic-vel...ami passzol a szokásos 2mm, 3mm, 4mm, 5mm, 10mm, 20mm-es orsó emelkedésekhez és szervómotorokhoz...
Talán egyszerűbben, kevesebb munkával... és ezáltal olcsóbban is...
Persze érdekes a dolog és érdekel is... :) De nem kellene inkább az encoder topikban folytatni ezt?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 25, 11:03
Írta: svejk Dátum 2008 július 25, 11:03
Na de a mai világban!!???
Flash-es mikrovezérők már 10 éve vannak...
Nem hogy csak rosszul értelmezzük? Én csak átlapoztam..
Flash-es mikrovezérők már 10 éve vannak...
Nem hogy csak rosszul értelmezzük? Én csak átlapoztam..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 25, 11:05
Írta: svejk Dátum 2008 július 25, 11:05
Lázba engem sem hoz de jól el lehetne vele játszani, és még lehet jól is működik..
Gyerünk az encoderbe...
Gyerünk az encoderbe...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 27, 09:51
Írta: bmejdz9nu Dátum 2008 július 27, 09:51
Csinálni szerettnék (majd) egy olyan szervóhajtású gépet amilyen a német cnc-step gépem volt...
Azaz a hossz írányban megkettőzött golyós orsóval...
Ott léptetőmotorok hajtották a tengelyeket... azaz néha ha "szinkronizálni" kellet a kép motort - nekimentem a végbaknak :) egyik lépést vesztett és ismét szinkroba voltak a motorok....
Erre csak néha volt szükség... de egy hát alatt, többszöri ki és bekapcsolás után nemártott :)
Nade...
Ha ugyanezt két szervómotor hajtja (külön - külön vezérlővel)... akkor előbb-utóbb a ki és bekapcsolgatásoknál a két motor "elmászik" majd egymástól...
A lépésvesztéses "falnak futtatás" ugyebár nem járható... Referencia kapcsoló is csak egy van... ugyanazt a step jelet kapja majd mindkét vezérlő...
Milyen szinkronizációs megoldást lehetne alkalmazni?
Két motort akarok... nem ékszíjjal át a másik tengelyre mert méteres távolság lessz... meg korlátozná a felhasználási területet...
Mert ennél a kialakításnál az asztal kivehető és alatta a nagy mélység... azaz szint alá tehető satú, forgató... sőt láttam képeket amikor egy ajtó lapra (2x1méter :) "tették" a gépet a Z-t megtoldották és úgy martak vele...
Ha nincs "keresztbe" bordásszíj... akkor az hosszabb anyagot tologatva... szóval elég uiverzális a megoldás...
Persze nem valai rém erős "monstrum" gépre gondolok...
Ez a kérdés már felmerült, de igazából nem lett rá megoldás...
A mechanikai megoldásra egy kép: (de itt ugyebár nem szervómotor hajtja hanem léptető és persze minden motornak külön-külön meghajtó...)

Azaz a hossz írányban megkettőzött golyós orsóval...
Ott léptetőmotorok hajtották a tengelyeket... azaz néha ha "szinkronizálni" kellet a kép motort - nekimentem a végbaknak :) egyik lépést vesztett és ismét szinkroba voltak a motorok....
Erre csak néha volt szükség... de egy hát alatt, többszöri ki és bekapcsolás után nemártott :)
Nade...
Ha ugyanezt két szervómotor hajtja (külön - külön vezérlővel)... akkor előbb-utóbb a ki és bekapcsolgatásoknál a két motor "elmászik" majd egymástól...
A lépésvesztéses "falnak futtatás" ugyebár nem járható... Referencia kapcsoló is csak egy van... ugyanazt a step jelet kapja majd mindkét vezérlő...
Milyen szinkronizációs megoldást lehetne alkalmazni?
Két motort akarok... nem ékszíjjal át a másik tengelyre mert méteres távolság lessz... meg korlátozná a felhasználási területet...
Mert ennél a kialakításnál az asztal kivehető és alatta a nagy mélység... azaz szint alá tehető satú, forgató... sőt láttam képeket amikor egy ajtó lapra (2x1méter :) "tették" a gépet a Z-t megtoldották és úgy martak vele...
Ha nincs "keresztbe" bordásszíj... akkor az hosszabb anyagot tologatva... szóval elég uiverzális a megoldás...
Persze nem valai rém erős "monstrum" gépre gondolok...
Ez a kérdés már felmerült, de igazából nem lett rá megoldás...
A mechanikai megoldásra egy kép: (de itt ugyebár nem szervómotor hajtja hanem léptető és persze minden motornak külön-külön meghajtó...)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 27, 10:06
Írta: svejk Dátum 2008 július 27, 10:06
Az ilyen problémákra is használható az encoder index jele..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 27, 10:09
Írta: svejk Dátum 2008 július 27, 10:09
De neked vannak bika motorjaid, szerintem maradj a mechanikus szinkronnál, még ha vezetgetni is kell a szíjat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 27, 11:00
Írta: bmejdz9nu Dátum 2008 július 27, 11:00
"4Kg-os kategórából" kerülne rá 3 db kisfordulatú (max. 1500rpm)... de 20-as orsó emelkedés... :)
Index jel nincs de két végállás "szinkron" kapcsolót tehetek rá...
Bordásszíjat nem akarok... 1 méter fesztáv = több mint 2 méter... aztán ott futkozz, balesetveszély :) nyúlik, hangos, nyikorok :) szóval más megoldás kellene...
Meg a motorok tegelyére akarom tenni az orsókat, kupplung nélkül... ahogy a német gépen volt...
Más ötlet? :)
Index jel nincs de két végállás "szinkron" kapcsolót tehetek rá...
Bordásszíjat nem akarok... 1 méter fesztáv = több mint 2 méter... aztán ott futkozz, balesetveszély :) nyúlik, hangos, nyikorok :) szóval más megoldás kellene...
Meg a motorok tegelyére akarom tenni az orsókat, kupplung nélkül... ahogy a német gépen volt...
Más ötlet? :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 július 27, 12:51
Írta: HJózsi Dátum 2008 július 27, 12:51
Egy végállás (refpont) elég szerintem, a szervónak elvileg nem szabad lépést vesztenie... A két vezérlő ugyanazt a step dir jelet kapja... viszont a két vezérlőt azonosra kell behangolni... ha ne így van, részben egymás ellen dolgozhatnak majd, esetleg extra lengések... Kiváncsian várom majd a videót ... :D
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 27, 13:12
Írta: bmejdz9nu Dátum 2008 július 27, 13:12
Nem veszt lépést... de ki és beakapcsoláskor... meg-megrándul... tehát előbb útóbb el fog térni. vagy nem? Erre gondolni kell előre...
A Ref ponthoz és a második (persze melyik - amelyik később éri el) Valami "utánmásztató" elektronika kellene... de nem tudom...
A Ref ponthoz és a második (persze melyik - amelyik később éri el) Valami "utánmásztató" elektronika kellene... de nem tudom...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 27, 13:24
Írta: 000000000 Dátum 2008 július 27, 13:24
Szia Péter!
Csalódtam Benned...:)
"de ki és bekapcsoláskor... meg-megrándul... "
Na akkor még dolgozzatok a szervótokon, mert az
olyan hajtás ami ki-és bekapcsoláskor
elmozdítja a motortengelyeket, az komolytalan
még Hobby kategóriában is.[#nyes]
Így aztán az a szinkronszervo, amit szeretnél
teljesen reménytelen, még komolyabb ipari
szervónál is necces a téma.
Csalódtam Benned...:)
"de ki és bekapcsoláskor... meg-megrándul... "
Na akkor még dolgozzatok a szervótokon, mert az
olyan hajtás ami ki-és bekapcsoláskor
elmozdítja a motortengelyeket, az komolytalan
még Hobby kategóriában is.[#nyes]
Így aztán az a szinkronszervo, amit szeretnél
teljesen reménytelen, még komolyabb ipari
szervónál is necces a téma.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 27, 14:31
Írta: bmejdz9nu Dátum 2008 július 27, 14:31
Nem mértem, csak gondolom... vagy nem jellemző?
Végül is ha ki van kapcsolva az egész gép és történik valami... stb. de majd tesztelem...
Sajnos ezek a vezérlők nem lineáris vagy abszolut encoderekkel mennek... :)
Valami megoldás derengt az agyamba...
Persze lehet, hogy sosem kell majd szinkronizálni a tengelyeket... de a lehetőséget be kellene tervezni... azaz hiba lenne nem gondolni az eshetőségre...
Valami duppla ref kapcsoló... egyik pl. előbb eléri a ref. kapcsolót (ha csak egy steppel)... amásikat pedíg egy nyomógombbal lépésenként (step jelet adva neki) szinkronba "cammogtatni"... ha netán kell.. (ez automata is lehetne, de hogyan?)
Erre a duppla tegelyes és duppla szervómotor megoldásos gépre még nem láttam valós megoldást... még képet sem... ezért a félelem...:)
Egy egy lépés eltérés a két tengely között nem lenne még végzetes, mert egy nagyméretű gravírozó gép* lenne... nem lenne olyan merev amitől ezért "kicsinálná" magát. Max kis eltérés ill. derékszöghiba...
* Hosz írányban 2db 20mm-es átm. és 20-as emelkedésű orsó, keresztírányban 1db 20mm-es és 20mm-es orsó. Munkaterület 1000x1000mm.
Lináris vezetés is olyan egyszerű mint a német gépen... azaz köszörült 25 vagy 30mm-es rudak és rajta golyós vagy szinterbronz "kocsik" alátámasztás nélkül ..:)...
felbontás 0.02mm sebesség 480mm/s (ez már ok a 20-as em. orsókkal) és 24.000Khzből kijön... 3 db 4Kg-os Emoteq szervómotor 1.440rpm max-al...
80x40mm-es profil alu kereten és csak a Z-tegelyen lenne lináris THK vezető sinek... kisebb em. orsó és kisebb szervómotor...
Végül is ha ki van kapcsolva az egész gép és történik valami... stb. de majd tesztelem...
Sajnos ezek a vezérlők nem lineáris vagy abszolut encoderekkel mennek... :)
Valami megoldás derengt az agyamba...
Persze lehet, hogy sosem kell majd szinkronizálni a tengelyeket... de a lehetőséget be kellene tervezni... azaz hiba lenne nem gondolni az eshetőségre...
Valami duppla ref kapcsoló... egyik pl. előbb eléri a ref. kapcsolót (ha csak egy steppel)... amásikat pedíg egy nyomógombbal lépésenként (step jelet adva neki) szinkronba "cammogtatni"... ha netán kell.. (ez automata is lehetne, de hogyan?)
Erre a duppla tegelyes és duppla szervómotor megoldásos gépre még nem láttam valós megoldást... még képet sem... ezért a félelem...:)
Egy egy lépés eltérés a két tengely között nem lenne még végzetes, mert egy nagyméretű gravírozó gép* lenne... nem lenne olyan merev amitől ezért "kicsinálná" magát. Max kis eltérés ill. derékszöghiba...
* Hosz írányban 2db 20mm-es átm. és 20-as emelkedésű orsó, keresztírányban 1db 20mm-es és 20mm-es orsó. Munkaterület 1000x1000mm.
Lináris vezetés is olyan egyszerű mint a német gépen... azaz köszörült 25 vagy 30mm-es rudak és rajta golyós vagy szinterbronz "kocsik" alátámasztás nélkül ..:)...
felbontás 0.02mm sebesség 480mm/s (ez már ok a 20-as em. orsókkal) és 24.000Khzből kijön... 3 db 4Kg-os Emoteq szervómotor 1.440rpm max-al...
80x40mm-es profil alu kereten és csak a Z-tegelyen lenne lináris THK vezető sinek... kisebb em. orsó és kisebb szervómotor...
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 július 27, 15:22
Írta: 0gbwyh99 Dátum 2008 július 27, 15:22
Üdv. Péter !
ITT (126. oldal) van egy mehanikai megoldás amivel szij nélkül megoldhatod az áttélezést a másik oldalra . Csak azt nem tudom hogy mennyire kotyogás mentes a dolog !
ITT (126. oldal) van egy mehanikai megoldás amivel szij nélkül megoldhatod az áttélezést a másik oldalra . Csak azt nem tudom hogy mennyire kotyogás mentes a dolog !
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 27, 15:47
Írta: bmejdz9nu Dátum 2008 július 27, 15:47
Hát ez valami fogaskerekes... biztos jó, de nem hiszem, hogy golyósorsó pontosságú...
Meg igazából nem akarom átvinni az erőt... azaz 2 motorral akarom :)
Meg igazából nem akarom átvinni az erőt... azaz 2 motorral akarom :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 27, 16:00
Írta: bmejdz9nu Dátum 2008 július 27, 16:00
1. Sokan csinálják így a gépet...
2. Makko....
Persze ez csak amolyan gravírgéphez jó megoldás (főleg feltámasztás nélküli "rudazattal")... de vannak előnyei is a dolognak...
2. Makko....
Persze ez csak amolyan gravírgéphez jó megoldás (főleg feltámasztás nélküli "rudazattal")... de vannak előnyei is a dolognak...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 27, 16:03
Írta: bmejdz9nu Dátum 2008 július 27, 16:03

Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 27, 17:26
Írta: svejk Dátum 2008 július 27, 17:26
Helló!
Az iparban miért necces a téma?
Írhatnál róla valamit..
Az iparban miért necces a téma?
Írhatnál róla valamit..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 27, 18:20
Írta: 000000000 Dátum 2008 július 27, 18:20
Szia Svejk!
Két fő oka van:
- Az ipari AC-DC szervóhajtás drága
(motor+szabályzó+táp), így sokkal olcsóbb és
kézenfekvőbb pár méter távolság áthidalására
a mechanikus elosztó szinkron kapcsolat.
- Az ipari cuccokat mindig komoly egységugrás
teszteknek vetik alá. Nagyon nehéz dolog
ilyen tranziens állapotban két egyforma
szervórendszert csinálni, amik ekkor is
csak néhány inkrementum eltéréssel követnék
az eseményeket. Így aztán komoly ipari cég
befeszülésre eleve hajlamos nagy pontosságú
CNC szerszángépet nem gyárt, és nem forgalmaz.
Két fő oka van:
- Az ipari AC-DC szervóhajtás drága
(motor+szabályzó+táp), így sokkal olcsóbb és
kézenfekvőbb pár méter távolság áthidalására
a mechanikus elosztó szinkron kapcsolat.
- Az ipari cuccokat mindig komoly egységugrás
teszteknek vetik alá. Nagyon nehéz dolog
ilyen tranziens állapotban két egyforma
szervórendszert csinálni, amik ekkor is
csak néhány inkrementum eltéréssel követnék
az eseményeket. Így aztán komoly ipari cég
befeszülésre eleve hajlamos nagy pontosságú
CNC szerszángépet nem gyárt, és nem forgalmaz.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 július 27, 18:24
Írta: csg67 Dátum 2008 július 27, 18:24
Az iparban gyakran alkalmazott megoldás. Főleg portál gépeken. Gantry tengelynek nevezik. A hibafigyelés a két (vagy több) motor pozícióeltérése, illetve a tengelyek nyomatékigénye alapján történik (elsősorban a referenciapont felvétele előtt).
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 július 27, 18:26
Írta: csg67 Dátum 2008 július 27, 18:26
Ez így nem állja meg a helyét.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 27, 18:32
Írta: 000000000 Dátum 2008 július 27, 18:32
Szia!
Miért is? Szerinted nem igaz az a két érv,
amit írtam?
Miért is? Szerinted nem igaz az a két érv,
amit írtam?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 27, 18:41
Írta: bmejdz9nu Dátum 2008 július 27, 18:41
Itt egy "nagyobbacska" gravírgép a cél... Nem egy ipari micronos és tonnás masina... :)
De egy hasonló probléma bármikor "szembejöhet", bárkivel ha két szervó motorral akar valamit meghajtani...szinkronban...
Tehát jó lenne valamit kiokoskodni...:)
A "hobby" szervóvezérlő meg olcsó...azaz olcsóbb mint pl. két speciális 90fokos kardánbox és kardántengely+ sok sok "ingyenmeló" :)
A németek sem hülék... olcsóbb egy léptetőmotor+vezérlő mint a mechanikai "áthidaló" kialakítás! Ezért is csinálják így... gazdaságosság...:)
De egy hasonló probléma bármikor "szembejöhet", bárkivel ha két szervó motorral akar valamit meghajtani...szinkronban...
Tehát jó lenne valamit kiokoskodni...:)
A "hobby" szervóvezérlő meg olcsó...azaz olcsóbb mint pl. két speciális 90fokos kardánbox és kardántengely+ sok sok "ingyenmeló" :)
A németek sem hülék... olcsóbb egy léptetőmotor+vezérlő mint a mechanikai "áthidaló" kialakítás! Ezért is csinálják így... gazdaságosság...:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 27, 18:45
Írta: svejk Dátum 2008 július 27, 18:45
Kössz a választ, bár nem túl kimerítő, és az első nem lehet érv mert egy ipari cuccnál semmi sem drága.. mindegy...
Egyébként a bekapcsolási elmozdulás állítólag még az elismert,faforizált hobbyvezérlőknél is megvan sajnos.
Én is küszködtem vele, lett is 90 %-os megoldás, de a biztos a bekapcsolás utáni reset és referenciafelvétel.
Eleinte zavart aztán meg lehet szokni.
(ez a hobby kompromisszum :) )
Nagy emelkedésű nem önzáró hajtásoknál egyébként sincs más lehetőség, hacsak nem a fékes motorok alkalmazása.
Egyébként a bekapcsolási elmozdulás állítólag még az elismert,faforizált hobbyvezérlőknél is megvan sajnos.
Én is küszködtem vele, lett is 90 %-os megoldás, de a biztos a bekapcsolás utáni reset és referenciafelvétel.
Eleinte zavart aztán meg lehet szokni.
(ez a hobby kompromisszum :) )
Nagy emelkedésű nem önzáró hajtásoknál egyébként sincs más lehetőség, hacsak nem a fékes motorok alkalmazása.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 július 27, 18:51
Írta: csg67 Dátum 2008 július 27, 18:51
Szia!
Nem. A mechanika sokkal egyszerűbben kivitelezhető két motorral, mint egy bonyolult, helyigényes, nagy torziós lengésű áthajtással. Ráadásul a mechanika szimmetrikus beállítása sokkal bonyolultabb, mint az elekronika beszabályozása.
A két motor (beszabályozás előtti) esetleges eltérő tranziens viselkedéséből adódó néhány inkremensnyi eltérés minimális ferdeséget/befeszülést eredményez. A két tengely még néhány századmilliméteres pozícióeltérése sem okoz komoly problémát.
A ma használatos ipari digitális AC tengelyhajtások gépen belüli végső beszabályozása nem egységugrásokra van alapozva.
A motorok, hajtások valóban drágák, de a gondosan kidolgozott eljárásokkal és segédszoftverekkel beállításuk úgyszolván rutinmunka. Viszont egy bonyolult egyedi áthajtó mechanika megtervezése, beszabályozása, karbantartása és javítása nagy szaktudást igényel. Arról nem is beszélve, hogy bármilyen mechanikus probléma a rendszer súlyos befeszüléséhez, tönkremeneteléhez vezetne, míg az elekronikusan szinkronizált tengelyeknél ez megelőzhető.
Nem. A mechanika sokkal egyszerűbben kivitelezhető két motorral, mint egy bonyolult, helyigényes, nagy torziós lengésű áthajtással. Ráadásul a mechanika szimmetrikus beállítása sokkal bonyolultabb, mint az elekronika beszabályozása.
A két motor (beszabályozás előtti) esetleges eltérő tranziens viselkedéséből adódó néhány inkremensnyi eltérés minimális ferdeséget/befeszülést eredményez. A két tengely még néhány századmilliméteres pozícióeltérése sem okoz komoly problémát.
A ma használatos ipari digitális AC tengelyhajtások gépen belüli végső beszabályozása nem egységugrásokra van alapozva.
A motorok, hajtások valóban drágák, de a gondosan kidolgozott eljárásokkal és segédszoftverekkel beállításuk úgyszolván rutinmunka. Viszont egy bonyolult egyedi áthajtó mechanika megtervezése, beszabályozása, karbantartása és javítása nagy szaktudást igényel. Arról nem is beszélve, hogy bármilyen mechanikus probléma a rendszer súlyos befeszüléséhez, tönkremeneteléhez vezetne, míg az elekronikusan szinkronizált tengelyeknél ez megelőzhető.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 27, 18:54
Írta: 000000000 Dátum 2008 július 27, 18:54
Hajrá, csináld meg!
Csak előtte még tervezd át a szervódat,
hogy be-kikapcsoláskor ne mozduljon meg.:)
Utána majd ráérsz az "üzemszerű" szinkron
behangolással foglalkozni, a 20 mm-es
orsó elképzelésed ad épp elég feladatot
ezzel kapcsolatosan.
Csak előtte még tervezd át a szervódat,
hogy be-kikapcsoláskor ne mozduljon meg.:)
Utána majd ráérsz az "üzemszerű" szinkron
behangolással foglalkozni, a 20 mm-es
orsó elképzelésed ad épp elég feladatot
ezzel kapcsolatosan.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 27, 19:00
Írta: bmejdz9nu Dátum 2008 július 27, 19:00
Én meg még azt hittem, hogy a spanyolviaszt fogom kitalálni... azaz olyan egyszerű a dolog...
Pedíg csak az kellene, hogy elmegy a ref kapcsolhoz és a "másik motort" magához állítja valami egyszerű és "szellemes" megoldással...
Azért a léptetőmotornál ez milyen egyszerű... mert tud lépést veszteni :)
Esetleg valamilyen nyomatékszabályzós kupplung?
... azaz mechanikusan megoldva? Hogy "eljátsza" a léptetőmotor lépésvesztését egy üzemi határérték felett? :)
Pedíg csak az kellene, hogy elmegy a ref kapcsolhoz és a "másik motort" magához állítja valami egyszerű és "szellemes" megoldással...
Azért a léptetőmotornál ez milyen egyszerű... mert tud lépést veszteni :)
Esetleg valamilyen nyomatékszabályzós kupplung?
... azaz mechanikusan megoldva? Hogy "eljátsza" a léptetőmotor lépésvesztését egy üzemi határérték felett? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 27, 19:18
Írta: 000000000 Dátum 2008 július 27, 19:18
Szia!
Nagyon villamosmérnöki a szemléleted.
Sok mindenben vitatkozhatnék Veled....
Ez a téma szerintem egy mechatrónikai
megközelítést igényel, azaz a korszerű
gépészeti elemek totális kihagyása,
elvetése egy 1:1-es fix áttételnél nagy hiba lenne.
Néhány méternél nehogy már a torziós merevsége
egy mechanikának nagyobb legyen, mint a világ
legjobb szinkron szervorendszerének, és akkor
még a több millás árkülönbségről nem is beszélek.
Szerintem mérlegelni kell a lehetőségeket,
és azzal sem értek egyet, hogy egy AC szervo
hajtás megbízhatóbb, mint egy komoly fogazott
szíj, vagy lánchajtás, vagy akármi.
Ettől függetlenül el tudom kápzelni, hogy adott
esetben csak elektronika old meg mindent,
hiszen némi közöm, és tapasztalatom van
a szinkron szervókkal kapcsolatosan
a kis lefejtő eszterga-marógépem kapcsán.
Nagyon villamosmérnöki a szemléleted.
Sok mindenben vitatkozhatnék Veled....
Ez a téma szerintem egy mechatrónikai
megközelítést igényel, azaz a korszerű
gépészeti elemek totális kihagyása,
elvetése egy 1:1-es fix áttételnél nagy hiba lenne.
Néhány méternél nehogy már a torziós merevsége
egy mechanikának nagyobb legyen, mint a világ
legjobb szinkron szervorendszerének, és akkor
még a több millás árkülönbségről nem is beszélek.
Szerintem mérlegelni kell a lehetőségeket,
és azzal sem értek egyet, hogy egy AC szervo
hajtás megbízhatóbb, mint egy komoly fogazott
szíj, vagy lánchajtás, vagy akármi.
Ettől függetlenül el tudom kápzelni, hogy adott
esetben csak elektronika old meg mindent,
hiszen némi közöm, és tapasztalatom van
a szinkron szervókkal kapcsolatosan
a kis lefejtő eszterga-marógépem kapcsán.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 27, 19:23
Írta: 000000000 Dátum 2008 július 27, 19:23
.."torziós merevsége egy mechanikának rosszabb
legyen.." bocsánat, így ok.
legyen.." bocsánat, így ok.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 július 27, 19:25
Írta: csg67 Dátum 2008 július 27, 19:25
Szia!
Forgalmazunk ilyen gépeket, javítunk, beállítunk ilyen gépeket, felújítunk ilyen gépeket. Csupán az elterjedt ipari gyakorlatra hivatkoztam.
Forgalmazunk ilyen gépeket, javítunk, beállítunk ilyen gépeket, felújítunk ilyen gépeket. Csupán az elterjedt ipari gyakorlatra hivatkoztam.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 július 27, 19:25
Írta: csg67 Dátum 2008 július 27, 19:25
Gondoltam, hogy elírtad.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 27, 19:28
Írta: svejk Dátum 2008 július 27, 19:28
Szerintem is először alakítsd át a vezérlődet hogy ne ugorjon bekapcsoláskor, és így üzemszerűen nem lehet probléma.
Egy esetben van baj ha valamelyik motorod valamiért leáll, így kiugrik a szinkronból.
Ez esetben gondolom a hibás tengely a többit is
leállítja és nem feszül be.
Ekkor jöhet a kézi tekerés a nullpontvfelvételre, akár a végállásba való ütköztetéssel:)
De ez a leállás már nem üzemszerű állapot tehát jól beállított gépnél nem fordul elő csak súlyos hibánál.
Egy esetben van baj ha valamelyik motorod valamiért leáll, így kiugrik a szinkronból.
Ez esetben gondolom a hibás tengely a többit is
leállítja és nem feszül be.
Ekkor jöhet a kézi tekerés a nullpontvfelvételre, akár a végállásba való ütköztetéssel:)
De ez a leállás már nem üzemszerű állapot tehát jól beállított gépnél nem fordul elő csak súlyos hibánál.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 július 27, 19:33
Írta: Farkas Ádám Dátum 2008 július 27, 19:33
Már két hete elküldtem a pénzt UHU-ULI nak az IC-k ért de semmi válasz. Milyen tapasztalatotok volt nektek?

szegény vezérlők nagyon várjál az IC-t
szegény vezérlők nagyon várjál az IC-t
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 27, 19:43
Írta: svejk Dátum 2008 július 27, 19:43
Helló csg67!
Felkérhetnélek többünk nevében hogy mondj véleményt az ebben és az encoder topicban felmerült mágneses encoderről?
Te találkoztál-e vele élőben illetve tudsz-e valamit az alkalmazhatóságáról.
A jelfeldolgozás a chip-en belül gondolom hasonló mint ba szinuszos jelek esetén.(DSP)
Ez ügyben szerintem a Te véleményed lehet a legmeghatározóbb.
(Lehet inkább az encoder topicba kellene válaszolnod, már ha elfogadod a felkérést.) Köszönöm!
Felkérhetnélek többünk nevében hogy mondj véleményt az ebben és az encoder topicban felmerült mágneses encoderről?
Te találkoztál-e vele élőben illetve tudsz-e valamit az alkalmazhatóságáról.
A jelfeldolgozás a chip-en belül gondolom hasonló mint ba szinuszos jelek esetén.(DSP)
Ez ügyben szerintem a Te véleményed lehet a legmeghatározóbb.
(Lehet inkább az encoder topicba kellene válaszolnod, már ha elfogadod a felkérést.) Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 27, 19:45
Írta: bmejdz9nu Dátum 2008 július 27, 19:45
szerintem - ha van is - bekapcsoláskor valami eltérés... és ha van is egyszerre "ugornak"...
Tehát tetélezzük fel, hogy lesz nem nagy jelentőségű de valamennyi hiba (eltérés) a két motor között (legyünk pesszimisták :) és ez többszöri ki és bekapacsoláskor összeadóthat...
Én úgy csinálom, hogy bekapcs után azonnal referenciát veszek a ref. kapcsolókkal... (utánna figyeli az asztal méretét és nem megy ki belőle) ez jó dolog és természetes.
Tehát egy valami "referncia szinkronizáló" kellene...
Azaz két pontosan beéllítot végállás kapcsoló... az első adná a szoftvernek a jelet a második pedíg saját magához állítaná azaz "steppelné" impulzusokkal pl. egy és kapun kersztül és még a dir jel-el sem kellene foglalkozni mert az írány adott azaz lemaradt a második motor... Nem tünik lehetetlennek és bonyolultnak a megoldás...:)
Tehát tetélezzük fel, hogy lesz nem nagy jelentőségű de valamennyi hiba (eltérés) a két motor között (legyünk pesszimisták :) és ez többszöri ki és bekapacsoláskor összeadóthat...
Én úgy csinálom, hogy bekapcs után azonnal referenciát veszek a ref. kapcsolókkal... (utánna figyeli az asztal méretét és nem megy ki belőle) ez jó dolog és természetes.
Tehát egy valami "referncia szinkronizáló" kellene...
Azaz két pontosan beéllítot végállás kapcsoló... az első adná a szoftvernek a jelet a második pedíg saját magához állítaná azaz "steppelné" impulzusokkal pl. egy és kapun kersztül és még a dir jel-el sem kellene foglalkozni mert az írány adott azaz lemaradt a második motor... Nem tünik lehetetlennek és bonyolultnak a megoldás...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 27, 19:50
Írta: bmejdz9nu Dátum 2008 július 27, 19:50
Na ezaz... a külföldi függőség a fekete doboztól:) Fújj - Fújj :)
ULI egyébként nyaral a Karib tengeren... nem olvastad a német fórumon? Szeptember-ig... :)
ULI egyébként nyaral a Karib tengeren... nem olvastad a német fórumon? Szeptember-ig... :)
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 július 27, 20:20
Írta: csg67 Dátum 2008 július 27, 20:20
Köszönöm a bizalmat, de nem foglalkoztam mágneses elvű jeladókkal. Csupán spekulálhatnék...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 július 28, 08:52
Írta: D.Laci Dátum 2008 július 28, 08:52
A bekapcsoláskor megugró moci problémáját úgy lehet kiküszöbölni, hogy a motor áramkőrt késleltetve kapcsolni (akár egy relé…). Így ha ugrani akart a vezérlő a moci nem tud, és legfeljebb hibára áll.
A leg tutibb az, ha a később van az áramkőrbe bekapcsolva majd automatice nyomna egy resetet. Ezt mind szoftveresen megcsinálni, bekapcsnál nem több mint 1mp alatt megcsinálná észrevétlen.
Szervó szinkronizálás: kel egy áramkőr ami sasolja a két moci encoderét, a bekalibrálásnál nullázni. Egy meghatározott eltérés felet hibára állítaná a vezérlőket. Természetesen ezt a kütyüt kellene, legelőszőr bekapcsolna és legutoljára kikapcsolni. De akár egy szervó szabályzót is fel lehetne használni az még menet közben esetleg, kompenzálná az eltérést. Az egyik moci encoderét bekötni a Step/Dir bemenetre, a másikat simán rendesen bekötni encodert motort, így szinkronban menne a két moci….
A leg tutibb az, ha a később van az áramkőrbe bekapcsolva majd automatice nyomna egy resetet. Ezt mind szoftveresen megcsinálni, bekapcsnál nem több mint 1mp alatt megcsinálná észrevétlen.
Szervó szinkronizálás: kel egy áramkőr ami sasolja a két moci encoderét, a bekalibrálásnál nullázni. Egy meghatározott eltérés felet hibára állítaná a vezérlőket. Természetesen ezt a kütyüt kellene, legelőszőr bekapcsolna és legutoljára kikapcsolni. De akár egy szervó szabályzót is fel lehetne használni az még menet közben esetleg, kompenzálná az eltérést. Az egyik moci encoderét bekötni a Step/Dir bemenetre, a másikat simán rendesen bekötni encodert motort, így szinkronban menne a két moci….
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 július 28, 12:27
Írta: Farkas Ádám Dátum 2008 július 28, 12:27
Megjött Uli a Karib tengerről

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 28, 14:34
Írta: bmejdz9nu Dátum 2008 július 28, 14:34
Azt nem írtam, hogy a "nagybani" vásárlókat a "titkársága" akkor is kiszolgálja...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 28, 15:18
Írta: 000000000 Dátum 2008 július 28, 15:18
Nem értem ezt a "megugró" problémát! miért kellene bekapcsoláskor megugrania?! A P2S-esk (és az új P2Q) sem ugrik meg soha bekapcsoláskor, de nem is lenne érthető a megugrás! Ha nincs mechanikai erő (pl. súlytartá) a tengelyen (forgató nyomaték) akkor nincs is rá válsz reakció! Úgy ahogyan Tibor45 írja, ha a vezérlő megugrik, ott a vezérlő rossz!
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 július 28, 15:31
Írta: D.Laci Dátum 2008 július 28, 15:31
Én csak a felvettet problémára próbáltam megoldást keresni!
Eszembe jutott még egy megoldás! Vásároljon mindenki Tibortól szabályzót! :)
Eszembe jutott még egy megoldás! Vásároljon mindenki Tibortól szabályzót! :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 28, 15:36
Írta: svejk Dátum 2008 július 28, 15:36
Az analóg vezérlőnél kicsit nehezebb kézben tartani a bekapcsolást, procisnál egyszerübb a helyzet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 28, 15:54
Írta: bmejdz9nu Dátum 2008 július 28, 15:54
Analóg vagy digitál... szerintem ez itt mindegy :)
Az is mindegy, hogy 1 vagy 10 az eltérés... ha van.. akkor van... korrigálni kell tudni.
==================================================
Senki nem tudja "egy életre" garantálni, hogy a két motor lépés pontosan "kell és fekszik"... (mindörökre)
... és akkor még ott vannak a lehetséges "mechanikai mozgások" kikapcsolt állapotban... Vagy?
==================================================
Vagy akkus és tölthető és örökre bekapcsolt PID áramkör kell? :) Lineáris abszolút encoderek? :)
Két ref kapcsoló...
Amelyikek közül hol egyik a ref. kapcsoló hol a másik - azaz a győztes amelyikhez előbb ér a szokásos a (szoftver:)
... és a második a "slave" ami korrigál... de nem tudom hogyan... :) vagy?
Az is mindegy, hogy 1 vagy 10 az eltérés... ha van.. akkor van... korrigálni kell tudni.
==================================================
Senki nem tudja "egy életre" garantálni, hogy a két motor lépés pontosan "kell és fekszik"... (mindörökre)
... és akkor még ott vannak a lehetséges "mechanikai mozgások" kikapcsolt állapotban... Vagy?
==================================================
Vagy akkus és tölthető és örökre bekapcsolt PID áramkör kell? :) Lineáris abszolút encoderek? :)
Két ref kapcsoló...
Amelyikek közül hol egyik a ref. kapcsoló hol a másik - azaz a győztes amelyikhez előbb ér a szokásos a (szoftver:)
... és a második a "slave" ami korrigál... de nem tudom hogyan... :) vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 28, 17:07
Írta: 000000000 Dátum 2008 július 28, 17:07
Értelek, tehát nem "tapasztalat"! [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 28, 17:08
Írta: 000000000 Dátum 2008 július 28, 17:08
Hajlamos vagyok Veled egyetérteni! Analóg...pattanás, felfutóél... konditöltődés...
Digitális = ekzakt, kezelt folyamat (reset).
Digitális = ekzakt, kezelt folyamat (reset).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 28, 17:12
Írta: 000000000 Dátum 2008 július 28, 17:12
De hogyan? Egy "differenciál számláló" kellene amibe befut mindkét encoder és kivonja egymásból az incrementeket, ebből tudná, hogy merre van az eltérés, de ki mondja meg, hogy melyik a rossz érték (és melyiket kell javítani)?! Ja, kell egy 3. encoder és szavaznak majd...[#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 28, 17:33
Írta: bmejdz9nu Dátum 2008 július 28, 17:33
Én valami "pofon egyszerűt" képzelnék el...
Kb...
két ref. kapcsoló páhuzamba (sorba) kötve...
1. elindul a mechanika.
2. Egyik ref kapcsoló zár. = Az győzött :) és az bontja a párhuazamos kapcsolását a két ref kapcsolónak.
3. lejátszódik a ref. folyamat (pontról a lehajtás - ref. kapcs. nyit) Ref. pont felvéve.
(ennek a folyamatnak minden mozzanatát lehet állítani a WinPC-NC-nél ... mennyivel menjen le a refről. és milyen gyorsan stb...)
... utánna a második ref. kapcsoló kellene aktiválni... azaz azzal is felvenni a ref.-et... (vagy különbséget számolni.)
De még azt is kibírná a machanika (átlós írányba), ha utánna a "második" ref. kapcsolóra (szoftveresen) ráéngedném a a ref. futást.
A Festo (reed mágneses) kapcsolóknak 1,6mm lett a mostani gépemnél a teljes "hiszterézise"... azaz 1,6mm-es féloldalas elmozdítást kibírna a mechanika...
(1 méteres távolság és nem tonnás gép:)
Persze nem tudom... :) ... Csak filózok a megoldáson...
Mert ha nem lesz megoldás akkor a duppla tengelyes gép "csak álom marad" szervóval... míg léptetővel milyen egyszerű... mert "tud lépést" veszteni :)
Kb...
két ref. kapcsoló páhuzamba (sorba) kötve...
1. elindul a mechanika.
2. Egyik ref kapcsoló zár. = Az győzött :) és az bontja a párhuazamos kapcsolását a két ref kapcsolónak.
3. lejátszódik a ref. folyamat (pontról a lehajtás - ref. kapcs. nyit) Ref. pont felvéve.
(ennek a folyamatnak minden mozzanatát lehet állítani a WinPC-NC-nél ... mennyivel menjen le a refről. és milyen gyorsan stb...)
... utánna a második ref. kapcsoló kellene aktiválni... azaz azzal is felvenni a ref.-et... (vagy különbséget számolni.)
De még azt is kibírná a machanika (átlós írányba), ha utánna a "második" ref. kapcsolóra (szoftveresen) ráéngedném a a ref. futást.
A Festo (reed mágneses) kapcsolóknak 1,6mm lett a mostani gépemnél a teljes "hiszterézise"... azaz 1,6mm-es féloldalas elmozdítást kibírna a mechanika...
(1 méteres távolság és nem tonnás gép:)
Persze nem tudom... :) ... Csak filózok a megoldáson...
Mert ha nem lesz megoldás akkor a duppla tengelyes gép "csak álom marad" szervóval... míg léptetővel milyen egyszerű... mert "tud lépést" veszteni :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 28, 17:53
Írta: svejk Dátum 2008 július 28, 17:53
szerintem azért aludj nyugodtan, mire készen lesz a mechanikád lesz rá megoldás ezer féle..
Egyébként Te már le is írtad egy fapados verzió megoldását az előbb, kicsit kicsinosítva működhet is.
Amikor eléri a referencia helyet megszakítod azon vezérlő step bemeneten az impulzusokat.
Csak egy ugyes logikai hálózat kell hozzá.
Egyébként Te már le is írtad egy fapados verzió megoldását az előbb, kicsit kicsinosítva működhet is.
Amikor eléri a referencia helyet megszakítod azon vezérlő step bemeneten az impulzusokat.
Csak egy ugyes logikai hálózat kell hozzá.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 28, 18:09
Írta: bmejdz9nu Dátum 2008 július 28, 18:09
Sőt kaptam egy mailt (egy más megközelítésű leírást)... a kettő együtt... már már... majdnem... :)
Remélem a "szerző" ide is beteszi... kértem.
Remélem a "szerző" ide is beteszi... kértem.
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2008 július 28, 18:24
Írta: yuagaci9g Dátum 2008 július 28, 18:24
Latod Peter, meg egy erv a Mach mellett
A ``Slave axis`` epp erre van kitalalva;
a ket motort pontosan egyutt jaratja.
Vegallas kereseskor mindketto kapcsolojat kulon figyeli es a kapcsoloig mozgatja.
Mar nem kell kitalalni, meg van oldva.[#nezze]
A ``Slave axis`` epp erre van kitalalva;
a ket motort pontosan egyutt jaratja.
Vegallas kereseskor mindketto kapcsolojat kulon figyeli es a kapcsoloig mozgatja.
Mar nem kell kitalalni, meg van oldva.[#nezze]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 28, 18:52
Írta: 000000000 Dátum 2008 július 28, 18:52
Lehet, hogy túlvan dramatizálva... a habvágósok szinte mind így használják a gépeiket és azok szinte mind léptecsek, ahol nincs is visszacsatolás és mégis mennek!
Egy vissza csatolt rendszerben a szétcsúszás veszélye elvben sokkal kisebb (és egy normális servo vezérlő bekapcsoláskor meg sem mozdítja a motort)! Úgy kell leparkolni, hogy mechanikailag egyik oldalt ütköztetni (refre futás) és rögzíteni a szánt kikapcsolás után (ne mozdulhasson el tápfesz nélkül)! Ha innét újra bekapcsolod, ugyan úgy kell mennie tovább (elvben)!
Egy vissza csatolt rendszerben a szétcsúszás veszélye elvben sokkal kisebb (és egy normális servo vezérlő bekapcsoláskor meg sem mozdítja a motort)! Úgy kell leparkolni, hogy mechanikailag egyik oldalt ütköztetni (refre futás) és rögzíteni a szánt kikapcsolás után (ne mozdulhasson el tápfesz nélkül)! Ha innét újra bekapcsolod, ugyan úgy kell mennie tovább (elvben)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 28, 18:53
Írta: 000000000 Dátum 2008 július 28, 18:53
Valóban a Mach ezt is tudja![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 28, 18:57
Írta: bmejdz9nu Dátum 2008 július 28, 18:57
Hogy nem megy el pl. 10 évig :)...csak egy abszolut encoderral lehetne garantálni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 28, 19:01
Írta: bmejdz9nu Dátum 2008 július 28, 19:01
Gondlom mert 6-tegelyes a vezérlő szoftver? ... és össze lehet "fogni" többet? és külön külön tudja a végállás kapcsolókat? Tengelyeket egyszerre mozgatni? Mert ha külön indítja el... az maga a végzet :)
Gyakorlatilag persze még ilyen megoldású gépet (a neten sem) Mach-al sem láttam...
De azért egy biztos, ... előbb lesz átlósan ékszíj, vagy léptetőmotor mint Mach :) :) :)
Gyakorlatilag persze még ilyen megoldású gépet (a neten sem) Mach-al sem láttam...
De azért egy biztos, ... előbb lesz átlósan ékszíj, vagy léptetőmotor mint Mach :) :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 28, 19:06
Írta: 000000000 Dátum 2008 július 28, 19:06
A Mach egyszerre indítja és addig keresi a végállást míg meg nem érinti (ha egyszerre sikerül neki, akkor egyszerre meg is áll, ha nem, akkor keresi az adott tengelyen tovább, kipróbáltam)!
Szerintem Te kullancs elleni oltás helyet, véletlenül Mach ellenit kaptál! Pereld be az orvosod...[#vigyor2]
Szerintem Te kullancs elleni oltás helyet, véletlenül Mach ellenit kaptál! Pereld be az orvosod...[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 28, 19:11
Írta: svejk Dátum 2008 július 28, 19:11
Ez sirály ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 28, 19:12
Írta: svejk Dátum 2008 július 28, 19:12
Igen, igen...
Az elvek...
De tudod az elvek azért vannak hogy feladjuk őket :)
Az elvek...
De tudod az elvek azért vannak hogy feladjuk őket :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 28, 19:16
Írta: 000000000 Dátum 2008 július 28, 19:16
Akkor mutatok 1-et, 2-őt, 3-mat...

Ez egy 6 motoros gép, de logikailag csak 2. Három db. P2ME vezérlo, minden Vezérlőn 2 motorral és ebből 2 vezérlő slave módba Mach3-al (a függőleges tengely).
És megy...
Ez egy 6 motoros gép, de logikailag csak 2. Három db. P2ME vezérlo, minden Vezérlőn 2 motorral és ebből 2 vezérlő slave módba Mach3-al (a függőleges tengely).
És megy...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 28, 19:16
Írta: svejk Dátum 2008 július 28, 19:16
Persze azért win-es szoft-ra bízni ilyen dolgot..?
De ha befeszül majd leáll túlárammal és akkor tényleg marad a kézi tekerés..
De ha befeszül majd leáll túlárammal és akkor tényleg marad a kézi tekerés..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 július 28, 19:18
Írta: 000000000 Dátum 2008 július 28, 19:18
És gondolj bele, egy léptetőnél ha kikapcsolod, elmegy a mikro-step! Ott még fontosabb a "szinkronba állíthatóság"!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 július 28, 19:19
Írta: svejk Dátum 2008 július 28, 19:19
Amíg ki nem hevered a mach elleni irtózatodat addig írjál csak németeknek hogy gyorsan oldják meg ők is ezt a problémát.
Neked biztos megcsinálják...:)
Neked biztos megcsinálják...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 28, 19:30
Írta: bmejdz9nu Dátum 2008 július 28, 19:30
Na meg Mach-ultátok magatokat :)
Már megint egyedül maradtam... :) Hardveres ötletetetek nincs? :)
Megyek a német fórumra körülnézni... végül is több mint 7000db WiNPc-NC Economy fut... és nem több nem kevesebb mert harverkulcsos...
A "fene" ebbe a WinPC-NC be ha nem lenne harverkulcsos már ti is szeretnétek :) vagy 4x-szer olcsóbb...(az a fránya USD/Euro arány :) [#rinya]
A WinPC "szerelem-em" egyszerű... mert egyszerű/nagyszerű a progi és jól passzol a Corelhez amit szintén jól ismerek...
Már megint egyedül maradtam... :) Hardveres ötletetetek nincs? :)
Megyek a német fórumra körülnézni... végül is több mint 7000db WiNPc-NC Economy fut... és nem több nem kevesebb mert harverkulcsos...
A "fene" ebbe a WinPC-NC be ha nem lenne harverkulcsos már ti is szeretnétek :) vagy 4x-szer olcsóbb...(az a fránya USD/Euro arány :) [#rinya]
A WinPC "szerelem-em" egyszerű... mert egyszerű/nagyszerű a progi és jól passzol a Corelhez amit szintén jól ismerek...
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 július 28, 19:49
Írta: csg67 Dátum 2008 július 28, 19:49
Üdv mindenkinek! Úgy érzem a gantry, illetve a master-slave fogalmakat nem ártana tisztázni, nehogy félreértés legyen a dologból később, ha valaki netán ilyet építene.
Az alábbi képen négy motor visz egyetlen asztalt.

A 1-3 és 2-4 tandemek nyomaték vezérelt master-slave kapcsolatban vannak (mondjuk azért alkalmazták így, mert nem volt elég erős egyetlen motor). Viszont a két tandem egy pozíció vezérelt gantry tengelyt alkot.
A nyomaték vezérlést az alábbi ábra szemlélteti:

Előszeretettel alkalmazzák fogasléc-fogaskerekes hajtásoknál, mivel így az elekronika veszi ki a holtjátékot (lásd az ábrán jelölve, hogy a fogasléc melyik oldalára "fekszik rá" az adott hajtás)
Az alábbi képen négy motor visz egyetlen asztalt.
A 1-3 és 2-4 tandemek nyomaték vezérelt master-slave kapcsolatban vannak (mondjuk azért alkalmazták így, mert nem volt elég erős egyetlen motor). Viszont a két tandem egy pozíció vezérelt gantry tengelyt alkot.
A nyomaték vezérlést az alábbi ábra szemlélteti:
Előszeretettel alkalmazzák fogasléc-fogaskerekes hajtásoknál, mivel így az elekronika veszi ki a holtjátékot (lásd az ábrán jelölve, hogy a fogasléc melyik oldalára "fekszik rá" az adott hajtás)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 július 28, 19:58
Írta: Szalai György Dátum 2008 július 28, 19:58
„De azért egy biztos, ... előbb lesz átlósan ékszíj, vagy léptetőmotor mint Mach :) :) :)”
Én ezt vettem a jobb és ball oldal szinkronban tartásához: Dyneema SK 75 w/AT system, borítás nélküli dyneeema kötél. Nagyon kis nyúlású, könnyű, extrém terhelést bíró, magas UV-állóságú kötél. Teljes terhelésen is egy százalék alatti a nyúlása. (Csak érdekesség képpen.)
Én ezt vettem a jobb és ball oldal szinkronban tartásához: Dyneema SK 75 w/AT system, borítás nélküli dyneeema kötél. Nagyon kis nyúlású, könnyű, extrém terhelést bíró, magas UV-állóságú kötél. Teljes terhelésen is egy százalék alatti a nyúlása. (Csak érdekesség képpen.)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 július 28, 20:08
Írta: fs9s63xkf Dátum 2008 július 28, 20:08
Gyakorlatilag én is azt javasoltam amit svejk mondott, két ref kapcsoló, amint az első motornál megnyomta a gombot, akkor attól el kell venni a step jelet. Amikor a másik motornál lévő kapcsolót is megnyomta akkor kell szólni a szoftvernek, hogy megnyomódott a kapcsoló és visszakapcsolni a step jelet az első motorhoz. Elég "furcsa" egy megoldás, de ha az embernek nincs más, csak a WinPC-NC akkor ilyen megoldásokra kényszerül :)
Mellesleg a cncGraF is tudja, amit a Mach :)
Mondjuk azért azt megnézem, amikor behangolod a Geckokat egyszerre ... Vagy nem Gecko lesz rajta?
Mellesleg a cncGraF is tudja, amit a Mach :)
Mondjuk azért azt megnézem, amikor behangolod a Geckokat egyszerre ... Vagy nem Gecko lesz rajta?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 28, 21:01
Írta: bmejdz9nu Dátum 2008 július 28, 21:01
Nem tudom mennyi a Mach kb. 170USD? A dollár meg a béka s..-ben... (150Ft sincs)
A WinPC-NC Economy 280 Euro... és nem másolható... tehát ez utóbbi miatt drága :) mert venni lehet csak... Hardverkulcs.
Ne is keresd a megoldást a neten... nincs...:)
A WinPC-NC Economy 280 Euro... és nem másolható... tehát ez utóbbi miatt drága :) mert venni lehet csak... Hardverkulcs.
Ne is keresd a megoldást a neten... nincs...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 július 28, 21:06
Írta: bmejdz9nu Dátum 2008 július 28, 21:06
Hát ez eddíg a legjobb ötlet :)
Mert a szerinted a Gecko-ban a potikat azonosra állítom akkor már a menet közbeni "szinkron linearításban" is lehetnek gondok?
Azaz valójában ez a két tengelyes megoldás külön külön motorral eleve hulla szervónál? Ez is elgondolkodtató... lehet, hogy igazad van...
Sőt... erre nem is gondoltam...
Mert a szerinted a Gecko-ban a potikat azonosra állítom akkor már a menet közbeni "szinkron linearításban" is lehetnek gondok?
Azaz valójában ez a két tengelyes megoldás külön külön motorral eleve hulla szervónál? Ez is elgondolkodtató... lehet, hogy igazad van...
Sőt... erre nem is gondoltam...
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 augusztus 01, 17:04
Írta: Farkas Ádám Dátum 2008 augusztus 01, 17:04
vettem Pétertől pár szervómotort + 500-as encodert
és készítettem UHU vezérlőt ami tökéletesen működik, de közben vettem még három motort beépített 2000-es encoderrel, és ha azt bekötöm, elkezd a motor cidrizni jó hangosan, és veszi az ampert. ez a jelenség 10-12V alatt nincs ott minden működik. A kábelek árnyékoltak, viszont az encoderben van egy komoly elektronika de a kimenetek szokványosak. A motor:http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&item=280248967314&ru=http%3A%2F%2Fsearch.ebay.de%3A80%2Fsearch%2Fsearch.dll%3Ffrom%3DR40%26_trksid%3Dm37%26satitle%3D280248967314%26category0%3D%26fvi%3D1 Túl sűrű az encoder, dobjam a kukába?
és készítettem UHU vezérlőt ami tökéletesen működik, de közben vettem még három motort beépített 2000-es encoderrel, és ha azt bekötöm, elkezd a motor cidrizni jó hangosan, és veszi az ampert. ez a jelenség 10-12V alatt nincs ott minden működik. A kábelek árnyékoltak, viszont az encoderben van egy komoly elektronika de a kimenetek szokványosak. A motor:http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&item=280248967314&ru=http%3A%2F%2Fsearch.ebay.de%3A80%2Fsearch%2Fsearch.dll%3Ffrom%3DR40%26_trksid%3Dm37%26satitle%3D280248967314%26category0%3D%26fvi%3D1 Túl sűrű az encoder, dobjam a kukába?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 01, 17:40
Írta: bmejdz9nu Dátum 2008 augusztus 01, 17:40
Hát a 2000-es encoder tud jópofa dolgokata csinálni...(ugyebár 8000 jel/fordulat - azaz nagyon sok.)
Az a baj, hogy nem ismerem az UHU belső lelkivilágát... azaz bent a fekete dobozt :)
De szerintem alapban 4X-es az encoder feldolgozása... és step jelet sokszorozza hozzá... legalábis mindkét fajta encoder illesztési megoldást nem tudja...
A motorok biztos jók... csak encodert kell rajta cserélni vagy 1X-es módban feldolgozni egy arra alkalmas vezérlővel :) (nem UHU)
Talán ezért adta el a német :) Ő sem bírt vele... meg talán túl olcsó is volt... gyanus :)
Licit sem volt ha jól látom...:) Európában (pl. Ebay.de) én még nem is vettem szervómotort... mert ha minden ok. és jó pl. UHU-hoz akkor azt egymás közt úgyis elpasszolják... (peters cnc fórum)
Az a baj, hogy nem ismerem az UHU belső lelkivilágát... azaz bent a fekete dobozt :)
De szerintem alapban 4X-es az encoder feldolgozása... és step jelet sokszorozza hozzá... legalábis mindkét fajta encoder illesztési megoldást nem tudja...
A motorok biztos jók... csak encodert kell rajta cserélni vagy 1X-es módban feldolgozni egy arra alkalmas vezérlővel :) (nem UHU)
Talán ezért adta el a német :) Ő sem bírt vele... meg talán túl olcsó is volt... gyanus :)
Licit sem volt ha jól látom...:) Európában (pl. Ebay.de) én még nem is vettem szervómotort... mert ha minden ok. és jó pl. UHU-hoz akkor azt egymás közt úgyis elpasszolják... (peters cnc fórum)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 01, 17:50
Írta: bmejdz9nu Dátum 2008 augusztus 01, 17:50
Ezeket nem veszed meg? 2.9Kg darabja! :) A kettő együtt 49 Euroó!!!
PayPal-t is elfogad... licitálni sem kell...:) Sőt!!! Elrontotta a szállítási árat MO-ra... csak 4 Euró!!!!
Megveszed... átnyomod gyarsan a pénzt... és küldeni kell !!! mert ha nem feljelented az Ebay-nál... :) de küldi... mert lassan 10 napja a kutyának sem kell :)
PayPal-t is elfogad... licitálni sem kell...:) Sőt!!! Elrontotta a szállítási árat MO-ra... csak 4 Euró!!!!
Megveszed... átnyomod gyarsan a pénzt... és küldeni kell !!! mert ha nem feljelented az Ebay-nál... :) de küldi... mert lassan 10 napja a kutyának sem kell :)
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 augusztus 01, 18:01
Írta: Farkas Ádám Dátum 2008 augusztus 01, 18:01
Fix áron voltak feltéve a motorok, és három ilyen csomagot is eladott, úgyhogy volt neki egy rakattal.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 augusztus 01, 18:05
Írta: Farkas Ádám Dátum 2008 augusztus 01, 18:05
Egyébként nem fekete doboz az UHU, a vezérlőt tulajdonságait egy terminál programmal lehet módosítani (szinte mindent) igen az encodert is 20 lépésben, jópofa... , és van analizátor is benne, mutatja a motor és az encoder közti kilengést, eltérés.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 01, 18:28
Írta: bmejdz9nu Dátum 2008 augusztus 01, 18:28
Azért egy Mach-al és UHU-val felszerelet hobbysta élete lehet a legszebb :) mindenhol 10 a nagyediken lehetőség... :)
Mindenhol mindent látni és állítani lehet...:) Analizátorok és szintzetizátorok... csak én egyedül nem vagyok itt zenész :)
De ha mindent tud UHU akkor nincs is probléma?
De ha mégsem... akkor hozd át és az X1-el úgy megpörgetem, hogy csak nézel :) és max. 10 perc alatt belövöm a vezérlőt hozzá:)
de azért a 2000cpr-es encoder az akkor is nagy... azaz a fordulat/LPT freki... nade Mach és kész :)
Ja és az 20... az nem az encoder... csak encoder látszat... de majd elmondom mi a különbség, hogy ha már "belekostóltál" a szervóba...
Mindenhol mindent látni és állítani lehet...:) Analizátorok és szintzetizátorok... csak én egyedül nem vagyok itt zenész :)
De ha mindent tud UHU akkor nincs is probléma?
De ha mégsem... akkor hozd át és az X1-el úgy megpörgetem, hogy csak nézel :) és max. 10 perc alatt belövöm a vezérlőt hozzá:)
de azért a 2000cpr-es encoder az akkor is nagy... azaz a fordulat/LPT freki... nade Mach és kész :)
Ja és az 20... az nem az encoder... csak encoder látszat... de majd elmondom mi a különbség, hogy ha már "belekostóltál" a szervóba...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 01, 21:10
Írta: HJózsi Dátum 2008 augusztus 01, 21:10
1630 rpm ... :(
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 01, 21:18
Írta: HJózsi Dátum 2008 augusztus 01, 21:18
M:3
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 augusztus 01, 22:35
Írta: 2vkx6unz Dátum 2008 augusztus 01, 22:35
Nekem 1000 cpr-es és UHU vezérlővel nincs semmi gondom. Csak akkor kezd le oszcillálni ha nagyon kihegyezem, de a jelenleg használt tápegységen nem felel meg szervotápnak. Ádám az UHU leírásában szereplő lejárást alkalmazod a szervo beállítákor? Az UHU alapból 1x módban megy. Ha bekapcsolod a 4x módot (M:3) akkor emeld meg a hibatárolót is. Ha már behangoltad akkor csökkentheted.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 01, 22:43
Írta: bmejdz9nu Dátum 2008 augusztus 01, 22:43
Szerintem egy 2000cpr-es encoder nagy (nekünk :)... azaz jobb ebben az esetben "1X-es módban" feldolgozni az encoder jelét... és akkor már nem olyan nagy (felesleges) frekivel kell(ene) az elektronikának (processzornak) foglalkoznia, feldolgozni...
(Persze ilyenkor az LS7184 IC-re gondolok... ami pont erre jó...)
(Persze ilyenkor az LS7184 IC-re gondolok... ami pont erre jó...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 01, 22:44
Írta: bmejdz9nu Dátum 2008 augusztus 01, 22:44
2000cpr-es encoderes motort már próbáltál?
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 augusztus 01, 22:51
Írta: Farkas Ádám Dátum 2008 augusztus 01, 22:51
Ok megpróbálom
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 augusztus 01, 22:52
Írta: Farkas Ádám Dátum 2008 augusztus 01, 22:52
Nem még alapból megy 1x-es holnap megcsinálom. Kössz!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 02, 09:07
Írta: 000000000 Dátum 2008 augusztus 02, 09:07
Szia Péáter!
Csak ne emlegetnéd ezt az IC-t állandóan,
hiszen segítségével a már eleve sok 2000
impulzusból csinálsz 4X-ben 8000-et.
Hát ez aztán a nagy segítség!:)))
És remélem ez a példa is végre rávilágít, hogy
ez nem osztó IC!!!!! Ha az lenne akkor lenne
segítség sok embernek, aki innen-onnan
nagy nagyfelbontású encoderes motorhoz jutott.
Persze van igazi osztás megoldás is, csak azt
össze kell drótozni különböző IC-kből.
Csak ne emlegetnéd ezt az IC-t állandóan,
hiszen segítségével a már eleve sok 2000
impulzusból csinálsz 4X-ben 8000-et.
Hát ez aztán a nagy segítség!:)))
És remélem ez a példa is végre rávilágít, hogy
ez nem osztó IC!!!!! Ha az lenne akkor lenne
segítség sok embernek, aki innen-onnan
nagy nagyfelbontású encoderes motorhoz jutott.
Persze van igazi osztás megoldás is, csak azt
össze kell drótozni különböző IC-kből.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 02, 09:28
Írta: bmejdz9nu Dátum 2008 augusztus 02, 09:28
Jaj már megint... :)
Megbeszéltük, hogy az osztás szót nem használjuk... helyette az 1X-es, 2X-es, 4X-es encoder feldolgozást.
Az LS7184-es IC adatlapja ::: aztán mindenki gondol amire akar erről az encoder jelfogadó IC-ről...:)
"Klaszikus osztást" persze nem tud, azaz hogy bemegy az encoder A+B jele és "leosztva" kijön a kimeneten mint A+B...
Ez csak lehetővé teszi a különböző encoder jel foldolgozási módokat... (kimenet = step és dir)
Tehát onmagában ezt az IC-t nem lehet "osztóként eléje tenni" egy akármilyen vezérlőnek... de ezt nem is írtam!
Az X1-es vezérlőt 2000cpr-es encoderrel szerelt motorral 350KHz-ig teszteletem... 350Khz-nél sem az LS7184-es IC adta a véget hanem az optocsatoló...
Ezért írtam... UHU nem szereti a nagy belső frekit... a nagy felbontású encoderrel ugyanannak a PIC-nek kell dolgoznia... tehát...
UHU-t ki kell próbálni (pl. egy jelgenárorral) meddig megy!!! ... 4X vagy 1X módban is! Lesz e különbség? Valós az encoder feldolgozási válsztási lehetőség?
Ha igen akkor 1X-es módban négyszeres frekivel is jól kell működnie...
Tegye meg valaki! Dokumentálja egy videóval! Én megtettem X1-el...:) (itt ebben a topikban megtalálható a teszt)
Megbeszéltük, hogy az osztás szót nem használjuk... helyette az 1X-es, 2X-es, 4X-es encoder feldolgozást.
Az LS7184-es IC adatlapja ::: aztán mindenki gondol amire akar erről az encoder jelfogadó IC-ről...:)
"Klaszikus osztást" persze nem tud, azaz hogy bemegy az encoder A+B jele és "leosztva" kijön a kimeneten mint A+B...
Ez csak lehetővé teszi a különböző encoder jel foldolgozási módokat... (kimenet = step és dir)
Tehát onmagában ezt az IC-t nem lehet "osztóként eléje tenni" egy akármilyen vezérlőnek... de ezt nem is írtam!
Az X1-es vezérlőt 2000cpr-es encoderrel szerelt motorral 350KHz-ig teszteletem... 350Khz-nél sem az LS7184-es IC adta a véget hanem az optocsatoló...
Ezért írtam... UHU nem szereti a nagy belső frekit... a nagy felbontású encoderrel ugyanannak a PIC-nek kell dolgoznia... tehát...
UHU-t ki kell próbálni (pl. egy jelgenárorral) meddig megy!!! ... 4X vagy 1X módban is! Lesz e különbség? Valós az encoder feldolgozási válsztási lehetőség?
Ha igen akkor 1X-es módban négyszeres frekivel is jól kell működnie...
Tegye meg valaki! Dokumentálja egy videóval! Én megtettem X1-el...:) (itt ebben a topikban megtalálható a teszt)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 02, 09:39
Írta: bmejdz9nu Dátum 2008 augusztus 02, 09:39
Pontosan... Ha valaki "belefut" egy nagy felbontású encoderrel szerelt motorba = LS7184 IC megoldja a problémát...
Pont ezért van! ... és azért, hogy 500-2000cpr-es tartományban azonos jeleket adjon a PID szabályzónak a változtatható jelfeldolgozási képessége miatt!!!
Pl.
500 cpr-es encoder 4X-es módban = 2000imp a PID-nek
1000cpr-es encoder 2X-es módban = 2000imp a PID-nek
2000cpr-es encoder 1X módban = 2000imp a PID-nek
(a 2000-es érték a motor tengely egy fordulatára egy jó gyakorlati érték... azaz 2000 valós fizikai felbontás a tengelyen...)
Ugye milyen könnyű dolga van a vezérlőnek... mindíg hasonló jelekekkel kell dolgoznia...szinte magától beáll és alíg kell állítani :)... De te ezt ugyis érted... :)
Pont ezért van! ... és azért, hogy 500-2000cpr-es tartományban azonos jeleket adjon a PID szabályzónak a változtatható jelfeldolgozási képessége miatt!!!
Pl.
500 cpr-es encoder 4X-es módban = 2000imp a PID-nek
1000cpr-es encoder 2X-es módban = 2000imp a PID-nek
2000cpr-es encoder 1X módban = 2000imp a PID-nek
(a 2000-es érték a motor tengely egy fordulatára egy jó gyakorlati érték... azaz 2000 valós fizikai felbontás a tengelyen...)
Ugye milyen könnyű dolga van a vezérlőnek... mindíg hasonló jelekekkel kell dolgoznia...szinte magától beáll és alíg kell állítani :)... De te ezt ugyis érted... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 02, 09:48
Írta: HJózsi Dátum 2008 augusztus 02, 09:48
Még nem jött velem szembe ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 02, 10:06
Írta: 000000000 Dátum 2008 augusztus 02, 10:06
Az a gond, hogy Előtted kb. 10 éve én már ismertem, használtam
ezt az IC-t, így annyira csak értem a
lelkivilágát, meg hogy mire való, mint Te.
Egyébként meg használd nyugodtan, csak ha
tudnád ettől már mennyivel jobb is van, akkor
lennél szomorú.
Te eleve a direkthajtás "csapdájában vergődsz"
már kezdettől fogva, így a felbontás és szervo
beállítási tapasztalaid is sajnos ezen szűk és
adott esetben hibás kindulási helyzetből
alakultak ki. Ideje lenne utána nézned,
mit is jelent egy áttétel, persze így kezdheted
elölről a géped építését is.:)) Ezt pedig
miután belöltél már pár millát, gondolom nem
teszed meg.:)
ezt az IC-t, így annyira csak értem a
lelkivilágát, meg hogy mire való, mint Te.
Egyébként meg használd nyugodtan, csak ha
tudnád ettől már mennyivel jobb is van, akkor
lennél szomorú.
Te eleve a direkthajtás "csapdájában vergődsz"
már kezdettől fogva, így a felbontás és szervo
beállítási tapasztalaid is sajnos ezen szűk és
adott esetben hibás kindulási helyzetből
alakultak ki. Ideje lenne utána nézned,
mit is jelent egy áttétel, persze így kezdheted
elölről a géped építését is.:)) Ezt pedig
miután belöltél már pár millát, gondolom nem
teszed meg.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 02, 10:07
Írta: HJózsi Dátum 2008 augusztus 02, 10:07
Csak akkor oldja meg, ha maga építi a vezérlőjét ... LS7184 IC nem encoder A és B jelet ad ki, a szervo kontrollerek pedig azt várnak. Az IC "step/dir" jelet ad ki és ha jól emlékszem így akartál manual MPG-t csinálni, hogy kézzel adjál step/dir jelet a vezérlőnek ...[#heureka]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 02, 10:07
Írta: 000000000 Dátum 2008 augusztus 02, 10:07
Hamarosan egy olyan Servo Vezérlő lesz elérhető, aminél abszolút nem lesz gond az encoder kezelés (2×, 4× módok) és Step "szorzó" 1..10-ig (vagy bármeddig) és mind ezt a Step oldalon 1MHz, Encoder oldalon több mint 6MHz-es sávszélességben (ja és szimetrikus/asszimetrikus módokkal, autó selektel)!
A földbe akarom döngölni az UHU-t (is)!!![#crazya][#circling]
A földbe akarom döngölni az UHU-t (is)!!![#crazya][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 02, 10:11
Írta: bmejdz9nu Dátum 2008 augusztus 02, 10:11
Nekem van 4db vadi új 2000cpr-es CMC és 4db vadi új 2000cpr-es külső házas csapágyozott encoderem...
De a "jótékony" hatása már 1000cpr-nél is jól- jön...(2X mód)
De! van még egy jó benne... nem is tudom, hogy fogalmazzam... :) Na mindegy próbálom... :)
Ha pl. van egy pl. 500cpr-es encoder - ami pl. úgy jó ahogy van 4X-es módban, direkthajtásnál...
De pl. csinálsz egy 1/4-es bordásszíj áttételt... akkor átállítod 1X módra... és meghajtott orsón marad a felbontás...azaz a felbontás négyszereződik...
ami feleslegesen sok... ... talán érthető... :)
De a "jótékony" hatása már 1000cpr-nél is jól- jön...(2X mód)
De! van még egy jó benne... nem is tudom, hogy fogalmazzam... :) Na mindegy próbálom... :)
Ha pl. van egy pl. 500cpr-es encoder - ami pl. úgy jó ahogy van 4X-es módban, direkthajtásnál...
De pl. csinálsz egy 1/4-es bordásszíj áttételt... akkor átállítod 1X módra... és meghajtott orsón marad a felbontás...azaz a felbontás négyszereződik...
ami feleslegesen sok... ... talán érthető... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 02, 10:12
Írta: HJózsi Dátum 2008 augusztus 02, 10:12
Nem mondod!? [#wow2] ideje már, hogy a sok hungarikum közül valamelyik átvegye a vezetést world-wide ... [#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 02, 10:15
Írta: bmejdz9nu Dátum 2008 augusztus 02, 10:15
2005 Juliusban jelent meg az IC... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 02, 10:23
Írta: bmejdz9nu Dátum 2008 augusztus 02, 10:23
Pontosan... ahogy írod...
Akkoriban az MPG tekerő körül mindenki "félrebeszélt" azaz senki nem írta le, hogyan kell bekötni. Ezért (is) rendeltem ezeket az IC-ket az USA-ból...
Persze (sajnos) az MPG tekerőhöz nem jók... Mert! azokban egy speciális encoder van... azaz nyugalmi helyzetben A és B is GND-n van.
... de ezt még majd folytatjuk... :) Azóta szereztem már "sima" (HEDS) 100cpr-es encodereket is...
Akkoriban az MPG tekerő körül mindenki "félrebeszélt" azaz senki nem írta le, hogyan kell bekötni. Ezért (is) rendeltem ezeket az IC-ket az USA-ból...
Persze (sajnos) az MPG tekerőhöz nem jók... Mert! azokban egy speciális encoder van... azaz nyugalmi helyzetben A és B is GND-n van.
... de ezt még majd folytatjuk... :) Azóta szereztem már "sima" (HEDS) 100cpr-es encodereket is...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 02, 10:25
Írta: HJózsi Dátum 2008 augusztus 02, 10:25
Ez világos, de meglévő vezérlőhöz ami A-, B-t vár nem ez a megoldás ... [#confused] vagy nem önmagában, tehát ahogy Tibor45 mondta még egy kupac ic kell köré oszt' lehet kapuzgatni...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 02, 10:26
Írta: svejk Dátum 2008 augusztus 02, 10:26
Ígéretes...
Egyéb paraméterek?
Én el tudnék képzelni egy végfok nélküli verziót, vagy legalább is modulként cserélgethetőt. Olyan sokféle villamos adatú motor forog közkézen/polcokon.
Optoval leválasztva tönkretehetetlen lenne.
Csak a jelfeldolgozás és szabályozás mondjuk PWM kimenettel.
Egyéb paraméterek?
Én el tudnék képzelni egy végfok nélküli verziót, vagy legalább is modulként cserélgethetőt. Olyan sokféle villamos adatú motor forog közkézen/polcokon.
Optoval leválasztva tönkretehetetlen lenne.
Csak a jelfeldolgozás és szabályozás mondjuk PWM kimenettel.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 02, 10:26
Írta: 000000000 Dátum 2008 augusztus 02, 10:26
Aha, és az LS cég is 2005-ben kezdte el a
működését?:)
működését?:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 02, 10:33
Írta: bmejdz9nu Dátum 2008 augusztus 02, 10:33
Na ezt már szeretjük! :) A "kemény" és elszánt hozzáállást! Hajrá!!! Várjuk!
Minden vezérlő sántit egy kicsit...
vagy nem tud különböző encoder feldolgozásokat, vagy nem bírja a frekit, vagy nem tud step jelet szorozni, vagy kevés feszre jó, vagy kevés áramra,
... vagy hogy túl drága :)
Ezt mind meg kellene oldani egy vezérlőben...
Az encoder "szimmetrikus fogadót" talán külön modulként (extraként) kellene, mert viszonylag kevés van ilyen és csak nagy távolságokra vezetésnél van rá szükség - szerintem.
Sőt lehetne külön egy encoder szimmetrizáló áramkört is... talán ... szerintem....
Minden vezérlő sántit egy kicsit...
vagy nem tud különböző encoder feldolgozásokat, vagy nem bírja a frekit, vagy nem tud step jelet szorozni, vagy kevés feszre jó, vagy kevés áramra,
... vagy hogy túl drága :)
Ezt mind meg kellene oldani egy vezérlőben...
Az encoder "szimmetrikus fogadót" talán külön modulként (extraként) kellene, mert viszonylag kevés van ilyen és csak nagy távolságokra vezetésnél van rá szükség - szerintem.
Sőt lehetne külön egy encoder szimmetrizáló áramkört is... talán ... szerintem....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 02, 10:36
Írta: bmejdz9nu Dátum 2008 augusztus 02, 10:36
Nem. Az LS7184-es IC gyártását kezdte 2005. júliusban az LSI Computer system Inc. (USA)
Ezt írtad: "Az a gond, hogy Előtted kb. 10 éve én már ismertem, használtam ezt az IC-t"
Ezt írtad: "Az a gond, hogy Előtted kb. 10 éve én már ismertem, használtam ezt az IC-t"
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 02, 10:41
Írta: 000000000 Dátum 2008 augusztus 02, 10:41
Péter! Ennek az IC-nek számos más előd típusa
is létezett, ami alapvetően ugyanezt tudta.
Majd a talira viszek Neked egy 10 évvel ezelőtti
típust.:)
is létezett, ami alapvetően ugyanezt tudta.
Majd a talira viszek Neked egy 10 évvel ezelőtti
típust.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 02, 10:50
Írta: bmejdz9nu Dátum 2008 augusztus 02, 10:50
Biztos :) Az inkrementális encoder végül nem mai találmány.
De én legalább leírom, hogy milyen IC-t használok a vezérlőben...
Te pedíg nem mered leírni milyet használsz a tiedben...
Ez fer? :)
Ezáltal engem lehet "molesztálni", amit persze szívessen felvállalok...
Ha elárulnád a (10 éves fejlesztésű) encoder feldolgozó IC-d típusát amit használsz... talán mindenkinek jobb lenne...
De én legalább leírom, hogy milyen IC-t használok a vezérlőben...
Te pedíg nem mered leírni milyet használsz a tiedben...
Ez fer? :)
Ezáltal engem lehet "molesztálni", amit persze szívessen felvállalok...
Ha elárulnád a (10 éves fejlesztésű) encoder feldolgozó IC-d típusát amit használsz... talán mindenkinek jobb lenne...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 02, 11:32
Írta: 000000000 Dátum 2008 augusztus 02, 11:32
Bocs, de egy évtizednyi fejlesztési, kínlódási
munkáról a Te kedvedért részleteiben nem
nyilatkozom, örülj inkább annak, hogy
a Te szervóddal a saját értékítéledeted alapján
meg vagy elégedve. Ja azt azért még old meg
rajta, hogy be-kikapcsoláskor ne mozduljon meg
a motor tengely.
munkáról a Te kedvedért részleteiben nem
nyilatkozom, örülj inkább annak, hogy
a Te szervóddal a saját értékítéledeted alapján
meg vagy elégedve. Ja azt azért még old meg
rajta, hogy be-kikapcsoláskor ne mozduljon meg
a motor tengely.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 02, 12:05
Írta: bmejdz9nu Dátum 2008 augusztus 02, 12:05
[#ijedt] Nem is tudtam, hogy (titkos) IC-ket fejlesztessz? a CIA-nak? Ugyebár nem a kapcsolást kérdeztem... csak az encoder fogadó IC-t...
Ez olyan mint a zsákbamacska... (kivétel neked :)
Honnét tudsz ilyen régi IC-ket még beszerezni? Bespájzoltál belőle? Gondolom még anno drágák voltak...
Naja ilyen az elektronikai ipar... egyre csak esnek az árak... olcsóbban jobbat lehet kapni...
Nem írtam, hogy megrándul a tengely... csak a mechanikai elmozdulás eshetőségéről... persze azt is teljesen más témában... de már megszoktam, hogy ilyenkor "előveszel egy védőpajzsot" elterelési hadműveletnek... :)
Talán ha (teljesen) kész lesz a szervóvezérlőm közzé kellene tennem a kapcsolást akkor mindenki értené az egész (egybeni) működését, mivel semmilyen "programozott" egység nincs benne...(?) Te meg kritizálhatnád :) persze egyoldalúan... Lenne kedved hozzá?
Ez olyan mint a zsákbamacska... (kivétel neked :)
Honnét tudsz ilyen régi IC-ket még beszerezni? Bespájzoltál belőle? Gondolom még anno drágák voltak...
Naja ilyen az elektronikai ipar... egyre csak esnek az árak... olcsóbban jobbat lehet kapni...
Nem írtam, hogy megrándul a tengely... csak a mechanikai elmozdulás eshetőségéről... persze azt is teljesen más témában... de már megszoktam, hogy ilyenkor "előveszel egy védőpajzsot" elterelési hadműveletnek... :)
Talán ha (teljesen) kész lesz a szervóvezérlőm közzé kellene tennem a kapcsolást akkor mindenki értené az egész (egybeni) működését, mivel semmilyen "programozott" egység nincs benne...(?) Te meg kritizálhatnád :) persze egyoldalúan... Lenne kedved hozzá?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 02, 12:52
Írta: 000000000 Dátum 2008 augusztus 02, 12:52
Hmm... ezen még gondolkozok... megoldható.... csak jól meg kell adni a csatolás specifikációit!
A Vezérlő (Profi2 Quantum) specifikációit már közöltem (a csúcsáram kivételével) a Dinamikus Hírekben (vagy 1 hete)...
A Vezérlő (Profi2 Quantum) specifikációit már közöltem (a csúcsáram kivételével) a Dinamikus Hírekben (vagy 1 hete)...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 02, 12:55
Írta: 000000000 Dátum 2008 augusztus 02, 12:55
Hát igen, ezt nehéz...
Valóban mindennek van korlátja, de tökéletes vezérlő csak álmokban létezik (ez sem tud 3GHz-es encoder fogani 5 Tera vonalla[#vigyor5])!
A szimmetrikus és asszimetrikus fogadás hiánya is egy ilyen "sántitás" lenne (ha nem neked, másnak)!
Valóban mindennek van korlátja, de tökéletes vezérlő csak álmokban létezik (ez sem tud 3GHz-es encoder fogani 5 Tera vonalla[#vigyor5])!
A szimmetrikus és asszimetrikus fogadás hiánya is egy ilyen "sántitás" lenne (ha nem neked, másnak)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 02, 13:01
Írta: bmejdz9nu Dátum 2008 augusztus 02, 13:01
Hát igen, nem kicsi a feladat... de azért törekedni kell a "lehetetlen" felé... :)
... meg amit még nem írtam... egyszerű beállíthatóság "egy földi halandónak" ...:)
Elég szégyenletes részemről... de nem találom azokat a dinamikus hireket és a specifikácókat...
... meg amit még nem írtam... egyszerű beállíthatóság "egy földi halandónak" ...:)
Elég szégyenletes részemről... de nem találom azokat a dinamikus hireket és a specifikácókat...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 02, 16:25
Írta: 000000000 Dátum 2008 augusztus 02, 16:25
"Elég szégyenletes részemről... de nem találom azokat a dinamikus hireket és a specifikácókat... "
Jobbra fent "Dinamiku Site Hírek...", de már hiába keresed, a rendszer a híreket 7 nap multán törli...
Jobbra fent "Dinamiku Site Hírek...", de már hiába keresed, a rendszer a híreket 7 nap multán törli...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 02, 19:21
Írta: svejk Dátum 2008 augusztus 02, 19:21
"elég szégyenletes"
Én is szégyenlem de én speciel csak a fórumot olvasom..:( Rákattintok az ikonra és egyből a fórum jön be)
Ezeket a fontos híreket légyszi rakd be valemelyik odaillő topic-ba is!
Én is szégyenlem de én speciel csak a fórumot olvasom..:( Rákattintok az ikonra és egyből a fórum jön be)
Ezeket a fontos híreket légyszi rakd be valemelyik odaillő topic-ba is!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 08:14
Írta: 000000000 Dátum 2008 augusztus 03, 08:14
Ok, akkor a végleges specifikáció (Firmware V1.0):
Profi2 Quantum

- Step/Dir bemenetű, DC Servo Vezérlő,
- erőátvitel: 90V, 26A csúcsáram és 400W folyamatos teljesítmény,
- Encoder: szimetrikus/asszimetrikus, autómatikus váltással,
- Encoder kezelés: 2×, 4× -es módok,
- Step szorzó: 1 - 50 lineáris interpolációval,
- teljes PID szabályzás, trimmeres álíthatósággal,
- túláram védelem: 0.1A - 26A trimmeres állítással,
- motor túlterhelés védelem: 1s - 7s prtogramozhatóan,
- Vezérlő túlterhelés védelem: 60°C (lekérdezhető hőfokkal),
- Programozható Integrálásái frekvencia (130uS - 650 uS),
- soros (Hyperterminálon keresztüli), finomhangolás (regiszterek kezelése),
- Online hibaszint monitor (Hyperterminálon keresztül), csúcsindikátorral,
- E-Stop bemenet,
- Fault kimenet,
- állítható Soft Error Limit tároló (1 - 200 Step),
- állítható Hard Error limit tároló (1 - 30000 Step),
- sávszélességek:
Encoder: 6MHz,
Step: 1 MHz,
- LED-es kijelzés és terminálos állapot lekérdezés,
- telepített masszív hűtőborda,
- 120MHz, 30MIPS servo DSP,
- ...
Hirtelen ennyi...
Profi2 Quantum
- Step/Dir bemenetű, DC Servo Vezérlő,
- erőátvitel: 90V, 26A csúcsáram és 400W folyamatos teljesítmény,
- Encoder: szimetrikus/asszimetrikus, autómatikus váltással,
- Encoder kezelés: 2×, 4× -es módok,
- Step szorzó: 1 - 50 lineáris interpolációval,
- teljes PID szabályzás, trimmeres álíthatósággal,
- túláram védelem: 0.1A - 26A trimmeres állítással,
- motor túlterhelés védelem: 1s - 7s prtogramozhatóan,
- Vezérlő túlterhelés védelem: 60°C (lekérdezhető hőfokkal),
- Programozható Integrálásái frekvencia (130uS - 650 uS),
- soros (Hyperterminálon keresztüli), finomhangolás (regiszterek kezelése),
- Online hibaszint monitor (Hyperterminálon keresztül), csúcsindikátorral,
- E-Stop bemenet,
- Fault kimenet,
- állítható Soft Error Limit tároló (1 - 200 Step),
- állítható Hard Error limit tároló (1 - 30000 Step),
- sávszélességek:
Encoder: 6MHz,
Step: 1 MHz,
- LED-es kijelzés és terminálos állapot lekérdezés,
- telepített masszív hűtőborda,
- 120MHz, 30MIPS servo DSP,
- ...
Hirtelen ennyi...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 08:36
Írta: bmejdz9nu Dátum 2008 augusztus 03, 08:36
Hűha ez aztán nem tünik rosznak...
Lenne egy két kérdésem...:)
1. 90V és 26A és 400W tehát vagy vagy? azaz vagy 90V és 4,5A vagy 26A és 15V a max? Disszipációs a határ (400W)?
2. Encoder szimetrikus/asszimetrikus, autómatikus váltással: Ha nem köti be az ember a másik "fázist" = automata? vagy hogyan?
3. 1X encoder mód nem lesz? Mi az oka?
4. Egy potival (egy sönttel) 0.1től 26A-ig át lehet fogni a tartományt? Vagy az új fejlesztésű hall érzékelős(?) sönt lesz benne?
5. Motor túlterhelés: lekérdezhető... de le is tilt ha kell gondolom.
6. A soros port elkerülhető USB átalakítóval?
7. mekkora lesz kb. a panel mérete? Hány tápfesz kell neki?
Állítható tároló = maga a tökély!!!
A mellékelt szoftver...
Mert ugyebár ilyet csak te tudsz csinálni itt a fórumon... nem teszed alkalmassá, hogy (korlátozottan) más vezérlőkhöz is használható legyen?
Azaz Pl. egy UHU-t is lehessen (csak) mérni/látni vele...
Könnyen összehasonlíthatóak lennének az eredmények...(még akkor is jó lene ha a beüzemelt Profi2 Quantum mellett tudná ezt)
Lenne egy két kérdésem...:)
1. 90V és 26A és 400W tehát vagy vagy? azaz vagy 90V és 4,5A vagy 26A és 15V a max? Disszipációs a határ (400W)?
2. Encoder szimetrikus/asszimetrikus, autómatikus váltással: Ha nem köti be az ember a másik "fázist" = automata? vagy hogyan?
3. 1X encoder mód nem lesz? Mi az oka?
4. Egy potival (egy sönttel) 0.1től 26A-ig át lehet fogni a tartományt? Vagy az új fejlesztésű hall érzékelős(?) sönt lesz benne?
5. Motor túlterhelés: lekérdezhető... de le is tilt ha kell gondolom.
6. A soros port elkerülhető USB átalakítóval?
7. mekkora lesz kb. a panel mérete? Hány tápfesz kell neki?
Állítható tároló = maga a tökély!!!
A mellékelt szoftver...
Mert ugyebár ilyet csak te tudsz csinálni itt a fórumon... nem teszed alkalmassá, hogy (korlátozottan) más vezérlőkhöz is használható legyen?
Azaz Pl. egy UHU-t is lehessen (csak) mérni/látni vele...
Könnyen összehasonlíthatóak lennének az eredmények...(még akkor is jó lene ha a beüzemelt Profi2 Quantum mellett tudná ezt)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 09:00
Írta: 000000000 Dátum 2008 augusztus 03, 09:00
1 - pontosan! A motor csúcsárama főleg gyorsítás és lassításkor kell, folyamatos mozgásban jóval kisebb az áramfelvétele. Ha 90V-nál is menne a 26A, az ugye 2340W lenne! Hát ehhez már egy kicsit nagyobb sinrendszer és hűtés (na meg FET) kellene)...
2 - úgy, ahogyan írod! Ha csak az A+ és B+ -okat kötöd be, azt felismerve asszimetrikus módba működik!
3 - a nagysebességű Encoder kezelést a DSP proci végzi közvetlenül és ő ezt a módot (1×) nem ismeri. Szerintem a pergésmentes kezelés miatt nem tudja, de ez simán konpenzálható a Step szorzóval!
4 - egy komparátorral ezt kényelmesen meg lehet oldani és olcsóbb! Többet is tudna, de a rendszer biztonságos működtetéséhez limitálni kell.
5 - természetesen és ez is állítható!
6 - természetesen, ez is cél volt!
Az volt a törekvésem, hogy szabványos ASCII kommunikáció legyen, szabványos RS232C protokollal, így OP-rendszertől függetlenül is feldolgozható (pl. Linux, DOS, Windows, stb.)!
Ezért NEM kellett semmilyen PC-s szoftvert írnom (a Windows saját Hyperterminálját kell használni)! De mást is használhatsz.... nem érdekes... és megy az online hibaszint monitorozás, ráadásol csúcs indikátorral, ami 3s-ig kimereviti a +- -os csúcsokat, rendkívűl jól használható!!!
2 - úgy, ahogyan írod! Ha csak az A+ és B+ -okat kötöd be, azt felismerve asszimetrikus módba működik!
3 - a nagysebességű Encoder kezelést a DSP proci végzi közvetlenül és ő ezt a módot (1×) nem ismeri. Szerintem a pergésmentes kezelés miatt nem tudja, de ez simán konpenzálható a Step szorzóval!
4 - egy komparátorral ezt kényelmesen meg lehet oldani és olcsóbb! Többet is tudna, de a rendszer biztonságos működtetéséhez limitálni kell.
5 - természetesen és ez is állítható!
6 - természetesen, ez is cél volt!
Az volt a törekvésem, hogy szabványos ASCII kommunikáció legyen, szabványos RS232C protokollal, így OP-rendszertől függetlenül is feldolgozható (pl. Linux, DOS, Windows, stb.)!
Ezért NEM kellett semmilyen PC-s szoftvert írnom (a Windows saját Hyperterminálját kell használni)! De mást is használhatsz.... nem érdekes... és megy az online hibaszint monitorozás, ráadásol csúcs indikátorral, ami 3s-ig kimereviti a +- -os csúcsokat, rendkívűl jól használható!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 09:17
Írta: bmejdz9nu Dátum 2008 augusztus 03, 09:17
Hát valóban az 1X mód nem olyan lényeges... ha ugyebár az elektronika bírja a "sürű" jeleket azaz a frekit... ami itt, ahogy írod egy mesekönyvbe illő szám... amit talán ki sem lehet használni, nekünk hobbystáknak.
De...itt felmerült még egy kérdés...
Megadsz sok-sok Mhz-et... A step jelre 1Mhz-et...
Ehhez már igencsak jó optocsatoló kell a bemeneten ami nem is olcsó és ami szépen, biztosan átviszi a step jeleket... (10Mbit kategóriás opto - gondolom)
... és ugyebár (finoman szólva :) nem is mindenkinek kell majd a max. 1Mhz...
Cserélhettő lesz az optó? (olcsóbb/drágább varáns?)
De...itt felmerült még egy kérdés...
Megadsz sok-sok Mhz-et... A step jelre 1Mhz-et...
Ehhez már igencsak jó optocsatoló kell a bemeneten ami nem is olcsó és ami szépen, biztosan átviszi a step jeleket... (10Mbit kategóriás opto - gondolom)
... és ugyebár (finoman szólva :) nem is mindenkinek kell majd a max. 1Mhz...
Cserélhettő lesz az optó? (olcsóbb/drágább varáns?)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 09:40
Írta: 000000000 Dátum 2008 augusztus 03, 09:40
Nincs benne opto. Ha valakinek kell opto leválasztás, azt előtte oldja meg és onnantól az lesz a szűk keresztmetszet. Még "sima" vezetéken sem egyszerű MHz-eket utazgatni! A bemeneti sávszélesség a csatlakozótól a DSP-ig áll fen.
A P2B kártyán épp ezért sincs opto a Step/Dir oldalon (nincs is sávsebesség gondom)!
Nem kötelező P2B kártyát használni, ha valaki épít nagysebességű optósat, az is jó (de szerintem felesleges)...
A P2B kártyán épp ezért sincs opto a Step/Dir oldalon (nincs is sávsebesség gondom)!
Nem kötelező P2B kártyát használni, ha valaki épít nagysebességű optósat, az is jó (de szerintem felesleges)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 10:30
Írta: bmejdz9nu Dátum 2008 augusztus 03, 10:30
Hát...nem tudom... én majd mindenben látok optócsatolót a bemeneteken. (Step és Dir-en)
Gecko, UHU, stb. stb.... léptető vezérlőknél is... hoszan sorolhatnám... Sőt nem is nagyon láttam olyat amibe nem volt... Miért teszik bele "azok" ?
Gecko, UHU, stb. stb.... léptető vezérlőknél is... hoszan sorolhatnám... Sőt nem is nagyon láttam olyat amibe nem volt... Miért teszik bele "azok" ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 10:40
Írta: 000000000 Dátum 2008 augusztus 03, 10:40
Ez egy olyan "babona", amit széthintenek a gyártók (egy elkezte és utána "muszály" volt mindenkinek)! A legtöbb esetben nincs rá szükség, ráadásul nem feltétlenül a tengelyvezérlőben "kötelező" elhelyezni!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 10:45
Írta: 000000000 Dátum 2008 augusztus 03, 10:45
Egyébként egy pofon egyszerű adapterrel rádugható a csatira opto (akinek kell)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 11:31
Írta: bmejdz9nu Dátum 2008 augusztus 03, 11:31
Külön lesz egy (opcionális) optoleválsztó panel? azaz kialakítottad előre a helyét? Vagy "csinád magad" alapon ha valaki úy érzi, hogy kell(ene)?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 11:46
Írta: svejk Dátum 2008 augusztus 03, 11:46
Úgy látom érdemes volt fél év hallgatásba burkolóznod :)
Gyakorlatilag össze bírtad gyűjteni a többi közkézen levő vezérlők hibáit és a készülékedben kijavítani.
A specifikáció első ránézésre elég szép, most már csak a puding próbája jön...
Árkalkuláció?
Gyakorlatilag össze bírtad gyűjteni a többi közkézen levő vezérlők hibáit és a készülékedben kijavítani.
A specifikáció első ránézésre elég szép, most már csak a puding próbája jön...
Árkalkuláció?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 11:51
Írta: svejk Dátum 2008 augusztus 03, 11:51
Ezt a sebességet egy szép huszárvágással megoldottad :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 12:27
Írta: bmejdz9nu Dátum 2008 augusztus 03, 12:27
Ezeket a MHz-eket egy WinPC-Nc-t használó már-már személyeskedésnek is veheti...[#vigyor3][#vigyor3][#vigyor3] Na megyek megnézek egy tudományos-fantasztikus filmet :)
Előre látom a jövőt...Mach a szuper kártyával... nyomatja a Mhz-eket és megnő a kereslet a 2000cpr-es (és feletti) encoderekre...
Előre látom a jövőt...Mach a szuper kártyával... nyomatja a Mhz-eket és megnő a kereslet a 2000cpr-es (és feletti) encoderekre...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 12:30
Írta: 000000000 Dátum 2008 augusztus 03, 12:30
Ha igénylik, készítek egy picur adapter nyák-ot amit a meglévő csatira kell rádugni és lesz rajta opto (+R) és 1 hüvely + jel csati.
filléres dolog...
filléres dolog...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 12:31
Írta: 000000000 Dátum 2008 augusztus 03, 12:31
Most várom az első soroaztú full nyákokat és szedem össze az alkatrészeket. Utána ha már mind a kezembe van, tudok összeadni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 12:33
Írta: 000000000 Dátum 2008 augusztus 03, 12:33
Hát jó eredményt csak profi, erre tervezett cuccokkal lehet elérni (a dsp direkt szervora van tervezve és eszméletlen gyors)! Csak meg kellett tanulnom hozzá C-ben programozni (is)...[#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 12:35
Írta: 000000000 Dátum 2008 augusztus 03, 12:35
A Step "szorzás" miatt az Encoder oldalon szükség van a tartalékokra...
Sokat tanultam a P2S-ből...
Sokat tanultam a P2S-ből...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 13:15
Írta: svejk Dátum 2008 augusztus 03, 13:15
Miért?
Éppen az 50-szeres szorzó miatt jó akár ahhoz a "vacak" WinPCNC-hez is :)
Éppen az 50-szeres szorzó miatt jó akár ahhoz a "vacak" WinPCNC-hez is :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 13:18
Írta: svejk Dátum 2008 augusztus 03, 13:18
A huszárvágást az optocsatolás elhagyására gondoltam..
Biztos emlékszel rá, már az első szervodnál értetlenkedtem hogy miért nem a cél PIC-ekkel csináltad.
Biztos emlékszel rá, már az első szervodnál értetlenkedtem hogy miért nem a cél PIC-ekkel csináltad.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 13:18
Írta: bmejdz9nu Dátum 2008 augusztus 03, 13:18
Nem fogják igényelni...:)
Mert nem tudják azonosítani a hiányából (estlegesen) keletkező problémát.
Azaz ha "hurok" alakul ki és nem fogják (maguktól) azt mondani: igen kérek egy optopanelt...
Igazad van abban, hogy az estek többségében (talán) nem kell... de mivel "filléres"... kevesebb "rizikó"... kevesebb megmagyarázhatatlan probléma... azaz kevesebb support probléma neked... = ingyen van.
Mert nem tudják azonosítani a hiányából (estlegesen) keletkező problémát.
Azaz ha "hurok" alakul ki és nem fogják (maguktól) azt mondani: igen kérek egy optopanelt...
Igazad van abban, hogy az estek többségében (talán) nem kell... de mivel "filléres"... kevesebb "rizikó"... kevesebb megmagyarázhatatlan probléma... azaz kevesebb support probléma neked... = ingyen van.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 13:20
Írta: bmejdz9nu Dátum 2008 augusztus 03, 13:20
Szorzás: Jó... persze tudom... :) Nagyon jó!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 13:22
Írta: 000000000 Dátum 2008 augusztus 03, 13:22
A panel filléres, az opto (nagysebességű) ,már nem, és az "olcsóbb" opto, meg visszafogja az egészet!
Ráadásul a jelenlegi P2B-hez sem illeszkedik (nincs értelme)!
Sajnos az árak erősen nyomottak és erre is gondolnom kell...
Ráadásul a jelenlegi P2B-hez sem illeszkedik (nincs értelme)!
Sajnos az árak erősen nyomottak és erre is gondolnom kell...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 13:23
Írta: svejk Dátum 2008 augusztus 03, 13:23
Szerintem opto nélkül kevesebb a megmagyarázhatatlan probléma..
Ninc szintillesztési probléma, lebegő bemenet..
Csak baj esetén a visszahatásokkal lehet gond, de ma már egy használt alaplap (lásd adok-veszek :)) olcsóbb mint két jó minőségű opto.
A külön LPT portról nem is beszélve.
A tendencia az a gépépítők körében ahogy én látom hogy a gépet teljesen beépítik a CNC-be, és másra nem használják.
Ninc szintillesztési probléma, lebegő bemenet..
Csak baj esetén a visszahatásokkal lehet gond, de ma már egy használt alaplap (lásd adok-veszek :)) olcsóbb mint két jó minőségű opto.
A külön LPT portról nem is beszélve.
A tendencia az a gépépítők körében ahogy én látom hogy a gépet teljesen beépítik a CNC-be, és másra nem használják.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 13:26
Írta: 000000000 Dátum 2008 augusztus 03, 13:26
Természetesen itt sem direktbe megy a Step/Dir jel a vezérlőbe! Van védelem még olyan is, hogyha a tápvezetéket rádugnák a Signal bemenetre (azt is kibírja)!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 13:28
Írta: svejk Dátum 2008 augusztus 03, 13:28
Szerintem mindenféleképpen gondold át az UHU üzleti mintáját.
Szerintem van itt sok ember aki az elektronikát szórakozásból maga szertené elkészíteni. (persze Te ismered jobban a visszajelzéseket)
Szerintem van itt sok ember aki az elektronikát szórakozásból maga szertené elkészíteni. (persze Te ismered jobban a visszajelzéseket)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 13:32
Írta: 000000000 Dátum 2008 augusztus 03, 13:32
Ezen még gondolkozok...lehet..
Csak az a problémám, hogy (szerintem) igen részletes idődiagrammot, vagy mintakapcsolásokat kellene ahhoz megadnom, hogy gond nélkül illeszteni lehessen hozzá "külső" egségeket. Igen komoly doksit kell ahhoz készíteni, hogy megerőltető support nélkül el lehessen adni ilyet! De lehet, hogy túldimenzionálom...[#nemtudom]
Csak az a problémám, hogy (szerintem) igen részletes idődiagrammot, vagy mintakapcsolásokat kellene ahhoz megadnom, hogy gond nélkül illeszteni lehessen hozzá "külső" egségeket. Igen komoly doksit kell ahhoz készíteni, hogy megerőltető support nélkül el lehessen adni ilyet! De lehet, hogy túldimenzionálom...[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 13:35
Írta: 000000000 Dátum 2008 augusztus 03, 13:35
De úgy tudom UHU-bácsi ezzel nem foglakozik...mármint a support-tal...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 13:38
Írta: svejk Dátum 2008 augusztus 03, 13:38
Ha jól meg van írva a vezérlő nincs túlbonyolítva a kezelés nem is kell support, majd az emberek egymást segítik....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 13:40
Írta: 000000000 Dátum 2008 augusztus 03, 13:40
Lehet, hogy megpróbálom...
Előszőr legyen kihozva a komplett Vezérlő, aztán lehet "ragozni"![#vigyor3]
Előszőr legyen kihozva a komplett Vezérlő, aztán lehet "ragozni"![#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 13:40
Írta: svejk Dátum 2008 augusztus 03, 13:40
Igen mondjuk ezt még csak Te tudod hogy működik..:)
Csinálj valami egyszerű blokvázlatot a periféria illesztéséről kedvcsinálónak.
Persze egy alapkapcsolás nem árt, azt az UHU-s is adott a kezdetekkor.
Csinálj valami egyszerű blokvázlatot a periféria illesztéséről kedvcsinálónak.
Persze egy alapkapcsolás nem árt, azt az UHU-s is adott a kezdetekkor.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 13:43
Írta: 000000000 Dátum 2008 augusztus 03, 13:43
[#eljen]
Végül is miért ne?...
Végül is miért ne?...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 13:43
Írta: svejk Dátum 2008 augusztus 03, 13:43
Örülök hogy rugalmasan látod a kérdést, és hogy egyáltalán folytatod a vezérlők fejlesztését.
Az utólsó időben már azt hittem átpártolsz teljesen a modellezéshez :)
Az utólsó időben már azt hittem átpártolsz teljesen a modellezéshez :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 13:44
Írta: 000000000 Dátum 2008 augusztus 03, 13:44
Néha kell kikapcsolódás is![#papakacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 13:49
Írta: bmejdz9nu Dátum 2008 augusztus 03, 13:49
Akkor ez lesz PID Controller IC is külön (is)??? Igencsak úgy látom az írásaidból... [#vigyor]
1. #5435: "A földbe akarom döngölni az UHU-t (is)!!!"
2. #5479: "De úgy tudom UHU-bácsi ezzel nem foglakozik...mármint a support-tal... "
Azaz úgy látom tetszik neked "ULI bácsi" ületi modellje.
Ő maga írta mennyi chip-et adott el... én már kiszámoltam a profitot...:) Már összejött egy új "Mercedesre való"... :)
... és mindezt úgy, hogy "pákát" sem fogott a kezébe... A "support" is a német fórumon csak hobby neki... olvastam az írásait...
1. #5435: "A földbe akarom döngölni az UHU-t (is)!!!"
2. #5479: "De úgy tudom UHU-bácsi ezzel nem foglakozik...mármint a support-tal... "
Azaz úgy látom tetszik neked "ULI bácsi" ületi modellje.
Ő maga írta mennyi chip-et adott el... én már kiszámoltam a profitot...:) Már összejött egy új "Mercedesre való"... :)
... és mindezt úgy, hogy "pákát" sem fogott a kezébe... A "support" is a német fórumon csak hobby neki... olvastam az írásait...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 13:50
Írta: 000000000 Dátum 2008 augusztus 03, 13:50
Viszont nagyon kellene egy jó Dump áramkör! Lehet, hogy az lesz a következő...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 13:51
Írta: 000000000 Dátum 2008 augusztus 03, 13:51
Most hajlok errefele...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 13:52
Írta: bmejdz9nu Dátum 2008 augusztus 03, 13:52
Sok-sok kondi nem jó(jobb)?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 13:54
Írta: bmejdz9nu Dátum 2008 augusztus 03, 13:54
Ne csak a "kis hazánkban" gondolkodj...
Ha kell "Ebay eladási segédlet" szóljál... ne feledd... ott a monitorodon az egész világpiac !!! ... és működik...
Ha kell "Ebay eladási segédlet" szóljál... ne feledd... ott a monitorodon az egész világpiac !!! ... és működik...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 13:55
Írta: 000000000 Dátum 2008 augusztus 03, 13:55
Hogy méretezed (1 kondi= 1kg fékezéséhez, 1s-ig)?[#buck]
Jobb lenne nem elfüstölni, de valahogyan kézben kell tartani a rendszert! Még nem tudom, nem volt időm foglakozni a probléma megoldásával, de már szükségessé vált, ilyen teljesítmények használatánál!
Jobb lenne nem elfüstölni, de valahogyan kézben kell tartani a rendszert! Még nem tudom, nem volt időm foglakozni a probléma megoldásával, de már szükségessé vált, ilyen teljesítmények használatánál!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 13:56
Írta: 000000000 Dátum 2008 augusztus 03, 13:56
Olvasol a gondolataimban?...[#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 13:58
Írta: bmejdz9nu Dátum 2008 augusztus 03, 13:58
Nem tudom milyen Fet-ek lesznek benne, de 90V-ról még mehet felfelé gond nélkül is... vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:01
Írta: 000000000 Dátum 2008 augusztus 03, 14:01
100V-os. A 90V határadat, nem kéne kockáztatni...
De olyan Dump kell, ami "programozható" bármilyen tápfeszre (a töbség nem 90V-ot fog használni)!
Lehet, hogy valami olyasmi kéne, hogy egy rakat kondi és ha a fesz még ez után is emelkedne egy beállított szint felé, akor bekapcs "villanytűzhely"... csak agymenés...
De olyan Dump kell, ami "programozható" bármilyen tápfeszre (a töbség nem 90V-ot fog használni)!
Lehet, hogy valami olyasmi kéne, hogy egy rakat kondi és ha a fesz még ez után is emelkedne egy beállított szint felé, akor bekapcs "villanytűzhely"... csak agymenés...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:01
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:01
Persze... :) szoktam...:)
Egyszerű a képlet:
pl. 100 vezérlőt "átvergődtetni" drága csomagban a világon X pénzért... vagy 1000 IC-t küldeni X/4 pénzért egy olcsó ajánlott levélben...
Itt meg a teszteléshez minden adott... gondolom ezt is érted... = több haszon és nyugis élet... [#smile]
Egyszerű a képlet:
pl. 100 vezérlőt "átvergődtetni" drága csomagban a világon X pénzért... vagy 1000 IC-t küldeni X/4 pénzért egy olcsó ajánlott levélben...
Itt meg a teszteléshez minden adott... gondolom ezt is érted... = több haszon és nyugis élet... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:08
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:08
Nálam a sok kondi bejött...
(persze a kapcsoló üzemű táp továbbra is a kedvenc - 85V-ig -... de ahhoz is jó...)
Vettem is 100-at (5600uF/100V), de mások nem így látják... ezért aztán csak 20-at adtam el... :)
Fet... Úgy kell csinálni a paneltervet mint a német változatú UHU nyák... jó bele az IRF540 és az IRFP260-is! kicsit több furat :)... Kinek, hogyan, mihez...
(persze a kapcsoló üzemű táp továbbra is a kedvenc - 85V-ig -... de ahhoz is jó...)
Vettem is 100-at (5600uF/100V), de mások nem így látják... ezért aztán csak 20-at adtam el... :)
Fet... Úgy kell csinálni a paneltervet mint a német változatú UHU nyák... jó bele az IRF540 és az IRFP260-is! kicsit több furat :)... Kinek, hogyan, mihez...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:08
Írta: 000000000 Dátum 2008 augusztus 03, 14:08
Vagy akkut tölteni...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 14:08
Írta: svejk Dátum 2008 augusztus 03, 14:08
Nem vészes, nézz meg egy frekiváltót és az a megoldás tökéletes.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:11
Írta: 000000000 Dátum 2008 augusztus 03, 14:11
Nekem lesz egy jó Vezérlőm, fix paraméterekkel, a különlévő DSP-vel meg mindenki olyan nyáktervet készít amilyet csak akar (és tud megfelelő zavarvédelemmel)...[#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:12
Írta: 000000000 Dátum 2008 augusztus 03, 14:12
Jó ötlet! Van esetleg rajz a neten ilyesmiről?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 14:12
Írta: svejk Dátum 2008 augusztus 03, 14:12
Ezt már többször felvetettem, sőt le is copyright-oztam :):)
Gyors feszültség korlát akkor is kell, de a nagy dolog az akkusban az hogy nem kell batár táp. A hirtelen gyorsításokkor a több tíz ampert tudja az akkuból venni.
Innen már csak egy jó akku managment kell, de Te olyat már úgy is csináltál...
Gyors feszültség korlát akkor is kell, de a nagy dolog az akkusban az hogy nem kell batár táp. A hirtelen gyorsításokkor a több tíz ampert tudja az akkuból venni.
Innen már csak egy jó akku managment kell, de Te olyat már úgy is csináltál...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 14:15
Írta: svejk Dátum 2008 augusztus 03, 14:15
Bizony egy jó végfok elkészítése sem piskóta, különös tekintettel a nyáktopológiára több tiz amper és volt felett.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:15
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:15
Dump áramkör:
Egyébként a Geckoban is "csak" IRF540 van... és nem megy el 85V-ról nálam 400W-os motorokal, pedíg nincs kegyelem nekik :)
Nincs is teleírva a cnczone az ebből fakadó "gondokkal" ...
Egyébként a Geckoban is "csak" IRF540 van... és nem megy el 85V-ról nálam 400W-os motorokal, pedíg nincs kegyelem nekik :)
Nincs is teleírva a cnczone az ebből fakadó "gondokkal" ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 14:15
Írta: svejk Dátum 2008 augusztus 03, 14:15
Tanulmányozd a frekiváltók tömbvázlatát, általában a gépkönyvek tartalmazzák
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:16
Írta: 000000000 Dátum 2008 augusztus 03, 14:16
Juj de bonyolódik a dolog! Azt hittem egyszerübb...[#vigyor2]
Bocsi, a license díjjért majd üzenj![#vigyor3]
Az akkuval csak az a baj, hogy idővel tuti, hogy kinyiffan és a nagyobb feszhez soros cellák kellenek (akku telep, helyigény, és kezelése)! Egyébként az ötlet tényleg jó lenne (bár nem épp hobby cnc már az eredmény)!
Bocsi, a license díjjért majd üzenj![#vigyor3]
Az akkuval csak az a baj, hogy idővel tuti, hogy kinyiffan és a nagyobb feszhez soros cellák kellenek (akku telep, helyigény, és kezelése)! Egyébként az ötlet tényleg jó lenne (bár nem épp hobby cnc már az eredmény)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:17
Írta: 000000000 Dátum 2008 augusztus 03, 14:17
Hát ez-az! A fejlesztési idő 80%-át ez vitte el!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:18
Írta: 000000000 Dátum 2008 augusztus 03, 14:18
Na jó...csak legyen 50%...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:19
Írta: 000000000 Dátum 2008 augusztus 03, 14:19
Sajnos nincs frekiváltó gépkönyvem (sem)! Le lehet tölteni ilyesmit (persze amiből érdemes mazsolázgatni)?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:20
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:20
Ez az akku... persze jó... de nem "szalonképes" megoldás... Persze egy zsák kondi se... [#smile]
Látom előre az user manual-ban: vegyél 7-8db 12V-os olcsó akkut a Tescoban... majd... :)
Látom előre az user manual-ban: vegyél 7-8db 12V-os olcsó akkut a Tescoban... majd... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:21
Írta: 000000000 Dátum 2008 augusztus 03, 14:21
A kapcs. üzemű tápod biztos leszaqbályoz gyorsan... lehet, hogy ez a megoldás?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:21
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:21
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:23
Írta: 000000000 Dátum 2008 augusztus 03, 14:23
Köszi! Át kell néznem őket...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:25
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:25
Nem tudom... lehet... de gyorsítanak és lassítanak a motorok rendesen... és még nem volt Fet csere :)
400W-os, 1,6Nm alapnyomatékú (12Nm csúcs) 85V-os SanyoDenki 2400rpm-re és vissza 40ms alatt mechanikával...
A forgórésze a motornak kb. 2 kiló... a motor 4Kg... 16-os tengely...
400W-os, 1,6Nm alapnyomatékú (12Nm csúcs) 85V-os SanyoDenki 2400rpm-re és vissza 40ms alatt mechanikával...
A forgórésze a motornak kb. 2 kiló... a motor 4Kg... 16-os tengely...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 14:25
Írta: svejk Dátum 2008 augusztus 03, 14:25
Ha lesz komplett gépem tuti megcsinálom..
persze ezt nem leht sorozatba gyártani csak mint lehetőséget felvetni.
Ha a töltés rendben egy zselés akkupakk élete 3-5 év .
Mondjuk 6 db 12V/Ah az 80-85 V ára kb.
15 ezer Ft, és kivehetsz belőle csúcsban 40-50 Ampert símán.
persze ezt nem leht sorozatba gyártani csak mint lehetőséget felvetni.
Ha a töltés rendben egy zselés akkupakk élete 3-5 év .
Mondjuk 6 db 12V/Ah az 80-85 V ára kb.
15 ezer Ft, és kivehetsz belőle csúcsban 40-50 Ampert símán.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:27
Írta: 000000000 Dátum 2008 augusztus 03, 14:27
Lehet, hogy csak nagyobb tömegek fékezésénél jönne elő a gond (a kapcs üzemű táp sem tartalmaz fékellenállást)! A probléma adott, nem én találom ki (még nekem sincs gondom, de már felkészülök rá)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:27
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:27
Mennyi lehet ez kondi kapacitásban mérve? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:28
Írta: 000000000 Dátum 2008 augusztus 03, 14:28
És milyen jó szűrőkondi!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:28
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:28
Valami bika próbapad van már?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 14:29
Írta: svejk Dátum 2008 augusztus 03, 14:29
mindegyik elérhető a net-ről, de az alpja mindnek ugyan az.
a DC sín feszt figyeli és egy határ fölött egy méretezett nagyteljesítményű ellenállást kapcsolgat rá egy igbt(fet)-el pwm üzemben.
a DC sín feszt figyeli és egy határ fölött egy méretezett nagyteljesítményű ellenállást kapcsolgat rá egy igbt(fet)-el pwm üzemben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:30
Írta: 000000000 Dátum 2008 augusztus 03, 14:30
Erre gyanítottam én is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 14:31
Írta: 000000000 Dátum 2008 augusztus 03, 14:31
Sajnos nincs rá pénzem... de majd egyszer!
Talán P2Q-val fizetek majd érte...[#smile]
Talán P2Q-val fizetek majd érte...[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:31
Írta: bmejdz9nu Dátum 2008 augusztus 03, 14:31
Ha kell ez... ez így a legkorektebb megoldás...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 14:31
Írta: svejk Dátum 2008 augusztus 03, 14:31
Egy-két low-esr kondi mindenféleképpen kell, de valóban egy jó állapotban levő akksi nyeli rendesen az áramot
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 14:33
Írta: svejk Dátum 2008 augusztus 03, 14:33
Töredelmesen bevallom ehhez nekem elő kellene venni egy két könyvet hogy kiszámoljam ..:(
Illetve azért egyik a másikat nem helyettesíti teljesen.
Illetve azért egyik a másikat nem helyettesíti teljesen.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 14:37
Írta: svejk Dátum 2008 augusztus 03, 14:37
Hídvezérléstől függően léphet fel a probléma.
Alapvetően akkor van a legnagyobb gond ha valami miatt lezárva kerülnek a fet-ek a motor meg ment előtte ezerrel.
Alapvetően akkor van a legnagyobb gond ha valami miatt lezárva kerülnek a fet-ek a motor meg ment előtte ezerrel.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 19:46
Írta: 000000000 Dátum 2008 augusztus 03, 19:46
Az integrált diódák mindenféleképp kinyitnak, ha a motor kapocsfeszültsége meghaladja a tápét. Kivéve persze a motorfékes üzemet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 20:17
Írta: 000000000 Dátum 2008 augusztus 03, 20:17
A 7.-re nem adtam választ (bocsi)!:
A Vezérlő 150×110×45 mm (hűtőbordával együt).
2 tápfesz kell neki:
Digitális résznek: 11-24V DC, max. 200mA
Motornak: 0-90V, max. 26A.
A Vezérlő 150×110×45 mm (hűtőbordával együt).
2 tápfesz kell neki:
Digitális résznek: 11-24V DC, max. 200mA
Motornak: 0-90V, max. 26A.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 20:43
Írta: bmejdz9nu Dátum 2008 augusztus 03, 20:43
Nem lenne jobb ha csak egy tápfesz kellene neki...? Egyszerűbb a felhasználónak...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 20:48
Írta: 000000000 Dátum 2008 augusztus 03, 20:48
Neki igen, csak nekem nem... a 7805 nem bírja 90V-ig...sajnos!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 20:53
Írta: 000000000 Dátum 2008 augusztus 03, 20:53
Meg az az igazság, hogy olyan csúnya tüskék szaladgálnak a motortápon, hogy azt inkább nem vezetném a digitális rész tápjához!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 03, 20:59
Írta: bmejdz9nu Dátum 2008 augusztus 03, 20:59
A 7805 persze nem bírja.... de van hasonló ami bírja (vagy "előejtő" tranyó :)... Mert érkékeny a zavarokra, szűréssel is ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 21:01
Írta: 000000000 Dátum 2008 augusztus 03, 21:01
Ezt a részt már nem volt kedvem ragozni! A tüskék akkor sem tetszenének ott...
Nyugodtabban alszok így!
Nyugodtabban alszok így!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 21:09
Írta: svejk Dátum 2008 augusztus 03, 21:09
Ez az és ekkor emelkedik a tápfesz..
Aztán eléri a fet-re megadott max. feszt.
Annak idején még léptetőknél észrevettem hogy az IRFZ sorozat jobban tűr, valószínű a parazita diódából direkt zener-szerűt csináltak és az disszipál.
Persze az sem egészséges...
Annak idején futottam egy kört az IRF elnevezésein de senki nem tudta mit jelent az IRFZ tipus.. Valószínű ilyesmit
ugye az IRL a logic level
az IRFP a power..
Aztán eléri a fet-re megadott max. feszt.
Annak idején még léptetőknél észrevettem hogy az IRFZ sorozat jobban tűr, valószínű a parazita diódából direkt zener-szerűt csináltak és az disszipál.
Persze az sem egészséges...
Annak idején futottam egy kört az IRF elnevezésein de senki nem tudta mit jelent az IRFZ tipus.. Valószínű ilyesmit
ugye az IRL a logic level
az IRFP a power..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 21:11
Írta: svejk Dátum 2008 augusztus 03, 21:11
Én már úgy szeretném ragozni.:)
mikorra várható?
mikorra várható?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 21:12
Írta: 000000000 Dátum 2008 augusztus 03, 21:12
Látod, ezt én sem tudom! De amint írod... elgondolkodtató![#eljen][#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 21:13
Írta: 000000000 Dátum 2008 augusztus 03, 21:13
Érdekel a dolog?! Kapsz egy "tisztelet példányt"!!![#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 21:17
Írta: svejk Dátum 2008 augusztus 03, 21:17
Ugye van IRLZ is
Van IRC és IRCZ is(áramfigyelő kimenettel)
régebben volt IRD is..
Ez a dióda a gyártástechnológiából adódik, és eleinte csak gondot okozott a gyártóknak aztán később rájöttek hogy ez pont jó hogy van az esetek többségében és megpróbálták "hízlalni" javítani a tulajdonságain
Van IRC és IRCZ is(áramfigyelő kimenettel)
régebben volt IRD is..
Ez a dióda a gyártástechnológiából adódik, és eleinte csak gondot okozott a gyártóknak aztán később rájöttek hogy ez pont jó hogy van az esetek többségében és megpróbálták "hízlalni" javítani a tulajdonságain
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 03, 21:23
Írta: 000000000 Dátum 2008 augusztus 03, 21:23
Elképzelhetó, hogy ezek a betük valamilyen "tulajdonságokat" jelölnek, mint a Logic Level Gate "L".
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 03, 21:26
Írta: svejk Dátum 2008 augusztus 03, 21:26
Hogyne érdekelne, de nem nagyon van időm..
Rajzold meg a tömbvázlatot a proci bekötéséről..
Annak idején egy uhu procit is sokáig őrizgettem de nem vitt rá a lélek hogy beüzemeljem, pedig az is többet tud gondolom mint amit én elkészítettem.
Ez meg azért csak MAGYAR nem holmi labanc:)
Rajzold meg a tömbvázlatot a proci bekötéséről..
Annak idején egy uhu procit is sokáig őrizgettem de nem vitt rá a lélek hogy beüzemeljem, pedig az is többet tud gondolom mint amit én elkészítettem.
Ez meg azért csak MAGYAR nem holmi labanc:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 04, 14:28
Írta: 000000000 Dátum 2008 augusztus 04, 14:28
OK!
Idővel minden lesz (csak hát az idő...)!
Idővel minden lesz (csak hát az idő...)!
Cím: Re:DC szervó motoros vezérlés
Írta: cppf5hee Dátum 2008 augusztus 05, 14:19
Írta: cppf5hee Dátum 2008 augusztus 05, 14:19
Szia Ádám!
Engem is érdekelne ez a megoldás.
Elárulnád hova és mennyit küldtél az IC-kért?
Előre is köszi!
Engem is érdekelne ez a megoldás.
Elárulnád hova és mennyit küldtél az IC-kért?
Előre is köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:02
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:02
Nem tudtok valami egyszerű megoldást javasolni?
Ha kikapcsolom a gépet - a tartás megszűnik - Z tengely bele az asztalba :)
Ez most jött elő... nagyobb és nehezebb főorsót tettem rá...
Ha kikapcsolom a gépet - a tartás megszűnik - Z tengely bele az asztalba :)
Ez most jött elő... nagyobb és nehezebb főorsót tettem rá...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 05, 19:16
Írta: 000000000 Dátum 2008 augusztus 05, 19:16
Nem önzáró?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 05, 19:18
Írta: 000000000 Dátum 2008 augusztus 05, 19:18
Gumi ütköző a megfelelő helyre...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 augusztus 05, 19:19
Írta: Szalai György Dátum 2008 augusztus 05, 19:19
Ezért kerítettem a szamáriumos léptetőmotoromat. Z-nek.
Fogóval is nehéz tekerni, amikor a drótjai szanaszét lógnak a levegőben. Hát még rövidzárban. Nem kell elektromos tartás. A servo ezt csak fékkel tudná. Vagy önzáró áttétellel.
Javaslatom: Fúrjál rá lyukat és dugjál bele szöget. Bocsánat a vastag tréfáért.
Fogóval is nehéz tekerni, amikor a drótjai szanaszét lógnak a levegőben. Hát még rövidzárban. Nem kell elektromos tartás. A servo ezt csak fékkel tudná. Vagy önzáró áttétellel.
Javaslatom: Fúrjál rá lyukat és dugjál bele szöget. Bocsánat a vastag tréfáért.
Cím: Re:DC szervó motoros vezérlés
Írta: Rinaldo Dátum 2008 augusztus 05, 19:29
Írta: Rinaldo Dátum 2008 augusztus 05, 19:29
Ellensúly?? Gázrúgó??
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:33
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:33
Mi az, hogy önzáró? Hogy nem szorul? Nem, jól van megcsinálva a mechanika...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:34
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:34
Nem tudni hol végzi - pozició... Gumi ütköző van, végállásnál... de a bent felejtett maró, gravírtű... neki...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:35
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:35
azt úgyis elfelejtem... mármint a szöget betenni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:37
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:37
Hát most szereljek a plafonra egy csigát? : Hely már nincs gázrugónak... sőt nagyon egy elektromos féknek sem...
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 augusztus 05, 19:37
Írta: crgs7u9wg Dátum 2008 augusztus 05, 19:37
en tennek ra egy ups-t az mas szempontbol is jol johet plusz kialakitanek egy parkolo poziciot ahol meg tud pihenni a fej, lehet, hogy eleg lenne egy kis rud is ami alatamasztja a fejet
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:37
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:37
Hogy csinálják a nagyok? Profi gépekben?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:39
Írta: bmejdz9nu Dátum 2008 augusztus 05, 19:39
Biztos minden "kézi manővert" elfelejtenék... Ha eszembe lenne akkor kiveszem a szerszámot... de nem teszem... lustaság... feledékenység...
Valami autómata kelllene...
Valami autómata kelllene...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 05, 19:48
Írta: 000000000 Dátum 2008 augusztus 05, 19:48
1. Pl. nagyobb szervomotorokba ezért rendelhető
beépített elektromos fék.
2. Ha áttételed lenne, ez a probléma is
megoldódna, és korrekt lenne a szervód
dinamikája is. De aki makacs, az szenvedjen
egy picit a rossz döntéseiért.:))
beépített elektromos fék.
2. Ha áttételed lenne, ez a probléma is
megoldódna, és korrekt lenne a szervód
dinamikája is. De aki makacs, az szenvedjen
egy picit a rossz döntéseiért.:))
Cím: Re:DC szervó motoros vezérlés
Írta: Rinaldo Dátum 2008 augusztus 05, 19:53
Írta: Rinaldo Dátum 2008 augusztus 05, 19:53
Kikapcsolás után egy néhány ohmos ellenállás a Z motor kapcsaira , talán megfogja...??
Cím: Re:DC szervó motoros vezérlés
Írta: Rinaldo Dátum 2008 augusztus 05, 19:56
Írta: Rinaldo Dátum 2008 augusztus 05, 19:56
A tervezésnél nem kapkodják el :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 20:00
Írta: bmejdz9nu Dátum 2008 augusztus 05, 20:00
[#smile] Gondoltam, csak szorul egy kicsit mert vacakul csináltam... de nem...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 20:02
Írta: bmejdz9nu Dátum 2008 augusztus 05, 20:02
Valami ilyesmi kellene... vagy akár zárni a motort egy relével... csak egy kicsit kelene fogni rajta...
Vagy egy reteszmánes hátulról? Nem tudom...
Vagy egy reteszmánes hátulról? Nem tudom...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 augusztus 05, 20:06
Írta: Szalai György Dátum 2008 augusztus 05, 20:06
Egy kisméretű elektromágneses retesz nem fér el valahol?
Ennek a működtetéséhez is külön elektronika kell.
Ha egy ideig nem jön step jel, akkor kikapcsol és reteszel, ha jön step jel, akkor rögtön behúz és oldja a reteszt. Hát elég gyorsnak kéne lennie!
Ennek a működtetéséhez is külön elektronika kell.
Ha egy ideig nem jön step jel, akkor kikapcsol és reteszel, ha jön step jel, akkor rögtön behúz és oldja a reteszt. Hát elég gyorsnak kéne lennie!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 augusztus 05, 20:10
Írta: Szalai György Dátum 2008 augusztus 05, 20:10
Elektromos fék. Kérdezem tisztelettel, hogy azt az elektromos féket a CNC program külön kezeli, (Van erre G utasítás) vagy valami származtatott jelre kapcsol ki-be. Ha származtatott, akkor miből és milyen algoritmus szerint működhet?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 20:15
Írta: bmejdz9nu Dátum 2008 augusztus 05, 20:15
Nem nem... csak ha kikapcsolom a tápfeszt akkor megy le... tehát valami olyan kell ami akkor engedi ha van tépfesz... semmi elektronika...
Vagy teszek bele egy "szorulást" :) azt kész...:)
Ki gondolta előre, hogy a "gravírozó" gépem ekkora lesz... hogy 1Kw-os alapmotor kell hozzá... mert bírja...
De a legnagyobb baj az, hogy alíg tudtuk a helyére cipelni (cibálni)... A BF20 könnyebb volt...
Így aztán el nem bírom képzelni, hogyan viszem el a Talira... :)
Vagy teszek bele egy "szorulást" :) azt kész...:)
Ki gondolta előre, hogy a "gravírozó" gépem ekkora lesz... hogy 1Kw-os alapmotor kell hozzá... mert bírja...
De a legnagyobb baj az, hogy alíg tudtuk a helyére cipelni (cibálni)... A BF20 könnyebb volt...
Így aztán el nem bírom képzelni, hogyan viszem el a Talira... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 05, 20:20
Írta: 000000000 Dátum 2008 augusztus 05, 20:20
Több megoldás is létezhet, nem kell nagyon
túlbonyolítani szerintem.
Ha megszűnik a szabályzó és szervomotor
kapcsolata, akkor bekapcsolódik a szervo
adott kimeneti jele alapján. Vagy ha
kikapcsolják a szervót, akkora fék el kezd
blokkolni, hiszen ezek akkor nyitnak, ha
áramot kap a tekecsük.
túlbonyolítani szerintem.
Ha megszűnik a szabályzó és szervomotor
kapcsolata, akkor bekapcsolódik a szervo
adott kimeneti jele alapján. Vagy ha
kikapcsolják a szervót, akkora fék el kezd
blokkolni, hiszen ezek akkor nyitnak, ha
áramot kap a tekecsük.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 05, 20:20
Írta: svejk Dátum 2008 augusztus 05, 20:20
Elektromos fék, (jobban mondva elektromos oldó:)), mivel akkor oldanak amikor áramot kapnak.
A motor encoder végére biztos elfér.
Régi fénymásolók nyomtatók tele vannak velük.
Ha áttételed lenne akkor is lemenne valószínű.
Rövidrezárás, ellenállás, nem jó mert az csak forgás közben hatásos és attól még szép lassan leforogna.
A jobb szervovezérlők, frekvenciaváltók kezelik a fékáramkört.
Egyébként meg nesze neked precizitás, hiányzott ez neked?:) :)
A motor encoder végére biztos elfér.
Régi fénymásolók nyomtatók tele vannak velük.
Ha áttételed lenne akkor is lemenne valószínű.
Rövidrezárás, ellenállás, nem jó mert az csak forgás közben hatásos és attól még szép lassan leforogna.
A jobb szervovezérlők, frekvenciaváltók kezelik a fékáramkört.
Egyébként meg nesze neked precizitás, hiányzott ez neked?:) :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 05, 20:22
Írta: svejk Dátum 2008 augusztus 05, 20:22
Meg ha leold a gyíkod :)
Cím: Re:DC szervó motoros vezérlés
Írta: Rinaldo Dátum 2008 augusztus 05, 20:30
Írta: Rinaldo Dátum 2008 augusztus 05, 20:30
Minden rosszban van valami jóóó...
Legyen tanulságos a probléma mások számára!!!
Legyen tanulságos a probléma mások számára!!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 05, 20:31
Írta: svejk Dátum 2008 augusztus 05, 20:31
Hogy kicsit konkrét legyek egy ilyen egyszerű logikát kell megvalósítanod:
Ha nincs tápfesz---fékez(ez egyértemű mert rugó fékez)
ha van tápfesz de error led világít---még mindig fékez(tehát a fék áramát szakítod,)
ha van tápfesz és error led nem világít---tápfeszből áramot engeded fékre és Hawai DJ. napfény...:)
Ha nincs tápfesz---fékez(ez egyértemű mert rugó fékez)
ha van tápfesz de error led világít---még mindig fékez(tehát a fék áramát szakítod,)
ha van tápfesz és error led nem világít---tápfeszből áramot engeded fékre és Hawai DJ. napfény...:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 05, 20:33
Írta: svejk Dátum 2008 augusztus 05, 20:33
Tehát gyakorlatilag csak a tápfeszhez kell illesztened a féktekercset feszültség ügyileg, és kell egy olyan bonyolult eszköz ami ha az error led világít szakítja a fék áramát.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 21:32
Írta: bmejdz9nu Dátum 2008 augusztus 05, 21:32
Akkor a legegyszerűbb ha teszek bele egy kis féket ami mindíg fékez... mert csak éppenhogy lemegy...
Tanulság: a vezetőket és a golyósorsót félre kell állítani egy kicsit :)
Pedíg csak 5mm-es (20mm átm) az orsó nem könnyen megy... és 20-as THK vezetők...
Encoder mögöttt már nics hely féknek...
Tanulság: a vezetőket és a golyósorsót félre kell állítani egy kicsit :)
Pedíg csak 5mm-es (20mm átm) az orsó nem könnyen megy... és 20-as THK vezetők...
Encoder mögöttt már nics hely féknek...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 21:33
Írta: bmejdz9nu Dátum 2008 augusztus 05, 21:33
Leold vagy selejt... lehet választani :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 05, 21:36
Írta: bmejdz9nu Dátum 2008 augusztus 05, 21:36
Azért egy szervóvezérlőbe... illene betervezni egy ilyet (Z-hez legalább)... Tibor biztos megtette :)
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 augusztus 05, 21:55
Írta: Farkas Ádám Dátum 2008 augusztus 05, 21:55
a weboldalon található paypal-email címére küldtem el a pénzt és a megjegyzésbe a saját címemet. Soha semmilyen választ nem kaptam, két hét múlva jött a csomag. 8db IC + kvarc + posta = 80EUR
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2008 augusztus 05, 22:10
Írta: 2nbj3n5m Dátum 2008 augusztus 05, 22:10
A Z szán egyik oldalára rakjál egy huzórugot.
A hosszát ill. erösségét ki kell kisérletezni.
Vagy egy darab fával alátámasztani.
Janko
A hosszát ill. erösségét ki kell kisérletezni.
Vagy egy darab fával alátámasztani.
Janko
Cím: Re:DC szervó motoros vezérlés
Írta: Lőrincz Tibor Dátum 2008 augusztus 06, 15:47
Írta: Lőrincz Tibor Dátum 2008 augusztus 06, 15:47
A szervó aszinkron motor (elnézést ha korábban már volt szó róla) sokban különbözet egy "mezei" aszinkorn motortól? Az alábbi linkenlátható egy szétszedve. Hobbycnc minőségre nem lenne megfelelő az általános aszinkron motor - szervómotor céljára?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 06, 15:55
Írta: svejk Dátum 2008 augusztus 06, 15:55
Ha poziciószervót akarsz , oda szinkronmotort szokás alkalmazni.(álló helyzetben nem tud megfelelő tartó nyomatékot kifejteni egyszerű eszközökkel az aszinkron motor a működési elvéből adódóan)
Sebességszervohoz jó lehet az aszinkron is. (pl. főorsómotor)
Sebességszervohoz jó lehet az aszinkron is. (pl. főorsómotor)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 06, 17:32
Írta: bmejdz9nu Dátum 2008 augusztus 06, 17:32
No és step/dir rendszerű AC szervó vezérlőről se feledkezz meg... Szerintem olyat a Siemens nem gyárt...
Ha nem főorsó motor a cél... hanem pozició szervó...
Jók a képek! vízhűtéses a motor...
Ha nem főorsó motor a cél... hanem pozició szervó...
Jók a képek! vízhűtéses a motor...
Cím: Re:DC szervó motoros vezérlés
Írta: Lőrincz Tibor Dátum 2008 augusztus 06, 18:22
Írta: Lőrincz Tibor Dátum 2008 augusztus 06, 18:22
De hát az x,y,z tengelyeken vanak rajta az aszinkron szervómotorok! A teszt az volt, hogy a kiszerelt szervómotor tenglyét forgassam meg kézzel ( miközben a hajtás be van kapcsolva 0,4kw-os motorral) de lehetetlennek bizonyult!
A step-dir bemenet nem lehet egy nagy ördöngősség. (Majd ha a Magi úrnak lesz szabad 10 perce, szerintem simán meg tudja oldani.[#circling])
A step-dir bemenet nem lehet egy nagy ördöngősség. (Majd ha a Magi úrnak lesz szabad 10 perce, szerintem simán meg tudja oldani.[#circling])
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 06, 19:06
Írta: bmejdz9nu Dátum 2008 augusztus 06, 19:06
Már 50W-ost sem tudsz megfogni... se AC se DC-t... ez így normális, ez a szervó. (odapakol neki áramot - amíg bírja persze melegedés nélkül)
Még hogy 400W-ost...:):) :)
Egy ipari AC szervóvezérlő bemenetére step/dir átalakító nem egy nagy ördöngőség... de sajnos a világon még senkinek sem sikerült eddíg:)
Ha veszel AC szeró rendszert ügyelj arra, hogy step/dir bemenetű legyen (alíg van ilyen a piacon) és fontos: a motor és vezérlő párosításra!
(Nem kompatibilisek az AC vezérlők és motorok még egy márkán belül sem általában)
Még hogy 400W-ost...:):) :)
Egy ipari AC szervóvezérlő bemenetére step/dir átalakító nem egy nagy ördöngőség... de sajnos a világon még senkinek sem sikerült eddíg:)
Ha veszel AC szeró rendszert ügyelj arra, hogy step/dir bemenetű legyen (alíg van ilyen a piacon) és fontos: a motor és vezérlő párosításra!
(Nem kompatibilisek az AC vezérlők és motorok még egy márkán belül sem általában)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 09, 16:59
Írta: bmejdz9nu Dátum 2008 augusztus 09, 16:59
Első könnyű tesztek az "UMG-01-es" géppel. (úgysem megy géppel :) Tibor45 a névadó, a keresztapja a gépnek:)
Az IKEA-ban kapható vágódeszkánál olcsóbb anyagot még nem láttam... egy ilyen vágódeszka 1 Euró/db... Gondoltam gyakorlatozni jó lesz...:) A magamódján elég hüle anyag mert kenődni szokott... így aztán félelemből először 1 élű 4mm-es maróval kezdetem... azonkívül nem egy látványos amikor a tejfehérbe mar :) De ez van előszörre... A videók most is a fényképező géppel készültek és a hang... borzalmas, azaz sokkal erősebb mint a valóságban.
Először "síkbamartam" a 4mm-es maróval, 3mm-es távonként.... nem mondom, hogy logikus..ilyen kicsivel, de ... VIDEO::::
(24.000rpm, 180mm/s előtolás...)
Aztán egy kis négyzetek és körök marása 1mm-es fogásmélységgel...VIDEO::::::::
... Aztán a marás eltüntetése egy HSS 6mm-es 4 élű sima magyar maróval...(5mm-es távok) ... VIDEO:::::::::::::
Tutira vettem, hogy belekenődik... de nem ... szerinetem olyan gyorsan végez (az előtolás itt is 180mm/s) hogy nincs ideje felmelegedni :)
Egy-két kép a gépről.... de majd kicsit megbontom, mert nem sokat látni a vázból, mert jól be van burkolva...
Hátul felül rászerelve a gépre (mögötte) a dobozba a frekiváltó, 3x24A/17A kapcsoló ü. táp. sorba kötve.(=85V-ra emelve) + segédtáp (24V)
Jobb oldalt melette pedíg a szintén a géphez szerelve a vezérlők és illesztő egységek)
Hátul az asztal végén egy plexi védőlap, hogy direkbe a fogácsot ne szórja a mororra...
A gép egybként 320x320mm-es munkaterületű és kb. 150-200 kg... Sok sok alu van benne, amit lehetet azaz nem "statikai elem" fekete POM-ból készült...
Sőt.. több helyen "esztétikai" POM lemezes burkolást ist kapott, hogy ne nézzen ki olyan "ezüst" aluminium monstrumnak :)
A gép egy kis szobát (spájz-zot :) kapott. Más ötletem nem volt a forgácsszórás könnyű eltakarítására. (bekapcsol és menekül ki az ember)
Jó lett a világítás is... az asztal alá beszereltem a vízhűtő egységet, a szerszámcsere/hűtőlevegő kompresszorát valamint a vákumpumpát...
Elfér alatta számítógép és a WinPC-NC professional külső vezérlője is... Sőt Ezek az eszközöknek jobb helyet nem is lehetett volna találni!
A forgács a gép alá megy a legkevésbé!... de azért még lesznek az asztal alatti részhez burkolatok, ajtók pl. plexiből...
A legfontosabb eszköz: A porszívó a képen nem látható mert hátulra került, de kerekken gurul mint minden más ilyen "szerkezet" :)

Az IKEA-ban kapható vágódeszkánál olcsóbb anyagot még nem láttam... egy ilyen vágódeszka 1 Euró/db... Gondoltam gyakorlatozni jó lesz...:) A magamódján elég hüle anyag mert kenődni szokott... így aztán félelemből először 1 élű 4mm-es maróval kezdetem... azonkívül nem egy látványos amikor a tejfehérbe mar :) De ez van előszörre... A videók most is a fényképező géppel készültek és a hang... borzalmas, azaz sokkal erősebb mint a valóságban.
Először "síkbamartam" a 4mm-es maróval, 3mm-es távonként.... nem mondom, hogy logikus..ilyen kicsivel, de ... VIDEO::::
(24.000rpm, 180mm/s előtolás...)
Aztán egy kis négyzetek és körök marása 1mm-es fogásmélységgel...VIDEO::::::::
... Aztán a marás eltüntetése egy HSS 6mm-es 4 élű sima magyar maróval...(5mm-es távok) ... VIDEO:::::::::::::
Tutira vettem, hogy belekenődik... de nem ... szerinetem olyan gyorsan végez (az előtolás itt is 180mm/s) hogy nincs ideje felmelegedni :)
Egy-két kép a gépről.... de majd kicsit megbontom, mert nem sokat látni a vázból, mert jól be van burkolva...
Hátul felül rászerelve a gépre (mögötte) a dobozba a frekiváltó, 3x24A/17A kapcsoló ü. táp. sorba kötve.(=85V-ra emelve) + segédtáp (24V)
Jobb oldalt melette pedíg a szintén a géphez szerelve a vezérlők és illesztő egységek)
Hátul az asztal végén egy plexi védőlap, hogy direkbe a fogácsot ne szórja a mororra...
A gép egybként 320x320mm-es munkaterületű és kb. 150-200 kg... Sok sok alu van benne, amit lehetet azaz nem "statikai elem" fekete POM-ból készült...
Sőt.. több helyen "esztétikai" POM lemezes burkolást ist kapott, hogy ne nézzen ki olyan "ezüst" aluminium monstrumnak :)
A gép egy kis szobát (spájz-zot :) kapott. Más ötletem nem volt a forgácsszórás könnyű eltakarítására. (bekapcsol és menekül ki az ember)
Jó lett a világítás is... az asztal alá beszereltem a vízhűtő egységet, a szerszámcsere/hűtőlevegő kompresszorát valamint a vákumpumpát...
Elfér alatta számítógép és a WinPC-NC professional külső vezérlője is... Sőt Ezek az eszközöknek jobb helyet nem is lehetett volna találni!
A forgács a gép alá megy a legkevésbé!... de azért még lesznek az asztal alatti részhez burkolatok, ajtók pl. plexiből...
A legfontosabb eszköz: A porszívó a képen nem látható mert hátulra került, de kerekken gurul mint minden más ilyen "szerkezet" :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 09, 17:24
Írta: 000000000 Dátum 2008 augusztus 09, 17:24
Profi a hobby kategóriába (talán az profik között is megállja a helyét!!!
[#taps][#taps][#taps]
[#taps][#taps][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 09, 17:37
Írta: 000000000 Dátum 2008 augusztus 09, 17:37
Gratulálok!!![#eljen][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 09, 17:51
Írta: 000000000 Dátum 2008 augusztus 09, 17:51
Szia Péter!
Valóban szép ez a gép, csak nem látom rajta
a 280 W-os Bautz szervómotorokat ami az eredeti
elképzelésed volt. Azaz hogyan is van ez?
Mert kedves barátom ekkora, módosított "állat"
motorokkal valóban lehet már direktbe hajtani,
nem így indultál sem csúcssebességben sem
hajtásteljesítményben. Szép lassan a fele
sebességgel megelégedtél, és majdnem dupla
teljesítményű motorra váltottál.
Ezt azért nem nagyon hangsúlyozod.
A másik: akkor légy igazán majd büszke, ha
a marás geometriai adatai is pár századon belül
lesznek.
Egyébként meg gratulálok, hogy másfél év alatt
legalább másfél millió forintból összehoztál
egy ilyen gépet.
Valóban szép ez a gép, csak nem látom rajta
a 280 W-os Bautz szervómotorokat ami az eredeti
elképzelésed volt. Azaz hogyan is van ez?
Mert kedves barátom ekkora, módosított "állat"
motorokkal valóban lehet már direktbe hajtani,
nem így indultál sem csúcssebességben sem
hajtásteljesítményben. Szép lassan a fele
sebességgel megelégedtél, és majdnem dupla
teljesítményű motorra váltottál.
Ezt azért nem nagyon hangsúlyozod.
A másik: akkor légy igazán majd büszke, ha
a marás geometriai adatai is pár századon belül
lesznek.
Egyébként meg gratulálok, hogy másfél év alatt
legalább másfél millió forintból összehoztál
egy ilyen gépet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 09, 18:17
Írta: 000000000 Dátum 2008 augusztus 09, 18:17
Szia Péter!
Gratulálok a gépedhez, nagyon szép,igényes munka,látszik, hogy sokat agyaltál és dolgoztál rajta. Nagyon megy, a 180mm/s nem semmi.Mérted, hogy a munkája mennyire pontos? Kipróbálhatnád aluba is és kínáld meg egy kis acál munkával is.
Gratulálok a gépedhez, nagyon szép,igényes munka,látszik, hogy sokat agyaltál és dolgoztál rajta. Nagyon megy, a 180mm/s nem semmi.Mérted, hogy a munkája mennyire pontos? Kipróbálhatnád aluba is és kínáld meg egy kis acál munkával is.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 augusztus 09, 18:44
Írta: Kristály Árpád Dátum 2008 augusztus 09, 18:44
[#worship][#worship][#worship]
Halihó PÉTER!!!!!
GRATULA....
Látom megvan az első sztár a IV. Talira...Októberben!!!!
Ezt az anyagot már kináltam nektek....a METRO-ban kapható több színben 3000-Ft körül....[#eljen][#eljen][#eljen]
Üdv.: Árpi
Halihó PÉTER!!!!!
GRATULA....
Látom megvan az első sztár a IV. Talira...Októberben!!!!
Ezt az anyagot már kináltam nektek....a METRO-ban kapható több színben 3000-Ft körül....[#eljen][#eljen][#eljen]
Üdv.: Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 09, 18:53
Írta: bmejdz9nu Dátum 2008 augusztus 09, 18:53
Köszönet mindekinek...
Most töltök fel egy kis alumarást... csak kicsit :) Mert kezdődik a szülinapi bélszínsütés... :) Mediumra...:) Én vagyok a főszakács :)
Tibinek:
Itt ebben a topikban már leírtam (megkeressem hol? - észere is vetted, kép is volt...)
Csak X és Y-t) Ezek kisebb fordulatú motorok... (persze erősebbek) Ezek max. 2400rpm a régi pedíg 4800rpm... de hiába... mert a mechanika nem bírta a sebességet. Leírtam ebben a topikban... melegedtek a golyósorsók... Valahol az alapelképzelések még léptetőhöz készültek...
Tudtam az 5um-es lépést ezáltal... (1000cpr most - mindhárom!) azaz be tudom kapcsolni a kottyanásmentesítést mert az pont 0.5század volt csak....
De! Maradt a direkhajtás!!!
Mértem a végeredményt ok. Erről is lesz demonstrációs videó.
Most töltök fel egy kis alumarást... csak kicsit :) Mert kezdődik a szülinapi bélszínsütés... :) Mediumra...:) Én vagyok a főszakács :)
Tibinek:
Itt ebben a topikban már leírtam (megkeressem hol? - észere is vetted, kép is volt...)
Csak X és Y-t) Ezek kisebb fordulatú motorok... (persze erősebbek) Ezek max. 2400rpm a régi pedíg 4800rpm... de hiába... mert a mechanika nem bírta a sebességet. Leírtam ebben a topikban... melegedtek a golyósorsók... Valahol az alapelképzelések még léptetőhöz készültek...
Tudtam az 5um-es lépést ezáltal... (1000cpr most - mindhárom!) azaz be tudom kapcsolni a kottyanásmentesítést mert az pont 0.5század volt csak....
De! Maradt a direkhajtás!!!
Mértem a végeredményt ok. Erről is lesz demonstrációs videó.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 09, 19:00
Írta: bmejdz9nu Dátum 2008 augusztus 09, 19:00
Az acél könnyebb mint az alu (szerinetem BF20 tapasztalatból)... pl. nem kenődik... Lesz mérési tesz is... de még nem tudom mit is tud a masina?
Lassú lépésekben megyek feljebb...
Sajnos!!! a hűtővezérlő még nincs kész...(be van ábelezve de még kell a mágnes szelep...)
A most feltöltésben lévő alumarásnál nem bírtam feljebb menni mert már égető forgácsok repültek... és hibába kenegettem az anyagot a szerszámot az nem hűti le!
Minden megvan már hozzá... NOGA porlasztós lesz... az majd belövi az anyagot a szerszám és munkadarab közé... teszteltem... igen jó lesz!
Többszörös sebesség és fogásmélység lehetősége.
Lassú lépésekben megyek feljebb...
Sajnos!!! a hűtővezérlő még nincs kész...(be van ábelezve de még kell a mágnes szelep...)
A most feltöltésben lévő alumarásnál nem bírtam feljebb menni mert már égető forgácsok repültek... és hibába kenegettem az anyagot a szerszámot az nem hűti le!
Minden megvan már hozzá... NOGA porlasztós lesz... az majd belövi az anyagot a szerszám és munkadarab közé... teszteltem... igen jó lesz!
Többszörös sebesség és fogásmélység lehetősége.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 09, 19:05
Írta: bmejdz9nu Dátum 2008 augusztus 09, 19:05
Nem tudom hogyan megy a gép a Talira :(... majd besz...unk mire a helyére tettük... nagyon nehéz lett...
Csak lestem mint Jenő a Moziban, a BF20-nél nehezzeb... pedíg próbáltam nem nehézra csinálni... Végül is gravírgép :)
Majd a következő lesz a bika... (az általad ismert) ahhoz lesz a 26db szürkeöntvény T- asztalka... :)
Csak lestem mint Jenő a Moziban, a BF20-nél nehezzeb... pedíg próbáltam nem nehézra csinálni... Végül is gravírgép :)
Majd a következő lesz a bika... (az általad ismert) ahhoz lesz a 26db szürkeöntvény T- asztalka... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 09, 19:15
Írta: bmejdz9nu Dátum 2008 augusztus 09, 19:15
Alumarás videók...
Csak kezdetnek... 5mm-es maró és csak 1mm-es fogásokal és az sem túl gyorsan...Talán egy élűvel kellett volna...
Ha többet akartam (egy maróm bánja :) a szerszám(!) felmelegedett és beleragadt az alu anyag - azonnal törte. (nagyobb szerszám fordulat is kelett volna.)
Lehet, hogy puha volt az alapanyag - ez csak egy darabka amit valamiből kivettem és nem sajnáltam :?
Látni a videókon, hogy ez az új vízhűtéses főorsó kicsi fordulatokon is milyen erőre képes...pedíg 400Hz-es 24.000-es...
Semmi hang... csak mormolás - persze akkor lenne tökéletes ha a forgácsok kopognának a falon :) Mint a MachTech-en a profi gépeknél...
Alumarás - 1 - VIDEO :::::::::::
Alumarás - 2 - VIDEO ::::::::::
Alumarás - 3 - VIDEO :::::::::
Alumarás - 4 - VIDEO :::::::::::
... se perc alatt lett akkor "dzsuva" hogy na... az időarányos forgácsteljesítménye már leveri a BF20-at :)

Csak kezdetnek... 5mm-es maró és csak 1mm-es fogásokal és az sem túl gyorsan...Talán egy élűvel kellett volna...
Ha többet akartam (egy maróm bánja :) a szerszám(!) felmelegedett és beleragadt az alu anyag - azonnal törte. (nagyobb szerszám fordulat is kelett volna.)
Lehet, hogy puha volt az alapanyag - ez csak egy darabka amit valamiből kivettem és nem sajnáltam :?
Látni a videókon, hogy ez az új vízhűtéses főorsó kicsi fordulatokon is milyen erőre képes...pedíg 400Hz-es 24.000-es...
Semmi hang... csak mormolás - persze akkor lenne tökéletes ha a forgácsok kopognának a falon :) Mint a MachTech-en a profi gépeknél...
Alumarás - 1 - VIDEO :::::::::::
Alumarás - 2 - VIDEO ::::::::::
Alumarás - 3 - VIDEO :::::::::
Alumarás - 4 - VIDEO :::::::::::
... se perc alatt lett akkor "dzsuva" hogy na... az időarányos forgácsteljesítménye már leveri a BF20-at :)
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 augusztus 09, 20:33
Írta: Farkas Ádám Dátum 2008 augusztus 09, 20:33
Én is gratulálok, és élőben is megnézem majd ha odaérek, ja és megy az UHU-n a 2000-es encoder nem elsőre de most már megy (pár dolgot elállítottam, pár fet eldurrant).


Rávettél erre az "átok" szervósításra, most egy hónap után látom újra működni a gépem, +100000Ft, de azért megérte. ;)
Rávettél erre az "átok" szervósításra, most egy hónap után látom újra működni a gépem, +100000Ft, de azért megérte. ;)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 09, 21:14
Írta: HJózsi Dátum 2008 augusztus 09, 21:14
GRATULA! Olyan szép a cucc (meg a környezete), hogy ha el akarnád adni, nyugodtan kitehetnéd 1$-os kezdő értékkel! ... ;)
Már csak virtusból is marhatnál egy original UHU nyákot ... [#buck] A segítség helyben ( Sopron) épp itt vannak a képek #5588. ...
Jók a videók is, csak hiányoltam a háromszöget meg a csillagot... A csillag G-kód megvan?
Már csak virtusból is marhatnál egy original UHU nyákot ... [#buck] A segítség helyben ( Sopron) épp itt vannak a képek #5588. ...
Jók a videók is, csak hiányoltam a háromszöget meg a csillagot... A csillag G-kód megvan?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 09, 21:17
Írta: HJózsi Dátum 2008 augusztus 09, 21:17
GRATULA Neked is! Majd kiváncsi lennék a beállításokra... A hűtőborda a nagyobb ferteknek is elég let volna, de talán ne mfognak szétfagyni ... :D
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 09, 21:19
Írta: 4um5b65d Dátum 2008 augusztus 09, 21:19
Ajánlanám figyelmedbe az AlCuMgPb jelzésű alumíniumot, egész figyelemreméltó anyagleválasztást lehet vele elérni. Igaz nem lesz annyira fényes mint egy más fajta alu. Kenésnek meg talán a legjobb a petróleum, ha nem a legjobb. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 7vpav5d32 Dátum 2008 augusztus 09, 21:39
Írta: 7vpav5d32 Dátum 2008 augusztus 09, 21:39
Csinos kis dög lett! Gratulálok hozzá.
(Annyiban hasonlitunk, hogy nálam is
kiürül a "spájz" mikorra elkészül a gép)[#nevetes1]
(Annyiban hasonlitunk, hogy nálam is
kiürül a "spájz" mikorra elkészül a gép)[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 augusztus 09, 22:56
Írta: Farkas Ádám Dátum 2008 augusztus 09, 22:56
A fet-ek 18A- esek a motoroknak bőven sok, meg csak ilyen volt otthon, pedíg még meg is akartam fúvatni oldalról, de a motor már forró a bordák még langyosak sem. Azt akartam kérdezni hogy neked a prociban lévő program német vagy angol nyelvű? És köszönöm a múltkori segítséget A H:3 ez nálam nincs(német a menü) talán a V:3 ra gondoltál.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 augusztus 09, 22:58
Írta: Farkas Ádám Dátum 2008 augusztus 09, 22:58
A legtöbbet ez segített a 2000-es encoderen: Recalculation Cycle interval (C)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 augusztus 10, 07:56
Írta: Szalai György Dátum 2008 augusztus 10, 07:56
Szép napot!
Már tegnap megnéztem a képeket-videókat, de még nem tudtam írni, csak irigyen bámultam.
Esztétika: Ritkának látom a hazai hobby világban, hogy az építők az igényes megjelenéssel is foglalkozzanak a célszerűségen túl. Majd minden masina alucsontváz szerű. Te megtetted és ez nem is pénzkérdés. Szántál rá időt, energiát. Úgy látszik, ezekből is sok van neked. És képes vagy rá.
Súly: Tehát elég nehéz is lett, hogy ne ugorjon le az asztalról. Hát a hídemelés biztos belerakott pár kilót. Még jó, hogy mozgó asztalúra tervezted, mert azt a súlyos hidat gyorsítani csak gázturbinával tudtad volna.[#vigyor1]Csak lapokból építkezel és kénytelen vagy (esetleg imádsz) csavarozni. Ha profilokból gondolkodol, pár kilót megtakaríthattál volna, ott ahol számít a mozgatott tömeg Hány kiló csavar van benne? Az egész tömeg hány százaléka?
Síkmarás: Furcsa egy programmal készítetted. Azért van ilyenre írva, hogy a Z pontosságát is próbálhasd vele. Mert célszerűbbnek gondolnám a Z mozgatása nélkül. Kívülről befelé, négyszög a négyszögben. De szebb struktúra is lehet: Háromszögek, hatszögek, gyíkok, bár milyen Victor Vasarely.
Szerszámtörés: Ebből is kilátszik, hogy egy jó gépre kell az a szerszámkenő-hűtő. Nélküle hiába gyors a gép. Akkor meg a sima marómotor hűtőd máris ki van nőve, mert mást is jó lenne hűtenie a marómotor vizén kívül. Tehát több körös hűtő kell, körönként beállítható hőfokkal. Peltierest gondoltam, remek alu hűtőbordákkal, Esetleg hűtőtornyokkal. Egy kör a marómotornak, egy a szerszámhűtő folyadéknak, egy a sörnek. Utána kell néznem, teflon csövet hol lehet kapni.
Jó pihenést és remek bélszint.[#integet2]
Már tegnap megnéztem a képeket-videókat, de még nem tudtam írni, csak irigyen bámultam.
Esztétika: Ritkának látom a hazai hobby világban, hogy az építők az igényes megjelenéssel is foglalkozzanak a célszerűségen túl. Majd minden masina alucsontváz szerű. Te megtetted és ez nem is pénzkérdés. Szántál rá időt, energiát. Úgy látszik, ezekből is sok van neked. És képes vagy rá.
Súly: Tehát elég nehéz is lett, hogy ne ugorjon le az asztalról. Hát a hídemelés biztos belerakott pár kilót. Még jó, hogy mozgó asztalúra tervezted, mert azt a súlyos hidat gyorsítani csak gázturbinával tudtad volna.[#vigyor1]Csak lapokból építkezel és kénytelen vagy (esetleg imádsz) csavarozni. Ha profilokból gondolkodol, pár kilót megtakaríthattál volna, ott ahol számít a mozgatott tömeg Hány kiló csavar van benne? Az egész tömeg hány százaléka?
Síkmarás: Furcsa egy programmal készítetted. Azért van ilyenre írva, hogy a Z pontosságát is próbálhasd vele. Mert célszerűbbnek gondolnám a Z mozgatása nélkül. Kívülről befelé, négyszög a négyszögben. De szebb struktúra is lehet: Háromszögek, hatszögek, gyíkok, bár milyen Victor Vasarely.
Szerszámtörés: Ebből is kilátszik, hogy egy jó gépre kell az a szerszámkenő-hűtő. Nélküle hiába gyors a gép. Akkor meg a sima marómotor hűtőd máris ki van nőve, mert mást is jó lenne hűtenie a marómotor vizén kívül. Tehát több körös hűtő kell, körönként beállítható hőfokkal. Peltierest gondoltam, remek alu hűtőbordákkal, Esetleg hűtőtornyokkal. Egy kör a marómotornak, egy a szerszámhűtő folyadéknak, egy a sörnek. Utána kell néznem, teflon csövet hol lehet kapni.
Jó pihenést és remek bélszint.[#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 10, 09:30
Írta: HJózsi Dátum 2008 augusztus 10, 09:30
Angol a menű és M:3 volt ... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 10, 09:37
Írta: bmejdz9nu Dátum 2008 augusztus 10, 09:37
Tibornak...
Tegnap igen futottam... mert már vártak... sütés...
(jó lett a pácolás és nem rontottam el azzal, hogy teljesen átsütöttem a húst:)
A motorcsere okát leírtam itt ebben a topikban a #5271-ben (2008.júl.07.) Te pedíg írtál is rá: a #5281-ben... (érdemes elolvasni - mégegyszer)
Erő...
Szerintem lehet, hogy túlzott lett... azaz a nagy tömegek dinamikus mozgatásához kellett is..
De tegnap amikor úgy eltörte az 5mm-es marót (6-os szárral) hogy csak repült... a hajtás pedíg "meg sem rezzent" ettől ... azért elgondolkodtam.
Pedíg csak nagyon kicsi a hibatároló... tehát veszélyes... veszélyesen erős a hajtás...
De elgondolkodtam azon, ha ez egy 10-es maróval történik... könnyen elgörbítheti a motor csonkját(?) ... ami persze 18-as... de...
(Motor befogás ER16 = 10mm max. "tuningpatronnal" 12mm.)
Pontosság...
Elsőre minden ok persze csak tolómérővel mérve...ez majd sokmindentől függ pl. a kottyanástól, szerszám ütésétől...
De ekkora meghajtó erőknél (ekkora motorral:) legkevésbé a valós mozgás és a szoftver által "parancsolt" eltérő pálya hibától...
Sőt az általad kifogásolt kis mértű hibatároló a szervóvezérlőben csak garancia erre...:)
Tegnap igen futottam... mert már vártak... sütés...
(jó lett a pácolás és nem rontottam el azzal, hogy teljesen átsütöttem a húst:)
A motorcsere okát leírtam itt ebben a topikban a #5271-ben (2008.júl.07.) Te pedíg írtál is rá: a #5281-ben... (érdemes elolvasni - mégegyszer)
Erő...
Szerintem lehet, hogy túlzott lett... azaz a nagy tömegek dinamikus mozgatásához kellett is..
De tegnap amikor úgy eltörte az 5mm-es marót (6-os szárral) hogy csak repült... a hajtás pedíg "meg sem rezzent" ettől ... azért elgondolkodtam.
Pedíg csak nagyon kicsi a hibatároló... tehát veszélyes... veszélyesen erős a hajtás...
De elgondolkodtam azon, ha ez egy 10-es maróval történik... könnyen elgörbítheti a motor csonkját(?) ... ami persze 18-as... de...
(Motor befogás ER16 = 10mm max. "tuningpatronnal" 12mm.)
Pontosság...
Elsőre minden ok persze csak tolómérővel mérve...ez majd sokmindentől függ pl. a kottyanástól, szerszám ütésétől...
De ekkora meghajtó erőknél (ekkora motorral:) legkevésbé a valós mozgás és a szoftver által "parancsolt" eltérő pálya hibától...
Sőt az általad kifogásolt kis mértű hibatároló a szervóvezérlőben csak garancia erre...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 10, 09:49
Írta: bmejdz9nu Dátum 2008 augusztus 10, 09:49
"Rávettél erre az "átok" szervósításra, most egy hónap után látom újra működni a gépem, +100000Ft, de azért megérte. ;)"
[#nyes][#nyes][#nyes] ... de nem konkrétan az UHU-ra ... :)
Na most már te is bent vagy a "pácban"... Enegem is akkoriban rávettek...
Az "elkövető" Svejk fedőnéven ír itt a fórumon...:)
Sőt nagy "vitás-eszmecsere" volt az álló asztal (mozgóhíd) kontra mozgóasztal témában... szintén "Svejk vett rá" a mozgó asztalos megoldásra is...
Hála érte! Mindkettő jó döntés volt...
PS: miért nem használod a Hunbay tárhelyet? Egyszerű... itt a főmenűben a topikok között megtalálod a leírását...
Egyébként ha nem rajzról vagy finom felbontású képről vany szó... én csak 600 pixel szélességű képeket használok...
[#nyes][#nyes][#nyes] ... de nem konkrétan az UHU-ra ... :)
Na most már te is bent vagy a "pácban"... Enegem is akkoriban rávettek...
Az "elkövető" Svejk fedőnéven ír itt a fórumon...:)
Sőt nagy "vitás-eszmecsere" volt az álló asztal (mozgóhíd) kontra mozgóasztal témában... szintén "Svejk vett rá" a mozgó asztalos megoldásra is...
Hála érte! Mindkettő jó döntés volt...
PS: miért nem használod a Hunbay tárhelyet? Egyszerű... itt a főmenűben a topikok között megtalálod a leírását...
Egyébként ha nem rajzról vagy finom felbontású képről vany szó... én csak 600 pixel szélességű képeket használok...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 10, 10:00
Írta: bmejdz9nu Dátum 2008 augusztus 10, 10:00
Nyákot marni majd a 60.000rpm-es Precise orsóval lehetne "sebességarányosan"...:)
Persze a bika mechanika miatt talán "rámvernének" egy "klasszikus" gravírozó géppel...
Sőt... az egyélű maró amivel a műanyagot martam... 180mm/s előtolásnál már minden fogását látni :)
Számoljunk:
24000rpm/60 = 400-at forul a főorsó mp-enként... a gép egy másodperc alatt 180mm-t megy... azaz 2,2 "fogás"/mm = 0.45mm egy fordulatra! Csoda hogy :) Nem, hogy gravírtűvel...
Egyébként UHU marható paneltervét átküldhetnéd emailban... ha megvan... Balunak biztos... Állítólag HPGL?
Persze a bika mechanika miatt talán "rámvernének" egy "klasszikus" gravírozó géppel...
Sőt... az egyélű maró amivel a műanyagot martam... 180mm/s előtolásnál már minden fogását látni :)
Számoljunk:
24000rpm/60 = 400-at forul a főorsó mp-enként... a gép egy másodperc alatt 180mm-t megy... azaz 2,2 "fogás"/mm = 0.45mm egy fordulatra! Csoda hogy :) Nem, hogy gravírtűvel...
Egyébként UHU marható paneltervét átküldhetnéd emailban... ha megvan... Balunak biztos... Állítólag HPGL?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 10, 10:05
Írta: bmejdz9nu Dátum 2008 augusztus 10, 10:05
Majd még teszek be képeket, mert van benne egy-két érdekes megoldás...
Ez a "spájzGépház" jónak tűnik - ha van lehetőség rá - jobb mint egy körbebarikádozás...
Ez a "spájzGépház" jónak tűnik - ha van lehetőség rá - jobb mint egy körbebarikádozás...
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2008 augusztus 10, 10:05
Írta: 2nbj3n5m Dátum 2008 augusztus 10, 10:05
Péter. Kivánom,hogy sok örömöd legyen a gépedbe.
Janko
Janko
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 10, 10:06
Írta: svejk Dátum 2008 augusztus 10, 10:06
Na, nehogymá' bűnbakot csinálj belőlem!! :))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 10, 10:15
Írta: bmejdz9nu Dátum 2008 augusztus 10, 10:15
Ez jó... :) "alucsontváz" ... hát igen, ez volt a cél... ha ránázek nem látom azt a sok alut (és pénzt) amit beletttem.
A hídemelés lehetősége nem nagyon dobott a súlyon... az kb. 20kg többlet. Viszont kitalálni és megcsinálni két hónap is volt...:)
Alulap és profil...
Profilokból csak látszólag könnyebb gépet csinálni... vagyis erőset és rezonancia mentest. A kapcsolodási pontok fontosak.
Igen... sok-sok a csavar...Mit tehettem volna? Alut hegeszteni nem tudok... A csavarok pedíg olcsók... az hogy 3kg vagy 6kg csavar van benne már oly mindegy a súlyban, de merevségben nem duppla a különbség... sokkal több...
A NOGA hűtő Vertex(?) elvű... azaz a szórófejen kilépő "hűtőpárlat lövet" hidegebb mint a folyadék... a réz szórófej is lehűl...
... és ha jól be van állítva semmi sem marad utánna és ezáltal hűtőanyag takarékos és a visszavezetést sem kell megoldani...
A hídemelés lehetősége nem nagyon dobott a súlyon... az kb. 20kg többlet. Viszont kitalálni és megcsinálni két hónap is volt...:)
Alulap és profil...
Profilokból csak látszólag könnyebb gépet csinálni... vagyis erőset és rezonancia mentest. A kapcsolodási pontok fontosak.
Igen... sok-sok a csavar...Mit tehettem volna? Alut hegeszteni nem tudok... A csavarok pedíg olcsók... az hogy 3kg vagy 6kg csavar van benne már oly mindegy a súlyban, de merevségben nem duppla a különbség... sokkal több...
A NOGA hűtő Vertex(?) elvű... azaz a szórófejen kilépő "hűtőpárlat lövet" hidegebb mint a folyadék... a réz szórófej is lehűl...
... és ha jól be van állítva semmi sem marad utánna és ezáltal hűtőanyag takarékos és a visszavezetést sem kell megoldani...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 10, 10:17
Írta: bmejdz9nu Dátum 2008 augusztus 10, 10:17
[#vigyor2][#wave] Pont fordítva van...:) Csak a "bűnbakok" terjednek... látod...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 10, 10:53
Írta: s5f8tmfv3 Dátum 2008 augusztus 10, 10:53
UMG-01??? Én inkább úgy látom hogy DBMG (de bizony megy gép), és JINKG (jól is néz ki gép), de leginkább EMBG (az eredmény magáért beszél gép).
Gratulálok!
(Mihez kezdesz most hogy kész a mű? [#nyes])
Gratulálok!
(Mihez kezdesz most hogy kész a mű? [#nyes])
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 augusztus 10, 11:22
Írta: Kristály Árpád Dátum 2008 augusztus 10, 11:22
Ja....azért egyet ne felejtsűnk el.., hogy azért ez már rég nem HOBBY kategória!
Már sokszor emlitettem, hogy a "Hobby"...mint MasterGy.....Na Gyula azért ne szálljon fejedbe a ....
De ettől függetlenül azért csak elismerésem Péternek!!!!!
Ja mint Péter mondá:...A trabant is autó!!!!
Csak egy jó Hifi kel belééééé....
Üdv.: Árpi
Már sokszor emlitettem, hogy a "Hobby"...mint MasterGy.....Na Gyula azért ne szálljon fejedbe a ....
De ettől függetlenül azért csak elismerésem Péternek!!!!!
Ja mint Péter mondá:...A trabant is autó!!!!
Csak egy jó Hifi kel belééééé....
Üdv.: Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 10, 11:24
Írta: bmejdz9nu Dátum 2008 augusztus 10, 11:24
Sajnos még nincs kész...
Egykis "szoftveres-marós felkészülés-gyakorlatozás" után gyártanám vele a következő géphez az alkatelemeket... de még nincs kész...
Egykis "szoftveres-marós felkészülés-gyakorlatozás" után gyártanám vele a következő géphez az alkatelemeket... de még nincs kész...
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 augusztus 10, 11:31
Írta: Farkas Ádám Dátum 2008 augusztus 10, 11:31
Az UHU-val nincsen semmi baj, még az ár érték arányom is jó lett mint pl egy gyík vagy vagy akár egy léptető motor vezérlő , és még variálhatom is. (a három darab UHU kijött nekem kb:25e Ft-ból (a munkát nem számoltam). viszont volt sok egyébb: motorok, encoderek, áttételek, bordás-dolgok, újracsapágyazás.... sok sok munka..., de már úgy is untam magam otthon, és most hogy kész lesz megint fogom, hiszen engem tényleg csak hobbi célból érdekelt a dolog nem volt vele semmi előre eltervezett szándékom.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 augusztus 10, 11:32
Írta: Farkas Ádám Dátum 2008 augusztus 10, 11:32
Igen M:3-at akartam írni.
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2008 augusztus 10, 11:33
Írta: ebalint Dátum 2008 augusztus 10, 11:33
Nagyon jól néz ki a masina, gratulálok én is!
Üdv, ebalint
Üdv, ebalint
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 10, 15:10
Írta: 000000000 Dátum 2008 augusztus 10, 15:10
[#eljen][#worship][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 10, 20:00
Írta: bmejdz9nu Dátum 2008 augusztus 10, 20:00
Ma is teszteltem tovább az USM typ. gépemet... :)
Elször egy mini betétkéses tárcsamaróval (35mm) síkbamartam... VIDEO::::::::::::

Utánna jött az ismétlődő marási teszt különböző sebességeken:
Egészen lassan bemartam........Aztán ugyanott abban a vájatban 100mm/sec sebességgel.... és a végén 180mm/sec sebességel. ... minden látható... :) OK.
Aztán mélyítés...
A végén egy kis gravír... VIDEO:::::::::

Mértem mindent... minden pontos persze... A forgácsvédemi kialakítások is jók lettek...
További képek és videók itt... nagyfelbontásban is.....
Elször egy mini betétkéses tárcsamaróval (35mm) síkbamartam... VIDEO::::::::::::
Utánna jött az ismétlődő marási teszt különböző sebességeken:
Egészen lassan bemartam........Aztán ugyanott abban a vájatban 100mm/sec sebességgel.... és a végén 180mm/sec sebességel. ... minden látható... :) OK.
Aztán mélyítés...
A végén egy kis gravír... VIDEO:::::::::
Mértem mindent... minden pontos persze... A forgácsvédemi kialakítások is jók lettek...
További képek és videók itt... nagyfelbontásban is.....
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 augusztus 10, 20:58
Írta: Szalai György Dátum 2008 augusztus 10, 20:58
Nagyon tetszik!
„Elször egy mini betétkéses tárcsamaróval (35mm) síkbamartam...”
Kihallatszik, hogy amikor nincs fogás csak visszatolás akkor kisebb a megmunkáló motor hangja, mint az előtolásé. A két fogásvétel közti vékony csík az csak nagynak tűnik, vagy beleakad a körmöd? Láthatom rosszul is, de derékszög hibára utal.
Sokat elárul a közeli kép a fordulópontról. (P1280402.JPG) Szép a marás sarka, szemre nem látszik túlfutás. Gondolom mérted is.
A forgács porszívóra már is szükség van. Hogy oldod meg, hogy külön tartályba kerüljön a forgács és külön a szerszámhűtő folyadék?
„Elször egy mini betétkéses tárcsamaróval (35mm) síkbamartam...”
Kihallatszik, hogy amikor nincs fogás csak visszatolás akkor kisebb a megmunkáló motor hangja, mint az előtolásé. A két fogásvétel közti vékony csík az csak nagynak tűnik, vagy beleakad a körmöd? Láthatom rosszul is, de derékszög hibára utal.
Sokat elárul a közeli kép a fordulópontról. (P1280402.JPG) Szép a marás sarka, szemre nem látszik túlfutás. Gondolom mérted is.
A forgács porszívóra már is szükség van. Hogy oldod meg, hogy külön tartályba kerüljön a forgács és külön a szerszámhűtő folyadék?
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 augusztus 10, 21:53
Írta: Kristály Árpád Dátum 2008 augusztus 10, 21:53
Halihó Péter!
Azért ennek a gépnek Szerintem van egy nagy hibája!
Hogy Nem az enyém!!!
[#eplus2][#wave][#worship]
Azért ennek a gépnek Szerintem van egy nagy hibája!
Hogy Nem az enyém!!!
[#eplus2][#wave][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 augusztus 11, 07:46
Írta: x4rhew5r3 Dátum 2008 augusztus 11, 07:46
Hű, mik vannak itt!
1) Péter gratulálok, szép, robusztus és mégis fürge.
2)Korábbi step/dir előtétre reagálva:
Először egy "móricka" változatot próbáltam, ami csak a hibajelet állította elő az analóg bemenetű vezérlőkhöz. A vezérlő saját eszközeivel nem tudtam megfelelő beállítást elérni. Stabil huroknál is volt egy 20-60 Hz-es lengedezés.
Második verzió: PID az előkébe. A lengedezés megszűnt. Alaposabb tesztelés után kiderült, hogy van egy zaj jellegű követési hiba, ami valószínűleg a D/A felbontásából ered. Most csak 8 bites D/A van a kimeneten, ami az elemi hibára túl nagy analóg hibajelet ad, és szegény vezérlő ezt próbálja lekövetni.
Most csinálok egy véglegesnek szánt verziót, amiben már megfelelő felbontású D/A lesz. Eredmény 2 hét múlva várható.
1) Péter gratulálok, szép, robusztus és mégis fürge.
2)Korábbi step/dir előtétre reagálva:
Először egy "móricka" változatot próbáltam, ami csak a hibajelet állította elő az analóg bemenetű vezérlőkhöz. A vezérlő saját eszközeivel nem tudtam megfelelő beállítást elérni. Stabil huroknál is volt egy 20-60 Hz-es lengedezés.
Második verzió: PID az előkébe. A lengedezés megszűnt. Alaposabb tesztelés után kiderült, hogy van egy zaj jellegű követési hiba, ami valószínűleg a D/A felbontásából ered. Most csak 8 bites D/A van a kimeneten, ami az elemi hibára túl nagy analóg hibajelet ad, és szegény vezérlő ezt próbálja lekövetni.
Most csinálok egy véglegesnek szánt verziót, amiben már megfelelő felbontású D/A lesz. Eredmény 2 hét múlva várható.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 11, 08:27
Írta: bmejdz9nu Dátum 2008 augusztus 11, 08:27
Az csík egy röhely...
Gyakorlatilag nincs is... de a fényképező gép előhozza... én is néztem... (nagyon gondolkodtam, hogy feltegyem a képeket ezért:)
Nincs derékszöhiba azaz nem akad meg a körmöm, de láthatóan úgy néz ki...
Még majd ezredes tapintóval végigmegyek a munkadarabon... aztán meglátjuk...
A motor merőleges az asztalra...
De egy szerkezeti hibát itt elkövettem: azaz nem állítható a motor helyzete... azaz csak a tartó alaplap marással.
Ezt előzetes "szöghiba - távolság számolással" bemartam... (mdelleztem a hibát Corel Drawban :)
De más miatt is kell változtatnom a marómotor felfogatásán... azaz nem mindegy hol van megfogva. (A Precise motornál ez meg van adva... lásd gépkönyv!)
A "drótós teszt" szerint a 320x320mm-es körben kb. 1 század az eltérés... na még ezt tanulmányozom... "fedésnek" azaz átmarási csíkoknak is kellene jelentkeznie a munkadarabon... de ez sincs... tudom.
Az ismétlő marási teszt (kicsi és nagy sebességgel ugyanazon a pályán)
azaz hogy a szervó miatt mennyire fut túl - megnyugodtam... ok. Ettől féltem a legjobban!
Tudni kell a szervóhajtás minimum 1 lépést túlmegy (akkor veszi észre a hibát) ami itt 0.005mm
Ezért is jók az erős motorok... mert van erő a gyors, biztos azonnali korrekcióhoz...
Amikor fogásba lép vagy fogásból kilép...mérhetetlenül kicsi a hibajel a szervókörben... Azaz ott az elemi erő!
... és szerintem ez az a dolog ahol Tiborral egyetértünk... csak Ő másként írja, látja...
Gyakorlatilag nincs is... de a fényképező gép előhozza... én is néztem... (nagyon gondolkodtam, hogy feltegyem a képeket ezért:)
Nincs derékszöhiba azaz nem akad meg a körmöm, de láthatóan úgy néz ki...
Még majd ezredes tapintóval végigmegyek a munkadarabon... aztán meglátjuk...
A motor merőleges az asztalra...
De egy szerkezeti hibát itt elkövettem: azaz nem állítható a motor helyzete... azaz csak a tartó alaplap marással.
Ezt előzetes "szöghiba - távolság számolással" bemartam... (mdelleztem a hibát Corel Drawban :)
De más miatt is kell változtatnom a marómotor felfogatásán... azaz nem mindegy hol van megfogva. (A Precise motornál ez meg van adva... lásd gépkönyv!)
A "drótós teszt" szerint a 320x320mm-es körben kb. 1 század az eltérés... na még ezt tanulmányozom... "fedésnek" azaz átmarási csíkoknak is kellene jelentkeznie a munkadarabon... de ez sincs... tudom.
Az ismétlő marási teszt (kicsi és nagy sebességgel ugyanazon a pályán)
azaz hogy a szervó miatt mennyire fut túl - megnyugodtam... ok. Ettől féltem a legjobban!
Tudni kell a szervóhajtás minimum 1 lépést túlmegy (akkor veszi észre a hibát) ami itt 0.005mm
Ezért is jók az erős motorok... mert van erő a gyors, biztos azonnali korrekcióhoz...
Amikor fogásba lép vagy fogásból kilép...mérhetetlenül kicsi a hibajel a szervókörben... Azaz ott az elemi erő!
... és szerintem ez az a dolog ahol Tiborral egyetértünk... csak Ő másként írja, látja...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 11, 08:31
Írta: bmejdz9nu Dátum 2008 augusztus 11, 08:31
Csinálni kell... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 11, 08:40
Írta: bmejdz9nu Dátum 2008 augusztus 11, 08:40
Erre a step/dir átalakító dologra kiváncsi lennék... dokumentálni kellene...
Én attól tartok (elméletben:), hogy a PID-et a step/dir átalakítóban is be kell állítani és a "gyári" hozákötött szervóvezérlőben is.
Ez együtt lehet, hogy bonyolult... Legalábis nekem aki a Gecko 2 potijához szokott, de látható módon ez is működik... :)
A másik, hogy a "gyári" AC vezérlők bemeneti vezérlő jelei sem egyformák... sőt nagyon eltérű rendszerűek lehetnek... azaz előre nem lehet meghatározni melyik lesz 100% jó... pl. egy Ebay-on található leírás adatok alapján + keresés a neten)
... és akkor ott az AC szervóvezérlő + AC szervómotor "házasíthatóságának" a kérdése... encoder, fesz.. stb...
Attól "tartok még ez ügyben", ha meg is lehet csinálni (mert elméletileg nem lehetetlen) akkor sem lsz "reprodukálható" és a felhasználó nem fogja tudni maga beállítani... azaz csak te tudod beállítani...és ugyebár ez menyibe kerül mindenestől...:)
Láthatóan az UHU vezérlője népszerű...
Mert olcsó, azaz ez a legolcsóbb lehetőség a szervóhajtásra. (Nekem nem jött be az UHU dolog - de ez egy másik kérdéskör)
Én attól tartok (elméletben:), hogy a PID-et a step/dir átalakítóban is be kell állítani és a "gyári" hozákötött szervóvezérlőben is.
Ez együtt lehet, hogy bonyolult... Legalábis nekem aki a Gecko 2 potijához szokott, de látható módon ez is működik... :)
A másik, hogy a "gyári" AC vezérlők bemeneti vezérlő jelei sem egyformák... sőt nagyon eltérű rendszerűek lehetnek... azaz előre nem lehet meghatározni melyik lesz 100% jó... pl. egy Ebay-on található leírás adatok alapján + keresés a neten)
... és akkor ott az AC szervóvezérlő + AC szervómotor "házasíthatóságának" a kérdése... encoder, fesz.. stb...
Attól "tartok még ez ügyben", ha meg is lehet csinálni (mert elméletileg nem lehetetlen) akkor sem lsz "reprodukálható" és a felhasználó nem fogja tudni maga beállítani... azaz csak te tudod beállítani...és ugyebár ez menyibe kerül mindenestől...:)
Láthatóan az UHU vezérlője népszerű...
Mert olcsó, azaz ez a legolcsóbb lehetőség a szervóhajtásra. (Nekem nem jött be az UHU dolog - de ez egy másik kérdéskör)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 11, 09:14
Írta: 000000000 Dátum 2008 augusztus 11, 09:14
Szia Péter!
Géped dinamikai és szerszámpálya követési
képességei akkor lesznek igazán letesztelve,
ha fémbe gravírozol egy 0.5 mm-es hosszlyuk
maróval egy feliratot vagy csillagtesztet
kétszer-háromszor egymásután szerszámtörés
nélkül. Egyszer ezt videózd le!:)
Az az érzésem, leszel Te még sokkal szerényebb
egy ilyen kritikus teszt után.:)
Géped dinamikai és szerszámpálya követési
képességei akkor lesznek igazán letesztelve,
ha fémbe gravírozol egy 0.5 mm-es hosszlyuk
maróval egy feliratot vagy csillagtesztet
kétszer-háromszor egymásután szerszámtörés
nélkül. Egyszer ezt videózd le!:)
Az az érzésem, leszel Te még sokkal szerényebb
egy ilyen kritikus teszt után.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 11, 09:30
Írta: 000000000 Dátum 2008 augusztus 11, 09:30
Gratulálok a gépedhez Péter!
Ámulatra méltó a legapróbb részletekre is kiterjedő igényes kiviteled.
Molnari
Ámulatra méltó a legapróbb részletekre is kiterjedő igényes kiviteled.
Molnari
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2008 augusztus 11, 09:34
Írta: Egyújabbgépépítő Dátum 2008 augusztus 11, 09:34
Csatlakozom a gratulálókhoz!
Elismerésre méltó amit összehoztál.
Ne foglalkozz az irigykedőkkel!
Elismerésre méltó amit összehoztál.
Ne foglalkozz az irigykedőkkel!
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 augusztus 11, 09:58
Írta: x4rhew5r3 Dátum 2008 augusztus 11, 09:58
Kétféle vezérlővel kisérletezek, egy AMC kefés DC, és egy Omron AC. Az AMC átkapcsolható pid-mentesre, itt mint egy (kvázi) lineáris végfokot használom, és minden az előkében működik.
Az Omron (és más komolyabb társai) kicsit más eset, mert a paraméterekkel az is beállítható, hogy ne legyen domináns a szabályozója, de van egy plusz szolgáltatás, mert ő is megkapja az enkóder jelet, és segít pozicióban tartani a motort.
Az hogy, két potméter van, vagy regiszterek sokasága, amit bizony be kell paraméterezni, az valóban egy vízválasztó. Az egyszerű pid feletti dolgogat már nem lehet két potival megoldani. Gondolom aki Omront vesz, annak ez trivi...
Rövidesen kiderül mire jó, ha felraktam a gépre. Publikálni majd akkor, ha ott is megállja a helyét.
Az Omron (és más komolyabb társai) kicsit más eset, mert a paraméterekkel az is beállítható, hogy ne legyen domináns a szabályozója, de van egy plusz szolgáltatás, mert ő is megkapja az enkóder jelet, és segít pozicióban tartani a motort.
Az hogy, két potméter van, vagy regiszterek sokasága, amit bizony be kell paraméterezni, az valóban egy vízválasztó. Az egyszerű pid feletti dolgogat már nem lehet két potival megoldani. Gondolom aki Omront vesz, annak ez trivi...
Rövidesen kiderül mire jó, ha felraktam a gépre. Publikálni majd akkor, ha ott is megállja a helyét.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 11, 09:59
Írta: bmejdz9nu Dátum 2008 augusztus 11, 09:59
Azt a "Varsányi" felíratú gravírozást 3X-szer csináltam mindíg 0.1mm-el lejjebb és más más sebességgel... ok. volt.
Na persze ezt még tesztelem... :) de először a hűtőegység és vákumasztal... stb. stb... van még mit csinálni...
Mert szerinted a szervóvezérlés nem tartja pályán a szerszámot? A sarkoknál nagy sebességgel sem futott túl...
De megfogadtam, hogy csak a gyakorlatban is előforduló azaz "életszerű" teszteket csinálok és ahhoz "hangolom" a gépet...
0.8-as maróm van itthon (kisebb nincs) de az sem fémhez való... de talán egy üvegszálas anyag? ... de fordulatszám egyenlőre kevés a sebességhez ekkor tehát ezzel meg kell várni míg felkerül a Precise főorsó...(váltás korrekt megoldása a frekiváltón stb... ezzel is lesz munka :)
Na persze ezt még tesztelem... :) de először a hűtőegység és vákumasztal... stb. stb... van még mit csinálni...
Mert szerinted a szervóvezérlés nem tartja pályán a szerszámot? A sarkoknál nagy sebességgel sem futott túl...
De megfogadtam, hogy csak a gyakorlatban is előforduló azaz "életszerű" teszteket csinálok és ahhoz "hangolom" a gépet...
0.8-as maróm van itthon (kisebb nincs) de az sem fémhez való... de talán egy üvegszálas anyag? ... de fordulatszám egyenlőre kevés a sebességhez ekkor tehát ezzel meg kell várni míg felkerül a Precise főorsó...(váltás korrekt megoldása a frekiváltón stb... ezzel is lesz munka :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 11, 10:07
Írta: bmejdz9nu Dátum 2008 augusztus 11, 10:07
Bárcsak élőben is láthadnád...:) Nagy vacakolás volt...DE a következő gépet megfogadtam úgy összecsapom ahogy illik:) semmi cicó..:)
De a sok-sok idő nem közvetlenül a gépcsinálásra ment el...
Állandó tesztetelések, részegységek tesztelése, esetleges átalakítása ahogy szoktam viccessen mondani: alapkutatás. :)
Volt olyan rész amit egy hónapig csináltam és nem jött be... és újból...
A "forgácsvédelemi" kialakítás volt a legtöbb idő... talán túlzásba is vittem... de a német gépemen állandóan kritikus és takaríthatatlan helyekre szórta a forgácsot... és ha ez pl. kemény anyag pl. üvegszálas nyák pora... az belekerülve a lináris egységbe és golyósorsóba... tuti, hogy (előbb-utóbb) lerendezi a sorsát"...
A másik "örűlet" a hídemelés kialakítása volt... A fordított mozgó asztal megvalósítása csak a 3. helyen áll :) (a motor megy az asztallal)
De a sok-sok idő nem közvetlenül a gépcsinálásra ment el...
Állandó tesztetelések, részegységek tesztelése, esetleges átalakítása ahogy szoktam viccessen mondani: alapkutatás. :)
Volt olyan rész amit egy hónapig csináltam és nem jött be... és újból...
A "forgácsvédelemi" kialakítás volt a legtöbb idő... talán túlzásba is vittem... de a német gépemen állandóan kritikus és takaríthatatlan helyekre szórta a forgácsot... és ha ez pl. kemény anyag pl. üvegszálas nyák pora... az belekerülve a lináris egységbe és golyósorsóba... tuti, hogy (előbb-utóbb) lerendezi a sorsát"...
A másik "örűlet" a hídemelés kialakítása volt... A fordított mozgó asztal megvalósítása csak a 3. helyen áll :) (a motor megy az asztallal)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 11, 10:10
Írta: bmejdz9nu Dátum 2008 augusztus 11, 10:10
Nem írígykedik itt senki... de a "szídást" is kedvelem, mert attól megyünk előre! :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 11, 10:15
Írta: bmejdz9nu Dátum 2008 augusztus 11, 10:15
Várjuk !
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2008 augusztus 11, 21:21
Írta: 2nbj3n5m Dátum 2008 augusztus 11, 21:21
Zavar,hogy ennyi energiát fektettélbele és
kicsi a munkatér.Ez az erősgép megérdemelt
volna egy nagyobb munkateret.És ne tudd meg,
hogy milyen melókat letne vele elkészíteni,de
ezzel is lehet jó model alkatrészeket gyártani.
Janko
kicsi a munkatér.Ez az erősgép megérdemelt
volna egy nagyobb munkateret.És ne tudd meg,
hogy milyen melókat letne vele elkészíteni,de
ezzel is lehet jó model alkatrészeket gyártani.
Janko
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 11, 21:39
Írta: 4um5b65d Dátum 2008 augusztus 11, 21:39
Már napok óta keresem a hibát Varsányi mester gépe és a kis műhelysarok kapcsán és végre eredményre vezetett állhatatos munkám. :) Ha jobban szemügyre vesszük a teljes konfigurációt mutató képet (#5578) akkor észrevehetjük, hogy a kép jobb oldalán sajnos nem egyforma vastagok a falon elvezetett csövek. Ez súlyos hibának számít !!! Bár most hogy jobban megnézem a képet, nyilván a kisebb csövön érkezik a gép áramellátó kábelkötege. A nagyobb átmérőjű cső funkciója csak egyetlen dolog lehet....itt érkeznek be bináris formában a tetszésnyilvánító gratulációk a fórum tagságától. Úgyhogy, ha elbírja a cső még a nyomást akkor én is beleordítanék, hogy QRVA szép volt.... megérte a sok-sok munkát, gratulálok. :))))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 11, 21:51
Írta: bmejdz9nu Dátum 2008 augusztus 11, 21:51
Ez a gép arra készült, hogy a kisebb alkatrészeket le lehessen gyártani vele... (320x320mm) A további nagygépekhez :)
Persze túlerős lett talán... de mihez képest? ... van sok olyan gyári gép ami több tonna és ugyanekkora a munkaterülete... :) Tehát?
A belefektetetet energia... (ez érdekes kérdéskör:)
Nemcsak a gépet csináltam az elmúlt másfél évben... sok-sok minden mást is (azaz kisérletek és tesztek)... pl. Harmonic Drive forgató, főorsók (eddíg nem sok sikerrel), léptetőmotoros vezérlés is volt ezen a gépen az elején...
Alkatrészek, technikák elsajátítása... azaz tanulás... szinte az összes szervóvezérlő tesztelése... és ennek a gépnek minden főegysége külön-külön is teszetelve volt(!)...
De ez így volt jó! Nem bánom! Nem is fogtam mellé fő kérdésekben! ... és nem szabad elfelejteni, hogy ez az első gépem! :) :) :)
Aztán meg kellett tanulnom a BF20-on (valamennyire:) marnom, esztergálnom...
"Segédgépeket" csináltam, alu fűrész és alu vágókorongos gép (gépek átépítése topik)...
Ezeket mind felszerszámozni (ami nem csak pénz kérdése)... Sőt teljesen új műhelyt is csináltam...új asztalok, szekrények stb...
Szóval rengeteg másra is (pl. tanulásra) is ment el az idő... meg fog is :) Dehát ilyen a hobby... és ugyebér a "dokumentálással" sem voltam fukar :)
... és ezen az ELSŐ(!) gépemen rengeteg olyan megoldást alkalmaztam ami még nem volt előtte itt a fórumon. (sőt talán máshol sem)...
Végül is minden megoldást külön-külön láttam, de nem egyszerre, egyben...
Tehát az energia nem vész (veszett) el... csak átalakul(t)... :)
Persze túlerős lett talán... de mihez képest? ... van sok olyan gyári gép ami több tonna és ugyanekkora a munkaterülete... :) Tehát?
A belefektetetet energia... (ez érdekes kérdéskör:)
Nemcsak a gépet csináltam az elmúlt másfél évben... sok-sok minden mást is (azaz kisérletek és tesztek)... pl. Harmonic Drive forgató, főorsók (eddíg nem sok sikerrel), léptetőmotoros vezérlés is volt ezen a gépen az elején...
Alkatrészek, technikák elsajátítása... azaz tanulás... szinte az összes szervóvezérlő tesztelése... és ennek a gépnek minden főegysége külön-külön is teszetelve volt(!)...
De ez így volt jó! Nem bánom! Nem is fogtam mellé fő kérdésekben! ... és nem szabad elfelejteni, hogy ez az első gépem! :) :) :)
Aztán meg kellett tanulnom a BF20-on (valamennyire:) marnom, esztergálnom...
"Segédgépeket" csináltam, alu fűrész és alu vágókorongos gép (gépek átépítése topik)...
Ezeket mind felszerszámozni (ami nem csak pénz kérdése)... Sőt teljesen új műhelyt is csináltam...új asztalok, szekrények stb...
Szóval rengeteg másra is (pl. tanulásra) is ment el az idő... meg fog is :) Dehát ilyen a hobby... és ugyebér a "dokumentálással" sem voltam fukar :)
... és ezen az ELSŐ(!) gépemen rengeteg olyan megoldást alkalmaztam ami még nem volt előtte itt a fórumon. (sőt talán máshol sem)...
Végül is minden megoldást külön-külön láttam, de nem egyszerre, egyben...
Tehát az energia nem vész (veszett) el... csak átalakul(t)... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 11, 21:59
Írta: bmejdz9nu Dátum 2008 augusztus 11, 21:59
Sajnos azoknak a csöveknek semmi szerepe a CNC-hez :) Gáz, és víz és lefolyó... :)
De majd elbarikádozom polcokkal :)
Bárcsak elvihetném a Talira... de hogyan azt még nem tudom... Pedíg szeretném...
De majd elbarikádozom polcokkal :)
Bárcsak elvihetném a Talira... de hogyan azt még nem tudom... Pedíg szeretném...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 11, 22:04
Írta: bmejdz9nu Dátum 2008 augusztus 11, 22:04
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 11, 22:10
Írta: 4um5b65d Dátum 2008 augusztus 11, 22:10
Na tessék, már meg is fogalmaztad a következő géped alap koncepcióját. Olyanra kell építeni mint a NASA holdjáróját......Ejtőernyővel ledobod a talira.....az meg kicsomagolja magát :)))
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 augusztus 11, 22:11
Írta: 0gbwyh99 Dátum 2008 augusztus 11, 22:11
Üdv mindenkinek!
Varsányi Péternek üzenem: FANTASZTIKUS GÉPET ÉPITETT!!!! Az én szókincsem nem valami nagy, úgy hogy csak annyit tudok mondani hogy nagyon szép. Látszik hogy nagyon sokat figyelt a részletekre és minden részben a tökéletességre törekedet . Az asztal magasság állitására vagyok nagyon kiváncsi.
Kb. 2 éve követem a fórumon az eseményeket és olvasgatom a hozzászólásokat . Mivel a szaktudásom a CNC hez és egyáltalán az anyag megmunkáláshoz nem túl nagy, ezért van hogy nem is tudok sokat hozzászólni a dolgokhoz . Egy valami biztos-Varsányi Péternek és hozzá hasonló segitőkész embereknek köszönhetően , nekünk , amatőröknek is megadatik hogy sokat tanúljanak és ez által merjenek belefogni ők is egy kisebb gép megépitéséhez . Sajnos anyagi háttér hiánya miatt most még csak gyüjtögetem az anyagokat és persze a tudást ! Volt ugyan egy ismerősöm által egy lehetőségem hogy épitsek plazmavágó asztalt , de utóbb az illető lemondta a munkát mert megengedheti magának az ipari nagyteljesitményű lézer vágó gép árát . Meg is rendelte ! Azért nem adom fell ! Egyszer úgy is meg csinálom ! A H1-es vezérlő már meg van, az energia lánc is, bontot léptecsek , kábelek , végálásnak induktiv érzékelők , számitógép. Találtam nálunk Vajdaságban (Szerbiában) lineáris tehnikát olcsó áron ,... majd még meglássuk ! Na most már eleget fecséreltem az időtöket ! Jó éjszakát mindenkinek !
[#eljen][#taps][#worship]
Varsányi Péternek üzenem: FANTASZTIKUS GÉPET ÉPITETT!!!! Az én szókincsem nem valami nagy, úgy hogy csak annyit tudok mondani hogy nagyon szép. Látszik hogy nagyon sokat figyelt a részletekre és minden részben a tökéletességre törekedet . Az asztal magasság állitására vagyok nagyon kiváncsi.
Kb. 2 éve követem a fórumon az eseményeket és olvasgatom a hozzászólásokat . Mivel a szaktudásom a CNC hez és egyáltalán az anyag megmunkáláshoz nem túl nagy, ezért van hogy nem is tudok sokat hozzászólni a dolgokhoz . Egy valami biztos-Varsányi Péternek és hozzá hasonló segitőkész embereknek köszönhetően , nekünk , amatőröknek is megadatik hogy sokat tanúljanak és ez által merjenek belefogni ők is egy kisebb gép megépitéséhez . Sajnos anyagi háttér hiánya miatt most még csak gyüjtögetem az anyagokat és persze a tudást ! Volt ugyan egy ismerősöm által egy lehetőségem hogy épitsek plazmavágó asztalt , de utóbb az illető lemondta a munkát mert megengedheti magának az ipari nagyteljesitményű lézer vágó gép árát . Meg is rendelte ! Azért nem adom fell ! Egyszer úgy is meg csinálom ! A H1-es vezérlő már meg van, az energia lánc is, bontot léptecsek , kábelek , végálásnak induktiv érzékelők , számitógép. Találtam nálunk Vajdaságban (Szerbiában) lineáris tehnikát olcsó áron ,... majd még meglássuk ! Na most már eleget fecséreltem az időtöket ! Jó éjszakát mindenkinek !
[#eljen][#taps][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 11, 22:17
Írta: 3vv2btrhv Dátum 2008 augusztus 11, 22:17
Minden elismerésem V.P.-nek , de én nem tudnám használni ezt a gépet 3D maráshoz , mert felütközik a motortarto a munkadarabra ha nagyobb fogásméjséget kell vennem , igy csak inkább gravirozáshoz alkalmas .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 11, 22:43
Írta: bmejdz9nu Dátum 2008 augusztus 11, 22:43
A motor tartó megoldáson sokat filóztam... Legyen maximális a stabilitás, rezonancia mentesség és magasság is...
Féltem attól is, hogy (az erős hajtás miatt) egyszer véletlenül a motor nyakával nekimegyek valami felfogatónak, vagy a munkadarabnak,
az pedíg károsodást okozna a főorsó csapágyazásban. (A precise motor biztos nem hálálná meg :)
Így valamelyest védve van... max. a marószár törik... ami a gyengébb.
(A maximális erő a gépen= Motor KT=0.3Nm/A ... 16,7A-es a kapcs ü. táp. áramkorlátja = 5Nm... 6,28x5/0.005= 6280N nyomó-toló erő!
A motor tudna 12Nm-t is csúcsban, a vezérlő 20A-t adni...) Csúcsnyomték növelése céljából végül "segéd puffer" kondik nem kerültek a kapcsoló ü. táphoz).
Tehát értem mire gondolsz... Tudom, hogy ez sem szokványos.
(ami hibát látok az, hogy ha lent van a Z akkor a beépített 3x3W-os power LED-ek nem optimálisan világítják meg a szűken vett munkaterületet - pedíg a LED-ek kifelé vannak döntve... de ez is kevés lett a tökéleteshez...)
Olyan magasra vettem ezt a "lehetőséget" mint az ER befogató patron alja... az az ritka azaz eset amikor a szerszám hossz mélységén is túl akarok marni...
Ha mégis szükséges lenne a motort lehetne a tartókon lejjebb csúsztatni... de akkor ott a marómotor és a patronbefogató mint akadály...
... de a "mélyebb" pl. 3D marásokhoz vannak speciális hosszított szerszámok is... de én úgysem akarok 3D marást...
(ha mégis... akkor ez valamelyest persze talán korlátozná a lehetőségeket.)
Ez egy "alkatrész gyártó" gépnek készült...
azaz pl. csapágyház, szerkezeti elemeket összekötő egységek, kisebb gravírozások, kivágások... de azt pontosan, precizen :)
A Z-magassága alapban 100mm, amit két lináris vezetéken és két trapézmenetes segédorsóval +100mm-el emelni lehet.
Azaz max. hídmagasság = max. 200mm. (100+100)(mindkét végponton beállított ütközők - nincs közbenső megálló pont.
Erre akkor lesz (lehet) szükség ha a forgató egység kerül az asztalra (120mm-es tokmány - teljesen kitekert pofákkal elfér - kész is van) vagy egy satu.. vagy valami extrém magas munkadarab.
Ekkor felemelt híddal a gép statikai tulájdonságai természetesen csökkennek = kisebb fogásmélység lehetősége stb. azaz kíméletesebb hajtás :)
Féltem attól is, hogy (az erős hajtás miatt) egyszer véletlenül a motor nyakával nekimegyek valami felfogatónak, vagy a munkadarabnak,
az pedíg károsodást okozna a főorsó csapágyazásban. (A precise motor biztos nem hálálná meg :)
Így valamelyest védve van... max. a marószár törik... ami a gyengébb.
(A maximális erő a gépen= Motor KT=0.3Nm/A ... 16,7A-es a kapcs ü. táp. áramkorlátja = 5Nm... 6,28x5/0.005= 6280N nyomó-toló erő!
A motor tudna 12Nm-t is csúcsban, a vezérlő 20A-t adni...) Csúcsnyomték növelése céljából végül "segéd puffer" kondik nem kerültek a kapcsoló ü. táphoz).
Tehát értem mire gondolsz... Tudom, hogy ez sem szokványos.
(ami hibát látok az, hogy ha lent van a Z akkor a beépített 3x3W-os power LED-ek nem optimálisan világítják meg a szűken vett munkaterületet - pedíg a LED-ek kifelé vannak döntve... de ez is kevés lett a tökéleteshez...)
Olyan magasra vettem ezt a "lehetőséget" mint az ER befogató patron alja... az az ritka azaz eset amikor a szerszám hossz mélységén is túl akarok marni...
Ha mégis szükséges lenne a motort lehetne a tartókon lejjebb csúsztatni... de akkor ott a marómotor és a patronbefogató mint akadály...
... de a "mélyebb" pl. 3D marásokhoz vannak speciális hosszított szerszámok is... de én úgysem akarok 3D marást...
(ha mégis... akkor ez valamelyest persze talán korlátozná a lehetőségeket.)
Ez egy "alkatrész gyártó" gépnek készült...
azaz pl. csapágyház, szerkezeti elemeket összekötő egységek, kisebb gravírozások, kivágások... de azt pontosan, precizen :)
A Z-magassága alapban 100mm, amit két lináris vezetéken és két trapézmenetes segédorsóval +100mm-el emelni lehet.
Azaz max. hídmagasság = max. 200mm. (100+100)(mindkét végponton beállított ütközők - nincs közbenső megálló pont.
Erre akkor lesz (lehet) szükség ha a forgató egység kerül az asztalra (120mm-es tokmány - teljesen kitekert pofákkal elfér - kész is van) vagy egy satu.. vagy valami extrém magas munkadarab.
Ekkor felemelt híddal a gép statikai tulájdonságai természetesen csökkennek = kisebb fogásmélység lehetősége stb. azaz kíméletesebb hajtás :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 11, 23:00
Írta: bmejdz9nu Dátum 2008 augusztus 11, 23:00
Még valami...senki sem kérdezte... :) vagy írtam már valahol? :)
Az mozgó munka asztal két szintes...
A felső szint pontosan 320x320mm-es, hogy a gép síkba tudja (tudta marni) az aktív felületet, hogy maximálisan pontos legyen. (magához képest... is)
Persze körbe-körbe és a T-nútokat is saját maga marta(!), hogy referencia értékűek legyenek az élek!
Elülső és hátulsó részén kicsit lejjebb folytatódik a T-nutos kialakítás... azért, hogy a maximális 320x320mm-es munkatatományt akkor is ki lehesen hasznáni ha a munkadarab pl. 320x320mm-es ... legyen hol elhelyezni a leszorítókat, támaszokat, valamint ide (a lejebbi részhez) lehet rögzíteni a forgatóegységet is...
A munka asztal "rakott" alu elemekből van összerakva... azaz ha "elkopik" a sok újra síkbamarástól :) gond nélkül lehet újakat tenni rá... csavarokkal... most is igy van csak a csavarok süllyesztve vannak és a fejük síkmaras előtt fémragasztóval (epoxi alapú alu fémragasztó) be lett öntve... így nem látható.. csak a szürke pöttyök árulkodnak erről...
Az mozgó munka asztal két szintes...
A felső szint pontosan 320x320mm-es, hogy a gép síkba tudja (tudta marni) az aktív felületet, hogy maximálisan pontos legyen. (magához képest... is)
Persze körbe-körbe és a T-nútokat is saját maga marta(!), hogy referencia értékűek legyenek az élek!
Elülső és hátulsó részén kicsit lejjebb folytatódik a T-nutos kialakítás... azért, hogy a maximális 320x320mm-es munkatatományt akkor is ki lehesen hasznáni ha a munkadarab pl. 320x320mm-es ... legyen hol elhelyezni a leszorítókat, támaszokat, valamint ide (a lejebbi részhez) lehet rögzíteni a forgatóegységet is...
A munka asztal "rakott" alu elemekből van összerakva... azaz ha "elkopik" a sok újra síkbamarástól :) gond nélkül lehet újakat tenni rá... csavarokkal... most is igy van csak a csavarok süllyesztve vannak és a fejük síkmaras előtt fémragasztóval (epoxi alapú alu fémragasztó) be lett öntve... így nem látható.. csak a szürke pöttyök árulkodnak erről...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 12, 13:23
Írta: 000000000 Dátum 2008 augusztus 12, 13:23
hoppá,gratulálok eme masinához.Leesett az állam a te géped és az enyém közti sebességkülönbségtől.Ne zavarjon,hogy "mások" azzal piszkálnak,hogy persze ennyiből könnyű,akkor is:TE készítetted.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 augusztus 12, 21:28
Írta: 4mjnxdwuu Dátum 2008 augusztus 12, 21:28
Nagyon Zsír...
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2008 augusztus 14, 10:37
Írta: sasi Dátum 2008 augusztus 14, 10:37
Csatlakozva az előttem szólókhoz, én is gratulálok a gépedhez, mely esztétikailag, és műszaki paramétereit tekintve lenyűgöző, és kétségtelen, hogy a legnagyobb ívű műszaki fejlődét tudhatod magadénak a fórumozók között!
[#integet2]
[#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 augusztus 14, 22:50
Írta: e3h0cv4ph Dátum 2008 augusztus 14, 22:50
Gratulálok én is.
De ez a gép már ipari kategóriába is megállja a helyét.
Üdv:TT
De ez a gép már ipari kategóriába is megállja a helyét.
Üdv:TT
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 14, 23:03
Írta: 4um5b65d Dátum 2008 augusztus 14, 23:03
Valaki gyújtson már világosságot a fejemben ! Mikor idekeveredtem a CNC oldalra még eszembe sem jutott hogy valaha is gépet építek, de most egy kissé úgy érzem talán meg kellene próbálni. Ha egy hagyományos esztergát szeretnék egy kicsit feldobni némi cnc vezérléssel akkor kb mekkora szervo motorra lenne szükségen ami ezt a terhelést elviseli. Még azon is gondolkodom, hogy a meglévő gépre tennék egy feltétet próba képp. Ha egy hagyományos motornál gondolkodom egy 200W-os kivitel esetében akkor az csak egy tollpihét képes megmozdítani. De valahogy nem értem igazán, hogy egy kis teljesítményű motorból mitől lesz nagy nyomatékú motor. A nyomaték és a teljesítmény nincs egyenes arányban??? Meg még az is érdekelne nagyvonalakban, hogy mi a különbség egy normál 2 szénkefés motor és egy szervo motor közt. Gondolom nem attól lesz csak szervo, hogy tesznek rá egy enkódert meg még plusz 2 szénkefét.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 augusztus 14, 23:11
Írta: e3h0cv4ph Dátum 2008 augusztus 14, 23:11
Ha egy hagyományos esztergát szeretnél CNC -síteni akkor egy hagyományos méretű servo motor megteszi hajtásnak, de egy kicsit nagyobbat is betehetsz a biztonság kedvéért :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 14, 23:17
Írta: 4um5b65d Dátum 2008 augusztus 14, 23:17
sejtettem, hogy a paraméter nélküli esztergára egy paraméter nélküli szervo motort fog valaki ajánlani.... :))))
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 augusztus 14, 23:29
Írta: e3h0cv4ph Dátum 2008 augusztus 14, 23:29
A viccet félretéve azt kéne tudni mekkora az a hagyományos méretű gép (mondjuk a csucstávolsága). Aztán akkor onnantól fogva némi számolással, vagy saccolással lehet megmondani, hogy mekkora motor is kell rá. De javasolnák rá (a motor és a hajtott orsó közé) egy lassító áttétel (ugy kb: 1:3 ... 1:5 körülit) és akkor lesz nyomatékod is, meg dinamikusabb lesz a géped is, bár ez a sebesség rovására megy.
A "sima" DC motor és a szervó motor között a különbség az encoderen kívül föleg a motor elektromechanikai paramétereiben tér el (pl: dinamikusabb, rövidebb idő alatt éri el a névleges fordulatszámát, jobban túlterhelhető stb...).
Ha egy sima DC motorra teszel egy encodert akkor elvileg azt is beillesztheted egy szervókörbe (több kevesebb sikerrel) de nem javasolt megoldás ez (Tibor45).
Szerintem a legtisztább ha szerzel egy olcsó szervó motort (mert ekkor színte biztos a siker - legalábbis motor részről) ugyanis ma már elég jó áron (10願 alatti áron) lehet viszonylag jóminőségű szervómotorhoz jutni (euro servo), ez pedin nincs arányba azzal, hogy szerzel néhány ezerért egy "valamilyen" DC motort aztán néhány ezerért meg encodert aztán valahogy összeilleszted őket. Megéri inkább egy használt szervómotort venni aztán egy kicsit felpofozni (csapágy, szénkefe csere).
Plusz két szénkefe berakásával pedig ne is próbálkozz, amit eredetileg 2 kefésre gyártottak azt nem csak annyiból áll átalakítani, hogy fúrunk rá még két lukat. :)
Üdv:TT
A "sima" DC motor és a szervó motor között a különbség az encoderen kívül föleg a motor elektromechanikai paramétereiben tér el (pl: dinamikusabb, rövidebb idő alatt éri el a névleges fordulatszámát, jobban túlterhelhető stb...).
Ha egy sima DC motorra teszel egy encodert akkor elvileg azt is beillesztheted egy szervókörbe (több kevesebb sikerrel) de nem javasolt megoldás ez (Tibor45).
Szerintem a legtisztább ha szerzel egy olcsó szervó motort (mert ekkor színte biztos a siker - legalábbis motor részről) ugyanis ma már elég jó áron (10願 alatti áron) lehet viszonylag jóminőségű szervómotorhoz jutni (euro servo), ez pedin nincs arányba azzal, hogy szerzel néhány ezerért egy "valamilyen" DC motort aztán néhány ezerért meg encodert aztán valahogy összeilleszted őket. Megéri inkább egy használt szervómotort venni aztán egy kicsit felpofozni (csapágy, szénkefe csere).
Plusz két szénkefe berakásával pedig ne is próbálkozz, amit eredetileg 2 kefésre gyártottak azt nem csak annyiból áll átalakítani, hogy fúrunk rá még két lukat. :)
Üdv:TT
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 15, 09:03
Írta: bmejdz9nu Dátum 2008 augusztus 15, 09:03
Tegyél fel valahová képeket és adatokat csak akkor lehet érdemben "ajánlgatni"...
Amit Tatai leírt az mind igaz... de még figyelni kell a piacon a tachos szervómotorokra és azt encoderrel ellátni...
Ezek olcsóbbak a piacon + encoder + munka = akkor is olcsóbb:)
Néha ez a variáció jobb, mert legalább tutira tudod milyen és mekkora encodered lesz...:)
A motor ereje... hát igen... áramot pakolva nekik "erőcsodákra" képes... de meddíg? azaz jön a hő... ha sokáig akarsz tőle többet...
Vagy nem tudja "alaperőből" a pályakövetést a hajtásrendszer. Azaz vagy leold a vezérlő (ha kicsi a hibatárolója) vagy el eltárolja a hibát a vezérlő (ha nagy a hibajeltárolója) de utóbbi esetben a szerszám nem azt csinálja amit a szoftver parancsolt neki. (nincs "ekzakt" pályakövetés)
Egy biztos, túl kicsi szervómotort erősen leáttételezve (1/2 felett) nem kapsz sokkal jobb paramétereket mint egy léptetőmotortól...
Persze egyes szervós előnyök akkor is megmarad(hat)nak...
Amit Tatai leírt az mind igaz... de még figyelni kell a piacon a tachos szervómotorokra és azt encoderrel ellátni...
Ezek olcsóbbak a piacon + encoder + munka = akkor is olcsóbb:)
Néha ez a variáció jobb, mert legalább tutira tudod milyen és mekkora encodered lesz...:)
A motor ereje... hát igen... áramot pakolva nekik "erőcsodákra" képes... de meddíg? azaz jön a hő... ha sokáig akarsz tőle többet...
Vagy nem tudja "alaperőből" a pályakövetést a hajtásrendszer. Azaz vagy leold a vezérlő (ha kicsi a hibatárolója) vagy el eltárolja a hibát a vezérlő (ha nagy a hibajeltárolója) de utóbbi esetben a szerszám nem azt csinálja amit a szoftver parancsolt neki. (nincs "ekzakt" pályakövetés)
Egy biztos, túl kicsi szervómotort erősen leáttételezve (1/2 felett) nem kapsz sokkal jobb paramétereket mint egy léptetőmotortól...
Persze egyes szervós előnyök akkor is megmarad(hat)nak...
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 augusztus 15, 09:42
Írta: Motoros Dátum 2008 augusztus 15, 09:42
Szia Péter
Gratulálok a gépedhez! Nagyon szép gép és ami általában szép az jó is.
A fotók sajnos a részletekről nem sokat árúlnak el, de az alaposságodat ismerve biztos nem sok fogást lehetne rajta találni.
A legtöbb hobbysta--jómagam is-- eljut az "aluminium csontváz"-ig (de jó megfogalmazás) aztán a többi részlet (burkolat, végálláskapcsolók, porvédelem, vezetékezés elrejtése stb) az "majd" elkészűl..azaz soha. Pedig ez sokszor több meló mint az alap mozgásképes mechanika elkészítése.
Kár hogy ide a szervo topikba tetted, mert itt pár nap alatt lesűlyed, egyébként sem ide
való hiszen ebben nem a szervó a lényeg(szerintem) hanem a mechanika.
Kíváncsi vagyok ez az X tengely emelentyű mennyire fog beválni, és megéri e a sok
befektetett munka,...már csak azért is mert hasonló megoldást nem nagyon láttam sehol.
Az aluminiumot nagyon viszi azt látom a videókból..és végül is ez a lényeg... csinálhatnál egy olyan tesztet is ahol mondjuk 20 mm-es alakos alut kontúr marsz, az hogy néz ki? Ha a talira elhozod akkor érdemes lenne itt ott leszedni a burkolatot hogy benézhessünk a szoknyája alá...tényleg: fiú vagy lány? Persze minden hobby cnc gép lány lehet a szeszélyességüket ismerve. :)
Gratulálok a gépedhez! Nagyon szép gép és ami általában szép az jó is.
A fotók sajnos a részletekről nem sokat árúlnak el, de az alaposságodat ismerve biztos nem sok fogást lehetne rajta találni.
A legtöbb hobbysta--jómagam is-- eljut az "aluminium csontváz"-ig (de jó megfogalmazás) aztán a többi részlet (burkolat, végálláskapcsolók, porvédelem, vezetékezés elrejtése stb) az "majd" elkészűl..azaz soha. Pedig ez sokszor több meló mint az alap mozgásképes mechanika elkészítése.
Kár hogy ide a szervo topikba tetted, mert itt pár nap alatt lesűlyed, egyébként sem ide
való hiszen ebben nem a szervó a lényeg(szerintem) hanem a mechanika.
Kíváncsi vagyok ez az X tengely emelentyű mennyire fog beválni, és megéri e a sok
befektetett munka,...már csak azért is mert hasonló megoldást nem nagyon láttam sehol.
Az aluminiumot nagyon viszi azt látom a videókból..és végül is ez a lényeg... csinálhatnál egy olyan tesztet is ahol mondjuk 20 mm-es alakos alut kontúr marsz, az hogy néz ki? Ha a talira elhozod akkor érdemes lenne itt ott leszedni a burkolatot hogy benézhessünk a szoknyája alá...tényleg: fiú vagy lány? Persze minden hobby cnc gép lány lehet a szeszélyességüket ismerve. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 15, 12:44
Írta: bmejdz9nu Dátum 2008 augusztus 15, 12:44
Majd "életben tartom" ebben a topikban...(azaz még teszek fel videókat...)
Sajnos jobb helyet nem találtam neki... :) Azaz azért van itt mert hol is legyen?
Majd ha teljesen kész lesz... (még egykét "apróság" hiányzik)... részletes képeket csinálok róla és felteszem a német és amcsi fórumra is...
(ott van a kész gépeknek külön rovata :) Aztán majd onnét linkelem...:)
Hát ahogy írod... a "körítés" sokkal több munka (és agyalnivaló!) volt mint a váz... meg egy-két "még nem begyakorlott" mechanikai megoldás (pl. hídemelés).
Meg rengeteg csavar és és aluminium a statikai erősségéhez ami a burkolatok miatt nem szembetűnő... de a súlya nagyon sok lett... nem hittem volna...
Svejk mondta vegyek egy kis zsiráfot, a talira vinni a szerkezetet... Tegnap már láttam a Zgonc-ba egyet de túl nagy volt...
Szóval nem tudom hogyan... pedíg vinném...
Sajnos jobb helyet nem találtam neki... :) Azaz azért van itt mert hol is legyen?
Majd ha teljesen kész lesz... (még egykét "apróság" hiányzik)... részletes képeket csinálok róla és felteszem a német és amcsi fórumra is...
(ott van a kész gépeknek külön rovata :) Aztán majd onnét linkelem...:)
Hát ahogy írod... a "körítés" sokkal több munka (és agyalnivaló!) volt mint a váz... meg egy-két "még nem begyakorlott" mechanikai megoldás (pl. hídemelés).
Meg rengeteg csavar és és aluminium a statikai erősségéhez ami a burkolatok miatt nem szembetűnő... de a súlya nagyon sok lett... nem hittem volna...
Svejk mondta vegyek egy kis zsiráfot, a talira vinni a szerkezetet... Tegnap már láttam a Zgonc-ba egyet de túl nagy volt...
Szóval nem tudom hogyan... pedíg vinném...
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 augusztus 15, 15:56
Írta: Motoros Dátum 2008 augusztus 15, 15:56
A "Géptulajdonosok adatbázisa" erre jó lenne, érdemes oda is berakni. Most már lessan egy honlapot is érdemes lenne csinálnod ahol a dolgaid fellelhetők, nem csak úgy széjjel-szana minden. Ejjnye!!
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 augusztus 15, 16:01
Írta: Motoros Dátum 2008 augusztus 15, 16:01
A HJózsi-t keresd, Ö már csinált is ilyesmit.
Én is már régóta tervezem, (ezt is) de csak egy R16-os revolverautomatát szeretnék cnc-síteni és nem is szervóval hanem léptetőmotorokkal.
Én is már régóta tervezem, (ezt is) de csak egy R16-os revolverautomatát szeretnék cnc-síteni és nem is szervóval hanem léptetőmotorokkal.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 15, 21:49
Írta: bmejdz9nu Dátum 2008 augusztus 15, 21:49
Tesztelgettem a gépet... a "leoldás-pályakövetés határait"...
Bonyolult felírat gravírozáskor 180mm/s és (és erre 50m/s alatt) gyorsítással is tudja!
DE! Csak akkor ha használom az exponenciális gyorsítási lehetőséget!
(Ha lineárisan gyorsít a gép akkor összességében csak a kb. 70%-át tudná - vagy a sebbességből vagy a gyorsításból kellett visszavenni!)
[#felkialtas] Köszönttel Tibor45-nek aki erre akkoriban rámutatott!!! ... Magamtól talán erre a funkcióra fel sem figyeltem volna...
Az előzetes teszteknél nem volt ekkora jelentősége mint így készen, élőben...
Bonyolult felírat gravírozáskor 180mm/s és (és erre 50m/s alatt) gyorsítással is tudja!
DE! Csak akkor ha használom az exponenciális gyorsítási lehetőséget!
(Ha lineárisan gyorsít a gép akkor összességében csak a kb. 70%-át tudná - vagy a sebbességből vagy a gyorsításból kellett visszavenni!)
[#felkialtas] Köszönttel Tibor45-nek aki erre akkoriban rámutatott!!! ... Magamtól talán erre a funkcióra fel sem figyeltem volna...
Az előzetes teszteknél nem volt ekkora jelentősége mint így készen, élőben...
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 augusztus 15, 23:23
Írta: 3k74cecek Dátum 2008 augusztus 15, 23:23
"A nyomaték és a teljesítmény nincs egyenes arányban??? "
P=M*omega
P-teljesítmény
M-nyomaték
omega- szögsebesség(fordulatszám)
Az egyes tagok méretékegységétől függően mindenféle bűv konstans még lehet a képletben.
Mérd meg, hogy a hajtásod mekkora nyomatékot igényel. Aztán döntsd el, hogy mekkora sebességgel akarod a mozgatást, és ezután már tudhatod a szükséges teljesítményt.
Tanácsos figyelembe venni még a tömegek gyorsítását ha az nem jelentéktelen az egyenletes mozgás teljesítményéhez képest.
A motor fordulata és az igényelt sebességed aránya pedig megadja a szükséges áttételezést.
A motor lehetőleg 15-30%-al legyen erősebb mint a számításból kapott érték.
P=M*omega
P-teljesítmény
M-nyomaték
omega- szögsebesség(fordulatszám)
Az egyes tagok méretékegységétől függően mindenféle bűv konstans még lehet a képletben.
Mérd meg, hogy a hajtásod mekkora nyomatékot igényel. Aztán döntsd el, hogy mekkora sebességgel akarod a mozgatást, és ezután már tudhatod a szükséges teljesítményt.
Tanácsos figyelembe venni még a tömegek gyorsítását ha az nem jelentéktelen az egyenletes mozgás teljesítményéhez képest.
A motor fordulata és az igényelt sebességed aránya pedig megadja a szükséges áttételezést.
A motor lehetőleg 15-30%-al legyen erősebb mint a számításból kapott érték.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 15, 23:42
Írta: HJózsi Dátum 2008 augusztus 15, 23:42
Az áttételezéssel a nyomaték is "áttételeződik", fordított atányban, ezt még érdemes figyelembe venni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 08:45
Írta: 000000000 Dátum 2008 augusztus 16, 08:45
Szia Péter!
Én picit kételkedek ezekben a számadataidban.
Eleve a 180 mm/s az csúcssebessége a gépednek.
Hogyan tudnál ilyen sebsséggel gravírozni,
ha egy bonyolultabb pályán kell mozogni tele
irányváltásokkal? Ezt nem értem.
Némi mértékegység probléma is van a gyorsulás
adatodnál, gondolom 50 m/s/s-t akartál, írni.
Én a helyedbe elsőként egy egyszerű tesztet
próbálnékl ki. Előre 10 mm vissza 10 mm, és ezt
50-szer, amilyen gyorsan csak tudod.
Ebből tudsz majd egy átlag sebességet számolni,
ami messze el fog maradni a 180 mm/s-től.
Sajnos Te nem tudsz igazi egységugrás jelet
adni a szervódnak, meg nem is tartod fontosnak.
Pedig a következő lépés ez lett volna az előbbi
feladat végrehajtására.
És egyet ne felejts el, egy szervo hajtás
dinamikáját nem a lineáris elmozdulási
végsebesség határozza meg, hanem a motor
szöggyorsulása. Az pedig Nálad sajnos nem ideális, hiába pakoltad tele a hajtásodat
drága kapcsolóűzemú tápokkal, és
lassan inkább 1kW körüli motorokkal.
Ezt is már sokszor módosított motorokkal,
sebesség csökkentéssel érted el.
Ez mind felesleges lett volna...., és töredék
pénzedbe került volan, bár Nálad úgy általában
sokunkal ellentétben a végösszeg nem számít.
Ezért van igaza Kristály Árpinak is, amikor
megjegyezte, ez nem Hobby kategória a
beépített anyagokat tekintve.
Az helyzet, hogy egy megfelelően
leáttelezett kis 100W köröli szervo motoros
hajtású gép, amivel itt a Fórumon sokan
rendelkeznek, nagyobb dinamikájú gép, mint a
Tied. Hidd el nekem, a nagy tömeg, nagy teta és
a direkthajtás egymás ellenségei, és ez az amit
kezdettől fogva nem akarsz megérteni.:)
Én picit kételkedek ezekben a számadataidban.
Eleve a 180 mm/s az csúcssebessége a gépednek.
Hogyan tudnál ilyen sebsséggel gravírozni,
ha egy bonyolultabb pályán kell mozogni tele
irányváltásokkal? Ezt nem értem.
Némi mértékegység probléma is van a gyorsulás
adatodnál, gondolom 50 m/s/s-t akartál, írni.
Én a helyedbe elsőként egy egyszerű tesztet
próbálnékl ki. Előre 10 mm vissza 10 mm, és ezt
50-szer, amilyen gyorsan csak tudod.
Ebből tudsz majd egy átlag sebességet számolni,
ami messze el fog maradni a 180 mm/s-től.
Sajnos Te nem tudsz igazi egységugrás jelet
adni a szervódnak, meg nem is tartod fontosnak.
Pedig a következő lépés ez lett volna az előbbi
feladat végrehajtására.
És egyet ne felejts el, egy szervo hajtás
dinamikáját nem a lineáris elmozdulási
végsebesség határozza meg, hanem a motor
szöggyorsulása. Az pedig Nálad sajnos nem ideális, hiába pakoltad tele a hajtásodat
drága kapcsolóűzemú tápokkal, és
lassan inkább 1kW körüli motorokkal.
Ezt is már sokszor módosított motorokkal,
sebesség csökkentéssel érted el.
Ez mind felesleges lett volna...., és töredék
pénzedbe került volan, bár Nálad úgy általában
sokunkal ellentétben a végösszeg nem számít.
Ezért van igaza Kristály Árpinak is, amikor
megjegyezte, ez nem Hobby kategória a
beépített anyagokat tekintve.
Az helyzet, hogy egy megfelelően
leáttelezett kis 100W köröli szervo motoros
hajtású gép, amivel itt a Fórumon sokan
rendelkeznek, nagyobb dinamikájú gép, mint a
Tied. Hidd el nekem, a nagy tömeg, nagy teta és
a direkthajtás egymás ellenségei, és ez az amit
kezdettől fogva nem akarsz megérteni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 10:15
Írta: svejk Dátum 2008 augusztus 16, 10:15
Helló Tibor45!
Azt hiszem többünk nevében írhatom:
Hej, mi tanulatlan hobbycnc-sek de szeretnénk már látni egy általunk is érthető számítást/levezetést konkrét adatokkal hogy lássuk az igazadat!
Személy szerint én most azt hiszem negyedszer kérlek fel erre a megtisztelő - nem hiszem hogy titkos - feladatra. (megígérem többet nem teszem :( )
Mert azért azt ne várd a földi halandótól hogy azért kell áttétel mert Tibor45 azt írta...
A kiinduló adatok lehetnének a realitástól nem elrugaszkodott légből kapottak.
Mondjuk x tömeget szeretnénk y gyorsulással z folyamatos sebességre gyorsítva mozgatni pl. 5mm-es emelkedésű orsóval.
És ezekből meghatározni egy 1:1-es és mondjuk egy 1:3 as áttétel motorigényét.
Különösen figyelni kellene majd a kapott erdmény birtokában hogy beszerezhető-e könnyen a kért paraméterű motor.
Az erdmény adatai után már el lehetne gondolkodni azon, hogy kinek mi az egyszerűbb/olcsóbb megoldás az adott hajtás kompromisszumai mellett, mert azt gyanítom hogy mindkettőnek vannak hátrányai is.
Tisztelette, köszönettel: Svejk (és még talán egy jó pár fórumtárs)
Azt hiszem többünk nevében írhatom:
Hej, mi tanulatlan hobbycnc-sek de szeretnénk már látni egy általunk is érthető számítást/levezetést konkrét adatokkal hogy lássuk az igazadat!
Személy szerint én most azt hiszem negyedszer kérlek fel erre a megtisztelő - nem hiszem hogy titkos - feladatra. (megígérem többet nem teszem :( )
Mert azért azt ne várd a földi halandótól hogy azért kell áttétel mert Tibor45 azt írta...
A kiinduló adatok lehetnének a realitástól nem elrugaszkodott légből kapottak.
Mondjuk x tömeget szeretnénk y gyorsulással z folyamatos sebességre gyorsítva mozgatni pl. 5mm-es emelkedésű orsóval.
És ezekből meghatározni egy 1:1-es és mondjuk egy 1:3 as áttétel motorigényét.
Különösen figyelni kellene majd a kapott erdmény birtokában hogy beszerezhető-e könnyen a kért paraméterű motor.
Az erdmény adatai után már el lehetne gondolkodni azon, hogy kinek mi az egyszerűbb/olcsóbb megoldás az adott hajtás kompromisszumai mellett, mert azt gyanítom hogy mindkettőnek vannak hátrányai is.
Tisztelette, köszönettel: Svejk (és még talán egy jó pár fórumtárs)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 10:25
Írta: bmejdz9nu Dátum 2008 augusztus 16, 10:25
Persze... persze... nem éri el a max. sebességet - ezt tudjuk...
Motor X és Y: 400W...Z:280W ... de az a "watt" csak egy szám...:) az alapnyomaték adat talán a legfontosabb vagyis mérvadó...
Végösszeg: Még egy szervómotor sem végezte a kukában :) mert semmire sem jó... :)
Azért ha 100W-os motorokat leátttelezek akkor a dinamikát is leáttételezem... persze ha (túl)nagy fordulatú a motor és kell az erő... akkor nincs más lehetőség...
De ha eleve gyenge egy motor alapnyomatéka(!) csodák nem lesznek...
Ezek a "400W-os" motorok alapnyomatáka 1,58Nm...(a csúcs mindegy mert annyi áramot sem a sem a vezérlő sem a kapcs ü. táp nem tud neki eleget adni:) (vezérlő 20A, táp max. 16,7A a háromra, nincsenek kondik sem... nem sok...)
Pl az E240 = 0.2Nm alapnyomatékkal szerinted hány wattos? Ha már "wattokban" beszélünk?
(8-as áttetel kellene 1,6Nm-es "alapnyomatékhoz"... mekkora lenne a gyorsítási képesség? Sebesség? ... Hát ezaz... Tehát az "50W"? :)
Persze ekkora motorokat a mechanikanak is kell bírnia... jól meg is dolgoztatja...
Majd csinálok még videókat... egyre nagyobb teljesítményeket hozok ki belőle... :)
De sajnos még a szoftvert is kell tanulnom...
Sebesség: Hát igen... leírtam...
180mm/s sebesség... amit 50ms alatt elér... az nem olyan rossz... igazából nem is kell több mert a főorsó úgysem bírja fordulattal...
("légszántási" sebességnek is elmegy... mert kicsi a gép munkaterülete... = 320x320mm = max. 2mp alatt a mások felére megy...)
De ez az exponenciális gyorsítási lehetőség mindent könnyebbé tesz... jobb adatok... jobb pályakövetés... nagyon szereti :)
Motor X és Y: 400W...Z:280W ... de az a "watt" csak egy szám...:) az alapnyomaték adat talán a legfontosabb vagyis mérvadó...
Végösszeg: Még egy szervómotor sem végezte a kukában :) mert semmire sem jó... :)
Azért ha 100W-os motorokat leátttelezek akkor a dinamikát is leáttételezem... persze ha (túl)nagy fordulatú a motor és kell az erő... akkor nincs más lehetőség...
De ha eleve gyenge egy motor alapnyomatéka(!) csodák nem lesznek...
Ezek a "400W-os" motorok alapnyomatáka 1,58Nm...(a csúcs mindegy mert annyi áramot sem a sem a vezérlő sem a kapcs ü. táp nem tud neki eleget adni:) (vezérlő 20A, táp max. 16,7A a háromra, nincsenek kondik sem... nem sok...)
Pl az E240 = 0.2Nm alapnyomatékkal szerinted hány wattos? Ha már "wattokban" beszélünk?
(8-as áttetel kellene 1,6Nm-es "alapnyomatékhoz"... mekkora lenne a gyorsítási képesség? Sebesség? ... Hát ezaz... Tehát az "50W"? :)
Persze ekkora motorokat a mechanikanak is kell bírnia... jól meg is dolgoztatja...
Majd csinálok még videókat... egyre nagyobb teljesítményeket hozok ki belőle... :)
De sajnos még a szoftvert is kell tanulnom...
Sebesség: Hát igen... leírtam...
180mm/s sebesség... amit 50ms alatt elér... az nem olyan rossz... igazából nem is kell több mert a főorsó úgysem bírja fordulattal...
("légszántási" sebességnek is elmegy... mert kicsi a gép munkaterülete... = 320x320mm = max. 2mp alatt a mások felére megy...)
De ez az exponenciális gyorsítási lehetőség mindent könnyebbé tesz... jobb adatok... jobb pályakövetés... nagyon szereti :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 10:33
Írta: bmejdz9nu Dátum 2008 augusztus 16, 10:33
Hát igen... Csatlakoznék...:)
Az áttételezés "egy kényszer helyzet" szerintem... hogy az orsó emelkedéséhez "hozzápasszintsuk" a motor fordulatszámát azaz a meghajtást.
pl. ha 6000 rpm-es motor (max. adatlap alapján) és van egy 20-as emelkedésű orsó :) :) :) (ez elég végletes, de... előfordulhat :)
Várjuk az összehasonlító számítást... ami kiterjed 1. erőre 2. gyorsításra 3.sebességre...
Anyagilag is... mert az áttétel is pénzbe kerül... a munkát nem számítva... :)
Az áttételezés "egy kényszer helyzet" szerintem... hogy az orsó emelkedéséhez "hozzápasszintsuk" a motor fordulatszámát azaz a meghajtást.
pl. ha 6000 rpm-es motor (max. adatlap alapján) és van egy 20-as emelkedésű orsó :) :) :) (ez elég végletes, de... előfordulhat :)
Várjuk az összehasonlító számítást... ami kiterjed 1. erőre 2. gyorsításra 3.sebességre...
Anyagilag is... mert az áttétel is pénzbe kerül... a munkát nem számítva... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 11:33
Írta: 000000000 Dátum 2008 augusztus 16, 11:33
Péter!
"Azért ha 100W-os motorokat leátttelezek akkor a dinamikát is leáttételezem..."
Az előbb is arról írtam, hogy a dinamika
mást jelent, Te azt hiszed, hogy az elmozdulás
csúcs sebességétől vagy dinamikus. Sajnos nagy téveszméid egyike ez is, de ragaszkodjál csak
hozzá, ha akarsz.:)
Az a helyzet, hogy a d(omega)/d(t)= szöggyorsulás
a motor tengelyen a döntő.
És meggyőződésem, a Te szervomotorodnak
ha megnézed a gyári időállndóját az bizony
sokkal kevesebb, mint 50 ms. Ekkora ugyanis egy
ablaktörlő motornak is lehet.
És ha ez a maximális leoldás előtti időt, ez
is azt bizonyítja, nincs itt minden rendjén,
azaz messze nem tudod kihasználni a motorod
igazi dinamikáját.
Ebből kifolyólag jó lenne már végre megértened azt,
hogy egy jó szélsőséges példát vegyek, hogy
egy maximum 1mm/s csúcssebességű hajtás
sokkal dinamikusabb lehet, mint egy 1 m/s
végsebességű.
Arról nem is beszélve, hogy Te ha jól tudom
CNC marógépet építettél, nem pedig SMD
beültetőt.
Azaz javarészt érdemes anyagban "túrkálnod" majd, és
nem levegőben rohangálni.
Ha pedig ez így van, és elfogadod, akkor
az optimális forgácsolási adatok, eredmények
meghatározásánál szinte minden paraméterében
legyengítetted a gépedet a nagy végsebesség miatt. Az az a semmiért a sok hühó.
Ha pedig ilyen apróságokat is a forgácsolási
célfüggvények közé veszünk, mint felületi
érdesség, alakhűség, méretpontosság, könnyen
beláthatod, újabb csatákat vesztel a
direkthajtással. Ugynais egy leáttételezett
szervnál, ahol 1 mikron pl. a felbontás,
10-szer nagyobb hibajelnél is pontosabb lehet,
minta egy 0.01 százados felbontású gép a direkt hajtás miatt. És mivel a szervo működésének
a lényege az állandó hibajel és az arra adott
válasz, bizony nagy bajban leszel, ha +- néhány század alakhibát akarsz tartani.
Svej!
Ezek egyszerű, világos logikai észérvek,
így Neked is ezeket tudom mondani. Ha nem
haragszol, itt most nem élnék a dinamikia levezetéssel,
mivel itt nagyon sokan képlet ellenesek.
Azonban egy példát írok, és ez érthető lesz:
Ha gyorsan, biztonságosan akarsz előzni, akkor
visszakapcsolsz autóvezetésnél. Gondolom erre
nem azt írod picit gunyorosan, mint az előbb:
azért kell így tenni vezetésnél, mert Tibor45
írta.:))
A szervo dettó ugyanez, annyira meg nem vagy
Te makacs, hogy észérvek, képletek ne hassanak
Rád, mint az előbbi autós példában.
És még egy: a direk hajtás rossz kifejezés,
mert a menetemelkedés a döntő, ha orsó-anya
kapcsolatról van szó. Azaz a szervomotor
méretezésénél az egy motorfordulatra eső elmozdulás a lényeg, így adott esetben
direktben is hajthatok egy 100W-os motorral
egy orsót, és 1kW is kevés lehet.
"Azért ha 100W-os motorokat leátttelezek akkor a dinamikát is leáttételezem..."
Az előbb is arról írtam, hogy a dinamika
mást jelent, Te azt hiszed, hogy az elmozdulás
csúcs sebességétől vagy dinamikus. Sajnos nagy téveszméid egyike ez is, de ragaszkodjál csak
hozzá, ha akarsz.:)
Az a helyzet, hogy a d(omega)/d(t)= szöggyorsulás
a motor tengelyen a döntő.
És meggyőződésem, a Te szervomotorodnak
ha megnézed a gyári időállndóját az bizony
sokkal kevesebb, mint 50 ms. Ekkora ugyanis egy
ablaktörlő motornak is lehet.
És ha ez a maximális leoldás előtti időt, ez
is azt bizonyítja, nincs itt minden rendjén,
azaz messze nem tudod kihasználni a motorod
igazi dinamikáját.
Ebből kifolyólag jó lenne már végre megértened azt,
hogy egy jó szélsőséges példát vegyek, hogy
egy maximum 1mm/s csúcssebességű hajtás
sokkal dinamikusabb lehet, mint egy 1 m/s
végsebességű.
Arról nem is beszélve, hogy Te ha jól tudom
CNC marógépet építettél, nem pedig SMD
beültetőt.
Azaz javarészt érdemes anyagban "túrkálnod" majd, és
nem levegőben rohangálni.
Ha pedig ez így van, és elfogadod, akkor
az optimális forgácsolási adatok, eredmények
meghatározásánál szinte minden paraméterében
legyengítetted a gépedet a nagy végsebesség miatt. Az az a semmiért a sok hühó.
Ha pedig ilyen apróságokat is a forgácsolási
célfüggvények közé veszünk, mint felületi
érdesség, alakhűség, méretpontosság, könnyen
beláthatod, újabb csatákat vesztel a
direkthajtással. Ugynais egy leáttételezett
szervnál, ahol 1 mikron pl. a felbontás,
10-szer nagyobb hibajelnél is pontosabb lehet,
minta egy 0.01 százados felbontású gép a direkt hajtás miatt. És mivel a szervo működésének
a lényege az állandó hibajel és az arra adott
válasz, bizony nagy bajban leszel, ha +- néhány század alakhibát akarsz tartani.
Svej!
Ezek egyszerű, világos logikai észérvek,
így Neked is ezeket tudom mondani. Ha nem
haragszol, itt most nem élnék a dinamikia levezetéssel,
mivel itt nagyon sokan képlet ellenesek.
Azonban egy példát írok, és ez érthető lesz:
Ha gyorsan, biztonságosan akarsz előzni, akkor
visszakapcsolsz autóvezetésnél. Gondolom erre
nem azt írod picit gunyorosan, mint az előbb:
azért kell így tenni vezetésnél, mert Tibor45
írta.:))
A szervo dettó ugyanez, annyira meg nem vagy
Te makacs, hogy észérvek, képletek ne hassanak
Rád, mint az előbbi autós példában.
És még egy: a direk hajtás rossz kifejezés,
mert a menetemelkedés a döntő, ha orsó-anya
kapcsolatról van szó. Azaz a szervomotor
méretezésénél az egy motorfordulatra eső elmozdulás a lényeg, így adott esetben
direktben is hajthatok egy 100W-os motorral
egy orsót, és 1kW is kevés lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 11:48
Írta: 4um5b65d Dátum 2008 augusztus 16, 11:48
Huha !!! Megzavarodtam, mint vasorrú bába a mágneses viharban. Na ezen pár utolsó hozzászólást még elolvasom egy párszor, de valami már dereng a bal agyféltekémben....
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 11:55
Írta: 4um5b65d Dátum 2008 augusztus 16, 11:55
Szóval akkor ne akarjak egy 10000-es fordulatú szervómotort egy 20-as emelkedésű golyósorsóra tenni mert maximális fordulatnál kikönyököl a szánrendszer a szomszéd házfalán is.... :))) Az áttételezés nem ront jelentőset a gép pontosságán? Valahogy nehezen tudom elképzelni, hogy ugyanolyan precíz lehet mint a direkt hajtás. Hisz még a direkt hajtásnál is felléphet idővel a golyósorsó kopásból eredő mikrokotyogás....Ámbár ha az enkódert nem a motor tengelyére helyezzük hanem az orsóra akkor meg van oldva a dolog...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 12:03
Írta: 000000000 Dátum 2008 augusztus 16, 12:03
Szia!
Húha! Ha ilyeneket írsz, akkor javaslom, éljél
azzal a lehetőséggel, mit Te magad írtál az
előbb:
"Na ezen pár utolsó hozzászólást még elolvasom
egy párszor, de valami már dereng a bal
agyféltekémben...."
:)
Húha! Ha ilyeneket írsz, akkor javaslom, éljél
azzal a lehetőséggel, mit Te magad írtál az
előbb:
"Na ezen pár utolsó hozzászólást még elolvasom
egy párszor, de valami már dereng a bal
agyféltekémben...."
:)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 12:08
Írta: 4um5b65d Dátum 2008 augusztus 16, 12:08
Naaaaaaaaaaa !!!!!! Ne tessék kérem lehurrogni a tudásra szomjazó és a mechanikai megoldásokat sejtszinten is megismerni kívánó homosapiens-eket. :)))))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 12:12
Írta: bmejdz9nu Dátum 2008 augusztus 16, 12:12
Számoljál...:) Itt az adatlapja a motornak... Mi itt a gond? A motorra 2500rpm és 85V van írva...
5mm-es emelkedésűek az orsók, 1000cpr encoder, 4X enc. mód és 4X step jel szorzás = 0.005mm/lépés.
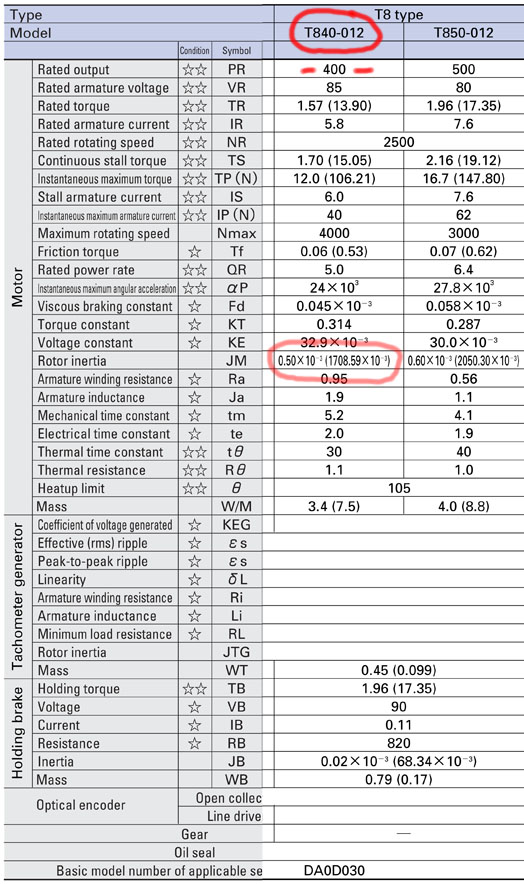
Ebből került be két darab az X és Y-hoz...

ITT a teljes Katalogus adatlap A>
5mm-es emelkedésűek az orsók, 1000cpr encoder, 4X enc. mód és 4X step jel szorzás = 0.005mm/lépés.
Ebből került be két darab az X és Y-hoz...
ITT a teljes Katalogus adatlap A>
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 12:15
Írta: bmejdz9nu Dátum 2008 augusztus 16, 12:15
Ha "kotyogni kezd a golyósorsó" és az encoder a tengelyre van szerelve... akkor "örökmozgó" lesz :) azaz jobbra-balra pozicionál állandóan...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 16, 12:28
Írta: D.Laci Dátum 2008 augusztus 16, 12:28
Péter!!!
Hogy őszinte legyek sokkal jobb gépet vártam tőled!!!:)
Nem baj a következő jobban sikerül! :)
De első saját építésű géped lévén beírhatsz egy mezei piros pontot!!!
Hogy őszinte legyek sokkal jobb gépet vártam tőled!!!:)
Nem baj a következő jobban sikerül! :)
De első saját építésű géped lévén beírhatsz egy mezei piros pontot!!!
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 16, 12:31
Írta: D.Laci Dátum 2008 augusztus 16, 12:31
Ez egy elhamarkodott válasz volt!! :)
A kottyanásnak semmi köze nincs az „örökmozgóhoz”, akkor lenne gebasz ha áttételes lenne, direkthajtásnál no para…:)
A kottyanásnak semmi köze nincs az „örökmozgóhoz”, akkor lenne gebasz ha áttételes lenne, direkthajtásnál no para…:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 12:32
Írta: 000000000 Dátum 2008 augusztus 16, 12:32
Szai Péter!
Nem kell itt semmit számolni, ugyanis az van,
amit az előbb írtam, és pont azt nem karikáztad be:
mechanikal time constans: 5.2 ms
Hoppá!!!!
Ez mintha kisebb lenne éppen 10-szer, mint
az 50 ms!!!
Azaz a tranziens folyamatoknál kínlódik a motor,
a szervo elektronika, meg minden más, mert
éppen 10-szer gyegébb, vagy, mint lehetnél. Ezen gondolkozz el.
A motor ugyanuis a tengelyén egy redukált tehetetlenségi nyomatékot érez, és semmi más nem érdekli, lerosszja az áttételt, minden mást.
És Ő a Szervomotor ismeri a fizik alaptörvényeit, azt mondja:
Ja kedves Varsányi Úr, ha így kitolsz velem, majd akkor én is válaszolok Neked valahogy,
nehogy már a nyúl vigye a puskát!:)
Azon meg csak révüldözök, és mosolygok, hogy
ezekszerint egy 250-es fizikai osztású encodert
szorzol össze-vissza annak minden súlyos műszaki
vonzata mellett.:)
Nem kell itt semmit számolni, ugyanis az van,
amit az előbb írtam, és pont azt nem karikáztad be:
mechanikal time constans: 5.2 ms
Hoppá!!!!
Ez mintha kisebb lenne éppen 10-szer, mint
az 50 ms!!!
Azaz a tranziens folyamatoknál kínlódik a motor,
a szervo elektronika, meg minden más, mert
éppen 10-szer gyegébb, vagy, mint lehetnél. Ezen gondolkozz el.
A motor ugyanuis a tengelyén egy redukált tehetetlenségi nyomatékot érez, és semmi más nem érdekli, lerosszja az áttételt, minden mást.
És Ő a Szervomotor ismeri a fizik alaptörvényeit, azt mondja:
Ja kedves Varsányi Úr, ha így kitolsz velem, majd akkor én is válaszolok Neked valahogy,
nehogy már a nyúl vigye a puskát!:)
Azon meg csak révüldözök, és mosolygok, hogy
ezekszerint egy 250-es fizikai osztású encodert
szorzol össze-vissza annak minden súlyos műszaki
vonzata mellett.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 12:36
Írta: 4um5b65d Dátum 2008 augusztus 16, 12:36
Péter amit most írtál az számomra a hónap meglepetése.... Tételezzünk fel egy szervómotort ami fogaskerék áttételen keresztül hajtja a golyósorsót.Persze ilyet nem igen csinálnak,de csak a példa kedvéért..... Mondjuk a fogaskerekeid kotyogása 0,2 mm, a golyósorsó pedig 0,02 mm-ert kotyog. Ha szoftverből elkezdem mozgatni a mechanikát , addig amíg el nem érem a 0,2mm-es elmozdulást addig az enkóder úgyebár nem érzékel semmit, hisz eddig még csak a fogaskerék holtjátékát küszöböltem ki és a golyósorsó még nem mozdult meg.Aztán szoftver szerint még 0,02mm-ert mozdítom el a mechanikát, ezt viszont már érzékeli az enkóder, hisz már elfordult valamelyest az orsó. A mechanika viszont még mindig áll. Na csak erre gondoltam akkor , amikor az orsóra tenném az enkódert. Ebben az esetben az egész mechanika csak a golyósorsó kopásából adódó hibaszázalékkal működik. Ha viszont ugyanezen fogaskerekes áttétellel, de a motor tengelyén van az enkóder akkor a 0,02mm helyett 0,2+0,02mm-ert hibázik a mechanika...azaz több mint két tizedet.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 16, 12:47
Írta: D.Laci Dátum 2008 augusztus 16, 12:47
Ha az encoder nem érzékelte a fogaskerék kompenzálást, akkor honnan tudja, hogy kompenzálta? És egyáltalán jó irányba kompenzált?
Szerintem próbáld ki egy olyan orsóval, ami kottyan 50incrementet meg olyan áttétellel, ami megint kottyan 50-100 incrementet rögtön rádöbbensz a lényegre… :)
Szerintem próbáld ki egy olyan orsóval, ami kottyan 50incrementet meg olyan áttétellel, ami megint kottyan 50-100 incrementet rögtön rádöbbensz a lényegre… :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 12:59
Írta: bmejdz9nu Dátum 2008 augusztus 16, 12:59
A karika egy régebbi dolog miatt van... nem most karikáztam...
Szerintem hagyjuk... :) Nagyobb motor "más" adatok... arányosan kell kezelni... :)
Az encoder feldolgozási módot pedíg nem akarod megérteni... ez van...
De egy vigasztal... Lassan megjelenik Magi vezérlője... ott a gépkönyvében ez elég egyértelműen, érthetően le lesz írva.
Magi vezérlője tud majd 2X és 4X-es encoder feldolgozási módot és step jel sokszorozást is...
Remélem amit eddíg összekevertél, (összekevertünk) a fejekben az az István vezérlőjének elolvasása után mindenkinek világos lesz...
Addíg az angolul tudoknak.... US digital - Encoder Glossary. - x1, x2 & x4 Decoding....
Neked pedíg addíg: 1000cpr = 4X Encoder Decoding = 4000ppr ... Hol itt a 250-es fizika :)???
Belül a vezérlő 4000imp/fordulat alapon működik...
A WinPC-NC szoftver pedíg max. 144.000Khz-et ad neki! Ezt hogy csinálja? Na ez a találós kérdés! :) (a 36Khz-et "megnégyszerezi"...)
Szerintem hagyjuk... :) Nagyobb motor "más" adatok... arányosan kell kezelni... :)
Az encoder feldolgozási módot pedíg nem akarod megérteni... ez van...
De egy vigasztal... Lassan megjelenik Magi vezérlője... ott a gépkönyvében ez elég egyértelműen, érthetően le lesz írva.
Magi vezérlője tud majd 2X és 4X-es encoder feldolgozási módot és step jel sokszorozást is...
Remélem amit eddíg összekevertél, (összekevertünk) a fejekben az az István vezérlőjének elolvasása után mindenkinek világos lesz...
Addíg az angolul tudoknak.... US digital - Encoder Glossary. - x1, x2 & x4 Decoding....
Neked pedíg addíg: 1000cpr = 4X Encoder Decoding = 4000ppr ... Hol itt a 250-es fizika :)???
Belül a vezérlő 4000imp/fordulat alapon működik...
A WinPC-NC szoftver pedíg max. 144.000Khz-et ad neki! Ezt hogy csinálja? Na ez a találós kérdés! :) (a 36Khz-et "megnégyszerezi"...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 13:02
Írta: 000000000 Dátum 2008 augusztus 16, 13:02
Lacit ebben csak megerősíteni tudom!!
A szervohajtás mérőelemének kőkemény,
állandó kapcsolatban kell lenni a
motortengellyel, minimális hiszterézis
csak a megengedett. Egyénként a szervohajtás
már anélkül beleng, és használhatatlan lesz,
hogy akár csak 1 gram tömeget mozgatna.:)
A szervohajtás mérőelemének kőkemény,
állandó kapcsolatban kell lenni a
motortengellyel, minimális hiszterézis
csak a megengedett. Egyénként a szervohajtás
már anélkül beleng, és használhatatlan lesz,
hogy akár csak 1 gram tömeget mozgatna.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 13:06
Írta: bmejdz9nu Dátum 2008 augusztus 16, 13:06
Gondold végig megegyszer...
A motor+encoder egy mechanikalig zárt kör... Hogyis írjam... Képzeld el ha kotyogna az encoder a motoron? Mit csinálna a motor? Jobra - balra keresné a poziciót...mert ugyebár ez első rossz írányú jelnél váltana írányt... Kicsi kottyanásnál zizegne, nagyobnál "csapdosna" :)...
A motor+encoder egy mechanikalig zárt kör... Hogyis írjam... Képzeld el ha kotyogna az encoder a motoron? Mit csinálna a motor? Jobra - balra keresné a poziciót...mert ugyebár ez első rossz írányú jelnél váltana írányt... Kicsi kottyanásnál zizegne, nagyobnál "csapdosna" :)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 13:18
Írta: bmejdz9nu Dátum 2008 augusztus 16, 13:18
Egyébként ha már itt tartunk... érdekes lehet egy lineáris encoderrel szerelt (pl. üvegléces) hasjtásrendszer... Azt hogy csinálják az iparban?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 13:20
Írta: svejk Dátum 2008 augusztus 16, 13:20
"Ezek egyszerű, világos logikai észérvek,
így Neked is ezeket tudom mondani. Ha nem
haragszol, itt most nem élnék a dinamikia levezetéssel,
mivel itt nagyon sokan képlet ellenesek. "
Hmm.. a 4.dik próbálkozás sem járt sikerrel így mint ígértem többet nem kérlek meg rá.
egyszer majd előkaparom a könyveket és megpróbálom levezetni magamnak és másnak okulásképpen.
"Azonban egy példát írok, és ez érthető lesz:
Ha gyorsan, biztonságosan akarsz előzni, akkor
visszakapcsolsz autóvezetésnél. Gondolom erre
nem azt írod picit gunyorosan, mint az előbb:
azért kell így tenni vezetésnél, mert Tibor45
írta.:)) "
Sajnos mint minden példa ez is jó és rossz egyben.
Valóban az egy 1.1 benzinesnél vissza kell váltani, de egy 1.8-asnál nem biztos.
És gondolom Te sem mennél le a Balatonra 3-asban az 1,1-essel azért hogy tudjál előzgetni, de akár hogy pörgeted 3-asban csak 110-e megy és ha jön egy emelkedő visszaesik 80 ra.
És az 1.8-as mellett még számos érv van:
Fogyasztása, ára alig több, dinamikusabb (váltás nélkül, mert ugye a gépünkön ez nincs), kisebb fordulaton jár, kisebb a kopás...
Igazából a servohajtásnál is a legjobb egy variátor lenne amit a vezérlő szabályozna.
A gunyor távol állt tőlem ,de Te szoktad mondani hogy csak a képleteknek és bizonyított tényeknek hiszel.
Igazából nem engem kellene meggyőznöd, hanem a leendő szervosoknak kellene tényekkel alátámasztott segítséget adni a motor kiválasztásához.
(Nálam a gyenge pont a nagyobb fordulatú motor tehetetlensége, igaz az kisebb forgó tömeggel.
de gyanítom hogy a kétszeres nyomatékú motornak nem kétszeres a forgó tömege)
Én annak idején a motoromat a névleges fordulat harmadán járattam csak azért mert nem akartam/tudtam áttátelt készíteni.
Kísérleteztem vele, de sok problémát vetett fel a kialakítása
Illetve a tapasztalatok alapján nem találtam meg azt az előnyt amiért meg kellett volna valósítanom az áttételt.
Persze a 3. találkozón láthatta sok ember hogy azért az a gépezet hagyott kívánnivalókat maga után egyébként is.
Ezen a fórumon a direkthajtást mindenki a motor-orsó kapcsolatára érti, ebből még nem volt félreértés. A orsó és az anya kapcsolata mindkét esetben azonos, hiszen egy ugyanazon mechanikára szeretnénk a hajtást kiválasztani, pl. léptetőmotor csere után.
így Neked is ezeket tudom mondani. Ha nem
haragszol, itt most nem élnék a dinamikia levezetéssel,
mivel itt nagyon sokan képlet ellenesek. "
Hmm.. a 4.dik próbálkozás sem járt sikerrel így mint ígértem többet nem kérlek meg rá.
egyszer majd előkaparom a könyveket és megpróbálom levezetni magamnak és másnak okulásképpen.
"Azonban egy példát írok, és ez érthető lesz:
Ha gyorsan, biztonságosan akarsz előzni, akkor
visszakapcsolsz autóvezetésnél. Gondolom erre
nem azt írod picit gunyorosan, mint az előbb:
azért kell így tenni vezetésnél, mert Tibor45
írta.:)) "
Sajnos mint minden példa ez is jó és rossz egyben.
Valóban az egy 1.1 benzinesnél vissza kell váltani, de egy 1.8-asnál nem biztos.
És gondolom Te sem mennél le a Balatonra 3-asban az 1,1-essel azért hogy tudjál előzgetni, de akár hogy pörgeted 3-asban csak 110-e megy és ha jön egy emelkedő visszaesik 80 ra.
És az 1.8-as mellett még számos érv van:
Fogyasztása, ára alig több, dinamikusabb (váltás nélkül, mert ugye a gépünkön ez nincs), kisebb fordulaton jár, kisebb a kopás...
Igazából a servohajtásnál is a legjobb egy variátor lenne amit a vezérlő szabályozna.
A gunyor távol állt tőlem ,de Te szoktad mondani hogy csak a képleteknek és bizonyított tényeknek hiszel.
Igazából nem engem kellene meggyőznöd, hanem a leendő szervosoknak kellene tényekkel alátámasztott segítséget adni a motor kiválasztásához.
(Nálam a gyenge pont a nagyobb fordulatú motor tehetetlensége, igaz az kisebb forgó tömeggel.
de gyanítom hogy a kétszeres nyomatékú motornak nem kétszeres a forgó tömege)
Én annak idején a motoromat a névleges fordulat harmadán járattam csak azért mert nem akartam/tudtam áttátelt készíteni.
Kísérleteztem vele, de sok problémát vetett fel a kialakítása
Illetve a tapasztalatok alapján nem találtam meg azt az előnyt amiért meg kellett volna valósítanom az áttételt.
Persze a 3. találkozón láthatta sok ember hogy azért az a gépezet hagyott kívánnivalókat maga után egyébként is.
Ezen a fórumon a direkthajtást mindenki a motor-orsó kapcsolatára érti, ebből még nem volt félreértés. A orsó és az anya kapcsolata mindkét esetben azonos, hiszen egy ugyanazon mechanikára szeretnénk a hajtást kiválasztani, pl. léptetőmotor csere után.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 13:27
Írta: 000000000 Dátum 2008 augusztus 16, 13:27
Péter encoder jelfeldolgozással kapcsolatban
ne viccelj már velem, amikor 1 éve még azt sem értetted mi az a A-B csatorna.
Akkor ha jól értem annak meg örülök, hogy 1000-es fizikai
osztású encodered van, és csak belül keversz
össze majd visszakeversz mindent a szabályzási
algortimusok érdekében.
Én egészen véletlenül az oszás áramkörömre vagyok kicsit büszke a szervómban (persze a Te
agyonimádott Y*X szorzás is benne van, csak
épp ilyen Hobby játék enkóderekhez életveszélyes lenne), azaz egy 8000 fizikai
ezres osztású encodert lehet szelídíteni pl. 1000-é, vagy amire akarod 2 hatványai szerint.
Az motorod megadott időallandóját pedig egy
laza csukló mozdulattal lesöpörted, pedig
ez mindent elárul.
Ugyanis a szomorú valóság az, hogy ez a
szervomotor minden elektronika nélkül a gyártócég szervomotor tervező mérnökeinek a
tudása kapcsán képes tm idő alatt max*.63-ra
felpörögni, ezzel ellenetétbem a szervóddal
viszont per pillanat "hála" a beépített több 100
kg alunak, acél csavaroknak, no és az 5 mm-es
direkt orsódnak 10-szer gyengébb.
Ez a lényeg, és sajnos ameddig a "gyors levegő
szántás" bűvöletében élsz, és azt hiszed ettől
jó a géped, ez így is marad. De tudod az a
lényeg, Neked legyen jó, és elégdett legyél.
Pedig ha tudnád, mi történne, egy 1:2-es áttétel kapcsán...., no de beszélhetek én itt
éveket, nem számít.:)
ne viccelj már velem, amikor 1 éve még azt sem értetted mi az a A-B csatorna.
Akkor ha jól értem annak meg örülök, hogy 1000-es fizikai
osztású encodered van, és csak belül keversz
össze majd visszakeversz mindent a szabályzási
algortimusok érdekében.
Én egészen véletlenül az oszás áramkörömre vagyok kicsit büszke a szervómban (persze a Te
agyonimádott Y*X szorzás is benne van, csak
épp ilyen Hobby játék enkóderekhez életveszélyes lenne), azaz egy 8000 fizikai
ezres osztású encodert lehet szelídíteni pl. 1000-é, vagy amire akarod 2 hatványai szerint.
Az motorod megadott időallandóját pedig egy
laza csukló mozdulattal lesöpörted, pedig
ez mindent elárul.
Ugyanis a szomorú valóság az, hogy ez a
szervomotor minden elektronika nélkül a gyártócég szervomotor tervező mérnökeinek a
tudása kapcsán képes tm idő alatt max*.63-ra
felpörögni, ezzel ellenetétbem a szervóddal
viszont per pillanat "hála" a beépített több 100
kg alunak, acél csavaroknak, no és az 5 mm-es
direkt orsódnak 10-szer gyengébb.
Ez a lényeg, és sajnos ameddig a "gyors levegő
szántás" bűvöletében élsz, és azt hiszed ettől
jó a géped, ez így is marad. De tudod az a
lényeg, Neked legyen jó, és elégdett legyél.
Pedig ha tudnád, mi történne, egy 1:2-es áttétel kapcsán...., no de beszélhetek én itt
éveket, nem számít.:)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 16, 13:28
Írta: D.Laci Dátum 2008 augusztus 16, 13:28
1.8-as motor ne szerénykedjünk :)
Egy amcsinak próbáld elmagyarázni, hogy Trabi 600-as mocival…
Meg kérdezi, hogy: Hát az mi, ablaktörlő motor? :)
Egy amcsinak próbáld elmagyarázni, hogy Trabi 600-as mocival…
Meg kérdezi, hogy: Hát az mi, ablaktörlő motor? :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 13:34
Írta: svejk Dátum 2008 augusztus 16, 13:34
Erre talán csg67 tudná a pontos kimerítő válszt adni.
Azt tudni kell hogy azon alkalmazásoknál is van a motoron is encoder..
Azt tudni kell hogy azon alkalmazásoknál is van a motoron is encoder..
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 16, 13:42
Írta: D.Laci Dátum 2008 augusztus 16, 13:42
Ha jól sejtem azokat a mechanikai hibák és hőingadozások kiküszöbölésére, ellenőrzés és kompenzálásként használják.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 13:49
Írta: 000000000 Dátum 2008 augusztus 16, 13:49
Kezdjük a végéről, ha nem fogalmaztam volna
érthetően: Egy 2 mm-es menetemelkedésű
direkt hajtás ugyanaz, mintha 4 mm-est leáttételezem 1:2-be, feltéve, ha az orsó is
fele tetájú.
"Sajnos mint minden példa ez is jó és rossz
egyben. Valóban az egy 1.1 benzinesnél vissza
kell váltani, de egy 1.8-asnál nem biztos."
Ez azért így inkorrekt példa, mert sajna
P=állandó.
Ugyanis ritka dolog az, hogy egy CNC gépen
a melékhajtás szervomotorjait egy robot
állandóan cserélgesse a mikndig optimális P-re.
Pár idevágó közép iskolai fizikai képlet,
ha már annyira megszeretted mostanában a
kifejezéseket:
E=1/2*m*v*v vagy E=1/2*teta*omega*omega
Azaz ha a mozgatott tömeg fele sebességű, mert
áttételt használok, akkor 4-szer kevesebb
villamos energiába kerül felgyorsítani, vagy
lefékezni.
Azaz a javulás mint láthatod nem is lineáris függvény, hanem
négyzetes, és ez csak egy érv megfelelően kiszámolt szervoméretezésnél.
Olyanokba pedig ha nem gond nem mennék bele,
mint a DC szervo hajtások kéttárolós
matematikai modelljének másodfokú differenciál
egyenlete, mert annak egész pontos
leírásához most nekem is elő kellene venni a 25
évvel ezelőtti egyetemi jegyzeteimet.
De hidd el, számos helyen szerepel benne
a szöggyorsulás, és a redukált tehetelenségi nyomaték, forgatónyomaték, stb...
Ezt kérlek nézd el most nekem, köszi.:)
érthetően: Egy 2 mm-es menetemelkedésű
direkt hajtás ugyanaz, mintha 4 mm-est leáttételezem 1:2-be, feltéve, ha az orsó is
fele tetájú.
"Sajnos mint minden példa ez is jó és rossz
egyben. Valóban az egy 1.1 benzinesnél vissza
kell váltani, de egy 1.8-asnál nem biztos."
Ez azért így inkorrekt példa, mert sajna
P=állandó.
Ugyanis ritka dolog az, hogy egy CNC gépen
a melékhajtás szervomotorjait egy robot
állandóan cserélgesse a mikndig optimális P-re.
Pár idevágó közép iskolai fizikai képlet,
ha már annyira megszeretted mostanában a
kifejezéseket:
E=1/2*m*v*v vagy E=1/2*teta*omega*omega
Azaz ha a mozgatott tömeg fele sebességű, mert
áttételt használok, akkor 4-szer kevesebb
villamos energiába kerül felgyorsítani, vagy
lefékezni.
Azaz a javulás mint láthatod nem is lineáris függvény, hanem
négyzetes, és ez csak egy érv megfelelően kiszámolt szervoméretezésnél.
Olyanokba pedig ha nem gond nem mennék bele,
mint a DC szervo hajtások kéttárolós
matematikai modelljének másodfokú differenciál
egyenlete, mert annak egész pontos
leírásához most nekem is elő kellene venni a 25
évvel ezelőtti egyetemi jegyzeteimet.
De hidd el, számos helyen szerepel benne
a szöggyorsulás, és a redukált tehetelenségi nyomaték, forgatónyomaték, stb...
Ezt kérlek nézd el most nekem, köszi.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 13:51
Írta: 000000000 Dátum 2008 augusztus 16, 13:51
Nem értem mi itt a kérdés.
Ugyanaz, mint egy forgó motoron lévő merev
encoder, csak síkban van kiterítve, mivel a motor is síkban van csapágyazva, és úgy mozog.
Ugyanaz, mint egy forgó motoron lévő merev
encoder, csak síkban van kiterítve, mivel a motor is síkban van csapágyazva, és úgy mozog.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 13:59
Írta: bmejdz9nu Dátum 2008 augusztus 16, 13:59
Valóban nem tudtam semmit, de azt a kis semmit is alíg-alíg árultad el...:) többiek is nehezzen, vagy nem tudták?... :)
Sokat kellett még olvasgatnom mire a az encoder feldolgozási módokhoz elértem és összeált a kép:)...
Először azt vettem eszre, hogy az 500cpr-es encoder jeleiből a Gecko G320 négyszer több jelet csinált azaz a másik oldalon négyszer több step jelet akart az egyensúly beállásához... fapados? Hát lehet... De jól megy... (aztán lett G340... :)
Felejtsük el a step jel szorzást!!! Ez végül is nem is a szervóvezérlő része!!! Kezeljük külön!
Az A300-as szervóvezérlő :) (Az X1-es végleges változata :) nem is tud step jeleket többszörözni! (azaz fapados mint a G320*:)
Mível nekem a WinPC-NC miatt kevés a step jelem (Economy = 24Khz) ezét csináltam az LPT portra egy lépéstöbszörözőt...
Ez egy teljesen különálló "dobozka" ami bármilyen vezérlőt hajthatna... akár léptetőmotorost is... (2-től 10-es tartományban állítható)
(ez persze nem kell pl. Mach-hoz vagy a 90Khz-es CncGrafhoz sem... tehát csak az én problémám a WinPC-NC-vel...
Tehát mintha nem is lenne azaz "cukor pótló" nekem :)
* Az A300-as vezérlőben viszont állítható az encoder feldolgozási mód (1x, 2x,4x)
Ez hasonló célt szolgál mint a Te vezérlődben az "encoder osztó"... azaz a "kezelhetetlenül" nagy encodereket "megszelídíti" :)
Sajnos én erre az encoder feldolgozó IC-re nem lehetek büszke... sajnos nem én terveztem. (típus: LS7184 - LSI Corp. USA.)
Sokat kellett még olvasgatnom mire a az encoder feldolgozási módokhoz elértem és összeált a kép:)...
Először azt vettem eszre, hogy az 500cpr-es encoder jeleiből a Gecko G320 négyszer több jelet csinált azaz a másik oldalon négyszer több step jelet akart az egyensúly beállásához... fapados? Hát lehet... De jól megy... (aztán lett G340... :)
Felejtsük el a step jel szorzást!!! Ez végül is nem is a szervóvezérlő része!!! Kezeljük külön!
Az A300-as szervóvezérlő :) (Az X1-es végleges változata :) nem is tud step jeleket többszörözni! (azaz fapados mint a G320*:)
Mível nekem a WinPC-NC miatt kevés a step jelem (Economy = 24Khz) ezét csináltam az LPT portra egy lépéstöbszörözőt...
Ez egy teljesen különálló "dobozka" ami bármilyen vezérlőt hajthatna... akár léptetőmotorost is... (2-től 10-es tartományban állítható)
(ez persze nem kell pl. Mach-hoz vagy a 90Khz-es CncGrafhoz sem... tehát csak az én problémám a WinPC-NC-vel...
Tehát mintha nem is lenne azaz "cukor pótló" nekem :)
* Az A300-as vezérlőben viszont állítható az encoder feldolgozási mód (1x, 2x,4x)
Ez hasonló célt szolgál mint a Te vezérlődben az "encoder osztó"... azaz a "kezelhetetlenül" nagy encodereket "megszelídíti" :)
Sajnos én erre az encoder feldolgozó IC-re nem lehetek büszke... sajnos nem én terveztem. (típus: LS7184 - LSI Corp. USA.)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:07
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:07
köbcentik ? :) A kocsiknál is megadják a nyomatékot! és valóban erősebb motorral kevesebb váltás kell...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:12
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:12
De az áttételi láncnak lehetnek kotyanásai (ha csak kicsik is- de vannak) pl. az anya, kupplung, áttetel... ezt nem értem... mert a mérés a visszacsatolás ezek az elemek után vannak... Gondolom nem csak lineár motoroknál használják...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 14:14
Írta: svejk Dátum 2008 augusztus 16, 14:14
" Egy 2 mm-es menetemelkedésű
direkt hajtás ugyanaz, mintha 4 mm-est leáttételezem 1:2-be, feltéve, ha az orsó is
fele tetájú. "
Igaz állítás, csakhogy az esetek túlnyomó többségében a mechanika adott és keressük a motort, ezért ez tágytalan..
"Ez azért így inkorrekt példa, mert sajna
P=állandó"
Na ne má', Tibor45!
Két éve azon megy a vitád Varsányival hogy inkább áttétel vagy egy erősebb (nagyobb taljesítményű) motor.
"Azaz ha a mozgatott tömeg fele sebességű, mert
áttételt használok, akkor 4-szer kevesebb
villamos energiába kerül felgyorsítani, vagy
lefékezni. "
Valahol itt van a kutya elásva..
Csakhogy a fentiekből kifolyólag a kétszeres fordulatú motor forgórészének fordulatváltozásaihoz mennyi energia is kell ?
Tudom kisebba forgó tömeg, de sejtésem szerint ez sem lineárisan kétszer kisebb a kétszeres nyomatékú nagyobb motornál.
Persze a többit tényleg mellőzzük...:)
direkt hajtás ugyanaz, mintha 4 mm-est leáttételezem 1:2-be, feltéve, ha az orsó is
fele tetájú. "
Igaz állítás, csakhogy az esetek túlnyomó többségében a mechanika adott és keressük a motort, ezért ez tágytalan..
"Ez azért így inkorrekt példa, mert sajna
P=állandó"
Na ne má', Tibor45!
Két éve azon megy a vitád Varsányival hogy inkább áttétel vagy egy erősebb (nagyobb taljesítményű) motor.
"Azaz ha a mozgatott tömeg fele sebességű, mert
áttételt használok, akkor 4-szer kevesebb
villamos energiába kerül felgyorsítani, vagy
lefékezni. "
Valahol itt van a kutya elásva..
Csakhogy a fentiekből kifolyólag a kétszeres fordulatú motor forgórészének fordulatváltozásaihoz mennyi energia is kell ?
Tudom kisebba forgó tömeg, de sejtésem szerint ez sem lineárisan kétszer kisebb a kétszeres nyomatékú nagyobb motornál.
Persze a többit tényleg mellőzzük...:)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 16, 14:14
Írta: D.Laci Dátum 2008 augusztus 16, 14:14
Tapasztaltam... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 14:15
Írta: svejk Dátum 2008 augusztus 16, 14:15
Nem lineár elektro motorról van szó szerintem...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 14:17
Írta: 000000000 Dátum 2008 augusztus 16, 14:17
Szia Péter!
Sajnos nem először csörtézünk, de nem baj!
Nézd el nekem, hogy szervotechnikai illesztés
szempontjából szemben a Többiekkel nem tartom
túl jónak a gépedet. Amúgy tetszik a
a precizitása a gépednek, és nagyra értékelem
a fejlődésedet, ahogyan Sasi is írta.
Majd a második géped belátva ennek hibáit, picit
lassabb lesz, vagy ha AC szervót teszel
rá, akár így is maradhat.:) Én azért továbbra
is intenék mindenkit,
hogy Hobby CNC forgácsológép kategórában a
vakló bátorságával hajtson direktbe 5++ mm
menetemelkedésű orós gépet 80-300W-os
motorral. A műszaki érvekkel meg ne
törődjetek, szemre egész jól fog minden
működni.:) Hajrá, és kövessétek Varsányit.:)
Sőt 10 mm-es orsó és ablaktörlő motor párosítást is érdemes kipróbálni, fog az
forogni.:)
Sajnos nem először csörtézünk, de nem baj!
Nézd el nekem, hogy szervotechnikai illesztés
szempontjából szemben a Többiekkel nem tartom
túl jónak a gépedet. Amúgy tetszik a
a precizitása a gépednek, és nagyra értékelem
a fejlődésedet, ahogyan Sasi is írta.
Majd a második géped belátva ennek hibáit, picit
lassabb lesz, vagy ha AC szervót teszel
rá, akár így is maradhat.:) Én azért továbbra
is intenék mindenkit,
hogy Hobby CNC forgácsológép kategórában a
vakló bátorságával hajtson direktbe 5++ mm
menetemelkedésű orós gépet 80-300W-os
motorral. A műszaki érvekkel meg ne
törődjetek, szemre egész jól fog minden
működni.:) Hajrá, és kövessétek Varsányit.:)
Sőt 10 mm-es orsó és ablaktörlő motor párosítást is érdemes kipróbálni, fog az
forogni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 14:20
Írta: 000000000 Dátum 2008 augusztus 16, 14:20
Nem tudom, egy lináris motornál milyen áttétel,
és olyan mérvű kottyanás lenne, ami zavart
okozna.
és olyan mérvű kottyanás lenne, ami zavart
okozna.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 14:31
Írta: 4um5b65d Dátum 2008 augusztus 16, 14:31
Basszus !!!! Csak annyit kértem hogy valaki gyújtson világosságot a fejemben a szervó motorokkal kapcsolatban, ennek meg az lett az eredménye, hogy mindenki mindenkivel hajbakapott ! :))) Még jó hogy nem a " A hipoidfogazású irányításelmélet fizikáját kérdeztem a nukleinsavak létszámköteg számításának térgeometriai összefüggésének vizsgálatához"....Akkor itt már kupacban állnának a hullák :))))))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 14:32
Írta: 000000000 Dátum 2008 augusztus 16, 14:32
Nem értelek. A motor fordulata állandó
mindkét esetben. A mozgatott rendszer
lesz kisebb sebességű.
Az állandó P-t sem értem, de ez legyen az én értetlneségem.
Az persze továbbra is igaz, ha tévesen túlzóan
nagy maximális sebesség elvárásaim vannak
(mert önkényesen kitaláltam valamit, mint Péter), akkor azt előbb-utóbb erőből azaz
P-vel megvalósíthatom, hiszen miért ne tehetnél
fel egy 3 KW-os AC szervot, és akkor
soha egy szavan nem lenne az akár mégnagyobb csúcs sebesség ellen sem. Felőlem...:))
mindkét esetben. A mozgatott rendszer
lesz kisebb sebességű.
Az állandó P-t sem értem, de ez legyen az én értetlneségem.
Az persze továbbra is igaz, ha tévesen túlzóan
nagy maximális sebesség elvárásaim vannak
(mert önkényesen kitaláltam valamit, mint Péter), akkor azt előbb-utóbb erőből azaz
P-vel megvalósíthatom, hiszen miért ne tehetnél
fel egy 3 KW-os AC szervot, és akkor
soha egy szavan nem lenne az akár mégnagyobb csúcs sebesség ellen sem. Felőlem...:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:33
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:33
Hát ha 10-es orsóm lett volna... akkor nem melegedne... és gyorsabb lenne... na persze minek...ha a főorsó úgysem bírja fordulattal.
400W és 5-ös orsó... hát nagyon félek is tőle akkora erők futkoznak benne... :)
Kapaszkodj meg Tibor: (A kedvedért:)
A következő gép 20mm-es emelkedésű golyósorsóval és direkthajtással lesz!
De csalok :) mert egy kisforduatú de nagynyomatékú motor lesz rajta. (max. 1500rpm)
Ezt hívom én "elektronikus" áttételnek... azaz a motor és a hajtott orsó emelkedésének párosításának...
De azt nem szabad elfelejteni, hogy egy 6000rpm-re tervezett motor 1500rpm-nél... ugyebár messze nem ugyanaz! Sőt...:)
Tálán így jobb: Mint asszinkron motoroknál 2 polusú, 4 polúsú, 6 polúsú, 8 polúsú... talán így könnyeb elképzeni a dolgot...
400W és 5-ös orsó... hát nagyon félek is tőle akkora erők futkoznak benne... :)
Kapaszkodj meg Tibor: (A kedvedért:)
A következő gép 20mm-es emelkedésű golyósorsóval és direkthajtással lesz!
De csalok :) mert egy kisforduatú de nagynyomatékú motor lesz rajta. (max. 1500rpm)
Ezt hívom én "elektronikus" áttételnek... azaz a motor és a hajtott orsó emelkedésének párosításának...
De azt nem szabad elfelejteni, hogy egy 6000rpm-re tervezett motor 1500rpm-nél... ugyebár messze nem ugyanaz! Sőt...:)
Tálán így jobb: Mint asszinkron motoroknál 2 polusú, 4 polúsú, 6 polúsú, 8 polúsú... talán így könnyeb elképzeni a dolgot...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:37
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:37
Csak lineár motornál alkalmaznak lineáris encodert? Soha nem forgó? azaz hagyományos?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:39
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:39
Dehogyis amit felvettél abban totális az egyetértés! Az encodernek a motoron a helye... vagy legalábis direkt kapcsolatban.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 14:43
Írta: 4um5b65d Dátum 2008 augusztus 16, 14:43
Hát ez így tuti nem igaz ! Szerintem meg a lineáris enkódernek minden olyan helyen van létjogosultsága ahol az összes mechanikai elem holtjátékait ki akarják szűrni a mérés folyamatából.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:44
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:44
Niki Lauda behajt a depo-ba és azt mondja a mérnöknek:
Nem elég jól gyorsul a járgány és jó lenne a sebesség is...
A mérnök azt válaszolja:
Majd teszünk bele egy leáttételezést.
Niki:
Nem kellene inkább egy erősebb motor? Láttam a raktárban... :)
Nem elég jól gyorsul a járgány és jó lenne a sebesség is...
A mérnök azt válaszolja:
Majd teszünk bele egy leáttételezést.
Niki:
Nem kellene inkább egy erősebb motor? Láttam a raktárban... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 14:45
Írta: 000000000 Dátum 2008 augusztus 16, 14:45
"Kapaszkodj meg Tibor: (A kedvedért:)
A következő gép 20mm-es emelkedésű
golyósorsóval és direkthajtással lesz!"
Megkapszkodtam, kb egy hónappal ezelőtt
Trapista 20mm-es menetemelékedésű gyári
bontott 200W-os szervomotoros cuccát (amit fel is tett anno) hajtottuk meg a szervómmal
próbaképpen.
Működött és mozgott, és akkor mi van?:)
Ettől még továbbra sem változott semmi,
ugyanis eddig végig forgácsoló szerszámgép
hajtásról beszéltünk.
És ott csk Te gondolod, hogy a maximális
sebessség a cél, és ezzel száz más paraméterében szer lesz viszonta géped. ha ez Neked jó, csináljad, hajrá!
Hála a jó égnek, a fizikai, műszaki élet
mérhető paraméterei objektívek, nem az van, amit én akarok, hanem amit összességében
tud a rendszer tőlem függetlenül.
A következő gép 20mm-es emelkedésű
golyósorsóval és direkthajtással lesz!"
Megkapszkodtam, kb egy hónappal ezelőtt
Trapista 20mm-es menetemelékedésű gyári
bontott 200W-os szervomotoros cuccát (amit fel is tett anno) hajtottuk meg a szervómmal
próbaképpen.
Működött és mozgott, és akkor mi van?:)
Ettől még továbbra sem változott semmi,
ugyanis eddig végig forgácsoló szerszámgép
hajtásról beszéltünk.
És ott csk Te gondolod, hogy a maximális
sebessség a cél, és ezzel száz más paraméterében szer lesz viszonta géped. ha ez Neked jó, csináljad, hajrá!
Hála a jó égnek, a fizikai, műszaki élet
mérhető paraméterei objektívek, nem az van, amit én akarok, hanem amit összességében
tud a rendszer tőlem függetlenül.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 14:45
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 14:45
Szó sincs hajbakapásról, ez csak a szokásos tere-fere Varsányi és Tibor között. Szeretik ám egymást, csak elsőre furcsa.[#puszi]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:47
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:47
Nem tudom a választ... de sejtem... lehet az elektronikában egy beépített valami ami tudja hajtás kottyanás mértékét és csak ezen felül szabályoz... de nem tudom...
De mindegy mert ez szerintem nálunk nem járható út...
De mindegy mert ez szerintem nálunk nem járható út...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 14:49
Írta: svejk Dátum 2008 augusztus 16, 14:49
"Nem értelek. A motor fordulata állandó
mindkét esetben. A mozgatott rendszer
lesz kisebb sebességű.
Az állandó P-t sem értem, de ez legyen az én értetlneségem. "
Az nem lehet hogy két éve így elbeszéltetek (elbeszéltünk) egymás mellett...
Hiszen az volt a téma hogy egy nagyobb teljesítményű kisebb fordulatú motor vagy egy kisebb pörgős motor + áttétel(motor-orsó közti) ugyanazon gépezeten.
Te meg itt már felhozod a golyósorsó emelkedését is a számításaidba..
Vagy Te annyira lebecsültél bennünket
hogy ugyanazon motor és mechanika esetében jobbnak látjuk az áttétel nélkülit!?
No Comment...
mindkét esetben. A mozgatott rendszer
lesz kisebb sebességű.
Az állandó P-t sem értem, de ez legyen az én értetlneségem. "
Az nem lehet hogy két éve így elbeszéltetek (elbeszéltünk) egymás mellett...
Hiszen az volt a téma hogy egy nagyobb teljesítményű kisebb fordulatú motor vagy egy kisebb pörgős motor + áttétel(motor-orsó közti) ugyanazon gépezeten.
Te meg itt már felhozod a golyósorsó emelkedését is a számításaidba..
Vagy Te annyira lebecsültél bennünket
hogy ugyanazon motor és mechanika esetében jobbnak látjuk az áttétel nélkülit!?
No Comment...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 14:52
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 14:52
"egy nagyobb teljesítményű kisebb fordulatú motor vagy egy kisebb pörgős motor + áttétel(motor-orsó közti) ugyanazon gépezeten"
Na ez az! Megmondja végre valaki hogy melyik előnyösebb?
Na ez az! Megmondja végre valaki hogy melyik előnyösebb?
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 14:54
Írta: 4um5b65d Dátum 2008 augusztus 16, 14:54
A motoron levő enkóderrel kapcsolatban is lenne egy kérdésem. Ha a szoftver adja a jelet, hogy motor jobbra fordul és ezzel 1mm elmozdulás következzen be a mechanikán és a motor és a mechanika közé 10 db fogaskerék áttételt teszek amiknek az össz kotyogásuk szintén 1mm-er akkor a mechanika meg sem mozdul ugyebár.... Akkor miért nem jó az ha kikerülöm az összes áttételt és csak az utolsó elemre teszem az enkódert, így csak a golyósorsó kotyija játszik szerepet. A szoftver csak kiadja a parancsot a forgásra és az enkóder folyamatos visszacsatoló jelétől teszi függővé, hogy leáll e a motor vagy továbbra is forog. Vagy rosszul gondolnám a dolgot? Vagy a motoron levő enkóder annyira intelligens, hogy ezt a folyamatot "házon" belül végzi el és csak ha már elvégezte a motor a műveletet akkor küld vissza jelet a számítógéphez.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 14:54
Írta: svejk Dátum 2008 augusztus 16, 14:54
Tibor45, egyszer azt hiszem össze kellene ülni egy kockás füzet mellett és megérteni, majd megmagyarázni egymás érveléseit.
Azt hiszem az a fórum a tévedések, félreértések tragédiája...
Az a baj visszaolvasva saját írásaim kérdéseim nekem mindig egyértelműek :) :)
Azt hiszem az a fórum a tévedések, félreértések tragédiája...
Az a baj visszaolvasva saját írásaim kérdéseim nekem mindig egyértelműek :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:56
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:56
Megint a wattok... ez mind nem számít... (A kávévőző is kilowattos, de itt nem a disszipáció a cél)
1. Mekkora névleges (max.) fordulatú volt a motor?
2. Ehhez a megadott fordulathoz mekkora a volt az alap és csúcsnyomatéka?
A 20-as em. orsókból "sebesség lesz"... (ami most elmaradt :) Gravírgép... nem marógép...
A motor kb. 3Nm/1500rpm-es...nincs teljes adatlapja... 48V/1000rpm. max. 1500rpm. max 33A. (= 48x33A= 1,5Kw... dehogy...:)
Na persze ehhez kell egy vezérlő ami tud 30A-t... A300-as lesz. Nincs is más ilyen...
1. Mekkora névleges (max.) fordulatú volt a motor?
2. Ehhez a megadott fordulathoz mekkora a volt az alap és csúcsnyomatéka?
A 20-as em. orsókból "sebesség lesz"... (ami most elmaradt :) Gravírgép... nem marógép...
A motor kb. 3Nm/1500rpm-es...nincs teljes adatlapja... 48V/1000rpm. max. 1500rpm. max 33A. (= 48x33A= 1,5Kw... dehogy...:)
Na persze ehhez kell egy vezérlő ami tud 30A-t... A300-as lesz. Nincs is más ilyen...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 14:56
Írta: 000000000 Dátum 2008 augusztus 16, 14:56
Egyénként kár ezen ennyit rágódni.
Azt talán Mindenki érzi, hogy egy 20mm-es
menetemelkedésű ablaktörlőmotoros direkt szervo és
egy 1 mm-es 1 kW-os profi szervomotor + hajtás
között mint választási lehetőség, van némi
különbség és variáció. Ha csak annyit elértem, hogy ezen érdemes elgondolkozni, és a maximális sebesség
majdnem az utolsó szempont az optimális forgácsolás szempintjából, már megérte ennyit pofáznom erről megint kb. húszadszor itt a
Fórumon. Péter meg szántsa a levegőt, csak
éppen amire használni akarja, arra nem lesz ideális, és egy leáttételezett EC240-es gép leveri az övét, mint a diót a fáról,
ha a felületi minőséget, és pontosságot, stb.
is nézünk. Igaz, lassabban fog menni a
levegőben.:) Lehet választani...:)
Azt talán Mindenki érzi, hogy egy 20mm-es
menetemelkedésű ablaktörlőmotoros direkt szervo és
egy 1 mm-es 1 kW-os profi szervomotor + hajtás
között mint választási lehetőség, van némi
különbség és variáció. Ha csak annyit elértem, hogy ezen érdemes elgondolkozni, és a maximális sebesség
majdnem az utolsó szempont az optimális forgácsolás szempintjából, már megérte ennyit pofáznom erről megint kb. húszadszor itt a
Fórumon. Péter meg szántsa a levegőt, csak
éppen amire használni akarja, arra nem lesz ideális, és egy leáttételezett EC240-es gép leveri az övét, mint a diót a fáról,
ha a felületi minőséget, és pontosságot, stb.
is nézünk. Igaz, lassabban fog menni a
levegőben.:) Lehet választani...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:57
Írta: bmejdz9nu Dátum 2008 augusztus 16, 14:57
[#heureka] Bizony ám! :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 14:59
Írta: svejk Dátum 2008 augusztus 16, 14:59
A példa jó, csak a gyakorlatban nem nagyon alkalmazzák.
Ahol alakalmazzák, (persze ott sem ilyen durván)arról olvashatsz az #5672-től kezdődően.
Sajnos rengeteg szabályzástechnikai részlet van ami felett átsiklasz az egyszerű gonolatmenetedben.
Ahol alakalmazzák, (persze ott sem ilyen durván)arról olvashatsz az #5672-től kezdődően.
Sajnos rengeteg szabályzástechnikai részlet van ami felett átsiklasz az egyszerű gonolatmenetedben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:01
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:01
Na ez az... kiváncsi leszek kapsz e választ erre... Én a nagyobb (nyomatékosabb) kisebb fordulatú motorral... direkthajtást magyarázom...
Kisebb hibalehetőség... összességében kevesebb költség... egyszerűség...
Kisebb hibalehetőség... összességében kevesebb költség... egyszerűség...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 15:02
Írta: svejk Dátum 2008 augusztus 16, 15:02
Úgy van, de ott is kell mindkét jel a (motoré és a tényleges pozícióé) és majd az "agy" számol.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 15:07
Írta: 4um5b65d Dátum 2008 augusztus 16, 15:07
Biztos hogy ott kell mindkét jel??? Hisz 1db enkóderrel 1db tengelyt elég ellenőrizni, ha az egy lineáris enkóder, nem??
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 15:08
Írta: 000000000 Dátum 2008 augusztus 16, 15:08
Milyen szempontból? Mi a végcélod, Mi Neked
a fontos? Milyen jellegú a forgácsolásod?
Mennyire komoly a mechanikád?
Ezekre csak ezek ismeretében lehet válaszolni.
Egy biztos: minél inkább nem "érzi" a motor
a tömeget, tetát, annál hálásabb. Ezt tartsad
fő szabálynak, és azt hogy túlzó leáttételezésből
soha semmi bajod nem lesz, míg fordítva
nagy a kockázat, és egyre inkább haladhatsz
a "rossz" gép felé.
a fontos? Milyen jellegú a forgácsolásod?
Mennyire komoly a mechanikád?
Ezekre csak ezek ismeretében lehet válaszolni.
Egy biztos: minél inkább nem "érzi" a motor
a tömeget, tetát, annál hálásabb. Ezt tartsad
fő szabálynak, és azt hogy túlzó leáttételezésből
soha semmi bajod nem lesz, míg fordítva
nagy a kockázat, és egyre inkább haladhatsz
a "rossz" gép felé.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:10
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:10
Te a sebességtől és a teljesítménytől félsz? Vagy féltesz benünket? Nem mondom mechanika kell hozzá... mert szétesne...:)
Vagy láttál valakit aki E240-el direkthajtást csinált 20mm-em oróval?
Vagy hogy 1Kw-os motorral 1mm-es emelkedésüt hajtott?
Én "400W"-al 5mm-est... ez pont a kettő között van... de mégsem jó neked... :)
Vagy láttál valakit aki E240-el direkthajtást csinált 20mm-em oróval?
Vagy hogy 1Kw-os motorral 1mm-es emelkedésüt hajtott?
Én "400W"-al 5mm-est... ez pont a kettő között van... de mégsem jó neked... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 15:11
Írta: svejk Dátum 2008 augusztus 16, 15:11
Csak még erre hagy reagáljak, aztán eldugulok, mert fő a békesség:)..
Itt van megint a félreértés és a nemtudomka...
Számomra teljesen nyilvánvaló volt hogy a Varsányi univerzális gépet szeretne (persze olyan nincs, kompromisszumokat kell kötmi)
Szertene alut marni lassan, pontosan erőből, és szeretne nyákot gravírozni szélvész sebességgel.
A két művelet közt nem akar orsómenetemelkedést, vagy motor-orsó átételt cserélni.
Így még mindig az E240 a jobb választás??
Itt van megint a félreértés és a nemtudomka...
Számomra teljesen nyilvánvaló volt hogy a Varsányi univerzális gépet szeretne (persze olyan nincs, kompromisszumokat kell kötmi)
Szertene alut marni lassan, pontosan erőből, és szeretne nyákot gravírozni szélvész sebességgel.
A két művelet közt nem akar orsómenetemelkedést, vagy motor-orsó átételt cserélni.
Így még mindig az E240 a jobb választás??
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:12
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:12
Tudod mire gondolok: két műszaki cikket is lehet összehasonlítani egy táblázatban különböző szempontok alapján. Kellene egy ilyen táblázat, áttétel vs. direkt szervo. Szempontok lehetnek: dinamika, megkívánt motor, annak ára, sebesség, felbontás, stb... Aztán minden rubrikába 1-től 5-ig csillagocskákkal osztályozni. Így a földi halandó is tudna dönteni, és nem riadna el a szervótól hogy milyen nehéz is ez az egész.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 15:15
Írta: svejk Dátum 2008 augusztus 16, 15:15
Nem elég, mert mint írtam kihagysz rengeteg szabályzástechnikai problémát.
Ha van kottyanás a motor encodere nem tudja hol jár az asztal, az asztal lineáris encodere nem tudja mit csinál éppen a motor.
Persze van már erre is megoldás de az nem a hobby szintű step-dir technika.
Ha van kottyanás a motor encodere nem tudja hol jár az asztal, az asztal lineáris encodere nem tudja mit csinál éppen a motor.
Persze van már erre is megoldás de az nem a hobby szintű step-dir technika.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 15:15
Írta: 000000000 Dátum 2008 augusztus 16, 15:15
"Kisebb hibalehetőség... összességében kevesebb költség... egyszerűség..."
Ez csak szerinted van így, a valóság szerintem más.
Nagyáramú, nagyfeszültségű elektronika, izmos motor mindig drágább, és veszélyesebb, mint
kisebb disszipációjú, kisebb áramú cucc.
Az orsó menetemelkedését kell jó megválasztani,
és a direkt hajtás is maradhat.
Azaz messze olcsóbb a megfelelőeen átgondolt V
max.
Ez csak szerinted van így, a valóság szerintem más.
Nagyáramú, nagyfeszültségű elektronika, izmos motor mindig drágább, és veszélyesebb, mint
kisebb disszipációjú, kisebb áramú cucc.
Az orsó menetemelkedését kell jó megválasztani,
és a direkt hajtás is maradhat.
Azaz messze olcsóbb a megfelelőeen átgondolt V
max.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 15:20
Írta: 000000000 Dátum 2008 augusztus 16, 15:20
Maradjunk a következőben:
Péter gépe nagyon szuper lenne, ha 2-3 mm-es
lenne benne a golyósorsó. Így van tőle jobb
is. Végül is ez csak 2 hetes meló, és előbb-
utóbb át is fogja alakítani.
Addig meg nem hó, és kész.:)
SMD beültetőnek lassú, forgácsoló Hobby gépnek
gyors. Egyszer majd belátja.:)[#nyes]
Péter gépe nagyon szuper lenne, ha 2-3 mm-es
lenne benne a golyósorsó. Így van tőle jobb
is. Végül is ez csak 2 hetes meló, és előbb-
utóbb át is fogja alakítani.
Addig meg nem hó, és kész.:)
SMD beültetőnek lassú, forgácsoló Hobby gépnek
gyors. Egyszer majd belátja.:)[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:20
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:20
"Ezt tartsad fő szabálynak, és azt hogy túlzó leáttételezésből soha semmi bajod nem lesz, míg fordítva nagy a kockázat, és egyre inkább haladhatsz a "rossz" gép felé."
= egy "cammogó" gép amit minden léptetőmotoros "kenterbever"... de akkor minek a szervó?
Egy jó vezérlő segít...
Az a lényeg, hogy tudjon 4X-es encoder üzemmódot módot azaz exact módon pozicionálni!
Mert akkor nem kell a "kényszerű áttétel"...
= egy "cammogó" gép amit minden léptetőmotoros "kenterbever"... de akkor minek a szervó?
Egy jó vezérlő segít...
Az a lényeg, hogy tudjon 4X-es encoder üzemmódot módot azaz exact módon pozicionálni!
Mert akkor nem kell a "kényszerű áttétel"...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 15:24
Írta: 4um5b65d Dátum 2008 augusztus 16, 15:24
Van valami amiről még azt hiszem itt nem olvastam, de lehet hogy csak elkerülte a figyelmemet. Annak idején mikor még egy nagy cégnél dolgoztam és néha napján oda-oda tolakodtam a profi cnc esztergák mellé, akkor érdeklődtem a kollégától a különböző egységek működéséről. Egy konkrét géptípus volt aminek forgó enkóder volt a keresztszán orsóján és ott épp arról beszélt a kolléga, hogy már a program elején megadta a gépnek, hogy 0,05 mm a golyósorsó kotyogása és ezt automatikusan a szoftver kezelni tudta. Én egy kicsit ezt már akkor sokalltam, de biztos így volt. A másik amire még emlékszem, hogy hosszesztergálásnál mielőtt a szerszámnak meg kell állnia egy ponton oda beiktattak egy előlassító "algoritmust" gondolom így a nagyobb tömegű szánszerkezet nem futott túl a megadott ponton. Most azt nem tudom, hogy akik közületek gépet építettek azoknál is megvannak ezen funkciók?? Bár tudom ez inkább szoftver kérdése...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:26
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:26
Dehogy nehéz egy szervó... táblázatot csinálni azért elég nehéz lenne... mert nem úgy vesszük hogy elmegyünk a boltba...:)
Szervót léptetőmotor után csinálnak az emberek... Ez ugyanaz csak a fordulatszámmal nem veszti el az erejét... (egyszerűen fogalmazva :)
Az orsó és a motor párosítása a lényeg... vagy ha nem sikerül "össze passzolókat" beszerezni akkor meg jöhet az áttétel...:)
Szervót léptetőmotor után csinálnak az emberek... Ez ugyanaz csak a fordulatszámmal nem veszti el az erejét... (egyszerűen fogalmazva :)
Az orsó és a motor párosítása a lényeg... vagy ha nem sikerül "össze passzolókat" beszerezni akkor meg jöhet az áttétel...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 15:26
Írta: 000000000 Dátum 2008 augusztus 16, 15:26
Újabb szajkózás, ami nem igaz persze...:)
Pl. nem visít, és nem rezonál, mint a léptecs,
és sohasem téveszt. Már megérte lecserélni
szervóra.
Pl. nem visít, és nem rezonál, mint a léptecs,
és sohasem téveszt. Már megérte lecserélni
szervóra.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:30
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:30
Ez írtad amikor a 0,7Nm-es motorok voltak rajta... most 1,6Nm-esek... Rákötöm a kocsi motorját az 400Nm... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:32
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:32
#5694... Kimaradt? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:38
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:38
SMD ültetőnek ez a gép is lassú... marógépnek meg túl gyors... Talán egy áttétellel le tudnák lassítani... :) Még jó, hogy nem olvastak bennünket :)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:39
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:39
Egymás ellen gondoltam osztályozni 1-5-ig, pl. ide 2, oda 3 vagy ide 5, oda 0, tehát csakis egymáshoz hasonlítani a két megoldást. Most is az egyes szempontokat tárgyaljátok, nyomaték, pontosság stb... Nekem nincs szervóm, csak szereték majd egyszer és gondolom nem vagyok egyedül ha azt mondom hogy Tiborral folytatott eszmecseréitek ugyan néha feszínre hoznak egy-egy problémát, összességében nem egyszrűsítik a helyzetet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 15:39
Írta: 000000000 Dátum 2008 augusztus 16, 15:39
Vicces és nagyon elégdett vagy.:)
Én a helyedben azon meditálnék:
Miért ilyen rossz a rendszerem, hogy jó nagy szervo beruházással 10-szer vagyok gyengébb
időállandóban, mint lehetnék????.:)5 ms << 50 ms
Így aztán valóban rakhatod be a kocsid 400
Nm-es motorját, de előtte csavarásra méretezzél
át pár dolgot a tau megengedett képlet alapján
pár dolgot.:) Alakul ez:)
Én a helyedben azon meditálnék:
Miért ilyen rossz a rendszerem, hogy jó nagy szervo beruházással 10-szer vagyok gyengébb
időállandóban, mint lehetnék????.:)5 ms << 50 ms
Így aztán valóban rakhatod be a kocsid 400
Nm-es motorját, de előtte csavarásra méretezzél
át pár dolgot a tau megengedett képlet alapján
pár dolgot.:) Alakul ez:)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:42
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:42
Ezt már láttam korábban, fantasztikus. Szerinted áttételes vagy direkt?[#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:42
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:42
Ez pontosan így van... de talán az egész topikot végigolvasva (#1-től)... összeáll a kép! (jó olvasást :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:45
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:45
Sosem vagyok elégedett semmivel... ez az alap esetem. :) A cél a lehetelen...:)
Niki Laudának mit mondanál?
Niki Laudának mit mondanál?
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:46
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:46
Már megtettem, és alakul valamiféle véleményem konkrétan ezt a kérdést illetően, csak nem vagyok biztos benne hogy helyes-e.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:47
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:47
100 hobbycnc-sből 100 elégedett volna ilyen géppel!
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2008 augusztus 16, 15:48
Írta: 2nbj3n5m Dátum 2008 augusztus 16, 15:48
Úrak.
Nézi itt valaki az Olimpiát?
Janko
Nézi itt valaki az Olimpiát?
Janko
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:49
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:49
Komolyan kérdezed? :) Szerintem direkt hajtás.
Nekem is ez a kedvenc videóm... eddíg kellene eljutni...
A főorsó az 60.000rpm-es... és félek, hogy több mint 1Kw...
De itt a hűtés és "forgácskifújás" megoldása az érdekes....
Nekem is ez a kedvenc videóm... eddíg kellene eljutni...
A főorsó az 60.000rpm-es... és félek, hogy több mint 1Kw...
De itt a hűtés és "forgácskifújás" megoldása az érdekes....
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:51
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:51
Igen, az asszony.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:52
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 15:52
Ilyen hűtést máshol nem is találtam. Tudod hogy mi ez?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 15:52
Írta: 000000000 Dátum 2008 augusztus 16, 15:52
Azt hogy ismerek egy eszméletlen nagy dumás,
és nagy tudású fazont Sopronban, és Ő mindent
megmagyaráz.:)
Én tök hüle vagyok...:)
Élvezzed a gépedet, de szerencséd hogy nem
hozod el a talira, mert az egységugrás tesztet
nem úsztad volna meg.:)
és nagy tudású fazont Sopronban, és Ő mindent
megmagyaráz.:)
Én tök hüle vagyok...:)
Élvezzed a gépedet, de szerencséd hogy nem
hozod el a talira, mert az egységugrás tesztet
nem úsztad volna meg.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:52
Írta: bmejdz9nu Dátum 2008 augusztus 16, 15:52
Mert most kezdődik a CNC-s szakasz :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 15:58
Írta: 000000000 Dátum 2008 augusztus 16, 15:58
Nagyon hasznos a leendő építőknek is az újból fellágolt vita.
Mivel Tibor45-tel nekem is volt már derbim, most pár dologban mégis hajlok az érveire:
-erősen költségérzékeny szempontok vezérlik a megoldásaiban (talán a pénztárcája sem engedhet meg mindig a legdrágább dolgokat alkalmazni)
-minden esetben a várható feladatra tervezi a hajtás technikát (nem kedveli az univerzális gépeket)
-ugyanakkor VP-vel is szerencsénk van mert hihetettlenül kitartóan (rengeteg pénzt és időt áldozva) valósítja meg elképzeléseit és nem nekünk kell ezt végigcsinálni
Mindenesetre mi fórumozók hálásak lehetünk ezért!!!
Mivel Tibor45-tel nekem is volt már derbim, most pár dologban mégis hajlok az érveire:
-erősen költségérzékeny szempontok vezérlik a megoldásaiban (talán a pénztárcája sem engedhet meg mindig a legdrágább dolgokat alkalmazni)
-minden esetben a várható feladatra tervezi a hajtás technikát (nem kedveli az univerzális gépeket)
-ugyanakkor VP-vel is szerencsénk van mert hihetettlenül kitartóan (rengeteg pénzt és időt áldozva) valósítja meg elképzeléseit és nem nekünk kell ezt végigcsinálni
Mindenesetre mi fórumozók hálásak lehetünk ezért!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 16:05
Írta: bmejdz9nu Dátum 2008 augusztus 16, 16:05
Marni csináltam a gépet, nem egységet ugrasztani... Persze mindenkinek más a cél... [#nyes]
Tibor.
Én tudom a magyarázatot, hogy az áttételt miért preferálod...
Azaz tudom, hogy nincs a világon az a szervómotor ami neked dirkthajtáshoz jó lenne azaz megfelelne... De ezt hagyjuk.
Ha gondolod küldök egy-két LS7184-es IC-t... próbára... szerintem ez a legegyszerűbb út neked a 4X felé...
A belső előre-hátra számláló áramkörödet szépen meg fogja hajtani...(CLK & UP/DN kimenet)
"Kattanni" fog a tengely amikor megáll... és kemény lesz a tartása mint Katiban a gy... :)
A step ferkvenciák meg már maguktól "felmentek" a szoftverekben... tehát nem kell a másik felén semmi...
Tibor.
Én tudom a magyarázatot, hogy az áttételt miért preferálod...
Azaz tudom, hogy nincs a világon az a szervómotor ami neked dirkthajtáshoz jó lenne azaz megfelelne... De ezt hagyjuk.
Ha gondolod küldök egy-két LS7184-es IC-t... próbára... szerintem ez a legegyszerűbb út neked a 4X felé...
A belső előre-hátra számláló áramkörödet szépen meg fogja hajtani...(CLK & UP/DN kimenet)
"Kattanni" fog a tengely amikor megáll... és kemény lesz a tartása mint Katiban a gy... :)
A step ferkvenciák meg már maguktól "felmentek" a szoftverekben... tehát nem kell a másik felén semmi...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 16:24
Írta: svejk Dátum 2008 augusztus 16, 16:24
Tudod valahol az elsők közt voltam itt a fórumon belül akinek servo (vagy nevezzük akármilyen működésre hajlamos visszacsatolt rendszernek) került a gépére.
Azóta sok embert megfertőztem...
Ha van egy kis időd, energiád, meg egy kis pénzed (igazából egy kezdő servo készlet nem kerül többe mint a léptetős)
Azt szoktam mondani mindenkinek hogy ha elkészül és kipróbálod akkor leülsz a székre hátradőlsz és azt modod .A qrva annnnyát' (boccs a trágár szóért)
Persze ez nem jelenti azt hogy a léptetős nem jó, sőt...
De az bizos hogy a servo látványosabb, halkabb, rezonanciamentesbb és még olyan emberrel nem találkoztam aki a saját hobby kis gépén visrosszakta volna a léptetőket mert a servo valami miatt nem tetszett neki.
A hobby gép legolcsóbb eleme a motor lehet, ha készen vagy mindennel ráérsz keresgélni.
Rakhatsz rá profi gyári encoderrel felszerelteket, de én mindenkinek bátran ajánlom a kísérletezést a gyengébb tudású motorokkal is.
Azóta sok embert megfertőztem...
Ha van egy kis időd, energiád, meg egy kis pénzed (igazából egy kezdő servo készlet nem kerül többe mint a léptetős)
Azt szoktam mondani mindenkinek hogy ha elkészül és kipróbálod akkor leülsz a székre hátradőlsz és azt modod .A qrva annnnyát' (boccs a trágár szóért)
Persze ez nem jelenti azt hogy a léptetős nem jó, sőt...
De az bizos hogy a servo látványosabb, halkabb, rezonanciamentesbb és még olyan emberrel nem találkoztam aki a saját hobby kis gépén visrosszakta volna a léptetőket mert a servo valami miatt nem tetszett neki.
A hobby gép legolcsóbb eleme a motor lehet, ha készen vagy mindennel ráérsz keresgélni.
Rakhatsz rá profi gyári encoderrel felszerelteket, de én mindenkinek bátran ajánlom a kísérletezést a gyengébb tudású motorokkal is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 16:30
Írta: bmejdz9nu Dátum 2008 augusztus 16, 16:30
Ez így igaz minden...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 16:33
Írta: 000000000 Dátum 2008 augusztus 16, 16:33
Szerintem ott és akkor érdemes keménynek lenni,
ahol és amikor kell.:)) Álló helyzetben minek?
Meg ha olyan kemény vagy, akkor azért elég nagy
ellentmnondásban vagy, hogy csak 50 ms
az időállandód, tessék már igényesmek lenni,
és hozd ki, amit a motor tudna.:)
Aztán van itt egy pár óriási bökkenő az egész
szakszerűtlen sebesség mániádban:
pl.
-Taylor képlet a szerszám élettartamra.
olvass utána, mit jelent a forgácsolási
sebesség növelése (60.000 rpm,
meg a vizhűtéses túlzásaid).
- mi van akkor barátom, ha pl. fele előtolási
sebességgel, de dupla fogásvétellel dolgozom?
Viszont pontosabb a gépem, és közben
ugyanakkora a forgácsolás teljesítménye.
Azaz ahogyan már írtam kb. + félmillát elköltesz a semmiért, sőt lerontod a gépedet, mert bele sem gondoltál soha, mi az, hogy
forgácsolási optimalizálás.
Megtetszett egy videó, ami egy forgácsoló célgép,
ráadásul egy motorhajtása drágább, mint a Te
gépedből kompletten 3 db.
És valószínűleg nem is Dc hanem AC szervo.
De álmodoznod lehet, attól szép az élet.:)
Na de majd ezekből is olyan okos leszel kb. egy
év múlva, mint az encoder jelfeldolgozásból vagy
mostanára.
És akkor rájössz, hogy a fene egye meg, fordítva ülük lovon, és a téves sebesség tetsdzési index, és annak fölösleges hajkurászaása miatt mindent elszúrtam.:)
ahol és amikor kell.:)) Álló helyzetben minek?
Meg ha olyan kemény vagy, akkor azért elég nagy
ellentmnondásban vagy, hogy csak 50 ms
az időállandód, tessék már igényesmek lenni,
és hozd ki, amit a motor tudna.:)
Aztán van itt egy pár óriási bökkenő az egész
szakszerűtlen sebesség mániádban:
pl.
-Taylor képlet a szerszám élettartamra.
olvass utána, mit jelent a forgácsolási
sebesség növelése (60.000 rpm,
meg a vizhűtéses túlzásaid).
- mi van akkor barátom, ha pl. fele előtolási
sebességgel, de dupla fogásvétellel dolgozom?
Viszont pontosabb a gépem, és közben
ugyanakkora a forgácsolás teljesítménye.
Azaz ahogyan már írtam kb. + félmillát elköltesz a semmiért, sőt lerontod a gépedet, mert bele sem gondoltál soha, mi az, hogy
forgácsolási optimalizálás.
Megtetszett egy videó, ami egy forgácsoló célgép,
ráadásul egy motorhajtása drágább, mint a Te
gépedből kompletten 3 db.
És valószínűleg nem is Dc hanem AC szervo.
De álmodoznod lehet, attól szép az élet.:)
Na de majd ezekből is olyan okos leszel kb. egy
év múlva, mint az encoder jelfeldolgozásból vagy
mostanára.
És akkor rájössz, hogy a fene egye meg, fordítva ülük lovon, és a téves sebesség tetsdzési index, és annak fölösleges hajkurászaása miatt mindent elszúrtam.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 16:48
Írta: bmejdz9nu Dátum 2008 augusztus 16, 16:48
0,05mp (50ms) alatt van 2160rpm-en a szervómotor, teljes terheléssel, orsóval meg mindennel... mégis mennyi idő alatt kellene felgyorsulnia???
Tudod nincs nálam nagy hibatároló... nem oda megy a jel, hanem a tengelyre... :)
Erő... Ha hibázok, úgy eltöri a 6mm-es marót, hogy azt sem mondja bikfic :)
Szerszám élettartamot olvastam... ez igaz..
A tesztnél (video)... 24.000rpm-el marta a műanyagot, egy forduatra 0,45mm fogás volt... ennél nagyobbat nem lehet harapni vele :)
Az utolsó körítést (az álom ló és az AC) már ismerem :)
Tudod nincs nálam nagy hibatároló... nem oda megy a jel, hanem a tengelyre... :)
Erő... Ha hibázok, úgy eltöri a 6mm-es marót, hogy azt sem mondja bikfic :)
Szerszám élettartamot olvastam... ez igaz..
A tesztnél (video)... 24.000rpm-el marta a műanyagot, egy forduatra 0,45mm fogás volt... ennél nagyobbat nem lehet harapni vele :)
Az utolsó körítést (az álom ló és az AC) már ismerem :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 17:02
Írta: 000000000 Dátum 2008 augusztus 16, 17:02
"0,05mp (50ms) alatt van 2160rpm-en a
szervómotor, teljes terheléssel, orsóval meg
mindennel... mégis mennyi idő alatt kellene
felgyorsulnia???"
A motorod 5 ms-ot tud, még éppen tudsz javítani
45 ms-ot rajta. Persze 5 mm-es orsó mellett és
a jelenlegi már így sem kicsi motorod mellett
nehéz lesz, de ez legyen a Te problémád.
Azért 2 költői kérdést felteszek:
- Szerinted egy olyan Hobby CNC, ami "csak"
80-100 mm/s-et tud, de 10 ms alatt mindig ott van, szerinted jobb, vagy rosszabb??
A másik költői kédésem:
Van G00 kód és G01, G02, G03 stb...
Miféle sületlenség az, hogy valaki G00-ban
akar állandóan forgácsolni, és neki a levegőt
"forgácsolni" ugyanolyan közeg, mint pl. a
rozsdamentes acél?
Kemény dolgok ezek, ha belegondolsz, és itt
hibáztál....
szervómotor, teljes terheléssel, orsóval meg
mindennel... mégis mennyi idő alatt kellene
felgyorsulnia???"
A motorod 5 ms-ot tud, még éppen tudsz javítani
45 ms-ot rajta. Persze 5 mm-es orsó mellett és
a jelenlegi már így sem kicsi motorod mellett
nehéz lesz, de ez legyen a Te problémád.
Azért 2 költői kérdést felteszek:
- Szerinted egy olyan Hobby CNC, ami "csak"
80-100 mm/s-et tud, de 10 ms alatt mindig ott van, szerinted jobb, vagy rosszabb??
A másik költői kédésem:
Van G00 kód és G01, G02, G03 stb...
Miféle sületlenség az, hogy valaki G00-ban
akar állandóan forgácsolni, és neki a levegőt
"forgácsolni" ugyanolyan közeg, mint pl. a
rozsdamentes acél?
Kemény dolgok ezek, ha belegondolsz, és itt
hibáztál....
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 17:04
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 17:04
El tudom képzelni milyen, kb. így voltam vele amilor az első léptetőmotoros hajtásom elindult. Azóta átépítésre került (volna ha nem jön közbe egy költözés) A műhely nincs kész, minden holmim dobozban várja a folytatást. Elsőként befejezem majd a léptetőmotorost, aztán jöhet a szervo, de azt hiszem az már egy másik gép építését igényli. Addig is gyűjtöm az infókat remélve hogy mielőbb szükségem lesz rájuk. Szeretnék már én is hátradőlve elmondani valami trágárságot.[#wow1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 17:20
Írta: svejk Dátum 2008 augusztus 16, 17:20
Igaz azt mondtam eldugulok...de:
""0,05mp (50ms) alatt van 2160rpm-en a
szervómotor, teljes terheléssel, orsóval meg
mindennel... mégis mennyi idő alatt kellene
felgyorsulnia???"
A motorod 5 ms-ot tud, még éppen tudsz javítani
45 ms-ot rajta.
Nem felejtetted el a számításodból, hogy azért az orsónak is és a bazi nehéz asztalnak is van tömege, tehetetlensége?
Te ezt biztosan át tudod konvertálni ha Varsányi megadja a tömegét saccra az asztalának és az orsó adatait.
Na erre a számítás eredményére is kíváncsi lennék nagyon..
Gyanítom hogy megnövekedne az az 5 ms és már rögtön nem 45-öt kellene lefaragni...
""0,05mp (50ms) alatt van 2160rpm-en a
szervómotor, teljes terheléssel, orsóval meg
mindennel... mégis mennyi idő alatt kellene
felgyorsulnia???"
A motorod 5 ms-ot tud, még éppen tudsz javítani
45 ms-ot rajta.
Nem felejtetted el a számításodból, hogy azért az orsónak is és a bazi nehéz asztalnak is van tömege, tehetetlensége?
Te ezt biztosan át tudod konvertálni ha Varsányi megadja a tömegét saccra az asztalának és az orsó adatait.
Na erre a számítás eredményére is kíváncsi lennék nagyon..
Gyanítom hogy megnövekedne az az 5 ms és már rögtön nem 45-öt kellene lefaragni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 17:37
Írta: bmejdz9nu Dátum 2008 augusztus 16, 17:37
Viccelsz Tibor?
Az az adat a kb. 2Kg-os forgórészre vonatkozik... nem az üres motor pörgetés a cél... annál sokkal nagyobb a teher...
Gondolom egy Forma 1 kocsi motorja is gyorsabban pörög fel próbapadon mint a versenypályán...:) tudod kerék ellenállás, súly, légellenállás stb...:)
Költő kérdésre:
Ha majd láttam egy hobby CNC gépet ami 180mm/s-ra gyorsít pl. 20ms alatt (valósan) ekkora mechanikával akkor tedd fel mégegyszer a kérdést. :) addíg ez költői azaz elméleti.
100mm/s-ra sokkal könnyebb... arra most is 25ms alatt simán megy... tehát?
Az az adat a kb. 2Kg-os forgórészre vonatkozik... nem az üres motor pörgetés a cél... annál sokkal nagyobb a teher...
Gondolom egy Forma 1 kocsi motorja is gyorsabban pörög fel próbapadon mint a versenypályán...:) tudod kerék ellenállás, súly, légellenállás stb...:)
Költő kérdésre:
Ha majd láttam egy hobby CNC gépet ami 180mm/s-ra gyorsít pl. 20ms alatt (valósan) ekkora mechanikával akkor tedd fel mégegyszer a kérdést. :) addíg ez költői azaz elméleti.
100mm/s-ra sokkal könnyebb... arra most is 25ms alatt simán megy... tehát?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 17:39
Írta: 000000000 Dátum 2008 augusztus 16, 17:39
Szia Svejk, gyere csak nyugodtan, tudod
kedvellek én Téged is, meg Mindenki mást itt
a Fórumon!:)
Egy valamit sajna elfelejtettél:
Ez a szervomotor nulla tranzisztoros
elektronika nélkül tudja, önmagában felpörög
még magasabb fordulatra is, ha rákapcsolnak U
névlegest.
Már elnézést kérek, de encoder, PID
alagoritmusok, szorzás-osztás, .....,
meg minden más mellett rákötök egy szervót és
akkor sokkal rosszabb lesz még méretezett
terhelés mellett is?
Már elnézést, pont itt a baj, hogy a szabályzás
alá vont motor persze többlet terheléssel,
de lomhább lett, mint minden nélkül??
Na nem mááááá, itt van a bibi pont elásva, de
ezt már ma többször leírtam. Szegény motor nem
tehet arról, hogy a leleményes és bátor
kísérletező kedvű Hobbysta nagyot
álmodik, ő azt érzékeli, és mondja magában:
" a k. életbe, de nagy bazi tetát érzek itt,
majd be tojok, de nem érdekel ez a baromság, én
X teta, és Y nyomaték mellett csak Z
szöggyorsulással forgok, és menjen mindenki
aki mást gondolt rólam a jó ....-ba."
Hát ilyeneket mondogat elég sűrűn a motor.:)
Még szerencse hogy hasbeszélő, és nem hhallani.:)
kedvellek én Téged is, meg Mindenki mást itt
a Fórumon!:)
Egy valamit sajna elfelejtettél:
Ez a szervomotor nulla tranzisztoros
elektronika nélkül tudja, önmagában felpörög
még magasabb fordulatra is, ha rákapcsolnak U
névlegest.
Már elnézést kérek, de encoder, PID
alagoritmusok, szorzás-osztás, .....,
meg minden más mellett rákötök egy szervót és
akkor sokkal rosszabb lesz még méretezett
terhelés mellett is?
Már elnézést, pont itt a baj, hogy a szabályzás
alá vont motor persze többlet terheléssel,
de lomhább lett, mint minden nélkül??
Na nem mááááá, itt van a bibi pont elásva, de
ezt már ma többször leírtam. Szegény motor nem
tehet arról, hogy a leleményes és bátor
kísérletező kedvű Hobbysta nagyot
álmodik, ő azt érzékeli, és mondja magában:
" a k. életbe, de nagy bazi tetát érzek itt,
majd be tojok, de nem érdekel ez a baromság, én
X teta, és Y nyomaték mellett csak Z
szöggyorsulással forgok, és menjen mindenki
aki mást gondolt rólam a jó ....-ba."
Hát ilyeneket mondogat elég sűrűn a motor.:)
Még szerencse hogy hasbeszélő, és nem hhallani.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 17:42
Írta: bmejdz9nu Dátum 2008 augusztus 16, 17:42
Látom segédrakéták is kellenek... :) de legalább (most) nem a vezérlőt szídja...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 17:43
Írta: 000000000 Dátum 2008 augusztus 16, 17:43
Eszembe sincs viccelni, csak néha megszemélyesítem azt a szegény motort, de a
komoly válasz is ott van:#5746.
komoly válasz is ott van:#5746.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 17:51
Írta: bmejdz9nu Dátum 2008 augusztus 16, 17:51
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 18:01
Írta: svejk Dátum 2008 augusztus 16, 18:01
Már megint nem a kérdésre válaszoltál hanem a motorjaiddal bájcsevegsz..
Tessék,30 kg asztal átm. 20 mm-es 600 mm hosszú orsó redukáld át légyszi a motorra hogy össze lehessen adni az inerciájukat!
Éppen Te szoktad mondani hogy ne pumpáljuk azokat az Ampereket a motorba csak csínján vele.
És akkor te akarod itt a szervokörrel még erősíteni?
Meddig??
Varsányinál már a gecko 20A -je is határt szab ennek.
Nézzünk egy 60V -os névleges feszű. motort, hoppá itt a gecko 80V-ja már megint gátat szab. ahhoz hogy a névleges fordulaton le tudja adni a névleges nyomatékot a tápfesz dupláján kelene járatni a vezérlőt.
Gondolom én az az 5ms az az adat amit a gyártó a névleges feszültséget rákapcsolva ,beállítva a maximálisan megengedhető áramot rákapcsol a motorra ennyi dő alatt ér el egy bizonyos fordulatot.
Nem tudom a helyes meghtározást de leírhatnád ezt is ne haljunk meg hülyén.
Tessék,30 kg asztal átm. 20 mm-es 600 mm hosszú orsó redukáld át légyszi a motorra hogy össze lehessen adni az inerciájukat!
Éppen Te szoktad mondani hogy ne pumpáljuk azokat az Ampereket a motorba csak csínján vele.
És akkor te akarod itt a szervokörrel még erősíteni?
Meddig??
Varsányinál már a gecko 20A -je is határt szab ennek.
Nézzünk egy 60V -os névleges feszű. motort, hoppá itt a gecko 80V-ja már megint gátat szab. ahhoz hogy a névleges fordulaton le tudja adni a névleges nyomatékot a tápfesz dupláján kelene járatni a vezérlőt.
Gondolom én az az 5ms az az adat amit a gyártó a névleges feszültséget rákapcsolva ,beállítva a maximálisan megengedhető áramot rákapcsol a motorra ennyi dő alatt ér el egy bizonyos fordulatot.
Nem tudom a helyes meghtározást de leírhatnád ezt is ne haljunk meg hülyén.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 18:13
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 18:13
Nem mondjátok komolyan hogy az 5ms-ot a motor terheléssel is képes hozni? Honnan tudta a motorgyártó amikor ezt az adatot megadta hogy mekkora tömeget fog mozgatni a motorja? (áttétellel vagy direktben)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 18:19
Írta: svejk Dátum 2008 augusztus 16, 18:19
Egyébként sem mond a motor semmit és föleg nem ilyen bonyolult dolgokat.
Egyetlen egy dolga van a motornak és ezt maradéktalanul el is végzi hogy a rajta átfolyó árammal arányos nyomatékot leadja a tengelyen.
és majd ezután a mérnök bácsik számolhatnak az asztalnál hogy ha az eredeti tőmegű forgórész mellé a tengelyre még pakolunk x forgó tömeget valamint még y tömegű egyenesvonalú mozgásból is átredukálunk a tengelyre akkor majd t idő múlva fogja a motorunk az adott áramerősség mellett elérni a kívánt fordultszámot.
Amit Te itt írsz a mechanikai időállandókról állndókról nagyon szép, és biztos tudja is ha nem kell plusz tömeget mozgatnia.
De ha a mozgatandó tömeg inerciája sokkal nagyobb mint a motoré akkor már más az ábra.
Tapasztaltam a tárcsamotornál is hogy nagyon szép és gyors volt az üresben de bizony jó nagy tehetetlenségű tömeggel megterhelve már elvesztette a nagy gyorsulási előnyét a hagyományos motoréhoz képest. Persze a tárcsamotorba lehet pumpálni az áramot akár a 10-15 szörösét a névlegesnek de akkor már nem egy súlycsoport megint.
Egyetlen egy dolga van a motornak és ezt maradéktalanul el is végzi hogy a rajta átfolyó árammal arányos nyomatékot leadja a tengelyen.
és majd ezután a mérnök bácsik számolhatnak az asztalnál hogy ha az eredeti tőmegű forgórész mellé a tengelyre még pakolunk x forgó tömeget valamint még y tömegű egyenesvonalú mozgásból is átredukálunk a tengelyre akkor majd t idő múlva fogja a motorunk az adott áramerősség mellett elérni a kívánt fordultszámot.
Amit Te itt írsz a mechanikai időállandókról állndókról nagyon szép, és biztos tudja is ha nem kell plusz tömeget mozgatnia.
De ha a mozgatandó tömeg inerciája sokkal nagyobb mint a motoré akkor már más az ábra.
Tapasztaltam a tárcsamotornál is hogy nagyon szép és gyors volt az üresben de bizony jó nagy tehetetlenségű tömeggel megterhelve már elvesztette a nagy gyorsulási előnyét a hagyományos motoréhoz képest. Persze a tárcsamotorba lehet pumpálni az áramot akár a 10-15 szörösét a névlegesnek de akkor már nem egy súlycsoport megint.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 18:21
Írta: svejk Dátum 2008 augusztus 16, 18:21
Várd ki a végét! Az az 5ms egy adat de sajnos nem tudjuk mi a definíciója:(
Remélem Tibor45 elárulja hogy ne kelljen keresgélnünk.
Remélem Tibor45 elárulja hogy ne kelljen keresgélnünk.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 18:24
Írta: bmejdz9nu Dátum 2008 augusztus 16, 18:24
Nem a Gecko 20A-je a határ... a kapcsoló üzemű tápegységek... (made in China :)
Röhely kevés tápról megy... 3x24V-os 16,7A-es táp sorbakötve...
Nincsenek "dinamika növelő" kondik, hogy egy kis időre több áramot lehessen kivenni a tápból a gyorsulási szakaszra!
Ez 85V-ra van belőve (28.3V/darab) de!!! a három tengelyre összesen 16,7A (nem több 1A-rel sem)...
Tehát ha a három tengely egyszerre indul eloszlik az a kevés is ... és megy!
A kapcsolóüzemű tápok nem melegednek... nem kapcsolnak be a ventilátorjai sem...
Ha tettem rá pufferkondikat többet is tudot, de minek? 50ms alatt (180mms-ra) szinte leesik az asztalról... :)
A Machtech-en elnézzegettem a a gyári több tonnás gépeket és azokat sem állították nagyob gyorsulásra...
A motor 0,3Nm/A... azaz a max. 12Nm-hez 40A kellene!
Nade minek... azért lettek ekkora motorok, hogy a pályatartás = hibajel minimális (alapnyomaték = 1,6Nm)legyen maráskor is... Tudja.
Ennyi nekem elég... erőből, gyorsulásból és sebességből, pontosságból...
Röhely kevés tápról megy... 3x24V-os 16,7A-es táp sorbakötve...
Nincsenek "dinamika növelő" kondik, hogy egy kis időre több áramot lehessen kivenni a tápból a gyorsulási szakaszra!
Ez 85V-ra van belőve (28.3V/darab) de!!! a három tengelyre összesen 16,7A (nem több 1A-rel sem)...
Tehát ha a három tengely egyszerre indul eloszlik az a kevés is ... és megy!
A kapcsolóüzemű tápok nem melegednek... nem kapcsolnak be a ventilátorjai sem...
Ha tettem rá pufferkondikat többet is tudot, de minek? 50ms alatt (180mms-ra) szinte leesik az asztalról... :)
A Machtech-en elnézzegettem a a gyári több tonnás gépeket és azokat sem állították nagyob gyorsulásra...
A motor 0,3Nm/A... azaz a max. 12Nm-hez 40A kellene!
Nade minek... azért lettek ekkora motorok, hogy a pályatartás = hibajel minimális (alapnyomaték = 1,6Nm)legyen maráskor is... Tudja.
Ennyi nekem elég... erőből, gyorsulásból és sebességből, pontosságból...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 18:27
Írta: 000000000 Dátum 2008 augusztus 16, 18:27
Köszi, kedves Péter, régi szép emlékek!
- ez egy 80W-os szervohajtás, golyósorsó
nélküli.
- nem 60.000-es a fortuna, mint Neked, így
valószínűleg nem csúcson jár az előtolás.
- Nagy Zoli Fórumtársunk (kérdezzél pár dolgot
majd Tőle is) lassan két éve használja minden
gond nélkül. Két évvel
ezelőtt szerintem Te nem sokat halottál a
szervomotorról és encoderről.
De hiába nagyot fordult világ.:) Mindenki csak
kullog utánad szervo témában,
hiába van ilyen.:) [#nevetes1]
Tudod a mappámban azért van pár másik videó
is. Csak én Veled ellentétben nem szeretek
dicsekedni meg videózni állandóan, akik meg
közelebbről ismernek,
elég ha ők látták, tudják, hogy az én
szervóm mit tud. De most kedvet kaptam, és
felteszek már majd pár érdekes szinkron
szervo lefejtéssel készült munkadarab fotót.
No meg leszel Te még nagyon szerény fiú, amikor
digitalizás után 3D-ben írod ki, 2 mm-es magas
kiemelkedő betűkkel: Varsányi.
Egyelőre én a helyedben azon meditálnék továbbra is, hogy fél millió ráfordítással
hogyan csináltam lomhább motort, mintha semmit
nem tettem volna vele. És nagyon várom már a
+10, -10 mm-es oda-vissza videódat a mindent
elsöprő 180 mm/s-os gépeddel.
Muti meg légyszi, kérlek!:)
- ez egy 80W-os szervohajtás, golyósorsó
nélküli.
- nem 60.000-es a fortuna, mint Neked, így
valószínűleg nem csúcson jár az előtolás.
- Nagy Zoli Fórumtársunk (kérdezzél pár dolgot
majd Tőle is) lassan két éve használja minden
gond nélkül. Két évvel
ezelőtt szerintem Te nem sokat halottál a
szervomotorról és encoderről.
De hiába nagyot fordult világ.:) Mindenki csak
kullog utánad szervo témában,
hiába van ilyen.:) [#nevetes1]
Tudod a mappámban azért van pár másik videó
is. Csak én Veled ellentétben nem szeretek
dicsekedni meg videózni állandóan, akik meg
közelebbről ismernek,
elég ha ők látták, tudják, hogy az én
szervóm mit tud. De most kedvet kaptam, és
felteszek már majd pár érdekes szinkron
szervo lefejtéssel készült munkadarab fotót.
No meg leszel Te még nagyon szerény fiú, amikor
digitalizás után 3D-ben írod ki, 2 mm-es magas
kiemelkedő betűkkel: Varsányi.
Egyelőre én a helyedben azon meditálnék továbbra is, hogy fél millió ráfordítással
hogyan csináltam lomhább motort, mintha semmit
nem tettem volna vele. És nagyon várom már a
+10, -10 mm-es oda-vissza videódat a mindent
elsöprő 180 mm/s-os gépeddel.
Muti meg légyszi, kérlek!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 18:33
Írta: bmejdz9nu Dátum 2008 augusztus 16, 18:33
Van frisebb videó? Ne kimélj bennünket!!!!!!!! :)
Ne szégyeld...:) Gondolom már töltöd fel a videókat... Mutass valamit... hadd higgyünk...
PS: 24.000rpm-es Fortona volt a videókon... és hangját hallva talán láttad csak 6-8000rpm-el ment... az aluba..
Ne szégyeld...:) Gondolom már töltöd fel a videókat... Mutass valamit... hadd higgyünk...
PS: 24.000rpm-es Fortona volt a videókon... és hangját hallva talán láttad csak 6-8000rpm-el ment... az aluba..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 18:54
Írta: 000000000 Dátum 2008 augusztus 16, 18:54
Na jól nézünk ki emberek!
Itt pofázunk ma egész nap, meg már 2 éve a
szervóról, csak kullogunk a Varsányi után,
mint fő szervo szakértő után, basszus,
és akkor ennyi szervo specialista egyszer csak
azt kérdezi: Mi is az a motor elektoromechanikai
időállandó? :)))
Na szépen nézünk ki, és ráadásul
ma már talán kétszer is leírtam ezt.
Hiába no, itt egyesek világ csodát tettek,
úgy terveztek, gyártanak szervókat, hogy a Tm
adat eddig soha nem kellett beállításkor, nem törödnek tetával, és ami a csövön, akarom mondani FET-en kifér, adjuk az áramot, majdnem
ingyen van.:) Gratula Nektek!
Itt pofázunk ma egész nap, meg már 2 éve a
szervóról, csak kullogunk a Varsányi után,
mint fő szervo szakértő után, basszus,
és akkor ennyi szervo specialista egyszer csak
azt kérdezi: Mi is az a motor elektoromechanikai
időállandó? :)))
Na szépen nézünk ki, és ráadásul
ma már talán kétszer is leírtam ezt.
Hiába no, itt egyesek világ csodát tettek,
úgy terveztek, gyártanak szervókat, hogy a Tm
adat eddig soha nem kellett beállításkor, nem törödnek tetával, és ami a csövön, akarom mondani FET-en kifér, adjuk az áramot, majdnem
ingyen van.:) Gratula Nektek!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 19:02
Írta: bmejdz9nu Dátum 2008 augusztus 16, 19:02
Nem én vagyok a "főszakértő" ... akit én "főszakértőnek" tartok annak "S"-el kezdődik a nick neve itt a fórumon :)
Én csak egy "pofázógép" vagyok... aki szeretne "világosságot" csinálni a fejekben...aki össze próbálja rakni a mozaikokat... már amennyire...
Dehát... na mindegy...
Szeretem a szakmai "valóságshow"-okat :)... tényeket, méréseket, videókat...
Mikor jön a videód? A Svejk még ráér a számítással :) ... azt majd utánna... :)
Én csak egy "pofázógép" vagyok... aki szeretne "világosságot" csinálni a fejekben...aki össze próbálja rakni a mozaikokat... már amennyire...
Dehát... na mindegy...
Szeretem a szakmai "valóságshow"-okat :)... tényeket, méréseket, videókat...
Mikor jön a videód? A Svejk még ráér a számítással :) ... azt majd utánna... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 19:11
Írta: 000000000 Dátum 2008 augusztus 16, 19:11
"Nem én vagyok a "főszakértő" ... akit
én "főszakértőnek" tartok annak "S"-el kezdődik
a nick neve itt a fórumon :)"
Akkor igazán Rád szólhatna néha a titokzatos S
főszakértőd, Péter dugulj már el, mert leégetsz
itt a sok sóderrel, meg szakmai blődséggel.:)
én "főszakértőnek" tartok annak "S"-el kezdődik
a nick neve itt a fórumon :)"
Akkor igazán Rád szólhatna néha a titokzatos S
főszakértőd, Péter dugulj már el, mert leégetsz
itt a sok sóderrel, meg szakmai blődséggel.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 19:12
Írta: svejk Dátum 2008 augusztus 16, 19:12
Köszönöm a mai kérdeseimre adott kimerítő válszokat, mindenben igazad van, nem is tudom ezeket mi miért nem tudtuk ezidáig.
A gratulációt köszönöm, és viszont kívánom hogy legyenek akkora sikereid legalább mint nekem (vagy nekünk itt a hobby építők körében)
De ne itt a hobby cnc fórumon hanem kicsit magasabb szinten.
A gratulációt köszönöm, és viszont kívánom hogy legyenek akkora sikereid legalább mint nekem (vagy nekünk itt a hobby építők körében)
De ne itt a hobby cnc fórumon hanem kicsit magasabb szinten.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 19:14
Írta: 4um5b65d Dátum 2008 augusztus 16, 19:14
Szerintem lassan áttérhetnénk arra a vitára is, hogy kinek hosszabb a farka.... Persze az is újabb és újabb vitákat gerjeszthet, mert hát ki is tudná azt eldönteni, hogy herétől számoljuk a hosszát vagy hasfaltól.....
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 19:15
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 19:15
Nekem -aki hallot már olyan emberről aki beszélt olyannal aki ismer szakértőt- ugye elárulod hogy mi az az 5ms és hogyan tudna Péter az 50-ből 45-öt lefaragni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 19:16
Írta: 000000000 Dátum 2008 augusztus 16, 19:16
Látod, kellett Neked szervo topicba keveredni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 19:17
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 19:17
Ugye milyen bonyolult az élet ha azzá tesszük? :)))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 19:18
Írta: svejk Dátum 2008 augusztus 16, 19:18
Ezt a titulust kikérem magamnak !!
Én csak egy autodidakta módon tanuló, lelkes, elektronikával foglalkozó hobbysta vagyok.
Szeretnék még rengeteget tanulni, és egyszerű konyhanyelvre lefordítva átadni az eddig megszerzett tapasztalataimat itt a fórumon a szintén lelkes tagognak.
Én csak egy autodidakta módon tanuló, lelkes, elektronikával foglalkozó hobbysta vagyok.
Szeretnék még rengeteget tanulni, és egyszerű konyhanyelvre lefordítva átadni az eddig megszerzett tapasztalataimat itt a fórumon a szintén lelkes tagognak.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 19:21
Írta: 4um5b65d Dátum 2008 augusztus 16, 19:21
Hát lehet, hogy átnézek a markológép építőkhöz... :)))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 19:26
Írta: 000000000 Dátum 2008 augusztus 16, 19:26
Ezzel a motorral, ezzel a direkthajtással
sehogy. Mondjuk talán ha az én szervómat
ráhangolnám egységugrás tesztek alapján,
talán pár ms-al jobb lenne.:)
Viccet félretéve Neked is azt tudom írni,
ostobaság a maximális sebességet előtérbe
helyezni, és erre olyan büszkének lenni utána,
miközben egy picit lassabb gép sokkal jobb, ha végre a fő célt néznénk, az az a forgácsolás
minőségi szempontjait. De itt az az utolsó szempont, és ebbe picit mára már belefáradtam,
kólönben meg kérdezzétek Péter főszakértőjét,
Neki mi a véleménye úgy általában erről.
sehogy. Mondjuk talán ha az én szervómat
ráhangolnám egységugrás tesztek alapján,
talán pár ms-al jobb lenne.:)
Viccet félretéve Neked is azt tudom írni,
ostobaság a maximális sebességet előtérbe
helyezni, és erre olyan büszkének lenni utána,
miközben egy picit lassabb gép sokkal jobb, ha végre a fő célt néznénk, az az a forgácsolás
minőségi szempontjait. De itt az az utolsó szempont, és ebbe picit mára már belefáradtam,
kólönben meg kérdezzétek Péter főszakértőjét,
Neki mi a véleménye úgy általában erről.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 19:42
Írta: svejk Dátum 2008 augusztus 16, 19:42
Kedves Amatőr!
Most már Te is nyugodtan alhatsz, mert megkaptad mind tartalmilag mind formailag a kimerítő szakszerű magyarázatot Tibor45-től.
Kár hogy annak idején nem jártam az egyetemre mert akkor én is ilyen jól el tudtam volna magyrázni neked.
Most már Te is nyugodtan alhatsz, mert megkaptad mind tartalmilag mind formailag a kimerítő szakszerű magyarázatot Tibor45-től.
Kár hogy annak idején nem jártam az egyetemre mert akkor én is ilyen jól el tudtam volna magyrázni neked.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 20:20
Írta: 000000000 Dátum 2008 augusztus 16, 20:20
Szia Svejk!
Tudod, csak higgadtan, nem szabad személyeskedni,
csak módjával.
Y=M/J
Ahhoz meg nem tudom miért kell egyetem,
hogy megértsed: egy adott motor károsodás
nélkül le tud adni M nyomatékot. Ezzel Y1
szöggyorsulást képes elérni J1 tengelyre redukált tehetetlenségi nyomatékkal direktben,
és Y2-t J2-vel. Ha áttételt használok, akkor
ennek arányában J2 kisebb, és így Y2 nagyobb.
Ha pedig az a célom, hogy minél dinamikusabb
legyen a gépem, akkor elértem a célom.
Ha persze az a célod, hogy rohangáljál a
levegőben, akkor nem tudok Rajtad meg a
Varsányin sem segíteni, ezzel a levezetéssel,
amiről 2 éve pofázok.
Persze azt is megértem, ha még mindig úgy
gondolkozol, mint ahogyan írtad:
"Egyetlen egy dolga van a motornak és ezt
maradéktalanul el is végzi hogy a rajta átfolyó
árammal arányos nyomatékot leadja a tengelyen..."
akkor számodra lényegesen egyszerűbb a
szervohajtás. Bocs, de én picit
összetettebbnek látom, már csak az előbbi
egyszerű képlet miatt is, hogy más
dolgokról ne is beszéljek.
És egy kicsit inkább gondolkozz, mielőbb egy aránypár magyarázatát is ennyire szájbarágósan
elvárod tőlem.
Tudod, csak higgadtan, nem szabad személyeskedni,
csak módjával.
Y=M/J
Ahhoz meg nem tudom miért kell egyetem,
hogy megértsed: egy adott motor károsodás
nélkül le tud adni M nyomatékot. Ezzel Y1
szöggyorsulást képes elérni J1 tengelyre redukált tehetetlenségi nyomatékkal direktben,
és Y2-t J2-vel. Ha áttételt használok, akkor
ennek arányában J2 kisebb, és így Y2 nagyobb.
Ha pedig az a célom, hogy minél dinamikusabb
legyen a gépem, akkor elértem a célom.
Ha persze az a célod, hogy rohangáljál a
levegőben, akkor nem tudok Rajtad meg a
Varsányin sem segíteni, ezzel a levezetéssel,
amiről 2 éve pofázok.
Persze azt is megértem, ha még mindig úgy
gondolkozol, mint ahogyan írtad:
"Egyetlen egy dolga van a motornak és ezt
maradéktalanul el is végzi hogy a rajta átfolyó
árammal arányos nyomatékot leadja a tengelyen..."
akkor számodra lényegesen egyszerűbb a
szervohajtás. Bocs, de én picit
összetettebbnek látom, már csak az előbbi
egyszerű képlet miatt is, hogy más
dolgokról ne is beszéljek.
És egy kicsit inkább gondolkozz, mielőbb egy aránypár magyarázatát is ennyire szájbarágósan
elvárod tőlem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 20:38
Írta: bmejdz9nu Dátum 2008 augusztus 16, 20:38
Tibornak... :)
Kész a végleges változat... Neve: A300 DC Servo Contoller ...(anno beta neve: X1 volt)

Kész a végleges változat... Neve: A300 DC Servo Contoller ...(anno beta neve: X1 volt)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 20:42
Írta: svejk Dátum 2008 augusztus 16, 20:42
Na ja, igazad van...próbáljunk a tudomány terén maradni.
Átrágom magam az irásodon és megpróbálom megérteni aztán majd kérdezek..
Átrágom magam az irásodon és megpróbálom megérteni aztán majd kérdezek..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 20:45
Írta: 000000000 Dátum 2008 augusztus 16, 20:45
Szép a panel....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 20:48
Írta: bmejdz9nu Dátum 2008 augusztus 16, 20:48
És jó is... sok teszt... Biztos ami biztos 2x70um-es alapanyagra lett... a nagy áramok miatt...
Mindenből a legjobbat kapta... 8Mbites optók... IRFP260... LS7184... a legjobb minőségű passzív alkatrészek... Még a "színvilágra" is figyelve volt...
Mindenből a legjobbat kapta... 8Mbites optók... IRFP260... LS7184... a legjobb minőségű passzív alkatrészek... Még a "színvilágra" is figyelve volt...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 20:57
Írta: 000000000 Dátum 2008 augusztus 16, 20:57
István fog örülni Neked, újabb szervo a piacon.:)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 21:05
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 21:05
Szép holmi! Ezt Te gyártod/gyártatod? Műszaki jellemzők publikusak?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 21:09
Írta: bmejdz9nu Dátum 2008 augusztus 16, 21:09
Nem árulom... A magam élvezetére készült!!! Hobbysta vagyok.
Tudod nem találtam a piacon olyat amit szerettem volna... vagy te tudsz ilyet? :
- Egyszerű, gyors beállíthatóság, biztos működés.
- Nagy áram/feszültség (30A vagy 180V) ... a kettő együtt limitált a disszipáció és "egyebek" miatt...
- változtatható encoder feldolgozási üzemmódok (1X - 2X - 4X ... LS7184 Encoder feldolgozó IC-vel.)
- Számomra is érthető működés - processzor nélkül.
- Sebesség akár 1Mhz-ig (optóval)... (nem mintha ez lett volna a legfontosabb WinPC-NC-hez)
- már 0,5 mA-ről(!) nyitó opto meghajtás LPT portról direkt... (HCPL-2300 HI Speed 8MBD Optocoupler)
Tudod nem találtam a piacon olyat amit szerettem volna... vagy te tudsz ilyet? :
- Egyszerű, gyors beállíthatóság, biztos működés.
- Nagy áram/feszültség (30A vagy 180V) ... a kettő együtt limitált a disszipáció és "egyebek" miatt...
- változtatható encoder feldolgozási üzemmódok (1X - 2X - 4X ... LS7184 Encoder feldolgozó IC-vel.)
- Számomra is érthető működés - processzor nélkül.
- Sebesség akár 1Mhz-ig (optóval)... (nem mintha ez lett volna a legfontosabb WinPC-NC-hez)
- már 0,5 mA-ről(!) nyitó opto meghajtás LPT portról direkt... (HCPL-2300 HI Speed 8MBD Optocoupler)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 21:20
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 21:20
Nem semmi vagy!
"nem találtam a piacon olyat amit szerettem volna" ... ezért képes voltál készíteni magadnak, és azt hiszed hogy a közeljövőben nem kapsz jópár mailt amiben az áráról érdeklődnek?[#finom]
"nem találtam a piacon olyat amit szerettem volna" ... ezért képes voltál készíteni magadnak, és azt hiszed hogy a közeljövőben nem kapsz jópár mailt amiben az áráról érdeklődnek?[#finom]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 21:21
Írta: 000000000 Dátum 2008 augusztus 16, 21:21
Mintha csak az enyémet másoltad volna le:), csak
én dobozba építem, belső külön 220-as
gyengeáramú tépegységet adok mellé, további 6-8
beállítási lehetűség van még hozzá, 1 Mbit abs.
hibatároló és útmérő regiszter, így végállás sem kell adott esetben. A többi nagyjából
stimmel a Tieddel.
De szép munka, igényes a paneled, csodálom, hogy
csak saját célra ennyi energiát fektettél bele.
Olyan mint a géped, igényes, precíz, csak picit
a torka véres:)), és ezen semmilyen szervo nem
segít, sőt ha kisebb lenne a menetemelkedésed,
a gyikocska is tökéletesen jó lett volna
Neked. Látod, még a végén kiderül, ezt is hiába
csináltattad, az a fránya sebesség mánia.:)
én dobozba építem, belső külön 220-as
gyengeáramú tépegységet adok mellé, további 6-8
beállítási lehetűség van még hozzá, 1 Mbit abs.
hibatároló és útmérő regiszter, így végállás sem kell adott esetben. A többi nagyjából
stimmel a Tieddel.
De szép munka, igényes a paneled, csodálom, hogy
csak saját célra ennyi energiát fektettél bele.
Olyan mint a géped, igényes, precíz, csak picit
a torka véres:)), és ezen semmilyen szervo nem
segít, sőt ha kisebb lenne a menetemelkedésed,
a gyikocska is tökéletesen jó lett volna
Neked. Látod, még a végén kiderül, ezt is hiába
csináltattad, az a fránya sebesség mánia.:)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 21:24
Írta: s5f8tmfv3 Dátum 2008 augusztus 16, 21:24
Torka véres? Ugyan miért?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 21:24
Írta: bmejdz9nu Dátum 2008 augusztus 16, 21:24
Megfizethetetlen kategória... Tehát nincs és nem lesz ilyen gondom. [#smile]
Finoman szólva nem csak az én munkám... Ne higgy többet rólam mint amit tudok!
Finoman szólva nem csak az én munkám... Ne higgy többet rólam mint amit tudok!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 21:25
Írta: svejk Dátum 2008 augusztus 16, 21:25
Az oké hogy ugyanazon motor uganazon mechanikán ugyanazon nyomatékkal a mondjuk az 1:2 es áttétellel közel,(mert csak a hozzáadott inercia feleződik a sajátja marad) kétszeres szöggyorsulást tud, de az áttétel miatt kétszer akkora fordulatszámra kell felgyorsulnia, nem?
És ugyanazon nagyobb fordulatról kell lefékeződnie.
Na ezeket nem értem én és ezért lenne jó egy mintapélda a számolásra.
"Persze azt is megértem, ha még mindig úgy
gondolkozol, mint ahogyan írtad:
"Egyetlen egy dolga van a motornak és ezt
maradéktalanul el is végzi hogy a rajta átfolyó
árammal arányos nyomatékot leadja a tengelyen..."
akkor számodra lényegesen egyszerűbb a
szervohajtás"
Lehet hogy ez egyszerű de szerintem ebből kellene minden esetben kindulni.
A motor egyik minőségének mutatója hogy mekkora áramnál mekkora nyomatékot tud leadni (azonos névleges feszültségű motorcsaládra gondolok)
És ugye Te írtad hogy Y=M/J tehát a nyomaték és az inerciából lehet a szöggyorsulást kiszámítani.
Persze van aki meg tudja csinálni kisebb tömegű forgórésszel, és így a fenti képletből annak a motornak jobb lesz a gyorsulása.
Na most a kérdésem még mindig a következő hogy hogy kell a lineárisan mozgó inerciát(asztalt) és az orsó inerciáját (e kettő összege ugye az áttétel arányában csökken) redukálni a motor tengelyére.
És visszatérve Varsányi gépéhez vajon hogy aránylik a motor saját inerciája a az orsó plusz asztal inerciájával.
Sajnos ezt sem tudom kiszámolni, de félő hogy az ő gépénél túlsulyban van a mozgatandó tehetetlen tömeg a motor saját kis forgórészének tehetetlenségéhez képest.
És ebben az esetben hiába a nagyon kis motoridőállandó ha a mechanika ezt nagymértékben lerontja.
Ezekre jó lenne számszerű adatok.
Nem tudom mennyire világos a tudatlanságom, megpróbáltam a lehető legjobban körülírni az aggályaimat.
Hidd el én szeretném a legjobban ha meg tudnál győzni mert akkor legalább nem lenne ez a sok felesleges, sokszor vérre menő vita.
És ugyanazon nagyobb fordulatról kell lefékeződnie.
Na ezeket nem értem én és ezért lenne jó egy mintapélda a számolásra.
"Persze azt is megértem, ha még mindig úgy
gondolkozol, mint ahogyan írtad:
"Egyetlen egy dolga van a motornak és ezt
maradéktalanul el is végzi hogy a rajta átfolyó
árammal arányos nyomatékot leadja a tengelyen..."
akkor számodra lényegesen egyszerűbb a
szervohajtás"
Lehet hogy ez egyszerű de szerintem ebből kellene minden esetben kindulni.
A motor egyik minőségének mutatója hogy mekkora áramnál mekkora nyomatékot tud leadni (azonos névleges feszültségű motorcsaládra gondolok)
És ugye Te írtad hogy Y=M/J tehát a nyomaték és az inerciából lehet a szöggyorsulást kiszámítani.
Persze van aki meg tudja csinálni kisebb tömegű forgórésszel, és így a fenti képletből annak a motornak jobb lesz a gyorsulása.
Na most a kérdésem még mindig a következő hogy hogy kell a lineárisan mozgó inerciát(asztalt) és az orsó inerciáját (e kettő összege ugye az áttétel arányában csökken) redukálni a motor tengelyére.
És visszatérve Varsányi gépéhez vajon hogy aránylik a motor saját inerciája a az orsó plusz asztal inerciájával.
Sajnos ezt sem tudom kiszámolni, de félő hogy az ő gépénél túlsulyban van a mozgatandó tehetetlen tömeg a motor saját kis forgórészének tehetetlenségéhez képest.
És ebben az esetben hiába a nagyon kis motoridőállandó ha a mechanika ezt nagymértékben lerontja.
Ezekre jó lenne számszerű adatok.
Nem tudom mennyire világos a tudatlanságom, megpróbáltam a lehető legjobban körülírni az aggályaimat.
Hidd el én szeretném a legjobban ha meg tudnál győzni mert akkor legalább nem lenne ez a sok felesleges, sokszor vérre menő vita.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 21:41
Írta: bmejdz9nu Dátum 2008 augusztus 16, 21:41
Ennek 80V-ig csak EGY tápfesz kell!!!
A segédtáp sorkapcsot 80V-ig össze kell (lehet) kötni a motor tápfeszel. (az alkalmazások 80%-a ilyen) látni a PCB-n a felíratot...(VCC 18-80V)
Felette a 80V-180V-ig kell segédtápegység.
A segédtápegységet akkor is meg lehet(ne) oldani a motor tápfeszből, de erre nem lett felkészítve a panel.)
Persze a tiedet másoltam le... :) Igaz sosem láttam... de ez jó... :)
... Csak kicsit több feszt és áramot tud más a FET híd más a FET meghajtó (erősebb: IRF21844)... és az eleje más azaz az encoder feldolgozás és az optók...
A hibatároló nagyságán sokat filóztam (lehetet volna nagyobb is)... de az elveimet nem adtam fel:
Egy jó szervó vezérlő "imitálja - eljátsza" a léptetőmotort a rá kifejlesztett step/dir környezetben működő szoftverekkel...
Mennyit tud tárolni egy léptető motor? szinte semmit... tehát a hibatároló a szervóvezérlőben is minimális = 128bit...
(Ez a 128 bit = 128 lépés eltérési lehetőség!!! = pl. 0.01mm-es lépések = 1,28mm ami már nagyon durva!!!
Miért "spájzolna el" többet? Aztán előveszi a "spájzból" amikor már elromlott a "hús"... azaz már bevette a "kanyart" a maró... Na erre semmi szükség. :)
A segédtáp sorkapcsot 80V-ig össze kell (lehet) kötni a motor tápfeszel. (az alkalmazások 80%-a ilyen) látni a PCB-n a felíratot...(VCC 18-80V)
Felette a 80V-180V-ig kell segédtápegység.
A segédtápegységet akkor is meg lehet(ne) oldani a motor tápfeszből, de erre nem lett felkészítve a panel.)
Persze a tiedet másoltam le... :) Igaz sosem láttam... de ez jó... :)
... Csak kicsit több feszt és áramot tud más a FET híd más a FET meghajtó (erősebb: IRF21844)... és az eleje más azaz az encoder feldolgozás és az optók...
A hibatároló nagyságán sokat filóztam (lehetet volna nagyobb is)... de az elveimet nem adtam fel:
Egy jó szervó vezérlő "imitálja - eljátsza" a léptetőmotort a rá kifejlesztett step/dir környezetben működő szoftverekkel...
Mennyit tud tárolni egy léptető motor? szinte semmit... tehát a hibatároló a szervóvezérlőben is minimális = 128bit...
(Ez a 128 bit = 128 lépés eltérési lehetőség!!! = pl. 0.01mm-es lépések = 1,28mm ami már nagyon durva!!!
Miért "spájzolna el" többet? Aztán előveszi a "spájzból" amikor már elromlott a "hús"... azaz már bevette a "kanyart" a maró... Na erre semmi szükség. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 21:46
Írta: 000000000 Dátum 2008 augusztus 16, 21:46
".. ,de az áttétel miatt kétszer akkora
fordulatszámra kell felgyorsulnia, nem?"
Mem, mert n is állandó egy ugyanaz motornál.
Ugyanis ki modta azt, hogy közben a mozgatott
tömeg sebessége is megmarad?
A lényeg épp itt van, arra technológiára,
amire leginkább használni akarom a gépemet
optimális legyen. Az a gép, amelyik univerzális, a végén semmiben sem jó, erős
kompromisszumokat kell kötni.
A legnagyobb felbontást, sebességet, és
gyorsulási képességet egymás rovására el kell
dönteni.
fordulatszámra kell felgyorsulnia, nem?"
Mem, mert n is állandó egy ugyanaz motornál.
Ugyanis ki modta azt, hogy közben a mozgatott
tömeg sebessége is megmarad?
A lényeg épp itt van, arra technológiára,
amire leginkább használni akarom a gépemet
optimális legyen. Az a gép, amelyik univerzális, a végén semmiben sem jó, erős
kompromisszumokat kell kötni.
A legnagyobb felbontást, sebességet, és
gyorsulási képességet egymás rovására el kell
dönteni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 21:53
Írta: 000000000 Dátum 2008 augusztus 16, 21:53
A konkrét számolgatáshoz ma már késő van, de
majd a Péter gépén egyszer levezetem a redukált
teta hatását a jelenlegi és egy más áttétel
kapcsán.
majd a Péter gépén egyszer levezetem a redukált
teta hatását a jelenlegi és egy más áttétel
kapcsán.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 21:54
Írta: bmejdz9nu Dátum 2008 augusztus 16, 21:54
Na alakulunk... vagy nem tudom...:)
Szerintem Tibor azt akarja írni, hogy a rendszert méretezzük kb. 50mm/s marási sebességre...
(ez végül is egy gyakorlatias érték - egy átlagos mechanikához, egy átlagos főorsóhoz)
A "levegő szántást" - azaz a szerszám szabadfutását meg engedjük jól szabadjára... aztán a vezérlő eltárolja a sok halmozott hibát eközben, de mire az anyagba ér a maró úgyis "útoléri" magát?
Szerintem Tibor azt akarja írni, hogy a rendszert méretezzük kb. 50mm/s marási sebességre...
(ez végül is egy gyakorlatias érték - egy átlagos mechanikához, egy átlagos főorsóhoz)
A "levegő szántást" - azaz a szerszám szabadfutását meg engedjük jól szabadjára... aztán a vezérlő eltárolja a sok halmozott hibát eközben, de mire az anyagba ér a maró úgyis "útoléri" magát?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 22:05
Írta: 000000000 Dátum 2008 augusztus 16, 22:05
"(Ez a 128 bit = 128 lépés eltérési
lehetőség!!! = pl. 0.01mm-es lépések = 1,28mm
ami már nagyon durva!!!"
Tévedés, mert van más megközelítés is, nevezetesen ha szervon belül abszolut módon számol a
szervo útmérő rendszered, és nem buta relatív
módon. Neked összesen van 1.28 mm állandóan
felügyelt szakoszod, nekem meg ha kell 100 m.
És az sem mindnegy, hogy levegőben G00 kódban
vagyok, vagy pályamantén anyagban mozgok.
De ezekről is anno már beszélgettünk.:)
lehetőség!!! = pl. 0.01mm-es lépések = 1,28mm
ami már nagyon durva!!!"
Tévedés, mert van más megközelítés is, nevezetesen ha szervon belül abszolut módon számol a
szervo útmérő rendszered, és nem buta relatív
módon. Neked összesen van 1.28 mm állandóan
felügyelt szakoszod, nekem meg ha kell 100 m.
És az sem mindnegy, hogy levegőben G00 kódban
vagyok, vagy pályamantén anyagban mozgok.
De ezekről is anno már beszélgettünk.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 22:06
Írta: svejk Dátum 2008 augusztus 16, 22:06
Bakker...
Na látod ezért kellene a kockás papír meg a találkozó. :) :)
Hiszen akkor megint hónapok óta nem egyről beszélünk..:(
Viszont akkor kíváncsi lennék a véleményedre az én verziómnál!
Vagyis:
mechanika orsó adott, sebesség előre meghatározva.
Inkább egy kisebb pörgős motor kétszeres fordulaton (az 1:2-es áttétel miatt), vagy egy alcsonyabb fordulatú, nagyobb motor ugye nagyob inerciájú forgórésszel?
(Még a teljesítményük is lehetne azonos, mert kétszeres fordulat/fele nyomaték)
Léteznek ilyen motorcsaládok hogy direkt kis fordulatúak.
De mivel kis fordulaton járnak ezért ugyannakora tengelyteljesítményhez robosztusabb vas jár, tehát roszabb a gyorsulási képessége.
És itt jön képbe megint az előzőekben a második kérdésem hogy vajon hogy viszonyul egy motor forgorészének a tehetetlensége az adott mechanika tehetetlenségével?
Mert ha nem említhetők egy lapon akkor majdnem mindegy mert úgy is az össztehetetlenség számít a gyorsulásnál.
Na látod ezért kellene a kockás papír meg a találkozó. :) :)
Hiszen akkor megint hónapok óta nem egyről beszélünk..:(
Viszont akkor kíváncsi lennék a véleményedre az én verziómnál!
Vagyis:
mechanika orsó adott, sebesség előre meghatározva.
Inkább egy kisebb pörgős motor kétszeres fordulaton (az 1:2-es áttétel miatt), vagy egy alcsonyabb fordulatú, nagyobb motor ugye nagyob inerciájú forgórésszel?
(Még a teljesítményük is lehetne azonos, mert kétszeres fordulat/fele nyomaték)
Léteznek ilyen motorcsaládok hogy direkt kis fordulatúak.
De mivel kis fordulaton járnak ezért ugyannakora tengelyteljesítményhez robosztusabb vas jár, tehát roszabb a gyorsulási képessége.
És itt jön képbe megint az előzőekben a második kérdésem hogy vajon hogy viszonyul egy motor forgorészének a tehetetlensége az adott mechanika tehetetlenségével?
Mert ha nem említhetők egy lapon akkor majdnem mindegy mert úgy is az össztehetetlenség számít a gyorsulásnál.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 22:08
Írta: svejk Dátum 2008 augusztus 16, 22:08
Oké majd legközelebb, jó éjt!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 16, 22:16
Írta: svejk Dátum 2008 augusztus 16, 22:16
"És az sem mindnegy, hogy levegőben G00 kódban
vagyok, vagy pályamantén anyagban mozgok.
De ezekről is anno már beszélgettünk.:) "
Na ez az!
Ezt már a múltkor én is felvetettem hogy jó lenne tudni a vezérlőnek hogy most G1 vagy G0-ban van. Lehetne a sebességeket komparálni de akkor nem lenne elég rugalmas a vezérlő.
Jobb lenne ha már a szoftver szétválasztaná és mondjuk G1-ben kisebb gyorsulásokat engedélyezne mint G0-ban. (vagy lehet ilyet is tud a mach? :( )
Ezért jó neked, Tiéd a szoftver és a hardver is, tudod egymáshoz hangolni.
vagyok, vagy pályamantén anyagban mozgok.
De ezekről is anno már beszélgettünk.:) "
Na ez az!
Ezt már a múltkor én is felvetettem hogy jó lenne tudni a vezérlőnek hogy most G1 vagy G0-ban van. Lehetne a sebességeket komparálni de akkor nem lenne elég rugalmas a vezérlő.
Jobb lenne ha már a szoftver szétválasztaná és mondjuk G1-ben kisebb gyorsulásokat engedélyezne mint G0-ban. (vagy lehet ilyet is tud a mach? :( )
Ezért jó neked, Tiéd a szoftver és a hardver is, tudod egymáshoz hangolni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 22:16
Írta: bmejdz9nu Dátum 2008 augusztus 16, 22:16
100 méternyi hibatárolás... anyám:) Egy ZX spectrum is van benne :) Minek??? Mondjuk nem drágák a memória IC-k... de... :)
Az a motor menjen arra amerre a szoftver parancsolja! Nem jazz impovizációs műsor ez :) Mint a seregbe parancs értettem...:)
Azaz mint a léptetőmotor... (csak egyenletes nyomatékkal az egyész ford. tartományban és lépésvesztés nélkül)
Meséld el minek pl. 100.000mm-nyi útszakaszt eltárolni... ez totál veszélyes... és azt hiszi a felhasználó, hogy azt csinálja amit lát a képernyőn... de nem... valahol egészen máshol jár a szerszám:)
A pályakövetést ERŐBŐL és azonnal kell megoldani... nem memóriával... majd amikor bírja a motor megcsinálja alapon... [#fejvakaras]
Az a motor menjen arra amerre a szoftver parancsolja! Nem jazz impovizációs műsor ez :) Mint a seregbe parancs értettem...:)
Azaz mint a léptetőmotor... (csak egyenletes nyomatékkal az egyész ford. tartományban és lépésvesztés nélkül)
Meséld el minek pl. 100.000mm-nyi útszakaszt eltárolni... ez totál veszélyes... és azt hiszi a felhasználó, hogy azt csinálja amit lát a képernyőn... de nem... valahol egészen máshol jár a szerszám:)
A pályakövetést ERŐBŐL és azonnal kell megoldani... nem memóriával... majd amikor bírja a motor megcsinálja alapon... [#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 22:24
Írta: 000000000 Dátum 2008 augusztus 16, 22:24
Nem érted szerintem az abszolut útmérést.
Pl. a Reset gombbal forgathatóvá teszem
a motortengelyt, kézzel eltekerem pl. 220 mm-
re, és olyan élvezet nézni, hogy ha
újból engedélyezem a szervót ebben az
üzemmódban, akkor magától gyorsan
visszatekeredik oda, ahonnan eltekertem kézzel.
Nos egy egyszerűbb agyú, memóriájú szervóban
ez kizárt, pedig nagyon hasznos dolog tud lenni.
Pl. a Reset gombbal forgathatóvá teszem
a motortengelyt, kézzel eltekerem pl. 220 mm-
re, és olyan élvezet nézni, hogy ha
újból engedélyezem a szervót ebben az
üzemmódban, akkor magától gyorsan
visszatekeredik oda, ahonnan eltekertem kézzel.
Nos egy egyszerűbb agyú, memóriájú szervóban
ez kizárt, pedig nagyon hasznos dolog tud lenni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 22:31
Írta: bmejdz9nu Dátum 2008 augusztus 16, 22:31
Értem.... de minek és mikor tekeredne el a tengely - ennyit? írjál valami gyakorlatias példát erre...
Jó persze ... jópofa... de ez csak neked... Azt nem akarom írni, hogy "cirkuszi mutatványos" ... :)
Jó persze ... jópofa... de ez csak neked... Azt nem akarom írni, hogy "cirkuszi mutatványos" ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 16, 22:36
Írta: HJózsi Dátum 2008 augusztus 16, 22:36
Húha!.... Reggel óta vagy 134 hozzászólás... olvashatok egész 7végén ... :D
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 16, 22:37
Írta: bmejdz9nu Dátum 2008 augusztus 16, 22:37
Durranós nap volt... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 16, 22:40
Írta: 000000000 Dátum 2008 augusztus 16, 22:40
Pl. ha van egy kis CNC-sített esztergám, és a
noniuszával egy érintőfogással bemérem a gépi
nullpontot, és nem kell macerásan tolőmérővel
mérő órával szórakozni, vagy joggolgatni, de
ezt marógépre is igaz.
noniuszával egy érintőfogással bemérem a gépi
nullpontot, és nem kell macerásan tolőmérővel
mérő órával szórakozni, vagy joggolgatni, de
ezt marógépre is igaz.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 23:30
Írta: 4um5b65d Dátum 2008 augusztus 16, 23:30
Nem kell az egészet végig olvasnod....Tibi és Péter egész nap csak egymás arcát maszatolták ököllel, úgyhogy ők kimaradhatnak :))))
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 16, 23:36
Írta: 4um5b65d Dátum 2008 augusztus 16, 23:36
Helyes a bőgés :))[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: vthgizrff Dátum 2008 augusztus 16, 23:41
Írta: vthgizrff Dátum 2008 augusztus 16, 23:41
Szia Péter!
Ez videó valóban két éve készült, ma már ennél komolyabb videót is tudnék Neked mutatni. De ne is kérd, esztergályos vagyok nem operatör. Az elkészült alkatrészek minősítenek.
Ez videó valóban két éve készült, ma már ennél komolyabb videót is tudnék Neked mutatni. De ne is kérd, esztergályos vagyok nem operatör. Az elkészült alkatrészek minősítenek.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 16, 23:50
Írta: HJózsi Dátum 2008 augusztus 16, 23:50
Jaa..., jóó... de azért látom még így is lehet tanulni belőle... no meg kiváncsi is vagyok ...:)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 17, 07:13
Írta: D.Laci Dátum 2008 augusztus 17, 07:13
Az egyszerűbb szervókban azért nincs, mert azoknak van Mpg kézi tekerő vagy Joystik. No meg azért sincs, mert a Mach képes az encoder jelét figyelni és numerikusan kijelezni, a ref. kapcsolóról már említést sem teszek.
Egyébként gratula a plusz szolgátasért!
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 17, 07:18
Írta: D.Laci Dátum 2008 augusztus 17, 07:18
Ez csak akkor igaz, ha már előtte be volt állítva a kés pozíciója, akkor meg minek kézzel érintő fogást venni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 07:35
Írta: 000000000 Dátum 2008 augusztus 17, 07:35
Szia Laci! Gondold végig, amit írtál, és
rájössz, ez a féle szervo útregiszter kezelés
mennyi kényelmet, és picit más minőségű
szolgáltatást nyújt annnak, aki élni akar vele.
Pl. ez egy elektronikusan programozható
munkatér terület kijelölést is hordoz, azaz
a hagyományos és mereven felszerelt primitív
mikrokapcsolót akár el is felejtheted.
De még lenne pár további ötletem is, mire jó
egy 2 db 1 Megabites++ tárolós, absolut
belső szervopozíció rendszer.
rájössz, ez a féle szervo útregiszter kezelés
mennyi kényelmet, és picit más minőségű
szolgáltatást nyújt annnak, aki élni akar vele.
Pl. ez egy elektronikusan programozható
munkatér terület kijelölést is hordoz, azaz
a hagyományos és mereven felszerelt primitív
mikrokapcsolót akár el is felejtheted.
De még lenne pár további ötletem is, mire jó
egy 2 db 1 Megabites++ tárolós, absolut
belső szervopozíció rendszer.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 08:01
Írta: 000000000 Dátum 2008 augusztus 17, 08:01
Szia Zoltán, régen láttunk!
Köszi Zoli, pedig nem beszéltünk össze!:)
Tudod majd ha a Péter 1 mm-es fűróval több ezer
lyukat saválló acélba belefúrogat, rájön arra, hogy van élet a 180 mm/s alatt is, sőt....:)
Ráadásul Neked saját építésű fortunád, forgatód
van, és nincs a szekrényedben 10 db
hullámhajtómű. Csak éppen bármilyen
esztergakést meg tudsz köszörülni, és ismered
tudod az optimális forgácsolás paramétereit.
A dolog itt kezdődik, a megfelelően illesztett
szervónak pedig ezt kell támogatni.
Egyébként jellemző, a Péter által linkelt videó mellett
ott van ez a munkád is a videón, és abban is biztos vagyok, nagyon sok más, sokkal látványosabb és ugyanilyen technológiai
komolyságú munkád volt már a két év alatt.
Csak Te is úgy vagy, mint én egy picit,
szép csendben a szakmáddal törődsz, megoldod
a forgácsolási feladatokat, és nem a "dumagép"
és adott esetben semmitmondó videókészítés
szerepkörében élsz. Sajnos ez a mai csicsa
világ nem kedvez nekünk.:) De nem baj, a szakmai
dolgok ettől örökérvényű dolgok, és ez a
lényeg.:)
Péter! Te gyakran használod azt a kifejezést,
hogy én "szidlak".
Ezt kikérném magamnak, én szigorúan műszaki érvek mentén próbálok valamit megkritizálni,
vitába szállni valakivel,
ha már a komparátorom átbillen egy-egy túlzóan
nagy műszaki baromság, melléfogás miatt.
És lehetőleg próbálok abban a szűk sávban
pofázni, ami a CNC gépgyártástechnológia és
automatizált villamos hajtások témakörébe
besorolható. És a célom csakis az, amit itt
már páran meg is jegyeztek, valamennyien,
én is természetesen tanuljak valamit itt
a Fórumon, és ne csak a szájtépés, meg a
videózás, meg az adok-veszek seftelés
virágozzék, és burjánzon itt.
Köszi Zoli, pedig nem beszéltünk össze!:)
Tudod majd ha a Péter 1 mm-es fűróval több ezer
lyukat saválló acélba belefúrogat, rájön arra, hogy van élet a 180 mm/s alatt is, sőt....:)
Ráadásul Neked saját építésű fortunád, forgatód
van, és nincs a szekrényedben 10 db
hullámhajtómű. Csak éppen bármilyen
esztergakést meg tudsz köszörülni, és ismered
tudod az optimális forgácsolás paramétereit.
A dolog itt kezdődik, a megfelelően illesztett
szervónak pedig ezt kell támogatni.
Egyébként jellemző, a Péter által linkelt videó mellett
ott van ez a munkád is a videón, és abban is biztos vagyok, nagyon sok más, sokkal látványosabb és ugyanilyen technológiai
komolyságú munkád volt már a két év alatt.
Csak Te is úgy vagy, mint én egy picit,
szép csendben a szakmáddal törődsz, megoldod
a forgácsolási feladatokat, és nem a "dumagép"
és adott esetben semmitmondó videókészítés
szerepkörében élsz. Sajnos ez a mai csicsa
világ nem kedvez nekünk.:) De nem baj, a szakmai
dolgok ettől örökérvényű dolgok, és ez a
lényeg.:)
Péter! Te gyakran használod azt a kifejezést,
hogy én "szidlak".
Ezt kikérném magamnak, én szigorúan műszaki érvek mentén próbálok valamit megkritizálni,
vitába szállni valakivel,
ha már a komparátorom átbillen egy-egy túlzóan
nagy műszaki baromság, melléfogás miatt.
És lehetőleg próbálok abban a szűk sávban
pofázni, ami a CNC gépgyártástechnológia és
automatizált villamos hajtások témakörébe
besorolható. És a célom csakis az, amit itt
már páran meg is jegyeztek, valamennyien,
én is természetesen tanuljak valamit itt
a Fórumon, és ne csak a szájtépés, meg a
videózás, meg az adok-veszek seftelés
virágozzék, és burjánzon itt.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 augusztus 17, 08:52
Írta: Szalai György Dátum 2008 augusztus 17, 08:52
"Tudod nem találtam a piacon olyat amit szerettem volna... vagy te tudsz ilyet? :"
Most találtam... (link törölve)
Eddig nem is kerestem. Persze ez is csak hasonlít a tiédhez. Ragyogó a paneled. Megint csak gratulálok! Színtiszta vas, semmi program, minden valós időben, elektron sebességgel? Mi az a 6db DIL16 tok a jobb középen? Nem látok feliratot. Csak nem lereszelted? Azt a 220 mikrót meg nagyon lekicsinylem. A Mammuton is csak ennyit látok. Ez minden, csak nem puffer. Így a tápegységben lévő pufferre vár a feladatmegoldás, csakhogy az messze van a motortól. Márpedig a motornak kéne a kakaó. Laposak lesznek a motoráram tranziensek, pedig azoktól virgonc a motor. Így megfullad. Nagyon érdekelne a kapcsolás. Nem a H híd, hanem a többi. Főleg a PID.
Gazdag volt a tegnapi termés, öröm volt végigolvasni. A résztvevőknek köszönet érte. ÉLET van benne. Sisteregnek az indulatok. Kicsit még okosabb is lettem. (A lovagregény részekből lehetne több, amikor a nagylelkű hős önzetlenül segít a gyengéknek.)
Most találtam... (link törölve)
Eddig nem is kerestem. Persze ez is csak hasonlít a tiédhez. Ragyogó a paneled. Megint csak gratulálok! Színtiszta vas, semmi program, minden valós időben, elektron sebességgel? Mi az a 6db DIL16 tok a jobb középen? Nem látok feliratot. Csak nem lereszelted? Azt a 220 mikrót meg nagyon lekicsinylem. A Mammuton is csak ennyit látok. Ez minden, csak nem puffer. Így a tápegységben lévő pufferre vár a feladatmegoldás, csakhogy az messze van a motortól. Márpedig a motornak kéne a kakaó. Laposak lesznek a motoráram tranziensek, pedig azoktól virgonc a motor. Így megfullad. Nagyon érdekelne a kapcsolás. Nem a H híd, hanem a többi. Főleg a PID.
Gazdag volt a tegnapi termés, öröm volt végigolvasni. A résztvevőknek köszönet érte. ÉLET van benne. Sisteregnek az indulatok. Kicsit még okosabb is lettem. (A lovagregény részekből lehetne több, amikor a nagylelkű hős önzetlenül segít a gyengéknek.)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 09:01
Írta: bmejdz9nu Dátum 2008 augusztus 17, 09:01
Szia Zoli!
Nem a géped volt a téma... vagyis nem is néztem hirtelen... csak tudod, Tibor olyan szűkmarkú az információkkal, adatokkal, képekkel, videókkal...
A honlapján ez volt a legjobb videó... azért linkeltem be... Persze jó lenne ha tenne fel újabbakat...
Operatőr (sajnos) én sem vagyok... a videóimat csak egy digitális fényképezővel csináltam...
Nem a géped volt a téma... vagyis nem is néztem hirtelen... csak tudod, Tibor olyan szűkmarkú az információkkal, adatokkal, képekkel, videókkal...
A honlapján ez volt a legjobb videó... azért linkeltem be... Persze jó lenne ha tenne fel újabbakat...
Operatőr (sajnos) én sem vagyok... a videóimat csak egy digitális fényképezővel csináltam...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 09:04
Írta: bmejdz9nu Dátum 2008 augusztus 17, 09:04
Elnézést a "szídlak" kifejezésért, valóban ez így nem korrekt. [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 09:10
Írta: bmejdz9nu Dátum 2008 augusztus 17, 09:10
Szia!
A linket töröltem... "Sajnos" az a cég vezérlők árusításával, készítésével foglalkozik... István is törölte volna... (tudod ez a szabály :)
Ismerem azt a vezérlőt, már régebben, teszteltem... Nem írok semmit. Nekem nem jött be... Az teljesen más elven működik. (PIC-es)
A 220uF/200V-os kondi a panelen nem helyettesíti a tápegységben a puffer kondikat....
Tápegységet nem akartam a panelra tervezni, mert a nyák felületét nagyon növeli és bizony annak elég borsos a négyzetcentiméter ára.
Az a kondi egy jó minőségő LowESR és igazából csak a nagyfrekvenciás szürés a szerepe. (azért meg is dolgozik rendesen)
Az amperek jöjjenek csak a tápból vastag vezetéken és ha kell lehet a panel sorkapcsához még kondit akasztani.
Egyébként sem szoktuk az ilyen tápokat a másik szobában tartani :)
A zavarérzékenysége nagyon alcsony a vezérlőnek mert csak "mezei" IC-kból van felépítve... "Reszelés" nem volt csak a kép felbontása gyenge.:)
A linket töröltem... "Sajnos" az a cég vezérlők árusításával, készítésével foglalkozik... István is törölte volna... (tudod ez a szabály :)
Ismerem azt a vezérlőt, már régebben, teszteltem... Nem írok semmit. Nekem nem jött be... Az teljesen más elven működik. (PIC-es)
A 220uF/200V-os kondi a panelen nem helyettesíti a tápegységben a puffer kondikat....
Tápegységet nem akartam a panelra tervezni, mert a nyák felületét nagyon növeli és bizony annak elég borsos a négyzetcentiméter ára.
Az a kondi egy jó minőségő LowESR és igazából csak a nagyfrekvenciás szürés a szerepe. (azért meg is dolgozik rendesen)
Az amperek jöjjenek csak a tápból vastag vezetéken és ha kell lehet a panel sorkapcsához még kondit akasztani.
Egyébként sem szoktuk az ilyen tápokat a másik szobában tartani :)
A zavarérzékenysége nagyon alcsony a vezérlőnek mert csak "mezei" IC-kból van felépítve... "Reszelés" nem volt csak a kép felbontása gyenge.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 09:31
Írta: bmejdz9nu Dátum 2008 augusztus 17, 09:31
Egyébként...:)
István elküldte nekem az új vezérlőjének (vezérlő chip) a leírását...Nem kispályázott! :)
Egy speciális szervó vezérlő IC-t programozott fel C nyelven... olyan adatokkal bír - olyan lehetőségekkel..., hogy akár "nyugdíjba" is vonulhat(unk)...:)
Mindenre megcsinálta a megoldást! Az adatokon és jellemzőkön nem találtam "fogást"! azaz semmi sem hiányzik belőle :)
Különböző encoder üzemmódok, step jel szorzás (gondolt "kisfrekis" programokat használókra is), a beépített hibatároló nagysága széles tartományban állítható, "leoldás" előtt be lehet állítani egy hiba előrejelzőt is, bámulatosan nagy sávszélességek, védelemek sokasága...
Bárcsak egy kicsit előbb lett volna...
... és ahogy hallottam, még "olcsó" is lesz... Alíg várom, hogy tesztelhessem, tesztelhessük... a valóságban.
István elküldte nekem az új vezérlőjének (vezérlő chip) a leírását...Nem kispályázott! :)
Egy speciális szervó vezérlő IC-t programozott fel C nyelven... olyan adatokkal bír - olyan lehetőségekkel..., hogy akár "nyugdíjba" is vonulhat(unk)...:)
Mindenre megcsinálta a megoldást! Az adatokon és jellemzőkön nem találtam "fogást"! azaz semmi sem hiányzik belőle :)
Különböző encoder üzemmódok, step jel szorzás (gondolt "kisfrekis" programokat használókra is), a beépített hibatároló nagysága széles tartományban állítható, "leoldás" előtt be lehet állítani egy hiba előrejelzőt is, bámulatosan nagy sávszélességek, védelemek sokasága...
Bárcsak egy kicsit előbb lett volna...
... és ahogy hallottam, még "olcsó" is lesz... Alíg várom, hogy tesztelhessem, tesztelhessük... a valóságban.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 10:05
Írta: 000000000 Dátum 2008 augusztus 17, 10:05
Az a helyzet, a világ legjobb szervóelektronikája
is tehetetlen, ha rossz a motor illesztése
dinamikai szempontból.
Te inkább azon gondolkozzál gőzerővel, hogyan
tudod a gépedet majd átalakítani, és
leáttételezni. Ugyanis nagy a veszélye annak,
hogy addig egy játékszervo elektronika már
szervo jellegű motorral is, de jól leáttételezve
sokkal jobb dinamikájú CNC gépet ad, mint a Tied,
amire már oly sok pénzt költöttél ráadásul.
is tehetetlen, ha rossz a motor illesztése
dinamikai szempontból.
Te inkább azon gondolkozzál gőzerővel, hogyan
tudod a gépedet majd átalakítani, és
leáttételezni. Ugyanis nagy a veszélye annak,
hogy addig egy játékszervo elektronika már
szervo jellegű motorral is, de jól leáttételezve
sokkal jobb dinamikájú CNC gépet ad, mint a Tied,
amire már oly sok pénzt költöttél ráadásul.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 17, 10:28
Írta: svejk Dátum 2008 augusztus 17, 10:28
Ezt már én is nagyon várom, mert valóban nagyon igéretesnek tűnik.
Megérte a fél év hallgatás mert úgy néz ki ösze tudta gyűjteni az eddigi hobby vezérlők hiányosságait, és ezeket kijavítva eggyé kovácsolta a saját elképzelésével.
És nem utolsó sorban lesz kitől kérdezni anyanyelven ha elakadna valaki...
Megérte a fél év hallgatás mert úgy néz ki ösze tudta gyűjteni az eddigi hobby vezérlők hiányosságait, és ezeket kijavítva eggyé kovácsolta a saját elképzelésével.
És nem utolsó sorban lesz kitől kérdezni anyanyelven ha elakadna valaki...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 17, 10:33
Írta: svejk Dátum 2008 augusztus 17, 10:33
Ez bizony egy jó dolog!
Ezért érdeklődtem anno annyira a Heidenhain abszolute encoder soros protokoljáról, de rájöttem hog az nekem egyenlőre túl nagy falat.
Így mentek a fiók mélyére..:()
Ezért érdeklődtem anno annyira a Heidenhain abszolute encoder soros protokoljáról, de rájöttem hog az nekem egyenlőre túl nagy falat.
Így mentek a fiók mélyére..:()
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 10:36
Írta: bmejdz9nu Dátum 2008 augusztus 17, 10:36
Az a helyzet, a világ legtöbb modern szervós gépeiben direkthajtás van és 4X-es enc. üzemmódú vezélőkkel.
Természetesen a motor (max. névleges) fordulatszámát és az orsó emelkedését "összehangolva"...
A hobbysták két okból használnak áttetelezést:
1. Nem sikerült összepasszoló motort és orsót beszerzniük. (vagy túl kicsi motort vettek :)
2. A vezérlőjük nem tudja a 4X-es módot, és ezáltal gyengébb a szervómotor tengelytartása magasabb értékű a túlfutása...
(eleve pörgősebb, kisebb motort választanak)*
* Ezen természetesen segít a "leáttételezés" mert a motortengely "lötyögését-túlfutását" is ezáltal leredukálják. Ez így van rendjén.
Nekem is lesz egy majd egy "leáttetelezzett" gépem, mert nem találtam (talán nem is fogok) megfelelően kis fordulatszámú de erős motort találni hozzá...
Természetesen a motor (max. névleges) fordulatszámát és az orsó emelkedését "összehangolva"...
A hobbysták két okból használnak áttetelezést:
1. Nem sikerült összepasszoló motort és orsót beszerzniük. (vagy túl kicsi motort vettek :)
2. A vezérlőjük nem tudja a 4X-es módot, és ezáltal gyengébb a szervómotor tengelytartása magasabb értékű a túlfutása...
(eleve pörgősebb, kisebb motort választanak)*
* Ezen természetesen segít a "leáttételezés" mert a motortengely "lötyögését-túlfutását" is ezáltal leredukálják. Ez így van rendjén.
Nekem is lesz egy majd egy "leáttetelezzett" gépem, mert nem találtam (talán nem is fogok) megfelelően kis fordulatszámú de erős motort találni hozzá...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 17, 11:06
Írta: 4um5b65d Dátum 2008 augusztus 17, 11:06
Svejk kolléga , mennyit tudtál összeszedni a Heidenhain-ről ? Nekem is van 2db, de még nem foglalkoztam vele.
Van még egy Mitutoyom is azzal talán előrébb leszek. Ha esetleg van valakinek némi információja a Mitutoyo lineáris enkóder csatolási lehetőségeiről akkor kérném ossza meg velem. Belső rajzom van róla, de némi elektronika még kell majd hozzá. Gondoltam egy PIC-es megoldásra, de oda még a szoftvert is meg kell írni.
Van még egy Mitutoyom is azzal talán előrébb leszek. Ha esetleg van valakinek némi információja a Mitutoyo lineáris enkóder csatolási lehetőségeiről akkor kérném ossza meg velem. Belső rajzom van róla, de némi elektronika még kell majd hozzá. Gondoltam egy PIC-es megoldásra, de oda még a szoftvert is meg kell írni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 11:08
Írta: 000000000 Dátum 2008 augusztus 17, 11:08
Azt hiszem, Péter ezen hozzászólása végképp
meggyőzött arról, feladom a Vele és másokkal
folytatott vitát.
Végül is én csak segíteni akartam, és
nem nekem lesz lomha, és messze nem optimális
szervohajtású gépem.
Legfeljebb csendesen mosolygok mindazokon,
akik azt hiszik, képesek egy komolyabb
szervohajtású gépet tervezni, építeni anélkül,
hogy ismernék a több tárolós
visszacsatolt szervorendszerek alapelméletét.
Vagy ha nem ismerik, legalább olyan
alapképlettekkel lennének tisztába, mint M=J*omega,
motor időállandó, meg hogy egyáltalán van motor,
szervojellegű és szervomotor annak összes
következményével.
Ehelyett állandóan megy a fölöslges szófosás a
4X-ről, meg a többi téveszméről.
Majd az élet megtanít Benneteket, hogy a
hajtástechnikában (még léptetőmotoros hajtás
tervezésnél is!!!!!) a tehetetlen tömeg a
legnagyobb úr, messze utána jön minden
sallang, PIC, IC, panel, meg a duma semmiről.
meggyőzött arról, feladom a Vele és másokkal
folytatott vitát.
Végül is én csak segíteni akartam, és
nem nekem lesz lomha, és messze nem optimális
szervohajtású gépem.
Legfeljebb csendesen mosolygok mindazokon,
akik azt hiszik, képesek egy komolyabb
szervohajtású gépet tervezni, építeni anélkül,
hogy ismernék a több tárolós
visszacsatolt szervorendszerek alapelméletét.
Vagy ha nem ismerik, legalább olyan
alapképlettekkel lennének tisztába, mint M=J*omega,
motor időállandó, meg hogy egyáltalán van motor,
szervojellegű és szervomotor annak összes
következményével.
Ehelyett állandóan megy a fölöslges szófosás a
4X-ről, meg a többi téveszméről.
Majd az élet megtanít Benneteket, hogy a
hajtástechnikában (még léptetőmotoros hajtás
tervezésnél is!!!!!) a tehetetlen tömeg a
legnagyobb úr, messze utána jön minden
sallang, PIC, IC, panel, meg a duma semmiről.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 11:12
Írta: bmejdz9nu Dátum 2008 augusztus 17, 11:12
Adjál egy videót egy gyorsabb gépedről... Győzz meg minket! Tudok én "visszavonulni"... csak legyen mire. ...Vagy más linket, bizonyítékot... bármit... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 11:20
Írta: 000000000 Dátum 2008 augusztus 17, 11:20
Majd csinálok pár ütőset, Te meg addig
számolgassál gőzerővel J-ket.:)
számolgassál gőzerővel J-ket.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 11:41
Írta: 000000000 Dátum 2008 augusztus 17, 11:41
Ja és kezdeti számolgatásaidhoz segítségül
javasolnám ezt az alaplinket .:)
javasolnám ezt az alaplinket .:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 11:46
Írta: bmejdz9nu Dátum 2008 augusztus 17, 11:46
Nem matekórákra gondoltam... CNC-re...:)
Valós, működő, áttételezett és gyors gépre... Amit te oldottál meg... vagy valaki más a világon aki úgy látja ezt mint te.
Valós, működő, áttételezett és gyors gépre... Amit te oldottál meg... vagy valaki más a világon aki úgy látja ezt mint te.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 17, 12:07
Írta: svejk Dátum 2008 augusztus 17, 12:07
Angolul van egy pár oldal leírás , de elég pilótavizsgás elsőre :(
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 17, 12:16
Írta: HJózsi Dátum 2008 augusztus 17, 12:16
A Mach3 tudja mindkettőt, ha nem is pont úgy...
A kottyanást tengelyenként megadhatod, a gyorsítási/lassítási paramétert pedig a Motor tuningban...
A kottyanást tengelyenként megadhatod, a gyorsítási/lassítási paramétert pedig a Motor tuningban...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 12:34
Írta: bmejdz9nu Dátum 2008 augusztus 17, 12:34
Meg (szinte) minden más progi is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 12:48
Írta: 000000000 Dátum 2008 augusztus 17, 12:48
Szia Péter, megint hoztad a formádat, azaz
a lehengerlő, de szakmailag üres dumát.
Pedig ha beleolvastál volna, az ajánlott
alaplink így kezdődik:
"Egy merev test tehetetlenségi nyomatéka egy
adott tengely körül annak mértéke, hogy
mennyire nehéz megváltoztatni a szögsebességét
a tengely körül."
Ha ez neked nem mond semmit, és azt hiszed, ezt
csak Szabó Tibor mondja, akkor ehhez sokat
tényleg nem tudok tenni.:) És lassan csak sajnálni
tudlak, hogy az igazi dinamikához alaplövésed sincs,
és azt hiszed, az a dinamikus, ami szemre és
állandósult állapotban már gyorsan mozog. [#ejnye1]
Abban meg nyugodt vagyok, hogy van itt a
Fórumon még pár mérnök, szakember, aki nem
veled ért egyet, csak inkább "lapítanak" egy
kicsit, és inkább azt élvezik, hogy mi itt
szórakoztatjuk őket!.:)
a lehengerlő, de szakmailag üres dumát.
Pedig ha beleolvastál volna, az ajánlott
alaplink így kezdődik:
"Egy merev test tehetetlenségi nyomatéka egy
adott tengely körül annak mértéke, hogy
mennyire nehéz megváltoztatni a szögsebességét
a tengely körül."
Ha ez neked nem mond semmit, és azt hiszed, ezt
csak Szabó Tibor mondja, akkor ehhez sokat
tényleg nem tudok tenni.:) És lassan csak sajnálni
tudlak, hogy az igazi dinamikához alaplövésed sincs,
és azt hiszed, az a dinamikus, ami szemre és
állandósult állapotban már gyorsan mozog. [#ejnye1]
Abban meg nyugodt vagyok, hogy van itt a
Fórumon még pár mérnök, szakember, aki nem
veled ért egyet, csak inkább "lapítanak" egy
kicsit, és inkább azt élvezik, hogy mi itt
szórakoztatjuk őket!.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 13:10
Írta: bmejdz9nu Dátum 2008 augusztus 17, 13:10

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 13:26
Írta: 000000000 Dátum 2008 augusztus 17, 13:26
Azért, hogy összekössék az adott CNC akalmazáshoz
MEGFELELŐ MEGFELELŐ MEGFELELŐ menetemelkedésű
orsót a motorral, vagy akármilyen már közlő
tengellyel.
MEGFELELŐ MEGFELELŐ MEGFELELŐ menetemelkedésű
orsót a motorral, vagy akármilyen már közlő
tengellyel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 13:28
Írta: bmejdz9nu Dátum 2008 augusztus 17, 13:28
Még egy referencia kép a honlapodról... (ha már te nem linkelsz..)
A Z-tengely motorja egy jól választott motor? Ez a mértezés alapja? Ezt számoltad ki? Ez adja a dinamikát?
... Én ekkorákat csak HD hajtáshoz használok :) ott 1/100-as áttétel van... lassan is forog :)
A dinamika is arányos lett - Video.

A Z-tengely motorja egy jól választott motor? Ez a mértezés alapja? Ezt számoltad ki? Ez adja a dinamikát?
... Én ekkorákat csak HD hajtáshoz használok :) ott 1/100-as áttétel van... lassan is forog :)
A dinamika is arányos lett - Video.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 13:31
Írta: bmejdz9nu Dátum 2008 augusztus 17, 13:31
Igen.

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 13:45
Írta: 000000000 Dátum 2008 augusztus 17, 13:45
Bizony ez adja a dinamikát, ez a kis rossz 70W-os
SD szervomotor 1:4 áttétellel illesztve a
szervómhoz. Látod ez a különbség köztünk,
ezért kellene Neked végre pár alap képletet
megérteni (csak osztás-szorzásról van szó ne
ijedj meg, nem kell diferenciál egyenletet
megoldani, azt a szervó áramköreid tevezésekor
kellett volna e), és akkor sokkal kisebb
motorral, sokkal dinamikusabb géped lehetne.
Így a jó drágán "összeszkábált" géped most
tart ott dinamikában, mint anno XX fórumtársunk
ablaktörlő motoros gépe. Szép eredmény, csak így
tovább!:)) Ja és így jár az, aki azt gondolja,
erőből, izomból, dumából kell operálni szervo
témakörben.:)
SD szervomotor 1:4 áttétellel illesztve a
szervómhoz. Látod ez a különbség köztünk,
ezért kellene Neked végre pár alap képletet
megérteni (csak osztás-szorzásról van szó ne
ijedj meg, nem kell diferenciál egyenletet
megoldani, azt a szervó áramköreid tevezésekor
kellett volna e), és akkor sokkal kisebb
motorral, sokkal dinamikusabb géped lehetne.
Így a jó drágán "összeszkábált" géped most
tart ott dinamikában, mint anno XX fórumtársunk
ablaktörlő motoros gépe. Szép eredmény, csak így
tovább!:)) Ja és így jár az, aki azt gondolja,
erőből, izomból, dumából kell operálni szervo
témakörben.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 13:50
Írta: 000000000 Dátum 2008 augusztus 17, 13:50
A képek pedig nagyon szépek, de nézd csak meg
jobban, hol is van ezeknél a 20 mm-es
menetemelkedésű orsó???? Mintha picit kisebb
lenne, lehet hogy még 5-nél is kisebb???
Azaz pont engem igazolnak, köszönöm neked.
jobban, hol is van ezeknél a 20 mm-es
menetemelkedésű orsó???? Mintha picit kisebb
lenne, lehet hogy még 5-nél is kisebb???
Azaz pont engem igazolnak, köszönöm neked.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 14:15
Írta: bmejdz9nu Dátum 2008 augusztus 17, 14:15
Mérnöki számítás...:)
70W-os motor a BF20 fej emelgetésére... jól le áttetéelezve... nem kevés a 4-es áttétel ehhez?
Mennyi idő alatt gyorsul fel? (nem a motor hanem a z-tengely komplett) (Nálam 180mm/s-ra 50ms alatt.)
Nincs osztás és szorzás ezt már megbeszéltük.
Sőt Minden tegelyre teszek egy 1/100-as Harmonic Drive-ot ... az szerintem neked tetszene...[#circling]
70W-os motor a BF20 fej emelgetésére... jól le áttetéelezve... nem kevés a 4-es áttétel ehhez?
Mennyi idő alatt gyorsul fel? (nem a motor hanem a z-tengely komplett) (Nálam 180mm/s-ra 50ms alatt.)
Nincs osztás és szorzás ezt már megbeszéltük.
Sőt Minden tegelyre teszek egy 1/100-as Harmonic Drive-ot ... az szerintem neked tetszene...[#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 14:15
Írta: bmejdz9nu Dátum 2008 augusztus 17, 14:15
20-as? hol kinek? Kisebb a motor is...
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 augusztus 17, 14:16
Írta: 0gbwyh99 Dátum 2008 augusztus 17, 14:16
Üdv mindenkinek!
Ilyen motrokra bukkantam ! Szerintetek ezek szénkefés DC szervók ? Mi az hogy CERAMIC MAGNET ? Ime az adatai :
Motor Specs:
Type - UGJMEE-02XIB12
Part No - 6274747
Manufacturer - Yaskawa Electric JAPAN
Ceramic magnet Minertia Motor J Series DC Servo
12 VDC, Im14A, 3000 RPM
Starting torque 1,9Nm,Continuous torque 38,3Ncm
900 (3600) line encoder
Input filtering - TDK Noise Filter
Output shaft is 3/8"dia. x 1-1/2"L
with 1/8" pin hole near end. Motor size: 2-1/2"dia x 4-1/2"L.

Ilyen motrokra bukkantam ! Szerintetek ezek szénkefés DC szervók ? Mi az hogy CERAMIC MAGNET ? Ime az adatai :
Motor Specs:
Type - UGJMEE-02XIB12
Part No - 6274747
Manufacturer - Yaskawa Electric JAPAN
Ceramic magnet Minertia Motor J Series DC Servo
12 VDC, Im14A, 3000 RPM
Starting torque 1,9Nm,Continuous torque 38,3Ncm
900 (3600) line encoder
Input filtering - TDK Noise Filter
Output shaft is 3/8"dia. x 1-1/2"L
with 1/8" pin hole near end. Motor size: 2-1/2"dia x 4-1/2"L.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 14:17
Írta: bmejdz9nu Dátum 2008 augusztus 17, 14:17
Félek, hogy itt is direkthajtás van.... Igencsak úgy néz ki... egyvonalban van a motor a tengellyel
Vagy: https://cnctar.hobbycnc.hu/VarsanyiPeter/CNC%20gepek%20fotok/fresa_cnc.jpg
Vagy: https://cnctar.hobbycnc.hu/VarsanyiPeter/CNC%20gepek%20fotok/fresa_cnc.jpg
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 14:18
Írta: bmejdz9nu Dátum 2008 augusztus 17, 14:18
https://cnctar.hobbycnc.hu/VarsanyiPeter/CNC%20gepek%20fotok/IM18127.jpg
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 14:24
Írta: bmejdz9nu Dátum 2008 augusztus 17, 14:24
Talász rajta keféket? Hány drót jön ki a motorból... (nem encoder)
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 augusztus 17, 14:28
Írta: 0gbwyh99 Dátum 2008 augusztus 17, 14:28
Nem , én is csak képről láttam .
Azt irja hogy a motor kivezetése 2 , encodernek 4 + palást.
Azt irja hogy a motor kivezetése 2 , encodernek 4 + palást.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2008 augusztus 17, 14:30
Írta: ANTAL GÁBOR Dátum 2008 augusztus 17, 14:30
Péter ! én már előre tudom hogy mit fog Tibor irni: nos a bolybóműnél is egy vonalban van a be és kihajtás. Ugye nem haragszol? Én is szívesen venném ha olyan gépem lenne és hogy mindkettötöknek igaza legyen én nem használnám nagy dinamikával csak szépen komótosan
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 17, 14:38
Írta: HJózsi Dátum 2008 augusztus 17, 14:38
Péter, ezen max 2mm az emelkedés ... sacc per kb a kábelcsati mérete alapján ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 17, 15:14
Írta: svejk Dátum 2008 augusztus 17, 15:14
Helló Tibor45!
Ma átnézve a tegnapi szervos "termést" és azt a felismerést hogy két dolgban is nem egyről beszéltünk ez ideig, arra a megállapításra jutottam hogy Te teljesen "kifordítva" látod ezt a hobby gépépítést.
Tudom hogy Te már 20 éve is csináltál számítógépvezérelt masinákat, de nem tudom azóta hány szerkezetet építettél saját költségeden itt ott talált, bagóért vett vackokból, mint itt a legtöbb fórumtárs.
Ugye azt már tudjuk mindannyian hogy a motor a szived csücske, és ezért Te mindig abból indulsz ki.
Meglátsz egy motort és a szemed előtt már látod a köré építhető szerkezeti egységet, mert tudod mit várhatsz a motortól.
Tanulmányaid és rengeteg tapasztalatod alapján ki is tudod számítani a várható erdményt, mondhatnánk könnyű neked...
Csakhogy a saját és ismerőseim tapasztalataiból kindulva itt az esetek többségében más az ábra.
Az egyik, amikor a meglevő léptetős gépet szeretnék szervosítani.Ez talán a jobbik eset mert már tudja az illető a mechanikájának a korlátait, illetve már dolgozott vele és tudja mire akarja használni.
A másik amikor az alkalmi vételek és guberálások halmazából összehozunk egy mechanikát és azt fel szeretnénk egy mindent tudó hajtással vértezni. Ez a rosszabb mert még azt sem tudjuk mit fogunk a géppel csinálni, de nem baj, ha nem bírja az alut, majd marunk műanyagot meg fát :)
Azt lehet mondani hogy egy mechanika csúszóelemei és orsójainak ára a gép árának több több mint 50-70%-a. Servovezérlőt meg kell venni, vagy csinálni.Egyik sem túl nagy falat anyagilag.
És most jön a motor..
Akinek van is elképzelése hogy milyen sebességre vágyik és mekkora tolóerőre az sem biztos hogy ki tudja számítani hogy milyen motorra van szüksége, de ha ki is számolja akkor egy (három?) pont olyan motort találni megfelel a lottó ötössel, vagy megvenni a gyárit mondjuk úgy 100 ezerért darabját. Egyik sem reális...
Ezért van az hogy megszerezzük a 0-15 ezer forintos motorokat és rárakjuk a gépre aztán majd lesz valami.
A tegnapi nap után világosan látom hogy Te a motorból indulsz ki, és ügyelsz hogy a legoptimálisabb legyen a hajtás.
Az okból szerintem senki sem vitatkozott veled, hogy egy 4800-as névleges fordulatú motort miért kell leáttételezni a 10-es emelkedésű orsónál.
Abban sem talált senki kivetnivalót hogy az E240-es mocit is áttétellel lehet csak ésszerűen használni mert annak az alapnyomatéka elég kevés.
De bizony rengeteg olyan 100-200W-os motor van közkézen melynek a fordulata 2000 körüli és az alapnyomatéka 1Nm körüli.
Itt már a kisördög motoszkál az ember agyában a direkthajtás miatt. Igaz hogy a motor nem biztos hogy optimálisan lesz illesztve, - de mihez is? Amikor még azt sem tudjuk mit akarunk.
Egy ekkora motor az átlagos mechanikát elviszi még félgázon is.
Tehát ha majd nem bírja a sebességet legfeljebb csak a névleges felén fogom járatni, nem baj a nyomatékot tudja mivel a motorba nyomhatok áramot mivel túlméretezett úgy is.
És ettől még nem lesz baja a mocinak, csak hát feleslegesen van rajta a nagy motor.
Szöggyorsulás? Időállandó? Dinamika? Sajnos a házi építésű szerkezetek nem igen alkalmasak ezen értékek hajszolására, És ezt Te is nagyon jól tudod.
A fentieket remélem nem veszed kioktatásnak vagy bármiféle negativumnak, én csak a saját és környezetem tapasztalatait és a saját véleményemet írtam le.
Természetesen továbbra is fent áll a lehetősége hogy pl. a "számítások és képletek" rovatba betégy egy-egy példaszámítást (akár motor, akár mechanikai adatokból kindulva)és akkor talán kevesebbet kellene győzködni/vitatkozni a balga szervoban álmodó fórumozókkal.
De mondok én egy merészebbet:
Mi van ha az adok veszekbe beraknál egy ilyen szolgáltatást? Ebben az anyagias világban nem kérhetünk senkitől semmit ingyen.
Viszont egy-egy előzetes kalkuláció ajánlás sok fölösleges pénzkidobástól időpocsékolástól megkímélne sok embert.
Persze mindezektől független még marad jó sok fafejű ezek mellett is. Ld. varsányi valamint jómagam :)
Ma átnézve a tegnapi szervos "termést" és azt a felismerést hogy két dolgban is nem egyről beszéltünk ez ideig, arra a megállapításra jutottam hogy Te teljesen "kifordítva" látod ezt a hobby gépépítést.
Tudom hogy Te már 20 éve is csináltál számítógépvezérelt masinákat, de nem tudom azóta hány szerkezetet építettél saját költségeden itt ott talált, bagóért vett vackokból, mint itt a legtöbb fórumtárs.
Ugye azt már tudjuk mindannyian hogy a motor a szived csücske, és ezért Te mindig abból indulsz ki.
Meglátsz egy motort és a szemed előtt már látod a köré építhető szerkezeti egységet, mert tudod mit várhatsz a motortól.
Tanulmányaid és rengeteg tapasztalatod alapján ki is tudod számítani a várható erdményt, mondhatnánk könnyű neked...
Csakhogy a saját és ismerőseim tapasztalataiból kindulva itt az esetek többségében más az ábra.
Az egyik, amikor a meglevő léptetős gépet szeretnék szervosítani.Ez talán a jobbik eset mert már tudja az illető a mechanikájának a korlátait, illetve már dolgozott vele és tudja mire akarja használni.
A másik amikor az alkalmi vételek és guberálások halmazából összehozunk egy mechanikát és azt fel szeretnénk egy mindent tudó hajtással vértezni. Ez a rosszabb mert még azt sem tudjuk mit fogunk a géppel csinálni, de nem baj, ha nem bírja az alut, majd marunk műanyagot meg fát :)
Azt lehet mondani hogy egy mechanika csúszóelemei és orsójainak ára a gép árának több több mint 50-70%-a. Servovezérlőt meg kell venni, vagy csinálni.Egyik sem túl nagy falat anyagilag.
És most jön a motor..
Akinek van is elképzelése hogy milyen sebességre vágyik és mekkora tolóerőre az sem biztos hogy ki tudja számítani hogy milyen motorra van szüksége, de ha ki is számolja akkor egy (három?) pont olyan motort találni megfelel a lottó ötössel, vagy megvenni a gyárit mondjuk úgy 100 ezerért darabját. Egyik sem reális...
Ezért van az hogy megszerezzük a 0-15 ezer forintos motorokat és rárakjuk a gépre aztán majd lesz valami.
A tegnapi nap után világosan látom hogy Te a motorból indulsz ki, és ügyelsz hogy a legoptimálisabb legyen a hajtás.
Az okból szerintem senki sem vitatkozott veled, hogy egy 4800-as névleges fordulatú motort miért kell leáttételezni a 10-es emelkedésű orsónál.
Abban sem talált senki kivetnivalót hogy az E240-es mocit is áttétellel lehet csak ésszerűen használni mert annak az alapnyomatéka elég kevés.
De bizony rengeteg olyan 100-200W-os motor van közkézen melynek a fordulata 2000 körüli és az alapnyomatéka 1Nm körüli.
Itt már a kisördög motoszkál az ember agyában a direkthajtás miatt. Igaz hogy a motor nem biztos hogy optimálisan lesz illesztve, - de mihez is? Amikor még azt sem tudjuk mit akarunk.
Egy ekkora motor az átlagos mechanikát elviszi még félgázon is.
Tehát ha majd nem bírja a sebességet legfeljebb csak a névleges felén fogom járatni, nem baj a nyomatékot tudja mivel a motorba nyomhatok áramot mivel túlméretezett úgy is.
És ettől még nem lesz baja a mocinak, csak hát feleslegesen van rajta a nagy motor.
Szöggyorsulás? Időállandó? Dinamika? Sajnos a házi építésű szerkezetek nem igen alkalmasak ezen értékek hajszolására, És ezt Te is nagyon jól tudod.
A fentieket remélem nem veszed kioktatásnak vagy bármiféle negativumnak, én csak a saját és környezetem tapasztalatait és a saját véleményemet írtam le.
Természetesen továbbra is fent áll a lehetősége hogy pl. a "számítások és képletek" rovatba betégy egy-egy példaszámítást (akár motor, akár mechanikai adatokból kindulva)és akkor talán kevesebbet kellene győzködni/vitatkozni a balga szervoban álmodó fórumozókkal.
De mondok én egy merészebbet:
Mi van ha az adok veszekbe beraknál egy ilyen szolgáltatást? Ebben az anyagias világban nem kérhetünk senkitől semmit ingyen.
Viszont egy-egy előzetes kalkuláció ajánlás sok fölösleges pénzkidobástól időpocsékolástól megkímélne sok embert.
Persze mindezektől független még marad jó sok fafejű ezek mellett is. Ld. varsányi valamint jómagam :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 17, 15:22
Írta: svejk Dátum 2008 augusztus 17, 15:22
Jó kis motorok, volt nekem is ilyen.
Régi mátrixnyomtatóban volt fejmozgató.
Normál DC servo, de azért a 0,38 Nm től ne várj sokat.
Viszonyításul a sokat emlegetett E240 0,22Nm..
5-8 ezernél ne adj érte többet...
Régi mátrixnyomtatóban volt fejmozgató.
Normál DC servo, de azért a 0,38 Nm től ne várj sokat.
Viszonyításul a sokat emlegetett E240 0,22Nm..
5-8 ezernél ne adj érte többet...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 15:22
Írta: bmejdz9nu Dátum 2008 augusztus 17, 15:22
lehet ... és arányosan pöttön motor...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 15:31
Írta: bmejdz9nu Dátum 2008 augusztus 17, 15:31
Hát igen...
5-ös orsóhoz már 1,6Nm alapnyomatékú (12Nm csúcs) , 400W-os, kisfordulatú (max. 2500rpm)... sem jó...
Bezzeg ha vissza olvassa valaki a fórumot... másnak 200W-os kategóriára is áldását adta drekthajtáshoz ... Tibor :)
5-ös orsóhoz már 1,6Nm alapnyomatékú (12Nm csúcs) , 400W-os, kisfordulatú (max. 2500rpm)... sem jó...
Bezzeg ha vissza olvassa valaki a fórumot... másnak 200W-os kategóriára is áldását adta drekthajtáshoz ... Tibor :)
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 augusztus 17, 15:57
Írta: 0gbwyh99 Dátum 2008 augusztus 17, 15:57
Köszi Svejk , 40 eurót kér ! Szóval nem éri meg-aránylag kicsi a teljesitménye !
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 augusztus 17, 16:22
Írta: 0gbwyh99 Dátum 2008 augusztus 17, 16:22
Az a gond hogy Szerbiában nem mükszik se a PayPall , se nem küldenek ide semmit !
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 16:23
Írta: bmejdz9nu Dátum 2008 augusztus 17, 16:23
Ships to: Worldwide !!! Nincs kivétel! PayPal-t úgysem fogad el... csak átutalást... (Worldwide = Az egész világ)
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 augusztus 17, 16:29
Írta: 0gbwyh99 Dátum 2008 augusztus 17, 16:29
Hát , az az igazság hogy ebay-on még soha sem vásáróltam , DE , barátaim tapasztalata azt mondja hogy túl nagyok nálunk a vám,pósta és egyéb ateszt(?) költségek , igy talán nem is éri meg nekem az egész cécót !
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 augusztus 17, 16:31
Írta: 0gbwyh99 Dátum 2008 augusztus 17, 16:31
Péter , az az átutalás hogy mükszik ? Csak céges számlárol lehet átutalni , vagy magán bank számlákrol is ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 17:10
Írta: bmejdz9nu Dátum 2008 augusztus 17, 17:10
Bármilyen számláról...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 20:00
Írta: 000000000 Dátum 2008 augusztus 17, 20:00
Szia Svejk!
"A tegnapi nap után világosan látom hogy Te a
motorból indulsz ki, és ügyelsz hogy a
legoptimálisabb legyen a hajtás."
Ez tévedés! A helyes sorrend mindentől
függetlenül a következő:
1. a CNC feladatkör eldöntése, ebből technológiai
adatok meghatározása.
2. 1. alapján alkalmas mechanika létrehozása,
beszerzése.
3. 2. és 1. alapján step, DC, AC szervohajtás
méretezés, beszerzés, illesztés különös tekintettel a
dinamikára (redukált J és szöggyorsulás).
4. az így elkészült rendszert a feladtnak
megfelelő egységugrás és egyéb tesztekkel
véglegesíteni, beállítani.
Egyébként meg mindenki olyan motort és
egy motor fordulatra eső elmozdulást
alkalmaz, használ, amit akar. Csak vannak olyan
emberek, akik ezt végig gondolják, élnek a
műszaki ismereteikkel, uram bocsá értik is a
lényeget, és vannak, akik a hasukra ütnek, és
álmodnak egy szép nagy számot, és szeretnek
dumálni, kábítani és mellébeszélni.
Te is eldöntheted, melyik utat választod.:)
"A tegnapi nap után világosan látom hogy Te a
motorból indulsz ki, és ügyelsz hogy a
legoptimálisabb legyen a hajtás."
Ez tévedés! A helyes sorrend mindentől
függetlenül a következő:
1. a CNC feladatkör eldöntése, ebből technológiai
adatok meghatározása.
2. 1. alapján alkalmas mechanika létrehozása,
beszerzése.
3. 2. és 1. alapján step, DC, AC szervohajtás
méretezés, beszerzés, illesztés különös tekintettel a
dinamikára (redukált J és szöggyorsulás).
4. az így elkészült rendszert a feladtnak
megfelelő egységugrás és egyéb tesztekkel
véglegesíteni, beállítani.
Egyébként meg mindenki olyan motort és
egy motor fordulatra eső elmozdulást
alkalmaz, használ, amit akar. Csak vannak olyan
emberek, akik ezt végig gondolják, élnek a
műszaki ismereteikkel, uram bocsá értik is a
lényeget, és vannak, akik a hasukra ütnek, és
álmodnak egy szép nagy számot, és szeretnek
dumálni, kábítani és mellébeszélni.
Te is eldöntheted, melyik utat választod.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 20:22
Írta: 000000000 Dátum 2008 augusztus 17, 20:22
Bocs, még egy fontos dolog!
"Mi van ha az adok veszekbe beraknál egy ilyen
szolgáltatást? Ebben az anyagias világban nem
kérhetünk senkitől semmit ingyen.
Viszont egy-egy előzetes kalkuláció ajánlás sok
fölösleges pénzkidobástól időpocsékolástól
megkímélne sok embert."
Ez nálam ingyenes, és benne van a gépbeállítás
is. Egy jó szervót én tartok olyan bonyolult
dolognak, hogy a beállítását ne telefonos segítséggel tegyem, hanem tiszteljem meg azt
az embert, és ott helyszínen véglegesítsem.
Van aki ezt is másképp csinálja: óóóóó, jó lesz
ez neked, holnap küldöm postán.
Erre is az igaz, mint az előbb. Ki így gondolkodik, ki úgy:) Ettől olyan szép a világ!
"Mi van ha az adok veszekbe beraknál egy ilyen
szolgáltatást? Ebben az anyagias világban nem
kérhetünk senkitől semmit ingyen.
Viszont egy-egy előzetes kalkuláció ajánlás sok
fölösleges pénzkidobástól időpocsékolástól
megkímélne sok embert."
Ez nálam ingyenes, és benne van a gépbeállítás
is. Egy jó szervót én tartok olyan bonyolult
dolognak, hogy a beállítását ne telefonos segítséggel tegyem, hanem tiszteljem meg azt
az embert, és ott helyszínen véglegesítsem.
Van aki ezt is másképp csinálja: óóóóó, jó lesz
ez neked, holnap küldöm postán.
Erre is az igaz, mint az előbb. Ki így gondolkodik, ki úgy:) Ettől olyan szép a világ!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 17, 20:59
Írta: svejk Dátum 2008 augusztus 17, 20:59
Köszönöm hogy végigolvastad és reagáltál a kicsit hosszúra sikeredett mondandómra!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 17, 21:35
Írta: bmejdz9nu Dátum 2008 augusztus 17, 21:35
Levonva a konzekvenciát:
Tibor az olcsóbb megoldásokat kedveli azaz kis motor - kis pénz (nagyobb áttétel). Olcsó vezérlés... Végül is a takarékoskodás hasznos dolog...
Tibor az olcsóbb megoldásokat kedveli azaz kis motor - kis pénz (nagyobb áttétel). Olcsó vezérlés... Végül is a takarékoskodás hasznos dolog...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 21:48
Írta: 000000000 Dátum 2008 augusztus 17, 21:48
Szi Péter!
Aham, ezért volt két évvel ezelőtt a talin
melletted egy fogazottszíjas szervohajtás demo,
ami egy motorfordulatra 60 mm-t mozdult el,
és több mint 1200mm/s volt a csúcsebessége.
Csak hiába volt a kiállítói asztalunk egymás
mellett, akkor még azt kérdezted: az a kis
szürke ott micsoda, ami ezt itt húzogatja?:)
Emlékszel egyáltalán még erre?
Aham, ezért volt két évvel ezelőtt a talin
melletted egy fogazottszíjas szervohajtás demo,
ami egy motorfordulatra 60 mm-t mozdult el,
és több mint 1200mm/s volt a csúcsebessége.
Csak hiába volt a kiállítói asztalunk egymás
mellett, akkor még azt kérdezted: az a kis
szürke ott micsoda, ami ezt itt húzogatja?:)
Emlékszel egyáltalán még erre?
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 17, 22:18
Írta: 4um5b65d Dátum 2008 augusztus 17, 22:18
Tibor egyet árulj el már nekem légyszi...Ront valamelyest a pontosságon az áttételezés? Mik a tapasztalataid?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 22:31
Írta: 000000000 Dátum 2008 augusztus 17, 22:31
Szia!
A mai korszerű acélszál erősítésű spéci
foghézag illesztésű fogazott szíj hajtás semmit
nem ront. Egy hosszabb golyós orsó többet
csavarodik a nyomaték hatására, ha kiszámolod.
Ezt az is igazolja, hogy 1 mikron a belinkelt
áttételes szervós profi CNC gép felbontása.
És számatalan ilyen gép van, csak Péter még
kevés profi CNC-t látott életében, azt is neten meg e-bayon, és nem érdekli a J, de J-t meg
Péter nem érdekli. J ismeri a fizikát, Péter
meg nem. Kb. borítékolható, mi lesz ebből....:) [#nyes]
A mai korszerű acélszál erősítésű spéci
foghézag illesztésű fogazott szíj hajtás semmit
nem ront. Egy hosszabb golyós orsó többet
csavarodik a nyomaték hatására, ha kiszámolod.
Ezt az is igazolja, hogy 1 mikron a belinkelt
áttételes szervós profi CNC gép felbontása.
És számatalan ilyen gép van, csak Péter még
kevés profi CNC-t látott életében, azt is neten meg e-bayon, és nem érdekli a J, de J-t meg
Péter nem érdekli. J ismeri a fizikát, Péter
meg nem. Kb. borítékolható, mi lesz ebből....:) [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 17, 22:42
Írta: 4um5b65d Dátum 2008 augusztus 17, 22:42
Én azt gyanítom, hogy az lehet a döntő momentum, hogy egy gépet áttételeznek e vagy sem, hogy mekkora terhelésnek kell dolgoznia. A régi munkahelyemen levő cnc-k egyike sem alkalmazta az áttételezést. Igaz hogy a legkisebb gép is 3 tonnás lehetett. Viszont , ha az a tapasztalat, hogy megmarad a pontosság akkor egy kisebb gépen miért is ne lehetne használni áttételt. Én ebben látom a kulcsát a dolognak.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 22:49
Írta: 000000000 Dátum 2008 augusztus 17, 22:49
Az egy motorfordulatra eső elmozdulás a döntő,
nem az áttétel. Itt hal meg minden amatőr
hozzánemértő és makacs gondolat a fizika
törvényei alapján.:)
nem az áttétel. Itt hal meg minden amatőr
hozzánemértő és makacs gondolat a fizika
törvényei alapján.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 17, 23:01
Írta: 000000000 Dátum 2008 augusztus 17, 23:01
Svejk!
Bocs, de idehívtál, félórával ezelőtt,
és nem írsz, elmúlt 11 óra.
Fáradt vagyok, ma egy 400 V-os 1.5 KW-os AC szervo
motorral is dolgom volt. Majd holnap elolvasom,
ha írsz valamit.
Bocs, de idehívtál, félórával ezelőtt,
és nem írsz, elmúlt 11 óra.
Fáradt vagyok, ma egy 400 V-os 1.5 KW-os AC szervo
motorral is dolgom volt. Majd holnap elolvasom,
ha írsz valamit.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 17, 23:29
Írta: svejk Dátum 2008 augusztus 17, 23:29
Tibor45!
Úgy látom Te a szép szóból nem értesz.
Az #5841-ben megpróbáltam kulturáltan érthetően leírni a saját és tudom hogy többünk aggályat.
Ha Te ezt nem érted meg a írásomból akkor sajnállak.
Erre Te leírtad az #5852-ben hogy hogy kell(ene)gépet tervezni.
Majd a mondandód végére (mindig) beszúrsz egy élcet, ahelyett hogy pl. a #5841 5., 6. bekezdésre legalább vakkantottál volna valamit.
Ezerszer hangoztatod hogy azt csinálunk amit akarunk, de mindig beszólsz és nem veszed figyelembe a másik lehetőségeit.
A konkrét kérdésekre nagyon ritkán válaszolsz egyenesen.
Az utolsó 24 órában legalább kétszer felhoztad az "ablaktörlőmotoros" gépet.
Oké, fikázd mert legalább azt láttad élőben (bár ott is az egységugrásnál érdekes módon megjegyezted hogy jobban teljesít az a motor mint gondoltad)
A Varsányi gépéről fogalmad sincs mégis folyamatosan b@szogatod.
Őt lehet nem, de engem kimondottan zavar, pedig semmi közöm a szerkezethez. (persze át kellene ugranom)
Egyáltalán miért nem valami profi levelezőlistán vagy és osztod ott az észt? Nem értelek..
Itt a listán nem hiszem hogy potenciális ügyfeleket találsz a minden bizonnyal nagyon jó rendszeredre.
Van egy sanda gyanúm hogy az a Te bajod hogy 5 évvel ezelőtt még csak Te egyedül foglalkoztál az országbban kisipari cnc-vel, ma meg már boldog-boldogtalan cnc-t gyárt.
Persze meg sem közelítik a Te műszaki színvonaladat, de itt vannak..
Úgy mint itt vannak a kínai selejtes áruk is de látod mégsem omlott össze a komoly ipar sem.
Azért késlekedtem mert többször moderáltam a mondandómat, fő a békesség..
Úgy látom Te a szép szóból nem értesz.
Az #5841-ben megpróbáltam kulturáltan érthetően leírni a saját és tudom hogy többünk aggályat.
Ha Te ezt nem érted meg a írásomból akkor sajnállak.
Erre Te leírtad az #5852-ben hogy hogy kell(ene)gépet tervezni.
Majd a mondandód végére (mindig) beszúrsz egy élcet, ahelyett hogy pl. a #5841 5., 6. bekezdésre legalább vakkantottál volna valamit.
Ezerszer hangoztatod hogy azt csinálunk amit akarunk, de mindig beszólsz és nem veszed figyelembe a másik lehetőségeit.
A konkrét kérdésekre nagyon ritkán válaszolsz egyenesen.
Az utolsó 24 órában legalább kétszer felhoztad az "ablaktörlőmotoros" gépet.
Oké, fikázd mert legalább azt láttad élőben (bár ott is az egységugrásnál érdekes módon megjegyezted hogy jobban teljesít az a motor mint gondoltad)
A Varsányi gépéről fogalmad sincs mégis folyamatosan b@szogatod.
Őt lehet nem, de engem kimondottan zavar, pedig semmi közöm a szerkezethez. (persze át kellene ugranom)
Egyáltalán miért nem valami profi levelezőlistán vagy és osztod ott az észt? Nem értelek..
Itt a listán nem hiszem hogy potenciális ügyfeleket találsz a minden bizonnyal nagyon jó rendszeredre.
Van egy sanda gyanúm hogy az a Te bajod hogy 5 évvel ezelőtt még csak Te egyedül foglalkoztál az országbban kisipari cnc-vel, ma meg már boldog-boldogtalan cnc-t gyárt.
Persze meg sem közelítik a Te műszaki színvonaladat, de itt vannak..
Úgy mint itt vannak a kínai selejtes áruk is de látod mégsem omlott össze a komoly ipar sem.
Azért késlekedtem mert többször moderáltam a mondandómat, fő a békesség..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 07:07
Írta: 000000000 Dátum 2008 augusztus 18, 07:07
Szia Svejk!
Ennek az éjszakai szösszenetednek a szakmai vita
tartalma számomra nulla, a személyeskedő részével
kapcsolatban pedig egy hasonló stílus során
egyszer már pár hónappal ezelőtt
utólag gyorsan elszégyelted Magad, és Varsányi
barátoddal ki is moderáltattad azt.
Akkor megegyeztünk, a szakmai észérvek lennének
a fontosak, az összes többi (duma, sértődés,
vagdalózás, ...) csak módjával.
Már az első mondatod tűrhetetlen,
Te velem így ne beszéljél, megkérnélek!!!
Az utolsóval egyetértek.
Számomra pedig szakmailag nagy csalódást okoztál,
hogy ennyire nem érted még mindig a tehetetlenségi
nyomaték jelentőségét a szervohajtásoknál.
Ráadásul még a vak ló bátorsága mellett követendő
példaként javaslod a Varsányi féle megoldást,
azaz a nagyot álmodó Hobbysta hogyan építsen
száguldozó, szerintetek dinamikus "lendkerekes
szervohajtású" gépet.:)
További szép napot kívánok Mindenkinek!
Ennek az éjszakai szösszenetednek a szakmai vita
tartalma számomra nulla, a személyeskedő részével
kapcsolatban pedig egy hasonló stílus során
egyszer már pár hónappal ezelőtt
utólag gyorsan elszégyelted Magad, és Varsányi
barátoddal ki is moderáltattad azt.
Akkor megegyeztünk, a szakmai észérvek lennének
a fontosak, az összes többi (duma, sértődés,
vagdalózás, ...) csak módjával.
Már az első mondatod tűrhetetlen,
Te velem így ne beszéljél, megkérnélek!!!
Az utolsóval egyetértek.
Számomra pedig szakmailag nagy csalódást okoztál,
hogy ennyire nem érted még mindig a tehetetlenségi
nyomaték jelentőségét a szervohajtásoknál.
Ráadásul még a vak ló bátorsága mellett követendő
példaként javaslod a Varsányi féle megoldást,
azaz a nagyot álmodó Hobbysta hogyan építsen
száguldozó, szerintetek dinamikus "lendkerekes
szervohajtású" gépet.:)
További szép napot kívánok Mindenkinek!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 07:45
Írta: bmejdz9nu Dátum 2008 augusztus 18, 07:45
Számoljunk...
Nálam 5-ös az orsó emelkedés és 1,6Nm a motor alapnyomatéka: (Képletek és számítások topik)
Alaperő = 6,28 x 1,6Nm (alapnyomaték) / 0.005 = 2.000N alap vonó - húzó erő.
Csúcserő: 6,28 x 12Nm (csúcsnyomaték) /0.005 = 15.000 Nm (tizenötezer... Nm)
Minek ide áttétel? Erősek a motorok! Ezért tudják a (biztosra) a direkthajtást!
Ezeknek a motornak (SanyoDenki* - 1,6Nm alap) 2Kg-os a forgórésze a pl. fele ekkor nyomatékú (Bautz* - 0,7Nm alap) 1,5Kg-os a forgórésze...
Biztos tehetetlenebb... de mit számít ez a mozgatott tömeghez képest!
Azért meg kell jegyezni: Ez a SanyoDenki 1,6Nm 2500rpm a Bautz 0,7Nm 5000rpm-en... tehát ha a Bautz motort leátteleznénk (1/2-ben) akkor 2500rpm-en majdnem azonos lenne a két dolog.
Ha a Bautz maradt volna a gépemen egy fogasszíj társaságában akkor most "jófiú" lennék... persze nem biztos. :)
Azért mert választotam a tengelyhez egy kisebb fordulatú de nyomatékosabb motort - ami láthatóan azonos a fogasszíj áttételel... lettem rossz fiu :)
Ha lenne egy állványos fúróm rajta egy 2 polúsú asszinkron motorral, de kellene 2X erő...
Akkor áttekertetném a motort 4 polúsúra vagy tennék rá egy észíjat... én áttekertetném a motort... vagy motort cserélnék.
Nálam 5-ös az orsó emelkedés és 1,6Nm a motor alapnyomatéka: (Képletek és számítások topik)
Alaperő = 6,28 x 1,6Nm (alapnyomaték) / 0.005 = 2.000N alap vonó - húzó erő.
Csúcserő: 6,28 x 12Nm (csúcsnyomaték) /0.005 = 15.000 Nm (tizenötezer... Nm)
Minek ide áttétel? Erősek a motorok! Ezért tudják a (biztosra) a direkthajtást!
Ezeknek a motornak (SanyoDenki* - 1,6Nm alap) 2Kg-os a forgórésze a pl. fele ekkor nyomatékú (Bautz* - 0,7Nm alap) 1,5Kg-os a forgórésze...
Biztos tehetetlenebb... de mit számít ez a mozgatott tömeghez képest!
Azért meg kell jegyezni: Ez a SanyoDenki 1,6Nm 2500rpm a Bautz 0,7Nm 5000rpm-en... tehát ha a Bautz motort leátteleznénk (1/2-ben) akkor 2500rpm-en majdnem azonos lenne a két dolog.
Ha a Bautz maradt volna a gépemen egy fogasszíj társaságában akkor most "jófiú" lennék... persze nem biztos. :)
Azért mert választotam a tengelyhez egy kisebb fordulatú de nyomatékosabb motort - ami láthatóan azonos a fogasszíj áttételel... lettem rossz fiu :)
Ha lenne egy állványos fúróm rajta egy 2 polúsú asszinkron motorral, de kellene 2X erő...
Akkor áttekertetném a motort 4 polúsúra vagy tennék rá egy észíjat... én áttekertetném a motort... vagy motort cserélnék.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 18, 07:46
Írta: svejk Dátum 2008 augusztus 18, 07:46
Jó reggelt!
Ja..duma sértődöttség vagdalózás..
Nem én vagyok az első a listán akit már kiborítottál.
Nem lehet kicsit benned is lehet a baj?
Amely szakmai érvek neked evidensek, az lehet magyarázatra, bizonyításra szorul egy nem túl járatos,tanult embernek.
És igenes lehet, és sokszor kell is kompromisszumot kötni a tökéletes tervezésű gép és a lehetőségek közt.
És Te ezt az Istenért nem akarod megérteni, elfogadni.
Nézz szét a környezetedben!
Hol látsz tökéletes szerkezetet?
A továbbiakban megpróbálom mellőzni a veled folytatott beszélgetést, így tűrhetetlen magatartásommal még hátha maradhatok e lista tagja továbbra is.
Üdv: Svejk
Ja..duma sértődöttség vagdalózás..
Nem én vagyok az első a listán akit már kiborítottál.
Nem lehet kicsit benned is lehet a baj?
Amely szakmai érvek neked evidensek, az lehet magyarázatra, bizonyításra szorul egy nem túl járatos,tanult embernek.
És igenes lehet, és sokszor kell is kompromisszumot kötni a tökéletes tervezésű gép és a lehetőségek közt.
És Te ezt az Istenért nem akarod megérteni, elfogadni.
Nézz szét a környezetedben!
Hol látsz tökéletes szerkezetet?
A továbbiakban megpróbálom mellőzni a veled folytatott beszélgetést, így tűrhetetlen magatartásommal még hátha maradhatok e lista tagja továbbra is.
Üdv: Svejk
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 08:04
Írta: bmejdz9nu Dátum 2008 augusztus 18, 08:04
Gondolkodjunk...
Tibor a vezérlőjével (gondolom csak egyenlőre) csak kisebb feszültséget tud és kisebb motor áramokat.
Adatlap és közölt paraméterek nincsenek. (Ezzel egyedülálló a világon.) de semmi infó! még egy kép sem...:) Csak a duma...(ahogy Ő szokta írni)
Ezért mindenkinek kisebb motorokat javasol... és ha a kicsi (kisebb) motorból nem jön ki elég erő akkor áttételt. Érthető, logikus módon...
Az áram és a feszültség emelése a hajtásban persze komoly kihivás. A problámák hatványozottan nőnek.
Az áttétel csökkenti a (vég)sebességet arányosan a hajtott tegelyen. Arányosan lasabban is fog felgyorsulni erre.
Az áttétel pénzbe (és munka) kerül és nem gondozás mentes. Burkolni kell mert különben balsetveszélyes. Ezért sem használják az iparban.
Az áttételnek - nagyobb fordulaton - hangja van és vesztesége. (Én azt szeretem a szervóban, hogy teljesen csendes.)
Az áttételnek hiba lehetősége is van.
Szerintem... Ha lehetséges jobb elkerülni. Sajnos nem mindíg lehetséges!
Ha nem elég erős (nyomatékos!) a motor a forgatott orsóhoz képest - a maximális megengedhető motor vagy orsósebességet figyelmbe véve.
=========== Én ezzel ezt a témát lezártam. ============
Teszek még fel sok videót a direkthajtásról... és mindenki eldönti... hogy Tibi "ugye megmondta" vagy, hogy mit látott... itt és máshol.
Tervezem, hogy a Talira viszek egy 20mm-es emelkedésű direkthajtást! (egy tesztpadot)
Ami ugyebár az itt példának hozott "lehetetlen" 5mm-es emelkedésű orsónak a négyszerese!
Persze az arra alkalmas erővel rendelkező kisfordulatú motorral (max. 1500rpm - adatlap) meg lesz "nyomatva" ha kell 30A-el is!
Tibor a vezérlőjével (gondolom csak egyenlőre) csak kisebb feszültséget tud és kisebb motor áramokat.
Adatlap és közölt paraméterek nincsenek. (Ezzel egyedülálló a világon.) de semmi infó! még egy kép sem...:) Csak a duma...(ahogy Ő szokta írni)
Ezért mindenkinek kisebb motorokat javasol... és ha a kicsi (kisebb) motorból nem jön ki elég erő akkor áttételt. Érthető, logikus módon...
Az áram és a feszültség emelése a hajtásban persze komoly kihivás. A problámák hatványozottan nőnek.
Az áttétel csökkenti a (vég)sebességet arányosan a hajtott tegelyen. Arányosan lasabban is fog felgyorsulni erre.
Az áttétel pénzbe (és munka) kerül és nem gondozás mentes. Burkolni kell mert különben balsetveszélyes. Ezért sem használják az iparban.
Az áttételnek - nagyobb fordulaton - hangja van és vesztesége. (Én azt szeretem a szervóban, hogy teljesen csendes.)
Az áttételnek hiba lehetősége is van.
Szerintem... Ha lehetséges jobb elkerülni. Sajnos nem mindíg lehetséges!
Ha nem elég erős (nyomatékos!) a motor a forgatott orsóhoz képest - a maximális megengedhető motor vagy orsósebességet figyelmbe véve.
=========== Én ezzel ezt a témát lezártam. ============
Teszek még fel sok videót a direkthajtásról... és mindenki eldönti... hogy Tibi "ugye megmondta" vagy, hogy mit látott... itt és máshol.
Tervezem, hogy a Talira viszek egy 20mm-es emelkedésű direkthajtást! (egy tesztpadot)
Ami ugyebár az itt példának hozott "lehetetlen" 5mm-es emelkedésű orsónak a négyszerese!
Persze az arra alkalmas erővel rendelkező kisfordulatú motorral (max. 1500rpm - adatlap) meg lesz "nyomatva" ha kell 30A-el is!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 18, 08:17
Írta: svejk Dátum 2008 augusztus 18, 08:17
nem túl járatos,tanult embernek = nem túl járatos, keveset tanult embernek
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 08:21
Írta: 000000000 Dátum 2008 augusztus 18, 08:21
Szia Péter! Számoljunk, ez a beszéd!:)
Amiket itt kiszámoltál, igaz, csak sajnos
ilyen állapotba el kell jutni egy hajtásnak.
Azaz ez egy statikus helyzet, kialakult, állandósult mozgás jellemezőknél.
Ez az első nagy tévedésed a számolásnál.
Azonban a világ nem így működik, egy állandósult
állapotba el kell jutni, ezt hívják dinamikának.
A mozgásjellemezők változásait pedig az időegység
alatt bekövetkező differencia adja meg. Ezt
nevezik a matematikában differenciál számításnak,
míg az inverzét integrál számításnak.
Te ezekkel nem akarsz foglalkozni, és nem is
érdekel (J, szöggyorsulás, és társai).
Pedig emiatt van nagy bajban a géped, mert
azt hiszed, a nyers erő a megoldás.
Az pedig soha nem jó, itt sem.
Ugyanis a nagyon sok paraméter van, összefüggés,
és ráadásul van olyan, ami nem lineáris, hanem
teszem azt harmadik hatvány alapján hat.
Ha pedig zárójelbe tesszük az előbbi dinamikai
borzalmas problémahalmazt, akkor máris láthatod,
mecsoda melléfogás 400W-ot csak a forgácsolás
mellékhajtásaként előtolás irányú erőre
pazarolni. Fogalmad sincs, 15000 N mekkora erő,
életedben nem méreteztél egy kéttámaszú tartót
lehajlásra, orsót csavarásra, gyakorlatilag
maradandó alakváltozást fog szenvedni
nagy valószínűséggel a géped.
Ráadásul a víszintes síkban nem hat súlyerő,
Z tengelynél állandóan hat, legalább fordítva csináltad volna, oda raktál volna 400W-ot, a vizszintesekre meg 280W-ot. Ez is hiba.
De alakul ez szépena számok, és logikus
észérvek kapcsán, és be fogod látni idővel, amit már
többször írtam: a majdnem semmiért áldoztál be
mindent, és használsz feleslegesen 5-szörösen túlméretezett
motorokat. Azaz a hatékonysági, célszerűségi
mutatóid nagyon rosszak ennél a gépnél.
Amiket itt kiszámoltál, igaz, csak sajnos
ilyen állapotba el kell jutni egy hajtásnak.
Azaz ez egy statikus helyzet, kialakult, állandósult mozgás jellemezőknél.
Ez az első nagy tévedésed a számolásnál.
Azonban a világ nem így működik, egy állandósult
állapotba el kell jutni, ezt hívják dinamikának.
A mozgásjellemezők változásait pedig az időegység
alatt bekövetkező differencia adja meg. Ezt
nevezik a matematikában differenciál számításnak,
míg az inverzét integrál számításnak.
Te ezekkel nem akarsz foglalkozni, és nem is
érdekel (J, szöggyorsulás, és társai).
Pedig emiatt van nagy bajban a géped, mert
azt hiszed, a nyers erő a megoldás.
Az pedig soha nem jó, itt sem.
Ugyanis a nagyon sok paraméter van, összefüggés,
és ráadásul van olyan, ami nem lineáris, hanem
teszem azt harmadik hatvány alapján hat.
Ha pedig zárójelbe tesszük az előbbi dinamikai
borzalmas problémahalmazt, akkor máris láthatod,
mecsoda melléfogás 400W-ot csak a forgácsolás
mellékhajtásaként előtolás irányú erőre
pazarolni. Fogalmad sincs, 15000 N mekkora erő,
életedben nem méreteztél egy kéttámaszú tartót
lehajlásra, orsót csavarásra, gyakorlatilag
maradandó alakváltozást fog szenvedni
nagy valószínűséggel a géped.
Ráadásul a víszintes síkban nem hat súlyerő,
Z tengelynél állandóan hat, legalább fordítva csináltad volna, oda raktál volna 400W-ot, a vizszintesekre meg 280W-ot. Ez is hiba.
De alakul ez szépena számok, és logikus
észérvek kapcsán, és be fogod látni idővel, amit már
többször írtam: a majdnem semmiért áldoztál be
mindent, és használsz feleslegesen 5-szörösen túlméretezett
motorokat. Azaz a hatékonysági, célszerűségi
mutatóid nagyon rosszak ennél a gépnél.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 08:56
Írta: 000000000 Dátum 2008 augusztus 18, 08:56
Szia Péter!
Úristen, miket összírtál itt és eléggé negatív feltételezésekkel.
A Te "tudásod" abból ál, hogy bika FET-et veszel,
ha kell-ha nem. És erre még büszke is vagy.
És valóban, én Hozzád képest a szervóimmal
csak játék motorokkal foglalkozom, pl.
ilyenekkel:
1.

2. Misi (Motoros) 1KW-os tárcsmotorja (kép
róla itt valahol a topicban április tájékán)
3. A fenti AC szervo motor egyik kis testvérével egy Panasonic AC 1.2KW-os
szervomotmotorral egy 2 tonnás gépet mozgattam.
(Trapista ott volt, talán még meg is van videón,
amikor ott 4-en akartunk az 1.2*1.6 m-es
öntvény munkaasztalra felülni, és picit
kocsikázni a szervóval.
4. És még sorolhatnám, de minek is....:)
Hát ennyit a tényekről, csak én ha valamit
meg tudok oldani 1A-el optimálisan a tudásom felhasználásval, akkor szemben
Veled nem 21A-t lökök neki, ha kell-ha nem.
Na ez a nagy különbség köztünk barátom, Te
elefántként viselkedsz a porcelánboltban, és
erre még büszke is vagy.:)
Úristen, miket összírtál itt és eléggé negatív feltételezésekkel.
A Te "tudásod" abból ál, hogy bika FET-et veszel,
ha kell-ha nem. És erre még büszke is vagy.
És valóban, én Hozzád képest a szervóimmal
csak játék motorokkal foglalkozom, pl.
ilyenekkel:
1.
2. Misi (Motoros) 1KW-os tárcsmotorja (kép
róla itt valahol a topicban április tájékán)
3. A fenti AC szervo motor egyik kis testvérével egy Panasonic AC 1.2KW-os
szervomotmotorral egy 2 tonnás gépet mozgattam.
(Trapista ott volt, talán még meg is van videón,
amikor ott 4-en akartunk az 1.2*1.6 m-es
öntvény munkaasztalra felülni, és picit
kocsikázni a szervóval.
4. És még sorolhatnám, de minek is....:)
Hát ennyit a tényekről, csak én ha valamit
meg tudok oldani 1A-el optimálisan a tudásom felhasználásval, akkor szemben
Veled nem 21A-t lökök neki, ha kell-ha nem.
Na ez a nagy különbség köztünk barátom, Te
elefántként viselkedsz a porcelánboltban, és
erre még büszke is vagy.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 09:00
Írta: bmejdz9nu Dátum 2008 augusztus 18, 09:00
Tudsz te linkelni... :) csak akarni kell, hajrá! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 09:12
Írta: 000000000 Dátum 2008 augusztus 18, 09:12
Ja és egy apróságot az előbb kihagytam:
a DC és AC szervo csak egy betűcsere, de
remélem érzed, sejted, hogy ez mit jelent.:)
Na tényleg további szép napot Mindenkinek!
a DC és AC szervo csak egy betűcsere, de
remélem érzed, sejted, hogy ez mit jelent.:)
Na tényleg további szép napot Mindenkinek!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 09:26
Írta: bmejdz9nu Dátum 2008 augusztus 18, 09:26
Nézd meg az "adokveszekben" a #4746-os szervómotor adatlapját... BL...
Ez ugyanaz mint amikből kefés változatok vannak itthon nekem... de az alapnyomatéka magasabb és a csúcsnyomatéka kevesebb... és 10.000rpm...
Nem rossz... így ránézésre... csak ezeket az adatokat szerintem "házilag" nem lehet kihozni belőle... persze fele is szép...lenne...
Ami az érdekes... A motort nem vettem... azaz egy komplett robotkart vettem... szíjáttétel-el (1:1) és 12,7mm(0.5") emelkedésű.
De nem golyósorsó... nem tudom mi... csak olyan.
Mi lehet benne?
Gondolom valami iszonyatos sebességre való... Talán SMD ültetőben lett volna, mert új... tesztelésre... nem tudom...
Ez ugyanaz mint amikből kefés változatok vannak itthon nekem... de az alapnyomatéka magasabb és a csúcsnyomatéka kevesebb... és 10.000rpm...
Nem rossz... így ránézésre... csak ezeket az adatokat szerintem "házilag" nem lehet kihozni belőle... persze fele is szép...lenne...
Ami az érdekes... A motort nem vettem... azaz egy komplett robotkart vettem... szíjáttétel-el (1:1) és 12,7mm(0.5") emelkedésű.
De nem golyósorsó... nem tudom mi... csak olyan.
Mi lehet benne?
Gondolom valami iszonyatos sebességre való... Talán SMD ültetőben lett volna, mert új... tesztelésre... nem tudom...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 09:37
Írta: 000000000 Dátum 2008 augusztus 18, 09:37
Igen, láttam is, és izgalomba is hozott
picit. Sajna csak forgatni tudnám 10.000-el,
mert nem láttam rajta encoder felületet.
És ilyesmi motoroktól lassan már nem férek,
pl. amit tőled kaptam, és kinyírta a
frekiváltódat, az is csak itt porosodik
azóta is, miután 5 percig forgattam picit.:)
Nem tudom, mire használták, bizonyára
kis tömegű, de gyors mozgás volt a cél
néhány százados pontosság mellett.
picit. Sajna csak forgatni tudnám 10.000-el,
mert nem láttam rajta encoder felületet.
És ilyesmi motoroktól lassan már nem férek,
pl. amit tőled kaptam, és kinyírta a
frekiváltódat, az is csak itt porosodik
azóta is, miután 5 percig forgattam picit.:)
Nem tudom, mire használták, bizonyára
kis tömegű, de gyors mozgás volt a cél
néhány százados pontosság mellett.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 09:52
Írta: bmejdz9nu Dátum 2008 augusztus 18, 09:52
Ezen van egy encoder féleség (vagy hogy hívják) nem olyan mint a másikon... lefotózzam majd? belül azt az encoder félét... az mond valamit neked?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 09:58
Írta: 000000000 Dátum 2008 augusztus 18, 09:58
Igen, mondhat valamit. De ráérsz a fotózással....
Ha 15 drót jönne ki az encoderből, az
valószínűleg nyerő típus.:)
Ha 15 drót jönne ki az encoderből, az
valószínűleg nyerő típus.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 10:19
Írta: bmejdz9nu Dátum 2008 augusztus 18, 10:19
Csak max. 8 annyi van a csatlakozón...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 10:24
Írta: 000000000 Dátum 2008 augusztus 18, 10:24
Akkor félő, hogy ez egy sinus-cosinus
resolver, ezen mérő és visszacsatoló elemek
pedig nem annyira a kedvenceim.:(
resolver, ezen mérő és visszacsatoló elemek
pedig nem annyira a kedvenceim.:(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 10:27
Írta: bmejdz9nu Dátum 2008 augusztus 18, 10:27
optós szerintem... kicsi az a valami mit egy encoder... nagyon is kicsi... fekete tokban.
Az adatlapon ott vannak a variációk... De a cimke (olvasható a motoron) alapján nem tudtam azonosítani az "encoder" mikéntjét? Nézted?
Az adatlapon ott vannak a variációk... De a cimke (olvasható a motoron) alapján nem tudtam azonosítani az "encoder" mikéntjét? Nézted?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 10:41
Írta: 000000000 Dátum 2008 augusztus 18, 10:41
Ok. köszi.
Csak éppen egy félpercre futottam át anno
a pdf leírást. Az is lehet, csak a Hall
IC-ket tartalmazza az a "kicsi valami", és semmi
más nincs is rajta. Be lehetne a tipusszám
alapján kódolni, azonosítani biztosan, mi is
ez, de most nem nagyon van erre időm.
Csak éppen egy félpercre futottam át anno
a pdf leírást. Az is lehet, csak a Hall
IC-ket tartalmazza az a "kicsi valami", és semmi
más nincs is rajta. Be lehetne a tipusszám
alapján kódolni, azonosítani biztosan, mi is
ez, de most nem nagyon van erre időm.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 18, 12:14
Írta: D.Laci Dátum 2008 augusztus 18, 12:14
Helló Tibor!
Kérdezném, hogy ezzel a konstrukcióval mekkora tömeget képes mozgatni?
Mekkora a gyorsulása?
Milyen motor volt- van rajta hogy csak 1200f/min-re képes?
Melyen encoder van rajta hogy ekkora áttételnél elfogadható a felbontása?
Miért használtál ilyen áttételt (gyorsítást) ha kézzel, lábbal ellenkezel ellene?
Kérdezném, hogy ezzel a konstrukcióval mekkora tömeget képes mozgatni?
Mekkora a gyorsulása?
Milyen motor volt- van rajta hogy csak 1200f/min-re képes?
Melyen encoder van rajta hogy ekkora áttételnél elfogadható a felbontása?
Miért használtál ilyen áttételt (gyorsítást) ha kézzel, lábbal ellenkezel ellene?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 13:13
Írta: 000000000 Dátum 2008 augusztus 18, 13:13
Szia Laci!
Kezdjük a végéről:
"Miért használtál ilyen áttételt (gyorsítást)
ha kézzel, lábbal ellenkezel ellene?"
Elolvastad Te az elmúlt 2 nap válaszaimat?
Mikor írtam én azt, hogy általában tilos a
nagy elmozdulás/motorfordulat (mm/1mf)? Pl.
utoljára #5860-ban ezt írtam:
"Az egy motorfordulatra eső elmozdulás a döntő,
nem az áttétel. Itt hal meg minden amatőr
hozzánemértő és makacs gondolat a fizika
törvényei alapján.:)"
Csak az elmúlt 2 nap alatt leírtam, még ezt vagy 10-szer, arra helyezve a hangsúlyt, hogy
az optimális áttételt a technológiai
alapkövetelmények határozzák meg kindulásként,
és ezt követi még pár logikus lépés #5852.
pl. 3 CNC példa alkalmazás, amit ugyancsak írtam:
- Vákumpipettás SMD beültető
- Plazmavágó
- CNC marógép
Ezekhez mind, mind más és más mm/1 mf az optimális.
Értsed már meg, az "buta" motor csak forogni
tud, és csak a tengelyén érez egy redukált J-t
függetlenül attól, hogy ez 10 m sugarú körhintát hajt, vagy egy köszörűkövet, vagy egy
CNC mellékhajtást, és attól is függetlenül,
hogy léptető vagy BLDC, vagy aszinkron motor.
Talán érzékeled, hogy van olyan alkalmazás, ahol fél percig is gyorsulhat szép komótosan,
van olyan ahol 5000 1/min/10 ms is már rossz.
Ezért kell méretezni minden hajtást, a szervót
meg különösen, mert az visszacstolt rendszer.
és nagyjából 1600 óta Newton zseniális matematikus-fizikus-feltaláló óta ezen gyorsulási folyamatokra van egy matematikai
apparátus, úgy hívják: differenciál és integrál
számítás. Az ókori rómaiak is sejtették már ezt,
amikor a kőhajító gépeiket áttételezték,
csak még nem tudták rá a tudományos választ.
1600 óta a Hobbystának is rendelkezésére áll
minden lehetőség, hogy ennek az alapjaival,
legfontosabb végképleteivel tisztába legyen.
Persze nem kötelező, és nyugodj meg, attól még
forogni a fog minden motor. Megszólalni,
visszapofázni, hogy Emberrrr, mit tettél velem, mire akarsz te "kedves felhasználó" rám
kényszeríteni a hülyeségeid, irreális vágyaid
miatt nem fog, helyette ezt úgy adja
tudomásodra, hogy leég, elfüstölteti
a FET-edet, vagy ugyan látszólag működik, de
nem azzal az idő állandóval, amit tudna.
És kétféle ember van itt a fórumon:
van akit érdekel a motor pillanatnyi kedélyállapota, azaz konyít valamit hozzá aki,
használja gépében, és van aki nagyvonalúan
nem foglalkozik ilyesmivel, hiszen forog az
a motor ígyis, meg úgyis, a lényeg nyomjuk bele
a kakaót.:)
Kezdjük a végéről:
"Miért használtál ilyen áttételt (gyorsítást)
ha kézzel, lábbal ellenkezel ellene?"
Elolvastad Te az elmúlt 2 nap válaszaimat?
Mikor írtam én azt, hogy általában tilos a
nagy elmozdulás/motorfordulat (mm/1mf)? Pl.
utoljára #5860-ban ezt írtam:
"Az egy motorfordulatra eső elmozdulás a döntő,
nem az áttétel. Itt hal meg minden amatőr
hozzánemértő és makacs gondolat a fizika
törvényei alapján.:)"
Csak az elmúlt 2 nap alatt leírtam, még ezt vagy 10-szer, arra helyezve a hangsúlyt, hogy
az optimális áttételt a technológiai
alapkövetelmények határozzák meg kindulásként,
és ezt követi még pár logikus lépés #5852.
pl. 3 CNC példa alkalmazás, amit ugyancsak írtam:
- Vákumpipettás SMD beültető
- Plazmavágó
- CNC marógép
Ezekhez mind, mind más és más mm/1 mf az optimális.
Értsed már meg, az "buta" motor csak forogni
tud, és csak a tengelyén érez egy redukált J-t
függetlenül attól, hogy ez 10 m sugarú körhintát hajt, vagy egy köszörűkövet, vagy egy
CNC mellékhajtást, és attól is függetlenül,
hogy léptető vagy BLDC, vagy aszinkron motor.
Talán érzékeled, hogy van olyan alkalmazás, ahol fél percig is gyorsulhat szép komótosan,
van olyan ahol 5000 1/min/10 ms is már rossz.
Ezért kell méretezni minden hajtást, a szervót
meg különösen, mert az visszacstolt rendszer.
és nagyjából 1600 óta Newton zseniális matematikus-fizikus-feltaláló óta ezen gyorsulási folyamatokra van egy matematikai
apparátus, úgy hívják: differenciál és integrál
számítás. Az ókori rómaiak is sejtették már ezt,
amikor a kőhajító gépeiket áttételezték,
csak még nem tudták rá a tudományos választ.
1600 óta a Hobbystának is rendelkezésére áll
minden lehetőség, hogy ennek az alapjaival,
legfontosabb végképleteivel tisztába legyen.
Persze nem kötelező, és nyugodj meg, attól még
forogni a fog minden motor. Megszólalni,
visszapofázni, hogy Emberrrr, mit tettél velem, mire akarsz te "kedves felhasználó" rám
kényszeríteni a hülyeségeid, irreális vágyaid
miatt nem fog, helyette ezt úgy adja
tudomásodra, hogy leég, elfüstölteti
a FET-edet, vagy ugyan látszólag működik, de
nem azzal az idő állandóval, amit tudna.
És kétféle ember van itt a fórumon:
van akit érdekel a motor pillanatnyi kedélyállapota, azaz konyít valamit hozzá aki,
használja gépében, és van aki nagyvonalúan
nem foglalkozik ilyesmivel, hiszen forog az
a motor ígyis, meg úgyis, a lényeg nyomjuk bele
a kakaót.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 13:25
Írta: 000000000 Dátum 2008 augusztus 18, 13:25
Ezek után még a gyors válaszok:
1. 0-5 kg között bármit, 1 kg-ig 25 ms alatt
van 1.2 m/sec-en.
2. Yaskawa Minertia 70 W DC szervomotor
3. A szervo táp csak 28 V-os volt, és ez egy
24V/3000 1/min motor. 500-as fizikai encoder.
1. 0-5 kg között bármit, 1 kg-ig 25 ms alatt
van 1.2 m/sec-en.
2. Yaskawa Minertia 70 W DC szervomotor
3. A szervo táp csak 28 V-os volt, és ez egy
24V/3000 1/min motor. 500-as fizikai encoder.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 18, 13:31
Írta: D.Laci Dátum 2008 augusztus 18, 13:31
Köszönöm, hogy ismét rám pazaroltál 1 órát a drága idődből! De elég lett volna 5 perc is egy rövid konkrét válaszhoz! :)
„Az egy motorfordulatra eső elmozdulás a döntő,
nem az áttétel.”
„Talán érzékeled, hogy van olyan alkalmazás, ahol fél percig is gyorsulhat szép komótosan,
van olyan ahol 5000 1/min/10 ms is már rossz.”
Így viszont nem értem, hogy akkor egyes konstrukciókkal mi a problémád? Hisz mindenki azt szajkózza, hogy adott feladathoz (igényhez) adott konstrukciót kel létrehozni.
Itt eddig mindenki a saját céljainak és lehetőségeinek mérten készítet gépet.
Úgy érzem, hogy az egész csak vihar a pohárban efektus…
A kezdők szokták hátulról kezdeni… ha elbas.om kezdhetem, előröl…. mondattal… :)
„Az egy motorfordulatra eső elmozdulás a döntő,
nem az áttétel.”
„Talán érzékeled, hogy van olyan alkalmazás, ahol fél percig is gyorsulhat szép komótosan,
van olyan ahol 5000 1/min/10 ms is már rossz.”
Így viszont nem értem, hogy akkor egyes konstrukciókkal mi a problémád? Hisz mindenki azt szajkózza, hogy adott feladathoz (igényhez) adott konstrukciót kel létrehozni.
Itt eddig mindenki a saját céljainak és lehetőségeinek mérten készítet gépet.
Úgy érzem, hogy az egész csak vihar a pohárban efektus…
A kezdők szokták hátulról kezdeni… ha elbas.om kezdhetem, előröl…. mondattal… :)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 18, 13:32
Írta: D.Laci Dátum 2008 augusztus 18, 13:32
Az ilyen tömör és célratörő válaszokat jobban szeretem. :)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 18, 13:37
Írta: D.Laci Dátum 2008 augusztus 18, 13:37
De mint ez a példa is mutatja csak adott feladatra lehet használni. Így elég szűkös a felhasználhatósági területe.
Ha sokkal univerzálisabb gépet akar az ember. Mert a 8. emeleten nem lehet többtonnás és több tíz db-os gép parkja egy hobbystának, így kénytelen komoly kompromisszumokat kötni.
Ha sokkal univerzálisabb gépet akar az ember. Mert a 8. emeleten nem lehet többtonnás és több tíz db-os gép parkja egy hobbystának, így kénytelen komoly kompromisszumokat kötni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 13:49
Írta: 000000000 Dátum 2008 augusztus 18, 13:49
"Így viszont nem értem, hogy akkor egyes
konstrukciókkal mi a problémád? Hisz mindenki
azt szajkózza, hogy adott feladathoz (igényhez)
adott konstrukciót kel létrehozni."
Semmi bajom. Mindenki úgy bézi el a gépét,
ahogy akarja. Én azért pofázok itt, hogy
megpróbálok tanácsot adni, segíteni, miként lehet ezt
elkerülni, és kicsit inkább talán érdemes
ésszel neki menni a témának, mint direkt
kuplunggal meg FET árammal.:)
Én mindenesetre nagyon szomorú
lennék, ha tudom, hogy van egy profi, 5 ms
időállandójú szervo motorom az igényesen
kivitelezett százados CNC marógépemen, és
50 ms alatt vagyok csak csúcson 5-ször nagyobb fölöslegesen bevetett P-vel.
Azaz egy ablaktörlő motor szöggyorsulású csak
a gépem, és benne hagyon a sok-sok ms dinamikát.
De van akit meg ez boldogít, és azt hiszi az
a nagy dolog, hogy száguldok, de jó lassan
pörgök fel.
konstrukciókkal mi a problémád? Hisz mindenki
azt szajkózza, hogy adott feladathoz (igényhez)
adott konstrukciót kel létrehozni."
Semmi bajom. Mindenki úgy bézi el a gépét,
ahogy akarja. Én azért pofázok itt, hogy
megpróbálok tanácsot adni, segíteni, miként lehet ezt
elkerülni, és kicsit inkább talán érdemes
ésszel neki menni a témának, mint direkt
kuplunggal meg FET árammal.:)
Én mindenesetre nagyon szomorú
lennék, ha tudom, hogy van egy profi, 5 ms
időállandójú szervo motorom az igényesen
kivitelezett százados CNC marógépemen, és
50 ms alatt vagyok csak csúcson 5-ször nagyobb fölöslegesen bevetett P-vel.
Azaz egy ablaktörlő motor szöggyorsulású csak
a gépem, és benne hagyon a sok-sok ms dinamikát.
De van akit meg ez boldogít, és azt hiszi az
a nagy dolog, hogy száguldok, de jó lassan
pörgök fel.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 18, 14:19
Írta: D.Laci Dátum 2008 augusztus 18, 14:19
Ha már így összejöttünk.
Gépépítés előtt lévén kihasználnám az ingyenes számítási segítséged!
1. X tengely- 25*25mm orsó, Y tengely- kb. 120Kg 25*25mm orsó, Z tengely- kb. 40Kg 16*20mm orsó.
2. X tengely- 16*20mm orsó, Y tengely kb. 25Kg. 16*20mm orsó, Z tengely- kb. 10-12 Kg, ha lehet itt is a 16*20mm orsót használnám.
Tehát a kérdés milyen motort és milyen áttételt ajánlasz? Pl. ha a moci 3000f/min –re képes akkor ne csak 1200f/min el cammogjon G00 -ban hanem ~2500-al.
Mekkora sebességre lesz, képes milyen gyorsulásra lehet számolni?
Nagy munka terű gép lesz így a sebesség lényeges.
Gépépítés előtt lévén kihasználnám az ingyenes számítási segítséged!
1. X tengely- 25*25mm orsó, Y tengely- kb. 120Kg 25*25mm orsó, Z tengely- kb. 40Kg 16*20mm orsó.
2. X tengely- 16*20mm orsó, Y tengely kb. 25Kg. 16*20mm orsó, Z tengely- kb. 10-12 Kg, ha lehet itt is a 16*20mm orsót használnám.
Tehát a kérdés milyen motort és milyen áttételt ajánlasz? Pl. ha a moci 3000f/min –re képes akkor ne csak 1200f/min el cammogjon G00 -ban hanem ~2500-al.
Mekkora sebességre lesz, képes milyen gyorsulásra lehet számolni?
Nagy munka terű gép lesz így a sebesség lényeges.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 14:27
Írta: 000000000 Dátum 2008 augusztus 18, 14:27
Mi a motorod típusa?
Mekkora a gép munkatere?
Ezek a bazi nagy menetemelkedésű orsók
megváltoztathatatlanok?
Mert egy ilyen orsózat rendszer inkább SMD
vagy plazmavágó géphez ideális, nem
százados CNC marógéphez.:)
Mekkora a gép munkatere?
Ezek a bazi nagy menetemelkedésű orsók
megváltoztathatatlanok?
Mert egy ilyen orsózat rendszer inkább SMD
vagy plazmavágó géphez ideális, nem
százados CNC marógéphez.:)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 18, 14:29
Írta: D.Laci Dátum 2008 augusztus 18, 14:29
"Tehát a kérdés milyen motort és milyen áttételt ajánlasz?"
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 14:44
Írta: 000000000 Dátum 2008 augusztus 18, 14:44
Ok. gyors és előzetes redukált J számolással
ezt tanácsolom:
Ha jól tudom, tele vagy EC240-es motorral.
Ehhez a motorhoz X, Y-nál 1.5-2 mm tartozzon
egy motorfordulathoz, Z nél 1-1.5 mm.
Így lesz egy szuper jó kis dinamikus géped, ami
a motor képességeit totálisan kiaknázza, és
tudhat G00-ban 4-6000-et is, és 100 W alatt
megúsztál minden tengelyt.
ezt tanácsolom:
Ha jól tudom, tele vagy EC240-es motorral.
Ehhez a motorhoz X, Y-nál 1.5-2 mm tartozzon
egy motorfordulathoz, Z nél 1-1.5 mm.
Így lesz egy szuper jó kis dinamikus géped, ami
a motor képességeit totálisan kiaknázza, és
tudhat G00-ban 4-6000-et is, és 100 W alatt
megúsztál minden tengelyt.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 18, 14:47
Írta: fs9s63xkf Dátum 2008 augusztus 18, 14:47
Játszottam ma én is egy kicsit a gépemmel: csak az X tengelyt tudtam kipróbálni, de az Y is kb ugyan ezeket az eredményeket produkálta. 5mm-es orsó, 400W AC servo (1.27Nm alapnyomaték), 2000-es encoder. A motor névleges fordulatszáma 3000 rpm, az időállandója 2ms. A névleges fordulatszám 63%-ra 7ms-alatt gyorsít fel, míg a teljes fordulatszámhoz kb 12-13 ms kell neki. Ha jól értek mindent akkor ez sem az igazi, még mindig van a motorban 5ms??? Mondanom sem kell, hogy a kb 90 kilós gépet csak úgy dobálja (bele kéne még rakni pár csavart, ahogy Péter csinálta, hátha nehezebb lesz).
Egyébként Péter motorja 2500-at forog aminek a 63%-a 1575rpm, erre a fordulatszámra kéne neki 5ms-alatt felgyorsulnia és nem 2160-ra nem? Tehát nem 45ms-ot kéne javulnia hanem kevesebbet (Péter, nem is olyan rossz a géped, mint gondoltad :) ), legyünk pontosak :)
Én egyébként nagyon sokat tanulok ezekből a vitákból, szóval csak így tovább! :)
Egyébként Péter motorja 2500-at forog aminek a 63%-a 1575rpm, erre a fordulatszámra kéne neki 5ms-alatt felgyorsulnia és nem 2160-ra nem? Tehát nem 45ms-ot kéne javulnia hanem kevesebbet (Péter, nem is olyan rossz a géped, mint gondoltad :) ), legyünk pontosak :)
Én egyébként nagyon sokat tanulok ezekből a vitákból, szóval csak így tovább! :)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 18, 14:50
Írta: D.Laci Dátum 2008 augusztus 18, 14:50
Ez a világos beszéd!!
Köszi szépen!
Sac per kábé így kalkuláltam hasonló motorhoz, de egy picit nagyobb áttételt használok majd.
Vagy más motort.
Köszi szépen!
Sac per kábé így kalkuláltam hasonló motorhoz, de egy picit nagyobb áttételt használok majd.
Vagy más motort.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 15:03
Írta: 000000000 Dátum 2008 augusztus 18, 15:03
Bocsi, de nem egyenrangú az összehasonlítás!
Te AC-vel operálsz, Péteré DC.
Ettől függetlenül ez igen szép eredmény,
gratulálok Nektek!
És Neked csak 5 ms-t kellene javulni, de nem
érdemes, így is már szét esik a géped.
Ettől függetlenül ez is azt mutatja, még gyári
AC400 W is kevés az 5 mm-hez.
Azaz Te is elszúrtad az 5 mm-es orsóval.:)
Én a helyedben kipróbálnám kisebb orsóval, vagy leáttételezném, és élvezném hogy majdnem 2 ms
alatt mindig ott vagyok bárhol.
Ez sokkal értékesebb, mint a levegőt szántani,
gondolom nem SMD beültetőt akarsz belőle
csinálni.:)
Te AC-vel operálsz, Péteré DC.
Ettől függetlenül ez igen szép eredmény,
gratulálok Nektek!
És Neked csak 5 ms-t kellene javulni, de nem
érdemes, így is már szét esik a géped.
Ettől függetlenül ez is azt mutatja, még gyári
AC400 W is kevés az 5 mm-hez.
Azaz Te is elszúrtad az 5 mm-es orsóval.:)
Én a helyedben kipróbálnám kisebb orsóval, vagy leáttételezném, és élvezném hogy majdnem 2 ms
alatt mindig ott vagyok bárhol.
Ez sokkal értékesebb, mint a levegőt szántani,
gondolom nem SMD beültetőt akarsz belőle
csinálni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 15:10
Írta: 000000000 Dátum 2008 augusztus 18, 15:10
Szívesen, és örülök, hogy beláttad:
sokkal többre mész, ha picit lassabb a csúcs
sebesség, de J és választott technológiabarát,
és közeli az optimálishoz, és mindezt bőven 100
W alatt. Fog szeretni Téged a motorod,
cserébe sok szép forgácsolási művelettel fog
megajándékozni:)
sokkal többre mész, ha picit lassabb a csúcs
sebesség, de J és választott technológiabarát,
és közeli az optimálishoz, és mindezt bőven 100
W alatt. Fog szeretni Téged a motorod,
cserébe sok szép forgácsolási művelettel fog
megajándékozni:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 15:15
Írta: 000000000 Dátum 2008 augusztus 18, 15:15
Ja és még egy fontos dolog, de ezt is írtam már:
A kelleténél nagyobb áttétellel alig veszítesz,
az szükségesnél kisebbel pedig rohamosan sokat.
A kelleténél nagyobb áttétellel alig veszítesz,
az szükségesnél kisebbel pedig rohamosan sokat.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 18, 15:23
Írta: D.Laci Dátum 2008 augusztus 18, 15:23
De a leg tutibb az lesz, ha úgy alakítom ki a gépet, hogy minden meglévő motoromat ki tudjam próbálni több áttétellel, 30W-2.2Kw -ig. :) (ablaktörlő és szervó)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 16:23
Írta: bmejdz9nu Dátum 2008 augusztus 18, 16:23
Nem SanyoDenki (Super-L széria) Szervómotor az Tibor? A Z-orsó emelkedését is elárulod?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 16:32
Írta: bmejdz9nu Dátum 2008 augusztus 18, 16:32
Valójában 180mm/s-ra már 30ms alatt is tud, de nagy a hibajel a Gecko-n... azaz nem jó a pályakövetés.
(A fele sebességre akár negyed idő alatt is ... pl. 100mm/s-ra 20ms alatt simán de ez logikus ha 180mm/s-ra 50ms...)
A tápfesz kicsi! Nincs elég tartalék a végfordulathoz! 85V! és a motor 85V-os (2500rpm) ez sem ideális... de te ezt úgyis tudod...
DE minek gyorsuljon jobban? így is szó szerint szétszedi a gépet a gyorsulás a nagy tömeggel?:) De majd a valóság...
(A fele sebességre akár negyed idő alatt is ... pl. 100mm/s-ra 20ms alatt simán de ez logikus ha 180mm/s-ra 50ms...)
A tápfesz kicsi! Nincs elég tartalék a végfordulathoz! 85V! és a motor 85V-os (2500rpm) ez sem ideális... de te ezt úgyis tudod...
DE minek gyorsuljon jobban? így is szó szerint szétszedi a gépet a gyorsulás a nagy tömeggel?:) De majd a valóság...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 augusztus 18, 16:40
Írta: Szedlay Pál Dátum 2008 augusztus 18, 16:40
Én is gratulálok. Ezek szerint Kínai AC-k ár/teljesítmény arányban nagyon jók. Ez 2.29g gyorsulás, ami már túlmutat a hobby kategórián. Az igazán profi marógépek is kevesen tudják ezt a gyorsulást, bár azok kb. 6 tonnásak, ezért nem ugrálnak.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 augusztus 18, 16:52
Írta: csg67 Dátum 2008 augusztus 18, 16:52
Eddig elképedve olvastam ezeket a gyorsulási adatokat, de most megakadt a szemem a "de nagy a hibajel a Gecko-n... azaz nem jó a pályakövetés" részen. Most akkor valójában minek a gyorsulásárol van szó? Úgy gondoltam, hogy a szán gyorsulásáról beszélünk, de akkor ez nem igaz.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 augusztus 18, 16:57
Írta: Szedlay Pál Dátum 2008 augusztus 18, 16:57
Péter!Én még nem gratuláltam a gépedhez most megteszem, gratulálok. Leld benne örömöd, bár gondolom már az építése tervezése is ezzel töltött el.
Végig olvastam az előző pár nap kicsit indulatos hozzászólásait és az a véleményem ez nem egy forma-1 futam. Itt van a szekrényemben 6db Yaskawa 400W-os AC servó a hozzátartozó gyári vezérlővel és még mindig a léptetőssel dolgozom. Meg vagyok vele elégedve mind gyorsulásban mind pontosságban, pedig lassú mint a csiga, de pontos ami nekem a lényeg.
Végig olvastam az előző pár nap kicsit indulatos hozzászólásait és az a véleményem ez nem egy forma-1 futam. Itt van a szekrényemben 6db Yaskawa 400W-os AC servó a hozzátartozó gyári vezérlővel és még mindig a léptetőssel dolgozom. Meg vagyok vele elégedve mind gyorsulásban mind pontosságban, pedig lassú mint a csiga, de pontos ami nekem a lényeg.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 18, 17:12
Írta: fs9s63xkf Dátum 2008 augusztus 18, 17:12
Hogy is van ez nálad, már nem bírom követni?! :) Az a 128 hibajel a Geckon, nálad hány mm elmozdulást jelent pontosan? Hát igen, megfelelő feszülség nélkül nehéz lesz elérni az 5ms-ot, bár az sem segíteni mert ugye áttétel kéne...:)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 18, 17:19
Írta: fs9s63xkf Dátum 2008 augusztus 18, 17:19
Köszi! Meg vagyok velük elégedve, csak egy kicsit macerásabb beállítani mint egy léptetőmotort..:) Szerintem neked is megérné üzembe helyezni őket..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 17:47
Írta: 000000000 Dátum 2008 augusztus 18, 17:47
Miféle Z tengelyről beszélsz?
Ott egy fogazott szíjhajtású lin. tengelyről van szó. Nem értem....
Ott egy fogazott szíjhajtású lin. tengelyről van szó. Nem értem....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 18:15
Írta: bmejdz9nu Dátum 2008 augusztus 18, 18:15
A szán kényszerkapcsolatban van a motorral.
Tehát, ha a hibajel megnő akkor eltért a valóságos pályától... azaz fizikálisan nem a a vezérlő szoftver pontos parancsai alapján megy a szervó - azaz késik...
Tehát a gyorsulás lehet zero is ha azt a szeróhajtás csak később (lemaradva) teszi meg, azaz a mozgásparancs a vezérlő tárolójában végzi.
Tehát, ha a hibajel megnő akkor eltért a valóságos pályától... azaz fizikálisan nem a a vezérlő szoftver pontos parancsai alapján megy a szervó - azaz késik...
Tehát a gyorsulás lehet zero is ha azt a szeróhajtás csak később (lemaradva) teszi meg, azaz a mozgásparancs a vezérlő tárolójában végzi.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 18:18
Írta: bmejdz9nu Dátum 2008 augusztus 18, 18:18
Mikor lesz kész a géped? Karácsonyra igérted? :) Persze tudom... :) Ember tervez...:)
Beüzemelték a Gali vezérlőt és az "import" AC-t a gépen?
Beüzemelték a Gali vezérlőt és az "import" AC-t a gépen?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 18:22
Írta: bmejdz9nu Dátum 2008 augusztus 18, 18:22
1000cpr-es encoder = 4000ppr a szorzó 4-esre van állítva (tehát 4-esével "lővel" neki, 128/4=32:) , 5mm-es a tengely azaz 0.005mm/lépés neki:)
(Valós felbontás szorzó nélkül: 0.00125mm lenne pl. CncGraf-ból) Tehát gyakorlatilag: 32 bit.
Gyorsulás... szerintem többet úgysem tud a mechanika... a valóságban ... na majd lesznek videók... amik magukért beszélnek :)
Te ugyis tudod... itt nem a tárolóba megy a jel, mert az kevés a Gecko-ban, tehát nem látszólagos a mozgás...
(Valós felbontás szorzó nélkül: 0.00125mm lenne pl. CncGraf-ból) Tehát gyakorlatilag: 32 bit.
Gyorsulás... szerintem többet úgysem tud a mechanika... a valóságban ... na majd lesznek videók... amik magukért beszélnek :)
Te ugyis tudod... itt nem a tárolóba megy a jel, mert az kevés a Gecko-ban, tehát nem látszólagos a mozgás...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 18:28
Írta: bmejdz9nu Dátum 2008 augusztus 18, 18:28
Van a motor (szerintem SanyoDenki) azon a kicsi szíjkerék aztán a másik felén egy nagy kerék... a nagykerékről hová megy az erő?
Azaz mekkora a tekert orsó emelkedése? Z... 2mm? (#5825)
Azaz mekkora a tekert orsó emelkedése? Z... 2mm? (#5825)
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 augusztus 18, 18:35
Írta: csg67 Dátum 2008 augusztus 18, 18:35
Azt én is gondoltam, hogy a hobby gépekben van lemaradás, de az itt közölt gyorsulásokat hol lehet mérni? Egyáltalán, a gyorsulás milyen függvény szerint megy?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 18:59
Írta: bmejdz9nu Dátum 2008 augusztus 18, 18:59
A szoftver vezérli a gyorsulást. Ha mindenki valós mozgást akarna mérni/látni akkor vagy kikapcsolja a hibajel tárolót a szervóvezérlőben
(ez lenne az ideális, de nem lehet :) vagy méri a hibajelet.
Gecko-nál a hibajel szintje nyugalmi állapotban 5.00V és 0.04V-os (40mV) kölönbségekkel csökkenik vagy emelkedik 1 lépés eltérésre...
Azaz nyugalmi állapotban vagy "eszményi" állapotban 5.00V a hibajel.
pl. ha egy lépés eltérés van a bemeneti step jel es az encoder között akkor ez a szint csökkenik vagy növekszik 0.04V-al...
Ha kettő akkor 0.08V-al... stb. Ha 100-al akkor 4V-al...:)
Tárolós oszcillószkópal ez teljesen jól elemezhető, tárolható.... de ha nincs akkor hagyományos is megteszi...
(ez lenne az ideális, de nem lehet :) vagy méri a hibajelet.
Gecko-nál a hibajel szintje nyugalmi állapotban 5.00V és 0.04V-os (40mV) kölönbségekkel csökkenik vagy emelkedik 1 lépés eltérésre...
Azaz nyugalmi állapotban vagy "eszményi" állapotban 5.00V a hibajel.
pl. ha egy lépés eltérés van a bemeneti step jel es az encoder között akkor ez a szint csökkenik vagy növekszik 0.04V-al...
Ha kettő akkor 0.08V-al... stb. Ha 100-al akkor 4V-al...:)
Tárolós oszcillószkópal ez teljesen jól elemezhető, tárolható.... de ha nincs akkor hagyományos is megteszi...
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 augusztus 18, 19:12
Írta: csg67 Dátum 2008 augusztus 18, 19:12
Elnézést, ha értetlenkedem, ipari berendezésekhez vagyok szokva, de szeretném megérteni a hobby gépeket is (egyszerű kíváncsiság).
A lemaradás (LAG) ezek szerint itt a hibajellel fordítottan arányos?
Ha a Gecko-ban valaki kikapcsolja a hibajel tárolót (ez fizikailag mit jelent?), akkor a rendszernek le kellene mozognia a valóságban is azt a gyorsulást, amit beállítunk? Ha mégsem tudja, akkor mi történik?
Gondolom a gyorsulás egy állandó érték, azaz a sebesség-idő grafikonban (elméletileg) egyenesek vannak.
A lemaradás (LAG) ezek szerint itt a hibajellel fordítottan arányos?
Ha a Gecko-ban valaki kikapcsolja a hibajel tárolót (ez fizikailag mit jelent?), akkor a rendszernek le kellene mozognia a valóságban is azt a gyorsulást, amit beállítunk? Ha mégsem tudja, akkor mi történik?
Gondolom a gyorsulás egy állandó érték, azaz a sebesség-idő grafikonban (elméletileg) egyenesek vannak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 19:14
Írta: bmejdz9nu Dátum 2008 augusztus 18, 19:14
Ja még a függvény... A WinPC-NC (kivétel light verzió) ismeri az exponeciális gyorsítási görbét... Ez a "legjobb ami adható" :) Machnál nem tudom.
Gondolod a "gyári" rendszerek, vezérlések mikron és szögszázad pontosan vezérlik lineárisan a mozgásban a hajtást?
Szerintem nem... csak közelítik a tökéletest. :)
Gondolod a "gyári" rendszerek, vezérlések mikron és szögszázad pontosan vezérlik lineárisan a mozgásban a hajtást?
Szerintem nem... csak közelítik a tökéletest. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 19:17
Írta: bmejdz9nu Dátum 2008 augusztus 18, 19:17
Nem lehet kikapcsolni... de szerintem totál nulla hibajeltárolóval nem is menne egy szervórendszer...
Minnél nagyobb a tároló annál jobban azt hiszi a felhasználó, hogy pontosan megy a gépe. :)
Azaz eltakarja (eltakarhatja) a valóságot... azaz minnél kevesebb memória annál ekzaktabb, biztosabb a vezérlés - szerintem.
Jó motor ehhez persze szükséges amit alíg-alíg kell "szabályozgatni"... mert magától is tudja a dolgát...
Azaz ha elíndítják egy írányba azt szépen tartja... erőből... különösebb beavatkozási áram nélkül.
A másodikra közben válaszoltam... az legjobb a szervóhoz az exponenciális gyorsítási görbe...
Ezt mondják, ezt tapasztaltam én is... írtam lejjebb...
Minnél nagyobb a tároló annál jobban azt hiszi a felhasználó, hogy pontosan megy a gépe. :)
Azaz eltakarja (eltakarhatja) a valóságot... azaz minnél kevesebb memória annál ekzaktabb, biztosabb a vezérlés - szerintem.
Jó motor ehhez persze szükséges amit alíg-alíg kell "szabályozgatni"... mert magától is tudja a dolgát...
Azaz ha elíndítják egy írányba azt szépen tartja... erőből... különösebb beavatkozási áram nélkül.
A másodikra közben válaszoltam... az legjobb a szervóhoz az exponenciális gyorsítási görbe...
Ezt mondják, ezt tapasztaltam én is... írtam lejjebb...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 19:26
Írta: 000000000 Dátum 2008 augusztus 18, 19:26
Na így már értem, elírtad a #számot.
Ott 5 mm a golyósorsó, 1:4 az áttétel, és
Sanyo Denki 70W 500cpr a kicsike édes DC szervo
motor.
Ott 5 mm a golyósorsó, 1:4 az áttétel, és
Sanyo Denki 70W 500cpr a kicsike édes DC szervo
motor.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 19:43
Írta: bmejdz9nu Dátum 2008 augusztus 18, 19:43
Nekem is a kedvenceim ezek :) 40W-os is van, 180, 200 és 400W-osak is... tudják a dolgukat...:)
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 augusztus 18, 19:54
Írta: csg67 Dátum 2008 augusztus 18, 19:54
Az ipari vezérlők általában két szabályozási módszert ismernek. Az egyik a lemaradás (following error), a másik a (hogy mondjam magyarul?) sebesség előrecsatolás (velocity feedforward). Utóbbinál az adott sebességre jellemző lemaradással 'túlvezérlik' a rendszert, ezért gyakorlatilag 0 lemaradással haladnak a tengelyek. Természetesen az igazi gondok a sebességváltozásnál (gyorsulás, lassulás) jelentkeznek. A gyorsulás lemaradásnál állandó (a legnagyobb gyorsulás így érhető el), míg sebesség előrecsatolásnál egy haranggörbe szerűség. Természetesen itt értelmezni kell a gyorsulás változását (ezt nevezik jerk-nek, magyarul talán megrántás?), illetve újabban a jerk változását is (na erre még nincs kialakult terminológia).
A hajtások beszabályozásának fő feladata (az áram- és a sebesség-szabályozási kör beállítása után) a pozíció-szabályozás gyorsulási, irányváltási, latapadási, stb. problémáinak minimalizálása.
A hajtások beszabályozásának fő feladata (az áram- és a sebesség-szabályozási kör beállítása után) a pozíció-szabályozás gyorsulási, irányváltási, latapadási, stb. problémáinak minimalizálása.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 20:06
Írta: bmejdz9nu Dátum 2008 augusztus 18, 20:06
Ezek majd így vannak hobbyban is...
A "Following eror" = "követési hiba" szerintem ez jobb fordítása a dolognak... legalábis az amcsik így értelmezik... ha jól olvastam...
Persze nem vagyok szakmabeli... csak "kontár" vagy hobbysta? Erről már oklevelem is van :)
A velocity feedforward.... sebesség előtolás...? nemtudom...
A sebesség és áram - azaz a PID szabályozás... gondolom...
A rántás... na az egy érdekes dolog... teszteltem a gépet úgy is, hogy a marószár hol fog anyagot hol nem... azaz a "félkész munkadarab-on" nagy lukak voltak... és ezt a hibát is teszteltem... amikor az anyagba belép és kilép... Ez egy fogós próba... na itt kell az "elemi motor erő", hogy ne legyen lengés és hibajel... felesleges "áramfröcs" a vezérlőtől...
A "Following eror" = "követési hiba" szerintem ez jobb fordítása a dolognak... legalábis az amcsik így értelmezik... ha jól olvastam...
Persze nem vagyok szakmabeli... csak "kontár" vagy hobbysta? Erről már oklevelem is van :)
A velocity feedforward.... sebesség előtolás...? nemtudom...
A sebesség és áram - azaz a PID szabályozás... gondolom...
A rántás... na az egy érdekes dolog... teszteltem a gépet úgy is, hogy a marószár hol fog anyagot hol nem... azaz a "félkész munkadarab-on" nagy lukak voltak... és ezt a hibát is teszteltem... amikor az anyagba belép és kilép... Ez egy fogós próba... na itt kell az "elemi motor erő", hogy ne legyen lengés és hibajel... felesleges "áramfröcs" a vezérlőtől...
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 augusztus 18, 20:27
Írta: csg67 Dátum 2008 augusztus 18, 20:27
Valóban követési hiba, ebben csupán az a félreérthető, hogy ezt lehet a pályától való eltérésnek is értelmezni, ezért inkább lemaradás, de ez már valóban szőrszál hasogatás. :)
Digitális rendszerekben az áram és a sebesség körnek külön-külön P és I értékei vannak. Mindkettőt be kell állítani (általában az áram-szabályozás beállításához a vezérlés beépített szoftvereket tartalmaz). A többi paramétert 6-8 további eljárással kell beállítani.
A jerk (megrántás) a gyorsulási szakasz kezdeténél és végénél érdekes (azt nem nagyon értem, hogy te mit néztél).
A különböző pozíció-szabályozási problémákat (például körnegyedeknél jelentkező felületi hibák - és itt nem az irányváltási hibából adódó eltérésre gondolok) nem lehet "erőből" megoldani. Ezekre van jópár kompenzációs paraméter.
Digitális rendszerekben az áram és a sebesség körnek külön-külön P és I értékei vannak. Mindkettőt be kell állítani (általában az áram-szabályozás beállításához a vezérlés beépített szoftvereket tartalmaz). A többi paramétert 6-8 további eljárással kell beállítani.
A jerk (megrántás) a gyorsulási szakasz kezdeténél és végénél érdekes (azt nem nagyon értem, hogy te mit néztél).
A különböző pozíció-szabályozási problémákat (például körnegyedeknél jelentkező felületi hibák - és itt nem az irányváltási hibából adódó eltérésre gondolok) nem lehet "erőből" megoldani. Ezekre van jópár kompenzációs paraméter.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 20:46
Írta: 000000000 Dátum 2008 augusztus 18, 20:46
Péter!
Mi van az áttétel kérdéssel? Nagyon
elsumákolod....Robroy gépe?
Nem gondolkoztál el, hogy miért lassú emiatt a
motorjaid szöggyorsulása, hiába vagy már 400W-nál?
Redukált J továbbra sem izgat?
Mi van az áttétel kérdéssel? Nagyon
elsumákolod....Robroy gépe?
Nem gondolkoztál el, hogy miért lassú emiatt a
motorjaid szöggyorsulása, hiába vagy már 400W-nál?
Redukált J továbbra sem izgat?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 20:50
Írta: bmejdz9nu Dátum 2008 augusztus 18, 20:50
Nem teljesen... akár "előzhet" is! azaz nemcsak lemaradni tud a szervóhajtás...
Pl. egy kicsit rosszul beállított PID... egy hitelen terhelés - egy áramlöket és már előtte is van :) Persze ez is szőrszálhasogatás :)
Hát igen... a gyári rendszerek igen sokat tudnak...
De talán jobb is ha megkiméljük magunkat (egyenlőre) ezektől a "tudásoktól"... azaz ez is épp elég bonyolultnak tűnik...:)
Itt... mivel step/dir alapú vezérlés... a "szabvány"... mindíg a lelkünkben a léptető motorra gondolunk... mert az csak lép és lép...azaz steppel:)
A cél, hogy ezt a léptetőmotort leváltsuk szervóval.. azaz egy DC motorral... ami úgyebár teljesen más... de mi itt "lépegetésre" akarjuk rávenni...
De szertnénk többet kapni tőle - jogosan elvárva... :)
Pl. egy kicsit rosszul beállított PID... egy hitelen terhelés - egy áramlöket és már előtte is van :) Persze ez is szőrszálhasogatás :)
Hát igen... a gyári rendszerek igen sokat tudnak...
De talán jobb is ha megkiméljük magunkat (egyenlőre) ezektől a "tudásoktól"... azaz ez is épp elég bonyolultnak tűnik...:)
Itt... mivel step/dir alapú vezérlés... a "szabvány"... mindíg a lelkünkben a léptető motorra gondolunk... mert az csak lép és lép...azaz steppel:)
A cél, hogy ezt a léptetőmotort leváltsuk szervóval.. azaz egy DC motorral... ami úgyebár teljesen más... de mi itt "lépegetésre" akarjuk rávenni...
De szertnénk többet kapni tőle - jogosan elvárva... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 21:01
Írta: bmejdz9nu Dátum 2008 augusztus 18, 21:01
Írtam befejeztem... Kb. értem mire gondolsz... de ez így nem igaz... azaz rosszul fogalmazol, kifelejtesz dolgokat, nincs a sebességre semmi ötleted (helyette)... azaz ahogy írtad úgy nem igaz.
Felőlem aztán mindenki olyan lassú gépet csinál amilyet akar :) akár 1/100-ba is leátételezheti... a pici motorokat, mert Tibor azt mondta... nem érdekel...
Robroy képei eltüntek reggelre a hunbay szerverről, így nem látom... várok, hogy vissza kerüljenek...
Erre azért kiváncsi lennék... persze gonolom a 10.000 rpm-es BL motorokal nem akartak direkt hajtani órsót... de nem látom... ez a baj...
Felőlem aztán mindenki olyan lassú gépet csinál amilyet akar :) akár 1/100-ba is leátételezheti... a pici motorokat, mert Tibor azt mondta... nem érdekel...
Robroy képei eltüntek reggelre a hunbay szerverről, így nem látom... várok, hogy vissza kerüljenek...
Erre azért kiváncsi lennék... persze gonolom a 10.000 rpm-es BL motorokal nem akartak direkt hajtani órsót... de nem látom... ez a baj...
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 augusztus 18, 21:05
Írta: eivmhrm04 Dátum 2008 augusztus 18, 21:05
Szia.Milyen tipusu azok a yaskawa 400W os motorjaid?Szükségem lenne 1 drb ra ,az enyém 200w os.Pontosabban 2drb 200w os és 1 drb 400 w os.Csak keveslem az y ra.Ha esetleg passzolna a tipus és meg is tudnánk egyezni az jó lenne.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 21:08
Írta: 000000000 Dátum 2008 augusztus 18, 21:08
Értem. Akkor marad ilyen a géped, kár, hogy
ezzel az aprósággal elszúrtad egy kicsit.:)
De ma legalább volt egy kis sikerélményem is,
D. Lacit mintha meggyőztem volna ezzel
kapcsolatban. Te meg maradsz makacs továbbra is.:)
ezzel az aprósággal elszúrtad egy kicsit.:)
De ma legalább volt egy kis sikerélményem is,
D. Lacit mintha meggyőztem volna ezzel
kapcsolatban. Te meg maradsz makacs továbbra is.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 21:09
Írta: bmejdz9nu Dátum 2008 augusztus 18, 21:09
Ém meg arra várom a választ, hogy egyáltalán megy (beindult e) az AC rendszered... step/dir alapon...
Mert ha jól emlékszem neked megigérték a "szakik"...hogy vegyed... menni fog... most pedíg a léptetőről írsz...
Pedíg nem kevés pénzt költöttél rá... én csak "kis misi" vagyok... :) persze DC-ben...
Mert ha jól emlékszem neked megigérték a "szakik"...hogy vegyed... menni fog... most pedíg a léptetőről írsz...
Pedíg nem kevés pénzt költöttél rá... én csak "kis misi" vagyok... :) persze DC-ben...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 18, 21:13
Írta: fs9s63xkf Dátum 2008 augusztus 18, 21:13
Kapaszkodj meg, az én vezérlőmben a hibakorlát 50000-re van beállítva :) Ez az alapbeállítás, persze lehet állítani 0-50000-ig de még sosem foglalkoztam vele. Attól még mert megengedtem neki 50000-et attól még nem fogja kihasználni :), Egyenletes mozgás esetén a hibatárolónak nem sok jelentősége van, ilyenkor úgyis kicsi az eltérés. Csak a gyorsításoknál van jelentősége szerintem. Attól még a négyszög amit marsz nem lesz 128 lépéssel nagyobb mert a sarkon a megállásnál az egyik tengely továbbment. Szóval szerintem ez nem teljesen igaz : "Minnél nagyobb a tároló annál jobban azt hiszi a felhasználó, hogy pontosan megy a gépe. :) ".
Tegyük fel hogy van két ugyan olyan gépünk ugyan olyan vezérlőkkel, motorokkal csak nekem nagyobb a hibatárolóm. Na most, ha a nagy hibatároló miatt mondjuk egy gravírozott betűm nem úgy néz ki ahogy kéne, akkor visszaveszem a marási sebességet és máris szép lett. Ekkor viszont ugyan annyival marunk mind a ketten (csak neked ez a max) viszont az én gépen gyorsjáratban sokkal gyorsabb.
Tibor45 erről mi a véleményed?
Természetesen én sem 7ms-al indulok mindig, az a 30-50 ms olyan barátságos... de azért egy 3D-marásnál, gravírozásnál nem jön rosszul :)
Tegyük fel hogy van két ugyan olyan gépünk ugyan olyan vezérlőkkel, motorokkal csak nekem nagyobb a hibatárolóm. Na most, ha a nagy hibatároló miatt mondjuk egy gravírozott betűm nem úgy néz ki ahogy kéne, akkor visszaveszem a marási sebességet és máris szép lett. Ekkor viszont ugyan annyival marunk mind a ketten (csak neked ez a max) viszont az én gépen gyorsjáratban sokkal gyorsabb.
Tibor45 erről mi a véleményed?
Természetesen én sem 7ms-al indulok mindig, az a 30-50 ms olyan barátságos... de azért egy 3D-marásnál, gravírozásnál nem jön rosszul :)
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 augusztus 18, 21:14
Írta: eivmhrm04 Dátum 2008 augusztus 18, 21:14
Ha minden igaz akkor én is hamarosan kipróbálom a yaskawa ac szervóimat step dir előkével.Remálem jó lesz,és müködni is fog ugy mint ahogy kell.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 21:17
Írta: bmejdz9nu Dátum 2008 augusztus 18, 21:17
Nem jó kedvemből... de tudod a sebességet már lejjebb adtam a golyósorsók melegedése miatt...
(erre nem volt gyógyír... azaz csere lehetőség 10mm emelkedésűre... de azt nem akartam)
Nem gondolod komolyan, hogy (le)lassítom egy áttételel amikor vannak erősebb motorok...
(se sebesség se gyorsulás? Cammogó masina? Ugyan... amit te javasolsz az ment volna léptetőmotorral is...)
Ezek a motorok sem kelletek volna igazából...
Csak a Bautz motorokat nem akartam a névleges fordulat felén jártni... ha már így alakult... azaz nem bírták a preciziós előfeszített golyósorsók.
Persze jobb lett az "elemi erőtől" a pályatartás... kisebb hibajel... tudod úgyis mire gondolok... :)
(erre nem volt gyógyír... azaz csere lehetőség 10mm emelkedésűre... de azt nem akartam)
Nem gondolod komolyan, hogy (le)lassítom egy áttételel amikor vannak erősebb motorok...
(se sebesség se gyorsulás? Cammogó masina? Ugyan... amit te javasolsz az ment volna léptetőmotorral is...)
Ezek a motorok sem kelletek volna igazából...
Csak a Bautz motorokat nem akartam a névleges fordulat felén jártni... ha már így alakult... azaz nem bírták a preciziós előfeszített golyósorsók.
Persze jobb lett az "elemi erőtől" a pályatartás... kisebb hibajel... tudod úgyis mire gondolok... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 21:23
Írta: bmejdz9nu Dátum 2008 augusztus 18, 21:23
... és tervbe van egy gyorsabb gép 20-as em. orsókkal direkthajtásal(!) és egy "cammogó" bika gép is ahol lesz áttétel is...
Talán majd ez utóbbira majd "áldásodat" adod... :) 15 Kg-os egy orsó (40mm átm, 10-es em.), 35-ös vezetékek stb...:)
Talán majd ez utóbbira majd "áldásodat" adod... :) 15 Kg-os egy orsó (40mm átm, 10-es em.), 35-ös vezetékek stb...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 21:40
Írta: 000000000 Dátum 2008 augusztus 18, 21:40
Az a baj, az alapelképzelésed rossz.
Egy forgácsológép forgácsol, ehhez pedig nem
kell és nem is szabad nagy sebességgel menni.
Ez az utolsó szempont. 100 fontosabb van
viszont, amit pont a felesleges, azaz nagy sebeség leront.
Ez tiszta röhely, ha belegondolsz, de Te tudod,
miért jó a semmiért mindent tönkretenned.
SMS beültetőnek gyenge, forgácsológéphez sok,
amit akarsz, de majd eljön az idő, amikor
belátod tévedésedet.:)
Egy forgácsológép forgácsol, ehhez pedig nem
kell és nem is szabad nagy sebességgel menni.
Ez az utolsó szempont. 100 fontosabb van
viszont, amit pont a felesleges, azaz nagy sebeség leront.
Ez tiszta röhely, ha belegondolsz, de Te tudod,
miért jó a semmiért mindent tönkretenned.
SMS beültetőnek gyenge, forgácsológéphez sok,
amit akarsz, de majd eljön az idő, amikor
belátod tévedésedet.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 21:51
Írta: bmejdz9nu Dátum 2008 augusztus 18, 21:51
Persze ez így igaz... :)
A Magi új vezérlő chipje talán a tökély lesz... azaz lehet állítani ott "2db tárolót" (azaz két szintű) egyik előrejelez ("hé haver... nagy az eltérés - vegyél vissza már az előtolásból") a másik leold... ("hé haver... selejtet azért nem csinálunk" :)
Vagy...
Szervóval csinálom meg a kertkapú nyitót... : Télen megakad a hóban...
1. Tavaszig erőlködik... aztán elolvad a hó és becsukja a kaput. Végül is...volt nagy tárolója :)
2. Leold szinte azzonal mert nem tudta becsukni a kaput.
Azért mindíg induljunk ki a step/dir hajtásból és egy léptetőmotorból... mert itt ez van...
(ipari rendszerek teljesen mások, ott egyik fogásban pl. hibát csinál a második fogásban korrigálja stb... :)
pl. a Gecko tervezője nem akart mást mint egy tökéletes léptetőmotort de DC szervómotorral...
A DC szervómotor egész fordulat tartományban egyenletes nyomatékkal rendelkezik... ez a lényeg. Tehát sokkal jobb mint bármelyik léptecs. Ezt tudjuk.
Másként...
Tegyél a gépedre egy kicsi motort... vegyél be egy kanyart... a szoftver már bevette... a motor még nem... Maró törik... a felhasználó meg nem is tudja miért...
Gyorsjárat...
Igen. Ez igaz... A nagy tároló segítségével a "motort szabadjára" engedhetjük... majd mire dolgoznia kell (talán) úgyis utoléri magát...
Én azt mondom a gyorsjárat is legyen pályahű! Ne engedjük meg akkor sem az improvizációt!
A léptetőmotor sem engedi (engedheti) meg magának... ne akarjunk többet ezen a téren!
Mi a nyereség abból, hogy gyorsjáratban megnöveljük a játékterét? Persze jó és látványos... de minek mert visszaüthet!!!
Ahogy Svejk írta:
az lenne a jó ha a tároló memória méretét tudnánk álítani menet közben... (marás és gyorsjárat) ez lenne a tökély... de ilyen nincs... sajnos.(?)
400W-al és 5-ös orsóval van különbség a marás és gyorsjárat között? Hibajelre? Menyi gyorsjárati sebességet bír a gép az orsó?
Megér ez ennyit? Szerintem nem... :)
A Magi új vezérlő chipje talán a tökély lesz... azaz lehet állítani ott "2db tárolót" (azaz két szintű) egyik előrejelez ("hé haver... nagy az eltérés - vegyél vissza már az előtolásból") a másik leold... ("hé haver... selejtet azért nem csinálunk" :)
Vagy...
Szervóval csinálom meg a kertkapú nyitót... : Télen megakad a hóban...
1. Tavaszig erőlködik... aztán elolvad a hó és becsukja a kaput. Végül is...volt nagy tárolója :)
2. Leold szinte azzonal mert nem tudta becsukni a kaput.
Azért mindíg induljunk ki a step/dir hajtásból és egy léptetőmotorból... mert itt ez van...
(ipari rendszerek teljesen mások, ott egyik fogásban pl. hibát csinál a második fogásban korrigálja stb... :)
pl. a Gecko tervezője nem akart mást mint egy tökéletes léptetőmotort de DC szervómotorral...
A DC szervómotor egész fordulat tartományban egyenletes nyomatékkal rendelkezik... ez a lényeg. Tehát sokkal jobb mint bármelyik léptecs. Ezt tudjuk.
Másként...
Tegyél a gépedre egy kicsi motort... vegyél be egy kanyart... a szoftver már bevette... a motor még nem... Maró törik... a felhasználó meg nem is tudja miért...
Gyorsjárat...
Igen. Ez igaz... A nagy tároló segítségével a "motort szabadjára" engedhetjük... majd mire dolgoznia kell (talán) úgyis utoléri magát...
Én azt mondom a gyorsjárat is legyen pályahű! Ne engedjük meg akkor sem az improvizációt!
A léptetőmotor sem engedi (engedheti) meg magának... ne akarjunk többet ezen a téren!
Mi a nyereség abból, hogy gyorsjáratban megnöveljük a játékterét? Persze jó és látványos... de minek mert visszaüthet!!!
Ahogy Svejk írta:
az lenne a jó ha a tároló memória méretét tudnánk álítani menet közben... (marás és gyorsjárat) ez lenne a tökély... de ilyen nincs... sajnos.(?)
400W-al és 5-ös orsóval van különbség a marás és gyorsjárat között? Hibajelre? Menyi gyorsjárati sebességet bír a gép az orsó?
Megér ez ennyit? Szerintem nem... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 22:03
Írta: 000000000 Dátum 2008 augusztus 18, 22:03
Huhh, Péter elemedben vagy, hozod a formád,
dől belőled a szakmai sületlenség, és olyan
vagy, mint egy álmodozó gyerek.:)
dől belőled a szakmai sületlenség, és olyan
vagy, mint egy álmodozó gyerek.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 22:09
Írta: bmejdz9nu Dátum 2008 augusztus 18, 22:09
"Egy forgácsológép forgácsol, ehhez pedig nem kell és nem is szabad nagy sebességgel menni."
A BF20-nál ezt tudom... tapasztaltam. Főorsó fordulat max. 3000rpm.
Azóta változott a világ... gyorsabb pontosabbak lettek a főorsók... megengedhető gyorsabb fogácsolás... fejlődtek a marók... fejlődött a hűtésrendszer... stb...
Az igények nőtttek... Ki akart pl. nyákot gravírozni 10 éve?
A "szakik" megszokták a a max. 6000rpm-es marógépeket... és ma? nem vesznek 24.000rpm alatt főorsót a hobbysták!...
Persze már tudom... van itt egy "nagy kutya" elásva... Ezt már megfigyeltem sokszor...
A hobbysta a gépe rezonanciális problémájára használja a nagy fordulatot...
Azaz azt veszi észre, hogy minnél jobban pörgeti annál kevésbé rezonál be a gépe...
De... ez szabálytalan... kisebb szeleteket "vág" a maró... tehát jobban (előbb) elkopik... szerencse, hogy igen jó keményfém szerszámok is vannak... és a gazdaságosság... itt hobbyban persze ez másodrendű... :) de melegszik is minden rendesen... :)
Én úgy állítom be a gép előtolását, hogy szép formályú (alakzatú) azaz nem "por" forgács váljon le...
De... ha forog az orsó ... akár gyorsan... akár 60.000rpm-el is (majd)... had toljam már neki :) ha a mechanika is (elég) rezonancia mentes lett... :)
A BF20-nál ezt tudom... tapasztaltam. Főorsó fordulat max. 3000rpm.
Azóta változott a világ... gyorsabb pontosabbak lettek a főorsók... megengedhető gyorsabb fogácsolás... fejlődtek a marók... fejlődött a hűtésrendszer... stb...
Az igények nőtttek... Ki akart pl. nyákot gravírozni 10 éve?
A "szakik" megszokták a a max. 6000rpm-es marógépeket... és ma? nem vesznek 24.000rpm alatt főorsót a hobbysták!...
Persze már tudom... van itt egy "nagy kutya" elásva... Ezt már megfigyeltem sokszor...
A hobbysta a gépe rezonanciális problémájára használja a nagy fordulatot...
Azaz azt veszi észre, hogy minnél jobban pörgeti annál kevésbé rezonál be a gépe...
De... ez szabálytalan... kisebb szeleteket "vág" a maró... tehát jobban (előbb) elkopik... szerencse, hogy igen jó keményfém szerszámok is vannak... és a gazdaságosság... itt hobbyban persze ez másodrendű... :) de melegszik is minden rendesen... :)
Én úgy állítom be a gép előtolását, hogy szép formályú (alakzatú) azaz nem "por" forgács váljon le...
De... ha forog az orsó ... akár gyorsan... akár 60.000rpm-el is (majd)... had toljam már neki :) ha a mechanika is (elég) rezonancia mentes lett... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 18, 22:11
Írta: bmejdz9nu Dátum 2008 augusztus 18, 22:11
Dobjak 1/1000-es képleteket? azaz 1000-ből egy ember érti? :) tudod: Hobbycnc.hu :)
Ezt majd te megteszed... helyettem is...:) Gondolkodjál el rajta... a cél... az a fontos alapon... Gyakorlatiasan...
Tud ez a gép nagyon lassan is marni...
Ezt majd te megteszed... helyettem is...:) Gondolkodjál el rajta... a cél... az a fontos alapon... Gyakorlatiasan...
Tud ez a gép nagyon lassan is marni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 18, 22:33
Írta: 000000000 Dátum 2008 augusztus 18, 22:33
Épp az a baj, nem tud lassan marni.:)
Egyébként meg megint rengeteg túlzást
írtál, Neked fogalmad sincs az átlag
Hobbysta lehetőségeiről, és amit itt Te vágyálomban, dumában összehordtál, az lassan
egy 50 millás profi AC szervos gépnek is nagy falat lenne. Majd pont Varsányi Péter a
2 darab trimmer potis szervójával és lomha
gyorsulású gépével fogja ezt megtenni.
Hahahaha...
Jesszusom, megyek aludni inkább.:)
Egyébként meg megint rengeteg túlzást
írtál, Neked fogalmad sincs az átlag
Hobbysta lehetőségeiről, és amit itt Te vágyálomban, dumában összehordtál, az lassan
egy 50 millás profi AC szervos gépnek is nagy falat lenne. Majd pont Varsányi Péter a
2 darab trimmer potis szervójával és lomha
gyorsulású gépével fogja ezt megtenni.
Hahahaha...
Jesszusom, megyek aludni inkább.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 18, 22:58
Írta: svejk Dátum 2008 augusztus 18, 22:58
Helló csg67!
Ezekről nincs valami magyarnyelvű átfogó jegyzetszerűséged?
Vagy ezek csak a mindenkori gépkönyvekben vannak leírva angolul?
Ezekről nincs valami magyarnyelvű átfogó jegyzetszerűséged?
Vagy ezek csak a mindenkori gépkönyvekben vannak leírva angolul?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 19, 08:08
Írta: D.Laci Dátum 2008 augusztus 19, 08:08
Azért nem álltam át a „sötét” oldalra!:)
Jelenleg 60W –os ablaktörlő motorok 20x4mm trapéz menetes orsóval 6000mm/min -re képes áttétel nélkül. Azzal szerintem Péter is egyet ért, hogy 100W alatti motorral áttétel szükséges, de nagyobb motorral már akár elkerülhető is lehet.
Jelenleg 60W –os ablaktörlő motorok 20x4mm trapéz menetes orsóval 6000mm/min -re képes áttétel nélkül. Azzal szerintem Péter is egyet ért, hogy 100W alatti motorral áttétel szükséges, de nagyobb motorral már akár elkerülhető is lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 08:46
Írta: bmejdz9nu Dátum 2008 augusztus 19, 08:46
[#vigyor]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 09:05
Írta: bmejdz9nu Dátum 2008 augusztus 19, 09:05
A watt mindegy... az csak egy szám...
A motor nyomatéka és az orsó emelkedése számít...
Watt: ITT a CMC 3500-as szervómotor katalógusa....PDF.
Nézzük a 3528-ös szériát (harmadik oszlop)
alapnyomaték: 10.63Lb/in = 1,19Nm,
csúcsnyomaték: 93.8Lb/in = 10,50Nm
Ha megnézzük a a "WINDING" (tekercselési) variácókat (lejjebb) A tól H-ig "kisérő" betűvel jelzik...
Akkor láthatjuk, hogy a motor "KV értékével" azaz a tekercselés menetszámától változik a "watts"....
"A" oszlopban ez az érték 315W.... A másik véglet a "H" oszlopban ez az érték 59W...
Pedíg ugyanarról a motorról van szó! Ugyanaz a nyomatéka! ugyanaz a súlya, forgórésze...
Szóval ezért a "Watt" az csak egy szám... legalábis össze vissza érthető...:) néha...
A motor nyomatéka és az orsó emelkedése számít...
Watt: ITT a CMC 3500-as szervómotor katalógusa....PDF.
Nézzük a 3528-ös szériát (harmadik oszlop)
alapnyomaték: 10.63Lb/in = 1,19Nm,
csúcsnyomaték: 93.8Lb/in = 10,50Nm
Ha megnézzük a a "WINDING" (tekercselési) variácókat (lejjebb) A tól H-ig "kisérő" betűvel jelzik...
Akkor láthatjuk, hogy a motor "KV értékével" azaz a tekercselés menetszámától változik a "watts"....
"A" oszlopban ez az érték 315W.... A másik véglet a "H" oszlopban ez az érték 59W...
Pedíg ugyanarról a motorról van szó! Ugyanaz a nyomatéka! ugyanaz a súlya, forgórésze...
Szóval ezért a "Watt" az csak egy szám... legalábis össze vissza érthető...:) néha...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 09:17
Írta: svejk Dátum 2008 augusztus 19, 09:17
Azértn a W vagyis a teljesítmény nem egy szám hanem szoros összefüggésben van a nyomatékkal és a fordulatszámmal...
lsd. képletek és számítások #3
lsd. képletek és számítások #3
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 09:19
Írta: svejk Dátum 2008 augusztus 19, 09:19
Legalább is a tengelyen leadott teljesítmény.
De valamire való motorgyártó azt tünteti fel az adatlapon...
De valamire való motorgyártó azt tünteti fel az adatlapon...
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 augusztus 19, 09:45
Írta: 2vkx6unz Dátum 2008 augusztus 19, 09:45
A péter által hivatkozott Watts a sor elején található képlet alapján a Kommutációs faktor és a Nyomaték-érzékenység hányadosa és nem a motor teljesítménye vagyis nem a motor teljesítményéről van itt szó! A PDF 3. lapján található képlet segítségével kiszámolhatod, hogy az A típusú motor 10 Oz.-in. forgatónyomatékhoz 3000 1/p fordulatszám mellett 7,95V tápfeszültséget igényel míg a H jelű 32,7 V-ot, és mindkét esetben a kommutátoron 2V feszültség esik. Ha végigszámolod a képletek alapján akkor a kívánt feltételek mellett az A motor felvett teljesítménye ~248W a H motoré pedig ~244W. csak másképp oldják meg ugyanazt a feladatot [#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 augusztus 19, 09:45
Írta: 2vkx6unz Dátum 2008 augusztus 19, 09:45
Bocsánat Péter által hivatkozott...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 09:53
Írta: bmejdz9nu Dátum 2008 augusztus 19, 09:53
Tudom de (néha) ezek a "bemondott wattok" nem teljesen érthetőek... azaz pl. a SanyoDenki és a CMC pl. teljesen másként értelmezi... na meg mi is :)
Csalnak a gyártók... :) azaz szebbitenek... ha már a másik szebbít a wattokon? De a nyomaték az más... "foghatóbb"...
Pl. A mindenki által ismert, E240 motor szerinted hány wattos? Megugyebár mekkora fordulaton? mert ez sem mindegy.
A nyomték (ha van adat) az egy "jobb szám"... azaz egyértelműbb. Vagy?
Szerintem a (alap és csúcs)) nyomaték értéke, a névleges fordulatszám és ehhez tartozó feszültség jellemzi legjobban a motorokat.
Csalnak a gyártók... :) azaz szebbitenek... ha már a másik szebbít a wattokon? De a nyomaték az más... "foghatóbb"...
Pl. A mindenki által ismert, E240 motor szerinted hány wattos? Megugyebár mekkora fordulaton? mert ez sem mindegy.
A nyomték (ha van adat) az egy "jobb szám"... azaz egyértelműbb. Vagy?
Szerintem a (alap és csúcs)) nyomaték értéke, a névleges fordulatszám és ehhez tartozó feszültség jellemzi legjobban a motorokat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 09:57
Írta: bmejdz9nu Dátum 2008 augusztus 19, 09:57
Na csak "kiugrasztottam" valakit aki tudja... Köszönöm Sanyi! Ezt akartam! Igazad van... de csak sejtettem, hogy így van...
Már sok embertől kérdeztem és nem tudták... Furák az amcsi motor gyártók :) Csak ők szokták így megadni...
De látod a "watt"... akármi is lehet egy adatlapon... itt gyakorlatilag csak számítással érhető el ez a "kedvelt" adat.
Már sok embertől kérdeztem és nem tudták... Furák az amcsi motor gyártók :) Csak ők szokták így megadni...
De látod a "watt"... akármi is lehet egy adatlapon... itt gyakorlatilag csak számítással érhető el ez a "kedvelt" adat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 10:08
Írta: bmejdz9nu Dátum 2008 augusztus 19, 10:08
Sőt ez a 250W... sem teljesen ok. mint "arányszám"... Eze ugyebár 1,2Nm-es alapnyomatékú motor...
pl. a Bautz motorra 280W van írva és csak 0.75Nm-es... a névleges fordulatuk pedíg szinte azonos...
... és természetesen a CMC 3528-as "leveri" a Bautz motort... gyakorlatban is, próbáltam... a súlya is több a motornak... nagyobb mértre is...
pl. a Bautz motorra 280W van írva és csak 0.75Nm-es... a névleges fordulatuk pedíg szinte azonos...
... és természetesen a CMC 3528-as "leveri" a Bautz motort... gyakorlatban is, próbáltam... a súlya is több a motornak... nagyobb mértre is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 10:25
Írta: 000000000 Dátum 2008 augusztus 19, 10:25
Péter!
A szervo és hajtástechnika egészen másról szól.
Röhej, hogy a szövegeid állandóan a
nyomatékról, erőről, és száguldozásról szólnak,
és lövésed sincs hogy mi történik egy motornál
amíg felpörög nulláról n max-ig, vagy irányt
kell váltania, holott ez a lényeg.
Egyenes úton állandó 200 km/h sebességgel
haladni a hülye is tud autót vezetni.
Egyszerűen szakmai kártékonyságnak,
néphülyítésnek tartom mostmár minden sorodat,
és az észnélküli, pénz-költség nem számít,
izomagyúság a jellemző Rád szervo témában.
A szervo és hajtástechnika egészen másról szól.
Röhej, hogy a szövegeid állandóan a
nyomatékról, erőről, és száguldozásról szólnak,
és lövésed sincs hogy mi történik egy motornál
amíg felpörög nulláról n max-ig, vagy irányt
kell váltania, holott ez a lényeg.
Egyenes úton állandó 200 km/h sebességgel
haladni a hülye is tud autót vezetni.
Egyszerűen szakmai kártékonyságnak,
néphülyítésnek tartom mostmár minden sorodat,
és az észnélküli, pénz-költség nem számít,
izomagyúság a jellemző Rád szervo témában.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 10:38
Írta: 000000000 Dátum 2008 augusztus 19, 10:38
Szia Laci!
Gratulálok az direkthajtású ablaktörlő motoros
szervódhoz is:)), és mit gondolsz mennyi így a
már egyébként is "csodálatos" motorod
időállandója amikor megérzi a 4 mm-es
TR orsódat direktbe?
Tegnap már azt hittem, beláttad, hogy ez így
nem egészen kóser. Persze tudom, forog az a
motor így is meg amúgy is, oszt kész.:)
Gratulálok az direkthajtású ablaktörlő motoros
szervódhoz is:)), és mit gondolsz mennyi így a
már egyébként is "csodálatos" motorod
időállandója amikor megérzi a 4 mm-es
TR orsódat direktbe?
Tegnap már azt hittem, beláttad, hogy ez így
nem egészen kóser. Persze tudom, forog az a
motor így is meg amúgy is, oszt kész.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 10:39
Írta: svejk Dátum 2008 augusztus 19, 10:39
egy javítás: a táblázatban lb*in van nem oz*in
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 11:00
Írta: svejk Dátum 2008 augusztus 19, 11:00
A másik dolog pedig pedig hogy a táblázatban szereplő 10,63 lb*in (1,19Nm) a
0 fordulatszámra érvényes, lsd. 3 oldal jobb alsó grafikon.
A grafikonból kiolvasható hogy 3000 fordulatnál csak 6,3 lb*in (0,71Nm)leadására képes.
A teljesítmény kb. helyes, mert
0,71 Nm * 6,28 * 50 1/s(30001/min) = 223W
(Lsd. számítások és képletek #3.)
(valószínű a Sanyi adatlap alápjan való számításban vilalmos teljesítményt kapta meg. Van ott valami kefeellenállás is)
Sajnos a motorok adattáblái sokszor megtévesztőek ezért legjobb ha van grafikon, vagy mérésekkel győződünk meg egy két fontos adatról.
Különös tekintettel a fordulat nyomaték értékére.
Persze a szervovezérlő elektronika arra való hogy ezeket az adatokat javítsa. Pl a fenti motorból is kihozható a 10,63 lb*in 3000-es fordulaton csak kicsit nagyobb tápfeszültség kell.
Vagyis ha motoron átfolyó áramerősséget tudjuk állandó értéken tartani akkor a nyomatékunk is állandó értéken marad a fordulattól függetlenül.
(persze vannak bizonyos korlátok)
0 fordulatszámra érvényes, lsd. 3 oldal jobb alsó grafikon.
A grafikonból kiolvasható hogy 3000 fordulatnál csak 6,3 lb*in (0,71Nm)leadására képes.
A teljesítmény kb. helyes, mert
0,71 Nm * 6,28 * 50 1/s(30001/min) = 223W
(Lsd. számítások és képletek #3.)
(valószínű a Sanyi adatlap alápjan való számításban vilalmos teljesítményt kapta meg. Van ott valami kefeellenállás is)
Sajnos a motorok adattáblái sokszor megtévesztőek ezért legjobb ha van grafikon, vagy mérésekkel győződünk meg egy két fontos adatról.
Különös tekintettel a fordulat nyomaték értékére.
Persze a szervovezérlő elektronika arra való hogy ezeket az adatokat javítsa. Pl a fenti motorból is kihozható a 10,63 lb*in 3000-es fordulaton csak kicsit nagyobb tápfeszültség kell.
Vagyis ha motoron átfolyó áramerősséget tudjuk állandó értéken tartani akkor a nyomatékunk is állandó értéken marad a fordulattól függetlenül.
(persze vannak bizonyos korlátok)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 11:08
Írta: 000000000 Dátum 2008 augusztus 19, 11:08
Bocs Péter, hogy ezeket írtam, de van a hülye
agyamban egy 20AF bizti, és néha kiolvad,
amikor itt a Fórumon náhány "zseniális"
szervotechnikai elvnélküli megoldást látok,
és erről megy ezerről sokáig a szócséplés.
Neked itt sokan sokat köszönhetünk, de
néha hidd el, a makacságnak is van határa.
[#law]
agyamban egy 20AF bizti, és néha kiolvad,
amikor itt a Fórumon náhány "zseniális"
szervotechnikai elvnélküli megoldást látok,
és erről megy ezerről sokáig a szócséplés.
Neked itt sokan sokat köszönhetünk, de
néha hidd el, a makacságnak is van határa.
[#law]
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 19, 11:30
Írta: D.Laci Dátum 2008 augusztus 19, 11:30
Tibor!
Meg győztél a következő gépem áttételes lesz!!!
Meg győztél a következő gépem áttételes lesz!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 augusztus 19, 11:33
Írta: 2vkx6unz Dátum 2008 augusztus 19, 11:33
Valóban a táblázatban Lb.-In. van, a képletben viszont oz.-in. vagyis egy átszámítás hiányzik a számításombó. Egyébként valóban a flevett villamos teljesítményt számoltam ki és mivel a keféken 2V felszültségesés van ezért a H motor valamivel jobb hatásfokkal üzemel. Mellékesen megjegyezném hogy a mellékelt grafikinok a nem a 3505-ös motorra és nem az A és H tekercselésre vonatkoznak, de az elvet értjük.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 11:59
Írta: bmejdz9nu Dátum 2008 augusztus 19, 11:59
Milyen erős motoral? Persze ez nem nagyon számít... Tibor szerint !
Milyen az orsó? Mekkora mértű áttételre gondolsz? Mi a cél? sebesség? stb?
Milyen az orsó? Mekkora mértű áttételre gondolsz? Mi a cél? sebesség? stb?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 19, 12:08
Írta: D.Laci Dátum 2008 augusztus 19, 12:08
1040W –os (30000rpm) soros moci 85- 90V –ról járatva, így max 10000rpm hozható ki belőle, ezt 10-es áttelel ~1000 fordulatom lesz 3000W-tom a kimenő tengelyen (most jó lenne tudni a motor nyomatékát de ez talán most lényegtelen úgyis érthető a lényeg) .
25*25-ös orsóval ez így akár 25m/min sebességre képes lesz (~417mm/s) :)
25*25-ös orsóval ez így akár 25m/min sebességre képes lesz (~417mm/s) :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 12:30
Írta: svejk Dátum 2008 augusztus 19, 12:30
Talán kellene nyitni egy "eszement ötletek" topicot :)
Lehet nem is lenne hülyeség és csak a kiforrottakat áthelyezni a megfelelő topicba.
Lehet nem is lenne hülyeség és csak a kiforrottakat áthelyezni a megfelelő topicba.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 12:36
Írta: bmejdz9nu Dátum 2008 augusztus 19, 12:36
Soros Motor? (30.000rpm?) 10.000rpm? Hát az milyen motor?
A "wattokat" ... azt nem értem...
Akkor "áldást" kapsz Tibortól erre mert lesz áttételed... :)
A "wattokat" ... azt nem értem...
Akkor "áldást" kapsz Tibortól erre mert lesz áttételed... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 12:38
Írta: bmejdz9nu Dátum 2008 augusztus 19, 12:38
[#nevetes1][#nevetes1][#nevetes1] ... Hát igen... Sőt AC-re, DC-re, BL-re, áttételesre, direkthajtásra, speciálisan Tiborosra, meg ugyebár most már "sorosra" is...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 19, 12:42
Írta: D.Laci Dátum 2008 augusztus 19, 12:42
Látod! Neked is lehetnek jó ötleteid. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 12:43
Írta: bmejdz9nu Dátum 2008 augusztus 19, 12:43
[#felkialtas]... Jó hír!!!
Csütörtöktől jó egy hétig nem kell olvasnotok amit írok! Mert nem írok... :)[#kuss]
Csütörtöktől jó egy hétig nem kell olvasnotok amit írok! Mert nem írok... :)[#kuss]
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 19, 12:45
Írta: D.Laci Dátum 2008 augusztus 19, 12:45
„Akkor "áldást" kapsz Tibortól erre mert lesz áttételed... :)”
Titkon ebben bízok én is!.. :)
Titkon ebben bízok én is!.. :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 12:47
Írta: svejk Dátum 2008 augusztus 19, 12:47
Lehet az ötletemet már rögtön oda kellett volna írni:(
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 19, 12:47
Írta: D.Laci Dátum 2008 augusztus 19, 12:47
Na ne má!!!
Tiszta dög unalom lesz… :)
Ki adott neked rá engedélyt? Talán Tibor?
Tiszta dög unalom lesz… :)
Ki adott neked rá engedélyt? Talán Tibor?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 19, 12:48
Írta: D.Laci Dátum 2008 augusztus 19, 12:48
Te is hibázhatsz...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 13:00
Írta: bmejdz9nu Dátum 2008 augusztus 19, 13:00
Mesélj már a soros szervóról... #5956
Tibor befizetett egy ekzotikus útra :) Egy kis szigetre a csendes óceán közepén... ahol tutira nincs internet :)
Valójában "Motion Technology" kisérleteket fogok végezni:
Gyursulási teszteket, különböző teher alkalmazásakor...
Azaz lehúzom a lakókocsimat a horvátokhoz :)
Tibor befizetett egy ekzotikus útra :) Egy kis szigetre a csendes óceán közepén... ahol tutira nincs internet :)
Valójában "Motion Technology" kisérleteket fogok végezni:
Gyursulási teszteket, különböző teher alkalmazásakor...
Azaz lehúzom a lakókocsimat a horvátokhoz :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 13:20
Írta: 000000000 Dátum 2008 augusztus 19, 13:20
Nehogy sokáig elmaradj! Már csak húsz napod van a két éves fórumtagságig. Addigra illene elérnéd a 10000 (azaz tízezer) hozzászólást. Azt hiszem ez új olimpiai és világcsúcs lenne. Ez viszont napi 52-es átlag csapászámot jelent. Remélem ez nem akadály, tavaly nyár elején egyszer már volt egy 53-as napod.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 19, 13:22
Írta: D.Laci Dátum 2008 augusztus 19, 13:22
Á, semi vazizdasz csak valami orosz technika.
Videi1
Video2
Video3
Egység ugrás teszt nem lesz? Oda vissza? :)
Videi1
Video2
Video3
Egység ugrás teszt nem lesz? Oda vissza? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 13:38
Írta: bmejdz9nu Dátum 2008 augusztus 19, 13:38
[#ijedt] jesszus ezek a számok... Most nézetem másokat is... ez tényleg elképesztő...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 13:42
Írta: bmejdz9nu Dátum 2008 augusztus 19, 13:42
Jó neked... lesz áttételed...:)
De ezek a motorok remélem nem orosz harckocsi ablaktörlők... mert akkor nem lesz "áldás" rá a Tibortól!
De ezek a motorok remélem nem orosz harckocsi ablaktörlők... mert akkor nem lesz "áldás" rá a Tibortól!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 13:45
Írta: 000000000 Dátum 2008 augusztus 19, 13:45
Szóval én is úgy érzem, hogy bátran lehet használni a mai korszerű bordás szíj áttételeket, mert pontosságban nem rontanak semmit szinte, élettartamuk mondhatni végtelen és tág lehetőséget nyújtanak a motor-golyósorsó felhaszálásához.
Különösen azoknak ajánlott, akiknek használt-bontott cuccaik vannak és olcsón akarnak jól működőt építeni.
Persze boltból (Ebayból) is lehet építeni jót (még direkt hajtásút is), de ott már sokunknak a pénztárca vastagsága is számít.
Nálam ebben a vitában igazolta az igazát Péter is és Tibor is.
Különösen azoknak ajánlott, akiknek használt-bontott cuccaik vannak és olcsón akarnak jól működőt építeni.
Persze boltból (Ebayból) is lehet építeni jót (még direkt hajtásút is), de ott már sokunknak a pénztárca vastagsága is számít.
Nálam ebben a vitában igazolta az igazát Péter is és Tibor is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 13:51
Írta: bmejdz9nu Dátum 2008 augusztus 19, 13:51
Na akkor te megérteted a lényeget. Ennek örülök.
Lehet így is úgy is... Ha kell áttétel akkor kell...
De ha van olyan motor ami passzol a tengelyhez (vagy fordítva) akkor elhegyható azaz nem kell.
Lehet így is úgy is... Ha kell áttétel akkor kell...
De ha van olyan motor ami passzol a tengelyhez (vagy fordítva) akkor elhegyható azaz nem kell.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 19, 14:32
Írta: HJózsi Dátum 2008 augusztus 19, 14:32
Russian UHU ...
ez valami új...
ez valami új...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 14:44
Írta: bmejdz9nu Dátum 2008 augusztus 19, 14:44
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 14:44
Írta: 000000000 Dátum 2008 augusztus 19, 14:44
Hú de dúrva! Semmi áramlimit, érdekes az Encoder "bemenete" és 24V-os a Step/Dir vonala?!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 14:47
Írta: bmejdz9nu Dátum 2008 augusztus 19, 14:47
Orosz tank-lövegvezérlő szervó azért 24V-os... :) Áramlimit = cseremodul. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 14:51
Írta: 000000000 Dátum 2008 augusztus 19, 14:51
Cnczone-hoz nem kell, csak a nemet "cnc-s sarokhoz"...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 15:00
Írta: bmejdz9nu Dátum 2008 augusztus 19, 15:00
Ja... azt hittem... :) Én olvasom mindkettőt... de ezt a különbséget nem fedeztem fel...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 augusztus 19, 15:58
Írta: Szedlay Pál Dátum 2008 augusztus 19, 15:58
Köszi az érdeklődést nem eladók!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 augusztus 19, 16:50
Írta: Szedlay Pál Dátum 2008 augusztus 19, 16:50
A válaszom kérdésedre. Nem építettem be őket, mert félek tőlük, nem értek hozzá. Nekem ez a gép munkaeszköz és nem hobby. Ez nagy külömbség!
Ha nincs gépem elvesztem a munkámat és az alkalmazottak is. Ez így most kielégíti az igényeimet és egy hosszabb pl. téli leállásnál megpróbálom beüzemelni. Ha nem sikerül akkor még mindig visszatérhetek a léptecsekhez. És valóban sok pénzbe került, többe mint a Tied vagy másé. Ezért nem érdekel, hogy a szekrényben porosodnak a motorok, vezérlők. Bízom benne, hogy az AC servó előre lépés lesz, és a "szakik" nem véletlenül bíztattak. De Ti akik itt már servókat használtok mind ezt állítjátok.
És még egy észrevétel a sebességgel kapcsolatban.
Tibor45 írta a sebesség és a felületi minőség közötti összefüggést.
Az én gyakorlati tapasztalatom 3D marásnál az, hogy lassúbb sebességgel szebb felületet tudok marni mint gyorsan. Sajnos a gyors irányváltások miatt a rezonanciák a felületre másolódnak. Pedig a 700kg az nem kevés. Sajnos ez is csak egy hobby kategóriájú gép és nem egy ipari.
De hát a pénztárca...................
Ahhoz már kevés volt.
A galil pedig kifogástalanul működik az beüzemeltem.
Ha nincs gépem elvesztem a munkámat és az alkalmazottak is. Ez így most kielégíti az igényeimet és egy hosszabb pl. téli leállásnál megpróbálom beüzemelni. Ha nem sikerül akkor még mindig visszatérhetek a léptecsekhez. És valóban sok pénzbe került, többe mint a Tied vagy másé. Ezért nem érdekel, hogy a szekrényben porosodnak a motorok, vezérlők. Bízom benne, hogy az AC servó előre lépés lesz, és a "szakik" nem véletlenül bíztattak. De Ti akik itt már servókat használtok mind ezt állítjátok.
És még egy észrevétel a sebességgel kapcsolatban.
Tibor45 írta a sebesség és a felületi minőség közötti összefüggést.
Az én gyakorlati tapasztalatom 3D marásnál az, hogy lassúbb sebességgel szebb felületet tudok marni mint gyorsan. Sajnos a gyors irányváltások miatt a rezonanciák a felületre másolódnak. Pedig a 700kg az nem kevés. Sajnos ez is csak egy hobby kategóriájú gép és nem egy ipari.
De hát a pénztárca...................
Ahhoz már kevés volt.
A galil pedig kifogástalanul működik az beüzemeltem.
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 augusztus 19, 17:24
Írta: 2vkx6unz Dátum 2008 augusztus 19, 17:24
Érdeklődnéka a kapcsolóüzemű tápok mennyire jók szervó tápnak. Pl egy 54V DC 1,3KW teljesítményű táp mennyire jó a feladatra? Én 4 daran E240-es motoral rendelkezem. Gondolom ezeknek elegendő.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 19, 17:31
Írta: HJózsi Dátum 2008 augusztus 19, 17:31
Még át sem néztem, az imént láttam meg... szóval semmi csalódás, a régi orszos fapados, "csak működjön" szervó kontroller... (tajgai használatra... ) [#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 19, 17:32
Írta: HJózsi Dátum 2008 augusztus 19, 17:32
[#eljen][#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 17:57
Írta: bmejdz9nu Dátum 2008 augusztus 19, 17:57
Tehetnél be képeket a kész masinádról!
Rezonanciák? léptetőmotortól? A sebességtől?
Mekkorák a lineáris vezetők és milyen vastag merevítő anyagon vannak? Gondolom újakat vettél...
Nekem azt mondták a 3D marásnál a gyorsítás a legfontosabb, mert a folyamat sok-sok apró részletből áll...
(és persze nem a (vég)sebesség a legfontosabb természetesen...)
Az AC szervó motorokat már gondolom már megforgattad? Kipóbáltad? Egy videót kaphatunk?
Itt sopronban is készült egy "fogtechnikai gép" ... láttam, nem spóroltak a kilókon... sok-sok száz kiló... most tesznek rá szervókat...
Rezonanciák? léptetőmotortól? A sebességtől?
Mekkorák a lineáris vezetők és milyen vastag merevítő anyagon vannak? Gondolom újakat vettél...
Nekem azt mondták a 3D marásnál a gyorsítás a legfontosabb, mert a folyamat sok-sok apró részletből áll...
(és persze nem a (vég)sebesség a legfontosabb természetesen...)
Az AC szervó motorokat már gondolom már megforgattad? Kipóbáltad? Egy videót kaphatunk?
Itt sopronban is készült egy "fogtechnikai gép" ... láttam, nem spóroltak a kilókon... sok-sok száz kiló... most tesznek rá szervókat...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 augusztus 19, 18:02
Írta: ra8nsmk6w Dátum 2008 augusztus 19, 18:02
Ott van még gáz, olaj, áramlimit? még azt hinnék fel megy az ára. Még ha tudnák, hogy nekünk van egy titkosügynökünk szervó áramlimit ügyben
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 18:06
Írta: bmejdz9nu Dátum 2008 augusztus 19, 18:06
Mint írtam... nálam a 2db "400W"-os és egy "280W" (Z) hajtására 3db 24V/16,7A-es van sorbakötve és a fesz trimmer teljesen feltekerve = 85V...
Semmi plusz kondi... már így is tökéletes.
3 db "60W"-os(?) motorhoz ne használd el azt a nagy tápot...(még jól jöhet később) vegyél egy 48V/10A-est az Ebay-on... 95 USD szállítással = 15000Ft.... én etttől az eladótól és ugyanezt a szériát vettem... +/-10%-ot lehet állítani a feszt = 53V biztos kijön...
Semmi plusz kondi... már így is tökéletes.
3 db "60W"-os(?) motorhoz ne használd el azt a nagy tápot...(még jól jöhet később) vegyél egy 48V/10A-est az Ebay-on... 95 USD szállítással = 15000Ft.... én etttől az eladótól és ugyanezt a szériát vettem... +/-10%-ot lehet állítani a feszt = 53V biztos kijön...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 18:13
Írta: svejk Dátum 2008 augusztus 19, 18:13
Tapasztalataim szerint tökéletes.
Az 54V lehetne több az E240-hez de azért működni fog.
Honnan a csudából szerezted?
Miben lehetett?
54V/24A csuda jó párosítás, kéne belőle egy zsákkal és még a Varsányi motorjaihoz is jó lenne egyesével:)
Az 54V lehetne több az E240-hez de azért működni fog.
Honnan a csudából szerezted?
Miben lehetett?
54V/24A csuda jó párosítás, kéne belőle egy zsákkal és még a Varsányi motorjaihoz is jó lenne egyesével:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 18:30
Írta: bmejdz9nu Dátum 2008 augusztus 19, 18:30
Tudom, hogy vicces... és én is nagyon csodálkozok, hogy amit leírtam táp elég lett...
Felkészültem egy csomó kondival és 18db 5V/30A-es kapcs. táppal... de nem kell(ett)...
Felkészültem egy csomó kondival és 18db 5V/30A-es kapcs. táppal... de nem kell(ett)...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 18:54
Írta: svejk Dátum 2008 augusztus 19, 18:54
Mert nincsenek a motorjaid kihasználva :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 18:59
Írta: bmejdz9nu Dátum 2008 augusztus 19, 18:59
Nagyon valószínű... nagy tartalékok vannak még... ezért is csak 50ms alatt van 180-on a mechanika:) ... még ugyebár 45-öt kell javítanom...
A kőműves majd jön... bebetonozza/vasalja a gépet... aztán adunk neki még :)
A kőműves majd jön... bebetonozza/vasalja a gépet... aztán adunk neki még :)
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 augusztus 19, 19:17
Írta: 2vkx6unz Dátum 2008 augusztus 19, 19:17
Köszönöm. Még nincs nálam a táp, de úgy néz ki lesz belőle több darab is. Esetleg lesz még néhány 54V 1,5 kW teljesítményű is. Ha megvannak jelentkezem. Előzetesen kiket érdekelne egy 54V 1,3 Kw-os modell?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 20:03
Írta: bmejdz9nu Dátum 2008 augusztus 19, 20:03
Egy fotó.. ár... 2 db... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 20:41
Írta: svejk Dátum 2008 augusztus 19, 20:41
Stipi-stopi engem!
Persze ár kérdése az egész
Persze ár kérdése az egész
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 20:42
Írta: svejk Dátum 2008 augusztus 19, 20:42
Van adatlap arról a motorról ami most a gépeden van?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 20:42
Írta: 000000000 Dátum 2008 augusztus 19, 20:42
Ahha! Beruházol?[#kuss]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 20:44
Írta: bmejdz9nu Dátum 2008 augusztus 19, 20:44
Itt az adatlapja a motornak (#5662-ben volt már Tibornak :)
A motorra 2500rpm és 85V van írva...
5mm-es emelkedésűek az orsók, 1000cpr encoder, 4X enc. mód és 4X step jel szorzás = 0.005mm/lépés.
A piros karika egy régebbi dolog miatt van...
Kicsik ugye... :) Ne kimélj... veszek nagyobbat :)
Ebből került be két darab az X és Y-hoz...
ITT a teljes Katalogus adatlap A>
A motorra 2500rpm és 85V van írva...
5mm-es emelkedésűek az orsók, 1000cpr encoder, 4X enc. mód és 4X step jel szorzás = 0.005mm/lépés.
A piros karika egy régebbi dolog miatt van...
Kicsik ugye... :) Ne kimélj... veszek nagyobbat :)
Ebből került be két darab az X és Y-hoz...
ITT a teljes Katalogus adatlap A>
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 augusztus 19, 20:51
Írta: D.Laci Dátum 2008 augusztus 19, 20:51
Á, dehogy!
Pervorral mosva
Pervorral mosva
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 20:52
Írta: svejk Dátum 2008 augusztus 19, 20:52
és mekkora fordulaton hajtod max.?
vagy mekkora a max. gépsebesség amit olyan "lassan" érsz el?
vagy mekkora a max. gépsebesség amit olyan "lassan" érsz el?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 20:59
Írta: bmejdz9nu Dátum 2008 augusztus 19, 20:59
max. 180mm/sec a biztonságos max.. azaz max. 2160rpm... mert csak 85V-os a táp... nem igazán tudom már növelni...
50ms alatt van 180mm/sec-on biztonságos, normális hibajel-el... tud 30ms-ot is de az már mérések alapján nem ok. nem pontos a követés.
Ebben a gépben még "csak" Gecko-k vannak (G340) nem az A300-as... sajnos.
(Az kicsit nagyobb PCB, de már megvan a kialakítás és doboz...táp stb... gépre integrálva...)
Azaz ez már így marad... a 85V-ot tápoldalról sem tudom növelni... De a sebesség (nekem) elég... Sőt a gyorsítást is jónak találom...
Csak Tibor "mester" szerint nem... mert... olvastad...
50ms alatt van 180mm/sec-on biztonságos, normális hibajel-el... tud 30ms-ot is de az már mérések alapján nem ok. nem pontos a követés.
Ebben a gépben még "csak" Gecko-k vannak (G340) nem az A300-as... sajnos.
(Az kicsit nagyobb PCB, de már megvan a kialakítás és doboz...táp stb... gépre integrálva...)
Azaz ez már így marad... a 85V-ot tápoldalról sem tudom növelni... De a sebesség (nekem) elég... Sőt a gyorsítást is jónak találom...
Csak Tibor "mester" szerint nem... mert... olvastad...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 21:17
Írta: svejk Dátum 2008 augusztus 19, 21:17
Szerintem meglepődnél ha a vezérlődet kb. 120V-ról járathatnád.
Ha van kedved és plusz motorod tehetnél egy egyszerű kisérletet.
Üresben rákötsz a motorra 75-80 V-ot (azért csak ennyit mert a hídon van veszteség) és miközben méred az áramfelvételt és a fordulatszámot elkezded lefékezni a tengelyt.
Ajánlott egy fúrótokmányt ráfogatni a tengelyre és kesztyűt húzni vagy inkább két fadarabbal szorítani.
Majd írd ide le mondjuk a 2500, 2250, 2000, 1750, 1500-as fordulatokhoz tartozó áramfelvételt.
Ha van kedved és plusz motorod tehetnél egy egyszerű kisérletet.
Üresben rákötsz a motorra 75-80 V-ot (azért csak ennyit mert a hídon van veszteség) és miközben méred az áramfelvételt és a fordulatszámot elkezded lefékezni a tengelyt.
Ajánlott egy fúrótokmányt ráfogatni a tengelyre és kesztyűt húzni vagy inkább két fadarabbal szorítani.
Majd írd ide le mondjuk a 2500, 2250, 2000, 1750, 1500-as fordulatokhoz tartozó áramfelvételt.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 21:25
Írta: 000000000 Dátum 2008 augusztus 19, 21:25
Én meg a motor helyében a kukacotokra kötnék
230V-ot!:)[#violent]
230V-ot!:)[#violent]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:27
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:27
Tudom... de nem megy a 120V... nem bírja a vezérlő...(G340 = 80V... a 85V már ... ciki is...)
Dög erős ez a motor, még kesztyűben is...
Alíg megy fel az áram... a kesztyű elég... :)
Teszteltük... már 2V-nál (3A = 6W volt!) a tengelyt a legerősebb "emberke" sem tudta lefogni, lassítani... (persze nem tokmánnyal)
Dög erős ez a motor, még kesztyűben is...
Alíg megy fel az áram... a kesztyű elég... :)
Teszteltük... már 2V-nál (3A = 6W volt!) a tengelyt a legerősebb "emberke" sem tudta lefogni, lassítani... (persze nem tokmánnyal)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 21:29
Írta: svejk Dátum 2008 augusztus 19, 21:29
Biztosan nagy élvezet lenne, valakinek :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:29
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:29

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:35
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:35
Találtam egy céget amerikában aki a lekapart(!) IC-ket röngenezési úton azonosítani tud (adatbázisból)...
Nem olcsó de megérné!... csinálhatnánk Tibor "szervó" vezérlőjéről egy rajzot, egy adatlapot... Ő is jól járna...
Beszállna valaki a költségekbe?:)
Nem olcsó de megérné!... csinálhatnánk Tibor "szervó" vezérlőjéről egy rajzot, egy adatlapot... Ő is jól járna...
Beszállna valaki a költségekbe?:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 21:35
Írta: svejk Dátum 2008 augusztus 19, 21:35
a 12-es tengelyt persze nem tudod lefogni kis fordulaton mert ott még megvan a csúcsnyomaték is.
de 3000-es fordulatról le tudsz fékezni rajta valamennyit nagyobb átmérővel azért kell a tokmány.
És arra akarok kilyukadni hogy a 33V/1000ford/ perc feszültségállandójú motor a 80V-os tápfesznél a 2000-es fordulaton már nem tudja leadni a névleges nyomatékát közel sem.
de 3000-es fordulatról le tudsz fékezni rajta valamennyit nagyobb átmérővel azért kell a tokmány.
És arra akarok kilyukadni hogy a 33V/1000ford/ perc feszültségállandójú motor a 80V-os tápfesznél a 2000-es fordulaton már nem tudja leadni a névleges nyomatékát közel sem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:42
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:42
16-os alapban a tengely :)
65V-ot tudok a labortáppal... és 5A-t... ez segítene...
Dehát sak és matt...
A motor adott .. már nem veszem le... nem akarok tápfeszt emelni... meg nem is tudok...
Végül is tök jól megy... 50ms alatt úgyis szétverné a mechanikát...
Tudom mire gondolsz... több tápfesz kellene a motor minden tudásához... Ez igaz...
Inkább csökkentem a végsebességet ezáltal tudom növelni a gyorsítást... Ha pl. 3D-t marnák... vagy?
65V-ot tudok a labortáppal... és 5A-t... ez segítene...
Dehát sak és matt...
A motor adott .. már nem veszem le... nem akarok tápfeszt emelni... meg nem is tudok...
Végül is tök jól megy... 50ms alatt úgyis szétverné a mechanikát...
Tudom mire gondolsz... több tápfesz kellene a motor minden tudásához... Ez igaz...
Inkább csökkentem a végsebességet ezáltal tudom növelni a gyorsítást... Ha pl. 3D-t marnák... vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 21:42
Írta: svejk Dátum 2008 augusztus 19, 21:42
Állj!! Meg ne csináld!
De nagy marha vagyok hát ott van a grafikonja a 7. oldalon :)
De nagy marha vagyok hát ott van a grafikonja a 7. oldalon :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 19, 21:43
Írta: 4um5b65d Dátum 2008 augusztus 19, 21:43
Ezt mindig utáltam mikor egy nő csak a kezében tartja. Azt is mutassa meg mikor beveszi...[#nevetes2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:44
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:44
Hűha.... átléptük a 6000-es számot a szervótopikban :)

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 21:46
Írta: 000000000 Dátum 2008 augusztus 19, 21:46
Péter!
Inkább rendelj nekem még 1000 db 20AF biztit,
nagy szükségem lesz rá miattatok, ahogyan #5950-
ben írtam.:) Gyorsan el fog fogyni az 1000 db,
tekintettel a délutáni szövegeitekre, meg pl.
Svejk #6004 sorai miatt.
Inkább rendelj nekem még 1000 db 20AF biztit,
nagy szükségem lesz rá miattatok, ahogyan #5950-
ben írtam.:) Gyorsan el fog fogyni az 1000 db,
tekintettel a délutáni szövegeitekre, meg pl.
Svejk #6004 sorai miatt.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 19, 21:48
Írta: 4um5b65d Dátum 2008 augusztus 19, 21:48
Tibor, te mindig csak morogsz valamin....nem kellene inkább bélyeget gyűjtened :)))))) Az olyan nyugis......
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 21:50
Írta: svejk Dátum 2008 augusztus 19, 21:50
A grafikont nézve ez túl jó, komoly motor azonnal szereld le és küld el nekem :)
Téves volt az elgondolásom...:(
Téves volt az elgondolásom...:(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 21:55
Írta: 000000000 Dátum 2008 augusztus 19, 21:55
Én már csak ilyen morgós vagyok, ha ilyen
mértékű, és mennyiségű műszaki sületlenséget
látok.:)
mértékű, és mennyiségű műszaki sületlenséget
látok.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:56
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:56
Amiket csinálunk, kipróbálunk... neked nem kell otthon... tehát bizti sem kell igazán:)
Egyébként minek a 20A-es? a vezérlődhöz? az csak 10-et tud ... azt halottam...:)
Csak számold... morogjál... és arra nagyon ügyelj, hogy nehogy konstruktívat írjál !
Nézegesd a képeket.... nálunk sokkal "elvetemültebb" hobbysták miket csinálnak a világban...
Egyébként minek a 20A-es? a vezérlődhöz? az csak 10-et tud ... azt halottam...:)
Csak számold... morogjál... és arra nagyon ügyelj, hogy nehogy konstruktívat írjál !
Nézegesd a képeket.... nálunk sokkal "elvetemültebb" hobbysták miket csinálnak a világban...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 21:57
Írta: svejk Dátum 2008 augusztus 19, 21:57
Vagyis nem az elgondolás volt a téves hanem az elképzelés hogy meredekebben esik a fordulata a terhelésre. Mindenesetre ebben a felállásban lehet hogy megelégedhetnél egy 10-20 %-al alacsonyabb fordulattal a fene sem tudja mennyi feszt. tud kiadni a gyíkod.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:58
Írta: bmejdz9nu Dátum 2008 augusztus 19, 21:58
Van még belőle jópár "raktáron" :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 22:05
Írta: bmejdz9nu Dátum 2008 augusztus 19, 22:05
Hát igen... tudom... még csökkenteni kellene a végsebességet... sokkal jobb lenne (elvileg?)...
Ez most egy "határeset"... de ez csak egy adat bevitele a szoftverben és egy Ok. gomb megnyomásának kérdése :)... és megalkuvás :)
Ami érdekes... és ezzel én sem értek teljesen egyet:
A Gecko Corp. szerint a névleges motor feszültségre +5% pluszt ír (tápfesz)... míg ez a szám az UHU-nál 20% !!!
Ez most egy "határeset"... de ez csak egy adat bevitele a szoftverben és egy Ok. gomb megnyomásának kérdése :)... és megalkuvás :)
Ami érdekes... és ezzel én sem értek teljesen egyet:
A Gecko Corp. szerint a névleges motor feszültségre +5% pluszt ír (tápfesz)... míg ez a szám az UHU-nál 20% !!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 22:05
Írta: 000000000 Dátum 2008 augusztus 19, 22:05
Csakhogy minimális tiszteletet ébresszek Benned
úgy általában is az igazi szervomotorokkal
kapcsolatban, szerinted mennyi egy ilyen új 400W
motor ára? Van elképzelésed?
úgy általában is az igazi szervomotorokkal
kapcsolatban, szerinted mennyi egy ilyen új 400W
motor ára? Van elképzelésed?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 22:10
Írta: bmejdz9nu Dátum 2008 augusztus 19, 22:10
Tudom, hogy nagyon drága lehet, persze pontosan nem tudom a "bolti árát"... Te tudod?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 22:16
Írta: 000000000 Dátum 2008 augusztus 19, 22:16
Na pl. ez a Te bajod, meg sok más embernek,
hogy nem tudod reális árát. 180.000 Ft+Áfa
-tól kezdődik encoderrel együtt.
hogy nem tudod reális árát. 180.000 Ft+Áfa
-tól kezdődik encoderrel együtt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 22:26
Írta: bmejdz9nu Dátum 2008 augusztus 19, 22:26
Ezért "tartok" fegyveres biztonsági őrt a háznál :) Hátha valaki azt hiszi ennyiért vettem őket... [#vigyor1][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 22:31
Írta: svejk Dátum 2008 augusztus 19, 22:31
És ez reális ár ?
Vagy amik voltak nekünk 1,5KW-os Siemens AC 720 ezer+ fa?
Minden annyit ér amennyit adnak érte...
A hulladékmegsemmisítőkben meg tonna számra zúzzák be őket...
Vagy amik voltak nekünk 1,5KW-os Siemens AC 720 ezer+ fa?
Minden annyit ér amennyit adnak érte...
A hulladékmegsemmisítőkben meg tonna számra zúzzák be őket...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 22:34
Írta: 000000000 Dátum 2008 augusztus 19, 22:34
Látod ezért jó a Hobbystának, 200 Ft/kg
áron veszi a csúcstechnikát (motorokat,
golyósorsókat,....), mint más piacon a
krumplit.:) Na kb. ennek arányában is ért
hozzá, tisztelet a kivételnek.:)
áron veszi a csúcstechnikát (motorokat,
golyósorsókat,....), mint más piacon a
krumplit.:) Na kb. ennek arányában is ért
hozzá, tisztelet a kivételnek.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 22:35
Írta: svejk Dátum 2008 augusztus 19, 22:35
Persze így visszavonva a #5998. is.
Csak kellene az az eszement ötletek topic :(
Csak kellene az az eszement ötletek topic :(
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 19, 22:35
Írta: 4um5b65d Dátum 2008 augusztus 19, 22:35
Azon még senki nem gondolkodott el , hogy motort is lehetne gyártani, ha már ilyen árak vannak ??? ....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 22:36
Írta: bmejdz9nu Dátum 2008 augusztus 19, 22:36
Pontosan... minden annyit ér amennyit adnak érte... ez egy örök igazság.
(megjegyzem hátha veszel belőle [#smile] csak újakat gyűjtök... :) és vannak kisebbek is pl. 200W-osak...:) egy használt van... tized ár? :)
Persze hiába az erős (drága:) motorok - áttétel kell hozzá... úgye tudod?
(megjegyzem hátha veszel belőle [#smile] csak újakat gyűjtök... :) és vannak kisebbek is pl. 200W-osak...:) egy használt van... tized ár? :)
Persze hiába az erős (drága:) motorok - áttétel kell hozzá... úgye tudod?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 19, 22:44
Írta: 000000000 Dátum 2008 augusztus 19, 22:44
Igen reális, mert a szervomotor gyárban
10 mérnök 10 évig fejleszt egy ilyen profi
szervomotort, mire a boltok polcaira kerül, és
ezt valakinek meg kell fizetni.
Ha pedig olyan szerencsés vagy, hogy kilóra,
így-úgy amúgy hozzád jut, örülj neki, de akkor
ez a tény mindig jusson eszedbe, és ennek
arányában tiszteljed, kíméljed, és bánjál
vele műszakilag korrekten, szakszerűen.
és ennek arányában nyomjad bele kezdetben csas
10 mérnök 10 évig fejleszt egy ilyen profi
szervomotort, mire a boltok polcaira kerül, és
ezt valakinek meg kell fizetni.
Ha pedig olyan szerencsés vagy, hogy kilóra,
így-úgy amúgy hozzád jut, örülj neki, de akkor
ez a tény mindig jusson eszedbe, és ennek
arányában tiszteljed, kíméljed, és bánjál
vele műszakilag korrekten, szakszerűen.
és ennek arányában nyomjad bele kezdetben csas
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 19, 23:00
Írta: svejk Dátum 2008 augusztus 19, 23:00
Igazából inkább azért ennyi mert ipari cucc és nem tömegtermék.
Sajnos nem tudtam még ilyeneket szerezni, venni meg csak max. E240-re van pénzem.
Tárcsamotort tudtam olcsón szerezni de az is csak 130W-os és bizony annak sokkal meredekebb a fordulat/nyomatékgörbéje ezért volt a #6004-beni feltételezésem, de hát a 400W az nem 130..
Sajnos nem tudtam még ilyeneket szerezni, venni meg csak max. E240-re van pénzem.
Tárcsamotort tudtam olcsón szerezni de az is csak 130W-os és bizony annak sokkal meredekebb a fordulat/nyomatékgörbéje ezért volt a #6004-beni feltételezésem, de hát a 400W az nem 130..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 19, 23:05
Írta: bmejdz9nu Dátum 2008 augusztus 19, 23:05
De sokat is eladnak utánna... tehát (túl) drága.
Persze ez is mint pl. egy maró szerszám... termelő eszköz valahol... értéket állít elő (valahol:)... tehát...
Sok-sok fejlesztes a "szervó motorgyárban" a "hobby részlegen" de az eladott darabszám is jelentős...
Nincs ez másként egy autógyárban sem... pedíg az sem egy "szimpla" szerkezet... (azaz a kocsi :)
De gondolkodjunk kisebben... pl. Egy szervóvezérlőben...
Ott is a tervezési és gyártási költségeket öszhangba kell hozni az árrral amit még megfizetnek és a mennyiséggel amit megvesznek...
Pl. ott a Gecko... számításaim szerint 5 év alatt 14.000 db-ot adtak el... (he kell kifejtem, hogy számoltam :)
Nem tették az árat túl magasra... mert akkor az "öszhang" nem lett volna meg... azaz veszteséges lett volna a válallkozás...
Nálunk ez sajnos és sokszor másként van... de az egy másik téma...
Persze ez is mint pl. egy maró szerszám... termelő eszköz valahol... értéket állít elő (valahol:)... tehát...
Sok-sok fejlesztes a "szervó motorgyárban" a "hobby részlegen" de az eladott darabszám is jelentős...
Nincs ez másként egy autógyárban sem... pedíg az sem egy "szimpla" szerkezet... (azaz a kocsi :)
De gondolkodjunk kisebben... pl. Egy szervóvezérlőben...
Ott is a tervezési és gyártási költségeket öszhangba kell hozni az árrral amit még megfizetnek és a mennyiséggel amit megvesznek...
Pl. ott a Gecko... számításaim szerint 5 év alatt 14.000 db-ot adtak el... (he kell kifejtem, hogy számoltam :)
Nem tették az árat túl magasra... mert akkor az "öszhang" nem lett volna meg... azaz veszteséges lett volna a válallkozás...
Nálunk ez sajnos és sokszor másként van... de az egy másik téma...
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 augusztus 20, 08:40
Írta: eivmhrm04 Dátum 2008 augusztus 20, 08:40
Engem is ha jó az ár.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 20, 10:18
Írta: HJózsi Dátum 2008 augusztus 20, 10:18
1 v. 2 db érdekel, árfüggő...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 20, 10:41
Írta: 4um5b65d Dátum 2008 augusztus 20, 10:41
Tibi, azért ez erős túlzás, hogy 10 mérnök 10 éven át fejleszti a motorokat. Ennyit az űrtechnikában sem dolgoznak valamin. Egyszerűen csak annyi a titok, hogy kevesebbet adnak el belőle, meg páran meggazdagodnak belőle mire hozzád eljut a cucc.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 20, 10:47
Írta: bmejdz9nu Dátum 2008 augusztus 20, 10:47
A SanyoDenki nem magyar cég?...[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 20, 10:52
Írta: svejk Dátum 2008 augusztus 20, 10:52
De bizony!
Egy régenhallott fórumtársunk az igazgatótanács tagja lehetett...
Úgy hívták hogy: Denkiki
Egy régenhallott fórumtársunk az igazgatótanács tagja lehetett...
Úgy hívták hogy: Denkiki
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 20, 10:52
Írta: svejk Dátum 2008 augusztus 20, 10:52
Ez lamardt: :) :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 20, 11:25
Írta: bmejdz9nu Dátum 2008 augusztus 20, 11:25
Hát akkor minden ok.
A 10x10=100 teljesen passzol. 10 mérnök 10 év = 1 mérnök = 100év...:)
pl. Tibor is 10 éve (írta) fejleszti a szervóját, de még nem jutott el a végére: a dokumentáláshoz...pl. egy blockvázat, adatlap stb...
(Ez gondolom ezek a következő évtizedben várható események lesznek...:)
A mérnöki munka komoly dolog!
Nem lehet elkapkodni! Sok számítás, sok győzködés (magában) de a végén ugyis (mint motornál) megfizetik :) Esetleg, talán...:)
A 10x10=100 teljesen passzol. 10 mérnök 10 év = 1 mérnök = 100év...:)
pl. Tibor is 10 éve (írta) fejleszti a szervóját, de még nem jutott el a végére: a dokumentáláshoz...pl. egy blockvázat, adatlap stb...
(Ez gondolom ezek a következő évtizedben várható események lesznek...:)
A mérnöki munka komoly dolog!
Nem lehet elkapkodni! Sok számítás, sok győzködés (magában) de a végén ugyis (mint motornál) megfizetik :) Esetleg, talán...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 20, 11:45
Írta: 4um5b65d Dátum 2008 augusztus 20, 11:45
A Sanyodenki természetesen magyar cég, hisz jól ismerem a tulajdonosát is....régi barátom a Sanyi.... Teljes nevén Denki Sanyi. De mivel Japánnak gyár mindenféle vackot ezért igazította hozzá a nevét az ottani elvárásokhoz. Ebből lett a SANYI DENKI :))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 20, 11:58
Írta: 000000000 Dátum 2008 augusztus 20, 11:58
Bocsi, az én 20 évnyi motorhajtásokkal is
eltöltött időm tényleg semmi a Te félév alatt
szerzett dumaszervokirályságodhoz képest.:)
Az is mellékes, hogy a diplomatervem 1985-ben
a CNC gépgyártástechnológia szakon egy DC
motorhajtású 3 tengelyes hengerkoordináta
rendszerű oktató robot mechanika és vezérlés
megtervezése, elkészítése, bemérése volt.
Ezek tükrében belátom, a béka seggénél vagyok
én Hozzád képest szakmailag.:)[#nyes][#wave]
eltöltött időm tényleg semmi a Te félév alatt
szerzett dumaszervokirályságodhoz képest.:)
Az is mellékes, hogy a diplomatervem 1985-ben
a CNC gépgyártástechnológia szakon egy DC
motorhajtású 3 tengelyes hengerkoordináta
rendszerű oktató robot mechanika és vezérlés
megtervezése, elkészítése, bemérése volt.
Ezek tükrében belátom, a béka seggénél vagyok
én Hozzád képest szakmailag.:)[#nyes][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 augusztus 20, 12:37
Írta: x4rhew5r3 Dátum 2008 augusztus 20, 12:37
Azt azért tartsátok szem előtt, hogy az UHU-n és a Geckón túl is van világ! Lehet, hogy ott kezdődik:)
(A szervó témában a detektoros rádió szintjén mozgunk:::)
Nem kellene ilyen alapokkal ennyit személyeskedi....
(A szervó témában a detektoros rádió szintjén mozgunk:::)
Nem kellene ilyen alapokkal ennyit személyeskedi....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 20, 12:40
Írta: bmejdz9nu Dátum 2008 augusztus 20, 12:40
Szerintem, ha megosztanád a tapasztalatodat... mások is segítenének neked...
A SanyoDenki-nél sem egy (ahogy írtad) mérnök tervez egy motort... Gondolom érted...
Több szem többet lát... ettől megy előre a világ! De mi magyarok ebben a "sportágban" nem vagyunk jelesek...
Ma összedobok egy blokvázlatot az A300-ról... Neked is kb. eddíg/addíg tartana... de nem teszed... nem értelek... pedíg én csak egy hobbysta vagyok...
A SanyoDenki-nél sem egy (ahogy írtad) mérnök tervez egy motort... Gondolom érted...
Több szem többet lát... ettől megy előre a világ! De mi magyarok ebben a "sportágban" nem vagyunk jelesek...
Ma összedobok egy blokvázlatot az A300-ról... Neked is kb. eddíg/addíg tartana... de nem teszed... nem értelek... pedíg én csak egy hobbysta vagyok...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 20, 12:44
Írta: bmejdz9nu Dátum 2008 augusztus 20, 12:44
Már mire gondolsz? Milyen "másvilágra"?
Tiborral (egyenlőre) az analóg szervót "hajtjuk"... Tök egyetértésben :) Ez a közös "rossz" bennünk :)
Tiborral (egyenlőre) az analóg szervót "hajtjuk"... Tök egyetértésben :) Ez a közös "rossz" bennünk :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 augusztus 20, 12:53
Írta: x4rhew5r3 Dátum 2008 augusztus 20, 12:53
Analog szervóban is vannak mélységek. A gecko egy alapkapcsolás, míg Tibor szervója (szervói) valószinüleg egy kicsit komolyabb(ak), több évnyi munkája van benne, és vállalkozás szerűen űzi a "hobbiját". Nem kívánhatjuk Tőle, hogy ezt nyilvánosságra hozza.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 20, 13:13
Írta: bmejdz9nu Dátum 2008 augusztus 20, 13:13
Valószínű? Azaz lehet? azaz csak gondoljuk? Reménykedünk?... Senki, semmit nem tud... Ez a csodák világa :)
A Gecko Corp. Mennyivel "hobbystább" a Tibornál? Nekik vannak adataik a vezélőről ...
Ők sem hozzák nyilvánosságra a "service Manual"-t... :) Csak a "User Manualt"... Tőlük sem várható el...:)
Ők is sokat filózhattak a fejlesztésen... mire eljutotak odáig, hogy nyákgyártónál készítettik a panet... sőt 4 rétegüt... és gépi összerkasra vitték a dologot a költségek csökkentése érdekében... (2002 óta)
Te vennél bárnmit adatok nélkül? Egy TV-t, egy mosógépet, egy autót...?
Te el tudnál adni valamit ezek az információk "közre adása" nélkül? (az "alkalmi elsózást" most hagyjuk az más eset...)
A Gecko Corp. Mennyivel "hobbystább" a Tibornál? Nekik vannak adataik a vezélőről ...
Ők sem hozzák nyilvánosságra a "service Manual"-t... :) Csak a "User Manualt"... Tőlük sem várható el...:)
Ők is sokat filózhattak a fejlesztésen... mire eljutotak odáig, hogy nyákgyártónál készítettik a panet... sőt 4 rétegüt... és gépi összerkasra vitték a dologot a költségek csökkentése érdekében... (2002 óta)
Te vennél bárnmit adatok nélkül? Egy TV-t, egy mosógépet, egy autót...?
Te el tudnál adni valamit ezek az információk "közre adása" nélkül? (az "alkalmi elsózást" most hagyjuk az más eset...)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 augusztus 20, 13:40
Írta: x4rhew5r3 Dátum 2008 augusztus 20, 13:40
Mindenki máshogy csinálja.
Gecko világpiacon akart egy egyszerűen kezelhető, "jó árfekvésű" vezérlőt forgalmazni, jól csinálja, fut a szekér... A fejlesztőből lehet hogy "tulajdonos" lett, már régen alkalmazott csinálja a szakmát.
Mellette helye van az egyedi- és célalkalmazásoknak, teljesen más üzleti stratégiával. Ez mindenkinek a saját döntése.
Nem mindenki akar akkorára növekedni, hogy a szakmai érdeklődését és szeretetét felváltsa a kemény üzleti érdek. De ennek a csevegőbe lenne a helye:)
Gecko világpiacon akart egy egyszerűen kezelhető, "jó árfekvésű" vezérlőt forgalmazni, jól csinálja, fut a szekér... A fejlesztőből lehet hogy "tulajdonos" lett, már régen alkalmazott csinálja a szakmát.
Mellette helye van az egyedi- és célalkalmazásoknak, teljesen más üzleti stratégiával. Ez mindenkinek a saját döntése.
Nem mindenki akar akkorára növekedni, hogy a szakmai érdeklődését és szeretetét felváltsa a kemény üzleti érdek. De ennek a csevegőbe lenne a helye:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 20, 13:52
Írta: bmejdz9nu Dátum 2008 augusztus 20, 13:52
Magától nem megy... :) ott sem... A tulaj is dolgozik keményen :)
Mariss Freimanis dolgait olvasgatva a CNCzone.com-on...
Most kihoztak egy új léptecs vezérlőt (G540) érdemes (visza) olvasni amit a fejlesztés közben írogatott...
Azaz a "célközönséget faggatta", hogy pontosan mit szeretnének, milyenre szeretnék... és azt hiszem sikerült is neki "telibetalálni" a dologot :)
Még az "kívánatos" árát is szavaztatta :)
Na ja az egy másik kontinens... Más felfogás...
A cél alkalmazások - hát igen... az egy speciális piac... nem Hobby. Azt nem ismerem....
Mariss Freimanis dolgait olvasgatva a CNCzone.com-on...
Most kihoztak egy új léptecs vezérlőt (G540) érdemes (visza) olvasni amit a fejlesztés közben írogatott...
Azaz a "célközönséget faggatta", hogy pontosan mit szeretnének, milyenre szeretnék... és azt hiszem sikerült is neki "telibetalálni" a dologot :)
Még az "kívánatos" árát is szavaztatta :)
Na ja az egy másik kontinens... Más felfogás...
A cél alkalmazások - hát igen... az egy speciális piac... nem Hobby. Azt nem ismerem....
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 20, 14:35
Írta: 4um5b65d Dátum 2008 augusztus 20, 14:35
Tibor és Péter, egy kis figyelmeteket kérném. Most járt nálam egy gyerekkori barátom, ő kb húsz éve tervez és szervízel ipari cnc-ket Németországban és rákérdeztem a kettőtök közt fennálló egyik vitás pontra, hogy neki mi a véleménye róla. Itt az áttétel és a nem áttétel probléma körére gondolok. Szóval annyit mondott, hogy az áttételes gép az csak játékszerként hozható forgalomba amennyiben csak a motoron van enkóder. A szíjas hajtás egyáltalán nem pontos és változó erők hatására nem viselkedik lineárisan mivel gumiréteg találkozik a fém kerékkel és a gumi lehet bármilyen vékony, úgy fog viselkedni mint a kocsonya. Tehát az 1 mikronos gép az hazugság az ő véleménye szerint egy áttételes gépnél. 1 mikronos gépet még direkt hajtású ,lineáris enkóderrel sem lehet tökéleteset építeni. Alumíniumból meg pláne nem. Hangsúlyozom ez NEM az én véleményem, de lehet benne valami...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 20, 15:44
Írta: bmejdz9nu Dátum 2008 augusztus 20, 15:44
Hát ezt tudjuk... csak Tibor mindíg "gravírgépben" gondolkozik... de nem kellene "kötelező" jelleggel "előírnia az áttételt"...
(Meg a sebbeséget úgyebár utálja és nincs is elképzelése hogyan kellene... :)
Amikor vannak elérhetők pl. kisebb fordulatú motorok is a piacon, amik általában nyomatékosabbak is... csak ennyi...
Van profi(bb) áttétel, Planet Drive-nak hívják(1/2 - től lefelé) ... sajnos az igazán jók megfizethetetlenek...
Drágább mint a legjobb szervómotor... A Harmonic Drive Corp. is gyárt ilyeneket...
Ezért törekszünk (azaz törekszem:) a direkthajtásra marógépeknél - bárcsak mindíg lehetne - mert a hobbystának csak a fogazott szíj megfizethető...
De talán megteszi, ha nincs más... és már boldog ha századot tud (elvben, terhelés nélkül:) a gépe :)
(Meg a sebbeséget úgyebár utálja és nincs is elképzelése hogyan kellene... :)
Amikor vannak elérhetők pl. kisebb fordulatú motorok is a piacon, amik általában nyomatékosabbak is... csak ennyi...
Van profi(bb) áttétel, Planet Drive-nak hívják(1/2 - től lefelé) ... sajnos az igazán jók megfizethetetlenek...
Drágább mint a legjobb szervómotor... A Harmonic Drive Corp. is gyárt ilyeneket...
Ezért törekszünk (azaz törekszem:) a direkthajtásra marógépeknél - bárcsak mindíg lehetne - mert a hobbystának csak a fogazott szíj megfizethető...
De talán megteszi, ha nincs más... és már boldog ha századot tud (elvben, terhelés nélkül:) a gépe :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 augusztus 20, 21:33
Írta: Szedlay Pál Dátum 2008 augusztus 20, 21:33
Nem is célja egyik cégnek sem a mikronos pontosság egy marógépnél. Ki kell menni egy nemzetközi kiállításra és ott látunk csodát egy 70 milliós gépre milyen türéseket adnak meg gyárilag 2 század. Ennél persze többet tud ha jól beállítják kb. 5 mikron. De nem is törekszenek 1 mikronos pontosságra. Még köszörüléssel is nehezen tartható ez a pontosság.
A gyári gránit etalonok 00 pontossági tűrése is több ennél.
Uraim itt megy a gyorsasági vita, az áttétel vita, de még senki nem rakott fel videót csak arról hogyan forog a tengely üresen vagy kesztyűben forgatva illetve síkbamarva. Miért nem törekszünk a pontosságra a sebesség rovására, a derékszögöségre. Nem hiszem, hogy itt a hobby kategóriában bárkinek is szüksége lenne századon belüli marási pontosságra(mikronosról nem is beszélve) és 10m/perc forgácsolási sebességre. Ezek csak számok. Ki az aki ezt kihasználja és nics ideje kivárni amíg a gépe elkészíti a munkadarabot. A lineáris encoder felbontása lehet 1 mikron de a pontossága nem. Ezt egyik gyártó sem garantálja vagy ha igen kérünk ide linket. Az 1 mikron is interpolált felbontás. És a hömérséklet kompenzációt is meg kell oldani szoftveresen. Még a golyós orsókat is temperálják furaton keresztül.
Tegyen már valaki fel egy ezredes mérőórát egy etalonra és fogja meg kézzel 1 percre és csináljon róla egy videót. Ugye már mindenki próbálta. Fantasztikus az eltérés.
A legjobb jobb mikrométerek gyári specifikációja is +-2mikron.
Tehát nem lehet velük mikron pontossággal mérni ehhez tizedmikronos ezköz kell ami szerintem egyikönk birtokában sincs.
Már 1 éve követem a fórum hozzászólásait és sokat tanultam belőle, de nem eleget.
Azért, hogy az ismeret agyagomat tovább bővíthessem kérek mindenkit dokumentálja a servós géppel készült darabok pontosságát is.
Köszönöm.
A gyári gránit etalonok 00 pontossági tűrése is több ennél.
Uraim itt megy a gyorsasági vita, az áttétel vita, de még senki nem rakott fel videót csak arról hogyan forog a tengely üresen vagy kesztyűben forgatva illetve síkbamarva. Miért nem törekszünk a pontosságra a sebesség rovására, a derékszögöségre. Nem hiszem, hogy itt a hobby kategóriában bárkinek is szüksége lenne századon belüli marási pontosságra(mikronosról nem is beszélve) és 10m/perc forgácsolási sebességre. Ezek csak számok. Ki az aki ezt kihasználja és nics ideje kivárni amíg a gépe elkészíti a munkadarabot. A lineáris encoder felbontása lehet 1 mikron de a pontossága nem. Ezt egyik gyártó sem garantálja vagy ha igen kérünk ide linket. Az 1 mikron is interpolált felbontás. És a hömérséklet kompenzációt is meg kell oldani szoftveresen. Még a golyós orsókat is temperálják furaton keresztül.
Tegyen már valaki fel egy ezredes mérőórát egy etalonra és fogja meg kézzel 1 percre és csináljon róla egy videót. Ugye már mindenki próbálta. Fantasztikus az eltérés.
A legjobb jobb mikrométerek gyári specifikációja is +-2mikron.
Tehát nem lehet velük mikron pontossággal mérni ehhez tizedmikronos ezköz kell ami szerintem egyikönk birtokában sincs.
Már 1 éve követem a fórum hozzászólásait és sokat tanultam belőle, de nem eleget.
Azért, hogy az ismeret agyagomat tovább bővíthessem kérek mindenkit dokumentálja a servós géppel készült darabok pontosságát is.
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 augusztus 20, 21:49
Írta: Szedlay Pál Dátum 2008 augusztus 20, 21:49
Örülök, hogy lesz és van is konkurencia sopronban. Nekem van egy két adu ász a kezemben ami miatt senki nem lesz konkurencia az én szememben.
Szerinten nem az a lényeg milyen gyos a gép hanem az, hogy mennyit tudok óránként profitálni belőle, nekem ez a lényeg a többi duma.
Az AC servókat pedig meg sem forgattam itt porosodnak a szekrényben.
Szerinten nem az a lényeg milyen gyos a gép hanem az, hogy mennyit tudok óránként profitálni belőle, nekem ez a lényeg a többi duma.
Az AC servókat pedig meg sem forgattam itt porosodnak a szekrényben.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 20, 22:15
Írta: 4um5b65d Dátum 2008 augusztus 20, 22:15
Na erről beszéltem én valamikor két hete, hogy semmi értelme ezekre a pontossági értékekre kiélezni a gépet és hajszolni a pontosságot bármi áron... csak arra reagáltam, hogy tibor45 mester Robroy gépét hozta példának amit 1 mikronos felbontásúnak mondott. Pali neked tökéletesen igazad van és maximálisan magam is vallom az általad leírtakat. 1 századon belül már csak edzett köszörült alkatrészeken van némi értelme dolgozni, de ott is nagyon korlátozott felhasználási területeken.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 augusztus 20, 22:28
Írta: Szedlay Pál Dátum 2008 augusztus 20, 22:28

Itt egy munkám az alap egy scannelt fogcsonk és készült rá egy 3D gravírozás egy sapka. Az a "rúd" egy hajszál. Nem büszke vagyok rá inkább csak dokumentáció.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 augusztus 20, 22:36
Írta: Szedlay Pál Dátum 2008 augusztus 20, 22:36
Bocs már régen linkeltem.
Itt újra.
Itt újra.
Cím: Re:DC szervó motoros vezérlés
Írta: airfoil6205 Dátum 2008 augusztus 20, 22:38
Írta: airfoil6205 Dátum 2008 augusztus 20, 22:38
Tisztelt Pál ez egy hobby fórum, itt nem azért készülnek a gépek, hogy meggazdagodjunk belőle! A pontossággal kapcsolatos észrevételeddel maximálisan egyetértek, már korábban is kritizáltam a "saccográfos" barátainkat de nem volt látszatja semmi. De itt inkább nem szervókról kéne beszélgetni, hobby szinten? Off- töröljetek kérem.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 20, 22:40
Írta: 4um5b65d Dátum 2008 augusztus 20, 22:40
Hát most hogy mutatod, van egy lyukas fogam, igazán elvállalhatnád. Szép munka :)))
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 augusztus 20, 22:48
Írta: Szedlay Pál Dátum 2008 augusztus 20, 22:48
Neked ingyen megycsinálom a szakmámban azt hiszem profi vagyok. köszönöm bizalmadat.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 augusztus 20, 22:53
Írta: Szedlay Pál Dátum 2008 augusztus 20, 22:53
Bocs, de már több hónapja nem szóltam hozzá, igérem most megint több hónapra eltünök, csak már nem bírtam idegekkel. Elnézést!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 21, 07:52
Írta: bmejdz9nu Dátum 2008 augusztus 21, 07:52
Igazad van arról amit írtál... Előszörre a gépedről várnánk képeket... Kiváncsiak lennénk...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 21, 10:09
Írta: 3vv2btrhv Dátum 2008 augusztus 21, 10:09
A forum legnagyobb hibája , hogy nincs szétválasztva a profi pénzkeresök és az igazi hobbysták . Mindkét tábornak más az érdeke , és sajnos nem a produktum felé ment el ez az oldal , hanem a szeméjeskedés felé . Nekem mindig az volt a vélaményem , hogy a gép az csak egy eszköz , amit késziteszz vele az a lényeg , de ez itt végérvényesen elsikadt , kevesen publikálják azt amit készitenek a gépükön , pedig abbol sokkal többet lehetne tanulni . De a pénz mindent megöl , mármint a piac féltés hogy a másik majd lenyulja . Sajnos az én esetem igazolja ezt . Valaki elleste a modszeremet és most ugy álitja be magát mintha azt ö találtak ki . És természetesen mivel neki több pénze van igy a piacon is jobb az eséje .
Nagyon kár hogy megint sikerült elüldözni Szedlay Palit , tölle lehetne tanulni .
Nagyon kár hogy megint sikerült elüldözni Szedlay Palit , tölle lehetne tanulni .
Cím: Re:DC szervó motoros vezérlés
Írta: airfoil6205 Dátum 2008 augusztus 21, 11:12
Írta: airfoil6205 Dátum 2008 augusztus 21, 11:12
OFF! Bocsáss meg nekem, de csak ezt a beszólásodat kritizáltam "Szerinten nem az a lényeg milyen gyos a gép hanem az, hogy mennyit tudok óránként profitálni belőle, nekem ez a lényeg a többi duma." Szívesen olvasom a hozzászólásodat, melynek nagyobbik részével egyetértek, én személy szerint még mindig az információgyüjtésnél és okosodásnál tartok.Az olyan infókkal ami nem publikus mások számára szerintem egy hobby fórumon nem kellene kérkedni, akinek ez a megélhetése ne a hobbysták hátán kapaszkodjon fel(kivétel természetesen akik a hobbysták támogatásából élnek, mert ők legyenek sokan). Szerintem egy hobby gép magában is jó szórakozás nem kell, hogy bármit is gyártson, hobby alkatrészeken kívül! T. Tibor nem kell különválasztani a profikat a hobbystáktól ha a profikat a segítő szándék vezérli, mert ez ahogy a neve is mondja Hobby CNC Fórum! [#worship][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 augusztus 21, 19:33
Írta: Szedlay Pál Dátum 2008 augusztus 21, 19:33
Antal!
Válaszomat a csevegő szobában olvashatod, mert nem tartozik a servó topikba.
Válaszomat a csevegő szobában olvashatod, mert nem tartozik a servó topikba.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 augusztus 21, 22:05
Írta: eivmhrm04 Dátum 2008 augusztus 21, 22:05
Nem tudom de nekem az az érzésem mint ha a kicsit idősebbek egy kicsit higadtabban és bölcsebben szólnának a dolgokhoz.De ez csak az én véleményem.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 augusztus 22, 01:49
Írta: e3h0cv4ph Dátum 2008 augusztus 22, 01:49
Sziasztok.
Szerintem válasszuk szét a gép felbontását és a gép pontosságát.
A gép felbontása (egységnyi elmozdulása) lehet nagyobb (mondjuk mikron környéki) de a pontossága csak század lesz (vagy még annál is rosszabb) az egyéb - föleg mechanikai - pontatlanságok, görbülések, rezonanciák miatt.
Mint tudjuk a szervó, hibával követi a pályát (minimum 2..3 inkremens) ezért van értelme mondjuk egy 5 vagy 3 mikron felbontású gépet csinálni, a pályakövetés ugysem lesz ennyi.
Szerintem itt van a kutya elásva és aki mikronos gépről beszél az a felbontását érti ezelatt de gyártani ilyen pontosan nem akar (de azért egy kicsit álmodik róla :)
Üdv:TT
Szerintem válasszuk szét a gép felbontását és a gép pontosságát.
A gép felbontása (egységnyi elmozdulása) lehet nagyobb (mondjuk mikron környéki) de a pontossága csak század lesz (vagy még annál is rosszabb) az egyéb - föleg mechanikai - pontatlanságok, görbülések, rezonanciák miatt.
Mint tudjuk a szervó, hibával követi a pályát (minimum 2..3 inkremens) ezért van értelme mondjuk egy 5 vagy 3 mikron felbontású gépet csinálni, a pályakövetés ugysem lesz ennyi.
Szerintem itt van a kutya elásva és aki mikronos gépről beszél az a felbontását érti ezelatt de gyártani ilyen pontosan nem akar (de azért egy kicsit álmodik róla :)
Üdv:TT
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 23, 08:49
Írta: 3vv2btrhv Dátum 2008 augusztus 23, 08:49
3d Szkenner
Bocs hogy ide rakom de talán igy Tibor45 olvasni fogja !4
Bocs hogy ide rakom de talán igy Tibor45 olvasni fogja !4
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 23, 08:50
Írta: 3vv2btrhv Dátum 2008 augusztus 23, 08:50
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 25, 22:33
Írta: 3vv2btrhv Dátum 2008 augusztus 25, 22:33
Néma csönd és hulla szag ??
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 augusztus 25, 22:54
Írta: 0gbwyh99 Dátum 2008 augusztus 25, 22:54
Üdv. Hunka Tibor!
Nekem is tetszik ez a digitalizálási módszer , de nem látom hogyan lehetne ezt hobbi szinten elkésziteni ! Az biztos hogy ez lehet a leggyorsabb mehanikus digitalizálási módszer .
Nekem is tetszik ez a digitalizálási módszer , de nem látom hogyan lehetne ezt hobbi szinten elkésziteni ! Az biztos hogy ez lehet a leggyorsabb mehanikus digitalizálási módszer .
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 26, 08:37
Írta: 3vv2btrhv Dátum 2008 augusztus 26, 08:37
De ez benne a kihivás !!
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 augusztus 26, 11:48
Írta: csg67 Dátum 2008 augusztus 26, 11:48
A RENISHAWnak volt régebben hasonló rendszerű feje, amit volt alkalmam tesztelni. Egy külső számítógépen fut a digitalizáló szoftver, ami DNC kapcsolatban van a vezérlővel. A fej elmozdulásait is a PC vette egy speciális kártyán keresztül. Tehát az eljárás a következő volt: A PC-n ki kellett jelölni a digitalizálandó térrészt és a stratégiát, majd a CNC-t DNC módba kapcsolni és elindítani a megmunkálást. A PC-n futó program folyamatosan érzékelte a fej elmozdulásait és ebből generálta a pályát, amit a DNC csatornán küldött a CNC-nek. Valóban szédületesen gyors megoldás volt, amit talán csak az ára múlt felül.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 28, 13:48
Írta: HJózsi Dátum 2008 augusztus 28, 13:48

Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 28, 13:50
Írta: HJózsi Dátum 2008 augusztus 28, 13:50
ja, csak 1 Euro és itt van aszomszédban : Bad Leonfelden, Austria
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 augusztus 28, 14:07
Írta: ra8nsmk6w Dátum 2008 augusztus 28, 14:07
Pont most nincs itt a Varsányi. Bár ha gondoljátok 1 EUR leteszek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 29, 22:13
Írta: bmejdz9nu Dátum 2008 augusztus 29, 22:13
De ez nem állandó mágnesű... azaz soros motor(?)... valóban szervómotor?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 30, 10:06
Írta: HJózsi Dátum 2008 augusztus 30, 10:06
Na ezért örök darab! Nem tud lemágneseződni ... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 30, 10:10
Írta: bmejdz9nu Dátum 2008 augusztus 30, 10:10
Ez nekünk hüleség...
Egyszer már véletlenül vettem egy ilyet - persze kisebbet... semmire sem jó szervótémában.
Egyszer már véletlenül vettem egy ilyet - persze kisebbet... semmire sem jó szervótémában.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 30, 10:14
Írta: HJózsi Dátum 2008 augusztus 30, 10:14
Na ezért örök darab! Nem tud lemágneseződni ... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 30, 10:58
Írta: svejk Dátum 2008 augusztus 30, 10:58
Nem soros, shönt motor.
tehát a mágnest a párhuzamos gerjesztőtekercs helyettesíti.
Ránézésre és a gyártóról ítélve bizonyára minőségi darab.
Gyakorlatilag ugyan olyan kareakterisztikával rendelkezik mint a kisebb mágneses társaik. Csak a gerjesztőfeszültségről még plusz gondoskodni kell, de az fix, állandóan rajta lehet a motoron, még álló helyzetben is.
tehát a mágnest a párhuzamos gerjesztőtekercs helyettesíti.
Ránézésre és a gyártóról ítélve bizonyára minőségi darab.
Gyakorlatilag ugyan olyan kareakterisztikával rendelkezik mint a kisebb mágneses társaik. Csak a gerjesztőfeszültségről még plusz gondoskodni kell, de az fix, állandóan rajta lehet a motoron, még álló helyzetben is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 30, 11:52
Írta: bmejdz9nu Dátum 2008 augusztus 30, 11:52
Ja-ja - rosszul írtam... :)
Végül is az állandó mágnesek helyett egyenáramú tekercsek vannak... ha jól gondolom... többlet fogyasztás? Melegedés? Ez jobb? Mikor? Kinek? Mihez:)
Végül is az állandó mágnesek helyett egyenáramú tekercsek vannak... ha jól gondolom... többlet fogyasztás? Melegedés? Ez jobb? Mikor? Kinek? Mihez:)
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 augusztus 30, 12:27
Írta: csg67 Dátum 2008 augusztus 30, 12:27
Főmotornak ideális, tényleg örök darab egy nagyobbacska esztergába. Sajnos a ma járatos hajtások már nem szolgáltatnak külön feszültséget a gerjesztő tekercseknek, ezért arról külön gondoskodni kell (némi hőt termel, ezért a beépített szélgyárat állandóan működtetni kell, ha a gerjesztés megy). A 160V inkább 460V és -mint általában a főmotoroknál- a típusszámban szereplő 160 az a tengely középvonalának magassága a fényképen látható helyzetben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 30, 12:59
Írta: 000000000 Dátum 2008 augusztus 30, 12:59
Svejk és Péter és tisztzelt világmárka
szervogyártók!
Átjöttem ide, válasz Svejk #205 Quantum-ra.
Ismerem a gyíkot, a PLL még rosszabb, mert
statikus. Nagy dinamnikájú változásoknál
még több bajt okoz, ahogyan Te is beismerted,
tehetetlen.
De védjétek csak megint a védhetetlent,
azt még szerencsére a világon nem találták fel,
hogy előjelzés hiányában tudjam a jövőt.
Na Ti erre találtatok ki megint egy csodás eszközt. Én azért el gondolkoznék a helyetekben,
miért jó az a szervó, ami előre küldi a motort,
holott már régen visszafelé kellene jönni.:)
Én erre nem lennék büszke, és belátnám, igenis
bénaság és zavrba hozható az ilyen pozíció logika, ezért komolyabb hajtások nem is így
működnek.
szervogyártók!
Átjöttem ide, válasz Svejk #205 Quantum-ra.
Ismerem a gyíkot, a PLL még rosszabb, mert
statikus. Nagy dinamnikájú változásoknál
még több bajt okoz, ahogyan Te is beismerted,
tehetetlen.
De védjétek csak megint a védhetetlent,
azt még szerencsére a világon nem találták fel,
hogy előjelzés hiányában tudjam a jövőt.
Na Ti erre találtatok ki megint egy csodás eszközt. Én azért el gondolkoznék a helyetekben,
miért jó az a szervó, ami előre küldi a motort,
holott már régen visszafelé kellene jönni.:)
Én erre nem lennék büszke, és belátnám, igenis
bénaság és zavrba hozható az ilyen pozíció logika, ezért komolyabb hajtások nem is így
működnek.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 30, 13:04
Írta: 000000000 Dátum 2008 augusztus 30, 13:04
Köszi H. Józsi, nem kevés vigaszt Te jelentesz
nekem, amikor ennyi itt az "égigérő csodafa"
szuper műszaki megoldás a szervorengetegben.:)
nekem, amikor ennyi itt az "égigérő csodafa"
szuper műszaki megoldás a szervorengetegben.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 30, 13:16
Írta: svejk Dátum 2008 augusztus 30, 13:16
A PLL nem statikus hanem dinamikus épp ez benne a szellemes.
Nem védem, hanem tényeket írtam le, az áramkör működéséről és azt hogy (gondolom) több ezren használják megelégedéssel.
Nem én találtam ki (sajnos) :(
Valóban, elméletileg a dinamikája csökken a rendszernek, de nem hiszem hogy amatőr körülmények közt valakinek is fejfájást okozna hogy még elöször a moci megy két step-et előre majd csak azután furdul vissza.
Ennél sokkal nagyobb hibák vannak más dolgokból kifolyólag.
Ez egy kényszermegoldás természetesen ha lehet kerülendő..
Ez igaz, a komoly hajtások valóban nem így működnek..
Nem védem, hanem tényeket írtam le, az áramkör működéséről és azt hogy (gondolom) több ezren használják megelégedéssel.
Nem én találtam ki (sajnos) :(
Valóban, elméletileg a dinamikája csökken a rendszernek, de nem hiszem hogy amatőr körülmények közt valakinek is fejfájást okozna hogy még elöször a moci megy két step-et előre majd csak azután furdul vissza.
Ennél sokkal nagyobb hibák vannak más dolgokból kifolyólag.
Ez egy kényszermegoldás természetesen ha lehet kerülendő..
Ez igaz, a komoly hajtások valóban nem így működnek..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 30, 13:26
Írta: 000000000 Dátum 2008 augusztus 30, 13:26
"A PLL nem statikus hanem dinamikus épp ez
benne a szellemes."
Ne viccelj már velem.... mi van a
fáziszárthurok körerősítési tényezőjével?
Nyilván nem végtelen. És a VCO
időállandójával? Nyilván ez sem 1 nanosec,
ráaádásul tároló elemtag.
Azaz ponthogy a változási képessége nem igazán
nyerő egy PLL-nek, persze ha már egyszer behúzta magát az adott frekire, akkor követi és
tartja valamilyen szinten.
Egyébként kár ezen megint ennyit vitázni,
szerintetek jó és teljesen korrekt ez a multiplier dolog, szerintem meg másképpen kell
csinálni még Hobby szinten is.
Ennyi csak a különbség a köztünk.
De úgy is mondatnám Ti 100%-os jővőbelátók
vagytok, én meg nem.:)
benne a szellemes."
Ne viccelj már velem.... mi van a
fáziszárthurok körerősítési tényezőjével?
Nyilván nem végtelen. És a VCO
időállandójával? Nyilván ez sem 1 nanosec,
ráaádásul tároló elemtag.
Azaz ponthogy a változási képessége nem igazán
nyerő egy PLL-nek, persze ha már egyszer behúzta magát az adott frekire, akkor követi és
tartja valamilyen szinten.
Egyébként kár ezen megint ennyit vitázni,
szerintetek jó és teljesen korrekt ez a multiplier dolog, szerintem meg másképpen kell
csinálni még Hobby szinten is.
Ennyi csak a különbség a köztünk.
De úgy is mondatnám Ti 100%-os jővőbelátók
vagytok, én meg nem.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 30, 13:27
Írta: bmejdz9nu Dátum 2008 augusztus 30, 13:27
"Svejk és Péter és tisztelt világmárka szervogyártók!" = Mi is magyarok vagyunk :) és ugyebár a Magyar Szervók a legjobbak a világon... :)
Tibor már megint nem akarod megérteni, elfogadni. Azaz szerintem érted... csak ...
Azaz milyen más alternatívát javasolsz? Nem csak "szapolni" kell - ötleteket adni!!!!!!!!!!
Te mit tennél ha kevés a step jel az encoderhez??? (Az addíg osztjuk míg jó nem lesz, vagy vegyünk kis felbontásút... kívül)
Tibor már megint nem akarod megérteni, elfogadni. Azaz szerintem érted... csak ...
Azaz milyen más alternatívát javasolsz? Nem csak "szapolni" kell - ötleteket adni!!!!!!!!!!
Te mit tennél ha kevés a step jel az encoderhez??? (Az addíg osztjuk míg jó nem lesz, vagy vegyünk kis felbontásút... kívül)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 30, 13:41
Írta: 000000000 Dátum 2008 augusztus 30, 13:41
Én azt pofázom: ilyen játékencodereknél amiket mi használunk egyszeres encoder jelfeldolgozás,
és minél nagyobb felbontás, amit még bír a vezérlő progi step frekivel és egyáltalán az
alkalmazás megkíván. Ez a nyerő.
Mindenféle más 2X 4X multiplier csak rosszabb lehet ettől, és bárkinek a szervóját, aki ebben nem lát hibalehetőséget, ingyenesen megkínálom
egy kis saját egységugrás mixtúrával, és
1 perc alatt a szervód nagy valószínűséggel el
is fog tévedni, és pozíciót téveszt.
és minél nagyobb felbontás, amit még bír a vezérlő progi step frekivel és egyáltalán az
alkalmazás megkíván. Ez a nyerő.
Mindenféle más 2X 4X multiplier csak rosszabb lehet ettől, és bárkinek a szervóját, aki ebben nem lát hibalehetőséget, ingyenesen megkínálom
egy kis saját egységugrás mixtúrával, és
1 perc alatt a szervód nagy valószínűséggel el
is fog tévedni, és pozíciót téveszt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 30, 13:57
Írta: bmejdz9nu Dátum 2008 augusztus 30, 13:57
Egy példa:
1. 24KHz, 500cpr-es encoder, 1X mód (500ppr) = 2880rpm a motoron.
2. 24KHz x4 (negyes step jel szorzás) = 96KHz, 500cpr-es encoder, 4X mód (2000ppr) = 2880rpm a motoron.
(ez kevés lesz, de írjuk le: 24KHz, 500cpr-es encoder, 4X mód (2000ppr) = csak 720rpm a motoron)
1. egy forulatra: 500 fizikai osztás a motoron.
2. egy forulatra: 2000 fizikai osztás a motoron.
1. 360fok/500 = 0.72 fok/lépés.
2. 360fok/2000= 0.18 fok/ lépés.
Egy lépést biztos túlfut a szervórendszer... amikor "hátramenetbe" kapcsol (írányt vált)... melyik a jobb?
1. 24KHz, 500cpr-es encoder, 1X mód (500ppr) = 2880rpm a motoron.
2. 24KHz x4 (negyes step jel szorzás) = 96KHz, 500cpr-es encoder, 4X mód (2000ppr) = 2880rpm a motoron.
(ez kevés lesz, de írjuk le: 24KHz, 500cpr-es encoder, 4X mód (2000ppr) = csak 720rpm a motoron)
1. egy forulatra: 500 fizikai osztás a motoron.
2. egy forulatra: 2000 fizikai osztás a motoron.
1. 360fok/500 = 0.72 fok/lépés.
2. 360fok/2000= 0.18 fok/ lépés.
Egy lépést biztos túlfut a szervórendszer... amikor "hátramenetbe" kapcsol (írányt vált)... melyik a jobb?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 30, 14:04
Írta: svejk Dátum 2008 augusztus 30, 14:04
Még majd azon is el kell majd merengeni szabad időnkben, hogy egy elég nagy piaccal rendelkező mikrovezérlő gyártó cég a saját nem régi fejlesztésű processzorjaiba miért csak a 2x és 4x-es hardveres encoderfeldolgozást rakja bele...
Lásd pl.a házigazda által is használt dsPIC30F4012
Lásd pl.a házigazda által is használt dsPIC30F4012
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 augusztus 30, 14:06
Írta: Farkas Ádám Dátum 2008 augusztus 30, 14:06
off: nem vagy még otthon? írtam mailt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 30, 14:08
Írta: svejk Dátum 2008 augusztus 30, 14:08
Valóban kár vitázni rajta..
Egyébként én sosem használtam a tárgybeli szorzóáramkört, csak kiváncsiságból tanulmányoztam, mert nem értettem hogy tudja elosztani egyenletesen az impulzusokat.
Egyébként én sosem használtam a tárgybeli szorzóáramkört, csak kiváncsiságból tanulmányoztam, mert nem értettem hogy tudja elosztani egyenletesen az impulzusokat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 30, 14:19
Írta: 000000000 Dátum 2008 augusztus 30, 14:19
Pl. mert még nem pörgetett 5000-es rpm-mel
a tisztelt PIC gyártó egy pár ezer forintos open
collectoros encodert, miközben analizálja annak
A, B kimenőjel korrektségét.
Brutális vakmerőség és műszaki bátorság a
Hobbystától egy encodert tökéletes, fordulatszámfüggetlen, 90 fokos jelgeneárotnak felfogni.
A valóság pont más. Élet és halál között van
ilyenkor egy olyan encoder, amiket itt
többségében használnak.
Majd ha Te is kimérsz néhány encodert magasabb
fordulaton, megremeg a kezed, amikor írod be
2x, 4x.:) Addig meg eszedbe sem jut ilyesmi,
azt hiszed, ez színtiszta elektronika, és mi az a néhány 100 KHz, amikor ma a divat a gigaHz.
Ne ezt üzenem Varsányinak is a #6084-re.
a tisztelt PIC gyártó egy pár ezer forintos open
collectoros encodert, miközben analizálja annak
A, B kimenőjel korrektségét.
Brutális vakmerőség és műszaki bátorság a
Hobbystától egy encodert tökéletes, fordulatszámfüggetlen, 90 fokos jelgeneárotnak felfogni.
A valóság pont más. Élet és halál között van
ilyenkor egy olyan encoder, amiket itt
többségében használnak.
Majd ha Te is kimérsz néhány encodert magasabb
fordulaton, megremeg a kezed, amikor írod be
2x, 4x.:) Addig meg eszedbe sem jut ilyesmi,
azt hiszed, ez színtiszta elektronika, és mi az a néhány 100 KHz, amikor ma a divat a gigaHz.
Ne ezt üzenem Varsányinak is a #6084-re.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 30, 14:31
Írta: bmejdz9nu Dátum 2008 augusztus 30, 14:31
A Bautz motorok, HEDS encoderrel, 4800rpm-el, rengeteg hosszú teszt - semmi hiba... 4X-es mód!
Vacogva írtam ezt :).. most, hogy már meg vagyok "ijesztve/ijedve"...:)
Vacogva írtam ezt :).. most, hogy már meg vagyok "ijesztve/ijedve"...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 30, 14:34
Írta: bmejdz9nu Dátum 2008 augusztus 30, 14:34
#6084-re semmi ködösítés...:) !!!
Semmi GHz-ek... az csak 96Khz... tudod GHz és MHz aztán KHz...:) (Nagyságrendek) ... aztán Pick szalámi és csak utánna Herz szalámi. :)
Semmi GHz-ek... az csak 96Khz... tudod GHz és MHz aztán KHz...:) (Nagyságrendek) ... aztán Pick szalámi és csak utánna Herz szalámi. :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 30, 14:47
Írta: svejk Dátum 2008 augusztus 30, 14:47
Jómagam nem kedvelem a Microchip céget, valószínű azért mert nem értek a programzásukhoz..
Bizony itt is jobb lenne magyarul olvasni az adott eszköz adatlapját, lehet akkor megtudnánk, hogy vajon milyen cél vezérelte őket az encoderfeldolgozás terén.
Annyit látok én is hogy egy széleskörűen elfogadott hibaszűrést alkalmaznak.
Szinte minden gyártónál ezt a megoldást látni.
De vajon miért hagyták ki az 1x-es üzemmódot??
Lehet csak üzletpolitika hogy nehogy már egy ilyen olcsó IC-vel tökéletest alkosson a felhasználó????
Az tény hogy az iparban nem ilyen procikat használnak (még?).
De az is igaz hogy a cégnek elég töretlen a sikere..
Köszönöm, időm és lehetőségemhez mérten méregetek,tesztelgetek..
Bizony itt is jobb lenne magyarul olvasni az adott eszköz adatlapját, lehet akkor megtudnánk, hogy vajon milyen cél vezérelte őket az encoderfeldolgozás terén.
Annyit látok én is hogy egy széleskörűen elfogadott hibaszűrést alkalmaznak.
Szinte minden gyártónál ezt a megoldást látni.
De vajon miért hagyták ki az 1x-es üzemmódot??
Lehet csak üzletpolitika hogy nehogy már egy ilyen olcsó IC-vel tökéletest alkosson a felhasználó????
Az tény hogy az iparban nem ilyen procikat használnak (még?).
De az is igaz hogy a cégnek elég töretlen a sikere..
Köszönöm, időm és lehetőségemhez mérten méregetek,tesztelgetek..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 30, 14:50
Írta: 000000000 Dátum 2008 augusztus 30, 14:50
Akkor lehetsz nyugodt, ha majd pl. a talin
a hajtásod félperc egy ségugrást kibír, tudtommal soha nem látott ilyen teszt jelet
a szervót.
A gigát pedig azért írtam, mert Te is abban a tévedésben vagy, pár nagyságrend nem számít Neked, hogy egy optoelektronikai mechatronikai
egységéget, remekművet semmibe veszel,
holott az már majd betojik 100 Khz-nél.
Egyébként Péter 2000-el szorozzál, és 2000-es
encoderjelfeldolgozást (amit majd te feltalálsz)
is tegyönk hozzá.
Így képzeld, csak egyetlen egy rés
kell 360 fokon belül, azt meg a bugyli bicskáddal kihasítod az encoder tárcsádon.:)
Így megspóroltad a 2000-es encoder árát.:)
Ja és elég lesz egy 100 Hz-es step-dir sebességű
progi is, tehát iszonyatos pénzeket spórolhatsz.:) Aztán még majd írok pár ilyen
ötletet, csak hogy érezzed a zsákutcádat vagy
a továbbfejlesztési lehetőségeidet is szervóban!:)[#nyes]
a hajtásod félperc egy ségugrást kibír, tudtommal soha nem látott ilyen teszt jelet
a szervót.
A gigát pedig azért írtam, mert Te is abban a tévedésben vagy, pár nagyságrend nem számít Neked, hogy egy optoelektronikai mechatronikai
egységéget, remekművet semmibe veszel,
holott az már majd betojik 100 Khz-nél.
Egyébként Péter 2000-el szorozzál, és 2000-es
encoderjelfeldolgozást (amit majd te feltalálsz)
is tegyönk hozzá.
Így képzeld, csak egyetlen egy rés
kell 360 fokon belül, azt meg a bugyli bicskáddal kihasítod az encoder tárcsádon.:)
Így megspóroltad a 2000-es encoder árát.:)
Ja és elég lesz egy 100 Hz-es step-dir sebességű
progi is, tehát iszonyatos pénzeket spórolhatsz.:) Aztán még majd írok pár ilyen
ötletet, csak hogy érezzed a zsákutcádat vagy
a továbbfejlesztési lehetőségeidet is szervóban!:)[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 30, 16:20
Írta: bmejdz9nu Dátum 2008 augusztus 30, 16:20
1X-es mód? végül is lehet, hogy minek? Vehet a felhasználó kisebb encodert...
A nagyobb talán drágább(?)...
Lehet, hogy pazarlásnak tekintették az 1X-es (ős)üzemmódot... Végül is lehet, hogy már csak Tibor használja az egész világon...
Persze nem ártott volna bele az 1X sem, mert egy hobbystának az encoder választás... nem mindíg szabad választás :)
Azaz megveszi a motort és ahogy sikerül :)
A nagyobb talán drágább(?)...
Lehet, hogy pazarlásnak tekintették az 1X-es (ős)üzemmódot... Végül is lehet, hogy már csak Tibor használja az egész világon...
Persze nem ártott volna bele az 1X sem, mert egy hobbystának az encoder választás... nem mindíg szabad választás :)
Azaz megveszi a motort és ahogy sikerül :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 30, 16:23
Írta: bmejdz9nu Dátum 2008 augusztus 30, 16:23
Köszönöm (mindenki nevében) a tökéletes válszt a #6084-os kérdésemre. (Kár, hogy nem tudtál jobbat.)
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 augusztus 30, 18:09
Írta: crgs7u9wg Dátum 2008 augusztus 30, 18:09
nem a kekeckedes miatt, csak hogy legyen tudott, eppen a napokban lattam egy maxon katalogusban 320khz -es max frekis encodert, igaz ez csak egy vacak kis 512 lepeses...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 30, 18:32
Írta: 000000000 Dátum 2008 augusztus 30, 18:32
Szia! Én meg a Portescap katalógusában
400 kHz-eset láttam....Ettől még az EC motor
encodere és társai maradnak azok, amik.
Az meg talán azért nem mellékes, hogy mi az ára
a Maxon motornak. Gondolom nem 2000 Ft, ha
kérsz egy árajánlatot.
Azaz óriási kockázat különbség van egy ipari
komolyabb encoder és azon játékok
jelfeldolgozása között, amit
pl. a Péter is használ. De nem kell ezzel
Nektek foglalkozni, a Hobbysta kezében
minden úgy működik, ahogyan ő azt elgondolja,
és akarja, a többi nem számít.:)
Fő a boldogság és elégedettség érzés.:)
400 kHz-eset láttam....Ettől még az EC motor
encodere és társai maradnak azok, amik.
Az meg talán azért nem mellékes, hogy mi az ára
a Maxon motornak. Gondolom nem 2000 Ft, ha
kérsz egy árajánlatot.
Azaz óriási kockázat különbség van egy ipari
komolyabb encoder és azon játékok
jelfeldolgozása között, amit
pl. a Péter is használ. De nem kell ezzel
Nektek foglalkozni, a Hobbysta kezében
minden úgy működik, ahogyan ő azt elgondolja,
és akarja, a többi nem számít.:)
Fő a boldogság és elégedettség érzés.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 30, 18:49
Írta: bmejdz9nu Dátum 2008 augusztus 30, 18:49
A SanyoDenki-ben most a gyári encoder van... De azért jól tudsz témát váltani... az tuti :)
Az Avago HEDS... ami az E240-ben van (512cpr-es) 100Khz-es (ha jól tudom) azaz ha 4800rpm-el megy a motor az 80 fordulat/mp = 512x80= 40,96 Khz...
Fő a boldogság és elégedettség érzés.:) --- neked is :) Adatlap Én számoljak helyetted? Milyen nap ez? :)
Az Avago HEDS... ami az E240-ben van (512cpr-es) 100Khz-es (ha jól tudom) azaz ha 4800rpm-el megy a motor az 80 fordulat/mp = 512x80= 40,96 Khz...
Fő a boldogság és elégedettség érzés.:) --- neked is :) Adatlap Én számoljak helyetted? Milyen nap ez? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 30, 19:08
Írta: 000000000 Dátum 2008 augusztus 30, 19:08
Na most lebuktál.:)
Profi encoder mellett felőlem szorozzál, más
kérdés az hogy sok értelme így sincs.
Eddig úgy tudtam, tudtuk, Te rakosgattál mindenféle encoder tárcsákat a motorjaidra.
Egyidőben ha jól emlékszem a fél világot
bejártad a neten 125-ös tárcsákért, mert ugye 4x125=500 és az olyan szép kerek szám.:)
Úgyhogy mintha picit változott volna Nálad
pár dolog.:)
Ja és 4x üzemmódban 40.96x4 > 100 úgyanis
itt sajna minden él számít, még 1x-nél csak
minden 4-dik. Ezt kifelejtetted.
Profi encoder mellett felőlem szorozzál, más
kérdés az hogy sok értelme így sincs.
Eddig úgy tudtam, tudtuk, Te rakosgattál mindenféle encoder tárcsákat a motorjaidra.
Egyidőben ha jól emlékszem a fél világot
bejártad a neten 125-ös tárcsákért, mert ugye 4x125=500 és az olyan szép kerek szám.:)
Úgyhogy mintha picit változott volna Nálad
pár dolog.:)
Ja és 4x üzemmódban 40.96x4 > 100 úgyanis
itt sajna minden él számít, még 1x-nél csak
minden 4-dik. Ezt kifelejtetted.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 30, 19:08
Írta: 4um5b65d Dátum 2008 augusztus 30, 19:08
De jó hogy újra itt vagytok Péter és Tibor....Míg elvoltatok mással kellett veszekednem, hogy legyen valami izgalom,de most már minden rendben és olvashatlak benneteket. I'am Happy[#nyes][#awink]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 30, 19:35
Írta: bmejdz9nu Dátum 2008 augusztus 30, 19:35
Mit szorozzak? encoder jelet? Azthiszed napszúrást kaptam? Dehogy szorzom! :)
Mi a különbség egy "profi" és egy "félprofi" encoder között? talán 0.0001 fokkal pontosabb? :) van invert kimenete stb...
Mérve, tesztelve semmi (főleg nem nekünk)... 1000cpr-es volt rajta, pont jó méret volt... a fordulatszámhoz...
Az a 125-öst encodert nem felejtem el neked... :)
Miattad vettem... mert nem tudtam, hogy a világ összes szervóvezérlője 4X-es alapban...
Nem árultad el, hogy a Gecko is persze olyan...
Fél év kellett, hogy rájöjjek... szinte magamtól...
... Ugyebár az encoder osztásod az 1X módon kívül csak a marslakók vannak... stb... (az elved:)... hittem neked... nekem ugyebár 500ppr kellett...(a 125cpr-es X4 módban=500ppr) jó vacak is lett az egész szervóhajtás tőle... mert kevés volt...
Közbe "tele voltam" frankó 500cpr-es (=2000ppr) HEDS encoderekkel... szóval erről ennyit...
De ezzel még Istvánt is bevitted a "málnásba" (szerintem) elhitetted vele is hogy... de ez egy másik téma... akit érdekel #1-től olvassa át ezt a topikot...
Frekimérőt és oszcillószkópot már láttál egyszerre működni? Hogy néz ki egy pl. 40Khz-es jel? Mit mér a frekimérő? Fel és lefutó élet? :) 80Khz-et? vagy mit?
Az encoder milyen jelet ad ki? Elárulom neked: Két négyszögjelet* két kimeneten! (A és B)
* Két négyszögjel kimenet, pl. 2x40Khz, fázisban eltolva két kimeneten, az encoder feldolgozó IC ebből "csinál azaz kilogikázza" ekkor 160Khz-et a 4X-es ü. módban... semmi szorzás...
Mi a különbség egy "profi" és egy "félprofi" encoder között? talán 0.0001 fokkal pontosabb? :) van invert kimenete stb...
Mérve, tesztelve semmi (főleg nem nekünk)... 1000cpr-es volt rajta, pont jó méret volt... a fordulatszámhoz...
Az a 125-öst encodert nem felejtem el neked... :)
Miattad vettem... mert nem tudtam, hogy a világ összes szervóvezérlője 4X-es alapban...
Nem árultad el, hogy a Gecko is persze olyan...
Fél év kellett, hogy rájöjjek... szinte magamtól...
... Ugyebár az encoder osztásod az 1X módon kívül csak a marslakók vannak... stb... (az elved:)... hittem neked... nekem ugyebár 500ppr kellett...(a 125cpr-es X4 módban=500ppr) jó vacak is lett az egész szervóhajtás tőle... mert kevés volt...
Közbe "tele voltam" frankó 500cpr-es (=2000ppr) HEDS encoderekkel... szóval erről ennyit...
De ezzel még Istvánt is bevitted a "málnásba" (szerintem) elhitetted vele is hogy... de ez egy másik téma... akit érdekel #1-től olvassa át ezt a topikot...
Frekimérőt és oszcillószkópot már láttál egyszerre működni? Hogy néz ki egy pl. 40Khz-es jel? Mit mér a frekimérő? Fel és lefutó élet? :) 80Khz-et? vagy mit?
Az encoder milyen jelet ad ki? Elárulom neked: Két négyszögjelet* két kimeneten! (A és B)
* Két négyszögjel kimenet, pl. 2x40Khz, fázisban eltolva két kimeneten, az encoder feldolgozó IC ebből "csinál azaz kilogikázza" ekkor 160Khz-et a 4X-es ü. módban... semmi szorzás...
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 augusztus 30, 21:40
Írta: crgs7u9wg Dátum 2008 augusztus 30, 21:40
elnezest, toroljetek, de ezen a malnason meg most is nevetek :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 30, 21:44
Írta: 000000000 Dátum 2008 augusztus 30, 21:44
Péter! Jessszusom, csak ennyit mondanék Neked,
ebben minden benne van!:)
ebben minden benne van!:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 31, 00:21
Írta: svejk Dátum 2008 augusztus 31, 00:21
"Fő a boldogság és elégedettség érzés.:) "
Nem-nem, fő az öröm és bódottság! :)
Lásd: http://www.videoplayer.hu/videos/play/90591
Nem-nem, fő az öröm és bódottság! :)
Lásd: http://www.videoplayer.hu/videos/play/90591
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 31, 00:36
Írta: svejk Dátum 2008 augusztus 31, 00:36
Én meg azon nevetek hogy mindannyian nevetünk egymáson :)
Azon viszont sírok, hogy ennyire nem vesszük figyelembe egymás érveit :(
Azon viszont sírok, hogy ennyire nem vesszük figyelembe egymás érveit :(
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 augusztus 31, 07:45
Írta: x4rhew5r3 Dátum 2008 augusztus 31, 07:45
Valóban a HEDS definíciója szerint fmax = Velocity (rpm) x N/60. Az N a vonalak száma (cpr). Az fmax így az A vagy a B csatorna maximális frekvenciája. A kinyerhető max. "impulzus" frekvencia 4 x fmax.
(Halkan megjegyzem, hogy a ppr jelöléssel vigyázni kell. Náhány gyártó a periods/revolution jelölésre használja, így náluk ez a cpr!)
(Halkan megjegyzem, hogy a ppr jelöléssel vigyázni kell. Náhány gyártó a periods/revolution jelölésre használja, így náluk ez a cpr!)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 08:53
Írta: bmejdz9nu Dátum 2008 augusztus 31, 08:53
Hát ez pont így van... így aztán... ott maradunk ahol vagyunk... Persze fő a boldogság és elégedettség érzés.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 08:56
Írta: bmejdz9nu Dátum 2008 augusztus 31, 08:56
Hát igen, most egyetértünk.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 09:11
Írta: 000000000 Dátum 2008 augusztus 31, 09:11
Egyre inkább az az érzésem, itt a Fórumon
3 féle ember van:
1. vakló bátorságú, makacs
2. műszaki elméleti alapelveket betartó
3. Az okos: aki a két előző "hüle" vitájából
lefölözi a hasznot.[#nyes]
3 féle ember van:
1. vakló bátorságú, makacs
2. műszaki elméleti alapelveket betartó
3. Az okos: aki a két előző "hüle" vitájából
lefölözi a hasznot.[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 09:19
Írta: bmejdz9nu Dátum 2008 augusztus 31, 09:19
#6098-ben Tibor szerint a 4X-es mód az encoderban van :) Azaz belülről "törnek elő" a nagy frekvenciák.
Majd ezt a 4X-es dolgot valaki elmagyárázhatná neki... :) Mert lehet, hogy tényleg nem érti.
cpr és ppr ... én ennek utánna nézzegettem, úgy találtam, hogy ez most elfogadott... vagy legalábis nem találtam jobbat :)
Szerinted, hogy hívjuk az encoder feldolgozás utáni jeleket? Még nem késő váltani? :)
Szerintem:
CPR= Cycles Per (shaft) Revolution. A "mechanikailag kialakított nyílások" száma az encoderen.
(tehát az A és/vagy B kimeneten ezt lehet mérni frekimérővel, impulzus számlálóval)
PPR= Pulse Per (shaft) Revolution. Az encoder feldolgozás utánni ("step") jelek.
1X módban=1xcpr; 2X módban=2xcpr; 4X módban=4xcpr értekű.
Mert ugyebár minden szervóvezérlő "azzal kezdi" (az encoder feld. után), hogy az encoderből "step/dir" jeleket csinál... :) (vagy ritkábban: CW és CCW)
Majd ezt a 4X-es dolgot valaki elmagyárázhatná neki... :) Mert lehet, hogy tényleg nem érti.
cpr és ppr ... én ennek utánna nézzegettem, úgy találtam, hogy ez most elfogadott... vagy legalábis nem találtam jobbat :)
Szerinted, hogy hívjuk az encoder feldolgozás utáni jeleket? Még nem késő váltani? :)
Szerintem:
CPR= Cycles Per (shaft) Revolution. A "mechanikailag kialakított nyílások" száma az encoderen.
(tehát az A és/vagy B kimeneten ezt lehet mérni frekimérővel, impulzus számlálóval)
PPR= Pulse Per (shaft) Revolution. Az encoder feldolgozás utánni ("step") jelek.
1X módban=1xcpr; 2X módban=2xcpr; 4X módban=4xcpr értekű.
Mert ugyebár minden szervóvezérlő "azzal kezdi" (az encoder feld. után), hogy az encoderből "step/dir" jeleket csinál... :) (vagy ritkábban: CW és CCW)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 09:24
Írta: 000000000 Dátum 2008 augusztus 31, 09:24
LPR = Line Per Revolution [#crazya]
Maradjon a CPR (mert akkor nem kell átírnom az összes doksit)![#taps]
Maradjon a CPR (mert akkor nem kell átírnom az összes doksit)![#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 augusztus 31, 09:34
Írta: x4rhew5r3 Dátum 2008 augusztus 31, 09:34
Jó a cpr vagy lpr és a ppr, maradjunk ennél.
A zárójeles megjegyzésem csak arra irányult, hogy pl. egyes Yaskawa motoroknál a katalógusban a PPR jelölés nálunk a cpr.
A zárójeles megjegyzésem csak arra irányult, hogy pl. egyes Yaskawa motoroknál a katalógusban a PPR jelölés nálunk a cpr.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 09:43
Írta: 000000000 Dátum 2008 augusztus 31, 09:43
Szia Péter!
Gratulálok szédületes fejlődésedhez:
#382 Encoder topic, egy éve ezt írtad:
"Ez egy nagyon nagyon "homályos" dolog
számomra... egyenlőre... Aki tudja az nem írja
le az encoder kezelés mikéntjét pontosan..."
Na én ilyen múlttal kicsit szerényebb gyerek
lennék a helyedben, tekintettel arra is, hogy
én véletlenül már 1985-ben használtam encodert,
és már akkor sejtettem, hogyan működik.
Gratulálok szédületes fejlődésedhez:
#382 Encoder topic, egy éve ezt írtad:
"Ez egy nagyon nagyon "homályos" dolog
számomra... egyenlőre... Aki tudja az nem írja
le az encoder kezelés mikéntjét pontosan..."
Na én ilyen múlttal kicsit szerényebb gyerek
lennék a helyedben, tekintettel arra is, hogy
én véletlenül már 1985-ben használtam encodert,
és már akkor sejtettem, hogyan működik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 09:50
Írta: bmejdz9nu Dátum 2008 augusztus 31, 09:50
Igen ezt tudom... Régebben a PPR volt a CPR helyett... de most az encoder adatlapokon a CPR kifejezést használják... Ha jól láttam.
Ha nincs jobb ötlet - szerintem - maradjunk ennél... de ha van elfogadom!
Ha nincs jobb ötlet - szerintem - maradjunk ennél... de ha van elfogadom!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 09:52
Írta: bmejdz9nu Dátum 2008 augusztus 31, 09:52
Látod Te akkor sem tudtad a helyes kifejezéseket és módokat... és most sem... ennyi a különbség :)
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2008 augusztus 31, 10:23
Írta: e7c897sd8 Dátum 2008 augusztus 31, 10:23
Tibor! Segíts rajtunk tudatlanokon! Taníts bennünket! A személyeskedést pedig vidd át a csevegő vagy a dühöngő rovatba! Olvasd el a topik címét! Szívesen tanulunk tőletek, de legyen ez szakmai fórum. Érthetően leírva egy elméleti gondolat gyakorlati alkalmazásait! Legtöbben itt gyakorlatbal működő gépeket szeretnénk építeni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 10:42
Írta: bmejdz9nu Dátum 2008 augusztus 31, 10:42
Én is ezt szeretném... :) De látod nem nagyon megy...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 augusztus 31, 11:18
Írta: x4rhew5r3 Dátum 2008 augusztus 31, 11:18
#230-re QDSP (Quantum Servo DSP) topik...
Értem amit mondasz, és egyet is értek veled. Az "elméleti szőrszálhasogatás"-t az itteni hobby gépek és lehetőségek szintjére értettem. Többeknek nem áll módjukban a műszakilag korrekt megoldást megvalósítani, és nehogy ezek a viták tántorítsák el az általa elérhető szervótól (bontott, kapott, olcsó, ...). Amit itt feszegetünk, az valószínűleg bőven hibahatáron belüli probléma.
(A következőket nem Neked írom Tibor45, mert Te tudod, de hátha segít az érdeklődőnek eligazodni)
A step szorzás is úgy került a képbe, hogy van egy nagy felbontású enkóder, de a pc nem tudja a hozzá illeszkedő stepfrekit,mert az már magas neki. Az egyik lehetséges megoldás, hogy egy step jel hatására a vezérlő N impulzust lök a rendszerbe (számlálóba). Ha a többszörözött impulzusokat nem hívjuk step jelnek, akkor közelebb járunk az igazsághoz, és nem is lesz mások számára félreérthető. Nem fogja tévesen azt gondolni, hogy megnőtt a gépe felbontása. A gépe felbontása változatlanul a pc-n értelmezett felbontás marad.
Na de milyen frekvenciával lökje azokat az impulzusokat? A legszebb az lenne, ha a következő steppig egyenletesen osztaná el, de hát nem tudjuk, hogy mikor jön a következő step jel (van még szebb is, de azt hagyjuk:). Na itt az információ hiány.
Csak megnyugtatásul és szerintem, ha a szükség úgy hozza, megfelelő sebesség és gyorsulás korlátozással hobby szinten nyugodtan lehet ilyen rendszerben gondolkodni.
Digitális vezérlőnél meg nem akar két step között interpolálni, egy stepjel hatására a szorzónak megfelelő értékkel módosítja a "számlálót".
Értem amit mondasz, és egyet is értek veled. Az "elméleti szőrszálhasogatás"-t az itteni hobby gépek és lehetőségek szintjére értettem. Többeknek nem áll módjukban a műszakilag korrekt megoldást megvalósítani, és nehogy ezek a viták tántorítsák el az általa elérhető szervótól (bontott, kapott, olcsó, ...). Amit itt feszegetünk, az valószínűleg bőven hibahatáron belüli probléma.
(A következőket nem Neked írom Tibor45, mert Te tudod, de hátha segít az érdeklődőnek eligazodni)
A step szorzás is úgy került a képbe, hogy van egy nagy felbontású enkóder, de a pc nem tudja a hozzá illeszkedő stepfrekit,mert az már magas neki. Az egyik lehetséges megoldás, hogy egy step jel hatására a vezérlő N impulzust lök a rendszerbe (számlálóba). Ha a többszörözött impulzusokat nem hívjuk step jelnek, akkor közelebb járunk az igazsághoz, és nem is lesz mások számára félreérthető. Nem fogja tévesen azt gondolni, hogy megnőtt a gépe felbontása. A gépe felbontása változatlanul a pc-n értelmezett felbontás marad.
Na de milyen frekvenciával lökje azokat az impulzusokat? A legszebb az lenne, ha a következő steppig egyenletesen osztaná el, de hát nem tudjuk, hogy mikor jön a következő step jel (van még szebb is, de azt hagyjuk:). Na itt az információ hiány.
Csak megnyugtatásul és szerintem, ha a szükség úgy hozza, megfelelő sebesség és gyorsulás korlátozással hobby szinten nyugodtan lehet ilyen rendszerben gondolkodni.
Digitális vezérlőnél meg nem akar két step között interpolálni, egy stepjel hatására a szorzónak megfelelő értékkel módosítja a "számlálót".
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 augusztus 31, 11:18
Írta: x4rhew5r3 Dátum 2008 augusztus 31, 11:18
Az enkóder jelzi vissza a vezérlőnek, hogy pillanatnyilag hol tart a mechanika. A visszajelzés pontossága függ az enkóder felbontásától. Minél nagyobb a felbontás, annál pontosabban tudja megmondani a pillanatnyi pozíciót. Az enkóder jelének leosztásával csökken a felbontás, azaz csökken a visszajelzés pontossága.
De itt is jöhetnek a kompromisszum kényszerek. Olyat motort sikerült bontani, aminek pl. 2048 cpr-es enkódere van. Megpörgetjük 3000-rel (persze áttétellel), akkor 3000/60 * 8192 = cca. 410 KHz a visszajelzés frekvenciája (Fordulat/60 * (CPR * 4)). Lehet, hogy ezt már nem bírja követni a vezérlő. Akkor kénytelenek vagyunk kevésbbé pörgetni a motort, vagy leosztani az enkóder frekit.
De itt is jöhetnek a kompromisszum kényszerek. Olyat motort sikerült bontani, aminek pl. 2048 cpr-es enkódere van. Megpörgetjük 3000-rel (persze áttétellel), akkor 3000/60 * 8192 = cca. 410 KHz a visszajelzés frekvenciája (Fordulat/60 * (CPR * 4)). Lehet, hogy ezt már nem bírja követni a vezérlő. Akkor kénytelenek vagyunk kevésbbé pörgetni a motort, vagy leosztani az enkóder frekit.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 11:20
Írta: 000000000 Dátum 2008 augusztus 31, 11:20
Egy a lényeg: ha valaki olyan szervót használ,
aminél a step alapjelek száma nem azonos
az encoderből kinyerhető valós impulzusokkal
(ez 4x is lehet), az egy műszakilag rosszabb,
és kockázatosabb megoldás, mintha a két
felbontás azonos lenne. Pont.:) Nem érvelek
erről többet, Sneci is ezt írta le.
aminél a step alapjelek száma nem azonos
az encoderből kinyerhető valós impulzusokkal
(ez 4x is lehet), az egy műszakilag rosszabb,
és kockázatosabb megoldás, mintha a két
felbontás azonos lenne. Pont.:) Nem érvelek
erről többet, Sneci is ezt írta le.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 11:29
Írta: bmejdz9nu Dátum 2008 augusztus 31, 11:29
Na ez így jó... :) Talán most már mindenki érti...
Azaz sebesség lesz a fizikai felbontás rovására... (sebesség vagy felbontás választás, azaz optimalizálás)
Mertugyebár a "mesterséges többletjeleket" nem a szoftver adta...így nem vagyunk "úrai" azoknak a "többlet" jeleknek...
Már csak azt kellene leírni (én már nem írom) , hogy miért nem jó csak az encoder osztása addíg a szintíg amikor beállna az egyensúly... (1:1)
Miért jobb a több "step" jel helyette...
=====================
Sneci írt választ a #6118-ben !!!
Azaz sebesség lesz a fizikai felbontás rovására... (sebesség vagy felbontás választás, azaz optimalizálás)
Mertugyebár a "mesterséges többletjeleket" nem a szoftver adta...így nem vagyunk "úrai" azoknak a "többlet" jeleknek...
Már csak azt kellene leírni (én már nem írom) , hogy miért nem jó csak az encoder osztása addíg a szintíg amikor beállna az egyensúly... (1:1)
Miért jobb a több "step" jel helyette...
=====================
Sneci írt választ a #6118-ben !!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 11:36
Írta: bmejdz9nu Dátum 2008 augusztus 31, 11:36
Ezt kifejthetnéd másként is...
Azaz megfordítva ... ha az encoder azonos "mennyiségű" jelet ad ... annyit mint a step jel... akkor mi van, mire lehet számítani.
Azaz megfordítva ... ha az encoder azonos "mennyiségű" jelet ad ... annyit mint a step jel... akkor mi van, mire lehet számítani.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 12:08
Írta: bmejdz9nu Dátum 2008 augusztus 31, 12:08
2048cpr...
Erre jó az LS7184 egy szervóvezérlőben... :) kapcs át 1X-módra, mert nagy az encoder...
Így sikerült... ezt kell szeretni... De sajnos nálam ez még mindíg kevés... Kell a step sokszorozó...(WinPC 24Khz)
Azaz pont jó... de ez az a téma ami nincs kifejtve...
A motort a névleges fordulat felével hajtva = fél teljesítmény = azaz pazarlás (persze csak akkor kell a teljes ereje)
Erre jó az LS7184 egy szervóvezérlőben... :) kapcs át 1X-módra, mert nagy az encoder...
Így sikerült... ezt kell szeretni... De sajnos nálam ez még mindíg kevés... Kell a step sokszorozó...(WinPC 24Khz)
Azaz pont jó... de ez az a téma ami nincs kifejtve...
A motort a névleges fordulat felével hajtva = fél teljesítmény = azaz pazarlás (persze csak akkor kell a teljes ereje)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 12:40
Írta: 000000000 Dátum 2008 augusztus 31, 12:40
Péter!
Erre épp nem jó.:))A már nagy felbontásból még
nagyobbat csinál, kb 100-adszor mondom Neked.
És szerintem jó lenne, ha az encodereket a
valós fizikai tárcsa résszámmal jellemeznénk
(minden katalógusban így van, függetlenül
attól, hogy ezt cpr, lpr, ..., -nek, akárminek
hívják), és bízzuk a tisztelt hozzáértő
Felhasználóra milyen jelfeldolgozást válasz.
Ne kavarjál ezzel az alap 4X-el állandóan,
félrevezetsz itt mindenkit, már aki persze megy
utánad.:)
Erre épp nem jó.:))A már nagy felbontásból még
nagyobbat csinál, kb 100-adszor mondom Neked.
És szerintem jó lenne, ha az encodereket a
valós fizikai tárcsa résszámmal jellemeznénk
(minden katalógusban így van, függetlenül
attól, hogy ezt cpr, lpr, ..., -nek, akárminek
hívják), és bízzuk a tisztelt hozzáértő
Felhasználóra milyen jelfeldolgozást válasz.
Ne kavarjál ezzel az alap 4X-el állandóan,
félrevezetsz itt mindenkit, már aki persze megy
utánad.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 13:18
Írta: bmejdz9nu Dátum 2008 augusztus 31, 13:18
Az alapkapcsolás... ennél egyszerűbb talán nincs is :) Persze 4X.
QUADRATURE TO STEP AND DIRECTION DECODER
This is a simple quadrature to step and direction decoder that uses a single 4000
series quad XNOR gate package (HEF 4077). The decoder is a X4 type, it will
give 4 step pulses per quadrature cycle. If the source is a 1,000 line encoder
then there will be 4,000 step pulses per revolution.
The circuit runs off of a single +5VDC power supply and has a maximum output
frequency in excess of 250 kHz. The PNP transistors buffer the outputs to 50mA
of drive current.
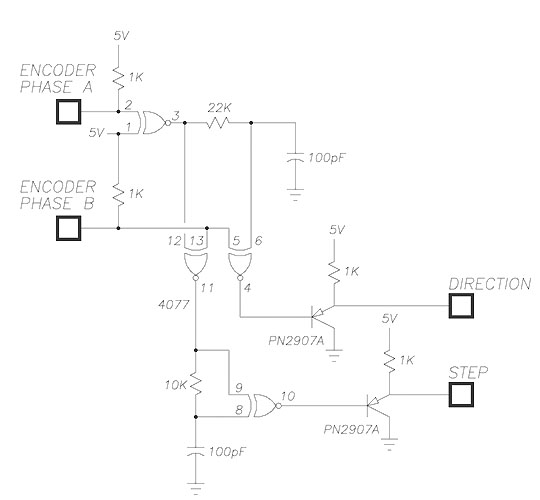
QUADRATURE TO STEP AND DIRECTION DECODER
This is a simple quadrature to step and direction decoder that uses a single 4000
series quad XNOR gate package (HEF 4077). The decoder is a X4 type, it will
give 4 step pulses per quadrature cycle. If the source is a 1,000 line encoder
then there will be 4,000 step pulses per revolution.
The circuit runs off of a single +5VDC power supply and has a maximum output
frequency in excess of 250 kHz. The PNP transistors buffer the outputs to 50mA
of drive current.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 13:18
Írta: bmejdz9nu Dátum 2008 augusztus 31, 13:18
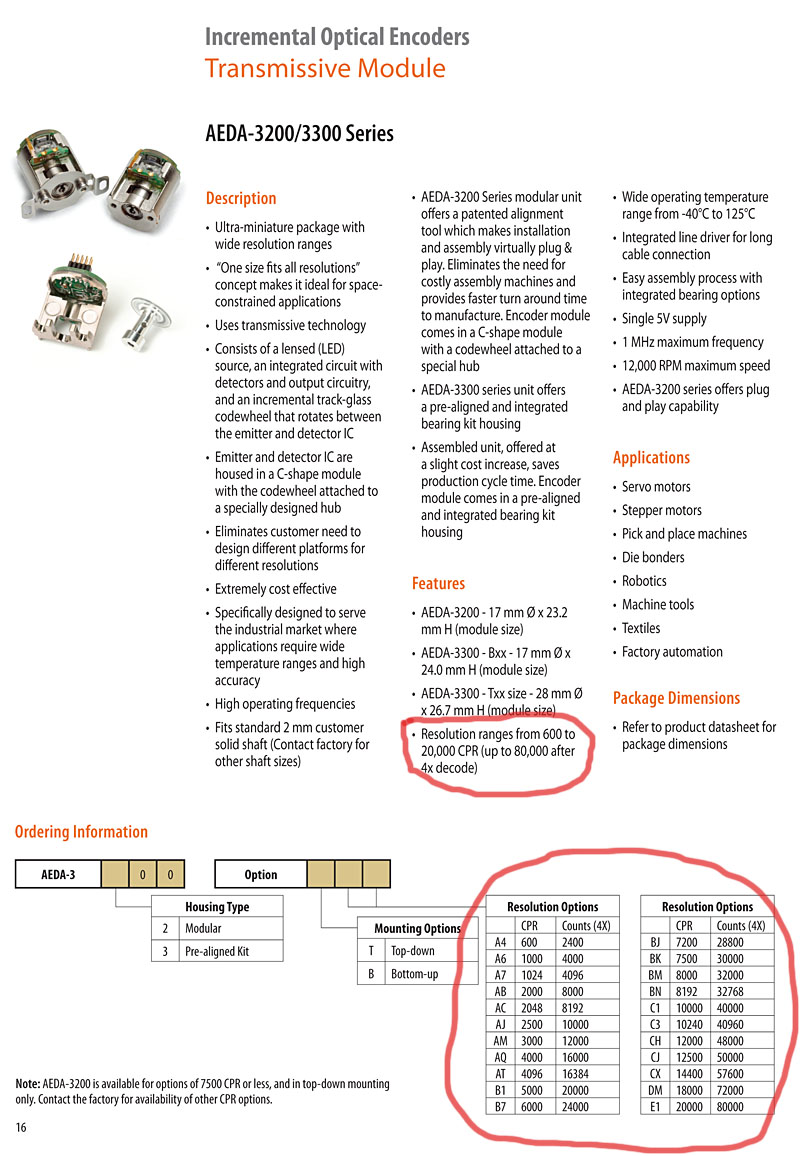
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 13:21
Írta: bmejdz9nu Dátum 2008 augusztus 31, 13:21
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 13:49
Írta: bmejdz9nu Dátum 2008 augusztus 31, 13:49
"Kavarjak" ezzel a 4X-el még? [#vigyor3][#vigyor3][#vigyor3]
Ha ezt elhiszed, hogy ugyebár van... akkor már előbbre vagyunk... aztán jöhet a 2X-es feldolgozási üzemmód (azaz DECODE) aztán eljutunk majd az 1X-re is:)
A #6124-es rajzon hol van "felszorozva" az encoder jele????? [#fejvakaras] Hol vannak azok a nagy frekvenciák az encoderben?
Ha ezt elhiszed, hogy ugyebár van... akkor már előbbre vagyunk... aztán jöhet a 2X-es feldolgozási üzemmód (azaz DECODE) aztán eljutunk majd az 1X-re is:)
A #6124-es rajzon hol van "felszorozva" az encoder jele????? [#fejvakaras] Hol vannak azok a nagy frekvenciák az encoderben?
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 31, 13:53
Írta: 4um5b65d Dátum 2008 augusztus 31, 13:53
Na itt most lenne egy kérdésem Péter kapcsolási rajzához (#6124). Lehet, hogy hülyeséget kérdezek,de mivel nem értek hozzá így hát nézze el nekem mindenki. Ha az enkódertől logikai jel érkezik a 4077-es IC-hez akkor miért kell 1K-s ellenálással felhúzni tápra a 4077 bemenetét?? És mi van akkor amikor csak egy szűz enkóderem van amiben van 4db IR led és 4db fototranzisztor? Ezt az enkóderen belül CMOS logikai szintre kellene hozni? Na jó erre tudom a választ, hogy igen! De ha tudnátok valami egyszerű elektronikát ami ezt megcsinálja akkor egy linkkel kisegíthetnétek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 14:10
Írta: 000000000 Dátum 2008 augusztus 31, 14:10
Bolond vagy Te Péter, de Rád hagyom!:))))
Magad elleni példát hoztál fel:
"Resolution ranges from 600 to 20000 cpr
(up to 80000 after 4X decode)"
Azaz zárójelbe tették, hogy aki akarja és műszakilag ez indokolt, lehet 4X is a
jelfeldolgozás, erről pofázok.
Csak Te kb.féléve amióta végre megértetted
itt a Fórumon utolsóként és alapfokon, mi is az
az emcoder, erre olyan büszke vagy, hogy
állandóan az ezzel kapcsolatos további
téveszméidet hirdeted.:)
Hajrá, előre ezen az úton!:)
Magad elleni példát hoztál fel:
"Resolution ranges from 600 to 20000 cpr
(up to 80000 after 4X decode)"
Azaz zárójelbe tették, hogy aki akarja és műszakilag ez indokolt, lehet 4X is a
jelfeldolgozás, erről pofázok.
Csak Te kb.féléve amióta végre megértetted
itt a Fórumon utolsóként és alapfokon, mi is az
az emcoder, erre olyan büszke vagy, hogy
állandóan az ezzel kapcsolatos további
téveszméidet hirdeted.:)
Hajrá, előre ezen az úton!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 14:19
Írta: bmejdz9nu Dátum 2008 augusztus 31, 14:19
Nem a bemenet felhúzása a cél... Sok encoder nyitott kollektoros... Egy hibalehetőséggel kevesebb a felhasználónak... ártani meg nem árt.:)
Ezt így csinálják minden vezérlőben. (pl. Gecko G320 is - De ez a kapcsolás nem a G320 eleje! ott kicsit másként van megoldva)
Ezt így csinálják minden vezérlőben. (pl. Gecko G320 is - De ez a kapcsolás nem a G320 eleje! ott kicsit másként van megoldva)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 augusztus 31, 14:29
Írta: x4rhew5r3 Dátum 2008 augusztus 31, 14:29
Vannak enkóderek, ahol a kimenet nyitott kollektoros. Ezeknél kell a felhúzó ellenállás.
Nem tudom, hogy elírtad a 4 db led-fototranzisztor páros, vagy 2 párat akartál írni. A kétfázisú enkóderhez elég 2 pár. Illik még a fototranzisztorok után még valami schmitt-triggert is rakni, hogy legyen valami jelformázó és elemi prell (pergés) szűrő.
Nem tudom, hogy elírtad a 4 db led-fototranzisztor páros, vagy 2 párat akartál írni. A kétfázisú enkóderhez elég 2 pár. Illik még a fototranzisztorok után még valami schmitt-triggert is rakni, hogy legyen valami jelformázó és elemi prell (pergés) szűrő.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 14:31
Írta: bmejdz9nu Dátum 2008 augusztus 31, 14:31
Egészen mást választ vártam...
Én "Bamba" azt hittem elfogadod a Quadratura encoder feldolgozást és ráébredsz, hogy itt nincs szorzás(!!!), nincsenek nagy frekvenciák encoder oldalon...csak minden él ki van olvasva belőle.
De ezt az egyszerű rajzot nem lehet megmagyarázni azok alapján amiket eddíg írtál... olvasd vissza!!!
(Lehet, hogy a ྌ-as években még ez másként volt... [#vigyor3]... de hát azóta...)
Szótár: After 4X decode = 4X-es feldolgozás után.
Ezt persze bocsánatos dolog... akkoriban nem kellett nyelvvizsga a diplomához.
Én "Bamba" azt hittem elfogadod a Quadratura encoder feldolgozást és ráébredsz, hogy itt nincs szorzás(!!!), nincsenek nagy frekvenciák encoder oldalon...csak minden él ki van olvasva belőle.
De ezt az egyszerű rajzot nem lehet megmagyarázni azok alapján amiket eddíg írtál... olvasd vissza!!!
(Lehet, hogy a ྌ-as években még ez másként volt... [#vigyor3]... de hát azóta...)
Szótár: After 4X decode = 4X-es feldolgozás után.
Ezt persze bocsánatos dolog... akkoriban nem kellett nyelvvizsga a diplomához.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 14:32
Írta: bmejdz9nu Dátum 2008 augusztus 31, 14:32
Te látod a szorzást az áramkörben? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 31, 15:04
Írta: 4um5b65d Dátum 2008 augusztus 31, 15:04
Ja, hogy ezt OC-al is gyártják? Akkor már értem az ellenálást. Egyébként van itthon 2db enkóderem amiben 4 pár fotokapu van. Ennek mi lehet az oka ?
Nem lehet,hogy egyszerűen ezzel növelik a felbontását az egységnek, mert ahogy átnézek lassú forgatás közben a "fésükön" akkor szépen egymás után nyit és zár a fényrés...
Nem lehet,hogy egyszerűen ezzel növelik a felbontását az egységnek, mert ahogy átnézek lassú forgatás közben a "fésükön" akkor szépen egymás után nyit és zár a fényrés...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 31, 15:07
Írta: 4um5b65d Dátum 2008 augusztus 31, 15:07
Ezeknél az enkódereknél egy fogaskerék van a tengelyen ami kb 15mm átmérőjű és egy fogaslécbe illeszkedik az egész. Így oldották meg a forgó enkóddal a lineáris enkódot..
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 augusztus 31, 15:18
Írta: csg67 Dátum 2008 augusztus 31, 15:18
A négy fotókapu páronként szembe van kapcsolva. Lásd itt:http://www.heidenhain.de/presentation/basics/en/index/N10A17/N10A17.html
Így lesz szép "zero-symmetrical" a kimenet.
Így lesz szép "zero-symmetrical" a kimenet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 15:19
Írta: bmejdz9nu Dátum 2008 augusztus 31, 15:19
Nem az Ebay-ról való? Szallagkábel jön ki belőle?
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 31, 15:34
Írta: 4um5b65d Dátum 2008 augusztus 31, 15:34
Lehet, hogy rosszul értelmezem a linkedet,de azt hiszem nálam nem ez a helyzet. Ugye adott a két üveglap. Az egyiken a körben elhelyezkedő vonalak,szegmensek...vagy nem is tudom mi azoknak a hivatalos nevük. Aztán a másik üveglapon pedig van 8db ablak szintén ezekkel a kis vonalakkal. Na most ebből a 8-ból csak 4db-nak van jelentősége az enkóderemnél, és kb úgy helyezkedik el a négy darab FIZIKÁLISAN hogy 0 fok..10 ...20...30 fokban vannak az üvegen. A másik négy pedig velük szemben kb 180..190..200 és 210 fokban. Ha az elő négyen átnézek forgás közben akkor 0-90-180-270 fokban nyitnak ellentétben a linkedben látottakkal, tehát nincs egyszerre kettő nyitva vagy zárva. A másik négy ablakra is nyilván lehet tenni fotokapukat és akkor gondolom a 0-45-90-135-180-225-270-315 fáziseltolással nyitják és zárják a fényt... Vagy lehet, hogy egyről beszélünk csak nem értettem amit írtál??
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 31, 15:40
Írta: 4um5b65d Dátum 2008 augusztus 31, 15:40
Nem-nem....ezek már vagy 15 éves darabok és a volt munkahelyemről dobták ki, és egy hagyományos esztergagép keresztszán mérőrendszere volt csak bedöglött a számkijelző rendszere és gondolták nem csináltatják meg.... Pedig nagyon precíz kis darabok.... a fogaslécek 250mm-esek és több darab is összekapcsolható hosszában, és volt képük ráírni az egyes lécekre, hogy 2 mikron vagy éppen 4 mikron eltérés van a hosszméretekben....
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 augusztus 31, 15:46
Írta: csg67 Dátum 2008 augusztus 31, 15:46
Ott sincs egyszerre kettő nyitva és kettő zárva, hanem egy zárva van, egy félig nyitva, egy félig zárva és egy nyitva. Szerintem ezt látod te is, azaz az első nyit 0 foknál, a második 90-nél, a harmadik 180-nál és a negyedik 270-nél. Nézd meg újra a felső négy görbét!
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 augusztus 31, 15:49
Írta: x4rhew5r3 Dátum 2008 augusztus 31, 15:49
Nem tudom a választ, de nagyon érdekel. Várjunk egy kicsit, hátha valaki ismeri...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 31, 15:57
Írta: 4um5b65d Dátum 2008 augusztus 31, 15:57
Valami dereng már,de még nem fogom agyilag amit #6136-ban írtál... Páronként szembekapcsolva??? Ezt még átrágom egy kicsit... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 16:02
Írta: bmejdz9nu Dátum 2008 augusztus 31, 16:02
Akkor ok.
Mert egy Ebay eladó árul kínai játékba való encodereket... persze semmi adatlap...
Mert egy Ebay eladó árul kínai játékba való encodereket... persze semmi adatlap...
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 augusztus 31, 16:09
Írta: csg67 Dátum 2008 augusztus 31, 16:09
Igen, kicsit rafinált! :) De nézd meg az alsó két görbét is, ami a felső négyből adódik, mégpedig így; I1 = I0° - I180°, illetve I2 = I90° - I270°. Azaz a 0 és 180 fokhoz tartozó fotoelemek, valamint a 90 és 270 foknál lévők sorosan vannak kapcsolva, de egymással ellentétesen! Ezáltal lesz a legjobban a 0 szintre szimmetrikus az I1 és I2.
A másik 4, használaton kívüli ablakra lehet magyarázat az, hogy a gyártás során a jobban sikerült 4 ablakot használják. A gyártáskor nem különböző pontossági osztályú mértékmegtestesítőket gyártanak, hanem a végterméket osztályozni szokták. :)
A másik 4, használaton kívüli ablakra lehet magyarázat az, hogy a gyártás során a jobban sikerült 4 ablakot használják. A gyártáskor nem különböző pontossági osztályú mértékmegtestesítőket gyártanak, hanem a végterméket osztályozni szokták. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 16:10
Írta: 000000000 Dátum 2008 augusztus 31, 16:10
Ha jól emlékszem 1983-ban értettem meg
egy irányítástechnika órán az A, B csatornás kétfázisú encodert, és annak lehetséges 4X
üzemmódját. Te fél éve tudsz erről valamit.
Kiakasztó a dumád, és csak saját magadat
égeted itt mindenki előtt.:) PONT.
egy irányítástechnika órán az A, B csatornás kétfázisú encodert, és annak lehetséges 4X
üzemmódját. Te fél éve tudsz erről valamit.
Kiakasztó a dumád, és csak saját magadat
égeted itt mindenki előtt.:) PONT.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 31, 16:26
Írta: 4um5b65d Dátum 2008 augusztus 31, 16:26
Na valahogy így néz ki a drága. Ez még az eredeti izzós kivitelű világítással készült. De érdekes, hogy ami a képen van egy hagyományos zseblámpa izzóval nem működőképes csak az eredeti izzójával aminek az izzószála egyedileg függőleges helyzetben van, és még 45 fokkal a hossztengelyében elforgatott izzóval sem működik már. Az elektronika az már nem az eredeti.


Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 16:36
Írta: bmejdz9nu Dátum 2008 augusztus 31, 16:36
[#taps] Van 4X-es encoder feldolgozás. Hurrá!
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 augusztus 31, 16:44
Írta: csg67 Dátum 2008 augusztus 31, 16:44
Az izzót nagyon pontosan be kell állítani a fókuszpontba, és az izzószál alakja is lényeges! Az újabb LED-es megoldásokkal nincs ennyi probléma.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 31, 17:44
Írta: fs9s63xkf Dátum 2008 augusztus 31, 17:44
Leteszteltem ezt a Gecko féle multiplier cuccost, a gyorsítási eredményeket és az egységugrás "képességet" vizsgáltam, és a következő eredmények születtek:
A motoron 1000 soros encoder volt tehát 4000 impulzus volt egy kör... A gyorsítás 0-ról 2000rpm-ra értendő.
1x-es szorzó(alapállapot): Gyorsítás: 11ms, Egységugrás: 22000pps.
2x-es szorzó: Gyorsítás 14ms, Egységugrás: 11000pps.
5x-ös szorzó: Gyorsítás 17ms, Egységugrás: 4400pps.
10x-es szorzó: Gyorsítás 22ms, Egységugrás: 2200pps.
Gyakorlatilag annyiszor 10%-al kaptam rosszabb eredményt gyorsításra, mint az alapállapot, amennyi a szorzás értéke. Az egységugárs gyakorlatilag végig ugyan annyi volt, hisz ha visszaszorzom, akkor mindig a 22kHz-et kapom meg, tehát egyáltalán nem befolyásolja.
Ezután végeztem egy kis egységugrás tesztet, ami a következő volt: 10x-es szorzóval, 200 pulzus, 1700-szor egyikirány, másikirány váltogatva (varrógép teszt), folyamatos sebességgel: 2200pps. A sebesség grafikon egy darab egyenes.. 2 és fél perc után az eltérés 0 azaz 0 encoder impulzus.
A gyorsításra viszont nagyon rossz hatással van a szorzó, valószínűleg lassú a PLL, de ha megnézzük, akkor 11ms-ról 22-ms-ra nőtt, ami még mindig kevesebb, mint amit hobby keretek között használunk általában.
Szóval szerintem nem rossz ez csak kerülendő . Persze ha muszáj (WinPCNC)…
Az a szorzó, amit István használ az viszont szerintem teljesen korrekt, és az iparban is használják, gondolom. Tegyük fel, hogy érkezik egy step jel, ezt a szorzó felszorozza és 10-nek értelmezi… Ekkor az történik, hogy a motor 10 impulzust lép 1 helyett, viszont az idő ugyan annyi. Nem is a lép a jó szó, mert nem áll meg kettő között, nem úgy, mint egyszeres üzemmódban két lépés között. Szerintem ez a lényeg, ha jól értem, hogy azt a 10 impulzust ugyan annyi idő alatt teszi meg, mint az egyet tenné, ha nem lenne szorzó és így már nincs semmilyen veszteség. De javítsatok ki, ha tévednék.
Az OMRON-nak vannak szervói, amiken 17bites encoder van és 4x-es encoder feldolgozás mellett csak 500kHz lehet a bemeneti step jel. Kétlem, hogy ők is leosztják azt a 17 bitet… Megnéztem, és az AC-szervonál nincs különbség gyorsításban, még ha 100-as szorzót írok be, akkor sem, ráadásul a pozícióban tartás is 100-szor jobb lett és a pályakövetés is.
A motoron 1000 soros encoder volt tehát 4000 impulzus volt egy kör... A gyorsítás 0-ról 2000rpm-ra értendő.
1x-es szorzó(alapállapot): Gyorsítás: 11ms, Egységugrás: 22000pps.
2x-es szorzó: Gyorsítás 14ms, Egységugrás: 11000pps.
5x-ös szorzó: Gyorsítás 17ms, Egységugrás: 4400pps.
10x-es szorzó: Gyorsítás 22ms, Egységugrás: 2200pps.
Gyakorlatilag annyiszor 10%-al kaptam rosszabb eredményt gyorsításra, mint az alapállapot, amennyi a szorzás értéke. Az egységugárs gyakorlatilag végig ugyan annyi volt, hisz ha visszaszorzom, akkor mindig a 22kHz-et kapom meg, tehát egyáltalán nem befolyásolja.
Ezután végeztem egy kis egységugrás tesztet, ami a következő volt: 10x-es szorzóval, 200 pulzus, 1700-szor egyikirány, másikirány váltogatva (varrógép teszt), folyamatos sebességgel: 2200pps. A sebesség grafikon egy darab egyenes.. 2 és fél perc után az eltérés 0 azaz 0 encoder impulzus.
A gyorsításra viszont nagyon rossz hatással van a szorzó, valószínűleg lassú a PLL, de ha megnézzük, akkor 11ms-ról 22-ms-ra nőtt, ami még mindig kevesebb, mint amit hobby keretek között használunk általában.
Szóval szerintem nem rossz ez csak kerülendő . Persze ha muszáj (WinPCNC)…
Az a szorzó, amit István használ az viszont szerintem teljesen korrekt, és az iparban is használják, gondolom. Tegyük fel, hogy érkezik egy step jel, ezt a szorzó felszorozza és 10-nek értelmezi… Ekkor az történik, hogy a motor 10 impulzust lép 1 helyett, viszont az idő ugyan annyi. Nem is a lép a jó szó, mert nem áll meg kettő között, nem úgy, mint egyszeres üzemmódban két lépés között. Szerintem ez a lényeg, ha jól értem, hogy azt a 10 impulzust ugyan annyi idő alatt teszi meg, mint az egyet tenné, ha nem lenne szorzó és így már nincs semmilyen veszteség. De javítsatok ki, ha tévednék.
Az OMRON-nak vannak szervói, amiken 17bites encoder van és 4x-es encoder feldolgozás mellett csak 500kHz lehet a bemeneti step jel. Kétlem, hogy ők is leosztják azt a 17 bitet… Megnéztem, és az AC-szervonál nincs különbség gyorsításban, még ha 100-as szorzót írok be, akkor sem, ráadásul a pozícióban tartás is 100-szor jobb lett és a pályakövetés is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 17:54
Írta: 000000000 Dátum 2008 augusztus 31, 17:54
Köszi, teljesen jól értelmezted![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 31, 17:55
Írta: svejk Dátum 2008 augusztus 31, 17:55
Kár hogy nem címezted valamelyik hozzászóláshoz az írásodat.
Félek elsiklik felette az Illető személy :) :)
Félek elsiklik felette az Illető személy :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 31, 17:56
Írta: 4um5b65d Dátum 2008 augusztus 31, 17:56
Hát igen, ha az ember enkóder bütykölésre adja a fejét akkor jobb , ha a világegyetem dolgaival alaposan tisztában van....Elég hamar rá kellett jönnöm, mikor az izzó nem működött..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 31, 18:01
Írta: svejk Dátum 2008 augusztus 31, 18:01
"Egyre inkább az az érzésem, itt a Fórumon
3 féle ember van:
1. vakló bátorságú, makacs
2. műszaki elméleti alapelveket betartó
3. Az okos: aki a két előző "hüle" vitájából
lefölözi a hasznot. "
Ebben aztán fején találtad a szöget Tibor45!!
Ugye a 3. a más kárán tanul...
Az első nélkül (magamat is oda sorolva) viszont nem is lenne ez a topic, és a 97 %-a hobbystáknak még léptetőmotorokat bűvölné, mert a 2. ugyan el nem árul semmit ..
3 féle ember van:
1. vakló bátorságú, makacs
2. műszaki elméleti alapelveket betartó
3. Az okos: aki a két előző "hüle" vitájából
lefölözi a hasznot. "
Ebben aztán fején találtad a szöget Tibor45!!
Ugye a 3. a más kárán tanul...
Az első nélkül (magamat is oda sorolva) viszont nem is lenne ez a topic, és a 97 %-a hobbystáknak még léptetőmotorokat bűvölné, mert a 2. ugyan el nem árul semmit ..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 18:04
Írta: bmejdz9nu Dátum 2008 augusztus 31, 18:04
Nekem csak 4-esre van a szorzó bedrótozva... (amit ugyebár nem is tud a Gecko:) Nade megoldva...
Elmegy... Én is tudom, hogy jobb lenne ha nem kellene... de a WinPC-NC :)
Végül is bajt nem látok... csak egy "szükséges segédeszköz" amit sajnos nem bírok elkerülni és ráadásul még pénzbe is kerül :)...
Talán egyedül is vagyok ezzel :) Mindezek mellet a WinPC-NC megér nekem ennyit ...
A felbontás pedíg megfelelő, gyorsítani meg úgysem tudok jobban mert szétesne (előbb útóbb) a gép :) (50ms-ra állítottam a full 180mm/sec-re.)
Egyébként a mérési eredményeidet tapasztalati úton kb. "ide raktam magamban"... de!!! Köszönettel!
A pps elnevezést itt még nem nagyon használtuk... Pulse Per Sec? vagy hogyan értendő? A CNCzone-n is így emlegetik...
Elmegy... Én is tudom, hogy jobb lenne ha nem kellene... de a WinPC-NC :)
Végül is bajt nem látok... csak egy "szükséges segédeszköz" amit sajnos nem bírok elkerülni és ráadásul még pénzbe is kerül :)...
Talán egyedül is vagyok ezzel :) Mindezek mellet a WinPC-NC megér nekem ennyit ...
A felbontás pedíg megfelelő, gyorsítani meg úgysem tudok jobban mert szétesne (előbb útóbb) a gép :) (50ms-ra állítottam a full 180mm/sec-re.)
Egyébként a mérési eredményeidet tapasztalati úton kb. "ide raktam magamban"... de!!! Köszönettel!
A pps elnevezést itt még nem nagyon használtuk... Pulse Per Sec? vagy hogyan értendő? A CNCzone-n is így emlegetik...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 18:07
Írta: 000000000 Dátum 2008 augusztus 31, 18:07
pps=Hz?[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 31, 18:08
Írta: HJózsi Dátum 2008 augusztus 31, 18:08
A WinPC-NC megoldja, hogy csak a CNC paraolimpián indulhass... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 18:08
Írta: bmejdz9nu Dátum 2008 augusztus 31, 18:08
Hogyis van az a mondás... a 3.-ra gondolok... amit nem tud az nem is hiányzik neki? Azaz "boldog"?
A 2. verzióval teljesen egyet értek :):):)
A 2. verzióval teljesen egyet értek :):):)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 31, 18:10
Írta: svejk Dátum 2008 augusztus 31, 18:10
A fenét,csak itt is végig kell járni a szamárlétrát, vagy mások szívásából tanulni.
23 évvel ezelőtt én is készítettem encodert 150! mm-es átmérőben, házi gyártmányú csőhajlítógéphez, még ma is működik.
Igaz elég volt az 1 fok pontosság, de emlékszem milyen nagy élmény volt, hogy össze vissza forgattam és nem tévedt el... Persze sebesség igény sem volt..
Visszagondolva tök nevetséges volt a szerkezet, de működött és büszke voltam rá..
23 évvel ezelőtt én is készítettem encodert 150! mm-es átmérőben, házi gyártmányú csőhajlítógéphez, még ma is működik.
Igaz elég volt az 1 fok pontosság, de emlékszem milyen nagy élmény volt, hogy össze vissza forgattam és nem tévedt el... Persze sebesség igény sem volt..
Visszagondolva tök nevetséges volt a szerkezet, de működött és büszke voltam rá..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 18:10
Írta: bmejdz9nu Dátum 2008 augusztus 31, 18:10
Az amcsik szokták így emlegetni a dolgot... A Hz fele? Nem tudom...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 18:11
Írta: bmejdz9nu Dátum 2008 augusztus 31, 18:11
Hű... nem semmi... nincs kép róla?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 18:12
Írta: 000000000 Dátum 2008 augusztus 31, 18:12
Peak to Peak / sec ????
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 31, 18:17
Írta: svejk Dátum 2008 augusztus 31, 18:17
gondolom pulse per secund..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 18:20
Írta: 000000000 Dátum 2008 augusztus 31, 18:20
Egy freki mérővel mit mérnénk (Step környezetben)? pps v. Hz?[#guluszem1]
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 31, 18:41
Írta: fs9s63xkf Dátum 2008 augusztus 31, 18:41
pps = pulse per sec vagy step per sec, a sebessége 22000 step per sec vagyis 22kHz...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 31, 18:41
Írta: svejk Dátum 2008 augusztus 31, 18:41
ugyan az a gyakorlatban
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 18:41
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 18:41
Tibor45 -höz lenne kérdésem .Tételezük fel , hogy a Varsányi gépéböl 2 db van (KLONOZOTT) tehát teljesen egyformák .Az egyiken a Tibor45 vezérlöje van , a másikon a Maggi Profi2Q Servo vezérlö van . Mindkét gép ugyanazt a G_kodot futatja ami 3D marás és 8 orás futásssal végez a munkadarabbal . Mi lessz a külömbség az egyik és a másik végtermék között . Mert én csak ezt értem meg , döntés elött állok milyiket vállasszam .
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 31, 18:48
Írta: 4um5b65d Dátum 2008 augusztus 31, 18:48
Bocsánat, hogy erre én válaszolok, de elfogott a nevetés..... MAGGI Profi2Q vezérlővel csak tyúkhúsleves készíthető,de MAGI Profi2Q vezérlővel pedig cnc gép ....[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 18:49
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 18:49
BOCS !!! de a kérdés komoly !!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 18:51
Írta: bmejdz9nu Dátum 2008 augusztus 31, 18:51
Köszi... néha egy-egy eszköz "teljesítményét" is szokták ezzel jellemezni... érdekes...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 31, 18:52
Írta: HJózsi Dátum 2008 augusztus 31, 18:52
4X fölött ebben a topikban több komolyságot!...[#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 18:54
Írta: bmejdz9nu Dátum 2008 augusztus 31, 18:54
[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 augusztus 31, 18:54
Írta: crgs7u9wg Dátum 2008 augusztus 31, 18:54
szamtalan ilyen konkret fizikai kerdes merut fel az elmult idoben, ahogy en lattam/latom pl. attetelezett motor/direkt hajtas, analog szervo/digitalis, hall szenzoros kefenelkuli motor hajtas/szenzor nelkuli vezerles, optikai encoder/magneses encoder, 1x-es feldolgozas/4x-es feldolgozas, step jelet lehet sokszorozni/nem lehet stb. az volna a jo, ha a forum latogatoi eljutnanak arra a szintre, hogy egy ilyen "vita" (itt jo ertelemben, epito jelleggel ertem) eseteben sikerulne eljutni az elmeletbol a valosagba, tehat egy tema kapcsan egy vagy tobb ember, masok alltal elfogadhatoan tudna bizonyitani/igazolni az egyes elmeletek igazat...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 31, 18:56
Írta: 4um5b65d Dátum 2008 augusztus 31, 18:56
Természetesen nem a kérdéseden fogott el a nevetés, hanem a tisztelt házigazda nevének írásától.... Mert ugye a nevet azt illik pontosan írni mindenki esetében. Bár harag tuti nem lesz belőle... :))
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 31, 18:57
Írta: fs9s63xkf Dátum 2008 augusztus 31, 18:57
Azért nem címeztem senkinek, mert mindenkinek szól és nem akartam csak Tibor45-öt kiragadni közületek :) De még nem reagált rá, hisz azt mondta, hogy fél perc után biztos leold a Gecko, pedig nem tette...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 18:59
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 18:59
masok alltal elfogadhatoan tudna bizonyitani/igazolni az egyes elmeletek igazat...
Igen én ezt szeretném , Tibor45- töl , mert ismerem a referenciáját a gépeinek . De tölle szeretném hallani a konkrét külömbséget .
Igen én ezt szeretném , Tibor45- töl , mert ismerem a referenciáját a gépeinek . De tölle szeretném hallani a konkrét külömbséget .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 19:01
Írta: bmejdz9nu Dátum 2008 augusztus 31, 19:01
Alapvetően két fajta vezérlő van a világon: 1. Átmegy a "Varsányi féle" teszten 2. vagy nem... [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 19:01
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 19:01
Nagyon bánom az elirást , és szégyellem is magamat miatta .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 19:03
Írta: bmejdz9nu Dátum 2008 augusztus 31, 19:03
Hát igen... ez így lenne szép. Azaz egy egy kérdéskör végére pontot tudnánk tenni és továbblépni. De nem így van... Sajnos. (körbejárunk :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 19:06
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 19:06
Volt lehetöséged tesztelni Tibor45 vezérlöjét ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 19:25
Írta: bmejdz9nu Dátum 2008 augusztus 31, 19:25
Nem. Mert Tibor vezérlője nem postázható és a felhasználó nem tudja beállítani. (ezért is nincs adatlap és leírás hozzá)
Tibor csak egy komplett szolgáltatás csomagban adja. Azaz kiszáll a helyszínre és beüzemeli maga a technikát.
Ezáltal - belátható módon - nem is olcsó. De összességében megérheti annak aki abszolute nem akar a szervóvezérléssel foglalkozni.
Természetesen amit Tibor "előír" a mechanikai kialakítással (pl. áttetel) és motor/encoder választási tanácsait betartja. Én pedíg...
Én is csak a honlapjáról tudok infókat... ott találsz referencia videókat is.
Tibor csak egy komplett szolgáltatás csomagban adja. Azaz kiszáll a helyszínre és beüzemeli maga a technikát.
Ezáltal - belátható módon - nem is olcsó. De összességében megérheti annak aki abszolute nem akar a szervóvezérléssel foglalkozni.
Természetesen amit Tibor "előír" a mechanikai kialakítással (pl. áttetel) és motor/encoder választási tanácsait betartja. Én pedíg...
Én is csak a honlapjáról tudok infókat... ott találsz referencia videókat is.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 augusztus 31, 19:28
Írta: 4um5b65d Dátum 2008 augusztus 31, 19:28
A z t a m i n d e n i t Péter , 2 év alatt több mint 9000 hozzászólásod volt.....nem semmi! Biztos nem enged az asszony otthon szólni.....[#vigyor2][#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 19:31
Írta: bmejdz9nu Dátum 2008 augusztus 31, 19:31
Azért ez így nem igaz... :) Mármint az asszony dolog... :) Még jó, hogy nem olvassa :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 19:38
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 19:38
És ezek szerint totálisan ki vagy szolgáltatva neki , mert ha valami történik vele ,akkor az egész vezérlés csak egy halom alkatrésszé válik .
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 19:48
Írta: 3vv2btrhv Dátum 2008 augusztus 31, 19:48
Servo motor átételes
Ez a megoldás menyiben jó , mint a sima motor + és a szij átétel ?
Ez a megoldás menyiben jó , mint a sima motor + és a szij átétel ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 19:55
Írta: bmejdz9nu Dátum 2008 augusztus 31, 19:55
Kötni kell a Tiborra életbiztosítást is... ez is további költség tényező [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 20:00
Írta: 000000000 Dátum 2008 augusztus 31, 20:00
[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 20:01
Írta: 000000000 Dátum 2008 augusztus 31, 20:01
Péter! Ezt mát többször leírtad:
"Tibor vezérlője nem postázható és a
felhasználó nem tudja beállítani. (ezért is
nincs adatlap és leírás hozzá)"
Ez is egyike a valótlan állításaidnak, 6 oldalas
beállítási leírás van hozzá, csak az kapja meg,
aki komoly ember és használja is, és betartja azokat a fő szervo játékszabályokat,
tanácsaimat, amik mellett utána 5 év garanciát
adok rá.
"Tibor vezérlője nem postázható és a
felhasználó nem tudja beállítani. (ezért is
nincs adatlap és leírás hozzá)"
Ez is egyike a valótlan állításaidnak, 6 oldalas
beállítási leírás van hozzá, csak az kapja meg,
aki komoly ember és használja is, és betartja azokat a fő szervo játékszabályokat,
tanácsaimat, amik mellett utána 5 év garanciát
adok rá.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 20:05
Írta: 000000000 Dátum 2008 augusztus 31, 20:05
Köszönet és egyben gratulálok, ahogy tesztjeiddel
helyére tetted dolgokat, hogy a hobby-sok is okuljanak. Már a Mach-nál is sokat köszönhettünk Neked!
helyére tetted dolgokat, hogy a hobby-sok is okuljanak. Már a Mach-nál is sokat köszönhettünk Neked!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 20:05
Írta: 000000000 Dátum 2008 augusztus 31, 20:05
Majd adok én Neked egyszer igazi, amolyan T45
típusú igazi egységugrás jelet.
Erről Varsányi meg Svejk tudna mesélni, amikor a
tavalyi talin meghaltak a szervóik ~10Hz-es
rángatásnál.
típusú igazi egységugrás jelet.
Erről Varsányi meg Svejk tudna mesélni, amikor a
tavalyi talin meghaltak a szervóik ~10Hz-es
rángatásnál.
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2008 augusztus 31, 20:07
Írta: e7c897sd8 Dátum 2008 augusztus 31, 20:07
Ha van publikus része osszd meg velünk! Ha nincs, akkor a többi már nem ebbe a topikba való!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 20:18
Írta: 000000000 Dátum 2008 augusztus 31, 20:18
Nem tudok Neked erre válaszolni, több okból sem:
1. nem érdekel más szervója, és nem is ismerem, ismerhetem őket, így fogalmam sincs mit tudnak.
2. Varsányi gépe pedig J-hibás a direkt hajtása
miatt, így elvi hibás gépre nem kötök szervót.
Kérdezd meg azokat viszont, akiket ismersz, és
használgatják a cuccot pár éve, mennyire
elégedettek, csak ezt tudom tanácsolni.
Illetve ha egyszer lesz egy komolyabb
mechanikád, új géped, felajánlom Neked
ingyenes teszthez. Az sem mellékes azért, hogy
én két éve nem változtattam semmit a dolgon,
(nem kellett, mert ebbe benne van vagy 10 évem)
és nem adok neki hangzatos új neveket
félévente.
1. nem érdekel más szervója, és nem is ismerem, ismerhetem őket, így fogalmam sincs mit tudnak.
2. Varsányi gépe pedig J-hibás a direkt hajtása
miatt, így elvi hibás gépre nem kötök szervót.
Kérdezd meg azokat viszont, akiket ismersz, és
használgatják a cuccot pár éve, mennyire
elégedettek, csak ezt tudom tanácsolni.
Illetve ha egyszer lesz egy komolyabb
mechanikád, új géped, felajánlom Neked
ingyenes teszthez. Az sem mellékes azért, hogy
én két éve nem változtattam semmit a dolgon,
(nem kellett, mert ebbe benne van vagy 10 évem)
és nem adok neki hangzatos új neveket
félévente.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 20:24
Írta: 000000000 Dátum 2008 augusztus 31, 20:24
"és nem adok neki hangzatos új neveket
félévente."
Lomha a betétem, de azért már izzad néha...[#integet2]
félévente."
Lomha a betétem, de azért már izzad néha...[#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 20:41
Írta: 000000000 Dátum 2008 augusztus 31, 20:41
Bocs István, de nem Rád gondoltam... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 20:48
Írta: bmejdz9nu Dátum 2008 augusztus 31, 20:48
[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 31, 20:51
Írta: svejk Dátum 2008 augusztus 31, 20:51
Hmm.. mesélni nem sokat tudok róla mert nem volt egy nagy kaland..
Eleve kb. 5 perc alatt lezavartuk, és olyan jeleket adott annak a demo szerkezetnek ami nem valós körülményekre utalt.
Sajnos (többek közt) ezt nem tudja Tibor45 megérteni hogy teljesen másképp álunk a dolgokhoz mint Ő.
Már ezerszer leírtam hogy én összeraktam azt a valamit aztán a mach-ben behatároltam azokat a peramétereket amit még elbírt.
És ott bizony nem halt meg, mivel mindenki láthatta hogy egész nap működött, igaz csak a levegőt szántotta, de mivel a mechanika gyengesége úgy is csak helyzetfúrást vagy gravírozást engedett volna meg ezért nem nagyot tévedett aki azt gondolta hogy az valós körülmény.
Egyébként is nyákfurásra és műanyag dobozok ablakkivágására szántam használni. Már az építés első fázisában láttam hogy egy praktikeres állványos fúrógéppel, csekély szaktudással és nem utolsó sorban türelmetlenséggel nem tudok komolyabbat összehozni.
Eleve kb. 5 perc alatt lezavartuk, és olyan jeleket adott annak a demo szerkezetnek ami nem valós körülményekre utalt.
Sajnos (többek közt) ezt nem tudja Tibor45 megérteni hogy teljesen másképp álunk a dolgokhoz mint Ő.
Már ezerszer leírtam hogy én összeraktam azt a valamit aztán a mach-ben behatároltam azokat a peramétereket amit még elbírt.
És ott bizony nem halt meg, mivel mindenki láthatta hogy egész nap működött, igaz csak a levegőt szántotta, de mivel a mechanika gyengesége úgy is csak helyzetfúrást vagy gravírozást engedett volna meg ezért nem nagyot tévedett aki azt gondolta hogy az valós körülmény.
Egyébként is nyákfurásra és műanyag dobozok ablakkivágására szántam használni. Már az építés első fázisában láttam hogy egy praktikeres állványos fúrógéppel, csekély szaktudással és nem utolsó sorban türelmetlenséggel nem tudok komolyabbat összehozni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 31, 20:55
Írta: svejk Dátum 2008 augusztus 31, 20:55
Arról nem is beszélve hogy nekem nem volt 10 évem benne, hanem munkahely és család mellet kb. 2 hónap cakom-pakk..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 31, 20:57
Írta: svejk Dátum 2008 augusztus 31, 20:57
Na mindegy arra jó volt hogy megmutassam hogy sz@rból is lehet várat építeni még ha sz@r vár is lett...:(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 21:04
Írta: bmejdz9nu Dátum 2008 augusztus 31, 21:04
Megfelelsz kritériumoknak?
1. Komoly ember vagy? Nem kérdezel semmit?
2. Betartod azokat a fő szervo játékszabályokat, Tibor tanácsait, utasításait? (vakon persze)
3. Egységet akarsz ugratni? a T45-ös tipust? (ugye nem akarsz sokat marni a géppel?)
4. Csinálsz áttételt a gépedre, hogy ne legyen J hibás? (vállalod, hogy komótosan, de elméletiesen működjön)
5. Nem "firtatod" a 4X encoder feldolgozást? (tudod az encoder "felszorzást" :)
6. Rendelkezel a megfelelő financiális forrásokkal? Motor + vezérlő + ékszíjak + nem akármilyen "játék" encoderekkel?
Akkor megkaphatod... :) De mit? ... Hát a zsákbamcskát! :)
1. Komoly ember vagy? Nem kérdezel semmit?
2. Betartod azokat a fő szervo játékszabályokat, Tibor tanácsait, utasításait? (vakon persze)
3. Egységet akarsz ugratni? a T45-ös tipust? (ugye nem akarsz sokat marni a géppel?)
4. Csinálsz áttételt a gépedre, hogy ne legyen J hibás? (vállalod, hogy komótosan, de elméletiesen működjön)
5. Nem "firtatod" a 4X encoder feldolgozást? (tudod az encoder "felszorzást" :)
6. Rendelkezel a megfelelő financiális forrásokkal? Motor + vezérlő + ékszíjak + nem akármilyen "játék" encoderekkel?
Akkor megkaphatod... :) De mit? ... Hát a zsákbamcskát! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 21:10
Írta: 000000000 Dátum 2008 augusztus 31, 21:10
Rájöttem miért olyan @rva jó ez a topic:
Itt nevetve lehet tanulni.
Itt nevetve lehet tanulni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 21:12
Írta: bmejdz9nu Dátum 2008 augusztus 31, 21:12
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 31, 21:12
Írta: fs9s63xkf Dátum 2008 augusztus 31, 21:12
Tisztázzuk végre, hogy mit nevezel Te "10Hz-es rángatásnak", mert ezt már annak idején sem értettem tisztán, és nincs kedvem visszakeresni ebben a jó fórumban pont a szervó topicban :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 21:21
Írta: bmejdz9nu Dátum 2008 augusztus 31, 21:21
[#vigyor3] Szerinted ez már elmenne egy "fizetős" Kukkoló Showban is? :)
Több mint 6000 bejegyzés kevesebb mint két év alatt nem semmi...(2007. jan. 20.-tól - #1)
Szerintem ez világrekord :) Na persze a Magyar "Hobby - Szervóipar" is :)
Ez a győzködés... bizonyítékok... ellenállás... fergeteges fordulatok... mind Magyarosak :) Jobb mint egy szappanopera a TV-ben... :)
Több mint 6000 bejegyzés kevesebb mint két év alatt nem semmi...(2007. jan. 20.-tól - #1)
Szerintem ez világrekord :) Na persze a Magyar "Hobby - Szervóipar" is :)
Ez a győzködés... bizonyítékok... ellenállás... fergeteges fordulatok... mind Magyarosak :) Jobb mint egy szappanopera a TV-ben... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 21:30
Írta: 000000000 Dátum 2008 augusztus 31, 21:30
A hüle németek, meg amcsik nem tudják miről maradnak le amiért nem a magyart teszik meg világnyelvnek.
De lehet, hogy könyörögni fognak, hogy fordítsa már le nekik valaki ami itt folyik.
De lehet, hogy könyörögni fognak, hogy fordítsa már le nekik valaki ami itt folyik.
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2008 augusztus 31, 21:30
Írta: sasi Dátum 2008 augusztus 31, 21:30
[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 21:47
Írta: 000000000 Dátum 2008 augusztus 31, 21:47
Azért írtam le, mert a feleségem megkérdezte miért
nevetek mikor "fórumozok" - mondom neki - ne zavarj, most a servót tanulom.
nevetek mikor "fórumozok" - mondom neki - ne zavarj, most a servót tanulom.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 21:52
Írta: 000000000 Dátum 2008 augusztus 31, 21:52
Szia!
Először be kell állítani a tesztprogramban a
motorelfordulási szögtartományt (pl. 90-360
fok között).
Ezután pedig start-stop frekivel 0 közeli
gyorsítási-lassítási idővel oda-vissza ciklusokkal járatni kell a szervót.
A step jelek frekvenciáját pedig fokozatosan növelni kell addig, ameddig a beállított
elfordulási szögamplitudó nem csökken 90% alá.
Az ekkor mért fekvencia minőségi jellemző, amit
természetesen terhelt, beépített motor esetén
érdemes tesztelni. Ez egy átviteli függvény
teszt verzió (Bode-diagram), és érdemes sok
paraméterét változtatni.(J, szögelfordulás,
encoder felbontás, jelfeldolgozási mód,..).
Ezen vizsgálatok összessége ad egy dinamikai
térképet, ami kapcsán az adott feladatra
optimalizálható egy szervorendszer, és ki lehet
tapasztalni a gyenge, kritikus pontokat.
Először be kell állítani a tesztprogramban a
motorelfordulási szögtartományt (pl. 90-360
fok között).
Ezután pedig start-stop frekivel 0 közeli
gyorsítási-lassítási idővel oda-vissza ciklusokkal járatni kell a szervót.
A step jelek frekvenciáját pedig fokozatosan növelni kell addig, ameddig a beállított
elfordulási szögamplitudó nem csökken 90% alá.
Az ekkor mért fekvencia minőségi jellemző, amit
természetesen terhelt, beépített motor esetén
érdemes tesztelni. Ez egy átviteli függvény
teszt verzió (Bode-diagram), és érdemes sok
paraméterét változtatni.(J, szögelfordulás,
encoder felbontás, jelfeldolgozási mód,..).
Ezen vizsgálatok összessége ad egy dinamikai
térképet, ami kapcsán az adott feladatra
optimalizálható egy szervorendszer, és ki lehet
tapasztalni a gyenge, kritikus pontokat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 22:00
Írta: 000000000 Dátum 2008 augusztus 31, 22:00
Péter! Szeretnélek komolyan venni valamennyire
szervo témában, de egyre nehezebb at eddigiek
no meg ilyen "édes" 6 pontos gyűjtemény után.
szervo témában, de egyre nehezebb at eddigiek
no meg ilyen "édes" 6 pontos gyűjtemény után.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 22:01
Írta: bmejdz9nu Dátum 2008 augusztus 31, 22:01
A valós mechanikai mozgást mivel méred?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 22:02
Írta: bmejdz9nu Dátum 2008 augusztus 31, 22:02
Ezeket mind te írtad... melyik nem igaz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 22:07
Írta: 000000000 Dátum 2008 augusztus 31, 22:07
Szia! Nincs benne semmi különös, a műszer
dobozon belül ez van:

dobozon belül ez van:
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 22:11
Írta: 000000000 Dátum 2008 augusztus 31, 22:11
Motor encoderre csatlakozó szervótól független
jelfeldolgozóval.
jelfeldolgozóval.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 22:21
Írta: bmejdz9nu Dátum 2008 augusztus 31, 22:21
"Start-stop frekivel 0 (azaz zero) közeli gyorsítási-lassítási idővel oda-vissza"
... és ha a mechanikai rész nem tudja ezt a "fénysebességű" start-ot és stop-ot? Megy a jelsorozat a tárolóba... Na ezaz amikor jó a sok memória a vezérlőben... :) Végül is mindenki boldog lesz... csak a marószár nem...:)
... és ha a mechanikai rész nem tudja ezt a "fénysebességű" start-ot és stop-ot? Megy a jelsorozat a tárolóba... Na ezaz amikor jó a sok memória a vezérlőben... :) Végül is mindenki boldog lesz... csak a marószár nem...:)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 31, 22:24
Írta: fs9s63xkf Dátum 2008 augusztus 31, 22:24
Azt hiszem értem, de mégse :)
Tehát, kiadok a szervonak 4000 step jelet (360 fok) majd rögtön vissza irányba 4000 step. Van egy nem nulla kezdő sebesség amiről indul majd egy nagyon kicsi gyorsítással felgyorsít egy adott sebességre. Majd azt várom hogy nem megy el 4000-ig hanem csak 3800-ig és nem jön vissza nullára csak 200-ig ?
Tehát, kiadok a szervonak 4000 step jelet (360 fok) majd rögtön vissza irányba 4000 step. Van egy nem nulla kezdő sebesség amiről indul majd egy nagyon kicsi gyorsítással felgyorsít egy adott sebességre. Majd azt várom hogy nem megy el 4000-ig hanem csak 3800-ig és nem jön vissza nullára csak 200-ig ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 augusztus 31, 22:25
Írta: bmejdz9nu Dátum 2008 augusztus 31, 22:25
Nagyobb mértű kép nem publikus? (még nem olvashatók a felíratok az IC-ken :)
Pl. mint A300 kép?
Pl. mint A300 kép?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 22:25
Írta: 000000000 Dátum 2008 augusztus 31, 22:25
Svejk! Én hidd el, nagyra tartom a dolgaidat,
mivel sok tekintetben hasonló utat jártunk-
járunk be. Én nem szégyelem, jó régen még szerény
képességű motorokkal is játszadoztam.
Pont ez a lényeg, érdemes végijárni a szakmai
lépcsőket, akkor tudod majd reálisan
értékelni ezt a szövevényes szervó témakört.
Egyike vagy azoknak, Akit pont azért tisztelek,
mert a műszaki eredményeid/lehetőség
viszonyítás alapján Te itt kimagasló vagy.
Az a pár kis szakmai vita-nézeteltérés meg nem
érdekes, ami néha fellángol itt köztünk.:)
mivel sok tekintetben hasonló utat jártunk-
járunk be. Én nem szégyelem, jó régen még szerény
képességű motorokkal is játszadoztam.
Pont ez a lényeg, érdemes végijárni a szakmai
lépcsőket, akkor tudod majd reálisan
értékelni ezt a szövevényes szervó témakört.
Egyike vagy azoknak, Akit pont azért tisztelek,
mert a műszaki eredményeid/lehetőség
viszonyítás alapján Te itt kimagasló vagy.
Az a pár kis szakmai vita-nézeteltérés meg nem
érdekes, ami néha fellángol itt köztünk.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 22:36
Írta: 000000000 Dátum 2008 augusztus 31, 22:36
Nincs gyorsulási-lassítási idő, néhány mikrosec.
csak, ami ebben az esetben gyakorlatilag nulla.
Ezután pedig attól függően, mennyire szigorú
a teszted, kijelölsz egy amlitódó sávtartományt, és azt mondod x decibel, vagy %
csökkenés még megengdett. A 90% egy példa volt,
lehet ez 63%-is ami ugye egy nevezetes érték
a műszaki világban, de azt is mondhatod, ha már
csak 1 %.ot is csökken, akkor vége a tesztnek.
Ez is egy paraméter, hol húzod meg a határt.
Durván hasonlítva olyan ez, mint mint egy
hangszóró, hangfal teszt. A HI-FI dolgokat,
decibeles megengedett szabvány határokat
biztosan ismered.
csak, ami ebben az esetben gyakorlatilag nulla.
Ezután pedig attól függően, mennyire szigorú
a teszted, kijelölsz egy amlitódó sávtartományt, és azt mondod x decibel, vagy %
csökkenés még megengdett. A 90% egy példa volt,
lehet ez 63%-is ami ugye egy nevezetes érték
a műszaki világban, de azt is mondhatod, ha már
csak 1 %.ot is csökken, akkor vége a tesztnek.
Ez is egy paraméter, hol húzod meg a határt.
Durván hasonlítva olyan ez, mint mint egy
hangszóró, hangfal teszt. A HI-FI dolgokat,
decibeles megengedett szabvány határokat
biztosan ismered.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 31, 22:38
Írta: svejk Dátum 2008 augusztus 31, 22:38
Huhh..
Ez az írásod nagyon megtisztelő számomra, köszönöm!![#worship]
Mint már én is kifejtettem egy párszor hogy én is nagyon tisztelem a hatalmas tudásodat! Sajnos csak az az egy baj, hogy annyira más szemszögből próbáljuk ezt az egész dolgot megközelíteni, és mindig ebből van a vita :(
Ez az írásod nagyon megtisztelő számomra, köszönöm!![#worship]
Mint már én is kifejtettem egy párszor hogy én is nagyon tisztelem a hatalmas tudásodat! Sajnos csak az az egy baj, hogy annyira más szemszögből próbáljuk ezt az egész dolgot megközelíteni, és mindig ebből van a vita :(
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 31, 22:43
Írta: fs9s63xkf Dátum 2008 augusztus 31, 22:43
Már csak egyvalamit nem értek, miért menne csak 3800-at amikor én 4000-et mondtam neki? Én csak túllövéseket tudok ilyen módon detektálni. Elmegy 4000-ig aztán szólok neki hogy Te figyu gyere már vissza, ekkor Ő irányt vált, de túllövés az lesz (4015), visszamegy 0-ra ahol megint irányt vált, de csak miután -15-ről visszajött... Milyen értékeke állítsak be körülbelül, hogy amplitúdó csökkenés legyen belőle?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 22:44
Írta: 000000000 Dátum 2008 augusztus 31, 22:44
Mellesleg megjegyzem, a gerjesztő alapjel
lehet lágyabb is, akár szinuszos is. Csak ugye
az egységugrás a legdurvább, és így a szervo
rendszer garantáltan a legnagyobb dinamikai
terhelésnek van kitéve. Ezért kell erre egy
teszt progit írni, mert G kódos vezérlő
progik alkalmatlanok erre a vizsgálatra.
lehet lágyabb is, akár szinuszos is. Csak ugye
az egységugrás a legdurvább, és így a szervo
rendszer garantáltan a legnagyobb dinamikai
terhelésnek van kitéve. Ezért kell erre egy
teszt progit írni, mert G kódos vezérlő
progik alkalmatlanok erre a vizsgálatra.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 22:49
Írta: 000000000 Dátum 2008 augusztus 31, 22:49
Mert a tárolt villamos és mechanikiai energiák
hatására a szervorendszer fázis és amlitudó
késésbe-sietésbe kerül, és nem tudja egy adott
ponton túl követni az alapjelet. Itt jön be
a különböző időállandók nagyon fontos
szerepe.
hatására a szervorendszer fázis és amlitudó
késésbe-sietésbe kerül, és nem tudja egy adott
ponton túl követni az alapjelet. Itt jön be
a különböző időállandók nagyon fontos
szerepe.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 31, 23:04
Írta: fs9s63xkf Dátum 2008 augusztus 31, 23:04
Na jó, holnap kipróbálom egy szervóval és szervóvezérlővel, nem ezzel a játék Geckoval :) Aztán még biztos lesz egy két kérdésem... Valószínűleg kicsi a Gecko tárolója, de nem sikerült amplitúdó csökkenést előidéznem, csak túllövést...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 augusztus 31, 23:12
Írta: 000000000 Dátum 2008 augusztus 31, 23:12
Valamit szerintem nem jól csinálsz, értlemezel,
vagy nem egységugrás a használt vizsgálójeled.
Majd egyszer kiszaladok Hozzátok egy kis szervo
"nyaggatásra".
vagy nem egységugrás a használt vizsgálójeled.
Majd egyszer kiszaladok Hozzátok egy kis szervo
"nyaggatásra".
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 augusztus 31, 23:20
Írta: svejk Dátum 2008 augusztus 31, 23:20
A legfontosabb hogy a gyorsulás a maximumon legyen a mach-nél...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 31, 23:47
Írta: fs9s63xkf Dátum 2008 augusztus 31, 23:47
Nem Mach3-al csinálom, saját szoftver + PCI-os káryta...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 augusztus 31, 23:49
Írta: fs9s63xkf Dátum 2008 augusztus 31, 23:49
Hát lehet, egy fix 10kHz-es jelet adok ki és 4000 lépésenként megfordítom az irányt...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 augusztus 31, 23:51
Írta: HJózsi Dátum 2008 augusztus 31, 23:51
A Mach3-ban a Diagnosztika oldalon van egy Servo Tuning gomb, erről már volt szó a Mach3 topikban ... Ezzel szerintem lehet egységugrás jeleket generálni, ugyanis ekkor nem veszi figyelembe a motor gyorsítás-lassítást, ami a motor tuningban van... Ki lehet választani a tengelyt, megadni Hz-ben a step frekit és second-ban az irányváltási periódus időt. Egynél kisebb szám is beírható. Persze ki kell számolni mindkét értéket hogy Tibor45 szerinti jeleket kapjunk.
Épp most hangoltam két gyikot hagyományos szkóppal, ezzel a módszerrel és tekergettem be ideális közelire... Nagyon jól használható! A gyíknak amúgy tényleg kicsi a hibatárolója...
Épp most hangoltam két gyikot hagyományos szkóppal, ezzel a módszerrel és tekergettem be ideális közelire... Nagyon jól használható! A gyíknak amúgy tényleg kicsi a hibatárolója...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 00:06
Írta: HJózsi Dátum 2008 szeptember 01, 00:06
Ez így még csak valamivel több mint 1Hz egységugrás... 10Hz fölé kellene elmenni és akkor jön majd az igazság pillanata mint az E240-nél ...
Persze minnél később jön annál jobb a moci, ill a rendszer
Persze minnél később jön annál jobb a moci, ill a rendszer
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 szeptember 01, 00:18
Írta: fs9s63xkf Dátum 2008 szeptember 01, 00:18
És az a "valamivel több mint 1Hz", hogy jött ki? Ez azt jelöli, hogy azt a 8000 lépést, tehát egy oda-vissza rángást hányszor csinál meg 1 másodperc alatt? De itt több lehetőségem van, mert tudom a sebességet növelni, és a lépésszámot csökkenteni ?!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 00:25
Írta: HJózsi Dátum 2008 szeptember 01, 00:25
Igen, az oda vissza rángatás frekije érdekes. Az E240 tengelyén volt egy tárcsa, 50%-ban feketére festve. 180 fokos egységugrás jelet adtunk rá, majd 10 Hz fölött már kezdett látszani, hogy nem futja be a 180 fokot ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 00:44
Írta: HJózsi Dátum 2008 szeptember 01, 00:44
Ha a programodban fix lépésszám után tudsz irányt váltani, akkor könnyű helyzetben vagy, csak a frekit kell növelned... Ha 360 fokhoz 4000 lépés kell, akkor 8000 egy periodus, ebből következik, hogy 8kHz frekivel 1Hz-es egységugrás jeled lesz, 80kHz-el 10Hz ...stb.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 szeptember 01, 01:00
Írta: fs9s63xkf Dátum 2008 szeptember 01, 01:00
A motor max 22kHz-el képes elindul tehát 2,75Hz-et tudok így elérni gyorsítás nélkül, ha viszont 1000 lépést adok ki csak akkor a 11Hz is megvan...? És itt nincs felette olyan, hogy nem megy egész kört, letilt és kész, addig meg túllövés van...
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 szeptember 01, 07:38
Írta: eivmhrm04 Dátum 2008 szeptember 01, 07:38
Na már teljesen szervó topik függő olvasó lettem.Nem nagyon értek hozzá de a a nagy sötétségben/ami a fejembe van/kezdenek szikrák megjelenni.És ez nagyon jó dolog.Minden tiszteletem a hozzáértőknek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 08:02
Írta: bmejdz9nu Dátum 2008 szeptember 01, 08:02
Ez a "T45 teszt" lefutna egy léptetőmotoros rendszeren is?
Milyen erdményt hozna? = Léptetőmotorral nem lehet CNC-t csinálni.? Innét kellene elindulni...
Milyen erdményt hozna? = Léptetőmotorral nem lehet CNC-t csinálni.? Innét kellene elindulni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 08:16
Írta: 000000000 Dátum 2008 szeptember 01, 08:16
Szia Péter!
Természetesen, ez a teszt motortípus független,
csak mások az elvárások egy profi szervo
motornál és egy NDK léptecsnél.
Szedlay Pál Zeta Parker hajtását (amivel a
mostani komoly mechanikája is kegyeg, mert az
AC szervót még szekrényben tartogatja) tavaly
teszteltem, 4-6 Hz-et tudott lépésvesztés
nélkül, ami léptetőnél elég szép érték.
Természetesen, ez a teszt motortípus független,
csak mások az elvárások egy profi szervo
motornál és egy NDK léptecsnél.
Szedlay Pál Zeta Parker hajtását (amivel a
mostani komoly mechanikája is kegyeg, mert az
AC szervót még szekrényben tartogatja) tavaly
teszteltem, 4-6 Hz-et tudott lépésvesztés
nélkül, ami léptetőnél elég szép érték.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 08:21
Írta: HJózsi Dátum 2008 szeptember 01, 08:21
Itt várjuk meg Tibor45 válaszát.. vannak tippjeim, de nem akarok találgatni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 08:30
Írta: bmejdz9nu Dátum 2008 szeptember 01, 08:30
Leírnád pontosabban hogyan tesztelted a léptetős gépet? Mert amit írtál a #6206-ben el nem tudom képzelni léptetővel...
1. motorelfordulási szögtartomány pl. 90-360 fok között
2. Zero gyorsítás: start-stop frekivel 0 közeli
gyorsítási-lassítási idővel oda-vissza ciklusokkal járatni.
A step jelek frekvenciáját pedig fokozatosan növelni kell addig, ameddig a beállított elfordulási szögamplitudó nem csökken 90% alá."
1. motorelfordulási szögtartomány pl. 90-360 fok között
2. Zero gyorsítás: start-stop frekivel 0 közeli
gyorsítási-lassítási idővel oda-vissza ciklusokkal járatni.
A step jelek frekvenciáját pedig fokozatosan növelni kell addig, ameddig a beállított elfordulási szögamplitudó nem csökken 90% alá."
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 08:32
Írta: HJózsi Dátum 2008 szeptember 01, 08:32
Jobb mint a Gyalog-galopp ... tegnap már azt vártam mikor dobja be valaki a tehenet ...[#eplus2][#vigyor3][#zavart1]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 08:36
Írta: HJózsi Dátum 2008 szeptember 01, 08:36
Remélem lesz hamarosan egy "Ahaaaa..." élményed![#vigyor2]
Csak figyelj jobban! A gyorsítási IDŐ közel nulla, azaz a gyorsítás közel "végtelen" ...
Csak figyelj jobban! A gyorsítási IDŐ közel nulla, azaz a gyorsítás közel "végtelen" ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 08:38
Írta: bmejdz9nu Dátum 2008 szeptember 01, 08:38
Szedlay Pál gépéről azóta nem jelent meg kép... sajnos.
Ez az egyetlen kép amit közzé tett Pali. Ha te láttad készen... írhatnál róla...
A képen a nagy alu keretben (azthiszem 700Kg-ot írt) mi az az egység? A méretek demonstrációja miatt tette oda akkoriban?
Ez az egyetlen kép amit közzé tett Pali. Ha te láttad készen... írhatnál róla...
A képen a nagy alu keretben (azthiszem 700Kg-ot írt) mi az az egység? A méretek demonstrációja miatt tette oda akkoriban?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 08:49
Írta: HJózsi Dátum 2008 szeptember 01, 08:49
Ugyanaz, step/dir rendszer, ugyanúgy kell, csak sokkal kisebb tempónál adja meg magát... ( az egy más kérdés, hogy a léptetőmotor határfrekijéből lehet sejteni, hol lehet a max, ill. mi alatt...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 08:50
Írta: 000000000 Dátum 2008 szeptember 01, 08:50
Szia!
Ahogyan írtam már, itt minden összefügg
mindennel. Ez egy 5-6 fő változós függvény
rendszer, tehát szinte lehetetlen minden
verziót végig tesztelni, de nem is kell.
Eleve azt hiszem a tersztprogramod nem valami
rugalmas. 0-1MHz között illene fokozatnélkül
tudni állítani a stepjel frekit, és 10-100000
között az encoderfelbontást és 1-1000*2*pi
között a szögelfordulást, és a tetszőleges
ciklus számot.
Utána terhelés oldalról a redukált J-nek van
még óriási hatása, magyarul áttétel
változtatások!!!!!
Ha így felkészültél, akkor tudsz érdemi
megállapításokat tenni ilyen vizsgálati
módszerrel. Az összes idő állandóját, dinamikai
képességét pillantok alatt láthatod a
szervórendszerednek, és hangsúlyozom itt minden elem (mechanika, J, tömeg, encoder,
szervologika, tápegység, motorminőség, ...) kőkemény összefüggésben van
egymásssal.
Egyébként érdekes ez a Fórum!
lassan egy éve H. Józsi EC motorját közösen
teszteltük hevenyészett módon pár verzióról
videók is készültek, dokumentálva lett.
Tehát nincs úja nap alatt, én a szervo topic
első pár hozzászólásában írogattam ezekről is
csak akkor még a Fórum "Hobbysta népharagja"
elsöpörte a témát, mert akkor még
személygépkocsi DC motor volt a csúcs, ami
elérhető volt, ma meg minden bokorban van egy szervóhajtás, és igazi szervomotor is gyakran akad bontásból.
Tehát H. Józsi EC240 motorjára az egységugrás
teszt videók itt vannak:
2007.11.9 #2390, #2391
Ahogyan írtam már, itt minden összefügg
mindennel. Ez egy 5-6 fő változós függvény
rendszer, tehát szinte lehetetlen minden
verziót végig tesztelni, de nem is kell.
Eleve azt hiszem a tersztprogramod nem valami
rugalmas. 0-1MHz között illene fokozatnélkül
tudni állítani a stepjel frekit, és 10-100000
között az encoderfelbontást és 1-1000*2*pi
között a szögelfordulást, és a tetszőleges
ciklus számot.
Utána terhelés oldalról a redukált J-nek van
még óriási hatása, magyarul áttétel
változtatások!!!!!
Ha így felkészültél, akkor tudsz érdemi
megállapításokat tenni ilyen vizsgálati
módszerrel. Az összes idő állandóját, dinamikai
képességét pillantok alatt láthatod a
szervórendszerednek, és hangsúlyozom itt minden elem (mechanika, J, tömeg, encoder,
szervologika, tápegység, motorminőség, ...) kőkemény összefüggésben van
egymásssal.
Egyébként érdekes ez a Fórum!
lassan egy éve H. Józsi EC motorját közösen
teszteltük hevenyészett módon pár verzióról
videók is készültek, dokumentálva lett.
Tehát nincs úja nap alatt, én a szervo topic
első pár hozzászólásában írogattam ezekről is
csak akkor még a Fórum "Hobbysta népharagja"
elsöpörte a témát, mert akkor még
személygépkocsi DC motor volt a csúcs, ami
elérhető volt, ma meg minden bokorban van egy szervóhajtás, és igazi szervomotor is gyakran akad bontásból.
Tehát H. Józsi EC240 motorjára az egységugrás
teszt videók itt vannak:
2007.11.9 #2390, #2391
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 08:54
Írta: 000000000 Dátum 2008 szeptember 01, 08:54
Én nem készen láttam, hanem elhozott hozzám
egy komplett mérőléccel ellátott profi gyári
egy tengelyes step hajtást. Ezt tesztelgettük
picit különböző microstep beállításokkal is.
A hajtása most is ez, ahogyan írta nem régen, csak a linkelt mechanikába beépítette.
egy komplett mérőléccel ellátott profi gyári
egy tengelyes step hajtást. Ezt tesztelgettük
picit különböző microstep beállításokkal is.
A hajtása most is ez, ahogyan írta nem régen, csak a linkelt mechanikába beépítette.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 08:54
Írta: bmejdz9nu Dátum 2008 szeptember 01, 08:54
"beállított elfordulási szögamplitudó nem csökken 90% alá." ezt nem értem... léptetőnél...
De a többi is homály... azaz hogyan lehet egy mechanikára szerelt motornál a (fizikai) gyorsítási időt meghaladó step jel sorozattal megküldeni...
(azaz "fénysebességre" gyorsítani zero idő alatt:) meg, hogy nem éri el a "parancsolt" szöget azaz távolságot mozgásban?
De a többi is homály... azaz hogyan lehet egy mechanikára szerelt motornál a (fizikai) gyorsítási időt meghaladó step jel sorozattal megküldeni...
(azaz "fénysebességre" gyorsítani zero idő alatt:) meg, hogy nem éri el a "parancsolt" szöget azaz távolságot mozgásban?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:00
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:00
Közben megtaláltam a könyvtárában a kész gép teszt videóját... A Morgásból gondolom valami egység ugási teszt volt...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 09:01
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 09:01
Nem pótolja a műszeres tesztelést, de nem lehetne alkalmas G kóddal egy közelítő értéket mérni.
Ez hasznos lenne azoknak, akik nem tudnak célszerszámot csinálni a teszthez.
Például x mozog 20mm-t, közben az y egyre növekvő sebességgel 1 mm magasságú háromszögeket gravíroz.
Persze mindent korlátozást ki kell kapcsolni, vagy határérték fölé vinni (rámpa, sebesség,...).
Valami ilyesmire gondolok.
Ez x-en 20 mm-t mozog, és 1 Hz-es növekménnyel rajzolja a háromszögeket 1 és 20 Hz között. Ahol az amplitúdó 70%-ra csökken, mm-ben lemérve az x-et adja a határfrekit.
Ez hasznos lenne azoknak, akik nem tudnak célszerszámot csinálni a teszthez.
Például x mozog 20mm-t, közben az y egyre növekvő sebességgel 1 mm magasságú háromszögeket gravíroz.
Persze mindent korlátozást ki kell kapcsolni, vagy határérték fölé vinni (rámpa, sebesség,...).
Valami ilyesmire gondolok.
Ez x-en 20 mm-t mozog, és 1 Hz-es növekménnyel rajzolja a háromszögeket 1 és 20 Hz között. Ahol az amplitúdó 70%-ra csökken, mm-ben lemérve az x-et adja a határfrekit.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 09:01
Írta: 000000000 Dátum 2008 szeptember 01, 09:01
Péter!
Egyszer már elmagyaráztam Neked, és beszéltünk róla, hogy a léptecs a maga nemében "okos kis
motor". Van benne "tároló", és nem veszít lépést
akkor se ha lemarad egy adot határig.
Azaz egy jó minőségú step mocinak
nyugodtan adhatsz 0 gyorsítási idő mellett
1Khz-et is, nem téveszt. Nézzél meg pár profi
motor adatlapot, ahol közlik korrekten ezeket
a Start-Stop freki adatokat, de természetesen
tapasztalatból is érdemes kipróbálni, erre is
jó az egységugrás teszt jel sorozat.
Egyszer már elmagyaráztam Neked, és beszéltünk róla, hogy a léptecs a maga nemében "okos kis
motor". Van benne "tároló", és nem veszít lépést
akkor se ha lemarad egy adot határig.
Azaz egy jó minőségú step mocinak
nyugodtan adhatsz 0 gyorsítási idő mellett
1Khz-et is, nem téveszt. Nézzél meg pár profi
motor adatlapot, ahol közlik korrekten ezeket
a Start-Stop freki adatokat, de természetesen
tapasztalatból is érdemes kipróbálni, erre is
jó az egységugrás teszt jel sorozat.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 09:03
Írta: HJózsi Dátum 2008 szeptember 01, 09:03
Tegyük fel, hogy a motorod vízszintesen helyezfedik el. Erősíts a tengelyére sugár irányban egy mini légycsapót ( pl mint amekkora egy kindertojásban lehetne). Forgasd a tengelyt úgy, hogy vízszimtesen "álljon" a légycsapó. Írj egy olyan programot, ami 180 fokban forgatja a tengelyt, vagyis a másik vízszintes pozícióba, maximális gyorsulással amit csak a sw tud, oda-vissza. Na most kezjél el csapkodni a légycsapóval!
A csapkodás frekvenciája az egységugrás frekvenciája. [#heureka]
Észre fogod venni, hogy növelve a csapkodás frekvenviáját, egyszer csak a légycsapó már nem fogja bejárni a teljes 180 fokot. Na ekkor elérted a rendszer határait...
(annyit még súgnék, hogy menet közben szkópon nézve a hibajelet, szépen lehet hangolni a szervó vezérlőt az idálishoz)
A csapkodás frekvenciája az egységugrás frekvenciája. [#heureka]
Észre fogod venni, hogy növelve a csapkodás frekvenviáját, egyszer csak a légycsapó már nem fogja bejárni a teljes 180 fokot. Na ekkor elérted a rendszer határait...
(annyit még súgnék, hogy menet közben szkópon nézve a hibajelet, szépen lehet hangolni a szervó vezérlőt az idálishoz)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 09:03
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 09:03
Persze ha badarság, akkor töröljétek, nehogy megzavarjon valakit.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 09:13
Írta: HJózsi Dátum 2008 szeptember 01, 09:13
180 * 90% = 162 fok ... Tehát, ha már olyan gyors a vezérlő jel, hogy a motor nem tudja követni, azaz még nem ért el a 180 fokos pozívióba e már a visszafele impulzusokat kapja és visszafordul ...
kevered a sebességet a gyorsulással!!! ... a gyorsulás legyen "végtelen" a senesség a stepfrekinek beállított ...!!!
"azaz hogyan lehet egy mechanikára szerelt motornál a (fizikai) gyorsítási időt meghaladó step jel sorozattal megküldeni..."
egy megfelelő sw-el! - Tibor45 írt egyet, Psichobilly írt egyet és a Mah3-ban is van egy servo tuning lehetőség ami erre hajaz ... [#vigyor2]
kevered a sebességet a gyorsulással!!! ... a gyorsulás legyen "végtelen" a senesség a stepfrekinek beállított ...!!!
"azaz hogyan lehet egy mechanikára szerelt motornál a (fizikai) gyorsítási időt meghaladó step jel sorozattal megküldeni..."
egy megfelelő sw-el! - Tibor45 írt egyet, Psichobilly írt egyet és a Mah3-ban is van egy servo tuning lehetőség ami erre hajaz ... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:14
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:14
Persze emlékszem...
Hány "bites*" lehet a léptetőmotor tárolási képessége? mert nem értem, hogy a 90%-os szögelfordulási hibából hogyan áll vissza...
* azaz hány lépést tud max. eltárolni.
Hány "bites*" lehet a léptetőmotor tárolási képessége? mert nem értem, hogy a 90%-os szögelfordulási hibából hogyan áll vissza...
* azaz hány lépést tud max. eltárolni.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 09:15
Írta: HJózsi Dátum 2008 szeptember 01, 09:15
Ja, majd elfelejtettem: minden hibakorlát stb kikapcsolva, max hibabuffer, ugyanis nem azokra vagyunk kíváncsiak !...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 09:16
Írta: 000000000 Dátum 2008 szeptember 01, 09:16
Egyébként kedves Fórum társak!
Értsétek meg, szerintem az a nagy baj, hogy itt nagyon sokan csak elektronikai ismereti háttérrel
gondolkoznak, és az a módi (tisztelet a
kivételnek), hogy ha én
tudok forrasztani, akkor szervót is építhetek.
Ez messze nem így van, mert ez egy mechatronikai rendszert, és ott kezdődik a
fő promléma, hogy F=m*a.
Ameddig ezt valaki nem gondolja végig, meg nem
ismeri a tehetetlen villamos és mechanikai
betárolt energiák alapképleteit, hatásait, lengés mechanizmusait, addig csak a felszínt
kapargatjuk, és azt a tévhitet keltjük, hogy
ezekkel nem is kell foglalkozni, elég nekem
a forrasztó páka, és már van is szervóm.
Aztán olyan apróságról már nem is beszélek,
hogy a fő cél pl. a CNC forgácsolás technológiája, helyes szerszám élgeometria
ismerete mennyire fontos. Ez önmaga egy külön
marós, esztergályos szakma, életút.
Tehát az a szörnyű, de egyben nagyon szép is a
motor hajtástechnikában, hogy nagyon
szerteágazó, és minden összefügg mindennel.
Ezért kell a fő csapás irányokkal
tisztába lenni, és hangsúlyozom: Tárolt enrgiák
alapfokú megértése. Enélkül játék az egész
szervo téma is.
Értsétek meg, szerintem az a nagy baj, hogy itt nagyon sokan csak elektronikai ismereti háttérrel
gondolkoznak, és az a módi (tisztelet a
kivételnek), hogy ha én
tudok forrasztani, akkor szervót is építhetek.
Ez messze nem így van, mert ez egy mechatronikai rendszert, és ott kezdődik a
fő promléma, hogy F=m*a.
Ameddig ezt valaki nem gondolja végig, meg nem
ismeri a tehetetlen villamos és mechanikai
betárolt energiák alapképleteit, hatásait, lengés mechanizmusait, addig csak a felszínt
kapargatjuk, és azt a tévhitet keltjük, hogy
ezekkel nem is kell foglalkozni, elég nekem
a forrasztó páka, és már van is szervóm.
Aztán olyan apróságról már nem is beszélek,
hogy a fő cél pl. a CNC forgácsolás technológiája, helyes szerszám élgeometria
ismerete mennyire fontos. Ez önmaga egy külön
marós, esztergályos szakma, életút.
Tehát az a szörnyű, de egyben nagyon szép is a
motor hajtástechnikában, hogy nagyon
szerteágazó, és minden összefügg mindennel.
Ezért kell a fő csapás irányokkal
tisztába lenni, és hangsúlyozom: Tárolt enrgiák
alapfokú megértése. Enélkül játék az egész
szervo téma is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:19
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:19
Tehát egy "megfelelő szoftverrel" a 30Kg-os Z tengelyemet ZERO gyorsulással lehetne fel-le mozgatni teljes sebességre? Akár léptetőmotoral is?
Akkor az egy csoda... Tehetetlenségi erők ilyenkor nincsenek?
Akkor az egy csoda... Tehetetlenségi erők ilyenkor nincsenek?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 09:20
Írta: 000000000 Dátum 2008 szeptember 01, 09:20
Így van, Jószi szemléletesen írta le a dolgokat,
hogy pl. hogyan lehet akár már szemre is nagyon
sok dolgot kideríteni mindenféle komolyabb
értékelő műszer, vagy spektrumalizátor nélkül
is.:)
hogy pl. hogyan lehet akár már szemre is nagyon
sok dolgot kideríteni mindenféle komolyabb
értékelő műszer, vagy spektrumalizátor nélkül
is.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:22
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:22
Léptetőmotornál nagyon kicsi lehet a hibatároló (ezt nem tudom mekkora), Geckonál a 128bit-es tárolót nem lehet kikapcsolni !!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 09:22
Írta: 000000000 Dátum 2008 szeptember 01, 09:22
Jééé még a szerver is lépést tévesztett, sikerült
egységugrasztás jelet küldenem neki![#nyes]
egységugrasztás jelet küldenem neki![#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:23
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:23
[#ijedt]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 09:30
Írta: HJózsi Dátum 2008 szeptember 01, 09:30
Ez a mérési módszer megérne egy külön mérő sw-t, vagy cél hardware-t, amibe beírható lenne az encoder felbontás, az elfordulás szöge és a kívánt egységugrás freki. A célhardware szerintem egyszerű lenne mikrokokontrollerrel, amilyet Sneci már el is kezdett...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 09:32
Írta: 000000000 Dátum 2008 szeptember 01, 09:32
Ez a Te gondod, ezért jó van akár 1 megabit
memória is ilyen teszteknél a szervóban,
(véletlenül nálam ez megvan, sőt akármeddig
növelhető még bővítő kártyával),ugyanis ilyen teszteknél nem az abszolut hibanélküliség a
lényeg, hanem az időállandók, dinamikai
képesség határok, átviteli határpontok
megállapítása a cél, aminek kapcsán a későbbiekben olyan G-kódokkal etetheted a
gépedet, hogy soha ne legyen gondod, valamint
még néhány kiló csavart is be lehet tenni
utólag a mechanikába a kritikus rezonacia
frekvenciáknál.:)
memória is ilyen teszteknél a szervóban,
(véletlenül nálam ez megvan, sőt akármeddig
növelhető még bővítő kártyával),ugyanis ilyen teszteknél nem az abszolut hibanélküliség a
lényeg, hanem az időállandók, dinamikai
képesség határok, átviteli határpontok
megállapítása a cél, aminek kapcsán a későbbiekben olyan G-kódokkal etetheted a
gépedet, hogy soha ne legyen gondod, valamint
még néhány kiló csavart is be lehet tenni
utólag a mechanikába a kritikus rezonacia
frekvenciáknál.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 09:33
Írta: HJózsi Dátum 2008 szeptember 01, 09:33
Na ez az én bajom is... nem az egységugrás teszt miatt, hanem 50% gyorsjáratnál nyomok egy Stop-ot és Fault-ra megy a gyík ... [#szomoru1]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 09:43
Írta: HJózsi Dátum 2008 szeptember 01, 09:43
nem +- fél lépés volt a tárolás ill. +- 0.9, innen a 90%? Vagyis ahonnan még vissza, előre tudja rántani (magát) a motor...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 09:46
Írta: HJózsi Dátum 2008 szeptember 01, 09:46
Nem bírja az Sg az egységugrást...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 09:47
Írta: 000000000 Dátum 2008 szeptember 01, 09:47
Egyébként egy hasonlatot mondanék, ami szerintem szemléletes, és idevág.
Ha egyszer már felgyorsult egy autó 120-ra,
és egyenletesen halad egyenes úton, olyan
szép az élet.:)
Aztán egyszer csak hirtelen kihajt az útra
egy 80 tonnás harckocsi részeg katonával.
Na ekkor le fog zajlódni az a folyamat, hogy
a betárolt mozgási energia átalakul képlékeny
alakváltozási energiává. Erre vannak képletek
is, egyszerűen balesetnek hívják ezt az
eseményt. Ez is egy kőkemény egységugrás teszt.
Nos 1W és 1 MW közötti motoroknál sajna
ugyanez lehet, hirtelen meg kellene állni, vagy
elindulni. Nos ezért érdemes ezt piciben
lemodellezni, hogy kb. tudjam, mire számíthatok adott esetben, és lehetőleg ne is feszegessem
majd élesben, drága anyagban a CNC gépem határait,
és tiszteljem az időállandók, és
energimegmaradás törvényét.
Ha egyszer már felgyorsult egy autó 120-ra,
és egyenletesen halad egyenes úton, olyan
szép az élet.:)
Aztán egyszer csak hirtelen kihajt az útra
egy 80 tonnás harckocsi részeg katonával.
Na ekkor le fog zajlódni az a folyamat, hogy
a betárolt mozgási energia átalakul képlékeny
alakváltozási energiává. Erre vannak képletek
is, egyszerűen balesetnek hívják ezt az
eseményt. Ez is egy kőkemény egységugrás teszt.
Nos 1W és 1 MW közötti motoroknál sajna
ugyanez lehet, hirtelen meg kellene állni, vagy
elindulni. Nos ezért érdemes ezt piciben
lemodellezni, hogy kb. tudjam, mire számíthatok adott esetben, és lehetőleg ne is feszegessem
majd élesben, drága anyagban a CNC gépem határait,
és tiszteljem az időállandók, és
energimegmaradás törvényét.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:49
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:49
[#wow1] Ja értem már!!!
Ez egy vezérlő hibajel tárolási teszt!
Tehát nem számít a mechanikai mozgás! Ja így ok...
Azthittem a valóságban is ez megtörténik... de csak "videójáték" ... és boldogság érzetet ad a felhasználónak...
Az A300-asba majd szerelek egy SD kártya foglalatot, azzal akár 8GB-nyi "hiba műsort" is el lehet tárolni... És az lesz a menő, ver mindent! :)
Nem lehetne olyan léptetővezérlőt kifejleszteni amiben lenne hibatároló?
Akkor "élvezkedhetnének" a stepper motoros hobbysták is?
Beállítanánánk a tárolót lépésvesztés előtti szintre... felette meg mennének a jelek a tárolóba!
Copyright: Varsányi!
Ez egy vezérlő hibajel tárolási teszt!
Tehát nem számít a mechanikai mozgás! Ja így ok...
Azthittem a valóságban is ez megtörténik... de csak "videójáték" ... és boldogság érzetet ad a felhasználónak...
Az A300-asba majd szerelek egy SD kártya foglalatot, azzal akár 8GB-nyi "hiba műsort" is el lehet tárolni... És az lesz a menő, ver mindent! :)
Nem lehetne olyan léptetővezérlőt kifejleszteni amiben lenne hibatároló?
Akkor "élvezkedhetnének" a stepper motoros hobbysták is?
Beállítanánánk a tárolót lépésvesztés előtti szintre... felette meg mennének a jelek a tárolóba!
Copyright: Varsányi!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:52
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:52
Kicsi a motor azaz az erő a valós mechanikai mozgáshoz!
Cseréld nagyobbra.... vagy ne akarj többet (látszatra sem) mint amit tud a mechanika.
Cseréld nagyobbra.... vagy ne akarj többet (látszatra sem) mint amit tud a mechanika.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:53
Írta: bmejdz9nu Dátum 2008 szeptember 01, 09:53
Kb. Így néz ki egy ilyen egységugrató:
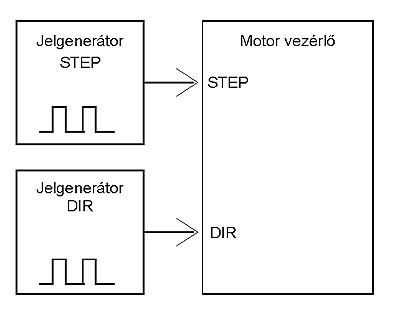
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 09:57
Írta: HJózsi Dátum 2008 szeptember 01, 09:57
Péter! Szándékosan érted az ellenkezőjét, mint amiről szó van? A nagy tároló azért kell, hogy ne akadályozzon a mérésben! Az scheißegal, hogy mi van a tárolóban, ennél a mérésnél nem érdekes !!!...
Nem gigabyte verseny, hanem alkalmassági képesség egységugrás tesztre ... !!! Érteeeed máááár???? [#mf2]
Nem gigabyte verseny, hanem alkalmassági képesség egységugrás tesztre ... !!! Érteeeed máááár???? [#mf2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 09:59
Írta: HJózsi Dátum 2008 szeptember 01, 09:59
Igen, megfejelve azokkal a képességekkel amiket leírtam...[#wink][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 10:03
Írta: bmejdz9nu Dátum 2008 szeptember 01, 10:03
Nem igazán... a célt nem értem...
Mert már így is veszélyesen túl nagy pl. a Geckoban az a 128 bit a lépetővezérlőhöz képest!
Én step/dir környezetben mindíg a léptetőmotorra gondolok...
A szervóhajtást pedíg mint léptetőmotort helyettesítő eszközre...
Ennek "történelmi" múltja van... step jel - stepper motor...:) tehát... ez nem változott...
Mert már így is veszélyesen túl nagy pl. a Geckoban az a 128 bit a lépetővezérlőhöz képest!
Én step/dir környezetben mindíg a léptetőmotorra gondolok...
A szervóhajtást pedíg mint léptetőmotort helyettesítő eszközre...
Ennek "történelmi" múltja van... step jel - stepper motor...:) tehát... ez nem változott...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 10:09
Írta: 000000000 Dátum 2008 szeptember 01, 10:09
Egyébként Péter a fix tároló (+-128) érved
azért sem védhető és logikus, mert ez encoder
felbontás függő.
De az állandó megmagyarázásodnak, hogy jó ez,
és pont ok. sokkal inkább egy prózai oka van.
Nevezetesn 2 db 4029-es IC-dnek összesen 8 adat
lábkiveztése van, és ugye 2 a nyolcadikon = 256
De majd az újabb verziójú panelba már többet
tervezel be, sőt javasolhatnád gyíkocskáéknak
is ezt.:)
azért sem védhető és logikus, mert ez encoder
felbontás függő.
De az állandó megmagyarázásodnak, hogy jó ez,
és pont ok. sokkal inkább egy prózai oka van.
Nevezetesn 2 db 4029-es IC-dnek összesen 8 adat
lábkiveztése van, és ugye 2 a nyolcadikon = 256
De majd az újabb verziójú panelba már többet
tervezel be, sőt javasolhatnád gyíkocskáéknak
is ezt.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 10:13
Írta: HJózsi Dátum 2008 szeptember 01, 10:13
Az egységugrásnál a cél a mérés, a rendszer dinamikus határainak meghatározása. És ezek ténylegesen a határok, mert ennél kedvezőtlenebb meghajó jeleket ( feladatot) nem kaphat a rendszer, kvázi ez a legdurvább, legbrutálisabb nyúzótesztje a rendszernek. Ami ebben gátol az csak rossz ... téves eredményre ( nem optimális ) vezet. Szerintem a rossz beállítás a veszélyes! ... [#ijedt]
Mindkettőt step/dirrel lehet hajtani de a működési elvük, jellemzőik mások ezért szervónál inkább szervóra kellene gondolni ... :D
Mindkettőt step/dirrel lehet hajtani de a működési elvük, jellemzőik mások ezért szervónál inkább szervóra kellene gondolni ... :D
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 10:30
Írta: 000000000 Dátum 2008 szeptember 01, 10:30
Péter!
Értsed már meg H. Józsit is, Ő komoly dolgokat,
érveket mond, mert tudja és érti is a célját,
tartalmát ezen szervó teszteknek!
Te Tv-és rádió szerelő mester vagy, ha jól
tudom. Annak idején nem érdekelt az erősítőd
frekimenete, nem nézted meg mit csinál 1Hz és 100 KHz között a teljes rendszer?
Vagy ezt nem tanították Nektek alapfokon?
Holott ugye a hallható hangtartomány sokkal
kevesebb. Értsed már meg tényleg a lényeget,
és főleg ezeket: Tehetetlenségi nyomaték,
tömeg, kondenzátor, induktivitás.
Ebből mind van bőven egy szervóban halmozottan,
azaz ez egy több tárolós matematikai rendszerként modellezhető.
Azaz magyarul "lerosszja" a számítógép
step-dir jeleit a szervórendszer, éli a saját életét egy adott ponton túl. Úgyis Ő az
erősebb, ez nem egy asztali
PC és monitor kapcsolat, ahol bármi lehet,
a kékhaláltól az oltári csicsás baromságig
minden megjelenik gyakorlatilag kockázat nélkül és tehetetlen acél alkatrészek mozgása nélkül.
A szervó ezért más, és igenis
illik lengéstani vizsgálattal is letesztelni.
Ilyen egyszerű.)
Értsed már meg H. Józsit is, Ő komoly dolgokat,
érveket mond, mert tudja és érti is a célját,
tartalmát ezen szervó teszteknek!
Te Tv-és rádió szerelő mester vagy, ha jól
tudom. Annak idején nem érdekelt az erősítőd
frekimenete, nem nézted meg mit csinál 1Hz és 100 KHz között a teljes rendszer?
Vagy ezt nem tanították Nektek alapfokon?
Holott ugye a hallható hangtartomány sokkal
kevesebb. Értsed már meg tényleg a lényeget,
és főleg ezeket: Tehetetlenségi nyomaték,
tömeg, kondenzátor, induktivitás.
Ebből mind van bőven egy szervóban halmozottan,
azaz ez egy több tárolós matematikai rendszerként modellezhető.
Azaz magyarul "lerosszja" a számítógép
step-dir jeleit a szervórendszer, éli a saját életét egy adott ponton túl. Úgyis Ő az
erősebb, ez nem egy asztali
PC és monitor kapcsolat, ahol bármi lehet,
a kékhaláltól az oltári csicsás baromságig
minden megjelenik gyakorlatilag kockázat nélkül és tehetetlen acél alkatrészek mozgása nélkül.
A szervó ezért más, és igenis
illik lengéstani vizsgálattal is letesztelni.
Ilyen egyszerű.)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 10:34
Írta: bmejdz9nu Dátum 2008 szeptember 01, 10:34
IC foglalatokat teszek a CD4029 helyébe...
Csinálok egy segédpanelt ... a számlólókat megduplázom = 16 adat kimenet = 65.536 bit...
... és kész az A300/T45 verzió (T45= Tibor féle egységugrás álló változat :) [#vigyor3]
Egyébként jó nyomon jársz... :)
Ba...gatták ezzel már a Gecko Corp.-ot is a CNCZone.com-n...
A "kismotoros" hobbysták (akik alulméretezték a gépüket)... akik a monitoron a látványt többre tartanák a valós fizikai mozgásnál ...
(és erről nem is akarnak hallani :)...
Ezért az új Gecko szervóvezérlőben (G380 lesz majd a neve) már dupplázva lessznek a számlálók (és alapfelszereltség a step sokszorozó :)...
Ellenkezett, kapálózott a Gecko cég... de mivel filléres alkatrészekről van szó... "hát legyen alapon"...
Azaz majd egy jumperrel át lehet állítani 8-ról 16 bitre a számlálókat...
Csinálok egy segédpanelt ... a számlólókat megduplázom = 16 adat kimenet = 65.536 bit...
... és kész az A300/T45 verzió (T45= Tibor féle egységugrás álló változat :) [#vigyor3]
Egyébként jó nyomon jársz... :)
Ba...gatták ezzel már a Gecko Corp.-ot is a CNCZone.com-n...
A "kismotoros" hobbysták (akik alulméretezték a gépüket)... akik a monitoron a látványt többre tartanák a valós fizikai mozgásnál ...
(és erről nem is akarnak hallani :)...
Ezért az új Gecko szervóvezérlőben (G380 lesz majd a neve) már dupplázva lessznek a számlálók (és alapfelszereltség a step sokszorozó :)...
Ellenkezett, kapálózott a Gecko cég... de mivel filléres alkatrészekről van szó... "hát legyen alapon"...
Azaz majd egy jumperrel át lehet állítani 8-ról 16 bitre a számlálókat...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 10:35
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 10:35
Péter, annak idején szép napokat töltöttél erősítők és más hangfrekis cuccok környezetében. Azoknak is volt egy határfrekvenciája, ami azért jellemezte a láncot. Persze a végső teszt a meghallgatás volt, de műszaki jellemzőnek mégsem lehetett a mai szokásos marketing dumát nyomni, hogy 56,2 %-kal kevesebb haja hullik ki, ha ezt a sampót használja.
A szervót is lehet fülre belőni, de összehasonlítani egy másik géppel vagy beállítással azért egy tényszerű számadat megbízhatóbb, mint a megérzés.
Ezért lenne érdemes egy egyszerű eljárást itt kidolgozni és bevezetni. Persze az igazi bizonyíték az anyagba mart eredmény, és erre is voltak vár javaslatok (Tibor virágja, Svejk skorpiója).
Egyszóval jó nyomon vagyunk, végig kellene vinni. Átdumálni, aztán elfogadni valamit.
A szervót is lehet fülre belőni, de összehasonlítani egy másik géppel vagy beállítással azért egy tényszerű számadat megbízhatóbb, mint a megérzés.
Ezért lenne érdemes egy egyszerű eljárást itt kidolgozni és bevezetni. Persze az igazi bizonyíték az anyagba mart eredmény, és erre is voltak vár javaslatok (Tibor virágja, Svejk skorpiója).
Egyszóval jó nyomon vagyunk, végig kellene vinni. Átdumálni, aztán elfogadni valamit.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 10:39
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 10:39
:) nem beszéltünk össze...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 10:51
Írta: 000000000 Dátum 2008 szeptember 01, 10:51
Azért a probléma nem ilyen egyszerűen
orvosolható, hogy még 2 IC. Ugyanis közbejön
egy 16 vagy 20 bites D/A konverzió.
Na ez a vonzata már nem piskóta.:)
orvosolható, hogy még 2 IC. Ugyanis közbejön
egy 16 vagy 20 bites D/A konverzió.
Na ez a vonzata már nem piskóta.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 10:54
Írta: HJózsi Dátum 2008 szeptember 01, 10:54
No lám, időnként a piac is visszahat a gyártóra a műszaki tartalom tekintetében ...
Én még egy hazai példát is tudok : QDSP ! [#vigyor2][#wave]
Valós igényeket vett figyelembe, egységugrás tesztre is alkalmas ... [#taps]
Én még egy hazai példát is tudok : QDSP ! [#vigyor2][#wave]
Valós igényeket vett figyelembe, egységugrás tesztre is alkalmas ... [#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 11:00
Írta: 000000000 Dátum 2008 szeptember 01, 11:00
Valóban nem, de Te is mint komoly szakember
ha segítesz Pétert végre kibillenteni a
"statikus erő és izom" gondolkodásból az nagyon
jó, köszi.:) Azért is érthetelen ez nekem Péternél,
mert annak idején én agyon sok audióerősítőt
is összebarkácsoltam, és sokat vacakoltam már akkor ilyen átviteli tesztekkel középiskolás
koromban is, csak persze nem értettem a
mélységeit (most is csak picivel jobban.:))),
mert matekból keveset tudtam még hozzá.
De már akkor éreztem, tapasztaltam, ez nagyon
fontos, nem véletlenül szólt jobban az egyik
vagy másik erősítő vagy hangfal.
ha segítesz Pétert végre kibillenteni a
"statikus erő és izom" gondolkodásból az nagyon
jó, köszi.:) Azért is érthetelen ez nekem Péternél,
mert annak idején én agyon sok audióerősítőt
is összebarkácsoltam, és sokat vacakoltam már akkor ilyen átviteli tesztekkel középiskolás
koromban is, csak persze nem értettem a
mélységeit (most is csak picivel jobban.:))),
mert matekból keveset tudtam még hozzá.
De már akkor éreztem, tapasztaltam, ez nagyon
fontos, nem véletlenül szólt jobban az egyik
vagy másik erősítő vagy hangfal.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 11:17
Írta: HJózsi Dátum 2008 szeptember 01, 11:17
Ez a HiFi analógia azért is jó, mert jó példa az illesztésre is ... impedancia ... erősítő - hangfal ... ;) erről sem szabad lemondani ... :DD
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 szeptember 01, 12:18
Írta: fs9s63xkf Dátum 2008 szeptember 01, 12:18
A frekit 0-6.5MHz között 1 Hz-enként tudom állítani, az encoder felbontás az mindegy, mert annyi step jelet küldök ki amennyit csak akarok, és az ismétlés is mindegy.
Ezután egy másik szoftverrel beolvasom a step és encoder jeleket és a különbséget kirajzolom.
Ma kipróbálom az AC szervóval, hátha azzal több sikerem lesz...
Ezután egy másik szoftverrel beolvasom a step és encoder jeleket és a különbséget kirajzolom.
Ma kipróbálom az AC szervóval, hátha azzal több sikerem lesz...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 12:44
Írta: bmejdz9nu Dátum 2008 szeptember 01, 12:44
Ezek a hangtechnikai összehasonlítások nem igazán jók itt és most - szerintem.
Egy audó eszköz hangja szubjektív... ez pedíg egy vezérelt mozgás... amit tökéletesen mérni lehet és kell.
Zenekari erősítőket, effekteket, keverőket ... meg "mindent" csináltam. Közben a Moby Dick technikusa voltam...
Teszt szempontjából ott nagyon fontos volt, hogy kíbírja a koncert végéig:)
Olyan védelemmel voltak ellátva pl. az erősítők, hogy semmitől nem tudtak leégni...
Kényszerhűtések, totális akár akár örökre rövidre zárható kimenetek... stb. Ez fontosabb volt mint a 100Khz-es felső határ...:)
Akkoriban pl. mindenki Quad 405-öt csinált és "éljenezte"... én meg totál mást...
Lemásoltam, vagy rajzot szerztem pár gyári zenekari "nagymenő" erősítőről és az fejlesztettem tovább... már akkor sem szerettem a nulláról kezdeni... :)
Dehát a cél szentesítette az eszközt... főleg szoci rendszerben... amikor telefon sem volt sem Ebay:)
Egy audó eszköz hangja szubjektív... ez pedíg egy vezérelt mozgás... amit tökéletesen mérni lehet és kell.
Zenekari erősítőket, effekteket, keverőket ... meg "mindent" csináltam. Közben a Moby Dick technikusa voltam...
Teszt szempontjából ott nagyon fontos volt, hogy kíbírja a koncert végéig:)
Olyan védelemmel voltak ellátva pl. az erősítők, hogy semmitől nem tudtak leégni...
Kényszerhűtések, totális akár akár örökre rövidre zárható kimenetek... stb. Ez fontosabb volt mint a 100Khz-es felső határ...:)
Akkoriban pl. mindenki Quad 405-öt csinált és "éljenezte"... én meg totál mást...
Lemásoltam, vagy rajzot szerztem pár gyári zenekari "nagymenő" erősítőről és az fejlesztettem tovább... már akkor sem szerettem a nulláról kezdeni... :)
Dehát a cél szentesítette az eszközt... főleg szoci rendszerben... amikor telefon sem volt sem Ebay:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 12:48
Írta: bmejdz9nu Dátum 2008 szeptember 01, 12:48
Persze azt is... csak nem írtam... egyértelmű...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 12:57
Írta: bmejdz9nu Dátum 2008 szeptember 01, 12:57
Erő beszél - Kutya ugat. :)
Erőt nem lehet tárolóval létrehozni - nem szabad(na) a pályakövetés hibályát "szétoszlatni az időben"...
Elképzelek egy autót amikor az órája már 100-at mutat... de még csak 50-el megy... A soför pedíg boldog :)
Ezek a tesztek is boldogságot adnak... ez a lényeg :)
WinPC-NC progi motortesztelő modulja tudja ezt az előre hátra "rángatást" a motorral...
Pl. a start/stop freki teszteléséhez/beállításához léptetőnél... mert ugyebár a szoftver tud NEM nulláról kezdődő gyorsítást is!
Mach-nál ez a lehetőség nincs :) - ha jól tudom... Megugyebár exponenciális görbe a gyorsításhoz :) Ez a legjobb a szervónál. Csodát tesz vele!
DE!!!
Ha a Gecko-t "kicsi" azaz hibatároló memória határon belül oda vissza "rángatom" (pl. 100-100 steppel) és úgy állítom be akkor a valóságos körülmények között nem jó!!! Miért is lenne jó? A motornak majd a valóságban kell mozognia majd... és ehhez kell a tartalék erő...
Tibor is biztos egyetért azzal, hogy pl. egy E240 motor az csak 0,2Nm-es... de ki csinálna egy CNC-t 0,2Nm-es léptetővel?
Persze ez a kis motor szervókörben "csodákra" képes... de a "csodákat" csak kis mértékben és ideig szabad "élvezni"...:)
Azaz kevés hibajel tárolással...
A legjobb módszer (eddíg) az UNI-T tárolós oszcillószkóp rákötve a hibajelre, és gyakorlatias tesztekkel... a hibatároló tartományán kívül (is) !!!
Erőt nem lehet tárolóval létrehozni - nem szabad(na) a pályakövetés hibályát "szétoszlatni az időben"...
Elképzelek egy autót amikor az órája már 100-at mutat... de még csak 50-el megy... A soför pedíg boldog :)
Ezek a tesztek is boldogságot adnak... ez a lényeg :)
WinPC-NC progi motortesztelő modulja tudja ezt az előre hátra "rángatást" a motorral...
Pl. a start/stop freki teszteléséhez/beállításához léptetőnél... mert ugyebár a szoftver tud NEM nulláról kezdődő gyorsítást is!
Mach-nál ez a lehetőség nincs :) - ha jól tudom... Megugyebár exponenciális görbe a gyorsításhoz :) Ez a legjobb a szervónál. Csodát tesz vele!
DE!!!
Ha a Gecko-t "kicsi" azaz hibatároló memória határon belül oda vissza "rángatom" (pl. 100-100 steppel) és úgy állítom be akkor a valóságos körülmények között nem jó!!! Miért is lenne jó? A motornak majd a valóságban kell mozognia majd... és ehhez kell a tartalék erő...
Tibor is biztos egyetért azzal, hogy pl. egy E240 motor az csak 0,2Nm-es... de ki csinálna egy CNC-t 0,2Nm-es léptetővel?
Persze ez a kis motor szervókörben "csodákra" képes... de a "csodákat" csak kis mértékben és ideig szabad "élvezni"...:)
Azaz kevés hibajel tárolással...
A legjobb módszer (eddíg) az UNI-T tárolós oszcillószkóp rákötve a hibajelre, és gyakorlatias tesztekkel... a hibatároló tartományán kívül (is) !!!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 13:21
Írta: HJózsi Dátum 2008 szeptember 01, 13:21
A gázpedál "mutat százat" és még csak 50-el megy...
Inkább állóhelyből, az jobban hasonlít az irányváltásra ... az egységugrás tesztnél max gyorsulást kell állítani autós példával élve, áll a kocsi, felpörgeted valamilyen fordulatszámra a motort, majd kuplung nélkül bevágod egyesbe aztán meg rükvercbe, majd egyesbe megint... nincs finomkodás, hogy kuplungolunk vagy automata váltó ...
Persze ezt így elképzelve szinte hallja az ember a fogaskerekek törését, vagyis autót így nem lehet tesztelni( nehogy valaki otthon kipróbálja! - legfeljebb roncsderbin...), de a mi rendszereinket igen.
Inkább állóhelyből, az jobban hasonlít az irányváltásra ... az egységugrás tesztnél max gyorsulást kell állítani autós példával élve, áll a kocsi, felpörgeted valamilyen fordulatszámra a motort, majd kuplung nélkül bevágod egyesbe aztán meg rükvercbe, majd egyesbe megint... nincs finomkodás, hogy kuplungolunk vagy automata váltó ...
Persze ezt így elképzelve szinte hallja az ember a fogaskerekek törését, vagyis autót így nem lehet tesztelni( nehogy valaki otthon kipróbálja! - legfeljebb roncsderbin...), de a mi rendszereinket igen.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 13:25
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 13:25
Azt hiszem BMW735-ös volt, és feltuningolták a motorját 1200 LE-re. Egyet mentek vele, mert sem a kuplung, sem a sebváltó nem bírta.
Szépség és harmónia, még a műszaki életben is.[#wink][#wink]
Szépség és harmónia, még a műszaki életben is.[#wink][#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 13:26
Írta: HJózsi Dátum 2008 szeptember 01, 13:26
Az UMI-T-ől elég lassút vettél, már kint az új gyorsabb! ... Ideje váltani, ezt meg eladni ... Nekem ! [#nyes][#taps][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 13:32
Írta: HJózsi Dátum 2008 szeptember 01, 13:32
UNI-T ... többet is tud, meg szines, tehát csicsás... ;) többféle színben , Red and Grey, White and Grey (!) mégiscsak 100MHz ...Up to 500MSa/s Real Time Sample Rate, 25GSa/s Equivalent Sample Rate ... ennél már nem lehet hiba a mérésben ... ( na, milyen marketinges vagyok? ) [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 14:02
Írta: 000000000 Dátum 2008 szeptember 01, 14:02
"Erő beszél - Kutya ugat.:)"
Na akkor erőlködjél picit még, és rakjál fel
egy 1 KW-os motort, holnapután meg egy 10
KW-ost.
Én a helyedben az eddigi "mondókák" alapján inkább végre
leülnék, mély meditációba kezdenék, erősen
elgondolkoznék és elindulnék a "megvilágosodás"
felé.:)[#heureka]
Na akkor erőlködjél picit még, és rakjál fel
egy 1 KW-os motort, holnapután meg egy 10
KW-ost.
Én a helyedben az eddigi "mondókák" alapján inkább végre
leülnék, mély meditációba kezdenék, erősen
elgondolkoznék és elindulnék a "megvilágosodás"
felé.:)[#heureka]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 szeptember 01, 14:07
Írta: Kristály Árpád Dátum 2008 szeptember 01, 14:07
Halihó Uraim!
Ki DOLGOZIK.....?
Ki DOLGOZIK.....?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 14:20
Írta: bmejdz9nu Dátum 2008 szeptember 01, 14:20
Optimálisat... azaz nem kisebbet mint ami szükséges.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 14:31
Írta: 000000000 Dátum 2008 szeptember 01, 14:31
Optimálisat... azaz nem nagyobbat, mint ami
szükséges!:)
szükséges!:)
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 01, 14:34
Írta: crgs7u9wg Dátum 2008 szeptember 01, 14:34
szerintem az audioba nem kene belemenni, mert akkor itt akkora haboru indul meg, ami szerintem senkinek nem hianyzik :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 14:35
Írta: bmejdz9nu Dátum 2008 szeptember 01, 14:35
Meditáltam... (nálam ez csak percek kérdése :)
Megvilágosodtam... [#heureka]
Arra jutottam, hogy a Gecko több vezérlőt adott el mint te :), vagy bárki ebben a szegmensben a világon.
A tied még posítiv 20-al "egyedi gyártásban" készül - az övükét már régóta SMD ültető gép rakja össze a 4 rétegű nyákra...
(2002-óta ~14.000 db G320 és G340, most V7-es a széria, de az alapon egyszersem változtattak.)
Igaz bírálták a vezérlőjüket, hogy kényes a motorokra... azaz jó szervómotor kell hozzá...Most már ezt is értem miért... leírtam.
Valószínűleg nagyot hibáztak...:)
Megvilágosodtam... [#heureka]
Arra jutottam, hogy a Gecko több vezérlőt adott el mint te :), vagy bárki ebben a szegmensben a világon.
A tied még posítiv 20-al "egyedi gyártásban" készül - az övükét már régóta SMD ültető gép rakja össze a 4 rétegű nyákra...
(2002-óta ~14.000 db G320 és G340, most V7-es a széria, de az alapon egyszersem változtattak.)
Igaz bírálták a vezérlőjüket, hogy kényes a motorokra... azaz jó szervómotor kell hozzá...Most már ezt is értem miért... leírtam.
Valószínűleg nagyot hibáztak...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 14:53
Írta: 000000000 Dátum 2008 szeptember 01, 14:53
Hogy jön ez ide?
A G. tervezőmérnökei és mások viszont tudják,
mi a J. Te meg nem tudod, bármennyit is írok
Neked erről. Na ez a lényeg Péter, úgyhogy még
van tennivalód a szakmai megvilágosodás terén,
nem megy az olyan gyorsan, ahogyan Te gondolod.
A G. tervezőmérnökei és mások viszont tudják,
mi a J. Te meg nem tudod, bármennyit is írok
Neked erről. Na ez a lényeg Péter, úgyhogy még
van tennivalód a szakmai megvilágosodás terén,
nem megy az olyan gyorsan, ahogyan Te gondolod.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 15:14
Írta: bmejdz9nu Dátum 2008 szeptember 01, 15:14
Ok. Akkor várok még... :)
De most a hibajel tárolóról, azaz annak a szükséges nagyságáról volt szó...
Megértheted, hogy ha te kitalálsz egy "testreszabott" tesztelési módszert a vezélődhöz, hogy mutatványossan bemutasd "egyszerű földi halandóknak"... azt még más vezérlő nem biztos, hogy komálja :)
Ha a Gecko 128bites hibajel tárolóját ha egy géppuskázós step jel sorozatal megtöltöd az leold... (gondolom ez a célod :)
Ha a tied pl. 8GB-os tárolóval rendelkezne akkor nem csak a páyaparancsokat hanem az összes Beatles számot is eltárolhatná :)
Talán a tengelynek meg sem kellene mozdulna? :) egy 8GB SD = 20 USD = 3000Ft - ne sajnáld tőle :) kisebb olcsóbb :) az is eléglesz...
A munkadarabok majd persze magukért beszélnek... ha vannak pontossági igények. Asztalon pörgetve a motorok nem úgy viselkednek... de te ezt tudod...
De most a hibajel tárolóról, azaz annak a szükséges nagyságáról volt szó...
Megértheted, hogy ha te kitalálsz egy "testreszabott" tesztelési módszert a vezélődhöz, hogy mutatványossan bemutasd "egyszerű földi halandóknak"... azt még más vezérlő nem biztos, hogy komálja :)
Ha a Gecko 128bites hibajel tárolóját ha egy géppuskázós step jel sorozatal megtöltöd az leold... (gondolom ez a célod :)
Ha a tied pl. 8GB-os tárolóval rendelkezne akkor nem csak a páyaparancsokat hanem az összes Beatles számot is eltárolhatná :)
Talán a tengelynek meg sem kellene mozdulna? :) egy 8GB SD = 20 USD = 3000Ft - ne sajnáld tőle :) kisebb olcsóbb :) az is eléglesz...
A munkadarabok majd persze magukért beszélnek... ha vannak pontossági igények. Asztalon pörgetve a motorok nem úgy viselkednek... de te ezt tudod...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 15:52
Írta: HJózsi Dátum 2008 szeptember 01, 15:52
Péter! Az egységugrás teszt nem a hibatárolóról szól!!!
Persze ha korlátozott mérettel rendelkezik alkalmatlanná teheti a vezérlőt egységugrás tesztre... ekkor viszont a testreszabott tesztje a gyíknak már csak a levélmérleg lehet ...[#idiota]
Persze ha korlátozott mérettel rendelkezik alkalmatlanná teheti a vezérlőt egységugrás tesztre... ekkor viszont a testreszabott tesztje a gyíknak már csak a levélmérleg lehet ...[#idiota]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 16:05
Írta: bmejdz9nu Dátum 2008 szeptember 01, 16:05
Nekem aztán tök mindegy ki és hogy szórakoztatja magát... :) Erről az egészről már annyít írtunk, hogy...
A Gecko meg jól megy... Egy hibalehetőséggel kevesebb van benne :)
Az a 128 bit egy 5mm-es orsón 500cpr-es encoderrel (2000ppr) = 0.32mm hibalehetőség...
Számold ki ezt pl. 1Mb-ra :) és gondolj közbe a léptetőmotorra... az sem arra megy amerre akar - azaz arra megy amerre a szoftver utasítja.
A Gecko meg jól megy... Egy hibalehetőséggel kevesebb van benne :)
Az a 128 bit egy 5mm-es orsón 500cpr-es encoderrel (2000ppr) = 0.32mm hibalehetőség...
Számold ki ezt pl. 1Mb-ra :) és gondolj közbe a léptetőmotorra... az sem arra megy amerre akar - azaz arra megy amerre a szoftver utasítja.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 16:09
Írta: svejk Dátum 2008 szeptember 01, 16:09
Szerintem "szabvány-teszt" kidolgozásának akkor lenne értelme ha csak motorokat vagy csak vezérlőket akarnánk egymással összehasonlítani.
Kereszt teszteket végezni..
A mechanikák különbözősegei miatt nem is lehetne nagyon számszerűsteni, illetve lehet de minek amikor egyiknek a sebessége a fontos a másiknak a pontosága, stb.
Ez a teszt a dinamikát méri, és a dinamika a végsebességtől és a bevitt teljesítménytől függ erősen.
Persze vannak jobb-rosszabb hatásfoku motorok és áttételek/mechanikák.
Szerintem a végső teszteknél úgy is mindenki úgy állítja a gépét ahogy akarja..
Van aki sebességhajhász és beéri nagyobb hibákkal, van aki csak komótosan de precizen..
És van aki gyorsan precizen, de oda már nagyobb teljesítmény dukál..
Kereszt teszteket végezni..
A mechanikák különbözősegei miatt nem is lehetne nagyon számszerűsteni, illetve lehet de minek amikor egyiknek a sebessége a fontos a másiknak a pontosága, stb.
Ez a teszt a dinamikát méri, és a dinamika a végsebességtől és a bevitt teljesítménytől függ erősen.
Persze vannak jobb-rosszabb hatásfoku motorok és áttételek/mechanikák.
Szerintem a végső teszteknél úgy is mindenki úgy állítja a gépét ahogy akarja..
Van aki sebességhajhász és beéri nagyobb hibákkal, van aki csak komótosan de precizen..
És van aki gyorsan precizen, de oda már nagyobb teljesítmény dukál..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 16:24
Írta: bmejdz9nu Dátum 2008 szeptember 01, 16:24
Váltsunk témát :)
az A300 DC szervó vezérlő blokk vázlata. (még "fejlesztem" a rajzot... a FET-ek IRFP260 - persze más is jó...pl. IRFP064 ha pl. még nagyobb áram kell)
Jobb felbontású PDF-ben itt !!!

az A300 DC szervó vezérlő blokk vázlata. (még "fejlesztem" a rajzot... a FET-ek IRFP260 - persze más is jó...pl. IRFP064 ha pl. még nagyobb áram kell)
Jobb felbontású PDF-ben itt !!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 16:44
Írta: 000000000 Dátum 2008 szeptember 01, 16:44
"Megértheted, hogy ha te kitalálsz
egy "testreszabott" tesztelési módszert a
vezélődhöz..."
Bocs, de ez a vizsgálati módszer (átviteli
függvény elmélet, sajnos nem én találtam ki:)))
tőlem független világszabvány, legalább 100
éves alapelmélet, és a műszaki élet
legkülöbbözőbb területein (audió,
videó, bányászat, gépjárműipar,.., szervóknál
de pláne) használják.
Az egy dolog, hogy Te ezt nem ismerted, és úgy
látom egy ideig nem is akarod megérteni
legalább alapfokon, mi ennek az óriási szakmai
jelentősége egy szervo helyes beállítása
kapcsán. Talán pont azért, mert bizony ilyen
teszt kapcsán bukna a géped, és egy EC240-es
helyesen illesztett szervó leverné a tiedet
dinamikában.:) Ugyanis hiába van a
hajtásláncodban profi, méregdrága bazi nagy
szervomotor, az a szakmaiatlanságoddal,
makacsságoddal, értetlenségeddel "rosszrá"
változtatod.
De ha nem célod, hogy sokkal jobb szervós CNC
géped legyen, akkor azt is megértem, csak erre
ne légy azért ennyire büszke.
egy "testreszabott" tesztelési módszert a
vezélődhöz..."
Bocs, de ez a vizsgálati módszer (átviteli
függvény elmélet, sajnos nem én találtam ki:)))
tőlem független világszabvány, legalább 100
éves alapelmélet, és a műszaki élet
legkülöbbözőbb területein (audió,
videó, bányászat, gépjárműipar,.., szervóknál
de pláne) használják.
Az egy dolog, hogy Te ezt nem ismerted, és úgy
látom egy ideig nem is akarod megérteni
legalább alapfokon, mi ennek az óriási szakmai
jelentősége egy szervo helyes beállítása
kapcsán. Talán pont azért, mert bizony ilyen
teszt kapcsán bukna a géped, és egy EC240-es
helyesen illesztett szervó leverné a tiedet
dinamikában.:) Ugyanis hiába van a
hajtásláncodban profi, méregdrága bazi nagy
szervomotor, az a szakmaiatlanságoddal,
makacsságoddal, értetlenségeddel "rosszrá"
változtatod.
De ha nem célod, hogy sokkal jobb szervós CNC
géped legyen, akkor azt is megértem, csak erre
ne légy azért ennyire büszke.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 16:59
Írta: HJózsi Dátum 2008 szeptember 01, 16:59
Hát még nem gyulladt ki a fény ... :(
Néhány dologtól nem tudsz elvonatkoztatni.
Osztod szorzod itt a pulzusokat, pedig nem az a lényeg, hanem hogy egy megfelelő nyúzó minta szerint terheld meg a rendszered... légycsapó...
180 fok oda-vissza, egyre gyorsabban...
Ha például atáteszed az orrodat, a csapkodás sebességének kövelésével azt fogod észrevenni, hogy egyszer csak már nem csap rá az orrodra ...
Na ez a határ csapkodási sebessége a rendszerednek. Megnézed, hogy ez milyen csapkodási frekinél állt elő és akkor ez jellemzi a rendszeredet. A módszert minden más gépre lehet alkalmazni, így ez egy objektív összehasonlító teszt. Az lehet, hogy a vezérlők egy része el sem jut odaáig, hogy már ne csapjon az orrunkra, hamarabb letilt mielőtt megláthatnánk a rendszerünk határait. Én olyan vezérlőre szavazok, amelyiknél ez a határ kimérhető. A másiknál nem lehet maximumra hangolni a rendszert... csak valamire, úgy, hogy nem tudjuk a határait ...
Szerintem a megtapasztalás fog csak segíteni ...
A talin mindenképpen kellene egységugrás méréseket csinálni, összehasonlító jelleggel ...
olcsóbb motor, drágább motor, DC, AC ... Sok tantuszleesést jósolok ... [#buck]
Néhány dologtól nem tudsz elvonatkoztatni.
Osztod szorzod itt a pulzusokat, pedig nem az a lényeg, hanem hogy egy megfelelő nyúzó minta szerint terheld meg a rendszered... légycsapó...
180 fok oda-vissza, egyre gyorsabban...
Ha például atáteszed az orrodat, a csapkodás sebességének kövelésével azt fogod észrevenni, hogy egyszer csak már nem csap rá az orrodra ...
Na ez a határ csapkodási sebessége a rendszerednek. Megnézed, hogy ez milyen csapkodási frekinél állt elő és akkor ez jellemzi a rendszeredet. A módszert minden más gépre lehet alkalmazni, így ez egy objektív összehasonlító teszt. Az lehet, hogy a vezérlők egy része el sem jut odaáig, hogy már ne csapjon az orrunkra, hamarabb letilt mielőtt megláthatnánk a rendszerünk határait. Én olyan vezérlőre szavazok, amelyiknél ez a határ kimérhető. A másiknál nem lehet maximumra hangolni a rendszert... csak valamire, úgy, hogy nem tudjuk a határait ...
Szerintem a megtapasztalás fog csak segíteni ...
A talin mindenképpen kellene egységugrás méréseket csinálni, összehasonlító jelleggel ...
olcsóbb motor, drágább motor, DC, AC ... Sok tantuszleesést jósolok ... [#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 17:00
Írta: 000000000 Dátum 2008 szeptember 01, 17:00
Szia Svejk!
Írtál pár valótlant megint, pl.:
"Ez a teszt a dinamikát méri, és a dinamika a
végsebességtől és a bevitt teljesítménytől függ
erősen."
Végsebességtől nem függ sajna, egy 1 mm/s-os
hajtás dinamikusabb lehet, mint egy 1 m/s-os.
Valamint a teljesítmény sem annyira fontos,
mert sokkal hatékonyabb műszaki parméterek a
döntőek, amik a szöggyorsulást erősebben
növelhetik.
Olyan jó lenne már, ha Te is a rendszer eredő
időállandó felé fordítanád a fő figyelmedet, ez
a lényeg. Az összes többi játszadozás, és
felületi kapirgálás.
Írtál pár valótlant megint, pl.:
"Ez a teszt a dinamikát méri, és a dinamika a
végsebességtől és a bevitt teljesítménytől függ
erősen."
Végsebességtől nem függ sajna, egy 1 mm/s-os
hajtás dinamikusabb lehet, mint egy 1 m/s-os.
Valamint a teljesítmény sem annyira fontos,
mert sokkal hatékonyabb műszaki parméterek a
döntőek, amik a szöggyorsulást erősebben
növelhetik.
Olyan jó lenne már, ha Te is a rendszer eredő
időállandó felé fordítanád a fő figyelmedet, ez
a lényeg. Az összes többi játszadozás, és
felületi kapirgálás.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 17:12
Írta: 000000000 Dátum 2008 szeptember 01, 17:12
Józsi gratulálok, remek szakmai érveket,
dolgokat, ötletet írtál.
Én a tesztjelet a talin bárkinek adhatom,
bármilyen step-dir LPT port lábkiosztással,
csak egy 25 p. Cannon csatlakozó lógjon ki abból a stepmotoros vagy szervós gépből.
Egyébként Péter azt is megsúgom neked, hogy
egy ilyen "teszt nyaggatás" terheletlen vagy
alig terhelt motornál elég objektíven azt is mutatja,
mennyire szervo jellegű és mennyire profi.
Zongorázni lehet a különbséget egy ablaktörlő
és egy Sanyo Denki szervomotor között, ezért
is fáj ennyire a szívem, amikor arra gondolok,
hogyan bánsz vele.:)
dolgokat, ötletet írtál.
Én a tesztjelet a talin bárkinek adhatom,
bármilyen step-dir LPT port lábkiosztással,
csak egy 25 p. Cannon csatlakozó lógjon ki abból a stepmotoros vagy szervós gépből.
Egyébként Péter azt is megsúgom neked, hogy
egy ilyen "teszt nyaggatás" terheletlen vagy
alig terhelt motornál elég objektíven azt is mutatja,
mennyire szervo jellegű és mennyire profi.
Zongorázni lehet a különbséget egy ablaktörlő
és egy Sanyo Denki szervomotor között, ezért
is fáj ennyire a szívem, amikor arra gondolok,
hogyan bánsz vele.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 17:27
Írta: HJózsi Dátum 2008 szeptember 01, 17:27
Gondolkozok egy mérőpadon, amire többféle motor is felfogható. Párféle motor nálam is lesz... DC-k persze és nem óriások...
A szabvány tehát a Canon25p legyen a step-dirnek.
Lassan Árpi megnyithatja az IV. Taki topikot, hogy ott gyűjtsük az ilyen infókat. (Végül is becsengettek, szept1-van )
Jó lenne egy előadás is szervó hajtás méretezésről, megoldási szempontokról, illesztésekről...
A szabvány tehát a Canon25p legyen a step-dirnek.
Lassan Árpi megnyithatja az IV. Taki topikot, hogy ott gyűjtsük az ilyen infókat. (Végül is becsengettek, szept1-van )
Jó lenne egy előadás is szervó hajtás méretezésről, megoldási szempontokról, illesztésekről...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 17:59
Írta: svejk Dátum 2008 szeptember 01, 17:59
Én ezt írtam:
"Ez a teszt a dinamikát méri, és a dinamika a
végsebességtől és a bevitt teljesítménytől függ
erősen."
Erre Te:
"Végsebességtől nem függ sajna, egy 1 mm/s-os
hajtás dinamikusabb lehet, mint egy 1 m/s-os. "
Nem lehet hanem biztosan dinamikusabb az első, ugyanakkora teljesítmény bevitel mellett..
Tehát az állításom nem valótlan
"Valamint a teljesítmény sem annyira fontos,
mert sokkal hatékonyabb műszaki parméterek a
döntőek, amik a szöggyorsulást erősebben
növelhetik."
Azonos gépen azonos sebesség eléréséhez szerintem nem valótlanság azt állítani hogy a nagyobb dinamikához nagyobb teljesítmény kell.
"Ez a teszt a dinamikát méri, és a dinamika a
végsebességtől és a bevitt teljesítménytől függ
erősen."
Erre Te:
"Végsebességtől nem függ sajna, egy 1 mm/s-os
hajtás dinamikusabb lehet, mint egy 1 m/s-os. "
Nem lehet hanem biztosan dinamikusabb az első, ugyanakkora teljesítmény bevitel mellett..
Tehát az állításom nem valótlan
"Valamint a teljesítmény sem annyira fontos,
mert sokkal hatékonyabb műszaki parméterek a
döntőek, amik a szöggyorsulást erősebben
növelhetik."
Azonos gépen azonos sebesség eléréséhez szerintem nem valótlanság azt állítani hogy a nagyobb dinamikához nagyobb teljesítmény kell.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 18:09
Írta: svejk Dátum 2008 szeptember 01, 18:09
Ez nagyon jó lesz arra, hogy egy adott vezérlővel összehasonlíts több féle motort, illetve arra is hogy egy adott motorral kipróbálj több vezérlőt.
Igy elvileg ki tudnád választani a legjobb motor-vezérlő párosítást.
De arra sajnos nem lesz jó hogy egy ismeretlen mechanikára felrakva megmond hogy mit fog majd tudni a szerkezet.
meg egyébként is:
Kár összehasonlítani az E240-et egy 200W-os SD-vel vagy ablaktörlővel,-nem egy súlycsoport
a vezérlőknél más a helyzet ott legalább lehet azonos feltételeket teremteni mondjuk a max áramot limitálni..
Igy elvileg ki tudnád választani a legjobb motor-vezérlő párosítást.
De arra sajnos nem lesz jó hogy egy ismeretlen mechanikára felrakva megmond hogy mit fog majd tudni a szerkezet.
meg egyébként is:
Kár összehasonlítani az E240-et egy 200W-os SD-vel vagy ablaktörlővel,-nem egy súlycsoport
a vezérlőknél más a helyzet ott legalább lehet azonos feltételeket teremteni mondjuk a max áramot limitálni..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 18:11
Írta: svejk Dátum 2008 szeptember 01, 18:11
visszaolvasva a napi termést, a hangtechnika sajnos talán a legrosszabb példa mert ott a szubjektivitás sokkal döntőbb.
A vájtfülűek azt mondják hogy egy 10 rosszabb eredménnyel büszkélkedő csöves erősítő jobban szól mint a 0,05% harmonikus torzítású tranyós..
A vájtfülűek azt mondják hogy egy 10 rosszabb eredménnyel büszkélkedő csöves erősítő jobban szól mint a 0,05% harmonikus torzítású tranyós..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 18:16
Írta: svejk Dátum 2008 szeptember 01, 18:16
Az igaz hogy nem írtam oda hogy a sebességgel fordítottan, a teljesítménnyel pedig egyenesen lesz arányos a dinamika még ha nem is lineárisan.
De gondoltam ez egyértelmű a laikus embernek is.
De gondoltam ez egyértelmű a laikus embernek is.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 18:21
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 18:21
Feltettem egy enkóder osztó programját, ha valakit érdekel (AVR csiphez). Ha valakinek van kedve megköpködni, szívesen veszem:)
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 szeptember 01, 18:21
Írta: ra8nsmk6w Dátum 2008 szeptember 01, 18:21
Valahogy Én ezt úgy fogalmazom meg, hogy a csöves az emberre van készitve egy szuper ic-s vagy tranzisztoros pedig a mérésekre.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 18:25
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 18:25
Részben van igazad, mert ha azt látom az adatai között, hogy 15kHz a -3dB-s pont és 5% a torzítás, akkor meg se nézem.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 18:29
Írta: HJózsi Dátum 2008 szeptember 01, 18:29
A motor összehasonlítás jó akár csak tapasztalatszerzésre is, nem baj az hogy nem egyformák, legalább látszik a különbség a jobb a jó és a megfelelő között ;) , kis terhelés...
A kész rendszernél ugyanúgy jó, csak ott ahogy Tibor45 írta a lényeget, az eredő mechanikai időállandó meghatározásában segít, no meg számos következtetés levonásában, hogy mit milyen irányban kellene változtatni, hogy jobb legyen (vagy így már jó), de ezt már Tibor tudja majd megválaszolni, ha vállalja az " ész osztást" ;D a talin ... [#vigyor2] nekem alíg van tapasztalatom, csak már dereng valami... [#lama]
A kész rendszernél ugyanúgy jó, csak ott ahogy Tibor45 írta a lényeget, az eredő mechanikai időállandó meghatározásában segít, no meg számos következtetés levonásában, hogy mit milyen irányban kellene változtatni, hogy jobb legyen (vagy így már jó), de ezt már Tibor tudja majd megválaszolni, ha vállalja az " ész osztást" ;D a talin ... [#vigyor2] nekem alíg van tapasztalatom, csak már dereng valami... [#lama]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 18:32
Írta: svejk Dátum 2008 szeptember 01, 18:32
Az a baj, hogy vissza fogunk kanyarodni a sokadszori vitánkhoz...Egyszerűen képtelenek vagyunk egy más alaptéziseit elfogadni..
Te azt mondod:
hogy van egy motor azt úgy kell illeszteni a rendszerhez hogy abból a legnagyobb dinamikát lehessen kihozni, még akár a maximális sebesség rovására is.
Én azt mondom:
van egy motorom meg egy mechanikám amire kítűzök egy adott sebességet, aztán a végső teszteknél a dinamikát majd inkább korlátozom a vezérlő szoftver gyorsulás adataival annyira hogy biztonságosan tudjak dolgozni.
(ha nagyon nem akar jó lenni cserélek nagyobb motorra mert az a legolcsóbb láncszem, hatásfok hobbynál nem nagyon számít)
Persze vannak feladatok amiket bizonyos dinamika alatt nem lehet elvégezni, (lásd. azt az esztergához való maró feltétedet)
És persze vannak feladatok amiket bizonyos sebesség alatt nem érdemes csinálni.
pl. egy plazmavágó vagy nagyméretű faipari gép.
Te azt mondod:
hogy van egy motor azt úgy kell illeszteni a rendszerhez hogy abból a legnagyobb dinamikát lehessen kihozni, még akár a maximális sebesség rovására is.
Én azt mondom:
van egy motorom meg egy mechanikám amire kítűzök egy adott sebességet, aztán a végső teszteknél a dinamikát majd inkább korlátozom a vezérlő szoftver gyorsulás adataival annyira hogy biztonságosan tudjak dolgozni.
(ha nagyon nem akar jó lenni cserélek nagyobb motorra mert az a legolcsóbb láncszem, hatásfok hobbynál nem nagyon számít)
Persze vannak feladatok amiket bizonyos dinamika alatt nem lehet elvégezni, (lásd. azt az esztergához való maró feltétedet)
És persze vannak feladatok amiket bizonyos sebesség alatt nem érdemes csinálni.
pl. egy plazmavágó vagy nagyméretű faipari gép.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 18:34
Írta: HJózsi Dátum 2008 szeptember 01, 18:34
Lehet is kapni sokfélét, előerősítőt is , meg fejhallgató erősítőt is csöveset... aranyárban ( gyönyörű kivitel ) ... még kittet is ...
ez valóban OFF ...
ez valóban OFF ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 18:37
Írta: svejk Dátum 2008 szeptember 01, 18:37
Igen, hogy ha a zenei élményt akarod kihozni az erősítőből. De lehet csak egy egyszerű kihangosításra akarod használni..
Túlmenően azon hogy Te itt több dekádnyi eltérést említettél, de talán motorok közt nincs 100 szoros eltérés..
Túlmenően azon hogy Te itt több dekádnyi eltérést említettél, de talán motorok közt nincs 100 szoros eltérés..
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 18:38
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 18:38
Egy utolsó OFF, aztán részemről tényleg vége a hifi-nek:)
Ha valaki foglalkozott mostanában D class erősítővel, kérem magánban üzenjen.
Ha valaki foglalkozott mostanában D class erősítővel, kérem magánban üzenjen.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 18:42
Írta: svejk Dátum 2008 szeptember 01, 18:42
Köszönjük!
Nem köpködés csak észrevétel...
Sajnos az általános problémán ez nem segít mert step/dir kimenete van, tehát egy már meglevő vezérlőhöz melynek inkrement A/B bemenete van nem használható.
A nagy dolog Tibor45-ében az hogy az a szabványos A-B kimenettel rendelkezik így bármilyen vezérlő elé beköthető.
Nem köpködés csak észrevétel...
Sajnos az általános problémán ez nem segít mert step/dir kimenete van, tehát egy már meglevő vezérlőhöz melynek inkrement A/B bemenete van nem használható.
A nagy dolog Tibor45-ében az hogy az a szabványos A-B kimenettel rendelkezik így bármilyen vezérlő elé beköthető.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 01, 18:43
Írta: Szedlay Pál Dátum 2008 szeptember 01, 18:43
Svejk!
Azt hiszem TE kérdezted egy héttel ezelött, hogyan lehet kiszámolni az össz "J"-t.
Tibor45 egyszer már leírta nekem itt.
Tehát újra ide írom hátha valaki számolni akar vele géptervezéskor dinamika számításkor.
orsó-anya hajtás:
J=m*(h/6.28)*(h/6.28) ahol:
J: a hajtástípus tehetelenségi nyomatéka
m: mozgatott össztömeg (kocsi+teher)
h: menetemelkedés
A golyósorsónak még külön van J-je, de
annak gondolom ismered a képletét.
A kettő összege a teljes J a hajtott tengelyre
vonatkoztatva.
Azt hiszem TE kérdezted egy héttel ezelött, hogyan lehet kiszámolni az össz "J"-t.
Tibor45 egyszer már leírta nekem itt.
Tehát újra ide írom hátha valaki számolni akar vele géptervezéskor dinamika számításkor.
orsó-anya hajtás:
J=m*(h/6.28)*(h/6.28) ahol:
J: a hajtástípus tehetelenségi nyomatéka
m: mozgatott össztömeg (kocsi+teher)
h: menetemelkedés
A golyósorsónak még külön van J-je, de
annak gondolom ismered a képletét.
A kettő összege a teljes J a hajtott tengelyre
vonatkoztatva.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 18:48
Írta: svejk Dátum 2008 szeptember 01, 18:48
sajnos ha nem egyformák csak esetleg karakterisztikákat tudsz felvenni, illetve meg tudod mérésekkel állapítani azt hogy az adott körülmények közt mennyi az időállandója.
ha nem tudsz semmit a motoról akkor egy mért időállandó sem mond sokat mert nem tudod mik a határai a motornak, lehet egy sokkal alacsonyabb áramértéken kaptad azokat mint a megengedett üzemi.
ha pedig meg van az adatlapja akkor valószínű meg van minden adata
ha nem tudsz semmit a motoról akkor egy mért időállandó sem mond sokat mert nem tudod mik a határai a motornak, lehet egy sokkal alacsonyabb áramértéken kaptad azokat mint a megengedett üzemi.
ha pedig meg van az adatlapja akkor valószínű meg van minden adata
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 18:52
Írta: bmejdz9nu Dátum 2008 szeptember 01, 18:52
Tényleg Tibor encoder osztoja A+B bemenetű és A+B kimenetű? Hát az akkor tényleg a világon egyedülálló! (legalábis én még ilyet nem látam sehol)
Miért nem árulja? Valakinek valahol a világon biztos szüksege lenne ilyenre...
Miért nem árulja? Valakinek valahol a világon biztos szüksege lenne ilyenre...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 01, 18:55
Írta: HJózsi Dátum 2008 szeptember 01, 18:55
Már egyre több mocimnak van adatlapja, de van egy két "black-box" mocim is ... ha van összehasonlítás, vagy már tapasztalat, akkor el tudom dönteni, hogy eladjam, vagy megtartsam ... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 18:58
Írta: svejk Dátum 2008 szeptember 01, 18:58
Köszönöm!
Ezt én még nem láttam vagy legalább is nem emlékszem :(
Igen ilyen számításokat kértem Tibor45-től..
(Ha a métékegységeket is beírnád zárójelben a képletbe maga lenne a kánaán. Nekem úgy sokszor sokat segít a megértésben )
A golyósorsóra (mint forgó hengeres tömeg)
emlékszem
(tudom H. Józsi világosított fel értetlenségemben a tömeg-hossz-keresztmetszetet illetően :()
Ezt én még nem láttam vagy legalább is nem emlékszem :(
Igen ilyen számításokat kértem Tibor45-től..
(Ha a métékegységeket is beírnád zárójelben a képletbe maga lenne a kánaán. Nekem úgy sokszor sokat segít a megértésben )
A golyósorsóra (mint forgó hengeres tömeg)
emlékszem
(tudom H. Józsi világosított fel értetlenségemben a tömeg-hossz-keresztmetszetet illetően :()
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 19:02
Írta: svejk Dátum 2008 szeptember 01, 19:02
Persze, hiszen nem véletlen büszke rá!!!
Lehet kapni ilyeneket minden hajtástechnikával foglalkozó cég listájában szerepel..
Azt ne kérdezd hogy hogy csinálják hogy egyenletesen és 90 fokban megmarad a jel holott nem tudhatjuk hogy a következő pillanatban már nem-e 10-szeresével pörög az encoder...
Lehet kapni ilyeneket minden hajtástechnikával foglalkozó cég listájában szerepel..
Azt ne kérdezd hogy hogy csinálják hogy egyenletesen és 90 fokban megmarad a jel holott nem tudhatjuk hogy a következő pillanatban már nem-e 10-szeresével pörög az encoder...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 19:10
Írta: svejk Dátum 2008 szeptember 01, 19:10
Kérdés:
Az osztási arány az encoder fizikai osztására vonatkozik?
Az órajel mely a digitális zavarszűréshez kell a proci órajele vagy kívülről a maximálisan várt encoderjelhez igazítható?
teszteket, méréseket végeztél vele?
Az osztási arány az encoder fizikai osztására vonatkozik?
Az órajel mely a digitális zavarszűréshez kell a proci órajele vagy kívülről a maximálisan várt encoderjelhez igazítható?
teszteket, méréseket végeztél vele?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 19:10
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 19:10
Köszi. Nekem ilyen kellett, hogy a dekódolással már ne terheljem a fő processzort. Az AB kimeneten meg elgondolkodom...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 19:13
Írta: svejk Dátum 2008 szeptember 01, 19:13
erre minden bizonnyal jó :))
viszont ha annyira fekete dobozok akkor az általam előbb leírtak alapján, lehet téves következtetésekre juthatsz...
viszont ha annyira fekete dobozok akkor az általam előbb leírtak alapján, lehet téves következtetésekre juthatsz...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 19:15
Írta: bmejdz9nu Dátum 2008 szeptember 01, 19:15
Van ilyen IC valahol a világban?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 19:20
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 19:20
Igen, az encoder fizikai jelére értendő, tehát úgy viselkedik, mintha fele, negyede vagy nyolcad annyi rése lenne a tárcsának.
A zavarszűrés nagyon primitív, kétszer egymás után beolvasott AB-nek kell azonosnak lenni, tehát a proc órajele határozza meg az időt.
Kb. egy hete tesztelem egy Yaskawa motorral, persze nem ez a főcsapás iránya, hanem a step/dir előke:) Voltak bugok az osztóban, most úgy tűnik, ok. De hát jó program nincs, csak még nem vettük észre a hibát:)
A zavarszűrés nagyon primitív, kétszer egymás után beolvasott AB-nek kell azonosnak lenni, tehát a proc órajele határozza meg az időt.
Kb. egy hete tesztelem egy Yaskawa motorral, persze nem ez a főcsapás iránya, hanem a step/dir előke:) Voltak bugok az osztóban, most úgy tűnik, ok. De hát jó program nincs, csak még nem vettük észre a hibát:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 19:26
Írta: svejk Dátum 2008 szeptember 01, 19:26
Értem..
Elég sokszor szóba esett már ez a dekódolás dolog több fórumon, magánbeszélgetésen is.
Szinte mindenki előbb utóbb arra a megállapításra jutott hogy ezt inkább hardveresen kell megoldani.
Az elv ugyan az szinte amit Te programból megoldottál.
Van aki hagyopmányos logikával van aki GAL/PAL-ba égetve, a zavarszüréshez külön órajelet biztosítva.
Persze attól még lehet jó a Tiéd, én is csináltam PIC-kel lineáris encoderhez számlálót, de mondjuk ott nem volt nagysebességű elmozdulási igény.
Elég sokszor szóba esett már ez a dekódolás dolog több fórumon, magánbeszélgetésen is.
Szinte mindenki előbb utóbb arra a megállapításra jutott hogy ezt inkább hardveresen kell megoldani.
Az elv ugyan az szinte amit Te programból megoldottál.
Van aki hagyopmányos logikával van aki GAL/PAL-ba égetve, a zavarszüréshez külön órajelet biztosítva.
Persze attól még lehet jó a Tiéd, én is csináltam PIC-kel lineáris encoderhez számlálót, de mondjuk ott nem volt nagysebességű elmozdulási igény.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 19:29
Írta: svejk Dátum 2008 szeptember 01, 19:29
" De hát jó program nincs, csak még nem vettük észre a hibát:) "
Ez talán a hadverre még fokozottabban igaz.
A szervoáramkörök (végfokok) is mint nagy zavarsugárzók alaposan el tudják kedvetleníteni az embert.
Ez talán a hadverre még fokozottabban igaz.
A szervoáramkörök (végfokok) is mint nagy zavarsugárzók alaposan el tudják kedvetleníteni az embert.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 19:31
Írta: svejk Dátum 2008 szeptember 01, 19:31
inkább komplett áramkörök..
Esetleg az Analog Device-nek lehet hogy van de az egy vagyon lehet...
Esetleg az Analog Device-nek lehet hogy van de az egy vagyon lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 19:58
Írta: bmejdz9nu Dátum 2008 szeptember 01, 19:58
Akkor ebből Tibor meggazdagodik :) azaz meggazdagodhat :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 19:59
Írta: svejk Dátum 2008 szeptember 01, 19:59
Pl. itt is egy komoly hardveres megoldás procis illesztési lehetőséggel:
Encoder feldolgozás
a 8. oldalon a szürés elve, ami talán a legfontosabb adott esetben.
A házigazda új szervojában is ilyen elv van alkalmazásban..
Encoder feldolgozás
a 8. oldalon a szürés elve, ami talán a legfontosabb adott esetben.
A házigazda új szervojában is ilyen elv van alkalmazásban..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 20:10
Írta: 000000000 Dátum 2008 szeptember 01, 20:10
Svejk!
Több hozzászólásodra írom összefoglalóan ezt.
A hangfal teszt nagyon is jó példa, mert egy
hangszórónak nem a torzításáról van szó, hanem
az amplitudó csökkenéséről a frekvencia
függvényében. Ez két tészta.
És továbbra sem érzékeled, hogy a motor
szöggyorsulása a döntő. Ha ezt a tervezési, alkalmazási szabályt sérted, akkor a dinamikád romlik. Időállandók és az eredő időállandó
a legfontosabb.
Több hozzászólásodra írom összefoglalóan ezt.
A hangfal teszt nagyon is jó példa, mert egy
hangszórónak nem a torzításáról van szó, hanem
az amplitudó csökkenéséről a frekvencia
függvényében. Ez két tészta.
És továbbra sem érzékeled, hogy a motor
szöggyorsulása a döntő. Ha ezt a tervezési, alkalmazási szabályt sérted, akkor a dinamikád romlik. Időállandók és az eredő időállandó
a legfontosabb.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 20:12
Írta: svejk Dátum 2008 szeptember 01, 20:12
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 20:19
Írta: svejk Dátum 2008 szeptember 01, 20:19
Értem, azt hittem az egész hang rendszerre vonatkoztattatok, bocsi...
Én azért valószínűsítem hogy egy hobby gépnél nem a szöggyorsulás a legfontosabb, ha mást nem nézve a mechanikai gyengeségek miatt is.
Mindenesetre jó lerövidítetted a válsz(oka)t , pl. a #6305-re mely előtt azzal vádoltál hogy valótlanságokat állítok ..
Én azért valószínűsítem hogy egy hobby gépnél nem a szöggyorsulás a legfontosabb, ha mást nem nézve a mechanikai gyengeségek miatt is.
Mindenesetre jó lerövidítetted a válsz(oka)t , pl. a #6305-re mely előtt azzal vádoltál hogy valótlanságokat állítok ..
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 01, 20:20
Írta: Szedlay Pál Dátum 2008 szeptember 01, 20:20
Itt egy ajándék!
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&rd=1&item=360083445058&ssPageName=STRK:MEWA:IT&ih=023
Ennyi pénzért ingyen van. Már csak egy motort kell levadászni hozzá.
3KW!!!!!!!!!!!!!
Megy step/dir üzemmódban is.
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&rd=1&item=360083445058&ssPageName=STRK:MEWA:IT&ih=023
Ennyi pénzért ingyen van. Már csak egy motort kell levadászni hozzá.
3KW!!!!!!!!!!!!!
Megy step/dir üzemmódban is.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 01, 20:27
Írta: Szedlay Pál Dátum 2008 szeptember 01, 20:27
Nagybangondolkodóknak egymotor az elöbbi vezérlőhöz.
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&rd=1&item=250287062206&ssPageName=STRK:MEWA:IT&ih=015
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&rd=1&item=250287062206&ssPageName=STRK:MEWA:IT&ih=015
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 20:30
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 20:30
Igen, ezt ismerem. Van ott egy csúnya mondat, valahogy így: illegális állapotátmenet, ami bekövetkezhet hibás encodertől, vagy olyan zavartól, ami átmegy a zavarszűrőn, hibás számlálást eredményez.
A zavarszűrés itt is csak annyi, hogy egymás utáni 3 órajel alatt azonos a jel.
Ezzel nem azt akarom mondani, hogy rossz, de csodát ő sem tud csinálni.
A zavarszűrés itt is csak annyi, hogy egymás utáni 3 órajel alatt azonos a jel.
Ezzel nem azt akarom mondani, hogy rossz, de csodát ő sem tud csinálni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 20:31
Írta: svejk Dátum 2008 szeptember 01, 20:31
Mint írtad semmi sem tökéletes :( ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 20:32
Írta: bmejdz9nu Dátum 2008 szeptember 01, 20:32
Na akkor van ilyen...
Talán máshol olcsóbban is mert az US digital nem arról híres, hogy olcsó :)
Belül milyen "filléres" IC lehet... mert a dobozolt termékek általában 5X-10X pénzért vannak...
Talán máshol olcsóbban is mert az US digital nem arról híres, hogy olcsó :)
Belül milyen "filléres" IC lehet... mert a dobozolt termékek általában 5X-10X pénzért vannak...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 20:33
Írta: 000000000 Dátum 2008 szeptember 01, 20:33
Kevered a dinamikát a sebeséggel.
Nálam ezek nem azonos fogalmak. Így vitázni sem
érdemes erről többet.
Valamint ha van hatékonyabb módszer, mint a
nyers erő, akkor minek emeled ki Te is, mint
Péter a teljesítményt?
De figyelj, nem érdmes erről vitázni többet. Mindenki olyan szervót használ, amilyet akar,
legfeljebb a rendszere kihasználatlan marad.
Ha ez jó valakinek, csinálja, mit bánom én.:)
Kezdek én ebbe belefáradni.:)
Nálam ezek nem azonos fogalmak. Így vitázni sem
érdemes erről többet.
Valamint ha van hatékonyabb módszer, mint a
nyers erő, akkor minek emeled ki Te is, mint
Péter a teljesítményt?
De figyelj, nem érdmes erről vitázni többet. Mindenki olyan szervót használ, amilyet akar,
legfeljebb a rendszere kihasználatlan marad.
Ha ez jó valakinek, csinálja, mit bánom én.:)
Kezdek én ebbe belefáradni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 20:36
Írta: bmejdz9nu Dátum 2008 szeptember 01, 20:36
Tényleg step/dir -es (adatlap) De ezt én tuti nem tudnám behangolni... egyenlőre :)
Egy ilyet megvenni elég nagy "hazárdírozás" vagy nem?
Érdekes, hogy senki nem vette meg eddíg... pedíg már 5 napja ott van 99 USD-ért... azaz kevesebb pénzért mint egy Gecko G320... [#fejvakaras]
Egy ilyet megvenni elég nagy "hazárdírozás" vagy nem?
Érdekes, hogy senki nem vette meg eddíg... pedíg már 5 napja ott van 99 USD-ért... azaz kevesebb pénzért mint egy Gecko G320... [#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 20:38
Írta: bmejdz9nu Dátum 2008 szeptember 01, 20:38
Ha a képlet - érthetően - összeállna mehetne a képletek topikba...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 20:43
Írta: x4rhew5r3 Dátum 2008 szeptember 01, 20:43
A dán frekiváltót is legyűrted, akkor ezt miért ne tudnád...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 20:44
Írta: svejk Dátum 2008 szeptember 01, 20:44
Nem hiszem hogy keverném max. nem jól fogalmazok.
Oké hagyjuk, nem hiszem hogy talán 4-vagy 5-ödszörre sikerülne konszenzust kihoznunk a témából.
Esetleg ha a #6318-ban Szedlay Pál által írt képletet kis magyarázattal kicsinosítvan beraknád az Képletek és Számítások-ba,(ha már eredetileg is Te írtad) akkor talán lenne pár ember aki számításokkal kezdené, főleg ha még nincsenek meg a fő alkatrészei a leendő gépéhez.
Vagy a már elcseszett szervos géptulajdonosok ellenőrizhetnék hogy miért is nem olyan jó a szerkezetük.
Oké hagyjuk, nem hiszem hogy talán 4-vagy 5-ödszörre sikerülne konszenzust kihoznunk a témából.
Esetleg ha a #6318-ban Szedlay Pál által írt képletet kis magyarázattal kicsinosítvan beraknád az Képletek és Számítások-ba,(ha már eredetileg is Te írtad) akkor talán lenne pár ember aki számításokkal kezdené, főleg ha még nincsenek meg a fő alkatrészei a leendő gépéhez.
Vagy a már elcseszett szervos géptulajdonosok ellenőrizhetnék hogy miért is nem olyan jó a szerkezetük.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 20:56
Írta: svejk Dátum 2008 szeptember 01, 20:56
Talán nagyobb gond az hogy ezek egyszeri megismételhetetlen vételek, legalább is ilyen áron..
Bár egy ez év januári dátummal el volt mentve a doksijaim közt az adatlap, tehát már egyszer feltünt a láthatáron de nem emlékszem milyen okból kifolyólag.
Bár egy ez év januári dátummal el volt mentve a doksijaim közt az adatlap, tehát már egyszer feltünt a láthatáron de nem emlékszem milyen okból kifolyólag.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 01, 21:02
Írta: Szedlay Pál Dátum 2008 szeptember 01, 21:02
Tibor45!
Ezzel a képlettel akkor sokat segítettél nekem
hozzászólás #3170
Légyszíves fejtsd ki Svejk fórumtársunknak is, hogy értse.
Köszönöm!
Ezzel a képlettel akkor sokat segítettél nekem
hozzászólás #3170
Légyszíves fejtsd ki Svejk fórumtársunknak is, hogy értse.
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:03
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:03
Rengeteg ilyen AC vezérlő van az Ebay-on... de mégsem veszik... ezért én sem veszem :) Persze nem igazán értem... magamat sem :)
Én is olyan vagyok mint a többi "földlakó":)... szeretek a kitaposott ösvényeken járni... Ezért a pénzért inkább egy Gecko-t választok :)
Fura nem? Talán ha semmi más dolgom lenne akkor Marco Polo-t játszanék... felfedeznék...de ez nem így van...
Én is olyan vagyok mint a többi "földlakó":)... szeretek a kitaposott ösvényeken járni... Ezért a pénzért inkább egy Gecko-t választok :)
Fura nem? Talán ha semmi más dolgom lenne akkor Marco Polo-t játszanék... felfedeznék...de ez nem így van...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:05
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:05
Csatlakozom.
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2008 szeptember 01, 21:08
Írta: e7c897sd8 Dátum 2008 szeptember 01, 21:08
Látod Tibor kezded látni a dolgokat! :-))
Nem a tudásod itt a gond (amit itt velem együtt mindenki elismer!). A probléma még mindig az, hogy ez egy hobby cnc oldal. Lehet profi dolgokat venni sok-sok pénzért és abból kiváló gépeket létrehozni. De! Nincs mindenkinek olyan alkatrésze se pénze, amiből a te általad javasolt profi gépet ki lehetne pofozni. Itt talán érdemes lenne olyan elveket is meghatározni, amikkel egy meglevő mechanikát próbálsz megmozgatni "hozott" anyagból (motorok, mechanika, áttétel adott) a lehető legjobb kihasználtsággal. Bizonyos, hogy a hobby szinten épített gépeken nem lehet az elektronika határait feszegetni. Azért kíváncsi vagyok a véleményedre, ha a mehanika oldaláról visszafelé terveznétek a szervó hajtást milyen elvek szerint tennétek azt?
Különben szerintem bőven zajlik a szervó hajtáson kívűl is az élet! A léptető motoros rendszert jópáran használják a mai napig megelégedésükre...
Látod a feni kérdés gyakorlati alkalmazásokban lehet érdekes. Péter pedig épít-fúr-farag és tapasztal. Ahogy mesterem is mondta a lényeg a tapasztalat. Ha elrontunk valamit abból is tanulhatunk. Ha megosztjuk egymással a tapasztalatainkat másoknak már nem kell ismét elrontaniuk...
Tibor! Kérdésem: A második gépem "rossz" (amatőr) építésű M12 mángorolt menetes orsójához, használt lineális tengelyekhez érdemes szervó hajtásba fektetnem? Van olcsó alternatíva eme műszaki megoldásra? A felbontás nekem +-0.25mm megfelelő arra a munkára, amihez használom. A léptetőmotorok sebessége sem számít, hiszen egyedi munkák vannak rá. No meg nem sietek sehová... Mellesleg a pontosság kérdése is kérdéses a házilag gyártott gépeknél. De ez egy másik kérdés.
Nem a tudásod itt a gond (amit itt velem együtt mindenki elismer!). A probléma még mindig az, hogy ez egy hobby cnc oldal. Lehet profi dolgokat venni sok-sok pénzért és abból kiváló gépeket létrehozni. De! Nincs mindenkinek olyan alkatrésze se pénze, amiből a te általad javasolt profi gépet ki lehetne pofozni. Itt talán érdemes lenne olyan elveket is meghatározni, amikkel egy meglevő mechanikát próbálsz megmozgatni "hozott" anyagból (motorok, mechanika, áttétel adott) a lehető legjobb kihasználtsággal. Bizonyos, hogy a hobby szinten épített gépeken nem lehet az elektronika határait feszegetni. Azért kíváncsi vagyok a véleményedre, ha a mehanika oldaláról visszafelé terveznétek a szervó hajtást milyen elvek szerint tennétek azt?
Különben szerintem bőven zajlik a szervó hajtáson kívűl is az élet! A léptető motoros rendszert jópáran használják a mai napig megelégedésükre...
Látod a feni kérdés gyakorlati alkalmazásokban lehet érdekes. Péter pedig épít-fúr-farag és tapasztal. Ahogy mesterem is mondta a lényeg a tapasztalat. Ha elrontunk valamit abból is tanulhatunk. Ha megosztjuk egymással a tapasztalatainkat másoknak már nem kell ismét elrontaniuk...
Tibor! Kérdésem: A második gépem "rossz" (amatőr) építésű M12 mángorolt menetes orsójához, használt lineális tengelyekhez érdemes szervó hajtásba fektetnem? Van olcsó alternatíva eme műszaki megoldásra? A felbontás nekem +-0.25mm megfelelő arra a munkára, amihez használom. A léptetőmotorok sebessége sem számít, hiszen egyedi munkák vannak rá. No meg nem sietek sehová... Mellesleg a pontosság kérdése is kérdéses a házilag gyártott gépeknél. De ez egy másik kérdés.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:10
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:10
Vannak ilyenek általában az Ebay-on (sőt sok van!)...
Lehet, hogy neked érdemes lenne "ráálni" a témára... szervóban is otthon vagy és frekiváltóban is... ez pedíg a kettő "kombinációja" :)
Én ehhez kevés vagyok... max. beszerzem...:) de elvéreznék vele "setupban"... tudod csak 2 potit tudok belőni... :)
Lehet, hogy neked érdemes lenne "ráálni" a témára... szervóban is otthon vagy és frekiváltóban is... ez pedíg a kettő "kombinációja" :)
Én ehhez kevés vagyok... max. beszerzem...:) de elvéreznék vele "setupban"... tudod csak 2 potit tudok belőni... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 01, 21:14
Írta: Szedlay Pál Dátum 2008 szeptember 01, 21:14
Azért nem veszik meg amerikában, mert nem az Ő hálazotukhoz szabványos ott a ezt nem tudják használni csak Európában.
Én azért nem veszem meg, mert már Dunát lehet rekeszteni vele a szekrényben......
Nyugodtan vedd meg és kérj tanácsokat Psychobilly fórumtársunktól.
Én azért nem veszem meg, mert már Dunát lehet rekeszteni vele a szekrényben......
Nyugodtan vedd meg és kérj tanácsokat Psychobilly fórumtársunktól.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 21:17
Írta: svejk Dátum 2008 szeptember 01, 21:17
Visszanéztem, én annál a résznél nem voltam észnél :)
Vagyis bizonyosan elkerülte a figyelmemet, nem is szóltam hozzá azon az oldalon...
Valamelyik komoly motorgyártó adatlapjának alján is ott vannak ezek a számítások még lejtős pálya esetére is de nem találom, pedig már annyiszor nekifutottam a keresésnek :(
Vagyis bizonyosan elkerülte a figyelmemet, nem is szóltam hozzá azon az oldalon...
Valamelyik komoly motorgyártó adatlapjának alján is ott vannak ezek a számítások még lejtős pálya esetére is de nem találom, pedig már annyiszor nekifutottam a keresésnek :(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 21:18
Írta: svejk Dátum 2008 szeptember 01, 21:18
Ja..akkkor már meg van hogy került képbe anno...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:19
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:19
[#finom] Ez a "fordított szervó tervezés" nagyon tetszik... mert ez így van...
Én sem a "boltban" veszek mindent előírásoknak megfelelően... max. össze-vissza veszek mindent, hogy legyen mihez nyúlni ha kell...
Ezért van itthon kb. 40 db szervómotor... :) és "egyebek"... és ha "kialakul" valami akkor a "felesleget" majd eladom alapon...
Addíg is biztosítottam a lehetőséget a tesztelésekhez... de ez nem a legolcsóbb megoldás...
Én sem a "boltban" veszek mindent előírásoknak megfelelően... max. össze-vissza veszek mindent, hogy legyen mihez nyúlni ha kell...
Ezért van itthon kb. 40 db szervómotor... :) és "egyebek"... és ha "kialakul" valami akkor a "felesleget" majd eladom alapon...
Addíg is biztosítottam a lehetőséget a tesztelésekhez... de ez nem a legolcsóbb megoldás...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 21:25
Írta: svejk Dátum 2008 szeptember 01, 21:25
Az, hogy egy frekiváltót rábírunk arra hogy forgassa a motort még nem jelent semmit..
Egy frekiváltónál is van 200-1000 opció melyhez nem sok gőzünk van.
Attól hogy itt üresen pörgetgetném az asztalon abból lehet nem sokat tanulnák. Talán ha lenne egy komlett behangolt működő rendszer és azt elkezdeni "elrontani".. többet segítene a megértésben.
Egy frekiváltónál is van 200-1000 opció melyhez nem sok gőzünk van.
Attól hogy itt üresen pörgetgetném az asztalon abból lehet nem sokat tanulnák. Talán ha lenne egy komlett behangolt működő rendszer és azt elkezdeni "elrontani".. többet segítene a megértésben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:27
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:27
Ha a Tied már menne... akkor több reményem lenne...
Ha AC szervóra "fanyalodnék" akkkor is komplett venném motorral és supportal... mert meghaladja a képességeimet...
De... Szerintem a DC szervó és AC szervó között nincs olyan nagy különbség a végeredményben...
A DC-t pedíg be tudom állítani magam... itt Sopronban külső (és bizonytalan) segítség nélkül... Azaz nem szeretem a kiszolgáltatotságot...:)
Ha AC szervóra "fanyalodnék" akkkor is komplett venném motorral és supportal... mert meghaladja a képességeimet...
De... Szerintem a DC szervó és AC szervó között nincs olyan nagy különbség a végeredményben...
A DC-t pedíg be tudom állítani magam... itt Sopronban külső (és bizonytalan) segítség nélkül... Azaz nem szeretem a kiszolgáltatotságot...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:32
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:32
Hát igen... De talán nem reménytelen...
A frekiváltónál valóban az egytizedét (sem) használjuk ki... talán nem is szükséges nekünk?... (pl. Danfoss :)
Valahol ez így lehet az AC szervóvezérlővel is...
De persze még "rálapátolva" a PID szabályzással és encoder "mizzériával"... Hű...
A frekiváltónál valóban az egytizedét (sem) használjuk ki... talán nem is szükséges nekünk?... (pl. Danfoss :)
Valahol ez így lehet az AC szervóvezérlővel is...
De persze még "rálapátolva" a PID szabályzással és encoder "mizzériával"... Hű...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 01, 21:36
Írta: 4um5b65d Dátum 2008 szeptember 01, 21:36
Légyszíves nézze meg egy elektronikához jobban értő mester, hogy amit ide pottyantottam rajzot az összeilleszthető e Svejk kolléga #6333 linkjében foglaltakkal. Ez egy Mitutoyo lineár-enkóder belső felépítés vázlata. Az egyik fotoelem pár csak egy referenciajelző, az nem érdekes ha nem működik. Műszeresen mérve +/- 0,27 V-ot mutat az eszköz a kimeneteken... Bocsi a nagy képért,de muszáj volt a részletek miatt.
Nagy kép itt !!!
Nagy kép itt !!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 21:38
Írta: svejk Dátum 2008 szeptember 01, 21:38
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:41
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:41
Ekkorát ne rakjál be... szétesik az egész topik... max.800-900 pixel széles képet...:) Javítottam.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:43
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:43
Érthető, magyar, hobbysta nyelvre :) Ha már Tibor nem teszi...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 01, 21:43
Írta: 4um5b65d Dátum 2008 szeptember 01, 21:43
Köszi , csak tudni szerettem volna, hogy meg tudod e oldani a problémát....de látom megy ez neked [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 21:44
Írta: svejk Dátum 2008 szeptember 01, 21:44
ha közvetlen azzal nem is de szabványos A/B inkrementális encodernek néz ki, bár még azért kell hozzá egy pár cucc mert ez csak az ptoelektronokai rész.
Mit is szeretnél alapvetően csinálni vele?
Mit is szeretnél alapvetően csinálni vele?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 21:47
Írta: svejk Dátum 2008 szeptember 01, 21:47
Egyenlőre jó kiindulási alap lesz, és rajzokkal illusztrálva van..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 21:48
Írta: svejk Dátum 2008 szeptember 01, 21:48
Majd a végén megkérjük Tibor45-öt hogy lektorálja, persze csak ha lesz mit :))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:48
Írta: bmejdz9nu Dátum 2008 szeptember 01, 21:48
[#smile] Ilyen egy moderátor élete... [#nevetes1] ... még nyelvtani hibákat is szoktam javítgatni... szebbek legyünk alapon :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 01, 21:49
Írta: 4um5b65d Dátum 2008 szeptember 01, 21:49
Be szeretnék üzemelni 2db mérőlécet és felrakni valamelyik hagyományos gépemre...De csak az lenne a cél,hogy kapjak a kimeneten két logikai jelet (DIR/STEP) amit majd a számlálóra küldök. A számlálót már meg tudom oldani, az nem gond.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 01, 21:50
Írta: 4um5b65d Dátum 2008 szeptember 01, 21:50
Nagyon helyes ! :)))))))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 22:00
Írta: svejk Dátum 2008 szeptember 01, 22:00
Aha..
A #6318-ban említett képlet ott van a 2. oldalon a 14. számítás.
De sokszor kerestem már ezt a doksit...
Még egyszer Köszi Szedlay Pál hogy előhoztad a témát!!
"Szerencsére" angolszász mértékegységeket használnak..:( még majd véletlen nem kavarodnánk bele :)
A #6318-ban említett képlet ott van a 2. oldalon a 14. számítás.
De sokszor kerestem már ezt a doksit...
Még egyszer Köszi Szedlay Pál hogy előhoztad a témát!!
"Szerencsére" angolszász mértékegységeket használnak..:( még majd véletlen nem kavarodnánk bele :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 22:03
Írta: svejk Dátum 2008 szeptember 01, 22:03
A fotodiódákat munkapontba kell állítani és komparálni a jeleket.
Aztán jöhet a Varsányi féle (itt a #6124-ben most valamelyik nap, belinkelt) egyszerű pár kapus kapcsolás, vagy LS7184, vagy valami proci LCD kijelzővel. (bár ilyen helyen praktikusabb a 7 szegmenses LED kijelző)
Aztán jöhet a Varsányi féle (itt a #6124-ben most valamelyik nap, belinkelt) egyszerű pár kapus kapcsolás, vagy LS7184, vagy valami proci LCD kijelzővel. (bár ilyen helyen praktikusabb a 7 szegmenses LED kijelző)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:10
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:10
Az első sorodban foglaltakat nem tudom megcsinálni az a baj, tök hülye vagyok az analóg technikához, de digitálisban bármit megcsinálok. Hirtelen a 74192-es 7447-es ic-kre gondoltam és persze a 7 szegmenses led-es kijelzőre, bár nem a legkorszerűbb megoldás... Amúgy nem fotodiódák vannak benne hanem "fotoelemek,napelemek" vagy minek nevezzem őket....
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:11
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:11
Váltogatja a polaritást a kimenet...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 22:12
Írta: svejk Dátum 2008 szeptember 01, 22:12
"fotoelemek,napelemek"
nem hinném azoknak nagyon nagy a tehetetlenségük..
nem hinném azoknak nagyon nagy a tehetetlenségük..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 22:15
Írta: svejk Dátum 2008 szeptember 01, 22:15
Jól megnézve a rajzot tényleg fotocella..
Oda is van írva a táblázatban hogy 7-15 uA a kimeneti jel.
Bocsi..
Oda is van írva a táblázatban hogy 7-15 uA a kimeneti jel.
Bocsi..
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:15
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:15
Termelhet a fotodióda 0,27 voltot fény hatására?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 22:16
Írta: svejk Dátum 2008 szeptember 01, 22:16
Ezek az elemek áramgenerátoros jellegűek..
Egyébként ez szerintem még a hatvanas évek technikája lehet...
Egyébként ez szerintem még a hatvanas évek technikája lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:17
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:17
elcseszték a rajzjelet, de felülre oda is írta, hogy "solar cells"
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:19
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:19
80-as kiadásúak kb....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 22:20
Írta: svejk Dátum 2008 szeptember 01, 22:20
A lényegen nem változtat erősíteni komparálni kell..Valaki még odafirkantotta a lezáró ellenállást is: 320 kOhm
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:21
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:21
az én voltam, mert már keresgéltem a megoldást és valahol olvastam, de nem fogtam agyilag az egészet...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 01, 22:23
Írta: svejk Dátum 2008 szeptember 01, 22:23
Az ezen az ellenálláson eső feszültséget kell felerősítened a 0-5V-os tartományba, és ha a fogadó áramköröd smith trigeres akkor már kánaán van.
Persze bonyolítani lehet mindenféle dologgal de lehet nincs rá szükség.
Persze bonyolítani lehet mindenféle dologgal de lehet nincs rá szükség.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:43
Írta: 4um5b65d Dátum 2008 szeptember 01, 22:43
Valami ilyesmit alkottam vagy 5 éve,de még nem csináltam meg a panelt, nem vagyok biztos magamban...Félek, hogy szétcseszem az enkódert. Nekem a műveleti erősítő a mumusom....

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 23:15
Írta: 000000000 Dátum 2008 szeptember 01, 23:15
Szia Pál!
Volt egy kis dolgom, nem tudtam gép előtt lenni.
Látom közben megoldódott Svejk képlet
értelmezési problémája.
Volt egy kis dolgom, nem tudtam gép előtt lenni.
Látom közben megoldódott Svejk képlet
értelmezési problémája.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 01, 23:22
Írta: 000000000 Dátum 2008 szeptember 01, 23:22
Szia! Azt javaslom, vegyél egy olcsó szervóelektronikát, és egy olcsó motort akár
EC240 is jó, így a problémádat egy 1:1.4-1.8
lassítással megoldhatod M12 mángorolt orsóval.
EC240 is jó, így a problémádat egy 1:1.4-1.8
lassítással megoldhatod M12 mángorolt orsóval.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 08:09
Írta: svejk Dátum 2008 szeptember 02, 08:09
Ez még akár működhet is, de inkább használj LM393-at az sokkal gyorsabb és a kimenete nyitott kollektoros és egy tápfeszről is normálisan működik.. valamimt egy tokban van két komparátor
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 02, 08:31
Írta: 4um5b65d Dátum 2008 szeptember 02, 08:31
Köszönöm a szaktanácsot, nekem első lépésnek már az is elég, ha látom a szkópon a TTL impulzust a végén. Sajnos az autodidakta elektronika tanulási folyamatomnak az lett az eredménye, hogy nem konyítok az analóg áramkörökhöz és itt mindig elakadok. Akkor összerakom egyszer légvezetékekkel az áramkört aztán lesz ami lesz... Szerencsém van, hogy van a fórumlakók közt tűzoltómester is....maximum lesz egy kis dolga....[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 08:33
Írta: svejk Dátum 2008 szeptember 02, 08:33
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 02, 08:39
Írta: 4um5b65d Dátum 2008 szeptember 02, 08:39
Jól értelmezem, akkor ezt smith trigger nélkül is használhatom ?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 08:44
Írta: svejk Dátum 2008 szeptember 02, 08:44
Elvileg...
úgy olvasom van szkópod, majd látod a jelet élváltásnál...
úgy olvasom van szkópod, majd látod a jelet élváltásnál...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 02, 08:52
Írta: 4um5b65d Dátum 2008 szeptember 02, 08:52
OK ! Köszi a fáradozást... kipróbálom a javallatod alapján :)))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 08:57
Írta: svejk Dátum 2008 szeptember 02, 08:57
Mivel az izzó is 5 V-ról megy így nem kell másik tápfesszel sem vacakolni...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 10:08
Írta: HJózsi Dátum 2008 szeptember 02, 10:08
A300 kérdés... nem beugratós, gyíkösszehasonlítós...
Ha a megmunkáló komplexumod (gondolom A300 hajtja) éppen végzi a feladatát a szíved szerinti beállításban és valamiért meg akarod állítani menet közben egy Stoppal, nem megy ki Fault-ra a vezérlő? Ugyanez E-Stop-nál?
Nálam ugyanis sajnos 40% gyorsjárat fölött mind az E-Stop mind a Stop hibára küldi a vezérlőt, pedig a max gyorsjárat csak 1000mm/sec ( eszterga). Lehet, hogy Mach3 probléma ( gondolom most örülsz) de mintha sima Stop-nál sem tartaná be a gyorsítás lassítási rámpát és ettől egy bizonyos sebeség fölött kiakad már a gyík ...
Ha a megmunkáló komplexumod (gondolom A300 hajtja) éppen végzi a feladatát a szíved szerinti beállításban és valamiért meg akarod állítani menet közben egy Stoppal, nem megy ki Fault-ra a vezérlő? Ugyanez E-Stop-nál?
Nálam ugyanis sajnos 40% gyorsjárat fölött mind az E-Stop mind a Stop hibára küldi a vezérlőt, pedig a max gyorsjárat csak 1000mm/sec ( eszterga). Lehet, hogy Mach3 probléma ( gondolom most örülsz) de mintha sima Stop-nál sem tartaná be a gyorsítás lassítási rámpát és ettől egy bizonyos sebeség fölött kiakad már a gyík ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 10:15
Írta: 000000000 Dátum 2008 szeptember 02, 10:15
"de mintha sima Stop-nál sem tartaná be a gyorsítás lassítási rámpát és ettől egy bizonyos sebeség fölött kiakad már a gyík ... "
Hát persze, hogy nem tartja be! miért is tenné, itt a minnél gyorsabb megállás a cél, nem a "pozíció hű" mozgatás...
Hát persze, hogy nem tartja be! miért is tenné, itt a minnél gyorsabb megállás a cél, nem a "pozíció hű" mozgatás...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 10:17
Írta: 000000000 Dátum 2008 szeptember 02, 10:17
Bocsi! Elértettem (E-Stopra gondoltam)! Sima Stop-nál illene!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 10:33
Írta: 000000000 Dátum 2008 szeptember 02, 10:33
Teljesen jogos, régebben írtam ilyesmit én is.
Ez az N+1-dik érv, mennyire kevés is lehet
a +-128 tároló. Ha belegondolunk röhej, hogy
szervóhajtás esetén az ember jobban féljen a
lefagyástól, a pozíciótévesztéstől,
mint egy léptecsnél.:)
De tudod Józsi, van aki ezt élvezi.:)
Ez az N+1-dik érv, mennyire kevés is lehet
a +-128 tároló. Ha belegondolunk röhej, hogy
szervóhajtás esetén az ember jobban féljen a
lefagyástól, a pozíciótévesztéstől,
mint egy léptecsnél.:)
De tudod Józsi, van aki ezt élvezi.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 10:37
Írta: bmejdz9nu Dátum 2008 szeptember 02, 10:37
A mostani gépembe még "csak" Gecko-k vannak. Az A300 újabb... már készen volt a gép - de ez mit sem számít :)
Nem igazán értem mire gondolsz... de nem akad ki, jól is néznénk ki :)
Nálam a "gyorsjárat" is nagyon "kötött" pályán megy... azaz hibahatáron belül... azaz nincs is "dedikált" gyorsjárat...A Mach-ot nem ismerem...:)
Nem igazán értem mire gondolsz... de nem akad ki, jól is néznénk ki :)
Nálam a "gyorsjárat" is nagyon "kötött" pályán megy... azaz hibahatáron belül... azaz nincs is "dedikált" gyorsjárat...A Mach-ot nem ismerem...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 10:39
Írta: HJózsi Dátum 2008 szeptember 02, 10:39
:) hát igen, "teszek rá", hogy 1/2000 mm felbontásnál akár kettőt is téveszt..., a munkában ugyan ne hátráltasson már, hogy mehetek refpontot felvenni... ráadásul érdekesen csinálja, van hogy a stop-ra még nem gyullad ki a led, csak amikor újra indítom ...[#boxer][#violent]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 10:41
Írta: HJózsi Dátum 2008 szeptember 02, 10:41
Na látom meg kell nézzem ez a PCNC micsodát, legalább a doksiját ... Mi az hogy nincs gyorsjárat? G00-nál mennyivel vágtat az x, z tengely?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 10:44
Írta: HJózsi Dátum 2008 szeptember 02, 10:44
Arról csinálj egy videót, hogy baloldalról jobbra átvágtászol a levegőben a maróval és félúton nyomsz egy stop-ot, majd közelíts a Fault ledre ... Ugyanezt E-Stoppal is, csak vigyázz le ne verd a monitort ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 10:47
Írta: bmejdz9nu Dátum 2008 szeptember 02, 10:47
Valami nagy gáz van nálad...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 10:49
Írta: bmejdz9nu Dátum 2008 szeptember 02, 10:49
Nem G-codban vezérlem :) Azaz mit tudom én :) Be van állítva a gyorsjárati sebesség egy ablakban 180mm/sec-re...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 10:51
Írta: bmejdz9nu Dátum 2008 szeptember 02, 10:51
Komolyan kell egy videó? mert ez olyan lehetetlen? (E-stop - vészgomb... nincs még bekötve, de az többek között a Gecko tiltása is lesz - tehát piros:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 10:53
Írta: HJózsi Dátum 2008 szeptember 02, 10:53
180mm/sec gyorsjárat? [#csodalk] Pár évvel ezelőtt még a Profi1 vezérlővel volt annyi a gyorsjárat sz@r beállítással, nem optimális motortuninggal és tápfesszel ... [#ijedt]
CNC masinát G-kóddal vezérlünk ... vagy újítottál valamit? [#vigyor3]
CNC masinát G-kóddal vezérlünk ... vagy újítottál valamit? [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 10:54
Írta: bmejdz9nu Dátum 2008 szeptember 02, 10:54
 Na ez sem jó... Ez engem már felvidít :) Ez a Gecko cég mennyi hibát halmozott össze :) és még folytatja is... szörnyű...:)
Na ez sem jó... Ez engem már felvidít :) Ez a Gecko cég mennyi hibát halmozott össze :) és még folytatja is... szörnyű...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 10:57
Írta: bmejdz9nu Dátum 2008 szeptember 02, 10:57
5-ös orsó 2160rpm max.-ot tud a Sanyo Denki 85V-ról (tartalékkal) = 180mm/s.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 10:58
Írta: HJózsi Dátum 2008 szeptember 02, 10:58
Ja elnéztem, bocs!!! mm/min a konvenció a Mach nál, (életszerűbb) ... [#worship][#wave]
Így már jó a gyorsjáratod! Hát akkor ennek 10% val próbáld ki a stop-ot, estopot.. majd egyre nagyobb sebességnél... Van-e nálad olyan jelenség mint nálam ...[#lama]
Így már jó a gyorsjáratod! Hát akkor ennek 10% val próbáld ki a stop-ot, estopot.. majd egyre nagyobb sebességnél... Van-e nálad olyan jelenség mint nálam ...[#lama]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 11:08
Írta: HJózsi Dátum 2008 szeptember 02, 11:08
Igen, én is így értelmezem a nemzetközi józan paraszti alapján, vagyis Stop-ra kontrollált megállás, E_Stop nál repülhet a sarló kalapács Faultra ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 11:14
Írta: bmejdz9nu Dátum 2008 szeptember 02, 11:14
Dehogy van... számos esetben nyomtam neki stoppot pl. elfelejetettem bekapcsolni a főorsót. :)
(Ezt csinálom most... elmaradt még... az automatikus indítás...:)
(Ezt csinálom most... elmaradt még... az automatikus indítás...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 11:14
Írta: HJózsi Dátum 2008 szeptember 02, 11:14
Jelen esetben a Mach a nagyobb hibatároló malmára hajtja a vizet... vagyis a kis hibatároló nem alkalmas iparszerű használatra, csak hobbira, ott nem számít az idő...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 11:16
Írta: HJózsi Dátum 2008 szeptember 02, 11:16
Ja, és hogy kötötted az error/res-t? Fixen 5V-ra?
Nálam szabadon van, egy billenő kapcsolóval tudok §V-ot, +5V-ot adni rá ( enged/indít )...
Nálam szabadon van, egy billenő kapcsolóval tudok §V-ot, +5V-ot adni rá ( enged/indít )...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 11:17
Írta: HJózsi Dátum 2008 szeptember 02, 11:17
0V , +5V
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 11:18
Írta: bmejdz9nu Dátum 2008 szeptember 02, 11:18
Majd azt is kipróbálom neked, hogy elveszem a vezérlőtől a step jelet teljes sebességnél...
Akkor megtudhatjuk, hogy a WinPC-NC "szabályzott" leállítást csinál vagy nem... (?)
Akkor megtudhatjuk, hogy a WinPC-NC "szabályzott" leállítást csinál vagy nem... (?)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 11:20
Írta: bmejdz9nu Dátum 2008 szeptember 02, 11:20
Két nyomogomb: Zöld (start) +5V; piros (stop): GND (és egy 470R ellenállás a + felé hátha "részegen" megnyomnám mind a kettőt:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 11:47
Írta: HJózsi Dátum 2008 szeptember 02, 11:47
a billenő ezt kizárja [#pias]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 11:47
Írta: HJózsi Dátum 2008 szeptember 02, 11:47
Ok...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 11:54
Írta: bmejdz9nu Dátum 2008 szeptember 02, 11:54
Zöld és piros? :) Szabványos? :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 12:16
Írta: HJózsi Dátum 2008 szeptember 02, 12:16
Full black ( Merci ablakemelő ... :D )
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 02, 12:26
Írta: 4um5b65d Dátum 2008 szeptember 02, 12:26
SVEJK mester, valamit még mindig nem értek....Ezekkel a műv-erősítős áramkörökkel felépített kapcsolás figyelembe veszi azt, hogy váltja a polaritást az enkóder kimenete?. Tehát nem +0,27 és 0 volt jelenik meg a kimeneten, hanem +0,27 V és váltáskor -0,27 V... Ez nem okoz valami zavart? Gondolom a "karakteresebb" érzékelhetőség miatt csinálták így.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 13:58
Írta: svejk Dátum 2008 szeptember 02, 13:58
Az LM393 kimenetén közel 0 és +5V lesz..
mind TTL, mind CMOS IC-ez illesztheted
Ez igazából nem is műveleti erősítő hanem annak egy szakosodott válfaja, a komparátor.
Gyakorlatilag egy egytápfeszes gyors (miller kapacitás nélküli) műveleti erősítő nyíilthurkú üzemben
mind TTL, mind CMOS IC-ez illesztheted
Ez igazából nem is műveleti erősítő hanem annak egy szakosodott válfaja, a komparátor.
Gyakorlatilag egy egytápfeszes gyors (miller kapacitás nélküli) műveleti erősítő nyíilthurkú üzemben
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 02, 14:13
Írta: 4um5b65d Dátum 2008 szeptember 02, 14:13
Nem a műv-erősítő kimenete miatt aggódok, hanem a bemenetre jutó váltott polaritású jel miatt, amikor az enkóder két szembefordított cellája miatt egyszer így, egyszer meg úgy kap jelet az erősítő. Ennek a jelnek a feldolgozására nem plusz-mínuszos tápfesszel kellene dolgozni? Persze lehet, hogy most jó nagy hülyeséget írtam... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 14:41
Írta: svejk Dátum 2008 szeptember 02, 14:41
Ha jól megnézed a műveleti erősítő invertáló bemenete (2-es láb) egy virtuális földpont.
A testhez képest + 2.5 V-on van.
Ehhez képest ad az opto +- feszt a + bemenetre..
A testhez képest + 2.5 V-on van.
Ehhez képest ad az opto +- feszt a + bemenetre..
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 02, 14:54
Írta: 4um5b65d Dátum 2008 szeptember 02, 14:54
Na ez az amit én nem látok meg rajta, sajnos ez nekem nem ennyire egyszerű, de értem már amit írsz, most leesett a dolog....Akkor ha úgy nézzük minden HAPPY....belefogok az építésbe.... Köszííííííí[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 15:19
Írta: bmejdz9nu Dátum 2008 szeptember 02, 15:19
Gondolom ezzel a képpel "bevágodok" Tibornál... :)

Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 02, 16:48
Írta: 4um5b65d Dátum 2008 szeptember 02, 16:48
Már látom magam előtt Tibor válaszát.... Úgy berúgtál, hogy telehánytad mindenféle kacattal a dobozt....[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 17:24
Írta: 000000000 Dátum 2008 szeptember 02, 17:24
Veszélyes hulladék...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 18:53
Írta: bmejdz9nu Dátum 2008 szeptember 02, 18:53
Ezért sem jók az SMD-s dolgok :) Kicsik de a javíthatóság az nagy gond...
Ilyen a "cégnél" a garanciális javítás ... azaz cserlélik...kidobják általában. (A kép a CNCZone-ról való)
Azt írták, hogy 99%-ra teszik, hogy a felhasználó volt a "hibás"... Azaz a hobbysta, hobbysta marad:) Nem egy "jó és profi" ügyfélkör :)
Ilyen a "cégnél" a garanciális javítás ... azaz cserlélik...kidobják általában. (A kép a CNCZone-ról való)
Azt írták, hogy 99%-ra teszik, hogy a felhasználó volt a "hibás"... Azaz a hobbysta, hobbysta marad:) Nem egy "jó és profi" ügyfélkör :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 20:21
Írta: bmejdz9nu Dátum 2008 szeptember 02, 20:21
Józsinak :)
Kipróbáltam...
Ha megállítom a mozgást a szoftverban bármivel (ez lehet stop, vagy marásközbeni stop - setupolás - marás tovább) Akkor nem old le... logikus...
(erről kérsz egy videót? komolyan ?)
Ha teljes sebességnél kirántom az LPT portot :) akkor a Gecko hibával áll meg.
Persze ehhez a "hadművelethez" sietnem kell mert az egész munkaterületet kevesebb mint 2mp alatt átfutja :)
De nem is értem ez hogy jött a képbe? Miért és mikor gond ez (neked)?
Kipróbáltam...
Ha megállítom a mozgást a szoftverban bármivel (ez lehet stop, vagy marásközbeni stop - setupolás - marás tovább) Akkor nem old le... logikus...
(erről kérsz egy videót? komolyan ?)
Ha teljes sebességnél kirántom az LPT portot :) akkor a Gecko hibával áll meg.
Persze ehhez a "hadművelethez" sietnem kell mert az egész munkaterületet kevesebb mint 2mp alatt átfutja :)
De nem is értem ez hogy jött a képbe? Miért és mikor gond ez (neked)?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 20:26
Írta: HJózsi Dátum 2008 szeptember 02, 20:26
Szóval tetszőleges sebességnél (akár max) ha nyomsz egy sima Stop-ot billentyűről, vagy E-Stop-ot, egyinkél sem megy hibára a gyík ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 20:40
Írta: bmejdz9nu Dátum 2008 szeptember 02, 20:40
Nem... Tehát: A WinPC-NC a rámpát akkor is betartja... (persze a max-on próbáltam... 180mm/s-en)
De ez szoftveres oldalról teljesen normális... ez a dolga ... ezt kell tennie...
Egy jól pörgő léptetős rendszer is tovább futna... ha magára hagyná a szoftver... vagy nem?
Ott is ha nagy a mozgatott tömeg... van helyzeti energiája... és "tova" repül...
De ez szoftveres oldalról teljesen normális... ez a dolga ... ezt kell tennie...
Egy jól pörgő léptetős rendszer is tovább futna... ha magára hagyná a szoftver... vagy nem?
Ott is ha nagy a mozgatott tömeg... van helyzeti energiája... és "tova" repül...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 20:41
Írta: svejk Dátum 2008 szeptember 02, 20:41
Ez csak a mach hülyesége, nekem is azt ajánlott valaki hogy használjam a pause-t majd utána a stop-ot.
nem értem én se akkor mi a francnak van még e-stop is amikor a síma stop is egyből elvesz a step jelet --jó kis egységugrás teszt :)
nem értem én se akkor mi a francnak van még e-stop is amikor a síma stop is egyből elvesz a step jelet --jó kis egységugrás teszt :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 20:53
Írta: HJózsi Dátum 2008 szeptember 02, 20:53
Köszönöm Péter! Nem kell videó, már látom Svejk válaszát is ... valóban úgy kellene tennie, csak E-stop-nál lehet védeni, hogy step jel azonnal el ... [#violent]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 20:54
Írta: HJózsi Dátum 2008 szeptember 02, 20:54
A billentyűzet Pause-ját?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 21:02
Írta: bmejdz9nu Dátum 2008 szeptember 02, 21:02
Hány fajta stop lehetőség van a Mach-ban? Meg minek oly sok?
A Pause tud mindent? Azaz bármely mozgásban pause lesz... és lehet folytatni...
Billentyűzetről is elérhető?
Esc gomb nálam... ez is fontos lehet mert ha "baj van" akkor a reflexből "ESC" vagy az egér keresgetése az asztalon nem ugyanannyi idő.?
Egyébként a WinPC-NC Professionalnál az LPT portról (inputja van - meg 27 máshoz) is el lehet érni ezt a dolgot..
A Pause tud mindent? Azaz bármely mozgásban pause lesz... és lehet folytatni...
Billentyűzetről is elérhető?
Esc gomb nálam... ez is fontos lehet mert ha "baj van" akkor a reflexből "ESC" vagy az egér keresgetése az asztalon nem ugyanannyi idő.?
Egyébként a WinPC-NC Professionalnál az LPT portról (inputja van - meg 27 máshoz) is el lehet érni ezt a dolgot..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 21:05
Írta: 000000000 Dátum 2008 szeptember 02, 21:05
Nagyon is jó a Mach-ban, meg minden más normális
programban, ha van olyan gomb is, ami azonnal
(azaz egységugrásszerűen) stoppol.
Azt ugyanis normálisan illesztett szervónak és
mechanikának el kell viselni, "uralnia" kell a
helyzetet.
Ezért kellenek a tesztek, és ha itt bukik
egy szervo, akkor a gyenge képességű szervóval,
illesztésével, vagy/és az egyes felhasználók
vakló bátorságával és szakmai hiányosságaival
van a baj.
programban, ha van olyan gomb is, ami azonnal
(azaz egységugrásszerűen) stoppol.
Azt ugyanis normálisan illesztett szervónak és
mechanikának el kell viselni, "uralnia" kell a
helyzetet.
Ezért kellenek a tesztek, és ha itt bukik
egy szervo, akkor a gyenge képességű szervóval,
illesztésével, vagy/és az egyes felhasználók
vakló bátorságával és szakmai hiányosságaival
van a baj.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 21:08
Írta: bmejdz9nu Dátum 2008 szeptember 02, 21:08

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 21:11
Írta: 000000000 Dátum 2008 szeptember 02, 21:11
üdv tudja valaki hogy a három fázisu mociknál honnan lehet tudni hogy 60 vagy 120 fokos?(hub motorrol van szo amiben 3 db hall szenzor van.)help.a szenzorok egymástol 15 fokra vannaka tekercs kezdö és végpontja pedig 60 fokra
hogyan tudnám kiszámolni?vagy hogy határozzák meg hogy hány fokos a motor?
hogyan tudnám kiszámolni?vagy hogy határozzák meg hogy hány fokos a motor?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 21:13
Írta: HJózsi Dátum 2008 szeptember 02, 21:13
Igen, már nyomon vagyok, valszeg bele kell egy kicsit nyúlni a Mach-ba, OEM kódokkal :
Return to paused state 285
Remember paused state 286
Pause (Feed Hold) 1001
Cycle start 1000
Egy Pause-nál elvárható, hogy folytatni is tudja, stop-nál is szerintem, bár ez úgy néz ki megegyezik az E-Stoppal a Mach-ban aminél már nem biztos, hogy minden esetben elvárható a folytathatóság. ... [#fejvakaras]
Return to paused state 285
Remember paused state 286
Pause (Feed Hold) 1001
Cycle start 1000
Egy Pause-nál elvárható, hogy folytatni is tudja, stop-nál is szerintem, bár ez úgy néz ki megegyezik az E-Stoppal a Mach-ban aminél már nem biztos, hogy minden esetben elvárható a folytathatóság. ... [#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 21:13
Írta: 000000000 Dátum 2008 szeptember 02, 21:13
Én a helyedben nem így reagálnék, hanem
elővenném az általános iskolai fizika könyvet,
és tanulmányoznám, próbálnám megérteni pl.
Newton 2. törvényét.
elővenném az általános iskolai fizika könyvet,
és tanulmányoznám, próbálnám megérteni pl.
Newton 2. törvényét.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 21:17
Írta: HJózsi Dátum 2008 szeptember 02, 21:17
Köszi a hozzászólást![#worship][#law] Nagy valószinüséggel ezzel meg tudom oldani valahogy a "mintha elvágták volna..." Stop effektust..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 21:20
Írta: svejk Dátum 2008 szeptember 02, 21:20
Boccs, "feed hold" a neve egyébként a space billentyű
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 21:22
Írta: HJózsi Dátum 2008 szeptember 02, 21:22
Itt az a gond hogy a Mach ban szinte csak olyan gomb van ... Kellene kontrollált is ... Ha forgó főorsónál egy nagyobb fordulatszámot kapcsolsz, azt is egységugrásként adja ki... indításkor leálláskor persze betartja a rámpát ... szóval hobbi nc program és nem drága ... csináld magad ... OEM kódok basic scriptek ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 02, 21:24
Írta: HJózsi Dátum 2008 szeptember 02, 21:24
Szét programozom a Mach agyát![#ravasz1][#violent]
A Pause volt a kulcsszó, Goog Lee is megerősített ...[#vigyor2]
A Pause volt a kulcsszó, Goog Lee is megerősített ...[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 21:27
Írta: svejk Dátum 2008 szeptember 02, 21:27
nem is azzal van a baj hanem azzal hogy a stop gomb és az e-stop gomb is azonnal elveszi a step-et. kicsit idegesítő, meg kell szokni...
Ha már itt tartunk akkor kérdezném is, hogy egy jó szervo jól illesztett motor-mechanika párosításnál hogy viselkedik amikor pl. 3000-el pörög a motor és elveszed a step jeletet?
vagyis 0 ra egységugrasztod..
Ha már itt tartunk akkor kérdezném is, hogy egy jó szervo jól illesztett motor-mechanika párosításnál hogy viselkedik amikor pl. 3000-el pörög a motor és elveszed a step jeletet?
vagyis 0 ra egységugrasztod..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 21:29
Írta: bmejdz9nu Dátum 2008 szeptember 02, 21:29
Gondolom ez a probléma az eszterga főorsó motor leoldásánál jött elő...
Ott a forgatott tömeg miatt óriási lehet a helyzeti energia... ezért van... Nem tud "megszorulni" mint egy lassabb lineáris vezetőnél + golyósorsó... :)
De szerintem egy szoftvernek illene "gondoskodnia" a motorról és annak szabályzott(!) lassításáról, leállításáról...
Pl. egy frekiváltón a "vész-stop" funkció nemhogy szabjára engedi a motort hanem a lehető legkisebb lassítással leállítja...
(ne legyen genarátor jelleg vagy fékező ellenállás stb.. Ezen dolgozok most a gépennél.:)
Egyébként a CNC-zone-n ma lesegettem ezt-azt "Gecko ügyben"... és ott persze sokan használnak Mach-ot... tehát valahogy van a dolog...
Ott a forgatott tömeg miatt óriási lehet a helyzeti energia... ezért van... Nem tud "megszorulni" mint egy lassabb lineáris vezetőnél + golyósorsó... :)
De szerintem egy szoftvernek illene "gondoskodnia" a motorról és annak szabályzott(!) lassításáról, leállításáról...
Pl. egy frekiváltón a "vész-stop" funkció nemhogy szabjára engedi a motort hanem a lehető legkisebb lassítással leállítja...
(ne legyen genarátor jelleg vagy fékező ellenállás stb.. Ezen dolgozok most a gépennél.:)
Egyébként a CNC-zone-n ma lesegettem ezt-azt "Gecko ügyben"... és ott persze sokan használnak Mach-ot... tehát valahogy van a dolog...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 21:36
Írta: 000000000 Dátum 2008 szeptember 02, 21:36
Egyszerűen. Igen gyorsan megáll a motor.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 21:42
Írta: 000000000 Dátum 2008 szeptember 02, 21:42
Szia!
Ha megmondod a névleges feszültségét,
teljesítményét, adok tanácsot, hogyan tudod
egyszerűen megállapítani a pólusok számát.
Ugyanis ez számít csak, amikor rákötöd majd az
AC szervo hajtásodra.
Ha megmondod a névleges feszültségét,
teljesítményét, adok tanácsot, hogyan tudod
egyszerűen megállapítani a pólusok számát.
Ugyanis ez számít csak, amikor rákötöd majd az
AC szervo hajtásodra.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 21:51
Írta: svejk Dátum 2008 szeptember 02, 21:51
Azt sejtettem :), de itt megengedhető-e valamekkora túlfutás, lengés?
Nem üres motornál, hanem komplett gépnél, a max sebességről 0-ra állítva...
A gecko szerencsétlen ugye leold ott nem lesz túlfutás...de ahol van memória dögivel ott lehet ilyen esetben be kell avatkozni a PID szabályzóba mert ez messze eltér az üzemállapottól...
Nem üres motornál, hanem komplett gépnél, a max sebességről 0-ra állítva...
A gecko szerencsétlen ugye leold ott nem lesz túlfutás...de ahol van memória dögivel ott lehet ilyen esetben be kell avatkozni a PID szabályzóba mert ez messze eltér az üzemállapottól...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 22:01
Írta: svejk Dátum 2008 szeptember 02, 22:01
Szerintem az összes geckost áldani fogja a nevedet ha megcsinálod..:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 22:08
Írta: bmejdz9nu Dátum 2008 szeptember 02, 22:08
A CNCZone-on... dumáltak valami ilyesmikről... Józsi biztos meglesi... lehet, hogy fel van találva a spanyol viasz :)
Kulcsszavak: Fault G320 Gecko Mach :)
Akkor azt mondod szerencsém van a WinPC-NC-vel :) Gecko-hoz teremtett? :) Azért azt nem mondanám... a kevés frekivel...
3X pénzért felét tudja mint a Mach... :) Kilóra nézve :) Persze széria tartozék a hardverkulcs is :)
Kulcsszavak: Fault G320 Gecko Mach :)
Akkor azt mondod szerencsém van a WinPC-NC-vel :) Gecko-hoz teremtett? :) Azért azt nem mondanám... a kevés frekivel...
3X pénzért felét tudja mint a Mach... :) Kilóra nézve :) Persze széria tartozék a hardverkulcs is :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 22:14
Írta: 000000000 Dátum 2008 szeptember 02, 22:14
Igen természetesen megengedhető valamekkora
túlfutás, lengés, hiszen minden motornak van
egy időállandója, és ez még a legjobbaknál is
néhány ms, azaz nem zérus.
Persze ezt még alaposan megnövelheti az
alkalmazott szervo szabályzó logika komolysága,
és a mechanikai illesztés.
Szerencsétlen esetben, mint Péternél, akár
10-szeresére is le lehet rontani. Ez is arra
utal pl. nála, amit már régebben megírtam, rossz
az illesztése a CNC marógépének.
Ezért kellene agyon nyaggatni egységugrásokkal,
persze a gyíkocska ettől igen gyorsan kiakad,
ezért annyi csak az ára, amennyi. És a kör
bezárult.:)
túlfutás, lengés, hiszen minden motornak van
egy időállandója, és ez még a legjobbaknál is
néhány ms, azaz nem zérus.
Persze ezt még alaposan megnövelheti az
alkalmazott szervo szabályzó logika komolysága,
és a mechanikai illesztés.
Szerencsétlen esetben, mint Péternél, akár
10-szeresére is le lehet rontani. Ez is arra
utal pl. nála, amit már régebben megírtam, rossz
az illesztése a CNC marógépének.
Ezért kellene agyon nyaggatni egységugrásokkal,
persze a gyíkocska ettől igen gyorsan kiakad,
ezért annyi csak az ára, amennyi. És a kör
bezárult.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 22:23
Írta: svejk Dátum 2008 szeptember 02, 22:23
Ezt olyan 22-es csapdájának érzem...
Tegyük fel hogy elkészült egy szerkezetünk melyet az egységugrástesztekkel X értékűre minősítünk.
Így a vezérlőszoftvert ehhez az X értékhez állítjuk be, hogy ennél ne legyenek gyorsabb sebeségváltozások a rendszerben.
Igen ám de pl. a mach stop gomja adott esetben 3000-es fordulatról akarja 0 idő alatt leállítani a motort álló helyzetbe.
Ezt pedig nem tudhatja semmi, ráadásul ki is mértük az elején hogy mi lehet a legnagyobb gyorsulás amit elbír a szerkezet.
Lehet ilyen esetben a komoly inteligens szervovezérlő csak egyszerű féket alkalmaz, kihagyva a PID szabályzó elemekt?
Tegyük fel hogy elkészült egy szerkezetünk melyet az egységugrástesztekkel X értékűre minősítünk.
Így a vezérlőszoftvert ehhez az X értékhez állítjuk be, hogy ennél ne legyenek gyorsabb sebeségváltozások a rendszerben.
Igen ám de pl. a mach stop gomja adott esetben 3000-es fordulatról akarja 0 idő alatt leállítani a motort álló helyzetbe.
Ezt pedig nem tudhatja semmi, ráadásul ki is mértük az elején hogy mi lehet a legnagyobb gyorsulás amit elbír a szerkezet.
Lehet ilyen esetben a komoly inteligens szervovezérlő csak egyszerű féket alkalmaz, kihagyva a PID szabályzó elemekt?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 22:28
Írta: svejk Dátum 2008 szeptember 02, 22:28
Vagy azt is el tudom képzelni, hogy az egységugrás mérések után a szervovezérlő elektronikával is tudatják a mechanika korlátait (a mérések erednményét)
És ezután már az ilyen drasztikus sebességcsökkenést is lekorlátozza a mechanikai képességek szintjére.
Tehát ez a funkció az első méréseknél kikapcsolható lenne..
Ezek nagyon vad gondolatok???
És ezután már az ilyen drasztikus sebességcsökkenést is lekorlátozza a mechanikai képességek szintjére.
Tehát ez a funkció az első méréseknél kikapcsolható lenne..
Ezek nagyon vad gondolatok???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 22:35
Írta: 000000000 Dátum 2008 szeptember 02, 22:35
Nem egészen.
A sebesség alapjelképző ha nagy d omega/dt-t,
azaz szöggyorsulás változást érzékel, átállítja
az egész rendszert, és nem játékos ledeket
villogtat meg nem a felhasználót bosszantja
a kiakadásaival. Épp elég a Winxx lefagyástól
rettegni, nehogy már egy komolyabb, valamirevaló
hajtás is ilyen legyen. Az is igaz, az ilyen szervo nem 25 e. Ft, így az enyém sem ennyi.
A sebesség alapjelképző ha nagy d omega/dt-t,
azaz szöggyorsulás változást érzékel, átállítja
az egész rendszert, és nem játékos ledeket
villogtat meg nem a felhasználót bosszantja
a kiakadásaival. Épp elég a Winxx lefagyástól
rettegni, nehogy már egy komolyabb, valamirevaló
hajtás is ilyen legyen. Az is igaz, az ilyen szervo nem 25 e. Ft, így az enyém sem ennyi.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 22:42
Írta: svejk Dátum 2008 szeptember 02, 22:42
"A sebesség alapjelképző ha nagy d omega/dt-t,
azaz szöggyorsulás változást érzékel, átállítja
az egész rendszert, "
valami ilyesmire gondoltam a #6453 utolsó mondatában..
de itt a csapda:
Ha nagy szöggyorsulás változásnál átállítja a rendszert akkor hogy tudja az egségugrás teszteket mégis korrekten leképezni???
Vagy egy egységugrásteszt sosem áll akkora ugrásból mint a példámban a 3000-rőli azonnali megállás???
azaz szöggyorsulás változást érzékel, átállítja
az egész rendszert, "
valami ilyesmire gondoltam a #6453 utolsó mondatában..
de itt a csapda:
Ha nagy szöggyorsulás változásnál átállítja a rendszert akkor hogy tudja az egségugrás teszteket mégis korrekten leképezni???
Vagy egy egységugrásteszt sosem áll akkora ugrásból mint a példámban a 3000-rőli azonnali megállás???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 22:43
Írta: 000000000 Dátum 2008 szeptember 02, 22:43
Nem vad ötlet, az előbb ezt írtam le más formában.
Jó lenne már szembesülni azzal a ténnyel,
hogy egy ipari szervo nem véletlenül
fél milla+. Az is igaz, ez egy Hobby fórum,
és az egyszerű olcsó szervók is jók valamire,
főleg ha szerényebb műszaki képességük
érvényesülését nem rontja le a makacsság és
a gondolkodás nélküli használat.
Jó lenne már szembesülni azzal a ténnyel,
hogy egy ipari szervo nem véletlenül
fél milla+. Az is igaz, ez egy Hobby fórum,
és az egyszerű olcsó szervók is jók valamire,
főleg ha szerényebb műszaki képességük
érvényesülését nem rontja le a makacsság és
a gondolkodás nélküli használat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 22:46
Írta: bmejdz9nu Dátum 2008 szeptember 02, 22:46
El kellene adnod a vezérlőd licencét a Gecko-nak ... vagy legalább felvilágosítani őket a hibákról...
Ha megírod a bemutatkozó leveledet lefordítom...
Lehet, hogy igazgató lehetnél... nagy lovés állás ... egyenlőre csak a szervó részlegen...
De idővel a "stepper részleget" is átformálhatnád... mert az is van .) Biztos ott is hülék... :)
10X lerontás...
gyorsíts egy ekkora mechanikát 180mm/s-re 50ms alatt ...Mechanikailag... azaz nem elvileg, nem hibatárolóba... a fizikai valóságban. :)
"nyomass" egy videót egy dinamikus és gyors jobb gépről...(ne csak a dumát) ...
Ami persze a te vezérlőddel készült... :) Csapj a lovak közé...:) Ne kimélj ! :) Hadd lássunk valamit!
Ha megírod a bemutatkozó leveledet lefordítom...
Lehet, hogy igazgató lehetnél... nagy lovés állás ... egyenlőre csak a szervó részlegen...
De idővel a "stepper részleget" is átformálhatnád... mert az is van .) Biztos ott is hülék... :)
10X lerontás...
gyorsíts egy ekkora mechanikát 180mm/s-re 50ms alatt ...Mechanikailag... azaz nem elvileg, nem hibatárolóba... a fizikai valóságban. :)
"nyomass" egy videót egy dinamikus és gyors jobb gépről...(ne csak a dumát) ...
Ami persze a te vezérlőddel készült... :) Csapj a lovak közé...:) Ne kimélj ! :) Hadd lássunk valamit!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 22:47
Írta: svejk Dátum 2008 szeptember 02, 22:47
Na jó de én azt 7 perccel hamarabb írtam :)
Értem hogy drága nem is baj, csak szeretném megérteni a vezérlők ezen részének működését (is)
Értem hogy drága nem is baj, csak szeretném megérteni a vezérlők ezen részének működését (is)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 22:48
Írta: 000000000 Dátum 2008 szeptember 02, 22:48
Az egységugrás teszt nem arra való, hogy
utána azzal a beállításokkal dolgozzunk munka
üzemmódban. Segítségével olyan határokat,
adatokat, kritikus pontokat lehet
megállapítani, ami viszont minőségileg javítja
majd a munka vagy üzemszerű használatot és
az egész rendszer jóságát az adott
felhasználási területen.
utána azzal a beállításokkal dolgozzunk munka
üzemmódban. Segítségével olyan határokat,
adatokat, kritikus pontokat lehet
megállapítani, ami viszont minőségileg javítja
majd a munka vagy üzemszerű használatot és
az egész rendszer jóságát az adott
felhasználási területen.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 02, 22:52
Írta: 4um5b65d Dátum 2008 szeptember 02, 22:52
Tibor Te sokat tudsz a motorokról.....Gondolkodjunk már el azon, hogy miként lehetne legyártani egy ilyen motort....Nem lehetetlen az biztos....Forgácsolás, öntés, tekercselés....sok mindent meg lehet csinálni....Nem kellene már egyszer ezzel is foglalkozni?? Lehetne saját HOBBY MOTOR-ja a fórumnak....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 22:56
Írta: 000000000 Dátum 2008 szeptember 02, 22:56
Az igazgatóságot átadom Neked, oda csak duma
kell a mai világban. Én a villamos motorokat, a
szakmámat szeretem, és a műszaki problémák
lehetőleg tényszerű magyarázatát, megértését,
kihívásait, fejlesztéseit imádom.
Ja és kössz, egy műszaki tratalmú angol
levéllel még megbírkózom, de ha elakodok majd
szólok a Páromnak.
Asszonykának.
kell a mai világban. Én a villamos motorokat, a
szakmámat szeretem, és a műszaki problémák
lehetőleg tényszerű magyarázatát, megértését,
kihívásait, fejlesztéseit imádom.
Ja és kössz, egy műszaki tratalmú angol
levéllel még megbírkózom, de ha elakodok majd
szólok a Páromnak.
Asszonykának.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 22:58
Írta: svejk Dátum 2008 szeptember 02, 22:58
Ez világos szerintem mindenki számára, hogy az egységugrásnál mért étékeket csak biztonságos távolról lehet megközelíteni.
Pl. ha 90% amplitudóesésig vizsgálom a rendszer gyorsulását akkor a kívánt megmunkálási pontosságtól függően majd limitálom a gyorsulást hogy ne következzen be a kritikus amplitudóesés.
Pl. ha 90% amplitudóesésig vizsgálom a rendszer gyorsulását akkor a kívánt megmunkálási pontosságtól függően majd limitálom a gyorsulást hogy ne következzen be a kritikus amplitudóesés.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 23:01
Írta: 000000000 Dátum 2008 szeptember 02, 23:01
Szia!
Pont azért nem fogok ilyesmibe, mert ezt
nem lehet ipari háttér nélkül csinálni komolyan.
Azon meg már túlvagyok, hogy annak örüljek,
hogy egy általam készített motor csak
forogjon, de semmi köze ne legyen a szervo
motorhoz.
Pont azért nem fogok ilyesmibe, mert ezt
nem lehet ipari háttér nélkül csinálni komolyan.
Azon meg már túlvagyok, hogy annak örüljek,
hogy egy általam készített motor csak
forogjon, de semmi köze ne legyen a szervo
motorhoz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 23:03
Írta: bmejdz9nu Dátum 2008 szeptember 02, 23:03
Esetleg a NASA-nál állás? Azért az komolyabb... :) Biztos már a Marson lenne az irodád :)

Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 02, 23:05
Írta: 4um5b65d Dátum 2008 szeptember 02, 23:05
Én nem arra gondoltam, hogy te egyedül fogd meg a disznó farkát...Én nem ismerem a szervo motor specifikációit, de forgácsolni tudok. Ha van aki önteni tud annak nem kell tekercselnie....és akár mehet ez "kaláka" szerűen is....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 23:05
Írta: svejk Dátum 2008 szeptember 02, 23:05
"Vagy egy egységugrásteszt sosem áll akkora ugrásból mint a példámban a 3000-rőli azonnali megállás??? "
Erre a kérdésemre majd még jó lenne egyszer válszat kapni..
Lehet mégis definiállni, szabványosítani kellene az egségugrásokat?
A minap éppen szóba hozta valaki és én le akartam szavazni..:(
Erre a kérdésemre majd még jó lenne egyszer válszat kapni..
Lehet mégis definiállni, szabványosítani kellene az egségugrásokat?
A minap éppen szóba hozta valaki és én le akartam szavazni..:(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 23:08
Írta: 000000000 Dátum 2008 szeptember 02, 23:08
Péter! Ne állítsad már ennyire a középpontba
a G.-t. Csodálom, hogy István néha már nem szól
ezért. Az a Te peched, hogy olyan a hajtásod
meg a vezérlőprogid amilyen, és ráadásul azt
gondolod, ez az etalon. A műszaki világ
tényszámokról szól, a 256 az Amerikába is csak
256.
a G.-t. Csodálom, hogy István néha már nem szól
ezért. Az a Te peched, hogy olyan a hajtásod
meg a vezérlőprogid amilyen, és ráadásul azt
gondolod, ez az etalon. A műszaki világ
tényszámokról szól, a 256 az Amerikába is csak
256.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 23:10
Írta: 000000000 Dátum 2008 szeptember 02, 23:10
Bocs, de itt a forgácsolási probléma lenne a
legkevesebb.:)
legkevesebb.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 23:10
Írta: bmejdz9nu Dátum 2008 szeptember 02, 23:10
Ez még a kínaiaknak sem megy... mármint a jó szervómotor...
Én sem értem mitől annyi egy motor... látszólag csak vas és tekercs... de...
Én sem értem mitől annyi egy motor... látszólag csak vas és tekercs... de...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 02, 23:12
Írta: 000000000 Dátum 2008 szeptember 02, 23:12
Szerinted a matematikában van kicsi végtelen
meg nagy végtelen?
meg nagy végtelen?
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 02, 23:13
Írta: 4um5b65d Dátum 2008 szeptember 02, 23:13
Hát remélem egyszer megértem majd, hogy mi is annyira problémás egy ilyen szervóban....még olvasgatok egy-két évet a témáról... :)))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 23:16
Írta: svejk Dátum 2008 szeptember 02, 23:16
Hiszen éppen ezért nem értem,...mindegy hogy nulláról 100-ra vagy 3000-re megy egyazon végtelen szöggyorsuláűssal a tesztjel.
De akkor hogy kell elkerülni az álatalam felvázolt dilemmát, hogy ha nagy szögsebességváltozásnál belenyúlunk a szzabályzásba akkor az egységugrástszetünk sem lesz a lehető legkorrektebben végrehajtva..
De akkor hogy kell elkerülni az álatalam felvázolt dilemmát, hogy ha nagy szögsebességváltozásnál belenyúlunk a szzabályzásba akkor az egységugrástszetünk sem lesz a lehető legkorrektebben végrehajtva..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 02, 23:21
Írta: svejk Dátum 2008 szeptember 02, 23:21
Vagy valószínű nem csak a szögsebesség változását kell figyelni a beavatkozáshoz, hanem a kinduló és végsebesség különbségét is.
Na, a mondat második fele még számomra is érthetetlen...
megyek alszom rá...
Na, a mondat második fele még számomra is érthetetlen...
megyek alszom rá...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 02, 23:34
Írta: bmejdz9nu Dátum 2008 szeptember 02, 23:34
Itt a Gecko hibáiról van szó... azaz a kevés hibajel memóriát bírálod...
Amit István igen jól megoldott: lehet állítani... így mindenki eldöntheti! Ez a tökéletes megoldás! Sőt...
Te pedíg... azt akord elhitetni, hogy a Gecko Corp. a magas memória árak miatt :) vagy a hozzá nem értés miatt "kispórolta" a vezérlőből a memóriát...
De ez így nem igaz... erről szól a történet... (mióta létezik már X4-es encoder üzemmód :)
Te tiszta hülének nézed az egyik legnagyobb gyártót ebben a szegmensben... ezt nagyon furcsállom...
Meg sem próbálod a másik oldalról megközelíteni a dolgokat, hasznosítani az infókat... csak körbe-körbe-körbe ugyanazt írod...
Már 2 hónapja nem írtál egy olyan mondatot ami új... csak a "szabványszövegek"...
Sőt - szerintem - elijeszted a hobbystákat az egész szervóvezérléstől... túl misztikálod... pedíg milyen egyszerű...
Hogy várhatjuk el így valamelyik Hobbsyta fórumtársunktól, hogy írjonj valamit?
Amikor letolod, kioktatod bármiért... (pl. esztergatopik cm eset...) DE! bármelyik topikba megkaphatja a magáét...
Segítőkészség szinte zero. (szerintem) hülének hagyni a tagokat... sőt... bevinni a málnásba...
Ha valaki betenne egy képet vagy videót azonnal megkapná a "szakvéleményt róla"... azaz jobban tette volna ha a kertben kapált volna...:)
Kevés embert találsz olyat mint én... akit ez a fajta "módszer" motivál...
A vezérlődről még annyit sem tudunk mint a naprendszeren kívüli csillagokról... egy blockvázlatot sem csináltál hozzá...
Tehát nincs is mit megvédened! Nem árultál el semmit? .... Ezzel szemben...:)
Ezzel egyedülálló vagy a világon...
Észre kellene venni, hogy ez egy hobby fórum... gépeket akarunk csinálni... nem akarunk hajtástechnikai mérnökök lenni...
Csak annyit szertnénk... hogy menjen... ahogy bír...:)
Amit István igen jól megoldott: lehet állítani... így mindenki eldöntheti! Ez a tökéletes megoldás! Sőt...
Te pedíg... azt akord elhitetni, hogy a Gecko Corp. a magas memória árak miatt :) vagy a hozzá nem értés miatt "kispórolta" a vezérlőből a memóriát...
De ez így nem igaz... erről szól a történet... (mióta létezik már X4-es encoder üzemmód :)
Te tiszta hülének nézed az egyik legnagyobb gyártót ebben a szegmensben... ezt nagyon furcsállom...
Meg sem próbálod a másik oldalról megközelíteni a dolgokat, hasznosítani az infókat... csak körbe-körbe-körbe ugyanazt írod...
Már 2 hónapja nem írtál egy olyan mondatot ami új... csak a "szabványszövegek"...
Sőt - szerintem - elijeszted a hobbystákat az egész szervóvezérléstől... túl misztikálod... pedíg milyen egyszerű...
Hogy várhatjuk el így valamelyik Hobbsyta fórumtársunktól, hogy írjonj valamit?
Amikor letolod, kioktatod bármiért... (pl. esztergatopik cm eset...) DE! bármelyik topikba megkaphatja a magáét...
Segítőkészség szinte zero. (szerintem) hülének hagyni a tagokat... sőt... bevinni a málnásba...
Ha valaki betenne egy képet vagy videót azonnal megkapná a "szakvéleményt róla"... azaz jobban tette volna ha a kertben kapált volna...:)
Kevés embert találsz olyat mint én... akit ez a fajta "módszer" motivál...
A vezérlődről még annyit sem tudunk mint a naprendszeren kívüli csillagokról... egy blockvázlatot sem csináltál hozzá...
Tehát nincs is mit megvédened! Nem árultál el semmit? .... Ezzel szemben...:)
Ezzel egyedülálló vagy a világon...
Észre kellene venni, hogy ez egy hobby fórum... gépeket akarunk csinálni... nem akarunk hajtástechnikai mérnökök lenni...
Csak annyit szertnénk... hogy menjen... ahogy bír...:)
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 02, 23:40
Írta: crgs7u9wg Dátum 2008 szeptember 02, 23:40
bizonyos ertelemben igen, peldaul a szamelmelet ismeri a szamossag kapcsan, hogy van megszamlalhato vegtelen, ilyen peldaul az egesz szamok halmaza, ill. meg nem szamolhato mint az irracionalis szamok eseteben, amugy ezt gyonyoruen tudta bizonyitani cantor az un. atlos modszerrel...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 02, 23:46
Írta: 4um5b65d Dátum 2008 szeptember 02, 23:46
Hát ebben azért vélek felfedezni némi igazságot... [#felkialtas]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 03, 07:50
Írta: 000000000 Dátum 2008 szeptember 03, 07:50
Szia Péter!
Összefoglalnám a helyzetet.
Alig van lövésed egy szervóRENDSZER optimális
működéséről, plussz még egy elég szerény,
fapados vezérlőt koppintottál le gyakorlatilag.
A két dolog eredője egy félresikerült
megoldás. Mint már annyiszor javasoltam Neked,
alapdolgokat kellene megtanulnod, megértened,
elsősorban gépészeti, mechanikai, technnológiai
oldalról. Motort forgatni néhány IC-vel, FET-el
ma már a hüle gyerek is tud, mert letölti a
netről és összeforrasztja.
Te egysszerűen képtelen vagy redszerszemléletben,
és elvonatkoztatva egy konkrét megoldástól
gondolkozni. Helyette sértegetsz engem, fölényeskedsz,
bármilyen baromságot, kerül amibe kerül
megveszel, és a végén 18 db 5V-os PC tápból
akrsz előallítani fix 90 V-ot.
Gondolkozzál már végre Péter, és hajoljál
meg a két legfontosabb képlet előtt:
lineársi mozgásnál: F=m*a
körmozgásnál: M=J*szöggyorsulás
Azt természetesen nem kívánom Tőled, hogy
ezen képletek differenciál egyenletes
levezetését is megértsed, elég ha a tartalmát,
felszínét kapizsgálod. Ameddig ezek a dolgok
nem állnak össze az agyacskádban, addig Te
motorforgatással foglalkozol, és nem
szervotechnikával. És kezdem mostmár k.rvára
unni ezt a süket, meddő okoskodást, amikor
nem a műszaki tartalom, érv számít hanem egészen
más dolgok. PONT.
Összefoglalnám a helyzetet.
Alig van lövésed egy szervóRENDSZER optimális
működéséről, plussz még egy elég szerény,
fapados vezérlőt koppintottál le gyakorlatilag.
A két dolog eredője egy félresikerült
megoldás. Mint már annyiszor javasoltam Neked,
alapdolgokat kellene megtanulnod, megértened,
elsősorban gépészeti, mechanikai, technnológiai
oldalról. Motort forgatni néhány IC-vel, FET-el
ma már a hüle gyerek is tud, mert letölti a
netről és összeforrasztja.
Te egysszerűen képtelen vagy redszerszemléletben,
és elvonatkoztatva egy konkrét megoldástól
gondolkozni. Helyette sértegetsz engem, fölényeskedsz,
bármilyen baromságot, kerül amibe kerül
megveszel, és a végén 18 db 5V-os PC tápból
akrsz előallítani fix 90 V-ot.
Gondolkozzál már végre Péter, és hajoljál
meg a két legfontosabb képlet előtt:
lineársi mozgásnál: F=m*a
körmozgásnál: M=J*szöggyorsulás
Azt természetesen nem kívánom Tőled, hogy
ezen képletek differenciál egyenletes
levezetését is megértsed, elég ha a tartalmát,
felszínét kapizsgálod. Ameddig ezek a dolgok
nem állnak össze az agyacskádban, addig Te
motorforgatással foglalkozol, és nem
szervotechnikával. És kezdem mostmár k.rvára
unni ezt a süket, meddő okoskodást, amikor
nem a műszaki tartalom, érv számít hanem egészen
más dolgok. PONT.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 08:04
Írta: bmejdz9nu Dátum 2008 szeptember 03, 08:04
Csak az "újra" válaszolok:
DENSEI-LAMBDA JWS 150 - 5V/30A Power Supply. ... Igen ez az a "PC" táp... 5V/30A... és bizony szépen sorba lehet kötni őket...akár 18db-ot is.

A képleteket pedíg írd be a képletek topikba... de erre már többen kértek. "Közérthetően".
DENSEI-LAMBDA JWS 150 - 5V/30A Power Supply. ... Igen ez az a "PC" táp... 5V/30A... és bizony szépen sorba lehet kötni őket...akár 18db-ot is.
A képleteket pedíg írd be a képletek topikba... de erre már többen kértek. "Közérthetően".
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 03, 08:10
Írta: 000000000 Dátum 2008 szeptember 03, 08:10
Na kb. ilyen stílusú válaszra számítottam.:)
Vedd már észre, rajtad röhög a fél Fórum!:)
[#nevetes1]
Vedd már észre, rajtad röhög a fél Fórum!:)
[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 08:19
Írta: bmejdz9nu Dátum 2008 szeptember 03, 08:19
Melyik fele?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 03, 08:44
Írta: 000000000 Dátum 2008 szeptember 03, 08:44
Szerintem egy kicsit pihentessétek!
Le kell ülepednie...
Le kell ülepednie...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 08:53
Írta: bmejdz9nu Dátum 2008 szeptember 03, 08:53
Szerintem is...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 03, 09:21
Írta: HJózsi Dátum 2008 szeptember 03, 09:21
Meghívhatnánk Csernus Imrét a topikba ... [#eplus2][#csodalk]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 03, 09:29
Írta: Szedlay Pál Dátum 2008 szeptember 03, 09:29
Az én szervo és stepper vezérlőmöm is van E-stopp funkció. Egy géptervező azt javasolta ennek a használata biztonságosabb mint a szoftveresen kiadott utasítások " ezek esetleg tévedhetnek nem végzig el az adott utasítást"
Így biztonsági okokból érdemesebb a vezérlők ilyen lehetőségét használni. Természetesen ez után a nullpont felvétel nélkülözhetetlen.
Így biztonsági okokból érdemesebb a vezérlők ilyen lehetőségét használni. Természetesen ez után a nullpont felvétel nélkülözhetetlen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 10:05
Írta: bmejdz9nu Dátum 2008 szeptember 03, 10:05
Jól tanácsolta... (Ha lefagyna szoftver... :)
Sőt Eu. előírás is a "Hard Stop" (szoftvertől függetlenül) jól elérhető helyen a gépen...
Sőt még a kapcsolónak is illik "ilyesminek" lennie:

Sőt Eu. előírás is a "Hard Stop" (szoftvertől függetlenül) jól elérhető helyen a gépen...
Sőt még a kapcsolónak is illik "ilyesminek" lennie:
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 03, 11:17
Írta: HJózsi Dátum 2008 szeptember 03, 11:17
Gombot bárhol kapni, de ilyen sárga dobozkát hol vesztegetnek itthon ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 11:34
Írta: bmejdz9nu Dátum 2008 szeptember 03, 11:34
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 03, 12:06
Írta: HJózsi Dátum 2008 szeptember 03, 12:06
Köszi! A csupasz kerül itthon annyiba mint az eBolhán a dobozos ... Megyek az eBolhára ...[#kacsint][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 03, 12:08
Írta: HJózsi Dátum 2008 szeptember 03, 12:08

Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 szeptember 03, 12:09
Írta: s5f8tmfv3 Dátum 2008 szeptember 03, 12:09
Esetleg ez?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 03, 12:36
Írta: HJózsi Dátum 2008 szeptember 03, 12:36
Igen, ez jó, és minőségi gyártó. Péter linkjén van = usd-ért is hasonló PRC, négy db.nál sem lesz több 10usd/db ...
Profi helyre az előzőt, hobiira az utóbbit ... ;)
Profi helyre az előzőt, hobiira az utóbbit ... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 03, 12:36
Írta: HJózsi Dátum 2008 szeptember 03, 12:36
7 usd
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 12:45
Írta: bmejdz9nu Dátum 2008 szeptember 03, 12:45
Szervóvezérlő végfok nélkül :) 100USD+ szállítás... (állítólag nehezzen is szállít - nem ok a logisztika vagy csak akkor készül amikor rendelik...?)
A Rutexről - úgy általában - nem nagyon vannak referenciák...
A Rutexről - úgy általában - nem nagyon vannak referenciák...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 12:48
Írta: bmejdz9nu Dátum 2008 szeptember 03, 12:48
Én is vettem most egyet... de azért öszességében = 17 USD szállítással... = 2720Ft... (mert csak egy db-ot akartam)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 03, 12:49
Írta: HJózsi Dátum 2008 szeptember 03, 12:49
Retrofithez... a meglévő analóg végfokhoz... csak a taho mellé pluszban egy encodert fel kell szerelni a motorra ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 12:56
Írta: bmejdz9nu Dátum 2008 szeptember 03, 12:56
Én nem verem magamat ilyen kalandba... persze nincs is mihez...
Ha pedíg vennék egy tachós vezérlőt is hozzá... akkor már "drágább a hús mint a leves"... vagy nem?
[#hawaii] Lekötöm az A300-as végfokját... és kész :) Ezért is jó nekem ez "nagy semmi" a "semmihez"... mert kedvemre "drótózhatok" benne:)
... és István vezérlő IC-je még jobb lehet ennél... Tehát minek a Rutex? :) A messzi Ausztráliából...:)
Ha pedíg vennék egy tachós vezérlőt is hozzá... akkor már "drágább a hús mint a leves"... vagy nem?
[#hawaii] Lekötöm az A300-as végfokját... és kész :) Ezért is jó nekem ez "nagy semmi" a "semmihez"... mert kedvemre "drótózhatok" benne:)
... és István vezérlő IC-je még jobb lehet ennél... Tehát minek a Rutex? :) A messzi Ausztráliából...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 03, 13:02
Írta: 000000000 Dátum 2008 szeptember 03, 13:02
Inkább ezzel szórakozz majd:

Ne mindenféle ismeretlennel...[#buck]
Ne mindenféle ismeretlennel...[#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 13:10
Írta: bmejdz9nu Dátum 2008 szeptember 03, 13:10
Miért ezt a csajt ismerem? :) Na jó ez nem olyan nagy gond... :)
Attól a "papírtól" nem látom rendesen a teljes karosszériáját :) de ok... jöhet...:) Nem vagyok annyira finnyás...
Ugyis tudod, hogy alíg várom, hogy teszteljem a chipedet...
Azt is tudod meddíg és kire várok még :) Az a "Valaki" persze persze ezt a hölgyet nem tudja helettesíteni :) csak másban...:)
Attól a "papírtól" nem látom rendesen a teljes karosszériáját :) de ok... jöhet...:) Nem vagyok annyira finnyás...
Ugyis tudod, hogy alíg várom, hogy teszteljem a chipedet...
Azt is tudod meddíg és kire várok még :) Az a "Valaki" persze persze ezt a hölgyet nem tudja helettesíteni :) csak másban...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 03, 13:16
Írta: HJózsi Dátum 2008 szeptember 03, 13:16
Remélem akkor is lefotóztad amikor a feje főlött tartja ... [#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 szeptember 03, 13:16
Írta: Kristály Árpád Dátum 2008 szeptember 03, 13:16
Halihó Péter!
Mivel az érintettől nem kapsz választ....így én csag vigasztalni tudlak....csak várj türelmesen...[#eplus2][#eplus2][#wow1][#worship]
Ha valaki....tud még úgy vitatkozni.........., hogy több éve az info morzsáját sem ejti el, annak befizetek....
Mivel az érintettől nem kapsz választ....így én csag vigasztalni tudlak....csak várj türelmesen...[#eplus2][#eplus2][#wow1][#worship]
Ha valaki....tud még úgy vitatkozni.........., hogy több éve az info morzsáját sem ejti el, annak befizetek....
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 03, 13:17
Írta: HJózsi Dátum 2008 szeptember 03, 13:17
Túllépted a 6500-at
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 03, 13:17
Írta: 000000000 Dátum 2008 szeptember 03, 13:17
Le...csak azt máshova eladom![#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 03, 13:19
Írta: 000000000 Dátum 2008 szeptember 03, 13:19
Svejk most teszteli keresi a hibákat, én meg csiszolom...
Ha már úgytaláljuk, megy egy set hozzád is!
Jelenleg a V1.2b1-nél tart...[#kacsint]
Ha már úgytaláljuk, megy egy set hozzád is!
Jelenleg a V1.2b1-nél tart...[#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 13:20
Írta: bmejdz9nu Dátum 2008 szeptember 03, 13:20
Napok kérdése... Az a "Valaki" nagyon jól tudja, hogy én mit szeretek egy szervóvezérlőben.
A csajt meg csak utánna teszteljük :) Mert elősször a hobby :)
A csajt meg csak utánna teszteljük :) Mert elősször a hobby :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 13:22
Írta: bmejdz9nu Dátum 2008 szeptember 03, 13:22
Tudok róla... :)... Naponta érdeklődöm:) A Svejk a Valaki :) Ő nagyon jól tudja mit szeretek egy vezérlőn...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 03, 13:27
Írta: HJózsi Dátum 2008 szeptember 03, 13:27
A csajt ? ... [#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 13:55
Írta: bmejdz9nu Dátum 2008 szeptember 03, 13:55
Nem a csajt :) Hanem pl. a reakcióit a vezérlőnek egy-egy szoftver parancsra...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 03, 14:01
Írta: svejk Dátum 2008 szeptember 03, 14:01
Én inkább úgy fogalmaznék hogy a tervezőt akasztom ki a szőrszálhasogatásommal :)
Gyakorlatilag már teljesen jó, de mindig kitalálok valami funkciót amit még bele kellene rakni :)
Gyakorlatilag már teljesen jó, de mindig kitalálok valami funkciót amit még bele kellene rakni :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 14:11
Írta: bmejdz9nu Dátum 2008 szeptember 03, 14:11
Csak semmi kímélet...:) Hamár közönségszavazás nem volt :) Jó legyen! Csak a végeredmény számít!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 03, 15:02
Írta: 000000000 Dátum 2008 szeptember 03, 15:02
A jó bórnak is kell az idő (hogy kiforjon)![#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 03, 21:47
Írta: bmejdz9nu Dátum 2008 szeptember 03, 21:47
"Szervo Motoros vezérlés" topik pdf-ben :::: 2008.09.03-ig!!!! Offline is olvasható és kulcsszavakra is kereshető benne... (50MB)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 03, 23:30
Írta: 000000000 Dátum 2008 szeptember 03, 23:30
Nemjó a megközelítésed iránya! Abba igazadvan, bolond aki megvesz mindent, meg ezt is, csakhogy bonyolítsa a dolgot. De ha már megvan, a komplett rendszer és csak ez kell?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 04, 00:29
Írta: HJózsi Dátum 2008 szeptember 04, 00:29
Egy meglévő rendszerhez én is kipróbálnám, ennél olcsóbbn nem lehetne átalakítani. Remélhetőleg a próba eredménye nem fog eltérni az elvárásoktól. Mindenesetre van esély, hogy jó legyen ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 04, 00:49
Írta: HJózsi Dátum 2008 szeptember 04, 00:49
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 04, 08:30
Írta: bmejdz9nu Dátum 2008 szeptember 04, 08:30
Ha meglévő rendszeren van (pl. egy komplett gépen) akkor jó egy ilyen... persze...
De ebben az esetben gyakorlatilag csak a "FET-hidját + meghajtó" használjuk a tachós vezérlőnek... és a szervó vezérlő mindenben "új lesz"...
De ebben az esetben gyakorlatilag csak a "FET-hidját + meghajtó" használjuk a tachós vezérlőnek... és a szervó vezérlő mindenben "új lesz"...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 04, 08:31
Írta: bmejdz9nu Dátum 2008 szeptember 04, 08:31
+20USD szállítás és licit... = drága.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 04, 09:20
Írta: x4rhew5r3 Dátum 2008 szeptember 04, 09:20
Lassan, de alakul az analóg vezérlőkhöz a step/dir interface. Kezdem érteni, miért nem nagy a "forgalom" ezen a téren[#lookaround]
Az R88D-vel egészen kiváló. Az AMC DC-vel bíztató.
Retro típusok majd akkor, ha ezekkel az éles tesztek is sikeresek lesznek. Bővebb infó és videó majd az éles tesztekről...
Az R88D-vel egészen kiváló. Az AMC DC-vel bíztató.
Retro típusok majd akkor, ha ezekkel az éles tesztek is sikeresek lesznek. Bővebb infó és videó majd az éles tesztekről...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 04, 09:48
Írta: bmejdz9nu Dátum 2008 szeptember 04, 09:48
Ez a step/dir interface... nagyon jó lesz (lenne) pl. AMC BLCD vezérlőkhöz ill. AC vezérlőkhöz... persze DC-ben is...
De ugyebár egy egész szervót kell építened - csak végfok nélkül... Ez mivel és hogy???
(Encoder feldolgozás, PID, step/dir bemenetek, hibajel tárolás... stb.)
De ugyebár egy egész szervót kell építened - csak végfok nélkül... Ez mivel és hogy???
(Encoder feldolgozás, PID, step/dir bemenetek, hibajel tárolás... stb.)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 04, 10:13
Írta: x4rhew5r3 Dátum 2008 szeptember 04, 10:13
AVR (fő processzor + egy pici az encoder osztáshoz).
Encoder feldolgozás: fsm algoritmus, illegális átmenet kitiltva, spike szűrés. Jumperelhető 4 féle módra. A standard 1x,2x,4x,8x.
PID: igen, végül komplett szervót kellet csinálnom, mert az előtét is egy többtárolós komponensként viselkedik, és képtelen voltam stabilra hangolni.
Step/dir bemenet: gyors opto, határfrekit még nem néztem (100KHz körüli). Korlát az AVR, ha beválik, más hardverrel csinálok nagyon gyorsat.
Hibajel tárolás: 32 bit.
Többit később...
Encoder feldolgozás: fsm algoritmus, illegális átmenet kitiltva, spike szűrés. Jumperelhető 4 féle módra. A standard 1x,2x,4x,8x.
PID: igen, végül komplett szervót kellet csinálnom, mert az előtét is egy többtárolós komponensként viselkedik, és képtelen voltam stabilra hangolni.
Step/dir bemenet: gyors opto, határfrekit még nem néztem (100KHz körüli). Korlát az AVR, ha beválik, más hardverrel csinálok nagyon gyorsat.
Hibajel tárolás: 32 bit.
Többit később...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 04, 10:48
Írta: bmejdz9nu Dátum 2008 szeptember 04, 10:48
Én is csinálok "megmagyarázhatatlan" dolgokat... hát igen a hobbysta kisérletező kedv... :)
Van ez a CMC BL új szervómotor. Véletlenül "szakadt" rám... (egy komplett dolgot vettem és ez is járt hozzá)
Bent volt az adok veszekbe de még 1000Ft-ot sem kínáltak érte:) Tehát "értéktelen"-nek nyílvánítottam...:)
Végül is érdekes motor...mert 10.000rpm a névleges határfordulatszáma és magas az alapnyomatéka(!): 1,6Nm...
CMC Adatlap PDF itt !!! BNR3312A - az első oszlopban, Hall szenzor bekötése a 4. oldalon

Vettem hozzá most egy vadi új(!) AMC BL szervóvezérlőt... (50 USD = 8000Ft volt szállítással együtt)
Hátha szeretik egymást és pörgésre bírja a motort:) Mindegyik USA gyártmány :)
Ahogy elnéztem a CMC adatlapját hall szenzoros... és ez az AMC vezérlő is...
Persze ez a vezérlő kicsi a motorhoz. 6A folyamatos és 12A csúcs áramot tud "csak"... de ez most nem is lényeg... csak forgjon...:)
Fog ez működni együtt? :)
AMC vezérlő adatlap PDF itt !!!

Van ez a CMC BL új szervómotor. Véletlenül "szakadt" rám... (egy komplett dolgot vettem és ez is járt hozzá)
Bent volt az adok veszekbe de még 1000Ft-ot sem kínáltak érte:) Tehát "értéktelen"-nek nyílvánítottam...:)
Végül is érdekes motor...mert 10.000rpm a névleges határfordulatszáma és magas az alapnyomatéka(!): 1,6Nm...
CMC Adatlap PDF itt !!! BNR3312A - az első oszlopban, Hall szenzor bekötése a 4. oldalon
Vettem hozzá most egy vadi új(!) AMC BL szervóvezérlőt... (50 USD = 8000Ft volt szállítással együtt)
Hátha szeretik egymást és pörgésre bírja a motort:) Mindegyik USA gyártmány :)
Ahogy elnéztem a CMC adatlapját hall szenzoros... és ez az AMC vezérlő is...
Persze ez a vezérlő kicsi a motorhoz. 6A folyamatos és 12A csúcs áramot tud "csak"... de ez most nem is lényeg... csak forgjon...:)
Fog ez működni együtt? :)
AMC vezérlő adatlap PDF itt !!!
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 04, 11:08
Írta: x4rhew5r3 Dátum 2008 szeptember 04, 11:08
Komótosan el fog indulni, mert a motor az 325V-os.
Én is megforgattam régen egy 160V-os BL-Super motort a vezérlőd nagytestvérével (BE25A20) 36V-ról és hajtotta.
Egyetlen gond lehet, hogy a vezérlő második integrátorának a kondiját nem lehet jumperrel rövidre zárni. Legfeljebb megkeresi az ember, és átköti:)
Amúgy vezérlés szempontjából ugyan az, mint amivel most játszom (30A8T), tehát mennie kell.
Én is megforgattam régen egy 160V-os BL-Super motort a vezérlőd nagytestvérével (BE25A20) 36V-ról és hajtotta.
Egyetlen gond lehet, hogy a vezérlő második integrátorának a kondiját nem lehet jumperrel rövidre zárni. Legfeljebb megkeresi az ember, és átköti:)
Amúgy vezérlés szempontjából ugyan az, mint amivel most játszom (30A8T), tehát mennie kell.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 04, 11:24
Írta: bmejdz9nu Dátum 2008 szeptember 04, 11:24
Back E.M.F. 20 Volts/Krpm... akkor 200V-os? 10.000rpm-hez? vagy rosszul értelmezem?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 04, 13:12
Írta: x4rhew5r3 Dátum 2008 szeptember 04, 13:12
(megjöttem) Na ehhez hozzáértő kellene. Ha jól gondolom, akkor a Back E.M.F úgy értendő, hogy generátorként ennyi, ha 10e a fordulat. DE valaki hozzáértő mondja meg, legyen szíves.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 04, 13:36
Írta: bmejdz9nu Dátum 2008 szeptember 04, 13:36
A CMC keféseknél.. ez ok adat...
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 szeptember 04, 17:18
Írta: csg67 Dátum 2008 szeptember 04, 17:18
Talán itt: www.amce.hu megmondják. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 04, 17:34
Írta: bmejdz9nu Dátum 2008 szeptember 04, 17:34
Ezek sem beszélnek (írnak magyarul) :)
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 szeptember 05, 18:52
Írta: csg67 Dátum 2008 szeptember 05, 18:52
Lehet, hogy az emilezés nem az erősségük, de van ott egy törökbálinti telefonszám is. Találsz egy-két lelkes fiatal munkatársat, akik biztosan segítenek. Sajnos a legjobb szakemberük igen beteg. :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 05, 18:58
Írta: bmejdz9nu Dátum 2008 szeptember 05, 18:58
Tök mindegy :) Ha megy-megy... ha nem volt egy BL kalandom :) de szerintem beindul majd... :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 05, 19:11
Írta: x4rhew5r3 Dátum 2008 szeptember 05, 19:11
Nem hiszem, az elindításhoz szupport kellene.
Egyszer hívd fel őket, és kérjél valamire árat. Én dobtam 3 hátast...
Egyszer hívd fel őket, és kérjél valamire árat. Én dobtam 3 hátast...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 05, 19:12
Írta: x4rhew5r3 Dátum 2008 szeptember 05, 19:12
Nem hiszem,hogy ...
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 05, 19:15
Írta: crgs7u9wg Dátum 2008 szeptember 05, 19:15
a kovetkezo vezerlo (a400) mar cpld -vel lesz megoldva, 16x tobb hibataroloja lesz mint elodjenek volt es mindezt 10-20ns reakcioidovel fogja produkalni, az analog hibajelrol egy jominosegu(kis zaju)/gyors adc gondoskodik, az encoder(megfelelo illesztes utan) kozvetlenul kapcsolodik a cpld -re, dip-switch -ek segitsegevel lehetoseg van a feldolgozasi modot beallitani, 1x, 2x, 4x ill. hasonlo modon a step jel "sokszorozasat" is, a pid funkciokrol, ugyan ugy mint elodje eseteben itt is percizios op-amp -ok fogjak gondoskodni, hat hirtelen ennyi jutot eszembe, ja meg valami: termeszetesen az egesz vezerlo az utolso bit -ig nyilt-forrasu lesz...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 05, 19:23
Írta: x4rhew5r3 Dátum 2008 szeptember 05, 19:23
Remek. A cpld Xilinx?
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 05, 19:27
Írta: crgs7u9wg Dátum 2008 szeptember 05, 19:27
igen, igen, nalunk eleg elterjedt meg a lomex -ben is kapni :) plusz van belole ilyen pcg44 -es tok amihez meg rendes tuskes foglalat, szoval nem kell nagyito a barkacsolashoz
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 05, 20:06
Írta: svejk Dátum 2008 szeptember 05, 20:06
Valamiről lemaradtam? Mi is volt az elődje?? :(
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 05, 20:09
Írta: crgs7u9wg Dátum 2008 szeptember 05, 20:09
a peter a300 -as vezerloje, tudod az a szep kek panel
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 05, 20:32
Írta: svejk Dátum 2008 szeptember 05, 20:32
Érdekes, pont ezt a cpld-s digit és encoder részt ajánlottam neki hogy ne legyen "fogás" a vezérlőjén... :)
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 05, 20:38
Írta: crgs7u9wg Dátum 2008 szeptember 05, 20:38
igen, teljesen adja magat es csak jot joz be a cpld, szerintem nagyon jo lesz
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 05, 20:57
Írta: bmejdz9nu Dátum 2008 szeptember 05, 20:57
Én nem akartam PLCD-be be tenni! Ezen sok "meditáció" volt... de fafejű vagyok :)
Érvek:
1. Szeretek (módjával) forrasztgatni.
2. Hagyományos és számomra ismert alkatrészek. (nincs "Black Box" IC ... mert a PLCD már annak számít...)
3. Egy "TV-Rádió szerelelő meseternek" is átlátható a kapcsolás (ez vagyok én :)
4. Mindenféle zavartól rettegek... és a PLCD lehet, hogy zavarérzékenyebb lett volna? Persze nem tudom...
Lehet, hogy ez a világ legutolsó(!?:) analóg szervó vezérlője hagyományos kapcsolással... :)
Nem akartam több hibatárolót sem...
Pedíg a számlálók és az összehsonlító áramkör dupplázásával és egy analóg-digital konverter IC alkalmazásával azonnnal 65K(!)bites lett volna...
... de ezt már jónéhányszor kifejtettem - miért nem... Kell a jó és megfelelő méretű szervómotor...
Reakcióidővel semmi gond nincs... se túl gyors ... se túl lassú... = gyakorlatias. (persze biztos csak szerintem? :)
A step jel szorzót (LPT step "ferkipótló" :)... igazából szerettem volna bele... de így is elég bonyolult lett ezért ez az áramkör külön panelen van...
Végül is nem "szerves" része a szervóvezérlőnek... és ha egyszer a WinPC-NC is 100Khz-es lesz? :) akkor úgysem kell(ene)... majd...
Meg áttételes alkalmazásnál (néha?) elkerülhető... talán... ezt még tesztelem...
A step jel/ encoder jel arányára... van egy házi szabályom (lehet röhögni):
A step jelnek 4 szeresnek kell lennie az encoder ppr értékéhez képest.
Tesztjeim alapján akkor a legjobb a dinamika és tengely(meg)tartás kompromisszuma, azaz optimális... szerintem.
Ha áttételt alkalmaznák akkor a sebesség rovására ez az arány is javul. Pl. 1/4-es áttétel estetén a step jelek = encoder ppr jelekkel... és máris olyan mint a fentebbi "háziszabályomban" a dolog... mert ugyebár az áttétel ugyanazt megteszi... igaz a gyorsítás és sebesség csökkenik.... de nem minden esetben...(alkalmazástól és motor fordulat függő)... talán érthető mire gondolok...:)
Érvek:
1. Szeretek (módjával) forrasztgatni.
2. Hagyományos és számomra ismert alkatrészek. (nincs "Black Box" IC ... mert a PLCD már annak számít...)
3. Egy "TV-Rádió szerelelő meseternek" is átlátható a kapcsolás (ez vagyok én :)
4. Mindenféle zavartól rettegek... és a PLCD lehet, hogy zavarérzékenyebb lett volna? Persze nem tudom...
Lehet, hogy ez a világ legutolsó(!?:) analóg szervó vezérlője hagyományos kapcsolással... :)
Nem akartam több hibatárolót sem...
Pedíg a számlálók és az összehsonlító áramkör dupplázásával és egy analóg-digital konverter IC alkalmazásával azonnnal 65K(!)bites lett volna...
... de ezt már jónéhányszor kifejtettem - miért nem... Kell a jó és megfelelő méretű szervómotor...
Reakcióidővel semmi gond nincs... se túl gyors ... se túl lassú... = gyakorlatias. (persze biztos csak szerintem? :)
A step jel szorzót (LPT step "ferkipótló" :)... igazából szerettem volna bele... de így is elég bonyolult lett ezért ez az áramkör külön panelen van...
Végül is nem "szerves" része a szervóvezérlőnek... és ha egyszer a WinPC-NC is 100Khz-es lesz? :) akkor úgysem kell(ene)... majd...
Meg áttételes alkalmazásnál (néha?) elkerülhető... talán... ezt még tesztelem...
A step jel/ encoder jel arányára... van egy házi szabályom (lehet röhögni):
A step jelnek 4 szeresnek kell lennie az encoder ppr értékéhez képest.
Tesztjeim alapján akkor a legjobb a dinamika és tengely(meg)tartás kompromisszuma, azaz optimális... szerintem.
Ha áttételt alkalmaznák akkor a sebesség rovására ez az arány is javul. Pl. 1/4-es áttétel estetén a step jelek = encoder ppr jelekkel... és máris olyan mint a fentebbi "háziszabályomban" a dolog... mert ugyebár az áttétel ugyanazt megteszi... igaz a gyorsítás és sebesség csökkenik.... de nem minden esetben...(alkalmazástól és motor fordulat függő)... talán érthető mire gondolok...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 05, 21:04
Írta: bmejdz9nu Dátum 2008 szeptember 05, 21:04
A "fogás" nem érdekel :) Sőt... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 05, 21:21
Írta: HJózsi Dátum 2008 szeptember 05, 21:21
[#eljen] a lényeget le is írtad, ami ha meglenne már építeném is... nálam a fő bibi-t a hibatároló mostani mérete okozz, kicsit önbehatároló módon ... Egyfajta felhasználásra lehet, hogy jó, de egy másfajtára ... ???
Amúgy nagyon szép munka!
Amúgy nagyon szép munka!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 05, 21:28
Írta: bmejdz9nu Dátum 2008 szeptember 05, 21:28
Ez tetszik: "önbehatároló" ... hát igen kordában tartom magamat :) [#nevetes1]
Szerintem... ha jó a mechanikai kialakítás elégnek kell lennie... Te is "kismotor" párti vagy ? :)
Kellene csinálni egy "előtét" panelt ami a step/dir jeleket tárolja... és csak "apránként" adagolja a vezélőnek ahogy "enni" tudja... :)
(A "komolyabb DeLux" változatban akár egy HDD is lehetne :)
Szerintem... ha jó a mechanikai kialakítás elégnek kell lennie... Te is "kismotor" párti vagy ? :)
Kellene csinálni egy "előtét" panelt ami a step/dir jeleket tárolja... és csak "apránként" adagolja a vezélőnek ahogy "enni" tudja... :)
(A "komolyabb DeLux" változatban akár egy HDD is lehetne :)
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 05, 21:44
Írta: crgs7u9wg Dátum 2008 szeptember 05, 21:44
azert felelmetes amit mondasz: egy akarmilyen kacifantos cnc munkadarabot is egy ilyen egyszeru ket-csatornas ttl jelsorozat tarol, plane ha meg a step jelet nem ugy ertelmeznenk, hogy lent van a jel, majd felugrik, kicsit ott marad, majd vissza le, hanem ugy, hogy akkor van step jel, ha valtozott a step vonal/csatorna allapota, szoval ha magasan volt akkor alacsony lett, vagy ha alacsonyan volt akkor magas lett
ezeket a palyavezerlo programokat meg meg lehetne "hackelni", hogy egy file -ba irjak ki a step/dir jeleket, utana mar csak annyi volna a dolog, hogy mikor a hibajel nulla beadagolni a kovetkezo step/dir jelet, ha valaki hulyeskedni akarna, akkor egyszeruen munka kozben elkapna a gepe fejet es nem tortenne semmi sem, mikor elengedne folytatna a gep szepen a munkat semmi!!! hibaval...
ezeket a palyavezerlo programokat meg meg lehetne "hackelni", hogy egy file -ba irjak ki a step/dir jeleket, utana mar csak annyi volna a dolog, hogy mikor a hibajel nulla beadagolni a kovetkezo step/dir jelet, ha valaki hulyeskedni akarna, akkor egyszeruen munka kozben elkapna a gepe fejet es nem tortenne semmi sem, mikor elengedne folytatna a gep szepen a munkat semmi!!! hibaval...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 05, 22:05
Írta: HJózsi Dátum 2008 szeptember 05, 22:05
A sörös gyerek írogatta, miért ennyi annyi a mi mennyi a bagolyban, hát azért hogy a sokféle motorhoz ( first class tól a futottak még motorokig, kicsitől a nagyig - ezt ugyan nem próbálta csak a cimbije - ) és különböző alkalmazáskhoz jó, beállítható legyen ...
Így aztán nem határolta be magát, mert azt ízlés szerint bárki megteheti a vezérlő beállításakor...
Így aztán nem határolta be magát, mert azt ízlés szerint bárki megteheti a vezérlő beállításakor...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 05, 22:44
Írta: HJózsi Dátum 2008 szeptember 05, 22:44
A motort tekintve én inkább megfelelő motor párti vagyok... ahova elég a kicsi, oda kicsit ... Gondold el, mi lenne, ha a fogorvos nagymotor párti lenne, aztán jön egy mobilhívás, ő meg beejti az 500W-os SanyoDenkit a szádba ... [#zavart1][#wow2][#idiota][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 05, 23:47
Írta: 4um5b65d Dátum 2008 szeptember 05, 23:47
Hoppá, te tv-szerelő vagy??? Had kérdezzem már meg, hogy egy monitor képcső használatból kivonva mennyi idő alatt sül ki totál nullára? Illetve jól tudom, hogy a képcsö nyak végén levő pici "üvegcsöcsöt" kell fogóval letörni, hogy a vákuum megszünjön robbanás nélkül?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 06, 08:32
Írta: svejk Dátum 2008 szeptember 06, 08:32
Ez a konstrukciótól, környezeti tényezőktől függ..
Ha biztos akarsz lenni, egy vezeték egyik végét a cső árnyékolásához kötöd/rakod, a másik végét pedig becsúsztatod a klipsz alá és így kisütöd.
Igen, a leszívócsonkot kell letörni..
Ha biztos akarsz lenni, egy vezeték egyik végét a cső árnyékolásához kötöd/rakod, a másik végét pedig becsúsztatod a klipsz alá és így kisütöd.
Igen, a leszívócsonkot kell letörni..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 09:18
Írta: bmejdz9nu Dátum 2008 szeptember 06, 09:18
A Bagolyban lehet állítani a hibajel tároló nagyságát? Ezt nem is tudtam... Tehát ha valakinek jobb (szervó)motorja van csökkentheti?
Amikor teszteltem ezt nem tudtam... A "pálya végén" a gumibaknak ütközve még fél percig erölködött - hátha csoda történik :)
Egyébként igazatok van... :) A CNCzone.com-on is hasonlóak a vélemények...
Azaz inkább mennyen a motor "amerre akar" vagyis csinálja meg a valóságban a parancsot akkor "amikor majd tudja az idő tengelyén" :)
... azaz a hobbysták szívesebben (nem)látnak egy pályaeltérést mint egy piros lámpát (azaz ledet) látni...
Egyébként, persze... optimális méretre gondolok... de egy nagy motort is lehet fél erővel járatni...
Egy 400Nm-es motorral szerelt autó is tud lassan menni... de ott a tartalék... ha pl. előzni kell... :)
A túlzott motornál a forgórész súlya lehet probléma... de amit forgat... ahhoz képest legyen arányban... (meg ugyebár a mechanikai elhelyezése)
Amikor teszteltem ezt nem tudtam... A "pálya végén" a gumibaknak ütközve még fél percig erölködött - hátha csoda történik :)
Egyébként igazatok van... :) A CNCzone.com-on is hasonlóak a vélemények...
Azaz inkább mennyen a motor "amerre akar" vagyis csinálja meg a valóságban a parancsot akkor "amikor majd tudja az idő tengelyén" :)
... azaz a hobbysták szívesebben (nem)látnak egy pályaeltérést mint egy piros lámpát (azaz ledet) látni...
Egyébként, persze... optimális méretre gondolok... de egy nagy motort is lehet fél erővel járatni...
Egy 400Nm-es motorral szerelt autó is tud lassan menni... de ott a tartalék... ha pl. előzni kell... :)
A túlzott motornál a forgórész súlya lehet probléma... de amit forgat... ahhoz képest legyen arányban... (meg ugyebár a mechanikai elhelyezése)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 06, 11:20
Írta: HJózsi Dátum 2008 szeptember 06, 11:20
Fehlerabschaltung (F)
Der Parameter begrenzt die maximal zulässige Abweichung in 4 -fach ausgewerteten Encoderschritten
von Soll- und Ist-Position. Wird sie überschritten, macht der Prozessor die En dstufe stromlos und
aktiviert die Fehler-LED. Der Strom kann durch einen harten Reset (Stromabschaltung oder Reset -
Taster) oder einen Soft-Reset (R) wieder aktiviert werden.
Falls ein Nothalt-Ausgang an Pin 17 beschaltet ist, können benachbarte Systeme mi t abgeschaltet
werden.
Niedrigere Werte sind besser, höhere riskanter.
Sinnvolle Werte liegen bei ca. 100 bis 5000.
Amúgy szerintem hallottál a végálláskapcsolókról is már..., pl a mikronos amit be is linkeltél ...
A szervó vezérlőnek nem ez a feladata, minek pofozgatni a mechanikát? Hogy szétessen? Elállítódjon? Deformálódjon? Ütközéskor max erővel fogja nyomni, hiszen a feladatát akarja ellátni, azaz 0 közelire csökkenteni a hibajelet ... Jó erős motor meg jó erősen ráadásul ...
A rendszer pontsságát nem a hibatároló adja, az végtelen is lehet, hanem a dinamikai jellemzők ... Ha ezek jók, a hibatárolóban mindíg csak akkora hiba lesz maximum, amekkora pontoságúra a gépemet készíteni akartam...
Természetesen a forgácsolási energia biztosításához az egyes irányok mozgatásához meg kell határozni az erőket, ebből a myomatékigényt... Innen már hittanóra kérdése, hogy direkt vagy áttételes lesz a hajtás, úgy eleve, de érdemes összehasonlító számításokat elvégezni többféle variációban... És nemcsak végsebességre, hanem dinamikára, azaz gyorsulásra ...
Der Parameter begrenzt die maximal zulässige Abweichung in 4 -fach ausgewerteten Encoderschritten
von Soll- und Ist-Position. Wird sie überschritten, macht der Prozessor die En dstufe stromlos und
aktiviert die Fehler-LED. Der Strom kann durch einen harten Reset (Stromabschaltung oder Reset -
Taster) oder einen Soft-Reset (R) wieder aktiviert werden.
Falls ein Nothalt-Ausgang an Pin 17 beschaltet ist, können benachbarte Systeme mi t abgeschaltet
werden.
Niedrigere Werte sind besser, höhere riskanter.
Sinnvolle Werte liegen bei ca. 100 bis 5000.
Amúgy szerintem hallottál a végálláskapcsolókról is már..., pl a mikronos amit be is linkeltél ...
A szervó vezérlőnek nem ez a feladata, minek pofozgatni a mechanikát? Hogy szétessen? Elállítódjon? Deformálódjon? Ütközéskor max erővel fogja nyomni, hiszen a feladatát akarja ellátni, azaz 0 közelire csökkenteni a hibajelet ... Jó erős motor meg jó erősen ráadásul ...
A rendszer pontsságát nem a hibatároló adja, az végtelen is lehet, hanem a dinamikai jellemzők ... Ha ezek jók, a hibatárolóban mindíg csak akkora hiba lesz maximum, amekkora pontoságúra a gépemet készíteni akartam...
Természetesen a forgácsolási energia biztosításához az egyes irányok mozgatásához meg kell határozni az erőket, ebből a myomatékigényt... Innen már hittanóra kérdése, hogy direkt vagy áttételes lesz a hajtás, úgy eleve, de érdemes összehasonlító számításokat elvégezni többféle variációban... És nemcsak végsebességre, hanem dinamikára, azaz gyorsulásra ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 11:47
Írta: bmejdz9nu Dátum 2008 szeptember 06, 11:47
Na "akkoriban" eddíg már nerm jutottam el :)
=====================================================
De írja: "Niedrigere Werte sind besser, höhere riskanter." azaz kisebb érték jobb (100), nagyobb érték rizikósabb (5000)!
Ezzel teljesen egyetértek így!!!
Aki vállalja a "rizikót" ott a lehetősége hozzá, hogy növelje a hibatárolót! Ez a korrekt megfogalmazás!
=====================================================
A "vég-vész" kapcsoló (nem ref.) ...
Relatíve sok aktív helyet elvesz a golyósorsóból... azaz kell a kapcsolónak kapcsolni + hiszterézis + lökettáv szabadfutás kikapcsoláskor...
... és még sok drótozás és munka, minden tengelyre 2-2 kapcsoló stb... :) Brrr...
... és sajnálok oldalanként kb. (min) 10-10mm-t erre feláldozni a golyósorsóból...
Most nekifut a gumibaknak* és ott 1mm-en belül elveszti a helyzeti energiáját... (azaz kifut kb. 1mm-en a 128 bitből a vezérlő)
* Gumibak: Vettem egy komplett gyári rendszert és ott is voltak... tehát nem saját találmány :)
=====================================================
De írja: "Niedrigere Werte sind besser, höhere riskanter." azaz kisebb érték jobb (100), nagyobb érték rizikósabb (5000)!
Ezzel teljesen egyetértek így!!!
Aki vállalja a "rizikót" ott a lehetősége hozzá, hogy növelje a hibatárolót! Ez a korrekt megfogalmazás!
=====================================================
A "vég-vész" kapcsoló (nem ref.) ...
Relatíve sok aktív helyet elvesz a golyósorsóból... azaz kell a kapcsolónak kapcsolni + hiszterézis + lökettáv szabadfutás kikapcsoláskor...
... és még sok drótozás és munka, minden tengelyre 2-2 kapcsoló stb... :) Brrr...
... és sajnálok oldalanként kb. (min) 10-10mm-t erre feláldozni a golyósorsóból...
Most nekifut a gumibaknak* és ott 1mm-en belül elveszti a helyzeti energiáját... (azaz kifut kb. 1mm-en a 128 bitből a vezérlő)
* Gumibak: Vettem egy komplett gyári rendszert és ott is voltak... tehát nem saját találmány :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 06, 12:02
Írta: HJózsi Dátum 2008 szeptember 06, 12:02
Persze, rizikós annak vízbe ugrania aki nem tud úszni ... [#eplus2] aki tud úszni,azaz tudja mit csinál, annak 'talán' nem ...
Helyedben nem próbálnám ezekkel a buffalo motorokkal szétverni azt a sok munkával elkészített mechanikát... Egy kis ügyes tervezéssel hasznos terület veszteség nélkül ( azaz féktáv-al csökkenne) lehetne applikálni
a gépedre végállás kapcsolókat. Úgy sem tudod mire akarod használni a gépet akkor meg miért hiányozna az a kicsi...[#nevetes1]
... "drótozás.. munka ... " hát persze, a többi rész is az volt ... és egy tökéletest akartál, ... akkor csináld meg! [#wink]
ha már a J-t elbaltáztad ... [#vigyor3][#vigyor5][#vigyor4]
Helyedben nem próbálnám ezekkel a buffalo motorokkal szétverni azt a sok munkával elkészített mechanikát... Egy kis ügyes tervezéssel hasznos terület veszteség nélkül ( azaz féktáv-al csökkenne) lehetne applikálni
a gépedre végállás kapcsolókat. Úgy sem tudod mire akarod használni a gépet akkor meg miért hiányozna az a kicsi...[#nevetes1]
... "drótozás.. munka ... " hát persze, a többi rész is az volt ... és egy tökéletest akartál, ... akkor csináld meg! [#wink]
ha már a J-t elbaltáztad ... [#vigyor3][#vigyor5][#vigyor4]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 12:39
Írta: bmejdz9nu Dátum 2008 szeptember 06, 12:39
Úszás:
Igen. Te azt mondod aki szeret rizikót válalni és még nem tudja, hogy tud e úszni akkor javasolt a min. 2 méteres vízben kezdeni ?:)
Azok a "Bufallo" motorok csak egy 16,7A-es kapcsolóüzemű tápról mennek (a három)! ... és nincs "segéd" pufferkondi sem, tehát a nyomaték erősen határolt!
Dehogy szerelek felesleges dolgokat bele :) Azért, hogy vállalhassam a felesleges Rizikót? :)
Na ja a J az teljesen el van baltázva...
Most is marogatok közbe... és mintha egy 5Kg-os kalapáccsal (50ms alatt 180mm/s-ra) ütnék meg a motort indításkor...
Talán vissza kellene vennem? vagy beállítani "50Kg-os kalapácshoz" (5ms alatt 180mm/s-ra?)
Ha "jó lenne a J" akkor hány G-vel gyorsulna... ? Kibírná? Mert akkor teszek még rá puffer kondikat :) Nade minek... Rombolni?
J... Emlékszel a MachTech-en a kiállított gépek gyorsulására... na én sem akarok többet...:) J ide vagy oda... :)
Igen. Te azt mondod aki szeret rizikót válalni és még nem tudja, hogy tud e úszni akkor javasolt a min. 2 méteres vízben kezdeni ?:)
Azok a "Bufallo" motorok csak egy 16,7A-es kapcsolóüzemű tápról mennek (a három)! ... és nincs "segéd" pufferkondi sem, tehát a nyomaték erősen határolt!
Dehogy szerelek felesleges dolgokat bele :) Azért, hogy vállalhassam a felesleges Rizikót? :)
Na ja a J az teljesen el van baltázva...
Most is marogatok közbe... és mintha egy 5Kg-os kalapáccsal (50ms alatt 180mm/s-ra) ütnék meg a motort indításkor...
Talán vissza kellene vennem? vagy beállítani "50Kg-os kalapácshoz" (5ms alatt 180mm/s-ra?)
Ha "jó lenne a J" akkor hány G-vel gyorsulna... ? Kibírná? Mert akkor teszek még rá puffer kondikat :) Nade minek... Rombolni?
J... Emlékszel a MachTech-en a kiállított gépek gyorsulására... na én sem akarok többet...:) J ide vagy oda... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 06, 12:41
Írta: HJózsi Dátum 2008 szeptember 06, 12:41
A MOZGÁSI energiáját veszíti el, viszont azon az 1mm-en a motor max áramot kap, hogy korrigálja a hibajelet míg le nem tilt ... kis inci finci motoroknál talán ez bocsánatos bűn...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 06, 12:49
Írta: HJózsi Dátum 2008 szeptember 06, 12:49
Ha valaki nem tudja, hogy tud-e úszni, az nem tud szerintem, nem állítanám be egy vizilabda csapatba ...
A végállás kapcsolóval pont nem vállalsz rizikót! ... [#lama] és nem klopfolod a géped ... SW limit van nálad? Referencia felvétel? ...
Hány százaléka a megmunkálás sebesége (G1) a max sebességnek (G0 azaz gyorsjárat) amit most épp forgácsolsz?
A végállás kapcsolóval pont nem vállalsz rizikót! ... [#lama] és nem klopfolod a géped ... SW limit van nálad? Referencia felvétel? ...
Hány százaléka a megmunkálás sebesége (G1) a max sebességnek (G0 azaz gyorsjárat) amit most épp forgácsolsz?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 13:36
Írta: bmejdz9nu Dátum 2008 szeptember 06, 13:36
Ref. kapcsoló van és a szoftver nem is engedi a mukaterületből kimenni... Tehát ez ok.
Nálam nem futnak egy ablakban a G kódok* ... tehát "azt sem tudom" mi az... :)* Végül is minek? Egy ablakba lehet megnyítni ha kellene kézzel belenyúlni...
Egyébként a két érték azonosra van állítva a szoftverben, mível "kötött pályás a vezérlés" minden üzemmódban = 180mm/sec...
Azaz (ha nem exponeciális lenne a gyorsítási görbe hanem lineáris) akkor pl. munka sebeségben 45mm/sec-re 12,5ms alatt van... mert mindíg a max sebességhez van rendelve a gyorsítási érték...
*A munkadarab teljes rajza betölti a képernyőt...
... de így tudok - ha kell - a rajzon egy adott pontra pontosan ráálni... Ez szerintem fontosabb mint a G-codok futásának a látványa...:)
Nálam nem futnak egy ablakban a G kódok* ... tehát "azt sem tudom" mi az... :)* Végül is minek? Egy ablakba lehet megnyítni ha kellene kézzel belenyúlni...
Egyébként a két érték azonosra van állítva a szoftverben, mível "kötött pályás a vezérlés" minden üzemmódban = 180mm/sec...
Azaz (ha nem exponeciális lenne a gyorsítási görbe hanem lineáris) akkor pl. munka sebeségben 45mm/sec-re 12,5ms alatt van... mert mindíg a max sebességhez van rendelve a gyorsítási érték...
*A munkadarab teljes rajza betölti a képernyőt...
... de így tudok - ha kell - a rajzon egy adott pontra pontosan ráálni... Ez szerintem fontosabb mint a G-codok futásának a látványa...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 06, 13:53
Írta: HJózsi Dátum 2008 szeptember 06, 13:53
Ref felvétel és sw limit esetén persze már jobb a helyzet a mechanika szempontjából...
A gépnek van egy gyorsjárati sebessége, a max sebesség ( amivel a levegőben közlekedik), látom ez nálad 10800 mm/perc és van egy úgynevezett előtolási sebesség amivel az adott megmunkálást végezzük ( amivel az anyagban közlekedik ). A kettő ritkán azonos, hacsak nem vattacukrot munkálunk meg, esetled soft hungarocellt ...
Na azt áruld el mennyivel mész alu marásakor az anyagban!
A gépnek van egy gyorsjárati sebessége, a max sebesség ( amivel a levegőben közlekedik), látom ez nálad 10800 mm/perc és van egy úgynevezett előtolási sebesség amivel az adott megmunkálást végezzük ( amivel az anyagban közlekedik ). A kettő ritkán azonos, hacsak nem vattacukrot munkálunk meg, esetled soft hungarocellt ...
Na azt áruld el mennyivel mész alu marásakor az anyagban!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 14:11
Írta: bmejdz9nu Dátum 2008 szeptember 06, 14:11
A szoftver limit a gumibakokat "kiméli" :)
Azaz csak a teszteknél hajtotam rá, hogy fizikailag kibírja e (400mm/sec el is!)... azóta gyakorlatban még nem fordult elő...
Mert ugyebár nem is lehet, sem futó programból sem kézi üzemmódból sem... de gondolom ez minden proginál így működik.
Értem a kérdést... A két sebesség azonosra van állítva! (10800mm/perc)
A max előtolási sebesség is ugyanerre az értékre van beállítva!
Itt egy videó ahol látno, hogy a marás és gyorsjárati sebesség azonos = 180mm/sec. (vattacukor :) 6mm-es maróval:)
Aluban... most kb. max. 50mm/sec... mert még ki kell ismernem a gépet... addíg óvatosan csinálom... de ez gondolom érthető...
De talán majd még ma teszek be képeket és videókat az alu marásról...
Azaz csak a teszteknél hajtotam rá, hogy fizikailag kibírja e (400mm/sec el is!)... azóta gyakorlatban még nem fordult elő...
Mert ugyebár nem is lehet, sem futó programból sem kézi üzemmódból sem... de gondolom ez minden proginál így működik.
Értem a kérdést... A két sebesség azonosra van állítva! (10800mm/perc)
A max előtolási sebesség is ugyanerre az értékre van beállítva!
Itt egy videó ahol látno, hogy a marás és gyorsjárati sebesség azonos = 180mm/sec. (vattacukor :) 6mm-es maróval:)
Aluban... most kb. max. 50mm/sec... mert még ki kell ismernem a gépet... addíg óvatosan csinálom... de ez gondolom érthető...
De talán majd még ma teszek be képeket és videókat az alu marásról...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 06, 14:36
Írta: HJózsi Dátum 2008 szeptember 06, 14:36
Aha, azt hittem feltaláltad a fehér átlátszó aluminiumot. Igen látszik, hogy a két sebesség azonos... háát ... mit mondja? ... Neked jó lesz...
Most akkor mennyi a gépednek a v max-a? 24000mm/perc?
Most akkor 3000mm/perccel nyomatod az alut, milyen fogásvétellel? Z?
A tapasztalást megelőzően érdemes lenne megnézni az adott maróhoz és anyaghoz milyen forgácsolási paramétereket ajánl a gyártó...
Most akkor mennyi a gépednek a v max-a? 24000mm/perc?
Most akkor 3000mm/perccel nyomatod az alut, milyen fogásvétellel? Z?
A tapasztalást megelőzően érdemes lenne megnézni az adott maróhoz és anyaghoz milyen forgácsolási paramétereket ajánl a gyártó...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 14:52
Írta: bmejdz9nu Dátum 2008 szeptember 06, 14:52
Néha kell(het) a nagy munka sebbesség... vagy kevés? Persze ilyenkor kell(het) a 60.000rpm-es főorsó is... majd.
A max. is 180mm/sec... ez a full. max... minden téren... (lasabb fordulatú motorcserével limitálva - 400mm/s-ről 180mm/sec-re- golyósorsók melegedése miatt)
Na ez a legszebb pont...
Sok-sok szerszám... különböző forma, különböző élszögek, különböző anyagokból, 1, 2, 3, 4 élűek...
Most gyakorlom a sebesség és a főorsó fordulatszám arányait... meg közbe még a szoftvert is... szóval jól elvagyok :)
Hűtés írányát, mértéket... munkadarab befogásának a variációit... Most a perciziós satu van fent...
Közbe keresem a gépen a hibákat :) de még nem találtam!
A max. is 180mm/sec... ez a full. max... minden téren... (lasabb fordulatú motorcserével limitálva - 400mm/s-ről 180mm/sec-re- golyósorsók melegedése miatt)
Na ez a legszebb pont...
Sok-sok szerszám... különböző forma, különböző élszögek, különböző anyagokból, 1, 2, 3, 4 élűek...
Most gyakorlom a sebesség és a főorsó fordulatszám arányait... meg közbe még a szoftvert is... szóval jól elvagyok :)
Hűtés írányát, mértéket... munkadarab befogásának a variációit... Most a perciziós satu van fent...
Közbe keresem a gépen a hibákat :) de még nem találtam!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 06, 15:08
Írta: HJózsi Dátum 2008 szeptember 06, 15:08
Ja, igaz, Te motorcserével hangolsz ... [#guluszem1][#eplus2]
Full hobbista megközelítés ...[#eljen][#vigyor2][#circling]
A saturól nyomhatnál egy képet ...
Full hobbista megközelítés ...[#eljen][#vigyor2][#circling]
A saturól nyomhatnál egy képet ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 15:32
Írta: bmejdz9nu Dátum 2008 szeptember 06, 15:32
Á dehogy ... most szerelem az E240-es motor rá a 20/20-as tengelyre :) direkthajtás :)
A satu a munkadarab rögzités topikban... "3" VISE" in Ebay.
A satu a munkadarab rögzités topikban... "3" VISE" in Ebay.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 06, 17:25
Írta: HJózsi Dátum 2008 szeptember 06, 17:25
A 60krpm-hez valóban kell előtolás sebesség, nehogy atommag vastagságban szeleteld az anyagot ... ezt nem turbo maró kategóriának hívják?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 17:28
Írta: bmejdz9nu Dátum 2008 szeptember 06, 17:28
FSM system (FénySebességű Marás :) [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 06, 18:01
Írta: 4um5b65d Dátum 2008 szeptember 06, 18:01
Van még egy rövídítés ezek után.....
GLHHMÉ....
Gazdag Leszek Ha Hobbysoknak Marót Élezek.
:)))
GLHHMÉ....
Gazdag Leszek Ha Hobbysoknak Marót Élezek.
:)))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 06, 18:11
Írta: 000000000 Dátum 2008 szeptember 06, 18:11
Szia Józsi! Csodálom a türelmedet, kitartásodat
Péterrel szemben, aki a szokásos szakmai
baromságait hordta ma is össze.
Súgjuk meg neki, nagyon halkan, legelőször
ezt kezdje el megérteni:
[#ejnye1][#nyes][#wave]
Péterrel szemben, aki a szokásos szakmai
baromságait hordta ma is össze.
Súgjuk meg neki, nagyon halkan, legelőször
ezt kezdje el megérteni:
[#ejnye1][#nyes][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 06, 18:20
Írta: 4um5b65d Dátum 2008 szeptember 06, 18:20
Ezt a képletet én is felírtam gyorsan, igaz, hogy most még csak a végét értem.....A DM-et ! Feltételezem a Drogery-Markt -nak a rövídítése lesz az.... Addig is olvasgatom Péter "hülyeségeit" abból már most is többet megértek....De majd eljőőőő az idő mikor sorban állnak nálam a kezdő cnc építők és isszák szavaimat , de már most tudom, hogy ezt a képletet nekik is ajánlani fogom szívből....[#falbav][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 19:31
Írta: bmejdz9nu Dátum 2008 szeptember 06, 19:31
Ma újabb videókat töltök fel a "J hibás" gépemről... és közbe csak a hibákat kerestem és kerstem de semmi... :)
Találtam hiányoságokat de apróságokat...(amivel persze még egy-két napot el lehet tölteni)
Tök lassan is martam vele... mert azt írtad az sem fog menni...(ez még mindíg nem értem miért ne menne... jól.)
Kép és videó beszél... kutya ugat... a macska meg helyesen nézi az írasaidat amit csak te értesz meg :)
Találtam hiányoságokat de apróságokat...(amivel persze még egy-két napot el lehet tölteni)
Tök lassan is martam vele... mert azt írtad az sem fog menni...(ez még mindíg nem értem miért ne menne... jól.)
Kép és videó beszél... kutya ugat... a macska meg helyesen nézi az írasaidat amit csak te értesz meg :)
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2008 szeptember 06, 19:33
Írta: ebalint Dátum 2008 szeptember 06, 19:33
Mielőtt a világot megteremtette az Illetékes, előtte biztos ilyen képleteket tanulmányozott.
A többi nézőpont kérdése :
Vagy ezért ilyen jó, vagy ezért ilyen elfuserált...
Bocs...ebalint
A többi nézőpont kérdése :
Vagy ezért ilyen jó, vagy ezért ilyen elfuserált...
Bocs...ebalint
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 06, 19:44
Írta: 000000000 Dátum 2008 szeptember 06, 19:44
Ne videózz hüleségeket, a képlettel
foglalkozzál, többre jutnál.:)
Apropó, azzal a videóval régóta adós vagy, amikor
egy 0.5 mm-es újmaróval amolyan "Varsányi módra"
v előtolási=v gyorsmeneti sebességgel
dolgozol acélban. Majd ezután legyél
elégedett.:)
foglalkozzál, többre jutnál.:)
Apropó, azzal a videóval régóta adós vagy, amikor
egy 0.5 mm-es újmaróval amolyan "Varsányi módra"
v előtolási=v gyorsmeneti sebességgel
dolgozol acélban. Majd ezután legyél
elégedett.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 06, 19:49
Írta: 000000000 Dátum 2008 szeptember 06, 19:49
Bocs, de valószínűleg Te is egy fokkal komolyabb szakember
leszel, ha nem ilyen "bölcsességeket"
írkálsz, hanem inkább a képletet próbálod
megérteni.:)
leszel, ha nem ilyen "bölcsességeket"
írkálsz, hanem inkább a képletet próbálod
megérteni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 19:50
Írta: bmejdz9nu Dátum 2008 szeptember 06, 19:50
A mini szerszámokkal a tesztek csak akkor lesznek, ha felkerül a 60.000rpm-es Precise motor...
Mert hiába a gyors gép ha a főorsó nem bírja fordulattal... "Lassú" tesztekel meg nem akarom "égetni" magam :)
Nem videóztam, hanem a következő gép csapágyházát csinálgattam... Na majd attól totál oda leszel... 20-as em. orsó direkbe :)
Pár napig nem voltál... azt hittem meggyőző tesztvideókat és legalább egy blokk vázlatot rajzoltál a vezérlődről... :)
De látom nem... szomorú is vagyok miattad ... [#rinya]
Mert hiába a gyors gép ha a főorsó nem bírja fordulattal... "Lassú" tesztekel meg nem akarom "égetni" magam :)
Nem videóztam, hanem a következő gép csapágyházát csinálgattam... Na majd attól totál oda leszel... 20-as em. orsó direkbe :)
Pár napig nem voltál... azt hittem meggyőző tesztvideókat és legalább egy blokk vázlatot rajzoltál a vezérlődről... :)
De látom nem... szomorú is vagyok miattad ... [#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 06, 19:52
Írta: 000000000 Dátum 2008 szeptember 06, 19:52
Neked pedig kellemes bevásárlást kívánok
a DM-ben!:)
a DM-ben!:)
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2008 szeptember 06, 20:01
Írta: ebalint Dátum 2008 szeptember 06, 20:01
Tibor!
Én ebben a szakmában már soha nem leszek
szakember, csupán olvasgatom a témát.
Én majdnem pék vagyok, de két egyforma kenyeret még nem láttam soha.
Az a képlet nekem hieroglifa, attól tartok, nem vagyok egyedül.
Ettől még szeretlek. Persze mint szakembert.
Üdv.
Én ebben a szakmában már soha nem leszek
szakember, csupán olvasgatom a témát.
Én majdnem pék vagyok, de két egyforma kenyeret még nem láttam soha.
Az a képlet nekem hieroglifa, attól tartok, nem vagyok egyedül.
Ettől még szeretlek. Persze mint szakembert.
Üdv.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 06, 20:01
Írta: svejk Dátum 2008 szeptember 06, 20:01
Célul tűztem ki hogy hogy összegyüjtöm azokat a képleteket amivel tudnánk számolni, és megpróbálok egyszerű érthető magyarázatokat füzni hozzájuk.
Egy példán keresztül kiszámolni hogy mekkora motor kellene egy adott elváráshoz és a másik végletet hogy már egy adott géptől mit várhatunk el.
Tibor45 elvállalod majd a lektorálást?
Pár nap türelmet kérek, addig ne vesszetek már megint össze rajta..:))
Természetesen a mintapéldában Varsányi gépének adatai lesznek
:):)
Egy példán keresztül kiszámolni hogy mekkora motor kellene egy adott elváráshoz és a másik végletet hogy már egy adott géptől mit várhatunk el.
Tibor45 elvállalod majd a lektorálást?
Pár nap türelmet kérek, addig ne vesszetek már megint össze rajta..:))
Természetesen a mintapéldában Varsányi gépének adatai lesznek
:):)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 20:03
Írta: bmejdz9nu Dátum 2008 szeptember 06, 20:03
De ez érted? :) Remélem... :) Ez egy fogasléc számítási megoldása lehet :)

Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 06, 20:03
Írta: 4um5b65d Dátum 2008 szeptember 06, 20:03
Kitűnő ötlet...ez már rég várat magára
[#taps][#integet2]
[#taps][#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 20:08
Írta: bmejdz9nu Dátum 2008 szeptember 06, 20:08
Remélem, hogy a gépem matematikailag is jó... mert én ma döbbenten néztem a végeredményeket: (30mm luk marás, csapágynak)

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 06, 20:09
Írta: 000000000 Dátum 2008 szeptember 06, 20:09
Szia Péter!
Pörgetheted te azt akár 6 milliós fordulattal
is, kivárom türelemmel.
Egyébként meg Te már nem tudsz nekem szakmai
hüleségi, sületlenségi fokozatban meglepit
okozni.
Valóban, picit értelmesebb dolgokkal töltöttem az
elmúlt pár napot, pl. csak úgy "játékból"
a kis szerény 2.5 m/s csúcs sebességű
szervócskámat tesztelgettem.
Pörgetheted te azt akár 6 milliós fordulattal
is, kivárom türelemmel.
Egyébként meg Te már nem tudsz nekem szakmai
hüleségi, sületlenségi fokozatban meglepit
okozni.
Valóban, picit értelmesebb dolgokkal töltöttem az
elmúlt pár napot, pl. csak úgy "játékból"
a kis szerény 2.5 m/s csúcs sebességű
szervócskámat tesztelgettem.
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2008 szeptember 06, 20:10
Írta: ebalint Dátum 2008 szeptember 06, 20:10
Ja, ja.
Kicsit mintha olvasmányosabb lenne, mint a #6566
Üdv.
Kicsit mintha olvasmányosabb lenne, mint a #6566
Üdv.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 20:13
Írta: bmejdz9nu Dátum 2008 szeptember 06, 20:13
Na mesélj róla, végre valami... milyen áttételt használtál.. stb... valami kézzel fogható? képek? videók?
Tudod az ember, ha már nem lehet ott nálad akkor a "vizuális élmény" is sokat segíthet...
Tudod az ember, ha már nem lehet ott nálad akkor a "vizuális élmény" is sokat segíthet...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 06, 20:14
Írta: 000000000 Dátum 2008 szeptember 06, 20:14
Én átadom inkább a lektorálást Varsányinak!:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 06, 20:23
Írta: svejk Dátum 2008 szeptember 06, 20:23
Hát jó..
Majd csak sikít valaki ha nem jól számolok valamit..
Vannak itt mások is felsőfokú végzettséggel..
addig moderáljuk a számítást amíg nem lesz helyes.
Elöljáróban annyit hogy egy nagyon leegyszerűsített, a súrlódásokat pl. figyelmen kívül hagyó példaszámítást tervezek.
Majd csak sikít valaki ha nem jól számolok valamit..
Vannak itt mások is felsőfokú végzettséggel..
addig moderáljuk a számítást amíg nem lesz helyes.
Elöljáróban annyit hogy egy nagyon leegyszerűsített, a súrlódásokat pl. figyelmen kívül hagyó példaszámítást tervezek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 20:23
Írta: bmejdz9nu Dátum 2008 szeptember 06, 20:23
A golyók csak mennek és mennek... :) Hátha valami "képletbeli hibát" találunk? Biztos van valami fogás rajta...:)

Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 06, 20:33
Írta: 4um5b65d Dátum 2008 szeptember 06, 20:33
Csak egy javaslat Péter !
Még 0,01-al kisebb méretre csináld alunál, mert ha melegszik a csapágyad akkor az alu jobban fog tágulni és ha még 3-szor szét is szeded akkor máris kész a baj ! De azért szép munka [#taps]
Még 0,01-al kisebb méretre csináld alunál, mert ha melegszik a csapágyad akkor az alu jobban fog tágulni és ha még 3-szor szét is szeded akkor máris kész a baj ! De azért szép munka [#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 06, 20:35
Írta: 000000000 Dátum 2008 szeptember 06, 20:35
Hátha Te szereled ezt be házagolólemezekkel,
akkor biztosan.:)
akkor biztosan.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 06, 20:36
Írta: 4um5b65d Dátum 2008 szeptember 06, 20:36
Vajon mennyibe kerülhet ez a lineáris vezető a képen,mert már fél órája nézem, de még nem ért a végére....Jó hosszú a drága [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 20:42
Írta: bmejdz9nu Dátum 2008 szeptember 06, 20:42
Na új téma :)
Azok a Nmet hézagoló lemezek... azaz tekercsek... nagyon jók voltak a végső finom hangolásnál...
Sajnos nem én találtam fel ezeket a hézagoló szallagokat sem ... pedíg nagy ötelet... tekercsben százados lépéskben lehet kapni... sajnos nem olcsón...
Egyébként a lineároknál nem használtam...
Csak olyan helyeken ahol egy-egy századot kellett volna marni és ezért nem volt kedvem az egész gépet szétszedni...
Ezek a szallagok nem nyomodnak össze ha teljes felületen felfekszenek... de hát erre találták ki...
Azok a Nmet hézagoló lemezek... azaz tekercsek... nagyon jók voltak a végső finom hangolásnál...
Sajnos nem én találtam fel ezeket a hézagoló szallagokat sem ... pedíg nagy ötelet... tekercsben százados lépéskben lehet kapni... sajnos nem olcsón...
Egyébként a lineároknál nem használtam...
Csak olyan helyeken ahol egy-egy századot kellett volna marni és ezért nem volt kedvem az egész gépet szétszedni...
Ezek a szallagok nem nyomodnak össze ha teljes felületen felfekszenek... de hát erre találták ki...
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 06, 22:51
Írta: crgs7u9wg Dátum 2008 szeptember 06, 22:51
ha valaki esetleg be szeretne kapcsolodni az a400 -as fejlesztesebe, mar az elejen:
egyszeru/proba jellegu kapcsolasi rajz:

hogy a sok vezetek kozott ne legyen eltevedes, ill. ez a hulye pc44 -es foglalat kicsit szerencsetlen, es igy jobban latni:

es a vegere, hogy ne csak ugy a levegobe beszeljunk:

a www.xilinx.com oldalrol le kell tolteni az ise 10.x un. webpack -ot, ez az osszes cpld -hez ingyenes, ebben tortenik a programozas ill. innen lehet feltolteni az elkeszult bitsorozatot a cpld -be
a www.chipcad.hu -n kapni programozo adaptert amit a printer portra kell kotni (persze van usb -s is csak az draga) nem kell a gyarit megvenni, hanem az utangyarottat is boven eleg, sot aki maga akarja az meg is epitheti a programozot, par 74 -es ic van benne
ahogy neztem ezt a verilog hardware leiro nyelvet, eleg egyszerunek tunik, szerintem, ha nem lesz semmi fennakadas kb. egy het mulva mar komoly eredmenyek lesznek...
egyszeru/proba jellegu kapcsolasi rajz:
hogy a sok vezetek kozott ne legyen eltevedes, ill. ez a hulye pc44 -es foglalat kicsit szerencsetlen, es igy jobban latni:
es a vegere, hogy ne csak ugy a levegobe beszeljunk:
a www.xilinx.com oldalrol le kell tolteni az ise 10.x un. webpack -ot, ez az osszes cpld -hez ingyenes, ebben tortenik a programozas ill. innen lehet feltolteni az elkeszult bitsorozatot a cpld -be
a www.chipcad.hu -n kapni programozo adaptert amit a printer portra kell kotni (persze van usb -s is csak az draga) nem kell a gyarit megvenni, hanem az utangyarottat is boven eleg, sot aki maga akarja az meg is epitheti a programozot, par 74 -es ic van benne
ahogy neztem ezt a verilog hardware leiro nyelvet, eleg egyszerunek tunik, szerintem, ha nem lesz semmi fennakadas kb. egy het mulva mar komoly eredmenyek lesznek...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 06, 23:03
Írta: bmejdz9nu Dátum 2008 szeptember 06, 23:03
Olvastad a CnZone.com-on a Gecko terveit :) A G380-ról?
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 06, 23:05
Írta: crgs7u9wg Dátum 2008 szeptember 06, 23:05
sajnos nem, azt mondod erdemes volna?
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 06, 23:18
Írta: crgs7u9wg Dátum 2008 szeptember 06, 23:18
most nezem a konfiguralast, ezekre gondoltam:
encoder mode: 1x, 2x, 4x
step sokszorozas: 1, 2, 3, 4, 5, 10
max hibajel (+/- bit): 128, 256, 512, 1024, 2048
step jel: felfuto aktive, lefuto aktive, mind a ketto
mik lehetnek meg, ill. a fentiek kozul mit lehetne mashogy?
encoder mode: 1x, 2x, 4x
step sokszorozas: 1, 2, 3, 4, 5, 10
max hibajel (+/- bit): 128, 256, 512, 1024, 2048
step jel: felfuto aktive, lefuto aktive, mind a ketto
mik lehetnek meg, ill. a fentiek kozul mit lehetne mashogy?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 07, 00:36
Írta: x4rhew5r3 Dátum 2008 szeptember 07, 00:36
Lehet, hogy érdemes lenne megvizsgálni egyel nagyobb cpld-vel a dolgot. Az XC9572-ben négy funkció blokk van, és esetleg soros d/a-t csinálni. Linearitási követelmény itt nincs, és valószínűleg olcsóbban kijönne.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 07, 08:14
Írta: svejk Dátum 2008 szeptember 07, 08:14
Az oké hogy a CPLD-ben szinte van mindegyik elemből dual edge-s, de ehhez pl. a mach -nek szimmetrikus step jelet kellen adnia, de az csak tűimpulzusokat ad ki.
Akkor ezt miért is jó erőltetni?
Akkor ezt miért is jó erőltetni?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 07, 08:19
Írta: svejk Dátum 2008 szeptember 07, 08:19
Miben írod? VHDL?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 07, 08:25
Írta: svejk Dátum 2008 szeptember 07, 08:25
Hmm, meggondolandó a költségvetés...
Valószínű csak saját részre, a hobby miatt lesz érdemes megcsinálni..
cpld kb. 800-1000
d/a kb. 2500
valamire való műveleti erősítő 4-800 Ft
és még hol van a végfok , nyák, stb...
Valószínű csak saját részre, a hobby miatt lesz érdemes megcsinálni..
cpld kb. 800-1000
d/a kb. 2500
valamire való műveleti erősítő 4-800 Ft
és még hol van a végfok , nyák, stb...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 09:08
Írta: bmejdz9nu Dátum 2008 szeptember 07, 09:08
A sokszorót (még) nem csináltam...
A feladatra (ha kell) a Gecko 902-est használom.
Ez teljesen külön is tud menni (+5V-ről) és bármilyen vezérlőt meg tud hajtani. (külön dobzban LPT be LPT ki - TTL)
Annyi lett (pluszban), hogy a 4017-es IC bármely kivezetése használható azaz 1-től 10-ig egyesével állítható akár a sokszorozása. (1,2,3,4,5,6,7,8,9,10,)
Az ok egyszerű: Ez 40 USD ~ kb. 6000Ft... Ennyiből nem lehet összehozni...
Látom a hibajel tárolót te is többet tennél bele... pedíg a gyakorlatban bőven elég a 128bit... de azthiszem ezzel az "elvemmel" egyedül maradok :)
A step jel, hogy felfutó vagy lefutó...
Az A300-ban csak pozítív vezélés van, ezt persze "biztonsággal" csak akkor lehet megtenni ha az optocsatoló nagyon "érkékeny" bemenetű
A HPCL2300 ilyen... max 0,5mA-nál már kinyít !!! ... Ennyit tud minden LPT port... és még gyors is ez az opto ....(8MBd)
A feladatra (ha kell) a Gecko 902-est használom.
Ez teljesen külön is tud menni (+5V-ről) és bármilyen vezérlőt meg tud hajtani. (külön dobzban LPT be LPT ki - TTL)
Annyi lett (pluszban), hogy a 4017-es IC bármely kivezetése használható azaz 1-től 10-ig egyesével állítható akár a sokszorozása. (1,2,3,4,5,6,7,8,9,10,)
Az ok egyszerű: Ez 40 USD ~ kb. 6000Ft... Ennyiből nem lehet összehozni...
Látom a hibajel tárolót te is többet tennél bele... pedíg a gyakorlatban bőven elég a 128bit... de azthiszem ezzel az "elvemmel" egyedül maradok :)
A step jel, hogy felfutó vagy lefutó...
Az A300-ban csak pozítív vezélés van, ezt persze "biztonsággal" csak akkor lehet megtenni ha az optocsatoló nagyon "érkékeny" bemenetű
A HPCL2300 ilyen... max 0,5mA-nál már kinyít !!! ... Ennyit tud minden LPT port... és még gyors is ez az opto ....(8MBd)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 09:11
Írta: bmejdz9nu Dátum 2008 szeptember 07, 09:11
Valaki magyarázza el nekem miért van az, hogy ha meglát egy hobbysta egy kapcsolást, vagy van valami ötlete azonnal "tokozni" akrja? :)
PIC-be vagy PLCD-be...
Holott... mire kifejleszti a szoftvert és felprogramozhatóvá válik az IC = annyi munkával rengeted panelt össze "drótozhatna" pákával...
Nincs ebben hibalehetőség? Vagy ez is része a hobbynak :)? Vagy én vagyok konzervatív? Tudatlan?
PIC-be vagy PLCD-be...
Holott... mire kifejleszti a szoftvert és felprogramozhatóvá válik az IC = annyi munkával rengeted panelt össze "drótozhatna" pákával...
Nincs ebben hibalehetőség? Vagy ez is része a hobbynak :)? Vagy én vagyok konzervatív? Tudatlan?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 09:42
Írta: bmejdz9nu Dátum 2008 szeptember 07, 09:42
Egy csapágyház kialakítása. Előszörre félénk.. ezért lassú sebességgel... még a szoftvert is újra kell tanulnom :)
VIDEO 1 :::::::::::::::
VIDEO 2::::::::::::::
VIDEO 3 ::::::::::::
VIDEO 4::::::::::
VIDEO 5:::::::::::::
VIDEO 6::::::::::

VIDEO 1 :::::::::::::::
VIDEO 2::::::::::::::
VIDEO 3 ::::::::::::
VIDEO 4::::::::::
VIDEO 5:::::::::::::
VIDEO 6::::::::::
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 07, 09:50
Írta: svejk Dátum 2008 szeptember 07, 09:50
Nem PLCD hanem CPLD :)
A CPLD olyan mintha te vezetékeznéd össze az IC-ket és párhuzamos a működése ezért gyors, míg a mikrovezérlő sorban egymás után hajtja végre az utasításokat..
A kérdéseidre a válasz sorrendben:
nincs,igen,igen,igen :)
A CPLD olyan mintha te vezetékeznéd össze az IC-ket és párhuzamos a működése ezért gyors, míg a mikrovezérlő sorban egymás után hajtja végre az utasításokat..
A kérdéseidre a válasz sorrendben:
nincs,igen,igen,igen :)
Cím: Re:DC szervó motoros vezérlés
Írta: nv5firipz Dátum 2008 szeptember 07, 09:58
Írta: nv5firipz Dátum 2008 szeptember 07, 09:58
A kompresszorod elég sokat megy. Kicsit alul van méretezve nem?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:00
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:00
[#lama] Jaja... CPLD... rosszul írtam...
Tudom a különbséget... Ó de sok az igen...:)
Ez a CPLD tutira azonos a hagyományos IC-kkel? Azaz úgy lehet elképzelni mintha egy "alkatrészbolt" teljes kínálata? És csak válogat belőle az ember :)
Vagy csak az "elvek" vannak benne? Csak digitális logikai részeket lehet kialakítani vagy analóg is? pl. műveleti erősítők? ellenállások? Kondik :)
Tudom a különbséget... Ó de sok az igen...:)
Ez a CPLD tutira azonos a hagyományos IC-kkel? Azaz úgy lehet elképzelni mintha egy "alkatrészbolt" teljes kínálata? És csak válogat belőle az ember :)
Vagy csak az "elvek" vannak benne? Csak digitális logikai részeket lehet kialakítani vagy analóg is? pl. műveleti erősítők? ellenállások? Kondik :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 07, 10:09
Írta: x4rhew5r3 Dátum 2008 szeptember 07, 10:09
Ezer oka lehet annak, hogy programozható eszközbe rakjuk azt, amit össze is lehetne huzalozni, de elég ha csak egyet mondok: így akarjuk[#buck].
De komolyra fordítva:
- az áramkör módosítása nem jelent új nyákot, egyszerűen módosítod az áramkör leírását, letöltöd és annyi...
- nincsenek hosszú vezetékek, ezáltal zavarérzékenység kisebb, jelterjedési idő nagyobb, nincs elrendezési probléma...
- kisebb helyigény, olcsóbb a nyák.
...
De komolyra fordítva:
- az áramkör módosítása nem jelent új nyákot, egyszerűen módosítod az áramkör leírását, letöltöd és annyi...
- nincsenek hosszú vezetékek, ezáltal zavarérzékenység kisebb, jelterjedési idő nagyobb, nincs elrendezési probléma...
- kisebb helyigény, olcsóbb a nyák.
...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 10:10
Írta: 000000000 Dátum 2008 szeptember 07, 10:10
Péter, ezek szakmailag annyira komolytalan
dolgok. Fogalmad sincs a minőségi
forgácsolási paraméterekről (előtolási
sebesség, fogásmélység, forgácsolási sebesség, szerszám élszögek, szerszámfogszám, ..), és ezek optimális összhangjáról.
Emiatt szúrtad el a géped szervotechnikailag.
De már ezt is leírtam vagy 10-szer.
Ezek a videók csak laikus, még reszelni sem
tudó emberkéknek tetszenek.:)
dolgok. Fogalmad sincs a minőségi
forgácsolási paraméterekről (előtolási
sebesség, fogásmélység, forgácsolási sebesség, szerszám élszögek, szerszámfogszám, ..), és ezek optimális összhangjáról.
Emiatt szúrtad el a géped szervotechnikailag.
De már ezt is leírtam vagy 10-szer.
Ezek a videók csak laikus, még reszelni sem
tudó emberkéknek tetszenek.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:10
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:10
Valóban... de csak pár száz wattos a kicsike... és kicsi a tartálya is... viszont folyamatos üzemre (is) való...
Egy "rendes" kompresszor igen hangos lenne... (97dB) míg ez kb. 60dB...
Aki ilyen NOGA hűtőt használ az általában Ilyen 68L/perc-es kicsikét használ......
Ennek még tároló tartálya sincs... viszont még halkabb...(35db-t írnak de annál kicsit több szerintem)
Sőt ezt egyszerűbb is vezérelni mert csak ki és bekapcs... tehát nem kell mágnes szelep hozzá...
Ez a SENCO kompresszor viszont magasabb "alapértéken megy" azaz a tartályban kb. 8 bar van... ami itt felesleges, de majd a Precise szerszámcserélő levegőjét is tudja biztosítani (egyben)...
Egy "rendes" kompresszor igen hangos lenne... (97dB) míg ez kb. 60dB...
Aki ilyen NOGA hűtőt használ az általában Ilyen 68L/perc-es kicsikét használ......
Ennek még tároló tartálya sincs... viszont még halkabb...(35db-t írnak de annál kicsit több szerintem)
Sőt ezt egyszerűbb is vezérelni mert csak ki és bekapcs... tehát nem kell mágnes szelep hozzá...
Ez a SENCO kompresszor viszont magasabb "alapértéken megy" azaz a tartályban kb. 8 bar van... ami itt felesleges, de majd a Precise szerszámcserélő levegőjét is tudja biztosítani (egyben)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:23
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:23
Köszönöm a "búzdítást"!
Biztos igazad van... de a munkadarab elkészült, pontos lett... részemről ez volt a cél. Mi kell még? :) Persze sok gyakorlás még... én meg így látom...
A BF20-on is már-már belejöttem (még 10 év és ok:)... ez persze más... ezt is tanulnom kell még...
Talán egyedüli hobbysta vagyok a sok Profi között? :)
Jobbat mikor mutatsz? Dumálni és leszolni olyan könnyű...
Ha te betennél valmit... de neked nincs is mit... na ez a különbség... [#nevetes1]
Biztos igazad van... de a munkadarab elkészült, pontos lett... részemről ez volt a cél. Mi kell még? :) Persze sok gyakorlás még... én meg így látom...
A BF20-on is már-már belejöttem (még 10 év és ok:)... ez persze más... ezt is tanulnom kell még...
Talán egyedüli hobbysta vagyok a sok Profi között? :)
Jobbat mikor mutatsz? Dumálni és leszolni olyan könnyű...
Ha te betennél valmit... de neked nincs is mit... na ez a különbség... [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: nv5firipz Dátum 2008 szeptember 07, 10:24
Írta: nv5firipz Dátum 2008 szeptember 07, 10:24
Lehet, hogy a későbbiekben jobb lenne egy nagyobb kompresszor, egy külső helyiségben. Ha több dolgot akarsz egyszerre üzemeltetni róla. Majd kiderül..
A szerszámcserélőről tudsz adni valami dokumentumot?
A szerszámcserélőről tudsz adni valami dokumentumot?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:29
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:29
Nem akartam a pl. a kertben a szomszédoknak esti kompresszor hangversenyt tartani :) Gondoltam rá... de elvetettem...
Van egyébként itthon "2 hengeres" óriás kompresszorom is...
Szerszámcserélő... még semmi... csak tudja a főorsó... és vannak hozzá kúpos cserefejek (patronok amiben a szerszám van)...Motor: Precise S52HSC.
Van egyébként itthon "2 hengeres" óriás kompresszorom is...
Szerszámcserélő... még semmi... csak tudja a főorsó... és vannak hozzá kúpos cserefejek (patronok amiben a szerszám van)...Motor: Precise S52HSC.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 szeptember 07, 10:35
Írta: eivmhrm04 Dátum 2008 szeptember 07, 10:35
Annyi itten a profi szakember hogy hozzászólni sem merek/meg nem is tudok/de nekem mint hobbystának tetszik a Péter gépe.Ha eseteg nagyon nem leszel vele megelégedve és kiakarod dobni szólj hogy hova dobod [#vigyor4].Ja és hogy mikor.Szóval azért én elfogadnék szivesen egy ilyen gépet
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:36
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:36
"Ezek a videók csak laikus, még reszelni sem tudó emberkéknek tetszenek.:)"
Szerintem ezzel a mondatoddal nem csak engem sértegetsz... hanem a "fél" fórumot... azt a felét amelyik hobbysta = Te tényleg nem tudod hol vagy???
Szerintem ezzel a mondatoddal nem csak engem sértegetsz... hanem a "fél" fórumot... azt a felét amelyik hobbysta = Te tényleg nem tudod hol vagy???
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 07, 10:36
Írta: 4um5b65d Dátum 2008 szeptember 07, 10:36
Én azért szívesen olvasnék abból a hibalistából amit péter elkövetett a forgácsolás során. Szerintem ne keverjük össze egy 10KW-os Főorsó motorral szerelt megmunkáló központ forgácsolási paramétereit Péter gépének paramétereivel. Nekem tetszett az előadás, igaz szakmailag én is látok benne hibát, de figyelembe véve Péter "forgácsolós szakmai előéletét" és a gép teljesítményét azt kell mondjam, hogy ügyes !
Itt nem Péter hozzáállásában látom a hibát....
Itt nem Péter hozzáállásában látom a hibát....
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 07, 10:38
Írta: 4um5b65d Dátum 2008 szeptember 07, 10:38
Jaaa, még egy kérdés...
A reszelő az míííííííííííí?
A reszelő az míííííííííííí?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:43
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:43
Tudom a forgácsolási hibákat! Azaz az előtolás nem volt "szinkronban" a főorsó fordulatszámával... tehát a fogásmélység...
Ez az iparban komoly hibának számít = túlzott szerszámkopáshoz vezet!
1. De a szerszámokat "annyival" olcsóbban veszem :)
2. Keményfém szerszámok aluban nehezzen kopnak, tartósak így is egy hobbystánál... :)
3. Most nem a "termelés" gazdaságossága volt a cél:)
Ezt a videót ezért be sem akartam tenni... (30mm-es anyag szabálytalan "oldalazása" ráadásul egy kissé kopott HSS szerszámmal)
Ez az iparban komoly hibának számít = túlzott szerszámkopáshoz vezet!
1. De a szerszámokat "annyival" olcsóbban veszem :)
2. Keményfém szerszámok aluban nehezzen kopnak, tartósak így is egy hobbystánál... :)
3. Most nem a "termelés" gazdaságossága volt a cél:)
Ezt a videót ezért be sem akartam tenni... (30mm-es anyag szabálytalan "oldalazása" ráadásul egy kissé kopott HSS szerszámmal)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:47
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:47
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 07, 10:50
Írta: HJózsi Dátum 2008 szeptember 07, 10:50
Látom jól tettem, hogy este a horgászást választottam ... azeredmény egy 2,7kg-os ponty ... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 07, 10:51
Írta: 4um5b65d Dátum 2008 szeptember 07, 10:51
Ne is törődj vele , lesz ez még jobb is :))))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:53
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:53
Egyszer majd összeszámoljuk... a Profikat :)
A "Profit" onnét lehet megismerni, hogy megvalósítható, valós szakmai tanácsokat tudnak adni... a hobbystáknak, érthetően...
A "Profit" onnét lehet megismerni, hogy megvalósítható, valós szakmai tanácsokat tudnak adni... a hobbystáknak, érthetően...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 07, 10:54
Írta: 4um5b65d Dátum 2008 szeptember 07, 10:54
Hallottad már, hogy a Kékestetőn található a legjobb horgásztó???
Ugyanis ott van Magyarország legmagasabb "pontya".
[#nyes]
Ugyanis ott van Magyarország legmagasabb "pontya".
[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:56
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:56
Az semmi! Én tegnap bekötöttem a fogyasztásmérőt a gépemre (és külső egységeire) és 1,7Kw-ot megetettem vele:)
Sőt láthatod hogy most jól "összepiszkítottam" a gépemet a sok forgáccsal :)
Sőt láthatod hogy most jól "összepiszkítottam" a gépemet a sok forgáccsal :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:57
Írta: bmejdz9nu Dátum 2008 szeptember 07, 10:57
Persze... Tudom... Remélem...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 07, 11:00
Írta: 4um5b65d Dátum 2008 szeptember 07, 11:00
Te Péter gyanús vagy te nekem !
Nagyon sokat költesz a gépedre....a reszelőd töve meg véres.....
Lehet, hogy az asszony beszólt ????
[#nyes][#buck]
Nagyon sokat költesz a gépedre....a reszelőd töve meg véres.....
Lehet, hogy az asszony beszólt ????
[#nyes][#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 07, 11:07
Írta: HJózsi Dátum 2008 szeptember 07, 11:07
Ne csüggedj Péter! Nem mindenki maradt egyedül téveszméjével a történelemben ... gondolj csak Leninre... [#eplus2][#vigyor2] ( nem Lenon!)
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2008 szeptember 07, 11:15
Írta: ebalint Dátum 2008 szeptember 07, 11:15
Relative elég türelmes ember vagyok..., de arra azért kíváncsi vagyok, hogy reszel pl. T45!
Videót róla, aztán föl ide a tömegnek...
.
Videót róla, aztán föl ide a tömegnek...
.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 07, 11:17
Írta: HJózsi Dátum 2008 szeptember 07, 11:17
A szoftveres megoldás rugalmasabb, ha módosítani kell a működést a pákát nem kell bekapcsolni. Míg ha diszkrét kapukból stb építed meg és változtatni kell, akkor jön a csípőfogó, ónszippantó, páka, .... fogpiszkáló, tintatartó ... momentán ennyi jut eszembe Virág elvtárs ... [#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 07, 11:26
Írta: HJózsi Dátum 2008 szeptember 07, 11:26
Előtolás sebességet nem írtad! Nem akarok saccolni... ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 11:29
Írta: bmejdz9nu Dátum 2008 szeptember 07, 11:29
Nem is csüggedek... csak az a baj ezzel, hogy már legalább fél éve senki semmit nem tett fel a gépéről... Sőt még kérdezni sem nagyon mernek...
Talán fél(nek) Tibortól?
A háttérben számolgattuk, hogy Tibor mennyi szervóvezérlőt adott el a látókörünkben...
Az elmúlt 2 évben a kb. 5 géphez... Tehát fél a piacvesztéstől azaz a "piaci részesedése" csökkenésétől... :)
Ez egy valós szám lehet, mert még egy nyákgyártó üzemet sem keresett fel... maradt a "prototípusgyártás" Pozítív 20-al és gondolom egyre kevesebb a "Béta tesztelő jelentkező" azaz a megrendelő...
Ezért vannak szerintem ilyen "kirohanásai" azaz jobb ötlet hijján míndíg ugyanazt írja... mert nem tud mást, nincs más ötlete...
Pedíg marketing szempontból is jobb a sajátot "éltetni - (be)mutogatni" mint más vezérlőket leszólni...
Én pedíg az A300-assal pedíg végképp elástam magamat nála... de ez várható volt... :) így aztán semmi sem lehet már jó nála...[#vigyor2]
Talán fél(nek) Tibortól?
A háttérben számolgattuk, hogy Tibor mennyi szervóvezérlőt adott el a látókörünkben...
Az elmúlt 2 évben a kb. 5 géphez... Tehát fél a piacvesztéstől azaz a "piaci részesedése" csökkenésétől... :)
Ez egy valós szám lehet, mert még egy nyákgyártó üzemet sem keresett fel... maradt a "prototípusgyártás" Pozítív 20-al és gondolom egyre kevesebb a "Béta tesztelő jelentkező" azaz a megrendelő...
Ezért vannak szerintem ilyen "kirohanásai" azaz jobb ötlet hijján míndíg ugyanazt írja... mert nem tud mást, nincs más ötlete...
Pedíg marketing szempontból is jobb a sajátot "éltetni - (be)mutogatni" mint más vezérlőket leszólni...
Én pedíg az A300-assal pedíg végképp elástam magamat nála... de ez várható volt... :) így aztán semmi sem lehet már jó nála...[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 11:33
Írta: 000000000 Dátum 2008 szeptember 07, 11:33
Szia Péter!
SMD beültetés, plazmavágás, CNC forgácsolás.
Ez három különböző szervo beállítást igényel,
de ezt is írtam már kb. 10-szer Neked, hiába,
mint mindig általában.
Ez a szemlélet hiányzik belőled, helyette
"hencegő stílussal kevert makacs, és
izom agy" a szöveged lényege.
Egyébként meg nézzél meg pár lefejtő CNC videót
a mappámban, az talán a semmitől több.
De mondjuk a sok-sok kedvenc újabb felületeim közül
mondjuk egy ilyet Te is legyárthatnál:

A reszeléshez: Tudod én még valamikor 15 évesen
olyan gépészeti szakközépbe jártam, ahol
először egy évig csak reszelhettünk, és pl. egy
félkilós kalapácsfejet kellett "kireszelni".
Utána megtanították az esztergakés élszögeit,
és csak ezután mehettünk egy E1N-es gépre
kapirgálni egy kis forgácsot.
Ma fordított a divat, sajnos. A jó ember ül
a PC előtt, CNC gépet épít, nyomja a step-dir
jeleket meg a sódert, és közben azt sem érti,
hogy működik a reszelő, netán egy fúró
megköszörülése pedig már csúcsteljesítmény.
Tisztelet persze a kivételnek, akik itt a
Fórumon is sokan vannak.
És az az igazság, tényleg lefordulok lassan
a "hüleségeidről", van nekem sokkal fontosabb
dolgom is, de néha sajna már nem bírom
elviselni a dolgaidat, ilyenkor kénytelen
vagyok mégis írogatni.:)
SMD beültetés, plazmavágás, CNC forgácsolás.
Ez három különböző szervo beállítást igényel,
de ezt is írtam már kb. 10-szer Neked, hiába,
mint mindig általában.
Ez a szemlélet hiányzik belőled, helyette
"hencegő stílussal kevert makacs, és
izom agy" a szöveged lényege.
Egyébként meg nézzél meg pár lefejtő CNC videót
a mappámban, az talán a semmitől több.
De mondjuk a sok-sok kedvenc újabb felületeim közül
mondjuk egy ilyet Te is legyárthatnál:
A reszeléshez: Tudod én még valamikor 15 évesen
olyan gépészeti szakközépbe jártam, ahol
először egy évig csak reszelhettünk, és pl. egy
félkilós kalapácsfejet kellett "kireszelni".
Utána megtanították az esztergakés élszögeit,
és csak ezután mehettünk egy E1N-es gépre
kapirgálni egy kis forgácsot.
Ma fordított a divat, sajnos. A jó ember ül
a PC előtt, CNC gépet épít, nyomja a step-dir
jeleket meg a sódert, és közben azt sem érti,
hogy működik a reszelő, netán egy fúró
megköszörülése pedig már csúcsteljesítmény.
Tisztelet persze a kivételnek, akik itt a
Fórumon is sokan vannak.
És az az igazság, tényleg lefordulok lassan
a "hüleségeidről", van nekem sokkal fontosabb
dolgom is, de néha sajna már nem bírom
elviselni a dolgaidat, ilyenkor kénytelen
vagyok mégis írogatni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 11:33
Írta: bmejdz9nu Dátum 2008 szeptember 07, 11:33
Ez viszont egy logikus érv!
Pl. az A300-asból is 3 béta nyák készült előzőleg... persze a változások a végfok körül voltak...
Pl. az A300-asból is 3 béta nyák készült előzőleg... persze a változások a végfok körül voltak...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 11:35
Írta: bmejdz9nu Dátum 2008 szeptember 07, 11:35
Max. 50mm/s vagy kevesebb... még tanulnom kell sokat... és nem akartam selejtet...
(nézz be a WinPC-NC topikba... pl. az a HPGL 2540 sem volt igaz...)
(nézz be a WinPC-NC topikba... pl. az a HPGL 2540 sem volt igaz...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 11:36
Írta: 000000000 Dátum 2008 szeptember 07, 11:36
Szia! Úgy reszelgetek, ahogyan az előbb írtam.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 07, 11:40
Írta: HJózsi Dátum 2008 szeptember 07, 11:40
Szerintem kevesebb ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 11:41
Írta: bmejdz9nu Dátum 2008 szeptember 07, 11:41
Tudom, hogy a "lefejtő CNC" a legfontosabb a hobbystáknak itt...
De nekem csapágyház kellett most... és nem hungarocellből...
Persze ilyen finom és lágy anyagokhoz nem kell az erő... tehát megértelek, mert te habmarással foglalkozol...
Kalpácsot velem is "reszeltettek"... az elektronikai műszerész képzésben az első évet "végigreszeltük" stb. akkoriban...
De nekem csapágyház kellett most... és nem hungarocellből...
Persze ilyen finom és lágy anyagokhoz nem kell az erő... tehát megértelek, mert te habmarással foglalkozol...
Kalpácsot velem is "reszeltettek"... az elektronikai műszerész képzésben az első évet "végigreszeltük" stb. akkoriban...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 11:44
Írta: bmejdz9nu Dátum 2008 szeptember 07, 11:44
Nézd meg a 6-os videót... a 24.000rpm már-már kevés volt a négyélű maróhoz...
De jó lett a felület... Ez maradt végsőnek... mert az volt az utolsó fogás a 30,00mm-hez...
A satu... Nagyon jó! Ajánlom mindenkinek! Most rendelek 2 db kisebbet is... mert az is elég lett volna... és kisebb magasságú...
De jó lett a felület... Ez maradt végsőnek... mert az volt az utolsó fogás a 30,00mm-hez...
A satu... Nagyon jó! Ajánlom mindenkinek! Most rendelek 2 db kisebbet is... mert az is elég lett volna... és kisebb magasságú...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 11:50
Írta: 000000000 Dátum 2008 szeptember 07, 11:50
"Sötét vagy, mint az écccaka!":) [#gonosz2][#lama][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 11:53
Írta: bmejdz9nu Dátum 2008 szeptember 07, 11:53
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 07, 11:54
Írta: HJózsi Dátum 2008 szeptember 07, 11:54
Az előtolás sebességét még mindíg nem írtad pontosan, szerintem nem volt 50mm/s azaz 3000mm/perc, talán még 500 sem, az alu oldalazásánál, simító fogás...
A berregés a háttérben a kis kompresszor?
Mindjárt nézem a 6-ost..
A berregés a háttérben a kis kompresszor?
Mindjárt nézem a 6-ost..
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 07, 12:13
Írta: HJózsi Dátum 2008 szeptember 07, 12:13
A 6-osnál Ok, ott megvan a sebesség amit írtál, fogásmélység ugyan nem sok, de hát ilyen a hobbista evolúciós tanulás, fokozatos közelítés szerszámtörésig ... :D ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 07, 12:35
Írta: HJózsi Dátum 2008 szeptember 07, 12:35
Na végignéztem a délelőtti matinéműsort (nem elfelejteni, délután 2-kor F1 ! ... ), hát summárum summum ez működni látszik, sokan örülnének hasonlónak aztán majd idővel a J hibát is ki lehet szedni belőle, de előbb kiszámoljuk Svejkkel közösen, legalább megtanulunk méretezni ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 12:42
Írta: bmejdz9nu Dátum 2008 szeptember 07, 12:42
Nagyon várom! Mármint az érthető méretezési számítást!
Siessetek :) mert addíg itt mindenki csak érzi mint Jedi Lovag a lézerkardot [#vigyor2]
Siessetek :) mert addíg itt mindenki csak érzi mint Jedi Lovag a lézerkardot [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 07, 12:50
Írta: HJózsi Dátum 2008 szeptember 07, 12:50
[#nevetes1][#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 szeptember 07, 12:54
Írta: s5f8tmfv3 Dátum 2008 szeptember 07, 12:54
"Ezek a videók csak laikus, még reszelni sem tudó emberkéknek tetszenek.:) "
Azért néha elveted a vita magját rendesen!
Általában szeretem olvasni a Tibor vs. Péter vitákat, de az ilyetén beírogatások már nem az általad oly sokszor kiemelt tisztán műszaki megközelítés részei igaz?
Az elsők között gratuláltam Péternek a géphez, most meg kiderül hogy eddig a reszelőt is fordítva fogtam. Biztosan Én vagyok szánalmas.
Azért néha elveted a vita magját rendesen!
Általában szeretem olvasni a Tibor vs. Péter vitákat, de az ilyetén beírogatások már nem az általad oly sokszor kiemelt tisztán műszaki megközelítés részei igaz?
Az elsők között gratuláltam Péternek a géphez, most meg kiderül hogy eddig a reszelőt is fordítva fogtam. Biztosan Én vagyok szánalmas.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 07, 13:07
Írta: HJózsi Dátum 2008 szeptember 07, 13:07
Ez nem Lady Chatterly reszelője?... [#csodalk][#ijedt][#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 13:12
Írta: bmejdz9nu Dátum 2008 szeptember 07, 13:12
Nem Tiboré (volt)... Mint erekje... már a Műszaki Tudományos Múzeum talajdona :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 szeptember 07, 13:45
Írta: 3vv2btrhv Dátum 2008 szeptember 07, 13:45
Ez egy félmellü nö torzoja ??
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 07, 14:09
Írta: 4um5b65d Dátum 2008 szeptember 07, 14:09
Most nem értem a dolgot...nem derült ki az írásból, hogy az a polistirol valami az most egy jól sikerült cnc munka vagy egy rosszul sikerült reszelés eredménye? hm ???[#conf]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 14:20
Írta: bmejdz9nu Dátum 2008 szeptember 07, 14:20
Ha lenne nektek is lenne már lefejtő CNC marótok és persze értenétek a modern műveszethez akkor értenétek :)
Tibort is:) Mert Ő egy művész... csak eddíg nem vettük észre... Felfedezésre vár! :)
A polistirol pedíg egy jó anyag... én szeretem...
Azért mert a végén az ellenőrzéskor a mikrométert addíg tudom tekerni... amíg azt nem mutatja amit szeretnék = boldog leszek tőle:)
A reszelőhöz pedíg nem zsírt kellene használni hanem olajat... [#oooo][#nyes]
Persze minnél több a diplomák száma annál jobban megy a "reszelés". Ezt tapasztalatból tudom... :)
Tibort is:) Mert Ő egy művész... csak eddíg nem vettük észre... Felfedezésre vár! :)
A polistirol pedíg egy jó anyag... én szeretem...
Azért mert a végén az ellenőrzéskor a mikrométert addíg tudom tekerni... amíg azt nem mutatja amit szeretnék = boldog leszek tőle:)
A reszelőhöz pedíg nem zsírt kellene használni hanem olajat... [#oooo][#nyes]
Persze minnél több a diplomák száma annál jobban megy a "reszelés". Ezt tapasztalatból tudom... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 15:13
Írta: 000000000 Dátum 2008 szeptember 07, 15:13
Sok az üres duma szokásod szerint Péter!
Anyag: AlMgSi1

A te csiga dinamikájú szervód kb. az első fél
munkadarab fordulatnál kiakadna egy ilyen
feladatnál, és ezen technológiáknál szinte
mindig egységugrás szintű pályakövetés a
kihívás, az anyag közönbös, a felület
hirtelen változása és alakhű lekövetési képesség, azaz motor gyorsulási képesség a lényeg.
H.Tibor! Ha már művészetet látsz benne, én
a 3 mellű nőre szavaznék. Persze a fél és
a 3 közötti hatszoros különbséget el is hanyagolhatjuk Varsányi után szabadon.:)
Majd megmagyarázzuk inkább, hogy ez a két szám
azonos, csak a hüle diplomás szerint nem.:)
Anyag: AlMgSi1
A te csiga dinamikájú szervód kb. az első fél
munkadarab fordulatnál kiakadna egy ilyen
feladatnál, és ezen technológiáknál szinte
mindig egységugrás szintű pályakövetés a
kihívás, az anyag közönbös, a felület
hirtelen változása és alakhű lekövetési képesség, azaz motor gyorsulási képesség a lényeg.
H.Tibor! Ha már művészetet látsz benne, én
a 3 mellű nőre szavaznék. Persze a fél és
a 3 közötti hatszoros különbséget el is hanyagolhatjuk Varsányi után szabadon.:)
Majd megmagyarázzuk inkább, hogy ez a két szám
azonos, csak a hüle diplomás szerint nem.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 15:31
Írta: bmejdz9nu Dátum 2008 szeptember 07, 15:31
Feljebb nem megyek a sebességgel (egyenlőre:), egy ilyen jellegű maráskor... mert csak egy életem van...:)
Megjegyzem a videó nem adja vissza a "feeling"-et...
Marószár: 10mm-es
Sebességet, fordulatot nem is írok mert csak "támadási pont"...
Olyan világot rendezett... most takaríthatok egy órát :) Biztos ezt akartad :) pedíg reggel letakarítottam a masinát...
Csapágyház marás VIDEO:::::::::::::: (anyag 20mm-es alu, csapágy 28mm-es)
Na de ez a lényeg... a vége...:)
Persze ezeket csak azok tudják értékelni akik reszelni nem tudnak :)
Megjegyzem a videó nem adja vissza a "feeling"-et...
Marószár: 10mm-es
Sebességet, fordulatot nem is írok mert csak "támadási pont"...
Olyan világot rendezett... most takaríthatok egy órát :) Biztos ezt akartad :) pedíg reggel letakarítottam a masinát...
Csapágyház marás VIDEO:::::::::::::: (anyag 20mm-es alu, csapágy 28mm-es)
Na de ez a lényeg... a vége...:)
Persze ezeket csak azok tudják értékelni akik reszelni nem tudnak :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 15:35
Írta: bmejdz9nu Dátum 2008 szeptember 07, 15:35
Mire jó ez a valami? hol használják? Jobb kép nincs? Akkor felismernénk...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 15:44
Írta: 000000000 Dátum 2008 szeptember 07, 15:44
Epito jellegu kritikanak szanom:
Ez a cnc program egy sz*r...
Minek "ugraltatod" a Z-t?
Spiralisan menj le, aztan a vegen csinalj egy kis fogasu simito marast. Fenyevekkel elobb vegzel, geped is szeretni fog.
Ez a cnc program egy sz*r...
Minek "ugraltatod" a Z-t?
Spiralisan menj le, aztan a vegen csinalj egy kis fogasu simito marast. Fenyevekkel elobb vegzel, geped is szeretni fog.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 16:10
Írta: bmejdz9nu Dátum 2008 szeptember 07, 16:10
Ez a progi csak így tudja... ha jól tudom...
A CAM progi tesoja a FILOU csinálná ezt meg... nem egy nagy összeg de még ráér nekem...:)
Gondoltam, hogy valaki ezt "szóvá teszi"... már kis áthidaló ötletem is lett rá...
A Corelban szerkesztem a dolgokat... (ez a CAM most:)
Legközelebb spirálisan kifelé induló spirális görbe mellet... ami kör formában végződik... ezt a Corel tudja alapból..
Gondolom ez a Mach jól tudja... vagy én nem tudom ennél? A Mach hogy csinálja a többszörös fogást?
Sőt az lenne a legfotosabb azaz a legjobb, hogy a marót ne egyenesen tolja le... hanem elhúzva, mélyülve... gondolom érted mire gondolok...
A CAM progi tesoja a FILOU csinálná ezt meg... nem egy nagy összeg de még ráér nekem...:)
Gondoltam, hogy valaki ezt "szóvá teszi"... már kis áthidaló ötletem is lett rá...
A Corelban szerkesztem a dolgokat... (ez a CAM most:)
Legközelebb spirálisan kifelé induló spirális görbe mellet... ami kör formában végződik... ezt a Corel tudja alapból..
Gondolom ez a Mach jól tudja... vagy én nem tudom ennél? A Mach hogy csinálja a többszörös fogást?
Sőt az lenne a legfotosabb azaz a legjobb, hogy a marót ne egyenesen tolja le... hanem elhúzva, mélyülve... gondolom érted mire gondolok...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 16:20
Írta: 000000000 Dátum 2008 szeptember 07, 16:20
Ertem, persze.
Ramp-rol beszelsz. Ha nincs mas lehetoseged egyelore, akkor csinald azt, hogy a furat kopzeppontjaba allsz, lesulyeszted Z-ben a szerszamot es onnan indul a korinterpolacio.
Hogy mit csinal a mach, f*ngom sincs, mert nem hasznalom. Szerintem egy cnc vezerlo csak "jatsza" le a g-code-ot, amit kap tolem. Tobbet nem kell, mert elintezem CAM-ben...
Ramp-rol beszelsz. Ha nincs mas lehetoseged egyelore, akkor csinald azt, hogy a furat kopzeppontjaba allsz, lesulyeszted Z-ben a szerszamot es onnan indul a korinterpolacio.
Hogy mit csinal a mach, f*ngom sincs, mert nem hasznalom. Szerintem egy cnc vezerlo csak "jatsza" le a g-code-ot, amit kap tolem. Tobbet nem kell, mert elintezem CAM-ben...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 16:21
Írta: 000000000 Dátum 2008 szeptember 07, 16:21
"Legközelebb spirálisan kifelé induló spirális görbe mellet... ami kör formában végződik... ezt a Corel tudja alapból.."
Ez is jo.
Ez is jo.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 16:30
Írta: bmejdz9nu Dátum 2008 szeptember 07, 16:30
CamProgi nélkül, mert az nincs... a mélyülő spirális marást nem lehet... és köszönöm!
Másoknak :)
De a kérdés továbbra is fentáll a Mach alapban, hogy csinálja a többszörös fogást?
Másoknak :)
De a kérdés továbbra is fentáll a Mach alapban, hogy csinálja a többszörös fogást?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 07, 16:34
Írta: svejk Dátum 2008 szeptember 07, 16:34
Bizony túl léphetnél már a Corel-on...
Leragadsz nála, aztán megszokod és majd azt hangoztatod hogy a G kód nem jó semmire :)
Abban a híres német progidban nincsenek ilyen feladotokra "varázslók"?
Sokan szerintem ezért is kedvelik a Mach-et..
egyszerű feladatoknál elég az adatokat beadni aztán már csinálja is.
Leragadsz nála, aztán megszokod és majd azt hangoztatod hogy a G kód nem jó semmire :)
Abban a híres német progidban nincsenek ilyen feladotokra "varázslók"?
Sokan szerintem ezért is kedvelik a Mach-et..
egyszerű feladatoknál elég az adatokat beadni aztán már csinálja is.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 07, 16:37
Írta: 4um5b65d Dátum 2008 szeptember 07, 16:37
Eszterga kategóriában lehet még indulni az év alkatrésze versenyen?
Az alkatrész megnevezése:
WALKER a Texasi kopó csillaga :))

Az alkatrész megnevezése:
WALKER a Texasi kopó csillaga :))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 16:50
Írta: bmejdz9nu Dátum 2008 szeptember 07, 16:50
Bonyolultabb a kérdés... vagyis én vagyok túl egyszerű... A Filou-t hozzá olcsón megvehetném... de nem teszem...
Bármilyen röhelyes... szeretek zsebszámológéépel maróátmérőből előre kiszámolni a végeredményt...
Talán ez kezdetnek jó... tanulságos... az a csinálja is már sem olyan egyszerű... ott is vannak hibalehtőségek... ha elírnák valamit...
Egyenlőre ez így marad...
A Mach többszöröst hogy csinálja? ... az is állandóan Z-nullára emeli a fejet a fogások között? Mire jó ez? Ezt nem értem...
Bármilyen röhelyes... szeretek zsebszámológéépel maróátmérőből előre kiszámolni a végeredményt...
Talán ez kezdetnek jó... tanulságos... az a csinálja is már sem olyan egyszerű... ott is vannak hibalehtőségek... ha elírnák valamit...
Egyenlőre ez így marad...
A Mach többszöröst hogy csinálja? ... az is állandóan Z-nullára emeli a fejet a fogások között? Mire jó ez? Ezt nem értem...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 16:52
Írta: bmejdz9nu Dátum 2008 szeptember 07, 16:52

Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 07, 16:59
Írta: svejk Dátum 2008 szeptember 07, 16:59
A mach-hez utána nem kell semmit megvenni..:)
A G-kód programzásánál is használhatod a zsebsszámológéped, sőt...
Egy más világ nyílik meg előtted a használatával..
Én sajnos nem igazán ismerem sem a Mach-et sem a G kódot, de látom hogy jó dolog..
A G-kód programzásánál is használhatod a zsebsszámológéped, sőt...
Egy más világ nyílik meg előtted a használatával..
Én sajnos nem igazán ismerem sem a Mach-et sem a G kódot, de látom hogy jó dolog..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 17:45
Írta: bmejdz9nu Dátum 2008 szeptember 07, 17:45
Ha csak úgy ránézek a Mach-ra... nekem is tetszik! [#vigyor]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 17:51
Írta: 000000000 Dátum 2008 szeptember 07, 17:51
Nem ertelek egeszen.
Azert keszitettel cnc gepet, hogy legyartsd a kovetkezo keped alkatreszeit. De en pl. nem tudok elkepzelni olyan alkatreszt, amit te legyartasz a corel-lel, viszont egyetemes maro-, esztergagepen nem lehet. Alkatresz szinten maradva, nem nyak gravirozas.
De lehet csak en vagyok eltompulva, mint Raikkonen ferrarijanak az orra...
Azert keszitettel cnc gepet, hogy legyartsd a kovetkezo keped alkatreszeit. De en pl. nem tudok elkepzelni olyan alkatreszt, amit te legyartasz a corel-lel, viszont egyetemes maro-, esztergagepen nem lehet. Alkatresz szinten maradva, nem nyak gravirozas.
De lehet csak en vagyok eltompulva, mint Raikkonen ferrarijanak az orra...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 07, 18:23
Írta: bmejdz9nu Dátum 2008 szeptember 07, 18:23
A precizitás miatt kellet a gép...
A BF20-on nem tudtam "tuti biztosra" elérni a százados pontosságot (főleg nem ismételve), meg egy-egy feladat napokig is eltartott.
Pl mint most egy csapágyház kialakítása... marás, mérés, marás, kiesztergáló fejre csere... aztán bármilyen jól be lett állítva a BF20 pl derékszöghiba a csapágyházba... stb...
Most pedíg minden akkora amekkorát tervezek... pl. ha egy hoszabb alkatrész kell akkor "harmadolom" .... legyártok 3 elemet és az tutira összepasszol.
Vagy síkbamarás... na itt akár egy 6mm-es maróval is lehet... (ami éppen benne van :) mert nem a kezem dolgozik hanem a szervómotor...
Félre ne értsd... szeretem a BF20-at...
Mert néha egyszerűbb ahhoz nyúlni... és nélküle nem lett volna ilyen a CNC... nemrég vettem forgató asztalt hozzá...
A BF20-on nem tudtam "tuti biztosra" elérni a százados pontosságot (főleg nem ismételve), meg egy-egy feladat napokig is eltartott.
Pl mint most egy csapágyház kialakítása... marás, mérés, marás, kiesztergáló fejre csere... aztán bármilyen jól be lett állítva a BF20 pl derékszöghiba a csapágyházba... stb...
Most pedíg minden akkora amekkorát tervezek... pl. ha egy hoszabb alkatrész kell akkor "harmadolom" .... legyártok 3 elemet és az tutira összepasszol.
Vagy síkbamarás... na itt akár egy 6mm-es maróval is lehet... (ami éppen benne van :) mert nem a kezem dolgozik hanem a szervómotor...
Félre ne értsd... szeretem a BF20-at...
Mert néha egyszerűbb ahhoz nyúlni... és nélküle nem lett volna ilyen a CNC... nemrég vettem forgató asztalt hozzá...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 18:31
Írta: 000000000 Dátum 2008 szeptember 07, 18:31
Magyarul a kezdeti rutintalansagod hivatott kikuszobolni a gep. Ertem en... ((;
Na, de nehogy a szivedre vedd! (:
Na, de nehogy a szivedre vedd! (:
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 szeptember 07, 19:46
Írta: ra8nsmk6w Dátum 2008 szeptember 07, 19:46
Mi az alkatrész? csak nem egy tanksapka az OCC- nek?
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 szeptember 07, 19:53
Írta: 3vv2btrhv Dátum 2008 szeptember 07, 19:53
Nem . Manzsetta gomb .
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 07, 20:03
Írta: 4um5b65d Dátum 2008 szeptember 07, 20:03
Egy a középkori fővezérnek való katonai pajzs középső, sérült "díszét" kellett újragyártani. Valami ékkő díszítés is raknak még bele abba a három mélyedésbe. Már ha tetszeni fog a tulajnak, még nem látta...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 20:10
Írta: 000000000 Dátum 2008 szeptember 07, 20:10
mandzsetta [#ejnye1]
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 szeptember 07, 21:50
Írta: 3k74cecek Dátum 2008 szeptember 07, 21:50
Ez csak akkor lenne korrekt, ha ezen minden művelet esztergálással készült volna, azt pedig kétlem.
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 szeptember 07, 21:52
Írta: 3k74cecek Dátum 2008 szeptember 07, 21:52
Nem kötözködni akarok, csak feltünt, hogy meglehetősen nagyvonalúan bánsz a számokkal.
Azt írtad a #6558-ban és a #6629-ben, hogy Aluban max. 50mm/sec az előtolásod aluban, mert még óvatos vagy.
Tehát lesz az még jóval több is.
Nos lemértem, hogy a #6599-ben a video3-nál a 30-as furatot 6 sec alatt jártad körbe, az 15mm/sec előtolás.
A #6613-ban pedig a kb. 65mm oldalt 25 sec alatt vitte végig, ami 2.6 mm/sec (nem tévedés pont a két szám között!!)
előtolás.
Ezek azért elég messze vannak az 50-től. Ennyi erővel azt is írhattad volna, hogy kicsivel 500 alatt van az előtolás.[#vigyor2]
Azt írtad a #6558-ban és a #6629-ben, hogy Aluban max. 50mm/sec az előtolásod aluban, mert még óvatos vagy.
Tehát lesz az még jóval több is.
Nos lemértem, hogy a #6599-ben a video3-nál a 30-as furatot 6 sec alatt jártad körbe, az 15mm/sec előtolás.
A #6613-ban pedig a kb. 65mm oldalt 25 sec alatt vitte végig, ami 2.6 mm/sec (nem tévedés pont a két szám között!!)
előtolás.
Ezek azért elég messze vannak az 50-től. Ennyi erővel azt is írhattad volna, hogy kicsivel 500 alatt van az előtolás.[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 szeptember 07, 21:53
Írta: 3k74cecek Dátum 2008 szeptember 07, 21:53
Szerintem a 6-osnál is "csak" kb. 30mm/sec az előtolás.
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 szeptember 07, 21:57
Írta: 3k74cecek Dátum 2008 szeptember 07, 21:57
Egyébként elismerésem, mert a gép és a munka is szép, csak nem kell mindenáron belemenni a számháborúba, mert semmi értelme. Ez nem az olimpia 100 méteres síkfutása, ahol század (nem mm, hanem) másodpercekre megy a csata.
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 szeptember 07, 22:02
Írta: 3k74cecek Dátum 2008 szeptember 07, 22:02
Nos én (többek között) ezért sem használok mindenféle csicsa CAD programokat, mert amint látom, a kört is kb. 500 db egyenessel közelítik.
Inkább megírom Gkódban, és az nem fog feleslegesen rohangálni le-fel. A kört pedig a gép felbontásának megfelelő pontossággal fogja csinálni. Legalábbis remélem, hogy a Mach így csinálja a kör paranccsal.
Inkább megírom Gkódban, és az nem fog feleslegesen rohangálni le-fel. A kört pedig a gép felbontásának megfelelő pontossággal fogja csinálni. Legalábbis remélem, hogy a Mach így csinálja a kör paranccsal.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 22:18
Írta: 000000000 Dátum 2008 szeptember 07, 22:18
Gondolom CAD helyett CAM-et szerettel volna...
Maradjun annyiban, hogy egy "csicsa" CAM programban azt allitasz be amit nem szegyellsz...
Ha egyenessekkel programozol kort, akkor g1-et latsz kimenetkent. Ellenkezo esetben g2, g3. Mach nem tudom mit csinal. Azaz a varazsloja, mert alapbol ugye a mach csak "lejatszani" kell...
Maradjun annyiban, hogy egy "csicsa" CAM programban azt allitasz be amit nem szegyellsz...
Ha egyenessekkel programozol kort, akkor g1-et latsz kimenetkent. Ellenkezo esetben g2, g3. Mach nem tudom mit csinal. Azaz a varazsloja, mert alapbol ugye a mach csak "lejatszani" kell...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 07, 22:27
Írta: 4um5b65d Dátum 2008 szeptember 07, 22:27
Hát ez bizony esztergán készült az egész, a marógépem darabokban van...De abban igazad van hogy nem csak esztergálással, mert ugye marni esztergán is lehet....
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 szeptember 07, 22:37
Írta: 3k74cecek Dátum 2008 szeptember 07, 22:37
Jogos: CAM.
Még nem vagyok járatos a különböző CAM-ek képességeiben, de itt a listán egyenlőre ilyeneket láttam.
A Mach varázslóitól sem voltam elájulva.
Végignéztem és néhányat csak úgy gyorsan kipróbáltam.
Hát volt aminél arra sem tudtam rájönni, hogy az adott ablakban éppen mit lehet beállítani. Aztán volt ami hibaüzenettel kifagyott.
Szóval nem egy nagy szám a többsége. Azért akad néhány ami viszont praktikus és még működik is.
Még nem vagyok járatos a különböző CAM-ek képességeiben, de itt a listán egyenlőre ilyeneket láttam.
A Mach varázslóitól sem voltam elájulva.
Végignéztem és néhányat csak úgy gyorsan kipróbáltam.
Hát volt aminél arra sem tudtam rájönni, hogy az adott ablakban éppen mit lehet beállítani. Aztán volt ami hibaüzenettel kifagyott.
Szóval nem egy nagy szám a többsége. Azért akad néhány ami viszont praktikus és még működik is.
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 szeptember 07, 22:38
Írta: 3k74cecek Dátum 2008 szeptember 07, 22:38
Mekkor a géped tengelyeinek a felbontása?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 07, 22:57
Írta: 000000000 Dátum 2008 szeptember 07, 22:57
Nem tudom milyen listat neztel, valogass ebbol:
CAM: edgecam, powermill, surfcam, mastercam.
NX-ben beepitett, CATIA-ban szinten.
Ha valamit nem tudsz megoldani (barmelyikkel!!!), akkor nalad van a hiba... (:
CAM: edgecam, powermill, surfcam, mastercam.
NX-ben beepitett, CATIA-ban szinten.
Ha valamit nem tudsz megoldani (barmelyikkel!!!), akkor nalad van a hiba... (:
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 07:55
Írta: bmejdz9nu Dátum 2008 szeptember 08, 07:55
#6648-as videón 28mm-es a luk... kiszámolhatnád azt is... (a gyorsítás/lassítás is idő) ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 07:57
Írta: bmejdz9nu Dátum 2008 szeptember 08, 07:57
1 step = 0.005mm
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 08:08
Írta: 000000000 Dátum 2008 szeptember 08, 08:08
Jééééé! Varsányi felfedezte a gyorsítás-
lassítási időt, és végre arról is beszél,
hogy hogyan lehet 180 mm/s-re felpörögni.:)
Végre, gratulálok Neked, alakul ez,
mint a szervomotorod a prés alatt!:)
lassítási időt, és végre arról is beszél,
hogy hogyan lehet 180 mm/s-re felpörögni.:)
Végre, gratulálok Neked, alakul ez,
mint a szervomotorod a prés alatt!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 08:46
Írta: bmejdz9nu Dátum 2008 szeptember 08, 08:46
Azaz igazság... hogy le kellett "rontanom" a gyorsulási időt... ennél a videónál azaz a munkánál...(#6648)
Még magam sem értem teljesen miért...
A 10-es marószár nem szerette ha egy kalapácsütés jelleggel "belecsapodott" az anyagba...
Alapban a gyorsulás 180mm/s-re 50ms azaz = 50mm/secre = ~15ms volt - lineárisan nézve mert az exponenciális gyorsítási görbét nem rajzolja ki a WinPC-NC csak egy számmal 1-30-ig lehet állítani a "hajlítást"...
Vissza kellett vennem a gyorsulást: így az 50mm/sec-hez kb. 50msec tartozott...
Még magam sem értem teljesen miért...
A 10-es marószár nem szerette ha egy kalapácsütés jelleggel "belecsapodott" az anyagba...
Alapban a gyorsulás 180mm/s-re 50ms azaz = 50mm/secre = ~15ms volt - lineárisan nézve mert az exponenciális gyorsítási görbét nem rajzolja ki a WinPC-NC csak egy számmal 1-30-ig lehet állítani a "hajlítást"...
Vissza kellett vennem a gyorsulást: így az 50mm/sec-hez kb. 50msec tartozott...
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2008 szeptember 08, 09:17
Írta: ebalint Dátum 2008 szeptember 08, 09:17
Tibor!
Reszelés ügyben megkövetlek.
Magam is olyan középiskolába jártam, ahol az általad leírt módon zajlott a képzés.
/Én nem erre a szakmára jártam.../
Ezek után viszont tényleg nem értem, hogy miért ilyen szinezettel emlegetted föl a reszelősök táborát.
ebalint
Reszelés ügyben megkövetlek.
Magam is olyan középiskolába jártam, ahol az általad leírt módon zajlott a képzés.
/Én nem erre a szakmára jártam.../
Ezek után viszont tényleg nem értem, hogy miért ilyen szinezettel emlegetted föl a reszelősök táborát.
ebalint
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 09:29
Írta: 000000000 Dátum 2008 szeptember 08, 09:29
Szia Péter!
Erről dumálunk itt jó páran Neked és más "vakló
bátorságú" emberkének a Fórumon. A forgácsolás anyagban
történik, nem a levegőben kell első ránézésre még
látványosnak is tűnő módon szántani.
Szigma is ezt írt Neked, egyetéretek vele:
"Ez nem az olimpia 100 méteres síkfutása, ahol
század (nem mm, hanem) másodpercekre megy a
csata."
H.Józsi is ezt magyarázgatja, és még sorolhatnám...
Hidd el idővel megérted, a CNC gépépítés egyik
legfontosabb alapja:
Pl. ezt alkalmazva a gyakorlatban egy 500 mm
hosszú, és 20 mm-es átmérőjű golyósorsóra,
ez jön ki: I vagy J ~=4kgcm2 Hoppá!!!!:)
Erről dumálunk itt jó páran Neked és más "vakló
bátorságú" emberkének a Fórumon. A forgácsolás anyagban
történik, nem a levegőben kell első ránézésre még
látványosnak is tűnő módon szántani.
Szigma is ezt írt Neked, egyetéretek vele:
"Ez nem az olimpia 100 méteres síkfutása, ahol
század (nem mm, hanem) másodpercekre megy a
csata."
H.Józsi is ezt magyarázgatja, és még sorolhatnám...
Hidd el idővel megérted, a CNC gépépítés egyik
legfontosabb alapja:
Pl. ezt alkalmazva a gyakorlatban egy 500 mm
hosszú, és 20 mm-es átmérőjű golyósorsóra,
ez jön ki: I vagy J ~=4kgcm2 Hoppá!!!!:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 09:42
Írta: svejk Dátum 2008 szeptember 08, 09:42
Mivel már nekem is címezted a "vakló bátorságú" nevet, ezért csak beleszólok..
Akkor az előbb általad leírtak alapján miért is kellene a Varsányi gépének 5ms-os gyorsításokkal rendelkeznie?
Ezt ugatom már másfél éve hogy úgy sem tud a nagy átlag olyan erős mechanikát csinálni ami kibirná ezeket a gyorsításokat.
Érdekes.. Szigmával egyetértesz hogy nem századmásodpercekre megy a csata, amikor én ezerszer leírtam hogy megtudja csinálni a feladatot a rosszabb motor is csak lassbban akkor műszaki analfabéta voltam (ha nem is ezt írtad)
Akkor az előbb általad leírtak alapján miért is kellene a Varsányi gépének 5ms-os gyorsításokkal rendelkeznie?
Ezt ugatom már másfél éve hogy úgy sem tud a nagy átlag olyan erős mechanikát csinálni ami kibirná ezeket a gyorsításokat.
Érdekes.. Szigmával egyetértesz hogy nem századmásodpercekre megy a csata, amikor én ezerszer leírtam hogy megtudja csinálni a feladatot a rosszabb motor is csak lassbban akkor műszaki analfabéta voltam (ha nem is ezt írtad)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 09:43
Írta: 000000000 Dátum 2008 szeptember 08, 09:43
Szia Ebalint!
Én nem vagyok a mai duma és csicsa világ embere,
de ez magánügy.
Ez a "reszelés" is olyan, mint a PC.
Szívesm szerint senkit nem engednék egy
mai PC közelébe, amíg legalább egy napot nem
tölt el DOS-ban is.
A CNC ugyanilyen téma szerintem: nem árt
először lyukat fúrni, reszelni megtanulni valamennyire,
és utána belefogni CNC gépet építeni, és küldeni
neki neki a step-dir jeleket.
Persze lehet másként is, miért is ne.:)
Én nem vagyok a mai duma és csicsa világ embere,
de ez magánügy.
Ez a "reszelés" is olyan, mint a PC.
Szívesm szerint senkit nem engednék egy
mai PC közelébe, amíg legalább egy napot nem
tölt el DOS-ban is.
A CNC ugyanilyen téma szerintem: nem árt
először lyukat fúrni, reszelni megtanulni valamennyire,
és utána belefogni CNC gépet építeni, és küldeni
neki neki a step-dir jeleket.
Persze lehet másként is, miért is ne.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 09:47
Írta: 000000000 Dátum 2008 szeptember 08, 09:47
Szia Svejk!
Te azt írtad, nem kell egy motor
időállandójával, egyebekkel foglalkozni,
majd szervómotorrá válik az azáltal, hogy
FET-et lát. Na ebből adódik minden szakmai
vita, félreértés köztünk a mai napig is.:)
Te azt írtad, nem kell egy motor
időállandójával, egyebekkel foglalkozni,
majd szervómotorrá válik az azáltal, hogy
FET-et lát. Na ebből adódik minden szakmai
vita, félreértés köztünk a mai napig is.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 09:53
Írta: bmejdz9nu Dátum 2008 szeptember 08, 09:53
Hát igen pont azt akartam írni amit Svejk írt a #6685-ben...
Ha a gyári CNC-s vidókat megnézem ott sem olyan kicsi a gyorsítási idő...
A MachTech-en is azt vettem észre a beüzemelt gépeken, hogy nem úgy gyorsítanak mintha egy kalapáccsal megütnék indításkor...
Van egy optiomális, azaz még nem rossz érték... de bizony már ahhoz is jó mechanika kell...
Egy-két éve még léptetővel az 50mm/s-re a "gyorsítási divat" még 300ms(!) volt :)
Nem értem nekem miért kellene 5ms alatt 180mm/sec-re gyorsítani? (azaz lineárisan számolva 50mm/secre 1,38msec alatt?) hogy az a "fránya" J jó legyen...:)
Ha a gyári CNC-s vidókat megnézem ott sem olyan kicsi a gyorsítási idő...
A MachTech-en is azt vettem észre a beüzemelt gépeken, hogy nem úgy gyorsítanak mintha egy kalapáccsal megütnék indításkor...
Van egy optiomális, azaz még nem rossz érték... de bizony már ahhoz is jó mechanika kell...
Egy-két éve még léptetővel az 50mm/s-re a "gyorsítási divat" még 300ms(!) volt :)
Nem értem nekem miért kellene 5ms alatt 180mm/sec-re gyorsítani? (azaz lineárisan számolva 50mm/secre 1,38msec alatt?) hogy az a "fránya" J jó legyen...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 09:55
Írta: HJózsi Dátum 2008 szeptember 08, 09:55
Kezd az anyag/szerszám visszabeszélni?...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 09:56
Írta: bmejdz9nu Dátum 2008 szeptember 08, 09:56
Ez biztos igaz.... Vadászpilóta sem lehet akinek nincs kismotor-hoz jogsíja :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 09:58
Írta: svejk Dátum 2008 szeptember 08, 09:58
Nem barátom!
Nem attól hogy FET-et lát, hanem attól hogy egy visszacsatolt szabályzókörbe helyezzük..
És valóban motor-motor közt van különbség, de mint jópáran bebízonyították attól még lehet pontos és gyors, legfeljebb nem lesz annyira dinamikus a rendszer.
De mint az előbb leírtad Te is, hogy nem is biztos hogy az a döntő aott esetben.
Szerinted a szervomotorokat a marson gyártják?
A működési elve, alapfelépítése ugyan az mint a kommersz társaié..
Lehet bele jobb csapágyakat rakni, kisebb hiszterézisű vasmagot, homogénebb mágneseket, kisebb súrlódású nagyobb áramterhelhetőségő keféket, stb..
De ettől még párhuzamos gerjesztésű kommutátoros DC motor marad épp úgy mint társaik.
Nem attól hogy FET-et lát, hanem attól hogy egy visszacsatolt szabályzókörbe helyezzük..
És valóban motor-motor közt van különbség, de mint jópáran bebízonyították attól még lehet pontos és gyors, legfeljebb nem lesz annyira dinamikus a rendszer.
De mint az előbb leírtad Te is, hogy nem is biztos hogy az a döntő aott esetben.
Szerinted a szervomotorokat a marson gyártják?
A működési elve, alapfelépítése ugyan az mint a kommersz társaié..
Lehet bele jobb csapágyakat rakni, kisebb hiszterézisű vasmagot, homogénebb mágneseket, kisebb súrlódású nagyobb áramterhelhetőségő keféket, stb..
De ettől még párhuzamos gerjesztésű kommutátoros DC motor marad épp úgy mint társaik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 10:01
Írta: bmejdz9nu Dátum 2008 szeptember 08, 10:01
Én sem értem... de valami olyasmi... pedíg ha egy "vak részen - azaz már kimart" átmegy a maró azaz megint anyagot fog akkor ez mind nem számított...
Talán a túlzott gyorsításkor a mechanika "beleng"... nem tudom... de majd rájövök...:)
Nem volt vad az effektus... csak ha így csináltam látni lehetet egy kis nyomot a felületen... Az pedíg nem megengedett... :)
Talán a túlzott gyorsításkor a mechanika "beleng"... nem tudom... de majd rájövök...:)
Nem volt vad az effektus... csak ha így csináltam látni lehetet egy kis nyomot a felületen... Az pedíg nem megengedett... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 10:02
Írta: HJózsi Dátum 2008 szeptember 08, 10:02
A maró az bizony más mint a fúró, ezért a CAM progikban külön meg lehet adni az anyagba "merülés" sebességét, ill eközben a maró mozgását: 90fok, rámpa mentén, spirálisan, cikk-cakk-ban...
A központi éllel rendelkező maróval lehet csak 90fokban, de az ajánlott függőleges előtolási sebességet érdemes megnézni hozzá ...
A központi éllel rendelkező maróval lehet csak 90fokban, de az ajánlott függőleges előtolási sebességet érdemes megnézni hozzá ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 10:03
Írta: svejk Dátum 2008 szeptember 08, 10:03
Arról nem is beszélve hogy f@szán eltereled megint a szót a lényegről :(
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 10:04
Írta: HJózsi Dátum 2008 szeptember 08, 10:04
és kisebb J-jű forgórészt kialakítani ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 10:10
Írta: 000000000 Dátum 2008 szeptember 08, 10:10
Csak ismételni tudom magamat.:)
"Jesszusom, írjál még ilyeneket, jó sokat!:)"
"Jesszusom, írjál még ilyeneket, jó sokat!:)"
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 10:16
Írta: bmejdz9nu Dátum 2008 szeptember 08, 10:16
Maradjuk az 5ms-nál...
Mert ezt nem tudom megcsinálni...(180mm/sere 5msec alatt) ... áltmatlan éjszakáim vannak miatta...:) #6685 és #6688
Valóben egy ékszíj meghozná a gyümölcsét? jobban gyorsulna? Én kötve hiszem... mert leredukálja a gyorsítást is... és persze a sebességet is...
Mert ezt nem tudom megcsinálni...(180mm/sere 5msec alatt) ... áltmatlan éjszakáim vannak miatta...:) #6685 és #6688
Valóben egy ékszíj meghozná a gyümölcsét? jobban gyorsulna? Én kötve hiszem... mert leredukálja a gyorsítást is... és persze a sebességet is...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 10:16
Írta: svejk Dátum 2008 szeptember 08, 10:16
Ez a baj, hogy csak ismételgeted magad, és nem foglalkozol más kevesebb lehetőségeivel :(
Tisztelettel megint felkérlek hogy jelöld meg a #6691-ben amit valótlanságnak tartasz!
Tisztelettel megint felkérlek hogy jelöld meg a #6691-ben amit valótlanságnak tartasz!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 10:22
Írta: svejk Dátum 2008 szeptember 08, 10:22
De tudod mit? Inkább hagyjuk..
Semmi értelme...
Azt hiszem inkább kicsit mellőzöm fórumot..:(
Semmi értelme...
Azt hiszem inkább kicsit mellőzöm fórumot..:(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 10:24
Írta: svejk Dátum 2008 szeptember 08, 10:24
Olyan marha vagyok hogy általában mindig más védelmére kelek ellened és mi ketten húzzuk a rövidebbet..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 10:42
Írta: 000000000 Dátum 2008 szeptember 08, 10:42
Ket sportmotor, azonos tipus, egy kulonbseg:
gyari attetellel rendelkezo <---> leattetelezett
Kanyargos, technikas palyan (atvitt ertelemben maropalya, 3D maras, rovid szakaszok).
A leattetelezett diadalmaskodik. Miert? Mert kanyarbol kifele jobban gyorsul, dinamikusabb.
Igaz, hogy nyomatekosabb is lett ezaltal.
Allitsuk partiba a ket motort, a gyari attetelezessel rendelkezonek noveljuk meg a hengerurtartalmat, hogy azonos nyomatekuk legyen (nagyobb dugattyuk). Meg mindig a leattetelezett fog diadalmaskodni...
gyari attetellel rendelkezo <---> leattetelezett
Kanyargos, technikas palyan (atvitt ertelemben maropalya, 3D maras, rovid szakaszok).
A leattetelezett diadalmaskodik. Miert? Mert kanyarbol kifele jobban gyorsul, dinamikusabb.
Igaz, hogy nyomatekosabb is lett ezaltal.
Allitsuk partiba a ket motort, a gyari attetelezessel rendelkezonek noveljuk meg a hengerurtartalmat, hogy azonos nyomatekuk legyen (nagyobb dugattyuk). Meg mindig a leattetelezett fog diadalmaskodni...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 10:42
Írta: svejk Dátum 2008 szeptember 08, 10:42
Na ja..
Az roppant fontos amikor épp arról írogattok hogy vissza kell venni a sebességet meg a gyorsulást....
Az roppant fontos amikor épp arról írogattok hogy vissza kell venni a sebességet meg a gyorsulást....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 10:50
Írta: 000000000 Dátum 2008 szeptember 08, 10:50
Valahol kerezte Hunka Tibor, hogy milyen kezzelfoghato kulonbseg van a ket rendszer kozott.
Amit Peter es amit Tibor hasznal.
Valos pelda, NCT-s marogep, ipari AC servo rendszer:
Gyorsitast kulon lehet parameterezni. Bizonyos okokbol a gyorsitasi idot novelni kellett. Mit eredmenyezett? A kijelzon tovabbra is pl. 4.000mm/min-t latok. Viszont a megmunkalasi ido tobb lett, mint a duplaja jelen esetben.
Amit Peter es amit Tibor hasznal.
Valos pelda, NCT-s marogep, ipari AC servo rendszer:
Gyorsitast kulon lehet parameterezni. Bizonyos okokbol a gyorsitasi idot novelni kellett. Mit eredmenyezett? A kijelzon tovabbra is pl. 4.000mm/min-t latok. Viszont a megmunkalasi ido tobb lett, mint a duplaja jelen esetben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 10:51
Írta: 000000000 Dátum 2008 szeptember 08, 10:51
"...mint a duplaja, jelen esetben."
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 10:53
Írta: svejk Dátum 2008 szeptember 08, 10:53
Na csak még ezt hagy írjam ide..
Persze Aszbolit!
Ezt szerintem mindenki érti amit leírtál, meg azt hogy az áttétellel négyzetesen csökken a mechanika tehetetlensége a motor számára..
Csak Ti nem értitek meg azt hogy csak egy nyamvadt 5-ös orsóm van, egy nyeszlett mechanikával, hozzá egy szedett-vedett motor.
Persze sebésseget illetően vannak vágyaim..
(Kínszenvedés kivárni azt míg a másik sarokból átcammog az eszköz a null pontra. Marás közben már nem idegesít annyira, mert akkor legalább halad..)
A lineárisan mozgatott tömeget pedig a nyeszlett mechanika miatt nem tudom úgy sem egy bizonyos határnál jobban gyorsítani...
Persze Aszbolit!
Ezt szerintem mindenki érti amit leírtál, meg azt hogy az áttétellel négyzetesen csökken a mechanika tehetetlensége a motor számára..
Csak Ti nem értitek meg azt hogy csak egy nyamvadt 5-ös orsóm van, egy nyeszlett mechanikával, hozzá egy szedett-vedett motor.
Persze sebésseget illetően vannak vágyaim..
(Kínszenvedés kivárni azt míg a másik sarokból átcammog az eszköz a null pontra. Marás közben már nem idegesít annyira, mert akkor legalább halad..)
A lineárisan mozgatott tömeget pedig a nyeszlett mechanika miatt nem tudom úgy sem egy bizonyos határnál jobban gyorsítani...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 10:59
Írta: 000000000 Dátum 2008 szeptember 08, 10:59
Figyelj! Nincs itt semmi baj.:)
Ne személyekben gondolkodjál, akik ellen vagy
mellette vagy, hanem a műszaki igazság és
tartalom legyen a lényeg (a sértődöttség érzését meg lehetőleg mellőzzük).
Erre próbálj szerintem törekedni szigorúan
szakmai alapon.
Azt pedig nézd el nekem, hogy 3 betűs képleteknél egyszerűbben nem tudom egy fizikai
folyamat lényegét érzékeletetni, megértetni
akár veled, akár mással. Pl. a J milyen
összefüggésben van a nyomatékkal, gyorsulással.
De megkérem Laslie barátunkat, menjen oda
az esztergagépéhez, állítson be a karokkal
rajta 2000 1/min-es fordulatot, és állítson be
63-at. Ezekután legyen szíves írja be a
fórumba, melyik esetben volt dinamikusabb
a tokmány felpörgése.:) Nagyon tanulságos mese
lesz egyeseknek, és ő ezt számotokra
érthetően el is fogja magyarázni.:)
Ne személyekben gondolkodjál, akik ellen vagy
mellette vagy, hanem a műszaki igazság és
tartalom legyen a lényeg (a sértődöttség érzését meg lehetőleg mellőzzük).
Erre próbálj szerintem törekedni szigorúan
szakmai alapon.
Azt pedig nézd el nekem, hogy 3 betűs képleteknél egyszerűbben nem tudom egy fizikai
folyamat lényegét érzékeletetni, megértetni
akár veled, akár mással. Pl. a J milyen
összefüggésben van a nyomatékkal, gyorsulással.
De megkérem Laslie barátunkat, menjen oda
az esztergagépéhez, állítson be a karokkal
rajta 2000 1/min-es fordulatot, és állítson be
63-at. Ezekután legyen szíves írja be a
fórumba, melyik esetben volt dinamikusabb
a tokmány felpörgése.:) Nagyon tanulságos mese
lesz egyeseknek, és ő ezt számotokra
érthetően el is fogja magyarázni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 11:01
Írta: 000000000 Dátum 2008 szeptember 08, 11:01
Azt az idot, amit sarokbol - sarokba torteno cammogassal tolt, visszahozza megmunkalas kozben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 11:04
Írta: 000000000 Dátum 2008 szeptember 08, 11:04
Köszi! Gratulálok Neked Aszbolit!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 11:18
Írta: svejk Dátum 2008 szeptember 08, 11:18
Tibor45 Te tényleg olyan műszaki analfabétának nézel bennünket hogy mi ezt nem értjük meg??
Mindegy hogy mi miatt de nekünk KELL az a 2000-es fordulat (a példánál maradva) akkor mit tudsz tenni? Belátod hogy nem tudsz jobban gyorsítani, vagy nagyobb motort raksz rá.., de az veszélyes lehet
Valamint azt is kérdezzük meg Leslie-től hogy mi történnem ha a 2000-es fordulatot ugyanannyi idő alatt érné el mint a 63-at. Oda merne-e állni mellé?
Bizony-bizony ott valami szétszálna, vagy törne, mert nem erre lett tervezve a gép.
Mindegy hogy mi miatt de nekünk KELL az a 2000-es fordulat (a példánál maradva) akkor mit tudsz tenni? Belátod hogy nem tudsz jobban gyorsítani, vagy nagyobb motort raksz rá.., de az veszélyes lehet
Valamint azt is kérdezzük meg Leslie-től hogy mi történnem ha a 2000-es fordulatot ugyanannyi idő alatt érné el mint a 63-at. Oda merne-e állni mellé?
Bizony-bizony ott valami szétszálna, vagy törne, mert nem erre lett tervezve a gép.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 11:25
Írta: svejk Dátum 2008 szeptember 08, 11:25
Ez való igaz és gondoltam is hogy nem hagyod ki:)
Csak hogy én magamból és egy pár fórumtársamból indulok ki..
Munka után, hétvégén elkezdek szórakozni a géppel, semmi értelmeset nem csinálok és főleg nem sorozatban, hanem csak játszogatok próbálgatok. És bizony itt sok a holtidő mert az effektív munkamenet elenyésző a beállítgatások mellett.
Valamint azt is vedd figyelembe hogy a nyeszlett mechanika miatt úgy sem tudok nagy gyorsulásokat elérni.
Persze úgy tudom Te körbe vagy véve komoly géppparkkal, és "péncsinálásra" is használod a gépet, de talán nem ez jellemző a fórumra..
Csak hogy én magamból és egy pár fórumtársamból indulok ki..
Munka után, hétvégén elkezdek szórakozni a géppel, semmi értelmeset nem csinálok és főleg nem sorozatban, hanem csak játszogatok próbálgatok. És bizony itt sok a holtidő mert az effektív munkamenet elenyésző a beállítgatások mellett.
Valamint azt is vedd figyelembe hogy a nyeszlett mechanika miatt úgy sem tudok nagy gyorsulásokat elérni.
Persze úgy tudom Te körbe vagy véve komoly géppparkkal, és "péncsinálásra" is használod a gépet, de talán nem ez jellemző a fórumra..
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 08, 11:29
Írta: 4um5b65d Dátum 2008 szeptember 08, 11:29
Hát kellett ez nekem? Még a végén nekem kell a világegyetem összes problémájára válaszolnom....Megyek elhasználom a telefonos segítségemet.
Tárcsázok !
06 30 345988372663772333498
Kicseng.....
Hallóóóó , az atyaúristennek beszélek? Lenne itt egy kis probléma..........
[#falbav][#nyes]
Tárcsázok !
06 30 345988372663772333498
Kicseng.....
Hallóóóó , az atyaúristennek beszélek? Lenne itt egy kis probléma..........
[#falbav][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 11:42
Írta: svejk Dátum 2008 szeptember 08, 11:42
"Azt pedig nézd el nekem, hogy 3 betűs képleteknél egyszerűbben nem tudom egy fizikai
folyamat lényegét érzékeletetni, megértetni
akár veled, akár mással. "
Nem a képletekkel van a gondja itt az embereknek hanem az alkalmazásukkal..
Ezért szeretnék egy kis átfogó "művet" készíteni a képletek és számítások-ba..
de ez nem is olyan egyszerű ha formailag is átláthatót akar az ember.. Lsd. lentebb..
A #6683-ban is ha az integrál egyenlet helyett inkább azt írtad volna, hogy-
J = m*r-négyzet osztva 2-vel
(a tömör henger forástengelyére alkalmazott tehetetlenségi nyomaték képlete)
ahol:
m= az orsó tömege (kg)
r= az orsó sugara (cm)
J= az orsó tehetetlenségi nyomatéka (kgcm-négyzet)
-akkor talán nem hőkölnénk vissza..
folyamat lényegét érzékeletetni, megértetni
akár veled, akár mással. "
Nem a képletekkel van a gondja itt az embereknek hanem az alkalmazásukkal..
Ezért szeretnék egy kis átfogó "művet" készíteni a képletek és számítások-ba..
de ez nem is olyan egyszerű ha formailag is átláthatót akar az ember.. Lsd. lentebb..
A #6683-ban is ha az integrál egyenlet helyett inkább azt írtad volna, hogy-
J = m*r-négyzet osztva 2-vel
(a tömör henger forástengelyére alkalmazott tehetetlenségi nyomaték képlete)
ahol:
m= az orsó tömege (kg)
r= az orsó sugara (cm)
J= az orsó tehetetlenségi nyomatéka (kgcm-négyzet)
-akkor talán nem hőkölnénk vissza..
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 szeptember 08, 11:45
Írta: 3k74cecek Dátum 2008 szeptember 08, 11:45
Kérésed parancs !
kerület=88mm
idő kb. 2.9 sec
sebesség=30 mm/sec
azt hiszem a kétszer 50msec gyorsulás/lassulás elhanyagolható a majd 3sec-hez képest. Ha beszámolnám se sokat változna a végeredmény.
kerület=88mm
idő kb. 2.9 sec
sebesség=30 mm/sec
azt hiszem a kétszer 50msec gyorsulás/lassulás elhanyagolható a majd 3sec-hez képest. Ha beszámolnám se sokat változna a végeredmény.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 11:54
Írta: 000000000 Dátum 2008 szeptember 08, 11:54
Ertem amit mondasz, el is fogadom. Nincs ezzel semmi problema. Csak neha vannak "tullengesek". Ezt most ugy altalanossagban irtam...
Meg lehetne sokat irni, de csak szocseples lenne. A lenyeg elhangzott szerintem ezen az oldalon mindket reszrol.
Meg lehetne sokat irni, de csak szocseples lenne. A lenyeg elhangzott szerintem ezen az oldalon mindket reszrol.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 11:58
Írta: HJózsi Dátum 2008 szeptember 08, 11:58
És az autód 1-esben vagy 5-ösben gyorsul jobban állóhelyből? ... Melyik esetben érzed, hogy jobban süppedsz az ülésbe?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 12:00
Írta: svejk Dátum 2008 szeptember 08, 12:00
Tibor45! Jól számoltál Te a #6683-ban?
Az az 500 mm hosszú, átm. 20mm-es orsó nálam csak 0,6 kgcm2-re jön ki, feltéve ha acélból van..
Az az 500 mm hosszú, átm. 20mm-es orsó nálam csak 0,6 kgcm2-re jön ki, feltéve ha acélból van..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 12:03
Írta: svejk Dátum 2008 szeptember 08, 12:03
Na ez a beszéd!! [#law]
És hidd el én is értem a Te verziódat nagyon is jól, sőt ha tehetném mindenféleképpen csak előzetes kalkulációk után vágnék neki egy következő gép építésének...
És hidd el én is értem a Te verziódat nagyon is jól, sőt ha tehetném mindenféleképpen csak előzetes kalkulációk után vágnék neki egy következő gép építésének...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 12:08
Írta: svejk Dátum 2008 szeptember 08, 12:08
H. Józsi!
Te sem érted hogy értjük?
Csak az a baj hogy egy rozzant zsigulinak kiszakad a futóműve a nagy gyorsításkor.
Csak óvatosan a kuplunggal, de majd a pályán egyenesben azért birunk menni 140-el :) :)
Bár roszz futóművel nem ajánlott :) :)
Te sem érted hogy értjük?
Csak az a baj hogy egy rozzant zsigulinak kiszakad a futóműve a nagy gyorsításkor.
Csak óvatosan a kuplunggal, de majd a pályán egyenesben azért birunk menni 140-el :) :)
Bár roszz futóművel nem ajánlott :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 12:14
Írta: 000000000 Dátum 2008 szeptember 08, 12:14
Szerintem ez mar regen nem a hobbyrol es a szervo-rol szol.
Ne csak a szorokat olvasd.Olvass a sorok kozott is. :)A #6626 valaszban szerintem fejen lett talalva a szog.Kar idegeskedni
Ne csak a szorokat olvasd.Olvass a sorok kozott is. :)A #6626 valaszban szerintem fejen lett talalva a szog.Kar idegeskedni
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 12:40
Írta: bmejdz9nu Dátum 2008 szeptember 08, 12:40
Ez nem jó példa erre... nem azonos a szitú...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 12:46
Írta: bmejdz9nu Dátum 2008 szeptember 08, 12:46
Szia! Köszi! :)
Talán a WinPC-NC "szögeltérés függő sebességcsökkentő paramétere" vitte lejjebb? Ezt még tanulmányoznom kell...
De majd én is beteszem az Adobe Premierbe a videót és analízálom - mert azárt talán nehéz meghatározni a belépés és kilépés pontját... :)
Mindenesetre addíg nem vállalom el a munkát az AUDI-nak :) Hátha e lassúság miatt veszteséges lesz a busineess :)
Talán a WinPC-NC "szögeltérés függő sebességcsökkentő paramétere" vitte lejjebb? Ezt még tanulmányoznom kell...
De majd én is beteszem az Adobe Premierbe a videót és analízálom - mert azárt talán nehéz meghatározni a belépés és kilépés pontját... :)
Mindenesetre addíg nem vállalom el a munkát az AUDI-nak :) Hátha e lassúság miatt veszteséges lesz a busineess :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 12:49
Írta: bmejdz9nu Dátum 2008 szeptember 08, 12:49
Na alakulunk :) Mennyit megy a tied 1-esben? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 12:51
Írta: 000000000 Dátum 2008 szeptember 08, 12:51
Hasonlat volt. A lenyeg szerepelt benne, igaz nem tul szemleletesen...
Mas, ha nem talalod megfelelonek.
Adott "F" ero. Ket test, 1-, 2kg-os. Melyik gyorsul fel jobban "F" ero hatasara, adott "t" ido alatt?
Mas, ha nem talalod megfelelonek.
Adott "F" ero. Ket test, 1-, 2kg-os. Melyik gyorsul fel jobban "F" ero hatasara, adott "t" ido alatt?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 12:56
Írta: HJózsi Dátum 2008 szeptember 08, 12:56
Péter WAZZE! 1 szer tudnál a kérdésre válaszolni! ??? És nem mellébeszélni?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:08
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:08
Az a röhely itt az egészben... :)
1. Túl gyorsan tud a gépem gyorsítani - azaz a gyakorlatban (talán használhatatlanul) gyorsan gyorsul...
50msec alatt 180mm/sec-re azaz ~14msec alatt már 50mm/sec sebességen tud lenni...
2. Túl gyors is a gépem a főorsók sebességéhez... (a 180mm/sec még a 60.000rpm-es orsóhoz képest is!)
Nekem az égatta világon semmi bajom vele.. úgy megy ahogy azt vártam tőle... sőt egy kicsit még túl is lőtem a célomon...
Te láttad a mechanikát... és bárkit szivesen látok aki meg akarja nézni!
Szerencsére...:) A sebességet és a gyorsítást is a szotverben lehet csökkenteni.
A nyomatékot a vezérlőben. A tartalék erő ... csak nem baj?
Csináljak egy videót amikor pl. 50mm/sec-re 14-15msec alatt fent van? Persze kellene egy gyors képkockaváltású videókamera :)
Szerintem ezt a sok (pofázási:) energiát inkább a mechanika erős kialakítására kellene fordítani...
Míg ez a topik "szárnyal"... addíg a mechanikai ötletek topik... :)
Elméletben... Elméletből... Eszemfuttatásból... Egymás győzködésével...nem megyünk előre... Nem lesz gép...
A tények a munkadarabok, úgyis magukért beszélnek...
Tibor pedíg bólogat olyan dolgokra is amik neked is meg nekem is (meg akinek volt gyrekkorában váltós biciklije) tudja... hogy nem ok.
1. Túl gyorsan tud a gépem gyorsítani - azaz a gyakorlatban (talán használhatatlanul) gyorsan gyorsul...
50msec alatt 180mm/sec-re azaz ~14msec alatt már 50mm/sec sebességen tud lenni...
2. Túl gyors is a gépem a főorsók sebességéhez... (a 180mm/sec még a 60.000rpm-es orsóhoz képest is!)
Nekem az égatta világon semmi bajom vele.. úgy megy ahogy azt vártam tőle... sőt egy kicsit még túl is lőtem a célomon...
Te láttad a mechanikát... és bárkit szivesen látok aki meg akarja nézni!
Szerencsére...:) A sebességet és a gyorsítást is a szotverben lehet csökkenteni.
A nyomatékot a vezérlőben. A tartalék erő ... csak nem baj?
Csináljak egy videót amikor pl. 50mm/sec-re 14-15msec alatt fent van? Persze kellene egy gyors képkockaváltású videókamera :)
Szerintem ezt a sok (pofázási:) energiát inkább a mechanika erős kialakítására kellene fordítani...
Míg ez a topik "szárnyal"... addíg a mechanikai ötletek topik... :)
Elméletben... Elméletből... Eszemfuttatásból... Egymás győzködésével...nem megyünk előre... Nem lesz gép...
A tények a munkadarabok, úgyis magukért beszélnek...
Tibor pedíg bólogat olyan dolgokra is amik neked is meg nekem is (meg akinek volt gyrekkorában váltós biciklije) tudja... hogy nem ok.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:12
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:12
Váltó = választás a sebesség és erő között... Ez igaz?
Ha a kocsinak nagyobb a motorja az baj? Max. nem nyomod neki annyira :) De... a lehetőséged megvan...
Ha a kocsinak nagyobb a motorja az baj? Max. nem nyomod neki annyira :) De... a lehetőséged megvan...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 13:12
Írta: 000000000 Dátum 2008 szeptember 08, 13:12
Nem az szamit, hogy mennyi a vegsebessege, hanem, hogy pl. hany sec. alatt vagy 100km/h-n. Nincs "vegtelen" utad gyorsulni...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 13:12
Írta: HJózsi Dátum 2008 szeptember 08, 13:12
Szerintem arról van szó, hogy Péter kasznija jó és kiváló motorok vannak benne, viszont a kettő illesztése nem jó ... legalábbis arra nem, hogy kihozza a benne rejlő képességekből a maximumot... ( Nota bene talán kisebb motor is elég lenne... )Tehát szó sincs az Ő esetében, hagyományos értelemben hobby gépről, sokal közelebb áll már egy igazi profi géphez, amitől csak egy paraszthajszál választja el és ez a dinamikai illesztés.
Bizony szívesen marnék már én is egy ilyen gépen úgy ahogy van, mert hasonló alkatrészeket kellene nekem is legyártanom, és látható a videón, hogy meg tudja csinálni. Viszont az is biztos, hogy meghallgatnám Tibor45-öt mit javasol, hogy nem ilyen puding feladatok esetén, mint kör marás ( alíg van gyorsulás tengelyenként .. ) mivel javíthatnám gépem képességeit...
Megnéznék egy csillagtesztet ill panelfúrást ebben az állapotban... [#wave]
Bizony szívesen marnék már én is egy ilyen gépen úgy ahogy van, mert hasonló alkatrészeket kellene nekem is legyártanom, és látható a videón, hogy meg tudja csinálni. Viszont az is biztos, hogy meghallgatnám Tibor45-öt mit javasol, hogy nem ilyen puding feladatok esetén, mint kör marás ( alíg van gyorsulás tengelyenként .. ) mivel javíthatnám gépem képességeit...
Megnéznék egy csillagtesztet ill panelfúrást ebben az állapotban... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:15
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:15
3D marást még nem póbáltam... (nem is tervezem) de...
Küldhetnétek valami file-t... amihez nem kell nagy alut elbaltáznom és 1mm-es vagy 2mm-es gömfejű maróhoz van írva (ez van itthon)... és csinálok egy videót róla... (CAD-CAM progi sincs :)
Küldhetnétek valami file-t... amihez nem kell nagy alut elbaltáznom és 1mm-es vagy 2mm-es gömfejű maróhoz van írva (ez van itthon)... és csinálok egy videót róla... (CAD-CAM progi sincs :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 13:16
Írta: HJózsi Dátum 2008 szeptember 08, 13:16
A kérdésre válaszolj, mikor süppedsz jobban! ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:23
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:23
"Viszont a kettő illesztése nem jó" Adatlap kivonat itt!!
Na már...
1. Ez van ráírva a motorra: 2500rpm (5-ös orsóval az hány mm/sec számold ki)
2. 85V-os a motor (85V a táp)
3. 1,57Nm alapnyomaték ( csúcsnyomaték 12Nm) számold ki az erőt az orsón! (5mm) "képletek topik"
Milyen motor lenne jobb szerinted? Milyen áttételel? Konkrét motor ajánlást várok - konkrét adatokkal! (Talán Tibor segít neked...de kötve hiszem...:)
Hogy ezt az erőt (azaz gyorsítási képesség) és sebességet tudja? Egyikből sem engedek!!!!!!!! :)
Na már...
1. Ez van ráírva a motorra: 2500rpm (5-ös orsóval az hány mm/sec számold ki)
2. 85V-os a motor (85V a táp)
3. 1,57Nm alapnyomaték ( csúcsnyomaték 12Nm) számold ki az erőt az orsón! (5mm) "képletek topik"
Milyen motor lenne jobb szerinted? Milyen áttételel? Konkrét motor ajánlást várok - konkrét adatokkal! (Talán Tibor segít neked...de kötve hiszem...:)
Hogy ezt az erőt (azaz gyorsítási képesség) és sebességet tudja? Egyikből sem engedek!!!!!!!! :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 13:27
Írta: svejk Dátum 2008 szeptember 08, 13:27
Ebben mondjuk igazad van, hogy az a mechanika már elég tűrőképesnek tűnik.
Az is igaz hogy az ilyen kis munkaterületű gépnél nem olyan lényeg a végsebesség, és talán nála már,-ahogy Aszbolit is írta- összemérhető lenne a sebességcsökkenése általi veszteség a gyorsulás altali nyereséggel...
Nem tudom...
Az biztos hogy az erős kinézetű gép mögött nagy tömegek is vannak, amik szintén korlátozhatják a gyorsulást.
Na ezért lenne jó az Ő gépadataival levezetni a tervezett számításokat..
Bár kezdem hiábavalónak látni ezen számításokat, mert ennek nincs vége..
Ha ezek meglesznek akkor kellenének a mechanika egyéb elemeinek tervezése, tartók, tengelyek, stb.
Az bizony pedig már talán egy nagyobb falat mint a nyomaték-tehetetlenség illesztése a motornál...
No meg hát ottvan az a fontos tényező is hogy "nem akarok áttételt" :) :)
Az is igaz hogy az ilyen kis munkaterületű gépnél nem olyan lényeg a végsebesség, és talán nála már,-ahogy Aszbolit is írta- összemérhető lenne a sebességcsökkenése általi veszteség a gyorsulás altali nyereséggel...
Nem tudom...
Az biztos hogy az erős kinézetű gép mögött nagy tömegek is vannak, amik szintén korlátozhatják a gyorsulást.
Na ezért lenne jó az Ő gépadataival levezetni a tervezett számításokat..
Bár kezdem hiábavalónak látni ezen számításokat, mert ennek nincs vége..
Ha ezek meglesznek akkor kellenének a mechanika egyéb elemeinek tervezése, tartók, tengelyek, stb.
Az bizony pedig már talán egy nagyobb falat mint a nyomaték-tehetetlenség illesztése a motornál...
No meg hát ottvan az a fontos tényező is hogy "nem akarok áttételt" :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 13:30
Írta: HJózsi Dátum 2008 szeptember 08, 13:30
A gyorsulási adatokhoz a mozgatandó tömegek is kellenek ...
Végsebességre olyan értéket célszerű választani, amit használni is fogsz, különben minek...
Végsebességre olyan értéket célszerű választani, amit használni is fogsz, különben minek...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 13:32
Írta: HJózsi Dátum 2008 szeptember 08, 13:32
[#vigyor0] ... ühüm ... azért a motorillesztét érdemes kiszámolni, az ebbe a topikba tartozik ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:42
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:42
30kg. kereszt t. 50Kg asztal.
Én mem szeretem a lassú kocsikat sem...:) Lehet, hogy ezzel egyedüli vagyok? :)
Miért baj az ha (maradjunk légszántásban?) gyors a gép?
... és ha veszek egy 400.000rpm-es levegős gravírozót a jövő héten az Ebay-on :)
Szóval nem viszakérdezni hanem megoldani ... a cél számok adottak... [#nyes]
Képzedl el, hogy van egy megrendelő... és ilyet szeretne...... és nem kiváncsi a részletekre, problémákra... nem kiváncsi: a "minek neked ilyen" kérdésekre
= megoldást akar!
... és most mindenki el fog tünni a szervómotor Topikból... ez ilyenkor így szokott lennni... :)
Tibor még dob egy két érthetetlen képletet, "szabványszöveget" a fizikáról... de semmi konkrét megoldást nem!!!
Semmi áttétel arányt - semmi motort nem fog ajánlani!
Én mem szeretem a lassú kocsikat sem...:) Lehet, hogy ezzel egyedüli vagyok? :)
Miért baj az ha (maradjunk légszántásban?) gyors a gép?
... és ha veszek egy 400.000rpm-es levegős gravírozót a jövő héten az Ebay-on :)
Szóval nem viszakérdezni hanem megoldani ... a cél számok adottak... [#nyes]
Képzedl el, hogy van egy megrendelő... és ilyet szeretne...... és nem kiváncsi a részletekre, problémákra... nem kiváncsi: a "minek neked ilyen" kérdésekre
= megoldást akar!
... és most mindenki el fog tünni a szervómotor Topikból... ez ilyenkor így szokott lennni... :)
Tibor még dob egy két érthetetlen képletet, "szabványszöveget" a fizikáról... de semmi konkrét megoldást nem!!!
Semmi áttétel arányt - semmi motort nem fog ajánlani!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 13:48
Írta: 000000000 Dátum 2008 szeptember 08, 13:48
Imadni fogsz... ((:
Mufaban kellene tesztelned, ennel lathato, merheto lenne a vegeredmeny es tudnal haladni olyan sebessegekkel, mint en keramiaban. Aluminiumot osszehasonlitani nincs ertelme, mert 16-os szerszammal dolgozok. Ha pedig irok valami "koromnyi" darabra programot, nincs mihez hasonlitani.
Tehat egy kerami dugo g-code-ot kuldenek. Viszont meg mindig kellene egy d=6mm-es gombvegu maro- Szinten az osszehasonlitas vegett.
Lehet sima HSS is mufahoz. De tolem marhatod kemenygumiba, POM-ba, stb. Csak nagy fordulaton ne olvadjon meg es korrektul merheto legyen.
Megfelel?
Mufaban kellene tesztelned, ennel lathato, merheto lenne a vegeredmeny es tudnal haladni olyan sebessegekkel, mint en keramiaban. Aluminiumot osszehasonlitani nincs ertelme, mert 16-os szerszammal dolgozok. Ha pedig irok valami "koromnyi" darabra programot, nincs mihez hasonlitani.
Tehat egy kerami dugo g-code-ot kuldenek. Viszont meg mindig kellene egy d=6mm-es gombvegu maro- Szinten az osszehasonlitas vegett.
Lehet sima HSS is mufahoz. De tolem marhatod kemenygumiba, POM-ba, stb. Csak nagy fordulaton ne olvadjon meg es korrektul merheto legyen.
Megfelel?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 13:50
Írta: 000000000 Dátum 2008 szeptember 08, 13:50
"Képzedl el, hogy van egy megrendelő... és ilyet szeretne...... és nem kiváncsi a részletekre, problémákra... nem kiváncsi: a "minek neked ilyen" kérdésekre
= megoldást akar!"
Eloleget kerek tole, szerzodest irunk es megrendelem neki... [#eplus2]
= megoldást akar!"
Eloleget kerek tole, szerzodest irunk es megrendelem neki... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:50
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:50
Áttétel lehetne - ha jobb lenne... tőle... mindkét adatban...(sebesség és gyorsulás)... és pontosság!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:51
Írta: bmejdz9nu Dátum 2008 szeptember 08, 13:51
Ez a szervómotor topik :) Az "adok-veszek" egy másik :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 08, 13:55
Írta: Szedlay Pál Dátum 2008 szeptember 08, 13:55
Azért linkelek ide egy gépet.
A munkaterület 350*350mm
Nézze meg mindenki a gyorsulási adatokat és a hozzátartozó tömegét a gépnek.
Biztos sok mérnök sokat számolt és nem véletlenül kell bele ennyi anyag.
A gyorsulás növeléséhez nem csak attétel, de nagon nagy merevségű gép is kell. Különben jönnek azok a problémág amit a Péter is észrevett a munkadarabon a nagy gyorsításkor.
Wissner marógépek
A munkaterület 350*350mm
Nézze meg mindenki a gyorsulási adatokat és a hozzátartozó tömegét a gépnek.
Biztos sok mérnök sokat számolt és nem véletlenül kell bele ennyi anyag.
A gyorsulás növeléséhez nem csak attétel, de nagon nagy merevségű gép is kell. Különben jönnek azok a problémág amit a Péter is észrevett a munkadarabon a nagy gyorsításkor.
Wissner marógépek
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 14:06
Írta: bmejdz9nu Dátum 2008 szeptember 08, 14:06
Ez azért más kategória.... több tonna és 10Kw-os marómotor :) Az enyém kb. 150-200Kg (alu)...:)
De maradjunk annál a pédánál amit írtam... másképp hogyan jobban, konkrétan? Mert az enyém az (J) hibás :)
Mindenki számol... most... hagyjuk őket...:)
De maradjunk annál a pédánál amit írtam... másképp hogyan jobban, konkrétan? Mert az enyém az (J) hibás :)
Mindenki számol... most... hagyjuk őket...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 14:09
Írta: 000000000 Dátum 2008 szeptember 08, 14:09
Hány tengelyesek ezek a marók?
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 szeptember 08, 14:09
Írta: 3vv2btrhv Dátum 2008 szeptember 08, 14:09
Egy kicsit más szemszögböl nézve ezt az eszmecserét , az a véleményem , hogy nagyon kell örülni hogy Tibor45 egyáltalán ir ebbe a topikba !!!! Ismerek embereket (KÁLMÁN , ARADI , STB ) akik igazi szakamberek de egy betüt sem irnak ide . Tehát nagyon is becsüljük meg minden sorát , de személy szerint én sem értek egyet a szeméjeskedö hangnemnek . Tibor45 nagyon sokszor vérig sértett a dolgaim véleményezésével , de legalább neki volt véleménye és nem halgat mint rossz a gazban .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 14:12
Írta: 000000000 Dátum 2008 szeptember 08, 14:12
"Ismerek embereket (KÁLMÁN , ARADI , STB ) akik igazi szakamberek de egy betüt sem irnak ide . Tehát nagyon is becsüljük meg minden sorát... "
Mert az információ hatalom és pénz -vélik.
Mert az információ hatalom és pénz -vélik.
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 szeptember 08, 14:15
Írta: 3vv2btrhv Dátum 2008 szeptember 08, 14:15
Tibor45 nem tör hatalomra és a pénzt sem szereti .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 14:22
Írta: bmejdz9nu Dátum 2008 szeptember 08, 14:22
De, hogy mit ír az is fontos... Ha már ír... De most várjunk az eredményre...#6736
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 08, 14:37
Írta: Szedlay Pál Dátum 2008 szeptember 08, 14:37
Alapban 3, de opcionálisan 5 tengelyig bővíthetők. Lásd a linken.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 14:39
Írta: 000000000 Dátum 2008 szeptember 08, 14:39
És a fogtechnikába 3 vagy az 5 tengely kell.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 14:42
Írta: 000000000 Dátum 2008 szeptember 08, 14:42
Péter és Svejk!
Az egy dolog, hogy szakmailag finoman szólva
vannak hiányosságaitok. De hogy hazudozzatok is
velem kapcsolatban olyan tényekkel
kapcsolatosan, amiket már ezerszer leírtam
( pl. J=.5*m*r2, D. lacinak is mérteteztem
gyorsan itt egy hajtást az adott kérdésére),
nos ez már picit sok kezd lenni.
Annak viszont nagyon örülök, hogy tőletek függetlenül vannak
itt egy-egy felvetéssel kapcsolatosan
elgondolkodni is tudó Fórumtársak, és nem
egyből a sértett Hobbysta, és az üres duma
a reakciójuk.
A makacs, amperhajhász, és sötét
erőkön meg csak lassan röhögni tudok.:)
Köszi Hunka T.!
Az egy dolog, hogy szakmailag finoman szólva
vannak hiányosságaitok. De hogy hazudozzatok is
velem kapcsolatban olyan tényekkel
kapcsolatosan, amiket már ezerszer leírtam
( pl. J=.5*m*r2, D. lacinak is mérteteztem
gyorsan itt egy hajtást az adott kérdésére),
nos ez már picit sok kezd lenni.
Annak viszont nagyon örülök, hogy tőletek függetlenül vannak
itt egy-egy felvetéssel kapcsolatosan
elgondolkodni is tudó Fórumtársak, és nem
egyből a sértett Hobbysta, és az üres duma
a reakciójuk.
A makacs, amperhajhász, és sötét
erőkön meg csak lassan röhögni tudok.:)
Köszi Hunka T.!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 08, 14:48
Írta: Szedlay Pál Dátum 2008 szeptember 08, 14:48
4 tengelyes, de a profik 5tengelyest használnak.
Pl. ők ezt a típust.
http://www.etkon.de/cms/front_content.php
Pl. ők ezt a típust.
http://www.etkon.de/cms/front_content.php
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 14:52
Írta: svejk Dátum 2008 szeptember 08, 14:52
Mit is hazudozok én?
Ha így van természetesen bocsánatot kérek..
Ha így van természetesen bocsánatot kérek..
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 08, 14:53
Írta: Szedlay Pál Dátum 2008 szeptember 08, 14:53
Bocs a korrekt vélasz 3+1
A szimultán 4 tengelyre alapban nincs szükség.
A szimultán 4 tengelyre alapban nincs szükség.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 14:59
Írta: 000000000 Dátum 2008 szeptember 08, 14:59
Akkor még van tennivalóm, hogy "hobby fogtechikás2 legyek..., mert még a 4. tengely kezelése is tanulandó, az 5. tengelyt meg nem is tudom miben lehetne megszerkeszteni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 15:06
Írta: 000000000 Dátum 2008 szeptember 08, 15:06
"A #6683-ban is ha az integrál egyenlet helyett
inkább azt írtad volna, hogy J = m*r-négyzet
osztva 2-vel"
Nézd meg, hányszor írtam már le ide ezt a
képletet, utoljára egy konkrét orsóra
számoltam is vele.
De mindegy, írtam már, lassan tényleg belefáradok a meddő vitákba.
H.Józsit idézve: nektek az kell, hogy az anyag
visszapofázzon, majd rá hallgattok.:)
inkább azt írtad volna, hogy J = m*r-négyzet
osztva 2-vel"
Nézd meg, hányszor írtam már le ide ezt a
képletet, utoljára egy konkrét orsóra
számoltam is vele.
De mindegy, írtam már, lassan tényleg belefáradok a meddő vitákba.
H.Józsit idézve: nektek az kell, hogy az anyag
visszapofázzon, majd rá hallgattok.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 15:14
Írta: svejk Dátum 2008 szeptember 08, 15:14
És ez neked hazudozás?
Lehet azt nem is olvastam, vagy ha olvastam is most erről a képletről volt szó.
Én csak arra akartam felhívni a figyelmedet hogy inkább gyakorlatiasabb, egyszerű emberek által is érthető számításokkal traktáljuk egymást.
Semmi más rossz szándékom nem volt.
Én a múltkor megtiszteltetésként ajánlottam fel
a lektorálást, ha megpróbálom összeszedni az alkalmazandó képleteket és egy pár példán keresztül bemutatni.
Nézd csak meg hogy reagáltál..:(
Hisz ez a baj hogy visszapofázik az anyag mert nem tudunk megfelelő stabilitású gépet készíteni:(
Jómagam ebben látom a legnagyobb buktatót...
Lehet azt nem is olvastam, vagy ha olvastam is most erről a képletről volt szó.
Én csak arra akartam felhívni a figyelmedet hogy inkább gyakorlatiasabb, egyszerű emberek által is érthető számításokkal traktáljuk egymást.
Semmi más rossz szándékom nem volt.
Én a múltkor megtiszteltetésként ajánlottam fel
a lektorálást, ha megpróbálom összeszedni az alkalmazandó képleteket és egy pár példán keresztül bemutatni.
Nézd csak meg hogy reagáltál..:(
Hisz ez a baj hogy visszapofázik az anyag mert nem tudunk megfelelő stabilitású gépet készíteni:(
Jómagam ebben látom a legnagyobb buktatót...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 15:14
Írta: HJózsi Dátum 2008 szeptember 08, 15:14
A négy evangelista a következő három :
Lukács és Márk ...
"mindkét adatban...(sebesség és gyorsulás)... és pontosság! "
Nálam ez 3 adat és ebből kettőben javulást hoz! Ha hozzáveszem, hogy a szükséges sebességet hamarabb éri el, akkor a sebességben is javulást hozott ... [#nyes][#nyes][#nyes] Mert ugyan számít a gyorsjárati sebesség, de forgácsolásnál mégis az előtolásos dominál...
A videó jó, a cél világos és egyet lehet vele érteni. Meg kellene nézni hogyan valósították meg a hajtást...
Lukács és Márk ...
"mindkét adatban...(sebesség és gyorsulás)... és pontosság! "
Nálam ez 3 adat és ebből kettőben javulást hoz! Ha hozzáveszem, hogy a szükséges sebességet hamarabb éri el, akkor a sebességben is javulást hozott ... [#nyes][#nyes][#nyes] Mert ugyan számít a gyorsjárati sebesség, de forgácsolásnál mégis az előtolásos dominál...
A videó jó, a cél világos és egyet lehet vele érteni. Meg kellene nézni hogyan valósították meg a hajtást...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 15:19
Írta: 000000000 Dátum 2008 szeptember 08, 15:19
"Hisz ez a baj hogy visszapofázik az anyag mert nem tudunk megfelelő stabilitású gépet készíteni:(
Jómagam ebben látom a legnagyobb buktatót... "
Sajnos igazad van hisz a hobbysoknak a legnagyobb költségtényező a mechanika.
Jómagam ebben látom a legnagyobb buktatót... "
Sajnos igazad van hisz a hobbysoknak a legnagyobb költségtényező a mechanika.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 15:26
Írta: 000000000 Dátum 2008 szeptember 08, 15:26
Valóban, talán az a legdrágább, éppen ezért
nagyon szomorú, hogy aztán Svejk meg Varsányi
meg Te még jobban elszúrjátok a drága
cuccottokat, ha nem gondoljátok
végig az egy motorfordulatra eső optimális elmozdulást az adott feladathoz.
nagyon szomorú, hogy aztán Svejk meg Varsányi
meg Te még jobban elszúrjátok a drága
cuccottokat, ha nem gondoljátok
végig az egy motorfordulatra eső optimális elmozdulást az adott feladathoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 15:30
Írta: 000000000 Dátum 2008 szeptember 08, 15:30
Látom Józsi, sokat tesztelsz egységugrással is,
és jótékony hibafelderítő hatását javadra
fordítod! Gratula, így kell ezt csinálni!
és jótékony hibafelderítő hatását javadra
fordítod! Gratula, így kell ezt csinálni!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 15:40
Írta: bmejdz9nu Dátum 2008 szeptember 08, 15:40
Hány Nm-es motor? Mekkora fordulatszámra? mekkora áttételel? A #6732 és #6736...
Senki nem tudja??? Na ez az... Ez mindent megmagyaráz, azaz itt mindenki hobbysta... nincs kivétel!!!
Csak egyik félrebeszél ... a másik pedíg nem... Talán ezek után már mindenkinek egyértelmű...
Senki nem tudja??? Na ez az... Ez mindent megmagyaráz, azaz itt mindenki hobbysta... nincs kivétel!!!
Csak egyik félrebeszél ... a másik pedíg nem... Talán ezek után már mindenkinek egyértelmű...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 15:41
Írta: svejk Dátum 2008 szeptember 08, 15:41
De kedves Tibor45! (nem cinizmusból!)
Hidd el mi szeretnénk a legjobban ha jól ki tudnánk számolni a szűkös lehetőségeinket...
Annyiszor felkértelek már hogy csinálj egy levezerő számítást konkrét adatokkal..
Persze most hogy elkezdtem gyüjteni az infókat kezdem érteni miért nem tetted, mert ez bizony komoly munka úgy megcsinálni hogy mind tartalmilag mind formailag helyes átlátható legyen.
De azért nem adom fel..:)
Viszont lenne estére egy komoly kérdésem amin nem tudok túljutni, segítesz?
Most rohannom kell a vonathoz..:(
Hidd el mi szeretnénk a legjobban ha jól ki tudnánk számolni a szűkös lehetőségeinket...
Annyiszor felkértelek már hogy csinálj egy levezerő számítást konkrét adatokkal..
Persze most hogy elkezdtem gyüjteni az infókat kezdem érteni miért nem tetted, mert ez bizony komoly munka úgy megcsinálni hogy mind tartalmilag mind formailag helyes átlátható legyen.
De azért nem adom fel..:)
Viszont lenne estére egy komoly kérdésem amin nem tudok túljutni, segítesz?
Most rohannom kell a vonathoz..:(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 15:43
Írta: svejk Dátum 2008 szeptember 08, 15:43
Estére megpróbálom neked kiszámolni ha a meló engedi, és Tibor45 is segít...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 15:46
Írta: 000000000 Dátum 2008 szeptember 08, 15:46
Mi a különbség a szervomotor és a léptetőmotor között?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 15:50
Írta: 000000000 Dátum 2008 szeptember 08, 15:50
"Hidd el mi szeretnénk a legjobban ha jól ki
tudnánk számolni a szűkös lehetőségeinket..."
Nagyszerű, akkor végre feljtsd el egy Hobby
CNC forgácsoló gépnél a 80W-os motort és
a 4-5 mm-es direkthajtást.
De majd ha jól számolgatsz, előbb utóbb Te is
rájössz erre.
Persze, ha tudok segítek, majd este szóljál.
tudnánk számolni a szűkös lehetőségeinket..."
Nagyszerű, akkor végre feljtsd el egy Hobby
CNC forgácsoló gépnél a 80W-os motort és
a 4-5 mm-es direkthajtást.
De majd ha jól számolgatsz, előbb utóbb Te is
rájössz erre.
Persze, ha tudok segítek, majd este szóljál.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 15:55
Írta: 000000000 Dátum 2008 szeptember 08, 15:55
Erre is válaszoltam már, csak Te akkor
vigyorogtál egy jót.
Én nem szeretnék helyetted melózni,
megkeresni, menjél vissza pár száz
hozzászólást, megtalálod a válaszomat.
vigyorogtál egy jót.
Én nem szeretnék helyetted melózni,
megkeresni, menjél vissza pár száz
hozzászólást, megtalálod a válaszomat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 16:24
Írta: bmejdz9nu Dátum 2008 szeptember 08, 16:24
400W is kevés :) ahhoz... meg 1,7/12Nm is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 16:27
Írta: bmejdz9nu Dátum 2008 szeptember 08, 16:27
Ezt vedd már észre: :) és akkor mindent megértesz...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 16:30
Írta: bmejdz9nu Dátum 2008 szeptember 08, 16:30
ITT meglehet könnyen nézni, hogy Tibor a "bedobált képleteket" egyes elemeit hányszor magyárázta el...
Ha talál valaki egyet szóljon! mert nekem nem sikerült! Na erről ennyit...
Ha talál valaki egyet szóljon! mert nekem nem sikerült! Na erről ennyit...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 16:33
Írta: HJózsi Dátum 2008 szeptember 08, 16:33
Hát ki nem hagynám, ha ott a lehetőség ! ... [#wave] A Mitutoyót sem tartanám a vitrinben, ha lenne ... [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 16:38
Írta: bmejdz9nu Dátum 2008 szeptember 08, 16:38
Láttál már valamelyik külföldi hobby CNC-s oldalon ekkora "elmizést" a semmin? Ilyen Egységugrásokat :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 16:40
Írta: HJózsi Dátum 2008 szeptember 08, 16:40
Te Péter, kevered a térinformatikát a szervó hajtással...
Az összefüggés Dr Sárközi Ferenc oldaláról származik
Az összefüggés Dr Sárközi Ferenc oldaláról származik
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 16:54
Írta: bmejdz9nu Dátum 2008 szeptember 08, 16:54
Nem mindegy :)
Majd keresek másikat...
A Rexroth oldalán próbálkoztam először, utánna a Siemens oldalán... de érthetetleneket nehéz fogni... megértheted :)
De még veszek egy idegen szavak szótárát (is), hogy abból idézzek nektek :) nehogy... :)
Majd keresek másikat...
A Rexroth oldalán próbálkoztam először, utánna a Siemens oldalán... de érthetetleneket nehéz fogni... megértheted :)
De még veszek egy idegen szavak szótárát (is), hogy abból idézzek nektek :) nehogy... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 16:57
Írta: bmejdz9nu Dátum 2008 szeptember 08, 16:57
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 17:07
Írta: bmejdz9nu Dátum 2008 szeptember 08, 17:07
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 17:39
Írta: HJózsi Dátum 2008 szeptember 08, 17:39
Az biztos, hogy a tudomány összegyűjtése hobbi oldalakról sokkal nehézkesebb, mert profin hozzáértő kevés van és nem végtelen az ideje...
Egyébként volt szó egységugrás terhelésről, de a sok kezdőt nem akarták csigázi vele, egyszerűbb dolgok is kiverték a biztit... [#idiota] hozzájuk képest már egész jó itt a műszaki szinvonal...
Szerintem Tibor45-öt a legjobb szándék vezérelte, amikor az egységugrás tesztet megosztotta a közösséggel és megmutatta mi az a legextrémebb de mégis egyszerű vizsgálati mórszer ami megmutatja rendszerünk korlátait, gyenge pontjait. Ha barátibb légkörben menne a csevej, még rengeteg ehhez kapcsolódó hasznos infóhoz juthatnánk, de úgy tűnik a cél egymás biztijének kiverése, nem a szakmai fejlődése a nem szakmabelieknek... [#ijedt][#wilting][#rinya]
Egyébként volt szó egységugrás terhelésről, de a sok kezdőt nem akarták csigázi vele, egyszerűbb dolgok is kiverték a biztit... [#idiota] hozzájuk képest már egész jó itt a műszaki szinvonal...
Szerintem Tibor45-öt a legjobb szándék vezérelte, amikor az egységugrás tesztet megosztotta a közösséggel és megmutatta mi az a legextrémebb de mégis egyszerű vizsgálati mórszer ami megmutatja rendszerünk korlátait, gyenge pontjait. Ha barátibb légkörben menne a csevej, még rengeteg ehhez kapcsolódó hasznos infóhoz juthatnánk, de úgy tűnik a cél egymás biztijének kiverése, nem a szakmai fejlődése a nem szakmabelieknek... [#ijedt][#wilting][#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 17:46
Írta: HJózsi Dátum 2008 szeptember 08, 17:46
Tehát akkor 1-esben vagy 5-ösben gyorsul jobban egy autó álló helyzetből?
Áruld már el szegény topik olvasóknak! [#falbav]
Áruld már el szegény topik olvasóknak! [#falbav]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 17:50
Írta: svejk Dátum 2008 szeptember 08, 17:50
Oké, elfelejtem..
igazából jó lenne minden rosszat elfelejteni ..
(Egyébként már írtam hogy nekem az megfelet,a léptető után teljesen más világ volt, az elvárásaimat teljesítette, és nem volt lehetőségem az áttételezésre egyébként sem..)
igazából jó lenne minden rosszat elfelejteni ..
(Egyébként már írtam hogy nekem az megfelet,a léptető után teljesen más világ volt, az elvárásaimat teljesítette, és nem volt lehetőségem az áttételezésre egyébként sem..)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 18:00
Írta: 000000000 Dátum 2008 szeptember 08, 18:00
"Valóban, talán az a legdrágább, éppen ezért
nagyon szomorú, hogy aztán Svejk meg Varsányi
meg Te még jobban elszúrjátok a drága
cuccottokat, ha nem gondoljátok
végig az egy motorfordulatra eső optimális elmozdulást az adott feladathoz.
Válasz 'rc' üzenetére (#6758 "
Na de Tibor!
Mond már el mi a baj az eddigi gépemmel?
Én eddig csak lépteccsel dolgoztam (de hamarosan szervózni akarok és ezért fülelek), és már ezek az alkalmazások sem jók.
De hiszen évek óta mindent megtudok rajta csinálni ami nekem kell.


nagyon szomorú, hogy aztán Svejk meg Varsányi
meg Te még jobban elszúrjátok a drága
cuccottokat, ha nem gondoljátok
végig az egy motorfordulatra eső optimális elmozdulást az adott feladathoz.
Válasz 'rc' üzenetére (#6758 "
Na de Tibor!
Mond már el mi a baj az eddigi gépemmel?
Én eddig csak lépteccsel dolgoztam (de hamarosan szervózni akarok és ezért fülelek), és már ezek az alkalmazások sem jók.
De hiszen évek óta mindent megtudok rajta csinálni ami nekem kell.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 szeptember 08, 18:08
Írta: s5f8tmfv3 Dátum 2008 szeptember 08, 18:08
Lehet hogy egy fokozatnélküli hajtás van az autójában.
Közelítsünk másfelől: mindenki szabadon választhat egy fokozatot az autójában (hátramenet nem ér!) ,aztán odahegesztjük a váltókart. Nos kinek mi a szimpatikusabb? Kár hogy a cnc-ken nincs váltó.[#bohoc]
Közelítsünk másfelől: mindenki szabadon választhat egy fokozatot az autójában (hátramenet nem ér!) ,aztán odahegesztjük a váltókart. Nos kinek mi a szimpatikusabb? Kár hogy a cnc-ken nincs váltó.[#bohoc]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 18:21
Írta: 000000000 Dátum 2008 szeptember 08, 18:21
Mint a fotóid is nagyon helyesen mutatják,
használsz áttételt, ettől jó a géped.
Csak éppen soha nem mondod ezt Svejknek,
Varsányinak, meg másoknak, csak velem
szeretsz picit kötekedni, de közben meg
áttétel párti vagy. Azaz akkor nincs is vita
köztünk, és ennek örülök.
használsz áttételt, ettől jó a géped.
Csak éppen soha nem mondod ezt Svejknek,
Varsányinak, meg másoknak, csak velem
szeretsz picit kötekedni, de közben meg
áttétel párti vagy. Azaz akkor nincs is vita
köztünk, és ennek örülök.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 18:28
Írta: svejk Dátum 2008 szeptember 08, 18:28
Elöljáróban megjegyzem hogy a javarészt a neten fellelhető írások és az újabb kiadású négyjegyű függvénytáblázatok című könyv állt a segítségemre.
Angol-amerikai szakirodalom sok van sajnos az ő mértékegységeikkel és teljesen más logikai megközelítésekkel.
Használható magyar nyelvűt talán kettőt találtam.
A kérdésem a következő lenne:
vízszintes tengelyben gondolkozva..
Egy motor nyomatékának - a surlódást és egyéb elhanyagolhatókat mellőzve - két fő dolgot kell legyőznie:
Az egyik a forgácsolásból adódó haladással ellentétes erő és a gyorsításkor a tehetetlenségi nyomatékból és a gyorsulásból kiszámolható nyomaték.
Na most ezt több helyen összegzik és e két nyomaték összege van megadva a motor kért nyomatékára.
Én úgy gondolom viszont, hogy ha már fogásban vagyunk egyenletes sebességgel akkor gyorsítónyomatékra nincs szükség , ha viszont gyorsítunk, akkor pedig nincs forgácsolásból eredő ellenerő.
Hogy is van ez?
Angol-amerikai szakirodalom sok van sajnos az ő mértékegységeikkel és teljesen más logikai megközelítésekkel.
Használható magyar nyelvűt talán kettőt találtam.
A kérdésem a következő lenne:
vízszintes tengelyben gondolkozva..
Egy motor nyomatékának - a surlódást és egyéb elhanyagolhatókat mellőzve - két fő dolgot kell legyőznie:
Az egyik a forgácsolásból adódó haladással ellentétes erő és a gyorsításkor a tehetetlenségi nyomatékból és a gyorsulásból kiszámolható nyomaték.
Na most ezt több helyen összegzik és e két nyomaték összege van megadva a motor kért nyomatékára.
Én úgy gondolom viszont, hogy ha már fogásban vagyunk egyenletes sebességgel akkor gyorsítónyomatékra nincs szükség , ha viszont gyorsítunk, akkor pedig nincs forgácsolásból eredő ellenerő.
Hogy is van ez?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 18:28
Írta: bmejdz9nu Dátum 2008 szeptember 08, 18:28
"amikor az egységugrás tesztet megosztotta" ...
Hol van pontosan definiálva az egységugrás?
Az elve egyszerű:
A Gecko vezérlőnek azonnal löjjünk be 128+X (min. +1) impulzust, hogy "megfeküdjön"... ez a T45 "egységugrasztó" teszt! Csak erről a fajtájáról tudok.
Hol van pontosan definiálva az egységugrás?
Az elve egyszerű:
A Gecko vezérlőnek azonnal löjjünk be 128+X (min. +1) impulzust, hogy "megfeküdjön"... ez a T45 "egységugrasztó" teszt! Csak erről a fajtájáról tudok.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 18:31
Írta: bmejdz9nu Dátum 2008 szeptember 08, 18:31
Ha csak egy videót láthatnák róla... egyszer... valamikor... talán...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 18:33
Írta: bmejdz9nu Dátum 2008 szeptember 08, 18:33
Milyen emelkedésű orsókat használt RC? Milyen motorokat? Persze mindegy...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 18:39
Írta: 000000000 Dátum 2008 szeptember 08, 18:39
Én viszonylag a szervotopic elején
(#427 2007 február 03) már találtam egy
rövid összefoglalást, akkor ezt írtam:
"Mivel fordulatszám tartomány bőven van, kis
méretű 50-150 W-os motoroknál mindenképpen
érdemes, és adott esetben kell is betenni egy
1.5-4 közötti lassító áttételt célszerűen
fogazott szíjhajtással. Az áttétel pontos
értékét a CNC gép kinematikai lánca, a
forgácsolás vagy más technológiai alkalmazás
jellege, visszacsatoló mérő elem határozza meg.
Így a macerás tengelykapcsoló probléma is
megoldódik."
Érdekes, mintha erről beszélnék mostanában is,
csak Neked a tények semmit nem jelentenek.:)
(#427 2007 február 03) már találtam egy
rövid összefoglalást, akkor ezt írtam:
"Mivel fordulatszám tartomány bőven van, kis
méretű 50-150 W-os motoroknál mindenképpen
érdemes, és adott esetben kell is betenni egy
1.5-4 közötti lassító áttételt célszerűen
fogazott szíjhajtással. Az áttétel pontos
értékét a CNC gép kinematikai lánca, a
forgácsolás vagy más technológiai alkalmazás
jellege, visszacsatoló mérő elem határozza meg.
Így a macerás tengelykapcsoló probléma is
megoldódik."
Érdekes, mintha erről beszélnék mostanában is,
csak Neked a tények semmit nem jelentenek.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 18:55
Írta: 000000000 Dátum 2008 szeptember 08, 18:55
"Én úgy gondolom viszont, hogy ha már fogásban
vagyunk egyenletes sebességgel akkor
gyorsítónyomatékra nincs szükség , ha viszont
gyorsítunk, akkor pedig nincs forgácsolásból
eredő ellenerő. Hogy is van ez?"
A két dolog nem zárja ki egymást, egyidejűség
is felléphet. Ha a maró halad pl. 5 mm-es
fogásmélységgel, akkor erre még egy komolyabb
3D felület rászuperponálhat igen durva meredekségű +-2 mm változást.
Arról nem is beszélve, hogy számos olyan
sarokpont, kezdési pont van, ahol Z-ben veszek
egy fogást, majd elindulok X, Y-ban forgácsolni.
Itt is full a terhelés.
Tehát méretezéskor igenis mindent összegezni
kell, és a legnagyobb terheléseket kell
figyelembe venni. A súrlódást se hnyagold el,
egy hatásfok tényzőt vegyél fel, ami reális
az adott konstrukcióra.
vagyunk egyenletes sebességgel akkor
gyorsítónyomatékra nincs szükség , ha viszont
gyorsítunk, akkor pedig nincs forgácsolásból
eredő ellenerő. Hogy is van ez?"
A két dolog nem zárja ki egymást, egyidejűség
is felléphet. Ha a maró halad pl. 5 mm-es
fogásmélységgel, akkor erre még egy komolyabb
3D felület rászuperponálhat igen durva meredekségű +-2 mm változást.
Arról nem is beszélve, hogy számos olyan
sarokpont, kezdési pont van, ahol Z-ben veszek
egy fogást, majd elindulok X, Y-ban forgácsolni.
Itt is full a terhelés.
Tehát méretezéskor igenis mindent összegezni
kell, és a legnagyobb terheléseket kell
figyelembe venni. A súrlódást se hnyagold el,
egy hatásfok tényzőt vegyél fel, ami reális
az adott konstrukcióra.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 18:59
Írta: 000000000 Dátum 2008 szeptember 08, 18:59
Majd megmondja RC pontosan, gondolom 4-10 mm
közöttieket, és 1:3 lehet kb. az áttétele.
közöttieket, és 1:3 lehet kb. az áttétele.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 19:00
Írta: 000000000 Dátum 2008 szeptember 08, 19:00
Péter ez léptecses, nem sebesség bajnok, nekem arra kell, hogy bármit (vasat,alut, fát műnyagot, fóliát) tudjak vele marni, gravírozni, lézerezni, fóliát vágni stb.
Max sebességem alunál pl. 15 mm/sec.
De egy csapágyház készítésénél nekem az nem számít, hogy a négy sülyesztett furat és a csapágyfészek elkészítése 5 perc.
Majd a servós az kicsit gyorsabb lessz, de nem megyek feljebb, mint ahol a mechanikánál rezgések indúlnának majd meg.
Max sebességem alunál pl. 15 mm/sec.
De egy csapágyház készítésénél nekem az nem számít, hogy a négy sülyesztett furat és a csapágyfészek elkészítése 5 perc.
Majd a servós az kicsit gyorsabb lessz, de nem megyek feljebb, mint ahol a mechanikánál rezgések indúlnának majd meg.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 19:04
Írta: 000000000 Dátum 2008 szeptember 08, 19:04
16x5 golyós orsó, 2,5 az áttétel.
A forgatónál 4,5 az áttétel.
A forgatónál 4,5 az áttétel.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 19:10
Írta: svejk Dátum 2008 szeptember 08, 19:10
Értem...igen erre nem gondoltam..gyakorlatilag nálam a nyákfúrásnál kimerült a használat.
Köszönöm...
Viszont akkor egy számitásom hiányozni fog mivel nem tudom hogy kell kiszámolni a forgácsoláskor a tolóerőt :(
Meg ez aztán már tényleg a használattól függ..
Mekkora lehet egy ilyen gép ilyen irányú maximális igénybevétele?
Nem akarok súrlódásokkal foglalkozni, bár a képletek meg vannak hozzá de meglehetősen átláthatatlanná teszi a számítást. inkább a végén ráadok egy biztonsági tartalékot.
Köszönöm...
Viszont akkor egy számitásom hiányozni fog mivel nem tudom hogy kell kiszámolni a forgácsoláskor a tolóerőt :(
Meg ez aztán már tényleg a használattól függ..
Mekkora lehet egy ilyen gép ilyen irányú maximális igénybevétele?
Nem akarok súrlódásokkal foglalkozni, bár a képletek meg vannak hozzá de meglehetősen átláthatatlanná teszi a számítást. inkább a végén ráadok egy biztonsági tartalékot.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 19:14
Írta: 000000000 Dátum 2008 szeptember 08, 19:14
Tibor 45!
A véleményedet várom:
egy gép tesztelése során (egységugrás) nem kellene rezgésmérővel mérni a rendszert?!?
A véleményedet várom:
egy gép tesztelése során (egységugrás) nem kellene rezgésmérővel mérni a rendszert?!?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 19:23
Írta: bmejdz9nu Dátum 2008 szeptember 08, 19:23
De azért megnézném előtte is és utánna is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 19:24
Írta: 000000000 Dátum 2008 szeptember 08, 19:24
A rendszer elég tág fogalom.
Elsőként bőven elég szemmel, füllel érzékelni
az X, Y, Z tengely eseményeket, a mechanika
úgyis elkezd árulkodni a hibákról
(kottyanások, merevségi problémák, rezonancia
frekvencia pontok, stb...).
Ha pedig komolyabb mérést szeretnél,
rezgés érzékelőket is elhelyezhetsz, és egy több
csatornás mérés-adatgyűjtővel nézheted,
kiértékelheted a mechanikád deformációit a
frekvencia függvényében.
Elsőként bőven elég szemmel, füllel érzékelni
az X, Y, Z tengely eseményeket, a mechanika
úgyis elkezd árulkodni a hibákról
(kottyanások, merevségi problémák, rezonancia
frekvencia pontok, stb...).
Ha pedig komolyabb mérést szeretnél,
rezgés érzékelőket is elhelyezhetsz, és egy több
csatornás mérés-adatgyűjtővel nézheted,
kiértékelheted a mechanikád deformációit a
frekvencia függvényében.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 19:33
Írta: 000000000 Dátum 2008 szeptember 08, 19:33
Ok. Jó lesz az, nem kell nagyon precízen
mindent kiszámolnod.
Az előtolási erő igénybevétel meg végképp nehéz
ügy, millió paramétertől, technológiától függ.
Péternek ha jól tudom 1 KW körüli "vízhűtéses
állatfajtája" van marómotorként,:) így bizony
több ezer N-erő is szóbajöhet.
mindent kiszámolnod.
Az előtolási erő igénybevétel meg végképp nehéz
ügy, millió paramétertől, technológiától függ.
Péternek ha jól tudom 1 KW körüli "vízhűtéses
állatfajtája" van marómotorként,:) így bizony
több ezer N-erő is szóbajöhet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 19:37
Írta: 000000000 Dátum 2008 szeptember 08, 19:37
Rendben, dokumentálni fogom.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 19:37
Írta: svejk Dátum 2008 szeptember 08, 19:37
Talán egy hobby gépnél 100 N elég lehet, ezzel próbálok számolni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 19:40
Írta: bmejdz9nu Dátum 2008 szeptember 08, 19:40
Egy újabb videó....
Hát edíg bírta a maró a sebességet... a hűtés is kevésre volt állítva... és igen nagy forgácsokat választott le = túlzott fogás.
"Menet adatokat" nem írok = így nincs fogás :):):)
A legvége a videónak a baba :) de a maró megmaradt... alíg bírtam az olvadt alut kiszedni a fogai közül :) Pedíg csak 2 élű volt...
Hát edíg bírta a maró a sebességet... a hűtés is kevésre volt állítva... és igen nagy forgácsokat választott le = túlzott fogás.
"Menet adatokat" nem írok = így nincs fogás :):):)
A legvége a videónak a baba :) de a maró megmaradt... alíg bírtam az olvadt alut kiszedni a fogai közül :) Pedíg csak 2 élű volt...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 19:40
Írta: HJózsi Dátum 2008 szeptember 08, 19:40
[#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 19:41
Írta: bmejdz9nu Dátum 2008 szeptember 08, 19:41
Köszi! Jó dolog lesz... ilyen volt... ilyen lett...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 19:44
Írta: bmejdz9nu Dátum 2008 szeptember 08, 19:44
Csak 5 kg... nem nehéz... Viszont nagyon halk... miért ez is baj? :)
de ezáltal kicsi fordulaton is erős...(pl. már 3000-nél is nagyon) azért kellett az 1 Kw/24.000...
de ezáltal kicsi fordulaton is erős...(pl. már 3000-nél is nagyon) azért kellett az 1 Kw/24.000...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 19:44
Írta: HJózsi Dátum 2008 szeptember 08, 19:44
Akinek füle van a hallásra és szeme a látásra már többször megérthette itt ebben a topikban ...
Vezérlőfüggetlen ...
Vezérlőfüggetlen ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 19:46
Írta: 000000000 Dátum 2008 szeptember 08, 19:46
Micsoda?
Csak a Z tengely konstrukció + komolyabb
marómotor több 10 kg-nál...
De nem azt mondtad, hogy Varsányi Hobby gépét
fogod kiszámolni? Elég sok csavart, meg alut meg,
ragasztót tett ám bele abba, a 100 N nagyon kevés, Ő egyszer beírt valami tízezres
nagyságrendű erőt is nagyvonalúan.:)
Csak a Z tengely konstrukció + komolyabb
marómotor több 10 kg-nál...
De nem azt mondtad, hogy Varsányi Hobby gépét
fogod kiszámolni? Elég sok csavart, meg alut meg,
ragasztót tett ám bele abba, a 100 N nagyon kevés, Ő egyszer beírt valami tízezres
nagyságrendű erőt is nagyvonalúan.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 19:46
Írta: bmejdz9nu Dátum 2008 szeptember 08, 19:46
Vezérlőfüggetlen... Tibortól :) Na ez biztos elfogulatlan teszt módszer... :)
Valaki mástól a világon? Ez?
Valaki mástól a világon? Ez?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 19:48
Írta: bmejdz9nu Dátum 2008 szeptember 08, 19:48
Igen sok a csavar... ragasztava is vannak az elemek... A marómotor 5 Kg... Erőt majd kiszámoljátok... sok... de nem tízezres...:) 100Nm röhely lenne ehhez...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 20:03
Írta: svejk Dátum 2008 szeptember 08, 20:03
Jó akkor legyen 500 N, velem lehet alkudni, főleg más kárára:)
De függőleges tengelyt nem számolok mert azt megint bonyolítja a g nehézségi gyorsulás :(
De függőleges tengelyt nem számolok mert azt megint bonyolítja a g nehézségi gyorsulás :(
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 20:04
Írta: HJózsi Dátum 2008 szeptember 08, 20:04
Péter azért túl sokszor ne kérdezz rá... még a Kugli is ismeri ... Pl. ITT!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 20:12
Írta: 000000000 Dátum 2008 szeptember 08, 20:12
Pedig az lenne nagyon izgalmas, mert Péter
sajátos logikája szerint a ráadásul állandó
súlyerővel terhelt Z tengelyre tette a
legkisebb motort ugyanúgy direktbe.:)[#nyes]
sajátos logikája szerint a ráadásul állandó
súlyerővel terhelt Z tengelyre tette a
legkisebb motort ugyanúgy direktbe.:)[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 20:13
Írta: HJózsi Dátum 2008 szeptember 08, 20:13
Nem, hogy vezérlő független, mindentől független...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 20:15
Írta: HJózsi Dátum 2008 szeptember 08, 20:15
Pedig oda kell csak igazán a gyorsulás, a végsebesség meg sokkal kevésbé fontos ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 20:17
Írta: 000000000 Dátum 2008 szeptember 08, 20:17
Látod Józsi, hiába mondjuk neki, több mint 100
éves a módszer, ő úgyis egyet hajt, mint a
pereces.:)
éves a módszer, ő úgyis egyet hajt, mint a
pereces.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 20:19
Írta: 000000000 Dátum 2008 szeptember 08, 20:19
Nagy igazság!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 20:29
Írta: HJózsi Dátum 2008 szeptember 08, 20:29
Nemrég próbálkoztam a légycsapóval ... [#vigyor3]
Mégiscsak az élő teszt lesz a jó, főleg ha a végén egy AC szervo is lesz nálad ... ;)
Mégiscsak az élő teszt lesz a jó, főleg ha a végén egy AC szervo is lesz nálad ... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 20:48
Írta: svejk Dátum 2008 szeptember 08, 20:48
Na végeztem, nem a számolás hanem a leírás tartott sokáig :(
Érdekes hogy elsőre valós eredménynek tűnik, de lehet hogy nem is jó az egész elgondolásom.
Ha rossz akkor természetesen azonnal töröljük, nehogy valakit megtévesszen.
Kérlek benneteket nézzétek át!
Érdekes hogy elsőre valós eredménynek tűnik, de lehet hogy nem is jó az egész elgondolásom.
Ha rossz akkor természetesen azonnal töröljük, nehogy valakit megtévesszen.
Kérlek benneteket nézzétek át!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 20:51
Írta: svejk Dátum 2008 szeptember 08, 20:51
A gép adatai amivel számolni fogok:
(Először a mostani direkthajtással)
az orsó átmárője: 20mm
az orsó hossza: 500mm
a mozgatandó tömeg: 30kg
a kívánt végsebesség: 180 mm/s
a motor maximális fordulatszáma
az 5 mm-es orsót figyelembe véve: 2160 1/min azaz 36 1/s
a motor névleges nyomatéka: 1,7 Nm azaz 170 Ncm
(egyenlőre csak ezzel számoljunk, de gyorsításkor ez a többszöröse is lehet)
A motor tehetetlenségi nyomatéka: 0,0005 kgm2 azaz 5kgcm2
A forgácsolóerőt vegyük 500 N-ra
kiszámoljuk az orsó tehetetlenségi nyomatékát:
J=m*r(négyzet)/2
m: az orsó tömege (kg)--7,8kg/dm3 fajsúllyal
r: az orsó sugara (cm)
(nem számolok a csapágyakkal és azzal hogy az orsó közepes átmérője kisebb a névlegesnél)
J(orsó)=0,623kgcm2
redukáljuk a vizszintesen mozgatott tömeg tehetetlenségét a motortengelyre:
J=m*(h/2pi)*(h/2pi)
h: az orsó emelkedése (cm)
m: a mozgatandó tömeg (kg)
J(lin)=0,19 kgcm2
tehát az össz. tehetetlenségi nyomaték áttétel nélkül:
J=J(motor) + J(orsó) + J(lin)
J(össz)=5,813 kgcm2
a forgácsolóerőből kiszámitjuk a szüksége forgatónyomatékot:
M=F*h/6,28
F: forgácsoláskor az előtoló erő (N)
h: az orsó menetemelkedése (cm)
M(forg)=40 Ncm
ezt a forgácsolási nyomatékszükségletet kivonjuk a motor nyomatékából:
170Ncm-40Ncm=130Ncm
Tehát a gyorsításra marad 130Ncm nyomaték.
Nézzük meg ez a nyomaték mennyi idő alatt tudja
felgyorsítani a max. sebességre a szerkezetet:
kisomega=2pi*n
kisomega: szögsebesség (1/s)
n: fordulatszám (1/s)
kisomega=226 1/s
M=J*deltakisomega/t az-az t=J*deltakisomega/M
deltakisomega: a szogsebességváltozás mértéke, esetünkben 0-ról 226 ra kell gyorítani tehát 226
t: a gyorsulás ideje (s)
J(össz)=5,813 kgcm2 =0,0005813 kgm2
gyorsítási nyomaték=130 Ncm =1,3Nm
0,0005813 * 226/1,3=0,101
tehát a gép 101 ms alatt tud felgyorsulni a kért 180 mm/s-os sebességre a motor névleges nyomatékával.
Ha figyelembe vesszük a súrlódásokat akkor ez az érték
akár 10 %-al is nőhet.
Viszont vegyük azt is figyelembe hogy a motor a szervokörben van és a névleges nyomaték 3-4 szeresét is leadhatja gyorsításkor.
Ha jól számoltam akkor legközelebb kiszámitom egy áttátellel is.
Ott a legfontosabb változás hogy az orsó és a
mozgatandó tömeg motortengelyre való redukálásánal a tehetetlenségi nyomaték az ÁTTÉTEL NÉGYZETÉVEL CSÖKKEN.
(Először a mostani direkthajtással)
az orsó átmárője: 20mm
az orsó hossza: 500mm
a mozgatandó tömeg: 30kg
a kívánt végsebesség: 180 mm/s
a motor maximális fordulatszáma
az 5 mm-es orsót figyelembe véve: 2160 1/min azaz 36 1/s
a motor névleges nyomatéka: 1,7 Nm azaz 170 Ncm
(egyenlőre csak ezzel számoljunk, de gyorsításkor ez a többszöröse is lehet)
A motor tehetetlenségi nyomatéka: 0,0005 kgm2 azaz 5kgcm2
A forgácsolóerőt vegyük 500 N-ra
kiszámoljuk az orsó tehetetlenségi nyomatékát:
J=m*r(négyzet)/2
m: az orsó tömege (kg)--7,8kg/dm3 fajsúllyal
r: az orsó sugara (cm)
(nem számolok a csapágyakkal és azzal hogy az orsó közepes átmérője kisebb a névlegesnél)
J(orsó)=0,623kgcm2
redukáljuk a vizszintesen mozgatott tömeg tehetetlenségét a motortengelyre:
J=m*(h/2pi)*(h/2pi)
h: az orsó emelkedése (cm)
m: a mozgatandó tömeg (kg)
J(lin)=0,19 kgcm2
tehát az össz. tehetetlenségi nyomaték áttétel nélkül:
J=J(motor) + J(orsó) + J(lin)
J(össz)=5,813 kgcm2
a forgácsolóerőből kiszámitjuk a szüksége forgatónyomatékot:
M=F*h/6,28
F: forgácsoláskor az előtoló erő (N)
h: az orsó menetemelkedése (cm)
M(forg)=40 Ncm
ezt a forgácsolási nyomatékszükségletet kivonjuk a motor nyomatékából:
170Ncm-40Ncm=130Ncm
Tehát a gyorsításra marad 130Ncm nyomaték.
Nézzük meg ez a nyomaték mennyi idő alatt tudja
felgyorsítani a max. sebességre a szerkezetet:
kisomega=2pi*n
kisomega: szögsebesség (1/s)
n: fordulatszám (1/s)
kisomega=226 1/s
M=J*deltakisomega/t az-az t=J*deltakisomega/M
deltakisomega: a szogsebességváltozás mértéke, esetünkben 0-ról 226 ra kell gyorítani tehát 226
t: a gyorsulás ideje (s)
J(össz)=5,813 kgcm2 =0,0005813 kgm2
gyorsítási nyomaték=130 Ncm =1,3Nm
0,0005813 * 226/1,3=0,101
tehát a gép 101 ms alatt tud felgyorsulni a kért 180 mm/s-os sebességre a motor névleges nyomatékával.
Ha figyelembe vesszük a súrlódásokat akkor ez az érték
akár 10 %-al is nőhet.
Viszont vegyük azt is figyelembe hogy a motor a szervokörben van és a névleges nyomaték 3-4 szeresét is leadhatja gyorsításkor.
Ha jól számoltam akkor legközelebb kiszámitom egy áttátellel is.
Ott a legfontosabb változás hogy az orsó és a
mozgatandó tömeg motortengelyre való redukálásánal a tehetetlenségi nyomaték az ÁTTÉTEL NÉGYZETÉVEL CSÖKKEN.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 21:01
Írta: bmejdz9nu Dátum 2008 szeptember 08, 21:01
Ja így már minden ok, de Tibor nem így csinálja...

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 21:04
Írta: bmejdz9nu Dátum 2008 szeptember 08, 21:04
Az a Z- motor cserére vár (kisebb fordulatúra = nagyobb nyomaték)... ne azt számoljátok... tisztában vagyok vele... oldal írányokat!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 21:18
Írta: svejk Dátum 2008 szeptember 08, 21:18
Lenne még egy kérdésem.
Hogy lehet az az alábbi konverziós proginál hogy az inerciát megadja pl. kgcm2 -ben és kgcms2-ben?
konverzió
Hogy lehet az az alábbi konverziós proginál hogy az inerciát megadja pl. kgcm2 -ben és kgcms2-ben?
konverzió
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 21:21
Írta: HJózsi Dátum 2008 szeptember 08, 21:21
Két pont között járatja a tengelyt oda vissza, egyre nagyobb sebességgel, úgy hogy a sebességjelet egységugrás szerüen kapja meg a vezérlés hol az egyik hol a másik irányban azaz a gyorsítás ideje közel nulla...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 21:23
Írta: svejk Dátum 2008 szeptember 08, 21:23
Hasonlóan az E240 adatlapján is meg van adva kg*cm2 és oz*in*sec2-ben..
Ez hogy áll össze?
És persze a alant említett kalkulátor jól váltja át..
Ez hogy áll össze?
És persze a alant említett kalkulátor jól váltja át..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 21:24
Írta: bmejdz9nu Dátum 2008 szeptember 08, 21:24
Ez... mint ha a valóság lenne... pont így van... a gyakorlatban is...
"A forgácsolóerőt vegyük 500 N-ra" = ez azt jelenti, hogy egy 50kg-os cementes zsák kell a főorsó húzásához? Kicsit soknak tartom, de lehet...
"Viszont vegyük azt is figyelembe hogy a motor a szervokörben van és a névleges nyomaték 3-4 szeresét is leadhatja gyorsításkor."
Talán ezért tud (egy picit) jobban gyorsítani ?...(akár lehetne 12Nm a csúcsnyomaték.. de a táp csak: 16,7A)
Ez is nagyon valóságosnak tűnik... a gyakorlatban nem állítom 100ms alá 180mm/sec-re... mert ugye minek:)
Ez nem semmi...valóságos... gratula!!! Le a kalappal... Igaz csak a felét értem... de mindegy...:)
"A forgácsolóerőt vegyük 500 N-ra" = ez azt jelenti, hogy egy 50kg-os cementes zsák kell a főorsó húzásához? Kicsit soknak tartom, de lehet...
"Viszont vegyük azt is figyelembe hogy a motor a szervokörben van és a névleges nyomaték 3-4 szeresét is leadhatja gyorsításkor."
Talán ezért tud (egy picit) jobban gyorsítani ?...(akár lehetne 12Nm a csúcsnyomaték.. de a táp csak: 16,7A)
Ez is nagyon valóságosnak tűnik... a gyakorlatban nem állítom 100ms alá 180mm/sec-re... mert ugye minek:)
Ez nem semmi...valóságos... gratula!!! Le a kalappal... Igaz csak a felét értem... de mindegy...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 08, 21:31
Írta: bmejdz9nu Dátum 2008 szeptember 08, 21:31
"a sebességjelet egységugrás szerüen kapja meg a vezérlés hol az egyik hol a másik irányban azaz a gyorsítás ideje közel nulla"
Kérdés:
úgyebár több mint 128 step jelet? (többet mint a Gecko tárolója)
... és mennyi idő alatt kapja = szinte zero. ("a gyorsítás ideje közel nulla")
Mennyi "esélye" van arra hogy ezt valós mechanikai mozgássá alakítsa a szervómotor? (mechanikával azaz nem asztalon pörgetve üresbe!) = SEMMI.
Tehát hová megy a jelsorozat = a hibajel tárolóba...
Na ez a bibi... azaz a cirkuszi mutatvány...(T45)
Kérdés:
úgyebár több mint 128 step jelet? (többet mint a Gecko tárolója)
... és mennyi idő alatt kapja = szinte zero. ("a gyorsítás ideje közel nulla")
Mennyi "esélye" van arra hogy ezt valós mechanikai mozgássá alakítsa a szervómotor? (mechanikával azaz nem asztalon pörgetve üresbe!) = SEMMI.
Tehát hová megy a jelsorozat = a hibajel tárolóba...
Na ez a bibi... azaz a cirkuszi mutatvány...(T45)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 08, 21:47
Írta: Szedlay Pál Dátum 2008 szeptember 08, 21:47
Svejk!
Lehet, hogy rosszul adtam össze: de....
Azt írod: a motor tehetetlenségi nyomatéka 5kgcm2
+ amozgatott tömeg tengelyre redukált nyomatéka 2,39 kgcm2
+ J (orsó) 0,623kgcm2
Ez összesen 8,013kgcm2 és nem 6,49kgcm2
Lehet, hogy rosszul adtam össze: de....
Azt írod: a motor tehetetlenségi nyomatéka 5kgcm2
+ amozgatott tömeg tengelyre redukált nyomatéka 2,39 kgcm2
+ J (orsó) 0,623kgcm2
Ez összesen 8,013kgcm2 és nem 6,49kgcm2
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 21:52
Írta: 000000000 Dátum 2008 szeptember 08, 21:52
Szia Svejk!
Így első ránézésre pár hiba biztos van benne.
Pl. J redukált=0.62+2.39+5=8.01 Nálad ez 6.49 kgcm2.
Azt már le sem ellenőrizem, hogy egy egyes
J részelemeket jól számoltad-e ki, de gyanús már
a képlet is néhol. Ahhoz már késő van, hogy
részletesen utána számoljak, de a lényeg az utolső mondatodban van. Folyamatosan azt
írogattam nektek, hogy vannak hatékonyabb
(pl. négyzetes, köbös hatású)
módszerek, eszközök, mint az észnélküli
teljesítmény növelése (ami csak lineárs),
ráaádásul nagy motornak hiába nagyobb a
nyomatéka, a tetája meg négyzetesen rosszabb,
tehát egy kisebb motor sokkal pörgősebb. Na
innentől kezdve lett elszúrva sajnos Péter
minden erő, és izom törekvése, kezdve onnan,
hogy az egész szervo végfok fölösleges, lomha,
állat és ráadásul drága FET-ekre, tápegységre
épül a gyakorlatilag semmiért.:) Tehát egy
Hobbystának, ahol igen csak számít a pénz is,
totálisan rossz minta ilyen szempontból is.
Így első ránézésre pár hiba biztos van benne.
Pl. J redukált=0.62+2.39+5=8.01 Nálad ez 6.49 kgcm2.
Azt már le sem ellenőrizem, hogy egy egyes
J részelemeket jól számoltad-e ki, de gyanús már
a képlet is néhol. Ahhoz már késő van, hogy
részletesen utána számoljak, de a lényeg az utolső mondatodban van. Folyamatosan azt
írogattam nektek, hogy vannak hatékonyabb
(pl. négyzetes, köbös hatású)
módszerek, eszközök, mint az észnélküli
teljesítmény növelése (ami csak lineárs),
ráaádásul nagy motornak hiába nagyobb a
nyomatéka, a tetája meg négyzetesen rosszabb,
tehát egy kisebb motor sokkal pörgősebb. Na
innentől kezdve lett elszúrva sajnos Péter
minden erő, és izom törekvése, kezdve onnan,
hogy az egész szervo végfok fölösleges, lomha,
állat és ráadásul drága FET-ekre, tápegységre
épül a gyakorlatilag semmiért.:) Tehát egy
Hobbystának, ahol igen csak számít a pénz is,
totálisan rossz minta ilyen szempontból is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 21:53
Írta: 000000000 Dátum 2008 szeptember 08, 21:53
Közben látom, ezt Te is észrevetted, akkor már
ketten vagyunk.
ketten vagyunk.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 08, 21:56
Írta: 4um5b65d Dátum 2008 szeptember 08, 21:56
Lassan érdemes lenne egy olyan topicot is nyitni, hogy HOMOKOZÓ....Oda kerülnének be a lektorálásra váró anyagok és mikor mindenki hozzátette a magáét és letisztultak a vonalak akkor bekerülhetne a tisztán tartott KÉPLETEK-SZÁMÍTÁSOK topicba...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 22:00
Írta: HJózsi Dátum 2008 szeptember 08, 22:00
hüllőket ne keverjél bele, azaz please csak most, forget it!
Egyik probléma, hogy a kérdéseidet magad válaszolod meg... más válaszába pedig bele sem gondolsz ... Ez így süketek párbeszéde sötétszobában ...
Sem terheletlenül, sem terhelve nem tudja természetesen 1:1-ben lekövetni az egységugrással kapott vezérlőjelet, De(!), kis sebességről, "csapkodási frekvenciáról" indulva, lesz egy tartomány amíg MARADÉKTALANUL végre tudja hajtani a feladatot, azaz az oda vissza út minden lépését meg tudja tenni. A sebességet (csapkodási frekit) növelve egyszer csak észre lehet venni, hogy már nem tudja bejárni a teljes útszakaszt. Annál jobb a rendszer, minnél nagyobb frekvenciánál jelentkezik ez a "töréspont" ...
Egyik probléma, hogy a kérdéseidet magad válaszolod meg... más válaszába pedig bele sem gondolsz ... Ez így süketek párbeszéde sötétszobában ...
Sem terheletlenül, sem terhelve nem tudja természetesen 1:1-ben lekövetni az egységugrással kapott vezérlőjelet, De(!), kis sebességről, "csapkodási frekvenciáról" indulva, lesz egy tartomány amíg MARADÉKTALANUL végre tudja hajtani a feladatot, azaz az oda vissza út minden lépését meg tudja tenni. A sebességet (csapkodási frekit) növelve egyszer csak észre lehet venni, hogy már nem tudja bejárni a teljes útszakaszt. Annál jobb a rendszer, minnél nagyobb frekvenciánál jelentkezik ez a "töréspont" ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 08, 22:06
Írta: 000000000 Dátum 2008 szeptember 08, 22:06
"Na ez a bibi... azaz a cirkuszi mutatvány...
T45"
Péter! Te tényleg ennyire "sötét" vagy, vagy
egyszerűen nem bírod elviselni a saját butaságodat,
elrontott összes szervó cuccodat, és állandó
üres, szakmaiatlan duma és fecsegő
kényszered van?:) Gyújtsál már inkább egy kis
halovány gyertyafényt a fejedben végre!:)[#merges2][#heureka]
T45"
Péter! Te tényleg ennyire "sötét" vagy, vagy
egyszerűen nem bírod elviselni a saját butaságodat,
elrontott összes szervó cuccodat, és állandó
üres, szakmaiatlan duma és fecsegő
kényszered van?:) Gyújtsál már inkább egy kis
halovány gyertyafényt a fejedben végre!:)[#merges2][#heureka]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 22:06
Írta: HJózsi Dátum 2008 szeptember 08, 22:06
[#eljen] + Fétis - Latex ... [#eplus2][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 22:09
Írta: svejk Dátum 2008 szeptember 08, 22:09
Na ennyit a számológéppel való számításról.:( :(
valamit elütöttem...
Ezt elvileg ki tudom javítani, de félő hogy a képletek sem lesznek jók akkor pedig hiába..
Oké, holnap légyszives nézd át tüzetessebben.
valamit elütöttem...
Ezt elvileg ki tudom javítani, de félő hogy a képletek sem lesznek jók akkor pedig hiába..
Oké, holnap légyszives nézd át tüzetessebben.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 22:11
Írta: svejk Dátum 2008 szeptember 08, 22:11
Én ezt már egyszer felvetettem...De nem gond ha kiforrja magát csak akkor rakjuk át oda...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 08, 22:19
Írta: 4um5b65d Dátum 2008 szeptember 08, 22:19
Ja és persze egy külön homokozót Péter és Tibor részére is ki kellene könyörögni... :))
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 08, 22:21
Írta: 4um5b65d Dátum 2008 szeptember 08, 22:21
Fogggggalmam sincs miről beszélsz Józsi...Nem én voltam ![#nyes][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 22:24
Írta: svejk Dátum 2008 szeptember 08, 22:24
A #6815-ben kijavítottam az összeadási hibát...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 22:26
Írta: HJózsi Dátum 2008 szeptember 08, 22:26
Nem excelben csinálod?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 22:35
Írta: svejk Dátum 2008 szeptember 08, 22:35
notepad :(
én hülye vagyok ezen progik kezeléséhez..(is)
én hülye vagyok ezen progik kezeléséhez..(is)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 22:46
Írta: HJózsi Dátum 2008 szeptember 08, 22:46
Na ne szerénykedj! [#wave][#wink]
De ok, ha kész, jóváhagyva a számítás beírom excelbe, hogy könnyen lehessen cserélni a bemenő adatokat méretezéshez...
De ok, ha kész, jóváhagyva a számítás beírom excelbe, hogy könnyen lehessen cserélni a bemenő adatokat méretezéshez...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 08, 22:58
Írta: svejk Dátum 2008 szeptember 08, 22:58
Bárcsak ott tarthatnánk...De azt megköszönném!
Még ha jók a képletek is nagyon el lehet szúrni a mértékegységek átváltásánál is:(
Reméljük holnap kiderül az igazság...
Ha valaki tudja a javítást is nyugodtan másolja be és javítsa ki.
Egyenlőre tőlem így hamarjában ennyi tellett..:(
A #6818-ra nem tudod a választ?
Még ha jók a képletek is nagyon el lehet szúrni a mértékegységek átváltásánál is:(
Reméljük holnap kiderül az igazság...
Ha valaki tudja a javítást is nyugodtan másolja be és javítsa ki.
Egyenlőre tőlem így hamarjában ennyi tellett..:(
A #6818-ra nem tudod a választ?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 08, 23:26
Írta: HJózsi Dátum 2008 szeptember 08, 23:26
Ja, az átváltást másik lapra be tudom szintén tenni, egyszer érdemes rászánni az időt, szerintem SI-ben érdemes számolni, az átváltások meg másik lapon lesznek...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 08, 23:42
Írta: 4um5b65d Dátum 2008 szeptember 08, 23:42
Józsi és Svejk...csak aztán a magam fajta 4 elemit végzett is megértse ám....úgy csináljátok....köciiii :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 00:02
Írta: 000000000 Dátum 2008 szeptember 09, 00:02
Letolt, nezeget, csatlakozik a "sotet" oldalhoz - elesit, var amig szakszeruen elmagyarazzak a hasznalatat.
(Chivas R., J. Daniels kuldesi szandek eseten maganban ker postacimet - nem offolja szet a forumot...)
VisualSizer
(Chivas R., J. Daniels kuldesi szandek eseten maganban ker postacimet - nem offolja szet a forumot...)
VisualSizer
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 szeptember 09, 00:19
Írta: 0gbwyh99 Dátum 2008 szeptember 09, 00:19
Üdv. mindenkinek !
Mit gondoltok az ilyen fajta motrokról ?

Motor Specs:
Type-GR63x25 Permanent Magnet DC-Motor
Manufacturer - Dunkermotoren GmbH
24 VDC, 3300 RPM ,In-2,7A ,Im-24A, 50W
Starting torque 6.75Nm,Continuous torque 0,9Nm
Planetary Gearboxes PLG 52 ( 6,25:1)
Line encoder resolutions 500
Az a PLANETARY GEARBOX dolog eléggé kottyanás mentes ? Ha igen akkor meg van oldva az áttételezés is !
van itt még egy:

Motor Specs:
Type-GR63x55 Permanent Magnet DC-Motor
Manufacturer - Dunkermotoren GmbH
24 VDC, 3300 RPM ,In-4,9A ,Im-33A,100W
Planetary Gearboxes PLG 52 ( 6,25:1)
tachogenerators TG11 3v
Mit gondoltok az ilyen fajta motrokról ?
Motor Specs:
Type-GR63x25 Permanent Magnet DC-Motor
Manufacturer - Dunkermotoren GmbH
24 VDC, 3300 RPM ,In-2,7A ,Im-24A, 50W
Starting torque 6.75Nm,Continuous torque 0,9Nm
Planetary Gearboxes PLG 52 ( 6,25:1)
Line encoder resolutions 500
Az a PLANETARY GEARBOX dolog eléggé kottyanás mentes ? Ha igen akkor meg van oldva az áttételezés is !
van itt még egy:
Motor Specs:
Type-GR63x55 Permanent Magnet DC-Motor
Manufacturer - Dunkermotoren GmbH
24 VDC, 3300 RPM ,In-4,9A ,Im-33A,100W
Planetary Gearboxes PLG 52 ( 6,25:1)
tachogenerators TG11 3v
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2008 szeptember 09, 00:20
Írta: 0gbwyh99 Dátum 2008 szeptember 09, 00:20
darabja 90 euró .
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 00:29
Írta: HJózsi Dátum 2008 szeptember 09, 00:29
Szerncsére ez sem nagyon pilótavizsgás... legfeljebb kicsit ... Úgy látom a Help / Quick Startnál érdemes kezdeni ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 00:55
Írta: HJózsi Dátum 2008 szeptember 09, 00:55
Igen, használható ez, a példákat is érdemes betölteni ... A motor katalógusában Sanyo Denki nincs, csak YASKAWA ami ismerős, de a motor paraméterek bevihetők kézzel is...
Na itt lehet játszani, direkt hajtás, áttétel,sebváltó, rotary table amit akarsz... Ha Svejk nem megy el időben aludni, most már nem is tudna ... [#nyes]
Na itt lehet játszani, direkt hajtás, áttétel,sebváltó, rotary table amit akarsz... Ha Svejk nem megy el időben aludni, most már nem is tudna ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 07:07
Írta: 000000000 Dátum 2008 szeptember 09, 07:07
Errol van szo, ez kellett. Tibor is megnezi, Svejk is, jo lesz, hasznaljuk, happy end... (:
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 08:12
Írta: 000000000 Dátum 2008 szeptember 09, 08:12
Szia Svejk!
Szedlay Palinak a leendő AC szervójának a
méretezéséhez egy évvel ezelőtt én ezt a
képletet adtam meg, orsó-anya hajtás:
J=m*(h/6.28)*(h/6.28)
Te nem ezzel számoltál, innentől kezdve megint rossz az egész. Valamint Péter gépének X tengelye tuti több 30 kg-nál, de ezt pontosan ő
tudná megmondani. Eleve rátehető egy 30 kg-os munkadarab is, annak idején még ólomsúlyokból
is többet rápakolt a kísérleti deszkamodelljére.
Szedlay Palinak a leendő AC szervójának a
méretezéséhez egy évvel ezelőtt én ezt a
képletet adtam meg, orsó-anya hajtás:
J=m*(h/6.28)*(h/6.28)
Te nem ezzel számoltál, innentől kezdve megint rossz az egész. Valamint Péter gépének X tengelye tuti több 30 kg-nál, de ezt pontosan ő
tudná megmondani. Eleve rátehető egy 30 kg-os munkadarab is, annak idején még ólomsúlyokból
is többet rápakolt a kísérleti deszkamodelljére.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 08:20
Írta: bmejdz9nu Dátum 2008 szeptember 09, 08:20
"Na innentől kezdve lett elszúrva sajnos Péter
minden erő, és izom törekvése, kezdve onnan,
hogy az egész szervo végfok fölösleges, lomha,
állat és ráadásul drága FET-ekre, tápegységre
épül a gyakorlatilag semmiért.:) Tehát egy
Hobbystának, ahol igen csak számít a pénz is,
totálisan rossz minta ilyen szempontból is."
Az hogy lomha a gépem és illesztetlen... szerintem már hagyjad... ideje múlt... ne ásd magad mélyebbre...
A gyakorlatban is ok és már számolva is...:)
Azt kellene írnod, hogy "Jedi-Peti" egész jól érezte a lézerkardot... [#nevetes1]
Hogy jön ide a lomha végfok a drága FET-ekkel?
Hogy jön ide a tápegység?
Hogy jön ide a hobbystának a most "már" drága vezérlés?
....
minden erő, és izom törekvése, kezdve onnan,
hogy az egész szervo végfok fölösleges, lomha,
állat és ráadásul drága FET-ekre, tápegységre
épül a gyakorlatilag semmiért.:) Tehát egy
Hobbystának, ahol igen csak számít a pénz is,
totálisan rossz minta ilyen szempontból is."
Az hogy lomha a gépem és illesztetlen... szerintem már hagyjad... ideje múlt... ne ásd magad mélyebbre...
A gyakorlatban is ok és már számolva is...:)
Azt kellene írnod, hogy "Jedi-Peti" egész jól érezte a lézerkardot... [#nevetes1]
Hogy jön ide a lomha végfok a drága FET-ekkel?
Hogy jön ide a tápegység?
Hogy jön ide a hobbystának a most "már" drága vezérlés?
....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 08:27
Írta: bmejdz9nu Dátum 2008 szeptember 09, 08:27
Svejk telefonon megkérdezte a súlyokat... jók. (egyébként azt hiszem a kereszt tengelyt számolta)
Hol van itt a 10X-es elrontás??? A J hibás működés?
... Azt a "hibát" látom svejk számításában, hogy mindent csak az alapnyomatékkal számolt...
Pedíg a motornak van egy un. "csúcsnyomatéka" is... te ezt tudod? :)
Ha 30Kg-os lesz a munkadarab a 320x320-as munkaterületen... majd kicsit lasabban marok :) Ezen ne izgasd magad :) ekkor úgyis leesne a gép az asztalról :)
Hol van itt a 10X-es elrontás??? A J hibás működés?
... Azt a "hibát" látom svejk számításában, hogy mindent csak az alapnyomatékkal számolt...
Pedíg a motornak van egy un. "csúcsnyomatéka" is... te ezt tudod? :)
Ha 30Kg-os lesz a munkadarab a 320x320-as munkaterületen... majd kicsit lasabban marok :) Ezen ne izgasd magad :) ekkor úgyis leesne a gép az asztalról :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 08:31
Írta: 000000000 Dátum 2008 szeptember 09, 08:31
Ez itt egy hiba a programban, két különböző
mértékegység jellemzője nem lehet egy fizikai
jelenségnek, így átváltani sem lehet. Mondtam
már sokszor, csak óvatosan a szép csicsás
program ablakokban megjelenő számokkal.
mértékegység jellemzője nem lehet egy fizikai
jelenségnek, így átváltani sem lehet. Mondtam
már sokszor, csak óvatosan a szép csicsás
program ablakokban megjelenő számokkal.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 08:36
Írta: bmejdz9nu Dátum 2008 szeptember 09, 08:36
"Sem terheletlenül, sem terhelve nem tudja természetesen 1:1-ben lekövetni az egységugrással kapott vezérlőjelet"
Ez egy normális teszt? Mi az, hogy nem megy el (nem ér el) a maró a parancspozicióba? ... ez megengedhetetlen!
Ha nem tudja lekövetni a motor a parancsokat... a jelek hol vannak? = a hibajel tárolóban.
Ez a hibajel tároló minnél nagyobb annál nagyobb a hobbysta élvezete?
Én pedíg azt szeretem amikor a vezérlőjelek pályahűen (nagyon kis hibával!) vezérlik a gép fizikális mozgását, nem a hibajel tárolót töltögeti!
Ez egy normális teszt? Mi az, hogy nem megy el (nem ér el) a maró a parancspozicióba? ... ez megengedhetetlen!
Ha nem tudja lekövetni a motor a parancsokat... a jelek hol vannak? = a hibajel tárolóban.
Ez a hibajel tároló minnél nagyobb annál nagyobb a hobbysta élvezete?
Én pedíg azt szeretem amikor a vezérlőjelek pályahűen (nagyon kis hibával!) vezérlik a gép fizikális mozgását, nem a hibajel tárolót töltögeti!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 08:38
Írta: 000000000 Dátum 2008 szeptember 09, 08:38
Kedves Fórumozók!
Péter mai beírásai végképp meggyőztek arról,
hogy itt meddő, és komolytalan vita folyik.
További jó szórakozást kívánok Nektek a
"szervo duma homokozóban".:)[#hehe][#nyes]
Péter mai beírásai végképp meggyőztek arról,
hogy itt meddő, és komolytalan vita folyik.
További jó szórakozást kívánok Nektek a
"szervo duma homokozóban".:)[#hehe][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 08:39
Írta: bmejdz9nu Dátum 2008 szeptember 09, 08:39
Tudni kellene neked visszavonulót fújni...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 08:41
Írta: bmejdz9nu Dátum 2008 szeptember 09, 08:41
Megtörtént... Bölcs döntés... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 08:47
Írta: svejk Dátum 2008 szeptember 09, 08:47
Most értem haza, először erre válaszolok..
Ezt én is nagyon hibának vélem, de ha lesz időd tekints rá az E240 adatlapjára.
E240-kivonatos
Itt is meg van adva kg*cm2 és oz*in*s2 -ben
És érdekes módon a progi jól váltja át egymást..
nem értem...:(
Ezt én is nagyon hibának vélem, de ha lesz időd tekints rá az E240 adatlapjára.
E240-kivonatos
Itt is meg van adva kg*cm2 és oz*in*s2 -ben
És érdekes módon a progi jól váltja át egymást..
nem értem...:(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 08:49
Írta: 000000000 Dátum 2008 szeptember 09, 08:49
Tibor45!
Most ne hagyd abba, mikor végre megértettem az egységugrás teszt lényegét és hasznosságát.
Most ne hagyd abba, mikor végre megértettem az egységugrás teszt lényegét és hasznosságát.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 08:56
Írta: svejk Dátum 2008 szeptember 09, 08:56
Valóban, igazad van de nemhogy a képlet roszz de még a rosszképlettel is rosszul számoltam
(elfelejtettem négyzetre emelni)
Totálisan jellemző ez a kapkodás rám..:(
még ezt megpóbálom a helyén kijavítani, ha akkor sem lesz megfelelő akkor egyenlőre feladom és töröljük.
(elfelejtettem négyzetre emelni)
Totálisan jellemző ez a kapkodás rám..:(
még ezt megpóbálom a helyén kijavítani, ha akkor sem lesz megfelelő akkor egyenlőre feladom és töröljük.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 09:01
Írta: svejk Dátum 2008 szeptember 09, 09:01
Egy hasónlóval találkoztam de nemigen bírtam a használatával, azonkívül szeretném alapjaiban megérteni a számítást.
Nagyon sok motorgyártó katalógusának az alján szerepelnek számítások, de sajnos azok is a lehető legegyszerűbbre összevonva, de nem érthető, logikus alakban.
A végeredmény biztos jó de nem biztos hogy azokból a képletekből egy köztes adatot ki lehet hámozni. ott csak arra törekednek hogy a neked megfelelő motort ki tudd választani, de sokszor jó lenne a köztes egyéb adat is.
Nagyon sok motorgyártó katalógusának az alján szerepelnek számítások, de sajnos azok is a lehető legegyszerűbbre összevonva, de nem érthető, logikus alakban.
A végeredmény biztos jó de nem biztos hogy azokból a képletekből egy köztes adatot ki lehet hámozni. ott csak arra törekednek hogy a neked megfelelő motort ki tudd választani, de sokszor jó lenne a köztes egyéb adat is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 09:08
Írta: bmejdz9nu Dátum 2008 szeptember 09, 09:08
Azt tudod, hogy ez a T45-féle egységugrasztási teszt egy gyári AC szervó vezérlőn nem fut le?
Azaz azonnal letilt amikor nem tudja elérni a célpoziciót...
Van egységugási teszt de nem a "T45-ös fejlesztésű" az ipari szabvány...
Nem azt tesztelik, hogy mennyire "nem tud" elmenni (!) a vezérlő a célparancs pozicióba... pont az elenkezőjét, a túllövést...
Azaz azonnal letilt amikor nem tudja elérni a célpoziciót...
Van egységugási teszt de nem a "T45-ös fejlesztésű" az ipari szabvány...
Nem azt tesztelik, hogy mennyire "nem tud" elmenni (!) a vezérlő a célparancs pozicióba... pont az elenkezőjét, a túllövést...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 09:15
Írta: svejk Dátum 2008 szeptember 09, 09:15
A rossz képlet innen jött:
orsóhajtás
A lap alja, 8. számítás...
de valóban Tibor45-é lehet a jó mert itt is az van:
Oriental motor
Na ennyit a magyar nyelvű szakirodalomról :(
Egyébként más hiba is van benne..
orsóhajtás
A lap alja, 8. számítás...
de valóban Tibor45-é lehet a jó mert itt is az van:
Oriental motor
Na ennyit a magyar nyelvű szakirodalomról :(
Egyébként más hiba is van benne..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 09:16
Írta: 000000000 Dátum 2008 szeptember 09, 09:16
De hát amit én kivettem az arról szól, hogy nem egyből a max "frekivel" lövi meg.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 09:28
Írta: HJózsi Dátum 2008 szeptember 09, 09:28
[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 09:32
Írta: svejk Dátum 2008 szeptember 09, 09:32
Na, kijavítottam utoljára a #6815-öt..
Kérlek Tibor45, és más tanult fórumtársak nézzetek rá.
Mindenesetre az már tisztán látszik hogy egy ilyen kis menetemelkedésű orsónál elég kis értéken marad az aránylag nagy tömegű mozgatott teher motortengelyre redukált tehetetlenségi nyomatéka.
Azt hiszem jobb lett volna hamarabb megismerni e számításokat :(
Kérlek Tibor45, és más tanult fórumtársak nézzetek rá.
Mindenesetre az már tisztán látszik hogy egy ilyen kis menetemelkedésű orsónál elég kis értéken marad az aránylag nagy tömegű mozgatott teher motortengelyre redukált tehetetlenségi nyomatéka.
Azt hiszem jobb lett volna hamarabb megismerni e számításokat :(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 10:05
Írta: svejk Dátum 2008 szeptember 09, 10:05
A számított motor egy 400W-os Sanyodenki volt, Estére kiszámolom egy ezen motorcsalád 200W-os tipusával 1:2 áttételt alkalmazva.
(van a Varsányinak olyan is a szekrényében :))
Feltéve ha nem találtok az előző számításban óriási rosszvashibát :(
A gép paraméterek ugyan ezek lesznek és a kívánt végsebeség is.
De lehet először tárgyalok valamelyik bordáskerék/bordásszíjforgalmazóval a jutalék mértékéről :) :)
(van a Varsányinak olyan is a szekrényében :))
Feltéve ha nem találtok az előző számításban óriási rosszvashibát :(
A gép paraméterek ugyan ezek lesznek és a kívánt végsebeség is.
De lehet először tárgyalok valamelyik bordáskerék/bordásszíjforgalmazóval a jutalék mértékéről :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 10:05
Írta: bmejdz9nu Dátum 2008 szeptember 09, 10:05
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 10:07
Írta: bmejdz9nu Dátum 2008 szeptember 09, 10:07
De igen. " A gyorsítási idő közel nulla"
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 10:59
Írta: HJózsi Dátum 2008 szeptember 09, 10:59
Péter! Ki tiltott le a gondolkodásról? A hibatároló ? ...
A mérés lényegét nem érted!.. (Bár szerintem csak tetteted magad ...[#vigyor3])
A rendszer kap egy vezérlőjelet (gerjesztőjelnek is szokták hívni), és arra ad egy válaszjelet. Ez nem szokott nulla idő alatt megtörténni, de ezt csak azért írtam, hogy akármilyen gyors a válasz akkor is nagyobb nullánál valós körülmények között az eltérés (legfeljebb elhanyagolható).
A tesztet amúgy nem minősíteni kell, hanem elvégezni... szerintem ... aztán majd eldönthető: GO - NOGO
Indulni egészen alacson sebességről, csigalassúságról is lehet, ha így jobban érted. A szervó is csak akkor indul el, ha különbségjelet észlel a meglévő pozíció és a vezérlőjel által adott pozíció között... Esetünkben a különbségjel a hibatárolóban jelentkezik ez nem kérdés.
Tehát hibajel hatására kezd el mozogni a rendszer és ahogy írtam elkezdjük növelni a sebességet, csapkodási frekit, mert oda-vissza mozgásról van szó. A rendszer egy darabig, úgy írtam MARADÉKTALANUL végre tudja hajtani a feladatot, azaz az általunk meghatározott két pozíció között bejárja a teljes utat, beleértve a végpontokat is. - Itt annyit megjegyeznék, hogy ez egy dinamika teszt, azaz gyorsulás és lassulás teszt, márpedig ez valós rendszerre valamekkora értékkel bír nem végtelen. A Ferrari modjuk 3,7 mp alatt van 100-on, akkor hiába mondjuk neki, hogy mi az hogy nem 1 mp alatt van százon... attól ő csak 3,7-et tud teljesíteni. -
Növelve tehát a sebességet, csapkodási frekit, ide oda rángatást azt fogjuk tapasztalni, lesz egy olyan freki ami fölött már nem fogja befutni a teljes utat, azaz a növekvő frekivel csökken a csapkodás amplitúdója. Ez azért van, mert a rendszer gyorsulása, gyorsító képessége véges, mint a Ferrari gyorsító képessége.
Ha már mindenáron hibatároló oldalról akarod megközelíteni, akkor legyen a vezérlőjel egy darab kolbász madzaggal egy botra kötve, a rendszer mozgását meg egy macska modellezze.
A kettő eltérése a hibajel. Kezd el mozgatni a kolbászt magad előtt jobbra balra szép lassan. A macska követni fogja végállástól végállásig (mint a légycsapó hasonlatnál). Gyorsítsad a jobbra balra mozgást (merthát gonosz az ember...) és meglátod egy bizonyos freki fölött ( gyerekkoromban csináltam hasonlót tehát már akkor egységugrás teszteltem, csak nem tudtam.. ) hogy a macsek nem tud elmenni a két végpontig, hanem rövidebb oda vissza utat fog befutni. - Kéretik eltekinteni a hasonlat esetleges pontatlanságától és a lényegre koncentrálni! véges gyorsulás, tehetetlenség, dinamikai határ -
Na tehát, hogy is van hogy nem futja be a teljes pályát ( egy bizonyos ponton túl! ) ? ( "Mi az hogy..."?)
Hát úgy, hogy elindul a vezérlőjel (a kolbász ) és ezt és ezt olyan sebességgel teszi, amit a rendszerünk ( macska ) egyre nagyobb hibával tud követni a véges gyorsulása miatt, azaz a hibajel egyre nő. A kolbász elér a végponthoz és visszafordul. A macsek még a végpont felé tart. Igen ám, de már szembe jön a kolász, csökken a távolság, csökken a hibajel, egészen nullára, majd előjelet vált ami a macska agyában úgy fogalmazódik meg, én a kolbász szerint mozgok ( azaz az én pozícióm és a kolbász pozíciója közötti különbség szerint ) tehát hátra arc futás a kolbász után a másik irányba, vagyis nem futotta be a kolbász által befutott pályát. Persze utólérni már most sem fogja mert nem tud felgyorsulni az előbbiek szerint, hanem megint szembe jön majd a kolbász, tehát megint hátra arc...
A vezérlőjelhez annyit fűznék hozzá, hogy egységugrás szerint, azonnal (gyorsítási idő nélkül) az adott sebességgel "megjelenik", a rendszerünk pedig a meglévő gyorsítási képességével próbálja követni. Az "adott sebesség" az amit elkezdek növelni 0-ról, vagy kis értékről fokozatosan egyre löljebb...
1. Péter! Ha érted és kibírod, ne válaszolj!
[#eplus2][#nyes][#zavart1]
REM Köszönet Tibor45-nek, hogy ezt a mérési módszert a fórumozó közönséggel megosztotta!!!
2. Ha nem érted, olvasd el még1szer lassabban...
3. GOTO 1
A mérés lényegét nem érted!.. (Bár szerintem csak tetteted magad ...[#vigyor3])
A rendszer kap egy vezérlőjelet (gerjesztőjelnek is szokták hívni), és arra ad egy válaszjelet. Ez nem szokott nulla idő alatt megtörténni, de ezt csak azért írtam, hogy akármilyen gyors a válasz akkor is nagyobb nullánál valós körülmények között az eltérés (legfeljebb elhanyagolható).
A tesztet amúgy nem minősíteni kell, hanem elvégezni... szerintem ... aztán majd eldönthető: GO - NOGO
Indulni egészen alacson sebességről, csigalassúságról is lehet, ha így jobban érted. A szervó is csak akkor indul el, ha különbségjelet észlel a meglévő pozíció és a vezérlőjel által adott pozíció között... Esetünkben a különbségjel a hibatárolóban jelentkezik ez nem kérdés.
Tehát hibajel hatására kezd el mozogni a rendszer és ahogy írtam elkezdjük növelni a sebességet, csapkodási frekit, mert oda-vissza mozgásról van szó. A rendszer egy darabig, úgy írtam MARADÉKTALANUL végre tudja hajtani a feladatot, azaz az általunk meghatározott két pozíció között bejárja a teljes utat, beleértve a végpontokat is. - Itt annyit megjegyeznék, hogy ez egy dinamika teszt, azaz gyorsulás és lassulás teszt, márpedig ez valós rendszerre valamekkora értékkel bír nem végtelen. A Ferrari modjuk 3,7 mp alatt van 100-on, akkor hiába mondjuk neki, hogy mi az hogy nem 1 mp alatt van százon... attól ő csak 3,7-et tud teljesíteni. -
Növelve tehát a sebességet, csapkodási frekit, ide oda rángatást azt fogjuk tapasztalni, lesz egy olyan freki ami fölött már nem fogja befutni a teljes utat, azaz a növekvő frekivel csökken a csapkodás amplitúdója. Ez azért van, mert a rendszer gyorsulása, gyorsító képessége véges, mint a Ferrari gyorsító képessége.
Ha már mindenáron hibatároló oldalról akarod megközelíteni, akkor legyen a vezérlőjel egy darab kolbász madzaggal egy botra kötve, a rendszer mozgását meg egy macska modellezze.
A kettő eltérése a hibajel. Kezd el mozgatni a kolbászt magad előtt jobbra balra szép lassan. A macska követni fogja végállástól végállásig (mint a légycsapó hasonlatnál). Gyorsítsad a jobbra balra mozgást (merthát gonosz az ember...) és meglátod egy bizonyos freki fölött ( gyerekkoromban csináltam hasonlót tehát már akkor egységugrás teszteltem, csak nem tudtam.. ) hogy a macsek nem tud elmenni a két végpontig, hanem rövidebb oda vissza utat fog befutni. - Kéretik eltekinteni a hasonlat esetleges pontatlanságától és a lényegre koncentrálni! véges gyorsulás, tehetetlenség, dinamikai határ -
Na tehát, hogy is van hogy nem futja be a teljes pályát ( egy bizonyos ponton túl! ) ? ( "Mi az hogy..."?)
Hát úgy, hogy elindul a vezérlőjel (a kolbász ) és ezt és ezt olyan sebességgel teszi, amit a rendszerünk ( macska ) egyre nagyobb hibával tud követni a véges gyorsulása miatt, azaz a hibajel egyre nő. A kolbász elér a végponthoz és visszafordul. A macsek még a végpont felé tart. Igen ám, de már szembe jön a kolász, csökken a távolság, csökken a hibajel, egészen nullára, majd előjelet vált ami a macska agyában úgy fogalmazódik meg, én a kolbász szerint mozgok ( azaz az én pozícióm és a kolbász pozíciója közötti különbség szerint ) tehát hátra arc futás a kolbász után a másik irányba, vagyis nem futotta be a kolbász által befutott pályát. Persze utólérni már most sem fogja mert nem tud felgyorsulni az előbbiek szerint, hanem megint szembe jön majd a kolbász, tehát megint hátra arc...
A vezérlőjelhez annyit fűznék hozzá, hogy egységugrás szerint, azonnal (gyorsítási idő nélkül) az adott sebességgel "megjelenik", a rendszerünk pedig a meglévő gyorsítási képességével próbálja követni. Az "adott sebesség" az amit elkezdek növelni 0-ról, vagy kis értékről fokozatosan egyre löljebb...
1. Péter! Ha érted és kibírod, ne válaszolj!
[#eplus2][#nyes][#zavart1]
REM Köszönet Tibor45-nek, hogy ezt a mérési módszert a fórumozó közönséggel megosztotta!!!
2. Ha nem érted, olvasd el még1szer lassabban...
3. GOTO 1
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 11:02
Írta: HJózsi Dátum 2008 szeptember 09, 11:02
Csak engem javíts még légyszi, ha valami nem jó a pédabeszédben ... [#wink][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 11:06
Írta: HJózsi Dátum 2008 szeptember 09, 11:06
[#eljen] minden tisztelet a bölcs beismerőnek!!! Emberi Nagyság! ( pedig nem akartam személyeskedni... [#vigyor2] )
És köszönet, hogy vetted a fáradtságot...!!! [#worship][#worship][#worship]
És köszönet, hogy vetted a fáradtságot...!!! [#worship][#worship][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 szeptember 09, 11:11
Írta: 3k74cecek Dátum 2008 szeptember 09, 11:11
Most nincs időm belemélyedni, de mivel más egységekkel is láttam benne hasonlót, így erős a gyanúm, hogy más mértékegységrendszerbeli a két adat. Mondjuk nem ártott volna volna odaírni a mértékegységrendszert is.
Persze lehet, hogy tényleg alapvető hibát követett el az alkotója.
Persze lehet, hogy tényleg alapvető hibát követett el az alkotója.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 11:19
Írta: HJózsi Dátum 2008 szeptember 09, 11:19
Ez így van, jól érted!
Az lehet zavaró, hogy van itt egyszer a sebesség jel, a léptető freki , ezt kapja meg egységugrás szerüen a végpontokon és van az a freki amit két végpont oda-vissza megtételekor mérünk.
A sebesség jelet kezdjük 0-ról lasan növelni, így A és B végpontok között is mérhetünk egy frekit. Erre irta Tibor45, hogy 15-20 Hz csupasz vagy kis terhelés mellett egy hobbi motornál már jónak számít. De látnád csak az AC szervót ... én láttam ... [#wink]
Az lehet zavaró, hogy van itt egyszer a sebesség jel, a léptető freki , ezt kapja meg egységugrás szerüen a végpontokon és van az a freki amit két végpont oda-vissza megtételekor mérünk.
A sebesség jelet kezdjük 0-ról lasan növelni, így A és B végpontok között is mérhetünk egy frekit. Erre irta Tibor45, hogy 15-20 Hz csupasz vagy kis terhelés mellett egy hobbi motornál már jónak számít. De látnád csak az AC szervót ... én láttam ... [#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 szeptember 09, 12:26
Írta: 2vkx6unz Dátum 2008 szeptember 09, 12:26
Svejk a számítás elérhető lesz egy excel táblában is? Csak beírnám a paramétereket és megadná milyen motor és milyen áttétel lenne az ideális egy géphez.
Egyébként miden tisztelet a tiéd, vetted a fáradtságot és leültél kiszámolni. Persze ezt más is megtehette volna, mivel a képletek rendelkezésre álltak, csak az emberek lusták és megvárják míg valaki megteszi helyettük.
Egyébként miden tisztelet a tiéd, vetted a fáradtságot és leültél kiszámolni. Persze ezt más is megtehette volna, mivel a képletek rendelkezésre álltak, csak az emberek lusták és megvárják míg valaki megteszi helyettük.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 12:43
Írta: svejk Dátum 2008 szeptember 09, 12:43
Egy fórumtárs már dolgozik az ügyön, remélem nem hiába és más hiba nem lesz benne.
Azért még sok dolog hiányzik ahhoz hogy tökéletes legyen a számítás, arra inkább ott vannak a gyári szoftverek.
Ez inkább csak egy nagyvonalú közelítő számítás az alapdolgok megértéséhez, és remélem lesz ösztönző hatása más számára is.
Sajnos ilyenek vagyunk mi emberek...
Én is 2 évet csak noszogattam Tibor45-öt hogy ugyan vezesse már le hogy felfoghassam, ahelyett hogy már rég nekiálltam volna.
Csak vártam hogy berepüljön a sült galamb..
Azért még sok dolog hiányzik ahhoz hogy tökéletes legyen a számítás, arra inkább ott vannak a gyári szoftverek.
Ez inkább csak egy nagyvonalú közelítő számítás az alapdolgok megértéséhez, és remélem lesz ösztönző hatása más számára is.
Sajnos ilyenek vagyunk mi emberek...
Én is 2 évet csak noszogattam Tibor45-öt hogy ugyan vezesse már le hogy felfoghassam, ahelyett hogy már rég nekiálltam volna.
Csak vártam hogy berepüljön a sült galamb..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 12:47
Írta: bmejdz9nu Dátum 2008 szeptember 09, 12:47
Józsi. Jó lenne ezt "rövidre zárni" :)
Itt ez a kép - gondolom jó... képzeljünk el két darab NE555-öst ami szinkronizálva van. (azaz nem a step jel "felénél" vált a dir.)
Írd le, hogy a jelgenerátorok mennyi jelet, milyen váltakozással adnak...(darabra is:)
Teszt kezdéstől - egy gyakorlatias "szuper jónak minősíthető szervórendszer" -ig.
Javaslom, vegyünk alapül a képzeletbeli teszt motoron egy 2000-es ppr (azaz 500cpr-es 4X-ben) encodert... (azaz egy fordulatra 2000 imp az encodertől)
Írd le azt is, hogy...
a képzeletbeli teszt motor szögelfordulását mekkorára veszed... azaz ehhez mennyi step jel kell(ene) neki.
Tehát egy gyakoralias megvalósítási módszert... pontokban... és talán "zöld ágra vergődünk" ebben is :)
Itt ez a kép - gondolom jó... képzeljünk el két darab NE555-öst ami szinkronizálva van. (azaz nem a step jel "felénél" vált a dir.)
Írd le, hogy a jelgenerátorok mennyi jelet, milyen váltakozással adnak...(darabra is:)
Teszt kezdéstől - egy gyakorlatias "szuper jónak minősíthető szervórendszer" -ig.
Javaslom, vegyünk alapül a képzeletbeli teszt motoron egy 2000-es ppr (azaz 500cpr-es 4X-ben) encodert... (azaz egy fordulatra 2000 imp az encodertől)
Írd le azt is, hogy...
a képzeletbeli teszt motor szögelfordulását mekkorára veszed... azaz ehhez mennyi step jel kell(ene) neki.
Tehát egy gyakoralias megvalósítási módszert... pontokban... és talán "zöld ágra vergődünk" ebben is :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 12:51
Írta: bmejdz9nu Dátum 2008 szeptember 09, 12:51
Nagyon jó lesz... lenne... Egy megközelítő számítás...
pl. surlódásokat hagyjuk alapon és úgyis a hobbysta túlméretezi vagy lejjebb adja alpon... :)
pl. surlódásokat hagyjuk alapon és úgyis a hobbysta túlméretezi vagy lejjebb adja alpon... :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 13:05
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 13:05
Hu' mi volt itt! Később végigolvasom...
Péter, az ábra majdnem jó. A lényeg, hogy minden frekin ugyanannyit lépjen előre és hátra. A dir jelet a step jelből előállíthatod úgy, hogy a step jelre rákötsz egy 8-bites számlálót, és a legmagasabb helyérték lesz a dir jel. Azaz 128-at előre, majd 128-at hátra.
A step jelgenerátor frekijét változtatod, és így minden frekin azonos lépésszám lesz.
Ha nagyobb elmozdulás kell, akkor tegyél még egy számlálót, és a dir jelet magasabb helyértékről vegyed.
1 Hz-es csapkodást 128 Hz step frekivel adja. 2 Hz-est 256 Hz,... és így tovább.
Péter, az ábra majdnem jó. A lényeg, hogy minden frekin ugyanannyit lépjen előre és hátra. A dir jelet a step jelből előállíthatod úgy, hogy a step jelre rákötsz egy 8-bites számlálót, és a legmagasabb helyérték lesz a dir jel. Azaz 128-at előre, majd 128-at hátra.
A step jelgenerátor frekijét változtatod, és így minden frekin azonos lépésszám lesz.
Ha nagyobb elmozdulás kell, akkor tegyél még egy számlálót, és a dir jelet magasabb helyértékről vegyed.
1 Hz-es csapkodást 128 Hz step frekivel adja. 2 Hz-est 256 Hz,... és így tovább.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 13:07
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 13:07
Rosszul írtam. 256Hz step -> 1Hz, ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 13:16
Írta: bmejdz9nu Dátum 2008 szeptember 09, 13:16
Tudom... tudom... kissé rossz a rajz, csináljak másikat ahogy írod? de értjük egymást!
[#felkialtas] "128-at előre, majd 128-at hátra" ez nem a T45-ös szabvány! Ő ennél - ha csak kicsivel többel is... :) ugye érted... Gecko pukkasztóan :)
Ezzel a példában szerplő motor csak 2000/128=15,625; 360/15,625= 23,04 fokot fog azaz tudna max. mozogni!
Ez 5-ös orsón= 0,21701388888888888888888888888889 mm mozgás csak... (jól számoltam?)
[#felkialtas] "128-at előre, majd 128-at hátra" ez nem a T45-ös szabvány! Ő ennél - ha csak kicsivel többel is... :) ugye érted... Gecko pukkasztóan :)
Ezzel a példában szerplő motor csak 2000/128=15,625; 360/15,625= 23,04 fokot fog azaz tudna max. mozogni!
Ez 5-ös orsón= 0,21701388888888888888888888888889 mm mozgás csak... (jól számoltam?)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 13:21
Írta: svejk Dátum 2008 szeptember 09, 13:21
Látod kicsit odafigyelsz és mindjárt értesz mindent :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 13:22
Írta: bmejdz9nu Dátum 2008 szeptember 09, 13:22
Na most a végére járunk (ennek is:)... semmi Porsche meg hasonló... matek lesz...:) Ha csak a Tibor bele nem ködösít, megint :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 13:24
Írta: HJózsi Dátum 2008 szeptember 09, 13:24
Na, látom közel jársz a megértéshez, vagy már meg is értetted... [#buck] Mégis csak jó, hogy macsák jelennek meg a fórumon, belőlem is kihozzák a kolbászos trükköt... [#eplus2][#vigyor3][#zavart1]
Na tehát, ha a mérés elvét érted, azt végig is tudod követni egy adott megvalósításra ( implementáció ) vagyis behelyettesíted az adott mérésben résztvevő elemek értékét és biztosítod a méréshez szükséges már említett gerjesztőjelet.... A gerjesztő jel megvalósítása sokféle lehet, hw-es diszkrét, vagy mikrokontrollerrel, vagy szoftveres PC-ről... Up to You!
Mivel a dinamika méréshez nem vagyunk kíváncsiak az állandósult szakaszra, csak a gyorsulás lassulásra, ezért Tibor45 ajánlása szerint elég olyan gerjesztőjeleket generálni amik a tengelyt valahol 90 és 360 fok között ( EGY választott értéken, a légycsapónál ez 180 fok volt ) mint A és B pont között mozgatják ( a gépen ez valamekkora lineáris mozgást eredményez két pont között).
Na most nem azért nem helyettesítem be az általad írt értékeket, mert Te sem válaszoltál az 1-esből vagy 5-ösből gyorsul jobban ? kérdésemre, hanem azért, hogy magad csináld és mindenki ujjongva felkiállthasson : MEGÉRTETTE!!!! [#eplus2][#vigyor3][#mf2][#vigyor2][#hehe][#wow1][#zavart2][#nyes][#nyes][#love11]
Na tehát, ha a mérés elvét érted, azt végig is tudod követni egy adott megvalósításra ( implementáció ) vagyis behelyettesíted az adott mérésben résztvevő elemek értékét és biztosítod a méréshez szükséges már említett gerjesztőjelet.... A gerjesztő jel megvalósítása sokféle lehet, hw-es diszkrét, vagy mikrokontrollerrel, vagy szoftveres PC-ről... Up to You!
Mivel a dinamika méréshez nem vagyunk kíváncsiak az állandósult szakaszra, csak a gyorsulás lassulásra, ezért Tibor45 ajánlása szerint elég olyan gerjesztőjeleket generálni amik a tengelyt valahol 90 és 360 fok között ( EGY választott értéken, a légycsapónál ez 180 fok volt ) mint A és B pont között mozgatják ( a gépen ez valamekkora lineáris mozgást eredményez két pont között).
Na most nem azért nem helyettesítem be az általad írt értékeket, mert Te sem válaszoltál az 1-esből vagy 5-ösből gyorsul jobban ? kérdésemre, hanem azért, hogy magad csináld és mindenki ujjongva felkiállthasson : MEGÉRTETTE!!!! [#eplus2][#vigyor3][#mf2][#vigyor2][#hehe][#wow1][#zavart2][#nyes][#nyes][#love11]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 13:32
Írta: bmejdz9nu Dátum 2008 szeptember 09, 13:32
Vegyük a minimálisat a "90 fokot"... Ehhez a szögforduláshoz (a képzeletbeli 2000ppr-es encoderű motorhoz) 500 db step jel kell...
[#felkialtas] Első kérdés:
Ezt az 500db step jelet mennyi idő alatt adja ki ez a HW-es vagy PIC-es megoldású jelgenerátor? egy kb-i szám kell!
[#felkialtas] Első kérdés:
Ezt az 500db step jelet mennyi idő alatt adja ki ez a HW-es vagy PIC-es megoldású jelgenerátor? egy kb-i szám kell!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 13:32
Írta: HJózsi Dátum 2008 szeptember 09, 13:32
[#eljen] így van, ezt értettem a megfelelő jel biztosítása alatt. (Ez egyértelmű azonban a mérés leírásából, ha valaki végiggondolja a menetét ... )
by the way, 1000% hogy Péter is érti .... csak valami handicapes tárolóhoz ragaszkodik ( nem akartam kimondani, de mégis ... [#eplus2])
úgy hogy külön köszi a testreszabott javaslatért ... [#wave]
by the way, 1000% hogy Péter is érti .... csak valami handicapes tárolóhoz ragaszkodik ( nem akartam kimondani, de mégis ... [#eplus2])
úgy hogy külön köszi a testreszabott javaslatért ... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 13:33
Írta: HJózsi Dátum 2008 szeptember 09, 13:33
Elvégezheted ebben a tartományban is, a töréspont ott is jelentkezni fog ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 13:36
Írta: HJózsi Dátum 2008 szeptember 09, 13:36
Legfeljebb annyit, hogy jól meg kell rángatni a kolbászt, mert a macska nem érdmli meg ... [#hehe][#vigyor3][#hawaii][#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 13:37
Írta: 000000000 Dátum 2008 szeptember 09, 13:37
Bedobom az XLS tablazatot, amit Svejk szamitasai alapjan keszitettem. Deszkamodell meg, de hasznalhato:
servo motor meretezest segito XLS tablazat
Eszreveteleket nem visszatartani, mert a forumnak keszul.
Formatum 97-2000 excel. Elmeletileg openoffice alatt is jol kellene mukodnie. Ezt tesztelje egy illetekes.
servo motor meretezest segito XLS tablazat
Eszreveteleket nem visszatartani, mert a forumnak keszul.
Formatum 97-2000 excel. Elmeletileg openoffice alatt is jol kellene mukodnie. Ezt tesztelje egy illetekes.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 13:38
Írta: bmejdz9nu Dátum 2008 szeptember 09, 13:38
Józsi ne menjünkl el a témától... A #6882-hez egy számra várok...!!!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 13:39
Írta: HJózsi Dátum 2008 szeptember 09, 13:39
ez a lusta ! [#nyes][#eplus2][#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 13:39
Írta: HJózsi Dátum 2008 szeptember 09, 13:39
Ne várj helyettesíts !...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 13:40
Írta: bmejdz9nu Dátum 2008 szeptember 09, 13:40
Józsi ne menjünkl el a témától... A #6882-hez egy számra várok...!!!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 13:44
Írta: HJózsi Dátum 2008 szeptember 09, 13:44
Bocs, mégegyszer,... a sebességet egy oda-vissza alatt nem változtatjuk, hanem megnézzük, hogy bejárta -e a teljes utat, vagy nem. Ha bejárta, emelünk a stepjel frekijén és megint megnézzük...
Tehát nem a kilövés idejével gondolkozunk, hanem stepfreki növeléssel. A kiindulás a 0 freki is lehet ...
Tehát nem a kilövés idejével gondolkozunk, hanem stepfreki növeléssel. A kiindulás a 0 freki is lehet ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 13:47
Írta: HJózsi Dátum 2008 szeptember 09, 13:47
Ha fafejű lennék azt mondanám : "1esből vagy 5-ösből gyorsul jobban ?" ... De nem mondom...
#6891-szerint már kell tudjál helyettesíteni! ( Nullával nem kell, az időre túl nagy szám jönne ki)
#6891-szerint már kell tudjál helyettesíteni! ( Nullával nem kell, az időre túl nagy szám jönne ki)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 13:57
Írta: HJózsi Dátum 2008 szeptember 09, 13:57
Működik!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 14:00
Írta: bmejdz9nu Dátum 2008 szeptember 09, 14:00
Józsi... Elfogadsz egy 0.0390 msec-et időnek???? A #6882-nek???? Még se legyen zero... műszaki emberek vagyunk :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 14:00
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 14:00
A menetemelkedés dimenziója mm/ford.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 14:01
Írta: 000000000 Dátum 2008 szeptember 09, 14:01
Kozben modositottam rajta, mert a motor fordulatszam bekeres hulyeseg volt.
Azt ugy is kiszamolja, hogy mi a minimalis fordulat, ami adott motortol elvart. Ezt kitoroltem. A tobbi ugy nezem rendben van. Varjuk a hasznalhatosag megerositeset...
Koszi, hogy kiprobaltad! Amugy a mukodik az openoffice-ra vonatkozott, ugye?
Azt ugy is kiszamolja, hogy mi a minimalis fordulat, ami adott motortol elvart. Ezt kitoroltem. A tobbi ugy nezem rendben van. Varjuk a hasznalhatosag megerositeset...
Koszi, hogy kiprobaltad! Amugy a mukodik az openoffice-ra vonatkozott, ugye?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 14:02
Írta: 000000000 Dátum 2008 szeptember 09, 14:02
Javitva, koszi!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 14:10
Írta: 000000000 Dátum 2008 szeptember 09, 14:10
Kiutottem psychobilly post-jat? :S
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 14:11
Írta: HJózsi Dátum 2008 szeptember 09, 14:11
Y!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 14:20
Írta: HJózsi Dátum 2008 szeptember 09, 14:20
Persze, egyáltalán nem lényegbevágó... biztos jól használtad a kalkulátort... De gondolkodj inkáb stepfreki-ben...
Gondolom egységugrás jeleket akarsz előállítani... Ehhez próbálsz a sw-edben megfelelő értékeket beírni. ( A Mach-ban lehet, de ott is számolgatni kell és nem lehet pontos A - B pontok között, ezért inkább csak hibajel lefutás vizsgálatra használom )
Jobbnak találom Sneci javaslatát ( #6876 ), jelgenerátorod van, rákötsz egy számlálót az ajánlás szerint és már mennek is a kívánt gerjesztőjelek ...
Gondolom egységugrás jeleket akarsz előállítani... Ehhez próbálsz a sw-edben megfelelő értékeket beírni. ( A Mach-ban lehet, de ott is számolgatni kell és nem lehet pontos A - B pontok között, ezért inkább csak hibajel lefutás vizsgálatra használom )
Jobbnak találom Sneci javaslatát ( #6876 ), jelgenerátorod van, rákötsz egy számlálót az ajánlás szerint és már mennek is a kívánt gerjesztőjelek ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 14:21
Írta: HJózsi Dátum 2008 szeptember 09, 14:21
Aztán csak tekered a potit felfelé és figyeled mikor jelenik meg a "töréspont" ...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 szeptember 09, 14:21
Írta: fs9s63xkf Dátum 2008 szeptember 09, 14:21
Hmm.. Szóval:
Ezt a WinPCNC-vel is meg tudod csinálni:
Motor tesztelő ablak:
Gyorsítás: 0ms
Távolság: 1.25mm
Delay(nem tudom a magyar progiban hogy van):0ms
Ezután szépen emeled a sebességet, és várod a csodát :) Tehát, hogy nem megy el 1,25mm-ig és nem megy vissza 0-ra.
Elméletileg ennek jónak kéne lenni, de nem tudom, hogy a WinPCNC mennyire veszi komolyan például a 0 késleltetést a két mozgás között. A 0 gyorsítás az jó, mert azt írják is, hogy így állapítsd meg az induló sebességet.
Ezt a WinPCNC-vel is meg tudod csinálni:
Motor tesztelő ablak:
Gyorsítás: 0ms
Távolság: 1.25mm
Delay(nem tudom a magyar progiban hogy van):0ms
Ezután szépen emeled a sebességet, és várod a csodát :) Tehát, hogy nem megy el 1,25mm-ig és nem megy vissza 0-ra.
Elméletileg ennek jónak kéne lenni, de nem tudom, hogy a WinPCNC mennyire veszi komolyan például a 0 késleltetést a két mozgás között. A 0 gyorsítás az jó, mert azt írják is, hogy így állapítsd meg az induló sebességet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 14:23
Írta: bmejdz9nu Dátum 2008 szeptember 09, 14:23
[#felkialtas][#felkialtas][#felkialtas] Józsi ha nem válaszolsz a #6882-ra ... az időre... (persze megértelek :)
Többet ne gyertek elő ezzel a cirkuszi megoldású T45 egységugatással... !
Többet ne gyertek elő ezzel a cirkuszi megoldású T45 egységugatással... !
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 14:31
Írta: bmejdz9nu Dátum 2008 szeptember 09, 14:31
Tudom ezt...
De ez nem T45-ös szabványú!
A T45-ös egységugási elméletet a #6881ben H.Józsi leírta: "a tengelyt valahol 90 és 360 fok között"...
Van ... 0ms, tudja... értem a dolgot...
Csak itt A T45-ös "Gecko pukkasztó" és értelmetlen,cirkuszi mutatványos egységugasztási megoldás ellen vagyok feháborodva...
...azaz 128+N lépést ZERO idő alatt belelőni, hogy kifeküdjön... azaz a motornak esélye se legyen megmozdulni...
De ez nem T45-ös szabványú!
A T45-ös egységugási elméletet a #6881ben H.Józsi leírta: "a tengelyt valahol 90 és 360 fok között"...
Van ... 0ms, tudja... értem a dolgot...
Csak itt A T45-ös "Gecko pukkasztó" és értelmetlen,cirkuszi mutatványos egységugasztási megoldás ellen vagyok feháborodva...
...azaz 128+N lépést ZERO idő alatt belelőni, hogy kifeküdjön... azaz a motornak esélye se legyen megmozdulni...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 szeptember 09, 14:39
Írta: fs9s63xkf Dátum 2008 szeptember 09, 14:39
Látom nem érted, ez amit leírtam ez a T45 teszt, HJózsi is pont ugyan ezt mondja.
"a tengelyt valahol 90 és 360 fok között" : 1,25mm az 90 fok mozgás oda vissza...ezt így kell érteni...
"...azaz 128+N lépést ZERO idő alatt belelőni" ezt senki nem mondta, ilyet ugye nem lehet csinálni, mert a step/dir rendszer nem engedi meg... ezt úgy kell érteni, hogy egy nem nulla kezdő sebességgel elindítod a motort...
"a tengelyt valahol 90 és 360 fok között" : 1,25mm az 90 fok mozgás oda vissza...ezt így kell érteni...
"...azaz 128+N lépést ZERO idő alatt belelőni" ezt senki nem mondta, ilyet ugye nem lehet csinálni, mert a step/dir rendszer nem engedi meg... ezt úgy kell érteni, hogy egy nem nulla kezdő sebességgel elindítod a motort...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 14:40
Írta: svejk Dátum 2008 szeptember 09, 14:40
Ne mérgelődj!
Én talán valamennyire értem az egységugrás lényegét, és tapasztaltam is hatását már a legelső szervos kisérleteimnél csak akkor még nem tudtam hogy így hívják.
De szerintem nyugodtan hagyatkozhatsz a géped beállításánál a gyík által előírt oszcilloszkópos beállításra.
A munkadarab szempontjából nem jutsz vele rosszabb eredményre hidd el. legföljebb nem fogod megtudni hogy hol van a mechanikád 63%-os pontja...
Én talán valamennyire értem az egységugrás lényegét, és tapasztaltam is hatását már a legelső szervos kisérleteimnél csak akkor még nem tudtam hogy így hívják.
De szerintem nyugodtan hagyatkozhatsz a géped beállításánál a gyík által előírt oszcilloszkópos beállításra.
A munkadarab szempontjából nem jutsz vele rosszabb eredményre hidd el. legföljebb nem fogod megtudni hogy hol van a mechanikád 63%-os pontja...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 14:40
Írta: HJózsi Dátum 2008 szeptember 09, 14:40
Péter! annyiban megegyezhetün, hogy Te sem válaszolsz mindenre és meg sem mondod miért! Én megmondtam miért, a Te fejlődésed érdekében ! .............[#felkialtas][#felkialtas]
Az hogy érti valaki, akkor derül ki amikor önnállóan is végre tudja hajtani... És ezt Te tudod nincs itt semmi trükk, csőbehúzás ... rossz az aki rosszra gondol ...
Az hogy érti valaki, akkor derül ki amikor önnállóan is végre tudja hajtani... És ezt Te tudod nincs itt semmi trükk, csőbehúzás ... rossz az aki rosszra gondol ...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 szeptember 09, 14:44
Írta: D.Laci Dátum 2008 szeptember 09, 14:44
orsó átmérő (mm) 20 = 1 cm = 0,1 dm
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 szeptember 09, 14:45
Írta: D.Laci Dátum 2008 szeptember 09, 14:45
Közben áttvált rádiuszra?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 14:49
Írta: 000000000 Dátum 2008 szeptember 09, 14:49
Kosz, javitom!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 14:56
Írta: HJózsi Dátum 2008 szeptember 09, 14:56
Sneci pont azt írta le, hogyan kell egy véges hibatárolóval tárolóval rendelkező szervóvezérlőnek a méréshez épp megfelelő jeleket előállítani ...
Ha a step frekit 1Hz-re állítod (sebesség jel), mennyi idő alatt megy tele a 127-es tároló, ha a tengelyt amúgy nem fogod le ( mert ezt nem mondta senki!)???? Ugye az jött ki, hogy soha (végtelen), mert mert egy ekkora sebesség meg sem kottyan a szervó rendszernek, símán leköveti ... És akkor elkezded növelni a step frekit mondjuk 10Hz-enként, és bizony jó sokára fogod elérni azt, hogy a tárolóban nőjön a hibajel nagysága ill beteljen... Ekkor fogsz változást látni a redszer viselkedésében ...
A mozgatás természetesen A és B pont között, amit határozz meg úgy, hogy beleférjen a mozgás a hibatárolóba... nincs előírás ... Up to You!...
Ha a step frekit 1Hz-re állítod (sebesség jel), mennyi idő alatt megy tele a 127-es tároló, ha a tengelyt amúgy nem fogod le ( mert ezt nem mondta senki!)???? Ugye az jött ki, hogy soha (végtelen), mert mert egy ekkora sebesség meg sem kottyan a szervó rendszernek, símán leköveti ... És akkor elkezded növelni a step frekit mondjuk 10Hz-enként, és bizony jó sokára fogod elérni azt, hogy a tárolóban nőjön a hibajel nagysága ill beteljen... Ekkor fogsz változást látni a redszer viselkedésében ...
A mozgatás természetesen A és B pont között, amit határozz meg úgy, hogy beleférjen a mozgás a hibatárolóba... nincs előírás ... Up to You!...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 14:58
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 14:58
Valamit tisztázzunk, mert én azt hiszem másik nyomon vagyok.
Ti most "pozíció" egységugrást akartok, vagy "sebesség" egységugrást? Én step/dir környezetben a sebesség egységugrást gondoltam, de most a szövegkörnyezetből kiderül, hogy nem az kell.
Akkor visszavonom minden korábbi hozzászólásomat, mert az sebesség egységugrásra vonatkozott.
Ti most "pozíció" egységugrást akartok, vagy "sebesség" egységugrást? Én step/dir környezetben a sebesség egységugrást gondoltam, de most a szövegkörnyezetből kiderül, hogy nem az kell.
Akkor visszavonom minden korábbi hozzászólásomat, mert az sebesség egységugrásra vonatkozott.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 15:01
Írta: HJózsi Dátum 2008 szeptember 09, 15:01
Ja, be sem telik, csak most a 128 - 127 megzavart, hiszen úgy lett beállítva, hogy ne tiltson le a szervó a mérésnél ez pont nem kell... ( majd később... ízlés szerin ... )
hanem a gerjesztő jel irányváltása miatt a hibajel csökkenni fog és mint a macsek mikor találkozott a kolbásszal, megfordul a rendszer és próbálja utólérni a gerjesztőjelet a másik irányban ...
hanem a gerjesztő jel irányváltása miatt a hibajel csökkenni fog és mint a macsek mikor találkozott a kolbásszal, megfordul a rendszer és próbálja utólérni a gerjesztőjelet a másik irányban ...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 15:07
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 15:07
Úgy ahogy Józsi mondja. Ha sebesség egységugrást csinálunk, akkor a 70%-os útcsökkenésnél még marad tartalék a 128 bites (ami ugye 7 bites::)) tárolódban.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 15:18
Írta: bmejdz9nu Dátum 2008 szeptember 09, 15:18
#6878 :
"Ezzel a példában szerplő motor csak 2000/128=15,625; 360/15,625= 23,04 fokot fog azaz tudna max. mozogni!
Ez 5-ös orsón= 0,21701388888888888888888888888889 mm mozgás csak...
"Ezzel a példában szerplő motor csak 2000/128=15,625; 360/15,625= 23,04 fokot fog azaz tudna max. mozogni!
Ez 5-ös orsón= 0,21701388888888888888888888888889 mm mozgás csak...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 15:20
Írta: bmejdz9nu Dátum 2008 szeptember 09, 15:20
A Tibor a Talin 250 step jelel ( és a belső step sokszoró ezt 4 szerezte = 1000 step) itélte meg a hajtásrendszeremet... = fél fordulat = 2,5mm
Nem vette figyelembe a 128-as korlátot!
T45-ös tesztre te írtad 90, 180, 360 fok...
Nem vette figyelembe a 128-as korlátot!
T45-ös tesztre te írtad 90, 180, 360 fok...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 15:26
Írta: bmejdz9nu Dátum 2008 szeptember 09, 15:26
Sneci pont azt írta le, hogyan kell egy véges hibatárolóval tárolóval rendelkező szervóvezérlőnek a méréshez épp megfelelő jeleket előállítani ...
De ez nem T45 szabványú... mert az ezt nem veszi figyelembe.
"ha a tengelyt amúgy nem fogod le" = asztalon szabadon motort és vezérlőt nem itélek meg... az könnyű lenne neki... :) és értelmetlen.
De ez nem T45 szabványú... mert az ezt nem veszi figyelembe.
"ha a tengelyt amúgy nem fogod le" = asztalon szabadon motort és vezérlőt nem itélek meg... az könnyű lenne neki... :) és értelmetlen.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 15:28
Írta: HJózsi Dátum 2008 szeptember 09, 15:28
A mérés attól egységugrás teszt, hogy a sebességjel nem egy gyorsítási - lassítási rámpa mentén történik, hanem pillanatszerűen, ilyen rámpák nélkül!
Ha a mérést 1Hz stepfrekivel kezdjük, akkor ahogy a #6882- ben írtad n = 500 step kiadása t = n * T = n * 1/f = 500 * 1/1 = 500 sec alatt történik meg. Ugyanez 10 Hz-nél, t = 500* 1/10 = 50 sec... ez alapján egy oda-vissza 100sec, azaz 1/100 = 0.01 Hz Egységugrás(!) freki persze ezek még bőven tassú jelek ...
10 Hz Egységugrás(!) frekihez , vagyis A-B pont között szaladgáláshoz, jelen esetben 10000Hz step freki kell t= 500*1/10000 = 0.05s és ezt szorozni kettővel mert oda vissza -> 0.1s --> 10Hz Egységugrás freki...
És akkor Péter írd le, hogy 1esben, vagy 5 ösbe ngyorsul jobban álló helyből ... [#eplus2][#pias]
Ha a mérést 1Hz stepfrekivel kezdjük, akkor ahogy a #6882- ben írtad n = 500 step kiadása t = n * T = n * 1/f = 500 * 1/1 = 500 sec alatt történik meg. Ugyanez 10 Hz-nél, t = 500* 1/10 = 50 sec... ez alapján egy oda-vissza 100sec, azaz 1/100 = 0.01 Hz Egységugrás(!) freki persze ezek még bőven tassú jelek ...
10 Hz Egységugrás(!) frekihez , vagyis A-B pont között szaladgáláshoz, jelen esetben 10000Hz step freki kell t= 500*1/10000 = 0.05s és ezt szorozni kettővel mert oda vissza -> 0.1s --> 10Hz Egységugrás freki...
És akkor Péter írd le, hogy 1esben, vagy 5 ösbe ngyorsul jobban álló helyből ... [#eplus2][#pias]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 15:38
Írta: HJózsi Dátum 2008 szeptember 09, 15:38
De Tibor45 szabványú azzal kiegészítve, hogy a mozgás tartománya nem lehet általunk szabadon választott, hanem csak a hibatároló által limitált szögtartomány...
Egyébként talán még ott is látni, fekete fehér lap a motor tengelyére és videózni ...
A lefogás alatt nem a rendszerbe befogást értettem, hanem hogy nincs rögzítve elmozdulás ellen és ez esetben annál a sebességnél az időeredmény végtelen, azaz soha ... ha nem beszélnél mellé tényleg jobban haladnál...
Egyébként talán még ott is látni, fekete fehér lap a motor tengelyére és videózni ...
A lefogás alatt nem a rendszerbe befogást értettem, hanem hogy nincs rögzítve elmozdulás ellen és ez esetben annál a sebességnél az időeredmény végtelen, azaz soha ... ha nem beszélnél mellé tényleg jobban haladnál...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 15:39
Írta: HJózsi Dátum 2008 szeptember 09, 15:39
[#eljen] hogy mik vannak ? ... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 15:45
Írta: HJózsi Dátum 2008 szeptember 09, 15:45
na egyenlőre ennyit.. Péter estére szeretnék videót látni! :D de nem a videotékából ... XXL ... [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 09, 15:59
Írta: Szedlay Pál Dátum 2008 szeptember 09, 15:59
Tisztelt HJózsi!
Látom nagyon érted ezt a témát.
Ha tudod magyarázd el légyszíves mi a
Electrical Time Constans
Mechanical Time Constans
Általában msec-ben megadott értékek.
Előre is köszönöm.
Látom nagyon érted ezt a témát.
Ha tudod magyarázd el légyszíves mi a
Electrical Time Constans
Mechanical Time Constans
Általában msec-ben megadott értékek.
Előre is köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 16:09
Írta: bmejdz9nu Dátum 2008 szeptember 09, 16:09
Tökéletes!
"De Tibor45 szabványú azzal kiegészítve, hogy a mozgás tartománya nem lehet általunk szabadon választott, hanem csak a hibatároló által limitált szögtartomány... "
De akkor ez minek hívjuk? Lehetne "128-as egységugrasztásnak" hívni :)
Mert ez merőben más mint a Tibor megközelítése! Csak az elv azonos!
Akkor mehetünk tovább... :)
A fordulási szöget mivel lehet mérni???
1 step = 0.18 fok hiba. (a minta motornál maradva: 2000ppr - step/fordulat)
"De Tibor45 szabványú azzal kiegészítve, hogy a mozgás tartománya nem lehet általunk szabadon választott, hanem csak a hibatároló által limitált szögtartomány... "
De akkor ez minek hívjuk? Lehetne "128-as egységugrasztásnak" hívni :)
Mert ez merőben más mint a Tibor megközelítése! Csak az elv azonos!
Akkor mehetünk tovább... :)
A fordulási szöget mivel lehet mérni???
1 step = 0.18 fok hiba. (a minta motornál maradva: 2000ppr - step/fordulat)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 16:49
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 16:49
Megpróbálom...(kerülve minden felsőbb matekot:)
Mindkettő egy időállandót határoz meg. Mint már volt róla szó, a szervó körben a motort kéttárolós tagként szokás figyelembe venni. Az egyik az elektromos - azaz a tekercs - időállandóval jellemezhető, a másik a mechanika - azaz a forgórész - tehetetlenségéből adódó időállandóval jellemezhető.
Az időállandót talán úgy szemléltetném, hogy ha adunk egy egységugrás gerjesztést, akkor milyen gyorsan fogja követni ezt a változást, mennyi idő alatt éri el a változás durván 70%-át. Azért a 70%, mert az állandósult állapotot nehezen tudjuk megmérni, ugyanis lassan "simul" be a végső állapotba.
Ha azt látjuk, hogy a mechanikus időállandó 1sec, akkor ne várjunk tőle gyors reakciókat, mert csak lassan tudja követni a változásokat. De ha msec körüli, az már fürge jószág.
Minél kisebbek ezek az értékek, annál fürgébb a motor, annál gyorsabban követi a változásokat.
Mindkettő egy időállandót határoz meg. Mint már volt róla szó, a szervó körben a motort kéttárolós tagként szokás figyelembe venni. Az egyik az elektromos - azaz a tekercs - időállandóval jellemezhető, a másik a mechanika - azaz a forgórész - tehetetlenségéből adódó időállandóval jellemezhető.
Az időállandót talán úgy szemléltetném, hogy ha adunk egy egységugrás gerjesztést, akkor milyen gyorsan fogja követni ezt a változást, mennyi idő alatt éri el a változás durván 70%-át. Azért a 70%, mert az állandósult állapotot nehezen tudjuk megmérni, ugyanis lassan "simul" be a végső állapotba.
Ha azt látjuk, hogy a mechanikus időállandó 1sec, akkor ne várjunk tőle gyors reakciókat, mert csak lassan tudja követni a változásokat. De ha msec körüli, az már fürge jószág.
Minél kisebbek ezek az értékek, annál fürgébb a motor, annál gyorsabban követi a változásokat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 17:20
Írta: bmejdz9nu Dátum 2008 szeptember 09, 17:20
Megjegyezném, hogy Tibor nem a motort minősítette (le)vele hanem a szervóvezérlőt... ami ugyebár nem teljesen ok.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 17:22
Írta: bmejdz9nu Dátum 2008 szeptember 09, 17:22
Na Józsi... hol a válasz a szögmérésre? :) Ha már "zöldágra vergődtünk" 128 biten...:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 09, 17:56
Írta: Szedlay Pál Dátum 2008 szeptember 09, 17:56
Köszönöm válaszod szmemben már is kapitális harcsává nőtted ki magad, de még finomítsuk egy kicsit, ha lehet.
Adjunk a szervo motornak egy egységugrás jelet (ezt én még pontosan máig sem értem mit jelent, de legyen ez az én bajom) végtelen gyorsítással ahogyan bír gyorsuljon fel a névleges fordulatának 100%-ra. Amikor eléri a 70%-ot akkor mi van mit jelent.
Pl. Ha az elektromos idő állandó 2ms vagy 10ms
és ha a mechanikai idő állandó 2ms vagy 10ms???
légyszíves egy valós páldán mutasd be úgy biztos megértem.
Köszönöm
Adjunk a szervo motornak egy egységugrás jelet (ezt én még pontosan máig sem értem mit jelent, de legyen ez az én bajom) végtelen gyorsítással ahogyan bír gyorsuljon fel a névleges fordulatának 100%-ra. Amikor eléri a 70%-ot akkor mi van mit jelent.
Pl. Ha az elektromos idő állandó 2ms vagy 10ms
és ha a mechanikai idő állandó 2ms vagy 10ms???
légyszíves egy valós páldán mutasd be úgy biztos megértem.
Köszönöm
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 szeptember 09, 18:18
Írta: s5f8tmfv3 Dátum 2008 szeptember 09, 18:18
Sneci!
Jól gondolom hogy a motor forulatszáma exponenciálisan növekszik, nem lineárisan? A 70% csak egy nevezetes érték hogy a mérés pontos legyen?
Jól gondolom hogy a motor forulatszáma exponenciálisan növekszik, nem lineárisan? A 70% csak egy nevezetes érték hogy a mérés pontos legyen?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 18:34
Írta: bmejdz9nu Dátum 2008 szeptember 09, 18:34
Annyira azért ne keresd az értelmét...:) Mert Tibor előkerül és úgy megmagyarázza, hogy kezdhetjük előről... sőt a 4X-től :) hogy egyáltalán van...:)
Magyarázat - ahogy én látom :)
1. Képzelj el egy nagyon-nagyon kicsi motort... :) Mint egy lepke:)
2. Szögelforulási szöget válaszd a szervóvezérlő hibajel tároló küszöbbértéke alá! (encoderfüggő is)
3. Indítsd el lassú step jelekkel... de csak kevesebb "db-ot" adjál neki max. mint a hibajeltárolója a vezérlőnek... és fordíts írányt mielőtt a hibajeltároló megtelne.
4. gyorsítsd a folyamatot.
Így elképzelhető,. hogy nagyon lassú "léptetésekkel" elmegy a "végszöcélig"
Aztán ha gyorsítod a folyamatot akkor egyszercsak nem megy el a "végszögcélig" azaz az írányváltás (dir jel) fordítja az írányt...
Hogy mi ebben a jó?
1. Asztalon lehet a motorokkal szórakozni
2. Ha van két motorod el tudod dönteni melyik bírta tovább... azaz gyorsabb reakciójú. (jó szemmérték nem árt :)
Persze egy nagyobb motor, nagyobb tehetetlenséggel és persze rosszabb lesz... viszont az erősebb motor sokszor fontosabb - ha nemcsak az asztalon akarod pörgetni, hanem pl. marógépnek szánod és terhet is kell mozgatni... :)
Magyarázat - ahogy én látom :)
1. Képzelj el egy nagyon-nagyon kicsi motort... :) Mint egy lepke:)
2. Szögelforulási szöget válaszd a szervóvezérlő hibajel tároló küszöbbértéke alá! (encoderfüggő is)
3. Indítsd el lassú step jelekkel... de csak kevesebb "db-ot" adjál neki max. mint a hibajeltárolója a vezérlőnek... és fordíts írányt mielőtt a hibajeltároló megtelne.
4. gyorsítsd a folyamatot.
Így elképzelhető,. hogy nagyon lassú "léptetésekkel" elmegy a "végszöcélig"
Aztán ha gyorsítod a folyamatot akkor egyszercsak nem megy el a "végszögcélig" azaz az írányváltás (dir jel) fordítja az írányt...
Hogy mi ebben a jó?
1. Asztalon lehet a motorokkal szórakozni
2. Ha van két motorod el tudod dönteni melyik bírta tovább... azaz gyorsabb reakciójú. (jó szemmérték nem árt :)
Persze egy nagyobb motor, nagyobb tehetetlenséggel és persze rosszabb lesz... viszont az erősebb motor sokszor fontosabb - ha nemcsak az asztalon akarod pörgetni, hanem pl. marógépnek szánod és terhet is kell mozgatni... :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 18:43
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 18:43
Nem lineáris a növekedés, és pontosítsunk: 63% a nevezetes pont. Ott még elég meredek a görbe, ott még jól lehet mérni.
Később még visszatérek az időállandóra, meg az egységugrásra....
Később még visszatérek az időállandóra, meg az egységugrásra....
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 szeptember 09, 18:54
Írta: rbbhbyvfs Dátum 2008 szeptember 09, 18:54
"Aztán ha gyorsítod a folyamatot akkor egyszercsak nem megy el a "végszögcélig" azaz az írányváltás (dir jel) fordítja az írányt és ekkor törli a jeleket a hibajeltárolóból... "
Szerintem ez nem így van, ha törölné a hibajeltárolót, akkor igencsak eltévedne a szervovezérlô.
Bocsánat ha belevau-vau....
Szerintem ez nem így van, ha törölné a hibajeltárolót, akkor igencsak eltévedne a szervovezérlô.
Bocsánat ha belevau-vau....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 19:11
Írta: bmejdz9nu Dátum 2008 szeptember 09, 19:11
már átolvasás után javítottam...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 19:14
Írta: svejk Dátum 2008 szeptember 09, 19:14
Nekem van egy sanda gyanúm hogy a mechanikai időállandó gyakorlatilag a motor tehetetlenségi nyomatékából és a motor maximális nyomatékából egyenesen számítható.
Majd utánajárunk ennek is..
Majd utánajárunk ennek is..
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 09, 19:31
Írta: Szedlay Pál Dátum 2008 szeptember 09, 19:31
Én gyakorlatban láttam T45-nél és akkor jól látható volt a reakció.
A stepper egy bizonyos frekvenvia után lépést tévesztett.
A servo pedig nem ment el az adott helyre, jó volt a hasonlata HJózsinak a macskával.
Én az elektronikát nem értem, de ez nem is baj, ez kimaradt az életemből.
De a gyakorlati lényege világos számomra.
Szerintem is mérni illetve következtetni lehet egy rendszer maximális terhelhetőségére.
A stepper egy bizonyos frekvenvia után lépést tévesztett.
A servo pedig nem ment el az adott helyre, jó volt a hasonlata HJózsinak a macskával.
Én az elektronikát nem értem, de ez nem is baj, ez kimaradt az életemből.
De a gyakorlati lényege világos számomra.
Szerintem is mérni illetve következtetni lehet egy rendszer maximális terhelhetőségére.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 19:51
Írta: bmejdz9nu Dátum 2008 szeptember 09, 19:51
Szervóvez. hibatároló el tudja tárolni a "lépéshibát" (mértéke vezérlőfüggő:) a léptető pedíg nem. Ily egyszerű...
A nagy hibajel tárolási "képességű" vezérlők akár sok-sok fordulatnyi hibát is képesek "bespályzolni"... és elővenni a spályzból - de ezt maga dönti el(!)... azaz ráerszti a motorra amikor csak tudja azaz hogy "útolérje magát"...
A teszt nagyon látványos lehet... főleg kikapcsolt végfokkal... eltekered a motortengelyt... és bekapcs... és visszáll :)
A nagy hibajel tárolási "képességű" vezérlők akár sok-sok fordulatnyi hibát is képesek "bespályzolni"... és elővenni a spályzból - de ezt maga dönti el(!)... azaz ráerszti a motorra amikor csak tudja azaz hogy "útolérje magát"...
A teszt nagyon látványos lehet... főleg kikapcsolt végfokkal... eltekered a motortengelyt... és bekapcs... és visszáll :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 09, 20:10
Írta: Szedlay Pál Dátum 2008 szeptember 09, 20:10
A végfok nem volt kikapcsolva, nem az volt a látványos hanem az, hogy egy bizonyos frekvencia fölött nem képes a szervo lekövetni az utasításokat és ez nem hibajel tárolás kérdése volt mert ahhoz túl sokáig működött "hibásan". Ekkora hibatároló nincs egyik szervóban sem. Egyszerűen a macska nem ment ki a kolbászért a végéig mert az már jött visszafelé és idő elött megfordult. gondolom lehet neki adni olyan frekvenciát amikor szinte egy helyben áll. De ezt nálam okosabb emberek elmagyarázták neked az elektronikai részét is. Ha elkészíted úgy is látni fogod miről van szó a gyakorlatban. Hiába akarsz gyorsan 1mm mozgással ide-oda menni és marni előbb utóbb csak 0,8mm lesz az út és kisebb lesz a munka darab. Erre nagyon jó teszt ez.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 szeptember 09, 20:11
Írta: fs9s63xkf Dátum 2008 szeptember 09, 20:11
Régebben már volt itt róla szó, de a "Mechanical Time Constans" azt az időt jelenti, amennyi idő alatt a motor fel tud pörögni a névleges fordulatszámának a 63%-ra.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 20:28
Írta: svejk Dátum 2008 szeptember 09, 20:28
Igen, csak a múltkor sem tudtuk meg milyen körülmények közt. Valószínűleg a névleges feszültséget 0 idő alatt rákapcsolva, áramlimitálás nélkül.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 09, 20:34
Írta: Szedlay Pál Dátum 2008 szeptember 09, 20:34
Köszönöm válaszod.
És az " Electrical Time Constans"????
És az " Electrical Time Constans"????
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 20:47
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 20:47
Kezdjük az egységugrással, mert az rém egyszerű. Nem takar mást, mint a szóösszetétel sugall, egységnyi változást létrehozni ugrásszerűen (nagyon kicsiny idő alatt).
Mi az egység? Hát amit annak nevezünk. Például a motorra egy kapcsolóval (rövid idő alatt) rákapcsoljuk a névleges feszültséget, ez lesz az egység. A névleges feszültségen a motor a névleges fordulaton pörög.
Mérjük a motor fordulatát, és amikor az eléri a 63%-ot (az egység 63%-a), az eltelt idő lesz a motor eredő időállandója.
Az eredő időállandó az elektromos és a mechanikus időállandó következménye, pontos összefüggést fejből nem tudom, de utána járok.
Mindkét időállandónak ugyan az a hatása. DE az elektromos időállandót az elektronika megpróbálja legyűrni, például úgy hogy a tekercsre a névlegesnél sokkal nagyobb feszültséget kapcsol. Belátható, hogy így hamarabb eléri névleges értéket, aztán ha elérte, akkor visszaveszi a feszültséget a névlegesre. Mindenesetre egy kisebb elektromos időállandójú motorral könnyebben boldogul az elektronika, másrészt ezt a trükköt sem lehet a végtelenségig fokozni.
A mechanikus időállandót a kifejtett nyomaték gyűri le, ami véges. A nyomatékot a tekercs árama hozza létre (ami ugye eleve késik az elektromos időállandóval arányosan). Ehhez még hozzájön a mechanikai tehetetlenségből adódó késleltetés (ez meg a mechanikus időállandóval arányos).
Tehát a motor a lelke mindennek. Nekem úgy tűnik, hogy amíg az elektromos időállandón lehet javítani, a mechanikus az annyi amennyi. A motor tengelyére redukált tehetetlenségi nyomatékot áttétellel szépen kordában lehet tartani, de a motor alaptehetetlenségén nem lehet hozni.
Végül a kérdésedre, most ne nézzük külön az elektromost meg a mechanikust, hanem az eredő legyen a 2 és 10 msec időállandójú motor.
Az egyik 2 msec alatt éri el a névleges fordulat 63%-át, a másik 10 msec alatt.
Az egyik 10 msec alatt éri el a névleges 97.3%-át (5-szöröse az időállandónak) , a másik 50 msec alatt.
Mi az egység? Hát amit annak nevezünk. Például a motorra egy kapcsolóval (rövid idő alatt) rákapcsoljuk a névleges feszültséget, ez lesz az egység. A névleges feszültségen a motor a névleges fordulaton pörög.
Mérjük a motor fordulatát, és amikor az eléri a 63%-ot (az egység 63%-a), az eltelt idő lesz a motor eredő időállandója.
Az eredő időállandó az elektromos és a mechanikus időállandó következménye, pontos összefüggést fejből nem tudom, de utána járok.
Mindkét időállandónak ugyan az a hatása. DE az elektromos időállandót az elektronika megpróbálja legyűrni, például úgy hogy a tekercsre a névlegesnél sokkal nagyobb feszültséget kapcsol. Belátható, hogy így hamarabb eléri névleges értéket, aztán ha elérte, akkor visszaveszi a feszültséget a névlegesre. Mindenesetre egy kisebb elektromos időállandójú motorral könnyebben boldogul az elektronika, másrészt ezt a trükköt sem lehet a végtelenségig fokozni.
A mechanikus időállandót a kifejtett nyomaték gyűri le, ami véges. A nyomatékot a tekercs árama hozza létre (ami ugye eleve késik az elektromos időállandóval arányosan). Ehhez még hozzájön a mechanikai tehetetlenségből adódó késleltetés (ez meg a mechanikus időállandóval arányos).
Tehát a motor a lelke mindennek. Nekem úgy tűnik, hogy amíg az elektromos időállandón lehet javítani, a mechanikus az annyi amennyi. A motor tengelyére redukált tehetetlenségi nyomatékot áttétellel szépen kordában lehet tartani, de a motor alaptehetetlenségén nem lehet hozni.
Végül a kérdésedre, most ne nézzük külön az elektromost meg a mechanikust, hanem az eredő legyen a 2 és 10 msec időállandójú motor.
Az egyik 2 msec alatt éri el a névleges fordulat 63%-át, a másik 10 msec alatt.
Az egyik 10 msec alatt éri el a névleges 97.3%-át (5-szöröse az időállandónak) , a másik 50 msec alatt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 20:54
Írta: svejk Dátum 2008 szeptember 09, 20:54
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 szeptember 09, 21:00
Írta: Kristály Árpád Dátum 2008 szeptember 09, 21:00
Na végre.....
Ez teljesen közérhető!
Köszönöm!
Üdv.: Árpi[#wave][#wink][#worship]
Ez teljesen közérhető!
Köszönöm!
Üdv.: Árpi[#wave][#wink][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 09, 21:02
Írta: 4um5b65d Dátum 2008 szeptember 09, 21:02
Na ez a magyarázat nagyon korrekt volt....végre én is kapizsgálom a dolgot. Két kérdésem lenne. AZ a 63 százalék az egy egyezményes érték, vagy csak a példa kedvéért írtad? Illetve ezen két időállandónak van egy jele ami a motoron fel van tüntetve?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 21:02
Írta: x4rhew5r3 Dátum 2008 szeptember 09, 21:02
Köszi...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 09, 21:05
Írta: Szedlay Pál Dátum 2008 szeptember 09, 21:05
Ez egy egyezményes érték.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 09, 21:07
Írta: Szedlay Pál Dátum 2008 szeptember 09, 21:07
Köszönöm érthető magyarázatod Tőled öröm kérdezni is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 09, 21:07
Írta: svejk Dátum 2008 szeptember 09, 21:07
Nekem nem annyira, főleg az első oldal alja :)
Mentsétek le mert az explorer egy két képletet nem tud megmutatni.
Mentsétek le mert az explorer egy két képletet nem tud megmutatni.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 21:12
Írta: HJózsi Dátum 2008 szeptember 09, 21:12
Csak röviden, mert a többit Sneci megválaszolta ( köszi S.), a vezérlő jel egységugrás szerű, azaz a vezérlő minden csorsítási cécó nélkül megkapja a sebeségjelet, amely sebességen éppen vizsgáljuk. Azért egységugrás szerüenm mert ennél kellemetlenebb szitu nem fordulhat elő valós megmunkálásnál... Tehát ahol elérjük ezzel a vizsgálati módszerrel rendszerünk határait, akkor ezen dinamikai határokon belül biztosan mindent meg tudunk vele csinálni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 21:23
Írta: bmejdz9nu Dátum 2008 szeptember 09, 21:23
Nekünk ez végül is mire jó?
Mármint ez egységugrasztás... beálítani vele szervórendszert... persze indulásnak jó... de a végső finomhangolásra már nem... szerintem.
Motorokat összehasonlítani? Mihez? Ha lenne két tök jó motor amit két gyártó küld nekem... és dönteni... de ez egy kicsit másként van a beszerzés a valóságban azaz hobbyban... :)
Mármint ez egységugrasztás... beálítani vele szervórendszert... persze indulásnak jó... de a végső finomhangolásra már nem... szerintem.
Motorokat összehasonlítani? Mihez? Ha lenne két tök jó motor amit két gyártó küld nekem... és dönteni... de ez egy kicsit másként van a beszerzés a valóságban azaz hobbyban... :)
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 szeptember 09, 21:26
Írta: eivmhrm04 Dátum 2008 szeptember 09, 21:26
És nem akarja a nejem elhinni ,hogy ez jobb mint a TV.Az ember csak tanul és nincsenek reklámok sem.Az viszont igaz hogy a fejem egy kicsit megnőt,de mindem elismerésem a jó példákkal magyarázó uraké[#worship][#worship][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 21:32
Írta: HJózsi Dátum 2008 szeptember 09, 21:32
[#vigyor2]Talán ezért már megérte! Köszi az észrevételt, biztos mindenkinek jólesik aki vette a fáradtságot...[#wave]
És ha mondjuk 100-ból 99-en megértették, a maradék 1 az 1%, hobbi szinten elhanyagolható ... [#kacsint]
És ha mondjuk 100-ból 99-en megértették, a maradék 1 az 1%, hobbi szinten elhanyagolható ... [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 21:38
Írta: HJózsi Dátum 2008 szeptember 09, 21:38
"Az időállandó az az idő, amely alatt a rendszer a kiindulási és a végállapot közötti különbség (1-1/e)-ed részét bejárja. Egyszerű esetben a vég- állapot nulla, és ekkor az időállandó az az idő, amely alatt a jel nagysága e- ed részére csökken."
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 09, 21:56
Írta: bmejdz9nu Dátum 2008 szeptember 09, 21:56
Talán a mechanikai ötletek topikba is átköltözhetnénk - kicsit:)
Mert ugyebár ez (ami a topik címe) csak egy kisebb része az egésznek...
Azaz "megette az egészet a ló" ha nem csinálunk egy jó mechanikát amin jól tudunk majd "egységeket ugratni" :)
A sok elméletizés... mem helyettesíti a jó és pontos "fizikai" munkát :)
Mert ugyebár ez (ami a topik címe) csak egy kisebb része az egésznek...
Azaz "megette az egészet a ló" ha nem csinálunk egy jó mechanikát amin jól tudunk majd "egységeket ugratni" :)
A sok elméletizés... mem helyettesíti a jó és pontos "fizikai" munkát :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 22:23
Írta: 000000000 Dátum 2008 szeptember 09, 22:23
Ez arra jo, hogy ne jarj ugy, mint en a gyari AC servos geppel. Nagyvonaluan beallitottak a parametereket, de nem szamoltak azzal, hogy a megmunkalasom soran felso hataron fogok tudni dolgozni a geppel (0-hoz kozeli forgacsolo ero).
Az egesz vegeredmenye az lett, hogy alakhibas munkadarabok kerultek le a geprol. Vizszintes sik feluletek helyett, fokos, lejtos feluleteket csinalt a gep zokszo nelkul. Nem oldott le a servo, nem villogott led.
Ha megkerestek volna ezt a hatart, biztonsagi ertekkel ala allitjak es kesz. Igaz, hogy akkor nem hangozhattak volna el olyan szep szamok a beszelgetesek folyaman...
Az egesz vegeredmenye az lett, hogy alakhibas munkadarabok kerultek le a geprol. Vizszintes sik feluletek helyett, fokos, lejtos feluleteket csinalt a gep zokszo nelkul. Nem oldott le a servo, nem villogott led.
Ha megkerestek volna ezt a hatart, biztonsagi ertekkel ala allitjak es kesz. Igaz, hogy akkor nem hangozhattak volna el olyan szep szamok a beszelgetesek folyaman...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 09, 22:48
Írta: HJózsi Dátum 2008 szeptember 09, 22:48
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 09, 23:06
Írta: Szedlay Pál Dátum 2008 szeptember 09, 23:06
Átolvastam, számoltam és nem találtam benne hibát.[#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 09, 23:20
Írta: crgs7u9wg Dátum 2008 szeptember 09, 23:20
elnezest egy par napig nem voltam, most is csak beugrottam, hogy beszamoljak a pozitive eredmenyekrol, az a400 -asal kapcsolatban: a project nagyon jol halad, maga a verilog "nyelv" egyszerunek tunik ugyan, de a sok megkotes miatt sokat kell okoskodni mire valami hasznos kikerul :) a lenyeg, ma csinaltam egy encoder zajszuro funkciot a cpld ben es meg merem kockaztani, hogyha csinalnek egy fugveny generatort mondjuk csak! 300khz -el es tennek bele un. kapcsolasi elzajokat, nagyon keves encoder fogado maradna eletben, legyen ez a tibor45 fele szupertitkos kapcsolas, vagy az istvan fele pic vagy a peter fele celaramkor szerintem :) ja! a mukodese: hasonloan mukodik mint a ket-allasu kapcsolo digitalis debounce kapcsolasa rs-tarolokkal, csak itt a ket encoder jel egymast lock -olja, majd teszek fel magyarazo abrat, meg a konkret algoritmust c nyelven...
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 szeptember 09, 23:23
Írta: 3k74cecek Dátum 2008 szeptember 09, 23:23
Az A21 mező szövege helyesen "M gyorsításra fennmaradó nyomaték", nem pedig erő.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 09, 23:50
Írta: 000000000 Dátum 2008 szeptember 09, 23:50
Javitom, koszi!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 10, 08:09
Írta: bmejdz9nu Dátum 2008 szeptember 10, 08:09
Ezt már írtad régebben is... Számomra ez teljesen érthetetlen...
Milyen vezérlés van rajta? Hogy ilyet megenged. Csak lehet(ne) egy analóg kimenet a hibajelnek, rá egy műszer = látod meddíg mehetsz... "büntetlenül"
Én is tervezem, hogy egy "csúcs szint detektoros" ledsort csinálok a Gecko hibajel kimenetére és látom...
Milyen vezérlés van rajta? Hogy ilyet megenged. Csak lehet(ne) egy analóg kimenet a hibajelnek, rá egy műszer = látod meddíg mehetsz... "büntetlenül"
Én is tervezem, hogy egy "csúcs szint detektoros" ledsort csinálok a Gecko hibajel kimenetére és látom...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 10, 08:49
Írta: 000000000 Dátum 2008 szeptember 10, 08:49
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 10, 09:53
Írta: 000000000 Dátum 2008 szeptember 10, 09:53
Pár gondolat, ami még az időállandókhoz tartozik,
és talán segíthet a jelentőségét megérteni.
A különböző időállandók az egyik legfontosabb
jellemzői minden rendszernek, így a szervónak is.
Matematikailag egységesen egy exponenciális függvény,
az úgynevezett e-ad x írja le ezen folyamatokat.
Az e matematikai állandó, a természetes logaritmus
alapja. Irracionális és transzcendens szám.
Értéke 29 értékes jegyre megadva:
e = 2,718 281 828 459 045 235 360 287 471 35...
Az egyik legfontosabb állandó a matematikában.
Jelentősége, szkirodalma olyan, mint a PI-nek.
Az e szám Euler-féle számként is ismert Leonhard
Euler matematikus után, de Napier-állandónak is
nevezik John Napier skót matematikusnak,
a logaritmus függvény felfedezőjének tiszteletére.
Az egységugrásra adott választ az előbbiek alapján
tehát egy szervó alapesetben így reagálja le:

Ebből az ábrából látható, hogy a gyakorlatban
hogyan változik egy motor sebessége, pozíciója,
árama, stb. az idő függvényében az egységugrás
jel hatására.
Jól látható az is, hogy a függvény 63%-nál nevezetes
ponthoz ér, ez a metszéspont az adott vizsgált fizikai
folyamat időállandója.
Az egyik legegyszerűbb ilyen egy tárolós rendszer egy
kondenzátor és ellenállás sorbakapcsolása, majd ennek
négyszögjeles, egységugrás generátoros gerjesztése.
Ennek időállandója: R*C
Azaz pl. 1 mikroF és 1 MOhm esetében pontosan 1 másodperc.
Ezzel a kis írásommal az is volt a célom, hogy érzékeltessem,
hogy a műszaki törvények egyetemlegesek, a hőtanra, gépészetre,
elektronikára, ..., irányítástechnikára, szervóra egyaránt
alkalmazhatók.
és talán segíthet a jelentőségét megérteni.
A különböző időállandók az egyik legfontosabb
jellemzői minden rendszernek, így a szervónak is.
Matematikailag egységesen egy exponenciális függvény,
az úgynevezett e-ad x írja le ezen folyamatokat.
Az e matematikai állandó, a természetes logaritmus
alapja. Irracionális és transzcendens szám.
Értéke 29 értékes jegyre megadva:
e = 2,718 281 828 459 045 235 360 287 471 35...
Az egyik legfontosabb állandó a matematikában.
Jelentősége, szkirodalma olyan, mint a PI-nek.
Az e szám Euler-féle számként is ismert Leonhard
Euler matematikus után, de Napier-állandónak is
nevezik John Napier skót matematikusnak,
a logaritmus függvény felfedezőjének tiszteletére.
Az egységugrásra adott választ az előbbiek alapján
tehát egy szervó alapesetben így reagálja le:
Ebből az ábrából látható, hogy a gyakorlatban
hogyan változik egy motor sebessége, pozíciója,
árama, stb. az idő függvényében az egységugrás
jel hatására.
Jól látható az is, hogy a függvény 63%-nál nevezetes
ponthoz ér, ez a metszéspont az adott vizsgált fizikai
folyamat időállandója.
Az egyik legegyszerűbb ilyen egy tárolós rendszer egy
kondenzátor és ellenállás sorbakapcsolása, majd ennek
négyszögjeles, egységugrás generátoros gerjesztése.
Ennek időállandója: R*C
Azaz pl. 1 mikroF és 1 MOhm esetében pontosan 1 másodperc.
Ezzel a kis írásommal az is volt a célom, hogy érzékeltessem,
hogy a műszaki törvények egyetemlegesek, a hőtanra, gépészetre,
elektronikára, ..., irányítástechnikára, szervóra egyaránt
alkalmazhatók.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 10, 10:12
Írta: HJózsi Dátum 2008 szeptember 10, 10:12
[#eljen]
Ezt a leírást érdemes etalonként elmenteni mindenkinek! [#vigyor2]
Ezt a leírást érdemes etalonként elmenteni mindenkinek! [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 10, 10:27
Írta: Szedlay Pál Dátum 2008 szeptember 10, 10:27
Hú!!!
Tibot köszönöm kimerítő és pontos válaszodat, ez egyben tudományos és érthető is volt, ez így profi.
Minnél több ilyen hozzászólást és ez, ezek építő jellegüek a fórumra.
Köszönöm
Tibot köszönöm kimerítő és pontos válaszodat, ez egyben tudományos és érthető is volt, ez így profi.
Minnél több ilyen hozzászólást és ez, ezek építő jellegüek a fórumra.
Köszönöm
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 10, 11:46
Írta: bmejdz9nu Dátum 2008 szeptember 10, 11:46
Ezentúl ilyen és hasonló dokumentált, alátámasztott, érthető írások várhatók tőled? Ez nagyon jó lenne...!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 10, 11:51
Írta: HJózsi Dátum 2008 szeptember 10, 11:51
Persze, csak szépen beszéljetek egymással! ... (WAZZE! [#eplus2][#idiota][#nyes][#vigyor3][#vigyor2])
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 10, 13:32
Írta: bmejdz9nu Dátum 2008 szeptember 10, 13:32
Hogy ez a hibajel tárolón belüli egységugrás mire jó nekünk?... leírhatnád. Már feltettem a kérdést a #6949-ben.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 10, 13:42
Írta: HJózsi Dátum 2008 szeptember 10, 13:42
Majd élő teszt környezetben, addig jegeld szerintem ... PEACE PLEASE ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 10, 20:56
Írta: 000000000 Dátum 2008 szeptember 10, 20:56
Szi Karcsi!
Ez tényleg jobb szórakozás, mint a TV, de szerintem már cn-függők vagyunk.
Ez tényleg jobb szórakozás, mint a TV, de szerintem már cn-függők vagyunk.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 10, 21:15
Írta: bmejdz9nu Dátum 2008 szeptember 10, 21:15
De mi már megeggyeztünk Tiborral és ezentúl már fizetős lesz a Mozi program :)
Rég írtál... de azért olvasod a fejleményeket? Hogy állsz a gépeddel? Tedd be és lesz téma :)
Most éppen minden ok. Szép nyugi van/lett... (legalább csinálom a következő gép elemeit...)
Azaz pontok (pipák:) kerültek a dolgok végére...
Ki kell találni valami újat? valami "MűProblémát"... [#nevetes1][#nevetes1][#nevetes1]
Rég írtál... de azért olvasod a fejleményeket? Hogy állsz a gépeddel? Tedd be és lesz téma :)
Most éppen minden ok. Szép nyugi van/lett... (legalább csinálom a következő gép elemeit...)
Azaz pontok (pipák:) kerültek a dolgok végére...
Ki kell találni valami újat? valami "MűProblémát"... [#nevetes1][#nevetes1][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 10, 21:46
Írta: 000000000 Dátum 2008 szeptember 10, 21:46
A fejleményeket követem,majdnem mindig naprakész vagyok. A gépemet csinálom, remélem, hogy a talira kész lesz. Még nem computerrel, csak kézi vezérléssel, X,Y motorral, a Z pedig kézi állítási lehetősséggel.Nemsokára teszek fel képeket.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 13, 14:47
Írta: bmejdz9nu Dátum 2008 szeptember 13, 14:47
Mióta a tudatlanság elmúlt :)
A forgatott tömeggel kapcsolatban is... Mióta Svejk Mester feltalálta a képletet...(amitől Tibor folyamatosan és gondosan óvott benünket :)
Az áttetel... a V2-es géphez...Reményeim szerint 1:1-bem maradhat a 20-as em. orsó hajtása...
De legalább nem lóg ki oldalt a nagyméretű (tehetelen :) motor...
A bordásszíj kerekek súlyát ily módon csökkentettem...
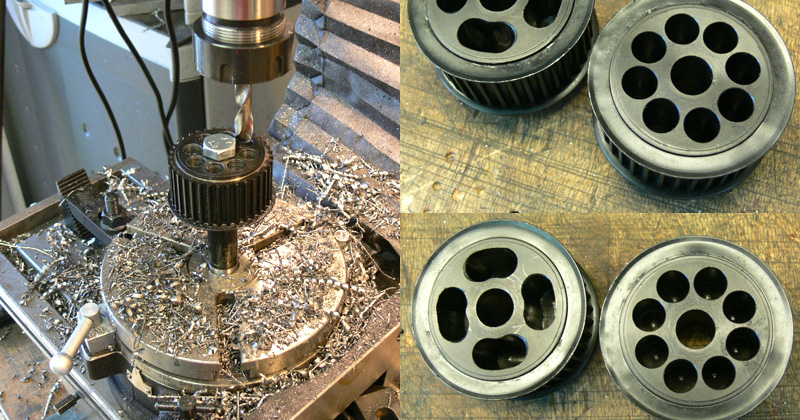
A forgatott tömeggel kapcsolatban is... Mióta Svejk Mester feltalálta a képletet...(amitől Tibor folyamatosan és gondosan óvott benünket :)
Az áttetel... a V2-es géphez...Reményeim szerint 1:1-bem maradhat a 20-as em. orsó hajtása...
De legalább nem lóg ki oldalt a nagyméretű (tehetelen :) motor...
A bordásszíj kerekek súlyát ily módon csökkentettem...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 13, 14:50
Írta: 000000000 Dátum 2008 szeptember 13, 14:50
Svejk Mester feltalálta a képletet...(amitől Tibor folyamatosan és gondosan óvott benünket :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 13, 14:53
Írta: 000000000 Dátum 2008 szeptember 13, 14:53
Péter!
Titkolta a fene. Nem vettétek figyelembe.
ugyanis ezért beszéltem kezdettől fogva (2 éve) erről,
és Pálnak is ezért adtam meg a képletet
egy éve. Megint ott folytatod, ahol abbahagytad.
Egyszerűen nem az igazat írod le.
Titkolta a fene. Nem vettétek figyelembe.
ugyanis ezért beszéltem kezdettől fogva (2 éve) erről,
és Pálnak is ezért adtam meg a képletet
egy éve. Megint ott folytatod, ahol abbahagytad.
Egyszerűen nem az igazat írod le.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 13, 15:27
Írta: svejk Dátum 2008 szeptember 13, 15:27
Ki is számoltad mennyivel lett így jobb?
Mert nem a tömegének kell kevesebbnek lennie, hanem az inerciájának...
És az bizony az a sugáron való tömegeloszlástól nagy ban függ. Mégpedig ugye négyzetes összefüggésben.
Lehet alig nyertél 10 %-ot..:(
Mert nem a tömegének kell kevesebbnek lennie, hanem az inerciájának...
És az bizony az a sugáron való tömegeloszlástól nagy ban függ. Mégpedig ugye négyzetes összefüggésben.
Lehet alig nyertél 10 %-ot..:(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 13, 15:30
Írta: bmejdz9nu Dátum 2008 szeptember 13, 15:30
De a lekem megnyugodott :) Legalább tettem valamit :) Ez az átttel mindenképp "zűrös"... és ront.
Továbbra is azt gondolom, ha lehet kerülendő... De most csinálok egyet és "megtapasztalom - tesztelem" a gyakorlatban is...
Továbbra is azt gondolom, ha lehet kerülendő... De most csinálok egyet és "megtapasztalom - tesztelem" a gyakorlatban is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 13, 15:32
Írta: bmejdz9nu Dátum 2008 szeptember 13, 15:32
Nem akarom folytatni...
De akkor, hogy számotad ki a gépemet... mível az állítottad, hogy min. 10X jobb lehetne... pl. egy áttetelel... stb...
Tévedtél a képletben egy helyiértéket?
De akkor, hogy számotad ki a gépemet... mível az állítottad, hogy min. 10X jobb lehetne... pl. egy áttetelel... stb...
Tévedtél a képletben egy helyiértéket?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 13, 15:50
Írta: 000000000 Dátum 2008 szeptember 13, 15:50
Megint butaságot beszélsz, és nem érted még
mindig a dolgokat, mert a géped
levegőszántási sebességét természetesen Te
teljesen rosszul választottad meg, és ezt
tekinted továbbra is alapnak.
Szerintem még mindig nem vetted a fáradságot,
hogy utána számolj más max. sebességekkel, mert
akkor megint nem írnál hazug és szakmaiatlan
dolgokat. De végül is nem nekem van rossz
dinamikájú gépem...:)
mindig a dolgokat, mert a géped
levegőszántási sebességét természetesen Te
teljesen rosszul választottad meg, és ezt
tekinted továbbra is alapnak.
Szerintem még mindig nem vetted a fáradságot,
hogy utána számolj más max. sebességekkel, mert
akkor megint nem írnál hazug és szakmaiatlan
dolgokat. De végül is nem nekem van rossz
dinamikájú gépem...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 13, 16:06
Írta: bmejdz9nu Dátum 2008 szeptember 13, 16:06
1.Levegő szántási sebesség rossz megválasztása (ez új...:):
180mm/sec = 2 mp sem lell hogy azt asztal (320mmx320mm) egyik feléről a másikra menjen... kevés? vagy sok? Te mit csináltál volna másként?
(Ne feledd 20/5-ös THK preciziós, előfeszített, köszörült orsók - adatlap alapján ez a max. és felette melegszik.)
2. nem értem... ezt a "hazug és szakmaitlan dolgot"... a dinamikáról...:)
180mm/sec = 2 mp sem lell hogy azt asztal (320mmx320mm) egyik feléről a másikra menjen... kevés? vagy sok? Te mit csináltál volna másként?
(Ne feledd 20/5-ös THK preciziós, előfeszített, köszörült orsók - adatlap alapján ez a max. és felette melegszik.)
2. nem értem... ezt a "hazug és szakmaitlan dolgot"... a dinamikáról...:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 13, 16:58
Írta: svejk Dátum 2008 szeptember 13, 16:58
Ja a nevem utáni jelzőt légyszi hagyd el, mert komolytalan!
Megadnád a szíjkerék főbb adatait?
tengely és furatátmérők, külső átmérő, magasság és a furatok osztóköre.
Ha jól látom valami acélöntvény vagy legalább is nem alu, ugye?
Gyakorlásképpen, és okulásul megpróbálom kiszámolni a nyereséget..
Megadnád a szíjkerék főbb adatait?
tengely és furatátmérők, külső átmérő, magasság és a furatok osztóköre.
Ha jól látom valami acélöntvény vagy legalább is nem alu, ugye?
Gyakorlásképpen, és okulásul megpróbálom kiszámolni a nyereséget..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 13, 17:20
Írta: bmejdz9nu Dátum 2008 szeptember 13, 17:20
Átmérő: 60mm; magasság: 30mm (+8/38mm "hernyocsavarnak" perem); 36 fog/36fog (1:1 lesz, de létezik 18-as párja is); Gyári súlya: 620gr./most ~400gr. furatok 12 és 1/2"... Acél...
HDT5-ben ("félkör" szerű) és 25-ben (széles a szíj) nincs is alu ...azthiszem... meg hernyocsavarok fogatása és a várható nagy erők miatt nem is nagyon mertem...
Mester :) Nekem papírom van (csak) a Mesterről... de ... nekem tutira nem való... :)
HDT5-ben ("félkör" szerű) és 25-ben (széles a szíj) nincs is alu ...azthiszem... meg hernyocsavarok fogatása és a várható nagy erők miatt nem is nagyon mertem...
Mester :) Nekem papírom van (csak) a Mesterről... de ... nekem tutira nem való... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 13, 17:48
Írta: HJózsi Dátum 2008 szeptember 13, 17:48
Bis Zz = 40 Stahl phosphatiert, ab Zz = 44 Aluminium. ITT
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 13, 17:53
Írta: HJózsi Dátum 2008 szeptember 13, 17:53
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 13, 18:02
Írta: HJózsi Dátum 2008 szeptember 13, 18:02
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 13, 18:07
Írta: bmejdz9nu Dátum 2008 szeptember 13, 18:07
Hogy lehet, hogy aluból is ilyen nehéz? 17243600-as az 36 fogú és méret azonos... és 590Gram??? Valamit rosszul nézek?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 13, 18:09
Írta: svejk Dátum 2008 szeptember 13, 18:09
Elöljáróban vegyük figyelembe, hogy az adatok hiányosak voltak, illetve csak nagyvonalakban számoltam.
A következő eredményt kaptam.
A tárcsát négy részre bontottam:
egy peremre melyben a hernyócsavarok vannak
egy belső gyűrűre
egy középső gyűrűre melyet teljes egészében kiesőnek vettem a számításban.
egy külső gyűrűre
A számítást ezzel a programmal végeztem, (már én is lusta vagyok :) )
tehetetlenségi nyomaték kalkulátor többféle testre
---------------------
1. Shaft in line to rotary axis
---------------------
J = 0.13 kgcm˛
m = 0.06 kg
External diameter = 38 mm
Internal diameter = 12 mm
Length = 8 mm
---------------------
2. Shaft in line to rotary axis
---------------------
J = 0.07 kgcm˛
m = 0.08 kg
External diameter = 24 mm
Internal diameter = 12 mm
Length = 30 mm
---------------------
3. Shaft in line to rotary axis
---------------------
J = 1.14 kgcm˛
m = 0.32 kg
External diameter = 48 mm
Internal diameter = 24 mm
Length = 30 mm
---------------------
4. Shaft in line to rotary axis
---------------------
J = 1.76 kgcm˛
m = 0.24 kg
External diameter = 60 mm
Internal diameter = 48 mm
Length = 30 mm
----------------------------------------------------
J tot=3.10 kgcm˛
m tot=0.70 kg
ez lenne az eredeti adata a tárcsának, és ebből ha kiesőnek vesszük a középső gyűrűt akkor:
J=1,96 kgcm(négyzet)
m=0,38 kg
A tárcsa tehetetlenségi nyomatéka kb. a 2/3-a lett az eredetinek.
Tehát valószínű érdemes volt vele dolgozni :)
(megjegyzem a szervo homokozóban az áttételes számításnál nem vettem figyelembe a szíjtárcsákat, tehát az erdményt ott egy kicsit az is befolyásolja)
Mindenesetre érdemesebb aluból beszerezni a tárcsákat ha lehetséges és törekedni a kisebb átmérőkre amennyire a szíjhajtás egyéb paraméteri engedik.
A következő eredményt kaptam.
A tárcsát négy részre bontottam:
egy peremre melyben a hernyócsavarok vannak
egy belső gyűrűre
egy középső gyűrűre melyet teljes egészében kiesőnek vettem a számításban.
egy külső gyűrűre
A számítást ezzel a programmal végeztem, (már én is lusta vagyok :) )
tehetetlenségi nyomaték kalkulátor többféle testre
---------------------
1. Shaft in line to rotary axis
---------------------
J = 0.13 kgcm˛
m = 0.06 kg
External diameter = 38 mm
Internal diameter = 12 mm
Length = 8 mm
---------------------
2. Shaft in line to rotary axis
---------------------
J = 0.07 kgcm˛
m = 0.08 kg
External diameter = 24 mm
Internal diameter = 12 mm
Length = 30 mm
---------------------
3. Shaft in line to rotary axis
---------------------
J = 1.14 kgcm˛
m = 0.32 kg
External diameter = 48 mm
Internal diameter = 24 mm
Length = 30 mm
---------------------
4. Shaft in line to rotary axis
---------------------
J = 1.76 kgcm˛
m = 0.24 kg
External diameter = 60 mm
Internal diameter = 48 mm
Length = 30 mm
----------------------------------------------------
J tot=3.10 kgcm˛
m tot=0.70 kg
ez lenne az eredeti adata a tárcsának, és ebből ha kiesőnek vesszük a középső gyűrűt akkor:
J=1,96 kgcm(négyzet)
m=0,38 kg
A tárcsa tehetetlenségi nyomatéka kb. a 2/3-a lett az eredetinek.
Tehát valószínű érdemes volt vele dolgozni :)
(megjegyzem a szervo homokozóban az áttételes számításnál nem vettem figyelembe a szíjtárcsákat, tehát az erdményt ott egy kicsit az is befolyásolja)
Mindenesetre érdemesebb aluból beszerezni a tárcsákat ha lehetséges és törekedni a kisebb átmérőkre amennyire a szíjhajtás egyéb paraméteri engedik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 13, 18:11
Írta: bmejdz9nu Dátum 2008 szeptember 13, 18:11
Itt is ezek a mértek acélból vannak... 25 36 2F 57,30 56,16 60,0 30,5 38,0 38 HTD5M2536...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 13, 18:15
Írta: svejk Dátum 2008 szeptember 13, 18:15
Ezt lökd be a képletek rovatba is!
Olyat nem ismersz ami a fordulat és nyomatékigény szerint segít a szíjválasztásban?
Olyat nem ismersz ami a fordulat és nyomatékigény szerint segít a szíjválasztásban?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 13, 18:18
Írta: HJózsi Dátum 2008 szeptember 13, 18:18
Péter talált valamit terhelésre, nekem nincsenek szilárdtági táblázataim hozzá ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 13, 18:21
Írta: bmejdz9nu Dátum 2008 szeptember 13, 18:21
Ez alau/acél dolog hogy van? #6985... nem értem; ... Nem találtam semmi képletet...
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 szeptember 13, 20:36
Írta: 2vkx6unz Dátum 2008 szeptember 13, 20:36
Ha Péter megrajzolná egy 3D-s CAD progiban pl. az ingyenes Alibre Design akkor mindjárt kiderülne mennyit nyert. Akár anyagokat is összehasonlíthatna.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 13, 21:37
Írta: HJózsi Dátum 2008 szeptember 13, 21:37
40 fogig acélból gyártják, 44 fogtól pedig aluminiumból ... gondolom az adott méretnél a súly az anyag miatt annyi amennyi és egyféle az írások szerint ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 14, 10:41
Írta: bmejdz9nu Dátum 2008 szeptember 14, 10:41
Mindegy ám... elég érdekes "jószág" lesz a masina... Kis fordulatú szervómotor és nagy emelkedésű orsó (20/20)...
Azaz a forgatott kerekek tömege nem annyira számít... hiszen csak max. 1500rpm-re kell felgyorsulnia...
A mechanikai kialakítás sem lesz olyan erős hogy "tolerálná - kevelné" a "túlzott" gyorsítást...
Azaz a forgatott kerekek tömege nem annyira számít... hiszen csak max. 1500rpm-re kell felgyorsulnia...
A mechanikai kialakítás sem lesz olyan erős hogy "tolerálná - kevelné" a "túlzott" gyorsítást...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 14, 10:44
Írta: bmejdz9nu Dátum 2008 szeptember 14, 10:44
Amilyen komplett gyári egységeket látam ott az acél volt a divat :) persze nem marógép ...
Cím: Re:DC szervó motoros vezérlés
Írta: Bicska Dátum 2008 szeptember 14, 20:01
Írta: Bicska Dátum 2008 szeptember 14, 20:01
Lehet, hogy hülyeséget mondok, sőt biztos vagyok benne, mert az elöttem szólok nem említették, de nem kellene kipróbálni a súlyelosztást..hogy nem üt-e? Ha Péter x 1000-rel pörgeti, akkor nem árt, ha nem cseszi szét a motorcsapágyakat... Vagy, ha mértanilag helyesen fúrtál akkor a súlyeloszlás is maradt?, de elég jól mérted ki? [#rolleyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 14, 21:25
Írta: bmejdz9nu Dátum 2008 szeptember 14, 21:25
Hát remélem...Gondoltam erre... volt mérőórázás is előtte... a furat mélység századra azonos...
Egyiket (a mart változat) a CNC csinálta... a fúrtat a BF20-al... itt a furatok 45 fokonként vannak, ha jó a forgatóasztal...:) úgy néz ki ok...
Egyiket (a mart változat) a CNC csinálta... a fúrtat a BF20-al... itt a furatok 45 fokonként vannak, ha jó a forgatóasztal...:) úgy néz ki ok...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 14, 21:39
Írta: 000000000 Dátum 2008 szeptember 14, 21:39
"Hát ha "beindulok" valmire még T45 sem
állíthat meg :) Be nem áll a csipogóm :)"
Én nem is akarlak, majd megállít Téged
az egységugrás teszt!:)
állíthat meg :) Be nem áll a csipogóm :)"
Én nem is akarlak, majd megállít Téged
az egységugrás teszt!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 14, 21:42
Írta: bmejdz9nu Dátum 2008 szeptember 14, 21:42
Hát utólag bánom... :)
Kelett volna már rég egy egységurás teszt topikot nyitni...
... de még arra az alap kérdésemre sem kaptam válasz, hogy ez nekünk mire jó...(#6949) Már talán csak ez a "nyitott kérdés"...( a többire pont került :)
Kelett volna már rég egy egységurás teszt topikot nyitni...
... de még arra az alap kérdésemre sem kaptam válasz, hogy ez nekünk mire jó...(#6949) Már talán csak ez a "nyitott kérdés"...( a többire pont került :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 14, 21:52
Írta: svejk Dátum 2008 szeptember 14, 21:52
Ha már itt vagy Tibor45, bár én már megyek lassan..
Tesztelgettem pl. ma a baglyot is vizslató szemeimet a hibamonitorra szegezve,
A G kód a csillagteszted volt...
Arra gyakorlati megállapításra jutottam, hogy mindegy hogy a sebességet vagy a gyorsulást veszem le-ahhoz hogy elfogadható legyen a hiba menet közben- szinte ugyanannyi idő alatt végzett.
tehát: adott, rosszabb motor/vezérlő mellett lehet a kisebb gyorsulást válsztani nagyobb sebességgel..
Lehet ez véletlen műve, vagy G-kód specifikus?
Vagy csak valamit nagyon nem jól csináltam?
Tesztelgettem pl. ma a baglyot is vizslató szemeimet a hibamonitorra szegezve,
A G kód a csillagteszted volt...
Arra gyakorlati megállapításra jutottam, hogy mindegy hogy a sebességet vagy a gyorsulást veszem le-ahhoz hogy elfogadható legyen a hiba menet közben- szinte ugyanannyi idő alatt végzett.
tehát: adott, rosszabb motor/vezérlő mellett lehet a kisebb gyorsulást válsztani nagyobb sebességgel..
Lehet ez véletlen műve, vagy G-kód specifikus?
Vagy csak valamit nagyon nem jól csináltam?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 14, 21:56
Írta: 000000000 Dátum 2008 szeptember 14, 21:56
Szerintem kb 100-szor leírtuk, mire jó.
De ne foglalkozz vele, helyette fúrkálj
acél szíjtárcsákat.:)
De ne foglalkozz vele, helyette fúrkálj
acél szíjtárcsákat.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 14, 22:00
Írta: 000000000 Dátum 2008 szeptember 14, 22:00
Érdekes megállapítás.
Milyen programmal hajtottad a gépet? Mach?
Milyen programmal hajtottad a gépet? Mach?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 14, 22:03
Írta: svejk Dátum 2008 szeptember 14, 22:03
Igen, lehet hogy ő téveszt meg?
Érzésre beállítás valtoztatás után változott a hosszú íveknél a fordulat és a gyorsulás is...
Érzésre beállítás valtoztatás után változott a hosszú íveknél a fordulat és a gyorsulás is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 07:55
Írta: 000000000 Dátum 2008 szeptember 15, 07:55
Nem tudom, de mint már annyiszor beszéltünk róla a Mach-nál a pályamenti CV vagy a másik setup nem egyértelmű hatásokat okoz,
kompromisszumot kell kötni.
kompromisszumot kell kötni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 08:10
Írta: 000000000 Dátum 2008 szeptember 15, 08:10
Szia Péter!
Egyébként furcsa és nem logikus számomra ez a
szíjtárcsa fúrkálgatás az alábbi okok miatt:
1. Aluból kellett volna beszerezni és kisebb fogszámmal.
2. Ha könnyítesz is, rajta alig hatásos, hiszen
más pontokon van a hatásásos (négyzetes) javítás
lehetősége.
3. A fölösleges nagy motor sokkal nagyobb
inerciájú.
4. A bátor döntésed és az igen nagy 20 mm-es
menetemelkedésű orsód 50-100-szorosan lomhává
teszi a gépedet, a poziciónálási hibák
kinagyításáról már nem is beszélve.
Azaz megint szerintem rosszul ülsz a lóra,
ahogyan már írtam a CNC forgácsolás nem SMD
beültetés.:)
Egyébként furcsa és nem logikus számomra ez a
szíjtárcsa fúrkálgatás az alábbi okok miatt:
1. Aluból kellett volna beszerezni és kisebb fogszámmal.
2. Ha könnyítesz is, rajta alig hatásos, hiszen
más pontokon van a hatásásos (négyzetes) javítás
lehetősége.
3. A fölösleges nagy motor sokkal nagyobb
inerciájú.
4. A bátor döntésed és az igen nagy 20 mm-es
menetemelkedésű orsód 50-100-szorosan lomhává
teszi a gépedet, a poziciónálási hibák
kinagyításáról már nem is beszélve.
Azaz megint szerintem rosszul ülsz a lóra,
ahogyan már írtam a CNC forgácsolás nem SMD
beültetés.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 08:21
Írta: bmejdz9nu Dátum 2008 szeptember 15, 08:21
Ok. Köszönöm a szokásos, kímerítő és érthető választ! :) Most akkor már tudom... amit tudtam is... Mutatvány.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 08:30
Írta: 000000000 Dátum 2008 szeptember 15, 08:30
Sajnálom, hogy a pár képlet behelyettesítés
Neked nem érthető, és megint ilyen "szellemes"
választ tudsz adni szerintem logikus érveimre.
De végül is a Te gépedet úgy rontod el, ahogyan
akarod, mit bánom én.:) Javaslom kerüld el nagy
ívben egy ilyen gép kapcsán majd az egységugrás
tesztet, mert "katasztrófális" eredményeket
kapnál.:)
Neked nem érthető, és megint ilyen "szellemes"
választ tudsz adni szerintem logikus érveimre.
De végül is a Te gépedet úgy rontod el, ahogyan
akarod, mit bánom én.:) Javaslom kerüld el nagy
ívben egy ilyen gép kapcsán majd az egységugrás
tesztet, mert "katasztrófális" eredményeket
kapnál.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 08:35
Írta: bmejdz9nu Dátum 2008 szeptember 15, 08:35
1. Aluból nem volt ekkora
2. Ha lett volna is a nagy erők miatt... inkább acél...
3. Kevesebb fogszám = több hiba lehetőség, mert most 18 fogon kapaszkodik egyszererre. (egy keréken)
4. Igen a nagyobb motor nem gyorsabb - ezt tudom... de nem lesz rá szükség mert a mechanika úgysem bírná...
5. 50-100X lomhább? ezt számoltad vagy csak hasraütöttél megint? :)
6. A pozicionálási hiba... Na ez az, ettől félek én is de majd meglátjuk...
Itt van jelentősége a 4X-es vezérlésnek... az negyedére csökkenti... de... még akkor is ciki lehet...
Ha nem tudja az elvárt pontosságot akkor jön a szíjtárcsa csere és sebesség csökkentés...De remélem erre nem kerül sor...:)
A gép "csak" 0.02mm felbonású "gravír gép" lesz 750x750mm-es munkaterülettel...
Igazából nem ez a gép jött volna soron... csak a 20-as emelkedésű orsó kiváncsivá tett, mármint a meghajtása... mert ez tényleg nem egyszerű...
Gyorsítás nagy áramokkal, fékezés nagy áramokkal...pozicióba... azaz nehéz dió, direkthajtásban...:)
2. Ha lett volna is a nagy erők miatt... inkább acél...
3. Kevesebb fogszám = több hiba lehetőség, mert most 18 fogon kapaszkodik egyszererre. (egy keréken)
4. Igen a nagyobb motor nem gyorsabb - ezt tudom... de nem lesz rá szükség mert a mechanika úgysem bírná...
5. 50-100X lomhább? ezt számoltad vagy csak hasraütöttél megint? :)
6. A pozicionálási hiba... Na ez az, ettől félek én is de majd meglátjuk...
Itt van jelentősége a 4X-es vezérlésnek... az negyedére csökkenti... de... még akkor is ciki lehet...
Ha nem tudja az elvárt pontosságot akkor jön a szíjtárcsa csere és sebesség csökkentés...De remélem erre nem kerül sor...:)
A gép "csak" 0.02mm felbonású "gravír gép" lesz 750x750mm-es munkaterülettel...
Igazából nem ez a gép jött volna soron... csak a 20-as emelkedésű orsó kiváncsivá tett, mármint a meghajtása... mert ez tényleg nem egyszerű...
Gyorsítás nagy áramokkal, fékezés nagy áramokkal...pozicióba... azaz nehéz dió, direkthajtásban...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 08:38
Írta: bmejdz9nu Dátum 2008 szeptember 15, 08:38
Ismét köszönöm a szokásos, kímerítő és érthető választ! :) Nem is akarok egységet ugratni, inkább marni a géppel, én ilyen vagyok...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 09:17
Írta: 000000000 Dátum 2008 szeptember 15, 09:17
1. Komolyabb forgalmazóknál van alu is.
2. A szíj sokkal gyengébb, mint a fém tárcsa
aluból.
3. Kapcsolódó fogak száma katalógusadatok
alapján 9-10 körül bőven elég.
4. Egyetértés.
5. Nem hasraütés, hanem a parabola függvény
hatásmechanizmusa. 7*7=49 vagy 10*10=100,
így jött ki az eredmény.
6. Tök mindegy, nagyítódik. Azaz ha csak éppen
10 inkrementum lesz a szervorendszered hibája,
ami igen gyakori eset lesz nálad nagy dinamikát
igénylő görbe marásásnál, a pályakövetési
hibája, máris 0.2 mm-es lesz. Erre még a
mechanika is rátesz. Ez pedig szerintem már
túl nagy hiba. Ugyanis pl. egy Nyák gravírozásnál
a vezetősáv is lehet 0.2 mm, azaz nem lehet vele dolgozni ilyen eseteben.
#7008:
"Ismét köszönöm a szokásos, kímerítő és érthető
választ! :)"
A fentiek tükrében soraid igazságtartalma
konvergála nullához, de ez Téged nem szokott
zavarni.:)
2. A szíj sokkal gyengébb, mint a fém tárcsa
aluból.
3. Kapcsolódó fogak száma katalógusadatok
alapján 9-10 körül bőven elég.
4. Egyetértés.
5. Nem hasraütés, hanem a parabola függvény
hatásmechanizmusa. 7*7=49 vagy 10*10=100,
így jött ki az eredmény.
6. Tök mindegy, nagyítódik. Azaz ha csak éppen
10 inkrementum lesz a szervorendszered hibája,
ami igen gyakori eset lesz nálad nagy dinamikát
igénylő görbe marásásnál, a pályakövetési
hibája, máris 0.2 mm-es lesz. Erre még a
mechanika is rátesz. Ez pedig szerintem már
túl nagy hiba. Ugyanis pl. egy Nyák gravírozásnál
a vezetősáv is lehet 0.2 mm, azaz nem lehet vele dolgozni ilyen eseteben.
#7008:
"Ismét köszönöm a szokásos, kímerítő és érthető
választ! :)"
A fentiek tükrében soraid igazságtartalma
konvergála nullához, de ez Téged nem szokott
zavarni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 09:28
Írta: 000000000 Dátum 2008 szeptember 15, 09:28
Egyszer,ha sok pénzem lesz (megnyerem a héten a hatos lottót), megépítek egy azonos gépet ugyanazokból az anyagokból amiből Péter, csak kizárólag Tibor elvárásai szerint, és akkor a két gép igazságot tenne.
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2008 szeptember 15, 09:38
Írta: e7c897sd8 Dátum 2008 szeptember 15, 09:38
Addig is "az igazság odaát van"! rc ötlete kiváló! [#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 09:41
Írta: bmejdz9nu Dátum 2008 szeptember 15, 09:41
Egy héten belül meglátjuk... Arra kész lesz a kereszt tengelye.
Addíg a motoradatokat is zároltam :) Ne legyen fogás rajta...:) Drive: A300...
Addíg a motoradatokat is zároltam :) Ne legyen fogás rajta...:) Drive: A300...
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2008 szeptember 15, 09:41
Írta: e7c897sd8 Dátum 2008 szeptember 15, 09:41
Látom te is a gyakorlati próba híve vagy mint én... Szeretem ha az elméletek bizonyítva vannak a gyakorlatban is... A meddő egymást gyakran sértő viták pedig nem ebbe a topikba valók.... de lehet csak én gondolom így!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 09:42
Írta: bmejdz9nu Dátum 2008 szeptember 15, 09:42
Bizony... de ahhoz tudni kell veszteni is :) Tehát kell az ötös a lottón :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 09:44
Írta: bmejdz9nu Dátum 2008 szeptember 15, 09:44
A Svejk-et megkértem, hogy addíg NE számolja ki... míg nincs kész... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 10:04
Írta: 000000000 Dátum 2008 szeptember 15, 10:04
Szia RC!
Nem kell ehhez sok pénz, csak egy kis átviteli
függvényteszt (egys.ug.). Így akár a saját
építésű eddigi különböző gépeidet is
megvizsgálhatod, és máris csodálatosan
fogod látni az elmélet gyakorlatban történő
beigazolódását, hasznosságát.
Nem kell ehhez sok pénz, csak egy kis átviteli
függvényteszt (egys.ug.). Így akár a saját
építésű eddigi különböző gépeidet is
megvizsgálhatod, és máris csodálatosan
fogod látni az elmélet gyakorlatban történő
beigazolódását, hasznosságát.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 15, 10:07
Írta: HJózsi Dátum 2008 szeptember 15, 10:07
Meg számolni is ... pláne, ha már minden adott ... Még a számoló progi is ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 15, 10:08
Írta: HJózsi Dátum 2008 szeptember 15, 10:08
[#eljen] nem vagy egyedül ...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 szeptember 15, 12:53
Írta: 4mjnxdwuu Dátum 2008 szeptember 15, 12:53
Szólj Tibor45-nek, hogy küldje el a videót amit az én hajtásomról készített, és láthatod mit kapsz.... 16*20-orsó 1:1 áttétel 200 W Yaskawa, Robsy szabányzó.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 12:57
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 12:57
Bocsánat ha megint csak bele vau-vau a távolból :
Mire jó az egységugrás teszt?
Oszcilloszkópokon a kalibráló generátor nem véletlenül négyszögjelet szolgáltat, nem is akármilyet, hanem nagy meredekségű "egységugrást".
Ezzel nem csak a függőleges eltérítést lehet amplitudóra kalibrálni vagy a vízszintes eltérítést, hanem a mérővezeték kalibrációját is. Azaz az illesztését a szkóphoz. Mert minden mérővezeték és szkóp más és más. Viszont a kettőnek illesztettnek kell lennie, mert ha nem, akkor jeltorzulás lép fel , illetve az elérhető átviteli határfrekvencia rohamosan csökken.
Az analógia szerintem jól látszik : rossz illesztés - csúnya négyszögjel (mint amit a hibajeltárolóban látsz, lengések és egyebek)
Jól illesztett rendszer/kábel, szép négyszögjel, kicsi púpokkal esetleg tetőeséssel : a rendszer maximális határfrekije/sebessége, minimális hibával.
Persze be lehet lőni szinuszos jelekkel is (motor oda-vissza csapkodós teszt) de kicsit körülményesebb változtatható frekvenciájú szinuszos jelet generálni, mint egy fix frekis meredek négyszögjelet.
(Persze egy négyszögjel végtelen számú felharmónikus szinuszos jelből is kirakható, de ez már eléggé elméleti kategória, most ne menjünk bele és bocsánat a pongyola fogalmazásért is)
Mégegyszer bocs, ha bele vau-vau...
Mire jó az egységugrás teszt?
Oszcilloszkópokon a kalibráló generátor nem véletlenül négyszögjelet szolgáltat, nem is akármilyet, hanem nagy meredekségű "egységugrást".
Ezzel nem csak a függőleges eltérítést lehet amplitudóra kalibrálni vagy a vízszintes eltérítést, hanem a mérővezeték kalibrációját is. Azaz az illesztését a szkóphoz. Mert minden mérővezeték és szkóp más és más. Viszont a kettőnek illesztettnek kell lennie, mert ha nem, akkor jeltorzulás lép fel , illetve az elérhető átviteli határfrekvencia rohamosan csökken.
Az analógia szerintem jól látszik : rossz illesztés - csúnya négyszögjel (mint amit a hibajeltárolóban látsz, lengések és egyebek)
Jól illesztett rendszer/kábel, szép négyszögjel, kicsi púpokkal esetleg tetőeséssel : a rendszer maximális határfrekije/sebessége, minimális hibával.
Persze be lehet lőni szinuszos jelekkel is (motor oda-vissza csapkodós teszt) de kicsit körülményesebb változtatható frekvenciájú szinuszos jelet generálni, mint egy fix frekis meredek négyszögjelet.
(Persze egy négyszögjel végtelen számú felharmónikus szinuszos jelből is kirakható, de ez már eléggé elméleti kategória, most ne menjünk bele és bocsánat a pongyola fogalmazásért is)
Mégegyszer bocs, ha bele vau-vau...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 12:59
Írta: bmejdz9nu Dátum 2008 szeptember 15, 12:59
Ne viccelj :) Linkeld már be... Tibor nem fogja, nem tudja stb... vagy küld mailban... Vagy titkos? Titkosítva lett?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:04
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:04
Én meg pl. négyzeteket marok (egyre gyorsabban...) a valóságban és mikrométerrel ellenőrzöm a végeredményt...
De ez ugye nem egységurás teszt...:) Mert akkor meg vagyok ijedve...:)
De ez ugye nem egységurás teszt...:) Mert akkor meg vagyok ijedve...:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 15, 13:06
Írta: svejk Dátum 2008 szeptember 15, 13:06
Szerintem arról már meg volt a konszenzus hogy az egységugrásteszt a kész gép maximális tulajdonságait hivatott kimérni, vagy motorok, vezérlők mechanikák összehasonlítására való.
A gép végleges beállítására nem biztos hogy alkalmas mert a valóságban a határétékeket csak óvatosan alulról érdemes megközelíteni és itt nagy valószínűséggel más beállítást igényel a szabályzóegység.
A gép végleges beállítására nem biztos hogy alkalmas mert a valóságban a határétékeket csak óvatosan alulról érdemes megközelíteni és itt nagy valószínűséggel más beállítást igényel a szabályzóegység.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 15, 13:07
Írta: svejk Dátum 2008 szeptember 15, 13:07
Gondolom elrettentő példának használja a felvételt :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:09
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:09
A #6949-re még mindíg nincs meg a válasz... hogy ez mire jó nekünk, hobbystáknak? Szórakoztatásnak? :)
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:09
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:09
Nem, ez a próbálgatom azt majd jó lesz :))))
Azaz te pont a változtatható frekis módszert követed.
És hol méred a végeredményt a sarkokban vagy az egyenes részeken? A sarkokban kellene, de ott a szerszám gördülete miatt nem tudod. Vagy a négyzet pozitiv forma? Nem kivágott lyuk?
Azaz te pont a változtatható frekis módszert követed.
És hol méred a végeredményt a sarkokban vagy az egyenes részeken? A sarkokban kellene, de ott a szerszám gördülete miatt nem tudod. Vagy a négyzet pozitiv forma? Nem kivágott lyuk?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:13
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:13
Hogy ezt nem látjuk az tuti... lehet, hogy a belbiztonsági szolgálat 50 évre zárolta a videót :)?
Ha betenné... kiszámolnánk, stb.... és ezzel megzavarnánk "Tibor lelki nyugalmát" a saját burokjában...
Ha betenné... kiszámolnánk, stb.... és ezzel megzavarnánk "Tibor lelki nyugalmát" a saját burokjában...
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:13
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:13
Nyilván, hiszen másként viselkedik a gép terhelés hatására....
Az igazi az lenne, ha terheléses próba mellett is meg tudnánk csinálni, de ezt a gyakori szerszámtörés miatt nem célszerű :)
Persze meg lehet próbálni alulról közelíteni és ha 10-ből 6.3 szerszám épségben marad, akkor ott a határfreki :)
Az igazi az lenne, ha terheléses próba mellett is meg tudnánk csinálni, de ezt a gyakori szerszámtörés miatt nem célszerű :)
Persze meg lehet próbálni alulról közelíteni és ha 10-ből 6.3 szerszám épségben marad, akkor ott a határfreki :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 15, 13:15
Írta: HJózsi Dátum 2008 szeptember 15, 13:15
Ne azt mondd hogy nem kaptál, hanem azt, hogy nem érted... Ez áll közelebb a valósághoz... [#lama]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:16
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:16
Pozitív...
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:16
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:16
7023-ban ott a válasz...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:16
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:16
Akkor pontosítsuk: Te mire használod?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 13:17
Írta: 000000000 Dátum 2008 szeptember 15, 13:17
Sziasztok!
A múlt héten csütörtökön páran innen a Fórumról
(Csattos Péter, Motoros, Vargha Kálmán, Aradi
Ferenc és én) egy kis szakmai teszt talit tartottunk
Vargha Úrnál. Néhány egyedi, különleges
lefejtett felületet martunk a DC szervós
marógépével (X=Y=2.5 mm/motorford, Z=1.25).
A felületeket lefejtő CAD-CAM program saját
fejlesztésű, majd ha valakit érdekel erről
külön beszélek.
Most csak annyit róla, hogy valós idejű grafikai
szimulációja, felület és szerszámpálya
generátora van, 500 Khz-es szimmetrikus step-dir kimenete,
opciomális G-kód generátor, stb.
Ami fontos: direkt olyan 3D felületeket készítettem,
amik néhol egységugrás szintű feladat végrehajtást
kívánnak meg a szervohajtásoktól.
Egy forgácsoló gépnek anyagban kell minél pontosabbnak, nagy dinamikújúnak lenni, ezt
lehet ilyen 3D teszt marásoknál tesztelgetni,
mikor kezdenek eltünni az apró részletek.
Készítettem pár videót.
Ezúton köszönöm az ott megjelent Kollágák,
Fórumtársak segítségét.
video1
video2
video3
A múlt héten csütörtökön páran innen a Fórumról
(Csattos Péter, Motoros, Vargha Kálmán, Aradi
Ferenc és én) egy kis szakmai teszt talit tartottunk
Vargha Úrnál. Néhány egyedi, különleges
lefejtett felületet martunk a DC szervós
marógépével (X=Y=2.5 mm/motorford, Z=1.25).
A felületeket lefejtő CAD-CAM program saját
fejlesztésű, majd ha valakit érdekel erről
külön beszélek.
Most csak annyit róla, hogy valós idejű grafikai
szimulációja, felület és szerszámpálya
generátora van, 500 Khz-es szimmetrikus step-dir kimenete,
opciomális G-kód generátor, stb.
Ami fontos: direkt olyan 3D felületeket készítettem,
amik néhol egységugrás szintű feladat végrehajtást
kívánnak meg a szervohajtásoktól.
Egy forgácsoló gépnek anyagban kell minél pontosabbnak, nagy dinamikújúnak lenni, ezt
lehet ilyen 3D teszt marásoknál tesztelgetni,
mikor kezdenek eltünni az apró részletek.
Készítettem pár videót.
Ezúton köszönöm az ott megjelent Kollágák,
Fórumtársak segítségét.
video1
video2
video3
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:18
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:18
Tehát mondjuk lemezből kivágsz négyzeteket és a kieső darabot méred?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:18
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:18
És mi egy hobbystának a "beteljesülés"? Szerintem a tökéletes munkadarabok...
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:22
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:22
És mi van, ha a megrendelő a lyukakra kiváncsi ( pl. előlap, négyzetes gomboknak kivágások), nem a kieső darabokra? Akkor áttekered a potikat?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:24
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:24
Most viccelsz?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:27
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:27
Az Úrak a CNC Művészeti Klub tagjai? :) Ezekből a videókból semmit sem tudtunk meg... Mi a TraPista videóit akarjuk látni...
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:29
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:29
Nem, komolyan kérdem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:41
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:41
Szerinted nem mindegy, hogy pl. egy kör vagy négyzet "helyét" vagy a kieső munkadarabot mérem :) Miáltal lenne különbség?
Szerintem, csak a maró szerszám átmérőjével...
Szerintem, csak a maró szerszám átmérőjével...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:44
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:44
Definiálhatnád a "dinamika" fogalmát... Mert szerintem félre értjük egymást... ezt már régebben is észrevettem...
Én a sebességet és gyorsulási képességre gondolok ez alatt... Te?
Egyébként ilyen jellegű speciális marásból már sok van a weblapodon... nem kelene egy másfajtát... olyan szokásosat...
Én a sebességet és gyorsulási képességre gondolok ez alatt... Te?
Egyébként ilyen jellegű speciális marásból már sok van a weblapodon... nem kelene egy másfajtát... olyan szokásosat...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 szeptember 15, 13:46
Írta: 4mjnxdwuu Dátum 2008 szeptember 15, 13:46
Nekem nincs meg....
A lényeg: nagyon látványos piszok gyors mozgások. Mindenkinek tetszett volna nmikor nagy elmozdulásokat produkált gyorsan. Pl plazmához tök jó lenne. Vagy ha hosszú egyeneseket kellene marni puha anyagba. De 3D-re nem igazán való.
( habár hobbi célra jó, mert úgysem épít senki több tonnás "erős" gépet ami kibírja deformáció nélkül azokat a gyorsulásokat amit egy motor önmagában tud gyorsulni.)Ebből kifolyólag hiába áttételezném le, a mechanika úgy is beleviszi a pontatlanságot...
Ezért ebből lesz egy léptetős gép, a te motoroddal. A szervóiból pedig lesz egy 5-s emelkedésű orsóval ellátott másik gép 1:3-s átétellel... Na az merev lesz.... 170 Kg-s szürkeöntvény asztallal.
A lényeg: nagyon látványos piszok gyors mozgások. Mindenkinek tetszett volna nmikor nagy elmozdulásokat produkált gyorsan. Pl plazmához tök jó lenne. Vagy ha hosszú egyeneseket kellene marni puha anyagba. De 3D-re nem igazán való.
( habár hobbi célra jó, mert úgysem épít senki több tonnás "erős" gépet ami kibírja deformáció nélkül azokat a gyorsulásokat amit egy motor önmagában tud gyorsulni.)Ebből kifolyólag hiába áttételezném le, a mechanika úgy is beleviszi a pontatlanságot...
Ezért ebből lesz egy léptetős gép, a te motoroddal. A szervóiból pedig lesz egy 5-s emelkedésű orsóval ellátott másik gép 1:3-s átétellel... Na az merev lesz.... 170 Kg-s szürkeöntvény asztallal.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:49
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 13:49
Nézd meg ezt az ábrát : 
Kis túlzással a görbe a maró pályáját írja le, ahogyan leköveti a négyzet sarkát. (mondjuk úgy jobban érthető ha azt mondom, hogy a bal alsó sarkát.
Ha belegondolsz, akkor az alsó púpot a másik irányú szánmozgás le fogja vágni, így a kieső darab viszonylag pontos lesz, de a megmaradó lyukban ott lesz a "púp" negatívja. Azaz nem csak a maró szerszám átmérőjével lesz nagyobb a kivágott lyuk.
Kis túlzással a görbe a maró pályáját írja le, ahogyan leköveti a négyzet sarkát. (mondjuk úgy jobban érthető ha azt mondom, hogy a bal alsó sarkát.
Ha belegondolsz, akkor az alsó púpot a másik irányú szánmozgás le fogja vágni, így a kieső darab viszonylag pontos lesz, de a megmaradó lyukban ott lesz a "púp" negatívja. Azaz nem csak a maró szerszám átmérőjével lesz nagyobb a kivágott lyuk.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 15, 13:55
Írta: svejk Dátum 2008 szeptember 15, 13:55
"( habár hobbi célra jó, mert úgysem épít senki több tonnás "erős" gépet ami kibírja deformáció nélkül azokat a gyorsulásokat amit egy motor önmagában tud gyorsulni.)Ebből kifolyólag hiába áttételezném le, a mechanika úgy is beleviszi a pontatlanságot... "
Mintha erről próbáltam volna írni másfél éven keresztül ... :(:(
Mintha erről próbáltam volna írni másfél éven keresztül ... :(:(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:58
Írta: bmejdz9nu Dátum 2008 szeptember 15, 13:58
Nem adta oda biztonsági szolgálat a videót ... na ez érthető is...:)
Nálam 5Kg-os motorok... 66V-os = névleges 1500rpm; max. 33A... = XXX
5 ös orsó 1:3/ban áttétel... persze ha nincsenek nagyobb motorok...
Nálam 5Kg-os motorok... 66V-os = névleges 1500rpm; max. 33A... = XXX
5 ös orsó 1:3/ban áttétel... persze ha nincsenek nagyobb motorok...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 15, 14:02
Írta: svejk Dátum 2008 szeptember 15, 14:02
Látod ezt próbáltam megfogalmazni a #7123-ban, csak Te később már másról beszéltél..
Az ábrán egy egységugrás jelre adott válaszát látod a motornak.
A valóságban marás közben úgy kell beállítani hogy minél kevesebb hiba legyen. Ez lehet akár +-10 inkrement, de kisebb sebesség/gyorsulásnál akár kevesebb is.
Függ az igényektől, az encoder felbontásától, az esetleges áttételtől..
Az ábrán egy egységugrás jelre adott válaszát látod a motornak.
A valóságban marás közben úgy kell beállítani hogy minél kevesebb hiba legyen. Ez lehet akár +-10 inkrement, de kisebb sebesség/gyorsulásnál akár kevesebb is.
Függ az igényektől, az encoder felbontásától, az esetleges áttételtől..
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 szeptember 15, 14:02
Írta: 4mjnxdwuu Dátum 2008 szeptember 15, 14:02
Nem igazán azért....
Oda elég lesz az a 200 W-os szervó ami erről a mechanikáról lejött. Lassú gépet szeretnék de pontosat. ( és akkor végig meglesz a repertoár...) Pl:100-as lapkással szerintem te sem száguldoznál vasban..?
Oda elég lesz az a 200 W-os szervó ami erről a mechanikáról lejött. Lassú gépet szeretnék de pontosat. ( és akkor végig meglesz a repertoár...) Pl:100-as lapkással szerintem te sem száguldoznál vasban..?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 14:05
Írta: bmejdz9nu Dátum 2008 szeptember 15, 14:05
Jaj... [#fejvakaras] mit írjak... ezt te honnét gondolod... Valaki segítsen...
Csak egy pár gondolat:
van olyan hogy lassítási görbe... ez a rajz egy óriási hibát mutat, demonstrációs céllal...
Sőt nekem a végpontot exponenciális görbe "mentén" közelíti meg... mire odaér... azaz a mechanikához az elektronikus vezérlés össze van "lőve"... nekem össze is kell mert alíg van hibatárolóm... stb......
Ha ez a rajz alapján menne épp a maró = totál selejt munkadarab lenne ... de annyira, hogy egy asztalos centivel is már... :)
Csak egy pár gondolat:
van olyan hogy lassítási görbe... ez a rajz egy óriási hibát mutat, demonstrációs céllal...
Sőt nekem a végpontot exponenciális görbe "mentén" közelíti meg... mire odaér... azaz a mechanikához az elektronikus vezérlés össze van "lőve"... nekem össze is kell mert alíg van hibatárolóm... stb......
Ha ez a rajz alapján menne épp a maró = totál selejt munkadarab lenne ... de annyira, hogy egy asztalos centivel is már... :)
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 14:05
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 14:05
Én azt hiszem ezzel tisztában vagyok, Péternek próbálok válaszolni vagy megvilágítani a kérdést...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 14:07
Írta: bmejdz9nu Dátum 2008 szeptember 15, 14:07
Ez az egységugrás jól megkeverte a az embereket... Tibor bedobta... neki kellene elmagyarázni is... persze érthetően!
(Többet ártott ez mint amennyit használ... egy hobbystának...)
(Többet ártott ez mint amennyit használ... egy hobbystának...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 14:08
Írta: bmejdz9nu Dátum 2008 szeptember 15, 14:08
Ha érted... akkor ok. Mondjuk én is... de szerintem hagyjuk...
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 14:13
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 14:13
Nyilván így van, azért ezt raktam be, hogy lehessen látni is, hogy miről beszélünk. Ha neked exponenciálisan közelíti meg a végpontot, akkor nincs túllövésed, de vajon a négyzet kivágásnál maradva, vajon megvárja a másik tengely, hogy beálljon pozicióba és csak utána indul? Van erre valami ami ezt lekezeli?
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 14:17
Írta: rbbhbyvfs Dátum 2008 szeptember 15, 14:17
Ha érted, akkor jó. Akkor azt is érted mire jó, nem?
Tehát megvan a válasz a 6949-re?
Tehát megvan a válasz a 6949-re?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 14:25
Írta: 000000000 Dátum 2008 szeptember 15, 14:25
"Definiálhatnád a "dinamika" fogalmát...
Én a sebességet és gyorsulási képességre
gondolok ez alatt..."
Eza te bajod, hogy még a dinamika fogalmát sem
ismered annak ellenére, hogy ezt is vagy 10-szer
leírtuk Neked.
Elmondom most másképpen:
A műszaki életben 3 fő mozgás pálya létezik:
lineáris, kör, minden más tetszőleges függvény.
Maradjunk csak a lineárisnál, az ott bekövetkező
elmozdulás, vagy távolság, vagy megtett út
az alapja mindennek, jele S.
A dinamika tárgya a műszaki életben az, hogyan
változik az S az idő függvényében.
Ezért erre a matematikát hívjuk segítségül,
annak is a differenciálszámítás fejezetét.
Azaz:
v=sebesség=ds/dt
a=gyorsulás=dv/dt
Ennek a két függvénynek az elemzésével, és a
hozzájuk tartozó egyéb fizikai fogalmak (erő, tömeg, ...) kapcsolatával foglalkozik a
dinamika. Tavaly a talin ezzel kezdtem az előadásomat, tehát semmi újat nem írtam most se.
Ezekből az is következik, hogy az
állandó sebességnek semmi köze a dinamikához,
na innentől kezdve rossz az összes többi
gondolatot ezzel kapcsolatban.
Ma is azt hiszed, az a dinamikus, aminek
nagy a végsebessége. Nos ez életed egyik óriási
tévedése.
Én a sebességet és gyorsulási képességre
gondolok ez alatt..."
Eza te bajod, hogy még a dinamika fogalmát sem
ismered annak ellenére, hogy ezt is vagy 10-szer
leírtuk Neked.
Elmondom most másképpen:
A műszaki életben 3 fő mozgás pálya létezik:
lineáris, kör, minden más tetszőleges függvény.
Maradjunk csak a lineárisnál, az ott bekövetkező
elmozdulás, vagy távolság, vagy megtett út
az alapja mindennek, jele S.
A dinamika tárgya a műszaki életben az, hogyan
változik az S az idő függvényében.
Ezért erre a matematikát hívjuk segítségül,
annak is a differenciálszámítás fejezetét.
Azaz:
v=sebesség=ds/dt
a=gyorsulás=dv/dt
Ennek a két függvénynek az elemzésével, és a
hozzájuk tartozó egyéb fizikai fogalmak (erő, tömeg, ...) kapcsolatával foglalkozik a
dinamika. Tavaly a talin ezzel kezdtem az előadásomat, tehát semmi újat nem írtam most se.
Ezekből az is következik, hogy az
állandó sebességnek semmi köze a dinamikához,
na innentől kezdve rossz az összes többi
gondolatot ezzel kapcsolatban.
Ma is azt hiszed, az a dinamikus, aminek
nagy a végsebessége. Nos ez életed egyik óriási
tévedése.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 14:35
Írta: 000000000 Dátum 2008 szeptember 15, 14:35
Elég szomorú, hogy olyan embereket is
sértegetsz (4-et egyből) az üres szakmai
dumáddal rajtam kívül, akiknek a kisujjába több
szakmai tudás, tapasztalat van, mint Neked.
Csak ezek az emberek szerények, és profin dolgoznak
a saját területükön, és nem videóznak naponta
össze-vissza sületlenségeket.
Belőled meg dől a "nagyképűséggel kevert
baromság és jópofizás."[#eplus2][#nyes]
sértegetsz (4-et egyből) az üres szakmai
dumáddal rajtam kívül, akiknek a kisujjába több
szakmai tudás, tapasztalat van, mint Neked.
Csak ezek az emberek szerények, és profin dolgoznak
a saját területükön, és nem videóznak naponta
össze-vissza sületlenségeket.
Belőled meg dől a "nagyképűséggel kevert
baromság és jópofizás."[#eplus2][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 15, 14:38
Írta: svejk Dátum 2008 szeptember 15, 14:38
Azt nem tudom hogy ártott vagy használt a többieknek, nekem megadta a jelenség nevét még a kezedeti tesztek tapasztalatainak.
Mindenesetre abban egyetértek veled hogy szerintem is be lehet még attól jól állítani a szerkezet hogy nem végeztünk rajta igazi egységugrásokat.
Legfeljebb a gép gépkönyvében azt a rublikát üresen hagyjuk és csak a tapasztalatok és a hibamonitorozás eredményeire támaszkodva fogjuk meghatározni a gépünk maximális sebesség/gyorsulás adatait.
Sőt most mondok egy vad ötletet:
Mivel a Quantumnál is sikerült a fejlesztőjének ilyen komoly monitorozási lehetőséget kifejleszteni, akár a G-kód lefuttatható üresben a tényleges munka előtt, és ha véletlen tartalmaz valami nagyon extrém ugrásokat az azonnal jól látszik.
És ez alapján akár ideiglenesen visszafogható a gép, míg pl. egy egyszerű helyzetfúrás (nyák) akár duplájára is emelhető a teljesítmény.
Ezen áttállítás pl. a Mach-nél egy egyszerű XML fájlcseréből állna.
Mindenesetre abban egyetértek veled hogy szerintem is be lehet még attól jól állítani a szerkezet hogy nem végeztünk rajta igazi egységugrásokat.
Legfeljebb a gép gépkönyvében azt a rublikát üresen hagyjuk és csak a tapasztalatok és a hibamonitorozás eredményeire támaszkodva fogjuk meghatározni a gépünk maximális sebesség/gyorsulás adatait.
Sőt most mondok egy vad ötletet:
Mivel a Quantumnál is sikerült a fejlesztőjének ilyen komoly monitorozási lehetőséget kifejleszteni, akár a G-kód lefuttatható üresben a tényleges munka előtt, és ha véletlen tartalmaz valami nagyon extrém ugrásokat az azonnal jól látszik.
És ez alapján akár ideiglenesen visszafogható a gép, míg pl. egy egyszerű helyzetfúrás (nyák) akár duplájára is emelhető a teljesítmény.
Ezen áttállítás pl. a Mach-nél egy egyszerű XML fájlcseréből állna.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 14:44
Írta: 000000000 Dátum 2008 szeptember 15, 14:44
Ez is ugyanaz a stílus, mint általában Nálad.
100-szor elmondjuk, Varsányi 101-edszer is az
ellenkezőjét írja. Ez így komolytalan.
100-szor elmondjuk, Varsányi 101-edszer is az
ellenkezőjét írja. Ez így komolytalan.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 14:53
Írta: bmejdz9nu Dátum 2008 szeptember 15, 14:53
"Ezekből az is következik, hogy az állandó sebességnek semmi köze a dinamikához..." - Ez egyértelmű...
"...nagy dinamikújúnak lenni, ezt
lehet ilyen 3D teszt marásoknál tesztelgetni,
mikor kezdenek eltünni az apró részletek.
Készítettem pár videót."
Ezt pedíg nem vettem észre - elnézést :)
"...nagy dinamikújúnak lenni, ezt
lehet ilyen 3D teszt marásoknál tesztelgetni,
mikor kezdenek eltünni az apró részletek.
Készítettem pár videót."
Ezt pedíg nem vettem észre - elnézést :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 15:07
Írta: bmejdz9nu Dátum 2008 szeptember 15, 15:07
Vicceltem...
Megbocsátható mert nem tudtam, hogy ezek a Profi Szakik mind a "különleges lefejtett felület"-el keresik a kenyerüket...
Tudom, hogy erre a technológiára nagy a most a piaci igény, főként egy hobbysta számára itt a hobbycnc.hu-n...
Megbocsátható mert nem tudtam, hogy ezek a Profi Szakik mind a "különleges lefejtett felület"-el keresik a kenyerüket...
Tudom, hogy erre a technológiára nagy a most a piaci igény, főként egy hobbysta számára itt a hobbycnc.hu-n...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 15:12
Írta: bmejdz9nu Dátum 2008 szeptember 15, 15:12
Ez ok... de nem igazán egységugrás... hanem elő szimuláció...
Egyébként egy nyákfurásnál a sebességet visszavéve és a gyorsítást növelve jobb azaz gyorsabb eredmény lesz.
Egyébként egy nyákfurásnál a sebességet visszavéve és a gyorsítást növelve jobb azaz gyorsabb eredmény lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 15:14
Írta: bmejdz9nu Dátum 2008 szeptember 15, 15:14
Tibor tényleg nincs más jellegű videód?
Pl. valami alakmarásról vagy csapágyfészek marásról... gravírozásról...
Pl. valami alakmarásról vagy csapágyfészek marásról... gravírozásról...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 szeptember 15, 15:49
Írta: 3vv2btrhv Dátum 2008 szeptember 15, 15:49
Mivel engem érint a 3D lefejtö marás . ezért légyszives erröl több infot . Föleg az ára érdekell .
A felületeket lefejtő CAD-CAM program saját
fejlesztésű, majd ha valakit érdekel erről
külön beszélek.
A felületeket lefejtő CAD-CAM program saját
fejlesztésű, majd ha valakit érdekel erről
külön beszélek.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 16:06
Írta: 000000000 Dátum 2008 szeptember 15, 16:06
Hát "érdekes figura" vagy Te Varsányi Péter!:)
A harmadik videón ez a munkadarab készült el aluból:

Ha Neked egy csapágyfészek vagy síkgravírozás
több információval szolgál, mint egy ilyen
igen csak nyakatekert, vad felület (ami pont a
valóságban is előforduló egységugrásszerű
forgácsolási folyamatokra is lett kihegyezve),
akkor tényleg nem tudok segíteni semmiben
és tényleg nagyon nem értesz még sok mindent
az időállandók, pályakövetési pontosság és
szervók kapcsolati rendszerével kapcsolatosan.
A harmadik videón ez a munkadarab készült el aluból:
Ha Neked egy csapágyfészek vagy síkgravírozás
több információval szolgál, mint egy ilyen
igen csak nyakatekert, vad felület (ami pont a
valóságban is előforduló egységugrásszerű
forgácsolási folyamatokra is lett kihegyezve),
akkor tényleg nem tudok segíteni semmiben
és tényleg nagyon nem értesz még sok mindent
az időállandók, pályakövetési pontosság és
szervók kapcsolati rendszerével kapcsolatosan.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 16:28
Írta: 000000000 Dátum 2008 szeptember 15, 16:28
Szia!
Majd a CNC segédprogramokban írogatok még róla,
de legegyszerűbb, ha egyszer erre jársz,
akkor megnézed élőben, és gyorsan marunk pár
gyakorlati tesztet, amit csak szeretnél.
Pl. remek etelon mintákat lehet digitalizáláshoz
így csinálni.
remek mintzákat
Majd a CNC segédprogramokban írogatok még róla,
de legegyszerűbb, ha egyszer erre jársz,
akkor megnézed élőben, és gyorsan marunk pár
gyakorlati tesztet, amit csak szeretnél.
Pl. remek etelon mintákat lehet digitalizáláshoz
így csinálni.
remek mintzákat
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 szeptember 15, 16:31
Írta: 3vv2btrhv Dátum 2008 szeptember 15, 16:31
Sajnos most rabszolga vagyok ( van munkahelyem ) , igy marad a tali , ha arra el tudok menni .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 16:37
Írta: bmejdz9nu Dátum 2008 szeptember 15, 16:37
Sajnos a művészethez nem értek...:) Talán ezt is ki tudod marni (Copyright: Vasarely)

Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 15, 16:40
Írta: Szedlay Pál Dátum 2008 szeptember 15, 16:40
Ez sem rossz, csak ezt nem lehet megmarni, max 3D véső géppel elkészíteni.[#violent][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 16:43
Írta: bmejdz9nu Dátum 2008 szeptember 15, 16:43
Egyébként ha ilyen művészeti CNC-s dolgok érdekelnek... ebben nagy üzlet van...! (ez nem vicc!)
Európa nyugati felében az áruházak tele vannak viszonylag olcsó festményekkel... ezeket festő CNC-vel csinálják... de mindegyikbe egy véletlen generátor belevisz egy-egy hibát... Ezt komálják a vevők... több száz Euro is egy ilyen "alkotás" (nagyobbacska)... veszik... láttam...
Európa nyugati felében az áruházak tele vannak viszonylag olcsó festményekkel... ezeket festő CNC-vel csinálják... de mindegyikbe egy véletlen generátor belevisz egy-egy hibát... Ezt komálják a vevők... több száz Euro is egy ilyen "alkotás" (nagyobbacska)... veszik... láttam...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 16:44
Írta: bmejdz9nu Dátum 2008 szeptember 15, 16:44
Tibor majd kitalálja... Ő a specialista... Tele van egységugrással a feladat...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 17:07
Írta: bmejdz9nu Dátum 2008 szeptember 15, 17:07
Még egy kicsi szíjtárcsa...
Elfeljtettem írni... a felületük jól edzett! kb. 2mm vastagságban !!!
Gépkínzó :)... Csak a Hanita* Carbide maró vitte csak! Teljes hűtéssel és lépésben - az elején/felületén "gázos" csak!
Elfeljtettem írni... a felületük jól edzett! kb. 2mm vastagságban !!!
Gépkínzó :)... Csak a Hanita* Carbide maró vitte csak! Teljes hűtéssel és lépésben - az elején/felületén "gázos" csak!
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 szeptember 15, 17:43
Írta: fs9s63xkf Dátum 2008 szeptember 15, 17:43
Ennek a Gcode-ját megosztod velünk, mert szívesen eljátszanék vele, milyen szerszámmal készült pontosan?
Esetleg maga a felület, nincs meg valamilyen formátumba, mert miután bedigitalizáltam, jó lenne valamivel összehasonlítani :)
Esetleg maga a felület, nincs meg valamilyen formátumba, mert miután bedigitalizáltam, jó lenne valamivel összehasonlítani :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 18:03
Írta: bmejdz9nu Dátum 2008 szeptember 15, 18:03
Én is...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 18:56
Írta: 000000000 Dátum 2008 szeptember 15, 18:56
Szia!
Ennél a marásnál R1-es tömörkeményfém rádiusz
marót használtunk, G kód nem volt, és még nincs
is, hiszen real time a rendszer.
Egyébként is ez a feladat kb. 100 ezer soros G
kód lenne, és gyorsan tele "szemetelném" a
könyvárat ilyen teszt dolgokkal.
Majd publikus is lesz egy kisebb méretű, és
teljesen szabályos felületről lefejtett G-kód.
Ennél a marásnál R1-es tömörkeményfém rádiusz
marót használtunk, G kód nem volt, és még nincs
is, hiszen real time a rendszer.
Egyébként is ez a feladat kb. 100 ezer soros G
kód lenne, és gyorsan tele "szemetelném" a
könyvárat ilyen teszt dolgokkal.
Majd publikus is lesz egy kisebb méretű, és
teljesen szabályos felületről lefejtett G-kód.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 szeptember 15, 20:03
Írta: fs9s63xkf Dátum 2008 szeptember 15, 20:03
Azért szerintem egy-két nagyobb G kód elfér ott.
Sehol nem találok valami rendes 3D-s felületet, pedig megdolgoztatnám végre a Z-t.
Sok munka ebből G kódot csinálni?
Sehol nem találok valami rendes 3D-s felületet, pedig megdolgoztatnám végre a Z-t.
Sok munka ebből G kódot csinálni?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 15, 20:37
Írta: svejk Dátum 2008 szeptember 15, 20:37
Ezt és az ilyen munkadarabokat hogy lehet egzaktul mérni?
Van valami ellendarab aminek passzolni kell bele?
Vagy a kész munkadarabot bedigitalizálod 3D tapintóval és van valami progi ami a hibát kiszámolja?
Vagy csak egyszerűen szemrevételezéssel?
Van valami ellendarab aminek passzolni kell bele?
Vagy a kész munkadarabot bedigitalizálod 3D tapintóval és van valami progi ami a hibát kiszámolja?
Vagy csak egyszerűen szemrevételezéssel?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 15, 20:45
Írta: svejk Dátum 2008 szeptember 15, 20:45
Azért kérdezek ilyeneket mert én még sosem martam 3D-t (bárnem is szándékozom)
Nálam a helyzetfúrás, alakzatkivágás a fő cél.
Ez a lefejtőmarás valódi 3D marás?
Gondolom az előbbi alakzatnál igazából csak a Z tengely van kitéve nagyobb dinamikának.
Azt sem értem a három videó megnézése után hogy miért volt az a nagy hajsza a múltkor a csillagteszt 5-10 másodperces elérésére :)
Segítsetek kiterjeszteni keskenylátószögű elmémet!
Nálam a helyzetfúrás, alakzatkivágás a fő cél.
Ez a lefejtőmarás valódi 3D marás?
Gondolom az előbbi alakzatnál igazából csak a Z tengely van kitéve nagyobb dinamikának.
Azt sem értem a három videó megnézése után hogy miért volt az a nagy hajsza a múltkor a csillagteszt 5-10 másodperces elérésére :)
Segítsetek kiterjeszteni keskenylátószögű elmémet!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 21:00
Írta: bmejdz9nu Dátum 2008 szeptember 15, 21:00
Hogy lehet egy művészi alkotást mérni... Micsoda kérdés... Pl. elmész egy festőművészhez és méregeted a képet? :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 15, 21:20
Írta: svejk Dátum 2008 szeptember 15, 21:20
Pl egy bonyolult alakú fröccsöntőszerszámnál kell mérni..
(Bár erre van egy példám amit lehet én nem értek igazán:
Egy ismerősömnek vannak szikraforgácsoló gépei, és a munkadarabokra 1 mikronos tűrést szoktak megadni a rajzokon nekik. Ezt persze Ők sem tudják tartani de nem is volt belőle még gond.
Egy műanyag alkatrészt nem hiszem hogy ekkora tűréssel kellene gyártani.. )
(Bár erre van egy példám amit lehet én nem értek igazán:
Egy ismerősömnek vannak szikraforgácsoló gépei, és a munkadarabokra 1 mikronos tűrést szoktak megadni a rajzokon nekik. Ezt persze Ők sem tudják tartani de nem is volt belőle még gond.
Egy műanyag alkatrészt nem hiszem hogy ekkora tűréssel kellene gyártani.. )
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 21:40
Írta: 000000000 Dátum 2008 szeptember 15, 21:40
Ha már megvan a felület, és a G kód generátor
algoritmus is, akkor nem vészes. Eddig eljutni
a sok munka. Igen, itt a Z tengely dinamikán is
sok múlhat, érdemes megdolgoztatni, pont erről
szólnak ezek a tesztek.
algoritmus is, akkor nem vészes. Eddig eljutni
a sok munka. Igen, itt a Z tengely dinamikán is
sok múlhat, érdemes megdolgoztatni, pont erről
szólnak ezek a tesztek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 21:41
Írta: bmejdz9nu Dátum 2008 szeptember 15, 21:41
#7019... látod TraPista... ezt sem láttuk... Ezt is titkosították... 100 évre...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 21:53
Írta: 000000000 Dátum 2008 szeptember 15, 21:53
Sok módszer van erre.
1. Már a felület kitalálása, megtervezése is fontos. Így pl. egy felső metsző síkba
lehet tenni az élek, görbületek csúcsait.
Gyártás után pedig egy élvonalzóval, tusírlappal ezt ellenőrizni lehet századra.
2. Nálam a szervóelektronikában vannak olyan mérési
pontok (pozíció, sebesség, nyomaték, ...),
amik kiértékelése, analizálása gyártás közben
a hibákat mutatja.
3. Legyártom lassan, ez az etelon. Utána
sűrített levegővel tisztára fújom. Újból
legyártom, de egyre nagyobb előtolással.
Amikor forgácsokat látok megjelenni, kezd torzulni a felület a pályakövetési hibák miatt.
4. A kritikus pontokat szemmel is lehet látni,
pl. egy hosszú élszalag hol kezd "lenyalódni".
Mondhatnék még további mérési példákat,
de talán ennyi is kielégít.
1. Már a felület kitalálása, megtervezése is fontos. Így pl. egy felső metsző síkba
lehet tenni az élek, görbületek csúcsait.
Gyártás után pedig egy élvonalzóval, tusírlappal ezt ellenőrizni lehet századra.
2. Nálam a szervóelektronikában vannak olyan mérési
pontok (pozíció, sebesség, nyomaték, ...),
amik kiértékelése, analizálása gyártás közben
a hibákat mutatja.
3. Legyártom lassan, ez az etelon. Utána
sűrített levegővel tisztára fújom. Újból
legyártom, de egyre nagyobb előtolással.
Amikor forgácsokat látok megjelenni, kezd torzulni a felület a pályakövetési hibák miatt.
4. A kritikus pontokat szemmel is lehet látni,
pl. egy hosszú élszalag hol kezd "lenyalódni".
Mondhatnék még további mérési példákat,
de talán ennyi is kielégít.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 21:55
Írta: 000000000 Dátum 2008 szeptember 15, 21:55
Na ilyen "komoly" válaszaidnál úgy látom a 4X
az agyadra ment.:)
az agyadra ment.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 15, 21:57
Írta: svejk Dátum 2008 szeptember 15, 21:57
Igen, elég ennyi köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 15, 22:01
Írta: bmejdz9nu Dátum 2008 szeptember 15, 22:01
Mintha a főorsó "zörgött" volna a munkadarabon... Ilyen precizitású "művészi" dolgokhoz nem árt ha jó a körfutása... A BF20 nem az igazi...
Talán gyorsabb gép kellene... és több fogás is = simább felület. :)
Megírhatnád, hogy a Profik hol és mire gyártják ezeket az spéci alakzatokat.
(Na jó nem azért írom ezeket, mert félévente linkelsz valamit, és ez az arány 2 évre csökkenjen :) Kisebb felbontású kép nincs? :)
Hát bizony már 4X-en már túl vagyok... és te is... :)
Talán gyorsabb gép kellene... és több fogás is = simább felület. :)
Megírhatnád, hogy a Profik hol és mire gyártják ezeket az spéci alakzatokat.
(Na jó nem azért írom ezeket, mert félévente linkelsz valamit, és ez az arány 2 évre csökkenjen :) Kisebb felbontású kép nincs? :)
Hát bizony már 4X-en már túl vagyok... és te is... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 22:16
Írta: 000000000 Dátum 2008 szeptember 15, 22:16
Örülj neki, hogy neked van a földkerekségen
a legprecízebb főorsód (a mesevilágodban).#nyes]
a legprecízebb főorsód (a mesevilágodban).#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 szeptember 15, 22:19
Írta: fs9s63xkf Dátum 2008 szeptember 15, 22:19
Én konkrétan arra gondoltam, hogy neked sok munkádba kerülne-e ha megcsinálnád abból a G kódot, hogy ki tudjam marni :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 22:20
Írta: 000000000 Dátum 2008 szeptember 15, 22:20
Mellesleg a videón nem is BF20 volt, hanem
Technomotor.:)
Technomotor.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 22:29
Írta: 000000000 Dátum 2008 szeptember 15, 22:29
Úgy látom, nem értjük egymást. Ha majd meglesz
a progi fejlesztés ezen része is, akkor már nem
sok munka a G kód generálás. De igérem Neked,
kitalálok majd egy direkt "Z gyötrő",
sok egységugrás jellegű, de szép és
szabályos felületet, és lesz róla G kód is.
a progi fejlesztés ezen része is, akkor már nem
sok munka a G kód generálás. De igérem Neked,
kitalálok majd egy direkt "Z gyötrő",
sok egységugrás jellegű, de szép és
szabályos felületet, és lesz róla G kód is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 15, 23:33
Írta: 000000000 Dátum 2008 szeptember 15, 23:33
Kb. fél éve olvasgatlak benneteket, gondoltam, most "beleszólok"!
Tibor45! Javasolhatok ilyen alakot?
Pár éve, nagy CNC-n volt feladat: látszólag egyszerű alakzat, átm. 200-as rúd, 45 fokosan elvágva, mint egy szalámi.
Nos! Erre a 45 fokos élre kellett R20-as rádiuszt marni, de csak D20-as lapkás maró volt. (szegény volt a maszek) A stratégia úgy volt, hogy 0,1-es lépésekkel járt le-föl a maró.
Az eredmény megdöbbentő volt! Kb. 15-20 mm különbség volt az első és az utolsó le-föl mozgás között. Gép NCT90-es, a progi HyperMill volt.
Később tudtam meg, hogy ennél a géptípusnál, típushiba az, hogy az "Y" motor, szinte "ráfűt" a "Z" motorra, és ez okozhatta a hibát.
Kiváncsi lennék, egy ilyen egyszerű "Z-gyötréshez", mit szólna egyik-másik hobby gép?[#vigyor4][#pardon1]
Tibor45! Javasolhatok ilyen alakot?
Pár éve, nagy CNC-n volt feladat: látszólag egyszerű alakzat, átm. 200-as rúd, 45 fokosan elvágva, mint egy szalámi.
Nos! Erre a 45 fokos élre kellett R20-as rádiuszt marni, de csak D20-as lapkás maró volt. (szegény volt a maszek) A stratégia úgy volt, hogy 0,1-es lépésekkel járt le-föl a maró.
Az eredmény megdöbbentő volt! Kb. 15-20 mm különbség volt az első és az utolsó le-föl mozgás között. Gép NCT90-es, a progi HyperMill volt.
Később tudtam meg, hogy ennél a géptípusnál, típushiba az, hogy az "Y" motor, szinte "ráfűt" a "Z" motorra, és ez okozhatta a hibát.
Kiváncsi lennék, egy ilyen egyszerű "Z-gyötréshez", mit szólna egyik-másik hobby gép?[#vigyor4][#pardon1]
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 szeptember 16, 00:24
Írta: fs9s63xkf Dátum 2008 szeptember 16, 00:24
Mindent értek és köszönöm! Addig marad a csillagteszt. Úgyis van még mit állítgatnom a szervokon, mindig tanulok valami újat, és egyre jobb eredményeket érek el. Érdekes módon nem az egységugrás tesztekkel van a baj hanem a gyorsításokkal.
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 21, 15:33
Írta: crgs7u9wg Dátum 2008 szeptember 21, 15:33
4096 -os hibataroloval meddig van ertelme a lepes jel sokszorozasanak? en max 15 -re gondoltam, egyes lepesekben, vagy lehetne valami tort szam is?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 21, 18:30
Írta: x4rhew5r3 Dátum 2008 szeptember 21, 18:30
4096/15 => 273 / 2 => 136 lépés.Ez már gecko méret. Ennél többet nem érdemes.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 21, 18:33
Írta: x4rhew5r3 Dátum 2008 szeptember 21, 18:33
Végül miben maradtál? Verilog vagy vhdl.
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 21, 18:52
Írta: crgs7u9wg Dátum 2008 szeptember 21, 18:52
verilog -ban irom a kodot, nekem termeszetesebb mint a vhdl, volt egy pont amikor rajzoltam is de az nagyon nem volt hatekony :) viszont felrissitette az emlekeimet a szinkron szekvencialis halozatokrol, amugy mar majdnem keszen vagyok, mar csak az error es a reset jelet kell megvalositani, meg kitalalni valami tesztelesi modszert...
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 21, 20:09
Írta: crgs7u9wg Dátum 2008 szeptember 21, 20:09
most gondolkozok a motorvezerlesen es egy eleg meresz otletem tamadt: class-d erosito modult hasznalni a pwm eloallitasara egy pici dip-8 -as jelolt:
MP7720
az adatlapban irja, hogy kulonbozo frekvenciakhoz milyen elemeket milyen ertekure kell valasztani, egy kis gond van csak, hogy 600khz kornyeken vannak az ertekek, ez szerintem egy picit sok, majd beszelek veluk, hogy egy kb. 5-10 khz es frissitesu alkalmazasban mi az a legalacsonyabb freki amit el lehet erni, a lenyeg az, ha ez bejon az garantalom, hogy nagyot fog szolni!!!
MP7720
az adatlapban irja, hogy kulonbozo frekvenciakhoz milyen elemeket milyen ertekure kell valasztani, egy kis gond van csak, hogy 600khz kornyeken vannak az ertekek, ez szerintem egy picit sok, majd beszelek veluk, hogy egy kb. 5-10 khz es frissitesu alkalmazasban mi az a legalacsonyabb freki amit el lehet erni, a lenyeg az, ha ez bejon az garantalom, hogy nagyot fog szolni!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 21, 21:02
Írta: bmejdz9nu Dátum 2008 szeptember 21, 21:02
Ma is marogattam... 10-es korr anyagot... szörnyű dolog történt...
Nem oldott le időben (rövid távon) egy útbanlévő szorítóbaknál a gép... (figyelmetlenség volt...:)
Megállípítotam hogy a 128 bit is nagyon sok...
Lepergett az elmúlt 2 év munkája... (Bacardi reklám :)
Nyomok lettek... de nem ment el a mechanika... hála égnek és az erős szerkezetnek.. (félelmetes erők voltak)
Számoljunk.... mire elég az a 128bit... a valóságban... minek több??? Ez is veszélyesen sok...
Azért, hogy el lehetseen mondani? Egy szép adat? Lehessen T45 tip. egységugrasztani (tartományon belül)... ugyanmár... hátha gépre kerül...:)
Nem oldott le időben (rövid távon) egy útbanlévő szorítóbaknál a gép... (figyelmetlenség volt...:)
Megállípítotam hogy a 128 bit is nagyon sok...
Lepergett az elmúlt 2 év munkája... (Bacardi reklám :)
Nyomok lettek... de nem ment el a mechanika... hála égnek és az erős szerkezetnek.. (félelmetes erők voltak)
Számoljunk.... mire elég az a 128bit... a valóságban... minek több??? Ez is veszélyesen sok...
Azért, hogy el lehetseen mondani? Egy szép adat? Lehessen T45 tip. egységugrasztani (tartományon belül)... ugyanmár... hátha gépre kerül...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 21, 21:11
Írta: 000000000 Dátum 2008 szeptember 21, 21:11
Három éve írtam, hogy a hajtásnak és a mechanikának egyensziládságúnak illik lenni.
Akkor csúnyán kaptam a fejemre, mert azt mondtam a gépnek károsodás nélkül elkell viselni egy véletlen ütközést.
Ezért nem szabad a motorteljesítményt a végletekig növelni, csak amit a mechanika elbír.
Akkor csúnyán kaptam a fejemre, mert azt mondtam a gépnek károsodás nélkül elkell viselni egy véletlen ütközést.
Ezért nem szabad a motorteljesítményt a végletekig növelni, csak amit a mechanika elbír.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 21, 21:14
Írta: x4rhew5r3 Dátum 2008 szeptember 21, 21:14
Hosszú lenne a pontos válasz, de röviden...
Ha az enkóder oldalon van rendes felbontás, akkor a 128 nálam a Te rendszeredben kb. 12 lett volna.
A másik, ha van azt lehet konfigurálni, azaz a limiteket lejjebb vinni. De ha nincs, azt nem lehet növelni.
Ennek semmi köze az egységugráshoz.
Ha az enkóder oldalon van rendes felbontás, akkor a 128 nálam a Te rendszeredben kb. 12 lett volna.
A másik, ha van azt lehet konfigurálni, azaz a limiteket lejjebb vinni. De ha nincs, azt nem lehet növelni.
Ennek semmi köze az egységugráshoz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 21, 22:16
Írta: bmejdz9nu Dátum 2008 szeptember 21, 22:16
Na ja... ez is igaz...
Csökkenteni persze lehet a nyomatékot (azaz a max. áramot) a vezérlőn... de akkor a gyorsítási képesség is oda... :)
A Mechanika kibírta az ütközést! Mindent teszteltem utánna mérőórákkal! ... és ok. csak előbb is megállhatott volna...
Járt nálam egy-két vezérlő...
volt, hogy pl. a végpontnak futva még 30mp(!)-ig próbálta a lehetetlent (hibajel memória:)... azaz a csapágyházat elnyomni(?)...:)
Csökkenteni persze lehet a nyomatékot (azaz a max. áramot) a vezérlőn... de akkor a gyorsítási képesség is oda... :)
A Mechanika kibírta az ütközést! Mindent teszteltem utánna mérőórákkal! ... és ok. csak előbb is megállhatott volna...
Járt nálam egy-két vezérlő...
volt, hogy pl. a végpontnak futva még 30mp(!)-ig próbálta a lehetetlent (hibajel memória:)... azaz a csapágyházat elnyomni(?)...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 21, 22:25
Írta: bmejdz9nu Dátum 2008 szeptember 21, 22:25
Ok... persze semmi... és nem is érdekel az egységugrás...hagyjuk... mert én marok vele :)
De azért ha előbb megáll az jó nem?
Szerintem a "túlzott" hibajeltárolás egy alulméretezett motornál "szépen" elfedi a problémákat...
Ahogy már 1000X írtam... step/dir környezetben a szervómotornak és a vezérlőnek "léptetőmotort" kell (el) játszania...
Ez most is igaz... azaz lett volna... azaz max. lépésvesztés lett volna...
Elképzeltem ezt a "műhibát" egy tízszer ekkora tárolóval...
Na jó... szerencsére nem volt... :)
De azért ha előbb megáll az jó nem?
Szerintem a "túlzott" hibajeltárolás egy alulméretezett motornál "szépen" elfedi a problémákat...
Ahogy már 1000X írtam... step/dir környezetben a szervómotornak és a vezérlőnek "léptetőmotort" kell (el) játszania...
Ez most is igaz... azaz lett volna... azaz max. lépésvesztés lett volna...
Elképzeltem ezt a "műhibát" egy tízszer ekkora tárolóval...
Na jó... szerencsére nem volt... :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 21, 23:09
Írta: x4rhew5r3 Dátum 2008 szeptember 21, 23:09
Nem Péter, szerintem ezt tévesen látod. A szervó nem léptecset játszik, annak más a működési elve. Úgy is meg lehet közelíteni, ahogy mondod, de csak felületes szemlélő módjára. Ha azt akarod, hogy a szervo is léptecs szerűen "hiba nélkül" kövesse a parancsot, az lehetetlen, ha +/-1 hibával, akkor piszokul túlméretezed és messze nem jöhet ki a túlméretezett rendszered képessége. (Megjegyzem, pontosabb mérések kimutatnák, hogy nem +/-1 hibával megy, de ez most lényegtelen.)
Erre te azt mondod, hogy a mechanika úgysem bírná. De pontosan itt van az ellentmondás, amihez görcsösen ragaszkodsz.
Ezzel nem akarom kritizálni a rendszered, mert jó a mechanika, találtál egy használható beállítást, és tudsz vele dolgozni. Végülis nem a szervóelmélet modellezése volt a cél, hanem egy robusztus, jól működő munkaeszköz.
Erre te azt mondod, hogy a mechanika úgysem bírná. De pontosan itt van az ellentmondás, amihez görcsösen ragaszkodsz.
Ezzel nem akarom kritizálni a rendszered, mert jó a mechanika, találtál egy használható beállítást, és tudsz vele dolgozni. Végülis nem a szervóelmélet modellezése volt a cél, hanem egy robusztus, jól működő munkaeszköz.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 21, 23:43
Írta: HJózsi Dátum 2008 szeptember 21, 23:43
[#nyes] Péter a kezelői hiba esetén nem a vezérlőben, hibatárolóban kell a hibát keresni! [#wave] A gép azt a feladatot kapta, hogy járja be a pályát amit előírtál neki és ezt megpróbálta max tudása, ereje szerint... Te jó erős gépet akartál... és ez nem is baj... viszont sokkal jobban kell figyelni arra amit programozol, nem ártana, ha szimulálni tudnál előtte... Szerencsére kibírta a géped, így nem lett olyan sok a "tanulópénz" ... ;) ami amúgy szerintem mindenkinél előfordult, ha más nem eltört a 0,5-ös maró ... [#eplus2] Szóval ne a vezérlőben keresd a hibát, meg az erőben, mert akkor ellentmondásba kerülsz önmagaddal... Figyelmesebben kell programozni, vagy eleve szimulálni és közel kell helyezkedni az E_Stophoz, mert az ugye nem karácsonyfadísz ... [#vigyor3]
Egyébként meg derék dolog, hogy leírtad, kevesen "dicsekszenek" ha hasonló esik meg velük ...[#wave]
Egyébként meg derék dolog, hogy leírtad, kevesen "dicsekszenek" ha hasonló esik meg velük ...[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2008 szeptember 21, 23:57
Írta: csg67 Dátum 2008 szeptember 21, 23:57
A modern szervoknál van 0 követés (velocity feedforward elnevezéssel illetik), de most nem erről akarok írni. A szervo körben a sebességgel arányos lamaradás alakul ki, ezért minden komolyabb rendszer azt figyeli, hogy az adott sebesség mellett mekkora a tényleges lemaradása a tengelynek, azaz nagy sebességnél nagyobbat, kis sebességnél kisebbet enged meg, mielőtt vészleállást csinálna. Tehát kis sebességgel marva már viszonylag kis lemaradás is leállítja a megmunkálást. Nem tudom, hogy a hobby vezérlésekben létezik-e ez a megoldás, mindenesetre az ipari rendszerekben ez a védelem első vonala.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 22, 00:29
Írta: x4rhew5r3 Dátum 2008 szeptember 22, 00:29
Így ahogy mondod, de ilyen mélységekig nem akartam menni.
A hobbi analog vezérlők nem, általában csak hardver limitek vannak.
Az smc (japán ősprojekt) bázisú mikrokontrolleresek a feedforward-dal operálnak, de a limitek ott is fix paraméterek. Az emc2 szervója a sebesség mellett a gyorsulással is operál, de a limitek itt sem dinamikusak. Ettől persze még lehet, hogy vannak igényesebb hobbi cuccok, de azokba nem látunk bele.
A hobbi analog vezérlők nem, általában csak hardver limitek vannak.
Az smc (japán ősprojekt) bázisú mikrokontrolleresek a feedforward-dal operálnak, de a limitek ott is fix paraméterek. Az emc2 szervója a sebesség mellett a gyorsulással is operál, de a limitek itt sem dinamikusak. Ettől persze még lehet, hogy vannak igényesebb hobbi cuccok, de azokba nem látunk bele.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 07:41
Írta: bmejdz9nu Dátum 2008 szeptember 22, 07:41
Ez a "léptecset játszik" talán mégsem a legjobb megfogalmazás? lehet...
Akkor megfogalmazom másként:
Van egy step motor ... aminek mondjuk zero a hibajeltárolási képessége...
Ehhez a léptetőmotorhoz lett anno kifejlesztve a step/dir rendszer és szoftver...
Tehát step/dir jelekkel kell nekünk vezérelni egy DC motort úgy, hogy a léptető motorral (közel) azonossan viselkedjen.
Ehhez kell egy bizonyos nagyságú hibajeltároló - ez kétségtelen!
Ehhez a feladathoz, ilyen megközelítésből bőven elég 128bit... sőt 32 is elég lenne...
(lehetőleg pályahű vezérés mint ahogy a léptető is pályahű!)
Érdemes lenne azon elgondolkodni, hogy miért nem csináltak "tárolós" léptetőmotor vezérlőket...
Azaz beállítani a vezérlőt a lépésvesztési küszöbb alá, és ha gyorsabban kapná a vezérlő a step jeleket mind ahogy a léptetőmotor fizailag bírja akkor mint eltérési hibát eltárolná... :)
Szerinted menyi az a minimális hibatároló nagysága amivel egy DC (szervó)motor úgy tud viselkedni mint egy klasszikus léptetőmotor?
(Ugyebár a szoftverben a gyorsítási/lassítási időket hozzá állítjuk a mechanikai lehetőségekhez...)
Persze a szervó többet tud adni:
Egyrészt "zártkörű" a vezérlés az encoder által másrészt a DC motor (szinte) az egész fordulatszám tartományban azonos nyomatékot tud adani tehát ezáltal jobb tud lenni mint a léptetőmotor... De ezt "büntetlenül" nem lehet túlzásba vinni... mármint olyan erőket kivenni a motorból amit egy adott pillanatban nem tudott... gondolom érted...
És itt jön a bibi... amikor "egyesek" a nagyobb hibajeltárolóval a kisebb (alulméretezett) motorokat teljesítményét "időben elosztva" akarja kihasználni... amikor már nem léptetős azaz "step" elvű vezérlés, mert nagyon eltér(het)a parancs pályától... amit egy (alulméretezett) léptető természetesen lépésvesztésel "honorálna"...
Ha ma szervóhoz fejlesztenének vezérlő progit az tuti nem step/dir-es lenne... mert nem logikus hozzá... de nekünk ez van... ezt kell szeretni...
Akkor megfogalmazom másként:
Van egy step motor ... aminek mondjuk zero a hibajeltárolási képessége...
Ehhez a léptetőmotorhoz lett anno kifejlesztve a step/dir rendszer és szoftver...
Tehát step/dir jelekkel kell nekünk vezérelni egy DC motort úgy, hogy a léptető motorral (közel) azonossan viselkedjen.
Ehhez kell egy bizonyos nagyságú hibajeltároló - ez kétségtelen!
Ehhez a feladathoz, ilyen megközelítésből bőven elég 128bit... sőt 32 is elég lenne...
(lehetőleg pályahű vezérés mint ahogy a léptető is pályahű!)
Érdemes lenne azon elgondolkodni, hogy miért nem csináltak "tárolós" léptetőmotor vezérlőket...
Azaz beállítani a vezérlőt a lépésvesztési küszöbb alá, és ha gyorsabban kapná a vezérlő a step jeleket mind ahogy a léptetőmotor fizailag bírja akkor mint eltérési hibát eltárolná... :)
Szerinted menyi az a minimális hibatároló nagysága amivel egy DC (szervó)motor úgy tud viselkedni mint egy klasszikus léptetőmotor?
(Ugyebár a szoftverben a gyorsítási/lassítási időket hozzá állítjuk a mechanikai lehetőségekhez...)
Persze a szervó többet tud adni:
Egyrészt "zártkörű" a vezérlés az encoder által másrészt a DC motor (szinte) az egész fordulatszám tartományban azonos nyomatékot tud adani tehát ezáltal jobb tud lenni mint a léptetőmotor... De ezt "büntetlenül" nem lehet túlzásba vinni... mármint olyan erőket kivenni a motorból amit egy adott pillanatban nem tudott... gondolom érted...
És itt jön a bibi... amikor "egyesek" a nagyobb hibajeltárolóval a kisebb (alulméretezett) motorokat teljesítményét "időben elosztva" akarja kihasználni... amikor már nem léptetős azaz "step" elvű vezérlés, mert nagyon eltér(het)a parancs pályától... amit egy (alulméretezett) léptető természetesen lépésvesztésel "honorálna"...
Ha ma szervóhoz fejlesztenének vezérlő progit az tuti nem step/dir-es lenne... mert nem logikus hozzá... de nekünk ez van... ezt kell szeretni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 07:57
Írta: bmejdz9nu Dátum 2008 szeptember 22, 07:57
A gép konstrukció erős és úgy van kialakítva a Z-tengely, hogy a főorsó szárát csak minimális eséllyel "találja" el (pl. egy rögzítő bak).
Most is megvédte... (Nézd meg a képeket a kialakításról).
Ha a főorsómotor tengelyét találta volna el... akkor az most elgörbült volna... és mehetnék venni egy újat... :)
Szimuláció? Mire bejelölném a szorítók pozicióját és magasságát és mindent ... arra már rég vegeztem a munkával...
Oda kell figyelni... és nem használni felülről megfogatást... ha lehet csak excentrikust oldalról... de itt most nem tudtam...
Persze rozsdamentest sem marok ha lehet... szőrnyű anyag (rossz hővezető) a kezemet is (kicsit) elvágtam...
Bökős forácsok... fujjj:) Persze a végeredmény szép...
Most szükséges volt egy nem túl vastag (10mm) de erős anyagot használnom a kereszt tengely kocsik és Z kocsik kapcsolódásához a következő gépnél...
Ilyen erős korranyag van a mostaniban is ebben a "pozicióban" :)
Most is megvédte... (Nézd meg a képeket a kialakításról).
Ha a főorsómotor tengelyét találta volna el... akkor az most elgörbült volna... és mehetnék venni egy újat... :)
Szimuláció? Mire bejelölném a szorítók pozicióját és magasságát és mindent ... arra már rég vegeztem a munkával...
Oda kell figyelni... és nem használni felülről megfogatást... ha lehet csak excentrikust oldalról... de itt most nem tudtam...
Persze rozsdamentest sem marok ha lehet... szőrnyű anyag (rossz hővezető) a kezemet is (kicsit) elvágtam...
Bökős forácsok... fujjj:) Persze a végeredmény szép...
Most szükséges volt egy nem túl vastag (10mm) de erős anyagot használnom a kereszt tengely kocsik és Z kocsik kapcsolódásához a következő gépnél...
Ilyen erős korranyag van a mostaniban is ebben a "pozicióban" :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 22, 08:00
Írta: 000000000 Dátum 2008 szeptember 22, 08:00
Szia Péter!
Megint elemedben vagy, csak úgy dől a sok
sületlenség Belőled. Gyakorlatilaf alig van
olyan mondatod, ami szakmailag igaz.:)
Megint elemedben vagy, csak úgy dől a sok
sületlenség Belőled. Gyakorlatilaf alig van
olyan mondatod, ami szakmailag igaz.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 08:05
Írta: bmejdz9nu Dátum 2008 szeptember 22, 08:05
Ez lenne a tökéletes... de ez nincs ezekben a step/dir progikban... sajnos.
Ezáltal (szerintem) a minimális hibajel tárolást kell alkalmazni (szigorubban kötött pályán) és a nagyobb sebességnél (pl. futtatásnál) is ebben a tartományban kell maradni... sajnos. Valamit valamiért azaz a sebeségnél egy fontosabb az a pontosság tartása kisebb "rizikóval". :)
Ezáltal (szerintem) a minimális hibajel tárolást kell alkalmazni (szigorubban kötött pályán) és a nagyobb sebességnél (pl. futtatásnál) is ebben a tartományban kell maradni... sajnos. Valamit valamiért azaz a sebeségnél egy fontosabb az a pontosság tartása kisebb "rizikóval". :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 08:07
Írta: bmejdz9nu Dátum 2008 szeptember 22, 08:07
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 22, 08:36
Írta: 000000000 Dátum 2008 szeptember 22, 08:36
Szia Pétzer!
Szép ez a macska, csak már unalmas a szakmaiatlanság
elfedésére.:)
Csak ebből a hozzászólásodból válogattam hármat:
1. "Van egy step motor ... aminek mondjuk zero a
hibajeltárolási képessége..."
2. "Ehhez a feladathoz, ilyen megközelítésből
bőven elég 128bit... sőt 32 is elég lenne..."
3. "És itt jön a bibi... amikor "egyesek" a
nagyobb hibajeltárolóval a kisebb (alulméretezett)
motorokat teljesítményét "időben elosztva"
akarja kihasználni..."
A TÉNY: egyik sem igaz.
Na további szép macskázást kívánok Neked!:)
[#nevetes1]
Szép ez a macska, csak már unalmas a szakmaiatlanság
elfedésére.:)
Csak ebből a hozzászólásodból válogattam hármat:
1. "Van egy step motor ... aminek mondjuk zero a
hibajeltárolási képessége..."
2. "Ehhez a feladathoz, ilyen megközelítésből
bőven elég 128bit... sőt 32 is elég lenne..."
3. "És itt jön a bibi... amikor "egyesek" a
nagyobb hibajeltárolóval a kisebb (alulméretezett)
motorokat teljesítményét "időben elosztva"
akarja kihasználni..."
A TÉNY: egyik sem igaz.
Na további szép macskázást kívánok Neked!:)
[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 22, 08:41
Írta: 000000000 Dátum 2008 szeptember 22, 08:41
A végállás kapcsolók beépítésén nem gondolkodtok? Pedig régen feltalálták őket...[#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 22, 08:50
Írta: svejk Dátum 2008 szeptember 22, 08:50
Hopsz, ez egy nagyon jó dolog, köszi az infót!
Ezt belerakatjuk a Quantumba is :) :)
Ezt belerakatjuk a Quantumba is :) :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 22, 08:52
Írta: svejk Dátum 2008 szeptember 22, 08:52
Nem megmondták már hogy 100W servo letépi a gatyádat? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 22, 09:21
Írta: 000000000 Dátum 2008 szeptember 22, 09:21
Nem probléma. Idővel...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 22, 09:33
Írta: 000000000 Dátum 2008 szeptember 22, 09:33
Ha a leszorító bakba beleütközik a Z tengely, semmit sem old meg a végálláskapcsoló.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 22, 09:41
Írta: x4rhew5r3 Dátum 2008 szeptember 22, 09:41
Hamis premisszákból levezetett állítások is hamisak. Majd egyszer belátod...
A léptecset még gondolati szinten sem kell analógiába hozni a szervóval.
A profi rendszer alapvetően abban más mint a hobbi, hogy a visszacsatolás nem korlátozódik egy tengelyre, a visszacsatolásba be van vonva a pályaszámító mű is.
Az hibaelméleteddel kapcsolatban csak azt gondold végig, hogy miért tesznek hobbi szinten kezelhetetlenül nagy felbontású enkódereket a motorokra. Vajon azért, mert ezred mikron pontossággal akarnak dolgozni? Vagy ezért, hogy a hibára történő beavatkozás ne legyen olyan "kemény" ami szétveri a mechanikát? Mi közelíti jobban az analóg valóságot, az egy gépi felbontásra jutó, 0 dinamikájú +/-1 hibajel, vagy a +/-10, vagy +/-100 hibajel egy elemi lépésre?
(A skála a kétállású szabályozótól indul és az elvben végtelen felbontású analóg szabályozó a vége.)
A léptecset még gondolati szinten sem kell analógiába hozni a szervóval.
A profi rendszer alapvetően abban más mint a hobbi, hogy a visszacsatolás nem korlátozódik egy tengelyre, a visszacsatolásba be van vonva a pályaszámító mű is.
Az hibaelméleteddel kapcsolatban csak azt gondold végig, hogy miért tesznek hobbi szinten kezelhetetlenül nagy felbontású enkódereket a motorokra. Vajon azért, mert ezred mikron pontossággal akarnak dolgozni? Vagy ezért, hogy a hibára történő beavatkozás ne legyen olyan "kemény" ami szétveri a mechanikát? Mi közelíti jobban az analóg valóságot, az egy gépi felbontásra jutó, 0 dinamikájú +/-1 hibajel, vagy a +/-10, vagy +/-100 hibajel egy elemi lépésre?
(A skála a kétállású szabályozótól indul és az elvben végtelen felbontású analóg szabályozó a vége.)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 09:45
Írta: bmejdz9nu Dátum 2008 szeptember 22, 09:45
Már megint az írod, hogy így nem jó... Azt miért nem írod, hogyan jó?
Ha valaki mond A-t mondjon B-t is!!!
Ha te azd írod ez így nem jó stb. (általában semmi:)... és nem írod, hogyan másként akkor jön a cica :)
Ha valaki mond A-t mondjon B-t is!!!
Ha te azd írod ez így nem jó stb. (általában semmi:)... és nem írod, hogyan másként akkor jön a cica :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 09:48
Írta: bmejdz9nu Dátum 2008 szeptember 22, 09:48
Már mire gondolsz? Hová? A végekre lehet(ne)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 09:49
Írta: bmejdz9nu Dátum 2008 szeptember 22, 09:49
Jól gyorsuljon és pályahű legyen a vezérlés és persze a gatyámat se szabja le... na ezt még ki kell találni hogyan :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 22, 09:51
Írta: x4rhew5r3 Dátum 2008 szeptember 22, 09:51
Már kitalálták...[#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 09:54
Írta: bmejdz9nu Dátum 2008 szeptember 22, 09:54
"A léptecset még gondolati szinten sem kell analógiába hozni a szervóval."
Na ezzel nem értek én egyet!
Mert egy "buta" step/dir szoftvert hasznlunk... ami csak adja és adja a jeleket... semmi viszacsatolás...
Azaz ezeket léptetőmotorhoz tervezték... mi pedíg ezt a léptetőmotort helyettesítjük egy DC motorral... Tehát?
Na ezzel nem értek én egyet!
Mert egy "buta" step/dir szoftvert hasznlunk... ami csak adja és adja a jeleket... semmi viszacsatolás...
Azaz ezeket léptetőmotorhoz tervezték... mi pedíg ezt a léptetőmotort helyettesítjük egy DC motorral... Tehát?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 22, 09:56
Írta: 000000000 Dátum 2008 szeptember 22, 09:56
Ez igaz... bocsi!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 09:56
Írta: bmejdz9nu Dátum 2008 szeptember 22, 09:56
Hogyan? Azaz a nyomatékot kellene folyamattól függően szabályozni... Hogy csinálják ezt a profik?
Hogy a "melós" ne tegye tönkre magát ill. a gépet... és az mennyen is a gép... :)
Hogy a "melós" ne tegye tönkre magát ill. a gépet... és az mennyen is a gép... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 22, 09:57
Írta: 000000000 Dátum 2008 szeptember 22, 09:57
Eltévedtem (az hittem a végállásnak rontottál)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 09:59
Írta: bmejdz9nu Dátum 2008 szeptember 22, 09:59
Ott gumibakok vannak... az "el tudja nyelni" a 128 bit-nyi mozgást és leold... és nincs baj...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 22, 10:06
Írta: x4rhew5r3 Dátum 2008 szeptember 22, 10:06
Hamis_premissza_1.
Helyesen: Step/dirrel vezérelt szervót használunk.
Az, hogy a szervó milyen bemenőjelet kap, az most a vezérlő szempontból mindegy. Beírhatjuk a pozíció regiszterébe billentyűről a 100 elemi lépést, adhatunk 100 step impulzust, a potmétert elcsavarjuk 100 egységgel,...
Helyesen: Step/dirrel vezérelt szervót használunk.
Az, hogy a szervó milyen bemenőjelet kap, az most a vezérlő szempontból mindegy. Beírhatjuk a pozíció regiszterébe billentyűről a 100 elemi lépést, adhatunk 100 step impulzust, a potmétert elcsavarjuk 100 egységgel,...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 22, 10:11
Írta: x4rhew5r3 Dátum 2008 szeptember 22, 10:11
csg67 a #7103 válasz második felében már utalt rá...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 10:37
Írta: bmejdz9nu Dátum 2008 szeptember 22, 10:37
Tehát van egy STEP jel sorozatunk ami bizonyos egységekkel "lépteti" a mozgást
és van egy DIR jelünk ami meghatároza ennek az írányát...
Sajnos gyakorlatilag további vezérlési lehetőségek nem álnak rendelkezésre.
Sajnos nem tudunk szoftverből sok olyan dolgot vezérelni amit még szeretnénk...
A szoftver marás és gyorsjárat között sem ad ki egy vezérlő jelet... dehogynem! :)
A hűtés vezérlése az LPT porton...(minden szoftver tudja)
Ezt a jelet nem lehetne felhasználni? Végül is meghatározza mikor mar és mikor van szabadfutásban...
Azaz lehetne egy olyan vezérlést csinálni ami ekkor csökkentené a hibajeltárolót, átállíthatán a PID-et?
Nem kellene állandóan "feszes" pályakövetés... és mindenkinek igaza lenne :):):)
és van egy DIR jelünk ami meghatároza ennek az írányát...
Sajnos gyakorlatilag további vezérlési lehetőségek nem álnak rendelkezésre.
Sajnos nem tudunk szoftverből sok olyan dolgot vezérelni amit még szeretnénk...
A szoftver marás és gyorsjárat között sem ad ki egy vezérlő jelet... dehogynem! :)
A hűtés vezérlése az LPT porton...(minden szoftver tudja)
Ezt a jelet nem lehetne felhasználni? Végül is meghatározza mikor mar és mikor van szabadfutásban...
Azaz lehetne egy olyan vezérlést csinálni ami ekkor csökkentené a hibajeltárolót, átállíthatán a PID-et?
Nem kellene állandóan "feszes" pályakövetés... és mindenkinek igaza lenne :):):)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 10:39
Írta: bmejdz9nu Dátum 2008 szeptember 22, 10:39
... és mi tudja ezt hobby szinten? sem a szoftver sem a vezérlők...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 22, 10:53
Írta: HJózsi Dátum 2008 szeptember 22, 10:53
A munkaterület alapvetően nem dodgempálya, hogy ha nem sikerül az útvonalat jól megválasztani akkor ütközünk, na bumm [#lama]... Oda kell figyelni és akár kétszer is ellenőrizni! ... Mi tart tovább? Ellenőrzés vagy gépjavítás?... És melyik az olcsóbb?...[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 22, 10:56
Írta: HJózsi Dátum 2008 szeptember 22, 10:56
Megoldás : húzzál gumit a marógépre, maróra ... [#idiota][#eplus2][#felkialtas]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 22, 11:01
Írta: x4rhew5r3 Dátum 2008 szeptember 22, 11:01
Ez így nagyon heurisztikus lenne.
Mit lehet még a sima step/dir-ről tudni. Például tudjuk mérni a két step közötti időt, ebből a sebességet. Az előző és az aktuális sebességből a gyorsulást. Ugyanezt az enkóder impulzusokkal...
Persze ezt nem analóg vezérlővel.
Mit lehet még a sima step/dir-ről tudni. Például tudjuk mérni a két step közötti időt, ebből a sebességet. Az előző és az aktuális sebességből a gyorsulást. Ugyanezt az enkóder impulzusokkal...
Persze ezt nem analóg vezérlővel.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 22, 11:08
Írta: HJózsi Dátum 2008 szeptember 22, 11:08
Egy Cam progiban beállíthatod a szabad mozgás síkját, ami főlött mehet ezerrel bármilyen irányba a maró... vagyis a pozícióba állást megcsinálja ebben a magasságban, majd kezdődhet nyugodtan a forgács gyártás... Ehhez csak egy magasságértéket kell beírni...
Persze ha túl magas a leszorító és a maró nem tud fölötte elmenni akkor marad a bejelölés...
Persze ha túl magas a leszorító és a maró nem tud fölötte elmenni akkor marad a bejelölés...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 22, 11:16
Írta: HJózsi Dátum 2008 szeptember 22, 11:16
Szerintem Péter arra gondol, hogy az lpt porton amúgy is egy kimenet kapcsolja a hűtést, amit csak forgácsoláskor kapcsol be a program, ezt a jelet figyelné a vezérlő és addig "lábujjhegyen" járna, (azaz nem max. erővel), gyors leállással, a hibatároló méretét erre az időre lecsökkentené (összehangolva persze )...
Na ezzel szerintem oda a dinamikának, ami magával hozza, hogy az átlagsebessége gyorsjáratban jelentősen csökken... vagyis valszeg egy power béna kacsa lenne belőle ...
Na ezzel szerintem oda a dinamikának, ami magával hozza, hogy az átlagsebessége gyorsjáratban jelentősen csökken... vagyis valszeg egy power béna kacsa lenne belőle ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 11:44
Írta: bmejdz9nu Dátum 2008 szeptember 22, 11:44
Step és Dir... impulzusok.. egyszerű jelek sorozata... Léptetőmotoros hajtásra tervezve...
A WinPC-NC és CNCGraf fejletteb!:)
Tudja a léptetőmotor vezérlő szoftveres pihentetését azaz van az LPT porton egy kimenet ennek a szabályzására...
Lehet, hogy később (pl. a Mach4-ben) már lesznek további lehetőségek... pl. szervóhoz... de addíg ez van...
A WinPC-NC és CNCGraf fejletteb!:)
Tudja a léptetőmotor vezérlő szoftveres pihentetését azaz van az LPT porton egy kimenet ennek a szabályzására...
Lehet, hogy később (pl. a Mach4-ben) már lesznek további lehetőségek... pl. szervóhoz... de addíg ez van...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 11:48
Írta: bmejdz9nu Dátum 2008 szeptember 22, 11:48
A maráskor amikor jön a "hűtőjel"...
1. Kevesebbre vehetné a hibajeltűrést. (azaz többet adhatna levegőszántásra)
2. A lassabb marási sebességre optimzálhatná PID szabályzót... stb...
A nyomaték átállításra most nem gondoltam...
1. Kevesebbre vehetné a hibajeltűrést. (azaz többet adhatna levegőszántásra)
2. A lassabb marási sebességre optimzálhatná PID szabályzót... stb...
A nyomaték átállításra most nem gondoltam...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 22, 14:32
Írta: HJózsi Dátum 2008 szeptember 22, 14:32
Vedd fel ezeket az A400 feature listára ...[#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 17:16
Írta: bmejdz9nu Dátum 2008 szeptember 22, 17:16
Nekem ez nem kell... Nem én akarom szabadjára engedni a szerszámot nagy hibajel-el...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 22, 17:30
Írta: HJózsi Dátum 2008 szeptember 22, 17:30
Én inkább kerülném a nem tervezett ütközéseket, mert az kis hibatároló/nagy erő/nagy időállandó esetén sem egészséges... Egy megmunkálás elindításakor nem "szabadjára engedjük a szerszámot", hogy azt csinál amit akar... hanem hajtsa végre azt amit én előírtam ... Jól kell előírni..., nekem kell látnom, amit a gép nem lát ... pl sörösüveg a munkaterületen ...[#nyes][#pardon1] vagy leszorítót ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 18:42
Írta: bmejdz9nu Dátum 2008 szeptember 22, 18:42
Erre az "ütközésre" majd kifejlesztek egy elektromos érzékelő rendszert ami ilyenkor vész stoppot csinál...De az már szabadalmazva lesz :)
De te arra gondolsz, hogy ha már nekimegy akkor még akár egy-két percíg még nyomja (a hibatárolóval)... nehogy megáljon 128 lépés alatt? :) Ez jó ötlet :)
De te arra gondolsz, hogy ha már nekimegy akkor még akár egy-két percíg még nyomja (a hibatárolóval)... nehogy megáljon 128 lépés alatt? :) Ez jó ötlet :)
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 szeptember 22, 18:51
Írta: ra8nsmk6w Dátum 2008 szeptember 22, 18:51
Csak egy reccsenés mérő szenzort kell felszerelni
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 22, 18:53
Írta: HJózsi Dátum 2008 szeptember 22, 18:53
Hát persze! :D egy-két perc alatt én is meg tudom nyomni az E-Stop-ot, még ha bivaly reflexű vagyok is ...[#eplus2] De mint mondtam az ütközés nem üzemszerű állapot, az odafigyelő felhasználónál, aki tudja mit csinál ... A búvár dzsekidet mivel véded kiszakadás ellen merülés közben?... pedig az sem bír ki mindent ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 22, 18:54
Írta: 000000000 Dátum 2008 szeptember 22, 18:54
Péter! Valamit nagyon nem értesz már megint!
Ugyanis akár már egy hibajel differenciánál is
egy szervo maximális nyomatékot képes leadni,
tehát ilyen alapon a 128 is már végtelen sok.
És innentől kezdve tök mindegy hogy 1 millió
a step hibajel vagy 1. Hiszen a végtelenek
között nincs különbség.:)
Ugyanis akár már egy hibajel differenciánál is
egy szervo maximális nyomatékot képes leadni,
tehát ilyen alapon a 128 is már végtelen sok.
És innentől kezdve tök mindegy hogy 1 millió
a step hibajel vagy 1. Hiszen a végtelenek
között nincs különbség.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 22, 18:54
Írta: 000000000 Dátum 2008 szeptember 22, 18:54
Már nekem is volt rögzítőhöz való ütközés, sőt az asztalba is bele martam: mind az én hibám volt mert kapkodtam.
Pedig majd mindent lefuttatok szimulátorral és mégis lehet tévedni.
Megkérdeztem CNC-vel dolgozó barátomat (2000x3000 mm gép, főleg plexit mar) és azt mondta, hogy ne keseregjek az Ő gépükbe jóval több helyen martak bele.
Pedig majd mindent lefuttatok szimulátorral és mégis lehet tévedni.
Megkérdeztem CNC-vel dolgozó barátomat (2000x3000 mm gép, főleg plexit mar) és azt mondta, hogy ne keseregjek az Ő gépükbe jóval több helyen martak bele.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 22, 18:56
Írta: HJózsi Dátum 2008 szeptember 22, 18:56
[#eljen][#eljen][#eljen][#taps][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 22, 18:59
Írta: HJózsi Dátum 2008 szeptember 22, 18:59
Eme hozzászólásodat ezennekl felterjesztem az
*** Az Év Hozzászólása *** címre!
[#nyes][#integet2]
*** Az Év Hozzászólása *** címre!
[#nyes][#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 19:12
Írta: bmejdz9nu Dátum 2008 szeptember 22, 19:12
Persze oda kell figyelni... és CNC-s excenteres oldalt szorításokat alkalmazni...
Egyébként nem egyedül voltam amikor nekiment... ez is közrejátszott... azaz figyelem elterelés is volt:)
Egyébként nem egyedül voltam amikor nekiment... ez is közrejátszott... azaz figyelem elterelés is volt:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 19:14
Írta: bmejdz9nu Dátum 2008 szeptember 22, 19:14
[#mf1] jó... :) Nem erre gondoltam... el kellene tudni elektromosan szeparálni a Z-tengelyt... stb.
Vagy görbe gumi... :) ahogy Józsi írta... :)
Vagy görbe gumi... :) ahogy Józsi írta... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 19:21
Írta: bmejdz9nu Dátum 2008 szeptember 22, 19:21
Csakhogy nálam az oldás 128(bit)x0.005mm(felbontás)= 0,64mm-en beáll...
De nincs gond akinek nagyobb a hibatárolója az arányosan vastagabb gumit használ :)
Lehet számolni! :) Elég vastag gumi lesz a végeredmény... :) Arányosan...:)
Egy kis tapasztalati segítség: (nehogy gumi süllyedés számítási példák legyenek :)
Nálam 5mm-es gumilapok vannak a végeken, ebben könnyen elveszik a 0,64mm-en bekövetkező lendületvesztés... és ok és leold!
Tesztelve... 400mm/sec-ig... a Talin is láthattátok amikor többször nekifutottam a végeknek...
De nincs gond akinek nagyobb a hibatárolója az arányosan vastagabb gumit használ :)
Lehet számolni! :) Elég vastag gumi lesz a végeredmény... :) Arányosan...:)
Egy kis tapasztalati segítség: (nehogy gumi süllyedés számítási példák legyenek :)
Nálam 5mm-es gumilapok vannak a végeken, ebben könnyen elveszik a 0,64mm-en bekövetkező lendületvesztés... és ok és leold!
Tesztelve... 400mm/sec-ig... a Talin is láthattátok amikor többször nekifutottam a végeknek...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 szeptember 22, 19:24
Írta: fs9s63xkf Dátum 2008 szeptember 22, 19:24
A vezérlő nem tud olyat csinálni, hogy egy percig tartja a 2566 hibajelet és a motor meg sem mozdul. A PID tudod úgy működik, hogy minél tovább van olyan helyzetben, hogy nem mozdul a motor annál nagyobb áramot enged a motorba, ilyenkor (1-2 percig áll a motor) már "végtelen" áramot kapna, amit ugye a Gecko nem tud, és egy bizonyos áram után letilt, amit ugye Te állítasz be.
Jobb vezérlőkbe be lehet állítani, hogy egy bizonyos nyomatékot meghaladva (a motor alapnyomatékához viszonyítva) tiltson le.
Jobb vezérlőkbe be lehet állítani, hogy egy bizonyos nyomatékot meghaladva (a motor alapnyomatékához viszonyítva) tiltson le.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 22, 19:25
Írta: 000000000 Dátum 2008 szeptember 22, 19:25
Bocs, de válaszodból nekem az jön le, hogy
még azt sem érted, hogy mit nem értesz!:)
még azt sem érted, hogy mit nem értesz!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 19:28
Írta: bmejdz9nu Dátum 2008 szeptember 22, 19:28
De ha a főorsó befogatójával megy neki oldalról, hátulról... stb... akkor vehetnek egy új főorsót vagy tengelyt bele... na az már gáz...(+csapágycsere = kidob)
pl. egy Precise kerámicsapágyas főorsó nemhiszem, hogy sokat kíbírna... ezt a lehetőséget is be kell kalkulálni a gép tervezésekor...
Nézd meg a Z-tengelyemet...
Hunkának tünt fel, hogy neki miért nem lenne jó... ami igaz is... korlátozza a dolgot... de véd! Most is védett! Hoszabb szerszámokat pedíg lehet kapni...
pl. egy Precise kerámicsapágyas főorsó nemhiszem, hogy sokat kíbírna... ezt a lehetőséget is be kell kalkulálni a gép tervezésekor...
Nézd meg a Z-tengelyemet...
Hunkának tünt fel, hogy neki miért nem lenne jó... ami igaz is... korlátozza a dolgot... de véd! Most is védett! Hoszabb szerszámokat pedíg lehet kapni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 19:32
Írta: bmejdz9nu Dátum 2008 szeptember 22, 19:32
Amik nálam jártak azok egy jó darabig erőlködtek... valőságban kb. 3-5 mp-ig... kicsit viccesnek tűnt...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 19:34
Írta: bmejdz9nu Dátum 2008 szeptember 22, 19:34
Nem baj... az a lényeg, hogy az erősen(?) kötött pályás vezérlésem a max. 0,64mm-es eltérést meghaladóan letilt...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 szeptember 22, 19:48
Írta: ra8nsmk6w Dátum 2008 szeptember 22, 19:48
Ismerösöm dolgozik egy Cnc nagyüzemben.Egy komolyabb front esetén ezek a reccsenések töltik be a munkateret. Ez nem vicc én szoktam a még használható marókat és késeket átvenni ( ök pedig a kapott pénzen sört vesznek, hogy másnapra is nagyon frontérzékenyek legyenek) Remélem nem olvassák a fórumot.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 22, 19:54
Írta: HJózsi Dátum 2008 szeptember 22, 19:54
A maximális erőt akkor is ki tudja fejteni, ha nem mozdul el..., mert elakadt valamiben ... ez a max erő viszont végezhet deformációs munkát is ... jobbik eset, ha a gép rugalmas és az erő megszűnése után nem marad alakváltozás... Tibor arra utalt,hogy ha az erő ott van, akkor az munkát is próbál végezni, függetlenül attól, hogy közben elmozdol, vagy "látszólag" nem ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 22, 19:58
Írta: HJózsi Dátum 2008 szeptember 22, 19:58
Ogyan még nem láttam túl sok cnc gépet, de azok közül vsak azon nem volt sérülés ami új volt ... Ez is azt bizonyítja, hogy a gép nem fronérzékeny csak az ember ... [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 22, 19:59
Írta: HJózsi Dátum 2008 szeptember 22, 19:59
Ugyan ........ csak
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 22, 20:15
Írta: bmejdz9nu Dátum 2008 szeptember 22, 20:15
Erős gép kell ami ezt/azt kibírja... sajnos a főorsó feje a kivétel...
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 22, 22:48
Írta: crgs7u9wg Dátum 2008 szeptember 22, 22:48
most olvasom az egyik texas adatlapban, hogy van egy uj modszer a motor pwm -ezesere, jo itt hangszororol van szo de ez most lenyegtelen, szoval azt mondja, hogy a regi buta modszer eseteben, mikor nincs vezerles akkor is van veszteseg, ez az a modszer mikor vezerles nelkul a tap szep szimmetrikusan, 50% -os kitoltesben, hol pozitive, hol negative, na es az uj okos modszernel, ha nincsen vezerles, csak egy pici kis tuske megy pozitiveba es egy masik pici negativeba, viszont amikor vezerles van, akkor a megfelelo elojellel pwm jelet allit elo
hogy mik vannak :) en peldaul teljesen abban a hitben voltam, hogy a buta modszer szerint kell vezerelni a motorokat, meg szerencse, hogy raakadtam erre az iromanyra...
hogy mik vannak :) en peldaul teljesen abban a hitben voltam, hogy a buta modszer szerint kell vezerelni a motorokat, meg szerencse, hogy raakadtam erre az iromanyra...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 23, 06:41
Írta: x4rhew5r3 Dátum 2008 szeptember 23, 06:41
Melyik irományról van szó? Dobj egy linket légy szíves.
Ha jól sejtem, nincs itt újdonságról szó, mert sok pwm-es vezérlő dolgozik az aszimmetrikus módszerrel.
Ha jól sejtem, nincs itt újdonságról szó, mert sok pwm-es vezérlő dolgozik az aszimmetrikus módszerrel.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 23, 11:11
Írta: HJózsi Dátum 2008 szeptember 23, 11:11
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 23, 11:14
Írta: HJózsi Dátum 2008 szeptember 23, 11:14
Itt meg jól kitárgyalják oroszul ... [#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 23, 11:28
Írta: crgs7u9wg Dátum 2008 szeptember 23, 11:28
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 23, 13:15
Írta: x4rhew5r3 Dátum 2008 szeptember 23, 13:15
Köszi, ez jó...(ötleteket ad).
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 szeptember 23, 18:04
Írta: e3h0cv4ph Dátum 2008 szeptember 23, 18:04
Nekem esztergám van. Ez azt jelenti, hogy előbb utóbb bele fogok esztergálni a főorsóba, ami átlagba 2000...3000-rel forog?
[#confused]
[#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 23, 18:19
Írta: svejk Dátum 2008 szeptember 23, 18:19
Ez borítékolható.. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 23, 18:21
Írta: 000000000 Dátum 2008 szeptember 23, 18:21
Én csak azt mondtam, hogy már kétszer bénáztam.
Nem törvényszerű, hogy más is ilyen, sőt, talán ezentúl én sem kapkodok.
Nem törvényszerű, hogy más is ilyen, sőt, talán ezentúl én sem kapkodok.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 23, 19:22
Írta: 4um5b65d Dátum 2008 szeptember 23, 19:22
Ha véletlen ez a főorsóba esztergálás bekövetkezne akkor a következő hangot fogod hallani TRRR.......PAKKKKK....PIKK
Ebből jól ki lehet számolni, hogy 3 pofás tokmányod volt fent a gépen, valamint hogy a lapka kiugrott a késedből és az üres forgácstálcába esett.
[#nyes][#buck]
Ebből jól ki lehet számolni, hogy 3 pofás tokmányod volt fent a gépen, valamint hogy a lapka kiugrott a késedből és az üres forgácstálcába esett.
[#nyes][#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 23, 20:19
Írta: Szedlay Pál Dátum 2008 szeptember 23, 20:19
Ma front volt. 2 db új gyémántozott marót törtem.
Pedig inkább elsöröztem volna az árát.
De akkor nagyon berugtam volna, maradt a maró.[#szomoru1]
Pedig inkább elsöröztem volna az árát.
De akkor nagyon berugtam volna, maradt a maró.[#szomoru1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 23, 20:36
Írta: bmejdz9nu Dátum 2008 szeptember 23, 20:36
Jesszus... :)
Én is félek az enyémtől... :) Még rágondolni is rossz erre...
Valaki már járt így esztergával? Mi történik... Jön a temetés? :)
Ezért jó a CNC ott csak a gép megy... te pedíg egy páncél üveg fal mögül figyeled :)
Én is félek az enyémtől... :) Még rágondolni is rossz erre...
Valaki már járt így esztergával? Mi történik... Jön a temetés? :)
Ezért jó a CNC ott csak a gép megy... te pedíg egy páncél üveg fal mögül figyeled :)
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 szeptember 23, 20:46
Írta: ra8nsmk6w Dátum 2008 szeptember 23, 20:46
Vannak életmüvészek akik ezt az alternativát nagyon ügyesen tudják váltogatni. Marad a maró és még jól is éreztem magam. Keserüen bevallom Én nem tartozom közéjük. Tele vagyok törött szerszámokkal és tele, sörösüvegekkel. Ki lehet sörben fejezni a két törött gyémántos marót?( a konvertálást majd elvégzem,forintra)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 23, 20:59
Írta: Szedlay Pál Dátum 2008 szeptember 23, 20:59
Öt perce ugrott egy 1-es gyémántozott maró is.
Ma már befejezem elég volt. Ilyen még nem volt!!!!!!!!
A három maró 190 Euró+áfa.
Ma már befejezem elég volt. Ilyen még nem volt!!!!!!!!
A három maró 190 Euró+áfa.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 23, 21:00
Írta: bmejdz9nu Dátum 2008 szeptember 23, 21:00
Vannak szép napok...:) (is :)
Cím: Re:DC szervó motoros vezérlés
Írta: airfoil6205 Dátum 2008 szeptember 23, 21:04
Írta: airfoil6205 Dátum 2008 szeptember 23, 21:04
400-as tokmány régi típusú kúpos rögzítéssel, orosz meneteszterga, 1500-as fordulatszám, még soha nem működött ekkora fordulaton, meneteszterga lévén de mi kipróbáltuk, a diáktársam megijedt a felpörgő tokmány hangjától leállította, de rutinból meg is kontrázta ettől lepörgött, leesett és tízméteres gurulás után megállt a békésen reggeliző szakoktató lába elött, senki nem sérült meg. Azóta nagyon tisztelek minden forgó gépet és szerszámot!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 23, 21:28
Írta: bmejdz9nu Dátum 2008 szeptember 23, 21:28
Ez lehetett volna rosszabb is... mondhatnánk szerencsés volt az eset...
Én attól tartok az esztergánál, hogy a pl. kilógó "pofaszorónak" megyek egyszer... és közbe meg lesem a munkadarabot...
Hát én is nagyon tisztelek minden gépet... már volt egy-két "ballépés" BF20-al is...
De! ebből tanulja meg tisztelni az ember az erőket és a veszély érzet kialakul... ami nem is baj!
Én attól tartok az esztergánál, hogy a pl. kilógó "pofaszorónak" megyek egyszer... és közbe meg lesem a munkadarabot...
Hát én is nagyon tisztelek minden gépet... már volt egy-két "ballépés" BF20-al is...
De! ebből tanulja meg tisztelni az ember az erőket és a veszély érzet kialakul... ami nem is baj!
Cím: Re:DC szervó motoros vezérlés
Írta: Bicska Dátum 2008 szeptember 24, 20:32
Írta: Bicska Dátum 2008 szeptember 24, 20:32
Lassan előjön megint a benntfelejtett tokmánykulcs. Bár nem jön elő, mert a fórumozók 70%-a "iskolában" tanulta az esztergálást..[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 szeptember 25, 08:17
Írta: 4um5b65d Dátum 2008 szeptember 25, 08:17
Bár nem kifejezetten a topic témája a baleseti statisztika, de volt egy kollégám annak idején aki épp menetet vágott egy tengelyre...szép hosszan. De elég sorjásra sikerült neki a menet és gondolta egy finom reszelővel kicsit letompítja a sorját. Aztán úgy esett, hogy egy szöszös "munkavédelmi" pulóver volt rajta meg egy kantáros melós naci. Ahogy reszelte a sorját a jobb karjáról lelógó pulcsit elkapta a sorja , majd elkezdte feltekerni a gép....A karjáról már szakadt le a ruha, de húzta már a srácot rá a gépre....aztán jött a nadrág kantárja...azt is feltekerte. Akkora szerencséje volt , hogy bal kézzel még át tudott nyúlni a jobb oldali kapcsolóhoz és lekapcsolta a gépet. De Ahogy leforgott gép még az egész felsőtestét ráhúzta a tengelyre. Pár másodperc szünet.....mindenki ledermedve....majd csak annyit mondott....Valaki levágna már erről a Ki..szott gépről ?!? ....Megúszta egy zúzódással. Ezt azok figyelmébe ajánlanám akiknek a gépén egy hagyományos villamos kapcsolóval oldották meg a főorsó forgás ki-be kapcsolását mert azzal ezt nem úszta volna meg.
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 25, 11:42
Írta: crgs7u9wg Dátum 2008 szeptember 25, 11:42
szerintem kene egy munkavedelmi topic, mert ezt a temat nem lehet elegszer atismetelni, az emberi szervezet egy csodalatos dolog hacsak a regeneralodasi kepessegere gondolunk, azonban van egy nagyon vilagosan meghuzott hatar amit nem celszeru atlepni
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 25, 12:34
Írta: bmejdz9nu Dátum 2008 szeptember 25, 12:34
Szervó vezérlést érintő téma a "mechanikai ötletek" topikban...#3568 - től...
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 26, 12:25
Írta: crgs7u9wg Dátum 2008 szeptember 26, 12:25
lehet, hogy megtalaltam az a400 vegfokat:
MSK4225
persze a beszerezhetosege ill. az ara meg ill. a minosege :) kerdeses, dehat ilyen az elet :)
MSK4225
persze a beszerezhetosege ill. az ara meg ill. a minosege :) kerdeses, dehat ilyen az elet :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 26, 12:44
Írta: HJózsi Dátum 2008 szeptember 26, 12:44
Nem lehet drága, írja, hogy "Low Cost" ...:D
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 26, 12:47
Írta: HJózsi Dátum 2008 szeptember 26, 12:47
75V 20A ... :( igaz, hangszórót is meg lehet hajtani vele ...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 26, 12:48
Írta: HJózsi Dátum 2008 szeptember 26, 12:48
ez legfeljebb az A40-be kerülhet bele ...
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 szeptember 27, 15:34
Írta: crgs7u9wg Dátum 2008 szeptember 27, 15:34
akkor nem marad mas, mint alkatreszekbol osszerakni a vegfokot:
hid-vezerlo: HIP4081A
fetek: IRFP4310
es akkor kell meg egy analog pwm vezerlo, a texas nak vannak ilyesmi megoldasai tapegysegekhez, de meg nem tudom milyet tegyek bele...
hid-vezerlo: HIP4081A
fetek: IRFP4310
es akkor kell meg egy analog pwm vezerlo, a texas nak vannak ilyesmi megoldasai tapegysegekhez, de meg nem tudom milyet tegyek bele...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 27, 16:31
Írta: HJózsi Dátum 2008 szeptember 27, 16:31
A Microchipnek is vannak 3f AC ill BLDC chipjei ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 27, 16:47
Írta: 000000000 Dátum 2008 szeptember 27, 16:47
Van bizony... köztük a dsPIC30F4012 is tudja, "csak" szoftver kérdése.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 27, 17:05
Írta: svejk Dátum 2008 szeptember 27, 17:05
Látom szereted a különlegességeket..
Ha már analóg szabályzás és nem törekedsz a nagyobb áramokra akkor ezt is illesztheted:
UC3638
egyszerű, nagyszerű, minden benne van..
Ha már analóg szabályzás és nem törekedsz a nagyobb áramokra akkor ezt is illesztheted:
UC3638
egyszerű, nagyszerű, minden benne van..
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 27, 17:38
Írta: HJózsi Dátum 2008 szeptember 27, 17:38
Igen, épp azt néztem ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 27, 17:44
Írta: 000000000 Dátum 2008 szeptember 27, 17:44
Csak azt tudom mondani, hogy ez egy hihetetlen jó PIC! folyamatosan ámulatba ejt képességeivel...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 27, 17:46
Írta: HJózsi Dátum 2008 szeptember 27, 17:46
Jó lenne valamit kitalálni ... AC szinten ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 27, 17:47
Írta: 000000000 Dátum 2008 szeptember 27, 17:47
Sajnos nekem az eggyenlőre idegen...
Meg kicsi is a piaca (hobby szinten)...
Meg kicsi is a piaca (hobby szinten)...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 27, 17:58
Írta: HJózsi Dátum 2008 szeptember 27, 17:58
Igen, valszeg csak egy L'art pour l'art story lenne belőle ... [#vigyor4]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 27, 18:01
Írta: 000000000 Dátum 2008 szeptember 27, 18:01
Szőrnyű... [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 27, 19:39
Írta: svejk Dátum 2008 szeptember 27, 19:39
Azért kicsi a piaca, mert nincs, vagy 50 ezernél kezdődik...
De egyenlőre jussunk a DC-nek a végére és onnan csak egy ugrás lesz...
De egyenlőre jussunk a DC-nek a végére és onnan csak egy ugrás lesz...
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2008 szeptember 27, 21:03
Írta: ybm4ifb Dátum 2008 szeptember 27, 21:03
sneci!
Szia,légyszives nézd meg az adok-veszek-ben sanyi tápjai közül melyik lenne nekem jo az ötfátisu vezérlökhöz,motorokhoz.
Mostmár hamarossan kész leszek a mechanikával,ugyhogy nemsokára kellenének a vezérlők is.
Szia,légyszives nézd meg az adok-veszek-ben sanyi tápjai közül melyik lenne nekem jo az ötfátisu vezérlökhöz,motorokhoz.
Mostmár hamarossan kész leszek a mechanikával,ugyhogy nemsokára kellenének a vezérlők is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 28, 08:16
Írta: bmejdz9nu Dátum 2008 szeptember 28, 08:16
Pontosan...
Fokozatosan, biztos lépesek... Én is így gondolom...
Csak nézek, hogy "szárnyalnak" itt a gondolatok... pedíg mindennek az alapja először egy jó DC szervóvezérlés...
Ha ez megvan és többszörösen bevált... és van "fejlesztési kedv" és "felesleges" AC/BLCD motor... majd jöhet egy 3F végfok rá... :)
Fokozatosan, biztos lépesek... Én is így gondolom...
Csak nézek, hogy "szárnyalnak" itt a gondolatok... pedíg mindennek az alapja először egy jó DC szervóvezérlés...
Ha ez megvan és többszörösen bevált... és van "fejlesztési kedv" és "felesleges" AC/BLCD motor... majd jöhet egy 3F végfok rá... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 28, 11:17
Írta: HJózsi Dátum 2008 szeptember 28, 11:17
A finn előttünk jár ... de majd behozzuk ...[#vigyor3] 2 évig fejlesztette ... nem lett open source ... VSD-A
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 szeptember 28, 11:47
Írta: x4rhew5r3 Dátum 2008 szeptember 28, 11:47
Szia, bármelyik, illetve mindegyik sok neked. 8-10A bőven elég lenne.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 28, 14:30
Írta: bmejdz9nu Dátum 2008 szeptember 28, 14:30
És ki veszi... sehol semmi írogatás róla...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 28, 15:10
Írta: HJózsi Dátum 2008 szeptember 28, 15:10
Nem mindenki irogat ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 28, 15:22
Írta: bmejdz9nu Dátum 2008 szeptember 28, 15:22
Csak beteszi a szekrénybe... :) és boldog lett...:) Így aztán kérdés sincs... (nemzetközileg is)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 28, 16:01
Írta: bmejdz9nu Dátum 2008 szeptember 28, 16:01
Készül a gravírózógépem... :)
Hát kicsit erősebb lesz/lett mint ahogy terveztem, elképzeltem...
Már megint nem lesz "klasszikus" gravírozógépem :) Már alíg bírom el a kereszttengelyt... és még csak most jön a Z rá...
Több kisérlet is lesz... egy lineáron fut a kereszt, de ez azért egy új(!) NSK 30-as...
Elvileg direkthajtás... azaz 1:1 szíjjal... (ez a szíj dolog is új nálam, és csak egy kerékcsere és 1:2-ba is lehet kapcsolni :)
Orsó emelkedés 20mm-es... A Z-nél is egy-egy kocsi...de az is új... THK30...
(Z... le lesz áttételezve... az 5-os orsó)
A Szervómotor egy kisfordulatú max. 1500rpm... de bika :)...
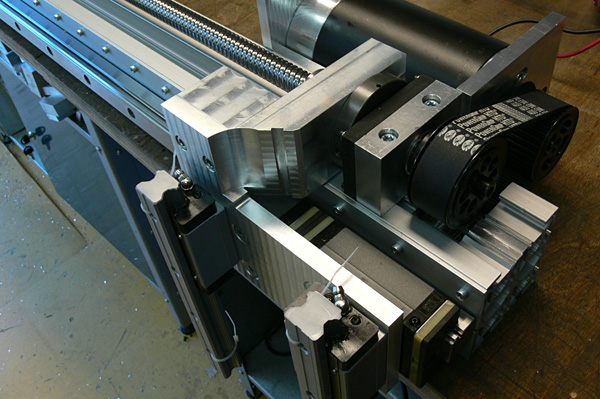
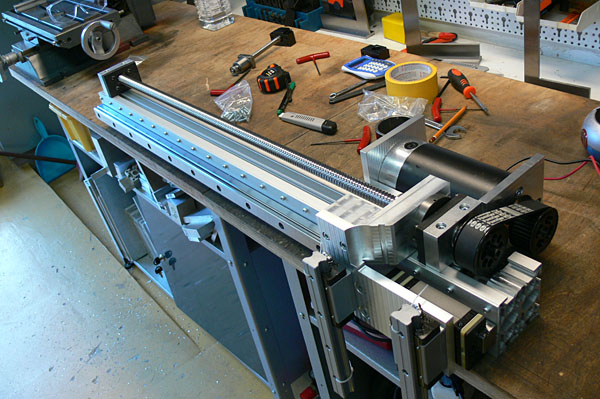
További képek...itt...
Hát kicsit erősebb lesz/lett mint ahogy terveztem, elképzeltem...
Már megint nem lesz "klasszikus" gravírozógépem :) Már alíg bírom el a kereszttengelyt... és még csak most jön a Z rá...
Több kisérlet is lesz... egy lineáron fut a kereszt, de ez azért egy új(!) NSK 30-as...
Elvileg direkthajtás... azaz 1:1 szíjjal... (ez a szíj dolog is új nálam, és csak egy kerékcsere és 1:2-ba is lehet kapcsolni :)
Orsó emelkedés 20mm-es... A Z-nél is egy-egy kocsi...de az is új... THK30...
(Z... le lesz áttételezve... az 5-os orsó)
A Szervómotor egy kisfordulatú max. 1500rpm... de bika :)...
További képek...itt...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 28, 17:04
Írta: HJózsi Dátum 2008 szeptember 28, 17:04
Sztem nem is néztél LÖRÜL...
Attól még léteznek golgok mert nem látod ...
Attól még léteznek golgok mert nem látod ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 28, 17:05
Írta: HJózsi Dátum 2008 szeptember 28, 17:05
[#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 28, 17:06
Írta: HJózsi Dátum 2008 szeptember 28, 17:06
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 28, 17:06
Írta: bmejdz9nu Dátum 2008 szeptember 28, 17:06
Biztos... de mit érdekel engem amikor tök jól megy a mostani... :) Biztos olcsó... de minek? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 28, 17:13
Írta: bmejdz9nu Dátum 2008 szeptember 28, 17:13
Csináltam egy két videót...
Korranyag marása.... szörnyű volt :) Szép anyag de eszi a szerszámot... azaz nem tudom milyen kellene hozzá... :)
"Mélyluk" marás... 30mm-es anyag átmarása... 1/4"-os szerszámmal... (hát 6,35mm-ből is lesz metrikus pontosság. :)
30mm-es másik videó...
Motor tartó marása 1:::::::::: Motortartó marása 2....
Ami szép és jó volt a málymarásnál... hogy a hűtő segítségével és "kézimunka" azaz porszívó használata nélkül folymatosan kivitte a forgácsot.
Ekkor is jól kell beállítani, mert túl sok a hűtőfolyadék akkor bentmarad... ha kevés akkor pedíg nem hűt...
Korranyag marása.... szörnyű volt :) Szép anyag de eszi a szerszámot... azaz nem tudom milyen kellene hozzá... :)
"Mélyluk" marás... 30mm-es anyag átmarása... 1/4"-os szerszámmal... (hát 6,35mm-ből is lesz metrikus pontosság. :)
30mm-es másik videó...
Motor tartó marása 1:::::::::: Motortartó marása 2....
Ami szép és jó volt a málymarásnál... hogy a hűtő segítségével és "kézimunka" azaz porszívó használata nélkül folymatosan kivitte a forgácsot.
Ekkor is jól kell beállítani, mert túl sok a hűtőfolyadék akkor bentmarad... ha kevés akkor pedíg nem hűt...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 28, 17:13
Írta: 000000000 Dátum 2008 szeptember 28, 17:13
Príma kis gravírózó lessz Peti,
de ezzel szerintem nem csak gravírozni fogsz:)
Kinematikai szempontból, Nuber one.
de ezzel szerintem nem csak gravírozni fogsz:)
Kinematikai szempontból, Nuber one.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 28, 17:17
Írta: HJózsi Dátum 2008 szeptember 28, 17:17
Húú de jól néz ki! ... Na most látom mit is írtál ... "gravírozó ..." , én meg azt hittam a kép alapján, hogy az első makett géped valós méretű változata lesz ... [#vigyor]
Közben még a spanyol viaszt is megtalálod Kolombusz tojásai közt ... [#mf2] "áttétel"... igaz óvatos duhaj vagy, biztos ami biztos 1:1 ... [#buck] Hát szerintem a kisváltó súlyba sem fog beférni, de már várom az első csillag videókat 5mp alatt ... [#nyes][#eplus2][#wave]
Közben még a spanyol viaszt is megtalálod Kolombusz tojásai közt ... [#mf2] "áttétel"... igaz óvatos duhaj vagy, biztos ami biztos 1:1 ... [#buck] Hát szerintem a kisváltó súlyba sem fog beférni, de már várom az első csillag videókat 5mp alatt ... [#nyes][#eplus2][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 szeptember 28, 17:21
Írta: HJózsi Dátum 2008 szeptember 28, 17:21
Egy hobbistát minden érdekel ... [#lama]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 28, 17:23
Írta: bmejdz9nu Dátum 2008 szeptember 28, 17:23
Tudni fogja direktben a dolgot... csak nehéz lett (mármint a híd) akkor ezt ugyanolyan sebességgel mozgani a hidat?... álló asztal mellett... na ez kétséges...
Azaz, hogy bent marad a szobában, vagy kimegy :)
Áttételt is meg akarom ismerni... tesztelni... még akkor is ha nem kellett volna...
Viszont így jobban néz ki azaz nem lógnak ki a motorok...
A Z-tengelynél lefele akarom a motort, hogy ott se... Sőt kicsi(!?) motor és 1:3 vagy 1:4 áttételel...
Azaz, hogy bent marad a szobában, vagy kimegy :)
Áttételt is meg akarom ismerni... tesztelni... még akkor is ha nem kellett volna...
Viszont így jobban néz ki azaz nem lógnak ki a motorok...
A Z-tengelynél lefele akarom a motort, hogy ott se... Sőt kicsi(!?) motor és 1:3 vagy 1:4 áttételel...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 28, 17:24
Írta: 000000000 Dátum 2008 szeptember 28, 17:24
A kóranyag "X5CrNi18-8" marása gázos,
használj vlmi jobb hűtőanyagot, ne alkeszt.
használj vlmi jobb hűtőanyagot, ne alkeszt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 28, 17:30
Írta: bmejdz9nu Dátum 2008 szeptember 28, 17:30
Utólag már tudom... de már csináltam egy újat aluból... "Kemény anyag" ez még nekem :)
Sima acél ehez képest gyerekjáték volt... :)
Mert a kúpsüllyesztőket (90 fokos) is mind megette... 3500Ftdb... 2 db-ot és nem bírtam befejezni...:)
Csak HSS volt a boltban...
Sima acél ehez képest gyerekjáték volt... :)
Mert a kúpsüllyesztőket (90 fokos) is mind megette... 3500Ftdb... 2 db-ot és nem bírtam befejezni...:)
Csak HSS volt a boltban...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 28, 17:36
Írta: 000000000 Dátum 2008 szeptember 28, 17:36
Nem olyan kemény csak szívós nagyon.
A HSS-t megzabálja, hss-co, hss-e kell minimum.
A HSS-t megzabálja, hss-co, hss-e kell minimum.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 28, 17:43
Írta: bmejdz9nu Dátum 2008 szeptember 28, 17:43
Martam én ezt az anyagot már BF20-al is... a Hanita 6-élű szupermaró vitte csak... ott is volt szop.s...:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 28, 18:26
Írta: svejk Dátum 2008 szeptember 28, 18:26
Úgy látom leesett a falról a tábla, hogy "semmi cicoma" :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 28, 18:33
Írta: bmejdz9nu Dátum 2008 szeptember 28, 18:33
Na azért ez nincs annyira átgondolva, kimunkálva mint az első... gyorsabban is készül...
Persze könnyebb mert az alkatelemek 80%-át már CNC vel csinálom... ott meg rosszat nem is lehet...:)
Persze könnyebb mert az alkatelemek 80%-át már CNC vel csinálom... ott meg rosszat nem is lehet...:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 szeptember 28, 20:07
Írta: Szalai György Dátum 2008 szeptember 28, 20:07
Kedves Péter!
Gratulálok az új gépkezdeményedhez. Nálad nem áll meg az ipar. Örömmel látom, hogy elmozdulsz a holtpontról és már nem szponzorálod a csavarboltost. És már üreges szelvényre építesz ami sokkal kisebb súlyú. Bár még mindég áttétel-ellenesek az írásaid, de a gyakorlatban már beültetted a lehetőségét. A stratégának azzal is kell számolnia, hogy vannak dolgok, amikre ő sem gondolhat. Szépek az alkatrészeid, különösen tetszik az íves sarkú darab. Sokat jár a fejemben, hogy miért kéne mindennek négyszögletesnek lennie. Lehetne sokkal „organikusabb” is.
A most következő gondolataim, kizárólag a saját véleményemet tükrözik, és minden szaktudást mellőznek! Bocsásd meg az őszinteségemet, de azt is látom, hogy a régebbi, kijavított hibáid helyett újakat is kerestél magadnak. Sajnálom, hogy ezt „nullagépes” létemre nekem kell megmondani (© Dns #7209 Kinematikai szempontból, Nuber one.) de szerintem teljesen hibás dolog egy sínt tenni a kereszthidra, még ha ekkorát is. Rendesen merev csak akkor lehet, ha két sin, négy kocsi. Akkor meg sokkal vékonyabb sin is bőven elég, a kettő közti távolság számit. Z-nek is hiába van ilyen erős síned, ha csak arra használod, hogy csavargassa azt a szegény Y sínt. Hogy a Z is egy kocsiban fut sínenként, az is hiba. Szerintem ennek a konstrukciónak, leeresztett Z-vel, összejön akár 1mm X irányú hajladozása. Tényleg gravírozónak lesz alkalmas, pedig ezek a sínek, komoly, erős gépre lennének valók. Kérlek, módosíts az összeállításon, amíg nem késő. Több szekrénnyi alkatrésszel, és nemzetközi kereskedelmi tapasztalattal a hátad mögött, neked lehetőséged van rá.
Gratulálok az új gépkezdeményedhez. Nálad nem áll meg az ipar. Örömmel látom, hogy elmozdulsz a holtpontról és már nem szponzorálod a csavarboltost. És már üreges szelvényre építesz ami sokkal kisebb súlyú. Bár még mindég áttétel-ellenesek az írásaid, de a gyakorlatban már beültetted a lehetőségét. A stratégának azzal is kell számolnia, hogy vannak dolgok, amikre ő sem gondolhat. Szépek az alkatrészeid, különösen tetszik az íves sarkú darab. Sokat jár a fejemben, hogy miért kéne mindennek négyszögletesnek lennie. Lehetne sokkal „organikusabb” is.
A most következő gondolataim, kizárólag a saját véleményemet tükrözik, és minden szaktudást mellőznek! Bocsásd meg az őszinteségemet, de azt is látom, hogy a régebbi, kijavított hibáid helyett újakat is kerestél magadnak. Sajnálom, hogy ezt „nullagépes” létemre nekem kell megmondani (© Dns #7209 Kinematikai szempontból, Nuber one.) de szerintem teljesen hibás dolog egy sínt tenni a kereszthidra, még ha ekkorát is. Rendesen merev csak akkor lehet, ha két sin, négy kocsi. Akkor meg sokkal vékonyabb sin is bőven elég, a kettő közti távolság számit. Z-nek is hiába van ilyen erős síned, ha csak arra használod, hogy csavargassa azt a szegény Y sínt. Hogy a Z is egy kocsiban fut sínenként, az is hiba. Szerintem ennek a konstrukciónak, leeresztett Z-vel, összejön akár 1mm X irányú hajladozása. Tényleg gravírozónak lesz alkalmas, pedig ezek a sínek, komoly, erős gépre lennének valók. Kérlek, módosíts az összeállításon, amíg nem késő. Több szekrénnyi alkatrésszel, és nemzetközi kereskedelmi tapasztalattal a hátad mögött, neked lehetőséged van rá.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 28, 20:35
Írta: bmejdz9nu Dátum 2008 szeptember 28, 20:35
Na azért egy tömör anyagnak és sok-sok csavarnak szerintem nincs párja...
A sok csavar merevséget ad annélkül, hogy hegeszteném az alut... persze hegeszteni sem tudok... de ezáltal nem is vetemedik :)
Az az íves... azért van, hogy a Z-tengelyre minnél nagyobb bordáskereket tehessek... ahogy a szükség hozza...
Egy lineár...
Ezt is ki akartam próbálni... azaz kettő kisebb helytett egy erősebbet...
Több példát is láttam erre... itthon is... külfödön is... a vak is azt mondta: meglátjuk...
De nem tartom lehetetlennek... azaz a 2x80x40=80x80mm-es közepes falvastágságú, szokásos aluprofil gyengébb léncszem mint a az "egyszem" lineár...
Ha ez a linár a 4 golyósorral tudja azt amit megadnak rá... akkor jobbnak kellene lennie mint pl. 2x edzett köszörült körkeresztmetszetű tengelyen futtatni golyós vezetést...
Remélem tudja... persze ezt azért egy használt lineáris egységből nem csináltam volna... :)
A sok csavar merevséget ad annélkül, hogy hegeszteném az alut... persze hegeszteni sem tudok... de ezáltal nem is vetemedik :)
Az az íves... azért van, hogy a Z-tengelyre minnél nagyobb bordáskereket tehessek... ahogy a szükség hozza...
Egy lineár...
Ezt is ki akartam próbálni... azaz kettő kisebb helytett egy erősebbet...
Több példát is láttam erre... itthon is... külfödön is... a vak is azt mondta: meglátjuk...
De nem tartom lehetetlennek... azaz a 2x80x40=80x80mm-es közepes falvastágságú, szokásos aluprofil gyengébb léncszem mint a az "egyszem" lineár...
Ha ez a linár a 4 golyósorral tudja azt amit megadnak rá... akkor jobbnak kellene lennie mint pl. 2x edzett köszörült körkeresztmetszetű tengelyen futtatni golyós vezetést...
Remélem tudja... persze ezt azért egy használt lineáris egységből nem csináltam volna... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 29, 08:14
Írta: Szedlay Pál Dátum 2008 szeptember 29, 08:14
Péter!
Lenne egy kérésem.
Soha nem láttam ilyen aluprofilt próbálni meg egyáltalán.
Légyszíves támazd alá a két végén és a közepét terheld meg 150-200N erővel, és egy mérőórával mérd meg a kilengését.
Köszönöm! Nagyon kiváncsi vagyok mérhető-e deformáció.
Nem kell videó!!!
Lenne egy kérésem.
Soha nem láttam ilyen aluprofilt próbálni meg egyáltalán.
Légyszíves támazd alá a két végén és a közepét terheld meg 150-200N erővel, és egy mérőórával mérd meg a kilengését.
Köszönöm! Nagyon kiváncsi vagyok mérhető-e deformáció.
Nem kell videó!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 29, 08:25
Írta: bmejdz9nu Dátum 2008 szeptember 29, 08:25
Ok. talán délután... De hogyan csináljam? 2 tégla? + mérőóra, de azt is hová rögzítsem?... az elég snassz... de majd kifilózom...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 szeptember 29, 08:33
Írta: ra8nsmk6w Dátum 2008 szeptember 29, 08:33
Az igazi korrekt méréshez szerintem 3 mérőóra kellene, hogy mérje a két alátamasztás esetleges összenyomodását a jelentös terhelés hatására. A mérés összeállitása sajnos hosszadalmas de érdekes lehet, kiváncsi vagyok az eredményre
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 szeptember 29, 10:31
Írta: Szedlay Pál Dátum 2008 szeptember 29, 10:31
Gondolom betonra vagy kő burkolatra kéne letenni
Utána elő feszíteni 200N-nal ott lenullázni az órát és finoman megemelni. Lehet, hogy hülyeség, mert közben meg mozog ide-oda és nem lesz exakt az eredmény.
Utána elő feszíteni 200N-nal ott lenullázni az órát és finoman megemelni. Lehet, hogy hülyeség, mert közben meg mozog ide-oda és nem lesz exakt az eredmény.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 29, 13:28
Írta: bmejdz9nu Dátum 2008 szeptember 29, 13:28
Gondolkodtam...
Szerintem nem lehet korrekt mérést csinálni ilyen improvizáltan...
Tehát majd ha kész lesz az "alja" a gépnek majd akkor lehet normális tesztet csinálni...
Egyébként a csavarodási hibától jobban tartok mint a görbüléstől... gondold végig...
Persze, ha rosz eredményeket produkál... akkor is még lehet(ne) felölről/oldalról egy 15mm-es alu lapot hozzá szerkeszteni... ami lehetne magasabb is mint 80mm... és akár furatokkal könnyíteni... azaz "segédmerevítő" lenne... mint az "igazi" folyami hidaknál... :)
Szerintem nem lehet korrekt mérést csinálni ilyen improvizáltan...
Tehát majd ha kész lesz az "alja" a gépnek majd akkor lehet normális tesztet csinálni...
Egyébként a csavarodási hibától jobban tartok mint a görbüléstől... gondold végig...
Persze, ha rosz eredményeket produkál... akkor is még lehet(ne) felölről/oldalról egy 15mm-es alu lapot hozzá szerkeszteni... ami lehetne magasabb is mint 80mm... és akár furatokkal könnyíteni... azaz "segédmerevítő" lenne... mint az "igazi" folyami hidaknál... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 29, 13:28
Írta: 000000000 Dátum 2008 szeptember 29, 13:28
Szerintem felesleges az ilyen behajlást mérni,
van erre egy prog:Aluminum Structural Framing Deflection Calculator, ingyen letölthetö, és
az ilyen számitasokhoz van kitalálva.
http://www.boschrexroth.com/country_units/america/united_states/en/products/brl/product_overview1/mge/deflec_calc/index.jsp;jsessionid=baczCCMvPFnqxfW0A2TYr
van erre egy prog:Aluminum Structural Framing Deflection Calculator, ingyen letölthetö, és
az ilyen számitasokhoz van kitalálva.
http://www.boschrexroth.com/country_units/america/united_states/en/products/brl/product_overview1/mge/deflec_calc/index.jsp;jsessionid=baczCCMvPFnqxfW0A2TYr
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 29, 13:36
Írta: bmejdz9nu Dátum 2008 szeptember 29, 13:36
Mik vannak... :) Beteszem a képletek, számítások topikba is...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 szeptember 29, 14:32
Írta: Szalai György Dátum 2008 szeptember 29, 14:32
Na ez engem is izgat.
Örülnék, ha egy hozzáértő megnézné mit mutat az a kalkulátor Péter aluszelvényére.
Mert az én szelvényeim is nagyon effélék.
http://catalog.item-international.com/Onlinekatalog/index.jsp?sprache=EN
Basic Elements / Profiles / Profiles 8 / Construction Profiles 8 / Profile 8 80x80 és Profile 8 80x80 light
A nehezebb kivitelűvel tettem egy próbát: Mosókonyha, kőpadló, két alu alátámasztó hasáb, rajta a vízszintes szálanyag. A két feltámasztási pont között 1m távolság. Középen ezredes óra, nehéz talpával a kövön, előfeszítve. Azután a 85kg súlyommal rátérdeltem a szelvényre az óra mellett. Ahány próba annyi eredmény, egy és kétésfél század között. Amikor leszálltam róla, soha nem állt pont oda vissza ahol az elején állt. Ekkora terhelésnek gépbe építve soha nem lesz kitéve. Azt gondolom, nekem jó lesz.
Örülnék, ha egy hozzáértő megnézné mit mutat az a kalkulátor Péter aluszelvényére.
Mert az én szelvényeim is nagyon effélék.
http://catalog.item-international.com/Onlinekatalog/index.jsp?sprache=EN
Basic Elements / Profiles / Profiles 8 / Construction Profiles 8 / Profile 8 80x80 és Profile 8 80x80 light
A nehezebb kivitelűvel tettem egy próbát: Mosókonyha, kőpadló, két alu alátámasztó hasáb, rajta a vízszintes szálanyag. A két feltámasztási pont között 1m távolság. Középen ezredes óra, nehéz talpával a kövön, előfeszítve. Azután a 85kg súlyommal rátérdeltem a szelvényre az óra mellett. Ahány próba annyi eredmény, egy és kétésfél század között. Amikor leszálltam róla, soha nem állt pont oda vissza ahol az elején állt. Ekkora terhelésnek gépbe építve soha nem lesz kitéve. Azt gondolom, nekem jó lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 szeptember 29, 16:00
Írta: eivmhrm04 Dátum 2008 szeptember 29, 16:00
Na nekem meg a 2m es hidam Bahr 100*100 as profilból lesz kiváncsi leszek azon milyen eltérés lesz/bahr el 100/http://www.q-tech.hu/pdf/Bahr/SystemProfile.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 szeptember 29, 16:38
Írta: Szalai György Dátum 2008 szeptember 29, 16:38
Hát, ezek is nagyon érdekes profilok. Pont százszor százast, azt nem látok benne.
Kapható? Található? Vehető? Cserélhető? Bontható? Melyik galaxisban lehet hozzájutni?
Nem éppen vázépítő profil. Az a bajom vele,(A 160X160 kivételével.) hogy nem lehet nagy bika csavarokat tekerni a végébe. Vagy csak kicsit, vagy semmilyet. Így közdarabok nélkül nem nagyon csavarozhatók erősen derékszögbe. De amire meg jók, arra nagyon. Csak lenne belőle jó sok.
Kapható? Található? Vehető? Cserélhető? Bontható? Melyik galaxisban lehet hozzájutni?
Nem éppen vázépítő profil. Az a bajom vele,(A 160X160 kivételével.) hogy nem lehet nagy bika csavarokat tekerni a végébe. Vagy csak kicsit, vagy semmilyet. Így közdarabok nélkül nem nagyon csavarozhatók erősen derékszögbe. De amire meg jók, arra nagyon. Csak lenne belőle jó sok.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 szeptember 29, 17:11
Írta: eivmhrm04 Dátum 2008 szeptember 29, 17:11
Pedig ott van ha jobban megnézed.Én 10-es csavarokat raktam bele 4drb a végébe 120mm hosszan, de meglehet őket rendesen huzni.Szerintem azzal nem lesz gond.Gyárilag is igy volt ,s legalább 150kg futkosott rajta.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 szeptember 29, 17:21
Írta: eivmhrm04 Dátum 2008 szeptember 29, 17:21
Küldtem neked képeket emilbe
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 szeptember 29, 17:24
Írta: eivmhrm04 Dátum 2008 szeptember 29, 17:24
Majd jelezz vissza légyszi mi a váleményed.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 szeptember 29, 17:56
Írta: eivmhrm04 Dátum 2008 szeptember 29, 17:56
S a hozzávaló kocsi http://www.q-tech.hu/pdf/Bahr/elr.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 szeptember 29, 19:22
Írta: 2vkx6unz Dátum 2008 szeptember 29, 19:22
Érdekesek ezek a Bahr cuccok. Árakat nem tudsz véletlenül?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 szeptember 29, 20:16
Írta: Szalai György Dátum 2008 szeptember 29, 20:16
Megnéztem a képeket, küldtem választ, köszi!
A 4drb 10-es csavar 120mm mélyen, az nagyon jól hangzik. A képeden én kb. 6mm-es csavarnak gondoltam. Ennyit csal a nikkelezett szemmértékem. És még én szeretnék századpontos gépet készíteni. Ajjaj.[#confused]
A 4drb 10-es csavar 120mm mélyen, az nagyon jól hangzik. A képeden én kb. 6mm-es csavarnak gondoltam. Ennyit csal a nikkelezett szemmértékem. És még én szeretnék századpontos gépet készíteni. Ajjaj.[#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: Bicska Dátum 2008 szeptember 29, 20:30
Írta: Bicska Dátum 2008 szeptember 29, 20:30
Péter! Ezt a 30mm vastag anyagot kb mennyi idő alatt martad át körbe? Üdv: Bicska
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 szeptember 29, 20:39
Írta: 000000000 Dátum 2008 szeptember 29, 20:39
Szia Gyuri!
Én is vettem a Soroksári úton egy pár kiló ilyen profilt, majd később szeretném hasznosítani.Nekem tetszenek az Item-es megoldások, Misi is ilyennel épít.
Én is vettem a Soroksári úton egy pár kiló ilyen profilt, majd később szeretném hasznosítani.Nekem tetszenek az Item-es megoldások, Misi is ilyennel épít.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 szeptember 29, 20:57
Írta: eivmhrm04 Dátum 2008 szeptember 29, 20:57
Sajnos nem,én is ugy jutottam hozzá mint szamár a füléhez.Szerencsém volt,mert a komoly kocsi is rajta volt/s mind ez a méh telepen nagyon jó állapotban/
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 szeptember 29, 20:59
Írta: bmejdz9nu Dátum 2008 szeptember 29, 20:59
Nem mértem... de nekem megfelelő az idő...
Igazából tanulok még marni:) A CNC marás sem olyan egyszerű... másabb mint BF20-on azaz a lehetőségek sokkal nagyobbak... de nem "érez"... azaz meg kell találni a megfelelő öszhangot a főorsó fordulatával és előtolással..
Ha szériában kellene ilyet gyártani... és ezt "begyakorolnám" akkor 1-2 perc(?) kb... nem tudom...
Itt ugye az a gond(?) az azaz érdekesség, hogy hosszú a marószár (és nem vastag... rezonanciaveszély)... ez érdekes "feladat"...
Most rendeltem még hosszabb vágó mélységű marókat...is...
Majd az az egy élú betétes (valahol linkeltem)... szerintem az lesz a legjobb... tegnap jött meg...
Azaz most is mar a gép... egyre gyorsabban... lépésről-lépésre megyek...(előre? :) Selejtet meg nem szertek csinálni... :)
Igazából tanulok még marni:) A CNC marás sem olyan egyszerű... másabb mint BF20-on azaz a lehetőségek sokkal nagyobbak... de nem "érez"... azaz meg kell találni a megfelelő öszhangot a főorsó fordulatával és előtolással..
Ha szériában kellene ilyet gyártani... és ezt "begyakorolnám" akkor 1-2 perc(?) kb... nem tudom...
Itt ugye az a gond(?) az azaz érdekesség, hogy hosszú a marószár (és nem vastag... rezonanciaveszély)... ez érdekes "feladat"...
Most rendeltem még hosszabb vágó mélységű marókat...is...
Majd az az egy élú betétes (valahol linkeltem)... szerintem az lesz a legjobb... tegnap jött meg...
Azaz most is mar a gép... egyre gyorsabban... lépésről-lépésre megyek...(előre? :) Selejtet meg nem szertek csinálni... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 szeptember 29, 22:18
Írta: Szalai György Dátum 2008 szeptember 29, 22:18
Válasz a Csevegő szoba #6059-ben.
(Egy ideje ez már nem szervó.)
(Egy ideje ez már nem szervó.)
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 szeptember 29, 22:19
Írta: eivmhrm04 Dátum 2008 szeptember 29, 22:19
Ment a válasz a mailedre,köszi
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 szeptember 30, 22:17
Írta: svejk Dátum 2008 szeptember 30, 22:17
"Gyík" tulajdonosok figyelem!
A Quantum chip-el és a Sentinel progival egy nagyon jól használható ellenőrzőáramkör készíthető!
Így nem kell a beállításhoz oszcilloszkóp, csak egy soros portos noti vagy egyéb számítógép..
Természetesen más step/dir-es és inkrement encoderes vezérlő is ellenőrizhető..
A Quantum chip-el és a Sentinel progival egy nagyon jól használható ellenőrzőáramkör készíthető!
Így nem kell a beállításhoz oszcilloszkóp, csak egy soros portos noti vagy egyéb számítógép..
Természetesen más step/dir-es és inkrement encoderes vezérlő is ellenőrizhető..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 október 01, 06:48
Írta: 000000000 Dátum 2008 október 01, 06:48
Csak "közös nevezőre" kell hozni és analizálható is!
A Quantum "lebutitásával" készíthető egy Step/Dir - Encoder Hibaszint Analizáló Scope (digitális, tárolós oszcilloszkóp)![#vigyor3]
A Quantum "lebutitásával" készíthető egy Step/Dir - Encoder Hibaszint Analizáló Scope (digitális, tárolós oszcilloszkóp)![#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 október 01, 08:39
Írta: HJózsi Dátum 2008 október 01, 08:39
Vagyis a gyíkba menő encoder és step dir jeleket beadva a Quantumba, már meg is van a csili vili követési hiba analizátor ...[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 01, 08:44
Írta: bmejdz9nu Dátum 2008 október 01, 08:44
Na ez akkor igen jó... mert ugyebár akkor "mindent mindennel" lehet analízálni, összehasonlítani...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 október 01, 08:46
Írta: HJózsi Dátum 2008 október 01, 08:46
Rendeltél már? [#lookaround] ...Én igen (nem is egyet...)... [#vigyor2][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 október 01, 09:04
Írta: 000000000 Dátum 2008 október 01, 09:04
Pontosan! Készíthető egy "közbetét", ami közé megy mind a Step/Dir vanalaknak, mind az Encodernek. És ez nem csak a gyíknál működik!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 01, 09:53
Írta: bmejdz9nu Dátum 2008 október 01, 09:53
Csinálom a "próbapadot" azaz az új "gravírgép" kereszttengelyét... hogy legyen mivel tesztelni...
Lassan kész lesz... és akkor...
Lassan kész lesz... és akkor...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 12, 17:00
Írta: bmejdz9nu Dátum 2008 október 12, 17:00
Kész lett valamenyire a "gravírgép" kereszt tengelye...
Még csak lassan megy... 200mm/s-al... 48V-ról... motor csak max. 600rpm-el megy...
max. lehetőség 1500rpm. -Ez egy nagyonerős és kisfordulatú motor!
Drive: A300... :) Step jel sokszorozás nélkül... 4X mód... Encoder: 500cpr. Orsó 20mm em.
750mm-es táv... VIDEO
20mm-es táv... VIDEO

Még csak lassan megy... 200mm/s-al... 48V-ról... motor csak max. 600rpm-el megy...
max. lehetőség 1500rpm. -Ez egy nagyonerős és kisfordulatú motor!
Drive: A300... :) Step jel sokszorozás nélkül... 4X mód... Encoder: 500cpr. Orsó 20mm em.
750mm-es táv... VIDEO
20mm-es táv... VIDEO
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 október 12, 17:38
Írta: D.Laci Dátum 2008 október 12, 17:38
Csalódtam benned...!!! Áttételezted.... :)
A hiper szuper sacográfod reciprok értéket mutat? A 2 videjót felcserélted... :)
A hiper szuper sacográfod reciprok értéket mutat? A 2 videjót felcserélted... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 12, 18:39
Írta: bmejdz9nu Dátum 2008 október 12, 18:39
A videókat javítottam... :)
Hát egyik valóban áttétel... A Z... 1/3... E240 tesztnek de van tartalékban egy ugyanilyen felfogatású CMC ami 0,4Nm-es...
A másik 1:1... csak hogy ne lógjon ki a motor :)
Tanulmányozom az áttételet... hát eddíg nem tetszik...
Nem veszed meg ezt a projektet?
Még két ilyen tengely és 2 ilyen motor van a "szetben"....
Hát egyik valóban áttétel... A Z... 1/3... E240 tesztnek de van tartalékban egy ugyanilyen felfogatású CMC ami 0,4Nm-es...
A másik 1:1... csak hogy ne lógjon ki a motor :)
Tanulmányozom az áttételet... hát eddíg nem tetszik...
Nem veszed meg ezt a projektet?
Még két ilyen tengely és 2 ilyen motor van a "szetben"....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 október 12, 19:30
Írta: 000000000 Dátum 2008 október 12, 19:30
Szia Péter!
Neked a 200mm/s az lassú, megy ez mint a golyó. A két végpontnál van lassítási-gyorsítási rámpa?Ha látná M.Géza, azt mondaná, hogy a második videón lévővel lehetne csinálni egy KÚRÓGÉPET.
Neked a 200mm/s az lassú, megy ez mint a golyó. A két végpontnál van lassítási-gyorsítási rámpa?Ha látná M.Géza, azt mondaná, hogy a második videón lévővel lehetne csinálni egy KÚRÓGÉPET.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 12, 19:39
Írta: bmejdz9nu Dátum 2008 október 12, 19:39
50ms alatt van 200mm/s-on....
Második videó = 1 fordulat az orsón... azaz 20mm...
de már próbálom 480mm/s-on is... de minek? nagy dilemmma ez?
Azaz 240mm/s-ra 0.01-es a felbontás és 480mm/s-re 0.02-es a felbontás...
Ez jön ki a WinPC-NC Economy 24Khz-jéből... :)
Az áttételt is tudnám változtatni... ez volt a "kisérlet" célja... de marad direkt 1:1...
Iszonyatos erősek ezek a motorok... kicsit túlzás... :) De... a "power" nem árt... :)
Második videó = 1 fordulat az orsón... azaz 20mm...
de már próbálom 480mm/s-on is... de minek? nagy dilemmma ez?
Azaz 240mm/s-ra 0.01-es a felbontás és 480mm/s-re 0.02-es a felbontás...
Ez jön ki a WinPC-NC Economy 24Khz-jéből... :)
Az áttételt is tudnám változtatni... ez volt a "kisérlet" célja... de marad direkt 1:1...
Iszonyatos erősek ezek a motorok... kicsit túlzás... :) De... a "power" nem árt... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 október 12, 19:41
Írta: 000000000 Dátum 2008 október 12, 19:41
Ez szép lett, Gratulálok !
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 október 12, 21:24
Írta: HJózsi Dátum 2008 október 12, 21:24
Bravó!!! Látom mozog az E240! :) Na ok, még csak mozgatja a másik tengely ... Kiváncsi leszek, milyenre sikerül...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 13, 06:41
Írta: bmejdz9nu Dátum 2008 október 13, 06:41
Hát ez is a "kisérlet" része (E240 a Z-tengelyen :)...
Ez ugyebár 0,2Nm-es...
Ha jól számoltam ez egy 5-ös orsón ~250Nm... 3X áttételelel 750Nm...
Ha nem számoljuk a surlódásokat, gravítációt :) akkor az alapnyomatékkal ~75Kg-ot tudna emelgetni...
Lesz is mit neki... mert 2 főorsó lesz rajta fixen szerelve ...(Kb. 10Kg a kettő + mechanika) + behatoló erő :)...
Ha nem... csere nagyobbra...:)
Szekrényben az erősebb CMC hasonmása, csak hosszabb...
Ez ugyebár 0,2Nm-es...
Ha jól számoltam ez egy 5-ös orsón ~250Nm... 3X áttételelel 750Nm...
Ha nem számoljuk a surlódásokat, gravítációt :) akkor az alapnyomatékkal ~75Kg-ot tudna emelgetni...
Lesz is mit neki... mert 2 főorsó lesz rajta fixen szerelve ...(Kb. 10Kg a kettő + mechanika) + behatoló erő :)...
Ha nem... csere nagyobbra...:)
Szekrényben az erősebb CMC hasonmása, csak hosszabb...
Cím: Re:DC szervó motoros vezérlés
Írta: 3vv2btrhv Dátum 2008 október 13, 08:54
Írta: 3vv2btrhv Dátum 2008 október 13, 08:54
Köszi az adatokat , sokat lenditett a gépem tervezésénél .
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 október 13, 10:04
Írta: rbbhbyvfs Dátum 2008 október 13, 10:04
Kezembe akadt pár enkóderes motor Dunkermotoren GR53X50
50V, 40W vagy 60W, 1.1/9.5A, 3700rpm, 10 vagy 17Ncm, 100-as enkóder. Azért a sok vagy, mert a gyártó katalógusában nem szerepel pontosan ez a típus, csak hasonló...
Szóval 5-ös emelkedésű golyósorsóval alkalmasak lehetnek egy kisebb PCB gravír géphez? Mi a véleményetek róla? Ismeri valaki?
50V, 40W vagy 60W, 1.1/9.5A, 3700rpm, 10 vagy 17Ncm, 100-as enkóder. Azért a sok vagy, mert a gyártó katalógusában nem szerepel pontosan ez a típus, csak hasonló...
Szóval 5-ös emelkedésű golyósorsóval alkalmasak lehetnek egy kisebb PCB gravír géphez? Mi a véleményetek róla? Ismeri valaki?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 13, 11:00
Írta: bmejdz9nu Dátum 2008 október 13, 11:00
Hát szerintem kevéske lesz... :) "150W"-tól felfelé már szinte biztos...
Meg az encoder 100-as? tuti? igen kicsinek tűnik...
De szerintem tegyél be képeket... és amit tudni... tengely átm, súly... belső tekercs ellenállás...stb...
Meg az encoder 100-as? tuti? igen kicsinek tűnik...
De szerintem tegyél be képeket... és amit tudni... tengely átm, súly... belső tekercs ellenállás...stb...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 október 13, 11:40
Írta: HJózsi Dátum 2008 október 13, 11:40
A MINITURN esztergában eredetileg 50W-os mocik voltak X és Z irányban ... az pedig nem gravír ... az áttételek révén a szánok előtoló ereje 1000N, a max forgácsoló erő 500N, az előtoló motorok nyomatéka 0,14Nm (gépkönyv adat). A gyorsjárat 1000mm/min ami egy esztergának elég.
Szerintem tehát megfelelő áttétel kialakításával, lehet ezekkel a mocikkal hobbi gravírgépet készíteni, igaz az enkóder felbontás szerintem is kicsi, valahol 400- 1000 között lenne jó ( ahogy a hobbi szervó vezérlőkhöz ajánlják ... ;) )
Szerintem tehát megfelelő áttétel kialakításával, lehet ezekkel a mocikkal hobbi gravírgépet készíteni, igaz az enkóder felbontás szerintem is kicsi, valahol 400- 1000 között lenne jó ( ahogy a hobbi szervó vezérlőkhöz ajánlják ... ;) )
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 október 13, 11:50
Írta: svejk Dátum 2008 október 13, 11:50
Na ja..
megfelelő áttétellel..
mondjuk az encoder miatt is legalább 1:4-5 kellene..
A 3700-as névleges fordulatból meg az 5 ös orsóból mi lesz ekkor?
Kb. egy léptetős sebességű gép, jócskán túlbonyolítva.
megfelelő áttétellel..
mondjuk az encoder miatt is legalább 1:4-5 kellene..
A 3700-as névleges fordulatból meg az 5 ös orsóból mi lesz ekkor?
Kb. egy léptetős sebességű gép, jócskán túlbonyolítva.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 október 13, 12:00
Írta: HJózsi Dátum 2008 október 13, 12:00
A VisualSizerrel lehet játszami a méretezéssel ... :) én is 1 : 3÷4-es áttételre gondoltam... léptetővel lehet, hogy az egész olcsóbban kijönne még így is ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 13, 12:05
Írta: bmejdz9nu Dátum 2008 október 13, 12:05
Hűha... elnézést! Én azt hittem direkthajtást akar Libus... és akkor pl. 1/3ban... még talán a 100-as encoder is elmegy (persze 4X módban)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 13, 12:07
Írta: bmejdz9nu Dátum 2008 október 13, 12:07
Hát ezaz...
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 október 13, 13:07
Írta: rbbhbyvfs Dátum 2008 október 13, 13:07
Az encoder ugyan az amit itt a fórumon is használtok (HEDS9100), a tárcsa 100-as osztású, azaz lehet 4x-es módban is használni.... !?
Direkt hajtásban gondolkodtam, mert az egyik motor tengelyén kapásból rajta van a golyósorsó a fenekén pedig az enkóder.
Azaz nem kellene sokat vacakolni vele...
kb 700-800 gramm egy ilyen motor.
A max fordulatnak nincs jelentősége az orsó rövidsége miatt... (230mm hasznos hossz).
Az egész csak és kizárólag 160*230-as felületű PCB gravírozáshoz lenne használva, semmi másra. Egy gravírtű rángatáshoz meg nem kell olyan nagy erő, főleg ha golyós orsóról van szó. (gondolom én...) Mivel szinte ingyen jutottam a motorokhoz és az orsóhoz, ezért minden más megoldás drágább lenne. Szóval csak hogy érdemes-e tovább játszani a gondolattal....
Adatlap
Mivel pont ilyen nincs fent ezért az egyel alatta és felette lévő motort érdemes megnézni, igen részletes adatlapok vannak fent.
VisualSizerrel játszom egy kicsit.
Köszönöm
Direkt hajtásban gondolkodtam, mert az egyik motor tengelyén kapásból rajta van a golyósorsó a fenekén pedig az enkóder.
Azaz nem kellene sokat vacakolni vele...
kb 700-800 gramm egy ilyen motor.
A max fordulatnak nincs jelentősége az orsó rövidsége miatt... (230mm hasznos hossz).
Az egész csak és kizárólag 160*230-as felületű PCB gravírozáshoz lenne használva, semmi másra. Egy gravírtű rángatáshoz meg nem kell olyan nagy erő, főleg ha golyós orsóról van szó. (gondolom én...) Mivel szinte ingyen jutottam a motorokhoz és az orsóhoz, ezért minden más megoldás drágább lenne. Szóval csak hogy érdemes-e tovább játszani a gondolattal....
Adatlap
Mivel pont ilyen nincs fent ezért az egyel alatta és felette lévő motort érdemes megnézni, igen részletes adatlapok vannak fent.
VisualSizerrel játszom egy kicsit.
Köszönöm
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 október 13, 13:24
Írta: svejk Dátum 2008 október 13, 13:24
Inkább mond azt hogy ezzel akarod, vagy van lehetőséged megcsinálni..:)
Persze nyákgravirozáshoz jó, de úgy sem csak arra fogod használni, evés közben jön meg az étvágy, és majd rájössz hogy ezzel a technologiával sem gyorsabb a nyák elkészítése, a kinézetről nem is beszélve.
Az encodert mindenféleképpen próbáld nagyobbra cserélni, legalábbis ha hobby vezérlőt akarsz használni..
Persze nyákgravirozáshoz jó, de úgy sem csak arra fogod használni, evés közben jön meg az étvágy, és majd rájössz hogy ezzel a technologiával sem gyorsabb a nyák elkészítése, a kinézetről nem is beszélve.
Az encodert mindenféleképpen próbáld nagyobbra cserélni, legalábbis ha hobby vezérlőt akarsz használni..
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 október 13, 13:47
Írta: rbbhbyvfs Dátum 2008 október 13, 13:47
Még a léptetős sincs készen, az univerzálisabb, de tudod, álmodozik az ember, ha már itt van a kezemben, mindenki ezzel nyomul, akkor ki kell próbálnom nekem is :)
Viszont a VisualSizer szerint a 100mm/sec-et el lehet érni vele, ami tekintve a 230mm-es munkahosszt szerintem nem olyan rossz. ( de lehet valamelyik adatot rosszul adtam meg, igaz a nagyobbik katalógus motorral számoltam)
Viszont a VisualSizer szerint a 100mm/sec-et el lehet érni vele, ami tekintve a 230mm-es munkahosszt szerintem nem olyan rossz. ( de lehet valamelyik adatot rosszul adtam meg, igaz a nagyobbik katalógus motorral számoltam)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 október 13, 14:01
Írta: svejk Dátum 2008 október 13, 14:01
Ok. Persze a divat az divat :)
Ehhez azért nem kell progi hogy kiszámold hogy mondjuk a 3000 fordulattal és 5-ös orsóval direktben éppen 250 mm/s-ot tudna sebességre csak éppen az nem mindegy hogy mennyi idő (úthossz) alatt éri ezt el. Úgy saccolásom alapján kb. kell majd neki vagy fél másodperc ha nem akarod erősen túlterhelni a mocit a gyakori irányváltásoknál. Hát nem egy varrógép tipus lesz..
Ehhez azért nem kell progi hogy kiszámold hogy mondjuk a 3000 fordulattal és 5-ös orsóval direktben éppen 250 mm/s-ot tudna sebességre csak éppen az nem mindegy hogy mennyi idő (úthossz) alatt éri ezt el. Úgy saccolásom alapján kb. kell majd neki vagy fél másodperc ha nem akarod erősen túlterhelni a mocit a gyakori irányváltásoknál. Hát nem egy varrógép tipus lesz..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 13, 14:14
Írta: bmejdz9nu Dátum 2008 október 13, 14:14
Egyébként már akartam kérdezni...
Ha egy motor pl. 100W-os és 3000rpm-es...
akkor 1500rpm-nél fele (50W) a tejesítménye vagy negyede (25W)? :)
Tudom ez elég faramuci így...de...
Ha egy motor pl. 100W-os és 3000rpm-es...
akkor 1500rpm-nél fele (50W) a tejesítménye vagy negyede (25W)? :)
Tudom ez elég faramuci így...de...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 október 13, 14:38
Írta: svejk Dátum 2008 október 13, 14:38
Igen, ha állandó nyomaték leadást feltételezünk.
Lásd: Képletek és számítások #3
Lásd: Képletek és számítások #3
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 13, 15:19
Írta: bmejdz9nu Dátum 2008 október 13, 15:19
Már mi igen? 1/2 vagy 1/4? :)
Csak arra vagyok kiváncsi, hogy konkrét legyek...
Kell max. 2000rpm a hajtásnak... és van egy 4000rp-es motorom ami 1,2Nm-et tud... de direkthajást akarok... de ugyebár csak a feléig pörgetem... mit vesztek? Mert valamit biztos :)
Csak arra vagyok kiváncsi, hogy konkrét legyek...
Kell max. 2000rpm a hajtásnak... és van egy 4000rp-es motorom ami 1,2Nm-et tud... de direkthajást akarok... de ugyebár csak a feléig pörgetem... mit vesztek? Mert valamit biztos :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 október 13, 16:02
Írta: svejk Dátum 2008 október 13, 16:02
Ha megnézed a képletet nincs benne semmi bonyolult.. 1/2
Te semmit mert olyan motorod van és kész..:)
Egyébként hatásfokot valamelyest, valamint gyorsulási képességet. Tudod az inercia....
Viszont valószínű nyersz karbantartási intervalumot..
Te semmit mert olyan motorod van és kész..:)
Egyébként hatásfokot valamelyest, valamint gyorsulási képességet. Tudod az inercia....
Viszont valószínű nyersz karbantartási intervalumot..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 13, 16:12
Írta: bmejdz9nu Dátum 2008 október 13, 16:12
Nade tehetnék áttételt is? vagy kisebb emelkedésű orsót... :)
Szerintem... egy "megfelelően túlméretezett" motornak nincs párja :) (talán Tibor45 ezt nem látja :)
Végül is a nyomaték csak az áramtól függ azt kell bírnia... normális melegedésssel...
A gyorsulás... ha X-re tesztelem és a valóságban 1/2X is elég már...
Karbantartás... na erre nem is gondoltam hirtelen :) persze akkor csak 20 évente fogok szénkefét cserélni :)
Szerintem... egy "megfelelően túlméretezett" motornak nincs párja :) (talán Tibor45 ezt nem látja :)
Végül is a nyomaték csak az áramtól függ azt kell bírnia... normális melegedésssel...
A gyorsulás... ha X-re tesztelem és a valóságban 1/2X is elég már...
Karbantartás... na erre nem is gondoltam hirtelen :) persze akkor csak 20 évente fogok szénkefét cserélni :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 14, 20:36
Írta: bmejdz9nu Dátum 2008 október 14, 20:36
#7250 folytatása... Need for Speed 2 :)
20mm-es orsó direkthajtása... (szíj de 1:1) talán 2:1-ben fel kellene gyorsító áttételel? :)
Akkor még gyorsabb is lehetne? :) A golyósorsó meg sem langyosodott... :)
A tápfeszt megemeltem (a 7250-hez képest)... 80V-ra/16A (kapcsolóüzemű)
ServoDrive: A300
Nem tudom pontosan mit tud ez a motor... (nincs adatlap)
Nyomtékban kb min. 2x a 400W-os SanyoDenkihez... De még majd bemérem...
Az biztos, hogy 33A a max. amit rá lehet küldeni, ez van ráírva és 48V-ra forog hivatalosan 1000rpm-et
(a max. 1500rpm - tehát egy kis fordulatú motor! -- üresjáratban kb. 1200rpm 48V-on)
4 szénkefés, az egész teszt alatt kb. 1 órás folyamatos kemény menetek... aztán talán(?) langyosodni kezdet? hogy csinálja? :)
A nyomaték hátárt a 16A-es táp adta...(vezérlő 30A) kevés volt :).... jó lenne neki a max. a 33A... nade végül is minek?
480mm/sec VIDEO 1::::: 480mm/s VIDEO 2 ... Gyorsítás 480mm/sec-re 100ms alatt! (csak... 16A-es volt a táp!)
Aztán felezgettem a sebességet...
240mm/sec VIDEO :::::: 120mm/sec VIDEO :::::: 60mm/sec VIDEO :::::: 30mm/sec VIDEO :::::: 15mm/sec VIDEO :::::
Ezek mind a 750mm-es pályát tették meg... sokszor, folyamatosan...
Aztán, (állítólag) egy gyors hajtás nem tud lassan, szépen menni... (Figyelem! minden munkavédelmi meggondolás kimaradt! :)
A lényeg(!!!)... halgassátok a hangját... be sem avatkozott a vezérlő... itt az elemi erő...
a sebeség 10mm/sec csak... ez azt jeleni, hogy a motor csak 2 mp-enként fordul egyet!
(különösen terhelni, súlyokat tenni rá... nem is akartam... akkorák az erők... sansz sincs...)
VIDEO 1 ::::::::: VIDEO 2 Fogtam és nyomtam keményen...:)
Leveztésnek egy kis "egységugrálgatás".... VIDEO ::::::::
Sajnos...
A mechanika azaz a lineáris vezetés... Ezt nem fogja tudni kiszolgálni, azaz kevés hozzá...
Egy gravírozó gép volt a terv... de ez mint látni nem sikerült... túlzás lett :)
Mindegy... kipróbáltam... ezért a szerkezet szét lesz szedve !!!
Ezek az orsók és igen erős motorok egy "igazi" marógéphez valók... ami már van... és minden alkatrész már megvan a következőhöz...
Majd megy az adok- veszek topikba a az orsók és motorok :) :) :)
További VIDEÓK itt.....

20mm-es orsó direkthajtása... (szíj de 1:1) talán 2:1-ben fel kellene gyorsító áttételel? :)
Akkor még gyorsabb is lehetne? :) A golyósorsó meg sem langyosodott... :)
A tápfeszt megemeltem (a 7250-hez képest)... 80V-ra/16A (kapcsolóüzemű)
ServoDrive: A300
Nem tudom pontosan mit tud ez a motor... (nincs adatlap)
Nyomtékban kb min. 2x a 400W-os SanyoDenkihez... De még majd bemérem...
Az biztos, hogy 33A a max. amit rá lehet küldeni, ez van ráírva és 48V-ra forog hivatalosan 1000rpm-et
(a max. 1500rpm - tehát egy kis fordulatú motor! -- üresjáratban kb. 1200rpm 48V-on)
4 szénkefés, az egész teszt alatt kb. 1 órás folyamatos kemény menetek... aztán talán(?) langyosodni kezdet? hogy csinálja? :)
A nyomaték hátárt a 16A-es táp adta...(vezérlő 30A) kevés volt :).... jó lenne neki a max. a 33A... nade végül is minek?
480mm/sec VIDEO 1::::: 480mm/s VIDEO 2 ... Gyorsítás 480mm/sec-re 100ms alatt! (csak... 16A-es volt a táp!)
Aztán felezgettem a sebességet...
240mm/sec VIDEO :::::: 120mm/sec VIDEO :::::: 60mm/sec VIDEO :::::: 30mm/sec VIDEO :::::: 15mm/sec VIDEO :::::
Ezek mind a 750mm-es pályát tették meg... sokszor, folyamatosan...
Aztán, (állítólag) egy gyors hajtás nem tud lassan, szépen menni... (Figyelem! minden munkavédelmi meggondolás kimaradt! :)
A lényeg(!!!)... halgassátok a hangját... be sem avatkozott a vezérlő... itt az elemi erő...
a sebeség 10mm/sec csak... ez azt jeleni, hogy a motor csak 2 mp-enként fordul egyet!
(különösen terhelni, súlyokat tenni rá... nem is akartam... akkorák az erők... sansz sincs...)
VIDEO 1 ::::::::: VIDEO 2 Fogtam és nyomtam keményen...:)
Leveztésnek egy kis "egységugrálgatás".... VIDEO ::::::::
Sajnos...
A mechanika azaz a lineáris vezetés... Ezt nem fogja tudni kiszolgálni, azaz kevés hozzá...
Egy gravírozó gép volt a terv... de ez mint látni nem sikerült... túlzás lett :)
Mindegy... kipróbáltam... ezért a szerkezet szét lesz szedve !!!
Ezek az orsók és igen erős motorok egy "igazi" marógéphez valók... ami már van... és minden alkatrész már megvan a következőhöz...
Majd megy az adok- veszek topikba a az orsók és motorok :) :) :)
További VIDEÓK itt.....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 október 14, 20:58
Írta: svejk Dátum 2008 október 14, 20:58
A videókat ugyan most nem tudom megnézni, de minden alázatom a Tiéd a rengeteg jó/roszz, de nagyon tanulságos közleményért.
Ezekből is nagyon sokat lehet tanulni nem csak a képletekből.
Irigylem az energiádat és az odaadásodat a téma iránt..
Ezekből is nagyon sokat lehet tanulni nem csak a képletekből.
Irigylem az energiádat és az odaadásodat a téma iránt..
Cím: Re:DC szervó motoros vezérlés
Írta: rcnn85cxp Dátum 2008 október 15, 06:29
Írta: rcnn85cxp Dátum 2008 október 15, 06:29
Én meg a Péter rengeteg szabadidejét, és ami még ehez kell........:-)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 15, 20:13
Írta: bmejdz9nu Dátum 2008 október 15, 20:13
The End... :)

Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2008 október 15, 20:35
Írta: ra8nsmk6w Dátum 2008 október 15, 20:35
Esetleg felkinálhattad volna az adok veszek-be.Elég sok egyedi alkatrészt gyártottál hozzá aminek nagy része igy használatlan lesz
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 15, 21:23
Írta: bmejdz9nu Dátum 2008 október 15, 21:23
Nem találtam logikusnak... mert a teljes összeállítás nem volt jó!
Azaz a motor teljesítménye sokkal nagyobb volt mint az "egylineáros" megvezetés tud...
A helyzet az, hogy ebből az Emoteq motorból 3db van... és 3 db 20/20-as orsó: 2 db 780mm aktív járattal és egy ami ~950mm aktív járattal rendelkezik...
Az orsó és a motor végül is egy jó párosítás volt de nem egy gravírgéphez (ez volt a célom) hanem egy klasszikus erős marógéphez!
Azaz egy erősebb mechanikához... és minek kellene hozzá az a "fránya" 1:1 fogaszíjas hajtás :)
Ezek a motorok akár egy 32mm-es emelkedésű orsót is simán meghajtanának direktbe!!!
Az orsók és a motorok (pár szerelési anyaggal) talán már holnap felkerülnek az adok-veszek topikba....
Ha valaki akar építeni egy gyors és erős CNC rendszert megveheti... nem is lesz drága - szerintem...:)
Talán A300-as szervóvezérlőt is adnom kellene a motorokhoz... (külön nem!)
(Mert szerintem ezekhez a nagyteljesítményű motorokhoz szükséges a kiemelkedő hajtásteljesítmény.)
Azaz a motor teljesítménye sokkal nagyobb volt mint az "egylineáros" megvezetés tud...
A helyzet az, hogy ebből az Emoteq motorból 3db van... és 3 db 20/20-as orsó: 2 db 780mm aktív járattal és egy ami ~950mm aktív járattal rendelkezik...
Az orsó és a motor végül is egy jó párosítás volt de nem egy gravírgéphez (ez volt a célom) hanem egy klasszikus erős marógéphez!
Azaz egy erősebb mechanikához... és minek kellene hozzá az a "fránya" 1:1 fogaszíjas hajtás :)
Ezek a motorok akár egy 32mm-es emelkedésű orsót is simán meghajtanának direktbe!!!
Az orsók és a motorok (pár szerelési anyaggal) talán már holnap felkerülnek az adok-veszek topikba....
Ha valaki akar építeni egy gyors és erős CNC rendszert megveheti... nem is lesz drága - szerintem...:)
Talán A300-as szervóvezérlőt is adnom kellene a motorokhoz... (külön nem!)
(Mert szerintem ezekhez a nagyteljesítményű motorokhoz szükséges a kiemelkedő hajtásteljesítmény.)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 26, 09:08
Írta: bmejdz9nu Dátum 2008 október 26, 09:08
Átépítettem... Most már kupplungos a direkthajtás... most csak 5mm-es em. az orsó...
Jóval kisebb a pontatlansága a kupplungos megoldással... összességében pont 0.01mm...(a teljes hajtás hiba)
Szerintem ez egy igen jó szám egy hengerelt orsónál, persze a linearítási hiba ennél több... de ezen nincs is mit csodálkozni... :)
De sajnos (számomra) most sem tökéletes... most a "gond" a másik "végleten" van.
Azaz az 5-ös orsóval csak folymatosan az orsó melegedése nélkül "csak" 150mm/s-et tud folyamatosan... ráadásul kissé hangos 240mm/sec-nél...
Nem is egy szerencsés dolog kb. 3000rpm-el forgatni egy orsót, főleg nem ilyen hoszban...(munkatávolság 780mm)
Persze talán velem van a baj...hogy, nem akarok különbséget tenni a marási sebeség és a szabadonfutási sebesség között...
Na de mennyi időt fut szabadon?
Lehet e úgy kalkulálni, hogy jó-jó melegszik (langyosodik) de arányban kevesebb a szabadonfutás pl. 240mm/sec-el mint amit marásban "tölt" a golyósorsó?
Tehát nem lesz ideje fel és megmelegedni? (A teszekben egy fél óra futkozás után langyos lett.)
Tanulságok: (ha sebesség kell :)
1. Talán egy 10mm-es orsó lenne direkthajtásban a legjobb... mert akkor kevesebb fordulatszám kell az orsón.
(persze 20-as is jó... csak ahhoz már nagyon nehéz "jó minőségű" kisfordulatú szervómotort találni.)
2. ilyen "méteres" orsó hoszban 5-ösből min. 20mm-es átmérő kell.
(pl. 10-es emelkedésből a 16-os is elég lenne, mert ugyebár a felét forogná)
VIDEÓK:
780mm_240mms_01 :::::::::: 780mm_240mms_02
780mm_150mms_01 :::::::::: 780mm_150mms_02
780mm_50mms :::::::: 780mm_20mms
100mm_150mms
10mm_150mms
10mm-es kézi mozgatások_01:::::::: 10mm-es kézi mozgatások_02
Egy másik vezérlőt is kipróbáltam...

Jóval kisebb a pontatlansága a kupplungos megoldással... összességében pont 0.01mm...(a teljes hajtás hiba)
Szerintem ez egy igen jó szám egy hengerelt orsónál, persze a linearítási hiba ennél több... de ezen nincs is mit csodálkozni... :)
De sajnos (számomra) most sem tökéletes... most a "gond" a másik "végleten" van.
Azaz az 5-ös orsóval csak folymatosan az orsó melegedése nélkül "csak" 150mm/s-et tud folyamatosan... ráadásul kissé hangos 240mm/sec-nél...
Nem is egy szerencsés dolog kb. 3000rpm-el forgatni egy orsót, főleg nem ilyen hoszban...(munkatávolság 780mm)
Persze talán velem van a baj...hogy, nem akarok különbséget tenni a marási sebeség és a szabadonfutási sebesség között...
Na de mennyi időt fut szabadon?
Lehet e úgy kalkulálni, hogy jó-jó melegszik (langyosodik) de arányban kevesebb a szabadonfutás pl. 240mm/sec-el mint amit marásban "tölt" a golyósorsó?
Tehát nem lesz ideje fel és megmelegedni? (A teszekben egy fél óra futkozás után langyos lett.)
Tanulságok: (ha sebesség kell :)
1. Talán egy 10mm-es orsó lenne direkthajtásban a legjobb... mert akkor kevesebb fordulatszám kell az orsón.
(persze 20-as is jó... csak ahhoz már nagyon nehéz "jó minőségű" kisfordulatú szervómotort találni.)
2. ilyen "méteres" orsó hoszban 5-ösből min. 20mm-es átmérő kell.
(pl. 10-es emelkedésből a 16-os is elég lenne, mert ugyebár a felét forogná)
VIDEÓK:
780mm_240mms_01 :::::::::: 780mm_240mms_02
780mm_150mms_01 :::::::::: 780mm_150mms_02
780mm_50mms :::::::: 780mm_20mms
100mm_150mms
10mm_150mms
10mm-es kézi mozgatások_01:::::::: 10mm-es kézi mozgatások_02
Egy másik vezérlőt is kipróbáltam...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 október 26, 09:52
Írta: s5f8tmfv3 Dátum 2008 október 26, 09:52
Megnéztem a videókat, valóban kissé fémes hangja van a hajtásnak (csak a felvételen ilyen?). A zaj és a melegedés nem csökkenthető megfelelő kenéssel? Persze nem feltételezem hogy nem használtál kenést, de lehet hogy sűrűbb anyagra volna szükség. Egyébként milyen problémát okoz a melegedés azon túl hogy kellemetlennek találod? Romlik tőle a lineáris pontosság? "Lóg" az orsó?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 26, 10:14
Írta: bmejdz9nu Dátum 2008 október 26, 10:14
A felvételen mindíg rosszabb, erősebb a hang - ezek fényképezővel készülnek...
Nem azt mondom, hogy rossz... de nem tudja a 240mm/sec célt... Persze 150mm/s is szép szám...
Már több 5-ös orsónál észrevettem, hogy tartós üzemben ez egy "határszám"...
Persze kentem... de ha 3000rpm-el megy a golyosorsó nincs az a "ragacsos" kenés ami megmaradna...
Persze akkor a forgácsok is ragadnának rá, azaz szertnék, ami nem jó... :)
Igen kicsi rezonancia van, ha az anya a végeken van...(a túlsó részen)... persze 150mm/sec-ig nincs...
Jó lett volna 10-es em. orsó... :) de az nics..
De ez már talán így marad, max kicserélem egy 20mm átmérőjűre...(?)... nem tudom...
Nem azt mondom, hogy rossz... de nem tudja a 240mm/sec célt... Persze 150mm/s is szép szám...
Már több 5-ös orsónál észrevettem, hogy tartós üzemben ez egy "határszám"...
Persze kentem... de ha 3000rpm-el megy a golyosorsó nincs az a "ragacsos" kenés ami megmaradna...
Persze akkor a forgácsok is ragadnának rá, azaz szertnék, ami nem jó... :)
Igen kicsi rezonancia van, ha az anya a végeken van...(a túlsó részen)... persze 150mm/sec-ig nincs...
Jó lett volna 10-es em. orsó... :) de az nics..
De ez már talán így marad, max kicserélem egy 20mm átmérőjűre...(?)... nem tudom...
Cím: Re:DC szervó motoros vezérlés
Írta: f2266unib Dátum 2008 október 27, 20:15
Írta: f2266unib Dátum 2008 október 27, 20:15
Hali mindenki. Lehet hogy rossz helyen teszem fel a kérdést, de segítségre lenne szükségem. CNC marót szeretnék építeni, az anyagok megvannak, váz kész. Viszont a motor a problemám. 3 db OMROM 3 fázisú szervóm van 200W/200V/3000rpm/0,9Nm tulajdonságokkal. Azt tudom róla, hogy használatkor a fordulatszámot levéve áttétellel, a nyomatéka szorzódik 2 vel. viszont vezérlést nem találok hozzá (sem a 3 fázishoz, sem pedig a 200V hoz) valakinek van ötlete?
Cím: Re:DC szervó motoros vezérlés
Írta: f2266unib Dátum 2008 október 27, 20:15
Írta: f2266unib Dátum 2008 október 27, 20:15
Bocs elírtam, természetesen OMRON
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 október 27, 20:20
Írta: D.Laci Dátum 2008 október 27, 20:20
Omronéknál érdeklődj! :)
Vagy keresd Tibor45 -t!
Vagy keresd Tibor45 -t!
Cím: Re:DC szervó motoros vezérlés
Írta: f2266unib Dátum 2008 október 27, 20:33
Írta: f2266unib Dátum 2008 október 27, 20:33
Láma kérdés: 1: Tibor45...hol?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 október 27, 20:37
Írta: D.Laci Dátum 2008 október 27, 20:37
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 27, 20:38
Írta: bmejdz9nu Dátum 2008 október 27, 20:38
Jó rég láttuk... Szerintem fejleszti az új szervóját amihez már motor sem kell majd :)
Cím: Re:DC szervó motoros vezérlés
Írta: f2266unib Dátum 2008 október 27, 20:42
Írta: f2266unib Dátum 2008 október 27, 20:42
Ok keresni fogom, viszont millióim nincsenek....nincs valami megoldás a hobbyCNC berkein belül.....akár szervo motor csere megoldással?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 október 27, 20:45
Írta: D.Laci Dátum 2008 október 27, 20:45
"amihez már motor sem kell majd :) "
[#vigyor][#vigyor1][#vigyor5][#smile][#hehe]
[#vigyor][#vigyor1][#vigyor5][#smile][#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 október 27, 20:47
Írta: D.Laci Dátum 2008 október 27, 20:47
DC szervó szabályzó ha megfelel...
http://hobbycnc.hu/CNC/Profi2/Profi2S/P2S_Servo.htm
DC motort lehet olcsón szerezni...
http://hobbycnc.hu/CNC/Profi2/Profi2S/P2S_Servo.htm
DC motort lehet olcsón szerezni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 27, 21:05
Írta: bmejdz9nu Dátum 2008 október 27, 21:05
Mível a nagy motorok tehetlenek, drágák :) ez a végső és tökéletes megoldás :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 27, 21:09
Írta: bmejdz9nu Dátum 2008 október 27, 21:09
AC szervó vezérlőt már 10 USD-ért is lehet venni...
Csak mi nem annyira szertjük, mert még nem láttunk egyet sem működni... step/dir környezetben...
Így aztán kicsit szkeptikusak vagyunk és DC motor-ost szeretjük :) de neked hátha...
Link... 10 USD
Csak mi nem annyira szertjük, mert még nem láttunk egyet sem működni... step/dir környezetben...
Így aztán kicsit szkeptikusak vagyunk és DC motor-ost szeretjük :) de neked hátha...
Link... 10 USD
Cím: Re:DC szervó motoros vezérlés
Írta: f2266unib Dátum 2008 október 27, 22:25
Írta: f2266unib Dátum 2008 október 27, 22:25
Hmmmm Ac vezérlőt még be tudok szerezni, ott lóg a madzag másik végén de az a gond hogy ez egy csatorna...tehát 3 esetén 3 db kell?.....uff
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 október 27, 22:32
Írta: HJózsi Dátum 2008 október 27, 22:32
Bingó!
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 október 28, 00:12
Írta: 3k74cecek Dátum 2008 október 28, 00:12
Ezt az elején nem tudtad?? [#wow1]
Van egy megoldás, ha beszereled egy dobozba, akkor csak egy lesz [#vigyor5][#nevetes1]
Van egy megoldás, ha beszereled egy dobozba, akkor csak egy lesz [#vigyor5][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 október 28, 07:29
Írta: eivmhrm04 Dátum 2008 október 28, 07:29
Ha tudol omron r88d-ua20v vezérlőt szerezni akkor azt meg lehet csinálni step dirrel
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 október 28, 07:32
Írta: eivmhrm04 Dátum 2008 október 28, 07:32
Ilyen motorjaim vannak nekem is,csak van 400w os is,de ezekhez a vezérlőkhöz 750w is tehetel
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 28, 07:48
Írta: bmejdz9nu Dátum 2008 október 28, 07:48
Itt valakinek van már ipari AC vezérlője egy működésképes gépen?
Forgott e már step/dir-el? (azaz nem a szekrényben tárolja a "remény" jegyében :)
Forgott e már step/dir-el? (azaz nem a szekrényben tárolja a "remény" jegyében :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 28, 21:02
Írta: bmejdz9nu Dátum 2008 október 28, 21:02
The Terminator 3
Sajnos az 1Kw-os főorsó is kevés volt...
Most egy 1,6Kw-os Teknomotor dupplacsapágyas (angular) "próbálja" teljesíteni a "teljesítmény" igényeket...:)
Jó a machanika... a főorsó volt most is a leggyengébb láncszem... ez már a harmadik...
Először 550W aztán 1Kw-os vízhűtéses... most 1,6Kw...
Ez egy léghűtéses motor... vagy elviszem a hőt passzívan hűtőbordákkal és a Z-tartóra...
.... vagy vízesre átalakítom...
Ezért vannak oldalt 30+30mm-es tartók... és erre jönnek még majd a hűtőbordák...
Ezt a motor már oldalt is 4-4 csavarral lehet rögzíteni... Ez jó!
A ventilátort fokozatosan iktatom ki... azaz takarom le... és tesztelem a melegedését több ponton...

Sajnos az 1Kw-os főorsó is kevés volt...
Most egy 1,6Kw-os Teknomotor dupplacsapágyas (angular) "próbálja" teljesíteni a "teljesítmény" igényeket...:)
Jó a machanika... a főorsó volt most is a leggyengébb láncszem... ez már a harmadik...
Először 550W aztán 1Kw-os vízhűtéses... most 1,6Kw...
Ez egy léghűtéses motor... vagy elviszem a hőt passzívan hűtőbordákkal és a Z-tartóra...
.... vagy vízesre átalakítom...
Ezért vannak oldalt 30+30mm-es tartók... és erre jönnek még majd a hűtőbordák...
Ezt a motor már oldalt is 4-4 csavarral lehet rögzíteni... Ez jó!
A ventilátort fokozatosan iktatom ki... azaz takarom le... és tesztelem a melegedését több ponton...
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 október 28, 21:22
Írta: Farkas Ádám Dátum 2008 október 28, 21:22

Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 október 28, 21:30
Írta: 4mjnxdwuu Dátum 2008 október 28, 21:30
Hali,
Alacsony vagy nagy fordulaton nem elégítette ki az igényeidet ?
Alacsony vagy nagy fordulaton nem elégítette ki az igényeidet ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 28, 21:31
Írta: bmejdz9nu Dátum 2008 október 28, 21:31
Nincs tovább...
A Z-tartó és szerszámközép = 40mm ... és magaságban sem fér el nagyobb mint ahogy a képen látni:)
Nade ez nem sokkal kisebb mint ez az Elte motor... Sőt! gyakorlatilag ugyanaz...
Ez ugyebár 400Hz-es = 24.000rpm a Teknomotor peedíg "csak" 300Hz-es és 18.000rpm...
Azaz mindekettő 8,1A-es (gondolom)...
De ugyebár a "klaszikus maráskor" ugysem kell a 24.000-es fordulat... azaz 18.000 is elég...
Valószinűleg ez is pont akkora házban van mint ami most fent van...
A két motor szinte azonos (röhelyesen egyformák)... persze mindkettő olasz... :)
A Z-tartó és szerszámközép = 40mm ... és magaságban sem fér el nagyobb mint ahogy a képen látni:)
Nade ez nem sokkal kisebb mint ez az Elte motor... Sőt! gyakorlatilag ugyanaz...
Ez ugyebár 400Hz-es = 24.000rpm a Teknomotor peedíg "csak" 300Hz-es és 18.000rpm...
Azaz mindekettő 8,1A-es (gondolom)...
De ugyebár a "klaszikus maráskor" ugysem kell a 24.000-es fordulat... azaz 18.000 is elég...
Valószinűleg ez is pont akkora házban van mint ami most fent van...
A két motor szinte azonos (röhelyesen egyformák)... persze mindkettő olasz... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 28, 21:32
Írta: bmejdz9nu Dátum 2008 október 28, 21:32
Főként nagyobb szerszámoknál azaz alacsony fordulaton...
Azaz a rezonanciák előbb jelentkeztek a motorból mint a mechanikából...
Azaz a rezonanciák előbb jelentkeztek a motorból mint a mechanikából...
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 október 28, 22:08
Írta: 4mjnxdwuu Dátum 2008 október 28, 22:08
Hát... akkor nálad sem lesz másként mint bárki másnál....( nálam is) Nem jó ugyanaz a főorsó 18000-es fordulatra és 300-ra is... ( ha csak nem 10 KW-os, hogy legyen egy kis ereje 1-200-as fordulatnál is...
Cserélhető főorsó a megoldás. Egy fortuna 50-1500-ig, minimum két sebesség fokozattal, és egy nagyfrekis moci.
Cserélhető főorsó a megoldás. Egy fortuna 50-1500-ig, minimum két sebesség fokozattal, és egy nagyfrekis moci.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 október 28, 22:09
Írta: 4mjnxdwuu Dátum 2008 október 28, 22:09
Kompatibilis felfogatás kell és kész...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 október 29, 08:40
Írta: svejk Dátum 2008 október 29, 08:40
Ugye azért azt nem gondoltátok komolyan hogy jó lesz az egymotoros megoldás??
Egy 1kW-os 24000 1/perces fordulatú motor nyomatéka kb 0,4Nm.
Na ez 1000-es fordulaton sem lesz több a motor tekercseinek túlterhelése nélkül.
Igaz hogy a frekiváltók tudnak 150-200% nyomatéknövekedést alacsony fordulaton , de ezt nem lehet állandóan a motorra engedni.
Már ezerszer le lett írva hogy a frekiváltó nem helyettesíti a mechanikus áttételt.
Az egy nagyon praktikus, kényelmes szerkezet a lágyindításra és kb. az 1:2-1:4 es elektromos áttátel megvalósítására, persze már itt is megkötésekkel.
A fentieket figyelembe véve az a technomotor 1000-es fordulaton kb. egy ablaktörlőmotorral ér fel.
Még ha lenne valami fordulatszámszabályzó elektronika ami a tényleges fordulat alapján vezérelné a mocit akkor esetleg használható lenne, de az akkor már egy sebességszabályzós AC szervo lenne :)
Egy 1kW-os 24000 1/perces fordulatú motor nyomatéka kb 0,4Nm.
Na ez 1000-es fordulaton sem lesz több a motor tekercseinek túlterhelése nélkül.
Igaz hogy a frekiváltók tudnak 150-200% nyomatéknövekedést alacsony fordulaton , de ezt nem lehet állandóan a motorra engedni.
Már ezerszer le lett írva hogy a frekiváltó nem helyettesíti a mechanikus áttételt.
Az egy nagyon praktikus, kényelmes szerkezet a lágyindításra és kb. az 1:2-1:4 es elektromos áttátel megvalósítására, persze már itt is megkötésekkel.
A fentieket figyelembe véve az a technomotor 1000-es fordulaton kb. egy ablaktörlőmotorral ér fel.
Még ha lenne valami fordulatszámszabályzó elektronika ami a tényleges fordulat alapján vezérelné a mocit akkor esetleg használható lenne, de az akkor már egy sebességszabályzós AC szervo lenne :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 29, 09:49
Írta: bmejdz9nu Dátum 2008 október 29, 09:49
Hát igen... sok "sebből vérzik" a tökéletes megodás...
1. A marómotorokat cserélgetni csak "elvben" egyszerű... Én is erre gondoltam először...
Azzal az a gond, hogy macera...
azaz a pl. két (mindkét) motor cserével tartani a szöget (90,00 fok:) az asztal lapjájoz képest szinte lehetetlen...
Ebből a nagy motorból nem lesz gravírozógép főorsó... azaz végül is talán?
Nem csak az erőről szól a történet...
A nagyobb motor sokkal robosztusabb felépítésű...
Azaz a csapágyak szép nagyok benne... Rezonancia lehetősége kisebb egy nagyobb fogásnál...
Valóban 50Hz-nél még semmi ereje... 100Hz és 300Hz-es tartoményban már viszont kielégítő...
Tehát tökéletes univerzális motor nincs...
Gondoljunk a BF20-ra...
Ott két mechanikus áttetel lehetősége... kis fordulat... nyomaték...stb.
Na ez más itt, az előtolás is sokkal gyorsabb...azaz a "fogácsteljesítmnye" a gépnek sokkal nagyobb mint a BF20-nak!
BF20 egy délután fél vödör forgácsot tud... ez a gép akár 2-3 vödör forgács/délután :)
De mível a mechanika (örömömre) erősebb lett mind amire számítotam... majd csinálok egy gravírgépet...
Persze egy főorsó csere megoldáson azért még "agyalok"... azaz ez a motor a 100% helyzetű és a gravírmotor (Precise 60Krpm) pedíg másodlagos... ott végül is egy kis szöghiba elmenne... nem kell csapágyfészket ill. munkadarabot síkbamarni... azaz egy kis szöghiba az asztalhoz képest elfogadható...
1. A marómotorokat cserélgetni csak "elvben" egyszerű... Én is erre gondoltam először...
Azzal az a gond, hogy macera...
azaz a pl. két (mindkét) motor cserével tartani a szöget (90,00 fok:) az asztal lapjájoz képest szinte lehetetlen...
Ebből a nagy motorból nem lesz gravírozógép főorsó... azaz végül is talán?
Nem csak az erőről szól a történet...
A nagyobb motor sokkal robosztusabb felépítésű...
Azaz a csapágyak szép nagyok benne... Rezonancia lehetősége kisebb egy nagyobb fogásnál...
Valóban 50Hz-nél még semmi ereje... 100Hz és 300Hz-es tartoményban már viszont kielégítő...
Tehát tökéletes univerzális motor nincs...
Gondoljunk a BF20-ra...
Ott két mechanikus áttetel lehetősége... kis fordulat... nyomaték...stb.
Na ez más itt, az előtolás is sokkal gyorsabb...azaz a "fogácsteljesítmnye" a gépnek sokkal nagyobb mint a BF20-nak!
BF20 egy délután fél vödör forgácsot tud... ez a gép akár 2-3 vödör forgács/délután :)
De mível a mechanika (örömömre) erősebb lett mind amire számítotam... majd csinálok egy gravírgépet...
Persze egy főorsó csere megoldáson azért még "agyalok"... azaz ez a motor a 100% helyzetű és a gravírmotor (Precise 60Krpm) pedíg másodlagos... ott végül is egy kis szöghiba elmenne... nem kell csapágyfészket ill. munkadarabot síkbamarni... azaz egy kis szöghiba az asztalhoz képest elfogadható...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 október 29, 21:35
Írta: 000000000 Dátum 2008 október 29, 21:35
Miért nem csinálsz egy fortunát lépcsős ékszíj hajtással és frekiváltós Ac 1KW-os motorral? Nagyobb átmérőjű marókhoz és kiesztergálófejhez ez való, alacsony fordulaton is van nyomatéka.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 október 29, 22:27
Írta: 4mjnxdwuu Dátum 2008 október 29, 22:27
Hali,
Nem,
csak még azon gondolkozom hol legyenek a fordulathatárok....
Nem,
csak még azon gondolkozom hol legyenek a fordulathatárok....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 30, 07:52
Írta: bmejdz9nu Dátum 2008 október 30, 07:52
Ez a megoldás majd a "nagygépen" lesz...:) Ahhoz vettem az SKF csapágypárt...
De ott a cél a BF20 kiváltása... azaz egy lassan forgó főorsó...MK kupban...
Itt kell a főorsó magas fordulatszám és nagy precizitás is...
Ezzel a gépel most századpontos csapágyfészkeket tudok kiesztergáló fej nélkül...
Ha pl. egy élű szerszámot használok, különösen kell a nagy fordulat...
Ezek cserébe "nagy mélységből" is szépen kihozzák a forgácsot...
Vannak olyan egy élű maróim is ami 6mm-es és 32mm a vágóéle...
De ott a cél a BF20 kiváltása... azaz egy lassan forgó főorsó...MK kupban...
Itt kell a főorsó magas fordulatszám és nagy precizitás is...
Ezzel a gépel most századpontos csapágyfészkeket tudok kiesztergáló fej nélkül...
Ha pl. egy élű szerszámot használok, különösen kell a nagy fordulat...
Ezek cserébe "nagy mélységből" is szépen kihozzák a forgácsot...
Vannak olyan egy élű maróim is ami 6mm-es és 32mm a vágóéle...
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 október 30, 23:23
Írta: e3h0cv4ph Dátum 2008 október 30, 23:23
Ez a szervós topic?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 október 31, 19:07
Írta: Szedlay Pál Dátum 2008 október 31, 19:07
Péter!
Tudom, hogy engem cinkelsz és elővettem.
Mit csináljak mit szeretnél látni?
Nincs gépre téve, csak egy motor és forog mach3 alól. Mire vagy kiváncsi? Mit videózzak neked?
Tudom, hogy engem cinkelsz és elővettem.
Mit csináljak mit szeretnél látni?
Nincs gépre téve, csak egy motor és forog mach3 alól. Mire vagy kiváncsi? Mit videózzak neked?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 31, 19:34
Írta: bmejdz9nu Dátum 2008 október 31, 19:34
Hát olyanokat amiket én szoktam... Ismered...
Tegyél rá szigetelőszallagot jelöléssel... azán keményen... ha szóljon... közelről is... :)
Érezni lehessen az erőt a pontosságot :) Lassan is és gyorsan is...
Van tárhely dögivel a videóknak... (végtelen)
Tegyél rá szigetelőszallagot jelöléssel... azán keményen... ha szóljon... közelről is... :)
Érezni lehessen az erőt a pontosságot :) Lassan is és gyorsan is...
Van tárhely dögivel a videóknak... (végtelen)
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 október 31, 19:58
Írta: 2vkx6unz Dátum 2008 október 31, 19:58
Én ismerek még valakit akinek van step-dir AC servoja. sajnos az sincs gépen.
Omron vezérlő és yaskawa motorok.
Olvassa is a fórumot csak írni nem szeret...
Omron vezérlő és yaskawa motorok.
Olvassa is a fórumot csak írni nem szeret...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 október 31, 20:08
Írta: bmejdz9nu Dátum 2008 október 31, 20:08
Hű de kár...
Hogy nem tud összejönni egy olyan helyzet, hogy valakinek "szerencséje" volt...
Azaz kifogott egy step/dir-es AC vezérlőt... kifogott hozzá egy passzoló motort és még a gépen is tudta instalálni..
(Ha csak nem "szetben" vette azaz vezérlő+motor de akkor már fél milló... mert úgy könnyű azaz nem szerencse :)
Hogy nem tud összejönni egy olyan helyzet, hogy valakinek "szerencséje" volt...
Azaz kifogott egy step/dir-es AC vezérlőt... kifogott hozzá egy passzoló motort és még a gépen is tudta instalálni..
(Ha csak nem "szetben" vette azaz vezérlő+motor de akkor már fél milló... mert úgy könnyű azaz nem szerencse :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 november 02, 17:51
Írta: 000000000 Dátum 2008 november 02, 17:51
Sziasztok!
Mutatnék Nektek egy nem kispályás Gettys DC
szervo motort, amihez összehoztam egy hajtást.
A motorról linkelek egy kis képet és adatlapot.


Nagy kép
Idővel majd csinálok egységugrásos videókat is.
Mutatnék Nektek egy nem kispályás Gettys DC
szervo motort, amihez összehoztam egy hajtást.
A motorról linkelek egy kis képet és adatlapot.
Nagy kép
Idővel majd csinálok egységugrásos videókat is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 november 02, 18:12
Írta: bmejdz9nu Dátum 2008 november 02, 18:12
Na végre nem "mikromotorokkal" foglalkozol :)
Milyen áttétel lesz hozzá? A max. fordulat hiányzik az adatokból... és a Vkrm érték is...
Milyen áttétel lesz hozzá? A max. fordulat hiányzik az adatokból... és a Vkrm érték is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 november 02, 18:46
Írta: 000000000 Dátum 2008 november 02, 18:46
Tavalyi talin Te is fogdoshattad egy 1 KW-os
AC szervo motor tengelyét, szerintem az sem volt mikro.
A linkelt mocinak egyébként 60V/Krpm a
fordulatszám állandója, 3000 a max. fordulata.
6 mm-es orsót hajt majd direktben, 1 tonnás
asztal tömeget mozgat.
AC szervo motor tengelyét, szerintem az sem volt mikro.
A linkelt mocinak egyébként 60V/Krpm a
fordulatszám állandója, 3000 a max. fordulata.
6 mm-es orsót hajt majd direktben, 1 tonnás
asztal tömeget mozgat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 november 02, 19:25
Írta: bmejdz9nu Dátum 2008 november 02, 19:25
Az áram és súlyokat elnézve én is 180V-os (ez ugyebár egy ipari kategória) motornak néztem...
Persze ez nem jelenti azt, hogy 180V-al és 3000rpm-em el kell (csúcsra) járatni :)...
Vagy szükséges a teljes teljesítménye? Na az már nem kispályás lenne:)
33A-tól felfelé... és kb. 200V... szóval ciki :)
Nekem is vannak ilyenek... de csak kb. 10-12 Kg-osak... de az ereje... az kell(het) nekem... ha csak 1000 rpm-nél... akkor is :)
6mm-es orsó direktben? (jól írtad??? :) Az működik...???
Az egy tonnás asztal az semmi lesz neki... de akkor nem 3000rpm-el lesz mert egy tonnás asztalt 300mm/sec-el mozgatni :) Hát veszélyes... ha nagy gyorsítás is kell...
Persze ez nem jelenti azt, hogy 180V-al és 3000rpm-em el kell (csúcsra) járatni :)...
Vagy szükséges a teljes teljesítménye? Na az már nem kispályás lenne:)
33A-tól felfelé... és kb. 200V... szóval ciki :)
Nekem is vannak ilyenek... de csak kb. 10-12 Kg-osak... de az ereje... az kell(het) nekem... ha csak 1000 rpm-nél... akkor is :)
6mm-es orsó direktben? (jól írtad??? :) Az működik...???
Az egy tonnás asztal az semmi lesz neki... de akkor nem 3000rpm-el lesz mert egy tonnás asztalt 300mm/sec-el mozgatni :) Hát veszélyes... ha nagy gyorsítás is kell...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 november 04, 11:31
Írta: 000000000 Dátum 2008 november 04, 11:31
Üdv mindenkine! Segítséget szeretnék kérni az alábbi problémámhoz. Adott egy lineáris sin vezérlés a maga kis pc-s progijával, soros kommunikációjával. A hozzá való szoftver konfigurálása meglehetősen hosszas és nehézkes. Olyan lehetőséget, megoldást keresek amellyel ezt az eszközt egy hobbycnc vezérlővel össze tudnám hangolni és ezzel 2-3 tengelyes megmunkálást végezni. A segítségeket, javaslatokat előre is köszönöm.
Mellékelek az eszközökről linket leírást:Vezérlő
Mellékelek az eszközökről linket leírást:Vezérlő
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 november 04, 11:57
Írta: bmejdz9nu Dátum 2008 november 04, 11:57
Mint egy ipari "bontott" Ac szervó vezérlés...
Sajnos az ipari szabványok minden gyártónál más más ... más más szoftverrel...
Ha találnál egy "válallkozó szupermérnököt" és megfejtené neked valamint csinálna hozzá egy step/dir "bemenetet" teszelve... 200Ft-os órabérrel is millós költség lenne :)
Tehát ez nagyon drága...
Ezért is ... mint sok más AC vezérlő ... csak egy álom marad a hobbystának...
"Szerencse", hogy a hobby kategóriában a step/dir egyedülálló "szabvány"... és működik...
Sajnos az ipari szabványok minden gyártónál más más ... más más szoftverrel...
Ha találnál egy "válallkozó szupermérnököt" és megfejtené neked valamint csinálna hozzá egy step/dir "bemenetet" teszelve... 200Ft-os órabérrel is millós költség lenne :)
Tehát ez nagyon drága...
Ezért is ... mint sok más AC vezérlő ... csak egy álom marad a hobbystának...
"Szerencse", hogy a hobby kategóriában a step/dir egyedülálló "szabvány"... és működik...
Cím: Re:DC szervó motoros vezérlés
Írta: Riboga Dátum 2008 november 04, 18:45
Írta: Riboga Dátum 2008 november 04, 18:45
Mivel ez egy motion controllerrel egybeépített vezérlő szerintem sem találsz rajta step-dir portokat. Elég egzotikus a programnyelve, de el tudom képzelni, hogy az EdgeCam tud ebben a formában is menteni. A következő probléma sajnos a 3000 soros memória korlát lesz. Innét van?
Az a zsbojtos féle gép?Vatera
Az a zsbojtos féle gép?Vatera
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 november 04, 19:46
Írta: bmejdz9nu Dátum 2008 november 04, 19:46
Ez az árus profi és szerinte sok-sok ezer dollárt érő (új?) "valamit" kínál 60.000-ért...
Gondolom ért is hozzá azaz biztos össze tudja kötni a pl. Mach-al... mert ha nem akkor nekünk minek...
.. majd jön a profi vevő akinak pont ilyen romlott el :)...
De ha mégsem... akkor sincs semmi gáz.. :)
Motorcsere DC-re és ahhoz már van step/dir es vezérlő...
Esteleg a nagy emelkedésű orsókat kisebb emelkedésűre cserélni és az egy golyósoros lineárokat sem ártana :)
Ezeket a IAI actuatorokat nem éppen CNC marógéphez gyártják...
De ez az eladó is tudja: "MAX MOZGÁSI SEBESSÉG : 800mm/sec"....= anygamozgató robotkar...
De érdemes megnézni ezeket a gyártó honlpaján mire is valók, mire szánják és és ötletbözének az Ebay-on.
Gondolom ért is hozzá azaz biztos össze tudja kötni a pl. Mach-al... mert ha nem akkor nekünk minek...
.. majd jön a profi vevő akinak pont ilyen romlott el :)...
De ha mégsem... akkor sincs semmi gáz.. :)
Motorcsere DC-re és ahhoz már van step/dir es vezérlő...
Esteleg a nagy emelkedésű orsókat kisebb emelkedésűre cserélni és az egy golyósoros lineárokat sem ártana :)
Ezeket a IAI actuatorokat nem éppen CNC marógéphez gyártják...
De ez az eladó is tudja: "MAX MOZGÁSI SEBESSÉG : 800mm/sec"....= anygamozgató robotkar...
De érdemes megnézni ezeket a gyártó honlpaján mire is valók, mire szánják és és ötletbözének az Ebay-on.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 november 20, 11:04
Írta: 000000000 Dátum 2008 november 20, 11:04
Egy kis cnc marot szeretnek osszedobni, acel, alu megmunkalashoz. olyan 15x15x15cm-es munkaterulet eleg lenne. ugy gondolom, hogy leptetok helyett inkabb dc motorokat hasznalnek, mert egyrest van, masreszt egyszerubb. es hogy a leheto legegyszerubb legyen encoder nelkul.
remelem megvolt a kello felhordules XD a pozicionalas back emf sensig-el szeretnem megoldani. kis robot kutyuknel bevalt. van valakinek tapasztalata ezugyben? vagy jobb az encoderes megoldas.
remelem megvolt a kello felhordules XD a pozicionalas back emf sensig-el szeretnem megoldani. kis robot kutyuknel bevalt. van valakinek tapasztalata ezugyben? vagy jobb az encoderes megoldas.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 november 20, 11:19
Írta: svejk Dátum 2008 november 20, 11:19
Ha van benne tapasztalatod, próbáld ki, és feltétlen számolj be róla!
Azt azért ne hagyd figyelmen kívül hogy a kis jétékoknál az óriási átétel miatt szinte mindig azonos terhelésen megy a motor, míg ebben az esetben elég széles tartományban mozog a terhelés.
Ez esetleg megnehezítheti a viszacsatoló jel kiértékelését.
Gondolom nem csak a Back-EMF jelet méred hanem a kommutációt is számolod..
Azt azért ne hagyd figyelmen kívül hogy a kis jétékoknál az óriási átétel miatt szinte mindig azonos terhelésen megy a motor, míg ebben az esetben elég széles tartományban mozog a terhelés.
Ez esetleg megnehezítheti a viszacsatoló jel kiértékelését.
Gondolom nem csak a Back-EMF jelet méred hanem a kommutációt is számolod..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 november 20, 14:57
Írta: 000000000 Dátum 2008 november 20, 14:57
hat annyi tapasztalatom van, hogy ezt http://frontrangerobotics.org/PIDbackEMF/DavesBEMFmotorArticle.htm megcsinaltam régebben. ket mocival az egyiket encodernek hasznalva szemre hajszalpontosan allt be a masik motor tengelye ugyanarra a szogre. volt a neten video is, ahol gumiszalaggal terhelik az egyik motort es vinnyog, hogy elfeszitsen a pontos koordinatahoz.
robotok dead recongning elnevezesu navigaciohoz szoktak haznalni es ott eleg ponts sik terepen.
de nem akarok kisérletezni feleslegesen honapokat, hogy rajojjek, hulyeseg. ezert erdekel, hogy van-e ilyen gyarilag is. mert igy jozan paraszti esszel eleg pontos lehet. viszotn csak ezt meg par szabadalmi beadvanyt talaltam.
http://www.acroname.com/robotics/info/articles/back-emf/back-emf.html#e11
robotok dead recongning elnevezesu navigaciohoz szoktak haznalni es ott eleg ponts sik terepen.
de nem akarok kisérletezni feleslegesen honapokat, hogy rajojjek, hulyeseg. ezert erdekel, hogy van-e ilyen gyarilag is. mert igy jozan paraszti esszel eleg pontos lehet. viszotn csak ezt meg par szabadalmi beadvanyt talaltam.
http://www.acroname.com/robotics/info/articles/back-emf/back-emf.html#e11
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 november 20, 15:11
Írta: svejk Dátum 2008 november 20, 15:11
A videót anno én is láttam, ha igaz volt akkor ügyes egy szerkezet.
Élőben, főleg nem ipari cuccban, még nem találkoztam vele, bíztam benne hogy Te már jól ismered. :(
(ugye nem véletlen hogy reggel a retro listán volt róla szó? :) )
Élőben, főleg nem ipari cuccban, még nem találkoztam vele, bíztam benne hogy Te már jól ismered. :(
(ugye nem véletlen hogy reggel a retro listán volt róla szó? :) )
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 november 20, 15:12
Írta: 000000000 Dátum 2008 november 20, 15:12
itt van a video
http://www.charmedlabs.com/index.php?option=com_docman&task=doc_download&gid=5&Itemid=44
http://www.charmedlabs.com/index.php?option=com_docman&task=doc_download&gid=5&Itemid=44
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 november 20, 15:12
Írta: 000000000 Dátum 2008 november 20, 15:12
Nem veletlen XD
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 november 20, 15:26
Írta: svejk Dátum 2008 november 20, 15:26
Ej-ej, nem szép munka álnéven freemail-es helyről regisztrálni :) :) :)
Persze mindenkinek a joga meg van hozzá..[#worship]
Persze mindenkinek a joga meg van hozzá..[#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 november 20, 15:35
Írta: 000000000 Dátum 2008 november 20, 15:35
Bagoly mondja? :)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 november 29, 19:06
Írta: fs9s63xkf Dátum 2008 november 29, 19:06
Ma teszteltük legújabb gépünk X tengelyét.
Video!
Ez csak egy kis próba volt, hogy milyen sebességeket lehetne elérni. Itt 16x10-es orsót használtunk, de a gépbe már 16x5-ös kerül majd, és 4 kocsi lesz rajta. 400W-os AC szervó, direkthajtás. 10-es orsóval sikerült elérni 30000 mm/percet (500mm/s) (a szervo csak enyit enged). Mindezt 35 ms-alatt éri el, ezen lehetne még finomítani, de a túllövés növekedésével járna.
Tibor45 kedvéért csináltunk egységugrás tesztet is. 50 HZ-ig mentem el, nem "bántottam" tovább, még lehet hogy mehetne feljebb is. Amplitúdó csökkenést továbbra sem sikerült elérnem, csak amplitúdó növekedést :). Érdekes, mert sem a Gecko-nál sem az AC-szervónal nem sikerült, viszont próbáltam egy harmadik vezérlőt is, és ott látványos volt az amplitúdó csökkenés. Mindent ugyan úgy csináltam, ugyan az a szoftver, hardver de a Gecko és az AC-szervó nem produkálja, érdekes.
Video!
Ez csak egy kis próba volt, hogy milyen sebességeket lehetne elérni. Itt 16x10-es orsót használtunk, de a gépbe már 16x5-ös kerül majd, és 4 kocsi lesz rajta. 400W-os AC szervó, direkthajtás. 10-es orsóval sikerült elérni 30000 mm/percet (500mm/s) (a szervo csak enyit enged). Mindezt 35 ms-alatt éri el, ezen lehetne még finomítani, de a túllövés növekedésével járna.
Tibor45 kedvéért csináltunk egységugrás tesztet is. 50 HZ-ig mentem el, nem "bántottam" tovább, még lehet hogy mehetne feljebb is. Amplitúdó csökkenést továbbra sem sikerült elérnem, csak amplitúdó növekedést :). Érdekes, mert sem a Gecko-nál sem az AC-szervónal nem sikerült, viszont próbáltam egy harmadik vezérlőt is, és ott látványos volt az amplitúdó csökkenés. Mindent ugyan úgy csináltam, ugyan az a szoftver, hardver de a Gecko és az AC-szervó nem produkálja, érdekes.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 november 29, 19:23
Írta: svejk Dátum 2008 november 29, 19:23
Biztos nem is jó mert direkthajtás,
A Varsányié sem volt jó a 400w-os motorral :) :)
Mi pénz egy ilyen AC motor+vezérlő együtt?
Csak úgy saccra, nincs kedven árlistában kutakodni...
Ezek már a műanyag golyókosaras csendesített kocsik?
Egyébként szép munka, gratulálok!
A Varsányié sem volt jó a 400w-os motorral :) :)
Mi pénz egy ilyen AC motor+vezérlő együtt?
Csak úgy saccra, nincs kedven árlistában kutakodni...
Ezek már a műanyag golyókosaras csendesített kocsik?
Egyébként szép munka, gratulálok!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 november 29, 19:51
Írta: bmejdz9nu Dátum 2008 november 29, 19:51
Ahogy Svejk írja... lehet, hogy kevés a 400W :) .. jó csak vicceltem :) Szerintem a fele is elég lenne... :)
De érdekes, hogy szervóhoz a motor forgási sebesség / végsebesség / erő... szóval összességében... a 10-as em. orsót tartom én is a legalkalmasabbnak...
Persze nem alul méretezett motorral... :)
Ez a gyorsulás és egységugrás már nem izgat...
Azaz a gyorsulási képesség még-még ... de a gyakorlatban egy "bizonyos*" értéket elérve már több mint jó...
(* olyan 200mm/s-re max. 200ms alatt már elégnek találom...)
Ez az AC szervó biztos jó... Nekem csak két bajom van vele :)
1. Az ára; 2. a bonyolultsága meghaladja a képességeimet :) = Gecko 2 potival a nekem való:)
Egyébként ez az AC kontra DC dolgot szerintem valahogy össze kellene értékarányosan szubjektiven mérni... ha lehetséges.
Szerintem... na mindegy ... én már DC párti maradok...
Az, hogy egy motor hány "wattos"... még ha én írom akkor is idegesít...
Mekkora az alapnyomatéka és mekkora a csúcsnyomatéka... ez a két szám a legfontosabb...
Aztán utána jöhet a többi adat...
Egyébként ez a csendesített, "golyóvezetős" HIWIN linárok tényleg bámulatosak...
(tényként írhatom, mert már nekem is van belőle :)
De érdekes, hogy szervóhoz a motor forgási sebesség / végsebesség / erő... szóval összességében... a 10-as em. orsót tartom én is a legalkalmasabbnak...
Persze nem alul méretezett motorral... :)
Ez a gyorsulás és egységugrás már nem izgat...
Azaz a gyorsulási képesség még-még ... de a gyakorlatban egy "bizonyos*" értéket elérve már több mint jó...
(* olyan 200mm/s-re max. 200ms alatt már elégnek találom...)
Ez az AC szervó biztos jó... Nekem csak két bajom van vele :)
1. Az ára; 2. a bonyolultsága meghaladja a képességeimet :) = Gecko 2 potival a nekem való:)
Egyébként ez az AC kontra DC dolgot szerintem valahogy össze kellene értékarányosan szubjektiven mérni... ha lehetséges.
Szerintem... na mindegy ... én már DC párti maradok...
Az, hogy egy motor hány "wattos"... még ha én írom akkor is idegesít...
Mekkora az alapnyomatéka és mekkora a csúcsnyomatéka... ez a két szám a legfontosabb...
Aztán utána jöhet a többi adat...
Egyébként ez a csendesített, "golyóvezetős" HIWIN linárok tényleg bámulatosak...
(tényként írhatom, mert már nekem is van belőle :)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 november 29, 20:01
Írta: fs9s63xkf Dátum 2008 november 29, 20:01
Úgy saccra bruttó 170000 HUF.
Igen ezek már a csendes kocsik, a valóságban sokkal jobb hangja van, csak a videó ilyen...
Igen ezek már a csendes kocsik, a valóságban sokkal jobb hangja van, csak a videó ilyen...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 november 29, 20:13
Írta: fs9s63xkf Dátum 2008 november 29, 20:13
Szerintem a 10-es orsó felesleges, a megmunkálási sebesség úgysem lesz 3000 mm/perc felett soha, a gyorsjárat miatt meg nem érdemes. Akkor már az 5-ös, jobb a motornak, jobb a felbontásnak...
200ms? Persze, ha köröket meg négyzeteket vágsz csak ki alumíniumból, naponta kettőt :) De ha mondjuk 3D, nyák marás, forgató...
AC kontra DC: amíg nem tudsz összehasonlítani egy ipari DC motort plusz vezérlőt, egy ipari AC párossal, addig nem sok értelme van. Hiába kötsz a Geckora Sanyo-Denki motorokat nem lesz az igazi, nem hozol ki belőle túl sokat.
400W-os motor: alapnyomaték: 1.274 Nm, csúcsnyomaték: 3.822 Nm, Inercia: 0.277 kgcm^2.
200ms? Persze, ha köröket meg négyzeteket vágsz csak ki alumíniumból, naponta kettőt :) De ha mondjuk 3D, nyák marás, forgató...
AC kontra DC: amíg nem tudsz összehasonlítani egy ipari DC motort plusz vezérlőt, egy ipari AC párossal, addig nem sok értelme van. Hiába kötsz a Geckora Sanyo-Denki motorokat nem lesz az igazi, nem hozol ki belőle túl sokat.
400W-os motor: alapnyomaték: 1.274 Nm, csúcsnyomaték: 3.822 Nm, Inercia: 0.277 kgcm^2.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 november 29, 20:36
Írta: bmejdz9nu Dátum 2008 november 29, 20:36
A 400W-os SanyoDenki adatlap kivonata... Eredeti itt PDF.
A 400W-os SanyoDenki motor... Alapnyomaték: 1,57Nm; Csúcsnyomaték: 12Nm(!!)... (a gyorsulást, inerciát pedig Tiborral :)
Ár, pedíg talán a fele(?)... és mindjárt szebb a 10-es orsó neki :) főleg ha kisebb is elég...
A 400W-os SanyoDenki motor... Alapnyomaték: 1,57Nm; Csúcsnyomaték: 12Nm(!!)... (a gyorsulást, inerciát pedig Tiborral :)
Ár, pedíg talán a fele(?)... és mindjárt szebb a 10-es orsó neki :) főleg ha kisebb is elég...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 november 29, 21:12
Írta: fs9s63xkf Dátum 2008 november 29, 21:12
Hát igen, ahhoz a 12Nm-hez kell 40 amper, ebből neked csak 20 van, ami kb 6 Nm-jelent. És nem is pörög 3000-et csak 2400-at. Az inerciája, meg ha jól számoltam akkor kb a 20-szorosa az AC-nak, ami nem csoda, hisz a két motor között van 2 kg különbség :)
Az tény hogy sokkal könnyebb beállítani a DC-t.
Az ára meg csak addig jó, amíg nem a boltba veszed! :)
Az tény hogy sokkal könnyebb beállítani a DC-t.
Az ára meg csak addig jó, amíg nem a boltba veszed! :)
Cím: Re:DC szervó motoros vezérlés
Írta: Riboga Dátum 2008 november 29, 22:56
Írta: Riboga Dátum 2008 november 29, 22:56
Hogyan, mi alapján paraméterezted az AC vezérlőt.
Tudnál mutatni nekünk pár képet a programjáról?
Tudnál mutatni nekünk pár képet a programjáról?
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 november 30, 00:59
Írta: fs9s63xkf Dátum 2008 november 30, 00:59
Egy régebbi könyv és szoftver letölthető innen.
Hogy mi alapján? Hát ami azt illeti tapasztalati úton, a könyv elég szűkszavú ezen a téren. Szerencsére, sok más gyártó van, akinek ugyan ilyen a vezérlője és ugyan ezeket a paramétereket(gyakran a nevük is ugyan az) kell állítani, a több felhasználói könyvből már össze lehet szedni egész sok részletet.
Hogy mi alapján? Hát ami azt illeti tapasztalati úton, a könyv elég szűkszavú ezen a téren. Szerencsére, sok más gyártó van, akinek ugyan ilyen a vezérlője és ugyan ezeket a paramétereket(gyakran a nevük is ugyan az) kell állítani, a több felhasználói könyvből már össze lehet szedni egész sok részletet.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2008 november 30, 06:39
Írta: ANTAL GÁBOR Dátum 2008 november 30, 06:39
Ha letöltöm a könyvet akkor eljutok egy beszállítóhoz. Annak a motorját és vezérlőjét használtátok ?(Magyarországon forgalmazott távolkeleti ,step/dir rendszerű)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 november 30, 07:52
Írta: 000000000 Dátum 2008 november 30, 07:52
Szia!
Szépen behangoltátok ezt a távolkeleti kis
AC szervo hajtást. Köszi, hogy rám is gondoltál,
és csináltál egységugrás teszteket is.
Ezek fontos teszt részek, azok nem szeretik,
akinek megbuknának a gépeik ezen a teszten.:)
De a Tied szépen muzsikál.:)
Azért valamilyen bemenő adat bizonyára nem
stimmel, mert 0-és 50 Hz között még egy hangszórónak is van kimérhető amlitúdó
csökkenése, pedig ott csak néhány grammos
papírdarabnak kell mozogni.:)
De majd egyszer ezt be is bizonyítom Neked, ha
én adhatok a hajtásodnak step-dir egységugrásokat.
Azt is nagyon jól érzed másokkal ellentétben,
hogy egy forgácsológépnél még az 5-10 mm/m.fordulat
áttétel is durva dolog lehet, még egy egy 400W-os
motornál is. Persze ha valaki levegőt szánt, illetve 5% körüli hatásfokkal dolgoztatja a
szervomotorját, az más.:) De az is lehet, hogy egyszer Te
is építesz egy SMD beültetőt, ott meg a 60 mm/m.ford
áttétel is kevés lehet majd. A fő cél mindig
a technológiai adatok optimális kiszolgálása.
Ezt Svejk #7335 "mosolygós" (fogalmazhattam
volna erősebben is) első mondatára is írtom.
Szépen behangoltátok ezt a távolkeleti kis
AC szervo hajtást. Köszi, hogy rám is gondoltál,
és csináltál egységugrás teszteket is.
Ezek fontos teszt részek, azok nem szeretik,
akinek megbuknának a gépeik ezen a teszten.:)
De a Tied szépen muzsikál.:)
Azért valamilyen bemenő adat bizonyára nem
stimmel, mert 0-és 50 Hz között még egy hangszórónak is van kimérhető amlitúdó
csökkenése, pedig ott csak néhány grammos
papírdarabnak kell mozogni.:)
De majd egyszer ezt be is bizonyítom Neked, ha
én adhatok a hajtásodnak step-dir egységugrásokat.
Azt is nagyon jól érzed másokkal ellentétben,
hogy egy forgácsológépnél még az 5-10 mm/m.fordulat
áttétel is durva dolog lehet, még egy egy 400W-os
motornál is. Persze ha valaki levegőt szánt, illetve 5% körüli hatásfokkal dolgoztatja a
szervomotorját, az más.:) De az is lehet, hogy egyszer Te
is építesz egy SMD beültetőt, ott meg a 60 mm/m.ford
áttétel is kevés lehet majd. A fő cél mindig
a technológiai adatok optimális kiszolgálása.
Ezt Svejk #7335 "mosolygós" (fogalmazhattam
volna erősebben is) első mondatára is írtom.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 november 30, 07:56
Írta: 000000000 Dátum 2008 november 30, 07:56
.. is írtam. Ez a vége elütés nélkül.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 november 30, 09:22
Írta: bmejdz9nu Dátum 2008 november 30, 09:22
30A-et gond nélkül tudok az A300-assal (több is lehetséges lenne de minek?)
Sőt nagyobb feszt is ... és ezáltal fordulatot is ...
Az biztos, hogy a forgórész tömege is nagyobb... de...!!!
Talán pl. egy 30Kg-os Z szerkezetet főorsóval nem tudok pl. 200mm/s-re gyorsítani 10ms alatt...
De a mechanika erőssége korlátozza mindig... sajnos nem a motor és vezérlés...
Viszont a gyengébb inerciát a nyomték többlet javíthatja...
Ezt a 400W-os AC motort szerintem egy kisebb DC szervómotoral kellene összehasonlítani...
Pl. az alapnyomaték/csúcsnyomaték alapján a SanyoDenki 200W-ossal... mindjárt járhatóbb és valóságközelibb...
Tehát megint csak azt tudom írni a "Wattok" semmit nem jelentenek... az csak egy szám... ami első nekifutásra olyan jópofán hangzik...:)
Egyébként... Ez a "400W"-os motor hány kiló? Mekkora a kimeneti tengely átmérője?
Sőt nagyobb feszt is ... és ezáltal fordulatot is ...
Az biztos, hogy a forgórész tömege is nagyobb... de...!!!
Talán pl. egy 30Kg-os Z szerkezetet főorsóval nem tudok pl. 200mm/s-re gyorsítani 10ms alatt...
De a mechanika erőssége korlátozza mindig... sajnos nem a motor és vezérlés...
Viszont a gyengébb inerciát a nyomték többlet javíthatja...
Ezt a 400W-os AC motort szerintem egy kisebb DC szervómotoral kellene összehasonlítani...
Pl. az alapnyomaték/csúcsnyomaték alapján a SanyoDenki 200W-ossal... mindjárt járhatóbb és valóságközelibb...
Tehát megint csak azt tudom írni a "Wattok" semmit nem jelentenek... az csak egy szám... ami első nekifutásra olyan jópofán hangzik...:)
Egyébként... Ez a "400W"-os motor hány kiló? Mekkora a kimeneti tengely átmérője?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 november 30, 11:30
Írta: svejk Dátum 2008 november 30, 11:30
Jó-jó, valóban inkább b@szogatós mondat volt :(
Boccs, de csak úgy jött, annyiszor leírtad a Varsányinak.
De most akkor az összejövetelig egy rossz szót se! :)
Boccs, de csak úgy jött, annyiszor leírtad a Varsányinak.
De most akkor az összejövetelig egy rossz szót se! :)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 november 30, 12:11
Írta: fs9s63xkf Dátum 2008 november 30, 12:11
Igen, azt használtuk. :)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 november 30, 12:19
Írta: fs9s63xkf Dátum 2008 november 30, 12:19
Hát érdekes, mert gyakorlatilag ugyan ilyen módszerrel, jelekkel, egy kis digitális dc-szervó vezérlő produkált amplitúdó csökkenést. Egyszer most már tényleg elviszem hozzád és megnézzük mit tud az a DOS :) . Csak sajnos mostanában nem érek rá.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 november 30, 12:26
Írta: fs9s63xkf Dátum 2008 november 30, 12:26
A motor 1.44 kg és 14 mm-es a tengelye, látom Téged nem foglak meggyőzni, majd egyszer talán...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 november 30, 12:34
Írta: bmejdz9nu Dátum 2008 november 30, 12:34
Nem szabad a reményt feladni... [#smile] A talin látható lesz üzemben ez az AC szervós "próbapad" ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 november 30, 13:24
Írta: 000000000 Dátum 2008 november 30, 13:24
Oksika, majd valamikor megejtjük a tesztet.
Azt viszont már többször érezni véltem, hogy
picikét lenézed a DOS-t.
Holott egy program érdemi része (fő algoritmusa)
gyakran operációs rendszer független. Tudtommal
pl. a LN(SIN(pi/2)) értéke DOS alatt éppen akkora,
mint X más jelenleg éppen divatban lévő, de holnap már szemétdombra kerülő op. rendszer alatt.:)
Azt viszont már többször érezni véltem, hogy
picikét lenézed a DOS-t.
Holott egy program érdemi része (fő algoritmusa)
gyakran operációs rendszer független. Tudtommal
pl. a LN(SIN(pi/2)) értéke DOS alatt éppen akkora,
mint X más jelenleg éppen divatban lévő, de holnap már szemétdombra kerülő op. rendszer alatt.:)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 november 30, 16:08
Írta: fs9s63xkf Dátum 2008 november 30, 16:08
Nem nézem én le, csak szerintem már elhaladt felette az idő.
Én a hardveresen előállított jelekben hiszek. A Mach3 is olyan amilyen, ennél valószínűleg a DOS-ban előállított jelek jobbak, de legjobb akkor is szerintem egy megfelelő célhardver erre a feladatra.
Én a hardveresen előállított jelekben hiszek. A Mach3 is olyan amilyen, ennél valószínűleg a DOS-ban előállított jelek jobbak, de legjobb akkor is szerintem egy megfelelő célhardver erre a feladatra.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 november 30, 16:09
Írta: fs9s63xkf Dátum 2008 november 30, 16:09
Sajnos nem biztos, hogy ott tudok lenni a találkozón, és akkor lehet, hogy üzem közben nem lehet látni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 november 30, 16:24
Írta: bmejdz9nu Dátum 2008 november 30, 16:24
Szerintem ezt még csomagoljátok be... :) Naja mondani könnyű... :)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 november 30, 18:12
Írta: fs9s63xkf Dátum 2008 november 30, 18:12
Mármint forgácsvédelemre gondolsz? Lesz rajta harmonika, épp most hajtogatjuk :) Persze egyenlőre csak papírból...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 november 30, 18:18
Írta: bmejdz9nu Dátum 2008 november 30, 18:18
Nem arra gondoltam... hanem a Talira érkező kocsiba tegyétek be ezt a látnivalót:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 01, 19:24
Írta: 000000000 Dátum 2008 december 01, 19:24
Sziasztok!
Ismét működik a marógépem, mostmár smoothstepper nélkül. Quantum servo vezérlőkkel működik szépen.
Azt a jelenséget tapasztalom, hogy az egyik tengely motorja, mikor tartásban áll a rendszer bizonyos időközönként kb. 10-20 márodpercenként mordul egyet, elfordul néhány fokot. Azt is megfigyeltem, hogy mikor áram alá helyezem a vezérlést ez az egy vezérlés nem kezd rögtön működni, csak ha elforgatom a motor tengelyét. Ekkor már tartja magát a servo. A szénkefék nem lehetnek rosszak, mind új és a jelenség független a motor forgórész állásátol.
Mi lehet a gond? Találkoztatok hasonló dologgal?
Ismét működik a marógépem, mostmár smoothstepper nélkül. Quantum servo vezérlőkkel működik szépen.
Azt a jelenséget tapasztalom, hogy az egyik tengely motorja, mikor tartásban áll a rendszer bizonyos időközönként kb. 10-20 márodpercenként mordul egyet, elfordul néhány fokot. Azt is megfigyeltem, hogy mikor áram alá helyezem a vezérlést ez az egy vezérlés nem kezd rögtön működni, csak ha elforgatom a motor tengelyét. Ekkor már tartja magát a servo. A szénkefék nem lehetnek rosszak, mind új és a jelenség független a motor forgórész állásátol.
Mi lehet a gond? Találkoztatok hasonló dologgal?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 01, 19:45
Írta: 000000000 Dátum 2008 december 01, 19:45
Az encoder gyári vagy bütykölt? Ellenőrizd a Sentinellel, hogy jönnek e rendesen a visszacsatolt jelek (pl. folyamatos grafikus ábrázolásba)!
Más rendellenesség nincs azon a tengelyen (pl lépésvesztés)? Teljesen ugyan azokkal az alkatrészekkel építetted mint a többit?
Miért nem a QDSP topic-ba kérdezel?
Más rendellenesség nincs azon a tengelyen (pl lépésvesztés)? Teljesen ugyan azokkal az alkatrészekkel építetted mint a többit?
Miért nem a QDSP topic-ba kérdezel?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 01, 19:58
Írta: bmejdz9nu Dátum 2008 december 01, 19:58
Mire gondolsz a "bütykölt"-el? Házi készítésű?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 02, 07:13
Írta: 000000000 Dátum 2008 december 02, 07:13
Pontosan! Olyan is lehet, nem?
Cím: Re:DC szervó motoros vezérlés
Írta: Riboga Dátum 2008 december 04, 21:37
Írta: Riboga Dátum 2008 december 04, 21:37
El tudnád küldeni a működő beállításaiadt valamilyen formában?
Nekem is megmozdult egy OMRON AC vezérlőm és megrémisztett a rengeteg paraméterrel. A teljesítmény pont mint neked.
Nem is sikerült beállítanom, van egy állandó de kicsi remegés és nem tudom mit állítsak még.
Köszönöm.


Nekem is megmozdult egy OMRON AC vezérlőm és megrémisztett a rengeteg paraméterrel. A teljesítmény pont mint neked.
Nem is sikerült beállítanom, van egy állandó de kicsi remegés és nem tudom mit állítsak még.
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 december 04, 23:18
Írta: fs9s63xkf Dátum 2008 december 04, 23:18
Arra a +-1 értékre gondolsz?? Az szerintem mindig ott lesz, az AC szervókat nehezebb pozícióban tartani, mint mondjuk egy DC szrevót úgy tudom, többek között ezért szoktak rájuk féket rakni.
Konkréten nem néztem, meg mit csinál miközben áll a motor, de holnap utánanézek. Nem hiszem, hogy problémát okozna, az a +-1 lépés!
Egyébként, egy 20 ms-os gyorsítás 1900-as fordulatra milyen eltéréseket eredményez?
Konkréten nem néztem, meg mit csinál miközben áll a motor, de holnap utánanézek. Nem hiszem, hogy problémát okozna, az a +-1 lépés!
Egyébként, egy 20 ms-os gyorsítás 1900-as fordulatra milyen eltéréseket eredményez?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 09:25
Írta: bmejdz9nu Dátum 2008 december 06, 09:25
4. tengely forgató mechanika és Harmonic Drive #827 (Tibor45)...
"JÓemberek! Hobby szervókkal még az is necces,
és vita téma volt, hogy két motorral két orsóval
egy hidat lehet-e szinkronban működtetni, lásd
Péter leendő kétorsós gépe."
Hát ezen még mindíg agyalok...
Láttam, hogy a világban - ha nem is sokan - de megcsinálták. Pl. (K2CNC és Larken cnc - ezek azért nem kezdők...)


A duppla tengelyes hajtásról azóta a következő lehetőségeket filóztam ki befeszülés ellen.
1. Annyira visszavenni a nyomatékot a motoroknál, hogy ha "keresztbeállás" van/előfordulna kibírja a mechanika.
(Kapcsolóüzemű áramkorlátos tápok is! - biztos ami biztos.)
2. A vezérlőknek ugyebár van egy analóg hibajel kimenete... ami ideális esetben 5V és a hibajellel arányosan ez az érték megy fel 10V-ig vagy megy le 0V -ig (kb.) (Ezeken a hibajel "végpontokon" leold a vezérlő.)
Tehát egy komparátorral kellene figyelni a két vezérlő hibajelét és ha egy meghatározott különbség van közöttük mindkettőt leállítani...
A leendő gép munkaterülete nagy... 1000x1000mm... egy gravírgép (mint a képeken)...
Tehát a két hajtott tengely között 1-2mm eltérés még nem okozna törést vagy maradandó deformációt...
Az első megoldásnál, biztonsági nyomaték korlátozással viszont a gyorsítási képessége jóval alacsonyabb lenne a gépnek...
A második megoldás pedig csak egy elektronikus védelem... amiben (mint mindenben) tehát nem tenném oda a kezemet...:)
A kettes megoldáshoz valamivel pluszban a kereszt tengely pl. szögét (percizósan) is figyelni kellene a páhuzamosan hajtott hosszírányú tengelyekhez képest... Nem tudom...
Aztán ott van a referencia felvétele.. de az már többféle képen megoldható... igaz az sem egyszerűen...
De a befeszülést - hogy egy szélsőségest írjak - pl. az egyik végfokban elmennek a Fet-ek és teljes erővel elindul... a másik pedig nem tudja követni és a hibás végfokot nem tudom leállítani gyorsan... kész a tragédia...
Tudom, hogy ez egy pesszimista "forgatókönyv" de mindenre fel kell készülni...és nem utólag sírni amikor az kellőképen erős szervómotor kicsinálta már a mechanikát...(szétfeszítéssel)
"JÓemberek! Hobby szervókkal még az is necces,
és vita téma volt, hogy két motorral két orsóval
egy hidat lehet-e szinkronban működtetni, lásd
Péter leendő kétorsós gépe."
Hát ezen még mindíg agyalok...
Láttam, hogy a világban - ha nem is sokan - de megcsinálták. Pl. (K2CNC és Larken cnc - ezek azért nem kezdők...)
A duppla tengelyes hajtásról azóta a következő lehetőségeket filóztam ki befeszülés ellen.
1. Annyira visszavenni a nyomatékot a motoroknál, hogy ha "keresztbeállás" van/előfordulna kibírja a mechanika.
(Kapcsolóüzemű áramkorlátos tápok is! - biztos ami biztos.)
2. A vezérlőknek ugyebár van egy analóg hibajel kimenete... ami ideális esetben 5V és a hibajellel arányosan ez az érték megy fel 10V-ig vagy megy le 0V -ig (kb.) (Ezeken a hibajel "végpontokon" leold a vezérlő.)
Tehát egy komparátorral kellene figyelni a két vezérlő hibajelét és ha egy meghatározott különbség van közöttük mindkettőt leállítani...
A leendő gép munkaterülete nagy... 1000x1000mm... egy gravírgép (mint a képeken)...
Tehát a két hajtott tengely között 1-2mm eltérés még nem okozna törést vagy maradandó deformációt...
Az első megoldásnál, biztonsági nyomaték korlátozással viszont a gyorsítási képessége jóval alacsonyabb lenne a gépnek...
A második megoldás pedig csak egy elektronikus védelem... amiben (mint mindenben) tehát nem tenném oda a kezemet...:)
A kettes megoldáshoz valamivel pluszban a kereszt tengely pl. szögét (percizósan) is figyelni kellene a páhuzamosan hajtott hosszírányú tengelyekhez képest... Nem tudom...
Aztán ott van a referencia felvétele.. de az már többféle képen megoldható... igaz az sem egyszerűen...
De a befeszülést - hogy egy szélsőségest írjak - pl. az egyik végfokban elmennek a Fet-ek és teljes erővel elindul... a másik pedig nem tudja követni és a hibás végfokot nem tudom leállítani gyorsan... kész a tragédia...
Tudom, hogy ez egy pesszimista "forgatókönyv" de mindenre fel kell készülni...és nem utólag sírni amikor az kellőképen erős szervómotor kicsinálta már a mechanikát...(szétfeszítéssel)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 december 06, 09:56
Írta: x4rhew5r3 Dátum 2008 december 06, 09:56
Talira viszek egy "CrossProtector"-t, amiről korábban beszéltünk...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 10:26
Írta: bmejdz9nu Dátum 2008 december 06, 10:26
Ez persze nagyon érdekel...
De! Ez minden "vészhelyzetben" garantáltan megvédi a mechanikát? Gondoljunk bele...
Vegyünk alapul egy kisebb motort... pl. egy SanyoDenki 200W-ost...(enek van adatlapja, vagy egy hasonló Bautz E642 - 280W-ost)
Ennek a csúcsnyomatéka: 5,4Nm... ez egy 10mm-es em. orsón: 3391Nm azaz több mint 300Kg "tolóerő"
... Ez tuti szétvágná... Ha 5mm-es orsót használnánk...akkor még biztosabb...
Tételezzük fel hogy az egyik FET elszál... van egy hagyományos tápegység jól felkondizva...:)
(jól számoltam?)
Megvédi? (na és ekkora motorra és emelkedésű orsóra még biztos zerót ír Tibor:)
De! Ez minden "vészhelyzetben" garantáltan megvédi a mechanikát? Gondoljunk bele...
Vegyünk alapul egy kisebb motort... pl. egy SanyoDenki 200W-ost...(enek van adatlapja, vagy egy hasonló Bautz E642 - 280W-ost)
Ennek a csúcsnyomatéka: 5,4Nm... ez egy 10mm-es em. orsón: 3391Nm azaz több mint 300Kg "tolóerő"
... Ez tuti szétvágná... Ha 5mm-es orsót használnánk...akkor még biztosabb...
Tételezzük fel hogy az egyik FET elszál... van egy hagyományos tápegység jól felkondizva...:)
(jól számoltam?)
Megvédi? (na és ekkora motorra és emelkedésű orsóra még biztos zerót ír Tibor:)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 december 06, 10:41
Írta: x4rhew5r3 Dátum 2008 december 06, 10:41
Természetesen ha elszáll a fet, vagy a vezérlő, akkor arra a vezérlőre akármilyen elektronikus tiltást adunk, az nem fog érvényesülni, hiszen a vezérlő már halott. A védelem a mechanika aszimmetrikus terheléséből (felütközés, szorulás, ...) bekövetkező elcsúszások esetén ad egy vész-stop jelet.
Amire te gondolsz, azt egy mechanikai biztosítékkal lehet megoldani, hogy például a kuplungok szakadjanak meg, és ne a mechanika károsodjon.
Amire te gondolsz, azt egy mechanikai biztosítékkal lehet megoldani, hogy például a kuplungok szakadjanak meg, és ne a mechanika károsodjon.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 11:03
Írta: bmejdz9nu Dátum 2008 december 06, 11:03
A kupplung nem kalibrált pl. 5Nm-re... persze vannak Nyomaték állítható kupplungok... borsos áron...
Egy elszát Fet miatt nem áldoznám fel a gépet...!!! Akkor inkább szíjhajtás...
De sajnos a csúcsnyomatékra (itt jelen példában az 5Nm-es erőre) is szükség van a gyorsítás pillanatában...
Tehát kell egyrészt pl. 5Nm egy pillanatra a gyorsításhoz... de az 5Nm-nek már talán az 1/5-e is kicsinálná a mechanikát...!!!
Tehát kell egy külső védelem...
Valahogy figyelni kellene a mechanikát?
Pl. egy lézer kersztbe és egy opton a fénye? Ha "kimegy belőle 220-as" dugó kihúz :)
Valami kell, mert minden előfordulhat...
A mostani mechanikáimat a gépemet is gumbibak végütközővel látom el... ahol a helyzeti energáját a mechanika el tudja veszteni...
(nem az én találmányom... már utólag tudom... gyári komplett lineáris elemkben is mind van ilyen!)
Tehát a probléma továbbra is fent áll... sajnos.
Az elektronikus együtfutás/letiltás (mint leírtam) egy analóg hibajel kimenetű vezérlőn "gyerekjáték" megoldani...
Az A300-as szervóvezérlő pedíg ezt alapból tudja, széria felszerelés :)
Egy elszát Fet miatt nem áldoznám fel a gépet...!!! Akkor inkább szíjhajtás...
De sajnos a csúcsnyomatékra (itt jelen példában az 5Nm-es erőre) is szükség van a gyorsítás pillanatában...
Tehát kell egyrészt pl. 5Nm egy pillanatra a gyorsításhoz... de az 5Nm-nek már talán az 1/5-e is kicsinálná a mechanikát...!!!
Tehát kell egy külső védelem...
Valahogy figyelni kellene a mechanikát?
Pl. egy lézer kersztbe és egy opton a fénye? Ha "kimegy belőle 220-as" dugó kihúz :)
Valami kell, mert minden előfordulhat...
A mostani mechanikáimat a gépemet is gumbibak végütközővel látom el... ahol a helyzeti energáját a mechanika el tudja veszteni...
(nem az én találmányom... már utólag tudom... gyári komplett lineáris elemkben is mind van ilyen!)
Tehát a probléma továbbra is fent áll... sajnos.
Az elektronikus együtfutás/letiltás (mint leírtam) egy analóg hibajel kimenetű vezérlőn "gyerekjáték" megoldani...
Az A300-as szervóvezérlő pedíg ezt alapból tudja, széria felszerelés :)
Cím: Re:DC szervó motoros vezérlés
Írta: Riboga Dátum 2008 december 06, 11:08
Írta: Riboga Dátum 2008 december 06, 11:08
Mivel hídban vannak a FET-ek kéttőnek is be kell zárlatosodnia, hogy a motor forogjon. Ráadásul a vezérlő megpróbálja fordítani a forgásirány, tehát rövidrezárja a tápot.
Esetleg javaslok AC vezérlőt, ott ez nem fordúlhat elő.
Esetleg javaslok AC vezérlőt, ott ez nem fordúlhat elő.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 06, 11:24
Írta: 000000000 Dátum 2008 december 06, 11:24
A gumibak ütköző csak a végállásba rohanáson segít.
A megmunkálások során történt nálam legtöbb esetben a karambol (rossz szerszám pálya generálás, Z tengely magasság állítási hiba stb.)
Néha tényleg jó lett volna egy "sneci" által említett nyomaték függő kuplung.
A megmunkálások során történt nálam legtöbb esetben a karambol (rossz szerszám pálya generálás, Z tengely magasság állítási hiba stb.)
Néha tényleg jó lett volna egy "sneci" által említett nyomaték függő kuplung.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 december 06, 11:40
Írta: 4um5b65d Dátum 2008 december 06, 11:40
Az orsó végekről le kell esztergálni a golyópályát 1 anyányi hosszban és akkor baj esetén "lyukra" fut a mechanika. Persze ezzel csökken a bejárható hasznos munkaterület.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 11:45
Írta: bmejdz9nu Dátum 2008 december 06, 11:45
Talán... Szeretek biztosra menni... sok munka egy jó mechanika....
AC-nál miért nem? Pl. kicsúszik az egyik encoder bekütés és nekilódul...:) stb... Ez sem garancia, de jó drága és az AC vezélés is...
AC-nál miért nem? Pl. kicsúszik az egyik encoder bekütés és nekilódul...:) stb... Ez sem garancia, de jó drága és az AC vezélés is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 11:47
Írta: bmejdz9nu Dátum 2008 december 06, 11:47
Nekem van itthon egy ilyenem 2-10N-ig állítható ferrodolos pofák vannak benne...
De... amint írtam... Ha kell pl. 5Nm egy pilanatra gyorsításkor annak az ötöde is már kifeszíti a mechanikát... ez a baj...
De... amint írtam... Ha kell pl. 5Nm egy pilanatra gyorsításkor annak az ötöde is már kifeszíti a mechanikát... ez a baj...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 11:52
Írta: bmejdz9nu Dátum 2008 december 06, 11:52
Hogyan? Végpontvédelemnek? Golyók kipotyogjanak?
Az A300-as vezérlő 128bit-nél letilt azaz:
pl. 500cpr-es encoder 4X mód = 2000imp/ford... és pl. 10-es orsó ... = 2000 imp = 1 fordulat.... 128 bit = 0.64mm mozgás és leold...
(5mm -es gumilap már jó ehhez... nincs egyszerűbb módszer és bevált!)
Az A300-as vezérlő 128bit-nél letilt azaz:
pl. 500cpr-es encoder 4X mód = 2000imp/ford... és pl. 10-es orsó ... = 2000 imp = 1 fordulat.... 128 bit = 0.64mm mozgás és leold...
(5mm -es gumilap már jó ehhez... nincs egyszerűbb módszer és bevált!)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 06, 11:57
Írta: 000000000 Dátum 2008 december 06, 11:57
Üdv. Péter!
"Megvédi? (na és ekkora motorra és emelkedésű
orsóra még biztos zerót ír Tibor:)"
4. tengely... topic #830:
"Ezután jöhet a "szórakozás" az egységek
ugratásával, a gép rezonaltatása(!)...
az un. mechanika szétrázási tesztnek...
vagy használjuk a gépet amire készült pl.
marásra:) Ki ahogy szereti :)"
Na látom, megint elemedben vagy, és üres,
de jól hangzó duma szinten szeretsz sokszor
belém csípni.
A valóság ezzel szemben sajnos pedig az, hogy
sokat kell még tanulnod, tapasztalnod,
ehhez javaslom azt, hogy egyszer lépjél át
a 3D világába, tervezzél pl. ilyen kis
édes egységugrásokkal tűzdelt 200 ezer soros
G kódból álló felületet, gyártsad le
egy 100*80*10-es ötvözött aluba, 5 mm-es
fogásmélységgel, 600-1000 mm/min előtolással.
Gyártási idő kb. 1 óra Vargha Kálmán Úr
CNC gépén. Ez remélem válasz mindazoknak is, akik
engem azzal vádolnak, hogy játék gépekkel
foglalkozom csak.

Egy ilyen gyártás közben majd megérted egyszer,
hogy mi-mivel függ össze, mennyi az ideális
egy motor fordulatra jutó elmozdulás egy
adott feladatnál, és imádni fogod az egységugrás
által is belőtt, beállított mechanikádat,
CNC rendszeredet, megértenéd, hogyan kell optimális
hajtást-mechanikát készíteni. És így az akaratos,
engem ok nélkül lekicsinylő duma szintről
az értelmes gyakorlati síkra térhetnél át.
Mellesleg kiderülne, honnan vehetsz el néhány
10 kg csavart a gépedből, és hova tegyed át őket.:)[#nyes]
De tudod, kedvellek ám azért.:)
"Megvédi? (na és ekkora motorra és emelkedésű
orsóra még biztos zerót ír Tibor:)"
4. tengely... topic #830:
"Ezután jöhet a "szórakozás" az egységek
ugratásával, a gép rezonaltatása(!)...
az un. mechanika szétrázási tesztnek...
vagy használjuk a gépet amire készült pl.
marásra:) Ki ahogy szereti :)"
Na látom, megint elemedben vagy, és üres,
de jól hangzó duma szinten szeretsz sokszor
belém csípni.
A valóság ezzel szemben sajnos pedig az, hogy
sokat kell még tanulnod, tapasztalnod,
ehhez javaslom azt, hogy egyszer lépjél át
a 3D világába, tervezzél pl. ilyen kis
édes egységugrásokkal tűzdelt 200 ezer soros
G kódból álló felületet, gyártsad le
egy 100*80*10-es ötvözött aluba, 5 mm-es
fogásmélységgel, 600-1000 mm/min előtolással.
Gyártási idő kb. 1 óra Vargha Kálmán Úr
CNC gépén. Ez remélem válasz mindazoknak is, akik
engem azzal vádolnak, hogy játék gépekkel
foglalkozom csak.
Egy ilyen gyártás közben majd megérted egyszer,
hogy mi-mivel függ össze, mennyi az ideális
egy motor fordulatra jutó elmozdulás egy
adott feladatnál, és imádni fogod az egységugrás
által is belőtt, beállított mechanikádat,
CNC rendszeredet, megértenéd, hogyan kell optimális
hajtást-mechanikát készíteni. És így az akaratos,
engem ok nélkül lekicsinylő duma szintről
az értelmes gyakorlati síkra térhetnél át.
Mellesleg kiderülne, honnan vehetsz el néhány
10 kg csavart a gépedből, és hova tegyed át őket.:)[#nyes]
De tudod, kedvellek ám azért.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 06, 12:00
Írta: 000000000 Dátum 2008 december 06, 12:00
Hát igen, ez itt a probléma.
Valójába majdnem mindannyian nagyobb nyomatékú hajtást használunk, mint amannyit a mechanika katasztrófa esetén elvisel.
Erre mondta egy öreg szaki mikor erről kérdeztem, hogy döntsem el mire készítem a mechanikát.
Ha minden vészhelyzet esetén is komoly károsodás mentesre akkor őrült szilárdnak kellene lenni, vagy valahol meg kell oldani (akár elektronikusan, akár mechanikusan), hogy legyen erő korlátozás.
Régen a marószárakat is beköszörülték, hogy legyen hol törnie.
Valójába majdnem mindannyian nagyobb nyomatékú hajtást használunk, mint amannyit a mechanika katasztrófa esetén elvisel.
Erre mondta egy öreg szaki mikor erről kérdeztem, hogy döntsem el mire készítem a mechanikát.
Ha minden vészhelyzet esetén is komoly károsodás mentesre akkor őrült szilárdnak kellene lenni, vagy valahol meg kell oldani (akár elektronikusan, akár mechanikusan), hogy legyen erő korlátozás.
Régen a marószárakat is beköszörülték, hogy legyen hol törnie.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 12:18
Írta: bmejdz9nu Dátum 2008 december 06, 12:18
Egységugrást használom alap beállításnál egy szervókörben... de a legjobb teljesítmény eléréséhez ezután még finom hangolni kell a gyakorlatias munkához...
A 3D-s CNC művészeti alkotásokat kedvelem, de nem csinálom a gyakorlatban...:)
Csak az az érdekes, hogy mindketten analóg szervó pártiak vagyunk...
Talán egy hegesztőtrafót közösen kellene vinnünk a Talira zavarvédettség teszteléshez :)
Duppla tengelyes CNC-hez vezérlést már csináltál? Sajnos úgy látom, hogy egy bizonyos munkafelület felett kell ez a megoldás... azaz nem kerülhető el az ikertengely alkalmazása...
De tudod, kedvellek én is ám ... azért is mert nem árulsz el semmi konkrétat a "pórnépnek".:)
A 3D-s CNC művészeti alkotásokat kedvelem, de nem csinálom a gyakorlatban...:)
Csak az az érdekes, hogy mindketten analóg szervó pártiak vagyunk...
Talán egy hegesztőtrafót közösen kellene vinnünk a Talira zavarvédettség teszteléshez :)
Duppla tengelyes CNC-hez vezérlést már csináltál? Sajnos úgy látom, hogy egy bizonyos munkafelület felett kell ez a megoldás... azaz nem kerülhető el az ikertengely alkalmazása...
De tudod, kedvellek én is ám ... azért is mert nem árulsz el semmi konkrétat a "pórnépnek".:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 12:20
Írta: bmejdz9nu Dátum 2008 december 06, 12:20
Hát igen... de mi a megoldás?
Az erőt lehetne határolni... de akkor a nem lesz jó gyorsítási képesség... Nem tudom...
De majd talán kifilózuk egyszer...
Az erőt lehetne határolni... de akkor a nem lesz jó gyorsítási képesség... Nem tudom...
De majd talán kifilózuk egyszer...
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 06, 15:56
Írta: rbbhbyvfs Dátum 2008 december 06, 15:56
Csak egy gondolat...
Ha gyorsításkor kibirja a mechanika az 5Nm-es motor rugását, akkor miért ne birná ki lassuláskor?
Persze más az úthossz, de mégis mekkora a különbség?
Mert ha tudod, hogy mennyi idő alatt tud felgyorsulni és azt kibirja a mechanika, akkor feltételezhető, hogy ugyan ilyen lassulást is kibír. (Természetesen szimetrikus felépítést feltételezve... ( egyforma csapágyak, stb.)
Vagy a kettő össze sem hasonlítható?
Ha gyorsításkor kibirja a mechanika az 5Nm-es motor rugását, akkor miért ne birná ki lassuláskor?
Persze más az úthossz, de mégis mekkora a különbség?
Mert ha tudod, hogy mennyi idő alatt tud felgyorsulni és azt kibirja a mechanika, akkor feltételezhető, hogy ugyan ilyen lassulást is kibír. (Természetesen szimetrikus felépítést feltételezve... ( egyforma csapágyak, stb.)
Vagy a kettő össze sem hasonlítható?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 16:16
Írta: bmejdz9nu Dátum 2008 december 06, 16:16
A probléma:
1000x1000-es CNC gép hossz irányban a két szélén (oldalt) 1-1 tengely és 1-1 lineáris vezető...
pl. a jobb tengelyt megáll, a bal oldali taljes erővel elindul... mi történik a kereszt tengellyel és tartójával? Ez a kérdés... (dirr-durr :)
Hogyan lehet megakadályozni (pl. 1 foknál nagyobb) eltérést a kereszt tengely és bármelyik oldalsó tengely között...
1000x1000-es CNC gép hossz irányban a két szélén (oldalt) 1-1 tengely és 1-1 lineáris vezető...
pl. a jobb tengelyt megáll, a bal oldali taljes erővel elindul... mi történik a kereszt tengellyel és tartójával? Ez a kérdés... (dirr-durr :)
Hogyan lehet megakadályozni (pl. 1 foknál nagyobb) eltérést a kereszt tengely és bármelyik oldalsó tengely között...
Cím: Re:DC szervó motoros vezérlés
Írta: 2nbj3n5m Dátum 2008 december 06, 16:43
Írta: 2nbj3n5m Dátum 2008 december 06, 16:43
Elnézést Péter mért kell a két tengely végére
egy-egy motor.Én egy 2100x1100mm-es gépen
dolgozom(az új OTP logokat vágom ki,Sopronba is
cseréltünk.)A gépen két 25mm-esgolyós-
orsó van anyával,és a gép közepén van a 500W-os
léptetőmotor. A tengelyvégeken bordásékszíjtárcsa és egy szíjfeszítő tárcsa van.Hároméve dolgozom rajta de még ellépést nem
tapasztaltam.
Üdv:Janko
egy-egy motor.Én egy 2100x1100mm-es gépen
dolgozom(az új OTP logokat vágom ki,Sopronba is
cseréltünk.)A gépen két 25mm-esgolyós-
orsó van anyával,és a gép közepén van a 500W-os
léptetőmotor. A tengelyvégeken bordásékszíjtárcsa és egy szíjfeszítő tárcsa van.Hároméve dolgozom rajta de még ellépést nem
tapasztaltam.
Üdv:Janko
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 16:57
Írta: bmejdz9nu Dátum 2008 december 06, 16:57
A pontosság sokkal jobb lenne ha nem kellene szíjjal összekötni...
A szíjjal van még egy probléma, hogy elég hosszú lenne és egy 3000rpm-es fordulatnál nagyon hangos is lenne... (és balesetveszélyes tehát takarás is kell)
Léptetőmotorhoz képest a szervó sokkal nagyobb fordulatra képes. Azaz gyorsabb mozgások realizálhatók, talán a vágás is... mert ezen a gépen csak a 60.000rpm-es maró motor lenne... (+ tangenciális vágó)
Pontosságra is jobbat akarok... mert nem táblák kimarása a cél...
A szíjjal van még egy probléma, hogy elég hosszú lenne és egy 3000rpm-es fordulatnál nagyon hangos is lenne... (és balesetveszélyes tehát takarás is kell)
Léptetőmotorhoz képest a szervó sokkal nagyobb fordulatra képes. Azaz gyorsabb mozgások realizálhatók, talán a vágás is... mert ezen a gépen csak a 60.000rpm-es maró motor lenne... (+ tangenciális vágó)
Pontosságra is jobbat akarok... mert nem táblák kimarása a cél...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 06, 18:11
Írta: svejk Dátum 2008 december 06, 18:11
Valaki utánaszámolhatna, hogy mondjuk a Varsányi esetében 1000mm-es tengelytávnál mekkora hibák lépnek fel 1 motoros és fogazottszíjas hajtásnál.
Az orsók fordulatát vegyük 2000 ford/percre.
a max. motornyomaték 5Nm de szerintem elég kevesebbel számolni mert ekkora munka közben úgy sem lesz. Maradjunk a számítás könnyebbsége miatt az 1:1:1-es hajtásnál.
Alapvetően a szíj minősége, nagysága a meghatározó illetve a másik legfontosabb ugye a szíjtárcsák átmérője, mert minél nagyobb a szíjtárcsa annál kisebb az adott nyúlásnál a szöghiba, illetve a dupla átmárőjű tárcsa esetén a szíj csak fele húzóirányú erőnek van kitéve. Persze a tárcsa átmérőjét felülről korlátozza a szíj maximális megengedett sebessége. Tehát mi lenne a jó kompromisszum?
Van erre a számításra biztos valami segédprogram a szíjgyártók oldalain.
Kíváncsi lenék az erdményekre...
Vagy esetleg akinek ilyen rendszerű gépe van az megadhatná az adatait.
Az orsók fordulatát vegyük 2000 ford/percre.
a max. motornyomaték 5Nm de szerintem elég kevesebbel számolni mert ekkora munka közben úgy sem lesz. Maradjunk a számítás könnyebbsége miatt az 1:1:1-es hajtásnál.
Alapvetően a szíj minősége, nagysága a meghatározó illetve a másik legfontosabb ugye a szíjtárcsák átmérője, mert minél nagyobb a szíjtárcsa annál kisebb az adott nyúlásnál a szöghiba, illetve a dupla átmárőjű tárcsa esetén a szíj csak fele húzóirányú erőnek van kitéve. Persze a tárcsa átmérőjét felülről korlátozza a szíj maximális megengedett sebessége. Tehát mi lenne a jó kompromisszum?
Van erre a számításra biztos valami segédprogram a szíjgyártók oldalain.
Kíváncsi lenék az erdményekre...
Vagy esetleg akinek ilyen rendszerű gépe van az megadhatná az adatait.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 19:04
Írta: bmejdz9nu Dátum 2008 december 06, 19:04
[#rinya] Nem akarok szíjat...:) szép kis direkthajtást... Van vezérlő és motor dögivel...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 06, 19:49
Írta: svejk Dátum 2008 december 06, 19:49
De azért megtudhatnánk hogy van-e oka a félelmednek..
Csak ki számolja ki???
Ha más nem majd a tali után nekiálok én összegyüjteni az infókat, én is hasonló kétorsóson töröm a fejem amióta megláttam Dolfi gépét, aztán meg Sasiékét.
Csak ki számolja ki???
Ha más nem majd a tali után nekiálok én összegyüjteni az infókat, én is hasonló kétorsóson töröm a fejem amióta megláttam Dolfi gépét, aztán meg Sasiékét.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 december 06, 19:55
Írta: s5f8tmfv3 Dátum 2008 december 06, 19:55
Ha mindkét orsóvégre tennél (a rendszertől egyébként teljesen független) enkódert, figyelhetnéd a kettő között a hibát ami ha átlép egy Általad megadott szintet akkor leállítja a motorokat. Vagy ezen már túl vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 20:17
Írta: bmejdz9nu Dátum 2008 december 06, 20:17
Az főiskolások ikertengelyes gépét sajnos nem láthatjuk a talin mert az "összekötő" büntiben van... :)
Precízós orsók... aztán egy "gumidarab" hajtja... na ez nem akar lecsúszni a torkomon...
Számítás ide vagy oda... :) Megoldás kellene... egy független védelem...
Szerintem a két vezérlő jól menne szinkronban... azzal nem lenne gond...
De fel kellene készülni az eshetőségre is...
Pl. egy repülőgépet is tesztelnek viharban.... épületeket földrengésre... stb...
Ez pedig sokkal könnyebben előfordulhat amit írtam...:)
Precízós orsók... aztán egy "gumidarab" hajtja... na ez nem akar lecsúszni a torkomon...
Számítás ide vagy oda... :) Megoldás kellene... egy független védelem...
Szerintem a két vezérlő jól menne szinkronban... azzal nem lenne gond...
De fel kellene készülni az eshetőségre is...
Pl. egy repülőgépet is tesztelnek viharban.... épületeket földrengésre... stb...
Ez pedig sokkal könnyebben előfordulhat amit írtam...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 06, 20:20
Írta: HJózsi Dátum 2008 december 06, 20:20
Ezt Péter továbbfejlesztheti adottságai alapján, hogy nem egyszerüen encodert tenne a tengely másik végére, hanem oda is egy szervo motort... Az taho és encoder lenne egyben és növelné a biztonságot, mert a taho jelekből is lehet hibajelet kialakítani, mert mivan, ha az egyik encoder vezetél megszakad ... [#nyes] Az igazi az lenne persze, ha három golyósorsó mozgatná a hidat és mindkét végükön szervó motor a fentiek szerint ... [#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 20:20
Írta: bmejdz9nu Dátum 2008 december 06, 20:20
Külön abszolút jeladókra gondolsz? Járható lenne... de ki csinál hozzá programot?
Az normális üzemmódban az együtfutással nem hiszem, hogy gond lenne... csak ha egyik pl. szervóvezérlő elszalad...:)
Az normális üzemmódban az együtfutással nem hiszem, hogy gond lenne... csak ha egyik pl. szervóvezérlő elszalad...:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 06, 20:23
Írta: svejk Dátum 2008 december 06, 20:23
Azt a "gumidarabot" nem kell azért lebecsülni, mert már nagyos sok helyen bizonyított.
Inkább kellene egy konkrét számítás/méretezés és aztán már el lehetne dönteni hogy alkalmas-e az adott feladatra vagy nem..
Inkább kellene egy konkrét számítás/méretezés és aztán már el lehetne dönteni hogy alkalmas-e az adott feladatra vagy nem..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 20:23
Írta: bmejdz9nu Dátum 2008 december 06, 20:23
De azért érted a dillemámat? gondolom...
Gondoltam egy olyan megoldásra ahol a kereszttartó egy lineáris vezetéken lévő egy-egy kocsival és egy egy golyóscsapággyal kapcsolódik a jobb és bal vezetőkhöz...
De nagyon hosszú vezeték kellene (kilógna oldalt nagyon)... hogy "elszabaduláskor" a csapágyakon elforogna... stb...
Gondoltam egy olyan megoldásra ahol a kereszttartó egy lineáris vezetéken lévő egy-egy kocsival és egy egy golyóscsapággyal kapcsolódik a jobb és bal vezetőkhöz...
De nagyon hosszú vezeték kellene (kilógna oldalt nagyon)... hogy "elszabaduláskor" a csapágyakon elforogna... stb...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 20:25
Írta: bmejdz9nu Dátum 2008 december 06, 20:25
A #7364-ben... azok a gépek tengelyei nincsenek mechanikailag összekötve...
Talán japán Kamikázék a tervezők:) Szerintem valami nagyon egyszerű lehet a megoldás...
Talán japán Kamikázék a tervezők:) Szerintem valami nagyon egyszerű lehet a megoldás...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 06, 20:39
Írta: HJózsi Dátum 2008 december 06, 20:39
Szerintem neked egy szűkre állított hibatároló kellene, ami Amatőr által javasolt módon egyszerűen megvalósítható és már csak azt kell eldöntened mi legyen a beavatkozás :
1. a Gyík v A300 tiltása - Fault - E-Stop
2. E-Stop és relével megszakítani a motorvezetékeket (persze ez további problémákat vet fel, kapcsolási teljesítmény, Fetek védelme ... )
1. a Gyík v A300 tiltása - Fault - E-Stop
2. E-Stop és relével megszakítani a motorvezetékeket (persze ez további problémákat vet fel, kapcsolási teljesítmény, Fetek védelme ... )
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 06, 20:45
Írta: bmejdz9nu Dátum 2008 december 06, 20:45
Az alap ok... azzal nincs gondom...
De ha elszabadul... valamiért... bármiért... szó szerint szétszabja a mechanikát...
De ha elszabadul... valamiért... bármiért... szó szerint szétszabja a mechanikát...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 06, 20:56
Írta: HJózsi Dátum 2008 december 06, 20:56
Ha nem a motort választod le, vezérlő hiba esetén ... csak a táp lekapcs segít, kérdés elég gyorsan-e?
Az viszont megér egymisét, hogy milyen hibák fordulhatnak elő sw, hw oldalról, és azokra mi lehet a kellő (és elegendő) védelem ...
Az viszont megér egymisét, hogy milyen hibák fordulhatnak elő sw, hw oldalról, és azokra mi lehet a kellő (és elegendő) védelem ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 06, 21:12
Írta: HJózsi Dátum 2008 december 06, 21:12
Az is átgondolható, milyen védelmek vannak már eleve a rendszerbe építve szintén hw, sw ...
Mert ugye a szervo vezérlő is tartalmaz legalább két védelmet ( pozíció hiba limit, túláram limit), sw oldalról pedig van tiltó bemenet ... sw oldalról beállítható max, min pozíció...
Esetedben egy tengelyre ezeket a kérdéseket már kezeled, két tengely esetén ez csak annyival tupírozódik, hogy az esetleges eltérő mozgást kell figyelni... ez előállhat egy lefagyott vezérlő vagy eltérő sebességgel mozgó vezérlők esetén...
Az encoderes hibafigyelés biztosítani tudja a rendszer védelmét. ( persze attól nem védi meg, hogy rádől a fal ... tehát "bármi"-től...)
Mert ugye a szervo vezérlő is tartalmaz legalább két védelmet ( pozíció hiba limit, túláram limit), sw oldalról pedig van tiltó bemenet ... sw oldalról beállítható max, min pozíció...
Esetedben egy tengelyre ezeket a kérdéseket már kezeled, két tengely esetén ez csak annyival tupírozódik, hogy az esetleges eltérő mozgást kell figyelni... ez előállhat egy lefagyott vezérlő vagy eltérő sebességgel mozgó vezérlők esetén...
Az encoderes hibafigyelés biztosítani tudja a rendszer védelmét. ( persze attól nem védi meg, hogy rádől a fal ... tehát "bármi"-től...)
Cím: Re:DC szervó motoros vezérlés
Írta: Riboga Dátum 2008 december 06, 22:33
Írta: Riboga Dátum 2008 december 06, 22:33
Csináltam pár tesztet, remélem kiolvasható, amire kíváncsi vagy.
Érdekesség, hogy a Match impulzusai nem is annyira egyenletesek. A pozíció hiba érték százszorozva jelenik meg, nem tudom hogyan csinálja.

Érdekesség, hogy a Match impulzusai nem is annyira egyenletesek. A pozíció hiba érték százszorozva jelenik meg, nem tudom hogyan csinálja.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 december 07, 01:24
Írta: fs9s63xkf Dátum 2008 december 07, 01:24
Gratulálok, mekkora maróval készítettétek?
Gondolom a G kód nem elérhető?! :(
Gondolom a G kód nem elérhető?! :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 11:45
Írta: bmejdz9nu Dátum 2008 december 07, 11:45
"Érdekesség, hogy a Match impulzusai nem is annyira egyenletesek."
Mekkora freki-ig találtad stabilnak?
Ezt több mint egy éve (amikor kipróbáltam) írtam, de süket fülekre talált, hogy "csodák" nincsenek...
Szerintem ezért megy a WinPC-NC max. 24Khz-el viszont addíg "atomstabilak" a jelek...
Mekkora freki-ig találtad stabilnak?
Ezt több mint egy éve (amikor kipróbáltam) írtam, de süket fülekre talált, hogy "csodák" nincsenek...
Szerintem ezért megy a WinPC-NC max. 24Khz-el viszont addíg "atomstabilak" a jelek...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 11:54
Írta: HJózsi Dátum 2008 december 07, 11:54
Megnyugtatlak Péter, 24kHz fölött is van élet, csak Te bezártad oda magad jó pénzért ...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 12:03
Írta: HJózsi Dátum 2008 december 07, 12:03
Kiszámoltam amúgy, a Mach 16,-$-al lesz drágább jövőre ... A WinPCNC mennyivel?... [#nyes][#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: Riboga Dátum 2008 december 07, 12:12
Írta: Riboga Dátum 2008 december 07, 12:12
A Mach-hoz kapott DriverTest szerint a gépem még 100Khz-en is használható, apró "szöszök" vannak csak, de ez 24Khz-en is megjelenik. A lenti görbéken 75Khz-en kaptam. Nem tudom, hogy ez csak dadogás, vagy véglegesen elvesztett impulzus. Vajon a smoothstepper ennél megbízhatóbb?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 12:18
Írta: bmejdz9nu Dátum 2008 december 07, 12:18
A 24Khz biztonságosan(!) "fedezi" a pontosság és sebesség igényeimet...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 12:19
Írta: bmejdz9nu Dátum 2008 december 07, 12:19
Javult a helyzet... azaz drágult a dollár... azaz annyit ér amennyit mindíg is ért (sajnos, de ez így van)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 12:23
Írta: bmejdz9nu Dátum 2008 december 07, 12:23
Én akkor lettem figyelmes erre amikor a szervómotor fura hangokat adott (pluszban:)...
Nem veszt jelet... csak nem egyenletesen jönnek ki... ettől volt/van.
Valami nem teljesen ok. a RealTime modul-al... De ez engem nem zavar...:) Nem használom a Mach-ot:)
Nem veszt jelet... csak nem egyenletesen jönnek ki... ettől volt/van.
Valami nem teljesen ok. a RealTime modul-al... De ez engem nem zavar...:) Nem használom a Mach-ot:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 12:32
Írta: HJózsi Dátum 2008 december 07, 12:32
Ha a dollárral együtt mozog, akkor csak az értéke önmagában eléggé hullámzó ... [#nyes][#nyes][#nyes] erre én nem bíznám, pláne, hogy esztergálni sem tud ... [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 12:37
Írta: HJózsi Dátum 2008 december 07, 12:37
Amúgy ha jól tudom elég régen próbáltad, lehet, hogy a szervó vezérlőd sem volt rendesen beállítva, és nem az előírásnak megfelelően használtad a Mach-ot, tehát más progik is futottak ... na ezek alapján azért messzemenő következtetéseket nem lehet levonni, szerintem bőven elfogult vagy a WinPici-vel és próbálsz sorstársakra találni ... [#mf2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 12:39
Írta: bmejdz9nu Dátum 2008 december 07, 12:39
Arra van egy külön program...PC-Dreh
Az Optimum is ezt árulja... csak nem veszed észre.. :)
Ja és habvágást sem tud :) Nem svájci bicska ez :) Arra is van egy speciális...
Az Optimum is ezt árulja... csak nem veszed észre.. :)
Ja és habvágást sem tud :) Nem svájci bicska ez :) Arra is van egy speciális...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 12:42
Írta: bmejdz9nu Dátum 2008 december 07, 12:42
[#smile] Bizony, elég nehéz mert fizetős a program :)... itt Sopronban már jól elterjedt... (és innét nyugatabbra...)
Errefelé a Német gépipart fejlettebbnek tartják mint a Kanadait :) Tudod Mercedes és Hóember :)
Errefelé a Német gépipart fejlettebbnek tartják mint a Kanadait :) Tudod Mercedes és Hóember :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 12:44
Írta: HJózsi Dátum 2008 december 07, 12:44
Értem én, és láttam is ... csak szórd a pénzt fölöslegesen, amikor hatmadából, negyedéből mindened megvan [#felkialtas][#felkialtas][#felkialtas] CAD CAM NC ... Na majd a Hatvanban ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 12:46
Írta: bmejdz9nu Dátum 2008 december 07, 12:46

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 12:47
Írta: bmejdz9nu Dátum 2008 december 07, 12:47
Mindent meglehet venni olcsóbban... talán olcsó húsnak híg a leve? [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 12:51
Írta: HJózsi Dátum 2008 december 07, 12:51
A Mach sokoldalúbb és rugalmasabb, adottságokhoz illeszthetőbb, mindezt kedvezőbb áron, ami sok esetben nem csak egy hobbi felhasználónak hanem kezdő vállalkozónak is fontos szempont. Az a szint, amiről Te beszélsz, hogy megveheted ezt meg azt meg amazt a modult az már a professzionális üzleti kategóriát feltételezi... Arra tényleg egy másik topik vagy weboldal kellene, mondjuk "Rotshild CNC" néven ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 12:57
Írta: HJózsi Dátum 2008 december 07, 12:57
Talán még emléxel, a Mach 6 tengelyt kezel + főorsó... ezen a sokszor belinkelt anim gifen a tengelyek száma ezt nem éri el ... kérdésed tehát költői ... [#lama]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 12:59
Írta: HJózsi Dátum 2008 december 07, 12:59
Én tudom, hogy egy sznob számára csak az ár számít, de ezt a kereskedők is tudják ... szóval "Take care!" ... mindig meg kell nézni mit kapsz a pénzedért ... ( persze, ha számít ... )
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 13:00
Írta: bmejdz9nu Dátum 2008 december 07, 13:00
De egy komplett gép árában... azaz százalékában kifejezve... már nem is olyan nagy a különbség...és ez a lelke...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 13:02
Írta: bmejdz9nu Dátum 2008 december 07, 13:02
Na ja... fontos a 6 tengely...
Csak én és te nem csináltál még 6.tengelyes gépet... így erről nekünk még nincs referenciánk.
Pedig mint látható erre van "tömegigény"... :)
Csak én és te nem csináltál még 6.tengelyes gépet... így erről nekünk még nincs referenciánk.
Pedig mint látható erre van "tömegigény"... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 13:04
Írta: HJózsi Dátum 2008 december 07, 13:04
A tartalomra figyelj, ne kenj szét mindent!!!... Ha funkciók hiányoznak belőle minek vegye meg a 'pógár' a WinPicit??? ... nem lesz komplett a gép ámbör!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 13:05
Írta: bmejdz9nu Dátum 2008 december 07, 13:05
Hát igen... A Lada (Zsiguli) is hátsókerék meghajtású és a Mercedes is = nincs különbség...:)
Sőt ha a Lada (Zsiguli) régebbi (bejáratott mint egy használt golyósorsó:) az még jobb is lehet...:)
Sőt ha a Lada (Zsiguli) régebbi (bejáratott mint egy használt golyósorsó:) az még jobb is lehet...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 13:07
Írta: HJózsi Dátum 2008 december 07, 13:07
Wazze, szétoffoltuk a topikot... ez nem is a Winpici... [#nyes] csodálom, hogy nem szólt senki, biztos Hatvanra késtülnek ... na megyek én is, tegnap már beindult a főorsó a Quantummal ... [#wink] ... egész jó ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 13:10
Írta: bmejdz9nu Dátum 2008 december 07, 13:10
Hát pont a tartalomra figyelek! Nincs azaz 1001 (nem mindig tesztelt) lehetőség ami az elkövetkezendő 200 évben nekem kellene... :)
Így ezeken nem kell átrágnom magamat (pipák és egyebek) = több idő marad gépet csinálni és fórumozni... mert csak megy és megy... teszi a dolgát...
Eddíg mi hányzott nekem a WinPC-ből?
Egy dolog (amit a Mach sem tud) csak a CNCGraf az a bizonyos előre felmért felületkövetési módszer...
Így ezeken nem kell átrágnom magamat (pipák és egyebek) = több idő marad gépet csinálni és fórumozni... mert csak megy és megy... teszi a dolgát...
Eddíg mi hányzott nekem a WinPC-ből?
Egy dolog (amit a Mach sem tud) csak a CNCGraf az a bizonyos előre felmért felületkövetési módszer...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 13:11
Írta: bmejdz9nu Dátum 2008 december 07, 13:11
Na most szólok :) Hess... bütykölni :) Jön a Tali...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 13:13
Írta: HJózsi Dátum 2008 december 07, 13:13
Hát nem gondoltam hogy a Winpicit hasonlítod a ladához ... na mindegy,... tényleg sokkal kevesebbet tud mint a Mach3 ... persze van akinek az is elég ... nem kell mindenkinek Merci ... [#buck] na részemről a hitvitának vége, ahogy Laslie mondta "kinek a pap, kinek a paplan..." [#nyes][#eplus2][#idiota][#vigyor4][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 07, 13:14
Írta: 000000000 Dátum 2008 december 07, 13:14
Köszi! 4 mm-es tkf. rádiusz maróval, 12-15 ezer
1/min fordulattal. Bocsi, de egyelőre még nem
pubklikus, elég sok melő van egy ilyen
lefejtett, átlagtól eltérő felületben.
1/min fordulattal. Bocsi, de egyelőre még nem
pubklikus, elég sok melő van egy ilyen
lefejtett, átlagtól eltérő felületben.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 13:14
Írta: HJózsi Dátum 2008 december 07, 13:14
[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 07, 13:18
Írta: 000000000 Dátum 2008 december 07, 13:18
Szia Péter!
ÁÁÁÁ, de jó..., üdvözöllek a CNC művészklubban!:)
Látod-látod lelked mélyén azért csak teszik
Neked az ilyen eszterga-maró felállás is.:)
ÁÁÁÁ, de jó..., üdvözöllek a CNC művészklubban!:)
Látod-látod lelked mélyén azért csak teszik
Neked az ilyen eszterga-maró felállás is.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 15:11
Írta: bmejdz9nu Dátum 2008 december 07, 15:11
Hát egyszer én is (CNC) művész akarok lenni...
Ez a PCDreh-t majd ha csinálok esztergát szívesen kipróbálnám hozzá... úgynézem elég jó...
Már gyűjtöm a hozzávalókat... mármint az esztergához... de nem egy "közönséges" CNC eszterga lesz ám...:)
Ez a PCDreh-t majd ha csinálok esztergát szívesen kipróbálnám hozzá... úgynézem elég jó...
Már gyűjtöm a hozzávalókat... mármint az esztergához... de nem egy "közönséges" CNC eszterga lesz ám...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 07, 15:23
Írta: 000000000 Dátum 2008 december 07, 15:23
Remek lesz, ha beszállsz ebbe a témába Te is.
De előtte még írjál a németeknek, gyenge az
animációjuk vagy a programjuk is, nincs ugyanis
megcsavarva a felület, és nem változik a
keresztmetszete sem.:)
Ja még egy apró gondod majd akadhat: itt
üzemszerű állapot a sok kisebb-nagyobb
szervo egységugrás. Úgyhogy jól gondold meg,
mire vállalkozol majd.:)
De előtte még írjál a németeknek, gyenge az
animációjuk vagy a programjuk is, nincs ugyanis
megcsavarva a felület, és nem változik a
keresztmetszete sem.:)
Ja még egy apró gondod majd akadhat: itt
üzemszerű állapot a sok kisebb-nagyobb
szervo egységugrás. Úgyhogy jól gondold meg,
mire vállalkozol majd.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 16:02
Írta: bmejdz9nu Dátum 2008 december 07, 16:02
Jössz a Talira A300-ast ugrasztani?
De csak úgy lenne fer... ha:
1. Ugyanazon mechanikán azonos motorral különböző vezérlők.
2. A vezérlőt ... hibajel tároló határait figyelembe véve...
Mert tudod a 128bit nálam a maximális hibajel nagysága, ebből pedig nem engedhetek - ez is már nagyon sok nekem:)
De csak úgy lenne fer... ha:
1. Ugyanazon mechanikán azonos motorral különböző vezérlők.
2. A vezérlőt ... hibajel tároló határait figyelembe véve...
Mert tudod a 128bit nálam a maximális hibajel nagysága, ebből pedig nem engedhetek - ez is már nagyon sok nekem:)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 december 07, 16:18
Írta: fs9s63xkf Dátum 2008 december 07, 16:18
Érdekes. Honnan tudod, hogy 100-szorozva jelenik meg az eltérés?
Van az a Feed Forward paraméter, neked ha jól látom akkor a CN-1D, ha ez nincs 100%-on akkor sosem fogja normálisan követni a pályát legalábbis az én vezérlőm. Szerintem emiatt vannak ezek a hatalmas eltérések is.
Van az a Feed Forward paraméter, neked ha jól látom akkor a CN-1D, ha ez nincs 100%-on akkor sosem fogja normálisan követni a pályát legalábbis az én vezérlőm. Szerintem emiatt vannak ezek a hatalmas eltérések is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 07, 16:48
Írta: 000000000 Dátum 2008 december 07, 16:48
Megugrasztjuk, ha szeretnéd.
De a 128-at ezerszer megbeszéltük, hogy
nem védhető, csak szerinted.
Emlélkeztetőül a fő indokok:
- A CNC technikában vannak erős szerszámpálya
követési igények, és "csak" végpont, gyorsmeneti
beállások egy munkadarabon belül is.
- A 128 egy szám, és önmagában értelmetlen.
Az számít, ehhez milyen felbontás, és hibaidő
tartozik. Kit érdekel ugyanis, ha néhány mikro
szekundumig van eltérés, amikor a teljes szervo
rendszer időállandója ettől sokkal nagyobb.
Azaz az idő nem figyelése, hogy meddig áll fenn
x hibaeltérés, súlyos tévedésed. Majd ha sok
3D-s dologgal foglalkozol később, meg fog
változni a véleményed, és majd akkor már kinövöd az A300-at.
Na ezekkel a tényekkel nem szoktál Te
foglalkozni, helyette megmagyarázod a
lehetetlent is.:)
De a 128-at ezerszer megbeszéltük, hogy
nem védhető, csak szerinted.
Emlélkeztetőül a fő indokok:
- A CNC technikában vannak erős szerszámpálya
követési igények, és "csak" végpont, gyorsmeneti
beállások egy munkadarabon belül is.
- A 128 egy szám, és önmagában értelmetlen.
Az számít, ehhez milyen felbontás, és hibaidő
tartozik. Kit érdekel ugyanis, ha néhány mikro
szekundumig van eltérés, amikor a teljes szervo
rendszer időállandója ettől sokkal nagyobb.
Azaz az idő nem figyelése, hogy meddig áll fenn
x hibaeltérés, súlyos tévedésed. Majd ha sok
3D-s dologgal foglalkozol később, meg fog
változni a véleményed, és majd akkor már kinövöd az A300-at.
Na ezekkel a tényekkel nem szoktál Te
foglalkozni, helyette megmagyarázod a
lehetetlent is.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 17:12
Írta: bmejdz9nu Dátum 2008 december 07, 17:12
Kis hibatároló...
Azt akarod megint írni, hogy engedjem ki a kötött pályahűségről a rendszert... az nem fog menni.:)
Nézd meg a #7374-ben a számítást... 0,64mm-es eltérés... ezen belül kell lennie bármikor!!! Nincs olyan mozgási feladat amikor ebből kikerülhet!
Mert a "bumeráng" vissza is tud ütni...(a pontosság mindenek felett van nálam!!!)
Már sokszor írtam... a gyorsítást úgy állítom be a szoftverben, hogy a pálya hű mozgást a szoftver vezérelje... nem a hibatároló azaz amikor kijön belőle...
Azaz amit a mechanika és motor tud...(teljes hajtáslánc)
De ezt szerintem hagyjuk...
Ha akarod tesztelheted, de leszögezem nem a tároló nagyságát - ezt figyelni fogom! Mert ezt nem tartom hátránynak... sőt előnynek!
Most igen jó a helyzet pl. a te vezérlőddel való összehasonlításra... végül is a végeredmény különösebben nem érdekel... de ha téged legyen...
Az A300-ast át lehet kapcsolni 1X-es encoder üzemmódra is! Azaz olyan enc. feld. módra mint tied!
Sőt!
A step jel sokszorozó most egy teljesen külön dobozba került, tehát mintha nem is lenne...
(ez a segédmegoldás ugyebár csak nekem a WinPC-NC miatt kell... az alacsony azaz max. 24Khz miatt, Mach-hoz nem kell ott a max. 100Khz. - de ezt tudod.)
Azt akarod megint írni, hogy engedjem ki a kötött pályahűségről a rendszert... az nem fog menni.:)
Nézd meg a #7374-ben a számítást... 0,64mm-es eltérés... ezen belül kell lennie bármikor!!! Nincs olyan mozgási feladat amikor ebből kikerülhet!
Mert a "bumeráng" vissza is tud ütni...(a pontosság mindenek felett van nálam!!!)
Már sokszor írtam... a gyorsítást úgy állítom be a szoftverben, hogy a pálya hű mozgást a szoftver vezérelje... nem a hibatároló azaz amikor kijön belőle...
Azaz amit a mechanika és motor tud...(teljes hajtáslánc)
De ezt szerintem hagyjuk...
Ha akarod tesztelheted, de leszögezem nem a tároló nagyságát - ezt figyelni fogom! Mert ezt nem tartom hátránynak... sőt előnynek!
Most igen jó a helyzet pl. a te vezérlőddel való összehasonlításra... végül is a végeredmény különösebben nem érdekel... de ha téged legyen...
Az A300-ast át lehet kapcsolni 1X-es encoder üzemmódra is! Azaz olyan enc. feld. módra mint tied!
Sőt!
A step jel sokszorozó most egy teljesen külön dobozba került, tehát mintha nem is lenne...
(ez a segédmegoldás ugyebár csak nekem a WinPC-NC miatt kell... az alacsony azaz max. 24Khz miatt, Mach-hoz nem kell ott a max. 100Khz. - de ezt tudod.)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 07, 17:44
Írta: 000000000 Dátum 2008 december 07, 17:44
Nem érted..., vagy nem akarod érteni.
A hiba az időben változó jelenség, a Te
szervód pedig butuska statikus kiakadó,
lefagyó logikájú.
Éa ráadásul a jó nagy lusta, hatalmas J-jű, túlzott
400W-os szervo motorod semmit nem csinál pl. 10
mikroszekundumig, tehát +- végtelen között
bármi lehet elvileg a hibajel. A 128 pedig
lényegesen kisebb, mint a végtelen.:))
A hiba az időben változó jelenség, a Te
szervód pedig butuska statikus kiakadó,
lefagyó logikájú.
Éa ráadásul a jó nagy lusta, hatalmas J-jű, túlzott
400W-os szervo motorod semmit nem csinál pl. 10
mikroszekundumig, tehát +- végtelen között
bármi lehet elvileg a hibajel. A 128 pedig
lényegesen kisebb, mint a végtelen.:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 18:20
Írta: bmejdz9nu Dátum 2008 december 07, 18:20
Nem. Nem. Ebből nem engedek...
A lehetőségek szerint nem "hagyom magára" a hajtásláncot... vezérelje a szoftver kemény kézzel, ekzaktúl!
(legjobb lenne lépéspontosan vezérlelni, de a 128 sajnos és szükségesen van...)
Ha "lassan" tud a "lomha" motor felpörögni majd "lassabban" gyorsít a szoftver... semmi "magánakció - önkéntes döntés" a vezérlőtől...
Nem a vezérlő dolga eldönteni a gyorsítási folyamatot!!!
Most majd meglátod a végleteket! Most amit csinálok:
10-es em. orsó, 20mm átm. (vékonyabb nem lehet a hossz miatt) és 1200 mm hosszú...
"Mindössze" olyan SanyoDenki ("170W"-os) motor fogja hajtani amit az adok veszekbe betettem a #5582-be... persze csak gravír gép lesz...
A múltkor is túl lőttem a célon, azaz túl erős lett...( #7281) ez megy most a Talira "próbapadnak" és ha lesz rá vevő anyagáron a végén eladó lesz... (sajnos minden lineár elem vadi újból van... ez ugyebár a rossz hír itt:)
Orsó cserélve lett 16 ról 20mm átmérőjőre (5-ös em. maradt)
A lehetőségek szerint nem "hagyom magára" a hajtásláncot... vezérelje a szoftver kemény kézzel, ekzaktúl!
(legjobb lenne lépéspontosan vezérlelni, de a 128 sajnos és szükségesen van...)
Ha "lassan" tud a "lomha" motor felpörögni majd "lassabban" gyorsít a szoftver... semmi "magánakció - önkéntes döntés" a vezérlőtől...
Nem a vezérlő dolga eldönteni a gyorsítási folyamatot!!!
Most majd meglátod a végleteket! Most amit csinálok:
10-es em. orsó, 20mm átm. (vékonyabb nem lehet a hossz miatt) és 1200 mm hosszú...
"Mindössze" olyan SanyoDenki ("170W"-os) motor fogja hajtani amit az adok veszekbe betettem a #5582-be... persze csak gravír gép lesz...
A múltkor is túl lőttem a célon, azaz túl erős lett...( #7281) ez megy most a Talira "próbapadnak" és ha lesz rá vevő anyagáron a végén eladó lesz... (sajnos minden lineár elem vadi újból van... ez ugyebár a rossz hír itt:)
Orsó cserélve lett 16 ról 20mm átmérőjőre (5-ös em. maradt)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 07, 18:32
Írta: 000000000 Dátum 2008 december 07, 18:32
Aham, ha Te mondod, biztos úgyvan minden.:)
Elég fárasztó, lezsibbasztó egy délutánom volt,
megyek kicsit erőt gyűjteni. De majd engem
felvált H.Józsi, Ő már kipihente magát a déli
Mach vs WIN PCNC "csatátok" után.:)
Elég fárasztó, lezsibbasztó egy délutánom volt,
megyek kicsit erőt gyűjteni. De majd engem
felvált H.Józsi, Ő már kipihente magát a déli
Mach vs WIN PCNC "csatátok" után.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 18:39
Írta: HJózsi Dátum 2008 december 07, 18:39
A korábbi erőfeszítéseket ismerve, kicsit úgy tűnik, mintha vaknak akarnál lámpát gyújtani, aki számára a realitás a 128cm-es fehér bot ... [#szomoru1] pedig szerintem nem vak, csak valami láthatatlan erő egy hegesztőszemüveget tart a aszeme elé ezért ragaszkodik rögeszmésen a fehér bothoz ... [#hawaii] [#nyes][#mf2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 07, 18:44
Írta: HJózsi Dátum 2008 december 07, 18:44
Még azt mondják összebeszéltünk ... [#buck][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 07, 19:11
Írta: bmejdz9nu Dátum 2008 december 07, 19:11
Nem értitek a "fifikámat"... de a Talin ha lesz idő kifejtem... (addíg a Gecko Corp. is hüle marad :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 08, 01:33
Írta: HJózsi Dátum 2008 december 08, 01:33
Nem kell kifejteni, világos a fifikád: önkorlátozás, hogy ezzel egy vélt biztonságot és pontosságot teremts magadnak. Az A300 az év vezérlője lehetett volna, ha nem tiltod le a designert a jóval nagyobb, de jumperelhető hibatárolóról!!!! Jumperelhetted volna akár 32-re is, hogy még jobban önkorlátozhasd magad... de jumperelhetted volna 2048-ra is ahol már rendes egységugrás jelekkel mérhetted volna a mechanikád és a motorod képességeit, összehangoltságát... persze inkább az önkorlátozást választottad ... nagy kár ... mert nagyon szép munka ... talán majd Grísáék megcsinálják ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 07:03
Írta: 000000000 Dátum 2008 december 08, 07:03
Tibor45!
Bárki, bármit is mond, nekem nagyon tetszik a stílusod. Komolyan mondom és nem pejor.
Attól függetlenül, hogy tudásom a béka segge alatt van a Tiédhez képest.
Sajátságosan közelíted meg a dolgokat.
Nevezetesen.
Hogyan nem lehet megcsinálni azt a valamit?
Olyat, még nem olvastam, hogy hogyan lehetne.
Bárki, bármit is mond, nekem nagyon tetszik a stílusod. Komolyan mondom és nem pejor.
Attól függetlenül, hogy tudásom a béka segge alatt van a Tiédhez képest.
Sajátságosan közelíted meg a dolgokat.
Nevezetesen.
Hogyan nem lehet megcsinálni azt a valamit?
Olyat, még nem olvastam, hogy hogyan lehetne.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 07:54
Írta: 000000000 Dátum 2008 december 08, 07:54
"Olyat, még nem olvastam, hogy hogyan lehetne."
#7375 Pl. így is lehet.
#7375 Pl. így is lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2008 december 08, 08:34
Írta: e7c897sd8 Dátum 2008 december 08, 08:34
Szép munka! De tényleg! Ha volna kalapom megemelném Tibor elött!
DE ez már profizmus! Olvastad már Tibor mi a fórumunk neve? Segítek: hobbycnc. A legtöbbünknek nem kell 200000 soros kódból dolgozni. Egy műszer előlap kivágásnál pár négyzet, téglalap és egy két speciális forma elkészítéséhez használom a gépemet a legtöbbet mostanában. Néha egy két felirat gravírozása.
Mennyibe is került a te profi rendszered?
Ha őszintén leírod nekünk az árát én is megírom mennyibe van nekem most az egész. Hiába próbálsz a mehanika hibáin lovagolni. Azzal mindenki tisztában van, hogy nem tud házilag ipari minőségű mehanikát készíteni. Szoftveres hókusz-pókusz lehet ugyan, de a gép mehanikai tulajdonsága meghatároz mindent. Természetesen az jó dolog, ha előre meghatározzuk a gép maximális terhelhetőségét és soha nem terheljük annak közelében a rendszert. A lényeg az, hogy a felhasználó pontossági és sebesség igényét kielégítse az épített gép.
DE ez már profizmus! Olvastad már Tibor mi a fórumunk neve? Segítek: hobbycnc. A legtöbbünknek nem kell 200000 soros kódból dolgozni. Egy műszer előlap kivágásnál pár négyzet, téglalap és egy két speciális forma elkészítéséhez használom a gépemet a legtöbbet mostanában. Néha egy két felirat gravírozása.
Mennyibe is került a te profi rendszered?
Ha őszintén leírod nekünk az árát én is megírom mennyibe van nekem most az egész. Hiába próbálsz a mehanika hibáin lovagolni. Azzal mindenki tisztában van, hogy nem tud házilag ipari minőségű mehanikát készíteni. Szoftveres hókusz-pókusz lehet ugyan, de a gép mehanikai tulajdonsága meghatároz mindent. Természetesen az jó dolog, ha előre meghatározzuk a gép maximális terhelhetőségét és soha nem terheljük annak közelében a rendszert. A lényeg az, hogy a felhasználó pontossági és sebesség igényét kielégítse az épített gép.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 08:34
Írta: 000000000 Dátum 2008 december 08, 08:34
Úgy érzem, hogy ismét ízelítőt kaphattunk a mellébeszélés iskolapéldái című gyűjteményből.
Köze nem volt a válaszodnak a felvetésemhez.
Ettől függetlenül, nagyon látványos!
A többiek nevében én nem tudok nyilatkozni és azt hiszem, hogy a fene nem is kért rá.
Az üggyel kapcsolatos álláspontomat azért leírnám.
Nem azt várnám én el, hogy konkrét receptet adjál közre. Nyilván, hogy annak piaca van.
Azért, valami ködös elvi állásfoglalás, szempontok, vagy hasonló néha nem ártana a részedről.
Bocsáss meg az alpári kifejezésért, de az ellenvetéseid sokszor nem több, mint fikázás.
Hivatkozol egységugrásra és pár sablonra. Bizonyára, azok is szempontok. Amit megfigyeltem, kicsit sem ostoroztad az igen silány mechanikát.
Az elméleted, ragyogóan szántja a levegőt, de valós körülmények között (fa mechanika) kutyagumit nem ér.
Az itt legtöbbször leírt mechanikáknak nem az egységugrás lesz a legnagyobb problémájuk.
Bizonyára elkerülte a figyelmemet, de nem láttam tőled, hogy szóba hoztad volna az ágyat, szán szerkezetet és egyebeket.
Ne érts félre, nem bírálom, vagy felülvizsgálom a tudásodat!
Arról tettem pusztán említést, hogy az elméleti fejtegetéseid nem biztos, hogy megszívlelendőek hobby körülmények között.
Ugyanis, amiket leírsz, abból az látszik, hogy hogyan NEM lehet valamit megcsinálni.
Köze nem volt a válaszodnak a felvetésemhez.
Ettől függetlenül, nagyon látványos!
A többiek nevében én nem tudok nyilatkozni és azt hiszem, hogy a fene nem is kért rá.
Az üggyel kapcsolatos álláspontomat azért leírnám.
Nem azt várnám én el, hogy konkrét receptet adjál közre. Nyilván, hogy annak piaca van.
Azért, valami ködös elvi állásfoglalás, szempontok, vagy hasonló néha nem ártana a részedről.
Bocsáss meg az alpári kifejezésért, de az ellenvetéseid sokszor nem több, mint fikázás.
Hivatkozol egységugrásra és pár sablonra. Bizonyára, azok is szempontok. Amit megfigyeltem, kicsit sem ostoroztad az igen silány mechanikát.
Az elméleted, ragyogóan szántja a levegőt, de valós körülmények között (fa mechanika) kutyagumit nem ér.
Az itt legtöbbször leírt mechanikáknak nem az egységugrás lesz a legnagyobb problémájuk.
Bizonyára elkerülte a figyelmemet, de nem láttam tőled, hogy szóba hoztad volna az ágyat, szán szerkezetet és egyebeket.
Ne érts félre, nem bírálom, vagy felülvizsgálom a tudásodat!
Arról tettem pusztán említést, hogy az elméleti fejtegetéseid nem biztos, hogy megszívlelendőek hobby körülmények között.
Ugyanis, amiket leírsz, abból az látszik, hogy hogyan NEM lehet valamit megcsinálni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 08, 08:39
Írta: bmejdz9nu Dátum 2008 december 08, 08:39
Nevezzük önkorlátozásnak - ez tetszik, végül is az!
Korlátozni akarom magamat, hogy csak olyan hajtásláncot csináljak ami (minden esetben) tudja követni a poziciót max. +/-128bit (step jel) hibával... ami nem kevés...
Ha egy CNC-nél azt akarom, hogy 1-2 step jel eltérési pontosan marjon akkor szerintem a 100x-es megengedett hibaszint több mint passzol hozzá :)
Egyébként tudom, hogy te miért kedvelnél több hibajel tárolót... és ezt meg is értem...
Az IC 8;9;10;11;12;13 helyére beteszel foglalatokat és abba passzoló de "dupplázott" összehasonlító és tároló képességű segéd-feltét panelt tervezel... és kész...
(az alapkapcsolásból szinte adott a megoldás hozzá)
Tehát ha nagyobb tároló kell megteheted...
Nekem nem volt és nincs rá rá szükségem... szerintem tudod is miért...
Korlátozni akarom magamat, hogy csak olyan hajtásláncot csináljak ami (minden esetben) tudja követni a poziciót max. +/-128bit (step jel) hibával... ami nem kevés...
Ha egy CNC-nél azt akarom, hogy 1-2 step jel eltérési pontosan marjon akkor szerintem a 100x-es megengedett hibaszint több mint passzol hozzá :)
Egyébként tudom, hogy te miért kedvelnél több hibajel tárolót... és ezt meg is értem...
Az IC 8;9;10;11;12;13 helyére beteszel foglalatokat és abba passzoló de "dupplázott" összehasonlító és tároló képességű segéd-feltét panelt tervezel... és kész...
(az alapkapcsolásból szinte adott a megoldás hozzá)
Tehát ha nagyobb tároló kell megteheted...
Nekem nem volt és nincs rá rá szükségem... szerintem tudod is miért...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 08:46
Írta: 000000000 Dátum 2008 december 08, 08:46
Neked is azt üzenném, amit Kozmaj-nak az előbb
a másik topicban.
Konkrétumot írjál, ami szakmailag nem igaz,
és én mondtam. A többi szubjektív rizsa,
vélemény, és emberi hozzáállás kérdése, tehát
nem fórum téma.
a másik topicban.
Konkrétumot írjál, ami szakmailag nem igaz,
és én mondtam. A többi szubjektív rizsa,
vélemény, és emberi hozzáállás kérdése, tehát
nem fórum téma.
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2008 december 08, 08:50
Írta: e7c897sd8 Dátum 2008 december 08, 08:50
Tibor!
Régebben Varsányi Peti gépéről megállapítottad,hogy nem megy át a tesztjeiden. Még igazad is lehet. Azóta is használja megelégedésére. Mindent meg lehet úgy vizsgálni, hogy miért nem jó. De ezért szeretünk!
Régebben Varsányi Peti gépéről megállapítottad,hogy nem megy át a tesztjeiden. Még igazad is lehet. Azóta is használja megelégedésére. Mindent meg lehet úgy vizsgálni, hogy miért nem jó. De ezért szeretünk!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 08:52
Írta: 000000000 Dátum 2008 december 08, 08:52
„vélemény, és emberi hozzáállás kérdése, tehát
nem fórum téma.”
Nem érzed a csapdát?
Leírtad a véleményedet és egyben azonnal meg is cáfoltad.
Természetesen, nem tudom cáfolni a szakmai fejtegetéseidet!
Egy a bukta velük.
Hobby szinten semmit nem lehet velük kezdeni.
Amúgy, nagyon jók!
nem fórum téma.”
Nem érzed a csapdát?
Leírtad a véleményedet és egyben azonnal meg is cáfoltad.
Természetesen, nem tudom cáfolni a szakmai fejtegetéseidet!
Egy a bukta velük.
Hobby szinten semmit nem lehet velük kezdeni.
Amúgy, nagyon jók!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 08, 08:56
Írta: bmejdz9nu Dátum 2008 december 08, 08:56
... és jobb lett mint gondoltam...:) Kár, hogy nem bírom elvinni a Talira... (több mint 140Kg... rossz fogás lehetőség... kicsi kocsi... és nagyon féltem)
Persze csak úgy nézegetni is jó lenne... de ha működne ott és marna, dolgozna... az lenne a legjobb...
Egy egésznapos bemutatáshoz kellene talán 100Kg alu? :) amiből forgácsot csinálnék :)
Persze csak úgy nézegetni is jó lenne... de ha működne ott és marna, dolgozna... az lenne a legjobb...
Egy egésznapos bemutatáshoz kellene talán 100Kg alu? :) amiből forgácsot csinálnék :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 09:14
Írta: 000000000 Dátum 2008 december 08, 09:14
Igen az Ő megelégedésére használja.
És hány komolyabb 3D-s munkát mart ki, és nem
láttam még azt a videót sem, amikor anyagban
hasít 180 mm/s-el, azt sem láttam, amikor
0.5-ös maróval kétszer-háromszor egymásután
nagysebességgel végig megy.
Ezzel szemben a tények:
30-60W-ot igénylő előtolási
sebességgel marogat design Corell program játék
pontosságú HPGL-ével a bazi állat túlméretezett
400 W-os lomha motorjával, és állandóan attól
retteg, mi van ha ütközik.:)))
Az 5 ms-os motorja le van butítva 50 ms-ra,
és ehhez is néha 20 A kell.
A sztervo rendszere életében nem látott Greatz hidas
tápot, hanem stabilizált, 3 darab sorbakötött
kapcsolóüzemű tápról megy.
Egyébként meg valóban, forog a motorja, tehát
működik! Hurráááááá.:))
Hagyjuk már az egész támát, mert végképp
elborul az agyam azon, hogy egyesek képtelenek
megérteni az elemi dolgokat, megsértődnek a
szakmai kritikán, nem foglalkoznak
műszaki optimalizálással, hanem óriási duma
és mellébeszélési képességgel megáldva üzengetnek
vissza nekem, és utána még én vagyok szerintük
az ilyen meg olyan ember.
Lefordultam a támákról, nincs időm
ennyi értelmetlen, meddő válaszolgatásra.
Szép napot Mindenkinek!
És hány komolyabb 3D-s munkát mart ki, és nem
láttam még azt a videót sem, amikor anyagban
hasít 180 mm/s-el, azt sem láttam, amikor
0.5-ös maróval kétszer-háromszor egymásután
nagysebességgel végig megy.
Ezzel szemben a tények:
30-60W-ot igénylő előtolási
sebességgel marogat design Corell program játék
pontosságú HPGL-ével a bazi állat túlméretezett
400 W-os lomha motorjával, és állandóan attól
retteg, mi van ha ütközik.:)))
Az 5 ms-os motorja le van butítva 50 ms-ra,
és ehhez is néha 20 A kell.
A sztervo rendszere életében nem látott Greatz hidas
tápot, hanem stabilizált, 3 darab sorbakötött
kapcsolóüzemű tápról megy.
Egyébként meg valóban, forog a motorja, tehát
működik! Hurráááááá.:))
Hagyjuk már az egész támát, mert végképp
elborul az agyam azon, hogy egyesek képtelenek
megérteni az elemi dolgokat, megsértődnek a
szakmai kritikán, nem foglalkoznak
műszaki optimalizálással, hanem óriási duma
és mellébeszélési képességgel megáldva üzengetnek
vissza nekem, és utána még én vagyok szerintük
az ilyen meg olyan ember.
Lefordultam a támákról, nincs időm
ennyi értelmetlen, meddő válaszolgatásra.
Szép napot Mindenkinek!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 08, 09:33
Írta: HJózsi Dátum 2008 december 08, 09:33
Na, ha már érted, hogy nem a hibatároló méretétől függ a pontosság, akkor célszerűbb lett volna akkorára méretezni, hogy az ipari pontosságot megcélzott mechanikád és hajtásodat annak megfelelően mérni lehessen határadatokra...
Ha nem egy marék IC-t kellene emeletes panelon rászerelni, talán még OK, is lenne... az emeletes panellal rendesen megjártam a gyíkkal... húsbavágóan ... :( csak azt nem csinálta rendesen ami a feladata... pontosabban hibázott... három panelt is cseréltem benne, ugyanaz... majd egy negyedikkel jó volt .. elvileg ugyanolyan kártyák ...
Ha nem egy marék IC-t kellene emeletes panelon rászerelni, talán még OK, is lenne... az emeletes panellal rendesen megjártam a gyíkkal... húsbavágóan ... :( csak azt nem csinálta rendesen ami a feladata... pontosabban hibázott... három panelt is cseréltem benne, ugyanaz... majd egy negyedikkel jó volt .. elvileg ugyanolyan kártyák ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 09:41
Írta: 000000000 Dátum 2008 december 08, 09:41
Igen a problémát én is abban látom, ha csak irreálisan nagy motor erővel növelem a rendszer sebességét.
Nekünk hobbysoknak jóval nagyobb kihívás erős-pontos mechanikát csinálni.
Szóval a kínai hobby esztergára sem véletlenül tesznek 500 W-os motort, pedig 5 kW-al mennyivel erősebb és gyorsabb lenne.
Ezért az előtolás-fogás összhangját kell megtalálnunk az adott gépnél.
Abban azért biztos vagyok, hogy VP gépe 3D-ben is kiválóan fog dolgozni. De mi lesz az első nem végállás felütközésnél?
Nekünk hobbysoknak jóval nagyobb kihívás erős-pontos mechanikát csinálni.
Szóval a kínai hobby esztergára sem véletlenül tesznek 500 W-os motort, pedig 5 kW-al mennyivel erősebb és gyorsabb lenne.
Ezért az előtolás-fogás összhangját kell megtalálnunk az adott gépnél.
Abban azért biztos vagyok, hogy VP gépe 3D-ben is kiválóan fog dolgozni. De mi lesz az első nem végállás felütközésnél?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 08, 09:51
Írta: bmejdz9nu Dátum 2008 december 08, 09:51
Tibor, Tibor... nem kéne így csinálnod... körbe körbe ismétled magadat...
Még a végén azt hiszik, hogy nem értesz hozzá azért...
Ha hiba lenne a gépembe már korrigáltam volna... de sajnálatodra nincs mit...
Mindössze a főorsókat cserélgettem egyre nagyobbra... hogy passzoljon a mechanika erősségéhez, pontosságához...
A "400W-os" motorok valóban túlzás... de Te írtad, hogy a Bautz motorok kicsik lesznek és hogy kell az áttétel...
Én meg hüle kicseréltem, persze volt némi előnye de nem az amit írtál...
Kár, hogy Svejk előbb nem csinálta meg a számítást...
A gép lomha :) ... 240mm/sec-re tud gyorsulni 30ms alatt... de a machanika sajnos folyamatosan csak 240mm/sec-re csak 100ms-os gyorsulást visel el...
Azaz pl. 60mms-re ennek a negyed ideje alatt gyorsul... Ez kevés? Nekem nem... Mint a kalapács úgy mozog...:)
És tudod valós a mozgás mert kicsi a hibajel tároló... :)
Talán nem tudod, de a nyomatékot lehet szabályozni az áramkorláttal... :)
Kapcsoló üzemű táp és egyebek? Hogy jön ez ide?
Még a végén azt hiszik, hogy nem értesz hozzá azért...
Ha hiba lenne a gépembe már korrigáltam volna... de sajnálatodra nincs mit...
Mindössze a főorsókat cserélgettem egyre nagyobbra... hogy passzoljon a mechanika erősségéhez, pontosságához...
A "400W-os" motorok valóban túlzás... de Te írtad, hogy a Bautz motorok kicsik lesznek és hogy kell az áttétel...
Én meg hüle kicseréltem, persze volt némi előnye de nem az amit írtál...
Kár, hogy Svejk előbb nem csinálta meg a számítást...
A gép lomha :) ... 240mm/sec-re tud gyorsulni 30ms alatt... de a machanika sajnos folyamatosan csak 240mm/sec-re csak 100ms-os gyorsulást visel el...
Azaz pl. 60mms-re ennek a negyed ideje alatt gyorsul... Ez kevés? Nekem nem... Mint a kalapács úgy mozog...:)
És tudod valós a mozgás mert kicsi a hibajel tároló... :)
Talán nem tudod, de a nyomatékot lehet szabályozni az áramkorláttal... :)
Kapcsoló üzemű táp és egyebek? Hogy jön ez ide?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 08, 09:58
Írta: bmejdz9nu Dátum 2008 december 08, 09:58
Közbe filóztam! Igen jó ötletet adtál!
Megpróbálom a Talira a hibajeltároló "kicsinyességét" 32(!) bitesre csökkenteni az A300-on!!!
Todom, hogy elég a +/-32 bit is!!!... akkor talán elhiszed hogy a 128bit-is megfelelő...
Szerintem nem hibázna... (A TTL IC-k?)
Nagyon kemény zavarteszteket csináltam rajta... (jó a mikróba nem tettem bele, de volt minden - és semmi probléma!:)
Megpróbálom a Talira a hibajeltároló "kicsinyességét" 32(!) bitesre csökkenteni az A300-on!!!
Todom, hogy elég a +/-32 bit is!!!... akkor talán elhiszed hogy a 128bit-is megfelelő...
Szerintem nem hibázna... (A TTL IC-k?)
Nagyon kemény zavarteszteket csináltam rajta... (jó a mikróba nem tettem bele, de volt minden - és semmi probléma!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 08, 10:01
Írta: bmejdz9nu Dátum 2008 december 08, 10:01
Nem láttad a teszteket? Teljes sebességgel ütköztetem a végpontoknak...(Gumibak + 128bit = kb.1mm-en elveszti a helyzeti energiát és leold...)
Tavaly a Talin pl. 480mm/sec-el... egymás után többször ... volt szörnyülködés is :)
Minden szélsőséges tesztet elvégeztem! ... és elvégzek most is! Majd amit viszek a talira azon is megnézheted...
Sima ütközés már megvolt, sajnos többször is...:) Áramlimit (nyomatéklimit) működött...
Tavaly a Talin pl. 480mm/sec-el... egymás után többször ... volt szörnyülködés is :)
Minden szélsőséges tesztet elvégeztem! ... és elvégzek most is! Majd amit viszek a talira azon is megnézheted...
Sima ütközés már megvolt, sajnos többször is...:) Áramlimit (nyomatéklimit) működött...
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2008 december 08, 10:10
Írta: e7c897sd8 Dátum 2008 december 08, 10:10
Látod rc is azt írja, hogy nehéz jó mehanikát csinálni házilag. A jó mehanika nélkül "megkékül" a szervó áramköröd a felhasználás során!
De nem ezt kérdeztem tőled! Nem lehet a vezérlővel kompenzálni a meglevő mehanikai hibákat. Ezt tudod te is. A sebesség hajszolása pedig hihetetlen nagy lendületeket kelt a mehanikába. Megállásnál, irányváltásnál óriási erők ébrednek, melyeket el kell egy ilyen rendszernek viselnie. Egy csapágyház marást ne hasonlítgass össze egy csicsás 3d marással.
Videózz és publikálj annyit, mint Varsányi Peti. Abból tanulunk a legtöbbet.
Ui.: most látom csak hogy sértődős vagy.... :-))
De nem ezt kérdeztem tőled! Nem lehet a vezérlővel kompenzálni a meglevő mehanikai hibákat. Ezt tudod te is. A sebesség hajszolása pedig hihetetlen nagy lendületeket kelt a mehanikába. Megállásnál, irányváltásnál óriási erők ébrednek, melyeket el kell egy ilyen rendszernek viselnie. Egy csapágyház marást ne hasonlítgass össze egy csicsás 3d marással.
Videózz és publikálj annyit, mint Varsányi Peti. Abból tanulunk a legtöbbet.
Ui.: most látom csak hogy sértődős vagy.... :-))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 10:15
Írta: 000000000 Dátum 2008 december 08, 10:15
Kicsit azért még visszatérnék a felhozott képedre.
Mármint a 7375 –ben említettre.
Az, bizony a parasztvakítás iskolapéldája!
Köze nincsen a CNC technikához.
Kár volt hivatkoznod arra az ábrára.
Egy közönséges mechanikus gravírozó szerkentyűvel is készülhetett.
Persze, könnyen tudnád cáfolni állításomat.
Mutatsz egy videót, ahol néhány kódsor változtatásával változtatsz a mintán.
Ennyit a szaktudásról.
Mármint a 7375 –ben említettre.
Az, bizony a parasztvakítás iskolapéldája!
Köze nincsen a CNC technikához.
Kár volt hivatkoznod arra az ábrára.
Egy közönséges mechanikus gravírozó szerkentyűvel is készülhetett.
Persze, könnyen tudnád cáfolni állításomat.
Mutatsz egy videót, ahol néhány kódsor változtatásával változtatsz a mintán.
Ennyit a szaktudásról.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 08, 10:50
Írta: HJózsi Dátum 2008 december 08, 10:50
Csak szorongatod azt a fehér botot... pedig próbálom mondani: " Nyisd ki a szemed és láss! " ... Te esetedben a nagy hibatároló csak a méréshez, beállításhoz kell aztán a vezérlő sw-ben a motor tuningban beállíthatsz olyan értékeket, ami kényelmes a rendszerednek és valóban leveheted 32-bitre akár a méretét... Te a mérés lehetőségét veszed el magadtól és a végleges beállítással kezdesz ami az utolsó lépés ...
Egy főorsó motor meghajtása esetén a futási pontosság nem szempont, a hibatároló lehet sokkal nagyobb, ha amúgy a rendszer más elemét nem lehet tetszőlegesen növelni ( tápfesz, motor áram ... )
Egy hibás működés nem hittanóra kérdése, hanem adott esetben tény ... én ezt a gyíkkal megtapasztaltam... 4 "szorzó" panelből egy-el működött megfelelően, amásik háromnál incrementális hiba ... a 4 panel egyforma volt ... állítólag... de emlékezz csak vissza az általad belinkelt kartondobozra ami tele volt gyíkkal, mondván ez a szervíz ... nos minden bizonnyal nem a TTL áramkörrel van a baj hanem a panellal ami sok hiba forrása lehet ...
Egy főorsó motor meghajtása esetén a futási pontosság nem szempont, a hibatároló lehet sokkal nagyobb, ha amúgy a rendszer más elemét nem lehet tetszőlegesen növelni ( tápfesz, motor áram ... )
Egy hibás működés nem hittanóra kérdése, hanem adott esetben tény ... én ezt a gyíkkal megtapasztaltam... 4 "szorzó" panelből egy-el működött megfelelően, amásik háromnál incrementális hiba ... a 4 panel egyforma volt ... állítólag... de emlékezz csak vissza az általad belinkelt kartondobozra ami tele volt gyíkkal, mondván ez a szervíz ... nos minden bizonnyal nem a TTL áramkörrel van a baj hanem a panellal ami sok hiba forrása lehet ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 08, 11:01
Írta: HJózsi Dátum 2008 december 08, 11:01
Péter ... az a mozgási energia... azt a gumibak betárolja (mint rugó) és részben felemészti persze mindezt úgy, hogy a másik oldalon a mechanikát nyomja, mindaddig amíg le nem old a vezérlő...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 08, 11:45
Írta: svejk Dátum 2008 december 08, 11:45
Hej, de jó is ha nem nekem kell vitáznom :))
Kívülállóként olvasva természetesen mindenkinek igaza van.
Egy viszont biztos hogy nem véletlen nem lehet mostanában gépépítésről hallani netalán képeket látni.
Mivel tökéletest nem tud senki alkotni, ezért fel sem meri említeni :(
Kívülállóként olvasva természetesen mindenkinek igaza van.
Egy viszont biztos hogy nem véletlen nem lehet mostanában gépépítésről hallani netalán képeket látni.
Mivel tökéletest nem tud senki alkotni, ezért fel sem meri említeni :(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 11:50
Írta: 000000000 Dátum 2008 december 08, 11:50
A Fórum negatív kisugárzása miatt, mindenki (aki épít) magában tartja!
Egyetértek veled...
Egyetértek veled...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 08, 11:59
Írta: HJózsi Dátum 2008 december 08, 11:59
Pont tegnap gondolkoztam azon, hogy milyen kevesen írnak be, inkább bölcsen hallgatnak... Viszont szerintem az olvasók száma biztosan ugrásszerűen megnőtt, mert a Szomszédok meg a Győzike már unalmas ... [#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 08, 11:59
Írta: svejk Dátum 2008 december 08, 11:59
Igen erre céloztam, saját bőrömön is tapasztaltam. Persze sajnos az is igaz hogy én is kapható vagyok a kritikus nyilatkozatokra.
Csak hogy pl. ez a téma is már hányszor lefutott erdménytelenül és nem másért mert mindkét félnek igaza van.
Varsányi a hobby oldalról közelítve érzi a lehetőségeket, az ellentábor pedig a profizmus, ipar oldaláról engedménynélkül.
Csak hogy pl. ez a téma is már hányszor lefutott erdménytelenül és nem másért mert mindkét félnek igaza van.
Varsányi a hobby oldalról közelítve érzi a lehetőségeket, az ellentábor pedig a profizmus, ipar oldaláról engedménynélkül.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 12:18
Írta: 000000000 Dátum 2008 december 08, 12:18
Részben igazad van. De a Győzike szindróma már erősen begyűrűzött egyesek társalgási stílusába. A sajtó nyomására pedig lassan kötelező is lesz. És akinek nem tetszik, azt lerasszistázzák. És ez az igazi tragédia, nem pedig az egységugrás hiánya vagy megléte. Az műszaki dolog. Az előbbi meg a világvég kezdete.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 12:26
Írta: 000000000 Dátum 2008 december 08, 12:26
A kritika, nem biztos, hogy negatív kisugárzású.
Jobban visszaveti a dolgot, ha a problémákat a szőnyeg alá söpörjük.
Nem szabad marógépnek nevezni a szerényke gravírozót, mert megtéveszti az építeni szándékozót.
Ha, valaki annak a tudatában kezd bele a dologba, hogy fémbe, fába karcolászhat ezt-azt, becsapva sincs és a végén nem marad el a sikerélmény.
De, ha közben olyanokról olvasgat, hogy „egységugrás” és hasonló varázsszavak, hát nem tudja hová tenni. Nem érti, hogy a marógép, mitől is az. Nem biztos, hogy mindenki alapból tudja, hogy egy maróval lehet gravírozni a gravírozóval, tuti, hogy az istennek nem lehet marni.
Szóval, nem a negatív kisugárzás – mert ilyen nincsen – hanem a két, vagy több téma összemaszatolása teszi visszahúzódóvá az építőket.
Valljuk be, páran úgy fogtak bele az építésbe, hogy alapvető forgácsolási ismereteik sem nagyon vannak. Ezért aztán gőzük nincsen, hogy mit is várjanak el gépüktől.
Azért próbáltam saját példámon rávilágítani az ágy és szánok kérdésére, hogy másokat ne sértsek.
Többen is írták, hogy a forgácsolás is egy SZAKMA.
Nem is biztos, hogy a legegyszerűbbek közé tartozik.
Úgy gondolom, hogy a dolgokat szépítés nélkül és valós esetekre érdemes tárgyalni, hogy ne csalódás legyen a vége.
Sajnálom, valakit akaratom ellenére megbántottam.
Nem a kedvét akartam senkinek elvenni.
A kedvét az veszi el az embernek, ha eleve halva született dolgokkal próbálkozik.
Mint írtam is, Tibi45 reakciói tetszenek. Talán azért, mert tudom hová tenni.
És aki, csak hobbiból gravírozni szeretne, annak nem mindig érthető.
Vannak szakmai villongások is. Miért lenne baj? Ettől, szerintem egy fórum, csak több lesz.
Elnézésedet kérem, de nem kioktatni akartalak, csak leírtam egy lehetséges nézőpontot.
Jobban visszaveti a dolgot, ha a problémákat a szőnyeg alá söpörjük.
Nem szabad marógépnek nevezni a szerényke gravírozót, mert megtéveszti az építeni szándékozót.
Ha, valaki annak a tudatában kezd bele a dologba, hogy fémbe, fába karcolászhat ezt-azt, becsapva sincs és a végén nem marad el a sikerélmény.
De, ha közben olyanokról olvasgat, hogy „egységugrás” és hasonló varázsszavak, hát nem tudja hová tenni. Nem érti, hogy a marógép, mitől is az. Nem biztos, hogy mindenki alapból tudja, hogy egy maróval lehet gravírozni a gravírozóval, tuti, hogy az istennek nem lehet marni.
Szóval, nem a negatív kisugárzás – mert ilyen nincsen – hanem a két, vagy több téma összemaszatolása teszi visszahúzódóvá az építőket.
Valljuk be, páran úgy fogtak bele az építésbe, hogy alapvető forgácsolási ismereteik sem nagyon vannak. Ezért aztán gőzük nincsen, hogy mit is várjanak el gépüktől.
Azért próbáltam saját példámon rávilágítani az ágy és szánok kérdésére, hogy másokat ne sértsek.
Többen is írták, hogy a forgácsolás is egy SZAKMA.
Nem is biztos, hogy a legegyszerűbbek közé tartozik.
Úgy gondolom, hogy a dolgokat szépítés nélkül és valós esetekre érdemes tárgyalni, hogy ne csalódás legyen a vége.
Sajnálom, valakit akaratom ellenére megbántottam.
Nem a kedvét akartam senkinek elvenni.
A kedvét az veszi el az embernek, ha eleve halva született dolgokkal próbálkozik.
Mint írtam is, Tibi45 reakciói tetszenek. Talán azért, mert tudom hová tenni.
És aki, csak hobbiból gravírozni szeretne, annak nem mindig érthető.
Vannak szakmai villongások is. Miért lenne baj? Ettől, szerintem egy fórum, csak több lesz.
Elnézésedet kérem, de nem kioktatni akartalak, csak leírtam egy lehetséges nézőpontot.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 12:35
Írta: 000000000 Dátum 2008 december 08, 12:35
Persze, megértelek én, de amikor csak beleolvasok a Fórum (már több) topic-jába, csak a veszekedéseket látom! Én nem mondom meg (nem is tudom), hogy kinek van igaza, vagy ki ámít... ez mindig nézőpont kérdése... csak az eredmény a veszekedés, amitől egy fris gépépítő már eleve elretten (nem hogy megmutassa, kezdőcske, sok sebből vérző, de mégis neki a "nagy mű" gépét)! Szinte biztos (lehet) benne, hogyha kitenné, 2-3-an a torkának ugranának...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 12:56
Írta: 000000000 Dátum 2008 december 08, 12:56
Az építésben ez most biztosan egy amolyan uborkaszezon. Nincsen téma és jobb híján csesztetés van. Le fog ez menni. Egy házasság sem mindig puszi-puszi.
Úgyis előjössz egy újabb fejlesztéssel, aztán az lesz a középpontban.
No meg, szerintem a tapasztaltabb versenyzőknek kellene elkezdeni, hogy bizony, itt és ott én is elcsesztem, mert ez is benne van a pakliban.
A butábbja kárövend egy kicsit és kit zavar? Az okosabbja, meg tanul belőle és kész.
Úgyis előjössz egy újabb fejlesztéssel, aztán az lesz a középpontban.
No meg, szerintem a tapasztaltabb versenyzőknek kellene elkezdeni, hogy bizony, itt és ott én is elcsesztem, mert ez is benne van a pakliban.
A butábbja kárövend egy kicsit és kit zavar? Az okosabbja, meg tanul belőle és kész.
Cím: Re:DC szervó motoros vezérlés
Írta: Riboga Dátum 2008 december 08, 13:42
Írta: Riboga Dátum 2008 december 08, 13:42
Van egy bit, amivel ez bekapcsoltam a vezérlőben.
"Parameter Unit monitor
output lever change
0 Position deviation monitor set for 1 command.
1 Position deviation monitor set for 100 commands."
E nélkül szinte semmit nem látni a trace eredményeken. A 3-4 bit állandósúlt hiba az sok?
"Parameter Unit monitor
output lever change
0 Position deviation monitor set for 1 command.
1 Position deviation monitor set for 100 commands."
E nélkül szinte semmit nem látni a trace eredményeken. A 3-4 bit állandósúlt hiba az sok?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 08, 13:56
Írta: bmejdz9nu Dátum 2008 december 08, 13:56
A marógépet marásra hangolom... Ez gondolom logikus... mert marok vele...
Aki elméleties motorpörgető show-ot akar az már egy más téma...
Ha nem tudnám gyakorlati tesztekkel, tanulságokkal alátámasztani a 128 bites elvemet az más lenne... talán elhinném :) de nem így van...
Aki elméleties motorpörgető show-ot akar az már egy más téma...
Ha nem tudnám gyakorlati tesztekkel, tanulságokkal alátámasztani a 128 bites elvemet az más lenne... talán elhinném :) de nem így van...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 08, 13:59
Írta: bmejdz9nu Dátum 2008 december 08, 13:59
Persze, de nem "csattanik" és a golyósorsóban a golyók nem 0.0001sec alatt csapodnak az acélba (anyában + golyóstengely) hanem 1mm-es lassulással... ezért nem törnek össze és nem rágodnak be...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 08, 14:00
Írta: bmejdz9nu Dátum 2008 december 08, 14:00
Ez a legszomorúbb ebben... szerintem... egyetértek...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 08, 14:37
Írta: HJózsi Dátum 2008 december 08, 14:37
Látom a lényeg nem nagyon érint meg ... Már csak az a kérdés, hogyha a Geckóban mondjuk 122 bites lenne a tároló, akkor hány bites lenne az elved ??? ... nem számmágia kellene, hogy az elved legyen, hanem mérési módszer és beállítási eljárás...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 08, 15:18
Írta: bmejdz9nu Dátum 2008 december 08, 15:18
Bináris... egyesével nem lehet (lefelé) állítani... (ez hiba :)
Én minden rosszat szeretek :) Jelsokszorót is használok... 4 szerezi a step jelet... (tudod WinPici miatt)
Lefogom a motor tengelyét (ha tudnám:) = 32 step jelre lekapcsol... a 128bit-es tároló...
Hogy legyen valami örömfokozás :)
A léptetőmotoros vezérlőkben sem volt, sem sincs hibajel tároló pedig lehetne benne egy két bitecske...:)
Jól jönne beállításkor és lépésvesztéskor... 200-as 400-as encoder figyelhetné :)
Én minden rosszat szeretek :) Jelsokszorót is használok... 4 szerezi a step jelet... (tudod WinPici miatt)
Lefogom a motor tengelyét (ha tudnám:) = 32 step jelre lekapcsol... a 128bit-es tároló...
Hogy legyen valami örömfokozás :)
A léptetőmotoros vezérlőkben sem volt, sem sincs hibajel tároló pedig lehetne benne egy két bitecske...:)
Jól jönne beállításkor és lépésvesztéskor... 200-as 400-as encoder figyelhetné :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 08, 15:57
Írta: HJózsi Dátum 2008 december 08, 15:57
Kerülöd a kérdésre válaszolást...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 08, 17:09
Írta: bmejdz9nu Dátum 2008 december 08, 17:09
Most te milyen vezérlőt szeretsz? Azaz hajtasz :) Milyet hozol a talira?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 08, 17:57
Írta: HJózsi Dátum 2008 december 08, 17:57
Hát látom inkább kérdezni szeretsz, mint kérdésre válaszolni... Azért ezt nem tanulom el tőled és válaszolok a Te kérdésedre... [#wave]
Most dobozolom épp a 3db QDSP re épülő szervó vezérlőt, István nyákjaira megépítve. Minden tengelyt + főorsót megforgattam már vele és nagyon jól vizsgázott! Azt kell mondjam én is azt szeretem amivel kevesebb a probléma, könnyű jól beállítani és stabil. Az eddigiek közül az UHU eredeti és amerikai panelos változat megbukott nagyobb mociknál, már a 200 W-os Tamagawa is "kiütötte az agyát" hogy idézzek egy klasszikust ... [#vigyor3] az UHU egyedül a HP-UHU kapcsolással és panellel működött az 1kW-os motorral is stabilan, a beállíthatóság a monitorprogijával okés... ha nem szívtam volna előtte jó sokat, akkor majdnem azt mondhatnám szeretem, de mégse, mert túl nagy a nyák... a G320 kis motorokhoz jó, könnyen beálítható (némi gyakorlat és ismeret után), sajnos step multiplier külön kell hozzá ami nálam egy vezérlőnél hibásan működött, 400W-os motorig használható jó kis kütyü és ebben tényleg a mérete plusz a potis könnyű betekerhetőség teszi vonzóvá, tehát ahova ez már elég kritérium, akkor ez jó, én erre azt mondom kedvelem, de ami már egyszer szivatott azt nem tudom szeretni ( a tárolója jó lenne ha állítható lenne +/-). Az eddigi legigéretesebb vezérlő ami nálam megfordult az a QDSP, mert az előzőek előnyeit magában hordozza ( persze méretben a "gyári" nyák egy kicsit nagy ), proci elszállás ismeretlen fogalom, potis a beállítás és hamar ki lehet ismerni a nyerő stratégiát, még ha István részletes leírását nem olvasod is el... A monitor progija pedig a grafikus megjelenítésen kívül további hasznos infókat ad, pl PWM% ... A hibatárolója kellően nagy és állítható, egy erősebb végfokkal, mint pl ami a HP-UHU-nak van a "nagymotorosok" is happy-k lennének vele. Most 90V/26A a gyári adat, persze nem célszerű a kettő szorzatával számolni motorválasztáskor... Mivel ebben még nem csalódtam és könnyen kezelhető, jól ellenőrizhető, tud pépést sokszorozni, encoder módot váltani ha kell és további állítási lehetőségeket tartalmaz, erre azt mondhatom szeretem, ha már ilyen emócionális kérdésed van. [#papakacsint]
Most dobozolom épp a 3db QDSP re épülő szervó vezérlőt, István nyákjaira megépítve. Minden tengelyt + főorsót megforgattam már vele és nagyon jól vizsgázott! Azt kell mondjam én is azt szeretem amivel kevesebb a probléma, könnyű jól beállítani és stabil. Az eddigiek közül az UHU eredeti és amerikai panelos változat megbukott nagyobb mociknál, már a 200 W-os Tamagawa is "kiütötte az agyát" hogy idézzek egy klasszikust ... [#vigyor3] az UHU egyedül a HP-UHU kapcsolással és panellel működött az 1kW-os motorral is stabilan, a beállíthatóság a monitorprogijával okés... ha nem szívtam volna előtte jó sokat, akkor majdnem azt mondhatnám szeretem, de mégse, mert túl nagy a nyák... a G320 kis motorokhoz jó, könnyen beálítható (némi gyakorlat és ismeret után), sajnos step multiplier külön kell hozzá ami nálam egy vezérlőnél hibásan működött, 400W-os motorig használható jó kis kütyü és ebben tényleg a mérete plusz a potis könnyű betekerhetőség teszi vonzóvá, tehát ahova ez már elég kritérium, akkor ez jó, én erre azt mondom kedvelem, de ami már egyszer szivatott azt nem tudom szeretni ( a tárolója jó lenne ha állítható lenne +/-). Az eddigi legigéretesebb vezérlő ami nálam megfordult az a QDSP, mert az előzőek előnyeit magában hordozza ( persze méretben a "gyári" nyák egy kicsit nagy ), proci elszállás ismeretlen fogalom, potis a beállítás és hamar ki lehet ismerni a nyerő stratégiát, még ha István részletes leírását nem olvasod is el... A monitor progija pedig a grafikus megjelenítésen kívül további hasznos infókat ad, pl PWM% ... A hibatárolója kellően nagy és állítható, egy erősebb végfokkal, mint pl ami a HP-UHU-nak van a "nagymotorosok" is happy-k lennének vele. Most 90V/26A a gyári adat, persze nem célszerű a kettő szorzatával számolni motorválasztáskor... Mivel ebben még nem csalódtam és könnyen kezelhető, jól ellenőrizhető, tud pépést sokszorozni, encoder módot váltani ha kell és további állítási lehetőségeket tartalmaz, erre azt mondhatom szeretem, ha már ilyen emócionális kérdésed van. [#papakacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 17:59
Írta: 000000000 Dátum 2008 december 08, 17:59
"Kicsit azért még visszatérnék a felhozott képedre.
Mármint a 7375 –ben említettre.
Az, bizony a parasztvakítás iskolapéldája!
Köze nincsen a CNC technikához.
Kár volt hivatkoznod arra az ábrára.
Egy közönséges mechanikus gravírozó szerkentyűvel is készülhetett.
Persze, könnyen tudnád cáfolni állításomat.
Mutatsz egy videót, ahol néhány kódsor változtatásával változtatsz a mintán.
Ennyit a szaktudásról."
Na idefigyelj kis barátom!!
Direkt mégint bemásoltam a szövegedet.
Gondolkozzál már egy cseppet,
mielőtt a garvírozógéptől eljutsz
a parasztvakításig! Eszednél vagy Te????
Vagy elhúzol innen nagyon gyorsan, és inaskodsz még
pár évig tovább, vagy előveszed a maradék
eszedet, és kicsit szerényebben és
jobbhiszeműen írogatsz velem kapcsolatban.
Ma nagyon aktív vagy, csak éppen egy értelemes
szakmai sorod még nem volt.
Azért mindennek van határa, persze sajnos stílusban volt kitől tanulnod az elmúlt
napokban! [#ejnye1]
Mármint a 7375 –ben említettre.
Az, bizony a parasztvakítás iskolapéldája!
Köze nincsen a CNC technikához.
Kár volt hivatkoznod arra az ábrára.
Egy közönséges mechanikus gravírozó szerkentyűvel is készülhetett.
Persze, könnyen tudnád cáfolni állításomat.
Mutatsz egy videót, ahol néhány kódsor változtatásával változtatsz a mintán.
Ennyit a szaktudásról."
Na idefigyelj kis barátom!!
Direkt mégint bemásoltam a szövegedet.
Gondolkozzál már egy cseppet,
mielőtt a garvírozógéptől eljutsz
a parasztvakításig! Eszednél vagy Te????
Vagy elhúzol innen nagyon gyorsan, és inaskodsz még
pár évig tovább, vagy előveszed a maradék
eszedet, és kicsit szerényebben és
jobbhiszeműen írogatsz velem kapcsolatban.
Ma nagyon aktív vagy, csak éppen egy értelemes
szakmai sorod még nem volt.
Azért mindennek van határa, persze sajnos stílusban volt kitől tanulnod az elmúlt
napokban! [#ejnye1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 18:13
Írta: 000000000 Dátum 2008 december 08, 18:13
Látom, nagy lett a falat! Csak nem hőbörögsz érvek helyett?
Van ilyen „kisbarátom”.
Van ilyen „kisbarátom”.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2008 december 08, 18:22
Írta: Motoros Dátum 2008 december 08, 18:22
"Mutatsz egy videót, ahol néhány kódsor változtatásával változtatsz a mintán. "
Láttam élőben munka közben a cuccot és 1-2 paraméter átírásával teljesen más mintát mar, pár mp az átváltás, a variációk száma tart a végtelenhez.
Láttam élőben munka közben a cuccot és 1-2 paraméter átírásával teljesen más mintát mar, pár mp az átváltás, a variációk száma tart a végtelenhez.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 20:39
Írta: 000000000 Dátum 2008 december 08, 20:39
Szia Péter!
Ari vagy, hogy a birkához tehént párosítottál
az adok veszekben.:) Akkor folytassuk a sort.:)
Szerintem Téged egy 128 ökrös szekérrel sem
tudunk soha H.józsival együttes erővel,
magyarázatokkal, érvekkel elmozdítani
a Neked bevált 8 bites szervo bináris
számlálótól, meg a többi vezérelvedtől.:))
[#nyes]
De tudod, ettől még kedvelünk!:)
Ari vagy, hogy a birkához tehént párosítottál
az adok veszekben.:) Akkor folytassuk a sort.:)
Szerintem Téged egy 128 ökrös szekérrel sem
tudunk soha H.józsival együttes erővel,
magyarázatokkal, érvekkel elmozdítani
a Neked bevált 8 bites szervo bináris
számlálótól, meg a többi vezérelvedtől.:))
[#nyes]
De tudod, ettől még kedvelünk!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 08, 20:50
Írta: bmejdz9nu Dátum 2008 december 08, 20:50
[#smile] Látod én is tudok rímeket írni itt XXI században... a 4X-es korszakban... ha nem is olyan szépeket mint te :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 08, 21:00
Írta: 000000000 Dátum 2008 december 08, 21:00
Igazán szórakoztató ez a genyózás egy hozzá nemértő számára is. Legalább jót mulatok a marakodáson.
Cím: Re:DC szervó motoros vezérlés
Írta: Riboga Dátum 2008 december 08, 23:12
Írta: Riboga Dátum 2008 december 08, 23:12
Ez a "feed forward" telitalálat volt. Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2008 december 08, 23:25
Írta: ybm4ifb Dátum 2008 december 08, 23:25
Sziasztok
Szeretnék Töletek tanácsot kérni!!!
Kérném szépen az OKOS forumtársakat hogy nézzenek rá a következő termékre a Vaterán!
jarlaxe(felhasználo név) 109048179 termékszám.
Szépen kérlek bennetek hogy mondjatok rola véleményt,használhato PC-vel vezérelve?
Köszönöm elöre is!!!
Szeretnék Töletek tanácsot kérni!!!
Kérném szépen az OKOS forumtársakat hogy nézzenek rá a következő termékre a Vaterán!
jarlaxe(felhasználo név) 109048179 termékszám.
Szépen kérlek bennetek hogy mondjatok rola véleményt,használhato PC-vel vezérelve?
Köszönöm elöre is!!!
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 december 09, 00:27
Írta: Szedlay Pál Dátum 2008 december 09, 00:27
Egy "kis" édes a nagyokat kedvelőknek.
Megy a szekrénybe és januárban egy eszterga
C tengelye lesz.

Megy a szekrénybe és januárban egy eszterga
C tengelye lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 09, 00:53
Írta: HJózsi Dátum 2008 december 09, 00:53
Szimpatikus kis jószág... az esztergáról is tudnál képet betenni... gondolom persze, hogy nem egy műszerészpadba lesz... :) [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 december 09, 01:02
Írta: Szedlay Pál Dátum 2008 december 09, 01:02
Remélem be tudjuk üzemelni januárba és akkor teszek be képeket róla.
Meg fogsz lepődni a legnagyobb átmérő 6mm amit be lehet fogni.
Egy másik fórumozó gépébe lesz beszerelve az ő hozzájárulásával persze közkincsé tesszük.
Meg fogsz lepődni a legnagyobb átmérő 6mm amit be lehet fogni.
Egy másik fórumozó gépébe lesz beszerelve az ő hozzájárulásával persze közkincsé tesszük.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 09, 01:12
Írta: HJózsi Dátum 2008 december 09, 01:12
Húha! [#csodalk] erre tényleg nem gondoltam volna... de most már még jobban furdal a kíváncsiság, miért kell a "brutál" erős és gondolom dinamikus motor... pozícióban tartás is lesz?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 december 09, 01:56
Írta: Szedlay Pál Dátum 2008 december 09, 01:56
Igen, nem csak esztergálva lesz az alkatrész marva is. Most egy 2Kw motor van rajta ez elég, de biztos ami biztos. Ezen a motoron egy 17bites encoder van. Sajnos vesztünk a felbontásból, mert 2:1-es áttétel lesz rajta, ez a fordulatszám kevés mert ennél még 0,01 ovalitás mérhető a darabon. Még igy is marad egy 65000-es felbontás ami elég lesz a pozicionálásra is a maráshoz.
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2008 december 09, 07:21
Írta: e7c897sd8 Dátum 2008 december 09, 07:21
Tudom nem neked kellene írnom, de te láttad élőben. A #7476-ban megütött színvonaltalan és szakmaiatlan hangnem helyett nem lenne jobb képekkel és videóval alátámasztani inkább ezeket a dolgokat? Nem is kellene elárulni a féltett szakmai titkokat, ;-)
Sokkal többet ér itt a fórumon egy-egy kép vagy videó, mint egyetemi szinten levezetett képletek.
Sokkal többet ér itt a fórumon egy-egy kép vagy videó, mint egyetemi szinten levezetett képletek.
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2008 december 09, 07:26
Írta: e7c897sd8 Dátum 2008 december 09, 07:26
"Na idefigyelj kis barátom!!
Direkt mégint bemásoltam a szövegedet.
Gondolkozzál már egy cseppet,
mielőtt a garvírozógéptől eljutsz
a parasztvakításig! Eszednél vagy Te????
Vagy elhúzol innen nagyon gyorsan, és inaskodsz még
pár évig tovább, vagy előveszed a maradék
eszedet, és kicsit szerényebben és
jobbhiszeműen írogatsz velem kapcsolatban.
Ma nagyon aktív vagy, csak éppen egy értelemes
szakmai sorod még nem volt.
Azért mindennek van határa, persze sajnos stílusban volt kitől tanulnod az elmúlt
napokban! "
Mennyi szakmaiságot olvasol az idézőjelek között Tibor? Folytassuk a témát a csevegőben, mivel még nincs dühöngő topik. Ez és a többi topik legyen már mentes az ilyen megnyilvánulásoktól!!
Direkt mégint bemásoltam a szövegedet.
Gondolkozzál már egy cseppet,
mielőtt a garvírozógéptől eljutsz
a parasztvakításig! Eszednél vagy Te????
Vagy elhúzol innen nagyon gyorsan, és inaskodsz még
pár évig tovább, vagy előveszed a maradék
eszedet, és kicsit szerényebben és
jobbhiszeműen írogatsz velem kapcsolatban.
Ma nagyon aktív vagy, csak éppen egy értelemes
szakmai sorod még nem volt.
Azért mindennek van határa, persze sajnos stílusban volt kitől tanulnod az elmúlt
napokban! "
Mennyi szakmaiságot olvasol az idézőjelek között Tibor? Folytassuk a témát a csevegőben, mivel még nincs dühöngő topik. Ez és a többi topik legyen már mentes az ilyen megnyilvánulásoktól!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 09, 08:12
Írta: 000000000 Dátum 2008 december 09, 08:12
Kedves Kozmaj!
Megkérnélek, fordulj le rólam, az elmúlt 2 nap
alatt jópárszor cseszegetsz, alavetően ok nélkül.
Ostoba, rosszindulatú bejegyzésekkel nem
foglalkozom, csak ha már nagyon nagy bunkóságnak
gondolom a szöveget. Nyilván nem szakmai dumára
és sem tudok szakmaival válaszolni.
De mondtam már Neked is, kizárólag szakmailag
kössél belém. Bezzeg jellemző az is, hogy a
4.tengely topicban ha szakmáról van szó, utána k.rva
nagy a csönd, addig bezzeg megy az adok-kapok,
amíg arról vitázunk, mennyi 1+1.
Emeljük már Minannyiunk miatt a Fórum
színvonalát, és eddigi átlag szakmnai
tevékenysége alapján alkossunk véleményt
egymásról. Hirtelen felbukkanó "jóemberekkel"
meg se időm, se energiám foglalkzni.
Szép napot Neked!
Megkérnélek, fordulj le rólam, az elmúlt 2 nap
alatt jópárszor cseszegetsz, alavetően ok nélkül.
Ostoba, rosszindulatú bejegyzésekkel nem
foglalkozom, csak ha már nagyon nagy bunkóságnak
gondolom a szöveget. Nyilván nem szakmai dumára
és sem tudok szakmaival válaszolni.
De mondtam már Neked is, kizárólag szakmailag
kössél belém. Bezzeg jellemző az is, hogy a
4.tengely topicban ha szakmáról van szó, utána k.rva
nagy a csönd, addig bezzeg megy az adok-kapok,
amíg arról vitázunk, mennyi 1+1.
Emeljük már Minannyiunk miatt a Fórum
színvonalát, és eddigi átlag szakmnai
tevékenysége alapján alkossunk véleményt
egymásról. Hirtelen felbukkanó "jóemberekkel"
meg se időm, se energiám foglalkzni.
Szép napot Neked!
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2008 december 09, 08:41
Írta: e7c897sd8 Dátum 2008 december 09, 08:41
"Emeljük már Minannyiunk miatt a Fórum
színvonalát,"
Tudod pont ezért kezdtelek el már a Péterrel folytatott vitáid idején macerálni!
" és eddigi átlag szakmnai
tevékenysége alapján alkossunk véleményt
egymásról"
Ezt hogyan döntöd el valakiről? Csak azért mert nem ír nap mint nap a fórumba szakmailag lehet még képzett.
A többi dolgot nem vesézem ki. Ha megbántottalak nem ez volt a célom. Ha bosszantottalak azt még elismerem. Sokan vagytok itt a fórumon akiktől rengeteget lehetne tanulni.
A 4. tengely forgató témához:
Halott dolognak tartom a két orsós forgatót, de nem hurrogok le senkit olyan stílusban mint te. Szép az elméleti probléma, de mint ahogy te is leírtad a fizikailag elkészíteni elég macerás lehet. Sajnos nem tudok a találkozóra elmenni, pedig szívesen meghívnálak egy kávéra + kis beszélgetésre és meglátnád, hogy nem csak idéző jelek között vagyok "jóember"! ;-)
színvonalát,"
Tudod pont ezért kezdtelek el már a Péterrel folytatott vitáid idején macerálni!
" és eddigi átlag szakmnai
tevékenysége alapján alkossunk véleményt
egymásról"
Ezt hogyan döntöd el valakiről? Csak azért mert nem ír nap mint nap a fórumba szakmailag lehet még képzett.
A többi dolgot nem vesézem ki. Ha megbántottalak nem ez volt a célom. Ha bosszantottalak azt még elismerem. Sokan vagytok itt a fórumon akiktől rengeteget lehetne tanulni.
A 4. tengely forgató témához:
Halott dolognak tartom a két orsós forgatót, de nem hurrogok le senkit olyan stílusban mint te. Szép az elméleti probléma, de mint ahogy te is leírtad a fizikailag elkészíteni elég macerás lehet. Sajnos nem tudok a találkozóra elmenni, pedig szívesen meghívnálak egy kávéra + kis beszélgetésre és meglátnád, hogy nem csak idéző jelek között vagyok "jóember"! ;-)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 09, 08:58
Írta: bmejdz9nu Dátum 2008 december 09, 08:58
Na azért ez szerintem nem olyan mármint Tibor és én...:) Ha jössz a Talira megmutatjuk, hogy tudunk egy tányérból enni :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 09, 08:58
Írta: 000000000 Dátum 2008 december 09, 08:58
Látom nem nyughatsz....
Tudod roppant egyszerű lenne itt minden, ha az
embereknek lenne valós önkritikája, belőné reálisan
a szakmai tudását egy adot témában,
És utána ezzel egyenesen arányos mértékben,
bátorkodna határozott kijelentéseket tenni
egy műszaki témához, másfelől fordított
arányban lenne a nemtudásával
a sértődési hajlama, ha kritkát kap a nem igaz
állításaira.
Ilyen egyszerű ez barátom. Csak mégse működik
a gyakorlatban...., mert ilyen lett az ország is.
A kiállításra meg gyere el mindenképpen, majd
személyesen meglátod, nem vagyok "emberevő", sőt...:)
Tudod roppant egyszerű lenne itt minden, ha az
embereknek lenne valós önkritikája, belőné reálisan
a szakmai tudását egy adot témában,
És utána ezzel egyenesen arányos mértékben,
bátorkodna határozott kijelentéseket tenni
egy műszaki témához, másfelől fordított
arányban lenne a nemtudásával
a sértődési hajlama, ha kritkát kap a nem igaz
állításaira.
Ilyen egyszerű ez barátom. Csak mégse működik
a gyakorlatban...., mert ilyen lett az ország is.
A kiállításra meg gyere el mindenképpen, majd
személyesen meglátod, nem vagyok "emberevő", sőt...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 09, 08:59
Írta: bmejdz9nu Dátum 2008 december 09, 08:59
Ez is álom marad vagy lesz valami fogható róla...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 09, 09:01
Írta: bmejdz9nu Dátum 2008 december 09, 09:01
Új ötlet! :)
Szerintem szakmai érvekkel "teperjék" le egymást a fórumtagok :)
Szerintem szakmai érvekkel "teperjék" le egymást a fórumtagok :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 09, 09:21
Írta: 000000000 Dátum 2008 december 09, 09:21
Záró gondolat: Volt itt már nekem vitám pár
emberrel, de mindig a csúcson lehűtöttük
külcsönösen a fejünket, és beláttuk, ha valami
oda nem illő nagyon durva dolgot vágtunk
egymás fejéhez szervo témában.
Példaként említhetném Svejket, akit nagyon nagyra tartok amiatt, hogy saját erőből, ilyen
sokat fejlődött szakmailag, és közben meg volt emberi
tartása is, amikor mert bocsánatot kérni, ha
már nagyon "összekaptunk".
De említhetném, D. Lacit is, no meg ugye itt van a mi Péterünk, akivel már elég sokat
"hadakoztunk", ennek ellenére tök jó a viszony
köztünk, mert tudunk a sorok között olvasni, és
azért elfogadjuk egymás eredményeit is. De
szerintem rengeteget tanult Mindenki (magamat is beleértve) ezekből a vitákból, és őszintén
szólvba ha nincs ez a legnépszerűbb szervo
topic a maga lassan világrekord 7500
bejegyzésével, akkor még lehet, most is csak
azon vitáznánk, hogy tényleg tud-e egy léptető
motor terhelés alatt 12000-el forogni.:)
emberrel, de mindig a csúcson lehűtöttük
külcsönösen a fejünket, és beláttuk, ha valami
oda nem illő nagyon durva dolgot vágtunk
egymás fejéhez szervo témában.
Példaként említhetném Svejket, akit nagyon nagyra tartok amiatt, hogy saját erőből, ilyen
sokat fejlődött szakmailag, és közben meg volt emberi
tartása is, amikor mert bocsánatot kérni, ha
már nagyon "összekaptunk".
De említhetném, D. Lacit is, no meg ugye itt van a mi Péterünk, akivel már elég sokat
"hadakoztunk", ennek ellenére tök jó a viszony
köztünk, mert tudunk a sorok között olvasni, és
azért elfogadjuk egymás eredményeit is. De
szerintem rengeteget tanult Mindenki (magamat is beleértve) ezekből a vitákból, és őszintén
szólvba ha nincs ez a legnépszerűbb szervo
topic a maga lassan világrekord 7500
bejegyzésével, akkor még lehet, most is csak
azon vitáznánk, hogy tényleg tud-e egy léptető
motor terhelés alatt 12000-el forogni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 december 09, 10:39
Írta: Szedlay Pál Dátum 2008 december 09, 10:39
Remélem ez sem marad álom, bár álmodni jó.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 09, 14:51
Írta: bmejdz9nu Dátum 2008 december 09, 14:51
"ez sem" ... ezt hogy érted? A gépedről pont egy éve igértél nekem képeket és videókat... visszakeressem? :)
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2008 december 09, 14:55
Írta: ybm4ifb Dátum 2008 december 09, 14:55
Sziasztok!
Az én problémámmal tessék foglalkozni!!!
7483beirás.
Az én problémámmal tessék foglalkozni!!!
7483beirás.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 december 09, 15:05
Írta: D.Laci Dátum 2008 december 09, 15:05
Egy jó tanács! Linkelj!!!
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2008 december 09, 15:16
Írta: s5f8tmfv3 Dátum 2008 december 09, 15:16
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2008 december 09, 15:35
Írta: D.Laci Dátum 2008 december 09, 15:35
Ó én Amatőr... :)
Mennyivel könnyebb így meglesnem! :)
Mennyivel könnyebb így meglesnem! :)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2008 december 09, 15:44
Írta: fs9s63xkf Dátum 2008 december 09, 15:44
Röviden: Igen!
Kicsit hosszabban: A vezérlő ha jól láttam, akkor fogad Step/Dir jeleket, így könnyű lesz őket meghajtani. A motorok elég kicsik, mit akarsz vele hajtani? Láttam már dinamikusabb motort is, de gondolom ez nem lesz probléma :)
Kicsit hosszabban: A vezérlő ha jól láttam, akkor fogad Step/Dir jeleket, így könnyű lesz őket meghajtani. A motorok elég kicsik, mit akarsz vele hajtani? Láttam már dinamikusabb motort is, de gondolom ez nem lesz probléma :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 december 09, 16:00
Írta: Szedlay Pál Dátum 2008 december 09, 16:00
Ne legyél türelmetlen a mostani olyan jól működik, hogy nincs szívem bántani.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 09, 16:21
Írta: s7manbs8 Dátum 2008 december 09, 16:21
Itt a Step a PULS, a Dir a SIGN bemenet a vezérlőn, és TTL szintű jelekkel is lehet használni, meg persze be kell állítani a rendszer többi részét is a használni kivánt módra. Tehát normál PC LPT portjával meghajtható.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 09, 16:36
Írta: bmejdz9nu Dátum 2008 december 09, 16:36
Mert én azt kértem bántsad a gépedet? :)
A videokamera csak a filmekben szokott (néha) rakétaindító berendezés lenni :)
Tudom a türelem rózsát terem... Van már egy nagy kertészetem tavaly óta...:)
Eddig csak a fából készült cnc gépedet publikáltad ami léptetőmotorokkal működött... arról is csak egy kis videócska készült...
A videokamera csak a filmekben szokott (néha) rakétaindító berendezés lenni :)
Tudom a türelem rózsát terem... Van már egy nagy kertészetem tavaly óta...:)
Eddig csak a fából készült cnc gépedet publikáltad ami léptetőmotorokkal működött... arról is csak egy kis videócska készült...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2008 december 09, 19:54
Írta: Szedlay Pál Dátum 2008 december 09, 19:54
Péter az az igazság, nem vagyok idő milliomos .
Sajnos nem a publikálás nem akarása, hanem az idő az imiből a legkevesebb van. Remélem az ünnepekben lesz........
Így valószínű megint elmarad a karácsonyi ajándékod. Bocs!!!!!!!!!!!!!
Sajnos nem a publikálás nem akarása, hanem az idő az imiből a legkevesebb van. Remélem az ünnepekben lesz........
Így valószínű megint elmarad a karácsonyi ajándékod. Bocs!!!!!!!!!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 december 09, 22:09
Írta: 3k74cecek Dátum 2008 december 09, 22:09
Már nem elérhető.
Szerencsésebb lenne, ha nem csak a kódszámot adnád meg, mert arra egyszerűen nem lehet keresni.
Az áru megnevezése is kellene.
Szerencsésebb lenne, ha nem csak a kódszámot adnád meg, mert arra egyszerűen nem lehet keresni.
Az áru megnevezése is kellene.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 december 09, 23:41
Írta: e3h0cv4ph Dátum 2008 december 09, 23:41
Sziasztok.
Egy E240-es szervómotort szedtem szét felújítás céljából (nem is volt olyan könnyű) , kicsit hangos volt. És bizonyára Ti is tudjátok két különböző csapágy van benne, az egyik 608-as a másik 1438-as. Nálunk itt helyileg lévő csapágyboltba csak az egyikből (608) tudtak adni (elérhető áron), a másikat (1438) csak megrendelni tudják (csak SKF-be) kb. 3000 Ft körüli összegért (a 608-as kb. tizedennyi volt). Tudom, hogy egy igazi szervómotor sokba kerül de az én esetemben ez a csapágycsere megduplázná a motor értékét. Persze 6 db ilyen motorom van amit szeretnék felújíttani (ami már egy komoly összeg - legalábbis nekem).
Kérdésem az lenne hol lehet illyet (1438) olcsón beszerezni, esetleg van valakinek otthon elfekvőbe amitől szívesen megvállna (és ráadásul jön a talira is).
Ha tudnátok segíteni azt megköszönném. TT
Egy E240-es szervómotort szedtem szét felújítás céljából (nem is volt olyan könnyű) , kicsit hangos volt. És bizonyára Ti is tudjátok két különböző csapágy van benne, az egyik 608-as a másik 1438-as. Nálunk itt helyileg lévő csapágyboltba csak az egyikből (608) tudtak adni (elérhető áron), a másikat (1438) csak megrendelni tudják (csak SKF-be) kb. 3000 Ft körüli összegért (a 608-as kb. tizedennyi volt). Tudom, hogy egy igazi szervómotor sokba kerül de az én esetemben ez a csapágycsere megduplázná a motor értékét. Persze 6 db ilyen motorom van amit szeretnék felújíttani (ami már egy komoly összeg - legalábbis nekem).
Kérdésem az lenne hol lehet illyet (1438) olcsón beszerezni, esetleg van valakinek otthon elfekvőbe amitől szívesen megvállna (és ráadásul jön a talira is).
Ha tudnátok segíteni azt megköszönném. TT
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 09, 23:45
Írta: svejk Dátum 2008 december 09, 23:45
A reklamációk miatt a második szállítmányhoz már mellékelte a fickó az új csapágyakat..
Sajnos csak annyit amennyi motort vettünk.
Az e-bay-en kapsz tuti olcsón, lehet még egy összefogást is megérne..
Sajnos csak annyit amennyi motort vettünk.
Az e-bay-en kapsz tuti olcsón, lehet még egy összefogást is megérne..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 09, 23:48
Írta: svejk Dátum 2008 december 09, 23:48
de egyébként ha nem ragaszkodsz az skf-hez itthon is találsz úgy 800 Ft környékén úgy emlékszem..
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 december 09, 23:51
Írta: e3h0cv4ph Dátum 2008 december 09, 23:51
Köszi.
Az összefogás tényleg nem lenne rossz, mert nem vagyok otthon az e-bay-es kereskedelemben.
Esetleg nem maradt egy-kettő a polcon ? Már az is kisegítene.
Az összefogás tényleg nem lenne rossz, mert nem vagyok otthon az e-bay-es kereskedelemben.
Esetleg nem maradt egy-kettő a polcon ? Már az is kisegítene.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 09, 23:55
Írta: svejk Dátum 2008 december 09, 23:55
Az skf 3000 Ft-osnál még az is olcsóbb ha veszel a sráctól egy másik motort két új csapággyal-encoder nélkül- 9 euro :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 09, 23:58
Írta: svejk Dátum 2008 december 09, 23:58
Sajnos ki volt számolva, nem tudtam egy darabbal sem többet kunyerálni.
Azt mondta neki 4 euróban van a két új csapágy.
Mocija még volt egy konténerrel, saját szememmel láttam.
Azt mondta neki 4 euróban van a két új csapágy.
Mocija még volt egy konténerrel, saját szememmel láttam.
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 december 10, 00:09
Írta: e3h0cv4ph Dátum 2008 december 10, 00:09
Köszi.
Egyébként, hogy éri meg neki, hogy 4 eurójába van a 2 csapágy és 9-ért adja az egészet?
De gondolkozom a további vásárláson is (az egyiknek a kollektora elég sz*r volt), szóljál ha lesz újabb megrendelés, kéne egy pár darab (nem sürgős).
Egyébként, hogy éri meg neki, hogy 4 eurójába van a 2 csapágy és 9-ért adja az egészet?
De gondolkozom a további vásárláson is (az egyiknek a kollektora elég sz*r volt), szóljál ha lesz újabb megrendelés, kéne egy pár darab (nem sürgős).
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 10, 00:17
Írta: svejk Dátum 2008 december 10, 00:17
Encoder nélkül nem hiszem hogy kell valakinek.
Úgy, hogy gondolom ingyen jutott hozzá...
Egyébként nagy forgácsológépek felújításával-kereskedésével foglalkozik.
Úgy, hogy gondolom ingyen jutott hozzá...
Egyébként nagy forgácsológépek felújításával-kereskedésével foglalkozik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 10, 09:10
Írta: bmejdz9nu Dátum 2008 december 10, 09:10
1438? így nem találom... írd le a mérteteket aztán megnézem...
http://www.skf.com/portal/skf/home/products?maincatalogue=1&newlink=first&lang=en
Egyébként ezért a pénzért még az encoder is megérte... kár, hogy nem volt kerek értékű... (na jó tudom ez az én mániám)
Ha valakinek kellene pont E240-hez encoder... tudok (8-as tengelyre) pont olyat mint a gyári ... de 400cpr-est (új)
4000Ft az encoder + ha kell + 2000Ft a ház (fekete színben :)... (max 6-7 db van itthon...)
http://www.skf.com/portal/skf/home/products?maincatalogue=1&newlink=first&lang=en
Egyébként ezért a pénzért még az encoder is megérte... kár, hogy nem volt kerek értékű... (na jó tudom ez az én mániám)
Ha valakinek kellene pont E240-hez encoder... tudok (8-as tengelyre) pont olyat mint a gyári ... de 400cpr-est (új)
4000Ft az encoder + ha kell + 2000Ft a ház (fekete színben :)... (max 6-7 db van itthon...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 10, 09:17
Írta: bmejdz9nu Dátum 2008 december 10, 09:17
Motorfelújítás...
Tavaly a Talin vettem olcsón egy 2 kefés, de hivatalosan szervómotort...(Electrocraft de egy jóval nagyobb típus)
- Aztán csapágyakat kellet rendelnem bele az USA-ból...
- Aztán kommutátor leszabályozás... és tisztitás...
- Aztán szénkeféket csináltam hozzá...
- Aztán encodert tettem rá...
= "megfizethetetlen" értékű lett a motor :) de nem is fizetné meg senki...:)
Itt jegyezném meg, hogy nagyon sok szervómotorban olyan csapágy van ami kívül 1"+1/8" (28,575mm) és belül 1/2" (12,7mm) magasság: 7,88mm (megmértem:)... ebből többet is rendeltem - ha kell valakinek...
Tavaly a Talin vettem olcsón egy 2 kefés, de hivatalosan szervómotort...(Electrocraft de egy jóval nagyobb típus)
- Aztán csapágyakat kellet rendelnem bele az USA-ból...
- Aztán kommutátor leszabályozás... és tisztitás...
- Aztán szénkeféket csináltam hozzá...
- Aztán encodert tettem rá...
= "megfizethetetlen" értékű lett a motor :) de nem is fizetné meg senki...:)
Itt jegyezném meg, hogy nagyon sok szervómotorban olyan csapágy van ami kívül 1"+1/8" (28,575mm) és belül 1/2" (12,7mm) magasság: 7,88mm (megmértem:)... ebből többet is rendeltem - ha kell valakinek...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 10, 09:27
Írta: bmejdz9nu Dátum 2008 december 10, 09:27

Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 10, 10:13
Írta: rbbhbyvfs Dátum 2008 december 10, 10:13
Ha már motor felújítás....
Encoder tárcsát hogyan lehet leszedni a motor tengelyéről?
HEDS 9100 enkóder + tárcsa + fekete műanyag ház.
A tárcsa "csak" rá van préselve a tengelyre, alányúlni nem nagyon lehet, mert akkor görbül a rés lemez, az enkódert nem lehet kivenni, mert a tárcsa nem engedi, a motort nem lehet szétszedni, mert az enkóder háza alatt van egy csavar...
Ehh, valszeg nem is akarták, hogy meg lehessen javítani :(
A motor rossz én csak az enkódert szeretném megmenteni.
Ötlet?
Dunkel motor a lelkem...
Encoder tárcsát hogyan lehet leszedni a motor tengelyéről?
HEDS 9100 enkóder + tárcsa + fekete műanyag ház.
A tárcsa "csak" rá van préselve a tengelyre, alányúlni nem nagyon lehet, mert akkor görbül a rés lemez, az enkódert nem lehet kivenni, mert a tárcsa nem engedi, a motort nem lehet szétszedni, mert az enkóder háza alatt van egy csavar...
Ehh, valszeg nem is akarták, hogy meg lehessen javítani :(
A motor rossz én csak az enkódert szeretném megmenteni.
Ötlet?
Dunkel motor a lelkem...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 10, 10:13
Írta: HJózsi Dátum 2008 december 10, 10:13
Nincs benne újítás, nem kell telepítenie annak akinek már feltelepült. Ez a verzió annyiban új, hogy feltelepül Vista-ra is ... ezt írja a levélben ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 10, 10:16
Írta: bmejdz9nu Dátum 2008 december 10, 10:16
A műanyag ház tetején elfordít a záró csavar... oldalt megnyílik egy luk... oda pici imbusz bele... encoder meglazít stb...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2008 december 10, 10:18
Írta: Szalai György Dátum 2008 december 10, 10:18
Dobj egy képet a néhai ismerősömről légyszives, hadd emlékezzek a régmúlt időkre.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 10, 10:57
Írta: rbbhbyvfs Dátum 2008 december 10, 10:57
A műanyag ház körmös, mármint a teteje, az le is jön szépen, de az enkóderen nincs imbusz csavar. az enkódert pedig megolvasztott műanyag pöckök tartják a helyén, (szegecsszerűen) ezt még le is lehetne szedni, ez nem gond, de a tárcsa miatt nem lehet kifordítani és kiszedni :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 10, 18:09
Írta: bmejdz9nu Dátum 2008 december 10, 18:09
Hozd el a talira aztán megsasoljuk... Nekem eddig minden encodert sikerült levennem... épségben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 10, 18:13
Írta: bmejdz9nu Dátum 2008 december 10, 18:13
Tőled vettem...? Most már egész jó lett :)
Csak ez az egy használt motorom volt/van...
Egyébként jó (lett), mert egy lassú fordulatú és erős... Ez ritka...
Csak ez az egy használt motorom volt/van...
Egyébként jó (lett), mert egy lassú fordulatú és erős... Ez ritka...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 10, 18:50
Írta: 000000000 Dátum 2008 december 10, 18:50
"Az, bizony a parasztvakítás iskolapéldája!
Köze nincsen a CNC technikához.
Egy közönséges mechanikus gravírozó
szerkentyűvel is készülhetett.
Persze, könnyen tudnád cáfolni állításomat.
Mutatsz egy videót..."
Tessék, ITT van egy.
Most akkor ennek a "paraszvakításnak" van köze
a CNC technikához, vagy nincs?:))
Köze nincsen a CNC technikához.
Egy közönséges mechanikus gravírozó
szerkentyűvel is készülhetett.
Persze, könnyen tudnád cáfolni állításomat.
Mutatsz egy videót..."
Tessék, ITT van egy.
Most akkor ennek a "paraszvakításnak" van köze
a CNC technikához, vagy nincs?:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 10, 19:01
Írta: bmejdz9nu Dátum 2008 december 10, 19:01
Tibor...
Olyan kicsi és rövid, (távol nézeti) videókat teszel közzé ami "marketing" szempontból erősen kétséges a "meggyőző hatása"...
Ha tudok valamiben segíteni...szóljál...
Olyan kicsi és rövid, (távol nézeti) videókat teszel közzé ami "marketing" szempontból erősen kétséges a "meggyőző hatása"...
Ha tudok valamiben segíteni...szóljál...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 10, 19:08
Írta: 000000000 Dátum 2008 december 10, 19:08
A semmitől azért több ez is.
Bizonyára lehetne sokkal jobbakat, hosszabbakat
is csinálni, de Inas-nak talán ennyi is elég.
De köszi, majd legközelebb egy komplett
videó stúdióban fogunk marogatni.:)
Bizonyára lehetne sokkal jobbakat, hosszabbakat
is csinálni, de Inas-nak talán ennyi is elég.
De köszi, majd legközelebb egy komplett
videó stúdióban fogunk marogatni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 10, 19:46
Írta: 000000000 Dátum 2008 december 10, 19:46
Szerintem a múltkor és most is teljesen ok nélkül kaptad, kapod fel a vizet.
A múltkori kép láttán annyit mertem megkockáztatni, hogy KÉSZÜLHETETT.
A parasztvakítást arra értettem, hogy a képből az égvilágon semmi nem derül ki a megmunkáló gép kvalitásáról.
Negyven éve lehet kapni a maszek műanyagosok „jóvoltából” hasonló „motívumokkal díszített” tálcákat, meg mit tudom én, hogy miket.
Szóval a képből semmi nem derült ki.
Továbbá.
Folyton azt sulykolod, ha a szánok csak fénysebességgel tudnak haladni, vagy irányt változtatni, az nagyon kevés az üdvösséghez. Hát a fényképen én nem véltem felfedezni a fénysebesség nyomait.
Nem csak azért, mert állókép.
A múltkori állításomat most is fenntartom, hogy a kép alapján az a munkadarab bárhogy is készülhetett.
Ebből, még egyáltalán nem lehet levonni következtetéseket a szakértelmedet illetően.
Az, viszont nagyon lekezelőnek véltem irányomban, hogy álláspontod szerint, hasra kellett volna esnem egy olyan munkadarab láttán.
Biz isten, nem estem hasra.
Ismereteim szerint, plusz-mínusz nulla, csak az építőiparban van és ott sem tűrésként.
Azzal kapcsolatban jut eszembe ez, hogy az okfejtéseid mindig oda lyukadnak ki, hogy eszményien bivaly erős motor.
Közben, figyelmen kívül hagyod, hogy hobby szinten a mechanika soha nem tudja sem kihasználni, sem kiszolgálni az eszményi gyorsulásokat, irányváltoztatásokat. Nem is hiszem, hogy szükség lenne rá.
Úgy jönne a képbe a plusz-mínusz nulla, hogy szerényebb paraméterekre kellene a dolgot „kihegyezni”. Természetesen, nem szem elől tévesztve az ideális megvalósításra való törekvést.
A múltkori kép láttán annyit mertem megkockáztatni, hogy KÉSZÜLHETETT.
A parasztvakítást arra értettem, hogy a képből az égvilágon semmi nem derül ki a megmunkáló gép kvalitásáról.
Negyven éve lehet kapni a maszek műanyagosok „jóvoltából” hasonló „motívumokkal díszített” tálcákat, meg mit tudom én, hogy miket.
Szóval a képből semmi nem derült ki.
Továbbá.
Folyton azt sulykolod, ha a szánok csak fénysebességgel tudnak haladni, vagy irányt változtatni, az nagyon kevés az üdvösséghez. Hát a fényképen én nem véltem felfedezni a fénysebesség nyomait.
Nem csak azért, mert állókép.
A múltkori állításomat most is fenntartom, hogy a kép alapján az a munkadarab bárhogy is készülhetett.
Ebből, még egyáltalán nem lehet levonni következtetéseket a szakértelmedet illetően.
Az, viszont nagyon lekezelőnek véltem irányomban, hogy álláspontod szerint, hasra kellett volna esnem egy olyan munkadarab láttán.
Biz isten, nem estem hasra.
Ismereteim szerint, plusz-mínusz nulla, csak az építőiparban van és ott sem tűrésként.
Azzal kapcsolatban jut eszembe ez, hogy az okfejtéseid mindig oda lyukadnak ki, hogy eszményien bivaly erős motor.
Közben, figyelmen kívül hagyod, hogy hobby szinten a mechanika soha nem tudja sem kihasználni, sem kiszolgálni az eszményi gyorsulásokat, irányváltoztatásokat. Nem is hiszem, hogy szükség lenne rá.
Úgy jönne a képbe a plusz-mínusz nulla, hogy szerényebb paraméterekre kellene a dolgot „kihegyezni”. Természetesen, nem szem elől tévesztve az ideális megvalósításra való törekvést.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 10, 19:49
Írta: 000000000 Dátum 2008 december 10, 19:49
Ja igen.
A videón lehett akár CNC is. [#hehe]
A videón lehett akár CNC is. [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 10, 19:55
Írta: 000000000 Dátum 2008 december 10, 19:55
Jesszusom!:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 10, 20:28
Írta: HJózsi Dátum 2008 december 10, 20:28
Szerintem itt ott kever Péterrel ... [#nyes] "az okfejtéseid mindig oda lyukadnak ki, hogy eszményien bivaly erős motor" ... [#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 10, 20:33
Írta: 000000000 Dátum 2008 december 10, 20:33
Ja, ja, össze-vissza beszél hetet-havat...:)[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 10, 20:34
Írta: bmejdz9nu Dátum 2008 december 10, 20:34
Egyébként, hogy a motor mekkora legyen...
Azaz "bivaly" vagy kicsi és fürge...netalán áttételezve...
Hát ez az amivel Tiborral még nem jutottunk "zöldágra"
Tibor szerint a nagyobb motorok lomhák... Szerintem meg messze nem annyira, hogy ez legyen egy hobby gépnél a határ...
Szerinte áttétel (persze ez már változóban van :) - szerintem pedig direkt hajtás a nyerő... és ehhez ugyebár "méretes" azaz "túlméretezett" motor a befutó :)
Azaz "bivaly" vagy kicsi és fürge...netalán áttételezve...
Hát ez az amivel Tiborral még nem jutottunk "zöldágra"
Tibor szerint a nagyobb motorok lomhák... Szerintem meg messze nem annyira, hogy ez legyen egy hobby gépnél a határ...
Szerinte áttétel (persze ez már változóban van :) - szerintem pedig direkt hajtás a nyerő... és ehhez ugyebár "méretes" azaz "túlméretezett" motor a befutó :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 10, 20:35
Írta: bmejdz9nu Dátum 2008 december 10, 20:35
B. meg azt hiszik összebeszéltünk... pedig nem! "Inas" úrat nem is ismerem...személyesen...
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2008 december 10, 22:58
Írta: e7c897sd8 Dátum 2008 december 10, 22:58
Á, rájöttem! Ez egy rejtvény! Ugye?
De tényleg lehetne egy picit hosszabb videó!
Egyébként szép a mart ábra![#wink]
De tényleg lehetne egy picit hosszabb videó!
Egyébként szép a mart ábra![#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 11, 05:48
Írta: 000000000 Dátum 2008 december 11, 05:48
Tudom!
Sem képlet, sem egyenlet ...
Pusztán szubjektív vélamény a részemről.
Sem képlet, sem egyenlet ...
Pusztán szubjektív vélamény a részemről.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 11, 07:05
Írta: 000000000 Dátum 2008 december 11, 07:05
Még, nem igazán tudok állást foglalni a kérdésben, mert egyetlen gépet sem építettem.
Eddig.
Jó lehet a kisebb motor is áttétellel. Gondolom, ilyenkor az encoder, esetleg útmérő az orsó végén van és annyira nem kavar be az esetleges „kottyanás”. Ha van is valamennyi, az mindig állandó (bizonyos időn belül). Ha állandó, szoftveresen is lehetne kompenzálni. Talán.
Ha, csak gravírozni akar vele az ember egy tized ide, vagy oda …
Hobby gépnél nem hiszem, hogy maximalistának kellene lenni. Egy nagyságrendnyi javulásnak több nagyságrendnyi költség növekedés lehet a vonzata.
A nagyobb motornak is lehetnek előnyei. Nem kell áttételezni.
Az sem biztos, hogy maximálisan ki kell használni a teljesítményét.
Mondom, sajnos még semmi tapasztalatom az ügyben.
Feltételezem, hogy több úton is el lehet jutni a jó megoldáshoz.
Nálam a sorrend.
Használható legyen arra a célra, amire szánom.
A lehető legolcsóbban jöjjön ki.
A többi szempont másodlagos.
Az úr, velem kapcsolatban erős túlzás. Az inas nevet azért választottam, mert ide gondoltam elszegődni tanoncnak.
Eddig.
Jó lehet a kisebb motor is áttétellel. Gondolom, ilyenkor az encoder, esetleg útmérő az orsó végén van és annyira nem kavar be az esetleges „kottyanás”. Ha van is valamennyi, az mindig állandó (bizonyos időn belül). Ha állandó, szoftveresen is lehetne kompenzálni. Talán.
Ha, csak gravírozni akar vele az ember egy tized ide, vagy oda …
Hobby gépnél nem hiszem, hogy maximalistának kellene lenni. Egy nagyságrendnyi javulásnak több nagyságrendnyi költség növekedés lehet a vonzata.
A nagyobb motornak is lehetnek előnyei. Nem kell áttételezni.
Az sem biztos, hogy maximálisan ki kell használni a teljesítményét.
Mondom, sajnos még semmi tapasztalatom az ügyben.
Feltételezem, hogy több úton is el lehet jutni a jó megoldáshoz.
Nálam a sorrend.
Használható legyen arra a célra, amire szánom.
A lehető legolcsóbban jöjjön ki.
A többi szempont másodlagos.
Az úr, velem kapcsolatban erős túlzás. Az inas nevet azért választottam, mert ide gondoltam elszegődni tanoncnak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 11, 09:22
Írta: bmejdz9nu Dátum 2008 december 11, 09:22
Tudod ez "kétélű" dolog...
Ránézésre, elképzelésre... olyan egyszerű egy gépet csinálni... De a valóságban mégsem...:)
Ha az első gépet csak úgy-ahogy csinálod akkor majd a másodikra már tudsz mindent...
Én nagyon sok kísérletet, tesztet csináltam... gondolom láttad... publikáltam is sokat belőle... (messze nem mindent)
Azért is mert még magamnak sem hiszek el semmit... :) csak ha látom, mérem...
Sajnos? Sok első gép eladósorba kerül... Én ezt a "fokozatot" kihagytam... Bátran merem állítani, hogy az első gépem is teljesen jó lett... és rengeteg (gyakorlatias) tapasztalat lett...
Persze volt azért alap... volt a német (vett) léptetőmotoros CNC gépem előttte...
Ha a másodikat kellene csinálnom helyette és az elsőt "anyagagárban" eladnom... többe került volna hús mint a leves...(az idő is pénz valahol.... főleg a felesleges idő:)
Sajnos? Teljesen bevitt a málnásba a szervóhajtás...(úgy vittek ám :) de annyira, hogy a léptetőmotorjaimat és vezérlőket is már eladtam... pedig azért közben az sem rossz választás ... a cél szentesíti az eszközt...
Áttétellel csináltam hajtást (ki kellett próbálnom)... itt ebben a topikban a videók... aztán szétszedtem a szerkezetet és átalakítottam direkt hajtásra...(nem a kottyanás volt a fő ok)
Egy "bizonyos" erő igény felett - szerintem - nem célszerű...
Lehető legolcsóbban... na ez a kérdés mindig viszonylagos... mihez képest? De az ez irányú törekvés jogos...
Ránézésre, elképzelésre... olyan egyszerű egy gépet csinálni... De a valóságban mégsem...:)
Ha az első gépet csak úgy-ahogy csinálod akkor majd a másodikra már tudsz mindent...
Én nagyon sok kísérletet, tesztet csináltam... gondolom láttad... publikáltam is sokat belőle... (messze nem mindent)
Azért is mert még magamnak sem hiszek el semmit... :) csak ha látom, mérem...
Sajnos? Sok első gép eladósorba kerül... Én ezt a "fokozatot" kihagytam... Bátran merem állítani, hogy az első gépem is teljesen jó lett... és rengeteg (gyakorlatias) tapasztalat lett...
Persze volt azért alap... volt a német (vett) léptetőmotoros CNC gépem előttte...
Ha a másodikat kellene csinálnom helyette és az elsőt "anyagagárban" eladnom... többe került volna hús mint a leves...(az idő is pénz valahol.... főleg a felesleges idő:)
Sajnos? Teljesen bevitt a málnásba a szervóhajtás...(úgy vittek ám :) de annyira, hogy a léptetőmotorjaimat és vezérlőket is már eladtam... pedig azért közben az sem rossz választás ... a cél szentesíti az eszközt...
Áttétellel csináltam hajtást (ki kellett próbálnom)... itt ebben a topikban a videók... aztán szétszedtem a szerkezetet és átalakítottam direkt hajtásra...(nem a kottyanás volt a fő ok)
Egy "bizonyos" erő igény felett - szerintem - nem célszerű...
Lehető legolcsóbban... na ez a kérdés mindig viszonylagos... mihez képest? De az ez irányú törekvés jogos...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 12, 07:47
Írta: 000000000 Dátum 2008 december 12, 07:47
Olvasgatok folyamatosan.
Előnyösebb helyzetben vagyok, mert már nem kell teljesen a sötétben tapogatóznom.
Erről a fórumról nagyon sok hasznos információ meríthető.
Nézegettem a tárhelyet, de ott nem láttam anyagodat.
Itt a fórumban, természetesen olvasgattam. És maradt még rengeteg olvasni való.
A szervó és léptető kérdése tényleg érdekes. Legalábbis itt.
Teljesen mindegy melyiket csinálja az ember, egyesek szerint biztosan a másikat kellett volna.
Nagy felelőtlenség ebbe beleszólni. Nyilván, hasznos ha mások felhívják a figyelmet a rendszer buktatóira. Sajna, nem mindig csak erről van szó.
Az olcsóságot úgy értettem, hogy még használható legyen az adott célra.
Olyan opciót beletenni, hogy csak legyen, de nem használja az ember, annak semmi értelme. Ez a drága szerintem.
Lehet, hogy butaság, de a fénysebességhez nem fogok ragaszkodni. Ha minden irányban egyformán lassú, talán a körív is körív lesz.
Bár, egyesek szerint a zongoraversenyt az nyeri, aki előbb a partitúra végére ér.
Előnyösebb helyzetben vagyok, mert már nem kell teljesen a sötétben tapogatóznom.
Erről a fórumról nagyon sok hasznos információ meríthető.
Nézegettem a tárhelyet, de ott nem láttam anyagodat.
Itt a fórumban, természetesen olvasgattam. És maradt még rengeteg olvasni való.
A szervó és léptető kérdése tényleg érdekes. Legalábbis itt.
Teljesen mindegy melyiket csinálja az ember, egyesek szerint biztosan a másikat kellett volna.
Nagy felelőtlenség ebbe beleszólni. Nyilván, hasznos ha mások felhívják a figyelmet a rendszer buktatóira. Sajna, nem mindig csak erről van szó.
Az olcsóságot úgy értettem, hogy még használható legyen az adott célra.
Olyan opciót beletenni, hogy csak legyen, de nem használja az ember, annak semmi értelme. Ez a drága szerintem.
Lehet, hogy butaság, de a fénysebességhez nem fogok ragaszkodni. Ha minden irányban egyformán lassú, talán a körív is körív lesz.
Bár, egyesek szerint a zongoraversenyt az nyeri, aki előbb a partitúra végére ér.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 12, 07:54
Írta: bmejdz9nu Dátum 2008 december 12, 07:54
Itt vannak a dolgaim... sok-sok Gigabite :)
https://cnctar.hobbycnc.hu/VarsanyiPeter/
http letöltő szoftverrel egybe is le lehet szedni...
https://cnctar.hobbycnc.hu/VarsanyiPeter/
http letöltő szoftverrel egybe is le lehet szedni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 12, 08:05
Írta: 000000000 Dátum 2008 december 12, 08:05
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2008 december 12, 09:37
Írta: u2ayp7esz Dátum 2008 december 12, 09:37
Gép építés előtt állok és minden infot megköszönnék , tapasztalatokra szeretnék hagyatkozni lineáris vezeték választásban. Kb. 1méteres vezetést szeretnék X-Ycsak azt nem tudom eldönteni hogy a 15x15 vezetés elég-e egy felsőhid mozgatásához amin egy 1.6Kw Tecnomotor dolgozik mondjuk max. alumíniumban. Tudom hogy a 25x25 jobb de az nagyságrendekkel drágább és nem szeretném túlméretezni a gépet már ha egyszer nem muszáj.
Minden segítséget előre köszönök
Minden segítséget előre köszönök
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 12, 10:53
Írta: bmejdz9nu Dátum 2008 december 12, 10:53
Ez egy érdekes kérdés....
Ezen a "kérdéskörön" még nem is filóztunk sokat... pedig lenne min... Persze ez nem épp szervós téma:)
A Machtec-en(?) kiállított profi gépeken csodálkoztam nagyot... mármint egy-egy óriási (több tonnás) gép volt és 15-ös vezetékek voltak benne..
Nadehát amire fel volt szerelve az nem semmi alap(!) volt...
Mi hobbysták... mindig a nagyobbat választjuk...
Persze ez a "méretezés" köszönőviszonyban sincs a lineáris vezeték max. terhelhetőségével... közbe annyira túlméretezzük...
De miért? Egyszerű a válasz...
Azt gondoljuk (én is:) hogy a lineáris vezeték legyen erős ezáltal segítse a gép mechanikai stabilitását és a lineáris vezetéket mint "referencia egyenest" alkalmazzuk...
Pedig ez nem így kellene lennie...
Nem a lineáris vezetékhez kellene a "hozzáhúzni" a mechanikához hanem pont fordítva...
Persze ezt könnyű mondani... mivel a megfelelően stabil alap már anyagárban is drága és ennek a referenciába marása pedig szinte lehetetlen "házilag"...
Tehát marad az erősebb vezeték választása és a kör bezárult :)
Itt találsz egy rakás adatlapot lineáris vezetőkről, terhelhetőség adatokkal... és persze "hivatalos" beépítési leírást...
A különböző márkák azonos lin. vezeték adatai nem nagyon térnek el egymástól...
Ezen a "kérdéskörön" még nem is filóztunk sokat... pedig lenne min... Persze ez nem épp szervós téma:)
A Machtec-en(?) kiállított profi gépeken csodálkoztam nagyot... mármint egy-egy óriási (több tonnás) gép volt és 15-ös vezetékek voltak benne..
Nadehát amire fel volt szerelve az nem semmi alap(!) volt...
Mi hobbysták... mindig a nagyobbat választjuk...
Persze ez a "méretezés" köszönőviszonyban sincs a lineáris vezeték max. terhelhetőségével... közbe annyira túlméretezzük...
De miért? Egyszerű a válasz...
Azt gondoljuk (én is:) hogy a lineáris vezeték legyen erős ezáltal segítse a gép mechanikai stabilitását és a lineáris vezetéket mint "referencia egyenest" alkalmazzuk...
Pedig ez nem így kellene lennie...
Nem a lineáris vezetékhez kellene a "hozzáhúzni" a mechanikához hanem pont fordítva...
Persze ezt könnyű mondani... mivel a megfelelően stabil alap már anyagárban is drága és ennek a referenciába marása pedig szinte lehetetlen "házilag"...
Tehát marad az erősebb vezeték választása és a kör bezárult :)
Itt találsz egy rakás adatlapot lineáris vezetőkről, terhelhetőség adatokkal... és persze "hivatalos" beépítési leírást...
A különböző márkák azonos lin. vezeték adatai nem nagyon térnek el egymástól...
Cím: Re:DC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2008 december 12, 11:48
Írta: u2ayp7esz Dátum 2008 december 12, 11:48
Köszönöm a gyors választ tehát a kisebb is megteszi ha jó az alap :-) Ez nekem jó hir mert 10éve szerszámgyártásban CNC marós-programozóként dolgozom és remélem a fönököm megengedi hogy fusizak egy picit.
Mégegyszer köszi
Üdv.
Mégegyszer köszi
Üdv.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 14, 10:18
Írta: bmejdz9nu Dátum 2008 december 14, 10:18
Ez a "kisegítő" áramkör látom tetszett "egyeseknek" :)
Na ja... 99,9%-os kisebbségben a WinPC-NC-vel... Ennél jobb szöveggel nem is láthattam volna el a step jel sokszorozót :)
Ebben a kis dobozocskában egy step jel sokszorózó van ami 2-től 10-ig tudja a step jeleket megtöbbszörözni...
A Talin "négy szerező" üzemmódban volt = A WinPC-NC max 24Khz-ből 96Khz-et csinált... = Olyan magas kimeneti ferkije lett mint a Mach-nak :)
(természetesen a felbontást is "negyedelte" - ami azért nem olyan nagy baj...számoljunk:)
Fotó: Magi István

Na ja... 99,9%-os kisebbségben a WinPC-NC-vel... Ennél jobb szöveggel nem is láthattam volna el a step jel sokszorozót :)
Ebben a kis dobozocskában egy step jel sokszorózó van ami 2-től 10-ig tudja a step jeleket megtöbbszörözni...
A Talin "négy szerező" üzemmódban volt = A WinPC-NC max 24Khz-ből 96Khz-et csinált... = Olyan magas kimeneti ferkije lett mint a Mach-nak :)
(természetesen a felbontást is "negyedelte" - ami azért nem olyan nagy baj...számoljunk:)
Fotó: Magi István
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 09:31
Írta: 000000000 Dátum 2008 december 15, 09:31
Péter!
Írod a másik topikban, hogy szereted a nagy
teljesítményű motorokat.
Azért azt se felejtsd el, hogy 300 W-fölött
az energia visszatáplálási (dump) problémával
is illik foglalkozni. Ezt Te nagyvonalúan
elhanyagolod. Egyszer csak nagyot fog durranni,
füstülni mindened!:))
Írod a másik topikban, hogy szereted a nagy
teljesítményű motorokat.
Azért azt se felejtsd el, hogy 300 W-fölött
az energia visszatáplálási (dump) problémával
is illik foglalkozni. Ezt Te nagyvonalúan
elhanyagolod. Egyszer csak nagyot fog durranni,
füstülni mindened!:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 09:50
Írta: bmejdz9nu Dátum 2008 december 15, 09:50
Valóban... Nem hanyagolom el... mértem, védekeztem...tudok róla :)
Ezt a tesztet azért nem végzem el ::::: VIDEO :) Ez a video még az X1-es azaz a béta verziós A300-al készült. Tárolós szkóp is volt a tápon...
Ezt a tesztet azért nem végzem el ::::: VIDEO :) Ez a video még az X1-es azaz a béta verziós A300-al készült. Tárolós szkóp is volt a tápon...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 december 15, 10:09
Írta: x4rhew5r3 Dátum 2008 december 15, 10:09
Ha nem nézted, akkor azért szkóppal is nézd meg ilyenkor a tápfeszt. A multiméter ezt nem tudja lekövetni. Lehetnek ott olyan emelkedések, amik már veszélyesek lehetnek a fetekre.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 december 15, 10:10
Írta: x4rhew5r3 Dátum 2008 december 15, 10:10
Bocs, figyelmetlen voltam. Elnézést.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 10:42
Írta: 000000000 Dátum 2008 december 15, 10:42
Örülök, hogy van ilyen védőáramköröd
az A300-ban.:)
az A300-ban.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 10:49
Írta: bmejdz9nu Dátum 2008 december 15, 10:49
Nincs az A300-ban speciális DUMP áramkör*:) Mert ugyebár ritkán kell... Lehetne persze egy külön áramkört csinálni...
A "védelem" egyszerűen nagyon sok pufferkondi volt :) Talán még olcsóbb:)
Minden alapban 200V-ra van méreteztve...Kondik, Fet-ek...
A "védelem" egyszerűen nagyon sok pufferkondi volt :) Talán még olcsóbb:)
Minden alapban 200V-ra van méreteztve...Kondik, Fet-ek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 11:23
Írta: 000000000 Dátum 2008 december 15, 11:23
De én akkor egyet nem értek...
Azt írod néhol, nem használsz pufferkondit,
akkor mi védi mégis a tápodat a 400W-os mociknál?
Azt írod néhol, nem használsz pufferkondit,
akkor mi védi mégis a tápodat a 400W-os mociknál?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 11:35
Írta: bmejdz9nu Dátum 2008 december 15, 11:35
Itt ebben a tesztben 1Kw-os Torid trafó volt, hagyományos táp kapcsolással...
Mert pl. 24V/17A-eseket sorbakötve, de abból a 7 db kellett volna a fesz miatt... amiből sajnos nem volt otthon ennyi.
De továbbra is a kapcsolóüzeműeket kedvelem... csak itt (egyszer) volt használva.
Mert pl. 24V/17A-eseket sorbakötve, de abból a 7 db kellett volna a fesz miatt... amiből sajnos nem volt otthon ennyi.
De továbbra is a kapcsolóüzeműeket kedvelem... csak itt (egyszer) volt használva.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 11:38
Írta: 000000000 Dátum 2008 december 15, 11:38
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 11:45
Írta: bmejdz9nu Dátum 2008 december 15, 11:45
329 Euro... Hát inkább már bizonyított és nagyon hasonló CncGraf-USB(90Khz) vezérlő progit venném...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 11:52
Írta: 000000000 Dátum 2008 december 15, 11:52
Te tudod...
Szerintem a kapcsolóűzemú tápok nem szeretik,
ha túlfeszültség jelenik meg rajtuk.
De ha a védelmük megoldja, akkor szerencséd van.
Bár szerintem erre nincsenek igazán felkészítve.
Csinálj pár olyan ciklus tesztet, hogy pl.
3 másodpercig n max-al pörögsz, majd hirtelen irányváltással -nmax-al, és ekkor méricskéljél
tápfeszt. Tuti hogy, a szkópon látod majd
a többlet feszültség lökéseket.
Szerintem a kapcsolóűzemú tápok nem szeretik,
ha túlfeszültség jelenik meg rajtuk.
De ha a védelmük megoldja, akkor szerencséd van.
Bár szerintem erre nincsenek igazán felkészítve.
Csinálj pár olyan ciklus tesztet, hogy pl.
3 másodpercig n max-al pörögsz, majd hirtelen irányváltással -nmax-al, és ekkor méricskéljél
tápfeszt. Tuti hogy, a szkópon látod majd
a többlet feszültség lökéseket.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 12:08
Írta: bmejdz9nu Dátum 2008 december 15, 12:08
Ezt már Svejk is mondta... (riogatott:)
De ezek a típusokkal amit használok már elmondhatom, hogy működik és bírja ezt a dolgot azaz a túlfeszültség-visszalökést.
Talán szerencse - azaz tudja(?)
Mindig (következetesen) ugyanattól a gyártótól veszem őket... Persze Kínából :)
Minden más teszt amit már belinkeltem kapcsolóüzeművel volt... és a gépembe is azok vannak = bevált.
Csak egy-két teszt volt hagyományos táppal ha nagyon sok áram és fesz kellett egyszerre...(határeset vizsgálat:)
Volt egy még durvább teszt is... Arról nem csináltam videót, mert csak egyszer tudta és ahogy írtad...füst... de ezt tervezett szükséges rossznak tartottam azaz betervezetten "kínyírtam" a vezérlőt... (még nagyobb motor volt ekkor)
A kocsikat a gyártók is alávetik töréstesztnek :) Itt is az X1-es betaverziós panelt "a füst után" elemeztük mi és miért (mi a leggyengébb pont) levontuk a konzekvenciákat, változtattuk a végleges áramkört az A300-ban. (röviden: sajnos kb. 40A motorterhelés már nem ment nagy fesz. mellett.)
De ezek a típusokkal amit használok már elmondhatom, hogy működik és bírja ezt a dolgot azaz a túlfeszültség-visszalökést.
Talán szerencse - azaz tudja(?)
Mindig (következetesen) ugyanattól a gyártótól veszem őket... Persze Kínából :)
Minden más teszt amit már belinkeltem kapcsolóüzeművel volt... és a gépembe is azok vannak = bevált.
Csak egy-két teszt volt hagyományos táppal ha nagyon sok áram és fesz kellett egyszerre...(határeset vizsgálat:)
Volt egy még durvább teszt is... Arról nem csináltam videót, mert csak egyszer tudta és ahogy írtad...füst... de ezt tervezett szükséges rossznak tartottam azaz betervezetten "kínyírtam" a vezérlőt... (még nagyobb motor volt ekkor)
A kocsikat a gyártók is alávetik töréstesztnek :) Itt is az X1-es betaverziós panelt "a füst után" elemeztük mi és miért (mi a leggyengébb pont) levontuk a konzekvenciákat, változtattuk a végleges áramkört az A300-ban. (röviden: sajnos kb. 40A motorterhelés már nem ment nagy fesz. mellett.)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 15, 13:45
Írta: s7manbs8 Dátum 2008 december 15, 13:45
és ha a táp és a terhelés közé teszünk egy megfelelő szűrést, az nem jó úgy ? ( tekercs,kondik ), akkor nem megy vissza a tápba a túlfesz, így akármilyen táp is jó. Persze megfelelő méretezéssel(A, V)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 13:49
Írta: bmejdz9nu Dátum 2008 december 15, 13:49
Nem jó. Töményen:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 13:50
Írta: bmejdz9nu Dátum 2008 december 15, 13:50
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 15, 14:12
Írta: s7manbs8 Dátum 2008 december 15, 14:12
hát ha valakinek van egy meglevő cucca és nem akarja használni ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 15, 14:38
Írta: HJózsi Dátum 2008 december 15, 14:38
Már a gabonakörökben is ? ... [#csodalk] ezexerint a földönkívüliek is ezt használják? ...[#wow1][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 14:50
Írta: bmejdz9nu Dátum 2008 december 15, 14:50
Egy Dump áramkört bármilyen tápra lehet kötni...
Elv egyszerű... a szervómotor lassításnál (fékezésnél) mint generátor működik...
A nagyobb motorok jobb generátorok:) azaz a pufferkondit fel tudja tölteni azaz a vezérlőn és a végfok Fet-jein a feszültség ekkor megemelkedik...
Ez ugyebár nem jó...azaz nem megengedhető egy szint felett...
Megoldás:
1. Sok-sok puffer kondi alkalmazása (nagy kapacitás) így nehezebben tölti fel... :) Viszont lehetnek hátrányok is...
2. Dump áramkör készítése.
Egy stabil feszültséghez képest "mérjük" a tápfeszt (általában egy ell. osztón keresztül).
A stabil ref. feszültséghez jó egy Zener vagy egy stab IC...(nem kell preciziós:)
Ha a feszültség megemelkedik egy tranzisztorral vagy FET-el teszünk rá (mű)terhelést. Úgy kell méretezni, hogy amikor a szervómotor generátorként töltené a kondit a annyit pont eldisszipáljon.
A műterhelést lehet ellenállás vagy izzó... stb...
Ezeket mind csak hallottam... én még nem csináltam... :) Persze ezt itt sokan jobban ismerik ... és csináltak is már...
Elv egyszerű... a szervómotor lassításnál (fékezésnél) mint generátor működik...
A nagyobb motorok jobb generátorok:) azaz a pufferkondit fel tudja tölteni azaz a vezérlőn és a végfok Fet-jein a feszültség ekkor megemelkedik...
Ez ugyebár nem jó...azaz nem megengedhető egy szint felett...
Megoldás:
1. Sok-sok puffer kondi alkalmazása (nagy kapacitás) így nehezebben tölti fel... :) Viszont lehetnek hátrányok is...
2. Dump áramkör készítése.
Egy stabil feszültséghez képest "mérjük" a tápfeszt (általában egy ell. osztón keresztül).
A stabil ref. feszültséghez jó egy Zener vagy egy stab IC...(nem kell preciziós:)
Ha a feszültség megemelkedik egy tranzisztorral vagy FET-el teszünk rá (mű)terhelést. Úgy kell méretezni, hogy amikor a szervómotor generátorként töltené a kondit a annyit pont eldisszipáljon.
A műterhelést lehet ellenállás vagy izzó... stb...
Ezeket mind csak hallottam... én még nem csináltam... :) Persze ezt itt sokan jobban ismerik ... és csináltak is már...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 14:55
Írta: bmejdz9nu Dátum 2008 december 15, 14:55
Elfogtak a földönkívüliek egy műholdat amiben pont ez a motorvezérlő volt beépítve :) és nagyon megtetszett nekik :)
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 15, 15:06
Írta: rbbhbyvfs Dátum 2008 december 15, 15:06
Tényleg...
Ha több kapcsoló üzemű tápot kötsz sorba, akkor a bennük lévő szűrőkondik is sorba kapcsolódnak, avagy az eredő szűrő kapacitás kicsi lesz. Ami nem biztos, hogy baj, hiszen a kapcsi tápok jóval nagyobb frekin mennek, de a visrosszugás ideje valszeg nem ebbe az időtartományba esik.
Másik oldalról nézve, a feszültség vissza lökés nem biztos, hogy egyenletesen oszlik el az egyes tápok között, azaz lehet az egyik előbb-utóbb nagyobbat fog kapni mint amit elbír. ( ahogy fáradnak a kondik idővel ...)
Harmadik dolog, hogy a tápok földelése hogyan van megoldva? Gondolom a bemeneten van földelés de a kimenete nincs össze kötve a házzal? Abból nem lehet probléma?
De ha működik, akkor működik ez a lényeg.
Ha több kapcsoló üzemű tápot kötsz sorba, akkor a bennük lévő szűrőkondik is sorba kapcsolódnak, avagy az eredő szűrő kapacitás kicsi lesz. Ami nem biztos, hogy baj, hiszen a kapcsi tápok jóval nagyobb frekin mennek, de a visrosszugás ideje valszeg nem ebbe az időtartományba esik.
Másik oldalról nézve, a feszültség vissza lökés nem biztos, hogy egyenletesen oszlik el az egyes tápok között, azaz lehet az egyik előbb-utóbb nagyobbat fog kapni mint amit elbír. ( ahogy fáradnak a kondik idővel ...)
Harmadik dolog, hogy a tápok földelése hogyan van megoldva? Gondolom a bemeneten van földelés de a kimenete nincs össze kötve a házzal? Abból nem lehet probléma?
De ha működik, akkor működik ez a lényeg.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 15, 15:09
Írta: rbbhbyvfs Dátum 2008 december 15, 15:09
A másik dolog, szerintem, ha a plusz ellenáramot avagy a fesz lökést nem tudod erős kézzel tartani, akkor a motor sem fog tudni úgy lassulni/gyorsulni ahogy tudna, azaz rosszabb lesz a reakció ideje?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 15:25
Írta: bmejdz9nu Dátum 2008 december 15, 15:25
Csak a bemeneten van földelésük (a ház)... Kimenet "lebegő" földfüggetlen...
Sorolva egyben is lehet kapni ilyen tápokat...de csak összekötő kábelt adnak + ban :)
Mindegyik annyi áramot ad amit tud, mindegyik vigyáz magára hiszen rövidzár védettek is...
Hogy elfáradnak e a kondik? Most újak majd kb. 10 év múlva kérdezz rá meg egyszer :)
Sorolva egyben is lehet kapni ilyen tápokat...de csak összekötő kábelt adnak + ban :)
Mindegyik annyi áramot ad amit tud, mindegyik vigyáz magára hiszen rövidzár védettek is...
Hogy elfáradnak e a kondik? Most újak majd kb. 10 év múlva kérdezz rá meg egyszer :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 15:38
Írta: bmejdz9nu Dátum 2008 december 15, 15:38
Ez valószínű... mert ugyebár van áramkorlát táprészről is...
DE! Ennek van előnye is...
még kapcsolóüzemű táppal egyetlen vezérlőt sem küldtem a másvilágra!
A gyorsulás és lassítás így korlátozott a tápegység áram max-ra is.
De! Nem ez a pl. 17A korlátozza a gyorsulást...hanem a mechanika amit kibír deformálódás nélkül :)
Persze vannak 30A-es kapcs. tápjaim is... Ha kellene...
... és pufferkondival is lehetne "spékelni" a tápokat... de akkor ugye már más a helyzet...
DE! Ennek van előnye is...
még kapcsolóüzemű táppal egyetlen vezérlőt sem küldtem a másvilágra!
A gyorsulás és lassítás így korlátozott a tápegység áram max-ra is.
De! Nem ez a pl. 17A korlátozza a gyorsulást...hanem a mechanika amit kibír deformálódás nélkül :)
Persze vannak 30A-es kapcs. tápjaim is... Ha kellene...
... és pufferkondival is lehetne "spékelni" a tápokat... de akkor ugye már más a helyzet...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 15:55
Írta: bmejdz9nu Dátum 2008 december 15, 15:55
És még valami hamár ennyire a kapcsolóüzemű tápoknál tartunk...
Szerintem több azonos darabot nem csak sorba lehetne kötni, hanem párhuzamosan is...
A kimenetekre (nyitóirányban) diódákon keresztül... (talán shottky lenne a legjobb?)
Szerintem több azonos darabot nem csak sorba lehetne kötni, hanem párhuzamosan is...
A kimenetekre (nyitóirányban) diódákon keresztül... (talán shottky lenne a legjobb?)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 16:04
Írta: 000000000 Dátum 2008 december 15, 16:04

Kicsit földhöz ragadtabb vagyok... de ez így szimpatikusabb mindenkinek![#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 15, 16:10
Írta: rbbhbyvfs Dátum 2008 december 15, 16:10
És őt hogyan kell "bekötni" sorosan vagy párhuzamosan?
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 15, 16:12
Írta: rbbhbyvfs Dátum 2008 december 15, 16:12
Éppen tegnap szörnyülködtem egy kapcsi táp kondijain. 2 éves volt és a kondikat kiszedve olyan könnyűek voltak, hogy már dobtam is a szemétbe.... Hamarabb megdöglenek, mint a régi hagyományos tápok 50Hz-re méretezett befőttesüveg kondijai.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 16:13
Írta: 000000000 Dátum 2008 december 15, 16:13
Szerintem mindegy, csak be legyen fűzve (akarom mondani: kötve)![#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 15, 16:14
Írta: rbbhbyvfs Dátum 2008 december 15, 16:14
Jaja lehet párhuzamosan dióda nélkül is nem kell az oda, csak melegszik :) Az áramokat pedig a finomállító potival lehet belőni egyenletesre.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 15, 16:19
Írta: rbbhbyvfs Dátum 2008 december 15, 16:19
Szóval egy szó mint szűz, akarom mondani száz, a kapcsoló üzemű tápokban szerintem nincs túlfesz védelem, csak a puffer kondija, ami igen kicsi értékű. Az egyenirányító dióda letörési záró fesze korlátozhat még, de nem túl célszerű ilyen formán igénybe venni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 16:26
Írta: 000000000 Dátum 2008 december 15, 16:26
Végül is egy Dump áramkör megépítése nem egy nagy durranás, ezen már nem szabad spórólni! Lehet, hogy én is kijövök egy egyszerűvel majd (mert már erősen mutatkozik az igény rá)!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 16:34
Írta: bmejdz9nu Dátum 2008 december 15, 16:34
Na én csak ilyet tudok kontrázni:)

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 16:36
Írta: bmejdz9nu Dátum 2008 december 15, 16:36
24 órás ipari környezetben... Ezért írtam 10 évet :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 16:36
Írta: 000000000 Dátum 2008 december 15, 16:36
Naaaaaa, ezt is csak lopod a cnc-zone-ról![#vigyor3]
De majd , ha megismerik a Quantumot!!! Milyen képek lesznek ott....
De majd , ha megismerik a Quantumot!!! Milyen képek lesznek ott....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 16:37
Írta: bmejdz9nu Dátum 2008 december 15, 16:37
Talán... úgy is jó... de ha eltér... akkor ellendolgozik... Shottky 0.3V x17A = max. 5W...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 16:39
Írta: bmejdz9nu Dátum 2008 december 15, 16:39
Hát igen ez jó ötlet! Hiányzik a kínálatból!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 16:39
Írta: 000000000 Dátum 2008 december 15, 16:39

Marketin állapota: New York, 2008, december...[#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 16:40
Írta: bmejdz9nu Dátum 2008 december 15, 16:40
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 16:42
Írta: 000000000 Dátum 2008 december 15, 16:42
Na... valahol itt van:

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 16:42
Írta: bmejdz9nu Dátum 2008 december 15, 16:42
Nem teszek be többet, pedíg sok jópofa van ott, most... Ez sem rossz :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 16:43
Írta: bmejdz9nu Dátum 2008 december 15, 16:43
Hát ezzel nem fog nyerni :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 16:43
Írta: 000000000 Dátum 2008 december 15, 16:43
Ez tényleg jó! :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 16:44
Írta: bmejdz9nu Dátum 2008 december 15, 16:44
Tényleg miért lóg le a panel a hűtőbordáról? :) Félre van szerelve...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 16:45
Írta: 000000000 Dátum 2008 december 15, 16:45
Ja.. részeg voltam... már így marad!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 16:48
Írta: bmejdz9nu Dátum 2008 december 15, 16:48
Megintcsak azt írom... lemezt neki, centerbe...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 16:51
Írta: 000000000 Dátum 2008 december 15, 16:51
Ezzel most nem értek egyet veled...ismert, ellenőrzött hűtést a Vevőnek, nem serpenyőt! :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 15, 16:53
Írta: HJózsi Dátum 2008 december 15, 16:53
[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 15, 17:00
Írta: HJózsi Dátum 2008 december 15, 17:00
Naggyon jó az úgy! Élére állítva a motortáp és motorvezeték alul van és szépen el lehet vezetni! A jelvezetékeket pedig fent és a potik is kézre esnek. ( nagyokat lehet tekerni... :D )Szerintem dobozolásra így a legjobb ... lásd hatvani fotók ... Három egymás mellett, ha akarod ventillátort is szerelhetsz állítva és fuvathatod. Nálam egyelőre semmi melegedés ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 17:02
Írta: 000000000 Dátum 2008 december 15, 17:02
Hát igen... mondtam, hogy tervezve lett! Pont ahogyan írod (nekünk is kell dobozolni a compact esetén)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 17:06
Írta: 000000000 Dátum 2008 december 15, 17:06

Hozzáférhető minden és a hűtés is megoldott.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 17:15
Írta: bmejdz9nu Dátum 2008 december 15, 17:15
Mível más referenciám nincs csak a gépem... persze gyíkokkal... (régebbi kép)
jobb oldalt a kis dobozban (hozzászerelve keményen:) amire még a használandó szerszámokat is pakolok, stb.:
4 vezérlő, elosztópanel, mágnesrelé a hűtőlevegőnek, főorsó relé, hőtőkapcsoló relé,
Felül-hátul a dobozban: 1Kw-os frekiváltó, 80V 17A-es táp... egy 24V/2A-es segédtáp...
Nincs külön doboz! Minden a gépen! Csak egy LPT port a hátulján... Ez így kompakt :) semmi más csatlakozók, hibalehetőségek...
jobb oldalt a kis dobozban (hozzászerelve keményen:) amire még a használandó szerszámokat is pakolok, stb.:
4 vezérlő, elosztópanel, mágnesrelé a hűtőlevegőnek, főorsó relé, hőtőkapcsoló relé,
Felül-hátul a dobozban: 1Kw-os frekiváltó, 80V 17A-es táp... egy 24V/2A-es segédtáp...
Nincs külön doboz! Minden a gépen! Csak egy LPT port a hátulján... Ez így kompakt :) semmi más csatlakozók, hibalehetőségek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 17:36
Írta: 000000000 Dátum 2008 december 15, 17:36
Szép és gratula még 1×... intenzív használat (pl. 3D) után a doboz hány °-os?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 17:52
Írta: bmejdz9nu Dátum 2008 december 15, 17:52
Nagyon ki lett filózva...
1. az oldalsó doboz vastag (10-es) aluból készült egy L profilból (ebben vannak a vezérlők) Csak a teteje POM műanyag.
A vezérlők szinte az oldalfalnál és innét sok-sok csavar és persze hővezető paszta viszi át a termelt hőt a vázra = totál hideg marad! (szobahőmérséklet +1-2 fok)
A doboz olyan erős és erősen van a vázhoz szerelve, hogy a gépet meg lehet emelni a fogásával...
és természetesen a kilógása azonos a kereszt tengely motor kilógásával...
2. Hátul felüli dobozban a kapcsolóüzemű tápok melegedő oldala egy 15-es alu lapon és a frekiváltó is (Danfoss alja sík! hőt eltudja vezetni)
Az alulap rövid úton sok-sok csavarral és hővezető pasztával szintén a mechanikához kapcsolódik...
Még soha nem kapcsolt be a beépített kényszerhűtő ventilátora sem a frekiváltónak sem a kapcs. tápoknak!
Ez a doboz is mint a másik teljesen zárt! (Porvédelem) a külseje (kivétel alul) POM műanyag.
1. az oldalsó doboz vastag (10-es) aluból készült egy L profilból (ebben vannak a vezérlők) Csak a teteje POM műanyag.
A vezérlők szinte az oldalfalnál és innét sok-sok csavar és persze hővezető paszta viszi át a termelt hőt a vázra = totál hideg marad! (szobahőmérséklet +1-2 fok)
A doboz olyan erős és erősen van a vázhoz szerelve, hogy a gépet meg lehet emelni a fogásával...
és természetesen a kilógása azonos a kereszt tengely motor kilógásával...
2. Hátul felüli dobozban a kapcsolóüzemű tápok melegedő oldala egy 15-es alu lapon és a frekiváltó is (Danfoss alja sík! hőt eltudja vezetni)
Az alulap rövid úton sok-sok csavarral és hővezető pasztával szintén a mechanikához kapcsolódik...
Még soha nem kapcsolt be a beépített kényszerhűtő ventilátora sem a frekiváltónak sem a kapcs. tápoknak!
Ez a doboz is mint a másik teljesen zárt! (Porvédelem) a külseje (kivétel alul) POM műanyag.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 17:56
Írta: 000000000 Dátum 2008 december 15, 17:56
Szép és drága konstrukció! :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 15, 18:11
Írta: bmejdz9nu Dátum 2008 december 15, 18:11
100Ft-os órabért fizettem magamnak... így is sok-sok millió lett a vége [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 15, 18:12
Írta: 000000000 Dátum 2008 december 15, 18:12
[#eljen][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 15, 22:01
Írta: s7manbs8 Dátum 2008 december 15, 22:01
Minden esetre gondolva semmi se jó, de bizonyos méreteknél ezt egy megoldásként említettem csak.
Itt jut eszembe egy történet, hogy mit össze lehet kínlódni egy szervóvezérlés működésre bírása közben. Mert az ugye nem annyira egyszerű , mint egy léptetőmotort csak úgy léptetni.
Megépítettem egy L298-cal működő kapcsolást, (saját terv persze, egy HP nyomtatóban találtam az IC-re) hiszen másképp már nem hobbinak nevezzük. Na nem is részletezem, mennyi időbe telt, mire elkezdett működni a motorral. Aztán utána jött a neheze, Hibázott, hibázott, pozíciót tévesztett. Az encoder is saját készítésű volt, a tárcsától kezdve az elektronika részig. Már mindenféle hibalehetőséget átnéztem, de sehogy sem jöttem rá, míg a végén kiderült, hogy az encoder tárcsa megcsúszott a tengelyen ! Hiába vetttem már elő minden elméletet, meg gyakorlati tapasztalatot, a végén csak kibukott a hiba oka. Hátha ilyennel még nem találkozott mindenki, tanulságul szolgálhat.
Itt jut eszembe egy történet, hogy mit össze lehet kínlódni egy szervóvezérlés működésre bírása közben. Mert az ugye nem annyira egyszerű , mint egy léptetőmotort csak úgy léptetni.
Megépítettem egy L298-cal működő kapcsolást, (saját terv persze, egy HP nyomtatóban találtam az IC-re) hiszen másképp már nem hobbinak nevezzük. Na nem is részletezem, mennyi időbe telt, mire elkezdett működni a motorral. Aztán utána jött a neheze, Hibázott, hibázott, pozíciót tévesztett. Az encoder is saját készítésű volt, a tárcsától kezdve az elektronika részig. Már mindenféle hibalehetőséget átnéztem, de sehogy sem jöttem rá, míg a végén kiderült, hogy az encoder tárcsa megcsúszott a tengelyen ! Hiába vetttem már elő minden elméletet, meg gyakorlati tapasztalatot, a végén csak kibukott a hiba oka. Hátha ilyennel még nem találkozott mindenki, tanulságul szolgálhat.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 15, 22:25
Írta: s7manbs8 Dátum 2008 december 15, 22:25
Így néz ki az encoder elektronikája.

Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 15, 22:55
Írta: rbbhbyvfs Dátum 2008 december 15, 22:55
Ellen nem dolgozik, hiszen már eleve ott van a tápban az egyenirányító diófa... ha nagyobb a kimenetén a fesz, akkor nem nyit ki, nem pumpál a körbe semmit, az elektronika úgy érzi, hogy nincs terhelés minden szép és jó :)
Azaz maximum lazsál egy kicsit az a táp, amelyik kicsit kisebb feszt állít elő...
Azaz maximum lazsál egy kicsit az a táp, amelyik kicsit kisebb feszt állít elő...
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 15, 23:05
Írta: rbbhbyvfs Dátum 2008 december 15, 23:05
Enkóderről jut eszembe, szóval ennek hogyan essek neki?
A motor zárlatos, az enkódert szeretném megmenteni.
A tárcsa rá van szorítva a tengelyre, nincs csavar amit ki lehetne tekerni. Ötlet?

Köszi...
A motor zárlatos, az enkódert szeretném megmenteni.
A tárcsa rá van szorítva a tengelyre, nincs csavar amit ki lehetne tekerni. Ötlet?
Köszi...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 15, 23:14
Írta: s7manbs8 Dátum 2008 december 15, 23:14
és a motorral mit akarsz csinálni ?
na egy ilyennel működőképesen megdobhatna valaki.
hát én egyet úgy szedtem le, hogy csavarhúzóval alányúltam, és lejött, igaz kissé elferdült a tárcsája, de a végén kiegyengettem, ezt elrettentő példának írtam le.
Esetleg melegíteni kellene azt a sárgaréznek látszó részét, és hátha annyit tágul, amennyi már elég, hogy le tudd húzni a tengelyről.
na egy ilyennel működőképesen megdobhatna valaki.
hát én egyet úgy szedtem le, hogy csavarhúzóval alányúltam, és lejött, igaz kissé elferdült a tárcsája, de a végén kiegyengettem, ezt elrettentő példának írtam le.
Esetleg melegíteni kellene azt a sárgaréznek látszó részét, és hátha annyit tágul, amennyi már elég, hogy le tudd húzni a tengelyről.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 15, 23:20
Írta: rbbhbyvfs Dátum 2008 december 15, 23:20
Na ja, és a műanyag házzal mi lesz?
A műanyag ház másik csavarja a kivezetések alatt van, a motor másik csavarja pedig az enkóder háza alatt :)
Magát az enkódert nem lehet 2 részre szétszedni?
Mintha csak az a két derót tartaná össze a két felét, nem?
A műanyag ház másik csavarja a kivezetések alatt van, a motor másik csavarja pedig az enkóder háza alatt :)
Magát az enkódert nem lehet 2 részre szétszedni?
Mintha csak az a két derót tartaná össze a két felét, nem?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 15, 23:32
Írta: s7manbs8 Dátum 2008 december 15, 23:32
innen én is úhy látom, mintha az a 2 deró tartaná össze, mekkoora ez az egész ? nem olyan nagy lehet
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 16, 00:18
Írta: HJózsi Dátum 2008 december 16, 00:18
De igen! A két fekete műanyag pötty helyén csavarnak kellene lenni, ezt kispórolták. Viszont a furat talán 2,5mm-es lehet... legalább félig be kellene fúrni és akkor szétnyitható az encoder "ic" ... ekkor talán rá tudsz fogni valamivel a rézgyűrüre... egyébként a gyári tárcsákon nem láttam még rezet, csak alu-t amiben egy vagy kettő(!) imbusz csavar volt a rögzítéshez ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 16, 07:05
Írta: bmejdz9nu Dátum 2008 december 16, 07:05
Hát ahogy Józsi írja... 2,5mm-es a furat a HEDS encoderen... ez egy 100cpr-es...
A tengelyre a tárcsa szerintem ragasztva van = hőlégfúvó azaz melegítés... dehogy ekkor mi történik az "olvadó elemekkel" :)
Ezt sajnos úgy csinálták, hogy eldob...
A talin árultam ilyen házakat... ha kell 2000/db... de talán ház nélkül is szeretni fogod...
Először az optót furd le 2,5mm-es fúróval...:)
A tengelyre a tárcsa szerintem ragasztva van = hőlégfúvó azaz melegítés... dehogy ekkor mi történik az "olvadó elemekkel" :)
Ezt sajnos úgy csinálták, hogy eldob...
A talin árultam ilyen házakat... ha kell 2000/db... de talán ház nélkül is szeretni fogod...
Először az optót furd le 2,5mm-es fúróval...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 16, 07:54
Írta: bmejdz9nu Dátum 2008 december 16, 07:54
Én SMD hőlégfúvóra gondoltam...[#hawaii] :)
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 16, 10:14
Írta: rbbhbyvfs Dátum 2008 december 16, 10:14
Tehát azt mondjátok, hogy az enkódert magát szét lehet szedni büntetlenül? Én próbáltam kicibálni azt a két U alakú derótot, de nem adta magát, folyamodjak erőszakhoz?
Nem hülyeség az SMD hőlégfújó, még van is. Majd körbe bástyázom valahogyan, aztán meglátjuk :)
Nem hülyeség az SMD hőlégfújó, még van is. Majd körbe bástyázom valahogyan, aztán meglátjuk :)
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 december 16, 10:24
Írta: 2vkx6unz Dátum 2008 december 16, 10:24
Kicibálni nem ajánlom mert az azt jelenti minthe egy IC-ből kitépnéd a lábát...
A meghajlított lábak a LED-eknek adjál a tápot...
Ha leszeded a szétnyomott műanyagot akkor felfele le tudod húzni finoman kihajtva a felső felét az encodernek.
Én először a melegítést próbálnám meg, de nem hőlégfúvóval mert az a környezetét jobban melegíti mint amire fújod. Próbálj meg egy pákát amit a réz gyűrűhöz nyomsz.
A meghajlított lábak a LED-eknek adjál a tápot...
Ha leszeded a szétnyomott műanyagot akkor felfele le tudod húzni finoman kihajtva a felső felét az encodernek.
Én először a melegítést próbálnám meg, de nem hőlégfúvóval mert az a környezetét jobban melegíti mint amire fújod. Próbálj meg egy pákát amit a réz gyűrűhöz nyomsz.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 16, 10:25
Írta: HJózsi Dátum 2008 december 16, 10:25
Az U alakú drót marad a helyén! Az tartja össze ... hajlítható... A két fekete műanyag bütyökbe fúrj bele 2.5-ös fúróval és akkor fölfelé szét tudod nyitni ...
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 16, 10:31
Írta: rbbhbyvfs Dátum 2008 december 16, 10:31
Ja értem, tehát ne csak a műanyag pocok tetejét skalpoljam le, hanem fúrjam ki végig. Aztán majd teszek a helyére csavart..
Így lesz...
Köszönöm
Így lesz...
Köszönöm
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 16, 15:45
Írta: svejk Dátum 2008 december 16, 15:45
H.Józsi!
Mennyiért adnak most egy ilyen rack méretű műszerdobozt??
Gyanítom hogy nem kis pénz, már 20 éve is 6-7 ezer volt egy ilyen..
Szerintem Lakatost rá tudnánk beszélni hogy gyártson le egy párszor 10 darabot.
Csak valami értelmes "hobbycnc szabványdobozt" kellene kidolgozni
Mennyiért adnak most egy ilyen rack méretű műszerdobozt??
Gyanítom hogy nem kis pénz, már 20 éve is 6-7 ezer volt egy ilyen..
Szerintem Lakatost rá tudnánk beszélni hogy gyártson le egy párszor 10 darabot.
Csak valami értelmes "hobbycnc szabványdobozt" kellene kidolgozni
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 16, 22:13
Írta: rbbhbyvfs Dátum 2008 december 16, 22:13
Az enkóder kijött szépen, de a tárcsa nem akar.
Mennyibe fáj egy ilyen tárcsa? 100-as osztással?
Azon filóztam még, hogy megfúrom oldalról a réz gyűrűt és akkor valahogyan már le lehet feszegetni...
Melegítettem pákával, szépen be tudtam cinezni, a melegtől hullámos is lett a tárcsa, közben ütöttem a tengelyt de meg sem moccant....
Mennyibe fáj egy ilyen tárcsa? 100-as osztással?
Azon filóztam még, hogy megfúrom oldalról a réz gyűrűt és akkor valahogyan már le lehet feszegetni...
Melegítettem pákával, szépen be tudtam cinezni, a melegtől hullámos is lett a tárcsa, közben ütöttem a tengelyt de meg sem moccant....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 16, 22:24
Írta: bmejdz9nu Dátum 2008 december 16, 22:24
Középen alul nyúlj alája... mintha csapágyat húznál le... a vékony lemezre vigyázva...
Külön optó tárcsát nem lehet könnyen szerezni...
Külön optó tárcsát nem lehet könnyen szerezni...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 16, 22:46
Írta: svejk Dátum 2008 december 16, 22:46
szerintem az a 100-as encoder már nem ér annyit amennyit dolgoztál vele :)
Kis triplex szerűséggel nem birod a rézgyűrűt lelapolni?
mindenképpen szerintem megforgatni kellene a tengelyen először..
Kis triplex szerűséggel nem birod a rézgyűrűt lelapolni?
mindenképpen szerintem megforgatni kellene a tengelyen először..
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 16, 22:52
Írta: s7manbs8 Dátum 2008 december 16, 22:52
fúrd ki a tengelyt belőle
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 16, 22:58
Írta: bmejdz9nu Dátum 2008 december 16, 22:58
Hogy mondhatsz ilyet amikor 4000Ft-ért (azaz négyezer) árultam a talin ilyet... :)
Egy hobbysta (legalábbis én magamnak mint lejjebb írtam) 100Ft-os órabért számolok... tehát 40 munkaórát ér ez...
Na persze a 39.-ben szokott pont elszállni azaz bekövetkezik a vég :) és akkor nem érte meg :)
Egy hobbysta (legalábbis én magamnak mint lejjebb írtam) 100Ft-os órabért számolok... tehát 40 munkaórát ér ez...
Na persze a 39.-ben szokott pont elszállni azaz bekövetkezik a vég :) és akkor nem érte meg :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 17, 01:13
Írta: HJózsi Dátum 2008 december 17, 01:13
Lomexnél vettem (47-00-50) a kisker oldalon ~ 11e Ft volt.
A tápot még konszolidálnom kell benne, max 2 trafó elég lenne, a motorok egy tápról is futhatnának... Ill még egy breackout board jön bele...
A tápot még konszolidálnom kell benne, max 2 trafó elég lenne, a motorok egy tápról is futhatnának... Ill még egy breackout board jön bele...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 17, 08:55
Írta: svejk Dátum 2008 december 17, 08:55
Sejtettem...
Lehet tényleg meg kellene keresnünk Lakatos fórumtársunkat.
Terveznénk egy szabványdobozt(ami persze az ipari rack méreteit követné) és erre Ő már akár a szokásos csatlakozók helyét is ki tudná vágni.
Gondolok itt a centronics nyomtató csatira, szabvány tápdugó aljzat, servosoknak az encodernek megfelelő a D-sub-9, stb.
Lehet tényleg meg kellene keresnünk Lakatos fórumtársunkat.
Terveznénk egy szabványdobozt(ami persze az ipari rack méreteit követné) és erre Ő már akár a szokásos csatlakozók helyét is ki tudná vágni.
Gondolok itt a centronics nyomtató csatira, szabvány tápdugó aljzat, servosoknak az encodernek megfelelő a D-sub-9, stb.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 17, 10:33
Írta: 000000000 Dátum 2008 december 17, 10:33
Praktikus megoldás. Én is egy 3U magas 19"-os rackba szereltem a vezérlőt és a tápot is, középen elválasztva egy elektromos és mágneses árnyékolást is ellátó alulemezzel. Persze könnyű helyzetben voltam, mert a profilsínekhez "gyári áron" jutottam. Így a keret önálló, és külön szerelhető az elő és hátlap, valamint a szellőzrács és a ventillátorok is. Valami moduláris megoldást kellene kiagyalni, mert a teljesen univerzális dolgok bonyolultak, drágák és nagyrészt kihasználatlanok. Nameg a régi bölcsesség, miszerint ami mindenhová jó, az sehová sem tökéletes.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 17, 10:42
Írta: rbbhbyvfs Dátum 2008 december 17, 10:42
Attól tartok, hogy a tárcsa 2 db ilyen rézgyűrű közé van szorítva, nem elképzelhetetlen, hogy direkt összesajtolták az egészet és csókolom...
Alulról nem nagyon lehet feszegetni, mert akkor az enkóder háza reped.
A lapolást még megpróbálom, hátha...
Aztán ahogy Péter írta a 39. órában kivágom a kukába :)
Alulról nem nagyon lehet feszegetni, mert akkor az enkóder háza reped.
A lapolást még megpróbálom, hátha...
Aztán ahogy Péter írta a 39. órában kivágom a kukába :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 17, 10:48
Írta: bmejdz9nu Dátum 2008 december 17, 10:48
Kidobni már nem érdemes:) 39x100Ft a veszteség :) Motorral együtt nem tudod felhasználni? Pl. kézitekerőhöz? Max. motoros lesz :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 17, 11:26
Írta: svejk Dátum 2008 december 17, 11:26
" mágneses árnyékolást is ellátó alulemezzel"
és ez így jó???
valóban lehet sok fölösleges hely a nagy dobozban, de gyártástechnológiailag olcsóbb lehet a sok nagy doboz mint a többféle kevesebb darabszámú kisebb méretű.
van itt nekem vagy 8-10 rack méretű eurókártyát(100x 160 mm) befogadó dobozkezdemény, hátulján egy 50VA-es 20V~/2,5A-es trafóval benne egy 5V-os stabilizátor panellel,
230 V-os zavarszűrővel
a sok P4-es gép elfoglalta a helyet az autóban és ezek itthon maradtak a taliról :)
440 x 130 x 260 mm
képek itt
és ez így jó???
valóban lehet sok fölösleges hely a nagy dobozban, de gyártástechnológiailag olcsóbb lehet a sok nagy doboz mint a többféle kevesebb darabszámú kisebb méretű.
van itt nekem vagy 8-10 rack méretű eurókártyát(100x 160 mm) befogadó dobozkezdemény, hátulján egy 50VA-es 20V~/2,5A-es trafóval benne egy 5V-os stabilizátor panellel,
230 V-os zavarszűrővel
a sok P4-es gép elfoglalta a helyet az autóban és ezek itthon maradtak a taliról :)
440 x 130 x 260 mm
képek itt
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 december 17, 11:32
Írta: 2vkx6unz Dátum 2008 december 17, 11:32
Mit kérsz egy ilyenért?
Nekem volt 3 hasonló, de az öcsém kidobta mert szerinte csak a helyet foglalta, viszont most egy kellene a vezérlőnek.
Nekem volt 3 hasonló, de az öcsém kidobta mert szerinte csak a helyet foglalta, viszont most egy kellene a vezérlőnek.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 17, 12:10
Írta: 000000000 Dátum 2008 december 17, 12:10
A megfelelő, kb 2 mm-es alulemez az örvényáramvesztesége miatt tökéletes elektromágneses árnyékolást biztosít. A képeiden is egy MSZ IEC 60297-3 szerinti 3U magas 19"-os rack látható. De ennek a gyári részei (profilsínek, nyákvezető sínek, előlapok) piszok drágák.
A muduláris kialakítást nem úgy gondoltam, hogy százféle méretű doboz legyen. Ugyanilyen 3U magas rack kellene, mert abban szinte minden elfér. Egy fix alap-oldallapok-felerősítőfül egyben, kétoldalon ventillátorhelyekkel. Egy elválasztó lemez a táp és a vezérlő közé a megfelelő átvezetőnyílásokkal. Egy fix perforált tető. Az elő és hátlap változhat a benne lévő elektronikának megfelelően. Persze ennek is a táp-oldala lehetne egységes (elöl kapcsoló és a fesz(ek) meglétét jelző LED-ek. Hátul a hálózati csati és a primer és szekunder biztik. Az eltérés a vezérlő oldalon lenne. Léptető, szervó, 1-2-3-4-5 stb tengelyes, 1-2 Centronix, 1-2 D-sub, a motor és egyéb csatik előlyukasztott helye. Végül a tető kivételével mindent POP szegecselni, a tetőt pedig csavarozni lehetne.
A muduláris kialakítást nem úgy gondoltam, hogy százféle méretű doboz legyen. Ugyanilyen 3U magas rack kellene, mert abban szinte minden elfér. Egy fix alap-oldallapok-felerősítőfül egyben, kétoldalon ventillátorhelyekkel. Egy elválasztó lemez a táp és a vezérlő közé a megfelelő átvezetőnyílásokkal. Egy fix perforált tető. Az elő és hátlap változhat a benne lévő elektronikának megfelelően. Persze ennek is a táp-oldala lehetne egységes (elöl kapcsoló és a fesz(ek) meglétét jelző LED-ek. Hátul a hálózati csati és a primer és szekunder biztik. Az eltérés a vezérlő oldalon lenne. Léptető, szervó, 1-2-3-4-5 stb tengelyes, 1-2 Centronix, 1-2 D-sub, a motor és egyéb csatik előlyukasztott helye. Végül a tető kivételével mindent POP szegecselni, a tetőt pedig csavarozni lehetne.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2008 december 17, 12:36
Írta: rbbhbyvfs Dátum 2008 december 17, 12:36
Ha nagyon nem megy flexel kettévágom a motort és lebontom a másik oldalról :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 17, 13:16
Írta: svejk Dátum 2008 december 17, 13:16
Ez az örvényáramosdi biztos ér valamit csak én még nem próbáltam.
De ha Te már kikísérletezted ...
értem, azt hittem töb dobozt akarsz összeépíteni.
A tető szerintem nem szerencsés perforálva mert belepotyog minden.
inkább elöl-hátul vagy a két oldalt átmenőkényszerhűtés egy 120x 120-as ventivel, a belépő oldalon szűrővel.
A többiben egyetértek.
Egy kész lefestett gyári dobozon már nyűgös a sok csatlakozó helyének reszelgetése. Ezt a mi emberünk még kiterített állapotban ki tudná lyukaszgatni.
De ha Te már kikísérletezted ...
értem, azt hittem töb dobozt akarsz összeépíteni.
A tető szerintem nem szerencsés perforálva mert belepotyog minden.
inkább elöl-hátul vagy a két oldalt átmenőkényszerhűtés egy 120x 120-as ventivel, a belépő oldalon szűrővel.
A többiben egyetértek.
Egy kész lefestett gyári dobozon már nyűgös a sok csatlakozó helyének reszelgetése. Ezt a mi emberünk még kiterített állapotban ki tudná lyukaszgatni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 17, 15:03
Írta: bmejdz9nu Dátum 2008 december 17, 15:03
Számold az órákat... :)
De már teljesen beizgultam, hogy sikerüljön neked... drukkolok! Tehát a "projekt" végeredményéről is jó lenne egy kép.
De már teljesen beizgultam, hogy sikerüljön neked... drukkolok! Tehát a "projekt" végeredményéről is jó lenne egy kép.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2008 december 17, 16:14
Írta: 4um5b65d Dátum 2008 december 17, 16:14
Érdemes ennyit vacakolni egy ilyen enkóderrel?
Bele kell fúrni egy lyukat úgy, hogy a fúró érintse a tengelyt , majd egy csavarhúzót belekocogtatni ami kissé szétfeszíti a tengely mellől a perselyt.
Vagy a másik megoldás, két darab menetet tenni a rézbe és hasonlóképp lehúzni mint ahogy egy csapágylehúzót használnánk.
Bele kell fúrni egy lyukat úgy, hogy a fúró érintse a tengelyt , majd egy csavarhúzót belekocogtatni ami kissé szétfeszíti a tengely mellől a perselyt.
Vagy a másik megoldás, két darab menetet tenni a rézbe és hasonlóképp lehúzni mint ahogy egy csapágylehúzót használnánk.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 17, 19:41
Írta: bmejdz9nu Dátum 2008 december 17, 19:41
Egy "tesztelő" motor választéka :)... (pár darab nincs a képen :)... 40W-tól 1Kw(vagy több:)-ig...
Rendet csináltam, lefotóztam, videóztam...
További képek itt:::::::: ::::::: Egy kis VIDEO itt ::::::::

Rendet csináltam, lefotóztam, videóztam...
További képek itt:::::::: ::::::: Egy kis VIDEO itt ::::::::
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 17, 21:15
Írta: s7manbs8 Dátum 2008 december 17, 21:15
nincs véletlenül egy pár darab leégve ezekből a szervókból, vas árában szívesen megvenném, most úgyse sokat adnak a vasért, aztán megtekerném magamnak...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 17, 21:22
Írta: bmejdz9nu Dátum 2008 december 17, 21:22
Sajnos? nincs... :) Én is "vadászok" még további darabokért...
De érdekes (és sajnálatos módon) a piacon alig van... főleg újak... azokat szeretem... persze DC...
De érdekes (és sajnálatos módon) a piacon alig van... főleg újak... azokat szeretem... persze DC...
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 december 17, 21:33
Írta: eivmhrm04 Dátum 2008 december 17, 21:33
Berosszás
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 december 17, 21:33
Írta: eivmhrm04 Dátum 2008 december 17, 21:33
[#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 17, 21:34
Írta: s7manbs8 Dátum 2008 december 17, 21:34
kár, hogy mióta ezek az EU-ra fogott új törvények vannak, mert nehéz már hozzájutni, elromlott gépelemekhez, pl. MÉH telep, kár hogy nem túl régen vadásznék én sem, még amíg lehetett volna, meg észre sem vettem ilyen motorokat, aztán az embert elkapja a gépszíj, és már mindenhol ezt látja (szervó, léptetőmotor).
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2008 december 17, 21:34
Írta: eivmhrm04 Dátum 2008 december 17, 21:34
Ha ennyi pénzem volna motorokra ,már min 4 gépet épitettem volna
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 17, 21:36
Írta: s7manbs8 Dátum 2008 december 17, 21:36
amúgy magyarországon csináltak valaha szervómotorokat ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 17, 21:38
Írta: bmejdz9nu Dátum 2008 december 17, 21:38
Kapaszkodj! A motorok többsége mind az USA-ból való! Ott nem a MEH telepre kerülnek...
Hanem un. SurPlus Center*-ekbe... más világ... más gondolkodás... (*Ipari felesleg központ.)
Hanem un. SurPlus Center*-ekbe... más világ... más gondolkodás... (*Ipari felesleg központ.)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 17, 21:40
Írta: bmejdz9nu Dátum 2008 december 17, 21:40
Jobb oldalt felül = Videoton tárcsamotor...(1db)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 17, 21:42
Írta: bmejdz9nu Dátum 2008 december 17, 21:42
Két év gyűjtése...:) Mind DC azaz semmi reménykedés :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 17, 21:43
Írta: s7manbs8 Dátum 2008 december 17, 21:43
és ezek eladók ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 17, 21:43
Írta: bmejdz9nu Dátum 2008 december 17, 21:43
Nem. csak ha ha a feleslegem keletkezik....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 17, 21:45
Írta: svejk Dátum 2008 december 17, 21:45
Igen, Cegléden az EVIG-ben..
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 17, 21:46
Írta: s7manbs8 Dátum 2008 december 17, 21:46
és manapság is gyártanak itt ilyeneket ?
csak azért kérdezem, mert ez a Magyarország manapság ipar szempontjából sem áll a dobogón, bár nem én vagyok a miniszterelnök, így minden adatot nem látok, lehet ők bizakodóbbak.
csak azért kérdezem, mert ez a Magyarország manapság ipar szempontjából sem áll a dobogón, bár nem én vagyok a miniszterelnök, így minden adatot nem látok, lehet ők bizakodóbbak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 17, 21:47
Írta: bmejdz9nu Dátum 2008 december 17, 21:47
Múltidő vagy jelenidő?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 17, 21:47
Írta: svejk Dátum 2008 december 17, 21:47
Te tényleg mindenhez értesz ??
Centrirozni hogy szoktad őket?
Centrirozni hogy szoktad őket?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 17, 21:49
Írta: svejk Dátum 2008 december 17, 21:49
Most úgy tudom bazi nagy tárcsatirisztorokat gyártanak a helyén talán a Angoloknak ..
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 17, 21:55
Írta: s7manbs8 Dátum 2008 december 17, 21:55
én sehogy, de vagy egy hete voltam egy tekercselőnél, és most arra gondoltam, ha sima forgórészeket meg lehet csinálni, szervót miért ne lehetne, ha egyébként van valami ötletem és az adott dolognál az működik, el szoktam rajta gondolkodni,
meg láttam nála a centírozót, hogyan működik, mert pont egy vezérlés ügyében voltam ott, azért hívtak oda, hátha van valami ötletem, amúgy van egy nagyon rossz tulajdonságom, állandóan jár az agyam valamin, most mit csináljak, ez van.
meg láttam nála a centírozót, hogyan működik, mert pont egy vezérlés ügyében voltam ott, azért hívtak oda, hátha van valami ötletem, amúgy van egy nagyon rossz tulajdonságom, állandóan jár az agyam valamin, most mit csináljak, ez van.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 17, 22:02
Írta: bmejdz9nu Dátum 2008 december 17, 22:02
AC aszinkron... minden "sarkon" megtekerik
DC pl. SanyoDenki 400W... a kommutátor 42 szegmens... Kérdezz rá és figyeld a reakciót:) én már megtettem...:)
DC pl. SanyoDenki 400W... a kommutátor 42 szegmens... Kérdezz rá és figyeld a reakciót:) én már megtettem...:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 17, 22:06
Írta: s7manbs8 Dátum 2008 december 17, 22:06
na legközelebb, ha arra megyek megemlítem a dolgot, hátha elhajt onnan ...
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2008 december 18, 15:02
Írta: ANTAL GÁBOR Dátum 2008 december 18, 15:02
Ac szervómotorokat gyárt egy edelényi ismerősöm Voltam a műhelyében de közforgalomba nem kerülnek a motorok mert egy ipari cnc s cégnek gyártja .A forgórésze nagyon érdekes (PM) de hagyományos mágneseket használ
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 19, 01:40
Írta: s7manbs8 Dátum 2008 december 19, 01:40
Na ez érdekes, én eddig vagy 2 tekercselő céget halottam egy pár megyén belül, úgy látszik van itt több is az országban. Lehet sok dologra az van ráírva, hogy Made in China és valójában meg Made in a hungarian town.
És ezek nagy teljesítményű motorok ?
És ezek nagy teljesítményű motorok ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 19, 09:51
Írta: bmejdz9nu Dátum 2008 december 19, 09:51
AC és asszinkron motorokat gyártanak, javítanak itt Sopronban is... De DC-t szinte sehol(?)...
Egy AC motor 10szer egyszerűbb szerkezetileg.
Egy AC motor 10szer egyszerűbb szerkezetileg.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 19, 13:22
Írta: s7manbs8 Dátum 2008 december 19, 13:22
Lenne egy kérdésem.
Érdemes lenne megpróbálni egy olyat, hogy 230V-os szénkefés porszívómotort szervóként üzemeltetni ?
Olyanra gondoltam, hogy az állórészre úgy adok gerjesztést, hogy a forgórésszel együtt forgásirányt is váltana természetesen, persze nem 1000 W-tal hajtani, csak vagy 200-zal, akkor nem is melegszik, olyat már próbáltam, hogy 60-70 volttal működtettem, és elég erősnek nézett ki. Mivel meg ilyeneket lehet szerezni potom pénzért, mozgatásra mindneképpen elegendő lenne, mégha a tényleges szervókkal nem is veszi fel a versenyt gyorsulásban, nyomatékban.
Érdemes lenne megpróbálni egy olyat, hogy 230V-os szénkefés porszívómotort szervóként üzemeltetni ?
Olyanra gondoltam, hogy az állórészre úgy adok gerjesztést, hogy a forgórésszel együtt forgásirányt is váltana természetesen, persze nem 1000 W-tal hajtani, csak vagy 200-zal, akkor nem is melegszik, olyat már próbáltam, hogy 60-70 volttal működtettem, és elég erősnek nézett ki. Mivel meg ilyeneket lehet szerezni potom pénzért, mozgatásra mindneképpen elegendő lenne, mégha a tényleges szervókkal nem is veszi fel a versenyt gyorsulásban, nyomatékban.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 19, 13:30
Írta: 000000000 Dátum 2008 december 19, 13:30
Ezt a témát már többször kitárgyaltuk, mert mindig eszébe jut valakinek. A végkövetkeztetés mindig az, hogy halott ötlet. A porszívómotor soros jellegű, váltakozóáramú. A jelleggörbéjéből adódik, hogy kis fodulaton bivalyerős, aztán zuhanórepülés a nyomatékban. Ha pedig terheletlenül megkínálod a 230V-al - szétszáll. A szervomotorok sönt karakterisztikájúak. És még legalább tizenöt különböző paraméterben térnek el a porszívóétól. Persz egyszer mindent ki kell próbálni az életben. Kivéve a vérfertőzést és a néptáncot.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 19, 13:32
Írta: s7manbs8 Dátum 2008 december 19, 13:32
épp ezért kérdeztem, akkor nem szórakozok inkább vele, még a gondolattal sem
Cím: Re:DC szervó motoros vezérlés
Írta: ybm4ifb Dátum 2008 december 19, 14:23
Írta: ybm4ifb Dátum 2008 december 19, 14:23
Sziasztok
Kedves Varsányi ,nemes gesztus lenne ha Karácsony alkalmával ezt a sok motort kiosztanád itt a társaság közt...ugyis zavar téged ez a bőség..
(Nekem meg jol jönne 3db 100-150W-os szervo.)
Nehogy azt mond hogy lehet kapni...
Karácsony...ajándék...menő segítt a kevésbé menőnek.. és még sorolhatnám az indokokat..de nem szükséges..igaz!?
Kedves Varsányi ,nemes gesztus lenne ha Karácsony alkalmával ezt a sok motort kiosztanád itt a társaság közt...ugyis zavar téged ez a bőség..
(Nekem meg jol jönne 3db 100-150W-os szervo.)
Nehogy azt mond hogy lehet kapni...
Karácsony...ajándék...menő segítt a kevésbé menőnek.. és még sorolhatnám az indokokat..de nem szükséges..igaz!?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 19, 15:32
Írta: bmejdz9nu Dátum 2008 december 19, 15:32
Az akkus fúrógép motorja talán jobb lenne...
Az is olcsó, mert ha az akkuk megadják magukat kompletten olcsóbb egy újat venni...
Az is olcsó, mert ha az akkuk megadják magukat kompletten olcsóbb egy újat venni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 19, 15:37
Írta: bmejdz9nu Dátum 2008 december 19, 15:37
Vezérlőkkel vagy anélkül? :) Különbözők, de az is van kb. 20-22 db... :) Persze a legtöbb A300...
"100-150W"... tartományban pedig kevés van... inkább csak felette... és ezeket már túl nagynak találnák :)
"100-150W"... tartományban pedig kevés van... inkább csak felette... és ezeket már túl nagynak találnák :)
Cím: Re:DC szervó motoros vezérlés
Írta: crgs7u9wg Dátum 2008 december 19, 15:53
Írta: crgs7u9wg Dátum 2008 december 19, 15:53
esetleg probald meg mosogep-motorral: :)
(http://hackedgadgets.com/wp-content/2/CNC_built_from_scrap_parts_2.jpg)
MOSOGEP-CNC :)
(http://hackedgadgets.com/wp-content/2/CNC_built_from_scrap_parts_2.jpg)
MOSOGEP-CNC :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 19, 15:59
Írta: s7manbs8 Dátum 2008 december 19, 15:59
én egy alkalommal 500 Ft/darabért vettem vagy hármat rögtön, bár még akkor nem a szervó járt az eszemben, csak rádugom, a PC 5 V-jára és már működött is, mint csavarbehajtó, ami meg rosszabb volt, azt szétszedtem, és a motor ott díszeleg a polcon most is, meg elég erősek is azok, egyébként hiába halott ötlet a porszívó motor, azért nekem jó lesz az majd, mint mozgató motor, pl. gépek közti anyag átmozgatáshoz, nem kell ott nekem akkora dinamika,
egy kapcsolást csináltam is már hozzá, áramkorláttal, egy jó nagy FET-tel, optocsatoltan, de még nem mertem rádsugni a motort, bár ha nincs logikai hiba a kapcsolásban el se tud romlani, majd előbb kipróbálom egy kisebb feszű, nem nagy áramú motorral, meg mérek rajta pár paramétert, néha túl óvatos vagyok, azzal is sok idő elmegy, de nem is sok mindent füstöltem még el a hülyeségem miatt
egy kapcsolást csináltam is már hozzá, áramkorláttal, egy jó nagy FET-tel, optocsatoltan, de még nem mertem rádsugni a motort, bár ha nincs logikai hiba a kapcsolásban el se tud romlani, majd előbb kipróbálom egy kisebb feszű, nem nagy áramú motorral, meg mérek rajta pár paramétert, néha túl óvatos vagyok, azzal is sok idő elmegy, de nem is sok mindent füstöltem még el a hülyeségem miatt
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 19, 16:12
Írta: s7manbs8 Dátum 2008 december 19, 16:12
ezzel akarom hajtani:

Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2008 december 19, 16:28
Írta: ANTAL GÁBOR Dátum 2008 december 19, 16:28
úgy emlékszem hogy kb 1.2 kw os a legnagyobb ez egy család min 5 építési nagyság
Mégegyszer AC és ahogy emlékszem min 200 voltos
Mégegyszer AC és ahogy emlékszem min 200 voltos
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 19, 16:34
Írta: s7manbs8 Dátum 2008 december 19, 16:34
értem
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2008 december 19, 16:44
Írta: ANTAL GÁBOR Dátum 2008 december 19, 16:44
küldtem egy mailt a leveleződre
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 19, 17:34
Írta: s7manbs8 Dátum 2008 december 19, 17:34
megkaptam és válaszoltam
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2008 december 19, 21:47
Írta: Kristály Árpád Dátum 2008 december 19, 21:47
Halihó Alfcoder!
Ilyen motort hajtok két éve!!!
Annyit sikerült megtudnom, hogy LG mósógépnek a motorja.....
De forrást nem tudok....
Bármilyen infó érdekel
Üdv.: Árpád
Ilyen motort hajtok két éve!!!
Annyit sikerült megtudnom, hogy LG mósógépnek a motorja.....
De forrást nem tudok....
Bármilyen infó érdekel
Üdv.: Árpád
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 19, 22:06
Írta: 000000000 Dátum 2008 december 19, 22:06
Na máááá csak ez a mosógép motor hiányzott
innen a szervo topikból.:))
innen a szervo topikból.:))
Cím: Re:DC szervó motoros vezérlés
Írta: hje3wyntn Dátum 2008 december 19, 22:29
Írta: hje3wyntn Dátum 2008 december 19, 22:29
Hát ez gyönyörű...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 19, 22:47
Írta: bmejdz9nu Dátum 2008 december 19, 22:47
Ugye ugye... bármi megeshet [#nyes] Holvan már a jó kis "ablaktörölgetés" :)
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 december 19, 22:57
Írta: Farkas Ádám Dátum 2008 december 19, 22:57
Üdv mindenkinek, három hete folyamatos üzemben használom a Péter A300-as vezérlőit mondhatom: REMEK!!!
Feldobtam egy alulemezre és a 120W-os motorjaim meg sem melegítik.
[#worship][#worship][#worship]
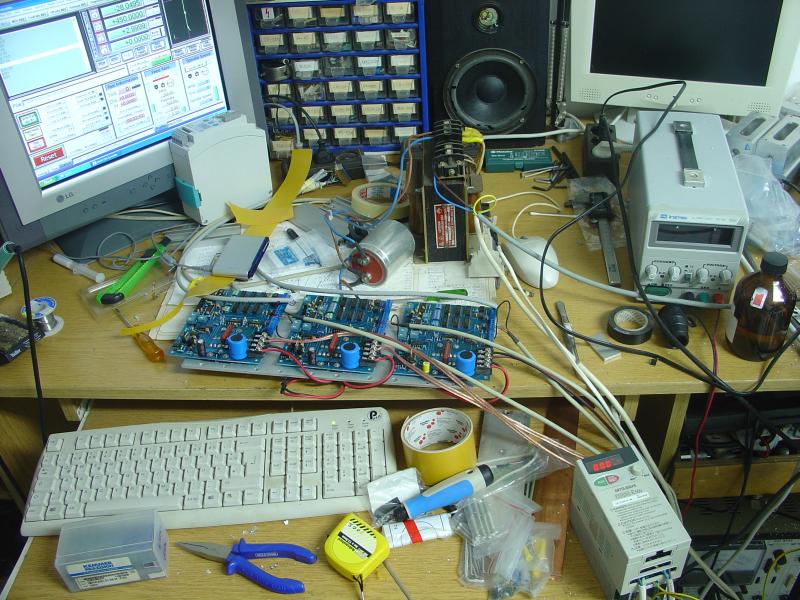
Feldobtam egy alulemezre és a 120W-os motorjaim meg sem melegítik.
[#worship][#worship][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 19, 23:06
Írta: bmejdz9nu Dátum 2008 december 19, 23:06
Azért ha szőrszálhasogató akarok lenni... :)
Ez azért nem az A300 pontosan hanem az X1... azaz a végleges A300 béta verziója.
(Igaz a legutolsó változat ami már gyakorlatilag majdnem megegyezik) (ver. b2a)
Már csak egy WinPC-NC kellene és minden soproni "egyenruhában" lenne :)
Ez azért nem az A300 pontosan hanem az X1... azaz a végleges A300 béta verziója.
(Igaz a legutolsó változat ami már gyakorlatilag majdnem megegyezik) (ver. b2a)
Már csak egy WinPC-NC kellene és minden soproni "egyenruhában" lenne :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 19, 23:07
Írta: 000000000 Dátum 2008 december 19, 23:07
Nade Péter remélem nem látta a fényképet, hogy soproni létedre Machal gyilkolod!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 19, 23:09
Írta: 000000000 Dátum 2008 december 19, 23:09
Elkéstem, észrevette!
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 december 19, 23:09
Írta: Farkas Ádám Dátum 2008 december 19, 23:09
még annyit, hogy nem tudom megzavarni, a motor vezetékek árnyékolva sincsenek, közbe járatok egy ütvefúrót, és plazmavágót, ja és megy a villanyborotvám is... de a gép csak mar.... jó nem vagyok elfogult, mert egy falúból vagyunk, az nem MACH hanem a windózom háttere :)
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 december 19, 23:13
Írta: Farkas Ádám Dátum 2008 december 19, 23:13
a WinPC-NC azért maradt el sokáig, mert kinyírtam a laptopom, párhuzamos portjának 6,7-es lábát, és ott csak szabvány lábkiosztást lehet használni, ezért fanyalodtam rá a MACH-ra
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 19, 23:13
Írta: bmejdz9nu Dátum 2008 december 19, 23:13
[#smile] És ami a lényeg saját magad raktad össze!
...még nem is láttam, és nem is kellett semmit sem mondanom, hogy mit hogyan... Ilyen egy hobbysta :)
...még nem is láttam, és nem is kellett semmit sem mondanom, hogy mit hogyan... Ilyen egy hobbysta :)
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 december 19, 23:15
Írta: Farkas Ádám Dátum 2008 december 19, 23:15
ami igaz az igaz rendes rajz sem volt hozzá úgy kellett az oroszoknak írnom...[#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 19, 23:16
Írta: 000000000 Dátum 2008 december 19, 23:16
Persze... persze sejtem, hogy WinPc-vel megy és ez csak a képernyő kímélő.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 19, 23:19
Írta: bmejdz9nu Dátum 2008 december 19, 23:19
Hát az X1-es sajnos nem lett dokumentálva... ez volt benne a nehezítés azaz a logikai játék neked :)
Egyébként már a lengyel fórumon is fent van... Click...2. ...
Egyébként már a lengyel fórumon is fent van... Click...2. ...
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2008 december 19, 23:20
Írta: Farkas Ádám Dátum 2008 december 19, 23:20
ha a Péter jön hozzám természetesen előveszem a WinPC-NC-t (ismeritek a róka és golya mesét:)
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2008 december 19, 23:37
Írta: 3k74cecek Dátum 2008 december 19, 23:37
A porszivó motorral van néhány probléma:
1. Tibor45 infarktust fog kapni ha megtudja, hogy ilyet használsz. (ez minimum gondatlanságból elkövetett emberölés, de ezen figyelmeztetés után már szándékos.. [#vigyor5])
2. azok a motorok 20ezren feletti fordulatúak. Alacsony fordulaton túl nagy az áramfelvételük.
A legtöbb motornál az átszívott levegő mint hűtés erősen be van kalkulálva, így anélkül pillanatok alatt leég.
Ha pedig csökkentett feszről használod, akkor alig lesz teljesítménye. Továbbá nem folyamatos üzemre vannak tervezve.
Szóval nem egyszerű feladat azt mozgatásra használni.
1. Tibor45 infarktust fog kapni ha megtudja, hogy ilyet használsz. (ez minimum gondatlanságból elkövetett emberölés, de ezen figyelmeztetés után már szándékos.. [#vigyor5])
2. azok a motorok 20ezren feletti fordulatúak. Alacsony fordulaton túl nagy az áramfelvételük.
A legtöbb motornál az átszívott levegő mint hűtés erősen be van kalkulálva, így anélkül pillanatok alatt leég.
Ha pedig csökkentett feszről használod, akkor alig lesz teljesítménye. Továbbá nem folyamatos üzemre vannak tervezve.
Szóval nem egyszerű feladat azt mozgatásra használni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 20, 08:25
Írta: 000000000 Dátum 2008 december 20, 08:25
Szóval elfertőzted a netet (is)! jól van... ez nem bocsálytom meg![#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 20, 08:49
Írta: bmejdz9nu Dátum 2008 december 20, 08:49
Ilyen a netfertőzés? [#smile]
Hát csak (egyenlőre?) egy "falubelit"... azaz még más nem csinálta meg...
(Állítólag az oroszok...?)
Adám nálam járt (fizikálisan:) és meglátott 3db előző verziós X1-es panelt... és nekiadtam ingyen mert az már nekem nem kellettek nekem...
Azaz valóban "haszonszerzés" céljából ... mert most igen sokat dolgozik a gépével és kiváncsi voltam egy tartós tesztre is...
Hátha észrevesz valami hibát ... ami felett "elsiklás" történt...
Megbocsájtásról és annak szükségességéről most idézhetnék a bibliából [#smile]
Hát csak (egyenlőre?) egy "falubelit"... azaz még más nem csinálta meg...
(Állítólag az oroszok...?)
Adám nálam járt (fizikálisan:) és meglátott 3db előző verziós X1-es panelt... és nekiadtam ingyen mert az már nekem nem kellettek nekem...
Azaz valóban "haszonszerzés" céljából ... mert most igen sokat dolgozik a gépével és kiváncsi voltam egy tartós tesztre is...
Hátha észrevesz valami hibát ... ami felett "elsiklás" történt...
Megbocsájtásról és annak szükségességéről most idézhetnék a bibliából [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 20, 09:07
Írta: 000000000 Dátum 2008 december 20, 09:07
Egyébként szerintem a Gecko nem fog örülni,
ha megtudja ezt az A300-at. Ugyanis 98%-ban
koppintás jellege van a dolognak.:)
ha megtudja ezt az A300-at. Ugyanis 98%-ban
koppintás jellege van a dolognak.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 20, 09:10
Írta: HJózsi Dátum 2008 december 20, 09:10
Legalábbis után(meg)érzés ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 20, 09:11
Írta: HJózsi Dátum 2008 december 20, 09:11
Milyen motort küldtél Istvánnak teszteléshez? Gyártó/tipus? W? Cpr?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 20, 09:32
Írta: bmejdz9nu Dátum 2008 december 20, 09:32
Küldjek neked egy eredeti Gecko rajzot? Más...
A 98% vicces már csak a paraméterei alapján is... Persze vannak hasonlóságok mint a 128 bites tároló... mert ugye az jó... :)
Az A300 ugyebár 180V-os; Gecko 80V...
Gecko csak 4X-es encoder üzemmódú az A300 1X - 2X - 4X... választható.
A Gecko 20A-es... az A300 30A-es...
A Geckoban kicsi Fetek vannak az A300-ban egy "számmal nagyobb"... más erősebb típus a Fet meghajtó is...(tejesen más...)
A Gecko SMD az A300 pedíg nem.
A Geckon 3 poti van... az A300 5 poti...
Már gondoltam rá, hogy elküldöm a Geckonak a dokumentációját szakvéleményezésre... hátha jól jönne nekik a további fejlesztésben...
Lehetne többet tudó és nagyobb teljesítményű a következő...
Végül is rendes cég... nem védte le a kapcsolást (nem is lehetne ugyebár) és még az alkatrészek feliratát sem kaparták le :)
Sajnos az A300 jóval nagyobb méretű... de ők meg tudnák csinálni a szokásos 4 rétegű nyákra SMD változatban gépi ültetésűre...
Persze gazdaságilag az A300 drága... az alkatrész költsége (ha a dollár így esik tovább) = egy G320 árával (persze az USA-ban)
A 98% vicces már csak a paraméterei alapján is... Persze vannak hasonlóságok mint a 128 bites tároló... mert ugye az jó... :)
Az A300 ugyebár 180V-os; Gecko 80V...
Gecko csak 4X-es encoder üzemmódú az A300 1X - 2X - 4X... választható.
A Gecko 20A-es... az A300 30A-es...
A Geckoban kicsi Fetek vannak az A300-ban egy "számmal nagyobb"... más erősebb típus a Fet meghajtó is...(tejesen más...)
A Gecko SMD az A300 pedíg nem.
A Geckon 3 poti van... az A300 5 poti...
Már gondoltam rá, hogy elküldöm a Geckonak a dokumentációját szakvéleményezésre... hátha jól jönne nekik a további fejlesztésben...
Lehetne többet tudó és nagyobb teljesítményű a következő...
Végül is rendes cég... nem védte le a kapcsolást (nem is lehetne ugyebár) és még az alkatrészek feliratát sem kaparták le :)
Sajnos az A300 jóval nagyobb méretű... de ők meg tudnák csinálni a szokásos 4 rétegű nyákra SMD változatban gépi ültetésűre...
Persze gazdaságilag az A300 drága... az alkatrész költsége (ha a dollár így esik tovább) = egy G320 árával (persze az USA-ban)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 20, 09:34
Írta: bmejdz9nu Dátum 2008 december 20, 09:34
Nagybátya ?:) Kellene egy genetikai vizsgálat :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 20, 09:37
Írta: bmejdz9nu Dátum 2008 december 20, 09:37
Bauzt E642 és Baldor a 10Kg-os... 500-500cpr. Meg neki is voltak...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 20, 09:50
Írta: HJózsi Dátum 2008 december 20, 09:50
Ok, én küldök Yaskawákat 2000-es encoderrel ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 20, 09:52
Írta: bmejdz9nu Dátum 2008 december 20, 09:52
Félre értés van :) István és István... a felajánlásokat a Quantum topikba kellene megtennünk...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 20, 10:00
Írta: HJózsi Dátum 2008 december 20, 10:00
Ja, igaz ... ez a szervó topic ...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 20, 10:05
Írta: 000000000 Dátum 2008 december 20, 10:05
Egyébként óriási tévedésben van az, aki
ilyen Hobby szervóknál egy 2000-es vagy
nagyobb fizikai felbontású encodert még elkezd
össze-vissza szorozgatni. Erről beszélek a kezdetek óta: egy encoder az nem egy szabályos
kétfázisú szintiszta elektronikus jeladó.
Opto átvitel van benne, rezonanciák, zavarok,
érik. Így a vakló bátorsága nagyobb felbontás mellett még szorozgatni, és elvileg is
értelmetlen. És Péternek is mindig ezt mondom:
játszadozás a 4X, az igazi és komoly, megbízható megoldás az 1X és nagy felbontású
encoder. Azaz az 500*4 rosszabb, mint az
1*2000.:))
ilyen Hobby szervóknál egy 2000-es vagy
nagyobb fizikai felbontású encodert még elkezd
össze-vissza szorozgatni. Erről beszélek a kezdetek óta: egy encoder az nem egy szabályos
kétfázisú szintiszta elektronikus jeladó.
Opto átvitel van benne, rezonanciák, zavarok,
érik. Így a vakló bátorsága nagyobb felbontás mellett még szorozgatni, és elvileg is
értelmetlen. És Péternek is mindig ezt mondom:
játszadozás a 4X, az igazi és komoly, megbízható megoldás az 1X és nagy felbontású
encoder. Azaz az 500*4 rosszabb, mint az
1*2000.:))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 20, 10:40
Írta: svejk Dátum 2008 december 20, 10:40
Igen, hobby kürülmények közt valóban kissé túlzás a 2000-est szorozni.
Összességében az encoder minden élének figyelembevétele pedig bevált szokás akár az iparban is, erre már számos hardwer-es kapcsolást belinkeltünk, vannak gyári céláramkörök, mikrovezérlőkbe is belerakják, így mi ennél többet nem tudunk nyújtani a védelmünkben.
Jó pár hobbi gép is már elég régóta működik ezzel a 4x -es üzemmóddal lépésvesztés nélkül.
De esetleg Te valamilyen hibaanalizises, netán hibajavitási elvekkel győzködhetnél még bennünket hogy térjünk át az egyszeres encoderfeldolgozásra.
Te a szinusz kimenetű encoder interpolációs jelfeldolgozását is száműzöd a lehetőségekből?
Összességében az encoder minden élének figyelembevétele pedig bevált szokás akár az iparban is, erre már számos hardwer-es kapcsolást belinkeltünk, vannak gyári céláramkörök, mikrovezérlőkbe is belerakják, így mi ennél többet nem tudunk nyújtani a védelmünkben.
Jó pár hobbi gép is már elég régóta működik ezzel a 4x -es üzemmóddal lépésvesztés nélkül.
De esetleg Te valamilyen hibaanalizises, netán hibajavitási elvekkel győzködhetnél még bennünket hogy térjünk át az egyszeres encoderfeldolgozásra.
Te a szinusz kimenetű encoder interpolációs jelfeldolgozását is száműzöd a lehetőségekből?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 20, 10:41
Írta: svejk Dátum 2008 december 20, 10:41
Természetesen nem vitathatom hogy valószínű biztonságosabb az egyszeres kiértékelés, de ha emez is jól műküdik akkor miért ne használhajuk ki ezt az Isten adta lehetőséget?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 20, 10:44
Írta: bmejdz9nu Dátum 2008 december 20, 10:44
Ez érdekes amiket írsz...
Hogy 2000cpr-est érdemes e felszorozni 8000ppr-re? Lehetséges... csak a másik felén ott a step frekvencia korlátja...
Az A300-ast 500Khz-ig teszteltem, de mint utólag már tudom nem az optók adták a végén hanem az LS7184-es IC implzus szélességét kellett volna visszább vennem mert "összeértek" a jelek. (elfelejtettem szkóppal megnézni :)
De nekem az 500Khz is több mint elég...
Aki több MHz-el tudja hajtani a vezérlőt (pl. SmoothStepper-rel) annak ott a Quantum vezérlő...
Gyarló vakló rezonanciák, zavarok... és félrebeszéd :)
Ha akarsz egy "hobbsta" azaz nem "tudományos" gyakorlatias tesztet a vezérlődről - persze ha mered:) küldjél nekem egyet :)
Én is küldök egy A300 neked!!!... aztán megírjuk... keményen :)
Micsoda műsor lenne! Persze fizetőssé kellene tenni az adást...:)
De lehet, hogy csalódást okoznánk a "közönségnek" mert ugyebár mindkét vezérlő azonos elvű azaz analóg... azaz olyan mint a Gecko [#nevetes1]
Ami még érdekes és nincs magyarázatom rá...(pont fordítva) hogy egy 500cp-es encodert 4X-es üzemmódban egy lehelettel jobbnak találom mint egy 2000cpr-est 1X-esben...
Na persze a 2000-es (4X) 8000ppr-hez való... :)
Szerencse... mert egy 500cpr-es új encodert már 3000Ft lehet venni... míg egy 2000-es sokkal-sokkal drágább...
Hogy 2000cpr-est érdemes e felszorozni 8000ppr-re? Lehetséges... csak a másik felén ott a step frekvencia korlátja...
Az A300-ast 500Khz-ig teszteltem, de mint utólag már tudom nem az optók adták a végén hanem az LS7184-es IC implzus szélességét kellett volna visszább vennem mert "összeértek" a jelek. (elfelejtettem szkóppal megnézni :)
De nekem az 500Khz is több mint elég...
Aki több MHz-el tudja hajtani a vezérlőt (pl. SmoothStepper-rel) annak ott a Quantum vezérlő...
Gyarló vakló rezonanciák, zavarok... és félrebeszéd :)
Ha akarsz egy "hobbsta" azaz nem "tudományos" gyakorlatias tesztet a vezérlődről - persze ha mered:) küldjél nekem egyet :)
Én is küldök egy A300 neked!!!... aztán megírjuk... keményen :)
Micsoda műsor lenne! Persze fizetőssé kellene tenni az adást...:)
De lehet, hogy csalódást okoznánk a "közönségnek" mert ugyebár mindkét vezérlő azonos elvű azaz analóg... azaz olyan mint a Gecko [#nevetes1]
Ami még érdekes és nincs magyarázatom rá...(pont fordítva) hogy egy 500cp-es encodert 4X-es üzemmódban egy lehelettel jobbnak találom mint egy 2000cpr-est 1X-esben...
Na persze a 2000-es (4X) 8000ppr-hez való... :)
Szerencse... mert egy 500cpr-es új encodert már 3000Ft lehet venni... míg egy 2000-es sokkal-sokkal drágább...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 20, 10:50
Írta: bmejdz9nu Dátum 2008 december 20, 10:50
Szerintem ezt már egyszer lezártuk... van 4X... oly annyira, hogy megállapítottuk csak Tibor45 vezérlője az egyetlen a világon amely 1X-es...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 20, 11:54
Írta: 000000000 Dátum 2008 december 20, 11:54
Nem tudom, Te miről beszélsz.
Az én szervo szabályzóm 3 éve állandó, semmi
változtatás naponta. És kezdettől fogva benne
van a 4X is.
Egyébként még annyira nem érdekel,
ki mit oszt-szoroz. Felőlem 444-el is szorozhatsz.:)
Vannak észérvek, ha ez nem
hat, és nem meggyőző, arról nem tehetek.
Megszoktam már itt a Fórumon sajna.:))
És azt is, hogy Péter néha Te nem a valóságot
állítod!:) Hajrá, azért kedvellek ám!
Az én szervo szabályzóm 3 éve állandó, semmi
változtatás naponta. És kezdettől fogva benne
van a 4X is.
Egyébként még annyira nem érdekel,
ki mit oszt-szoroz. Felőlem 444-el is szorozhatsz.:)
Vannak észérvek, ha ez nem
hat, és nem meggyőző, arról nem tehetek.
Megszoktam már itt a Fórumon sajna.:))
És azt is, hogy Péter néha Te nem a valóságot
állítod!:) Hajrá, azért kedvellek ám!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 20, 14:26
Írta: s7manbs8 Dátum 2008 december 20, 14:26
Akkor áttekercselem unalmamban úgy, hogy ne melgedjen, stb. Pont ez a hobbi foglalkozás célja nem ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 20, 15:18
Írta: 000000000 Dátum 2008 december 20, 15:18
Jó ötletnek tűnik. Csak ne felejtsd el közölni a motorral is az elvárásaidat! Legalább ő is tudjon róla mit kell tennie a "Villamos gépek és hajtások" c. tankönyvben leírtakkal ellentétesen. Minden problémát sajnos nem lehet megoldani szoftverből és hirtelen felindulásból.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 20, 16:17
Írta: bmejdz9nu Dátum 2008 december 20, 16:17
Régebben te írtad, hogy egy 500cpr-es encoderrel az "egyensúlyhoz" nem 2000step jel kell... (hanem 500)
Azaz csak minden negyedik impulzust használja léptetésre a többi hármat pedig valamiféle hiba analízishez...
Tehát akkor egy konkrét kérdés:
Egy 500cpr-es encoderrel és 10Khz-es step jelről mennyit fordul a motor másodpercenként? 20-at vagy 5-öt?
Azaz csak minden negyedik impulzust használja léptetésre a többi hármat pedig valamiféle hiba analízishez...
Tehát akkor egy konkrét kérdés:
Egy 500cpr-es encoderrel és 10Khz-es step jelről mennyit fordul a motor másodpercenként? 20-at vagy 5-öt?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 20, 16:39
Írta: s7manbs8 Dátum 2008 december 20, 16:39
Tudnál egy linket adni erről a könyvről ?
'Villamos gépek és hajtások' egy kis tanulás sosem árt. Köszi.
'Villamos gépek és hajtások' egy kis tanulás sosem árt. Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 20, 17:05
Írta: 000000000 Dátum 2008 december 20, 17:05
Itt biztosan beszerezhető. Azt írják, erről szól: A tantárgy célja:
A mérnöki gyakorlatban előforduló villamos gépek működési elvének, üzemi jellemzőinek, kiválasztásának és üzemeltetési feltételeinek megismertetése, a villamos hajtások alapjainak elsajátítása.
A mérnöki gyakorlatban előforduló villamos gépek működési elvének, üzemi jellemzőinek, kiválasztásának és üzemeltetési feltételeinek megismertetése, a villamos hajtások alapjainak elsajátítása.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 20, 17:18
Írta: 000000000 Dátum 2008 december 20, 17:18
Ha 4X-be kötöm be, akkor 5 1/s.
Ha 1X-be, akkor 20.
Értsed már meg végre azt, hogy én Veled
ellentétben az 1-szeres encoder jelfeldolgozás,
és a megfelelő és szükséges EREDŐ felbontás
híve vagyok.
Neked pedig olyan egyszerűen jár az eszed,
hogy direkthajtás és egyből 4X.:) És ezt
hajtod, mint a /szervóról valamit halott/
pereces.:)[#nyes]
Ha 1X-be, akkor 20.
Értsed már meg végre azt, hogy én Veled
ellentétben az 1-szeres encoder jelfeldolgozás,
és a megfelelő és szükséges EREDŐ felbontás
híve vagyok.
Neked pedig olyan egyszerűen jár az eszed,
hogy direkthajtás és egyből 4X.:) És ezt
hajtod, mint a /szervóról valamit halott/
pereces.:)[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 20, 17:29
Írta: 000000000 Dátum 2008 december 20, 17:29
+ 1 l.:) azaz .. hallott..
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2008 december 21, 18:25
Írta: e3h0cv4ph Dátum 2008 december 21, 18:25
Kapjon már a Péter egy Tibor féle szervót! :) (és persze viszont is)
Szerintem sok félreértést spórolnátok meg és mindketten találnátok benne érdekességet.
Szerintem sok félreértést spórolnátok meg és mindketten találnátok benne érdekességet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 21, 20:48
Írta: 000000000 Dátum 2008 december 21, 20:48
Na igen, de ha egyetértésre jutnánk Péterrel
szervo ügyekben, milyen unalmassá válna ez a
topic!:)
szervo ügyekben, milyen unalmassá válna ez a
topic!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 21, 21:07
Írta: bmejdz9nu Dátum 2008 december 21, 21:07
[#nevetes1] Nem írok semmit...:) Minden magért beszél... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 10:12
Írta: 000000000 Dátum 2008 december 30, 10:12
Átjövök ide, mert inkább szervo témák már
ezek, mint léptetősek.
Péter! Lenne pár konkrét kérdésem, mert a
múltkor sem
válaszoltál ezekre. Adott egy 2000 vonal/fordulat
encoderrel szerelt szervo motorod.
Ilyenkor Te használsz 4x-et vagy nem?
Tulajdonképpen csak ismételni tudom magam, de egyszer hátha a tények, érvek is hatnak Rád:
a Te bűvös 128-ad egy ostoba 7 bites számláncból adódik, és ehhez méred a világ
összes dolgát. Ez nevetséges.:) pl. nekem a 100
jobban tetszik, mert ahogyan Te mondod az kerek
szám. Érdekes, itt nem zavar a 128.:)
A lényeg viszont a következő egy szervohajtásnál:
1. Az 1 inkrementumhoz tartozó elmozdulás
számít. pl. 4 nanométer*128, még mindig kisebb
mint 1 mikron, és így nem egyenlő pl. 0.1 mm*128
-al sem, ami meg már 12.8 mm.
Az áttétel kérdésénél is az elmozdulás/1
motorfordulat a döntó, ennek van optimuma a
képletek, mszámítások alapján.
3. Hencegsz itt állandóan a 400W-os bika, de
nagy J-jű motoroddal, amit hasraütésként
kiválasztottál.
Példa tényszámok: ha forgácsolsz egy anyagot 10
mm/s-al, és 1000 N erő kell a mozgatáshoz,
ez 10W hasznos teljesítményt igényel.
Felmerülő apró kérdések:
1. Hova kell a maradék 390W??
2. Vajon 100 kp erő hatására hány század mm-t
deformálódik eredőben a szerszámpályád csak
a mechanikus elemek miatt, ha szervód nulla pozcióhibával is dolgozna?
Na ezen a szép kis egybegyűjtött
tény, és probléma csokron gondolkozzál el picit,
mielőtt megint kapásból megmagyarázol mindent.:)
ezek, mint léptetősek.
Péter! Lenne pár konkrét kérdésem, mert a
múltkor sem
válaszoltál ezekre. Adott egy 2000 vonal/fordulat
encoderrel szerelt szervo motorod.
Ilyenkor Te használsz 4x-et vagy nem?
Tulajdonképpen csak ismételni tudom magam, de egyszer hátha a tények, érvek is hatnak Rád:
a Te bűvös 128-ad egy ostoba 7 bites számláncból adódik, és ehhez méred a világ
összes dolgát. Ez nevetséges.:) pl. nekem a 100
jobban tetszik, mert ahogyan Te mondod az kerek
szám. Érdekes, itt nem zavar a 128.:)
A lényeg viszont a következő egy szervohajtásnál:
1. Az 1 inkrementumhoz tartozó elmozdulás
számít. pl. 4 nanométer*128, még mindig kisebb
mint 1 mikron, és így nem egyenlő pl. 0.1 mm*128
-al sem, ami meg már 12.8 mm.
Az áttétel kérdésénél is az elmozdulás/1
motorfordulat a döntó, ennek van optimuma a
képletek, mszámítások alapján.
3. Hencegsz itt állandóan a 400W-os bika, de
nagy J-jű motoroddal, amit hasraütésként
kiválasztottál.
Példa tényszámok: ha forgácsolsz egy anyagot 10
mm/s-al, és 1000 N erő kell a mozgatáshoz,
ez 10W hasznos teljesítményt igényel.
Felmerülő apró kérdések:
1. Hova kell a maradék 390W??
2. Vajon 100 kp erő hatására hány század mm-t
deformálódik eredőben a szerszámpályád csak
a mechanikus elemek miatt, ha szervód nulla pozcióhibával is dolgozna?
Na ezen a szép kis egybegyűjtött
tény, és probléma csokron gondolkozzál el picit,
mielőtt megint kapásból megmagyarázol mindent.:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 12:04
Írta: s7manbs8 Dátum 2008 december 30, 12:04
Tibor45 !
Gondolom, ha már itt példákat hozol fel a számolásra, meg is van neked a megfelelő képleted, leírhatnád pl. ide, és egy javascriptes lapot csinálok a Péter úrnak, hagy számolgasson, mi lenne neki az optimális. Esetleg másoknak is hasznára válna.
Gondolom, ha már itt példákat hozol fel a számolásra, meg is van neked a megfelelő képleted, leírhatnád pl. ide, és egy javascriptes lapot csinálok a Péter úrnak, hagy számolgasson, mi lenne neki az optimális. Esetleg másoknak is hasznára válna.
Cím: Re:DC szervó motoros vezérlés
Írta: 7vpav5d32 Dátum 2008 december 30, 12:10
Írta: 7vpav5d32 Dátum 2008 december 30, 12:10
Szervo homokozó topik elején megtalálod.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 12:33
Írta: s7manbs8 Dátum 2008 december 30, 12:33
Köszi a tanácsot, megnézem.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 december 30, 12:55
Írta: x4rhew5r3 Dátum 2008 december 30, 12:55
Én is itt folytatnám a léptető-ben elkezdett eszmecserét.
Gondolom a gecko 8 bites bit-es (+/- 127) számlálói és különbség képzője, meg az alacsony step frekihez jobban illeszkedő kis felbontású enkóderek vittek be Téged ebbe a modellbe, de ebből nem szabad általánosítani.
Abban környezetben ez egy kompromisszumos megoldás, és a kompromisszumok ellenére kiválóan működhet.
Azonban hiba lenne ezt követendő megoldásként beállítani, mert ha nem is a top kategória a megvalósítandó cél, de az elméletet és bonyolult számításokat megkerülve, mégis csak ott lehet a helyes megoldás. Márpedig ott nagy felbontású enkódereket és nagy felbontású hibaaritmetikát alkalmaznak.
Tévedés lenne a step/dir vezérlési módot kikiáltani a léptetőmotorokra korlátozni, mert komoly és mai vezérlőket gyártanak és használnak impulzus vezérelt módon. Nekem is van 3,5 kW-os hajtásom step/dir bemenettel.
A cél természetesen az ideális modell, márpedig azt az analóg modell közelíti meg a legegyszerűbben. De mint ahogyan Tibor egységugrása is a célrendszer időállandóihoz képest elegendően nagy frekveciájú step sorozattal mozdította meg a léptetőmotort, a nagy felbontású enkóder, a nagy sávszélességű vezérlő és a nagy frekvenciájú step jel előállítására alkalmas mozgásvezérlő fogja jobban megközelíteni az ideális modellt.
És egy szó sem esett integrálokról...:)
Gondolom a gecko 8 bites bit-es (+/- 127) számlálói és különbség képzője, meg az alacsony step frekihez jobban illeszkedő kis felbontású enkóderek vittek be Téged ebbe a modellbe, de ebből nem szabad általánosítani.
Abban környezetben ez egy kompromisszumos megoldás, és a kompromisszumok ellenére kiválóan működhet.
Azonban hiba lenne ezt követendő megoldásként beállítani, mert ha nem is a top kategória a megvalósítandó cél, de az elméletet és bonyolult számításokat megkerülve, mégis csak ott lehet a helyes megoldás. Márpedig ott nagy felbontású enkódereket és nagy felbontású hibaaritmetikát alkalmaznak.
Tévedés lenne a step/dir vezérlési módot kikiáltani a léptetőmotorokra korlátozni, mert komoly és mai vezérlőket gyártanak és használnak impulzus vezérelt módon. Nekem is van 3,5 kW-os hajtásom step/dir bemenettel.
A cél természetesen az ideális modell, márpedig azt az analóg modell közelíti meg a legegyszerűbben. De mint ahogyan Tibor egységugrása is a célrendszer időállandóihoz képest elegendően nagy frekveciájú step sorozattal mozdította meg a léptetőmotort, a nagy felbontású enkóder, a nagy sávszélességű vezérlő és a nagy frekvenciájú step jel előállítására alkalmas mozgásvezérlő fogja jobban megközelíteni az ideális modellt.
És egy szó sem esett integrálokról...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 13:20
Írta: 000000000 Dátum 2008 december 30, 13:20
Szia Sneci!
Szeretem a szakszerű, higgadt hozzászólásaidat,
gratulálok érte Neked.
Már csak Péterben kellene elindítani a mi-mivel
függ össze című szervo hajtástechnikai gondolat
sort...:)
Szeretem a szakszerű, higgadt hozzászólásaidat,
gratulálok érte Neked.
Már csak Péterben kellene elindítani a mi-mivel
függ össze című szervo hajtástechnikai gondolat
sort...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 14:00
Írta: 000000000 Dátum 2008 december 30, 14:00
Közben "játszadoztam" még egy kicsit, és egy
AC szervohajtást (ami Hatvanban a talin is
látható volt) tesztelgettem pár beállításban.
/lehetett volna DC szervo is, azt most lusta voltam méricskélni, a 3 évvel ezelőtti méréseim
meg már elvesztek.:)/
A mérési feltételek gyakorlatilag azonosak
voltak a léptető topik #1761-éhez, azaz:
3.6 fok egységugrásra adott mért abs. pozíció
az első 20 ms-os vizsgálati szakaszon.
Mintavétel: 100 KHz, encoder 2500 cpr.
Motor: Panasonic 100W AC servo, saját vezérlő,
50 mm/motorford. a próbapad áttételezése!
Ezt leírom megint, mert Péter elsiklik ilyesmin,
és azt hiszi, én mindent "leáttételezek",
tehát 50 mm/motorford. az elmozdulás.
Néhány próba után egy kis finomhangolással így
sikerült beállítani:

Egy szép aperiódikus görbét kaptunk, jól látható, nincs túllendülés, idővel rásimulunk a
célfüggvényre.
Szerintem ez a mérési görbe jól mutatja azt is,
hogy egy ilyen rendszer mennyivel "kellemesebb"
tud lenni megmunkálásnál, sokkal kisebbek a
rezonanciák, stb...
Természetesen én sem vagyok léptecs ellenes,
helyük van mai világban is bizonyos területeken,
korlátokon belül.
Ami ennél sokkal fontosabb, hogy az egységugrás
vizsgálatok univerzálisak, kár lenne egyesek
kedvéért nem törődni velük.
Persze nem erőszak a disznótól:)
Én azt tudom igérni, hogy a következő talin
akit érdekel a dolog, bemérem majd a hajtását,
készíthetünk pár próbamérést.
Elvégre mindenki végcélja a pontosabb, gyorsabb, de olcsó CNC masina.
AC szervohajtást (ami Hatvanban a talin is
látható volt) tesztelgettem pár beállításban.
/lehetett volna DC szervo is, azt most lusta voltam méricskélni, a 3 évvel ezelőtti méréseim
meg már elvesztek.:)/
A mérési feltételek gyakorlatilag azonosak
voltak a léptető topik #1761-éhez, azaz:
3.6 fok egységugrásra adott mért abs. pozíció
az első 20 ms-os vizsgálati szakaszon.
Mintavétel: 100 KHz, encoder 2500 cpr.
Motor: Panasonic 100W AC servo, saját vezérlő,
50 mm/motorford. a próbapad áttételezése!
Ezt leírom megint, mert Péter elsiklik ilyesmin,
és azt hiszi, én mindent "leáttételezek",
tehát 50 mm/motorford. az elmozdulás.
Néhány próba után egy kis finomhangolással így
sikerült beállítani:
Egy szép aperiódikus görbét kaptunk, jól látható, nincs túllendülés, idővel rásimulunk a
célfüggvényre.
Szerintem ez a mérési görbe jól mutatja azt is,
hogy egy ilyen rendszer mennyivel "kellemesebb"
tud lenni megmunkálásnál, sokkal kisebbek a
rezonanciák, stb...
Természetesen én sem vagyok léptecs ellenes,
helyük van mai világban is bizonyos területeken,
korlátokon belül.
Ami ennél sokkal fontosabb, hogy az egységugrás
vizsgálatok univerzálisak, kár lenne egyesek
kedvéért nem törődni velük.
Persze nem erőszak a disznótól:)
Én azt tudom igérni, hogy a következő talin
akit érdekel a dolog, bemérem majd a hajtását,
készíthetünk pár próbamérést.
Elvégre mindenki végcélja a pontosabb, gyorsabb, de olcsó CNC masina.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 14:20
Írta: s7manbs8 Dátum 2008 december 30, 14:20
Van olyan módszer, amivel automatában be lehet állítani az optimális paramétereket, természetesen a megadott követelményeinknek megfelelően ? Márminthogy ne kézzel tekergessük a potikat meg ilyesmi, természetesen ez csak olyan vezérlőkkel megoldható, ahol nem manuális potitekergetés van.
Vagy a nagyon profi gyáriak eleve ilyenek ?
Vagy a nagyon profi gyáriak eleve ilyenek ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 14:47
Írta: 000000000 Dátum 2008 december 30, 14:47
Vannak ilyen öntanulós rendszerek jó pénzért,
és kb. 25 processzor/vezérlő HW mellett.
De én nem hiszek az ilyesmibe, ugyanis ott is
Neked kell a fő határokat megadni, valamint
a gép az nem pótolhatja az emberi érzéket,
tudást, lelket, tapasztalatot.
Hasonló ez szerintem, mint a fotózás.
Ma már csak egy katt kell, és a dig.kamera
csinál valamit a saját automatikája alapján.
Én nem nagyon értek a fotózáshoz, de kérdezzél
meg profi fotóst, ott a nagyon drága
fényképezőgép mellett is Neked kell
beállítani szinte mindent, akkor lesz tökéletes
a fotó.
De Te szeretsz ötletelni, holnapra akár írhatsz
is egy ilyen öntanuló, önbeállító szervo
programot.:)
és kb. 25 processzor/vezérlő HW mellett.
De én nem hiszek az ilyesmibe, ugyanis ott is
Neked kell a fő határokat megadni, valamint
a gép az nem pótolhatja az emberi érzéket,
tudást, lelket, tapasztalatot.
Hasonló ez szerintem, mint a fotózás.
Ma már csak egy katt kell, és a dig.kamera
csinál valamit a saját automatikája alapján.
Én nem nagyon értek a fotózáshoz, de kérdezzél
meg profi fotóst, ott a nagyon drága
fényképezőgép mellett is Neked kell
beállítani szinte mindent, akkor lesz tökéletes
a fotó.
De Te szeretsz ötletelni, holnapra akár írhatsz
is egy ilyen öntanuló, önbeállító szervo
programot.:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 14:53
Írta: s7manbs8 Dátum 2008 december 30, 14:53
Üdv Tibor!
Magyarul mondva, akkor a te meglátásod szerint ez inkább művészet semmint számítható és algoritmizálható probléma, ha jól értem szavaidból. Pont ezért kérdeztem, mert ezek szerint ez nem olyan egyszerű feladat, mivel én meg még nem kezdtem bele ezt megcsinálni ezáltal lehet, hogy bele se igen fogok.
Az ötletelést más szóval nem kreativitásnak nevezik , vagy nálad ez a szó valami mást jelent ? Szerintem elég hasznos dolog, sokan örülnének, ha több lenne nekik is belőle. Köszönöm az infót egyébként.
Magyarul mondva, akkor a te meglátásod szerint ez inkább művészet semmint számítható és algoritmizálható probléma, ha jól értem szavaidból. Pont ezért kérdeztem, mert ezek szerint ez nem olyan egyszerű feladat, mivel én meg még nem kezdtem bele ezt megcsinálni ezáltal lehet, hogy bele se igen fogok.
Az ötletelést más szóval nem kreativitásnak nevezik , vagy nálad ez a szó valami mást jelent ? Szerintem elég hasznos dolog, sokan örülnének, ha több lenne nekik is belőle. Köszönöm az infót egyébként.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 15:11
Írta: svejk Dátum 2008 december 30, 15:11
Nincs itt Szigma, kicsit átveszem a szerepét :)
Egy egyszerű Paint-tel tényleg odabökhetnéd hogy melyik tengely micsoda meg egy két értéket.
Az az írásból kiderült hogy 0 időnél indulunk ,középen van 10 ms jobb oldalt a mérés vége 20 ms.
De a függőleges tengely miben is van kalibrálva?
Oké hogy 3,6 fok egységugrás...akkor az ábra alja és teteje közt van a 3,6 fok?
Az sem ártana ha a vezérlőjelet odkaanyaríthatnád más színnel..
0 sebességről vagy egy állandósultról indul a teszt?
a 2500-as encoder gondolom 1x-es üzemmódban..
Szerintem érthetőbb lenne ha az y tengely step értékekben lenne kalibrálva.
A Magi Sentinelje ilyenformán nagyon jól kiértékelhető és gyorsan leolvasható, rögtön látszik hány step jellel van lemaradva a motor.
(persze ott meg az x időtengely nics kalibrálva, illetve van csak kicsit számolósdi :))
de most tényleg nem kötözködni akartam :)
a Quantum Sentinellel én is meg akartam ezeket a teszteket csinálni de hát megelőztetek...
Annak idején szóvá is tettük hogy maga a Quantum chip ilyen mérésekre is nagyon alkalmas a Sentinel szoftverrel.
Egy egyszerű Paint-tel tényleg odabökhetnéd hogy melyik tengely micsoda meg egy két értéket.
Az az írásból kiderült hogy 0 időnél indulunk ,középen van 10 ms jobb oldalt a mérés vége 20 ms.
De a függőleges tengely miben is van kalibrálva?
Oké hogy 3,6 fok egységugrás...akkor az ábra alja és teteje közt van a 3,6 fok?
Az sem ártana ha a vezérlőjelet odkaanyaríthatnád más színnel..
0 sebességről vagy egy állandósultról indul a teszt?
a 2500-as encoder gondolom 1x-es üzemmódban..
Szerintem érthetőbb lenne ha az y tengely step értékekben lenne kalibrálva.
A Magi Sentinelje ilyenformán nagyon jól kiértékelhető és gyorsan leolvasható, rögtön látszik hány step jellel van lemaradva a motor.
(persze ott meg az x időtengely nics kalibrálva, illetve van csak kicsit számolósdi :))
de most tényleg nem kötözködni akartam :)
a Quantum Sentinellel én is meg akartam ezeket a teszteket csinálni de hát megelőztetek...
Annak idején szóvá is tettük hogy maga a Quantum chip ilyen mérésekre is nagyon alkalmas a Sentinel szoftverrel.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 15:16
Írta: svejk Dátum 2008 december 30, 15:16
Ja tényleg ezt is akartam már kérdezni sokszor hogy nálad a dos-os progid milyen sűrűn adja ki az egységugráskor a jeleket?
1-2-mennyi us? És azok a jelek is szimmetrikusak, vagy azok tűimpulzusok?
Specifikálhatnád a jelformádat és megpróbálnánk leképezni mi is.
1-2-mennyi us? És azok a jelek is szimmetrikusak, vagy azok tűimpulzusok?
Specifikálhatnád a jelformádat és megpróbálnánk leképezni mi is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 15:21
Írta: 000000000 Dátum 2008 december 30, 15:21
Ötleteim nekem is lennének (vannak is
percenként), de gátat szab nekik
a korlátozott tudásom vagy éppen az ismeretem
mondatja velem, ezzel nem szabad tovább
foglalkozni. Szerintem az hasznos minden
embernél, ha van egy lehetőleg objektív
visszacsatolása az agyában, ami gyorsan törli
is a saját sületlen ötleteit is az előbbiek alapján. Elvileg a gondolkodás is egy
bonyolult szabályzókör, csak kicsit sok benne a
"paraméter poti".:)
Csak úgy a vakvilágba egy-egy téma komolyabb
ismerete nélkül meg szerintem nem ötletelésről,
kreativitásról beszélhetünk, hanem valami
másról....:)
percenként), de gátat szab nekik
a korlátozott tudásom vagy éppen az ismeretem
mondatja velem, ezzel nem szabad tovább
foglalkozni. Szerintem az hasznos minden
embernél, ha van egy lehetőleg objektív
visszacsatolása az agyában, ami gyorsan törli
is a saját sületlen ötleteit is az előbbiek alapján. Elvileg a gondolkodás is egy
bonyolult szabályzókör, csak kicsit sok benne a
"paraméter poti".:)
Csak úgy a vakvilágba egy-egy téma komolyabb
ismerete nélkül meg szerintem nem ötletelésről,
kreativitásról beszélhetünk, hanem valami
másról....:)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 december 30, 15:31
Írta: x4rhew5r3 Dátum 2008 december 30, 15:31
Lehet, hogy nem gondoltál utána. Itt egységugrás a gerjesztés, tehát a 3,9 fokhoz tartozó step pulzust (darabot) a lehető leggyorsabban be kell zúdítani, és aztán nézni a választ az szögelfordulás - idő síkon. De ha már szóba került a Quantum, ott meg lehet hogy az elektronikus áttételt lenne célszerű a mérés idejére beállítani úgy, hogy egyetlen step impulzusra lépje meg a 3,9 fokot (vagy amennyit akarunk).
Ez lenne az igazi egységugrás!
Én a vezérlőimben eleve beépítem az egységugrást úgy, hogy egy parancsra a pozíció regiszter (commanded position) értékét módosítja ciklikusan az egységugrás amplitúdójával.
Ez lenne az igazi egységugrás!
Én a vezérlőimben eleve beépítem az egységugrást úgy, hogy egy parancsra a pozíció regiszter (commanded position) értékét módosítja ciklikusan az egységugrás amplitúdójával.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 15:59
Írta: s7manbs8 Dátum 2008 december 30, 15:59
Egyetértek veled, csak látod,már megint a mérésekkel van a probléma, mert ki dönti el, hogy mi a téma kellő ismerete pl. Lehet egy nagyon okos meg neked is azt mondaná, hogy inkább ne is legyenek ötleteid, mert ő már azokon is túl van, illetve sokkal hamarabb vissza van csatolva a fejében. Sőt, hogy mondjak valamit, lehet, hogy amit sületlenségnek gondol az egyik ember, hiába tud akármit, a másiknak valami rejtett tudatalatti mégiscsak igen mély tudása mégis csak azt mondatja vele, hogy csak csináld, hiába tűnik az elsőre hülyeségnek. A tudás egy rendkívül bonyolult valami a kis fejünkben, amit elég nehéz is megmérni bárkinek is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 15:59
Írta: 000000000 Dátum 2008 december 30, 15:59
"De a függőleges tengely miben is van
kalibrálva?"
Szögelfordulásban.
"Oké hogy 3,6 fok egységugrás...akkor az ábra
alja és teteje közt van a 3,6 fok?" Igen.
"Az sem ártana ha a vezérlőjelet
odkaanyaríthatnád más színnel.." Ott van, piros
szinnel, zöld a válasz.
"0 sebességről vagy egy állandósultról indul a
teszt?" Nulláról. Mondjuk a nulla is egy
állandósult érték, így ezt nem is értem...
"a 2500-as encoder gondolom 1x-es üzemmódban.."
Ezeknél mindig 4X-ben mérek, tárolok, számolok,
majd visszaosztom a grafika miatt
megjelenítéskor az elemi stepek tényleges
értékéhez.
"Szerintem érthetőbb lenne ha az y tengely step
értékekben lenne kalibrálva."
Szerintem meg nem, sőt zavaró.
Ha pl. 12345 stepjellel
jelölöm ki az ugrás jel maximumát, mert éppen
egy ilyen válasz érdekel, akkor hogyan
húzhatnék be 300 sorba 12345 vonalat?
"A Magi Sentinelje ilyenformán nagyon jól
kiértékelhető és gyorsan leolvasható, rögtön
látszik hány step jellel van lemaradva a motor.
Persze ott meg az x időtengely nics kalibrálva,
illetve van csak kicsit számolósdi :))"
Mindenki másképpen csinálja. Van egy ilyen LGT szám is.:)
"Annak idején szóvá is tettük hogy maga a
Quantum chip ilyen mérésekre is nagyon alkalmas
a Sentinel szoftverrel."
Csináljatok Ti is, kíváncsian várjuk őket.
Kezdjétek lépteccsel, az a "legegyszerűbb"!:)
Egyet azért ne feljts el, és ez szerintem óriási különbség.
Az én rendszerem motortól, és vezérlőtől,
alapjeltől, független, galvanikusan
leválasztott, max. 1 Mhz mintavételi sebességű
független mérőrendszer és program.
Így nem kötődik semmilyen adott vezérlőhöz,
bármilyen jel/választ képes generálni, mérni,
tárolni.
A Tiétek szerintem nem ennyire univerzális,
bár ezt Te majd elmondod, hiszen életemben nem
volt dolgom vele.
kalibrálva?"
Szögelfordulásban.
"Oké hogy 3,6 fok egységugrás...akkor az ábra
alja és teteje közt van a 3,6 fok?" Igen.
"Az sem ártana ha a vezérlőjelet
odkaanyaríthatnád más színnel.." Ott van, piros
szinnel, zöld a válasz.
"0 sebességről vagy egy állandósultról indul a
teszt?" Nulláról. Mondjuk a nulla is egy
állandósult érték, így ezt nem is értem...
"a 2500-as encoder gondolom 1x-es üzemmódban.."
Ezeknél mindig 4X-ben mérek, tárolok, számolok,
majd visszaosztom a grafika miatt
megjelenítéskor az elemi stepek tényleges
értékéhez.
"Szerintem érthetőbb lenne ha az y tengely step
értékekben lenne kalibrálva."
Szerintem meg nem, sőt zavaró.
Ha pl. 12345 stepjellel
jelölöm ki az ugrás jel maximumát, mert éppen
egy ilyen válasz érdekel, akkor hogyan
húzhatnék be 300 sorba 12345 vonalat?
"A Magi Sentinelje ilyenformán nagyon jól
kiértékelhető és gyorsan leolvasható, rögtön
látszik hány step jellel van lemaradva a motor.
Persze ott meg az x időtengely nics kalibrálva,
illetve van csak kicsit számolósdi :))"
Mindenki másképpen csinálja. Van egy ilyen LGT szám is.:)
"Annak idején szóvá is tettük hogy maga a
Quantum chip ilyen mérésekre is nagyon alkalmas
a Sentinel szoftverrel."
Csináljatok Ti is, kíváncsian várjuk őket.
Kezdjétek lépteccsel, az a "legegyszerűbb"!:)
Egyet azért ne feljts el, és ez szerintem óriási különbség.
Az én rendszerem motortól, és vezérlőtől,
alapjeltől, független, galvanikusan
leválasztott, max. 1 Mhz mintavételi sebességű
független mérőrendszer és program.
Így nem kötődik semmilyen adott vezérlőhöz,
bármilyen jel/választ képes generálni, mérni,
tárolni.
A Tiétek szerintem nem ennyire univerzális,
bár ezt Te majd elmondod, hiszen életemben nem
volt dolgom vele.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 16:04
Írta: 000000000 Dátum 2008 december 30, 16:04
Svejk!
Már az előző válaszok kapcsán is felmerült
bennem, de most, hogy közben látom Sneci
válaszát is, lehet, hogy Ti nem is egységugrással dolgoztok, hanem valami annak
nevezett jellel?:)
Mert akkor egészen mást mérünk....
Már az előző válaszok kapcsán is felmerült
bennem, de most, hogy közben látom Sneci
válaszát is, lehet, hogy Ti nem is egységugrással dolgoztok, hanem valami annak
nevezett jellel?:)
Mert akkor egészen mást mérünk....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 16:11
Írta: 000000000 Dátum 2008 december 30, 16:11
Én is egyetértek Veled, és magadra ne vedd
az alábbit, egy bölcs mondta, csak ebben látok
némi igazságot anélkül, hogy én magamat okosnak
tartanám:
"Az a baj a világgal, hogy a hülyék mindenben
holtbiztosak, az okosak meg tele vannak
kételyekkel."
:)))
az alábbit, egy bölcs mondta, csak ebben látok
némi igazságot anélkül, hogy én magamat okosnak
tartanám:
"Az a baj a világgal, hogy a hülyék mindenben
holtbiztosak, az okosak meg tele vannak
kételyekkel."
:)))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 16:18
Írta: svejk Dátum 2008 december 30, 16:18
"Ha pl. 12345 stepjellel
jelölöm ki az ugrás jel maximumát, mert éppen
egy ilyen válasz érdekel, akkor hogyan
húzhatnék be 300 sorba 12345 vonalat?"
most megint hülye leszek, de mi a francért is akarnék én 12345 step ugrásra válaszjelet kapni?
ott már borítékolva van a késés, nem kicsit...
teljesen véletlen a geckotól de a Sentinel is +-128 stephibát bir kijelezni a képernyőre..
belül a proci eltárolja az akár 12345 őt is és majd egy idő múlva látom is a képernyőn amikor az eltérés +-128 alá esik.
Tehát ha én kiváncsi vagyok az bemenő és a tényleges steppek eltérésére azt nagyon is ebben a szűk tartományban teszem mert marás közben ez a lényeg..
és ha azt nézzük a +-128 step egységugrásból is lég jól látom a gépem időállandóját
Természetesen a mi verziónknál is egy quantum chip figyeli a step és encoder jelet és a különbséget megjeleníti. ezt az egységet aztán akár egy másik quantumos vagy geckos vagy pistabácsis vezérlőre ráköthetem
akár még galvanikusan le is válszthatom...
jelölöm ki az ugrás jel maximumát, mert éppen
egy ilyen válasz érdekel, akkor hogyan
húzhatnék be 300 sorba 12345 vonalat?"
most megint hülye leszek, de mi a francért is akarnék én 12345 step ugrásra válaszjelet kapni?
ott már borítékolva van a késés, nem kicsit...
teljesen véletlen a geckotól de a Sentinel is +-128 stephibát bir kijelezni a képernyőre..
belül a proci eltárolja az akár 12345 őt is és majd egy idő múlva látom is a képernyőn amikor az eltérés +-128 alá esik.
Tehát ha én kiváncsi vagyok az bemenő és a tényleges steppek eltérésére azt nagyon is ebben a szűk tartományban teszem mert marás közben ez a lényeg..
és ha azt nézzük a +-128 step egységugrásból is lég jól látom a gépem időállandóját
Természetesen a mi verziónknál is egy quantum chip figyeli a step és encoder jelet és a különbséget megjeleníti. ezt az egységet aztán akár egy másik quantumos vagy geckos vagy pistabácsis vezérlőre ráköthetem
akár még galvanikusan le is válszthatom...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 16:25
Írta: svejk Dátum 2008 december 30, 16:25
Kérdésre nem illik kérdéssel válaszolni...
Tehát specifikáld az egségugrás jeledet!
Egyébként hidd el a mach-el is lehet jó egységugrás jelet generálni, legalább is bőven egy-két nagyságrenddel meredekebbet mint ami a mérendő készülék időállandója.
majd készítek neked a mach-el egy egységugrást és tárolós szkóppal lementem a kimeneti jelet.
Milyen tartományt szeretnél?
Tehát specifikáld az egségugrás jeledet!
Egyébként hidd el a mach-el is lehet jó egységugrás jelet generálni, legalább is bőven egy-két nagyságrenddel meredekebbet mint ami a mérendő készülék időállandója.
majd készítek neked a mach-el egy egységugrást és tárolós szkóppal lementem a kimeneti jelet.
Milyen tartományt szeretnél?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 16:33
Írta: svejk Dátum 2008 december 30, 16:33
amit írsz tisztában vagyok vele.
az egységugrással is, csak ugye 0 idő alatt nem lehet bepumpálni az akármennyi step jelet már eleve a servo fogadó részének sávszélessége miatt is. Ezért szeretném ha Tibor45 megadná az ő egységugrásának az időbeli lefolyását.
Van a quantumon is egy gombóc amit ha megnyomsz akkor egy beállítható értékkel növeli gyakorlatilag a belső számlálót.
és valóban egy nagyobb ugrás mint a kivülről jövő valamennyi idő alatt beérkező step jelek.
az egységugrással is, csak ugye 0 idő alatt nem lehet bepumpálni az akármennyi step jelet már eleve a servo fogadó részének sávszélessége miatt is. Ezért szeretném ha Tibor45 megadná az ő egységugrásának az időbeli lefolyását.
Van a quantumon is egy gombóc amit ha megnyomsz akkor egy beállítható értékkel növeli gyakorlatilag a belső számlálót.
és valóban egy nagyobb ugrás mint a kivülről jövő valamennyi idő alatt beérkező step jelek.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 16:33
Írta: 000000000 Dátum 2008 december 30, 16:33
"most megint hülye leszek, de mi a francért is
akarnék én 12345 step ugrásra válaszjelet
kapni? ott már borítékolva van a késés, nem
kicsit..."
Szerinted miért szoktak egy autót 120-al
betonfalnak csapni egy törésteszten?
Az is egy egységugrás vizsgálat, csak negatív
azaz, lassulás.
És ott is valami összenyomódik, siet,..., nem
kicsit.:)
És miért ne lenne értelme a villamos
hajtásoknál is?
Pl. nem érdekel Téged, hogy a szervód mit kezd egy hiretelen 10-100 mm-es elmozdulási
paranccsal? Mert lefagyasztani egy szervót
hibajelzéssel az nem téma, de végrehajtani
a parancsot minél jobban az más.
És úgy látom, akkor Péter 128-a tényleg
ragályos, súlyos hiba. Gyorsan álljatok elő
az újabb verziójú progival, ami legalább 1
millió step jelet is képes kiadni.:)
akarnék én 12345 step ugrásra válaszjelet
kapni? ott már borítékolva van a késés, nem
kicsit..."
Szerinted miért szoktak egy autót 120-al
betonfalnak csapni egy törésteszten?
Az is egy egységugrás vizsgálat, csak negatív
azaz, lassulás.
És ott is valami összenyomódik, siet,..., nem
kicsit.:)
És miért ne lenne értelme a villamos
hajtásoknál is?
Pl. nem érdekel Téged, hogy a szervód mit kezd egy hiretelen 10-100 mm-es elmozdulási
paranccsal? Mert lefagyasztani egy szervót
hibajelzéssel az nem téma, de végrehajtani
a parancsot minél jobban az más.
És úgy látom, akkor Péter 128-a tényleg
ragályos, súlyos hiba. Gyorsan álljatok elő
az újabb verziójú progival, ami legalább 1
millió step jelet is képes kiadni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 16:38
Írta: svejk Dátum 2008 december 30, 16:38
"Ott van, piros szinnel, zöld a válasz. "
biztos sz@r a monitorom, most már látom hogy ott van halvány rózsaszinben :)
Nálam az a zöld is igen halovány...
biztos sz@r a monitorom, most már látom hogy ott van halvány rózsaszinben :)
Nálam az a zöld is igen halovány...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 16:42
Írta: svejk Dátum 2008 december 30, 16:42
"Gyorsan álljatok elő
az újabb verziójú progival, ami legalább 1
millió step jelet is képes kiadni.:) "
Ki beszél itt 128 kiadásáról???
Anyyit adok ki a mach-el, amennyit akarok...
Arról van szó hogy a monitor program kijelzőjén a +-128 step hibát tudom kiértékelni és akár egy hibakülönbséget is meglátok
az újabb verziójú progival, ami legalább 1
millió step jelet is képes kiadni.:) "
Ki beszél itt 128 kiadásáról???
Anyyit adok ki a mach-el, amennyit akarok...
Arról van szó hogy a monitor program kijelzőjén a +-128 step hibát tudom kiértékelni és akár egy hibakülönbséget is meglátok
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 16:49
Írta: 000000000 Dátum 2008 december 30, 16:49
1787-ben írtam:
"3.6 fokos egységugrás parancsot kap a vezérlő a mérés kezdetén.
És ez ha negyedlépésbem vagyunk akkor ez
3.6/1.8*4=8 darab step jel átsöprését jelenti
minden földi halandó számára a vezérlőbe 2
mikrosec. alatt a jelen esetben."
A mostani esetben a 3.6 fok 2500-as encodernél
25 step jel átküldését jelenti.
Ezt itt most lassabban, (mert volt opto is
a vezérlőnél) 1 Mz-el nyomtam át, azaz 25
mikrosec alatt.
A lényeg, hogy ez az idő 1-2 nagyságrenddel
nagyobb legyen, mint a rendszer időállandója.
A mérés ezután indul, hiszen szegény motor csak áll, és áll..., majd a ms-os tartományban el kezd a szerencsétlen elfordulni.
Ha meg van benne 2 kg vas forgórész is mint
Péternél, akkor várhatunk "reggelig", mire
megmoccan.:)) Tehát már megint a J a döntő
a korrekt méréskor is.
"3.6 fokos egységugrás parancsot kap a vezérlő a mérés kezdetén.
És ez ha negyedlépésbem vagyunk akkor ez
3.6/1.8*4=8 darab step jel átsöprését jelenti
minden földi halandó számára a vezérlőbe 2
mikrosec. alatt a jelen esetben."
A mostani esetben a 3.6 fok 2500-as encodernél
25 step jel átküldését jelenti.
Ezt itt most lassabban, (mert volt opto is
a vezérlőnél) 1 Mz-el nyomtam át, azaz 25
mikrosec alatt.
A lényeg, hogy ez az idő 1-2 nagyságrenddel
nagyobb legyen, mint a rendszer időállandója.
A mérés ezután indul, hiszen szegény motor csak áll, és áll..., majd a ms-os tartományban el kezd a szerencsétlen elfordulni.
Ha meg van benne 2 kg vas forgórész is mint
Péternél, akkor várhatunk "reggelig", mire
megmoccan.:)) Tehát már megint a J a döntő
a korrekt méréskor is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 16:51
Írta: 000000000 Dátum 2008 december 30, 16:51
Huha, valami nagyon nem stimel itt...
Ti a gyenguska Mach-al generáltok egységugrást?
Jézusom!!!!!
Ti a gyenguska Mach-al generáltok egységugrást?
Jézusom!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 16:53
Írta: svejk Dátum 2008 december 30, 16:53
100 mm egységugrásra nem vagyok kíváncsi...
azt hogy milyen gyorsan reagál a komplett egységem azt meglátom kisebb ugrásnál is
100 mm elmozdulást üzem közben úgy is csak megfelelő rámpával tudsz leképezni (persze kisebbet is)
Te is csak 3,6 fokot ugrattál mert már ott is láttad hogy kb. 10 ms alatt érted utol a bejövő jeledet, és ebből már sok mindent megtudtál.
vagy azt vizsgáljam én is mint az autós példádnál hogy mennyire birom összetörni a maróegységemet???
De tényleg próbáld már megfogalmazni konyhanyelven hogy miért kellene ilyen nagymértékű egységugrásnak alávetni a gépemet, amelyiknél a megfelelő tesztmarásokkal és kisebb ugrásokkal már beállítottam a gyorsulási és lassulási ramp görbéket? (úgy hogy az én elvárásaimnak megfelelő hibahatáron belüli dolgozzon)
azt hogy milyen gyorsan reagál a komplett egységem azt meglátom kisebb ugrásnál is
100 mm elmozdulást üzem közben úgy is csak megfelelő rámpával tudsz leképezni (persze kisebbet is)
Te is csak 3,6 fokot ugrattál mert már ott is láttad hogy kb. 10 ms alatt érted utol a bejövő jeledet, és ebből már sok mindent megtudtál.
vagy azt vizsgáljam én is mint az autós példádnál hogy mennyire birom összetörni a maróegységemet???
De tényleg próbáld már megfogalmazni konyhanyelven hogy miért kellene ilyen nagymértékű egységugrásnak alávetni a gépemet, amelyiknél a megfelelő tesztmarásokkal és kisebb ugrásokkal már beállítottam a gyorsulási és lassulási ramp görbéket? (úgy hogy az én elvárásaimnak megfelelő hibahatáron belüli dolgozzon)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 16:53
Írta: 000000000 Dátum 2008 december 30, 16:53
Erre az előbb válaszoltam.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 16:55
Írta: 000000000 Dátum 2008 december 30, 16:55
Az én monitoromon látszik a piros és zöld jel,
az is igaz, hogy a program futása utáni jpg-re
konvertáláskor halványulnak a színek, de még
azért kivehető, ha akarjuk.
az is igaz, hogy a program futása utáni jpg-re
konvertáláskor halványulnak a színek, de még
azért kivehető, ha akarjuk.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 17:06
Írta: svejk Dátum 2008 december 30, 17:06
Végre leírtad a lényeget...
Tehát belátható hogy a bemenet sávszélessége korlátozza a dolgot..
Tehát 25 impulzust nyomtál 25 us alatt, oké ez 1 MHz.
Tehát:
Te írtad:
"A lényeg, hogy ez az idő 1-2 nagyságrenddel
nagyobb legyen, mint a rendszer időállandója"
Nézzünk egy qrva jó 10 ms időállandójú gépet:
ennél 2 nagységrenndel jobb ha 100 us alatt kiadom a egységugrás impulzusait.
Te tényleg azt hiszed hogy ezt a mach-el nem lehet megcsinálni????
De nyugodtan elég az egy nagyságrendel gyorsabb impuzusbelővés mert még akkor is 10% mérési hibán belül vagy.
És akkor muszály szegény Jézuskát emlegetni?
Valamelyik nap természetesen csinálok neked egy mérést a Mach kimenetéről....
Tehát belátható hogy a bemenet sávszélessége korlátozza a dolgot..
Tehát 25 impulzust nyomtál 25 us alatt, oké ez 1 MHz.
Tehát:
Te írtad:
"A lényeg, hogy ez az idő 1-2 nagyságrenddel
nagyobb legyen, mint a rendszer időállandója"
Nézzünk egy qrva jó 10 ms időállandójú gépet:
ennél 2 nagységrenndel jobb ha 100 us alatt kiadom a egységugrás impulzusait.
Te tényleg azt hiszed hogy ezt a mach-el nem lehet megcsinálni????
De nyugodtan elég az egy nagyságrendel gyorsabb impuzusbelővés mert még akkor is 10% mérési hibán belül vagy.
És akkor muszály szegény Jézuskát emlegetni?
Valamelyik nap természetesen csinálok neked egy mérést a Mach kimenetéről....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 17:07
Írta: 000000000 Dátum 2008 december 30, 17:07
Kedves Svejk!
Bocs, de nagyon egyszerűen gondolkozol.
Nekem kedvenc méréseim egyike volt 20 évvel ezelőtt már, hogy amikor odaállsz egy
esztergagép mellé, és beállítva 3000-es fordulatot rajta, lenyomod a főorsó indító kart,
vajon mennyi idő alatt pörög fel a motor
az "egységugrasztó kar" mozdulattól számolva???
Ugyanis egy motor szögelfordulást végez,
nem érdekli, hogy abból mi lesz, olyan buta,
csak forog vagy áll.
És ez miért ne lehetne ilyen esetben akár néhány
millió encoder inkrementum, mire eléri a
csúcsot? Csak encoder és sebesség időállandó
kérdése, hogy ez 1000 vagy 10 millió mérési
pont.
De persze egy nagyobb lineáris elmozdulásra is
ez igaz.
Persze 128-as sávban maradva szép a világ,
és erre már H.Józsi írt egy jó poént ma.:)
Bocs, de nagyon egyszerűen gondolkozol.
Nekem kedvenc méréseim egyike volt 20 évvel ezelőtt már, hogy amikor odaállsz egy
esztergagép mellé, és beállítva 3000-es fordulatot rajta, lenyomod a főorsó indító kart,
vajon mennyi idő alatt pörög fel a motor
az "egységugrasztó kar" mozdulattól számolva???
Ugyanis egy motor szögelfordulást végez,
nem érdekli, hogy abból mi lesz, olyan buta,
csak forog vagy áll.
És ez miért ne lehetne ilyen esetben akár néhány
millió encoder inkrementum, mire eléri a
csúcsot? Csak encoder és sebesség időállandó
kérdése, hogy ez 1000 vagy 10 millió mérési
pont.
De persze egy nagyobb lineáris elmozdulásra is
ez igaz.
Persze 128-as sávban maradva szép a világ,
és erre már H.Józsi írt egy jó poént ma.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 17:15
Írta: 000000000 Dátum 2008 december 30, 17:15
Bocs, de miféle Machről beszélsz itt???
Hogy jön ez ide, ha még képes is rá.
Nálam van egy egy önálló fapados DOS progi,
ami viszont olyan mint a villám erre célra,
ha kell, és mindentől független, és mindent ez
csinál, ha kell analóg +-10 volt alapjeleket
vezényel, áramjelet, step-dirt, stb...,
számol, mér, tárol stb.
Ki foglalkozik ilyenkor egy ilyen
célra erősen korlátos, csicsás G kód
lejátszóval?
Mert hogy én nem, az biztos. Ti meg ha ezt így
jónak gonsdoljátok, és független, hiteles
mérésnek tartjátok, csináljátok.
Ezen már ne vesszünk össze.:))
Hogy jön ez ide, ha még képes is rá.
Nálam van egy egy önálló fapados DOS progi,
ami viszont olyan mint a villám erre célra,
ha kell, és mindentől független, és mindent ez
csinál, ha kell analóg +-10 volt alapjeleket
vezényel, áramjelet, step-dirt, stb...,
számol, mér, tárol stb.
Ki foglalkozik ilyenkor egy ilyen
célra erősen korlátos, csicsás G kód
lejátszóval?
Mert hogy én nem, az biztos. Ti meg ha ezt így
jónak gonsdoljátok, és független, hiteles
mérésnek tartjátok, csináljátok.
Ezen már ne vesszünk össze.:))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 17:16
Írta: svejk Dátum 2008 december 30, 17:16
Egyébként nem tudom ki az a Ti?
A Maginak van a procijában ilyen funkció, olyan amit a Sneci is leírt, és az még legalább egy nagyságrenddel gyorsabb az 1MHz-ednél is :)
A Varsányi, RC,és még sokan mások nem ugrasztanak egységet hanem beállítják a gépüket és dolgoznak, marnak,és csak marnak..
Én még csak ugraszgatok a saját magam módján, kedvtelésből, kisérletezésekből, de nem látom még mindig azt a fenomenális értékét a dolognak amit Te ezekkel a bazi nagy ugrásokkal elérsz.
Ezt kellene neked velem megértetni..
A Maginak van a procijában ilyen funkció, olyan amit a Sneci is leírt, és az még legalább egy nagyságrenddel gyorsabb az 1MHz-ednél is :)
A Varsányi, RC,és még sokan mások nem ugrasztanak egységet hanem beállítják a gépüket és dolgoznak, marnak,és csak marnak..
Én még csak ugraszgatok a saját magam módján, kedvtelésből, kisérletezésekből, de nem látom még mindig azt a fenomenális értékét a dolognak amit Te ezekkel a bazi nagy ugrásokkal elérsz.
Ezt kellene neked velem megértetni..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 17:20
Írta: svejk Dátum 2008 december 30, 17:20
Viszont a példádnál maradva neked nagyon jól kell azt tudni hogy már az első pár fordulat mérése után kiszámítható hogy mikor fogja elérni az a tokmány a max. fordulatot.
És ezt Te ki is tudod számolni, nekem már rámenne egy kis időm...
És ezt Te ki is tudod számolni, nekem már rámenne egy kis időm...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 17:24
Írta: svejk Dátum 2008 december 30, 17:24
Mi az hogy hogy jön ide?
Úgy hogy valahonnan kell az egységugrásjel nemde?
Rakjak ösze TTL IC-kből amikor itt a kézenfekvő megoldás...
Nem összeveszünk rajta hanem Te állítod azt hogy alkalmatlan rá!!
Olvasd már vissza amiket írtál!
Úgy hogy valahonnan kell az egységugrásjel nemde?
Rakjak ösze TTL IC-kből amikor itt a kézenfekvő megoldás...
Nem összeveszünk rajta hanem Te állítod azt hogy alkalmatlan rá!!
Olvasd már vissza amiket írtál!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 17:25
Írta: svejk Dátum 2008 december 30, 17:25
Most le kell lépnem :(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 17:53
Írta: 000000000 Dátum 2008 december 30, 17:53
Figyelj Svejk!
Kb. 100 dolgot még nem azonos módon
értelmezünk mindig szakmailag, de azt negyon
nem csípem, amikor ilyeneket írsz:
"..de nem látom még mindig azt a fenomenális
értékét a dolognak amit Te ezekkel a bazi nagy
ugrásokkal elérsz. Ezt kellene neked velem
megértetni.."
Segítek megint megértetni pár példával, ténnyel:
Szerinted egy 100-as főorsó encoderrel készített
CNC esztergált M 1.6 menet 1000-es fordulaton
9-10 fogással semmi?
20 Hz-el század pontosan érmét digitalizálni mechanikus szervós fejjel semmi?
Lézerrel 5000 mérés/perc semmi?
És amit már ismerhetsz 1 éve, ez a szinkron
lefejtő marás semmi?
marás
Ezek soha nem jöhettek volna ilyen minőségben létre, ha nincs mögötte iszonyatos mennyiségű
egységugrás teszt, hiszen ezeknél az alkalmazásoknál ez egy üzemszerű állapot.
Úgyhogy kérlek ne vond kétégbe ezeket a szerény eredményimet, csak ezért, mert állandóan nem
rohangálok videokamerával a kezemben.
Kb. 100 dolgot még nem azonos módon
értelmezünk mindig szakmailag, de azt negyon
nem csípem, amikor ilyeneket írsz:
"..de nem látom még mindig azt a fenomenális
értékét a dolognak amit Te ezekkel a bazi nagy
ugrásokkal elérsz. Ezt kellene neked velem
megértetni.."
Segítek megint megértetni pár példával, ténnyel:
Szerinted egy 100-as főorsó encoderrel készített
CNC esztergált M 1.6 menet 1000-es fordulaton
9-10 fogással semmi?
20 Hz-el század pontosan érmét digitalizálni mechanikus szervós fejjel semmi?
Lézerrel 5000 mérés/perc semmi?
És amit már ismerhetsz 1 éve, ez a szinkron
lefejtő marás semmi?
marás
Ezek soha nem jöhettek volna ilyen minőségben létre, ha nincs mögötte iszonyatos mennyiségű
egységugrás teszt, hiszen ezeknél az alkalmazásoknál ez egy üzemszerű állapot.
Úgyhogy kérlek ne vond kétégbe ezeket a szerény eredményimet, csak ezért, mert állandóan nem
rohangálok videokamerával a kezemben.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 17:58
Írta: s7manbs8 Dátum 2008 december 30, 17:58
Hát ezek nem semmik, én menetet már próbáltam vágni de csak műanyagba, meg vagy 100-as fordulaton, meg léptetőmotorral. Én elhiszem, hogy nem olyan egyszerű ilyen eredményeket elérni,mégha svejk nem is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 18:00
Írta: 000000000 Dátum 2008 december 30, 18:00
Na igen a Mach már hiteles komplett mérő program
is... Ne röhögtessed már ki magad ilyen
állításokkal. Tudom, hogy már a krumplit is
megpucolja az n-edik ablakában, de azért
mégis bevonni bármilyen komoly, és hitelesnek
mondható mérésbe, az picit sok nekem.:)
is... Ne röhögtessed már ki magad ilyen
állításokkal. Tudom, hogy már a krumplit is
megpucolja az n-edik ablakában, de azért
mégis bevonni bármilyen komoly, és hitelesnek
mondható mérésbe, az picit sok nekem.:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 18:07
Írta: s7manbs8 Dátum 2008 december 30, 18:07
Ha eldöntitek egymás közt, hogy mennyi legyen az "elhanyagolható" mértéke, akkor lehet a Mach is beleférhet a precíz mérőeszközök kategóriába.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 18:14
Írta: 000000000 Dátum 2008 december 30, 18:14
Igazad van, a talicska kereke is forog, meg
a fogorvosi fúró is. Olymindegy, van az az
"elhanyagolható nérték", ahol csak ez számít a
kettő között.:)
Apropó, a fenébe is, de jó lenne most egy
egész grillcsirke finom ropogósra sülve.:)
Többet érne most hirtelen, mint ezer
egységugrás.:)[#finom][#nyes]
a fogorvosi fúró is. Olymindegy, van az az
"elhanyagolható nérték", ahol csak ez számít a
kettő között.:)
Apropó, a fenébe is, de jó lenne most egy
egész grillcsirke finom ropogósra sülve.:)
Többet érne most hirtelen, mint ezer
egységugrás.:)[#finom][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 18:26
Írta: s7manbs8 Dátum 2008 december 30, 18:26
BUÉK az összes szervómotor nyúzó tesztMAN-nek ! Itt az utcánkban már pufogtatnak, bár még csak 30-a van, nem tudom hova ez a nagy sietség ?
Neked Tibor45 pedig külön azt kivánom, repüljön be a szádon az a sült galamb, elnézést sült grillcsirke, ha te azt jobban szereted ![#integet2][#crazya]
Neked Tibor45 pedig külön azt kivánom, repüljön be a szádon az a sült galamb, elnézést sült grillcsirke, ha te azt jobban szereted ![#integet2][#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 30, 18:40
Írta: bmejdz9nu Dátum 2008 december 30, 18:40
Na milyen szép termés lett megint a semmiről :) Azaz körbe-körbe ugyanaz...
De lassan egy két dologra rájöttem, azaz kezdem a (az elméleti) "lelkivilágodat" megérteni :)
Encoder: (már írtam)
Ha a motoron pl. 2000cpr-es van (ami azért ritka) és van pl. 24.000Khz max step frekim (szintén ritka ) akkor (sajnos) 1X-es üzemód a megfelelő választás.
Ha encodert kell szerelnem egy motorra akkor 500-asért nyúlok mert az csak 3000Ft... (4Xben = 2000imp) míg a 2000cpr-es 12.000Ft (1X-ben 2000imp)
Gondolom ez logikus? vagy te 3000Ft-ért tudsz 2000cpr-es encodereket? Vennék!!!
Ez az eszterga főorsó felpörgetés egy gomb nyomásra...
Na itt értettem meg, hogy te olyan szoftvert használsz ami nem tud gyorsítási függvény szerint felpörgetni a motort. (vagy rosszul csinálja)
Ezért minden motort (a gyakorlati rossz tapasztalok alapján) egységugrással indítod.
Kismotorok és nagymotorok.
Kismotor: Egy puskagolyó sem Zero idő alatt gyorsul fel...de azért elég gyors... :)
Nagymotor: A Nasa honlapján találsz űrrakéta indításról videókat... mivel a rakéta nehezebb ezért indításkor a gyorsítása is kisebb... de puskagolyóval nem lehet embert, műholdat küldeni földkörüli pályára...
Talán, ha egyszer elveted ezt a "kalapácsütéses" motor indítási álmot... azaz tudomásul veszed, hogy egy pici motort még-még lehet, de egy marásra használható nagyságot mér nem lehet szinte zero idő alatt felgyorsítani és szükség van a ramp görbére amit egy jó vezérlő szoftver tud szolgáltatni.
Áttétel: 10mm/sec... a te max. "álomsebességed"???
Na persze elég ha 1000Nm-hez valószínüleg elég erős mechanika kell, főleg ha egységugással indul... és nem esik szét:) ja és 10Watt :)

De lassan egy két dologra rájöttem, azaz kezdem a (az elméleti) "lelkivilágodat" megérteni :)
Encoder: (már írtam)
Ha a motoron pl. 2000cpr-es van (ami azért ritka) és van pl. 24.000Khz max step frekim (szintén ritka ) akkor (sajnos) 1X-es üzemód a megfelelő választás.
Ha encodert kell szerelnem egy motorra akkor 500-asért nyúlok mert az csak 3000Ft... (4Xben = 2000imp) míg a 2000cpr-es 12.000Ft (1X-ben 2000imp)
Gondolom ez logikus? vagy te 3000Ft-ért tudsz 2000cpr-es encodereket? Vennék!!!
Ez az eszterga főorsó felpörgetés egy gomb nyomásra...
Na itt értettem meg, hogy te olyan szoftvert használsz ami nem tud gyorsítási függvény szerint felpörgetni a motort. (vagy rosszul csinálja)
Ezért minden motort (a gyakorlati rossz tapasztalok alapján) egységugrással indítod.
Kismotorok és nagymotorok.
Kismotor: Egy puskagolyó sem Zero idő alatt gyorsul fel...de azért elég gyors... :)
Nagymotor: A Nasa honlapján találsz űrrakéta indításról videókat... mivel a rakéta nehezebb ezért indításkor a gyorsítása is kisebb... de puskagolyóval nem lehet embert, műholdat küldeni földkörüli pályára...
Talán, ha egyszer elveted ezt a "kalapácsütéses" motor indítási álmot... azaz tudomásul veszed, hogy egy pici motort még-még lehet, de egy marásra használható nagyságot mér nem lehet szinte zero idő alatt felgyorsítani és szükség van a ramp görbére amit egy jó vezérlő szoftver tud szolgáltatni.
Áttétel: 10mm/sec... a te max. "álomsebességed"???
Na persze elég ha 1000Nm-hez valószínüleg elég erős mechanika kell, főleg ha egységugással indul... és nem esik szét:) ja és 10Watt :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 19:18
Írta: svejk Dátum 2008 december 30, 19:18
Bocsika, félreértettél, vagy nem jól fogalmaztam .
Én nem vonom kétségbe a Te eredményeidet egy percig sem, ezt már párszor tisztáztuk.
Én arra írtam ezt a fenomenális értéket, hogy miért kelnek neked ezek a "hosszú" egységugrások.
Hiszen itt most többek közt ez képezte a vita tárgyát.
Amikor digitalizálsz, meg 1,6-os menetet vágsz akkor sem 12345 lépésesek az ugrásaid.
A géped hiányoságait meg tudod állapítani a +-128 stepértékű egységugrással is, nem így van?
Ha nem akkor arra kérem a paraszti magyarázatot hogy miért? Miért? Miért?..nem értem...
Én nem vonom kétségbe a Te eredményeidet egy percig sem, ezt már párszor tisztáztuk.
Én arra írtam ezt a fenomenális értéket, hogy miért kelnek neked ezek a "hosszú" egységugrások.
Hiszen itt most többek közt ez képezte a vita tárgyát.
Amikor digitalizálsz, meg 1,6-os menetet vágsz akkor sem 12345 lépésesek az ugrásaid.
A géped hiányoságait meg tudod állapítani a +-128 stepértékű egységugrással is, nem így van?
Ha nem akkor arra kérem a paraszti magyarázatot hogy miért? Miért? Miért?..nem értem...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 19:21
Írta: svejk Dátum 2008 december 30, 19:21
Tibor45!
Kibeszél itt a Mach mérési tudásáról??
Légyszi olvass már vissza!
Én csak azt állítottam mindez ideig hogy a Mach-el is lehet megfelelő sebességű egységugrás jelsorozatot előállítani.
Te ezt az állításomat az elejétől nevetségesnek tartottad, és jesszusomoztál.
Akkor most ki bánt, kit?
Kibeszél itt a Mach mérési tudásáról??
Légyszi olvass már vissza!
Én csak azt állítottam mindez ideig hogy a Mach-el is lehet megfelelő sebességű egységugrás jelsorozatot előállítani.
Te ezt az állításomat az elejétől nevetségesnek tartottad, és jesszusomoztál.
Akkor most ki bánt, kit?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 19:35
Írta: svejk Dátum 2008 december 30, 19:35
Na megyek mert éjszakás voltam, holnap megpróbálom dokumentálni a Mach egségugrásjelét.
Addig is még egy kérdés/kérés.
Légyszives jelöld meg azt az összeget amennyiért kiadod a kezedből a DOS-os egységugrás sorozatot generáló progidat.
Ha reális az ár részemre, én kifizetem neked, csak hogy legalább egy vitapontunk a süllyesztőbe essen.
Természetesen utána itt a fórumon mindenkinek elérhetővé teszem, (feltételezem hogy a másolásvédelemmel nem foglalkoztál)
Addig meg jó lesz nekem az eddigi Mach is...
Addig is még egy kérdés/kérés.
Légyszives jelöld meg azt az összeget amennyiért kiadod a kezedből a DOS-os egységugrás sorozatot generáló progidat.
Ha reális az ár részemre, én kifizetem neked, csak hogy legalább egy vitapontunk a süllyesztőbe essen.
Természetesen utána itt a fórumon mindenkinek elérhetővé teszem, (feltételezem hogy a másolásvédelemmel nem foglalkoztál)
Addig meg jó lesz nekem az eddigi Mach is...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 19:44
Írta: svejk Dátum 2008 december 30, 19:44
Egyébként meg hülye vagyok, mit erőlködöm itt a dokumentálással. A 66kHz-es kernelfrekit már egy közepes gépen tudja a Mach.
Ez a freki remélem belefér az 1-2 nagyságrenddel nagyobb frekibe, hogy tesztelni tudjuk a hobbysták álmaiban levő 10ms-os időállandójú gépezetet.
Ez a freki remélem belefér az 1-2 nagyságrenddel nagyobb frekibe, hogy tesztelni tudjuk a hobbysták álmaiban levő 10ms-os időállandójú gépezetet.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 19:55
Írta: s7manbs8 Dátum 2008 december 30, 19:55
Vagy dugd rá a hangkártya kimenetedrea motorvezérlőt, és adjál rajta ki 44kHz-et, az nem elég, az pontos. Persze négyszögesíteni kell a jelet, meg ilyesmi, normálist kapjál, de az egy két alkatrészzel megoldható ! Elég hozzá egy P1-es is.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 19:57
Írta: s7manbs8 Dátum 2008 december 30, 19:57
és adjál rajta ki 44kHz-et, ha az elég, az biztosan pontos, mindegy közbe mit csinálsz a windows-oddal.
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 december 30, 20:23
Írta: 4mjnxdwuu Dátum 2008 december 30, 20:23
Üdv. már többször beszélgettünk a témáról...
De valami nekem sem világos...?
Az ideális egységugráshoz az lenne a legjobb, ha a vezérlőt feltöltjük a lépendő lépések számával....
De ha a step bemeneten keresztül csináljuk akkor is időben elhanyagolható az egész rendszer reakcióidejéhez képest. / tehát így is jó.
Ha valami csoda fojtán lenne 1 ms -es állandóval rendelkező vezérlő motor páros, akkor is 1 nagyságrend lenne 10kHz step frekinél a kettő között.
Tehát ha pl: a Mach program 20kHz vagy 40kHz vagy akármannyi... frekvenciával kiadja a step jeleket mégha kissé változó frekvenciával, illetve impulzus szélességgel is. de a lényeg hogy kiadja. ( mivel jelen esetben ez elhanyagolható) Nem ???
De valami nekem sem világos...?
Az ideális egységugráshoz az lenne a legjobb, ha a vezérlőt feltöltjük a lépendő lépések számával....
De ha a step bemeneten keresztül csináljuk akkor is időben elhanyagolható az egész rendszer reakcióidejéhez képest. / tehát így is jó.
Ha valami csoda fojtán lenne 1 ms -es állandóval rendelkező vezérlő motor páros, akkor is 1 nagyságrend lenne 10kHz step frekinél a kettő között.
Tehát ha pl: a Mach program 20kHz vagy 40kHz vagy akármannyi... frekvenciával kiadja a step jeleket mégha kissé változó frekvenciával, illetve impulzus szélességgel is. de a lényeg hogy kiadja. ( mivel jelen esetben ez elhanyagolható) Nem ???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 20:39
Írta: 000000000 Dátum 2008 december 30, 20:39
"A géped hiányoságait meg tudod állapítani a
+-128 stepértékű egységugrással is, nem így van?" Nem.
"Ha nem akkor arra kérem a paraszti
magyarázatot hogy miért? Miért? Miért?..nem
értem..."
Hagyjuk már ezt a Varsányi féle bűvös sületlen
128-at, semmi értelme, egy játék szám, #7718-
ban is írtam róla.
1. példa Egy motor max. fordulatszáma 6000
1/min. A gyárban nem 128 1/min-re mérik be az
időállandóját, hanem 6000-re.
2. példa Adott egy szervo, (pl. az enyém), ami
úgy is üzemeltethető, hogy ha éppen nincs step
jel küldés, megszűnteted átmeneteileg a
motor tengely tartást, kézi tekerentyűvel
eltekered a CNC géped asztalát pl. 500 mm-el,
és mivel belül több millió inkrementumot absolut kooordinátában tud tárolni, ha újból
bekapcsolod a tengelytartást, és nem törölted
az utolsó popzíciót, akkor félméternek megfelelő
egységugrás jelként, magától "visszaugrik"
a helyére, majd folytathatod a munkádat step-dir jelekkel is.
3. példa. Folytonos, folyamatos forgatom a
munkadarabot, minta videón, és "csak" az a
feladat, hogy 180 fokonként sugár irányba
változik az átmérő 10 mm-ről 20-ra, majd 20-ról
10-re.
Szerinted egy ilyen lefejtő applikációnál
mennyi idő van arra, hogy ez megtörténjen?
Azaz aki nem a gyikocskához mér mindent,
és nem arról koppint dolgokat, mint Péter,
valamint nem csak csapágyfészkeket akar
marogatni egész életében, beláthatod, hogy
végtelen azon példák sora,
ahol ennek a drasztikus ugrástesztnek is óriási
jelentősége van.
Csak még soha nem jutott az eszedbe egy ilyen
eset sem, de ettől amint a fenti példák
mutatják vannak.
Az meg nehogy már érték legyen egy szervónál,
hogy csak lefagy ha kell, ha nem 128-nál, és
még állítható lehetőséget sem ad 1 és 10 millió
között arra, hogy mi legyen a kívánt
technológia, szervo szolgáltatások
függvényében.
+-128 stepértékű egységugrással is, nem így van?" Nem.
"Ha nem akkor arra kérem a paraszti
magyarázatot hogy miért? Miért? Miért?..nem
értem..."
Hagyjuk már ezt a Varsányi féle bűvös sületlen
128-at, semmi értelme, egy játék szám, #7718-
ban is írtam róla.
1. példa Egy motor max. fordulatszáma 6000
1/min. A gyárban nem 128 1/min-re mérik be az
időállandóját, hanem 6000-re.
2. példa Adott egy szervo, (pl. az enyém), ami
úgy is üzemeltethető, hogy ha éppen nincs step
jel küldés, megszűnteted átmeneteileg a
motor tengely tartást, kézi tekerentyűvel
eltekered a CNC géped asztalát pl. 500 mm-el,
és mivel belül több millió inkrementumot absolut kooordinátában tud tárolni, ha újból
bekapcsolod a tengelytartást, és nem törölted
az utolsó popzíciót, akkor félméternek megfelelő
egységugrás jelként, magától "visszaugrik"
a helyére, majd folytathatod a munkádat step-dir jelekkel is.
3. példa. Folytonos, folyamatos forgatom a
munkadarabot, minta videón, és "csak" az a
feladat, hogy 180 fokonként sugár irányba
változik az átmérő 10 mm-ről 20-ra, majd 20-ról
10-re.
Szerinted egy ilyen lefejtő applikációnál
mennyi idő van arra, hogy ez megtörténjen?
Azaz aki nem a gyikocskához mér mindent,
és nem arról koppint dolgokat, mint Péter,
valamint nem csak csapágyfészkeket akar
marogatni egész életében, beláthatod, hogy
végtelen azon példák sora,
ahol ennek a drasztikus ugrástesztnek is óriási
jelentősége van.
Csak még soha nem jutott az eszedbe egy ilyen
eset sem, de ettől amint a fenti példák
mutatják vannak.
Az meg nehogy már érték legyen egy szervónál,
hogy csak lefagy ha kell, ha nem 128-nál, és
még állítható lehetőséget sem ad 1 és 10 millió
között arra, hogy mi legyen a kívánt
technológia, szervo szolgáltatások
függvényében.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 20:57
Írta: 000000000 Dátum 2008 december 30, 20:57
Ja, ha Te is csak max. 128 db impulzusban
gondolkozol, akkor igen. Az előbb írtam
pár példát, amikor üzemszerűen ettől több van.
De az egészet nem értem.
Két külön program van? A Mach így úgy amúgy
pár stepet kiad, és utána egy másikkal meg értékelek, vagy egy másik is fut párhuzamosan..., és mi van szinkronokkal, ha pl. szigorúan mondjuk 10 ms múlva irányt is akarok váltani, stb...
Szóval korrekten ezt az egészet egy komplett
mérőprogram tudja csinálni, vagy ha vannak is
önálló, párhuzamosak, akkor is ezeket
szinkronozni kell és állandó stabilitást kell
időalapban biztosítani.
gondolkozol, akkor igen. Az előbb írtam
pár példát, amikor üzemszerűen ettől több van.
De az egészet nem értem.
Két külön program van? A Mach így úgy amúgy
pár stepet kiad, és utána egy másikkal meg értékelek, vagy egy másik is fut párhuzamosan..., és mi van szinkronokkal, ha pl. szigorúan mondjuk 10 ms múlva irányt is akarok váltani, stb...
Szóval korrekten ezt az egészet egy komplett
mérőprogram tudja csinálni, vagy ha vannak is
önálló, párhuzamosak, akkor is ezeket
szinkronozni kell és állandó stabilitást kell
időalapban biztosítani.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 20:58
Írta: svejk Dátum 2008 december 30, 20:58
Na, hát megy ez..
1. valami olyan rémlik hogy ha egy motora állandó feszt kapcsolok akkor egy meghatározott képlet szerint gyorsul, és szerintem számolható.
De nem is ez a lényeg hanem amit irtam a Sentinellel kapcsolatban hogy a lényeg az hogy 0 hiba közelében mennyit késik vagy túlfut mert mondjuk 1000 step jel késés körül már tök mindegy hogy mennyi az annyi mert akkor már annyi a munkadarabnak.
a 2. példát elfogadom mert az valóban egy nagy egységugrás.
Mondjuk gyakorlati értelmét nem látom még át, és azt sem hogy amikor viszakapcsolod akkor tök mindegy hogy mennyit késik az a lényeg hogy visszataláljon a helyére.
a 3. kiszszámolásához most fáradt vagyok..
de ezzel azt akarod mondani hogy ott nagy eltérések vannak a bemenő és az ellenőrző jel között?
1. valami olyan rémlik hogy ha egy motora állandó feszt kapcsolok akkor egy meghatározott képlet szerint gyorsul, és szerintem számolható.
De nem is ez a lényeg hanem amit irtam a Sentinellel kapcsolatban hogy a lényeg az hogy 0 hiba közelében mennyit késik vagy túlfut mert mondjuk 1000 step jel késés körül már tök mindegy hogy mennyi az annyi mert akkor már annyi a munkadarabnak.
a 2. példát elfogadom mert az valóban egy nagy egységugrás.
Mondjuk gyakorlati értelmét nem látom még át, és azt sem hogy amikor viszakapcsolod akkor tök mindegy hogy mennyit késik az a lényeg hogy visszataláljon a helyére.
a 3. kiszszámolásához most fáradt vagyok..
de ezzel azt akarod mondani hogy ott nagy eltérések vannak a bemenő és az ellenőrző jel között?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 21:02
Írta: 000000000 Dátum 2008 december 30, 21:02
Valószínűleg Neked annyit nem ér ez a teszt
progi, és mivel hw kulcsos, macerás is.
De ingyenesen méricskélek vele Neked is.
progi, és mivel hw kulcsos, macerás is.
De ingyenesen méricskélek vele Neked is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 21:03
Írta: svejk Dátum 2008 december 30, 21:03
ebben az esetben nem csak a frekiről van szó hanem hogy képes-e a mgfelelő gyorsasággal kipuskázni azt a frekit.
ugye pl egy G kód esetében kell idő a parancsok feldolgozásához is.
egy szónak is száz a vége ha a Mach nem is tud olyan gyönyörű sorozatot csinálni a legnagyobb gyorsulásra állításnál sem akkor sincs gond mert mivel azzal fogom munka közben is használni a gépem ezért nem érhet meglepetés.
ugye pl egy G kód esetében kell idő a parancsok feldolgozásához is.
egy szónak is száz a vége ha a Mach nem is tud olyan gyönyörű sorozatot csinálni a legnagyobb gyorsulásra állításnál sem akkor sincs gond mert mivel azzal fogom munka közben is használni a gépem ezért nem érhet meglepetés.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 21:05
Írta: svejk Dátum 2008 december 30, 21:05
Akkor ez a lehetőség kilőve :(
Nem tudjuk a süllyesztőbe dobni a témát..
Állandóan pedig nem lóghatok a nyakadon ha kisérletezni van kedvem :)
Nem tudjuk a süllyesztőbe dobni a témát..
Állandóan pedig nem lóghatok a nyakadon ha kisérletezni van kedvem :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2008 december 30, 21:06
Írta: 4mjnxdwuu Dátum 2008 december 30, 21:06
Hali,
Nem arra gondoltam mint a te példáid, csak beállítás, amikor pl: a saját gépét akarja valaki tesztelni. arra miért ne lenne jó.? Más progit is írhattam volna. Csak feltünt, hogy semilyen célra sem tartod alkalmasnak ezt a progit.
Nem arra gondoltam mint a te példáid, csak beállítás, amikor pl: a saját gépét akarja valaki tesztelni. arra miért ne lenne jó.? Más progit is írhattam volna. Csak feltünt, hogy semilyen célra sem tartod alkalmasnak ezt a progit.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 21:10
Írta: 000000000 Dátum 2008 december 30, 21:10
"a 3. kiszszámolásához most fáradt vagyok.."
Én is az vagyok, így inkább megvárnám, hogy gondolkodj egy kicsit Te is ezen a példán.
Anélkül nem érthető, és ezt a pici munkát
Neked kell megtenni. Utána be fog ugrani a
válasz is.
Én is az vagyok, így inkább megvárnám, hogy gondolkodj egy kicsit Te is ezen a példán.
Anélkül nem érthető, és ezt a pici munkát
Neked kell megtenni. Utána be fog ugrani a
válasz is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 21:17
Írta: 000000000 Dátum 2008 december 30, 21:17
Bocs, de itt egy komplett, univerzális,
hitelesnek nevezhető egységugrás tesztelő
rendszerről van szó, ezért nem értem kezdettől
fogva mi köze van ennek a Mach-hoz, vagy
bármilyen G kód lejátszónak.
Azokkal játszadozni lehet ilyen-olyan fokon,
ha valaki el akar indulni az ugratások
területén is. Arra valók, amire tervezték.
És nincs nekem bajom semilyen komolyabb bajom
vele, én megvagyok nélküle, ennyi.
hitelesnek nevezhető egységugrás tesztelő
rendszerről van szó, ezért nem értem kezdettől
fogva mi köze van ennek a Mach-hoz, vagy
bármilyen G kód lejátszónak.
Azokkal játszadozni lehet ilyen-olyan fokon,
ha valaki el akar indulni az ugratások
területén is. Arra valók, amire tervezték.
És nincs nekem bajom semilyen komolyabb bajom
vele, én megvagyok nélküle, ennyi.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 21:18
Írta: svejk Dátum 2008 december 30, 21:18
Ugyan nem nekem volt címezve, de...
Látod Tibor45 Te is olyan dolgon vitatkozol ahol nem is ismered az ellenfél dolgait.
megpróbálom leírni, bár szerintem tudod Te ezt nagyon jól.
Van a Mach mellyel "úgy-amúgy" kiadjuk az egységugrásjeleket
Van a Quantum proci melyet tekintsünk egy doboznak melynek két bemenete van:
az egyikre a mérendő rendszer step/dir jeleit megcsapolva oda vezetjük a fent említet jelet, a másikra az mérendő rendszer encoder jelét csapoljuk meg.
a dobozban két 2 a 32.en számláló van.
a két számláló különbségét kiküldjük a soros portra. a képernyőn max. +-128 step eltérést láthatunk, ezek felett kifut a jel a képernyőről de a számláló nem veszti a fonalat
Na most akkor mit kell még szinkronizálni??
(hibát vihet esetleg a mérendő szervorendszer bemeneti jelkésleltetése)
(Azon most ne vitatkozzunk hogy ez a DsPic kimondottan az ilyen feladatokra tervezett mikrovezérlő alkalmas e-erre a feladatra)
Látod Tibor45 Te is olyan dolgon vitatkozol ahol nem is ismered az ellenfél dolgait.
megpróbálom leírni, bár szerintem tudod Te ezt nagyon jól.
Van a Mach mellyel "úgy-amúgy" kiadjuk az egységugrásjeleket
Van a Quantum proci melyet tekintsünk egy doboznak melynek két bemenete van:
az egyikre a mérendő rendszer step/dir jeleit megcsapolva oda vezetjük a fent említet jelet, a másikra az mérendő rendszer encoder jelét csapoljuk meg.
a dobozban két 2 a 32.en számláló van.
a két számláló különbségét kiküldjük a soros portra. a képernyőn max. +-128 step eltérést láthatunk, ezek felett kifut a jel a képernyőről de a számláló nem veszti a fonalat
Na most akkor mit kell még szinkronizálni??
(hibát vihet esetleg a mérendő szervorendszer bemeneti jelkésleltetése)
(Azon most ne vitatkozzunk hogy ez a DsPic kimondottan az ilyen feladatokra tervezett mikrovezérlő alkalmas e-erre a feladatra)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 21:28
Írta: svejk Dátum 2008 december 30, 21:28
Csak emlékeztetlek hogy az úgy kezdődött hogy "belédkötöttem" hogy tényleg jó lenne kommentezni a grafikonodat jobban, illetve megemlítettem hogy én is akartam ilyen teszteket csinálni a Sentinellel és Quantummal.
Itt jött képbe az egységugrásjel specifikációja, és innentől kezdve elszaladt a ló, hogy mi az hogy mach-et használok jeladónak, stb...
Itt jött képbe az egységugrásjel specifikációja, és innentől kezdve elszaladt a ló, hogy mi az hogy mach-et használok jeladónak, stb...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 21:30
Írta: svejk Dátum 2008 december 30, 21:30
Még annyit ehhez a kis leíráshoz hogy természetesen az x tengely időben kalibrálva van a Sentinelnél is...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 21:33
Írta: svejk Dátum 2008 december 30, 21:33
Meg ugye annyit hogy mivel nem tudok DOS-ban (sem) programozni, illetve nincsenek speckó hardveres kártyáim ezért nekem ilyen mérési lehetőség jutott...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 21:37
Írta: 000000000 Dátum 2008 december 30, 21:37
"Na most akkor mit kell még szinkronizálni?? "
Kell egy egységes időalap skála, ami mindig
tudja és hozzárendeli a feladokat az időhöz.
Ehhez kell egy fő rendszer program.
Hol alapjelet küld (ugraszt), hol mér, számol értékel, tárol, grafikázik, portot olvas,
stb... közben minezeknek a műveleti
idejét korrigálja program.
Tehát pl. ugrasztok, majd 10 ms újra
visszaugrasztok majd 5 ms múlva megint előre,
és 3 ms múlva vissza. Ezt hogy oldod meg
szinkron vagy vezérlés funkció átadás nélkül,
ráadásul hitelesített időalapon?
Kell egy egységes időalap skála, ami mindig
tudja és hozzárendeli a feladokat az időhöz.
Ehhez kell egy fő rendszer program.
Hol alapjelet küld (ugraszt), hol mér, számol értékel, tárol, grafikázik, portot olvas,
stb... közben minezeknek a műveleti
idejét korrigálja program.
Tehát pl. ugrasztok, majd 10 ms újra
visszaugrasztok majd 5 ms múlva megint előre,
és 3 ms múlva vissza. Ezt hogy oldod meg
szinkron vagy vezérlés funkció átadás nélkül,
ráadásul hitelesített időalapon?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 21:46
Írta: svejk Dátum 2008 december 30, 21:46
Értem a felvetést..
alapvetően a fekete doboz csak küldi-küldi az eltéréseket és bizony a képernyőn "mászkál" is a jel..
de van egy szinkronizált üzemmódja is, mely beállíthatóan egy bizonyos hiba felett inditja a rajzolást.
Tehát jön az ugrás jel, rögtön van hiba indul a rajzolás.
valami ilyesmi, de a Gazdája majd leírja precizen, én csak használtam...
alapvetően a fekete doboz csak küldi-küldi az eltéréseket és bizony a képernyőn "mászkál" is a jel..
de van egy szinkronizált üzemmódja is, mely beállíthatóan egy bizonyos hiba felett inditja a rajzolást.
Tehát jön az ugrás jel, rögtön van hiba indul a rajzolás.
valami ilyesmi, de a Gazdája majd leírja precizen, én csak használtam...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 21:47
Írta: 000000000 Dátum 2008 december 30, 21:47
Az egyseg ugras e temakorben:
Olyan jelsorozat ami egy adott idopillanattol kezdve folyamatosan jelen van....
Tehat a semmibol felfutas nelkul kiadott 1000 Hz (step jel pl)...egy egyseg ugras lesz es kesz. Nyilvan csak akkor, persze ha
mar az elso impulzus IS 1/1000-nel gyorsabban kepes eloallni azaz eleg sarkos a jel maga is...
es az elso utani minden impulzus is fasza sarkos es azonos ideju marad.
Tekintve, hogy a printer port pl. fizkiai kimenetkent siman kepes Mhz nagysagrendu TTL jelek kiadasara nyilvanvalo, hogy a jel felfutasara-sarkossagara nezve nem nagy kunszt sem DOS-bol sem windowsbol (pl. Mach) egyseg ugras jelet kiadni...
(hacsak valmi kondival-tekercssel-letrhelssel szetnincs eppen baszva a TTL kimenet felfutasa)
Az elso feltetel misztikuma ezzel kinyirva...
A masodik feltetel a freki idobeni/fazisbeli stabilitasanak biztositasa mar kicsit nyugosebb windows alol...a preciz foylmatos idozites valoban konnyebb DOS alol vagy egy kulso negyszogjel generatorrol (PIC/AVR/TTL)
Namost ha megvan ez az egyszeru primtiv hirtelen indulo stabil negyszogehjel sorozat
...akkor marad kerdes...mire is jo ez ?!
MINDEN tetves szabalyozo kortol azt VARNANK EL, hogy a bemnetere adott jelnek PONTOSAN MEGFELELO kimenet AZONNAL jelenjen is MEG...
Szervo hajtas eseten ugyebar a bemenetre adott jel (step sorozat tempoja) a kimenet SEBESSEGET irja elo !
Megpedig ugy, hogy HA pl. TUDOM: 1 step =0,01 mm
akkor az 1000 Hz-es step sorozattol AZAT VAROM, hogy a hajtas marpedig ...
AZONNAL ELTERES NELKUL
elkezdjen 1000*0,01=10 mm/sec tempoval mozogni.
Ezt varom de nem ez fog tortenni!!!
Mert konnyebb az 1000 Hz parancs jelet kiadni
(NULLA IDO alatt elinditani) mint az idoallandokkal biro elektronikat es plane a mechanikat ravenni, hogy AZ IS NULLA ido alatt elerje a 10 mm/sec tempot...
Namost ha EGYMASHOZ viszonyitom
- a step jelek altal ELOIRT UTAT es
- az encoder szerint TENYLEGESEN MEGTETT UTAT
...akkor valami NAGYON-NAGYON fontosat fogok megtudni a rendszerrol !!!
Azt a HATARSEBESSEGET amit meg valoban kepes hiba nelkul teljesiteni...a RENDSZER EGESZE!
E folott a hatar sebesseg folott mar NEM lesz ott a mechanka ahova a jel eloirta neki.
Azaz palyahibas lesz....a mozgas!!!!!
Amikor meg csak kicsivel vagyok folotte a hatarsebssgenek azaz CSAK a gyorsito kepesseg (a dinamika) a keves, DE a hajtas idoev kepes felporogni az eloirt sebssger ... akkor csak indulaskor fog lemaradni es idovel beeri magat.
Ekkor VAN jelentosege a HIBATAROLO hosszanak!
Mivel ugye annyi ido marad neki a felporgesre-utoleresre amennyi lemaradast a hibatarolo kpes pufferelni. A palya persze HIBAS lesz !!!
de nem all le a hajtas...
A rosszabb eset amikor a hajtas soha nem lesz kepes utolerni magat mert tul gyenge...ekkor elobb utobb betelik a hiba tarolo es leall minden...
A gyakorlatban ha eleg a hiba tarolo akkor CSAK lekerekedik-lenyesodik a sarok pl. egy derekszogu fordulonal...
Hiszen ekkor az egyik iranyu sebsseg AZONNAL NULLA lesz maxrol (negativ egyseg ugras) azaz meg kene allnia nulla ido alatt. A masik iranyu pedig azonnal max lesz nullarol (egyseg ugras) azaz nulla ido alatt maris max-al kene menni az uj iranyba)
Lehet persze trukkozni a saroknal :-))
Akkor HA HAGYOM, hogy kicsit tulszaladjon-tullojon a hajtas...es akkor ez hellyel-kozzel eltunteti a sarok lenyeseset, azaz szebban fordul be, de ettol meg az uj iranyba sebesseghibasan indul meg a jelhez kepest.
Ez ugye a saroknal meret hibat nem okoz csak latni fogom a sarok masodik oldalan, hogy
mas a lesz a felulet eleinte egy kicsit, addig amig kuszkodik a hajtas a sebesseg beallitasal...
Az ilyen tulloves akkor okoz merethibat, amikor pozicioban kene MEGALLNI az ut vegen pl, mert ugyanaz a trehanysag ami segitett sarkossabban befordulni az most buntet ..tul fog menni mire megall.
Ha most egyetlen egysegugras helyett egy ilyen sarkon derekszogben befordulasban gondolkodnak a "ketelkedok" ami ugye egy negativ es egy pozitiv egyseg ugras egyszerre KET kulonbozo tengelyen ..akkor maris latszik a dolog ertelme...
AZT A HAJTAS SEBESSEGET KERESSUK
AMINEL MEG NEM NYESI LE SARKOT....
Ez lesz a cucc hatar sebessege.
Namost Tibor45 es a "szakma" a fenti nem nyessuk le a sarkot feltetel helyett azt a feltetelt hasznalja, hogy:
PONTOSAN ELERJUK ODA-VISSZA MOZOGVA AZT A POZICIOT AMIT A KIADOTT STEPEK SZAMA ELOIR
Miert jobb ez a feltetel...?
- csak egy tengely mozog
- KONNYEBB a feltetelt ellenorizni!!!!
Hiszen csak nem kell mikroszkop alatt lesni, hogy vajon sarkos-e meg a befordulas....
Helyette eleg csak osszevetni a kiadott step jelek altal eloirt utat es az encoder altal visszaigazolt tenyleges megtett utat.
(le is lepett step szamot, ha ugy tetszik)
ecceru-nacceru:-))))
Foleg, hogy akar egy fekete-feher koronggal szemre is latni lehet a dolgot...vagy a MAgi fele sentinellel pl.
A teszt lenyege ugyanaz marad !
Megkeresni azt a hatar sebesseget aminel MÉG
kepes a rendszer azonnal, lemaradas nelkul kovetni a steppek altal eloirt pozicoit....
A meres erdemenye ismet egy HATAR SEBESSEG lesz
eppugy mint a korabbi sarkon befordulasnal...
Csakhogy Tibor45 nem azt mondja, hogy a cucc 17 mm/sec max sebessegig kepes lemaradas nelkul kovetni a bemeneti parancsot, hanem belevisz egy apro csavart a dologba...
Mivel a meres azonos hosszusagu oda-vissza uton
tortenik ...mozgasonkent ALLANDO sebesegen, ezert: SZAMOLJA, hogy 1 masodperc alatt hanyszor teszi meg a cucc az oda-vissza utat es azt mondja erre a szamra, hogy az cucc hatar frekvenciaja....
Ezert ha pl. a 17 mm/sec hatarsebessegu a cucc
es az oda-vissza utat 8X teszi meg 1 sec alatt, akkor 8 Hz lesz a hatarfrekvencija az egysegugrasra....
A dologban meg van egy-ket valtozo az ut hossza maga! amin az oda-vissza teszt zajlik es persze a hibatarolo hossza...
Ezek ugyanis a hajtas dinamikajatol fuggoen
befolyasoljak a meres eredmenyet a PID paramterektol fuggoen (az I es a D parameteren at)
No remelem rosszvas hiba nem maradt a szovegben...
Olyan jelsorozat ami egy adott idopillanattol kezdve folyamatosan jelen van....
Tehat a semmibol felfutas nelkul kiadott 1000 Hz (step jel pl)...egy egyseg ugras lesz es kesz. Nyilvan csak akkor, persze ha
mar az elso impulzus IS 1/1000-nel gyorsabban kepes eloallni azaz eleg sarkos a jel maga is...
es az elso utani minden impulzus is fasza sarkos es azonos ideju marad.
Tekintve, hogy a printer port pl. fizkiai kimenetkent siman kepes Mhz nagysagrendu TTL jelek kiadasara nyilvanvalo, hogy a jel felfutasara-sarkossagara nezve nem nagy kunszt sem DOS-bol sem windowsbol (pl. Mach) egyseg ugras jelet kiadni...
(hacsak valmi kondival-tekercssel-letrhelssel szetnincs eppen baszva a TTL kimenet felfutasa)
Az elso feltetel misztikuma ezzel kinyirva...
A masodik feltetel a freki idobeni/fazisbeli stabilitasanak biztositasa mar kicsit nyugosebb windows alol...a preciz foylmatos idozites valoban konnyebb DOS alol vagy egy kulso negyszogjel generatorrol (PIC/AVR/TTL)
Namost ha megvan ez az egyszeru primtiv hirtelen indulo stabil negyszogehjel sorozat
...akkor marad kerdes...mire is jo ez ?!
MINDEN tetves szabalyozo kortol azt VARNANK EL, hogy a bemnetere adott jelnek PONTOSAN MEGFELELO kimenet AZONNAL jelenjen is MEG...
Szervo hajtas eseten ugyebar a bemenetre adott jel (step sorozat tempoja) a kimenet SEBESSEGET irja elo !
Megpedig ugy, hogy HA pl. TUDOM: 1 step =0,01 mm
akkor az 1000 Hz-es step sorozattol AZAT VAROM, hogy a hajtas marpedig ...
AZONNAL ELTERES NELKUL
elkezdjen 1000*0,01=10 mm/sec tempoval mozogni.
Ezt varom de nem ez fog tortenni!!!
Mert konnyebb az 1000 Hz parancs jelet kiadni
(NULLA IDO alatt elinditani) mint az idoallandokkal biro elektronikat es plane a mechanikat ravenni, hogy AZ IS NULLA ido alatt elerje a 10 mm/sec tempot...
Namost ha EGYMASHOZ viszonyitom
- a step jelek altal ELOIRT UTAT es
- az encoder szerint TENYLEGESEN MEGTETT UTAT
...akkor valami NAGYON-NAGYON fontosat fogok megtudni a rendszerrol !!!
Azt a HATARSEBESSEGET amit meg valoban kepes hiba nelkul teljesiteni...a RENDSZER EGESZE!
E folott a hatar sebesseg folott mar NEM lesz ott a mechanka ahova a jel eloirta neki.
Azaz palyahibas lesz....a mozgas!!!!!
Amikor meg csak kicsivel vagyok folotte a hatarsebssgenek azaz CSAK a gyorsito kepesseg (a dinamika) a keves, DE a hajtas idoev kepes felporogni az eloirt sebssger ... akkor csak indulaskor fog lemaradni es idovel beeri magat.
Ekkor VAN jelentosege a HIBATAROLO hosszanak!
Mivel ugye annyi ido marad neki a felporgesre-utoleresre amennyi lemaradast a hibatarolo kpes pufferelni. A palya persze HIBAS lesz !!!
de nem all le a hajtas...
A rosszabb eset amikor a hajtas soha nem lesz kepes utolerni magat mert tul gyenge...ekkor elobb utobb betelik a hiba tarolo es leall minden...
A gyakorlatban ha eleg a hiba tarolo akkor CSAK lekerekedik-lenyesodik a sarok pl. egy derekszogu fordulonal...
Hiszen ekkor az egyik iranyu sebsseg AZONNAL NULLA lesz maxrol (negativ egyseg ugras) azaz meg kene allnia nulla ido alatt. A masik iranyu pedig azonnal max lesz nullarol (egyseg ugras) azaz nulla ido alatt maris max-al kene menni az uj iranyba)
Lehet persze trukkozni a saroknal :-))
Akkor HA HAGYOM, hogy kicsit tulszaladjon-tullojon a hajtas...es akkor ez hellyel-kozzel eltunteti a sarok lenyeseset, azaz szebban fordul be, de ettol meg az uj iranyba sebesseghibasan indul meg a jelhez kepest.
Ez ugye a saroknal meret hibat nem okoz csak latni fogom a sarok masodik oldalan, hogy
mas a lesz a felulet eleinte egy kicsit, addig amig kuszkodik a hajtas a sebesseg beallitasal...
Az ilyen tulloves akkor okoz merethibat, amikor pozicioban kene MEGALLNI az ut vegen pl, mert ugyanaz a trehanysag ami segitett sarkossabban befordulni az most buntet ..tul fog menni mire megall.
Ha most egyetlen egysegugras helyett egy ilyen sarkon derekszogben befordulasban gondolkodnak a "ketelkedok" ami ugye egy negativ es egy pozitiv egyseg ugras egyszerre KET kulonbozo tengelyen ..akkor maris latszik a dolog ertelme...
AZT A HAJTAS SEBESSEGET KERESSUK
AMINEL MEG NEM NYESI LE SARKOT....
Ez lesz a cucc hatar sebessege.
Namost Tibor45 es a "szakma" a fenti nem nyessuk le a sarkot feltetel helyett azt a feltetelt hasznalja, hogy:
PONTOSAN ELERJUK ODA-VISSZA MOZOGVA AZT A POZICIOT AMIT A KIADOTT STEPEK SZAMA ELOIR
Miert jobb ez a feltetel...?
- csak egy tengely mozog
- KONNYEBB a feltetelt ellenorizni!!!!
Hiszen csak nem kell mikroszkop alatt lesni, hogy vajon sarkos-e meg a befordulas....
Helyette eleg csak osszevetni a kiadott step jelek altal eloirt utat es az encoder altal visszaigazolt tenyleges megtett utat.
(le is lepett step szamot, ha ugy tetszik)
ecceru-nacceru:-))))
Foleg, hogy akar egy fekete-feher koronggal szemre is latni lehet a dolgot...vagy a MAgi fele sentinellel pl.
A teszt lenyege ugyanaz marad !
Megkeresni azt a hatar sebesseget aminel MÉG
kepes a rendszer azonnal, lemaradas nelkul kovetni a steppek altal eloirt pozicoit....
A meres erdemenye ismet egy HATAR SEBESSEG lesz
eppugy mint a korabbi sarkon befordulasnal...
Csakhogy Tibor45 nem azt mondja, hogy a cucc 17 mm/sec max sebessegig kepes lemaradas nelkul kovetni a bemeneti parancsot, hanem belevisz egy apro csavart a dologba...
Mivel a meres azonos hosszusagu oda-vissza uton
tortenik ...mozgasonkent ALLANDO sebesegen, ezert: SZAMOLJA, hogy 1 masodperc alatt hanyszor teszi meg a cucc az oda-vissza utat es azt mondja erre a szamra, hogy az cucc hatar frekvenciaja....
Ezert ha pl. a 17 mm/sec hatarsebessegu a cucc
es az oda-vissza utat 8X teszi meg 1 sec alatt, akkor 8 Hz lesz a hatarfrekvencija az egysegugrasra....
A dologban meg van egy-ket valtozo az ut hossza maga! amin az oda-vissza teszt zajlik es persze a hibatarolo hossza...
Ezek ugyanis a hajtas dinamikajatol fuggoen
befolyasoljak a meres eredmenyet a PID paramterektol fuggoen (az I es a D parameteren at)
No remelem rosszvas hiba nem maradt a szovegben...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 21:47
Írta: svejk Dátum 2008 december 30, 21:47
Félreértés ne essék, ugye nem gondolod hogy én a Tiédhez akarom hasonlítgatni ezt a mérési felépítést?
Ehhez nekem semmi közöm csak mint írtam nekem ez elérhető..
Ehhez nekem semmi közöm csak mint írtam nekem ez elérhető..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 22:06
Írta: 000000000 Dátum 2008 december 30, 22:06
"Namost Tibor45 es a "szakma" a fenti nem
nyessuk le a sarkot feltetel helyett azt a feltetelt hasznalja, hogy:
PONTOSAN ELERJUK ODA-VISSZA MOZOGVA AZT A POZICIOT AMIT A KIADOTT STEPEK SZAMA ELOIR"
Nagyszerű, és mi van pl. a #7768 3. applikációnál, amikor folytonos, állandó
sebességű a munkadarab forgómozgása?
nyessuk le a sarkot feltetel helyett azt a feltetelt hasznalja, hogy:
PONTOSAN ELERJUK ODA-VISSZA MOZOGVA AZT A POZICIOT AMIT A KIADOTT STEPEK SZAMA ELOIR"
Nagyszerű, és mi van pl. a #7768 3. applikációnál, amikor folytonos, állandó
sebességű a munkadarab forgómozgása?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 30, 22:08
Írta: svejk Dátum 2008 december 30, 22:08
Szép, gratula!
Köszönjük az érthető összefoglalást.
Ezek közül semmivel sem vitatkoznék, és tisztában is vagyok(unk) vele.
Szerintem ezt a leírást a kezdők is értik.
De akkor ha nézem a Magi féle Sentinellel, meg a sarkot sem vágja le, meg be tudom állítani akkor miért nem jó az úgy és miért kell nekem 12345 lépésű egységugrást csinálni?
Ja, mert az nem tudományos, nem "szakmai"?
A nagy hibatárolóról meg csak annyit hogy Te is leírtad: "A palya persze HIBAS lesz !!! "
(Ezt az utolsót a Varsányi nevében írtam :)))
Köszönjük az érthető összefoglalást.
Ezek közül semmivel sem vitatkoznék, és tisztában is vagyok(unk) vele.
Szerintem ezt a leírást a kezdők is értik.
De akkor ha nézem a Magi féle Sentinellel, meg a sarkot sem vágja le, meg be tudom állítani akkor miért nem jó az úgy és miért kell nekem 12345 lépésű egységugrást csinálni?
Ja, mert az nem tudományos, nem "szakmai"?
A nagy hibatárolóról meg csak annyit hogy Te is leírtad: "A palya persze HIBAS lesz !!! "
(Ezt az utolsót a Varsányi nevében írtam :)))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 22:38
Írta: 000000000 Dátum 2008 december 30, 22:38
"miért kell nekem 12345 lépésű egységugrást
csinálni?"
Írás helyett gondolkozzál a 3. eseten, aztán
majd rájössz.:)
Segítek egy picit egy kis animációval:
Szerinted itt kb. mire jó a 128?
csinálni?"
Írás helyett gondolkozzál a 3. eseten, aztán
majd rájössz.:)
Segítek egy picit egy kis animációval:
Szerinted itt kb. mire jó a 128?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 22:45
Írta: 000000000 Dátum 2008 december 30, 22:45
Mert az pozico egyeg ugras az imenti sebesseg egyseg ugrassal szemben...
Ekkor azt jatszod, hogy a vezerlobe betolsz egy jokora pozicio hibat annak "béna" allapotban...
Vagy ugy mint Tibor45 az iment irta, hogy benitod es kezzel (kezi tekrovel, akarmivel) elmozgatod vagy ugy hogy ROVIDEBB ido alatt mint egy szervociklus bele geppuskazol parezer steppet....
A hatas ugynaz lesz!
A kovetkezo ciklusban NAGYOT NEZ a vezerlo es minden erejevel probal JO poziciob a kerulni.
Mert eloallt szamara a pozicio egyseg ugras!
Azaz NULLA ido alatt mashol kene lennie mint ahol van...
Mivel ne midealis vezerlo nyilvan NEM NULLA ido alatt lesz ott es nyilvan valamilyen gorbe menten fog a jo pozocioba kerulni.
Ittjon be a kepbe a "preciz idoalap" kerdese...
...mivel a gorbet ido-pozicio alakban rajzolod.
A gorbe alakja aztan MINDENT elmond a hajtasrol.
Idoallandokat, tulloveseket, lengeseket, max gyorsulast, stb...
A gorbe alpjan tehat
lehet minositeni a teljes rendszert
lehet hangolni a PID parametereket
Ill. ki leht szurni ha nam eillik egymasjoz a vezerlo-motor+hajtas-mechanika szentharomsag
Ekkor azt jatszod, hogy a vezerlobe betolsz egy jokora pozicio hibat annak "béna" allapotban...
Vagy ugy mint Tibor45 az iment irta, hogy benitod es kezzel (kezi tekrovel, akarmivel) elmozgatod vagy ugy hogy ROVIDEBB ido alatt mint egy szervociklus bele geppuskazol parezer steppet....
A hatas ugynaz lesz!
A kovetkezo ciklusban NAGYOT NEZ a vezerlo es minden erejevel probal JO poziciob a kerulni.
Mert eloallt szamara a pozicio egyseg ugras!
Azaz NULLA ido alatt mashol kene lennie mint ahol van...
Mivel ne midealis vezerlo nyilvan NEM NULLA ido alatt lesz ott es nyilvan valamilyen gorbe menten fog a jo pozocioba kerulni.
Ittjon be a kepbe a "preciz idoalap" kerdese...
...mivel a gorbet ido-pozicio alakban rajzolod.
A gorbe alakja aztan MINDENT elmond a hajtasrol.
Idoallandokat, tulloveseket, lengeseket, max gyorsulast, stb...
A gorbe alpjan tehat
lehet minositeni a teljes rendszert
lehet hangolni a PID parametereket
Ill. ki leht szurni ha nam eillik egymasjoz a vezerlo-motor+hajtas-mechanika szentharomsag
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 22:58
Írta: 000000000 Dátum 2008 december 30, 22:58
Mivan ..ugyanaz van...
Adott ido alatt ODA KELL erni egy ADOTT pozicioba...
Az idot es tavolsagot pedig a munkadarab alakja es a tokmany fordulat fogja eloirni.
Csak itt nem a derekszogu sarok lesz lenyalva, ha megsem er oda eleg gyorsan, hanem alakhibas lesz a munkadarab...az elmeleti alakhoz kepest.
vagy TÖRIK a szerszam szelso esetben...
A fuggoleges hatar sebesseg pedig nyilvan megszabja mekkora max tempoval foroghat a tokmany!
A tetu lassu fuggoleges mozgashoz is letezik eleg lassu tokmany forgas... tehat a kerdes
nem a gyarthatosagrol szol, hanem CSAK a fuggoleges hajtas kepessegeirol....
(esetleg a palya szamitas tempojarol, hogy gyozze adatatl ahajtast ha ropteben szamol a cucc adatokat, de ez GHz-ek vilagaban nem lehet igazan problema asszem...)
Adott ido alatt ODA KELL erni egy ADOTT pozicioba...
Az idot es tavolsagot pedig a munkadarab alakja es a tokmany fordulat fogja eloirni.
Csak itt nem a derekszogu sarok lesz lenyalva, ha megsem er oda eleg gyorsan, hanem alakhibas lesz a munkadarab...az elmeleti alakhoz kepest.
vagy TÖRIK a szerszam szelso esetben...
A fuggoleges hatar sebesseg pedig nyilvan megszabja mekkora max tempoval foroghat a tokmany!
A tetu lassu fuggoleges mozgashoz is letezik eleg lassu tokmany forgas... tehat a kerdes
nem a gyarthatosagrol szol, hanem CSAK a fuggoleges hajtas kepessegeirol....
(esetleg a palya szamitas tempojarol, hogy gyozze adatatl ahajtast ha ropteben szamol a cucc adatokat, de ez GHz-ek vilagaban nem lehet igazan problema asszem...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 23:01
Írta: 000000000 Dátum 2008 december 30, 23:01
A mai két beírásoddal rendet raktál ám tisztességesen a fejekben.
Köszönöm az érthető, tárgyszerű "nem ködösítő" okításodat![#eljen]
Köszönöm az érthető, tárgyszerű "nem ködösítő" okításodat![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 23:04
Írta: 000000000 Dátum 2008 december 30, 23:04
"Ill. ki leht szurni ha nam eillik egymasjoz a
vezerlo-motor+hajtas-mechanika szentharomsag"
Ez a beszéd, minden emiatt van!
Én is így gondolom, és az egyik leghatékonyabb
teszt módszer erre a különböző határ szintekre
beállított, és korrektül levezényelt
egységugrás teszsorozat.
Svejk! Egyébként csak egy apró kitérő, de
szerintem ez is idevágó téma, ha azt vesszük.
Te meg a Varsányi szerint csak 1.28 Voltra
kell méretezni egy 50 Hz-es hálózatot, vagy uram bocsá arra is van esély, hogy éppen a
szinusz csúcsán kapcsolunk be egy 1 KW-os
édes kis LRC kört. Gondolom ismered a
hálózati tranziens vizsgálati módszereket, dettó egységugrás téma.:)
Ezzel csak a mértékek, és lehetőségek igen széles spektrumára szerettem volna utalni, azaz
ha egy szervo találkozhat extrém helyzettel is,
netán állandóan szegénynek ez a dolga egy adott technológiában, illik arra is felkészíteni.
vezerlo-motor+hajtas-mechanika szentharomsag"
Ez a beszéd, minden emiatt van!
Én is így gondolom, és az egyik leghatékonyabb
teszt módszer erre a különböző határ szintekre
beállított, és korrektül levezényelt
egységugrás teszsorozat.
Svejk! Egyébként csak egy apró kitérő, de
szerintem ez is idevágó téma, ha azt vesszük.
Te meg a Varsányi szerint csak 1.28 Voltra
kell méretezni egy 50 Hz-es hálózatot, vagy uram bocsá arra is van esély, hogy éppen a
szinusz csúcsán kapcsolunk be egy 1 KW-os
édes kis LRC kört. Gondolom ismered a
hálózati tranziens vizsgálati módszereket, dettó egységugrás téma.:)
Ezzel csak a mértékek, és lehetőségek igen széles spektrumára szerettem volna utalni, azaz
ha egy szervo találkozhat extrém helyzettel is,
netán állandóan szegénynek ez a dolga egy adott technológiában, illik arra is felkészíteni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 23:05
Írta: 000000000 Dátum 2008 december 30, 23:05
Bocs, de lemaradt, hogy "tomasz"-nak gratuláltam.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 23:15
Írta: 000000000 Dátum 2008 december 30, 23:15
Na valamit lassan végképp nem értek..., néha teljesen azt írod amit én, néha meg mintha vitáznál velem, de már fáradt vagyok...
A döntő kérdés:
1. Szerinted kell felkészíteni egy
szervórendszert akár 10-100
mm-es vagy még nagyobb elmozdulások minél
gyorsabb, pontosabb és lefagyásmentes
végrehajtására vagy nem kell különös
tekintettel a G00 levegőben történő mozgásokra
is?
A döntő kérdés:
1. Szerinted kell felkészíteni egy
szervórendszert akár 10-100
mm-es vagy még nagyobb elmozdulások minél
gyorsabb, pontosabb és lefagyásmentes
végrehajtására vagy nem kell különös
tekintettel a G00 levegőben történő mozgásokra
is?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 23:18
Írta: 000000000 Dátum 2008 december 30, 23:18
Illetve forditva i sigaz...
ADOTT MÁR KÉSZ cucc eseten kilehet merni MEDDIG tekintheto jonak...
(egy adott pontosag turessel behatarolva a jo fogalmat)
ADOTT MÁR KÉSZ cucc eseten kilehet merni MEDDIG tekintheto jonak...
(egy adott pontosag turessel behatarolva a jo fogalmat)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 23:19
Írta: s7manbs8 Dátum 2008 december 30, 23:19
Ne haragudjatok, de én már ebből semmit se értek. Azt se nagyon, hogy hogyan lehet ilyen sok mindent írni valamiről, ami annyira egyértelmű, hogy a vak is látja. Vagy így 11 óra fele az IQ leesik 50-re ? Vagy csak az enyém ? [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 23:21
Írta: 000000000 Dátum 2008 december 30, 23:21
A celtol fugg...mindent lehet eleg lassan csinalni palya szempontbol..a Te tokmanyos lefejtesed is...
Ha a celok kozt szerepel a termelekenyseg is a (az elvart merteku )pontossagon kivul akkor igen kurva gyors szervo kell....
Ha nemm akkor meg majd elkeszul a jovo hetre oszt jovan :-)
Ha a celok kozt szerepel a termelekenyseg is a (az elvart merteku )pontossagon kivul akkor igen kurva gyors szervo kell....
Ha nemm akkor meg majd elkeszul a jovo hetre oszt jovan :-)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 23:23
Írta: 000000000 Dátum 2008 december 30, 23:23
A G00 MINDADDIG lenygtelen amig
- menet kozben nem teved el annyira, hogy torik a szerszam mert utkozik valamibe
-a vegpontot vegul megtalalja, mielott ONANN tovabb kuldenenk... azaz nem maszik el
- menet kozben nem teved el annyira, hogy torik a szerszam mert utkozik valamibe
-a vegpontot vegul megtalalja, mielott ONANN tovabb kuldenenk... azaz nem maszik el
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 23:27
Írta: s7manbs8 Dátum 2008 december 30, 23:27
Figyelj már te tomasz fórumtárs. Én látom rosszul, vagy neked hiányzik a vessző a billentyűdről, vagy rossz a monitorom ? Meg mik azok a nagybetűs szavak, ez most itt az új stílus ? Vagy Tibor45 a vicc középpontja, azért csinálod ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 30, 23:28
Írta: 000000000 Dátum 2008 december 30, 23:28
Köszi!
Nagyszerű, kiderült azonosan gondolkodunk.
A pillanatnyi 128-on túl is van élet.:)
Nagyszerű, kiderült azonosan gondolkodunk.
A pillanatnyi 128-on túl is van élet.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 30, 23:43
Írta: HJózsi Dátum 2008 december 30, 23:43
A NAGBETŰS SZÓ nyilván hangsúly, hogy nincs meg minden ékezet, hát Istenem, ezt is tudjuk pótolni még IQ-ból... :) sokkal fontosabb a mondanivalója annak amit ír! [#wave] Én azért rágom a körmömet, Varsa mikor ért már meg valamit ezeknek a teszteknek a lényegéből ... Az egész év szinte ezzel telt el ... na meg a "félix" - 4X-el ... [#vigyor2][#vigyor3][#wink][#ijedt]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 30, 23:44
Írta: HJózsi Dátum 2008 december 30, 23:44
úgylátszik nemjól nyomtam ... elektronnak szántam [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 30, 23:45
Írta: s7manbs8 Dátum 2008 december 30, 23:45
Én rögtön tudtam , hogy rám gondoltál.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 00:11
Írta: 000000000 Dátum 2008 december 31, 00:11
igen tartalmi HANGSULY
A szamitogepes melom 80-85%-a angol nyelvterultre tavmunka ezert nehezen talalom az ékezetes betűket írás közben, mivel ritkán irok "magyarul" elszoktam tőlük.
A keresgélesük meg gatol a tempos gondolkodasban+irásban...
Meghat 20+ éve kezdtem szamitogopezni-mélezni-csetelni es beidegzodott az ekezetnelkuli iras
A szamitogepes melom 80-85%-a angol nyelvterultre tavmunka ezert nehezen talalom az ékezetes betűket írás közben, mivel ritkán irok "magyarul" elszoktam tőlük.
A keresgélesük meg gatol a tempos gondolkodasban+irásban...
Meghat 20+ éve kezdtem szamitogopezni-mélezni-csetelni es beidegzodott az ekezetnelkuli iras
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 31, 00:20
Írta: s7manbs8 Dátum 2008 december 31, 00:20
Ha karakterenként a fizetés 1 dollár, szívesen beszállnék, maximum 10 soros rutinokat basic nyelven vállalok . [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 00:40
Írta: 000000000 Dátum 2008 december 31, 00:40
Sőt az egyszerre gyors ÉS pontos hajtason tul is....sőt a leheto legprecizebb meresen tul is...
Igaz azok nem szamitanak kihivasnak, mert manapsag copy-paste es polcrol lekapva alapon is elerheto pl. az itteni hobbystak szamara is az a minoseg es teljesitmeny ami mondjuk 10 eve is még az álom kategoria volt komoly cegek szamara is...
Amit manapsag pl. Magi kollega parhonapos (pareves?) nekifekves utan eload szervo cimen (tisztelet erte) az kb. COCOM listas titok volt nem is tul regen es egyebkent is szekrennyi TTL IC es par 8085 vagy Z80 valositotta meg mondjuk egy ERI/EPA/MVI-ben.
Mai aron szamolva horror (~szazmillo) osszegekert...es kevesek kivaltsagos tudasakent.
Most viszont parszaz ora alatt akár önkepzés alapon is ellehet erni a kello tudast !
A hw-t meg hazhoz viszi a futar ...
Kell hozza internet, keves angol, sok kitartas
es az ertelmes-logikus gondolkodas kepessege...
...es a legfontosabb a mukodes MEGÉRTÉSÉNEK vagya!
Persze sokat segit ha olykor valaki egy-egy temakor attekinto tájképét osszeszedi egyetlen vagy nehany irasba....
Aminek nem kell reszletesnek es halalpontosnak lenni eleg ha az osszefuggesekre ravezet a reszletek es pontositasok mar kibogaraszhatok önallaon hozza, amikor már
"a zembör tudja mirű is van éppen nagyban szó"
Hat ilyen tajkepnek szantam az egysegugras esszet...Tibor45 meg majd pontosit es reszletez
mert ugy latom neki a tudas+reszletpontossag az erenye nem annyira az összefoglalas...
...es talan mint sok komoly tudasu emberben felsem merul a gondolatai kozt, hogy a masik fel nem igazan erti mirol beszel, mivel a mogottes alap tudast "termesztesen" feltetelezi a masik felrol...mikozben az szegeny kerdezni sem tud rendesen mert ALAPFOGALMAI hianyoznak vagy hibasak...
Aztan a felek haborognak, hogy:
- mé nem érti má mög ?!
- mé nem mongya má e röndösen?!
Hát mert nem azonos pályán jatszanak,
hanem csak reszben átfedő palyan
es raadasul elterő merteku jatekszabaly ismerettel....
Igaz azok nem szamitanak kihivasnak, mert manapsag copy-paste es polcrol lekapva alapon is elerheto pl. az itteni hobbystak szamara is az a minoseg es teljesitmeny ami mondjuk 10 eve is még az álom kategoria volt komoly cegek szamara is...
Amit manapsag pl. Magi kollega parhonapos (pareves?) nekifekves utan eload szervo cimen (tisztelet erte) az kb. COCOM listas titok volt nem is tul regen es egyebkent is szekrennyi TTL IC es par 8085 vagy Z80 valositotta meg mondjuk egy ERI/EPA/MVI-ben.
Mai aron szamolva horror (~szazmillo) osszegekert...es kevesek kivaltsagos tudasakent.
Most viszont parszaz ora alatt akár önkepzés alapon is ellehet erni a kello tudast !
A hw-t meg hazhoz viszi a futar ...
Kell hozza internet, keves angol, sok kitartas
es az ertelmes-logikus gondolkodas kepessege...
...es a legfontosabb a mukodes MEGÉRTÉSÉNEK vagya!
Persze sokat segit ha olykor valaki egy-egy temakor attekinto tájképét osszeszedi egyetlen vagy nehany irasba....
Aminek nem kell reszletesnek es halalpontosnak lenni eleg ha az osszefuggesekre ravezet a reszletek es pontositasok mar kibogaraszhatok önallaon hozza, amikor már
"a zembör tudja mirű is van éppen nagyban szó"
Hat ilyen tajkepnek szantam az egysegugras esszet...Tibor45 meg majd pontosit es reszletez
mert ugy latom neki a tudas+reszletpontossag az erenye nem annyira az összefoglalas...
...es talan mint sok komoly tudasu emberben felsem merul a gondolatai kozt, hogy a masik fel nem igazan erti mirol beszel, mivel a mogottes alap tudast "termesztesen" feltetelezi a masik felrol...mikozben az szegeny kerdezni sem tud rendesen mert ALAPFOGALMAI hianyoznak vagy hibasak...
Aztan a felek haborognak, hogy:
- mé nem érti má mög ?!
- mé nem mongya má e röndösen?!
Hát mert nem azonos pályán jatszanak,
hanem csak reszben átfedő palyan
es raadasul elterő merteku jatekszabaly ismerettel....
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 31, 00:46
Írta: s7manbs8 Dátum 2008 december 31, 00:46
Te melyik égtájon vagy most ? USA-ból írkálsz ? Legalábbis nem ismerek olyat, akinek nincs vessző a billentyűjén. Nem mondassz rossz dolgokat. Érdeklődve olvasom írásaidat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 00:53
Írta: 000000000 Dátum 2008 december 31, 00:53
kecskemét...van ékezet csak nem esik kézre !
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 00:53
Írta: 000000000 Dátum 2008 december 31, 00:53
A Sentinel egyebkent tud pozicio egysegugras tesztet ?!
Vegul is tudhatna, hiszen parancsbol atirhatna fű alatt a regisztert barmikor (akar mozgas kozben is) idolapja meg elvileg van sajat a PIC miatt...
A kiertekelo meg lenyegben ugyanaz sw szempontbol mint a mostani...csak nem
ido-hiba hanem ido-ut alapon...
Vegul is tudhatna, hiszen parancsbol atirhatna fű alatt a regisztert barmikor (akar mozgas kozben is) idolapja meg elvileg van sajat a PIC miatt...
A kiertekelo meg lenyegben ugyanaz sw szempontbol mint a mostani...csak nem
ido-hiba hanem ido-ut alapon...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 31, 00:54
Írta: s7manbs8 Dátum 2008 december 31, 00:54
az nem messze van akkor, hajdúnánás.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2008 december 31, 07:37
Írta: x4rhew5r3 Dátum 2008 december 31, 07:37
Péter is egységugraszt, csak nem vallja be. Amikor a szkóp mérőzsinórját hangolja négyszögekkel, az is az...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 08:04
Írta: 000000000 Dátum 2008 december 31, 08:04
Igazad van Józsi, szinte az egész év itt a
szervo topikban a sületlen 4X, meg a 128
jegyében telt el. Ahelyett, hogy inkább
megfogadták, belátták volna egyesek a
segítőkész és picit talán többet hozzáértő
csapat (H. Józsi, Sneci, Tomasz, Psychobilly,
CsG, ..., bocsánat, akiket kihagyatam) műszaki
érveit.
Visszatérve a szakmához, egy újabb példa,
hasonlat: Robog a gyorsvonat 128 km/h
sebességgel. Hirtelen vészfékezni kell,
de mivel 128 cm alatt nem állt meg a vonat,
letilt a hajtástechnika, és szabadjára hagyja a
vonatot, majd megáll az valamikor magától is.:)
Ugye milyen vicces? Szervóban detto ez van.
Véletlenül túl nagy távolságot adtam meg,
rohanok gyorsmenettel a drága szerszámommal,
főorsómmal a gépsatu felé. Már csak 5 mm-re
vagyok, mikor is rácsapok a vésztop gombra,
abban a pillanatban a stepjel egységugrásszerűen
megszűnik. A csodálatos és minden körülményre
bebetonozott "szuper" 128-as hibatároló tilt,
majd szabadjára engedi a jó kis bika, dundi,
J-től és mozgási energiától még duzzadó
hajtómotort, és csattanunk egy nagyot hamarosan.
Ezzel szemben ha "normális" a szervóm, mint két
állat úgy fékez, és van esélyem megállni.
Semmi integrál, deriválás, józan paraszt ész.
Azaz könnyen belátható, hogy az ilyen játék
agyú, lekoppinbtott, két 20 Ft-os IC-re felépített szervo logikarész tulajdonképpen rosszabb ekkor is,
mint egy jó léptecses hajtás, mert az legalább
végig fékez, ahogy tud.
Szumma szummárum:
Egy nem játék Hobby szintű szervorendszerben
illik figyelembe venni, hogy a pozíció
hibajel határ nem egy statikus primitív makacs
állandó érték, hanem önmaga is változó, időtől,
technológiától, szerszámpályától, G-kódtól,
...stb., függő bonyolult optimumok eredője.
Akik pedig ezt képtelenek megérteni, azoknak
jövőre van dolga, lehet új szervókat tervezni,
gyártani.:)[#nyes][#ejnye1]
szervo topikban a sületlen 4X, meg a 128
jegyében telt el. Ahelyett, hogy inkább
megfogadták, belátták volna egyesek a
segítőkész és picit talán többet hozzáértő
csapat (H. Józsi, Sneci, Tomasz, Psychobilly,
CsG, ..., bocsánat, akiket kihagyatam) műszaki
érveit.
Visszatérve a szakmához, egy újabb példa,
hasonlat: Robog a gyorsvonat 128 km/h
sebességgel. Hirtelen vészfékezni kell,
de mivel 128 cm alatt nem állt meg a vonat,
letilt a hajtástechnika, és szabadjára hagyja a
vonatot, majd megáll az valamikor magától is.:)
Ugye milyen vicces? Szervóban detto ez van.
Véletlenül túl nagy távolságot adtam meg,
rohanok gyorsmenettel a drága szerszámommal,
főorsómmal a gépsatu felé. Már csak 5 mm-re
vagyok, mikor is rácsapok a vésztop gombra,
abban a pillanatban a stepjel egységugrásszerűen
megszűnik. A csodálatos és minden körülményre
bebetonozott "szuper" 128-as hibatároló tilt,
majd szabadjára engedi a jó kis bika, dundi,
J-től és mozgási energiától még duzzadó
hajtómotort, és csattanunk egy nagyot hamarosan.
Ezzel szemben ha "normális" a szervóm, mint két
állat úgy fékez, és van esélyem megállni.
Semmi integrál, deriválás, józan paraszt ész.
Azaz könnyen belátható, hogy az ilyen játék
agyú, lekoppinbtott, két 20 Ft-os IC-re felépített szervo logikarész tulajdonképpen rosszabb ekkor is,
mint egy jó léptecses hajtás, mert az legalább
végig fékez, ahogy tud.
Szumma szummárum:
Egy nem játék Hobby szintű szervorendszerben
illik figyelembe venni, hogy a pozíció
hibajel határ nem egy statikus primitív makacs
állandó érték, hanem önmaga is változó, időtől,
technológiától, szerszámpályától, G-kódtól,
...stb., függő bonyolult optimumok eredője.
Akik pedig ezt képtelenek megérteni, azoknak
jövőre van dolga, lehet új szervókat tervezni,
gyártani.:)[#nyes][#ejnye1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 10:05
Írta: bmejdz9nu Dátum 2008 december 31, 10:05
Nélkülem is szépen megoldódnak a dolgok... ez jó!
Köszi Tomasz a dolog másabb és érthető megközelítését!
Kikapcsolom a végfokot, eltekerem a motor tengelyét, bekapcsolom a végfokot, visszaáll = Üveges Professzor is így csinálta anno a TV-ben :)
Annyiszor leírtam már...
Szerintem a szoftver vezérelje a motorok mozgását... mindig!!!... azaz gyorsításkor is...
Ekzakt módon... ez a dolga!!! Ezért van benne gyorsítási és lassítási funkció!
Ne a "buta" vezérlő amelynek az a dolga, hogy pontosan végrehajtsa a szoftver utasításait!
Léptetőmotoros vezérlésnél ez nem (volt) hiány?
128Bit...
Sok... már 32bit is bőven elég (teszteltem), ha jól össze van lőve a szoftver a hajtásrendszerrel!
Számoljatok ki a 128 bit hány mm pályahiba! "kőműves mester hibahatár"!
Nade mindenki úgy csinálja ahogy akarja...
Van aki az üres motort az asztalon pörgeti és és "élvezi" hogy nem tud letiltani a vezérlő...
Ez is egy szép hobby...:)
Gondoljunk egy léptetőmotorra... Ott mennyi hibát engedünk meg? Na ehhez képest a 128 bit egy nagyságrenddel több!
Persze tudomásul kell venni, hogy egy 2 Kilós forgórészű motor lassabban gyorsul mint egy 10 "dekás" kisöcsse...:)
DE! A gyorsulási képességet nem a motor határozza meg, hanem a CNC gép mechanikai képessége! Azaz nem esik szét tőle...
A gyorsítási képességet kb. 99%-ban a mechanika és a motor határolja... és talán 1%-ban a vezérlő... tehát miről is van szó???
Köszi Tomasz a dolog másabb és érthető megközelítését!
Kikapcsolom a végfokot, eltekerem a motor tengelyét, bekapcsolom a végfokot, visszaáll = Üveges Professzor is így csinálta anno a TV-ben :)
Annyiszor leírtam már...
Szerintem a szoftver vezérelje a motorok mozgását... mindig!!!... azaz gyorsításkor is...
Ekzakt módon... ez a dolga!!! Ezért van benne gyorsítási és lassítási funkció!
Ne a "buta" vezérlő amelynek az a dolga, hogy pontosan végrehajtsa a szoftver utasításait!
Léptetőmotoros vezérlésnél ez nem (volt) hiány?
128Bit...
Sok... már 32bit is bőven elég (teszteltem), ha jól össze van lőve a szoftver a hajtásrendszerrel!
Számoljatok ki a 128 bit hány mm pályahiba! "kőműves mester hibahatár"!
Nade mindenki úgy csinálja ahogy akarja...
Van aki az üres motort az asztalon pörgeti és és "élvezi" hogy nem tud letiltani a vezérlő...
Ez is egy szép hobby...:)
Gondoljunk egy léptetőmotorra... Ott mennyi hibát engedünk meg? Na ehhez képest a 128 bit egy nagyságrenddel több!
Persze tudomásul kell venni, hogy egy 2 Kilós forgórészű motor lassabban gyorsul mint egy 10 "dekás" kisöcsse...:)
DE! A gyorsulási képességet nem a motor határozza meg, hanem a CNC gép mechanikai képessége! Azaz nem esik szét tőle...
A gyorsítási képességet kb. 99%-ban a mechanika és a motor határolja... és talán 1%-ban a vezérlő... tehát miről is van szó???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 10:20
Írta: 000000000 Dátum 2008 december 31, 10:20
Jól értelmezem, hogy Péter a SW képességét kihasználva minimalizálhatja a hibatárolót és így tudja a rendszert optimalizálni....
Míg Tibor45 nem a lassító-gyorsító SW-t használva kénytelen az egységugrás teszttel meghatározott határsebességekre optimalizálni....
Bocs ha ez másoknak evidens.
Míg Tibor45 nem a lassító-gyorsító SW-t használva kénytelen az egységugrás teszttel meghatározott határsebességekre optimalizálni....
Bocs ha ez másoknak evidens.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 10:29
Írta: bmejdz9nu Dátum 2008 december 31, 10:29
Nem nem! Jól látod!!!
Valahol itt van elásva a dolog!
Azt nem tudom, hogy Tibor milyen szoftver használ... de valószínűleg nem ok. azaz nem bízik a ramp-ban a szoftverben.
Dehát egy léptetővel? Mi történne?
A WinPC-NC a definiált gyorsítási és lassítási görbéket pontosan követi - azt tudom. (lineárist és exponenciálist is tud persze - de ez mindegy most.)
A Mach-al voltak gondok sebességről-sebességre váltásnál de az a hiba a múlté azaz javították (ezt csak halottam)
De! Az biztos, hogy a Gecko szervó vezérlőből (128bit tároló) adtak el a legtöbbet a világon (ebben a szegmensben = Hobby CNC kb. 14.000db)
... Gondolom a legtöbb felhasználó (főként az USA-ban) Mach-ot használ...
Tehát nem értem?
Valahol itt van elásva a dolog!
Azt nem tudom, hogy Tibor milyen szoftver használ... de valószínűleg nem ok. azaz nem bízik a ramp-ban a szoftverben.
Dehát egy léptetővel? Mi történne?
A WinPC-NC a definiált gyorsítási és lassítási görbéket pontosan követi - azt tudom. (lineárist és exponenciálist is tud persze - de ez mindegy most.)
A Mach-al voltak gondok sebességről-sebességre váltásnál de az a hiba a múlté azaz javították (ezt csak halottam)
De! Az biztos, hogy a Gecko szervó vezérlőből (128bit tároló) adtak el a legtöbbet a világon (ebben a szegmensben = Hobby CNC kb. 14.000db)
... Gondolom a legtöbb felhasználó (főként az USA-ban) Mach-ot használ...
Tehát nem értem?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 10:38
Írta: svejk Dátum 2008 december 31, 10:38
Ezt a videót már elég sokszor láttuk, de gondolom nem is Te filmezted...
És szerinted itt megmunkálás közben akárcsak 10 hibánál is több van?
Lótúrót, akkor már rég el lehetne dobni a munkadarabot.
Tehát a fentiekből evidens hogy a videón levő megmunkálás közben nem egységugrásokat látunk hanem bizony egy nagyon jól megtervezett kiszámolt Z mozgást mely egy ramp görbén gyorsít lassít, hogy nehogy pályát tévesszen.
Ennél mint minden megmunkálásnál is egy a lényeg hogy pályahű legyen a követés.
És ezt 2 féleképpen tudod elérni:
-Csinálsz egy zérus időállandójú elméleti Z mozgást-ez ugye lehetetlen
-a Z tengelyed időállandójához visszaveszed a gyorsítási ramp görbét és ehhez megválasztod a maximális fordulatát a tokmánynak esetleg ezt a főorsófordulataot nagy Z tartomány esetén még modulálhatod is.
Tudom a Te rendszered éppen a fordítottja és ez benne a szuper találmány hogy a főorsód(most tokmány) szabadon forog és a Z tengelyt szinkronizálod hozzá, így bármely régi esztergára felszerelhető.
De neked is meg kell határoznod hogy mennyi lehet az a max. szabadon forgó tokmány mégpedig a Z tengelyed időállandója függvényében mert különben a Te rendszered sem fogja tudni a pályát lekövetni.
És azt meg ne mond nekem hogy Te mint mérnök ember a megtudod a Z tengelyed időállandóját (márpedig azt megtudod az 1mm-es vagy 128 lépéses egységugrásból is határozni) akkor nem tudod kiszámolni a max megengedhető fordulatot a tokmányra.
A fentiekből szerintem az is kiderül hogy a videón levő megmunkálást a gecko vagy akármelyik vezérlő akár 32 hibatárolóval is meg tudja csinálni csak megfelelő gyorsítási görbét kell választani a Z tmozgásnak és majd ez alapján meghatározni a max. tokmányfordulatot.
Te itt feltétlen el akarod hitetni a társasággal hogy csak nagy hibatárolóval és bazi nagy egységugrásokkal tesztelt gépen lehet pontos vagy akár a videón bemutatott megmunkálást elvégezni.
Na látod ez baj, mert ez nem így van...
És szerinted itt megmunkálás közben akárcsak 10 hibánál is több van?
Lótúrót, akkor már rég el lehetne dobni a munkadarabot.
Tehát a fentiekből evidens hogy a videón levő megmunkálás közben nem egységugrásokat látunk hanem bizony egy nagyon jól megtervezett kiszámolt Z mozgást mely egy ramp görbén gyorsít lassít, hogy nehogy pályát tévesszen.
Ennél mint minden megmunkálásnál is egy a lényeg hogy pályahű legyen a követés.
És ezt 2 féleképpen tudod elérni:
-Csinálsz egy zérus időállandójú elméleti Z mozgást-ez ugye lehetetlen
-a Z tengelyed időállandójához visszaveszed a gyorsítási ramp görbét és ehhez megválasztod a maximális fordulatát a tokmánynak esetleg ezt a főorsófordulataot nagy Z tartomány esetén még modulálhatod is.
Tudom a Te rendszered éppen a fordítottja és ez benne a szuper találmány hogy a főorsód(most tokmány) szabadon forog és a Z tengelyt szinkronizálod hozzá, így bármely régi esztergára felszerelhető.
De neked is meg kell határoznod hogy mennyi lehet az a max. szabadon forgó tokmány mégpedig a Z tengelyed időállandója függvényében mert különben a Te rendszered sem fogja tudni a pályát lekövetni.
És azt meg ne mond nekem hogy Te mint mérnök ember a megtudod a Z tengelyed időállandóját (márpedig azt megtudod az 1mm-es vagy 128 lépéses egységugrásból is határozni) akkor nem tudod kiszámolni a max megengedhető fordulatot a tokmányra.
A fentiekből szerintem az is kiderül hogy a videón levő megmunkálást a gecko vagy akármelyik vezérlő akár 32 hibatárolóval is meg tudja csinálni csak megfelelő gyorsítási görbét kell választani a Z tmozgásnak és majd ez alapján meghatározni a max. tokmányfordulatot.
Te itt feltétlen el akarod hitetni a társasággal hogy csak nagy hibatárolóval és bazi nagy egységugrásokkal tesztelt gépen lehet pontos vagy akár a videón bemutatott megmunkálást elvégezni.
Na látod ez baj, mert ez nem így van...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 11:14
Írta: bmejdz9nu Dátum 2008 december 31, 11:14
Elképzelek egy szoftvert amiben nincs ramp (gyorsítás és lassítási görbe)... mertugye minek ?:)
"Egységugrásokkal" vált irányokat és a szervóvezérlő hibajeltárolója majd adagolja a motornak az áramot...[#nevetes1] Ahogy persze kedve tartja... :)
"Egységugrásokkal" vált irányokat és a szervóvezérlő hibajeltárolója majd adagolja a motornak az áramot...[#nevetes1] Ahogy persze kedve tartja... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 11:23
Írta: svejk Dátum 2008 december 31, 11:23
Látom RC te figyelsz, és gyakorlatias ember vagy mint itt a többség!
Nem hinném hogy létezik olyan sowtware amelyik ne tudna valamilyen gyorsítási görbéket mert akkor ideális, 0 reakcióidejú mechanikát kellene használni.
De valahol itt az egyszerű megértés lényege:
adva van egy mechanika melynek van egy x idejű rakcióideje (időállandója)
Ezzel a szerkezettel kétféleképpen lehet dolgozni a vezérlőktől függetlenül:
-vagy gyorsan de pontatlanul (sarkokat levágva, néha túlszaladva)
-vagy lassan de biztosan a még előírt türéseket betartva. (az egyszerű servoknál a működéséből adódóan mindig van követési hiba, de a napokban bizonyítottá vált a léptetők késései is)
Gondolom mindenki a másodikat akarná választani.
ha így van akkor belátható hogy nincs szükség mindenáron nagy hibatárolókra és az is hogy a jó gépbeállítást a megfelelő gyorsítási görbékkel lehet eszközölni (mivel az gép időállandói már adottak)és ez megtehető empirikus úton is, tehát szintén nem törvényszerű szükség az egységugrásos mérés (főleg nem az extrém nagy értékek)
Nem hinném hogy létezik olyan sowtware amelyik ne tudna valamilyen gyorsítási görbéket mert akkor ideális, 0 reakcióidejú mechanikát kellene használni.
De valahol itt az egyszerű megértés lényege:
adva van egy mechanika melynek van egy x idejű rakcióideje (időállandója)
Ezzel a szerkezettel kétféleképpen lehet dolgozni a vezérlőktől függetlenül:
-vagy gyorsan de pontatlanul (sarkokat levágva, néha túlszaladva)
-vagy lassan de biztosan a még előírt türéseket betartva. (az egyszerű servoknál a működéséből adódóan mindig van követési hiba, de a napokban bizonyítottá vált a léptetők késései is)
Gondolom mindenki a másodikat akarná választani.
ha így van akkor belátható hogy nincs szükség mindenáron nagy hibatárolókra és az is hogy a jó gépbeállítást a megfelelő gyorsítási görbékkel lehet eszközölni (mivel az gép időállandói már adottak)és ez megtehető empirikus úton is, tehát szintén nem törvényszerű szükség az egységugrásos mérés (főleg nem az extrém nagy értékek)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 11:33
Írta: svejk Dátum 2008 december 31, 11:33
Az előbbikehez hozzátartozik hogy mint Tomasz is említette a G0 üzemmódot, itt bizony jó lenne a nagy hibatároló.
De már egyszer ezt is lezongoráztuk hogy csak akkor lenne értelme ha a szervovezérlővel tudatni tudnánk hogy most G0 üzem van és megengedhető a nagyobb hibakövetés.
Vagy a szoftvereknél a G0 üzemben nagyobb gyorsításokat lehetne a motortuningnál beállítani. (persze ezt a léptetősök nem tudnák kihasználni)
Még annyit hogy én speciel útálom a geckot a +-128-as hibatárólója miatt mert a kisérletezések közben mindig leold. Ezért sokkal Jobb a Quantum mert annál beállítható akár 20000-re is, nyugodtan lehet vele méricskélni, de üzem közben én is azt ajánlom hogy vegye vissza a felhasználó arra a szintre ami még belefér az általa elvégzett munkadarab türésébe, és a gyorsulás/lassulásokkal érje el a pályahű követést.
De ugye a léptetőknél is ez van hogy addig játszunk vele mig elő nem jön a lépésvesztés majd egy 20-30%-ot visszaveszünk, hogy legyen biztonsági tartalékunk és ne érjen menet közben kellemetlen meglepetés bennünket.
De már egyszer ezt is lezongoráztuk hogy csak akkor lenne értelme ha a szervovezérlővel tudatni tudnánk hogy most G0 üzem van és megengedhető a nagyobb hibakövetés.
Vagy a szoftvereknél a G0 üzemben nagyobb gyorsításokat lehetne a motortuningnál beállítani. (persze ezt a léptetősök nem tudnák kihasználni)
Még annyit hogy én speciel útálom a geckot a +-128-as hibatárólója miatt mert a kisérletezések közben mindig leold. Ezért sokkal Jobb a Quantum mert annál beállítható akár 20000-re is, nyugodtan lehet vele méricskélni, de üzem közben én is azt ajánlom hogy vegye vissza a felhasználó arra a szintre ami még belefér az általa elvégzett munkadarab türésébe, és a gyorsulás/lassulásokkal érje el a pályahű követést.
De ugye a léptetőknél is ez van hogy addig játszunk vele mig elő nem jön a lépésvesztés majd egy 20-30%-ot visszaveszünk, hogy legyen biztonsági tartalékunk és ne érjen menet közben kellemetlen meglepetés bennünket.
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2008 december 31, 11:34
Írta: 2vkx6unz Dátum 2008 december 31, 11:34
ez most a pálya széléről történő beugatás lesz de szerintem Tibor45 következetesen arra próbálja rávezetni a társaságot, hogy egy adott mechanikából, motorból és elektronikából a maximumot hozzuk ki és ehhez ad iránymutatást. A #7787 példájánál maradva a tokmány fordulatszáma nagyon nagy mértékben függ a munkadarab alakjától! Vagyis amikor közelít a függőlegeshez a szárnyprofil egyre nagyobb sebességgel kell mozgatni a Z tengelyt ha a tokmány fordulatszám állandó. Az animáción látott mozgás nagyon kemény feladat. Egyébként amit leírtál egy adott gép esetén járható út, de borzasztóan megnő a megmunkálási idő.
Szerintem a gondolkodás módjában van különbség köztetek. Tibor45 mint gépépítő olyan gépben gondolkodik ami a feladatot a lehető leggyorsabban megoldja és ehhez nagyon fontos a nagy dinamikájú gép. Te meg egy adott gép beállítási megoldásán gondolkozol és nem számít a megmunkálás időtartama. Tibor45 viszont próbálja terelgetni a gondolkodásmódot abba az irányba, hogy egy gépet miképp lehet jobban megcsinálni úgy, hogy a megmunkálási idő rövidüljön. Úgy is mondhatnám, hogy egy termelési szemléletmód ütközik egy hobby "működik ez" szemléletmóddal. Én mindenesetre szívesen olvasom ezeket az eszmecseréket mert sokat tanulok belőle. És mivel én még csak építem a gépemet fel tudom használni ezeket au információkat.
Szerintem a gondolkodás módjában van különbség köztetek. Tibor45 mint gépépítő olyan gépben gondolkodik ami a feladatot a lehető leggyorsabban megoldja és ehhez nagyon fontos a nagy dinamikájú gép. Te meg egy adott gép beállítási megoldásán gondolkozol és nem számít a megmunkálás időtartama. Tibor45 viszont próbálja terelgetni a gondolkodásmódot abba az irányba, hogy egy gépet miképp lehet jobban megcsinálni úgy, hogy a megmunkálási idő rövidüljön. Úgy is mondhatnám, hogy egy termelési szemléletmód ütközik egy hobby "működik ez" szemléletmóddal. Én mindenesetre szívesen olvasom ezeket az eszmecseréket mert sokat tanulok belőle. És mivel én még csak építem a gépemet fel tudom használni ezeket au információkat.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 11:40
Írta: svejk Dátum 2008 december 31, 11:40
""Ill. ki leht szurni ha nam eillik egymasjoz a
vezerlo-motor+hajtas-mechanika szentharomsag"
Ez a beszéd, minden emiatt van! "
Aláírom, valóban így van, de nem csak kíszűrni lehet hanem meg lehet találni azokat a gyorsításokat/sebességeket amiket a nem összepasszoló dolgok tudnak. Mivel hogy ilyen gépet tudtam összeguberálni, és ezen nem tudok változtatni.
"Én is így gondolom, és az egyik leghatékonyabb
teszt módszer erre a különböző határ szintekre
beállított, és korrektül levezényelt
egységugrás teszsorozat. "
No látod leírtad Te is hogy az egyik leghatékonyabb, de nem EGYEDÜLÁLLÓ módszer...
vezerlo-motor+hajtas-mechanika szentharomsag"
Ez a beszéd, minden emiatt van! "
Aláírom, valóban így van, de nem csak kíszűrni lehet hanem meg lehet találni azokat a gyorsításokat/sebességeket amiket a nem összepasszoló dolgok tudnak. Mivel hogy ilyen gépet tudtam összeguberálni, és ezen nem tudok változtatni.
"Én is így gondolom, és az egyik leghatékonyabb
teszt módszer erre a különböző határ szintekre
beállított, és korrektül levezényelt
egységugrás teszsorozat. "
No látod leírtad Te is hogy az egyik leghatékonyabb, de nem EGYEDÜLÁLLÓ módszer...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 11:42
Írta: svejk Dátum 2008 december 31, 11:42
Úgy van és nekünk a szedett vedett cuccokból építkezőknek ez a lényeg.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 11:44
Írta: svejk Dátum 2008 december 31, 11:44
Úgy van!
Látom kár volt az eléjétő válaszolgatnom mert minden fontosat leírtál :)
Látom kár volt az eléjétő válaszolgatnom mert minden fontosat leírtál :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 11:51
Írta: svejk Dátum 2008 december 31, 11:51
Igen tud a Sentinel helyből egységugrást egy külön nyomógombra ki is van vezetve, és még beéllítható az ugrás tartománya is, bár csak egy irányba ugrik,de ezt már írtam.
Hogy idő-hiba vagy idú-út alpon megy a grafika nem mindegy? Az encoder ismeretében nem ördöngösség átszámolni. aztán forgatónál meg megint nem lenne jó az idő-út kijelzés :)
Hogy idő-hiba vagy idú-út alpon megy a grafika nem mindegy? Az encoder ismeretében nem ördöngösség átszámolni. aztán forgatónál meg megint nem lenne jó az idő-út kijelzés :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 11:53
Írta: svejk Dátum 2008 december 31, 11:53
Jó duma...
Persze igazság..:(
"Hát mert nem azonos pályán jatszanak,
hanem csak reszben átfedő palyan
es raadasul elterő merteku jatekszabaly ismerettel.... "
És szerinted a Hobby CNC fórumon ki játszik idegen pályán?
Persze igazság..:(
"Hát mert nem azonos pályán jatszanak,
hanem csak reszben átfedő palyan
es raadasul elterő merteku jatekszabaly ismerettel.... "
És szerinted a Hobby CNC fórumon ki játszik idegen pályán?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 12:12
Írta: svejk Dátum 2008 december 31, 12:12
Megjegyzem egy valamire való szervovezérlőnek van vészstop bemenete mely a szoftvertől függetlenül állítja meg a motort.
az iparban pedig ez a minimum az egyéb többkörös vészáramkörök mellett.
De valóban a geckonál ez is egy rossz tulajdonság, ezért is jobb a Quantum mert ott az van amit Te mondasz.
És ezzel az bizonyított, hogy a geckoval nem lehet dolgozni és vigye mindenki azonnal a legközelebbi elktronikai hulladéklerakóhelyre???
Nem-nem, lehet azzal dolgozni csak ismerni kell a korlátait.
Továbra is várom azokat az elengedhetetlen mással nem helyettesíthető érveket amik a bazi nagy tároló szükségességét alátámasztják a marni akaró emberek részére.
De nem, inkább hagyjuk eleget bosszantottuk már egymást...
az iparban pedig ez a minimum az egyéb többkörös vészáramkörök mellett.
De valóban a geckonál ez is egy rossz tulajdonság, ezért is jobb a Quantum mert ott az van amit Te mondasz.
És ezzel az bizonyított, hogy a geckoval nem lehet dolgozni és vigye mindenki azonnal a legközelebbi elktronikai hulladéklerakóhelyre???
Nem-nem, lehet azzal dolgozni csak ismerni kell a korlátait.
Továbra is várom azokat az elengedhetetlen mással nem helyettesíthető érveket amik a bazi nagy tároló szükségességét alátámasztják a marni akaró emberek részére.
De nem, inkább hagyjuk eleget bosszantottuk már egymást...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 12:16
Írta: svejk Dátum 2008 december 31, 12:16
Teljes mértékben igazat adok neked, és én ezt a szemléletkülönbséget már jó párszor leírtam itt a fórumon is, miszerint itt a Hobby kategóriában az emberkék 90% abból épít amit talál.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 12:25
Írta: bmejdz9nu Dátum 2008 december 31, 12:25
"Még annyit hogy én speciel útálom a geckot a +-128-as hibatárólója miatt mert a kisérletezések közben mindig leold."
Ez igaz... de ezt is meg lehet szokni :) Majd küldük neked egy láb kapcslót (reset) kezdésnek :)
És ez a lényeg, és ez is igaz!:
"...én is azt ajánlom hogy vegye vissza a felhasználó arra a szintre ami még belefér az általa elvégzett munkadarab türésébe, és a gyorsulás/lassulásokkal érje el a pályahű követést. "
Ez igaz... de ezt is meg lehet szokni :) Majd küldük neked egy láb kapcslót (reset) kezdésnek :)
És ez a lényeg, és ez is igaz!:
"...én is azt ajánlom hogy vegye vissza a felhasználó arra a szintre ami még belefér az általa elvégzett munkadarab türésébe, és a gyorsulás/lassulásokkal érje el a pályahű követést. "
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 12:29
Írta: svejk Dátum 2008 december 31, 12:29
És mit tudsz tenni ha jön a függőleges szárnyprofil? Lelassítod a tokmány fordulatát, vagy nagyobb hibát engedsz meg, mivel a Z mozgást nem tudod tovább gyorsítani.
Ha csak nincs a fiókodban AC szervo vagy lineár motor.
És itt a fordított szemlélet amit írtál, hogy Tibor45 egy gyorsabb Z tengelyt számolna ki (szerelne fel) rá.
Csakhogy nem ezt próbálja most sem két nap alatt kifejteni, hanem óriás egységugrás KELL, bazi nagy hibatároló KELL.
(azonkívül a Mach képességeit fikázza, holott láttuk tudja azt amire szükség van még egységet is tud ugrasztani a maga módján)
És akkor Sanyi szerinted a videón levő feladat MINÉL PONTOSABB elvégzéséhez kell a nagy hibatároló?
Ha csak nincs a fiókodban AC szervo vagy lineár motor.
És itt a fordított szemlélet amit írtál, hogy Tibor45 egy gyorsabb Z tengelyt számolna ki (szerelne fel) rá.
Csakhogy nem ezt próbálja most sem két nap alatt kifejteni, hanem óriás egységugrás KELL, bazi nagy hibatároló KELL.
(azonkívül a Mach képességeit fikázza, holott láttuk tudja azt amire szükség van még egységet is tud ugrasztani a maga módján)
És akkor Sanyi szerinted a videón levő feladat MINÉL PONTOSABB elvégzéséhez kell a nagy hibatároló?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 12:31
Írta: bmejdz9nu Dátum 2008 december 31, 12:31
Eredeti link és kép itt (PcDreh) Németország., hogy tisztán lássunk :)

" Tibor45 mint gépépítő " Mert már csinált gépet?
"ami a feladatot a lehető leggyorsabban megoldja és ehhez nagyon fontos a nagy dinamikájú gép. "
Van teljesítményerős és gyors marásról dokumentáció? Videó?
" Tibor45 mint gépépítő " Mert már csinált gépet?
"ami a feladatot a lehető leggyorsabban megoldja és ehhez nagyon fontos a nagy dinamikájú gép. "
Van teljesítményerős és gyors marásról dokumentáció? Videó?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 31, 12:33
Írta: HJózsi Dátum 2008 december 31, 12:33
3 ÷ 5 mp-ik kell állni rajta ... :( ... persze így jobban bevésődik ... az agyba ... :DD
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 31, 12:35
Írta: HJózsi Dátum 2008 december 31, 12:35
Egyébként itt a maró vastagsága könnyít a Z tengelynek ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 12:36
Írta: bmejdz9nu Dátum 2008 december 31, 12:36
Az A300-nál ez az idő kevesebb :) De vannak céláramkörök a piacon a Geckohoz (AutoReset:)
Gyors egy példa... de van sok gyártó aki kiegészítőket gyárt a Geckohoz :)... mert ugye nagy a kereslet e vezérő iránt :)
Hibajel "tároló előtétet" még nem találták fel :) Hajrá :) Hátha eladható :)
Gyors egy példa... de van sok gyártó aki kiegészítőket gyárt a Geckohoz :)... mert ugye nagy a kereslet e vezérő iránt :)
Hibajel "tároló előtétet" még nem találták fel :) Hajrá :) Hátha eladható :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 12:38
Írta: bmejdz9nu Dátum 2008 december 31, 12:38
Nem tudom. Sajnos a "művészeti" marásokban nem vagyok jártas mint Tibor :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 31, 12:47
Írta: HJózsi Dátum 2008 december 31, 12:47
Minden 'ócsóból több fogy mint drágából ... a ponyvaregényt is többen olvassák mint a szépirodalmat, a zenével is hasonló a helyzet ...
Persze a G320-at az ismert korlátai mellett is használhatónak tartom, csak meg kell vizsgálni, hogy az adott feladatra jó-e ...
Az egységugrás meg valóban jó a "szentháromság" vizsgálatra, kár lemondani róla "előítéletből" inkább az eredményeit célszerű felhasználni...
A következő Talin szívesen résztvennék egységugrás teszt bemutatón,... szerintem kellene egy ilyen előadás!... A szemléltetéshez szívesen hozok pár fajta motort ...
Persze a G320-at az ismert korlátai mellett is használhatónak tartom, csak meg kell vizsgálni, hogy az adott feladatra jó-e ...
Az egységugrás meg valóban jó a "szentháromság" vizsgálatra, kár lemondani róla "előítéletből" inkább az eredményeit célszerű felhasználni...
A következő Talin szívesen résztvennék egységugrás teszt bemutatón,... szerintem kellene egy ilyen előadás!... A szemléltetéshez szívesen hozok pár fajta motort ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 12:49
Írta: svejk Dátum 2008 december 31, 12:49
A következő kérdésemet inkább a Tibor45 rendszerét használó felhasználóknak tenném fel.
Hogyan kaptok tájékoztatást hogy nincs rendben a pályakövetés?
(Tibor45 szavaival élve azért vak ló bátorságával nem bízhatunk egyetlen vezérlőben/motorban sem)
A Quantumnál ez a következőképpen van:
kétféle értéket lehet hibahatárnak megadni.
Az egyik (a nagyobb) esetén letilt a vezérlő, és leállítja a többi tengelyt is.
A másikat célszerűen kicsire állítva egy figyelmeztető jelzést ad (LED ) a hibahatár elérésekor vagy akár(válszthatóan) viszajelez a szoftvernek, vagy leállítja a többi tengelyt.
Tehát marás üzemben nem szabad a LED-nek még felvillania sem.
Azonkívül a motor áramkorlát visszajelzése is nagy valószínüséggel pályakövetési hibára utal.
A geckonál ez nagyon puritán, 128-nál leold és leállítja a többi vezérlőt, slusz-pasz, ennyi..
Hogyan kaptok tájékoztatást hogy nincs rendben a pályakövetés?
(Tibor45 szavaival élve azért vak ló bátorságával nem bízhatunk egyetlen vezérlőben/motorban sem)
A Quantumnál ez a következőképpen van:
kétféle értéket lehet hibahatárnak megadni.
Az egyik (a nagyobb) esetén letilt a vezérlő, és leállítja a többi tengelyt is.
A másikat célszerűen kicsire állítva egy figyelmeztető jelzést ad (LED ) a hibahatár elérésekor vagy akár(válszthatóan) viszajelez a szoftvernek, vagy leállítja a többi tengelyt.
Tehát marás üzemben nem szabad a LED-nek még felvillania sem.
Azonkívül a motor áramkorlát visszajelzése is nagy valószínüséggel pályakövetési hibára utal.
A geckonál ez nagyon puritán, 128-nál leold és leállítja a többi vezérlőt, slusz-pasz, ennyi..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 12:56
Írta: bmejdz9nu Dátum 2008 december 31, 12:56
Hát ha a Tibor vezérlőjét többen vették volna... akkor most Kaliforniában eggyel kevesebb cég lenne a piacon:)
Persze itt Magyarországon a vezérlőket talán egység ugráltatásra veszik :) míg máshol "sima" maráshoz" CNC géphez-hez:)
Persze itt Magyarországon a vezérlőket talán egység ugráltatásra veszik :) míg máshol "sima" maráshoz" CNC géphez-hez:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 12:57
Írta: bmejdz9nu Dátum 2008 december 31, 12:57
[#smile] Hát igen...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 31, 12:57
Írta: s7manbs8 Dátum 2008 december 31, 12:57
Az olcsó általában kevesebbet tud, ekkor több körítés kell neki, meg úgy kell beállítani mindent, hogy garantáltan ne forduljon elő váratlan helyzet, és annyi pénzért, annyit kapunk.
Régebben mindenkinek Trabant volt,és azzal is olyan szépen elszaladgáltak 80-al.
Régebben mindenkinek Trabant volt,és azzal is olyan szépen elszaladgáltak 80-al.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 31, 13:01
Írta: s7manbs8 Dátum 2008 december 31, 13:01
Pedig nem ártana, ha nem csak a Rubik kockát tudnánk eladni külföldön, hanem a legújabb fejlesztésű magyar ipari robotot is. Sajna a kukorica termésből ennek a kis hazánknak nem sok jövője van. Meg ha senki se fejleszt semmit, csak elad, meg egymást kihasznál.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 13:01
Írta: 000000000 Dátum 2008 december 31, 13:01
Ne kepzeld el...jomagam is ramp nelkulimozgasokat hasznalok pl. habvagasra is, mert ennel nem jo ha ramp van..csunya lesz a felulet tole!
faiparban sem nagyon szeressuk a rampokat...,mert beeg a fa amikor epp a rampon kuszkodik az elotolas a gyorsulgatas-lassulgtassal
De lezervagsnal sem kell igazabol a ramp ...minek ?!
Szoval a ramp affele KENYSZER, de
amennyire lehet kerulendo szerintem.
Csak a baj van vele :-(
A hajtas igazabol annal jobb minel elobb UGRIK a nevleges sebessegre (pozicioba) lehetoleg nulla ido alatt :-)))
A tobbi kenyszer megoldas, kerulout akarmi...
...amit a gyakorlat kikenyszerit, de a cel a minimalizalasa....es a nulla reakcio ido minel jobb kozelitese...szerintem.
Azaz az egysegugras szeru mukodes !
faiparban sem nagyon szeressuk a rampokat...,mert beeg a fa amikor epp a rampon kuszkodik az elotolas a gyorsulgatas-lassulgtassal
De lezervagsnal sem kell igazabol a ramp ...minek ?!
Szoval a ramp affele KENYSZER, de
amennyire lehet kerulendo szerintem.
Csak a baj van vele :-(
A hajtas igazabol annal jobb minel elobb UGRIK a nevleges sebessegre (pozicioba) lehetoleg nulla ido alatt :-)))
A tobbi kenyszer megoldas, kerulout akarmi...
...amit a gyakorlat kikenyszerit, de a cel a minimalizalasa....es a nulla reakcio ido minel jobb kozelitese...szerintem.
Azaz az egysegugras szeru mukodes !
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 13:05
Írta: svejk Dátum 2008 december 31, 13:05
H.Józsi!
Nem mondunk le az egységugrásról, sőt mostanában Tibor45 unszolására már tudatosan keresem is őket.
De eddig nem volt megfelelő műszer/szoftver, most már a Sentinellel/Mach-el megoldható de ezt nem fogadja el Tibor45.
Az Ő saját fejlesztésű DOS-os progija nem free és nem is lehet megvenni.
Psychobilly-ék PCI-os mérőrendszere szintén nem könnyű eset.
(egyébként a gecko szkópos beállítása is egy méréssorozat,(még ha nem is számszerű eredményeket kapsz) vagyis addig emeled a gyorsítást amig az általad megkövetelt hibahatáron belül tudsz maradni)
Még egyetlen kész mechanikát sem tudtam jobban beállítani a mérési eredmények ismeretében sem mint előtte a hagyományos tesztekkel, próbamarásokkal.
Nem mondunk le az egységugrásról, sőt mostanában Tibor45 unszolására már tudatosan keresem is őket.
De eddig nem volt megfelelő műszer/szoftver, most már a Sentinellel/Mach-el megoldható de ezt nem fogadja el Tibor45.
Az Ő saját fejlesztésű DOS-os progija nem free és nem is lehet megvenni.
Psychobilly-ék PCI-os mérőrendszere szintén nem könnyű eset.
(egyébként a gecko szkópos beállítása is egy méréssorozat,(még ha nem is számszerű eredményeket kapsz) vagyis addig emeled a gyorsítást amig az általad megkövetelt hibahatáron belül tudsz maradni)
Még egyetlen kész mechanikát sem tudtam jobban beállítani a mérési eredmények ismeretében sem mint előtte a hagyományos tesztekkel, próbamarásokkal.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 13:06
Írta: bmejdz9nu Dátum 2008 december 31, 13:06
A ramp mindíg van! Nincs valós Zero gyorsítás! Csak lehet kicsi...
(Ez egy időállandó ami a motor és a mechanika adottsága hoz össze - G gyorsulás... vadászpilóta élve marad, repülőgép nem esek szét !:)
Csak az itt a kérdés, hogy a gyorsítás szabályzottan a szoftver vezérelje, vagy "szabályozottlanul" a vezérlő.
(Ez egy időállandó ami a motor és a mechanika adottsága hoz össze - G gyorsulás... vadászpilóta élve marad, repülőgép nem esek szét !:)
Csak az itt a kérdés, hogy a gyorsítás szabályzottan a szoftver vezérelje, vagy "szabályozottlanul" a vezérlő.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 13:10
Írta: bmejdz9nu Dátum 2008 december 31, 13:10
De ugyebár az egységugrással nem vezérlő "jóságot" teszteltek? Hanem komplett hajtásláncot... mert az más...
Akkor egyetértek... Ha a valós mozgást veszitek alapul és nem azt, hogy mennyi fér a hibatárolóba (ami ugyebár nem fizikális mozgás:)
Egyébként TTL IC-kből csinálni? Ha már annyira nem jó a windows szoftveres...
Pedig később úgyis a szoftver hajtja a gépet :)
Akkor egyetértek... Ha a valós mozgást veszitek alapul és nem azt, hogy mennyi fér a hibatárolóba (ami ugyebár nem fizikális mozgás:)
Egyébként TTL IC-kből csinálni? Ha már annyira nem jó a windows szoftveres...
Pedig később úgyis a szoftver hajtja a gépet :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 13:12
Írta: svejk Dátum 2008 december 31, 13:12
Szervos a habvágód?
Mert léptetőst nem igen tudok elképzelni ramp nélkül.
Nem percekről hanem hanem 50-100 ms-okról van szó, de ezt te is tudod.
Faipar? Nem értek hozzá de ha a léptetősök rampja jó a faiparban akkor a servo ramja biztos jó.
Persze hogy kényszer, de mivel nincs zérus idejű mechanikád és a pontosság pedig elvárt ezért szükséges.
"Azaz az egysegugras szeru mukodes ! "
igen egységugrásszerű..- de nem egységugrás
és mindez a pontosság rovására.
Mert léptetőst nem igen tudok elképzelni ramp nélkül.
Nem percekről hanem hanem 50-100 ms-okról van szó, de ezt te is tudod.
Faipar? Nem értek hozzá de ha a léptetősök rampja jó a faiparban akkor a servo ramja biztos jó.
Persze hogy kényszer, de mivel nincs zérus idejű mechanikád és a pontosság pedig elvárt ezért szükséges.
"Azaz az egysegugras szeru mukodes ! "
igen egységugrásszerű..- de nem egységugrás
és mindez a pontosság rovására.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 13:14
Írta: bmejdz9nu Dátum 2008 december 31, 13:14
Tesztjeim alapján szervóval sokkal jobban lehet gyorsítani - ha ez kell...(persze nem kis motorokkal)
Faipar és habvágásnál ez jól jöhet...(de ott is szabályzottan... akkor is jobb lehet)
A faiparban a gyorsítási görbéhez szokták a főorsó sebességét állítani... hogy ne legyen "beégés"...
Faipar és habvágásnál ez jól jöhet...(de ott is szabályzottan... akkor is jobb lehet)
A faiparban a gyorsítási görbéhez szokták a főorsó sebességét állítani... hogy ne legyen "beégés"...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 13:20
Írta: 000000000 Dátum 2008 december 31, 13:20
A vezerlo SEM szabalytalanul teszi!!!
Van ám nekije D parametere a PID hurokban...
Ami jol megszabalya, hogy az UGRASKOR
- lassan kenyelemsen simuljon alulrol a poziciohoz/tempohoz
- pattanjon mint a nikkel bolha es tullovesbol jojjon vissza az eloirt ertekre
- roppenjen es az sem baj ha leng parat az eloirt ertek korul, mileott stabilizalodik
- es vegul annyira Is ellehet tulozni, hogy elkezd gerjedni rangatozni :-))
Azt szeressuk ha szep MEREDEKEN kozelit es CSAK icipici tullovessel EGYETLEN csillapodassal simul az eloirt ertekre...
Szerszamgep hajtasnal a gyorsulas-pontossag optimumnak szamszeruen azt szokas venni
ha kb. 60% a gorbe meredeksege es max 5% a tullovese.. aztan mar all is be ertekre.
Ha ettol jobban gyorsitunk akkor elmegy a pontossag sot tobbet is lenghet beallas elott
igaz no a termelekenyseg...
Ha ettol kvesbe gyorsizt akkor a pontossag no, de csokken a termelekenyseg melo kozben.
A gorbe pedig akkor latvanyos es ertheto konnyen ha ido-pozicio tengelye van pozicio egysegugrasnal...azaz a beallas gorbejet mutatja.
Van ám nekije D parametere a PID hurokban...
Ami jol megszabalya, hogy az UGRASKOR
- lassan kenyelemsen simuljon alulrol a poziciohoz/tempohoz
- pattanjon mint a nikkel bolha es tullovesbol jojjon vissza az eloirt ertekre
- roppenjen es az sem baj ha leng parat az eloirt ertek korul, mileott stabilizalodik
- es vegul annyira Is ellehet tulozni, hogy elkezd gerjedni rangatozni :-))
Azt szeressuk ha szep MEREDEKEN kozelit es CSAK icipici tullovessel EGYETLEN csillapodassal simul az eloirt ertekre...
Szerszamgep hajtasnal a gyorsulas-pontossag optimumnak szamszeruen azt szokas venni
ha kb. 60% a gorbe meredeksege es max 5% a tullovese.. aztan mar all is be ertekre.
Ha ettol jobban gyorsitunk akkor elmegy a pontossag sot tobbet is lenghet beallas elott
igaz no a termelekenyseg...
Ha ettol kvesbe gyorsizt akkor a pontossag no, de csokken a termelekenyseg melo kozben.
A gorbe pedig akkor latvanyos es ertheto konnyen ha ido-pozicio tengelye van pozicio egysegugrasnal...azaz a beallas gorbejet mutatja.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 13:24
Írta: bmejdz9nu Dátum 2008 december 31, 13:24
Ez így igaz... és ehhez már 32bites tároló is elég... A többi a szoftver dolga...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 13:28
Írta: 000000000 Dátum 2008 december 31, 13:28
Svejk!
Csalódást okoztál, olyan vagy ma, mint egy
"fecsegő gyerek". Össze-vissza írkálsz mindent,
persze van kitől tanulnod ezt.
Egyik sorod után a másik már üti az előzőt, pl:
"Még annyit hogy én speciel útálom a geckot
a +-128-as hibatárólója miatt mert a
kisérletezések közben mindig leold.
Ezért sokkal Jobb a Quantum mert annál beállítható"
"De valóban a geckonál ez is egy rossz
tulajdonság, ezért is jobb a Quantum mert ott
az van amit Te mondasz."
Akkor döntsed már el, hogy mi a jó vagy jobb???
Vagy arra vagy büszke, hogy az A300-al, egyéb
szervókkal a tanácsaid alapján egy vészstopnál
egyből oda van a 80.000 Ft-os főorsód szerszámostul?
Fa..a arány: 2*20 Ft CD4029 IC aránylik a 80.000-hoz.:) Gratula!
Az ilyen szövegeid meg, mint pl.
"Mach képességeit fikázza ..."
"Te itt feltétlen el akarod hitetni a
társasággal hogy csak nagy hibatárolóval és.."
és még sorolhatnáma mai csipkelődéseidet
emberileg sem tetszenek.
Csalódást okoztál, olyan vagy ma, mint egy
"fecsegő gyerek". Össze-vissza írkálsz mindent,
persze van kitől tanulnod ezt.
Egyik sorod után a másik már üti az előzőt, pl:
"Még annyit hogy én speciel útálom a geckot
a +-128-as hibatárólója miatt mert a
kisérletezések közben mindig leold.
Ezért sokkal Jobb a Quantum mert annál beállítható"
"De valóban a geckonál ez is egy rossz
tulajdonság, ezért is jobb a Quantum mert ott
az van amit Te mondasz."
Akkor döntsed már el, hogy mi a jó vagy jobb???
Vagy arra vagy büszke, hogy az A300-al, egyéb
szervókkal a tanácsaid alapján egy vészstopnál
egyből oda van a 80.000 Ft-os főorsód szerszámostul?
Fa..a arány: 2*20 Ft CD4029 IC aránylik a 80.000-hoz.:) Gratula!
Az ilyen szövegeid meg, mint pl.
"Mach képességeit fikázza ..."
"Te itt feltétlen el akarod hitetni a
társasággal hogy csak nagy hibatárolóval és.."
és még sorolhatnáma mai csipkelődéseidet
emberileg sem tetszenek.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 13:29
Írta: svejk Dátum 2008 december 31, 13:29
Uraim, teszek egy fogadalmat!
Dögöljön meg a hintalovam, ha ebben az évben még valakivel itt vitába szálok ezen a téren :))
BÚÉK Mindenkinek!!!!
Dögöljön meg a hintalovam, ha ebben az évben még valakivel itt vitába szálok ezen a téren :))
BÚÉK Mindenkinek!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 13:34
Írta: bmejdz9nu Dátum 2008 december 31, 13:34
Ó jaj... "évvégi záróbeszéd"... 2x20Ft és a többi [#nevetes1]
Vészstop és vészhelyzet... Anyagi kár... Elemi kár... Életveszély :) Riogatás :)
Olvasd el (mégegyszer) miket írt Svejk... nagyon is következetes volt amit írt!
Vészstop és vészhelyzet... Anyagi kár... Elemi kár... Életveszély :) Riogatás :)
Olvasd el (mégegyszer) miket írt Svejk... nagyon is következetes volt amit írt!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 13:35
Írta: bmejdz9nu Dátum 2008 december 31, 13:35
Na ne viccelj? Velem lehet alkudozni, kompromisszumképes vagyok :) 64 bit? :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2008 december 31, 13:36
Írta: svejk Dátum 2008 december 31, 13:36
Elhamarkodtam, de nem baj nincs is hintalovam :)
Jó nincs, egyikben ez a jó a másikban az.
A Quantum azért tetszene mert megpróbálta a többi hiányoságait pótolni.
Ha lesz időd olvasd vissza a két nap termését, ne kelljen idézgetni. nem hinném hogy a légből szedtem őket.
Neked is eredményekben gazdag új évet kívánok!!
Jó nincs, egyikben ez a jó a másikban az.
A Quantum azért tetszene mert megpróbálta a többi hiányoságait pótolni.
Ha lesz időd olvasd vissza a két nap termését, ne kelljen idézgetni. nem hinném hogy a légből szedtem őket.
Neked is eredményekben gazdag új évet kívánok!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 13:47
Írta: 000000000 Dátum 2008 december 31, 13:47
" Tibor45 mint gépépítő " Mert már csinált gépet?
"ami a feladatot a lehető leggyorsabban megoldja és ehhez nagyon fontos a nagy dinamikájú gép. "
Van teljesítményerős és gyors marásról dokumentáció? Videó?"
Rád jellemző nagyképésűggel kevert igaztalan
szövegek egyike, és még bőven idézhetnék ilyeneket a mai dumatermésedből.
De tudod 25 éve téged szoktalak hívni, amikor
elakadok a DC szervomotor kéttárolós
differenciál egyenleteinek a megoldásában.:))
[#nevetes1][#nyes][#nevetes1]
Ismételni tudom csak magam, és elegem van
egyesek színvonaltalan, de ehhez képest hihetetlen magabiztosságú "szakértéséből".
Tehát amit már 7811-ben írtam, ezen
gondolkozzál el, és fontold meg:
"Egy nem játék Hobby szintű szervorendszerben
illik figyelembe venni, hogy a pozíció
hibajel határ nem egy statikus primitív makacs
állandó érték, hanem önmaga is változó, időtől,
technológiától, szerszámpályától, G-kódtól,
...stb., függő bonyolult optimumok eredője."
"ami a feladatot a lehető leggyorsabban megoldja és ehhez nagyon fontos a nagy dinamikájú gép. "
Van teljesítményerős és gyors marásról dokumentáció? Videó?"
Rád jellemző nagyképésűggel kevert igaztalan
szövegek egyike, és még bőven idézhetnék ilyeneket a mai dumatermésedből.
De tudod 25 éve téged szoktalak hívni, amikor
elakadok a DC szervomotor kéttárolós
differenciál egyenleteinek a megoldásában.:))
[#nevetes1][#nyes][#nevetes1]
Ismételni tudom csak magam, és elegem van
egyesek színvonaltalan, de ehhez képest hihetetlen magabiztosságú "szakértéséből".
Tehát amit már 7811-ben írtam, ezen
gondolkozzál el, és fontold meg:
"Egy nem játék Hobby szintű szervorendszerben
illik figyelembe venni, hogy a pozíció
hibajel határ nem egy statikus primitív makacs
állandó érték, hanem önmaga is változó, időtől,
technológiától, szerszámpályától, G-kódtól,
...stb., függő bonyolult optimumok eredője."
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 13:59
Írta: 000000000 Dátum 2008 december 31, 13:59
További jó szervo homokozást kívánok a
"csodálatos" 128 és 4X-ek világában.:)
Minden kedves Fórumtársamnak boldog
és sikeres új évet kívánok. BUÉK!
Tibor45
Ja és a szervótok ha kell, tudjon ám nagyot is
ugorni, mint a tigris, akkor lesztek igazán
boldog CNC gépépítők!:)

"csodálatos" 128 és 4X-ek világában.:)
Minden kedves Fórumtársamnak boldog
és sikeres új évet kívánok. BUÉK!
Tibor45
Ja és a szervótok ha kell, tudjon ám nagyot is
ugorni, mint a tigris, akkor lesztek igazán
boldog CNC gépépítők!:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 31, 13:59
Írta: s7manbs8 Dátum 2008 december 31, 13:59
Üdv Tibor45 !
BUÉK neked is.
Péternek meg mutassál már itt egy oldalnyi levezetésedet azokból az egyenletekből, ha esetleg papíron szoktad megoldani. Vagy MathCAD-ot használsz esetleg, vagy numerikusan integrálsz ? Hátha meglátván miről is van itten szó és beiratkozik egy esti differebciálszámító tanfolyamra, hogy úgymond egyenlő esélyekkel küzdhessetek a szervó rendszerek beállításának harcmezején.[#gun][#violent]
BUÉK neked is.
Péternek meg mutassál már itt egy oldalnyi levezetésedet azokból az egyenletekből, ha esetleg papíron szoktad megoldani. Vagy MathCAD-ot használsz esetleg, vagy numerikusan integrálsz ? Hátha meglátván miről is van itten szó és beiratkozik egy esti differebciálszámító tanfolyamra, hogy úgymond egyenlő esélyekkel küzdhessetek a szervó rendszerek beállításának harcmezején.[#gun][#violent]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 14:06
Írta: 000000000 Dátum 2008 december 31, 14:06
Köszi!:) Azok az egyenletek pedig megvárnak
minket jövőre is, BUÉK Neked is!
minket jövőre is, BUÉK Neked is!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 14:09
Írta: bmejdz9nu Dátum 2008 december 31, 14:09

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 14:31
Írta: 000000000 Dátum 2008 december 31, 14:31
De azért Tibor45 illett volna a videóhoz odaírni hogy "felhasznált irodalom"....ugyanis a Te lefejtős marási technikádról példálództál.
Ugyanis mi itt csak a saját munkáinkat szoktuk dokumentálni és hivatkozni, vagy akkor holnap töltsek le én is az internetről és írjam oda -ilyeneket csinálok-.
Egyébként összességében végülis köszönet az ezévi törődésedért, tartsd meg ezt a jó szokásodat jövőre is.
BUÉK Neked is!!!
Ugyanis mi itt csak a saját munkáinkat szoktuk dokumentálni és hivatkozni, vagy akkor holnap töltsek le én is az internetről és írjam oda -ilyeneket csinálok-.
Egyébként összességében végülis köszönet az ezévi törődésedért, tartsd meg ezt a jó szokásodat jövőre is.
BUÉK Neked is!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 14:35
Írta: 000000000 Dátum 2008 december 31, 14:35
A300 nepper...[#pias]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 14:55
Írta: 000000000 Dátum 2008 december 31, 14:55
RC! Mi a helyzet?
Te is néha olyan "kedvesen jóindulatú" ember
vagy velem kapcsolatban, mint még ma itt ma is
páran. Ki a fene állította, hogy pont
az a GIF az én művem?? Olvassad már el légyszi
picit figyelmesebben a #7787-et az
előzményeivel együtt, azután írogassál ilyeneket. Segítség animáció volt ahhoz a
bizonyos harmadik esethez.
Melleleg ha Hatvanban voltál, láthattál vagy
40 fajta hasonló elven lefejtett, ettől még
bizonyos pontokon krikusabb, legyártott
mintákat az asztalamon.
Te is néha olyan "kedvesen jóindulatú" ember
vagy velem kapcsolatban, mint még ma itt ma is
páran. Ki a fene állította, hogy pont
az a GIF az én művem?? Olvassad már el légyszi
picit figyelmesebben a #7787-et az
előzményeivel együtt, azután írogassál ilyeneket. Segítség animáció volt ahhoz a
bizonyos harmadik esethez.
Melleleg ha Hatvanban voltál, láthattál vagy
40 fajta hasonló elven lefejtett, ettől még
bizonyos pontokon krikusabb, legyártott
mintákat az asztalamon.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 15:09
Írta: 000000000 Dátum 2008 december 31, 15:09
Bocs de engem ez vezetett félre:
A TE képed:
http://cnctar.hobbycnc.hu/Tibor45/mar%f3-eszterga.gif
Ugyanaz Péternél:
http://www.engravingmachine.com/main1_d_data/drehen_klein.gif
A TE képed:
http://cnctar.hobbycnc.hu/Tibor45/mar%f3-eszterga.gif
Ugyanaz Péternél:
http://www.engravingmachine.com/main1_d_data/drehen_klein.gif
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 15:14
Írta: bmejdz9nu Dátum 2008 december 31, 15:14
Nepper, seftes, dealer, hobbysta, mazoalista, szervó szadista, csökönyös, makacs, 4X-es, 128bites, csökkentett IQ-jú, emelt áramú... Ja és ahogy Tibor írta nagyképű és differenciál egyenleteinek a megoldására is képtelen
[#nevetes1]
[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 15:16
Írta: bmejdz9nu Dátum 2008 december 31, 15:16
Adaptálta ezt úgy hívják :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 15:18
Írta: 000000000 Dátum 2008 december 31, 15:18
Ok. Én arról nem tehetek, hogy rácsatlakozva
mások feltételezésére magadat is félrevezetted.
A dolgot tisztáztuk, BUÉK!
mások feltételezésére magadat is félrevezetted.
A dolgot tisztáztuk, BUÉK!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 15:26
Írta: 000000000 Dátum 2008 december 31, 15:26

Mindenkinek!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 15:29
Írta: 000000000 Dátum 2008 december 31, 15:29
Te meg jobb ha hallgatsz ezügyben, mert a mai
napi "termésed" szánalmas volt mind szakmailag,
mind minden más téren, és RC Neked is
köszönheti a félrevezetését.
napi "termésed" szánalmas volt mind szakmailag,
mind minden más téren, és RC Neked is
köszönheti a félrevezetését.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 16:07
Írta: bmejdz9nu Dátum 2008 december 31, 16:07
Ki akartam érdemelni az év "legszánalmasabb" írását :) Kevés voltam hozzá :)
Ezt a díjat persze még éjfélig kioszthatod :) Gondolom megnyerem :)
Talán meg kellene keresned ebben a topikban mivel azaz melyikkel érdemelhetném ki a legjobban:)
4X és a 128bit(ecske) szerintem a legjobbak ezekből:) Talán egy szabálytalan direkthajtás? Hát ezt neked kell tudni...
Tudom nehéz a választás... mert ezekbe a "hibáimba" már nagyon sokan bele estek a világban :) ... így lepersze legalább nem vagyok egyedül :)
Ezt a díjat persze még éjfélig kioszthatod :) Gondolom megnyerem :)
Talán meg kellene keresned ebben a topikban mivel azaz melyikkel érdemelhetném ki a legjobban:)
4X és a 128bit(ecske) szerintem a legjobbak ezekből:) Talán egy szabálytalan direkthajtás? Hát ezt neked kell tudni...
Tudom nehéz a választás... mert ezekbe a "hibáimba" már nagyon sokan bele estek a világban :) ... így lepersze legalább nem vagyok egyedül :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 16:24
Írta: 000000000 Dátum 2008 december 31, 16:24
Péter! Indulj már azonnal enni 128 db
szilveszteri mini virslit 4X nyeléstechnikával:)
Addig se írsz a Fórumba óriási szervotechnikai
jelentőségű Varsányi féle alaptételeket!:)
BUÉK Neked Teeee ....!:)[#nevetes1]
szilveszteri mini virslit 4X nyeléstechnikával:)
Addig se írsz a Fórumba óriási szervotechnikai
jelentőségű Varsányi féle alaptételeket!:)
BUÉK Neked Teeee ....!:)[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2008 december 31, 16:41
Írta: s7manbs8 Dátum 2008 december 31, 16:41
Gyerekek kitaláltam, hogy egy olyan orsót kellene csinéálni, ami nem lineáris, és az egységugrást beletennénk. Ekkor egyenlete4sen mozgatva a motort, már kész is a szuper hajtásunk !
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 16:57
Írta: bmejdz9nu Dátum 2008 december 31, 16:57
Mindjárt elkezdek inni (azaz egységeket nyomni magamba) aztán meglátod hirtelenjében milyen felvilágosult leszek :) Na persze ha bírok írni még...
Aztán kilövöm az (Ausztriában vett - ott lehet:) rakétákat (kisebbeket és nagyobbakat) és megfigyelem a gyorsulási képességüket :)
Egységekben gazdag BUÉK neked is !!!!!
Aztán kilövöm az (Ausztriában vett - ott lehet:) rakétákat (kisebbeket és nagyobbakat) és megfigyelem a gyorsulási képességüket :)
Egységekben gazdag BUÉK neked is !!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2008 december 31, 17:21
Írta: 000000000 Dátum 2008 december 31, 17:21
Vigyázz, hogy a Hard limited le ne oldjon oszt keljen egy Reset a végén!!! :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2008 december 31, 17:32
Írta: bmejdz9nu Dátum 2008 december 31, 17:32
Én már előpakoltam a rakétákat aztán az első (egy-két:)üveg után kilövöm mind a 20-at - ilyenkor szokott a szomszéd átszólni, hogy még csak 9 óra van :)
Én meg erre (ha még bírom mondom) éjfélkor már célozni se tudok... de ha mégis marad...azért csukd be az ablakaidat és ereszd le a redőnyöket :)
Vagy pl. Indonéziában már megvolt a szilveszter és ott már mindenki alszik :)
Én meg erre (ha még bírom mondom) éjfélkor már célozni se tudok... de ha mégis marad...azért csukd be az ablakaidat és ereszd le a redőnyöket :)
Vagy pl. Indonéziában már megvolt a szilveszter és ott már mindenki alszik :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 31, 18:46
Írta: HJózsi Dátum 2008 december 31, 18:46
A Mach-ba betettek idén egy szervó teszt funkciót ( nem G kódos...). Ez egységugrással adja ki a beállított frekit és vált irányt tehát rámpa nélkül (csapkod is a motor ha erős ...). Amiben nem teljesen tudjuk a Tibor45 féle egységugrás jeleket kiadni az az, hogy az irányváltás periódusát sec-ben lehet megadni és 0.1 alatt már nem igen változik... pedig az lenne a jó ...
Még a végén kell egyet írni... ha más nem PIC-be ...
Már alíg győzöm itt behozni a délutáni termést ... :)
Mindenkinek B.U.É.K.! [#pias][#wave]
Még a végén kell egyet írni... ha más nem PIC-be ...
Már alíg győzöm itt behozni a délutáni termést ... :)
Mindenkinek B.U.É.K.! [#pias][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 31, 19:04
Írta: HJózsi Dátum 2008 december 31, 19:04
Így van... ez a lényeg ... szentháromság vizsgálat, a határképességek vizsgálata mint a steppernél, csak ott egyszerűbb ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2008 december 31, 19:22
Írta: HJózsi Dátum 2008 december 31, 19:22
[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 január 01, 16:11
Írta: s7manbs8 Dátum 2009 január 01, 16:11
Ha valaki szervó motor vezérlés megvalósításán töri a kis buksiját, ajánlom szíves figyelmébe a következő cikk átolvasását, nem adják ingyen, de igencsak lehet belőle tanulni.
Link a cikkhez
Link a cikkhez
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2009 január 01, 17:38
Írta: 3k74cecek Dátum 2009 január 01, 17:38
Ezek szerint te megvetted, hogy tudod hogy lehet belőle tanulni?
Vagy csak gondolod, hogy lehet belőle tanulni?
Vagy csak gondolod, hogy lehet belőle tanulni?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 január 01, 19:20
Írta: s7manbs8 Dátum 2009 január 01, 19:20
Egyelőre csak gondolom, nem vettem meg, de a tartalomjegyzék alapján egész ígéretesnek látom.
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 01, 22:56
Írta: 2vkx6unz Dátum 2009 január 01, 22:56
Szóval agyaltam egy kicsit és összeütöttem egy excel táblát ami egy #7829-ben mutatott elrendezés esetén a Z tengely pozícióját ábrázolja a tokmány elfordulásának mértékében. Illetve a z Tengely sebességét az adott pozícióban. Csak az első 90°-ot számolja, de indulásnak ez is elég.
Ez alapján számomra az jött le, hogy egy 10ford/perc tokmányfordulat mellett egy 3mm vastag 100mm széles téglalapot egy 3 mm félgömb maróval így megmunkálni nagyon kemény feladat.
De mivel tévedhetek közreadom a táblázatot és várom a véleményeket.
Szerintem van benne egy jó kis egységugrás már ami a Z sebességét illeti.
Akit érdekel innen letöltheti: Táblázat
Aki ezt a munkadarabot ezen a módon meg tudja csinálni méretpontosan a hobby gépén az is jelentkezzen szívesen megnézném ;)
Ez alapján számomra az jött le, hogy egy 10ford/perc tokmányfordulat mellett egy 3mm vastag 100mm széles téglalapot egy 3 mm félgömb maróval így megmunkálni nagyon kemény feladat.
De mivel tévedhetek közreadom a táblázatot és várom a véleményeket.
Szerintem van benne egy jó kis egységugrás már ami a Z sebességét illeti.
Akit érdekel innen letöltheti: Táblázat
Aki ezt a munkadarabot ezen a módon meg tudja csinálni méretpontosan a hobby gépén az is jelentkezzen szívesen megnézném ;)
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 01, 23:39
Írta: csg67 Dátum 2009 január 01, 23:39
Üdvözöllek a klubban! #3985 és #3984
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 00:57
Írta: 2vkx6unz Dátum 2009 január 02, 00:57
Tessék... én meg már azt hittem valami újat csináltam amiről még nem volt szó...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 január 02, 01:24
Írta: s7manbs8 Dátum 2009 január 02, 01:24
Csak nem te is olyan ötletelő vagy, mint én ? Én is mindig ki szeretnék találni valami újat, de aztán sokszor rájövök, hogy sajnos van már olyan, de nem adom fel.
Tibor45 !
A szervó motoros vezérlés topikban olyan szép anyagnak látom az általad leírtakat, hogy azt gondoltam ki, érdemes lenne összefoglalnod, és egy könyv formájában megírnod, pl. "Szervó vezérlés a gyakorlatban" címmel. Persze gondolom, van neked elég feladatod, amit magadnak kitalálsz vagy amit rádbíznak mások, de
úgy érzem érdemes volt ezt megemlítenem neked, hátha ráveted magad a témára.
Tibor45 !
A szervó motoros vezérlés topikban olyan szép anyagnak látom az általad leírtakat, hogy azt gondoltam ki, érdemes lenne összefoglalnod, és egy könyv formájában megírnod, pl. "Szervó vezérlés a gyakorlatban" címmel. Persze gondolom, van neked elég feladatod, amit magadnak kitalálsz vagy amit rádbíznak mások, de
úgy érzem érdemes volt ezt megemlítenem neked, hátha ráveted magad a témára.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 január 02, 01:44
Írta: s7manbs8 Dátum 2009 január 02, 01:44
Mindenkinek !
Lenne egy olyan kérdésem, hogy a DC vagy szervómotorvezérlésekhez alkalmazott hídmegoldású kapcsolás mitől jobb, mint a két végtranzisztorral is megoldható + - tápos meghajtás. Ha esetleg nem vettem észre erről szóló írásokat elnézést kérek, de mind a 7000 bejegyzést nincs kedvem végignyálazni. Jó pár évvel ezelőtt megépítettem egy ilyenfajta hajtás elektronikát, egy IBM AT szerű régi dobozba beszerelve, ami a mai napig is kint van egy hátsó kamrában, csak valamelyik nap eszembe jutott, hogy előveszem megint. Akkor kisebb motorokat hajtottam vele, végülis az elektronika résszel nem volt semmi bajom, csak a szoftver részén még csak a P tagig jutottam el, ami nem volt valami túl dinamikus mozgású, később olvasás útján találtam rá a PID, sőt az azt túlhaladó szabályozási körökig is. Meg gondoltam a ma már ezáltal elért több tudással ki kellene próbálnom, mit is tudok kihozni a rendszerből.
Lenne egy olyan kérdésem, hogy a DC vagy szervómotorvezérlésekhez alkalmazott hídmegoldású kapcsolás mitől jobb, mint a két végtranzisztorral is megoldható + - tápos meghajtás. Ha esetleg nem vettem észre erről szóló írásokat elnézést kérek, de mind a 7000 bejegyzést nincs kedvem végignyálazni. Jó pár évvel ezelőtt megépítettem egy ilyenfajta hajtás elektronikát, egy IBM AT szerű régi dobozba beszerelve, ami a mai napig is kint van egy hátsó kamrában, csak valamelyik nap eszembe jutott, hogy előveszem megint. Akkor kisebb motorokat hajtottam vele, végülis az elektronika résszel nem volt semmi bajom, csak a szoftver részén még csak a P tagig jutottam el, ami nem volt valami túl dinamikus mozgású, később olvasás útján találtam rá a PID, sőt az azt túlhaladó szabályozási körökig is. Meg gondoltam a ma már ezáltal elért több tudással ki kellene próbálnom, mit is tudok kihozni a rendszerből.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 11:16
Írta: csg67 Dátum 2009 január 02, 11:16
Volt róla szó, de úgy látom te vagy az első, akinek komoly kétségei vannak a technika általános alkalmazhatóságáról.
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 11:27
Írta: 2vkx6unz Dátum 2009 január 02, 11:27
Ez nem ötletelés. Műszaki érzékem azt súgta, hogy ez egy durva feladat és próbáltam matematikailag igazolni a sejtésemet.
A leírt feltételek mellett is igen nagy sebességek jönnek ki illetve amint a szerszám eléri a munkadarab szélét a sebességnek közel 0 idő alatt kb. a negyedére kellene visszaesni. Persze ezen segít ha a forgató sebessége is folyamatosan változik a megmunkálás alatt, de egy forgató dinamikája rosszabb. A felület minősége illetve a szerszám fordulatszáma még nem is lett figyelembe véve.
Mindezek ellenére jó lenne ha valaki megnézné mert nem szeretném ha zöldségeket írogatnék...
A leírt feltételek mellett is igen nagy sebességek jönnek ki illetve amint a szerszám eléri a munkadarab szélét a sebességnek közel 0 idő alatt kb. a negyedére kellene visszaesni. Persze ezen segít ha a forgató sebessége is folyamatosan változik a megmunkálás alatt, de egy forgató dinamikája rosszabb. A felület minősége illetve a szerszám fordulatszáma még nem is lett figyelembe véve.
Mindezek ellenére jó lenne ha valaki megnézné mert nem szeretném ha zöldségeket írogatnék...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 11:36
Írta: 000000000 Dátum 2009 január 02, 11:36
Azért biztosan van a felvetésednek alapja, mert Tibor45 sem a videóhoz hasonló végterméket mutatott a talin, hanem 1-2 cm-es fa mintázatokat.
Én úgy érzékelem, hogy a videón sem állandó fordulaton megy a tokmány, ott is van rampa.
Én úgy érzékelem, hogy a videón sem állandó fordulaton megy a tokmány, ott is van rampa.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 január 02, 14:20
Írta: HJózsi Dátum 2009 január 02, 14:20
Biztos, hogy rosszab egy forgató dinamikája ... ?
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 14:27
Írta: 2vkx6unz Dátum 2009 január 02, 14:27
Nem tartom elképzelhetetlennek csak egy forgatót lassítani gyorsítani szerintem bonyolultabb. A megadott paraméterekkel ~850mm/s-ról kellene a Z mozgását 80mm/s-ra csökkenteni. Persze ha a tokmány fordulatát csökkentjük akkor nincsenek ilyen nagy sebességek. Ha 1 fordulat/percre csökkentjük a kritikus pont előtt akkor csak 85mm/s-ról kell 8mm/s-ra csökkenteni ~0 idő alatt. Vagyis úgy néz ki, hogy választhatunk a nagyon-nagyon durva meg a nagyon durva feladat között.
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 14:35
Írta: 2vkx6unz Dátum 2009 január 02, 14:35
Abból a HD-ből kiindulva ami nekem van 0-ról 30 fordulat/perc-re felgyorsítani úgy hogy a 20 Nm megengedett max nyomatékot ne lépjem túl egy ~1,5kg tömegű tokmánnyal ~0,5s kell. Itt közel 0-ra kell(ene) lassítanom kevesebb mint 16ms alatt és már így is engedményeket tettem.
Persze ezek a problémák nem vagy csak sokkal kisebb mértékben jönnek elő ha nem kell sarkos alkatrészt gyártani.
Egyébként valaki megnézte a táblázatot?
A sárga mezőkbe írt számokkal lehet játszani ;)
Persze ezek a problémák nem vagy csak sokkal kisebb mértékben jönnek elő ha nem kell sarkos alkatrészt gyártani.
Egyébként valaki megnézte a táblázatot?
A sárga mezőkbe írt számokkal lehet játszani ;)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 14:59
Írta: svejk Dátum 2009 január 02, 14:59
Ha a táblázat készítésést és az elgondolkozást a Tibor45-el való "hagyományőrző" vitám váltotta ki, akkor már megérte.
(szerencsére a különösebb személyeskedések nélkül abba tudtuk hagyni)
Ugye ilyesmit írtam én is hogy ha valamiféle pontosságot akrsz elérni akkor a forgatót modulálni lehet.
(szerencsére a különösebb személyeskedések nélkül abba tudtuk hagyni)
Ugye ilyesmit írtam én is hogy ha valamiféle pontosságot akrsz elérni akkor a forgatót modulálni lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 15:04
Írta: svejk Dátum 2009 január 02, 15:04
Hát igen, tudni kellene az adott munkadarabb pontossági igényeit, és ez alapján elkészíteni az előbbi táblazatodat.
Lehet 1-2 tizedes pontossági osztálynál már földi halandó által elérhető értékek jönnének ki.
Lehet 1-2 tizedes pontossági osztálynál már földi halandó által elérhető értékek jönnének ki.
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 15:08
Írta: 2vkx6unz Dátum 2009 január 02, 15:08
Elvileg igen de pont a táblázat alapján mondom, hogy az messze nem elegendő. Majdnem mindegy, hogy 0 idő alatt 800-ról 80mm/s re kell lassítanod vagy ugyanennyi idő alatt 80-ról 8-ra mindenképpen egy kemény egységugrás az eredmény ;)
Ráadásul egy forgatót lassítani gyorsítani szerintem sokkal nehezebb, de ennek a matematikája még hátravan.
Ráadásul egy forgatót lassítani gyorsítani szerintem sokkal nehezebb, de ennek a matematikája még hátravan.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 15:08
Írta: csg67 Dátum 2009 január 02, 15:08
Tényleg sem tűnik fel senkinek, hogy a CNC tecnikába a leglényegesebb dolog a programozott pályamenti sebesség tartása? Vegyük már észre, hogy ez csupán egy látványos mutatvány. A C tengelyes megmunkálásnál is a programozott előtolással kell a szerszámot a munkadarabhoz képest mozgatni, itt meg erről szó sincs.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 15:10
Írta: svejk Dátum 2009 január 02, 15:10
Ennek érdemes lenne utánaszámolni, lehet csigahajtással sokkal jobb eredmény lenne elérhető.
Nem tudom hogy csigahajtásnál milyen az összefüggés az inercia átkonvertálásakor a motortengelyre?
Nem tudom hogy csigahajtásnál milyen az összefüggés az inercia átkonvertálásakor a motortengelyre?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 15:14
Írta: svejk Dátum 2009 január 02, 15:14
Nekem eszembe sem jutott volna hogy pont Tibor45 egy mutatványos példával jönne elő :)
Mindenesetre valamely könnyen megmunkálható anyaggal és extra könnyű Z egységgel, lineármotorral valamely pontoságot bizonyára tartani lehetne..
Mindenesetre valamely könnyen megmunkálható anyaggal és extra könnyű Z egységgel, lineármotorral valamely pontoságot bizonyára tartani lehetne..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 15:15
Írta: svejk Dátum 2009 január 02, 15:15
Gondolom ott is négyzetes mint a hagyományos szíjasnál...
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 15:16
Írta: 2vkx6unz Dátum 2009 január 02, 15:16
1-2 tized? Ha nem történik meg a hirtelen sebességváltás akkor egyszerűen a munkadarab túlméretes lesz és a keskenyebbik oldalát meg sem tudod munkálni.80mm/s esetén ha 0,01s alatt állsz át a másik sebességre már 0,8 mm a pontatlanság pedig szerintem a 0,01s már igen jó érték és mindez még 1fordulat/perc esete...
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 15:19
Írta: csg67 Dátum 2009 január 02, 15:19
:) Még semmit sem mondtam a pontosságról, csupán azt feszegetem, hogy a szerszám mekkora előtolással halad. Gondolom abban egyetértünk, hogy egy állandó -programozott- sebesség a kívánatos cél...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 15:21
Írta: svejk Dátum 2009 január 02, 15:21
Mármint hogy a vágósebesség mindig azonos legyen, ugye?
A videón levő példánál akkor valamely határok közt a marószerszám fordulatával is lehetne még egy picit játszani.
A videón levő példánál akkor valamely határok közt a marószerszám fordulatával is lehetne még egy picit játszani.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 15:24
Írta: svejk Dátum 2009 január 02, 15:24
Ja ez hülyeség bocsi..:(
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 15:24
Írta: 2vkx6unz Dátum 2009 január 02, 15:24
Azt hiszem értem mire akarsz rávezetni, de én a számításom alapján pont azt a nehézséget vélem felfedezni, hogy a forgató sebességét is alaposan változtatni kellene de amikor a forgatómat tervezgettem és számoltam, hogy mire képes akkor egy 0-ról 30 ford/percre gyorsítás 0,5-s-ra jött ki és ezt erősebb motor sem javította volna mert a mechanika többi része nem bírta volna. természetesen nem zárom ki, hogy egy direkt hajtású megoldás ezt megcsinálja. Ha igen akkor valóban már "csak" pályagenerálás a feladat.
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 15:28
Írta: 2vkx6unz Dátum 2009 január 02, 15:28
Szerintem nem hülyeség. A szerszám fordulatszáma is kell, hogy változzon, de ennek a problémájával ráérsz akkor foglalkozni ha a Z mozgatás meg a forgatás változtatása már megy ;)
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 15:39
Írta: csg67 Dátum 2009 január 02, 15:39
Nem a vágósebességre gondolok, hanem az előtolásra. Ez egy C tengelyes megmunkálás, ahol értelmezni, számítani lehet a szerszám előtolását (szögsebesség, sugár). Ha ezt a feladatot egy ipari CNC gépen kellene megoldani, akkor a Z és C koordináták megadása mellett az F előtolást is megadnánk. Ez az előtolás ott állandó lenne, amit az állandóan változó C szögsebesség és Z sebesség adna ki. A főorsó fordulatszáma meg nyilván állandó. Lehet, hogy fába, vagy jól forgácsolható műanyagba, alumíniumba lehet ilyen mutatványokat csinálni, de csak egy kicsit szívósabb, keményebb anyag legyen a feladat, akkor rögtön megmutatkozna a probléma.
Vagy ha ez a szemlélet jobban tetszik: A CNC programozás alaptétele az, hogy mindig az álló munkadarab koordinátarendszerében adjuk meg a mozgó szerszám elmozdulását (pozícióját ÉS sebességét). Milyen sebességgel is halad itt a szerszám a munkadarabhoz képest?
Vagy ha ez a szemlélet jobban tetszik: A CNC programozás alaptétele az, hogy mindig az álló munkadarab koordinátarendszerében adjuk meg a mozgó szerszám elmozdulását (pozícióját ÉS sebességét). Milyen sebességgel is halad itt a szerszám a munkadarabhoz képest?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 15:45
Írta: svejk Dátum 2009 január 02, 15:45
A lényeg hogy gondolom Tibor45 csak a megértés miatt huzakodott elő ezzel a kis videóval és csak gondolatébresztőnek szánta.
Mindenesetre ez engem csak megerősített abban a hitben hogy ha kicsi a szabályzó hibatárolója akkor legfeljebb leáll és nem tudja elvégezni az adott, ilyen extrém munkát mint hogy a nagy hibákat eltárolva késedelemmel kiadva egy mérethelytelen munkadarab készüljön el.
Mindenesetre ez engem csak megerősített abban a hitben hogy ha kicsi a szabályzó hibatárolója akkor legfeljebb leáll és nem tudja elvégezni az adott, ilyen extrém munkát mint hogy a nagy hibákat eltárolva késedelemmel kiadva egy mérethelytelen munkadarab készüljön el.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 15:46
Írta: csg67 Dátum 2009 január 02, 15:46
Valóban a pályagenerelás a kulcsa az ipari megoldásnak. Ott nyilvánvalóan legalább még egy tengely résztvenne a feladatban és a program úgy lenne generálva, hogy a szerszám lehetőleg mindig a felületre merőlegesen álljon.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 15:56
Írta: csg67 Dátum 2009 január 02, 15:56
Tibor45 azért hozakodott elő ezzel a kis videóval, mert ő is megcsinálta. Ezzel eddig nincs is semmi gond, de általános felhasználását erősen korlátozzák az alább elmondottak. Természetesen egyes célfeladatokra megoldást jelenthetnek, már amennyiben valakinek van ilyen feladata... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 15:57
Írta: 2vkx6unz Dátum 2009 január 02, 15:57
Persze. De az egészet én arra próbáltam kihegyezni, hogy egy ilyen jellegű megmunkálásnál matematikai okokból adódik egy egységugrás a Z tengely sebességét illetően.
Az is nyilvánvaló, hogy egy ilyen feladat megoldásához nem ez az ideális elrendezés, de ha ezt a feladatot egy ilyen elrendezéseben kell megoldani akkor annak mi a buktatója.
Azt viszont nem tudom elképzelni, hogy még egy tengely hol lenne ha a munkadarab forog.
Ipari gépet így megvalósítva meg pláne nem - legalábbis erre a feladatra nem.
Az is nyilvánvaló, hogy egy ilyen feladat megoldásához nem ez az ideális elrendezés, de ha ezt a feladatot egy ilyen elrendezéseben kell megoldani akkor annak mi a buktatója.
Azt viszont nem tudom elképzelni, hogy még egy tengely hol lenne ha a munkadarab forog.
Ipari gépet így megvalósítva meg pláne nem - legalábbis erre a feladatra nem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 15:59
Írta: svejk Dátum 2009 január 02, 15:59
"Milyen sebességgel is halad itt a szerszám a munkadarabhoz képest? "
Nagyon-nagyon változó...
Erre lenne megoldás a forgató fordulatszámának modulálása.
Ezért is értetlenkedtem már akkor a #3000 körül hogy ezt miért nem jobb hagyományos forgatóval és marógéppel csinálni mint a Tibor45 állandó fordulaton járó tokmányával és Z egységet hozzászinkronizáló egységével.
Ugye hagyományos forgatós esetben a G-kóddal mind a tokmány mind a Z egység helzete minden pontban meghatározható. Persze ez a mechanika időállandóitól függően egy lassú mutatvány.
Viszont az előzőekben is azt bizonyítottátok be hogy éppen a Z egység időállandója miatt nem működhet a Tibor45 egysége sem gyorsabban.
Illetve az Ő rendszere talán annyiból gyorsabb hogy úgy emlékszem az övé nem G kódal dolgozik hanem talán közvetlen koordinátákat ad ki a vezérlőnek?
De majd Ő leírja mégegyszer biztosan.
Nagyon-nagyon változó...
Erre lenne megoldás a forgató fordulatszámának modulálása.
Ezért is értetlenkedtem már akkor a #3000 körül hogy ezt miért nem jobb hagyományos forgatóval és marógéppel csinálni mint a Tibor45 állandó fordulaton járó tokmányával és Z egységet hozzászinkronizáló egységével.
Ugye hagyományos forgatós esetben a G-kóddal mind a tokmány mind a Z egység helzete minden pontban meghatározható. Persze ez a mechanika időállandóitól függően egy lassú mutatvány.
Viszont az előzőekben is azt bizonyítottátok be hogy éppen a Z egység időállandója miatt nem működhet a Tibor45 egysége sem gyorsabban.
Illetve az Ő rendszere talán annyiból gyorsabb hogy úgy emlékszem az övé nem G kódal dolgozik hanem talán közvetlen koordinátákat ad ki a vezérlőnek?
De majd Ő leírja mégegyszer biztosan.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 16:06
Írta: csg67 Dátum 2009 január 02, 16:06
Ipari elrendezés: XYZ marógép, szerszám tengelye a Z tengely, körasztal az asztalon, forgástengelye az X tengellyel párhuzamos, ezért jele: A. Munkadarab az A köraszatlra rögzítve.
Téglalap megmunkálása: Alapvetően az Y tengely irányában, a sarokpont közelében az A elkezd fordulni, a Z emelkedni/süllyedni és az Y 'hátrálni', majd a következő oldal megmunkálása ismét az Y tengely feladata....
Téglalap megmunkálása: Alapvetően az Y tengely irányában, a sarokpont közelében az A elkezd fordulni, a Z emelkedni/süllyedni és az Y 'hátrálni', majd a következő oldal megmunkálása ismét az Y tengely feladata....
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 16:07
Írta: 2vkx6unz Dátum 2009 január 02, 16:07
A két dolog között van némi különbség. Ha nem akarsz éles sarkokat mert nem olyan az elvárt felület akkor Tibor megoldása működik amíg a Z bírja sebességgel és gyorsulással. Hozzáteszem, hogy nem is olyan munkadarabról van-(volt) ott szó mint amiről én írtam.
Egy hagyományos forgatóval egy sarkos megmunkálás olyan lassú lenne, hogy az első kör után lekapcsolnád ;)
Egy hagyományos forgatóval egy sarkos megmunkálás olyan lassú lenne, hogy az első kör után lekapcsolnád ;)
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 16:08
Írta: csg67 Dátum 2009 január 02, 16:08
Ezért mondtam, hogy mutatvány, és nem CNC... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 16:10
Írta: svejk Dátum 2009 január 02, 16:10
" De az egészet én arra próbáltam kihegyezni, hogy egy ilyen jellegű megmunkálásnál matematikai okokból adódik egy egységugrás a Z tengely sebességét illetően. "
Tehát a Mi ("vak lovak" :)) fejünkben próbáltál világosságot gyújtani hogy igen is vannak egségugrásos feladatok a gyakorlatban?
De akkor Te ezzel mindjárt be is bizonyítottad hogy ezeket a valóságban nem is lehet elvégezni..
illetve azonos Z egységet feltételezve:
Lehet,gyorsan nagy hibatárolós rendszerrel nagyon-nagyon pontatlanul, vagy nagyon lassan kis hibatárolós rendszerrel is egy aránylag mérethű végterméket kapva.
Mert ugye a videós példa az egységugrás és hibatároló nagysága miatt lett felhozva Tibor45 részéről.
Tehát a Mi ("vak lovak" :)) fejünkben próbáltál világosságot gyújtani hogy igen is vannak egségugrásos feladatok a gyakorlatban?
De akkor Te ezzel mindjárt be is bizonyítottad hogy ezeket a valóságban nem is lehet elvégezni..
illetve azonos Z egységet feltételezve:
Lehet,gyorsan nagy hibatárolós rendszerrel nagyon-nagyon pontatlanul, vagy nagyon lassan kis hibatárolós rendszerrel is egy aránylag mérethű végterméket kapva.
Mert ugye a videós példa az egységugrás és hibatároló nagysága miatt lett felhozva Tibor45 részéről.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 16:10
Írta: csg67 Dátum 2009 január 02, 16:10
Amíg csak két tengely (ZC) dolgozik, addig valóban lassú. A harmadik tengely (Y) belépésével változik meg a helyzet lényegesen.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 16:16
Írta: csg67 Dátum 2009 január 02, 16:16
Visszatérve a #3984-ben feltett kérdésemre, az alábbi munkadarab megmunkálásánál mekkora is lesz az F előtolás?
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 16:18
Írta: 2vkx6unz Dátum 2009 január 02, 16:18
Így értem, de itt egy lapot megmunkálsz és utána fordulsz. Ezt én is így csinálnám, de az általam vázolt esetben csak 2 tengely van és alapjában véve én az egységugrás illetve egy ilyen megoldás nehézségeinek a bemutatására csináltam a táblázatot.
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 16:20
Írta: 2vkx6unz Dátum 2009 január 02, 16:20
Attól tartok végtelen.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 16:23
Írta: csg67 Dátum 2009 január 02, 16:23
Ezért mondom azt, hogy ez az elrendezés csak nagyon speciális feladatokra ad megoldást. Mutatvány, és nem CNC gép...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 16:24
Írta: svejk Dátum 2009 január 02, 16:24
Nem akarom megint azt megkapni hogy fecsegő gyerek voltam az ellentábor nélkül így nem is ragozom tovább..
De alapvetően az ember azért épít Hobby-ból CNC-t hogy pontosságot kapjon és amorf alakzatú munkadarabot le tudjon gyártani.
(Nálunk a tömegtermelés nem cél)
Ha az éles sarok nem cél akkor az nincs is előírva, tehát a hagyományos forgatóval sem tart sokkal tovább.
Ha meg sarkos akkor tessék rászánni az időt vagy inkább más megmunkálási módot keresni.
De mégegyszer hozzáteszem hogy a Tibor45 rendszere sem az ilyen extrám dolgokra való szerintem hanem ott az az elsődleges csoda a dologban hogy egy meglevő hagyományos esztergán a főorsó(tokmány) hajtásának változtatása nélkül egy Z egység felszerelésével lehet sokszög vagy amorf alakzatokat marni.
De sajnos ott is a Z egység időállandója a korlát.
Remélem jól foglaltam össze a tudását a rendszerének.
De alapvetően az ember azért épít Hobby-ból CNC-t hogy pontosságot kapjon és amorf alakzatú munkadarabot le tudjon gyártani.
(Nálunk a tömegtermelés nem cél)
Ha az éles sarok nem cél akkor az nincs is előírva, tehát a hagyományos forgatóval sem tart sokkal tovább.
Ha meg sarkos akkor tessék rászánni az időt vagy inkább más megmunkálási módot keresni.
De mégegyszer hozzáteszem hogy a Tibor45 rendszere sem az ilyen extrám dolgokra való szerintem hanem ott az az elsődleges csoda a dologban hogy egy meglevő hagyományos esztergán a főorsó(tokmány) hajtásának változtatása nélkül egy Z egység felszerelésével lehet sokszög vagy amorf alakzatokat marni.
De sajnos ott is a Z egység időállandója a korlát.
Remélem jól foglaltam össze a tudását a rendszerének.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 16:27
Írta: csg67 Dátum 2009 január 02, 16:27
Szerintem is ennyit tud a rendszer, maradjunk is ennyiben. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 20:14
Írta: 000000000 Dátum 2009 január 02, 20:14
Elképesztő dolgokat látok itt Sanyi értelmes,
probléma felvető bejegyzése (#7879) óta,
így kénytelen vagyok hozzászólni.
Szia Csg67!
"Ezért mondom azt, hogy ez az elrendezés csak
nagyon speciális feladatokra ad megoldást.
Mutatvány, és nem CNC gép..."
Tényleg? Mutatvány? Na ne mondd!:)
Mit szólnál, ha én a te mondatodat így tartanám
helyesnek:
..ez az elrendezés csak nagyon speciális
feladatokra NEM ad megoldást.
Én szeretnék Neked pár dolgot bebizonyítani
ezzel a lefejtő, szinkron CNC rendszerrel
kapcsolatban.
Vegyünk egy nem speciális esetet, menetet
szeretnék készíteni. Azt remélem elfogadod, hogy
a legkülönbözőbb csavarmenetek előfordulnak
a gépészetben, így eléggé általánosak.
A legprimitívebb egybekezdésű, állandó
emelkedésű orsó menetet kell elkészíteni.
Mondjál légyszives nekem egy másik olyan
módszert (ahol a gyártó gép kinematikája
ugyanilyen esztergaszerű elrendezés, és a
főorsó nem szabályzott, sima 3f. aszinkron motoros
fogaskerék hajtóművel), amivel ettől pontosabb,
gyorsabb, olcsóbb gyártású, korrektebb menet készíthető
CNC-vel, egy felfogásban?
Ha erre választ kapok, majd "boncolgatom" tovább
a szerinted "mutatvány és nem CNC"
kijelentésedet, egyéb picit szakmailag téves
értelmezéseidet a példáddal kapcsolatban.
probléma felvető bejegyzése (#7879) óta,
így kénytelen vagyok hozzászólni.
Szia Csg67!
"Ezért mondom azt, hogy ez az elrendezés csak
nagyon speciális feladatokra ad megoldást.
Mutatvány, és nem CNC gép..."
Tényleg? Mutatvány? Na ne mondd!:)
Mit szólnál, ha én a te mondatodat így tartanám
helyesnek:
..ez az elrendezés csak nagyon speciális
feladatokra NEM ad megoldást.
Én szeretnék Neked pár dolgot bebizonyítani
ezzel a lefejtő, szinkron CNC rendszerrel
kapcsolatban.
Vegyünk egy nem speciális esetet, menetet
szeretnék készíteni. Azt remélem elfogadod, hogy
a legkülönbözőbb csavarmenetek előfordulnak
a gépészetben, így eléggé általánosak.
A legprimitívebb egybekezdésű, állandó
emelkedésű orsó menetet kell elkészíteni.
Mondjál légyszives nekem egy másik olyan
módszert (ahol a gyártó gép kinematikája
ugyanilyen esztergaszerű elrendezés, és a
főorsó nem szabályzott, sima 3f. aszinkron motoros
fogaskerék hajtóművel), amivel ettől pontosabb,
gyorsabb, olcsóbb gyártású, korrektebb menet készíthető
CNC-vel, egy felfogásban?
Ha erre választ kapok, majd "boncolgatom" tovább
a szerinted "mutatvány és nem CNC"
kijelentésedet, egyéb picit szakmailag téves
értelmezéseidet a példáddal kapcsolatban.
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 január 02, 20:17
Írta: ra8nsmk6w Dátum 2009 január 02, 20:17
Hogy mennyire igy van, érdemes a forgácsolás oldalárúl is megnézni. A leválasztott forgácsmennyiség az idő föggvényében.Egy olyan program kellene ami a vágósebességet állandó értéken tartja (hallottam már ilyenről) Talán még a mach3 is tudja.Aki járatos a hi-fi világában az nagyon jól tudja, hogy az erősitők négyszögjel átvitele (ez is egyfajta egységugrás)milyen "fontos" a megitélés szempontjából. Valóságban soha üzemszerüen használva nem tudunk ilyen igénybevételt előidézni. Ez is a mutatvány része
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 20:25
Írta: svejk Dátum 2009 január 02, 20:25
Hű-ha..
Szerintem tuti, hogy csg67 a videóra gondolta a mutatványt, nem a Te rendszeredre..
Szerintem tuti, hogy csg67 a videóra gondolta a mutatványt, nem a Te rendszeredre..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 20:26
Írta: 000000000 Dátum 2009 január 02, 20:26
Szia Svejk!
Sok "szép" mondatod volt megint, az egyik:
"De alapvetően az ember azért épít Hobby-ból
CNC-t hogy pontosságot kapjon és amorf alakzatú
munkadarabot le tudjon gyártani."
Magyarázd ezt el, mert semmit nem értek belőle.
1. A Hobby CNC mióta pontos?
2. A Hobby CNC-s mióta vágyik amorf munkadarabra, amikor a körvonálának a
függvény egyenletére sem kíváncsi, ami ezt
definiálja.
3. Ha valami amorf sík alakzat, gondolod, hogy
az attól még nem egy halálosan pontos definiált
görbe is lehet?
Aztán majd még pár "szakmai gyönyszemedre"
visszatérek, ha lesz picit több időm.
Sok "szép" mondatod volt megint, az egyik:
"De alapvetően az ember azért épít Hobby-ból
CNC-t hogy pontosságot kapjon és amorf alakzatú
munkadarabot le tudjon gyártani."
Magyarázd ezt el, mert semmit nem értek belőle.
1. A Hobby CNC mióta pontos?
2. A Hobby CNC-s mióta vágyik amorf munkadarabra, amikor a körvonálának a
függvény egyenletére sem kíváncsi, ami ezt
definiálja.
3. Ha valami amorf sík alakzat, gondolod, hogy
az attól még nem egy halálosan pontos definiált
görbe is lehet?
Aztán majd még pár "szakmai gyönyszemedre"
visszatérek, ha lesz picit több időm.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 20:34
Írta: svejk Dátum 2009 január 02, 20:34
1: hobby-pontosságot :)
2 amikor kimarja a kisfiának fából a lovacskát nem hiszem hogy érdekli a görbe függvénye, bár itt a pontosság sem.
3. de lehet..
Még szerencse hogy ez egy hobby fórum így teljesen feleslegesen pazarolnád rám a drága idődet.
2 amikor kimarja a kisfiának fából a lovacskát nem hiszem hogy érdekli a görbe függvénye, bár itt a pontosság sem.
3. de lehet..
Még szerencse hogy ez egy hobby fórum így teljesen feleslegesen pazarolnád rám a drága idődet.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 20:42
Írta: csg67 Dátum 2009 január 02, 20:42
Szia Tibor45!
Az összes CNC eszterga ilyen elrendezésű. A főorsó menetvágás közben nem pozíció szabályozott, hanem csak fordulatszám szabályozott, illetve vannak olyan hajtóműves CNC esztergák, ahol csupán 3f főmotor van. Ha a késtartóba befogunk egy hajtott szerszámot, akkor eljutunk a kért elrendezéshez. Ezzel az elrendezéssel menetet is tudunk vágni. Sőt csináltunk is már ilyen; általában az önkompressziós csontcsavarok ezzel a technikával készülnek.
Azonban a módszer alkalmazhatósága nem erre a speciális feladatra vonatkozott, hanem svejk szavaival: "...ott az az elsődleges csoda a dologban hogy egy meglevő hagyományos esztergán a főorsó(tokmány) hajtásának változtatása nélkül egy Z egység felszerelésével lehet sokszög vagy amorf alakzatokat marni.". Ezek után arra a következtetésre jutottunk, hogy ez a módszer csak speciális alakzatok gyártására alkalmas, továbbá arra, hogy a szerszám előtolása nem programozható. Ennyi elképesztő dolog történt...
Az összes CNC eszterga ilyen elrendezésű. A főorsó menetvágás közben nem pozíció szabályozott, hanem csak fordulatszám szabályozott, illetve vannak olyan hajtóműves CNC esztergák, ahol csupán 3f főmotor van. Ha a késtartóba befogunk egy hajtott szerszámot, akkor eljutunk a kért elrendezéshez. Ezzel az elrendezéssel menetet is tudunk vágni. Sőt csináltunk is már ilyen; általában az önkompressziós csontcsavarok ezzel a technikával készülnek.
Azonban a módszer alkalmazhatósága nem erre a speciális feladatra vonatkozott, hanem svejk szavaival: "...ott az az elsődleges csoda a dologban hogy egy meglevő hagyományos esztergán a főorsó(tokmány) hajtásának változtatása nélkül egy Z egység felszerelésével lehet sokszög vagy amorf alakzatokat marni.". Ezek után arra a következtetésre jutottunk, hogy ez a módszer csak speciális alakzatok gyártására alkalmas, továbbá arra, hogy a szerszám előtolása nem programozható. Ennyi elképesztő dolog történt...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 január 02, 20:43
Írta: ra8nsmk6w Dátum 2009 január 02, 20:43
Azért a "2" kijelentésednek kiváncsi lennék a tárkis vagy szondás felmérésére
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 21:14
Írta: 000000000 Dátum 2009 január 02, 21:14
Egyrészt nem derült ki számomra, mire értetted
a mutatványt.
Másrészt mivel nem mondtál más módszert,
kénytelen vagyok azt hinni ez mégis CNC, vagy
akkor Te is csak mutatványozol.
De tovább lépve:
Látványosnak tűnik a 7914, de ezt már egy éve is
kitárgyaltuk.
Most azonban ha már felhoztad, rájöttem van egy
kis baj a példáddal, ha pontosak és precízek
vagyunk.
Szerinted létezik ebben a polár
koordináta rendszerben olyan szerszámvégpont
leíró egyenlet, ami matematikailag leírja azt
a négyzetet a példádban, és közben állandóan csak sugárirányban a forgómozgás
középpontja felé tudunk X tengely mentén
mozogni? (hiszen a maró így van beállítva a
CNC szánon)
Valamint egy olyan egyenes végű és néhány mm
átmérőjű maróval hogy is lehetne a gyakorlatban
ezt legyártani?
a mutatványt.
Másrészt mivel nem mondtál más módszert,
kénytelen vagyok azt hinni ez mégis CNC, vagy
akkor Te is csak mutatványozol.
De tovább lépve:
Látványosnak tűnik a 7914, de ezt már egy éve is
kitárgyaltuk.
Most azonban ha már felhoztad, rájöttem van egy
kis baj a példáddal, ha pontosak és precízek
vagyunk.
Szerinted létezik ebben a polár
koordináta rendszerben olyan szerszámvégpont
leíró egyenlet, ami matematikailag leírja azt
a négyzetet a példádban, és közben állandóan csak sugárirányban a forgómozgás
középpontja felé tudunk X tengely mentén
mozogni? (hiszen a maró így van beállítva a
CNC szánon)
Valamint egy olyan egyenes végű és néhány mm
átmérőjű maróval hogy is lehetne a gyakorlatban
ezt legyártani?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 21:21
Írta: 000000000 Dátum 2009 január 02, 21:21
Miért?
Szerinted itt mennyi fórumozó dobná fel kapásból
az aláírásának a paramnéterezett egyenletét
folytonos, folyamatos szakaszokra bontva?
Vagy változás állt be, és minden Fórumozó
él-hal az elméletért, az egyenletekért?:)
Szerinted itt mennyi fórumozó dobná fel kapásból
az aláírásának a paramnéterezett egyenletét
folytonos, folyamatos szakaszokra bontva?
Vagy változás állt be, és minden Fórumozó
él-hal az elméletért, az egyenletekért?:)
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 január 02, 21:34
Írta: ra8nsmk6w Dátum 2009 január 02, 21:34
Hát igen, erre még én sem vagyok képes annál is inkább mert még az életemben nem irtam alá 2x egyformán
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 21:35
Írta: csg67 Dátum 2009 január 02, 21:35
Megpróbálok még egyértelműbben fogalmazni. Egy ipari CNC gépen mindennél fontosabb a szerszám előtolása (talán meglepő első hangzásra, de a pontosság is ennek a függvénye). A #7914 elrendezés éppen arra példa, hogy nem túl extrém esetben is végtelen előtolás alakulhat ki ennél a mutatványnál.
Egyébként egy ilyen jellegű munkadarab megmunkálására valóban Y tengelyes esztergára van szükség, ha az adott elrendezéshez kell ragaszkodnunk. Örülök neki, hogy ezt te is belátod, ezzel is igazolva az alapmódszer korlátozott alkalmazhatóságát.
Egyébként egy ilyen jellegű munkadarab megmunkálására valóban Y tengelyes esztergára van szükség, ha az adott elrendezéshez kell ragaszkodnunk. Örülök neki, hogy ezt te is belátod, ezzel is igazolva az alapmódszer korlátozott alkalmazhatóságát.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 21:36
Írta: 000000000 Dátum 2009 január 02, 21:36
1,2 alapján akkor megint ellentmondásban vagy
saját magaddal, miszerint csakis 128 vagy
"agyú" kisebb agyú szervologika a jó.
Az idő pedig szerintem eléggé félreérthetetlenül
arra értendő a mondatomban, hogy lenne más
dolgom is per pillanat fizikailag.
De megfigyeltem, úgy érzem, eléggé "csipkelődős
kedvedben" vagy, napok óta, valahogy mindig
sikerül egy kis élt is betenned a mondandóidba
a szakmán kívül is.
saját magaddal, miszerint csakis 128 vagy
"agyú" kisebb agyú szervologika a jó.
Az idő pedig szerintem eléggé félreérthetetlenül
arra értendő a mondatomban, hogy lenne más
dolgom is per pillanat fizikailag.
De megfigyeltem, úgy érzem, eléggé "csipkelődős
kedvedben" vagy, napok óta, valahogy mindig
sikerül egy kis élt is betenned a mondandóidba
a szakmán kívül is.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 január 02, 21:45
Írta: ANTAL GÁBOR Dátum 2009 január 02, 21:45
irtam egy mailt
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 január 02, 21:46
Írta: ra8nsmk6w Dátum 2009 január 02, 21:46
Erre akartam az elöbb rámutatni
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 21:46
Írta: 000000000 Dátum 2009 január 02, 21:46
"Egyébként egy ilyen jellegű munkadarab
megmunkálására valóban Y tengelyes esztergára
van szükség"
Akkor minek hozod fel példaként itt, amikor
lehetelen még elméletben is beprogramozni
az én esetemben? Innetől kezdva az összes
érved a példáddal kapcsolatosan semmivé vált.
Az előtolás és egyéb dolgok hatását meg elég
jól ismerem, mert annak idején már 85-ben
kötelező jegyzet olvasmány volt a CNC
gépgyártástechnológia szakon a tanszévezető
Professzorom, Dr. Horváth Mátyás és Dr. Somló
János könyve: A forgácsoló megmunkálások
optimalizálsa és adaptív irányítása.
Gondolom Neked is megvan ez a könyv.
megmunkálására valóban Y tengelyes esztergára
van szükség"
Akkor minek hozod fel példaként itt, amikor
lehetelen még elméletben is beprogramozni
az én esetemben? Innetől kezdva az összes
érved a példáddal kapcsolatosan semmivé vált.
Az előtolás és egyéb dolgok hatását meg elég
jól ismerem, mert annak idején már 85-ben
kötelező jegyzet olvasmány volt a CNC
gépgyártástechnológia szakon a tanszévezető
Professzorom, Dr. Horváth Mátyás és Dr. Somló
János könyve: A forgácsoló megmunkálások
optimalizálsa és adaptív irányítása.
Gondolom Neked is megvan ez a könyv.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2009 január 02, 21:56
Írta: Szedlay Pál Dátum 2009 január 02, 21:56
csg67!
Ez a megoldás amit leírtál, ez menet marás?
Ha igen hol lehet ilyen meghajtott szerszámot kapni?
Ez a megoldás amit leírtál, ez menet marás?
Ha igen hol lehet ilyen meghajtott szerszámot kapni?
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 22:08
Írta: csg67 Dátum 2009 január 02, 22:08
Éppen azért hoztam fel példának, hogy láthatóvá tegyem a géped/elrendezésed korlátait.
Az egyetemi jegyzetekről és tekintélyekről pedig nem fogok vitát nyitni.
Az egyetemi jegyzetekről és tekintélyekről pedig nem fogok vitát nyitni.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 22:14
Írta: csg67 Dátum 2009 január 02, 22:14
Nem mondanám annak. Amit mi csináltunk az inkább csak palástfelületen végzett marás volt egy speciálisan erre a profilra gyártott szerszámmal, illetve egy másik kísérletnél egy fűrésztárcsa szerű profilszerszámot használtunk, ami talán a lefejtéshez hasonlít.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 22:16
Írta: svejk Dátum 2009 január 02, 22:16
Az 1 és 2-őt vedd "vagy" kapcsolatba és akkor nem is ellentmondás.
Egyébként a #7848 ban amit beidéztél abban sem találtam meg az ellentmondást mert szerintem arra mutat mindkettő hogy a Quantumot jobban csípem.
Csipkelődés? Éppen Te beszélsz erről? Ha-ha-ha..
Na mindegy, rosszul fejeztük be az évet, rosszul is kezdtük...
Ahogy Te nem tűröd a szakmaiatlanságot úgy nekem bántja a csőröm az abszulute profizmusra való törekvés..
Ej Tibor45, nekünk nem való ez a fórumos beszélgetés.....
Egyébként a #7848 ban amit beidéztél abban sem találtam meg az ellentmondást mert szerintem arra mutat mindkettő hogy a Quantumot jobban csípem.
Csipkelődés? Éppen Te beszélsz erről? Ha-ha-ha..
Na mindegy, rosszul fejeztük be az évet, rosszul is kezdtük...
Ahogy Te nem tűröd a szakmaiatlanságot úgy nekem bántja a csőröm az abszulute profizmusra való törekvés..
Ej Tibor45, nekünk nem való ez a fórumos beszélgetés.....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 22:22
Írta: 000000000 Dátum 2009 január 02, 22:22
Egyébként itt van az egyik kedvencem:

Na itt aztán kapaszkodhat a szervo, ha elkezdem
gyorsabban forgatni a főtengelyt.:)
Sok szervo "becsődölt" már ebbe a tesztjeim során.:)
Közben még a csillag ágak csavarodhatnak, és
változhat a csillag pontok külső, és a
mag átmérője. Higgyétek el, szép "játék", és
borzalmas fontos dolgok derülhetnek ki
ilyenkor egy szervovezérlő, motor, mechanika, technológia adatok rendszerében.
Ez egyébként azért nagyon gyilkos ez a lefejtés, mert
-1-ből +1-be ugrik a sign(X) föggvény a gép előtolásakor. Minderre van néhány ms.
A 10 programozott ág pedig könnyű fejszámolásra
is lehetősget ad. Ha 0.5 1/s-al forgatom,
pontosan 100ms-onként van totális "CNC hátraarc,
majd vágta" parancs.:) Ha pedig ez akárcsak
10 mm-nyi sugárváltozás, el lehet képzelni a
szép tempós látványt. Persze lehet, hogy csak
mutatvány, és semmi köze a CNC-hez.:)
Na itt aztán kapaszkodhat a szervo, ha elkezdem
gyorsabban forgatni a főtengelyt.:)
Sok szervo "becsődölt" már ebbe a tesztjeim során.:)
Közben még a csillag ágak csavarodhatnak, és
változhat a csillag pontok külső, és a
mag átmérője. Higgyétek el, szép "játék", és
borzalmas fontos dolgok derülhetnek ki
ilyenkor egy szervovezérlő, motor, mechanika, technológia adatok rendszerében.
Ez egyébként azért nagyon gyilkos ez a lefejtés, mert
-1-ből +1-be ugrik a sign(X) föggvény a gép előtolásakor. Minderre van néhány ms.
A 10 programozott ág pedig könnyű fejszámolásra
is lehetősget ad. Ha 0.5 1/s-al forgatom,
pontosan 100ms-onként van totális "CNC hátraarc,
majd vágta" parancs.:) Ha pedig ez akárcsak
10 mm-nyi sugárváltozás, el lehet képzelni a
szép tempós látványt. Persze lehet, hogy csak
mutatvány, és semmi köze a CNC-hez.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 22:37
Írta: 000000000 Dátum 2009 január 02, 22:37
Érdekes, csak akkor azt nem értem,
hogy egy elvileg is hibás, elvárhatatlan,
beprogramozhatatlan négyzetet
akkor miért kell idehozni, majd abból erre a
rendszerre vonatkoztatva kategórikus végtelen
gyorsulás és egyéb dolgokat tényként másoknak
is merő "jóindulatból" megállapítani.
Tartanám magam ahhoz, hogy elvi hibás példából
messzemenő következtetéseket ne vonjunk le,
először talán határozzuk meg helyesen a rendszereben
egyáltalán paraméterezhető, végrehajtható határ
föggvényeket, épp elég baj lesz utána azzal is,
a gyakorlatban gyorsulás és egyéb technológia szempontból.
Mert egyébként azon vitázunk, hogy a bicikli
nem olyan gyors mint egy 1000 cm3-s
versenymotor. Hehehe, de vacak ez a bicikli, meg
se tudja csinálni.:)
De részemről ok., lezártuk, és tisztáztuk ezt
is.
hogy egy elvileg is hibás, elvárhatatlan,
beprogramozhatatlan négyzetet
akkor miért kell idehozni, majd abból erre a
rendszerre vonatkoztatva kategórikus végtelen
gyorsulás és egyéb dolgokat tényként másoknak
is merő "jóindulatból" megállapítani.
Tartanám magam ahhoz, hogy elvi hibás példából
messzemenő következtetéseket ne vonjunk le,
először talán határozzuk meg helyesen a rendszereben
egyáltalán paraméterezhető, végrehajtható határ
föggvényeket, épp elég baj lesz utána azzal is,
a gyakorlatban gyorsulás és egyéb technológia szempontból.
Mert egyébként azon vitázunk, hogy a bicikli
nem olyan gyors mint egy 1000 cm3-s
versenymotor. Hehehe, de vacak ez a bicikli, meg
se tudja csinálni.:)
De részemről ok., lezártuk, és tisztáztuk ezt
is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 22:58
Írta: 000000000 Dátum 2009 január 02, 22:58
Való ez, csak úgy nem fog menni, egy mondaton belül Neked mindegy a 128 meg ennek az
ezerszerese is.
A legnagyobb baj, nem gondolkozol a számos
példán, eddigi érven, hogy miért írom harmadszor:
"Egy nem játék Hobby szintű szervorendszerben
illik figyelembe venni, hogy a pozíció
hibajel határ nem egy statikus primitív makacs
állandó érték, hanem önmaga is változó, időtől,
technológiától, szerszámpályától, G-kódtól,
...stb., függő bonyolult optimumok eredője."
Záró gondolat:
Én nem akartam ma sem írni, de amikor megint
RC, Te és mások rácsatlakoznak téves
szakmai következtetésekre az én rendszeremmel kapcsolatosan, azért csak kell jeleznem, hogy
kedves Barátom igazat írj szakmailag.
Mert olyan világot élünk, hogy az számít, mit és
mennyiszer mondják függetlenül annak valóság
tartalmától. Én meg ezt nem szeretem, ilyen
vagyok, nézd el nekem.:)
ezerszerese is.
A legnagyobb baj, nem gondolkozol a számos
példán, eddigi érven, hogy miért írom harmadszor:
"Egy nem játék Hobby szintű szervorendszerben
illik figyelembe venni, hogy a pozíció
hibajel határ nem egy statikus primitív makacs
állandó érték, hanem önmaga is változó, időtől,
technológiától, szerszámpályától, G-kódtól,
...stb., függő bonyolult optimumok eredője."
Záró gondolat:
Én nem akartam ma sem írni, de amikor megint
RC, Te és mások rácsatlakoznak téves
szakmai következtetésekre az én rendszeremmel kapcsolatosan, azért csak kell jeleznem, hogy
kedves Barátom igazat írj szakmailag.
Mert olyan világot élünk, hogy az számít, mit és
mennyiszer mondják függetlenül annak valóság
tartalmától. Én meg ezt nem szeretem, ilyen
vagyok, nézd el nekem.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 23:15
Írta: 2vkx6unz Dátum 2009 január 02, 23:15
Meg tudod mondani mekkora a csúcsoknál a Z irányú sebesség ha a csúcs a forgásponttól 10mm távolságra van? A fordulatszám legyen 0,5 1/s.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 23:17
Írta: csg67 Dátum 2009 január 02, 23:17
Kár, hogy nem akarod megérteni a példa lényegét: a szerszám előtolása nem programozható ebben az elrendezésben. Ennyire szerettem volna felhívni mindenki figyelmét. Köszönöm, hogy alkalmam volt ennyiszer elmondani ezt az alapvető hiányosságot.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 23:21
Írta: 000000000 Dátum 2009 január 02, 23:21
Szia!
A #7939-re kérdezel rá?
A #7939-re kérdezel rá?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 23:22
Írta: svejk Dátum 2009 január 02, 23:22
Ez csak természetes hogy írtál, sőt azt hiszem még a védelmedre is keltem a kis video kapcsán. Én soha nem feltételezném rólad hogy valótlanságokat írnál csak úgy gondolom hogy sokszor el van túlozva néhány dolog, főleg ezen fórum színvonalához képest.
Lehet hogy vannak ellentmondások az írásaimban de kiében nincsenek?
Viszont a csigaáttétel inerciaszámításáról írhatnál! (#7894,7896)
Lehet hogy vannak ellentmondások az írásaimban de kiében nincsenek?
Viszont a csigaáttétel inerciaszámításáról írhatnál! (#7894,7896)
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 23:29
Írta: 2vkx6unz Dátum 2009 január 02, 23:29
Nem hagyott nyugodni a dolog és szerintem ezt is meg lehet csinálni Tibor gépével, mivel a technológia megengedi. Mindössze annyi a lényeg, hogy a ahogy a képen ábrázolt munkadarab áll nem a jobb oldala hanem a teteje kerülne megmunkálásra. Azt nem tudom mennyire nehéz feladat a rendszernek...
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 02, 23:30
Írta: 2vkx6unz Dátum 2009 január 02, 23:30
Igen. Bocs lemaradt mire kérdezek.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 23:32
Írta: 000000000 Dátum 2009 január 02, 23:32
Ezt én soha nem vitattam, ebben igazad van.
Ezért van már eleve a lefejtő programban egy olyan ablak, ami beállítható limitekkel
figyelmeztet a kritikus ugrási
függvénypontoknál erre is.
Egyet viszont gondolj végig: Egy ilyen
rendszerből ha korrekt a matematikai modellje,
pillanatok alatt dőlhet a C, X, Z G kódhalmaz
F kódokkal is, de az már egy buta merev
rendszerré teszi, valós idejű kihegyezett
szinkron rendszerek megint más világot
jelentenek.
Köszönöm a segítségedet, szerintem mi kezdettől fogva közösnevezőn vagyunk kisebb-nagyobb
pontosítások után meg depláne!:)
Ezért van már eleve a lefejtő programban egy olyan ablak, ami beállítható limitekkel
figyelmeztet a kritikus ugrási
függvénypontoknál erre is.
Egyet viszont gondolj végig: Egy ilyen
rendszerből ha korrekt a matematikai modellje,
pillanatok alatt dőlhet a C, X, Z G kódhalmaz
F kódokkal is, de az már egy buta merev
rendszerré teszi, valós idejű kihegyezett
szinkron rendszerek megint más világot
jelentenek.
Köszönöm a segítségedet, szerintem mi kezdettől fogva közösnevezőn vagyunk kisebb-nagyobb
pontosítások után meg depláne!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 23:39
Írta: 000000000 Dátum 2009 január 02, 23:39
Ok., utánanézek, bár első közelítésre már
most írhatom neked, hogy alapvetően a bemenő
csigatengelyed J-je lesz a döntő, ha a
lassító áttétel nagyobb, mint 20-25.
Azt meg ki tudod számolni ha korrigált
tömör rúdként nézed.
most írhatom neked, hogy alapvetően a bemenő
csigatengelyed J-je lesz a döntő, ha a
lassító áttétel nagyobb, mint 20-25.
Azt meg ki tudod számolni ha korrigált
tömör rúdként nézed.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 23:41
Írta: 000000000 Dátum 2009 január 02, 23:41
Ok, ma már nem ígérem, sajna mindjárt éjfél,
de holnap délelőtt megpróbálok válaszolni Neked.
de holnap délelőtt megpróbálok válaszolni Neked.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 02, 23:46
Írta: svejk Dátum 2009 január 02, 23:46
Köszi, alapvetően arra lennék kíváncsi hogy a motortengelyre redukálás itt is négyzetesen történik?
Meg attól tartok itt már a súrlódást nem szabad elhanyagolni.
Meg attól tartok itt már a súrlódást nem szabad elhanyagolni.
Cím: Re:DC szervó motoros vezérlés
Írta: csg67 Dátum 2009 január 02, 23:48
Írta: csg67 Dátum 2009 január 02, 23:48
Természetesen közös nevezőn vagyunk, de ezek a figyelmeztető ablakok eddig nem voltak kitárva a világra. :)
Az meg megint más kérdés, hogy a mai ipari CNC-kben mit és hogyan lehet programozni, egyáltalán szükség van-e "külső" támogatásra egy ilyen feladatnál.
A rendszer alkalmazhatósága (mint azt már az ötlet felmerülésekor is írtam) akár ipari rendszerekben is megállja a helyét, csupán meg kell találni hozzá a feladatot (lásd szintén ott)...
Az meg megint más kérdés, hogy a mai ipari CNC-kben mit és hogyan lehet programozni, egyáltalán szükség van-e "külső" támogatásra egy ilyen feladatnál.
A rendszer alkalmazhatósága (mint azt már az ötlet felmerülésekor is írtam) akár ipari rendszerekben is megállja a helyét, csupán meg kell találni hozzá a feladatot (lásd szintén ott)...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 02, 23:53
Írta: 000000000 Dátum 2009 január 02, 23:53
A súrlódás redukált J-nél nem számít,
az a végén motor hatásfokban kell korrigálni.
Természetesen igem ezért is írtam 20-25-ös
áttételt, mert annak már a négyzete sem kicsi.
az a végén motor hatásfokban kell korrigálni.
Természetesen igem ezért is írtam 20-25-ös
áttételt, mert annak már a négyzete sem kicsi.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2009 január 03, 00:01
Írta: Szedlay Pál Dátum 2009 január 03, 00:01
Én nem tudom hogyan lehet egység ugrasztani a Mach3-at. De készítettem egy két tesztet hátha valakinek tanulság, a servo frekvencia generátorral, és a Yaskawa belső trace axis opciójával.
Sampling time 250Usec.
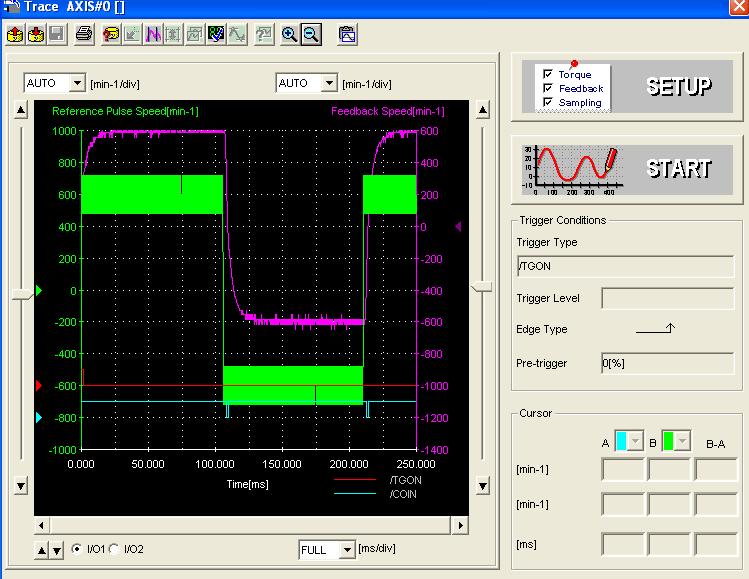
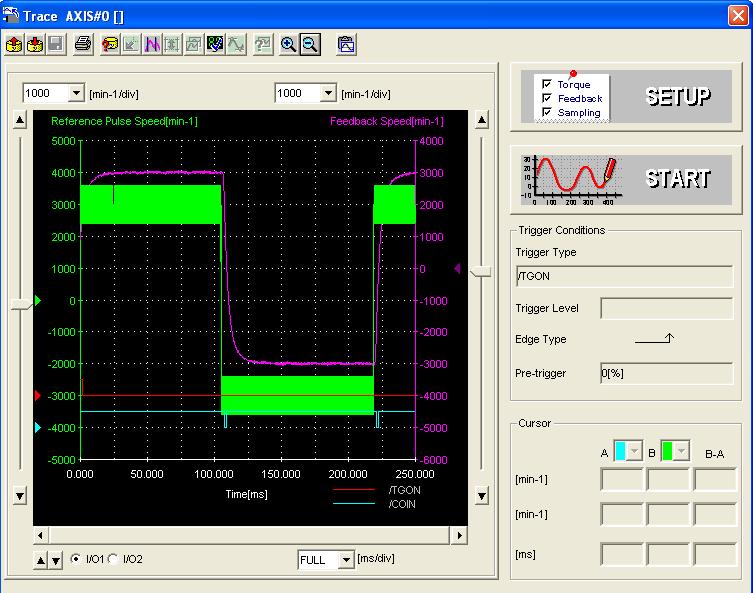
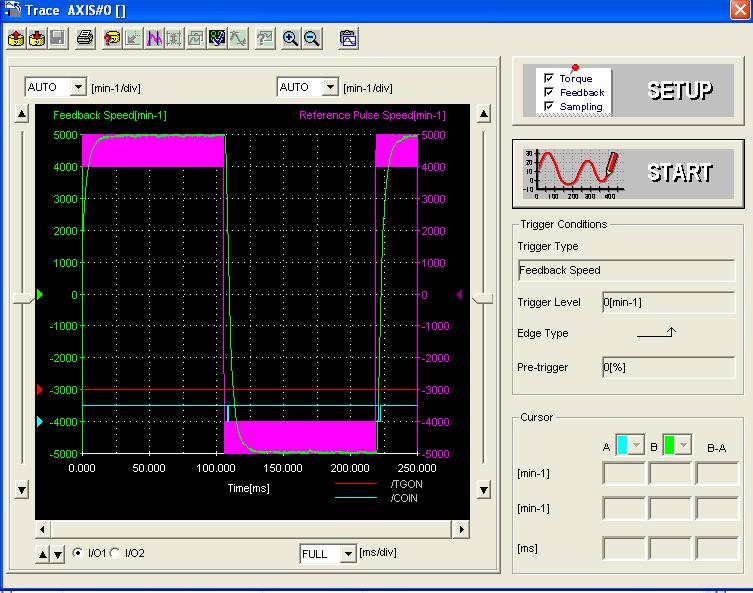
Szerintem 5000 fordulatról -5000 fordulatra, nem roszzzzzzz!!!
Videót nem éredemes készíteni, mert a jelölésből szabadszemmel sem látszik semmi, nem lehet látni az irányváltásokat, ezt főleg Péternek írom, mert a videókat kéri tőlem.
Sampling time 250Usec.
Szerintem 5000 fordulatról -5000 fordulatra, nem roszzzzzzz!!!
Videót nem éredemes készíteni, mert a jelölésből szabadszemmel sem látszik semmi, nem lehet látni az irányváltásokat, ezt főleg Péternek írom, mert a videókat kéri tőlem.
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 január 03, 08:00
Írta: ra8nsmk6w Dátum 2009 január 03, 08:00
Ide kell a laza idegzetű kuplung, 25 ms túllövésnélküli fékezéshez. Csak kérdezném az aktiv felhasználókat milyen szerkezeti elemeket használnak ha X 100 KG-os a mozgatandó tömeg. Gyanitom, hogy a teszt kedvéért meg egy videóért mindenféle gyári setapot "áthágnak"Az anyagkifáradás fogalma még ebben a században is léteik
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 08:41
Írta: 000000000 Dátum 2009 január 03, 08:41
Az adott esetben azt az eredményt kaptam,
hogy 1000-es C encoder felbontás mellett az X
tengely legnagyobb pillanatnyi kényszer
sebessége, ha tűhegyes a függvény profil,
akkor 135 mm/s.
v=delta x/ delta t=0.27mm/0.002 s=135 mm/s.
hogy 1000-es C encoder felbontás mellett az X
tengely legnagyobb pillanatnyi kényszer
sebessége, ha tűhegyes a függvény profil,
akkor 135 mm/s.
v=delta x/ delta t=0.27mm/0.002 s=135 mm/s.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 08:49
Írta: 000000000 Dátum 2009 január 03, 08:49
Motor szöggyorsulás = M motor*eredő hatásfok/
(J motor+J csiga + 1/i/i*(J csigakerék + J hajtástípus))
(J motor+J csiga + 1/i/i*(J csigakerék + J hajtástípus))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 09:01
Írta: 000000000 Dátum 2009 január 03, 09:01
Ezt az idézetet mát többször olvasom Tőled:
"Egy nem játék Hobby szintű szervorendszerben
illik figyelembe venni, hogy a pozíció
hibajel határ nem egy statikus primitív makacs
állandó érték, hanem önmaga is változó, időtől,
technológiától, szerszámpályától, G-kódtól,
...stb., függő bonyolult optimumok eredője."
Ez a Te vezérlődben egy megvalósított dolog? Rugalmasan önmaga (de hogyan?), vagy a vezérlő szoftver álltal diktálva állítja a hibalimiteket? Ha a G-kódokat is figyelembe veszed, akkor egy natúr Step/Dir felületen ezt nem lehet megvalósítani (max. csak a Step sebességét lehetne előre táblázatokba beprogramozni és az alapján állítani a limiteket).
"Egy nem játék Hobby szintű szervorendszerben
illik figyelembe venni, hogy a pozíció
hibajel határ nem egy statikus primitív makacs
állandó érték, hanem önmaga is változó, időtől,
technológiától, szerszámpályától, G-kódtól,
...stb., függő bonyolult optimumok eredője."
Ez a Te vezérlődben egy megvalósított dolog? Rugalmasan önmaga (de hogyan?), vagy a vezérlő szoftver álltal diktálva állítja a hibalimiteket? Ha a G-kódokat is figyelembe veszed, akkor egy natúr Step/Dir felületen ezt nem lehet megvalósítani (max. csak a Step sebességét lehetne előre táblázatokba beprogramozni és az alapján állítani a limiteket).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 09:01
Írta: 000000000 Dátum 2009 január 03, 09:01
Szép ez, de egy csomó mindent nem tudunk
a mérésről. Pl. szervo elektronika, motor
típusa, mekkora teljesítményű, J
jellemzi a motort, tengelye terhelt volt-e,
ha igen milyen hajtás típusssal (orsó-anya,
stb..). És egyet ne feljtsünk még el, ha jól értelmezem, ez egy szösebesség válasz görbe,
a gyártás minősége szempontjából a pozíció
hiba lenne a fontos. Majd arra csinálj mérést
egyszer.
a mérésről. Pl. szervo elektronika, motor
típusa, mekkora teljesítményű, J
jellemzi a motort, tengelye terhelt volt-e,
ha igen milyen hajtás típusssal (orsó-anya,
stb..). És egyet ne feljtsünk még el, ha jól értelmezem, ez egy szösebesség válasz görbe,
a gyártás minősége szempontjából a pozíció
hiba lenne a fontos. Majd arra csinálj mérést
egyszer.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 09:03
Írta: 000000000 Dátum 2009 január 03, 09:03
Nem tudom ételmezni az a széles sávot a pulse speed-nél (freki ingadozás), és az eltéréts a ref-encoder sebességben...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 09:26
Írta: 000000000 Dátum 2009 január 03, 09:26
Erre is van megoldás, éppen Te is írtál egyet.
Ezenkívül modulációs információs csomagokat
szállíthat a programa a szervónak, és külön I/O
csatorna is lehetséges, ha már úgyis vannak M
kódok is. Tehát önmaga step-dir nem kizáró ok,
csak nem Mach kell hozzá, hanem ilyen "ravasz"
programok. De a legfontosabb nem is a hiba
mértéke, hanem az időtartama.
Ezért "életveszályesek" az olyan szervók, amik
tehát nagyon kicsi hibajel kezelésére képesek
csak, ráadásul azt is komparátorként kezelik,
és nincsenek felkészítve a kőkemény
egységugrás lekezelésére is.
Ha belegondolsz egy G00-ával tönkrevághatsz
félnapos melót, ezért mondom, az ilyen szervo
rosszabb, mint egy jó léptecses hajtás,
mert fölöslegesen állandóan "rettegésben"
tartja szerencsétlen Hobbystát, az okozott
anyagi kárról nem is beszélek.
De javaslom, pont az állandó sebességű
C lefejtő, valamint a nagysebességű 3D,
digitalizálás, stb. applikációk kapcsán Neked is a step-dir követelmény rendszer tartalmának
az átgondolását pályagenerálási matematikai
szempontok alapján.
Ezenkívül modulációs információs csomagokat
szállíthat a programa a szervónak, és külön I/O
csatorna is lehetséges, ha már úgyis vannak M
kódok is. Tehát önmaga step-dir nem kizáró ok,
csak nem Mach kell hozzá, hanem ilyen "ravasz"
programok. De a legfontosabb nem is a hiba
mértéke, hanem az időtartama.
Ezért "életveszályesek" az olyan szervók, amik
tehát nagyon kicsi hibajel kezelésére képesek
csak, ráadásul azt is komparátorként kezelik,
és nincsenek felkészítve a kőkemény
egységugrás lekezelésére is.
Ha belegondolsz egy G00-ával tönkrevághatsz
félnapos melót, ezért mondom, az ilyen szervo
rosszabb, mint egy jó léptecses hajtás,
mert fölöslegesen állandóan "rettegésben"
tartja szerencsétlen Hobbystát, az okozott
anyagi kárról nem is beszélek.
De javaslom, pont az állandó sebességű
C lefejtő, valamint a nagysebességű 3D,
digitalizálás, stb. applikációk kapcsán Neked is a step-dir követelmény rendszer tartalmának
az átgondolását pályagenerálási matematikai
szempontok alapján.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 09:39
Írta: 000000000 Dátum 2009 január 03, 09:39
"modulációs információs csomagokat
szállíthat a programa a szervónak"
Ez egy kicsit homály nekem... a Step/Dir csatornán, vagy valami máson gondoltad?
"De a legfontosabb nem is a hiba
mértéke, hanem az időtartama."
Tehát azt mondod, hogy valamilyen "táblázat" vagy fügvény alapján az idő elteltével a hibaküszüböt tologatni kellene (gondolom állítható min és max végpontok között)?
Magyarul: rövidideig nagyobb hiba ok, de már hosszabb időben kisebb hiba is lehet Stop?
"Ha belegondolsz egy G00-ával tönkrevághatsz
félnapos melót, ezért mondom, az ilyen szervo
rosszabb, mint egy jó léptecses hajtás,
mert fölöslegesen állandóan "rettegésben"
tartja szerencsétlen Hobbystát, az okozott
anyagi kárról nem is beszélek."
Ez csak akkor következhet be, ha a rendszer gyorsítását nagyobbra veszem mint az általam megengedett legnagyobb hiba és az átpozícionálás végére nem áll be a pályadatokra (pedig a levegőben ez nem okozhat gondot, ha van elég edeje az új fogás vételére (G1), ami már technológiai sebességen megy ismét).
szállíthat a programa a szervónak"
Ez egy kicsit homály nekem... a Step/Dir csatornán, vagy valami máson gondoltad?
"De a legfontosabb nem is a hiba
mértéke, hanem az időtartama."
Tehát azt mondod, hogy valamilyen "táblázat" vagy fügvény alapján az idő elteltével a hibaküszüböt tologatni kellene (gondolom állítható min és max végpontok között)?
Magyarul: rövidideig nagyobb hiba ok, de már hosszabb időben kisebb hiba is lehet Stop?
"Ha belegondolsz egy G00-ával tönkrevághatsz
félnapos melót, ezért mondom, az ilyen szervo
rosszabb, mint egy jó léptecses hajtás,
mert fölöslegesen állandóan "rettegésben"
tartja szerencsétlen Hobbystát, az okozott
anyagi kárról nem is beszélek."
Ez csak akkor következhet be, ha a rendszer gyorsítását nagyobbra veszem mint az általam megengedett legnagyobb hiba és az átpozícionálás végére nem áll be a pályadatokra (pedig a levegőben ez nem okozhat gondot, ha van elég edeje az új fogás vételére (G1), ami már technológiai sebességen megy ismét).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 09:50
Írta: 000000000 Dátum 2009 január 03, 09:50
Igen, step-dir csatornán lehetséges.
"Rövidideig nagyobb hiba ok, de már hosszabb
időben kisebb hiba is lehet Stop?" Igen.
"Ez csak akkor következhet be, ha a rendszer
gyorsítását nagyobbra veszem mint az általam
megengedett legnagyobb hiba és az
átpozícionálás végére nem áll be a pályadatokra"
Ezekszerint a levegőt is halálpontosan és
fölöslegesen kell szántanod a szervód
kötöttsége miatt, holott a G00 nem
pályagarantált kód.
"Rövidideig nagyobb hiba ok, de már hosszabb
időben kisebb hiba is lehet Stop?" Igen.
"Ez csak akkor következhet be, ha a rendszer
gyorsítását nagyobbra veszem mint az általam
megengedett legnagyobb hiba és az
átpozícionálás végére nem áll be a pályadatokra"
Ezekszerint a levegőt is halálpontosan és
fölöslegesen kell szántanod a szervód
kötöttsége miatt, holott a G00 nem
pályagarantált kód.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 január 03, 09:52
Írta: x4rhew5r3 Dátum 2009 január 03, 09:52
Én sem tudom, de az a sejtésem, hogy itt a step impulzusok kis időállandóval való szűrését látjuk a képen.
Inkább felhívnám a figyelmet a 3. és 4. sugárra. Az vezérlő jelzi a kimeneteken a pályaszámítónak, hogy bekapcsolt a nyomaték (áram) limit (TGON), és azt is, hogy a szervó még nincs pozícióban (COIN). Ha a pályaszámító ezt figyelembe tudja venni, akkor gondoljunk egy kicsit bele, hogy mi mindent képes kivédeni az extrém esetekben.
Ne kérdezzetek vissza, mert én nem tudok többet a dologról. De valaki igen, akkor igen érdekelne...
Inkább felhívnám a figyelmet a 3. és 4. sugárra. Az vezérlő jelzi a kimeneteken a pályaszámítónak, hogy bekapcsolt a nyomaték (áram) limit (TGON), és azt is, hogy a szervó még nincs pozícióban (COIN). Ha a pályaszámító ezt figyelembe tudja venni, akkor gondoljunk egy kicsit bele, hogy mi mindent képes kivédeni az extrém esetekben.
Ne kérdezzetek vissza, mert én nem tudok többet a dologról. De valaki igen, akkor igen érdekelne...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 09:56
Írta: 000000000 Dátum 2009 január 03, 09:56
És még valami. Tudtommal Te "nagy Mach rajongó"
vagy. Sajnos ezt a progit step motoros hajtásra
tervezték, és nem igazán fejlesztették tovább
az előbbiekhez is kapcsolódó kopmolyabb szervó
által adott többlethez a program képességeit.
Így adott esetben korlátoz erősen minket.
vagy. Sajnos ezt a progit step motoros hajtásra
tervezték, és nem igazán fejlesztették tovább
az előbbiekhez is kapcsolódó kopmolyabb szervó
által adott többlethez a program képességeit.
Így adott esetben korlátoz erősen minket.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 09:58
Írta: 000000000 Dátum 2009 január 03, 09:58
Olyan szinten nem mondasz hülyeséget, hogy ezt simán meg tudnám én is csináli a Mach3-al! Csak egy Input kell és egy vezetékezett AND kapcsolat a Vezérlők között, ha a bemenet 1=futhat a G-kód, ha 0 akkor pause. Ez OEM kódokkal simán megoldható, de azért alaposabban át kellene gondolni, mert lehet, hogy bizonyos esetekben csak ront a helyzeten (folyton meg-meg indulú, ugráló mechanikát eredményezne)![#nemtudom][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 10:01
Írta: 000000000 Dátum 2009 január 03, 10:01
Ezt senki (legalább is én) nem vitatja. Azt is eltudom képzelni, hogy marketing miatt nincs tovább ragozva ez a része, hissz helyet kell biztosítani majd a Mach4-nek is...
Persze lehet, hogy még a Mach3 életében megjelenik ilyen future is!
Persze lehet, hogy még a Mach3 életében megjelenik ilyen future is!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 10:04
Írta: 000000000 Dátum 2009 január 03, 10:04
Bízzunk benne, hogy így lesz hamarosan.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 10:14
Írta: 000000000 Dátum 2009 január 03, 10:14
"Ezekszerint a levegőt is halálpontosan és
fölöslegesen kell szántanod a szervód
kötöttsége miatt, holott a G00 nem
pályagarantált kód."
Nem , rosszul értetted! Én is azt mondom, hogy a G0-alatt mehet(ne) a gyorsítás nagyobb hibával, mert a megmunkálás úgy is sokkal lassabb (na itt valóban jó lenne egy legalább külön megadható rámpa ami G0 és G1 között külömbséget tenne)!
fölöslegesen kell szántanod a szervód
kötöttsége miatt, holott a G00 nem
pályagarantált kód."
Nem , rosszul értetted! Én is azt mondom, hogy a G0-alatt mehet(ne) a gyorsítás nagyobb hibával, mert a megmunkálás úgy is sokkal lassabb (na itt valóban jó lenne egy legalább külön megadható rámpa ami G0 és G1 között külömbséget tenne)!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 03, 10:29
Írta: svejk Dátum 2009 január 03, 10:29
A súrlódás és a hatásfok kapcsolata egyértelmű, de első ránézésre úgy gondolná az ember hogy a tehetetlenégi számításnál is figyelembe kell venni, mert a súrlódást mint fékező erő lassítaná a gyorsulást és gyorsítaná a megállást.
Akkor ez csak egy rossz gyakorlati érzés, és más az elmélete :(
Akkor ez csak egy rossz gyakorlati érzés, és más az elmélete :(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 03, 10:34
Írta: svejk Dátum 2009 január 03, 10:34
Hopsz, most olvasom, de ezt egy kicsit emészteni kell...
A Jhajtástipuson mit is értünk?
A Jhajtástipuson mit is értünk?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 03, 10:56
Írta: svejk Dátum 2009 január 03, 10:56
Bocsi hogy beleszólok:
"Ezekszerint a levegőt is halálpontosan és
fölöslegesen kell szántanod a szervód
kötöttsége miatt, holott a G00 nem
pályagarantált kód."
Sajnos általában igen, a geckonál meg tuti..
És ugye Tibor45 ez nem kérdés volt, mert ugye kb. a 4. vitánk erről folyik.
Ezt én már sokszor leírtam hogy egyedül ebben látom a kis hibatároló hátrányát hogy nem tudjuk G0-ban szabadjára engedni az adott tengelyt, henem mindig csak azzal a gyorsulással tudunk dolgozni és G0-ban is menni amit az általunk megkövetelt hibatűrés , vagy a vezérlő kis hibatárolója megenged. (ez főleg negy képeknél és/vagy sok üresjáratnál, pl. helyzetfúrás lassabb munkát eredményez.)
És már azt is leírtam egy párszor hogy erre lenne az egyik lehetőség a szoftverben állítható G1/G0-hoz külön hozzárendelhető gyorsítás (a külön sebesség limitálás a két üzemmódban az F paranccsal ugye megoldott)
a másik pedig ha a vezérlő különbséget tudna tenni a két jelsorozat között.
Az elején azért írtam hogy csak általában igen, mert a Quantumnál van egy kompromisszumos bár nem túl egzakt megoldás, nevezetesen a két külön beállítható hibahatár.
(és emlékezz Magi hogy ezért vetettem ki a soft limitedből a leállítást a szoftver felé)
Tehát a nagy hibahatár pl. 2000 esetén leold de a kis hibahatárt pl. 10-et elérve csak jelzést ad.
Ez ugye csak nagy figyelemmel használható ki, vagyis minden egyes "gyanús" G-kód esetén érdemes üresben lefuttatni a progit hogy a kis hibahatárt jelző LED-ünk nem villan-e be.
"Ezekszerint a levegőt is halálpontosan és
fölöslegesen kell szántanod a szervód
kötöttsége miatt, holott a G00 nem
pályagarantált kód."
Sajnos általában igen, a geckonál meg tuti..
És ugye Tibor45 ez nem kérdés volt, mert ugye kb. a 4. vitánk erről folyik.
Ezt én már sokszor leírtam hogy egyedül ebben látom a kis hibatároló hátrányát hogy nem tudjuk G0-ban szabadjára engedni az adott tengelyt, henem mindig csak azzal a gyorsulással tudunk dolgozni és G0-ban is menni amit az általunk megkövetelt hibatűrés , vagy a vezérlő kis hibatárolója megenged. (ez főleg negy képeknél és/vagy sok üresjáratnál, pl. helyzetfúrás lassabb munkát eredményez.)
És már azt is leírtam egy párszor hogy erre lenne az egyik lehetőség a szoftverben állítható G1/G0-hoz külön hozzárendelhető gyorsítás (a külön sebesség limitálás a két üzemmódban az F paranccsal ugye megoldott)
a másik pedig ha a vezérlő különbséget tudna tenni a két jelsorozat között.
Az elején azért írtam hogy csak általában igen, mert a Quantumnál van egy kompromisszumos bár nem túl egzakt megoldás, nevezetesen a két külön beállítható hibahatár.
(és emlékezz Magi hogy ezért vetettem ki a soft limitedből a leállítást a szoftver felé)
Tehát a nagy hibahatár pl. 2000 esetén leold de a kis hibahatárt pl. 10-et elérve csak jelzést ad.
Ez ugye csak nagy figyelemmel használható ki, vagyis minden egyes "gyanús" G-kód esetén érdemes üresben lefuttatni a progit hogy a kis hibahatárt jelző LED-ünk nem villan-e be.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 11:04
Írta: 000000000 Dátum 2009 január 03, 11:04
Németh, emlékszek![#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 12:43
Írta: 000000000 Dátum 2009 január 03, 12:43
"egyedül ebben látom a kis hibatároló hátrányát
hogy nem tudjuk G0-ban szabadjára engedni az
adott tengelyt.."
Egy másikat is amit mondtam érvként sokadikként,
már elismertél: pl. stepjel elvételes E-stop.
De figyelje ide, kár ezen többet filózni:
majd amilyen arányba egyre több komolyabb,
minél gyorsabban, optimálisabban
végrahajtható feladattal találkozol, elkezdesz
vezérlő programogat írogatni, stb.., rájössz,
hogy a hiba tároló nagysága egy sok változós
függvény, és nem egy bűvös és nevetéségesen
leegyszerűsített Hobby állandó.
hogy nem tudjuk G0-ban szabadjára engedni az
adott tengelyt.."
Egy másikat is amit mondtam érvként sokadikként,
már elismertél: pl. stepjel elvételes E-stop.
De figyelje ide, kár ezen többet filózni:
majd amilyen arányba egyre több komolyabb,
minél gyorsabban, optimálisabban
végrahajtható feladattal találkozol, elkezdesz
vezérlő programogat írogatni, stb.., rájössz,
hogy a hiba tároló nagysága egy sok változós
függvény, és nem egy bűvös és nevetéségesen
leegyszerűsített Hobby állandó.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 12:49
Írta: 000000000 Dátum 2009 január 03, 12:49
Azt, amire a csiga hajtás áttétel után
történik (milyen tömeget, milyen mozgástípussal,
milyen mechanizmussal/orsó-anya, szíj, lánc,
kötél, stb../ működtetsz).
Azokra meg már mind ismered az idevonatkozó
redukált J számítási alapokat, gondolom én.
A súrlódás úgynevezett disszipatív, veszteség
elem, a tömeg pedig tárolótag. Ezért nincs
közük ilyen szempontból egymáshoz.
történik (milyen tömeget, milyen mozgástípussal,
milyen mechanizmussal/orsó-anya, szíj, lánc,
kötél, stb../ működtetsz).
Azokra meg már mind ismered az idevonatkozó
redukált J számítási alapokat, gondolom én.
A súrlódás úgynevezett disszipatív, veszteség
elem, a tömeg pedig tárolótag. Ezért nincs
közük ilyen szempontból egymáshoz.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 03, 13:35
Írta: svejk Dátum 2009 január 03, 13:35
Oké, értem, kössz..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 03, 14:10
Írta: svejk Dátum 2009 január 03, 14:10
Valóban az a step-jel elvételes E-stop tényleg érdekes..
Gondolom a Mach-gecko felhasználókat a sírba is teszi. (megoldás: meg kell szokni a pause gombot, illetve talán H.józsi átírta hogy E-stop bemenetnél is legyen ramp. Persze lehet az a 100ms is számít sok esetben, vagy az a néhény mm-en múlik a szerszám épsége natalán az ember újja, de hát itt ez van..)
Én nem is ragaszkodom a kis tárolóhoz, mint írtam is "útálom a geckoban"
Ezért ajánlottam a Maginak is a leállítás/jelzés választás lehtőségét, sőt még annak idején amit én csináltam abban is a kritikus hibahatár jelzés után késleltetve volt a leoldás.
Mindössze arról "csevegtünk" már egy pár napja hogy kompromisszum kell a kis/nagy hibatároló és a pontos/pontatlan megmunkálás közt, mivel az egyszerű vezérlőink és a felhasználók 90%-ában használt Mach szoftware nem képes különbséget tenni hogy a hiba munka közben vagy egyéb, nevezetesen G0 idején történik.
Mi sajnos nem tudunk kilépni a Mach büvöletéből, de ha Nálad ez meg van oldva akkor gratulálok,(én erről nem tudtam, úgy kell összevadászgatni az elejtett infokat) csak akkor ne úgy állítsd be a dolgot hogy másképp nem lehet dolgozni, hanem foglald össze a Te szoftvered előnyeit és írd oda hogy na látjátok ezt a mach-ben nem lehet megcsinálni és ez miatt pl. ezt a G-kódot vagy munkadarabot nem tudjátok elkészíteni.
(kérlek ezt(se) ne csipkelődésnek vagy személyeskedésnek vedd!)
Az a baj hogy mindketten csak az orrunkig látunk, én a mach-olcsó/egyszerű vezérlőkig ,Te pedig a saját rendszeredet veszed etalonnak.
Gondolom a Mach-gecko felhasználókat a sírba is teszi. (megoldás: meg kell szokni a pause gombot, illetve talán H.józsi átírta hogy E-stop bemenetnél is legyen ramp. Persze lehet az a 100ms is számít sok esetben, vagy az a néhény mm-en múlik a szerszám épsége natalán az ember újja, de hát itt ez van..)
Én nem is ragaszkodom a kis tárolóhoz, mint írtam is "útálom a geckoban"
Ezért ajánlottam a Maginak is a leállítás/jelzés választás lehtőségét, sőt még annak idején amit én csináltam abban is a kritikus hibahatár jelzés után késleltetve volt a leoldás.
Mindössze arról "csevegtünk" már egy pár napja hogy kompromisszum kell a kis/nagy hibatároló és a pontos/pontatlan megmunkálás közt, mivel az egyszerű vezérlőink és a felhasználók 90%-ában használt Mach szoftware nem képes különbséget tenni hogy a hiba munka közben vagy egyéb, nevezetesen G0 idején történik.
Mi sajnos nem tudunk kilépni a Mach büvöletéből, de ha Nálad ez meg van oldva akkor gratulálok,(én erről nem tudtam, úgy kell összevadászgatni az elejtett infokat) csak akkor ne úgy állítsd be a dolgot hogy másképp nem lehet dolgozni, hanem foglald össze a Te szoftvered előnyeit és írd oda hogy na látjátok ezt a mach-ben nem lehet megcsinálni és ez miatt pl. ezt a G-kódot vagy munkadarabot nem tudjátok elkészíteni.
(kérlek ezt(se) ne csipkelődésnek vagy személyeskedésnek vedd!)
Az a baj hogy mindketten csak az orrunkig látunk, én a mach-olcsó/egyszerű vezérlőkig ,Te pedig a saját rendszeredet veszed etalonnak.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 03, 14:25
Írta: svejk Dátum 2009 január 03, 14:25
Alapjában véve ugye ez Sanyi hozzászólása után került szóba, ugyanis lehet hogy egy csikakerekes áttétellel dinamikusabb forgató épthető mint egy HD-vel.
(azonos átttételt feltételezve)
A HD nél ugye a hullámgenerátor J-jét kell a motoréhoz hozzáadni a csigásnál meg az aránylag karcsú csigatengelyt.
(azonos átttételt feltételezve)
A HD nél ugye a hullámgenerátor J-jét kell a motoréhoz hozzáadni a csigásnál meg az aránylag karcsú csigatengelyt.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 15:12
Írta: 000000000 Dátum 2009 január 03, 15:12
Ha valóban nagyobb a bemenő J-je, akkor
dinamikailag jobb a csigahajtás. Az a gyanúm,
ez erősen HD méret és konstrukció függő is.
dinamikailag jobb a csigahajtás. Az a gyanúm,
ez erősen HD méret és konstrukció függő is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 03, 15:46
Írta: bmejdz9nu Dátum 2009 január 03, 15:46
Mi ér többet?
Nagy hibatároló:
G0-ban a szabadfutás alatt "döbbenetes" sebességjavulás? :) Cserébe persze maráskor "döbbenetes" eltérések is lehetnek...
Kis hibatároló:
2. G0-ban (is) "kötött pályás" mozgás (ezáltal sokkal lassúbb mozgás? [#fejvakaras] mennyivel???
Mennyi lehet nyerni a "szabadmozgatáskori" "szabadjára" engedéssel? Hogy megérje a a hiba "kockázatot" maráskor?
Nem ipari termelés, hanem hobby...Step/dir rendszer azaz nem választható G0-ás (emelt memóriás:) mód!
Megéri a veszélyt?
Nagy hibatároló:
G0-ban a szabadfutás alatt "döbbenetes" sebességjavulás? :) Cserébe persze maráskor "döbbenetes" eltérések is lehetnek...
Kis hibatároló:
2. G0-ban (is) "kötött pályás" mozgás (ezáltal sokkal lassúbb mozgás? [#fejvakaras] mennyivel???
Mennyi lehet nyerni a "szabadmozgatáskori" "szabadjára" engedéssel? Hogy megérje a a hiba "kockázatot" maráskor?
Nem ipari termelés, hanem hobby...Step/dir rendszer azaz nem választható G0-ás (emelt memóriás:) mód!
Megéri a veszélyt?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 03, 16:08
Írta: svejk Dátum 2009 január 03, 16:08
Számomra már kezd derengeni, miszerint nálunk hobby-ban nem, de Tibor45 rendszere tudja ezeket a plusz nagyszerű dolgokat és akkor már más a tészta.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 16:52
Írta: 000000000 Dátum 2009 január 03, 16:52
A helyzet a következő.
X, Y, Z gondolt egy nagyot, és úgy döntött
szervót épít, mert már nagy a tudása ehhez.
Forrasztani tudok, hajrá.:)
A lelkes építők láttak csodálatos
gyikokat, és megtetszett nekik a csilivili LED-
es, igen gyakran lefagyó 7 bites agyuk.
Gondolták, így kell ezt csinálni, gyorsan
másoljuk le ezt a zseniális ötletet.
Emberek, talán gondolkozzunk már el pár dolgon:
a motor hajtás parancs végrehajtó periféria,
neki nem az a dolga, hogy dirigáljon.
Majd ha kikérik a véleményét fentről, az más.
Ezt hívják optimalizálásnak, adaptív
irányításnak stb.
Egyébként ha kap egy parancsot, azt minden
körülmények a legjobb tudása alapján, a leggyorsabban,
legpontosabb hajtsa végre, közben pedig védje a motort
túlterhelés ellen. Ennyi a dolga. Pont.
Majd a gondolkozó ember, értelmes lény,
CNC technológiához valamennyire konyító
Felhasználó megmondja neki, mit csináljon.
Ezért írunk G kódot, vagy etetjük valós időben,
stb...
Mivel senki nem a maga ellensége,
végrehajthatatlan dolgot nem kérek tőle.
Viszont ha kell mindent teljesítsen, a kőkemény
egységugrást is.
Ugyanis az egész azért nevetséges, mert attól,
hogy valami fel van készítve komolyabb feladatokra, és kőkemény egységugrást is tud,
nem pofázik vissza, nem gátol a munkámban,
attól az természetesen ugyanúgy pontos azokkal
a rámpákkal, mit a fagyogató primitív szervó,
illetve még sokkal pontosabb is, mert volt
lehetőségem pont az egységugrásokkal
optimalizálni, míg a másik ilyenre lehetőséget
sem ad, mert olyan buta.
Magyarul logikailg is nonszensz minden
olyan baromság, hogy egy szervó statikus
primitív kis hibajelű komparátora miatt kiakad.
Akkor akadjon ki, ha valaki ezt megengedte, vagy
ha a motort védi, vagy más komoly oka van erre.
Ez éppen olyan dolog, mint pl.
egy autónál ha hirtelen gázt adok, leállna
a motor, és ő irányítana engem. Jól néznénk ki.:)
Magyarul az egész egy mese, ami itt folyik,
a 20 Ft-os IC koppintás megideologizálása,
temészetesen azt sem műszaki érvekkel, hanem
csak alapon.
Nevetéséges az egész. A játék szervo dirigál,
rettegtet, miközben egy léptecses hajtás is
intelligensebb, teszi a dolgát. Kinek jó ez a
mesevilág?:)
X, Y, Z gondolt egy nagyot, és úgy döntött
szervót épít, mert már nagy a tudása ehhez.
Forrasztani tudok, hajrá.:)
A lelkes építők láttak csodálatos
gyikokat, és megtetszett nekik a csilivili LED-
es, igen gyakran lefagyó 7 bites agyuk.
Gondolták, így kell ezt csinálni, gyorsan
másoljuk le ezt a zseniális ötletet.
Emberek, talán gondolkozzunk már el pár dolgon:
a motor hajtás parancs végrehajtó periféria,
neki nem az a dolga, hogy dirigáljon.
Majd ha kikérik a véleményét fentről, az más.
Ezt hívják optimalizálásnak, adaptív
irányításnak stb.
Egyébként ha kap egy parancsot, azt minden
körülmények a legjobb tudása alapján, a leggyorsabban,
legpontosabb hajtsa végre, közben pedig védje a motort
túlterhelés ellen. Ennyi a dolga. Pont.
Majd a gondolkozó ember, értelmes lény,
CNC technológiához valamennyire konyító
Felhasználó megmondja neki, mit csináljon.
Ezért írunk G kódot, vagy etetjük valós időben,
stb...
Mivel senki nem a maga ellensége,
végrehajthatatlan dolgot nem kérek tőle.
Viszont ha kell mindent teljesítsen, a kőkemény
egységugrást is.
Ugyanis az egész azért nevetséges, mert attól,
hogy valami fel van készítve komolyabb feladatokra, és kőkemény egységugrást is tud,
nem pofázik vissza, nem gátol a munkámban,
attól az természetesen ugyanúgy pontos azokkal
a rámpákkal, mit a fagyogató primitív szervó,
illetve még sokkal pontosabb is, mert volt
lehetőségem pont az egységugrásokkal
optimalizálni, míg a másik ilyenre lehetőséget
sem ad, mert olyan buta.
Magyarul logikailg is nonszensz minden
olyan baromság, hogy egy szervó statikus
primitív kis hibajelű komparátora miatt kiakad.
Akkor akadjon ki, ha valaki ezt megengedte, vagy
ha a motort védi, vagy más komoly oka van erre.
Ez éppen olyan dolog, mint pl.
egy autónál ha hirtelen gázt adok, leállna
a motor, és ő irányítana engem. Jól néznénk ki.:)
Magyarul az egész egy mese, ami itt folyik,
a 20 Ft-os IC koppintás megideologizálása,
temészetesen azt sem műszaki érvekkel, hanem
csak alapon.
Nevetéséges az egész. A játék szervo dirigál,
rettegtet, miközben egy léptecses hajtás is
intelligensebb, teszi a dolgát. Kinek jó ez a
mesevilág?:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 03, 17:49
Írta: svejk Dátum 2009 január 03, 17:49
?????
Az "Uff" lemaradt :))
De igazad van, mindenki foglalkozzon a saját dolgaival/cuccaival...
Az "Uff" lemaradt :))
De igazad van, mindenki foglalkozzon a saját dolgaival/cuccaival...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 03, 18:05
Írta: bmejdz9nu Dátum 2009 január 03, 18:05
[#eplus2] Megint a szokásos duma... és milyen jó mert senki sem érti :)
Megyek veszek egy idegen szavak szótárát és abból idézek majd... Okosabbnak látszok majd :)
Megyek veszek egy idegen szavak szótárát és abból idézek majd... Okosabbnak látszok majd :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 január 03, 18:23
Írta: 4um5b65d Dátum 2009 január 03, 18:23
OFF
Nehogy már ne értsed felnőtt létedre ?
Manapság ilyen mesét adnak fel házifeladatnak a magyar irodalom órán elemzésre.
Amúgy szép történet volt, meg is könnyeztem....
[#zavart2][#idiota][#ijedt][#vigyor2]
Nehogy már ne értsed felnőtt létedre ?
Manapság ilyen mesét adnak fel házifeladatnak a magyar irodalom órán elemzésre.
Amúgy szép történet volt, meg is könnyeztem....
[#zavart2][#idiota][#ijedt][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 január 03, 18:31
Írta: x4rhew5r3 Dátum 2009 január 03, 18:31
Bár a határok elmosódnak egy kisit, alapvetően két tábor alakult ki az elmúlt egy év során.
Az egyik tábor a gyakorlati tapasztalatai alapján felszedett tudására alapozva védi a hobby kategóriás eszközeit és erre alapozott elméleteit. Ezek lényegében alapkapcsolások, a lehető legkevesebb alkatrészből összehozva, ebből következően kiváló az ár/teljesítmény viszony.
Szerintem ezek hobby szinten bőven kielégítő megoldásokat biztosítanak, mert a mechanika úgysem vállal többet.
A másik tábor - néhány társunk kivételével - ugyancsak hobby szintű eszközöket használ, és valószínűleg nagyobb elektronikai és
szabályozáselméleti ismeretek birtokában támogatja a profibb vagy profi eszközöket használók táborát abban,
hogy egy-két egyszerűbb mérési és hangolási eljárást bizony még a hobby eszközökhöz is érdemes megismerni és alkalmazni.
Minden ilyen kísérlet kudarcba fullad, mert az ellentábor a féligazságokra hivatkozva köröm szakadtáig védi bástyáit.
Ne tévesszen meg bennünket az a tény, hogy egy-egy jelenséget több szinten is magyarázhatunk és megérthetünk. Ezek a szintek a "Jé, mozog a motor"-tól az időállandókat, tehetetlenségeket és mozgási energiákat is magában foglaló magyarázatig terjedhetnek.
A tiszta matematikai modellezést még a felsorolásból is kihagyom, mert ez mégiscsak hobby fórum.
Mivel közeledés nem várható a két tábor között, célszerűnek látszik ketté bontani a topic-ot, és pl. "Szervo haladóknak" egy másik ágon folytatni az eszmecserét.
Természetesen nem gondolok kizárásra és egyéb korlátozásra, de jó lenne abban a topic-ban azokkal találkozni, akik nem helyből kontráznak mások számára triviális, és megalapozott állításokat.
Akkor talán el lehetne jutni az egyről a kettőre, és aztán tovább haladni.
Az egyik tábor a gyakorlati tapasztalatai alapján felszedett tudására alapozva védi a hobby kategóriás eszközeit és erre alapozott elméleteit. Ezek lényegében alapkapcsolások, a lehető legkevesebb alkatrészből összehozva, ebből következően kiváló az ár/teljesítmény viszony.
Szerintem ezek hobby szinten bőven kielégítő megoldásokat biztosítanak, mert a mechanika úgysem vállal többet.
A másik tábor - néhány társunk kivételével - ugyancsak hobby szintű eszközöket használ, és valószínűleg nagyobb elektronikai és
szabályozáselméleti ismeretek birtokában támogatja a profibb vagy profi eszközöket használók táborát abban,
hogy egy-két egyszerűbb mérési és hangolási eljárást bizony még a hobby eszközökhöz is érdemes megismerni és alkalmazni.
Minden ilyen kísérlet kudarcba fullad, mert az ellentábor a féligazságokra hivatkozva köröm szakadtáig védi bástyáit.
Ne tévesszen meg bennünket az a tény, hogy egy-egy jelenséget több szinten is magyarázhatunk és megérthetünk. Ezek a szintek a "Jé, mozog a motor"-tól az időállandókat, tehetetlenségeket és mozgási energiákat is magában foglaló magyarázatig terjedhetnek.
A tiszta matematikai modellezést még a felsorolásból is kihagyom, mert ez mégiscsak hobby fórum.
Mivel közeledés nem várható a két tábor között, célszerűnek látszik ketté bontani a topic-ot, és pl. "Szervo haladóknak" egy másik ágon folytatni az eszmecserét.
Természetesen nem gondolok kizárásra és egyéb korlátozásra, de jó lenne abban a topic-ban azokkal találkozni, akik nem helyből kontráznak mások számára triviális, és megalapozott állításokat.
Akkor talán el lehetne jutni az egyről a kettőre, és aztán tovább haladni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 18:56
Írta: 000000000 Dátum 2009 január 03, 18:56
"Megint a szokásos duma... és milyen jó mert
senki sem érti :)"
Péter, Péter!
Az autó gázpedálos hasonlatomat nagyon nehéz ám
érteni és picit elgondolkozni rajta.:)
Álljál már ki a garázsból a kocsiddal, és
próbáld ki, leold-e az autód egy hirtelen
gázfröccstől?:)[#nevetes1]
senki sem érti :)"
Péter, Péter!
Az autó gázpedálos hasonlatomat nagyon nehéz ám
érteni és picit elgondolkozni rajta.:)
Álljál már ki a garázsból a kocsiddal, és
próbáld ki, leold-e az autód egy hirtelen
gázfröccstől?:)[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 03, 19:04
Írta: svejk Dátum 2009 január 03, 19:04
Bizony be kell hogy lássuk hogy majdnem teljesen igazad van, de ez tuti nem lesz működőképes.
Arról nem is beszélve, hogy lehet hogy azon is el kellene gondolkozni hogy az ellentábor vajon miért is ugrik rögtön a másikra? Lehet fordítva is szokott lenni?
Mindenesetre én akkor maradok a homokozóban...
De azért kérdezni majd szabad, ugye? :)
Arról nem is beszélve, hogy lehet hogy azon is el kellene gondolkozni hogy az ellentábor vajon miért is ugrik rögtön a másikra? Lehet fordítva is szokott lenni?
Mindenesetre én akkor maradok a homokozóban...
De azért kérdezni majd szabad, ugye? :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 január 03, 19:11
Írta: x4rhew5r3 Dátum 2009 január 03, 19:11
Én is attól tarok, hogy üres maradna.
Ahol már érdekes lenne az a topic, ott már a tiltott vizeken hajóznánk...
Ahol már érdekes lenne az a topic, ott már a tiltott vizeken hajóznánk...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 03, 19:29
Írta: svejk Dátum 2009 január 03, 19:29
Szerintem jobban jártok ha egymás közt magánban megtárgyaljátok az aktuális szakmai kérdéseket.
Sajnos egész életemben csak autodidakta módon tanultam, ezután is el leszek valahogy :)
Sajnos egész életemben csak autodidakta módon tanultam, ezután is el leszek valahogy :)
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2009 január 03, 19:34
Írta: Motoros Dátum 2009 január 03, 19:34
Ne magánba mert van aki élvezettel olvasgatja ezeket a vitákat. Beleszólni persze nem mernék pedig még az egységugrást is tanultam anno. :))
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2009 január 03, 22:30
Írta: 3k74cecek Dátum 2009 január 03, 22:30
Nagyon jól látod az ellentétek kialakulásának okait.
Sajnos nagyon eltérőek az itt lévők igényei és lehetőségei (anyagi, szakmai), és előképzettsége.
Egy feldobott kérdésre (ha egyáltalán érthetően van megfogalmazva), majdnem mindenki saját magából kiindulva válaszol. Így aztán hamar kialakulnak az ellentétek. Néha ez még tetézve van magyarázat helyett fellengzős nagyképű, esetleg személyeskedő szöveggel.
Így nem nagyon lehet előbbre jutni. A kezdő azt hiszi, hogy két diploma nélkül nem is érdemes foglalkozni evvel a témával. A profi meg azt látja, hogy egyesek rosszból (természetesen képletesen!) akarnak várat építeni. Ilyenkor többnyire nem magyarázat jön a profitól, hanem lekezelő kioktatás.
Gyakran az is baj egy kérdésnél, hogy nem kapunk semmi infót a köritésről, az igényekről és a lehetőségekről, a kérdező ismereteiről.
Így viszont nagyon nehéz megfelelő szintű választ adni. Senkinek sincs (nekem legalábbis ) kedve 25 féle alternatív lehetőséget végig ecsetelni egy válaszban. Én ilyen esetben inkább nem válaszolok semmit. Gondolom más is van így néha. Ettől persze úgy tűnik, hogy a sok hozzáértő ember titkolja a tudását, pedig csak lusták vagyunk még rákérdezni is a bővebb infóra.
Ha mindkét tábor megpróbálná megérteni a másikat (de főleg a profik az amatőröket), akkor lehetne közeledés és hamar kiderülnének a nézeteltérések okai. Ebből tanulhatna mindenki.
Ha valamiben vélemény különbség van, akkor a konkrét kérdésre válaszolni illik, akárcsak annyit, hogy át kell gondolni, vagy utána nézek, nem pedig mellébeszélni, másra terelni a szót és válasz nélkül hagyni azt ami a nézetkülönbséget szülte.
Ezután már csak parttalan vita és személyeskedés lesz a dologból. Volt már több topikban is példa erre.
Én a magam részéről az ilyenekbe a továbbiakban nem kívánok részt venni. Ha valaki kötözködésnek tekinti, hogy rá merészelek kérdezni általam nem érthető, vagy hibásnak vélt dologra, és csak mellébeszélni vagy személyeskedni tud értelmes válasz helyett, akkor az legyen boldog magával, bármelyik táborhoz is tartozik.
Így ugyan a többség nem tud annyit tanulni mint amennyit tanulhatna az értelmes vitákból. Sajnos ez van.
A magánban megbeszélés pedig megöli az ilyen fórumokat. Túl azon, hogy egy esetleges tévedés vagy nem derül ki, vagy a saját kárán kell megtanulnia az illetőnek. Egyik sem szerencsés lehetőség szerintem.
Sajnos nagyon eltérőek az itt lévők igényei és lehetőségei (anyagi, szakmai), és előképzettsége.
Egy feldobott kérdésre (ha egyáltalán érthetően van megfogalmazva), majdnem mindenki saját magából kiindulva válaszol. Így aztán hamar kialakulnak az ellentétek. Néha ez még tetézve van magyarázat helyett fellengzős nagyképű, esetleg személyeskedő szöveggel.
Így nem nagyon lehet előbbre jutni. A kezdő azt hiszi, hogy két diploma nélkül nem is érdemes foglalkozni evvel a témával. A profi meg azt látja, hogy egyesek rosszból (természetesen képletesen!) akarnak várat építeni. Ilyenkor többnyire nem magyarázat jön a profitól, hanem lekezelő kioktatás.
Gyakran az is baj egy kérdésnél, hogy nem kapunk semmi infót a köritésről, az igényekről és a lehetőségekről, a kérdező ismereteiről.
Így viszont nagyon nehéz megfelelő szintű választ adni. Senkinek sincs (nekem legalábbis ) kedve 25 féle alternatív lehetőséget végig ecsetelni egy válaszban. Én ilyen esetben inkább nem válaszolok semmit. Gondolom más is van így néha. Ettől persze úgy tűnik, hogy a sok hozzáértő ember titkolja a tudását, pedig csak lusták vagyunk még rákérdezni is a bővebb infóra.
Ha mindkét tábor megpróbálná megérteni a másikat (de főleg a profik az amatőröket), akkor lehetne közeledés és hamar kiderülnének a nézeteltérések okai. Ebből tanulhatna mindenki.
Ha valamiben vélemény különbség van, akkor a konkrét kérdésre válaszolni illik, akárcsak annyit, hogy át kell gondolni, vagy utána nézek, nem pedig mellébeszélni, másra terelni a szót és válasz nélkül hagyni azt ami a nézetkülönbséget szülte.
Ezután már csak parttalan vita és személyeskedés lesz a dologból. Volt már több topikban is példa erre.
Én a magam részéről az ilyenekbe a továbbiakban nem kívánok részt venni. Ha valaki kötözködésnek tekinti, hogy rá merészelek kérdezni általam nem érthető, vagy hibásnak vélt dologra, és csak mellébeszélni vagy személyeskedni tud értelmes válasz helyett, akkor az legyen boldog magával, bármelyik táborhoz is tartozik.
Így ugyan a többség nem tud annyit tanulni mint amennyit tanulhatna az értelmes vitákból. Sajnos ez van.
A magánban megbeszélés pedig megöli az ilyen fórumokat. Túl azon, hogy egy esetleges tévedés vagy nem derül ki, vagy a saját kárán kell megtanulnia az illetőnek. Egyik sem szerencsés lehetőség szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 január 03, 22:40
Írta: fs9s63xkf Dátum 2009 január 03, 22:40
Egy kis 3D-vel kezdtük az évet, és egész jó eredményt kaptunk:

Video!
Sajnos nem sikerült rendesen lefényképezni, élőben sokkal jobban néz ki.
És hogy egy kis szervó is legyen a dologban: mindhárom tengelynek 50000 a hibatárolója, ez több mint 30 mm X és Y tengelyek esetében. Természetesen állítható 0-tól 50000-ig. A vezérlő egyébként nem veszi olyan szigorúan a ezt az értéket, hogy amint eléri letilt, el kell telnie egy kis időnek és ha még mindig nagyobb az eltérés, csak akkor avatkozik be.
Mellesleg ha a hibatároló nagysága miatt törik el a maró, akkor megérdemlem, mert ott valami tuti nincs jól beállítva, esetleg nem megfelelően választottam motort, vagy a Gcode nem jó... :)
Video!
Sajnos nem sikerült rendesen lefényképezni, élőben sokkal jobban néz ki.
És hogy egy kis szervó is legyen a dologban: mindhárom tengelynek 50000 a hibatárolója, ez több mint 30 mm X és Y tengelyek esetében. Természetesen állítható 0-tól 50000-ig. A vezérlő egyébként nem veszi olyan szigorúan a ezt az értéket, hogy amint eléri letilt, el kell telnie egy kis időnek és ha még mindig nagyobb az eltérés, csak akkor avatkozik be.
Mellesleg ha a hibatároló nagysága miatt törik el a maró, akkor megérdemlem, mert ott valami tuti nincs jól beállítva, esetleg nem megfelelően választottam motort, vagy a Gcode nem jó... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 03, 23:04
Írta: 2vkx6unz Dátum 2009 január 03, 23:04
Köszönöm.
Nekem becsléssel kb. 160mm/s jött ki.
Nekem becsléssel kb. 160mm/s jött ki.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 03, 23:04
Írta: 000000000 Dátum 2009 január 03, 23:04
...az a jo, hogy az informacio/tudas az internet koraban mar nem igazan monopolizalhato !
Aki tenyleg akarja az par ejszaka alatt megszerzi ami erdekli, elole tehat nincs ertelme a tudast rejtgetni.
Akinek nem igazan fontos az meg ugyis erdektelen, mert egyszer elolvassa a dolgot aztan annyiba is marad.
Megis azt latom, hogy kishazankban kb. mindenki rejti-dugja-felti amit mar megtalalt....
Azt hiszi kincset birtokol, pedig dehogy!
Aki tenyleg "ellenfel" lehet/lesz az elol
ugyis csak max rovid ideig tudja megvedeni magat...
Nemcsak itt mas forumon is kb. ez van.
Pedig sok gyakorlati ertelme nincs a dolognak...
Aki KEPES maga is alkotni az meg is teszi,
tehat nem lesz ugyfel belole soha.
Aki nem kepes annal meg nem erdekes,
mit tudot meg....ugyis ugyfel lesz !
Aki tenyleg akarja az par ejszaka alatt megszerzi ami erdekli, elole tehat nincs ertelme a tudast rejtgetni.
Akinek nem igazan fontos az meg ugyis erdektelen, mert egyszer elolvassa a dolgot aztan annyiba is marad.
Megis azt latom, hogy kishazankban kb. mindenki rejti-dugja-felti amit mar megtalalt....
Azt hiszi kincset birtokol, pedig dehogy!
Aki tenyleg "ellenfel" lehet/lesz az elol
ugyis csak max rovid ideig tudja megvedeni magat...
Nemcsak itt mas forumon is kb. ez van.
Pedig sok gyakorlati ertelme nincs a dolognak...
Aki KEPES maga is alkotni az meg is teszi,
tehat nem lesz ugyfel belole soha.
Aki nem kepes annal meg nem erdekes,
mit tudot meg....ugyis ugyfel lesz !
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2009 január 04, 00:14
Írta: 3k74cecek Dátum 2009 január 04, 00:14
"...az a jo, hogy az informacio/tudás az internet korában már nem igazán monopolizálhato ! "
Ez alapvetően ugyan igaz, de azért nem ilyen egyszerű a helyzet.
Egyrészt egy konkrét problémára a konkrét válasz többnyire vagy nem lelhető fel, vagy csak aránytalanul nagy munka árán.
Persze ahhoz képest, hogy egy hozzáértőt megkérdezünk itt a fórumon és pl. egy nap múlva megkapjuk a választ.
Másrészt az interneten a hülyeség éppen olyan meggyőzően van előadva mint a helyes válasz.
Persze azért vannak kivételek, mert egy elektronikus könyvtár tartalma nagy valószinűséggel nem tartalmaz hülyeséget.
Az ügyfél/ nem ügyfélben igazad van. Hozzátenném, hogy esetleg hamarabb leszek ügyfél egy olyan embernél akitől elötte apróságokban jó tanácsot kaptam, de most egy nagyobb dologról lenne szó és nem akarom magam csinálni. Esetleg egy ismerős keres valamire megoldást, és ajánlani tudom neki, mert jó tapasztalatom van vele. De ehhez az orránál tovább kell látnia annak aki a tudás birtokában van.
Ez alapvetően ugyan igaz, de azért nem ilyen egyszerű a helyzet.
Egyrészt egy konkrét problémára a konkrét válasz többnyire vagy nem lelhető fel, vagy csak aránytalanul nagy munka árán.
Persze ahhoz képest, hogy egy hozzáértőt megkérdezünk itt a fórumon és pl. egy nap múlva megkapjuk a választ.
Másrészt az interneten a hülyeség éppen olyan meggyőzően van előadva mint a helyes válasz.
Persze azért vannak kivételek, mert egy elektronikus könyvtár tartalma nagy valószinűséggel nem tartalmaz hülyeséget.
Az ügyfél/ nem ügyfélben igazad van. Hozzátenném, hogy esetleg hamarabb leszek ügyfél egy olyan embernél akitől elötte apróságokban jó tanácsot kaptam, de most egy nagyobb dologról lenne szó és nem akarom magam csinálni. Esetleg egy ismerős keres valamire megoldást, és ajánlani tudom neki, mert jó tapasztalatom van vele. De ehhez az orránál tovább kell látnia annak aki a tudás birtokában van.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 04, 10:01
Írta: 000000000 Dátum 2009 január 04, 10:01
A nagyon konkret valaszt nem is szoktam keresni...azt az elvek alapjan mar kilehet talalni eleg konneen...
Persz akinek a szakmmi alapok is Himalaja meretu nehezseget okoznak az bajban van,
mert annak elobb az alapokat kell megszerezni.
Az alapok tisztaba rakasa pedig onallaon valoban nem egyszeru feladat...viszont alapszintu info sok van csak kell tudni szintetizalni...a lenyeget.
Nomeg alapveto angol olvasasi keszseg nelkul
eleg keves info akad a neten is...
Persz akinek a szakmmi alapok is Himalaja meretu nehezseget okoznak az bajban van,
mert annak elobb az alapokat kell megszerezni.
Az alapok tisztaba rakasa pedig onallaon valoban nem egyszeru feladat...viszont alapszintu info sok van csak kell tudni szintetizalni...a lenyeget.
Nomeg alapveto angol olvasasi keszseg nelkul
eleg keves info akad a neten is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 04, 10:03
Írta: 000000000 Dátum 2009 január 04, 10:03
Mondjuk szervo+hajtas temaban mar magyarul is lehet jocskan okosodni csak at kell rágni az itteni forumokat es rendszerezni az elszort infokat...:-)))
Szerintem egy teljes egyetemi jegyzet osszerakhato beloluk !
Szerintem egy teljes egyetemi jegyzet osszerakhato beloluk !
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 04, 10:11
Írta: svejk Dátum 2009 január 04, 10:11
Én is úgy gondolom hogy az internet olyan mint a suliban a puskázás volt.
Csak az tudott puskázni akinek volt valami fogalma az adott témáról.
És sajnos igaz az is hogy a net könnyen bevisz a málnásba..
Lehet csak egy sajtóhiba a képletben, vagy adatlapon (pl. az inerciaszámításnál is találkoztam vele)
De az is lehet hogy egy nem túl jó magyarázat félreértésekre ad okot.
És a net-re nem tudsz rákérdezni,hogy biztos? Erre lennének valók a fórumok..
Csak az tudott puskázni akinek volt valami fogalma az adott témáról.
És sajnos igaz az is hogy a net könnyen bevisz a málnásba..
Lehet csak egy sajtóhiba a képletben, vagy adatlapon (pl. az inerciaszámításnál is találkoztam vele)
De az is lehet hogy egy nem túl jó magyarázat félreértésekre ad okot.
És a net-re nem tudsz rákérdezni,hogy biztos? Erre lennének valók a fórumok..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 04, 10:35
Írta: 000000000 Dátum 2009 január 04, 10:35
Sziasztok! BUÉK!
Varsányi Péterhez lenne kérdésem.
Az A300 vezérlő doksija nem publikus ,vagy csak megszokásból van jelszóval ellátva a ZIP fájl?
Varsányi Péterhez lenne kérdésem.
Az A300 vezérlő doksija nem publikus ,vagy csak megszokásból van jelszóval ellátva a ZIP fájl?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 04, 10:37
Írta: 000000000 Dátum 2009 január 04, 10:37
Keress rá a neten! Mindenhol ott van...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 04, 10:54
Írta: svejk Dátum 2009 január 04, 10:54
Szép munka!
Gondolom ez valamelyik AC hajtásos gépetekkel készült.
A vezérlő szoftware Mach?
Ha igen, milyen ramp-al működik a gyorsítás/lassítás?
Érzésetek szerint ezt a munkát DC-szervos gépppel és a geckoval (kis hibatátroló) el lehetne végezni, ha igen akkor mennyivel növekedne meg a megmunkálási idő szerintetetek?
"Mellesleg ha a hibatároló nagysága miatt törik el a maró, akkor megérdemlem, mert ott valami tuti nincs jól beállítva, esetleg nem megfelelően választottam motort, vagy a Gcode nem jó... :) "
Ezzel a kijelentéssel 100%-ban egyetértek.
Ez így van (akár a lépetetős gépeknél is) hogy ha minden jól van beállítva nem lehet gond.
De gondolom a gépeteknél is van valami visszajelzés ha esetleg már valami komolyabb késés következne be valamelyik tengelynél, Pl. ahogy írtad, rossz G-kód, rosszul megválasztott sebesség, stb.
Esetleg éles munka előtt lefuttatjátok a kódot és valami monitorozó progival ellenőrzitek a max. eltésrést?
Ha igen milyen max. eltérések vannak munka közben?
Vagy esetleg van olyan segédprogi vagy valamelyik szoftver tudja azt hogy a géped sok-sok tesztelése, egységugrásos mérései alapján kiderített specifikációját figyelembe veszi és annak függvényében módosítja a sebességet, gyorsulást?
Vagy csak egyszerűen elég lehet egy pár extrém G-kóddal, ugrásokkal beállítani,letesztelni a gépet és aztán mehet élesben a munka?
Gondolom egy idő után már egy tervre rátekintve rögtön látja az ember hogy az adott munkadarabb mennyire igényli a gép dinamikáját.
Elnézést a sok és lehet buta kérdésért de talán a válaszokból lehet tanulni nekünk homokozósoknak.
Gondolom ez valamelyik AC hajtásos gépetekkel készült.
A vezérlő szoftware Mach?
Ha igen, milyen ramp-al működik a gyorsítás/lassítás?
Érzésetek szerint ezt a munkát DC-szervos gépppel és a geckoval (kis hibatátroló) el lehetne végezni, ha igen akkor mennyivel növekedne meg a megmunkálási idő szerintetetek?
"Mellesleg ha a hibatároló nagysága miatt törik el a maró, akkor megérdemlem, mert ott valami tuti nincs jól beállítva, esetleg nem megfelelően választottam motort, vagy a Gcode nem jó... :) "
Ezzel a kijelentéssel 100%-ban egyetértek.
Ez így van (akár a lépetetős gépeknél is) hogy ha minden jól van beállítva nem lehet gond.
De gondolom a gépeteknél is van valami visszajelzés ha esetleg már valami komolyabb késés következne be valamelyik tengelynél, Pl. ahogy írtad, rossz G-kód, rosszul megválasztott sebesség, stb.
Esetleg éles munka előtt lefuttatjátok a kódot és valami monitorozó progival ellenőrzitek a max. eltésrést?
Ha igen milyen max. eltérések vannak munka közben?
Vagy esetleg van olyan segédprogi vagy valamelyik szoftver tudja azt hogy a géped sok-sok tesztelése, egységugrásos mérései alapján kiderített specifikációját figyelembe veszi és annak függvényében módosítja a sebességet, gyorsulást?
Vagy csak egyszerűen elég lehet egy pár extrém G-kóddal, ugrásokkal beállítani,letesztelni a gépet és aztán mehet élesben a munka?
Gondolom egy idő után már egy tervre rátekintve rögtön látja az ember hogy az adott munkadarabb mennyire igényli a gép dinamikáját.
Elnézést a sok és lehet buta kérdésért de talán a válaszokból lehet tanulni nekünk homokozósoknak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 04, 11:13
Írta: bmejdz9nu Dátum 2009 január 04, 11:13
Nagyon jó... Gratula!
Én nem vagyok 3D marás kedvelő azaz nem ismerem az ilyen szerkesztő progikat... de majd egyszer talán :)
Ha elküldöd a G-kódot én is kimarnám Geckoval :)
Persze azthiszem, hogy egy szál sincs itthon most gömbfejű maróból...(ha nagyobb vagy kisebb az baj?)
Egyébként a videón úgy éreztem, hogy a gyorsítási értékek a mechanika határát surolták?
Az az ISEL oldalt szorítóról is tehetnél be képeket! Mennyibe kerülnek?
Én nem vagyok 3D marás kedvelő azaz nem ismerem az ilyen szerkesztő progikat... de majd egyszer talán :)
Ha elküldöd a G-kódot én is kimarnám Geckoval :)
Persze azthiszem, hogy egy szál sincs itthon most gömbfejű maróból...(ha nagyobb vagy kisebb az baj?)
Egyébként a videón úgy éreztem, hogy a gyorsítási értékek a mechanika határát surolták?
Az az ISEL oldalt szorítóról is tehetnél be képeket! Mennyibe kerülnek?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 04, 11:23
Írta: bmejdz9nu Dátum 2009 január 04, 11:23
Egyébként... Hobby és nem hobby szervóvezérlők...(?:)
Vannak a valóságban is bizonyított vezérlők és vannak elméletben létező vezérlők...
De az élet oly egyszerű mert csak step és dir van és semmi más :) Szerencsére :) Mert aztán lenne nagy kavalkád... :)
Ez a két jelből egyik ugyebár az irányt adja a másik a lépésszámot... ilyen egyszerű = ezért aztán csodák nincsenek vezérlő és vezérlő között...
(persze ezeket az "alaputasításokat" pontosan, megbízhatóan végre kell hajtania)
Én megértem aki több éves kutató fejlesztő munkát végzett... és "feltalálta" a spanyol viaszt... (talán) több hibatárolóval...:)
Vannak a valóságban is bizonyított vezérlők és vannak elméletben létező vezérlők...
De az élet oly egyszerű mert csak step és dir van és semmi más :) Szerencsére :) Mert aztán lenne nagy kavalkád... :)
Ez a két jelből egyik ugyebár az irányt adja a másik a lépésszámot... ilyen egyszerű = ezért aztán csodák nincsenek vezérlő és vezérlő között...
(persze ezeket az "alaputasításokat" pontosan, megbízhatóan végre kell hajtania)
Én megértem aki több éves kutató fejlesztő munkát végzett... és "feltalálta" a spanyol viaszt... (talán) több hibatárolóval...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 január 04, 11:38
Írta: HJózsi Dátum 2009 január 04, 11:38
"ezért aztán csodák nincsenek vezérlő és vezérlő között" ...
Na ezzel én pl. nem értek egyet ... de gondolom ez csak provokatív hozzászólás volt ... [#vigyor3]
Na ezzel én pl. nem értek egyet ... de gondolom ez csak provokatív hozzászólás volt ... [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 04, 12:13
Írta: 000000000 Dátum 2009 január 04, 12:13
Igen, ezért kérdeztem, mert Cseh és Orosz fórumokon szaladtam bele a jelszóba.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 04, 12:14
Írta: bmejdz9nu Dátum 2009 január 04, 12:14
Az Ám :)
Mert ugyebár "néhányan" túlmisztifikálják...
Azaz próbálják a hobbysta fejét megkeverni azaz "elrettenteni" a szervóhajtástól:)
Bízok benne, hogy ezt nem "anyagi" érdekből teszik :)
Mert ugyebár "néhányan" túlmisztifikálják...
Azaz próbálják a hobbysta fejét megkeverni azaz "elrettenteni" a szervóhajtástól:)
Bízok benne, hogy ezt nem "anyagi" érdekből teszik :)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 január 04, 15:21
Írta: fs9s63xkf Dátum 2009 január 04, 15:21
Igen, AC-s géppel készült, és cncGraF-al hajtjuk, ezért pontos rámpát nem tudok mondani. Ennél a szoftvernél úgy van, hogy van egy skála a gyorsításnak 0-12-es értékig, de hogy melyik mennyit jelent pontosan azt csak Ők tudják :) Ez egyébként nagyon nem tetszik... De legalább ismeri az S-görbét, és a nem 0 kezdősebességet.
Visszajelzés csak annyi van, hogy ha leáll a szervó valami miatt akkor azt jelzi a szoftvernek.
Menet közben sosem mértük még az eltéréseket, még nincs teljesen kész hozzá a szoftver :) Amikor kész egy gép, akkor beállítjuk a szervókat (a "Léptetőmotor" topicból már jól ismert szoftver segítségével): figyelve az eltéréseket megkínáljuk egységugrással, különböző sebességekkel, gyorsításokkal járatjuk. Ekkor már azt is tudjuk, milyen gyorsítást, kezdő sebességet visel el és ezek alapján beállítjuk a szoftvert. Innentől fogva nem nagyon foglalkozunk az eltéréssel, hacsak a munkadarabon nem látszik...
Az eltérések nem nagyok, ma megnéztem, a szervó ki tudja jelezni a kijelzőén az aktuális eltérést, elég gyorsan változik, úgyhogy csak saccolni lehet :) . Az X,Y tengelyek ugye elég lomhán mozognak, itt szerintem 20 fölé nem megy az eltérés, a Z tengelynél azért már nagyobb, valahol 50 alatt kell lennie. Szerintem Geckoval is menne kb hasonló sebességgel, de ugye a felületet kell majd a végén összehasonlítani, megcsinálom én is egy óra alatt, csak az nem így néz ki :)
Visszajelzés csak annyi van, hogy ha leáll a szervó valami miatt akkor azt jelzi a szoftvernek.
Menet közben sosem mértük még az eltéréseket, még nincs teljesen kész hozzá a szoftver :) Amikor kész egy gép, akkor beállítjuk a szervókat (a "Léptetőmotor" topicból már jól ismert szoftver segítségével): figyelve az eltéréseket megkínáljuk egységugrással, különböző sebességekkel, gyorsításokkal járatjuk. Ekkor már azt is tudjuk, milyen gyorsítást, kezdő sebességet visel el és ezek alapján beállítjuk a szoftvert. Innentől fogva nem nagyon foglalkozunk az eltéréssel, hacsak a munkadarabon nem látszik...
Az eltérések nem nagyok, ma megnéztem, a szervó ki tudja jelezni a kijelzőén az aktuális eltérést, elég gyorsan változik, úgyhogy csak saccolni lehet :) . Az X,Y tengelyek ugye elég lomhán mozognak, itt szerintem 20 fölé nem megy az eltérés, a Z tengelynél azért már nagyobb, valahol 50 alatt kell lennie. Szerintem Geckoval is menne kb hasonló sebességgel, de ugye a felületet kell majd a végén összehasonlítani, megcsinálom én is egy óra alatt, csak az nem így néz ki :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2009 január 04, 15:44
Írta: Szedlay Pál Dátum 2009 január 04, 15:44
Én is gratulálok a munkához, szép. Ez a két óra is nagyon gyors, szerintem.
Lenne egy kérdésem.
Az alakok feletti "árokban" látszik a megmunkálás, a marás nyoma. Ez természetes, bár itt kéne a legszebbnek lennie a felületnek a marási stratégiát nézve a videón. Viszont a kezek alatti területen nincsenek megmunkálási nyomok, pedig egy rádiuszos marónál sík felületen mindenképpen kellene látni a megmunkálás nyomait. Ez csak a fotón nem jön át, vagy valami speckó eljárásotok van erre?
Lenne egy kérdésem.
Az alakok feletti "árokban" látszik a megmunkálás, a marás nyoma. Ez természetes, bár itt kéne a legszebbnek lennie a felületnek a marási stratégiát nézve a videón. Viszont a kezek alatti területen nincsenek megmunkálási nyomok, pedig egy rádiuszos marónál sík felületen mindenképpen kellene látni a megmunkálás nyomait. Ez csak a fotón nem jön át, vagy valami speckó eljárásotok van erre?
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 január 04, 15:45
Írta: fs9s63xkf Dátum 2009 január 04, 15:45
Feltehetem a Gcode-ot, de 50 mega és 1730000 sor, így is kell? Ha nincs ekkora maród akkor mondd meg milyen van és akkor csinálok olyan Gcode-ot, most az egyszer...
Nem olyan vészesek a gyorsítások, csak a kamera állványa remegett nagyon. A gyorsjáratokat egyébként még így filmen is élmény nézni. A kedvencem, mikor a 10000 Ft-os maróval 6000 mm/perccel elindul lefele az anyag felé és 1mm-el felette lelassít!
A leszorítók párba vannak, és bruttó 15000 Ft egy készlet.
Nem olyan vészesek a gyorsítások, csak a kamera állványa remegett nagyon. A gyorsjáratokat egyébként még így filmen is élmény nézni. A kedvencem, mikor a 10000 Ft-os maróval 6000 mm/perccel elindul lefele az anyag felé és 1mm-el felette lelassít!
A leszorítók párba vannak, és bruttó 15000 Ft egy készlet.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 04, 15:48
Írta: svejk Dátum 2009 január 04, 15:48
Köszönöm a válaszokat, még egy párat ha megengedsz!
Először is kár hogy nem Mach :((
Írod hogy kb. 20 illetve 50 az eltérés, bizonyára irányváltásokkor.
Gondolom step értékben..
Szabad tudni az encoder és orsó felbontást? Tehát hogy nagyjából kitudjuk számolni hogy ezek az eltérések mm-ben mit jelentenek.
Egy ilyen domborműnél gondolom nem is állt szándékotokban a maximális pontosság, de lassabb munkával bizonyára pár step érték alá lehetne csökkenteni egy ilyen gyári cuccnál.
Jól gondolom?
Először is kár hogy nem Mach :((
Írod hogy kb. 20 illetve 50 az eltérés, bizonyára irányváltásokkor.
Gondolom step értékben..
Szabad tudni az encoder és orsó felbontást? Tehát hogy nagyjából kitudjuk számolni hogy ezek az eltérések mm-ben mit jelentenek.
Egy ilyen domborműnél gondolom nem is állt szándékotokban a maximális pontosság, de lassabb munkával bizonyára pár step érték alá lehetne csökkenteni egy ilyen gyári cuccnál.
Jól gondolom?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 04, 16:16
Írta: svejk Dátum 2009 január 04, 16:16
Még egy kérdés:
Konkrétan melyik cncgraf szofttal hajtjátok?
gondolom anem az ingyenes DOS-ossal..
Konkrétan melyik cncgraf szofttal hajtjátok?
gondolom anem az ingyenes DOS-ossal..
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 január 04, 16:21
Írta: fs9s63xkf Dátum 2009 január 04, 16:21
Az volt a gond, hogy egy elég "rücskös" STL-fájlból dolgoztam, és az látszik ott, az alja az szép sima, ezen a képen jól látszik. Simítottam rajta, de ha tovább simítom eltűnik a rák :)
A sima felületek egész jók lettek, a 0.06 mm-es lépéstávolság már elég kicsi hullámokat eredményez.
Egyébként pontosan mire gondolsz, a kis alakok körül lévő "árkokra"? Azok egyébként nem árkok hanem "hegyek" :) Az azét is lehet, mert a megmunkálás egy spirál alapján történt, és a spirál közepe az nem esik egybe a körök közepével, ha megnézed akkor a középponttól kifele mutató "hegyek" azok sokkal jobbak. De élőben nem ilyen rossz egyébként mint a képen.
Megfordítva a dolgot, a munkadarabon, az 1-2 mikronos "rücskök" is láthatóak, nem nyalta le őket :)
A sima felületek egész jók lettek, a 0.06 mm-es lépéstávolság már elég kicsi hullámokat eredményez.
Egyébként pontosan mire gondolsz, a kis alakok körül lévő "árkokra"? Azok egyébként nem árkok hanem "hegyek" :) Az azét is lehet, mert a megmunkálás egy spirál alapján történt, és a spirál közepe az nem esik egybe a körök közepével, ha megnézed akkor a középponttól kifele mutató "hegyek" azok sokkal jobbak. De élőben nem ilyen rossz egyébként mint a képen.
Megfordítva a dolgot, a munkadarabon, az 1-2 mikronos "rücskök" is láthatóak, nem nyalta le őket :)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 január 04, 16:49
Írta: fs9s63xkf Dátum 2009 január 04, 16:49
Az eltérések nálam mindig enkóder értékekben vannak, és a szervókon 2000-es enkóderek vannak (4x-es üzemmód). Az X,Y orsó: 16x5mm, Z: 16x2.5mm.
20 eltérés: 0.0125mm, 50 eltérés: 0.015625mm :)
Valószínűleg irányváltáskor keletkezik X és Y tengelyeken, Z-nél pedig mikor mondjuk egy olyan "hegyet" kell csinálnia, miközben az X,Y tengelyek folyamatosan mennek.
A cncGraF legújabb verzióját használjuk, 4.7-es. Ez is ingyenes, csak a hardvert kell megvenni :)
20 eltérés: 0.0125mm, 50 eltérés: 0.015625mm :)
Valószínűleg irányváltáskor keletkezik X és Y tengelyeken, Z-nél pedig mikor mondjuk egy olyan "hegyet" kell csinálnia, miközben az X,Y tengelyek folyamatosan mennek.
A cncGraF legújabb verzióját használjuk, 4.7-es. Ez is ingyenes, csak a hardvert kell megvenni :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 04, 17:44
Írta: svejk Dátum 2009 január 04, 17:44
Köszi, ki vagyok elégülve :)
Most már csak a konzekvenciákat kell levonni...
Most már csak a konzekvenciákat kell levonni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 04, 19:11
Írta: bmejdz9nu Dátum 2009 január 04, 19:11
Hűha 50 Mega? Feltennéd nekem valahová?
Szerzek gyorsan egy marót... Érdekel, hogy a WinPC-NC hogyan eszi meg az ekkora filet...
10.000Ft-os marót még (szerencsére) nem láttam :) Azaz majd szerzek olcsón...
Az oldalt szorítókról van valami link?
Szerzek gyorsan egy marót... Érdekel, hogy a WinPC-NC hogyan eszi meg az ekkora filet...
10.000Ft-os marót még (szerencsére) nem láttam :) Azaz majd szerzek olcsón...
Az oldalt szorítókról van valami link?
Cím: Re:DC szervó motoros vezérlés
Írta: 7vpav5d32 Dátum 2009 január 04, 19:23
Írta: 7vpav5d32 Dátum 2009 január 04, 19:23
Nagyon szép munka!! Gratulálok!!
Mivel csinálod a kodot??
Az a kod engem is érdekelne vagy egy stl.
Ez valami öntőminta vagy csak gépteszt??
További sok ilyen gyönyörűséget!! Üdv: csiki
Mivel csinálod a kodot??
Az a kod engem is érdekelne vagy egy stl.
Ez valami öntőminta vagy csak gépteszt??
További sok ilyen gyönyörűséget!! Üdv: csiki
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 január 04, 20:08
Írta: fs9s63xkf Dátum 2009 január 04, 20:08
Parancsolj!
SH2-es a hivatalos neve a szorítónak, de gyakorlatilag semmit nem találtam a interneten róla a fényképén kívül...
SH2-es a hivatalos neve a szorítónak, de gyakorlatilag semmit nem találtam a interneten róla a fényképén kívül...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 január 04, 20:11
Írta: fs9s63xkf Dátum 2009 január 04, 20:11
Köszönjük mindenkinek!
Csak a gépet akartuk tesztelni. Mastercam-al készült a Gcode. Pár napig a Gcode fent lesz...
Csak a gépet akartuk tesztelni. Mastercam-al készült a Gcode. Pár napig a Gcode fent lesz...
Cím: Re:DC szervó motoros vezérlés
Írta: Rinaldo Dátum 2009 január 04, 20:52
Írta: Rinaldo Dátum 2009 január 04, 20:52
Köszönet az nc fájlért!
Kíváncsi lennék a Mach3-at! és WinPCNC-t vagy más egyéb vezérlő szoftvert használók véleményére hogy egy ekkora méretű állománnyal hogyan viselkedik, birkózik meg a vezérlő szoftverük??
Érdemes lenne az eredményeket összehasonlítani!!
De azt már a megfelelő topikban természetesen.
[#wave][#worship]
Kíváncsi lennék a Mach3-at! és WinPCNC-t vagy más egyéb vezérlő szoftvert használók véleményére hogy egy ekkora méretű állománnyal hogyan viselkedik, birkózik meg a vezérlő szoftverük??
Érdemes lenne az eredményeket összehasonlítani!!
De azt már a megfelelő topikban természetesen.
[#wave][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 04, 21:58
Írta: svejk Dátum 2009 január 04, 21:58
Tyűha!
500 euro a hardwer...azért ez nem kis pénz és a szoft leírását átfutva hirtelen nem estem bele.
Psychobilly, Te elég jól ismered a Mach-et is.
ha lesz egy kis időd meg kedved valamelyiknek a topicjában csinálhatnál egy kis gyors összehasonlítást hogy melyikben mi teszik, mi nem.
Tudom most az "S" profilú gyorsítás volt a lényeg, de úgy általában?
Tudsz róluk elfogulatlanul írni?
Ha úgy gondolod hogy vitát szítanál vele itt, akkor magánban egy pár sort ha lehet.
500 euro a hardwer...azért ez nem kis pénz és a szoft leírását átfutva hirtelen nem estem bele.
Psychobilly, Te elég jól ismered a Mach-et is.
ha lesz egy kis időd meg kedved valamelyiknek a topicjában csinálhatnál egy kis gyors összehasonlítást hogy melyikben mi teszik, mi nem.
Tudom most az "S" profilú gyorsítás volt a lényeg, de úgy általában?
Tudsz róluk elfogulatlanul írni?
Ha úgy gondolod hogy vitát szítanál vele itt, akkor magánban egy pár sort ha lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2009 január 05, 00:01
Írta: Szedlay Pál Dátum 2009 január 05, 00:01
Készítettem egy-két tesztet.
Motor AC servo yaskawa SGMAH-04AAF41 400W
Vezérlő Yaskawa SGDH-04AE-OY
Ez hasonlít legjobban a tesztben szereplő servóra, ha jól tudom.
Nincs mechanikára kötve csak egy kuplung van rajta.
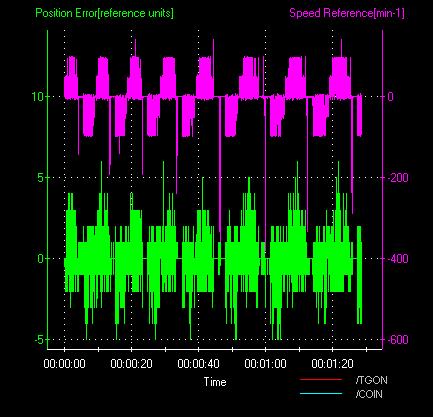
Ezen a képen 20ms mintavételezéssel történt a mérés, nem tudok rövidebb időt állítani ebben az opcióban.
A nagyoló pálya egy része látható mach3 futása alatt exact stop beállítással. Motortuningban 1000 lépés/mm a max. gyorsulással amit még megenged. A hiba kijelzése mikronban értendő és nem encoder hibában. Itt azt látni, hogy terheletlenül "mechanika" nélkül, tartható a +-0.005mm-es eltérés.

Ez a kép az elöbbi részlete nagyítással.
Jól lehet látni az exact stop hatását, és Tibor45 igazát amikor végtelen sok egységugrást csinál a rendszerünk 3D marás közben. Szinte mindig 0 sebességre lassít és innen gyorsít.
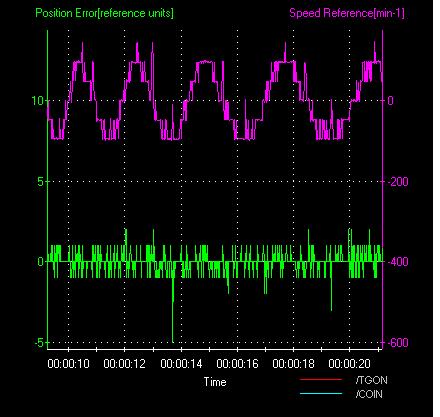
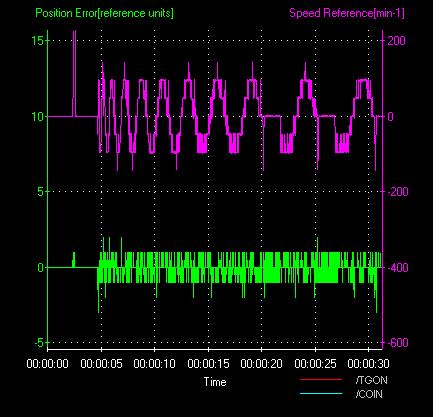
Ezen a mérésen ki van kapcsolva az exact stop és a Stop on CV angles 10 illetve 170 fokra lett állítva. én nem nagyon látom a hatását.
Azt még mindig nem értem a cncGráfban, hogy mit jelent az, hogy nem 0-ról gyorsít, de ha valaki értelmezné és meggyőzne arról hogyan lehet úgy leírni egy 3D-s pályát nem 0-ról való gyorsulással, hogy ne interpolálja ki a pályát az elmagyarázhatná.
Motor AC servo yaskawa SGMAH-04AAF41 400W
Vezérlő Yaskawa SGDH-04AE-OY
Ez hasonlít legjobban a tesztben szereplő servóra, ha jól tudom.
Nincs mechanikára kötve csak egy kuplung van rajta.
Ezen a képen 20ms mintavételezéssel történt a mérés, nem tudok rövidebb időt állítani ebben az opcióban.
A nagyoló pálya egy része látható mach3 futása alatt exact stop beállítással. Motortuningban 1000 lépés/mm a max. gyorsulással amit még megenged. A hiba kijelzése mikronban értendő és nem encoder hibában. Itt azt látni, hogy terheletlenül "mechanika" nélkül, tartható a +-0.005mm-es eltérés.
Ez a kép az elöbbi részlete nagyítással.
Jól lehet látni az exact stop hatását, és Tibor45 igazát amikor végtelen sok egységugrást csinál a rendszerünk 3D marás közben. Szinte mindig 0 sebességre lassít és innen gyorsít.
Ezen a mérésen ki van kapcsolva az exact stop és a Stop on CV angles 10 illetve 170 fokra lett állítva. én nem nagyon látom a hatását.
Azt még mindig nem értem a cncGráfban, hogy mit jelent az, hogy nem 0-ról gyorsít, de ha valaki értelmezné és meggyőzne arról hogyan lehet úgy leírni egy 3D-s pályát nem 0-ról való gyorsulással, hogy ne interpolálja ki a pályát az elmagyarázhatná.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2009 január 05, 00:09
Írta: Szedlay Pál Dátum 2009 január 05, 00:09
Lehet, hogy nem jó fogalmat használtam " interpolálja ki" arra gondoltam, hogy a sarkokat ne simítsa el. Ezen töröm a fejem a tali óta és nem jutok dűlőre magamban.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 január 05, 00:23
Írta: fs9s63xkf Dátum 2009 január 05, 00:23
Tibor45 nem erről beszélt, hanem mondjuk amikor az X,Y tengelyek folyamatosan mennek körbe spirál alakba megállás nélkül, akkor amikor kell csinálni egy "puklit" akkor a Z tengelynek minél gyorsabban fel kell tudnia jönni, na ilyenkor kell az egységugrás.
Az Exact stoppal több probléma is van, és 3D marás közben ki kell kapcsolni. Szétrázza a gépet és nem lesz szép a felület.
A következő a probléma: Van mondjuk ez a Gcode:
G01 X1 F900
X2
X3
Namost Exact stop esetén minden egyes lépés után megáll és utána újra gyorsít. CV esetén pedig megállás nélkül kéne mennie 3-ig. Sajnos ez a CV sem az igazi, nem teljesen egyenletes a járása, ha nincs kellő gyorsítás. A cncGraF-nál más a helyzet, hisz ott van olyan hogy nem nulla kezdősebességgel indul, vagyis rögtön 900 mm/perc-el indulni is tud, így az adott Gcode-ot folyamatosan, megállás nélkül fogja lejátszani.
"Stop on CV angles 10 illetve 170 fokra lett állítva"
Ez mit jelent, emlékeim szerint csak egy fokot kell megadni ott?? Vagy már van újabb verzió amit még nem láttam?
Az Exact stoppal több probléma is van, és 3D marás közben ki kell kapcsolni. Szétrázza a gépet és nem lesz szép a felület.
A következő a probléma: Van mondjuk ez a Gcode:
G01 X1 F900
X2
X3
Namost Exact stop esetén minden egyes lépés után megáll és utána újra gyorsít. CV esetén pedig megállás nélkül kéne mennie 3-ig. Sajnos ez a CV sem az igazi, nem teljesen egyenletes a járása, ha nincs kellő gyorsítás. A cncGraF-nál más a helyzet, hisz ott van olyan hogy nem nulla kezdősebességgel indul, vagyis rögtön 900 mm/perc-el indulni is tud, így az adott Gcode-ot folyamatosan, megállás nélkül fogja lejátszani.
"Stop on CV angles 10 illetve 170 fokra lett állítva"
Ez mit jelent, emlékeim szerint csak egy fokot kell megadni ott?? Vagy már van újabb verzió amit még nem láttam?
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2009 január 05, 09:08
Írta: Szedlay Pál Dátum 2009 január 05, 09:08
Az egyik ábrán az egyik beállítás, a másikon a másik.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 05, 09:59
Írta: svejk Dátum 2009 január 05, 09:59
Köszönöm hogy Te is foglalkoztál vele és segítesz a megértésben.
Igazából a 2. ábra a kiértékelhető első ránézésre.
"Motortuningban 1000 lépés/mm a max. gyorsulással amit még megenged."
Ez egy kicsit hiányos, másold be légyszi a motortuningból az egész sort.
illetve hogy milyen encoder van a motoron és milyen üzemmódban.
"amikor végtelen sok egységugrást csinál a rendszerünk 3D marás közben"
Én úgy vélem hogy az egységugrásokat csak a G-kód tartalmazza, a gépünk már koránt sem azt teszi, mivel van beállítva valamilyen Ramp görbe.
"Szinte mindig 0 sebességre lassít és innen gyorsít."
Valószínű az Exact Stop be van kapcsolva.
Ezek az üzemmódok sem tiszták még teljesen számomra.
Ja lentebb látom Te ezekkel tisztában vagy..
A nem 0-ról való gyorsítát a léptetőkhöz találták ki , ott van egy un. start freki amit lépésvesztés nélkül fel tud venni a motor
Na most ezt használva a szervonál ekkor már igazi egységrást kap a vezérlő, mert addig a start frekiig nincs ramp görbe csak azon freki felett.
Igazából a 2. ábra a kiértékelhető első ránézésre.
"Motortuningban 1000 lépés/mm a max. gyorsulással amit még megenged."
Ez egy kicsit hiányos, másold be légyszi a motortuningból az egész sort.
illetve hogy milyen encoder van a motoron és milyen üzemmódban.
"amikor végtelen sok egységugrást csinál a rendszerünk 3D marás közben"
Én úgy vélem hogy az egységugrásokat csak a G-kód tartalmazza, a gépünk már koránt sem azt teszi, mivel van beállítva valamilyen Ramp görbe.
"Szinte mindig 0 sebességre lassít és innen gyorsít."
Valószínű az Exact Stop be van kapcsolva.
Ezek az üzemmódok sem tiszták még teljesen számomra.
Ja lentebb látom Te ezekkel tisztában vagy..
A nem 0-ról való gyorsítát a léptetőkhöz találták ki , ott van egy un. start freki amit lépésvesztés nélkül fel tud venni a motor
Na most ezt használva a szervonál ekkor már igazi egységrást kap a vezérlő, mert addig a start frekiig nincs ramp görbe csak azon freki felett.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2009 január 05, 11:05
Írta: Szedlay Pál Dátum 2009 január 05, 11:05
Ugyan úgy 2048-as felbontású encoder 4X-es üzemmódban.
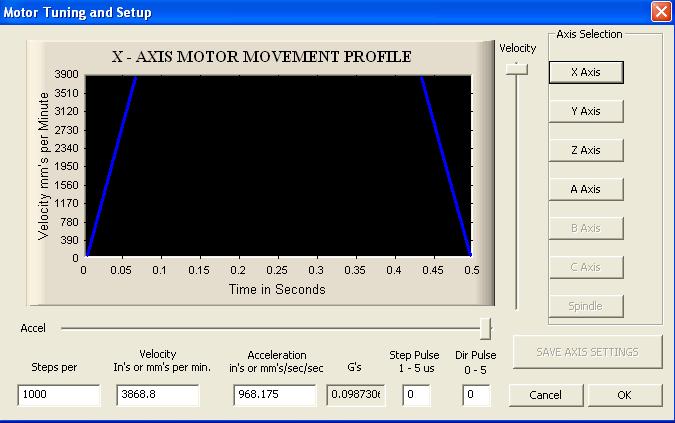
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 05, 11:39
Írta: bmejdz9nu Dátum 2009 január 05, 11:39
Köszönttel!!!
Tökéletesen beolvassa a WinPC-NC! Tökéletesen kirajzolja!
A két szerszámot is szépen kijelöli...
Most már csak a megfelelő szerszámokat kellene beszereznem... azaz a gömbfejűt...(nektek hány élű volt ez?)
Ha pl. 2 vagy 3mm-est tudok akkor átírnád nekem a G-codot? Persze lehetne kisebb vagy nagyobb a munkadarab... (most olyan 100x100-asnak néztem?)
Persze megpróbálok 2,54-est... azaz 0.1"... de ez csak amerikából tudok...
Egyébként Mach-al is beolvastátok?
Mertugye a WinPC-NC rokon a CncGraf-al...(mindkettő német:) A Mach pedíg "tengerentúli" azaz kanadai fejlesztés...
Tökéletesen beolvassa a WinPC-NC! Tökéletesen kirajzolja!
A két szerszámot is szépen kijelöli...
Most már csak a megfelelő szerszámokat kellene beszereznem... azaz a gömbfejűt...(nektek hány élű volt ez?)
Ha pl. 2 vagy 3mm-est tudok akkor átírnád nekem a G-codot? Persze lehetne kisebb vagy nagyobb a munkadarab... (most olyan 100x100-asnak néztem?)
Persze megpróbálok 2,54-est... azaz 0.1"... de ez csak amerikából tudok...
Egyébként Mach-al is beolvastátok?
Mertugye a WinPC-NC rokon a CncGraf-al...(mindkettő német:) A Mach pedíg "tengerentúli" azaz kanadai fejlesztés...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 január 05, 12:33
Írta: HJózsi Dátum 2009 január 05, 12:33
A Mach is beolvassa és végre is hajtja ( persze nálam nincs gépre kötve ... ), viszont a szerszámpálya nem jelenik meg ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 05, 12:38
Írta: bmejdz9nu Dátum 2009 január 05, 12:38
Nálam minden idilli... azaz a rajzolat is... mint a nagykönyvben...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 január 05, 12:44
Írta: fs9s63xkf Dátum 2009 január 05, 12:44
Két élővel martuk mindkettőt. Ha nagyobbal csinálod akkor mondjuk a rák lehet hogy eltűnik, és nem lehet rendesen összehasonlítani. Jó lenne ugyan olyan szerszámmal, de ha nincs más akkor csinálhatok másik Gcode-ot.
Mach-al is megnyitottuk, nem okozott neki sem gondot, leszámítva hogy másfél perc a kirajzolás.
Mach-al is megnyitottuk, nem okozott neki sem gondot, leszámítva hogy másfél perc a kirajzolás.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 január 05, 13:00
Írta: x4rhew5r3 Dátum 2009 január 05, 13:00
emc2 is beolvassa, az interpreter 2 percig dolgozik, és megjelenik pálya rajzolata.
Igaz, nekem nincs konfigurálva "A" tengely, azokat 2 helyen (a szerszám cserék előtt) kiszedtem kézzel. (A pc 1.8GHz dual core).
Igaz, nekem nincs konfigurálva "A" tengely, azokat 2 helyen (a szerszám cserék előtt) kiszedtem kézzel. (A pc 1.8GHz dual core).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 05, 13:05
Írta: bmejdz9nu Dátum 2009 január 05, 13:05
Nálam egy 3Ghz-es egymagos gépen 10mp alatt nyítja de további 20mp kell a rajzolatig...(=30mp)
Na hajtok valami szerszámot majd...
Főorsó fordulat? Egy élű maróból van itthon 3mm-es... nagyoláshoz...
Nullapont az anyag felülete gondolom...
Milyen vastag volt az alapanyag?
Na hajtok valami szerszámot majd...
Főorsó fordulat? Egy élű maróból van itthon 3mm-es... nagyoláshoz...
Nullapont az anyag felülete gondolom...
Milyen vastag volt az alapanyag?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 05, 13:11
Írta: 000000000 Dátum 2009 január 05, 13:11
Pár hónappal ezelőtt már bemutattam a forgótengelyes szobormarást Mach-al. Ugyan ez az eset (kb.fele a most mutatottnak). Nem értem mi a kétség? Hiszen végrehajtja és kirajzolja (Mastercam-ból lett a G kód szerkesztve).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 05, 13:13
Írta: bmejdz9nu Dátum 2009 január 05, 13:13
Belinkelted a G-codot? ... kipróbálnám...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 január 05, 13:19
Írta: fs9s63xkf Dátum 2009 január 05, 13:19
A nullpont nem az anyag felülete! Én 3.5mm-el alá tettem, így teljesen jó mindenhol. Tehát az anyag felülete az 3.5mm magasan van.
10-es alumínium-ba martuk, 91mm körül van az átmérője a körnek.
Főorsó fordulat: 18000rpm.
10-es alumínium-ba martuk, 91mm körül van az átmérője a körnek.
Főorsó fordulat: 18000rpm.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 05, 13:20
Írta: 000000000 Dátum 2009 január 05, 13:20
Már tudsz forgótengelyes marást?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 január 05, 13:33
Írta: HJózsi Dátum 2009 január 05, 13:33
Kicsit állítgattam, most már OK! Kirajzolja és a szerszámpályát szépen követi megmunkálás közben ... :) Már csak egy gépet kellene összedobni ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 05, 14:10
Írta: bmejdz9nu Dátum 2009 január 05, 14:10
Hűha ez érdekes... 3,50mm-el a "felszín" alatt...
Néztem itthon a marókat van egypár 6mm-es gömfejű de semmi más...
Végül is sosem akartam 3D-t marni... Csak ez igen megtetszett..
Mármint egy "közös" tesztnek...
6/2,54 = 2,36 azaz 91mmX2,36= 214mm a munkadarab... ez így nem járható? :)
Na jó nem égetem magam tovább... 3D-ben:)
Néztem itthon a marókat van egypár 6mm-es gömfejű de semmi más...
Végül is sosem akartam 3D-t marni... Csak ez igen megtetszett..
Mármint egy "közös" tesztnek...
6/2,54 = 2,36 azaz 91mmX2,36= 214mm a munkadarab... ez így nem járható? :)
Na jó nem égetem magam tovább... 3D-ben:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 05, 14:11
Írta: bmejdz9nu Dátum 2009 január 05, 14:11
Még nem, csak a Mach-hoz készített 3D file-ok kompatibilitására gondolok... WinPC-NC hez...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 05, 14:26
Írta: 000000000 Dátum 2009 január 05, 14:26
Én is szeretnék forgótengelyes G kódokat tesztelni a Mach-al. [#nyes]
Csak az a baj, hogy még senki nem adott.
Csak az a baj, hogy még senki nem adott.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 05, 18:00
Írta: svejk Dátum 2009 január 05, 18:00
Akkor kb. 65 ms alatt gyorsul fel a max sebességre.
Szerintem a gyorsítással még mehetsz majd feljebb és ott majd még finomíthatsz a servo paraméterein. Persze ezt majd a gépre rászerelve lesz majd értelme.
Varsányinak a jobb DC motorjai is tudtak ilyen gyorsulást ha jól emlékszem.
Persze a követési hiba biztos nőni fog, de valamit valamiért.
Szerintem a gyorsítással még mehetsz majd feljebb és ott majd még finomíthatsz a servo paraméterein. Persze ezt majd a gépre rászerelve lesz majd értelme.
Varsányinak a jobb DC motorjai is tudtak ilyen gyorsulást ha jól emlékszem.
Persze a követési hiba biztos nőni fog, de valamit valamiért.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2009 január 05, 21:41
Írta: Szedlay Pál Dátum 2009 január 05, 21:41
Tudod ezen a vezérlőn annyi paramétert lehet állítani, hogy elmegy a hajam tőle. Már most is keményen neccesre van hangolva, de még atom stabil. De a kemény megállások és indulások nagy vibrációt keltenek, psychogilly szavaival élve 0-ról való gyorsításlor szétrázza a gépet.
Nem tudom valaki tudta-e már mérni azt, hogy egy 10 mikronnak megfelelő túllendülés 2 ms ideig, mekkora valóságos elmozdulást jelent valódi lineáris elmozdulásban. Például egy mikronos lineáris encoderrel szerelt gépen mint az enyém. Milyen eszköz kellene ahhoz, hogy valós időben kiértékelhető legyen a szervó encoder és a lineáris encoder által kiadott adat különbség. Így lehetne mérni a torzulásokat, rugalmasságot, kottyanást stb...
Nem tudom valaki tudta-e már mérni azt, hogy egy 10 mikronnak megfelelő túllendülés 2 ms ideig, mekkora valóságos elmozdulást jelent valódi lineáris elmozdulásban. Például egy mikronos lineáris encoderrel szerelt gépen mint az enyém. Milyen eszköz kellene ahhoz, hogy valós időben kiértékelhető legyen a szervó encoder és a lineáris encoder által kiadott adat különbség. Így lehetne mérni a torzulásokat, rugalmasságot, kottyanást stb...
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2009 január 05, 21:43
Írta: Szedlay Pál Dátum 2009 január 05, 21:43
bocs elírás volt psychobilly=psychobilly
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 11, 10:55
Írta: 000000000 Dátum 2009 január 11, 10:55
Szia Bul Feri!
Inkább itt válaszolnék Neked.
"Yaskawa EM-60-as motorról van valami infód?"
Az EM vagy RM vagy UGRMEM stb. egy széria jel, és utána még pontosító adatok jönnek, ez
határozza meg az adott típus teljesítményét, feszültségét, stb.
Nálad ez 60, így valószínűleg ez egy 60W-os
modell, de hogy azon belül milyen n, M, stb. jellemezi, így nem tudom.
De tapasztalataim alpján szinte minden Yaskawa
Minertia sorozatú motor kiváló DC szervo motor,
bátran tervezhetsz vele komolyabb CNC gépet is.
Inkább itt válaszolnék Neked.
"Yaskawa EM-60-as motorról van valami infód?"
Az EM vagy RM vagy UGRMEM stb. egy széria jel, és utána még pontosító adatok jönnek, ez
határozza meg az adott típus teljesítményét, feszültségét, stb.
Nálad ez 60, így valószínűleg ez egy 60W-os
modell, de hogy azon belül milyen n, M, stb. jellemezi, így nem tudom.
De tapasztalataim alpján szinte minden Yaskawa
Minertia sorozatú motor kiváló DC szervo motor,
bátran tervezhetsz vele komolyabb CNC gépet is.
Cím: Re:DC szervó motoros vezérlés
Írta: ztti28t3n Dátum 2009 január 11, 11:11
Írta: ztti28t3n Dátum 2009 január 11, 11:11
A pontos tipus: UGFMED-A9EEN25. 1:3-ban gondoltam áttételezni 4-es vagy 5-ös emelkedésű orsón.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 11, 11:47
Írta: 000000000 Dátum 2009 január 11, 11:47
Sajnos pont erről a típusról nincs katalógus
adatom, de amit írtál aszerint eljárva 99%,
hogy ok. lesz a hajtásod ezzel a motorral.
Ha netán mégse, nyugodtan írjál, és segítek
behangolni.
adatom, de amit írtál aszerint eljárva 99%,
hogy ok. lesz a hajtásod ezzel a motorral.
Ha netán mégse, nyugodtan írjál, és segítek
behangolni.
Cím: Re:DC szervó motoros vezérlés
Írta: ztti28t3n Dátum 2009 január 11, 11:53
Írta: ztti28t3n Dátum 2009 január 11, 11:53
Köszönöm! Egyenlőre a hajtáslánc méretezéséhez kellenek az adatok, de ha összeáll, lehet, hogy szavadon foglak [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: Lőrincz Tibor Dátum 2009 január 12, 10:49
Írta: Lőrincz Tibor Dátum 2009 január 12, 10:49
Megpróbálom ismét feltenni a kérdést: (bocsánat Magi úr -de a kl*vio fóruma nem elérhető),hogy van valakinek tapaszalata a DCM sorozatú (kl*vio)féle kínai szervómotorokkal kapcsolatban? Ha van akkor írjon róla legyenszíves.
Cím: Re:DC szervó motoros vezérlés
Írta: 35kpazcgr Dátum 2009 január 14, 15:41
Írta: 35kpazcgr Dátum 2009 január 14, 15:41
Üdv mindenkinek!
Lenne néhány kérdésem azon szakikhoz, akik valamelyest konyítanak a szervómotorokhoz.
Van pár db. bontott egyenáramú, külső gerjesztésű(!) - tehát nem állandó mágneses - állórészű motorom. Eredetileg Cloos hegesztőgépek huzalelőtolóiban tették a dolgukat. Első ránézésre szimpatikusnak tünnek (legalább is nekem). Kis átmérőjű, ám hosszú forgórész rengeteg (kb. 30) szegmenssel, korrekt csapágyazással. A kimenő oldalon dupla csigahajtás (ez leszerelhető) meglepően kicsi holtjátékkal! A csigaáttátelek nem önzáróak, visszafelé is forgathatók (több bekezdésű csigakerék).
A motor adattáblán lévő adatai:
Tápfeszültség: 56 V DC
Forgórész áram: 3,2A
Gerjesztő áram: 0,35A
Max. fordulat: 6900 ford/perc
Teljesítmény: 60 W
Érdemes vele foglalkozni, vagy felejtős?
Üdv:
Tomahawk
Lenne néhány kérdésem azon szakikhoz, akik valamelyest konyítanak a szervómotorokhoz.
Van pár db. bontott egyenáramú, külső gerjesztésű(!) - tehát nem állandó mágneses - állórészű motorom. Eredetileg Cloos hegesztőgépek huzalelőtolóiban tették a dolgukat. Első ránézésre szimpatikusnak tünnek (legalább is nekem). Kis átmérőjű, ám hosszú forgórész rengeteg (kb. 30) szegmenssel, korrekt csapágyazással. A kimenő oldalon dupla csigahajtás (ez leszerelhető) meglepően kicsi holtjátékkal! A csigaáttátelek nem önzáróak, visszafelé is forgathatók (több bekezdésű csigakerék).
A motor adattáblán lévő adatai:
Tápfeszültség: 56 V DC
Forgórész áram: 3,2A
Gerjesztő áram: 0,35A
Max. fordulat: 6900 ford/perc
Teljesítmény: 60 W
Érdemes vele foglalkozni, vagy felejtős?
Üdv:
Tomahawk
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 14, 19:20
Írta: svejk Dátum 2009 január 14, 19:20
Nem tudom mennyi az a pár db, de ha nem 2-3 hanem több és nem túl bonyi rá az encodert felszerelni akkor kipróbálnám helyedben.
Azt miden féleképpen nézd meg először hogy mindkét irányban egyformán jár-e, nehogy asszimetrikus legyen.
A másik fontos dolog pedig a biztos, állandó gerjesztőáram. Véletlen se forduljon elő hogy menet közben megszakadjon vagy ki tudd kapcsolni.
Hatásfokban valószínű elmarad a mai moder mágnesekkel szerelt társaitól. (ugye az állórész is melegíteni fog)
A névleges áramon egy erőkaros, vagy madzagos nyomatékmérés sem ártana előtte.
Csak hogy tudd hogy mire számíthatsz...
Aztán írdd meg a tapasztalatokat okulásképpen!!
Természetesen a fentieket mint szervo-homokozós tag írtam, tehát nem szakvélemény.
Azt miden féleképpen nézd meg először hogy mindkét irányban egyformán jár-e, nehogy asszimetrikus legyen.
A másik fontos dolog pedig a biztos, állandó gerjesztőáram. Véletlen se forduljon elő hogy menet közben megszakadjon vagy ki tudd kapcsolni.
Hatásfokban valószínű elmarad a mai moder mágnesekkel szerelt társaitól. (ugye az állórész is melegíteni fog)
A névleges áramon egy erőkaros, vagy madzagos nyomatékmérés sem ártana előtte.
Csak hogy tudd hogy mire számíthatsz...
Aztán írdd meg a tapasztalatokat okulásképpen!!
Természetesen a fentieket mint szervo-homokozós tag írtam, tehát nem szakvélemény.
Cím: Re:DC szervó motoros vezérlés
Írta: 35kpazcgr Dátum 2009 január 14, 20:39
Írta: 35kpazcgr Dátum 2009 január 14, 20:39
Ez a pár darab pontosan 6 db.
A kipróbálás (mármint szervóval) még odébb van.
A szervóvezérlőm most készül. Jelenleg az alkatrészeket beszerzésénél tartok.
A többit ( a nyomatékot és az irányt) megvizsgálom.
A kipróbálás (mármint szervóval) még odébb van.
A szervóvezérlőm most készül. Jelenleg az alkatrészeket beszerzésénél tartok.
A többit ( a nyomatékot és az irányt) megvizsgálom.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 január 15, 01:11
Írta: s7manbs8 Dátum 2009 január 15, 01:11
Nem tudom mennyiben van különbség, hogy az állórész állandó mágnes, vagy árammal gerjesztett sok menetű tekercs. De ha annyi ampert eresztünk az állórész tekercselésében, hogy ugyanannyi legyen a mágneses térerő, akkor ha nem tévedek nem sok különbség van. Innentől, pedig tekinthetjük úgy, mintha állandó mágnes lenne benne. Tehát nincs semmi kérdsés ebből a szempontból.
Cím: Re:DC szervó motoros vezérlés
Írta: korbendallas Dátum 2009 január 17, 14:35
Írta: korbendallas Dátum 2009 január 17, 14:35
Üdv!
Ki használ közületek AC szervót? Van egy Sanyo denki PY szeervó erősítőm, ehhez keresek pc kábelt és programot.
Ki használ közületek AC szervót? Van egy Sanyo denki PY szeervó erősítőm, ehhez keresek pc kábelt és programot.
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 január 20, 07:10
Írta: 0gbwyh99 Dátum 2009 január 20, 07:10
Üdv. mindenkinek!
Megtudná-e nekem valaki mondani mi az hogy : "servocontroller for 4-quadrant operation" ?
Vagyis , lehet-e azt step-dir rendszerben használni ?
Köszi . [#wave]
Megtudná-e nekem valaki mondani mi az hogy : "servocontroller for 4-quadrant operation" ?
Vagyis , lehet-e azt step-dir rendszerben használni ?
Köszi . [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 20, 07:55
Írta: bmejdz9nu Dátum 2009 január 20, 07:55
servocontroller for 4-quadrant operation = szervóvezérlő 4X-es encoder üzemmódddal...
Ez még semmit nem jelent arról, hogy step/dir-es lenne...
Ez még semmit nem jelent arról, hogy step/dir-es lenne...
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 január 20, 10:20
Írta: 0gbwyh99 Dátum 2009 január 20, 10:20
Üdv. Péter!
Akkor legyünk konkrétak :

Motor Specs:
Type-BG 65x50SI ( brushless DC-motors with integrated servocontroller for 4-quadrant operation)
Manufacturer - Dunkermotoren GmbH
24 VDC, 3100RPM, In 5,6A, 100W
Starting torque 10.2Nm,Continuous torque 1.9Nm
Planetary Gearboxes PLG 52 (6,25:1)
Weight approx. 1800 g
Nos ebből én sem látom , de hátha valaki már latot ilyet és ismeri a vezérlőjét ![#nemtudom][#help][#wave]
Akkor legyünk konkrétak :
Motor Specs:
Type-BG 65x50SI ( brushless DC-motors with integrated servocontroller for 4-quadrant operation)
Manufacturer - Dunkermotoren GmbH
24 VDC, 3100RPM, In 5,6A, 100W
Starting torque 10.2Nm,Continuous torque 1.9Nm
Planetary Gearboxes PLG 52 (6,25:1)
Weight approx. 1800 g
Nos ebből én sem látom , de hátha valaki már latot ilyet és ismeri a vezérlőjét ![#nemtudom][#help][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 január 20, 10:23
Írta: 0gbwyh99 Dátum 2009 január 20, 10:23
Mondjuk azt hogy ez egy majdnem komplett megoldást ad a 4. forgató tengelyhez (motor , attétel , vezérlő ) összesen 110 euró ! [#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 20, 10:31
Írta: 000000000 Dátum 2009 január 20, 10:31
"servocontroller for 4-quadrant operation"
ez szerintrm nem ezt jelrnti, hogy
"szervóvezérlő 4X-es encoder üzemmódddal"
Hanem azt, hogy mind a negy "elektromos negyedben" kezeli a motort a vezerlo, azaz
tud mindket iranyban nemcsak passzivan fekezni hanem MEDDŐ termelés nelkul is...azaz a halozatba visszataplalva...
Roviden motorknet is es generatorkent is kezelik a cuccot uzemmodtol fuggoen...
ez szerintrm nem ezt jelrnti, hogy
"szervóvezérlő 4X-es encoder üzemmódddal"
Hanem azt, hogy mind a negy "elektromos negyedben" kezeli a motort a vezerlo, azaz
tud mindket iranyban nemcsak passzivan fekezni hanem MEDDŐ termelés nelkul is...azaz a halozatba visszataplalva...
Roviden motorknet is es generatorkent is kezelik a cuccot uzemmodtol fuggoen...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 január 20, 10:56
Írta: x4rhew5r3 Dátum 2009 január 20, 10:56
A motorral egybeépített a vezérlő, de nem szervó alkalmazásra való. Az SI azt jelenti, hogy sebesség szabályozást tud, de a motor fordulat tartománya 70 - max.ford/perc. Gyanítom, hogy az áttétel sem kottyanásmentes.
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 január 20, 11:03
Írta: 0gbwyh99 Dátum 2009 január 20, 11:03
Üdv. Sneci!
Sajnos igazad lehet :
"The motor type BG 65 SI represents EC-motors
(brushless DC motor) with an integrated speed control
electronic for 4-quadrant operation.
The desired speed is set via an analogue signal input
0 ... +10 V. The four operating modes “clockwise rotation”,
“counter clockwise rotation”, “Off” (rapid breakpoint
with freewheel) and “Stop” (rapid breakpoint with
holding torque) are controlled via the two digital inputs
IN1 and IN2." [#rinya]
Itt az adatlapja
Sajnos igazad lehet :
"The motor type BG 65 SI represents EC-motors
(brushless DC motor) with an integrated speed control
electronic for 4-quadrant operation.
The desired speed is set via an analogue signal input
0 ... +10 V. The four operating modes “clockwise rotation”,
“counter clockwise rotation”, “Off” (rapid breakpoint
with freewheel) and “Stop” (rapid breakpoint with
holding torque) are controlled via the two digital inputs
IN1 and IN2." [#rinya]
Itt az adatlapja
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 január 20, 11:05
Írta: 0gbwyh99 Dátum 2009 január 20, 11:05
És mondjuk Quantum servo vezérlővel lehetne hajtani ?
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 január 20, 11:21
Írta: 0gbwyh99 Dátum 2009 január 20, 11:21
Nem lehet mivel hogy ez nem szénkefés motor ![#falbav]
Cím: Re:DC szervó motoros vezérlés
Írta: msas Dátum 2009 január 20, 11:30
Írta: msas Dátum 2009 január 20, 11:30
Négynegyedes működtetés:
1. nincs mozgás
2. N1-re jelet adsz forog a motor az óramutató
járásával megegyezően.
3. Impulzusra forog óramutató járás szerint.
4. stop poziciótartással (gyorsfék)
szerintem csak egyirányba forog, semmi generátor üzem.
A leírás szerint a kiadott feszültségszintekkel lehet vezérelni, szerintem nem step-dir.
Üdv Sanyi
1. nincs mozgás
2. N1-re jelet adsz forog a motor az óramutató
járásával megegyezően.
3. Impulzusra forog óramutató járás szerint.
4. stop poziciótartással (gyorsfék)
szerintem csak egyirányba forog, semmi generátor üzem.
A leírás szerint a kiadott feszültségszintekkel lehet vezérelni, szerintem nem step-dir.
Üdv Sanyi
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 január 20, 11:36
Írta: 0gbwyh99 Dátum 2009 január 20, 11:36
Én is olyasmit silibizáltam ki az utasitásbol . Sajnos akkor nem jó ! [#schmoll2][#shakehead][#rinya][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 20, 11:43
Írta: 000000000 Dátum 2009 január 20, 11:43
egynegyed
csak egyiranyba hajt, nem tud fekezni
ketnegyed
Csak egyiranyba hajt, de tud fekezni is
negyegyed
KÉT iranyba hajt es fekez
ketto es negynegyednel lehetoseg van
a fekezeskor (genratoros uzem) az energia
passziv eltuntesere (meddo terhere)
vagy a halozatba/akkuba valo aktiv visszataplalasra...a cucc kilakitasatol fuggoen
csak egyiranyba hajt, nem tud fekezni
ketnegyed
Csak egyiranyba hajt, de tud fekezni is
negyegyed
KÉT iranyba hajt es fekez
ketto es negynegyednel lehetoseg van
a fekezeskor (genratoros uzem) az energia
passziv eltuntesere (meddo terhere)
vagy a halozatba/akkuba valo aktiv visszataplalasra...a cucc kilakitasatol fuggoen
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2009 január 20, 11:46
Írta: rbbhbyvfs Dátum 2009 január 20, 11:46
A négynegyedes nem azt jelenti, hogy tud mindkét irányba forogni is és fékezni is?
Cím: Re:DC szervó motoros vezérlés
Írta: msas Dátum 2009 január 20, 11:50
Írta: msas Dátum 2009 január 20, 11:50
Igazad van felületesen olvastam el a leírást,
N1, N2 re vált forgásirányt.
N1, N2 re vált forgásirányt.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 január 20, 11:50
Írta: 000000000 Dátum 2009 január 20, 11:50
Tessek erthetoen a motor vezerlesekrol...
ROBOT MOTOROS HAJTÁSÁNAK TERVEZÉSE ÉS KIVITELEZÉSE
http://home.mit.bme.hu/~bodis/doc/Bodis_Szomoru_Andras_diplomaterv.pdf
ROBOT MOTOROS HAJTÁSÁNAK TERVEZÉSE ÉS KIVITELEZÉSE
http://home.mit.bme.hu/~bodis/doc/Bodis_Szomoru_Andras_diplomaterv.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 20, 12:01
Írta: svejk Dátum 2009 január 20, 12:01
Neked van ilyen motorod, vagy csak ha jó lenne akkor vennél?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 20, 12:11
Írta: bmejdz9nu Dátum 2009 január 20, 12:11
Nem is kefés a motor ... Nem is HD az áttétel... felejtős...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 20, 12:46
Írta: svejk Dátum 2009 január 20, 12:46
Nem felejtős az csak ólcsó legyen :))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 20, 13:02
Írta: bmejdz9nu Dátum 2009 január 20, 13:02
Nagyon olcsónak kell lennie, ha nem jó a célra... pl. 1 Euro?... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 január 20, 13:11
Írta: svejk Dátum 2009 január 20, 13:11
Te nem tudhatod nekem mire kell :)
pl. nehezéknek :)
pl. nehezéknek :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 január 20, 13:19
Írta: s7manbs8 Dátum 2009 január 20, 13:19
Ez jó anyag, nekem nagyon tetszik.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 január 20, 13:24
Írta: s7manbs8 Dátum 2009 január 20, 13:24
A 39. oldalán van, hogy mi az a negyedes vezérlés.
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 január 22, 06:48
Írta: 0gbwyh99 Dátum 2009 január 22, 06:48
Üdv. Svejk!
Nincsen ilyenem , de ha bevált volna akkor megérte volna (motor+bolygóműves áttétel+beépitett vezérlő - 110 euró)használtan !
[#szomoru2][#sir][#rinya][#wave]
Nincsen ilyenem , de ha bevált volna akkor megérte volna (motor+bolygóműves áttétel+beépitett vezérlő - 110 euró)használtan !
[#szomoru2][#sir][#rinya][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 január 22, 06:51
Írta: 0gbwyh99 Dátum 2009 január 22, 06:51
Amúgy (ha nem HD) egy ilyen bolygóműves áttétel mennyire kottyanás mentes mondjuk egy szijas áttételhez képest ? Melyik a jobb ?
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 január 22, 10:35
Írta: 2vkx6unz Dátum 2009 január 22, 10:35
Egy bolygóműves áttételt nem a kottyanásmentessége miatt szeretik, hanem a kis méret egyszerű felépítés és az olcsó gyárthatóság miatt. Ha precízen kell megcsinálni (közel kottyanásmentesen) akkor az biztosan drága lesz. Az akku sfúrókban tömegesen előforduló megoldás. A kimenő tengelyen 10-30° elfordulás simán előfordul az áttételtől függően.
Ha mindenképpen válasznai kell akkor én a HD és csigahajtás esetleg fogazott szíj (ha nem kell nagyon nag áttétel) között választanék. Sőt én már választottam és HD-t használok, igaz csak a forgatóm HD-s.
Ha mindenképpen válasznai kell akkor én a HD és csigahajtás esetleg fogazott szíj (ha nem kell nagyon nag áttétel) között választanék. Sőt én már választottam és HD-t használok, igaz csak a forgatóm HD-s.
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 január 22, 11:11
Írta: 0gbwyh99 Dátum 2009 január 22, 11:11
OK , köszi . [#worship][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 január 22, 17:48
Írta: bmejdz9nu Dátum 2009 január 22, 17:48
Nem is akartam írni mert én ugyebár "köztudottan" tejesen HD párti vagyok...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 február 01, 19:58
Írta: bmejdz9nu Dátum 2009 február 01, 19:58
Igen süllyed a szervó topik )
Hogy legyen valami... A mai nap "termelése" nálam :)
10mm-es anyagból 5 db 280x152mm-es alkatelem...
5mm-es vágatok, (5mm-es maró, 5mm-es mélység) a súlykönnyítést szolgálják... lett is forgács rendesen :)
Sajnos, mivel az asztalra kétoldalas ragasztó szalaggal lett rögzítve, így alkoholos hűtést nem tudtam használni...(feloldja)
Levegőt azért fujattam...
Így csak relatíve kisebb fogásokkal, kisebb előtolási sebességgel ment...(melegedés határig)
(jó lenne erre kitalálni valami "vegyálló" rögzítést...)
VIDEO 1 :::::::::::::::::::::::::::::
VIDEO 2. ::::::::::::::::::

Hogy legyen valami... A mai nap "termelése" nálam :)
10mm-es anyagból 5 db 280x152mm-es alkatelem...
5mm-es vágatok, (5mm-es maró, 5mm-es mélység) a súlykönnyítést szolgálják... lett is forgács rendesen :)
Sajnos, mivel az asztalra kétoldalas ragasztó szalaggal lett rögzítve, így alkoholos hűtést nem tudtam használni...(feloldja)
Levegőt azért fujattam...
Így csak relatíve kisebb fogásokkal, kisebb előtolási sebességgel ment...(melegedés határig)
(jó lenne erre kitalálni valami "vegyálló" rögzítést...)
VIDEO 1 :::::::::::::::::::::::::::::
VIDEO 2. ::::::::::::::::::
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 február 01, 21:28
Írta: 000000000 Dátum 2009 február 01, 21:28
Bocsánat,hogy ide írok,de úgy látom az ARTCAM a végét járja.
Segítséget szeretnék kérni abban ,hogyha az ARTCAM 2008 ban a 2D-s ablakban egy mintán válltoztatást csinálok ami már előtte 3D-sé lett alakítva pd.ha elmozditom a mintátát a 2D-s ablakba, akkor megnézve a 3D-s ablakot nem mozdul. Ez logikus is mert semmijen parancsot nem adtam ki.A kerdésem,hogy mi ez a parancs? Előre is köszönöm a segítséget.
Segítséget szeretnék kérni abban ,hogyha az ARTCAM 2008 ban a 2D-s ablakban egy mintán válltoztatást csinálok ami már előtte 3D-sé lett alakítva pd.ha elmozditom a mintátát a 2D-s ablakba, akkor megnézve a 3D-s ablakot nem mozdul. Ez logikus is mert semmijen parancsot nem adtam ki.A kerdésem,hogy mi ez a parancs? Előre is köszönöm a segítséget.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 február 01, 21:49
Írta: 000000000 Dátum 2009 február 01, 21:49
Jók a videók, mi lesz belőle? Mi az oka annak, hogy a gép csak az egyik irányba mar, nem oda-vissza?
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2009 február 02, 00:33
Írta: 3k74cecek Dátum 2009 február 02, 00:33
Szerintem nem járja a végét. Amint oda írsz, rögtön előre kerül a listában, és mindenki láthatja kérdésedet, és válaszolhat ha tud. Ellenben könnyen megeshet, hogy aki a szervóban járatos annak fogalma sincs az ATRCAM használatáról, így esetleg válasz nélkül maradsz.
Arról nem is beszélve, hogy azért vannak a különböző témájú topikok, hogy aki később tanulni szeretne, annak csak az adott topikot kelljen végignéznie.
Javaslom, hogy azt ARTCAM topikban tedd fel ezt a kérdést, innen pedig törölje valaki, akinek van ehhez joga.
Arról nem is beszélve, hogy azért vannak a különböző témájú topikok, hogy aki később tanulni szeretne, annak csak az adott topikot kelljen végignéznie.
Javaslom, hogy azt ARTCAM topikban tedd fel ezt a kérdést, innen pedig törölje valaki, akinek van ehhez joga.
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2009 február 02, 00:40
Írta: 3k74cecek Dátum 2009 február 02, 00:40
Nem értem minek vannak szuper leszorítóid, meg befogóid, ha ilyen primitív rögzítési módot használsz ?[#nevetes1]
Jó hogy nem szigszalaggal rögzítetted.
Egyébként ha pl. körbe raknád valami rugalmas tömítőmasszával, akkor nyomhatnád rá az alkoholt.
Most nem jut eszembe milyen néven kapható az ilyen. Olyan mint régen a Terostat volt. Rugalmas karosszéria tömítő. Nem a tubusból kinyomható, hanem olyan gyurmaszerű.
Jó hogy nem szigszalaggal rögzítetted.
Egyébként ha pl. körbe raknád valami rugalmas tömítőmasszával, akkor nyomhatnád rá az alkoholt.
Most nem jut eszembe milyen néven kapható az ilyen. Olyan mint régen a Terostat volt. Rugalmas karosszéria tömítő. Nem a tubusból kinyomható, hanem olyan gyurmaszerű.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 február 02, 06:55
Írta: bmejdz9nu Dátum 2009 február 02, 06:55
Oka: a FILOU progi még nem érkezett meg... addig ez van...(G codokat még nem ismerem:)
Más CAM progit nem bírtam megszokni...
De gyorsan visszafut :) addíg is hűlt a szerszám.
Link.
Más CAM progit nem bírtam megszokni...
De gyorsan visszafut :) addíg is hűlt a szerszám.
Link.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 február 02, 06:59
Írta: bmejdz9nu Dátum 2009 február 02, 06:59
Ha körbe kell marni azaz vágni a munkadarabot akkor az oldalt (excenteres) szorításnál belapul vagy jóval nagyobb anyagot kell vágni előtte...
Ez a baj...
A kétoldalas ragasztószalag erős...csak alkohol aláfolyatásával lehet a végén levenni a munkadarabot...(csak pont ez a baj..)
Jobb és beváltabb ötletem még nincs...
Ez a baj...
A kétoldalas ragasztószalag erős...csak alkohol aláfolyatásával lehet a végén levenni a munkadarabot...(csak pont ez a baj..)
Jobb és beváltabb ötletem még nincs...
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2009 február 02, 23:28
Írta: 3k74cecek Dátum 2009 február 02, 23:28
A fölülről leszorítás miért nem jó?
Persze amikor a felét megcsinálod, akkor át kell helyezni a leszorítókat, de nem hinném, hogy ez olyan nagy problémát jelentene. Azt hiszem nem 2 perc mire a fele elkészül. Persze úgy csinálod ahogy akarod, csak nem értem, hogy miért a kétoldalas ragasztót használod.
Persze amikor a felét megcsinálod, akkor át kell helyezni a leszorítókat, de nem hinném, hogy ez olyan nagy problémát jelentene. Azt hiszem nem 2 perc mire a fele elkészül. Persze úgy csinálod ahogy akarod, csak nem értem, hogy miért a kétoldalas ragasztót használod.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 február 03, 07:45
Írta: bmejdz9nu Dátum 2009 február 03, 07:45
Felülről? Mondjuk 5-10mm-el nagyobb a "nyersanyag" körbe... 5mm-es a maró ami körbevágja...
Ha a felénél áttenném akkor csak a felét fogná... és pontosan újra rögzíteni?
Ha a felénél áttenném akkor csak a felét fogná... és pontosan újra rögzíteni?
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 február 03, 08:44
Írta: Farkas Ádám Dátum 2009 február 03, 08:44
vákum asztal?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 február 03, 09:33
Írta: bmejdz9nu Dátum 2009 február 03, 09:33
Ekkora felületnél talán már jó lett volna... De még nem csináltam...
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 február 04, 21:24
Írta: j3rx6bsjd Dátum 2009 február 04, 21:24
Sziasztok,végülis ez a doboz dolog mi miatt fulladt kudarcba?Senkinek nincs szüksége dobozolásra vagy csak nem tervezte meg senki-esetleg csináljak néhány rajzot?
10db-nak már nekiállnék,de sajnos 1-2 db-nál nagyon nagyok a költségek(az egyedi gyártás nem egyszerű).
10db-nak már nekiállnék,de sajnos 1-2 db-nál nagyon nagyok a költségek(az egyedi gyártás nem egyszerű).
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 február 04, 21:58
Írta: svejk Dátum 2009 február 04, 21:58
Alapvetően azért mert nem lett rá tömeges igény :(
Sajnos én is egyre többet csak a levegőbe beszélek, aztán a megvalósításból nem lesz semmi :)
De azért ha van egy két open project dobozrajzod, szerintem szívesen megnéznénk, legalább tudnánk mit vársz a gyártáshoz.
Sajnos én is egyre többet csak a levegőbe beszélek, aztán a megvalósításból nem lesz semmi :)
De azért ha van egy két open project dobozrajzod, szerintem szívesen megnéznénk, legalább tudnánk mit vársz a gyártáshoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2009 február 04, 22:59
Írta: 3k74cecek Dátum 2009 február 04, 22:59
Nem egészen értelek, vagy te nem értesz engem.
Leszorítod felülről a munkadarabodat.
Megmunkálod azokat a részeket ahol nincsenek útban a leszorítók. Ezután megállsz a géppel és leszorítod a már megmunkált területen, és leveszed a szorítókat a még hátralévő területről. Ezután megmunkálod a maradék területet. A munkadarab így nem mozdulhat el, nem kell semmit pontosan újra rögzíteni.
Leszorítod felülről a munkadarabodat.
Megmunkálod azokat a részeket ahol nincsenek útban a leszorítók. Ezután megállsz a géppel és leszorítod a már megmunkált területen, és leveszed a szorítókat a még hátralévő területről. Ezután megmunkálod a maradék területet. A munkadarab így nem mozdulhat el, nem kell semmit pontosan újra rögzíteni.
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 február 05, 07:09
Írta: ra8nsmk6w Dátum 2009 február 05, 07:09
Biztositalak, hogy a munkadarab még ebben az esetben is elmozdul. Az igazi mikor egy befogás, felfogás, rögzitésel megoldható.
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2009 február 05, 21:48
Írta: 3k74cecek Dátum 2009 február 05, 21:48
Mennyit mozdul el?
Mert nem hiszem, hogy az adott munkadarabnál számítana pár század mm. Ha pedig ennél többet mozdul el, akkor vagy nem elég merev a gép, vagy valamit nem jól csinál a kezelő [#wave][#fejvakaras]
Mert nem hiszem, hogy az adott munkadarabnál számítana pár század mm. Ha pedig ennél többet mozdul el, akkor vagy nem elég merev a gép, vagy valamit nem jól csinál a kezelő [#wave][#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 február 05, 22:05
Írta: ra8nsmk6w Dátum 2009 február 05, 22:05
A megmunkálás minősége, pontosága nagyon sok tényezőtől függ. Ha csak az anyag oldaláról nézzük: sajtolt,kovácsolt, huzott, öntvény... friss anyag vagy pihentetett. A megmunkálás módja: rabolt, vagy kis fogásokkal történt, mennyire melegedett és mivel részleges megmunkálás történik nem tud egyformán melegedni,hülni.A gép, a leszoritás módja és eszközei mind megannyi külön történet.
Cím: Re:DC szervó motoros vezérlés
Írta: nyiszi Dátum 2009 február 05, 22:28
Írta: nyiszi Dátum 2009 február 05, 22:28
Üdv mindenkinek.
DR2 servo vezérlőt keresek megvételre.
DR2 servo vezérlőt keresek megvételre.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2009 február 05, 22:32
Írta: rbbhbyvfs Dátum 2009 február 05, 22:32
Adok-Veszekben van egy pár ép most bukkantak fel....
Cím: Re:DC szervó motoros vezérlés
Írta: nyiszi Dátum 2009 február 05, 22:40
Írta: nyiszi Dátum 2009 február 05, 22:40
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2009 február 05, 23:47
Írta: 3k74cecek Dátum 2009 február 05, 23:47
Ez mind igaz, de most mindössze a lefogásról van szó. Annak pedig semmi köze a szomszédasszony menstruációs ciklusához.
Visszatérve az eredeti problémához, nehezen tudom elképzelni, hogy egy kétoldalas ragasztó fixebben rögzít egy munkadarabot, mint egy jó leszorító, és a leszorító áthelyezésekor jobban elmozduljon a munkadarab, mint amit egy ragasztó eleve megenged.
Visszatérve az eredeti problémához, nehezen tudom elképzelni, hogy egy kétoldalas ragasztó fixebben rögzít egy munkadarabot, mint egy jó leszorító, és a leszorító áthelyezésekor jobban elmozduljon a munkadarab, mint amit egy ragasztó eleve megenged.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 február 06, 00:11
Írta: 000000000 Dátum 2009 február 06, 00:11
Én sem tudom elképzelni, hogy a kétoldalas ragasztás pontosabb rögzítést adjon fém megmunkáláskor mint az áthelyezett rögzítés.
Nekem az az érzésem, hogy Péter azért favorizálja, mert nem alkalmaz komoly CAM progit amivel ezeket az útvonalakat kijelölhetné.
Nekem az az érzésem, hogy Péter azért favorizálja, mert nem alkalmaz komoly CAM progit amivel ezeket az útvonalakat kijelölhetné.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 február 06, 23:25
Írta: 000000000 Dátum 2009 február 06, 23:25
Hatazert azon a jokora feluletn amin a ragaszto nyirodik...azert jokora erok kellenek a megmozditashoz...
Hacsak 0,5 N/mm2 a ragacs nyirasra akkor is 3x3 cm felulet 450N (~45 kp)
Ha pedig vekoyn akkor billegni se nagyon tud rajta a cucc...de yug eoseznyomas ar se leht az olyan rossz teherbirasu...
Hacsak 0,5 N/mm2 a ragacs nyirasra akkor is 3x3 cm felulet 450N (~45 kp)
Ha pedig vekoyn akkor billegni se nagyon tud rajta a cucc...de yug eoseznyomas ar se leht az olyan rossz teherbirasu...
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 február 07, 10:06
Írta: 0gbwyh99 Dátum 2009 február 07, 10:06
Húha , nagyon álmos lehettél már ! A mondókád vége teljesen érthetetlen [#conf][#shakehead][#worship][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 február 07, 11:01
Írta: bmejdz9nu Dátum 2009 február 07, 11:01
"Átfogatásban" nem bízok... sőt ekkor is nagyobb alapanyagot kellene vágnom...
A ragasztószalag... Full telibe TESA... erős... és pontosan 0,3mm mindenhol a vastagsága azaz kiszámítható a felület...
Persze sikbamarás nem árt...
A ragasztószalag... Full telibe TESA... erős... és pontosan 0,3mm mindenhol a vastagsága azaz kiszámítható a felület...
Persze sikbamarás nem árt...
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 február 07, 11:08
Írta: 0gbwyh99 Dátum 2009 február 07, 11:08
Minek a sikba marása nem árt ? A tárgyasztalnak ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 február 07, 12:06
Írta: bmejdz9nu Dátum 2009 február 07, 12:06
Az természetes... de a munkadarabot sem árt, hogy a századot lehessen tartani...ha szükséges pl. mélyítéseknél.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 09, 13:13
Írta: bmejdz9nu Dátum 2009 március 09, 13:13
Akkor ebből DC motor-os topik lett...
Az AC vezérlési megoldások akkor az "AC szervómotoros vezérlés" ben... lesznek, ha lesznek :)
Az AC vezérlési megoldások akkor az "AC szervómotoros vezérlés" ben... lesznek, ha lesznek :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 13, 18:15
Írta: bmejdz9nu Dátum 2009 március 13, 18:15
Hogyis kezdjem...
Először is privátban engedélyt kértem Magi Úrtól...
Az A300-asról van szó...
Mint tudjátok már sok más ország CNC fórumján fent vannak a kapcsolási rajzok és dokumentációk...
(mióta az oroszok a szerveremen a jelszavas ZIP file-kat feltörték...)
Mostanában kaptam egy-két levelet, hogy megépíthetik e... Ez jópofa kérdés volt... írtam, hogy persze...
Tehát mától az egész kapcsolás, leírás (hivatalosan is) nyilvános lett !!!
Ez a szervóvezérlő első ránézésre kicsit bonyolultnak tűnhet... talán a sok alkatrész...
De! Cserében egy tisztán analóg kapcsolás... Kedvemre, kedvetekre variálható... és nagyon érzéketlen a zavarokra!
Ami szerintem nagyon jó benne, hogy megérthető a szervóvezérlés működése a rajz alapján...(megépítés nélkül is hasznos információ)
Az vezérlési elvek majd minden szervóvezérlőnél azonosak!
Ide ebbe a könyvtárba tettem az összes dolgát (rajz, panelterv stb... ::::::::::::::::::
Itt vannak az alkatrészek adatlapjai..... (PDF)
Itt találtok fotókat a panelről....
Itt pedíg videókat a tesztekről...
Tesztelve volt egészen kicsi motorral és egészen nagy-al is, különböző encoderekkel 100cpr-től 2000cpr-ig...
Valós üzemi körülmények között egy soproni fórumtársunk használja már...
(igaz az X1-et ami az A300-asnak a beta változata volt, de azonos)
A most készülő gépembe természetesen már ezek kerülnek...
A történet... ,hogy ez miért is kellett nekem...
Van egy "nem hazai" gyártású szervóvezérlő amit kedveltem (és kedvelek is)
De... sajnos csak 80V-ig és max 20A-t tud...
Az A300 pedig akár 200V-ig (160V-al volt a max teszt) és 30A... (lehet felette is... de más FET-EK más áramkorlát ellenállás kell)
Sőt...:) Az LS7184 Encoder feldolgozó IC-vel többféle encoder üzemmód is választható (1X, 2X és persze 4X)
A bemeneteket HPCL-2300 typ nagysebességű, optocsatoló fogadja (már 0,5mA-ről nyit! és 8MB-es!)
Akár - ha a szükség úgy hozná - több MHz-ig is elmegy a vezérlő... (jelenlegi formában 500Khz-ig teszteltem)
A feteket egy "erős" IC hajtja, hogy igen nagy áramú FET-eket is meg tudjon hajtani...(IR21844) Pl. tárcsamotorokhoz
Az egész áramkörhöz 80V-ig csak egy tépfesz kell...
Felette külső pl.24V... Mert a .... rajzból ugyis kiderül... egyszerű...
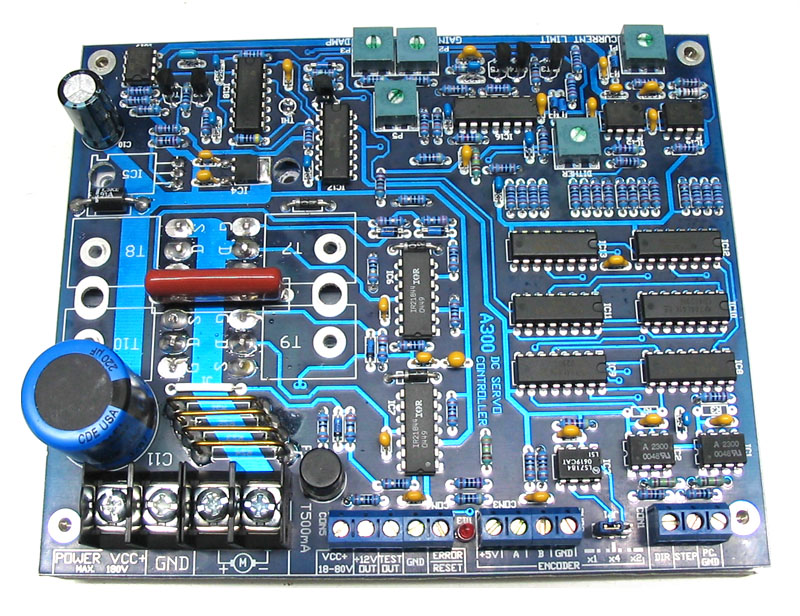
Először is privátban engedélyt kértem Magi Úrtól...
Az A300-asról van szó...
Mint tudjátok már sok más ország CNC fórumján fent vannak a kapcsolási rajzok és dokumentációk...
(mióta az oroszok a szerveremen a jelszavas ZIP file-kat feltörték...)
Mostanában kaptam egy-két levelet, hogy megépíthetik e... Ez jópofa kérdés volt... írtam, hogy persze...
Tehát mától az egész kapcsolás, leírás (hivatalosan is) nyilvános lett !!!
Ez a szervóvezérlő első ránézésre kicsit bonyolultnak tűnhet... talán a sok alkatrész...
De! Cserében egy tisztán analóg kapcsolás... Kedvemre, kedvetekre variálható... és nagyon érzéketlen a zavarokra!
Ami szerintem nagyon jó benne, hogy megérthető a szervóvezérlés működése a rajz alapján...(megépítés nélkül is hasznos információ)
Az vezérlési elvek majd minden szervóvezérlőnél azonosak!
Ide ebbe a könyvtárba tettem az összes dolgát (rajz, panelterv stb... ::::::::::::::::::
Itt vannak az alkatrészek adatlapjai..... (PDF)
Itt találtok fotókat a panelről....
Itt pedíg videókat a tesztekről...
Tesztelve volt egészen kicsi motorral és egészen nagy-al is, különböző encoderekkel 100cpr-től 2000cpr-ig...
Valós üzemi körülmények között egy soproni fórumtársunk használja már...
(igaz az X1-et ami az A300-asnak a beta változata volt, de azonos)
A most készülő gépembe természetesen már ezek kerülnek...
A történet... ,hogy ez miért is kellett nekem...
Van egy "nem hazai" gyártású szervóvezérlő amit kedveltem (és kedvelek is)
De... sajnos csak 80V-ig és max 20A-t tud...
Az A300 pedig akár 200V-ig (160V-al volt a max teszt) és 30A... (lehet felette is... de más FET-EK más áramkorlát ellenállás kell)
Sőt...:) Az LS7184 Encoder feldolgozó IC-vel többféle encoder üzemmód is választható (1X, 2X és persze 4X)
A bemeneteket HPCL-2300 typ nagysebességű, optocsatoló fogadja (már 0,5mA-ről nyit! és 8MB-es!)
Akár - ha a szükség úgy hozná - több MHz-ig is elmegy a vezérlő... (jelenlegi formában 500Khz-ig teszteltem)
A feteket egy "erős" IC hajtja, hogy igen nagy áramú FET-eket is meg tudjon hajtani...(IR21844) Pl. tárcsamotorokhoz
Az egész áramkörhöz 80V-ig csak egy tépfesz kell...
Felette külső pl.24V... Mert a .... rajzból ugyis kiderül... egyszerű...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 13, 18:35
Írta: s5f8tmfv3 Dátum 2009 március 13, 18:35
Péter! Ez tulajdonképpen kinek a fejlesztése? A Tiéd? Becslésed szerint mennyiből lehet kihozni ha a panelt is beleszámoljuk?
Gratulálok hozzá!
Gratulálok hozzá!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 13, 18:51
Írta: bmejdz9nu Dátum 2009 március 13, 18:51
3-as fejlesztés :)
1. "Valaki" 2. egy fórumtárs 3. Én mint hüle meg kitaláltam mit tudjon és mivel...(azaz blokk vázlat szinten, elviekben stb.)
Így ahogy van (ezekkel az alkatrészekkel) kb. 16-18 ezer...(tehát szerintem sorozatgyártásra nem való, azaz piacképtelen lenne:)
Persze lehetne kihagyni belőle az LS encoder IC-t... lehetne kisebb FET és meghajtó...
Lehetne kisebb feszültségű alkatészek... lehetnének olcsóbb alkatrészek... de én mindenből a legjobbat akartam bele :)
... nekem így kellett...
Blokk vázlat PDF-ben. Itt......
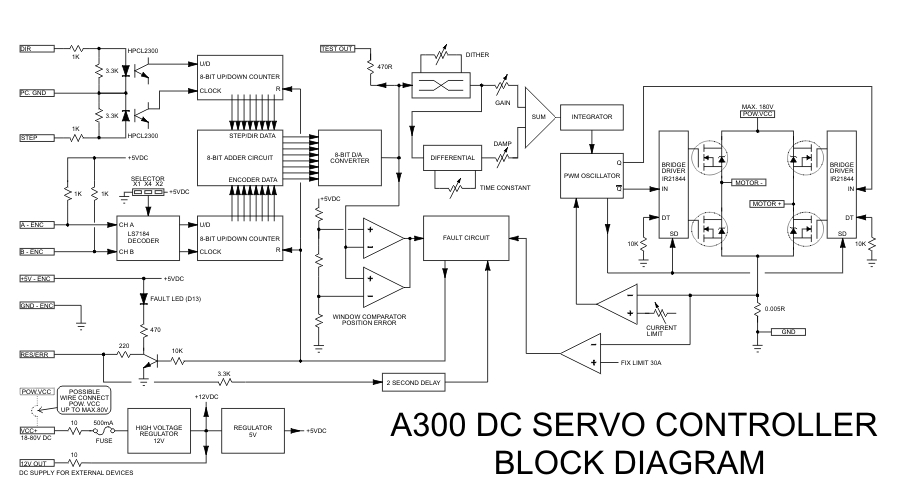
1. "Valaki" 2. egy fórumtárs 3. Én mint hüle meg kitaláltam mit tudjon és mivel...(azaz blokk vázlat szinten, elviekben stb.)
Így ahogy van (ezekkel az alkatrészekkel) kb. 16-18 ezer...(tehát szerintem sorozatgyártásra nem való, azaz piacképtelen lenne:)
Persze lehetne kihagyni belőle az LS encoder IC-t... lehetne kisebb FET és meghajtó...
Lehetne kisebb feszültségű alkatészek... lehetnének olcsóbb alkatrészek... de én mindenből a legjobbat akartam bele :)
... nekem így kellett...
Blokk vázlat PDF-ben. Itt......
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 13, 19:07
Írta: 000000000 Dátum 2009 március 13, 19:07
Megépítése erősen "szakembereknek" ajánlott! Én is gratulálok hozzá (mármint elsősorban Svekj-nek)![#eljen]
Csak azért nem tartom "igazi" konkurenciának, mert a körítése jóval bonyolultabb és rugalmassága jóval szerényebb, mint a QDSP-nek.[#hamm]
Csak azért nem tartom "igazi" konkurenciának, mert a körítése jóval bonyolultabb és rugalmassága jóval szerényebb, mint a QDSP-nek.[#hamm]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 13, 19:09
Írta: 000000000 Dátum 2009 március 13, 19:09
Azért hozzáteszem az alapok (gekko), elég ismertek...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 március 13, 19:15
Írta: 4um5b65d Dátum 2009 március 13, 19:15
Akkor ez olyan mintha az A300 nevű hotdog-on túl sok lenne a ketchup, viszont a QDSP-ben hosszabb a virsli.....
[#vigyor3][#vigyor2]
[#vigyor3][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 13, 19:18
Írta: s5f8tmfv3 Dátum 2009 március 13, 19:18
István! Ha már itt tartunk hadd kérdezzek valamit: Miért nem dobtok piacra egy lebutított egytengelyes szervóvezérlőt DC főorsó hajtáshoz? Nem mindenki használ frekiváltót meg Precise főorsót, sőt... Sokan kezdik DC motorral, meg mindenféle felsőmaróval, de a fordulatszámtartás és szabályzás mindig gond. Kellene valami kis elektronika ami mondjuk fordulatonként egy jellel beéri (opto, hall) a végfokot meg a júzer hozzáforraszthatja. Ha meg a Mach is tudná vezérelni...
Ilyent még nem láttam a piacon.
Ilyent még nem láttam a piacon.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 13, 19:19
Írta: bmejdz9nu Dátum 2009 március 13, 19:19
Hát igen...[#smile]
Nekem pont ez a "fapados" dolog tetszett... A maximális alkatrész számból a minimális tudás:)
Tudod kevés hibajel tároló... stb...:)
Nekem pont ez a "fapados" dolog tetszett... A maximális alkatrész számból a minimális tudás:)
Tudod kevés hibajel tároló... stb...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 13, 19:20
Írta: bmejdz9nu Dátum 2009 március 13, 19:20
Hűha... mindjárt moderálnom kell téged mert reklámozod az A300-at [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 13, 19:26
Írta: s5f8tmfv3 Dátum 2009 március 13, 19:26
Már akartam kérdezni: bővíthető? [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 13, 19:28
Írta: bmejdz9nu Dátum 2009 március 13, 19:28
Persze... Csak akarni kell:) 1000V-ra és 500A-re is :)
A számlálók duplázásával pedig a hibajeltároló is... (nekem ez nem kellett beleférek a gyakorlatban is a +/-128 hibajelbe)
Vagy mire gondolsz?
A számlálók duplázásával pedig a hibajeltároló is... (nekem ez nem kellett beleférek a gyakorlatban is a +/-128 hibajelbe)
Vagy mire gondolsz?
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 13, 19:30
Írta: s5f8tmfv3 Dátum 2009 március 13, 19:30
A hibajeltárolóra gondoltam. Nagyobb tárolóhoz át is kell faragni a panelt?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 13, 19:35
Írta: bmejdz9nu Dátum 2009 március 13, 19:35
Hát ha valakinek az lenne az álma, hogy nagyobb eltűrt hibákat is ki tudjon marni...:)
Én nem terveznék új panelt... Azaz a számláló IC-k helyett foglalatot tennék és ahhoz terveznék egy feltét panelt... több számlálóval...
Duplázva a darabszámot 2048 lenne... (jól számoltam?)
Én nem terveznék új panelt... Azaz a számláló IC-k helyett foglalatot tennék és ahhoz terveznék egy feltét panelt... több számlálóval...
Duplázva a darabszámot 2048 lenne... (jól számoltam?)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 13, 19:40
Írta: s5f8tmfv3 Dátum 2009 március 13, 19:40
Csak vicceltem, emlékszem milyen fontos volt Neked a kis hibatároló, volt néhány csatád miatta Tiborral.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 március 13, 19:47
Írta: svejk Dátum 2009 március 13, 19:47
Már megint mibe kevertetek engem bele... !?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 13, 19:50
Írta: bmejdz9nu Dátum 2009 március 13, 19:50
Nagyon elgondolkoztam én is rajta...
Nade ha egy 128bit-es (hobby) vezérlőből adtak el a legtöbbet a világon...
Ennyi hüle hobbysta csak nincs rajtam kívül :) Majd ha Tibor többet ad el int "az a cég"... ígérem megint elkondolkozok rajta :)
Nade ha egy 128bit-es (hobby) vezérlőből adtak el a legtöbbet a világon...
Ennyi hüle hobbysta csak nincs rajtam kívül :) Majd ha Tibor többet ad el int "az a cég"... ígérem megint elkondolkozok rajta :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 13, 19:53
Írta: bmejdz9nu Dátum 2009 március 13, 19:53
Nem én voltam... :) Mosom kezeimet... de már bent vagy :)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 13, 19:54
Írta: s5f8tmfv3 Dátum 2009 március 13, 19:54
Szia Svejk! Mit szólsz a #8116-hoz? Pont Neked való feladat...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 március 13, 21:46
Írta: svejk Dátum 2009 március 13, 21:46
Van már ilyen a piacon...
Ha jól tudom Tibor45 is gyárt ilyeneket.
Ha jól tudom Tibor45 is gyárt ilyeneket.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 13, 22:09
Írta: s5f8tmfv3 Dátum 2009 március 13, 22:09
Ablaktörlő motorhoz is? [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 március 13, 22:50
Írta: Farkas Ádám Dátum 2009 március 13, 22:50
Sziasztok, én már 2008 novembere óta használom ezeket a szervó-vezérlőket, stabilan megy, "ATOMBIZTOS", előtte baglyot használtam... nem rossz az sem de azért zavarérzékeny volt....
megjegyzem: ha egy kicsit előbb megjelenik a QDSP akkor olyant vettem volna de a Péter féle kb. egy héttel megelőzte.
megjegyzem: ha egy kicsit előbb megjelenik a QDSP akkor olyant vettem volna de a Péter féle kb. egy héttel megelőzte.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 07:50
Írta: 000000000 Dátum 2009 március 14, 07:50
Pontosan nem értem, hogy mik is lennének a műszaki paraméterei. Most hirtelen úgy érzem az is egy "servo" vezérlő lenne, akkormeg mi is a különbség?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 07:53
Írta: 000000000 Dátum 2009 március 14, 07:53
A jó Isten se mossa le ezt a "bűnödet"![#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 március 14, 07:55
Írta: ra8nsmk6w Dátum 2009 március 14, 07:55
Csak gondolom, hogy KW körüli motorteljesitmény 170-200V. Hasonló gondokkal küzdök
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 07:59
Írta: 000000000 Dátum 2009 március 14, 07:59
Szia! A hatvani talin nem voltál?:)
Mintha forgott volna ott egy 400W-os DC motor
pont ezen feladatokra kialakítva...
Mintha forgott volna ott egy 400W-os DC motor
pont ezen feladatokra kialakítva...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 08:12
Írta: 000000000 Dátum 2009 március 14, 08:12
Tehát akkor a határfeszültséget kellene "csak" emelni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 08:27
Írta: 000000000 Dátum 2009 március 14, 08:27
Szia István!
Pusztán annyi a különbség, hogy nem kell a
motor tengely szögelfordulásának mértékével
foglalkozni, csak a szögsebességével.
És mivel az út a sebesség időszerinti
integráltja, ez óriási különbség mégiscsak.:)
a
Pusztán annyi a különbség, hogy nem kell a
motor tengely szögelfordulásának mértékével
foglalkozni, csak a szögsebességével.
És mivel az út a sebesség időszerinti
integráltja, ez óriási különbség mégiscsak.:)
a
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 09:03
Írta: 000000000 Dátum 2009 március 14, 09:03
Értem, köszi! A visszacsatolás itt is encoder, vagy csak egy hasított tárcsa 1db optokapuval?
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 14, 09:04
Írta: s5f8tmfv3 Dátum 2009 március 14, 09:04
Szia Tibor! Sajnos nem voltam, nem láttam azt a motort.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 14, 09:04
Írta: bmejdz9nu Dátum 2009 március 14, 09:04
Szerintem a zavarvédettség a sima kis "TTL" IC-k-nek is köszönhető (meg a jó paneltervnek)
Nálad viszonylag kis motorokkal megy...most még:)
De ha szükséges lenne nagyobb fesz vagy áram...
Szeretem a méretes motorokat, az elemi erőt... (az erős kocsikat is:)
Ez egy "durva" teszt volt....VIDEO.... (persze volt egy ennél még "vadabb" de arról nem csináltam videót)
Ezt a tesztet bármilyen vezérővel szívesen elválalnám... de melyik bírná ki? :)
158V és egyidejüleg(!) 30A-es csúcsok voltak!!! (dump áramkör sem volt...)
Nálad viszonylag kis motorokkal megy...most még:)
De ha szükséges lenne nagyobb fesz vagy áram...
Szeretem a méretes motorokat, az elemi erőt... (az erős kocsikat is:)
Ez egy "durva" teszt volt....VIDEO.... (persze volt egy ennél még "vadabb" de arról nem csináltam videót)
Ezt a tesztet bármilyen vezérővel szívesen elválalnám... de melyik bírná ki? :)
158V és egyidejüleg(!) 30A-es csúcsok voltak!!! (dump áramkör sem volt...)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 14, 09:09
Írta: s5f8tmfv3 Dátum 2009 március 14, 09:09
Pont ez lenne az egyik különbség. Fordulatonként egy jel, így az elektronikának nem kellene tudnia alkalmazkodnia többféle enkóderhez, egyszerűbb, olcsóbb. Másrészt nem biztos hogy teljes PID kell hiszen valamennyi fordulatszámingadozás megengedhető, csak az a lényeg hogy amikor a maró az anyagba ér és megfogja a motort akkor az elektronika visszaállítsa az eredeti fordulatot egy kis plusz "kakaóval". Csak nekem tűnik egyszerűnek? Mennyire nagy feladat ez egy kisteljesítményű PIC-kel?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 március 14, 09:42
Írta: svejk Dátum 2009 március 14, 09:42
Ne is mondd, ezt megint én fogom megszívni..:(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 09:43
Írta: 000000000 Dátum 2009 március 14, 09:43
Értelek! Más szoftver kell... A dsPIC encoder bemenete nem használható erre, mert nincs meg a szabványos 90˙-os increment jel, de egy számláló, mely időegység alatti beszámlálásokkal méri a fordulatszámot, biztos megoldható! Meg kellene néznem a dsPIC30 belső felépítését, de gyanítom a nyákterv is emiatt más kell, hogy legyen (biztos, nem ugyan azon a lábon van az encoder és egy counter bemenet...).
Szoftver oldalon ez nem egy nagy durranás.
Szoftver oldalon ez nem egy nagy durranás.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 09:47
Írta: 000000000 Dátum 2009 március 14, 09:47
Kisebb PIC-el is simán megoldható, erre kiválóen elég lenne egy PIC16F628A, mely elég olcsó és van benne minden erre a faladatra (PWM, Counterek és még áramkorláthoz comparátor is van)!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 09:50
Írta: 000000000 Dátum 2009 március 14, 09:50
Ha az MBIO már kijött, lehet, hogy összedobok egy ilyesmit is...
Itt ugye nem kéne iránytváltani se?
A lassításhoz lehet, hogy egy motorfék is elég lenne? Az nagyon leegyszerűsítené a végfokot (filléres lenne)...
Itt ugye nem kéne iránytváltani se?
A lassításhoz lehet, hogy egy motorfék is elég lenne? Az nagyon leegyszerűsítené a végfokot (filléres lenne)...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 március 14, 09:52
Írta: svejk Dátum 2009 március 14, 09:52
Megfelelő DC shöntmotort már alig találni ilyen feladatra a piacon..
Ha meg felsőmarót használsz abban van szabályzás, vagy az nem elég jó minőségű?
A felsőmaróval azonos elven műküdnek az újabb mosogépmotorok (soros univerzális) azokon mindig van fent egy tachogenerátor, van hozzá cél IC (pl. TDA1085) és egy szem TRIAC elég kapcsolóelemnek.
A sok-sok hátrányuk mellett van egy jó tulajdonságuk, hogy sokkal jobb teljesítmény/súly-térfogat arányuk mint a shöntmotoroknak.
Ha meg felsőmarót használsz abban van szabályzás, vagy az nem elég jó minőségű?
A felsőmaróval azonos elven műküdnek az újabb mosogépmotorok (soros univerzális) azokon mindig van fent egy tachogenerátor, van hozzá cél IC (pl. TDA1085) és egy szem TRIAC elég kapcsolóelemnek.
A sok-sok hátrányuk mellett van egy jó tulajdonságuk, hogy sokkal jobb teljesítmény/súly-térfogat arányuk mint a shöntmotoroknak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 14, 09:53
Írta: bmejdz9nu Dátum 2009 március 14, 09:53
A "bűnöd" azért jól sikerült...[#vigyor] Én mondom mint "felbújtó" :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 10:33
Írta: 000000000 Dátum 2009 március 14, 10:33
Ehhez a feladathoz elég csak egy csatornát
felhasználni az encoderből, így egy optós
réstárcsa is elég. De azt senkinek nem
javasolnám, hogy kevés résben gondolgozzon,
mert alacsony fordulaton ebből nagy
gondok adódhatnak. Ilyen feladokra sokkal
ideálisabb a tachodinamós érzékelővel
szerelt motor.
felhasználni az encoderből, így egy optós
réstárcsa is elég. De azt senkinek nem
javasolnám, hogy kevés résben gondolgozzon,
mert alacsony fordulaton ebből nagy
gondok adódhatnak. Ilyen feladokra sokkal
ideálisabb a tachodinamós érzékelővel
szerelt motor.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 14, 10:38
Írta: bmejdz9nu Dátum 2009 március 14, 10:38
még vannak 50cpr-es encoderjeim eladók...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 14, 10:42
Írta: s5f8tmfv3 Dátum 2009 március 14, 10:42
Nem használok felsőmarót, nehézkesnek találom a gépemhez gravírozási, nyákmarásos feladatokhoz. Pl. egy E240 motorra gondoltam, de ha volna elektronika a végfok csréjével nagyobb motort is lehetne kezelni. Lehet egy ilyen elektronikát úgy elkészíteni hogy Mach kompatibilis legyen? Egy kapcsolóval kiválasztani hogy én állítom a fordulatszámot egy potival vagy a Mach?
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 14, 10:43
Írta: s5f8tmfv3 Dátum 2009 március 14, 10:43
Tachós motort még ritkábban lehet találni...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 14, 10:48
Írta: s5f8tmfv3 Dátum 2009 március 14, 10:48
Tedd csak félre! Ha valaki mégis készít ilyen visszacsatolt fordulatszámszabályzót, és elönti a világpiacot a Mach felhasználók nagy örömére akkor jó áron adhatod őket![#eplus2]
Azért érdekelne az ára, hátha lesz ebből valami.[#kerdes]
Azért érdekelne az ára, hátha lesz ebből valami.[#kerdes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 10:49
Írta: 000000000 Dátum 2009 március 14, 10:49
Két féle módon is:
1, Step/Dir marónak deffiniálod, de csak a Step-et használod információs csatornának,
2, PWM kimenetet használod sebesség infónak.
Lehet, hogy még az MBIO-val is lehetne valamit operálni, de ezen még agyalni kell (a PWM az használható alapból is)...
1, Step/Dir marónak deffiniálod, de csak a Step-et használod információs csatornának,
2, PWM kimenetet használod sebesség infónak.
Lehet, hogy még az MBIO-val is lehetne valamit operálni, de ezen még agyalni kell (a PWM az használható alapból is)...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 14, 10:52
Írta: s5f8tmfv3 Dátum 2009 március 14, 10:52
Kellene valami piackutatásféle... csak én vagyok ilyen hüle hogy ezt a megoldást keresem? Esetleg mások is vevők lennének egy ilyen kitre? A DRO AC nagyon jó ötlet volt a részetekről, egyfajta űrt töltött ki. Lehet hogy ez is?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 10:53
Írta: 000000000 Dátum 2009 március 14, 10:53
Már rá is jöttem:
Ha a PWM kimenetét átállítom egy Step generátorra (nem a kitöltését állítom, hanem a négyszögjel frekiét), akkor az MBIO közvetlenül működtethet egy ilyen visszacsatolt szabályzót is (akár servo, akár léptetőmotor, akár egyszerübb ford-stab szabályzót). Ez jó ötlet...[#circling]
Ha a PWM kimenetét átállítom egy Step generátorra (nem a kitöltését állítom, hanem a négyszögjel frekiét), akkor az MBIO közvetlenül működtethet egy ilyen visszacsatolt szabályzót is (akár servo, akár léptetőmotor, akár egyszerübb ford-stab szabályzót). Ez jó ötlet...[#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 10:54
Írta: 000000000 Dátum 2009 március 14, 10:54
Az az "űr" eléggé keskenyke sajnos...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 14, 10:55
Írta: s5f8tmfv3 Dátum 2009 március 14, 10:55
Akkor nem lehetetlen a dolog, ennek örülök, annak meg még inkább hogy időt szakítottál erre az "elvetemült" ötletre! [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 14, 10:58
Írta: s5f8tmfv3 Dátum 2009 március 14, 10:58
Ez meglep. Azt gondoltam igazán nagy igény van ilyen sokféle szolgáltatást nyújtó eszközre. Ezek szerint fikarcnyit sem lehet adni az elképzeléseimre hogy mi kell a hobbystáknak...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 március 14, 14:11
Írta: s7manbs8 Dátum 2009 március 14, 14:11
A Mach-ban eleve van ilyen PWM-es szabályzás, mit kell itt megoldani , nem értem ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 14, 14:18
Írta: bmejdz9nu Dátum 2009 március 14, 14:18
[#hawaii] www.a300servo.com..... eddig tart egy ilyen... pár órácska...:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 március 14, 14:34
Írta: s7manbs8 Dátum 2009 március 14, 14:34
A hobbystának az kell (az álma legalábbis gondolom ez), hogy ingyen legyen, de ugyanazt tudja, mint a profik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 14, 15:51
Írta: bmejdz9nu Dátum 2009 március 14, 15:51
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 március 14, 17:16
Írta: Szalai György Dátum 2009 március 14, 17:16
Sajnos manapság egyre kevesebbre mész a kapcsolási rajzzal.
(Felénk a TV szerelőnek azért nincs szkópja sem, mert már rég csak a sorfégfok tranyó bázisfeszültségét nézhette volna vele, most meg már azt sem. Ezért nem tudta kimérni a Precise motorom tekercselési szögét a Svejk módszerrel.)
Már minden soft-ban van, a többi meg csak egy darab buta műanyag.
A program leírásból meg sajnos ugyan annyit értek akár adják, akár nem.
Én ezért díjazom az A300-adat, mert az szín tiszta hardwer. Valós időben. Ránézek a rajzra, és értem. Azthiszem.
(Felénk a TV szerelőnek azért nincs szkópja sem, mert már rég csak a sorfégfok tranyó bázisfeszültségét nézhette volna vele, most meg már azt sem. Ezért nem tudta kimérni a Precise motorom tekercselési szögét a Svejk módszerrel.)
Már minden soft-ban van, a többi meg csak egy darab buta műanyag.
A program leírásból meg sajnos ugyan annyit értek akár adják, akár nem.
Én ezért díjazom az A300-adat, mert az szín tiszta hardwer. Valós időben. Ránézek a rajzra, és értem. Azthiszem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 18:07
Írta: 000000000 Dátum 2009 március 14, 18:07
Van persze... senki nem modta, hogy nincs! Olvasd el a válaszra a kérdést. Azért ajánlom figyelmedbe az MBIO "tananyagot", annak is a VIII. részét. Az alap Mach3 PWM-jét lehet "kicsit" überelni (pl. sebesség függő PWM-es szabályzás)![#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 18:11
Írta: 000000000 Dátum 2009 március 14, 18:11
Kicsit nem figyelek oda, oszt már a konkurencia beteszi a lábát...[#law]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 14, 18:21
Írta: bmejdz9nu Dátum 2009 március 14, 18:21
Színtiszta vas? vagy, hogy szokta hívni ezt a Tibor45?:) ... No és nincs benne semmi "Black Box" ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 14, 18:24
Írta: bmejdz9nu Dátum 2009 március 14, 18:24
Most, hogy ezt írod... Na már késő...:)
Talán úgy kellet volna csinálnom, hogy egy "fél" kapcsolási rajz-ot feltenni...
Aztán a másik felét - mondjuk - 10USD-ért...[#smile]

Talán úgy kellet volna csinálnom, hogy egy "fél" kapcsolási rajz-ot feltenni...
Aztán a másik felét - mondjuk - 10USD-ért...[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 18:27
Írta: 000000000 Dátum 2009 március 14, 18:27
Már a legelején el..sztag, mert az oroszok ellophatták (zip password?!)... ugyanmá![#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 14, 18:30
Írta: bmejdz9nu Dátum 2009 március 14, 18:30
Be kellett volna tenni egy zip-be először a PayPal számlám elérését nekik... :)
De akkor is csak 1X vették volna meg :) Tudod milyen "rossz" emberek a hobbysták...
Ha nem "hardverkulcsos" valami... mindjárt terjesztik, másolják :)
Na ebből sem gazdagszok meg... nézek valami mást...
De akkor is csak 1X vették volna meg :) Tudod milyen "rossz" emberek a hobbysták...
Ha nem "hardverkulcsos" valami... mindjárt terjesztik, másolják :)
Na ebből sem gazdagszok meg... nézek valami mást...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 18:40
Írta: 000000000 Dátum 2009 március 14, 18:40
Szervusz István!őrőmmel kőzlőm,hogy rendbe jőtt a gép,és hála a tűrelmetekért,és a sok jo tanácsért,amit kaptam Tőled,és Tőletek!ma már nyugodtan alszom!:)))kőszőnőm mégegyszer![#wave][#wave][#wave][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 19:07
Írta: 000000000 Dátum 2009 március 14, 19:07
Esetleg tudhatjuk a bűnös mivoltát?!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 19:18
Írta: 000000000 Dátum 2009 március 14, 19:18
beépitettem a galvanikus leválaszto kártyát,és nagyon szép szabályosak lettek a lépések.a Mach-oz hozzá se nyultam,és az szerintem hibátlan is volt!
Cím: Re:DC szervó motoros vezérlés
Írta: msas Dátum 2009 március 14, 19:19
Írta: msas Dátum 2009 március 14, 19:19
Azért nézd át mégegyszer, mert azt hiszem beragadt a hosszú Ő.
Bocs!
Bocs!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 14, 19:38
Írta: bmejdz9nu Dátum 2009 március 14, 19:38
Tehát optós leválasztás volt a megoldás...(?)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 19:57
Írta: 000000000 Dátum 2009 március 14, 19:57
ezek szerint igen.de egész másképp műkődik a vezérlés mint eddig.eddig ha rá adtam a vezérlőre a feszkot,akkor mentek a vezérlők,de most csak akkor műkődik,ha fut a a MACH.és most mintha a számgép is másképp érzékelné a rendszert.remélem igy is marad!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 19:59
Írta: 000000000 Dátum 2009 március 14, 19:59
igenis Lőrincze ur!:)))hát amugy nehezen birna beragadni,mert touch-rŐl irok!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 március 14, 20:20
Írta: x4rhew5r3 Dátum 2009 március 14, 20:20
Igen, Tibor vezérlői optocsatolt bemenetűek, és az LPT port nem bírta rendesen meghajtani.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 20:28
Írta: 000000000 Dátum 2009 március 14, 20:28
szia Lacikám!egész másképp műkődik minden,és nagyon pontosak a lépések!már legalább nyugodtan alszok,és nagyon kőszőnőm a segitséged!!!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 14, 20:32
Írta: bmejdz9nu Dátum 2009 március 14, 20:32
Valami fura dolog jön be a linken... nem kép!
De itt nem a Tibor vezérlőjéről volt szó(?)... arról semmit nem tudhat meg a leendő vevő...:) Annyira szuper titkos...:)
Az A300-ban - szerintem - A HPCL-2300 Optocsatoló ami már 0,5mA-ről nyit(!!!) és igen nagysebességű... jobbat nem is találni a piacon... és csak 250Ft :)
Még nem láttam olyan LPT portot ami nem tudott volna (fel és le) 0,5mA-t...
Adatlap.....PDF
De itt nem a Tibor vezérlőjéről volt szó(?)... arról semmit nem tudhat meg a leendő vevő...:) Annyira szuper titkos...:)
Az A300-ban - szerintem - A HPCL-2300 Optocsatoló ami már 0,5mA-ről nyit(!!!) és igen nagysebességű... jobbat nem is találni a piacon... és csak 250Ft :)
Még nem láttam olyan LPT portot ami nem tudott volna (fel és le) 0,5mA-t...
Adatlap.....PDF
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 14, 20:38
Írta: 000000000 Dátum 2009 március 14, 20:38
Péter a vezérlőm tipusa nem titkos,és tuti hogy ismered msd 50.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 15, 12:42
Írta: bmejdz9nu Dátum 2009 március 15, 12:42
Nem mondták, hogy az nem szervó vezérlő a boltban ahol vetted? [#nyes]... Még jó, hogy működik :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 15, 13:07
Írta: 000000000 Dátum 2009 március 15, 13:07
jo bizony,és el sem hiszed mennyire,és meg ovot egy drasztikus lépéstől,amit elkővettem volna ha nem!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 15, 13:36
Írta: bmejdz9nu Dátum 2009 március 15, 13:36
Na nem értem... de mindegy... ha megtaláltad rajt az encoder csatlakozókat akkor már biztos jó...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 15, 13:41
Írta: 000000000 Dátum 2009 március 15, 13:41
Szerintem Ő nem érti...
Ez a DC Servós Topic, nem léptetőmotoros vezérlőké.
Ez a DC Servós Topic, nem léptetőmotoros vezérlőké.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 15, 13:46
Írta: 000000000 Dátum 2009 március 15, 13:46
most jol be be kusztam a csőbe...a figyelmetlenségem miatt!:)))[#nyes][#nyes][#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 15, 15:14
Írta: bmejdz9nu Dátum 2009 március 15, 15:14
Na menj át akkor a "léptetősökhöz" :) és ott keresd meg a léptető motoron az encodert ... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 15, 16:04
Írta: 000000000 Dátum 2009 március 15, 16:04
tudod mi szabolcsiak szeretjűk a léptetőst,és nem tudom az encodert keresni,mert a buko frekvenciás,homály tizedelőmmel vagyok elfoglalva:)))[#nyes][#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 15, 16:22
Írta: bmejdz9nu Dátum 2009 március 15, 16:22
Na hess innét a szervósoktól... majd ha nagyfiú leszel visszajöhetsz... [#gun][#nevetes1][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 15, 19:25
Írta: bmejdz9nu Dátum 2009 március 15, 19:25
Csináltam ma megint egy-két videót
A T45UM-320-as gépemmel... (T45 Mondta Ugysem megy :)
VIDEÓK ITT ::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::
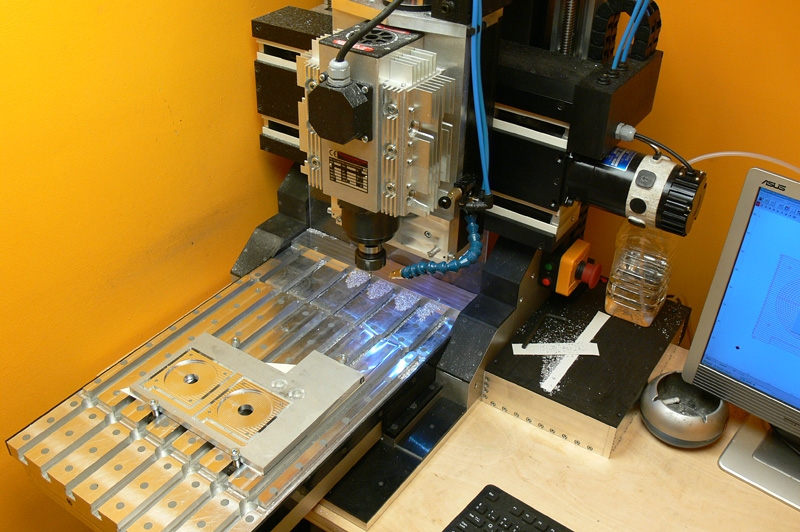
Csak dolgozik és dolgozik... na jó közbe ránézek és csinálok egy-egy videót...:)
Talán ez a legjópofább... ahogy a Cut2D vezérli a szerszámot...
Sajnos a 4mm-es egyélűvel 18.000rpm-nél csak 20mm/sec-ig lehet menni... látni, hogy már milyen nagyok a fogácsok...
Viszont szépen kidobja a forgácsokat...
A T45UM-320-as gépemmel... (T45 Mondta Ugysem megy :)
VIDEÓK ITT ::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::
Csak dolgozik és dolgozik... na jó közbe ránézek és csinálok egy-egy videót...:)
Talán ez a legjópofább... ahogy a Cut2D vezérli a szerszámot...
Sajnos a 4mm-es egyélűvel 18.000rpm-nél csak 20mm/sec-ig lehet menni... látni, hogy már milyen nagyok a fogácsok...
Viszont szépen kidobja a forgácsokat...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 március 15, 19:38
Írta: s7manbs8 Dátum 2009 március 15, 19:38
Már csak építeni kellene egy videózó robotkart, amit HD hajtana, és beprogramoznád, a kameraállásokat, azt is a windows-zal hajtva, meg a winPCNC-vel, vagy mid is van neked.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 15, 19:45
Írta: bmejdz9nu Dátum 2009 március 15, 19:45
Akaratam On-line TV sugárzást is, de nem jött össze... :) Persze, hogy WinPC-NC... Most ebből is az Economy hajtja...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 15, 19:48
Írta: s5f8tmfv3 Dátum 2009 március 15, 19:48
Végülis milyen megoldást találtál arra hogy a maró ne menjen az asztalba? Felemeled a munkadarabot vagy nem marod át teljesen az anyagot?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 március 15, 19:48
Írta: s7manbs8 Dátum 2009 március 15, 19:48
Arra emlékszem a találkozó környékén volt ez a videó közvetítés gondolat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 15, 20:13
Írta: bmejdz9nu Dátum 2009 március 15, 20:13
Alatta egy ABS 1mm-es műanyaglap... Ez tök olcsó a papírboltban...(pár ezer ft egy 2x1m-es tábla, és többször is ok.)
Ha nagyon precíz munkadarab kell akkor hézagoló lemez... a sarkoknál...)
A Cut2D pedig "tabulátorokat" hagy (mar) az anyagban, kép: (1x1mm-et szoktam, aztán csipőfogóval ki...)
Ha nagyon precíz munkadarab kell akkor hézagoló lemez... a sarkoknál...)
A Cut2D pedig "tabulátorokat" hagy (mar) az anyagban, kép: (1x1mm-et szoktam, aztán csipőfogóval ki...)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 március 15, 20:25
Írta: s5f8tmfv3 Dátum 2009 március 15, 20:25
Jó módszer! Majdnem olyan mintha vákuumasztallal dolgoznál.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 15, 21:01
Írta: 000000000 Dátum 2009 március 15, 21:01
szenzácios a géped!gratulálok!épitenem kell egy másikat![#taps][#taps][#taps][#taps][#taps][#taps][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2009 március 15, 21:55
Írta: rbbhbyvfs Dátum 2009 március 15, 21:55
A jobboldali munkadarab bal alsó füle direkt olyan amilyen?
Cím: Re:DC szervó motoros vezérlés
Írta: Teaway Dátum 2009 március 15, 22:16
Írta: Teaway Dátum 2009 március 15, 22:16
Miért kell minden új fogásnál kiemelni a marót a furatból?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 16, 07:38
Írta: 000000000 Dátum 2009 március 16, 07:38
Túl nagy a szád kedves Péter!
Ehhez kb. 25W-os motor elég, azaz éppen
20-szorosan van túl méretezve a dolgod.
Pont erről pofáztam végid Neked.
Más anyagban dolgozni, és más levegőt szántani.:)
Azaz anyagban szaladgáljál 3D-ben 180mm/s ++
előtolási sebséggel, amit eredetileg tervezetél.
Ennyit a szervód korrekt illesztéséről és
a szakszerűségedről, és a dumáról.
És megkérnélek, rám akkor hivatkozz,
ha valami olyat mutatsz amiben én tévedtem
20-szorosat az adatokat illetően.
Mégis csak röhejes, hogy fordítva van,
és erre még büszke is vagy.:)[#nyes]
Ehhez kb. 25W-os motor elég, azaz éppen
20-szorosan van túl méretezve a dolgod.
Pont erről pofáztam végid Neked.
Más anyagban dolgozni, és más levegőt szántani.:)
Azaz anyagban szaladgáljál 3D-ben 180mm/s ++
előtolási sebséggel, amit eredetileg tervezetél.
Ennyit a szervód korrekt illesztéséről és
a szakszerűségedről, és a dumáról.
És megkérnélek, rám akkor hivatkozz,
ha valami olyat mutatsz amiben én tévedtem
20-szorosat az adatokat illetően.
Mégis csak röhejes, hogy fordítva van,
és erre még büszke is vagy.:)[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 16, 07:56
Írta: bmejdz9nu Dátum 2009 március 16, 07:56
Igen. Ha majd készen lesz az egész egység meglátod miért.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 16, 08:01
Írta: bmejdz9nu Dátum 2009 március 16, 08:01
Nem mindig emeli ki... Ezt ugyebár a CAM program dönti el...
De van benne valami fifi-ka ahogy megfigyeltem... pl. kis átmérőjű "furatoknál" csinálja ezt...
A videókon látni ezt... pl.amikor ol. egy 4-es szerszámnak 4,2mm-es furatot kell csinálnia...
De jókor csinálja mert így ki tudja szedni a forgásot... amikor nagyon kell(het)...
De van benne valami fifi-ka ahogy megfigyeltem... pl. kis átmérőjű "furatoknál" csinálja ezt...
A videókon látni ezt... pl.amikor ol. egy 4-es szerszámnak 4,2mm-es furatot kell csinálnia...
De jókor csinálja mert így ki tudja szedni a forgásot... amikor nagyon kell(het)...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 március 16, 08:08
Írta: ra8nsmk6w Dátum 2009 március 16, 08:08
Erre gondoltam én is, hogy ilyenkor egy levegő impulzusal lehet takaritani
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 16, 08:23
Írta: bmejdz9nu Dátum 2009 március 16, 08:23
Azért nem teljesen így van... sajnos... mert akkor a Svejk féle "szervómotor" is elég lett volna...
Persze van túlzás bent, mert nem akartam áttételt csinálni... ami szerinted elkerülhetetlen lett volna...
(ugye emlékszel akkor cseréltem "biztonsági okokból" 280W-ról 400W-ra X és Y)
Az erő... nem is a gyorsításkor kell, hanem a biztos, pontos megállításhoz, lassításhoz...
A gyorsításnál a "túlzott" mértékű (128bit/4X step szorzás = 32bit valós)) hibajeltároló segít (takarja a valóságot)... de lassításkor már nem... mert túlfutna a "sarkokon"...
A Z.tengelynél a 280W-os motor kicsi... mivel nagy súlyt mozgat - nagyobb nem fér rá - ezért majd egyszer... kicserélem a Z-tgelyt kisebb emelkedésű orsóra...
(fék-erőhiány miatt túlfutás veszély, de egyenlőre megoldottam)
(eredetileg egy 550W-os főorsó volt rajta... de már 1,6Kw-os van... és ez ugyebár jóval nehezebb)
Sebességek... a gyakorlatban
Nem lehet a gépet feljebb állítani 120mm/sec G0-ban sem... mert ijesztően gyors... meg ugye minek a 320x320-as munkatérben...:)
A gyorsítás... nem is írom az értéket, mennyire vissza kellett venni... mert egyébként leesne az asztalról...
pedíg majd 160Kg a gép... vagy pont ezért...
A megmunkálási sebességet korlátozza a főorsó sebessége...
Nem számoltam ki de kb. 20mm/sec 1 élűnél, 40mm/s két elű-nél... (4 élűt még nem használtam aluhoz - nem is szerencsés , beragadás veszély és a forgácsot nem jól hozza ki...)
Majd egyszer lesz talán 3D marás is...
A sebesség rekord utáni vágyamat :) a most épülő gépnél akarom kiélni, persze 60.000-es orsóval :)
Itt és most egyenlőre a pontosság a fontosabb...
Persze van túlzás bent, mert nem akartam áttételt csinálni... ami szerinted elkerülhetetlen lett volna...
(ugye emlékszel akkor cseréltem "biztonsági okokból" 280W-ról 400W-ra X és Y)
Az erő... nem is a gyorsításkor kell, hanem a biztos, pontos megállításhoz, lassításhoz...
A gyorsításnál a "túlzott" mértékű (128bit/4X step szorzás = 32bit valós)) hibajeltároló segít (takarja a valóságot)... de lassításkor már nem... mert túlfutna a "sarkokon"...
A Z.tengelynél a 280W-os motor kicsi... mivel nagy súlyt mozgat - nagyobb nem fér rá - ezért majd egyszer... kicserélem a Z-tgelyt kisebb emelkedésű orsóra...
(fék-erőhiány miatt túlfutás veszély, de egyenlőre megoldottam)
(eredetileg egy 550W-os főorsó volt rajta... de már 1,6Kw-os van... és ez ugyebár jóval nehezebb)
Sebességek... a gyakorlatban
Nem lehet a gépet feljebb állítani 120mm/sec G0-ban sem... mert ijesztően gyors... meg ugye minek a 320x320-as munkatérben...:)
A gyorsítás... nem is írom az értéket, mennyire vissza kellett venni... mert egyébként leesne az asztalról...
pedíg majd 160Kg a gép... vagy pont ezért...
A megmunkálási sebességet korlátozza a főorsó sebessége...
Nem számoltam ki de kb. 20mm/sec 1 élűnél, 40mm/s két elű-nél... (4 élűt még nem használtam aluhoz - nem is szerencsés , beragadás veszély és a forgácsot nem jól hozza ki...)
Majd egyszer lesz talán 3D marás is...
A sebesség rekord utáni vágyamat :) a most épülő gépnél akarom kiélni, persze 60.000-es orsóval :)
Itt és most egyenlőre a pontosság a fontosabb...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 16, 08:31
Írta: bmejdz9nu Dátum 2009 március 16, 08:31
Lehet, hogy a videók láttán egy kicsit sokszor emel ki..
De ugyebár (sajnos) azt nem lehet definiálni a Cut2D progiban, hogy ez egy egy élű maró... ami már "alapban" jól hozza ki a forgácsot...
Azért (is) szeretem az egy élű szerszámokat, mert akár 40mm-es mélységből is kihozza különösebb kifúvás (kimosás) nélkül is...
De ugyebár (sajnos) azt nem lehet definiálni a Cut2D progiban, hogy ez egy egy élű maró... ami már "alapban" jól hozza ki a forgácsot...
Azért (is) szeretem az egy élű szerszámokat, mert akár 40mm-es mélységből is kihozza különösebb kifúvás (kimosás) nélkül is...
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2009 március 16, 09:00
Írta: e7c897sd8 Dátum 2009 március 16, 09:00
A kenés itt is alkoholos?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 16, 09:17
Írta: bmejdz9nu Dátum 2009 március 16, 09:17
Igen.
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2009 március 16, 09:25
Írta: e7c897sd8 Dátum 2009 március 16, 09:25
Akkor inkább a hűtés a lényege. A levegő ráfúvás is besegít a forgácsnak távozni, vagy csak a maró dobálja ki az üregből?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 16, 10:09
Írta: bmejdz9nu Dátum 2009 március 16, 10:09
Elsősorban hűt!
Nagyon el kell(ene) találnom azt az adagolt folyadékmennyiséget amikor még csak hűt, de nem marad ott! (épphogy:)
Azaz a folyadéktól a forgácsot még szépen ki tudja dobni... azaz még pont elég száraz ehhez...
A következő gépemhez innét rendeltem NOGA Spray hűtöket.
Többes szám! Kettő lesz rajta! :) nem mindegy a max. hatásfokhoz, hogy a maró merre megy :)
Ez ugyebár a levegő szabályzó/felfogató tartó egységet nem tartalmazza... De a lényeg a fej és a cső...
A "bemenetén" van levegő és hűtőfolyadéknak bevezetés...
Tartóbakot meg majd csinálok nekik + mágnes szelep a levegőnek... Ez nem gond...
Olcsó... még 300 feletti árfolyamon is... Sajnos ezt a részt... a "lelkét" nem egyszerű megcsinálni...ilyen/olyan jóra...:)

... és rövid... azaz nem túl hosszú! (persze az eladónak vannak hosszabjai is)
Nagyon el kell(ene) találnom azt az adagolt folyadékmennyiséget amikor még csak hűt, de nem marad ott! (épphogy:)
Azaz a folyadéktól a forgácsot még szépen ki tudja dobni... azaz még pont elég száraz ehhez...
A következő gépemhez innét rendeltem NOGA Spray hűtöket.
Többes szám! Kettő lesz rajta! :) nem mindegy a max. hatásfokhoz, hogy a maró merre megy :)
Ez ugyebár a levegő szabályzó/felfogató tartó egységet nem tartalmazza... De a lényeg a fej és a cső...
A "bemenetén" van levegő és hűtőfolyadéknak bevezetés...
Tartóbakot meg majd csinálok nekik + mágnes szelep a levegőnek... Ez nem gond...
Olcsó... még 300 feletti árfolyamon is... Sajnos ezt a részt... a "lelkét" nem egyszerű megcsinálni...ilyen/olyan jóra...:)
... és rövid... azaz nem túl hosszú! (persze az eladónak vannak hosszabjai is)
Cím: Re:DC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2009 március 16, 10:13
Írta: e7c897sd8 Dátum 2009 március 16, 10:13
Köszönöm a választ!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 16, 10:16
Írta: bmejdz9nu Dátum 2009 március 16, 10:16
Egy másik lehetőség lenne... a fogács teljes kimosása...
Ez az iparban így szokás... de nem egyszerű a hobbystának...
Sok folyadék, visszavezetés... és ugyebár a nagy fordulatú szerszám miatt rendesen oda kell lővelni az anyagot... mert ha nem akkor a forgó szerszám elnyomja...
No meg szekrény a gépnek mert aztán megy (menne) mindenfelé a dzsuva... :)
Az alkohol pedig szépen elpárolog...
Ez az iparban így szokás... de nem egyszerű a hobbystának...
Sok folyadék, visszavezetés... és ugyebár a nagy fordulatú szerszám miatt rendesen oda kell lővelni az anyagot... mert ha nem akkor a forgó szerszám elnyomja...
No meg szekrény a gépnek mert aztán megy (menne) mindenfelé a dzsuva... :)
Az alkohol pedig szépen elpárolog...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 16, 15:10
Írta: 000000000 Dátum 2009 március 16, 15:10
Szia Péter!
Az A300-as gyönyörűre sikeredett, gratulálok nektek,a dokumentációja példaértékű, le a kalappal.Nyákhoz hogyan lehet hozzájutni?
Az A300-as gyönyörűre sikeredett, gratulálok nektek,a dokumentációja példaértékű, le a kalappal.Nyákhoz hogyan lehet hozzájutni?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 16, 16:54
Írta: bmejdz9nu Dátum 2009 március 16, 16:54
Nem csak szép de szerintem jó is... és ez a legfontosabb... (elfogultság veszély!:)
Nyákot egy nyáküzemben célszerű :)
Egyébként majd ha egyszer lesz sok-sok időm... jó lenne egy gravírozható változat is, szerintem teljesen azonosan ... a felesleget teljesen leszedve...
A doksik között a nyákterv is megtalálható...
Nyákot egy nyáküzemben célszerű :)
Egyébként majd ha egyszer lesz sok-sok időm... jó lenne egy gravírozható változat is, szerintem teljesen azonosan ... a felesleget teljesen leszedve...
A doksik között a nyákterv is megtalálható...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 március 16, 19:25
Írta: svejk Dátum 2009 március 16, 19:25
A 70um-es nyák még csak megoldható plussz vezeték ráforrasztásával, de beleőszülsz mire azt a harminc valahány furatgalván helyét átforrasztod. Tudom mert szoktam ilyeneket művelni :)
meg ott van a löttstopp lak kérdése is meg az ónozásé.
meg ott van a löttstopp lak kérdése is meg az ónozásé.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 16, 20:03
Írta: 000000000 Dátum 2009 március 16, 20:03
Ha zat megcsinálod, kimoderállak![#boxer][#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 16, 20:08
Írta: bmejdz9nu Dátum 2009 március 16, 20:08
Tudom, hogy (szinte) lehetetlen...:)... meg ugye ronda lenne stb... és rengeteg hibalehetőség....
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 március 16, 20:14
Írta: s7manbs8 Dátum 2009 március 16, 20:14
Arra a kétoldali vezetékezés közti átkötésre gondoltam, hogy csinálok egy gépet. Mint István is használta már azt a technikát, hogy olyan kétoldalas paneltervet csinált, hogy az alkatrész lábaknál nincs átvezetás, hanem, csak olyan helyeken ahol alkatrész nincs, és az alkatrészek csak az alsó oldalon vannak forrasztva. Ezt én is kitaláltam, de István valószínű hamarabb, úgyhogy neki jár a felfedezői díja.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 16, 20:15
Írta: bmejdz9nu Dátum 2009 március 16, 20:15
Hűha... pont én csinálnám meg?
Ez persze megtiszteltetésnek veszem részedről, hogy feltételezed, hogy egyáltalán megtudnám csinálni! :)
Még sose csináltam ilyet... mégis mikor és minek tenném?
Még normális nyákot sem tudok tervezni...
Nekem van 12db A300 összerakva és "egyéb nem hazai" vezérlők a szekrényben...
Tehát egy jó darabig el vagyok a készletből...
Ez persze megtiszteltetésnek veszem részedről, hogy feltételezed, hogy egyáltalán megtudnám csinálni! :)
Még sose csináltam ilyet... mégis mikor és minek tenném?
Még normális nyákot sem tudok tervezni...
Nekem van 12db A300 összerakva és "egyéb nem hazai" vezérlők a szekrényben...
Tehát egy jó darabig el vagyok a készletből...
Cím: Re:DC szervó motoros vezérlés
Írta: Teaway Dátum 2009 március 16, 20:49
Írta: Teaway Dátum 2009 március 16, 20:49
"A Z.tengelynél a 280W-os motor kicsi... mivel nagy súlyt mozgat"
Lehetne ellensúlyt használni, mint a felvonóknál. Mondjuk így kétszer akkora tömeg lenne a X szánon.
Lehetne ellensúlyt használni, mint a felvonóknál. Mondjuk így kétszer akkora tömeg lenne a X szánon.
Cím: Re:DC szervó motoros vezérlés
Írta: motion Dátum 2009 március 16, 20:55
Írta: motion Dátum 2009 március 16, 20:55
Holnap nekilátok az A300SM tervezésének. Mármint csak a NYÁK tervének.
Az SM=SMD alkatrész. Mondjuk nem egészen A300 lesz, mert egy-két alkatrész ki van cserélve, és emiatt valamivel kevesebbet fog tudni.
Mondjuk legyen a neve A275SM...Engedelmeddel...
Ja és ezúton szeretnék gratulálni a T45UM-320 as gépedhez.Volt szerencsém élőben is megtekinteni, hogy hogyan "Nem megy". És hááát nem éppen hobby kategória...grat.
Motion
Az SM=SMD alkatrész. Mondjuk nem egészen A300 lesz, mert egy-két alkatrész ki van cserélve, és emiatt valamivel kevesebbet fog tudni.
Mondjuk legyen a neve A275SM...Engedelmeddel...
Ja és ezúton szeretnék gratulálni a T45UM-320 as gépedhez.Volt szerencsém élőben is megtekinteni, hogy hogyan "Nem megy". És hááát nem éppen hobby kategória...grat.
Motion
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2009 március 16, 21:42
Írta: rbbhbyvfs Dátum 2009 március 16, 21:42
Esetleg a digitális részt be lehetne pakolni egy cpld-be?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 március 17, 00:19
Írta: svejk Dátum 2009 március 17, 00:19
Ezt már megcsinálta valaki, de azóta nem hallottam róla..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 17, 09:47
Írta: bmejdz9nu Dátum 2009 március 17, 09:47
Drótkötél, csigakerék és súly? Nem éppen szalonképes megoldás :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 17, 09:49
Írta: bmejdz9nu Dátum 2009 március 17, 09:49
Minek? Na ja egy hobbysta az hobbysta...:) Ha idő mint tenger... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 17, 09:51
Írta: bmejdz9nu Dátum 2009 március 17, 09:51
Szerintem ... minek? Forsztani és forrasztani :)... Összes ráfordított idő arányában nem lenne úgysem jobb...
Aztán lenne még "borítékolható" hibalehetőség... Ez szerintem így a "vas a vason" az igazi :)
A "Geko" is tervbe vette a G340-et CPLD-be... már egy éve írták... de azóta semmi sem lett belőle... vajon miért?
Pedig már egy léptetővezérlőt már "becsomagoltak"... de...
Aztán lenne még "borítékolható" hibalehetőség... Ez szerintem így a "vas a vason" az igazi :)
A "Geko" is tervbe vette a G340-et CPLD-be... már egy éve írták... de azóta semmi sem lett belőle... vajon miért?
Pedig már egy léptetővezérlőt már "becsomagoltak"... de...
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2009 március 17, 12:18
Írta: rbbhbyvfs Dátum 2009 március 17, 12:18
Mondjuk lehetne a hibatároló méretét szabadon változtatni vagy elhagyható lenne a step jel sokszorozó, azt is bele lehetne tenni a CPLD-be, szintén szabadabb szorzás állítási lehetőséggel. (már ha kell ilyen egyáltalán)
A másik amin agyaltam, hogy a D/A-t meg lehetne csinálni akár nem lineárisra is, mondjuk lehet nem sok értelme lenne, át kellene gondolni, esetleg leszimulálni, kevés vagyok hozzá :)
De egyébként így is jó a ketyere, nekem is az tetszik benne, hogy szinte a fiókban megvan hozzá minden....
A másik amin agyaltam, hogy a D/A-t meg lehetne csinálni akár nem lineárisra is, mondjuk lehet nem sok értelme lenne, át kellene gondolni, esetleg leszimulálni, kevés vagyok hozzá :)
De egyébként így is jó a ketyere, nekem is az tetszik benne, hogy szinte a fiókban megvan hozzá minden....
Cím: Re:DC szervó motoros vezérlés
Írta: motion Dátum 2009 március 17, 16:28
Írta: motion Dátum 2009 március 17, 16:28
Minek?
Hát mert a fejembe vettem, hogy én ezt meg szeretném építeni...Olyan egyszerű, hogy még nekem is sikerülhet...Már, ha a mechanika nem, legalább a vezérlő legyen a saját kezem munkája.
A CPLD-t én is csak + bonyolításnak gondolom, és ahogyan te is írtad: attól nem lesz jobb...
Na meg ahhoz én is kevés vagyok...
Hát mert a fejembe vettem, hogy én ezt meg szeretném építeni...Olyan egyszerű, hogy még nekem is sikerülhet...Már, ha a mechanika nem, legalább a vezérlő legyen a saját kezem munkája.
A CPLD-t én is csak + bonyolításnak gondolom, és ahogyan te is írtad: attól nem lesz jobb...
Na meg ahhoz én is kevés vagyok...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 17, 18:23
Írta: bmejdz9nu Dátum 2009 március 17, 18:23
Nahát akkor "a minek CLPD dologról" beszélünk... :) Amit nem kell... azt ne bonyolítsuk :)
A hibajel tároló pedíg több mint sok a gyakorlatban...
A step jel szorzó meg csak lehet, hogy engem érdekel egyedül itt a WinPC-NC miatt, de vagy elég .... vagy veszek hozzá egy G902-est... :)
A hibajel tároló pedíg több mint sok a gyakorlatban...
A step jel szorzó meg csak lehet, hogy engem érdekel egyedül itt a WinPC-NC miatt, de vagy elég .... vagy veszek hozzá egy G902-est... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 március 17, 22:57
Írta: svejk Dátum 2009 március 17, 22:57
Pedig attól lenne igazán jobb!!
Többféle funkciót lehetne kiválasztani, hibatárolót, stb.
Nekem sem engedte varsányi :(
Többféle funkciót lehetne kiválasztani, hibatárolót, stb.
Nekem sem engedte varsányi :(
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2009 március 18, 10:26
Írta: rbbhbyvfs Dátum 2009 március 18, 10:26
Tényleg ez a vezérlő akkor most GNU licensz alatt van ? :)
Azaz szabadon módosítható, terjeszthető?
Azaz szabadon módosítható, terjeszthető?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 március 18, 10:42
Írta: svejk Dátum 2009 március 18, 10:42
Gondolom igen, csak tedd közzé a múdosítást.
De ha minden igaz ez a GNU lényege..
De ha minden igaz ez a GNU lényege..
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2009 március 18, 10:49
Írta: rbbhbyvfs Dátum 2009 március 18, 10:49
A közzététellel nincs gond, csak a "nekem sem engedte a varsányi" sort nem értettem...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 18, 11:03
Írta: bmejdz9nu Dátum 2009 március 18, 11:03
CLPD...
Ezt a kapcsolást, ahogy van már be lehetne tenni...
DE! Szerintem, bármilyen kapcsolást először hagyományos alkatrészekkel kell megépíteni...
Ha a tesztek jól sikerülnek, azaz ha beválik a kapcsolás akkor második lépésben(!) jöhet a "betokozás"...
Aztán jöhet az összehasonlítási és ellenőrzési teszt a diszkrét elemekkel felépített áramkörrel...
De nem úgy kezdeni... szerintem.
Ezt a kapcsolást, ahogy van már be lehetne tenni...
DE! Szerintem, bármilyen kapcsolást először hagyományos alkatrészekkel kell megépíteni...
Ha a tesztek jól sikerülnek, azaz ha beválik a kapcsolás akkor második lépésben(!) jöhet a "betokozás"...
Aztán jöhet az összehasonlítási és ellenőrzési teszt a diszkrét elemekkel felépített áramkörrel...
De nem úgy kezdeni... szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 március 18, 11:06
Írta: svejk Dátum 2009 március 18, 11:06
Segíteni akartam neki vele, de Ő ragaszkodott a kommersz alkatrészekhez :)
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2009 március 18, 11:44
Írta: rbbhbyvfs Dátum 2009 március 18, 11:44
Értem én, de mivel a tesztek jól sikerültek, ezért lehet tovább lépni, nem? Nem kellene újra kezdeni, hiszen itt van működik és jó, vagy tévedek ? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 18, 11:56
Írta: bmejdz9nu Dátum 2009 március 18, 11:56
Ezt ahogy van be lehet(ne) már tokozni... Ha valakinek ez a vágya...:)
De további funkciókat pl. step jel sokszorozás, nagyobb hibajel tárolót, állóhelyzetei "pihentetést", dump áramkört stb...
Először - szerintem - meg kell építeni diszkrét elemekből és "totálisan" ellenőrizni a működést!
Mert a megbízható működés a legfontosabb... és csak utána... azaz másodlagos minden más "csicsa":)...
De további funkciókat pl. step jel sokszorozás, nagyobb hibajel tárolót, állóhelyzetei "pihentetést", dump áramkört stb...
Először - szerintem - meg kell építeni diszkrét elemekből és "totálisan" ellenőrizni a működést!
Mert a megbízható működés a legfontosabb... és csak utána... azaz másodlagos minden más "csicsa":)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 18, 11:57
Írta: bmejdz9nu Dátum 2009 március 18, 11:57
Kommersz = diszkrét, hagyományos, bevált alkarészek :)
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2009 március 18, 12:02
Írta: rbbhbyvfs Dátum 2009 március 18, 12:02
De pont ez a CPLD lényege, hogy a tartalmát változtatva lehet játszani a paraméterekkel, nem kell hozzá páka, sem HW újra tervezés. "csak" a lelkét változtatod...
(mondjuk innen már csak 1 kis lépés és PID algoritmus és akár már az is belecsúszhat a CPLD-be, az már más kérdés, hogy még 1+ kis lépés és már a Quantum/UHU megvalósításnál járunk.....)
Dehát az amatőr már csak ilyen, hogyan lehet még tovább spirázni valamit :)
(mondjuk innen már csak 1 kis lépés és PID algoritmus és akár már az is belecsúszhat a CPLD-be, az már más kérdés, hogy még 1+ kis lépés és már a Quantum/UHU megvalósításnál járunk.....)
Dehát az amatőr már csak ilyen, hogyan lehet még tovább spirázni valamit :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 18, 14:43
Írta: bmejdz9nu Dátum 2009 március 18, 14:43
Mindenki úgy bonyolítja az életét ahogy akarja :)
Cím: Re:DC szervó motoros vezérlés
Írta: Teaway Dátum 2009 március 18, 18:09
Írta: Teaway Dátum 2009 március 18, 18:09
Az egész Z tengely felépítményét (szán, motor, stb.) egy 280W-os motor mozgatja le-fel?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 18, 20:06
Írta: bmejdz9nu Dátum 2009 március 18, 20:06
Igen. Egy Bautz szervómotor. és 5mm-es a tengely em.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 21, 08:38
Írta: bmejdz9nu Dátum 2009 március 21, 08:38
Ezt tegnap kaptam, egy külföldi CNC barátomtól...
Hátha valakit érdekel... pl. egy esetleges javításhoz jól jöhet...
A 2003-as 320-as (állítólag) gyári rajza:
(szinte elhanyagolható eltérés van csak a mai szériához képest)

Hátha valakit érdekel... pl. egy esetleges javításhoz jól jöhet...
A 2003-as 320-as (állítólag) gyári rajza:
(szinte elhanyagolható eltérés van csak a mai szériához képest)
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2009 április 26, 20:34
Írta: lari Dátum 2009 április 26, 20:34
Elsősorban Istvántól kérdezném, hogy az alább belinkelt képeken található szervo motor adattábla alapján alkalmas-e a Maggi féle servo vezérlőhöz?
A motor gyébként jó nagy, kb 50 cm hosszú a meghajtó tengelyátmérő kb 20 mm
Köszönöm!


A motor gyébként jó nagy, kb 50 cm hosszú a meghajtó tengelyátmérő kb 20 mm
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 április 26, 20:42
Írta: bmejdz9nu Dátum 2009 április 26, 20:42
Max 190A? Te jó ég... :) hány kilós ez a moci... ugy kb?
(Használd a hunbay szervert... mindenkinek egyszerűbb lesz az élete :) Javítottam a linkedet...
(Használd a hunbay szervert... mindenkinek egyszerűbb lesz az élete :) Javítottam a linkedet...
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2009 április 26, 20:47
Írta: lari Dátum 2009 április 26, 20:47
Köszönöm Péter, hogy javítottad! 25 Kg biztos van :-)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 április 26, 21:12
Írta: bmejdz9nu Dátum 2009 április 26, 21:12
Kiváncsi leszek István mit ír... de... na mindegy...
Egyébként K. jó ez a moci... csak kissé nagy a "célnak"... szerintem...
Mi lehet az, hogy stellmotor..."állítómotor" szó szerint fordítva...(?)
Egyébként K. jó ez a moci... csak kissé nagy a "célnak"... szerintem...
Mi lehet az, hogy stellmotor..."állítómotor" szó szerint fordítva...(?)
Cím: Re:DC szervó motoros vezérlés
Írta: Teaway Dátum 2009 április 26, 21:37
Írta: Teaway Dátum 2009 április 26, 21:37
Mechanikák A-ból B-be történő mozgatása, hajtása. Pl. toló/szárnyas kapumozgató, el. ablakemelő, antennaforgató, stb.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 április 26, 21:45
Írta: bmejdz9nu Dátum 2009 április 26, 21:45
Már csak a folyamatos terhelésre gondoltam...
Egyébként DC motoron még ilyen jelegű meghatározást nem láttam...
Azaz mennyi ideig (folyamatosan?) tudja azt ami rá van írva...
Egyébként DC motoron még ilyen jelegű meghatározást nem láttam...
Azaz mennyi ideig (folyamatosan?) tudja azt ami rá van írva...
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 április 27, 05:46
Írta: 0gbwyh99 Dátum 2009 április 27, 05:46
Na jó , de hol írja hogy ez egy szervó motor ? Talán az alsó képen látható kábel tömszelencéböl egy encoder kábelja lóg ? [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 április 27, 07:03
Írta: 000000000 Dátum 2009 április 27, 07:03
Húha! Ez servo motor, vagy mozdony tologató?[#circling]
A névlegese belefér, csak a csúcsértéke nem lesz még megközelítve sem (mivel a P2 Quantum max 26A-es). Ezek miatt feltételezem (ha egyáltalán szervo motor), hogy a dinamikája nem lesz valami híres, tehát ellenjavallot.
A névlegese belefér, csak a csúcsértéke nem lesz még megközelítve sem (mivel a P2 Quantum max 26A-es). Ezek miatt feltételezem (ha egyáltalán szervo motor), hogy a dinamikája nem lesz valami híres, tehát ellenjavallot.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 április 27, 07:03
Írta: 000000000 Dátum 2009 április 27, 07:03
Ja és 1 g (Magi).[#vigyor4]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 április 27, 08:47
Írta: bmejdz9nu Dátum 2009 április 27, 08:47
Elektromos autót csinálni belőle! :)
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2009 április 27, 11:48
Írta: lari Dátum 2009 április 27, 11:48
Servomotor az biztos, ui. egy öreg Siemnes esztergáról lett leszerelve.
Elnézést, a neved elgépeltem![#worship]
Elnézést, a neved elgépeltem![#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 április 27, 17:31
Írta: bmejdz9nu Dátum 2009 április 27, 17:31
Gondolom a főorsót hajtotta... így aztán a reakcióideje nem volt szempont...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 április 27, 17:41
Írta: svejk Dátum 2009 április 27, 17:41
Azt is vedd figyelembe, hogy akármilyen böszme nagy ,de azért ahhoz a 190A-hez tartozik úgy 35Nm is, tehát van nyomaték ami tud gyorsítani.
egyébként tuti hogy szánokat mozgatott, egy főorsóhoz 5-10x ekkora motor tartozik az iparban.
egyébként tuti hogy szánokat mozgatott, egy főorsóhoz 5-10x ekkora motor tartozik az iparban.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 április 27, 17:42
Írta: bmejdz9nu Dátum 2009 április 27, 17:42
Csak epedezek...:) Ekkora motorom még nincs... egyenlőre :) A leendő villanyos motorcsónakomhoz :)
Persze vezérlést csinálni ekkora áramhoz.... nem is tudom, hogyan...
Persze vezérlést csinálni ekkora áramhoz.... nem is tudom, hogyan...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 április 27, 18:45
Írta: Szalai György Dátum 2009 április 27, 18:45
Vegyél !
(orient7 = Zotyo)
(orient7 = Zotyo)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 április 27, 19:24
Írta: bmejdz9nu Dátum 2009 április 27, 19:24
Ez egy kicsinyke:) "csak" 110A-t tud max... :)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 április 27, 19:56
Írta: s5f8tmfv3 Dátum 2009 április 27, 19:56
Ez is stellmotor? (ne vidd sehova?)
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2009 április 27, 20:05
Írta: lari Dátum 2009 április 27, 20:05
Rosszul gondolod Péter! Svejknek igaza van!
Ezek a motorok szánmozgató motorok voltak.
A főorsót egy sokkal nagyobb egyeeneáramú motor hajtotta amire az volt írva, hogy 22 KW
A forgórész hossza kb 1 méter volt és a kihajtó tengelyátmérő az kb 60 mm.... Szép darab az már kétségtelen
[#circling]
Ezek a motorok szánmozgató motorok voltak.
A főorsót egy sokkal nagyobb egyeeneáramú motor hajtotta amire az volt írva, hogy 22 KW
A forgórész hossza kb 1 méter volt és a kihajtó tengelyátmérő az kb 60 mm.... Szép darab az már kétségtelen
[#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 április 27, 20:19
Írta: Szalai György Dátum 2009 április 27, 20:19
Húhhh... nátloZ igyeH
Nem kis fejtörésembe került.
Nem kis fejtörésembe került.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 április 27, 21:03
Írta: bmejdz9nu Dátum 2009 április 27, 21:03
Nem semmi masina lehetet! :)
Cím: Re:DC szervó motoros vezérlés
Írta: Teaway Dátum 2009 április 27, 21:19
Írta: Teaway Dátum 2009 április 27, 21:19
Örülj neki, hogy nincs...190A az nem hobby kategória...vasúti sín kell a kábelezéshez:)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 április 28, 07:11
Írta: s5f8tmfv3 Dátum 2009 április 28, 07:11
Jobbról balra olvasandó a régi magyar rovásírás. Nem gondoltam volna hogy valaki felismeri a karaktereket. [#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 április 28, 07:14
Írta: s5f8tmfv3 Dátum 2009 április 28, 07:14
Azért a tápegységéről készíthetnél egy képet! Igazán kíváncsi lettem mi képes ellátni ilyen motor(oka)t. Biztosan nem kapcsolóüzemű táp. Tényleg: több ilyen motor is volt az adott alkalmazásban?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 április 28, 16:20
Írta: Szalai György Dátum 2009 április 28, 16:20
Én első körben (régebben) gépjármű daru motorra gondoltam, nem szerszámgép motorra. A múltban láttam az ideiglenesen hazánkban állomásozó baráti hadsereg rakétás egységénél benzinnel önjáró, de teljesen elektromos emelőrendszerű darukon, hasonló nagyáramú DC motorokat.
Mi indokolhatja egy óriási fixen telepített szerszámgépnél a törpe feszültségű és a nagy áramú alkalmazást? Miért nem megszokott ipari kisfeszültségű (380V) motorokat használ?
Mi indokolhatja egy óriási fixen telepített szerszámgépnél a törpe feszültségű és a nagy áramú alkalmazást? Miért nem megszokott ipari kisfeszültségű (380V) motorokat használ?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 április 28, 18:45
Írta: svejk Dátum 2009 április 28, 18:45
Csak sejtem hogy elsősorban a zavarvédelem illetve sugárzás.Ezek kefés motorok nagyobb feszültségnél nagyobb induktivitás, nagyobb szikrázás, (ne felejtsük ezek kefés motorok)
A 60-70 es években amikor ez a motor készülhetett az NDK-ban nagyfeszültségre maximum csak tirisztor létezett.
Megbízható nagyáramú tranzisztorok 100V-ig viszont már akkor is voltak.
Azonkívül az elektronikával foglalkozók biztos tapasztalták hogy úgy 100V-ig elég sok mindent meg lehet csinálni, de az fölött már keserű az élet..
A 60-70 es években amikor ez a motor készülhetett az NDK-ban nagyfeszültségre maximum csak tirisztor létezett.
Megbízható nagyáramú tranzisztorok 100V-ig viszont már akkor is voltak.
Azonkívül az elektronikával foglalkozók biztos tapasztalták hogy úgy 100V-ig elég sok mindent meg lehet csinálni, de az fölött már keserű az élet..
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2009 május 05, 05:05
Írta: lari Dátum 2009 május 05, 05:05
Ezen az esztergán két tengelyvezérlő motor volt és a főorsót hajtó motor de az jóval nagyobb...
Itt található a tengelyvezérlőkről két kép :
servovezerlo
servovezerlo 2
Itt található a tengelyvezérlőkről két kép :
servovezerlo
servovezerlo 2
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2009 május 05, 05:12
Írta: lari Dátum 2009 május 05, 05:12
Újabb kérdésem lenne a Magi féle servo vezérlőhöz.
A következő képen látható motorok szerintetek megfelelnének a hobbi vezérlőhöz?
Az egyik 92 V-os a mások 108 V-os
Nem tudom, hog y ez a "kis eltérés" (ami a feszültségszintekben mutatkozik) mennyiben befolyásolja a működést?
Egyébként a motorok végén található egy ipari forgó encoder. Ezt is fel lehet használni az említett vezérlőhöz?
Ha szükséges tudok róla fotót feltenni...
Köszönöm!
servomotor 1
servomotor 2
A következő képen látható motorok szerintetek megfelelnének a hobbi vezérlőhöz?
Az egyik 92 V-os a mások 108 V-os
Nem tudom, hog y ez a "kis eltérés" (ami a feszültségszintekben mutatkozik) mennyiben befolyásolja a működést?
Egyébként a motorok végén található egy ipari forgó encoder. Ezt is fel lehet használni az említett vezérlőhöz?
Ha szükséges tudok róla fotót feltenni...
Köszönöm!
servomotor 1
servomotor 2
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 május 05, 06:44
Írta: 000000000 Dátum 2009 május 05, 06:44
A Vezérlő max. 90V-os, ezen a feszültségen a motorok még lomhák lesznek, de elvben működhet (csak a dinamikája a névlegese alatt lesz).
Az encóderréről semmit nem tudok megállapítani a képek alapján.
Az encóderréről semmit nem tudok megállapítani a képek alapján.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 május 05, 07:56
Írta: bmejdz9nu Dátum 2009 május 05, 07:56
Ha eladósorba kerülnének a motorok... dobj egy mailt nekem ... (főként a 2-es érdekelne)
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2009 május 05, 13:02
Írta: lari Dátum 2009 május 05, 13:02
Nem is magára a képre gondoltam, hanem az adattaáblájáról. Mit szükséges egyébként nézni ahhoz hogy meg lehessen állapítani jó-e a vezérlődhöz?
Ime a fotó:
encoder
Ime a fotó:
encoder
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 május 05, 14:24
Írta: bmejdz9nu Dátum 2009 május 05, 14:24
Ez szerintem jó... 2500cpr-es (4Xben 10.000 pozició/fordulat)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 június 01, 12:38
Írta: 000000000 Dátum 2009 június 01, 12:38
Új Free programmal bővült a Free CNC Programok menü!

Encoder tárcsa tervező és nyomtató Magyar program.
Kétfázisú, inkrementáló, forgó encoder tárcsákat lehet vele tervezni és nyomtatni! Különlegessége, hogy nem bitmátrixos, hanem vektoros, így a nyomtatási minősége sokkal jobb!
Szerző: Ottinger Tamás (SquirrelTech)
[#taps][#worship]
Ott megtaláljátok...
Encoder tárcsa tervező és nyomtató Magyar program.
Kétfázisú, inkrementáló, forgó encoder tárcsákat lehet vele tervezni és nyomtatni! Különlegessége, hogy nem bitmátrixos, hanem vektoros, így a nyomtatási minősége sokkal jobb!
Szerző: Ottinger Tamás (SquirrelTech)
[#taps][#worship]
Ott megtaláljátok...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 június 01, 13:28
Írta: s5f8tmfv3 Dátum 2009 június 01, 13:28
[#eljen] Nagyon jó! Köszönjük!
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 05, 22:26
Írta: 4um5b65d Dátum 2009 június 05, 22:26
Felötlött bennem pár kérdés amikre nem találtam magamban a választ....
Ha van 2db DC servo moci, melyek közel azonos feszültség,áram és alapnyomaték adatokkal rendelkeznek, de fordulatszámban az egyik mondjuk 3000, míg a másik 6000. A csúcsnyomatékuk és áramuk ismeretlen. Meghatározható e, hogy a két fordulatú motor közül melyiknek lesz nagyobb a várható csúcsnyomatéka ? (Már ha ez fordulatszám függő)
Ja és még valami..... próbálkozott e már valaki egy kis feszültségű, de nagy áramú motort áttekercseltetni nagyobb feszültség és kisebb áramfelvételűre ? Például azért, hogy a MFSC ne böfizze fel a nagy áramfelvétele miatt.
( MFSC = Magi Féle Servo Controller ) [#vigyor3]
Ha van 2db DC servo moci, melyek közel azonos feszültség,áram és alapnyomaték adatokkal rendelkeznek, de fordulatszámban az egyik mondjuk 3000, míg a másik 6000. A csúcsnyomatékuk és áramuk ismeretlen. Meghatározható e, hogy a két fordulatú motor közül melyiknek lesz nagyobb a várható csúcsnyomatéka ? (Már ha ez fordulatszám függő)
Ja és még valami..... próbálkozott e már valaki egy kis feszültségű, de nagy áramú motort áttekercseltetni nagyobb feszültség és kisebb áramfelvételűre ? Például azért, hogy a MFSC ne böfizze fel a nagy áramfelvétele miatt.
( MFSC = Magi Féle Servo Controller ) [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2009 június 05, 23:46
Írta: rbbhbyvfs Dátum 2009 június 05, 23:46
És milyen mechanikai méretekkel rendelkeznek a kérdéses motorok?
Szerintem a forgórész átmérője elég jól meghatározhatja egy motor nyomatékát, értelemszerűen a nagyobb átmérő azonos betáplált teljesítmény mellett nagyobb nyomatékot de lassabb forgást eredményez.
Ugyanez fordítva is igaz. tárcsamotor vagy pl. felsőmaró arányokra gondolj.
Át tekerni nem biztos, hogy érdemes, mert egy forgórészt nem olyan egyszerű de leginkább is nem olcsó mulatság.
Leegyszerűsítve a kérdésed, a motorba betáplált teljesítmény a lényeg. Viszont a hőterhelés miatt a nagyáramú alacsonyfeszű motorok talán jobbak a nyomaték terén, talán többet birnak, viszont a kommutátor és a szénkefék is korlátozzák a motoron át hajtható áram nagyságát. Eléggé összetett a felvetett kérdés és sok egyéb más tényező is befojásolhatja a motorválasztást.
Szerintem a forgórész átmérője elég jól meghatározhatja egy motor nyomatékát, értelemszerűen a nagyobb átmérő azonos betáplált teljesítmény mellett nagyobb nyomatékot de lassabb forgást eredményez.
Ugyanez fordítva is igaz. tárcsamotor vagy pl. felsőmaró arányokra gondolj.
Át tekerni nem biztos, hogy érdemes, mert egy forgórészt nem olyan egyszerű de leginkább is nem olcsó mulatság.
Leegyszerűsítve a kérdésed, a motorba betáplált teljesítmény a lényeg. Viszont a hőterhelés miatt a nagyáramú alacsonyfeszű motorok talán jobbak a nyomaték terén, talán többet birnak, viszont a kommutátor és a szénkefék is korlátozzák a motoron át hajtható áram nagyságát. Eléggé összetett a felvetett kérdés és sok egyéb más tényező is befojásolhatja a motorválasztást.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 06, 00:34
Írta: 4um5b65d Dátum 2009 június 06, 00:34
" a motorba betáplált teljesítmény a lényeg "
Na ez az nem állja meg a helyét a vezérlővel való kapcsolat terén.
P=U*I (Vagyis teljesítmény = feszültség*áram)
Most hirtelen nem vagyok biztos az adatokban, de Magi úr azt mondja, hogy 90V és 26A a vezérlőnél a plafon ami 2340W elméletileg. Csakhogy 26V és 90A az is ekkora teljesítmény, de ezen adatokkal már nem mehet a szekér ilyen-olyan okok miatt.
Fene ezt a fránya elektronikát.
Szóval azt mondod, hogy a nagyobb forgórész átmérő adja a jobb nyomatékot? Bár ez logikailag azt is jelenti, hogy irányváltáskor ez húzza le nagyobb árammal is a villanyórát...
Végiggondolva tényleg elég összetett a dolog.
Már látom, hogy megint "vita indító" kérdést sikerült feltennem.
Na ez az nem állja meg a helyét a vezérlővel való kapcsolat terén.
P=U*I (Vagyis teljesítmény = feszültség*áram)
Most hirtelen nem vagyok biztos az adatokban, de Magi úr azt mondja, hogy 90V és 26A a vezérlőnél a plafon ami 2340W elméletileg. Csakhogy 26V és 90A az is ekkora teljesítmény, de ezen adatokkal már nem mehet a szekér ilyen-olyan okok miatt.
Fene ezt a fránya elektronikát.
Szóval azt mondod, hogy a nagyobb forgórész átmérő adja a jobb nyomatékot? Bár ez logikailag azt is jelenti, hogy irányváltáskor ez húzza le nagyobb árammal is a villanyórát...
Végiggondolva tényleg elég összetett a dolog.
Már látom, hogy megint "vita indító" kérdést sikerült feltennem.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 06, 00:36
Írta: 4um5b65d Dátum 2009 június 06, 00:36
Jav: Na ez az ami nem állja meg.......
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 06, 00:42
Írta: 4um5b65d Dátum 2009 június 06, 00:42
SquirrelTech !
Tök jól eltaláltad ezt az encoder progit, nagyon hasznos építőkockája a CNC-s házikónak.....
Köszönjük fáradozásod...
[#wave]
Tök jól eltaláltad ezt az encoder progit, nagyon hasznos építőkockája a CNC-s házikónak.....
Köszönjük fáradozásod...
[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 június 06, 08:24
Írta: 000000000 Dátum 2009 június 06, 08:24
Nem jól értelmezed az adatokat! A P2Q határadatai 90V és max. 26A., de ezek a csúcsadatok, nem folyamatos terhelésre valók! A folyamatos terhelés 400W! Tehát 400W mehet állandóan, de fékezés és gyorsításkor rövid időre 26A is megengedett (felette az elektronika csutkáratekert áramkorlát mellett is bekorlátol)!
Írok egy példát:
Ha a motorod tápja 50V-os, akkor max. folyamatosan 8A mehet a vezérlőn (400/50=8), de gyorsításkor megengedett (rövidebb ideig) a 26A is (a vezérlő méri a végfok hőmérsékletét és letilt mielőtt hőgutát kapna).
Írok egy példát:
Ha a motorod tápja 50V-os, akkor max. folyamatosan 8A mehet a vezérlőn (400/50=8), de gyorsításkor megengedett (rövidebb ideig) a 26A is (a vezérlő méri a végfok hőmérsékletét és letilt mielőtt hőgutát kapna).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 június 06, 08:34
Írta: 000000000 Dátum 2009 június 06, 08:34
MFSC?[#nevetes1]
A P2Q-t rövidebb leítni...[#smile]
A P2Q-t rövidebb leítni...[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 06, 09:35
Írta: 4um5b65d Dátum 2009 június 06, 09:35
Ja ja ,világos a dolog. Ezt az egészet csak annak kapcsán feszegettem, hogy a 90V 26A csúcsadatok a számított teljesítmény alapján adják ezt a 2340W határteljesítményt. De amely motor adattábláját egy hete belinkeltem azok 22V 110A -ről szóltak csúcsban és az is igen közel van ehhez a 2340W teljesítményértékhez. (22*110=2420W)
Libus pedig azt írja, hogy a motorba betáplált teljesítmény a lényeg , de ez így nem állja meg a helyét, hisz a "MF P2Q" limitálja a max áramot annak ellenére, hogy teljesítmény szempontjából még éppen megfelelhetne a 22V 110A-es motor is. De érthető az ok ami miatt ez így van.
István muszáj lesz megalkotnod a "P2Q-HERCULES" vezérlőt is, mert ez így nem mehet tovább....
[#nevetes1]
Libus pedig azt írja, hogy a motorba betáplált teljesítmény a lényeg , de ez így nem állja meg a helyét, hisz a "MF P2Q" limitálja a max áramot annak ellenére, hogy teljesítmény szempontjából még éppen megfelelhetne a 22V 110A-es motor is. De érthető az ok ami miatt ez így van.
István muszáj lesz megalkotnod a "P2Q-HERCULES" vezérlőt is, mert ez így nem mehet tovább....
[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 június 06, 10:14
Írta: svejk Dátum 2009 június 06, 10:14
Lehet inkább a szervo homokozóban kellett volna feltenni, oda bátrabban merek írni:(
- a motor névleges feszültség és áram adata meghatározza a villamos felvett teljesítményét a motornak, ennek valahány (50-95 %-a) a tengelyen leadott teljesítmény.
- a tengelyen leadott teljesítmény és a fordulatszám meghatározza a nyomatékot.
(lásd: számítások és képletek #3)
A fentiekből következően az azonos feszültségű azonos áramu azonos felépítésű motorok azonos nyomatékot csak kb. azonos fordulaton adnak le.
Más felépítésnél, pl. másmilyen erősségű állórészmágnes, más póluspárok már más a helyzet.
áttekercselés:
Először is ezek az egyszerű shöntmotorok permanens mágnessel vannak szerelve, mely azt jelenti hogy az állórész mágneses mezőjét nem tudjuk befolyásolni, tehát az fix marad.
Kérdés mi a cél az áttekeréssel?
Azonos tápfesz mellett a fordulatszámot tudod növelni úgy hogy vastagabb vezetékkel kevesebb menetszámot tekersz fel, így nagyobb fordulatnál fog az ellenelektromotoros erő (generátor feszültség) egyensúlyt tartani az eredeti tápfesszel.
Ezzel együtt jár a teljesítménynövekedés is, persze az áramfelvételí is nőni fog és melegedős lesz a motor.
Ami miatt Te akarod, hogy lehessen a hobby vezérlőkhöz alkalmazni akkor vékonyabbal kell több menetszámot tekerni.
Mondjuk volt egy 24V-os motorod 2000-es fordulattal..
Ha a menetszámot megduplázod, akkor nagyvonalakban 48V-nál fogja elérni a 2000-es fordulatot. Viszont a nyomatéka csökkenni fog a motornak valamelyest.
- a motor névleges feszültség és áram adata meghatározza a villamos felvett teljesítményét a motornak, ennek valahány (50-95 %-a) a tengelyen leadott teljesítmény.
- a tengelyen leadott teljesítmény és a fordulatszám meghatározza a nyomatékot.
(lásd: számítások és képletek #3)
A fentiekből következően az azonos feszültségű azonos áramu azonos felépítésű motorok azonos nyomatékot csak kb. azonos fordulaton adnak le.
Más felépítésnél, pl. másmilyen erősségű állórészmágnes, más póluspárok már más a helyzet.
áttekercselés:
Először is ezek az egyszerű shöntmotorok permanens mágnessel vannak szerelve, mely azt jelenti hogy az állórész mágneses mezőjét nem tudjuk befolyásolni, tehát az fix marad.
Kérdés mi a cél az áttekeréssel?
Azonos tápfesz mellett a fordulatszámot tudod növelni úgy hogy vastagabb vezetékkel kevesebb menetszámot tekersz fel, így nagyobb fordulatnál fog az ellenelektromotoros erő (generátor feszültség) egyensúlyt tartani az eredeti tápfesszel.
Ezzel együtt jár a teljesítménynövekedés is, persze az áramfelvételí is nőni fog és melegedős lesz a motor.
Ami miatt Te akarod, hogy lehessen a hobby vezérlőkhöz alkalmazni akkor vékonyabbal kell több menetszámot tekerni.
Mondjuk volt egy 24V-os motorod 2000-es fordulattal..
Ha a menetszámot megduplázod, akkor nagyvonalakban 48V-nál fogja elérni a 2000-es fordulatot. Viszont a nyomatéka csökkenni fog a motornak valamelyest.
Cím: Re:DC szervó motoros vezérlés
Írta: SquirrelTech Dátum 2009 június 06, 12:02
Írta: SquirrelTech Dátum 2009 június 06, 12:02
Köszönöm. :) Igyekszem azért majd pár dolgot javítani rajta. (Főleg a nyomtatás, ami most még korlátok közé szorul benne.)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 06, 23:05
Írta: 4um5b65d Dátum 2009 június 06, 23:05
Köszönöm, ezek nagyon hasznos infók....[#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 06, 23:07
Írta: 4um5b65d Dátum 2009 június 06, 23:07
Az osztások számát miért korlátoztad 500-ra ?
A több az nagyobb időráfordítás lenne, vagy a számítási műveletek nagyon lelassítanák a folyamatot ?
A több az nagyobb időráfordítás lenne, vagy a számítási műveletek nagyon lelassítanák a folyamatot ?
Cím: Re:DC szervó motoros vezérlés
Írta: SquirrelTech Dátum 2009 június 07, 00:13
Írta: SquirrelTech Dátum 2009 június 07, 00:13
Exhas adtam meg minden felső határt. Egy mozdulattal növelhető az összes, semmivel sem lenne nagyobb időráfordítás. Ha szükséges bármelyiket megnövelem.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 07, 00:46
Írta: 4um5b65d Dátum 2009 június 07, 00:46
Azt nem tudom igazából, hogy például egy 200-as átmérő esetén mekkora felbontást tudnak még korrektül levilágítani az erre szakosodott műhelyek....
Egy körasztal vagy osztófej enkóderén gondolkodom, hogy mennyire valósítható ez meg finom felbontással. Akát 10000-es nagyságrendű osztással.
Egy körasztal vagy osztófej enkóderén gondolkodom, hogy mennyire valósítható ez meg finom felbontással. Akát 10000-es nagyságrendű osztással.
Cím: Re:DC szervó motoros vezérlés
Írta: SquirrelTech Dátum 2009 június 07, 01:48
Írta: SquirrelTech Dátum 2009 június 07, 01:48
Nem tudom, hogy mi sülhet ki abból, amit írsz. Kb. annyira vékony a vonal, mint a vatta egy szála...? Lehet, hogy kinyomtatják ilyen felbontásban, de fog azzal feldolgozható jelet adni az optokapud?
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 07, 08:53
Írta: 4um5b65d Dátum 2009 június 07, 08:53
Nem egészen értem a kérdésed. Te csak egyetlen fényrést használsz fel az átvilágításhoz ?
Amire én gondolok az az, hogy tegyük fel van a tárcsán 0,05 vastag vonal és mellette 0,05 vastag fényrés.
Vagyis 0,1 mm szélességű az 1vonal + 1fényrés összesen. Ez egyszer le van világítva úgy ahogy a programod mutatja a képernyőn.
Majd még egy ugyanilyen tárcsát le kell világítani amiből kivágsz ollóval teszem azt 2db 5x5 mm-es kis négyzetet. Ha ezt a két négyzetet pédául 10mm-re egymástól a vonalak mentén pontosan fedésbe teszed az első tárcsával akkor ugye nem történik semmi, de ha az első kis négyzetet fedésbe rakod a másikat pedig 0,05 eltolással akkor átvilágítás esetén ez az egész 5x5 mm-es kis négyzet vagy teljesen sötét lesz vagy átvilágítható lesz. Ebben az 5mm-es négyzetben van 50db vonal és 50db fényrés amennyiben 0,05mm jel-szünet aránnyal számolunk. Így nem 1db fényrést kell átvilágítanod hanem 50-et és ez már adja azt a megfelelő fénymennyiséget ami elég a opto detektáláshoz.
Amire én gondolok az az, hogy tegyük fel van a tárcsán 0,05 vastag vonal és mellette 0,05 vastag fényrés.
Vagyis 0,1 mm szélességű az 1vonal + 1fényrés összesen. Ez egyszer le van világítva úgy ahogy a programod mutatja a képernyőn.
Majd még egy ugyanilyen tárcsát le kell világítani amiből kivágsz ollóval teszem azt 2db 5x5 mm-es kis négyzetet. Ha ezt a két négyzetet pédául 10mm-re egymástól a vonalak mentén pontosan fedésbe teszed az első tárcsával akkor ugye nem történik semmi, de ha az első kis négyzetet fedésbe rakod a másikat pedig 0,05 eltolással akkor átvilágítás esetén ez az egész 5x5 mm-es kis négyzet vagy teljesen sötét lesz vagy átvilágítható lesz. Ebben az 5mm-es négyzetben van 50db vonal és 50db fényrés amennyiben 0,05mm jel-szünet aránnyal számolunk. Így nem 1db fényrést kell átvilágítanod hanem 50-et és ez már adja azt a megfelelő fénymennyiséget ami elég a opto detektáláshoz.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 június 07, 09:09
Írta: svejk Dátum 2009 június 07, 09:09
Csak kiegészítésképpen az általad leírtakat nagyon sokáig elterjedten használták, de nagyon precíz finommechanikai munkát igényel.
Manapság már a maszk az optokapuba be van építve, a jelfeldolgozó elektronikával együtt. Így nagyon egyszerűen lehet encodert házilag készíteni, csak a vonalas forgótárcsa kell mely lehet fém, üveg vagy műanyag film.
Természetesen ezek az optók csak az adott felbontással működnek. De ez nem azt jelenti hogy az 500-as optoval csak 500-as encodert lehet készíteni, mivel ha a vonalak számával a tárcsa átmérőjét is arányosan növeljük akkor az optó szempontjából a felbontás nem változik.
Tehát 500-as encoder optikával lehet pl. 600-as vagy akár 1000-es encodert is készíteni.
Csak az esztétikus fizikai méret és az optika sebessége szab határt.
Manapság már a maszk az optokapuba be van építve, a jelfeldolgozó elektronikával együtt. Így nagyon egyszerűen lehet encodert házilag készíteni, csak a vonalas forgótárcsa kell mely lehet fém, üveg vagy műanyag film.
Természetesen ezek az optók csak az adott felbontással működnek. De ez nem azt jelenti hogy az 500-as optoval csak 500-as encodert lehet készíteni, mivel ha a vonalak számával a tárcsa átmérőjét is arányosan növeljük akkor az optó szempontjából a felbontás nem változik.
Tehát 500-as encoder optikával lehet pl. 600-as vagy akár 1000-es encodert is készíteni.
Csak az esztétikus fizikai méret és az optika sebessége szab határt.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 07, 09:20
Írta: 4um5b65d Dátum 2009 június 07, 09:20
Ebben az esetben az optóhoz tartozik egy felbontás, de tartoznia kell egy átmérőnek is, nem ????
Legalább is így logikus.... Tök mindegy, hogy hány vonalas a tárcsa csak a vonalak távolsága egyezzen meg az optón ás a tárcsán.
Ezt netalán megadják a technikai adatlapon is ???
Legalább is így logikus.... Tök mindegy, hogy hány vonalas a tárcsa csak a vonalak távolsága egyezzen meg az optón ás a tárcsán.
Ezt netalán megadják a technikai adatlapon is ???
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 07, 09:22
Írta: 4um5b65d Dátum 2009 június 07, 09:22
Ja, ja most olvasom, hogy arányosan kell változtatni az átmérőt....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 június 07, 09:35
Írta: svejk Dátum 2009 június 07, 09:35
Bizony hogy megadják...
Nekem pl. ilyenek vannak itthon:
HEDS 9100 A00
Ebben az esetben a 9 után az 1-es jelenti hogy 11mm-es optikai rádiuszhoz tartozik az A-val jelölt 500-as falbontás.
Ezek 100kHz-es frekit tudnak.
Ezt a felbontást még filmre éppen le tudják világítani, és lehet kontaktmásolatot késziteni 0,2mm-es filmre, mely már öntartó akár 50mm átmérőnél is. Ezeknél az optoknál már közel sem muszály precizen dolgozni, egy kis tárcsakóválygást elvisel a tapasztalatok szerint.
Régebben, (még az ablaktörlőszerűséges szervos gépemen)a tintasugaras nyomtatók optikáját használtam, de arra csak 20kHz van megadva.
Nekem pl. ilyenek vannak itthon:
HEDS 9100 A00
Ebben az esetben a 9 után az 1-es jelenti hogy 11mm-es optikai rádiuszhoz tartozik az A-val jelölt 500-as falbontás.
Ezek 100kHz-es frekit tudnak.
Ezt a felbontást még filmre éppen le tudják világítani, és lehet kontaktmásolatot késziteni 0,2mm-es filmre, mely már öntartó akár 50mm átmérőnél is. Ezeknél az optoknál már közel sem muszály precizen dolgozni, egy kis tárcsakóválygást elvisel a tapasztalatok szerint.
Régebben, (még az ablaktörlőszerűséges szervos gépemen)a tintasugaras nyomtatók optikáját használtam, de arra csak 20kHz van megadva.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 07, 11:25
Írta: 4um5b65d Dátum 2009 június 07, 11:25
Tudsz olyan boltot ahol nagyobb választékban vannak ilyenek ?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 június 07, 12:32
Írta: Szalai György Dátum 2009 június 07, 12:32
A fröcskölős nyomtató inkrement szalagján tíz osztást számoltam milliméterenként. Öt fekete és öt átlátszó sáv. Tehát 0,1mm sávszélesség. Ehhez a sávszélességhez készül az olvasófej rése.
© Laslie 200mm átmérőjű képzeletbeli tárcsájára ebből kb. 6280 osztás fér rá, hogy ugrás nélkül olvasni tudja a fej.
A © Laslie által elvárt tízezres fizikai osztás ezzel a vonalszélességgel 1000mm kerületen jönne rétre, ami 318,3mm átmérő. Persze lehet megint trükközni a minden él detektálással, és az impulzustöbbszörözéssel, az osztja a szükséges átmérőt.
Ezzel az olvasófejjel max. 20000 vonal detektálható másodpercenként. Az két fordulat másodpercenként, 120 fordulat percenként. Körasztalnak szerintem több mint elég.
Ezekből számomra megint az látszik, hogy mekkora technikai remekmű egy ekkora felbontású encoder.
„11mm-es optikai rádiuszhoz tartozik az A-val jelölt 500-as falbontás” Az 69mm kerület és rajta ezer osztás. Ötszáz rés és ötszáz nem rés, 0,069mm vonalszélesség.
Ha „Ezt a felbontást még filmre éppen le tudják világítani” akkor a fröcskölős nyomtató olvasófejéhez a 0,1mm vonalszélességű tárcsa elkészítése semmi problémát nem jelenthet nekik. Tehát © Laslie elképzelése életképes.
Elvileg!
© Laslie 200mm átmérőjű képzeletbeli tárcsájára ebből kb. 6280 osztás fér rá, hogy ugrás nélkül olvasni tudja a fej.
A © Laslie által elvárt tízezres fizikai osztás ezzel a vonalszélességgel 1000mm kerületen jönne rétre, ami 318,3mm átmérő. Persze lehet megint trükközni a minden él detektálással, és az impulzustöbbszörözéssel, az osztja a szükséges átmérőt.
Ezzel az olvasófejjel max. 20000 vonal detektálható másodpercenként. Az két fordulat másodpercenként, 120 fordulat percenként. Körasztalnak szerintem több mint elég.
Ezekből számomra megint az látszik, hogy mekkora technikai remekmű egy ekkora felbontású encoder.
„11mm-es optikai rádiuszhoz tartozik az A-val jelölt 500-as falbontás” Az 69mm kerület és rajta ezer osztás. Ötszáz rés és ötszáz nem rés, 0,069mm vonalszélesség.
Ha „Ezt a felbontást még filmre éppen le tudják világítani” akkor a fröcskölős nyomtató olvasófejéhez a 0,1mm vonalszélességű tárcsa elkészítése semmi problémát nem jelenthet nekik. Tehát © Laslie elképzelése életképes.
Elvileg!
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 07, 13:02
Írta: 4um5b65d Dátum 2009 június 07, 13:02
Valószínűleg egy 600 dpi-s nyomtatót szedtél szét aminek 0,042 + 0,042 mm a jel-szünet aránya.
Legalább is így gondolom azok alapján, hogy dot/inch-ben adják meg egy nyomtató felbontását.
25,4 / 600 = 0,042
De a lényegen nem sokat változtat
Ez az egész mizéria csak akkor segítheti igazán a cnc-s társadalmat, ha egy servo enkóderét és egy ilyen osztófejre tett enkóder jelét közös nevezőre lehet hozni. Magyarán egymás impulzusszámából kivonni illetve hozzáadni lehet a másik enkóder jelét. Így egyel közelebb kerülhet az ember fia a "holtjáték mentes" forgatókhoz. Bár, ha meg lenne egyszer az alapelv a két enkóder összeházasításhoz akkor bátran lehetne a golyós orsókhoz is használni akár fogaskerék áttételt.
Legalább is így gondolom azok alapján, hogy dot/inch-ben adják meg egy nyomtató felbontását.
25,4 / 600 = 0,042
De a lényegen nem sokat változtat
Ez az egész mizéria csak akkor segítheti igazán a cnc-s társadalmat, ha egy servo enkóderét és egy ilyen osztófejre tett enkóder jelét közös nevezőre lehet hozni. Magyarán egymás impulzusszámából kivonni illetve hozzáadni lehet a másik enkóder jelét. Így egyel közelebb kerülhet az ember fia a "holtjáték mentes" forgatókhoz. Bár, ha meg lenne egyszer az alapelv a két enkóder összeházasításhoz akkor bátran lehetne a golyós orsókhoz is használni akár fogaskerék áttételt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 június 07, 13:22
Írta: svejk Dátum 2009 június 07, 13:22
Én még idehaza kereskedelmi forgalomban nem találkoztam vele, illetve talán a RET-nél volt de horror áron.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 június 07, 13:32
Írta: svejk Dátum 2009 június 07, 13:32
Azokban a nyomtatókban amelyikek egy szalagot olvasnak jellemzően 150/LPI (line per inch)az olvasófej (kb. 6 vonal /mm), és mivel természetesen a 4-szeres üzemmódot használják így kijön a 600 DPI (dot per inch)üzemmód.
(elvétve lehet találni 120LPI-set is)
Később jöttek a szintén szalagolvasósok de már sinus/cosinus kimenettel, és 180 LPI szalaggal így csak a jelfeldolgozáson korlátozta a felbontást.
Az utolsó szériákban már nincs szalag, ott egy nagy tárcsa van 2000 körüli LPI-vel és szintén sin/cos kimenetű optó.
A 0,1 mm-es vanalakat nem tudod olvasni egyikkel sem mert az LPI értéknek passzolnia kell.
(elvétve lehet találni 120LPI-set is)
Később jöttek a szintén szalagolvasósok de már sinus/cosinus kimenettel, és 180 LPI szalaggal így csak a jelfeldolgozáson korlátozta a felbontást.
Az utolsó szériákban már nincs szalag, ott egy nagy tárcsa van 2000 körüli LPI-vel és szintén sin/cos kimenetű optó.
A 0,1 mm-es vanalakat nem tudod olvasni egyikkel sem mert az LPI értéknek passzolnia kell.
Cím: Re:DC szervó motoros vezérlés
Írta: SquirrelTech Dátum 2009 június 07, 14:41
Írta: SquirrelTech Dátum 2009 június 07, 14:41
Akkor leírom hogy s miként született. :)
Ilyen téren nem merültem el a felbontásokban. És nem is variáltam különösebben a technológiai lehetőségekkel, arra mentem, hogy az alapelveknek megfeleljen. Az indítékot az encoder topikban kivesézett program adta. Olvasgatva az ott említett problémákat, gondoltam készüljön egy precízebb, CNC területen is hasznavehető alternatívája (mert ugye ott az a konklúzió született, hogy az csak inkább hobby robotos területen alkalmazható). Amúgy tényleg csak egyetlen fényrést használok, de nem szervóhoz (egyelőre). Ezért nem is lényeges, hogy én mit s hogyan használok, hanem hogy mindenki tudja hasznosítani kedve szerint. A proggi kb. egy nap alatt öltötte magára a mostani formáját, a többivel úgy voltam, hogy majd Ti megmondjátok miként legyenek a továbbiak.
Ebből folytatólagosan most két dolgon tudok továbbmenni:
Egyik, hogy mondasz értékeket, amikkel kísérletezni szeretnél, és aszerint növelem a felső határokat. Több 10000-es értékig mehet a dolog. Megnéztem, nem láttam eddig különösebb akadályát. Csak szeretném, ha maradna valami felső korlát.
A másik, hogy ezt a négyzetes dolgot csak félig értem, de a lényeget valamennyire leszűrtem. De ha vázolsz valami konkrétabb elképzelést erről nekem (esetleg rajz formában), akkor még egy olyat tudnék elkövetni, hogy ezeknek a rajzolatát a mókuskerék mellé (vagy alá) sorakoztassa. És ehhez nem is feltétlen kell, hogy értsem... Elég lehet, ha valamelyest konkrétabban definiálva van az, hogy mit kell tudnia. Így, ha megvalósítani látszódik a dolog, akkor mindjárt nem kell két levilágítás költségét viselni két apró négyzet miatt.
Mellékesen, ha már így szóba került a szalag, opcionálisan akár tudhatna olyat is, mert útmérőnek az máshol is elkélhet, de ha senki sehol nem használ olyat, akkor nem vacakolok vele.
Ilyen téren nem merültem el a felbontásokban. És nem is variáltam különösebben a technológiai lehetőségekkel, arra mentem, hogy az alapelveknek megfeleljen. Az indítékot az encoder topikban kivesézett program adta. Olvasgatva az ott említett problémákat, gondoltam készüljön egy precízebb, CNC területen is hasznavehető alternatívája (mert ugye ott az a konklúzió született, hogy az csak inkább hobby robotos területen alkalmazható). Amúgy tényleg csak egyetlen fényrést használok, de nem szervóhoz (egyelőre). Ezért nem is lényeges, hogy én mit s hogyan használok, hanem hogy mindenki tudja hasznosítani kedve szerint. A proggi kb. egy nap alatt öltötte magára a mostani formáját, a többivel úgy voltam, hogy majd Ti megmondjátok miként legyenek a továbbiak.
Ebből folytatólagosan most két dolgon tudok továbbmenni:
Egyik, hogy mondasz értékeket, amikkel kísérletezni szeretnél, és aszerint növelem a felső határokat. Több 10000-es értékig mehet a dolog. Megnéztem, nem láttam eddig különösebb akadályát. Csak szeretném, ha maradna valami felső korlát.
A másik, hogy ezt a négyzetes dolgot csak félig értem, de a lényeget valamennyire leszűrtem. De ha vázolsz valami konkrétabb elképzelést erről nekem (esetleg rajz formában), akkor még egy olyat tudnék elkövetni, hogy ezeknek a rajzolatát a mókuskerék mellé (vagy alá) sorakoztassa. És ehhez nem is feltétlen kell, hogy értsem... Elég lehet, ha valamelyest konkrétabban definiálva van az, hogy mit kell tudnia. Így, ha megvalósítani látszódik a dolog, akkor mindjárt nem kell két levilágítás költségét viselni két apró négyzet miatt.
Mellékesen, ha már így szóba került a szalag, opcionálisan akár tudhatna olyat is, mert útmérőnek az máshol is elkélhet, de ha senki sehol nem használ olyat, akkor nem vacakolok vele.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 június 07, 19:16
Írta: Szalai György Dátum 2009 június 07, 19:16
A kivonás öszeadás elméletedet nem nagyon értem így elsőre.
Szerintem a kétkörös servo rendszer lenne a megoldás. Belső körben a motorra szerelt jeladó alapján szabályozható a fordulatszám-előtoló sebesség, a lehető legmeredekebb rámpával. Külső körben pedig a szerszám és munkadarab elmozdulását mérő útadó alapján mereven kézben tartható a pontos elmozdulás, az előre meghatározott sebességgel.
(Persze ennek csak akkor van értelme, ha a servo nem ostoba step/dir jelet kap, hanem egy bináris pozíció értéket a programkód aktuális sorából. Azt hasonlítja össze az útadó aktuális értékével, és visszajelez a PC-nek ha pozícióba ért. Ha minden axis visszaigazolta hogy pozícióba ért, akkor lép a vezérlő program a kód következő sorára. Ha elvárható számított időn belül nem érkezik visszajelzés a pozícióba érkezésről, akkor a PC felfüggeszti a kódsorozat léptetését és hibajelzést generál.)
Szerintem.
Szerintem a kétkörös servo rendszer lenne a megoldás. Belső körben a motorra szerelt jeladó alapján szabályozható a fordulatszám-előtoló sebesség, a lehető legmeredekebb rámpával. Külső körben pedig a szerszám és munkadarab elmozdulását mérő útadó alapján mereven kézben tartható a pontos elmozdulás, az előre meghatározott sebességgel.
(Persze ennek csak akkor van értelme, ha a servo nem ostoba step/dir jelet kap, hanem egy bináris pozíció értéket a programkód aktuális sorából. Azt hasonlítja össze az útadó aktuális értékével, és visszajelez a PC-nek ha pozícióba ért. Ha minden axis visszaigazolta hogy pozícióba ért, akkor lép a vezérlő program a kód következő sorára. Ha elvárható számított időn belül nem érkezik visszajelzés a pozícióba érkezésről, akkor a PC felfüggeszti a kódsorozat léptetését és hibajelzést generál.)
Szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 június 07, 19:38
Írta: Szalai György Dátum 2009 június 07, 19:38
Sajnos a sin/cos encoder jelét ugyan úgy nem könnyű nagy felbontással feldolgozni mint a resolverét vagy a selsynét, syncroét. A gyors pontos feldolgozó céláramkörök olcsón még nem hozzáférhetőek. (UA 6802 és társai.) Ígyhát megint eltűnik a lomiból egy használható alkatrész.
A 0,1 csak egy villám megközelítés volt a számolhatóság kedvéért. Tamás programjával, vagy más vektoros rajzolóval bármilyen e körüli értékre rajzolható vonalszélesség. És akkor fóliára is vihető. Ezért ne dobjon ki senki ilyen olvasófejet!
A 0,1 csak egy villám megközelítés volt a számolhatóság kedvéért. Tamás programjával, vagy más vektoros rajzolóval bármilyen e körüli értékre rajzolható vonalszélesség. És akkor fóliára is vihető. Ezért ne dobjon ki senki ilyen olvasófejet!
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 07, 20:56
Írta: 4um5b65d Dátum 2009 június 07, 20:56
Gyuri, tök ugyanarra a dologra gondoltunk, csak te azt hiszem szakszerűbben fogalmaztad meg. De erről már volt szó vagy fél éve az enkóder topicban is. A kivonás, hozzáadás ott jelentkezik, mikor a motor forgó enkódere érzékeli az elmozdulást de a szerszám még meg sem mozdult a holtjáték miatt. Teszem azt 11 osztást elmozdul a forgó, de csak a 11-nél mozdul a lineáris enkóder ,akkor ezek különbözetét azt a bizonyos 10 osztást valahová "el kell tenni" a rendszeren belül. Vagy hozzáadod vagy kivonod ezt az értéket a szoftver vagy a vezérlő elmozdulást számláló rendszeréből.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 június 07, 21:19
Írta: svejk Dátum 2009 június 07, 21:19
Sajnos mindig elfelejtitek hogy ha még meg is van ez a dolog oldva, akkor sem használható egy x irányba kottyanós mechanika ha pl. Y irányba marunk.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 21, 16:14
Írta: bmejdz9nu Dátum 2009 június 21, 16:14
Gondoltam beteszem... egy "400W"-os SanyoDenki szervómotor...
Ilyen egy szervómotor referenciaképe! Ennél szerintem jobb nincs!
Ha már látot valaki belülről DC motort... látja a különbséget :)
[#nevetes1][#nevetes1][#nevetes1]
Ilyen egy szervómotor referenciaképe! Ennél szerintem jobb nincs!
Ha már látot valaki belülről DC motort... látja a különbséget :)
[#nevetes1][#nevetes1][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 21, 17:41
Írta: 4um5b65d Dátum 2009 június 21, 17:41
Már csak az állórészt kellene látni és akkor teljes kép alakulna ki a különbségekről.
Ebből annyit látok, hogy a forgórész vezetékcsatornái átlós irányban vannak elhelyezve és hogy a vezetékeket egy vöröses pöttyel rögzítették rezonancia ellen. A sima DC motornál ezt zöld pöttyel csinálják.
Már rég foglalkoztat, hogy vajon mi lehet a a fő különbség egy DC és egy servo moci közt. Nem lehetséges, hogy csak ez az átlós kivitel lenne a titok a dologban ???
Igaz , régebben mikor feltettem ezt a kérdést akkor mindenféle más különbséget említettek a fórumtársak. Továbbá arra sem érkezett megnyugtató válasz, hogy miért nem lehet egy DC mocira pluszban 2 szénkefét tenni. István főnök mondott valami problémát amiért ezt nem lehet, de akkor felmerül a kérdés, hogy egy servo-nál mit változtatnak ahhoz, hogy lehessen rá tenni még 2db kefét.
[#fejvakaras]
Ebből annyit látok, hogy a forgórész vezetékcsatornái átlós irányban vannak elhelyezve és hogy a vezetékeket egy vöröses pöttyel rögzítették rezonancia ellen. A sima DC motornál ezt zöld pöttyel csinálják.
Már rég foglalkoztat, hogy vajon mi lehet a a fő különbség egy DC és egy servo moci közt. Nem lehetséges, hogy csak ez az átlós kivitel lenne a titok a dologban ???
Igaz , régebben mikor feltettem ezt a kérdést akkor mindenféle más különbséget említettek a fórumtársak. Továbbá arra sem érkezett megnyugtató válasz, hogy miért nem lehet egy DC mocira pluszban 2 szénkefét tenni. István főnök mondott valami problémát amiért ezt nem lehet, de akkor felmerül a kérdés, hogy egy servo-nál mit változtatnak ahhoz, hogy lehessen rá tenni még 2db kefét.
[#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 június 21, 18:28
Írta: Szalai György Dátum 2009 június 21, 18:28
Két kefe – négy kefe.
Elvileg lehetne tenni bármelyikre még egy kefepárt, az eredetivel derékszögben, csak a gyakorlatban nagyon nehéz lenne kivitelezni.
Hiába lesz így a forgórésznek négypólusú mágneses mezeje, és hiába izzad kétszeresen, ha az állórészé ehhez nem illeszkedik. Azt is át kéne „delejezni” négypólusúra.
És mit nyernél vele?
Kétszeres mágneskör, az jóval nyomatékosabb, de lassabb motor és hatalmas melegedés. Valamivel jobb dinamika, de hőmegfutás esetén leégés.
A servomotorban a vas is jobb, kisebb hiszterézisű és vékonyabb lemezelésű. Kisebb a vasveszteség.
(Ebbe meg pláne kisebb.)
A kefe-kommutátor is kisebb átmeneti ellenállású, mint az ablaktörlőmotoré. Nem korlátozza a magas áramtranzienseket. A jó vasban pedig gyorsan, jó hatásfokkal épül fel az erős mágneses fluxus.
Mert attól ÉL a servomotor.
Elvileg lehetne tenni bármelyikre még egy kefepárt, az eredetivel derékszögben, csak a gyakorlatban nagyon nehéz lenne kivitelezni.
Hiába lesz így a forgórésznek négypólusú mágneses mezeje, és hiába izzad kétszeresen, ha az állórészé ehhez nem illeszkedik. Azt is át kéne „delejezni” négypólusúra.
És mit nyernél vele?
Kétszeres mágneskör, az jóval nyomatékosabb, de lassabb motor és hatalmas melegedés. Valamivel jobb dinamika, de hőmegfutás esetén leégés.
A servomotorban a vas is jobb, kisebb hiszterézisű és vékonyabb lemezelésű. Kisebb a vasveszteség.
(Ebbe meg pláne kisebb.)
A kefe-kommutátor is kisebb átmeneti ellenállású, mint az ablaktörlőmotoré. Nem korlátozza a magas áramtranzienseket. A jó vasban pedig gyorsan, jó hatásfokkal épül fel az erős mágneses fluxus.
Mert attól ÉL a servomotor.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 június 21, 18:54
Írta: 000000000 Dátum 2009 június 21, 18:54
A ferde tekercselés szerintem arra szolgál, hogy a nyomaték minden szögben kb. egyforma legyen. Mintha pont egy "fognyit" lapol át a következőre. A ferde fogazású fogaskerék jut eszembe róla.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 június 21, 18:58
Írta: 000000000 Dátum 2009 június 21, 18:58
Azért azokat akomutátor szeleteket is érdemes megnézned (főleg a számát)![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 június 21, 19:09
Írta: D.Laci Dátum 2009 június 21, 19:09
A ferde tekercseléstől dinamikusabb lesz.
A kommutátor szeletek jóval több mint egy sima mezei DC motorban.
Az a pötty rajt az kiegyensúlyozás véget van rajta.
Abba a kis lyukba még a kommutátor sem fér bele nem hogy a tekercselés. :)
A kommutátor szeletek jóval több mint egy sima mezei DC motorban.
Az a pötty rajt az kiegyensúlyozás véget van rajta.
Abba a kis lyukba még a kommutátor sem fér bele nem hogy a tekercselés. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 21, 19:59
Írta: 4um5b65d Dátum 2009 június 21, 19:59
Az a pötty nem hinném, hogy a kiegyensúlyozás miatt lenne, nemes egyszerűséggel csak a gyártó "pecsétje" ha megbontanád a tekercselést. De még az is lehet, hogy a kémiai változásából egy rakás adat kiolvasható, ha garanciálisan vinnéd vissza.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 21, 20:10
Írta: bmejdz9nu Dátum 2009 június 21, 20:10
A vörös pöty... a kiegyensúlyzó "súly"... nem a rögzítés a célja...
A forgórész "csavarása" egy igazi szervómotornál széria felszerelés...:)
A 4 szénkefe pedig a nagyobb áramlöketeknél kell = csúcsnyomaték nagyobb tud lenni...
A kommutátor sok-sok osztása... is fontos...(minnél több annál nehezebb gyártani...azaz drágább)
Belső, állórész képe a 400-as SanyoDenki-nél: (nem is olyan vastag) de ez a motor amit tud... az nem semmi...
A forgórész "csavarása" egy igazi szervómotornál széria felszerelés...:)
A 4 szénkefe pedig a nagyobb áramlöketeknél kell = csúcsnyomaték nagyobb tud lenni...
A kommutátor sok-sok osztása... is fontos...(minnél több annál nehezebb gyártani...azaz drágább)
Belső, állórész képe a 400-as SanyoDenki-nél: (nem is olyan vastag) de ez a motor amit tud... az nem semmi...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 21, 20:13
Írta: bmejdz9nu Dátum 2009 június 21, 20:13
Valami ilyesmi...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 21, 20:14
Írta: bmejdz9nu Dátum 2009 június 21, 20:14
[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 21, 20:20
Írta: 4um5b65d Dátum 2009 június 21, 20:20
Á, köszönjük a fórum nevében is.....
Ha esetleg még azt megtennéd, hogy elvágod a vezetékezést akkor még a tekercsek számát is megtudnánk.....
[#law][#integet2][#nyes]
Ha esetleg még azt megtennéd, hogy elvágod a vezetékezést akkor még a tekercsek számát is megtudnánk.....
[#law][#integet2][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 21, 20:24
Írta: 4um5b65d Dátum 2009 június 21, 20:24
Hát ebben olyan mágnesek vannak mint a fagyasztószekrény ajtajában.....Bakker ezek a japánok már megint lóvá tettek bennünket....
[#nyes]
[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 június 21, 20:25
Írta: D.Laci Dátum 2009 június 21, 20:25
Nem kötözködés kép, de légy oly kedves kapjál szét bármilyen kefés motort, amiben ilyen pötty van. És számold meg hány helyen fúrták meg a forgó részt kiegyensúlyozás gyanánt.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 21, 20:28
Írta: 4um5b65d Dátum 2009 június 21, 20:28
Igaz, végül is ebből meg lehet tudni a dolgot...
Ha fúrás és pötty is van egy motoron belül akkor a pötty nem egyensúlyozásra való.
Egyébként kötözködésnek vettem....
Ha fúrás és pötty is van egy motoron belül akkor a pötty nem egyensúlyozásra való.
Egyébként kötözködésnek vettem....
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 21, 20:29
Írta: 4um5b65d Dátum 2009 június 21, 20:29
Ez lemaradt.... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 21, 20:30
Írta: bmejdz9nu Dátum 2009 június 21, 20:30
40-et adsz érte és már vághatod is :) Akár AC-t is csinálhatsz belőle...:)
AC...Erről jut eszembe...
Azért milyen egyszerű egy AC motor legyártása...
Nincs ez a kommutátor és nincs az a sok kivezetés a kommutátorra...
Jóval olcsóbb gyártási költség!!! (kérdezz meg egy tekercselőt mennyiért tekeri ezt újra ill. egy AC-t...)
Hát igen... változik a világ...viszont egy jó AC vezérlő sokkal bonyolultabb elektronikailag... helyettesítenie kell a precíz kommutátort... de ez még mindig olcsóbb... tömegtermelésben...
Csak sajnos a hobbysta még mindig a step/dir rendszert szereti :)
AC...Erről jut eszembe...
Azért milyen egyszerű egy AC motor legyártása...
Nincs ez a kommutátor és nincs az a sok kivezetés a kommutátorra...
Jóval olcsóbb gyártási költség!!! (kérdezz meg egy tekercselőt mennyiért tekeri ezt újra ill. egy AC-t...)
Hát igen... változik a világ...viszont egy jó AC vezérlő sokkal bonyolultabb elektronikailag... helyettesítenie kell a precíz kommutátort... de ez még mindig olcsóbb... tömegtermelésben...
Csak sajnos a hobbysta még mindig a step/dir rendszert szereti :)
Cím: Re:DC szervó motoros vezérlés
Írta: 6x509vxe Dátum 2009 június 21, 20:31
Írta: 6x509vxe Dátum 2009 június 21, 20:31
nézd meg jobban,ezek neodimium mágnesek.esetleg szamárium-kobalt
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 június 21, 20:32
Írta: D.Laci Dátum 2009 június 21, 20:32
"Ha fúrás és pötty is van egy motoron belül akkor a pötty nem egyensúlyozásra való."
vagy valaki barmolta, vagy elöször furták , ,ajd felujitáskor szakszerűen csinálták...
vagy valaki barmolta, vagy elöször furták , ,ajd felujitáskor szakszerűen csinálták...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 21, 20:34
Írta: bmejdz9nu Dátum 2009 június 21, 20:34
Szerintem a SanyoDenkihez talán a Yaskawa Minertia motorokat lehet hasonlítani...
Persze ez már szőrszáll hasogatás a szervómotorok között... de egy hobbsta már ilyen :)
A mágnes... hát igen... látszatra...
Persze ez már szőrszáll hasogatás a szervómotorok között... de egy hobbsta már ilyen :)
A mágnes... hát igen... látszatra...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 június 21, 21:24
Írta: 4um5b65d Dátum 2009 június 21, 21:24
Neodinium, nem tudom, hogy kerülhet e bele ??
Mennyire melegszenek ezek a motorok ?
Felmehet a hőfok 90 fok fölé ???
Mennyire melegszenek ezek a motorok ?
Felmehet a hőfok 90 fok fölé ???
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2009 június 21, 23:29
Írta: PSoft Dátum 2009 június 21, 23:29
Már kigúvad a szemem,de én akkor sem látok fúrást ezen a forgórészen!
Ezen csak "pötty" van és kész.
Ez egy "ilyen" motor,fogadjátok el így ahogy van!!!
[#buck][#wave]
Ezen csak "pötty" van és kész.
Ez egy "ilyen" motor,fogadjátok el így ahogy van!!!
[#buck][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 június 22, 06:27
Írta: D.Laci Dátum 2009 június 22, 06:27
Szerintem rosz helyre címezted!
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2009 június 22, 21:47
Írta: e3h0cv4ph Dátum 2009 június 22, 21:47
Tényleg, viccet félretéve mennyiért lehet hozzájutni egy ilyen motorhoz hobby szinten, akár használtba akár nem. (tudod ilyen "leesett a kamionról egy raklappal" kategóriába)?
És mennyi ennek a "bolti" új ára?
Köszi.
És mennyi ennek a "bolti" új ára?
Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 június 22, 22:19
Írta: HJózsi Dátum 2009 június 22, 22:19
Megtalálod az adok-veszekben, #8024 ...
Bolti ára min 5X ennyi ...
Bolti ára min 5X ennyi ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 23, 09:29
Írta: bmejdz9nu Dátum 2009 június 23, 09:29
Az új ára egy ilyen motornak kb. 1000 Euro... A használtnak meg lehet kilós ára is :) pl. bontva egy MÉH telepen :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 23, 09:31
Írta: bmejdz9nu Dátum 2009 június 23, 09:31
Itt már 450 Euroért van egypár... igaz csak egy kisebb 110W-os változat... (de ez sem a bolti ára)
Most nézem...: Used, in excellent condition... használt... akkor már igen sok érte... :)

Most nézem...: Used, in excellent condition... használt... akkor már igen sok érte... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 23, 09:39
Írta: bmejdz9nu Dátum 2009 június 23, 09:39
Na ez itt egy új... 110W-os és csak 110+75USD + Vám + Áfa... = csupán 52.000Ft... mindennel... de csak egy van...
(Ez a két szénkefés alap változat...a kisebbek a Sanyo Denkinél mind 2 kefések...)

(Ez a két szénkefés alap változat...a kisebbek a Sanyo Denkinél mind 2 kefések...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 24, 15:28
Írta: bmejdz9nu Dátum 2009 június 24, 15:28
Tibor, CAM Programok - Cut2D - VCarve topik #188:
"...ha a szervók lefagynak, és nem követik minél kisebb időállandóval a rájuk zúdított pozíció alapjeleket...
Ha kicsi a szervó vezérlő hibatároló nagysága akkor vagy pályahűen követi, vagy leold.
Ha nagy a hibajeltároló akkor a valós parancsok a hibajeltárólóban "maradhatnak" és a felhasználó persze boldog lesz, hogy nem old le a vezérlő... és gyárja a "selejetet"...azaz a "kilőtt" step/dir jeleket nem látja viszont valós és pontos mechanikai mozgásban...
Tehát a "felhasználónak" vagy kisebb (és jobb) motorokat és kisebb tömegű hajtásrendszert kell csinálnia vagy lassítja a működési sebességet...
Vagy?
"...ha a szervók lefagynak, és nem követik minél kisebb időállandóval a rájuk zúdított pozíció alapjeleket...
Ha kicsi a szervó vezérlő hibatároló nagysága akkor vagy pályahűen követi, vagy leold.
Ha nagy a hibajeltároló akkor a valós parancsok a hibajeltárólóban "maradhatnak" és a felhasználó persze boldog lesz, hogy nem old le a vezérlő... és gyárja a "selejetet"...azaz a "kilőtt" step/dir jeleket nem látja viszont valós és pontos mechanikai mozgásban...
Tehát a "felhasználónak" vagy kisebb (és jobb) motorokat és kisebb tömegű hajtásrendszert kell csinálnia vagy lassítja a működési sebességet...
Vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 június 24, 16:18
Írta: HJózsi Dátum 2009 június 24, 16:18
Látom újabb lovagi tornának nézünk elébe !!! ... [#nyes][#nyes][#eplus2][#eplus2][#vigyor2][#vigyor2]... Hajrá fiúúk! [#taps][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 június 24, 16:39
Írta: svejk Dátum 2009 június 24, 16:39
Jajj, ne má'.. :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 24, 17:28
Írta: bmejdz9nu Dátum 2009 június 24, 17:28
Végül is szerintem már minden kérdés ki lett pipálva... :)
Csak ez a "fránya" hibatárolás (nagyság) nem...
Még mindig azt gondolom, hogy nem kell a "becsicsázni" egy nagy tárolóba a a mechanikai mozgás "előidézésére" kiadott a vezérlő jeleket...
Azaz előszörre (ránézésre) jó pofa ez a betárolom és nem old le játék...
Azaz nem kell foglalkozni a "helyes" azaz arányos hajtáslánc összeállítással...
Lehet jó nagy sorozatú jelcsomaggal megküldeni... "megeszi szépen" az elektronika...
Így aztán kisebb motor is elég általában mert egy-két mp (perc?:) aztán "utoléri magát"... azaz szinkronba kerül a step jelek parancsai a mechanikával :)
Csak egy példa: (500cpr-es encoder, 4X mód, 5-ös emelkedésű orsónál)
pl. 128bit-es hibatároló:
2000imp/fordulat/128 = 15.62... 5mm/15.62= 0.3mm max eltérés lehetséges...
pl. 2048bit-es hibatároló:
2000imp/fordulat/2048... több mint egy motor fordulat hiba is lehetséges = ez több mint 5mm eltérési lehetőség!!!
Kőműveseknek 0,5cm még elmegy(?)...[#hehe] persze ők léptetőt használnak és ott ez a "lazítás" nem lehetséges :)
Csak ez a "fránya" hibatárolás (nagyság) nem...
Még mindig azt gondolom, hogy nem kell a "becsicsázni" egy nagy tárolóba a a mechanikai mozgás "előidézésére" kiadott a vezérlő jeleket...
Azaz előszörre (ránézésre) jó pofa ez a betárolom és nem old le játék...
Azaz nem kell foglalkozni a "helyes" azaz arányos hajtáslánc összeállítással...
Lehet jó nagy sorozatú jelcsomaggal megküldeni... "megeszi szépen" az elektronika...
Így aztán kisebb motor is elég általában mert egy-két mp (perc?:) aztán "utoléri magát"... azaz szinkronba kerül a step jelek parancsai a mechanikával :)
Csak egy példa: (500cpr-es encoder, 4X mód, 5-ös emelkedésű orsónál)
pl. 128bit-es hibatároló:
2000imp/fordulat/128 = 15.62... 5mm/15.62= 0.3mm max eltérés lehetséges...
pl. 2048bit-es hibatároló:
2000imp/fordulat/2048... több mint egy motor fordulat hiba is lehetséges = ez több mint 5mm eltérési lehetőség!!!
Kőműveseknek 0,5cm még elmegy(?)...[#hehe] persze ők léptetőt használnak és ott ez a "lazítás" nem lehetséges :)
Cím: Re:DC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2009 június 24, 18:23
Írta: e3h0cv4ph Dátum 2009 június 24, 18:23
Elkészült a szervónk (a robothoz).
Na itt úgy oldottam meg ezt a problémát, hogy van két (külön paraméterrel beállítható) hibahatár regiszter. Az egyiket célszerüen kisebbre a másikat nagyobbra állítjuk. És mindegyikhez külön egy bittel beállítható hogy okozzon -e az adott jelenség hibát (azaz letilt a vezérlő) vagy csak led jelzést adjon.
Most éppen a marómhoz kötöttem be őket, és úgy állítottam be, hogy az egyiket kisebbre (asszem 20 v. 30 -ra) állítottam ehhez nem rendeltem hibajelenséget (persze ha eléri/meghaladja ezt a hiba akkor egy led világít), a másikat pedig nagyobbra (talán 256 -ra) ehhez pedig hibát rendeltem (tehát ha ezt az értéket eléri a hibaregiszter akkor leold).
Namost megmunkálás közben figyelem a ledet ha néha néha bevillanik akkor tudom, hogy kisebbre kell venni az előtolást (vagy elfogadom, hogy ezen a mérelhatáron belűl lesz a megmunkálás), ha nem világít akkor jó, gyorsjáratnál (G0) persze folyamatosan világít de nem foglalkozok vele, ha pedig valami árulás van (nekijárok a végállásnak stb...) akkor pillanatok alatt eléri a 256-ot és leold.
Szerintem ez egy elég jó megoldás, de ha jobbat tudsz szoljál mert azt írom meg.
Üdv: TT
Na itt úgy oldottam meg ezt a problémát, hogy van két (külön paraméterrel beállítható) hibahatár regiszter. Az egyiket célszerüen kisebbre a másikat nagyobbra állítjuk. És mindegyikhez külön egy bittel beállítható hogy okozzon -e az adott jelenség hibát (azaz letilt a vezérlő) vagy csak led jelzést adjon.
Most éppen a marómhoz kötöttem be őket, és úgy állítottam be, hogy az egyiket kisebbre (asszem 20 v. 30 -ra) állítottam ehhez nem rendeltem hibajelenséget (persze ha eléri/meghaladja ezt a hiba akkor egy led világít), a másikat pedig nagyobbra (talán 256 -ra) ehhez pedig hibát rendeltem (tehát ha ezt az értéket eléri a hibaregiszter akkor leold).
Namost megmunkálás közben figyelem a ledet ha néha néha bevillanik akkor tudom, hogy kisebbre kell venni az előtolást (vagy elfogadom, hogy ezen a mérelhatáron belűl lesz a megmunkálás), ha nem világít akkor jó, gyorsjáratnál (G0) persze folyamatosan világít de nem foglalkozok vele, ha pedig valami árulás van (nekijárok a végállásnak stb...) akkor pillanatok alatt eléri a 256-ot és leold.
Szerintem ez egy elég jó megoldás, de ha jobbat tudsz szoljál mert azt írom meg.
Üdv: TT
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 24, 18:50
Írta: bmejdz9nu Dátum 2009 június 24, 18:50
Az előre jelző led egy jó dolog...
Az A300-as analóg hibajel kimenetére már én is gondoltam teszek egy komparátort vagy egy tokozott LEDsor vezérlőt..
De egyszer "elhajtottam" a leoldásig - ezt főként a gyorsulási idővel csökkentésével lehet megtenni - aztán egy nagyságrenddel vissza kellett vennem mert leesne a "felesleges dinamikától" a gép az asztalról :)
Egyébként a Vectric Cut2D Cam progi alíg csinál G0-ás parancsokat... szinte csak a a kezdő felületre poziciónálásnál...
Azaz az összes marási időt nézve* 99%-ban nincs is G0... tehát ott is fenntartom (mit is tehetnék :) a "kötött pályás" vezérlést...
* Persze ez munkadarabra válogatja... azaz egy nagy munka területű gépnél biztos több.
Az A300-as analóg hibajel kimenetére már én is gondoltam teszek egy komparátort vagy egy tokozott LEDsor vezérlőt..
De egyszer "elhajtottam" a leoldásig - ezt főként a gyorsulási idővel csökkentésével lehet megtenni - aztán egy nagyságrenddel vissza kellett vennem mert leesne a "felesleges dinamikától" a gép az asztalról :)
Egyébként a Vectric Cut2D Cam progi alíg csinál G0-ás parancsokat... szinte csak a a kezdő felületre poziciónálásnál...
Azaz az összes marási időt nézve* 99%-ban nincs is G0... tehát ott is fenntartom (mit is tehetnék :) a "kötött pályás" vezérlést...
* Persze ez munkadarabra válogatja... azaz egy nagy munka területű gépnél biztos több.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 június 24, 20:15
Írta: svejk Dátum 2009 június 24, 20:15
Ezt a funkciót eddig szerintem minden hobby digit vezérlő tudja, és persze nem rosz megoldás, csak figyelmet igényel..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 június 25, 07:31
Írta: 000000000 Dátum 2009 június 25, 07:31
Szia Péter!
Ezet a témát már alaposan kiveséztük.
Ismétélésként azt mondanám, hogy nagyon
primitív az a STATIKUS komparátor elv, ami
letiltja ezeket a Hobby szervókat, és nem vesz
figyelembe semmi mást csak a hibajel pillanatnyi
nagyságát, a Te esetedben ráaádul az is csak
egy nagyon szerény mértékű kicsike érték.
Nem egy emberrel beszéltem a talin, akik arról panaszkodtak, több órás mukájuk veszett kárba
a munkadarabbal együtt egy G0 lefagyás miatt.
Az ilyen szervó már elnézést de vacakabb, rettegtetőbb, mint egy jó léptecses gép.:)
Lásd Vbodi gépét, amit egységugrással
teszteltem a talin, és igen szépen viselkedett
4Hz-el is, ezúton is gratulálok a gép építőjének!
Tudod ott áltál Te is meg H.jÓzsi is, és még csodálkoztunk is, milyen szép eredmények ezek
egy olyan robosztus léptecses gépnél.
De akit ez nem győz meg, és tökéletesen elégedett a szervójával, és nem képes picit
átgondolni vagy nem akarja ezeket a fontos
elvi alap dolgokat, nos hajrá, nincs energiám
fölösleges vitákra, van épp elég más dolgom.
Ja és tudod a legfontosabb a motor tengelyére
redukált J. Tehát nyilván nem véletlen, hogy Te is
beláttad a Z tengelyednél ezt, hogy a combos
motor sem ér sokat, ha sz.r az illesztése,
ezért kellett áttételt váltanod.
Legyen szép és mosolygós a napod!:)
Ezet a témát már alaposan kiveséztük.
Ismétélésként azt mondanám, hogy nagyon
primitív az a STATIKUS komparátor elv, ami
letiltja ezeket a Hobby szervókat, és nem vesz
figyelembe semmi mást csak a hibajel pillanatnyi
nagyságát, a Te esetedben ráaádul az is csak
egy nagyon szerény mértékű kicsike érték.
Nem egy emberrel beszéltem a talin, akik arról panaszkodtak, több órás mukájuk veszett kárba
a munkadarabbal együtt egy G0 lefagyás miatt.
Az ilyen szervó már elnézést de vacakabb, rettegtetőbb, mint egy jó léptecses gép.:)
Lásd Vbodi gépét, amit egységugrással
teszteltem a talin, és igen szépen viselkedett
4Hz-el is, ezúton is gratulálok a gép építőjének!
Tudod ott áltál Te is meg H.jÓzsi is, és még csodálkoztunk is, milyen szép eredmények ezek
egy olyan robosztus léptecses gépnél.
De akit ez nem győz meg, és tökéletesen elégedett a szervójával, és nem képes picit
átgondolni vagy nem akarja ezeket a fontos
elvi alap dolgokat, nos hajrá, nincs energiám
fölösleges vitákra, van épp elég más dolgom.
Ja és tudod a legfontosabb a motor tengelyére
redukált J. Tehát nyilván nem véletlen, hogy Te is
beláttad a Z tengelyednél ezt, hogy a combos
motor sem ér sokat, ha sz.r az illesztése,
ezért kellett áttételt váltanod.
Legyen szép és mosolygós a napod!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 június 25, 09:14
Írta: bmejdz9nu Dátum 2009 június 25, 09:14
"több órás mukájuk veszett kárba a munkadarabbal együtt egy G0 lefagyás miatt."
Talán többet akartak kihozni a szervómotorból amit tud fizikálisan...
Pl. elhitték, hogy egy egy-két kilós motor 3Nm-es ...(Én meg ilyeneket halottam :)
Sajnos nem tudták ,hogy kétféle nyomatékot adnak meg egy szervómotorra :) (alap és csúcs)
(Ha gondolod... küldök linkeket privátban)
Talán ha egy gép kész van... nem árt egy két szerszám nélküli teszt, hogy mit tud a rendszer a valóságban...
A beüzemelési teszt itt is mint léptetőnél...
"hülére hajtod" (gyorsítás időt fokozatosan csökkented) és a végén ezek értkek alá állítod...
Vagy veszel erősebb motorokat :) vagy csinálsz áttételt... azzal erőt lehet "eszkabálni" a sebesség rovására...
VBody gépe ha ez egységugrással jól végzett az valóban bizonyító értékű!!! mert ugyebár a léptetőmotor vezérlőkben nincs hibajeltároló...
Azaz vagy "csak" megy és pontosan vagy lépést veszít...
Mondjuk a tesztet félig-meddig láttam és egy mérőóra nem ártott volna valamint egy kis terhelés mert a léptetőmotor nyomatéka igencsak fordulatszám függő...
(de a gép szerintem megfelelően erős motorokkal és vezérlőkkel volt felszerelve... Vbody ezen nem spórolt :)
A Z tengelynél a csere kisebb emelkedésű orsóra főként azért volt szükség, hogy ha kikapcsolom a gépet ne "tekeredjen" le az igen nehéz orsó a maróval együtt az asztalba :)
Persze tehettem volna bele egy féket is... de ez volt az egyszerűbb...
240mm/sec-es Z előtolás (5-ös orsóval) meg finoman szólva is túlzás volt...(most 2-est kapott és ok is...)
Talán többet akartak kihozni a szervómotorból amit tud fizikálisan...
Pl. elhitték, hogy egy egy-két kilós motor 3Nm-es ...(Én meg ilyeneket halottam :)
Sajnos nem tudták ,hogy kétféle nyomatékot adnak meg egy szervómotorra :) (alap és csúcs)
(Ha gondolod... küldök linkeket privátban)
Talán ha egy gép kész van... nem árt egy két szerszám nélküli teszt, hogy mit tud a rendszer a valóságban...
A beüzemelési teszt itt is mint léptetőnél...
"hülére hajtod" (gyorsítás időt fokozatosan csökkented) és a végén ezek értkek alá állítod...
Vagy veszel erősebb motorokat :) vagy csinálsz áttételt... azzal erőt lehet "eszkabálni" a sebesség rovására...
VBody gépe ha ez egységugrással jól végzett az valóban bizonyító értékű!!! mert ugyebár a léptetőmotor vezérlőkben nincs hibajeltároló...
Azaz vagy "csak" megy és pontosan vagy lépést veszít...
Mondjuk a tesztet félig-meddig láttam és egy mérőóra nem ártott volna valamint egy kis terhelés mert a léptetőmotor nyomatéka igencsak fordulatszám függő...
(de a gép szerintem megfelelően erős motorokkal és vezérlőkkel volt felszerelve... Vbody ezen nem spórolt :)
A Z tengelynél a csere kisebb emelkedésű orsóra főként azért volt szükség, hogy ha kikapcsolom a gépet ne "tekeredjen" le az igen nehéz orsó a maróval együtt az asztalba :)
Persze tehettem volna bele egy féket is... de ez volt az egyszerűbb...
240mm/sec-es Z előtolás (5-ös orsóval) meg finoman szólva is túlzás volt...(most 2-est kapott és ok is...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 július 08, 09:01
Írta: 000000000 Dátum 2009 július 08, 09:01
Szia Péter!
Átjöttem ide, szóval látom ugyanott tartasz mint 1 éve, baállt az agyad 128-ra,
mert éppen ilyen kis "butuska" szervód van.
Azon gondolkozzál el, hogy szervorendszer
szinten szerinted mi történik akkor,
ha pl. 0.5 ms-ig +1280 step a hiba, majd
0.5 ms-ig -1280 step, majd utána 0 ?
Egy kis segítség: agytekervényeidet
elsőként koncentráljad az időállandó
és egységugrás témakörre!:))
Átjöttem ide, szóval látom ugyanott tartasz mint 1 éve, baállt az agyad 128-ra,
mert éppen ilyen kis "butuska" szervód van.
Azon gondolkozzál el, hogy szervorendszer
szinten szerinted mi történik akkor,
ha pl. 0.5 ms-ig +1280 step a hiba, majd
0.5 ms-ig -1280 step, majd utána 0 ?
Egy kis segítség: agytekervényeidet
elsőként koncentráljad az időállandó
és egységugrás témakörre!:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 július 08, 10:08
Írta: bmejdz9nu Dátum 2009 július 08, 10:08
"ha pl. 0.5 ms-ig +1280 step a hiba, majd 0.5 ms-ig -1280 step, majd utána 0 ?"
0.5ms alatt nem gyorsítok gépet... csak puskagolyó lövedéket... :) Tudod kis lövedék és a CNC-nél van egy "kis" tehetetlenségi erő különbség is :)
... majd 0.5ms minusz? = nem jött ki a golyó a puskából :) vissza csapódott?
(Általában egy mechanikai egység meghajtása a cél a szervó motorral... lehetőleg pontosan...)
Ennyire gyorsan (be)lengő rendszereket építesz? Ami 1ms alatt tud +/-1280 step-et eltérni?
Na ja egy 10mm-es orsón 500cp-es encoderrel (=2000imp) = majd egy "centi" mozgás hiba és mindezt 0,5ms alatt?
Nem rossz ... Élvezni tudni kell a puskagolyós dinamikát és ennek a hibáját, betárolva, nehogy mechanikailag is megtörténjen:)
Én csak 100X rosszabban gyorsítok egy gépet a gyakorlatban:) azaz mondjuk 50ms alatt... teljes sebességre...
Ehhez persze nekem elég lenne 100X kisebb hibatároló azaz "12,8 bit" de ráhagyással, gavallérosan 10X van azaz 128bit hibatároló van ehhez ...
Míg te akár (majd SD-vel) jó pár kilométer "hibajeljátékot" be tudsz tárolni... nehogy pályapontos mozgássá váljon a mechanikán...
Addig én ezt az pár tized mm maximáltam magamnak...
Sajnos ha elmenne a 128bites hibatároló max-ra... az már nálam egyébként is selejt lenne... :)
Te "centikben" gondolod a megengedhető mechanikai mozgás hibát én pedig csak század mm-eben...(azaz sajnos a 12bit több mint egy tized a gyakorlatban... tehát sok.. az is... majd csökkentem, mert a gyakorlatban 10-30bit bőven elég...
0.5ms alatt nem gyorsítok gépet... csak puskagolyó lövedéket... :) Tudod kis lövedék és a CNC-nél van egy "kis" tehetetlenségi erő különbség is :)
... majd 0.5ms minusz? = nem jött ki a golyó a puskából :) vissza csapódott?
(Általában egy mechanikai egység meghajtása a cél a szervó motorral... lehetőleg pontosan...)
Ennyire gyorsan (be)lengő rendszereket építesz? Ami 1ms alatt tud +/-1280 step-et eltérni?
Na ja egy 10mm-es orsón 500cp-es encoderrel (=2000imp) = majd egy "centi" mozgás hiba és mindezt 0,5ms alatt?
Nem rossz ... Élvezni tudni kell a puskagolyós dinamikát és ennek a hibáját, betárolva, nehogy mechanikailag is megtörténjen:)
Én csak 100X rosszabban gyorsítok egy gépet a gyakorlatban:) azaz mondjuk 50ms alatt... teljes sebességre...
Ehhez persze nekem elég lenne 100X kisebb hibatároló azaz "12,8 bit" de ráhagyással, gavallérosan 10X van azaz 128bit hibatároló van ehhez ...
Míg te akár (majd SD-vel) jó pár kilométer "hibajeljátékot" be tudsz tárolni... nehogy pályapontos mozgássá váljon a mechanikán...
Addig én ezt az pár tized mm maximáltam magamnak...
Sajnos ha elmenne a 128bites hibatároló max-ra... az már nálam egyébként is selejt lenne... :)
Te "centikben" gondolod a megengedhető mechanikai mozgás hibát én pedig csak század mm-eben...(azaz sajnos a 12bit több mint egy tized a gyakorlatban... tehát sok.. az is... majd csökkentem, mert a gyakorlatban 10-30bit bőven elég...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 július 08, 12:44
Írta: 000000000 Dátum 2009 július 08, 12:44
"majd csökkentem, mert a gyakorlatban 10-30bit bőven elég..."
Csak helyesbítenék: 10-30 digit (nem bit mert az ugye: 1024-1.07...×10(9) digit lenne).[#nevetes1]
Csak helyesbítenék: 10-30 digit (nem bit mert az ugye: 1024-1.07...×10(9) digit lenne).[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 július 08, 12:56
Írta: D.Laci Dátum 2009 július 08, 12:56
Álljon meg a gyászmenet!!!
Ki milyen rendszerről beszél? Szerintem Péter hagyományos step/dir (buta rendszer:) ) mig Tibor szinkron hajtásról.
Úgye nem mindegy, mert az általunk használt rendszerek nem veszik figyelembe hogy melyik tengely menyit késik. Mig Tiboré egymástól függenek. Kivéve a Mach3 fordulatonkénti előtolás. ennek is csak menetvágás esetén van jelentősége... :)
Ki milyen rendszerről beszél? Szerintem Péter hagyományos step/dir (buta rendszer:) ) mig Tibor szinkron hajtásról.
Úgye nem mindegy, mert az általunk használt rendszerek nem veszik figyelembe hogy melyik tengely menyit késik. Mig Tiboré egymástól függenek. Kivéve a Mach3 fordulatonkénti előtolás. ennek is csak menetvágás esetén van jelentősége... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 július 08, 18:09
Írta: 000000000 Dátum 2009 július 08, 18:09
Cnc vezérlő elektronikának meg kell mondani a vezérlő programnak, hogy lépjen a következő koordinátára?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 július 08, 18:38
Írta: D.Laci Dátum 2009 július 08, 18:38
[#wow1][#nemtudom][#confused][#help]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 július 08, 19:51
Írta: 000000000 Dátum 2009 július 08, 19:51
Hogy? Nyul viszi a puskát?!
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2009 július 08, 23:31
Írta: PSoft Dátum 2009 július 08, 23:31
Jó estét mindenkinek,sziasztok!
Pár napja volt dolgom egy Sanyo Denki szervomotorral.
Az volt a gond,hogy valamiért nem volt
egyenletes a járása mintha egy ponton akadt volna.

Először arra gondoltam,hogy a csapágyakkal
lesz gond.Aztán az is"beugrott",hogy volt már ilyen gondom régebben másik szervóval is.
Annál enlóder probléma volt(koszos volt a kódtárcsája).
Szétszedtem a motort,és akkor derült ki,hogy mi is okozza a kattogást.
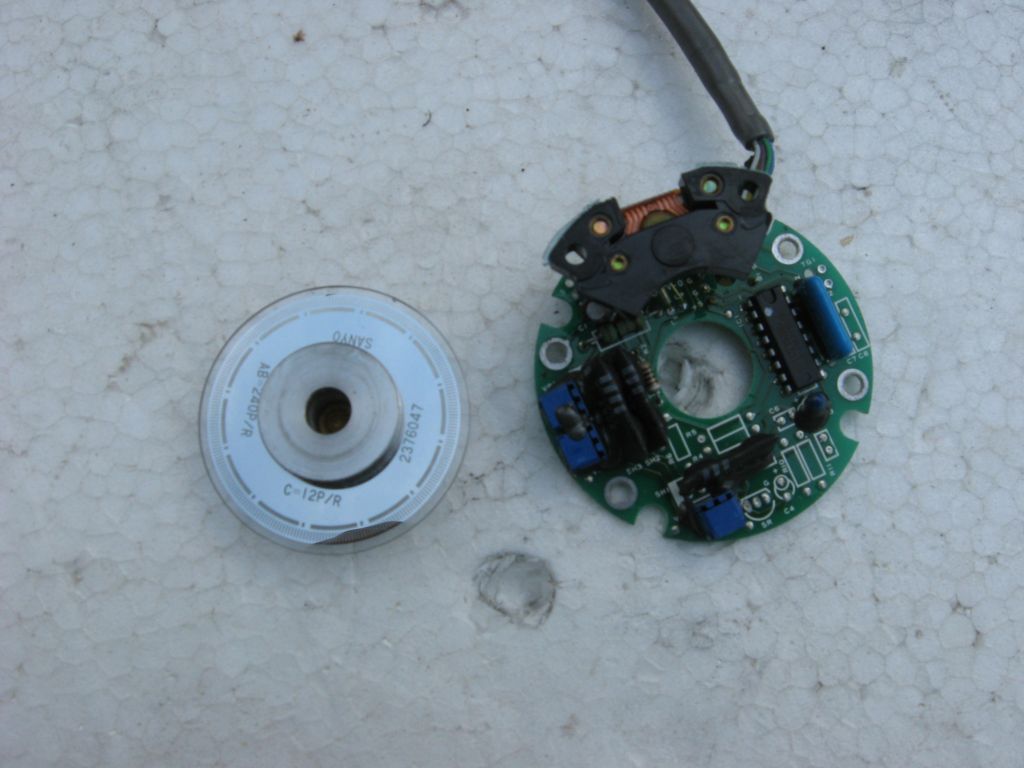
A képen ugyan nem látszik,de az enkoder üvegtárcsáján van egy sugár irányú repedés,és a külső átmérőn egy pici kagylószerű kipattanás
pont a kódvonalak átmérőjén.
Arra gondoltam,hogy itt az alkalom megpróbálom azt a kódtárcsatervező programot
amit a "Főnők" ajánlott itt a topikban kb.1 hónapja.
Szerző: Ottinger Tamás (SquirrelTech)
A megtervezés,rajzolás gyorsan ment(jó ez a kis progi),ezuton is köszönet érte SquirrelTech-nek.
A nyomtatás sem volt gond(HP Laserjet1100).
Nade,hogy mire nyomtassam az okozott némi problémát.Pár kísérlet után a "laminálófólia"
mellett döntöttem.
SIGMA A4-100
Laminálófólia,80mikronos.
Ez egy kétrétegű fólia ami közé be kell tenni a laminálandó képet,át kell küldeni a laminálógépen és hő hatására összevasalja a két réteget.
Erre a kétrétegű fóliára nyomtattam lézerrel a kódtárcsát.
A lézernyomtató össze is vasalja a két réteget,így már a fólia merevsége is megfelelő,50-es átmérőn kellő merevséget ad.
Ilyen lett a kódtárcsa:
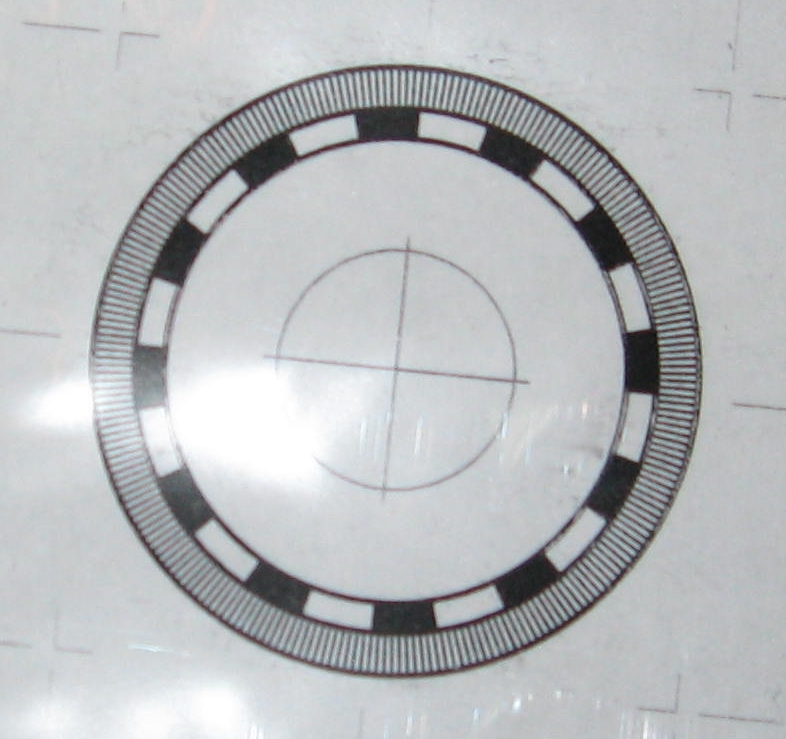
Utána esztergáltam hozzá egy "kivágószerszámot",
amivel egyszerre koncentrikusan vágtam ki mind a két átmérőt.Felragasztottam az eredeti üvegtárcsa helyére,kicseréltem a csapágyakat,és összeraktam a motort.
A próbák,mérések során kiderült,hogy semmivel se lett "rosszabb" mint az eredeti üvegtárcsa.
A szétszedett motorról még további képeket
láthattok a mappámban.
Pár napja volt dolgom egy Sanyo Denki szervomotorral.
Az volt a gond,hogy valamiért nem volt
egyenletes a járása mintha egy ponton akadt volna.
Először arra gondoltam,hogy a csapágyakkal
lesz gond.Aztán az is"beugrott",hogy volt már ilyen gondom régebben másik szervóval is.
Annál enlóder probléma volt(koszos volt a kódtárcsája).
Szétszedtem a motort,és akkor derült ki,hogy mi is okozza a kattogást.
A képen ugyan nem látszik,de az enkoder üvegtárcsáján van egy sugár irányú repedés,és a külső átmérőn egy pici kagylószerű kipattanás
pont a kódvonalak átmérőjén.
Arra gondoltam,hogy itt az alkalom megpróbálom azt a kódtárcsatervező programot
amit a "Főnők" ajánlott itt a topikban kb.1 hónapja.
Szerző: Ottinger Tamás (SquirrelTech)
A megtervezés,rajzolás gyorsan ment(jó ez a kis progi),ezuton is köszönet érte SquirrelTech-nek.
A nyomtatás sem volt gond(HP Laserjet1100).
Nade,hogy mire nyomtassam az okozott némi problémát.Pár kísérlet után a "laminálófólia"
mellett döntöttem.
SIGMA A4-100
Laminálófólia,80mikronos.
Ez egy kétrétegű fólia ami közé be kell tenni a laminálandó képet,át kell küldeni a laminálógépen és hő hatására összevasalja a két réteget.
Erre a kétrétegű fóliára nyomtattam lézerrel a kódtárcsát.
A lézernyomtató össze is vasalja a két réteget,így már a fólia merevsége is megfelelő,50-es átmérőn kellő merevséget ad.
Ilyen lett a kódtárcsa:
Utána esztergáltam hozzá egy "kivágószerszámot",
amivel egyszerre koncentrikusan vágtam ki mind a két átmérőt.Felragasztottam az eredeti üvegtárcsa helyére,kicseréltem a csapágyakat,és összeraktam a motort.
A próbák,mérések során kiderült,hogy semmivel se lett "rosszabb" mint az eredeti üvegtárcsa.
A szétszedett motorról még további képeket
láthattok a mappámban.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2009 július 08, 23:47
Írta: PSoft Dátum 2009 július 08, 23:47
Kicsit nagyok a képek,bocsi.:(
Cím: Re:DC szervó motoros vezérlés
Írta: SquirrelTech Dátum 2009 július 09, 00:01
Írta: SquirrelTech Dátum 2009 július 09, 00:01
Nocsak! Örülök neki, hogy sikerült hasznát venned! :)
(Úgy saccolom, h. hónap vége felé lesz egy kicsit megújultabb verzió.)
(Úgy saccolom, h. hónap vége felé lesz egy kicsit megújultabb verzió.)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 július 09, 06:42
Írta: 000000000 Dátum 2009 július 09, 06:42
Ez igen! Gratulálok! Végre van gyakorlati tapasztalat és technológia is már![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2009 július 09, 14:10
Írta: PSoft Dátum 2009 július 09, 14:10
Lehet,hogy nem ez a legjobb"technológia"
de ez volt az otthoni anyagok közül a legkézenfekvőbb.
Az a lényeg,hogy mindenféle"tudományos"háttér
nélkül megcsinálva is működik.:)
de ez volt az otthoni anyagok közül a legkézenfekvőbb.
Az a lényeg,hogy mindenféle"tudományos"háttér
nélkül megcsinálva is működik.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 július 09, 19:51
Írta: svejk Dátum 2009 július 09, 19:51
Az "ablaktörlőn" is fólia encoder volt/van..
De mivel ott a fele ekora átmérőn kellett az 500-vonal ezért a mezei nyomtatók nem bírtak vele, és kellett a nyomdai levilágítás.
A "tervezés" ACad vagy Corell-el ment.
De mivel ott a fele ekora átmérőn kellett az 500-vonal ezért a mezei nyomtatók nem bírtak vele, és kellett a nyomdai levilágítás.
A "tervezés" ACad vagy Corell-el ment.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 július 09, 20:01
Írta: 000000000 Dátum 2009 július 09, 20:01
Akkor annak is Gratula![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 19, 19:38
Írta: 4um5b65d Dátum 2009 július 19, 19:38
Urak, egy sürgős kérdésem lenne.
Holnap reggel elmegyek megnézni egy 3 motorból + egy 3 tengelyes vezérlőből álló szervo rendszert.
Előzetesen csak annyit tudok, hogy 110V 110A 12Nm -es motorokról van szó.
Viszont sanda gyanúm, hogy a vezérlő nem step/dir rendszerű. Feltételezem az elmondás alapján, hogy tachogenerátor van a motorokon.
Két kérdésem lenne: Van e hobbi szinten használható vezérlőszoftver a "birtokunkban" egy ilyen vezérlőhöz. Illetve miből tudhatom meg biztosan hogy milyen rendszerű a vezérlő, ha esetleg nem lennének rajta egyértelmű feliratok. Van e valami tuti biztos ismérve ha analóg lenne a drága ?
Oppps, ez már 3 kérdés volt... :)
Holnap reggel elmegyek megnézni egy 3 motorból + egy 3 tengelyes vezérlőből álló szervo rendszert.
Előzetesen csak annyit tudok, hogy 110V 110A 12Nm -es motorokról van szó.
Viszont sanda gyanúm, hogy a vezérlő nem step/dir rendszerű. Feltételezem az elmondás alapján, hogy tachogenerátor van a motorokon.
Két kérdésem lenne: Van e hobbi szinten használható vezérlőszoftver a "birtokunkban" egy ilyen vezérlőhöz. Illetve miből tudhatom meg biztosan hogy milyen rendszerű a vezérlő, ha esetleg nem lennének rajta egyértelmű feliratok. Van e valami tuti biztos ismérve ha analóg lenne a drága ?
Oppps, ez már 3 kérdés volt... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 július 19, 19:48
Írta: HJózsi Dátum 2009 július 19, 19:48
Rövid válasz a 110A-ra . NO...
Ananlóg vezérlőhöz Snecinek van step/dir előtéte, AC szervóknál már bevált, és akkor Mach3...
A tahogenerátor már eleve analóg gyanús... remélharőleg a vezérlő feliratai árulkodóak, legrosszabb esetben kérdezz rá az eladótól .. :)
Ananlóg vezérlőhöz Snecinek van step/dir előtéte, AC szervóknál már bevált, és akkor Mach3...
A tahogenerátor már eleve analóg gyanús... remélharőleg a vezérlő feliratai árulkodóak, legrosszabb esetben kérdezz rá az eladótól .. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 19, 20:41
Írta: 4um5b65d Dátum 2009 július 19, 20:41
Nem tudja az eladó..... Építész a drága és fogalma sincs az egészről.
Pont ezért megyek oda megnézni.
Valószínüleg mélyen ár alatt hozzá lehetne jutni a cucchoz.
Jaaa, bocsi egy nullával kevesebb.....Természetesen 11A....
Pont ezért megyek oda megnézni.
Valószínüleg mélyen ár alatt hozzá lehetne jutni a cucchoz.
Jaaa, bocsi egy nullával kevesebb.....Természetesen 11A....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 július 19, 21:01
Írta: svejk Dátum 2009 július 19, 21:01
Ha csak tacho van rajta akkor az max sebességszabályzós, ekkor külön van útmérő a mechanikán.
De ha nem hozzáértő akkor lehet resolver lesz az a tacho ..
Magától az analóg bemenettől nem kell félni, mint írta H.Józsi is...
De ha nem hozzáértő akkor lehet resolver lesz az a tacho ..
Magától az analóg bemenettől nem kell félni, mint írta H.Józsi is...
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 július 19, 21:17
Írta: 0gbwyh99 Dátum 2009 július 19, 21:17
Szia!
Az azt jelenti hogy ha a bizonyos AC-szervórendszer nem tudja a step-dir vezérlést , akkor is a Sneci féle előtéttel sikeresen és biztonságosan lehet step-dir rendszerben használni ? Az tök jó ! És mi annak a kütyünek az ára ? Ja , azt inkább majd Snecitöl .
Az azt jelenti hogy ha a bizonyos AC-szervórendszer nem tudja a step-dir vezérlést , akkor is a Sneci féle előtéttel sikeresen és biztonságosan lehet step-dir rendszerben használni ? Az tök jó ! És mi annak a kütyünek az ára ? Ja , azt inkább majd Snecitöl .
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 19, 21:19
Írta: 4um5b65d Dátum 2009 július 19, 21:19
Köszönöm mindkettőtök infóját, kicsit bátrabban merek belevágni a dologba. Muszáj lesz még összeszednem ma este az összes ismert servo ócsároló kifejezést ami csak létezik a Magyar nyelvben, hátha az eladó még úgy fogja érezni, hogy szívességet teszek neki azzal ha 20-ért elhozom az egészet.....[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 19, 21:21
Írta: 4um5b65d Dátum 2009 július 19, 21:21
Ha megtudakoltad akkor , ne tartsd magadban..... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 július 19, 21:22
Írta: HJózsi Dátum 2009 július 19, 21:22
11A ... na így azért már más a leányzó fekvése...;) ... 1kW körüli motorok... akár vezérlőcsere is szóba jöhet ( A300, HP UHU) de talán a legjobb az eredetit megtartani és egy "Sneci előtétet" hozzácsapni, ha analóg...
Gondolom először csak megnézni mész, aztán hazamész fejet vakarni ... fényképezd jól körbe ha lehet, majd egy olyan áron mint múltkor a golyós orsót vetted megveheted ezt is ...
[#vigyor3]
Egyébként jó alkalom lenne békülésre Tibor45-el, ha kikérnéd tanácsát!... Biztos nem lenne gubanc ha szigoruan a témánál maradnátok!!! [#nyes][#mf1][#kacsint]
Gondolom először csak megnézni mész, aztán hazamész fejet vakarni ... fényképezd jól körbe ha lehet, majd egy olyan áron mint múltkor a golyós orsót vetted megveheted ezt is ...
[#vigyor3]
Egyébként jó alkalom lenne békülésre Tibor45-el, ha kikérnéd tanácsát!... Biztos nem lenne gubanc ha szigoruan a témánál maradnátok!!! [#nyes][#mf1][#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 július 19, 21:23
Írta: HJózsi Dátum 2009 július 19, 21:23
Max egy encoder kellhet a tengelyekre ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 július 19, 21:25
Írta: HJózsi Dátum 2009 július 19, 21:25
Ja... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 19, 21:29
Írta: 4um5b65d Dátum 2009 július 19, 21:29
"jó alkalom lenne békülésre" ...... Arra nincs jó alkalom... [#vigyor1][#vigyor3]
Mivel az eladó biztosra mondta, hogy működőképes gépből lett bontva így, ha nagyon jól le tudom alkudni akkor kapásból elhozom, aztán majd vakarom a fejem utólag, ha nem stimmel valami.
Bár azért mondhatnátok valamit, hogy mi lenne egy ilyennek a piaci ára, csak hogy ki tudjam számolni a 10%-át amit adnék érte... [#nyes]
Mivel az eladó biztosra mondta, hogy működőképes gépből lett bontva így, ha nagyon jól le tudom alkudni akkor kapásból elhozom, aztán majd vakarom a fejem utólag, ha nem stimmel valami.
Bár azért mondhatnátok valamit, hogy mi lenne egy ilyennek a piaci ára, csak hogy ki tudjam számolni a 10%-át amit adnék érte... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 július 19, 21:32
Írta: HJózsi Dátum 2009 július 19, 21:32
I. Ma már digitális világ van ...
II. Az iskolák pincéi tele vannak használaton kívüli analóg vezérlésű gépekkel ( mert Q*va drága lenne a digitálisra átállás, nem elég egy beltéri egység ... [#nyes])
III. A cégeknél majdnem ugyanez a helyzet, a mai CAD/CAM világban senki nem akar dolgozni olyan gépekkel amin kőkorszaki módszerekkel kell beírni a programot, ráadásul limitált a memóriájuk ( ez új pont is lehetett volna)
IV. Esett a vas kilónkénti ára...
V. Már nem kottyanásmentes az anya...
VI. Erre nem kapok EU támogatást... [#vigyor2]
II. Az iskolák pincéi tele vannak használaton kívüli analóg vezérlésű gépekkel ( mert Q*va drága lenne a digitálisra átállás, nem elég egy beltéri egység ... [#nyes])
III. A cégeknél majdnem ugyanez a helyzet, a mai CAD/CAM világban senki nem akar dolgozni olyan gépekkel amin kőkorszaki módszerekkel kell beírni a programot, ráadásul limitált a memóriájuk ( ez új pont is lehetett volna)
IV. Esett a vas kilónkénti ára...
V. Már nem kottyanásmentes az anya...
VI. Erre nem kapok EU támogatást... [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 július 19, 21:35
Írta: 0gbwyh99 Dátum 2009 július 19, 21:35
Ha 1kW körüli a cucc akkor számolhatsz olyan 2000-3000 euró piaci árral a 3 komplettért . Persze az a kérdés hogy neked mennyit ér [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 19, 21:39
Írta: 4um5b65d Dátum 2009 július 19, 21:39
-Kopott a festés
-Korrodált a motor réz tekercselése.
-Olyan öreg a vezérlés, hogy már a pók is kiköltözik belőle...
-Hiányzik a 4. tengely a 3 tengelyes vezérlőből..
- 1db tengely sincs a vezérlőben, nem hogy három....
[#nyes]
-Korrodált a motor réz tekercselése.
-Olyan öreg a vezérlés, hogy már a pók is kiköltözik belőle...
-Hiányzik a 4. tengely a 3 tengelyes vezérlőből..
- 1db tengely sincs a vezérlőben, nem hogy három....
[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 július 19, 21:42
Írta: 0gbwyh99 Dátum 2009 július 19, 21:42
Persze az AC-re gondoltam rezolverekkel , kábelekkel és vezérlőkkel (persze mind jóállapotú legyen) .
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 július 19, 21:42
Írta: HJózsi Dátum 2009 július 19, 21:42
Tehát csak a motorok + vezérlő ... és "állítólag működött" ... na ezt a múltidőt lehet a legjobban elhinni ... de mi van most? most működik?
A motorok, mindenképpen a futottak már (pár 100++órát) kategóriába tartoznak, viszont az új áruk így is gyártófüggők... nehéz mit mondani látatlanban... a motor ha nem nagyon lestrapált 10-25eFt a vezérlő szintén kb. mivel használt és zsákba macska, + óriási költség a felújítás üzembehelyezés ... na ennyit az alkuhoz ... goondolj az 5K HUF-os golyós orsódra!...
A motorok, mindenképpen a futottak már (pár 100++órát) kategóriába tartoznak, viszont az új áruk így is gyártófüggők... nehéz mit mondani látatlanban... a motor ha nem nagyon lestrapált 10-25eFt a vezérlő szintén kb. mivel használt és zsákba macska, + óriási költség a felújítás üzembehelyezés ... na ennyit az alkuhoz ... goondolj az 5K HUF-os golyós orsódra!...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 19, 21:43
Írta: 4um5b65d Dátum 2009 július 19, 21:43
Viszek 200-at aztán majd meglátom, ja és felteszem a gipszet a lábamra, hogy szánalmasabbnak tűnjek...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 július 19, 21:44
Írta: HJózsi Dátum 2009 július 19, 21:44
Én a DC-re gondoltam
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 július 19, 22:05
Írta: 0gbwyh99 Dátum 2009 július 19, 22:05
[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 20, 10:07
Írta: 4um5b65d Dátum 2009 július 20, 10:07
Megnéztem a cuccokat. Egyik szemem sír, a másik nevet. A motor nagyon szép, és a vezérlő is, de a vezérlőn nincs semmi típusszám. Pár képet ide rakok, de van még pár nagyobb ami mappámban a kincsesbánya könyvtárban van. Amit ennél a fickónál láttam az ledöbbentett. Az udvaron 1,5 méter, míg a műhelyben 2méter magasságban állnak a gépek, szerszámok, pneumatika,hidraulika,villanymotorok,nagy trafók,szerszámok.... szóval pár milla bestócolva a polcokra, meg minden sarokba. Alig lehet közlekedni, mert mindenhol van valami értékes cucc.
/kincsesb%e1nya/000_1284.jpg)
/kincsesb%e1nya/000_1285.jpg)
/kincsesb%e1nya/000_1287.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 július 20, 10:34
Írta: 000000000 Dátum 2009 július 20, 10:34
Kár, hogy teleszemeteled AC szervo technikával
a DC szervo topikot.:)
a DC szervo topikot.:)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 július 20, 10:47
Írta: D.Laci Dátum 2009 július 20, 10:47
Nem ér az semmit!!!
Mi a pontos cím, telsz??? :)
Mi a pontos cím, telsz??? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 20, 10:52
Írta: 4um5b65d Dátum 2009 július 20, 10:52
Van a vezérlő elején egy kapcsoló és az DC állásba volt kapcsolva, így pont ide való.....
:( Oszt meg ha már azt az infót kaptam, hogy ez DC rendszer és ennek megfelelően ide kezdtem el írni, így bocsásd meg ha itt folytattam. De átmegyek a csevegőben és a fórumtársakat kérem oda írjanak ezzel kapcsolatosan....
:( Oszt meg ha már azt az infót kaptam, hogy ez DC rendszer és ennek megfelelően ide kezdtem el írni, így bocsásd meg ha itt folytattam. De átmegyek a csevegőben és a fórumtársakat kérem oda írjanak ezzel kapcsolatosan....
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 20, 10:55
Írta: 4um5b65d Dátum 2009 július 20, 10:55
104 a telefonszám !
Hívd már ezt a számot, ha úgy gondolod, hogy csak úgy kiadom az infót......
[#nyes][#vigyor3][#wave][#buck]
Hívd már ezt a számot, ha úgy gondolod, hogy csak úgy kiadom az infót......
[#nyes][#vigyor3][#wave][#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 20, 11:02
Írta: 4um5b65d Dátum 2009 július 20, 11:02
Amúgy 100-at kért a fickó a cuccért, de 3 külön vezérlő van hozzá na meg a három nagy moci meg egy bazi nagy trafó. Valakitől fülest kapott az árakról....
Aztán még egy kisebb motort is ajánlott, de azt kenje a hajára....
Aztán még egy kisebb motort is ajánlott, de azt kenje a hajára....
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 július 20, 11:15
Írta: D.Laci Dátum 2009 július 20, 11:15
Felhívtam. Épp a szomszédom vette fel. Abban maradtunk, Pécs M.F. u 13x címre egy roham kocsit kiküld... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 20, 11:36
Írta: 4um5b65d Dátum 2009 július 20, 11:36
Még ne küld, nálam most elmentek otthonról.. :))
A reggeli "üzemlátogatás" hatása alatt vagyok még, ott eldobtam az agyam...
A reggeli "üzemlátogatás" hatása alatt vagyok még, ott eldobtam az agyam...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 július 20, 15:01
Írta: svejk Dátum 2009 július 20, 15:01
És végül elhoztad a cuccot?
Nem egy hobby gépre való...Bár Neked nagy gépeid vannak..
Ha a saját elektronikájába nem tudsz életet lehelni, akkor kicsit nyűgös lesz hobby vezérlőről járatni a 111V/1000ford/min miatt..
Kiderült milyen jeladó(k)val rendelkezik?
Érdekes hogy az árakról van fogalma az eladónak, de arról hogy mi is az pontosan nem sok :(
Nem egy hobby gépre való...Bár Neked nagy gépeid vannak..
Ha a saját elektronikájába nem tudsz életet lehelni, akkor kicsit nyűgös lesz hobby vezérlőről járatni a 111V/1000ford/min miatt..
Kiderült milyen jeladó(k)val rendelkezik?
Érdekes hogy az árakról van fogalma az eladónak, de arról hogy mi is az pontosan nem sok :(
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 20, 16:14
Írta: 4um5b65d Dátum 2009 július 20, 16:14
Nem hoztam el, de még gondolkodom rajta. Várok egy pár napot hátha valaki a fórumról már látott ilyet, vagy befut valami ötlet. Annyi sorkapocs van ezen a vackon, hogy drótgyárak 3 műszakban kell hogy termeljenek, ha ezt mind be akarnám kötni. Főleg úgy, hogy semmi tapasztalatom nincs az ügyben. Amúgy encoder van rajta, de ezt is csak az adatlapjából tudtam meg, mert szétszedni nem akarta a tulaj.
Amúgy én is azt gondolom, hogy a saját elektronikájával kell ezt összehozni. Elképzelhető, hogy elhozok egyet és megpróbálom valahogy összehozni, bár ahogy nézem a piaci árakat még éppen a motorokért is megérné az ár. Csak abból én biztos nem hozok össze egy gépet, akkor menne piacra. Amúgy egy papíripari gépben voltak ezek a vezérlők, hátha ebből beugrik valakinek valami, de a gép típusa már nem hozzáférhető adat.
Amúgy én is azt gondolom, hogy a saját elektronikájával kell ezt összehozni. Elképzelhető, hogy elhozok egyet és megpróbálom valahogy összehozni, bár ahogy nézem a piaci árakat még éppen a motorokért is megérné az ár. Csak abból én biztos nem hozok össze egy gépet, akkor menne piacra. Amúgy egy papíripari gépben voltak ezek a vezérlők, hátha ebből beugrik valakinek valami, de a gép típusa már nem hozzáférhető adat.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 július 20, 18:26
Írta: 4um5b65d Dátum 2009 július 20, 18:26
Átmentem a csevegőbe a motoros vezérlős témával
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 július 31, 08:33
Írta: s5f8tmfv3 Dátum 2009 július 31, 08:33
Elméleti kérdés: DC szervó tápjába kell készíteni puffercsomagot, legyen mondjuk 30.000uF, 100V az értéke. Melyik megoldás a jobb, és miért:
30db 1.000uF 100V vagy
3db 10.000uF 100V?
Tegyük fel hogy árban egyformák, hely meg van bőven, nem kell vele foglalkozni.
Mire kell még figyelni? Élettartam stb... Tehát sok kicsi vagy kevés nagy?
30db 1.000uF 100V vagy
3db 10.000uF 100V?
Tegyük fel hogy árban egyformák, hely meg van bőven, nem kell vele foglalkozni.
Mire kell még figyelni? Élettartam stb... Tehát sok kicsi vagy kevés nagy?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 július 31, 10:49
Írta: HJózsi Dátum 2009 július 31, 10:49
Véleményem szerint számottevő különbség nincs. Ha lehet választani én a 3x10.000uF-et választanám már csak a huzalozás babra/macera hányadosa miatt is ... A hőfoktűrését érdemes még esetleg figyelni, 65, 85, 105 C ...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 július 31, 10:57
Írta: Szalai György Dátum 2009 július 31, 10:57
Szerintem, ha árban egyforma, akkor 30 000 uF 100V 1db.
Az elektrolit kondenzátorok belső ellenállása nagyon kicsi értékű és a gyártási szórás következtében nem egyforma. A kapacitásuk sem. Az öregedési folyamat a szóráson még csak ront. Ezért egy kondenzátor csomagon belül, töltődés-kisülés közben, a mereven párhuzamosan kötött kondenzátorok között, a hatásos üzemi áramokhoz képest, nagyon nagy kiegyenlítő áramok folynak. Ezek korrekt vezetése, csak nagy keresztmetszeten és rövidtávon lehetséges. Kerülni kell, ha lehet.
Tehát ha sem ár, sem a csomag szükséges formája nem indokolja, a több kondenzátor használatát, akkor szerintem az egy, vagy minél kevesebb darabos megoldást kell választani.
Az elektrolit kondenzátorok élettartama a hőmérsékletükkel és a hőtűrésükkel áll szoros kapcsolatban. Elkerülhetetlen az öregedés, de a magasabb hőmérsékletek irányába fel is gyorsul. Mintha egy visszaszámoló óra lenne, ami melegben gyorsabban számol, hidegben lassabban, és egyszercsak lejár. A fejlődés ezen a téren is elég jelentős volt az utóbbi tíz-húsz évben. Használtat venni ezért szerintem csak nagyon nagyon olcsón és kényszerből érdemes. (Vagy ha a cél eleve az időzített robbanás.) Törekedni kell a minél újabb típusúra és minél nagyobb hőtűrésűre. (minél olcsóbban) Mindég fel van tüntetve rajtuk a gyártási idő, és a maximálisan eltűrt hőmérséklet. A nagy hőtűrésűt sem illik hűtőborda mellé tervezni. Pláne nem fölé. Az öregedési folyamat következménye a belső ellenállás növekedéssel együtt járó kapacitás csökkenés. Kondenzátor helyett egyre inkább ellenállás jelleget mutat. Ez növeli a veszteségét, ezért a hőmérsékletét is, az meg felgyorsítja az öregedési folyamatot. Végül kidurran, vagy jobb esetben kiold a biztosító szelepe.
Keringett egy kép a hálón, ahol egy nagy kapacitású kondenzátor házába egy kisebb kapacitású volt beépítve a csalafinta, profitéhes gyártó jóvoltából. Tehát vételkor az elektromos adatokon kívül ellenőrizni kell a gyártás idejét és a hőfoktűrés értékét is. Már az elektrolit kondenzátor típusoknak is van adatlapja. Ha megtalálod, körülbelül tudhatod mekkora élettartamot garantál a gyártó.
Az elektrolit kondenzátorok belső ellenállása nagyon kicsi értékű és a gyártási szórás következtében nem egyforma. A kapacitásuk sem. Az öregedési folyamat a szóráson még csak ront. Ezért egy kondenzátor csomagon belül, töltődés-kisülés közben, a mereven párhuzamosan kötött kondenzátorok között, a hatásos üzemi áramokhoz képest, nagyon nagy kiegyenlítő áramok folynak. Ezek korrekt vezetése, csak nagy keresztmetszeten és rövidtávon lehetséges. Kerülni kell, ha lehet.
Tehát ha sem ár, sem a csomag szükséges formája nem indokolja, a több kondenzátor használatát, akkor szerintem az egy, vagy minél kevesebb darabos megoldást kell választani.
Az elektrolit kondenzátorok élettartama a hőmérsékletükkel és a hőtűrésükkel áll szoros kapcsolatban. Elkerülhetetlen az öregedés, de a magasabb hőmérsékletek irányába fel is gyorsul. Mintha egy visszaszámoló óra lenne, ami melegben gyorsabban számol, hidegben lassabban, és egyszercsak lejár. A fejlődés ezen a téren is elég jelentős volt az utóbbi tíz-húsz évben. Használtat venni ezért szerintem csak nagyon nagyon olcsón és kényszerből érdemes. (Vagy ha a cél eleve az időzített robbanás.) Törekedni kell a minél újabb típusúra és minél nagyobb hőtűrésűre. (minél olcsóbban) Mindég fel van tüntetve rajtuk a gyártási idő, és a maximálisan eltűrt hőmérséklet. A nagy hőtűrésűt sem illik hűtőborda mellé tervezni. Pláne nem fölé. Az öregedési folyamat következménye a belső ellenállás növekedéssel együtt járó kapacitás csökkenés. Kondenzátor helyett egyre inkább ellenállás jelleget mutat. Ez növeli a veszteségét, ezért a hőmérsékletét is, az meg felgyorsítja az öregedési folyamatot. Végül kidurran, vagy jobb esetben kiold a biztosító szelepe.
Keringett egy kép a hálón, ahol egy nagy kapacitású kondenzátor házába egy kisebb kapacitású volt beépítve a csalafinta, profitéhes gyártó jóvoltából. Tehát vételkor az elektromos adatokon kívül ellenőrizni kell a gyártás idejét és a hőfoktűrés értékét is. Már az elektrolit kondenzátor típusoknak is van adatlapja. Ha megtalálod, körülbelül tudhatod mekkora élettartamot garantál a gyártó.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 július 31, 11:08
Írta: 000000000 Dátum 2009 július 31, 11:08
Arra is érdemes odafigyelni, hogy csavaros, vagy szegecselt kivezetése legyen, mert azok a nagyáramú kivitelek! Ilyen tápegységbe síma drótlábú kondit én nem tennék!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 július 31, 11:19
Írta: HJózsi Dátum 2009 július 31, 11:19
Abszolút egyetértek a 1db 30.000uF 100V-al, ez az ideális és ha választási lehetőség van ezt érdemes... Ugyanakkor ha más lehetőség nincs a párhuzamos kapcsolás is járható út, még ebben a topikban is linkeltünk be "egy tálca kondenzátor" :) megoldásokat DC szervó táp témában korábban és a készítője gond nélkül használta...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 július 31, 15:06
Írta: svejk Dátum 2009 július 31, 15:06
Ha lehetőség van, mindenféleképpen a több db párhuzamosan, főleg ilyen helyeken ahol nagy áramimpulzusokra aránylag nagy frekvencián lehet számítani.
A titok az ESR azaz az ekvivalens soros ellenállás.
Mindenféleképpen csak 105 C fokos javasolt,
Ezeknek már általában eleve kisebb az ESR értékük.
Csavaros kondit csak több 10000 uF értékben kapni, de az un. SnapIn kondik tökéletesek
Jó a "drótlábú" is ha sok kis értékű van megfelelő sínre (Nyák-lemez) felfüzve, természetesen minimális lábbhosszal.
A titok az ESR azaz az ekvivalens soros ellenállás.
Mindenféleképpen csak 105 C fokos javasolt,
Ezeknek már általában eleve kisebb az ESR értékük.
Csavaros kondit csak több 10000 uF értékben kapni, de az un. SnapIn kondik tökéletesek
Jó a "drótlábú" is ha sok kis értékű van megfelelő sínre (Nyák-lemez) felfüzve, természetesen minimális lábbhosszal.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 augusztus 01, 09:54
Írta: s5f8tmfv3 Dátum 2009 augusztus 01, 09:54
Mindenkinek nagyon köszönöm a válaszokat. Úgy tűnik egy darabbal nem tudom megoldani, mindenképpen több darabot kényszerülök összekötni. Eddig ez volt a kiszemelt példány, de most azt hiszem keresek inkább 105C-st.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 augusztus 01, 10:00
Írta: s5f8tmfv3 Dátum 2009 augusztus 01, 10:00
Erre gondolsz? Csodás darab azt meg kell hagyni...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 augusztus 01, 10:02
Írta: s5f8tmfv3 Dátum 2009 augusztus 01, 10:02
Csak érdekesség képpen: tegnap a cégnél kivettem az egyik automatából a szervó tápját, abban 16db kondi van összekötve.[#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: Teaway Dátum 2009 augusztus 01, 10:34
Írta: Teaway Dátum 2009 augusztus 01, 10:34
De legalább Rubycon van benne :D
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 augusztus 01, 12:36
Írta: svejk Dátum 2009 augusztus 01, 12:36
Ez szerintem Photoshop mű..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 augusztus 01, 12:42
Írta: svejk Dátum 2009 augusztus 01, 12:42
Szoktam én hülyeséget írni? :)))
Akinek van Gecko 320 szervoja, egy komolyabb Z megmunkálás vagy "varrógépteszt" után tapintsa meg a nyákon levő táp kondit. Főleg ha kicsit hosszabb a tápvezeték.
Persze ehhez le kel venni a fedelet, de ezek után szerintem nem is akrja majd visrosszakni :)
Akinek van Gecko 320 szervoja, egy komolyabb Z megmunkálás vagy "varrógépteszt" után tapintsa meg a nyákon levő táp kondit. Főleg ha kicsit hosszabb a tápvezeték.
Persze ehhez le kel venni a fedelet, de ezek után szerintem nem is akrja majd visrosszakni :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 augusztus 01, 13:57
Írta: Szalai György Dátum 2009 augusztus 01, 13:57
Ha már Jamicon, érdemes megnézni mit kínál a gyártó.
Így céltudatosabban kereshetünk a hazai piacon is, és nem kényszerülünk csak elfogadni a kereskedő tanácsát.
Én eddig azt gondoltam, hogy az ilyen több kondiból összeállított csomagoknak egyedül a megkívánt alacsony geometria az oka.
Azt meg még most is gondolom, hogy egy darab nagy kapacitású kondi ESR értéke feltétlenül kisebb, (kedvezőbb) mint egy ugyanolyan kapacitású ugyan abból a családból származó csomag eredő ESR értéke. Már csak a csomagképzéshez szükséges lábak és kötések ohmos ellenállása miatt is, ami ugyan kicsi, de mégis összemérhető tartományú a kondi belső ESR értékével, hiszen az is kicsi érték.
A nagyobb átmérőjű lábkialakítás, (csavaros és SnapIn) feltétlenül a nagyobb árammal való igénybevétel lehetőségét jelenti és erről kár lemondani egy servo vonatkozásában. Persze ha sokkal jobb családból származó kisebb tagokból van lehetőségünk blokkot építeni, akkor az már jobb lehet, mint a nagyobb kapacitású rosszabb családból származó egyetlen kondi ESR értéke. Viszont szuper alacsony ESR értékű elkót nem gyártanak nagy kapacitásúban, ezért akkor nem három vagy tizenhat, hanem rengeteg darabból kell építkeznünk.
Ettől még melegedhet a gyík kondija.
Így céltudatosabban kereshetünk a hazai piacon is, és nem kényszerülünk csak elfogadni a kereskedő tanácsát.
Én eddig azt gondoltam, hogy az ilyen több kondiból összeállított csomagoknak egyedül a megkívánt alacsony geometria az oka.
Azt meg még most is gondolom, hogy egy darab nagy kapacitású kondi ESR értéke feltétlenül kisebb, (kedvezőbb) mint egy ugyanolyan kapacitású ugyan abból a családból származó csomag eredő ESR értéke. Már csak a csomagképzéshez szükséges lábak és kötések ohmos ellenállása miatt is, ami ugyan kicsi, de mégis összemérhető tartományú a kondi belső ESR értékével, hiszen az is kicsi érték.
A nagyobb átmérőjű lábkialakítás, (csavaros és SnapIn) feltétlenül a nagyobb árammal való igénybevétel lehetőségét jelenti és erről kár lemondani egy servo vonatkozásában. Persze ha sokkal jobb családból származó kisebb tagokból van lehetőségünk blokkot építeni, akkor az már jobb lehet, mint a nagyobb kapacitású rosszabb családból származó egyetlen kondi ESR értéke. Viszont szuper alacsony ESR értékű elkót nem gyártanak nagy kapacitásúban, ezért akkor nem három vagy tizenhat, hanem rengeteg darabból kell építkeznünk.
Ettől még melegedhet a gyík kondija.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 augusztus 01, 15:06
Írta: svejk Dátum 2009 augusztus 01, 15:06
Rosszul gondolod...
20 kHz-en akár több tized Ohm is lehet az ESR..
20 kHz-en akár több tized Ohm is lehet az ESR..
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 augusztus 01, 17:09
Írta: s5f8tmfv3 Dátum 2009 augusztus 01, 17:09
Az elített 16db kondi egy kártyán helyezkedik el, ami egy rack-szerűségbe van betolva a többi kártával együtt. Teljes magassága kb. 50mm, nagyon valószínű hogy emiatt került több darab beépítésre, ott ugyanis nagyon szűkös a hely.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 augusztus 01, 17:23
Írta: s5f8tmfv3 Dátum 2009 augusztus 01, 17:23
Nem akarom túlbonyolítani a kérdést, azt hiszem végsősoron bármelyik megoldást válasszam annak működnie kell. Mégis érdekes néhány részlete ennek a dolognak: Pl. mekkora az ESR változása az idő múlásával? A korábban linkelt adatlapon sokminden megtalálható, a disszipációs faktor ( ezt nem tudom mi lehet) pl. majdnem kétszeres változáson megy át 2000 óra után, de az ESR-ről nincs infó. Kondipakk eredő ESR-jét hogyan kell kiszámítani?
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 augusztus 01, 19:13
Írta: ra8nsmk6w Dátum 2009 augusztus 01, 19:13
Egy viszonylag egyszerű müszer az ESR mérő én csináltam és a használata sok esetben segitett.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 augusztus 01, 19:34
Írta: Szalai György Dátum 2009 augusztus 01, 19:34
Például a Jamicon PS sorozat egy LowESR tipus. 20 kHz-en 6-8 milli Ohm, de csak 16V 1200uF-ig gyártják. Sajnos.
Viszont az RP típusból gyárt 33 000uF 100V-osat, annak meg nem adja meg az ESR értékét.
Itt legyen okos az ember.
Azért találtam egy érdekes összehasonlítást.
(A végén van egy látványos görbecsoport is. Rákattintva nyílik.)
Viszont az RP típusból gyárt 33 000uF 100V-osat, annak meg nem adja meg az ESR értékét.
Itt legyen okos az ember.
Azért találtam egy érdekes összehasonlítást.
(A végén van egy látványos görbecsoport is. Rákattintva nyílik.)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 augusztus 01, 20:04
Írta: Szalai György Dátum 2009 augusztus 01, 20:04
A táblázatból ígéretes lenne a Sanyo OS-CON a TCNQ organikus félvezető electrolittel de csak 32V és 2700uF-ig gyártják.
És az ára biztos nem kevés!
És az ára biztos nem kevés!
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 augusztus 02, 07:59
Írta: s5f8tmfv3 Dátum 2009 augusztus 02, 07:59
Utánanéztem én is az ESR mérőknek, vásárolni elég drágák. Találtam egy jól dokumentált leírást egy megépíthetőről, de azt hiszem erre az egy alkalomra most nem csinálom meg. Szervizfeladatokra kiváló lehet ha valakinek folyamatosan szüksége van rá. Ezt építetted meg Te is?
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 augusztus 02, 08:19
Írta: ra8nsmk6w Dátum 2009 augusztus 02, 08:19
http://www.qsl.net/iz7ath/web/02_brew/15_lab/06_esr/fig03.gif
Ezt csináltam meg. Egy fél napi munkával, próbanyákra. Még be sem dobozoltam, úgy használom.
Ezt csináltam meg. Egy fél napi munkával, próbanyákra. Még be sem dobozoltam, úgy használom.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 augusztus 02, 08:23
Írta: 000000000 Dátum 2009 augusztus 02, 08:23
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 augusztus 02, 08:33
Írta: ra8nsmk6w Dátum 2009 augusztus 02, 08:33
Köszönöm!
Én egy szép nagyméretű müszert raktam rá. A skála vége nagyon nyomott és az értékek egy kis müszerre nem vihetők fel korrekten.
Én egy szép nagyméretű müszert raktam rá. A skála vége nagyon nyomott és az értékek egy kis müszerre nem vihetők fel korrekten.
Cím: Re:DC szervó motoros vezérlés
Írta: ztti28t3n Dátum 2009 augusztus 02, 09:01
Írta: ztti28t3n Dátum 2009 augusztus 02, 09:01
A neten fellelhető egy másik változat is, én azt építettem meg nemrég: ESR meter
És ilyen lett készen:
És ilyen lett készen:
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 augusztus 02, 09:35
Írta: 000000000 Dátum 2009 augusztus 02, 09:35
Nagyon profi![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 augusztus 02, 14:29
Írta: svejk Dátum 2009 augusztus 02, 14:29
"Pl. mekkora az ESR változása az idő múlásával?"
Nagy...
Ez egy öngerjesztő folyamat.
A kondi a x eredeti értékű ESR értéktől melegszik, ezért elkezd kiszáradni.
Ahogy szárad úgy növekszik az ESR és persze csöken a kapacitás.
Mivel nőtt az ESR még jobban melegedik.. és így tovább, míg végül a kapacitása 0 lesz.
Gondolom valamilyen exponenciális görbét alkotva.
Egyébként mint sok minden mást túlmisztifikálni ezt sem kell.
Nekem nincs is ESR mérőm semmilyen, de tapasztalatom igen. Két évtizede javítok olyan berendezéseket amiknél sok gond okozója a kondi kérdés.
Egy idő után már tudja az ember melyik a biztosan kiszáradt kondi, azon felül hogy általában látványos is az olyan alkatrész.
A frekventált kondikat pedig automatikusan cserélem.
Megjegyzem vannak tudatos gyártók sajnos egyre többen akik ezt ki is használják, mivel a kondi kiszáradása jól prognosztizálható és ha kell a fopntos helyekre gyengébb minőséget raknak kiélezett értékekel. Így biztos a "siker" hogy gar. után legkésőbb 1-2 évvel tönkremenjen a készülék. Persze ez inkább a konzumkészülékekre igaz, az ipari berendezésekben ezt nem merik megtenni.
Jobb gyártók (pl. frekiváltóknál) előírják az x üzemórai kondipakkcserét, vagy akár jelzi is a készülék ha a kondipakk kapacitása kritikus érték alá csökken.
Visszatérve az eredeti problémához azt sem tudjuk miért kell ekkora értékű kondipack a fórumtársunknak.
Hagyományos trafós táp és a 100Hz-et kell szűrni?
Alulméretezett a táp?
Túl nagy áramigényű a szervoja?
Én mindenesetre a kapcsolóüzemű tápokat javaslom, még ez mellett a nyűgös kondi ügy mellett is.
Igaz ez miatt pár évente át kell nézni, míg trafós ellenfele egy örök élet, de a stabilitás, a rövidzárvédelem, a súly és még sok egyéb ok sokat nyom a latban a kapcsolóüzemű mellett.
Meg ugye valamiből nekem is meg kell élni :)))
Nagy...
Ez egy öngerjesztő folyamat.
A kondi a x eredeti értékű ESR értéktől melegszik, ezért elkezd kiszáradni.
Ahogy szárad úgy növekszik az ESR és persze csöken a kapacitás.
Mivel nőtt az ESR még jobban melegedik.. és így tovább, míg végül a kapacitása 0 lesz.
Gondolom valamilyen exponenciális görbét alkotva.
Egyébként mint sok minden mást túlmisztifikálni ezt sem kell.
Nekem nincs is ESR mérőm semmilyen, de tapasztalatom igen. Két évtizede javítok olyan berendezéseket amiknél sok gond okozója a kondi kérdés.
Egy idő után már tudja az ember melyik a biztosan kiszáradt kondi, azon felül hogy általában látványos is az olyan alkatrész.
A frekventált kondikat pedig automatikusan cserélem.
Megjegyzem vannak tudatos gyártók sajnos egyre többen akik ezt ki is használják, mivel a kondi kiszáradása jól prognosztizálható és ha kell a fopntos helyekre gyengébb minőséget raknak kiélezett értékekel. Így biztos a "siker" hogy gar. után legkésőbb 1-2 évvel tönkremenjen a készülék. Persze ez inkább a konzumkészülékekre igaz, az ipari berendezésekben ezt nem merik megtenni.
Jobb gyártók (pl. frekiváltóknál) előírják az x üzemórai kondipakkcserét, vagy akár jelzi is a készülék ha a kondipakk kapacitása kritikus érték alá csökken.
Visszatérve az eredeti problémához azt sem tudjuk miért kell ekkora értékű kondipack a fórumtársunknak.
Hagyományos trafós táp és a 100Hz-et kell szűrni?
Alulméretezett a táp?
Túl nagy áramigényű a szervoja?
Én mindenesetre a kapcsolóüzemű tápokat javaslom, még ez mellett a nyűgös kondi ügy mellett is.
Igaz ez miatt pár évente át kell nézni, míg trafós ellenfele egy örök élet, de a stabilitás, a rövidzárvédelem, a súly és még sok egyéb ok sokat nyom a latban a kapcsolóüzemű mellett.
Meg ugye valamiből nekem is meg kell élni :)))
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 augusztus 02, 18:14
Írta: s5f8tmfv3 Dátum 2009 augusztus 02, 18:14
Igen, az ESR növekedését az idő előrehaladtával már vágom :) Régebben nem egyszer bosszankodtam én is egy-egy készülék javításakor hogy hogyan lehetett valaki akkora idióta hogy a hűtőborda tövébe tervezi a kondit. Aztán leesett hogy mire megy ki a játék. Ez az ESR mérő szervizmukára kiváló, jelen esetben egy mérés erejére kihagynám.
Mint korábban írtam, nem akarom túlbonyolítani a kérdést, valószínűleg egy darab kondival nem is tudom megoldani.
Jól belementünk az ESR témakörbe, holott a gyártók az igazán nagy kapacitásoknál nemhogy választékot nem kínálnak ezen a téren, de nem is nagyon közlik az értékeket. Ezek fényében kíváncsi volnék hogy egy profi szakember aki szervóhoz készít puffert az miért dönt így vagy úgy és mi alapján teszi.
Az eredeti elképzelés egy hagyományos trafós táp szűrését hivatott megoldani, amiben 3db kb. 10A csúcsáramú motort kell kiszolgálni. Lehet hogy túlméretezettnek tűnik a puffer, de végsősoron előfordulhat hogy mindhárom motor egyszerre kéri a kakaót és a kondiknak ezt bírni kell. Most hagyjuk is ezt a kérdést hiszen nem ez volt a lényeg, hanem a sok vs. kevés darab használata.
A kondipakkban lévő egyes kondik szempontjából nézve van-e jelentősége annak hogy 2 vagy 28 db másik kondi van vele párhuzamosan kötve? Ha nem igazán akkor meg is oldottuk a kérdést :)
Mint korábban írtam, nem akarom túlbonyolítani a kérdést, valószínűleg egy darab kondival nem is tudom megoldani.
Jól belementünk az ESR témakörbe, holott a gyártók az igazán nagy kapacitásoknál nemhogy választékot nem kínálnak ezen a téren, de nem is nagyon közlik az értékeket. Ezek fényében kíváncsi volnék hogy egy profi szakember aki szervóhoz készít puffert az miért dönt így vagy úgy és mi alapján teszi.
Az eredeti elképzelés egy hagyományos trafós táp szűrését hivatott megoldani, amiben 3db kb. 10A csúcsáramú motort kell kiszolgálni. Lehet hogy túlméretezettnek tűnik a puffer, de végsősoron előfordulhat hogy mindhárom motor egyszerre kéri a kakaót és a kondiknak ezt bírni kell. Most hagyjuk is ezt a kérdést hiszen nem ez volt a lényeg, hanem a sok vs. kevés darab használata.
A kondipakkban lévő egyes kondik szempontjából nézve van-e jelentősége annak hogy 2 vagy 28 db másik kondi van vele párhuzamosan kötve? Ha nem igazán akkor meg is oldottuk a kérdést :)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 augusztus 02, 18:15
Írta: s5f8tmfv3 Dátum 2009 augusztus 02, 18:15
Nagyon tuti! Ha nagy leszek én is készítek ilyet.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 augusztus 02, 18:16
Írta: s5f8tmfv3 Dátum 2009 augusztus 02, 18:16
Etz a címet azért elmentettem, lehet hogy később szükség lesz rá. Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: ztti28t3n Dátum 2009 augusztus 02, 18:32
Írta: ztti28t3n Dátum 2009 augusztus 02, 18:32
Nem nagy dolog, csak design. A benne lévő dolgok meglehetősen egyszerűek, csak a csomagolás... Tudod, olyan china feeling... Persze lehetne úgy is használni, hogy egy nyák és egy valag vezeték össze-vissza, de így mégis más. Nekem így van kész egy "project", és a lelkem is csak akkor nyugszik meg, ha tudom, hogy teljesen, véglegesen kész [#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 augusztus 04, 18:22
Írta: s5f8tmfv3 Dátum 2009 augusztus 04, 18:22
Akkor is nagyon szép kivitel! Tudom díjazni ha valami nem csak funkcióiban de küllemében is egészséges! [#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: tfpk6pks3 Dátum 2009 augusztus 11, 06:48
Írta: tfpk6pks3 Dátum 2009 augusztus 11, 06:48
Hmmm... Hát én utoljára hangvégfokba használtam ilyen kondikat, de azt úgy oldottam meg, hogy féltáponként 2db 30000-es elkó párhuzamosan (nem melegszik-öregszik olyan gyorsan). De akár így, akár úgy a tápvezeték vastagságával, nem szabad spórolni... Igen sokat jelent. Azért valami kisütő teljesítményellenálást is tennék rájuk... Mit gondoltok?
Cím: Re:DC szervó motoros vezérlés
Írta: iezx50gsm Dátum 2009 szeptember 23, 16:36
Írta: iezx50gsm Dátum 2009 szeptember 23, 16:36

Ismeri valaki ezeket a szervó motorokat?
Érdemes rá encodert szerelni?
Típusa EC, 55 voltos kb. 200W a teljeítménye.Tengelyvég 12.7 cm tehát nem metrikus.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 23, 16:43
Írta: bmejdz9nu Dátum 2009 szeptember 23, 16:43
Nekem van egy ilyen...
Használtan vettem... Kommutátor leszabályzás, új szénkefék és csapágyakat és persze encodert kapott...
200W? 55V? ... Most a szekrényem előtt van valami nem tudom elővenni a cimke miatt:)
De... azthiszem nem sok infó van rajta... Az az 55V az 55V/krpm érték... azaz 55V-ról forog 1000-et... (valójában 44V-ról) de ezt terhelve adják meg...
Tehát ez motor egy "nagyfeszültségű" azaz 180V-os körben lehetet...akkor jön ki a 3-4000rpm-hez a tápfesz...
Egyébként - szeritem - több mint "200W"-os... (300W?) dehát ez tág fogalom... azaz a Wattok :)
Encodert szerelni a hátsó tengelybe... saját motor forgással és "segédcsappal" csináltam... de nem teszteltem szervókörben...
Használtan vettem... Kommutátor leszabályzás, új szénkefék és csapágyakat és persze encodert kapott...
200W? 55V? ... Most a szekrényem előtt van valami nem tudom elővenni a cimke miatt:)
De... azthiszem nem sok infó van rajta... Az az 55V az 55V/krpm érték... azaz 55V-ról forog 1000-et... (valójában 44V-ról) de ezt terhelve adják meg...
Tehát ez motor egy "nagyfeszültségű" azaz 180V-os körben lehetet...akkor jön ki a 3-4000rpm-hez a tápfesz...
Egyébként - szeritem - több mint "200W"-os... (300W?) dehát ez tág fogalom... azaz a Wattok :)
Encodert szerelni a hátsó tengelybe... saját motor forgással és "segédcsappal" csináltam... de nem teszteltem szervókörben...
Cím: Re:DC szervó motoros vezérlés
Írta: iezx50gsm Dátum 2009 szeptember 23, 16:59
Írta: iezx50gsm Dátum 2009 szeptember 23, 16:59
Köszönöm a választ! Ha jól tudom számítógép winchester motor volt, eredetileg volt rajta egy kb.1-1.5 kg-os tárcsa a fordulatszám stabilitás miatt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 23, 18:08
Írta: bmejdz9nu Dátum 2009 szeptember 23, 18:08
Azért ez nem egy használhatatlan motor!
Csak 80V-ról max. 1500rpm-ig... ez valahol elég is... nyomtéka is van...
Az 1500rp = 25ford/mp... ez egy 5-ös orsón =125mm/sec...
Ha kell neked encoder... tudok hozzá... (HEDS) vagy ad el nekem. lesz párja a régimnek :)
Csak 80V-ról max. 1500rpm-ig... ez valahol elég is... nyomtéka is van...
Az 1500rp = 25ford/mp... ez egy 5-ös orsón =125mm/sec...
Ha kell neked encoder... tudok hozzá... (HEDS) vagy ad el nekem. lesz párja a régimnek :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 szeptember 23, 18:21
Írta: s7manbs8 Dátum 2009 szeptember 23, 18:21
Olyat nem lehetne csinálni, hogy maga a szervó vezérlő tápja csak 50V mondjuk, és a kimenetére pedig egy megfelelő transzformátort tennénk, ami a tekercs feszülséget felnyomná annyira, amennyire akarjuk, persze megfelelő frekvenciára méretezve ezt a trafót így ha van egy elég nagy A tudásó vezérlőnk, akkor azt használhatnánk ilyesmi nagy feszt igénylő motorokhoz is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 23, 18:38
Írta: 000000000 Dátum 2009 szeptember 23, 18:38
DC-t hogy transformálsz? :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 szeptember 23, 18:44
Írta: s7manbs8 Dátum 2009 szeptember 23, 18:44
csak impulzusokat kap, mint a motor tekercse, aztán annyi, itt PWM üzemmódot feltételezek persze, meg adott paraméterekkel. Nyilván olyan trafót kell hozzá tekerni, mint a TV sorkimenő pl.
Cím: Re:DC szervó motoros vezérlés
Írta: iezx50gsm Dátum 2009 szeptember 23, 19:17
Írta: iezx50gsm Dátum 2009 szeptember 23, 19:17
Igazándiból nem terveztem a közeljövőben a motorral semmit és csak ez van meg egy hasonló paraméterekkel bíró Japan servo DM82B16D-1.
Ha kell írj magánban megbeszéljük.
Ha kell írj magánban megbeszéljük.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 szeptember 23, 20:10
Írta: svejk Dátum 2009 szeptember 23, 20:10
Hajrá!! :(
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 szeptember 23, 20:20
Írta: s7manbs8 Dátum 2009 szeptember 23, 20:20
Na ugye, lehet visszatérünk megint a kedvenc másik, porszívómotor témához hasonló gondolatainkhoz. Amúhy ezt nem most találtam ki, már vagy fél évvel ezelőtt felvetődött bennem ez a gondolat.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 szeptember 23, 21:17
Írta: svejk Dátum 2009 szeptember 23, 21:17
Nem véletlen volt a szomorú arc...A T-s fuse kiolvadt nálam...:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 szeptember 23, 21:22
Írta: s7manbs8 Dátum 2009 szeptember 23, 21:22
Csak nem megint holtában született ötlettel álltam elő ? Én azt nem láttam szomorú arcnak, biztos optimista vagyok.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 szeptember 23, 21:40
Írta: svejk Dátum 2009 szeptember 23, 21:40
Gondold át komolyabban...
Igaz hogy impulzusok vannak de gyakorlatilag az egyenáram csak a pwm-mel szaggatott.
Igaz hogy impulzusok vannak de gyakorlatilag az egyenáram csak a pwm-mel szaggatott.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 szeptember 23, 22:03
Írta: s7manbs8 Dátum 2009 szeptember 23, 22:03
De mi ebben a probléma ? Ott vannak a sorkimenő trafók, azok is csak egyenfeszt szaggatnak, utánna persze van egy kis visrosszugás, de az kit érdekel, megfelelő induktivitásúra kell tekerni az tény, de utánna végzi a dolgát vagy ki tudja, azért a nyakamat nem merném rá tenni. Sőt lehet egy tekercsből is, autotrafó féle. a vezérlő kimenete csak a kis feszű résszel dolgozik.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 szeptember 23, 22:19
Írta: Szalai György Dátum 2009 szeptember 23, 22:19
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 szeptember 23, 22:45
Írta: svejk Dátum 2009 szeptember 23, 22:45
A sorkimenő szinte fix kitöltéssel dolgozik és gyakorlatilag egy flyback trafó, kondikkal megspékelve hogy ne follyon rajta egyenáram.
Itt esetedben 0-100% változik a kitöltés és nagyon nagy az egyenáramú összetevő.
Igaz hogy a feszültséget szaggatod de a motor induktivitásából adódóan háromszögalakú áram fog folyni a motoron ami egy jelentős egyenáramra van szuperponálódva.
Itt esetedben 0-100% változik a kitöltés és nagyon nagy az egyenáramú összetevő.
Igaz hogy a feszültséget szaggatod de a motor induktivitásából adódóan háromszögalakú áram fog folyni a motoron ami egy jelentős egyenáramra van szuperponálódva.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 23, 22:49
Írta: bmejdz9nu Dátum 2009 szeptember 23, 22:49
Hányadik oldalon van ez a motor?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 szeptember 23, 22:58
Írta: s7manbs8 Dátum 2009 szeptember 23, 22:58
Nem kell ezt annyira komolyan vewnni, de egy kis kapcsolás technikával meg lehet oldani sok mindent. Pl. olyat is csinálhatok, hogy ezt a változó PWM áramfolyamot egy még nagyobb frekivel átalakítom váltóvá, és azt egyenirányítva képezi a kimenő feszt, na mindegy lehet itt variálni. Közben most az agyam le van foglalva 99 %-ban, ezt csak a maradékkal kikapcsolódásként motyogom itt.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 szeptember 23, 23:00
Írta: s7manbs8 Dátum 2009 szeptember 23, 23:00
Vagy olyat is lehetne, hogy ennek a PWM szaggatott jelnek, minden másodikját egy bipoláris fokozast megfordítaná, és ekkor gy szép váltó feszt kapunk, ha így folytatom, mindjárt feltalálok a végén valamit.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 szeptember 24, 06:37
Írta: Szalai György Dátum 2009 szeptember 24, 06:37
Talán 10-15-ig. Ennek a motornak én már nem tudom ellenőrizni az adatait, mert már a Te szekrényedben van. Az sem biztos, hogy szerepel a mostani katalógusban, hiszen már nagyon nem mai darab.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 24, 06:46
Írta: 000000000 Dátum 2009 szeptember 24, 06:46
Szegény T45-öt, ha most ha ezt olvasta, biztos újra kellett élleszteni...[#ijedt]
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2009 szeptember 24, 08:31
Írta: 43pbwjg8s Dátum 2009 szeptember 24, 08:31
Még jó hogy beolvasok ide is.
Éppen most töltöm. De igy minek, :)
Le is lövöm este. Csak arányt ront.
Éppen most töltöm. De igy minek, :)
Le is lövöm este. Csak arányt ront.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 szeptember 27, 13:19
Írta: Szalai György Dátum 2009 szeptember 27, 13:19
Tíz év múlva, (mikor a mai motorokat eldobálják) sehol nem találod majd a neten az adatlapokat. Most sincsen a régiekről adat. Igaz, ezeknek akkor nyilván csak papír alapú adatlapja volt, kevés helyen létezett, nem forgott közkézen. Mindent töltsél le, mentsél el, mert nem lesz meg később. Csak neked!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 szeptember 27, 14:23
Írta: Szalai György Dátum 2009 szeptember 27, 14:23
Ezeknek a motoroknak a mai változatait sem ajánlja a gyártó olyan alkalmazásba, ahol gyakori gyors irányváltásokra van szükség. Előnyként inkább a nagy nyomatékot és a hosszú élettartamot emeli ki. Csak a katalógus 37. oldalán, a lap alján, egyetlen helyen használja a motorral kapcsolatban óvatosan a servo kifejezést. Inkább oda való, ahol a gyorsulásra, lassulásra, irányváltásra bőven van idő.
Nagyképűen fogalmazva, amikor ezt a motort egységugrás jellel teszteltem, akkor a forgórész tehetetlenségét érzékelő eszközöm majdnem tönkrement. ( Kezemben tartva 80V= tápfeszültséget kapcsoltam rá és majd letörte a csuklómat.) Ilyet jól nevelt, könnyű forgórészű, fürge motor nem tesz.
Előnnyé kell fordítani a nagy, tehetetlen, forgó tömeg, fordulatszám stabilizáló hatását. Mint Vbodi a Kiss Piroschka fortuna meghajtásánál. Ott jól teljesíthetne ez a motor is. Eredeti helyén is efféle feladatot látott el. Ha szélsőséges tengelyterhelések között is precízen stabilan kell tartani a fordulatszámát, amihez kevés a forgórész lendkerék hatása, akkor érdemes lehet encodert szerelni rá, vagy más fordulatszám stabilizáló technikát használni.
Nagyképűen fogalmazva, amikor ezt a motort egységugrás jellel teszteltem, akkor a forgórész tehetetlenségét érzékelő eszközöm majdnem tönkrement. ( Kezemben tartva 80V= tápfeszültséget kapcsoltam rá és majd letörte a csuklómat.) Ilyet jól nevelt, könnyű forgórészű, fürge motor nem tesz.
Előnnyé kell fordítani a nagy, tehetetlen, forgó tömeg, fordulatszám stabilizáló hatását. Mint Vbodi a Kiss Piroschka fortuna meghajtásánál. Ott jól teljesíthetne ez a motor is. Eredeti helyén is efféle feladatot látott el. Ha szélsőséges tengelyterhelések között is precízen stabilan kell tartani a fordulatszámát, amihez kevés a forgórész lendkerék hatása, akkor érdemes lehet encodert szerelni rá, vagy más fordulatszám stabilizáló technikát használni.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 27, 19:23
Írta: sanka74 Dátum 2009 szeptember 27, 19:23
Sziasztok! Építetem egy cnc gépet,electrocraft motorok vannak rajta és g320 vezérlő.Az a problémám hogy ha magasabb sebességre állítom akkor egy gravírozáskor letilt a vezérlő,az áramkorlát max-ra van állítva.lehet hogy tul nagy az áramfelvétele ezeknek a motoroknak?Vagy kiesik az encoder hurokból?A gain-damping-al már játszadoztam,a mach-ban is próbáltam állítani fel és lefutást...60 mm/sec lehet a max sebessége,és 40 mm/sec-el megy.Mi lehet a probléma ill.hogy lehet jól beállítani a gain-dampingot?Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: iezx50gsm Dátum 2009 szeptember 27, 19:38
Írta: iezx50gsm Dátum 2009 szeptember 27, 19:38

Köszönöm segítségeteket a motort már elküldtem Varsányi Péternek.Remélem hasznát veszi ha találok még ,akkor jelzem.
Van egy ismerősöm, aki 500-1000 W-os egyenáramú hasonló motorokkal esztergát és marógépet működtet,valamint viszik ezeket a motorokat szélgépekhez is. Fenti motorok is winchesterekben /4 GB/ Az alsó habár nem látszódik az egy 1978 márciusi és a mágnese egész jól bírja még.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 27, 20:17
Írta: bmejdz9nu Dátum 2009 szeptember 27, 20:17
"electrocraft motorok..." melyik? van 40W-ostól 500W-osig... Mekkora mozgatott tömeg? Ha kicsike motor átt. van?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 20:27
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 20:27
Melyik Electrokraft motorról van szó? Az EC240-es? Mekkora a motortáp?
Próbáld csökkenteni a megengedett gyorsulást a Mach-ban. Gyanítom, hogy a +/- 128-as hibahatár miatt tilt le a vezérlőd.
Próbáld csökkenteni a megengedett gyorsulást a Mach-ban. Gyanítom, hogy a +/- 128-as hibahatár miatt tilt le a vezérlőd.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 27, 20:46
Írta: bmejdz9nu Dátum 2009 szeptember 27, 20:46
Én attól tartok, hogy a hajtáslánc alul van méretezve... és ezáltal nem bírja "hibátlanul" (128 biten belül) a pályát követni...
Persze lehet hogy a táp kevés... azaz elfogy a fesz. nagyobb fordulatnál...
De ilyen kevés infóval kérdezni... sok mindent kellene tudni, látni a szerkezetről... hogy érdemben lehessen segíteni...
Persze lehet hogy a táp kevés... azaz elfogy a fesz. nagyobb fordulatnál...
De ilyen kevés infóval kérdezni... sok mindent kellene tudni, látni a szerkezetről... hogy érdemben lehessen segíteni...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 20:55
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 20:55
Nekem is ez az érzésem... Sok a hiányzó adat.
Motor, táp, áttétel, mechanika paraméterei...
Motor, táp, áttétel, mechanika paraméterei...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 27, 22:36
Írta: sanka74 Dátum 2009 szeptember 27, 22:36

Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 27, 22:49
Írta: sanka74 Dátum 2009 szeptember 27, 22:49
Bocs igazatok van. Tehát a mozgatott tömeg z tengelyen 10 kg,x tengelyen 35 kg, y tengelyen 15 kg körül van.A golyós orsók mindhárom esetben 16 mm átmérő 5 mm emelkedés.Kiszámoltam a mozgatáshoz szükséges nyomaték 0,38 Nm,
Az X és az Y tengely golyósorsójának forgatásához szükséges forgatónyomaték megállapítása
d2 = orsó középátmérő 14 mm
F = terhelő erő = 451 N
tgα = h / d2 x π = 5mm / 14mm π = 0,11
α = 6,27 º
A súrlódás gyakorlatilag elhanyagolható, mivel a golyós orsó nem önzáró.
M = F x (d2 / 2) x tgα
M = 451 x (14 / 2) x tg 6,27º = 0,346 Nm
Egyszerűsített képlet alkalmazásával:
F = (2π x M) / menetemelkedés
451 = (2π x M) / 5
M = 0,358 Nm tehát a képlet jó.
Igy számoltam a forgató nyomatékokat,ugye a tömeghez hozzájön az előtolási ellenállás.A motorokon nincs semmilyen adat hogy mien nyomatékuak vagy mekkora teljesítményűek,az átmérőjük 50 mm körüli,most nem tudom megmérni.
A feszültségre azt mondta a megnemnevezhető cég hogy teljesen jó, 50 volt,13 A,650 VA toroid.A motorokról ettem fel képet.A mach-ban állítottam a motor tuning diagram csúszkát(mach2) hogy a fel és lefutás ne meredek olyan meredek.A +-128 az mi is?Követés vesztés?
Az X és az Y tengely golyósorsójának forgatásához szükséges forgatónyomaték megállapítása
d2 = orsó középátmérő 14 mm
F = terhelő erő = 451 N
tgα = h / d2 x π = 5mm / 14mm π = 0,11
α = 6,27 º
A súrlódás gyakorlatilag elhanyagolható, mivel a golyós orsó nem önzáró.
M = F x (d2 / 2) x tgα
M = 451 x (14 / 2) x tg 6,27º = 0,346 Nm
Egyszerűsített képlet alkalmazásával:
F = (2π x M) / menetemelkedés
451 = (2π x M) / 5
M = 0,358 Nm tehát a képlet jó.
Igy számoltam a forgató nyomatékokat,ugye a tömeghez hozzájön az előtolási ellenállás.A motorokon nincs semmilyen adat hogy mien nyomatékuak vagy mekkora teljesítményűek,az átmérőjük 50 mm körüli,most nem tudom megmérni.
A feszültségre azt mondta a megnemnevezhető cég hogy teljesen jó, 50 volt,13 A,650 VA toroid.A motorokról ettem fel képet.A mach-ban állítottam a motor tuning diagram csúszkát(mach2) hogy a fel és lefutás ne meredek olyan meredek.A +-128 az mi is?Követés vesztés?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 22:49
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 22:49
És mekkora a motortápfesz?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 22:50
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 22:50
bocs, hamar kérdeztem...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 27, 22:51
Írta: sanka74 Dátum 2009 szeptember 27, 22:51
Ja,és nincs áttétel,tengelykapcsolóval kapcsolódik.Köszönöm szépen a segítséget.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 23:02
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 23:02
A motor nyomatéka kb. 0.2Nm és a csúcs 1.7Nm körül van.
Max. 60V táp, 3.8A folyamatos és 30A csúcs.
Még lehetne 10V-ot emelni a tápon, de lényegesen nem javulna a helyzet. Próbáld kisebbre venni a gyorsulást, hogy képes legyen követni.
Igen, a G320 leold, ha a követési hiba nagyobb, mint +/-127.
Max. 60V táp, 3.8A folyamatos és 30A csúcs.
Még lehetne 10V-ot emelni a tápon, de lényegesen nem javulna a helyzet. Próbáld kisebbre venni a gyorsulást, hogy képes legyen követni.
Igen, a G320 leold, ha a követési hiba nagyobb, mint +/-127.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 23:05
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 23:05
Az 50V az már a DC, vagy a toroid szekundere 50V AC?
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 27, 23:09
Írta: sanka74 Dátum 2009 szeptember 27, 23:09
AC,a toroidra van írva,dc48 V,
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 23:13
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 23:13
Akkor megkapja a max.-ot, mert durván 67V DC lesz belőle. Tegyél legalább 15-20000 uF elkót is, és akkor többet nem lehet kihozni belőle. Ehhez kell belőni akkor a max. gyorsulást.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 27, 23:14
Írta: sanka74 Dátum 2009 szeptember 27, 23:14
Ha lecseélném a motorokat nagyobb nyomatékúakra akkor elbírná a vezérlőm?Mert gondolom a max 20 A áramkorlát is belepiszkál a dolgokba.Egyébbként 40mm/sec azt tudja,csak a hétvégén egy kicsit megbolondult.ha pl.csak egy motor van rákötve,akkor nem lehet hangolni mert hamarabb letílt a vezérlő...ac 50 V,dc 48 V,ha jól emlékszem amikor mértem...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 27, 23:17
Írta: sanka74 Dátum 2009 szeptember 27, 23:17
Van rajta kondi,de akkor nem jól emlékszem a mért Dc-re...a toroidra 50V van írva.(gyöngyösi cég)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 23:23
Írta: x4rhew5r3 Dátum 2009 szeptember 27, 23:23
Valamit rosszul mértél. Gondolom kétoldalas egyenirányítás van. Ha nem, akkor diódahidat kell betenni.
Nem hiszem, hogy a 20A áramkorlát zavarna be. Valami más lehet.
A tápegységtől minden vezérlő külön vezetéken kapja a motortápot. Legalább 2.5 mm2-es vezetéken vidd a vezérlőhöz a tápot.
Nem hiszem, hogy a 20A áramkorlát zavarna be. Valami más lehet.
A tápegységtől minden vezérlő külön vezetéken kapja a motortápot. Legalább 2.5 mm2-es vezetéken vidd a vezérlőhöz a tápot.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 27, 23:37
Írta: sanka74 Dátum 2009 szeptember 27, 23:37
Külön? ugy nem jó hogy az egyikből a másikba viszem a tápot? egyenirányító van,kompakt(vagy mien)
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 27, 23:46
Írta: sanka74 Dátum 2009 szeptember 27, 23:46
köszi a segítséget!
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 28, 00:30
Írta: sanka74 Dátum 2009 szeptember 28, 00:30

Az elektronika vezetékei.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 28, 05:46
Írta: x4rhew5r3 Dátum 2009 szeptember 28, 05:46
Amikor szerencsétlen esetben mindhárom motor a csúcsáramot akarja felvenni, akkor jobb ha külön vezetéken folyik az áram (feszültségesés, zavarforrás,...).
Az elkó mekkora (kapacitás és feszültség)? Ha 63V-os akkor éppen határon (vagy egy picit felette) van.
Úgy számolj, hogy amperenként 1000 uF. Ha nincs terhelés, akkor 50*1.4=70V DC-re töltődik fel. A csúcsokon az elkó fedezné az áram kialakulásához szükséges feszültséget. Ha kicsi az elkó, akkor pillanatok alatt visszaesik a feszültség 50V alá és nincs ami kihajtaná a csúcsokon a motort.
Ha lépéstévesztésed is lesz, akkor még majd kitárgyaljuk az enkóder témát is...
Az elkó mekkora (kapacitás és feszültség)? Ha 63V-os akkor éppen határon (vagy egy picit felette) van.
Úgy számolj, hogy amperenként 1000 uF. Ha nincs terhelés, akkor 50*1.4=70V DC-re töltődik fel. A csúcsokon az elkó fedezné az áram kialakulásához szükséges feszültséget. Ha kicsi az elkó, akkor pillanatok alatt visszaesik a feszültség 50V alá és nincs ami kihajtaná a csúcsokon a motort.
Ha lépéstévesztésed is lesz, akkor még majd kitárgyaljuk az enkóder témát is...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 28, 06:59
Írta: sanka74 Dátum 2009 szeptember 28, 06:59
Az elko 2 db 10 000 uF,a feszt a a dc nél mérjem? csak a hét végén leszek ujra otthon akkor tudok rá mérni.Köszönöm a segítséget!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 08:03
Írta: 000000000 Dátum 2009 szeptember 28, 08:03
"Ja,és nincs áttétel,tengelykapcsolóval kapcsolódik."
Ez a fő oka, hogy rossz a szervód!!!
Tegyél be legalább 1:2 (1:3)lassítást
ezekhez az egyébként nem is igazi és kis
teljesítményű szervó motorjaidhoz, ez kell
az 5-ös menetemelkedésű orsóid miatt.
Ez a fő oka, hogy rossz a szervód!!!
Tegyél be legalább 1:2 (1:3)lassítást
ezekhez az egyébként nem is igazi és kis
teljesítményű szervó motorjaidhoz, ez kell
az 5-ös menetemelkedésű orsóid miatt.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 08:29
Írta: HJózsi Dátum 2009 szeptember 28, 08:29
Huha... a fénykép alapján majdnem csoda, hogy működik ...:) A jelvezetékeket árnyékolt kábellel kellene ... ha az Eror/Res-hez menő madzag összeszed egy tüskét, máris megvan a letiltás ... A tápvezetékeket is érdemes összecsavarni,vagy összefogni még ilyen rövid szakaszon is. Ez lehet az egyik ok, másik amit Tibor45 mond az áttétel hiánya. Varsa feltett egyszer egy motor - hajtás méretezőt, érdemes lenne tanulságképp beadni az adataidat, az is kidobja, hogy Go - NoGo. A motorról van adatlap, viszont a golyósorsóid hossza is kellene, mert annak a tehetetlenségi nyomatékát is figyelembe veszi...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 28, 08:54
Írta: x4rhew5r3 Dátum 2009 szeptember 28, 08:54
Igen, az elkón mérd az egyenfeszültséget.
Javasolom, hogy fogadd meg Tibor45 tanácsát.
Javasolom, hogy fogadd meg Tibor45 tanácsát.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 11:31
Írta: bmejdz9nu Dátum 2009 szeptember 28, 11:31
Direkt hajtás egy 5-ös orsóra egy 0,2Nm-es alapnyomatékú motorral? Pesze hogy nem tudja követni a pályát!
Cseréld le egy min 0,5-0,6Nm alapnyomatékú motorra (ezek a motorok kb. 2-3 kg-osak)
Vagy áttételezd le 1/3-ban a hajtást...
Nem nagyon akarom már eladni... de amilyen motorokat az adok-veszek-ben (#8883) hirdettem azokat ha megkérdeznének hogyan...
1. 2-3-as emelkedésű (esetleg 4-es ha nagyon light-os a gép pl. 10-12 átm köszörült(!) orsók max. 15-ös kocsik...
2. Egy mángorolt 5-ös orsóval és 15-20-as kocsikkal 1/2 átt. javasolnék... és ezek a motoroknak 1/2"-os kimeneti tengelye van és 2Kg/db...)
Egyébként már ezzel a kicsi E240 motorral csináltak már gépet... 1/3-os átt-el... és működött...
Persze a végeredmény (sebesség) azonos lett egy léptetős géppel...
A 20A áramkorlát... nem kicsi! Bőven elég egy 0,7 Nm-es Bautz motorhoz ill. nálam az 1,78Nm-es SanyoDenki motorhoz...
A 20A... majd a csúcsnyomatékot korlátozza...dehát amit tud az több mint elég...
Ha erre az E240 "folyamatosan" - "állandóan" 20A-t küldenél... tönkremenne....
Ezért van megadva a 0,2Nm alapnyomaték...
Vagy cserélj vezérlőt (nagyobb tárolóval)... nem old le = boldogság :)
Marj pontatlanul, ne foglalkozz a pályakövetéssel... pl egy kör, ovális lesz vagy a kezdőpont és végpont nem lesz azonos helyen:)
Persze majd előbb utóbb a motor is leég... mert többet akarsz tőle amit tud :)
Egyébként... egy egyszerű szervóteszt...
ha lassú menetben hajtod a rendszert (kb. 5-20mm/sec)... és a halk de azért halható PWM hangja NEM változik...
Azaz különösebben nem "korrigál" a vezérlő és a motor is "alapban" tudja az erőt.
Cseréld le egy min 0,5-0,6Nm alapnyomatékú motorra (ezek a motorok kb. 2-3 kg-osak)
Vagy áttételezd le 1/3-ban a hajtást...
Nem nagyon akarom már eladni... de amilyen motorokat az adok-veszek-ben (#8883) hirdettem azokat ha megkérdeznének hogyan...
1. 2-3-as emelkedésű (esetleg 4-es ha nagyon light-os a gép pl. 10-12 átm köszörült(!) orsók max. 15-ös kocsik...
2. Egy mángorolt 5-ös orsóval és 15-20-as kocsikkal 1/2 átt. javasolnék... és ezek a motoroknak 1/2"-os kimeneti tengelye van és 2Kg/db...)
Egyébként már ezzel a kicsi E240 motorral csináltak már gépet... 1/3-os átt-el... és működött...
Persze a végeredmény (sebesség) azonos lett egy léptetős géppel...
A 20A áramkorlát... nem kicsi! Bőven elég egy 0,7 Nm-es Bautz motorhoz ill. nálam az 1,78Nm-es SanyoDenki motorhoz...
A 20A... majd a csúcsnyomatékot korlátozza...dehát amit tud az több mint elég...
Ha erre az E240 "folyamatosan" - "állandóan" 20A-t küldenél... tönkremenne....
Ezért van megadva a 0,2Nm alapnyomaték...
Vagy cserélj vezérlőt (nagyobb tárolóval)... nem old le = boldogság :)
Marj pontatlanul, ne foglalkozz a pályakövetéssel... pl egy kör, ovális lesz vagy a kezdőpont és végpont nem lesz azonos helyen:)
Persze majd előbb utóbb a motor is leég... mert többet akarsz tőle amit tud :)
Egyébként... egy egyszerű szervóteszt...
ha lassú menetben hajtod a rendszert (kb. 5-20mm/sec)... és a halk de azért halható PWM hangja NEM változik...
Azaz különösebben nem "korrigál" a vezérlő és a motor is "alapban" tudja az erőt.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 28, 12:21
Írta: x4rhew5r3 Dátum 2009 szeptember 28, 12:21
Sok igazság van abban, amit Péter írt.
Persze vannak a kényszerek és a kompromisszumok.
Íjász gépén (a kényszer miatti kompromisszum) egyszerűen lecseréltük a léptecseket ec240-re és a vezérlőt Dc_servo_1a-ra. Jobb lett volna áttételt is építeni, de nem engedte a projekt:)
Az Adok-Veszekben éppen most írt róla, csak azért hoztam szóba.
Viszont egy másik dologra is érdemes figyelni szervósításkor. Ha nem elég merev a mechanika, akkor a szervo előnyeit csak részlegesen élvezhetjük. A mechanikai rezonanciák nagyon meg tudják zavarni a szervo működését. Egy újabb időállandóval rendelkező tag-ként kell velük számolni a hurokban. Azért zavaró, mert általában alacsony frekvencián kezd lengedezni a mechanika, és keményen benne van a "munkatartományban". Nem tévesztendő össze a szerszám keltette rezgésekkel, mert az általában 500 Hz feletti rezgéseket kelt. Komolyabb vezérlők ennek elnyomására egy-két hangolható lyukszűrőt is rendelkezésre bocsátanak. Amivel eddig találkoztam, az a nagyobb sebesség esetén jelentkező 3 és 20 Hz közötti rezonancia volt. Jobb híján a körerősítést kellett csökkenteni, ami persze gyengébb követési tulajdonságot eredményez. De ezért még így is bőven a használhatóságon belül maradt maradt:)
Persze vannak a kényszerek és a kompromisszumok.
Íjász gépén (a kényszer miatti kompromisszum) egyszerűen lecseréltük a léptecseket ec240-re és a vezérlőt Dc_servo_1a-ra. Jobb lett volna áttételt is építeni, de nem engedte a projekt:)
Az Adok-Veszekben éppen most írt róla, csak azért hoztam szóba.
Viszont egy másik dologra is érdemes figyelni szervósításkor. Ha nem elég merev a mechanika, akkor a szervo előnyeit csak részlegesen élvezhetjük. A mechanikai rezonanciák nagyon meg tudják zavarni a szervo működését. Egy újabb időállandóval rendelkező tag-ként kell velük számolni a hurokban. Azért zavaró, mert általában alacsony frekvencián kezd lengedezni a mechanika, és keményen benne van a "munkatartományban". Nem tévesztendő össze a szerszám keltette rezgésekkel, mert az általában 500 Hz feletti rezgéseket kelt. Komolyabb vezérlők ennek elnyomására egy-két hangolható lyukszűrőt is rendelkezésre bocsátanak. Amivel eddig találkoztam, az a nagyobb sebesség esetén jelentkező 3 és 20 Hz közötti rezonancia volt. Jobb híján a körerősítést kellett csökkenteni, ami persze gyengébb követési tulajdonságot eredményez. De ezért még így is bőven a használhatóságon belül maradt maradt:)
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2009 szeptember 28, 12:41
Írta: Egyújabbgépépítő Dátum 2009 szeptember 28, 12:41
Nekem már több mint egy éve megy a gépem E240-el.
1/3 fogasszíjas áttétel, 4mm menetemelkedésű trapézmenetes orsó, ZX100-as anya.
Tény a gyorsjárat csak 66 mm/sec. Nekem elég. Dinamikája van rendesen a rendszernek, le kellet vennem a gyorsítást 1000 mm/s2 –re mert féltettem az asztalt.
A motor nem igen tud felvenni 20 A-t, mert a dc ellenállása 5 Ohm.
Érdemes egy tesztet csinálni egy olyan vezérlő „megfigyelőként” bekötésével aminek van monitor kimenete. Akkor látszik menyit marad el a motor a vezérlő jeltől
1/3 fogasszíjas áttétel, 4mm menetemelkedésű trapézmenetes orsó, ZX100-as anya.
Tény a gyorsjárat csak 66 mm/sec. Nekem elég. Dinamikája van rendesen a rendszernek, le kellet vennem a gyorsítást 1000 mm/s2 –re mert féltettem az asztalt.
A motor nem igen tud felvenni 20 A-t, mert a dc ellenállása 5 Ohm.
Érdemes egy tesztet csinálni egy olyan vezérlő „megfigyelőként” bekötésével aminek van monitor kimenete. Akkor látszik menyit marad el a motor a vezérlő jeltől
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 28, 12:52
Írta: x4rhew5r3 Dátum 2009 szeptember 28, 12:52
Most nekem is ec240 van fent a gépen 1:2 áttétellel, AMC vezérlő + step/dir előtét. Semmi gond vele. Az előtét PC-re küldi a hibajelet, pontosan látom mit csinál. Semmi gond vele.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 12:55
Írta: 000000000 Dátum 2009 szeptember 28, 12:55
Látom Péter még mindig nem érted a szervó
hajtás lényegét!:)
Jössz itt megint a nagy bazi áramú, ennek
ellenére mégis lomha, jó nagy redukált J-jű
motorjaiddal, forgácsolás technológiailag
inkorrekt direkthajtás megoldásaiddal.
A másik a tároló: nevetségesen véded a 128-at,
gondolkozzál már el azon, hogy melyik szervót
lehet komolyabban beállítani egy komolyabb pályakövetésre: azt amelyik
egységugrásokkal is tesztelhető, vagy amelyik
lassú rámpájú step-dir jelektől is kifekszik,
ezáltal eleve rettegtetőbb, és rosszabb lehet,
mint egy léptecses hajtás.:)
Szumma-szummárum: azt hittem, egy év alatt
fejlődtél picit!:)) És végre jó lenne, ha nem
védnéd agyon a nevetséges 128-at és a durva több mm-es
elmozdulásokat/motorfordulat egy CNC
forgácsológép alkalmazás esetén csak azért,
mert Te ilyen gépet alkottál.
hajtás lényegét!:)
Jössz itt megint a nagy bazi áramú, ennek
ellenére mégis lomha, jó nagy redukált J-jű
motorjaiddal, forgácsolás technológiailag
inkorrekt direkthajtás megoldásaiddal.
A másik a tároló: nevetségesen véded a 128-at,
gondolkozzál már el azon, hogy melyik szervót
lehet komolyabban beállítani egy komolyabb pályakövetésre: azt amelyik
egységugrásokkal is tesztelhető, vagy amelyik
lassú rámpájú step-dir jelektől is kifekszik,
ezáltal eleve rettegtetőbb, és rosszabb lehet,
mint egy léptecses hajtás.:)
Szumma-szummárum: azt hittem, egy év alatt
fejlődtél picit!:)) És végre jó lenne, ha nem
védnéd agyon a nevetséges 128-at és a durva több mm-es
elmozdulásokat/motorfordulat egy CNC
forgácsológép alkalmazás esetén csak azért,
mert Te ilyen gépet alkottál.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 12:58
Írta: 000000000 Dátum 2009 szeptember 28, 12:58
Ez a beszéd, Komám!:)
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2009 szeptember 28, 13:04
Írta: Egyújabbgépépítő Dátum 2009 szeptember 28, 13:04
Az elején féltem az E240-től, de gyakorlat azt mutatja, hogy elég megbízható.
Az előbbi írást inkább sanka74 –nek kellet volna címeznem.
Ha jól sejtem nem tudja mekkora hibajelek keletkeznek.
Az előbbi írást inkább sanka74 –nek kellet volna címeznem.
Ha jól sejtem nem tudja mekkora hibajelek keletkeznek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 13:53
Írta: bmejdz9nu Dátum 2009 szeptember 28, 13:53
Ez mind oké... szerintem nem is csinálok gyenge mechanikákat...
A mostani gépet... nem dobom be a köztudatba... mert Tibor megállapítaná, hogy "ugysemfog" ez sem menni :)
A mostani gépet... nem dobom be a köztudatba... mert Tibor megállapítaná, hogy "ugysemfog" ez sem menni :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 13:54
Írta: bmejdz9nu Dátum 2009 szeptember 28, 13:54
Láttuk, tudjuk... csak nem akartalak megnevezni... mint referencia az E240 felhasználáshoz...
Ahogy te megoldottad... úgy korrekt!
Ahogy te megoldottad... úgy korrekt!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 szeptember 28, 14:05
Írta: s7manbs8 Dátum 2009 szeptember 28, 14:05
A lényeget tapogatod mindig, látszik, hogy találkoztál már jóféle szervókkal is. Tudnál esetleg valami linket mutatni, hogy milyen típust érdemes venni, ami jó paraméterekkel rendelkezik, mégha esetleg nem is a legolcsóbb kategória ? Hasznunkra válna igencsak. Köszönjük előre is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 14:15
Írta: bmejdz9nu Dátum 2009 szeptember 28, 14:15
[#nevetes1] Jajaj...
Lomha: Mihez képest? Le kell esni a gépnek az asztalról a gyorsításkor? akkor jó? :)
Inkorrekt direkhajtás: Nagyobb de kisebb fordulatú motor vagy kisebb emelkedésű orsó... nem szíjazok ha nem kell...
Tároló: 128bit = 5mm-es orsón, 500cpr-es encoderrel (4x mód), direkt hajtva = 0,32mm hiba lehetőség. Nem vagyok kőműves :) Akik centiket hibázhatnak a pályakövetéskor...
Nem védem a 128bitet...
Látom, hogy egy rosszul méretezett hajtásnál jól jöhet...
Erre a lehetőségre azaz a hobby igényekre reagálva... A Gecko is növelte az új vezérlőjében a tárolót...G320X
User Manual és adatok ::::: G320X PDF-ben.
Sajnos érthető... a kényszer... a piac... a hobbysták ... de szerintem Tibor45 miatt! :)
Step jel multiplikátor is van benne = valójában G340X-nek kellene a neve lennie... de engem a névadón nem kérdeztek meg:)
Csak lekurtak a Geckósok az A300 miatt :) Illemből... töröltem a www.A300servo.com-ot emiatt....
De azért megírtam nekik, hogy mennyivel jobb az A300 mint a G320 Gecko :) Azaz miért született meg... több encoder mód...nagyobb fesz és áram... stb...
Szerintem... sajnos? Igen jónak találták... na erről ennyit...
Egy másik fejlesztés is van közben...(ismét nem az én érdemem...)
Az István Quantum Servo DSP IC-jére épül...(AC végfok hozzávaló sz. motor + Quantum PID)
Itt is előny a visszavehető hibajel tároló + a step jel multiplikátor és egy nagyon jó szoftver... stb...
Lomha: Mihez képest? Le kell esni a gépnek az asztalról a gyorsításkor? akkor jó? :)
Inkorrekt direkhajtás: Nagyobb de kisebb fordulatú motor vagy kisebb emelkedésű orsó... nem szíjazok ha nem kell...
Tároló: 128bit = 5mm-es orsón, 500cpr-es encoderrel (4x mód), direkt hajtva = 0,32mm hiba lehetőség. Nem vagyok kőműves :) Akik centiket hibázhatnak a pályakövetéskor...
Nem védem a 128bitet...
Látom, hogy egy rosszul méretezett hajtásnál jól jöhet...
Erre a lehetőségre azaz a hobby igényekre reagálva... A Gecko is növelte az új vezérlőjében a tárolót...G320X
User Manual és adatok ::::: G320X PDF-ben.
Sajnos érthető... a kényszer... a piac... a hobbysták ... de szerintem Tibor45 miatt! :)
Step jel multiplikátor is van benne = valójában G340X-nek kellene a neve lennie... de engem a névadón nem kérdeztek meg:)
Csak lekurtak a Geckósok az A300 miatt :) Illemből... töröltem a www.A300servo.com-ot emiatt....
De azért megírtam nekik, hogy mennyivel jobb az A300 mint a G320 Gecko :) Azaz miért született meg... több encoder mód...nagyobb fesz és áram... stb...
Szerintem... sajnos? Igen jónak találták... na erről ennyit...
Egy másik fejlesztés is van közben...(ismét nem az én érdemem...)
Az István Quantum Servo DSP IC-jére épül...(AC végfok hozzávaló sz. motor + Quantum PID)
Itt is előny a visszavehető hibajel tároló + a step jel multiplikátor és egy nagyon jó szoftver... stb...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 28, 14:15
Írta: sanka74 Dátum 2009 szeptember 28, 14:15
Igy van, nem tudom a hiba jeleket,és azt sem hogyan kell megmérni...Amugy a 40mm/sec nél a kör kör,visszatalál a kiindulási pontba,a ismétlés is megy neki,ezt ki is próbáltam.Cak amikor a z mint a varrógép mozog akkor van az hogy letiltott kétszer...A motorhang lassú menetben halk,egyenletes.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 28, 14:20
Írta: sanka74 Dátum 2009 szeptember 28, 14:20
Az orsók hossza 1000 mm, a z 300 mm.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 28, 14:22
Írta: sanka74 Dátum 2009 szeptember 28, 14:22
ja az encoder 2048 osztásos.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 15:00
Írta: bmejdz9nu Dátum 2009 szeptember 28, 15:00
A méteres orsó is egy nagy tömeg... és ez forgatott tehát nem "csak" mozgatott...
Mert valahol nem is a gyorsítás a legnehezebb egy szervó motornak, hanem a fékezés azaz a lassítás...
Az encoder gondolom a gyári 512cpr-es... ebből lesz a G340 4X-es encoder feldolgozása által 2048...
Ez egy jól használható érték (lenne) direkt hajtásnál... csak nem kerek, de ez csak az én "rögeszmém" ahogy Svejk is írta :)
A gépről nem teszel be egy képet? Jobban "képbe" lennénk... több infó... több reakció várható...
("reakció" ez jó... a sok igaz és félhamis állítás között majd "kibuherálod" amit el hiszel :)
Mert valahol nem is a gyorsítás a legnehezebb egy szervó motornak, hanem a fékezés azaz a lassítás...
Az encoder gondolom a gyári 512cpr-es... ebből lesz a G340 4X-es encoder feldolgozása által 2048...
Ez egy jól használható érték (lenne) direkt hajtásnál... csak nem kerek, de ez csak az én "rögeszmém" ahogy Svejk is írta :)
A gépről nem teszel be egy képet? Jobban "képbe" lennénk... több infó... több reakció várható...
("reakció" ez jó... a sok igaz és félhamis állítás között majd "kibuherálod" amit el hiszel :)
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 28, 15:48
Írta: sanka74 Dátum 2009 szeptember 28, 15:48
A sanka cnc néven fennt van a felhasználók mappáiban..Igen csemegézek a tanácsokból,köszi aki segít..
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 28, 15:50
Írta: sanka74 Dátum 2009 szeptember 28, 15:50
Egyébbként szépen és jól megy,csak volt neki ez a két balesete..a cut 3d levelet is kimarta egészen jól.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 28, 16:02
Írta: sanka74 Dátum 2009 szeptember 28, 16:02


Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 16:08
Írta: 000000000 Dátum 2009 szeptember 28, 16:08
Hát látod így járnak azok, akik Geckót
"koppintanak", és elnevezik A300-nak.:)
Mellesleg képzelj el egy olyan esztergát,
aminek a keresztszánján egy 10 mm-es menetemelkedésű
orsó van, míg egy másikat amin csak 1 mm-es.
Szerinted melyikkel lehet pontosabban, könnyebben, gyorsabban századra átmérőt esztergálni? Höööö?:)))
Talán ez a példa végre elgondolkoztat,
műszaki érzékedre építve kijózanít, és belátod
J-t semmibevevő és egyéb "téves"
szervotechnikai nézeteidet!:)
Az AC szervó fejlesztésetekhez pedig sok sikert
kívánok neked, pár éve én már ezen túl vagyok.
"koppintanak", és elnevezik A300-nak.:)
Mellesleg képzelj el egy olyan esztergát,
aminek a keresztszánján egy 10 mm-es menetemelkedésű
orsó van, míg egy másikat amin csak 1 mm-es.
Szerinted melyikkel lehet pontosabban, könnyebben, gyorsabban századra átmérőt esztergálni? Höööö?:)))
Talán ez a példa végre elgondolkoztat,
műszaki érzékedre építve kijózanít, és belátod
J-t semmibevevő és egyéb "téves"
szervotechnikai nézeteidet!:)
Az AC szervó fejlesztésetekhez pedig sok sikert
kívánok neked, pár éve én már ezen túl vagyok.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 16:46
Írta: bmejdz9nu Dátum 2009 szeptember 28, 16:46
1. Gondolom láttad már Gecko rajzát és adatait
2. Gondolom láttad már az A300 rajzát és adatait
Van különbség... még egy kicsi a PID-ben is :)
De most már CPLD-ben van a G320X... Gondolom lezárták :) De azért analóg maradt...:)
Jaj Tibi...ugyis tudod... nem kellenek a "varázsszavak"...
Egyébként az AC...
Nem saját fejlesztés a végfok, csak volt egy nagy kupac motor és a hozzávaló gyári vezérlő szet-ben... nem hagytam ott...
Megosztottam a barátaimmal... nekem csak mindössze 6 szet (vez+motor) maradt...
Érdekes ez az AC... teljesen más mint a DC...
Kicsi forgórész, gyorsan felpörög... de...de...
Persze csak "250W"-osak... 0,8Nm alapnyomatékkal... (a motor 12.000rpm-es, de a vezérlő nem akkora feszültségű... így csak 4-5krmp a max.)
Nem jobb és nem rosszabb! Kontra AC/DC...
Azaz mindegyiknek megvannak a maga előnyei...Mikor, mihez... De még sok teszt van hátra...
2. Gondolom láttad már az A300 rajzát és adatait
Van különbség... még egy kicsi a PID-ben is :)
De most már CPLD-ben van a G320X... Gondolom lezárták :) De azért analóg maradt...:)
Jaj Tibi...ugyis tudod... nem kellenek a "varázsszavak"...
Egyébként az AC...
Nem saját fejlesztés a végfok, csak volt egy nagy kupac motor és a hozzávaló gyári vezérlő szet-ben... nem hagytam ott...
Megosztottam a barátaimmal... nekem csak mindössze 6 szet (vez+motor) maradt...
Érdekes ez az AC... teljesen más mint a DC...
Kicsi forgórész, gyorsan felpörög... de...de...
Persze csak "250W"-osak... 0,8Nm alapnyomatékkal... (a motor 12.000rpm-es, de a vezérlő nem akkora feszültségű... így csak 4-5krmp a max.)
Nem jobb és nem rosszabb! Kontra AC/DC...
Azaz mindegyiknek megvannak a maga előnyei...Mikor, mihez... De még sok teszt van hátra...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 17:04
Írta: 000000000 Dátum 2009 szeptember 28, 17:04
Szerintem István nem örülne, ha én itt a kérésednek
megfelelően felsorolnék pár ilyen linket.
De próbáld ki a Google-t, pl.:
A(z) "DC szervó" kifejezés 1-10. találata az
összes, kb. 3 420 000 találatból. (0,34 másodperc).
Biztos találsz köztük kedvedrevalót,
csak legyen hozzá elég időd a milliós
kínálatból csemegézni!:)
megfelelően felsorolnék pár ilyen linket.
De próbáld ki a Google-t, pl.:
A(z) "DC szervó" kifejezés 1-10. találata az
összes, kb. 3 420 000 találatból. (0,34 másodperc).
Biztos találsz köztük kedvedrevalót,
csak legyen hozzá elég időd a milliós
kínálatból csemegézni!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 17:11
Írta: 000000000 Dátum 2009 szeptember 28, 17:11
"Érdekes ez az AC... teljesen más mint a DC...
Kicsi forgórész, gyorsan felpörög... de...de..."
Hát igen, a lényeg a de...de...-ben van-lesz.:))
Mellesleg nem hatott Rád a 10 mm-es kontra
1 mm-es tekerentyűs eszterga hasonlat példám, szép lazán
elsiklottál fölötte. De ezt is szeretem benned,
ezt a laza nagyvonalúságot és szelektivitást.:)[#wink]
Kicsi forgórész, gyorsan felpörög... de...de..."
Hát igen, a lényeg a de...de...-ben van-lesz.:))
Mellesleg nem hatott Rád a 10 mm-es kontra
1 mm-es tekerentyűs eszterga hasonlat példám, szép lazán
elsiklottál fölötte. De ezt is szeretem benned,
ezt a laza nagyvonalúságot és szelektivitást.:)[#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 szeptember 28, 17:35
Írta: s7manbs8 Dátum 2009 szeptember 28, 17:35
Hát úgy látom, hogy a mondás, miszerint "minden szentnek maga fele...." rád is igaz lehet, mert beírva az ajánlott kereső kifejezést, a 2. link rögtön valahonnan nagyon ismerős. Amúgy nálam is érdekes mód 3400000 körül van a találatok száma, nem is gondoltam volna, hogy Magyarországon ilyen sok ember foglalkozik ezzel.
De ha neked ilyen nagyon jó szervóid vannak és estleg van feleslegben szívesen fogadok egyet egy kis egységugrás teszt erejéig, meg van egy pár saját készítésű cuccom, és azokkal meghajtva meg vezérelve szivesen kipróbálnám, de ha karácsonyra nincs kinek adakoznod, akár itt is maradhat. Azért remélem a humort is díjazod, bár az enyém lehet elég savanyú.
De ha neked ilyen nagyon jó szervóid vannak és estleg van feleslegben szívesen fogadok egyet egy kis egységugrás teszt erejéig, meg van egy pár saját készítésű cuccom, és azokkal meghajtva meg vezérelve szivesen kipróbálnám, de ha karácsonyra nincs kinek adakoznod, akár itt is maradhat. Azért remélem a humort is díjazod, bár az enyém lehet elég savanyú.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 28, 17:46
Írta: x4rhew5r3 Dátum 2009 szeptember 28, 17:46
Most párosult nálam a gép és gazdája:) Persze hogy láttam annak idején, mikor feltetted.
Előre bocsátom, hogy nem rossz szándékú ami most következik.
Szerencsére nem túl magasak az oszlopok, de sajnos a Gecko nem alkalmas arra, hogy megnézzük mit tud az X (ami felül keresztben van) g0-ban. Érdemes lenne g0f8000-rel megküldeni a kocsit, hogy az út közepe tájától milyen lengéseket csinál. Persze közben monitorral nézni a hibajelet. De ha beleng, akkor a hangján is szépen érzékelhető a félelmetes moraj:).
Úgy emlékszem, hogy a Geckón is van analog monitor tesztpont. Oszcilloszkóppal ellenőrizhető az egységugrásra adott hibajel válasz is.
Előre bocsátom, hogy nem rossz szándékú ami most következik.
Szerencsére nem túl magasak az oszlopok, de sajnos a Gecko nem alkalmas arra, hogy megnézzük mit tud az X (ami felül keresztben van) g0-ban. Érdemes lenne g0f8000-rel megküldeni a kocsit, hogy az út közepe tájától milyen lengéseket csinál. Persze közben monitorral nézni a hibajelet. De ha beleng, akkor a hangján is szépen érzékelhető a félelmetes moraj:).
Úgy emlékszem, hogy a Geckón is van analog monitor tesztpont. Oszcilloszkóppal ellenőrizhető az egységugrásra adott hibajel válasz is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 18:05
Írta: bmejdz9nu Dátum 2009 szeptember 28, 18:05
Így? DC szervó azaz hosszú "Ó"val és "SZ"-el... belföldi piacon csemegézzek?
Te is próbáld meg így: "DC servo" ...[#vigyor2]
Te is próbáld meg így: "DC servo" ...[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 szeptember 28, 18:05
Írta: svejk Dátum 2009 szeptember 28, 18:05
Én csak azt nem értem, hogy ha kiszámoltad, hogy neked 0,38 Nm kell akkor miből gondoltad hogy a 0,2 Nm-es motor jó lesz 1:1-ben ???[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 28, 18:08
Írta: sanka74 Dátum 2009 szeptember 28, 18:08
Az kétségtelen hogy ez az állvány szerkezet az árából adódóan sem bír ekkora sebességet,nem is volt célom az ekkora sebesség,csak a 40-50-et tudja de azt tutira!!!Fához amugy sem kell gyorsabb. A cél egy viszonylag olcsó és használható CNC gép építése volt,mellesleg meglett belőle a szakdogám(megjegyzem senki nem foglalkoztt ennyit a szakdogájával mint én)a pontossága is 0,1 mm..Senki tapasztalt CNC gép építővel nem akartam felvenni a versenyt,pláne nem egy fémipari megmunkálásra alkalmas precíziós géppel..Innen lehet esetleg majd fejlődni, ha lesz elég pénzem rá,hiszen ma már mindet be lehet hozzá szerezni,és ugye a fjlődésen van a hangsúly.Ezt a teszt pontot hogyan kell levenni pontosan? Nincs oszcilloszkópom..a monitorra hogyan kell? Mindenesetre a hétvégén a vezetékezést átalakítom a tanácsoknak megfelelően,az elkóra kötök még egy két kondit,illetve a g 320 doksija írja hogy ha hosszú a táp,akkor közvetlen a vezérőhöz is lehet kötni 1000 uF kondit.Tehát ez egy faipari CNC,annak is készűlt, a lehető legalacsonyabb költségvetéssel!Ezeket a motorokat amugy ugy kaptam.Azzal egyetértek,hogy a finom mozgásokhoz finomabb menetemelkedés kell,ez tuti.A véleményem szerint a Z lehet a ludas,az a motor melegszik egy kissé,de neki tartania kell az egész marómotort meg konzolt.Köszi a tanácsokat,semmit nem veszek rosz néven amugy,hiszen Ti sokkal tapasztaltabbak vagytok.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 28, 18:12
Írta: sanka74 Dátum 2009 szeptember 28, 18:12
mert ezeket ugy kaptam,és azt mondták hogy ez egy erős moci,a nyomatékát csak most tudom tőletek.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 28, 18:19
Írta: sanka74 Dátum 2009 szeptember 28, 18:19
Amugy megy,a levelet is kimarta,fotot is martam vele,csak a 40-től nem képes többre.Nem is ezzel van a baj,hanem hogy ne legyen bizonytalan....a 40-et tudja,de azt biztosan.A 0,38 Nm egy elég erős túlméretezés egyébként ha megnézed a számolásokat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 18:25
Írta: bmejdz9nu Dátum 2009 szeptember 28, 18:25
Bizony de... de... :) Majd meglássuk... a vak is azt mondta :)
Tudod míg be nem bizonyítom magamnak sokrétű tesztekkel... persze még akkor sem hiszem el... :)
Ezzel a 10mm-es kontra 1mm-es emelkedéssel... már megint a szerinted "létfontosságú" áttételezésre jutunk...
De nem akarok belemenni... de...
Te kb. azon a párton vagy, hogy egy kicsi motort pörgessünk min. 3000rp-el (vagy felette) aztán áttételezzük le...
- Ennek (talán) előnye, hogy maga a motor mivel kisebb azaz ezáltal kisebb a forgórész tömege előbb felgyorsul... látványosan pörög...
- Hátránya, hogy lesz egy ékszíj amivel különböző hibalehetőségek lesznek...
Pl. nyúlás, kellemetlen hanghatás, felesleges munka és pénz az átt. kialakítása, pontossági hiba mert ugyebár a fogak és a szíjtárcsa kerek osztása nem golyósorsó pontosságú.... stb...
Én meg ezzel szemben azt vallom, hogy legyen az a motor 3X olyan erős alap nyomatékban és hajtson direktbe, talán ekkor 3x nagyobb felbontású encoderrel, pörögjön kevesebbet pl. csak kb. 1000rpm-et...
... és itt jön az amin lovagolsz...
A háromszor nagyobb motornak (mondjuk) 3X olyan "nehéz" a forgórész tömege... de(!) ne feledjük, hogy csak 1000rpm-re kell felpörögnie...
Előnye: pontos hajtás, olcsóbb szerkezeti kialakítás, teljesen zajmentes...
Hátránya: a 3X méretű motor drágább...
... és ekkor jön a nagy kérdés...
Hogy melyik megoldás tud egy orsón pl. 25Kg tömeget pl. 100mm/s sebességre felgyorsítani.
Mondjuk az egyik - szerinted - 10ms alatt...
Én meg azt mondom, hogy egy könnyű vagy egy tonnás gépet sem gyorsítanak 50-100ms alatt 100mm/sec-re... mert "kimegy az ajtón" a szerkezet :)
Ez még jobban igaz hobby CNC gép szerkezetekre... azaz nem bírja ki a mechanika a "rettentő" gyorsulást mechanikai elváltozás nélkül... a gyakorlatban.
... és ugyebár ma már a gyári CNC hajtások is direkt Drive-osak mint az LG új modern mosógépjei... :)
Bizony-bizony változik a világ... egy lassabb, megfelelelő fordulatú motor bizony jobb tud lenni...

Jó persze... most ne gyere azzal, hogy mosógép motorral akarok szervót... meg ennyt tudok... ez csak egy hasonlat...[#vigyor2]
Tudod míg be nem bizonyítom magamnak sokrétű tesztekkel... persze még akkor sem hiszem el... :)
Ezzel a 10mm-es kontra 1mm-es emelkedéssel... már megint a szerinted "létfontosságú" áttételezésre jutunk...
De nem akarok belemenni... de...
Te kb. azon a párton vagy, hogy egy kicsi motort pörgessünk min. 3000rp-el (vagy felette) aztán áttételezzük le...
- Ennek (talán) előnye, hogy maga a motor mivel kisebb azaz ezáltal kisebb a forgórész tömege előbb felgyorsul... látványosan pörög...
- Hátránya, hogy lesz egy ékszíj amivel különböző hibalehetőségek lesznek...
Pl. nyúlás, kellemetlen hanghatás, felesleges munka és pénz az átt. kialakítása, pontossági hiba mert ugyebár a fogak és a szíjtárcsa kerek osztása nem golyósorsó pontosságú.... stb...
Én meg ezzel szemben azt vallom, hogy legyen az a motor 3X olyan erős alap nyomatékban és hajtson direktbe, talán ekkor 3x nagyobb felbontású encoderrel, pörögjön kevesebbet pl. csak kb. 1000rpm-et...
... és itt jön az amin lovagolsz...
A háromszor nagyobb motornak (mondjuk) 3X olyan "nehéz" a forgórész tömege... de(!) ne feledjük, hogy csak 1000rpm-re kell felpörögnie...
Előnye: pontos hajtás, olcsóbb szerkezeti kialakítás, teljesen zajmentes...
Hátránya: a 3X méretű motor drágább...
... és ekkor jön a nagy kérdés...
Hogy melyik megoldás tud egy orsón pl. 25Kg tömeget pl. 100mm/s sebességre felgyorsítani.
Mondjuk az egyik - szerinted - 10ms alatt...
Én meg azt mondom, hogy egy könnyű vagy egy tonnás gépet sem gyorsítanak 50-100ms alatt 100mm/sec-re... mert "kimegy az ajtón" a szerkezet :)
Ez még jobban igaz hobby CNC gép szerkezetekre... azaz nem bírja ki a mechanika a "rettentő" gyorsulást mechanikai elváltozás nélkül... a gyakorlatban.
... és ugyebár ma már a gyári CNC hajtások is direkt Drive-osak mint az LG új modern mosógépjei... :)
Bizony-bizony változik a világ... egy lassabb, megfelelelő fordulatú motor bizony jobb tud lenni...
Jó persze... most ne gyere azzal, hogy mosógép motorral akarok szervót... meg ennyt tudok... ez csak egy hasonlat...[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 szeptember 28, 18:28
Írta: svejk Dátum 2009 szeptember 28, 18:28
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 18:34
Írta: bmejdz9nu Dátum 2009 szeptember 28, 18:34
Áttételezd le... vagy cserélj motort nagyobbra (G320 bírni fogja a nagyobbat is)...
Ha az elvárt sebesség nem magas... talán az átt. olcsóbb megoldás...
Ha az elvárt sebesség nem magas... talán az átt. olcsóbb megoldás...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 szeptember 28, 18:37
Írta: svejk Dátum 2009 szeptember 28, 18:37
Nekem kicsit bonyolult a számításod, én csak a Számítások,képletek #2-ből indulok ki mindig.
Az azt mondja hogy ez a motor az 5-ös orsóval kb. 25 Kg tolóerőt tud vízszintesen. (Te is számoltál ezzel a képlettel a végén) Bizony ez nem sok...
Kezdetnek én anno 0,4 Nm-es motort használtam 4-es orsóval direktben 1/3 méretű mechanikán kielégítően.
Ha nem akarsz a konstrukción változtatni, (pedig erősen ajánlott lenne) akkor meg kell hogy elégedj a kis gyorsulási értékekkel.
Kérj valakitől kölcsön egy szkópot és azzal nagyon jól látszani fognak a hibajelek.
Vagy építs pl. a Quantum chip-el egy monitoráramkört, mint ahogy azt Egyújabbgépépítő is ajánlotta.
Az azt mondja hogy ez a motor az 5-ös orsóval kb. 25 Kg tolóerőt tud vízszintesen. (Te is számoltál ezzel a képlettel a végén) Bizony ez nem sok...
Kezdetnek én anno 0,4 Nm-es motort használtam 4-es orsóval direktben 1/3 méretű mechanikán kielégítően.
Ha nem akarsz a konstrukción változtatni, (pedig erősen ajánlott lenne) akkor meg kell hogy elégedj a kis gyorsulási értékekkel.
Kérj valakitől kölcsön egy szkópot és azzal nagyon jól látszani fognak a hibajelek.
Vagy építs pl. a Quantum chip-el egy monitoráramkört, mint ahogy azt Egyújabbgépépítő is ajánlotta.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 szeptember 28, 18:58
Írta: sanka74 Dátum 2009 szeptember 28, 18:58
Igen, az átétel megoldás lenne amit az x és y tengelyen gond nélkül el lehetne végezni,de a Z-n nem. Amugy a G243-as motor mennyibe kerűlhet?Köszi a hasznos segítséget.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 19:25
Írta: 000000000 Dátum 2009 szeptember 28, 19:25
No ez már azért túlzás...:))
Volt itt már porszívó szervo motor is, most íme
a mosógép tört az élre!:)
Nem is tudtam, hogy a mosógép gyárak arról
híresek, hogy 3D-ben CNC-vel marják a ruhákat a
dobon belül félelmetes dinamikával.:)
A másik apróság: hol itt a kefés DC motor? [#nyes]
Azaz félek tőle, teljesen rossz a példád, mert
itt a motor is egészen más elven dolgozik.
Egyébként kár ezeken megint ennyit vitázni.
Sanka példája, és a magadé is, miszerint
lecserélted a Z-nél az orsódat kisebb
emelkedésűre világos esetek. Akkor meg miről
is beszélgetünk?:)
Ezek egyértelmű bizonyítékok, az elemi
mozgástannal kapcsolatos fizika jól működik,
és lesz.rja az elektronikát és a
mellébeszélést. Valamint a lináris függvény
egészen másképpen hat, mint a négyzetes,
a köbösről már nem is szólva.
És annyira örülnék, ha egyszer megértenéd,
a motort csak a tengelyére számított redukált
J érdekli ha gyorsul vagy lassul.
Magyarázhatsz neki fűt-fát, és lehetsz
cégvezető is, akkor is csak mosolyog
rajtad az a fránya hajtómotor.:) [#nyes]
Volt itt már porszívó szervo motor is, most íme
a mosógép tört az élre!:)
Nem is tudtam, hogy a mosógép gyárak arról
híresek, hogy 3D-ben CNC-vel marják a ruhákat a
dobon belül félelmetes dinamikával.:)
A másik apróság: hol itt a kefés DC motor? [#nyes]
Azaz félek tőle, teljesen rossz a példád, mert
itt a motor is egészen más elven dolgozik.
Egyébként kár ezeken megint ennyit vitázni.
Sanka példája, és a magadé is, miszerint
lecserélted a Z-nél az orsódat kisebb
emelkedésűre világos esetek. Akkor meg miről
is beszélgetünk?:)
Ezek egyértelmű bizonyítékok, az elemi
mozgástannal kapcsolatos fizika jól működik,
és lesz.rja az elektronikát és a
mellébeszélést. Valamint a lináris függvény
egészen másképpen hat, mint a négyzetes,
a köbösről már nem is szólva.
És annyira örülnék, ha egyszer megértenéd,
a motort csak a tengelyére számított redukált
J érdekli ha gyorsul vagy lassul.
Magyarázhatsz neki fűt-fát, és lehetsz
cégvezető is, akkor is csak mosolyog
rajtad az a fránya hajtómotor.:) [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 19:39
Írta: HJózsi Dátum 2009 szeptember 28, 19:39
Huha, megint felütötte a fejét a geckobititisz! ... [#csodalk] már a mosógépmotor is direkt ...? CNC?... [#nyes][#nyes][#nyes] Nem volt megfelelő a ruby cabernet prevenció? ...[#vigyor][#pias]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 19:53
Írta: 000000000 Dátum 2009 szeptember 28, 19:53
Ááá, szia Józsi! Már hiányoltalak.:)
Tudod olyan jó volt egy kis újabb csörtét vívni
Péterrel, mint a régi szép időkben, amikor
Veled is együtt próbáltunk pár dolgot itt
Péter fejébe "verni".
De most már minden patyolat tiszta, minden
rendben van, hála a mosógépeknek, porszívóknak,
és a kávédarálóknak!:))) [#vigyor2]
Tudod olyan jó volt egy kis újabb csörtét vívni
Péterrel, mint a régi szép időkben, amikor
Veled is együtt próbáltunk pár dolgot itt
Péter fejébe "verni".
De most már minden patyolat tiszta, minden
rendben van, hála a mosógépeknek, porszívóknak,
és a kávédarálóknak!:))) [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 19:55
Írta: bmejdz9nu Dátum 2009 szeptember 28, 19:55
[#hawaii] Milyen volt az újraélesztés? :) A mosógépes hasonlat után :)

Te kb. azon a párton vagy, hogy egy kicsi motort pörgessünk min. 3000rp-el (vagy felette) aztán áttételezzük le...
- Ennek (talán) előnye, hogy maga a motor mivel kisebb azaz ezáltal kisebb a forgórész tömege előbb felgyorsul... látványosan pörög...
- Hátránya, hogy lesz egy ékszíj amivel különböző hibalehetőségek lesznek...
Pl. nyúlás, kellemetlen hanghatás, felesleges munka és pénz az átt. kialakítása, pontossági hiba mert ugyebár a fogak és a szíjtárcsa kerek osztása nem golyósorsó pontosságú.... stb...
Én meg ezzel szemben azt vallom, hogy legyen az a motor 3X olyan erős alap nyomatékban és hajtson direktbe, talán ekkor 3x nagyobb felbontású encoderrel, pörögjön kevesebbet pl. csak kb. 1000rpm-et...
... és itt jön az amin lovagolsz...
A háromszor nagyobb motornak (mondjuk) 3X olyan "nehéz" a forgórész tömege... de(!) ne feledjük, hogy csak 1000rpm-re kell felpörögnie...
Előnye: pontos hajtás, olcsóbb szerkezeti kialakítás, teljesen zajmentes...
Hátránya: a 3X méretű motor drágább...
... és ekkor jön a nagy kérdés...
Hogy melyik megoldás tud egy orsón pl. 25Kg tömeget pl. 100mm/s sebességre felgyorsítani.
Mondjuk az egyik - szerinted - 10ms alatt...
Én meg azt mondom, hogy egy könnyű vagy egy tonnás gépet sem gyorsítanak 50-100ms alatt 100mm/sec-re... mert "kimegy az ajtón" a szerkezet :)
Ez még jobban igaz hobby CNC gép szerkezetekre... azaz nem bírja ki a mechanika a "rettentő" gyorsulást mechanikai elváltozás nélkül... a gyakorlatban.
Te kb. azon a párton vagy, hogy egy kicsi motort pörgessünk min. 3000rp-el (vagy felette) aztán áttételezzük le...
- Ennek (talán) előnye, hogy maga a motor mivel kisebb azaz ezáltal kisebb a forgórész tömege előbb felgyorsul... látványosan pörög...
- Hátránya, hogy lesz egy ékszíj amivel különböző hibalehetőségek lesznek...
Pl. nyúlás, kellemetlen hanghatás, felesleges munka és pénz az átt. kialakítása, pontossági hiba mert ugyebár a fogak és a szíjtárcsa kerek osztása nem golyósorsó pontosságú.... stb...
Én meg ezzel szemben azt vallom, hogy legyen az a motor 3X olyan erős alap nyomatékban és hajtson direktbe, talán ekkor 3x nagyobb felbontású encoderrel, pörögjön kevesebbet pl. csak kb. 1000rpm-et...
... és itt jön az amin lovagolsz...
A háromszor nagyobb motornak (mondjuk) 3X olyan "nehéz" a forgórész tömege... de(!) ne feledjük, hogy csak 1000rpm-re kell felpörögnie...
Előnye: pontos hajtás, olcsóbb szerkezeti kialakítás, teljesen zajmentes...
Hátránya: a 3X méretű motor drágább...
... és ekkor jön a nagy kérdés...
Hogy melyik megoldás tud egy orsón pl. 25Kg tömeget pl. 100mm/s sebességre felgyorsítani.
Mondjuk az egyik - szerinted - 10ms alatt...
Én meg azt mondom, hogy egy könnyű vagy egy tonnás gépet sem gyorsítanak 50-100ms alatt 100mm/sec-re... mert "kimegy az ajtón" a szerkezet :)
Ez még jobban igaz hobby CNC gép szerkezetekre... azaz nem bírja ki a mechanika a "rettentő" gyorsulást mechanikai elváltozás nélkül... a gyakorlatban.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 19:59
Írta: HJózsi Dátum 2009 szeptember 28, 19:59
Szia! :) Írtam egy fél oldalt de inkáb kitöröltem ... Ha valaki dogmákat állít fel, azt nehéz ész érvekkel elmozdítani, hiába téves ... ez a dogmák természete ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:00
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:00
Most vettem új mosógépet...
Sajnos nem az LG-t... az asszony nagy betöltő nyílásút és nagy mosótérfogatút akart az LG pedig "csak" 8Kg-os...
Sajnos az USA-ban meglátta ezeket a mosógépeket... nincs a boltokban olyan "minik" mint nálunk!
A súlyautomatika úgyis beállítja a víztöltést... stb...
Sajnos nem az LG-t... az asszony nagy betöltő nyílásút és nagy mosótérfogatút akart az LG pedig "csak" 8Kg-os...
Sajnos az USA-ban meglátta ezeket a mosógépeket... nincs a boltokban olyan "minik" mint nálunk!
A súlyautomatika úgyis beállítja a víztöltést... stb...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:04
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:04
Lesz majd 10-es em. orsón most DirectDrive :) Viszonylag kicsi, de jó motorokkal... és nagy a munkaterület!
Ha az 5-ösnél nem volt jó a drekthajtás akkor mi lesz majd most...[#fejvakaras] kapok a fejemre...
Nem tanulok az első gépem hibáiból... mert nincsenek hibái! A sok tesztelés... nem volt hiába való...
Ha az 5-ösnél nem volt jó a drekthajtás akkor mi lesz majd most...[#fejvakaras] kapok a fejemre...
Nem tanulok az első gépem hibáiból... mert nincsenek hibái! A sok tesztelés... nem volt hiába való...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 20:05
Írta: HJózsi Dátum 2009 szeptember 28, 20:05
Volt egyszer egy vita a helikopter lebegéséről, hogy nincs elmozdulás, tehát nincs munkavégzés... a helikopter nem mozdul el ez igaz, de talán más mégis ... mondjuk légüres térben meddig maradna mozdulatlan helikopter ... Szóval esetenként láthatatlan szempontokat is figyelembe kell venni ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 20:08
Írta: HJózsi Dátum 2009 szeptember 28, 20:08
Példád akkor lett volna az alapkoncepcióddal kompatibilis, ha a konvencionális motort kötötték volna direktben a dob tengelyére !... de ők sem hülyék, hogy azt tegyék, ez egy más felépítésű motor... ebben a példában csak a direkthajtást emelted ki azzal nem foglalkoztál, hogy nem ugyanaz a motor...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:11
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:11
Talán nézd meg a mosógépet egy boltban... minél laposabb a motor annál nagyobb a töltőtérfogat = drágább :)
Jó tudom...csak a példa... itt a cél a jobb és finomabb járás és a várhatóan nagyobb élettartam, halkabb üzem...(ja és frekiváltó is van a msógépben:)
Jó tudom...csak a példa... itt a cél a jobb és finomabb járás és a várhatóan nagyobb élettartam, halkabb üzem...(ja és frekiváltó is van a msógépben:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 20:15
Írta: HJózsi Dátum 2009 szeptember 28, 20:15
Szerintem jobb lesz, ha Svejket megkéred számoljon utána, mi a várható eredmény ... Emlékszel, a hajtásszámoláskor ő felfedezte fel, hogy négyzetes , köbös súlyosbító tényezők vannak és ez sajnos dogma-rezisztens ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 20:23
Írta: 000000000 Dátum 2009 szeptember 28, 20:23
1 mm-es golyósorsóról nyilván hallottál már.:)
Azaz a direkthajtást is rosszul mondod, értelmezed.
Azaz én abszolut nem a direkt hajtás ellen
vagyok, sőt gyorsíthatunk is (lásd Vbody
fortuna, csak ugye az egy picit más eset).
Kár olyan dolgokat megint és már ki tudja
hányadszor leírni, amikről szó sincs.
A szervotechnikai varázshányados=elmozdulás/motorfordulat!!!!
Hogy ennek optimális értéke lassító, direkt,
gyorsító áttétellel jön létre, majdnem mindegy.
Na pusszantlak! :)), tényleg nincs időm ilyen meddő
vitára, és tisztelni kell a Fórumot is, Akik
már valószínűleg unják. Bár ezek fontos dolgok,
sőt az egész CNC gép jósága ezen múlhat, legyen
az step, servo, vagy mosógép hajtású!:)
Azaz a direkthajtást is rosszul mondod, értelmezed.
Azaz én abszolut nem a direkt hajtás ellen
vagyok, sőt gyorsíthatunk is (lásd Vbody
fortuna, csak ugye az egy picit más eset).
Kár olyan dolgokat megint és már ki tudja
hányadszor leírni, amikről szó sincs.
A szervotechnikai varázshányados=elmozdulás/motorfordulat!!!!
Hogy ennek optimális értéke lassító, direkt,
gyorsító áttétellel jön létre, majdnem mindegy.
Na pusszantlak! :)), tényleg nincs időm ilyen meddő
vitára, és tisztelni kell a Fórumot is, Akik
már valószínűleg unják. Bár ezek fontos dolgok,
sőt az egész CNC gép jósága ezen múlhat, legyen
az step, servo, vagy mosógép hajtású!:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 20:29
Írta: HJózsi Dátum 2009 szeptember 28, 20:29
Engedelmeddel ezt most kinagyítanám, mert ez tényleg egy lényeges hányados :
"A szervotechnikai varázshányados=elmozdulás/motorfordulat!!!!"
"A szervotechnikai varázshányados=elmozdulás/motorfordulat!!!!"
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:33
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:33
Menj be a boltba és kérdezd meg egy 5-ös em. orsó árát és egy 2mm-es em. árát...
Aztán majd nem kapsz levegőt... nem a duplája... hanem sokszorosa...
Tehát a "kismotoros" T45 féle hajtás elképzelés nagyon drága is...:)
Aztán majd nem kapsz levegőt... nem a duplája... hanem sokszorosa...
Tehát a "kismotoros" T45 féle hajtás elképzelés nagyon drága is...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:35
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:35
Csinálni... tesztelni... dokumentálni... Vagy valami szociológiai elméleti fórum ez? :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 20:43
Írta: HJózsi Dátum 2009 szeptember 28, 20:43
Érdekes, pl. nem nevezném meg a céget, ... na jó Laslie után szabadon: oivalK, a 2,5-ös és az 5 -ös is fillérre ugyanannyi ... sőt ugyanannyi a 10-es és a 20-as is... csak hogy ne maradjon tévinfó a köztudatban ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 20:47
Írta: HJózsi Dátum 2009 szeptember 28, 20:47
Hát szó ami szó elmélettel sok pénzt lehet megspórolni, egyből a jó irányba indulni, konstrukciót és motort csak a megfelelőt megvenni... Nem mindenkinek állhat tornyokban a sok motor, pl helyhiány miatt sem ... az is drága. Vagy autóválasztásnál is mindet megveszed és teszteled? ... [#nyes][#hawaii][#wave][#vigyor2][#vigyor3][#wilting][#ijedt][#lama][#csodalk][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 20:49
Írta: 000000000 Dátum 2009 szeptember 28, 20:49
Nyugi Péter:), az igazság inkább az, hogy egy
500W-os Sanyo-Denki bolti árából,
vehetsz, 3 kisebb szervomotort, és 3 kisebb
menetemelkedésű golyósorsót.
Azaz máris kész a CNC gép X, Y, Z alap tengelye,
tehát pont fordítva van, ez sokkal olcsóbb is.
500W-os Sanyo-Denki bolti árából,
vehetsz, 3 kisebb szervomotort, és 3 kisebb
menetemelkedésű golyósorsót.
Azaz máris kész a CNC gép X, Y, Z alap tengelye,
tehát pont fordítva van, ez sokkal olcsóbb is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:50
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:50
a 2,5-es nem ugyanaz... de gondolom tudod... Kérdezd HIWIN-be (ez egy gyártó:) a 2mm-es emelkedést!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 20:52
Írta: 000000000 Dátum 2009 szeptember 28, 20:52
Köszike!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:54
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:54
"200W-os" új szervómotort sem vesznek 500cpr-es encoderrel (2 kg-os) 25.000Ft-ért... ennyit az árról...(adok veszek)
Három új SanyoDenki + 3db A300 250.000 Ft volt..
2 db új Yaskawa Minteria + 2 db A300 200.000 Ft volt...
Ennyit az árról... biztos láttad...
Három új SanyoDenki + 3db A300 250.000 Ft volt..
2 db új Yaskawa Minteria + 2 db A300 200.000 Ft volt...
Ennyit az árról... biztos láttad...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:54
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:54
De jól el vagytok...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 21:05
Írta: 000000000 Dátum 2009 szeptember 28, 21:05
Figyelj Péter! Az úgy nem megy, hogy egyszer
a netes boltok alkalmi áraival számolsz,
máskor meg a bolti igazi áfás árakkal attól
függően, hogy jön ki a vélt igazad!:)
De tud, mit, lassan menjünk aludni és legyen
Neked igazad...:)
a netes boltok alkalmi áraival számolsz,
máskor meg a bolti igazi áfás árakkal attól
függően, hogy jön ki a vélt igazad!:)
De tud, mit, lassan menjünk aludni és legyen
Neked igazad...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 21:08
Írta: bmejdz9nu Dátum 2009 szeptember 28, 21:08
Ezeket én árultam, árulom... végül is nem kellettek nekem...
Én vagyok a "netes" bolt? :) Jó tudom az Áfás motor 25%-al erősebb a hobbystánál :)
Én vagyok a "netes" bolt? :) Jó tudom az Áfás motor 25%-al erősebb a hobbystánál :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 21:09
Írta: bmejdz9nu Dátum 2009 szeptember 28, 21:09
Na és Tibi és Józsi G320X-el milyen bajok lehetnek... ki vele... :) Kiváncsi lennék ezzel kapcslatban a "fogáspontokra"...
Drága? Kicsi a hibajel tároló? stb... Mit nem tud?
Drága? Kicsi a hibajel tároló? stb... Mit nem tud?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 21:38
Írta: HJózsi Dátum 2009 szeptember 28, 21:38
Péter wazze (fújj bele a szondába :) ), az A300-al fél éve beelőzhetted volna őket, csak ragaszkodtál a dogmádhoz és nem akartad, hogy megszülessen az A300X !!! :) Senkinek nem lenne baja vele... Hát most az élet kikényszerítette a kompakt megoldásból is, hogy ipari szerű legyen és több helyre beférjen ( nem méretben...).
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 21:46
Írta: HJózsi Dátum 2009 szeptember 28, 21:46
A G320X ahogy átnéztem a leírását hozza azt amit ebben a méretben lehet és felszámolta a korlátait memória tekintetében, plusz a rászorulóknak sokszorozót is tartalmaz... Ezzel érdemes lenne egységugrást tesztelni, mindjárt mérhetővé válik a rendszer... ( és beállíthatóvá! )
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 21:49
Írta: HJózsi Dátum 2009 szeptember 28, 21:49
Mint ahogy az golyós-orsóknál is, a motoroknál is a bolti árakat ésszerű összehasonlítani, az reprodukálható többször is ... ezen nincs mit összebeszélni ... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 22:07
Írta: bmejdz9nu Dátum 2009 szeptember 28, 22:07
Hát igen... ez azoknak is jó már akik "félreméretezik" azaz alul méretezik a hajtásláncot...
Érdemes megnézni a CNCzone-t... kb. erről van szó... A "kuka" hobbysta össze-vessz mindent... és ugyebár elvárja, hogy működjön :)
De látod a Geckonak is 7 év kellett mire beadta a derekán a "piacnak" (2002 óta van G320)
Hát ez van... de vissza lehet állítani a tárolót vagy nagyobbra és "jól" egységugrasztani :) ... és nem lett digitális... azaz "analóg" módon :)
Érdemes megnézni a CNCzone-t... kb. erről van szó... A "kuka" hobbysta össze-vessz mindent... és ugyebár elvárja, hogy működjön :)
De látod a Geckonak is 7 év kellett mire beadta a derekán a "piacnak" (2002 óta van G320)
Hát ez van... de vissza lehet állítani a tárolót vagy nagyobbra és "jól" egységugrasztani :) ... és nem lett digitális... azaz "analóg" módon :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 22:08
Írta: bmejdz9nu Dátum 2009 szeptember 28, 22:08
Naja a profik akik szériában készítenek gépeket... azoknak ez fontos... és valóban így kell nézni ekkor...
de itt vagyunk: www.hobbycnc.hu
de itt vagyunk: www.hobbycnc.hu
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 22:18
Írta: HJózsi Dátum 2009 szeptember 28, 22:18
A hobbista egyetértek, abból épít amit lehetősége van beszerezni. Hogy abból a legtöbbet ki tudja hozni, érdemes a konstrukción elgondolkozni. Ha egy egyszerű arányszám megmondja, hogy akkor, ha így vagy úgy áttételezi akkor egy átételezés még nem fogja földhözvágni... lásd Svejk nemrég rendelt tárcsákat meg szíjat és nem volt vészes. Motorfelfogatás úgyis kell, vannak egyszerű megoldások. Én valahogy helyből áttétel párti vagyok, kevésbé végsebesség... talán, mert olyan forgácsolási alkalmazásokban gondolkodok ahol nem kell F1 sebeség...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 22:28
Írta: bmejdz9nu Dátum 2009 szeptember 28, 22:28
Nekem is lesz áttételem - legalább próbapad szinten - mert sajnos túl gyors forgású az AC :)
Ezt majd meglátjuk... azaz mennyire lehet tökélyre vinni...
De ettől még a kétségeim megvannak az átt. kapcsolatban... majd talán elmúlnak ha a teszteken túl leszek...
Egyszer már csináltam egy szíjas áttételt... az nagyon szomorú eredményeket produkált...
Jó lenne igazán jó minőségű (ipari) Planetary Drive-okat szerezni...
Egyenlőre egy új 1/3-as Rexroth-ot sikerült... de drágább volt mint egy HD... (van egy új Maxxon de az sajnos kottyanik)
Tehát a PlanetDrive nem járható... nincs és nagyon drága... marad az ékszíj... még egy esély... vagy semmi :) = DirectDrive.
Ezt majd meglátjuk... azaz mennyire lehet tökélyre vinni...
De ettől még a kétségeim megvannak az átt. kapcsolatban... majd talán elmúlnak ha a teszteken túl leszek...
Egyszer már csináltam egy szíjas áttételt... az nagyon szomorú eredményeket produkált...
Jó lenne igazán jó minőségű (ipari) Planetary Drive-okat szerezni...
Egyenlőre egy új 1/3-as Rexroth-ot sikerült... de drágább volt mint egy HD... (van egy új Maxxon de az sajnos kottyanik)
Tehát a PlanetDrive nem járható... nincs és nagyon drága... marad az ékszíj... még egy esély... vagy semmi :) = DirectDrive.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 22:33
Írta: HJózsi Dátum 2009 szeptember 28, 22:33
Egyébként csak a bolti ár a reális összehasonlítási alap, nem az alkalmi Vaterás eBayos, méhtelepes stb. mázlis beszerzés ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 22:39
Írta: bmejdz9nu Dátum 2009 szeptember 28, 22:39
Hát én csak hobbysta "mázlista" vagyok...... voltam, vagyok és leszek.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 szeptember 28, 22:41
Írta: svejk Dátum 2009 szeptember 28, 22:41
Azért egy jó fogazottszíj áttételhez is kell ügyesség meg egy kis géppark :)
3-4000 motorfordulatnál már jönnek a problémák..
Az anyagbeszerzést pedig leírtam, elsőre az se sikerült :(
Én nem vagyok áttételpárti, biztos azért mert még jót nem sikerült csinálnom :(
De most muszály volt....
3-4000 motorfordulatnál már jönnek a problémák..
Az anyagbeszerzést pedig leírtam, elsőre az se sikerült :(
Én nem vagyok áttételpárti, biztos azért mert még jót nem sikerült csinálnom :(
De most muszály volt....
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 22:48
Írta: HJózsi Dátum 2009 szeptember 28, 22:48
Na tessék! :)) Már AC-zol is ... A motornak az a jó, ha a legjobb hatásfokú tartományában pörög... 3M-es szíjjal, ahogy Svejk! Nem lesz gond! Acél szálak vannak benne wazze! ;)
DirectDrive ... hagyjad már! Te még emlékszel a régi körhintákra, ahol egy bazi nagy motor laposszíjjal kis szíjtárcsával hajtott egy nagyot ami a körhinta tengelyén volt és valami vaslemezt vízbe merítve indították... Na most ha ezt a motort direkben kötötték volna a körhinta tengelyére, két eset állhatott volna elő: 1. A motor nem bírt volna elindulni a terheléstől és a víz rövid idő alatt elpárolog ami szakítja az áramkört, esetleg leég a motor 2. nagyon lassú gyorsítással felpörög a motor, a hintában ülők már vízszintesen pörögnek sugár irányban, esetleg elszállnak a súlyosabbak mert elszakad a lánc ... a fékezés még drámaibb, ha vizuális típus vagyvagy ... :))
DirectDrive ... hagyjad már! Te még emlékszel a régi körhintákra, ahol egy bazi nagy motor laposszíjjal kis szíjtárcsával hajtott egy nagyot ami a körhinta tengelyén volt és valami vaslemezt vízbe merítve indították... Na most ha ezt a motort direkben kötötték volna a körhinta tengelyére, két eset állhatott volna elő: 1. A motor nem bírt volna elindulni a terheléstől és a víz rövid idő alatt elpárolog ami szakítja az áramkört, esetleg leég a motor 2. nagyon lassú gyorsítással felpörög a motor, a hintában ülők már vízszintesen pörögnek sugár irányban, esetleg elszállnak a súlyosabbak mert elszakad a lánc ... a fékezés még drámaibb, ha vizuális típus vagyvagy ... :))
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 22:54
Írta: HJózsi Dátum 2009 szeptember 28, 22:54
belimitált a szerkesztőablak pedig folytattam volna a rémlátomást ... :) Na szóval részemről a kávédaráló, a turmix gép, a botmixer a fúrógép gondolkodás nélkül lehet DirectDrive, de egy cnc hajtás esetében inkább elgondolkozok és mivel segédlet is van Neked köszönhetően doksival, örömmel behelyettesítek, számolok...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 22:56
Írta: HJózsi Dátum 2009 szeptember 28, 22:56
Ill. számol a progi csak az alkotóelemek paramétereit kell beadni... [#wave][#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 22:57
Írta: HJózsi Dátum 2009 szeptember 28, 22:57
A hajszárító lemaradt ...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 23:01
Írta: bmejdz9nu Dátum 2009 szeptember 28, 23:01
3M acélszálas volt az alap... A körhinta már a múlté...
AC:
Olyan mint a DC csak a szénkeféket egy elektronika helyettesíti...
A különbség, hogy a tekercsek nem a forgórészben vannak hanem ... azaz fordítva...
Sajnos...(?) Jó és új DC szervó motort már-már alíg lehet szerezni elfogadható áron...
A bonyolultabb AC elektronikát + egy jóval egyszerűbb felépítésű AC motort tömegtermelésben olcsóbb gyártani mint egy sokosztású kommutátoros DC szervó motort...
Sajnos(?) Ez van... ezzel kell majd élni?
De talán átt. nélkül is lehet? Meglátjuk... Sajnos a "wattok" csak a fordulattal arányban jönnek... egyenlőre...
AC:
Olyan mint a DC csak a szénkeféket egy elektronika helyettesíti...
A különbség, hogy a tekercsek nem a forgórészben vannak hanem ... azaz fordítva...
Sajnos...(?) Jó és új DC szervó motort már-már alíg lehet szerezni elfogadható áron...
A bonyolultabb AC elektronikát + egy jóval egyszerűbb felépítésű AC motort tömegtermelésben olcsóbb gyártani mint egy sokosztású kommutátoros DC szervó motort...
Sajnos(?) Ez van... ezzel kell majd élni?
De talán átt. nélkül is lehet? Meglátjuk... Sajnos a "wattok" csak a fordulattal arányban jönnek... egyenlőre...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 28, 23:06
Írta: HJózsi Dátum 2009 szeptember 28, 23:06
Ez már megint az elektronika gyártók malmára hajtja a vizet ... :DDD
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 23:09
Írta: bmejdz9nu Dátum 2009 szeptember 28, 23:09
Hát igen... egy elektronikát egy gép összerakja.... láttál már DC szervómotort... na az pedig szerintem "kézi munka"...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 szeptember 28, 23:18
Írta: svejk Dátum 2009 szeptember 28, 23:18
Nehogy azt hidd...
Én voltam olyan helyen ahol forgórészt csináltak.
Egy ablaktörlőszerűség tekercselése kb. 15 másodperc a kommutárba való bekötéssel együtt..
Néni csak szinte a gyurmázásnál volt.
Én voltam olyan helyen ahol forgórészt csináltak.
Egy ablaktörlőszerűség tekercselése kb. 15 másodperc a kommutárba való bekötéssel együtt..
Néni csak szinte a gyurmázásnál volt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 23:34
Írta: bmejdz9nu Dátum 2009 szeptember 28, 23:34
Nekem mindig ez a SanyoDenki forgórész jut eszembe :)
Szerinted ezt automata csinálja vagy a néni :)
Szerinted ezt automata csinálja vagy a néni :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 szeptember 29, 00:02
Írta: s7manbs8 Dátum 2009 szeptember 29, 00:02
Hogy is van ez, amit Isten meg tud csinálni, azt az ember is, amit ember, azt a gép is. Vagy talán mégse ?
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 szeptember 29, 00:07
Írta: 4um5b65d Dátum 2009 szeptember 29, 00:07
Én az istenről azt hallottam, hogy
- megteremté a természetet , és hát látja, hogy nagyon szép lett...
- Aztán megteremté az állatokat és látja, hogy az is nagyon szép lett.....
- Aztán megteremté a férfit és látja, hogy az is nagyon szép lett...
- Aztán megteremté a nőt........majd megvonja a vállát....... sóhajt egy jókorát..... Na mindegy majd festi magát....
[#nyes][#nyes]
- megteremté a természetet , és hát látja, hogy nagyon szép lett...
- Aztán megteremté az állatokat és látja, hogy az is nagyon szép lett.....
- Aztán megteremté a férfit és látja, hogy az is nagyon szép lett...
- Aztán megteremté a nőt........majd megvonja a vállát....... sóhajt egy jókorát..... Na mindegy majd festi magát....
[#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 29, 00:20
Írta: HJózsi Dátum 2009 szeptember 29, 00:20
[#nyes][#eljen][#vigyor2] és ez így is van ...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 szeptember 29, 00:50
Írta: s7manbs8 Dátum 2009 szeptember 29, 00:50
[#vigyor2][#vigyor2][#vigyor2][#wave][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 szeptember 29, 08:16
Írta: svejk Dátum 2009 szeptember 29, 08:16
Egyértelmű hogy automata, legalább is a java részét...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 29, 09:25
Írta: HJózsi Dátum 2009 szeptember 29, 09:25
Egy kis motorból is ki tudsz hozni többet, lásd ITT... :)))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 szeptember 29, 10:07
Írta: svejk Dátum 2009 szeptember 29, 10:07
A birkája lerontotta a belső mágnes erejét, azért pörgött fel a motor.
De ettől csak a fordulata nő meg a nyomatéka csökken...
De ettől csak a fordulata nő meg a nyomatéka csökken...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 szeptember 29, 10:08
Írta: HJózsi Dátum 2009 szeptember 29, 10:08
[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2009 október 01, 16:43
Írta: 3k74cecek Dátum 2009 október 01, 16:43
A dilettáns kisérletező[#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 12, 16:11
Írta: sanka74 Dátum 2009 október 12, 16:11
Sziasztok!A lentebb ecsetelt szervo vezérlésemet a javaslatotoknak megfelelően újra huzaloztam,minden vezeték sodrott és le is árnyékoltam, a jelvezetékek is árnyékolt vezetékek lettek.A vezélőkbe bemenő DC egy közös pontból indul mindhárom vezérlő felé 2,5 mm2 keresztmetszetű vezetékekkel,közvetlenűl a vezérlő elé pedig tettem egy-egy 1000uF kondit,(javasolta a g320 leírása).Az elkó összesen 3 db
10000uF kondi plusz a vezérlők előti egy-egy db
1000 uF.A motorkhoz menő vezetékeket is összesodortam és le is árnyékoltam azt is.És láss csodát...Nem tílt most már le még max sebességnél sem,az igaz hogy a felső gerendának a max 60 u/sec sebesség sok,nagyon beleng,49 u/sec- nél és 200-as gyosulásnál szépen megy.megcsináltam a teszteket,éktaszt stb,minden tökéletesen ment,kivéve(amire gondoltam is)a Z tengely kissé belegyalogolt a felületbe.Az erika nevű kép marásakor 0,7 mm,ami nagyon sok,és a gain-damping-al sem tudtam játszani.Utána eszembe jutott hogy az ipari gépeken pnumatikus munkahengerek segítik a golyósorsókat,igy én tettem rá rugókat,igaz nem túl elegáns megoldás...Mivel nem volt otthon elég erős rugóm ezért még felfele menetben nehezebb forgatni a tengelyt mint lefele,gondolom ha mindkét irányban egyforma nehéz elforgatni a motor tengelyét,akkor sokat javulhat a helyzet.Megpróbálok tenni fel képeket,hátha sikerűl,a tesztmarásokról is,illetve csináltam videót de azt nem tudom hogyan kell feltenni,meg nem tudom érdekel-e valakit...
10000uF kondi plusz a vezérlők előti egy-egy db
1000 uF.A motorkhoz menő vezetékeket is összesodortam és le is árnyékoltam azt is.És láss csodát...Nem tílt most már le még max sebességnél sem,az igaz hogy a felső gerendának a max 60 u/sec sebesség sok,nagyon beleng,49 u/sec- nél és 200-as gyosulásnál szépen megy.megcsináltam a teszteket,éktaszt stb,minden tökéletesen ment,kivéve(amire gondoltam is)a Z tengely kissé belegyalogolt a felületbe.Az erika nevű kép marásakor 0,7 mm,ami nagyon sok,és a gain-damping-al sem tudtam játszani.Utána eszembe jutott hogy az ipari gépeken pnumatikus munkahengerek segítik a golyósorsókat,igy én tettem rá rugókat,igaz nem túl elegáns megoldás...Mivel nem volt otthon elég erős rugóm ezért még felfele menetben nehezebb forgatni a tengelyt mint lefele,gondolom ha mindkét irányban egyforma nehéz elforgatni a motor tengelyét,akkor sokat javulhat a helyzet.Megpróbálok tenni fel képeket,hátha sikerűl,a tesztmarásokról is,illetve csináltam videót de azt nem tudom hogyan kell feltenni,meg nem tudom érdekel-e valakit...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 12, 16:12
Írta: sanka74 Dátum 2009 október 12, 16:12
pnumatikus=pneumatikus
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 12, 16:30
Írta: sanka74 Dátum 2009 október 12, 16:30
Vezérlő:

Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 12, 16:32
Írta: sanka74 Dátum 2009 október 12, 16:32
Négyzet teszt:

Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 12, 16:33
Írta: sanka74 Dátum 2009 október 12, 16:33

Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 12, 16:34
Írta: sanka74 Dátum 2009 október 12, 16:34

Ékteszt
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 12, 16:35
Írta: sanka74 Dátum 2009 október 12, 16:35

Spirálteszt
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 12, 16:37
Írta: sanka74 Dátum 2009 október 12, 16:37
Köszönet annak aki segített,a Z-tengely "könnyítésére" esetleg más javaslat a rugón kivűl?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 október 12, 18:41
Írta: Szalai György Dátum 2009 október 12, 18:41
Hangolható légrugó.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 október 12, 19:06
Írta: 4um5b65d Dátum 2009 október 12, 19:06
Átdobni a hídon egy görgős láncot vagy akár egy bowdent, PE kötöző zsineget majd a Z tengellyel azonos tömegű tömböt felfüggeszteni. (Lift / felvonó elv)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 12, 19:11
Írta: s7manbs8 Dátum 2009 október 12, 19:11
Nekem is olyan megoldás van, egy csapágyazott görgőn bowdennel ki van egyensúlyozva.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 október 12, 19:28
Írta: Szalai György Dátum 2009 október 12, 19:28
Akkor a dupla mozgatott tömeggel le is rontottátok a Z dinamikáját pont a felére.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 12, 19:40
Írta: sanka74 Dátum 2009 október 12, 19:40
Igen ezen én is gondolkodtam, a rajzgépeket is igy oldják meg hogy súlytalan(idézőjelben)legyen,de én azon aggódom hogy a gyors mozgásokat ez hogyan tudná elviselni? a rajzgépen nem lehet nagyon gyorsan mozgatni..
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 12, 19:42
Írta: sanka74 Dátum 2009 október 12, 19:42
A hangolható légrugó mekkora?ugyanis ezt nem terveztem bele a mechanikába,és ha nagy hely kell neki akkor nem fér el.Ez olyan mint a gázteleszkóp??
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 12, 19:50
Írta: 000000000 Dátum 2009 október 12, 19:50
Ne rontsad el a gépedet ilyesmivel, inkább tegyél fel rá nagyobb motort a "Z"-re.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 október 12, 20:07
Írta: 4um5b65d Dátum 2009 október 12, 20:07
A légrugónál is ugyanaz van mint a súlynál, lehet, hogy még rosszabb is. Szerintem nagyobb a súrlódása is a gumik miatt.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 október 12, 20:09
Írta: 4um5b65d Dátum 2009 október 12, 20:09
Valamit valamiért. Ha kicsi a motor akkor nem lehet minden "kánaán" egyszerre a miénk....
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 október 12, 20:22
Írta: Szalai György Dátum 2009 október 12, 20:22
A hangolható légrugó nem varázslat.
Nem drága, kicsi a súlya, kicsi a tömege, kicsi a súrlódása, és pont akkora ellenerőt képvisel amekkorát kell.
Egy pneumatika munkahenger, aminek a dugattyú átmérője akkora, hogy pár légkör nyomáson ellent tud tartani a Z mozgó tömegének.
Azt felapplikálni a Z orsóval párhuzamosan.
Összecsövezni egy könnyű légtartállyal, aminek a térfogata vagy tízszerese a munkahenger kitolt állapotú belső térfogatának.
A tartályt egy autókerék szelepen keresztül addig pumpálni, míg pont megtartja a Z-t.
Kész.
Palacknak remek a szódás is.
Munkahengerrel tele van a Vatera.
Szelep van az ellenséged autóján.
Csövet ne a pálinkafőzőből szedd ki.
Nem drága, kicsi a súlya, kicsi a tömege, kicsi a súrlódása, és pont akkora ellenerőt képvisel amekkorát kell.
Egy pneumatika munkahenger, aminek a dugattyú átmérője akkora, hogy pár légkör nyomáson ellent tud tartani a Z mozgó tömegének.
Azt felapplikálni a Z orsóval párhuzamosan.
Összecsövezni egy könnyű légtartállyal, aminek a térfogata vagy tízszerese a munkahenger kitolt állapotú belső térfogatának.
A tartályt egy autókerék szelepen keresztül addig pumpálni, míg pont megtartja a Z-t.
Kész.
Palacknak remek a szódás is.
Munkahengerrel tele van a Vatera.
Szelep van az ellenséged autóján.
Csövet ne a pálinkafőzőből szedd ki.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 12, 21:00
Írta: x4rhew5r3 Dátum 2009 október 12, 21:00
Tisztázzuk a dolgokat. Azért kell az ellensúly, hogy kikapcsolás után ne zúgjon le Z, vagy azért is mert nem bírja a motor?
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 12, 22:54
Írta: sanka74 Dátum 2009 október 12, 22:54
A motor birná mert,mert mozgatja,"csak"belegyalogolt a felületbe egy 3d képmaráskor.Gondolom azért mert nincs egyensúlyba a két irányba kifejtett fogatónyomaték.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 13, 00:11
Írta: x4rhew5r3 Dátum 2009 október 13, 00:11
Ha menet közben gyalogolt bele, akkor az valami mástól volt. Ha rendesen működik, akkor szervóval nem tud "elsodródni" mint ahogyan egy léptecs kihagy lépéseket. Kéziben mozgatva a Z-t mondjuk 3000mm/perc sebességgel felfelé és lefelé is ugyanúgy viselkedik? Ugyan azzal a sebességgel megy felfelé is? Ha felfelé elengeded a billentyűt azonnal megáll?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 október 13, 06:34
Írta: Szalai György Dátum 2009 október 13, 06:34
Nem nagy a súrlódása, mert akkor nem érdemelné meg a pneumatika munkahenger nevet.
Választhatsz vékonyabb dugattyú átmérőjű munkahengert, akkor még kisebb a súrlódás, de ugyan akkora Z tömeghez akkor nagyobb nyomásra lesz szükséged. Kicsit számolni kell.
A tömegtehetetlensége is kicsi, mert könnyű a dugattyú a tolórúd és a levegő is.
Választhatsz vékonyabb dugattyú átmérőjű munkahengert, akkor még kisebb a súrlódás, de ugyan akkora Z tömeghez akkor nagyobb nyomásra lesz szükséged. Kicsit számolni kell.
A tömegtehetetlensége is kicsi, mert könnyű a dugattyú a tolórúd és a levegő is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 07:07
Írta: 000000000 Dátum 2009 október 13, 07:07
A motorod csak kicsi, ha nem bír a mozgatott tömeggel. Milyen előtolást adtál neki?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 13, 07:34
Írta: x4rhew5r3 Dátum 2009 október 13, 07:34
Biztos írtad, de nem találom, hogy mekkora a motor tápfesz.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 07:46
Írta: sanka74 Dátum 2009 október 13, 07:46
67 V DC a motor tápfesz,igen lefele és felfele is ugyanugy mozog,csináltam varrógép tesztet,g91;g1 z1,123456789;g1 z-1,123456789;m47
ezzel ismétli a progit,fél perc alatt belegyalogolt 0,3 mm-t,van róla videó is csak nem tudom feltenni....ha ránéznétek.A gain-dampingal ez volt a legkevesebb amit be tudtam állítani.Az nem lehet hogy a felfele történő mozgatáshoz sokkal nagyobb nyomaték kell mint a lefeléhez? Igaz az hogy nem veszt lépést,de gondolom a hibák összadódnak egy ilyen varrógép üzemmódnál.Vagy rosszul gondolom?
ezzel ismétli a progit,fél perc alatt belegyalogolt 0,3 mm-t,van róla videó is csak nem tudom feltenni....ha ránéznétek.A gain-dampingal ez volt a legkevesebb amit be tudtam állítani.Az nem lehet hogy a felfele történő mozgatáshoz sokkal nagyobb nyomaték kell mint a lefeléhez? Igaz az hogy nem veszt lépést,de gondolom a hibák összadódnak egy ilyen varrógép üzemmódnál.Vagy rosszul gondolom?
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 07:47
Írta: sanka74 Dátum 2009 október 13, 07:47
a z-nek 19u/sec az előtolása, az acces pedig 200
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 07:48
Írta: sanka74 Dátum 2009 október 13, 07:48
Ja igen megáll azonnal.játszottam vele fel-le,kéziben mozgatva.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 07:50
Írta: sanka74 Dátum 2009 október 13, 07:50
Délután megpróbálom feltenni a videót,ha elmondanátok hogyan kell,akkor azt köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 13, 07:58
Írta: x4rhew5r3 Dátum 2009 október 13, 07:58
Igen, rosszul gondolod ha én helyesen gondolom. Az a 0.3mm leállás után tartósan megmarad?
Az igaz hogy felfele nagyobb nyomaték kell, de ha nem old le a gecko, akkor a hiba kisebb mint 128. Márpedig nem oldott le. Ha zavar lenne, akkor mindkét irányban hibázna. Ellenőrizd a kuplungot, lehet hogy az enged a nagyobb terhelés alatt.
Az igaz hogy felfele nagyobb nyomaték kell, de ha nem old le a gecko, akkor a hiba kisebb mint 128. Márpedig nem oldott le. Ha zavar lenne, akkor mindkét irányban hibázna. Ellenőrizd a kuplungot, lehet hogy az enged a nagyobb terhelés alatt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 13, 09:36
Írta: svejk Dátum 2009 október 13, 09:36
Igen már jó pár embert megszivatott a mechanikai eltolódás, többek közt engem is.
Én azért nem zárnám ki teljesen a zavart/lépésvesztést csak egyik irányba sem.
Én azért nem zárnám ki teljesen a zavart/lépésvesztést csak egyik irányba sem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 10:12
Írta: 000000000 Dátum 2009 október 13, 10:12
Nagyon egyszerű, a videot feltöltöd a tárhelyre, jobb gombbal rá klikkelsz a nevére és a "Hivatkozás címének másolása"-t választod,ballal egy klikk. Azután rá klikkelsz a Fórum elején az (URL)-re,OK, utána adsz egy nevet a videónak, OK, és klikk a "Mehet+-re.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 13, 10:35
Írta: x4rhew5r3 Dátum 2009 október 13, 10:35
Igazad van, a zavar is lehet terhelésfüggő. Nagyobb áramok, aztán jön a csingilingi...
Meg a lefelé hiba fizikai nyomot hagy, a felfelé 1-2 tized a levegőben már nem annyira látványos:)
Meg a lefelé hiba fizikai nyomot hagy, a felfelé 1-2 tized a levegőben már nem annyira látványos:)
Cím: Re:DC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 13, 11:24
Írta: Nemes Mihály Dátum 2009 október 13, 11:24
Heló mindenkinek én csak most olvasom ezt kis érdekességet. Nálunk is vanak ilyenek , csak itt törik a szerszám. én a Z tengelyen most egy Quantom szervót haszálok, és arra jöttem rá hogy , a számítógépem generálja a hibát a machon keresztül , érdekes hogy ezt csak hébe hóba teszi , 20 30 mm is eltud mászni a Z- tengely ami ezért nem rossz :) sajna
1.6 proci nem bírja 45KHZ terhelést és időnként a Windfos megfogja egy kicsit ezért, a szervó vezérlő nem érzékeli a kiesést és lefagyás nélkül megy tovább csak egy kicsitt odéb :)
Szerintem nekem egy újj vezérlő gép kellene , lehett hogy ott is ez a gond.
1.6 proci nem bírja 45KHZ terhelést és időnként a Windfos megfogja egy kicsit ezért, a szervó vezérlő nem érzékeli a kiesést és lefagyás nélkül megy tovább csak egy kicsitt odéb :)
Szerintem nekem egy újj vezérlő gép kellene , lehett hogy ott is ez a gond.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 11:28
Írta: 000000000 Dátum 2009 október 13, 11:28
Megmunkálás közbe jeleztesd ki a PC terhelését (Feladatkezelő)! Ha 100%-ra fut a CPU, akkor az a Kernel sebesség (Mach3-ban) túl sok!
Az Encoder vezetékezésed árnyékolt?
Az Encoder vezetékezésed árnyékolt?
Cím: Re:DC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 13, 11:31
Írta: Nemes Mihály Dátum 2009 október 13, 11:31
válasz a vezeteékelés teljesen árnyékolt nem ott a baj. hanem a proci 97 98 % futt egy 1.6 ez szép
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 13, 12:37
Írta: x4rhew5r3 Dátum 2009 október 13, 12:37
Az is érdekes lehet, hogy az enkódertől szimmertrikus, vagy aszimmetrkus a jelátvitel. Ha csak egy sima HEDS-es enkóder van, akkor az aszimmetrikus, és bizony zavarérzékeny. Érdemes tenni az enkóderre egy szimmetrizálót és ha a vezérlő nem fogad csak aszimmetrikusat, akkor a vezérlő elé egy aszimmetrizáló adaptert.
A szimmetrikusnak elég nagy a közös módusú elnyomása, így kevésbé érzékeny a külső zavarokra.
A szimmetrikusnak elég nagy a közös módusú elnyomása, így kevésbé érzékeny a külső zavarokra.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 12:40
Írta: sanka74 Dátum 2009 október 13, 12:40
árnyékolt nekem is a encoder vezeték végig, a 0,3 mm fél perc varrógép üzemmódnál van,ha tovább hagyom akkor folyamatosan nő...(tehát növekményes)ha otthon leszek akkor megpróbálom feltenni a videót a freemailra,ott vannak a képeim,valahova csak felmegy...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 13, 12:44
Írta: x4rhew5r3 Dátum 2009 október 13, 12:44
Akkor Te is ellenőrizd a gépedet úgy ahogyan István írta, bár ha az lenne, akkor nem csak a Z csalna. Mechanika...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 12:47
Írta: 000000000 Dátum 2009 október 13, 12:47
Miért nem használod a Felhasznállók mappáit? Klasszul megy, Varsa ad jelszót. Nekem minden ott van fenn.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 12:55
Írta: 000000000 Dátum 2009 október 13, 12:55
Csak a Z-d csúszik vagy mind?
A tengelykapcsoló tuti nem csúszik meg? Esetleg jelöld össze és figyeld!
A Dir pulse 2uS-en (vagy több) áll?
A tengelykapcsoló tuti nem csúszik meg? Esetleg jelöld össze és figyeld!
A Dir pulse 2uS-en (vagy több) áll?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 12:56
Írta: 000000000 Dátum 2009 október 13, 12:56
A Quantum egyszerre tudja fogadni (persze nem egy időben :)) a szimmetrikus és asszimetrikus encodereket.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 12:59
Írta: 000000000 Dátum 2009 október 13, 12:59
Miféle program ez a Mach, hogy lépést veszt?:)
Szerintem ha ez tényleg így van, ez nagy hibája.
Ha ugyanis egy proginak kevés a HW, vagy
butaság a beállítása írja ki hibaüzenetnek,
vagy fusson lassabban, de baromságokat ne
csináljon sunyi módon, mintha minden oksi lenne.
A 100 csilivili grafikus ablak között egyet
igazán fenntarthatna ilyen hibajelzésre!:))
Szerintem ha ez tényleg így van, ez nagy hibája.
Ha ugyanis egy proginak kevés a HW, vagy
butaság a beállítása írja ki hibaüzenetnek,
vagy fusson lassabban, de baromságokat ne
csináljon sunyi módon, mintha minden oksi lenne.
A 100 csilivili grafikus ablak között egyet
igazán fenntarthatna ilyen hibajelzésre!:))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 13:07
Írta: 000000000 Dátum 2009 október 13, 13:07
A Mach3-ban van Watc-Dog figyelés ami ezt hivatot megakadályozni. Persze ezt be is kell kapcsolni ahhoz, hogy működjön.
Az én tesztjeim nem igazolták a 100%-os CPU terhelés bekövetkezésekor lépésvesztés, csak időzítés felborulását (akadozások léptetés közben), viszont mivel az időzítés ilyenkor már nem kontrolált, a vezérlő veszthet impulzusokat (főleg irányváltás pillanatában kiritikus a dolog).
A Watc-Dog rutinnak is kell egy kis idő, mivel őt is a CPU futtatja (nem független mindentől).
Mach-nál alapvető követelmény, hogy soha ne fusson 100%-os CPU terhelésre (ezt kellő Proci teljesítmény megadásával és a tiszta környezet megteremtésével kell biztosítani).
Az én tesztjeim nem igazolták a 100%-os CPU terhelés bekövetkezésekor lépésvesztés, csak időzítés felborulását (akadozások léptetés közben), viszont mivel az időzítés ilyenkor már nem kontrolált, a vezérlő veszthet impulzusokat (főleg irányváltás pillanatában kiritikus a dolog).
A Watc-Dog rutinnak is kell egy kis idő, mivel őt is a CPU futtatja (nem független mindentől).
Mach-nál alapvető követelmény, hogy soha ne fusson 100%-os CPU terhelésre (ezt kellő Proci teljesítmény megadásával és a tiszta környezet megteremtésével kell biztosítani).
Cím: Re:DC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 13, 13:09
Írta: Nemes Mihály Dátum 2009 október 13, 13:09
Nem csak Z lép ell, épp az lépp el ami éppen mozog mikor a hiba történik, most pl 3 szor is a Z tengely ment el, mert közelítés közben vesztett (lépést). jelet. a Mechanika nem hibázik ez 100% ezt már korrában ki lett mérve
a Dir Puls 3uS
csak az a fura hogy egy 1.6 GHZ gépet a Mach ennyire le fog 45KHZ kernel sebességel, úgy hogy jog tista a Windfos, és ezen kívül semmi sincs rajta, se net se hálózat csak a szimpla gép 512MB ram-mal. de szerintem a Gigabyte es alaplap egy rossz ezért terhelődik a proci . és itt lessz a gond, kár hogy ezt a hibát nem lehett kiküszöbölni.
a Dir Puls 3uS
csak az a fura hogy egy 1.6 GHZ gépet a Mach ennyire le fog 45KHZ kernel sebességel, úgy hogy jog tista a Windfos, és ezen kívül semmi sincs rajta, se net se hálózat csak a szimpla gép 512MB ram-mal. de szerintem a Gigabyte es alaplap egy rossz ezért terhelődik a proci . és itt lessz a gond, kár hogy ezt a hibát nem lehett kiküszöbölni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 13:15
Írta: 000000000 Dátum 2009 október 13, 13:15
Igen sajnos ez eléggé alaplap (pontosabban Chip-Set) függő. Ne feled, van olyan alaplap, notebook amin egyáltalán nem is megy a Mach!
Az is számit, milyen Mach3 felületet használsz, milyen felbontásban, mert minnél több funkció, számláló, Brain szál fut, annál jobban terheli a CPU-t.
Ami még fontos, hogy minnél több tengelyed aktív, annál drasztikusabb a terhelés (pláne G-kód szimultán futtatásával)!
Ha gép 3D-s, ne legyen 4,5,6 tengely feleslegesen bekapcsolva...
Az is számit, milyen Mach3 felületet használsz, milyen felbontásban, mert minnél több funkció, számláló, Brain szál fut, annál jobban terheli a CPU-t.
Ami még fontos, hogy minnél több tengelyed aktív, annál drasztikusabb a terhelés (pláne G-kód szimultán futtatásával)!
Ha gép 3D-s, ne legyen 4,5,6 tengely feleslegesen bekapcsolva...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 13, 13:29
Írta: x4rhew5r3 Dátum 2009 október 13, 13:29
Igen, aztán nekem is beugrott....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 13, 13:39
Írta: bmejdz9nu Dátum 2009 október 13, 13:39
Az Ádámnak volt egy érdekes "csúszása" az A300-al...
Megoldódott amikor a motor vázát biztosan és fémesen összekötötte a mechanikával (GND -test) és a vezérlővel...
(encoder jel vezeték árnyékolását csak a vezérlő oldalán szabad bekötni...)
Képek kellenének a gépről... a kötésekről...
Megoldódott amikor a motor vázát biztosan és fémesen összekötötte a mechanikával (GND -test) és a vezérlővel...
(encoder jel vezeték árnyékolását csak a vezérlő oldalán szabad bekötni...)
Képek kellenének a gépről... a kötésekről...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 október 13, 14:02
Írta: fs9s63xkf Dátum 2009 október 13, 14:02
Hello!
Leírnám a tapasztalataimat, amit a servo elcsúszás, túllövés ügyében tapasztaltam:
A túllövés a legegyszerűbb, vagy nincs jól beállítva a servo, vagy nem jól van illesztve szegény motor és csak szenved... Ez persze nem okoz "elcsúszást"!!!!!!!! Csak mikor pl megy z-ben lefele tovább megy mint kéne és "gödröket" csinál a felületbe. Vagy XY-ban a sarkok lesznek furcsák, lehet látni, hogy tovább megy mint kéne és úgy jön vissza.
Az elcsúszás az egy macerásabb ügy. Olyat még nem tapasztaltam, hogy ilyen módon a Mach3 adott volna ki rosszul jeleket, akármennyire is szeretné Tibor45 :)
Vagy a step/dir jel szélességekkel van gond, nem mindre "reagál". A Gecko-nak 3,5us van előírva minimum ha jól tudom, de 5us-al tuti nem lehet ilyen probléma!
Vagy a step "Low active" állapotát kell megfelelően beállítani. A low active becsapós, mert látszatra semmi különbség nincs, csak elcsúszik egy idő után :) Ilyenkor az indulásoknál, gyors irányváltásoknál veszhet el 1-1 lépés.
Vagy zavarok keletkeznek, és vagy nem érkezik meg az encoder jel vagy plusz jelek keletkeznek. Megfelelően árnyékolt kábelek segíthetnek a problémán, vagy ahogy sneci is írta a szimmetrikus jelátvitel is jótékony lehet.
Vagy a step jelek vesznek el zavar miatt. Ehhez azért igen nagy zavaroknak kell lennie a dobozban, hisz általában elég rövid kábellel kötjük be.
Persze van még a mechanika elcsúszás is de azt kizártuk ha jól tudom.
Én ezekkel találkoztam, persze még lehet más is :)
Üdv.:
Tibor Zoli
Leírnám a tapasztalataimat, amit a servo elcsúszás, túllövés ügyében tapasztaltam:
A túllövés a legegyszerűbb, vagy nincs jól beállítva a servo, vagy nem jól van illesztve szegény motor és csak szenved... Ez persze nem okoz "elcsúszást"!!!!!!!! Csak mikor pl megy z-ben lefele tovább megy mint kéne és "gödröket" csinál a felületbe. Vagy XY-ban a sarkok lesznek furcsák, lehet látni, hogy tovább megy mint kéne és úgy jön vissza.
Az elcsúszás az egy macerásabb ügy. Olyat még nem tapasztaltam, hogy ilyen módon a Mach3 adott volna ki rosszul jeleket, akármennyire is szeretné Tibor45 :)
Vagy a step/dir jel szélességekkel van gond, nem mindre "reagál". A Gecko-nak 3,5us van előírva minimum ha jól tudom, de 5us-al tuti nem lehet ilyen probléma!
Vagy a step "Low active" állapotát kell megfelelően beállítani. A low active becsapós, mert látszatra semmi különbség nincs, csak elcsúszik egy idő után :) Ilyenkor az indulásoknál, gyors irányváltásoknál veszhet el 1-1 lépés.
Vagy zavarok keletkeznek, és vagy nem érkezik meg az encoder jel vagy plusz jelek keletkeznek. Megfelelően árnyékolt kábelek segíthetnek a problémán, vagy ahogy sneci is írta a szimmetrikus jelátvitel is jótékony lehet.
Vagy a step jelek vesznek el zavar miatt. Ehhez azért igen nagy zavaroknak kell lennie a dobozban, hisz általában elég rövid kábellel kötjük be.
Persze van még a mechanika elcsúszás is de azt kizártuk ha jól tudom.
Én ezekkel találkoztam, persze még lehet más is :)
Üdv.:
Tibor Zoli
Cím: Re:DC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 13, 15:11
Írta: Nemes Mihály Dátum 2009 október 13, 15:11
Én sem azt mondtam, hogy a Mach ad ki rossz jeleket, de szerintem 97 98 100% proci mellett ha Windows időközben valamit szeretne futattni ..De ezt a Bill-i csávó teljesen kizártnak tart :) persze tegyük fel mégis lehetséges lenne akkor windows át veszi a proci felett az irányitást , szóval más lessz a prioritás! gondolom ez a kis megingás teszi lehetővé az elcsúszást.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 október 13, 15:39
Írta: fs9s63xkf Dátum 2009 október 13, 15:39
Kétlem, alacsony sebességen is elcsúszik? Próbáld ki másik géppel, vagy egy másik párhuzamos port-al. Egyébként a 45kHz-et bírnia kéne, vagy fut ott még valami, vagy tényleg nem szereti az alaplapod a Mach3. Egyébként szerintem ha a folyamat leáll, mert valami mást csinál épp a Win, akkor ugyan onnan fogja szerintem folytatni, nem hagy ki 10-20 lépést, hiszen nem megy a folyamat... De hagyjuk, ez nem ebbe a topikba tartozik, úgyhogy a servoval lesz itt a gond :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 16:27
Írta: 000000000 Dátum 2009 október 13, 16:27
Szia Zoli! Régen írtál, Téged mindig jó olvasni!
"..akármennyire is szeretné Tibor45 :)"
Nem szeretnék én semmit, eleve azt írtam,
ha ez tényleg így van.:) Már pedig Nemes Úr ezt
tapasztalta annál a gépnél.. vagy jó a progi, és rossz a szervónál valami. Majd kiderül
idővel. Pl. én a helyében megnézném egy másik
PC-vel, másik vezérlő progival, ugyanezt
produkálja-e...., ebből már
sok minden kiderülhetne, akár a hiba meg is
szűnhet.:)
"..akármennyire is szeretné Tibor45 :)"
Nem szeretnék én semmit, eleve azt írtam,
ha ez tényleg így van.:) Már pedig Nemes Úr ezt
tapasztalta annál a gépnél.. vagy jó a progi, és rossz a szervónál valami. Majd kiderül
idővel. Pl. én a helyében megnézném egy másik
PC-vel, másik vezérlő progival, ugyanezt
produkálja-e...., ebből már
sok minden kiderülhetne, akár a hiba meg is
szűnhet.:)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 október 13, 16:40
Írta: ukcge40u Dátum 2009 október 13, 16:40
A feladatkezelőben meg tudod nézni, hogy éppen mik futnak a Winfoson.
Egyébként melyik Wint használod?
Van egy program, a neve nLite. Ezzel tudsz magadnak olyan telepítő lemezt csinálni, amivel csak a CNC-hez használt dolgokat telepíted fel.
Magyar nyelvű.
El fogsz csodálkozni, mennyi mindent telepít fel alapból, és azok időnként terhelik a gépet.
Optimális esetben akár 10-20% procierőforrást is nyerhetsz.
A jogtiszta telepítőddel használva teljesen legális.
Egyébként melyik Wint használod?
Van egy program, a neve nLite. Ezzel tudsz magadnak olyan telepítő lemezt csinálni, amivel csak a CNC-hez használt dolgokat telepíted fel.
Magyar nyelvű.
El fogsz csodálkozni, mennyi mindent telepít fel alapból, és azok időnként terhelik a gépet.
Optimális esetben akár 10-20% procierőforrást is nyerhetsz.
A jogtiszta telepítőddel használva teljesen legális.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 13, 18:03
Írta: bmejdz9nu Dátum 2009 október 13, 18:03
Egy (nagyon) rosszul méretezésből adódóan még a "csekély" 128bitből is ilyen túllövéseket tud okozni...(?)
Szerintem ha a Gecko-nál (G320 "sima":) már látható hibanyomokat hagy a munkadarabban az úgyis előbb vagy utóbb leoldáshoz vezet... teszi a dolgát... nem engedi...
Itt valami zavarjeles probléma lehet... ahogy írtam a #8602-ben...
Hogy a Mach így hibázna... nem hiszem... de se perc alatt ki ehet probálni a WinPC-NC Economy próbaverziójával... www.lewetz.de
Szerintem ha a Gecko-nál (G320 "sima":) már látható hibanyomokat hagy a munkadarabban az úgyis előbb vagy utóbb leoldáshoz vezet... teszi a dolgát... nem engedi...
Itt valami zavarjeles probléma lehet... ahogy írtam a #8602-ben...
Hogy a Mach így hibázna... nem hiszem... de se perc alatt ki ehet probálni a WinPC-NC Economy próbaverziójával... www.lewetz.de
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 18:24
Írta: 000000000 Dátum 2009 október 13, 18:24
Alapvetően a setup-ot éa zavarvédelmet rendbe kell rakni, utána lehet csak tovább lépni! A Setup-ot mindig a gyártó előírásainak megfelelően kell elvégezni!
A zavarvédelem már jóval összetettebb (lásd frekivátós környezet)...
A zavarvédelem már jóval összetettebb (lásd frekivátós környezet)...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 19:25
Írta: sanka74 Dátum 2009 október 13, 19:25
A kernel speed 25Hz,a minimum pulse width 3, a direction prechange 1. Alacsony sebességnél és gyorsulásnál is elcsúszik a Z,de csak a z,mint azt látjátok a tesztekből is,gyalogbéka Z tengelyem van.Adom a videokat,az egyik a cut3d levél marása,mérete120x60 mm körüli,a másik pedig a varrógép üzemmód,itt is kúszik a z lefele,pedig csak 1 mm-t mozog,nem pedig 1,123456789mm-t, ezzel is kipróbáltam....
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 19:29
Írta: sanka74 Dátum 2009 október 13, 19:29
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 19:30
Írta: sanka74 Dátum 2009 október 13, 19:30
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 19:35
Írta: sanka74 Dátum 2009 október 13, 19:35
Bocs,a 8612-s hozzászólásom törölni kéretik,véletlenűl ugyan azt töltöttem fel kétszer, bocs.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 19:37
Írta: sanka74 Dátum 2009 október 13, 19:37
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 19:53
Írta: 000000000 Dátum 2009 október 13, 19:53
"pulse width 3, a direction prechange 1"
Ezek nagyon rossz beállítások!!
Állítsad 10, 10 us-re legalább őket.
Ezek nagyon rossz beállítások!!
Állítsad 10, 10 us-re legalább őket.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 13, 20:34
Írta: x4rhew5r3 Dátum 2009 október 13, 20:34
Akkor ellenőrizted a kuplungot is....
Mielőtt tovább mennénk, ugye a trafó melletti a Z. Azt a pirosba húzott kábelköteget távolítsd el a trafótól. Bár a toroidnak kicsi a szórása, de az árnyékolásod nem véd a mágneses zavaroktól. Lehet hogy vaklárma, de ...
Mielőtt tovább mennénk, ugye a trafó melletti a Z. Azt a pirosba húzott kábelköteget távolítsd el a trafótól. Bár a toroidnak kicsi a szórása, de az árnyékolásod nem véd a mágneses zavaroktól. Lehet hogy vaklárma, de ...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 13, 21:11
Írta: s7manbs8 Dátum 2009 október 13, 21:11
Ezeket a videókat milyen géppel lehet megnézni ? Nálam lefagyasztja a gépet, (P4 2.8GHz).
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 13, 21:19
Írta: s7manbs8 Dátum 2009 október 13, 21:19
Én egyik alkalommal teszteltem egy gépemet, és ott is az volt az eredmény, hogy vagy 7-8 us kellett egy jel hosszának lenni, optocsatoló nélkül is, amivel egy sima LPT kábelen úgy átmegy a jel a másik végére, hogy már ne hibázzon. Az éppen nem egy CNC vezérlés volt, hanem csak simán kapcsolt egy IC-vel valamiket, de az mindegy ebből a szempontból.A gépek kimenetei sem egyformák, ezt érdemes megtesztelni mielőtt komoly munkadarabokat próbálunk elindítani, mert igencsak idegesítő, mikor nem oda kerül a végén, ahonnan kiindultunk.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 13, 21:21
Írta: s7manbs8 Dátum 2009 október 13, 21:21
Amúgy ilyen szempontból lehet nem hülyeség egy 74LS244-gyes meghajtót közvetlenül az LPT portra tenni, és azon keresztül hajtani a kábelt, növelhetjük ezzel a jel megbízhatóságát és nem kell annyi impulzus hossz sem !
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 13, 21:22
Írta: svejk Dátum 2009 október 13, 21:22
Az általam próbált Mach3 verzióknál kb. 4us felett valós az ablakba beírt érték, az alatt, akár 0-nál is meg van ez a 3-4 us.
Nálam mindig 0-án van direkt..
Ha jól láttam Sanka74-nek geckoja van annak pedig ez bőven elég.
Régebben volt már vita a Mach tévesztéséről akkor összeütöttem egy számlálót, hibát nem tudtam kimérni akkor sem amikor a kernel frekit direkt feljebb vittem hogy akadozzon a szoftver. Mindig visszaállt nullára. A számláló előtt ugyan az az opto volt mint amiket a vezérlők előtt használok.
Nálam mindig 0-án van direkt..
Ha jól láttam Sanka74-nek geckoja van annak pedig ez bőven elég.
Régebben volt már vita a Mach tévesztéséről akkor összeütöttem egy számlálót, hibát nem tudtam kimérni akkor sem amikor a kernel frekit direkt feljebb vittem hogy akadozzon a szoftver. Mindig visszaállt nullára. A számláló előtt ugyan az az opto volt mint amiket a vezérlők előtt használok.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 október 13, 21:25
Írta: 4um5b65d Dátum 2009 október 13, 21:25
ZX Spectrum 80K memóriával. :))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 13, 21:27
Írta: svejk Dátum 2009 október 13, 21:27
Hasznos megoldás lehet és ma már a 6-8 USB mellett nem kell a billentyűt sem megcsapolni a +5V miatt.
Persze akkor a túloldali lezárás is legyen helyes.
De nekem még sosem volt ilyen gondom még notebook-kal sem.
Persze akkor a túloldali lezárás is legyen helyes.
De nekem még sosem volt ilyen gondom még notebook-kal sem.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 13, 21:28
Írta: s7manbs8 Dátum 2009 október 13, 21:28
A Machnál vajon mennyi az a legrövidebb és leghosszabb idő, ami két egymást követő impulzus kiadása közt lehet, mert hiába tud egy vezérlő is fogadni egy 100kHz-es frekvenciájú jelet, ha a Mach vagy akármilyen más program is, a nem egyenletes jelkiadás miatt átlépi néha a minimum limitet pl.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 13, 21:29
Írta: 000000000 Dátum 2009 október 13, 21:29
Érdekes. Az milyen program, aminek az ablakában
0-át vagy mást írsz, és mégsem annyi.
Újabb adalék a mesevilághoz..:)
0-át vagy mást írsz, és mégsem annyi.
Újabb adalék a mesevilághoz..:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 13, 21:30
Írta: s7manbs8 Dátum 2009 október 13, 21:30
Neked akkor biztos valami szupi gépeid lehetnek, meg minden passzol mindenhez.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 13, 21:32
Írta: s7manbs8 Dátum 2009 október 13, 21:32
Akkor legalább úgy kellene írniuk, hogy a beállítható érték 3-25 us pl. és akkor nincsenek ilyen meglepik.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 13, 21:34
Írta: s7manbs8 Dátum 2009 október 13, 21:34
Ha kűdöl egyet átírom a Maccot arra ! [#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 21:42
Írta: sanka74 Dátum 2009 október 13, 21:42
QickTime,asszem...nekem ez van fennt,pro codr-el kódoltam,de a VLC is lejátsza
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 13, 21:45
Írta: svejk Dátum 2009 október 13, 21:45
Tudtam hogy ebbe belekapaszkodsz! :)
De hát ez az igazság...
Nem én írtam a programot :))))
Egy biztos, közkedvelt sokak által használt szoftver.
És ez ellen nem tudsz semmit tenni, ha szidod, ha dícsérjük, ez így fog maradni.
Ezen a fórumon szerintem szélmalomharc szidni.
Mindenesetre az ellenfelet először jobb megismerni mint vaktában megtámadni.
De hát ez az igazság...
Nem én írtam a programot :))))
Egy biztos, közkedvelt sokak által használt szoftver.
És ez ellen nem tudsz semmit tenni, ha szidod, ha dícsérjük, ez így fog maradni.
Ezen a fórumon szerintem szélmalomharc szidni.
Mindenesetre az ellenfelet először jobb megismerni mint vaktában megtámadni.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 21:47
Írta: sanka74 Dátum 2009 október 13, 21:47
a hétvégén leszek otthon,akkor ellenőrzöm a kuplungot,bár meghúztam a két csavart.de megnézem.Az a vezték a motorhoz menő táp,arréb teszem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 13, 21:51
Írta: svejk Dátum 2009 október 13, 21:51
A mach újabb verziói elvileg 100 kHz- esek.
Nálam valami 2,4GHz-es proci van 66kHz még stabil, a 100 már közel sem...
Az előbbi írásom alapján a 3-4 us impulzus és az ennyi szünet alapján lehet 100kHz.
Elképzelhető hogy valami komolyabb PC-nél ezek az impulzusok is szűkülnek és akkor valósabb lehet az ablakba írt szám is, de mondjuk a 0 akkor is értelmetlen.
Nálam valami 2,4GHz-es proci van 66kHz még stabil, a 100 már közel sem...
Az előbbi írásom alapján a 3-4 us impulzus és az ennyi szünet alapján lehet 100kHz.
Elképzelhető hogy valami komolyabb PC-nél ezek az impulzusok is szűkülnek és akkor valósabb lehet az ablakba írt szám is, de mondjuk a 0 akkor is értelmetlen.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 13, 21:56
Írta: s7manbs8 Dátum 2009 október 13, 21:56
Akkor azzal megpróbálom , csak előbb le kell menteni valahogy.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 13, 21:59
Írta: s7manbs8 Dátum 2009 október 13, 21:59
Mondjuk az a lényeg, hogy akárhogy állítjuk is be, meg akármivel használjuk, nem érdemes borotva élen táncolni, mert akkor előbb utóbb hiba a végeredményt, ezért jó ha tisztában vagyunk a határokkal és bőven azon belül maradunk, akkor nem nagyon érhet meglepetés erről az oldalról.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 13, 22:39
Írta: bmejdz9nu Dátum 2009 október 13, 22:39
[#smile]"szerintem szélmalomharc szidni." Én sem használom... jó kis WinPC-NC ... :)
Dehát a Mach, hogy "ingyenes" progi... tényleg verhetetlen :)
Dehát a Mach, hogy "ingyenes" progi... tényleg verhetetlen :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 13, 22:43
Írta: svejk Dátum 2009 október 13, 22:43
Hát azért nem ingyenes..Te csak egyenes pályákon mozogsz, oda elég az 1000 sor.
De egy 3D-hez már meg kell vennei a licence-t.
Bár az sem kifizethetetlen, sőt barátinak mondható.
De egy 3D-hez már meg kell vennei a licence-t.
Bár az sem kifizethetetlen, sőt barátinak mondható.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 13, 22:44
Írta: s7manbs8 Dátum 2009 október 13, 22:44
Nekem nincs a Machhal semmi bajom se, csak legfeljebb az a gond, hogy a 12 tengelyes vezérlőmet nem tudja kiszolgálni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 13, 22:47
Írta: bmejdz9nu Dátum 2009 október 13, 22:47
No nem a "demo" Machra gondoltam....
Ugyebár míg a WinPC-NC Economy "keményen" harverkulcsos ... A Mach licence pedig "becsületkaszás" és akkor is csak a harmada... [#smile][#smile][#smile]
Ugyebár míg a WinPC-NC Economy "keményen" harverkulcsos ... A Mach licence pedig "becsületkaszás" és akkor is csak a harmada... [#smile][#smile][#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 13, 22:50
Írta: bmejdz9nu Dátum 2009 október 13, 22:50
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 13, 22:53
Írta: sanka74 Dátum 2009 október 13, 22:53
letöltöttem,a hétvégén kipróbálom.csak még nem tudom hogyan kell beállítani...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 13, 22:57
Írta: s7manbs8 Dátum 2009 október 13, 22:57
Nem akartam magam felfedni, de te sem tudod, kié volt a legutóbbi 5-ös lottó nyerő szelvénye, úgyhogy ettől én nem hatódtam meg... [#vigyor2][#vigyor2][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 13, 23:00
Írta: x4rhew5r3 Dátum 2009 október 13, 23:00
Még az jutott eszembe, hogy az x és y nem lett így megnyúzva. A varrógép tesztet majd csináld meg a többi tengelyen is úgy, hogy a kézzel kb. akkora terhelést adsz neki, mint a Z terhelése. Ha azok nem hibáznak, akkor nem szerencsétlen Mach-ban kell keresni a hibát:)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 13, 23:02
Írta: x4rhew5r3 Dátum 2009 október 13, 23:02
A sok csacsogás között elveszik a DC gyerek:)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 október 13, 23:41
Írta: fs9s63xkf Dátum 2009 október 13, 23:41
Itt vagyok én, olvasom rendszeresen a fórumot, csak mostanában nem nagyon van időm írni, meg aztán megoldatlan probléma sem sok van :)
Épp most készítünk egy kis "teszt padot", amivel különböző motorokat (DC, BLDC, AC) és különböző vezérlőket tesztelünk majd. Mindent ki szeretnék rajta próbálni, a 20-as orsótól kezdve az 1:4-es áttételig, különböző terhelések mellett. Kitalálok majd konkrét teszteseteket amin minden motor-vezérlő párosnak át kell esnie és dokumentálom az eredményeket. A végén pedig megállapítom amit már eddig is tudtam, hogy az AC servo-nak nincs párja :)
A tesztesetekkel kapcsolatban majd magánban lehet hogy kereslek...
Épp most készítünk egy kis "teszt padot", amivel különböző motorokat (DC, BLDC, AC) és különböző vezérlőket tesztelünk majd. Mindent ki szeretnék rajta próbálni, a 20-as orsótól kezdve az 1:4-es áttételig, különböző terhelések mellett. Kitalálok majd konkrét teszteseteket amin minden motor-vezérlő párosnak át kell esnie és dokumentálom az eredményeket. A végén pedig megállapítom amit már eddig is tudtam, hogy az AC servo-nak nincs párja :)
A tesztesetekkel kapcsolatban majd magánban lehet hogy kereslek...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 október 13, 23:56
Írta: fs9s63xkf Dátum 2009 október 13, 23:56
Hát erről a 128-ról nem lehet Téged leszoktatni :)
Mit nem adnék érte, ha annak idején a Gecko-nál legalább az 512-es szám mellett tették volna le a voksuk :)
Na látod, a 128 megint semmire nem jó: Túllövéshez nagy, gyorsjárathoz meg kevés!! De mellesleg a hibatároló nem arra hivatott, hogy a túllövéseket megakadályozza. Nem is értem hogy hogyan vontál Te párhuzamot a kettő közé. Ha 64 lenne a hibatároló akkor szerinted fele akkora hibákat csinálna ugyan az a rendszer? Nem. Már mondtam, de az AC servoink hibatárolója +-50000-re van állítva és így is sokkal kisebb hibákkal dolgozik marás közben mint 128! Ha meg véletlenül jön egy G0 parancs és mondjuk 15 ms alatt fel kell gyorsítani 10m/percre akkor akár belecsaphat a 200-ba is, de hát kit érdekel!
Az értékeket csak úgy kitaláltam, még mielőtt beleköt valaki!
Na mindegy, ne menjünk megint bele, majd az új Gecko megoldja ezt a problémát is...
Mit nem adnék érte, ha annak idején a Gecko-nál legalább az 512-es szám mellett tették volna le a voksuk :)
Na látod, a 128 megint semmire nem jó: Túllövéshez nagy, gyorsjárathoz meg kevés!! De mellesleg a hibatároló nem arra hivatott, hogy a túllövéseket megakadályozza. Nem is értem hogy hogyan vontál Te párhuzamot a kettő közé. Ha 64 lenne a hibatároló akkor szerinted fele akkora hibákat csinálna ugyan az a rendszer? Nem. Már mondtam, de az AC servoink hibatárolója +-50000-re van állítva és így is sokkal kisebb hibákkal dolgozik marás közben mint 128! Ha meg véletlenül jön egy G0 parancs és mondjuk 15 ms alatt fel kell gyorsítani 10m/percre akkor akár belecsaphat a 200-ba is, de hát kit érdekel!
Az értékeket csak úgy kitaláltam, még mielőtt beleköt valaki!
Na mindegy, ne menjünk megint bele, majd az új Gecko megoldja ezt a problémát is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 14, 08:04
Írta: 000000000 Dátum 2009 október 14, 08:04
A léptecsekkel nincs freki gond, a25KHz bőven elég.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 09:28
Írta: bmejdz9nu Dátum 2009 október 14, 09:28
Magyarul is megy természetesen... (Paraméterek - egyéb - nyelv - magyar...) + sok nyelv...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 14, 09:49
Írta: 000000000 Dátum 2009 október 14, 09:49
Oksika, keress nyugodtan. Ha tudok, szívesen
segítek.
segítek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 09:56
Írta: bmejdz9nu Dátum 2009 október 14, 09:56
Mert mit tud az AC olyat amit a DC nem? Erről írhatnál...
Most próbálom mindegyik hajtás lelkivilágát megismerni...
1. Léptető (nem leírva!)
Előny: Alacsony fordulaton nagy nyomaték, egyszerű kábelezés.
Kisebb nyomaték igényű hajtás rendszereknél kedvező ár (kb. 2A-es hajtásig)
Hátrány: esetleges lépésvesztés - de egy jól belőtt rendszernél kevés eséllyel...
2. DC motoros szervó.
Előny: Fordulatszámtól független állandó nyomaték, nagy csúcsnyomaték lehetőség, kis fordulaton is jó nyomaték.
Hátrány: Szénkefe kopás sok ezer üzemóránként? Mondjuk ez hobbyban nem éppen nagy baj...
3. AC motoros szervó.
Előny: gyors reakciók a kisebb súlyú forgórésznek köszönhetően.
Hátrány: a nagy teljesítmények ... azaz "Wattok" nagyobb fordulat számoknál jönnek csak... azaz átt. szükséges, vagy nagyobbat venni... Kisebb csúcsnyomaték mint DC-nél.
Tehát mikor melyik... milyen a feladat...
Mondjuk a Kami marógépem mozgatásához legszívesebben léptető motorokat tennék... Csak 8Nm-ben számolva motor+vezérlő drágább mint a DC szervó. Viszont a direkthajtás megoldható.
A DC szervót egy közepes-nagy gépen érdemes alkalmazni...
Az AC szervót pl. egy gyors mozgású gravírgépnél ill. egy könnyebb felépítésű 3D maráshoz tervezett gépnél... vagy SMD ültetőnél...
Látványos...
Szerintem...
Most próbálom mindegyik hajtás lelkivilágát megismerni...
1. Léptető (nem leírva!)
Előny: Alacsony fordulaton nagy nyomaték, egyszerű kábelezés.
Kisebb nyomaték igényű hajtás rendszereknél kedvező ár (kb. 2A-es hajtásig)
Hátrány: esetleges lépésvesztés - de egy jól belőtt rendszernél kevés eséllyel...
2. DC motoros szervó.
Előny: Fordulatszámtól független állandó nyomaték, nagy csúcsnyomaték lehetőség, kis fordulaton is jó nyomaték.
Hátrány: Szénkefe kopás sok ezer üzemóránként? Mondjuk ez hobbyban nem éppen nagy baj...
3. AC motoros szervó.
Előny: gyors reakciók a kisebb súlyú forgórésznek köszönhetően.
Hátrány: a nagy teljesítmények ... azaz "Wattok" nagyobb fordulat számoknál jönnek csak... azaz átt. szükséges, vagy nagyobbat venni... Kisebb csúcsnyomaték mint DC-nél.
Tehát mikor melyik... milyen a feladat...
Mondjuk a Kami marógépem mozgatásához legszívesebben léptető motorokat tennék... Csak 8Nm-ben számolva motor+vezérlő drágább mint a DC szervó. Viszont a direkthajtás megoldható.
A DC szervót egy közepes-nagy gépen érdemes alkalmazni...
Az AC szervót pl. egy gyors mozgású gravírgépnél ill. egy könnyebb felépítésű 3D maráshoz tervezett gépnél... vagy SMD ültetőnél...
Látványos...
Szerintem...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 10:02
Írta: bmejdz9nu Dátum 2009 október 14, 10:02
Hagyjuk ezt a 128-at... "sajnos" :) az új Gecko G320X-nél már a minimum is csak 256...(max. 1024)
Szerintem jól kell méretezni a rendszert... főleg nem alá és akkor semmi gond az "égatta" világon :)
De ez a hobbystáknak sokszor nem sikerül... De erre a "piaci kívánalomra" a Gecko is "rámozdult" (6 év után! :)
Nem old le... nem idegesíti a hobbystát... és lassabb járatnál talán úgyis kisebb pályahiba várható... "szerencse" kérdése(?) :)
De talán a hibajel kimenetet monitorozza... vagy észreveszi a munkadarabban, hogy nem pontos a pályakövetés...
Szerintem jól kell méretezni a rendszert... főleg nem alá és akkor semmi gond az "égatta" világon :)
De ez a hobbystáknak sokszor nem sikerül... De erre a "piaci kívánalomra" a Gecko is "rámozdult" (6 év után! :)
Nem old le... nem idegesíti a hobbystát... és lassabb járatnál talán úgyis kisebb pályahiba várható... "szerencse" kérdése(?) :)
De talán a hibajel kimenetet monitorozza... vagy észreveszi a munkadarabban, hogy nem pontos a pályakövetés...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 14, 10:06
Írta: x4rhew5r3 Dátum 2009 október 14, 10:06
Nem akarok a prekoncepciós listáddal vitázni:) csak arra a hívnám fel a figyelmedet, hogy csúcsnyomaték a gyors váltásoknál kell. A nagyobb csúcsnyomatékot a dc motor saját tehetetlenségének legyőzésére fordítja, így a nem sok előnyöd származik belőle.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 14, 10:11
Írta: sanka74 Dátum 2009 október 14, 10:11

Itt hol van a nyelv?Vagy nem jót töltöttem le?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 10:12
Írta: bmejdz9nu Dátum 2009 október 14, 10:12
De, de csak nyugodtan vitázzunk! Erre van a fórum! Tudod, hogy fafej vagyok de "sértődős" nem...
Először képzeletben csináljunk egy hajtást pl. egy méteres 20mm-es átm. 5mm-es (vagy 10) orsóval DC-val és AC-vel...
Én a "200-300W-os" DC-t rákötném direkt...
Te is direkt rákötnéd az AC-t? 200-300W-ost erre?
Mertugyebár a a forgórész súlya a DC-nél kb. 1,5Kg az AC-nél 0.8kg... de az orsó "lendített - forgatott" súlya... na innét induljunk...:)
Először képzeletben csináljunk egy hajtást pl. egy méteres 20mm-es átm. 5mm-es (vagy 10) orsóval DC-val és AC-vel...
Én a "200-300W-os" DC-t rákötném direkt...
Te is direkt rákötnéd az AC-t? 200-300W-ost erre?
Mertugyebár a a forgórész súlya a DC-nél kb. 1,5Kg az AC-nél 0.8kg... de az orsó "lendített - forgatott" súlya... na innét induljunk...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 10:13
Írta: bmejdz9nu Dátum 2009 október 14, 10:13
Parameters...Misc... Language...Magyar.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 14, 10:16
Írta: x4rhew5r3 Dátum 2009 október 14, 10:16
Most mennem kell, de délután jövök...
Én sem tudom a választ, de nem a súlya az érdekes, hanem a tehetetlenségi nyomatéka...
Én sem tudom a választ, de nem a súlya az érdekes, hanem a tehetetlenségi nyomatéka...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 14, 10:24
Írta: sanka74 Dátum 2009 október 14, 10:24
[#falbav]de buta vagyok..Köszi!Itt nem kell beállítani a step-dir kelek hova menjenek,meg a többit mint a machnál??
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 14, 10:24
Írta: sanka74 Dátum 2009 október 14, 10:24
kelek=jelek
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 október 14, 10:32
Írta: sanka74 Dátum 2009 október 14, 10:32
Ebben mi a demo korlátozás?mert ugy tűnik mintha menne minden...Bár ehhez a géphez nincs cnc csatlakoztatva.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 14, 10:53
Írta: 000000000 Dátum 2009 október 14, 10:53
Egyszer az életben ismernéd már el, "elbézted"
a szervódat a 128-al, és ennek az ismételt
sületlenség mentén történő magyarázataiddal.
Leeshetne már a tantusz... Hányan mondjuk még
Neked?:))
a szervódat a 128-al, és ennek az ismételt
sületlenség mentén történő magyarázataiddal.
Leeshetne már a tantusz... Hányan mondjuk még
Neked?:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 11:08
Írta: bmejdz9nu Dátum 2009 október 14, 11:08
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 11:10
Írta: bmejdz9nu Dátum 2009 október 14, 11:10
Időkorlát. A kimeneti step jelek megszünnek... 5 perc után? "Runned limited time"
Beállításnál ne feledd... 24Khz a max....
Beállításnál ne feledd... 24Khz a max....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 11:21
Írta: bmejdz9nu Dátum 2009 október 14, 11:21
Egy ugye tiszta... azaz gazdasági alaptény:
A Hobby DC szervó vezérlők piacán... a piacvezető Gecko tévedett? Folyamtosan ? 6 évig? kb. 20.000db eladott vezérlőn után...?
Lehet, hogy az SMD ültetőgépnek többlet munka lett volna? Drágák az alkatrészek (számláló IC-k) a gyártótól nagymennyiségben?
2002-től gyártják a G320-at... most a H7-es rev. az aktuális... 7x modósítottak (kicsiket) a panelterven...
Biztos nem vették észre ezt a felhasználók? Persze lehet, hogy tömeges és nemzetközi a "sületlenség" ?
Még mondjátok még egy kicsit, hogy tényleg elhiggyem :) hogy hüle (volt) a Gecko... :) Na és hüle most is... :) azaz leessen a tantusz :)
A Hobby DC szervó vezérlők piacán... a piacvezető Gecko tévedett? Folyamtosan ? 6 évig? kb. 20.000db eladott vezérlőn után...?
Lehet, hogy az SMD ültetőgépnek többlet munka lett volna? Drágák az alkatrészek (számláló IC-k) a gyártótól nagymennyiségben?
2002-től gyártják a G320-at... most a H7-es rev. az aktuális... 7x modósítottak (kicsiket) a panelterven...
Biztos nem vették észre ezt a felhasználók? Persze lehet, hogy tömeges és nemzetközi a "sületlenség" ?
Még mondjátok még egy kicsit, hogy tényleg elhiggyem :) hogy hüle (volt) a Gecko... :) Na és hüle most is... :) azaz leessen a tantusz :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 14, 11:31
Írta: svejk Dátum 2009 október 14, 11:31
A gecko megcélzott egy vásárlói közönséget egy korlátain belül nagyon jól használható vezérlővel.
Ez a vásárló közösség elég nagyra duzzadt.
Szerintem itt a fórumtársaknál is ösze lehetne szedni 100 db-ot.
E geckos közösségen kívűl egy nagy csoport maradt a léptetők mellett, ők a konzervatívok :)
Egy jóval kisebb csoport keresett a gecko korlátain túlmotató komolyabb vezérlőt.
Egy nagyon kis hányad, beleértve magamat is csak tesztelget, próbálgat jobbat építeni a saját szája íze szerint.
És van egy icipici szegmens akiknek ez sikerült is...
A vezérlőket kár is összehasonlítani, az adott feledathoz kell megtalálni a kompromisszumot.
Ez a vásárló közösség elég nagyra duzzadt.
Szerintem itt a fórumtársaknál is ösze lehetne szedni 100 db-ot.
E geckos közösségen kívűl egy nagy csoport maradt a léptetők mellett, ők a konzervatívok :)
Egy jóval kisebb csoport keresett a gecko korlátain túlmotató komolyabb vezérlőt.
Egy nagyon kis hányad, beleértve magamat is csak tesztelget, próbálgat jobbat építeni a saját szája íze szerint.
És van egy icipici szegmens akiknek ez sikerült is...
A vezérlőket kár is összehasonlítani, az adott feledathoz kell megtalálni a kompromisszumot.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 11:33
Írta: bmejdz9nu Dátum 2009 október 14, 11:33
Ok. tehát az alap a motor forgórész súlya + a forgatott tengely tömege...
Tehát nem igen számít összességében az a kis forgórész tömeg többlet a DC-nél...
Persze ha egy pl. szíjhajtásos nagysebességű SMD ültetőről van szó... akkor minden "deka" számít...
Ha egy kis orsót kell hajtani (kis tömeg) akkor is jó lehet...
Gyűjtöm az alaktrészeket egy "T45 álló" (azaz T45 egységugrásra tervezett) könnyed gravírgéphez...:)
Orsók: 10mm átm. 4-es emelkedés. 300mm hasznos út... AC szervó "250W" (idézőjel:) és természetesen direkthajtás.
Na ez így - szerintem - ok. lesz.
Tehát nem igen számít összességében az a kis forgórész tömeg többlet a DC-nél...
Persze ha egy pl. szíjhajtásos nagysebességű SMD ültetőről van szó... akkor minden "deka" számít...
Ha egy kis orsót kell hajtani (kis tömeg) akkor is jó lehet...
Gyűjtöm az alaktrészeket egy "T45 álló" (azaz T45 egységugrásra tervezett) könnyed gravírgéphez...:)
Orsók: 10mm átm. 4-es emelkedés. 300mm hasznos út... AC szervó "250W" (idézőjel:) és természetesen direkthajtás.
Na ez így - szerintem - ok. lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 11:36
Írta: bmejdz9nu Dátum 2009 október 14, 11:36
"A vezérlőket kár is összehasonlítani, az adott feledathoz kell megtalálni..." Na ezzel így egyetértek... alakulunk...:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 14, 12:13
Írta: s7manbs8 Dátum 2009 október 14, 12:13
Ha az egyik önmagában dinamikusabb, akkor az csak jobb, de ha az egész rendszerbe téve már ez a plusz jóság, csak néhány százalékkal változtat a dolgon, akkor nyilván nincs értelme azért a pár százalékért mondjuk 5 szörös árat fizetni, kivéve, ha hosszú távon az a pár százalék is milliókat spórol meg. Végeredményben mindent közrejátszó tényezőt figyelembe kell venni, a hosszútávú termelést is, az élettartamot, meg még lehetne itt sorolni mi mindent, és ezekhez valamilyen módszerrel optimumot keresve kell kiválasztani, hova , mit teszünk.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 12:26
Írta: bmejdz9nu Dátum 2009 október 14, 12:26
Pontosan... de ne feledjük pl. a szénkefe cserék miatt még egy hobbysta sem vesztette el "termelékenységi versenyben" az előnyét :)
= tehát ez nem szempont.
Mindegyik rendszer jó és rossz :)... megvannak a maga előnyei és hátrányai... melyiket, mikor csak a kérdés...
Mérlegelés után a pénzügyi lehetőségek is döntőek lehetnek...
= tehát ez nem szempont.
Mindegyik rendszer jó és rossz :)... megvannak a maga előnyei és hátrányai... melyiket, mikor csak a kérdés...
Mérlegelés után a pénzügyi lehetőségek is döntőek lehetnek...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 14, 15:01
Írta: x4rhew5r3 Dátum 2009 október 14, 15:01
Péter, légy szíves válassz azonos teljesítményű AC és DC motort. Vagy lehet a Sanyo Denki egy-egy ac és dc motorja. Pl. 200W-osokból a T720-012EL8 dc-nek és a R2AA06020F AC-nek?
Linkek:
AC 10.oldal
DC 12.oldal
Linkek:
AC 10.oldal
DC 12.oldal
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 14, 15:26
Írta: x4rhew5r3 Dátum 2009 október 14, 15:26
Felejtsd el azt a tömeget, nem az játszik. A forgórész tehetetlenségi nyomatéka az érdekes adat. Ha azt hasonlítod össze, akkor van egy 6-7-szeres arány! Tehát nem arról a pár dekáról van szó.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 17:21
Írta: bmejdz9nu Dátum 2009 október 14, 17:21
Legyen Az AC-ból és DC-ből is egy-egy 400W-os...
AC: R2AA06040F (14.oldal) és DC SanyoDenki amit ismerek és használok...
ITT: 4.oldal T840-012
Mert a 400W-os DC SanyoDenkivel már sokat kisérleteztem...
Az orsó legy egy 25mm átm. 10-es emelkedésű 1 méter hosszú ennek a súlya: 4Kg anya nélkül (megmértem)
Számolás lesz? Számoljunk 2500rpm-re mindkettőnél... vagy mint kívánt 400mm/s-re mint csúcssebesség...
AC: R2AA06040F (14.oldal) és DC SanyoDenki amit ismerek és használok...
ITT: 4.oldal T840-012
Mert a 400W-os DC SanyoDenkivel már sokat kisérleteztem...
Az orsó legy egy 25mm átm. 10-es emelkedésű 1 méter hosszú ennek a súlya: 4Kg anya nélkül (megmértem)
Számolás lesz? Számoljunk 2500rpm-re mindkettőnél... vagy mint kívánt 400mm/s-re mint csúcssebesség...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 17:26
Írta: bmejdz9nu Dátum 2009 október 14, 17:26
Na és miért nem játszik? ... az a forgatott tömeg egy lendkerék amit fel kell tudni gyorsítani... na és meg is állítani...
Az AC-nál a gyors felpörgés - szerintem - a kis súlyú forgórésznek köszönhető...
De ha a forgórészhez - szervesen direktbe - egy 4Kg-os orsót kötünk...
A DC-nél pedíg ott a gyorsításhoz és a lassításhoz az AC-hoz képest erősebb csúcsnyomaték...
Az AC-nál a gyors felpörgés - szerintem - a kis súlyú forgórésznek köszönhető...
De ha a forgórészhez - szervesen direktbe - egy 4Kg-os orsót kötünk...
A DC-nél pedíg ott a gyorsításhoz és a lassításhoz az AC-hoz képest erősebb csúcsnyomaték...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 október 14, 17:37
Írta: fs9s63xkf Dátum 2009 október 14, 17:37
Akkor számoljunk egy kicsit, tudom hogy nem a kedvenc témád de hátha látványos lesz:
Van két 400W-os motorom. Az AC az az omron SGMAH családba tartozó 400W-os motorja 3,82 Nm csúcsnyomatékkal. A DC pedig a Sanyo Denki T8-as 400W-os motorja 12Nm csúcsnyomatékkal. Ha megnézzük akkor látszik, hogy az alap nyomatékuk kb megegyezik 1,27Nm vs. 1,57Nm, gondolom ezért 400W mindkettő :) Ha az inerciát nézzük, az érdekesebb: AC: 0,173kgcm2 DC: 5kgcm2 !!!! És ez a probléma!
Próbáljuk ki mindkét motort direktben ugyan azon a tengelyen: 800mm hosszú 16x5-ös orsó, 150kg mozgatott tömeg. Igen 150kg :) Írjunk elő mindkettő motornak mondjuk 10m/percet 50ms alatt. Az 50ms-ot azt szerintem még Te is elfogadod, még éppen nem ugrik le az asztalról :)
DC: Ehhez a művelethez kell neki kb 2,65 Nm!
AC: Neki ugyan ehhez kb 0,65 Nm!
Mit is látunk? A DC-nek 2Nm-el több kell ugyan ahhoz a végeredményhez, ezzel még nem is lenne gond, hiszen van neki 12Nm . Csak ha megnézed az alapnyomatéka 1,57Nm amit már most túlszárnyaltunk egy ilyen könnyű mozgással. Az AC viszont kicsit több mint az alapnyomatéka felét használta csak!
15m/perc esetén: AC: 0,95 Nm | DC: 3,95 Nm ! Ugyan úgy 50ms-os gyorsítás.
Persze ha az ember tud a DC servonak 40A-t adni a 12Nm-hez, akkor a gyorsításoknál marad elég ereje, de szegény motor hamar megadja magát ha minden gyorsításnál át kell lépni az alapnyomatékot. Nem túl korrekt!
És ami még érdekes, hogy 150 kg-ot mozgatunk akár 1Nm-el szóval nem tud 12Nm-t az AC de nagyon nem is kell neki!! Egyébként ha a gyorsítást nem számítjuk, csak a 15m/perc-es mozgást akkor az AC-nak 0,2Nm kell míg a DC 0,9Nm.
Szóval elég sok Nm-t felemészt az hogy forgassa és hogy felgyorsítsa magát a DC servo!! Ha nem 150kg-ot mozgatnánk, akkor még rosszabbul járnál :)
Ami miatt viszont nem lehet az AC-t bekötni direktben, az az hogy a terhelés tehetetlensége kb 8 szorosa a motor tehetetlenségének amit már nem igazán szeret, meg nem lehet kihasználni így a benne rejlő dinamikát!! Ide nagyobb tehetetlenségű motort kell választani vagy áttétel! Egyébként biztos hogy van hasonló csúcsnyomatékkal 400W-os AC servo is csak annak hasonlóan nagy a tehetetlensége mint a DC-nek Biztos van olyan feladat ahova az kell, csak nem tudok rá példát mondani :)
Ha valamit elszámoltam szóljatok, 2 program is ugyan ezeket az eredményeket adta
Van két 400W-os motorom. Az AC az az omron SGMAH családba tartozó 400W-os motorja 3,82 Nm csúcsnyomatékkal. A DC pedig a Sanyo Denki T8-as 400W-os motorja 12Nm csúcsnyomatékkal. Ha megnézzük akkor látszik, hogy az alap nyomatékuk kb megegyezik 1,27Nm vs. 1,57Nm, gondolom ezért 400W mindkettő :) Ha az inerciát nézzük, az érdekesebb: AC: 0,173kgcm2 DC: 5kgcm2 !!!! És ez a probléma!
Próbáljuk ki mindkét motort direktben ugyan azon a tengelyen: 800mm hosszú 16x5-ös orsó, 150kg mozgatott tömeg. Igen 150kg :) Írjunk elő mindkettő motornak mondjuk 10m/percet 50ms alatt. Az 50ms-ot azt szerintem még Te is elfogadod, még éppen nem ugrik le az asztalról :)
DC: Ehhez a művelethez kell neki kb 2,65 Nm!
AC: Neki ugyan ehhez kb 0,65 Nm!
Mit is látunk? A DC-nek 2Nm-el több kell ugyan ahhoz a végeredményhez, ezzel még nem is lenne gond, hiszen van neki 12Nm . Csak ha megnézed az alapnyomatéka 1,57Nm amit már most túlszárnyaltunk egy ilyen könnyű mozgással. Az AC viszont kicsit több mint az alapnyomatéka felét használta csak!
15m/perc esetén: AC: 0,95 Nm | DC: 3,95 Nm ! Ugyan úgy 50ms-os gyorsítás.
Persze ha az ember tud a DC servonak 40A-t adni a 12Nm-hez, akkor a gyorsításoknál marad elég ereje, de szegény motor hamar megadja magát ha minden gyorsításnál át kell lépni az alapnyomatékot. Nem túl korrekt!
És ami még érdekes, hogy 150 kg-ot mozgatunk akár 1Nm-el szóval nem tud 12Nm-t az AC de nagyon nem is kell neki!! Egyébként ha a gyorsítást nem számítjuk, csak a 15m/perc-es mozgást akkor az AC-nak 0,2Nm kell míg a DC 0,9Nm.
Szóval elég sok Nm-t felemészt az hogy forgassa és hogy felgyorsítsa magát a DC servo!! Ha nem 150kg-ot mozgatnánk, akkor még rosszabbul járnál :)
Ami miatt viszont nem lehet az AC-t bekötni direktben, az az hogy a terhelés tehetetlensége kb 8 szorosa a motor tehetetlenségének amit már nem igazán szeret, meg nem lehet kihasználni így a benne rejlő dinamikát!! Ide nagyobb tehetetlenségű motort kell választani vagy áttétel! Egyébként biztos hogy van hasonló csúcsnyomatékkal 400W-os AC servo is csak annak hasonlóan nagy a tehetetlensége mint a DC-nek Biztos van olyan feladat ahova az kell, csak nem tudok rá példát mondani :)
Ha valamit elszámoltam szóljatok, 2 program is ugyan ezeket az eredményeket adta
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 17:49
Írta: bmejdz9nu Dátum 2009 október 14, 17:49
Nem igazán értem...még... de meggyőzhető vagyok! Be fogom ismerni a "tévhitemet"...
Nem számolnád ki arra az orsóra amit leírtam... a mozgatott tömeg legyen szinte nulla azaz az csak anya...
Bizonyításra (?), hogy a forgatott tömeg számít(hat)...
Egyébként a 16/5-ös orsó egy ekkora motorra nagyon vékonyka :) főleg 1 méteres fesztávra és 2500rpm-re... azaz belengene....
Mert ezt már próbáltam...
Jól számolj mert elviszem ezt a tengelyt egy próbapadon... igaz csak 30A-t tudnék adni neki az A300-al... de lehet, hogy szerzek egy 40A-es Dc vezérlőt :)
Aztán 2500rpm max. alapon... 500 táv ide 500 táv vissza melyik mennyi idő alatt :)
Nem számolnád ki arra az orsóra amit leírtam... a mozgatott tömeg legyen szinte nulla azaz az csak anya...
Bizonyításra (?), hogy a forgatott tömeg számít(hat)...
Egyébként a 16/5-ös orsó egy ekkora motorra nagyon vékonyka :) főleg 1 méteres fesztávra és 2500rpm-re... azaz belengene....
Mert ezt már próbáltam...
Jól számolj mert elviszem ezt a tengelyt egy próbapadon... igaz csak 30A-t tudnék adni neki az A300-al... de lehet, hogy szerzek egy 40A-es Dc vezérlőt :)
Aztán 2500rpm max. alapon... 500 táv ide 500 táv vissza melyik mennyi idő alatt :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 14, 17:49
Írta: 000000000 Dátum 2009 október 14, 17:49
Bocsi, hogy közbekotyogok de érdekes volt a fejtegetés és engem csak az a két progi érdekelne amivel ezeket ki lehet számolni. :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 14, 18:04
Írta: x4rhew5r3 Dátum 2009 október 14, 18:04
A számolást a valamikor készített "szekerce" Excellel csináltam, és következő táblát gondoljuk végig józan paraszti ésszel.
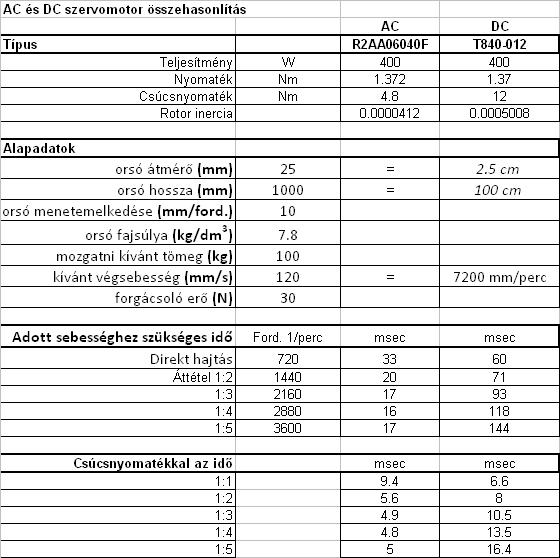
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 14, 18:13
Írta: svejk Dátum 2009 október 14, 18:13
Nem ártott volna leírni a jobb megértés végett. hogy a motorok inerciája mellett a példában szereplő orsó inerciája 0,384 kgcm2
a mozgatandó tömeg motorra redukált része pedig 0,95 kgcm2.
Tehát az AC moci 0,173(saját) + 0,384 + 0,95 kgcm2-el száll szembe, míg a DC moci 5(saját) + 0,384 + 0,95 kgcm2-tel győzködik.
Látható hogy a terhelés elhanyagolható szinte a DC sajátja mellett, vagyis a DC szinte csak saját magát gyorsítja-fékezi, míg az AC nál már jelentős a terhelés, vagyis a gyorsítási-lassítási energiát a mozgatandó tömegre fordítja.
És itt jön képbe még az áttétel hogy a motorra nézve minél kisebb legyen az orsó+tömeg tehetetlensége. (ez egy négyzetes öszefüggés az áttátel javára)
a mozgatandó tömeg motorra redukált része pedig 0,95 kgcm2.
Tehát az AC moci 0,173(saját) + 0,384 + 0,95 kgcm2-el száll szembe, míg a DC moci 5(saját) + 0,384 + 0,95 kgcm2-tel győzködik.
Látható hogy a terhelés elhanyagolható szinte a DC sajátja mellett, vagyis a DC szinte csak saját magát gyorsítja-fékezi, míg az AC nál már jelentős a terhelés, vagyis a gyorsítási-lassítási energiát a mozgatandó tömegre fordítja.
És itt jön képbe még az áttétel hogy a motorra nézve minél kisebb legyen az orsó+tömeg tehetetlensége. (ez egy négyzetes öszefüggés az áttátel javára)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 14, 18:17
Írta: x4rhew5r3 Dátum 2009 október 14, 18:17
Én is ezt mondtam Péternek, hogy hiába nagyobb a nyomatéke (ami nem is igaz minden esetben), de azt a nagyobb nyomatékot saját maga emészti fel.
Mert nagyobb a "lendkereke", vagyis a tehetetlensége, hogy Pétert idézzem.
Mert nagyobb a "lendkereke", vagyis a tehetetlensége, hogy Pétert idézzem.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 október 14, 18:36
Írta: fs9s63xkf Dátum 2009 október 14, 18:36
Az egyik egy excel táblázat amit valaki készített innen a fórumról, de már sajnos nem emlékszem hogy ki!
A másik pedig a VisualSizer Pro amit megtalálsz a Szervo homokozó topicban, #99-es hozzászólás.
A másik pedig a VisualSizer Pro amit megtalálsz a Szervo homokozó topicban, #99-es hozzászólás.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 14, 18:39
Írta: 000000000 Dátum 2009 október 14, 18:39
Köszi. Menyek és megkeresem.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 október 14, 18:44
Írta: ukcge40u Dátum 2009 október 14, 18:44
Nemsokára a Mach3 is megy magyarul.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 október 14, 18:48
Írta: Szalai György Dátum 2009 október 14, 18:48
Nagyon tanulságos volt! Én is köszönöm nektek.
Nem tudjátok véletlenül egy 400W DC tárcsa motor adatait is összehasonlítani?
És de jó volna egy közkézen forgó számolótábla.
Nem tudjátok véletlenül egy 400W DC tárcsa motor adatait is összehasonlítani?
És de jó volna egy közkézen forgó számolótábla.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 14, 18:54
Írta: 000000000 Dátum 2009 október 14, 18:54
"AC: 0,173kgm2 DC: 5kgm2"
Miket írtál Te????:)) Valami nagyon nem stimmel.
Talán a tízezerszer kevesebb az már igaz
lehet...
Miket írtál Te????:)) Valami nagyon nem stimmel.
Talán a tízezerszer kevesebb az már igaz
lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 október 14, 19:04
Írta: fs9s63xkf Dátum 2009 október 14, 19:04
Hupsz, valóban! De csak sajtóhiba, számolni jól számoltam. Innen meg lemaradt a c betű.
Szóval akkor helyesen: AC:0,173kgcm2 DC:5kgcm2
Szóval akkor helyesen: AC:0,173kgcm2 DC:5kgcm2
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 14, 19:04
Írta: svejk Dátum 2009 október 14, 19:04
Tényleg... nekem fel sem tűnt, hanem automatikusan beírtam a helyes mértékegységgel a #8675-be :))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 19:06
Írta: bmejdz9nu Dátum 2009 október 14, 19:06
ITT: 4.oldal T840-012 Csúcsnyomaték 12Nm... igazisd a táblázatot...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 14, 19:07
Írta: svejk Dátum 2009 október 14, 19:07
Szervohomokozó #1 :)))
Ha nem Te számolod hanem csak beírod az excellbe akkor sosem érted meg... de az is igaz legalább nem tévedsz. :(
Ha nem Te számolod hanem csak beírod az excellbe akkor sosem érted meg... de az is igaz legalább nem tévedsz. :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 19:14
Írta: bmejdz9nu Dátum 2009 október 14, 19:14
Egyszerűen fogalmazva...
Van egy-egy pl. 400W-os motor...
A DC-nek kb. 2Kg a forgórésze az AC-nak pedíg 0,5Kg... (ezt nem mértem :)
Teszünk mindkettőre egy "4kg-os lendkereket"...
A változás forgórész + lendkerék (azaz orsó): DC=6Kg ; AC=4,5Kg...
A cél a "lendkereket" minél gyorsabban 2500rpm-re forgatni!
DC csúcsnyomaték: 12Nm az AC pedig 4,8Nm... számoljatok...
A lendkerék csak nagyobb lehet... pl. egy 32-40-es orsó átmérővel... ill. a mozgatott tömeg ...
Van egy-egy pl. 400W-os motor...
A DC-nek kb. 2Kg a forgórésze az AC-nak pedíg 0,5Kg... (ezt nem mértem :)
Teszünk mindkettőre egy "4kg-os lendkereket"...
A változás forgórész + lendkerék (azaz orsó): DC=6Kg ; AC=4,5Kg...
A cél a "lendkereket" minél gyorsabban 2500rpm-re forgatni!
DC csúcsnyomaték: 12Nm az AC pedig 4,8Nm... számoljatok...
A lendkerék csak nagyobb lehet... pl. egy 32-40-es orsó átmérővel... ill. a mozgatott tömeg ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 14, 19:15
Írta: 000000000 Dátum 2009 október 14, 19:15
"DC moci 5(saját) + 0,384 + 0,95 kgm2-tel"
Te jól is meg rosszul is írtad...:))
De tudom én, hogy ezek csak elírások Nálatok,
csak sajnos nem mindegy hogy 1 Ft-ért veszek
egy csavart, vagy 10.000-ért. Rend a lelke
mindennek, ha már adatokat írunk!
Mellesleg ez a példa nagyon jó mutatja
Varsányi "fafejűségét" is, nem érti, mi a
négyzetes hatás szemben a lineárissal. Most is
sak a tömeget emlegeti, holott sokkal fontosabb
hogy mekkorák az elemi tömegek inercia sugarai,
amiből aztán integrálással kiadódik egy
forgástest J-je.
Te jól is meg rosszul is írtad...:))
De tudom én, hogy ezek csak elírások Nálatok,
csak sajnos nem mindegy hogy 1 Ft-ért veszek
egy csavart, vagy 10.000-ért. Rend a lelke
mindennek, ha már adatokat írunk!
Mellesleg ez a példa nagyon jó mutatja
Varsányi "fafejűségét" is, nem érti, mi a
négyzetes hatás szemben a lineárissal. Most is
sak a tömeget emlegeti, holott sokkal fontosabb
hogy mekkorák az elemi tömegek inercia sugarai,
amiből aztán integrálással kiadódik egy
forgástest J-je.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 14, 19:16
Írta: x4rhew5r3 Dátum 2009 október 14, 19:16
Igen, ez más típus. Érdekesség kedvéért eljátszom ugyanezt csúcsnyomatékon...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 19:20
Írta: bmejdz9nu Dátum 2009 október 14, 19:20
Az áttételt meg egyenlőre hagyjuk...
1. Szíj minden bajával és hangjával és költséges, munkaigényes, kétoldali csapágyazás stb...
Jobban kopik mint a szénkefe :) A szíj és szíjkerék fogazás pontossága nem C3-as mint egy köszörült golyósorsó :)
2. minőségi, ipari Planet Drive... most akartam venni az Ebay-on (persze csakis újat) ... de sokkal drágábban végezte mint egy szervó motor!
Ennyit az áttételről... Ha valaki valódi pontosságot akar...
1. Szíj minden bajával és hangjával és költséges, munkaigényes, kétoldali csapágyazás stb...
Jobban kopik mint a szénkefe :) A szíj és szíjkerék fogazás pontossága nem C3-as mint egy köszörült golyósorsó :)
2. minőségi, ipari Planet Drive... most akartam venni az Ebay-on (persze csakis újat) ... de sokkal drágábban végezte mint egy szervó motor!
Ennyit az áttételről... Ha valaki valódi pontosságot akar...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 19:22
Írta: bmejdz9nu Dátum 2009 október 14, 19:22
Számold ki... minden adott...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 14, 19:22
Írta: x4rhew5r3 Dátum 2009 október 14, 19:22
1:5-ös, igaz használtat sikerült vennem 400W-os AC motorral. Ha sürgős, kölcsön (hosszú futamidő:)?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 19:23
Írta: bmejdz9nu Dátum 2009 október 14, 19:23
Nekem ilyenek vannak és voltak... azt a másikat nem értem... Valami nem ok. benne... A Yaskawa DC-je is többet tudnak...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 14, 19:24
Írta: 000000000 Dátum 2009 október 14, 19:24
Péter!:) Te eleve baromságból indulsz ki.
Minek is 400W-os mellékhajtás egy gravírozó de még Hobby CNC forgácsológép hajtáshoz is?:))
Innentől kezdve zsákutca az egész bazi nagy
motormániád, és a Fórum félrevezetése.
Hiszen arról beszélünk, ami nem is kell.
Akkor meg mi van??? Azaz eleve sületlenség
az egész nagy motor görcsöd, valószínűleg
kiskorodban túl sokat játszottál lendkerekes
autóval.:))[#nyes]
Minek is 400W-os mellékhajtás egy gravírozó de még Hobby CNC forgácsológép hajtáshoz is?:))
Innentől kezdve zsákutca az egész bazi nagy
motormániád, és a Fórum félrevezetése.
Hiszen arról beszélünk, ami nem is kell.
Akkor meg mi van??? Azaz eleve sületlenség
az egész nagy motor görcsöd, valószínűleg
kiskorodban túl sokat játszottál lendkerekes
autóval.:))[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 19:29
Írta: bmejdz9nu Dátum 2009 október 14, 19:29
Használt HD-t nem veszek = Használt PlanetDrive-ot sem...
A motor lehet még-még használt... mert a DC-ben max. csapágycsere kommutátor felszabályozás és ok...(AC-nál csak a csapágyak mennek tönkre)
A Planetary áttételeknek (adatlap) van egy élettartamuk... Ha azon túl vannak... nem igazán lehet mit csinálni...
Azaz a szöghibájuk megnő = pontatlan gép = kottyanás...
Egy új az Ebay-on több mint 200-300 Euro (pl. 1/3-as)... egy használt pedig... ki veszi meg?:) Használt motoron szokott.... a motor kinyerhető :)
A motor lehet még-még használt... mert a DC-ben max. csapágycsere kommutátor felszabályozás és ok...(AC-nál csak a csapágyak mennek tönkre)
A Planetary áttételeknek (adatlap) van egy élettartamuk... Ha azon túl vannak... nem igazán lehet mit csinálni...
Azaz a szöghibájuk megnő = pontatlan gép = kottyanás...
Egy új az Ebay-on több mint 200-300 Euro (pl. 1/3-as)... egy használt pedig... ki veszi meg?:) Használt motoron szokott.... a motor kinyerhető :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 19:32
Írta: bmejdz9nu Dátum 2009 október 14, 19:32
Nem gravírgépről van szó... számolj...AC/DC... nem kell a rizsa :) 
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 október 14, 19:37
Írta: fs9s63xkf Dátum 2009 október 14, 19:37
1000mm hosszú 25x10-es orsó, direktbe, csúcsnyomatékkal:
AC: 17,14 ms
DC: 17,38 ms
AC: 17,14 ms
DC: 17,38 ms
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 14, 19:57
Írta: x4rhew5r3 Dátum 2009 október 14, 19:57
Egy másik katalógust sikerült megnyitnom. A típusszám mögött van még egy EL8 végződés.
Frissítettem a táblát. Áttétellel még így is veri a kisebb csúcsnyomatékú AC a DC-t. Persze ez számháború, de lényeget szépen mutatja.
Frissítettem a táblát. Áttétellel még így is veri a kisebb csúcsnyomatékú AC a DC-t. Persze ez számháború, de lényeget szépen mutatja.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 14, 19:58
Írta: s7manbs8 Dátum 2009 október 14, 19:58
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 október 14, 19:59
Írta: s7manbs8 Dátum 2009 október 14, 19:59
tengely középpontjától való távolságtól...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 14, 20:01
Írta: x4rhew5r3 Dátum 2009 október 14, 20:01
Ezek túl vannak... Nem véletlenül dobták ki. De azért még így túlhajtva sem ők lennének a leggyengébb láncszem:)
Nem lehetett kihagyni, 3 komplett vezérlő+motor+PlanetarDrive.
Nem lehetett kihagyni, 3 komplett vezérlő+motor+PlanetarDrive.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 14, 20:05
Írta: 000000000 Dátum 2009 október 14, 20:05
Persze, hogy nem. Csiki sem gravírozgatott
az "Ezt készítettem a CNC gépemmel" topikban
#1075, ennek ellenére fele-harmada akkora
mocikkal teszi.
Én a helyedbe a nagystílű és lehengerlő
szövegedet félretenném, sokkal hasznosabb
lenne, ha elővennéd az általános iskola 8.
osztályos matekkönyvet, és megnéznéd
az y=x, és az y=x2 függvény ábrázolását,
jellegüket. Utána aztán kezdhetnéd szép lassan
megint újra felépíteni szervotechnikai alapismereteidet.:))
az "Ezt készítettem a CNC gépemmel" topikban
#1075, ennek ellenére fele-harmada akkora
mocikkal teszi.
Én a helyedbe a nagystílű és lehengerlő
szövegedet félretenném, sokkal hasznosabb
lenne, ha elővennéd az általános iskola 8.
osztályos matekkönyvet, és megnéznéd
az y=x, és az y=x2 függvény ábrázolását,
jellegüket. Utána aztán kezdhetnéd szép lassan
megint újra felépíteni szervotechnikai alapismereteidet.:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 20:13
Írta: bmejdz9nu Dátum 2009 október 14, 20:13
Kb. erre gondoltam...
De ha még nagyobb tömegű lenne az orsó... pl. egy 30-40mm átm. és netán 2 méteres...
Szóval... ha elnézegetem egy AC motor "mütyűrke" forgórészét... szóval...(igaz csak egy "250W"-ost szedtem szét...)
Szóval mikor mit mihez...
Ha tovább vinnénk a dolgot a léptető motorról is megállapíthatnánk, hogy egy kész csoda :)
Pl. egészen kis fordulatokon az az "iszonyatos erő" :)
De ha még nagyobb tömegű lenne az orsó... pl. egy 30-40mm átm. és netán 2 méteres...
Szóval... ha elnézegetem egy AC motor "mütyűrke" forgórészét... szóval...(igaz csak egy "250W"-ost szedtem szét...)
Szóval mikor mit mihez...
Ha tovább vinnénk a dolgot a léptető motorról is megállapíthatnánk, hogy egy kész csoda :)
Pl. egészen kis fordulatokon az az "iszonyatos erő" :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 20:15
Írta: bmejdz9nu Dátum 2009 október 14, 20:15
Tegyél rá egy lézer diódát és egyszerűen tudsz szöghibát tesztelni... a falon :)
A szöghibából ki lehet számolni a kottyanást...
Ja és persze nem ez lesz a leggyengébb láncszem :) Nem az AC-ra gondolok... dehogy :) A mechanika...
A szöghibából ki lehet számolni a kottyanást...
Ja és persze nem ez lesz a leggyengébb láncszem :) Nem az AC-ra gondolok... dehogy :) A mechanika...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 14, 20:16
Írta: x4rhew5r3 Dátum 2009 október 14, 20:16
Azért vigyázz, mert a léptecsnél a tartónyomaték nem egyenlő az indítónyomatékkal.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 20:25
Írta: bmejdz9nu Dátum 2009 október 14, 20:25
Megint valaki másra hivatkozol? Miért?
egnéztem Csiki könyvtárát... de még egyenlőre videókat nem tett fel... Biztos nagyon jó lett a gépe...
Előveszem a 8.osztályos tankönyveket :)
Egyébként a tények... a valóság...a tesztek... próbáld ki... jó hobbysta leszel :)
egnéztem Csiki könyvtárát... de még egyenlőre videókat nem tett fel... Biztos nagyon jó lett a gépe...
Előveszem a 8.osztályos tankönyveket :)
Egyébként a tények... a valóság...a tesztek... próbáld ki... jó hobbysta leszel :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 14, 20:28
Írta: bmejdz9nu Dátum 2009 október 14, 20:28
Ez még egy homály... azaz nem igazán végeztem léptetőkel "erő" teszteket...
De az ábrákon is látni... hogy az indítási szakaszt "mélyen" titkolják... (www.nanotec.de)

De az ábrákon is látni... hogy az indítási szakaszt "mélyen" titkolják... (www.nanotec.de)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 október 14, 21:52
Írta: Szalai György Dátum 2009 október 14, 21:52
Igaz.
De megértenem már sikerült egy rövid ideje.
Ha valaki készített rá táblát, akkor inkább nem dolgoznék vele újra. Mert bennem is megvan az egészséges lustaság.
Jó, majd összehozom magam. Úgy látom a tárcsa DC meg a vasmentes forgórészű is csak engem érdekel.
De megértenem már sikerült egy rövid ideje.
Ha valaki készített rá táblát, akkor inkább nem dolgoznék vele újra. Mert bennem is megvan az egészséges lustaság.
Jó, majd összehozom magam. Úgy látom a tárcsa DC meg a vasmentes forgórészű is csak engem érdekel.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 15, 08:51
Írta: 000000000 Dátum 2009 október 15, 08:51
"Megint valaki másra hivatkozol? Miért?"
Na vajon miért? Legyen ez a nap találós
kérdése számodra...:))) Ha estig nem jössz rá,
majd segítek.:))
Na vajon miért? Legyen ez a nap találós
kérdése számodra...:))) Ha estig nem jössz rá,
majd segítek.:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 15, 08:54
Írta: bmejdz9nu Dátum 2009 október 15, 08:54
Egyébként a tegnapi AC kontra DC dologhoz... valami még nagyon fontos...
Az AC-val igenis "számolni" kell azaz már új DC szervómotorokat már nem lehet venni a "másodlagos" piacokon... elfogytak...
AC-k még vannak... és talán lesznek is...
Tehát hiába hasonlítjuk össze a 400W-os SanyoDenki DC-t az AC-val... mert DC-t már nem lehet beszerezni... AC-t viszont igen...
Tehát fejleszteni kell az AC vezérléseket és használni tudni őket... A lényeg az, hogy kicsit mások... mások a motorok felépítése...
Az AC-val igenis "számolni" kell azaz már új DC szervómotorokat már nem lehet venni a "másodlagos" piacokon... elfogytak...
AC-k még vannak... és talán lesznek is...
Tehát hiába hasonlítjuk össze a 400W-os SanyoDenki DC-t az AC-val... mert DC-t már nem lehet beszerezni... AC-t viszont igen...
Tehát fejleszteni kell az AC vezérléseket és használni tudni őket... A lényeg az, hogy kicsit mások... mások a motorok felépítése...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 október 15, 09:38
Írta: HJózsi Dátum 2009 október 15, 09:38
Azért még nincs itt a világvége DC motor ügyben a "másodlagos" piacon ... ez a piac amúgy sem egy ellátórendszer, ahova a motorgyártók szállítanak, hanem egy bolhapiac, vagy ha tetszik zsibvásár, azaz ami éppen van az van ... semmire nincs garancia, hogy másnap is lesz, főleg motor ügyben...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 október 15, 09:44
Írta: HJózsi Dátum 2009 október 15, 09:44
Hasonlíts össze 110W-osat , pl.
SANYO DENKI
SANYO DENKI
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 15, 10:10
Írta: svejk Dátum 2009 október 15, 10:10
Nálam kicsit zsákutca lett mert gyökereiben más vezérlő kell hozzá a nagyon kis induktivitás és nagy áramok miatt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 15, 10:13
Írta: svejk Dátum 2009 október 15, 10:13
Javitva a m2-ek cm2-re, Psychobilly-ében is..
Kössz az észrevételt.
(Psychobilly, találhattál volna egyszerűbb nevet is :(( )
Kössz az észrevételt.
(Psychobilly, találhattál volna egyszerűbb nevet is :(( )
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 15, 10:57
Írta: bmejdz9nu Dátum 2009 október 15, 10:57
Zustand: Gebraucht... tehát használt...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 15, 11:06
Írta: x4rhew5r3 Dátum 2009 október 15, 11:06
Lehet hogy használt, de hát Te mondtad, hogy csapágy meg szénkefe, oszt' annyi.
Nagyon sokan vagyunk, akik a használtból (is) építkezünk, mert a pazarló vegyél-vegyél világban a használt és használhatónak is kell, hogy helye legyen:)
Nagyon sokan vagyunk, akik a használtból (is) építkezünk, mert a pazarló vegyél-vegyél világban a használt és használhatónak is kell, hogy helye legyen:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 15, 11:07
Írta: bmejdz9nu Dátum 2009 október 15, 11:07
Ok. de 450 Euroért egy használt (kicsi) 110W-os SanyoDenki...(+szállítás)... elég aránytalan...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 15, 11:10
Írta: x4rhew5r3 Dátum 2009 október 15, 11:10
AC van olcsóbban:) A DC mindig is drágább volt. mert nagyobb rá a kereslet?
Persze, ez sok érte.
Persze, ez sok érte.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 15, 11:18
Írta: bmejdz9nu Dátum 2009 október 15, 11:18
Igen... ezt akartam ill. próbáltam végül is leírni a #8709-ben!
Tehát hajrá AC...:) Mert kell... mert abból jobb a "felhozatal"... (talán) ez a jövő!
Ha az AC-val előbbre járunk mint a többi hobbysta a világban... azaz ... gondolom érted...
Nem vagyok AC ellenes... csak próbáltam "tisztába" tenni a dolgokat...
Azaz ha AC van... az még önmagában nem egy "csoda" ... lehet, hogy egy "kényszer" mert ez van, ezt lehetet beszerezni...
Talán mert az AC-nak van egy "misztifikálása"... pedíg sem jobb sem rosszabb (mikor, mihez) mint a DC...
Azokat az AC-kat amiket vettem... azért vettem, mert olcsóbb volt... (egyben: motor+vezérlő)... meg egy kis "anyagismeret" céljából...:)
Tehát hajrá AC...:) Mert kell... mert abból jobb a "felhozatal"... (talán) ez a jövő!
Ha az AC-val előbbre járunk mint a többi hobbysta a világban... azaz ... gondolom érted...
Nem vagyok AC ellenes... csak próbáltam "tisztába" tenni a dolgokat...
Azaz ha AC van... az még önmagában nem egy "csoda" ... lehet, hogy egy "kényszer" mert ez van, ezt lehetet beszerezni...
Talán mert az AC-nak van egy "misztifikálása"... pedíg sem jobb sem rosszabb (mikor, mihez) mint a DC...
Azokat az AC-kat amiket vettem... azért vettem, mert olcsóbb volt... (egyben: motor+vezérlő)... meg egy kis "anyagismeret" céljából...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 18, 10:59
Írta: bmejdz9nu Dátum 2009 október 18, 10:59
Psychobilly itt vagy?....#8696... ezt folytatni kellene...
Mert ugyebár én egy szép "méretes" golyósorsót adtam meg számításnak... 400W/400W... stb...
De - azóta filózgattam ezen a DC kontra AC forgórész tömeg stb... dolgon...
Nézhetnénk egy kisebb gépre is egy példát...
Ha jól emlékszem írtad (vagy mondtad), hogy a Talin látható gépetekre feltettél AC motorokat...(vagy más ver. számúra)
Ha jól rémlik a "150W"-os DC-k helyett "100W" Ac-k kerültek...
Ennek az "eredményei" milyenek voltak... mert ott, ekkorában vernie kellene a DC-t az AC-nak... ha jól gondolom a dolgot...
Mert ugyebár én egy szép "méretes" golyósorsót adtam meg számításnak... 400W/400W... stb...
De - azóta filózgattam ezen a DC kontra AC forgórész tömeg stb... dolgon...
Nézhetnénk egy kisebb gépre is egy példát...
Ha jól emlékszem írtad (vagy mondtad), hogy a Talin látható gépetekre feltettél AC motorokat...(vagy más ver. számúra)
Ha jól rémlik a "150W"-os DC-k helyett "100W" Ac-k kerültek...
Ennek az "eredményei" milyenek voltak... mert ott, ekkorában vernie kellene a DC-t az AC-nak... ha jól gondolom a dolgot...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 október 18, 15:50
Írta: fs9s63xkf Dátum 2009 október 18, 15:50
A mostani gépen 400W-osak vannak, ha minden igaz, akkor visszük a gépet a találkozóra :)
Régebben az egyik X tengelyre próbáltuk rárakni a 100W-os AC-t de sajnos nem bírta direktben. Annak az inerciája nagyon kicsi, csak 0,036 kgcm2. Magának az orsónak 7szer annyi az inerciája és akkor még a mozgatott 15-20-kg sehol nincs. És sajnos csak akkor tudom beállítani rendesen a vezérlőt, ha a terhelés inerciája nem haladja meg a motor inerciájának a 2,5-szeresét (a 400Wos motor esetében, a 100W-osat még nem próbáltam). Lehet, hogy csak én vagyok a béna, de az is lehet hogy rá kéne kötni külső regeneratív ellenállást ( hogy hívják ezt magyarul??? ) és akkor jobb lenne a helyzet, ez ügyben még konzultálok valami okosabb emberrel :)
Szóval oda már áttétel kéne, csak az meg egyelőre nem akar összejönni...
Régebben az egyik X tengelyre próbáltuk rárakni a 100W-os AC-t de sajnos nem bírta direktben. Annak az inerciája nagyon kicsi, csak 0,036 kgcm2. Magának az orsónak 7szer annyi az inerciája és akkor még a mozgatott 15-20-kg sehol nincs. És sajnos csak akkor tudom beállítani rendesen a vezérlőt, ha a terhelés inerciája nem haladja meg a motor inerciájának a 2,5-szeresét (a 400Wos motor esetében, a 100W-osat még nem próbáltam). Lehet, hogy csak én vagyok a béna, de az is lehet hogy rá kéne kötni külső regeneratív ellenállást ( hogy hívják ezt magyarul??? ) és akkor jobb lenne a helyzet, ez ügyben még konzultálok valami okosabb emberrel :)
Szóval oda már áttétel kéne, csak az meg egyelőre nem akar összejönni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 18, 16:24
Írta: 000000000 Dátum 2009 október 18, 16:24
"regeneratív ellenállást ..."
Fék ellenállást?
Fék ellenállást?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 18, 16:26
Írta: bmejdz9nu Dátum 2009 október 18, 16:26
Ahogy gondolom 16-os orsó volt 5-ös em. és kb. 4-500mm hosszú...
Hát igen... iszonyatos sebességet is csinált volna... talán feleslegesen...
Mit veszel alapul az AC-nál... 3000rpm-es "üzemi" fordulatot vagy többet? (5000-et is tudnak)
Jól lenne pl. 1/2 vagy 1/3-as tökéletes átt... ami kicsi és kompakt ... PlanetaryDrive...
Egyébként találtam egy német cégnél, megfizethetőt...
Link: www.alphira.de
Talán használható lenne... az egy lépcsős 5Nm-es kimenető max. 20 szögperc hibát csinál. Sajnos a legkisebb 1/5-ös áttételű...
Viszont "nagyon jó áron van": 175 Euro netto/db.
A 20 szögperc hiba:
Azaz egy 10-ös em. orsón... mert az 5-ösön már lassú lenne a gép(?) max 0.01mm.... vagy? jól számoltam?

Hát igen... iszonyatos sebességet is csinált volna... talán feleslegesen...
Mit veszel alapul az AC-nál... 3000rpm-es "üzemi" fordulatot vagy többet? (5000-et is tudnak)
Jól lenne pl. 1/2 vagy 1/3-as tökéletes átt... ami kicsi és kompakt ... PlanetaryDrive...
Egyébként találtam egy német cégnél, megfizethetőt...
Link: www.alphira.de
Talán használható lenne... az egy lépcsős 5Nm-es kimenető max. 20 szögperc hibát csinál. Sajnos a legkisebb 1/5-ös áttételű...
Viszont "nagyon jó áron van": 175 Euro netto/db.
A 20 szögperc hiba:
Azaz egy 10-ös em. orsón... mert az 5-ösön már lassú lenne a gép(?) max 0.01mm.... vagy? jól számoltam?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 18, 16:35
Írta: bmejdz9nu Dátum 2009 október 18, 16:35
Jobban mondva egyet veszünk... azután másoljuk :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 18, 16:44
Írta: bmejdz9nu Dátum 2009 október 18, 16:44
4-es emelkedésű orsóval még nem próbáltad a 100W-ost? annak a súlya is kisebb mert ha jól tudom csak 14-es átm. Vagy biztos reménytelen...?
Cím: Re:DC szervó motoros vezérlés
Írta: Riboga Dátum 2009 október 18, 16:52
Írta: Riboga Dátum 2009 október 18, 16:52
Egy régebbi Yaskawa doksiban olvastam, hogy kisebb regeneratív terheléshez javasolja a vezérlők DC busz feszültségeit összekötni. Így a többi motor emészti fel a keletkező többlet energiát.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 27, 22:29
Írta: 000000000 Dátum 2009 október 27, 22:29
Sziasztok!
Kicsit komolyabb kivitelű nem csak hobbyszinten megépülő 2x6 os lángvágóhoz milyen meghajtást javasoltok? DC servo ill léptetőmotorost?
Műszakilag.
Kicsit komolyabb kivitelű nem csak hobbyszinten megépülő 2x6 os lángvágóhoz milyen meghajtást javasoltok? DC servo ill léptetőmotorost?
Műszakilag.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 október 27, 22:51
Írta: 4um5b65d Dátum 2009 október 27, 22:51
Logikailag levezetve a dolgot, mivel úgy sem fogsz a lánggal nagyon rohangálni, szerintem a léptető is bőven elég lesz....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 30, 12:41
Írta: 000000000 Dátum 2009 október 30, 12:41
tudna valaki segíteni? van 3 japan servo motorom és nem tudom használható-e cnc-hez leirom amit ki tudok olvasni a cimkéről:
gear motor 50/60hz, 208-230v, power output 2,5w
4 vezetékes
ezzzel tudnék vezéreli cnc-t?és ha igen milyen vezérlővel?
gear motor 50/60hz, 208-230v, power output 2,5w
4 vezetékes
ezzzel tudnék vezéreli cnc-t?és ha igen milyen vezérlővel?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 október 30, 16:52
Írta: Szalai György Dátum 2009 október 30, 16:52
A CNC vagyis Computer Numerical Control nagyon széles felhasználási terület.
Ezen belül a motorod alkalmas lehet sok feladat elvégzésére.
Arra viszont, amit itt a fórumon látsz, (megmunkálógép dinamikus mozgatása) szerintem alkalmatlan.
Előtoló motornak (egyenletes sebesség) alkalmas. Ráadásul közvetlenül konnektorból, 230Voltról táplálható, vezérlő és tápegység nélkül, ami nagy előny néha.
Csak egy kicsi segédfázis kondenzátor kell hozzá, még forgásirányt is válthatsz rajta.
Ezen belül a motorod alkalmas lehet sok feladat elvégzésére.
Arra viszont, amit itt a fórumon látsz, (megmunkálógép dinamikus mozgatása) szerintem alkalmatlan.
Előtoló motornak (egyenletes sebesség) alkalmas. Ráadásul közvetlenül konnektorból, 230Voltról táplálható, vezérlő és tápegység nélkül, ami nagy előny néha.
Csak egy kicsi segédfázis kondenzátor kell hozzá, még forgásirányt is válthatsz rajta.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 30, 18:17
Írta: 000000000 Dátum 2009 október 30, 18:17
köszönöm a válasz én is attól tartottam hogy dinamikus mozgatásra alkalmatlan szerencsére van pár kicsi léptecsem is igy marad az már csak valami használt vezérlő kellene
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 október 30, 19:22
Írta: Szalai György Dátum 2009 október 30, 19:22
Talán találsz a találkozón.
Ha esetleg vezérlőt mégsem, bajtársakat (probléma társakat) biztosan.
Ki ne hagyd!
Ha esetleg vezérlőt mégsem, bajtársakat (probléma társakat) biztosan.
Ki ne hagyd!
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 01, 22:51
Írta: sanka74 Dátum 2009 november 01, 22:51
Sziasztok!Kezdem gyűjtögetni a következő CNC gépemhez az alkatrészeket.Érdekelne a véleményetek hogy milyen vezérlőt ajánlotok?Az tuti hogy szervós lesz,bordásszíj áttétellel.Az eső gépemen g320 volt.A másik kérdésem hogy ha a motor adattáblájaára 30 V Dc van írva akkor ekkora feszűltség kell neki?Az E240-es szervomotor 50 V-os toroidról ment.Köszi a segítséget.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 02, 06:40
Írta: 000000000 Dátum 2009 november 02, 06:40
Varsa kínálta a servo motorokat az A300-as vezérlővel, az veri a gyíkot.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 02, 07:10
Írta: sanka74 Dátum 2009 november 02, 07:10
A multkor kérdeztem,de nincs most neki.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 02, 09:30
Írta: bmejdz9nu Dátum 2009 november 02, 09:30
Az A300 csak nagy teljesítmény motoroknál kell...
(még van egypár... de motorral... mert ugyebár külön nem adok... ha a motorok esetleg nem kellenek... majd akkor lesz csak eladó)
Sanka pedig... gondolom az áttétel miatt... kisebb motorokban gondolkodik...
... és gondolom már meg vannak a motorjai... ezért is előre meghatározta mint tényt az áttételt...
(még van egypár... de motorral... mert ugyebár külön nem adok... ha a motorok esetleg nem kellenek... majd akkor lesz csak eladó)
Sanka pedig... gondolom az áttétel miatt... kisebb motorokban gondolkodik...
... és gondolom már meg vannak a motorjai... ezért is előre meghatározta mint tényt az áttételt...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 02, 16:01
Írta: sanka74 Dátum 2009 november 02, 16:01
Nincsenek meg a motorok,de az igaz hogy kisebb mocikban gondolkodom,a gépem amugy hasonló lesz mint az előző,okulva abból itt nem dirrekthajtás lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 02, 16:26
Írta: bmejdz9nu Dátum 2009 november 02, 16:26
Motor nyomaték kérdése a direkthajtás lehetősége...
Mekkora a gép lesz?
Gondolkodtam ma... mivel itt a Tali... és az átvétel lehetősége...(utálok csomagolni :)
Ma még beteszem az utolsó 4db vadonatúj CMC motoromat (kb "400W") az adok-veszekbe... (2000cpr-es gyárilag szerelt profi encoderekkel)
Ha kell valakinek kell ha nem hát nem... Dehát ezek nem olcsók...
Mekkora a gép lesz?
Gondolkodtam ma... mivel itt a Tali... és az átvétel lehetősége...(utálok csomagolni :)
Ma még beteszem az utolsó 4db vadonatúj CMC motoromat (kb "400W") az adok-veszekbe... (2000cpr-es gyárilag szerelt profi encoderekkel)
Ha kell valakinek kell ha nem hát nem... Dehát ezek nem olcsók...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 02, 17:24
Írta: sanka74 Dátum 2009 november 02, 17:24
Igen,ez az előbbi számítások alapján jókora túlmérettel 0,38 Nm.Mivel az előző gépemen az x és y tengellyel semmi gond nem volt elvileg lehetne megint dirrektbe hajtani,a z-t viszont mindenképpen áttételezni kell, vagy 2,5 mm-es golyós orsót kell használni de az meg nem hobby áron van.Nekem a 400 W-os szervó mind anyagilag mind teljesítményre sok.E240 teljesen jók a céljaimra,áttétellel és ha 2048 as encoderrel akkor pedig felezni vagy negyedelni kell(sokkal okosabb emeber szerint ez a jobb megoldás),hogy meglegyen a kellő sebesség is,vagy kevesebb osztású encodert kell alkalmazni.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 02, 17:26
Írta: sanka74 Dátum 2009 november 02, 17:26
Ja:ez is x és y:750x750 mm Z=120 mm munkaterülettel kell hogy rendelkezzen.Tervezett pontossága 0,05-0,1 mm,az előzőé 0,1mm volt.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 02, 17:27
Írta: sanka74 Dátum 2009 november 02, 17:27
És ezt most alu elemekből tervezem építeni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 02, 17:43
Írta: bmejdz9nu Dátum 2009 november 02, 17:43
0,38Nm-es motor?... hányas átt.? és milyen emelkedésű orsóra gondoltál Gondolom 5-ös)? Mert azért ez nem épp egy kicsi gép lesz... azt hittem...
Ekkora méretnél már kell a 20-as átm. az órsóból... ha persze nem tudom milyen sebességet azaz orsóforgatási rpm-et akarsz...
Ekkora méretnél már kell a 20-as átm. az órsóból... ha persze nem tudom milyen sebességet azaz orsóforgatási rpm-et akarsz...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 02, 18:11
Írta: sanka74 Dátum 2009 november 02, 18:11
Az előző gépemen 1605-ös hengerelt orsó volt mindenhol,teljesen jól működött, a z rakoncátlankodott egy kicsit,de aztán az is megjavúlt.A számítások és a sebesség alapján (THK diagramm)elegendő a 16-os orsó is,amennyiben fix/rögzített a kivitelezése az orsónak.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 02, 18:15
Írta: sanka74 Dátum 2009 november 02, 18:15

Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 02, 18:16
Írta: sanka74 Dátum 2009 november 02, 18:16

Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 02, 18:25
Írta: sanka74 Dátum 2009 november 02, 18:25
Én 1:2 áttételre gondoltam,a fordulatszám pedig 1160 min-1(felsőindex),ez 5800mm/min sebességet jelenet.Igazad van,ha nagyobb sebességet szeretnék,akkor kell a 20-as orsó,de a 2048 as encoderrel és a 5-ös emelkedésű orsóval a mach általi legnagyobb sebesség 60 u/sec.Ha felező áttétel van,akkor felezni kell az encodert is,csak ugy marad meg a sebesség.Ha nagyobb az orsó emelkedése,akkor meg áttétel mellett is erőseb(=drágább)motor kell.Csak hangosan gondolkodtam... a fához 5m/min sebesség ritkán kell. Ha jól gondolom persze a dolgokat.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 02, 18:52
Írta: sanka74 Dátum 2009 november 02, 18:52
bocsesz,elnézetm a diagrammot:a ford szám 1600min-1 körüli,ha jól nézem,az ott 10 a 3.on.Így egy kicsit változik minden.Az orsó 1000 mm hosszal számolva.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 02, 19:00
Írta: bmejdz9nu Dátum 2009 november 02, 19:00
20-as átmérőjű orsó... de talán egyformát értettünk... a hossz és fordulat miatt... ne lebegjen be...
A sebesség végül is nem maráskor kell hanem az üres járásokhoz... De ha pl. egy élűvel marsz... nem árt...
Milyen motor? Milyen nyomatékadatokkal? Milyen átm. orsó és milyen emelkedéssel? Kb. mekkora a mozgatott tömeg?
Honnét jön ez a "2048-as" (és nem kerek) encoder érték?
A sebesség végül is nem maráskor kell hanem az üres járásokhoz... De ha pl. egy élűvel marsz... nem árt...
Milyen motor? Milyen nyomatékadatokkal? Milyen átm. orsó és milyen emelkedéssel? Kb. mekkora a mozgatott tömeg?
Honnét jön ez a "2048-as" (és nem kerek) encoder érték?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 02, 19:27
Írta: HJózsi Dátum 2009 november 02, 19:27
Az E240-en 512 ppr 4X módban ...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 02, 19:38
Írta: sanka74 Dátum 2009 november 02, 19:38
Ez az encoder volt az előző E240-esemen,ezzel számoltam és jó lett.E240 ben gondolkodom elsősorban,az első gépemen is ez volt,a mozgatott súly itt is kb 321N +130N előtolási ellenállás,összesen az F=451N,a forg nyomaték igy jön ki 0,358Nm. (F=(2PIxM)/ menetemelkedés).Az első gépemet pl nem lehett lefogni kézzel,ami ugye jóval több volt mint 130 N,pedig dirrektbe hajtott volt.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 02, 19:40
Írta: sanka74 Dátum 2009 november 02, 19:40
Ezek a tömegek erős biztonsági trtalékokkal vannak számolva.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 09:22
Írta: bmejdz9nu Dátum 2009 november 03, 09:22
E240-es motor ehhez a géphez mindenképp kevés lesz... szerintem.
Az encoder felbontása is nagyon magas lesz (azaz lenne...)
512cpr... 4Xmód = 2048imp...3-as átt = 3x2048= 6144imp kell majd egy tengely fordulathoz...
Tehát vagy kisebb encoder vagy 1X modú vezérlő kellene...
De az E240 ereje már egy jól előfeszített áttételen elfogy... de nem akarok bele szólni...
Az E240 "0,2Nm"-es... de egy SanyoDenki "40W"-os is többet tud... így aztán mindenki gondol amire akar...
https://cnctar.hobbycnc.hu/VarsanyiPeter/CNC%20vezerles%20-%20szervoval/SanyoDenki_Servomotor/SanyoDenki_Servomotor_pdf.pdf
Az encoder felbontása is nagyon magas lesz (azaz lenne...)
512cpr... 4Xmód = 2048imp...3-as átt = 3x2048= 6144imp kell majd egy tengely fordulathoz...
Tehát vagy kisebb encoder vagy 1X modú vezérlő kellene...
De az E240 ereje már egy jól előfeszített áttételen elfogy... de nem akarok bele szólni...
Az E240 "0,2Nm"-es... de egy SanyoDenki "40W"-os is többet tud... így aztán mindenki gondol amire akar...
https://cnctar.hobbycnc.hu/VarsanyiPeter/CNC%20vezerles%20-%20szervoval/SanyoDenki_Servomotor/SanyoDenki_Servomotor_pdf.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 03, 09:29
Írta: x4rhew5r3 Dátum 2009 november 03, 09:29
A szervo jobban érzi magát egy nagyobb felbontású encoder társaságában. Inkább a step-szozóval érdemes illeszteni a mach-hoz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 11:12
Írta: bmejdz9nu Dátum 2009 november 03, 11:12
Hát igen azt is lehet... de egy pl. 200-as encoder olcsóbb... azért ítram...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 03, 11:30
Írta: sanka74 Dátum 2009 november 03, 11:30
Igen igazad lehet,de az előző gépem megy vele szépen,a vezérlőben volt egy kis gubanc.a számítások alapján valóban legalább E243-as kellene vagy lagalább 0,4 Nm-es.Az is igaz hogy nem előfeszített a golyós orsó,hanem "csak" 4 soros,soronként visszavezett golyósoros.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 11:37
Írta: bmejdz9nu Dátum 2009 november 03, 11:37
Ha a Geckoban a "gubanc" a kis tároló akkor azért nem a vezérlő hibás...
Aazaz olyat akartál a motortól amit nem tudott és a vezérlő ehhez nem volt partner! (szerncsére:)
Tehát a nagyobb nyomatékot folyamatosan mint amit tud... azaz ekkor már pontatlanul ill. sehogy nem követte a pályapozicót...
Igen legalább 0,4Nm-es alapnyomatékú és egy "veszteségmentes" 1/3 átt. feltételezve = 1,2Nm...
Az a golyósorsó ha jófajta, vagy új ... akkor mindegy... az jó...
Aazaz olyat akartál a motortól amit nem tudott és a vezérlő ehhez nem volt partner! (szerncsére:)
Tehát a nagyobb nyomatékot folyamatosan mint amit tud... azaz ekkor már pontatlanul ill. sehogy nem követte a pályapozicót...
Igen legalább 0,4Nm-es alapnyomatékú és egy "veszteségmentes" 1/3 átt. feltételezve = 1,2Nm...
Az a golyósorsó ha jófajta, vagy új ... akkor mindegy... az jó...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 03, 13:36
Írta: 000000000 Dátum 2009 november 03, 13:36
Látom elemedben vagy.:)
Ennyi sületlenséget miért írsz ide megint?
Pl. az áttételnek pont az az egyik jó hatása
a sok közül, hogy nem kell nagy felbontású
encoder, és a sokkal biztonságosabb 1X-ben
történhet minden.
Felejtsed már el örökre ilyen esetekben
a 4X-et!!!:))
Ennyi sületlenséget miért írsz ide megint?
Pl. az áttételnek pont az az egyik jó hatása
a sok közül, hogy nem kell nagy felbontású
encoder, és a sokkal biztonságosabb 1X-ben
történhet minden.
Felejtsed már el örökre ilyen esetekben
a 4X-et!!!:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 13:53
Írta: bmejdz9nu Dátum 2009 november 03, 13:53
Kedves Tibor.
Talán ha már láttál volna egy gyári szervót... akkor már tudnád, hogy mindegyikben az alap a 4X-es mód...
Tehát Te elfelejtheted... de mások, a gyártók, fejlesztők (sajnos?) nem felejtik...
Pl. a motoron 2500cpr-es encoder van... 10.000imp/fordulat az alap. (szinte mindegyik motoron 2500cpr-es van - minden gyártónál)
Mível nincsenek hall és másfajta szögjeladók már... az encodertől tudja a motor poz. szöget...
Samsung CSDJ AC szervo vez. - 142.oldal PDF.
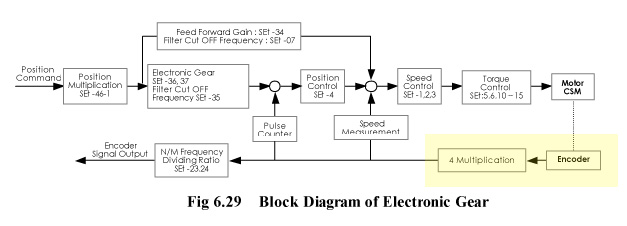
Linkeljek egy Yaskawa-t is ahol szintén 4X az alap? Vagy mi az amitől már elhiszed???
Ha ismered a szervó technikát...
Inkább mesélnél az AC topikban az "Electronic Gear"-ról... Numerator & Denominator...
Mert ugyebár ez minden AC pozició szervóban (azaz step/dir-es) vezérlőben bent van...
Talán ha már láttál volna egy gyári szervót... akkor már tudnád, hogy mindegyikben az alap a 4X-es mód...
Tehát Te elfelejtheted... de mások, a gyártók, fejlesztők (sajnos?) nem felejtik...
Pl. a motoron 2500cpr-es encoder van... 10.000imp/fordulat az alap. (szinte mindegyik motoron 2500cpr-es van - minden gyártónál)
Mível nincsenek hall és másfajta szögjeladók már... az encodertől tudja a motor poz. szöget...
Samsung CSDJ AC szervo vez. - 142.oldal PDF.
Linkeljek egy Yaskawa-t is ahol szintén 4X az alap? Vagy mi az amitől már elhiszed???
Ha ismered a szervó technikát...
Inkább mesélnél az AC topikban az "Electronic Gear"-ról... Numerator & Denominator...
Mert ugyebár ez minden AC pozició szervóban (azaz step/dir-es) vezérlőben bent van...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 03, 14:16
Írta: 000000000 Dátum 2009 november 03, 14:16
Édes Öregem!
1985-ben egy sajátkészítésű henger
koordinátás DC szervó rendszerű oktató robot
volt a dimplamatervem. Vajon Te ekkor tájt
mit tudtál ezekről?:) Te akarsz engem ilyen
szokásosan nem is idevágó (hiszen ez DC topic,
Sanka áttételes gépéről van szó) és lehengerlő
szöveggel kioktatni...?:) Szerencséd, hogy vicces és jó
kedvemben vagyok, és annyira nem érdekel a sok
téveszméd, csak tudod ha másokat is alaposan
beviszel a szervó erdőbe a téveszméiddel, az
már műszaki közügy lehet itt a Fórumon.:)
1985-ben egy sajátkészítésű henger
koordinátás DC szervó rendszerű oktató robot
volt a dimplamatervem. Vajon Te ekkor tájt
mit tudtál ezekről?:) Te akarsz engem ilyen
szokásosan nem is idevágó (hiszen ez DC topic,
Sanka áttételes gépéről van szó) és lehengerlő
szöveggel kioktatni...?:) Szerencséd, hogy vicces és jó
kedvemben vagyok, és annyira nem érdekel a sok
téveszméd, csak tudod ha másokat is alaposan
beviszel a szervó erdőbe a téveszméiddel, az
már műszaki közügy lehet itt a Fórumon.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 14:30
Írta: bmejdz9nu Dátum 2009 november 03, 14:30
Jaj-jaj Tibikém fel ne idegesisd magad miattam! :)
Biztos... valóban...
1985-ben még vezetékes telefon sem volt otthon... akkoriban nem hittem volna, hogy egyszer a zsebembe hordom...
Főleg azt nem, hogy 10milló zsebbe lesz Mo-on mobil telefon...
Persze ez sem idevágó... de hát változik a világ... lehet, hogy 30éve 1X volt a "divat"... ezt nem tudom...
Amit eddig tudok... (és kérlek "hengerelj le" valamilyen 1X-es vezérlő linkjével... mutass!)
Gecko: 4X-es
Magi vez: 4X-es
Összes AC: 4X-es.
T45 vez.: 1X-es.
Akkor korrigálok, Sanka-nak akkor három jó választási lehetősége van az encoder "felbontásának" a csökkentésére:
1. Encoder csere
2. T45-ös vezérlő beszerzése
Igen másokat is beviszek a szervó erdőbe... ha a legelőn veszély van :)
Biztos... valóban...
1985-ben még vezetékes telefon sem volt otthon... akkoriban nem hittem volna, hogy egyszer a zsebembe hordom...
Főleg azt nem, hogy 10milló zsebbe lesz Mo-on mobil telefon...
Persze ez sem idevágó... de hát változik a világ... lehet, hogy 30éve 1X volt a "divat"... ezt nem tudom...
Amit eddig tudok... (és kérlek "hengerelj le" valamilyen 1X-es vezérlő linkjével... mutass!)
Gecko: 4X-es
Magi vez: 4X-es
Összes AC: 4X-es.
T45 vez.: 1X-es.
Akkor korrigálok, Sanka-nak akkor három jó választási lehetősége van az encoder "felbontásának" a csökkentésére:
1. Encoder csere
2. T45-ös vezérlő beszerzése
Igen másokat is beviszek a szervó erdőbe... ha a legelőn veszély van :)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 november 03, 14:48
Írta: D.Laci Dátum 2009 november 03, 14:48
Te voltál a Kiválasztott! Az volt a dolgod, hogy tanisd a tév eszmében élőket nem hogy közéjük állj! Hogy egyensúlyt hozz a HobbyCNC-sek közé, nem hogy sötétségbe taszítsdőket!
Bocsi de nem tudtam kihagyni!!! :)
Bocsi de nem tudtam kihagyni!!! :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 03, 16:09
Írta: s7manbs8 Dátum 2009 november 03, 16:09
De ha valamit előbb megszorzunk, utánna, meg leosztunk ugyanannyival, annak mi az értelme ? Ráadásul mindenből gyorsabb kell, optókból is stb. Én legalábbis nekem nem világos.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 03, 16:13
Írta: 000000000 Dátum 2009 november 03, 16:13
Péter, Péter!:)
"T45 vez.: 1X-es."
Bocs de az én szervómról miért írsz
valótlanságokat? Csúnya dolog hazudni!:)
Természetesen nálam is van választható funkcióban, 1, 2, 4 szorzás, sőt 2 az N-diken
osztás. Valamint 2 a (20 + 4N)-ediken inkremuntumos
abszolult útmérő pozíció logika.
Minezek kb. 5 éve így vannak nálam.
Csak én először egy adott szervó alkalmazást
méretezek, és csak akkor használok 4X-et,
ha az indokolt műszakilag!
Jó lenne, ha legalább az én dolgaimról nem
mesélnél itt össze-vissza.
Egyébként meg szédületes a fejlődésed, kiollóztam pár dolgot az encoder topicból,
amiket anno írtál:
2007.05.28: De akkor "piszok" pontosnak kell lennie..
De erre talán nincs szükség...?.... mert szerintem
hobby szinten 400-1000-es "tengelykontroll" tatálisan
elég... mert még ehhez mechanikát csinálni... ember
legyen a talpán! Persze elméletben jó játszadozni..
de a "valóságshow" az azért más...
2007.06.30.:De én sem vagyok meggyőződve a sokszorozás
előnyéről... Elég bonyolultnak néz ki az a "segédáramkor"...
és nem is olcsó...
2007.07.01.: De a jelfeldolgozást sem éretem
- egyenlőre...ez a 4x dolog... :)
Na ennyit a szakértésedről, és sületlenségeid
szélrózsaszerű váltogatásáról. A fentiek
magukért beszélnek.
No comment!:) [#ejnye1][#nyes][#wave]
"T45 vez.: 1X-es."
Bocs de az én szervómról miért írsz
valótlanságokat? Csúnya dolog hazudni!:)
Természetesen nálam is van választható funkcióban, 1, 2, 4 szorzás, sőt 2 az N-diken
osztás. Valamint 2 a (20 + 4N)-ediken inkremuntumos
abszolult útmérő pozíció logika.
Minezek kb. 5 éve így vannak nálam.
Csak én először egy adott szervó alkalmazást
méretezek, és csak akkor használok 4X-et,
ha az indokolt műszakilag!
Jó lenne, ha legalább az én dolgaimról nem
mesélnél itt össze-vissza.
Egyébként meg szédületes a fejlődésed, kiollóztam pár dolgot az encoder topicból,
amiket anno írtál:
2007.05.28: De akkor "piszok" pontosnak kell lennie..
De erre talán nincs szükség...?.... mert szerintem
hobby szinten 400-1000-es "tengelykontroll" tatálisan
elég... mert még ehhez mechanikát csinálni... ember
legyen a talpán! Persze elméletben jó játszadozni..
de a "valóságshow" az azért más...
2007.06.30.:De én sem vagyok meggyőződve a sokszorozás
előnyéről... Elég bonyolultnak néz ki az a "segédáramkor"...
és nem is olcsó...
2007.07.01.: De a jelfeldolgozást sem éretem
- egyenlőre...ez a 4x dolog... :)
Na ennyit a szakértésedről, és sületlenségeid
szélrózsaszerű váltogatásáról. A fentiek
magukért beszélnek.
No comment!:) [#ejnye1][#nyes][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 16:40
Írta: bmejdz9nu Dátum 2009 november 03, 16:40
Van értelme... Hű de ezt most ha elkezdem leírni... 1 nap is lenne :) Nem is biztos sikerülne...
De csak pár sorban...
Ha nagy az encoder felbontása a step jel "szorzása" jobb tengelytartást ad... de vannak hátulütői is...
A Numerator & Denominator... pedig egy igen ravasz megoldás... a gépkönyvet elnézve... és próbálva...
Ezt valahol egy "encoder osztó" és "step jel szorzónak" a párosítása...
De más... azaz léptetési frekvencia és az encoder jeleinek az összehasonlítási számlálók programozása...
Egy szöget ütött a fejembe...
Minden ilyen motorba 2500cpr-es encodert tesznek... = 10.000imp (legújabb pozició vezérlőkben)
Nincs harveresen encoder választási lehetőség a gyártótól a motorokban... csak egy fajtát gyártanak...(2500cpr)
Ez a "Numerator & Denominator" arányinak állításával... gyakorlatilag bármi beállítható...
Azaz, hogy egy tengelyfordulatra hány db. step jelet akarunk adni...
A "Numerator & Denominator"-t 1∼65535 közötti tartományban... a kettő szinte végtelen arányt ad...
Pl. egy forgatónál ahol DC-nél ... 360cpr-as és ennek a szorzatait szerelnénk... a szögpontosság miatt... itt ez is megoldható... stb...
Szerintem aki digitális szervót tervezett az tudna írni róla...
István QDSP DC vezérlőjében is szerintem ez az elv működik... azaz valahogy így...
Na ezekért az egyszerű megfogalmazásokért és ködmentes dumáért mindjárt megkapom a magamét :)
De csak pár sorban...
Ha nagy az encoder felbontása a step jel "szorzása" jobb tengelytartást ad... de vannak hátulütői is...
A Numerator & Denominator... pedig egy igen ravasz megoldás... a gépkönyvet elnézve... és próbálva...
Ezt valahol egy "encoder osztó" és "step jel szorzónak" a párosítása...
De más... azaz léptetési frekvencia és az encoder jeleinek az összehasonlítási számlálók programozása...
Egy szöget ütött a fejembe...
Minden ilyen motorba 2500cpr-es encodert tesznek... = 10.000imp (legújabb pozició vezérlőkben)
Nincs harveresen encoder választási lehetőség a gyártótól a motorokban... csak egy fajtát gyártanak...(2500cpr)
Ez a "Numerator & Denominator" arányinak állításával... gyakorlatilag bármi beállítható...
Azaz, hogy egy tengelyfordulatra hány db. step jelet akarunk adni...
A "Numerator & Denominator"-t 1∼65535 közötti tartományban... a kettő szinte végtelen arányt ad...
Pl. egy forgatónál ahol DC-nél ... 360cpr-as és ennek a szorzatait szerelnénk... a szögpontosság miatt... itt ez is megoldható... stb...
Szerintem aki digitális szervót tervezett az tudna írni róla...
István QDSP DC vezérlőjében is szerintem ez az elv működik... azaz valahogy így...
Na ezekért az egyszerű megfogalmazásokért és ködmentes dumáért mindjárt megkapom a magamét :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 03, 16:40
Írta: 000000000 Dátum 2009 november 03, 16:40
Szia Laci! Tudod kedvellek én nagyon,
de a talira elhozhatnád a Greatz-el szervókörbe
kötött varrógépszerű univerzális motorodat,
mi is szeretnénk Tőled tanulni!:)
de a talira elhozhatnád a Greatz-el szervókörbe
kötött varrógépszerű univerzális motorodat,
mi is szeretnénk Tőled tanulni!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 16:45
Írta: bmejdz9nu Dátum 2009 november 03, 16:45
"Egyébként meg szédületes a fejlődésed"...
Köszönöm! Ezt nem is vártam tőled!
2 év látod sok idő! Köszönöm neked a sok infót amit adtál nekem és másoknak!
Csak tudni kell a sorok között olvasni... és máshonnét is infót szerezni... és összeáll a kép...
Köszönöm! Ezt nem is vártam tőled!
2 év látod sok idő! Köszönöm neked a sok infót amit adtál nekem és másoknak!
Csak tudni kell a sorok között olvasni... és máshonnét is infót szerezni... és összeáll a kép...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 03, 16:47
Írta: sanka74 Dátum 2009 november 03, 16:47
ÓÓÓÓÓ.....már megint elindítottam egy lavinát....a gubancot szó szoros értelemben értettem...a vezetékek gubancára gondoltam elsősorban a dobozban.meg a usec nagyon rosszul volt beállítva.a másik tény:írtam a mozgatott súly 321 N,vízszintes pályán.Ennek a súlynak a mozgatásához nem kell ekkora erő,azt egy egyszerű húzós kilóval meg lehet mérni,igaz ennek van egy jókora tehetetlensége is.Én ezzel a súllyal számoltam + a 130 N eőtolási ellenállásal.Tehát az F=451N a képletben legalább 3szorosan túl van méretezve,ha nem többször,és emiatt lehetett jó a elvileg nem is szervomotor E240 a maga 0,2 Nm-es nyomatékával.De ha ez a gépem odáig készen lesz akkor ráakasztok egy húzós kilót és lemérem a mozgatáshoz szükséges erőt.amennyiben jól gondolkodom.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 03, 16:52
Írta: 000000000 Dátum 2009 november 03, 16:52
Jó helyen tapogatsz![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 17:09
Írta: bmejdz9nu Dátum 2009 november 03, 17:09
Gondoltam... Nézted az AC PDF-jét?
Nem írják le tisztán miről van is szó...
Csak adnak egy képletet amivel a felbontást és az egy tengely fordulatra mennyi step jelet akarsz...
Neked is így kellene hívnod: Numerator & Denominator... :)
Mert végül is a te áramköröd sem oszt fizikailag encoder jeleket... és nem is többszörözi meg fizikailag a step jeleket... ha jól gondolom...
Egy két sort írtál erről valamikor... nem írnál többet? Hogy megértsük az elvet!
Ennek a megoldásnak a lehetőségei sokkal nagyobbak mint gondoltam!
AC beüzemelési utasítás totál Anti-Hobysta :)
Kb. ezt írja..
Tedd rá a mechanikára... nyomd meg az AutoSetup-ot a vezérlő és motor megméri a nyomatékot kiszámolja a terhelési inerciát stb...
Ha mégsem tetszik a beállítás...olvasd végik a következő 200 oldalt és csinálj amit akarsz:)
Nem írják le tisztán miről van is szó...
Csak adnak egy képletet amivel a felbontást és az egy tengely fordulatra mennyi step jelet akarsz...
Neked is így kellene hívnod: Numerator & Denominator... :)
Mert végül is a te áramköröd sem oszt fizikailag encoder jeleket... és nem is többszörözi meg fizikailag a step jeleket... ha jól gondolom...
Egy két sort írtál erről valamikor... nem írnál többet? Hogy megértsük az elvet!
Ennek a megoldásnak a lehetőségei sokkal nagyobbak mint gondoltam!
AC beüzemelési utasítás totál Anti-Hobysta :)
Kb. ezt írja..
Tedd rá a mechanikára... nyomd meg az AutoSetup-ot a vezérlő és motor megméri a nyomatékot kiszámolja a terhelési inerciát stb...
Ha mégsem tetszik a beállítás...olvasd végik a következő 200 oldalt és csinálj amit akarsz:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 17:11
Írta: bmejdz9nu Dátum 2009 november 03, 17:11
A mozgatott tömeg gyorsítási képessége is fontos...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 03, 17:22
Írta: 000000000 Dátum 2009 november 03, 17:22
Lehet misztifikálni (elnevezni), de szerintem messze nem olyan különleges dolog. Van egy mérleges és a két oldalát megpróbálod egyformán mozgatni (ez is misztifikálás)![#zavart2][#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 17:50
Írta: bmejdz9nu Dátum 2009 november 03, 17:50
de... 1∼65535 közötti tartományban... mindkét oldalt...
Electronic Gear Ratio: (Elektronikus áttétel)
Numerator: (számláló)
Number of pulse per 1 rotation of the motor (az imp. jelek száma egy fordulatra... ez lehet az "encoder osztás"?)
Denominator: (nevező)
Number of position command pulse per 1 rotation of load shaft...(a pozició jelek száma egy fordulatra... ez a "step jel szorzás"?)
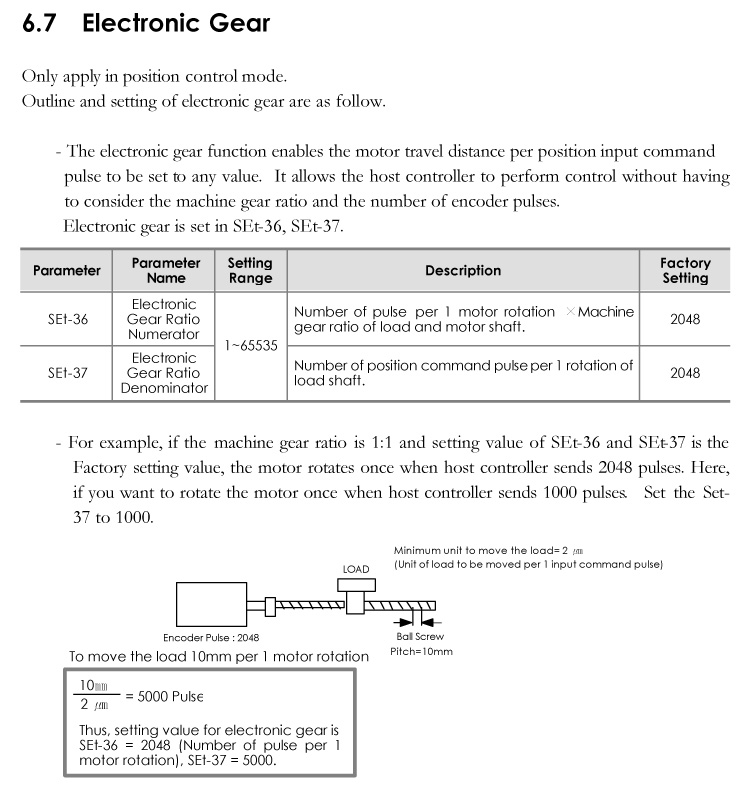
Electronic Gear Ratio: (Elektronikus áttétel)
Numerator: (számláló)
Number of pulse per 1 rotation of the motor (az imp. jelek száma egy fordulatra... ez lehet az "encoder osztás"?)
Denominator: (nevező)
Number of position command pulse per 1 rotation of load shaft...(a pozició jelek száma egy fordulatra... ez a "step jel szorzás"?)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 03, 17:53
Írta: 000000000 Dátum 2009 november 03, 17:53
Azért egy 65535-ös Step szorzás eredményét megnézném...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 17:55
Írta: bmejdz9nu Dátum 2009 november 03, 17:55
Hát ezaz... de nincs korlátozva... mert akkor nem lenne 1∼65535... Persze a default az azonos: 2048...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 03, 18:18
Írta: x4rhew5r3 Dátum 2009 november 03, 18:18
Ezt a megadási formát sokan használják. Például a kézi-terminálon nem tudsz lebegőpontos számot megadni, ezért két egész szám hányadosaként tudod bevinni a kívánt áttételt. Más példa, a programozási nyelvekben is használják számok pontos tárolására, mert lebegőpontosan csak 2 pozitív és negatív hatványokból előállítható számok ábrázolhatók pontosan.
Én is ezt alkalmazom az áttétel megadására a jobb felső sarokban:

Én is ezt alkalmazom az áttétel megadására a jobb felső sarokban:
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 november 03, 18:22
Írta: fs9s63xkf Dátum 2009 november 03, 18:22
Azért hajlamos vagy túlbonyolítani a dolgokat :)
Ez egy egyszerű tört szám, aminek általában vannak határai . A miénkben, például 1/200 és 200 közé lehet állítani. És azért lehet beírni ekkora számokat, hogy ne kelljen annyit számolgatni :) Az 1/2-helyett beírhatod a 25000/50000-t... Na meg persze, hogy az esetleges nem egész számokat minél pontosabban lehessen megadni.
Kíváncsi leszek, hogyan fogod beállítani ezt a vezérlőt, mert ez fülre már nem fog menni :) Ha lesz idő a talin, megnézhetjük szoftverrel, hogy mit alkottál :)
Ez egy egyszerű tört szám, aminek általában vannak határai . A miénkben, például 1/200 és 200 közé lehet állítani. És azért lehet beírni ekkora számokat, hogy ne kelljen annyit számolgatni :) Az 1/2-helyett beírhatod a 25000/50000-t... Na meg persze, hogy az esetleges nem egész számokat minél pontosabban lehessen megadni.
Kíváncsi leszek, hogyan fogod beállítani ezt a vezérlőt, mert ez fülre már nem fog menni :) Ha lesz idő a talin, megnézhetjük szoftverrel, hogy mit alkottál :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 18:37
Írta: bmejdz9nu Dátum 2009 november 03, 18:37
Majd szombat este ezt a megoldást... ki részletezzük egy bor mellett :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 18:44
Írta: bmejdz9nu Dátum 2009 november 03, 18:44
Mit mondjak... Nem volt túl nagy gond beállítani... mármint az alapot...
Az encoder és motorkábelek házi legyártása nehezebb volt :) Kitalálni melyik vezeték melyik :) Mert nem írják a gépkönyvben...
De ugyebár a Gain menüben is legalább 5 paramétert lehet állítani...
Terhelés azaz próbapad nélkül meg mi értelme? Csak játszadozás... pörget - játszik - eltesz :)
Ja... játszadozás... és csalódás...
Sajnos mozgás közben nem lehet finomhangolni... azaz meg kell állítani...
Egy potikhoz szokott hobbystát ez nagyon megviseli :)
A kerek számok...
2500/12500 adta a 4X módot...azaz/vagy 4 szeres valamit...
Na és az mindegy hogyha 250 és 1250 lenne a két érték? Gondolom erted mire gondolok... csak az árány számít? semmi más? Ezt nem híszem...
Az encoder és motorkábelek házi legyártása nehezebb volt :) Kitalálni melyik vezeték melyik :) Mert nem írják a gépkönyvben...
De ugyebár a Gain menüben is legalább 5 paramétert lehet állítani...
Terhelés azaz próbapad nélkül meg mi értelme? Csak játszadozás... pörget - játszik - eltesz :)
Ja... játszadozás... és csalódás...
Sajnos mozgás közben nem lehet finomhangolni... azaz meg kell állítani...
Egy potikhoz szokott hobbystát ez nagyon megviseli :)
A kerek számok...
2500/12500 adta a 4X módot...azaz/vagy 4 szeres valamit...
Na és az mindegy hogyha 250 és 1250 lenne a két érték? Gondolom erted mire gondolok... csak az árány számít? semmi más? Ezt nem híszem...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 november 03, 19:10
Írta: fs9s63xkf Dátum 2009 november 03, 19:10
Csak az arány számít, neki édes mindegy, hogy a 0,5-öt hogy adod meg, 1/2 vagy 20/40...
Ha szorozni kell akkor csak a Numerator-ba szoktam kettőt vagy négyet írni (vagy ami éppen kell)....
Mellesleg ezt menet közben lehet változtatni :) Van négy számláló és egy nevező. Van két bemenete amivel menet közben tudok váltani! Persze ez mind nem ér semmit, amíg a szoftver nem támogatja, de ami késik nem múlik :)
Ha szorozni kell akkor csak a Numerator-ba szoktam kettőt vagy négyet írni (vagy ami éppen kell)....
Mellesleg ezt menet közben lehet változtatni :) Van négy számláló és egy nevező. Van két bemenete amivel menet közben tudok váltani! Persze ez mind nem ér semmit, amíg a szoftver nem támogatja, de ami késik nem múlik :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 03, 19:12
Írta: s7manbs8 Dátum 2009 november 03, 19:12
Most így erről jut eszembe, hogy pl. a normális programokban hozzá lehet rendelni funckiókhoz billentyű kombinációkat és egyéb parancsokat, és egy másik megfelelő programmal, pl. tudod tekergetni potival egy olyat nem is tudó program funkcióját. Persze legyen aki ezt megcsinálja.
Pl. van az infrával működő Girder meg hasonló programok, annak a vevőjét szimulálva akármilyen parancsot adhatunk a gépen futó bármelyik programnak. Nem is rossz ötlet, csak hangosan gondolkodtam.
Pl. van az infrával működő Girder meg hasonló programok, annak a vevőjét szimulálva akármilyen parancsot adhatunk a gépen futó bármelyik programnak. Nem is rossz ötlet, csak hangosan gondolkodtam.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 19:18
Írta: bmejdz9nu Dátum 2009 november 03, 19:18
Tehát csak az arány.... érdekes...
Akkor valószínűleg nem az enc/step számlálókat állítja azaz sokkal nagyobb akkor számláló páros... mint a ...
Ezt a "mindegy számokat" azaz számpárt... próbáltad akkor is ha a hibatárolót visszaveszed egy minimális szintre?
Akkor valószínűleg nem az enc/step számlálókat állítja azaz sokkal nagyobb akkor számláló páros... mint a ...
Ezt a "mindegy számokat" azaz számpárt... próbáltad akkor is ha a hibatárolót visszaveszed egy minimális szintre?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 03, 19:22
Írta: x4rhew5r3 Dátum 2009 november 03, 19:22
Ezeket hívják csicsának? Eltudom képzelni a gépet, amikor 1.2 értékű erősítést akarom 1.3-re egérrel egy forgatógombbal felvinni, és az a teljes skála 0-10000[#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 19:23
Írta: bmejdz9nu Dátum 2009 november 03, 19:23
Ez olyan bonyolult lehet belül... csak egy példa... A motorból 10 vezeték jön ki...
6 vezeték az encoder jelei... 2 a táp... Aztán van RX és -RX egy-egy vezeték...
Ha rákapcsolod a motort a vezérlőre... Plug&Play :)... tudja mekkora a motor melyik típus... encoder felb, Inkrem. vagy abszolut ... hőmérséklet... meg mindent...
Na szóval ez nem egy barkácsolós játékszer...
Gondolom dafault beállítást is hozzá rendeli az adott motorhoz... így aztán persze, hogy azonnal "menetkész" :)
Aztán már csak az "auto tunning" meg akarja határozni a terhelést... Ready to Go...
(a poziciót gondolom az encoderből tudja... kiírja a motor szöghelyzetét is a vezérlő azaz a szoftver...)
6 vezeték az encoder jelei... 2 a táp... Aztán van RX és -RX egy-egy vezeték...
Ha rákapcsolod a motort a vezérlőre... Plug&Play :)... tudja mekkora a motor melyik típus... encoder felb, Inkrem. vagy abszolut ... hőmérséklet... meg mindent...
Na szóval ez nem egy barkácsolós játékszer...
Gondolom dafault beállítást is hozzá rendeli az adott motorhoz... így aztán persze, hogy azonnal "menetkész" :)
Aztán már csak az "auto tunning" meg akarja határozni a terhelést... Ready to Go...
(a poziciót gondolom az encoderből tudja... kiírja a motor szöghelyzetét is a vezérlő azaz a szoftver...)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 03, 19:31
Írta: x4rhew5r3 Dátum 2009 november 03, 19:31
Ezekben a vezérlőkben nincs hardver számláló. Van a pozíció és az enkóder "regiszter", ami min. 32 bites, meg vannak a tárolt paraméterek, és innentől minden aritmetika. A hibát is 32 biten tárolja (ha nem lebegőpontosan), és mindent aritmetikai művelettekkel számol. Az tényleges áttételt is kiszámolja mint hányadost, ezért mindegy hogy 1000/1250, vagy 100/125, vagy 20/25.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 november 03, 19:33
Írta: fs9s63xkf Dátum 2009 november 03, 19:33
Soha nem használtam még a hibatárolót, azaz hagytam a gyári beállításon mindig, ami +-50000 pulzus...
De nem a jó topicban tárgyaljuk ezt ki!!!!
De nem a jó topicban tárgyaljuk ezt ki!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 19:36
Írta: bmejdz9nu Dátum 2009 november 03, 19:36
Megyek át... Igazad van...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 19:38
Írta: bmejdz9nu Dátum 2009 november 03, 19:38
Nem vagyok egy matematikai zseni sem... sajnos... meg sok minden sem...:) De kb. értem...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 03, 20:00
Írta: s7manbs8 Dátum 2009 november 03, 20:00
Én csak arra gondoltam, hogy a Péternek csinálni kellene egy 3-4 potival rendelkező panelt, amit kézzel forgatva beállíthatja a paramétereket, és soroson (USB-n) csatlakozunk a géphez, egy ilyen kezelő panelt neki. És azt összerendelheti a programban a tolócsúszkákkal, vagy forgatógombokkal, így két kézzel lehet jobban kézre esne, nem csak neki persze.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 november 05, 09:02
Írta: D.Laci Dátum 2009 november 05, 09:02
Kedvelek én is! Azért Írtam hogy nem tudtam kihagyni.
"varrógépszerű" ??? az komoly ukrán dekopirfűrész motor (phiolent) :)
De mivel lelőted a poént mit akartam vinni a talira így most 2 nap alat a birkanyíró motort kell szervó körbe raknom... :( :)
"varrógépszerű" ??? az komoly ukrán dekopirfűrész motor (phiolent) :)
De mivel lelőted a poént mit akartam vinni a talira így most 2 nap alat a birkanyíró motort kell szervó körbe raknom... :( :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 15:35
Írta: ukcge40u Dátum 2009 november 13, 15:35
Mivel buta vagyok, így kérdezek.
Milyen DC motorokból lehet szervót csinálni?
Az én értelmezésemben egy jó kefés motor, meg a végére egy encoder... leegyszerűsítve.
Mi az, amit nem tudok?
Ez nem flém, tényleg érdekel, csak vannak fehér foltok a területen számomra. [#vigyor3]
Milyen DC motorokból lehet szervót csinálni?
Az én értelmezésemben egy jó kefés motor, meg a végére egy encoder... leegyszerűsítve.
Mi az, amit nem tudok?
Ez nem flém, tényleg érdekel, csak vannak fehér foltok a területen számomra. [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 16:18
Írta: bmejdz9nu Dátum 2009 november 13, 16:18
Azt szokták mondani, hogy a szervómotort két dologról lehet felismerni: :)
1. Rá van írva: servo motor
2. Van rajta encoder (ez a második már nem biztos azaz ettől meg lehet szervómotor)
De a viccet félretéve...
Egy biztos... azt meg kell nézni, hogy a kommutátorja sok szegmenses e a motornak...
Másrészt pl. "egy 5Kg-os" szervómotor már forgásnak indul egy gombelemről! (nem ceruza elem :)
Szerintem első motornak válasz olyat amire rá van írva :)
Én is így tettem... de a mai napig nem használtam "klaszikus" DC motort szervókörben... De milyen is a "klasszikus" DC motor?
Pl. egy kínai bicikli hajtó motor az olyan(?)... valószínű... darabos járású is...kevés szegment...
1. Rá van írva: servo motor
2. Van rajta encoder (ez a második már nem biztos azaz ettől meg lehet szervómotor)
De a viccet félretéve...
Egy biztos... azt meg kell nézni, hogy a kommutátorja sok szegmenses e a motornak...
Másrészt pl. "egy 5Kg-os" szervómotor már forgásnak indul egy gombelemről! (nem ceruza elem :)
Szerintem első motornak válasz olyat amire rá van írva :)
Én is így tettem... de a mai napig nem használtam "klaszikus" DC motort szervókörben... De milyen is a "klasszikus" DC motor?
Pl. egy kínai bicikli hajtó motor az olyan(?)... valószínű... darabos járású is...kevés szegment...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 13, 17:03
Írta: 000000000 Dátum 2009 november 13, 17:03
Szia!
2007. feb. 01. 07:48 #310.
Javaslom, olvasd el eddig a szervo topicot.
Sok mindenre választ találsz. Akkor még
pl. Varsányi is "tök lüke" volt a szervóhoz,
igaz most is az, csak szája lett nagyobb!:))
[#nyes][#law]
2007. feb. 01. 07:48 #310.
Javaslom, olvasd el eddig a szervo topicot.
Sok mindenre választ találsz. Akkor még
pl. Varsányi is "tök lüke" volt a szervóhoz,
igaz most is az, csak szája lett nagyobb!:))
[#nyes][#law]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 13, 17:08
Írta: s7manbs8 Dátum 2009 november 13, 17:08
Van egy Servo motors nevű cég, akinek a léptetőmotorjain a servo motor szöveget lehet látni, néha ez is megtévesztő.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 17:22
Írta: bmejdz9nu Dátum 2009 november 13, 17:22
2007. február... Ez már történelem... Te bemagoltad az egész topikot? Helyes! :)
Egyébként kétségtelenül igaza van Tibornak... nagyon is érdemes végigolvasni ezt a topikot!!!
Én nyitottam... mert tök hüle voltam hozzá (ja és vagyok - elnézést Tibi)
Érdemes Tibor "építő jellegű" hozzá szólásait tanulmányozni... Olvasni tudni kell persze a sorok között is:) ...
Az ismételgetett szövegeit - ez olyan mint amikor a PID berezonál - ki lehet hagyni... mint a körhintán - ettől megszédül az olvasó... :)
Én... mindig próbáltam összegezni a dolgokat... semmi képlet és idegenszó alk. nélkül...
Számomra kiderült, hogy ez milyen egyszerű... Persze ez a 100-as skálán még 20 csak :)
Pedig Tibor mindent elkövetett, hogy a hobbystákat (engem is) távol tartsa a szervóhajtás megismerésétől, alkalmazásától... [#nyes][#law]
Egyébként kétségtelenül igaza van Tibornak... nagyon is érdemes végigolvasni ezt a topikot!!!
Én nyitottam... mert tök hüle voltam hozzá (ja és vagyok - elnézést Tibi)
Érdemes Tibor "építő jellegű" hozzá szólásait tanulmányozni... Olvasni tudni kell persze a sorok között is:) ...
Az ismételgetett szövegeit - ez olyan mint amikor a PID berezonál - ki lehet hagyni... mint a körhintán - ettől megszédül az olvasó... :)
Én... mindig próbáltam összegezni a dolgokat... semmi képlet és idegenszó alk. nélkül...
Számomra kiderült, hogy ez milyen egyszerű... Persze ez a 100-as skálán még 20 csak :)
Pedig Tibor mindent elkövetett, hogy a hobbystákat (engem is) távol tartsa a szervóhajtás megismerésétől, alkalmazásától... [#nyes][#law]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 17:28
Írta: bmejdz9nu Dátum 2009 november 13, 17:28
Kínai gyártó aki nem tudja mit hamisít :)?
Egyébként adatlap nélküli motort... csak tapasztalattal szabad megvenni a "piacon"... szerintem.
Egyébként adatlap nélküli motort... csak tapasztalattal szabad megvenni a "piacon"... szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 13, 18:56
Írta: x4rhew5r3 Dátum 2009 november 13, 18:56
Általánosságban bármelyikből, itt a fórumon az ablaktörlőtől kezdve sokminden végezte "tengely végen". Egy fa mechanikához, vagy "könnyű szerkezetes" mechanikához még jó is lehet...
Ha mozgáson kívül még más igény is van, akkor a szervónak gyártott motorok körül érdemes nézelődni. Ezeket alapvetően a nyomaték görbéje és a tehetetlenségi nyomatéka miatt nevezik szervókörbe alkalmas motornak. Jó dinamikájú hajtást csak ezekkel lehet elérni. Mivel a szervó egy visszacsatolt rendszer, fontos hogy a motornak kicsi legyen a mechanikus és elektromos időállandója.
Nyomatékban a folytonos és a csúcs nyomatékkal szokás jellemezni a motort. Folytonos nyomatéka dolgozik akkor, amikor nagyjából egyenletes sebességgel halad a szerszám az anyagban, és ezt a motor túlterhelés nélkül képes fedezni.
A csúcsnyomatéknak akkor van jelentősége, amikor az indulásnál a lehető legrövidebb idő alatt el kell érni a megmunkálási sebességet, vagy onnan meg kell állni.
A tehetetlenségi nyomatéknak az előbbi példában a második esetben van nagyobb jelentősége, mert a rendelkezésre álló nyomatékból minél kevesebb kelljen magának a motornak a gyorsításához illetve fékezéséhez, és minél több jusson a hajtott mechanika pályán tartására.
Mint minden kapcsolt (vagy csatolt) rendszernél, itt is fontos az illesztés. Ha megvan a konkrét környezet (mechanika) akkor itt a fórumon érdemes megint bedobni, legalább veszekedhetünk egy kicsit:)
Alapvetően kétféle illesztési technika jöhet számításba. Az egyik az erősen túlméretezett motor esete, amit Péter képvisel, nála érthető, mert geckón nevelkedett, és az meg dinamikus mozgás esetén gyorsan leold.
A többség azonban tartja magát a (szerintem) helyes módszerhez, amikor áttétellel illesztjük a motor tengelyre redukált tehetetlenséget a motorhoz.
Ezt azért érdemes már az elején eldönteni, mert más elrendezés kell a direkt hajtásnak, és megint más az áttételezett hajtásnak.
Első közelítésben ennyi...
Ha mozgáson kívül még más igény is van, akkor a szervónak gyártott motorok körül érdemes nézelődni. Ezeket alapvetően a nyomaték görbéje és a tehetetlenségi nyomatéka miatt nevezik szervókörbe alkalmas motornak. Jó dinamikájú hajtást csak ezekkel lehet elérni. Mivel a szervó egy visszacsatolt rendszer, fontos hogy a motornak kicsi legyen a mechanikus és elektromos időállandója.
Nyomatékban a folytonos és a csúcs nyomatékkal szokás jellemezni a motort. Folytonos nyomatéka dolgozik akkor, amikor nagyjából egyenletes sebességgel halad a szerszám az anyagban, és ezt a motor túlterhelés nélkül képes fedezni.
A csúcsnyomatéknak akkor van jelentősége, amikor az indulásnál a lehető legrövidebb idő alatt el kell érni a megmunkálási sebességet, vagy onnan meg kell állni.
A tehetetlenségi nyomatéknak az előbbi példában a második esetben van nagyobb jelentősége, mert a rendelkezésre álló nyomatékból minél kevesebb kelljen magának a motornak a gyorsításához illetve fékezéséhez, és minél több jusson a hajtott mechanika pályán tartására.
Mint minden kapcsolt (vagy csatolt) rendszernél, itt is fontos az illesztés. Ha megvan a konkrét környezet (mechanika) akkor itt a fórumon érdemes megint bedobni, legalább veszekedhetünk egy kicsit:)
Alapvetően kétféle illesztési technika jöhet számításba. Az egyik az erősen túlméretezett motor esete, amit Péter képvisel, nála érthető, mert geckón nevelkedett, és az meg dinamikus mozgás esetén gyorsan leold.
A többség azonban tartja magát a (szerintem) helyes módszerhez, amikor áttétellel illesztjük a motor tengelyre redukált tehetetlenséget a motorhoz.
Ezt azért érdemes már az elején eldönteni, mert más elrendezés kell a direkt hajtásnak, és megint más az áttételezett hajtásnak.
Első közelítésben ennyi...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 19:18
Írta: bmejdz9nu Dátum 2009 november 13, 19:18
"fontos hogy a motornak kicsi legyen a mechanikus és elektromos időállandója."
Mekkora gépnél? inkább a szükséges mérthez képest mekkora... az időállandója... mert egy 20W-os és egy 500W-os más...
"Az egyik az erősen túlméretezett motor esete, amit Péter képvisel"
Nem a túlméretezés a "kedvencem" hanem a direkthajtás... Van egy pontos golyósorsó, van egy pontosan működő szervó motor...
1. Teszek közé egy bordás szíjat és kerekeket... ezek nagyságrenddel pontatlanabbak... (persze valami DC és trapézmenetnél oké:)
2. Planetary (szinte) kottyanásmentes ipari áttétel alkalmazása... ez meg drága...
Végül is... ha rendszerem fel tud gyorsítani 50ms alatt teljes sebességre... ami olyan erős gyorsítás, hogy kimegy az ablakon... tehát vissza kellett vennem... akkor hol a baj?
"geckón nevelkedett, és az meg dinamikus mozgás esetén gyorsan leold."
Erre mint mondjak :) Csak percenként old le...:) de ez alatt 20X lefutja a teljes munkaterületet :)
Majd ha "feltalálják" a köszörült bordás szíjat és a hozzá való szintén köszörült szíjtárcsa kereket ...
A pontosság senkit sem érdekel? A linearitás? stb... fontosabb elérni egy olyan gyorsítást amihez úgysem tudunk mechanikát csinálni?
Azt se felejtsük el... hogy az áttétellel nem csak a sebességet áttételezzük le... hanem a gyorsítást is...
A kis hibatároló, azaz csak kis mértékű pozició hiba megengedése a Gecko-ban - ha bírja vele - márpedig bőven bírja... Csak nem bűn ? :)
Ha valaki szereti a pontosságot...
Mekkora gépnél? inkább a szükséges mérthez képest mekkora... az időállandója... mert egy 20W-os és egy 500W-os más...
"Az egyik az erősen túlméretezett motor esete, amit Péter képvisel"
Nem a túlméretezés a "kedvencem" hanem a direkthajtás... Van egy pontos golyósorsó, van egy pontosan működő szervó motor...
1. Teszek közé egy bordás szíjat és kerekeket... ezek nagyságrenddel pontatlanabbak... (persze valami DC és trapézmenetnél oké:)
2. Planetary (szinte) kottyanásmentes ipari áttétel alkalmazása... ez meg drága...
Végül is... ha rendszerem fel tud gyorsítani 50ms alatt teljes sebességre... ami olyan erős gyorsítás, hogy kimegy az ablakon... tehát vissza kellett vennem... akkor hol a baj?
"geckón nevelkedett, és az meg dinamikus mozgás esetén gyorsan leold."
Erre mint mondjak :) Csak percenként old le...:) de ez alatt 20X lefutja a teljes munkaterületet :)
Majd ha "feltalálják" a köszörült bordás szíjat és a hozzá való szintén köszörült szíjtárcsa kereket ...
A pontosság senkit sem érdekel? A linearitás? stb... fontosabb elérni egy olyan gyorsítást amihez úgysem tudunk mechanikát csinálni?
Azt se felejtsük el... hogy az áttétellel nem csak a sebességet áttételezzük le... hanem a gyorsítást is...
A kis hibatároló, azaz csak kis mértékű pozició hiba megengedése a Gecko-ban - ha bírja vele - márpedig bőven bírja... Csak nem bűn ? :)
Ha valaki szereti a pontosságot...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 13, 19:48
Írta: x4rhew5r3 Dátum 2009 november 13, 19:48
Nincs köztünk vita, a Tiéd is járható út. Sok ipari rendszerben alkalmaznak direkt hajtást.
De te magad mondod, hogy vissza kellett venned, tehát valamennyire mégis csak túlméretezett:)
Természetesen mindennek ára van. Ha nem a mikron pontosság a cél, hanem egy elfogadható pontosság, ami még a mechanikán is tartható, nem csak papíron, akkor kisebb motorral (valószínűleg olcsóbb) és áttétellel is el lehet érni a kitűzött célt.
Az időállandó meg azért fontos, mert alapvetően az határozza meg, hogy milyen gyorsan tud reagálni a változásokra.
Ezt már régen akartam mondani, hogy az analog monitor jelét nézve az oszcilloszkóppal nehéz kimutatni az esetleges dinamikai hibákat. De ha van alkalmad, majd egyszer nézd meg légy szíves a következő esetet. A tengely mozogjon folyamatosan oda-vissza 10mm-t akkora sebességgel, amit még elbír a mechanika, és az analog monitor jelét figyeljük szkóppal. A szkópon kisebb-nagyobb túllövésekkel valami négyszögjel várható (ha nincs nagyon visszavéve a gyorsítás), és ennek az amplitúdója lenne érdekes. Ezt most nem cikizésből mondom, hanem tényleg érdekel.
De te magad mondod, hogy vissza kellett venned, tehát valamennyire mégis csak túlméretezett:)
Természetesen mindennek ára van. Ha nem a mikron pontosság a cél, hanem egy elfogadható pontosság, ami még a mechanikán is tartható, nem csak papíron, akkor kisebb motorral (valószínűleg olcsóbb) és áttétellel is el lehet érni a kitűzött célt.
Az időállandó meg azért fontos, mert alapvetően az határozza meg, hogy milyen gyorsan tud reagálni a változásokra.
Ezt már régen akartam mondani, hogy az analog monitor jelét nézve az oszcilloszkóppal nehéz kimutatni az esetleges dinamikai hibákat. De ha van alkalmad, majd egyszer nézd meg légy szíves a következő esetet. A tengely mozogjon folyamatosan oda-vissza 10mm-t akkora sebességgel, amit még elbír a mechanika, és az analog monitor jelét figyeljük szkóppal. A szkópon kisebb-nagyobb túllövésekkel valami négyszögjel várható (ha nincs nagyon visszavéve a gyorsítás), és ennek az amplitúdója lenne érdekes. Ezt most nem cikizésből mondom, hanem tényleg érdekel.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2009 november 13, 19:59
Írta: Motoros Dátum 2009 november 13, 19:59
ÁÁ burkoltan egységugrasztani akarod a Péter gépét? :))
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 13, 20:02
Írta: x4rhew5r3 Dátum 2009 november 13, 20:02
lebuktam:)
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2009 november 13, 20:14
Írta: Motoros Dátum 2009 november 13, 20:14
Kár volt szolnom. Péter megcsinálja, Tibor45 meg hízik pár kilót és mondja: na ügye.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 13, 20:23
Írta: besirkyjh Dátum 2009 november 13, 20:23
Amit irtál a #8795-ben érdekesnek találtam még én is az abszolult kezdö ( szervoban ) is meg értettem . Történt 4 irás vagy talán öt és már teljesen más a téma .
Meg figyeltem már hogy két tábor van akik 180 fokban eltéröen de ugyan arrol beszélnek .Hogy ennek mi értelme van azt nem tudom .A sok összevisszaságbol agy laikus ( én ) nem tudja kiszürni a megfelelö informáciot .
Probáltam vissza olvasni a topick-ot nem sikerült ( már töbször )nem tanulnom belöle .
Ahoz nagyon keveset tudok hogy kérdezzek is ezért örültem a Sanzi kérésének ( na most hátha ) .
Szivesen látnék olyan leirást ami a szervo hajtással kapcsolatos .
Egy példa : nem az 500 SEL Mercedes benzines motorjának a müködése érdekel hanem a robbano motor-é .
Vagy jobban járok ha keresek infot a NET-en , akkor minek ez a topick .
[#nemtudom]
Meg figyeltem már hogy két tábor van akik 180 fokban eltéröen de ugyan arrol beszélnek .Hogy ennek mi értelme van azt nem tudom .A sok összevisszaságbol agy laikus ( én ) nem tudja kiszürni a megfelelö informáciot .
Probáltam vissza olvasni a topick-ot nem sikerült ( már töbször )nem tanulnom belöle .
Ahoz nagyon keveset tudok hogy kérdezzek is ezért örültem a Sanzi kérésének ( na most hátha ) .
Szivesen látnék olyan leirást ami a szervo hajtással kapcsolatos .
Egy példa : nem az 500 SEL Mercedes benzines motorjának a müködése érdekel hanem a robbano motor-é .
Vagy jobban járok ha keresek infot a NET-en , akkor minek ez a topick .
[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 20:40
Írta: bmejdz9nu Dátum 2009 november 13, 20:40
Vissza venni...
Egy 40kg-os mozgatott tömeget gyorsítsál fel 200mm/sec-re (12méter/perc) 50ms alatt...
Szó szerint ijesztő! Bírja a mechanikám... de... minek? és meddig? :)
Mikron? Csak századok... sok sok kis mikron hibából összejön gyorsan egy századnyi :)
A bordás szíj egy kényszermegoldás... mechanikai hiba a kerekben és csőből vágott bordás szíj... ez jó volt a léptetőknél és trapézmeneteknél...
Szerintem aki pontos és szép járású gépet akar az nem használja... mert hangos is a szíjhajtás és ne is beszéljünk a nyúlásról és feszítésről...
Mindezek mellett egy "jófajta" szíjhajtás elkészítésének nemcsak sok munka hanem anyagi vonzatai is vannak...
Nem jobb venni egy erősebb motort? Ami tudja a direkt hajtást? Összességében még nem is drágább... Szerintem igen.
(csináltam már én is szíjhajtást... tesztnek...)
Teszteltem... jó tudom egységugrás... de ne hívjuk annak mert a T45-ös féle, hogy mikor nem ér célpozícióba a szerszám az vicces... szerintem.
Igen van túlfutás... de csak ha nagy sebességgel megy...pl. szabad futáskor...
De(!)...amikor "marásban van" (kisebb sebesség) akkor a hibajel minimális... szinte mérhetetlen...
De ehhez kell az "elemi erő" a motortól... az amit írtál a szép nagy alapnyomaték, hogy minden pillanatban a pozícióhiba minimális maradjon...
... és itt jön az, hogy ekkor egy "Geckos" kis hibatároló is elég... Gondolom érted az összefüggést...
Kicsi, alul méretezett, állandóan "kínlódó" hajtásnál a 128bit hibajel tartományból könnyen kimegy azaz kimenne... ezek "súlyos" tized mm-ek már ekkor!
Az időállandó fontos... de először az elemi erő... aztán az időállandó...
Azaz időállandót "nem lehet szabadon" választani... az adott hajtáshoz kell egy nagyság... és azon belül legyen jó a motor...
Tehát egy "400W-os" kínai biciklimotor biztos sokkal rosszabb e téren mint egy "400W"-os SanyoDenki...(ez előzőnek sajna nincs is adatlapja:)
.. "ezek a Wattok" de utálom ezzel kifejezni egy motor teljesítményét... de mit tehetek így érthetőbb:)
Egyébként...
A mostani gépemet megépítem még egyszer :) de egy nagyságrenddel kisebben...
Minden pont úgy lesz rajta... csak kicsiben...
Ennek a leendő gépnek 2 jó tulajdonsága lesz:
1. El tudom vinni a talira :)
2. Kedvetekre való azaz "egységugrás kompatibilis" lesz :)... mert sajnos nem veszitek figyelembe a mozgatott tömegeket...
Tehát egy gravírgép lesz...direkt hajtással... és kicsi de a lehető legjobb mocikkal :)
Egy 40kg-os mozgatott tömeget gyorsítsál fel 200mm/sec-re (12méter/perc) 50ms alatt...
Szó szerint ijesztő! Bírja a mechanikám... de... minek? és meddig? :)
Mikron? Csak századok... sok sok kis mikron hibából összejön gyorsan egy századnyi :)
A bordás szíj egy kényszermegoldás... mechanikai hiba a kerekben és csőből vágott bordás szíj... ez jó volt a léptetőknél és trapézmeneteknél...
Szerintem aki pontos és szép járású gépet akar az nem használja... mert hangos is a szíjhajtás és ne is beszéljünk a nyúlásról és feszítésről...
Mindezek mellett egy "jófajta" szíjhajtás elkészítésének nemcsak sok munka hanem anyagi vonzatai is vannak...
Nem jobb venni egy erősebb motort? Ami tudja a direkt hajtást? Összességében még nem is drágább... Szerintem igen.
(csináltam már én is szíjhajtást... tesztnek...)
Teszteltem... jó tudom egységugrás... de ne hívjuk annak mert a T45-ös féle, hogy mikor nem ér célpozícióba a szerszám az vicces... szerintem.
Igen van túlfutás... de csak ha nagy sebességgel megy...pl. szabad futáskor...
De(!)...amikor "marásban van" (kisebb sebesség) akkor a hibajel minimális... szinte mérhetetlen...
De ehhez kell az "elemi erő" a motortól... az amit írtál a szép nagy alapnyomaték, hogy minden pillanatban a pozícióhiba minimális maradjon...
... és itt jön az, hogy ekkor egy "Geckos" kis hibatároló is elég... Gondolom érted az összefüggést...
Kicsi, alul méretezett, állandóan "kínlódó" hajtásnál a 128bit hibajel tartományból könnyen kimegy azaz kimenne... ezek "súlyos" tized mm-ek már ekkor!
Az időállandó fontos... de először az elemi erő... aztán az időállandó...
Azaz időállandót "nem lehet szabadon" választani... az adott hajtáshoz kell egy nagyság... és azon belül legyen jó a motor...
Tehát egy "400W-os" kínai biciklimotor biztos sokkal rosszabb e téren mint egy "400W"-os SanyoDenki...(ez előzőnek sajna nincs is adatlapja:)
.. "ezek a Wattok" de utálom ezzel kifejezni egy motor teljesítményét... de mit tehetek így érthetőbb:)
Egyébként...
A mostani gépemet megépítem még egyszer :) de egy nagyságrenddel kisebben...
Minden pont úgy lesz rajta... csak kicsiben...
Ennek a leendő gépnek 2 jó tulajdonsága lesz:
1. El tudom vinni a talira :)
2. Kedvetekre való azaz "egységugrás kompatibilis" lesz :)... mert sajnos nem veszitek figyelembe a mozgatott tömegeket...
Tehát egy gravírgép lesz...direkt hajtással... és kicsi de a lehető legjobb mocikkal :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 20:48
Írta: bmejdz9nu Dátum 2009 november 13, 20:48
Neten is keress! Ez itt még kevés! Nekem is kevés...
Egy két CNC gyártó "robbantott" rajzát nézd meg!
Keresd pl. a gyári gépeken (képeken) a szíjhajtást! Nem fogsz (már) találni...
Figyeld meg mekkora a gép a mozgatott tömegek és mekkora a motort választottak a tervezők!
Nézd meg a komplett lineáris egységeket a gyártók honlapján. (orsó+ lin vezeték+ motor) THK, NSK és HIWIN és társaik... Parker...stb...vanak)
Itt is vannak infók kezdetnek...(töltsd le letöltés vezérlővel)
https://cnctar.hobbycnc.hu/VarsanyiPeter/CNC%20gepek%20fotok/
(egy kupacba sajnos a jó és rossz megoldások... képei...)
és https://cnctar.hobbycnc.hu/VarsanyiPeter/Pdf-ek/
Egy két CNC gyártó "robbantott" rajzát nézd meg!
Keresd pl. a gyári gépeken (képeken) a szíjhajtást! Nem fogsz (már) találni...
Figyeld meg mekkora a gép a mozgatott tömegek és mekkora a motort választottak a tervezők!
Nézd meg a komplett lineáris egységeket a gyártók honlapján. (orsó+ lin vezeték+ motor) THK, NSK és HIWIN és társaik... Parker...stb...vanak)
Itt is vannak infók kezdetnek...(töltsd le letöltés vezérlővel)
https://cnctar.hobbycnc.hu/VarsanyiPeter/CNC%20gepek%20fotok/
(egy kupacba sajnos a jó és rossz megoldások... képei...)
és https://cnctar.hobbycnc.hu/VarsanyiPeter/Pdf-ek/
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 21:05
Írta: bmejdz9nu Dátum 2009 november 13, 21:05
Ja és még egy dolog... dehát erről is volt szó... sőt ki is lett számolva...
Direkt hajtás kontra áttétel...
Nem mindegy, hogy az adott motor az adott "tehetetlenségével" milyen magas fordulatszámon vált pl. irányt..
pl. 0.1Kg-os forgórésszel 3000rpm-en vagy 0.3Kg-os forgórésszel 1000rpm-en... hogy érthető legyen másoknak is...
Direkt hajtás kontra áttétel...
Nem mindegy, hogy az adott motor az adott "tehetetlenségével" milyen magas fordulatszámon vált pl. irányt..
pl. 0.1Kg-os forgórésszel 3000rpm-en vagy 0.3Kg-os forgórésszel 1000rpm-en... hogy érthető legyen másoknak is...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 21:07
Írta: ukcge40u Dátum 2009 november 13, 21:07
Köszönöm a válaszokat.
Elsősorban rád számítottam először, úgyis te tudsz nekem a legtöbbet segíteni.
Igazából a kártyádhoz akarok keresni valamit, amiből még akár főorsóhajtás is lehet(eszterga vagy maró, bármi lehet)
Mivel véletlenek nincsenek, így azt gondolom, hogy a tombolán nem véletlenül került hozzám a cucc, akar tőlem valamit. :)
A topikot már egyszer végigolvastam, de azt hiszem picit tömény lett, egy szuszra.
Utána kell még tanulnom.
Elsősorban rád számítottam először, úgyis te tudsz nekem a legtöbbet segíteni.
Igazából a kártyádhoz akarok keresni valamit, amiből még akár főorsóhajtás is lehet(eszterga vagy maró, bármi lehet)
Mivel véletlenek nincsenek, így azt gondolom, hogy a tombolán nem véletlenül került hozzám a cucc, akar tőlem valamit. :)
A topikot már egyszer végigolvastam, de azt hiszem picit tömény lett, egy szuszra.
Utána kell még tanulnom.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 21:17
Írta: ukcge40u Dátum 2009 november 13, 21:17
Elsiklottál a lényeg felett.
Zoli is, és én is arra vagyunk kíváncsiak, hogy egy DC motor mitől lesz jó szervónak, és melyik nem alkalmas rá.
Hogy sokszegmenses legyen, ok. És tovább?
Legalább mennyi szegmmens legyen, miben vannak ilyenek, más felépítésbeli különbségekk, stb...
Én ehhez elég hüle vagyok még, de nem akarok sokáig az lenni.
Azonkívül hiába olvasom el ötvenszer a topikot, ha az információk rendszertelenül,és egy kezdő számára átláthatatlan káoszban vannak.
Egy összefoglaló kellene, hogy "mi milyen színű, hány kiló, és milyen szaga van".
Érzésem szerint sneci érzett rá legjobban, hogy mire vagyok kíváncsi. [#worship]
Arra vagyok kíváncsi, hogy pl a sneci kartácstól származó kártyához milyen motort keressek, amire már érdemes rábillenteni egy enkódert, és talán még esztergafőorsó motorom is lehet.
Nem akarom a 10Nm-es lépteccsel hajtani az esztergámat, mert nem hiszem, hogy arra való.
A léptecsesbe meg írok, hogy mit szeretnék a két óriással.
Várom oda is az ötleteket. :)
Zoli is, és én is arra vagyunk kíváncsiak, hogy egy DC motor mitől lesz jó szervónak, és melyik nem alkalmas rá.
Hogy sokszegmenses legyen, ok. És tovább?
Legalább mennyi szegmmens legyen, miben vannak ilyenek, más felépítésbeli különbségekk, stb...
Én ehhez elég hüle vagyok még, de nem akarok sokáig az lenni.
Azonkívül hiába olvasom el ötvenszer a topikot, ha az információk rendszertelenül,és egy kezdő számára átláthatatlan káoszban vannak.
Egy összefoglaló kellene, hogy "mi milyen színű, hány kiló, és milyen szaga van".
Érzésem szerint sneci érzett rá legjobban, hogy mire vagyok kíváncsi. [#worship]
Arra vagyok kíváncsi, hogy pl a sneci kartácstól származó kártyához milyen motort keressek, amire már érdemes rábillenteni egy enkódert, és talán még esztergafőorsó motorom is lehet.
Nem akarom a 10Nm-es lépteccsel hajtani az esztergámat, mert nem hiszem, hogy arra való.
A léptecsesbe meg írok, hogy mit szeretnék a két óriással.
Várom oda is az ötleteket. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 13, 21:18
Írta: 000000000 Dátum 2009 november 13, 21:18
Jaj Péter, ennyi műszaki baromságot olvasni
megint, amit itt összehordtál ez fárasztó és
borzalmas.
A kedvenc sületlenségeid:
"Az időállandó fontos... de először az elemi
erő... aztán az időállandó... "
"Keresd pl. a gyári gépeken (képeken) a
szíjhajtást! Nem fogsz (már) találni..."
megint, amit itt összehordtál ez fárasztó és
borzalmas.
A kedvenc sületlenségeid:
"Az időállandó fontos... de először az elemi
erő... aztán az időállandó... "
"Keresd pl. a gyári gépeken (képeken) a
szíjhajtást! Nem fogsz (már) találni..."
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2009 november 13, 21:21
Írta: hyuekyh7a Dátum 2009 november 13, 21:21
Hát nem nagyon akartam beleszolni a "nagyok" dolgába, de szervóval kapcsolatban azért már elmondhatom hogy van egy kis tapasztalatom. Sokféle vezérlőt kipróbáltam már és használtam is, nekem muszály áttételt használnom nem is kicsit mivel én fogasléces hajtást alkalmazok.Az alkalmazott üresjárati sebesség 30m/perc de a megmunkálási is akár ugyanennyi lehet mivel nem marógépek hanem plazma. Kijelenthetem hogy a szíjat megfelelő minőségben és méretben használva az általunk használt tömegeknél nem igen tud nyúlni legalább is nem mérhetően vagy észrevehetően. Persze nem T-és szíjat kell alkalmazni mert az még a tárcsán is képes akár 1mm -ert is mozdulni előre-hátra. Visszatérve a vezérlőkhöz nyilván vannak jobb és gyengébb vezérlők is, de amiről szó van és elérhetőek árban hobby célra, felhasználói szempontból nem sok különbség van köztük, szerintem egy a titka természetesen azon felül hogy összepasszoljanak a motorral kb 30-50%- al nagyobb tápfesz mint a motor feszültsége, és a leglényegesebb tudja beállítani a kedves felhasználó a vezérlőt minden ezen múlik, mert minden vezérlő csak annyira jó amennyire jól be van állítva, és ez sokszor a felhasználón múlik ezt nem lehet elnagyolni vagy elkapkodni, nekem volt olyan igaz az elején hogy a gyíkot is pedig ott csak 2 poti van, mire végig mentem a tengelyeken és sebességeken 1 nap rá ment.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 21:24
Írta: ukcge40u Dátum 2009 november 13, 21:24
Jah. hehehe...
A gyári gépeken, így a Hurcon is van szíjhajtás, nevezetesen az Y tengelyen a VMX 40-sen.
Ott 1:1 áttétel van, mert nem volt hely a motornak hosszában rakni a cuccot.
Az X és a Z közvetlen hajtású.
Akkor ki kell hajítani a rossz szíjat az Y tengely végéről..., talán nem spéci... [#eplus2]
Péternek mondom, hogy olyan masináról van szó ami 38KVA magasságokban mozog, tehát nem egy hobby kategória.
A gyári gépeken, így a Hurcon is van szíjhajtás, nevezetesen az Y tengelyen a VMX 40-sen.
Ott 1:1 áttétel van, mert nem volt hely a motornak hosszában rakni a cuccot.
Az X és a Z közvetlen hajtású.
Akkor ki kell hajítani a rossz szíjat az Y tengely végéről..., talán nem spéci... [#eplus2]
Péternek mondom, hogy olyan masináról van szó ami 38KVA magasságokban mozog, tehát nem egy hobby kategória.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 21:24
Írta: bmejdz9nu Dátum 2009 november 13, 21:24
Vegyél igazi szervó motort amihez van adatlap...
Eszterga főorsóhoz meg szép nagyot:) ha nagy a forgatni való tokmány súlya...
Elsőre ne kísérletez... ne próbálj szerencsét :) Nekem az első szervó motorom egy Bautz 642-es volt...
Eszterga főorsóhoz meg szép nagyot:) ha nagy a forgatni való tokmány súlya...
Elsőre ne kísérletez... ne próbálj szerencsét :) Nekem az első szervó motorom egy Bautz 642-es volt...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 21:26
Írta: ukcge40u Dátum 2009 november 13, 21:26
Ez szép volt, majdnem egy levegőre... [#worship][#taps][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 13, 21:26
Írta: besirkyjh Dátum 2009 november 13, 21:26
Válaszoltál Tibor .
Eltünt egy "be irásom " pont erröl csak nem mertem igy fogalmazni ( neked szabad ) .
Még annyit hogy nem csak fogazott szij áttétel van , vannak attol komolyabbak is . A fogazott szij olyan mint a CD , célszerü , de mindenki tudja ( remélem ) hogy nem az a legjobb .
Eltünt egy "be irásom " pont erröl csak nem mertem igy fogalmazni ( neked szabad ) .
Még annyit hogy nem csak fogazott szij áttétel van , vannak attol komolyabbak is . A fogazott szij olyan mint a CD , célszerü , de mindenki tudja ( remélem ) hogy nem az a legjobb .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 21:29
Írta: bmejdz9nu Dátum 2009 november 13, 21:29
pl. egy E240-est mindenhez... kicsi, gyors, olcsó és kész :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 21:30
Írta: ukcge40u Dátum 2009 november 13, 21:30
Tippelj, mekkora erő kell egy MTB3000-es játékesztergához? A legnagyobb elforduló átmérő 80mm... :))
Vagy jobb lenne hozzá az AC szervó?
Egyébként számbavettem a dolgaimat, és mindenem megvan egy kisgéphez, egyenlőre pirinyó minebea motorokkal.
Csak menjek haza... [#hehe]
Vagy jobb lenne hozzá az AC szervó?
Egyébként számbavettem a dolgaimat, és mindenem megvan egy kisgéphez, egyenlőre pirinyó minebea motorokkal.
Csak menjek haza... [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 21:31
Írta: bmejdz9nu Dátum 2009 november 13, 21:31
Linkeld a Hurco honlapjáról ezt a gépet... és megnézzük... várjuk!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 21:38
Írta: bmejdz9nu Dátum 2009 november 13, 21:38
Én is HDT-t használtam (3M)... sajnos a pontosság egy relativ dolog... mérni sem egyszerű...
6 féle DC vezérlőt teszteltem... Auto Setup-osat is.. nem egyszerű az élet... jól beállítani.
"30-50%- al nagyobb tápfesz mint a motor feszültsége,"...
Ez így tág fogalom... mint generátor tesztelve a motor? vagy adatlap alapján? vagy ami rá van írva?
A Gecko +5%-ot ad meg (és ok ez)... vezérlőre válogatja... mennyire... PWM... stb...
6 féle DC vezérlőt teszteltem... Auto Setup-osat is.. nem egyszerű az élet... jól beállítani.
"30-50%- al nagyobb tápfesz mint a motor feszültsége,"...
Ez így tág fogalom... mint generátor tesztelve a motor? vagy adatlap alapján? vagy ami rá van írva?
A Gecko +5%-ot ad meg (és ok ez)... vezérlőre válogatja... mennyire... PWM... stb...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 21:41
Írta: bmejdz9nu Dátum 2009 november 13, 21:41
Ehhez nem sok...
DC motor hajtja már gyárilag is a főorsót... az nem jó benne?
DC motor hajtja már gyárilag is a főorsót... az nem jó benne?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 13, 21:53
Írta: 000000000 Dátum 2009 november 13, 21:53
Soha nem építettem E240-el hajtást..:))
Egyébként Neked az a bajod, hogy elemi dolgokkal
nem vagy tisztában. Fogalmad sincs, hogy 50W
hasznos teljesítmény egy CNC mellékhajtásnál mit
tud, mire elég.
Ehelyett literes befőttes üveg méretű, lomha
500W-os méregdrága, alapjaiban elhibázott
motorválasztásodra vagy büszke.
Ideje lenne már jó pár dolgot átgondolnod,
sokadszor írom, írjuk.:)
Egyébként Neked az a bajod, hogy elemi dolgokkal
nem vagy tisztában. Fogalmad sincs, hogy 50W
hasznos teljesítmény egy CNC mellékhajtásnál mit
tud, mire elég.
Ehelyett literes befőttes üveg méretű, lomha
500W-os méregdrága, alapjaiban elhibázott
motorválasztásodra vagy büszke.
Ideje lenne már jó pár dolgot átgondolnod,
sokadszor írom, írjuk.:)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 21:57
Írta: ukcge40u Dátum 2009 november 13, 21:57
Püff, elírtam, VMX42.
Nem találtam olyan oldalt, ahol a mechanika részletezve van. A javítási kézikönyvet meg nem tudom idelinkelni a műhelyből...
Az a DC nekem kevés az esztergához.
Ha kap még két motort szánonként, akkor sovány lesz nagyon. Például menetet nem fogok vele tudni vágni rendesen. Lehet erre enkódert biggyeszteni?
De nem is az eszterga a nagyobb gondom, hanem a maró.
Nagyon jó lenne, ha tudna menetet fúrni, és ezt szerintem csak szervós hajtással tudom megoldani.
Nem találtam olyan oldalt, ahol a mechanika részletezve van. A javítási kézikönyvet meg nem tudom idelinkelni a műhelyből...
Az a DC nekem kevés az esztergához.
Ha kap még két motort szánonként, akkor sovány lesz nagyon. Például menetet nem fogok vele tudni vágni rendesen. Lehet erre enkódert biggyeszteni?
De nem is az eszterga a nagyobb gondom, hanem a maró.
Nagyon jó lenne, ha tudna menetet fúrni, és ezt szerintem csak szervós hajtással tudom megoldani.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 22:00
Írta: ukcge40u Dátum 2009 november 13, 22:00
Hurco VMX 42
Én még az Ultimax vezérlősön dolgozom, jobb is, mint ez az új Winmax.
Kár volt bilgécet beeingedni a műhelybe... :(
Én még az Ultimax vezérlősön dolgozom, jobb is, mint ez az új Winmax.
Kár volt bilgécet beeingedni a műhelybe... :(
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 22:03
Írta: ukcge40u Dátum 2009 november 13, 22:03
Tibor, te milyen motort javasolsz a gépeimhez főorsómotornak?
Az esztergánál a méretéből adva van egy felső teljesítményhatár, a marónál pedig kell tudnia menetet fúrni, és pörgetni is jó lenne...
Ja a menetfúrás betét nélkül értendő, fix menetfúrásnál.
Én mindenkit meghallgatok, csak a lényeget halljam már...
Az esztergánál a méretéből adva van egy felső teljesítményhatár, a marónál pedig kell tudnia menetet fúrni, és pörgetni is jó lenne...
Ja a menetfúrás betét nélkül értendő, fix menetfúrásnál.
Én mindenkit meghallgatok, csak a lényeget halljam már...
Cím: Re:DC szervó motoros vezérlés
Írta: MoparMan Dátum 2009 november 13, 22:14
Írta: MoparMan Dátum 2009 november 13, 22:14
Kedeves Tibor45!
hónapok óta olvasom észosztó hozzászólásaidat és fikázásaidat.
Eddig bárki bármit mondott, szerinted semmi nem volt jó.
ha olyan rohadt nagy spíler vagy mondj konkrétumot, ne csak a levegőt puffogtasd, kezd kurva unalmas lenni...
hónapok óta olvasom észosztó hozzászólásaidat és fikázásaidat.
Eddig bárki bármit mondott, szerinted semmi nem volt jó.
ha olyan rohadt nagy spíler vagy mondj konkrétumot, ne csak a levegőt puffogtasd, kezd kurva unalmas lenni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 22:20
Írta: bmejdz9nu Dátum 2009 november 13, 22:20
Tibi. A direkt hajtás meghatároz mindent... sajnos a pontosságot kedvelem...Talán nem kellet volna összevásárolnom mérő műszereket :)
"500W" = 1,2Nm... csak alapban...
méregdrága? pl. 40.000Ft-os motorral?
Lomha? = elég ez a gyorsítás nekem... pl. 200mm/secre (hibátlanul - pályapontosan) 50ms alatt...
Most majd lesznek "minimalista" megoldásaim... de félek tőle... de ha összejön nem lesz vitánk ez ügyben :)
De nem lesz áttétel... ez marad...
"500W" = 1,2Nm... csak alapban...
méregdrága? pl. 40.000Ft-os motorral?
Lomha? = elég ez a gyorsítás nekem... pl. 200mm/secre (hibátlanul - pályapontosan) 50ms alatt...
Most majd lesznek "minimalista" megoldásaim... de félek tőle... de ha összejön nem lesz vitánk ez ügyben :)
De nem lesz áttétel... ez marad...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 22:23
Írta: bmejdz9nu Dátum 2009 november 13, 22:23
Na kapizsga...
Egyébként lehet rá tenni enkódert.. csak nagyfesz az a motor benne...az a gond... azaz vezérlő kérdése...
De le fogod cserélni... mert nem is szervó... és ha lassan kell forognia = hulla :)
Tegyél a mellékmozgásokhoz 1mm emelkedésű orsókat... és akkor kicsi azaz jól elhelyezhető szervómotorok is megfelelnek... elférnek...
Egyébként lehet rá tenni enkódert.. csak nagyfesz az a motor benne...az a gond... azaz vezérlő kérdése...
De le fogod cserélni... mert nem is szervó... és ha lassan kell forognia = hulla :)
Tegyél a mellékmozgásokhoz 1mm emelkedésű orsókat... és akkor kicsi azaz jól elhelyezhető szervómotorok is megfelelnek... elférnek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 13, 22:24
Írta: 000000000 Dátum 2009 november 13, 22:24
Szevasz!
"Eddig bárki bármit mondott, szerinted semmi
nem volt jó."
Mutassál egy hozzászólásomat, amikor pl. Snecivel,
H.Józsival, ... vitáztam.
De ha Te ennyire egyetértesz Varsányival,
az Téged minősít.:)
Mellesleg mi kedveljük egymást Péterrel,
az persze más dolog, hogy sületlenségei
kiakasztóak.
Ha pedig majd konkrét kérdésed lesz a témában,
arra tudok konkrétat mondani.
"Eddig bárki bármit mondott, szerinted semmi
nem volt jó."
Mutassál egy hozzászólásomat, amikor pl. Snecivel,
H.Józsival, ... vitáztam.
De ha Te ennyire egyetértesz Varsányival,
az Téged minősít.:)
Mellesleg mi kedveljük egymást Péterrel,
az persze más dolog, hogy sületlenségei
kiakasztóak.
Ha pedig majd konkrét kérdésed lesz a témában,
arra tudok konkrétat mondani.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 22:27
Írta: bmejdz9nu Dátum 2009 november 13, 22:27
Hol itt a szíjhajtásra utaló dolog??? Nem látom...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 22:29
Írta: ukcge40u Dátum 2009 november 13, 22:29
Hát ez az.
Kisebb fordulaton áttétel nélkül harmatszerű, áttétellel meg úgy zakatol, hogy inkább ne...
Közvetlen hajtást akarok rá, tűrhetően széles fordulattartományban.
Konkrét motortípusok, illetve miből tudok bontani hasonlót?
A két tengelynél a motor méretei másodlagosak.
Kisebb fordulaton áttétel nélkül harmatszerű, áttétellel meg úgy zakatol, hogy inkább ne...
Közvetlen hajtást akarok rá, tűrhetően széles fordulattartományban.
Konkrét motortípusok, illetve miből tudok bontani hasonlót?
A két tengelynél a motor méretei másodlagosak.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 22:30
Írta: ukcge40u Dátum 2009 november 13, 22:30
Mint írtam, nem tudom belinkelni a gépkönyvet, mert innen 3 perc sétára van,a műhelyben, a polcon.... [#nezze][#nevetes2][#pias]
Inkább igyunk... [#hehe][#idiota]
Inkább igyunk... [#hehe][#idiota]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 13, 22:34
Írta: 000000000 Dátum 2009 november 13, 22:34
Péter!
A direkthajtás nagy menetemelékedésű orsónál
a legkisebb motor pozíció hibát is átviszi,
gondolkozzál már ember!:)))
Könynen belátható (csak Neked nem), hogy az
áttételes (vagy kisebb menetemelkedésű de direkt)
hajtás csakis pontosabb lehet eredőben.
Esztergáljál átmérőt 10mm-es keresztszán orsójú
géppel, meg 1 mm-es el. Szerinted melyikkel
lehet pontosabban dolgozni?? De már ezt
a példát is írtam, csak Rólad lepereg mindféle
észérv...
A direkthajtás nagy menetemelékedésű orsónál
a legkisebb motor pozíció hibát is átviszi,
gondolkozzál már ember!:)))
Könynen belátható (csak Neked nem), hogy az
áttételes (vagy kisebb menetemelkedésű de direkt)
hajtás csakis pontosabb lehet eredőben.
Esztergáljál átmérőt 10mm-es keresztszán orsójú
géppel, meg 1 mm-es el. Szerinted melyikkel
lehet pontosabban dolgozni?? De már ezt
a példát is írtam, csak Rólad lepereg mindféle
észérv...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 22:34
Írta: bmejdz9nu Dátum 2009 november 13, 22:34
Jaj... gyerekek... hobbyzunk :) Ne má :)
Egyébként készülj fel Tibi a profi, gyári pozició(!) szervó AC-kból... mert lassan oda átköltözünk...
Akkor nem csak a "kis" Geckót kell (lehet) szidni... jóval nagyobb neveket is... amely neveket egyébként kedvelsz...
Aztán jövünk vissza ide az DC-be.. mert ez való nekünk... de a tapasztalatok megmaradnak, gyarapodnak...
Egyébként készülj fel Tibi a profi, gyári pozició(!) szervó AC-kból... mert lassan oda átköltözünk...
Akkor nem csak a "kis" Geckót kell (lehet) szidni... jóval nagyobb neveket is... amely neveket egyébként kedvelsz...
Aztán jövünk vissza ide az DC-be.. mert ez való nekünk... de a tapasztalatok megmaradnak, gyarapodnak...
Cím: Re:DC szervó motoros vezérlés
Írta: MoparMan Dátum 2009 november 13, 22:35
Írta: MoparMan Dátum 2009 november 13, 22:35
én nem tudok egyetérteni semmiben, lévén ehez nem értek, vagy ha úgy tetszik nem ehez értek...
tessék itt a lehetőség, ird le 1 oldalban miért sületlenség...
konkrétumokkal, levezetésekkel, miértekkel, hogyanokkal. ne a porhintést, népvakítást és a ködösítést - pedig abban igazán jó vagy -, henem a whole servo bible-t mondd.
szerintem már elég sokan vagyunk akik szertnénk az űberspílertől a tuti megtudni.
tessék itt a lehetőség, ird le 1 oldalban miért sületlenség...
konkrétumokkal, levezetésekkel, miértekkel, hogyanokkal. ne a porhintést, népvakítást és a ködösítést - pedig abban igazán jó vagy -, henem a whole servo bible-t mondd.
szerintem már elég sokan vagyunk akik szertnénk az űberspílertől a tuti megtudni.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 22:37
Írta: ukcge40u Dátum 2009 november 13, 22:37
Tiszta szerencse, hogy sok dologban azért tudok dönteni a józan ész alapján...
Ezért, elnézve titeket, ki kell bontanom még egy flaska sörit.
Ha berúgok, akkor az a Ti lelketeken szárad, vitatkozó gazemberek... [#pias][#pias]
[#vigyor2][#vigyor2][#vigyor2]
Ezért, elnézve titeket, ki kell bontanom még egy flaska sörit.
Ha berúgok, akkor az a Ti lelketeken szárad, vitatkozó gazemberek... [#pias][#pias]
[#vigyor2][#vigyor2][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 22:39
Írta: ukcge40u Dátum 2009 november 13, 22:39
Mi van tesókám, elfogyott a söröd? [#wave][#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 22:40
Írta: bmejdz9nu Dátum 2009 november 13, 22:40
Veszel egy szép nagy szervó motort (másodszorra?:)... nem lesz más választásod :)
A gyorsulási tényezője...az inerciája... úgysem számít... majd meglátod... :)
A mellékhajtásoknál csak akkor számít a méret... ha direkt hajtást akarsz...
Vagy a forgács elkerüli a bordás szíjat? :) jó tudom... burkolod...is....
A gyorsulási tényezője...az inerciája... úgysem számít... majd meglátod... :)
A mellékhajtásoknál csak akkor számít a méret... ha direkt hajtást akarsz...
Vagy a forgács elkerüli a bordás szíjat? :) jó tudom... burkolod...is....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 22:43
Írta: bmejdz9nu Dátum 2009 november 13, 22:43
Encoder felbontás kérdése az egész... és oké...
A mellékhajtások sebessége egy esztergánál nagyon fontos? Ezért írtam 1mm-es orsókat... számolj...
A mellékhajtások sebessége egy esztergánál nagyon fontos? Ezért írtam 1mm-es orsókat... számolj...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 13, 22:44
Írta: x4rhew5r3 Dátum 2009 november 13, 22:44
Jézusom! Mi volt itt?
Majd holnap elolvasom:)
Majd holnap elolvasom:)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 22:45
Írta: ukcge40u Dátum 2009 november 13, 22:45
Berúgattak ezek a piszkok... [#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 13, 22:47
Írta: 000000000 Dátum 2009 november 13, 22:47
Te nem csípsz engem....:))
Mivel még mindig nem értem, mi a konkrét
kérdésed, és mit szeretnél ráadásul 1 oldalon
hogy leírjak, inkább megyek aludni.
Az illetékeseknek további jó iszogatást,
illetve direkthajtást kívánok.
Mentem csicsikázni, pá Nektek!:)
Mivel még mindig nem értem, mi a konkrét
kérdésed, és mit szeretnél ráadásul 1 oldalon
hogy leírjak, inkább megyek aludni.
Az illetékeseknek további jó iszogatást,
illetve direkthajtást kívánok.
Mentem csicsikázni, pá Nektek!:)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 22:47
Írta: ukcge40u Dátum 2009 november 13, 22:47
Azért nem árt, ha menetvágásnál fordulat is van, hogy legyen vágósebesség...
Nem akarok 3000-es fordulattal menetet vágni, de 400 körül már jó lenne...
Nem akarok 3000-es fordulattal menetet vágni, de 400 körül már jó lenne...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 22:47
Írta: bmejdz9nu Dátum 2009 november 13, 22:47
Várjuk a linket! Holnap is jó...
De tisztázzuk... Akkor semelyik cég nem gyárt szíjhajtással ma már gépét...(?)
Persze tudom valamikor réges-régen voltak ilyen gépek... de akkor még Tibor45 még Tibor15 volt :)
De tisztázzuk... Akkor semelyik cég nem gyárt szíjhajtással ma már gépét...(?)
Persze tudom valamikor réges-régen voltak ilyen gépek... de akkor még Tibor45 még Tibor15 volt :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 22:50
Írta: bmejdz9nu Dátum 2009 november 13, 22:50
A szaktudás olyan titkos, hogy ezt nem tudhatjuk meg :)
Csak azt, hogy mi nem jó... és eddig semmi nem volt jó... de szerencsére működik... szépen :)
Csak azt, hogy mi nem jó... és eddig semmi nem volt jó... de szerencsére működik... szépen :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 22:53
Írta: bmejdz9nu Dátum 2009 november 13, 22:53
[#wave] szép álmokat és jó minőségű áttételezést, kis tehetetlenségű motorokkal:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 22:53
Írta: bmejdz9nu Dátum 2009 november 13, 22:53
[#ijedt] Megint buli van :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 22:54
Írta: bmejdz9nu Dátum 2009 november 13, 22:54
3000 és 400 is kell... pont ez az... és stabil nyomaték 400-nál... gondolom...
Cím: Re:DC szervó motoros vezérlés
Írta: MoparMan Dátum 2009 november 13, 22:55
Írta: MoparMan Dátum 2009 november 13, 22:55
ettől tarok én is...
nevezzük át a topikot " rossz minden amit nem Tibor45 talált ki" -ra...
nevezzük át a topikot " rossz minden amit nem Tibor45 talált ki" -ra...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 22:55
Írta: ukcge40u Dátum 2009 november 13, 22:55
Dehogynem.
Te most elbeszélsz mellettem?
Épp arra akartam rámutatni, hogy a szíjhajtás annyira pontatlan és bonyis (szerinted), hogy a mai napig gyártanak így gépeket.
Ezt iróniának hívják.[#hehe]
Én azt nem értem, hogy ha a nagy gépgyárak a mai napig használják a szíjhajtást (pontosabban bordásszíj), akkor te miért kapálózol annyira ellene?
Te most elbeszélsz mellettem?
Épp arra akartam rámutatni, hogy a szíjhajtás annyira pontatlan és bonyis (szerinted), hogy a mai napig gyártanak így gépeket.
Ezt iróniának hívják.[#hehe]
Én azt nem értem, hogy ha a nagy gépgyárak a mai napig használják a szíjhajtást (pontosabban bordásszíj), akkor te miért kapálózol annyira ellene?
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 13, 22:56
Írta: besirkyjh Dátum 2009 november 13, 22:56
Abszolult igaza van a Tibornak #8829 ben , én ugy fogalmaztam volna hogy a kivánt felbontás és a gyorsulás határozza meg az áttételt és a menet emelkedést .
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 22:56
Írta: ukcge40u Dátum 2009 november 13, 22:56
Ahogy mondod.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 22:57
Írta: bmejdz9nu Dátum 2009 november 13, 22:57
Mert mit talált ki? Te valami "bennfentes" infót tudsz?
Én pl. semmit... semmi újat... csak "koppintok"... lesem, hogy a "nagyok" mit és hogyan csinálnak...
Én pl. semmit... semmi újat... csak "koppintok"... lesem, hogy a "nagyok" mit és hogyan csinálnak...
Cím: Re:DC szervó motoros vezérlés
Írta: MoparMan Dátum 2009 november 13, 22:59
Írta: MoparMan Dátum 2009 november 13, 22:59
hát ha már így ráhibáztál...
nincs konkrét kérdésem.
egyszerüen azt nehezményzem, hogy mindenre azt mondod, hogy rossz, de nem fejted ki a miérteket.
ebből az jön le, hogy te mindent tudsz, de nem osztod meg velünk.
Ez még érthető is ha mondjuk T-30 évet töltöttél a tudásanyag elsajátítására és nem akarod az orrunkra kötni, mondván szopjon mindenki harminc évet aki szervózni akar.
ez így rendben van.
ha nem akarsz mondani semmi, akkor ne mondj semmit...(ezt már egyszer mondtam, de már akkor sem értetted szerintem)
nincs konkrét kérdésem.
egyszerüen azt nehezményzem, hogy mindenre azt mondod, hogy rossz, de nem fejted ki a miérteket.
ebből az jön le, hogy te mindent tudsz, de nem osztod meg velünk.
Ez még érthető is ha mondjuk T-30 évet töltöttél a tudásanyag elsajátítására és nem akarod az orrunkra kötni, mondván szopjon mindenki harminc évet aki szervózni akar.
ez így rendben van.
ha nem akarsz mondani semmi, akkor ne mondj semmit...(ezt már egyszer mondtam, de már akkor sem értetted szerintem)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 23:01
Írta: bmejdz9nu Dátum 2009 november 13, 23:01
Mit írjak?... mit írt Tibor amivel pontosan, szépen egyet értesz a gyakorlatban?
Nem írom le még egyszer... pl. Gyári gép 10-es em.(!) orsók... direkt hajtás és eladják...veszik... az erő legyen veled :)
Nem írom le még egyszer... pl. Gyári gép 10-es em.(!) orsók... direkt hajtás és eladják...veszik... az erő legyen veled :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 13, 23:15
Írta: ukcge40u Dátum 2009 november 13, 23:15
Gyári gép vs hobby topic.
Ehh...[#shakehead]
Ehh...[#shakehead]
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 13, 23:18
Írta: besirkyjh Dátum 2009 november 13, 23:18
Perzse hogy adnak el 10mm-el és 1mm-el is csak a kettöhöz teljesen más hajtást alkalmaznak estenként áttételt vagy direkt hajtást .
A Tibor arrol ir hogy egy 1mm-es orsoval pntosabban pozicioba tud álni és kisseb nyomatékkal ( ennélfogva gyorsabban , vagy kissebb teljesitményü motorral ) mint egy 10mm-es orsoval ahol már a 10mm eleve meg kiván egy motor teljesitmény .
A Tibor arrol ir hogy egy 1mm-es orsoval pntosabban pozicioba tud álni és kisseb nyomatékkal ( ennélfogva gyorsabban , vagy kissebb teljesitményü motorral ) mint egy 10mm-es orsoval ahol már a 10mm eleve meg kiván egy motor teljesitmény .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 23:19
Írta: bmejdz9nu Dátum 2009 november 13, 23:19
Nézni szabad kifelé? Ugye ez nem tilos:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 23:22
Írta: bmejdz9nu Dátum 2009 november 13, 23:22
"estenként áttételt" = linket kérünk! csak akkor hisszük el...:) Szíj átt. ill. hajtással(!)?
1mm/ford em... ezek persze nem olcsó orsók... de ez nem számít egy hobbystának :)
Ha a sebesség nem kell, nem számít...Akkor egyetértés részemről is!
1mm/ford em... ezek persze nem olcsó orsók... de ez nem számít egy hobbystának :)
Ha a sebesség nem kell, nem számít...Akkor egyetértés részemről is!
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 13, 23:33
Írta: besirkyjh Dátum 2009 november 13, 23:33
A hobbytol már akkor elkanyarodtunk mikor a Te 500W motorod szoba jött .
Áttételnek számithat akár egy kismenet emelkedésü orso is ( persze jo drágán ).
Áttételnek számithat akár egy kismenet emelkedésü orso is ( persze jo drágán ).
Cím: Re:DC szervó motoros vezérlés
Írta: 4mjnxdwuu Dátum 2009 november 14, 01:25
Írta: 4mjnxdwuu Dátum 2009 november 14, 01:25
Szerintem ez nem olyan öreg gép... mégis áttételes...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 14, 08:00
Írta: bmejdz9nu Dátum 2009 november 14, 08:00
Persze "jó áttétel" egy kis emelkedésű orsó beszerzése is... de...
1. Nagyon drágák.
2. Ugyebár nagy fordulatot "kap" az orsó... belenghet! Tehát csak rövidebb méreteknél ok ez. vagy nagyobb átmérő (és sóly is) de az nincs is...
1. Nagyon drágák.
2. Ugyebár nagy fordulatot "kap" az orsó... belenghet! Tehát csak rövidebb méreteknél ok ez. vagy nagyobb átmérő (és sóly is) de az nincs is...
Cím: Re:DC szervó motoros vezérlés
Írta: hlehel Dátum 2009 november 14, 08:05
Írta: hlehel Dátum 2009 november 14, 08:05
Üdv. Én találtam ilyet
Gyári áttétel
Gyári áttétel
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 14, 08:09
Írta: bmejdz9nu Dátum 2009 november 14, 08:09
Nem hittem volna, hogy megtalálod ezt a DMG gépet :)
A Pdf-jeim között is megvan már régóta a rajza... ha érdekel...
Nem tudom mikori gyártású ez a masina... én ezen a megoldáson nagyon elcsodálkoztam...
Valószínűleg útmérők (lineáris encoderek) azaz az orsón figyelik a munka asztal helyzetét... és ezzel "kiiktatták" az áttétel hibáját...
Látni a képen is erre utaló "nyomokat - vezetékeket" .... pl. alul...
A Pdf-jeim között is megvan már régóta a rajza... ha érdekel...
Nem tudom mikori gyártású ez a masina... én ezen a megoldáson nagyon elcsodálkoztam...
Valószínűleg útmérők (lineáris encoderek) azaz az orsón figyelik a munka asztal helyzetét... és ezzel "kiiktatták" az áttétel hibáját...
Látni a képen is erre utaló "nyomokat - vezetékeket" .... pl. alul...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 14, 08:12
Írta: bmejdz9nu Dátum 2009 november 14, 08:12
írtam trapézmenethez pl. jó... most akkor kiegészítem: fogasléces hajtáshoz is...
Ezek nem olyan pontossági maghajtások mint egy golyósorsó...
Ez pl. egy nagyméretű faipari gép.. nem kellenek század pontos munkadarabok...
Ezek nem olyan pontossági maghajtások mint egy golyósorsó...
Ez pl. egy nagyméretű faipari gép.. nem kellenek század pontos munkadarabok...
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2009 november 14, 08:16
Írta: hyuekyh7a Dátum 2009 november 14, 08:16
Hát Péter ez így nem nagyon igaz, egy ott is golyós orsót használnak, a legapróbb hibát is kiadja egy közepesen bonyolult minta marás.
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2009 november 14, 08:21
Írta: hyuekyh7a Dátum 2009 november 14, 08:21
Ja és az 5% amit említettél az nem sok mondhatni semmi,
mert ugye soha nincs 100%-os PWM kitöltés csak erre kell 5% aztán azt is kerülni kellene hogy akár üresjáratban is menve a vezérlő mondjuk 95%-on menjen mármint PWM kitöltés mert itt már nem tud csak hibára dolgozni. A T-és szíj miatt már értem a csalódásodat, az nem jó jobb is ha elfelejted.
mert ugye soha nincs 100%-os PWM kitöltés csak erre kell 5% aztán azt is kerülni kellene hogy akár üresjáratban is menve a vezérlő mondjuk 95%-on menjen mármint PWM kitöltés mert itt már nem tud csak hibára dolgozni. A T-és szíj miatt már értem a csalódásodat, az nem jó jobb is ha elfelejted.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 14, 08:49
Írta: bmejdz9nu Dátum 2009 november 14, 08:49
Számoljunk egy erőt, felbontást, sebességet... egy direkt hajtáshoz...
Vegyük alapul az adok-veszekbe a 3528-as CMC motort...ehhez van adatlap is... (#10308)
Ezek majd pont olyanok mint pl. a 400-as SanyoDenkik... azaz elég általános méret és tudás ebben a kategóriában:)
Nyomaték átszámításhoz....
A motor 1,2Nm tud alapban és majd 10 szeres a csúcsnyomatéka = 10,5Nm... 2000cpr-es encoderel szerelt...
Erő 5-ös orsón: (képletek és számítások topik #3-ban a képlet...)
6,28x1,2/0.005= 1507N azaz 150Kg alapban csúcsban több mint egy tonna :)
Erő: 10-es orsón:
6,28x1,2/0,01 = 753N azaz kb. 75Kg alapban... csúcsban több mint fél tonna :)
Felbontás 5mm-es orsón. (a 2000cpr-es encoderrel)
4X módban: 2000cprX4=8000imp/fordulat... 5mm/8000 = 0,000625mm ~0.6 mikron :)
2X módban ... számoljátok...
1X módban: 2000cprX1=2000imp/fordulat...5mm/2000= 0,0025mm azaz 2,5 mikron
Felbontás 10mm-es orsón...
Számoljátok... pont a fele... minden encoder üzemmódban...
Sebesség 5mm-es orsón...
pl. 3000rpm.../60 = 50ford/mp...50x5mm = 250mm/sec.
pl. 1800rpm.../60 = 30ford/mp...30x5mm = 150mm/sec...
pl. 600rpm.../60 = 10 ford/mp... 10x5mm = 50mm/sec...
A motor nyomatékot az egész fordulat tartományban tudja!!!
Nem szükséges "hülére" pörgetni a nyomatékát jobban kell tudni szeretni, értékelni, felhasználni !!! :)
Ha kevesebben fordul a szénkefék sem kopnak annyira )
Persze ha kevesebb fordulaton jár üzem közben, maráskor...hogy pl. a kb. 1,5Kg-os forgórész tehetetlensége... vagyis gyorsabban tud irányt váltani... pl. 1000rpmről mint 3000-ről...
ezen jól látható...
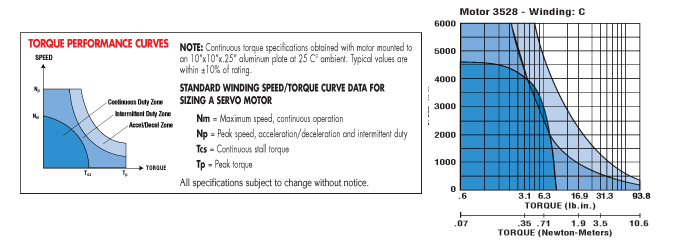
Teljes adatlap itt....
Lehet (nem én:) számolni és gondolkodni egy harmadnyi erős motort azaz 0,4Nm-es-es alkalmazásával, 1/3-as áttétellel...
Egy "ilyen-olyan" 0,4Nm-es motor forgórésze pl. csak 0,5Kg... de 3X nagyobb sebességeknél kell majd a forgásirányt váltania... et ne feledjük...
A pontosságot persze senki nem garantálja... a szíjgyártók, szíjkerék gyártók honlapján kell keresni a pontossági adatokat... :)
Kerekeket venni, szíjat... mindkét oldalán megcsapágyazni! Jól megfeszíteni! :)
Lesz jó hangos :) Viszont kicsi motorral... :)
Vegyük alapul az adok-veszekbe a 3528-as CMC motort...ehhez van adatlap is... (#10308)
Ezek majd pont olyanok mint pl. a 400-as SanyoDenkik... azaz elég általános méret és tudás ebben a kategóriában:)
Nyomaték átszámításhoz....
A motor 1,2Nm tud alapban és majd 10 szeres a csúcsnyomatéka = 10,5Nm... 2000cpr-es encoderel szerelt...
Erő 5-ös orsón: (képletek és számítások topik #3-ban a képlet...)
6,28x1,2/0.005= 1507N azaz 150Kg alapban csúcsban több mint egy tonna :)
Erő: 10-es orsón:
6,28x1,2/0,01 = 753N azaz kb. 75Kg alapban... csúcsban több mint fél tonna :)
Felbontás 5mm-es orsón. (a 2000cpr-es encoderrel)
4X módban: 2000cprX4=8000imp/fordulat... 5mm/8000 = 0,000625mm ~0.6 mikron :)
2X módban ... számoljátok...
1X módban: 2000cprX1=2000imp/fordulat...5mm/2000= 0,0025mm azaz 2,5 mikron
Felbontás 10mm-es orsón...
Számoljátok... pont a fele... minden encoder üzemmódban...
Sebesség 5mm-es orsón...
pl. 3000rpm.../60 = 50ford/mp...50x5mm = 250mm/sec.
pl. 1800rpm.../60 = 30ford/mp...30x5mm = 150mm/sec...
pl. 600rpm.../60 = 10 ford/mp... 10x5mm = 50mm/sec...
A motor nyomatékot az egész fordulat tartományban tudja!!!
Nem szükséges "hülére" pörgetni a nyomatékát jobban kell tudni szeretni, értékelni, felhasználni !!! :)
Ha kevesebben fordul a szénkefék sem kopnak annyira )
Persze ha kevesebb fordulaton jár üzem közben, maráskor...hogy pl. a kb. 1,5Kg-os forgórész tehetetlensége... vagyis gyorsabban tud irányt váltani... pl. 1000rpmről mint 3000-ről...
ezen jól látható...
Teljes adatlap itt....
Lehet (nem én:) számolni és gondolkodni egy harmadnyi erős motort azaz 0,4Nm-es-es alkalmazásával, 1/3-as áttétellel...
Egy "ilyen-olyan" 0,4Nm-es motor forgórésze pl. csak 0,5Kg... de 3X nagyobb sebességeknél kell majd a forgásirányt váltania... et ne feledjük...
A pontosságot persze senki nem garantálja... a szíjgyártók, szíjkerék gyártók honlapján kell keresni a pontossági adatokat... :)
Kerekeket venni, szíjat... mindkét oldalán megcsapágyazni! Jól megfeszíteni! :)
Lesz jó hangos :) Viszont kicsi motorral... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 14, 08:55
Írta: bmejdz9nu Dátum 2009 november 14, 08:55
Szerintem lináris encoderek vanak rajta... de legyen a golyós orsón egy sima forgó... ez végül is mindegy...
De nem a motoron van szerintem! ... és nem step/dir-es hajtással voltak ezek a gépek!!!
Többszörösen is visszacsatolt host vezérlővel... Megnézni régebbi Rexroth/Yaskawa/Omron stb... rendszereket... szinte analóg hajtás...
Egyébként közepesen régi gépekből sok bontott német gyártású lináris encodert látok az Ebay-on...
De nem a motoron van szerintem! ... és nem step/dir-es hajtással voltak ezek a gépek!!!
Többszörösen is visszacsatolt host vezérlővel... Megnézni régebbi Rexroth/Yaskawa/Omron stb... rendszereket... szinte analóg hajtás...
Egyébként közepesen régi gépekből sok bontott német gyártású lináris encodert látok az Ebay-on...
Cím: Re:DC szervó motoros vezérlés
Írta: hlehel Dátum 2009 november 14, 08:57
Írta: hlehel Dátum 2009 november 14, 08:57
Ha jól értettem akkor a fogasszíj áttételről volt szó, annak minőségéről. Fogaslécnél méginkább. Tételezzük hogy van 1-es moduluszu léc, amit 20 fogas kerék hajt meg, akkor egy fordulatra van 62,8 mm elmozdulás, ebben az esetben 1 foknyi kottyanás az attételben 0,174 mm lessz a lineáris mozgásban, ami még egy ilyen gépnél sem megengedett
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 14, 09:01
Írta: bmejdz9nu Dátum 2009 november 14, 09:01
Persze... valószínű a Gecko 95%-os max. PWM-el dolgozik...
Valahol egyetértünk... több fesz. nem árt.. de 20% többletet nem szoktam... igazából nem kell... szerintem... de ez oly mindegy...
Ha nem forogja le... adni kell még neki:)
Valahol egyetértünk... több fesz. nem árt.. de 20% többletet nem szoktam... igazából nem kell... szerintem... de ez oly mindegy...
Ha nem forogja le... adni kell még neki:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 14, 09:09
Írta: bmejdz9nu Dátum 2009 november 14, 09:09
Nem a léc 1X módú! Az encoder feldolgozás ilyen... a vezérlőben...(1X - 2X - 4X lehetőség van)
Nem csináltam és nem csinálok a közeljövővőben fogasléces hajtást...
De.. egy fórumtársunk csinált... fogasléc + Harmonic Drive-al !!! Szíj helyett... és jó lett !!!
A HD-k alkalmazása mint átt. egy kicsit luxus :) Szerintem... de jót akart...
Ha ilyet akarsz... Nézz meg több gyártó fogasléc és kerék kínálatát... vannak elég pontosak is... előfeszíthetőek is... adatokkal, linearitási adatok is...
Köszörültek és darabokból van összerakva a kivánt hossz...
Néha más nem jöhet szóba... pl. egy ilyen gépnél... egy "iszonyatos" hosszú és átmérőjű (belengés miatt) golyósorsó "nagyon nagy tehetetlenségű" lenne...
Nem csináltam és nem csinálok a közeljövővőben fogasléces hajtást...
De.. egy fórumtársunk csinált... fogasléc + Harmonic Drive-al !!! Szíj helyett... és jó lett !!!
A HD-k alkalmazása mint átt. egy kicsit luxus :) Szerintem... de jót akart...
Ha ilyet akarsz... Nézz meg több gyártó fogasléc és kerék kínálatát... vannak elég pontosak is... előfeszíthetőek is... adatokkal, linearitási adatok is...
Köszörültek és darabokból van összerakva a kivánt hossz...
Néha más nem jöhet szóba... pl. egy ilyen gépnél... egy "iszonyatos" hosszú és átmérőjű (belengés miatt) golyósorsó "nagyon nagy tehetetlenségű" lenne...
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 14, 09:32
Írta: besirkyjh Dátum 2009 november 14, 09:32
Ahogy mondod , nekem kb3000mm a gép hosszam és golyos orso szoba se került az ára miatt .Nem leng be ha az anyát forgatod .Fogaslécet használok elöfeszitéssel és 1:10-es csigakerék csigaorsoval a felbontásom igy is 1 század alatt van .
Vannak olyan csiga hajtások amiket lehet terhelni és nincs holtjátékuk , nem olcso de még mindig olcsobbak egy golyos orsos hajtásnál .
Vannak olyan csiga hajtások amiket lehet terhelni és nincs holtjátékuk , nem olcso de még mindig olcsobbak egy golyos orsos hajtásnál .
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 09:35
Írta: HJózsi Dátum 2009 november 14, 09:35
Forgó mozgásnál nem tehetetlenségről, hanem tehetetlenségi nyomatékról beszélünk. A tömegből származtatható, de az összefüggés NEM lineáris... ezért az ilyen leegyszerűsítés már dezinformáció!!!
Két azonos tömegű forgástestnek teljesen más tehetetlenégi nyomatéka lehet, az alakjától függően. Az összefüggés pedig úgy néz ki, hogy a tehetetlenségi nyomaték az elemi tömegpontok forgástengelytől mért távolság négyzetnek összegzéséből (integráljából) jön ki. Definíció ITT.
Kisérletképpen vegyél egy ceruzát és egy vele azonos tömegű fa pörgettyűt... próbáld meg megpörgetni mindkettőt, aztán a fentiek ismeretében próbáld megválaszolni, hogy az egyik miért pörög tovább, ha (kb.)azonos fordulatszámra pörgeted föl majd elengeded... és itt jön majd be az időállandó is mint nem figyelmen kívül hagyható jellemző ...
Én úgy látom Péter téged elvakított a SZERELEM! ... "A gépemet csak direkthajtással szerelem!" ...[#nyes][#nyes][#nyes]
Két azonos tömegű forgástestnek teljesen más tehetetlenégi nyomatéka lehet, az alakjától függően. Az összefüggés pedig úgy néz ki, hogy a tehetetlenségi nyomaték az elemi tömegpontok forgástengelytől mért távolság négyzetnek összegzéséből (integráljából) jön ki. Definíció ITT.
Kisérletképpen vegyél egy ceruzát és egy vele azonos tömegű fa pörgettyűt... próbáld meg megpörgetni mindkettőt, aztán a fentiek ismeretében próbáld megválaszolni, hogy az egyik miért pörög tovább, ha (kb.)azonos fordulatszámra pörgeted föl majd elengeded... és itt jön majd be az időállandó is mint nem figyelmen kívül hagyható jellemző ...
Én úgy látom Péter téged elvakított a SZERELEM! ... "A gépemet csak direkthajtással szerelem!" ...[#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 14, 09:59
Írta: bmejdz9nu Dátum 2009 november 14, 09:59
Tehetetlenségi nyomaték...
Mondjuk marás közben (#8864)... 30mm/sec-et akarok...
Ekkor a motor (5-ös orsón) 6db fordulatocskát csinál...(360rpm)
6 fordulat/mp... és ott az 1,2Nm alapban... és baromi sok tartalékkal... csúcsnyomatékig...
6 fordulat/mp... "sebességről" a motor átvált az ellenkező irányba...
6 fordulatról ... -6 fordulatra olyan gyorsan és erővel teszi, hogy akár szétszabja a mechanikát... de ha kicsit is gyenge a kuplung azt biztosan :)
Ez kell nekem? Nem... korlátozom a gyorsulást a szoftverben... Akkor miről beszélünk?
"Szíjjazatok"... a legjobb HDT fogasszíjról és kerekeiről van adatlap?...
A motort szögpontosságát tudjuk... golyóorsó pontosságát, linearitását tudjuk...
Persze lehetne lágy gumi kuplungot is alkalmaznom, hogy vigyek a rendszerbe hibát...:)
Két dolog még...
1. Vegyetek jó és új Planetary áttételeket... azokhoz van adatlap. Jók. Én már gyűjtöm... hátha kell...
2. Néz meg egy AC szervó gépkönyvét... a minta példák és ábrák, "defaultok" ... ballscrew direct...
Mondjuk marás közben (#8864)... 30mm/sec-et akarok...
Ekkor a motor (5-ös orsón) 6db fordulatocskát csinál...(360rpm)
6 fordulat/mp... és ott az 1,2Nm alapban... és baromi sok tartalékkal... csúcsnyomatékig...
6 fordulat/mp... "sebességről" a motor átvált az ellenkező irányba...
6 fordulatról ... -6 fordulatra olyan gyorsan és erővel teszi, hogy akár szétszabja a mechanikát... de ha kicsit is gyenge a kuplung azt biztosan :)
Ez kell nekem? Nem... korlátozom a gyorsulást a szoftverben... Akkor miről beszélünk?
"Szíjjazatok"... a legjobb HDT fogasszíjról és kerekeiről van adatlap?...
A motort szögpontosságát tudjuk... golyóorsó pontosságát, linearitását tudjuk...
Persze lehetne lágy gumi kuplungot is alkalmaznom, hogy vigyek a rendszerbe hibát...:)
Két dolog még...
1. Vegyetek jó és új Planetary áttételeket... azokhoz van adatlap. Jók. Én már gyűjtöm... hátha kell...
2. Néz meg egy AC szervó gépkönyvét... a minta példák és ábrák, "defaultok" ... ballscrew direct...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 10:01
Írta: HJózsi Dátum 2009 november 14, 10:01
Egy példa, nem hobbi... MINITURN eszterga...
X, Z szervo motorok gárilag 50W-osak, nem golyós orsóval, hanem trapézorsóval szerelték, egyedileg öntött műanyag anyával, a megmunkálási pontosság 0.01mm. Ezt valóban hozza is, tehát nem számított virtuális pontoság, a képen látható nem direkt hajtással ... ez éppen a Z azaz hossz irányú mozgás hajtása...

További adatok : gyorsjárat 1000mm/perc, főorsó max fordulat 3000 1/p, főorsó motor 1kW DC servo
A romló szemű parasztbácsis vicc jut eszembe, talán Sneci elmesélte a Tali utáni bulin, a pontosságot illetően ...
X, Z szervo motorok gárilag 50W-osak, nem golyós orsóval, hanem trapézorsóval szerelték, egyedileg öntött műanyag anyával, a megmunkálási pontosság 0.01mm. Ezt valóban hozza is, tehát nem számított virtuális pontoság, a képen látható nem direkt hajtással ... ez éppen a Z azaz hossz irányú mozgás hajtása...
További adatok : gyorsjárat 1000mm/perc, főorsó max fordulat 3000 1/p, főorsó motor 1kW DC servo
A romló szemű parasztbácsis vicc jut eszembe, talán Sneci elmesélte a Tali utáni bulin, a pontosságot illetően ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 14, 10:27
Írta: bmejdz9nu Dátum 2009 november 14, 10:27
Ha ennek a főorsónak szögpontosan is kellene működnie... azaz mint forgató...
Akkor bíznál a pontosságában? Jó tudom ez nem egy megmunkáló központ :)
Egyébként ha már itt tartunk...
Egy esztergánál a főorsón keresztül kell tudni az anyagot tolni... egy bizonyos méretig...
Itt a szíjhajtás (vagy fogaskerék) elkerülhetetlen???
Akkor bíznál a pontosságában? Jó tudom ez nem egy megmunkáló központ :)
Egyébként ha már itt tartunk...
Egy esztergánál a főorsón keresztül kell tudni az anyagot tolni... egy bizonyos méretig...
Itt a szíjhajtás (vagy fogaskerék) elkerülhetetlen???
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 14, 10:31
Írta: ukcge40u Dátum 2009 november 14, 10:31
Na, itt van a konkrét példa a tegnap este felvetett kérdésemre.
Ez azért jó, mert pl nekem már van viszonyítási alapom, hogy mit akarjak.
Köszi.
A Varsa meg dobálózzon tovább a képletekkel ... [#eplus2]
Lehet, hogy elítélendő, de én egy dolgot számolgatok csak, nevezetesen a felbontást. minden mást viszonyítok a kész gépekhez.
Ha pl egy gépen működik valami, és jól, akkor a sajátomon hasonló méretekben nálam is működnie kell, mese nincs.
Kacaj az egészben, hogy ez a kezdők számára egyszerű megoldás működik, méghozzá elég jól.
Ez azért jó, mert pl nekem már van viszonyítási alapom, hogy mit akarjak.
Köszi.
A Varsa meg dobálózzon tovább a képletekkel ... [#eplus2]
Lehet, hogy elítélendő, de én egy dolgot számolgatok csak, nevezetesen a felbontást. minden mást viszonyítok a kész gépekhez.
Ha pl egy gépen működik valami, és jól, akkor a sajátomon hasonló méretekben nálam is működnie kell, mese nincs.
Kacaj az egészben, hogy ez a kezdők számára egyszerű megoldás működik, méghozzá elég jól.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 10:31
Írta: HJózsi Dátum 2009 november 14, 10:31
Amennyiben marásnál 30mm/sec-et akarsz, akkor ez lehet az egyik kiindulási adat. Ami ez után jön az viszont nem az 1X 2X 4X FÉLIX abraka-dabra, hanem a mozgatott tömegek, a forgácsoláshoz szükséges tolóerő amik már mind tovább vezetnek a megmunkálandó anyag, választott szerszám, fogásmélység, azaz kívánt forgácsolási teljesítmény felé... Igen, ha korrekt akarsz lenni a gépeddel szemben akkor ezen az úton jársz. Persze ezen számításoknál sem kell mindíd diffegyenleteket levezetni, mert van egyszerüsítő képlet ami a lényeges paraméterekkel helyesen számol, de az olyan leegyszerüsítés, hogy " .. akár szétszabja a mechanikát... de ha kicsit is gyenge a kuplung azt biztosan " ez már önmagában illesztetlen, rosszul méretezett rendszerre utal ...
Egyszer majd csak ráérzel, mert nálad az kell : tehetetlenségi nyomaték, időállandó, és amit egyszer már kinagyítottam motorfordulatra jutó elmozdulás ... Ez csak három dolog ... előbb utóbb menni fog! ... [#buck][#wave][#vigyor3][#nyes][#smile]
Egyszer majd csak ráérzel, mert nálad az kell : tehetetlenségi nyomaték, időállandó, és amit egyszer már kinagyítottam motorfordulatra jutó elmozdulás ... Ez csak három dolog ... előbb utóbb menni fog! ... [#buck][#wave][#vigyor3][#nyes][#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 10:34
Írta: HJózsi Dátum 2009 november 14, 10:34
Olvastam tegnap is, a válaz is kész volt, de az elmeorvosom nem engedte, hogy hozzászóljak! ...[#nyes]
Pedig csak egy mondat :
Főorsó motor ( ha mindenáron le akarod cserélni ) 400-500W, X és Z irány 50-100W áttétellel ahogy a talin volt nálam.
Pedig csak egy mondat :
Főorsó motor ( ha mindenáron le akarod cserélni ) 400-500W, X és Z irány 50-100W áttétellel ahogy a talin volt nálam.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 14, 10:35
Írta: ukcge40u Dátum 2009 november 14, 10:35
Tévedsz.
Egy esztergánál nagyon hasznos, ha a főorsón keresztül tudod tolni az anyagot, de nem követelmény.
Pláne az ilyen kis gépeknél, ahol hely sem nagyon van rá. Nagyobb gépeken is előfordul, hogy nincs lyuk a főorsóban, vagy csak minimális. Nem mindenki dolgozik szálanyagból...
Egy esztergánál nagyon hasznos, ha a főorsón keresztül tudod tolni az anyagot, de nem követelmény.
Pláne az ilyen kis gépeknél, ahol hely sem nagyon van rá. Nagyobb gépeken is előfordul, hogy nincs lyuk a főorsóban, vagy csak minimális. Nem mindenki dolgozik szálanyagból...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 14, 10:36
Írta: ukcge40u Dátum 2009 november 14, 10:36
[#worship][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 14, 10:45
Írta: bmejdz9nu Dátum 2009 november 14, 10:45
"Lehet, hogy elítélendő, de én egy dolgot számolgatok csak, nevezetesen a felbontást."
0.0001 szögfok pontos vezérlés a motortól... :) aztán egy szíj átt. és egy trapézmenet a végén :)
Semmi adatlap... semmi mérés... ez a fontos?
0.0001 szögfok pontos vezérlés a motortól... :) aztán egy szíj átt. és egy trapézmenet a végén :)
Semmi adatlap... semmi mérés... ez a fontos?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 10:51
Írta: HJózsi Dátum 2009 november 14, 10:51
Azt még én is ki akarom próbálni, a kisesztergán, hogy forgatóként hajtva a főorsót, mennyire lehet pontos megmunkálást csinálni. Konkrétan nóniusz beosztás és felirat gravírozására gondolok késtartóba fogott Proxxoonnal. (nemtom helyesen írtam-e, lehet, hogy az "r" is dupla ... [#idiota]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 10:53
Írta: HJózsi Dátum 2009 november 14, 10:53
Arra gondoltál, hogy ha azonos irányból megy a fogásvétel a trapézorsóval ugyanúgy tud(hat)sz századra esztergálni???...!!! [#hawaii][#lama][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 14, 10:54
Írta: bmejdz9nu Dátum 2009 november 14, 10:54
Most írták/mondták privátban...
Már értem az ellenkezést... azaz megértetem...
Már értem miért kell nektek az áttétel...
Mert "egyes" vezérlők képtelenek pontosan, sima járással forgatni a tengelyt pl. 1 fordulat/mp alapon...
... hogy ez egy nagyon ciki része a vezérlésnek...
és hogy mennyire áram igényes is a dolog... meg ha nincs motor akkor nincs...
Sajnos egy "bevakult" Gecko-n "felnevelkedett" ezt nem tudta... mert a "Gecko" és A300-nál ez oké kis fordulaton is...
(azaz nem megy át darabos "léptetőbe" a szabályzás)
Tehát hajrá áttétel! De akkor már valami normálisat vegyetek :) Ha már a kényszer megvan...
A nagy nevek nem gyártanak ilyen komplett átt. egységeket? Szíjjal? :)
THK, NSK, REXROTH, HIWIN... stb? Ilyen hülék ezek? Nem veszik észre a piaci lehetőséget... :)
Már értem az ellenkezést... azaz megértetem...
Már értem miért kell nektek az áttétel...
Mert "egyes" vezérlők képtelenek pontosan, sima járással forgatni a tengelyt pl. 1 fordulat/mp alapon...
... hogy ez egy nagyon ciki része a vezérlésnek...
és hogy mennyire áram igényes is a dolog... meg ha nincs motor akkor nincs...
Sajnos egy "bevakult" Gecko-n "felnevelkedett" ezt nem tudta... mert a "Gecko" és A300-nál ez oké kis fordulaton is...
(azaz nem megy át darabos "léptetőbe" a szabályzás)
Tehát hajrá áttétel! De akkor már valami normálisat vegyetek :) Ha már a kényszer megvan...
A nagy nevek nem gyártanak ilyen komplett átt. egységeket? Szíjjal? :)
THK, NSK, REXROTH, HIWIN... stb? Ilyen hülék ezek? Nem veszik észre a piaci lehetőséget... :)
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 14, 11:04
Írta: besirkyjh Dátum 2009 november 14, 11:04
Most akkor Mi idioták vagyunk vagy szegények ? hozzád képest !!
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 14, 11:05
Írta: ukcge40u Dátum 2009 november 14, 11:05
Engem az összáttétel érdekel, ami a tápmadzagtól a szerszámig alakul. Az adattáblát meg nem számolgatom, hanem értelmezem.
Ha a motor csak 1,8 fokot tud szögelfordulásra, vagy annak a felét, akkor úgy választom meg a köztes dolgokat, hogy kijöjjön az általam megcélzott pontosság, pl 1 század.
Ha pedig áttételt akarok alkalmazni, akkor a nyomatékom, és a dinamikám is ennek arányában változik, tehát ezt tudomásul veszem, de nem töltök álmatlan éjjeleket ezek számolgatásával.
A tények tények maradnak, ezen semmilyen számolgatás nem segít.
Vannak, akik a sebességet teszik előre, és vannak akik a pontosságot. Minden más szempont másodlagos.
"0.0001 szögfok pontos vezérlés a motortól..." Nekem erre nincs szükségem, ha olcsóbban, és áttétellel is meg tudom oldani. Az anyagiak meghatározók, de szerintem mindenkinél.
Másrészt nem látom értelmét annak, hogy ebben a kategóriában egy bizonyos pontossági szint fölé kellene menni.
Ebben a kategóriában az adódó 1 százados pontossági osztály bőven elegendő. A többi egy bizonyos szinten felül pénzkidobás.
Ha a motor csak 1,8 fokot tud szögelfordulásra, vagy annak a felét, akkor úgy választom meg a köztes dolgokat, hogy kijöjjön az általam megcélzott pontosság, pl 1 század.
Ha pedig áttételt akarok alkalmazni, akkor a nyomatékom, és a dinamikám is ennek arányában változik, tehát ezt tudomásul veszem, de nem töltök álmatlan éjjeleket ezek számolgatásával.
A tények tények maradnak, ezen semmilyen számolgatás nem segít.
Vannak, akik a sebességet teszik előre, és vannak akik a pontosságot. Minden más szempont másodlagos.
"0.0001 szögfok pontos vezérlés a motortól..." Nekem erre nincs szükségem, ha olcsóbban, és áttétellel is meg tudom oldani. Az anyagiak meghatározók, de szerintem mindenkinél.
Másrészt nem látom értelmét annak, hogy ebben a kategóriában egy bizonyos pontossági szint fölé kellene menni.
Ebben a kategóriában az adódó 1 százados pontossági osztály bőven elegendő. A többi egy bizonyos szinten felül pénzkidobás.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 11:05
Írta: HJózsi Dátum 2009 november 14, 11:05
Ez újabb dezinfó WAZZE! Szó sincs erről, nekem is van Gecko-m ... Nem ezért használok és használ más is áttételt!!! Péter!! Ne szokj le a gondolkozásról!!! Nem vagy még olyan öreg!!! [#falbav][#falbav][#falbav][#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 11:18
Írta: HJózsi Dátum 2009 november 14, 11:18
[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 14, 11:25
Írta: x4rhew5r3 Dátum 2009 november 14, 11:25
Egy kicsit merengjünk el ezen a szíjhajtáson. Én sajnos nem tudom, lévén más irányú képzettségem és érdeklődési köröm.
Kérem a hozzáértőket (ha lehet először csak azokat), hogy tegyék helyre ezt a meddőnek tűnő vitát.
1) Először is zárjuk ki selejtes példányokat. Ugyan ezt tennénk orsó esetén is, hiszen ami kopott vagy eleve rossz, az nem minősítheti a modell tulajdonságait.
2) A nyúlás elhanyagolható, ha megfelelő hordozójú típust találunk vagy választunk.
3) A profil. Mivel lehet elérni a kívánt tulajdonságokat? Omega, mert jól bánik a levegővel magasabb fordulatokon is?
4) Fogazott tárcsa áttétel arányok. Talán kapcsolódási szögnek hívják, ami megmondja hogy hány fokon van kapcsolatban a szíj a kerékkel. Ez a nagy tárcsán nagyobb 180 foknál, a kicsin meg alkalmas feszítő görgővel lehet növelni ezt az értéket. Fontos, hogy nem egyetlen foggal kapcsol a szíj és a tárcsa, ezért nem annyira érzékeny az osztáshibákra, mert szinte kiátlagolja azokat, ha vannak.
5) Fix feszítő kerék, hogy a terhelés változásnak ne legyen visszahatása.
6) Kellő szélességű legyen, nem csak az átvihető nyomaték miatt, hanem a kisebb belengési hajlamok miatt is.
Remélem gépészek is benéznek a topicba...
Józsi! Nem mondtam el a viccet, légy szíves...
Kérem a hozzáértőket (ha lehet először csak azokat), hogy tegyék helyre ezt a meddőnek tűnő vitát.
1) Először is zárjuk ki selejtes példányokat. Ugyan ezt tennénk orsó esetén is, hiszen ami kopott vagy eleve rossz, az nem minősítheti a modell tulajdonságait.
2) A nyúlás elhanyagolható, ha megfelelő hordozójú típust találunk vagy választunk.
3) A profil. Mivel lehet elérni a kívánt tulajdonságokat? Omega, mert jól bánik a levegővel magasabb fordulatokon is?
4) Fogazott tárcsa áttétel arányok. Talán kapcsolódási szögnek hívják, ami megmondja hogy hány fokon van kapcsolatban a szíj a kerékkel. Ez a nagy tárcsán nagyobb 180 foknál, a kicsin meg alkalmas feszítő görgővel lehet növelni ezt az értéket. Fontos, hogy nem egyetlen foggal kapcsol a szíj és a tárcsa, ezért nem annyira érzékeny az osztáshibákra, mert szinte kiátlagolja azokat, ha vannak.
5) Fix feszítő kerék, hogy a terhelés változásnak ne legyen visszahatása.
6) Kellő szélességű legyen, nem csak az átvihető nyomaték miatt, hanem a kisebb belengési hajlamok miatt is.
Remélem gépészek is benéznek a topicba...
Józsi! Nem mondtam el a viccet, légy szíves...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 11:47
Írta: HJózsi Dátum 2009 november 14, 11:47
:)
Parasztbácsi elmegy a szemorvoshoz, hogy nem lát jól messzire...
Az orvos gondolkozik, majd odahívja a bácsit az ablakhoz, kinyitja és megkérdezi :
Mit lát?
Mire a válasz: A Napot.
Erre az orvos : Bácsika, hát hova a pics*ba akar még messzebbre látni?!
Parasztbácsi elmegy a szemorvoshoz, hogy nem lát jól messzire...
Az orvos gondolkozik, majd odahívja a bácsit az ablakhoz, kinyitja és megkérdezi :
Mit lát?
Mire a válasz: A Napot.
Erre az orvos : Bácsika, hát hova a pics*ba akar még messzebbre látni?!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 12:01
Írta: HJózsi Dátum 2009 november 14, 12:01
A teljesség kedvéért a műszakilag hozzáértőbbek nem vetik el a direkt hajtást kellő méretezés mellett, sőt a megoldás választásánál az eredmények alapján döntenek... A hiba ott van, ha valaki dogmává emeli a direkt hajtást ... kerül amibe kerül ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 12:03
Írta: HJózsi Dátum 2009 november 14, 12:03
.. pénzben ... időállandóban
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 14, 12:29
Írta: bmejdz9nu Dátum 2009 november 14, 12:29
Részemről, mindenki úgy csinálja ahogy akarja... szerintem mindent leírtam... megint...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 14, 13:31
Írta: ukcge40u Dátum 2009 november 14, 13:31
Ugorj egységet Péter, és lazíts... :)
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 14, 16:36
Írta: besirkyjh Dátum 2009 november 14, 16:36
Valoszinü az én hibám , bunko modjára irtam egyet , mert berágatott .De már kirágtam .
Annyira elfogult hogy nem veszi észre hogy semmi bajunk a direkt hajtással csak Neki van baja az áttételezéssel .
Nagyon jo dolog a direkt hajtás de nem minden áron .
[#email]
Annyira elfogult hogy nem veszi észre hogy semmi bajunk a direkt hajtással csak Neki van baja az áttételezéssel .
Nagyon jo dolog a direkt hajtás de nem minden áron .
[#email]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 14, 17:04
Írta: x4rhew5r3 Dátum 2009 november 14, 17:04
Nem kell ebből nagy ügyet csinálni. A direkt hajtás az a speciális eset, amikor a motor és a meghajtott mű közözött 1:1 áttétel van, és nincs szükség egyéb közvetítő elemre, mint egy jó kuplung.
Ettől az elmélet még nem változik, mert cél természetesen sohasem az áttétel, hanem a dinamikában is elfogadható válaszok. Az orsó menetemelkedése az a paraméter, amivel jóra lehet csinálni.
Ettől az elmélet még nem változik, mert cél természetesen sohasem az áttétel, hanem a dinamikában is elfogadható válaszok. Az orsó menetemelkedése az a paraméter, amivel jóra lehet csinálni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 20:02
Írta: 000000000 Dátum 2009 november 14, 20:02
Látom ma is ment a Varsányi sületlenség szervo
show, nem kellek én ide vitázónak.:)
Nagy nap ez a mai:
Több hónapnyi fejlesztést követően ma Aradi
Ferenc gépét élesztettük fel, kapott 3 "édes
kis" DC szervót tőlem. A gép X asztala kb. 2 tonna,
az Y-né 1 tonna.
Hajtáslánc: Mavilor 1100W tárcsa szervómotor
24 mm kimenőtengellyel. 1:3, 1:2 lassító
áttételek 20 mm széles fogazott szíjjal.
Golyós orsó: 10 mm menetemelkedés 40 mm átmérő.
A brutál gép méreteket a kis 150-es tolómérce
is érzékelteti!
Tökéletesen működik, 15 Hz egységugrással
tesztelve kisebb földrengés tapasztalható.:)
Így néz ki a hajtáslánc:

Nagy kép
Talán meggyőzőek ezek, hogy az elmélet és
gyakorlat együtt él, és az égvilágon semmi
gond nincsen a szíjhajtással, sőt a méretezési
képletek ezt egyértelműen igazolják.
show, nem kellek én ide vitázónak.:)
Nagy nap ez a mai:
Több hónapnyi fejlesztést követően ma Aradi
Ferenc gépét élesztettük fel, kapott 3 "édes
kis" DC szervót tőlem. A gép X asztala kb. 2 tonna,
az Y-né 1 tonna.
Hajtáslánc: Mavilor 1100W tárcsa szervómotor
24 mm kimenőtengellyel. 1:3, 1:2 lassító
áttételek 20 mm széles fogazott szíjjal.
Golyós orsó: 10 mm menetemelkedés 40 mm átmérő.
A brutál gép méreteket a kis 150-es tolómérce
is érzékelteti!
Tökéletesen működik, 15 Hz egységugrással
tesztelve kisebb földrengés tapasztalható.:)
Így néz ki a hajtáslánc:
Nagy kép
Talán meggyőzőek ezek, hogy az elmélet és
gyakorlat együtt él, és az égvilágon semmi
gond nincsen a szíjhajtással, sőt a méretezési
képletek ezt egyértelműen igazolják.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 14, 20:12
Írta: ukcge40u Dátum 2009 november 14, 20:12
Fain kis masina lehet... :)
Nincs több kép?
Nincs több kép?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 20:25
Írta: HJózsi Dátum 2009 november 14, 20:25
[#eljen] ez a Malivor meg még dinamikus is ha jól tudom ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 20:38
Írta: 000000000 Dátum 2009 november 14, 20:38
Igen, ezt majd egyszer látnod kell, közel van
Hozzád!:)
Ez egy 5 tengelyes, több méteres munkaterű,
univerzálisan variálható CNC gép lesz a végén,
teljesen egyedi tervezése Ferencnek.
Itt már a HD is látszik.
Hozzád!:)
Ez egy 5 tengelyes, több méteres munkaterű,
univerzálisan variálható CNC gép lesz a végén,
teljesen egyedi tervezése Ferencnek.
Itt már a HD is látszik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 20:41
Írta: 000000000 Dátum 2009 november 14, 20:41
Csodálatos motor, ott volt Veled szemben a
talin a földön.
talin a földön.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 20:44
Írta: 000000000 Dátum 2009 november 14, 20:44
A többit is fölrakhatnád a Feri gépéröl,mert azt hiszem szolgálna jo pár ujdonsággal!:)))elnézést a helyesirási hibákért!:))))[#wave][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 14, 20:44
Írta: besirkyjh Dátum 2009 november 14, 20:44
Jol látom hogy ráadásul csuszo ( hántolt )felületen mozog ?
De szeretnék egy jo öreg mondjuk E400-at csupa rozsdásan és épiteni ilyet belöle .
Tetszik . [#eljen]
De szeretnék egy jo öreg mondjuk E400-at csupa rozsdásan és épiteni ilyet belöle .
Tetszik . [#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 20:51
Írta: 000000000 Dátum 2009 november 14, 20:51
Igen, egyetértek Veled. Majd még kérek
képeket Feritől, most nekem nincs több.
Egyébként tudod Téged is kevellek,
hiszen ha odafigyelsz, 0 körüli a h.í. hibád.:)
Már csak egy ékezetes billentyűd hiányzik.:)[#law]
képeket Feritől, most nekem nincs több.
Egyébként tudod Téged is kevellek,
hiszen ha odafigyelsz, 0 körüli a h.í. hibád.:)
Már csak egy ékezetes billentyűd hiányzik.:)[#law]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 20:55
Írta: 000000000 Dátum 2009 november 14, 20:55
Igen, egy szuper gyári öntvény 3 tonnás X, Y
"asztalkáról" van szó, külön magasnyomású szán
olajozó rendszerrel. Ezt újjította fel.
Iszonyú merevsége és csillapítása van.
"asztalkáról" van szó, külön magasnyomású szán
olajozó rendszerrel. Ezt újjította fel.
Iszonyú merevsége és csillapítása van.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 14, 21:04
Írta: Szalai György Dátum 2009 november 14, 21:04
Na igen! A tárcsamotor tudja a dolgát. Hiába hagyta ki ©sneci diplomatikusan a #8674-ben az összehasonlításból, a vasmentes Maxonnal együtt. Ezek az IGAZI SERVO motorok.
És a helyzet csak akkor változik, ha sehol nincsen magas fordulatszám a rendszerben. Tehát direkt hajtáskor. Ahhoz viszont oda való nyomatékmotor kell. Na majd egyszer lesz az is.
De még sokáig nem a talin, az asztal alatt. Sajnos.
És a helyzet csak akkor változik, ha sehol nincsen magas fordulatszám a rendszerben. Tehát direkt hajtáskor. Ahhoz viszont oda való nyomatékmotor kell. Na majd egyszer lesz az is.
De még sokáig nem a talin, az asztal alatt. Sajnos.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 14, 21:23
Írta: ukcge40u Dátum 2009 november 14, 21:23
Ha jól látom, egy öreg szárnyas fúrógépből van alkotva.
Hatalmas ötlet![#taps][#taps]
Ott nem sűrűn vannak stabilitási problémák...[#eljen]
Hatalmas ötlet![#taps][#taps]
Ott nem sűrűn vannak stabilitási problémák...[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 14, 21:27
Írta: x4rhew5r3 Dátum 2009 november 14, 21:27
Dupla tárcsa van benne. A nyomaték görbéje:

Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 14, 21:31
Írta: s7manbs8 Dátum 2009 november 14, 21:31
Na ezt egy léptecsmotor megirigyelné, ha látná.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 14, 21:33
Írta: ukcge40u Dátum 2009 november 14, 21:33
Ilyet tegyünk mindenhová!
Nagyon jó ez a görbe...
Nagyon jó ez a görbe...
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2009 november 14, 21:34
Írta: Révész Richárd Dátum 2009 november 14, 21:34
Ez már nem nyomatékgörbe hanem nyomatékegyenes.
Szuper motor lehet.
Szuper motor lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 14, 21:34
Írta: x4rhew5r3 Dátum 2009 november 14, 21:34
Ott volt a talin, de nem mertem begerjeszteni, mert a 3. irányváltásnál összedőlt volna az asztal::)) Meg nem is hobbi kategória.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 21:36
Írta: HJózsi Dátum 2009 november 14, 21:36
Szerintem láttam is ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 21:44
Írta: HJózsi Dátum 2009 november 14, 21:44
Szóval jól is emléxem ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 22:03
Írta: 000000000 Dátum 2009 november 14, 22:03
Bizony, a tárcsa szervómotorok szinte minden
téren a legjobbak. Pl. időállandóban is
levernek minden mást:

Persze ennek komoly ára is van...Klasszikus,
egyszerű PWM-es vezérlők elfelejthetők hozzá,
hiszen nagyon kicsi az induktivitásuk.
És mint tudjuk (kivéve VP:)))), L-nek is fontos
szerepe van az eredő dinamikában.
téren a legjobbak. Pl. időállandóban is
levernek minden mást:
Persze ennek komoly ára is van...Klasszikus,
egyszerű PWM-es vezérlők elfelejthetők hozzá,
hiszen nagyon kicsi az induktivitásuk.
És mint tudjuk (kivéve VP:)))), L-nek is fontos
szerepe van az eredő dinamikában.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 22:12
Írta: HJózsi Dátum 2009 november 14, 22:12
Pedig olyan szépek a világító FET-ek ... :D csak aztán lehet forrasztani ... Az ábra megdöbbentő ...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 14, 22:16
Írta: ukcge40u Dátum 2009 november 14, 22:16
Tudjuk, tudjuk...
VP személye nekem tiszta.
Ki az az "L"????
[#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1]
VP személye nekem tiszta.
Ki az az "L"????
[#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 14, 22:17
Írta: x4rhew5r3 Dátum 2009 november 14, 22:17
Igen, nem jó hozzá a mezei vezérlő. Ennek a motornak is 200 uH alatt van az induktivitása.
De tápegység is kell alája rendes.
Nem is bírtam kihajtani rendesen, mert csak 52V/30A-es tápom van. A csúcsnyomatékot (24Nm) meg 105V/85A környékén hozná, ha le bírnám terhelni:)
De tápegység is kell alája rendes.
Nem is bírtam kihajtani rendesen, mert csak 52V/30A-es tápom van. A csúcsnyomatékot (24Nm) meg 105V/85A környékén hozná, ha le bírnám terhelni:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 22:19
Írta: HJózsi Dátum 2009 november 14, 22:19
Ha nem röhögnél közben, azt mondanám az induktivitás ... de így nem mondom (hogy 1ü vörös már bent van .. ) [#kacsint][#pias][#wow3]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 22:27
Írta: 000000000 Dátum 2009 november 14, 22:27
Lehet a Nyák-ba FET foglalatot tervezni a
gyakori cseréhez!:))
Egy másik kiemelkedő paraméterük a tárcsamotoroknak
más szervómocikhoz képest a csúcsnyomatékuk:

gyakori cseréhez!:))
Egy másik kiemelkedő paraméterük a tárcsamotoroknak
más szervómocikhoz képest a csúcsnyomatékuk:
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 14, 22:30
Írta: ukcge40u Dátum 2009 november 14, 22:30
Hát ja, nálam is fogyott sör.
Ezért az "L" alatt értsük most Laslie bátyót. [#hehe][#hehe]
Neki is vannak fontos szerepei...[#nevetes1][#nevetes1][#nevetes1]
Ezért az "L" alatt értsük most Laslie bátyót. [#hehe][#hehe]
Neki is vannak fontos szerepei...[#nevetes1][#nevetes1][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 22:40
Írta: 000000000 Dátum 2009 november 14, 22:40
Igen, a határadatai ennek a Mavilornak
ijesztően nagyok. Nem véletlen van 24-es
tengelye (a képletek, számítások topicban anno
tettem be csavarásra méretező alapképletet). Ettől függetlenül nekem sikerült a
fotókon szereplő tonnás gépet mindössze 3-4A
üresjárati árammal mozgatni ezzel a motorral.
Ugyanis ez a szervomotor tényleg tudja a fizikát,
szeret nyomatékot termelni, ha áramot érez!:)
Az az igazság, beleszerelmesedtem picit, mint
György a HF motorjába.:)
ijesztően nagyok. Nem véletlen van 24-es
tengelye (a képletek, számítások topicban anno
tettem be csavarásra méretező alapképletet). Ettől függetlenül nekem sikerült a
fotókon szereplő tonnás gépet mindössze 3-4A
üresjárati árammal mozgatni ezzel a motorral.
Ugyanis ez a szervomotor tényleg tudja a fizikát,
szeret nyomatékot termelni, ha áramot érez!:)
Az az igazság, beleszerelmesedtem picit, mint
György a HF motorjába.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 22:41
Írta: HJózsi Dátum 2009 november 14, 22:41
OK! Zum gesundheit!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 14, 22:42
Írta: s7manbs8 Dátum 2009 november 14, 22:42
Az már a lakás biztijét is kiverné, vagy 380-od van ?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 14, 22:45
Írta: x4rhew5r3 Dátum 2009 november 14, 22:45
Úgy emlékszem Ferinek van tartalék motorja, de ha nincs szívesen adok kölcsön "játszani".
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 22:47
Írta: 000000000 Dátum 2009 november 14, 22:47
Kevesebbet igyál Teeeee!:)))
A 4-5 m2-en nem fog elférni ennyi üres sörös
flakon így éjjelfelé már.:))
A 4-5 m2-en nem fog elférni ennyi üres sörös
flakon így éjjelfelé már.:))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 22:52
Írta: 000000000 Dátum 2009 november 14, 22:52
Köszi, csinálunk majd egy mini talit Ferinél.
Feri, Motoros, Vargha Úr, Sneci, Sanzistift,
Trapista, ...., én ráállunk a gépre, és
élvezzük, ahogy visz minket egy 1 m sugarú körön!:) A videót erről pedig feltesszük ide.
Feri, Motoros, Vargha Úr, Sneci, Sanzistift,
Trapista, ...., én ráállunk a gépre, és
élvezzük, ahogy visz minket egy 1 m sugarú körön!:) A videót erről pedig feltesszük ide.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 22:54
Írta: 000000000 Dátum 2009 november 14, 22:54
Bocsi, Karcsi kimaradt, Ő fog legelől állni!:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 22:57
Írta: HJózsi Dátum 2009 november 14, 22:57
Mehetek fotózni?...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 23:00
Írta: 000000000 Dátum 2009 november 14, 23:00
Ne viccelj Józsi, ott a helyed!:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 23:01
Írta: HJózsi Dátum 2009 november 14, 23:01
Rendben, akkor videót is viszek! :D
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 november 14, 23:02
Írta: 4um5b65d Dátum 2009 november 14, 23:02
[#nezze] [#falbav] :))
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 23:03
Írta: HJózsi Dátum 2009 november 14, 23:03
Aztán hadd lássák a végeken is ... pl. Sopron ... ;) :D
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 14, 23:05
Írta: 000000000 Dátum 2009 november 14, 23:05
Meg különben is tudod, aki a virágot illetve
a motor J-t szereti és érti, az rossz ember
nem lehet!:)[#awink]
a motor J-t szereti és érti, az rossz ember
nem lehet!:)[#awink]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 14, 23:13
Írta: HJózsi Dátum 2009 november 14, 23:13
[#eljen][#vigyor2][#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 15, 14:25
Írta: HJózsi Dátum 2009 november 15, 14:25
Ez ugye se nem a direkt-, se nem a szíjhajtásra példa ... :) A motoron lényegében semmilyen terhelés nincs ...
Az mitől van (szinte minden próbán), hogy megálláskor nem elhanyagolható, lassú visszaforgatás látszik.
Motornál továbbra is használjunk inkább tehetetlenségi nyomatékot, a forgórész miatt ... ha persze egy macskát dobsz meg vele, akkor a beszélhetsz tömegről, mint a test tehetetlenségének mérőszámáról ... [#nyes]
Az mitől van (szinte minden próbán), hogy megálláskor nem elhanyagolható, lassú visszaforgatás látszik.
Motornál továbbra is használjunk inkább tehetetlenségi nyomatékot, a forgórész miatt ... ha persze egy macskát dobsz meg vele, akkor a beszélhetsz tömegről, mint a test tehetetlenségének mérőszámáról ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 15, 14:41
Írta: x4rhew5r3 Dátum 2009 november 15, 14:41
Különösen hosszabb menetek után jelentkezik ez a túlfutás. Az a gyanúm, hogy végig hibával követi a pályát, és az integrátor e-miatt folyamatosan töltődik. Aztán a végén az intergrátorban felgyülemlett látszólagos hiba miatt túlfut, és lassan áll vissza a végső pozícióba.
(Ezt akartam Péterrel kiméretni, de ... egységugrás)
(Ezt akartam Péterrel kiméretni, de ... egységugrás)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 15, 16:30
Írta: 000000000 Dátum 2009 november 15, 16:30
Ezzel a videóval is adtál egy újabb pofont
magadnak. Hiszen a direkthajtás miatt
képzeljük csak el, amikor 5...10 mm-es
menetemelkedéssel ez a hajtás túllendül,
és szépen tizedeket "harap" a maró a munkadarabba,
azaz tulajdonképpen selejtet gyárt.
Na ennyit a pontosság érvelésedről, és az ostoba
tehetetlen, lomha, ráaádásul feleslegesen
nagy teljesítményű motorválasztásodról.
De tudod már annyiszor írtam: a J az egyik
legnagyobb úr a CNC technikában, és aki
nem érti, nem tiszteli, az sajna akkor olyan
direkt tévutakon jár, mint Te!:)
A bajodat (nagy J-jű motorok) még tetézi, hogy
primitív logikájú az A300-ad, ugyanis normálisabb
szervóban sebesség hurok is létezik. Nálad ez
zéró!:)) Ettől is van ilyen nagy utókorrekció.
De jó ez Neked, légy rá büszke.:)
magadnak. Hiszen a direkthajtás miatt
képzeljük csak el, amikor 5...10 mm-es
menetemelkedéssel ez a hajtás túllendül,
és szépen tizedeket "harap" a maró a munkadarabba,
azaz tulajdonképpen selejtet gyárt.
Na ennyit a pontosság érvelésedről, és az ostoba
tehetetlen, lomha, ráaádásul feleslegesen
nagy teljesítményű motorválasztásodról.
De tudod már annyiszor írtam: a J az egyik
legnagyobb úr a CNC technikában, és aki
nem érti, nem tiszteli, az sajna akkor olyan
direkt tévutakon jár, mint Te!:)
A bajodat (nagy J-jű motorok) még tetézi, hogy
primitív logikájú az A300-ad, ugyanis normálisabb
szervóban sebesség hurok is létezik. Nálad ez
zéró!:)) Ettől is van ilyen nagy utókorrekció.
De jó ez Neked, légy rá büszke.:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 15, 17:15
Írta: Szalai György Dátum 2009 november 15, 17:15
Nyomatéktartó fordulatszám szabályzásra, pozicionálási igény nélkül, kiváló lehet.
Épp van egy érdeklődő a Segítség, béna vagyok!!! #4704-ben.
Épp van egy érdeklődő a Segítség, béna vagyok!!! #4704-ben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 15, 17:24
Írta: bmejdz9nu Dátum 2009 november 15, 17:24
"Nyomatéktartó fordulatszám szabályzásra, pozicionálási igény nélkül, kiváló lehet."
:::::::::::::
Álmodjál tovább egy ilyen motorról...
No comment :)
:::::::::::::
Álmodjál tovább egy ilyen motorról...
No comment :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 15, 17:53
Írta: x4rhew5r3 Dátum 2009 november 15, 17:53
Azért nem olyan gáz, hangolással lehet hozni rajta...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 15, 18:05
Írta: bmejdz9nu Dátum 2009 november 15, 18:05
...majd 2 éves videó (volt:) egy beta tesztről... Valakinek csináltam... Igen...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 15, 18:09
Írta: Szalai György Dátum 2009 november 15, 18:09
Álmodtam róla, de már felriadtam.
Nem a motorra, hanem talán a vezérlőre lenne igény odaát. Ezt a hírt próbáltam áthozni, de úgy látszik nem jól tettem.
Ha pozícióra tengelyterhelés nélkül is túlfut, (ami jól látszik a videón) akkor sebességszervónak tökéletes lehet. Gondoltam én. Bocsánat érte.
Nem a motorra, hanem talán a vezérlőre lenne igény odaát. Ezt a hírt próbáltam áthozni, de úgy látszik nem jól tettem.
Ha pozícióra tengelyterhelés nélkül is túlfut, (ami jól látszik a videón) akkor sebességszervónak tökéletes lehet. Gondoltam én. Bocsánat érte.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 15, 18:12
Írta: bmejdz9nu Dátum 2009 november 15, 18:12
Teszteltél már magad szervó rendszereket?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 15, 18:17
Írta: Szalai György Dátum 2009 november 15, 18:17
Nem, mindég csak a másét kritizálom. De álmodni már álmodtam róla. Néha szépeket is, Az nem tartott soká.
Tojást sem tudok tojni és a Marson sem jártam. De azért beszélek arról is.
Tojást sem tudok tojni és a Marson sem jártam. De azért beszélek arról is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 15, 18:52
Írta: bmejdz9nu Dátum 2009 november 15, 18:52
Mindegy... Ne higgy el senkinek semmit... csak azt amit magad láttál, csináltál...
Jó kis buli... A tanulságot levontam, már nem akarok senkivel semmit sem megértetni... mint más se...
Fekete azért ne maradjon senki... de egy sötét szürke már ok. :) Annyi elég hogy használja - valahogy...
Az E240 klub tagjai: :)
H.Józsi - mindig szeretet volna egy erős vezérlőt eszterga főorsóhoz... HP-UHU-nál tartósabbat:) Megtalálta?
A T45 - ok. Nem sokat tudunk a dolgairól... jól csinálja ... gyakorlatilag semmit nem árul el. Csak közbe bedob egy-egy jelenetet...
Sneci - Szereti (Tiborral) a kis méretű motorokat... ebben nagyon egyetértenek...
Én is szeretem kis motorokat... csak nem szeretem az áttételt...(főleg nem szíjjal) = akkor inkább léptetőmotor.
.. így aztán nehéz arányba hozni, arányosítani a dolgokat, hajtásokat, méreteket... kívánt pontosságokat :)
... Na megyek megint cserélek anyagot a lomha 128bites CNC-ben :) Inkább ezzel töltöm az időt mint írogatással a semmibe :)
Jó kis buli... A tanulságot levontam, már nem akarok senkivel semmit sem megértetni... mint más se...
Fekete azért ne maradjon senki... de egy sötét szürke már ok. :) Annyi elég hogy használja - valahogy...
Az E240 klub tagjai: :)
H.Józsi - mindig szeretet volna egy erős vezérlőt eszterga főorsóhoz... HP-UHU-nál tartósabbat:) Megtalálta?
A T45 - ok. Nem sokat tudunk a dolgairól... jól csinálja ... gyakorlatilag semmit nem árul el. Csak közbe bedob egy-egy jelenetet...
Sneci - Szereti (Tiborral) a kis méretű motorokat... ebben nagyon egyetértenek...
Én is szeretem kis motorokat... csak nem szeretem az áttételt...(főleg nem szíjjal) = akkor inkább léptetőmotor.
.. így aztán nehéz arányba hozni, arányosítani a dolgokat, hajtásokat, méreteket... kívánt pontosságokat :)
... Na megyek megint cserélek anyagot a lomha 128bites CNC-ben :) Inkább ezzel töltöm az időt mint írogatással a semmibe :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 15, 19:31
Írta: HJózsi Dátum 2009 november 15, 19:31
Péter ne ferdítsél!!! A HP UHU ma is működik, tökéletesen!!! Tehát amire kellett, igen, megtaláltam!
Itt neked kéne néhány dolgot megértened, vagy feltenni egy csörgősipkát a topikra és kiírni, hogy KFMT ... ( Korlátozott Felelősségű Műszaki Tartalom ) ...
Nem az akasztja ki a szakembereket, ha valaki szakmai sületlenséget mond, hanem az, ha ennek tisztába tétele után is ugyanúgy görcsösen szajkózza valaki !!! VEDD MÁR ÉSZRE!!! [#falbav][#falbav][#falbav]
Itt neked kéne néhány dolgot megértened, vagy feltenni egy csörgősipkát a topikra és kiírni, hogy KFMT ... ( Korlátozott Felelősségű Műszaki Tartalom ) ...
Nem az akasztja ki a szakembereket, ha valaki szakmai sületlenséget mond, hanem az, ha ennek tisztába tétele után is ugyanúgy görcsösen szajkózza valaki !!! VEDD MÁR ÉSZRE!!! [#falbav][#falbav][#falbav]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 15, 19:33
Írta: 000000000 Dátum 2009 november 15, 19:33
Péter tényleg jobb, ha marogatsz a 128 bitessel.
"Sneci - Szereti (Tiborral) a kis méretű
motorokat... ebben nagyon egyetértenek..."
Pl. ilyeneket miért írsz megint?
Tegnap pont egy 1100W-os tárcsaszervós gépről
volt szó (#8895), hát ez tényleg kis vacak
motoros gép.:)
Feladatok vannak, és ahhoz nem árt méretezni,
pár dolgot végig gondolni. Sneci, HJózsi, ..,
én ezt próbáljuk megértetni Veled, és ha
egyszer 50W is elég, akkor nem pazarolunk
500W-ot a semmire, a levegő szántásra.
És hová lett a videód? #8934
Megijedtél a túllendülés mértékétől? De akkor
miért tetted fel egyáltalán?
Egyébként a step-dir CNC hajtástechnikában,
szervóban pont az a "szép", hogy a motor igen
ritkán van ott, ahol gondoljuk meg ahol
szeretnénk. Na ezért érdemes pár szervotechnikai
játékszabályt betartani, ami picit segít a
vágyainkat és a valós motorpozíciókat közelebb
hozni egymásni. És mi itt páran csak ebben
próbálunk Neked praktikus műszaki érveket,
tanácsokat adni. Kevés sikerrel, hiszen nem érdekel a J és társai...:)
"Sneci - Szereti (Tiborral) a kis méretű
motorokat... ebben nagyon egyetértenek..."
Pl. ilyeneket miért írsz megint?
Tegnap pont egy 1100W-os tárcsaszervós gépről
volt szó (#8895), hát ez tényleg kis vacak
motoros gép.:)
Feladatok vannak, és ahhoz nem árt méretezni,
pár dolgot végig gondolni. Sneci, HJózsi, ..,
én ezt próbáljuk megértetni Veled, és ha
egyszer 50W is elég, akkor nem pazarolunk
500W-ot a semmire, a levegő szántásra.
És hová lett a videód? #8934
Megijedtél a túllendülés mértékétől? De akkor
miért tetted fel egyáltalán?
Egyébként a step-dir CNC hajtástechnikában,
szervóban pont az a "szép", hogy a motor igen
ritkán van ott, ahol gondoljuk meg ahol
szeretnénk. Na ezért érdemes pár szervotechnikai
játékszabályt betartani, ami picit segít a
vágyainkat és a valós motorpozíciókat közelebb
hozni egymásni. És mi itt páran csak ebben
próbálunk Neked praktikus műszaki érveket,
tanácsokat adni. Kevés sikerrel, hiszen nem érdekel a J és társai...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 15, 19:39
Írta: HJózsi Dátum 2009 november 15, 19:39
TÉNYLEG, HOL A VIDEÓ? #8938, #8939 KITÖRLŐDÖTT ...
TALÁN CIKI???
TALÁN CIKI???
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 15, 19:54
Írta: bmejdz9nu Dátum 2009 november 15, 19:54
Igen ahogy írod...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 15, 19:54
Írta: bmejdz9nu Dátum 2009 november 15, 19:54
Igen ahogy írod...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 15, 19:55
Írta: bmejdz9nu Dátum 2009 november 15, 19:55
Igen ahogy írod...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 15, 21:18
Írta: HJózsi Dátum 2009 november 15, 21:18
Még helyrehozhatod a dolgot... csináld meg az A300-at 2048 bitesre ... [#buck][#vigyor2][#vigyor3]
vagy mint a G320X ...[#smile] a "piaci" igények miat ...[#nyes][#nyes][#nyes]
vagy mint a G320X ...[#smile] a "piaci" igények miat ...[#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 15, 21:38
Írta: bmejdz9nu Dátum 2009 november 15, 21:38
Még ne írd le a G320-at és G340-et.... még ma is gyártják, árulják... ettől még nem ment ki a divatból...meg van az oka... nem mindenki ...
2002-től gyártják... Mióta is van fórum? Volt már akkor?[#fejvakaras] Kicsit meghaladta a korát? Ugye?
2002-től gyártják... Mióta is van fórum? Volt már akkor?[#fejvakaras] Kicsit meghaladta a korát? Ugye?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 15, 22:01
Írta: HJózsi Dátum 2009 november 15, 22:01
Így van, nem szabad kidobni a régi jól bevált dolgokat... meg biztosítani kell az utánpótlást a felhasználóknak, mert ezek is végzik kosár fenekén ahogy egyszer belinkelted a képet ... :D
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 15, 22:31
Írta: bmejdz9nu Dátum 2009 november 15, 22:31
össze kevered a dolgokat...:)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 16, 12:04
Írta: x4rhew5r3 Dátum 2009 november 16, 12:04
Nyájas Olvasó, ki most gondolkodsz azon, hogy belevágjál-e a léptecs után a szervóba!
Biztosíthatlak, hogy Geckóval, Uli-csippel és megannyi mással is elérheted a célod, ha azok reálisak, és nem törnek az egekbe. A néhány század pontos mechanikádat jól kiszolgálja bármelyik, ha jól választottál motort, és ahhoz megfelelő teljesítményű vezérlőt. Ha nem választás folytán jutottál a motorhoz, hanem ez van alapon, akkor se csüggedj, ne keresd az elméleti optimumot, hiszen neked az a motor lesz az optimális, ami van. Persze bizonyos határokon belül. Hogy direkt vagy áttételes legyen a csatolás, azt is érdemes lesz itt megbeszélni.
Vedd észre, hogy ami itt folyik az gyakran csak álműszaki közegbe bújtatott csipkelődés. Ne hagy magad félrevezetni.
Kérdezz bátran, majd igyekszünk elkülönítetten kezelni a következményekkel is járó válaszokat:)
Biztosíthatlak, hogy Geckóval, Uli-csippel és megannyi mással is elérheted a célod, ha azok reálisak, és nem törnek az egekbe. A néhány század pontos mechanikádat jól kiszolgálja bármelyik, ha jól választottál motort, és ahhoz megfelelő teljesítményű vezérlőt. Ha nem választás folytán jutottál a motorhoz, hanem ez van alapon, akkor se csüggedj, ne keresd az elméleti optimumot, hiszen neked az a motor lesz az optimális, ami van. Persze bizonyos határokon belül. Hogy direkt vagy áttételes legyen a csatolás, azt is érdemes lesz itt megbeszélni.
Vedd észre, hogy ami itt folyik az gyakran csak álműszaki közegbe bújtatott csipkelődés. Ne hagy magad félrevezetni.
Kérdezz bátran, majd igyekszünk elkülönítetten kezelni a következményekkel is járó válaszokat:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 16, 12:13
Írta: 000000000 Dátum 2009 november 16, 12:13
És tegyük hozzá:1-2 ember ellenvéleménye, veszekedése nem egyenlő eme technika kudarcával, megvalósíthatóságának reménytelenségével!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 16, 12:36
Írta: HJózsi Dátum 2009 november 16, 12:36
Éshogy ne csak szájkarate legyen mindez [#vigyor2] , a Talin mindenki láthatta élőben 2,5mm-es emelkedésű menetet vágni a kisesztergát, melyben 2 db Profi2 Quantum CNC Servo Vezérlő és egy eredeti paneles UHU szervó vezérlő dolgozott ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 16, 12:57
Írta: bmejdz9nu Dátum 2009 november 16, 12:57
Nincs kudarc!!! Nekem sem volt... másnak sem lesz! Működik ez a szervó technika!
De tényleg röhely... olyan "fing" dolgokon megy a "mecerázás"... hogy azaz a vicc az egészben.
(pl összehasonlítani egy "40W-os" és egy "400W-os" motort... csak időállandó szempontjából... kész röhely:)
Mindenki rá akarja erőltetni az igazát a másikra :) Ez a default :) Én sem vagyok persze kivétel!:)
És az ebben "közreműködők" mint a betonfal úgy viselkednek :) Én sem vagyok kivétel :)
De megfogadtam... nem erőlködök tovább... Csak a tényeket leírom, dokumentálom, mérem... és nem győzködök. Minek? :)
... és ahogy Sneci nagyon jól látja és írja... majd az Olvasó levonja a következtetést...
De egy dolog azért fontos... Én nem vagyok feltaláló és már nem is leszek :)... ez persze nem új :)
Ha ha látok (keresek a neten) 10 féle (gyári vagy széria) gépet ill. megoldást ha abból pl. 8 nagyon hasonló megoldású...
... Akkor mint a tehén megyek a "csorda" után... azaz érvényesül nálam a tömegvonzás elmélete!
Hiszek abban, hogy a többség nem téved!
Hiszek abban, hogy (esetleg) nálunk jobb szervótechnikai szakemberek is vannak ezen a földön...(a kék bolygón :)))
Tehát ha egy mechanikai vagy elektrotechnikai megoldásból többet csináltak és azt sokan megvettek...az azért az biztos működik...
... Mert "folyamatosan elkövetve" egy-egy komolyabb gyártó nem téved... mert az elsüllyed a piacon...
Az Olvasónak... amit itt olvas az kevés...
Használni kell tudni a "Google-t" is az infók értelmezéséhez...(és külföldi hobby CNC-s fórumokat is olvasni!)
De tényleg röhely... olyan "fing" dolgokon megy a "mecerázás"... hogy azaz a vicc az egészben.
(pl összehasonlítani egy "40W-os" és egy "400W-os" motort... csak időállandó szempontjából... kész röhely:)
Mindenki rá akarja erőltetni az igazát a másikra :) Ez a default :) Én sem vagyok persze kivétel!:)
És az ebben "közreműködők" mint a betonfal úgy viselkednek :) Én sem vagyok kivétel :)
De megfogadtam... nem erőlködök tovább... Csak a tényeket leírom, dokumentálom, mérem... és nem győzködök. Minek? :)
... és ahogy Sneci nagyon jól látja és írja... majd az Olvasó levonja a következtetést...
De egy dolog azért fontos... Én nem vagyok feltaláló és már nem is leszek :)... ez persze nem új :)
Ha ha látok (keresek a neten) 10 féle (gyári vagy széria) gépet ill. megoldást ha abból pl. 8 nagyon hasonló megoldású...
... Akkor mint a tehén megyek a "csorda" után... azaz érvényesül nálam a tömegvonzás elmélete!
Hiszek abban, hogy a többség nem téved!
Hiszek abban, hogy (esetleg) nálunk jobb szervótechnikai szakemberek is vannak ezen a földön...(a kék bolygón :)))
Tehát ha egy mechanikai vagy elektrotechnikai megoldásból többet csináltak és azt sokan megvettek...az azért az biztos működik...
... Mert "folyamatosan elkövetve" egy-egy komolyabb gyártó nem téved... mert az elsüllyed a piacon...
Az Olvasónak... amit itt olvas az kevés...
Használni kell tudni a "Google-t" is az infók értelmezéséhez...(és külföldi hobby CNC-s fórumokat is olvasni!)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 16, 13:06
Írta: bmejdz9nu Dátum 2009 november 16, 13:06
Valóban...
pl. A QDSP Chipre szavaztam nemrég pl. a Mavilor AC vezérlőkhöz mint analóg/step dir "előtétben" való használatra!
Tehát nem teljesen vagyok betokosodva... :) Lehetett volna "Gyik" megoldású is a PID...
Pedig nálam csak 6 Mavilor AC rendszer maradt...(analóg vez + motor)
Tehát arányaiban nagyon kevés darabszám...
De úgy gondoltam senkire (a többségre) nem erőltetem rá a dolgot...
Természetesen a kedvező ár és PID "szolgáltatások" is fontosak voltak (nekem pl. a szorzás lehetősége)... és széles tartományba állítható a hibatároló... kinek mennyi kell...
pl. A QDSP Chipre szavaztam nemrég pl. a Mavilor AC vezérlőkhöz mint analóg/step dir "előtétben" való használatra!
Tehát nem teljesen vagyok betokosodva... :) Lehetett volna "Gyik" megoldású is a PID...
Pedig nálam csak 6 Mavilor AC rendszer maradt...(analóg vez + motor)
Tehát arányaiban nagyon kevés darabszám...
De úgy gondoltam senkire (a többségre) nem erőltetem rá a dolgot...
Természetesen a kedvező ár és PID "szolgáltatások" is fontosak voltak (nekem pl. a szorzás lehetősége)... és széles tartományba állítható a hibatároló... kinek mennyi kell...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 16, 13:29
Írta: HJózsi Dátum 2009 november 16, 13:29
Egyet azért ne felejts, pénzzel nem lehet befolyásolni a fizika törvényeit, a fizika törvényei viszont jelentős kihatással vannak a költségekre! ...
Próbálj nem a Velencei Kalmár logikájával gondolkozni ... [#vigyor1][#wave][#smile][#integet2][#vigyor2][#vigyor3][#nyes][#buck]
Próbálj nem a Velencei Kalmár logikájával gondolkozni ... [#vigyor1][#wave][#smile][#integet2][#vigyor2][#vigyor3][#nyes][#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 16, 13:38
Írta: s7manbs8 Dátum 2009 november 16, 13:38
Azon a videódon szerintem az I paraméter nem volt jól beállítva a potijával gondolom, azért ment ott a végén egy kicsit vagy terhelésre volt belőve és így terhelés nélkül túlszaladt. Nincs azzal semmi gond, attól még jó az egész cucc. Örülnék, ha az az enyém lenne, vagy 4-5 példány belőle.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 16, 13:41
Írta: bmejdz9nu Dátum 2009 november 16, 13:41
"Financiálisan erős" megoldásokról majd az AC topikban :) Kis motorok - nagy költségek :)
Itt eddig... ki hogyan "barkácsolja" a Dc-t volt a téma... össze kell tudni adni az előre nem gondolt költségeket is...
Elméletben minden egyszerűen megvalósítható és olcsó... de a végeredmény változó, kétséges...
Az a legdrágább! Ha nem oké a végére... A csalódásról ne is beszéljünk...
Szerintem az csinálja jól aki pl. megépíti előszörre a kereszt tengelyt:
Teszteli, nyúzza a várható terhelések, elvárások fölötti tartományban... és mér... mérlegel...
Ha oké.. épít tovább a gépet, ha nem... még időben van... kisebb költség azaz a veszteség...
Én így csináltam... (Ebben a topikban minden dokumentálva)
Ha valaki pl. "Full-ra" megtervezi a gépét.... kiszámolja... de mivel hobbysta... nagyobb szerintem a csalódottság esélye...
Most egy kisebb gépet csinálok... ugyanígy járok el... pedig tudom előre, hogy jónak kell lennie... de nem kockáztatom a "drága" időmet :)
Itt eddig... ki hogyan "barkácsolja" a Dc-t volt a téma... össze kell tudni adni az előre nem gondolt költségeket is...
Elméletben minden egyszerűen megvalósítható és olcsó... de a végeredmény változó, kétséges...
Az a legdrágább! Ha nem oké a végére... A csalódásról ne is beszéljünk...
Szerintem az csinálja jól aki pl. megépíti előszörre a kereszt tengelyt:
Teszteli, nyúzza a várható terhelések, elvárások fölötti tartományban... és mér... mérlegel...
Ha oké.. épít tovább a gépet, ha nem... még időben van... kisebb költség azaz a veszteség...
Én így csináltam... (Ebben a topikban minden dokumentálva)
Ha valaki pl. "Full-ra" megtervezi a gépét.... kiszámolja... de mivel hobbysta... nagyobb szerintem a csalódottság esélye...
Most egy kisebb gépet csinálok... ugyanígy járok el... pedig tudom előre, hogy jónak kell lennie... de nem kockáztatom a "drága" időmet :)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 november 16, 13:49
Írta: D.Laci Dátum 2009 november 16, 13:49
"2,5mm-es emelkedésű menetet vágni "
Na ja, de mekkora fordulaton? Mekkora ráfutással és a lényeg az "I" értéke?
A G76 sort másold be légyszi.
Vagy menet metszövel készült? :)
Na ja, de mekkora fordulaton? Mekkora ráfutással és a lényeg az "I" értéke?
A G76 sort másold be légyszi.
Vagy menet metszövel készült? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 16, 13:54
Írta: bmejdz9nu Dátum 2009 november 16, 13:54
A videón az X1-es vezérlő volt/van... Az A300 elődje, próbapanelje... (rengeteg változtatás történt még utána)
Beta teszt volt... a cél a vezérlő gyilkolása azaz leégetése volt! (ezt is kell tesztelni:)
Csak jó pofa lett... azért tettem be... zero-s váltások több ezer rpm-nél (kb 4000rpm)... és 155V-os fesz-el...és 30A-es csúcsok is meg voltak...
Ilyenkor már maga a motor rotor is nagy terhelés.. 50ms alatt stop és 50ms alatt ellenkező írányba 4000rpm...
De 50ms-al 4000-erről soha nem váltanák a gyakorlatban... és egy 4 kilós motor volt... aminek kb. 1,5kg a forgórésze...(+ ER 32-es patronbef.)
Igen... nem volt beállítva... nem is volt mechanikán... ott lehet jól beállítani...
Tudod milyen hüle tud lenni egy gyári step/dir-es poziciószervó AC üresben? Röhely...
Beta teszt volt... a cél a vezérlő gyilkolása azaz leégetése volt! (ezt is kell tesztelni:)
Csak jó pofa lett... azért tettem be... zero-s váltások több ezer rpm-nél (kb 4000rpm)... és 155V-os fesz-el...és 30A-es csúcsok is meg voltak...
Ilyenkor már maga a motor rotor is nagy terhelés.. 50ms alatt stop és 50ms alatt ellenkező írányba 4000rpm...
De 50ms-al 4000-erről soha nem váltanák a gyakorlatban... és egy 4 kilós motor volt... aminek kb. 1,5kg a forgórésze...(+ ER 32-es patronbef.)
Igen... nem volt beállítva... nem is volt mechanikán... ott lehet jól beállítani...
Tudod milyen hüle tud lenni egy gyári step/dir-es poziciószervó AC üresben? Röhely...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 16, 14:06
Írta: s7manbs8 Dátum 2009 november 16, 14:06
Én egyszer egy AC-t hajtottam, annak olyan volt a belseje, hogy a step-dir jeleket mindegy mit kapott, belsőleg be lehetett állítani, a gyorsulását , lassulását, meg persze a PID paramétereit, ha a külső program hirtelen adott neki jeleket önmaga szabályozta, úgy nem tudott túlfutni a célon sem. Meg a hibahatárt is meg lehetett neki adni, és akkor úgy lehetett hajtani, hogy figyelve a hiba határt, ki kellett várni míg azon belül volt és akkor annyira pontos lett, amennyire akartad, csak persze lassabb is.
Én ilyen kisebb DC szervóval játszottam eddig, aminek, ha már belőttem a paramétereit, utána első osztályú lett. Jelenleg itt pihe az asztal végén, várja a testvéreit, meg a hozzávaló gép építését.
Én ilyen kisebb DC szervóval játszottam eddig, aminek, ha már belőttem a paramétereit, utána első osztályú lett. Jelenleg itt pihe az asztal végén, várja a testvéreit, meg a hozzávaló gép építését.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 16, 15:00
Írta: HJózsi Dátum 2009 november 16, 15:00
Szerintem még valamelyik fényképen is látszik a G-kód, meg a fordulatszám is, meg az hogy hány fogásból... A Mach3 wizardjával készült a helyszínen, ha még megvan a gépen lementve akkor belinkelem... a fordulatszám 300 1/min volt és ha jól emlékszem 750mm/min- t mutatott mint hozzá tartozó előtolás, mindez 12 lépésből, tehát nem gépgyilkolás teszt volt... Voltak többen is akik videóztak, négyszer is le lett futtatva...
Az X és Z max. 1000 mm/perc, a MINITURN esztergán is ennyi gyárilag, ezt nem volt célom túllépni, de 1500-ig biztosan fel tudom vinni 45kHz-s kernelfreki mellett is... Egy sorozatgyártásnál (ha lesz nálam ilyen egyáltalán) persze kell optimalizálni. Ott a pontos menetvágás volt a demó tárgya, következő a leszúrás lesz a szervók pontos max nyomaték beállítása után ... Sokba kerül a 8x1mm-es golyósorsó ...
Az X és Z max. 1000 mm/perc, a MINITURN esztergán is ennyi gyárilag, ezt nem volt célom túllépni, de 1500-ig biztosan fel tudom vinni 45kHz-s kernelfreki mellett is... Egy sorozatgyártásnál (ha lesz nálam ilyen egyáltalán) persze kell optimalizálni. Ott a pontos menetvágás volt a demó tárgya, következő a leszúrás lesz a szervók pontos max nyomaték beállítása után ... Sokba kerül a 8x1mm-es golyósorsó ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 16, 15:41
Írta: bmejdz9nu Dátum 2009 november 16, 15:41
A belső gyorsulás és lassulás állítása szerintem csak a "JOG" (kézi) üzembe való mozgatáshoz tartozik...
Tud túlfutni is... csak jól paraméterezhető a "célpozició" elérése... ezért, ha jól van belőve... kicsi.
A hibatároló egy összetett dolog... ahogy Psihobily(?:) is írta... Sok mindentől le tud oldani...
Pl. van benne egy fontos menűpont hogy a célpozicót hány lépésnyivel NEM tudta elérni = leold! (irányonként definiálható)
Ez gondolom a cél poziciót el NEM érő u. "rezonálásos" módszerű egységugrás" teszt kivédésére van... :)
(Default = pár lépés egy 2500cpr-es encodernél azaz egy fordulatra 10.000 helyzetben.)
Igazi eredményeket, beállításokat... ha csak minimálisan is de terhelve lehet... = "próbapad".
Tud túlfutni is... csak jól paraméterezhető a "célpozició" elérése... ezért, ha jól van belőve... kicsi.
A hibatároló egy összetett dolog... ahogy Psihobily(?:) is írta... Sok mindentől le tud oldani...
Pl. van benne egy fontos menűpont hogy a célpozicót hány lépésnyivel NEM tudta elérni = leold! (irányonként definiálható)
Ez gondolom a cél poziciót el NEM érő u. "rezonálásos" módszerű egységugrás" teszt kivédésére van... :)
(Default = pár lépés egy 2500cpr-es encodernél azaz egy fordulatra 10.000 helyzetben.)
Igazi eredményeket, beállításokat... ha csak minimálisan is de terhelve lehet... = "próbapad".
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 16, 20:39
Írta: 000000000 Dátum 2009 november 16, 20:39
A #8895 folytatásaként a tárcsaszervós "mamut"
CNC gépről még kaptam ma egy újabb képet.
Lassan, de biztosan épülget.:)

Nagy kép
CNC gépről még kaptam ma egy újabb képet.
Lassan, de biztosan épülget.:)
Nagy kép
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 16, 20:46
Írta: bmejdz9nu Dátum 2009 november 16, 20:46
Baromi jó ez a gép! Tényleg a Mamut kifelyezés a legjobb :)
Egyébként ez mit csinált? Vagy már eleve 5-tengelyes maró volt? Gondolom nem...
Egyébként ez mit csinált? Vagy már eleve 5-tengelyes maró volt? Gondolom nem...
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2009 november 16, 20:47
Írta: robroy007 Dátum 2009 november 16, 20:47
ez talán egy sugárfúró lehetett előző életében
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 16, 20:50
Írta: bmejdz9nu Dátum 2009 november 16, 20:50
Felépítésből én is valami ilyenre gondoltam... persze nem vagyok járatos a témában...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 16, 20:57
Írta: HJózsi Dátum 2009 november 16, 20:57
[#wow1] szinte "fürtökben lógnak" rajta a tárcsa mocik ... a funkcióit még nem sikerült kitalálnom... (mindenesetre ez sem fagylaltkiadó automata lesz ... :) [#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 16, 20:57
Írta: 000000000 Dátum 2009 november 16, 20:57
Szia Péter!
Örülök, hogy tetszik, itt aztán vannak nagy
szervó motorok, Neked valók (1100W) :))
Teljesen egyedi tervezése Aradi Ferencnek
Leselejtezett X, Y portál marógépasztal,
sugárfúrógép, Kuka robot + egy halom saját
gyártású kiegészítő egység, gépelem.
A fantasztikus nagy ötlet az benne, hogy
a Z megmunkáló központ résza a két HD-vel
közel 2 m sugarú körön belül bárhova
beállítható. Ez jól látszik a képen is.
Így ez egy nagyon sokoldalú CNC gép lesz.
Örülök, hogy tetszik, itt aztán vannak nagy
szervó motorok, Neked valók (1100W) :))
Teljesen egyedi tervezése Aradi Ferencnek
Leselejtezett X, Y portál marógépasztal,
sugárfúrógép, Kuka robot + egy halom saját
gyártású kiegészítő egység, gépelem.
A fantasztikus nagy ötlet az benne, hogy
a Z megmunkáló központ résza a két HD-vel
közel 2 m sugarú körön belül bárhova
beállítható. Ez jól látszik a képen is.
Így ez egy nagyon sokoldalú CNC gép lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 16, 21:06
Írta: s7manbs8 Dátum 2009 november 16, 21:06
Ennek szerintem nemzetközi híre is megy majd, amekkora. Én eddig talán valami fantasztikus filmbeli Marson levő gyárban láttam hasonlót.
Nem kell félni, majd hátha jön Péternek egy kisebb szervókból megvalósított párhuzamos hajtási ötlete...
Nem kell félni, majd hátha jön Péternek egy kisebb szervókból megvalósított párhuzamos hajtási ötlete...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 16, 21:26
Írta: bmejdz9nu Dátum 2009 november 16, 21:26
Végre valami komoly dologgal foglalkozol :) Nem csak habmarással... :)
Szerintem is szenzációs gép lesz.. persze a célt nem értem.. de nem is rám tartozik...
Az tuti, hogy Aradi úrnak egy külön házikót kellett építenie a Mamutnak :)
Milyen adatai vannak a tárcsamotoroknak? Vagy már írtad? De miért is tárcsamotorok? Ezek voltak rajta?
A tárcsamotorok a gyors reakcióidejükről híresek... de azért itt ez ebben a méretben... a fejnél még oké...
Akkora áramokat kell produkálnod nekik... hogy azt el sem hiszem így előzetesben :)
Szerintem is szenzációs gép lesz.. persze a célt nem értem.. de nem is rám tartozik...
Az tuti, hogy Aradi úrnak egy külön házikót kellett építenie a Mamutnak :)
Milyen adatai vannak a tárcsamotoroknak? Vagy már írtad? De miért is tárcsamotorok? Ezek voltak rajta?
A tárcsamotorok a gyors reakcióidejükről híresek... de azért itt ez ebben a méretben... a fejnél még oké...
Akkora áramokat kell produkálnod nekik... hogy azt el sem hiszem így előzetesben :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 16, 21:36
Írta: s7manbs8 Dátum 2009 november 16, 21:36
Majd építeni kell hozzá egy kisebb atomerőművet is, az áramellátáshoz....[#circling][#circling][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 16, 21:40
Írta: bmejdz9nu Dátum 2009 november 16, 21:40
A tárcsamotor hajtás nem egyszerű.... nagyon kicsi belső ellenállás... óriási áramszükséglet...
Nekem is van két tárcsamotorom... de még nem próbáltam őket...
az egyik az ismert Videoton amit Svejk mester újra tudott mágnesezni...
A másik megy új 8 kefés(!) Mavilor... olyan "400-500W-os" kategória...
Csak azért szereztem be hátha egyszer kísérletezni lesz kedvem vele :) De amit halottam róla... nem egyszerű... a sok áram miatt...
Svejk mester még anno IRFP064-el (PDF) próbálta az A300-al hajtani őket... igazából nem is emlékszem mi volt a vége...
Nekem is van két tárcsamotorom... de még nem próbáltam őket...
az egyik az ismert Videoton amit Svejk mester újra tudott mágnesezni...
A másik megy új 8 kefés(!) Mavilor... olyan "400-500W-os" kategória...
Csak azért szereztem be hátha egyszer kísérletezni lesz kedvem vele :) De amit halottam róla... nem egyszerű... a sok áram miatt...
Svejk mester még anno IRFP064-el (PDF) próbálta az A300-al hajtani őket... igazából nem is emlékszem mi volt a vége...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 16, 21:45
Írta: s7manbs8 Dátum 2009 november 16, 21:45
Most írta itt valaki talán tegnap, lehet T45 kartárs, hogy azt feladat meghajtani, de nem megold(hat)atlan.
Ezeknek a meghajtásáról nem lehet kész kapcsolásokat, vagy legalább ötleteket találni a neten ?
Ezeknek a meghajtásáról nem lehet kész kapcsolásokat, vagy legalább ötleteket találni a neten ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 16, 21:49
Írta: s7manbs8 Dátum 2009 november 16, 21:49
Ez a linkelt alkatrész úgy látom elég nagy tudású, miért nem ezt használunk máshol is, gondolom az ára miatt, vagy mert még nagyon új.
Annak a valami 200uH (tárcsa motor tekercs) induktivitásértékhez mérten is jó paraméterei vannak.
Ilyen szinten biztos nem árt pár jó mérőeszköz sem, nehogy valamelyik paraméterrel túlszaladjunk a teszteléskor.
Annak a valami 200uH (tárcsa motor tekercs) induktivitásértékhez mérten is jó paraméterei vannak.
Ilyen szinten biztos nem árt pár jó mérőeszköz sem, nehogy valamelyik paraméterrel túlszaladjunk a teszteléskor.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 16, 21:55
Írta: Szalai György Dátum 2009 november 16, 21:55
Ember feletti!
De az értelmét nem értem. Miért egy ekkora nehéz gépet, fürge motorokkal, óriási munkával gyorsítani-lassítani? Mert lehetőség van rá? Igény is van rá, ha elkészül? Vagy ez tisztán hobby, egyetlen célja, hogy örömöt okozzon?
Nekem ez az újabb kép, csalódás és megkönnyebbülés. Eddig hittem, hogy valami szuperfürge gép készül a szuperfürge motorral és irigy voltam rá. Már nem vagyok. Ennek a sugár fúrógépnek, a tárcsamotorhoz méltóan fürge mozgáshoz, szerintem túl nagy a mozgó tömege és a megvezetései sem a nagy sebességű mozgásra tervezettek. Kár, mondja a varjú.
De az értelmét nem értem. Miért egy ekkora nehéz gépet, fürge motorokkal, óriási munkával gyorsítani-lassítani? Mert lehetőség van rá? Igény is van rá, ha elkészül? Vagy ez tisztán hobby, egyetlen célja, hogy örömöt okozzon?
Nekem ez az újabb kép, csalódás és megkönnyebbülés. Eddig hittem, hogy valami szuperfürge gép készül a szuperfürge motorral és irigy voltam rá. Már nem vagyok. Ennek a sugár fúrógépnek, a tárcsamotorhoz méltóan fürge mozgáshoz, szerintem túl nagy a mozgó tömege és a megvezetései sem a nagy sebességű mozgásra tervezettek. Kár, mondja a varjú.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 16, 21:58
Írta: bmejdz9nu Dátum 2009 november 16, 21:58
Kevés feszt tud... azt is nézd... az IRP260 univerzálisabb... nem drága egyébként... szereztem egy kupaccal akkoriban ezt is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 16, 22:00
Írta: bmejdz9nu Dátum 2009 november 16, 22:00
Jó erős FET meghajtó is kell hozzá... mert nagy a "bemeneti kapacitása" a FET-nek... Az A300 fel lett készítve erre... de ...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 16, 22:10
Írta: s7manbs8 Dátum 2009 november 16, 22:10
Annyi ampernél már nagyon nem mindegy, melyik vezeték hol helyezkedik el, hogy ne zavarja a vezérlést se.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 16, 22:20
Írta: HJózsi Dátum 2009 november 16, 22:20
Ez mindenképp amolyan "hobby" gép lesz, alkalmi beszerzésű alkatrészekből ahogy Tibor írja, "X, Y portál marógépasztal, sugárfúrógép, Kuka robot + egy halom saját gyártású kiegészítő egység, gépelem"... A mocik jó illesztésével impozáns mozgású lehet szerintem, nem egy lajhár... csak a Z karja nem lesz gyors munkadarab fölé állásnál, de az nem is célszerű ekkora tömegnél ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 16, 22:25
Írta: 000000000 Dátum 2009 november 16, 22:25
Áttétel. Látod itt van a kutya elásva, és megint
vitát nyithatnánk, de nem teszem.
Ugyanis egy ekkora gép szervóhajtást már
tényleg méretezni kell. És mint már írtam,
3-5 A-el üresben viszi az X, Y tengelyeket.
Egyelőre 25 A korláton van a szervó beállítás
ez bőven elég is. Olyannyira, hogy a gyári 10
Nm motor mágnes féket is elcsavarja.
A motor néhány fő adata:
100 V DC, 3000 1/min, 1120W, csúcs nyomaték: 35 Nm,
armatúra tekercs Ohm-os ellenállás: 0.44 Ohm
Ezek a motorok előző életükben egy Kuka ipari
roboton voltak, 1:80 áttételű HD-ket hajtottak.
Minden motoron van tachó, nágnesfék, 1024 cpr
ipari encoder.
vitát nyithatnánk, de nem teszem.
Ugyanis egy ekkora gép szervóhajtást már
tényleg méretezni kell. És mint már írtam,
3-5 A-el üresben viszi az X, Y tengelyeket.
Egyelőre 25 A korláton van a szervó beállítás
ez bőven elég is. Olyannyira, hogy a gyári 10
Nm motor mágnes féket is elcsavarja.
A motor néhány fő adata:
100 V DC, 3000 1/min, 1120W, csúcs nyomaték: 35 Nm,
armatúra tekercs Ohm-os ellenállás: 0.44 Ohm
Ezek a motorok előző életükben egy Kuka ipari
roboton voltak, 1:80 áttételű HD-ket hajtottak.
Minden motoron van tachó, nágnesfék, 1024 cpr
ipari encoder.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 16, 22:40
Írta: 000000000 Dátum 2009 november 16, 22:40
Kár, hogy nem ért4ed...ezt is már annyiszor írogattam....
A fürgeség és a jó gép számomra nem a levegőben
való rohangálás, azt meghagyom másnak.
A majdnem semmiért nem szabad nagy motort használni.
Anyagban, forgácsoláskor kell nagy dinamikával
rendelkezni egy CNC gépnek, hogy minél inkább
az elméleti pontos pályán tartsa 3-4-5 D mentén
a szerszámot.
Te pedig szerintem tudod érted a J számítás
lényegét, ha betertod a játékszabályokat,
és a legfontosabb dolgot, az optimálisra
méretezett elmozdulás/motorfordulatot,
akkor ilyen motorok tonnákat mozgatnak
ide-oda meglehetősen nagy szöggyorsulás mellett.
A fürgeség és a jó gép számomra nem a levegőben
való rohangálás, azt meghagyom másnak.
A majdnem semmiért nem szabad nagy motort használni.
Anyagban, forgácsoláskor kell nagy dinamikával
rendelkezni egy CNC gépnek, hogy minél inkább
az elméleti pontos pályán tartsa 3-4-5 D mentén
a szerszámot.
Te pedig szerintem tudod érted a J számítás
lényegét, ha betertod a játékszabályokat,
és a legfontosabb dolgot, az optimálisra
méretezett elmozdulás/motorfordulatot,
akkor ilyen motorok tonnákat mozgatnak
ide-oda meglehetősen nagy szöggyorsulás mellett.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 16, 23:32
Írta: Szalai György Dátum 2009 november 16, 23:32
Ezt így gondolom én is. Gyanúm szerint ebben a gépben túl nagy a mozgó tömeg. Afelől nincs kétségem, hogy a motor tudja a megmunkálási igénynek megfelelő szöggyorsulással mozgatni és ideális közeli pályán tartani, csak iszonyú nagy az ehhez szükséges elektromos munka. Ahhoz képest, mint amit a forgácsleválasztás igényel. És ahhoz képest, mint ha egy jelentősen kisebb mozgó tömegű, golyós megvezetésű géppel tenné ugyan azt a forgácsleválasztást.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 17, 00:05
Írta: Szalai György Dátum 2009 november 17, 00:05
Biztosan nem volna igazam, ha a nagy tömeg gyorsításába fektetett elektromos munka jelentős részét vissza lehetne nyerni lassításkor. (Mint a villanyautók esetén) Szerintem itt nem lehet, hanem az végül mind hővé alakul. Motoron, félvezetőn, fékellenálláson, táptrafón, stb.
Hogyan tápláltok egy ennyire kicsi belső ellenállású motort? (Lokálisan hol helyezkedik el a tápegység, milyen belső ellenállású trafó van benne, hol a pufferkondi, hol a motorszabályzó, milyen vezeték keresztmetszet köti össze őket milyen hosszon. Mekkora a motorszabályzó FET-jeinek teljesen nyitott csatorna ellenállása?)
Elgondolkodtató, hogy 22,2V motorfeszültség hatására már 50,45A folyik rajta és el is érte az 1120W-ot.
Hogyan tápláltok egy ennyire kicsi belső ellenállású motort? (Lokálisan hol helyezkedik el a tápegység, milyen belső ellenállású trafó van benne, hol a pufferkondi, hol a motorszabályzó, milyen vezeték keresztmetszet köti össze őket milyen hosszon. Mekkora a motorszabályzó FET-jeinek teljesen nyitott csatorna ellenállása?)
Elgondolkodtató, hogy 22,2V motorfeszültség hatására már 50,45A folyik rajta és el is érte az 1120W-ot.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 17, 08:24
Írta: 000000000 Dátum 2009 november 17, 08:24
Huhh Gyuri, így reggel kicsit lezsibbadtam :)
ettől:
"Elgondolkodtató, hogy 22,2V motorfeszültség
hatására már 50,45A folyik rajta és el is érte
az 1120W-ot."
Na de ekkor áll a motor, semmilyen hasznos
teljesítmény nincs, az 1120 pedig a motor
névleges teljesítménye!
Nem értem, miért írtad ezt!
Mellesleg álljon már meg a "szervomenet"
egy pillantra. Élő ember kiszámolta már itt
a Fórumon, hogy 1000N terhelő erő mekkora
deformációt okoz egy Hobby gépnél?:)
Képzeletben 2 cementeszsákot tessék szíves
rátenni a fortunára!:))
Ha ez megvan, és egyáltalán a CNC gép mechanika
nem roskadt össze, utána már csak azt kellene
kiszámolni, hogy mondjuk 600 mm/min forgácsolási előtoláskor az előbbi 1000N-os
erőt kifejtve ugyan hány W kell?
Na ennek fényében kellene már végre "leszállni
a földre" itt pl. Péternek is Másoknak is,
és tisztelni 1A-t is kellőképpen egy jól
méretezett szervóhajtásban.
ettől:
"Elgondolkodtató, hogy 22,2V motorfeszültség
hatására már 50,45A folyik rajta és el is érte
az 1120W-ot."
Na de ekkor áll a motor, semmilyen hasznos
teljesítmény nincs, az 1120 pedig a motor
névleges teljesítménye!
Nem értem, miért írtad ezt!
Mellesleg álljon már meg a "szervomenet"
egy pillantra. Élő ember kiszámolta már itt
a Fórumon, hogy 1000N terhelő erő mekkora
deformációt okoz egy Hobby gépnél?:)
Képzeletben 2 cementeszsákot tessék szíves
rátenni a fortunára!:))
Ha ez megvan, és egyáltalán a CNC gép mechanika
nem roskadt össze, utána már csak azt kellene
kiszámolni, hogy mondjuk 600 mm/min forgácsolási előtoláskor az előbbi 1000N-os
erőt kifejtve ugyan hány W kell?
Na ennek fényében kellene már végre "leszállni
a földre" itt pl. Péternek is Másoknak is,
és tisztelni 1A-t is kellőképpen egy jól
méretezett szervóhajtásban.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 17, 09:01
Írta: bmejdz9nu Dátum 2009 november 17, 09:01
25A szerintem semmi ennek a motornak... 1Nm-hez hány amper kell? Mi erre az adat? a 35Nm-es csúcs nyomatékhoz gondolom igen-igen nagy áram tartozik...
(A gyári féket hogy elviszi... az ok... az nem arra való... csak ha megállt, hogy ne forogjon...)
(A gyári féket hogy elviszi... az ok... az nem arra való... csak ha megállt, hogy ne forogjon...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 17, 09:02
Írta: bmejdz9nu Dátum 2009 november 17, 09:02
Optosan le kell(ene) választani a fethidat.... az egésztől... 30A felett csak ez járható megoldás... szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 17, 09:16
Írta: bmejdz9nu Dátum 2009 november 17, 09:16
Tibinek...
Ha kell tudok szerezni (ill. van 3db) új Neugart PlanetDrive-ot (Rexroth ugyanaz) 1/12-es áttételeket, újak és kottyanás mentesek...
100x100-as felfogatás ha jól emlékszem 135Nm kimenet... van adatlap ha kell... meg kellene néznem....
Ha kell tudok szerezni (ill. van 3db) új Neugart PlanetDrive-ot (Rexroth ugyanaz) 1/12-es áttételeket, újak és kottyanás mentesek...
100x100-as felfogatás ha jól emlékszem 135Nm kimenet... van adatlap ha kell... meg kellene néznem....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 17, 09:19
Írta: 000000000 Dátum 2009 november 17, 09:19
0.3 Nm/A
Jajj Péter, megint átlépsz a lényegen!
Számold már ki a példámat, utána a megdöbbenéstől
talán valami elindul az agyadban, hogy mi mennyi!
Ha estig senki nem számolja ki ez az "igen
nehéz" példát /dolgozzatok már Ti is egy
picit..:))/), akkor majd beírom a végeredményt.
Jajj Péter, megint átlépsz a lényegen!
Számold már ki a példámat, utána a megdöbbenéstől
talán valami elindul az agyadban, hogy mi mennyi!
Ha estig senki nem számolja ki ez az "igen
nehéz" példát /dolgozzatok már Ti is egy
picit..:))/), akkor majd beírom a végeredményt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 17, 09:29
Írta: bmejdz9nu Dátum 2009 november 17, 09:29
35Nm/0,3A = 116A... Jól számolok? 25Ax0,3= 7,5Nm... Persze már ez is több mint szép! Jó lesz! Elég lesz! Nem kötekedni akarok...
... és ez még egy "emberbaráti" tárcsamotor...
... és ez még egy "emberbaráti" tárcsamotor...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 17, 16:58
Írta: Szalai György Dátum 2009 november 17, 16:58
Azt azért írtam, mert érdekes volt számomra a felismerés, hogy itt a fórumon átlagosnak számító kicsi motorokkal összehasonlítva, menyire pici a belső ellenállása. Próbáltam (korán reggel-késő este) behatárolni, hogy milyen paraméterekkel rendelkező táp, huzalozás és vezérlő illik hozzá.
Azt még nem számoltam ki, „hogy 1000N terhelő erő mekkora deformációt okoz egy Hobby gépnél” inkább megmértem, nekem az egyszerűbb volt. Írtam is róla akkor. Ha jól emlékszem, egy 1400mm hosszú Item Profile8 80x80 vázépítő alumínium profil darabot, beton felületen, egymástól 1000mm távolságra két helyen alátámasztottam. Középen a betonra rögzített óraállványba betettem a mikronos órát, hogy valahol középtájon álljon a mutató. Azután teljes súlyommal rátérdeltem a profilra közvetlenül az óra mellett. Semmim sem ért a földre. Eredmény, két század körüli behajlás. Több ismétlés, több eredmény, mindég másfél és kétésfél század között. 85kg a súlyom. Több ilyen profilokból lesz a két oldalt alátámasztott mozgó hidam, ezért érdekelt a lehajlás. Egy ilyen 1400mm hosszú anyag súlya mindössze 10kg.
Bizony tudom „tisztelni az 1A-t is kellőképpen egy jól méretezett szervóhajtásban” ezért gondolom, hogy nem mindegy, mekkora mozgó tömeget is próbálok pályán tartani. Ha lehet törekszem a minél kisebb mozgó tömegre. Törekszem a marószerszám keltette rezgések minimalizálására és távoltartására a mozgó hídtól. Azért, hogy ne legyen szükségem nehéz, sok energiával gyorsítható lassítható öntöttvas hídszerkezetre. Sem az ehhez szükséges óriási nyomatékú és csodálatosan kis rotor inerciájú motorokra. Ha mégis a nyakamba ugrana egyszer egy ennyire jó motorom, akkor a sokkal kisebb tömeg, annyival pontosabb és dinamikusabb pályántartásához használnám fel.
Addig meg álmodok tovább.
Képletesen: A mamutra hiába szerelek sugárhajtóművet. Nem lesz belőle vadászrepülő.[#worship]
Azt még nem számoltam ki, „hogy 1000N terhelő erő mekkora deformációt okoz egy Hobby gépnél” inkább megmértem, nekem az egyszerűbb volt. Írtam is róla akkor. Ha jól emlékszem, egy 1400mm hosszú Item Profile8 80x80 vázépítő alumínium profil darabot, beton felületen, egymástól 1000mm távolságra két helyen alátámasztottam. Középen a betonra rögzített óraállványba betettem a mikronos órát, hogy valahol középtájon álljon a mutató. Azután teljes súlyommal rátérdeltem a profilra közvetlenül az óra mellett. Semmim sem ért a földre. Eredmény, két század körüli behajlás. Több ismétlés, több eredmény, mindég másfél és kétésfél század között. 85kg a súlyom. Több ilyen profilokból lesz a két oldalt alátámasztott mozgó hidam, ezért érdekelt a lehajlás. Egy ilyen 1400mm hosszú anyag súlya mindössze 10kg.
Bizony tudom „tisztelni az 1A-t is kellőképpen egy jól méretezett szervóhajtásban” ezért gondolom, hogy nem mindegy, mekkora mozgó tömeget is próbálok pályán tartani. Ha lehet törekszem a minél kisebb mozgó tömegre. Törekszem a marószerszám keltette rezgések minimalizálására és távoltartására a mozgó hídtól. Azért, hogy ne legyen szükségem nehéz, sok energiával gyorsítható lassítható öntöttvas hídszerkezetre. Sem az ehhez szükséges óriási nyomatékú és csodálatosan kis rotor inerciájú motorokra. Ha mégis a nyakamba ugrana egyszer egy ennyire jó motorom, akkor a sokkal kisebb tömeg, annyival pontosabb és dinamikusabb pályántartásához használnám fel.
Addig meg álmodok tovább.
Képletesen: A mamutra hiába szerelek sugárhajtóművet. Nem lesz belőle vadászrepülő.[#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 17, 17:13
Írta: x4rhew5r3 Dátum 2009 november 17, 17:13
Hogy is mondjam...
Ez a motor sem úgy lett kiválasztva, hogy hosszas elméleti megfontolás után ezt vegyük meg, hanem jött egy reggel a hír hogy van valahol, aztán gyerünk hozzuk el. Miután elhoztuk, akkor derült ki, hogy aranyat találtunk.
Na most a jó motor csak annyit kér, amennyi a éppen kell:) Itt se keress trafó-gigantokat, mert 30V/20A max. mellett is hegyeket mozgat. Pláne áttétellel...
Ez a motor sem úgy lett kiválasztva, hogy hosszas elméleti megfontolás után ezt vegyük meg, hanem jött egy reggel a hír hogy van valahol, aztán gyerünk hozzuk el. Miután elhoztuk, akkor derült ki, hogy aranyat találtunk.
Na most a jó motor csak annyit kér, amennyi a éppen kell:) Itt se keress trafó-gigantokat, mert 30V/20A max. mellett is hegyeket mozgat. Pláne áttétellel...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 17, 17:15
Írta: ukcge40u Dátum 2009 november 17, 17:15
Nehézbombázó esetleg? [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 17, 17:44
Írta: Szalai György Dátum 2009 november 17, 17:44
A motor az tényleg arany. De ez a nehézbombázó, ez nem egy fürge balerina.
Mintha Róna Viktornak az -A csodálatos mandarin- balettben nem Szumrák Verát kéne emelgetnie a feje fölé, hanem Pécsi Ildikót. (Bocsássák meg nekem az érintettek ezt a hasonlatot.) Mind igen nagy nevek, a saját kategóriájukban.
Melyik eset volna dinamikusabb és többször ismételhető?
Mintha Róna Viktornak az -A csodálatos mandarin- balettben nem Szumrák Verát kéne emelgetnie a feje fölé, hanem Pécsi Ildikót. (Bocsássák meg nekem az érintettek ezt a hasonlatot.) Mind igen nagy nevek, a saját kategóriájukban.
Melyik eset volna dinamikusabb és többször ismételhető?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 17, 17:54
Írta: bmejdz9nu Dátum 2009 november 17, 17:54
"Pláne áttétellel... " Ekkora erőknél mekkora erősségű szíj átt. Kell(het)?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 17, 18:58
Írta: Szalai György Dátum 2009 november 17, 18:58
„Na most a jó motor csak annyit kér, amennyi a éppen kell”
A servo szabályzás pedig csak annyit ad neki amennyire be van állítva az áramkorlát.
Áramkorlát = nyomatékkorlát = gyorsuláskorlát = pályakövetés korlát.
„Egyelőre 25 A korláton van a szervó beállítás ez bőven elég is.”
Mekkora indítási áram tranzienseket szippantana ez a motor, ha egy szinte nulla belső ellenállású huszonnégy voltos teherautó akkumulátorra kapcsolnátok vezérlő nélkül. Akkor mondhatnánk, hogy csak annyit kér, amennyi kell. De akkor jóval több kéne, mint 25 amper. Akkor ötvennégy és fél amper kéne.
Ha ennyire volna beállítva az áramkorlát, akkor gyorsulhatna ahogy bír, szabadon, motoráram visszafogás nélkül. Igénybe is venné a max. teljesítményét, akkor lenne max. a gyorsulás és a pályakövetés.
Így meg olyan, mint egy igába fogott versenyló.
A servo szabályzás pedig csak annyit ad neki amennyire be van állítva az áramkorlát.
Áramkorlát = nyomatékkorlát = gyorsuláskorlát = pályakövetés korlát.
„Egyelőre 25 A korláton van a szervó beállítás ez bőven elég is.”
Mekkora indítási áram tranzienseket szippantana ez a motor, ha egy szinte nulla belső ellenállású huszonnégy voltos teherautó akkumulátorra kapcsolnátok vezérlő nélkül. Akkor mondhatnánk, hogy csak annyit kér, amennyi kell. De akkor jóval több kéne, mint 25 amper. Akkor ötvennégy és fél amper kéne.
Ha ennyire volna beállítva az áramkorlát, akkor gyorsulhatna ahogy bír, szabadon, motoráram visszafogás nélkül. Igénybe is venné a max. teljesítményét, akkor lenne max. a gyorsulás és a pályakövetés.
Így meg olyan, mint egy igába fogott versenyló.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 17, 21:11
Írta: Szalai György Dátum 2009 november 17, 21:11
Versenyló, amit nem etetnek sportkeverékkel, hogy kezelhetőbb legyen.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 20, 10:43
Írta: 000000000 Dátum 2009 november 20, 10:43
Azért megnézted, hogy melyik topic-ba írsz? Nagyon áttételesen van egymáshoz közük...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 20, 11:10
Írta: bmejdz9nu Dátum 2009 november 20, 11:10
Már megint az az "áttétel" :) Biztos az Feri is "egységet akar ugrasztani" :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 22, 21:21
Írta: bmejdz9nu Dátum 2009 november 22, 21:21
Egy kis esti videó... a nem működő rosszul méretezett, lomha gépemmel... mármint Tibor szerint :)
A Vcarve "topikos anyag"... most már szépen lefut...
1,6mm-es 2 élű maróval... (ebből a méretből volt a legnagyobb választékom itthon:)
Na ez itt az érdekes... 3 gyártmányú marót próbáltam... mert ebből a munkadarabból sok készül... még mindig meg a "gyártás":)
Hogy melyik gyártmányú szerszám, hogy végezte az aluba... majd kb. egy hét múlva megírom... (üzleti érdekek:)) döbbenetes különbségek!
(vagy 10-15 marót törtem el egy délután a teszt kedvéért! - lesz gravírtű alapanyag :)
Az előtolás 15mm/sec... ez nem túl sok...de a 18.000rpm többet nem engedett... törések nélkül... azaz stabil marás....
(most már ugyanaz a szerszám marja a 4. lapot... és köszöni szépen jól bírja :)
A Z előtolás is csak 1mm/sec... sajnos ezek a kicsi átm. marók nem szeretnek úgy belecuppani az anyagba mint pl. az egyélű társaik :)
A négy fogásból 3-ról csináltam videót...(a feldarabolási videó most elmaradt:)
1. 1,6-os maróval 3,2mm-es "fúrás" 5,8mm mélyre VIDEO::::::::::::::::::::::::::::::::::::
2. 1,6-os maróval a csavarhely sülyesztése 3,2mm mélyen és 5,6mm szélesen VIDEO:::::::::::::::::::::::::::::::::::::::::::
3. 1,6-os maróval 18mm-es furatok a 6mm-es anyagban 5,8mm mélyre... (kippattanik - pont nincs átvágva az anyag) VIDEO::::::::::::::::::::::::::::::::::::::
Jó lenne már a 60.000rpm-es orsóval marni...
Mert a gép ki tudná szolgálni előtolási sebességgel... A gyorsulást egy kényelmes értékre vettem... jó ez így ... elég, nem ezen múlik... az össz idő...
Ez az 1,6Kw-os Teknomotor meg igen nagy a géphez... le fogom cserélni :)
Minden munkadarab pontos ahogy kell lennie... a videón a sorja nem sorja hanem inkább a hűtőfolyadék miatti "kicsapodás"...
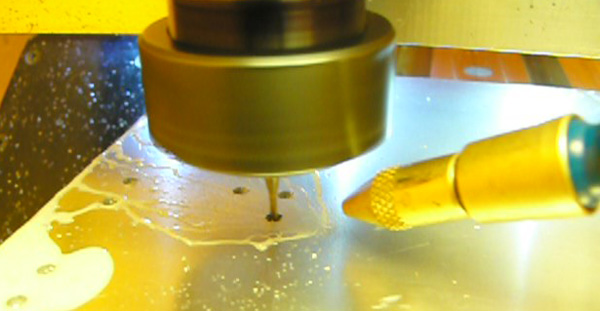
A Vcarve "topikos anyag"... most már szépen lefut...
1,6mm-es 2 élű maróval... (ebből a méretből volt a legnagyobb választékom itthon:)
Na ez itt az érdekes... 3 gyártmányú marót próbáltam... mert ebből a munkadarabból sok készül... még mindig meg a "gyártás":)
Hogy melyik gyártmányú szerszám, hogy végezte az aluba... majd kb. egy hét múlva megírom... (üzleti érdekek:)) döbbenetes különbségek!
(vagy 10-15 marót törtem el egy délután a teszt kedvéért! - lesz gravírtű alapanyag :)
Az előtolás 15mm/sec... ez nem túl sok...de a 18.000rpm többet nem engedett... törések nélkül... azaz stabil marás....
(most már ugyanaz a szerszám marja a 4. lapot... és köszöni szépen jól bírja :)
A Z előtolás is csak 1mm/sec... sajnos ezek a kicsi átm. marók nem szeretnek úgy belecuppani az anyagba mint pl. az egyélű társaik :)
A négy fogásból 3-ról csináltam videót...(a feldarabolási videó most elmaradt:)
1. 1,6-os maróval 3,2mm-es "fúrás" 5,8mm mélyre VIDEO::::::::::::::::::::::::::::::::::::
2. 1,6-os maróval a csavarhely sülyesztése 3,2mm mélyen és 5,6mm szélesen VIDEO:::::::::::::::::::::::::::::::::::::::::::
3. 1,6-os maróval 18mm-es furatok a 6mm-es anyagban 5,8mm mélyre... (kippattanik - pont nincs átvágva az anyag) VIDEO::::::::::::::::::::::::::::::::::::::
Jó lenne már a 60.000rpm-es orsóval marni...
Mert a gép ki tudná szolgálni előtolási sebességgel... A gyorsulást egy kényelmes értékre vettem... jó ez így ... elég, nem ezen múlik... az össz idő...
Ez az 1,6Kw-os Teknomotor meg igen nagy a géphez... le fogom cserélni :)
Minden munkadarab pontos ahogy kell lennie... a videón a sorja nem sorja hanem inkább a hűtőfolyadék miatti "kicsapodás"...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 23, 22:39
Írta: bmejdz9nu Dátum 2009 november 23, 22:39
Tibor merre jár? "Tárcsamotorozik" a Mamutnál? Áramlökéses egység ugrasztást tart? :) Reméljük nem volt szíjszakadás :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2009 november 23, 22:58
Írta: PSoft Dátum 2009 november 23, 22:58
Sziasztok!
Tud valaki infót erről a motorról?

Ez az a "vasmentes" forgórészű Sanyo Denki.

Milyen vezérlővel mehetett ez "lány" korában?
Milyennel tudnám az "optimumot" kihozni belőle?
Tud valaki infót erről a motorról?
Ez az a "vasmentes" forgórészű Sanyo Denki.
Milyen vezérlővel mehetett ez "lány" korában?
Milyennel tudnám az "optimumot" kihozni belőle?
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 november 23, 23:18
Írta: 4um5b65d Dátum 2009 november 23, 23:18
Igen, én tudok a motorról infót!
Annyit tudok, hogy ez jó lenne nekem valamire.
Mást viszont nem tudok.....[#nyes]
Annyit tudok, hogy ez jó lenne nekem valamire.
Mást viszont nem tudok.....[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2009 november 23, 23:28
Írta: PSoft Dátum 2009 november 23, 23:28
Eküdném a Mikulássa,de nem férne a bakancsodba.
[#vigyor2][#nevetes1][#bee1]
[#vigyor2][#nevetes1][#bee1]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 23, 23:32
Írta: s7manbs8 Dátum 2009 november 23, 23:32
Kicsit jobban nézem, most látom, hogy nemcsak az Amper értéke brutális, de nem is könnyű. Ezt valami 100A-es vezérlővel lehetne kihajtani ?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 24, 06:02
Írta: x4rhew5r3 Dátum 2009 november 24, 06:02
Pont ilyennel játszottam pár hete saját vezérlővel. Ez sem egyszerű eset a kis induktivitás miatt. Csak annak a bakancsába tedd, akit nagyon szeretsz:). Ne kótyavetyéld el.
A többit privátban...
A többit privátban...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 24, 07:46
Írta: svejk Dátum 2009 november 24, 07:46
Szinte minden fontos adat az adattáblán van.
Próbára bármely hobby vezérlővel kipróbálhatod, csak köss vele sorba egy kb. 100uH nagyáramú induktivitást.(persze ez veszteség lesz, de legalább forog :))
Elsőre azt mondanám hogy a vezérlők PWM frekijét kell feljebb vinni, de Tibor45 biztos tud segíteni, Ő már több hasonló paraméterű motort üzembe helyezett.
Ha valaki nagyon vágyik ilyen motorokra, van 2 vagy 3 darabom valahol a polcok alatt...
Próbára bármely hobby vezérlővel kipróbálhatod, csak köss vele sorba egy kb. 100uH nagyáramú induktivitást.(persze ez veszteség lesz, de legalább forog :))
Elsőre azt mondanám hogy a vezérlők PWM frekijét kell feljebb vinni, de Tibor45 biztos tud segíteni, Ő már több hasonló paraméterű motort üzembe helyezett.
Ha valaki nagyon vágyik ilyen motorokra, van 2 vagy 3 darabom valahol a polcok alatt...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 09:28
Írta: bmejdz9nu Dátum 2009 november 24, 09:28
Áramimádók figyelem!
IRFP064-es Fet-ek (kis fesz és nagy áram) eladók... :)
IRFP064-es Fet-ek (kis fesz és nagy áram) eladók... :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 14:23
Írta: ukcge40u Dátum 2009 november 24, 14:23
Kössek bele a videókba?
Ááá, inkább nem... [#kuss][#kuss]
Ááá, inkább nem... [#kuss][#kuss]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 17:22
Írta: bmejdz9nu Dátum 2009 november 24, 17:22
Ki vele... szeretem a cikizést is :) ... tudod... Az viszi előre a hobbystát...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 17:33
Írta: bmejdz9nu Dátum 2009 november 24, 17:33
Hol a túlfutási hiba :) A munkadarabban nem látszik... hátha itt látni :) ::::::::::::: VIDEO:::::::::::::::
levettem a fedelet... hátha valamit rosszul látok a direkt hajtású gépemen:)
levettem a fedelet... hátha valamit rosszul látok a direkt hajtású gépemen:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 24, 17:58
Írta: Szalai György Dátum 2009 november 24, 17:58
Most akkor ez mi is? És mit bizonyít, vagy mit kell figyelni rajta?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 18:15
Írta: HJózsi Dátum 2009 november 24, 18:15
Nem EZT a tesztet kérdezik ... a "Felvonulók kérték" műsorban ... [#nyes][#vigyor1][#vigyor3] asszem ez törlődött véletlenül a topikból, de visszamentettem az utókornak ... [#puszi][#taps][#csodalk][#hawaii][#buck][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 18:28
Írta: HJózsi Dátum 2009 november 24, 18:28
A 17. másodpercnél látszik pl. ... [#csodalk]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 18:50
Írta: bmejdz9nu Dátum 2009 november 24, 18:50
Mész a fen...be :) Be se volt állítva... és az X1 beta tesztje...
De nem semmi a vége... csináld utána... HP UHU-val... várjuk az ellen-videót!
... A felvonulók kérték...:)
De nem semmi a vége... csináld utána... HP UHU-val... várjuk az ellen-videót!
... A felvonulók kérték...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 18:51
Írta: bmejdz9nu Dátum 2009 november 24, 18:51
Mit látsz... egyébként (tökéletes) köröket mar :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 19:06
Írta: HJózsi Dátum 2009 november 24, 19:06
[#vigyor3][#vigyor2][#nyes] bocsi de ez kellett!!! [#wave] ... pl azért, mert egy fogasszíjhajtásnak sosem lenne ekkora hibája, mint amekkorát a motor produkál a videón... mindezzel együtt, jó hogy látjuk, szemléltetjük, hogy mir kell pl figyelni beállításkor, mert tudtommal ez a túlfutásszerű jelenség jó beállítással kiküszöbölhető... azaz be kell hangolni az adott mechanikára és gyorsításra/lassításra ( legkönnyebb egyégugrással, vagy egységugrás szerüen ) úgy hogy a szkóp rajta a hibajel kimeneten ... a gyíkleírásban le van írva ... Szóval nagyon hasznos és szemléletes a jelenség amire a videóidban fény derült! ... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 19:13
Írta: HJózsi Dátum 2009 november 24, 19:13
A csajok is mind tökéletesek, ha elég messze állunk tőlük, vagy eleget ittunk ... Ha azonban közelebb megyünk, már nem biztos ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 19:24
Írta: bmejdz9nu Dátum 2009 november 24, 19:24
T45-ös típusú egységugrásra gondolsz? Az igazi régi magyar kuriozum :) Léptetőkhöz oké... de szervókhoz?
A Yaskawa és Omron honlapján nézted már a T45-ös egységugrasztás-hoz a leírást?
Itt találsz fogasszíjat, komplett áttételt szíjjal? (www.boschrexroth.com) vagy hol láttad hogy van? A varrógépben :)
Mondjuk oké... én nem annyira szeretem... de van aki... de az legalább működik :)
Kismotorosknak ez kötelező :)?
A Yaskawa és Omron honlapján nézted már a T45-ös egységugrasztás-hoz a leírást?
Itt találsz fogasszíjat, komplett áttételt szíjjal? (www.boschrexroth.com) vagy hol láttad hogy van? A varrógépben :)
Mondjuk oké... én nem annyira szeretem... de van aki... de az legalább működik :)
Kismotorosknak ez kötelező :)?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 19:25
Írta: bmejdz9nu Dátum 2009 november 24, 19:25
A csajoknál is a végeredmény számít...:)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 19:38
Írta: ukcge40u Dátum 2009 november 24, 19:38
Szóval nem a ciki miatt, igazán, DE:
Ahogy nézegettem a videókat, felötlött bennem a gondolat, hogy elég pazarlóan bánsz a gépidővel.
Egy 3,2-es furatot egy hármas maróval kb negyedannyi idő alatt ki lehet püffenteni darabonként, úgy, hogy van felület is, meg méret is.
Mind a három videódat megnéztem, egyedül a körkivágásnál láttam értelmét az 1-es marónak, a többi csak vakítás.
Persze, lehet így is, de minek, ha van gyorsabb, egyszerűbb megoldás?
Feltételezem, hogy a lapok furattűrései egy tizeden belül vannak, így egy jó ütközős készülékkel (faék) egy századon belül vissza tudod fogni a lapokat, szerszámonként.
Esetedben fúró, 3-as maró, meg az 1-es.
De ha durvítani akarunk, akkor először minden lapba belefúrunk egy háromélűvel (3-as), egy pici karika, megvan a 3,2-es furat, utána felemeled, és már kikarikáztad a süllyesztést.
Kész, mehet a következő pozícióra.
Ez gyorsabb, minthogy ezt a két mondatot elolvastad.
Ebben még nincs benne a fordulatszám adta előny jobb kihasználása se.
Nem tudom, hány ilyen lapod van, meg nem is rám tartozik, de mióta segítséget kértél, azóta 1000-1500 darabot simán meg lehetett volna csinálni napi 8 órában, kávéval együtt.
Nem vagy hatékony, barátom, pedig a géped fele teljesítményen is kétszer ilyen gyors munkára lenne képes.
Szerintem.
Ahogy nézegettem a videókat, felötlött bennem a gondolat, hogy elég pazarlóan bánsz a gépidővel.
Egy 3,2-es furatot egy hármas maróval kb negyedannyi idő alatt ki lehet püffenteni darabonként, úgy, hogy van felület is, meg méret is.
Mind a három videódat megnéztem, egyedül a körkivágásnál láttam értelmét az 1-es marónak, a többi csak vakítás.
Persze, lehet így is, de minek, ha van gyorsabb, egyszerűbb megoldás?
Feltételezem, hogy a lapok furattűrései egy tizeden belül vannak, így egy jó ütközős készülékkel (faék) egy századon belül vissza tudod fogni a lapokat, szerszámonként.
Esetedben fúró, 3-as maró, meg az 1-es.
De ha durvítani akarunk, akkor először minden lapba belefúrunk egy háromélűvel (3-as), egy pici karika, megvan a 3,2-es furat, utána felemeled, és már kikarikáztad a süllyesztést.
Kész, mehet a következő pozícióra.
Ez gyorsabb, minthogy ezt a két mondatot elolvastad.
Ebben még nincs benne a fordulatszám adta előny jobb kihasználása se.
Nem tudom, hány ilyen lapod van, meg nem is rám tartozik, de mióta segítséget kértél, azóta 1000-1500 darabot simán meg lehetett volna csinálni napi 8 órában, kávéval együtt.
Nem vagy hatékony, barátom, pedig a géped fele teljesítményen is kétszer ilyen gyors munkára lenne képes.
Szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 20:11
Írta: bmejdz9nu Dátum 2009 november 24, 20:11
írtam... direkt 1,6mm-es maróval akartam csinálni... Tudom,. hogy pl. 3mm-essel logikusabb lett volna...
Csak 3 féle marót is meg akartam tesztelni... hogy melyik mit tud... sokkal okosabb lettem :)
Értelek és igazad van...
De egyrészt ráérek most... azaz szerszám és munkadarab csere nélkül akartam... azaz be se megyek a "gépszobába" :)
Ahogy írod... a leghatékonyabban szerszám ill. munkadarab cserével lehetne...
Egyébként csak 100db olyan valami készül... azaz 5-6 lap... Ja és a marás logisztikája egy külön sportág :) azaz azt is tanulni kell... nekem :)
Amit most gyártogatok magamnak... ez átformálta az elképzeléseimet a CNC-ről...
Azaz egy célhoz készített géppel nem vagy nehezen lehet felvenni a termelékenységi versenyt :)
Csak 3 féle marót is meg akartam tesztelni... hogy melyik mit tud... sokkal okosabb lettem :)
Értelek és igazad van...
De egyrészt ráérek most... azaz szerszám és munkadarab csere nélkül akartam... azaz be se megyek a "gépszobába" :)
Ahogy írod... a leghatékonyabban szerszám ill. munkadarab cserével lehetne...
Egyébként csak 100db olyan valami készül... azaz 5-6 lap... Ja és a marás logisztikája egy külön sportág :) azaz azt is tanulni kell... nekem :)
Amit most gyártogatok magamnak... ez átformálta az elképzeléseimet a CNC-ről...
Azaz egy célhoz készített géppel nem vagy nehezen lehet felvenni a termelékenységi versenyt :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 24, 20:17
Írta: x4rhew5r3 Dátum 2009 november 24, 20:17
Amíg Péter nem mutat nekünk egységugrásra adott választ, addig nincs miről beszélni. Messziről jött ember azt mond amit akar. A rámpával sok mindent el lehet takarni.
Az más kérdés, hogy lehet-e egységugrás nélkül élni. Persze hogy lehet, de azt fülre hangolásnak nevezném. A kívánt célt így is el lehet érni, de ezzel kérkedni nem érdemes.
Az áttétel ugyan ez a kategória...
Az más kérdés, hogy lehet-e egységugrás nélkül élni. Persze hogy lehet, de azt fülre hangolásnak nevezném. A kívánt célt így is el lehet érni, de ezzel kérkedni nem érdemes.
Az áttétel ugyan ez a kategória...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 20:21
Írta: ukcge40u Dátum 2009 november 24, 20:21
Te egy célra építetted ezt a gépet?
Szerinted csak egy célra jó?
Nekem nem úgy tűnik, hogy ez egy célgép.
Minden csak annyit ér, amennyit ki tudsz belőle hozni..., de ezt szerintem nem kéne pont neked mondanom... :)
Szerinted csak egy célra jó?
Nekem nem úgy tűnik, hogy ez egy célgép.
Minden csak annyit ér, amennyit ki tudsz belőle hozni..., de ezt szerintem nem kéne pont neked mondanom... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 20:22
Írta: bmejdz9nu Dátum 2009 november 24, 20:22
Tisztázzuk akkor a T45 féle egységugrás elvét... még egyszer...
Ha jól tudom...
A "mérés" lényege hogy a mennyire nem éri el a szervó a célpozicót... vagy...?
Ha jól tudom...
A "mérés" lényege hogy a mennyire nem éri el a szervó a célpozicót... vagy...?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 24, 20:26
Írta: svejk Dátum 2009 november 24, 20:26
Na de akkor rövid az élvezet...
Tudod a hobbysta addig élvez amíg megy a gépe, ül előtte és gyönyörködik :)))
Tudod a hobbysta addig élvez amíg megy a gépe, ül előtte és gyönyörködik :)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 20:28
Írta: bmejdz9nu Dátum 2009 november 24, 20:28
Nem célgép... egy sima 3 tengelyes marógép... 100mm-e Zvel és emelhető a komplett hid +100mm-et... (munkatér 320x320mm.)
Hogyha kellene egy nagyobb forgató is aláférjen... de eddig egyszer sem volt erre szükség :)
A 100mm-es Z magasság is soknak tűnik... azaz a szerszám mindig (eddig) csak lent dolgozott... azaz nagyon is lent van a főorsó = nem optimális...rezonanciaveszély... stb...
Pedig kemény felépítésű a gép...
Infók és képek itt... de sajnos most feltöltés alatt...
Hogyha kellene egy nagyobb forgató is aláférjen... de eddig egyszer sem volt erre szükség :)
A 100mm-es Z magasság is soknak tűnik... azaz a szerszám mindig (eddig) csak lent dolgozott... azaz nagyon is lent van a főorsó = nem optimális...rezonanciaveszély... stb...
Pedig kemény felépítésű a gép...
Infók és képek itt... de sajnos most feltöltés alatt...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 20:30
Írta: bmejdz9nu Dátum 2009 november 24, 20:30
[#smile] én most becsukom a gépszoba ajtaját mert ez az emulziós hűtés... porlasztva... Nogaval... nem kellemes :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 20:36
Írta: ukcge40u Dátum 2009 november 24, 20:36
Mindent tudok a gépedről.
"Azaz egy célhoz készített géppel nem vagy nehezen lehet felvenni a termelékenységi versenyt :)"
Ez a mondatod azt sejteti, hogy célgépnek tekinted.
"Azaz egy célhoz készített géppel nem vagy nehezen lehet felvenni a termelékenységi versenyt :)"
Ez a mondatod azt sejteti, hogy célgépnek tekinted.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 20:41
Írta: ukcge40u Dátum 2009 november 24, 20:41
Ha az élvezet rövidebb ideig tart, akkor több idő lesz másfajta élvezetek kipróbálására is.
A sokszínűbb gyönyörködés több tapasztalatot is hoz. :)
A több tapasztalat sokoldalúbb hobbystát nevel. :)
A több tudás pedig több tudás, még áfa nélkül is... :)
A sokszínűbb gyönyörködés több tapasztalatot is hoz. :)
A több tapasztalat sokoldalúbb hobbystát nevel. :)
A több tudás pedig több tudás, még áfa nélkül is... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 20:46
Írta: bmejdz9nu Dátum 2009 november 24, 20:46
Nem, nem ez nem célgép .... ha csak azért nem mert elérem vele azt a célomat, hogy pontosabban dolgozik mint én egy tekerős gépen :)
A célgép... hogyis írjam... az más... itt a fórumon nem is várható ilyen gépek...
A célgép... hogyis írjam... az más... itt a fórumon nem is várható ilyen gépek...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 20:53
Írta: ukcge40u Dátum 2009 november 24, 20:53
Tisztában vagyok vele, milyenek a célgépek.
Nagyon kérlek, ne becsülj le ennyire.
Nagyon kérlek, ne becsülj le ennyire.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 november 24, 20:56
Írta: s5f8tmfv3 Dátum 2009 november 24, 20:56
"minden lapba belefúrunk egy háromélűvel"
Mi az a háromélű? [#vigyor3]
Mi az a háromélű? [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 21:01
Írta: bmejdz9nu Dátum 2009 november 24, 21:01
Sneci...
Mielőtt a T45 féle (azaz a célpoziót el nem érő) tesztet... mint "hajtásjósági" mértéket...
Nézz át egy-két pozició szervó leírást... Talán nindegy melyiket oly egyformák)...
Omron R88-*P vagy Yaskawa SGM (P)vagy Samsung-Rockwell CSDJ... Pulse Train, ill. position mode.
Aztán szerintem visszaköszön az amit Gecko a kis hibatárolójával tudott vagyis nem tudott :)
... és védje meg majd Tibor ezt az egységugrási tesztet...
Amivel tökéletesen egyetértek mint lépető motoros rendszerek "jósági" tesztjével ill. gyors és (jó) szervós rendszerekhez mint "behangoló" megoldással...
De ezt utóbbit már nem egységugrásnak hívnám... hanem ...
Szóval ez jó, azaz jópofa... szép... látványos... de...
Azaz ez nem "hajtásjósági" teszt... szervónál...
Mert olyan nincs amikor azt teszteljük, hogy a hajtásrendszer nem éri el a célpozíciót azaz a célt azaz a parancsolt pozíciót! = Error, letiltás. (vagy selejtes munkadarabok)
Mielőtt a T45 féle (azaz a célpoziót el nem érő) tesztet... mint "hajtásjósági" mértéket...
Nézz át egy-két pozició szervó leírást... Talán nindegy melyiket oly egyformák)...
Omron R88-*P vagy Yaskawa SGM (P)vagy Samsung-Rockwell CSDJ... Pulse Train, ill. position mode.
Aztán szerintem visszaköszön az amit Gecko a kis hibatárolójával tudott vagyis nem tudott :)
... és védje meg majd Tibor ezt az egységugrási tesztet...
Amivel tökéletesen egyetértek mint lépető motoros rendszerek "jósági" tesztjével ill. gyors és (jó) szervós rendszerekhez mint "behangoló" megoldással...
De ezt utóbbit már nem egységugrásnak hívnám... hanem ...
Szóval ez jó, azaz jópofa... szép... látványos... de...
Azaz ez nem "hajtásjósági" teszt... szervónál...
Mert olyan nincs amikor azt teszteljük, hogy a hajtásrendszer nem éri el a célpozíciót azaz a célt azaz a parancsolt pozíciót! = Error, letiltás. (vagy selejtes munkadarabok)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 21:05
Írta: ukcge40u Dátum 2009 november 24, 21:05
Háromélű spirálmaró.
Mivel központon átmenő az egyik keresztéle, így fúrni is lehet vele.
Mivel központon átmenő az egyik keresztéle, így fúrni is lehet vele.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 21:07
Írta: bmejdz9nu Dátum 2009 november 24, 21:07
1 élű! Az tud aztán fúrni is :)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 november 24, 21:10
Írta: s5f8tmfv3 Dátum 2009 november 24, 21:10
Ilyennel még nem találkoztam.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 november 24, 21:12
Írta: s5f8tmfv3 Dátum 2009 november 24, 21:12
Ez volna az? A csigasüllyesztő nevezetű?
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 21:14
Írta: ukcge40u Dátum 2009 november 24, 21:14
Az egyélű csak vagánykodni jó aluba, meg műanyaghoz optimális.
Más anyagokban halott a cucc.
Amelyik maróknak legalább egy keresztéle átmegy a központon, az tud fúrni is.
A három él pedig durván több, mint az egy.
El kellene dobnod magadtól pár dogmát...
Más anyagokban halott a cucc.
Amelyik maróknak legalább egy keresztéle átmegy a központon, az tud fúrni is.
A három él pedig durván több, mint az egy.
El kellene dobnod magadtól pár dogmát...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 21:14
Írta: ukcge40u Dátum 2009 november 24, 21:14
Nem, mindjárt vadászok képet...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 21:19
Írta: bmejdz9nu Dátum 2009 november 24, 21:19
tudom... tudom mit írsz... és igazad van...alu és műanyaghoz) ... de maradjunk itt a szervónál... van Ilyen/olyan 3 élűm is... ismerem...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 21:21
Írta: ukcge40u Dátum 2009 november 24, 21:21
Rendben.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 21:22
Írta: ukcge40u Dátum 2009 november 24, 21:22
Mutatok a sajátomban... :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 24, 21:23
Írta: x4rhew5r3 Dátum 2009 november 24, 21:23
Ugorjunk neki (egyszerűsítve)...
A szevo az egy visszacsatolt rendszer, amit többek között az átviteli függvénye jellemez. Az átviteli függvény mondja meg, hogyan viselkedik a vezérlő a teljes frekvencia tartományban. Az átviteli függvény az egységugrásra adott válaszfüggvény. Azért az egységugrás, mert abban minden frekvenciájú jel benne van. Az erre adott válasz tehát szépen mutatja az időbeli tulajdonságokat. Ha nem egységugrással hangolunk, akkor nem látjuk együtt a dolgokat. Lehet hogy statikusan kiválóan beáll, de amit marás közben a csinál a sarkokon, azt nem könnyű észrevenni. Lehet, hogy egy adott sebességgel hajtva hibátlannak tűnik, de más sebességen máshogyan viselkedhet. Erre a korrekt választ az egységugrással történő gerjesztés adhat, mert az egyben mutatja a teljes frekvencia tartományon belüli viselkedést.
A szevo az egy visszacsatolt rendszer, amit többek között az átviteli függvénye jellemez. Az átviteli függvény mondja meg, hogyan viselkedik a vezérlő a teljes frekvencia tartományban. Az átviteli függvény az egységugrásra adott válaszfüggvény. Azért az egységugrás, mert abban minden frekvenciájú jel benne van. Az erre adott válasz tehát szépen mutatja az időbeli tulajdonságokat. Ha nem egységugrással hangolunk, akkor nem látjuk együtt a dolgokat. Lehet hogy statikusan kiválóan beáll, de amit marás közben a csinál a sarkokon, azt nem könnyű észrevenni. Lehet, hogy egy adott sebességgel hajtva hibátlannak tűnik, de más sebességen máshogyan viselkedhet. Erre a korrekt választ az egységugrással történő gerjesztés adhat, mert az egyben mutatja a teljes frekvencia tartományon belüli viselkedést.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 24, 21:26
Írta: x4rhew5r3 Dátum 2009 november 24, 21:26
Légy erős, azok a vezérlők is egységugrásra adott válasz vizsgálatával csinálják az auto-tunigot.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 21:27
Írta: s7manbs8 Dátum 2009 november 24, 21:27
És azután, én már értem...[#circling][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 21:28
Írta: s7manbs8 Dátum 2009 november 24, 21:28
Ha jól be van hangolva a szervó, akkor kevesebb esélye van a hibatároló túllépésére is, tehát ezt érdemes jól kivesézni !
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 21:30
Írta: s7manbs8 Dátum 2009 november 24, 21:30
Egyébként ha már itt tartunk engem is érdekelne, hogy milyen programmal lehet ezt megnézni ? Pl. Mach-ban van ilyesmi, ami mutatja a szervómotor hibáját, meg egységugratást lehet csinálni ?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 24, 21:32
Írta: x4rhew5r3 Dátum 2009 november 24, 21:32
A Geckót is lehetne egységugrással vizsgálni, mert nem kell ahhoz nagy amplitúdó, tehát nem kell hibahatáron túl hajtani. A gond az, hogy a monitor kimete +/-2.5V a 2.5V-os nullához képest, és kis amplitúdójú gerjesztésnél alig látni a változást(gondolom, még nem volt a kezembe Gecko).
Persze át lehet kapcsolni a szópot AC-be és nagyobb érzékenységgel nézni, de ott meg a zaj lesz a probléma. De ezek csak sejtések, majd egyszer talán valaki megpróbálja.
Persze át lehet kapcsolni a szópot AC-be és nagyobb érzékenységgel nézni, de ott meg a zaj lesz a probléma. De ezek csak sejtések, majd egyszer talán valaki megpróbálja.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 24, 21:37
Írta: 000000000 Dátum 2009 november 24, 21:37
Tudod Józsi, még a legesleges legcsúnyább csajban is lehet szép! (amíg ki nem húzzuk belőlle)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 24, 21:39
Írta: svejk Dátum 2009 november 24, 21:39
Jobb vezérlőkhöz van soft,(Magi, Sneci,stb..) de ott a gecko esete ott a szkóp is használható...
A Magi féle Quantum chippel és a hozzá adott szofttal nagyon egyszerűen lehet bármilyen szervot, vagy akár léptetőt(persze kell rá ideiglenesen encoder is) vizsgálgatni. Egyszerűen meg kell csapolni az idegen vezérlőhöz menő step/dir és encoder jeleket.
A Magi féle Quantum chippel és a hozzá adott szofttal nagyon egyszerűen lehet bármilyen szervot, vagy akár léptetőt(persze kell rá ideiglenesen encoder is) vizsgálgatni. Egyszerűen meg kell csapolni az idegen vezérlőhöz menő step/dir és encoder jeleket.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 24, 21:41
Írta: svejk Dátum 2009 november 24, 21:41
Gondolom a geckósok mind szkóppal állítják be, így tudnának mesélni.. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 21:49
Írta: bmejdz9nu Dátum 2009 november 24, 21:49
Oké... de...
Az rendben, hogy hangolni jó és célszerű vele egy hajtás rendszert... nevezzük mozgástesztnek?
De T45 ebből "rendszerjósági" meghatározásokat állít fel... ami sántit, szervónál...
Nem "sántit" (nem tud) pl. léptetős rendszereknél... mert ott vagy megtörténik fizikailag a mozgás vagy lépésvesztés lesz...
Szervónál is el kell érni a célpozíciót... ez mindennek az alapja... mint egy léptetős rendszernél... de léptecsnél nincs lehetőség a pozicióhiba "elfedésére" ill. hibajel (be)tárolásra...
Az rendben, hogy hangolni jó és célszerű vele egy hajtás rendszert... nevezzük mozgástesztnek?
De T45 ebből "rendszerjósági" meghatározásokat állít fel... ami sántit, szervónál...
Nem "sántit" (nem tud) pl. léptetős rendszereknél... mert ott vagy megtörténik fizikailag a mozgás vagy lépésvesztés lesz...
Szervónál is el kell érni a célpozíciót... ez mindennek az alapja... mint egy léptetős rendszernél... de léptecsnél nincs lehetőség a pozicióhiba "elfedésére" ill. hibajel (be)tárolásra...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 21:50
Írta: bmejdz9nu Dátum 2009 november 24, 21:50
Oké... ez is.. nevezzük meg-mozgástesztnek?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 21:59
Írta: bmejdz9nu Dátum 2009 november 24, 21:59
Geckót is lehetne "egységugrással" vizsgálni... netán ebből "jósági" meghatározásokat tenni?
Mihez képest? A 128bit rengeteg hibát el tud fedni a léptetőmotorhoz képest...(step és dir... a dolog alapja nem változik :)
Persze valamennyire szükség van... de ... már sokszor írtam...
Még egyszer...
Azt várjuk azaz nézzük az "egységugási - rezonancia" "teszttől" hogy ne érje el a cél pozíciót a rendszer... azaz menyire nem éri el a "parancsolt" pontot? Fizikálisan? Mechanikusan? a valóságban?
Ez fura... fura lenne... mert el kell érnie! Ezért van.... ezért hívják pozíció szervónak...
Ha nem éri el... akkor The End... jobb ha leold... feladja... ahogy teszik a "nagynevű" pozíció szervók...
... és mint Gecko...csak másként... a kis hibatárolója miatt...
Mihez képest? A 128bit rengeteg hibát el tud fedni a léptetőmotorhoz képest...(step és dir... a dolog alapja nem változik :)
Persze valamennyire szükség van... de ... már sokszor írtam...
Még egyszer...
Azt várjuk azaz nézzük az "egységugási - rezonancia" "teszttől" hogy ne érje el a cél pozíciót a rendszer... azaz menyire nem éri el a "parancsolt" pontot? Fizikálisan? Mechanikusan? a valóságban?
Ez fura... fura lenne... mert el kell érnie! Ezért van.... ezért hívják pozíció szervónak...
Ha nem éri el... akkor The End... jobb ha leold... feladja... ahogy teszik a "nagynevű" pozíció szervók...
... és mint Gecko...csak másként... a kis hibatárolója miatt...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 22:02
Írta: ukcge40u Dátum 2009 november 24, 22:02
Eléri, mert el kell érnie.
De hogyan, milyen minőségben?
Túlfut és visszakorrigál?
Vagy pontosan ott, és akkor áll meg, illetve ér oda, amikor kell..
De hogyan, milyen minőségben?
Túlfut és visszakorrigál?
Vagy pontosan ott, és akkor áll meg, illetve ér oda, amikor kell..
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 22:04
Írta: s7manbs8 Dátum 2009 november 24, 22:04
Ilyesmire gondoltam, közben keresgéltem és pont ezt találtam meg, a Quantumot, a programját, csak hát ahhoz kell chip is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 22:06
Írta: bmejdz9nu Dátum 2009 november 24, 22:06
kb. 3 lépés hiba a "default" gyári rendszereknél...
Igen egy jelet biztosan túlfut minden step/dir-es rendszer... mert csak akkor veszi észre, hogy hoppá... ez már nekem sok :)
Ez az "egy néhány" hibajel persze az encoder felbontásától is függ... néha csak ezredek... de van és ez tény.
Igen egy jelet biztosan túlfut minden step/dir-es rendszer... mert csak akkor veszi észre, hogy hoppá... ez már nekem sok :)
Ez az "egy néhány" hibajel persze az encoder felbontásától is függ... néha csak ezredek... de van és ez tény.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 22:09
Írta: bmejdz9nu Dátum 2009 november 24, 22:09
Ha "Istvánnak lennék" :) kiadnák egy szervó tesztelő áramkört...(végfok nékül) mert tényleg jó...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 22:09
Írta: s7manbs8 Dátum 2009 november 24, 22:09
Ha azt kerekítjük 4-re, mindjárt kapunk 2000-es felbontás helyett 500-at.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 22:10
Írta: s7manbs8 Dátum 2009 november 24, 22:10
Én is pont erre gondoltam, hogy csak egy encoder kellene meg egy ilyen kütyü, amit ráakasztol a motorra és lehet beállítani, meg tesztelni.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 22:10
Írta: ukcge40u Dátum 2009 november 24, 22:10
Én ezt elfogadom, és aláírom, működési sajátosság.
Viszont ha egy rendszer be van lőve optimálisan, akkor a legkisebb hibatárolónak is elégnek kellene lennie.
Ha jó a rendszered, akkor minél kisebb hibatárolóval működik helyesen, annál biztosabb, hogy optimális minden a saját határain belül.
Legalábbis nekem így logikus.
Viszont ha egy rendszer be van lőve optimálisan, akkor a legkisebb hibatárolónak is elégnek kellene lennie.
Ha jó a rendszered, akkor minél kisebb hibatárolóval működik helyesen, annál biztosabb, hogy optimális minden a saját határain belül.
Legalábbis nekem így logikus.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 24, 22:18
Írta: x4rhew5r3 Dátum 2009 november 24, 22:18
Ez nem teszt, és legfőképpen a szervónál van jelentősége. A lényeg, hogy nem a motort minősíti, hanem a komplett hajtást, vezérlőstül, mechanikástul.
Nem azt vizsgálja, hogy elérkezik-e a célpozícióba, hanem egyetlen gerjesztő jelre megmutatja a dinamikus tulajdonságokat. Az, hogy megtette a 100 lépést vagy sem, azt mérőórával is ki lehet mutatni. De hogy az egységugrás jelegű sarkokon milyen a hibajel, azt az egységugrással lehet kiértékelni.
Ha a gyorsulást max.-ra állítjuk a Mach-ban, WinPC-ben, akkor közelítjük az egységugrást.
Ha az így adott periodikus oda-vissza 10mm mozgásnál figyeled a hibajelet szkóppal, akkor látod, hogy lassan áll be, vagy lengedezik. Ez persze csak közelíti az egységugrást, de így is sokat mondhat. Addig kell hangolni, amíg jelentős túllövés nélkül a lehető leggyorsabban felveszi az adott sebességet. Ez a lényeg: álló helyzetből egy adott sebességre mennyi idő alatt, és milyen átmenetekkel veszi fel az állandósult állapotot.
Nem azt vizsgálja, hogy elérkezik-e a célpozícióba, hanem egyetlen gerjesztő jelre megmutatja a dinamikus tulajdonságokat. Az, hogy megtette a 100 lépést vagy sem, azt mérőórával is ki lehet mutatni. De hogy az egységugrás jelegű sarkokon milyen a hibajel, azt az egységugrással lehet kiértékelni.
Ha a gyorsulást max.-ra állítjuk a Mach-ban, WinPC-ben, akkor közelítjük az egységugrást.
Ha az így adott periodikus oda-vissza 10mm mozgásnál figyeled a hibajelet szkóppal, akkor látod, hogy lassan áll be, vagy lengedezik. Ez persze csak közelíti az egységugrást, de így is sokat mondhat. Addig kell hangolni, amíg jelentős túllövés nélkül a lehető leggyorsabban felveszi az adott sebességet. Ez a lényeg: álló helyzetből egy adott sebességre mennyi idő alatt, és milyen átmenetekkel veszi fel az állandósult állapotot.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 22:18
Írta: bmejdz9nu Dátum 2009 november 24, 22:18
Te vagy az első aki pont úgy látja mint én! Még azt hiszik, hogy összebeszéltünk :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 22:19
Írta: HJózsi Dátum 2009 november 24, 22:19
Szerintem az egységugrástesztet a büdös életben nem fogod megérteni! ... [#lama] A lényeg nem az elnemérés, hanem, hogy MIKOR van elnemérés, azaz milyen Frekin van elnemérés ... WAZZE!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 22:19
Írta: bmejdz9nu Dátum 2009 november 24, 22:19
Azért nem így van ez...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 24, 22:20
Írta: ukcge40u Dátum 2009 november 24, 22:20
Csak én látom a fától az erdőt... [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 22:24
Írta: s7manbs8 Dátum 2009 november 24, 22:24
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 22:27
Írta: s7manbs8 Dátum 2009 november 24, 22:27
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 24, 22:33
Írta: x4rhew5r3 Dátum 2009 november 24, 22:33
Ne keverjétek bele a hibatárolót,mert annak semmi köze a dinamikához. Szerepe csupán annyi, ha túlment a hibahatáron, akkor leold. Ha kis hibatartományban mozog megmunkálási sebességtartományban és terhelés változásokra, attól még g0-ban repülhet nagyobb hibával.
Felesleges azzal érvelni, hogy nem levegőszántást akarunk, ennek nem is hobbi gépeken van jelentősége.
Már hallom az ellenérveket, hogy de hát nem tudjuk mikor megy g0-ban. Dehogynem tudjuk. A program nem tartalmaz g0 sebességhez tartozó nem g0 típusú mondatot. Tehát nem is kell tudni.
Felesleges azzal érvelni, hogy nem levegőszántást akarunk, ennek nem is hobbi gépeken van jelentősége.
Már hallom az ellenérveket, hogy de hát nem tudjuk mikor megy g0-ban. Dehogynem tudjuk. A program nem tartalmaz g0 sebességhez tartozó nem g0 típusú mondatot. Tehát nem is kell tudni.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 22:35
Írta: s7manbs8 Dátum 2009 november 24, 22:35
Amúgy én úgy látom, néha van itt egy kis szezon-fazon keveredés.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 24, 22:39
Írta: svejk Dátum 2009 november 24, 22:39
Ha jól tudom lehet kapni kimondottan erre a célra lebutított chippet olcsóbban a quantunból.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 22:40
Írta: bmejdz9nu Dátum 2009 november 24, 22:40
" A lényeg, hogy nem a motort minősíti, hanem a komplett hajtást, vezérlőstül, mechanikástul."...
Erre T45 egy számot szokott mondani és írni - hajtás mérettől függetlenül -
Akkor ez egy segédlet vagy mérés? Valami rezonációs Hz-et:) Ez akkor egy hajtásrendszer minőségi meghatározás?
... és ha nem hajlandó erre rendszer? azaz nem hajlandó a célpozícó el nem érésére(!?) mit tehet? Hibajelzést küldeni ill. leoldani.
"Nem azt vizsgálja, hogy elérkezik-e a célpozícióba" ...
Ez oké... végül is csak egy móka ... nem "mérés"...
"Az, hogy megtette a 100 lépést vagy sem, azt mérőórával..."
Nem kell óra sem... oldjon le és le is old... Gecko 128 hibjajelre... a gyári rendszerek csak néhány hibajelre...:)
A WinPC-ben van "ide-oda mozgató" motorteszt segéd progi rész... hangoláshoz... írják hogyan ... léptető lépést veszt... -30%-al vedd vissza... Ready...
Persze értem a hangolás mikéntjét... a parancs és válasz (reakcióját) ... és még egyet is értek a folyamattal...
DE! ebből a hajtásrendszer "jóságát" nem lehet meghatározni... azaz egy számmal nem lehet jellemezni... nemhogy összehasonlítani különböző (erősségű - sbességű) rendszereket... ahogy T45 szokta...
De a T45-ös "egységugratási" tesz csak akkor fut le egy gyári pozíció szervón ha kikapcsoljuk (azaz nagyra állítjuk) a hiba lehetőséget... (ez oké ugye?)
Illetve (ugyanaz) szerelnénk a Gecko-ba még hibatárolót... a teszt szépségéért :)
Ha egy gyári pozíció szervónál az az érték alapban 3 hibajel (default) akkor a Gecko egy hibajeltároló temető a 128 bit-jével :) Nagyon sok :)...
Jó tudjuk G0 és egyebek... más a megoldás... talán lehetne ez irányba fejleszteni...
Erre T45 egy számot szokott mondani és írni - hajtás mérettől függetlenül -
Akkor ez egy segédlet vagy mérés? Valami rezonációs Hz-et:) Ez akkor egy hajtásrendszer minőségi meghatározás?
... és ha nem hajlandó erre rendszer? azaz nem hajlandó a célpozícó el nem érésére(!?) mit tehet? Hibajelzést küldeni ill. leoldani.
"Nem azt vizsgálja, hogy elérkezik-e a célpozícióba" ...
Ez oké... végül is csak egy móka ... nem "mérés"...
"Az, hogy megtette a 100 lépést vagy sem, azt mérőórával..."
Nem kell óra sem... oldjon le és le is old... Gecko 128 hibjajelre... a gyári rendszerek csak néhány hibajelre...:)
A WinPC-ben van "ide-oda mozgató" motorteszt segéd progi rész... hangoláshoz... írják hogyan ... léptető lépést veszt... -30%-al vedd vissza... Ready...
Persze értem a hangolás mikéntjét... a parancs és válasz (reakcióját) ... és még egyet is értek a folyamattal...
DE! ebből a hajtásrendszer "jóságát" nem lehet meghatározni... azaz egy számmal nem lehet jellemezni... nemhogy összehasonlítani különböző (erősségű - sbességű) rendszereket... ahogy T45 szokta...
De a T45-ös "egységugratási" tesz csak akkor fut le egy gyári pozíció szervón ha kikapcsoljuk (azaz nagyra állítjuk) a hiba lehetőséget... (ez oké ugye?)
Illetve (ugyanaz) szerelnénk a Gecko-ba még hibatárolót... a teszt szépségéért :)
Ha egy gyári pozíció szervónál az az érték alapban 3 hibajel (default) akkor a Gecko egy hibajeltároló temető a 128 bit-jével :) Nagyon sok :)...
Jó tudjuk G0 és egyebek... más a megoldás... talán lehetne ez irányba fejleszteni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 22:42
Írta: bmejdz9nu Dátum 2009 november 24, 22:42
Olvasd vissza ezt a topikot... és ne nézd a nagy gyártókat (fél)hülének... és kész...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 24, 22:44
Írta: svejk Dátum 2009 november 24, 22:44
Gyanítom hogy az a default 3 step nem step-dir-es rendszerre vonatkozik..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 22:48
Írta: bmejdz9nu Dátum 2009 november 24, 22:48
Teszt? Hangolás vagy mérés? Vagy talán egy látványosság? Egy illúzió keltés? :)
Olyan nincs, hogy nem éri el... el kell érnie - ez az alap... ha elérte fordulhat a motor... megtette a dolgát! Elérte a célját azaz a célpozíciót!
Vagy mit várunk egy szervótól? vagy bármilyen hajtástól? A pozíció minél pontosabb elérését...
Egy léptető motor nem tudja megtenni, hogy nem éri el... mert lépést veszt...
Sajnos... a step/dir hajtásnak ez az alapja... a léptetőmotor... anno ehhez találták ki :)
Olyan nincs, hogy nem éri el... el kell érnie - ez az alap... ha elérte fordulhat a motor... megtette a dolgát! Elérte a célját azaz a célpozíciót!
Vagy mit várunk egy szervótól? vagy bármilyen hajtástól? A pozíció minél pontosabb elérését...
Egy léptető motor nem tudja megtenni, hogy nem éri el... mert lépést veszt...
Sajnos... a step/dir hajtásnak ez az alapja... a léptetőmotor... anno ehhez találták ki :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 22:51
Írta: HJózsi Dátum 2009 november 24, 22:51
Vigyázz, a G-kódokkal történő hangolás esetén már a Mach gyorsítási - lassítási rámpáival teszteled a rendszert (amit a motortuningban beállítottál), vagyis nem egységugrás szerint! ... Persze ez is része a hangolási fázisnak! ...
A mach3-ban van egy Servotest funkció (Diagnosztika ablak az eredeti screen-en ) ami a motortuning gyorsítási paramétereit figyelmenkívül hagyva, egységugrás szerint ad ki vizsgálójelet, aminek meg lehet adni : Hz-ben a léptetési frekvenciát és second-ban az irányváltás periódusát... Kis számolgatással meg lehet határozni ezt a két értéket a T45-féle egységugrás teszthez ... mert annál ugye azonos út befutása a feladat, egyre növekvő léptetési és irányváltási frekvenciával, ez utóbbi jellemzőt használja T45 a következtetések levonásárra ...
A mach3-ban van egy Servotest funkció (Diagnosztika ablak az eredeti screen-en ) ami a motortuning gyorsítási paramétereit figyelmenkívül hagyva, egységugrás szerint ad ki vizsgálójelet, aminek meg lehet adni : Hz-ben a léptetési frekvenciát és second-ban az irányváltás periódusát... Kis számolgatással meg lehet határozni ezt a két értéket a T45-féle egységugrás teszthez ... mert annál ugye azonos út befutása a feladat, egyre növekvő léptetési és irányváltási frekvenciával, ez utóbbi jellemzőt használja T45 a következtetések levonásárra ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 22:51
Írta: bmejdz9nu Dátum 2009 november 24, 22:51
Holnapra megnézem... most, hogy step vagy encoder jel azt per/pill. nem tudom... de 3 a default...
Egyébként én is nagyon kicsinek találom... ennyire szigorú? Az alapbeállítás? Nézd meg te is...
Egyébként én is nagyon kicsinek találom... ennyire szigorú? Az alapbeállítás? Nézd meg te is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 22:57
Írta: bmejdz9nu Dátum 2009 november 24, 22:57
Hasonló mint egy gyári....
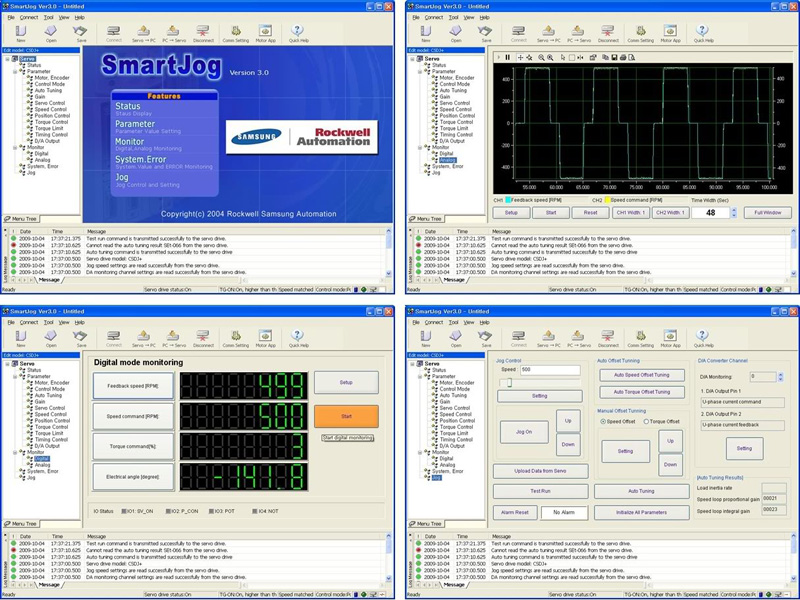
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 22:57
Írta: s7manbs8 Dátum 2009 november 24, 22:57
Ja, hogy T45 fórumtársak van egy saját vizsgálati rendszere ? Ezt nem is tudtam.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 22:58
Írta: s7manbs8 Dátum 2009 november 24, 22:58
Ez milyen nevű program ? A képből nem látom.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 24, 22:59
Írta: x4rhew5r3 Dátum 2009 november 24, 22:59
Tibor mérését azért hagyjuk, mert ahhoz tényleg több elmélet kellene. Én nem ismerem, de sejtem miről lehet szó. A határfrekvencia is minősíti a rendszert, de itt most nem arról beszélünk. Erősítőknél is megadják a felső frekvencia határt, ami jellemzi ugyan, de nem mond meg mindent. Attól még iszonyatosan torzíthat, és basszus meg nincs benne.
Honnan veszed azt a default 3 hibajelet? Mégegyszer mondom, a hibaregiszter méretének semmi köze a dinamika vizsgálatához. Legfeljebb megakadályoz abban, hogy nagyjelű (nagyobb és gyorsabb mozgások) vizsgálatokat végezhessünk.
Most nem a statikus pontosságot vizsgáljuk elsősorban, hanem hogy a sebesség változások milyen hibákat okoznak. Ha te ezt mókának tartod, akkor még várjunk vele, majd talán jövőre[#crazya]
Honnan veszed azt a default 3 hibajelet? Mégegyszer mondom, a hibaregiszter méretének semmi köze a dinamika vizsgálatához. Legfeljebb megakadályoz abban, hogy nagyjelű (nagyobb és gyorsabb mozgások) vizsgálatokat végezhessünk.
Most nem a statikus pontosságot vizsgáljuk elsősorban, hanem hogy a sebesség változások milyen hibákat okoznak. Ha te ezt mókának tartod, akkor még várjunk vele, majd talán jövőre[#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 22:59
Írta: s7manbs8 Dátum 2009 november 24, 22:59
Ja mégis, SmartJog, nem láttam a fától az erdőt.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 23:02
Írta: s7manbs8 Dátum 2009 november 24, 23:02
Szerintem onnantól móka, mikor sikerült beállítani egy SMD beültető szervó rendszerét úgy, hogy óránként be tudjon ültetni 10000 alkatrészt, addig meg kemény meló.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 23:03
Írta: bmejdz9nu Dátum 2009 november 24, 23:03
Majd eladja a találmányát pl. a Yaskawa-nak... :)
Csak majd hajtás rendszer mérésre azt kell "eladnia" hogy a "mérés" elve a "cél(pozició) el nem érése"... :)
Mégegyszer... léptetőknék ez oké... azok nem tudják azt, hogy nem érik el a célpozíciót = lépést vesztenek...
Csak majd hajtás rendszer mérésre azt kell "eladnia" hogy a "mérés" elve a "cél(pozició) el nem érése"... :)
Mégegyszer... léptetőknék ez oké... azok nem tudják azt, hogy nem érik el a célpozíciót = lépést vesztenek...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 23:03
Írta: bmejdz9nu Dátum 2009 november 24, 23:03
Smartlog
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 23:06
Írta: bmejdz9nu Dátum 2009 november 24, 23:06
"azt keressük amikor már nem tudja végrehajtani é ezt minden moci"...
Alakulunk... ugye fizikális, mechanikai mozgásra gondolsz?
Egyébként ne is mond... elfogyott a jó borom... valami nem is tudom mit iszogatok :)
Alakulunk... ugye fizikális, mechanikai mozgásra gondolsz?
Egyébként ne is mond... elfogyott a jó borom... valami nem is tudom mit iszogatok :)
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2009 november 24, 23:08
Írta: hyuekyh7a Dátum 2009 november 24, 23:08
Ez egy idézet azt hiszem tudjátok miből akkor mire is kell a nagy hibatároló? " Az a legjobb gyorsulás beállítás, ahol még képes a Vezérlő 0 környékén (max. ±3 Step) tartani a hibát fékezés és gyorsítások alatt is! Ha ezt megtaláltuk, akkor erre a gyorsulásra képes a rendszerünk! Gyorsjáratban megengedet a rövid (impulzusszerű) hibajel akár 50 Step-es értékkel is! Amennyiben a hibát az I-tag még képes kikompenzálni a lineáris szakaszban, használható ez a gyorsulás is (csak gyorsjáratban)! Általában a hibaszint beállítható ± 3 Step közötti értékre!"
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 23:08
Írta: bmejdz9nu Dátum 2009 november 24, 23:08
A Gecko Corp. is "látott" már gyári pozíció szervót... mielőtt megcsinálta a vezérlőjét...
Kompromisszum az egész élet... de a célt, ha másként is... tudták.
Kompromisszum az egész élet... de a célt, ha másként is... tudták.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 23:09
Írta: HJózsi Dátum 2009 november 24, 23:09
Adott szakaszt kell oda vissza bejárni, pl 180 fokot fordulni a motor tengelyének és ezt egyre gyorsabban ... Tibor45 az irányváltás frekvenciáját használja jellemzőnek, és ha ez 15 fölött van, akkor onnantól kezdődnek a valamirevaló rendszerek ... 20-25Hz a jó kategória... Egyszerű és látványos, mert szemmel észre lehet venni amikor már nem teljesül, és már meg is van a határfreki ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 23:09
Írta: bmejdz9nu Dátum 2009 november 24, 23:09
Na jó elmegyek aludni... nem szekállak benneteket...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 24, 23:11
Írta: x4rhew5r3 Dátum 2009 november 24, 23:11
Nem tudsz, én élvezem[#pias]
jó éjt.
jó éjt.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 23:11
Írta: HJózsi Dátum 2009 november 24, 23:11
Most én is valami csopaki házi vöröset ... [#wink][#pias] de ezzel nem szeretnék egységugrasztani ... [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 23:12
Írta: HJózsi Dátum 2009 november 24, 23:12
Hz
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 23:12
Írta: s7manbs8 Dátum 2009 november 24, 23:12
Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 23:14
Írta: bmejdz9nu Dátum 2009 november 24, 23:14
Oké... egyetértés részemről...
De majd meglátod, hogy ez milyen jópofa lesz ennek a kimenetele...
Azaz nem összekeverni a hibatárolót a pozíció hiba megengedésével...
Mivel nem tudja a vezérlő mikor van G0... mikor lehet - mikor nem... ez nem egyszerű...
Mikor mit "engedhet" meg magának... mekkora hibajelet...
De majd meglátod, hogy ez milyen jópofa lesz ennek a kimenetele...
Azaz nem összekeverni a hibatárolót a pozíció hiba megengedésével...
Mivel nem tudja a vezérlő mikor van G0... mikor lehet - mikor nem... ez nem egyszerű...
Mikor mit "engedhet" meg magának... mekkora hibajelet...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 23:14
Írta: HJózsi Dátum 2009 november 24, 23:14
Ez olyan alapmérés, mint az erősítők frekiátvitelének kimérése ... azt meg vágod hogy micsoda ...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 23:16
Írta: s7manbs8 Dátum 2009 november 24, 23:16
Ez milyen vezérlőben van így ? Valami márka ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 23:17
Írta: bmejdz9nu Dátum 2009 november 24, 23:17
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 24, 23:18
Írta: bmejdz9nu Dátum 2009 november 24, 23:18
A Csabai Dániel úrnál tettem le a mestervizsgát :)... de akkoriban még hangtechnikus voltam a MobyDick-nél... :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 23:18
Írta: s7manbs8 Dátum 2009 november 24, 23:18
Hát ez pont a dinamikáját be is mutatja szépen.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 23:20
Írta: s7manbs8 Dátum 2009 november 24, 23:20
Abba Geckóba, vagy mibe nem lehet belenyúlni, valami érzékelő vezetékét bekötöd, mintha, mindig 0 lenne a hiba jel, akkor nem lövi le magát gondolom. Vagy nem udom az milyen analóg, vagy digitálisan dolgozik.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 23:25
Írta: HJózsi Dátum 2009 november 24, 23:25
Ebben a topikbn többször beszéltünk róla, persze nem egyszerű (még) megtalálni, 9111 hozzászólás ... de a módszer pofon egyszerű, látványos és objektív... a lényegét a 9104-ben próbáltam ismét leírni... életben látva azonnal leesik a tantusz ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 23:27
Írta: HJózsi Dátum 2009 november 24, 23:27
BINGÓ! [#eljen][#eljen][#eljen] Ma Te nyertél! [#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 23:30
Írta: s7manbs8 Dátum 2009 november 24, 23:30
Hol a nyeremény? Elfogadok egy 100W-os Yaskawa szervót vezérlővel együtt, vagy kisebb is jó lenne, áttétellel. Köszönöm szépen.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 24, 23:31
Írta: s7manbs8 Dátum 2009 november 24, 23:31
[#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 23:33
Írta: HJózsi Dátum 2009 november 24, 23:33
Péternek volt is még a minap ... [#buck] és az hozta volna a 20 Hz-t jó illesztéssel ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 23:38
Írta: HJózsi Dátum 2009 november 24, 23:38
Fel kellene kérjük Tibor45-öt, hogy a következő talin tartson egységugrás teszt bemutatót, különböző DC és AC szervómocikkal, esetleg ha van valakinek meterja amit felajánlana a bemuttatóra, az összehasonlítás kedvéért az jó lene... Az AC motorok szenzációsak ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 24, 23:39
Írta: HJózsi Dátum 2009 november 24, 23:39
motorja ... (editálni sem lehet - még - utólag ) ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 25, 07:48
Írta: 000000000 Dátum 2009 november 25, 07:48
Csak, hogy én is hozzászóljak:
Tapasztalatain szerint az egységugrásra "hangolt" PID nem ideális a rámpás gyorsításokhoz! Itt az I-tag értéke a kritikus (persze a többi sem mellékes). Ha a durva egységugrásra "optimalizáljuk" a beállítást, az laza rámpáskövetési minőséget eredményez, mert ha feszesre állítjuk az I-t, akkor az az egységugrások alkalmával durva belengést (oszcillációt) fog eredményezni.
Ha rámpára hangoljuk, akkor jóval több I-t elvisel a rendszer és sokkal feszesebb pályakövetés hangolható. Ekkor a vész-stop tesztet (vagy a Quantum Stressz gombját) kell határvizsgálatnak alávetni, mert ha túl sok az I, akkor nem csillapodó oszcilláció következik be ilyen lökésre. Itt jön a kompromisszum, legyen feszes pályakövetés, de egy vész-stop vagy egységugrásra ne oszcilláljon be!
Tehát nem lehet csak egyik, vagy csak a másik "módszerrel" PID-et behangolni. Mindkettőt vizsgálni szükséges.
Tapasztalatain szerint az egységugrásra "hangolt" PID nem ideális a rámpás gyorsításokhoz! Itt az I-tag értéke a kritikus (persze a többi sem mellékes). Ha a durva egységugrásra "optimalizáljuk" a beállítást, az laza rámpáskövetési minőséget eredményez, mert ha feszesre állítjuk az I-t, akkor az az egységugrások alkalmával durva belengést (oszcillációt) fog eredményezni.
Ha rámpára hangoljuk, akkor jóval több I-t elvisel a rendszer és sokkal feszesebb pályakövetés hangolható. Ekkor a vész-stop tesztet (vagy a Quantum Stressz gombját) kell határvizsgálatnak alávetni, mert ha túl sok az I, akkor nem csillapodó oszcilláció következik be ilyen lökésre. Itt jön a kompromisszum, legyen feszes pályakövetés, de egy vész-stop vagy egységugrásra ne oszcilláljon be!
Tehát nem lehet csak egyik, vagy csak a másik "módszerrel" PID-et behangolni. Mindkettőt vizsgálni szükséges.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 25, 07:52
Írta: svejk Dátum 2009 november 25, 07:52
Azért a szemrevételezést nem gondolnám mérésnek..
Annak idején is kételyegve fogadtam, azóta be is bizonyosodott hogy sajnos a szem(legalább is az enyém) sokat csal.
Ha már mérünk mérjünk korrekten, legyen az akár szkóp, vagy elfogadott szoftver.
Én annak idején meg szerettem volna venni-majd közzétenni Tibor45 tesztjét, de nem adta.
Azóta a Quantum chip alapút használom, szerintem korrekten működik.
Annak idején is kételyegve fogadtam, azóta be is bizonyosodott hogy sajnos a szem(legalább is az enyém) sokat csal.
Ha már mérünk mérjünk korrekten, legyen az akár szkóp, vagy elfogadott szoftver.
Én annak idején meg szerettem volna venni-majd közzétenni Tibor45 tesztjét, de nem adta.
Azóta a Quantum chip alapút használom, szerintem korrekten működik.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 25, 07:55
Írta: svejk Dátum 2009 november 25, 07:55
Azt tegyük hozzá hogy az egyszerű, hobby berkekben használatosak működnek így.
A gyári vezérlők 4-5 vagy több vissza, sőt előrecsatolást is használnak.
A gyári vezérlők 4-5 vagy több vissza, sőt előrecsatolást is használnak.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 25, 07:56
Írta: 000000000 Dátum 2009 november 25, 07:56
Persze, de hisz a helyén is tárgyaljuk! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 25, 07:57
Írta: 000000000 Dátum 2009 november 25, 07:57
A másik dolog, hogy igenis határozott különbség van a megmunkálási és az átpozicionálási sebesség között (legalább is illene egy jó CNC esetén), így a pályakövetés lehet lazább (nagyobb hibajellel) követhető gyors mozgások alkalmával. Megmunkálás alatt a sokkal lassabb sebesség miatt feszesebb lesz a rendszer. Az már lehet vita tárgya, hogy az átpozicionálás alkalmával mennyi idő alatt áll be a 0 környéki követés, mert a megmunkálás megkezdésének időpontjában (lelassulva) már pozícióban kell lennie a szerszámnak. A hiba mértéke egész addig nem érdekes, míg nem megmunkálási fázis kezdődik!
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 25, 09:14
Írta: x4rhew5r3 Dátum 2009 november 25, 09:14
Az egyszerű PID esetén nincs más eszköz a pályatartásra mint P és az I tag. Ha van(nak) előrecsatolás(ok), akkor az I tag betöltheti eredeti funkcióját, azaz egy pólus elhelyezését a stabilitás érdekében.
Ha csak I tag van és az nagy, akkor nagyobb sebességeken előfordulhat a túlfutás, majd a lassúbb beállás. Nagyobb rámpa esetén az integrátornak van ideje "kisülni" a lassító szakaszban.
Ha csak I tag van és az nagy, akkor nagyobb sebességeken előfordulhat a túlfutás, majd a lassúbb beállás. Nagyobb rámpa esetén az integrátornak van ideje "kisülni" a lassító szakaszban.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 25, 09:35
Írta: bmejdz9nu Dátum 2009 november 25, 09:35
Először pontosan definiálni kellene... a T45 féle "rezegtetős - ugratásos" tesztet... hogy mindenki megértse... átlássa... miről is van szó...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 25, 09:38
Írta: bmejdz9nu Dátum 2009 november 25, 09:38
Pontosan ahogy írod... csak "egységugrásra*" nem lehet behangolni tökéletesen egy vezérlőt... csak kezdésnek ok.
*ide-oda gyors mozgás = nem üzemszerű, gyakorlatias mozgásra...
*ide-oda gyors mozgás = nem üzemszerű, gyakorlatias mozgásra...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 25, 09:41
Írta: bmejdz9nu Dátum 2009 november 25, 09:41
Hát ezaz ...pont erről van szó... hogy hasracsapással és egy Hz érteket megmondani... ? :) Nagyon szubjektív...
Főleg ahhoz kellene nagyon gyors szem, hogy valóban mennyire közelíti meg a célpozíciót... :)
Mérőórázni sem lehet... mert a mérőóra is lassú ehhez...
Tehát a Quantum mérés jobb azaz tökéletes :)
Főleg ahhoz kellene nagyon gyors szem, hogy valóban mennyire közelíti meg a célpozíciót... :)
Mérőórázni sem lehet... mert a mérőóra is lassú ehhez...
Tehát a Quantum mérés jobb azaz tökéletes :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 25, 09:47
Írta: bmejdz9nu Dátum 2009 november 25, 09:47
#9110-ben ezt írtam...
"De majd meglátod, hogy ez milyen jópofa lesz ennek a kimenetele...
Azaz nem összekeverni a hibatárolót a pozíció hiba megengedésével...
Mivel nem tudja a vezérlő mikor van G0... mikor lehet - mikor nem... ez nem egyszerű...
Mikor mit "engedhet" meg magának... mekkora hibajelet... "
El fogunk oda jutni... hogy legyen/lehet nagyobb a hibatároló ...
DE!!! akkor figyeljük és tiltsuk a vezérlőt ha nem ér el a célpozícióba - egy előre meghatározott határon belül!
(azaz ha forg. iránytvált a motor és még nem érte el...)
Gondolom érted mire gondolok... talán ez megvalósítható..."házilag" is...
"De majd meglátod, hogy ez milyen jópofa lesz ennek a kimenetele...
Azaz nem összekeverni a hibatárolót a pozíció hiba megengedésével...
Mivel nem tudja a vezérlő mikor van G0... mikor lehet - mikor nem... ez nem egyszerű...
Mikor mit "engedhet" meg magának... mekkora hibajelet... "
El fogunk oda jutni... hogy legyen/lehet nagyobb a hibatároló ...
DE!!! akkor figyeljük és tiltsuk a vezérlőt ha nem ér el a célpozícióba - egy előre meghatározott határon belül!
(azaz ha forg. iránytvált a motor és még nem érte el...)
Gondolom érted mire gondolok... talán ez megvalósítható..."házilag" is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 25, 10:02
Írta: 000000000 Dátum 2009 november 25, 10:02
Én el tudok képzelni egy olyan lehetőséget, hog a vezérlő méri az aktuális Step frekit (sebességet) és egy táblázatból különböző szintekhez, különböző letiltási, P, I, D beállítási értékekkel számol. Így a sebesség függvényében változó PID és limit határokkal dolgozhat. De egy átlag felhasználó egy ilyennek a behangolásától hanyat dobja magát! Itt előjön az amit te mindig szeretsz emlegetni (legyen rajta két poti + egy LED)! :))
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 25, 10:41
Írta: HJózsi Dátum 2009 november 25, 10:41
Jól is gondolod! :) Ez nem mérés, hanem egy teszt, műszerek sem kellenek hozzá, amit biztosan tudsz, az a gerjesztőjel és amit észre fogsz venni szemmel az egy változás a pályabejárásban... ezt pedig észre lehet venni és néhány próbálkozással még pontosítani is tudod... Tehát nem kell műszer!
Ebből pl. azonnal megtudod, mi az a step freki ami fölé nem érdemes vinni a rendszeredet, mert nem tudja lekövetni a pályát gyors irányváltásnál ... Ennél persze többre is lehet következtetni, rendszer időállandó és még Tibor45 tudja hogy mire ... :) ezért cikizése helyett inkább fel kellene kérni, hogy avasson bele a titkokba... :D
Ha veszed a gyújtásbeállítást az autónál, ma
műszerekel végzik, régen stroboszkóp esetleg üveg gyertya, hogy bunzenkékre állítsd az égés színét ... az utóbbival is be lehetett húzni jóra a motort ...
Ebből pl. azonnal megtudod, mi az a step freki ami fölé nem érdemes vinni a rendszeredet, mert nem tudja lekövetni a pályát gyors irányváltásnál ... Ennél persze többre is lehet következtetni, rendszer időállandó és még Tibor45 tudja hogy mire ... :) ezért cikizése helyett inkább fel kellene kérni, hogy avasson bele a titkokba... :D
Ha veszed a gyújtásbeállítást az autónál, ma
műszerekel végzik, régen stroboszkóp esetleg üveg gyertya, hogy bunzenkékre állítsd az égés színét ... az utóbbival is be lehetett húzni jóra a motort ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 25, 11:07
Írta: bmejdz9nu Dátum 2009 november 25, 11:07
Nem. nem erre gondolok...
Hanem egy programozható, megadható értékkel:
"A célpoziciót el nem érő" lehetőségre...+ hibajelzésre, letiltásra.
Hanem egy programozható, megadható értékkel:
"A célpoziciót el nem érő" lehetőségre...+ hibajelzésre, letiltásra.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 25, 11:18
Írta: 000000000 Dátum 2009 november 25, 11:18
Hát ehhez a vezérlő szoftvernek az aktív közreműködése kénem, mert ugye a Step/Dir jelekből előre bármit is megállapítani???!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 25, 13:18
Írta: bmejdz9nu Dátum 2009 november 25, 13:18
"Ez nem mérés... műszerek sem kellenek hozzá... észre fogsz venni szemmel az egy változás...mert nem tudja lekövetni a pályát... persze többre is lehet következtetni...
... fel kellene kérni, hogy avasson bele a titkokba..." (T45)
Szem mértékes meghatározás... végül is? :) Hobbyzunk nem?
Az én szemem persze csak centi pontos... de ez az én bajom...:)
Alakulunk... [#wave]
... fel kellene kérni, hogy avasson bele a titkokba..." (T45)
Szem mértékes meghatározás... végül is? :) Hobbyzunk nem?
Az én szemem persze csak centi pontos... de ez az én bajom...:)
Alakulunk... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 25, 13:25
Írta: bmejdz9nu Dátum 2009 november 25, 13:25
Nem. Azaz nem hiszem... nem kell a szoftvernek többet tudnia..
Régebben "Pszhobylly" írta hogy AC pozíció szervók mennyi mindentől tudnak leoldani...
Valóban... sok-sok paraméter állítható... és azok is csak step/dirt kapnak :) (vagy CW/CCW vagy fázistolt AB encoder jelet tudnak)
Azt kellene figyelni, hogy a "kiadott" step jelek és a fogadott encoder jelek között hány lépéssel fordul a motor (ez egy hibajel) azaz "idő előtt" megjön a dir jel...
Tehát hány step jelet (lépést) nem tudott megtenni a parancsolt célpozícióig a rendszer... nevezetesen itt pl. "egységugratásnál" irányváltásig...
Régebben "Pszhobylly" írta hogy AC pozíció szervók mennyi mindentől tudnak leoldani...
Valóban... sok-sok paraméter állítható... és azok is csak step/dirt kapnak :) (vagy CW/CCW vagy fázistolt AB encoder jelet tudnak)
Azt kellene figyelni, hogy a "kiadott" step jelek és a fogadott encoder jelek között hány lépéssel fordul a motor (ez egy hibajel) azaz "idő előtt" megjön a dir jel...
Tehát hány step jelet (lépést) nem tudott megtenni a parancsolt célpozícióig a rendszer... nevezetesen itt pl. "egységugratásnál" irányváltásig...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 25, 13:35
Írta: 000000000 Dátum 2009 november 25, 13:35
Lehet, hogy én nem értem, de egy Step/Dir jelsorozatból honnét tudjuk előre a "célpozíciót"? Amit te mondasz, azt a PID most is csinálja (ez a dolga).
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 25, 13:38
Írta: HJózsi Dátum 2009 november 25, 13:38
Ne csak félig figyelj! A gerjesztőjelet ismered !!! ... Az pedig a tesztnél gyönyörűen látszik mit csinál 15 Hz-en és mit 20 Hz-en és hogy van-e különbség... Ha látnád élőben, kevésbé kételkednél.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 25, 13:43
Írta: HJózsi Dátum 2009 november 25, 13:43
A szemeddel nem mérni kell, csak észrevenni változást ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 25, 14:48
Írta: bmejdz9nu Dátum 2009 november 25, 14:48
Mondjuk: :)
Bemegy 1000db stepjel a vezérlőbe aztán a dir vált aztán megint 1000db step jel... (egységugrál :)
Az encodertől szintén 1000db jelet várunk vissza...:) de ha csak 995db jött a Dir váltáságig akkor a célpozíciót 5 step jelnyire tudta csak megközelíteni... azaz nem ment el a valóságban a megadott 1000 lépésnyire... azaz mechanikusan, fizikálisan nem tette meg azt amire parancsoltuk :)
Azaz a "történet" csak az elektronikában volt meg... azaz a tárolóban...
Bemegy 1000db stepjel a vezérlőbe aztán a dir vált aztán megint 1000db step jel... (egységugrál :)
Az encodertől szintén 1000db jelet várunk vissza...:) de ha csak 995db jött a Dir váltáságig akkor a célpozíciót 5 step jelnyire tudta csak megközelíteni... azaz nem ment el a valóságban a megadott 1000 lépésnyire... azaz mechanikusan, fizikálisan nem tette meg azt amire parancsoltuk :)
Azaz a "történet" csak az elektronikában volt meg... azaz a tárolóban...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 25, 14:52
Írta: bmejdz9nu Dátum 2009 november 25, 14:52
Neked is jó szemed van...:) De T45-nek... már mikron pontos 1 méterről :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 25, 16:57
Írta: Szalai György Dátum 2009 november 25, 16:57
Nagyon sajnos, hogy a jelenlegi step/dir rendszerben a motorvezérlőnek fogalma sem lehet arról, hogy éppen megmunkálás folyik-e, vagy levegőszántás.
Egyszer tettem már egy bátortalan észrevételt rá, hogy szerintem hasznos lenne, ha a motorvezérlő a step jel periódus idejét mérve (két step közt eltelt idő) legalább egy definiált érték alatti és feletti érték között különbséget tehetne. Ez két külön beállítható teljes garnitúra PID paramétert, és egy állítható átkapcsolási értéket jelentene. Mindkét step jel tartományra külön-külön hangolva a rendszert, (ugyan úgy mint eddig, csak kétszer) már különbséget tehetne a vezérlő a megmunkálás és az üres pozícióváltás között.
Egy ilyen, két állapotú rendszer hangolása, hobbyista módra is követhető volna, mert csak abban tér el a jelenlegitől, hogy kétszer kell beállítani, de a megszokott módon.
A dinamikus PID-et használó vezérlő esetén már inkább az öntanuló hangolás jöhetne szóba.
Megcsinálni, azt persze nem tudnám.
Egyszer tettem már egy bátortalan észrevételt rá, hogy szerintem hasznos lenne, ha a motorvezérlő a step jel periódus idejét mérve (két step közt eltelt idő) legalább egy definiált érték alatti és feletti érték között különbséget tehetne. Ez két külön beállítható teljes garnitúra PID paramétert, és egy állítható átkapcsolási értéket jelentene. Mindkét step jel tartományra külön-külön hangolva a rendszert, (ugyan úgy mint eddig, csak kétszer) már különbséget tehetne a vezérlő a megmunkálás és az üres pozícióváltás között.
Egy ilyen, két állapotú rendszer hangolása, hobbyista módra is követhető volna, mert csak abban tér el a jelenlegitől, hogy kétszer kell beállítani, de a megszokott módon.
A dinamikus PID-et használó vezérlő esetén már inkább az öntanuló hangolás jöhetne szóba.
Megcsinálni, azt persze nem tudnám.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 25, 17:01
Írta: Szalai György Dátum 2009 november 25, 17:01
Előrecsatolás!
Erről szívesen hallanék, olvasnék még. Mert jelenleg elképzelni sem tudom, hogy mi ez. Pláne, hogy hogyan működik. Lökj meg légy szíves valamilyen irányba.
Erről szívesen hallanék, olvasnék még. Mert jelenleg elképzelni sem tudom, hogy mi ez. Pláne, hogy hogyan működik. Lökj meg légy szíves valamilyen irányba.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 25, 17:22
Írta: Szalai György Dátum 2009 november 25, 17:22
Dinamikusabb rendszernél, ami nagyobb frekvenciáján is képes kis hibával követni az egységugrasztást, nehéz lehet figyelemmel követni a szélső állásokat, mert a szem már minden pozíciót összemos. Ezen segíthet a végállások szelektív világítása. A dir jel szintváltására triggerelt stroboszkóp. Ebben a frekvencia tartományban, nagy fényerejű LED-del (akár kettővel) megépíteni nem nehéz. Azonnal szemmel követhetővé válik az irányváltások pillanata. Már csak egy szögskálát kell mögé tenni és mérhető is. Ez így már műszer. Összehasonlításra alkalmas, korrekt mérést tesz lehetővé. Megmérhetővé teszi, hogy ez vagy az a rendszer, etalon dir frekvenciát, mekkora szögeltéréssel képes lekövetni.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 25, 17:33
Írta: s7manbs8 Dátum 2009 november 25, 17:33
Szerintem az valami olyasmi lehet, hogy a z ismert infók alapján, már előre módosított paraméterek is bejátszanak a rendszerbe.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 25, 17:38
Írta: s7manbs8 Dátum 2009 november 25, 17:38
Nem is tudom talán tegnap ahogy nézegettem én is a témát találtam pár leírást, komplett elméleti , szabályzás elméleti doksikat, néhányat le is mentettem.
Feedback Control Theory
John Doyle, Bruce Francis, Allen Tannenbaum
c Macmillan Publishing Co., 1990
pl. egy ilyet. Ha rákerestek "pdf"-ben.
Feedback Control Theory
John Doyle, Bruce Francis, Allen Tannenbaum
c Macmillan Publishing Co., 1990
pl. egy ilyet. Ha rákerestek "pdf"-ben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 25, 17:42
Írta: 000000000 Dátum 2009 november 25, 17:42
Tehát a valóság: egy 200 lépéses 2 fázisú stepmotor
+-3.6 fok konstrukcióba öntött "hibatárolóval" rendelkezik.
Ettől tud működni. Az 1 step mint, elemi egységugrásra adott
pozíció hiba válasza pedig a következő:
Ez magáért beszél, hogy egy szerencsétlen léptecs is mennyire
marad le, és micsoda jelentősége van az eredő időállandónak,
és az idevonatkozó alap hajtástechnikai méretezéseknek.
+-3.6 fok konstrukcióba öntött "hibatárolóval" rendelkezik.
Ettől tud működni. Az 1 step mint, elemi egységugrásra adott
pozíció hiba válasza pedig a következő:
Ez magáért beszél, hogy egy szerencsétlen léptecs is mennyire
marad le, és micsoda jelentősége van az eredő időállandónak,
és az idevonatkozó alap hajtástechnikai méretezéseknek.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 25, 17:53
Írta: s7manbs8 Dátum 2009 november 25, 17:53
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 25, 18:02
Írta: s7manbs8 Dátum 2009 november 25, 18:02
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 25, 18:10
Írta: bmejdz9nu Dátum 2009 november 25, 18:10
Ok. A léptetőmotorban is van "hibatároló"... de ugye kisebb mint egy Gecko-ban (G320)?
Gecko 128bit... Léptecs:______ (írbe az üres mezőbe :)
Hogy tudjunk kalkulálni a célpozíció el nem érésének a lehetőségével...
Gecko 128bit... Léptecs:______ (írbe az üres mezőbe :)
Hogy tudjunk kalkulálni a célpozíció el nem érésének a lehetőségével...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 25, 18:24
Írta: Szalai György Dátum 2009 november 25, 18:24
Köszi, belenéztem. (Mint egy varázsgömb.)
Sajnos, nem tudom értelmezni, hiányoznak az elmélet elméleti alapjai.
Egy másik fej kéne hozzá. Tele van számomra ismeretlen fogalmakkal.
Sajnos, nem tudom értelmezni, hiányoznak az elmélet elméleti alapjai.
Egy másik fej kéne hozzá. Tele van számomra ismeretlen fogalmakkal.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 25, 18:29
Írta: s7manbs8 Dátum 2009 november 25, 18:29
Közben nézelődtem az ftp helyen, ott találtam pár könyvtárban letölthető szimulációs programokat, úgy nézem, érdemes végig nézni, lehet van köztük olyan, ami használható számunkra, PID hangolásra is. Az egyikben van szabályozás elméleti anyag, ahol vagy 4 féle módszert áttekintés szintjén bemutat.
Nekünk egy egyszerűsített leírás kellene, ahol nem ennyire általánosan és ilyen magas szinten van meg az anyag, mert ettől csak elszédülni lehet elsőre, meg nincs is rá szükségünk. Az egyetemen se egy előadás alatt mennek ezek le, meg utánna ki is megy a kis buksijukból a nagy része nekik is, csak a vizsga legyen meg.
Nekünk egy egyszerűsített leírás kellene, ahol nem ennyire általánosan és ilyen magas szinten van meg az anyag, mert ettől csak elszédülni lehet elsőre, meg nincs is rá szükségünk. Az egyetemen se egy előadás alatt mennek ezek le, meg utánna ki is megy a kis buksijukból a nagy része nekik is, csak a vizsga legyen meg.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 25, 18:32
Írta: s7manbs8 Dátum 2009 november 25, 18:32
Találtam egy oldalt, ahol le lehet tölteni motor méretezési szoftvert, ami talán letölthető simán, érdemes talán megnézni, hajtásokhoz gépösszeállításokhoz.
Sizing and Selection Tools
Sizing and Selection Tools
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 25, 19:03
Írta: 000000000 Dátum 2009 november 25, 19:03
Szia!
Bocsi, de egyet értek Szalai Gyurival.
Ilyen egyetemi szintű, magas matematikájú
oldalakat ne hozzál ide. Én imádom ezeket,
annak idején megtanultam őket, mert sokszor
kell ilyennekkel is dolgoznom egy
komolyabb méretezéskor. De ezek nem Hobby
dolgok már, és valljuk meg őszintén Te is bajba
kerülnél, ha most éppen ebből kellene
levizsgáznod (én is, mert ennek elsősorban
gyakorlati matematikáját használom).
Itt elemi problémákat nem értenek egyesek.
Lassan egy hete kértem azt pl. mire elég 10W
hasznos teljesítmény egy szervohajtásnál (#8994).
Lórossz érdeklődés volt, ilyen elemi dolgokkal
nincsenek sokan tisztában. Akkor meg a p.csáról
beszélünk itt? A linkjeid és a Hobby valóság
között Ég és a Föld a távolság.
Teljesen fölöslges ilyen csoda dolgokat ide
linkelned. Inkább építsél már Te is egy
alapszervót a gyakorlatban!:)
Bocsi, de egyet értek Szalai Gyurival.
Ilyen egyetemi szintű, magas matematikájú
oldalakat ne hozzál ide. Én imádom ezeket,
annak idején megtanultam őket, mert sokszor
kell ilyennekkel is dolgoznom egy
komolyabb méretezéskor. De ezek nem Hobby
dolgok már, és valljuk meg őszintén Te is bajba
kerülnél, ha most éppen ebből kellene
levizsgáznod (én is, mert ennek elsősorban
gyakorlati matematikáját használom).
Itt elemi problémákat nem értenek egyesek.
Lassan egy hete kértem azt pl. mire elég 10W
hasznos teljesítmény egy szervohajtásnál (#8994).
Lórossz érdeklődés volt, ilyen elemi dolgokkal
nincsenek sokan tisztában. Akkor meg a p.csáról
beszélünk itt? A linkjeid és a Hobby valóság
között Ég és a Föld a távolság.
Teljesen fölöslges ilyen csoda dolgokat ide
linkelned. Inkább építsél már Te is egy
alapszervót a gyakorlatban!:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 25, 19:28
Írta: s7manbs8 Dátum 2009 november 25, 19:28
"Inkább építsél már Te is egy
alapszervót a gyakorlatban!"
Ez már megtörtént.
A linkeket, csak betettem, bogarászás közben, nem olyan szándékkal, hogy most itt mindenki kezdje el differenciál egyenletekkel és hasonló nyalánkságokkal tömni a fejét, csak ötletadónak, meg sose lehet tudni, ki hova talál kerülni a neten mászkálva, lehet valakinek segít, esetleg megindítja a fantáziáját, vagy éppen helyrebillenti a nagyra nőtt arcát is. Mindenképpen csak segítő szándékkal tettem. Természetesen általában nagyon leegyszerűsített dolgokra van itt szükségünk, de sokszor olyan oldalakat se könnyű találni.
Az, hogy ez a fórum úgymond "hobby oldal"-nak mondódik, de lám-lám idekeverednek olyan emberek is, akiknek nem teljesen hobbi sem a tudása, sem az érdeklődése, nem baj ez, néha kell egy kis mélyvíz, aki nem akar, ne ugorjon bele, főleg ne fejest. [#circling][#circling][#circling]
alapszervót a gyakorlatban!"
Ez már megtörtént.
A linkeket, csak betettem, bogarászás közben, nem olyan szándékkal, hogy most itt mindenki kezdje el differenciál egyenletekkel és hasonló nyalánkságokkal tömni a fejét, csak ötletadónak, meg sose lehet tudni, ki hova talál kerülni a neten mászkálva, lehet valakinek segít, esetleg megindítja a fantáziáját, vagy éppen helyrebillenti a nagyra nőtt arcát is. Mindenképpen csak segítő szándékkal tettem. Természetesen általában nagyon leegyszerűsített dolgokra van itt szükségünk, de sokszor olyan oldalakat se könnyű találni.
Az, hogy ez a fórum úgymond "hobby oldal"-nak mondódik, de lám-lám idekeverednek olyan emberek is, akiknek nem teljesen hobbi sem a tudása, sem az érdeklődése, nem baj ez, néha kell egy kis mélyvíz, aki nem akar, ne ugorjon bele, főleg ne fejest. [#circling][#circling][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 25, 19:49
Írta: x4rhew5r3 Dátum 2009 november 25, 19:49
Az előrecsatolásról. Nézzük meg a sebesség előrecsatolást. Mozogjon az x tengely egy V sebességgel. A mozgás fenntartásához a vezérlő áramot pumpál a motorba. A vezérlő akkor érzi úgy, hogy áramot kell pumpálni a motorba, ha van hibajel. Tehát a V sebesség fenntartásához kell kell a H hibajel. Az meg csak úgy képzelhető el, hogy az elméleti pozícióhoz képest lemarad a motor. Ezt a késést szemlélteti a következő ábra:

A szürke vonal a parancs pozíció. A vastag piros lenne a tényleges pozíció előrecsatolás nélkül. Ha mérjük a parancspozíció változási sebességét, és a pillanatnyi sebességet megszorozzuk a Sebesség erősítéssel, és ezt hozzáadjuk a hibajelhez, akkor a szaggatott piros mutatja, hogy lényegesen kisebb a lemaradás (kis h).
Az előrecsatolás tehát a pillanatnyi sebességgel arányos korrekciót végez, és így csökkenti a tényleges hiba mértékét.
(Nincs valami egyszerű editor, amivel ilyeneket lehet összedobni?)
A szürke vonal a parancs pozíció. A vastag piros lenne a tényleges pozíció előrecsatolás nélkül. Ha mérjük a parancspozíció változási sebességét, és a pillanatnyi sebességet megszorozzuk a Sebesség erősítéssel, és ezt hozzáadjuk a hibajelhez, akkor a szaggatott piros mutatja, hogy lényegesen kisebb a lemaradás (kis h).
Az előrecsatolás tehát a pillanatnyi sebességgel arányos korrekciót végez, és így csökkenti a tényleges hiba mértékét.
(Nincs valami egyszerű editor, amivel ilyeneket lehet összedobni?)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 25, 21:20
Írta: Szalai György Dátum 2009 november 25, 21:20
Köszönöm.
Az világos, hogy a servo rendszerben akkor van mozgás, amikor hibajel van.
Hiszen egyensúlyi állapotra törekszik, amit a hibajel nulla szintje detektál.
Tehát, ha a motor beért az elvárt pozícióba, akkor megszűnik a hibajel, megáll a motor és csak akkor nulla a lemaradás. Ha fent akarok tartani valamilyen mozgást a rendszerben, akkor fel kell borítanom az egyensúlyi állapotot. Gondoskodnom kell az alapjel változásáról, ennek hatására képződik új hibajel, amitől elindul a motor. Így viszont megint lesz lemaradás. Hogy az alapjel és a pozíciójel közötti különbség hatására mekkora hibajel képződik, azt meghatározza a körerősítés. Azt gondoltam, ha növelem a körerősítést, akkor kisebb pozícióhibára nagyobb hibajel képződik, így csökken a lemaradás, merevebb a rendszer. Igaz, nő a rezonancia hajlam. Ezt hivatott kiküszöbölni a jól beállított PID. Itt tartok most.
Hogyan mérjük step/dir parancsrendszerben a parancspozíció változási sebességét? Step impulzusszünetek időit hasonlítjuk egymáshoz?
Mi a Sebesség erősítés?
Az előrecsatolás tehát egy korrekciós algoritmus? Elektronikusan is megvalósítható?
Az világos, hogy a servo rendszerben akkor van mozgás, amikor hibajel van.
Hiszen egyensúlyi állapotra törekszik, amit a hibajel nulla szintje detektál.
Tehát, ha a motor beért az elvárt pozícióba, akkor megszűnik a hibajel, megáll a motor és csak akkor nulla a lemaradás. Ha fent akarok tartani valamilyen mozgást a rendszerben, akkor fel kell borítanom az egyensúlyi állapotot. Gondoskodnom kell az alapjel változásáról, ennek hatására képződik új hibajel, amitől elindul a motor. Így viszont megint lesz lemaradás. Hogy az alapjel és a pozíciójel közötti különbség hatására mekkora hibajel képződik, azt meghatározza a körerősítés. Azt gondoltam, ha növelem a körerősítést, akkor kisebb pozícióhibára nagyobb hibajel képződik, így csökken a lemaradás, merevebb a rendszer. Igaz, nő a rezonancia hajlam. Ezt hivatott kiküszöbölni a jól beállított PID. Itt tartok most.
Hogyan mérjük step/dir parancsrendszerben a parancspozíció változási sebességét? Step impulzusszünetek időit hasonlítjuk egymáshoz?
Mi a Sebesség erősítés?
Az előrecsatolás tehát egy korrekciós algoritmus? Elektronikusan is megvalósítható?
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 november 25, 21:33
Írta: fs9s63xkf Dátum 2009 november 25, 21:33
Rám parancsoltak hogy írjak úgyhogy írok :)
Hát látom nem érted még mindig, az a gond, hogy amíg fülre állítod be a Geckokat addig nem fogod megérteni hogyan is működik. Az AC vezérlődben biztos van egy aranyos grafikonokat rajzoló rész, na azt tessék majd nézegetni :) Vagy ha legközelebb arra járok, rákötjük a szoftveremre és megmutatom mennyire nem lett kör az a kör amit a minap linkeltél :)
Kicsit kevered szerintem a komolyabb szervo rendszerekkel a mi egyszerű step/dir-es vezérlőinket... Jön 1000 db step jel ahogy írtad, és azt is írtad, hogy még mielőtt elérte volna az 1000-et jön a dir váltás. Na és itt jön a lényeg: ilyenkor nem az történik, hogy akkor először elmegy 1000-ig aztán majd visszamegy ahova kell! Nem jegyzi meg hogy hova kellett volna mennie, hanem szépen csökkenti a kívánt pozíció értékét ahogy jönnek a step jelek a másik irányba. Úgy tesz mintha neki soha nem is kellett volna 1000-re mennie... Ez nem úgy működik, hogy megmondjuk neki, hogy először menjen az egyik irányba 1000 majd ha befejezte akkor menjen a másikba is 1000-et!!!! Folyamatosan változik a kívánt pozíció értéke!!! Tulajdonképpen így működik, de csak 1 lépést tudsz neki egyszerre megadni nem 1000-et.
És igen, ha túl lomha a rendszered, akkor kimaradhat egy csomó érték ahova kellett volna menni, de nem volt rá ideje, mert már máshova kellett mennie! Ez persze nem jár pozíció vesztéssel hiszen a step jeleket megszámoltuk mind, csak éppen fizikálisan nem jártunk ott!!!!
Hát látom nem érted még mindig, az a gond, hogy amíg fülre állítod be a Geckokat addig nem fogod megérteni hogyan is működik. Az AC vezérlődben biztos van egy aranyos grafikonokat rajzoló rész, na azt tessék majd nézegetni :) Vagy ha legközelebb arra járok, rákötjük a szoftveremre és megmutatom mennyire nem lett kör az a kör amit a minap linkeltél :)
Kicsit kevered szerintem a komolyabb szervo rendszerekkel a mi egyszerű step/dir-es vezérlőinket... Jön 1000 db step jel ahogy írtad, és azt is írtad, hogy még mielőtt elérte volna az 1000-et jön a dir váltás. Na és itt jön a lényeg: ilyenkor nem az történik, hogy akkor először elmegy 1000-ig aztán majd visszamegy ahova kell! Nem jegyzi meg hogy hova kellett volna mennie, hanem szépen csökkenti a kívánt pozíció értékét ahogy jönnek a step jelek a másik irányba. Úgy tesz mintha neki soha nem is kellett volna 1000-re mennie... Ez nem úgy működik, hogy megmondjuk neki, hogy először menjen az egyik irányba 1000 majd ha befejezte akkor menjen a másikba is 1000-et!!!! Folyamatosan változik a kívánt pozíció értéke!!! Tulajdonképpen így működik, de csak 1 lépést tudsz neki egyszerre megadni nem 1000-et.
És igen, ha túl lomha a rendszered, akkor kimaradhat egy csomó érték ahova kellett volna menni, de nem volt rá ideje, mert már máshova kellett mennie! Ez persze nem jár pozíció vesztéssel hiszen a step jeleket megszámoltuk mind, csak éppen fizikálisan nem jártunk ott!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 25, 21:34
Írta: x4rhew5r3 Dátum 2009 november 25, 21:34
Elektronikusan is megvalósítható természetesen, legegyszerűbb talán uniformizált step impulzusok átlagértékének képzésével. A korrekciónál a dir-t is figyelembe kell venni, hogy a megfelelő irányban történjen a korrekció. A sebességerősítés egy közönséges szorzó tényező. Az így kapott előjeles értéket egyszerűen hozzá kell adni a PID kimenetén megjelenő beavatkozó jelhez.
Digitális esetben sem bonyolult az algoritmus, mert minden szervociklusban képezni kell az előző pozíció és az aktuális pozíció különbségét (alapjel, és nem az enkóder), és osztani a szervociklus idejével. (Az osztást természetesen kerüljük, ezért szorzunk a ciklus frekvenciájával).
Digitális esetben sem bonyolult az algoritmus, mert minden szervociklusban képezni kell az előző pozíció és az aktuális pozíció különbségét (alapjel, és nem az enkóder), és osztani a szervociklus idejével. (Az osztást természetesen kerüljük, ezért szorzunk a ciklus frekvenciájával).
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 november 25, 21:41
Írta: fs9s63xkf Dátum 2009 november 25, 21:41
Én ebből a "pl 180 fokot" nem értem csak :)
OK, a 180 fokot teljesíti 15Hz-el, 10%-os amplitúdó csökkenéssel, amit mondjuk a még elfogadható kategóriába sorolunk. De mi van ha én 90 fokot kérek tőle csak, ugyan olyan sebességgel 30 Hz-et kéne tudnia nem? Vagy itt is a 15 Hz fog kijönni, mert ezt csak fele akkora sebességgel fogja tudni teljesíteni?
Igazából lehet hogy ezt Tibor45-től kéne kérdezni...
OK, a 180 fokot teljesíti 15Hz-el, 10%-os amplitúdó csökkenéssel, amit mondjuk a még elfogadható kategóriába sorolunk. De mi van ha én 90 fokot kérek tőle csak, ugyan olyan sebességgel 30 Hz-et kéne tudnia nem? Vagy itt is a 15 Hz fog kijönni, mert ezt csak fele akkora sebességgel fogja tudni teljesíteni?
Igazából lehet hogy ezt Tibor45-től kéne kérdezni...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 november 25, 21:44
Írta: fs9s63xkf Dátum 2009 november 25, 21:44
Hát ezzel mondjuk nem értek egyet, az összes Geckot egységugrással állítjuk be a gépeken! Legelőször kap egy kis egységugrást, behangoljuk hogy normális "választ adjon", utána kipróbáljuk lassú és gyors sebességeken, kisebb nagyobb gyorsításokkal, hogy miden rendeben van-e és kész is az egész kb 3 perc alatt.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 november 25, 21:57
Írta: fs9s63xkf Dátum 2009 november 25, 21:57
Ami azt illeti, a "mi" AC vezérlőnkben minden paraméterből kettőt lehet megadni. Tehát mintha lenne PID1 és PID2. A kettő között bármikor lehet váltani, akár menet közben is.
A váltást 5 különböző esemény válthatja ki:
- Ha a sebesség nagyobb egy megadott értéknél
- Ha a gyorsulás nagyobb egy megadott értéknél
- Ha a nyomaték nagyobb egy megadott értéknél
- Ha a pozíció eltérés nagyobb egy megadott értéknél
- Vagy van egy bemenet amivel lehet váltani (pl G00, G01 :), kár hogy a Mach nem ismeri)
Persze a könyvében is azt írják hogy csak nagyon indokolt esetben használjuk, általános felhasználás mellett nincs rá szükség :)
Ha minden igaz, Tibor45 vezérlője is tud valami ilyesmit...
Remélem hozzájárultam a fejlesztésekhez :)
A váltást 5 különböző esemény válthatja ki:
- Ha a sebesség nagyobb egy megadott értéknél
- Ha a gyorsulás nagyobb egy megadott értéknél
- Ha a nyomaték nagyobb egy megadott értéknél
- Ha a pozíció eltérés nagyobb egy megadott értéknél
- Vagy van egy bemenet amivel lehet váltani (pl G00, G01 :), kár hogy a Mach nem ismeri)
Persze a könyvében is azt írják hogy csak nagyon indokolt esetben használjuk, általános felhasználás mellett nincs rá szükség :)
Ha minden igaz, Tibor45 vezérlője is tud valami ilyesmit...
Remélem hozzájárultam a fejlesztésekhez :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 25, 22:13
Írta: Szalai György Dátum 2009 november 25, 22:13
Az uniformizált step impulzusok átlagértékének képzésére láttam már példát.
Ezzel a módszerrel készítettek régen analóg sebességjelet, a réselt tárcsás optikai forgásérzékelők négyszögjeléből. Autó analóg kijelzésű (LED-soros) fordulatszám mérő is hasonlóan működött, a megszakító kalapács jeléről.
Köszönöm, most emésztem egy kicsit az új ismereteket.
Ezzel a módszerrel készítettek régen analóg sebességjelet, a réselt tárcsás optikai forgásérzékelők négyszögjeléből. Autó analóg kijelzésű (LED-soros) fordulatszám mérő is hasonlóan működött, a megszakító kalapács jeléről.
Köszönöm, most emésztem egy kicsit az új ismereteket.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 25, 22:15
Írta: bmejdz9nu Dátum 2009 november 25, 22:15
Nem fülre hanglom a Gecko-kat hanem tárolós szkóppal... de azért fülre is megy már :)
"Ha lomha a rendszered"... marógépet és gravírozó gépet ugye nem akarjuk összehasonlítani :)
Egyébként gyere és mérünk... addig is egy csapágyház marás... kell ennél jobb egy hobbstának? :)
"Ha lomha a rendszered"... marógépet és gravírozó gépet ugye nem akarjuk összehasonlítani :)
Egyébként gyere és mérünk... addig is egy csapágyház marás... kell ennél jobb egy hobbstának? :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 25, 22:19
Írta: s7manbs8 Dátum 2009 november 25, 22:19
TÉNYLEG OLYAN VAN, HOGY ÖNTANULÓ SZERVÓ VEZÉRLÉS?
Bocsi a nagybetűért. Ami menetközben tanul és módosítja önmaga szabályízását. Biztos van, miért is ne lenne. Majd a nagyokosok megmondják nekünk, amatőr hobbistáknak. [#circling][#circling]
Bocsi a nagybetűért. Ami menetközben tanul és módosítja önmaga szabályízását. Biztos van, miért is ne lenne. Majd a nagyokosok megmondják nekünk, amatőr hobbistáknak. [#circling][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 25, 22:19
Írta: bmejdz9nu Dátum 2009 november 25, 22:19
Dehát én is így csinálom... vagy mit írtam...[#ijedt]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 25, 22:46
Írta: HJózsi Dátum 2009 november 25, 22:46
Mivel a teszt a dinamikai jellemzők vizsgálatára szolgál elég akkora utat választani, ami alatt eléri a max. sebességet és már fordul is vissza, az állandó sebességű szakaszra nem vagyunk kíváncsiak.
A rendszer időállandója a gyorsítási lassítási szakaszon derül ki, vagyis ha az irányváltás túl gyors már neki, akkor a százalékos csökkenése az útbejárásnak azonos lesz kisebb és nagyobb amplitúdónál is ha nem tartalmaz állandó sebességű szakaszt... ( Most azért jól jönne Tibor45 megerősítése... )
A rendszer időállandója a gyorsítási lassítási szakaszon derül ki, vagyis ha az irányváltás túl gyors már neki, akkor a százalékos csökkenése az útbejárásnak azonos lesz kisebb és nagyobb amplitúdónál is ha nem tartalmaz állandó sebességű szakaszt... ( Most azért jól jönne Tibor45 megerősítése... )
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 25, 22:50
Írta: HJózsi Dátum 2009 november 25, 22:50
A nagynevű gyártók vezérlőiben van autotuning ... na innentől fogva sejtheted, hogy mindent kimér, beállít az adott hajtásra ... Ilyenkor a Hegedüs a háztetőn jut eszembe, hgy : "Ha én gazdag lennék ... jagadiga ... " szóval nem lépcsőre költeném a pénzt, hanem autotunngos AC servo vezérlőre ... [#vigyor2][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 25, 22:54
Írta: svejk Dátum 2009 november 25, 22:54
Igen, ahogy írod, a szem becsap bennünket.
Az elv amit leírtál jó, mint egy stroboszkóp működne, csak nyűgös kivitelezni.
Az elv amit leírtál jó, mint egy stroboszkóp működne, csak nyűgös kivitelezni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 25, 22:56
Írta: svejk Dátum 2009 november 25, 22:56
Igen, ahogy írod, a szem becsap bennünket.
Az elv amit leírtál jó, mint egy stroboszkóp működne, csak nyűgös kivitelezni.
Az elv amit leírtál jó, mint egy stroboszkóp működne, csak nyűgös kivitelezni.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 25, 23:02
Írta: s7manbs8 Dátum 2009 november 25, 23:02
Nem teljesen arra gondoltam, hanem olyasmire, ami menet közben tanul, a pozíciótól, időjárástól, vagy bármilyen körülménytől függően (fuzzy logic, már a mosógépbe is benne van). Ami meg van csinálva és jó, előbb utóbb bekerül a köztudatba is, meg az amatőr világba, és nem is lesz drága, elég, ha a BMW-det eladod majd.[#circling][#circling][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 25, 23:11
Írta: HJózsi Dátum 2009 november 25, 23:11
Szóval titokban egységugrással hangolsz???!!! [#nevetes1] Most vagy elszóltad magad, vagy füllentesz ... a #9021 és #9023 -ban lévő videók szerint inkább az utóbbi ...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 25, 23:16
Írta: HJózsi Dátum 2009 november 25, 23:16
Az már tényleg nem a mi szintünk (látod mekkora gond az egységugrás teszt is ...[#nyes] ) , ill. a vezérlőprogi közreműködése is kellene, hogy erre esélyünk legyen ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 25, 23:23
Írta: HJózsi Dátum 2009 november 25, 23:23
Mászkányi Parasztbecsülete jut eszembe..., ha azok a vezérlők becsülettel be lettek volna hangolva, akkor gyors forgású szakaszok után megálláskor a tengelynek már nem szabadba mászkányi !...[#mf2][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 25, 23:33
Írta: s7manbs8 Dátum 2009 november 25, 23:33
Olyan rohamosan fejlődik a technika, illetve nagyon hamar sokkal nagyobb teljesítmények kerülnek az átlagember kezébe, hogy lehet is használni, öt év múlva kíváncsi leszek ebben a fórumban is mi lesz a téma. Mindenkinek 5 tengelyes gépe lesz és arról beszélünk, hogy ki mikor volt utoljára a Holdon nyaralni. Persze lehet ezek már a gyermekeink lesznek, de ez lesz. Meg a 100MBites netje mindenkinek. Meg élő konferencia hologrammal így együtt...[#circling][#circling][#circling][#alien2]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 25, 23:47
Írta: s7manbs8 Dátum 2009 november 25, 23:47
Az egységugrás teszt valami olyasmi próbatétel, mint mikor valakit korcsolyával állva a jégen meglöknek valami iszonyatos erővel és ilyenkor a jobb versenyzők kis billegés után, de állva maradnak, míg mások eldőlnek, mint a kártyavár.[#circling][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 26, 07:17
Írta: x4rhew5r3 Dátum 2009 november 26, 07:17
Majdnem. Az az egység impulzussal (Dirac delta) való gerjesztés lenne, és az arra adott válasz a súlyfüggvény.
Röstellem, de egy jóval korábbi hozzászólásomban átviteli függvényt írtam, helyesen az átmeneti függvényt lett volna.
Röstellem, de egy jóval korábbi hozzászólásomban átviteli függvényt írtam, helyesen az átmeneti függvényt lett volna.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 26, 08:19
Írta: 000000000 Dátum 2009 november 26, 08:19
Igen Józsi, Te tökéletesen érted ennek tesztnek
a lényegét, persze úgy könnyebb, hogy villamosmérnök
vagy, és 2 éve láttad is élőben nálam.
Pár kiegészítést még tennék.
A teszt egyik nagy előnye, hogy valóban szemmel
is tökélletesen lehet látni a lényeget.
Természetesen közben ha kell, és komolyabb
tesztről van szó, az objektív mérések
egész tárházával (oszciloszkóp, saját fejlesztésű
kiértékelő program, ..../akár LabVIEW bevetése/)
számszerű méréséi eredmények is igazolják az
amlitudó alapjel csökkenését, túllövéseket,
lemaradásokat, stb..., azaz a jelenség lényegét.
Az pedig nyilvánvaló, hogy ez alkalmas szervók
minősítésére, bármennyire is fájdalmas tény ez
Péternek vagy másoknak. És hogy ez a dolog mennyire
nem öncélú, arra számos applikáció az igazolás.
Pl. mechanikus digitalizálásnál ezen "varrógépszerű"
üzemmód alapelvárás. Ugyanis nagyon nem mindegy,
hogy egy felületet 1 nap, vagy egy óra alatt digitalizálunk.
Majd egyszer teszek fel egy 15-20 Hz-es videót,
ahol üzemszerűen így digitalizál a rendszerem egy érmét.
De említhetem még anagy dinamikújú 3D marásokat,
szinkron szervótechnikai alkalmazásokat (másoló CNC
rendszer, lefejtő eljárások, ...).
Az pedig természetesen nagyon nem mindegy, hogy
1 fokot, vagy 1 fordulatot kell megtenni ezen ciklusok alatt.
A mozgás hossza, sebessége, frekvenciája programozható.
Ökölszabályként az 1-3 mm lineáris elmozduláshoz
tartozó motor elfordulást érdemes vizsgálni.
Ezzel a vizsgálattal ráadásul egzaktan megállapítható
egy CNC gép mechanikai stabilitása, hibája, és dinamikai
képessége. Nem egy Fórumtársnak már végeztem ilyen tesztet, pl. Vbodi nagy pirosát is bemértük a talin, és igen szép
eredmény született, miszerint 1000 mm/perc előtolást
a legmeredekebb rámpával lehet nyomatni a gép bármelyik
tengelyének.
Összefoglalva ez egy komplex vizsgálati módszer, amivel
rendszer mechatrónikai következtetéseket tudunk megállapítani,
és így beállítva az adott paramétereken belül megbízhtaóan
működő CNC gépünk lesz.
a lényegét, persze úgy könnyebb, hogy villamosmérnök
vagy, és 2 éve láttad is élőben nálam.
Pár kiegészítést még tennék.
A teszt egyik nagy előnye, hogy valóban szemmel
is tökélletesen lehet látni a lényeget.
Természetesen közben ha kell, és komolyabb
tesztről van szó, az objektív mérések
egész tárházával (oszciloszkóp, saját fejlesztésű
kiértékelő program, ..../akár LabVIEW bevetése/)
számszerű méréséi eredmények is igazolják az
amlitudó alapjel csökkenését, túllövéseket,
lemaradásokat, stb..., azaz a jelenség lényegét.
Az pedig nyilvánvaló, hogy ez alkalmas szervók
minősítésére, bármennyire is fájdalmas tény ez
Péternek vagy másoknak. És hogy ez a dolog mennyire
nem öncélú, arra számos applikáció az igazolás.
Pl. mechanikus digitalizálásnál ezen "varrógépszerű"
üzemmód alapelvárás. Ugyanis nagyon nem mindegy,
hogy egy felületet 1 nap, vagy egy óra alatt digitalizálunk.
Majd egyszer teszek fel egy 15-20 Hz-es videót,
ahol üzemszerűen így digitalizál a rendszerem egy érmét.
De említhetem még anagy dinamikújú 3D marásokat,
szinkron szervótechnikai alkalmazásokat (másoló CNC
rendszer, lefejtő eljárások, ...).
Az pedig természetesen nagyon nem mindegy, hogy
1 fokot, vagy 1 fordulatot kell megtenni ezen ciklusok alatt.
A mozgás hossza, sebessége, frekvenciája programozható.
Ökölszabályként az 1-3 mm lineáris elmozduláshoz
tartozó motor elfordulást érdemes vizsgálni.
Ezzel a vizsgálattal ráadásul egzaktan megállapítható
egy CNC gép mechanikai stabilitása, hibája, és dinamikai
képessége. Nem egy Fórumtársnak már végeztem ilyen tesztet, pl. Vbodi nagy pirosát is bemértük a talin, és igen szép
eredmény született, miszerint 1000 mm/perc előtolást
a legmeredekebb rámpával lehet nyomatni a gép bármelyik
tengelyének.
Összefoglalva ez egy komplex vizsgálati módszer, amivel
rendszer mechatrónikai következtetéseket tudunk megállapítani,
és így beállítva az adott paramétereken belül megbízhtaóan
működő CNC gépünk lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 november 26, 08:48
Írta: D.Laci Dátum 2009 november 26, 08:48
Gondolom Aradi Úr "mini" maró gépjét is meg ugrasztotad? Arról szivesen látnék egy videót!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 26, 08:53
Írta: 000000000 Dátum 2009 november 26, 08:53
Igen, természetesen meg.
Csak féltünk a mesterséges földrengéstől
10 Hz-nél már rezgett alattunk a föld,
és műhelyének összedöntése azért nem volt cél!:)
Majd lesz erről is videó előbb-utóbb...
Csak féltünk a mesterséges földrengéstől
10 Hz-nél már rezgett alattunk a föld,
és műhelyének összedöntése azért nem volt cél!:)
Majd lesz erről is videó előbb-utóbb...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 09:35
Írta: bmejdz9nu Dátum 2009 november 26, 09:35
T45-ös teszt műszaki leírása megjelent a #9183-ben:
"szemmel is tökéletesen lehet látni a lényeget..."
"az objektív mérések egész tárházával..."
"bármennyire is fájdalmas tény ez Péternek..."
"már végeztem ilyen tesztet, pl. Vbodi nagy pirosát is bemértük a talin..." (léptetőmotoros gép volt ez.)
"Az is világos, hogy egyes "gyíkszerű" szervók meghalnak nagyon gyorsan..." (Mert el akarnak menni/jutni a parancsolt célpozícióba, kis hibatároló = ekzakt pozíció szervó)
Most már a "mérés" lényege gondolom mindenkinek világos...:) Meggyőző műszaki paraméterekkel most már kiegészítve :)
"szemmel is tökéletesen lehet látni a lényeget..."
"az objektív mérések egész tárházával..."
"bármennyire is fájdalmas tény ez Péternek..."
"már végeztem ilyen tesztet, pl. Vbodi nagy pirosát is bemértük a talin..." (léptetőmotoros gép volt ez.)
"Az is világos, hogy egyes "gyíkszerű" szervók meghalnak nagyon gyorsan..." (Mert el akarnak menni/jutni a parancsolt célpozícióba, kis hibatároló = ekzakt pozíció szervó)
Most már a "mérés" lényege gondolom mindenkinek világos...:) Meggyőző műszaki paraméterekkel most már kiegészítve :)
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 november 26, 09:42
Írta: fs9s63xkf Dátum 2009 november 26, 09:42
Gondolom nem olvastad a következő hozzászólásokat:
#9104 #9165 #9172... :)
Ha nagyon rossz a rendszer, akkor már szemre is látszik... Ha meg nem lehet látni szemmel, vagy pontos adatra lenne szükségünk akkor vannak rá eszközök, hogy pontosan megmondjuk mennyi is az annyi...
Azért nem olyan bonyolult ez, vagy csak nem akarod megérteni, elfogadni!? :)
#9104 #9165 #9172... :)
Ha nagyon rossz a rendszer, akkor már szemre is látszik... Ha meg nem lehet látni szemmel, vagy pontos adatra lenne szükségünk akkor vannak rá eszközök, hogy pontosan megmondjuk mennyi is az annyi...
Azért nem olyan bonyolult ez, vagy csak nem akarod megérteni, elfogadni!? :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 26, 09:55
Írta: HJózsi Dátum 2009 november 26, 09:55
[#eljen] igy legyen! [#vigyor4][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 26, 11:00
Írta: x4rhew5r3 Dátum 2009 november 26, 11:00
Bizony nem most volt[#integet2]
Ez olyan elszólás volt mint a bordás - fogazott szíj...
Ez olyan elszólás volt mint a bordás - fogazott szíj...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 26, 11:03
Írta: HJózsi Dátum 2009 november 26, 11:03
Szerencsére arra is felhívta valaki a figyelmet ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 11:38
Írta: bmejdz9nu Dátum 2009 november 26, 11:38
[#felkialtas][#felkialtas][#felkialtas][#felkialtas][#felkialtas][#felkialtas] Figyeljetek! :::::::::::::::::::::::::::::::
Egyezzünk meg egy olyan "egységugrás-dinamika" mérésben, hogy a egy megadott célig ill. egy meghatározott mértékig mechanikailag elmegy a hajtás a célpozicióba!
Nevezzük VP45-ös tesztnek :))
Azaz... definiálva...
Vegyünk alapul egy (pl.) 10mm-es mozgást... (lehet más érték is)
Vegyük alapul hogy a 10mm-es mozgást 9,95mm-re kell teljesítenie a rendszernek... azaz 0,05 század célpozició hibát engedünk meg...
(lehet más érték is... ki és milyen pontossági elvárásokat támaszt a gépével szemben, azaz emberfüggő :)
Mérjük meg azaz számoljuk meg, hogy pl. 1 perc alatt ezt az utat hányszor tudja az 0,05mm-es hibával megtenni a valóságban!
Oszzuk el az eredményt 60-al... megtudjuk, hogy 1mp alatt hányszor tudta!
Na ezt már így lehet Hz-el jellemezni!!! Mert ez ekkor a valós fizikai mozgás mérésének eredménye!
... nem egy rezonációs látványosság!!! Nem egy berregtető megoldás... amit szemre vételezzésssel "mérünk" azaz saccolunk!
Van ellenvetés?
Vagy nem akarjátok hogy a célpozicót elérje? Nem vagytok arra kiváncsiak, hogy a fizikai valóságban(!) mit tud a rendszer???
Ha nem... ezt nem érthetem meg!!! Mert érthetetlen vagyok! :)
Ez a módszer pontosan mérhető lenne! Pontosan minősíteni a rendszert azaz valós "gépjóság-hajtásjóság" teszt....
Nincs csalás és ámítás... csak a valóságban megtett színtiszta mechanikai mozgás eredménye!
::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::
Egyezzünk meg egy olyan "egységugrás-dinamika" mérésben, hogy a egy megadott célig ill. egy meghatározott mértékig mechanikailag elmegy a hajtás a célpozicióba!
Nevezzük VP45-ös tesztnek :))
Azaz... definiálva...
Vegyünk alapul egy (pl.) 10mm-es mozgást... (lehet más érték is)
Vegyük alapul hogy a 10mm-es mozgást 9,95mm-re kell teljesítenie a rendszernek... azaz 0,05 század célpozició hibát engedünk meg...
(lehet más érték is... ki és milyen pontossági elvárásokat támaszt a gépével szemben, azaz emberfüggő :)
Mérjük meg azaz számoljuk meg, hogy pl. 1 perc alatt ezt az utat hányszor tudja az 0,05mm-es hibával megtenni a valóságban!
Oszzuk el az eredményt 60-al... megtudjuk, hogy 1mp alatt hányszor tudta!
Na ezt már így lehet Hz-el jellemezni!!! Mert ez ekkor a valós fizikai mozgás mérésének eredménye!
... nem egy rezonációs látványosság!!! Nem egy berregtető megoldás... amit szemre vételezzésssel "mérünk" azaz saccolunk!
Van ellenvetés?
Vagy nem akarjátok hogy a célpozicót elérje? Nem vagytok arra kiváncsiak, hogy a fizikai valóságban(!) mit tud a rendszer???
Ha nem... ezt nem érthetem meg!!! Mert érthetetlen vagyok! :)
Ez a módszer pontosan mérhető lenne! Pontosan minősíteni a rendszert azaz valós "gépjóság-hajtásjóság" teszt....
Nincs csalás és ámítás... csak a valóságban megtett színtiszta mechanikai mozgás eredménye!
::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 12:03
Írta: bmejdz9nu Dátum 2009 november 26, 12:03
Másként fogalmazva...
Most csinálok egy gépet... egy versenyt akarunk tartani lehetőleg a következő talin...
Már egy-két fórumtárssal megbeszélve... de a versenyre jelentkezési lehetőség nyitott! :)
A T45 féle egységugrási saccolást kedvelők jelentkezését is nagyon várnánk a gépükkel!
A neve: Nyákfúró Verseny.
Az a győztes gép amelyik egy 100x100mm-es 1,6mm-es egyoldalas FR4-es nyákon (egy adott raszteren) előbb fúr ki (pl.) 1000db furatot 0.8mm-es-el...
Ezt nem lehet megcsalni! Vagy van luk vagy nics luk... vagy eltörik a fúró!
A baj az ezzel... hogy nagyon korlátozza a Z előtolási sebességet a főorsó fordulatszáma...
Talán maximálni kellene (rpm)... vagy ez is egy cél...
Úraim... lehet finomítani, specifikálni a verseny kiírást! :)
Most csinálok egy gépet... egy versenyt akarunk tartani lehetőleg a következő talin...
Már egy-két fórumtárssal megbeszélve... de a versenyre jelentkezési lehetőség nyitott! :)
A T45 féle egységugrási saccolást kedvelők jelentkezését is nagyon várnánk a gépükkel!
A neve: Nyákfúró Verseny.
Az a győztes gép amelyik egy 100x100mm-es 1,6mm-es egyoldalas FR4-es nyákon (egy adott raszteren) előbb fúr ki (pl.) 1000db furatot 0.8mm-es-el...
Ezt nem lehet megcsalni! Vagy van luk vagy nics luk... vagy eltörik a fúró!
A baj az ezzel... hogy nagyon korlátozza a Z előtolási sebességet a főorsó fordulatszáma...
Talán maximálni kellene (rpm)... vagy ez is egy cél...
Úraim... lehet finomítani, specifikálni a verseny kiírást! :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 26, 14:24
Írta: ukcge40u Dátum 2009 november 26, 14:24
Te Péter!
Ez egy kiesztergált furat!
Látszik rajta, hogy esztergálva van.
Ez egy kiesztergált furat!
Látszik rajta, hogy esztergálva van.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 26, 14:36
Írta: ukcge40u Dátum 2009 november 26, 14:36
Ennek a képnek a minősége, de összehasonlításnak talán elmegy.
Ugyanúgy törik a furat belsején a fény mindkét esetben.
Ezt nem genyózásképpen, de túlzásokba ne essünk, kérem... [#ejnye1]
a kép linkje mert túl nagy a beillesztéshez.
Ugyanúgy törik a furat belsején a fény mindkét esetben.
Ezt nem genyózásképpen, de túlzásokba ne essünk, kérem... [#ejnye1]
a kép linkje mert túl nagy a beillesztéshez.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 14:55
Írta: bmejdz9nu Dátum 2009 november 26, 14:55
Talán ez a legnagyobb elismerés amit a fórumon kaptam valaha... Köszönöm! Főleg tőled aki profi marós...
Itt a "hogyan készült" video.... csapágyházmarás...
Itt a "hogyan készült" video.... csapágyházmarás...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 15:04
Írta: s7manbs8 Dátum 2009 november 26, 15:04
Jó a felvétel minősége is, a gépről egy távolabbi felvételt is csinálhatnál, hogy látszódjon, miféle gép. A gépről néhány paramétert még belevághatnál valami video szerkesztővel, alá egy kis jazz zenét és mehet az ebay-re, lehet a németek kapnának rajta.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 15:10
Írta: bmejdz9nu Dátum 2009 november 26, 15:10
Persze a kép is jó...Minden kép és Videó itt ebben a könyvtárban az első gépemről...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 26, 15:25
Írta: ukcge40u Dátum 2009 november 26, 15:25
Vávávávárjunk már!
Ez a gép csinálta a lapokat is?
Ami a kiesztergálást illeti, kiment a fejemből, hogy bőven 10E fölött forog a szerszám... [#falbav][#falbav]
Nekem egyenlőre a 10E-ig tartomány a megszokott...
Ez a gép csinálta a lapokat is?
Ami a kiesztergálást illeti, kiment a fejemből, hogy bőven 10E fölött forog a szerszám... [#falbav][#falbav]
Nekem egyenlőre a 10E-ig tartomány a megszokott...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 15:27
Írta: s7manbs8 Dátum 2009 november 26, 15:27
Belenéztem pár videóba, tök jó nézni. Lenne egy kérdésem.
A Video videóban a mozgás végén miért megy túl, vagy a végállásig megy és onnan valami kezdő pozícióba ?
Ezeket vezetőket mikor az alapzatra ráhelyezed, azt nehéz beállítani, hogy párhuzamos legyen a másikkal, azt mi garantálja, a furatok, amik lefogatják, vagy milyen technikával kell azt beállítani ? Vagy valami stift van halálpontosan kimarva a vezetéken is gyárilag, meg az alaplapon is ? Itt gondolom 0.01 mm-nél nem szabad nagyobb párhuzamossági hibának lennie.
A Video videóban a mozgás végén miért megy túl, vagy a végállásig megy és onnan valami kezdő pozícióba ?
Ezeket vezetőket mikor az alapzatra ráhelyezed, azt nehéz beállítani, hogy párhuzamos legyen a másikkal, azt mi garantálja, a furatok, amik lefogatják, vagy milyen technikával kell azt beállítani ? Vagy valami stift van halálpontosan kimarva a vezetéken is gyárilag, meg az alaplapon is ? Itt gondolom 0.01 mm-nél nem szabad nagyobb párhuzamossági hibának lennie.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 26, 16:38
Írta: Szalai György Dátum 2009 november 26, 16:38
Iszom a szavaidat.
„Az az egység impulzussal (Dirac delta) való gerjesztés lenne, és az arra adott válasz a súlyfüggvény.”
Erre ezt találta nekem a barátom. (Még értem is.)
Dirac-delta: egységimpulzus, olyan függvény, amely minden időpillanatban 0 értékű csak egyetlen időpillanatban nem, amikor is végtelen nagy értéket vesz fel.
© Tibor45 #9183-ban pedig ez áll:
„A mozgás hossza, sebessége, frekvenciája programozható.”
Eddig magam is úgy tudtam, ahogy itt áll.
Csakhogy ez nem fedi a fentebbi idézetet, mert © Tibor45 mérése nem egyetlen végtelenül rövid idejű impulzusra adott választ vizsgál, hanem lényegesen hosszabb impulzus sorozatra adott választ.
Attól még az is Dirac-delta, vagy most keveredés van?
„Az az egység impulzussal (Dirac delta) való gerjesztés lenne, és az arra adott válasz a súlyfüggvény.”
Erre ezt találta nekem a barátom. (Még értem is.)
Dirac-delta: egységimpulzus, olyan függvény, amely minden időpillanatban 0 értékű csak egyetlen időpillanatban nem, amikor is végtelen nagy értéket vesz fel.
© Tibor45 #9183-ban pedig ez áll:
„A mozgás hossza, sebessége, frekvenciája programozható.”
Eddig magam is úgy tudtam, ahogy itt áll.
Csakhogy ez nem fedi a fentebbi idézetet, mert © Tibor45 mérése nem egyetlen végtelenül rövid idejű impulzusra adott választ vizsgál, hanem lényegesen hosszabb impulzus sorozatra adott választ.
Attól még az is Dirac-delta, vagy most keveredés van?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 26, 16:44
Írta: 000000000 Dátum 2009 november 26, 16:44
HA én ezeket írom a #9183-ban:
"A teszt egyik nagy előnye, hogy valóban szemmel
is tökéletesen lehet látni a lényeget.
Természetesen közben ha kell, és komolyabb
tesztről van szó, az objektív mérések egész
tárházával (oszciloszkóp, saját fejlesztésű
kiértékelő program, ..../akár LabVIEW bevetése/)
számszerű méréséi eredmények is igazolják az
amlitudó alapjel csökkenését, túllövéseket,
lemaradásokat, stb..., azaz a jelenség lényegét."
"A teszt egyik nagy előnye, hogy valóban szemmel
is tökéletesen lehet látni a lényeget.
Természetesen közben ha kell, és komolyabb
tesztről van szó, az objektív mérések egész
tárházával (oszciloszkóp, saját fejlesztésű
kiértékelő program, ..../akár LabVIEW bevetése/)
számszerű méréséi eredmények is igazolják az
amlitudó alapjel csökkenését, túllövéseket,
lemaradásokat, stb..., azaz a jelenség lényegét."
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 16:52
Írta: bmejdz9nu Dátum 2009 november 26, 16:52
A lapok sikmartak... fóliásak voltak... láttál már ilyet? Lehet kapni... Vagy linkeljek :)
18.000rpm és nézd meg az a marót a képen... egy WNT nagyon spéci alu maró... biztos ismered...
18.000rpm és nézd meg az a marót a képen... egy WNT nagyon spéci alu maró... biztos ismered...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 16:55
Írta: bmejdz9nu Dátum 2009 november 26, 16:55
Nem értem mire gondolsz... a gép saját maga marta az asztalt... hogy pontos legyen....
A legtöbb videó még a CAM progi nélkül készült... azaz abszolute nem volt optimizálva a pálya...
(ezért mászkál azaz mászkált ki pl. a Z állandóan :)
A legtöbb videó még a CAM progi nélkül készült... azaz abszolute nem volt optimizálva a pálya...
(ezért mászkál azaz mászkált ki pl. a Z állandóan :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 26, 16:57
Írta: ukcge40u Dátum 2009 november 26, 16:57
Arra a 100 darab lapra gondolok, aminek nekiestél a pilincka maróval. Ne forgasd ki a szavaim.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 17:03
Írta: bmejdz9nu Dátum 2009 november 26, 17:03
Tibi a #9194-re írjál...:) Cáfold meg!
Írd le ugyanúgy le a T45-ös egységugrás mikéntjét, mérését, folyamatát és hogy ebből hogyan lehet kiszámolni, mérni, meghatározni egy hajtáslánc "jóságát" dinamikáját...
Addig sajnos csak tapogatunk a sötétben... és olvasgatjuk körbe-körbe ugyanazt amit szoktál írni.
Megteszed? vagy a VP45-ös - mint publikált - és mérhető Tibi a #9194-re írjál...:) Cáfold meg!
Írd le ugyanúgy le a T45-ös egységugrás mikéntjét, mérését, folyamatát és hogy ebből hogyan lehet kiszámolni, mérni, meghatározni egy hajtáslánc "jóságát" dinamikáját...
Addig sajnos csak tapogatunk a sötétben... és olvasgatjuk körbe-körbe ugyanazt amit szoktál írni.
Megteszed? vagy a VP45-ös - mint publikált - és mérhető un. célpozíciót elérő módszert elismered ?
Írd le ugyanúgy le a T45-ös egységugrás mikéntjét, mérését, folyamatát és hogy ebből hogyan lehet kiszámolni, mérni, meghatározni egy hajtáslánc "jóságát" dinamikáját...
Addig sajnos csak tapogatunk a sötétben... és olvasgatjuk körbe-körbe ugyanazt amit szoktál írni.
Megteszed? vagy a VP45-ös - mint publikált - és mérhető Tibi a #9194-re írjál...:) Cáfold meg!
Írd le ugyanúgy le a T45-ös egységugrás mikéntjét, mérését, folyamatát és hogy ebből hogyan lehet kiszámolni, mérni, meghatározni egy hajtáslánc "jóságát" dinamikáját...
Addig sajnos csak tapogatunk a sötétben... és olvasgatjuk körbe-körbe ugyanazt amit szoktál írni.
Megteszed? vagy a VP45-ös - mint publikált - és mérhető un. célpozíciót elérő módszert elismered ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 17:06
Írta: bmejdz9nu Dátum 2009 november 26, 17:06
Bocs... elnéztem...
Már milyen lapokat? Egy CNC-m van csak kész ez ugyanaz a masina... vagy mire gondolsz?
6 db lap = benne több mint 100 munkadarab...
(most csinálom a homokfúvását...)
Már milyen lapokat? Egy CNC-m van csak kész ez ugyanaz a masina... vagy mire gondolsz?
6 db lap = benne több mint 100 munkadarab...
(most csinálom a homokfúvását...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 17:20
Írta: bmejdz9nu Dátum 2009 november 26, 17:20
A kérdés nem volt egyértelmű - nézd vissza :) Még mindig nem értem mire vagy/voltál "kíváncsi"...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 17:21
Írta: s7manbs8 Dátum 2009 november 26, 17:21
Tán maga rakta össze a gép magát ? Én konkrétan egy videót kérdeztem, aminek ott a linkje, jobbról balra megy a kocsi vagy szán, túl lendül, majd vissza vagy 1 centit kb.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 17:24
Írta: bmejdz9nu Dátum 2009 november 26, 17:24
Ezt linkelted... ez a konkrét videó? vagy 30 video van ebben a könyvtárban...
A videó file nevét írd meg... másként nem tudom... melyikre gondolsz...
A videó file nevét írd meg... másként nem tudom... melyikre gondolsz...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 17:27
Írta: bmejdz9nu Dátum 2009 november 26, 17:27
A munka asztalt... a gép saját maga marta a nútokat (az utolsó mm-ket) és körbe majd pedig síkba...
Ezzel (saját magához képest is) nagyon pontos lett... azaz a munkadarab könnyen és pontosan pozicionálható.
Ezzel (saját magához képest is) nagyon pontos lett... azaz a munkadarab könnyen és pontosan pozicionálható.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 17:29
Írta: s7manbs8 Dátum 2009 november 26, 17:29
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 18:01
Írta: bmejdz9nu Dátum 2009 november 26, 18:01
A golyósorsók mindkét végén van egy-egy gumibak... (gyári komplett linárokban is...)
Ez arra jó ha valami fatális hiba miatt elszállna a vezérlés (pl. encoder szakadás) a gumibakoknak el kell nyelni a helyzeti energiát...
Itt ebben a videóban teljes sebességű neki ütköztetési teszt van (400mm/s-el)
Jobb ha félkész szerkezetnél szakad a kupplung vagy megy el a csapágybak...
Mint az autóknál a törésteszt :) Meg kell mindent, minden eshetőséget tesztelni!
Ez arra jó ha valami fatális hiba miatt elszállna a vezérlés (pl. encoder szakadás) a gumibakoknak el kell nyelni a helyzeti energiát...
Itt ebben a videóban teljes sebességű neki ütköztetési teszt van (400mm/s-el)
Jobb ha félkész szerkezetnél szakad a kupplung vagy megy el a csapágybak...
Mint az autóknál a törésteszt :) Meg kell mindent, minden eshetőséget tesztelni!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 18:21
Írta: s7manbs8 Dátum 2009 november 26, 18:21
Erre voltam kíváncsi, így már érthető.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 18:23
Írta: s7manbs8 Dátum 2009 november 26, 18:23
Nekem világos ez a teszted. Meg lehetne csinálni, azt hiszem jó lassan rezegnének a gépek ilyen feltétel mellett.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 18:39
Írta: bmejdz9nu Dátum 2009 november 26, 18:39
Minden gépbe teszek... pedig nem egyszerű... elhelyezni ezeket... az anyag sem...
A gyári cuccokban a gumi és a műanyag közötti keménységű anyag van... megmunkálható! Azaz marható és esztergályozható...
Hogy mi ennek az anyagnak a neve.. mi ez az anyag? Nekem két hónap kutatásba tellett míg megtudtam...
Talán sokan tudják... de nem árulták el...:) Ezentúl már ezt a "speciális" anyagot fogom használni... vész ütközőnek a szerkezeteimben...
A gyári cuccokban a gumi és a műanyag közötti keménységű anyag van... megmunkálható! Azaz marható és esztergályozható...
Hogy mi ennek az anyagnak a neve.. mi ez az anyag? Nekem két hónap kutatásba tellett míg megtudtam...
Talán sokan tudják... de nem árulták el...:) Ezentúl már ezt a "speciális" anyagot fogom használni... vész ütközőnek a szerkezeteimben...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 18:42
Írta: bmejdz9nu Dátum 2009 november 26, 18:42
Hát igen... de viszont a valóságban, pontosan mozognának... dehát ezért CNC...hogy pontos legyen.
Azaz először pontos aztán (ha lehet) gyors is... és nem fordítva! Persze ez hajtás és mechanikai erősség függő...
Azaz először pontos aztán (ha lehet) gyors is... és nem fordítva! Persze ez hajtás és mechanikai erősség függő...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 26, 18:48
Írta: Szalai György Dátum 2009 november 26, 18:48
Én elárulom.
Poliurethan elasztomer rugók.
Poliurethan elasztomer rugók.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 19:02
Írta: bmejdz9nu Dátum 2009 november 26, 19:02
Nem talált.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 19:06
Írta: s7manbs8 Dátum 2009 november 26, 19:06
Általában homlokegyenest ellentétesek a követelmények az elérendő paraméterekhez viszonyítva, ezért van az, hogy egy adott célhatár paraméter tartomány esetén létezik optimális beállítás, megoldás, áttételezés, amit meg lehet számolással, kísérleti mérésekkel és ezek kombinációjával, akár több lépcsőben is találni. És annak lesz igaza, aki vagy így, vagy úgy egy ehhez közeli értéket megtalál, az fog nyerni a fúró versenyen is.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 november 26, 19:10
Írta: fs9s63xkf Dátum 2009 november 26, 19:10
Hogy most ezen mit nem értesz?! :) Már párszor leírtuk, de akkor itt van még egyszer leegyszerűsítve:
Vesszük a 180 fokot (mindegy mennyi, a lényeg hogy 360 fok alatt legyen).
Ide oda mozgatjuk a gépet ezzel a 180 fokkal.
Meghatározunk egy még elfogadható hibát, pl 10%, ez azt jelenti, hogy a gép 18 foktól 162 fokig mozog csak. Vagy ha 20 % akkor 36 foktól 144 fokig.
Alacsony sebességen természetesen 0 foktól 180 fokig mozog a gép (illetve tovább is). Aztán ahogy nő a sebesség már nem ér el 180 fokig és nem jön vissza 0 fokra.
Növeljük a sebességet addig, amíg el nem érjük a meghatározott hibát.
Ekkor az irányváltás frekvenciáját megállapítva kapunk egy Hz értéket. Ahogy HJózsi írta 15Hz környékén kezd jó lenni, 20-25Hz már jónak számít.
Vesszük a 180 fokot (mindegy mennyi, a lényeg hogy 360 fok alatt legyen).
Ide oda mozgatjuk a gépet ezzel a 180 fokkal.
Meghatározunk egy még elfogadható hibát, pl 10%, ez azt jelenti, hogy a gép 18 foktól 162 fokig mozog csak. Vagy ha 20 % akkor 36 foktól 144 fokig.
Alacsony sebességen természetesen 0 foktól 180 fokig mozog a gép (illetve tovább is). Aztán ahogy nő a sebesség már nem ér el 180 fokig és nem jön vissza 0 fokra.
Növeljük a sebességet addig, amíg el nem érjük a meghatározott hibát.
Ekkor az irányváltás frekvenciáját megállapítva kapunk egy Hz értéket. Ahogy HJózsi írta 15Hz környékén kezd jó lenni, 20-25Hz már jónak számít.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 19:34
Írta: bmejdz9nu Dátum 2009 november 26, 19:34
Igen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 19:48
Írta: bmejdz9nu Dátum 2009 november 26, 19:48
Ezt a "feltalálótól" leírva látni... elfogadottabb lenne :)
Na alakulunk :) Persze tudom, hogyan van...
Legyen akkor 10mm-es em. orsón ez... kerek érték.
számoljunk...
180fok = 5mm
Elfogadott célpozíció hibahatár: 10% azaz 18 fok = 0,5mm
Lehet, hogy nekem sok 0,5mm a hibahatárnak? .. de eltörne a fúró a nyákfúró versenyen :)
Egyezzünk ki 0,05mm-el... Lehetséges? Elfogadható?
Szerintem 5 század még nem nagyon látható "élesben" munka közben a munkadarabon... de fél milliméter... jó tudom az asztalosnál elmegy :)
Vagy túl nagy azaz lehetetlen pontosságot akarok egy hajtástól?
Tehát csináljuk a tesztet 0.18 fok szög tengely hiba határra...
= és egyetértés = VP45 teszt azonos lett a T45-ös teszttel.
Na alakulunk :) Persze tudom, hogyan van...
Legyen akkor 10mm-es em. orsón ez... kerek érték.
számoljunk...
180fok = 5mm
Elfogadott célpozíció hibahatár: 10% azaz 18 fok = 0,5mm
Lehet, hogy nekem sok 0,5mm a hibahatárnak? .. de eltörne a fúró a nyákfúró versenyen :)
Egyezzünk ki 0,05mm-el... Lehetséges? Elfogadható?
Szerintem 5 század még nem nagyon látható "élesben" munka közben a munkadarabon... de fél milliméter... jó tudom az asztalosnál elmegy :)
Vagy túl nagy azaz lehetetlen pontosságot akarok egy hajtástól?
Tehát csináljuk a tesztet 0.18 fok szög tengely hiba határra...
= és egyetértés = VP45 teszt azonos lett a T45-ös teszttel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 19:56
Írta: bmejdz9nu Dátum 2009 november 26, 19:56
Már megint a vezérlő... most itt szó sincs a vezérlőről!
Az elvárt dinamikáról, elvárt pontosságról van szó és ennek a méréséről...
Legyen buta az Gecko... les*arom... ha neked ez így jó... és megnyugtató...
Az elvárt dinamikáról, elvárt pontosságról van szó és ennek a méréséről...
Legyen buta az Gecko... les*arom... ha neked ez így jó... és megnyugtató...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 20:10
Írta: s7manbs8 Dátum 2009 november 26, 20:10
Egyébként ez a hiba elérhető kis % mennyisége az encoder felbontástól is függ, ugyanis, ha az pl. csak 200-as, az nem tud olyat, mint egy 2000-es encoder. Tehát egyformával kellene ezeket felszerelni, hogy összemérhető legyen. Vagy lebutítani a nagy felbontásút a kisebbhez.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 20:17
Írta: s7manbs8 Dátum 2009 november 26, 20:17
Ez a közös nevezőre nem jutás engem arra emlékeztet, mikor van két embernek egy-egy kutyája, és nem tudják eldönteni, hogy kié a jobb, mert az egyik arra esküszik, hogy az övének hosszabb a farka és az a lényeg, a másik meg arra, hogy az övének a szőre jobban fénylik, amúgy pedig mindkettő kiváló, mert ha idegen megy a ház közelében szépen ugatnak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 20:26
Írta: bmejdz9nu Dátum 2009 november 26, 20:26
Persze... de ez most nem számít... csak a végeredmény... pontosság, dinamika, sebesség
Ezek a dolgok mérhetőek... de...
Ezek a dolgok mérhetőek... de...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 20:29
Írta: bmejdz9nu Dátum 2009 november 26, 20:29
Ez műszaki dolog... ameddig ez nincs tisztázva... addig nem lehet továbblépni...
így volt ez a 4X-es encoder feldolgozással is... ma már a múlté... az is megoldódott... Tibor elfogadta mint alapot.
így volt ez a 4X-es encoder feldolgozással is... ma már a múlté... az is megoldódott... Tibor elfogadta mint alapot.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 20:31
Írta: s7manbs8 Dátum 2009 november 26, 20:31
Tudom már mit akartam még kérdezni, a géped, amit itt mutatsz, azt alapvetően megtervezted teljesen előre rajzokkal stb., vagy menet közben alakultak ki a dolgok ? Néhány módosítás persze menet közben is lehet mindig.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 20:37
Írta: bmejdz9nu Dátum 2009 november 26, 20:37
Alapvetően megterveztem... hiszen első gép volt...
De minden egyes egységet külön-külön hülére teszteltem... és csak utána tovább...
Így aztán jelentősen változott a "terv" az eredetihez képest...
Az első tesztek még léptetővel voltak.. aztán kihagytam ezt a "lépést"... szervó került rá...
De minden egyes egységet külön-külön hülére teszteltem... és csak utána tovább...
Így aztán jelentősen változott a "terv" az eredetihez képest...
Az első tesztek még léptetővel voltak.. aztán kihagytam ezt a "lépést"... szervó került rá...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 20:43
Írta: s7manbs8 Dátum 2009 november 26, 20:43
Érthető.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 26, 20:49
Írta: x4rhew5r3 Dátum 2009 november 26, 20:49
Azért vigyázzunk egy kicsit ezzel a mérési módszerrel. Ha csak az amplitúdóra koncentrálunk, könnyen lehet, hogy egy rosszul hangolt gép is jónak bizonyul.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 20:55
Írta: s7manbs8 Dátum 2009 november 26, 20:55
Ezt a mérési módszert egy már előtte jól behangolt gépre kell megcsinálni.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 26, 21:00
Írta: x4rhew5r3 Dátum 2009 november 26, 21:00
És azt ki és mivel ellenőrzi, ha már gépek összehasonlítása a cél?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 21:02
Írta: s7manbs8 Dátum 2009 november 26, 21:02
Persze, túl sok a kérdőjel. Inkább olyan verseny kellene, hogy azonos gépet ki tud jobban beállítani, vagy hamarabb.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 21:06
Írta: bmejdz9nu Dátum 2009 november 26, 21:06
Az most mindegy ...
A két féle Hz-el van az a baj :) Mint mérték egységgel... azaz eredménnyel... mint gépjósági mértékegységgel :)
T45Hz tip. (szemmértékes, visszaállás pontosságra) és VP45Hz tip. (mért és századra visszaállás pontosságra):)
A két féle Hz-el van az a baj :) Mint mérték egységgel... azaz eredménnyel... mint gépjósági mértékegységgel :)
T45Hz tip. (szemmértékes, visszaállás pontosságra) és VP45Hz tip. (mért és századra visszaállás pontosságra):)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 26, 21:08
Írta: x4rhew5r3 Dátum 2009 november 26, 21:08
Ha én egyszer építenék valami tesztert, akkor az lehet olyan lenne, amit már nem lenne érdemes megcsinálni[#lookaround]
Például egy vázlat, amit magam sem gondoltam még végig (tervezet):
A teszter USB-n PC-hez kapcsolható, a paraméterezés, kiértékelés és függvénykirajzolás a PC-n futó kliens programmal megy.
A beállított tesztert le lehet húzni a PC-ről, és levinni a műhelybe...
A fontosabb paraméterek:
1) A step/mm érzékenység
2) A vizsgálati amplitúdó (1 - 100mm)
3) Frekvencia tartomány (0.2 - 40Hz)
A mérés menete:
1) Rácsatlakozunk az enkóderre.
2) A step/dir kimenetet csatlakoztatjuk a vezérlő bemenetére
3) Go, mérés (persze vész-stop gombbal)
4) Ha offline tesztelünk, akkor lebontunk és vissza a PC-hez...
A mérés:
A teszter tudja, hogy az amplitúdóhoz hány impulzust kell küldeni a vezérlőnek.
1) Beállítja az kezdő frekvenciát
2) Az aktuális frekvencián végrehajtja a mérési ciklust.
3) Léptet egyet a következő frekvenciára, Ha még nem érte el a felső freki határt, akkor vissza 2.-re.
A freki logaritmikusan növekszik.
A mérési ciklus:
1) Kiszámolja a step frekvenciát, ami a vizsgálati frekvenciához tartozó sebességhez kell.
2) Adja a kimenetre a step impulzusokat, közben minden step impulzushoz feljegyzi az enkóder állását.
3) Ha elküldte a beállított hosszhoz tartozó impulzust, akkor irányt vált és visszafelé is elküld ugyanannyi impulzust.
4) Az enkóder pozíciókat minden frekihez külön sorozatként tárolja.
Kiértékelés:
A tárolt adatok alapján a következő jellemzők lennének számolhatók és kirajzolhatók:
1) Határfrekvencia, amikor az enkóder szerinti amplitúdó egy adott érték alá csökken. A -3dB-es pont itt lehet hogy sok (70.9%)
2) A sebesség egységugrásra adott válaszfüggvény
A következő jellemzők a mérési frekvencia függvényében:
3) A túllövés mértéke
4) Az adott sebesség 70%-a eléréséhez szükséges idő (gyorsulás előrecsatolás vizsgálat)
5) Az állandósult sebesség esetén mérhető lemaradás (sebesség előrecsatolás vizsgálat)
... és még ami majd jön
Például egy vázlat, amit magam sem gondoltam még végig (tervezet):
A teszter USB-n PC-hez kapcsolható, a paraméterezés, kiértékelés és függvénykirajzolás a PC-n futó kliens programmal megy.
A beállított tesztert le lehet húzni a PC-ről, és levinni a műhelybe...
A fontosabb paraméterek:
1) A step/mm érzékenység
2) A vizsgálati amplitúdó (1 - 100mm)
3) Frekvencia tartomány (0.2 - 40Hz)
A mérés menete:
1) Rácsatlakozunk az enkóderre.
2) A step/dir kimenetet csatlakoztatjuk a vezérlő bemenetére
3) Go, mérés (persze vész-stop gombbal)
4) Ha offline tesztelünk, akkor lebontunk és vissza a PC-hez...
A mérés:
A teszter tudja, hogy az amplitúdóhoz hány impulzust kell küldeni a vezérlőnek.
1) Beállítja az kezdő frekvenciát
2) Az aktuális frekvencián végrehajtja a mérési ciklust.
3) Léptet egyet a következő frekvenciára, Ha még nem érte el a felső freki határt, akkor vissza 2.-re.
A freki logaritmikusan növekszik.
A mérési ciklus:
1) Kiszámolja a step frekvenciát, ami a vizsgálati frekvenciához tartozó sebességhez kell.
2) Adja a kimenetre a step impulzusokat, közben minden step impulzushoz feljegyzi az enkóder állását.
3) Ha elküldte a beállított hosszhoz tartozó impulzust, akkor irányt vált és visszafelé is elküld ugyanannyi impulzust.
4) Az enkóder pozíciókat minden frekihez külön sorozatként tárolja.
Kiértékelés:
A tárolt adatok alapján a következő jellemzők lennének számolhatók és kirajzolhatók:
1) Határfrekvencia, amikor az enkóder szerinti amplitúdó egy adott érték alá csökken. A -3dB-es pont itt lehet hogy sok (70.9%)
2) A sebesség egységugrásra adott válaszfüggvény
A következő jellemzők a mérési frekvencia függvényében:
3) A túllövés mértéke
4) Az adott sebesség 70%-a eléréséhez szükséges idő (gyorsulás előrecsatolás vizsgálat)
5) Az állandósult sebesség esetén mérhető lemaradás (sebesség előrecsatolás vizsgálat)
... és még ami majd jön
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 26, 21:09
Írta: s7manbs8 Dátum 2009 november 26, 21:09
Szerintem Tibor nem azt mondta, hogy szemre kell beállítani, hanem, hogy már szemmel is könnyen észlelhető, hogy melyik adott hajtásrendszer, vezérlő+motor+gép mechanika együttes jobb dinamikailag.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 21:42
Írta: bmejdz9nu Dátum 2009 november 26, 21:42
ez jó lenne... paraméterezhető lenne.. nem szubjektiv...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 26, 21:43
Írta: bmejdz9nu Dátum 2009 november 26, 21:43
most szemre vagy nem szemre :)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 november 27, 08:43
Írta: D.Laci Dátum 2009 november 27, 08:43
NyÁK fúró verseny.
Fordulatszám lesz-e maximálva?
Mindenkinek ugyan azt a G-kódot kel használni (max a sebeséget állithatja) vagy saját készités?
Fordulatszám lesz-e maximálva?
Mindenkinek ugyan azt a G-kódot kel használni (max a sebeséget állithatja) vagy saját készités?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 27, 09:03
Írta: bmejdz9nu Dátum 2009 november 27, 09:03
Egy nagy sebességű gépnél a főorsó fordulatszáma erősen korlátozhatja a gép Z-sebességét, teljesítőképességét...
Az a kérdés, hogy a főorsók is játszanak a versenyen vagy nem... (A főorsót ugyebár nem mindenki mag csinálja :)
Vagy valami más "jelölős" módszert kell kitalálni... nem tudom... azaz főorsó fordulatától függetlenül... legyen...
Csak a célt kell meghatározni... azaz pl. 100x100mm-es lapon pl. 25x25-as furatok.. 4mm-es szabályos raszteren...
Aztán mindenki új csinálja a G-kódot ahogy akarja :) Tehát a cél lenne csak adott...
Persze jobb lenne, ha lenne benne G0/G1-es "távolsági" mozgások is...
De igazából egy marás során ezek a "távolsági" szabad futások...sem igazából meghatározóak a teljes gépidőre vonatkozóan... szerintem.
Az a kérdés, hogy a főorsók is játszanak a versenyen vagy nem... (A főorsót ugyebár nem mindenki mag csinálja :)
Vagy valami más "jelölős" módszert kell kitalálni... nem tudom... azaz főorsó fordulatától függetlenül... legyen...
Csak a célt kell meghatározni... azaz pl. 100x100mm-es lapon pl. 25x25-as furatok.. 4mm-es szabályos raszteren...
Aztán mindenki új csinálja a G-kódot ahogy akarja :) Tehát a cél lenne csak adott...
Persze jobb lenne, ha lenne benne G0/G1-es "távolsági" mozgások is...
De igazából egy marás során ezek a "távolsági" szabad futások...sem igazából meghatározóak a teljes gépidőre vonatkozóan... szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 27, 09:44
Írta: 000000000 Dátum 2009 november 27, 09:44
Semmi kedvem nincs már Veled vitázni, mert...
"Nálam fontos, hogy a pozíció szervó eljusson a
célba azaz a célpozícióba a lehető legkisebb
hibával... teszteléskor is..."
Gondolkozzál már!
Ha egy szervót igen nagy hiba határok között is
tesztelhetünk, mert picit komolyabb, mint a te
2 db 20 Ft-os IC-s játékod, akkor ezen tesztek pont azért
kellenek, hogy az üzemszerű pályakövetés minél
jobb legyen.
"Nálam fontos, hogy a pozíció szervó eljusson a
célba azaz a célpozícióba a lehető legkisebb
hibával... teszteléskor is..."
Gondolkozzál már!
Ha egy szervót igen nagy hiba határok között is
tesztelhetünk, mert picit komolyabb, mint a te
2 db 20 Ft-os IC-s játékod, akkor ezen tesztek pont azért
kellenek, hogy az üzemszerű pályakövetés minél
jobb legyen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 27, 09:58
Írta: bmejdz9nu Dátum 2009 november 27, 09:58
Tibor.
Most itt ennek a VP45-ös "mozgástesztnek" semmi köze a 20Ft-os Ic-s vezérlőnek... ne tereld és fedd el ezzel a dolgot...
Az a különbség a kettőnk tesztje között, hogy menyire kell a tesztben a mechanikának megközelítenie ill. elérnie a cél pozíciót...
Egy pontosabb célpozíciót elérő teszt, pontosabb eredményt ad a hajtás precizitásárról...jóságáról...
Nem jobb ha minél pontosabban éri el azt a pontot??? Teszteléskor is... Ezt nem értem meg... és te nagyon jól tudod miről van szó...
Egyébként sokkal több AC pozíció* szervóm van itthon mint Gecko-m és A300-am összesen!
Mindegyik a gyártó legújabb 2009 katalógusában bent van... tehát nem kifutott vezérlők és hozzá való motorok...
8000-es tárolóval:) Tehát nem erről van szó... értsd meg... vagy mit írjak?
... meg 6db analóg AC QDSP PID előkével...
Kérlek a hagyd már a 128 bitet meg a 20Ft-os IC-ket...
Tehát sokkal több eszközzel játszadozok... hobbyzok...tesztelgetek... mikor melyik hová... jobb.. stb...
* Pozició szervó = Bent a PID azaz alapban step/dir vagy CW/CCW bemenet vagy A/B fázistolt encoder bemenet.
Most itt ennek a VP45-ös "mozgástesztnek" semmi köze a 20Ft-os Ic-s vezérlőnek... ne tereld és fedd el ezzel a dolgot...
Az a különbség a kettőnk tesztje között, hogy menyire kell a tesztben a mechanikának megközelítenie ill. elérnie a cél pozíciót...
Egy pontosabb célpozíciót elérő teszt, pontosabb eredményt ad a hajtás precizitásárról...jóságáról...
Nem jobb ha minél pontosabban éri el azt a pontot??? Teszteléskor is... Ezt nem értem meg... és te nagyon jól tudod miről van szó...
Egyébként sokkal több AC pozíció* szervóm van itthon mint Gecko-m és A300-am összesen!
Mindegyik a gyártó legújabb 2009 katalógusában bent van... tehát nem kifutott vezérlők és hozzá való motorok...
8000-es tárolóval:) Tehát nem erről van szó... értsd meg... vagy mit írjak?
... meg 6db analóg AC QDSP PID előkével...
Kérlek a hagyd már a 128 bitet meg a 20Ft-os IC-ket...
Tehát sokkal több eszközzel játszadozok... hobbyzok...tesztelgetek... mikor melyik hová... jobb.. stb...
* Pozició szervó = Bent a PID azaz alapban step/dir vagy CW/CCW bemenet vagy A/B fázistolt encoder bemenet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 27, 13:17
Írta: bmejdz9nu Dátum 2009 november 27, 13:17
Folytassuk... szakmai alapon... (még egyszer)
Én így tesztelném a gép dinamikai jellemzőit: (legyen a neve: VP45 teszt :)
Ez egy "egységugrás-dinamika" mérési módszer lenne, hogy egy számmal lehessen jellemezni egy gép dinamikáját...
A lényege:
Egy megadott céltól-célig azaz egy meghatározott mértékig mechanikailag elmegy a hajtás a célpozícióba és vissza... egy adott időtartamon belül.
Definiálva azaz egy példa:
Vegyünk alapul egy (pl.) 10mm-es mozgást... (lehet más érték is... géptől, rendeltetéstől függően lehetne meghatározni - a tesztmozgás hosszát)
Vegyünk pl. alapul hogy egy 10mm-es mozgást (persze lehet ez bármekkora táv) ezt 9,95mm-re kell teljesítenie a rendszernek...
... azaz 0,05 század célpozíció hibát engedünk meg...(pl. ennyit várunk el a gépünktől munka közben is...)
(lehet más kisebb vagy nagyobb érték is azaz ki és milyen pontossági elvárásokat támaszt a gépével szemben)
Mégmérjük azaz megszámoljuk, hogy pl. 1 perc alatt ezt az utat hányszor tudja a pl. 0,05mm-es célpozíciós hibával megtenni a valóságban.
Az eredményt elosztjuk (pl.) 60-al és megtudjuk, hogy 1mp alatt hányszor tudta!
Ezt az értéket Hz-el lehetne jellemezni és megadva mellé a megengedett célpozíció elérési hiba mértékét!
Ez egy valós fizikai mozgás mérésének eredménye a megadott (fent írt, csekély, gyakorlatias) hibahatár figyelembe vételével!
Ez a módszer pontosan mérhető lenne!
Pontosan minősíteni lehetne a hajtásrendszert... azaz valós "gépjóság-hajtásjóság" teszt ez...
A megtett színtiszta, valóságos mechanikai mozgásból mért eredmény!
Felhasználható az eredmény pl. G-kód programozásnál... azaz tudni lehet előre pontosan mit is tud a gép mit képes max. teljesíteni dinamikában.
Valamint hajtásrendszerek összehasonlítására - (talán különböző értékeket fog adni egy gravírgép mint egy nagyobb méretű marógép...)
Van ellenvetés? Azaz szakmai indok, hogy ez a mérés jó vagy ha nem miért nem...
Én így tesztelném a gép dinamikai jellemzőit: (legyen a neve: VP45 teszt :)
Ez egy "egységugrás-dinamika" mérési módszer lenne, hogy egy számmal lehessen jellemezni egy gép dinamikáját...
A lényege:
Egy megadott céltól-célig azaz egy meghatározott mértékig mechanikailag elmegy a hajtás a célpozícióba és vissza... egy adott időtartamon belül.
Definiálva azaz egy példa:
Vegyünk alapul egy (pl.) 10mm-es mozgást... (lehet más érték is... géptől, rendeltetéstől függően lehetne meghatározni - a tesztmozgás hosszát)
Vegyünk pl. alapul hogy egy 10mm-es mozgást (persze lehet ez bármekkora táv) ezt 9,95mm-re kell teljesítenie a rendszernek...
... azaz 0,05 század célpozíció hibát engedünk meg...(pl. ennyit várunk el a gépünktől munka közben is...)
(lehet más kisebb vagy nagyobb érték is azaz ki és milyen pontossági elvárásokat támaszt a gépével szemben)
Mégmérjük azaz megszámoljuk, hogy pl. 1 perc alatt ezt az utat hányszor tudja a pl. 0,05mm-es célpozíciós hibával megtenni a valóságban.
Az eredményt elosztjuk (pl.) 60-al és megtudjuk, hogy 1mp alatt hányszor tudta!
Ezt az értéket Hz-el lehetne jellemezni és megadva mellé a megengedett célpozíció elérési hiba mértékét!
Ez egy valós fizikai mozgás mérésének eredménye a megadott (fent írt, csekély, gyakorlatias) hibahatár figyelembe vételével!
Ez a módszer pontosan mérhető lenne!
Pontosan minősíteni lehetne a hajtásrendszert... azaz valós "gépjóság-hajtásjóság" teszt ez...
A megtett színtiszta, valóságos mechanikai mozgásból mért eredmény!
Felhasználható az eredmény pl. G-kód programozásnál... azaz tudni lehet előre pontosan mit is tud a gép mit képes max. teljesíteni dinamikában.
Valamint hajtásrendszerek összehasonlítására - (talán különböző értékeket fog adni egy gravírgép mint egy nagyobb méretű marógép...)
Van ellenvetés? Azaz szakmai indok, hogy ez a mérés jó vagy ha nem miért nem...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 27, 18:46
Írta: Szalai György Dátum 2009 november 27, 18:46
Nekem már erre a tesztre az egységugrás név sem tetszik. Nem ugrik egységet. (Attól persze a teszt korrekt voltát eszembe nem jutna vitatni.)
Ahhoz, hogy etalon mérőjelnek tekinthessem, minden tulajdonságának pontosan meghatározottnak kell lennie. Minden tulajdonságra még a tűréseknek is. Akkor bárki, bárhol, bármi más eszközzel is előállíthatja, mérhet vele. Akkor lehet gépeket összehasonlítani. Nem definiált a step impulzusok szélessége, jel-szünet aránya, sem a száma, sem hogy hány step után jön egy dir váltás. Ez mind szabadon változtatható, a tesztelt gép egyéb tulajdonságaitól függően. Csak az állandó, hogy TTL szintű jel és nincsen gyorsítási sem lassítási rámpa. A hiányzó értékeket is pontosan meg kell határozni.
És még akkor sem fogja ez a teszt megmondani, hogy egy gép mennyire használható vagy nem, hiszen a gépek nem azonos felhasználási igények kielégítésére készülnek. Vastag maróhoz nagy nehéz gép kell, ami lassú és erős. Az csak alacsony frekvenciáig lesz tűréshatáron belül ezen a teszten.
Gravírtűhöz, letapogatáshoz, beültetéshez, könnyű, gyors gép dukál. Magasabb frekvencián is belül lesz a tűréshatáron. Mégis mindkét géptípus lehet egyformán jó a saját felhasználási körében. De nem ezen a teszten. Tehát azt is meg kell határozni, hogy milyen gépet milyen frekvenciáig tartunk jónak.
Ennek a tesztnek a célja (úgy gondolom) nem is a gépek korrekt összehasonlítása, hanem az egyedi gép használhatósági határainak megismerése. Arra meg majdnem tökéletes így is.
Amiért mégsem tartom tökéletesek, hogy feleslegesen hosszú ideig, feleslegesen erőteljesen igénybe veszi a gépet. Elégnek tartok csak pár felfutást a maximális gyorsulással a maximális sebesség eléréséig és ugyanannyi ugyanilyen intenzív lassulást. Addig, míg nem kapok elfogadható számú, elfogadhatóan kicsi szórást mutató eredményt.
Ahhoz, hogy etalon mérőjelnek tekinthessem, minden tulajdonságának pontosan meghatározottnak kell lennie. Minden tulajdonságra még a tűréseknek is. Akkor bárki, bárhol, bármi más eszközzel is előállíthatja, mérhet vele. Akkor lehet gépeket összehasonlítani. Nem definiált a step impulzusok szélessége, jel-szünet aránya, sem a száma, sem hogy hány step után jön egy dir váltás. Ez mind szabadon változtatható, a tesztelt gép egyéb tulajdonságaitól függően. Csak az állandó, hogy TTL szintű jel és nincsen gyorsítási sem lassítási rámpa. A hiányzó értékeket is pontosan meg kell határozni.
És még akkor sem fogja ez a teszt megmondani, hogy egy gép mennyire használható vagy nem, hiszen a gépek nem azonos felhasználási igények kielégítésére készülnek. Vastag maróhoz nagy nehéz gép kell, ami lassú és erős. Az csak alacsony frekvenciáig lesz tűréshatáron belül ezen a teszten.
Gravírtűhöz, letapogatáshoz, beültetéshez, könnyű, gyors gép dukál. Magasabb frekvencián is belül lesz a tűréshatáron. Mégis mindkét géptípus lehet egyformán jó a saját felhasználási körében. De nem ezen a teszten. Tehát azt is meg kell határozni, hogy milyen gépet milyen frekvenciáig tartunk jónak.
Ennek a tesztnek a célja (úgy gondolom) nem is a gépek korrekt összehasonlítása, hanem az egyedi gép használhatósági határainak megismerése. Arra meg majdnem tökéletes így is.
Amiért mégsem tartom tökéletesek, hogy feleslegesen hosszú ideig, feleslegesen erőteljesen igénybe veszi a gépet. Elégnek tartok csak pár felfutást a maximális gyorsulással a maximális sebesség eléréséig és ugyanannyi ugyanilyen intenzív lassulást. Addig, míg nem kapok elfogadható számú, elfogadhatóan kicsi szórást mutató eredményt.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 27, 20:00
Írta: besirkyjh Dátum 2009 november 27, 20:00
Igy van Tiborom a gondom az hogy probálok figyelni de egy idömulva már semmit nem értek az egészböl .
Az olyan ember aki szeretné megtanulni és kérdezni a szervorol az hova menjen ( a p....ba? ).
Csinálni kellene egy másik topickot az olyanoknak mint én hogy megértsük és merjük kiprobálni a szervot ,kevés számokkal sok gyakorlati tapasztalattal és türelemmel ( pl: felém ) .Nem tartom kizártnak hogy olyan emberek akiknek nincs meg az elméleti tudásuk a szervos CNC gép épitésében ne tudnának össze hozni eggyet , és mindjárt lenne tapasztalat is a tovább lépéshez .
Nekem mondhat bárki bármit ha azzal tanulok akkor elhiszem de ahoz hogy tudjam szelektálni a felesleges infokat szükségem van a tapasztalatra .
Ezeket látva szerintetek van-e kedvem a szervoval foglalkozni?
[#lama][#nemtudom]
Az olyan ember aki szeretné megtanulni és kérdezni a szervorol az hova menjen ( a p....ba? ).
Csinálni kellene egy másik topickot az olyanoknak mint én hogy megértsük és merjük kiprobálni a szervot ,kevés számokkal sok gyakorlati tapasztalattal és türelemmel ( pl: felém ) .Nem tartom kizártnak hogy olyan emberek akiknek nincs meg az elméleti tudásuk a szervos CNC gép épitésében ne tudnának össze hozni eggyet , és mindjárt lenne tapasztalat is a tovább lépéshez .
Nekem mondhat bárki bármit ha azzal tanulok akkor elhiszem de ahoz hogy tudjam szelektálni a felesleges infokat szükségem van a tapasztalatra .
Ezeket látva szerintetek van-e kedvem a szervoval foglalkozni?
[#lama][#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 27, 20:07
Írta: 000000000 Dátum 2009 november 27, 20:07
jol látod!!!:)))ez már nem hobby,ez már egyetemi képzés!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 27, 20:09
Írta: s7manbs8 Dátum 2009 november 27, 20:09
Kellene egy topic, "CNC Egyetemi szint, belépés csak saját felelősségre".
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 27, 20:10
Írta: 000000000 Dátum 2009 november 27, 20:10
te ide hallom a lihegést,meg a seb nyalogatást!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 november 27, 20:11
Írta: ra8nsmk6w Dátum 2009 november 27, 20:11
Statisztika! a majd 10 000 hozzászólásból egy tájékozatlan olvasó sem tudja beállitani a szervóját. TÖBBSZÖRÖSEN GRATULA A MAGAS SZINVONALÉRT
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 27, 20:14
Írta: 000000000 Dátum 2009 november 27, 20:14
ne féljetek,el leszűnk mi még kűldve kis tudományosan alultáplált amatörök a p...a!:)))csak most van egy kis erő gyűjtő szűnet!:))).
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 27, 20:18
Írta: Szalai György Dátum 2009 november 27, 20:18
Bár az írásodat egyetlen személyhez intézted, (aki nem én vagyok) mégis hibásnak érezhetném magam az elkeseredettséged miatt. Hiszen én sem válaszoltam a fel nem tett kérdésedre. De legalább abban biztos lehetek, hogy nem én vettem el a kedvedet a servo-val foglalkozástól. Nem tartom magam a legilletékesebbnek a majdan feltett kérdéseid megválaszolásához, de azt ígérem, hogy a lehető legnagyobb türelemmel, kitartással és legjobb tudásom szerint fogok válaszolni rá, ha majd felteszed.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 27, 20:20
Írta: s7manbs8 Dátum 2009 november 27, 20:20
Azt a PID egyenletet írja már ide valaki, nem tudom mi nem érthető, ami egy hót egyszerű szorzása és összeadásból áll.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 27, 20:24
Írta: besirkyjh Dátum 2009 november 27, 20:24
Igy van . Tul sok a lehetöség de csak egy az ami tutira müködik . Hogyan válasszam ki a megfelelöt ?
Személyszerint én még a szervoban az elsö osztályban kezdek ( A B C stb ) de hiába beszélnek ha besem tudom azonositani amit irnak ( mondanak ) .Ez engem csak hátráltat de hogy nem visz elöre az biztos .
Igy van Gyula ! [#eljen]
Személyszerint én még a szervoban az elsö osztályban kezdek ( A B C stb ) de hiába beszélnek ha besem tudom azonositani amit irnak ( mondanak ) .Ez engem csak hátráltat de hogy nem visz elöre az biztos .
Igy van Gyula ! [#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 27, 20:26
Írta: 000000000 Dátum 2009 november 27, 20:26
olyan ajnározása folyik a szervonak,hogy az már elképesztö!annyira szerintem nem csucs hogy csak ez és mindenek felett!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 27, 20:39
Írta: besirkyjh Dátum 2009 november 27, 20:39
Biztos hogy jok a szervok de hogy én valaha is megfogom-e tudni a gyakorlati különbséget azt nem tudom .
Félreértés ne essék nem haragszom senkire ( nem is tehetem )de de a " Dc szervo motoros vezérlés ( dühöngö ) " topick nem nekem szol .
Tiboron , nekem egyenlöre a mikrolépéses léptetömotor ami valamennyire tiszta és ezért használhato is , ugy hogy mig nemtalálok infot ( korrektet ) a szervokrol maradok a léptetömotornál .
[#nemtudom]
Félreértés ne essék nem haragszom senkire ( nem is tehetem )de de a " Dc szervo motoros vezérlés ( dühöngö ) " topick nem nekem szol .
Tiboron , nekem egyenlöre a mikrolépéses léptetömotor ami valamennyire tiszta és ezért használhato is , ugy hogy mig nemtalálok infot ( korrektet ) a szervokrol maradok a léptetömotornál .
[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 november 27, 20:50
Írta: D.Laci Dátum 2009 november 27, 20:50
Másik topikban olvastam hogy te irtál egy DOS-os progit ami szervó mocit szabályoz PID-el.
Kezdésnek rakdbe annak a képletét, hátha folytatják. A tudásbázist.
Kezdésnek rakdbe annak a képletét, hátha folytatják. A tudásbázist.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 27, 20:57
Írta: svejk Dátum 2009 november 27, 20:57
"Ezeket látva szerintetek van-e kedvem a szervoval foglalkozni?"
Ne foglakozz a profikkal :)))
Ez a topic elejétől fogva döcögősen haladt.
Volt egy idő amikor azt hittem hogy van aki direkt hátráltatja, de ez talán nem volt igaz.
Aztán volt amikor nem is lehetett mindent megírni...
Mondanám menj át a Servo homokozóba (mert van ám olyan topic is :) )
De hát ott is csak mi vagyunk a fórumtársaid :))
Talán a servohoz kell egy kis elektronikai érdeklődés is, de ezt azért gondolom ezt sok elégedett servot használó fórumtárs meg tudná cáfolni.
Ne foglakozz a profikkal :)))
Ez a topic elejétől fogva döcögősen haladt.
Volt egy idő amikor azt hittem hogy van aki direkt hátráltatja, de ez talán nem volt igaz.
Aztán volt amikor nem is lehetett mindent megírni...
Mondanám menj át a Servo homokozóba (mert van ám olyan topic is :) )
De hát ott is csak mi vagyunk a fórumtársaid :))
Talán a servohoz kell egy kis elektronikai érdeklődés is, de ezt azért gondolom ezt sok elégedett servot használó fórumtárs meg tudná cáfolni.
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 november 27, 21:03
Írta: jv7pu3a5p Dátum 2009 november 27, 21:03
Én pont ugyanígy érzek, teljes homály a szervó. Pont most gondoltam, hogy benézek ide és megnézem mit írogatnak a fórumlakók a DC szervo vezérlésről, de az utolsó pár hozzászólást elolvasva elgondolkodtam, hogy beleolvassak-e.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 27, 21:21
Írta: besirkyjh Dátum 2009 november 27, 21:21
Látod erröl beszélek hogy már kérdezni sem mernek sokan hátha kiderül hogy nagyon amatörök a szervozáshoz ( másban meg profik ) .
Azért mert valaki nem ir az még nem azt jelenti hogy nincs itt .Csak azt hogy nincs kedve irni valamiért .
Személyszerint nekem olyan 35 éve hobbym az elektronika sok minden nemjelent gondot ha meg gond van kérdezek .
Azért mert valaki nem ir az még nem azt jelenti hogy nincs itt .Csak azt hogy nincs kedve irni valamiért .
Személyszerint nekem olyan 35 éve hobbym az elektronika sok minden nemjelent gondot ha meg gond van kérdezek .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 27, 21:47
Írta: 000000000 Dátum 2009 november 27, 21:47
Azért a servo sem olyan nagy feladat, veszel egy vezérlőt(Istváné;Gyík; A300)rákötöd a tápot, rákötöd a motort és az enkódert beállítassz egy pár paramétert, rá adod a Step-Dír jeleket és már megy is. A vezérlők gépkönyvében minden le van írva felhasznállói szinten. Csak addig misztikus, amíg az ember ki nem próbálja. Aztán, hogy tudja-e az egységugrás tesztet, az már egy más téma.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2009 november 27, 22:21
Írta: PSoft Dátum 2009 november 27, 22:21
Tudom,hogy vannak infók,jók és hasznosak,de...
Nem mindegy,hogy olvasóként(ha épp nincs konkrét kérdésed a témában)mennyi számodra"érdektelen"dolgot kell átolvasni,hogy megtaláld azt az egy-két mondatot ami info a számodra.
Eszembe jut öreg,volt kollegám egyik kedvenc mondata,mondása:
"A helyzet szignatúrája úgy kurdinál,ahogy a remanens preparál".
Van ennek valami értelme? Szerintem semmi,de k..va jól hangzik! :))((
Nem mindegy,hogy olvasóként(ha épp nincs konkrét kérdésed a témában)mennyi számodra"érdektelen"dolgot kell átolvasni,hogy megtaláld azt az egy-két mondatot ami info a számodra.
Eszembe jut öreg,volt kollegám egyik kedvenc mondata,mondása:
"A helyzet szignatúrája úgy kurdinál,ahogy a remanens preparál".
Van ennek valami értelme? Szerintem semmi,de k..va jól hangzik! :))((
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 27, 22:33
Írta: besirkyjh Dátum 2009 november 27, 22:33
Tudom is meg nem is .
A gondom az hogy abban a felhasználásban amit én használok a szervo nem igazán képvisel értéket vagy keveset tudok a szervorol .Az hogy mi képvisel értéket nekem abboltevödik össze hogy mennyi befektetéssel és munkával érem el a célom .Ez már kicsit nem hobby , vagy mégis ?
[#nemtudom]
A gondom az hogy abban a felhasználásban amit én használok a szervo nem igazán képvisel értéket vagy keveset tudok a szervorol .Az hogy mi képvisel értéket nekem abboltevödik össze hogy mennyi befektetéssel és munkával érem el a célom .Ez már kicsit nem hobby , vagy mégis ?
[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 27, 22:38
Írta: besirkyjh Dátum 2009 november 27, 22:38
Ez is igaz .
Nem tartom logikusnak , ahoz hogy valamiféle infot mazsolázzak ki egy topickbol állandoan kis pirosfejü és személyeskedö irásokat kell átolvasnom . Nem lehet kihagyni sem mert lehetnek benn szavak amik segitenek .
[#confused]
Nem tartom logikusnak , ahoz hogy valamiféle infot mazsolázzak ki egy topickbol állandoan kis pirosfejü és személyeskedö irásokat kell átolvasnom . Nem lehet kihagyni sem mert lehetnek benn szavak amik segitenek .
[#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 27, 22:45
Írta: ukcge40u Dátum 2009 november 27, 22:45
Ezért nem töröltettem a topikomból sem a vitát a gépszilárdsági problémából. Sok hasznos infó van abban a vitában is, amit nem kellene elveszejteni.
Tény, hogy mostanában több a vita, és kevesebb a jó információ. Például Szalai Kartács nem megy bele vitákba, leírja, amit tud, és kész.
Én nagyon becsülöm őt ezért. nem olyan szófosó, mint én.
Tény, hogy mostanában több a vita, és kevesebb a jó információ. Például Szalai Kartács nem megy bele vitákba, leírja, amit tud, és kész.
Én nagyon becsülöm őt ezért. nem olyan szófosó, mint én.
Cím: Re:DC szervó motoros vezérlés
Írta: iezx50gsm Dátum 2009 november 27, 22:56
Írta: iezx50gsm Dátum 2009 november 27, 22:56
Hát Varsányi Péter már egy jó ideje nem ír a fórumon...Szerintem kellenek a viták, persze a személyeskedés az más dolog...Engem pl. Varsányi Péter innovatív írásai kifejezetten motiválnak, és gondolom sokakat rajtamkívül. De Tibor45 úgyszintén a racionális és tárgyilagos hozzászólásaival.Persze másokat is lehetne említeni akik motorjai ennek a főrumnak ...Szerintem középütt az igasság melyből mindenki profitál.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 27, 22:57
Írta: 000000000 Dátum 2009 november 27, 22:57
csak tul bonyolultnak tűnik az ok fejtéseket halgatva,és kevésbé képzett hobbista,kicsit megriad tőle!:)))ja meg hát a Gyik...!:)))))
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 27, 23:07
Írta: besirkyjh Dátum 2009 november 27, 23:07
Nagyon jolirod .
OLvastam eddig is és ezután is fogom a topic-ot .Az a problémám hogy ha kérdezek valamit 2-3 irással fentebb már teljesen másrol van szo ( a leirtakrol )és a kérdésem elvész akik késöbb jönnek 1-2 orával vissza kéne olvasniuk párszáz beirást hogy esetleg válaszoljanak a kérdésemre de látva hogy már megint megy a dühöngö inkább más topickban érvényeitik magukat .
Nekem meg válasz ? Semmi ?
Nem is tudják hogy kérdeztem valamit .
Érted ugye ?
[#eljen]
OLvastam eddig is és ezután is fogom a topic-ot .Az a problémám hogy ha kérdezek valamit 2-3 irással fentebb már teljesen másrol van szo ( a leirtakrol )és a kérdésem elvész akik késöbb jönnek 1-2 orával vissza kéne olvasniuk párszáz beirást hogy esetleg válaszoljanak a kérdésemre de látva hogy már megint megy a dühöngö inkább más topickban érvényeitik magukat .
Nekem meg válasz ? Semmi ?
Nem is tudják hogy kérdeztem valamit .
Érted ugye ?
[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: iezx50gsm Dátum 2009 november 27, 23:19
Írta: iezx50gsm Dátum 2009 november 27, 23:19
Én mielőtt bejelentkeztem először átolvastam majdenem az egész fórumot.Nem egy nap volt.
Sok ,ma tapasztalt fórumozótag ma talán megmosolyogná hozzászólásait.Persze mamár több a felkiáltójel a mondatok végén mint a kérdőjel.Szerintem sokan eggyütt nőttek fel a fórummal... Ez pedig tény.
Sok ,ma tapasztalt fórumozótag ma talán megmosolyogná hozzászólásait.Persze mamár több a felkiáltójel a mondatok végén mint a kérdőjel.Szerintem sokan eggyütt nőttek fel a fórummal... Ez pedig tény.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 27, 23:23
Írta: ukcge40u Dátum 2009 november 27, 23:23
Szerintem fogjunk össze, és gyúrjuk össze a Péter innovatív hozzáállását, a Tibor mérnökileg megalapozott hozzáállásával.
Kapnánk egy olyan eredményt, hogy az egész világ idejönne kuncsorogni infókért.
De amíg ez nem működik.
Ráadásul ez rossz példa, mert gyakorlatilag a naponta hozzászólókat kellene összegyúrni.
Simán világhatalom lennénk.
Összefogni kellene, nem pofázni... már bocsánat...
Kapnánk egy olyan eredményt, hogy az egész világ idejönne kuncsorogni infókért.
De amíg ez nem működik.
Ráadásul ez rossz példa, mert gyakorlatilag a naponta hozzászólókat kellene összegyúrni.
Simán világhatalom lennénk.
Összefogni kellene, nem pofázni... már bocsánat...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 27, 23:29
Írta: bmejdz9nu Dátum 2009 november 27, 23:29
Jó az észrevétel! Kifelejtettem a a váltási időt... azt gondoltam egyértelmű = Zero
Ez egy egységugrás...ha a mérőtáv kicsi azaz ezt a tesztet pl. 1mm-en is le lehet játszani!
A "step impulzusok szélessége" ... nem számít... az max a vezérlőnek kell egy minimum.
"nincsen gyorsítási sem lassítási rámpa." = ezt mindenki olyan kicsire állíthatja amilyenre csak bírja a szerkezete = logikusan jobb lesz az eredmény.
Azaz ha pazarlóan lassúra veszi valamilyen okból a rámpákat... azzal időt veszít...
Ez egy egységugrás...ha a mérőtáv kicsi azaz ezt a tesztet pl. 1mm-en is le lehet játszani!
A "step impulzusok szélessége" ... nem számít... az max a vezérlőnek kell egy minimum.
"nincsen gyorsítási sem lassítási rámpa." = ezt mindenki olyan kicsire állíthatja amilyenre csak bírja a szerkezete = logikusan jobb lesz az eredmény.
Azaz ha pazarlóan lassúra veszi valamilyen okból a rámpákat... azzal időt veszít...
Cím: Re:DC szervó motoros vezérlés
Írta: iezx50gsm Dátum 2009 november 27, 23:32
Írta: iezx50gsm Dátum 2009 november 27, 23:32
A következő talin úgyis lesz [#law]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 27, 23:34
Írta: bmejdz9nu Dátum 2009 november 27, 23:34
Kösz... de nem azért nem írtam mert nem akartam... egy fórumtársunknál voltam látogatóba...
... és beszélgettünk a szervóról is... Ő is teljesen el lett rettentve(!) a dologtól...
Pedig a dolog úgy van ahogy Vbody írta... megveszed bekapcsolod és megy... ennyi...
Szerintem kudarc nem nagyon lehetséges... léptetőhöz képest... bármilyen vezérlővel... de nem aláméretezett motorral(!)...
Mert a motor állandó kínzása a nyomaték szükséglet miatt rosszabb mint egy olyan dinamika "álmának" elérése amit a mechanika úgy sem bír ki várhatóan...
... és beszélgettünk a szervóról is... Ő is teljesen el lett rettentve(!) a dologtól...
Pedig a dolog úgy van ahogy Vbody írta... megveszed bekapcsolod és megy... ennyi...
Szerintem kudarc nem nagyon lehetséges... léptetőhöz képest... bármilyen vezérlővel... de nem aláméretezett motorral(!)...
Mert a motor állandó kínzása a nyomaték szükséglet miatt rosszabb mint egy olyan dinamika "álmának" elérése amit a mechanika úgy sem bír ki várhatóan...
Cím: Re:DC szervó motoros vezérlés
Írta: iezx50gsm Dátum 2009 november 27, 23:41
Írta: iezx50gsm Dátum 2009 november 27, 23:41
Jó hangzik ami írsz ,már van úgyis vagy 40 kg dc szervó motorom a legtöbbEC E543-as , habár a rjtuk lévő Renco négykivezetéses encoder az LM339N IC-vel nem egy mai darab ..
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 november 28, 00:32
Írta: ukcge40u Dátum 2009 november 28, 00:32
A kudarc lehetősége ugyanúgy fennáll egy alulméretezett szervó esetén is.
Azt emeld ki összehasonlításban, ami tényleg megtámadhatatlan.
A levegőszántás képessége fontos, de nem szükségszerű.
Egy jól megírt (nem generált) programmal nagyon sok hátrányt be lehet hozni lépteccsel a szervóval szemben. Nem mindet, de sokat.
Azt emeld ki összehasonlításban, ami tényleg megtámadhatatlan.
A levegőszántás képessége fontos, de nem szükségszerű.
Egy jól megírt (nem generált) programmal nagyon sok hátrányt be lehet hozni lépteccsel a szervóval szemben. Nem mindet, de sokat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 09:15
Írta: bmejdz9nu Dátum 2009 november 28, 09:15
"bármilyen vezérlővel... de NEM aláméretezett motorral(!)... " Ezt írtam én is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 09:23
Írta: bmejdz9nu Dátum 2009 november 28, 09:23
"gyúrjuk össze" ... "megalapozott " ... ezen mindenki saját maga gondolkodjon...főleg a második szón...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 09:42
Írta: 000000000 Dátum 2009 november 28, 09:42
Tehát szerintem egy gyártónak a lehető legmagasabb fokon
tisztába kell lenni az elmélettel a gyártmányát illetően.
Nagyon sajnálatos lehet itt egyeseknek,
hogy egy szervórendszert (és itt teljesen
mindegy a minőség, játék, hobby, profi)
200 éve differenciál egyenletekkel lehet leírni.
Ennek alapját a zseni feltaláló-fizikus-matamatikus
Newton közel négyszáz éve már lefektette, ma is mérvadó.
Ennek óriási objektív szakirodalma van.
Na már most két fő eset lehetséges:
Fejlesztő-gyártó vagyok valamilyen szinten, vagy "csak"
alkalmazó.
Éppen ezért én eldöntöttem, hogy majd lehetőleg
általános iskolai képletekkel fogok itt érvelni.
Majd délután-este folytatom, mert millió más dolgom is van.
tisztába kell lenni az elmélettel a gyártmányát illetően.
Nagyon sajnálatos lehet itt egyeseknek,
hogy egy szervórendszert (és itt teljesen
mindegy a minőség, játék, hobby, profi)
200 éve differenciál egyenletekkel lehet leírni.
Ennek alapját a zseni feltaláló-fizikus-matamatikus
Newton közel négyszáz éve már lefektette, ma is mérvadó.
Ennek óriási objektív szakirodalma van.
Na már most két fő eset lehetséges:
Fejlesztő-gyártó vagyok valamilyen szinten, vagy "csak"
alkalmazó.
Éppen ezért én eldöntöttem, hogy majd lehetőleg
általános iskolai képletekkel fogok itt érvelni.
Majd délután-este folytatom, mert millió más dolgom is van.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 09:47
Írta: bmejdz9nu Dátum 2009 november 28, 09:47
Ezen a gyorsítási és lassítási dolgon közbe gondolkodtam...
Megpróbálom leírni, hogy a rampa idők hogyan vannak nálam - mint hobbystánál - meghatározva... és gondolom 99%-ban más hobystánál is...
1. Van egy motort :) Ha kis fordulatú és erős = direkthajtás - ha kisebb, pörgős akkor (kényszer?) áttétel...
2. Van egy orsó :) Minél kisebb emelkedésű elvileg annál jobb a szervóhoz... de gondoljunk bele ha 3-4000rpm-el forgatunk egy orsót az igencsak beleng...
A hobbysta összeköti a a két szerzeményt... Ha volt/van lehetősége akkor azért "párosít" tehát nagy hüleséget nem csinál...
Ez az orsó + mozgatott tömeg + vezérlő (áram) és motor (nyomaték) max.-ja ad egy gyorsítási maximális lehetőséget...
A hobbysta ezt tudomásul veszi!
Nagyon-nagyon el kell trafálni a hajtás párosítást, hogy annyira vacakul gyorsítson a rendszer amit ne a gépe mechanikája korlátozna!!!
A hobbysta ezt a már elfogadott gyorsítási képességhez hozzá állítja a szoftverben a rampa időket...
Azaz pontosabban, gyakorlatiasabban:
Addig csökkenti a rampa időket a szoftverben (gyorsítást és lassítást) amíg a vezérlő ezt a legkisebb hibajellel le tudja vezérelni...
Mert ugye a mechanika "időállandó" adott a hobbystánál... ezért a szoftverben állítja hozzá... vagy hogy fogalmazzak...
Ha csak nem trafált teljesen mellé a hobbysta (azaz pl. nem méretezte alá a motort) akkor ez a gyorsulási képesség olyan erős lesz amit úgysem bír ki a mechanika!
... Nálam így és ez szokott lenne...
Nem mondom szoktam számolgatni is... a képletek - számítások topikban van a "Nm-ről" "tolóerő" képlet... azt minimum érdemes...
Persze lehet nagyon komoly számításokat is végezni... minden motor paramétert figyelembe venni...
De ekkor rá is lehet jönni, hogy nincs olyan motorom... vagy orsóm vagy...
Lehet, hogy a hajtás rendszer nem 100%-os lesz...
Erről szokott eszembe jutni egy gyári szuper CNC demo videója... csinál egy nagyon komplex munkadarabot és a videó végén kiírják: ez 308mp alatt készül el! :)
... És arra gondoltam... jó lenne ez nekem már 20 perc alatt is :)... mert nem vagyok telhetetlen... :) azaz hobbysta vagyok...
Megpróbálom leírni, hogy a rampa idők hogyan vannak nálam - mint hobbystánál - meghatározva... és gondolom 99%-ban más hobystánál is...
1. Van egy motort :) Ha kis fordulatú és erős = direkthajtás - ha kisebb, pörgős akkor (kényszer?) áttétel...
2. Van egy orsó :) Minél kisebb emelkedésű elvileg annál jobb a szervóhoz... de gondoljunk bele ha 3-4000rpm-el forgatunk egy orsót az igencsak beleng...
A hobbysta összeköti a a két szerzeményt... Ha volt/van lehetősége akkor azért "párosít" tehát nagy hüleséget nem csinál...
Ez az orsó + mozgatott tömeg + vezérlő (áram) és motor (nyomaték) max.-ja ad egy gyorsítási maximális lehetőséget...
A hobbysta ezt tudomásul veszi!
Nagyon-nagyon el kell trafálni a hajtás párosítást, hogy annyira vacakul gyorsítson a rendszer amit ne a gépe mechanikája korlátozna!!!
A hobbysta ezt a már elfogadott gyorsítási képességhez hozzá állítja a szoftverben a rampa időket...
Azaz pontosabban, gyakorlatiasabban:
Addig csökkenti a rampa időket a szoftverben (gyorsítást és lassítást) amíg a vezérlő ezt a legkisebb hibajellel le tudja vezérelni...
Mert ugye a mechanika "időállandó" adott a hobbystánál... ezért a szoftverben állítja hozzá... vagy hogy fogalmazzak...
Ha csak nem trafált teljesen mellé a hobbysta (azaz pl. nem méretezte alá a motort) akkor ez a gyorsulási képesség olyan erős lesz amit úgysem bír ki a mechanika!
... Nálam így és ez szokott lenne...
Nem mondom szoktam számolgatni is... a képletek - számítások topikban van a "Nm-ről" "tolóerő" képlet... azt minimum érdemes...
Persze lehet nagyon komoly számításokat is végezni... minden motor paramétert figyelembe venni...
De ekkor rá is lehet jönni, hogy nincs olyan motorom... vagy orsóm vagy...
Lehet, hogy a hajtás rendszer nem 100%-os lesz...
Erről szokott eszembe jutni egy gyári szuper CNC demo videója... csinál egy nagyon komplex munkadarabot és a videó végén kiírják: ez 308mp alatt készül el! :)
... És arra gondoltam... jó lenne ez nekem már 20 perc alatt is :)... mert nem vagyok telhetetlen... :) azaz hobbysta vagyok...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 28, 10:24
Írta: svejk Dátum 2009 november 28, 10:24
Én értem amit írsz, sőt nagyvonalakban igazat is adok.
Viszont van egy mondás, miszerint ha egy tanárnál félévkor megbukik a 30-ból 25 tanuló, akkor annak a tanárnak el kell gondolkodnia a tanítási módszerein, vagy felhagynia a tanítói állással.
Viszont van egy mondás, miszerint ha egy tanárnál félévkor megbukik a 30-ból 25 tanuló, akkor annak a tanárnak el kell gondolkodnia a tanítási módszerein, vagy felhagynia a tanítói állással.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 november 28, 11:05
Írta: D.Laci Dátum 2009 november 28, 11:05
"el kell gondolkodnia a tanítási módszerein, vagy felhagynia a tanítói állással.
" Szerinted, hogy szoktak ilyenkor dönteni? :) :(
" Szerinted, hogy szoktak ilyenkor dönteni? :) :(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 28, 11:10
Írta: svejk Dátum 2009 november 28, 11:10
Remélem megpróbálnak másféle tanítási módszereket, mert a tanár tud, csak nem tudja átadni az ismereteket...
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 28, 11:23
Írta: besirkyjh Dátum 2009 november 28, 11:23
Sajnos rosszul .
Ennek mi (én ) tudatlanok isszuk meg a levét .Pedig tanár nélkülnem fog menni .
[#fejvakaras]
Ennek mi (én ) tudatlanok isszuk meg a levét .Pedig tanár nélkülnem fog menni .
[#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 11:25
Írta: 000000000 Dátum 2009 november 28, 11:25
Erre az egészre ezt tudom mondani:
Bármilyen kérdésed van, nyugodtan írj, de előre szólok, hogy nem a türelmemmel, hanem a tűrőképességemmel van gond, ami azt jelenti, hogy, ha az üzeneted megértése számomra PROBLÉMÁT jelenthet megfogalmazás és pontosság hiánya miatt, akkor inkább ne tedd fel! [#hehe]
Bármilyen kérdésed van, nyugodtan írj, de előre szólok, hogy nem a türelmemmel, hanem a tűrőképességemmel van gond, ami azt jelenti, hogy, ha az üzeneted megértése számomra PROBLÉMÁT jelenthet megfogalmazás és pontosság hiánya miatt, akkor inkább ne tedd fel! [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 28, 11:40
Írta: Szalai György Dátum 2009 november 28, 11:40
Sokan sokfélék vagyunk itt a fórumon. Mindenkit más érdekel, mindenki mást szeretne.
A felületes, bizonytalan ismeret és az elmélyült magabiztos tudás terén van a legnagyobb szórás.
Én először a szénkefés DC játék motorokkal találkoztam, barátkoztam. Nekem egyszerűnek tűnik ez a technika, bekötöm egy egyszerű áramkörbe és forog. Teszi a dolgát. Azután a hagyományos, manapság pedig a modernebb szabályzókapcsolásokkal kezdtem ismerkedni, innentől végletesen bonyolódott a helyzet. De nálam ez már rég nem a servomotor használatáról szól, hanem már majdnem a kiváló servoszabályzó készítéséről. Ennek van rengeteg buktatója zsákutcája és pokol mély ismeret igénye. (Szerintem nem is ajánlható még elektronikai szakembernek sem, akinek nincsen rá pár éve, hogy elmélyedjen a témában.) Gyenge képességűt viszonylag egyszerűen barkácsolhatunk, de annak csak jellemformáló hatása van. Tanít elviselni a kudarcélményt.
Készen venni egy jó szabályzót, összedrótozni egy jó motorral, utasítások szerint jól beállítani, azt a nagymamám is tudná. Nem is értem, hogy ki és miért fél ettől. Jó szilvás gombócot készíteni sokkal nehezebb.
Ugyan ez állítható szerintem a léptetőről is. Készen venni egyszerű, az eladó még a kiválasztásban is segít. Építeni azt is nehéz, kiválót meg majdnem lehetetlen. Ebből a szempontból nincs különbség a servo és léptető között.
Használatukat tekintve, szerintem, kis dinamika igényű hobby alkalmazásokhoz a léptető passzol jobban, a servot kár ilyenre pocsékolni. Az csak nagy dinamika igény esetén létjogos. Úgy sem lehet hobby gépvázon dinamikusan dolgozni nagy élkör átmérőjű szerszámmal. És itt szerintem már az öt milliméter is nagynak számit.
A felületes, bizonytalan ismeret és az elmélyült magabiztos tudás terén van a legnagyobb szórás.
Én először a szénkefés DC játék motorokkal találkoztam, barátkoztam. Nekem egyszerűnek tűnik ez a technika, bekötöm egy egyszerű áramkörbe és forog. Teszi a dolgát. Azután a hagyományos, manapság pedig a modernebb szabályzókapcsolásokkal kezdtem ismerkedni, innentől végletesen bonyolódott a helyzet. De nálam ez már rég nem a servomotor használatáról szól, hanem már majdnem a kiváló servoszabályzó készítéséről. Ennek van rengeteg buktatója zsákutcája és pokol mély ismeret igénye. (Szerintem nem is ajánlható még elektronikai szakembernek sem, akinek nincsen rá pár éve, hogy elmélyedjen a témában.) Gyenge képességűt viszonylag egyszerűen barkácsolhatunk, de annak csak jellemformáló hatása van. Tanít elviselni a kudarcélményt.
Készen venni egy jó szabályzót, összedrótozni egy jó motorral, utasítások szerint jól beállítani, azt a nagymamám is tudná. Nem is értem, hogy ki és miért fél ettől. Jó szilvás gombócot készíteni sokkal nehezebb.
Ugyan ez állítható szerintem a léptetőről is. Készen venni egyszerű, az eladó még a kiválasztásban is segít. Építeni azt is nehéz, kiválót meg majdnem lehetetlen. Ebből a szempontból nincs különbség a servo és léptető között.
Használatukat tekintve, szerintem, kis dinamika igényű hobby alkalmazásokhoz a léptető passzol jobban, a servot kár ilyenre pocsékolni. Az csak nagy dinamika igény esetén létjogos. Úgy sem lehet hobby gépvázon dinamikusan dolgozni nagy élkör átmérőjű szerszámmal. És itt szerintem már az öt milliméter is nagynak számit.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 11:40
Írta: bmejdz9nu Dátum 2009 november 28, 11:40
Szerintem... Ilyenkor azt a szabályt kellene bevezetni, hogy visszatörölni a "csevegő részt" az utolsó valamiféle szakmai érv pontjáig...
Mert ugye megint megtörtént a "falbontás"... azaz a falazás a szervó megismerése felé?
... és mindig ez történik...mint valami körbejáró verkli... érvekre jönnek olyanok "hülye" vagy (de nem szakmai indokkal) és menj inkább kapálni a mezőre... stb...
Ez szerintem abnormális, beteges dolog...
H a tanár (netán) tud és nem mondja el a diáknak... csak veri... azzal megtanulja a diák? Ezt még a "beleverésnek" sem lehet nevezni...
Tehát ha nincs kifogásotok a nem szakmai dumákat ebben a topikban kigyomlálom... teljesen a hozzászólást vagy a hozzá szólásnak azt a részét aminek semmi köze a szervóhoz ill. semmilyen érvet, szakmai részt nem tartalmaz...
Aki úgy gondolja, hogy fényezni akarja magát... ne itt tegye...
Főleg ne mindenféle összefüggéstelen, bedobott, következetlen és senki számára nem érthető szakmainak álcázott módon. Amit összefüggésében talán saját maga sem lát át... és a kérdésekre nem tud egy hobbysta számára felfogható, megérthető magyarázattal szolgálni...
Ma este kitörlök minden csevegést! Ha nincs ellenvetés!
Mert ugye megint megtörtént a "falbontás"... azaz a falazás a szervó megismerése felé?
... és mindig ez történik...mint valami körbejáró verkli... érvekre jönnek olyanok "hülye" vagy (de nem szakmai indokkal) és menj inkább kapálni a mezőre... stb...
Ez szerintem abnormális, beteges dolog...
H a tanár (netán) tud és nem mondja el a diáknak... csak veri... azzal megtanulja a diák? Ezt még a "beleverésnek" sem lehet nevezni...
Tehát ha nincs kifogásotok a nem szakmai dumákat ebben a topikban kigyomlálom... teljesen a hozzászólást vagy a hozzá szólásnak azt a részét aminek semmi köze a szervóhoz ill. semmilyen érvet, szakmai részt nem tartalmaz...
Aki úgy gondolja, hogy fényezni akarja magát... ne itt tegye...
Főleg ne mindenféle összefüggéstelen, bedobott, következetlen és senki számára nem érthető szakmainak álcázott módon. Amit összefüggésében talán saját maga sem lát át... és a kérdésekre nem tud egy hobbysta számára felfogható, megérthető magyarázattal szolgálni...
Ma este kitörlök minden csevegést! Ha nincs ellenvetés!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 28, 11:42
Írta: Szalai György Dátum 2009 november 28, 11:42
Elfogadom, hogy „A Topic nem a fejlesztőké, hanem az általános szervo iránt érdeklődők diskurzus fóruma.” Csak nem tudom, hogy értsem. Milyen szintig tekinted álltalánosnak a szervo iránti érdeklődést és honnantól már fejlesztőinek. Ha mégis fejlesztői szintű kérdés megformálására veszi valaki a fáradtságot, akkor igen jól eshet neki, hogy a nagyon kevés alaposabb ismerettel rendelkező válaszra méltatja. A felületes ismeretűek nem biztos, hogy hasznát veszik ennek, de legalább a lehetőségük megvan rá. A válaszban átadott tudás nem ártalmas. Bárki eldöntheti, hogy mit kezd, mit tud kezdeni vele.
Külön érdekszövetség tagjának kell lenni ahhoz, hogy mélyebben beleláthassak a tudás varázsgömbjébe? Mi oda a belépő?
Külön érdekszövetség tagjának kell lenni ahhoz, hogy mélyebben beleláthassak a tudás varázsgömbjébe? Mi oda a belépő?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 28, 11:44
Írta: svejk Dátum 2009 november 28, 11:44
Vissza már ne törölj, hagyd a csudába...
Nem ér annyit az egész...
Nem ér annyit az egész...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 11:47
Írta: bmejdz9nu Dátum 2009 november 28, 11:47
"manapság pedig a modernebb szabályzókapcsolásokkal kezdtem ismerkedni, innentől végletesen bonyolódott a helyzet."
Nem kell misztifikáld semelyik vezérlőt sem... a hajtást "jóságát" 50%-ba a motor dönti el és 40%-ban az illesztés azaz az orsó emelkedéséhez mennyire passzol ... és ilyenkor jöhetne az átt. kérdése vissza...
Gyakorlatilag "használhatatlan" vezérlőt nem láttam... jó volt olyan amelyik 2 perc alatt lefüstölt...:) de amelyik megy az teszi a dolgát...
Nem kell misztifikáld semelyik vezérlőt sem... a hajtást "jóságát" 50%-ba a motor dönti el és 40%-ban az illesztés azaz az orsó emelkedéséhez mennyire passzol ... és ilyenkor jöhetne az átt. kérdése vissza...
Gyakorlatilag "használhatatlan" vezérlőt nem láttam... jó volt olyan amelyik 2 perc alatt lefüstölt...:) de amelyik megy az teszi a dolgát...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 11:49
Írta: bmejdz9nu Dátum 2009 november 28, 11:49
Visszatörlöm...
Röhely már ez a topik... itt írogatom a semmit a semmire... nemhogy csinálnék valami hasznosat és azt tenném közzé...
Egyesek... ezt nem így gondolják... vagy? Cseveghetünk mert ugyis törlöm :)
Ha gondolod "bizonyos" itt elhangzott hozzá szólásokat lefordítom németre és angolra és beteszem a német ill. amcsi fórumba...
Szreinted mennyi ideig lenne ott? A németen kb. 2 perc... az amcsin kb. 1 nap... ismerem...
Röhely már ez a topik... itt írogatom a semmit a semmire... nemhogy csinálnék valami hasznosat és azt tenném közzé...
Egyesek... ezt nem így gondolják... vagy? Cseveghetünk mert ugyis törlöm :)
Ha gondolod "bizonyos" itt elhangzott hozzá szólásokat lefordítom németre és angolra és beteszem a német ill. amcsi fórumba...
Szreinted mennyi ideig lenne ott? A németen kb. 2 perc... az amcsin kb. 1 nap... ismerem...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 28, 12:00
Írta: Szalai György Dátum 2009 november 28, 12:00
Igazad van, amelyik megy, az teszi a dolgát. Ameddig megy.
És mert jobban tudja tőlem a fizikát, nem úgy megy ahogy én szeretném, hanem ahogy a fizika törvényei lehetővé teszik a számára. A szabályzó lehetőségeit tervezéskor, építéskor előre meghatározzák.
Ezért írom, hogy aki nincs tisztában a legapróbb részletekkel is, az neki ne álljon semmilyen vezérlőt, pláne szabályzót tervezni-építeni, hanem előbb ismerje meg a témát nagyon alaposan. Ha ehhez nincs ideje kedve energiája, akkor vegyen készen, terméktámogatással, garanciával és lesz sikerélménye. Mert az ember ezért Hobbyzik.
És mert jobban tudja tőlem a fizikát, nem úgy megy ahogy én szeretném, hanem ahogy a fizika törvényei lehetővé teszik a számára. A szabályzó lehetőségeit tervezéskor, építéskor előre meghatározzák.
Ezért írom, hogy aki nincs tisztában a legapróbb részletekkel is, az neki ne álljon semmilyen vezérlőt, pláne szabályzót tervezni-építeni, hanem előbb ismerje meg a témát nagyon alaposan. Ha ehhez nincs ideje kedve energiája, akkor vegyen készen, terméktámogatással, garanciával és lesz sikerélménye. Mert az ember ezért Hobbyzik.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 28, 12:06
Írta: Szalai György Dátum 2009 november 28, 12:06
Az összes hozzászólásomat nyugodtan töröld.
Akinek szántam már olvasta. Aki nem olvasta, az lekésett, de nem tudja miről.
Így és ő sem bánja.
Akinek szántam már olvasta. Aki nem olvasta, az lekésett, de nem tudja miről.
Így és ő sem bánja.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 12:49
Írta: bmejdz9nu Dátum 2009 november 28, 12:49
Hol éri meg szervó vezérlőt csinálnia valakinek? Elárulom sehol...
Vagy csinál egy kupaccal akkor talán még megérheti...
Vagy nem talál olyat a piacon ami neki megfelel... azaz lehet, hogy félbolond :)
Ennyi történt A300 ügyben is... nem találtam megfelelőt... nagy felbontású encoderekhez és nagyobb áram kellet...
De ennek a "projektnek" volt egy nyersége és egy vesztesége...
A "nyereség" hogy ezek az analóg vezérlők... valahol tök egyformák... és hagyományos alkatrészekből épül fel így jól átlátható és megérthető a működése...
A "veszteség" részemről "egy kis pénz" és Tibor haragja...
Valaki másnál egy csomó idő...volt a veszteség... de talán nem írja be a veszteségek rovatba... :)
Az A300-nak az anyagköltsége 20.000Ft volt kb. 10-15 darabnál... ennyiért már majdnem (többféle?) komplett vezérlőt is kapni...
... és akkor még forrasztanod, futkozni az alkatrészek után sem kell...
Tehát meg kell venni és kész... készen...
Részemről a fent leírtak miatt több A300 nem készül... kivétel, ha olyan motorokhoz kell(ene) amikhez több fesz ill. fontos lenne a sok azaz valamivel több áram...
Sajnos ezek miatt lett... mert nem volt a piacon ilyen...
De se nem jobb se nem rosszabb mint a többi ami elérhető a piacon (azaz dokumentált, adatokkal rendelkező vezérlő)
Vagy csinál egy kupaccal akkor talán még megérheti...
Vagy nem talál olyat a piacon ami neki megfelel... azaz lehet, hogy félbolond :)
Ennyi történt A300 ügyben is... nem találtam megfelelőt... nagy felbontású encoderekhez és nagyobb áram kellet...
De ennek a "projektnek" volt egy nyersége és egy vesztesége...
A "nyereség" hogy ezek az analóg vezérlők... valahol tök egyformák... és hagyományos alkatrészekből épül fel így jól átlátható és megérthető a működése...
A "veszteség" részemről "egy kis pénz" és Tibor haragja...
Valaki másnál egy csomó idő...volt a veszteség... de talán nem írja be a veszteségek rovatba... :)
Az A300-nak az anyagköltsége 20.000Ft volt kb. 10-15 darabnál... ennyiért már majdnem (többféle?) komplett vezérlőt is kapni...
... és akkor még forrasztanod, futkozni az alkatrészek után sem kell...
Tehát meg kell venni és kész... készen...
Részemről a fent leírtak miatt több A300 nem készül... kivétel, ha olyan motorokhoz kell(ene) amikhez több fesz ill. fontos lenne a sok azaz valamivel több áram...
Sajnos ezek miatt lett... mert nem volt a piacon ilyen...
De se nem jobb se nem rosszabb mint a többi ami elérhető a piacon (azaz dokumentált, adatokkal rendelkező vezérlő)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 28, 13:00
Írta: x4rhew5r3 Dátum 2009 november 28, 13:00
Ennyivel olcsóbb lenne a digitális? Bruttó 10600 anyagár. Szolgáltatásban meg nem lehet összehasonlítani.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 13:14
Írta: bmejdz9nu Dátum 2009 november 28, 13:14
Tudom... De tudod analógot akartam... a szolgáltatások miatt :)
De a magas anyagárban egy nagyméretű 2 oldalas panel a nagyobb áramok miatt vastagabb vezetőkkel..
Drágább Fet-ek és drágább fetmeghajtó... stb. LS IC az encodernek... ugyis tudod... semmi (kis)spórolás :) Hobby...
A digitálisra gondolom nem ezekkel számoltad... 150V/30A.. stb...
De a magas anyagárban egy nagyméretű 2 oldalas panel a nagyobb áramok miatt vastagabb vezetőkkel..
Drágább Fet-ek és drágább fetmeghajtó... stb. LS IC az encodernek... ugyis tudod... semmi (kis)spórolás :) Hobby...
A digitálisra gondolom nem ezekkel számoltad... 150V/30A.. stb...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 28, 13:36
Írta: x4rhew5r3 Dátum 2009 november 28, 13:36
Nem, 160V/12A(24A) (folyamatos,csúcs)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 28, 14:00
Írta: svejk Dátum 2009 november 28, 14:00
"aki nincs tisztában a legapróbb részletekkel is, az neki ne álljon semmilyen vezérlőt, pláne szabályzót tervezni-építeni, hanem előbb ismerje meg a témát nagyon alaposan"
Na ezzel azért vitatkoznék...
Az ismeretek empirikus uton való megszerzése legalább olyan hasznos és elismert(az igaz, hogy időigényes), és ráadásul nagyon jó hobby.
Ha ez nem így lenne, akkor 8 órát melóznék aztán 8 órát a kocsmában töltenék, esetleg valami kezdetleges léptető vezérlőt hajtanék még mindig.
Tudom, Te a gépedet is már évek óta csak tervezed, míg más már 3-at megcsinált, sokat tapasztalt.
Lehet egy idő után pont egy szintre kerültök.
Te "csak" tanultál, a másik pedig tapasztalt.
Beállítottság kérdése az egész...
Na ezzel azért vitatkoznék...
Az ismeretek empirikus uton való megszerzése legalább olyan hasznos és elismert(az igaz, hogy időigényes), és ráadásul nagyon jó hobby.
Ha ez nem így lenne, akkor 8 órát melóznék aztán 8 órát a kocsmában töltenék, esetleg valami kezdetleges léptető vezérlőt hajtanék még mindig.
Tudom, Te a gépedet is már évek óta csak tervezed, míg más már 3-at megcsinált, sokat tapasztalt.
Lehet egy idő után pont egy szintre kerültök.
Te "csak" tanultál, a másik pedig tapasztalt.
Beállítottság kérdése az egész...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 14:20
Írta: bmejdz9nu Dátum 2009 november 28, 14:20
"160V/12A(24A) (folyamatos,csúcs)"
Milyen fetek? és mi az a csúcs? márcsak azárt mert nagy a különbség a két szám között...
Milyen fetek? és mi az a csúcs? márcsak azárt mert nagy a különbség a két szám között...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 28, 14:21
Írta: Szalai György Dátum 2009 november 28, 14:21
Hát ez már úgy is csevegő lett, de majd törlöd.
„Hol éri meg szervó vezérlőt csinálnia valakinek?”
Az nekem mindegy. Nem nézem, hogy megéri-e bárkinek. Mindenki magával számol el.
Engem a kíváncsiság hajt, ezért foglalkozom az elmélettel. Ha soha sem jutok el a gyakorlatig, akkor sem ér vesztesség.
Legszívesebben egymáshoz illeszthető blokkokból építkeznék, az passzol leginkább a hobby felhasználáshoz. Kitalálták ezt már a játékgyártók, az IC gyártók és a számítógép programírók is.
Egy kis alap kocka, rádugható ezerféle kiegészítővel.
Egy H híd, két H híd.
Kicsi vagy nagy.
Vezérlés vagy szabályzás.
PID-del, vagy nélküle.
Analóg bemenet, step/dir bemenet.
Kis hibatároló, nagy hibatároló.
Minden cserélhető, minden bővíthető.
Mindenkinek igénye és pénztárcája szerint.
Több szinten egymásra dughatóan.
Akár egyik nap ilyen motor, másik nap olyan. Nincs dilemma, nincs tanácstalanság. Örömteli Hobbyzás van.
„Hol éri meg szervó vezérlőt csinálnia valakinek?”
Az nekem mindegy. Nem nézem, hogy megéri-e bárkinek. Mindenki magával számol el.
Engem a kíváncsiság hajt, ezért foglalkozom az elmélettel. Ha soha sem jutok el a gyakorlatig, akkor sem ér vesztesség.
Legszívesebben egymáshoz illeszthető blokkokból építkeznék, az passzol leginkább a hobby felhasználáshoz. Kitalálták ezt már a játékgyártók, az IC gyártók és a számítógép programírók is.
Egy kis alap kocka, rádugható ezerféle kiegészítővel.
Egy H híd, két H híd.
Kicsi vagy nagy.
Vezérlés vagy szabályzás.
PID-del, vagy nélküle.
Analóg bemenet, step/dir bemenet.
Kis hibatároló, nagy hibatároló.
Minden cserélhető, minden bővíthető.
Mindenkinek igénye és pénztárcája szerint.
Több szinten egymásra dughatóan.
Akár egyik nap ilyen motor, másik nap olyan. Nincs dilemma, nincs tanácstalanság. Örömteli Hobbyzás van.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 14:27
Írta: bmejdz9nu Dátum 2009 november 28, 14:27
Mit írjak ... nem tudom.... :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 28, 15:21
Írta: x4rhew5r3 Dátum 2009 november 28, 15:21
A processzor folyamatosan figyeli a motoráramot. Megpróbálom védeni szerencsétlen motort, de azért ha kell, rövid időre adjon neki csúcs áramot. Például indulás és megállás kis rámpával tipikusan ilyen rövid idejű csúcsterhelést jelent. De ez a csúcsáram sem lehet nagyobb a motorra megadott értéknél.
A fetek itt is irfp-k.
A fetek itt is irfp-k.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 15:24
Írta: bmejdz9nu Dátum 2009 november 28, 15:24
IRFP260 van az A300-ban (a várható hőtermelődés miatt is)... az alap és csúcsáram azonos ott... nem is lehet másként :) nincs processzor :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 16:29
Írta: bmejdz9nu Dátum 2009 november 28, 16:29
Egy kis délutáni "rabszolgamunka" nekem és a 20Ft-os IC-kkel működő gépemnek :) VIDEO ::::::::::::::::::::::::::
Most nem volt kedvem ezt a kis munkát betenni a az automata anyagadagolós 8 tengelyesbe...[#vigyor2] Amit éppen most lövök be valósidejű másoló szinkronra...
De arról persze nem tudhattok meg semmit... :)
Most nem volt kedvem ezt a kis munkát betenni a az automata anyagadagolós 8 tengelyesbe...[#vigyor2] Amit éppen most lövök be valósidejű másoló szinkronra...
De arról persze nem tudhattok meg semmit... :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 28, 16:37
Írta: s7manbs8 Dátum 2009 november 28, 16:37
Jó gyorsan odakapja a gép magát a furatok helyére.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 17:11
Írta: bmejdz9nu Dátum 2009 november 28, 17:11
Nagyon vissza van véve a gyorsulás... ez most pont a negyede amit mechanikailag még bír a gép...
De ez még emberi... azaz még nem félek tőle :) Meg minek is több gyorsítás - ehhez?
A CAM progit nem értem... azaz nem teljesen értek vele egyet... mit hogyan...
Erre szokta mondani Svejk Mester... bizony kell(ene) a G-kódot közbe macerálnom... kedvemre editálgatnom...
Nade még egy perc sem kell egy munkadarabhoz... ebből is a meghatározó idő a munkadarab cseréje...
De ez még emberi... azaz még nem félek tőle :) Meg minek is több gyorsítás - ehhez?
A CAM progit nem értem... azaz nem teljesen értek vele egyet... mit hogyan...
Erre szokta mondani Svejk Mester... bizony kell(ene) a G-kódot közbe macerálnom... kedvemre editálgatnom...
Nade még egy perc sem kell egy munkadarabhoz... ebből is a meghatározó idő a munkadarab cseréje...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 17:57
Írta: bmejdz9nu Dátum 2009 november 28, 17:57
Kicsit gyorsítottam rajta.... VIDEO::::::::::::::::
Nehogy azt mondják pazarolom a "drága gép időt" :) De már tovább nem tudok mert kész vagyok a 100db-al :)
Előtolás 2X, gyorsítás 2X lett most... a szabadmozgási sebességek maradtak...
Nehogy azt mondják pazarolom a "drága gép időt" :) De már tovább nem tudok mert kész vagyok a 100db-al :)
Előtolás 2X, gyorsítás 2X lett most... a szabadmozgási sebességek maradtak...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 18:14
Írta: 000000000 Dátum 2009 november 28, 18:14
Jó ez a videó, de a "szabadmozgás" miért ilyen lassú?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 november 28, 18:16
Írta: D.Laci Dátum 2009 november 28, 18:16
"Anyagban 600 mm/perc " Egy számjegyel nem lett kevesebb? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 18:31
Írta: 000000000 Dátum 2009 november 28, 18:31
Ezt komolyan kérdezed?, mert ott a :)!
De a válaszom a példára vonatkozóan: nem.
Nincs elírás, ez ígyis egy nagyon komoly
forgácsolási teljesítményt takar már.
De a válaszom a példára vonatkozóan: nem.
Nincs elírás, ez ígyis egy nagyon komoly
forgácsolási teljesítményt takar már.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 18:38
Írta: bmejdz9nu Dátum 2009 november 28, 18:38
Nem is tudom...
240mm/sec-et tud a gép de általában és most is csak 120mm/sec-re állítom... végül is csak 320x320 a munkatér...
Itt most az állandó park pozicóba futás miatt ez tényleg lassúnak tűnik... de mire az orsó felpörög és lepörög... az is idő... pont annyi...
240mm/sec-et tud a gép de általában és most is csak 120mm/sec-re állítom... végül is csak 320x320 a munkatér...
Itt most az állandó park pozicóba futás miatt ez tényleg lassúnak tűnik... de mire az orsó felpörög és lepörög... az is idő... pont annyi...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 18:43
Írta: bmejdz9nu Dátum 2009 november 28, 18:43
600 mm/perc azaz 10mm/sec? az nagyon kevés Tibi! számold pl. 30mm/secre az már oké...gyakorlatiasabb... kellene csinálnod már egy gépet!
A 20kg-ból sem áll meg a Z komplett... számold inkább 30-ra... szerintem... persze nem akarok belepofázni a jó dologba!
Menyi a szabad futási sebesség igény? Mert az is fontos! Látod most szóltak meg - jogosan(!) - miért csak 120mm/sec (7200mm/min)... (Vbody #9359)
... olvasom tovább...
A 20kg-ból sem áll meg a Z komplett... számold inkább 30-ra... szerintem... persze nem akarok belepofázni a jó dologba!
Menyi a szabad futási sebesség igény? Mert az is fontos! Látod most szóltak meg - jogosan(!) - miért csak 120mm/sec (7200mm/min)... (Vbody #9359)
... olvasom tovább...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 18:49
Írta: 000000000 Dátum 2009 november 28, 18:49
A példa sebesség tényleg kevés, ennél lépteccsel is 2-3 x nagyobbal dolgozok.
Péter javasolt adatai kellenek egy szervós gép méretezéséhez.
Péter javasolt adatai kellenek egy szervós gép méretezéséhez.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 18:50
Írta: bmejdz9nu Dátum 2009 november 28, 18:50
Folytasd... még sok minden nincs kiszámítva... így ez nagyon kevés...
Én a motor alap nyomatékából szoktam kiindulni... de mindegy...
Most mekkora áttétellel számoltad ez és mekkora emelkedésű és átm. orsóra ill. milyen tömegű az orsó?
Az orsó tömege is egy nagy-nagy teher a motornak...dinamikában főleg...
Vak vagyok? Nem látom? Pedíg fontos... mert akkor egy E240-el már igencsak túl van motorizálva egy gép :)
Én a motor alap nyomatékából szoktam kiindulni... de mindegy...
Most mekkora áttétellel számoltad ez és mekkora emelkedésű és átm. orsóra ill. milyen tömegű az orsó?
Az orsó tömege is egy nagy-nagy teher a motornak...dinamikában főleg...
Vak vagyok? Nem látom? Pedíg fontos... mert akkor egy E240-el már igencsak túl van motorizálva egy gép :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 28, 19:04
Írta: s7manbs8 Dátum 2009 november 28, 19:04
Azokat hanyagolta, illetve egyszerűsítette azzal, hogy ráhagyott 50% hatásfok csökkenést, ha jól értem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 19:05
Írta: 000000000 Dátum 2009 november 28, 19:05
Mi az hogy kevés?? Sacc per kb. alapon?
Itt mindenki elveszítette a realitás érzékét?
A példában 1000N az előtolás irányú erő!!!
Egy ekkora állandó szerszám hajlító erő
elviseléshez legalább 8-10mm ++ maró kell.
És Ti keveslitek egy 10 mm-es szerszámnál
a 10 mm/s-os előtolást anyagban?
Ne vicceljünk már megint egymással, de majd az N-edik
fejezetben rátérhetek a valóságos forgácsolási
teljesítmény igények kiszámolására is, ami egy
külön tészta, egyelőre mellékhajtás méretezünk, nem főhajtást.
Itt mindenki elveszítette a realitás érzékét?
A példában 1000N az előtolás irányú erő!!!
Egy ekkora állandó szerszám hajlító erő
elviseléshez legalább 8-10mm ++ maró kell.
És Ti keveslitek egy 10 mm-es szerszámnál
a 10 mm/s-os előtolást anyagban?
Ne vicceljünk már megint egymással, de majd az N-edik
fejezetben rátérhetek a valóságos forgácsolási
teljesítmény igények kiszámolására is, ami egy
külön tészta, egyelőre mellékhajtás méretezünk, nem főhajtást.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 19:10
Írta: bmejdz9nu Dátum 2009 november 28, 19:10
Ez egy jó progi...: Motor_Selection_Program.exe
Mi nem olyen gépet akarunk ami 10mm/sec-el "száguld"... számold olyanra amilyet a többség szeretné a gépét... mindennel... a progi segít(het)...
Mi nem olyen gépet akarunk ami 10mm/sec-el "száguld"... számold olyanra amilyet a többség szeretné a gépét... mindennel... a progi segít(het)...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 19:16
Írta: bmejdz9nu Dátum 2009 november 28, 19:16
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 19:18
Írta: bmejdz9nu Dátum 2009 november 28, 19:18
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 19:22
Írta: bmejdz9nu Dátum 2009 november 28, 19:22
Na még egy példa... ez már 100mmsec felet jóval... mert ilyen is van....marásban...
... Tehát számoljuk az a marási sebességet legalább 100mm/secre...
Én mint köztudott nem bontom ketté a marási és szabad futási sebességeket... Tehát bármikor, bármeddig a fenntartható a szabad mozgási sebesség és erő akár marásban is...
A másik amiért így látom, hogy a vezérlő nem igazán tudja hogy marás van vagy szabad futás... azaz G0;G1 vagy más... csak léptetőjeleket (step) és dir jeleket kap...
... Tehát számoljuk az a marási sebességet legalább 100mm/secre...
Én mint köztudott nem bontom ketté a marási és szabad futási sebességeket... Tehát bármikor, bármeddig a fenntartható a szabad mozgási sebesség és erő akár marásban is...
A másik amiért így látom, hogy a vezérlő nem igazán tudja hogy marás van vagy szabad futás... azaz G0;G1 vagy más... csak léptetőjeleket (step) és dir jeleket kap...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 november 28, 19:25
Írta: s5f8tmfv3 Dátum 2009 november 28, 19:25
Nehogymár Tiborba fojtsátok a szót!
Végre értem amit ír. Még csak az elején van.
Végre értem amit ír. Még csak az elején van.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 19:27
Írta: bmejdz9nu Dátum 2009 november 28, 19:27
Dehogyis! Csak serkentjük! Olyat számoljon ami már léptetővel nem menne... mert ugye akkor minek vagyunk itt ebben a topikban?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 28, 19:28
Írta: svejk Dátum 2009 november 28, 19:28
Ez jó!!
Tibor45, ha elfogadod nyitunk ezeknek a számításaidnak egy külön rovatot, és megkérünk mindenkit hogy amíg nincs vége addig ne dumáljon bele.
(vagy majd a modik törlik a beleokoskodókat)
Ez egy nagyon hiánypótló lenne..
Tibor45, ha elfogadod nyitunk ezeknek a számításaidnak egy külön rovatot, és megkérünk mindenkit hogy amíg nincs vége addig ne dumáljon bele.
(vagy majd a modik törlik a beleokoskodókat)
Ez egy nagyon hiánypótló lenne..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 19:31
Írta: bmejdz9nu Dátum 2009 november 28, 19:31
Azt a progit nézted? amit linkeltem... szerintem nagyon jó... van hozzá egy PDF is valahol... de nem tutira kell...
És egyetértek veled!!! Ez lenne a jó és helyes!!!
És egyetértek veled!!! Ez lenne a jó és helyes!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 19:40
Írta: bmejdz9nu Dátum 2009 november 28, 19:40
Be sem merek írni Tibor új topikjába...Micsoda megtiszteletetés!
annyira komoly... és én csak hobbysta vagyok... most, hogy Tibor ezt írta: vége a homályosításnak... új korszak jön!
annyira komoly... és én csak hobbysta vagyok... most, hogy Tibor ezt írta: vége a homályosításnak... új korszak jön!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 19:52
Írta: 000000000 Dátum 2009 november 28, 19:52
Pépter! Mostmár elég legyen a vagdalózó idióta
videóidból!
Szerinted ezeken a videókon 1 mázsa előtoló
erővel nyomod a hidad?
Kit érdekel, hogy játék forgácskeresztmetszet
mellett rohangálsz? Azt a csöpp eszedet vedd
már végre elő, vagy maradj most egy ideig csendben!
Valamint aki kevesli a példámban szereplő
hobby CNC gép 100 kp-os terhelését, akkor
rakjon már két cementes zsákot az otthoni
igazi aluvázás hídjára, és az összeroskadó valószínűleg maradó alakváltozást elszenvedő
gépecske-mechanikácska láttán majd tisztelni fog
100 N terhelőerőt is, nem hogy 1000-et.
videóidból!
Szerinted ezeken a videókon 1 mázsa előtoló
erővel nyomod a hidad?
Kit érdekel, hogy játék forgácskeresztmetszet
mellett rohangálsz? Azt a csöpp eszedet vedd
már végre elő, vagy maradj most egy ideig csendben!
Valamint aki kevesli a példámban szereplő
hobby CNC gép 100 kp-os terhelését, akkor
rakjon már két cementes zsákot az otthoni
igazi aluvázás hídjára, és az összeroskadó valószínűleg maradó alakváltozást elszenvedő
gépecske-mechanikácska láttán majd tisztelni fog
100 N terhelőerőt is, nem hogy 1000-et.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 28, 19:59
Írta: svejk Dátum 2009 november 28, 19:59
El ne menjen a kedved, hiszen már topicod is van !!
Jó lesz a "Hajtástervezés okosan" cím?
Jó lesz a "Hajtástervezés okosan" cím?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 20:03
Írta: bmejdz9nu Dátum 2009 november 28, 20:03
Számolni nem akarsz? Egy "közkívsánságos" szervós gépet?
Nem a 100kp kevés... a sebesség és nem tudjuk hogyan lesz ez megvalósítva... de ezt már írtam...
Elkezdted... fejezd be... közkívánatra!
Az idóta videóim sajnos valóságos munkák voltak... mind a három... csak "280W-al" mert kicsi méretű a gépem...
Nem a 100kp kevés... a sebesség és nem tudjuk hogyan lesz ez megvalósítva... de ezt már írtam...
Elkezdted... fejezd be... közkívánatra!
Az idóta videóim sajnos valóságos munkák voltak... mind a három... csak "280W-al" mert kicsi méretű a gépem...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 28, 20:13
Írta: x4rhew5r3 Dátum 2009 november 28, 20:13
Olyan dezsvű érzésem van[#circling]
Tibor elkezdett valamit sokak okulására, és máris szét van zilálva, mindenki mondja a magáét. Bemutat egy módszert, amit eddig hiányolt a jónép.
Nem kellene megvárni, míg a végére ér? Majd ha kész lesz a módszer leírása, majd azt helyettesítsz be amit akarsz.
Aki elfogadja használja, aki nem fogadja el az nem használja. De ha nem, akkor vagy mutasson egy másikat, vagy hallgasson.
És miért dezsavű? Valamikor én is belevágtam az avr programozásába, de belefulladt a lényeghez nem tartozó részletkérdésekbe...
Tibor elkezdett valamit sokak okulására, és máris szét van zilálva, mindenki mondja a magáét. Bemutat egy módszert, amit eddig hiányolt a jónép.
Nem kellene megvárni, míg a végére ér? Majd ha kész lesz a módszer leírása, majd azt helyettesítsz be amit akarsz.
Aki elfogadja használja, aki nem fogadja el az nem használja. De ha nem, akkor vagy mutasson egy másikat, vagy hallgasson.
És miért dezsavű? Valamikor én is belevágtam az avr programozásába, de belefulladt a lényeghez nem tartozó részletkérdésekbe...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 20:46
Írta: 000000000 Dátum 2009 november 28, 20:46
Jajj Svejk, köszi, kedves Tőled, de várjunk még
ezzel egy picit ...:)
ezzel egy picit ...:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 28, 20:53
Írta: svejk Dátum 2009 november 28, 20:53
Nem kedvességből tettem :))
A Többiek sóvárogva várják, bár azt hiszem nekem sem fog ártani, mert én is csak kapizsgálom.
A kapu nyitva áll, bármikor elkezdhetsz bele írni..
A Többiek sóvárogva várják, bár azt hiszem nekem sem fog ártani, mert én is csak kapizsgálom.
A kapu nyitva áll, bármikor elkezdhetsz bele írni..
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 november 28, 20:57
Írta: 2vkx6unz Dátum 2009 november 28, 20:57
Támogatom Svejk ötletét!
Legyen önálló topic!
Legyen önálló topic!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 20:59
Írta: 000000000 Dátum 2009 november 28, 20:59
Péter ez megint annyira méltatlan dolog, amiket írtál.
Vedd már észre hogy, az P=F*v az egy
szorzat. Ha tehát egyik tényezőt növelem,
a másik csökken, ha állandó a P.
Nézd csak egy példa:P=10=0.1*100=0.01*1000
"Nem a 100kp kevés... a sebesség" ezt írtad.
Úgyhogy hajrá, szaladgáljál 100 N erővel
100 mm/s-el, felőlem!:)) Ez akkor is csak 10 W!
Vedd már észre hogy, az P=F*v az egy
szorzat. Ha tehát egyik tényezőt növelem,
a másik csökken, ha állandó a P.
Nézd csak egy példa:P=10=0.1*100=0.01*1000
"Nem a 100kp kevés... a sebesség" ezt írtad.
Úgyhogy hajrá, szaladgáljál 100 N erővel
100 mm/s-el, felőlem!:)) Ez akkor is csak 10 W!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 28, 21:06
Írta: Szalai György Dátum 2009 november 28, 21:06
Nagyon várom!
Az első fejezetet már el is mentettem magamnak, biztos, ami biztos.
Mint egy folytatásos teleregény, csak ez még érdekel is nagyon.
„Mint gyermek, aki már pihenni vágyik
és el is jutott a nyugalmas ágyig
még megkérlel, hogy: „Ne menj el, mesélj” -
(így nem szökik rá hirtelen az éj)
s míg kis szíve nagyon szorongva dobban,
tán ő se tudja, mit is kíván jobban,
a mesét-e, vagy azt, hogy ott legyél:
így kérünk: Ülj le közénk és mesélj.”
- József Attila -
Az első fejezetet már el is mentettem magamnak, biztos, ami biztos.
Mint egy folytatásos teleregény, csak ez még érdekel is nagyon.
„Mint gyermek, aki már pihenni vágyik
és el is jutott a nyugalmas ágyig
még megkérlel, hogy: „Ne menj el, mesélj” -
(így nem szökik rá hirtelen az éj)
s míg kis szíve nagyon szorongva dobban,
tán ő se tudja, mit is kíván jobban,
a mesét-e, vagy azt, hogy ott legyél:
így kérünk: Ülj le közénk és mesélj.”
- József Attila -
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 28, 22:41
Írta: HJózsi Dátum 2009 november 28, 22:41
[#eljen][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 22:57
Írta: 000000000 Dátum 2009 november 28, 22:57
Köszönöm György, ez nagyon szép idézet Tőled,
és túlzásnak is érzem velem kapcsolatban!:)
A méretezés forgó mozgással kapcsolatos részét
nem is olyan egyszerű érthetően-egyszerűen
leírni, mint gondoltam, így ehhez még egy kis időt, türelmet
kérek. Egyet igérhetek, az lesz a hab a tortán
újabb meglepikkel, bár talán a csendből itélve
mintha már eddig is elgondolkodtató dolgokra
derült fény a számok tükrében.
és túlzásnak is érzem velem kapcsolatban!:)
A méretezés forgó mozgással kapcsolatos részét
nem is olyan egyszerű érthetően-egyszerűen
leírni, mint gondoltam, így ehhez még egy kis időt, türelmet
kérek. Egyet igérhetek, az lesz a hab a tortán
újabb meglepikkel, bár talán a csendből itélve
mintha már eddig is elgondolkodtató dolgokra
derült fény a számok tükrében.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 09:27
Írta: svejk Dátum 2009 november 29, 09:27
A döbbenet minimum négyzetes, mert egy "másik" Tibor45-öt olvasunk.
(bár a személyes találkozások alkalmával én már meggyőződtem erről az oldaladról is)
Le a kalappal..[#worship], csak így tovább!!
Meg se mernek az olvasók szólalni, nehogy abbahagyd :)
Gondolom most mindenki számolja gőzerővel a saját gépét..
Ha végeztél, azért átmásolhatnád az egészet abba az új topicba. (a modik nem tudják a Te neved alatt)
(bár a személyes találkozások alkalmával én már meggyőződtem erről az oldaladról is)
Le a kalappal..[#worship], csak így tovább!!
Meg se mernek az olvasók szólalni, nehogy abbahagyd :)
Gondolom most mindenki számolja gőzerővel a saját gépét..
Ha végeztél, azért átmásolhatnád az egészet abba az új topicba. (a modik nem tudják a Te neved alatt)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 10:13
Írta: 000000000 Dátum 2009 november 29, 10:13
Köszi, én is érzem a csöndet, de talán ez most jó jel!:)
Mellesleg (bár ebbe most ne menjünk bele) én
ezeket itt lassan 3 éve szajkózom, így nem
érzem "másik"-nak magam, ugyanaz próbálok lenni.:)
Amit eddig írtam a fejezetekben, szinte mind
elhangzott már tőlem, csak így összerakva,
legegyszerűsítve másként hatnak.
Na megyek, folytatom a következő fejezet megalkotását.:)
Mellesleg (bár ebbe most ne menjünk bele) én
ezeket itt lassan 3 éve szajkózom, így nem
érzem "másik"-nak magam, ugyanaz próbálok lenni.:)
Amit eddig írtam a fejezetekben, szinte mind
elhangzott már tőlem, csak így összerakva,
legegyszerűsítve másként hatnak.
Na megyek, folytatom a következő fejezet megalkotását.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 11:27
Írta: bmejdz9nu Dátum 2009 november 29, 11:27
Figyelek Tibi csak nem akarok közbe szólni... kérlek ne hagyd abba! Köszönet előre!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 14:17
Írta: bmejdz9nu Dátum 2009 november 29, 14:17
Folytasd Tibor... kérlek...
Cím: Re:DC szervó motoros vezérlés
Írta: MoparMan Dátum 2009 november 29, 15:02
Írta: MoparMan Dátum 2009 november 29, 15:02
remek kis sorozat volt, le a kalappal! ez sokkal több mint a Tőled megszokott "ez sületlenség". Ez alapján nagyságrendileg lehez ellenőrizni a sületlenség tényét avagy cáfolatát.
egy dolgot hiányolok a számításokból: az elején említett 20kg mozgatandó tömeg hol jön a képbe?
egy dolgot hiányolok a számításokból: az elején említett 20kg mozgatandó tömeg hol jön a képbe?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 15:05
Írta: 000000000 Dátum 2009 november 29, 15:05
nem rég ugy döntöttem,hogy épitek egy ujabb cnc-t,és szakitok a léptetö motoros hajtással,és keuzdek kacérkodni a servo hajtással.szoval gyönyörűen levezetted a képletet,és csak egyet hiányolok,de azt nagyon,hogy te a gyakorlatban hogyan csinálod meg???szoval már régota hiányolom,hogy nem demonstrálod egy kis videoval pl.???mert valjuk be,pappiron minden nagyon szép!:)))és azt is valjuk be nyugodtan,hogy az elmélet nem minden esetben fedi a gyakorlatot!:))))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 15:08
Írta: bmejdz9nu Dátum 2009 november 29, 15:08
Várjál már...Nem olyan egyszerű ez és még hol a vége... Én se szólok bele... időigényesek a számítások... Ne a zavarjuk Tibort! Addig ott szervó a homokozó...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 15:09
Írta: 000000000 Dátum 2009 november 29, 15:09
Köszi.
"az elején említett 20kg mozgatandó tömeg hol
jön a képbe?"
Az első fejezetben ha visszaolvasod, a lineáris
mozgási energia képletében számoltam vele.
"az elején említett 20kg mozgatandó tömeg hol
jön a képbe?"
Az első fejezetben ha visszaolvasod, a lineáris
mozgási energia képletében számoltam vele.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 15:17
Írta: 000000000 Dátum 2009 november 29, 15:17
Terveztem, készítettem már életemben pár komplett
hajtást, ha figyelmesebben megnézed a cnctar
mappámat, weboldalamat, sok-sok valós CNC gépet
láthatsz videón a gyakorlatban is. Talin is ha
kiállítok, valami szokott mindig mozogni, forogni az
asztalomon. Így nem igazán értem a hiány érzetedet...:) Ezek a gépek mind azon az
elméleti alapokon nyugszanak, amiről írtam,
évek óta kifogástalanul teszik a dolgukat,
mert a J ugyan szigorú és kegyetlen, de rendkívül hálás
természetű is, ha törődnek vele!:)
hajtást, ha figyelmesebben megnézed a cnctar
mappámat, weboldalamat, sok-sok valós CNC gépet
láthatsz videón a gyakorlatban is. Talin is ha
kiállítok, valami szokott mindig mozogni, forogni az
asztalomon. Így nem igazán értem a hiány érzetedet...:) Ezek a gépek mind azon az
elméleti alapokon nyugszanak, amiről írtam,
évek óta kifogástalanul teszik a dolgukat,
mert a J ugyan szigorú és kegyetlen, de rendkívül hálás
természetű is, ha törődnek vele!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 15:30
Írta: bmejdz9nu Dátum 2009 november 29, 15:30
Mindent kitörlök ha nem hagyjátok Tibort befejezni a számítást!!! Itt izgulok mint a moziban :) Lehet sokat kell keresni a megfelelő képleteket... nem tudom...
Egyenlőre fogadjátok el a Tibor számítási alapjait! 20W-os 3000rpm motor 16/500mm-es 5ös orsó sebesség: 10mm/s azaz 600m/min... Most jön az áttétel meghatározása...
Egyenlőre fogadjátok el a Tibor számítási alapjait! 20W-os 3000rpm motor 16/500mm-es 5ös orsó sebesség: 10mm/s azaz 600m/min... Most jön az áttétel meghatározása...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 15:40
Írta: 000000000 Dátum 2009 november 29, 15:40
Egyébként csak egy apró példa, és tanulság
a leírt méretezési képletekből. A Hobbysta
általában bátor, merész, kísérletező kedvű ember, és szeret "pörögni" pörgetni ha kell,
ha nem 1KW++ főorsó motorokkal, úgy van benne
egy kis 1.6 mm-es gravír maró.:)
Számoljunk csak utána, mekkora energiával szórakozik ilyenkor valaki, tegyük fel 30.000-el
tud pörögni tehát A=6.28*500=3140 1/s
egy nagyobb maró motor J=0.001 kgm2
Tehát a betárolt mozgási energia a főorsóban:
W=.5*0.001*3140*3140=5000J
Tegyük fel, szétrobban a rotor véletlenül, és csak 0.1 s lassulási időt is feltételezve
ez bizony 50KW-os teljesítményű becsapódást jelent
Emberek! Nagyon vigyázzatok, legyetek észnél!
Életveszélyes dolgokkal "játszotok" sokszor nem
is tudva róla!!!
a leírt méretezési képletekből. A Hobbysta
általában bátor, merész, kísérletező kedvű ember, és szeret "pörögni" pörgetni ha kell,
ha nem 1KW++ főorsó motorokkal, úgy van benne
egy kis 1.6 mm-es gravír maró.:)
Számoljunk csak utána, mekkora energiával szórakozik ilyenkor valaki, tegyük fel 30.000-el
tud pörögni tehát A=6.28*500=3140 1/s
egy nagyobb maró motor J=0.001 kgm2
Tehát a betárolt mozgási energia a főorsóban:
W=.5*0.001*3140*3140=5000J
Tegyük fel, szétrobban a rotor véletlenül, és csak 0.1 s lassulási időt is feltételezve
ez bizony 50KW-os teljesítményű becsapódást jelent
Emberek! Nagyon vigyázzatok, legyetek észnél!
Életveszélyes dolgokkal "játszotok" sokszor nem
is tudva róla!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 15:42
Írta: 000000000 Dátum 2009 november 29, 15:42
Bocs, de régen befejeztem: #9398:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 15:44
Írta: bmejdz9nu Dátum 2009 november 29, 15:44
Számold tovább a hajtásláncot Tibor - kérlek!.... nem lesz vita addig míg nem végzel... és nem tereljük el a dolgot összevissza!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 15:51
Írta: bmejdz9nu Dátum 2009 november 29, 15:51
Köszönjük! Átmásoltam a "Hajtástervezés okosan!" topikba... hogy meglegyen eredetiben. Hátha itt elkalandozunk és ott csak korrigáljuk.
Áttétel aránya mekkora volt? Nem figyeltem?
Áttétel aránya mekkora volt? Nem figyeltem?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 29, 15:53
Írta: Szalai György Dátum 2009 november 29, 15:53
Bocsánat, hogy még ilyen egyszerű dolgokat sem tudok megérteni.
Próbálom számolni a
P forgó előtol = 0.5*(J motor + J redukált)*A*A/T
= 0.5(1+2.5/4)E-5*31.4*31.4/0.01=0.8125=~0.8W képletet.
Nekem a =0,5*(0,00001+0,000025/4)*31,4*31,4/0,01 = 0,8010925 eredmény keletkezik.
0,8010925 nem egyenlő 0.8125
Mit csinálok rosszul?
És a J redukált számításában mi a /4 tag? Az hol keletkezett?
Próbálom számolni a
P forgó előtol = 0.5*(J motor + J redukált)*A*A/T
= 0.5(1+2.5/4)E-5*31.4*31.4/0.01=0.8125=~0.8W képletet.
Nekem a =0,5*(0,00001+0,000025/4)*31,4*31,4/0,01 = 0,8010925 eredmény keletkezik.
0,8010925 nem egyenlő 0.8125
Mit csinálok rosszul?
És a J redukált számításában mi a /4 tag? Az hol keletkezett?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 15:58
Írta: bmejdz9nu Dátum 2009 november 29, 15:58
Próbáljuk az adatokat ebbe a programba betenni...ellenőrzés képpen. Letöltés és indítás: Motor_Selection_Program.exe
Sajnos én egy két még dolgot nem tudtam azonosítani... Tibor számításaiból...
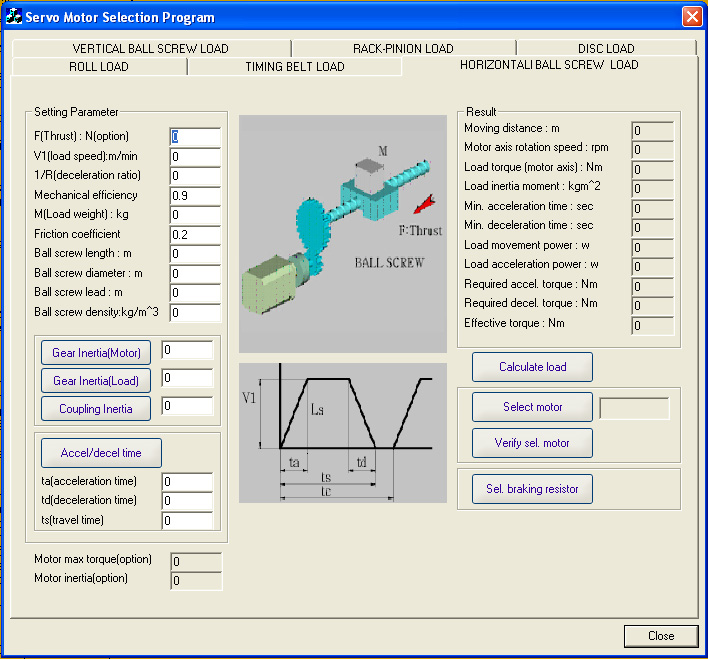
A program tud számolni vízszintes mozgásra, fügőleges mozgásra... és nemcsak golyós orsóval...
Három magyarázó és táblázat a progihoz:
1. Moment_of_Interia_Calculation.jpg
2. BallScrew_HorizontalAxis_Calculation.jpg
3. BallScrew_VerticalAxis_Calculation.jpg
Nem akarom betenni mert viszonylag nagy képek...
Sajnos én egy két még dolgot nem tudtam azonosítani... Tibor számításaiból...
A program tud számolni vízszintes mozgásra, fügőleges mozgásra... és nemcsak golyós orsóval...
Három magyarázó és táblázat a progihoz:
1. Moment_of_Interia_Calculation.jpg
2. BallScrew_HorizontalAxis_Calculation.jpg
3. BallScrew_VerticalAxis_Calculation.jpg
Nem akarom betenni mert viszonylag nagy képek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 16:05
Írta: 000000000 Dátum 2009 november 29, 16:05
Semmi gond! Valószínűlega pi-nél én még
beütöttem pár tizedesjegyet, csak nem írtam ki
pontosan behelyettesítéskor, így lehet ott az
az 1 századnyi különbség köztünk, de képzelj
oda egy ~ jelet is. Mellesleg mint írom is utána
1 W alatt alatt vagyunk, nyugodtan az egész
elhanyagolaható.
A 4 pedig a 2 a négyzeten, azaz a 1:2 áttétel
korrekciós hatása a redukált J számításakor.
Ezeket a számítás előtt egy képlet kapcsán
magyaráztam el, talán ezt nem figyelted meg
alaposabban.
beütöttem pár tizedesjegyet, csak nem írtam ki
pontosan behelyettesítéskor, így lehet ott az
az 1 századnyi különbség köztünk, de képzelj
oda egy ~ jelet is. Mellesleg mint írom is utána
1 W alatt alatt vagyunk, nyugodtan az egész
elhanyagolaható.
A 4 pedig a 2 a négyzeten, azaz a 1:2 áttétel
korrekciós hatása a redukált J számításakor.
Ezeket a számítás előtt egy képlet kapcsán
magyaráztam el, talán ezt nem figyelted meg
alaposabban.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 16:12
Írta: 000000000 Dátum 2009 november 29, 16:12
Bocs Péter, de én ilyen fölösleges dolgokkal nem vacakolok,
erre kérd meg a titkárnődet, akiknek ezt kb.
csinálták. Mivel fogalmam sincs az ilyen demo
programok belső képleteiről, azok alkalmazhatóságának
korrekségéről, ne hari én messze kerülöm az ilyeneket. Szeretek magam kiszámolni mindent.
Erről olvashatsz 6 oldalt A-Z-ig, arról
kérdezz, hogy ott mi nem világos.:)
erre kérd meg a titkárnődet, akiknek ezt kb.
csinálták. Mivel fogalmam sincs az ilyen demo
programok belső képleteiről, azok alkalmazhatóságának
korrekségéről, ne hari én messze kerülöm az ilyeneket. Szeretek magam kiszámolni mindent.
Erről olvashatsz 6 oldalt A-Z-ig, arról
kérdezz, hogy ott mi nem világos.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 16:15
Írta: HJózsi Dátum 2009 november 29, 16:15
Tibor! Köszönet a példáért![#wave][#worship]
Hogy egyben maradjon, PDF-be "kötöttem" (írni olvasni számolni tudóknak ...) : Tibor45 Szervohajtás méretezési példa [#kacsint]
Hogy egyben maradjon, PDF-be "kötöttem" (írni olvasni számolni tudóknak ...) : Tibor45 Szervohajtás méretezési példa [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 16:17
Írta: bmejdz9nu Dátum 2009 november 29, 16:17
Ez a program nem demo! Full verzió! Adták az AC vezérlőhöz! Rockwell automation Tudom, hogy ez nem egy nagy cég :) de talán... :)
Egyszerű... gyors... hatékony... Mérnököknek segédlet... Ezen szerintem ne vitázzunk... Mentsd el magadnak.. míg fent hagyom :)
Egyszerű... gyors... hatékony... Mérnököknek segédlet... Ezen szerintem ne vitázzunk... Mentsd el magadnak.. míg fent hagyom :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 16:20
Írta: bmejdz9nu Dátum 2009 november 29, 16:20
2X áttétel volt? akkor 10mm/sec sebesség 4-es em. orsón = 300rpm? 300rpm a motor üzemi fordulata? 300rpm-nél 20W a leadott teljesítménye a motornak?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 16:21
Írta: bmejdz9nu Dátum 2009 november 29, 16:21
[#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 16:24
Írta: 000000000 Dátum 2009 november 29, 16:24
Jó...jó majd egyszer, de nem most, amikor lassan
két napja csak azon dolgozok, hogy bármiféle
egyetemi képletet is megemlítsek, de mégis
értehetően egy fő gondolatmenetet elmondjak.
Nem volt ezt olyan egyszerű így leírnom, hidd el!:)
két napja csak azon dolgozok, hogy bármiféle
egyetemi képletet is megemlítsek, de mégis
értehetően egy fő gondolatmenetet elmondjak.
Nem volt ezt olyan egyszerű így leírnom, hidd el!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 16:32
Írta: bmejdz9nu Dátum 2009 november 29, 16:32
Tudom én azt... semmi kétségem! Sok munka...
Próbáljuk most közösen az adatokat és tényeket a progiba behelyezni... amiket számoltál... aztán egy kattintásra variálhatunk benne...
Próbáljuk most közösen az adatokat és tényeket a progiba behelyezni... amiket számoltál... aztán egy kattintásra variálhatunk benne...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 16:34
Írta: 000000000 Dátum 2009 november 29, 16:34
Köszi, ez gyors volt!:) Jó így egyben látni,
csak még át kellett volna néznem, mert csak
írtam, mint az őrült 1 napig, kisebb elütések
biztos vannak benne, de remélem számszerűleg
nem írtam el semmit nagyon.
csak még át kellett volna néznem, mert csak
írtam, mint az őrült 1 napig, kisebb elütések
biztos vannak benne, de remélem számszerűleg
nem írtam el semmit nagyon.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 16:36
Írta: 000000000 Dátum 2009 november 29, 16:36
Figyelj ide, Te vagy az AC szervo Király is,
üsd be Te, aztán vitassuk meg.
üsd be Te, aztán vitassuk meg.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 16:37
Írta: bmejdz9nu Dátum 2009 november 29, 16:37
Majd módosítjuk ha hiba van benne...
Egyébként a kérdésem még fent áll: #9415... hol 20W-os a motor... milyen fordulatnál...
Egyébként nem értem miért nem egy adott nyomatékból indultál... miért teljesítményből... de mindegy...
Egyébként a kérdésem még fent áll: #9415... hol 20W-os a motor... milyen fordulatnál...
Egyébként nem értem miért nem egy adott nyomatékból indultál... miért teljesítményből... de mindegy...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 16:38
Írta: bmejdz9nu Dátum 2009 november 29, 16:38
Már beütöttem őket... de kell a válasz a #9415-re...
2X áttétellel nem fogadja el működőnek... 10ms-os gyorsulás mellett... még 100W-ra sem..
2X áttétellel nem fogadja el működőnek... 10ms-os gyorsulás mellett... még 100W-ra sem..
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 29, 16:48
Írta: sanka74 Dátum 2009 november 29, 16:48
sziasztok!Köszönet a méeretzésért Tibornak és a űformába öntésért HJózsinak.Tök érthető és használható.Egy kérdésem lenne:Az 1000N előtolási ellenállás milyen átmérőnél és milyen anyagban szükséges? Én fánál és MDF-nél végeztem előtolási ellenállás méréseketés a mért anyagok közül az erdei fenyő keresztszálas marásához kellett a legnagyobb előtolási erő, ez 34,2 N volt, 80mm2 felület marásakor,nem túl éles árkolómaróval...kézi felsőmarógéppel,ami 27000 min-1-et forog az adattábla szerint(?...)Ehhez egy egyszerű szerkezetet készítettem aminek volt üresjárati ellenállása is, ezt természetesen kivontam a mért értékekből.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 16:52
Írta: HJózsi Dátum 2009 november 29, 16:52
Lényegében változatlanul ment, minimál spellcheck azért volt, az elütéseket kivettem ...
Ha kipihented fáradalmakat és időd engedi, a forgácsolási teljesítményre jó lenne a példa folytatása,... aztán megkérnénk Pétert, hogy fogjon fel egy alutömböt, a példában szereplő maróval, fogásmélységgel előtolással "rongyoljon bele" az anyagba (100N, 1000N erővel)... Mindezt előzetes próba nélkül, videóra veszi majd és vágatlanul publikálja... [#buck][#vigyor2]
Azt már látjuk, hogy gravírozó fogásmélységgel milyen látványosan készít 6-os(?) nútokat...
Ha kipihented fáradalmakat és időd engedi, a forgácsolási teljesítményre jó lenne a példa folytatása,... aztán megkérnénk Pétert, hogy fogjon fel egy alutömböt, a példában szereplő maróval, fogásmélységgel előtolással "rongyoljon bele" az anyagba (100N, 1000N erővel)... Mindezt előzetes próba nélkül, videóra veszi majd és vágatlanul publikálja... [#buck][#vigyor2]
Azt már látjuk, hogy gravírozó fogásmélységgel milyen látványosan készít 6-os(?) nútokat...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 16:53
Írta: HJózsi Dátum 2009 november 29, 16:53
Csak ezeket a képeket találtam, ha valakinek van jobb lecserélem... A forgácsolási teljesítmény számítás úgyis még hátravan ... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 17:01
Írta: bmejdz9nu Dátum 2009 november 29, 17:01
Biztonsági okokból a PDF-et áttettem a tárhelyemre is...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 17:04
Írta: svejk Dátum 2009 november 29, 17:04
Köszönjük ezt a komoly munkát!!!!
Most csak beleolvasgattam, egy két dolog ha megengeded.
Az elején megzavart az A betű (felület?) mint a szögsebesség jele, de tudom itt nem egyszerű görög betűket (kis omega) haszálni, ha egyáltalán lehet.
Tehát kaptunk egy ajánlást a hajtáshoz a következő paraméterű gépezetnek:
Mozgatandó tömeg: 20 kg
Forgácsolási előtolóerő: 1000N (kb. 100kg-nak megfelelő erő)
Forgácsolási sebesség: 600 mm/perc
Gyorsjárati sebesség: 6000 mm/perc
Gyorsulás: 1000mm/s/s (10ms alatt éri el a 600mm/perc sebességet. Azért írtam ebben a formában mert a Mach3 motortuning ablakában is így szerepel)
orsó emelkedés: 4mm
motor-orsó áttétel: 1:2
Mivel tüzetesen nem néztem át a számolási eljárást, csak egy gyors számolás a végeredménnyel:
A fenti orsó-áttétel adatokkal az 1000 N előtolóerőhöz 0,32 Nm forgatónyomatékú motor szükséges.
Ezt kb. a 100W-os motorkategóriák tudják...
Most csak beleolvasgattam, egy két dolog ha megengeded.
Az elején megzavart az A betű (felület?) mint a szögsebesség jele, de tudom itt nem egyszerű görög betűket (kis omega) haszálni, ha egyáltalán lehet.
Tehát kaptunk egy ajánlást a hajtáshoz a következő paraméterű gépezetnek:
Mozgatandó tömeg: 20 kg
Forgácsolási előtolóerő: 1000N (kb. 100kg-nak megfelelő erő)
Forgácsolási sebesség: 600 mm/perc
Gyorsjárati sebesség: 6000 mm/perc
Gyorsulás: 1000mm/s/s (10ms alatt éri el a 600mm/perc sebességet. Azért írtam ebben a formában mert a Mach3 motortuning ablakában is így szerepel)
orsó emelkedés: 4mm
motor-orsó áttétel: 1:2
Mivel tüzetesen nem néztem át a számolási eljárást, csak egy gyors számolás a végeredménnyel:
A fenti orsó-áttétel adatokkal az 1000 N előtolóerőhöz 0,32 Nm forgatónyomatékú motor szükséges.
Ezt kb. a 100W-os motorkategóriák tudják...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 17:14
Írta: HJózsi Dátum 2009 november 29, 17:14
Egy fémipari példát tudok bemutatni, nem is mai darab és eszterga : MINITURN eszterga gépkönyvből a forgácsolási és motor adatok ...
A max forgácsolóerőt 500N-ban adja meg, a szánok tolóereje 1000N ... Érdemes megnézni az előtoló motorok teljesítmény adatait... Nagyon hasonlítanak Tibor45 példájában lévőkhöz ...
A max forgácsolóerőt 500N-ban adja meg, a szánok tolóereje 1000N ... Érdemes megnézni az előtoló motorok teljesítmény adatait... Nagyon hasonlítanak Tibor45 példájában lévőkhöz ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 17:16
Írta: 000000000 Dátum 2009 november 29, 17:16
Majd próbálok erre is egy példát kitalálni,
a 1000 N maximális erőt igazából a példa
kedvéért vettem fel, és ez akkora erő már,
ami eleve határ egy ilyen gép mechanikai
deformáció szempontjából, tehát a gyakorlatban
sokkal kisebb erő is elég több 100W-os
forgácsolási teljesítményekhez, mint ahogyan
Te is kimérted a 34.2 N-t.
De maj egyszer egy konkrét forgácsolási
teljesítmény példán is végig mehetünk, így csak
általában tudok válaszolni. Némi támpont azért
az lehet, hogy a gyakorlatban a főforgácsolóerő
10-30%-a között alakul ki az előtoló erő, de ez sok más dolog függvénye.
a 1000 N maximális erőt igazából a példa
kedvéért vettem fel, és ez akkora erő már,
ami eleve határ egy ilyen gép mechanikai
deformáció szempontjából, tehát a gyakorlatban
sokkal kisebb erő is elég több 100W-os
forgácsolási teljesítményekhez, mint ahogyan
Te is kimérted a 34.2 N-t.
De maj egyszer egy konkrét forgácsolási
teljesítmény példán is végig mehetünk, így csak
általában tudok válaszolni. Némi támpont azért
az lehet, hogy a gyakorlatban a főforgácsolóerő
10-30%-a között alakul ki az előtoló erő, de ez sok más dolog függvénye.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 17:16
Írta: HJózsi Dátum 2009 november 29, 17:16
Ok, majd updatelem a forgácsolási teljesítmény számítás példával...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 17:22
Írta: 000000000 Dátum 2009 november 29, 17:22
Sziasztok.
Most építek gépet és sikerült szereznem egy gyári szánszerkezetet servo motoros tachométer dinamókkal.
Ehhez hol tudnék vezérlőt szerezni?
Most építek gépet és sikerült szereznem egy gyári szánszerkezetet servo motoros tachométer dinamókkal.
Ehhez hol tudnék vezérlőt szerezni?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 17:23
Írta: bmejdz9nu Dátum 2009 november 29, 17:23
Számítási adatok - alapok összegezve: (remélem jól néztem őket.) ???
- Mozgatott tömeg: 20kg --- ez egy gravírgépnél tartható de marógépnél már nem. Szerintem.
- Forgácsolási tolóerő: 1000N azaz 100kp --- elégnek tűnik...
- Sebesség: 0,6méter/perc azaz 10mm/sec --- ez számomra nagyon kevés! Főleg a 10mm/sec! de a 100mm/sec is 500mm-re...
- Gyorsítási idő: 10ms - Mekkora fordulatra? 300rpm-re? a forgácsolási seb 10mm/secre? a 20W-ossal?
- Hajtási lánc hatásfoka, súrlódás: 50% --- Ez sajnálatos de igaz... egy hobby gép ilyen kb.
- Motor teljesítmény: 20W (vagy 50W-os ha szükséges 100m/sec gyorsjárati sebesség) -- Most 20W vagy 50W-ra vannak a számítások?
- Motor fordulat: 3000 1/min. (50 1/s.)
- Áttétel: 1/2 lassító; szíjtárcsák és szíjkerekek.
- Hajtott orsó emelkedése: 4mm ---- Miért épp 4mm-es? ez olyan drága... az 5-ös fele sincs!
(a számításokból kimaradt az átt. vesztesége a szíjkerekek tehetetlenségének bele számítása!)
- Hajtott orsó átmérője: 16mm - ok tipikus méret egy átlagos kisebb gépen. (nálam 20-as van 5-ös em-el de marógép)
- Hajtott orsó hossza: 500mm
A motor fordulatszáma marásban: 300 rpm
A motor fordulatszáma gyorsjáratban: 3000 rpm.
A függőleges mozgás... Z... az még nehezebb... gravítáció... azt is ki kellene számolni...
- Mozgatott tömeg: 20kg --- ez egy gravírgépnél tartható de marógépnél már nem. Szerintem.
- Forgácsolási tolóerő: 1000N azaz 100kp --- elégnek tűnik...
- Sebesség: 0,6méter/perc azaz 10mm/sec --- ez számomra nagyon kevés! Főleg a 10mm/sec! de a 100mm/sec is 500mm-re...
- Gyorsítási idő: 10ms - Mekkora fordulatra? 300rpm-re? a forgácsolási seb 10mm/secre? a 20W-ossal?
- Hajtási lánc hatásfoka, súrlódás: 50% --- Ez sajnálatos de igaz... egy hobby gép ilyen kb.
- Motor teljesítmény: 20W (vagy 50W-os ha szükséges 100m/sec gyorsjárati sebesség) -- Most 20W vagy 50W-ra vannak a számítások?
- Motor fordulat: 3000 1/min. (50 1/s.)
- Áttétel: 1/2 lassító; szíjtárcsák és szíjkerekek.
- Hajtott orsó emelkedése: 4mm ---- Miért épp 4mm-es? ez olyan drága... az 5-ös fele sincs!
(a számításokból kimaradt az átt. vesztesége a szíjkerekek tehetetlenségének bele számítása!)
- Hajtott orsó átmérője: 16mm - ok tipikus méret egy átlagos kisebb gépen. (nálam 20-as van 5-ös em-el de marógép)
- Hajtott orsó hossza: 500mm
A motor fordulatszáma marásban: 300 rpm
A motor fordulatszáma gyorsjáratban: 3000 rpm.
A függőleges mozgás... Z... az még nehezebb... gravítáció... azt is ki kellene számolni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 17:34
Írta: bmejdz9nu Dátum 2009 november 29, 17:34
Be kell tenni a progiba.... ellenőrizni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 17:44
Írta: 000000000 Dátum 2009 november 29, 17:44
A Jó Ég áldjom meg Téged is a Varsányival
egyetemben!:)
Szerintem még mindig nem értitek az egész
lényegét, miszerint az inercia hatását
akartam bemutatni amikor is nagyságrendekkel
nagyobb lehet egy rossz motor választásnál
a gyorsítási P a hasznos P-től, ha eszetlenek
vagyunk. Érdekes a 2500 W nem vág mellbe,
én ezen törném a fejem éjjel nappal, ez a
lényeg.
De a 20 W-ra is visszatérve,
1. Az a 20 W 10W hasznoshoz kell, hihetelenül
gyenge és "bolodbiztos" hatásfokot vettem fel,
csak 50%-ot, pedig mindenütt lineáris vezetéket
használunk.
2. A számításoknál, amikor még nem tudtuk az
optimálisnak látszó áttételt, van egy olyan
rész, hogy 3000-es fordulaton is megnéztük a
forgácsolást.
3. Ahogyan írtam, a 2 áttétel egy lehetőség, írtam, lehet ez 3 is, csak azért azt már végképp ne várja senki, hogy 1-10 között majd itt végig számolok nektek mindent.
4. Volt itt szó motor nyomaték állandóról?
nagyon nem mindegy, milyen feszültségű ez a
kis 50 W-os motor. Teljesítményről beszéltünk
csak végig, hiszen energiamegmaradás törvénye alapján méreteztünk végig, mint módszer!
5. Itt is írom, mint az előzőekben: tegyél már
két cementes zsákot gondolatra a gépedre,
mechanikia szempontból necces, hogy kibírja-e.
Itt megint az volt a célom, hogy ezt az
iszonyatos erőt mégis bemutassam, hogy alig
néhány W-al "legyűrjük" a hatalmas, orsó-anya
áttétel miatt!
6. Az egész dolog ahogyan írtam egy végletekig
leegyszerűsített modell, hiszen álatalános iskolai képletek sokasága is szerepel
kifejezetten a forgó mozgás tanulságainak
bemutatása, közérthető nyelven volt a fő cél!!!
egyetemben!:)
Szerintem még mindig nem értitek az egész
lényegét, miszerint az inercia hatását
akartam bemutatni amikor is nagyságrendekkel
nagyobb lehet egy rossz motor választásnál
a gyorsítási P a hasznos P-től, ha eszetlenek
vagyunk. Érdekes a 2500 W nem vág mellbe,
én ezen törném a fejem éjjel nappal, ez a
lényeg.
De a 20 W-ra is visszatérve,
1. Az a 20 W 10W hasznoshoz kell, hihetelenül
gyenge és "bolodbiztos" hatásfokot vettem fel,
csak 50%-ot, pedig mindenütt lineáris vezetéket
használunk.
2. A számításoknál, amikor még nem tudtuk az
optimálisnak látszó áttételt, van egy olyan
rész, hogy 3000-es fordulaton is megnéztük a
forgácsolást.
3. Ahogyan írtam, a 2 áttétel egy lehetőség, írtam, lehet ez 3 is, csak azért azt már végképp ne várja senki, hogy 1-10 között majd itt végig számolok nektek mindent.
4. Volt itt szó motor nyomaték állandóról?
nagyon nem mindegy, milyen feszültségű ez a
kis 50 W-os motor. Teljesítményről beszéltünk
csak végig, hiszen energiamegmaradás törvénye alapján méreteztünk végig, mint módszer!
5. Itt is írom, mint az előzőekben: tegyél már
két cementes zsákot gondolatra a gépedre,
mechanikia szempontból necces, hogy kibírja-e.
Itt megint az volt a célom, hogy ezt az
iszonyatos erőt mégis bemutassam, hogy alig
néhány W-al "legyűrjük" a hatalmas, orsó-anya
áttétel miatt!
6. Az egész dolog ahogyan írtam egy végletekig
leegyszerűsített modell, hiszen álatalános iskolai képletek sokasága is szerepel
kifejezetten a forgó mozgás tanulságainak
bemutatása, közérthető nyelven volt a fő cél!!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 17:45
Írta: svejk Dátum 2009 november 29, 17:45
A példád egyébként bizonyítja a sokak által kedvelt E240-es kis motor létjogosultságát.
Nem véletlen népszerű a HobbyCNC-sek körében.
Igaz annak 0,268 kgcm2 a J-je és úgy 60-80W körüli.
Mondjuk abban igaza volt valakinek előttem hogy nem túl szerencsés motorteljesítménnyel számolni, mert ez sok esetben nincs, vagy nem egyértelműen van megadva.
A nyomaték talán elérhetőbb adat és jobban megfogható, valamint jobban összehasonlítható a léptetőkkel is.
Nem véletlen népszerű a HobbyCNC-sek körében.
Igaz annak 0,268 kgcm2 a J-je és úgy 60-80W körüli.
Mondjuk abban igaza volt valakinek előttem hogy nem túl szerencsés motorteljesítménnyel számolni, mert ez sok esetben nincs, vagy nem egyértelműen van megadva.
A nyomaték talán elérhetőbb adat és jobban megfogható, valamint jobban összehasonlítható a léptetőkkel is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 17:50
Írta: 000000000 Dátum 2009 november 29, 17:50
Jószi, meséld már el légyszi az élményedet a megint
csak a számításokkal szemben hasraütésre
kételékedőknek, mit tett a kis EC 240 motor
a golyósorsóddal!:))Mire elég a névleges
50-60W + szervókör.
csak a számításokkal szemben hasraütésre
kételékedőknek, mit tett a kis EC 240 motor
a golyósorsóddal!:))Mire elég a névleges
50-60W + szervókör.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 18:03
Írta: HJózsi Dátum 2009 november 29, 18:03
Igen, sokaknak a Talin már elmeséltem ... a képeket még kicsinyítenem meg uploadolnom kell... kiseszterga, keresztszán ...
8 * 1 mm -es golyósorsó az EC 240 es moci 2 : 1 áttétellel simán "szétszedte" az 1300N statikus és 700N dinamikus lineáris terhelhetőségű anyát ...
NSK katalógus ... Nem is az ok érdekes, hanem a kis motor tolóereje, mert a vezérlőben nem volt (még) beállítva a nyomaték limit ...
8 * 1 mm -es golyósorsó az EC 240 es moci 2 : 1 áttétellel simán "szétszedte" az 1300N statikus és 700N dinamikus lineáris terhelhetőségű anyát ...
NSK katalógus ... Nem is az ok érdekes, hanem a kis motor tolóereje, mert a vezérlőben nem volt (még) beállítva a nyomaték limit ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 18:06
Írta: svejk Dátum 2009 november 29, 18:06
Áldjon téged is :)
Az inerciát meg az áttételt már a szervo homokozóban kénytelen voltam magam levezetgetni, több-kevesebb sikerrel.
A #9427-ben is arra akartam rámutatni hogy nem volt túl szerencsés a Watt-okból kiindulni.
Annak idején (kb 3 éve)az "ablaktörlős" 4-es orsót hajtott direktben.
0,4-0,5 Nm-t tudott a motor, 1500-ban volt limitálva a max. fordulat. pont a szögsebesség hatása, illetve az áttétel ára/bonyolultsága miatt.
A 400 mm-es 14x4-es trapézorsó nem jelentett túl nagy akadályt a motor saját inerciája mellett.
Majd egyszer kiszámolom pontosan mit nyertem volna az áttétellel.
Akkor CSAK abból tudtam építkezni, áttételt próbáltam de a gyakorlat nem volt meggyőző.
Persze azóta csináltam már áttételt, de elég sok bosszúságot okozott az is.
Az inerciát meg az áttételt már a szervo homokozóban kénytelen voltam magam levezetgetni, több-kevesebb sikerrel.
A #9427-ben is arra akartam rámutatni hogy nem volt túl szerencsés a Watt-okból kiindulni.
Annak idején (kb 3 éve)az "ablaktörlős" 4-es orsót hajtott direktben.
0,4-0,5 Nm-t tudott a motor, 1500-ban volt limitálva a max. fordulat. pont a szögsebesség hatása, illetve az áttétel ára/bonyolultsága miatt.
A 400 mm-es 14x4-es trapézorsó nem jelentett túl nagy akadályt a motor saját inerciája mellett.
Majd egyszer kiszámolom pontosan mit nyertem volna az áttétellel.
Akkor CSAK abból tudtam építkezni, áttételt próbáltam de a gyakorlat nem volt meggyőző.
Persze azóta csináltam már áttételt, de elég sok bosszúságot okozott az is.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 18:07
Írta: HJózsi Dátum 2009 november 29, 18:07
Még annyit, hogy a golyósorsó ZSír Új ... volt ... (30kHUF egy encoder kábel véletlen lehúzásért ... milyen jót piálhatnánk most ebből...[#pias][#wave] )
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 18:10
Írta: 000000000 Dátum 2009 november 29, 18:10
Ezt így gondolom én is, végül is lehet azt
a motort használni, nekem nem a kedvencem a
nagyobb J-je miatt, emiatt így valószíűleg a példában
felvett 10 ms-os gyorsítási időt nem tudná,
aki akarja, a képletek kapcsán igen sok verziót
lehet végig számolgatni. Ettől még bőven jó sok
helyen Hobby gépeknél, de egy holt biztos:
P EC240 << P SD400 Varsányi.:)
a motort használni, nekem nem a kedvencem a
nagyobb J-je miatt, emiatt így valószíűleg a példában
felvett 10 ms-os gyorsítási időt nem tudná,
aki akarja, a képletek kapcsán igen sok verziót
lehet végig számolgatni. Ettől még bőven jó sok
helyen Hobby gépeknél, de egy holt biztos:
P EC240 << P SD400 Varsányi.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 18:13
Írta: bmejdz9nu Dátum 2009 november 29, 18:13
Ez az 1500W nem tudom honét jött és mekkora áramigényhez tartozik... de mindegy most...
Egyébként ne vedd alapul a 400W-os SanyoDenki motort a gépemnél mert már régóta nincs rajt...
Visszakerültek a Bautz 642-esek (280W - 0,7m alap)... amikkel a tesztelés is volt... biztos emlékszel...
Nem a gyorsítási képesség miatt...
A SanyoDenki is gyorsult mint állat... azaz 200mm/sec-re akár 30ms (csak max. 20A - Gecko) alatt de az mozgatott tömeg miatt iszonyatos jelenség volt!
Olyan 100ms (néha 50 kell - ok tudja.) gyorsítást tartok normálisnak... azaz nem félek a géptől hogy szétmegy, nekem jön :)
ahogy írtad többet ér eladva :) tizedáron :) azaz értékesebb mint a Bautz a piacon :)... Ha eladnám... de még megvannak...(2db)...
Az fantasztikus ereje (1,8Nm alap) nem kellet a kicsi 320x320-as munkaterületű gépnek... gyenge is a mechanika hozzá... pedig nem rossz...csak...
Ezek a "Wattok" most akkor Tibi hány wattos motorral számoltál végül is? Az elején 20W-van aztán 50W.... emlegettél 175W-ot...
Ez a Watt... már írtam nagyon szeretem... joban kedvelek nyomaték adatból kiindulni... de ez nem baj... ki így ki úgy...
A kérdés továbbra fent áll !!! hány wattos motor és ez a teljesítmény mekkora fordulatnál van. (mert ha jól tudom fordulatszámfüggő az az adat)
Vagy nevezz meg (vagy linkelj) egy konkrét motort!!! Ez lenne az egyszerűbb... talán... mert így még homályos...
Egyébként ne vedd alapul a 400W-os SanyoDenki motort a gépemnél mert már régóta nincs rajt...
Visszakerültek a Bautz 642-esek (280W - 0,7m alap)... amikkel a tesztelés is volt... biztos emlékszel...
Nem a gyorsítási képesség miatt...
A SanyoDenki is gyorsult mint állat... azaz 200mm/sec-re akár 30ms (csak max. 20A - Gecko) alatt de az mozgatott tömeg miatt iszonyatos jelenség volt!
Olyan 100ms (néha 50 kell - ok tudja.) gyorsítást tartok normálisnak... azaz nem félek a géptől hogy szétmegy, nekem jön :)
ahogy írtad többet ér eladva :) tizedáron :) azaz értékesebb mint a Bautz a piacon :)... Ha eladnám... de még megvannak...(2db)...
Az fantasztikus ereje (1,8Nm alap) nem kellet a kicsi 320x320-as munkaterületű gépnek... gyenge is a mechanika hozzá... pedig nem rossz...csak...
Ezek a "Wattok" most akkor Tibi hány wattos motorral számoltál végül is? Az elején 20W-van aztán 50W.... emlegettél 175W-ot...
Ez a Watt... már írtam nagyon szeretem... joban kedvelek nyomaték adatból kiindulni... de ez nem baj... ki így ki úgy...
A kérdés továbbra fent áll !!! hány wattos motor és ez a teljesítmény mekkora fordulatnál van. (mert ha jól tudom fordulatszámfüggő az az adat)
Vagy nevezz meg (vagy linkelj) egy konkrét motort!!! Ez lenne az egyszerűbb... talán... mert így még homályos...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 29, 18:24
Írta: s7manbs8 Dátum 2009 november 29, 18:24
A képleteket be lehetne írni egy EXCEL-be ennyi erővel.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 november 29, 18:27
Írta: sanka74 Dátum 2009 november 29, 18:27
Ha jól látom akkor az E240 60-80W? Mert ez tényleg nincs megadva..én most is ebben gondolkodom,csak most áttétellel és alu elemekből építve..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 18:32
Írta: bmejdz9nu Dátum 2009 november 29, 18:32
Látod... az E240 tudjuk hány (tized) Nm-es... de, hogy hány wattos? Ezt nem értem... Tibor olyan mintha hátulról számolt volna... de miért? A teljesítmény fordulat függő...
Ha a nyomatékból indult volna... egyszerűbb lenne a dolog...
E240 adatlap ::::: PDF.
Más...
Egy hobbastának vagy egy DC szervó motorja van vagy egy adott orsója... vagy mindkettő...
... és a kérdés az áttétel aránya és a vezérlőtől elvárt áramigény azaz alap nyomaték ill. csúcsnyomaték...
Erre sincs itt ebben a levezetésben válasz... vagy?
Egyébként a progival nem tudom ellenőrizni... mert Wattokkal nem számol azaz kiszámítja.. de nem megadható alapadat...
Gondolom ezért sincsenek sok szervó motor adatlapján a "wattok" vagy ha vannak is... akkor is homály hogy mit takar és mekkora fordulathoz tartozik...
Azaz AC-knál egy szabvány azaz egy jelölés... de ott már a motor külső méretei is... az kicsit más...
Ha a nyomatékból indult volna... egyszerűbb lenne a dolog...
E240 adatlap ::::: PDF.
Más...
Egy hobbastának vagy egy DC szervó motorja van vagy egy adott orsója... vagy mindkettő...
... és a kérdés az áttétel aránya és a vezérlőtől elvárt áramigény azaz alap nyomaték ill. csúcsnyomaték...
Erre sincs itt ebben a levezetésben válasz... vagy?
Egyébként a progival nem tudom ellenőrizni... mert Wattokkal nem számol azaz kiszámítja.. de nem megadható alapadat...
Gondolom ezért sincsenek sok szervó motor adatlapján a "wattok" vagy ha vannak is... akkor is homály hogy mit takar és mekkora fordulathoz tartozik...
Azaz AC-knál egy szabvány azaz egy jelölés... de ott már a motor külső méretei is... az kicsit más...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 18:36
Írta: 000000000 Dátum 2009 november 29, 18:36
Most gondolj egy nagyot!:)
Nincs marás, végig levegőben játszol a gépeddel,
azaz még az a nyomorult hasznos 10W is nulla, ne ezzel foglalkozz most.
Ettől viszont még a buta nagy J-jű motorodat
gyorsítod, igaz? Tehát a minta példa összes
azon része, ami a forgó mozgás dinamikájával
foglalkozik, továbbra is érvényes....
Azaz a 0 haszon ellenében akár 3*2500=7500 W
igény is jelentkezik, ha mindhárom tengelyed
neki szeretne gyorsan, 10 ms alatt lódulni.
Na ezért van az, hogy 0.7 s az időállandó
szerűséged a gyakorlatban, azaz 70-szer vagy
éppen lassabb, mint egy kicsike fürge profi
szervó motoros gép, no meg azért, mert a
hajtásod picit jobban ismeri a fizikát, mint Te,
gondolkodik más helyett is, és szegény teszi
teszi a dolgát, ahogyan tudja, de hogy nem
optimálisan, az tuti.:) Erre mutat rá
a példa (negyedik hatvány!!! hatás),
csak valahogy ez nem akar eljutni Hozzád!:)
Nincs marás, végig levegőben játszol a gépeddel,
azaz még az a nyomorult hasznos 10W is nulla, ne ezzel foglalkozz most.
Ettől viszont még a buta nagy J-jű motorodat
gyorsítod, igaz? Tehát a minta példa összes
azon része, ami a forgó mozgás dinamikájával
foglalkozik, továbbra is érvényes....
Azaz a 0 haszon ellenében akár 3*2500=7500 W
igény is jelentkezik, ha mindhárom tengelyed
neki szeretne gyorsan, 10 ms alatt lódulni.
Na ezért van az, hogy 0.7 s az időállandó
szerűséged a gyakorlatban, azaz 70-szer vagy
éppen lassabb, mint egy kicsike fürge profi
szervó motoros gép, no meg azért, mert a
hajtásod picit jobban ismeri a fizikát, mint Te,
gondolkodik más helyett is, és szegény teszi
teszi a dolgát, ahogyan tudja, de hogy nem
optimálisan, az tuti.:) Erre mutat rá
a példa (negyedik hatvány!!! hatás),
csak valahogy ez nem akar eljutni Hozzád!:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 29, 18:41
Írta: s7manbs8 Dátum 2009 november 29, 18:41
Magyarán, ha a Péter gépről levennénk az t a nagy motort, akkor e példabelivel vagy hasonlóval helyettesítve, ugyanúgy működne tovább, sőt sokkal fürgébb lenne, kevesebb teljesítményt fogyasztana ? Próbáljátok már ki egyszer élőben. Egy így kiszámolt példabeli motorral és a megfelelő áttételével persze meglepni őt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 18:41
Írta: bmejdz9nu Dátum 2009 november 29, 18:41
Nincs igazad... megint túlzol minden számmal!
Válaszolj légyszíves a kérdésre amit már 3X feltettem! Wattok... hol RPM !!!
Megint sötétíteni akarsz? Nincs értelme... hidd el... legyél konkrét! Megéri!
Válaszolj légyszíves a kérdésre amit már 3X feltettem! Wattok... hol RPM !!!
Megint sötétíteni akarsz? Nincs értelme... hidd el... legyél konkrét! Megéri!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 18:43
Írta: svejk Dátum 2009 november 29, 18:43
Most ez belekotty lesz, de Varsányinál talán nem érvényesül a 4. hatvány mert az áttétel hiánya miatt a motor fordulat alacsony marad, vagyis a szögsebesség négyzetes összefüggése valamelyest jóváírja a tévedést.
Remélem jól gondolom...
Remélem jól gondolom...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 18:45
Írta: svejk Dátum 2009 november 29, 18:45
Ne már...!
Ne bosszantsátok egymást!
Jó az egyenlőre a W-okkal is, csak nem túl szerencsés.
Ne bosszantsátok egymást!
Jó az egyenlőre a W-okkal is, csak nem túl szerencsés.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 18:48
Írta: bmejdz9nu Dátum 2009 november 29, 18:48
Szabjam szét a gépemet? Talán számoljatok gravitációs gyorsulást is... mozgatott tömeg és gyorsításra! wwww.vadaszpilóta.hu :)
Ne feledd... az áttétellel a gyorsítást arányosan csökkented!
Ne feledd... Ha egy motor 3000rpm-re X ms alatt gyorsul akkor 1500rpm-re még fele idő sem kell!
Ezeket Tibor nem akarta számolni... Az áttétel okozta problémákat, tehetetlenségi számokon is átsiklott...
A #9410 -es képen.. a számoló progiban... Gear intertia... Motor = motoroldali tárcsa és a tengely tárcsa ...
Ne feledd... az áttétellel a gyorsítást arányosan csökkented!
Ne feledd... Ha egy motor 3000rpm-re X ms alatt gyorsul akkor 1500rpm-re még fele idő sem kell!
Ezeket Tibor nem akarta számolni... Az áttétel okozta problémákat, tehetetlenségi számokon is átsiklott...
A #9410 -es képen.. a számoló progiban... Gear intertia... Motor = motoroldali tárcsa és a tengely tárcsa ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 18:48
Írta: svejk Dátum 2009 november 29, 18:48
Szerintem inkább helyettesítsd, be a Te motoradataidat a Tibor45 képleteibe és nézd meg menyivel rosszabb a géped mintha mondjuk E240-lenne rajta. (az egy fix. moci, minden adata elérhető)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 18:50
Írta: bmejdz9nu Dátum 2009 november 29, 18:50
Oké végül is mindegy...igazad van... csak :) RPM...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 29, 18:50
Írta: s7manbs8 Dátum 2009 november 29, 18:50
Kiszámolja, amennyit gondol, odaviszi a motort felrakjátok, és ha meg se bír moccanni ő fizeti a cehhet.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 18:51
Írta: bmejdz9nu Dátum 2009 november 29, 18:51
Igen... pont ezt írtam a 9450-ben... mint tényezőt...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 29, 18:52
Írta: s7manbs8 Dátum 2009 november 29, 18:52
Én ahogy nézem, a W-ot osztod kb. 20-al és ott a Nm értéke.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 18:52
Írta: bmejdz9nu Dátum 2009 november 29, 18:52
Ha az én gépemet valaki meghajtja úgy ahogy most megy E240-el... hát becsókolok... és legalább egy órát tud menni füst nélkül :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 18:57
Írta: 000000000 Dátum 2009 november 29, 18:57
Ez már ki kilett próbálva, az egységugrás
teszten a 97-es talin 2 Hz-et tudott gyíkkal.
Vbodi gépe a nagy piros a most nyári talin
4 Hz-es volt, azaz stepes létére leverte a
Péterét. Mégis miért? Érdekel ez itt bárkit???
Ezek mind-mind a példában ott vannak,
értsétek meg a gyorsítás energiát kíván!!!!
Az energia pedig forgómozgásnál a szögsebesség
és J együttes hatásával könyörtelen dolgokra
képes, és dönt! 0 és a gyorsítási idő végéig
teljesítményt követel, ennek egy átlaga, amit
elő kell valahonnan kapni: mégis honnan???
Nyilván csak tápegységből lehetséges, hiszen
energia nem vész el, csak átalakul!
teszten a 97-es talin 2 Hz-et tudott gyíkkal.
Vbodi gépe a nagy piros a most nyári talin
4 Hz-es volt, azaz stepes létére leverte a
Péterét. Mégis miért? Érdekel ez itt bárkit???
Ezek mind-mind a példában ott vannak,
értsétek meg a gyorsítás energiát kíván!!!!
Az energia pedig forgómozgásnál a szögsebesség
és J együttes hatásával könyörtelen dolgokra
képes, és dönt! 0 és a gyorsítási idő végéig
teljesítményt követel, ennek egy átlaga, amit
elő kell valahonnan kapni: mégis honnan???
Nyilván csak tápegységből lehetséges, hiszen
energia nem vész el, csak átalakul!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 29, 18:57
Írta: s7manbs8 Dátum 2009 november 29, 18:57
Mondjuk egy kis langymeleg, amin még a tojás nem sül meg elviselhető azért ? (persze füst nélkül)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 19:00
Írta: HJózsi Dátum 2009 november 29, 19:00
Benne van, olvasd el figyelmesen ... igaz, elhanyagolható pl egy aluminium esetén az orsóhoz képest... ne hagyd magad megzavarni, nem ez a lényeg!...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 19:00
Írta: 000000000 Dátum 2009 november 29, 19:00
Miért, nem a Varsányi szokott dicsekedni a 200
mm/s-el? Ekkor mit kell a motornak forogni
szerinted?
mm/s-el? Ekkor mit kell a motornak forogni
szerinted?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 29, 19:01
Írta: s7manbs8 Dátum 2009 november 29, 19:01
Én értem, hogyne, csak van aki hiszem ha látom típus, és még akkor se garantált, mert elkezd valami más okot keresni arra, hogy ne úgy legyen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 19:08
Írta: bmejdz9nu Dátum 2009 november 29, 19:08
T45-ös teszt megint...[#nevetes1] Mint jól bevált elterelő hadművelet :)
Válaszoljál a Wattos kérdésemre! 4x írom már... :) Ciki ugye a válasz... tereled a dolgot...:)
Majd átírjuk a PDF-et... V 1.1-re... a biztonsági mentést is átírom... ha jó fiú leszel :)
Válaszoljál a Wattos kérdésemre! 4x írom már... :) Ciki ugye a válasz... tereled a dolgot...:)
Majd átírjuk a PDF-et... V 1.1-re... a biztonsági mentést is átírom... ha jó fiú leszel :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 19:10
Írta: HJózsi Dátum 2009 november 29, 19:10
Péter, lszi ne ilyen stílusban ... előbb utóbb monológ lesz belőle ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 19:10
Írta: bmejdz9nu Dátum 2009 november 29, 19:10
A motor oldali a lényegesebb :) Gondolom azt is nézted a számításból...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 19:16
Írta: HJózsi Dátum 2009 november 29, 19:16
A motor oldalon még kisebb a fogastárcsa ... a forgórész pedig ... tehát ne elhanyagolható részletkérdéseket nagyíts fel, mert lényegtelen mértékű a hatása... Inkább ahogy Svejk is javasolta és sokan várjuk, számolj végig egy két variációt segédlet és segítség nélkül, csak Tibor45 leírása alapján... bármi kérdést csak ezután tegyél fel ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 19:16
Írta: bmejdz9nu Dátum 2009 november 29, 19:16
Látod ugye, hogy nem válaszol... Na akkor szerinted miért nem? írjad meg... te tudod a kérdésre a választ?
Vagy könyörögjek neki ? :)
Persze megint törlök... rend lesz... az elkerülő dumák kijönnek ... azt rend lesz.. szakmai kérdések megválszolatlanul...
Vagy könyörögjek neki ? :)
Persze megint törlök... rend lesz... az elkerülő dumák kijönnek ... azt rend lesz.. szakmai kérdések megválszolatlanul...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 19:18
Írta: bmejdz9nu Dátum 2009 november 29, 19:18
"elhanyagolható részletkérdéseket nagyíts fel..."
Ezt a Rockwell Automation Motor Selection szoftvere nem így látja... Próbáld ki... kötelező adat...
A kicsi motor rotor súlya is kicsi... egy 20W-osé mekkora súlyú? Mekkora súlyú egy szíjtárcsa? Sajnos összemérhető... ez van...
Ezt a Rockwell Automation Motor Selection szoftvere nem így látja... Próbáld ki... kötelező adat...
A kicsi motor rotor súlya is kicsi... egy 20W-osé mekkora súlyú? Mekkora súlyú egy szíjtárcsa? Sajnos összemérhető... ez van...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 19:21
Írta: bmejdz9nu Dátum 2009 november 29, 19:21
Egyébként egy rakás "kicsi" motorom és vezérlőm van... ezért is érdekel a dolog!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 19:24
Írta: svejk Dátum 2009 november 29, 19:24
Az biz' meglehet, de talán akkora sebességgel ő sem mar :))
De ha már hasonlítunk akkor az övét is 600 mm/perccel nyomjuk, vagyis nála olyankor csak 120 1/min-el (5mm-es orsó) forog a motor és az orsó.
Míg a levezetett példában 300-al a moci és 150-el az orsó.
Tehát ezeket kellene hasonlítani teljesítményigényre azonos gyorsulási képesség mellett. (tételezzünk egyforma mozgatott tömeget és azonos hosszúságú és átmérőjű orsót)
Adjuk fel a jó matekos fórumtársaknak házi feladatnak, mert Varsányi lustább annál hogy kiszámolja :)
Tehát a példabeli motor inerciája 0,1 kgcm2,
Varsányi a Tiédet meg írdd ide: ....
De ha már hasonlítunk akkor az övét is 600 mm/perccel nyomjuk, vagyis nála olyankor csak 120 1/min-el (5mm-es orsó) forog a motor és az orsó.
Míg a levezetett példában 300-al a moci és 150-el az orsó.
Tehát ezeket kellene hasonlítani teljesítményigényre azonos gyorsulási képesség mellett. (tételezzünk egyforma mozgatott tömeget és azonos hosszúságú és átmérőjű orsót)
Adjuk fel a jó matekos fórumtársaknak házi feladatnak, mert Varsányi lustább annál hogy kiszámolja :)
Tehát a példabeli motor inerciája 0,1 kgcm2,
Varsányi a Tiédet meg írdd ide: ....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 19:27
Írta: 000000000 Dátum 2009 november 29, 19:27
Na most egy kicsit egyetemi szintre váltok!
Mutasd meg azt az ablakot profi méretező
proginon, ahol a motor encoderének kéri be
az adataid, a reteszhorony méretére kérdez rá,
és az opciós tachodinamó adatit is bekéri.
Tudtommal ezek is forognak egy motorban, és bizony az én számolok is vele, ha nagyon komoly
alkalmazásról van szó. Nálatok ez hogy szokás?
Elhanyagoljuk, hööööö? Miről is beszél itt Te
megint?
Mutasd meg azt az ablakot profi méretező
proginon, ahol a motor encoderének kéri be
az adataid, a reteszhorony méretére kérdez rá,
és az opciós tachodinamó adatit is bekéri.
Tudtommal ezek is forognak egy motorban, és bizony az én számolok is vele, ha nagyon komoly
alkalmazásról van szó. Nálatok ez hogy szokás?
Elhanyagoljuk, hööööö? Miről is beszél itt Te
megint?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 19:31
Írta: bmejdz9nu Dátum 2009 november 29, 19:31
5-ös orsó; 20-as átm. hossz: 470mm hasznos munka hossz: 320mm; Mozgatott tömeg kb 40Kg. jelenleg "280W-os" motor, 0,7Nm alap (idézőjel és nem tudom mekkora rpm-nél van ez:) nincs áttétel...
Köszöni szépen... egyébként jól megy... kisebb mocival próbáltam - kevés volt... sajnos.
Bizony lusta vagyok... és sporolós mert 5-ös orsót vettem... nem 4-est vagy 2-est...
Köszöni szépen... egyébként jól megy... kisebb mocival próbáltam - kevés volt... sajnos.
Bizony lusta vagyok... és sporolós mert 5-ös orsót vettem... nem 4-est vagy 2-est...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 19:31
Írta: svejk Dátum 2009 november 29, 19:31
Én már sejtem az eredményt, de varsányi csak az ilyeneknek hisz.
Higgyétek el, én nem Tibor45 számítása ellen vagyok és nem Varsányit pártolom. (esetleg csak megértem :) )
Higgyétek el, én nem Tibor45 számítása ellen vagyok és nem Varsányit pártolom. (esetleg csak megértem :) )
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 19:33
Írta: bmejdz9nu Dátum 2009 november 29, 19:33
RPM és Watt?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 19:33
Írta: bmejdz9nu Dátum 2009 november 29, 19:33
RPM és Watt?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 19:34
Írta: svejk Dátum 2009 november 29, 19:34
Csak a motorod inerciáját add meg!
Esetleg aki akarja kiszámolja a Te mechanikádhoz is mindkettővel.
Esetleg aki akarja kiszámolja a Te mechanikádhoz is mindkettővel.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 19:34
Írta: 000000000 Dátum 2009 november 29, 19:34
Ne haragudjál már Svejk, de vegyél elő egy
négyzetrácsos lapot, ábrázold az y=x és az
y=x*x függvényeket és az y=x*x*x*x.
Tanulságosak....Ugyanis sebességet lineárisan
veszítek az áttételezéssel, dinamikát négyzetesen nyerek.
Ohhh mondd, Te mit választanál?:)
négyzetrácsos lapot, ábrázold az y=x és az
y=x*x függvényeket és az y=x*x*x*x.
Tanulságosak....Ugyanis sebességet lineárisan
veszítek az áttételezéssel, dinamikát négyzetesen nyerek.
Ohhh mondd, Te mit választanál?:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 29, 19:35
Írta: s7manbs8 Dátum 2009 november 29, 19:35
Akkor már csak egyet kellett volna próbálni, az áttételt ? Ami pont fontos, ha jól látom.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 19:37
Írta: bmejdz9nu Dátum 2009 november 29, 19:37
Ugyan az fog kijönni mint Tibornak... csak tök egyszerűen 10 perc alatt... a progival...
De azt nem akarhatja, hogy bárki "földönfutó" tudjon számolni... netán utána számolni... és egy-két kattintással bármilyen variációt kiszámoljon... áttétel/nem áttétel... stb...
Csak ennyi a történet és semmi más... :)
De azt nem akarhatja, hogy bárki "földönfutó" tudjon számolni... netán utána számolni... és egy-két kattintással bármilyen variációt kiszámoljon... áttétel/nem áttétel... stb...
Csak ennyi a történet és semmi más... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 29, 19:37
Írta: Szalai György Dátum 2009 november 29, 19:37
Be van.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 29, 19:37
Írta: s7manbs8 Dátum 2009 november 29, 19:37
Pont ezt írom ugye, jól látom ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 19:38
Írta: bmejdz9nu Dátum 2009 november 29, 19:38
Lásd: #9480 Már kiszámoltam... köszi... több órája :) Próbáld meg! neked is menni fog!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 29, 19:38
Írta: s7manbs8 Dátum 2009 november 29, 19:38
Az jó !
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 19:41
Írta: HJózsi Dátum 2009 november 29, 19:41
Felteszed?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 19:41
Írta: svejk Dátum 2009 november 29, 19:41
Dehogy haragszom..
Ennyi még menne.. hidd el nem nekem kell bizonyítani...
De olyan jó lenne leírni fehéren feketén, hogy nesze ezt vesztetted.
Ennyi még menne.. hidd el nem nekem kell bizonyítani...
De olyan jó lenne leírni fehéren feketén, hogy nesze ezt vesztetted.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 19:44
Írta: svejk Dátum 2009 november 29, 19:44
Na, hát akkor írdd le mennyivel rosszabb (jobb?) a géped mintha E240-el és áttétellel hajtottad volna.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 19:44
Írta: HJózsi Dátum 2009 november 29, 19:44
Nekem még nincs mit méretezni, ráérek akkor ( a kiseszterga meg jó lett ), nem kételkedek az összefüggések helyességében ... Szerencsére motorvadászat közben nem a kapitálisakra vadásztam ( bár van az is pl tőled a nagy ElectroCraft...) [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 29, 19:47
Írta: Szalai György Dátum 2009 november 29, 19:47
Most zajlik az engedélyeztetés.
Ha legálissá válik, elküldöm Péternek. Megkérem, hogy tegye fel a könyvtáramba és linkelje be, mert nem tudok hozzáférni a Hunbay-hoz a múltkori havária óta.
Remélem gyorsan megy.
Ha legálissá válik, elküldöm Péternek. Megkérem, hogy tegye fel a könyvtáramba és linkelje be, mert nem tudok hozzáférni a Hunbay-hoz a múltkori havária óta.
Remélem gyorsan megy.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 19:49
Írta: 000000000 Dátum 2009 november 29, 19:49
Szerintem az egész tanmese erről szól:
Péter egy 50W körüli SD szervómocival 100 mm/s
csúcs sebességen tudna lenni 10 ms alatt 1:2
lassító áttételles géppel tengelyenként 100W-os
táppal!
Péter egy 50W körüli SD szervómocival 100 mm/s
csúcs sebességen tudna lenni 10 ms alatt 1:2
lassító áttételles géppel tengelyenként 100W-os
táppal!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 19:50
Írta: HJózsi Dátum 2009 november 29, 19:50
Ok! Köszönet érte!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 20:06
Írta: svejk Dátum 2009 november 29, 20:06
Ha ez így van akkor valóban elég nagy különbségek vannak, de attól tartok vannak itt félreértések az adatok terén.
No mindegy végül is nem is értem már megint mit keresek én itt :(
No mindegy végül is nem is értem már megint mit keresek én itt :(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 20:11
Írta: 000000000 Dátum 2009 november 29, 20:11
Na akkor a mai nap meggyőzött arról, hogy átszerelem léptecsről E240-esre a CNC-m.
A 16x5-ös golyós orsót és 1/2,5-ös lassítós fogazott szíjas áttételű hajtást fogja vinni.
A 16x5-ös golyós orsót és 1/2,5-ös lassítós fogazott szíjas áttételű hajtást fogja vinni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 20:13
Írta: bmejdz9nu Dátum 2009 november 29, 20:13
Már megint... még egyszer leírom... Baromira megy nekem is az ismétlések :)
Egyrészt nekem kevés a 100mm/sec azt tudtam léptetővel is... emlékszel StepKirály is voltam már nálad :)
Tehát 200mm/sec a minimum... ez a mérce ebből nem engedek... csak úgy megjegyzem a gép 400mm/sec-el lett tesztelve!
(videók a könyvtáramban akit érdekel)
Na már a ms és sec között van különbség... Hol írtam ezt a 0.7 másodpercet? Röhely lenne :) Vak vagy? :)
Most 200mm/secre (12méter per percre) akár 40-50 millisec alatt fent vagyok!
De vissza veszem mert 100 is több mint életveszélyes! írtam... olvastad???
Azaz 100mm/secre simán, folyamatosan min. 20ms alatt tudok!!!
De számolj erre Gravitációs gyorsulást! Szörnyű gyorsítás = nem bírja ki a gép folyamatosan... szétesik! Félelmetes! Próbáld ki!!! Előben!
Erről beszélünk tulajdon képen... Kár hogy nem vagy tisztába a wattokkal és az ehhez tartozó fordulatokkal... ez azért nem hittem volna...
Nézd meg a képletek számítások topikot közbe... ott is megvan :)
Egyébként a gépem megy.. szépen a gyakorlatba...
Te meg még nem csináltál ilyet... és a "tapsolók" sem... így aztán nehéz elképzeli ezeket a gyorsulásokat a gyakorlatban...
Egyrészt nekem kevés a 100mm/sec azt tudtam léptetővel is... emlékszel StepKirály is voltam már nálad :)
Tehát 200mm/sec a minimum... ez a mérce ebből nem engedek... csak úgy megjegyzem a gép 400mm/sec-el lett tesztelve!
(videók a könyvtáramban akit érdekel)
Na már a ms és sec között van különbség... Hol írtam ezt a 0.7 másodpercet? Röhely lenne :) Vak vagy? :)
Most 200mm/secre (12méter per percre) akár 40-50 millisec alatt fent vagyok!
De vissza veszem mert 100 is több mint életveszélyes! írtam... olvastad???
Azaz 100mm/secre simán, folyamatosan min. 20ms alatt tudok!!!
De számolj erre Gravitációs gyorsulást! Szörnyű gyorsítás = nem bírja ki a gép folyamatosan... szétesik! Félelmetes! Próbáld ki!!! Előben!
Erről beszélünk tulajdon képen... Kár hogy nem vagy tisztába a wattokkal és az ehhez tartozó fordulatokkal... ez azért nem hittem volna...
Nézd meg a képletek számítások topikot közbe... ott is megvan :)
Egyébként a gépem megy.. szépen a gyakorlatba...
Te meg még nem csináltál ilyet... és a "tapsolók" sem... így aztán nehéz elképzeli ezeket a gyorsulásokat a gyakorlatban...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 29, 20:13
Írta: svejk Dátum 2009 november 29, 20:13
Ha ez így van, már megérte :))
Majd ne felejtsd el beírni a tapasztalatod a servoról a szervo homokozóba!!
Majd ne felejtsd el beírni a tapasztalatod a servoról a szervo homokozóba!!
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 29, 20:16
Írta: x4rhew5r3 Dátum 2009 november 29, 20:16
Nem volt időm sajnos élőben követni, de csak ámulok. Gratulálok Tibornak közérthető megfogalmazáshoz és a türelméhez, élvezetes olvasmány.
Ha készül is program, Excel vagy bármi, akkor is először ajánlatos végigolvasni, és ha megérti az ember, vagy legalább ráérez a buktatókra, csak utána jöhet a segédeszköz.
Ha készül is program, Excel vagy bármi, akkor is először ajánlatos végigolvasni, és ha megérti az ember, vagy legalább ráérez a buktatókra, csak utána jöhet a segédeszköz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 20:17
Írta: bmejdz9nu Dátum 2009 november 29, 20:17
1/3-assal és E240-el csinálta az "egyújabbgépépítő" ... kérdezd (ha jó tudom)... van már gyakorlati tapasztalat is... az is fontos...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 20:24
Írta: 000000000 Dátum 2009 november 29, 20:24
Köszönöm, már nem éltem hiába!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 20:35
Írta: bmejdz9nu Dátum 2009 november 29, 20:35
Elnézését kérek...
A Samsung-Rockwell Motor Selection progi a teljes AC setup szoftver feltelepítése nélkül nem érhetők el a motor adatok...
(14 Mega csak és egyszerű install...)
A progiban:
Start SmartJog - Tool - Motor Program ... és működik rendesen...
Különböző AC motorokat lehet választani... teljesítményre... de ott vannak mellette az nyomatékok minteria értékek...
Egy hasonló motort kell keresni az adatbázisban mintha DC lenne... általában egy nagyobb teljesítményűt... a paraméterek, adatok alapján.
Ez nem egy ingyenes (demo) program... a vezérlőhöz adták nekem... töltsétek le mert egy idő után törölnöm kellene... gondolom...
SMARTJOG V 3.0 ZIP ::::::::::::::::::::
Tök egyszerű... inkább erről a progiról kellene írogatnunk... aztán minden egyszerű lesz... perceken belül...
Ez pont azt csinálja se-perc alatt amit a Tibornak valóban sok munkával sikerült csak...
Tudom vannak még ilyen más programok is... az már volt linkelve... de ez nagyon egyszerű...
A program tud számolni vízszintes mozgásra, fügőleges mozgásra... és nemcsak golyós orsóval...
Három magyarázó és táblázat a progihoz:
1. Moment_of_Interia_Calculation.jpg
2. BallScrew_HorizontalAxis_Calculation.jpg
3. BallScrew_VerticalAxis_Calculation.jpg
Nem akarom betenni mert viszonylag nagy képek...

A Samsung-Rockwell Motor Selection progi a teljes AC setup szoftver feltelepítése nélkül nem érhetők el a motor adatok...
(14 Mega csak és egyszerű install...)
A progiban:
Start SmartJog - Tool - Motor Program ... és működik rendesen...
Különböző AC motorokat lehet választani... teljesítményre... de ott vannak mellette az nyomatékok minteria értékek...
Egy hasonló motort kell keresni az adatbázisban mintha DC lenne... általában egy nagyobb teljesítményűt... a paraméterek, adatok alapján.
Ez nem egy ingyenes (demo) program... a vezérlőhöz adták nekem... töltsétek le mert egy idő után törölnöm kellene... gondolom...
SMARTJOG V 3.0 ZIP ::::::::::::::::::::
Tök egyszerű... inkább erről a progiról kellene írogatnunk... aztán minden egyszerű lesz... perceken belül...
Ez pont azt csinálja se-perc alatt amit a Tibornak valóban sok munkával sikerült csak...
Tudom vannak még ilyen más programok is... az már volt linkelve... de ez nagyon egyszerű...
A program tud számolni vízszintes mozgásra, fügőleges mozgásra... és nemcsak golyós orsóval...
Három magyarázó és táblázat a progihoz:
1. Moment_of_Interia_Calculation.jpg
2. BallScrew_HorizontalAxis_Calculation.jpg
3. BallScrew_VerticalAxis_Calculation.jpg
Nem akarom betenni mert viszonylag nagy képek...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 20:40
Írta: HJózsi Dátum 2009 november 29, 20:40
Ha addig kellene féllábon állnod ameddig ezt a programot írták, ... hááát ... gyorsan visszavonnád amit most írtál ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 20:45
Írta: bmejdz9nu Dátum 2009 november 29, 20:45
Mint látható... nekem nincsenek (üzletpolitikai) titkaim... hobbysta vagyok... sajnálom...
Kicsit túl sok itt a "vakvezető profi" :) Vagy mire gondolsz?
Kicsit túl sok itt a "vakvezető profi" :) Vagy mire gondolsz?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 29, 20:50
Írta: x4rhew5r3 Dátum 2009 november 29, 20:50
Péter ezzel az a baj, hogy a lényeget, a fizikát nem magyarázza el. Ha valaki megérti Tibor egyszerűsített modelljén az elemeket és a levezetést, akkor érezni is fogja. Ne kampányolj ellene.
Ezekkel a programok nagyon hasznos segédeszközök, de ettől még nem lesz világos a fizikája.
Ezekkel a programok nagyon hasznos segédeszközök, de ettől még nem lesz világos a fizikája.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 20:51
Írta: 000000000 Dátum 2009 november 29, 20:51
"Tehát 200mm/sec a minimum... ez a mérce ebből
nem engedek..."
Két sorral arrébb:
"De vissza veszem mert 100 is több mint életveszélyes!"
Péter én a feladom, Te egy különleges
ember vagy, Veled egyszerűen szakmai alapon
semmiről nem lehet beszélni, azt gondolom, hiába fáradtam ezzel az egésszel, Te ebből
zéró körüli dolgot értesz...Ennél lejjebb
érthetőségi szintben már nem tudok menni,
ennél egyszerűbben én tényleg nem tudok
elmondani semmit. Azért azt érzékelem,
van Akiknek segítettem ezzel, köszönöm a
visszajelzéseket, és egy ilyen irányból történő
objektív közelítés mód (szervo gyorsítási
teljesítmény, energia kérdések kontra dinamika, J),
majd az általános tanulságok levonása a végén
segít eligazodni a szervo "dzsungelben" Másoknak. Ne féljetek a szervótól olvasgassátok
irományomat, le fog ez ülepedni, de azért a
fél szemeteket mindig a J-n tartsátok, akár
steppeltek akár szervóztok!:):)
nem engedek..."
Két sorral arrébb:
"De vissza veszem mert 100 is több mint életveszélyes!"
Péter én a feladom, Te egy különleges
ember vagy, Veled egyszerűen szakmai alapon
semmiről nem lehet beszélni, azt gondolom, hiába fáradtam ezzel az egésszel, Te ebből
zéró körüli dolgot értesz...Ennél lejjebb
érthetőségi szintben már nem tudok menni,
ennél egyszerűbben én tényleg nem tudok
elmondani semmit. Azért azt érzékelem,
van Akiknek segítettem ezzel, köszönöm a
visszajelzéseket, és egy ilyen irányból történő
objektív közelítés mód (szervo gyorsítási
teljesítmény, energia kérdések kontra dinamika, J),
majd az általános tanulságok levonása a végén
segít eligazodni a szervo "dzsungelben" Másoknak. Ne féljetek a szervótól olvasgassátok
irományomat, le fog ez ülepedni, de azért a
fél szemeteket mindig a J-n tartsátok, akár
steppeltek akár szervóztok!:):)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 20:57
Írta: HJózsi Dátum 2009 november 29, 20:57
Ja, vagy úgy ... onnan fúj a szél ... tehát az zavar, hogy bizonyos dolgokat nem ad ki, amin sokad dolgozott, vagy amiből él ?...
Ezzel van így más is... CocaCola, Unicum ... stb ... Akkor ha bármit mond cikizni kell?
Ezzel van így más is... CocaCola, Unicum ... stb ... Akkor ha bármit mond cikizni kell?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 21:06
Írta: bmejdz9nu Dátum 2009 november 29, 21:06
Nem kampányolok a Tibi számítása ellen...
De az nem használható behelyettesítesel sem... erről gondoskodott... Watt/prm...
Ezt a progit szervót (fel)használó mérnököknek csinálták... Persze mi csak hobysták vagyunk... :)
Nekik jó egy gyors számításhoz, kalkulációhoz egy motor kiválasztásához átt. meghatározásához? Nekünk meg senki sem számol...? Ez oké?
Persze én nem vagyok fizikus :) sem szervóhajtástchnikai tervező mérnök sem... így talán megérthető, hogy mint felhasználónak ez nekem megfelel...
De az nem használható behelyettesítesel sem... erről gondoskodott... Watt/prm...
Ezt a progit szervót (fel)használó mérnököknek csinálták... Persze mi csak hobysták vagyunk... :)
Nekik jó egy gyors számításhoz, kalkulációhoz egy motor kiválasztásához átt. meghatározásához? Nekünk meg senki sem számol...? Ez oké?
Persze én nem vagyok fizikus :) sem szervóhajtástchnikai tervező mérnök sem... így talán megérthető, hogy mint felhasználónak ez nekem megfelel...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 21:09
Írta: bmejdz9nu Dátum 2009 november 29, 21:09
Megint írtad a semmit... Talán nincs gyakorlati tapasztalatod...
Majd ha a "Mamut"-ot gyorsítod 200mm/secre 10ms alatt akkor meglátod mi lesz... meg ugye lassítod is 10ms alatt :)
Remélem nem lesz baleset... dokumentáld, videó! Ahogy én! Mert csak akkor hisszük el...
Videó: ne csinálj 3-4 mp-eket... egy teljes folyamatot dokumentálj...
Majd ha a "Mamut"-ot gyorsítod 200mm/secre 10ms alatt akkor meglátod mi lesz... meg ugye lassítod is 10ms alatt :)
Remélem nem lesz baleset... dokumentáld, videó! Ahogy én! Mert csak akkor hisszük el...
Videó: ne csinálj 3-4 mp-eket... egy teljes folyamatot dokumentálj...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 21:18
Írta: bmejdz9nu Dátum 2009 november 29, 21:18
Marketing szempontból Tibor el tudná adni magát... de nem így...
De ezt elmondtam már neki személyesen is... Ő tud olyat amit senki más idehaza... olyan összetett szolgáltatást adni... komplett...
De ez itt a hobby fórum... de akár lehetne repülőmodellező is... akkor se kellene mindenkinek vadászpilóta vizsga :) Ugye érted...
Kár akkor egy ködöt bedobni... minek? Oké... titkai vannak... a méretezés is egy titok... értem én...
De a másik oldalon ez elég költséges... ha nem jön be :)
Én is hittem... drága volt... Ezért erősködök...
Jó lenne már egy kitiltás nekem... mert nem leszek így kész sose a gépemmel :)
Ja.... T45 egységugrás álló lesz :) Ez a jó hír... persze a setup-ot majd hozzá állítom ekkor... :)
De ezt elmondtam már neki személyesen is... Ő tud olyat amit senki más idehaza... olyan összetett szolgáltatást adni... komplett...
De ez itt a hobby fórum... de akár lehetne repülőmodellező is... akkor se kellene mindenkinek vadászpilóta vizsga :) Ugye érted...
Kár akkor egy ködöt bedobni... minek? Oké... titkai vannak... a méretezés is egy titok... értem én...
De a másik oldalon ez elég költséges... ha nem jön be :)
Én is hittem... drága volt... Ezért erősködök...
Jó lenne már egy kitiltás nekem... mert nem leszek így kész sose a gépemmel :)
Ja.... T45 egységugrás álló lesz :) Ez a jó hír... persze a setup-ot majd hozzá állítom ekkor... :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 21:36
Írta: HJózsi Dátum 2009 november 29, 21:36
Na ez jó hír végre, mert akkor a következő talin lesz izgalmas teszt! Jó marketinggel! :)
A méretezés nem titok és nem csak a kiváltságosoké, nem szent Grál, bárki megtanulhatja... köszönet Tibornak, hogy bemutatott egy egyszerű, hobbistáknak használható
módszert. Talán jó lenne, egy vizsga néhány tárgyból, annak aki hobbi cnc masinát akar építeni ... nincs még szabályozva, mint a gépjármű vezetés, horgászat, hajó vezetés vagy búvárkodás esetén ... Gondolj csak bele, mi lenne ha valakik csak úgy felkapnának egy-egy palackot, ugrás a vízbe, 40m-re le ott bóklászás, majd verseny, ki jön fel gyorsabban ... szerintem tudod mi lenne az eredmény ... két agyembóliás ... a mai világban mindenhez hozzá lehet férni, de a mi témánkban nincs kötelező vizsga, mint a kertészkedéshez sem ... pedig a mi témánkban több szakma, több tantárgy találkozik, gépészet elektronika sw. ...
A méretezés nem titok és nem csak a kiváltságosoké, nem szent Grál, bárki megtanulhatja... köszönet Tibornak, hogy bemutatott egy egyszerű, hobbistáknak használható
módszert. Talán jó lenne, egy vizsga néhány tárgyból, annak aki hobbi cnc masinát akar építeni ... nincs még szabályozva, mint a gépjármű vezetés, horgászat, hajó vezetés vagy búvárkodás esetén ... Gondolj csak bele, mi lenne ha valakik csak úgy felkapnának egy-egy palackot, ugrás a vízbe, 40m-re le ott bóklászás, majd verseny, ki jön fel gyorsabban ... szerintem tudod mi lenne az eredmény ... két agyembóliás ... a mai világban mindenhez hozzá lehet férni, de a mi témánkban nincs kötelező vizsga, mint a kertészkedéshez sem ... pedig a mi témánkban több szakma, több tantárgy találkozik, gépészet elektronika sw. ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 21:36
Írta: bmejdz9nu Dátum 2009 november 29, 21:36
Isel gép mint (nem)látható áttétellel:

Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 29, 21:40
Írta: HJózsi Dátum 2009 november 29, 21:40
Ja, nem látni az orsó emelkedését...
Amúgy én meg utálom a kilógó motorokat ... Fúrjam ki a falat, hogy elférjen? ... Te hogy csináltad?... :D
Fogasszíjjal simán befordítom a tengely mögé/mellé ...
Amúgy én meg utálom a kilógó motorokat ... Fúrjam ki a falat, hogy elférjen? ... Te hogy csináltad?... :D
Fogasszíjjal simán befordítom a tengely mögé/mellé ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 21:41
Írta: bmejdz9nu Dátum 2009 november 29, 21:41
A német ULI servós gépe... sajnos Ő is elfelejtette redukálni a sebességet :) De nem lógnak ki a motorok :)
UHU gép.... Video.....
UHU gép.... Video.....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 21:44
Írta: bmejdz9nu Dátum 2009 november 29, 21:44
Megy is rendesen... VIDEO::::::::::::::: Nem egy cammogó valami :) Nem tudta a 20W-ot :) Ő sem :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 21:46
Írta: bmejdz9nu Dátum 2009 november 29, 21:46
Van aki persze áttétellel csinálja.... és elég is a 20W ehhez...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 21:55
Írta: bmejdz9nu Dátum 2009 november 29, 21:55
Bizony... Bizony... 10mm/sec már nagyon jó... de nem itt :) Jó kis áttétel lehet rajta... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 21:57
Írta: 000000000 Dátum 2009 november 29, 21:57
Akik kicsit szoktak még gondolkodni a dolgok
mikéntjén, azoknak kimásoltam ide két Sanyo D.
DC szervomotor adatot a gyártó leírásából:
T404-012: P=40 W, szöggyorsulás=90500 rad/s2
T840-012: P=400W, szöggyorsulás=24000 rad/s2
A kicsi motor 4-szer jobban tud gyorsulni.
Vajon miért? Költői kérdés volt...:)
mikéntjén, azoknak kimásoltam ide két Sanyo D.
DC szervomotor adatot a gyártó leírásából:
T404-012: P=40 W, szöggyorsulás=90500 rad/s2
T840-012: P=400W, szöggyorsulás=24000 rad/s2
A kicsi motor 4-szer jobban tud gyorsulni.
Vajon miért? Költői kérdés volt...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 22:01
Írta: bmejdz9nu Dátum 2009 november 29, 22:01
Mert kisebb a forgórész súlya... egyiket, a kisebbet SMD ültetőkhöz használják... a másikat komoly, erős megmunkáló központokhoz.
Igen a kicsi gyorsabban tudja rakni a pici alkatrészeket a nyákra... jobb választás ehhez és hasonló a feladathoz!
10X erősebb motor és csak 4X a gyorsulási különbség? Nem is hittem volna! Köszi! Megint okosabb lettem!
Igen a kicsi gyorsabban tudja rakni a pici alkatrészeket a nyákra... jobb választás ehhez és hasonló a feladathoz!
10X erősebb motor és csak 4X a gyorsulási különbség? Nem is hittem volna! Köszi! Megint okosabb lettem!
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 29, 22:03
Írta: x4rhew5r3 Dátum 2009 november 29, 22:03
Jaj Péter ne gyere övön aluli ütésekkel. Mit bizonyítanak ezek a videók? Ha egy ec240 motor + enkóder + vezérlő megvan 3000+5000+18000 Ft-ból, és jólszabott áttétellel szépen működő szervót lehet csinálni, a hobbisták többségének hiába bizonygatod, hogy 30-40eF-os motorral (+vezérlő) milyen jó direkthajtást lehet csinálni. Szálljunk már le a földre.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 22:07
Írta: bmejdz9nu Dátum 2009 november 29, 22:07
Oké... anyagilag igazad van... Logikus érv!
E240 set 26.000Ft míg egy nagyobb motor önmagában is min. 30.000Ft.. + kb. + 25.000 a vezérlő...
De ha ezzel érvelnek az elején... már nincs is miről írnom ... tehát = egyetértés.
Persze újat használt cuccal... tudod én nem veszem egy kalap alá... de végül is oké...
E240 set 26.000Ft míg egy nagyobb motor önmagában is min. 30.000Ft.. + kb. + 25.000 a vezérlő...
De ha ezzel érvelnek az elején... már nincs is miről írnom ... tehát = egyetértés.
Persze újat használt cuccal... tudod én nem veszem egy kalap alá... de végül is oké...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 22:16
Írta: 000000000 Dátum 2009 november 29, 22:16
Aham,:) de ha egyszer csak 10 W kell komoly
forgácsoláshoz 1000N-os előtolási erőhöz,
ahogyan azt kiszámoltam a példán keresztül,
akkor a 40W mintha elégnek tűnne a számok tükrében,
de Te "csak" alapon biztos ami biztos 400W-ost
teszel ide. Azaz az erősebb motor hasztalan, drága,
izomagyú, csökönyös megoldás, és ahogyan az előbbi
szöggyorsulás adatok mutatják még ráadásul
4-szer lassabbak is dinamikában. Sneci is
erről ír, van minimális optimum elvárás még
egy Hobby CNC gépnél is!
forgácsoláshoz 1000N-os előtolási erőhöz,
ahogyan azt kiszámoltam a példán keresztül,
akkor a 40W mintha elégnek tűnne a számok tükrében,
de Te "csak" alapon biztos ami biztos 400W-ost
teszel ide. Azaz az erősebb motor hasztalan, drága,
izomagyú, csökönyös megoldás, és ahogyan az előbbi
szöggyorsulás adatok mutatják még ráadásul
4-szer lassabbak is dinamikában. Sneci is
erről ír, van minimális optimum elvárás még
egy Hobby CNC gépnél is!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 22:19
Írta: 000000000 Dátum 2009 november 29, 22:19
És a kapcsoló üzemű szuper "Megawattos" tápod is
olcsó? Nem is tudtam...:)Annak hol az ára?
olcsó? Nem is tudtam...:)Annak hol az ára?
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 november 29, 22:21
Írta: 0gbwyh99 Dátum 2009 november 29, 22:21
Üdv. mindenkinek!
Rég voltam jelen a fórumon és nagyon nagy örömmel faltam Tibor45 levezetéseit . Gratula !
Remélem hamarosan másra is végez majd hasonló levezetéseket !
Varsányi ! Datron gép már nem hobbi kategória , így elképzelhető hogy 2 vagy 1 milliméteres emelkedésű orsókat használ ami a 5 vagy 4-es hez képest áttételt jelent méghozzá annyira jót hogy itt a tárcsák redukált J-it és a szíjkeltette súrlódási tényezőit kivéve a képletből amit Tibor levezetett csuda adatokat kapsz ám !! [#wink][#worship]
Rég voltam jelen a fórumon és nagyon nagy örömmel faltam Tibor45 levezetéseit . Gratula !
Remélem hamarosan másra is végez majd hasonló levezetéseket !
Varsányi ! Datron gép már nem hobbi kategória , így elképzelhető hogy 2 vagy 1 milliméteres emelkedésű orsókat használ ami a 5 vagy 4-es hez képest áttételt jelent méghozzá annyira jót hogy itt a tárcsák redukált J-it és a szíjkeltette súrlódási tényezőit kivéve a képletből amit Tibor levezetett csuda adatokat kapsz ám !! [#wink][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 22:25
Írta: bmejdz9nu Dátum 2009 november 29, 22:25
Mert nem SMD ültető és nem habvágó gép...
Neked elég 10W nekem meg nem... különbözőek vagyunk gépteljesítmény elvárásokban...
Jó referencia videód! Itt is 10W elég volt? Persze látom a dinamikát... 1ms alatt van fent a "támadó sebességen" a gép :)
Neked elég 10W nekem meg nem... különbözőek vagyunk gépteljesítmény elvárásokban...
Jó referencia videód! Itt is 10W elég volt? Persze látom a dinamikát... 1ms alatt van fent a "támadó sebességen" a gép :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 22:30
Írta: bmejdz9nu Dátum 2009 november 29, 22:30
Megawatt :) Mi az, hogy watt? tudod te? motoroknál is ? :)
Egy 400W-os Kapcs üzemű táp 10.000Ft... najó tudom a trafó + hid + kondik + ház olcsóbb... valahol... pl. nálad... CE certifikáttal...
De ez stabil és rövidzár védett... kicsi.. automatikusan kapcsolja a hűtési ventilátort...
De kicsit fel méreteztem a gépemnél... valóban 3db-ot vettem bele... 3x 24V/16A...
De csak 16,7A ... tudom drága a villany... de a hobby is...
Egy 400W-os Kapcs üzemű táp 10.000Ft... najó tudom a trafó + hid + kondik + ház olcsóbb... valahol... pl. nálad... CE certifikáttal...
De ez stabil és rövidzár védett... kicsi.. automatikusan kapcsolja a hűtési ventilátort...
De kicsit fel méreteztem a gépemnél... valóban 3db-ot vettem bele... 3x 24V/16A...
De csak 16,7A ... tudom drága a villany... de a hobby is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 22:36
Írta: bmejdz9nu Dátum 2009 november 29, 22:36
Ez a gép "mindössze" 12 milla! +++ Szállítás, vám és Áfa... ha jól tudom... ez olcsónak számít...
Ez a vágyam már 2 éve :)... így vágni az alut... de még nem megy... de ami késik nem múlik... Mert a remény hal meg utoljára... tudod :)
Mondjuk 2mm-es orsó és 3000rpm-es AC motor = 100mm/sec.... ennél többnek látszik a sebesség:) vagy? Gyorsító áttételre gondolsz? Lehet az is...
Nagyon jó a Tibor levezetése... általánosan használható... mindenki pont ilyen adottságokkal rendelkező gépet akar! Sebesség és minden passzol...
Már csak a 20W-os motort kellene beszerezni, azonosítani... mert ha nagyobb... az gáz.. mert A J nagyúr :)
Ez a vágyam már 2 éve :)... így vágni az alut... de még nem megy... de ami késik nem múlik... Mert a remény hal meg utoljára... tudod :)
Mondjuk 2mm-es orsó és 3000rpm-es AC motor = 100mm/sec.... ennél többnek látszik a sebesség:) vagy? Gyorsító áttételre gondolsz? Lehet az is...
Nagyon jó a Tibor levezetése... általánosan használható... mindenki pont ilyen adottságokkal rendelkező gépet akar! Sebesség és minden passzol...
Már csak a 20W-os motort kellene beszerezni, azonosítani... mert ha nagyobb... az gáz.. mert A J nagyúr :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 22:42
Írta: 000000000 Dátum 2009 november 29, 22:42
"Neked elég 10W nekem meg nem..."
De ez nem kívánságműsor, képlet van rá, elemi
fizikia törvény!! Ha egyszer ennyi az eredmény,
akkor írd már ide a Te képletedet, miszerint
van másra is lehetősged a géped esetében.
Várjuk a forgácsolási adatokat, erőket,
előtolást, ..., csak arra vigyázz, nehogy egy
1.6 mm-es hosszlyuk maróval kapirgáljál, mert
akkor nehezen jutsz el még 5W mellékhajtómű
teljesítményhez is!:)))
De ez nem kívánságműsor, képlet van rá, elemi
fizikia törvény!! Ha egyszer ennyi az eredmény,
akkor írd már ide a Te képletedet, miszerint
van másra is lehetősged a géped esetében.
Várjuk a forgácsolási adatokat, erőket,
előtolást, ..., csak arra vigyázz, nehogy egy
1.6 mm-es hosszlyuk maróval kapirgáljál, mert
akkor nehezen jutsz el még 5W mellékhajtómű
teljesítményhez is!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 22:45
Írta: bmejdz9nu Dátum 2009 november 29, 22:45
Egyébként ezeket a kicsi motorokat nagyon kedvelem pl. Z-nél!
Mert kicsik! Ott pedig a hely azaz "lapossága" nagyon fontos!... hogy ne lógjon nagyon ki nagyon = kevesebb rezonanciaveszély!
Csak az a baj, hogy pl. 1 vagy 2mm-es emelkedésű orsók szinte aranyárban van!
A Z-nél még a sebesség sem számít annyira, mert nem lehet az anyagba belezúgni pl. 200mm/sec-el...
Mert kicsik! Ott pedig a hely azaz "lapossága" nagyon fontos!... hogy ne lógjon nagyon ki nagyon = kevesebb rezonanciaveszély!
Csak az a baj, hogy pl. 1 vagy 2mm-es emelkedésű orsók szinte aranyárban van!
A Z-nél még a sebesség sem számít annyira, mert nem lehet az anyagba belezúgni pl. 200mm/sec-el...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 22:47
Írta: 000000000 Dátum 2009 november 29, 22:47
Péter! És a Taylor féle szerszámél tartamról
halottál-ééééé már? Mielőtt megveszed a 12
millás gépet, ismekedjél meg vele, lehet hogy
spórolsz magadnak 12 millát!:)
halottál-ééééé már? Mielőtt megveszed a 12
millás gépet, ismekedjél meg vele, lehet hogy
spórolsz magadnak 12 millát!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 22:52
Írta: 000000000 Dátum 2009 november 29, 22:52
"A Z-nél még a sebesség sem számít annyira,
mert nem lehet az anyagba belezúgni pl. 200mm/sec-el...
Mééé, X, Y-nél lehet forgácsolni, miféle
szerszámmal, milyen marómotorral, milyen
fogásmélység mellett, milyen anyagban, mekkora vágósebesség, meddig él az a szerszám?
Mesélj, és én kiszámolom Neked ehhez is az
előtoló irányú erőt, csak mondj valami számokat, adatokat!:)
mert nem lehet az anyagba belezúgni pl. 200mm/sec-el...
Mééé, X, Y-nél lehet forgácsolni, miféle
szerszámmal, milyen marómotorral, milyen
fogásmélység mellett, milyen anyagban, mekkora vágósebesség, meddig él az a szerszám?
Mesélj, és én kiszámolom Neked ehhez is az
előtoló irányú erőt, csak mondj valami számokat, adatokat!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 22:59
Írta: bmejdz9nu Dátum 2009 november 29, 22:59
Jól van tudom az 1,6Kw-os főorsó egy kicsit túlzás... le is fogom cserélni... pl. egy 0.8 Kw-osra :)
De hogy miért van ez rajta? Ezt nem kérdezed? Megmondom... mert a fordulat és teljesítmény arány oktatáskor biztos hiányoztál a suliból :)
Mindegy én is lógtam... de nem Ohm törvényénél :)
Ez egy 1,6Kw-os főorsó... de 18.000rpm-nél...
és ha 9000rpm kell vagy kevesebb? akkor már csak pár száz wattos... na persze ezt nem tudtad...
Mint azt sem hogy egy "20W-os" jelzővel ellátott motort az üzemi azaz kb. 3000rpm-nél "jellemeznek"...(lásd egy bármilyen adatlap :)
Azaz amit számoltál, hogy az anyagban forgácsol 300rpm-el akkor az valójában egy 200W-os motor azaz 200W-os 3000rpm-nél... 300rpnél 20W... a leadott kakaó :)
Ha már te nem voltál hajlandó ezt a számítási hibát leírni... sajnos...
Most ha vesz valaki egy 20W-os motort és megcsinálja a gépét úgy ahogy kiszámoltad... az ciki...
Na majd kicseréli... reméljük nem vette holt komolyan és hagy helyet a mechanikán egy "normális" motor nagyságnak :)
Akkor nincs gáz... elhitte ... megette... megvette... jó lesz majd valamire... majd eladja :)
Én 5-ös orsóra számoltam volna... abból van a legtöbb és ezáltal a legolcsóbb... de biztos neked a 4-es em.ből van sok :)
Még egy gyári 50/14-es HD-n is 50W-os SanyoDenki motor ill. AC díszeleg... pedíg csak 50-es... nem 100-as...átt. Nem kicsi azaz 14-es HD!
De hogy miért van ez rajta? Ezt nem kérdezed? Megmondom... mert a fordulat és teljesítmény arány oktatáskor biztos hiányoztál a suliból :)
Mindegy én is lógtam... de nem Ohm törvényénél :)
Ez egy 1,6Kw-os főorsó... de 18.000rpm-nél...
és ha 9000rpm kell vagy kevesebb? akkor már csak pár száz wattos... na persze ezt nem tudtad...
Mint azt sem hogy egy "20W-os" jelzővel ellátott motort az üzemi azaz kb. 3000rpm-nél "jellemeznek"...(lásd egy bármilyen adatlap :)
Azaz amit számoltál, hogy az anyagban forgácsol 300rpm-el akkor az valójában egy 200W-os motor azaz 200W-os 3000rpm-nél... 300rpnél 20W... a leadott kakaó :)
Ha már te nem voltál hajlandó ezt a számítási hibát leírni... sajnos...
Most ha vesz valaki egy 20W-os motort és megcsinálja a gépét úgy ahogy kiszámoltad... az ciki...
Na majd kicseréli... reméljük nem vette holt komolyan és hagy helyet a mechanikán egy "normális" motor nagyságnak :)
Akkor nincs gáz... elhitte ... megette... megvette... jó lesz majd valamire... majd eladja :)
Én 5-ös orsóra számoltam volna... abból van a legtöbb és ezáltal a legolcsóbb... de biztos neked a 4-es em.ből van sok :)
Még egy gyári 50/14-es HD-n is 50W-os SanyoDenki motor ill. AC díszeleg... pedíg csak 50-es... nem 100-as...átt. Nem kicsi azaz 14-es HD!
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 november 29, 23:02
Írta: 0gbwyh99 Dátum 2009 november 29, 23:02
Jó , ok , rossz példa volt a Datron , mert ez tényleg szuper gyors gép , csak arra gondoltam hogy ha van az embernek pénze kis emelkedésű orsókra és fontos az energia spórolás , akkor azzal az orsóval áttételezés nélkül a 40 wattos moci is elég volna Tibor példájában (az 50-es helyett) . Most így végig gondolva lehet hogy nem is volna drágább ? Kisebb moci = olcsóbb , kisebb táp , kimaradnak a tárcsák és a szíj költségei is , a plusz munka is kimarad (órabér) , ...
Persze a hobbista abból épít amihez hozzájut , de ha az ember ragaszkokik hogy minden alkatrész új legyen ?
Mennyi egy 5-ös emelkedésű 500mm hosszú orsó és anya ára , és mennyi egy ugyan olyan átmérőjű és hosszúságu de 2-es emelkedésűjé ?
Persze a hobbista abból épít amihez hozzájut , de ha az ember ragaszkokik hogy minden alkatrész új legyen ?
Mennyi egy 5-ös emelkedésű 500mm hosszú orsó és anya ára , és mennyi egy ugyan olyan átmérőjű és hosszúságu de 2-es emelkedésűjé ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 23:04
Írta: bmejdz9nu Dátum 2009 november 29, 23:04
Ó ha megvettem volna... milyen olcsó lett volna a hobby... :) De az már nem is hobby...
Tudom... pörög és kis fogások = kopik nagyon... de az még HSS korszakból való idézet... benne az 1950-es kiadású marós könyvben... olvastam...
De azóta már vannak keményfém marók is... viszonylag olcsón... HSS-hez képest...
Tudom... pörög és kis fogások = kopik nagyon... de az még HSS korszakból való idézet... benne az 1950-es kiadású marós könyvben... olvastam...
De azóta már vannak keményfém marók is... viszonylag olcsón... HSS-hez képest...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 23:07
Írta: bmejdz9nu Dátum 2009 november 29, 23:07
X és Y... marási sebességé a maróknak oldalt irányban egyrészt jobb a másik szempont a szabad futási sebesség... azaz az X és Y általában sokkal hosszabb = időigényes.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 november 29, 23:10
Írta: fs9s63xkf Dátum 2009 november 29, 23:10
Érdekes ez a Datron cég :)
Servo motor választék: 25W, 90W, 200W, 250W :)
Datron servo
A legnagyobb servojuk 250W-os, és mindegyiken ott csücsül a HD vagy egy fogasszíj!!!!
Akkor most hogy is van ez?
Ja és a gépeik azért meghaladják az 1 tonnát :)
Servo motor választék: 25W, 90W, 200W, 250W :)
Datron servo
A legnagyobb servojuk 250W-os, és mindegyiken ott csücsül a HD vagy egy fogasszíj!!!!
Akkor most hogy is van ez?
Ja és a gépeik azért meghaladják az 1 tonnát :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 29, 23:12
Írta: 000000000 Dátum 2009 november 29, 23:12
#9434 neked is! Olvass, ne csak írj..:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 23:17
Írta: bmejdz9nu Dátum 2009 november 29, 23:17
A Datron gépekbe szerintem nincsenek kis emelkedésű orsók... Egyébként szerkezetileg = Gravírgép.
Kis motor... + áttétel...
Csináltál már áttételt? Tudod menyi munka és költség? Tesztelted a működési minőségét?
Tedd meg! Én már megtettem!... és 2X pénzt nem fogsz sajnálni egy 5X erősebb motorért, hogy elkerüld...
Lehet(?) hogy a gyorsítás valamivel kisebb lesz az elvi számítások alapján...
De ha igaz is... szükséged van arra hogy 20Kg tömeget XX mm/secre gyorsítsd 0.010 sec alatt? Puskagolyó sem gyorsít így... G pilóta ruhád van?
De majd a lövedéket és röppályát Tibor kiszámolja... :)
Közbe az áttétel a gyorsítást is redukálja... ezt se felejts el... Ahogy Tibor a nagy sebességgel pörgő motor is jobban kopik...stb...
Azt se hogy fele sebességre gyorsítani (nagyobb motor) is gyorsabb... mert Tibor ezt hallani sem akarja :)
Az 5-ös orsók ha 1X pénz akkor a 4-es 1,5X a 2mm-.es pedíg akár 5X pénz! Sajnos...
Táp: energia nem vész el... vagy hő lesz vagy mozgási energia...
Kis motor... + áttétel...
Csináltál már áttételt? Tudod menyi munka és költség? Tesztelted a működési minőségét?
Tedd meg! Én már megtettem!... és 2X pénzt nem fogsz sajnálni egy 5X erősebb motorért, hogy elkerüld...
Lehet(?) hogy a gyorsítás valamivel kisebb lesz az elvi számítások alapján...
De ha igaz is... szükséged van arra hogy 20Kg tömeget XX mm/secre gyorsítsd 0.010 sec alatt? Puskagolyó sem gyorsít így... G pilóta ruhád van?
De majd a lövedéket és röppályát Tibor kiszámolja... :)
Közbe az áttétel a gyorsítást is redukálja... ezt se felejts el... Ahogy Tibor a nagy sebességgel pörgő motor is jobban kopik...stb...
Azt se hogy fele sebességre gyorsítani (nagyobb motor) is gyorsabb... mert Tibor ezt hallani sem akarja :)
Az 5-ös orsók ha 1X pénz akkor a 4-es 1,5X a 2mm-.es pedíg akár 5X pénz! Sajnos...
Táp: energia nem vész el... vagy hő lesz vagy mozgási energia...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 23:25
Írta: bmejdz9nu Dátum 2009 november 29, 23:25
Bizony... ez lehet... és jó így!
Ez egy jó megoldás... HD vagy Planetary Drive...
1. Nagyon nagy emelkedésű orsók
2. Lassan forognak az orsók és nincs belengés!
Ezek a hajtóművek? Jól csinálják... nagyon jól... Tudnak... A képen egy Planetary drive van... Jól látom? Azon belül is egy Neugart gyártmány?

Hol és mikor fogasszíj? Hajtásnál vagy? 1 tonna meg gyorsan összejön egy ipari "jellegű" gépnél...
Ez egy jó megoldás... HD vagy Planetary Drive...
1. Nagyon nagy emelkedésű orsók
2. Lassan forognak az orsók és nincs belengés!
Ezek a hajtóművek? Jól csinálják... nagyon jól... Tudnak... A képen egy Planetary drive van... Jól látom? Azon belül is egy Neugart gyártmány?
Hol és mikor fogasszíj? Hajtásnál vagy? 1 tonna meg gyorsan összejön egy ipari "jellegű" gépnél...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 29, 23:34
Írta: bmejdz9nu Dátum 2009 november 29, 23:34
Watt és RPM...
Sajnos ez kimaradt a számításodból...
Azt hitted, hogy senki nem veszi észre ???
Már a számításod elején azonnal vetted ezt a 20W-ot... minimalista elképzelés... elméletben...:)
Aztán felsrófoltad 50W-ra... meg a 4-es orsó... de ez kevés volt... másként kellet volna... nyomatékoldalról számítani...
Mindegy te is tanultál...
Egyébként kiszámoltattam a progival a következő gépemet...
Megmondom őszintén nem hiszem el, hogy tudni fogja azt amit kiadott... pedig minden adatlapos és a mechanikát egy "vacakra" vettem....
Tudod, hogy fafej vagyok... csak azt hiszem el amit látok... mérek... megfoghatok :) De majd meglátjuk... vak is azt mondta... de "érzésre" oké lesz :)
Sajnos ez kimaradt a számításodból...
Azt hitted, hogy senki nem veszi észre ???
Már a számításod elején azonnal vetted ezt a 20W-ot... minimalista elképzelés... elméletben...:)
Aztán felsrófoltad 50W-ra... meg a 4-es orsó... de ez kevés volt... másként kellet volna... nyomatékoldalról számítani...
Mindegy te is tanultál...
Egyébként kiszámoltattam a progival a következő gépemet...
Megmondom őszintén nem hiszem el, hogy tudni fogja azt amit kiadott... pedig minden adatlapos és a mechanikát egy "vacakra" vettem....
Tudod, hogy fafej vagyok... csak azt hiszem el amit látok... mérek... megfoghatok :) De majd meglátjuk... vak is azt mondta... de "érzésre" oké lesz :)
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 november 29, 23:46
Írta: 0gbwyh99 Dátum 2009 november 29, 23:46
Most komolyan ! Mennyi pénz a 400 wattos motor + a hozzávaló tápok és vezérlő kártyák + a 5-ös orsó ,
és mennyi a 40 wattos + táp + kártya + 2-es orsó ha a nulláról indulok és vennem kell mindenböl újat ?
és mennyi a 40 wattos + táp + kártya + 2-es orsó ha a nulláról indulok és vennem kell mindenböl újat ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 30, 00:14
Írta: 000000000 Dátum 2009 november 30, 00:14
Tiszelt Fórumtársak!
Felejtsétek el az egészet, amit próbáltam
J és társai kapcsán segíteni motorméretezési
példában. Tekintsétek úgy, nem írtam semmit.
Meggondoltam magam, nem járulok Hozzá ezen
képletek infók, közreadásához a továbbiakban!
Megkérem Svejket, töröljön mindent, a nekem
létrehozott topikkal egyetemben, tüntessetek
el mindent, pdf-t is! György! Tőled is ezt kérem!
Ne haragudjon rám senki, elnézést kérek,
de betelt a pohár. Elment egy hétvégém teljesen
fölöslegesen, de ez a legkevesebb lenne. De azt
hiszem, elérkeztem egy tűrőképességi ponthoz,
az értetlenségnek, félremagyarázásnak is van
határa Varsányi Péternek köszönhetően.
Mindenkinek itt a Fórumon áldott, békés
Karácsonyi Ünnepeket és Boldog Új esztendőt kívánok!
Tibor45
Felejtsétek el az egészet, amit próbáltam
J és társai kapcsán segíteni motorméretezési
példában. Tekintsétek úgy, nem írtam semmit.
Meggondoltam magam, nem járulok Hozzá ezen
képletek infók, közreadásához a továbbiakban!
Megkérem Svejket, töröljön mindent, a nekem
létrehozott topikkal egyetemben, tüntessetek
el mindent, pdf-t is! György! Tőled is ezt kérem!
Ne haragudjon rám senki, elnézést kérek,
de betelt a pohár. Elment egy hétvégém teljesen
fölöslegesen, de ez a legkevesebb lenne. De azt
hiszem, elérkeztem egy tűrőképességi ponthoz,
az értetlenségnek, félremagyarázásnak is van
határa Varsányi Péternek köszönhetően.
Mindenkinek itt a Fórumon áldott, békés
Karácsonyi Ünnepeket és Boldog Új esztendőt kívánok!
Tibor45
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 30, 01:00
Írta: HJózsi Dátum 2009 november 30, 01:00
Ha jól láttam az adok veszekben, 40eFt+ 30eFt-ért adtad, azaz 70eFt egy tengely, hol hobbi kategöria ez ? És ezt most nem csak tőled kérdezem, hanem a háttérben hallgatóktól is! Szóval kinek mi erről a véleménye? Legyen erős és gyors meg nagy ?... (Aztán meg levegő gravírozás...)
Én nem mondom,... lehet kombájnnal is menni az Operába, de egy Trabant is legyorsulja az első lámpánál...
Én nem mondom,... lehet kombájnnal is menni az Operába, de egy Trabant is legyorsulja az első lámpánál...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 30, 01:14
Írta: HJózsi Dátum 2009 november 30, 01:14
Csak az nem mindegy, hogy 30eFt 2X vagy 3eFt 5X !!!!! [#wow1][#lama]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 06:54
Írta: bmejdz9nu Dátum 2009 november 30, 06:54
A motort tudom... Vezérlőt meg kérjél mástól ... vagy csinálj... orsót meg a boltból..
Ami újként került a gépemre és pár hónapig valamit ment az ha eladom (mivel használtnak számít) 100Ft/Watt:)
Adatlap - T840-012
Ami újként került a gépemre és pár hónapig valamit ment az ha eladom (mivel használtnak számít) 100Ft/Watt:)
Adatlap - T840-012
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 06:58
Írta: bmejdz9nu Dátum 2009 november 30, 06:58
Én nem haragszom. Bár sokan várták tőled de nem sikerült... ahogy írtam a #9538-ben...
De én is számolok majd egyet... Remélem nem rontom el... Vagy inkább bemutatom a gyakorlatban...
De én is számolok majd egyet... Remélem nem rontom el... Vagy inkább bemutatom a gyakorlatban...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 07:07
Írta: bmejdz9nu Dátum 2009 november 30, 07:07
Igen 40.000Ft volt ez a CMC 3528C motor/db... Vezérlő nélkül vették meg... hogy tudjad...
Mit kapott a vevő 40.000Ft-ért?
Egy vadi új teljesítményerős 4 szénkefés "echte" szervómotort egy 2000cpr-es 6 kivezetéses encoderrel... zsírpapírban :)
Ilyen is csak egyszer volt... Wattokat nem írok... inkább a nyomatékot nézd meg... mit tud ez a motor...
Tibor szerint sok százezer Forint darabja egy ilyennek... Ő írta... olvastad?
Az Oprerába is 125Kw-os autóval járok amit újonnan vettem és volt hozzá adatlap :)
Igaz ha csak 90-el megyek az úton ez teljesítmény minek? Elég ehhez 3Kw... számoltad?
Kisebb dízel motor biztos jobban gyorsul?
Az erő legyen veled :) A Trabi is lassul.. jó bent az ABS :)
Mit kapott a vevő 40.000Ft-ért?
Egy vadi új teljesítményerős 4 szénkefés "echte" szervómotort egy 2000cpr-es 6 kivezetéses encoderrel... zsírpapírban :)
Ilyen is csak egyszer volt... Wattokat nem írok... inkább a nyomatékot nézd meg... mit tud ez a motor...
Tibor szerint sok százezer Forint darabja egy ilyennek... Ő írta... olvastad?
Az Oprerába is 125Kw-os autóval járok amit újonnan vettem és volt hozzá adatlap :)
Igaz ha csak 90-el megyek az úton ez teljesítmény minek? Elég ehhez 3Kw... számoltad?
Kisebb dízel motor biztos jobban gyorsul?
Az erő legyen veled :) A Trabi is lassul.. jó bent az ABS :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 07:12
Írta: bmejdz9nu Dátum 2009 november 30, 07:12
Ezt nem értem... Mire gondoltál? Mennyi 1Watt motorteljesítmény? #9544 = 100Ft/Watt. SanyoDenkiből...:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 07:21
Írta: bmejdz9nu Dátum 2009 november 30, 07:21
A gépem erő számítása a "280W-os" 0.7Nm-es alapnyomatékú Bautz motorral:
Az orsó 5mm-es emelkedésű...
egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)
6.28*0.7Nm /0.005m = 879,2N = 87,92Kp gyengébb mint a Tibor számítási példájában a gépem!
Érdekes... pedig 280W...:)
És persze van sebesség is - azonos erő mellett teljes tartományban... mert nincs áttétel... de ha lenne-kellene miért is(?)...
Képek és teszt videók itt... gyorsulás is látható...
Az orsó 5mm-es emelkedésű...
egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)
6.28*0.7Nm /0.005m = 879,2N = 87,92Kp gyengébb mint a Tibor számítási példájában a gépem!
Érdekes... pedig 280W...:)
És persze van sebesség is - azonos erő mellett teljes tartományban... mert nincs áttétel... de ha lenne-kellene miért is(?)...
Képek és teszt videók itt... gyorsulás is látható...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 07:51
Írta: bmejdz9nu Dátum 2009 november 30, 07:51
Nézzünk egy 100W-os motorra egy másik megközelítést... egy "komótos" de azért erős marógéphez...
A motor alapnyomatéka 0.35Nm üzemi fordulatszáma 3000rpm.
Csúcsnyomaték: 1Nm... és 5000rpm G0-hoz...
A kisebb 100w-os motorok ezt mind tudják... azaz elég hasonlóak...
Igen áttétel! Egy Alpha Gear... 1/5-ös lassító áttétel! (az átt. "tehetlenségi" adatai a honlapon - jók...)
Legyen az orsó emelkedés 10mm!
Üzemi sebesség és erő: ~ 3000rpm/60=50*10 = 50mm/sec ... erő: 0,35NmX5 = 1,75Nm!
Gyorsjárati sebesség és csúcsnyomaték: ~ 5000rpm/60*10 = 83mm/sec... Csúcsnyomaték: 5x1Nm = ~5Nm...
Egy marásnál lehet, hogy elég az 50mm/sec(?)... és 1100N erő(?)... több mint két cementes zsáknyi ahogy Tibor írta...
Tálán jobban gyorsul is - ha kell - ha ez szempont... de a 10-es emelkedésű orsók viszont olcsók - ez szempont! ...
... és ami fontos csak kb 8-at fordul mp-ként az orsó... azaz kicsi a belengés veszélye... ezért nem kell nagy átmérő...
Lehetne az orsó 20-as emelkedésű is... (dupla sebesség fele erő :)
Sok van a piacon...használtak, jók, köszörültek... általában SMD ültetőkben voltak... nem nagyon koptak el...
De ha jól tudom a Talin sok 12mm emelkedésű orsó talált új gazdára! (12mm-es átmérőben...)
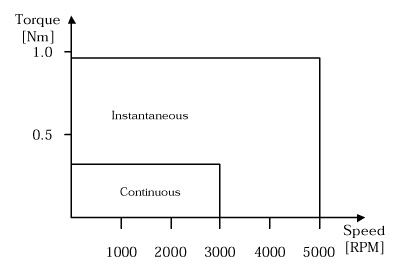
A motor alapnyomatéka 0.35Nm üzemi fordulatszáma 3000rpm.
Csúcsnyomaték: 1Nm... és 5000rpm G0-hoz...
A kisebb 100w-os motorok ezt mind tudják... azaz elég hasonlóak...
Igen áttétel! Egy Alpha Gear... 1/5-ös lassító áttétel! (az átt. "tehetlenségi" adatai a honlapon - jók...)
Legyen az orsó emelkedés 10mm!
Üzemi sebesség és erő: ~ 3000rpm/60=50*10 = 50mm/sec ... erő: 0,35NmX5 = 1,75Nm!
Gyorsjárati sebesség és csúcsnyomaték: ~ 5000rpm/60*10 = 83mm/sec... Csúcsnyomaték: 5x1Nm = ~5Nm...
Egy marásnál lehet, hogy elég az 50mm/sec(?)... és 1100N erő(?)... több mint két cementes zsáknyi ahogy Tibor írta...
Tálán jobban gyorsul is - ha kell - ha ez szempont... de a 10-es emelkedésű orsók viszont olcsók - ez szempont! ...
... és ami fontos csak kb 8-at fordul mp-ként az orsó... azaz kicsi a belengés veszélye... ezért nem kell nagy átmérő...
Lehetne az orsó 20-as emelkedésű is... (dupla sebesség fele erő :)
Sok van a piacon...használtak, jók, köszörültek... általában SMD ültetőkben voltak... nem nagyon koptak el...
De ha jól tudom a Talin sok 12mm emelkedésű orsó talált új gazdára! (12mm-es átmérőben...)
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2009 november 30, 08:30
Írta: Egyújabbgépépítő Dátum 2009 november 30, 08:30
Szervusz Tibor!
Én is olvastam amit az elmúlt 2 napban alkottál.
Ha nem is kommentáltam, azért nagyon hasznos volt a munkád köszönöm.
A másik ami nagyon tetszett, hogy nem volt kihegyezve senkire, érthető és meggyőző volt.
A fórumon egyedül Péter hangoztatta az ellenvéleményét, szerintem nagyon sokan hasznosnak találtuk a munkádat.
Kérlek gondold meg, 1 ellenvélemény ne okozzon ekkora problémát.
Úgy gondolom a többség a te véleményed fogadja el.
Én is mivel én egy kis motorral építettem gépet igaz nem számoltam, de az eredményt
Az elmélet igazolja.
Szerintem nem kell a Péterrel vitatkoznod, ő másképp látja és másképp csinálja.
Sokan valószínűleg nem látták a munkádat légy szíves tedd lehetővé számukra hogy megismerhessék.
Köszönettel:
Tuba István
Én is olvastam amit az elmúlt 2 napban alkottál.
Ha nem is kommentáltam, azért nagyon hasznos volt a munkád köszönöm.
A másik ami nagyon tetszett, hogy nem volt kihegyezve senkire, érthető és meggyőző volt.
A fórumon egyedül Péter hangoztatta az ellenvéleményét, szerintem nagyon sokan hasznosnak találtuk a munkádat.
Kérlek gondold meg, 1 ellenvélemény ne okozzon ekkora problémát.
Úgy gondolom a többség a te véleményed fogadja el.
Én is mivel én egy kis motorral építettem gépet igaz nem számoltam, de az eredményt
Az elmélet igazolja.
Szerintem nem kell a Péterrel vitatkoznod, ő másképp látja és másképp csinálja.
Sokan valószínűleg nem látták a munkádat légy szíves tedd lehetővé számukra hogy megismerhessék.
Köszönettel:
Tuba István
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 30, 08:44
Írta: HJózsi Dátum 2009 november 30, 08:44
Kérésedre töröltem ... :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 08:47
Írta: bmejdz9nu Dátum 2009 november 30, 08:47
20W vagy 60W-os? Legyen a legjobb márka!
Maxxon 20W-os motor PDF. Bizos jó minőség...
Maxxon 60W-os motor PDF. Biztos jó minőség...
Itt a "Wattok"... egyértelműek...persze fordulatfüggőek...
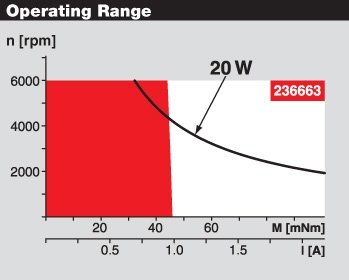
Maxxon 20W-os motor PDF. Bizos jó minőség...
Maxxon 60W-os motor PDF. Biztos jó minőség...
Itt a "Wattok"... egyértelműek...persze fordulatfüggőek...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 30, 09:00
Írta: HJózsi Dátum 2009 november 30, 09:00
Egyre nem adtál választ ebben a számolgatásban -
amiről tegnap egész nap szó volt és a szervó hajtás egyik lényege - mégpedig a dinamika, azaz mennyi idő alatt gyorsítasz fel mekkora tömeget és ahhoz mekkora motor kell (elég), és az mekkora tolóerőt tud biztosítani ... Nyomatékmániás vagy?
amiről tegnap egész nap szó volt és a szervó hajtás egyik lényege - mégpedig a dinamika, azaz mennyi idő alatt gyorsítasz fel mekkora tömeget és ahhoz mekkora motor kell (elég), és az mekkora tolóerőt tud biztosítani ... Nyomatékmániás vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 09:16
Írta: bmejdz9nu Dátum 2009 november 30, 09:16
A #9550-ben egy elmélet van...
Még nem csináltam meg de meglesz... A progival ki tud számítani ha érdekel...
Tudom a gépem is vacakul gyorsít :)... és szeretem a tolóerőt :) Azt is ha van tartalék a rendszerben...
Akkor jó egy hajtás ha a motorhoz odateszed a füled és PWM hangja nem változik marás közben...
Azaz nem kell folyamatosan beavatkoznia a vezérlőnek a folyamatba... azaz elemi ösztönből tudja az erőt azaz a dolgát...
Ez gondolom megérted... egyszerűen fogalmaztam...
A nyákfúró versenyre hozol gépet? Azt nem lehet "megmesélni" majd! Mert aki mond A-t mondjon B-t is...
Még nem csináltam meg de meglesz... A progival ki tud számítani ha érdekel...
Tudom a gépem is vacakul gyorsít :)... és szeretem a tolóerőt :) Azt is ha van tartalék a rendszerben...
Akkor jó egy hajtás ha a motorhoz odateszed a füled és PWM hangja nem változik marás közben...
Azaz nem kell folyamatosan beavatkoznia a vezérlőnek a folyamatba... azaz elemi ösztönből tudja az erőt azaz a dolgát...
Ez gondolom megérted... egyszerűen fogalmaztam...
A nyákfúró versenyre hozol gépet? Azt nem lehet "megmesélni" majd! Mert aki mond A-t mondjon B-t is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 09:17
Írta: bmejdz9nu Dátum 2009 november 30, 09:17
A személyeskedést a NEM műszaki tartalmat, érveket törlöm ! Teljesen vagy részlegesen!
Várom a műszakilag alátámasztott cáfolatokat !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
Várom a műszakilag alátámasztott cáfolatokat !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 30, 10:01
Írta: HJózsi Dátum 2009 november 30, 10:01
Szégyelled magad?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 10:01
Írta: bmejdz9nu Dátum 2009 november 30, 10:01
Megpróbálom ezt a lehetetlenül rövid, elméleti(!) gyorsítási álmot elmagyarázni...
Vegyünk egy ágyút mert az kell, hogy átlőjük a kaput :)
Akkorát gyorsít a lövedék benne, hogy vissza fog rúgni... ezért ezt csillapítják, hátralökődik rugóknak...
Ugyan ez lenne ha 5ms alatt gyorsítanánk a mozgatott tömeget... full sebességre! (az ágygolyó hogy gyorsúl - meg kellene nézni valahol?)
De itt kemény erős mechanika kell mert a visrosszúgó erőket nem szoktál elnyeletni...
Tehát a gyorsításnak van egy határa amit nem egyszerű megfogni... azaz brutális mechanika kellene... de akkor a mozgatott súly is nőhet... aztán jön a nagyobb motor... és a kör bezárult :)
Tehát van egy gyorsulási érték egy adott sebességhez és ennek a mozgatott tömeghez kell alkalmazkodnia...
Ha túl nagy, mert elméletileg lehetséges is...ágyúgolyó módjára szétveri a hobbysta mechanikáját...
Tehát a mechanika adja meg a gyorsítás határát... amit még kibír!
Lehet ezen "elvizni", hogy még adjunk neki... de akinek volt már erős hajtás a gépén az tudja miről beszélek...
Azaz a józan észe korlátozza a gyorsítási lehetőséget...
pl. lináris gyorsítás esetén nálam a max amit kíbir a mechanika:
1. 400mm/secre 60ms alatt
2. 200mm/secre 30ms alatt
3. 100mm/secre 15ms alatt
4. 50mm/secre 7,5ms alatt
5. 25mm/secre 3,75ms alatt
Ezeket egyszerre... azaz ha marásban van 25mm/sec-el akkor 3,75ms alatt vált - gyorsul.. stb...
Ezek vacak adatok? Sajnos ezt tudja, bírja ki a mechanika... 320x320mm és 180Kg... alu... dokumentáltam minden procikáját... itt ebben a topikban...
Ezek a gyakorlati korlátok... persze lehet szidni a mechanikámat...hogy gyenge...
Lehet jobbat csinálni és kipróbálni a nagyobb gyorsulást!
Vegyünk egy ágyút mert az kell, hogy átlőjük a kaput :)
Akkorát gyorsít a lövedék benne, hogy vissza fog rúgni... ezért ezt csillapítják, hátralökődik rugóknak...
Ugyan ez lenne ha 5ms alatt gyorsítanánk a mozgatott tömeget... full sebességre! (az ágygolyó hogy gyorsúl - meg kellene nézni valahol?)
De itt kemény erős mechanika kell mert a visrosszúgó erőket nem szoktál elnyeletni...
Tehát a gyorsításnak van egy határa amit nem egyszerű megfogni... azaz brutális mechanika kellene... de akkor a mozgatott súly is nőhet... aztán jön a nagyobb motor... és a kör bezárult :)
Tehát van egy gyorsulási érték egy adott sebességhez és ennek a mozgatott tömeghez kell alkalmazkodnia...
Ha túl nagy, mert elméletileg lehetséges is...ágyúgolyó módjára szétveri a hobbysta mechanikáját...
Tehát a mechanika adja meg a gyorsítás határát... amit még kibír!
Lehet ezen "elvizni", hogy még adjunk neki... de akinek volt már erős hajtás a gépén az tudja miről beszélek...
Azaz a józan észe korlátozza a gyorsítási lehetőséget...
pl. lináris gyorsítás esetén nálam a max amit kíbir a mechanika:
1. 400mm/secre 60ms alatt
2. 200mm/secre 30ms alatt
3. 100mm/secre 15ms alatt
4. 50mm/secre 7,5ms alatt
5. 25mm/secre 3,75ms alatt
Ezeket egyszerre... azaz ha marásban van 25mm/sec-el akkor 3,75ms alatt vált - gyorsul.. stb...
Ezek vacak adatok? Sajnos ezt tudja, bírja ki a mechanika... 320x320mm és 180Kg... alu... dokumentáltam minden procikáját... itt ebben a topikban...
Ezek a gyakorlati korlátok... persze lehet szidni a mechanikámat...hogy gyenge...
Lehet jobbat csinálni és kipróbálni a nagyobb gyorsulást!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 10:02
Írta: bmejdz9nu Dátum 2009 november 30, 10:02
Köszönöm a műszaki kreativ hozzászólásodat! Ahogy írod kérlek úgy van!
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 30, 10:03
Írta: besirkyjh Dátum 2009 november 30, 10:03
Sziasztok
Elöször is köszönet a Tibornak a számomra is érthetö fogalmazásért ( mentettem és használni is fogom , saját célra ) .
Irtad Tibor hogy nagy a csend : igen mert Te is voltál iskolás és ha olyan szinten tálalták az anyagot ahogy Te is értetted oda figyeltél és " csendben "voltál hogy minél több ragadjon meg benned .Köszönet ezért is !!
A "The End"ota felpörgött megint a topick és hasonlo szintre tért vissza .
A beirásokban sorozatos ellentmondásokat tapasztalok .Pár nappal ezelött például nagy vita volt a direkt hajtásbol és most 2 video is lett linkelve ( nem az áttételröl a direkt hajtásrol ) .
Lehetne irni még további példákat is de nem fogok , nincs értelme .
Még annyit hogy egy 500kg terhet ellehet vinni egy autohoz kötött utánfutoval is és egy kamionnal is 1000km-re csak a számla lessz más .
Részemröl csak annyi , bár azt irtam hogy át kell olvasni minden beirást hogy informáciokat tudjak nyerni ,de most megválltoztatom a véleményem , igen is szelektálni fogok igy elég lessz ha a napi 50-100 beirásbol csak azt a kettöt olvasom el ami értékes infot tartalmaz .
Tibor : ha tanácsolhatok valamit .Ne hadj itt bennünket .Ha másért nem is sokan fognak kérdezni az általad leirt dolgokkal kapcsolatban és ugy gondolom azokra válaszolni kell .
Engem ( minket) is bosszant ez az önfejüség de megprobálunk erösen szelektálni .
Üdvözlet és kösz még egyszet .
A karácsony még messze van .
[#papakacsint][#wave]
Elöször is köszönet a Tibornak a számomra is érthetö fogalmazásért ( mentettem és használni is fogom , saját célra ) .
Irtad Tibor hogy nagy a csend : igen mert Te is voltál iskolás és ha olyan szinten tálalták az anyagot ahogy Te is értetted oda figyeltél és " csendben "voltál hogy minél több ragadjon meg benned .Köszönet ezért is !!
A "The End"ota felpörgött megint a topick és hasonlo szintre tért vissza .
A beirásokban sorozatos ellentmondásokat tapasztalok .Pár nappal ezelött például nagy vita volt a direkt hajtásbol és most 2 video is lett linkelve ( nem az áttételröl a direkt hajtásrol ) .
Lehetne irni még további példákat is de nem fogok , nincs értelme .
Még annyit hogy egy 500kg terhet ellehet vinni egy autohoz kötött utánfutoval is és egy kamionnal is 1000km-re csak a számla lessz más .
Részemröl csak annyi , bár azt irtam hogy át kell olvasni minden beirást hogy informáciokat tudjak nyerni ,de most megválltoztatom a véleményem , igen is szelektálni fogok igy elég lessz ha a napi 50-100 beirásbol csak azt a kettöt olvasom el ami értékes infot tartalmaz .
Tibor : ha tanácsolhatok valamit .Ne hadj itt bennünket .Ha másért nem is sokan fognak kérdezni az általad leirt dolgokkal kapcsolatban és ugy gondolom azokra válaszolni kell .
Engem ( minket) is bosszant ez az önfejüség de megprobálunk erösen szelektálni .
Üdvözlet és kösz még egyszet .
A karácsony még messze van .
[#papakacsint][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 30, 10:03
Írta: HJózsi Dátum 2009 november 30, 10:03
Nem a Watt nyomatékfüggő, hanem egy adott W-jű motornak van fordulatszám - nyomaték jelleggörbéje!!!
Ne terjeszd a sötétséget!
Ne terjeszd a sötétséget!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 10:05
Írta: bmejdz9nu Dátum 2009 november 30, 10:05
A Watt fordulatszámfüggő... ezt írtam... olvasd el mégegyszer! Nézd meg az adatlapokat... Ne terjessz sötétséget!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 30, 10:08
Írta: HJózsi Dátum 2009 november 30, 10:08
Az sem!!! fenntartom amit írtam!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 10:11
Írta: bmejdz9nu Dátum 2009 november 30, 10:11
oké :) Ez van...
Szerinted egy akkor egy motor adattábláján szereplő teljesítménye (Watt) nem függ a fordulat számától... hogy pontosítsuk!
Szerinted egy akkor egy motor adattábláján szereplő teljesítménye (Watt) nem függ a fordulat számától... hogy pontosítsuk!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 30, 10:12
Írta: HJózsi Dátum 2009 november 30, 10:12
A Watt, motor méret és kialakítás függő ... utólag nem tudod változtatni ... Görbét kellene tudni értelmezni!!! Az egy 20Wattos motor fordulatszám nyomaték jelleggörbéje!!! Hol változik ott a Watt???
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 10:32
Írta: bmejdz9nu Dátum 2009 november 30, 10:32
???? A kérdés akkor még egyszer...
Szerinted egy akkor egy motor adattábláján szereplő teljesítménye (Watt) nem függ a fordulat számától... hogy pontosítsuk!
Szerinted egy akkor egy motor adattábláján szereplő teljesítménye (Watt) nem függ a fordulat számától... hogy pontosítsuk!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 30, 10:35
Írta: HJózsi Dátum 2009 november 30, 10:35
Értelmezzél már légyszíves egy adattáblát, hogy mi is van azon feltüntetve... erre már én sem érek rá...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 10:40
Írta: bmejdz9nu Dátum 2009 november 30, 10:40
Kérdés volt: 24 óra alatt 10X azaz tízszer kérdeztem!!!!!!!!!!!!
"Szerinted egy akkor egy motor adattábláján szereplő teljesítménye (Watt) nem függ a fordulat számától... hogy pontosítsuk!"
Válasz: (H.Józsi)
"erre már én sem érek rá... "
Tibor itt rontotta el a számítást és Ő sem válaszolt erre a kérdésre....
LOGIKUS-POLITIKUS !!! NAGY VOLT A HIBA! EZÉRT KELL TÖRÖLNI MINDENT AMIT SZÁMOLT!!!!
"Szerinted egy akkor egy motor adattábláján szereplő teljesítménye (Watt) nem függ a fordulat számától... hogy pontosítsuk!"
Válasz: (H.Józsi)
"erre már én sem érek rá... "
Tibor itt rontotta el a számítást és Ő sem válaszolt erre a kérdésre....
LOGIKUS-POLITIKUS !!! NAGY VOLT A HIBA! EZÉRT KELL TÖRÖLNI MINDENT AMIT SZÁMOLT!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 30, 10:53
Írta: HJózsi Dátum 2009 november 30, 10:53
Tényleg ez volt a válaszom? ... Nem az hogy "A Watt, motor méret és kialakítás függő ... utólag nem tudod változtatni ... Görbét kellene tudni értelmezni!!! Az egy 20Wattos motor fordulatszám nyomaték jelleggörbéje!!! Hol változik ott a Watt???"
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2009 november 30, 10:55
Írta: Egyújabbgépépítő Dátum 2009 november 30, 10:55
Ha jól értelmezem:
2000 rpm ~ 95 mNm ~ 20W
4000 rpm ~ 48 mNm ~ 20W
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 30, 10:58
Írta: 000000000 Dátum 2009 november 30, 10:58
Írd már meg a kapott paraméteket egy tengely esetén:
-szervómotor (E240?), golyós orsó méret, áttétel arány, sebesség, gyorsítás
-szervómotor (E240?), golyós orsó méret, áttétel arány, sebesség, gyorsítás
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 30, 11:14
Írta: Szalai György Dátum 2009 november 30, 11:14
Nem kívánok részt vállalni a kismotor-nagymotor sem a direkthajtás-áttétel kötélhúzásban.
Meddőnek tartom már én is, az pedig rég eldőlt, hogy magamnak milyet szeretnék.
De felhívtad a figyelmemet egy új problémára, amire eddig nem is gondoltam. Köszönöm.
Arra, hogy hiába van nagy termelékenységű főorsóm, hiába dinamikus a mellékhajtásom. Nem fokozhatom végletekig a sebességet és a dinamikát, mert a hatás-ellenhatás törvény alacsonyra szabja a merev gépvázam élettartamát. Ágyú módra csillapítanom kell. Ez most elgondolkodtatott.
Meddőnek tartom már én is, az pedig rég eldőlt, hogy magamnak milyet szeretnék.
De felhívtad a figyelmemet egy új problémára, amire eddig nem is gondoltam. Köszönöm.
Arra, hogy hiába van nagy termelékenységű főorsóm, hiába dinamikus a mellékhajtásom. Nem fokozhatom végletekig a sebességet és a dinamikát, mert a hatás-ellenhatás törvény alacsonyra szabja a merev gépvázam élettartamát. Ágyú módra csillapítanom kell. Ez most elgondolkodtatott.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2009 november 30, 11:22
Írta: Egyújabbgépépítő Dátum 2009 november 30, 11:22
Mivel Tibor megtiltotta az általa leírtak használatát a fórumon, csak néhány beállított értéket írnék le.
1 : 3 fogasszíjas áttétel, 16 mm /4 mm trapézmenetes orsók ZX100 anyával.
Max. 4000 mm/perc sebesség, 1000 mm/s/s gyorsítás.
A vezérlőn lévő áramindikátor nagyon ritkán jelzi a 6A pillanatnyi átlépését.
1 : 3 fogasszíjas áttétel, 16 mm /4 mm trapézmenetes orsók ZX100 anyával.
Max. 4000 mm/perc sebesség, 1000 mm/s/s gyorsítás.
A vezérlőn lévő áramindikátor nagyon ritkán jelzi a 6A pillanatnyi átlépését.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 30, 11:36
Írta: svejk Dátum 2009 november 30, 11:36
Na basszus, ez megint jól sikerült Varsányinak...
Tibor45, kérlek gondold át mégegyszer, szerintem a többségnek nagyot segítettél!!
Nekem is mert ezzel egy más megközelítésű számolást ismertem meg.
Ha megengeded estig még fent hagyom, hátha megváltozik a véleményed.
Tibor45, kérlek gondold át mégegyszer, szerintem a többségnek nagyot segítettél!!
Nekem is mert ezzel egy más megközelítésű számolást ismertem meg.
Ha megengeded estig még fent hagyom, hátha megváltozik a véleményed.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 30, 11:43
Írta: s7manbs8 Dátum 2009 november 30, 11:43
Elő kell venni a fizika könyvet és számolni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 30, 11:46
Írta: 000000000 Dátum 2009 november 30, 11:46
Motor?
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2009 november 30, 11:49
Írta: Egyújabbgépépítő Dátum 2009 november 30, 11:49
Természetesen E240. [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 30, 11:50
Írta: 000000000 Dátum 2009 november 30, 11:50
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 30, 11:51
Írta: s7manbs8 Dátum 2009 november 30, 11:51
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 30, 12:22
Írta: 000000000 Dátum 2009 november 30, 12:22
Tibor kérte (levélben), hogy töröljek minden általa végzett számítással foglakozó bejegyzést. Kérésének nem szívesen, de eleget teszek...[#pardon1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 12:23
Írta: bmejdz9nu Dátum 2009 november 30, 12:23
Na hogy írjam...[#fejvakaras]
Maradjunk Tibor számolásánál... 20W-os mottoral azaz mire elég 20W...ezzel kezdte... ezt akarta bizonyítani.
Sajnos pont egy nagyságrendet hibázott azaz kb. 200W lenne az ok.
De a teljesítmény oldalról való méretezés megközelítés nagyon bonyolult...
A számításait gondolom nézted... átnézted...
A 600mm/perc előtolásnál 4-es em. orsón az 1/2-es lassító átt. miatt a motor ekkor mindössze 300rpm-el forog...
Tegyünk oda a 300rpm-hez egy képzeletbeli vonalat az ábrán... (most nem vagyok otthon nem tudom a képre tenni - de nagyon lent lessz)
A "20W-os" görbe vonal a 20W leadott határ... felette több a teljesítmény alatta kevesebb...
A piros rész az üzemi tartományt jelöli... látható, hogy csak egy szűk használható sávban 20W-os ez a motor...
Ha bejelölték volna a 1W-onként a teljesítmény vonalakat... (majd keresek olyat is ha kell)
Akkor hány Watt lenne 300rpm-nél a leadott teljesítménye?
Vagy...
Vegyünk egy autót... az mindják a teljesítménye pl. 100Kw (és nyomaték is)... biztos láttad ott van melette egy forduatszám.
Benzinesek viszonylag magas fodulaton tudják a dízelek alacsonyabban a max teljesítményt...
Szoktak az autók katalógusába egy görbét is tenni... (ott pl. látható, hogy a dízel az optimális fordulat után visszahajlik...)
De még ha nem oké... filózok más megközelítésen is....
De talán az is elég ha azt írom, hogy itt pl. egy Dc tápról... a 300rpm fordulathoz kevesebb kapocs fesz kell? Az áram pedíg nem növelhető egy érték felé mert azt már nem bírja ki a tekercselés?
P= U*I
Maradjunk Tibor számolásánál... 20W-os mottoral azaz mire elég 20W...ezzel kezdte... ezt akarta bizonyítani.
Sajnos pont egy nagyságrendet hibázott azaz kb. 200W lenne az ok.
De a teljesítmény oldalról való méretezés megközelítés nagyon bonyolult...
A számításait gondolom nézted... átnézted...
A 600mm/perc előtolásnál 4-es em. orsón az 1/2-es lassító átt. miatt a motor ekkor mindössze 300rpm-el forog...
Tegyünk oda a 300rpm-hez egy képzeletbeli vonalat az ábrán... (most nem vagyok otthon nem tudom a képre tenni - de nagyon lent lessz)
A "20W-os" görbe vonal a 20W leadott határ... felette több a teljesítmény alatta kevesebb...
A piros rész az üzemi tartományt jelöli... látható, hogy csak egy szűk használható sávban 20W-os ez a motor...
Ha bejelölték volna a 1W-onként a teljesítmény vonalakat... (majd keresek olyat is ha kell)
Akkor hány Watt lenne 300rpm-nél a leadott teljesítménye?
Vagy...
Vegyünk egy autót... az mindják a teljesítménye pl. 100Kw (és nyomaték is)... biztos láttad ott van melette egy forduatszám.
Benzinesek viszonylag magas fodulaton tudják a dízelek alacsonyabban a max teljesítményt...
Szoktak az autók katalógusába egy görbét is tenni... (ott pl. látható, hogy a dízel az optimális fordulat után visszahajlik...)
De még ha nem oké... filózok más megközelítésen is....
De talán az is elég ha azt írom, hogy itt pl. egy Dc tápról... a 300rpm fordulathoz kevesebb kapocs fesz kell? Az áram pedíg nem növelhető egy érték felé mert azt már nem bírja ki a tekercselés?
P= U*I
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 12:25
Írta: bmejdz9nu Dátum 2009 november 30, 12:25
Sajnos ki kell majd törölni...
Mert hibásak lettek a számítások... erre már Ő is rájött...
Jó lenne ha "beismerné" itt is... és újat számolna... Nyomaték oldalról megközelítve... szerintem.
Mert hibásak lettek a számítások... erre már Ő is rájött...
Jó lenne ha "beismerné" itt is... és újat számolna... Nyomaték oldalról megközelítve... szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 30, 12:34
Írta: s7manbs8 Dátum 2009 november 30, 12:34
Itt mutatok egy igény növekedés esetén felmerült szervóra áttért felhasználó néhány adatát, amit leírt, miután kevésnek találta a léptetős gépét, érdekes módon nagyon hasonlít a Péter által mondottakra...
Modellezéshez használt CNC router gép
Modellezéshez használt CNC router gép
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 12:40
Írta: bmejdz9nu Dátum 2009 november 30, 12:40
Köszi! Legalább valaki valamit megértett... de már nagyon ki vagyok...
Meguntam... nem vagyok én "erénycsősz" és nem fizet senki, hogy védjem a semmit:)
A sok üzleti érdekek között... a fűstben :)
Most majd minden ki lesz törölve... aztán egy hét múlva kezdődik előlről... mintha minden oké lett volna...
Ugrasztunk... számolunk... okoskodunk... nem, hogy csinálnánk valami hasznosat... pl. egy gépet ! :)
Az aki már csinált gépet... jobban megérti... mit akarok azaz milyen hibákat lehet(ne) elkerülni...
Meguntam... nem vagyok én "erénycsősz" és nem fizet senki, hogy védjem a semmit:)
A sok üzleti érdekek között... a fűstben :)
Most majd minden ki lesz törölve... aztán egy hét múlva kezdődik előlről... mintha minden oké lett volna...
Ugrasztunk... számolunk... okoskodunk... nem, hogy csinálnánk valami hasznosat... pl. egy gépet ! :)
Az aki már csinált gépet... jobban megérti... mit akarok azaz milyen hibákat lehet(ne) elkerülni...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 november 30, 12:43
Írta: D.Laci Dátum 2009 november 30, 12:43
A faxom kivan veletek! Föleg VP -vel :) Kihagytatok a csete-patébol? Na mindegy.... előveszem Laslie-t :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 12:46
Írta: bmejdz9nu Dátum 2009 november 30, 12:46
Már nagyon hiányoltalak!
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 november 30, 13:12
Írta: D.Laci Dátum 2009 november 30, 13:12
Bakker ne éges már!
Nem értek én a lovakhoz:)
De jól benéztem... 250W-os AC moci a kis TOS 80MN esztergára... 1.5Kw moci főorsóra:)
A hosszán 2,4 áttétellel 20mm menetemelkedéssel 20-25000mm/min -nel cammog. :) Hamarab rajta a menet mint azt kigondolá más hagyományos gépen hogyan csinálja. :) 20W al is meglehet csinálni , de ezt találtam annó a MÉH telepen.
Ja a lényeg (nehogy tiltás legyen:) )
Quantum proceszoros a step/dir átalakító :)
Nem értek én a lovakhoz:)
De jól benéztem... 250W-os AC moci a kis TOS 80MN esztergára... 1.5Kw moci főorsóra:)
A hosszán 2,4 áttétellel 20mm menetemelkedéssel 20-25000mm/min -nel cammog. :) Hamarab rajta a menet mint azt kigondolá más hagyományos gépen hogyan csinálja. :) 20W al is meglehet csinálni , de ezt találtam annó a MÉH telepen.
Ja a lényeg (nehogy tiltás legyen:) )
Quantum proceszoros a step/dir átalakító :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 30, 13:12
Írta: Szalai György Dátum 2009 november 30, 13:12
Igen, nagyon hasonlít. Sajnos.
„akár 10m-es pozícionálási sebességre” A méter az nem sebesség mértékegység.
„ha valaki nem dolgozik vele úgy sem tudja miről beszélek.” Jelen leírás alapján biztosan nem.
„Egy paraméter azonban beszédes lehet, az pedig a tömege: kb 250kg!” Ennek nincsen hatása a megmunkálásra.
És a lap alján lacika0528 nagyon jó véleménnyel van róla. Csak tudnám mi információ alapján. Mert hogy ebből nem lehet megítélni egy gépet, az biztos.
De az írókat igen.
„akár 10m-es pozícionálási sebességre” A méter az nem sebesség mértékegység.
„ha valaki nem dolgozik vele úgy sem tudja miről beszélek.” Jelen leírás alapján biztosan nem.
„Egy paraméter azonban beszédes lehet, az pedig a tömege: kb 250kg!” Ennek nincsen hatása a megmunkálásra.
És a lap alján lacika0528 nagyon jó véleménnyel van róla. Csak tudnám mi információ alapján. Mert hogy ebből nem lehet megítélni egy gépet, az biztos.
De az írókat igen.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 13:26
Írta: bmejdz9nu Dátum 2009 november 30, 13:26
Ne a gyakorlati tapasztalattal gyere... az itt-most fabatkát sem ér :)
Képletek és számítások... elvi síkon ágyugólyó gyorsítás (30Kg) több száz mm/secre ... Ha lehet ZERO idő alatt...
Egyébként most néztem a Harmonic Drive és Palnetary áttétel leírásokat (ékszíjakra nem találtam adatot :)
Ezekre és gondolom más mechanikai eszközök gyorsítási max. értékét is megadják!!!
Mert ZERO gyorsítási idővel (ez lenne a cél a beteljesülés :) még egy kuplung is szétszakadna :) Az ékszíj persze mindent kíbír...
Látom magam előtt a két szíjtárcsát.... rajt a szíj... megnyomom a start gombot 1ms alatt felpörög a tárcsa 3000-re... a szíj meg elszállt :)
De ez kit érdekel :) Ha nem néznek adatlapokat... csak számolnak... és számolnak... Persze gépet nem csinálnak... mert az más...
Képletek és számítások... elvi síkon ágyugólyó gyorsítás (30Kg) több száz mm/secre ... Ha lehet ZERO idő alatt...
Egyébként most néztem a Harmonic Drive és Palnetary áttétel leírásokat (ékszíjakra nem találtam adatot :)
Ezekre és gondolom más mechanikai eszközök gyorsítási max. értékét is megadják!!!
Mert ZERO gyorsítási idővel (ez lenne a cél a beteljesülés :) még egy kuplung is szétszakadna :) Az ékszíj persze mindent kíbír...
Látom magam előtt a két szíjtárcsát.... rajt a szíj... megnyomom a start gombot 1ms alatt felpörög a tárcsa 3000-re... a szíj meg elszállt :)
De ez kit érdekel :) Ha nem néznek adatlapokat... csak számolnak... és számolnak... Persze gépet nem csinálnak... mert az más...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 30, 13:31
Írta: 000000000 Dátum 2009 november 30, 13:31
Péter!
Megtennéd, hogy az alábbi konkrét gépnek a szükséges motoradatát kiszámolod a progiddal:
- Mozgatott tömeg: 20 kg
- Forgácsolási tolóerő: 500 N azaz 50 kp
- Marásisebesség: 1,8 méter/perc azaz 30 mm/sec
- Gyorsjárati sebesség: 3,6 méter/perc, 60 mm/s
- Gyorsítási idő: 20 ms
- Hajtási lánc hatásfoka, súrlódás: 50%
- Motor fordulat: 3000 1/min. (50 1/s.)
- Áttétel: 1/2,5 lassító; szíjtárcsák és szíjkerekek.
- Hajtott orsó emelkedése: 5 mm
- Hajtott orsó átmérője: 16 mm
- Hajtott orsó hossza: 200 mm
A motor fordulatszáma gyorsjáratban: 3000 rpm
Megtennéd, hogy az alábbi konkrét gépnek a szükséges motoradatát kiszámolod a progiddal:
- Mozgatott tömeg: 20 kg
- Forgácsolási tolóerő: 500 N azaz 50 kp
- Marásisebesség: 1,8 méter/perc azaz 30 mm/sec
- Gyorsjárati sebesség: 3,6 méter/perc, 60 mm/s
- Gyorsítási idő: 20 ms
- Hajtási lánc hatásfoka, súrlódás: 50%
- Motor fordulat: 3000 1/min. (50 1/s.)
- Áttétel: 1/2,5 lassító; szíjtárcsák és szíjkerekek.
- Hajtott orsó emelkedése: 5 mm
- Hajtott orsó átmérője: 16 mm
- Hajtott orsó hossza: 200 mm
A motor fordulatszáma gyorsjáratban: 3000 rpm
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 13:35
Írta: bmejdz9nu Dátum 2009 november 30, 13:35
Tuba úr... még egy grafikont találtam...
Ez talán jobb... igaz egy nagyobb motor de 3000rpm névleges...
(egyébként a kicsi teljesítményű motorok mindig "pörgősebbek azaz egy pl. 20W-osnál a szokásos a 6000rpm üzemi ford. - ezért sem jó)
Látható, hogy 3500rpm-nél tudja a 3,5LE-t (amcsi motor:)
Látható, hogy 300rpm-nél csak tizedét azaz 0,35LE-t tud...
Ez talán jobb... igaz egy nagyobb motor de 3000rpm névleges...
(egyébként a kicsi teljesítményű motorok mindig "pörgősebbek azaz egy pl. 20W-osnál a szokásos a 6000rpm üzemi ford. - ezért sem jó)
Látható, hogy 3500rpm-nél tudja a 3,5LE-t (amcsi motor:)
Látható, hogy 300rpm-nél csak tizedét azaz 0,35LE-t tud...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 14:12
Írta: bmejdz9nu Dátum 2009 november 30, 14:12
Kellenének az áttétel szíjtárcsa méretek is... és az anyag fajtája (alu vagy acél)
De azt hiszem, hogy másnak nem számolok... már így is kihúztam a gyufát :)
Nem vagyok én szervó fejlesztő szakmérnök... csak egy felhasználó... egy hobbysta... aki max észreveszi amikor viszik a málnásba :)
Ugye megérted... megyek gépet csinálni...
De azt hiszem, hogy másnak nem számolok... már így is kihúztam a gyufát :)
Nem vagyok én szervó fejlesztő szakmérnök... csak egy felhasználó... egy hobbysta... aki max észreveszi amikor viszik a málnásba :)
Ugye megérted... megyek gépet csinálni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 30, 15:18
Írta: 000000000 Dátum 2009 november 30, 15:18
Tibor a következőt üzeni:
"...hívd fel a Fórumozók figyelmét,
hogy csak a saját gépen tároláshoz járulok hozzá,
még a mai nap mindenki törölje ki a netes tárhelyéről azt,
ami letölthető ezzel a méretező leírással kapcsolatban."
"...hívd fel a Fórumozók figyelmét,
hogy csak a saját gépen tároláshoz járulok hozzá,
még a mai nap mindenki törölje ki a netes tárhelyéről azt,
ami letölthető ezzel a méretező leírással kapcsolatban."
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 30, 19:24
Írta: s7manbs8 Dátum 2009 november 30, 19:24
No problemo, ha ilyen, írni kell hozzá egy olyan gyorsítási-lassítási rámpát, amit először differenciálszámítással sorba fejtünk, hidd el fel fog gyorsulni úgy is, és kb. olyan tempóban, ahogy az elvárható ...[#circling][#circling][#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 november 30, 19:25
Írta: Szalai György Dátum 2009 november 30, 19:25
„De ehhez kellene egy konkrét motor megnevezés...”
ElectroCraft E240 Umax=60V Imax=1,9A nmax=5000rpm J=0,268kgcm2
„Kellene a szíjtárcsák mérete, anyaga... szíj átm. stb...”
HTD-12-5M-15 J = 13,77 gcm2
HTD-24-5M-15 J = 324,90 gcm2
HTD-36-5M-15 J = 1669,92 gcm2
HTD-48-5M-15 J = 1314,84 gcm2
HTD-72-5M-15 J = 4868,18 gcm2
ElectroCraft E240 Umax=60V Imax=1,9A nmax=5000rpm J=0,268kgcm2
„Kellene a szíjtárcsák mérete, anyaga... szíj átm. stb...”
HTD-12-5M-15 J = 13,77 gcm2
HTD-24-5M-15 J = 324,90 gcm2
HTD-36-5M-15 J = 1669,92 gcm2
HTD-48-5M-15 J = 1314,84 gcm2
HTD-72-5M-15 J = 4868,18 gcm2
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 19:53
Írta: bmejdz9nu Dátum 2009 november 30, 19:53
10mm/secre gyorsulni nem nagy ügy... gyakorlatban sem... szinte semmi... 0.1W ahogy Tibor írta... csak ha tööbre kell mint 10mm/sec ...
A gépem gyakorlati gyorsulásai amit még a mechanika kíbir:(#9559)
1. 400mm/secre 60ms alatt
2. 200mm/secre 30ms alatt
3. 100mm/secre 15ms alatt
4. 50mm/secre 7,5ms alatt
5. 25mm/secre 3,75ms alatt
6. 10mm/secre 1,5ms alatt !!!
A gépem gyakorlati gyorsulásai amit még a mechanika kíbir:(#9559)
1. 400mm/secre 60ms alatt
2. 200mm/secre 30ms alatt
3. 100mm/secre 15ms alatt
4. 50mm/secre 7,5ms alatt
5. 25mm/secre 3,75ms alatt
6. 10mm/secre 1,5ms alatt !!!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 30, 19:55
Írta: s7manbs8 Dátum 2009 november 30, 19:55
Nálad úgy látom lineáris a gyorsulás az adatok szerint.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 30, 19:56
Írta: bmejdz9nu Dátum 2009 november 30, 19:56
Nem viszel bele a málnásba... most csinálom a gépemet :) Ne haragudj... legalábis most nem...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 07:11
Írta: 000000000 Dátum 2009 december 01, 07:11
Egyáltalán nem szeretnék "ünneprontó" lenni, de idéznék a fórum szabályzatából:
"A fórum alapelvei:
-A regisztrációval, illetve a regisztrált nick használatával a felhasználó elfogadja a fórum alapelveit
-A fórumot bárki olvashatja, de hozzászólni csak regisztrált tagok tudnak
-A fórum moderált
-A hozzászólások tartalmáért az azt író hozzászóló felel
-A hozzászóló fórumbeli hozzászólásai erejéig lemond szerzői jogáról "
Az utolsó mondatra...
Tehát csak azokat írjatok ide, amiket közkincsé akarjátok tenni és utána nincs jogvita!
"A fórum alapelvei:
-A regisztrációval, illetve a regisztrált nick használatával a felhasználó elfogadja a fórum alapelveit
-A fórumot bárki olvashatja, de hozzászólni csak regisztrált tagok tudnak
-A fórum moderált
-A hozzászólások tartalmáért az azt író hozzászóló felel
-A hozzászóló fórumbeli hozzászólásai erejéig lemond szerzői jogáról "
Az utolsó mondatra...
Tehát csak azokat írjatok ide, amiket közkincsé akarjátok tenni és utána nincs jogvita!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 07:13
Írta: bmejdz9nu Dátum 2009 december 01, 07:13
Vissza se raktam :) Csak vicceltem... még, hogy jogvita :) Csak mint általánosságban emlegetni mint félbolondot... állandóan... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 07:19
Írta: bmejdz9nu Dátum 2009 december 01, 07:19
Igen ezek az adatok lineáris gyorsulásra vonatkoznak... de általában exponenciális gyorsítást szoktam beállítani szoftverben.
Cím: Re:DC szervó motoros vezérlés
Írta: airfoil6205 Dátum 2009 december 01, 08:08
Írta: airfoil6205 Dátum 2009 december 01, 08:08
Tisztelt Barátaim, napok óta figyelem a vitátokat és már magam is kezdtem elhinni Péter barátunk nézeteit, de ma éjszaka megvilágosodtam, szerintem inkább Tibor nézőpontja a helyes. Péter amikor a BF20-as géped a legnagyobb marófejeddel a legnagyobb fogásban ment, mekkora erőt kellett kifejtened a hosszasztal forgatókerekén? Szerinted egy ipari gépen a régi időkben hogyan dolgoztak végig egy műszakot, ha folyamatosan kb. 200 Wattnyi teljesítményt kellett volna leadniuk szegény gépi-forgácsoló szakembereknek, izomból. A válasz egyszerű, nem a vállukkal tolták előre a szánokat hanem egy "csavarorsós emelővel" mert így lehet ugye nagy tömegeket kicsi teljesítménnyel mozgatni. Tessék elmenni egy gépműhelybe és megnézni egy 4 tonnás marógépet amint egy 200 mm-es homlokmaróval öntöttvasban 20 mm-es fogásban "vigyorogva" tekeri előre a szánt a "szaki". Vajon Ő a terminátor vagy hogyan csinálja? A sok CAD, CAM meg CNC világában elfelejtkeztünk róla, hogy a legegyszerűbb gép az "ék" és mire jó egy csavarorsó meg egy anya. Megemésztés után kérem törölni és elnézést a nem ide illő egyszerű fogalmazásért!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 08:11
Írta: 000000000 Dátum 2009 december 01, 08:11
István!
Én megköszönöm Neked hathatós közreműködésedet, hogy segítettél
a kérésemet teljesíteni itt a Fórumon. Milyen érdekes, Te, Svejk,
HJozsi, Szalai György,...., egyből levélben is megerősítetten
az udvariasság és lovagiasság legelemibb belső emberi szabályai
alapján szinte azonnal cselekedett a Fórumon, és az eredetiből készült xls, pdf,..
a Fórumról már régen kikerült letölthető verziókat (és ez így már
egy egészen már szerzői jogi tényállás.....) el is tüntette a kérésemnek
megfelelően. Köszönöm Nektek ezt. Ezzel szemben egyedül VP
volt az, aki ezen a téren is bemnutatkozott picit ellenkezéseivel, gunyoros dumájával
a jog ellen. Gondoljatok bele, ahogyan ezt már többen írták, tulajdonképpen
itt a Fórumon volt még egyetlen egy kicsit is szakmailag mérvadó ember
VP-n kívül???, aki az ugynevezett integrál középértekekre alapozott energiamérleg
alapján levezett, egyszerűsített méretezési eljárásomat, ennek nagyon komoly
szakmai összefoglaló érveit különös tekintettel a forgó mozgásokra
kritizálta volna ??? ráadásul ilyen idétlen és akkor nagyon finoman fogalmaztam
stílusban? NEM, NEM volt ilyen, pedig itt természetesen nagyon sok mérnök,
értelmes értékes szakember, érdeklődő, lelkes Hobbysta van, pont ez adja
meg a Fórum hihetelen nagy erejét, értékét, a szakmai közösség.
VP végképp bemutatkozott, mind szakmailag-mind emberileg.
Természetesen eszemben sem volt vele szemben bármilyen jogi lépést tenni,
nem ilyen stílusú ember vagyok, de épp elég bizonyíték az, hogy "berosszt"
egy kicsit és talán észhez tér, mert a Gecko szervovezérlő koppintása után most
egy újabb leckét kapott. És bizonyítéknak épp elég az, hogy igencsak nagy tempóban
"takarított" ma reggel itt a Fórumon, és eltüntette azt a talán végképp kijózanító
törvény idézetet is, amit tegnap ide feltettem, aminek hatására talán
"észheztért" egy kicsit, és végre befejezi ezt a stílusú emberi és szakmai
"ámokfutását" a Fórumon. Ettől függetlenül én Pétert a magam módján továbbra
is kedvelem, nagyon sok értékes más tulajdonsága, képessége is van.
Most az elmúlt 3-4 nap az egyik legrosszabb periódusát élte, mutatta be nekünk.
Részemről az egész ügy nyugvópontra jutott, csak arra kérek mindenkit vonjuk
le ennek minden tanulságát, hogy ilyesmi már ne történhessen meg itt!
Egy kérésem lenne még István, ha lehet ezt ne engedd kitörölni VP-által.
Köszönöm!
Egy kis szünetet tartva most ahogyan már írtam tényleg mennem kell
kőkeményen dolgozni, sziasztok!
Én megköszönöm Neked hathatós közreműködésedet, hogy segítettél
a kérésemet teljesíteni itt a Fórumon. Milyen érdekes, Te, Svejk,
HJozsi, Szalai György,...., egyből levélben is megerősítetten
az udvariasság és lovagiasság legelemibb belső emberi szabályai
alapján szinte azonnal cselekedett a Fórumon, és az eredetiből készült xls, pdf,..
a Fórumról már régen kikerült letölthető verziókat (és ez így már
egy egészen már szerzői jogi tényállás.....) el is tüntette a kérésemnek
megfelelően. Köszönöm Nektek ezt. Ezzel szemben egyedül VP
volt az, aki ezen a téren is bemnutatkozott picit ellenkezéseivel, gunyoros dumájával
a jog ellen. Gondoljatok bele, ahogyan ezt már többen írták, tulajdonképpen
itt a Fórumon volt még egyetlen egy kicsit is szakmailag mérvadó ember
VP-n kívül???, aki az ugynevezett integrál középértekekre alapozott energiamérleg
alapján levezett, egyszerűsített méretezési eljárásomat, ennek nagyon komoly
szakmai összefoglaló érveit különös tekintettel a forgó mozgásokra
kritizálta volna ??? ráadásul ilyen idétlen és akkor nagyon finoman fogalmaztam
stílusban? NEM, NEM volt ilyen, pedig itt természetesen nagyon sok mérnök,
értelmes értékes szakember, érdeklődő, lelkes Hobbysta van, pont ez adja
meg a Fórum hihetelen nagy erejét, értékét, a szakmai közösség.
VP végképp bemutatkozott, mind szakmailag-mind emberileg.
Természetesen eszemben sem volt vele szemben bármilyen jogi lépést tenni,
nem ilyen stílusú ember vagyok, de épp elég bizonyíték az, hogy "berosszt"
egy kicsit és talán észhez tér, mert a Gecko szervovezérlő koppintása után most
egy újabb leckét kapott. És bizonyítéknak épp elég az, hogy igencsak nagy tempóban
"takarított" ma reggel itt a Fórumon, és eltüntette azt a talán végképp kijózanító
törvény idézetet is, amit tegnap ide feltettem, aminek hatására talán
"észheztért" egy kicsit, és végre befejezi ezt a stílusú emberi és szakmai
"ámokfutását" a Fórumon. Ettől függetlenül én Pétert a magam módján továbbra
is kedvelem, nagyon sok értékes más tulajdonsága, képessége is van.
Most az elmúlt 3-4 nap az egyik legrosszabb periódusát élte, mutatta be nekünk.
Részemről az egész ügy nyugvópontra jutott, csak arra kérek mindenkit vonjuk
le ennek minden tanulságát, hogy ilyesmi már ne történhessen meg itt!
Egy kérésem lenne még István, ha lehet ezt ne engedd kitörölni VP-által.
Köszönöm!
Egy kis szünetet tartva most ahogyan már írtam tényleg mennem kell
kőkeményen dolgozni, sziasztok!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 08:13
Írta: 000000000 Dátum 2009 december 01, 08:13
Ezt István #9619-re címeztem, csak lemaradt a
válasz gomb, elnézést!
válasz gomb, elnézést!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 08:27
Írta: 000000000 Dátum 2009 december 01, 08:27
A kérésnek megfelelően, Péter, kérlek ezt NE töröld![#email]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 08:49
Írta: bmejdz9nu Dátum 2009 december 01, 08:49
2W elég? Ez volt a számítás eredménye...(20W motor 300rpm-en annyi)
Amit írsz abban igazad van... de a CNC-től gyorsabb munkavégzést várok el.. mint a magam kézi munkájától!
Másrészt a "Terminátor" szakik a 10ms-os gyorsítást is biztosították... gyorsak voltak?
Egyébként ha már hagyományos marógép....
Vegyünk páldának egy előtoló hajtómű mekkora nyomatékot tud adni? Hány Wattos? (több száz W! - nézz utána - miért???)
A Kami gépen már nagyon fárasztó a tekergetés... ezt gyakorlatból mondom... de gondolom te is már izzadtál sokat marógép mellett... mint Tibor...
Ill sok motort és hajtást teszteltél a gyakorlatban... és tudod a 2W még a mechanika megindítására is kevés még akkor is ha szuperspéci köszörült golyósorsód van és egy nagyon spéci pl. kisméretű lináris kocsikkal amikben még a zsírt is kiszedtük :)
A kellőképpen elő és megfeszített bordásszíjas áttételhez is kell 1-2 Wattocska...
Amit írsz abban igazad van... de a CNC-től gyorsabb munkavégzést várok el.. mint a magam kézi munkájától!
Másrészt a "Terminátor" szakik a 10ms-os gyorsítást is biztosították... gyorsak voltak?
Egyébként ha már hagyományos marógép....
Vegyünk páldának egy előtoló hajtómű mekkora nyomatékot tud adni? Hány Wattos? (több száz W! - nézz utána - miért???)
A Kami gépen már nagyon fárasztó a tekergetés... ezt gyakorlatból mondom... de gondolom te is már izzadtál sokat marógép mellett... mint Tibor...
Ill sok motort és hajtást teszteltél a gyakorlatban... és tudod a 2W még a mechanika megindítására is kevés még akkor is ha szuperspéci köszörült golyósorsód van és egy nagyon spéci pl. kisméretű lináris kocsikkal amikben még a zsírt is kiszedtük :)
A kellőképpen elő és megfeszített bordásszíjas áttételhez is kell 1-2 Wattocska...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 09:04
Írta: bmejdz9nu Dátum 2009 december 01, 09:04
Én meg SMS-eket kaptam, hogy a bálvány leesett a beton talapzatáról... :)
Persze felőlem olyan hüleségeket írsz amit akarsz...
De ne feledd!!! Ha egyszer megcsinálja valaki amit írsz... nagyon csalódott lesz... mert az úgy nem fog működni!
Ezt a hajtást amit kiszámoltál... megcsinálja valaki neked? Elárulom = Senki nem fogja! Mert tudja hogy nem megy...
Csak ennyi... ki kell nézni a netre... meg kell nézni egy-két gyári gépet! Meg kell kérdezni egy két mérnököt...
Én amit állítok azt alá tudom támasztani! Gyakorlatban! Te meg nem! Csak a köd és Ön fényezési duma...
ྂ-es évek...
Kiskoromba egy kocsmában egy ember sosem rúgott be... erre felfigyeltem...
Kérdetem miért? Mondták, hogy a bács dolgozik...
Nem értettem... mondták kőműves... itt fogja a munkát :)...
Összegzem az általad felhzott neveket akik egytértettek veled - szerinted:
H. Józsi; Tuba István; Sneci; Svejk; Szalai.... ezekre hivatkoztál az írásaidban... ez igaz?
Eléred a célodat....hogy semmit se írjak és dokumentáljak... aztán a félistenség intézménye szépen működjön...
Te ráérsz...
Neked nem, kell semmit megcsinálnod a valóságban... csak filózófálni...
Így tovább gratula! Vidd az embereket a sötétségbe... ezzel az álszent szaki dumával...
Tények, alátámasztások, linkek, gyakorlati példák nélkül is menni fog!
Nem kell bemutatnod egy gyári pl. THK hajtást 2W-al... mert anélkül is majd elhiszik...
Hiszen a Tibor mondta mint Szakfélisten :)
A dolgozatodat meg elvittem egy szakmérnökhöz... remélem más is így tesz... aztán lesz móka és kacagás rajta...
Persze felőlem olyan hüleségeket írsz amit akarsz...
De ne feledd!!! Ha egyszer megcsinálja valaki amit írsz... nagyon csalódott lesz... mert az úgy nem fog működni!
Ezt a hajtást amit kiszámoltál... megcsinálja valaki neked? Elárulom = Senki nem fogja! Mert tudja hogy nem megy...
Csak ennyi... ki kell nézni a netre... meg kell nézni egy-két gyári gépet! Meg kell kérdezni egy két mérnököt...
Én amit állítok azt alá tudom támasztani! Gyakorlatban! Te meg nem! Csak a köd és Ön fényezési duma...
ྂ-es évek...
Kiskoromba egy kocsmában egy ember sosem rúgott be... erre felfigyeltem...
Kérdetem miért? Mondták, hogy a bács dolgozik...
Nem értettem... mondták kőműves... itt fogja a munkát :)...
Összegzem az általad felhzott neveket akik egytértettek veled - szerinted:
H. Józsi; Tuba István; Sneci; Svejk; Szalai.... ezekre hivatkoztál az írásaidban... ez igaz?
Eléred a célodat....hogy semmit se írjak és dokumentáljak... aztán a félistenség intézménye szépen működjön...
Te ráérsz...
Neked nem, kell semmit megcsinálnod a valóságban... csak filózófálni...
Így tovább gratula! Vidd az embereket a sötétségbe... ezzel az álszent szaki dumával...
Tények, alátámasztások, linkek, gyakorlati példák nélkül is menni fog!
Nem kell bemutatnod egy gyári pl. THK hajtást 2W-al... mert anélkül is majd elhiszik...
Hiszen a Tibor mondta mint Szakfélisten :)
A dolgozatodat meg elvittem egy szakmérnökhöz... remélem más is így tesz... aztán lesz móka és kacagás rajta...
Cím: Re:DC szervó motoros vezérlés
Írta: airfoil6205 Dátum 2009 december 01, 09:45
Írta: airfoil6205 Dátum 2009 december 01, 09:45
Izzadtam igen, Könnyűipari Gépgyártó Vállalat Sopron! A mondandómban arra akartam rávilágítani, hogy ha rádöbbennénk végre a golyósorsó és a golyós-anya valódi szerepére (csavarorsós emelő)talán a vita is más irányt venne, sajnos magadra vetted a teljes vita terhét és már nem vagy objektív, le kellene mindenkinek higgadni és előbb az alapelveket átbeszélni utána a másik véleményét tiszteletben tartva végre pontot tenni a dolog végére. Elhiszem neked, hogy egy előtoló hajtómű teljesítménye akkora amekkorának mondod, csak azt nem értem egy ember, hogyan tud akkor egy több száz kilós szánon egy ötvenkilós munkadarabot 20mm-es fogással egy 200mm-es homlokmaróval kézi előtolással megmunkálni, ha nem terminátor. Természetesen nem állítom, hogy Tibor számításába nem lehet hiba, alábecsülhetett esetleg néhány paramétert, de értelmes emberként ezeket a gondokat megoldhatnánk mert lassan golyóálló mellényben kell olvasni a fórumot.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 09:46
Írta: bmejdz9nu Dátum 2009 december 01, 09:46
Vissza teszem zárásnak Tibor utolsó hozzá szólásait: (nehogy hiányozzon)
"HJózsi, Sneci, Tuba István!
Köszönöm Nektek a valóságos jellegörbére vetített
felvetéseiteket, nagyon fontosak voltak és köszönöm
az építő jellegű hozzászólásaitokat is, Györgynek is
a lelkesedését, érdeklődését! A konkrét megvalósított
gép számadatokat is köszi, ami gyakorlatilag majdnem egy
az egyben az elméleti leegyszerűsített példámat igazolja,
és visszaköszönnek azok a fő megállapítások, amit
a végén tettem a képletekből kiolvashatóan 6 oldalnyi
alapgondolatok után, különös tekintettel a forgó mozgások
dinamikai útvesztőire.
Köszönöm, hogy Ti értitek, hogy a műszaki világ dolgai
jobb esetben hála Istennek képletekkel elméletekkel
leírhatók, működésüket alapvető fizikai, matematikai
tételek, modellek határozzák meg, és tőlünk függetlenül
léteznek. Így aztán sajnos az y=x linearitás igen ritka, sajnos
négyzetes-köbös-negyedik hatvány, periódikus, E alapú
exponenciális függvények halmaza a döntő.
Arról már nem is beszélek, hogy mindezen függvényeket
differenciálegyenletek rendezik össze, és azon primitív
végképletet is pl., hogy p=F/A ennek köszönhető a végén.
És százszámra sorolhatnám még ezeket, de természetesen
ennek most se ideje, se helye, de ez a pár sor még
kikívánkozott belőlem. "
"Tisztelt Fórumlakók!
Sok minden történt röpke 2-3 nap alatt.
Köszönöm a sok biztatást, elismerést a tegnap még létezett
méretező segédletemmel kapcsolatban. Ne legyetek szomorúak,
mivel ahogyan időm engedi, egy komplex, több fajta,
a Hobbystákat leginkább érdeklő forgácsolási nyitó példákra
(gravír, hosszlyukmarás, esztergálás, plazmavágás,...) építve
fogom újból mindazt megint leírni, felépíteni, amit most is tettem
hevenyészett Fórum stílusban 6 oldalon át.
Csak én szeretek tanulni, így bolondbiztos verzióban és ütésálló
kivitelben készítem el, és csak akkor publikálom, amikor totál
kész van, nem pedig közben 25 zavaró netes megjegyzés
megválaszolása, reagálása közepette, miközben éppen írok
és számolok, és teszegetem fel sorban gondolataimat,
és azon szenvedek éppen, hogy minden sallangot, egyetemi
képletet mellőzzek a közérthetőség jegyében.
Mivel igenis a léptető motoros dolgoknak is komoly létjugosultsága
van bizonyos alkalmazásoknál, a méretezéskor ketté ágaztatom
a dolgot egy adott ponton a motorok eltérő jellege miatt, és lesz
szervo és step motoros fő csapásirány.
És ha kész lesz egyben a rendelkezésetekre bocsájtom,
valószínűleg komplett technológiai-hajtástechnikai tervező-méretező
csomag is fog készülni hozzá.
Ugyanis a "sötétség" miatt ez a levegőbe lógó brutál 1000N példa
indító elméleti erő semmit nem jelent egyeseknek. Sőt az egész,
99%-ban J-re kihegyezett mondandómat figyelmen kívül hagyva
ugyanott ott folytatja, ahol abbahagyta, csak nyomja a sódert.
Bocsánat Mindenkitől, de ettől lett elegem, lassan több mint két
éve folyik ez a sületlenség halmaz, érvek lepergetése, kikerülése,
és ezen vita kapcsán jogosan egy csendes, laikus, kezdő vagy
profi Hobby CNC-s, vagy csak érdeklődő, de valamilyen fogódzóra
szomjazó kívülálló azt látja, itt csak veszekedés folyik, és globális
marhaságok millió adata terabájt mennyiségben ömlik ugyan ránk
naponta a világhálóról, de közben igazából ennek alig van értelme.
Aki közelebbről, személyesen ismer (vannak itt páran szerencsére),
Ők tudják a virtuális Fórum ellenére a valóságban lehet velem
beszélgetni, nem vagyok talán emberevő sem. Az állandó erőszakos
szakmai sületlenség viszont előbb-utóbb kiveri a biztit nálam.
A valóságban természetesen a CNC világa nem a dumagép,
ostoba, beképzelt, nagyképű, e-bayon nevelkedett, szétszórt,
eszementen össze-vissza vásárló-majd továbbadó, vagdalkozó,
logikátlan, elemi gondolatok, érvek összerendezésére alkalmatlan,
nagyképűséggel átitatott stílusú, fröcsögő, "csak" gondolkodású
emberek világa nulla közeli objektív, műszaki alapismeret mellett.:))
Ellenkezőleg, ez a témakör egy rendkívül összetett sokféle szakma
rendszere, sok-sok, adott esetben nagyon komoly elmélettel a
háttérben, amit ki-ki maga az életpályája révén valamilyen szinten
éppen most konyít, tud, ért, művel. Az egésznek a végcélja egy adott
műszaki kritériumokkal (geometriai pontosság, alakhűség, felületi
érdesség, költségtényezők, .. had ne soroljam tovább) leírt végtermék,
munkadarab, alkotás optimális létrehozása egy konkrét technológiához
(pl. forgácsolás, plazmavágás, SMD beültetés, ...) kötve különböző
minőségű, képességű mechanikai-elektronikai rendszereken.
Számomra végképp világossá vált az elmúlt 1 nap alatt,
az ALAPOK-tól kell tehát kezdenünk, forgácsolás elmélet,
főhajtás méretezés. CSAK ezután jöhet szóba a step vagy
szervó mellékhajtás megértése, méretezése.
Meg fogjátok látni (tisztelet a kivételnek, aki már most tudja,
tapasztalja, és még tud gondolkodni is) 1000N iszonyatos erő,
a töredéke is sok még főforgácsoló erőnek is Hobby körökben,
nemhogy előtolóerőnek egy mellékhajtásnál. A 10mm/s
előtolás komolyabb forgács keresztmetszetnél fémeknél
úgyszintén "necces". Azaz igazi, munkát végző valós 10W
Hobby berkekben nagyon sok! Kéretik tisztelni a mechanikai
munkát, energiát. Aki ezt nem hiszi, bár ez nem
hit kérdés természetesen, annak tessék már talán picit
számolni, csak két számot kell összeszorozni:P=F*v!
Azt hittem, egy hétvégém elég erre most, hogy végre picit nyugvó
pontra kerüljön sokminden, valamiféle egyszerű, de korrekten
elgondolkodtató, használható alapmodell legyen a kezetekben.
Sajna félresiklott a dolog, azt gondolom tőlem független okokból.
Kérem tehát megértéseteket, sajnos nincs több időm mostanában
erre, mivel egy szabadalmi szintű nagyon komoly komlex CNC
rendszer leköti mostmárt minden energiámat. Ahogyan időm engedi,
ez már 2010-ben lesz csak valószínűleg, a fentiek szellemében
fogok eljárni. Mégegyszer köszönöm István hathatós, gyors
intézkedését a 6 oldalas alapméretező doksik törlésében.
Aki letöltötte már, nyugodtan használja magáncélra, netről
letölthető verzióval viszont nem szeretnék éjféltől találkozni senkinél!!).
És akit érdekel, sok-sok verzióban számolgasson a képleteivel,
renben van ott minden, természetesen behelyettesítési-számolás hibákért,
kevés részeredményből levont téves végső következtetésekért,
gondolatmenet nem értésért én nem vállalok szakmai felelősséget.
Használatkor, számolgatáskor javasolnám Nektek, hogy már a
kinduló előtolási erőt, előtolási sebességet is vegyétek sokkal kisebbre
a legelején a példában, ami persze reálisan illik is a saját CNC gépetek
mechanikai és egyéb képességeihez az adott és elvárt műveletnél.
Ehhez jó alap lehet a sokéves, eddigi kézi tekerős, nóniuszos
hagyományos szerszámgépeken végzett munkátok tapasztalata,
és majd ezek tükrében gondolkozzatok el a még meglepőbb
számítási eredményeken, amit kapni fogtok. Ne féljetek, a fizika
a barátotok lesz, nem fog becsapni!:)
Mégegyszer elnézést kérek a történtekért, de így kellett döntenem!
Mindenkinek jó CNC-zést kívánok és a reális fő forgácsolóerő
legyen Veletek!:)
Üdvözlettel: Tibor45"
"Utózönge, de idetartozik:
A fentiekhez hozzátartozik, hogy szerintem a mai trend
divat, csicsa, virtuális világ tönkretette az emberek
realitás érzékét, elveszi a gondolkodást, azaz
egyfajta idiótizmus, hazug, kiszolgáltatott
világ felé haladunk. Aki nincs észen, ezekben
az években végképp "meghülyül". Ennek csak itt
a Fórumon számos jele van, ész, gondolat nem számít,
az "óvodás" PIC-et programoz, és "szervót" készít.:)
Igaz két egész számot nem tud összadni, de a fentiek
miatt nagy az önbizalma. Elhitették vele, nem kell itt
érteni semmihez, a globális világhálón Ő a király,
hiszen csak egy klikk, és már látom is a képernyőn
álmaimat, vágyaimat.
Szóval talán először reszelni tudjunk, fogjuk meg
azt a rohadt reszelőt, tanuljuk meg annak az elméletét,
hogy az mitől forgácsol, és aki ezt kihagyja,
az jobb ha messze elkerüli a CNC világ bármelyik
szegmensét, hiszen fordítva ül a lovon.
Azt is látom, sok embernek ezek a gondolatok nem
fognak tetszeni, sajnálom, én ennyi szakmában
eltöltött év után mai fejjel így látom ezt a
világot.
"HJózsi, Sneci, Tuba István!
Köszönöm Nektek a valóságos jellegörbére vetített
felvetéseiteket, nagyon fontosak voltak és köszönöm
az építő jellegű hozzászólásaitokat is, Györgynek is
a lelkesedését, érdeklődését! A konkrét megvalósított
gép számadatokat is köszi, ami gyakorlatilag majdnem egy
az egyben az elméleti leegyszerűsített példámat igazolja,
és visszaköszönnek azok a fő megállapítások, amit
a végén tettem a képletekből kiolvashatóan 6 oldalnyi
alapgondolatok után, különös tekintettel a forgó mozgások
dinamikai útvesztőire.
Köszönöm, hogy Ti értitek, hogy a műszaki világ dolgai
jobb esetben hála Istennek képletekkel elméletekkel
leírhatók, működésüket alapvető fizikai, matematikai
tételek, modellek határozzák meg, és tőlünk függetlenül
léteznek. Így aztán sajnos az y=x linearitás igen ritka, sajnos
négyzetes-köbös-negyedik hatvány, periódikus, E alapú
exponenciális függvények halmaza a döntő.
Arról már nem is beszélek, hogy mindezen függvényeket
differenciálegyenletek rendezik össze, és azon primitív
végképletet is pl., hogy p=F/A ennek köszönhető a végén.
És százszámra sorolhatnám még ezeket, de természetesen
ennek most se ideje, se helye, de ez a pár sor még
kikívánkozott belőlem. "
"Tisztelt Fórumlakók!
Sok minden történt röpke 2-3 nap alatt.
Köszönöm a sok biztatást, elismerést a tegnap még létezett
méretező segédletemmel kapcsolatban. Ne legyetek szomorúak,
mivel ahogyan időm engedi, egy komplex, több fajta,
a Hobbystákat leginkább érdeklő forgácsolási nyitó példákra
(gravír, hosszlyukmarás, esztergálás, plazmavágás,...) építve
fogom újból mindazt megint leírni, felépíteni, amit most is tettem
hevenyészett Fórum stílusban 6 oldalon át.
Csak én szeretek tanulni, így bolondbiztos verzióban és ütésálló
kivitelben készítem el, és csak akkor publikálom, amikor totál
kész van, nem pedig közben 25 zavaró netes megjegyzés
megválaszolása, reagálása közepette, miközben éppen írok
és számolok, és teszegetem fel sorban gondolataimat,
és azon szenvedek éppen, hogy minden sallangot, egyetemi
képletet mellőzzek a közérthetőség jegyében.
Mivel igenis a léptető motoros dolgoknak is komoly létjugosultsága
van bizonyos alkalmazásoknál, a méretezéskor ketté ágaztatom
a dolgot egy adott ponton a motorok eltérő jellege miatt, és lesz
szervo és step motoros fő csapásirány.
És ha kész lesz egyben a rendelkezésetekre bocsájtom,
valószínűleg komplett technológiai-hajtástechnikai tervező-méretező
csomag is fog készülni hozzá.
Ugyanis a "sötétség" miatt ez a levegőbe lógó brutál 1000N példa
indító elméleti erő semmit nem jelent egyeseknek. Sőt az egész,
99%-ban J-re kihegyezett mondandómat figyelmen kívül hagyva
ugyanott ott folytatja, ahol abbahagyta, csak nyomja a sódert.
Bocsánat Mindenkitől, de ettől lett elegem, lassan több mint két
éve folyik ez a sületlenség halmaz, érvek lepergetése, kikerülése,
és ezen vita kapcsán jogosan egy csendes, laikus, kezdő vagy
profi Hobby CNC-s, vagy csak érdeklődő, de valamilyen fogódzóra
szomjazó kívülálló azt látja, itt csak veszekedés folyik, és globális
marhaságok millió adata terabájt mennyiségben ömlik ugyan ránk
naponta a világhálóról, de közben igazából ennek alig van értelme.
Aki közelebbről, személyesen ismer (vannak itt páran szerencsére),
Ők tudják a virtuális Fórum ellenére a valóságban lehet velem
beszélgetni, nem vagyok talán emberevő sem. Az állandó erőszakos
szakmai sületlenség viszont előbb-utóbb kiveri a biztit nálam.
A valóságban természetesen a CNC világa nem a dumagép,
ostoba, beképzelt, nagyképű, e-bayon nevelkedett, szétszórt,
eszementen össze-vissza vásárló-majd továbbadó, vagdalkozó,
logikátlan, elemi gondolatok, érvek összerendezésére alkalmatlan,
nagyképűséggel átitatott stílusú, fröcsögő, "csak" gondolkodású
emberek világa nulla közeli objektív, műszaki alapismeret mellett.:))
Ellenkezőleg, ez a témakör egy rendkívül összetett sokféle szakma
rendszere, sok-sok, adott esetben nagyon komoly elmélettel a
háttérben, amit ki-ki maga az életpályája révén valamilyen szinten
éppen most konyít, tud, ért, művel. Az egésznek a végcélja egy adott
műszaki kritériumokkal (geometriai pontosság, alakhűség, felületi
érdesség, költségtényezők, .. had ne soroljam tovább) leírt végtermék,
munkadarab, alkotás optimális létrehozása egy konkrét technológiához
(pl. forgácsolás, plazmavágás, SMD beültetés, ...) kötve különböző
minőségű, képességű mechanikai-elektronikai rendszereken.
Számomra végképp világossá vált az elmúlt 1 nap alatt,
az ALAPOK-tól kell tehát kezdenünk, forgácsolás elmélet,
főhajtás méretezés. CSAK ezután jöhet szóba a step vagy
szervó mellékhajtás megértése, méretezése.
Meg fogjátok látni (tisztelet a kivételnek, aki már most tudja,
tapasztalja, és még tud gondolkodni is) 1000N iszonyatos erő,
a töredéke is sok még főforgácsoló erőnek is Hobby körökben,
nemhogy előtolóerőnek egy mellékhajtásnál. A 10mm/s
előtolás komolyabb forgács keresztmetszetnél fémeknél
úgyszintén "necces". Azaz igazi, munkát végző valós 10W
Hobby berkekben nagyon sok! Kéretik tisztelni a mechanikai
munkát, energiát. Aki ezt nem hiszi, bár ez nem
hit kérdés természetesen, annak tessék már talán picit
számolni, csak két számot kell összeszorozni:P=F*v!
Azt hittem, egy hétvégém elég erre most, hogy végre picit nyugvó
pontra kerüljön sokminden, valamiféle egyszerű, de korrekten
elgondolkodtató, használható alapmodell legyen a kezetekben.
Sajna félresiklott a dolog, azt gondolom tőlem független okokból.
Kérem tehát megértéseteket, sajnos nincs több időm mostanában
erre, mivel egy szabadalmi szintű nagyon komoly komlex CNC
rendszer leköti mostmárt minden energiámat. Ahogyan időm engedi,
ez már 2010-ben lesz csak valószínűleg, a fentiek szellemében
fogok eljárni. Mégegyszer köszönöm István hathatós, gyors
intézkedését a 6 oldalas alapméretező doksik törlésében.
Aki letöltötte már, nyugodtan használja magáncélra, netről
letölthető verzióval viszont nem szeretnék éjféltől találkozni senkinél!!).
És akit érdekel, sok-sok verzióban számolgasson a képleteivel,
renben van ott minden, természetesen behelyettesítési-számolás hibákért,
kevés részeredményből levont téves végső következtetésekért,
gondolatmenet nem értésért én nem vállalok szakmai felelősséget.
Használatkor, számolgatáskor javasolnám Nektek, hogy már a
kinduló előtolási erőt, előtolási sebességet is vegyétek sokkal kisebbre
a legelején a példában, ami persze reálisan illik is a saját CNC gépetek
mechanikai és egyéb képességeihez az adott és elvárt műveletnél.
Ehhez jó alap lehet a sokéves, eddigi kézi tekerős, nóniuszos
hagyományos szerszámgépeken végzett munkátok tapasztalata,
és majd ezek tükrében gondolkozzatok el a még meglepőbb
számítási eredményeken, amit kapni fogtok. Ne féljetek, a fizika
a barátotok lesz, nem fog becsapni!:)
Mégegyszer elnézést kérek a történtekért, de így kellett döntenem!
Mindenkinek jó CNC-zést kívánok és a reális fő forgácsolóerő
legyen Veletek!:)
Üdvözlettel: Tibor45"
"Utózönge, de idetartozik:
A fentiekhez hozzátartozik, hogy szerintem a mai trend
divat, csicsa, virtuális világ tönkretette az emberek
realitás érzékét, elveszi a gondolkodást, azaz
egyfajta idiótizmus, hazug, kiszolgáltatott
világ felé haladunk. Aki nincs észen, ezekben
az években végképp "meghülyül". Ennek csak itt
a Fórumon számos jele van, ész, gondolat nem számít,
az "óvodás" PIC-et programoz, és "szervót" készít.:)
Igaz két egész számot nem tud összadni, de a fentiek
miatt nagy az önbizalma. Elhitették vele, nem kell itt
érteni semmihez, a globális világhálón Ő a király,
hiszen csak egy klikk, és már látom is a képernyőn
álmaimat, vágyaimat.
Szóval talán először reszelni tudjunk, fogjuk meg
azt a rohadt reszelőt, tanuljuk meg annak az elméletét,
hogy az mitől forgácsol, és aki ezt kihagyja,
az jobb ha messze elkerüli a CNC világ bármelyik
szegmensét, hiszen fordítva ül a lovon.
Azt is látom, sok embernek ezek a gondolatok nem
fognak tetszeni, sajnálom, én ennyi szakmában
eltöltött év után mai fejjel így látom ezt a
világot.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 01, 09:55
Írta: Szalai György Dátum 2009 december 01, 09:55
Durvák vagytok, ütitek egymást, a homokozó lapáttal.
„Maradj abba fiam, mert szétültetlek” típusú civakodás.
Már mindegy kinek van igaza, mehettek a Mónika show-ba.
Vagy már mindegy ki van felül, csak a másik legyen alul?
Közben mindketten alulra kerültök.
„Maradj abba fiam, mert szétültetlek” típusú civakodás.
Már mindegy kinek van igaza, mehettek a Mónika show-ba.
Vagy már mindegy ki van felül, csak a másik legyen alul?
Közben mindketten alulra kerültök.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 10:08
Írta: bmejdz9nu Dátum 2009 december 01, 10:08
Hogy tök egyszerű legyek...
Kérjétek meg Tibit számolja ki, hogy egy autónak mekkora teljesítmény kell a 90 ill. 130 Km/órás sebesség eléréséhez... persze minek száguldozni...:)
Várhatóan néhány kilowatt...
Aztán nézzétek meg mekkorákat árulnak a boltba... és gondolkodjatok el miért van ez...
Kérjétek meg Tibit számolja ki, hogy egy autónak mekkora teljesítmény kell a 90 ill. 130 Km/órás sebesség eléréséhez... persze minek száguldozni...:)
Várhatóan néhány kilowatt...
Aztán nézzétek meg mekkorákat árulnak a boltba... és gondolkodjatok el miért van ez...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 10:11
Írta: bmejdz9nu Dátum 2009 december 01, 10:11
Ez a DC szervó vezérlés - mint látható - nem működik... nagyon bonyolult és zavaros...
Tibor erre most rávilágított... azaz megvilágosodtam... Köszönettel érte!
Ezentúl csak gyári komplett rendszereket veszek! Motorral és vezérlővel...
Természetesen digitálist mert az analóg vezérlés már a múlté...
A DC motororjaimat azért majd megpróbálom eladni... hátha valaki még ezeket a "tényeket" nem tudja...
Tibor erre most rávilágított... azaz megvilágosodtam... Köszönettel érte!
Ezentúl csak gyári komplett rendszereket veszek! Motorral és vezérlővel...
Természetesen digitálist mert az analóg vezérlés már a múlté...
A DC motororjaimat azért majd megpróbálom eladni... hátha valaki még ezeket a "tényeket" nem tudja...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 10:28
Írta: 000000000 Dátum 2009 december 01, 10:28
Látom Varsányi nem nyugszik, megadom neki a kegyelem döfést.:))
Példa: Egy autóval aminek tömege 1000kg, 108 km/h sebességre
10 másodperc alatt szeretnénk felgyorsulni. Mekkora teljesítményű
legyen a motorja?
Ugyanazt a képletet használva, mint a szervó méretezéskor
a következő eredményt kapjuk:
W=.5*m*v*v/t=.5*1000*30*30/10=45KW
Így van a gyakorlatban, reális is ez ??? Természetesen az!
Hiszen szerencsére az autót is jobb esetben mérnök tervezi
és nem Varsányi aki a hasára üt, és vagadalkozik és nem tanul a
kudarcaiból, és nem veszi észre, hogy nem velem vitázik, hanem
a Newton alkotta 400 éves örökérvényű tételekkel.
Két évvel ezelőtt Te az eszterga topikban ilyeneket kérdeztél?
Mi az hogy szegnyereg, mi az hogy ütőkés, mi az hogy tokmány?
Eszednél vagy Te???? Te akarsz itt engem, és másokat kioktatni?
Remélem végképp eldugulsz, és végre észhez térsz álom világodból,
porig hajolsz a tudomány több 100 éves képletei előtt, és rájössz
amit eddig csináltál CNC-ben az egy ebay álomvilág és mese habbal!
Példa: Egy autóval aminek tömege 1000kg, 108 km/h sebességre
10 másodperc alatt szeretnénk felgyorsulni. Mekkora teljesítményű
legyen a motorja?
Ugyanazt a képletet használva, mint a szervó méretezéskor
a következő eredményt kapjuk:
W=.5*m*v*v/t=.5*1000*30*30/10=45KW
Így van a gyakorlatban, reális is ez ??? Természetesen az!
Hiszen szerencsére az autót is jobb esetben mérnök tervezi
és nem Varsányi aki a hasára üt, és vagadalkozik és nem tanul a
kudarcaiból, és nem veszi észre, hogy nem velem vitázik, hanem
a Newton alkotta 400 éves örökérvényű tételekkel.
Két évvel ezelőtt Te az eszterga topikban ilyeneket kérdeztél?
Mi az hogy szegnyereg, mi az hogy ütőkés, mi az hogy tokmány?
Eszednél vagy Te???? Te akarsz itt engem, és másokat kioktatni?
Remélem végképp eldugulsz, és végre észhez térsz álom világodból,
porig hajolsz a tudomány több 100 éves képletei előtt, és rájössz
amit eddig csináltál CNC-ben az egy ebay álomvilág és mese habbal!
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 december 01, 10:30
Írta: fs9s63xkf Dátum 2009 december 01, 10:30
Hihetetlen vagy :)
Tessék:
VW Passat, megengedett össztömeg 1890kg, gyorsulás 100km/h-ra 12,7s.
Ehhez kell kb 55kW. Benne lévő motor: 75kW
Tessék:
VW Passat, megengedett össztömeg 1890kg, gyorsulás 100km/h-ra 12,7s.
Ehhez kell kb 55kW. Benne lévő motor: 75kW
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 10:37
Írta: bmejdz9nu Dátum 2009 december 01, 10:37
10 mp allatt? Ne viccelj? Minek? Nem Forma-1 ez? :) Szép nyugival...
Ez olyan mint CNC-t 30 kg-al gyorsítani 400mm/secre 5ms alatt? Mert ezt írtad nekem...
A te kocsid hogy gyorsul? Milyet választottál? Mekkora teljesítménnyel? Tömege?
Ez olyan mint CNC-t 30 kg-al gyorsítani 400mm/secre 5ms alatt? Mert ezt írtad nekem...
A te kocsid hogy gyorsul? Milyet választottál? Mekkora teljesítménnyel? Tömege?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 10:38
Írta: bmejdz9nu Dátum 2009 december 01, 10:38
Ez árulják... de... ez szükséges? Ösztömegel van ez az adat? vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 10:46
Írta: bmejdz9nu Dátum 2009 december 01, 10:46
Tibor segítenél a következő rendszeremhez a kupplung kiválsztásában?
A cél: 200mm/s-re gyorsítás ahogy csak lehetséges zero lenne jó... de 1-2ms még oké, elmegy... 20Kg a mozgatott tömeg...
Hajtás egy AC 200W-os motor... nagyon tud gyorsulni...
Pár napja egy normális méretű fémmembrános kuplung a tesztpadon indításkor szétszakadt ripityára...
A súlya sem mellékes.... tudod... inertia... ha nagy a súlya a számító progi ezt figyeleme veszi és már ront a számított értékeken, és persze a gyakorlatban is...
Orsó: átm. 10mm hossz: 400mm hasznos hosz: 320mm; emelkedés 4mm, köszörült... tehát ez sem nehéz...
A cél: 200mm/s-re gyorsítás ahogy csak lehetséges zero lenne jó... de 1-2ms még oké, elmegy... 20Kg a mozgatott tömeg...
Hajtás egy AC 200W-os motor... nagyon tud gyorsulni...
Pár napja egy normális méretű fémmembrános kuplung a tesztpadon indításkor szétszakadt ripityára...
A súlya sem mellékes.... tudod... inertia... ha nagy a súlya a számító progi ezt figyeleme veszi és már ront a számított értékeken, és persze a gyakorlatban is...
Orsó: átm. 10mm hossz: 400mm hasznos hosz: 320mm; emelkedés 4mm, köszörült... tehát ez sem nehéz...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 10:51
Írta: bmejdz9nu Dátum 2009 december 01, 10:51
Megigérem soha nem használok többet Geckót! Rájöttem, hogy az egy vacak, buta vezérlő!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 10:58
Írta: 000000000 Dátum 2009 december 01, 10:58
Te szerencsétlen!:))
Te ne AC szervóval foglalkozzál, hanem nyomd
meg az agyadban a nagy piros RESET gombot,
és kezdjél megtanulni összeadni két számot
egy képlet alapján!:)
Befejeztem veled!!!!!!!
Egyszerűen észbontó, kibírhatalan a stílusod és
ennyi marhaság kapcsán az egész Fórum végképp
rajtad röhög!:)))
Te ne AC szervóval foglalkozzál, hanem nyomd
meg az agyadban a nagy piros RESET gombot,
és kezdjél megtanulni összeadni két számot
egy képlet alapján!:)
Befejeztem veled!!!!!!!
Egyszerűen észbontó, kibírhatalan a stílusod és
ennyi marhaság kapcsán az egész Fórum végképp
rajtad röhög!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 11:09
Írta: bmejdz9nu Dátum 2009 december 01, 11:09
Köszi a szaktanácsodat a #9637-re! Sokat segítettél! Most már tudom melyik gyártótól melyik típust válasszam...
Mert ez olyan egyszerűnek tűnt, de sajnos pórul jártam a tesztnél...
Nem is gondoltam volna, hogy ezek a kupplungok ilyen rosszul viselik az elvárt és fizikailag is lehetséges gyorsuláskori terhelést.
További szép napot és remélem másnak is hasonlóan konkrét és megyőző válaszokat adsz és segítesz a paraméterek kiválasztásában a hajtás optimalizálásban...
A sebesség, erő, gyorsítás, pontosság legyen veled... egyszerre... optimálisan.
Mert ez olyan egyszerűnek tűnt, de sajnos pórul jártam a tesztnél...
Nem is gondoltam volna, hogy ezek a kupplungok ilyen rosszul viselik az elvárt és fizikailag is lehetséges gyorsuláskori terhelést.
További szép napot és remélem másnak is hasonlóan konkrét és megyőző válaszokat adsz és segítesz a paraméterek kiválasztásában a hajtás optimalizálásban...
A sebesség, erő, gyorsítás, pontosság legyen veled... egyszerre... optimálisan.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 11:12
Írta: bmejdz9nu Dátum 2009 december 01, 11:12

Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 01, 13:25
Írta: jv7pu3a5p Dátum 2009 december 01, 13:25
Tisztelem a tudásodat, de szerintem ez pont nem a legjobb példa. Mert ez a gyorsulás akkor lenne igaz ha a motor minden fordulaton ezt a teljesítményt adná le, ráadásul még számtalan más dolog is bejön a képbe mint a hajtás veszteségek, légellenállás stb. Ennyire azért ezt nem lehet leegyszerűsíteni, vagy rosszul gondolom?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 13:39
Írta: bmejdz9nu Dátum 2009 december 01, 13:39
Mindjárt megkapod te is a fejmosást :)
Mert "sajnos" jól látod... ezért töröltette az egészet. Mert gyakorlatilag nem működőképes és persze nem is életszerű a számítás.
Ezt a fordulatszámtól függő motor teljesítményt sokan nem tudták (és még most sem tudják)... utólag már tudom... pedig ez egy alapvető dolog...
De örülök, hogy legalább te (egyedüliként) a fórumon ezt tudod és észrevetted...
Mert "sajnos" jól látod... ezért töröltette az egészet. Mert gyakorlatilag nem működőképes és persze nem is életszerű a számítás.
Ezt a fordulatszámtól függő motor teljesítményt sokan nem tudták (és még most sem tudják)... utólag már tudom... pedig ez egy alapvető dolog...
De örülök, hogy legalább te (egyedüliként) a fórumon ezt tudod és észrevetted...
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 01, 13:59
Írta: jv7pu3a5p Dátum 2009 december 01, 13:59
NEm nagyon akartam beleszólni megmondom őszintén, de ez most kicsit szúrta a szemem, ezért is írtam, hogy nem a legjobb példa. Elég sokat mozgok(tam) autós "tuning" berkekben, elméleti dolgokban nem vagyok otthon de gyakorlatban igen. Ráadásul motor és motor között is égbekiáltó különbségek vannak. Ezt a saját kocsimon tanultam meg. A kocsim mondjuk egy jó példa arra, hogy nem szükséges nagy teljesítmény egy bizonyos gyorsulás eléréséhez. Honda integra 192le/8300 fordulaton. 9000 veszíti el az erejét. Sok nagyobb teljesítményű autónál jobban megy (tapasztalat). És mindenzt azért tudja megtenni mert a teljesítmény görbéje 5500 fordulat után egyenletes, mint más hasonló akár turbós autóké is. Tehát ezért is gondolom, hogy a motor teljesítményéből csak nagyságrendet lehet saccolni gyorsulásra.
De mondjuk DC servónál más az eset mert ott az árammal variálhatod a teljesítményt, bőven a névleges fölé. És ha jól értem ezért írta a Tibor, hogy az 50W motor elegendő, mert gyorsítás meg lasítás esetén oda lehet neki pakolni. (ezt majdnemhogy laikusként, az elmúlt hozzászólásokból mondom) Nem kívánok vitába keveredni senkivel :o))
De mondjuk DC servónál más az eset mert ott az árammal variálhatod a teljesítményt, bőven a névleges fölé. És ha jól értem ezért írta a Tibor, hogy az 50W motor elegendő, mert gyorsítás meg lasítás esetén oda lehet neki pakolni. (ezt majdnemhogy laikusként, az elmúlt hozzászólásokból mondom) Nem kívánok vitába keveredni senkivel :o))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 14:45
Írta: bmejdz9nu Dátum 2009 december 01, 14:45
20W volt volt a kiinduló az hajtja 300rp-el áttételen 1/2 szíj áttételen keresztül a szép nagy tengelyt...
A 20W-os motor 300rpm-en csak 2W... Ez a minimalista elképzelésének a vissza rúgása!
Ez ugyebár a súrlódásokhoz sem elegendő... azaz lehet neki pakolni mondjuk 10X áramot de csak egy rövid ideig pl. gyorsításkor... de nem folyamatosan mert leég a motor!...
Tehát pont egy nagyságrendet tévedett... erre már a (kb. felénél) rájött az 50W-os kicsapongással... de gondolta senki nem veszi észre ezt... majdnem jól gondolta!
Senki - de senki nem tudta a fórumon, hogy a motorfordulattól függ a leadott teljesítmény! Ez szomorú...
Ha jól számolt volna Tibor és nem hibázik egy nagyságrendet... ill. nem azt akarta volna bizonyítani, hogy 20W mire jó (azaz mire nem)... azaz nyomatékoldalról számolt volna ahogy szokás...
Azaz az erő szükséglet oldaláról közelíti meg a dolgot... a számítást... egy adatlapos motorból kiindulva... de nem... nem tette...
A kritikát, ellenőrzést, megvitatást nem akar látni még a gondolatától is reszket :)
Csak arányaiban leírom... ha így tett volna Tibor... nemcsak azért mert a hobbystának általán van egy adott motorja...
1. alapul vesz egy 100W-os motort (azaz egy 0,32Nm-es alap nyomatékút amit a 100 Watt-osok tudnak)
2. A tengely ok. (16/4-es és L: 500mm)
3. áttétel 2/1 - ok.
A 0,32Nm = (Itt a #2-es képlet) alapján = 1004 Newton a 4mm-es emelkedésű tengelyen a 2/1-es áttétel-el...
Ez a "tolóerő" szükséglet volt alapja a számításának ugyebár????? ezt meghatározta az elején!!!! Ami oké is... gyakorlatias...
A 100W-os motor pedig vígan viszi az egészet! Ezt gyakorlatban is alá tudom támasztani!
0,32Nn /2-es leosztással = kicsit több mint 100kp tolóerő... az adott orsón...
Sőt így a 300rpm-es kis fordulaton a 10W is elég már!!!
Csak ennyit tévedett... ezt kellett volna átírnia és kész... de nem tette... inkább azt csinálja amit csinál...
Max sebesség:3000rpm/2áátétel = 1500rpm a tengelyen azaz 25 fordulat/mp x4mm-es orsó = 100mm/sec.
Tudod miért???????? Mindjárt megtudod...
Tovább számolok... !!!!
Ha kivesszük az áttételt (2/1-es osztást) azaz direkt hajtást csinálunk akkor ugyebár 2X nyomaték kell = "200W-os" motor kell...(ezek kb. kb. 0,6Nm-esek)
Gondolom ez logikus...
Annyi változott volna, hogy lenne sebesség is... nemcsak 10mm/sec... bár már a 100W-os fenti átt. megoldásnál is több lett volna...
Max sebesség:3000rpm a tengelyen azaz 50 fordulat/mp x4mm-es orsó = 200mm/sec.
(ha kell ekkora sebesség - nem szükséges kihasználni mert a motor nyomatéka állandó... nem a teljesítménye!)
........
De menjünk tovább....mondjuk ezt a 20kg-ot nem, 4-es hanem 5-ös orsón mozgatjuk...
25%-al nagyobb teljesítmény kellene... logikus...
= 250W-os motornál vagyunk... !!!!
Ha az orsót kicsit nehezebbre vesszük mert 20-as átmérőben akarjuk és a mozgatott tömeget 20-ról 40Kg-ra növeljuk...
= kb. 280W-os motor jött volna ki... (0,72Nm alapnyomatékkal)
No és mi ezzel a baj ???????????????? és itt a baj!!!!
Ez pont az én gépem a rajtalévő 280W-os Bautz 642-es motorokkal és 20/5-ös orsókkal...
Na ez a baj...:) A varsányinak nem lehet igaza! Mert az egy hülye és hülyéknek áll a szerencse... ezért megy a gépe jól ahogy a videókon jól látni!
Most jön Tibor és mondja a hüleségét...
Írja megint a semmit... nem számol... talán nem is tud... csapkodja az entereket a szavak után...
De ha a SEMMIT AZAZ MEGINT A TOTÁL SEMMIT írja...
Jön a gyorsítással majd vagy veszteségekkel... valami ködöt biztos fúj az igazságra...
Pedíg ennek az arányosításnak a megértéshez nem kell diploma:)... persze kis gyakorlati tapasztalt nem ártana...
De ha kindulunk az ismert E240 60W-as teljesítényéből...
A megszokott 2,5/1 vagy 3/1 leáttételezésből... kb. ugyanezek jönnek ki... csak kisebb menetteljesítményekkel...
Ámen.
Talán ez így felfogható mindenkinek... miről van szó...
(Kívánságra Tibor "számítási" PDF-jét küldöm emailban... ha valaki lemaradt a dologról...:)
A 20W-os motor 300rpm-en csak 2W... Ez a minimalista elképzelésének a vissza rúgása!
Ez ugyebár a súrlódásokhoz sem elegendő... azaz lehet neki pakolni mondjuk 10X áramot de csak egy rövid ideig pl. gyorsításkor... de nem folyamatosan mert leég a motor!...
Tehát pont egy nagyságrendet tévedett... erre már a (kb. felénél) rájött az 50W-os kicsapongással... de gondolta senki nem veszi észre ezt... majdnem jól gondolta!
Senki - de senki nem tudta a fórumon, hogy a motorfordulattól függ a leadott teljesítmény! Ez szomorú...
Ha jól számolt volna Tibor és nem hibázik egy nagyságrendet... ill. nem azt akarta volna bizonyítani, hogy 20W mire jó (azaz mire nem)... azaz nyomatékoldalról számolt volna ahogy szokás...
Azaz az erő szükséglet oldaláról közelíti meg a dolgot... a számítást... egy adatlapos motorból kiindulva... de nem... nem tette...
A kritikát, ellenőrzést, megvitatást nem akar látni még a gondolatától is reszket :)
Csak arányaiban leírom... ha így tett volna Tibor... nemcsak azért mert a hobbystának általán van egy adott motorja...
1. alapul vesz egy 100W-os motort (azaz egy 0,32Nm-es alap nyomatékút amit a 100 Watt-osok tudnak)
2. A tengely ok. (16/4-es és L: 500mm)
3. áttétel 2/1 - ok.
A 0,32Nm = (Itt a #2-es képlet) alapján = 1004 Newton a 4mm-es emelkedésű tengelyen a 2/1-es áttétel-el...
Ez a "tolóerő" szükséglet volt alapja a számításának ugyebár????? ezt meghatározta az elején!!!! Ami oké is... gyakorlatias...
A 100W-os motor pedig vígan viszi az egészet! Ezt gyakorlatban is alá tudom támasztani!
0,32Nn /2-es leosztással = kicsit több mint 100kp tolóerő... az adott orsón...
Sőt így a 300rpm-es kis fordulaton a 10W is elég már!!!
Csak ennyit tévedett... ezt kellett volna átírnia és kész... de nem tette... inkább azt csinálja amit csinál...
Max sebesség:3000rpm/2áátétel = 1500rpm a tengelyen azaz 25 fordulat/mp x4mm-es orsó = 100mm/sec.
Tudod miért???????? Mindjárt megtudod...
Tovább számolok... !!!!
Ha kivesszük az áttételt (2/1-es osztást) azaz direkt hajtást csinálunk akkor ugyebár 2X nyomaték kell = "200W-os" motor kell...(ezek kb. kb. 0,6Nm-esek)
Gondolom ez logikus...
Annyi változott volna, hogy lenne sebesség is... nemcsak 10mm/sec... bár már a 100W-os fenti átt. megoldásnál is több lett volna...
Max sebesség:3000rpm a tengelyen azaz 50 fordulat/mp x4mm-es orsó = 200mm/sec.
(ha kell ekkora sebesség - nem szükséges kihasználni mert a motor nyomatéka állandó... nem a teljesítménye!)
........
De menjünk tovább....mondjuk ezt a 20kg-ot nem, 4-es hanem 5-ös orsón mozgatjuk...
25%-al nagyobb teljesítmény kellene... logikus...
= 250W-os motornál vagyunk... !!!!
Ha az orsót kicsit nehezebbre vesszük mert 20-as átmérőben akarjuk és a mozgatott tömeget 20-ról 40Kg-ra növeljuk...
= kb. 280W-os motor jött volna ki... (0,72Nm alapnyomatékkal)
No és mi ezzel a baj ???????????????? és itt a baj!!!!
Ez pont az én gépem a rajtalévő 280W-os Bautz 642-es motorokkal és 20/5-ös orsókkal...
Na ez a baj...:) A varsányinak nem lehet igaza! Mert az egy hülye és hülyéknek áll a szerencse... ezért megy a gépe jól ahogy a videókon jól látni!
Most jön Tibor és mondja a hüleségét...
Írja megint a semmit... nem számol... talán nem is tud... csapkodja az entereket a szavak után...
De ha a SEMMIT AZAZ MEGINT A TOTÁL SEMMIT írja...
Jön a gyorsítással majd vagy veszteségekkel... valami ködöt biztos fúj az igazságra...
Pedíg ennek az arányosításnak a megértéshez nem kell diploma:)... persze kis gyakorlati tapasztalt nem ártana...
De ha kindulunk az ismert E240 60W-as teljesítényéből...
A megszokott 2,5/1 vagy 3/1 leáttételezésből... kb. ugyanezek jönnek ki... csak kisebb menetteljesítményekkel...
Ámen.
Talán ez így felfogható mindenkinek... miről van szó...
(Kívánságra Tibor "számítási" PDF-jét küldöm emailban... ha valaki lemaradt a dologról...:)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 01, 14:50
Írta: D.Laci Dátum 2009 december 01, 14:50
Tibor! 1-es vagy 6 -os fokazatban van induláskor a váltó? :)
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 01, 15:10
Írta: jv7pu3a5p Dátum 2009 december 01, 15:10
Logikusnak hangzik amit mondasz, de én ebben a vitában nem szeretnék senki mellé állni. Ez első gépem még csak most készül, úgyhogy még gyakorlati példákkal se tudok érvelni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 15:12
Írta: bmejdz9nu Dátum 2009 december 01, 15:12
Automata váltós kocsija van = nem tudja :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 15:12
Írta: bmejdz9nu Dátum 2009 december 01, 15:12
ok.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 01, 15:36
Írta: D.Laci Dátum 2009 december 01, 15:36
Valahogy éreztem hogy nem kell bele dumálnom... ezt is benéztem...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 15:54
Írta: bmejdz9nu Dátum 2009 december 01, 15:54
Csak a (Kilo)Wattok számítank... a fordulat függősége persze nem...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 16:26
Írta: bmejdz9nu Dátum 2009 december 01, 16:26
De azért Tibornak abban igaza van aki nem érti a szervóvezérlést vegye igénybe a szolgáltatását...
Esetleg vegyen komplett rendszert motorral vagy maradjon a léptetőnél.
Esetleg vegyen komplett rendszert motorral vagy maradjon a léptetőnél.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 01, 16:31
Írta: D.Laci Dátum 2009 december 01, 16:31
A Passatba beleraknánk egy trabi mocit (18Kw) mert ugye az kisebb motor kisebb "J"- vel az jobban pörög.
Nameg 45Kw-os passat...(motoros baba kocsi.. ) kivesz olyat? :) Nekünk az 1.9D 96Kw-os volt. :)
Nameg 45Kw-os passat...(motoros baba kocsi.. ) kivesz olyat? :) Nekünk az 1.9D 96Kw-os volt. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 16:35
Írta: bmejdz9nu Dátum 2009 december 01, 16:35
Tibornak milyen kocsija lehet? Gondolom azt is nagyon minimalista motorizációval vette :) Mert az is elvisz A-ból B-be...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 16:35
Írta: 000000000 Dátum 2009 december 01, 16:35
jo a hasonlat,és egy 200 loerös verda,nem biztos hogy jol is gyorsul!:)))amugy igaza van Péternek,aki nem biztos a dolgában,az vásároljon kompletten,és bizva hogy az elado korrekt,és otthol van a témában,mert, össze gányolni egy gépet,alul vagy fölűl tervezve,.nem csak anyagi kárt okoz!:))))
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 01, 16:35
Írta: x4rhew5r3 Dátum 2009 december 01, 16:35
Nagyon jó példa az autó, mert rámutat arra, hogy hamis premisszákból hamis következtetés az eredmény. Vegyünk egy régi konstrukciót. Hogy nézett ki a motort nyomaték(Nm) és a teljesítmény(LE,kW) jelleggörbéje? Egy Toyota max. nyomatéka 2700-as fordulaton volt, a max. teljesítmény meg 5000 felett. Mit érzett ebből az úrvezető? Hogy ez egy jó elasztikus motor, jó vezetni, mert alul van nyomatéka (húz rendesen) felül meg teljesítménye (jó a végsebessége). A 320-as BMW max. nyomatéka 4000-es fordulat körül volt. Ha ki akartál ugrani, akkor érdemes volt visszakapcsolni és gyerünk:). Nem volt elasztikus, de az is megért egy misét, más előnyei voltak. Nem elég kiragadni egy tényezőt a sok közül, és abból "gyakorlati" törvényszerűségeket alkotni, hamis következtetéshez vezet.
Hála az elméleteken alapuló mérnöki fejlesztéseknek, a mai motoroknál a két jelleggörbét úgy alakították, hogy széles fordulatszám tartományban egyenletesnek érezzük járgányt. De azért ha ki akarsz ugrani, ma is visszakapcsolsz.
Itt papoltok a motor teljesítményről, hogy 200W-os motor kell hogy alacsony fordulaton vigye a kocsit az állandósult (nincs gyorsítás, lassítás) szakaszon, ami ugyan úgy a 20W-os teljesítményt igényt fogja fedezni, mert annyi kell az állandó mozgás fenntartásához. Vagy úgy gondoljátok, hogy mindkét motoron áthajtjuk ugyan azt az áramot, és a 200W-os majd 10-szer jobban csinálja azt a 20W-ot? Nem értem (költői::)).
Hála az elméleteken alapuló mérnöki fejlesztéseknek, a mai motoroknál a két jelleggörbét úgy alakították, hogy széles fordulatszám tartományban egyenletesnek érezzük járgányt. De azért ha ki akarsz ugrani, ma is visszakapcsolsz.
Itt papoltok a motor teljesítményről, hogy 200W-os motor kell hogy alacsony fordulaton vigye a kocsit az állandósult (nincs gyorsítás, lassítás) szakaszon, ami ugyan úgy a 20W-os teljesítményt igényt fogja fedezni, mert annyi kell az állandó mozgás fenntartásához. Vagy úgy gondoljátok, hogy mindkét motoron áthajtjuk ugyan azt az áramot, és a 200W-os majd 10-szer jobban csinálja azt a 20W-ot? Nem értem (költői::)).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 16:39
Írta: bmejdz9nu Dátum 2009 december 01, 16:39
A #9645-ben az arányosítás és az 1000N-hoz tartozó meghatározásommal egyetértesz? "0.32Nm/2átt.4em orsó."
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 01, 16:40
Írta: s7manbs8 Dátum 2009 december 01, 16:40
Az, hogy mire kell méretezni, annyira felhasználás függő is, hogy majdhogynem mindenbe bele lehet kötni egyébként, szinte nagyságrendi különbségek is lehetnek, hogy csak egy egyszerű példát mondjak, ha 3D-s marást kell csinálni, nagyon változó felületen, éppen nem mindegy, hogy 50%-ban a totál gyorsulás-lassulás görbén kell a szervó motornak dolgozni, vagy az ellenkező szélsőséges feladat, hogy el kell menni egy tengelynek 2 méterre, amiből 50 mm a gyorsulás, lassulás szakasz, a többi pedig az állandó, csak a minimális veszteségekkel szembeni teljesítmény igényt támasztó felhasználás. Tibor inkább ez utóbbi felhasználás közeli példát mutatott, azért jött ki neki annyi érték, amennyi, de ezt ő szerintem írta is, ha minden mondatát szépen elolvastuk, azonkívül szépen 50% hatásfokot is ráhagyott. Úgyhogy vannak itt nagy félreértések is szerintem, ami senki számlájára nem írható.
A felhasználás jellegétől függően egy szorzó tényezőt is bele lehet tenni, ami akár 4-5-szörös is lehet. Mindemellett, Tibor kolléga az egész számításnak a menetét és a megközelítési elveit mutatta be, nagyon szépen, általános iskolai szintet meg nem haladó módszerrel.
A kompromisszum sokszor gyümölcsöző lehet, Péternek talán elég lenne egy 150W-os motor is, ami 3-szor fürgébb lehetne optimális áttétel megválasztással, mint a jelenlegi, hasonló fogyasztás csökkenéssel és tekintettel a Földünket fenyegető energiaválságot is enyhítve ezáltal.
A felhasználás jellegétől függően egy szorzó tényezőt is bele lehet tenni, ami akár 4-5-szörös is lehet. Mindemellett, Tibor kolléga az egész számításnak a menetét és a megközelítési elveit mutatta be, nagyon szépen, általános iskolai szintet meg nem haladó módszerrel.
A kompromisszum sokszor gyümölcsöző lehet, Péternek talán elég lenne egy 150W-os motor is, ami 3-szor fürgébb lehetne optimális áttétel megválasztással, mint a jelenlegi, hasonló fogyasztás csökkenéssel és tekintettel a Földünket fenyegető energiaválságot is enyhítve ezáltal.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 01, 16:41
Írta: x4rhew5r3 Dátum 2009 december 01, 16:41
Az egésszel nem értek egyet Péter:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 16:43
Írta: bmejdz9nu Dátum 2009 december 01, 16:43
Bizony! Vezérlőt motooral és szolgáltatással... Tibor ezt javasolja!
Én felülméreteztem a kocsimat is... most aztán fizethetem a 125Kw feletti luxusadót és csak 8,5mp alatt van 100-on:)
Viszont nem fogyaszt többet mint a kisebb... ez érdekes...
A 200W-os szervómotor se... "ezekben az energiaválságos időkben" minden számít... ezt írta Tibor a számítási PDF-ben...
Én felülméreteztem a kocsimat is... most aztán fizethetem a 125Kw feletti luxusadót és csak 8,5mp alatt van 100-on:)
Viszont nem fogyaszt többet mint a kisebb... ez érdekes...
A 200W-os szervómotor se... "ezekben az energiaválságos időkben" minden számít... ezt írta Tibor a számítási PDF-ben...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 01, 16:45
Írta: x4rhew5r3 Dátum 2009 december 01, 16:45
Sejtem a hamis premissza eredetét. Az egyszerű vezérlők nem tudnak csúcsáramot, le vannak korlátozva a motor névlegesére. Ezzel persze hogy sokkal nagyobb motor kell, de nem a 20W miatt, hanem a dinamika miatt. A motor pedig rövid időre tudná a 10-szeres nyomatékot is, de ahhoz csúcsáram kell.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 16:45
Írta: bmejdz9nu Dátum 2009 december 01, 16:45
De megy... Jól megy... Sok videó van róla... látható az erdeménye...
Persze ha nem lenne sebesség és dinamika mániám... akkor áttételeznék... és "okos" lehetnék egy cammogó géppel... és fele harmada motorral...:)
Ezeket a legyengített gépeket pedíg nem szokás dokumentálni... videót csinálni... mert ciki...mert lassú...
Vagy van videó ilyenekről - amit leáttételeztek? Nem láttam még...
Persze ha nem lenne sebesség és dinamika mániám... akkor áttételeznék... és "okos" lehetnék egy cammogó géppel... és fele harmada motorral...:)
Ezeket a legyengített gépeket pedíg nem szokás dokumentálni... videót csinálni... mert ciki...mert lassú...
Vagy van videó ilyenekről - amit leáttételeztek? Nem láttam még...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 01, 16:50
Írta: x4rhew5r3 Dátum 2009 december 01, 16:50
Megint nem a lényegre válaszoltál és szerintem az előzőt sem gondoltad végig, túl gyors volt a válasz.
Én csak a kételyt akartam itt elültetni, hátha valaki majd gondolkodik is:) Részemről nem akarok beszállni az adok-kapokba.
Én csak a kételyt akartam itt elültetni, hátha valaki majd gondolkodik is:) Részemről nem akarok beszállni az adok-kapokba.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 16:51
Írta: bmejdz9nu Dátum 2009 december 01, 16:51
Valaki megcsinálja a Tibor számítását a valóságban... én veszem a 20W-os motort ajándékba neki!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 16:52
Írta: bmejdz9nu Dátum 2009 december 01, 16:52
[#smile] Megértelek... Igazad van...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 01, 16:53
Írta: x4rhew5r3 Dátum 2009 december 01, 16:53
De rendes vezérlővel!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 17:12
Írta: 000000000 Dátum 2009 december 01, 17:12
azért nem mindenek felett,mert megnézem az eladot is,és ha a kérdésimre a választ nem 1000%-ban kapom,akkor elállok az űzlettől!de ilyen esetbne a föszempontom az lenne,hogy gyakorlati szakember tanácsára halgatok!:))elektron jol látja a problámát akkor,mikor a felhasználás mikéntjét elemzi!mert ha én csak diszitö marásokra használom a gépet,és megnéztek egy kész munka darabot,akkor láthato,és elképzelhetö,hogy a "Z milyen iszonyatos munkát végez!:)))egy villanásnyi nyugta sincs!:))a Mach ugyis az "Z-hez igazitja a többi tengely sebességét,és szinte nem tud érvényesűlni egy részlet gazdag munkánál a sebesség!:))))tudom hogy hűlyeség amit irtam,de ezekről a szempontokrol kevés hangzott el!:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 01, 17:24
Írta: s7manbs8 Dátum 2009 december 01, 17:24
Na ugye mondom én.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 01, 17:27
Írta: D.Laci Dátum 2009 december 01, 17:27
"Mach ugyis az "Z-hez igazitja a többi tengely sebességét"
Ez ebben a formában nem igaz!
A Mach a lasabb és lomhább tengelyhez igazitja a többi egyidőben mozgó tengelyek sebességét.
Hasonlóan mint a Tibor féle szinkron lefejtő eszterga/maró gép esetén.
Te még otthol vagy vagy hozzám menetközben netezel? Egésznap itt várlak! a KIESŐ NAPOMAT KIFIZETED!!!!
Ez ebben a formában nem igaz!
A Mach a lasabb és lomhább tengelyhez igazitja a többi egyidőben mozgó tengelyek sebességét.
Hasonlóan mint a Tibor féle szinkron lefejtő eszterga/maró gép esetén.
Te még otthol vagy vagy hozzám menetközben netezel? Egésznap itt várlak! a KIESŐ NAPOMAT KIFIZETED!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 17:36
Írta: bmejdz9nu Dátum 2009 december 01, 17:36
Milyen a "rendes" vezérlő? Van rendetlen is? :) Az hogy rakoncátlanodik :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 17:37
Írta: bmejdz9nu Dátum 2009 december 01, 17:37
Lehet, hogy itt van elásva az ördög! Tudod én nem marok 3D-t... De van fogalmam a Z dolgáról ekkor...
Cím: Re:DC szervó motoros vezérlés
Írta: airfoil6205 Dátum 2009 december 01, 17:40
Írta: airfoil6205 Dátum 2009 december 01, 17:40
Meg tudja határozni nekem valaki, hogy a 16x4-es golyósorsónál az anya és az orsó között mekkora az áttétel, figyelembe lett ez véve a számításoknál?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 17:40
Írta: 000000000 Dátum 2009 december 01, 17:40
magambol indultam ki,és értem mit mondasz,de jol tudod hogy nálam a "z a leglomhább,és ebből indultam ki!:))mert ha nem igy lenne,akkor nem gyöznék marora költeni!:)))cimborám készűltem,de sajnos és Qurvára más jött helyette!ezéert irok ennyi sűletlenséget,mert már lila a fejem!:)))majd kárpotollak komám!:)wazze elveszitettem a fonalat,és most keresgélek hogy mit is akartam az előbb irni!:?!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 17:43
Írta: 000000000 Dátum 2009 december 01, 17:43
nézd meg ezt a relifet,és gondold át,hogy mennyi sebesség csökkentö tényezö lapul meg benne!szinte nincs egy sik rész benne,ahol a maro vágtathatna a kedvére!:)))és épp ezért akarok egy teljesen más elvű konstrukciot alkotni,mert nagyon lelessul a marási művelet!:))

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 17:44
Írta: 000000000 Dátum 2009 december 01, 17:44
ha vissza lapozol,akkor erről is szo esett!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 01, 17:45
Írta: svejk Dátum 2009 december 01, 17:45
Gondolhatod...
A számítások rovatban is kapásból az az első bejegyzés..
A számítások rovatban is kapásból az az első bejegyzés..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 17:48
Írta: bmejdz9nu Dátum 2009 december 01, 17:48
Láttam a másik topikban a munkáidat... Gratula!... és értem...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 17:51
Írta: 000000000 Dátum 2009 december 01, 17:51
köszönöm!:))a semlegesbe rakok föl egy gépről linket,és ha van kedved nézd meg!:)))ez konkrétan az én problémámat oldaná meg,és ennél a masinánál nem tudom hogy szervos,vagy léptecs???
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 01, 18:10
Írta: svejk Dátum 2009 december 01, 18:10
Varsányi, és Vitázópartnerei!
Igencsak kiállhatatlanok vagytok!
(persze könnyen beszélek, mert egyéb elfoglaltságom miatt nem volt időm fórumozni, így vitázni sem:) )
Egyszerűen képtelenek vagytok kompromisszumra, de már eleve meg se akarjátok a problémát a másik szemszögéből közelíteni. Nekem már többőtökkel volt vitám, de tudtam visszavonulni akár vesztesen fejlehajtva, akár "okos enged" jelszóval.
Szokás szerint elbeszéltek egymás mellett, holott mindenkinek vannak részigazságai.
Azt én is rögtön szóvá tettem hogy nem volt szerencsés W-ok oldaláról a témát megközlíteni.
Persze attól még biztos jók az eredmények, még ha hihetetlenek is.
Azt sem értem miért probléma az valakinek hogy a másik nagy motort használ? Az Ő dolga, nem nekünk kell a villanyszámláját fizetni...
Egyébként a Szervo Homokozóban már a #2,#3-ban le lett vezetve végletegig leegyszerűsítve egy nagy, 400W-os direktben és egy 200W-os 1:2-es áttétellel a gyorsulási végeredményekre hegyezve.
Tudom hogy ez inkább arról szólt volna hogy fölösleges a nagy moci, mert ott nagyon sok energia maga a motor gyorsítására és lassítására fordítódik, de ha valakinek olyan van, attól még lehet jó gépe nagy tartalékkal és nem kell a túlterheléstől tartania.
Nekem volt szerencsém Varsányi gépét élőben látni, én nem találtam benne különösebb kivetnivalót. Valószínűsíthető hogy azon a mechanikán 20 W-os motorok nem tudnának teljesíteni, persze nem is arra a mechanikára lett számolva.
Ezért lett volna célszerűbb egy kisebb, mondjuk E240 és egy nagyobb 200W körüli SD motor összehasonlítása egy adott mechanikán.
Egy ilyen összehasonlítás végeredménye talán tanulságosabb lett volna.
Igencsak kiállhatatlanok vagytok!
(persze könnyen beszélek, mert egyéb elfoglaltságom miatt nem volt időm fórumozni, így vitázni sem:) )
Egyszerűen képtelenek vagytok kompromisszumra, de már eleve meg se akarjátok a problémát a másik szemszögéből közelíteni. Nekem már többőtökkel volt vitám, de tudtam visszavonulni akár vesztesen fejlehajtva, akár "okos enged" jelszóval.
Szokás szerint elbeszéltek egymás mellett, holott mindenkinek vannak részigazságai.
Azt én is rögtön szóvá tettem hogy nem volt szerencsés W-ok oldaláról a témát megközlíteni.
Persze attól még biztos jók az eredmények, még ha hihetetlenek is.
Azt sem értem miért probléma az valakinek hogy a másik nagy motort használ? Az Ő dolga, nem nekünk kell a villanyszámláját fizetni...
Egyébként a Szervo Homokozóban már a #2,#3-ban le lett vezetve végletegig leegyszerűsítve egy nagy, 400W-os direktben és egy 200W-os 1:2-es áttétellel a gyorsulási végeredményekre hegyezve.
Tudom hogy ez inkább arról szólt volna hogy fölösleges a nagy moci, mert ott nagyon sok energia maga a motor gyorsítására és lassítására fordítódik, de ha valakinek olyan van, attól még lehet jó gépe nagy tartalékkal és nem kell a túlterheléstől tartania.
Nekem volt szerencsém Varsányi gépét élőben látni, én nem találtam benne különösebb kivetnivalót. Valószínűsíthető hogy azon a mechanikán 20 W-os motorok nem tudnának teljesíteni, persze nem is arra a mechanikára lett számolva.
Ezért lett volna célszerűbb egy kisebb, mondjuk E240 és egy nagyobb 200W körüli SD motor összehasonlítása egy adott mechanikán.
Egy ilyen összehasonlítás végeredménye talán tanulságosabb lett volna.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 18:15
Írta: 000000000 Dátum 2009 december 01, 18:15
ez pontosan igy van,és a hobbista abbol dolgozik amilye van,vagy olcson hozzá tud jutni!:)))azért jol látod,a gyakorlat sokszor felűl irja az elméletet!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 18:24
Írta: bmejdz9nu Dátum 2009 december 01, 18:24
A szervó erre nem jó? azaz erre se? :) Majd Tibor megmondja az "igazságot" Lehet, hogy tárcsamotorok mellet dönt neked:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 18:27
Írta: bmejdz9nu Dátum 2009 december 01, 18:27
Az ám :) De igazad van... és amit írtál igaz... de nem ez/az történt... sajnos.
Talán ha Tibor egy (vagy kettő) konkrét motorból indul ki a számításaiban...
De sajnos nem ezt tette... vajon miért? Erre tudod a választ? Ő nem válaszol erre...20W és slussz :) Pedig nem gyakori a hobbystánál a 20W-os moci...
Talán ha Tibor egy (vagy kettő) konkrét motorból indul ki a számításaiban...
De sajnos nem ezt tette... vajon miért? Erre tudod a választ? Ő nem válaszol erre...20W és slussz :) Pedig nem gyakori a hobbystánál a 20W-os moci...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 18:29
Írta: bmejdz9nu Dátum 2009 december 01, 18:29
Na ezaz! Most kereshetünk 20W-osokat :) Hogy 30Hz-et kapjunk a Szervó Királytól:)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 01, 18:38
Írta: Szalai György Dátum 2009 december 01, 18:38
Ez már tényleg 3D díszítő művészet. Gyönyörű. Meg lehetne nézni az elkészült példányt is?
Én is hasonlókban töröm a fejem és most ott tartok, hogy sem nem léptető, sem nem PMDC motor, hanem lineáris DC motor, majdnem olyan mint a hangszóróban.
Én is hasonlókban töröm a fejem és most ott tartok, hogy sem nem léptető, sem nem PMDC motor, hanem lineáris DC motor, majdnem olyan mint a hangszóróban.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 18:43
Írta: 000000000 Dátum 2009 december 01, 18:43
sajnos nem tudtam kimarni,mert a maro motorom patron szorito hollandija megfekűdt,és most ez le maradt sajna!én imádom csinálni,és ez olyan mint a narko,nem lehet leszokni rola!:))))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 18:45
Írta: 000000000 Dátum 2009 december 01, 18:45
ilyen gyors periodikus mozgást,nem tudom hogy viseli a szervo,és addig kapacitáltam magam,hogy kiprobálom kicsiben!a léptecset tudom hogy viselkedik,és elég jol!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 01, 18:54
Írta: bmejdz9nu Dátum 2009 december 01, 18:54
Max. privátban válaszolok... erre...
Tudod itt sok a profi aki szervót árul... nem akarom az érdekeket tovább szítani...
Tudod itt sok a profi aki szervót árul... nem akarom az érdekeket tovább szítani...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 01, 18:54
Írta: s7manbs8 Dátum 2009 december 01, 18:54
Szerintem, ha nem tévedek a szervók imádják az ilyen mozgásokat is. Vagy mégsem ? Legfeljebb a szénkefét gyorsabban koptatja ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 01, 18:56
Írta: 000000000 Dátum 2009 december 01, 18:56
oké,és szivesen venném!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 14:55
Írta: bmejdz9nu Dátum 2009 december 02, 14:55
Na ezért kell AC szervóval gépet csinálni?... Ott úgylátszik engedélyezett a direkhatjás? Ha igen miért?
Jó persze kicsit kisebb a forgórész tömege... de nem nagységrendekkel...
Ez a gép a rosszul mértezés egyértelmű pédája... látni is, hogy vacakul tántorog a videón...
500mm/sec sebesség (30méter/perc)... minek, kinek? 10mm/sec nem elég nekik? ...
10mm em.-es orsókon 3000rpm-es motorokkal... áttétel nélkül... (3000/60=50ford/mp x10mm =500mm/s)
Azért szörnyű, hogy a németek semmiféle szervótechnikai, gépészeti alapismerettek nem rendelkeznek aztán szériában gyártják a rossz gépeket...
Ha szerencsétlen vevők tudnának a többszörösen és folyamatosan elkövettet hibákról... biztos nem vennék.
Odát már nincs mérnök képzés? Akkor miért nem kérdeznek meg egy magyar szervós szakit, hogy számolja ki nekik?
Vagy legalább olvasnák ezt a topikot és tudnák mit lehet és mit nem... azaz tilos a szervóban.
Talán pár ezer Euroért megcsinálná a számításokat "Valaki" egy magyar "hobbyszaki" ... megérné egy széria esetén...
Német autót ezek után ne vegyetek! Csak Magyart! Legalábis magyar tervezésűt...az a biztos...
Valamikor még a német gépipar jól működött... de már... levertük őket :)
Figyelem! A videót csak olyanok nézzék meg akik teljesen hülék a szervóhoz! Károssan hat arra aki megnézi és ért hozzá!
Három hiba azonnal látszik:
1. Túl van motorizálva a 750W-al! nagyságrendeket hibáztak ezzel! (kb. 4-es orsón 20W akkor 10-es orsón 50W elég lett volna!)
2. nincs áttétel! Ennélkül a J... szóval már nem lehet jó...
3. Ezeket a hibákat megfejelték egy 10mm-es emelkedésű orsóval... na itt már mindennek vége, ezt nem lehet megbocsátani.
Portalfräse BZT PFM 750 Servo AC --- VIDEO:::::::::::::::::::
 www.bzt-cnc.de
www.bzt-cnc.de
Jó persze kicsit kisebb a forgórész tömege... de nem nagységrendekkel...
Ez a gép a rosszul mértezés egyértelmű pédája... látni is, hogy vacakul tántorog a videón...
500mm/sec sebesség (30méter/perc)... minek, kinek? 10mm/sec nem elég nekik? ...
10mm em.-es orsókon 3000rpm-es motorokkal... áttétel nélkül... (3000/60=50ford/mp x10mm =500mm/s)
Azért szörnyű, hogy a németek semmiféle szervótechnikai, gépészeti alapismerettek nem rendelkeznek aztán szériában gyártják a rossz gépeket...
Ha szerencsétlen vevők tudnának a többszörösen és folyamatosan elkövettet hibákról... biztos nem vennék.
Odát már nincs mérnök képzés? Akkor miért nem kérdeznek meg egy magyar szervós szakit, hogy számolja ki nekik?
Vagy legalább olvasnák ezt a topikot és tudnák mit lehet és mit nem... azaz tilos a szervóban.
Talán pár ezer Euroért megcsinálná a számításokat "Valaki" egy magyar "hobbyszaki" ... megérné egy széria esetén...
Német autót ezek után ne vegyetek! Csak Magyart! Legalábis magyar tervezésűt...az a biztos...
Valamikor még a német gépipar jól működött... de már... levertük őket :)
Figyelem! A videót csak olyanok nézzék meg akik teljesen hülék a szervóhoz! Károssan hat arra aki megnézi és ért hozzá!
Három hiba azonnal látszik:
1. Túl van motorizálva a 750W-al! nagyságrendeket hibáztak ezzel! (kb. 4-es orsón 20W akkor 10-es orsón 50W elég lett volna!)
2. nincs áttétel! Ennélkül a J... szóval már nem lehet jó...
3. Ezeket a hibákat megfejelték egy 10mm-es emelkedésű orsóval... na itt már mindennek vége, ezt nem lehet megbocsátani.
Portalfräse BZT PFM 750 Servo AC --- VIDEO:::::::::::::::::::
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 02, 16:28
Írta: Szalai György Dátum 2009 december 02, 16:28
De legalább a zenéje kellemes.
Ezeket a sebesség, orsó, motor teljesítmény adatokat az oldalukon hol lehet megtalálni?
Én a BZT PFM 750 gépre egész más adatokat találok.
Ezeket a sebesség, orsó, motor teljesítmény adatokat az oldalukon hol lehet megtalálni?
Én a BZT PFM 750 gépre egész más adatokat találok.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 17:04
Írta: bmejdz9nu Dátum 2009 december 02, 17:04
Az alapgépek léptetőkkel vannak... a Szervó az opció... írják a honlapjukon.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 02, 19:05
Írta: besirkyjh Dátum 2009 december 02, 19:05
Szia Péter
Szerintem ettöl a Te géped különb , még hozzá sokkal .
A feladat az volt hogy : mozgatunk 20kg tömeget és alumarásokat végzünk 1000N ELÖTOLO erövel ANYAGBAN 600mm/perc ELÖTOLÁSSAL FORGÁCSOLUNK .
Ezt Te sem gondolod komolyan hogy ez a gép ezt tudja . Tedd alá a munkadarabot és hajrá ,ha marad belöle valami .
Erre a gépvázra még Te sem tennél 750W-os motort.
[#conf][#merges2][#shakehead]
Szerintem ettöl a Te géped különb , még hozzá sokkal .
A feladat az volt hogy : mozgatunk 20kg tömeget és alumarásokat végzünk 1000N ELÖTOLO erövel ANYAGBAN 600mm/perc ELÖTOLÁSSAL FORGÁCSOLUNK .
Ezt Te sem gondolod komolyan hogy ez a gép ezt tudja . Tedd alá a munkadarabot és hajrá ,ha marad belöle valami .
Erre a gépvázra még Te sem tennél 750W-os motort.
[#conf][#merges2][#shakehead]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 19:10
Írta: HJózsi Dátum 2009 december 02, 19:10
Végre egy komoly videó!!! [#nyes] Nem levegőszántás!!! Csak úgy repül a forgács a 10 mm-es fogásmélységgel aluban 10-es maróval!!! [#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 02, 19:45
Írta: 000000000 Dátum 2009 december 02, 19:45
[#nyes][#nyes][#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 19:49
Írta: bmejdz9nu Dátum 2009 december 02, 19:49
Írtam bolondok ezek a németek.... nem? Lehet, hogy csak "cégszerűen" :)
Azt, hogy a mechanika gyenge és túl van motorizálva... átt. meg sehol...persze, hogy lomha... mechanikailag sem bírna többet gyorsulásban...
Egyébként nem teljesen értem mire szánták ezt a konstrukciót... A BZT pedig nem ma kezdte...
A másik német cég is bolond...Valami Isel... vagy mi a neve... VIDEO:::::::::::::
Persze ULI-t sem kell félteni az UHU szervó "feltalálóját" a saját gépét is elrontotta.... persze Ő is csak német... VIDEO::::::::::::::
De nemcsak a németek hülék... VIDEO...
Nem tudják miért kell az áttétel... aztán "túlmotorizálják a gépüket" ... nagyon-nagyon.
UlI legalább beforgatta szépen a motorokat :) De miért 1:1-ben... szörnyű!
Azt, hogy a mechanika gyenge és túl van motorizálva... átt. meg sehol...persze, hogy lomha... mechanikailag sem bírna többet gyorsulásban...
Egyébként nem teljesen értem mire szánták ezt a konstrukciót... A BZT pedig nem ma kezdte...
A másik német cég is bolond...Valami Isel... vagy mi a neve... VIDEO:::::::::::::
Persze ULI-t sem kell félteni az UHU szervó "feltalálóját" a saját gépét is elrontotta.... persze Ő is csak német... VIDEO::::::::::::::
De nemcsak a németek hülék... VIDEO...
Nem tudják miért kell az áttétel... aztán "túlmotorizálják a gépüket" ... nagyon-nagyon.
UlI legalább beforgatta szépen a motorokat :) De miért 1:1-ben... szörnyű!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 19:55
Írta: bmejdz9nu Dátum 2009 december 02, 19:55
Na megyek beteszek az adok-veszekbe egy-két gyenge, lomha, vacak DC motort... hátha valaki még nem tudja, hogy semmire sem jók...:)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 02, 19:57
Írta: ukcge40u Dátum 2009 december 02, 19:57
Én már nem is mondok semmit, mert megint ki leszek törölve.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 02, 20:02
Írta: ukcge40u Dátum 2009 december 02, 20:02
De mégiscsak...
A harmadik a legjobb.
Még nem láttam ekkora nyákmaró gépet.
A Z alatt gyakorlatilag szinte semmi nem fér el.
De nagyon lent van az orsó is.
A gazdija szerintem már rájött a problémára. [#hehe]
A harmadik a legjobb.
Még nem láttam ekkora nyákmaró gépet.
A Z alatt gyakorlatilag szinte semmi nem fér el.
De nagyon lent van az orsó is.
A gazdija szerintem már rájött a problémára. [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 20:15
Írta: HJózsi Dátum 2009 december 02, 20:15
Ez ám a kihívás!!! "Egységugrás" körök szántása, szintén mélyen anyagban... HÚÚÚ-ha!!! [#guluszem1][#csodalk][#nyes][#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 20:20
Írta: HJózsi Dátum 2009 december 02, 20:20
Az vagy faipari maró és az ajtó vagy bútorlap már fent van , vagy kockacukorból dobókocka gravírozás projektre készült... [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 02, 20:22
Írta: besirkyjh Dátum 2009 december 02, 20:22
Ejj ejj
Hagymár a fenébe az áttételt vagy direkt hatást .
Mindenki használ direktet és áttételt is de vannak megkötések hogy mit mivel lehet ( érdemes , ésszerü ) használni és ezt abszolult a kivánt paraméterek döntik el nem az UHU , BZT vagy én vagy Te , erre jok a képletek , számitások .
[#confused][#papakacsint]
Hagymár a fenébe az áttételt vagy direkt hatást .
Mindenki használ direktet és áttételt is de vannak megkötések hogy mit mivel lehet ( érdemes , ésszerü ) használni és ezt abszolult a kivánt paraméterek döntik el nem az UHU , BZT vagy én vagy Te , erre jok a képletek , számitások .
[#confused][#papakacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 20:24
Írta: bmejdz9nu Dátum 2009 december 02, 20:24
Talán félt a rezonancia veszélytől azért csinálta kicsire a Z magasságot... egy gépnél az a leggyengébb pont általában... Lóg-kilóg rezonál...
Ha nem tesz alá satut ill. nagyon vastag anyagokat... a maró szerszámok úgysem tudnak egy bizonyos mélységnél többet...
Már biztos szétszedte és eladta az Ebay-on darabokba...
Te mekkorára csináltad a Z magasságot? ... és miért... gondolom nagyobbra...
Ha nem tesz alá satut ill. nagyon vastag anyagokat... a maró szerszámok úgysem tudnak egy bizonyos mélységnél többet...
Már biztos szétszedte és eladta az Ebay-on darabokba...
Te mekkorára csináltad a Z magasságot? ... és miért... gondolom nagyobbra...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 20:26
Írta: bmejdz9nu Dátum 2009 december 02, 20:26
Itt mar ULI a gépével...
De tudod egyrészt alkoholista (piáért adja a chipeket:)... másrészt meg nem olvas bennünket és nem tudja az ugrasztás szabályait :)
De tudod egyrészt alkoholista (piáért adja a chipeket:)... másrészt meg nem olvas bennünket és nem tudja az ugrasztás szabályait :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 02, 20:27
Írta: ukcge40u Dátum 2009 december 02, 20:27
Az a lap szerintem maga az asztal. Ezt sugallja a felépítése. :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 02, 20:27
Írta: Szalai György Dátum 2009 december 02, 20:27
Az első videóról, (a minősége miatt) csak azt tudom megállapítani, hogy valami valahogy mozog. Ebből nem vonnék le következtetést.
Az Uli féle gépről lehet-e tudni, hogy milyen motorok azok és milyen orsókat hajtanak? Szívesen utána számolnék, mert szerintem is jól megy a videón.
A harmadik videót csak fél igazság.
Nem vonom kétségbe a sebességét. Viszont láthatóan, hallhatóan hosszú idő és út alatt gyorsit fel erre a sebességre? Hogy követi a pályát ekkora gyorsítási-lassítási rámpával? Szerintem tele a hibatárolója.
Az Uli féle gépről lehet-e tudni, hogy milyen motorok azok és milyen orsókat hajtanak? Szívesen utána számolnék, mert szerintem is jól megy a videón.
A harmadik videót csak fél igazság.
Nem vonom kétségbe a sebességét. Viszont láthatóan, hallhatóan hosszú idő és út alatt gyorsit fel erre a sebességre? Hogy követi a pályát ekkora gyorsítási-lassítási rámpával? Szerintem tele a hibatárolója.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 20:31
Írta: bmejdz9nu Dátum 2009 december 02, 20:31
Persze lehet direkt is és áttétellel is... csak azokról nem csinálnak videót általában... vagy? Linkelj egyet... had lássak már egyet! Ami oké... nem cammogós :)
Látod még a 4000db szervós chippet eladó ULI is így csinálta... nem érdekes? Fél Németország azzal csinálta a szervóját...
Persze nekem nem jött be... de az egy másik dolog...:)
Látod még a 4000db szervós chippet eladó ULI is így csinálta... nem érdekes? Fél Németország azzal csinálta a szervóját...
Persze nekem nem jött be... de az egy másik dolog...:)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 02, 20:33
Írta: ukcge40u Dátum 2009 december 02, 20:33
Szerintem meg nem gondolta végig, hogy mi hová kerül.
A rezonanciának tök mindegy, hogy pl az orsó hol van, mert annak nem szabad tartania, különben befeszül. Akkor miért van az orsó az asztaltól nagyjából 5 centire?
Ha pedig panelmarásra van, akkor miért van neki majd 100mm útja? Ami nem lenne baj, ha lefelé mozogna annyit.
Ha elolvasod a kommenteket, valakinek 2 hónapja ugyanez feltűnt...
Az a masina picit el van cseszve, ami a Z környékét illeti. De nem javíthatalan.
Az orsót valahová feljebb rakni, a Z szánját meg feljebb csavarozni. Kész.
Az én Z magasságom 400mm körül lesz, de nekem nem konzolos verzió készül. Ha elég masszív a Z torony hátul, akkor akár 1 méter is lehet, nem számít, a fej ugyanúgy viselkedik minden Z állásban.[#hehe]
A rezonanciának tök mindegy, hogy pl az orsó hol van, mert annak nem szabad tartania, különben befeszül. Akkor miért van az orsó az asztaltól nagyjából 5 centire?
Ha pedig panelmarásra van, akkor miért van neki majd 100mm útja? Ami nem lenne baj, ha lefelé mozogna annyit.
Ha elolvasod a kommenteket, valakinek 2 hónapja ugyanez feltűnt...
Az a masina picit el van cseszve, ami a Z környékét illeti. De nem javíthatalan.
Az orsót valahová feljebb rakni, a Z szánját meg feljebb csavarozni. Kész.
Az én Z magasságom 400mm körül lesz, de nekem nem konzolos verzió készül. Ha elég masszív a Z torony hátul, akkor akár 1 méter is lehet, nem számít, a fej ugyanúgy viselkedik minden Z állásban.[#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: hje3wyntn Dátum 2009 december 02, 20:34
Írta: hje3wyntn Dátum 2009 december 02, 20:34
Szerintem a PFM 750 nem a teljesítményre utal, hanem az asztala méretére. Ilyen kicsi 750W -os AC moci? Vagy én vagyok lemaradva?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 20:36
Írta: bmejdz9nu Dátum 2009 december 02, 20:36
Nem tudok semmit... De ULI-t megtalálod a német CNC fórumon... Ő ott a szervókirály :) Lehet tőle bátran kérdezni!
www.cncecke.de vagy www.uhu-servo.de (itt a gépéről talán több infó)
www.cncecke.de vagy www.uhu-servo.de (itt a gépéről talán több infó)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 20:36
Írta: HJózsi Dátum 2009 december 02, 20:36
kkor marad a kockacukor ...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 02, 20:37
Írta: ukcge40u Dátum 2009 december 02, 20:37
Úgy csinálta, hogy a legutóbb belinkelt videón rá van írva a fogszám. A motoron 30-as van, az orsón meg 36-os. Vajon miért?
Áttételnek túl kicsi. Elképzelhető, hogy egy ilyen manus csak összehány egy gépet?
Vagy nem volt neki másmilyen?
Áttételnek túl kicsi. Elképzelhető, hogy egy ilyen manus csak összehány egy gépet?
Vagy nem volt neki másmilyen?
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 02, 20:38
Írta: ukcge40u Dátum 2009 december 02, 20:38
Ja. Csészealjba, szigorúan... [#hehe][#nevetes1][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 20:40
Írta: bmejdz9nu Dátum 2009 december 02, 20:40
Lesz? Még nincs a géped kész?
Én egyébként a Z-vel kezdeném... tesztelném és csak utána építeném tovább...
Ha a Z 400mm lesz... az már brutális masina lesz! Persze nem tudom milyen anyagokat akarsz marni... a merevség meghatározása attól is függ...= súly.
Én egyébként a Z-vel kezdeném... tesztelném és csak utána építeném tovább...
Ha a Z 400mm lesz... az már brutális masina lesz! Persze nem tudom milyen anyagokat akarsz marni... a merevség meghatározása attól is függ...= súly.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 20:43
Írta: bmejdz9nu Dátum 2009 december 02, 20:43
Jó a szemed! :) Aki figyel észre vesz dolgokat!
Megmondom őszintén ezen én is filóztam már a linkeléskor...
De a gép nagyságához és az AC motorok eleve kisebb mérethez... kb. akkora... de lehet, hogy "csak" 400W-os kategória... de annyi biztos...
(Egy 400W-os AC kb. akkora mint egy 200W-os DC...)
Megmondom őszintén ezen én is filóztam már a linkeléskor...
De a gép nagyságához és az AC motorok eleve kisebb mérethez... kb. akkora... de lehet, hogy "csak" 400W-os kategória... de annyi biztos...
(Egy 400W-os AC kb. akkora mint egy 200W-os DC...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 20:44
Írta: bmejdz9nu Dátum 2009 december 02, 20:44
Ne csináljatok csevegőt a topikból...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 20:47
Írta: bmejdz9nu Dátum 2009 december 02, 20:47
Micsoda emberek vannak:)... adok-veszek: #10702 nem olvas minket itt:) Mi mire való...stb...:)
Cím: Re:DC szervó motoros vezérlés
Írta: hje3wyntn Dátum 2009 december 02, 20:52
Írta: hje3wyntn Dátum 2009 december 02, 20:52
750mm az Y tengely a hasznos munkaterülete. Nem mintha védeném őket.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 02, 20:53
Írta: ukcge40u Dátum 2009 december 02, 20:53
Én nem tesztelgetek sokat, mert annak jónak kell lennie.
Egyenlőre fa, meg műanyag, később alu is.
Nem lesz olyan gyors, mint a tiéd, de nagyobb forgácsok tudnak majd róla leesni, mint a tiédről.
Bővebbet a topicomban. Nézd át az egészet, minden fontos infót megtalálsz.
Egyébként te kezdtél itt csevegni... [#nevetes1]
Egyenlőre fa, meg műanyag, később alu is.
Nem lesz olyan gyors, mint a tiéd, de nagyobb forgácsok tudnak majd róla leesni, mint a tiédről.
Bővebbet a topicomban. Nézd át az egészet, minden fontos infót megtalálsz.
Egyébként te kezdtél itt csevegni... [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 20:53
Írta: bmejdz9nu Dátum 2009 december 02, 20:53
Nem. Nem... 750 vagy 400 tök mindegy...:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 20:55
Írta: svejk Dátum 2009 december 02, 20:55
H.Józsi!
Te miért vagy mostanában ennyire cinikus és kritikus?[#ejnye1]
Lehet be kellene már fejezned a 3 éve elkezdett kis esztergádat, és valami komolyabb projektbe belefogni, ahol tudnál kísérletezni hogy mikor mi a jó...meg persze számolni..
Egyébként ma volt egy kis időm olvasagatni ezt a topicot, hát mit mondjak , még így moderálva/hiányosan is sok értelmetlen maradt benne.
A motorteljesítmények, meg gépjárművel példálózni...
Itt mindenki olyan okos, miért nem számol először mindenki és konkrét gépadatokat, és azokkal példálózzatok.
A kiszámitottat már könnyű helyeselni...
Te miért vagy mostanában ennyire cinikus és kritikus?[#ejnye1]
Lehet be kellene már fejezned a 3 éve elkezdett kis esztergádat, és valami komolyabb projektbe belefogni, ahol tudnál kísérletezni hogy mikor mi a jó...meg persze számolni..
Egyébként ma volt egy kis időm olvasagatni ezt a topicot, hát mit mondjak , még így moderálva/hiányosan is sok értelmetlen maradt benne.
A motorteljesítmények, meg gépjárművel példálózni...
Itt mindenki olyan okos, miért nem számol először mindenki és konkrét gépadatokat, és azokkal példálózzatok.
A kiszámitottat már könnyű helyeselni...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 02, 21:01
Írta: D.Laci Dátum 2009 december 02, 21:01
VP! Nehogy így járj te is a nagy levegő szántással! Törik mint a ropi... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 21:02
Írta: bmejdz9nu Dátum 2009 december 02, 21:02
A szervós témában szeretek csevegni...
Egyébként szervós lesz a géped? Merre a topikod? Videóztad a rész eredményeket? Megnézném!
Itt vannak a gépem készítés közbeni tesztjeinek a videói....
Egyébként egy gép legyen erős... vagy gyors...
Ugyebár lassú főorsóval szép nagy fogácsokat le lehet választani de ahhoz nagyon merev váznak kell lenni...
A gyors gép pedig sokszor kisebb fogásokban és persze nagyobb főorsó sebességgel csinálja...
Az első megoldás a jobb csak drága az öntvény ill. alapanyag a tonnás szerkezetekhez...
Egyébként szervós lesz a géped? Merre a topikod? Videóztad a rész eredményeket? Megnézném!
Itt vannak a gépem készítés közbeni tesztjeinek a videói....
Egyébként egy gép legyen erős... vagy gyors...
Ugyebár lassú főorsóval szép nagy fogácsokat le lehet választani de ahhoz nagyon merev váznak kell lenni...
A gyors gép pedig sokszor kisebb fogásokban és persze nagyobb főorsó sebességgel csinálja...
Az első megoldás a jobb csak drága az öntvény ill. alapanyag a tonnás szerkezetekhez...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 21:05
Írta: bmejdz9nu Dátum 2009 december 02, 21:05
Csak az hibázik aki dolgozik... azaz csinál valamit... Itt a CAM progiba volt a szerk. hiba szerintem...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 21:06
Írta: svejk Dátum 2009 december 02, 21:06
Sanzistift más koncepciót követ, Ő biztos nem akar olyan feleültet marni hogy kisztergálásnak látszon.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 02, 21:06
Írta: besirkyjh Dátum 2009 december 02, 21:06
Csak hajtod a magadét .
Nem a direkt vagy az áttétel fogja eldönteni a sebességet .
Ha benézel a Sanzi topick-jába ott találsz mai dátummal pár fotot érdemes elgondolkodni rajta .
[#smile]
Nem a direkt vagy az áttétel fogja eldönteni a sebességet .
Ha benézel a Sanzi topick-jába ott találsz mai dátummal pár fotot érdemes elgondolkodni rajta .
[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 21:11
Írta: bmejdz9nu Dátum 2009 december 02, 21:11
Hűha ... nézem... acél szerkezet...
Itt Sopronba is készült egy acél gép... arra emlékszem, hogy nagyon drága volt a feszültségmentesítése... Győrbe csinálták...
Nézem...
Itt Sopronba is készült egy acél gép... arra emlékszem, hogy nagyon drága volt a feszültségmentesítése... Győrbe csinálták...
Nézem...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 02, 21:12
Írta: Szalai György Dátum 2009 december 02, 21:12
Hogy legyen egy olyan is.
Ez egy másik Hobby brigád! Jó tudom… Nem egy súlycsoport. De jó nézni.
Ez egy másik Hobby brigád! Jó tudom… Nem egy súlycsoport. De jó nézni.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 02, 21:14
Írta: ukcge40u Dátum 2009 december 02, 21:14
Nekem pedig megtalálod a topicomat a többi között, "Épül a gépem. Sanzistift" néven.
Nem szervós lesz, ezért nem is érted, hogy miért vagyok itt.
Egy videó van, az elég sokatmondó.
Olvasd el, és akkor talán más dolgokat fogsz kérdezni.
Nem szervós lesz, ezért nem is érted, hogy miért vagyok itt.
Egy videó van, az elég sokatmondó.
Olvasd el, és akkor talán más dolgokat fogsz kérdezni.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 02, 21:14
Írta: ukcge40u Dátum 2009 december 02, 21:14
Igen, az nálam kiesztergálás is lesz. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 21:16
Írta: bmejdz9nu Dátum 2009 december 02, 21:16
3:03-nál látni az áttételezést. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 21:17
Írta: bmejdz9nu Dátum 2009 december 02, 21:17
Megnézem! Ne csinálj szervót... látod milyen kabarés... :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 02, 21:19
Írta: ukcge40u Dátum 2009 december 02, 21:19
Ez az én súlycsoportom. :) Azt hiszem, csinálnom kell pár rabolós videót. Majdnem minden ugyanilyen gyors, csak a főorsó lassabb. Ez a marás... :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 02, 21:20
Írta: ukcge40u Dátum 2009 december 02, 21:20
Alaposan, és az egészet. Sok kérdésedre választ találsz, abban biztos vagyok. :)
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 02, 21:35
Írta: besirkyjh Dátum 2009 december 02, 21:35
Még valami .
Ha odakerülök hogy szervozzak ( mert fogok )akkor olyan szervomotort fogok vállasztani ami igazodik az orso menet emelkedéséhez a gép max igénybe vételéhez és akkor szorzom kettövel a motor teljesitményét .
Ha pédául van egy franya 2-es emelkedésü orsom akkor biztos hogy direktben hajtanám mig egy 6-os nál egy 1:3 lassitást be tennék (fém megmunkálásnál )a vége igy is ugy is 6000mm/perc. Az meg nekem elég .
Ha odakerülök hogy szervozzak ( mert fogok )akkor olyan szervomotort fogok vállasztani ami igazodik az orso menet emelkedéséhez a gép max igénybe vételéhez és akkor szorzom kettövel a motor teljesitményét .
Ha pédául van egy franya 2-es emelkedésü orsom akkor biztos hogy direktben hajtanám mig egy 6-os nál egy 1:3 lassitást be tennék (fém megmunkálásnál )a vége igy is ugy is 6000mm/perc. Az meg nekem elég .
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 21:40
Írta: HJózsi Dátum 2009 december 02, 21:40
:) A kisesztergát mindig továbbfejlesztem, csak idén pl 8 hónapig hozzá sem nyúltam ... csak ahogy a Tali közeledett ... :) 2 hónap ráment, de legalább megérte, mert be lehetett mutatni működés közben ... :) Még van rajta beállítani, kiegészíteni való, meg egy-két PartMasterrel készült demó megmunkálás készítése, ez sajnos nem jött össze a Talira idő hiányában.
Igazad van, ne csak alut vegyek hanem építsek is ... ;) Na az lesz a következő egy "könnyűszerkezetes" gravírozó, relief maró... persze idő is kell meg pár alkatrész... Szervó vezérlőim vannak (QUANTUM, UHU, Gecko320 ... :))
A csillagteszttel fogom kezdeni... :)
Hát visszafelé még érdemes törölgetni sok mindent ...
Azért persze fontos lenne felismerni, mi mitől van, nem hagyni, hogy a látszat becsapjon ...pl, hogy nem a csík tolja a repülőt ...
Vagy, hogy a Watt a fordulatszámtól függ egy amúgy
fordulatszám - nyomaték jelleggörbén ...
Autós példával, ha egy autó megy vízszintesen 100km/h-val, majd jön egy emelkedő és a sofőr ott is tartja a 100km/h-t majd jön egy lejtő és ott is tartja a 100km/h-t akkor mivel azonos volt a fordulatszám talán a motor azonos teljesítményt adott le mindhárom esetben? ... Szóval a leadott teljesítmény nem inkább a terheléstől függ? És a motor (+ vezérlő) képességétől?...
Igazad van, ne csak alut vegyek hanem építsek is ... ;) Na az lesz a következő egy "könnyűszerkezetes" gravírozó, relief maró... persze idő is kell meg pár alkatrész... Szervó vezérlőim vannak (QUANTUM, UHU, Gecko320 ... :))
A csillagteszttel fogom kezdeni... :)
Hát visszafelé még érdemes törölgetni sok mindent ...
Azért persze fontos lenne felismerni, mi mitől van, nem hagyni, hogy a látszat becsapjon ...pl, hogy nem a csík tolja a repülőt ...
Vagy, hogy a Watt a fordulatszámtól függ egy amúgy
fordulatszám - nyomaték jelleggörbén ...
Autós példával, ha egy autó megy vízszintesen 100km/h-val, majd jön egy emelkedő és a sofőr ott is tartja a 100km/h-t majd jön egy lejtő és ott is tartja a 100km/h-t akkor mivel azonos volt a fordulatszám talán a motor azonos teljesítményt adott le mindhárom esetben? ... Szóval a leadott teljesítmény nem inkább a terheléstől függ? És a motor (+ vezérlő) képességétől?...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 02, 21:44
Írta: 000000000 Dátum 2009 december 02, 21:44
vagy tempomattal közlekedik!:))))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 21:47
Írta: svejk Dátum 2009 december 02, 21:47
Azt elhiszem hogy tetszik a videó...
Azt is elhiszem, hogy a melóhelyeden a marógépen tudsz hasonlót csinálni...
De majd mutasd be a videót arról is amikor a #232-ben látott gépeddel is csinálsz akár kevésbé hasonlót is...
Mint megtudtuk a beszámolóidból nagyon jó szakember vagy, és komoly gépparkkal dolgozol.
Ezért néha nem értem hogy miért erőltetsz olyan kis volumenű léptetős gépet.
Én már rájöttem rég hogy komolyat nem tudok csinálni...
[#rinya]
De van már mögöttem pár próbálkozás és nem a levegőbe szoktam általában beszélni..
Azt is elhiszem, hogy a melóhelyeden a marógépen tudsz hasonlót csinálni...
De majd mutasd be a videót arról is amikor a #232-ben látott gépeddel is csinálsz akár kevésbé hasonlót is...
Mint megtudtuk a beszámolóidból nagyon jó szakember vagy, és komoly gépparkkal dolgozol.
Ezért néha nem értem hogy miért erőltetsz olyan kis volumenű léptetős gépet.
Én már rájöttem rég hogy komolyat nem tudok csinálni...
[#rinya]
De van már mögöttem pár próbálkozás és nem a levegőbe szoktam általában beszélni..
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 02, 21:52
Írta: besirkyjh Dátum 2009 december 02, 21:52
Kabarés a turot .
Csak én ( és más is ) kis laikus arra gondoltunk hogy tervezés és számolások nélkül lehet gépet épiteni ( lehet csak drága ) .
Nálam pont forditva van ez az egész métetezés dolod mint nálad , mindent alul méretezek és utánna paff ( a fenébe ) kezdhetem elölröl .
[#rolleyes][#confused]
Csak én ( és más is ) kis laikus arra gondoltunk hogy tervezés és számolások nélkül lehet gépet épiteni ( lehet csak drága ) .
Nálam pont forditva van ez az egész métetezés dolod mint nálad , mindent alul méretezek és utánna paff ( a fenébe ) kezdhetem elölröl .
[#rolleyes][#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 21:52
Írta: HJózsi Dátum 2009 december 02, 21:52
[#wave]Köszi!!! Már ezért érdemes volt ma benézni!!! [#vigyor2] Ez már nem powergravírozás ... [#nyes][#pias]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 02, 21:54
Írta: Szalai György Dátum 2009 december 02, 21:54
Nem kérdés hogy jó gyors lesz. De gyorsan sokkal nehezebb befordulni a sarkon.
Csak elvileg: Mi van, ha egy darab kétszer akkora teljesítményű motor helyett, két darab fele akkora teljesítményűt használok, közös fogasszíjra fűzve?
Csak elvileg: Mi van, ha egy darab kétszer akkora teljesítményű motor helyett, két darab fele akkora teljesítményűt használok, közös fogasszíjra fűzve?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 22:00
Írta: HJózsi Dátum 2009 december 02, 22:00
Ja, azt is írhattam volna ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 22:10
Írta: bmejdz9nu Dátum 2009 december 02, 22:10
Tudod vannak pl. Ac szervóknál különböző pólus számokkal tekert motorok...(mint hagyományos asszinkron motoroknál)
pl. Yaskawa... csak példa. (nem veszem elő a katalógust most ezért)
"200W-os" motor választék:
Motor 1: 3000rpm és 1Nm
Motor 2: 1500rpm és 2Nm
Motor 3: 1000rpm és 3Nm
... és ez az elv... DC-ben is megvan - ha nem is ennyire... tehát kisebb üzemi fordulatút kell beszerezni = átáttell = hiba nékül.
SanyoDenki = csak 2500rpm de 1,6Nm... másik motor 4000rpm de csak 1,2Nm.... mindegyik "400W"-os...
pl. Yaskawa... csak példa. (nem veszem elő a katalógust most ezért)
"200W-os" motor választék:
Motor 1: 3000rpm és 1Nm
Motor 2: 1500rpm és 2Nm
Motor 3: 1000rpm és 3Nm
... és ez az elv... DC-ben is megvan - ha nem is ennyire... tehát kisebb üzemi fordulatút kell beszerezni = átáttell = hiba nékül.
SanyoDenki = csak 2500rpm de 1,6Nm... másik motor 4000rpm de csak 1,2Nm.... mindegyik "400W"-os...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 22:16
Írta: svejk Dátum 2009 december 02, 22:16
Már számtalanszor bebizonyosodott hogy a autós példák nagyon roszak...
Úgy általában rosszak a példák mert mások a körülmények.
Ezért lennének jobbak a más hajtásssal felszerelt, azonos mechanikák összehasonlítása.
Én nem nagyon állok le vitatkozni, mert kevés az elméleti tudásom.
De elég sokat kísérleteztem, és azt tapasztaltam bizony, hogy egy szervokörbe kötött(meg egyébként is) motor nyomatéka a felvett/bepumpált áramtól függ, és ez meg van adva mennyi lehet maximálisan.
Ezt átlépni lehet de nem folyamatosan.
A fentiekből adódik hogy a max. nyomaték minden fordulaton és álló helyzetben is csak ez az áramerősségtől függő lehet.
Mint írtam sokkal célszerűbb lett volna ebből az adatból kiindulni, talán jobban is van ez az adat dokumentálva, és könnyen mérhető is a nyomatéka a motornak a léptetőékhez hasonlóan.
Volt ott még valami a hatásfokkal is, azt sem lehet %-os fix értékre venni, hiszen egy surlódó mechanikának van egy adott ellenállása melyhez kell egy adott nyomaték - ha úgy tetszik teljesítnény - a legyőzésére.
Ez akkor is ugyanannyi ha 500 W-os motort rakunk rá és akkor is ha 20 W-osat. csak az előző esetben ez veszteség százalékban sokkal kevesebb.
Kár hogy ki lett törörlve minden, egyszer ráérő időmben lehet megpróbáltam volna erről a nyomaték oldalról megközelíteni a kérdést.
Úgy általában rosszak a példák mert mások a körülmények.
Ezért lennének jobbak a más hajtásssal felszerelt, azonos mechanikák összehasonlítása.
Én nem nagyon állok le vitatkozni, mert kevés az elméleti tudásom.
De elég sokat kísérleteztem, és azt tapasztaltam bizony, hogy egy szervokörbe kötött(meg egyébként is) motor nyomatéka a felvett/bepumpált áramtól függ, és ez meg van adva mennyi lehet maximálisan.
Ezt átlépni lehet de nem folyamatosan.
A fentiekből adódik hogy a max. nyomaték minden fordulaton és álló helyzetben is csak ez az áramerősségtől függő lehet.
Mint írtam sokkal célszerűbb lett volna ebből az adatból kiindulni, talán jobban is van ez az adat dokumentálva, és könnyen mérhető is a nyomatéka a motornak a léptetőékhez hasonlóan.
Volt ott még valami a hatásfokkal is, azt sem lehet %-os fix értékre venni, hiszen egy surlódó mechanikának van egy adott ellenállása melyhez kell egy adott nyomaték - ha úgy tetszik teljesítnény - a legyőzésére.
Ez akkor is ugyanannyi ha 500 W-os motort rakunk rá és akkor is ha 20 W-osat. csak az előző esetben ez veszteség százalékban sokkal kevesebb.
Kár hogy ki lett törörlve minden, egyszer ráérő időmben lehet megpróbáltam volna erről a nyomaték oldalról megközelíteni a kérdést.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 22:16
Írta: bmejdz9nu Dátum 2009 december 02, 22:16
Ezaz... jobb felül méretezni mint alá! .... egy hobbystának!
Persze 20W-t (2W) már tudod sok mindenre elég egy bizonyos törölt számításból:)
Csak arra nem, hogy megmozduljon a mechanika :) És ha valaki komolyan vette? Volt kedve nincs kedve... utána... ez a baj...
Persze 20W-t (2W) már tudod sok mindenre elég egy bizonyos törölt számításból:)
Csak arra nem, hogy megmozduljon a mechanika :) És ha valaki komolyan vette? Volt kedve nincs kedve... utána... ez a baj...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 22:20
Írta: bmejdz9nu Dátum 2009 december 02, 22:20
"Vagy, hogy a Watt a fordulatszámtól függ"...
Kimoderáltattad a beírásodat = azt kell feltételeznem, hogy nem tudtad.
A SzervóKirály is erre számított... sajnos sokan nem is tudták... azt hitték állandó mint a nyomaték...
Marógépet csinálsz? Na az jó! Geckót ne vegyél!
Tudok nagyon olcsón, nagyon nagy hibatárolóval vezérlőt!
Igaz csak "pár amperes" a kicsike... de nagyon olcsó... mert spóroljunk... tudjuk már 20W (azaz 2W) már sok mindenre elég :)
Kimoderáltattad a beírásodat = azt kell feltételeznem, hogy nem tudtad.
A SzervóKirály is erre számított... sajnos sokan nem is tudták... azt hitték állandó mint a nyomaték...
Marógépet csinálsz? Na az jó! Geckót ne vegyél!
Tudok nagyon olcsón, nagyon nagy hibatárolóval vezérlőt!
Igaz csak "pár amperes" a kicsike... de nagyon olcsó... mert spóroljunk... tudjuk már 20W (azaz 2W) már sok mindenre elég :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 02, 22:24
Írta: 000000000 Dátum 2009 december 02, 22:24
Ez érdekes én meg inkább többszörösen túlméretezek. Más-más oldalról közelítjük meg a dolgokat.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 02, 22:25
Írta: x4rhew5r3 Dátum 2009 december 02, 22:25
Látom nem lehet téged kizökkenteni ebből a 20W-2W bűvkörból. Már nem tudom hogyan mondjam. Ha igazad lenne, akkor a motor el sem indulna. Ha 0 fordulat akkor 0W? Vagy hagy van ez?::))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 22:27
Írta: svejk Dátum 2009 december 02, 22:27
Az előbbit visszaolvasva úgy tűnik mint ha Tibor45-öt bántanám, pedig nem az a szándékom, sokkal inkább az, hogy H.Józsi vagy bárki más ne legyen rest megnyitni a Képletek és sszámolások topicot, vagy előkeresni az egyetemi jegyzeteket, és nem pedig egy más által elvégzett számítást csak helyeselgetni.
Mert azt nagyon könnyű....
Mert azt nagyon könnyű....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 22:32
Írta: svejk Dátum 2009 december 02, 22:32
És ami a legfontosabb, hogy senkinek ne vegye el a kedvét az itt leírtak, higyétek el nem olyan nagy kunszt a szervo használata...
Ma már árban is versenyképes egy komolyabb léptetővel.
Na és mi van ha nem sikerül elsőre? Faragtok, hozzá egy áttételt, vagy netalán épp kisebbre cserélitek.
Aki barkácsenber az nem riad vissza ilyenektől, és a tapasztalati tanulás jobban be is rögződik.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 22:36
Írta: svejk Dátum 2009 december 02, 22:36
Veled aztán végképp nem mernék vitába szállni, de ha nem forog a motortengely akkor talán nem is ad le teljestményt...
Az más kérdés hogy jó sokat felvesz, és elfűti.
Az más kérdés hogy jó sokat felvesz, és elfűti.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 22:37
Írta: bmejdz9nu Dátum 2009 december 02, 22:37
Csináljak egy videót ahol egy gombelemről szépen és rezzenésmentesen forog a SanyoDenki 400W-os motor...
Tehát... a hatásfok... és a villanyszámlás számlás... nem akadály :)
Max tehetetlenebb... mert erősebb... de ugye erős... azaz van tartaléka...
Azaz lehet, hogy pár millisec-el lasabban gyorsul mint egy picike motor... de a mechanika sokkal gyengébb pont... azaz az határozza meg a max. gyorsítási lehetőségeket...
Ezt csak az nem tudja aki még nem épített gépet! Tehát nem rád gondolok...:)
Láttam Svek a gépedet nagyon jónak találtam! Pedig nem ma volt... de ma is megállná a helyét a mezőnyben!
Fontos: !!!!!!!!!!!!!!!
Ezentúl ha valakivel "vitázni" fogok először megkérdem milyen gépet csinált eddig (mutasson valamit belőle)...
Aztán "értékén" azaz " a vak" elmélettel nem fogok "szembeszállni" megvitatni a semmit a semmiről... !!!
Persze elméletben mindeni k. jó gépet fog csinálni... (én is így voltam:)
... de a gyakorlat az más... és ha rosszul sül el... akkor az Úr max. eltűnik a fórumról szépen halkan... és marad utána a sok "eszmefuttatás - hüleség" ami aztán nem működött - persze nála sem... sok példa van/volt erre... és sajnos lesz is...:)
Egyébként, ahogy írtad.... 1000N erőhöz 4-es orsón 2-es átt-el... 0,32Nm-es motor kell ami 100W-os... nyomatékoldalról nézve...
Ez igaz... mint első képlet a számításban...
Tehát... a hatásfok... és a villanyszámlás számlás... nem akadály :)
Max tehetetlenebb... mert erősebb... de ugye erős... azaz van tartaléka...
Azaz lehet, hogy pár millisec-el lasabban gyorsul mint egy picike motor... de a mechanika sokkal gyengébb pont... azaz az határozza meg a max. gyorsítási lehetőségeket...
Ezt csak az nem tudja aki még nem épített gépet! Tehát nem rád gondolok...:)
Láttam Svek a gépedet nagyon jónak találtam! Pedig nem ma volt... de ma is megállná a helyét a mezőnyben!
Fontos: !!!!!!!!!!!!!!!
Ezentúl ha valakivel "vitázni" fogok először megkérdem milyen gépet csinált eddig (mutasson valamit belőle)...
Aztán "értékén" azaz " a vak" elmélettel nem fogok "szembeszállni" megvitatni a semmit a semmiről... !!!
Persze elméletben mindeni k. jó gépet fog csinálni... (én is így voltam:)
... de a gyakorlat az más... és ha rosszul sül el... akkor az Úr max. eltűnik a fórumról szépen halkan... és marad utána a sok "eszmefuttatás - hüleség" ami aztán nem működött - persze nála sem... sok példa van/volt erre... és sajnos lesz is...:)
Egyébként, ahogy írtad.... 1000N erőhöz 4-es orsón 2-es átt-el... 0,32Nm-es motor kell ami 100W-os... nyomatékoldalról nézve...
Ez igaz... mint első képlet a számításban...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 22:38
Írta: svejk Dátum 2009 december 02, 22:38
De tényleg, hogy is van ez???
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 02, 22:39
Írta: besirkyjh Dátum 2009 december 02, 22:39
Egy bizonyos határig ( felülméretezés ) igazat adok Neked .
A fordulat nem érdekel mert a hajtásban ( menet emelkedés , áttétel ha kell ) kompenzálhato .Azt hogy hogyan jön ki a 400W valoszinü az adattábláján leirták .
Nagyon lovagolsz ezen a 20W 2W témán ( 3000-300ford/perc ) nem vagyok járatos a szervoban de nehezen tudom elképzelni hogy egy motort nelehetne 300as fordulaton 20W-ra hajtani .Ugyan az a forgorész ugyan azok a mechanikai tulajdonságok stb ( azt hiszem nyomaték tartásnak hivják ) amit már sok eletronoka ismer , még az Erba esztergán is ilyen az elektronika , nembszélve a freki szabályzokrol .
Rosszul tudom ?[#confused]
A fordulat nem érdekel mert a hajtásban ( menet emelkedés , áttétel ha kell ) kompenzálhato .Azt hogy hogyan jön ki a 400W valoszinü az adattábláján leirták .
Nagyon lovagolsz ezen a 20W 2W témán ( 3000-300ford/perc ) nem vagyok járatos a szervoban de nehezen tudom elképzelni hogy egy motort nelehetne 300as fordulaton 20W-ra hajtani .Ugyan az a forgorész ugyan azok a mechanikai tulajdonságok stb ( azt hiszem nyomaték tartásnak hivják ) amit már sok eletronoka ismer , még az Erba esztergán is ilyen az elektronika , nembszélve a freki szabályzokrol .
Rosszul tudom ?[#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 22:40
Írta: bmejdz9nu Dátum 2009 december 02, 22:40
Ha túlméretezed mit veszhetsz? Felmegy a villanyszámlád? Ugyan... :)
Egy jó szervó motornak már igen kis árammal is mennie kell... max. van tartalék az áram fogadására... megvan + nyomaték lehetősége.
Egy jó szervó motornak már igen kis árammal is mennie kell... max. van tartalék az áram fogadására... megvan + nyomaték lehetősége.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 22:40
Írta: svejk Dátum 2009 december 02, 22:40
Nekem Te ne mutass semmit..
Te sem vagy különb a másiknál :)))
Abban viszont egyetértek hogy sokan tapasztalatok nélkül jönnek nagy dolgokkal.
Te sem vagy különb a másiknál :)))
Abban viszont egyetértek hogy sokan tapasztalatok nélkül jönnek nagy dolgokkal.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 22:42
Írta: bmejdz9nu Dátum 2009 december 02, 22:42
Ok. 20W ...
Egy 60W-os motort miért áttételeznek le a gyakorlatban(!) 1/3-ban a hobbysták? egy 5-ös orsóhoz?... ha 20W elég...?
Egy 60W-os motort miért áttételeznek le a gyakorlatban(!) 1/3-ban a hobbysták? egy 5-ös orsóhoz?... ha 20W elég...?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 02, 22:43
Írta: x4rhew5r3 Dátum 2009 december 02, 22:43
Én sem azt mondtam, de nem ez volt a probléma.
Péter szerint a 20W-os motor a névleges fordulat 10 részén már csak 2W-os a motor. Erre utaltam, hogy akkor ha áll, akkor 0 W-os, tehát el sem indul:)
Péter szerint a 20W-os motor a névleges fordulat 10 részén már csak 2W-os a motor. Erre utaltam, hogy akkor ha áll, akkor 0 W-os, tehát el sem indul:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 22:46
Írta: bmejdz9nu Dátum 2009 december 02, 22:46
Csinálj egy tesztpadot... próbáld ki! a 20W-ot mire elég...
Ne várd, hogy "valaki" megcsinálja... mert nem fogja... mert aki megtudja az tudja, hogy az úgy nem megy. :))
Ne várd, hogy "valaki" megcsinálja... mert nem fogja... mert aki megtudja az tudja, hogy az úgy nem megy. :))
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 22:46
Írta: HJózsi Dátum 2009 december 02, 22:46
Ha valamilyen célra építek egy gépet, akkor tudom (mondjuk), hogy mit várok el tőle, milyen előtoló erőt, milyen dinamikát, előtoló és gyorsjárati sebességet. Ezekből és a mechanikai felépítésből ki lehet számolni ( konstrukciós döntések meghozatala után ) milyen teljesítmény kell hozzá, erre volt egy egyszerű példa... Nem a motor a kiindulás, hacsak nem a gombhoz varrjuk a kabátot... ;) (persze hobbistáknál sok esetben adottság, de még így sem hiszem, hogy nincs választási lehetőség ... elad, vesz másikat .. lásd Varsa ... :D )
Az árambepumpálás nem inkább csak felső limit? Ha nem kér a motor (mert nincs terhelés) akkor is megy a sok áram ?...
Szerintem Tibor45 tapasztalatból tudja, hogy a súrlódási veszteség miatt mennyivel célszerű növelni a számított teljesítmény értéket, ez alapján lehet motort választani ( itt nem a motor hatásfokáról van szó ).
Az igazi izgalmak ezután jöttek volna, a forgácsolási teljesítmény, előtolási erő kiszámítása adott marószerszámra, ugyanis ebből lehet aztán megmunkálási paramétereket beálítani, úgy, hogy az ne gravírozásnak tűnjön ...
Az árambepumpálás nem inkább csak felső limit? Ha nem kér a motor (mert nincs terhelés) akkor is megy a sok áram ?...
Szerintem Tibor45 tapasztalatból tudja, hogy a súrlódási veszteség miatt mennyivel célszerű növelni a számított teljesítmény értéket, ez alapján lehet motort választani ( itt nem a motor hatásfokáról van szó ).
Az igazi izgalmak ezután jöttek volna, a forgácsolási teljesítmény, előtolási erő kiszámítása adott marószerszámra, ugyanis ebből lehet aztán megmunkálási paramétereket beálítani, úgy, hogy az ne gravírozásnak tűnjön ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 22:49
Írta: svejk Dátum 2009 december 02, 22:49
Az igazság az, hogy én akkor csak felületesen olvastam a fórumot, aztán törölve lett, már nem is tudom mi volt az alpkérdés :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 22:49
Írta: bmejdz9nu Dátum 2009 december 02, 22:49
Mert te tudod :) Ezért nem mutatok.. mert te már mutattad magadnak is :) Vagy te mutattad nekem [#fejvakaras] :)
Nem ám... én se vagyok...
Persze jobban tenném... ha azt mondanám: mindenki úgy csinálja ahogy akarja... azt meglátja :)
Nem ám... én se vagyok...
Persze jobban tenném... ha azt mondanám: mindenki úgy csinálja ahogy akarja... azt meglátja :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 22:52
Írta: svejk Dátum 2009 december 02, 22:52
Ilyet nem írhatsz, mert igen sok mindenre elég.
Láttad ki is volt számolva...
Egyébként láttam én már gyári 30W-os AC motorral és 12-es emelkedésű orsóval is aktuátort. Arra a célra amire csinálták pont az kellett.
Láttad ki is volt számolva...
Egyébként láttam én már gyári 30W-os AC motorral és 12-es emelkedésű orsóval is aktuátort. Arra a célra amire csinálták pont az kellett.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 22:54
Írta: bmejdz9nu Dátum 2009 december 02, 22:54
"Tibor45 tapasztalatból tudja" #1-estől picit olvass vissza mit írt... akkoriban... csak 2-3 oldalt... reszelő és egyebek...
A rendszer megindításához ... tudod tapad... zsír van benne...(+ kerekek feszítve az átt-en) elég lenne egy 20W-os moci? + két cemementes zsák rajta!
A rendszer megindításához ... tudod tapad... zsír van benne...(+ kerekek feszítve az átt-en) elég lenne egy 20W-os moci? + két cemementes zsák rajta!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 22:58
Írta: bmejdz9nu Dátum 2009 december 02, 22:58
"gyári 30W-os AC motorral és 12-es emelkedésű orsóval"
... és egy hobbysta csinálta rajt két cementes zsák (1000N) és feszített, szíjas áttétel + vastag 16-os átm. pl. mángorolt orsó?
Tudom... egy SMD ültető fejegységében... az oké... gyors mint a villám:) és megy is... iszonyatosan...
... és egy hobbysta csinálta rajt két cementes zsák (1000N) és feszített, szíjas áttétel + vastag 16-os átm. pl. mángorolt orsó?
Tudom... egy SMD ültető fejegységében... az oké... gyors mint a villám:) és megy is... iszonyatosan...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 02, 23:01
Írta: x4rhew5r3 Dátum 2009 december 02, 23:01
Itt volt a fordulópont, ha jól emlékszem. Tibor mondta hogy ide elég lenne 20W-os motor is, aztán Péter nem tudom honnan, előjött a nagy farbával, hogy mivel lassú fordulaton forog a motor, ezért ott csak 2W-os a motor. Azóta nem bír szabadulni ettől:)
Értem én hogy villanymotor, de mi hajtja!::))
A nyomaték, amit az áram hoz létre. Nem a Watt.
Értem én hogy villanymotor, de mi hajtja!::))
A nyomaték, amit az áram hoz létre. Nem a Watt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 23:03
Írta: svejk Dátum 2009 december 02, 23:03
"Ha valamilyen célra építek egy gépet, akkor tudom (mondjuk), hogy mit várok el tőle, milyen előtoló erőt, milyen dinamikát, előtoló és gyorsjárati sebességet."
Na látod ezt nem akarjátok figyelembe venni sosem Varsányi gépezeténél!!!
Ő feltette a lécet magának valami 12000 mm/percre, és nagy gyorsulásokra.
(az már más kérdés hogy mi a francnak annyi, és az is más kérdés hogy a vezérlőszoftverek és főleg a gecko hiányosságai miatt neki a 12ezres előtolásnál is kellett a pontos pályakövetés.
Ha jól emlékszem a példánál mindössze 600 mm/perc volt a forgácsolási sebesség és 6000 a "levegőszántás", ahol lehet akármekkora hibakövetés)
Persze Varsányi meg ezt nem képes elfogadni hogy a példabeli paraméterű géppel is lehet munkát végezni.
Hidd el hogy az igazság csak "odaát" lesz :)
Na látod ezt nem akarjátok figyelembe venni sosem Varsányi gépezeténél!!!
Ő feltette a lécet magának valami 12000 mm/percre, és nagy gyorsulásokra.
(az már más kérdés hogy mi a francnak annyi, és az is más kérdés hogy a vezérlőszoftverek és főleg a gecko hiányosságai miatt neki a 12ezres előtolásnál is kellett a pontos pályakövetés.
Ha jól emlékszem a példánál mindössze 600 mm/perc volt a forgácsolási sebesség és 6000 a "levegőszántás", ahol lehet akármekkora hibakövetés)
Persze Varsányi meg ezt nem képes elfogadni hogy a példabeli paraméterű géppel is lehet munkát végezni.
Hidd el hogy az igazság csak "odaát" lesz :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 23:05
Írta: HJózsi Dátum 2009 december 02, 23:05
Én még nem mértem szánsurlódást, de a kisesztergán meg fogom mérni, akkor tudok érdemben hozzászólni. Az viszont biztos, hogy a tömegek gyorsítására sokkal nagyobb erő kell mint az állandó surlódás legyőzésére. Járasd oda-vissza a mechanikát és nézd meg forgásirányváltáskor mekkora áramcsúcsok lépnek fel az állandósult szakaszhoz képest ... Szkóppal persze ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 02, 23:08
Írta: 000000000 Dátum 2009 december 02, 23:08
Kevés embert láttam itt eddig komoly fémmegmunkálással bajlódni (Vbodi, VP,T2,....) saját építésű gépeiken.
A többség fa, műanyag, plexi..... -hez épít gépet és csak ritkán farag fémet.
Ezért elég sokunknak a lassú léptecs is.
De persze az ember egy kicsit mindig többre vágyik és egy relifnél a 6 órás megmunkálást jó lenne csökkenteni a gyorsabb géppel. De ez is viszonylagos mert akkor már 1-2 óra múlva lesz kész... és akkor mi van? Semmi, úgy is ott vagyunk a műhelyben. Persze én soha nem azokról beszélek akiknek ez pénzkereseti szükség, hanem a hobbyzókról.
Tehát a problémát abban látom, hogy azokhoz az iszonyatos erős és gyors mozgásokhoz mint amit VP épít nem hobbysoknak van szükségük, hanem vállakozásoknak. Így az ahhoz szükséges masszív mechanikát sem sokan építik meg.
Bordás szíjról: ha az megfelelően kerül alkalmazásra (közel a felén felfekszik a kerekeken és lassító áttételles) akkor annak a gép potosságához nincs mérhető (legfeljebb számítható) befolyása. Persze itt is mérsékletet kell tanúsítani, nem a 500-1000 kP megmunkálási erőkhöz való.
Végül: mivel eddig is mindent megtudtam a 4 tengelyes léptecses gépemmel csinálni ami számomra kellet (fa,műa. plexi,alu,marás és lézer), most már csakazértis kipróbálom az E240-s szervóval mi fog történni a gépemmel (legfeljebb vissza teszem újból a léptecset ha gebasz).
Legalább a mechanikámat is letesztelem egy olyan sebbesség és gyorsulási szakaszban amit addig a lépteccsel nem lehetett elérni.
Lehet, hogy Te már tudod a végeredményt én még nem pontosan, (pedig komoly segítséget és támogatást kaptam egy fórumos szakembertől is), de ígérem a sikerről és a kudarcról is beszámolok.
A többség fa, műanyag, plexi..... -hez épít gépet és csak ritkán farag fémet.
Ezért elég sokunknak a lassú léptecs is.
De persze az ember egy kicsit mindig többre vágyik és egy relifnél a 6 órás megmunkálást jó lenne csökkenteni a gyorsabb géppel. De ez is viszonylagos mert akkor már 1-2 óra múlva lesz kész... és akkor mi van? Semmi, úgy is ott vagyunk a műhelyben. Persze én soha nem azokról beszélek akiknek ez pénzkereseti szükség, hanem a hobbyzókról.
Tehát a problémát abban látom, hogy azokhoz az iszonyatos erős és gyors mozgásokhoz mint amit VP épít nem hobbysoknak van szükségük, hanem vállakozásoknak. Így az ahhoz szükséges masszív mechanikát sem sokan építik meg.
Bordás szíjról: ha az megfelelően kerül alkalmazásra (közel a felén felfekszik a kerekeken és lassító áttételles) akkor annak a gép potosságához nincs mérhető (legfeljebb számítható) befolyása. Persze itt is mérsékletet kell tanúsítani, nem a 500-1000 kP megmunkálási erőkhöz való.
Végül: mivel eddig is mindent megtudtam a 4 tengelyes léptecses gépemmel csinálni ami számomra kellet (fa,műa. plexi,alu,marás és lézer), most már csakazértis kipróbálom az E240-s szervóval mi fog történni a gépemmel (legfeljebb vissza teszem újból a léptecset ha gebasz).
Legalább a mechanikámat is letesztelem egy olyan sebbesség és gyorsulási szakaszban amit addig a lépteccsel nem lehetett elérni.
Lehet, hogy Te már tudod a végeredményt én még nem pontosan, (pedig komoly segítséget és támogatást kaptam egy fórumos szakembertől is), de ígérem a sikerről és a kudarcról is beszámolok.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 23:09
Írta: svejk Dátum 2009 december 02, 23:09
Igen, valami ilyesmi rémlik nekem is, ezért írtam már többször hogy szerencsétlen választás volt W-ból kindulni.
Ha másért nem azért mert sokan nem értik/értjük :(
Persze majd a végén át lehetett volna motor teljesményre számolni...
Na mindegy, ez már így sikerült, csak túl kellene lépni rajta...
Persze nekem is...
Ha másért nem azért mert sokan nem értik/értjük :(
Persze majd a végén át lehetett volna motor teljesményre számolni...
Na mindegy, ez már így sikerült, csak túl kellene lépni rajta...
Persze nekem is...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 23:14
Írta: svejk Dátum 2009 december 02, 23:14
Látod Te is kevered rendesen...
Ha jól emlékszem épp Tibor45 kiszámolta hogy milyen kicsi teljesítmény kell a mozgatandó tömeg felgyorsításához. Persze kell nagy nyomaték... akkor ez itt ellentmondás?
Azért ugye nem gondolod egy percig sem hogy ezekkel a mérésekkel ne lennék tisztában, vagy nem követtem volna el ezeket az elmúlt közel 5 évben :))
Ha jól emlékszem épp Tibor45 kiszámolta hogy milyen kicsi teljesítmény kell a mozgatandó tömeg felgyorsításához. Persze kell nagy nyomaték... akkor ez itt ellentmondás?
Azért ugye nem gondolod egy percig sem hogy ezekkel a mérésekkel ne lennék tisztában, vagy nem követtem volna el ezeket az elmúlt közel 5 évben :))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 23:16
Írta: bmejdz9nu Dátum 2009 december 02, 23:16
Nem! Nem! Nemhogy beleszóltam ... hanem másokat is óvtam a számolást befejezésig a dumálástól!!! Olvasd vissza! (mert láttam a hibát az elején :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 23:20
Írta: HJózsi Dátum 2009 december 02, 23:20
Persze, a hobbisták sokszor optikai alapon készítenek gépet, nem is pontosan tudva, hogy mire lesz használva, csak erős legyen, meg gyors... aztán kiderül, hogy ugyan gyors, de nem erős, mint egy többtonnás megmunkálóközpont, de a rárakott motor szétszedné a gépet, ha olyan fogással és előtolással dolgozna vele mint az ipari, ha le nem old a vezérlés ... (a dinamika úgyszintén a levesben, mert ki lett hagyva néhány ki nem hagyandó szempont ...)
Azért ha lehet inkább számoljon az ember, pláne, ha segédletet is kap hozzá, vagy másoljon le egy jól vizsgázott mechanikát... A számolás amúgy kedvező hatással lehet a pénztárcára (is) ... :)
Azért ha lehet inkább számoljon az ember, pláne, ha segédletet is kap hozzá, vagy másoljon le egy jól vizsgázott mechanikát... A számolás amúgy kedvező hatással lehet a pénztárcára (is) ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 23:22
Írta: svejk Dátum 2009 december 02, 23:22
Való igaz amiket írsz...
Szívből örülök hogy belevágsz, látszik hogy modellező vagy és nem riadsz vissza ilyen kis apróságoktól.
Azt majd követeljük is, hogy írdd meg a tapasztalatokat!!
Nekem az áttételről mint kivitelezésről sajnos csak negatív tapasztalataim vannak így ha lehet kerülöm és keresek más megoldást, de ez legyen az én bajom.
Szívből örülök hogy belevágsz, látszik hogy modellező vagy és nem riadsz vissza ilyen kis apróságoktól.
Azt majd követeljük is, hogy írdd meg a tapasztalatokat!!
Nekem az áttételről mint kivitelezésről sajnos csak negatív tapasztalataim vannak így ha lehet kerülöm és keresek más megoldást, de ez legyen az én bajom.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 23:22
Írta: bmejdz9nu Dátum 2009 december 02, 23:22
Jól látod... a cél szentesítette az eszközt...
Emlékszel a léptetőmotor tesztjeimre...
Ha 100mm/sec-el beértem volna... most léptető lenne...
A pályakövetés, azaz nincs szétválasztva a gyorsjárat a marástól... valóban kemény dió... mert a Gecko a 128bittel nem is engedi...
(most 64 bit van... 2X step szorzás...)
Emlékszel a léptetőmotor tesztjeimre...
Ha 100mm/sec-el beértem volna... most léptető lenne...
A pályakövetés, azaz nincs szétválasztva a gyorsjárat a marástól... valóban kemény dió... mert a Gecko a 128bittel nem is engedi...
(most 64 bit van... 2X step szorzás...)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 23:25
Írta: svejk Dátum 2009 december 02, 23:25
Amit írtál nagy igazságok, de egy hobbyCNC-s, főleg ha kezdő "nembaj-sajnos" ilyen :)
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 02, 23:25
Írta: besirkyjh Dátum 2009 december 02, 23:25
Számoljunk kicsit .
Jelzem csak munka folyamatban számoltam .
Vegyük az a 20W-os motort .
Fordul 3000-et és hajt egy 4mm emelkedésü orsot az ugye direktben hajva 12 000mm/perc , és még mindig 20W .
Ha ezt a 12 000mm-t le "butitjuk " 600mm-re akkor alkalmaznunk kell egy 1:20 áttételt ( ez csak elv ) és a 20W-bol a munkadarabnál máris 400W-unk van ( munkavégzésre) . Igy van ?
Nálad a motor ( azt hiszem ) 400W ami ugye 3000 fordulatra igaz , ahoz hogy Te is 600mm/percel dolgozzol direktben a motorodnak 150-et kell fordulnia a 4-es orsoval .A Te motorod mekkora teljesitményt ad le 150-es fordulatnál ? 400W töredékét , ebben az adott példában melyik a kifizetödöbb és az optimálisabb ?
[#wow3][#integet2]
Jelzem csak munka folyamatban számoltam .
Vegyük az a 20W-os motort .
Fordul 3000-et és hajt egy 4mm emelkedésü orsot az ugye direktben hajva 12 000mm/perc , és még mindig 20W .
Ha ezt a 12 000mm-t le "butitjuk " 600mm-re akkor alkalmaznunk kell egy 1:20 áttételt ( ez csak elv ) és a 20W-bol a munkadarabnál máris 400W-unk van ( munkavégzésre) . Igy van ?
Nálad a motor ( azt hiszem ) 400W ami ugye 3000 fordulatra igaz , ahoz hogy Te is 600mm/percel dolgozzol direktben a motorodnak 150-et kell fordulnia a 4-es orsoval .A Te motorod mekkora teljesitményt ad le 150-es fordulatnál ? 400W töredékét , ebben az adott példában melyik a kifizetödöbb és az optimálisabb ?
[#wow3][#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 23:27
Írta: svejk Dátum 2009 december 02, 23:27
Na, ledőlök mert holnap lesznek a vizsgáim..:(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 23:28
Írta: bmejdz9nu Dátum 2009 december 02, 23:28
Megy vagy nem a gyakorlatban amit Tibor számolt? Ez a kérdés!
20W 3000rpm-en... 2W 300rpm-en... + átt + orsó... folyamtos terhelés 1000N...(2 cementes zsák)
Igen van surlódás... a hobbysta mángorolt bontott cuccokat vett :)
20W 3000rpm-en... 2W 300rpm-en... + átt + orsó... folyamtos terhelés 1000N...(2 cementes zsák)
Igen van surlódás... a hobbysta mángorolt bontott cuccokat vett :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 23:32
Írta: svejk Dátum 2009 december 02, 23:32
Ne kezdd már Te is!!!
Nem értitek meg hogy a Varsányinál a 12000 előtolásnál is ugyan úgy kell rángatni a mechanikát az előbb felsorolt(ak) miatt?
Azért kell neki a nagy motor...
Ne hasonlítsátok össze a Varsányi igényeit a példában szereplőével!
Nem értitek meg hogy a Varsányinál a 12000 előtolásnál is ugyan úgy kell rángatni a mechanikát az előbb felsorolt(ak) miatt?
Azért kell neki a nagy motor...
Ne hasonlítsátok össze a Varsányi igényeit a példában szereplőével!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 23:32
Írta: HJózsi Dátum 2009 december 02, 23:32
Én is ledőlök mára, csak altatóul még beteszem Tibor45 életrekeltett kicsikéjét a 2 tonnás asztalokkal, meg a 400W-os nem kis kihívást jelentő tárcsamotorokkal... Merjünk nagyot álmodni!!! [#nyes][#wave][#kacsint]

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 23:34
Írta: bmejdz9nu Dátum 2009 december 02, 23:34
"a problémát abban látom, hogy azokhoz az iszonyatos erős és gyors mozgásokhoz mint amit VP épít nem hobbysoknak van szükségük"
Köszi a bókot... de ne tudd meg mennyit megy a gép... egy-egy munka darabnál... azaz minden relatív...
Az átt. jó megépítése... te tudod... nem egyszerű... mint ahogy látszik...
Köszi a bókot... de ne tudd meg mennyit megy a gép... egy-egy munka darabnál... azaz minden relatív...
Az átt. jó megépítése... te tudod... nem egyszerű... mint ahogy látszik...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 23:34
Írta: bmejdz9nu Dátum 2009 december 02, 23:34
Van Videó már??? Hogy mozog? Upload..... Please...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 23:35
Írta: svejk Dátum 2009 december 02, 23:35
Ej-ej, már megint más tollával ékeskedsz...
Egyébként mi céét fog szolgálni a szerkezet?
Egyébként mi céét fog szolgálni a szerkezet?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 23:37
Írta: bmejdz9nu Dátum 2009 december 02, 23:37
Nyomatékból kellet volna indulnia... egy konkrét adatlapos motorból... akkor nem hibázott volna Tibi.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 23:38
Írta: HJózsi Dátum 2009 december 02, 23:38
A végeredmény az lesz, hogy rákattansz a szervóra ! ... :) [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 02, 23:40
Írta: svejk Dátum 2009 december 02, 23:40
Jó, lehet, de tényleg felejtsük már el, és ne huzakodjunk elő vele állandóan...
Mármint a vitát...
Mármint a vitát...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 02, 23:41
Írta: HJózsi Dátum 2009 december 02, 23:41
Azt mondtad mész aludni [#vigyor3], hát én tényleg megyek ... ha valaki nem álmos még modi, akkor legyenszíves törölgessen még a virtsaft maradványaiból please ... Jóccakát![#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 02, 23:46
Írta: Szalai György Dátum 2009 december 02, 23:46
Még mindég a sebesség a fő téma. El kéne már felejteni a sebesség alapú gépmegítélést. Eleget beszéltünk róla. A CNC megmunkálás jóságát, a dinamika - a gyorsulás és lassulás sebessége - a sebesség változás sebessége határozza meg. E nélkül nincsen pontos pályakövetés. És ez az ami gyalázatos, ha nem törődünk vele. Hiába sok a sebesség. Ha a dinamikai képesség megengedi, akkor mehetünk feljebb a sebességgel, mert másképp csak a pontosság rovására telik a hibatároló minden kanyarban. Kisebb sebességre (vagy szögsebességre) kisebb tömeget, kevesebb energiával lehet gyorsítani-lassítani. Ezért kell a rotornak (leggyorsabb szögsebességen mozgó alkatrész) kis J-vel rendelkeznie és nem direktbe növelni a motor J értékét az orsó J értékével, hanem egy jó áttételen keresztül.
Ettől csak akkor szabadulhatunk, ha (ahogy Péter érzi) a motor is nagyon alacsony fordulaton forog. Direkt drájv nyomatékmotor, hatalmas nagy nyomaték 0.02-100 rpm, mégis kicsi rotor inercia. Míg nem lesz ilyen motor az orsó végén, addig marad a kis emelkedésű orsó és áttétel, mint egyetlen nagy dinamikát adó megoldás. (A lineáris motorok, az külön fejezet.)
Ettől csak akkor szabadulhatunk, ha (ahogy Péter érzi) a motor is nagyon alacsony fordulaton forog. Direkt drájv nyomatékmotor, hatalmas nagy nyomaték 0.02-100 rpm, mégis kicsi rotor inercia. Míg nem lesz ilyen motor az orsó végén, addig marad a kis emelkedésű orsó és áttétel, mint egyetlen nagy dinamikát adó megoldás. (A lineáris motorok, az külön fejezet.)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 23:48
Írta: bmejdz9nu Dátum 2009 december 02, 23:48
ok. ez van, tudjuk... mit számolt és mit nem...
1. A 20W-os motor 3000rpm-nél 20W-os.... 300rpm-né csak 2W pedig folyamatos üzemre számolt!
2. 1000N tolóerő = 0.32Nm-es motor kell, ami ugyebár 100W-os kategória.
3. Nem számolt az átt. (kerekek és szíj) inerciájával... és súrlódási veszteségeivel....
4. semmilyen súrlódási azaz indítási azaz minimális veszteséggel... azaz vett 50%-ot de az nem ok. mert kicsik nagyon a számok...(1W nem elég ekkor)
stb... azaz nem volt gyakorlatias sem... azaz ha megcsinálnánk = nem menne. nem is akar senki 10mm/sec-el...
1. A 20W-os motor 3000rpm-nél 20W-os.... 300rpm-né csak 2W pedig folyamatos üzemre számolt!
2. 1000N tolóerő = 0.32Nm-es motor kell, ami ugyebár 100W-os kategória.
3. Nem számolt az átt. (kerekek és szíj) inerciájával... és súrlódási veszteségeivel....
4. semmilyen súrlódási azaz indítási azaz minimális veszteséggel... azaz vett 50%-ot de az nem ok. mert kicsik nagyon a számok...(1W nem elég ekkor)
stb... azaz nem volt gyakorlatias sem... azaz ha megcsinálnánk = nem menne. nem is akar senki 10mm/sec-el...
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2009 december 02, 23:48
Írta: 43pbwjg8s Dátum 2009 december 02, 23:48
Varsa!
Bocs de itt inkább megnézed: posta!
Bocs de itt inkább megnézed: posta!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 02, 23:54
Írta: bmejdz9nu Dátum 2009 december 02, 23:54
ment mail... én meg aludni :)
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 02, 23:57
Írta: besirkyjh Dátum 2009 december 02, 23:57
Igazad van .
Mire megkentem 5 szelet vajaskenyeret meg elöztél a beirással .
Egyébbként igazatok van tulkéne már lépni rajta és uj témákat felhozni .
[#lookaround]
Mire megkentem 5 szelet vajaskenyeret meg elöztél a beirással .
Egyébbként igazatok van tulkéne már lépni rajta és uj témákat felhozni .
[#lookaround]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 03, 00:13
Írta: s7manbs8 Dátum 2009 december 03, 00:13
Nem szakmai, de az nem érv, hogy valaki úgy csinálta. Pingvin effektus, vagy mert a pap azt mondta, hogy van sten és láttad már ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 03, 08:52
Írta: bmejdz9nu Dátum 2009 december 03, 08:52
Mindenki úgy csinálja ahogy akarja...
Egyébként le akarom szögezni én nem vagyok áttétel ellenes! De ha nem szükséges akkor nem kell(ene) használni!
Azaz összességében olcsóbb, jobb egy erősebb (netán eleve lassabb fordulatú) motor alkalmazása. (Erő és Nm)
2. Az áttételt meg lehet valósítani szíjáttétel nélkül is... de ez másik téma...
A motorból két módon juthatunk a teljesítményhez:
Az erejéből, nyomatékából (Nm) ill. fordulatszámából(W)...azaz több fordulat több "Watt"...
Most már tudjuk, hogy a motor teljesítménye függ a fordulatszámtól. (persze aki még mndig elhiszi Tibor számításait ezt még mindig nem tudja:)
De hát ezért lett törölve Tibor kérésére a számítások azaz Ő már tudja, azaz megtudta már.
Tehát ha le áttételezzük:
Akkor teljesítményt ("Wattokat") "jól kinyerjük" a motorból de kimeneti fordulatszám rovására történik azaz a kisebb mozgatási sebességet ekkor el kell fogadnunk.
És itt kell választanunk... mi fontos és mi nem... mekkora motort tudtunk beszerezni... ill milyen emelkedésű orsót...
Gyakorlati példa:
1. E240 0,2Nm... általában 3X áttételel használják a gyakorlatban...pl. egy 5-ös orsón... (753N erő a tengelyen)..."Watt-ot" nem akarok írni most..
2. Bautz E642 0,7Nm ... általában direkt hajtásra alkalmas. pl. egy 5-ös orsón...(879Nm erő a tengelyen)
Azaz az 1.-es példában (veszteségek nélkül) 1/3 átt is 0,6Nm a forgatott tengelyen...
Tehát a két hajtás kb. azonos erőre képes... csak a fordulatszám azaz a "végsebesség" más...
Persze lehetne vitázni a gyorsításról de ezt most hagyjuk... mert a mechanika adja a véget...
De figyelembe kell venni, hogy az áttételezéssel a gyorsítási képessége a motornak szintén redukálódik a hajtott tengelyre nézve...
A direkhajtásnál pedig lehet, hogy a motornak kevesebb fordulatra kell csak felpörögnie és az gyorsabban végbemegy...(szöggyorsulás)
Egyébként le akarom szögezni én nem vagyok áttétel ellenes! De ha nem szükséges akkor nem kell(ene) használni!
Azaz összességében olcsóbb, jobb egy erősebb (netán eleve lassabb fordulatú) motor alkalmazása. (Erő és Nm)
2. Az áttételt meg lehet valósítani szíjáttétel nélkül is... de ez másik téma...
A motorból két módon juthatunk a teljesítményhez:
Az erejéből, nyomatékából (Nm) ill. fordulatszámából(W)...azaz több fordulat több "Watt"...
Most már tudjuk, hogy a motor teljesítménye függ a fordulatszámtól. (persze aki még mndig elhiszi Tibor számításait ezt még mindig nem tudja:)
De hát ezért lett törölve Tibor kérésére a számítások azaz Ő már tudja, azaz megtudta már.
Tehát ha le áttételezzük:
Akkor teljesítményt ("Wattokat") "jól kinyerjük" a motorból de kimeneti fordulatszám rovására történik azaz a kisebb mozgatási sebességet ekkor el kell fogadnunk.
És itt kell választanunk... mi fontos és mi nem... mekkora motort tudtunk beszerezni... ill milyen emelkedésű orsót...
Gyakorlati példa:
1. E240 0,2Nm... általában 3X áttételel használják a gyakorlatban...pl. egy 5-ös orsón... (753N erő a tengelyen)..."Watt-ot" nem akarok írni most..
2. Bautz E642 0,7Nm ... általában direkt hajtásra alkalmas. pl. egy 5-ös orsón...(879Nm erő a tengelyen)
Azaz az 1.-es példában (veszteségek nélkül) 1/3 átt is 0,6Nm a forgatott tengelyen...
Tehát a két hajtás kb. azonos erőre képes... csak a fordulatszám azaz a "végsebesség" más...
Persze lehetne vitázni a gyorsításról de ezt most hagyjuk... mert a mechanika adja a véget...
De figyelembe kell venni, hogy az áttételezéssel a gyorsítási képessége a motornak szintén redukálódik a hajtott tengelyre nézve...
A direkhajtásnál pedig lehet, hogy a motornak kevesebb fordulatra kell csak felpörögnie és az gyorsabban végbemegy...(szöggyorsulás)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 03, 09:02
Írta: Szalai György Dátum 2009 december 03, 09:02
Magam, már sem a klasszikus, (Pavlov kutyája.) sem az operáns (Patkány, pedál, tál ) kondicionálás módszert nem használom a tanuláshoz. Eleve bennem él a tanulás vágya, tehát nem várok jutalmat, ha megszereztem a tudást, mert az ideiglenes egyensúly (Kíváncsiság-tapasztalat.) megvalósulása eleve jutalomértékű a számomra. Ehhez folyamatosan problémákat kell találnom és hozzájuk megoldásokat. A megismerés nem eredmény, hanem egy folyamat. Élethosszig tart.
A programozott oktatás módszerét használom. (Számítógéppel segített oktatás) Nálam beválik. A felnőtt, (a gyerektől különbözően) a tapasztalatai alapján, már nem kötődik a részletekhez, hanem felismeri azok összefüggéseit és a bennük lévő logikát. Már az össz érzékinger (látás, hallás, tapintás, ízlés, szaglás) közös hatása nélkül is képes vagyok memorizálni, tanulni. Akár csak egy alapján is. Nem kell legyártanom egy fogaskereket, megkóstolnom és megszagolnom, hogy tudjam milyen, és mitől, hogyan jó. Megelőző tapasztalataim kiegészítik a jelenlegi ingercsoportból hiányzóakat. A cél már nem csak új ismeretek szerzése, hanem a megszerzett részinformációk egybe szervezése, hogy az ismereteim egy nagyobb egésszé álljanak össze.
Ezért nem tudom elfogadni a fenti soraidban megfogalmazott gondolatmenetet.
„Ezentúl ha valakivel "vitázni" fogok először megkérdem milyen gépet csinált eddig (mutasson valamit belőle)... Aztán "értékén" azaz " a vak" elmélettel nem fogok "szembeszállni" megvitatni a semmit a semmiről... !!!”
A programozott oktatás módszerét használom. (Számítógéppel segített oktatás) Nálam beválik. A felnőtt, (a gyerektől különbözően) a tapasztalatai alapján, már nem kötődik a részletekhez, hanem felismeri azok összefüggéseit és a bennük lévő logikát. Már az össz érzékinger (látás, hallás, tapintás, ízlés, szaglás) közös hatása nélkül is képes vagyok memorizálni, tanulni. Akár csak egy alapján is. Nem kell legyártanom egy fogaskereket, megkóstolnom és megszagolnom, hogy tudjam milyen, és mitől, hogyan jó. Megelőző tapasztalataim kiegészítik a jelenlegi ingercsoportból hiányzóakat. A cél már nem csak új ismeretek szerzése, hanem a megszerzett részinformációk egybe szervezése, hogy az ismereteim egy nagyobb egésszé álljanak össze.
Ezért nem tudom elfogadni a fenti soraidban megfogalmazott gondolatmenetet.
„Ezentúl ha valakivel "vitázni" fogok először megkérdem milyen gépet csinált eddig (mutasson valamit belőle)... Aztán "értékén" azaz " a vak" elmélettel nem fogok "szembeszállni" megvitatni a semmit a semmiről... !!!”
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 03, 09:06
Írta: bmejdz9nu Dátum 2009 december 03, 09:06
Vitáztunk mi már? :) Szerintem nem... csak kérdezz nyugodtan... bármit... :) Nekem nincsenek (üzleti) titkaim :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 03, 09:32
Írta: Szalai György Dátum 2009 december 03, 09:32
Mi okból helyezed előtérbe a géped sebesség képességét, a dinamikai képesség hátrányára?
Mi motivál Téged, mikor tudatosan olyan gépet építesz, ami már elméletileg is lehetne sokkal közelebb az ideálishoz?
Neked miért olyan a számodra megépíthető ideális gép, mint amilyet készítettél?
Eddig azt gondoltam, hogy a szándékos Tibor45 pukkasztás a célod, csak hogy ne legyen unalmas a fórum, és hogy előrángasd belőle az (amúgy általa a tudásához képest szűken mért) ismeretanyagot. De most úgy látom tévedtem, meggyőződésből teszed, hiszel a szakmai igazságodban. Sajnálom.
(Megyek a postára, megérkezett az újpesti füstölt mangalica sonkám. Lesz olyan élvezetes, mint egy külső gerjesztésű DC motorról menet közben lekapcsolni az állrész gerjesztést.)
Mi motivál Téged, mikor tudatosan olyan gépet építesz, ami már elméletileg is lehetne sokkal közelebb az ideálishoz?
Neked miért olyan a számodra megépíthető ideális gép, mint amilyet készítettél?
Eddig azt gondoltam, hogy a szándékos Tibor45 pukkasztás a célod, csak hogy ne legyen unalmas a fórum, és hogy előrángasd belőle az (amúgy általa a tudásához képest szűken mért) ismeretanyagot. De most úgy látom tévedtem, meggyőződésből teszed, hiszel a szakmai igazságodban. Sajnálom.
(Megyek a postára, megérkezett az újpesti füstölt mangalica sonkám. Lesz olyan élvezetes, mint egy külső gerjesztésű DC motorról menet közben lekapcsolni az állrész gerjesztést.)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 03, 09:58
Írta: D.Laci Dátum 2009 december 03, 09:58
"Mi okból helyezed előtérbe a géped sebesség képességét, a dinamikai képesség hátrányára? "
Hát... ahogy elnézem a videóit attol dinamikusabb lenne akkor szétrázná a mechanikát.
Kör marásnál jó ha a beállitot érték ~10-dét elérné a sebbeség ha nem lenne elég dinamikus.
Hát... ahogy elnézem a videóit attol dinamikusabb lenne akkor szétrázná a mechanikát.
Kör marásnál jó ha a beállitot érték ~10-dét elérné a sebbeség ha nem lenne elég dinamikus.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 03, 10:36
Írta: bmejdz9nu Dátum 2009 december 03, 10:36
1. "dinamikai képesség hátrányára"? Ahogy Laci írta... tudnék még gyorsítáni a ramp-on de "kipotyoganak" a csavarok és eldeformálodna a Mechanika :)
Tehát nem alkudtam meg a dinamika rovására a sebbesség javára!
Ezeket a gyorsításokat tudom max. a "gyenge" mechanika miatt a gyakorlatban:
(Lináris gyorsítás mellett... egyébként exponenciálist használok általában)
400mm/secre 60ms alatt
200mm/secre 30ms alatt
100mm/secre 15ms alatt
50mm/secre 7,5ms alatt
25mm/secre 3,75ms alatt
10mm/secre 1,5ms alatt
Ha ezek gyenge adatok (de nem hiszem)... akkor rossz... de csak ez van... ezt tudja tartósan szétesés nélkül... kb. 40Kg-os mozgatott tömegekkel.
2. Elméletben minden oly egyszerű... de a valóság más... Ha lenne egy aluminium bányám akkor csinálnék 10tonnás gépet is :)
3. Semmi sem idális... csak a leghetőségekhez képest jó... azaz ami legtöbb adható-kapható :)
4. Örülök, hogy így látod... mert így is van... Én nem ebből élek mint tudod... = hobbysta.
Tehát nem alkudtam meg a dinamika rovására a sebbesség javára!
Ezeket a gyorsításokat tudom max. a "gyenge" mechanika miatt a gyakorlatban:
(Lináris gyorsítás mellett... egyébként exponenciálist használok általában)
400mm/secre 60ms alatt
200mm/secre 30ms alatt
100mm/secre 15ms alatt
50mm/secre 7,5ms alatt
25mm/secre 3,75ms alatt
10mm/secre 1,5ms alatt
Ha ezek gyenge adatok (de nem hiszem)... akkor rossz... de csak ez van... ezt tudja tartósan szétesés nélkül... kb. 40Kg-os mozgatott tömegekkel.
2. Elméletben minden oly egyszerű... de a valóság más... Ha lenne egy aluminium bányám akkor csinálnék 10tonnás gépet is :)
3. Semmi sem idális... csak a leghetőségekhez képest jó... azaz ami legtöbb adható-kapható :)
4. Örülök, hogy így látod... mert így is van... Én nem ebből élek mint tudod... = hobbysta.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 03, 11:14
Írta: besirkyjh Dátum 2009 december 03, 11:14
Szia Péter
Veddmár észre hogy a mechanikád és a hajtásod nincs arányban és ez a baj ( amit irtam tegnap, lehet illetve kell tulméretezni de ne ugy hogy szét üsse a mechanikádat hacsak nem az a célod )
Ezeket a gyorsításokat tudom max. a "gyenge" mechanika miatt a gyakorlatban:
(Lináris gyorsítás mellett... egyébként exponenciálist használok általában)
400mm/secre 60ms alatt
200mm/secre 30ms alatt
100mm/secre 15ms alatt
50mm/secre 7,5ms alatt
25mm/secre 3,75ms alatt
10mm/secre 1,5ms alatt
Itt irod hogy gyenge a mechanikád akkor kell az a motor bele vagy sem ? [#confused][#whatever]
Veddmár észre hogy a mechanikád és a hajtásod nincs arányban és ez a baj ( amit irtam tegnap, lehet illetve kell tulméretezni de ne ugy hogy szét üsse a mechanikádat hacsak nem az a célod )
Ezeket a gyorsításokat tudom max. a "gyenge" mechanika miatt a gyakorlatban:
(Lináris gyorsítás mellett... egyébként exponenciálist használok általában)
400mm/secre 60ms alatt
200mm/secre 30ms alatt
100mm/secre 15ms alatt
50mm/secre 7,5ms alatt
25mm/secre 3,75ms alatt
10mm/secre 1,5ms alatt
Itt irod hogy gyenge a mechanikád akkor kell az a motor bele vagy sem ? [#confused][#whatever]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 03, 11:19
Írta: s7manbs8 Dátum 2009 december 03, 11:19
Mondjuk konkrétan én is kiváncsi lennék, hogyan gyorsulna áttétellel, anélkül, megmozdulna e a tengely egy kisebb motorral. Ennek a képletét le kellene vezetni pontosan.
A másik, hogy a számolásnál a W volt megadva meg a gyorsulás ideje pl. de azt nem láttam, hogy eközben a motornak mennyi A-t kellett volna kapnia, mert lehet, hogy a csúcsértékét meghaladta volna, tehát képtelenség lett volna annyival hajtani, pl. 10A helyett lehet 25A-t evett volna, és hiába jött ki Wattilag a számolás annyira, de akkor meg ezt a határértéket lépi túl.
Nekem egy 50W-os szervóm van, de tök kakaóval is elég gyenguszkának látom, ha nem golyósorsós hajtás van, csak menetes szár, meg a mechanika sem valami tökély azaz jócskán van súrlódás, hát majdnem veri egy léptecs is, persze bizos kellene neki adni vagy 80V-ot, akkor erősebb lenne.
A másik, hogy a számolásnál a W volt megadva meg a gyorsulás ideje pl. de azt nem láttam, hogy eközben a motornak mennyi A-t kellett volna kapnia, mert lehet, hogy a csúcsértékét meghaladta volna, tehát képtelenség lett volna annyival hajtani, pl. 10A helyett lehet 25A-t evett volna, és hiába jött ki Wattilag a számolás annyira, de akkor meg ezt a határértéket lépi túl.
Nekem egy 50W-os szervóm van, de tök kakaóval is elég gyenguszkának látom, ha nem golyósorsós hajtás van, csak menetes szár, meg a mechanika sem valami tökély azaz jócskán van súrlódás, hát majdnem veri egy léptecs is, persze bizos kellene neki adni vagy 80V-ot, akkor erősebb lenne.
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 december 03, 11:28
Írta: fs9s63xkf Dátum 2009 december 03, 11:28
Ez a 23W-os SD szervó görbéje:
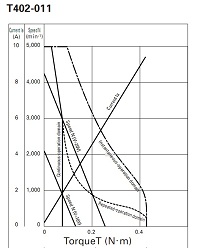
Nagyobb kép!
Három fontos görbét látunk:
1. Instantaneous-operation domain
2. Repeated-operation domain
3. Continuous-operation domain
1. Az a csúcsnyomaték, gyorsításokhoz használható...
2. Az ismétlődő mozgások, mint ami a CNC technikában is gyakran előfordul...
3. Folyamatos, megállás nélküli terheléshez tartozik...
A legfontosabb itt nekünk a 2. görbe!! Ez minden DC, AC szervóra igaz, ahogy csökken a fordulatszám, egyre nagyobb nyomatékot tudunk belőle kivarázsolni!
Így aztán ha megnézzük ezt a konkrét ábrát mindjárt látszik hogy 300rpm-nél is ki tudunk belőle nyerni 0.32Nm-t!!!!!!!!!
Mellesleg ez kb. 10W és csak az 50%-os hatásfok miatt kell a 20W-os motor :) És miért van az 50%-os hatásfok, mit írt Tibor45? Ezt: "...nagyon rossz hatásfokú áttételt, súrlódásokra egyéb veszteségekre..."
Mellesleg egy nagyon hasonló képet linkelt be Egyújabbgépépítő a #9574-es hozzászólásban, csak azon valahogy átsiklottunk!
Nagyobb kép!
Három fontos görbét látunk:
1. Instantaneous-operation domain
2. Repeated-operation domain
3. Continuous-operation domain
1. Az a csúcsnyomaték, gyorsításokhoz használható...
2. Az ismétlődő mozgások, mint ami a CNC technikában is gyakran előfordul...
3. Folyamatos, megállás nélküli terheléshez tartozik...
A legfontosabb itt nekünk a 2. görbe!! Ez minden DC, AC szervóra igaz, ahogy csökken a fordulatszám, egyre nagyobb nyomatékot tudunk belőle kivarázsolni!
Így aztán ha megnézzük ezt a konkrét ábrát mindjárt látszik hogy 300rpm-nél is ki tudunk belőle nyerni 0.32Nm-t!!!!!!!!!
Mellesleg ez kb. 10W és csak az 50%-os hatásfok miatt kell a 20W-os motor :) És miért van az 50%-os hatásfok, mit írt Tibor45? Ezt: "...nagyon rossz hatásfokú áttételt, súrlódásokra egyéb veszteségekre..."
Mellesleg egy nagyon hasonló képet linkelt be Egyújabbgépépítő a #9574-es hozzászólásban, csak azon valahogy átsiklottunk!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 03, 11:37
Írta: bmejdz9nu Dátum 2009 december 03, 11:37
Egyébként ma olyat találtam ki amitől hátast dobja megát valaki :)
A Kami gépemre a 400W-os SanyoDenki motorokat felteszem direkthajtásra!
Gyakorlatilag 20-as bels. átm csapágyak és tengely van benne... azaz...
Szétszedem (encoder levesz) bele esztergálok minkét felébe egy-egy 18-as anyagot... hátulra visszakerül a kézitekerő... elöl kupplung...
Végül is nem hosszú ez a motor... alkalmas... méretileg...
Nem lesz nehezzebb kézzel tekerni ha a tartóáramot kikapcsolom azaz a vezérlőt...
Erőre is több mint okénak tűnik a feladathoz... a Kami direkthajtáshoz...
Alapnyomaték: 1,7Nm az orsó 3mm-es emelkedésű...(1,7Nmx6,28/0.003m) = 3558N azaz 355kp tolóerő...(7 zsák cement erő :)
Legyen a max sebesség: 60mm/sec azaz 10mp alatt tolja az asztalt egyik végről a másikra...
Szükséges fordulat a motortól: 60mm/sec sebességnél a 3mm-es orsón = 20ford/mp (azaz 1200rpm)
Ehhez egy 48V-os táp kell... nem több nehogy rohangáljon :) Kb. max. 6A-t kell biztosítani hogy az alapnyometék fölé nem nejen...
Ezt a leírása szerint forgás nélkül is bírja(stall armature current = 6A)
De ekkora erő nem is kellhet a mozgatáshoz... sőt ha késöbb 5mm em. golyóorsóra cserélem még akkor is meglesz az erő...(3-as nincs a piacon és a 2-es nagyon drága:)
Tudom kicsit luxus erre "elhasználni" ilyen motorokat... de olcsóbb mint egy előtolómotor és szervós is lesz tőle :) Léptetőmotorom meg úgysincs... de azt kikapcsolva is nehéz tekerni, kézzel...= nem ok.
Később...
Meg arra is gondoltam... mível ezek a gépeknek kb. 0.2mm a holtjátéka... ezt ki lehetne "szedni" egy kis áramkörrrel azaz a DIR jel változására... "bedob" pár step jelet... kottyanásnyit...
Vad ötletek ...:)
A Kami gépemre a 400W-os SanyoDenki motorokat felteszem direkthajtásra!
Gyakorlatilag 20-as bels. átm csapágyak és tengely van benne... azaz...
Szétszedem (encoder levesz) bele esztergálok minkét felébe egy-egy 18-as anyagot... hátulra visszakerül a kézitekerő... elöl kupplung...
Végül is nem hosszú ez a motor... alkalmas... méretileg...
Nem lesz nehezzebb kézzel tekerni ha a tartóáramot kikapcsolom azaz a vezérlőt...
Erőre is több mint okénak tűnik a feladathoz... a Kami direkthajtáshoz...
Alapnyomaték: 1,7Nm az orsó 3mm-es emelkedésű...(1,7Nmx6,28/0.003m) = 3558N azaz 355kp tolóerő...(7 zsák cement erő :)
Legyen a max sebesség: 60mm/sec azaz 10mp alatt tolja az asztalt egyik végről a másikra...
Szükséges fordulat a motortól: 60mm/sec sebességnél a 3mm-es orsón = 20ford/mp (azaz 1200rpm)
Ehhez egy 48V-os táp kell... nem több nehogy rohangáljon :) Kb. max. 6A-t kell biztosítani hogy az alapnyometék fölé nem nejen...
Ezt a leírása szerint forgás nélkül is bírja(stall armature current = 6A)
De ekkora erő nem is kellhet a mozgatáshoz... sőt ha késöbb 5mm em. golyóorsóra cserélem még akkor is meglesz az erő...(3-as nincs a piacon és a 2-es nagyon drága:)
Tudom kicsit luxus erre "elhasználni" ilyen motorokat... de olcsóbb mint egy előtolómotor és szervós is lesz tőle :) Léptetőmotorom meg úgysincs... de azt kikapcsolva is nehéz tekerni, kézzel...= nem ok.
Később...
Meg arra is gondoltam... mível ezek a gépeknek kb. 0.2mm a holtjátéka... ezt ki lehetne "szedni" egy kis áramkörrrel azaz a DIR jel változására... "bedob" pár step jelet... kottyanásnyit...
Vad ötletek ...:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 03, 11:44
Írta: s7manbs8 Dátum 2009 december 03, 11:44
Köszönöm, így lehet tanulmányozni pontosan, akár integrálhajuk is a görbe alatti terület, ha valakinek ahhoz van kedve.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 03, 11:47
Írta: bmejdz9nu Dátum 2009 december 03, 11:47
Kisérletezz... csinálj tesztpadot... különbözű motorokkal... áttételekkel....
Ennyi DC szervó morom volt a tesztekhez...nézd meg a kiállítást :)
Ennyi DC szervó morom volt a tesztekhez...nézd meg a kiállítást :)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 03, 11:47
Írta: D.Laci Dátum 2009 december 03, 11:47
Amugy a kép alat apró betű... :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 03, 11:51
Írta: s7manbs8 Dátum 2009 december 03, 11:51
Na most én is sárga vagyok.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 03, 11:57
Írta: bmejdz9nu Dátum 2009 december 03, 11:57
"Ez minden DC, AC szervóra igaz"... pl. TECO AC motor is ilyen... most nem tudom megnézni nem vagyok otthon... de valami mást láttam...
Kb. ez van/lesz a gépkönyvben a pl. 100W-os motorhoz:
Ez elég egyértelmű... mit merre hogyan... és melegszik is az értékeken felül... azaz kivül!
Belefárdtam...sajnos...
Tudom és láttam a kb. 100W-os motorrokkal már nagyon szépen mennek az általatok gyártott gépek (egy 5-ös orsó direkthajtással)
A vezérlőt meg meg sem merem írni... azaz mi hajtja...:))
Dobja már valaki össze... pl. te :) azt a T45-ös számolt mintamechanikát!!! Olyan aki azt mondja működik! (Én nem mondom:)
Azt vége... Én adom a motort! Legyen 11W vagy 23W-os SanyoDenki! Vagy 30W-os Yaskawa? Küldjem?
Csináld meg...:) Ti is szeretitek az áttételet... ebben értünk egyet :)
Egyébként egy kocsi központzárjában a motort nézzük...
Akkora mint egy... egy körömnyi! ... és egy pillanatra akkor erőre képes hogy csak na...
Ne de azt csiki-csukizni egész nap :) azaz nem folyamatos üzem...
Kb. ez van/lesz a gépkönyvben a pl. 100W-os motorhoz:
Ez elég egyértelmű... mit merre hogyan... és melegszik is az értékeken felül... azaz kivül!
Belefárdtam...sajnos...
Tudom és láttam a kb. 100W-os motorrokkal már nagyon szépen mennek az általatok gyártott gépek (egy 5-ös orsó direkthajtással)
A vezérlőt meg meg sem merem írni... azaz mi hajtja...:))
Dobja már valaki össze... pl. te :) azt a T45-ös számolt mintamechanikát!!! Olyan aki azt mondja működik! (Én nem mondom:)
Azt vége... Én adom a motort! Legyen 11W vagy 23W-os SanyoDenki! Vagy 30W-os Yaskawa? Küldjem?
Csináld meg...:) Ti is szeretitek az áttételet... ebben értünk egyet :)
Egyébként egy kocsi központzárjában a motort nézzük...
Akkora mint egy... egy körömnyi! ... és egy pillanatra akkor erőre képes hogy csak na...
Ne de azt csiki-csukizni egész nap :) azaz nem folyamatos üzem...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 03, 12:04
Írta: bmejdz9nu Dátum 2009 december 03, 12:04
Volt ennél azért több is... csak nem egy időben... meg soféle vezérlőteszt...
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 december 03, 13:00
Írta: fs9s63xkf Dátum 2009 december 03, 13:00
Ha végre sikerül szerezni ÚJ!!! kis méretű szervót és lesz rá egy kis időm akkor tuti megcsinálom :)
Sajnos mostanában nem lesz rá időm, csak február környékén...
Azt hogy a görbékről miért marad le mindenkinél a "2." görbe azt nem tudom!
Sajnos mostanában nem lesz rá időm, csak február környékén...
Azt hogy a görbékről miért marad le mindenkinél a "2." görbe azt nem tudom!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 03, 13:28
Írta: bmejdz9nu Dátum 2009 december 03, 13:28
Komolyan írtam küldök motort a tesztpadhoz! Vannak ilyesmik... itthon... Persze ezek a "miniket" 1mm-es em. pici Z-hez vettem...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 03, 13:50
Írta: s7manbs8 Dátum 2009 december 03, 13:50
Tibor biztosa nagy rajongója Newtonnak, ami valljuk be érthető is, az írottak alapján. Azonkívül van itt két mondat.
"A második törvény szerint egy tárgy gyorsulása (azaz változó sebessége) egyenlő az erő és a tárgy tömegének a hányadosával. E két első törvényhez Newton hozzáadott egy harmadikat, a híres harmadik mozgástörvényét, (mely kimondja, hogy minden hatásnak – azaz fizikai erőnek – van egy vele egyenlő és ellentétes irányú ellenhatása), amely a newtoni törvények legismertebbike: az egyetemes vonzástörvény."
ami a CNC-gépeknél szervós vezérlésnél is fontos.
Az első az erő, gyorsulás, tömeg összefüggésének törvénye (forgatónyomaték, szöggyorsulás, tehetetlenségi nyomaték).
A másik pedig a hatás-ellenhatás, amit a gépeden is észlelsz, ahogy a tengelyen gyorsul a mozgatott tömeg, úgy visszafele az asztal is, amin a gép van.
"A második törvény szerint egy tárgy gyorsulása (azaz változó sebessége) egyenlő az erő és a tárgy tömegének a hányadosával. E két első törvényhez Newton hozzáadott egy harmadikat, a híres harmadik mozgástörvényét, (mely kimondja, hogy minden hatásnak – azaz fizikai erőnek – van egy vele egyenlő és ellentétes irányú ellenhatása), amely a newtoni törvények legismertebbike: az egyetemes vonzástörvény."
ami a CNC-gépeknél szervós vezérlésnél is fontos.
Az első az erő, gyorsulás, tömeg összefüggésének törvénye (forgatónyomaték, szöggyorsulás, tehetetlenségi nyomaték).
A másik pedig a hatás-ellenhatás, amit a gépeden is észlelsz, ahogy a tengelyen gyorsul a mozgatott tömeg, úgy visszafele az asztal is, amin a gép van.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 03, 14:53
Írta: ukcge40u Dátum 2009 december 03, 14:53
Azért, mert otthonra egy ballagós alapgépnek jó lesz. Vagyok annyira jó szakember, hogy tudom magamról, nekem sem sikerül mindig komolyat csinálni.
Megcsinál ez nekem idővel minden sokkal komolyabbat is, mert képes lesz rá. Nekem meg lesz rá időm..., mert most nem sok van.
Megcsinál ez nekem idővel minden sokkal komolyabbat is, mert képes lesz rá. Nekem meg lesz rá időm..., mert most nem sok van.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 03, 15:33
Írta: Szalai György Dátum 2009 december 03, 15:33
Érdekes, hogy éppen a körmarást hoztad példának a dinamikával kapcsolatban. Én azt pont nem hoztam volna.
Az egyenes vonalú egyenletes sebességű síkmarás után ahhoz kell legkevésbé a dinamika.
A körmarás mindkét axison, egyszerű szinusz hullám szerinti sebesség változást igényel.
Abban aztán nincsen egyetlen hirtelen indulás, megállás, irányváltás sem, amihez dinamika kéne. Biztosan több kört martál mint én, láthattad. Péter is tudja, azért mutat ilyet. Nincsen túlszaladás, mint a szögletes marásnál.
Az egyenes vonalú egyenletes sebességű síkmarás után ahhoz kell legkevésbé a dinamika.
A körmarás mindkét axison, egyszerű szinusz hullám szerinti sebesség változást igényel.
Abban aztán nincsen egyetlen hirtelen indulás, megállás, irányváltás sem, amihez dinamika kéne. Biztosan több kört martál mint én, láthattad. Péter is tudja, azért mutat ilyet. Nincsen túlszaladás, mint a szögletes marásnál.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 03, 15:59
Írta: Szalai György Dátum 2009 december 03, 15:59
Sajnos, mint a világban általában, úgy a CNC-ben is, minden mindennel összefügg.
A nagy (40kg) mozgatott tömeg rángatása, ugyan akkora ellenhatást vált ki a géptestben, amit az kénytelen elviselni, amíg csak bírja. Ha már nem bírja, akkor szétszakad, vagy elgörbül. Amikor a szilárdság növelése érdekében a mozgó alkatrészeket is tömör anyagból készítetted és acél csavarokkal jól megerősítetted, akkor tanultam meg tőled, hogy azt nem szabad. Nem a géptest gyenge, hanem a mozgó tömeg nagy.
Ha volna alumínium bányád, készíthetnél tíz tonnás gépet, de ha abból hat tonnát gyorsítanál, 400mm/sec-re 60ms alatt, akkor megint csak szétesne a négy tonnás géptest.
Igen elméletben minden egyszerű, ezért ott még könnyű változtatni az elképzeléseken. De ha már az elmélet is hibás, akkor abból még nehezebb jól működő gyakorlatot kihozni.
Sajnos, abban is igazad van, hogy semmi sem ideális. Ha neked ez a gép megfelel, így ahogy van, akkor neked ez a lehető legjobb. Csak azt mondom, majdnem ugyanezekkel az alkatrészekkel talán lehetne többszörösen jobb is. De hát akkor neked minek.
A nagy (40kg) mozgatott tömeg rángatása, ugyan akkora ellenhatást vált ki a géptestben, amit az kénytelen elviselni, amíg csak bírja. Ha már nem bírja, akkor szétszakad, vagy elgörbül. Amikor a szilárdság növelése érdekében a mozgó alkatrészeket is tömör anyagból készítetted és acél csavarokkal jól megerősítetted, akkor tanultam meg tőled, hogy azt nem szabad. Nem a géptest gyenge, hanem a mozgó tömeg nagy.
Ha volna alumínium bányád, készíthetnél tíz tonnás gépet, de ha abból hat tonnát gyorsítanál, 400mm/sec-re 60ms alatt, akkor megint csak szétesne a négy tonnás géptest.
Igen elméletben minden egyszerű, ezért ott még könnyű változtatni az elképzeléseken. De ha már az elmélet is hibás, akkor abból még nehezebb jól működő gyakorlatot kihozni.
Sajnos, abban is igazad van, hogy semmi sem ideális. Ha neked ez a gép megfelel, így ahogy van, akkor neked ez a lehető legjobb. Csak azt mondom, majdnem ugyanezekkel az alkatrészekkel talán lehetne többszörösen jobb is. De hát akkor neked minek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 03, 16:58
Írta: bmejdz9nu Dátum 2009 december 03, 16:58
Tömör anyag + so-sok csavar + fémragasztás! Így legerősebb és rezonancia biztosabb!
És jól átgondolni! Írok egy példát... de talán a mechanikai ötletekben kellene...
Először is minden gép erősségét és rezonancia biztonságát nagyban a Z határozza meg!
Tehát ha hosszú és általában "lent" dolgozik a gép akkor egy hosszú "karon" van a marómotor = rezonanciaveszély! (vagy tonnás szerkezet:)
Erre három jó megoldás van: (szerintem már a 100mm-es Z is igen nagy átfogás! - ezt gyakorlatból mondom!)
1. Gondoljunk a BF20-ra vagy Kami gépre... ott is kicsi a Z de lehet a fej magasságot állítani!
2. Ahogy a gépemnél van... 100mm Z és emelhető a híd +100mm, hogyha kellene nagy satu vagy forgató miatt...
3. A profi gépeken... a Z fix és az asztalt lehet süllyeszteni... a célhoz...
Mind a 3 megoldás jó! Mert ugyebár gyakorlatilag nekünk már 50mm Z is elég lenne... mert a szerszámok ennél mélyebbre úgysem tudnak az anyagban...
Tehát a legjobb (lenne) egy kis mozgású Z tengely és süllyeszthető asztal vagy emelhető híd!
Érdemes ezen elgondolkodni... Ezen áll vagy bukik el a legtöbb gép!
És jól átgondolni! Írok egy példát... de talán a mechanikai ötletekben kellene...
Először is minden gép erősségét és rezonancia biztonságát nagyban a Z határozza meg!
Tehát ha hosszú és általában "lent" dolgozik a gép akkor egy hosszú "karon" van a marómotor = rezonanciaveszély! (vagy tonnás szerkezet:)
Erre három jó megoldás van: (szerintem már a 100mm-es Z is igen nagy átfogás! - ezt gyakorlatból mondom!)
1. Gondoljunk a BF20-ra vagy Kami gépre... ott is kicsi a Z de lehet a fej magasságot állítani!
2. Ahogy a gépemnél van... 100mm Z és emelhető a híd +100mm, hogyha kellene nagy satu vagy forgató miatt...
3. A profi gépeken... a Z fix és az asztalt lehet süllyeszteni... a célhoz...
Mind a 3 megoldás jó! Mert ugyebár gyakorlatilag nekünk már 50mm Z is elég lenne... mert a szerszámok ennél mélyebbre úgysem tudnak az anyagban...
Tehát a legjobb (lenne) egy kis mozgású Z tengely és süllyeszthető asztal vagy emelhető híd!
Érdemes ezen elgondolkodni... Ezen áll vagy bukik el a legtöbb gép!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 03, 17:16
Írta: 000000000 Dátum 2009 december 03, 17:16
Szia Péter!
Én biztos nem teszem át, mert talán ez így együtt nagyon is idetartozik,
hiszen Te ezt az Embert, a zseniális Newton-t kiritizálod a minősíthetetlen beírásaiddal
3 napja is folyamatosan, amióta nincs időm írni. Gondolkozzál már egy picit!
És talán ennek a képnek, tudományos életpálya leírásnak van akkora
jelentősége, műszaki tartalma, hogy finoman fogalmazzak, mint a Te
sötétszemüveges #9641-nek, vagy a mennyiségi nagyképűséget sugalló
#9810-ednek, amit ráaádsul kb. 20-adszor mutatsz nekünk.
Ha persze kimoderálod írásaimat, az megint Téged jellemez,
mostanában ebben nagyon profi lettél.:(
De nézzük csak mire tanít minket a tudós lángelme integrál-differenciál
egyenleteinek alapképlet megoldásai, aminek egy hajtástechnikai
alapméretezési szösszenetét olvashattátok már tőlem 6 oldalnyi terjedelemben.
Az idevonatkozó tétel:
P=.5*J*A*A/t
Behelyettesítés Varsányi 400W SD motorjára 400 mm/s -nél:
P=0.5*0.5*0.0005*502.56*502.56/0.06=1052W
Mit is jelent ez a számok tükrébena gondolkodó embernek??:
A motor tengelye levegőben lóg, csak saját forgórészét ekkora elméleti hasznos
teljesítménnyel tudja csak felgyorsítani, majd utána ezt a hatalmas mozgási energiát megálláskor újból elveszi tőlünk, mint fékezési P, azaz ezek a VP-Svejk féle
szervóhajtás hűtőbordáján és a motoron hőveszteség formájában távoznak a semmibe.
Na már most, a tengelyen az előbbi számításnál semmi nincs, a redukált
J nulla, és a hatásfok is 100%. Gondoljuk végig, direktben egy tengelykapcsoló,
20/400 mm körüli mozgatóorsó, és az orsó-anya által mozgatott tömeg
J-je együtt mit jelent? Azt, hogy még 2-4-szeres P igény keletkezik a kiszámolthoz
képest, durván egy tengelynél 5 KW körüli teljesítmény igény jelentkezik egyetlen
start-stop "villám" mozdulatnál a levegőben, és ahogyan két éve írja ide nekünk,
utoljára a #9803-ban, szerinte az ő gépe ezt tudja is:
400mm/secre 60ms alatt
200mm/secre 30ms alatt
100mm/secre 15ms alatt
50mm/secre 7,5ms alatt
25mm/secre 3,75ms alatt
10mm/secre 1,5ms alatt
Ugye milyen nevetséges sorok ezek a számok a tükrében?:))))))))))))
Ki mérte ezt ki?? Ja a "süket" vezérlőprogram ablakban ott a csicsa szám,
és akkor az annyi a valóságban is, mert VP leírja? Ugyan kérem...:))))
Péter beszél, "csak" ezek csak alapon léteznek, állítom, egy eszetergakést nem
tudna megköszörülni normálisan, megveszi inkább Amerikából, és írja, nyomja a
sületlenségeit. Nem érti, hiába küszködik, ezerszer is írhat bármit, sajnos műszakialag
szakmailag komolytalan dolgokat művel.:)
Egyébként engem ez nem érdekel, ki mennyire "hüle". Csinálja mindenki,
amit akar, semmi közöm hozzá. De AZT már nem tűrhetem,
amikor a T45 név naponta elhangzik azóta is 25-ször, és mellé hazug,
elferdített marhaságot ír. Szegény Newton forog a sírjában!:)
Magyarul ezen gyorsulásoknak, amikről ő itt beszél, ír a saját gépén
természetesen semmi köze nincs a valósághoz a tényszerű kiszámolt
adatok tükrében is láthatjátok.
Ellenkezőleg, egy kisebb, idevaló 50-60 W-körüli motor bőséges
tartalékokkal rendelkezik az ő aluvázas Hobby CNC gép mechanikáján
történő maximális forgácsolási teljesítményekhez megfelelő mm/motor
fordulat illesztéssel.
Psichobilly # 9805-ben is megértette a gondolat menetemet, köszönet érte (igaz
picit azért segítettem neki ebben emailban), és az általa belinkelt motor
jelleggörbe a döntő, bizony-bizony ritka azon az eredő, valós lineáris M-n jellegörbe,
mint a fehér holló. Ha visszaemlékeztek, én akkor semmilyen
konkrét motortípust nem mondtam, de utaltam rá, hogy ez a teljesítményű motor
már a minimális egy 2-es áttételnél is (i=3-4-5-re nem is volt időm végigszámolni)
reális a számok tükrében, hiszen mindössze FORGÁCVSOLÁSKOR ~10W-ot
igénylő példáról van szó. Talán 25 év hajtástechnikai tervező múlttal
a hátam mögött, csak tudom, hogy milyen karakterisztikájú
kb. egy 50 W-os jobb minőségű szervo motor. Az a gyerekes duma pedig, hogy az
egész Fórumon csak ő tudja egyedül a P=nyomaték*szögsebesség összefüggést,
hát mit is írjak, nem találok szavakat....:))
GONDOLKOZZUNK Emberek, ezt kértem, erre lett volna nagyon jó az
a segédlet, amit elkezdtem írni Nektek, és az első 6 oldal
el is készült belőle. Ugyanis azon gondolatimból világosan látszik
a szervo hajtásrendszer fizikai hasznos egyszerűsített
energia, teljesítmény mérlege, ábrázolom Nektek, íme:

Remélem a kételkedők is belátják, ostoba, csak alapon 10-20-szor
túlméretezni valamit, ráaádásul ezzel csak drágább, lomhább, ezáltal
szerszámpálya követésben rosszabb és pazarló, energiafaló
dolgot csinálni értelmetlen. Tanulságos. Ott a sok egyre növekvő
PIROS kérdőjel....:))) Összeomlott tehát a mese birodalom...:))
Hagyjuk Péter megfőni saját ostobaságaiban, a linkelt képén
látható sok motor mind-mind nem Hobby CNC-hez való,
végiggondolatlan e-bayos pézköltések eredményei.
Így jár az, aki minimális műszaki alapokkal nincs tisztában!:)
A műszaki törvények ugyanis sajnos a Hobbygépre éppúgy
igazak, mint a 100 millás CNC megmunkálóközpontra.
Egyszerűen saját magával szúr ki az a Hobysta, aki azt mondja: engem ez
nem érdekel, majd működik valahogy, majd én megmondom a tutit, oszt csókolom.:)
Svejk! Bocsáss meg, de picit úgyérzem, Te is ellenem vagy néha,
ne bántsál, kérlek ok nélkül szakmai kérdésekben.
Az egy dolog, hogy Te gyakorlati alapon úgy vagy vele, hogy láthatatlan
100W villamos teljesítményt szerintem nem sokba nézel. Én nagyon nagyra
tartok ekkora mechanikai teljesítményt, ebből kifolyólag a villamost is, matamatikailag
ezek energimérlegek, de +- összegüknek sajna stimmelni kell, de erről is írtam már.
Az autós példám # 9633 pedig nagy valószínűséggel igenis idevág, gondold
végig egy nyugisabb időszakodban. Ugyanis a gépkocsi sebváltója a válasz...,
azaz az áttételezés(sebváltó) + motor karaterisztika a döntő ott is a gyorsulási
időt tekintve.
Lehet, minden másképp alakult volna, ha amikor VP megkeresett szervó
ügyben, elhajtod, és megmagyarázod neki azt, hogy ennek nincs értelme,
amikor a legkomolyabb forgácsolás is Hobby berkekben előtoláskor
néhány W hasznos előtolást kíván. Akkor nem kell IRFP260,
nincs eszeveszett, levegőszántás a semmiért, betárolt forgó energiákkal
(lásd képletek) küszködő, túllendülő, ezáltal is pontatlanabb,
butuska hibatárolójú szervo vita.
Helyes használat esetén akár a gyík P igénye is bőven elégséges lett volna.
És a Fórum megúszott volna talán 2 év "Varsányi sületlenség kataszrófát"
meddő vitát szervó ügyben.:))
Bár megfogadtam, nem írok egy ideig VP-nek, mégis kénytelen voltam ezt a pár
sort feltenni, mert olvasni azért esténként szoktalak Benneteket, és az a fortyogás,
gyerekes duzzogás, műszaki elferdítés halmaz, állandó cikizésem, komolytalan, semmit nem
bizonyító videók linkelése amit itt egyesek úgy érzem továbbra is művelnek,
ezen írásra kényszerítettek!
Ma egyébként jó napom volt, remekül haladtam a fejlesztéseimmel,
köszönöm Neked világtanító nagymester, Sir Isaac Newton!
Nektek is kellemes CNC sikerélményeket kívánok, a lehetőség adott.:)
Én biztos nem teszem át, mert talán ez így együtt nagyon is idetartozik,
hiszen Te ezt az Embert, a zseniális Newton-t kiritizálod a minősíthetetlen beírásaiddal
3 napja is folyamatosan, amióta nincs időm írni. Gondolkozzál már egy picit!
És talán ennek a képnek, tudományos életpálya leírásnak van akkora
jelentősége, műszaki tartalma, hogy finoman fogalmazzak, mint a Te
sötétszemüveges #9641-nek, vagy a mennyiségi nagyképűséget sugalló
#9810-ednek, amit ráaádsul kb. 20-adszor mutatsz nekünk.
Ha persze kimoderálod írásaimat, az megint Téged jellemez,
mostanában ebben nagyon profi lettél.:(
De nézzük csak mire tanít minket a tudós lángelme integrál-differenciál
egyenleteinek alapképlet megoldásai, aminek egy hajtástechnikai
alapméretezési szösszenetét olvashattátok már tőlem 6 oldalnyi terjedelemben.
Az idevonatkozó tétel:
P=.5*J*A*A/t
Behelyettesítés Varsányi 400W SD motorjára 400 mm/s -nél:
P=0.5*0.5*0.0005*502.56*502.56/0.06=1052W
Mit is jelent ez a számok tükrébena gondolkodó embernek??:
A motor tengelye levegőben lóg, csak saját forgórészét ekkora elméleti hasznos
teljesítménnyel tudja csak felgyorsítani, majd utána ezt a hatalmas mozgási energiát megálláskor újból elveszi tőlünk, mint fékezési P, azaz ezek a VP-Svejk féle
szervóhajtás hűtőbordáján és a motoron hőveszteség formájában távoznak a semmibe.
Na már most, a tengelyen az előbbi számításnál semmi nincs, a redukált
J nulla, és a hatásfok is 100%. Gondoljuk végig, direktben egy tengelykapcsoló,
20/400 mm körüli mozgatóorsó, és az orsó-anya által mozgatott tömeg
J-je együtt mit jelent? Azt, hogy még 2-4-szeres P igény keletkezik a kiszámolthoz
képest, durván egy tengelynél 5 KW körüli teljesítmény igény jelentkezik egyetlen
start-stop "villám" mozdulatnál a levegőben, és ahogyan két éve írja ide nekünk,
utoljára a #9803-ban, szerinte az ő gépe ezt tudja is:
400mm/secre 60ms alatt
200mm/secre 30ms alatt
100mm/secre 15ms alatt
50mm/secre 7,5ms alatt
25mm/secre 3,75ms alatt
10mm/secre 1,5ms alatt
Ugye milyen nevetséges sorok ezek a számok a tükrében?:))))))))))))
Ki mérte ezt ki?? Ja a "süket" vezérlőprogram ablakban ott a csicsa szám,
és akkor az annyi a valóságban is, mert VP leírja? Ugyan kérem...:))))
Péter beszél, "csak" ezek csak alapon léteznek, állítom, egy eszetergakést nem
tudna megköszörülni normálisan, megveszi inkább Amerikából, és írja, nyomja a
sületlenségeit. Nem érti, hiába küszködik, ezerszer is írhat bármit, sajnos műszakialag
szakmailag komolytalan dolgokat művel.:)
Egyébként engem ez nem érdekel, ki mennyire "hüle". Csinálja mindenki,
amit akar, semmi közöm hozzá. De AZT már nem tűrhetem,
amikor a T45 név naponta elhangzik azóta is 25-ször, és mellé hazug,
elferdített marhaságot ír. Szegény Newton forog a sírjában!:)
Magyarul ezen gyorsulásoknak, amikről ő itt beszél, ír a saját gépén
természetesen semmi köze nincs a valósághoz a tényszerű kiszámolt
adatok tükrében is láthatjátok.
Ellenkezőleg, egy kisebb, idevaló 50-60 W-körüli motor bőséges
tartalékokkal rendelkezik az ő aluvázas Hobby CNC gép mechanikáján
történő maximális forgácsolási teljesítményekhez megfelelő mm/motor
fordulat illesztéssel.
Psichobilly # 9805-ben is megértette a gondolat menetemet, köszönet érte (igaz
picit azért segítettem neki ebben emailban), és az általa belinkelt motor
jelleggörbe a döntő, bizony-bizony ritka azon az eredő, valós lineáris M-n jellegörbe,
mint a fehér holló. Ha visszaemlékeztek, én akkor semmilyen
konkrét motortípust nem mondtam, de utaltam rá, hogy ez a teljesítményű motor
már a minimális egy 2-es áttételnél is (i=3-4-5-re nem is volt időm végigszámolni)
reális a számok tükrében, hiszen mindössze FORGÁCVSOLÁSKOR ~10W-ot
igénylő példáról van szó. Talán 25 év hajtástechnikai tervező múlttal
a hátam mögött, csak tudom, hogy milyen karakterisztikájú
kb. egy 50 W-os jobb minőségű szervo motor. Az a gyerekes duma pedig, hogy az
egész Fórumon csak ő tudja egyedül a P=nyomaték*szögsebesség összefüggést,
hát mit is írjak, nem találok szavakat....:))
GONDOLKOZZUNK Emberek, ezt kértem, erre lett volna nagyon jó az
a segédlet, amit elkezdtem írni Nektek, és az első 6 oldal
el is készült belőle. Ugyanis azon gondolatimból világosan látszik
a szervo hajtásrendszer fizikai hasznos egyszerűsített
energia, teljesítmény mérlege, ábrázolom Nektek, íme:
Remélem a kételkedők is belátják, ostoba, csak alapon 10-20-szor
túlméretezni valamit, ráaádásul ezzel csak drágább, lomhább, ezáltal
szerszámpálya követésben rosszabb és pazarló, energiafaló
dolgot csinálni értelmetlen. Tanulságos. Ott a sok egyre növekvő
PIROS kérdőjel....:))) Összeomlott tehát a mese birodalom...:))
Hagyjuk Péter megfőni saját ostobaságaiban, a linkelt képén
látható sok motor mind-mind nem Hobby CNC-hez való,
végiggondolatlan e-bayos pézköltések eredményei.
Így jár az, aki minimális műszaki alapokkal nincs tisztában!:)
A műszaki törvények ugyanis sajnos a Hobbygépre éppúgy
igazak, mint a 100 millás CNC megmunkálóközpontra.
Egyszerűen saját magával szúr ki az a Hobysta, aki azt mondja: engem ez
nem érdekel, majd működik valahogy, majd én megmondom a tutit, oszt csókolom.:)
Svejk! Bocsáss meg, de picit úgyérzem, Te is ellenem vagy néha,
ne bántsál, kérlek ok nélkül szakmai kérdésekben.
Az egy dolog, hogy Te gyakorlati alapon úgy vagy vele, hogy láthatatlan
100W villamos teljesítményt szerintem nem sokba nézel. Én nagyon nagyra
tartok ekkora mechanikai teljesítményt, ebből kifolyólag a villamost is, matamatikailag
ezek energimérlegek, de +- összegüknek sajna stimmelni kell, de erről is írtam már.
Az autós példám # 9633 pedig nagy valószínűséggel igenis idevág, gondold
végig egy nyugisabb időszakodban. Ugyanis a gépkocsi sebváltója a válasz...,
azaz az áttételezés(sebváltó) + motor karaterisztika a döntő ott is a gyorsulási
időt tekintve.
Lehet, minden másképp alakult volna, ha amikor VP megkeresett szervó
ügyben, elhajtod, és megmagyarázod neki azt, hogy ennek nincs értelme,
amikor a legkomolyabb forgácsolás is Hobby berkekben előtoláskor
néhány W hasznos előtolást kíván. Akkor nem kell IRFP260,
nincs eszeveszett, levegőszántás a semmiért, betárolt forgó energiákkal
(lásd képletek) küszködő, túllendülő, ezáltal is pontatlanabb,
butuska hibatárolójú szervo vita.
Helyes használat esetén akár a gyík P igénye is bőven elégséges lett volna.
És a Fórum megúszott volna talán 2 év "Varsányi sületlenség kataszrófát"
meddő vitát szervó ügyben.:))
Bár megfogadtam, nem írok egy ideig VP-nek, mégis kénytelen voltam ezt a pár
sort feltenni, mert olvasni azért esténként szoktalak Benneteket, és az a fortyogás,
gyerekes duzzogás, műszaki elferdítés halmaz, állandó cikizésem, komolytalan, semmit nem
bizonyító videók linkelése amit itt egyesek úgy érzem továbbra is művelnek,
ezen írásra kényszerítettek!
Ma egyébként jó napom volt, remekül haladtam a fejlesztéseimmel,
köszönöm Neked világtanító nagymester, Sir Isaac Newton!
Nektek is kellemes CNC sikerélményeket kívánok, a lehetőség adott.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 03, 17:59
Írta: bmejdz9nu Dátum 2009 december 03, 17:59
"Ma egyébként jó napom volt, remekül haladtam a fejlesztéseimmel"
Valamit ezekről nem akarsz publikálni? Mamut, hogy áll/megy? A 4 tengelyes szinkron? Ezek érdekelnének bennünket... Hobbysták vagyuk...:)
Képek, videók...tények...Valami ilyesmit... ahol gyorsan is meg lassan is... mérve... stb... (Egy újabb/régebbi hüle videóm :)
Valamit ezekről nem akarsz publikálni? Mamut, hogy áll/megy? A 4 tengelyes szinkron? Ezek érdekelnének bennünket... Hobbysták vagyuk...:)
Képek, videók...tények...Valami ilyesmit... ahol gyorsan is meg lassan is... mérve... stb... (Egy újabb/régebbi hüle videóm :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 03, 18:31
Írta: Szalai György Dátum 2009 december 03, 18:31
A gépváz tervezés már tényleg a -Mechanikai ötletek-be tartozna.
Amit írsz a Z-ről azzal nagyon egyet értek. Nagyon merevnek kell lennie. É könnyűnek is.
Ez elsőre ellentmondásnak tűnik, de jó konstrukcióval és anyagválasztással minden mozgó tömeget nagyon le lehet könnyíteni. Rezonancia veszély és nehéz csavarok nélkül.
Ha kicsi a mozgó tömeg, akkor ugyanakkora dinamika mellett csökkeni fog a gépváz alakváltozása is. Vagy ugyanakkora alakváltozás mellett emelhető a dinamika. Akkor pedig emelhető a megmunkálás sebessége is.
Amit írsz a Z-ről azzal nagyon egyet értek. Nagyon merevnek kell lennie. É könnyűnek is.
Ez elsőre ellentmondásnak tűnik, de jó konstrukcióval és anyagválasztással minden mozgó tömeget nagyon le lehet könnyíteni. Rezonancia veszély és nehéz csavarok nélkül.
Ha kicsi a mozgó tömeg, akkor ugyanakkora dinamika mellett csökkeni fog a gépváz alakváltozása is. Vagy ugyanakkora alakváltozás mellett emelhető a dinamika. Akkor pedig emelhető a megmunkálás sebessége is.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 03, 19:16
Írta: ukcge40u Dátum 2009 december 03, 19:16
Az első linked akár az én gépem feje is lehetne... :)
Arányaiban ugyanez, csak még nincs kész.
Mindenesetre kiraktam háttérképnek... :)
Arányaiban ugyanez, csak még nincs kész.
Mindenesetre kiraktam háttérképnek... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 04, 08:01
Írta: svejk Dátum 2009 december 04, 08:01
Mivel megszólítottál...
Igen mint írtam visszaolvasva nekem is úgy tűnt hogy bántalak, ezt írtam is.
Sajnos én fafejű vagyok és nehezen értek meg dolgokat, próbálok minél egyszerűbb magyarázatokat, számításokat találni.
Nem titkoltam egy percig sem hogy van egy pár sötét folt, ellentmondás a fejemben.
Ezért sokszor jobb híján a tapasztalataimra kell hagyatkoznom.
A számításaidat pedig nem tudtam tanulmányozni, mert addigra törölve lett.
Egyet viszont bizton állíthatok, hogy a legnagyobb baj az, hogy nem értitek meg egymás igényeit, elvárásait, még ha azok az elvárások túlzóak, feleslegesek is.
Az autos példa nekem továbbra sem tetszik, ha van váltó, ha nem mert többek közt az autó nem tudja a teljes fordulattartományban leadni a névleges nyomatékát, mig a szervokörbe kötött motor igen.
A vitátok kapcsán már az is homályos hogy min is megy a vita :))
Megpróbálok még sokat tanulni, számolgatni...
Igen mint írtam visszaolvasva nekem is úgy tűnt hogy bántalak, ezt írtam is.
Sajnos én fafejű vagyok és nehezen értek meg dolgokat, próbálok minél egyszerűbb magyarázatokat, számításokat találni.
Nem titkoltam egy percig sem hogy van egy pár sötét folt, ellentmondás a fejemben.
Ezért sokszor jobb híján a tapasztalataimra kell hagyatkoznom.
A számításaidat pedig nem tudtam tanulmányozni, mert addigra törölve lett.
Egyet viszont bizton állíthatok, hogy a legnagyobb baj az, hogy nem értitek meg egymás igényeit, elvárásait, még ha azok az elvárások túlzóak, feleslegesek is.
Az autos példa nekem továbbra sem tetszik, ha van váltó, ha nem mert többek közt az autó nem tudja a teljes fordulattartományban leadni a névleges nyomatékát, mig a szervokörbe kötött motor igen.
A vitátok kapcsán már az is homályos hogy min is megy a vita :))
Megpróbálok még sokat tanulni, számolgatni...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 04, 08:05
Írta: svejk Dátum 2009 december 04, 08:05
"ő volt az első tudós, akinek megadatott ez a tisztesség"
Ezt nem igazán értem, ha jól tudom nagyon magábazárkózva, vallásossan, sőt talán a spirituálába menekülve rendkívül szegényen halt meg.
Persze valóban Ő volt aki lerakta a modern fizika alapelemeit, nagysága nem vitatott.
Ezt nem igazán értem, ha jól tudom nagyon magábazárkózva, vallásossan, sőt talán a spirituálába menekülve rendkívül szegényen halt meg.
Persze valóban Ő volt aki lerakta a modern fizika alapelemeit, nagysága nem vitatott.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 10:00
Írta: bmejdz9nu Dátum 2009 december 04, 10:00
Valamit rosszul csinálok? T45-ös adatok egy AC30W-os motorral...
... és még az áttételi inerciák és veszteségek nincsen is beleszámolva...(Gear Intertia Motor felén és Gear Intertia az orsó felén is = 0)

Verify: "Lesser"... kevés ehhez a motor... írja menyivel... A lassítás és gyorsítási adat is érdekes...más...
... és még az áttételi inerciák és veszteségek nincsen is beleszámolva...(Gear Intertia Motor felén és Gear Intertia az orsó felén is = 0)
Verify: "Lesser"... kevés ehhez a motor... írja menyivel... A lassítás és gyorsítási adat is érdekes...más...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2009 december 04, 10:39
Írta: sanka74 Dátum 2009 december 04, 10:39
Minden bántó ártó szándék nélkűl: szegény Newton szűzen is halt meg,nem csak szegényen...ha jól tudom..
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 04, 10:55
Írta: s7manbs8 Dátum 2009 december 04, 10:55
A "Motor max torque" nem jó, szerintem. az ott 0.28 nem kicsi az, mikor az átlagnyomatéka 0.4 körül van ? A bal alsó sarokban ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 11:17
Írta: bmejdz9nu Dátum 2009 december 04, 11:17
A 30W-os AC-nak ez a csúcsnyomatéka. Ezt az értéket nem én adtam meg... ennyit tud a CZMTA3-as motor. (és minden AC motor hasonló azaz ennyi - 30W-osban.)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 11:50
Írta: bmejdz9nu Dátum 2009 december 04, 11:50
Egyébként a többi adat alátámasztja Tibor számolását:
pl. a gyorsításhoz: 0.71W kell...(1W-ot számolt)
Mozgatáshoz 11.93W... (10W-ot számolt)
De ez attól van csak mert a "Mechanical effiencivel" nem kalkulált.... én a default értéket hagytam meg amit a progi hoz alapban : 0.9
A súrlódási tényező: (Mechanical Coefficient) 0,5 azaz 50% ahogy Tibor számolt... (zero még akkor se lehetne ha légpárnás lene a szerkezet)
Gyorstítani (ezzel a motorral) még jobban is tud:
11ms-ra kértem de: 3msec-en is tudja (azaz csak tudná - persze AC fürgébb:)
A számítás gyakorlatilag az 1000N-os terheléssel bukott...
Ehhez folyamatosan 0.38Nm kellene... ha jól nézem (Load Torque Motor Axis) ...
Ahogy Svejk már az elején írta... ez az alapnyomaték egy 100W-os motor (0,32Nm) jellemzője...
... és ha figyelme vesszük még az éttétel veszteségét ... azaz kb. 10W kevés lenne az egész szerkezet "terhelésmentes" (1000N terhelés néküli) mozgatásához...
*** szerintem***
De jó, hogy Tibor számolt... mert rákényszerített benünket a számolásra... :) Ez bent a "nyeremény - eredmény" !!!
pl. a gyorsításhoz: 0.71W kell...(1W-ot számolt)
Mozgatáshoz 11.93W... (10W-ot számolt)
De ez attól van csak mert a "Mechanical effiencivel" nem kalkulált.... én a default értéket hagytam meg amit a progi hoz alapban : 0.9
A súrlódási tényező: (Mechanical Coefficient) 0,5 azaz 50% ahogy Tibor számolt... (zero még akkor se lehetne ha légpárnás lene a szerkezet)
Gyorstítani (ezzel a motorral) még jobban is tud:
11ms-ra kértem de: 3msec-en is tudja (azaz csak tudná - persze AC fürgébb:)
A számítás gyakorlatilag az 1000N-os terheléssel bukott...
Ehhez folyamatosan 0.38Nm kellene... ha jól nézem (Load Torque Motor Axis) ...
Ahogy Svejk már az elején írta... ez az alapnyomaték egy 100W-os motor (0,32Nm) jellemzője...
... és ha figyelme vesszük még az éttétel veszteségét ... azaz kb. 10W kevés lenne az egész szerkezet "terhelésmentes" (1000N terhelés néküli) mozgatásához...
*** szerintem***
De jó, hogy Tibor számolt... mert rákényszerített benünket a számolásra... :) Ez bent a "nyeremény - eredmény" !!!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 04, 12:01
Írta: HJózsi Dátum 2009 december 04, 12:01
Nem DC topik? A DC terjedt el hobbisták között... a számítási példa is arra utalt, csak hogy ne zavarjuk össze a hallgatóságot ... (Én is még csak most ütöttem le az elsőt ITT, vezérlőről egyenlőre nem is álmodok ...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 12:11
Írta: bmejdz9nu Dátum 2009 december 04, 12:11
A nyomaték az nyomaték...(alapnyomaték)... Mr. Newton akkoriban sem tett különbséget AC és DC szervóhajtás között...:)
A különbség csak gyorsításokban lenne és a csúcsnyomatékban. (AC gyorsabb viszont kisebb a csúcsnyomatéka)
A lényeg az elvek megértése...megtanulunk számolni! Milyen jó! Ezért van itt...
Persze a MotorSize(?) (régebben belinkelt) progit is elővehetnénk... de ez egyszerűbb progi...
A különbség csak gyorsításokban lenne és a csúcsnyomatékban. (AC gyorsabb viszont kisebb a csúcsnyomatéka)
A lényeg az elvek megértése...megtanulunk számolni! Milyen jó! Ezért van itt...
Persze a MotorSize(?) (régebben belinkelt) progit is elővehetnénk... de ez egyszerűbb progi...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 12:16
Írta: bmejdz9nu Dátum 2009 december 04, 12:16
A párosítás nem egyszerű... melyik-melyikhez.... (nem tudtam azonosítani SGM ill Sigma-II-vel : USAQEM-A6-SU31)
Gondolom ezért se volt nagy "tülekedés" érte :)
Gondolom ezért se volt nagy "tülekedés" érte :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 04, 12:17
Írta: s7manbs8 Dátum 2009 december 04, 12:17
Akkor vagy 40 dollárodba fog kerülni ? Már csak vezérlő kellene.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 04, 12:20
Írta: HJózsi Dátum 2009 december 04, 12:20
A progid a csúcsnyomatékot várta, az DC-re messze több, tehát a DC motor OK!... Egyébként úgy sem hiszem el hogy megértetted a lényeget, hiába bizonygatod ... [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 04, 12:22
Írta: s7manbs8 Dátum 2009 december 04, 12:22
Nem az a lényeg, hogy értsünk valamit, hanem hogy élvezzük, használjuk, meg örömöt okozzon, ez a bódogság ! [#circling][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 12:23
Írta: 000000000 Dátum 2009 december 04, 12:23
Ismétlés a tudás anyja, ezt írtam #9629-ben:
Számomra végképp világossá vált az elmúlt 1 nap alatt,
az ALAPOK-tól kell tehát kezdenünk, forgácsolás elmélet,
főhajtás méretezés. CSAK ezután jöhet szóba a step vagy
szervó mellékhajtás megértése, méretezése.
Meg fogjátok látni (tisztelet a kivételnek, aki már most tudja,
tapasztalja, és még tud gondolkodni is) 1000N iszonyatos erő,
a töredéke is sok még főforgácsoló erőnek is Hobby körökben,
nemhogy előtolóerőnek egy mellékhajtásnál. A 10mm/s
előtolás komolyabb forgács keresztmetszetnél fémeknél
úgyszintén "necces". Azaz igazi, munkát végző valós 10W
Hobby berkekben nagyon sok! Kéretik tisztelni a mechanikai
munkát, energiát. Aki ezt nem hiszi, bár ez nem
hit kérdés természetesen, annak tessék már talán picit
számolni, csak két számot kell összeszorozni:P=F*v!
Számomra végképp világossá vált az elmúlt 1 nap alatt,
az ALAPOK-tól kell tehát kezdenünk, forgácsolás elmélet,
főhajtás méretezés. CSAK ezután jöhet szóba a step vagy
szervó mellékhajtás megértése, méretezése.
Meg fogjátok látni (tisztelet a kivételnek, aki már most tudja,
tapasztalja, és még tud gondolkodni is) 1000N iszonyatos erő,
a töredéke is sok még főforgácsoló erőnek is Hobby körökben,
nemhogy előtolóerőnek egy mellékhajtásnál. A 10mm/s
előtolás komolyabb forgács keresztmetszetnél fémeknél
úgyszintén "necces". Azaz igazi, munkát végző valós 10W
Hobby berkekben nagyon sok! Kéretik tisztelni a mechanikai
munkát, energiát. Aki ezt nem hiszi, bár ez nem
hit kérdés természetesen, annak tessék már talán picit
számolni, csak két számot kell összeszorozni:P=F*v!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 04, 12:23
Írta: HJózsi Dátum 2009 december 04, 12:23
Ez az USAQUEM nem található sehol ... a Gránitkockát kipróbálnám vele, ha harmadannyiba kerülne ... :( ... Így majd kipróbálja az akinek van AC servo vezérlője ... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 04, 12:23
Írta: s7manbs8 Dátum 2009 december 04, 12:23
Péterrel ki kellene béreltetni egy nagy hajót, átmenni Amerikába aztán jól felpakolni DC és AC motorokkal.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 12:24
Írta: bmejdz9nu Dátum 2009 december 04, 12:24
Tudsz angolul Józsi ? Úgy tudtam...:)
Load Torque Motor Axis = alapnyomaték
Required accel torque: = szükséges gyorsítási nyomaték...
Load Torque Motor Axis = alapnyomaték
Required accel torque: = szükséges gyorsítási nyomaték...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 04, 12:25
Írta: HJózsi Dátum 2009 december 04, 12:25
59.50$ szállítással, 11eFt-on belül volt... Sok a macska a környéken ... [#nyes][#buck][#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 12:27
Írta: bmejdz9nu Dátum 2009 december 04, 12:27
Ez nem olyan egyszerű mint látszik... a párosítás!
Motor mint tenger annyi... de csak egy adott vezérlőhöz jó... és ez még legyen ste/dir-es... +csatik +kábelek +stup szoftver +setup leírás + szaktudás :)
+szerencse, hogy minden működőképes legyen...
(a vezérlő nem hulla és persze 200V-os... a motor nem csapágyas és 200V rendszerű... stb.)
Motor mint tenger annyi... de csak egy adott vezérlőhöz jó... és ez még legyen ste/dir-es... +csatik +kábelek +stup szoftver +setup leírás + szaktudás :)
+szerencse, hogy minden működőképes legyen...
(a vezérlő nem hulla és persze 200V-os... a motor nem csapágyas és 200V rendszerű... stb.)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 04, 12:29
Írta: HJózsi Dátum 2009 december 04, 12:29
Motor max torque ... ugye ez a bibi a beadott adataidban ...
Load Torque Motor Axis = Terhelőnyomaték a motor tengelyén
Oh Dear, Thank you so much for your complement ...[#vigyor3][#nyes][#buck]
Csak el ne kezdjünk agymenni megint!!! ;) [#integet2][#ijedt][#csodalk][#nezze][#taps][#pias]
Load Torque Motor Axis = Terhelőnyomaték a motor tengelyén
Oh Dear, Thank you so much for your complement ...[#vigyor3][#nyes][#buck]
Csak el ne kezdjünk agymenni megint!!! ;) [#integet2][#ijedt][#csodalk][#nezze][#taps][#pias]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 04, 12:32
Írta: HJózsi Dátum 2009 december 04, 12:32
A Gránitkockát kellene honosítani... lenne mondjuk Bazalt kocka ... :D Nem kell neki csak AC v. BLDC és Encoder ... a többit megoldja... (nem olcsón...)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 12:33
Írta: bmejdz9nu Dátum 2009 december 04, 12:33
Hagyjuk mert nem érted....
A szükséges alap(!) nyomatékigény a motortól: 0,38Nm... de a "képletek és számitások topik" #2-ben is bent van... nézd meg...
Sok-sok SMILE helyett olvass utánna a dolgoknak... :) ... és megtanulunk "tudományosan" méretezni... jó lesz... azaz nem lesz káros :)
A szükséges alap(!) nyomatékigény a motortól: 0,38Nm... de a "képletek és számitások topik" #2-ben is bent van... nézd meg...
Sok-sok SMILE helyett olvass utánna a dolgoknak... :) ... és megtanulunk "tudományosan" méretezni... jó lesz... azaz nem lesz káros :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 04, 12:33
Írta: s7manbs8 Dátum 2009 december 04, 12:33
Itt keresem már, hogy hova lettek a jó kis képletek, ez a P is.
1000N az 2 cementes zsák ( a régebbi fajtából persze), meg forgácsolásnál azért nem kell túl nagy erő, mert a munka dandárját a főhajtómű végzi, a marómotor, meg az eszterga főtengely hajtása gondolom. Én is mikor fában való maráson gondolkodtam már előtte rájöttem, hogy nem a szánok hajtásának kell lenni erősnek, hanem a marómotoromnak. Még aluba is, a marómotor állt meg hamarabb, nem a szán mozgása, meg a maró tört el inkább hamarabb.
1000N az 2 cementes zsák ( a régebbi fajtából persze), meg forgácsolásnál azért nem kell túl nagy erő, mert a munka dandárját a főhajtómű végzi, a marómotor, meg az eszterga főtengely hajtása gondolom. Én is mikor fában való maráson gondolkodtam már előtte rájöttem, hogy nem a szánok hajtásának kell lenni erősnek, hanem a marómotoromnak. Még aluba is, a marómotor állt meg hamarabb, nem a szán mozgása, meg a maró tört el inkább hamarabb.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 04, 12:46
Írta: HJózsi Dátum 2009 december 04, 12:46
Na akkor mégegyszer : a Te választott motorod csúcsnyomatéka annyi #9834 kép bal alsó sarok mint amennyi a Tibor által választott DC motor állandó (nem max!) nyomatéka ... és már jó is a választott DC motor, semmi hiba a tervezésben választásban ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 12:53
Írta: bmejdz9nu Dátum 2009 december 04, 12:53
Tibor azt írta, hogy a 20W-os DC szervó motor alapnyomatéka 0,28Nm??? ....Nem hiszem....
pl. ismered az E240-est... 0,2Nm-es sincs alapban... és azért valamivel több az több az mint 20W-os :) Vagy?
Ne írjál... főleg ne Tibor nevében... (mert nem írta ezt... nézd meg a számítási PDF-et mégegyszer.)
... Mert aztán megint töröltetned kell az írásaidat Istvánnal... lásd: pl. #9552. Persze majd engem is megkérhetsz... :)
pl. ismered az E240-est... 0,2Nm-es sincs alapban... és azért valamivel több az több az mint 20W-os :) Vagy?
Ne írjál... főleg ne Tibor nevében... (mert nem írta ezt... nézd meg a számítási PDF-et mégegyszer.)
... Mert aztán megint töröltetned kell az írásaidat Istvánnal... lásd: pl. #9552. Persze majd engem is megkérhetsz... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 13:06
Írta: 000000000 Dátum 2009 december 04, 13:06
Szia Elektron, jó helyen kapizsgálsz!:)
Varsányi!
Hogy végre valami értelmeset is csinálj, adok neked egy kis CNC házi feladatot.
20 mm-es átmérőjű gyorsacél hosszlyukmaróval acélt (A50) marunk 5 mm-es
fogásmélységgel egy fogással, 60 mm/min előtolással.
Mekkora marómotor teljesítmény kell ehhez? (Az egyszerűség kedvéért a
hatásfok=100%.)
A válaszadáshoz sok út vezethet, pl.:
- hasadra ütsz, megsaccolod a mai időjárás és hangulatod alapján (tudod, ahogy
kb. a szervomotorokat szoktad..)
- keresel hozzá méretező progit a neten (ha találtál valami gagyi csicsát erre,
azért oda is jól helyettesítsél be, mert az alapelvárás még ott is)
- Te magad kiszámolod 1 perc alatt (ne erre perpillanat 0.0000001% esélyt látok)
- elküldöd ezt a feladatot a szakértődnek, majd ő kiszámolja (pontos adatokat fordítsál neki)
- ..., stb.
Várnám a helyes választ tőled, és a #9846 gondolataim kapcsán lesz itt újabb
nagyon hasznos meglepetés sorozat!!!! Persze rendezhetünk sacc/kb versenyt
is a feladattal kapcsolatosan itt a Fórumon.:)) [#nyes]
Varsányi!
Hogy végre valami értelmeset is csinálj, adok neked egy kis CNC házi feladatot.
20 mm-es átmérőjű gyorsacél hosszlyukmaróval acélt (A50) marunk 5 mm-es
fogásmélységgel egy fogással, 60 mm/min előtolással.
Mekkora marómotor teljesítmény kell ehhez? (Az egyszerűség kedvéért a
hatásfok=100%.)
A válaszadáshoz sok út vezethet, pl.:
- hasadra ütsz, megsaccolod a mai időjárás és hangulatod alapján (tudod, ahogy
kb. a szervomotorokat szoktad..)
- keresel hozzá méretező progit a neten (ha találtál valami gagyi csicsát erre,
azért oda is jól helyettesítsél be, mert az alapelvárás még ott is)
- Te magad kiszámolod 1 perc alatt (ne erre perpillanat 0.0000001% esélyt látok)
- elküldöd ezt a feladatot a szakértődnek, majd ő kiszámolja (pontos adatokat fordítsál neki)
- ..., stb.
Várnám a helyes választ tőled, és a #9846 gondolataim kapcsán lesz itt újabb
nagyon hasznos meglepetés sorozat!!!! Persze rendezhetünk sacc/kb versenyt
is a feladattal kapcsolatosan itt a Fórumon.:)) [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 13:33
Írta: bmejdz9nu Dátum 2009 december 04, 13:33
Tibikém NE csökkents utólag(!) azt az 1000N-t :) ... amire a számításod volt a PDF-ben!
Vagy írd azt... oké... elszámoltam magamat... és számoljuk újra... akár lépésről-lépésre...
De ha lehetséges akkor inkább induljunk ki a motor alapnyomatékából... azaz a nyomatékszükségletből... jobb lenne... kézzelfoghatóbb a hobbystáknak...
Mert ezt az adatot általában tudja a motorjáról mindenki...
Ha lehetséges egy olyan hajtást számolj... ami gyakorlatiasabb... pl. sebességre... nem akarnak a hobbysták 10/mm-sec-et... picit többet akarnak:)
Lehet áttétel is... nem számít ez... engem nem érdekel... mást viszont lehet, hogy igen.
Gyerünk! Tedd meg! ... és minden a helyére kerül... töröljük az egész múltat! (mintha nem is lett volna)
De ez csak akkor lehetséges ha beismered, hogy tévedtél... és számolsz újat. (a körítést sem kell hozzá megírnod)
Védelmedre:
Ha nem teljesítmény oldalról akartad volna bizonyítani, hogy egy 20W-os mire (azaz mire nem) elég... szerintem nem tévedtél volna ekkorát.
Tudom, hogy takarékos ember vagy... de egy kicsit minimalista is... ezért is volt ez...
Addig hiába minden elterelő (had)művelet részedről ... sajnos.
Sem Newton történelemmel sem hasrapacsival :) Persze ezek szép dolgok... Legyenek csak a tények és számok.
Vagy írd azt... oké... elszámoltam magamat... és számoljuk újra... akár lépésről-lépésre...
De ha lehetséges akkor inkább induljunk ki a motor alapnyomatékából... azaz a nyomatékszükségletből... jobb lenne... kézzelfoghatóbb a hobbystáknak...
Mert ezt az adatot általában tudja a motorjáról mindenki...
Ha lehetséges egy olyan hajtást számolj... ami gyakorlatiasabb... pl. sebességre... nem akarnak a hobbysták 10/mm-sec-et... picit többet akarnak:)
Lehet áttétel is... nem számít ez... engem nem érdekel... mást viszont lehet, hogy igen.
Gyerünk! Tedd meg! ... és minden a helyére kerül... töröljük az egész múltat! (mintha nem is lett volna)
De ez csak akkor lehetséges ha beismered, hogy tévedtél... és számolsz újat. (a körítést sem kell hozzá megírnod)
Védelmedre:
Ha nem teljesítmény oldalról akartad volna bizonyítani, hogy egy 20W-os mire (azaz mire nem) elég... szerintem nem tévedtél volna ekkorát.
Tudom, hogy takarékos ember vagy... de egy kicsit minimalista is... ezért is volt ez...
Addig hiába minden elterelő (had)művelet részedről ... sajnos.
Sem Newton történelemmel sem hasrapacsival :) Persze ezek szép dolgok... Legyenek csak a tények és számok.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 04, 14:13
Írta: HJózsi Dátum 2009 december 04, 14:13
A MoterSpec.txt-t és a MoterSpec.xls-t úgy látom lehet bővíteni tehát DC motor adatokat beírva azokkal is tud számolni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 14:40
Írta: bmejdz9nu Dátum 2009 december 04, 14:40
Hűha! Tényleg! Köszi! Na akkor ez is jó lesz mindenre... így már...
Lehet találni az AC-k között is olyat ami nagyon hasonlít egy-egy DC-re...
Vagy inerciára vagy nyomatékra...de így felvehetünk bármit a listára... ez jó...
Ez volt az a program (anno) amit letöltöttünk... és én megvettem hozzá PDF-et....
De bonyolultnak találtuk... aztán feledésbe merült... Ez a Rockwell progija ember azaz "hobysta-barátibb" :)
Lehet találni az AC-k között is olyat ami nagyon hasonlít egy-egy DC-re...
Vagy inerciára vagy nyomatékra...de így felvehetünk bármit a listára... ez jó...
Ez volt az a program (anno) amit letöltöttünk... és én megvettem hozzá PDF-et....
De bonyolultnak találtuk... aztán feledésbe merült... Ez a Rockwell progija ember azaz "hobysta-barátibb" :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 14:54
Írta: 000000000 Dátum 2009 december 04, 14:54
"Tibikém ne csökkents utólag(!) azt az 1000N-t :) ... amire a
számításod volt a PDF-ben!"
Petikém! Eszembe sincs csökkenteni, hiszen még a te éppen most aktuális
akármilyen ablakos játékméretező progid is azt hozta ki, amit én ott kiszámoltam,
ezt le is írtad a #9839-ben:
"Egyébként a többi adat alátámasztja Tibor számolását, pl. a gyorsításhoz:
0.71W kell...(1W-ot számolt) Mozgatáshoz 11.93W... (10W-ot számolt).."
Akkor meg miről beszélsz, fröcsögsz itt egy hete?????
Életedben tehát ekkor volt 1 nanoszekundum ideig egy felvilágosodási
korszakod, amikor műszakilag igazat, korrekt dolgot mondtál vissza, egy
csilivili ablakból el tudtál olvasni 3-4 karaktert.
Nagy szellemi teljesítmény volt, garatulálok. [#nyes]
No de visszatérve a forgácsolási házi feladat példámhoz, hiszen ebből
megint mindenki nagyon sokat tanulhat majd, és ez a lényeg!
Tehát Varsányi a Fórum Fő Eszeként azt mondja, neki kevés az adott
feladatban a 60-as előtolás, mert az ő aluvázas, ragasztott-sokcsavaros,
hézagolólemezes, direkthajtású, hatalmas előtoló motoros (400W),
szédületes levegőszántási képességű etalon Hobby CNC-jének
meg sem kottyan a #9858-as marási példa. Így tehát ugye ahogyan írja
az előbb VP idézet:"gyakorlatiasabb... pl. sebességre... nem akarnak a hobbysták
10/mm-sec-et... picit többet akarnak:)..." a Hobbysta bátor, és sokat akar.
Hát igen, a Varsányi fél Hobbysta rendkívül nagy tudású, keni vágja
a gépgyártástechnológia forgácsolás elméletét, 15 éves kora óta tekergeti
a hagyományos szerszámgépeket!:)))))) Ja és még egere is van, e-bay függő.
Oké, a Hobbysta álma teljesül. Legyen akkor most itt a marási példámban
egy olyan B.) Varsányi kívánságműsor része a feladatnak, hogy mekkora a
szükséges maró teljesítmény, ha már 600-asra növeljük az előtolást?:))))))))
Mellesleg dobjál már fel egy teszt videót nekünk egy laza csukló mozdulattal
erről a pusztán 60-as előtolású példa feladatot megvalósító forgácsolásról a CNC-del,
utána pedig, hiszen ez semmi volt idáig, jöhet az 10, 20, ....., 400 mm/s
os forgácsolási verzió!:)))))))))))))) [#nyes] [#nyes] [#nyes]
Várjuk nagy szeretettel mind a számszerű adatokat, mind a vidiket!:)
De vigyázz, párszor azért olvasd végig a gyakorlati példám technológiai adatait,
ott forgácsolunk kőkeményen, nem kapirgálunk!!!!
Be tudsz fogni egyáltalán egy 20 mm-es hosszlyukmarót a cncédbe? [#nyes]
számításod volt a PDF-ben!"
Petikém! Eszembe sincs csökkenteni, hiszen még a te éppen most aktuális
akármilyen ablakos játékméretező progid is azt hozta ki, amit én ott kiszámoltam,
ezt le is írtad a #9839-ben:
"Egyébként a többi adat alátámasztja Tibor számolását, pl. a gyorsításhoz:
0.71W kell...(1W-ot számolt) Mozgatáshoz 11.93W... (10W-ot számolt).."
Akkor meg miről beszélsz, fröcsögsz itt egy hete?????
Életedben tehát ekkor volt 1 nanoszekundum ideig egy felvilágosodási
korszakod, amikor műszakilag igazat, korrekt dolgot mondtál vissza, egy
csilivili ablakból el tudtál olvasni 3-4 karaktert.
Nagy szellemi teljesítmény volt, garatulálok. [#nyes]
No de visszatérve a forgácsolási házi feladat példámhoz, hiszen ebből
megint mindenki nagyon sokat tanulhat majd, és ez a lényeg!
Tehát Varsányi a Fórum Fő Eszeként azt mondja, neki kevés az adott
feladatban a 60-as előtolás, mert az ő aluvázas, ragasztott-sokcsavaros,
hézagolólemezes, direkthajtású, hatalmas előtoló motoros (400W),
szédületes levegőszántási képességű etalon Hobby CNC-jének
meg sem kottyan a #9858-as marási példa. Így tehát ugye ahogyan írja
az előbb VP idézet:"gyakorlatiasabb... pl. sebességre... nem akarnak a hobbysták
10/mm-sec-et... picit többet akarnak:)..." a Hobbysta bátor, és sokat akar.
Hát igen, a Varsányi fél Hobbysta rendkívül nagy tudású, keni vágja
a gépgyártástechnológia forgácsolás elméletét, 15 éves kora óta tekergeti
a hagyományos szerszámgépeket!:)))))) Ja és még egere is van, e-bay függő.
Oké, a Hobbysta álma teljesül. Legyen akkor most itt a marási példámban
egy olyan B.) Varsányi kívánságműsor része a feladatnak, hogy mekkora a
szükséges maró teljesítmény, ha már 600-asra növeljük az előtolást?:))))))))
Mellesleg dobjál már fel egy teszt videót nekünk egy laza csukló mozdulattal
erről a pusztán 60-as előtolású példa feladatot megvalósító forgácsolásról a CNC-del,
utána pedig, hiszen ez semmi volt idáig, jöhet az 10, 20, ....., 400 mm/s
os forgácsolási verzió!:)))))))))))))) [#nyes] [#nyes] [#nyes]
Várjuk nagy szeretettel mind a számszerű adatokat, mind a vidiket!:)
De vigyázz, párszor azért olvasd végig a gyakorlati példám technológiai adatait,
ott forgácsolunk kőkeményen, nem kapirgálunk!!!!
Be tudsz fogni egyáltalán egy 20 mm-es hosszlyukmarót a cncédbe? [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 04, 14:58
Írta: HJózsi Dátum 2009 december 04, 14:58
Elég a MoterSpec.txt-ben! Folytatod, pl.
E240= ElectroCraft; 48V; 4700 ; 100; 0.22 ; 1.7 ; 0.0000268;
Sajnos nem tudom jók-e az adatok..., ezzel 3-as áttételnél jó már az E240... 1000N-ra stb ...
Persze ez nem a jobb mocik közül való ... A Yaskawa Minertia motorokat gondoltam még betenni, de az OZ In ... szóval most nem érek rá átszámolni...
Mindenesetre működik, lehet valós motoradatokkal kiegészíteni és próbálgatni ...
E240= ElectroCraft; 48V; 4700 ; 100; 0.22 ; 1.7 ; 0.0000268;
Sajnos nem tudom jók-e az adatok..., ezzel 3-as áttételnél jó már az E240... 1000N-ra stb ...
Persze ez nem a jobb mocik közül való ... A Yaskawa Minertia motorokat gondoltam még betenni, de az OZ In ... szóval most nem érek rá átszámolni...
Mindenesetre működik, lehet valós motoradatokkal kiegészíteni és próbálgatni ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 20:27
Írta: bmejdz9nu Dátum 2009 december 04, 20:27
1. "Akármilyen ablakos játékméretező progid" = www.rockwellautomation.hu vagy www.rockwellautomation.com
Ezzel a dumával most ne égesd magad... piacvezető ebben a szegmensben a világban... (a profik világában :)
2. "Akkor meg miről beszélsz, fröcsögsz itt egy hete?????" = A nyomaték igényt rontottad el... mert azt hitted a a fordulatszámmal arányos a motor leadott teljesítménye.
3. "T45 féle: szokásos ködösítés a tények helyett"
=
Addig hiába minden elterelő (had)művelet részedről ... sajnos.
Ird azt... oké... elszámoltam magamat... és számoljuk újra... akár lépésről-lépésre...
Legyenek csak a tények és számok...
Gyerünk! Tedd meg! ... és minden a helyére kerül... töröljük az egész múltat! (mintha nem is lett volna)
De ez csak akkor lehetséges ha beismered, hogy tévedtél... és számolsz újat. (a körítést sem kell hozzá megírnod)
De ha lehetséges akkor inkább induljunk ki a motor alapnyomatékából... azaz a nyomatékszükségletből... jobb lenne... kézzelfoghatóbb a hobbystáknak...
Mert ezt az adatot általában tudja a motorjáról mindenki...
Ha lehetséges egy olyan hajtást számolj... ami gyakorlatiasabb... pl. sebességre... nem akarnak a hobbysták 10/mm-sec-et... picit többet akarnak:)
Lehet áttétel is... nem számít ez... engem nem érdekel... mást viszont lehet, hogy igen.
Utána számolhatnánk a függőleges mozgáshoz szükséges dolgokat... ez érdekes lehet a hobbystának...mert általában Z-t is csinál :)
Tedd túl magad rajta... csak az hibázik aki csinál valamit...
Ezzel a dumával most ne égesd magad... piacvezető ebben a szegmensben a világban... (a profik világában :)
2. "Akkor meg miről beszélsz, fröcsögsz itt egy hete?????" = A nyomaték igényt rontottad el... mert azt hitted a a fordulatszámmal arányos a motor leadott teljesítménye.
3. "T45 féle: szokásos ködösítés a tények helyett"
=
Addig hiába minden elterelő (had)művelet részedről ... sajnos.
Ird azt... oké... elszámoltam magamat... és számoljuk újra... akár lépésről-lépésre...
Legyenek csak a tények és számok...
Gyerünk! Tedd meg! ... és minden a helyére kerül... töröljük az egész múltat! (mintha nem is lett volna)
De ez csak akkor lehetséges ha beismered, hogy tévedtél... és számolsz újat. (a körítést sem kell hozzá megírnod)
De ha lehetséges akkor inkább induljunk ki a motor alapnyomatékából... azaz a nyomatékszükségletből... jobb lenne... kézzelfoghatóbb a hobbystáknak...
Mert ezt az adatot általában tudja a motorjáról mindenki...
Ha lehetséges egy olyan hajtást számolj... ami gyakorlatiasabb... pl. sebességre... nem akarnak a hobbysták 10/mm-sec-et... picit többet akarnak:)
Lehet áttétel is... nem számít ez... engem nem érdekel... mást viszont lehet, hogy igen.
Utána számolhatnánk a függőleges mozgáshoz szükséges dolgokat... ez érdekes lehet a hobbystának...mert általában Z-t is csinál :)
Tedd túl magad rajta... csak az hibázik aki csinál valamit...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 20:37
Írta: bmejdz9nu Dátum 2009 december 04, 20:37
Elvesztetted az E240 adatlapot? Vagy nem erről az E240-ről van szó? azon belül ha jól tudom a C verzió.
(A magasabb azaz C feszültségű változatból vannak közkézen nagyobb mennyiségek...)
Látható, hogy 0,205Nm... Beteszem a kivonatot a pdf-ből... hogy könnyebb legyen számolnod... betenned a progiba.
Electrocraft 240C ::: Jpg... katalógus 5. oldal.
Converter: http://www.linengineering.com/flash/Calculator.swf
(A magasabb azaz C feszültségű változatból vannak közkézen nagyobb mennyiségek...)
Látható, hogy 0,205Nm... Beteszem a kivonatot a pdf-ből... hogy könnyebb legyen számolnod... betenned a progiba.
Electrocraft 240C ::: Jpg... katalógus 5. oldal.
Converter: http://www.linengineering.com/flash/Calculator.swf
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 04, 20:50
Írta: HJózsi Dátum 2009 december 04, 20:50
Látom a G240-es adatait nézed ... az E240-ből nincs A,B C
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 04, 20:51
Írta: HJózsi Dátum 2009 december 04, 20:51
Az első oszlop az E240 ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 04, 21:00
Írta: HJózsi Dátum 2009 december 04, 21:00
Péter azért a saját tévedésedet ne told át másra! ... 2-es pont ... Azt Te hitted! ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 21:04
Írta: 000000000 Dátum 2009 december 04, 21:04
Hát ez nem igaz édesapám.....:)))
Arról meséljél már, hogy álsz a kért acél forgácsolási teszt videókkal? Mennyi a Watt???
Elérted már a 3 mm/s-os előtolást, vagy mi a helyzet?:)
Ugye mennyivel nehezebb értelmes, valami szakmai tartalommal is bíró videót készíteni,
mint fröcsögni a semmiről még most is? [#nyes]
Arról meséljél már, hogy álsz a kért acél forgácsolási teszt videókkal? Mennyi a Watt???
Elérted már a 3 mm/s-os előtolást, vagy mi a helyzet?:)
Ugye mennyivel nehezebb értelmes, valami szakmai tartalommal is bíró videót készíteni,
mint fröcsögni a semmiről még most is? [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 21:11
Írta: 000000000 Dátum 2009 december 04, 21:11
de baszott unalmas már ez a viz gereblyézés!:)))mint az ovodában!%:)))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 21:22
Írta: 000000000 Dátum 2009 december 04, 21:22
Szevasz koma!
Te is mutathatsz egy a példámban szereplő acél
forgácsolási videót nekünk a gépeddel, azt már
tudjuk, fa relief marásban jó vagy!:)
Vagy téged nem érdekel, hány vattal forgácsolod
a fádat?:) Lehet, életed legfontosabb kérdése pedig ez!:)
Te is mutathatsz egy a példámban szereplő acél
forgácsolási videót nekünk a gépeddel, azt már
tudjuk, fa relief marásban jó vagy!:)
Vagy téged nem érdekel, hány vattal forgácsolod
a fádat?:) Lehet, életed legfontosabb kérdése pedig ez!:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 04, 21:29
Írta: svejk Dátum 2009 december 04, 21:29
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 21:31
Írta: 000000000 Dátum 2009 december 04, 21:31
szia cimborám!sajnos erre még várnod kell,mert engem az acél csak mint gép alkatrész,vagy mint megmunkálo szerszám érdekel!:)))én a gépemet,speciálisan fához méreteztem,és pár apro hibáktol eltekintve,elég stabilan működik!:)igaz fogos a kérdésed,mert épp gépet készűlök épiteni (fához)és bizony itt már szeretnék méretezni,és lesz egy apro modositásom,hogy szakitok a léptecsel és szervosra szeretném épiteni!:)))sajnos a partalan viták miatt el vagyok bizonytalanodva!:)))mert a fa hiába egy puha anyag a fémmel szemben,de tud meglepetést okozni szép számmal!:)))elég egy sunyi görcs,ami tudjuk keménységben többszöröse a saját anyagának,és ha alulméretezem a mocit,akkor jönnek a gondok,de ha fölűl,akkor meg magass lesz a villanyszámlám!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 04, 21:34
Írta: svejk Dátum 2009 december 04, 21:34
Ugyan Tibor45!
Rajtad kívűl ugysem fogja senki kiszámolni..
Vagy nem tudja vagy nem akarja...
Talán Szalai György egyszer belevetett magát, még talán valami excel progit is fabrikált...
Úgy hogy ne kéresd magad inkább számold ki Te.
Rajtad kívűl ugysem fogja senki kiszámolni..
Vagy nem tudja vagy nem akarja...
Talán Szalai György egyszer belevetett magát, még talán valami excel progit is fabrikált...
Úgy hogy ne kéresd magad inkább számold ki Te.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 04, 21:34
Írta: ukcge40u Dátum 2009 december 04, 21:34
Ez nem vízgereblyézés, hanem a fingnak a masnival való feldíszítése. Egyébként ugyanannyit ér.
Úszni már nagyobb poén a gereblyével, bevállalja valaki? :)
Úszni már nagyobb poén a gereblyével, bevállalja valaki? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 21:35
Írta: bmejdz9nu Dátum 2009 december 04, 21:35
A #9856-es hozzászólásodra gondolsz? Tibort kérd meg hogy erősítse meg.... szerintem nem fogja!
... hogy egy 20W-os DC szervó motor alapnyomatéka 0,28Nm???
... hogy egy 20W-os DC szervó motor alapnyomatéka 0,28Nm???
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 21:40
Írta: bmejdz9nu Dátum 2009 december 04, 21:40
Megtanulunk számolni és méretezni... Tiborral vagy Tibor nélkül... erről szól a történet...
Nem tudom még, hogy Tibor partner ehhez vagy sem...
Azaz bármi áron azaz bármivel(!) el akarja terelni a dolgot mert volt egy hiba a számítási példájában...
Ez egy "fedőhadművelet" részéről... hogy is mondják ezt nálunk? félrebeszélés? :)
Pl. Newton élete c. előadás... ami szép és jó... oldalt betöltő ... de ...
Nem tudom még, hogy Tibor partner ehhez vagy sem...
Azaz bármi áron azaz bármivel(!) el akarja terelni a dolgot mert volt egy hiba a számítási példájában...
Ez egy "fedőhadművelet" részéről... hogy is mondják ezt nálunk? félrebeszélés? :)
Pl. Newton élete c. előadás... ami szép és jó... oldalt betöltő ... de ...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 04, 21:41
Írta: ukcge40u Dátum 2009 december 04, 21:41
A fa nem puha anyag forgácsoláskor!
Tessék úgy kezelni, mint egy rozsdamentes, szívós anyagot. :) onnan lehet játszani felfelé mind tolásban, mind fogásmélységben.
Én már csak tudom...
Tessék úgy kezelni, mint egy rozsdamentes, szívós anyagot. :) onnan lehet játszani felfelé mind tolásban, mind fogásmélységben.
Én már csak tudom...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 04, 21:46
Írta: ukcge40u Dátum 2009 december 04, 21:46
Tibor nélkül nem kellene...
Ez a Te történeted,és arról szól, amit már neked leírtam,és remélem, hogy megjegyezted.
Aki terel az te is ugyanúgy vagy, mint akire ráfogod.
Nem akarok veled bajuszt akasztani, de pár dolgot át kellene mókolnod magadban.
Egyébként azóta várlak a topicomba, hogy az általad észrevett kommentálni való dolgokat kommentáld.
Gyere nyugodtan, jó házigazda szoktam lenni...
Ez a Te történeted,és arról szól, amit már neked leírtam,és remélem, hogy megjegyezted.
Aki terel az te is ugyanúgy vagy, mint akire ráfogod.
Nem akarok veled bajuszt akasztani, de pár dolgot át kellene mókolnod magadban.
Egyébként azóta várlak a topicomba, hogy az általad észrevett kommentálni való dolgokat kommentáld.
Gyere nyugodtan, jó házigazda szoktam lenni...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 21:49
Írta: bmejdz9nu Dátum 2009 december 04, 21:49
[#smile] Ne félj a villanyszámlástól! Egy jó DC szervómotor csak a terhelésre(kor) vesz fel áramot... arányosan...
Pl. egy 1Kw-os mocit is lehet mozgatni pl. egy gomb vagy ceruza elemről... ill egy 5A-es vezérlővel... max nyomatéka azaz ereje nem lesz..
Pl. egy 1Kw-os mocit is lehet mozgatni pl. egy gomb vagy ceruza elemről... ill egy 5A-es vezérlővel... max nyomatéka azaz ereje nem lesz..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 21:51
Írta: bmejdz9nu Dátum 2009 december 04, 21:51
Én (még) nem martam fát soha... igazad lehet... hiszen mindenki keményfém szerszámokat használ hozzá... azaz nem HSS-t....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 21:55
Írta: bmejdz9nu Dátum 2009 december 04, 21:55
Templom sincs hívők nélkül ! = hinni kell ez fontos = ez több ezer éve így szokás.
Nem merek a topikodba írni mert aztán kapok fejmosást:) Azt pedig itt is több mint elég :) Ugye érted ? :)
Nem merek a topikodba írni mert aztán kapok fejmosást:) Azt pedig itt is több mint elég :) Ugye érted ? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 21:56
Írta: 000000000 Dátum 2009 december 04, 21:56
Én megvárnám néhány itteni szakinak a számolási vagy saccolási eredményét, a Varsányiét különösképpen, hiszen ebből végképp kiderül az, mennyi is 1000N és 10 mm/s a gyakorlatban forgácsoláskor.
Mellesleg Te mire gondolsz, mennyire saccolod a
forgácsolási példám P-jét?:)
Egyáltalán mire méretezed te a szervódat,
step hajtásodat, ha nem tudod az igazi előtolási erőt egy adott forgácsolásnál?:) Én ezt nem értem....
Nálam itt kezdődik a dolog, fölöslgesen
nem vetetek meg 1 KW-os toroid trafós tápot senkivel 3 diónyi méretű léptecses hajtáshoz, ha elég
50 W-os is. De azért sem, mert pl. kiveri a biztit bekapcsoláskor.:)
Mellesleg Te mire gondolsz, mennyire saccolod a
forgácsolási példám P-jét?:)
Egyáltalán mire méretezed te a szervódat,
step hajtásodat, ha nem tudod az igazi előtolási erőt egy adott forgácsolásnál?:) Én ezt nem értem....
Nálam itt kezdődik a dolog, fölöslgesen
nem vetetek meg 1 KW-os toroid trafós tápot senkivel 3 diónyi méretű léptecses hajtáshoz, ha elég
50 W-os is. De azért sem, mert pl. kiveri a biztit bekapcsoláskor.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 22:00
Írta: 000000000 Dátum 2009 december 04, 22:00
Videó? Mennyi Watt a forgácsolás?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 22:05
Írta: 000000000 Dátum 2009 december 04, 22:05
pedig nem hálátlan a fa,és érdemes volna egyszer kiprobálnod,igaz ez kicsit poros tevékenység,de én imádom megmunkálni!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 22:08
Írta: bmejdz9nu Dátum 2009 december 04, 22:08
Na már 50W-nál járunk... alakulunk :)
Igy tovább Tibikém... még kell +50W aztán .... = 100W-ig... (a 20W-ról.)
Jól csinálod!!! Hajrá!!! Meglesz... a 100W-al már oké... = egyetértés részemről! ... mert nem vagyok szőrszál hasogató típus... de egy nagyságrendi hiba már feltűnik :)
Igy tovább Tibikém... még kell +50W aztán .... = 100W-ig... (a 20W-ról.)
Jól csinálod!!! Hajrá!!! Meglesz... a 100W-al már oké... = egyetértés részemről! ... mert nem vagyok szőrszál hasogató típus... de egy nagyságrendi hiba már feltűnik :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 04, 22:08
Írta: Szalai György Dátum 2009 december 04, 22:08
Igazad van „Egy jó DC szervómotor csak a terhelésre(kor) vesz fel áramot...”
Egy vasas forgórészű motornak azért eléggé jelentős terhelés a saját forgórésze is.
Próbáld csak meg vagy fél órán keresztül, meredek rámpás irányváltásokkal, rövid útszakaszon gyorsítani-lassítani, akár tengelyterhelés nélkül. Közben mérd meg, mennyi áramot vesz fel a tápból. Ha azt megszorzod a tápfeszültséggel és az eltelt idővel, megkapod, hogy mennyi munkát végzett, csak azért, hogy dinamikusan mozogjon.
Az biztos, hogy egy nagyobb forgórész átmérőjű és tömegű motor, kevesebbet fog zabálni, mint egy nagyobb.
Ez nem számolás hanem kísérlet, nem elv hanem gyakorlat.
Egy vasas forgórészű motornak azért eléggé jelentős terhelés a saját forgórésze is.
Próbáld csak meg vagy fél órán keresztül, meredek rámpás irányváltásokkal, rövid útszakaszon gyorsítani-lassítani, akár tengelyterhelés nélkül. Közben mérd meg, mennyi áramot vesz fel a tápból. Ha azt megszorzod a tápfeszültséggel és az eltelt idővel, megkapod, hogy mennyi munkát végzett, csak azért, hogy dinamikusan mozogjon.
Az biztos, hogy egy nagyobb forgórész átmérőjű és tömegű motor, kevesebbet fog zabálni, mint egy nagyobb.
Ez nem számolás hanem kísérlet, nem elv hanem gyakorlat.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 04, 22:10
Írta: Szalai György Dátum 2009 december 04, 22:10
Az biztos, hogy egy nagyobb forgórész átmérőjű és tömegű motor, többet fog zabálni, mint egy kisebb.
Persze.
Persze.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 22:13
Írta: bmejdz9nu Dátum 2009 december 04, 22:13
Nem értem ... pedíg Jack Daniels-et iszok közbe, jéggel :) ... Akciós volt ma az osztrák Metro-ban :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 22:17
Írta: bmejdz9nu Dátum 2009 december 04, 22:17
Majd az is eljön... de én olyan 2,5D-s fémes fazon vagyok :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 22:21
Írta: bmejdz9nu Dátum 2009 december 04, 22:21
Ez így igaz... de én sebesség változásokat persze nem írtam :)
Jó úton haladsz... jól látod már az összefüggéseket... ez jó...
Jó úton haladsz... jól látod már az összefüggéseket... ez jó...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 22:23
Írta: bmejdz9nu Dátum 2009 december 04, 22:23
Bizony... ez így van...
Sajnos energia felhasználás nélkül ez nem megy...
Sajnos energia felhasználás nélkül ez nem megy...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 22:26
Írta: 000000000 Dátum 2009 december 04, 22:26
Te észbontó fazon!:) Én a 6 oldal végén 50W-os motort választottam, csak az állandó íráskényszered a semmiről nálad ezt hol 10, hol 20, hol 30W-os motornak tünteti fel,
elég elolvasni az utolsó 100 szófosásodat!:)))
Én a helyedben azt mondanám:
B.zd meg Tibi, én olyan marha voltam eddig, semmit nem tudtam
a szervóról. Most már legalább dereng valami. Csak te erre képtelen vagy, gyerekesen viselkedsz, és akkor nagyon finoman fogalmaztam.
De mégegyszer nem rosszom el a hétvégémet miattad, van más dolgom is,
majd néha benézek, várom a példa forgácsolási videóidat, és a P számszerű értékét.
Sürgessed mááááá kicsit a szervotechnikai szakértődet is, ő csak ki tudja számolni
a helyes eredményt, ha már mint írtad véleményez majd engem! [#nyes]
elég elolvasni az utolsó 100 szófosásodat!:)))
Én a helyedben azt mondanám:
B.zd meg Tibi, én olyan marha voltam eddig, semmit nem tudtam
a szervóról. Most már legalább dereng valami. Csak te erre képtelen vagy, gyerekesen viselkedsz, és akkor nagyon finoman fogalmaztam.
De mégegyszer nem rosszom el a hétvégémet miattad, van más dolgom is,
majd néha benézek, várom a példa forgácsolási videóidat, és a P számszerű értékét.
Sürgessed mááááá kicsit a szervotechnikai szakértődet is, ő csak ki tudja számolni
a helyes eredményt, ha már mint írtad véleményez majd engem! [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 22:35
Írta: 000000000 Dátum 2009 december 04, 22:35
ha van kedved és idöd akkor nézd meg légyszives ezt a kis filmet,aminek a linkjét az irás végén mellékelem.egy ehhez hasonlo gépet tervezek megépiteni,és tetszik a sebessége,és ugyan nem tudom hogy ez szervos vagy léptecses,de a sebessége lenyűgöz.a flexibilis föorso hajtást fogom alkalmazni én is,és ötletesnek tartom,mert szerintem nagy mértékben megkönnyiti a remegés,rezgés mentes gyors irány váltás,mivel nagy sulyt nem kell az Y tengelynek cipelnie.kiváncsi vagyok a véleményedre!:))
http://www.youtube.com/watch?v=PXfEzzSalEU
http://www.youtube.com/watch?v=PXfEzzSalEU
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 04, 22:41
Írta: Szalai György Dátum 2009 december 04, 22:41
Jó úton haladok, az nekem jó.
És ha te ezt gondolod, akkor Te is jó úton haladsz. Az jó Neked, Tibor45-nek, és még pár olvasónak is. Tehát Te vezetsz.
És ha te ezt gondolod, akkor Te is jó úton haladsz. Az jó Neked, Tibor45-nek, és még pár olvasónak is. Tehát Te vezetsz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 22:48
Írta: bmejdz9nu Dátum 2009 december 04, 22:48
Tibi ...
Alakulunk... már (ha) 50W-nál tarunk csak egy lépés a 100W. aztán meg is van a 0,32Nm nyomaték a motortól... ennyi kell a marási erőhöz azaz az 1000N-hoz amit számoltál...
Aztán kész vagyunk... szeressük egymást... míg mindig :)
Minden frankó... 50W-ot engedj (lapátolj) még... aztán kész vagyunk:)
(egyébként a az 50W-ra csak akkor jöttél rá amikor a gyorsjárati mozgáshoz tartozó teljesítmény számoltad (6.oldal).. de ez mindegy már... azt hitted "elmegy"...de sajnos nem ment el ez... )
Neked egy hétvége egy ilyen számolás.... nekem csak 10 perc.. Ezért jók a méretezési célprogramok! Gyors, egyszerű és biztos.
Használd! Azaz elég ha kontrollnak előszörre! Akkor nem lesz több nagyságrendi hiba a számolásodban... egyszerűbb lesz az életed.... hatékonyabb...
A szervó technikai szakértőm még mindig a hasát csapkodja a röhögéstől...
De tudod úriember vagyok... nem mondtam nevet...azt mondtam, hogy egy (meg nem nevezett) hobbysta csinálta a számítási példát...
Alakulunk... már (ha) 50W-nál tarunk csak egy lépés a 100W. aztán meg is van a 0,32Nm nyomaték a motortól... ennyi kell a marási erőhöz azaz az 1000N-hoz amit számoltál...
Aztán kész vagyunk... szeressük egymást... míg mindig :)
Minden frankó... 50W-ot engedj (lapátolj) még... aztán kész vagyunk:)
(egyébként a az 50W-ra csak akkor jöttél rá amikor a gyorsjárati mozgáshoz tartozó teljesítmény számoltad (6.oldal).. de ez mindegy már... azt hitted "elmegy"...de sajnos nem ment el ez... )
Neked egy hétvége egy ilyen számolás.... nekem csak 10 perc.. Ezért jók a méretezési célprogramok! Gyors, egyszerű és biztos.
Használd! Azaz elég ha kontrollnak előszörre! Akkor nem lesz több nagyságrendi hiba a számolásodban... egyszerűbb lesz az életed.... hatékonyabb...
A szervó technikai szakértőm még mindig a hasát csapkodja a röhögéstől...
De tudod úriember vagyok... nem mondtam nevet...azt mondtam, hogy egy (meg nem nevezett) hobbysta csinálta a számítási példát...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 22:59
Írta: 000000000 Dátum 2009 december 04, 22:59
Videók? P mennyi szerinted? Legalább saccolj!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 04, 23:02
Írta: svejk Dátum 2009 december 04, 23:02
Ugyan már, hisz tudod jól hogy nem lett ott semmi sem méretezve különösebben.
Talán a motor forgatónyomaték - orsó lineáris tolóereje lett számolva. Emlékszem azt is nagy nehezen saját magam vezettem le, nem akartam megérteni miért nem függ az orsó átmérőjétől, és mert két megkérdezett nemrég diplomázott gépész nem tudott segíteni, csak habogtak :(
Össze lett pakolva abból amit tudtam szerezni, és már láttam előtte hasonló szerkezeteket.
Gravírozás és nyákfúrás volt a cél.
A léptetők után óriási volt a változás, és nyugodtan dőltem a karosszékbe.
Ismerhetsz már én nem szoktam kertelni, elismerem ha hülye vagyok valamihez.
A kérdésedre visszatérve csak saccolni tudok nem látnám értelmét most könyveket bújni a kiszámolására.
Valószínű a megadott adataidon kívűl még sok egyébtől is függ.
Szerintem 500W körül..
Most lehet röhögni, de ha nem írok semmit akkor az lett volna gond.
Talán a motor forgatónyomaték - orsó lineáris tolóereje lett számolva. Emlékszem azt is nagy nehezen saját magam vezettem le, nem akartam megérteni miért nem függ az orsó átmérőjétől, és mert két megkérdezett nemrég diplomázott gépész nem tudott segíteni, csak habogtak :(
Össze lett pakolva abból amit tudtam szerezni, és már láttam előtte hasonló szerkezeteket.
Gravírozás és nyákfúrás volt a cél.
A léptetők után óriási volt a változás, és nyugodtan dőltem a karosszékbe.
Ismerhetsz már én nem szoktam kertelni, elismerem ha hülye vagyok valamihez.
A kérdésedre visszatérve csak saccolni tudok nem látnám értelmét most könyveket bújni a kiszámolására.
Valószínű a megadott adataidon kívűl még sok egyébtől is függ.
Szerintem 500W körül..
Most lehet röhögni, de ha nem írok semmit akkor az lett volna gond.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 04, 23:06
Írta: bmejdz9nu Dátum 2009 december 04, 23:06
Ird azt... oké... sajnos elszámoltam magamat... és számoljuk újra... akár lépésről-lépésre...
Legyenek csak a tények és számok...
Gyerünk! Tedd meg! ... és minden a helyére kerül... töröljük az egész múltat! (mintha nem is lett volna)
De ez csak akkor lehetséges ha beismered, hogy tévedtél... és számolsz újat. (a körítést sem kell hozzá megírnod)
De ha lehetséges akkor inkább induljunk ki a motor alapnyomatékából... azaz a nyomatékszükségletből... jobb lenne... kézzelfoghatóbb a hobbystáknak...
Mert ezt az adatot általában tudja a motorjáról mindenki...
Ha lehetséges egy olyan hajtást számolj... ami gyakorlatiasabb... pl. sebességre... nem akarnak a hobbysták 10/mm-sec-et... picit többet akarnak:)
Lehet áttétel is... nem számít ez... engem ez annyira nem érdekel... viszont másokat lehet, hogy igen!
Utána számolhatnánk már a függőleges mozgáshoz szükséges dolgokat... ez is érdekes lehet a hobbystának... mert tudod általában Z-t is csinálnak :)
Tedd túl magad rajta... csak az hibázik aki csinál valamit... ez megérthető...
Legyenek csak a tények és számok...
Gyerünk! Tedd meg! ... és minden a helyére kerül... töröljük az egész múltat! (mintha nem is lett volna)
De ez csak akkor lehetséges ha beismered, hogy tévedtél... és számolsz újat. (a körítést sem kell hozzá megírnod)
De ha lehetséges akkor inkább induljunk ki a motor alapnyomatékából... azaz a nyomatékszükségletből... jobb lenne... kézzelfoghatóbb a hobbystáknak...
Mert ezt az adatot általában tudja a motorjáról mindenki...
Ha lehetséges egy olyan hajtást számolj... ami gyakorlatiasabb... pl. sebességre... nem akarnak a hobbysták 10/mm-sec-et... picit többet akarnak:)
Lehet áttétel is... nem számít ez... engem ez annyira nem érdekel... viszont másokat lehet, hogy igen!
Utána számolhatnánk már a függőleges mozgáshoz szükséges dolgokat... ez is érdekes lehet a hobbystának... mert tudod általában Z-t is csinálnak :)
Tedd túl magad rajta... csak az hibázik aki csinál valamit... ez megérthető...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 04, 23:07
Írta: svejk Dátum 2009 december 04, 23:07
És ugye a #9874-beli írásomban nem fedeztél fel rosszindulatúságot!?
Már nem nagyon merek neked írni, mert attól félek hogy Te elkönyveltél engem esküdt ellenségnek :((
Már nem nagyon merek neked írni, mert attól félek hogy Te elkönyveltél engem esküdt ellenségnek :((
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 23:09
Írta: 000000000 Dátum 2009 december 04, 23:09
Ok. Köszönöm, nem volt túl rossz sacc!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 23:12
Írta: 000000000 Dátum 2009 december 04, 23:12
Szó sincs róla, tudod ha személyesen beszélgetünk minden más.
No meg Te Emberként viselkedsz itt a neten is,
és ez a legfontosabb nekem, minden más ezután jön csak.
No meg Te Emberként viselkedsz itt a neten is,
és ez a legfontosabb nekem, minden más ezután jön csak.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 04, 23:14
Írta: ukcge40u Dátum 2009 december 04, 23:14
Nálam mindig szívesen látott vendég vagy, mert becsüllek.
Ha néha letaposom az elméleted a gyakorlattal, szerintem abból nem fogunk háborúzni. :)
A lényeg a tanulás, és a tapasztalás.
itt az irányok, meg a személyek már mellékesek, mert csak a tudás, az információ a fontos.
Szerintem. [#eljen]
Ha néha letaposom az elméleted a gyakorlattal, szerintem abból nem fogunk háborúzni. :)
A lényeg a tanulás, és a tapasztalás.
itt az irányok, meg a személyek már mellékesek, mert csak a tudás, az információ a fontos.
Szerintem. [#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 04, 23:20
Írta: 000000000 Dátum 2009 december 04, 23:20
Figyelj ide Druszám!
Ne foglalkozz Te azzal a videóval!:)
A Te vágyadat egy egységugratásos rezgetési teszttel tudnád megoldani, belőni a gépeden.
Ahhoz sajna messze élün egymáshoz, hogy ezt megcsináljam Neked.
Írd meg majd egyszer légyszi magánban a jelenlegi
Z hajtásod adatait a gépen, és megpróbálok tanácsot adni neked, hogyan tudod valószínűleg
jobbá tenni minimális módosítással is.
Ne foglalkozz Te azzal a videóval!:)
A Te vágyadat egy egységugratásos rezgetési teszttel tudnád megoldani, belőni a gépeden.
Ahhoz sajna messze élün egymáshoz, hogy ezt megcsináljam Neked.
Írd meg majd egyszer légyszi magánban a jelenlegi
Z hajtásod adatait a gépen, és megpróbálok tanácsot adni neked, hogyan tudod valószínűleg
jobbá tenni minimális módosítással is.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 04, 23:31
Írta: ukcge40u Dátum 2009 december 04, 23:31
Egyébként nekem nincs szükségem sem hívőkre, sem templomra.
Én magam vagyok a megtestesült hitem, és a két kezem munkája a templomom.
Ennél kevesebbet nem kívánok még az ellenségemnek sem.
Azért létezem így, mert én így akarom.
Ennyire egyszerű.
Nem nehéz, csak kell hozzá csont nélküli önkritika, az indokolatlan szégyenérzet teljes mellőzése, és a bátorság ahhoz, hogy amit fixnek gondolsz, azt ki is merd nyilvánítani annak tudatában, hogy akármikor jöhet valaki, aki nálad nagyobb frankót mond.
Ha ez működik, akkor megy minden már magától, és az lehetsz, aki csak szeretnél.
Ez az ár.
Én magam vagyok a megtestesült hitem, és a két kezem munkája a templomom.
Ennél kevesebbet nem kívánok még az ellenségemnek sem.
Azért létezem így, mert én így akarom.
Ennyire egyszerű.
Nem nehéz, csak kell hozzá csont nélküli önkritika, az indokolatlan szégyenérzet teljes mellőzése, és a bátorság ahhoz, hogy amit fixnek gondolsz, azt ki is merd nyilvánítani annak tudatában, hogy akármikor jöhet valaki, aki nálad nagyobb frankót mond.
Ha ez működik, akkor megy minden már magától, és az lehetsz, aki csak szeretnél.
Ez az ár.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 08:37
Írta: bmejdz9nu Dátum 2009 december 05, 08:37
Így kellett volna írnod:
A Te vágyadat egy titkos un. T45-ös egységugratásos rezgetési teszttel tudnád megoldani, belőni a gépeden.
Ahhoz sajna messze élünk egymáshoz, hogy ezt megcsináljam Neked. ...
Sajnos csak én tudok a szem mértékemmel neked a gépre egy Hz értéket mondani.
Aki hisz nekem az 20-30Hz-et is kaphat a gépére... aki nem szépeket ír nekem az csak 10-20Hz kap...
A Varsányi tavaly 10Hz-et kapott a gépére... de mostanában már csak 2Hz-et szoktam írni a masinájára... gondolom tudod miért :)
Szóval úgy vigyázz, mert én vagyok a CNC mérésügyi hivatal...[#nevetes1]
Link: = Heinrich Hertz német fizikus életrajza.
A Te vágyadat egy titkos un. T45-ös egységugratásos rezgetési teszttel tudnád megoldani, belőni a gépeden.
Ahhoz sajna messze élünk egymáshoz, hogy ezt megcsináljam Neked. ...
Sajnos csak én tudok a szem mértékemmel neked a gépre egy Hz értéket mondani.
Aki hisz nekem az 20-30Hz-et is kaphat a gépére... aki nem szépeket ír nekem az csak 10-20Hz kap...
A Varsányi tavaly 10Hz-et kapott a gépére... de mostanában már csak 2Hz-et szoktam írni a masinájára... gondolom tudod miért :)
Szóval úgy vigyázz, mert én vagyok a CNC mérésügyi hivatal...[#nevetes1]
Link: = Heinrich Hertz német fizikus életrajza.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 08:41
Írta: bmejdz9nu Dátum 2009 december 05, 08:41
Nem neked vannak hívőid... félre értettél... Nekem sincsenek... :)
Maradjunk a tényeknél, számoknál, alátámasztott dolgoknál... Én még azt sem hiszem el amit látok.. csak ha meg teszteltem magam is...
Maradjunk a tényeknél, számoknál, alátámasztott dolgoknál... Én még azt sem hiszem el amit látok.. csak ha meg teszteltem magam is...
Cím: Re:DC szervó motoros vezérlés
Írta: kr97pwss2 Dátum 2009 december 05, 08:53
Írta: kr97pwss2 Dátum 2009 december 05, 08:53
Fv=kc*A
Az Fv a forgácsolóerő, a kc a fajlagos forgácsoló erő ami ha jól néztem A50-es anyagnál 4734N/mm2 és A pedig a forgácskeresztmetszet.
A=Fogásmélység*Előtolás
Előtolás=1mm/sec * 1sec=1mm
A=5mm*1mm=5mm2
Fv=4734*5=23670N
Jó ez így?
Az Fv a forgácsolóerő, a kc a fajlagos forgácsoló erő ami ha jól néztem A50-es anyagnál 4734N/mm2 és A pedig a forgácskeresztmetszet.
A=Fogásmélység*Előtolás
Előtolás=1mm/sec * 1sec=1mm
A=5mm*1mm=5mm2
Fv=4734*5=23670N
Jó ez így?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 05, 10:43
Írta: HJózsi Dátum 2009 december 05, 10:43
Ez így szerintem esztergálásra jó, marásnál változó forgácskeresztmetszet, több él miatt még számolgatni kell.
A kiszámolt érték már így is előrevetíti T45 jóslatát a szemek keekedéséről ! ... [#wow1]
[#kacsint][#wave]
A kiszámolt érték már így is előrevetíti T45 jóslatát a szemek keekedéséről ! ... [#wow1]
[#kacsint][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 10:49
Írta: bmejdz9nu Dátum 2009 december 05, 10:49
Na menjünk tovább... Tibor nélkül...
Sajnos Tibor nem partner a további és pontos számításokhoz...
Köszönet H.Józinak a #9863-ben tett "felfedezésért" dologért! Azaz a MoterSpec.txt-ben átírni az adatokat... ready :)
Számolás a jelenlegi gépemre: (VP CNC1)
Behelyettesítettem az adatokat a rajta lévő Bautz642-es motorral...(alap és csúcsnyom és inercia...)
Amit megadtam a szoftverben, mint elvárást ettől a mechanikától és motortól egy direkt hajtásban:
Erőszükséglet: 500N (azaz 50kp tolóerő)
Sebesség: 12méter/perc azaz 200mm/sec.
Áttétel: 1 azaz direkt hajtás
Mechanikai veszteségek: 0.9 azaz 10%...
Mozgatott tömeg: 30Kg
Súrlódási veszteségek 0,2 azaz 20% megy erre... (280W-os motorból = 56w van súrlódásra ami kicsit több mint a valóság)
Golyósorsó teljes hossz: 0.5méter (500mm)
Golyósorsó átmérő: 0.02m (20mm)
Golyósorsó emelkedés: 0.005m (5mm)
Golyósorsó tömeg: 7800Kg/m3 (acél)
Kupplung: 40x30mm-es 10mm-es furattal és alu. (egy Rotex van rajta és ekkora - alu...)
Gyorsulás: 30msec alatt
Lassulás: 30ms alatt
Munkaút: 320mm és ezt 1.63mp alatt kell megtennie.
(ez a része elég fordított gondolkodású a proginak de mindegy...biztos a cél vezérli a motor választást a profiknak)
Nyomaték oldalról nézve a számítást az alapnyomaték majdnem passzol 0,72N-es a motor és a szükséglet csak 0.49Nm...
A csúcsnyomaték szükséglet mindössze: 2,45Nm pedig a motor 5,6Nm-is tudna...tehát a vezérlőtől kevesebb áram is már megfelel.
Ez jól jön a vezérlő max. áramának a meghatározásakor!!!
Pontosítsuk erre a motorra és hajtásra számításra:
A motor 0,13Nm/A-es adattal rendelkezik azaz a 2,45Nm-hez a vezérlőtől 18.85A szükséges.
Tehát a Gecko G340 a 20A-es max. tudásával is pont megfelelő azaz kiszolgálja a hajtás maximális nyomatékigényét.
Persze szépen lehet variálni az adatokat a progiban...
Játszadozni a terheléssel, gyorsítási elvárásokkal, áttétel változtatásokkal
(áttételnél a szíjkerekek méretét és anyagát kell csak megadni... stb. a többit a prog számolja. (interciát is)
Persze lehet mondani, hogy ugyan már minek ez a nagy teljesítményű "280W-os" motor neked?
De látható, egy ilyen "teljesítményű" motor kell hogy tudja ezt az alapnyomatékot.
Azaz saját magát is kell gyorsítani (forgórészt)... (villanyszámla persze magasabb - mennyi is egy Kw/h villany ára? :)
De pazarló mivoltomra és mentségemre teljes terheléssel, sebességgel nem használom folyamatosan...:)
De nem kellett áttétel csinálnom!!!
Ezért van/lett jó sebesség és maradt erő, teljesítmény a maráshoz, ill. gyorsításhoz.
Nem kellett kompromisszumot kötnöm a szükséges erő igény miatt a sebesség rovására. (a gyorsítási érték is oké = többet a mechanika sajnos nem bír ki)
Ezeket az értékeket bírja folyamatosan a gyakorlati tesztek alapján a 30Kg-os mozgatott tömeggel:
200mm/secre 30ms alatt (ez az érték van a számításban is)
100mm/secre 15ms alatt
50mm/secre 7,5ms alatt
25mm/secre 3,75ms alatt
10mm/secre 1,5ms alatt
Ezek nem rossz adatok... szerintem.
Sőt ha még kellene sebesség a mostani 200mm/sec felett az is menne...
Azaz a példában csak max. 2400rpm-el forog a motor! (lehet pl. 3000rpm-el is... és akkor 250mm=/sec lenne a végsebesség...)
A másik szempont, hogy ilyen motort tudtam csak venni... sajnos nem a "boltban" hanem a bolhapiacon :)
De mint látható... kb. jól van méretezve a gépem...
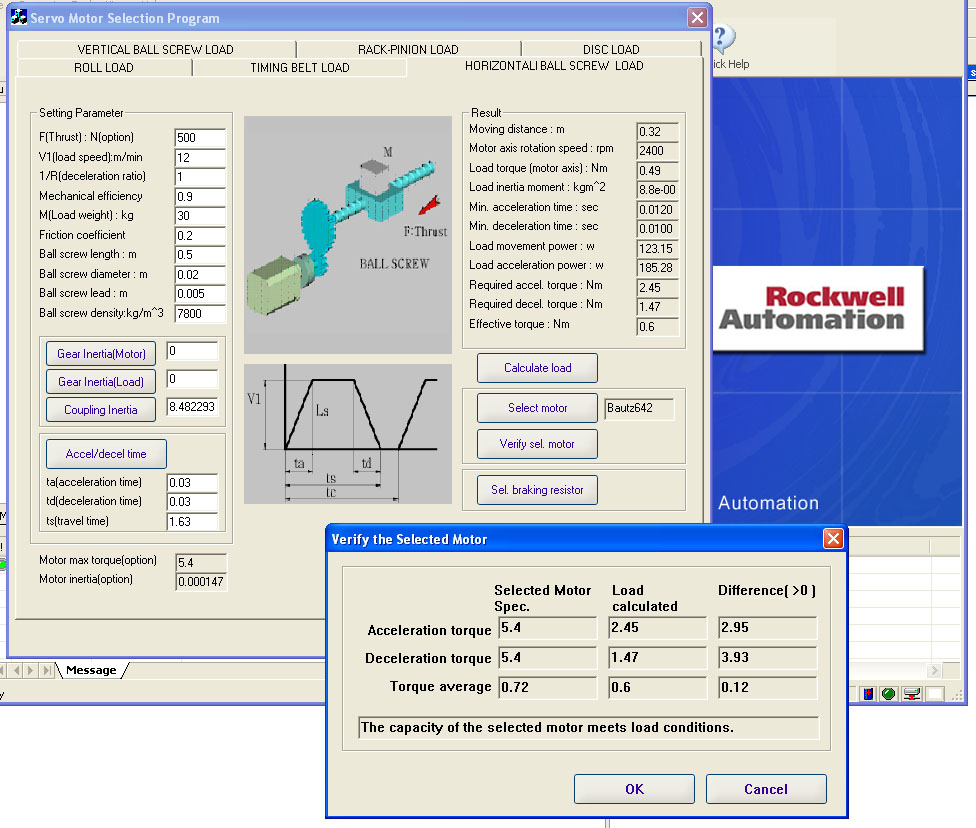
Hogy melyik gépről van szó?... aki nem tudná itt vannak a képek és videók, teszt videók róla...
A képen még a 400W-os SanyoDenki motor van (rövid ideig volt rajta)
"Belém dumálta Valaki"(!) hogy direkt hajtáshoz kicsi lesz a gépemhez a Bautz642 ... én hüle meg elhittem ezt Valakinek... ezért is jó tudni számolni megtanulni!
De a tesztvideók is a Bautz642-es motorral voltak/vannak...
Sajnos Tibor nem partner a további és pontos számításokhoz...
Köszönet H.Józinak a #9863-ben tett "felfedezésért" dologért! Azaz a MoterSpec.txt-ben átírni az adatokat... ready :)
Számolás a jelenlegi gépemre: (VP CNC1)
Behelyettesítettem az adatokat a rajta lévő Bautz642-es motorral...(alap és csúcsnyom és inercia...)
Amit megadtam a szoftverben, mint elvárást ettől a mechanikától és motortól egy direkt hajtásban:
Erőszükséglet: 500N (azaz 50kp tolóerő)
Sebesség: 12méter/perc azaz 200mm/sec.
Áttétel: 1 azaz direkt hajtás
Mechanikai veszteségek: 0.9 azaz 10%...
Mozgatott tömeg: 30Kg
Súrlódási veszteségek 0,2 azaz 20% megy erre... (280W-os motorból = 56w van súrlódásra ami kicsit több mint a valóság)
Golyósorsó teljes hossz: 0.5méter (500mm)
Golyósorsó átmérő: 0.02m (20mm)
Golyósorsó emelkedés: 0.005m (5mm)
Golyósorsó tömeg: 7800Kg/m3 (acél)
Kupplung: 40x30mm-es 10mm-es furattal és alu. (egy Rotex van rajta és ekkora - alu...)
Gyorsulás: 30msec alatt
Lassulás: 30ms alatt
Munkaút: 320mm és ezt 1.63mp alatt kell megtennie.
(ez a része elég fordított gondolkodású a proginak de mindegy...biztos a cél vezérli a motor választást a profiknak)
Nyomaték oldalról nézve a számítást az alapnyomaték majdnem passzol 0,72N-es a motor és a szükséglet csak 0.49Nm...
A csúcsnyomaték szükséglet mindössze: 2,45Nm pedig a motor 5,6Nm-is tudna...tehát a vezérlőtől kevesebb áram is már megfelel.
Ez jól jön a vezérlő max. áramának a meghatározásakor!!!
Pontosítsuk erre a motorra és hajtásra számításra:
A motor 0,13Nm/A-es adattal rendelkezik azaz a 2,45Nm-hez a vezérlőtől 18.85A szükséges.
Tehát a Gecko G340 a 20A-es max. tudásával is pont megfelelő azaz kiszolgálja a hajtás maximális nyomatékigényét.
Persze szépen lehet variálni az adatokat a progiban...
Játszadozni a terheléssel, gyorsítási elvárásokkal, áttétel változtatásokkal
(áttételnél a szíjkerekek méretét és anyagát kell csak megadni... stb. a többit a prog számolja. (interciát is)
Persze lehet mondani, hogy ugyan már minek ez a nagy teljesítményű "280W-os" motor neked?
De látható, egy ilyen "teljesítményű" motor kell hogy tudja ezt az alapnyomatékot.
Azaz saját magát is kell gyorsítani (forgórészt)... (villanyszámla persze magasabb - mennyi is egy Kw/h villany ára? :)
De pazarló mivoltomra és mentségemre teljes terheléssel, sebességgel nem használom folyamatosan...:)
De nem kellett áttétel csinálnom!!!
Ezért van/lett jó sebesség és maradt erő, teljesítmény a maráshoz, ill. gyorsításhoz.
Nem kellett kompromisszumot kötnöm a szükséges erő igény miatt a sebesség rovására. (a gyorsítási érték is oké = többet a mechanika sajnos nem bír ki)
Ezeket az értékeket bírja folyamatosan a gyakorlati tesztek alapján a 30Kg-os mozgatott tömeggel:
200mm/secre 30ms alatt (ez az érték van a számításban is)
100mm/secre 15ms alatt
50mm/secre 7,5ms alatt
25mm/secre 3,75ms alatt
10mm/secre 1,5ms alatt
Ezek nem rossz adatok... szerintem.
Sőt ha még kellene sebesség a mostani 200mm/sec felett az is menne...
Azaz a példában csak max. 2400rpm-el forog a motor! (lehet pl. 3000rpm-el is... és akkor 250mm=/sec lenne a végsebesség...)
A másik szempont, hogy ilyen motort tudtam csak venni... sajnos nem a "boltban" hanem a bolhapiacon :)
De mint látható... kb. jól van méretezve a gépem...
Hogy melyik gépről van szó?... aki nem tudná itt vannak a képek és videók, teszt videók róla...
A képen még a 400W-os SanyoDenki motor van (rövid ideig volt rajta)
"Belém dumálta Valaki"(!) hogy direkt hajtáshoz kicsi lesz a gépemhez a Bautz642 ... én hüle meg elhittem ezt Valakinek... ezért is jó tudni számolni megtanulni!
De a tesztvideók is a Bautz642-es motorral voltak/vannak...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 05, 11:21
Írta: HJózsi Dátum 2009 december 05, 11:21
Ki kellene mérni a mechanikát, mekkora előtolóerővel lehet terhelni... Pl. meghatározol egy határkihajlást mint max. ... A híd közepén vízszintesen egy rugós erőmérő, híd végére erősített mérőóra állvány, az óra a híd közepén mér ... szóval ki lehet alakítani egy mérő elrendezést aztán óvatosan növelni a húzóerőt ...
A horgászboltokban van ami 50kp-t is tud ...
Aztán lehet játszani a méretező progival meg a dinamikával ... ;)
A horgászboltokban van ami 50kp-t is tud ...
Aztán lehet játszani a méretező progival meg a dinamikával ... ;)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 05, 11:22
Írta: HJózsi Dátum 2009 december 05, 11:22
Azt sajnálom a progival kapcsolatban, hogy nem lehet elmenteni az adatokat, mindíg be kel újra kalapálni ... :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 11:30
Írta: bmejdz9nu Dátum 2009 december 05, 11:30
Van itthon ilyen "kampós" 50Kp-os ilyen mérőm.
de tudod azaz én tudom (tudtam), hogy oké... most már számolva is...
Igazából jó lenne... de magamnak már a gépem sokszor bizonyított... tehát további méréseket nem tartok szükségesnek...
Volt rengeteg mérés....teszt....Talán ez volt a legjópofább :)) Z-teszt... Encoder hibajelmérés és mérőórák is voltak rajt...
Egyébként a "gyorsan mozgó" erőt ezzel nem lehetne...
De ott a képlet az erő meghatározásához a kéletek és számítások topiban #2-es.
A max "tolóerőt" pedig a vezérlő árama ill. ill a motor Nm/A adata adja és persze a golyóorsó emelkedése.
... és ehhez - azaz a kívánt erőhöz - a mechanikát is jól azaz megfelelően kell megcsinálni... hogy kibírja...
de tudod azaz én tudom (tudtam), hogy oké... most már számolva is...
Igazából jó lenne... de magamnak már a gépem sokszor bizonyított... tehát további méréseket nem tartok szükségesnek...
Volt rengeteg mérés....teszt....Talán ez volt a legjópofább :)) Z-teszt... Encoder hibajelmérés és mérőórák is voltak rajt...
Egyébként a "gyorsan mozgó" erőt ezzel nem lehetne...
De ott a képlet az erő meghatározásához a kéletek és számítások topiban #2-es.
A max "tolóerőt" pedig a vezérlő árama ill. ill a motor Nm/A adata adja és persze a golyóorsó emelkedése.
... és ehhez - azaz a kívánt erőhöz - a mechanikát is jól azaz megfelelően kell megcsinálni... hogy kibírja...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 11:34
Írta: bmejdz9nu Dátum 2009 december 05, 11:34
Txt-be beírod a motort... ahogy írtad...
Ja a belekalapálás... belejössz... nekem már egy perc alatt megy egy restore :) 10 perc egy új számolás... ne csukd be amíg kell =you save time :)
Ja a belekalapálás... belejössz... nekem már egy perc alatt megy egy restore :) 10 perc egy új számolás... ne csukd be amíg kell =you save time :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 05, 12:15
Írta: svejk Dátum 2009 december 05, 12:15
H.Józsi!
Szerintem menne ez neked is.
Ne várjuk mindig Tibor45 sültgalambját, neki sincs korlátlan szabadideje.
Az előbb rákerestem, sok irodalom van a NET-en is, a Google szerint az első pl. ez.
Szerintem menne ez neked is.
Ne várjuk mindig Tibor45 sültgalambját, neki sincs korlátlan szabadideje.
Az előbb rákerestem, sok irodalom van a NET-en is, a Google szerint az első pl. ez.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 12:28
Írta: bmejdz9nu Dátum 2009 december 05, 12:28
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 12:30
Írta: bmejdz9nu Dátum 2009 december 05, 12:30
Ez egy kicsit szervós téma... beteszem a jelenlegi áttétel gyűjteményemet...
Mert sokan az gondolják, hogy azért direkt hajtásos a gépem és a "felfogásom" mert nem tudom miről van szó...:)
Ezek mind Planetary Drive-ok... az iparban most ezek a "divatosak"...

Mert sokan az gondolják, hogy azért direkt hajtásos a gépem és a "felfogásom" mert nem tudom miről van szó...:)
Ezek mind Planetary Drive-ok... az iparban most ezek a "divatosak"...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 13:18
Írta: 000000000 Dátum 2009 december 05, 13:18
"Sajnos Tibor nem partner a további és pontos számításokhoz... "
te ......, ........, ........., .........,...........,..........Varsányi !!!!!!!!!!!
Ez volt csak az elmúlt hét alatt a TÍZEZREDIK csúsztatásod, HAZUGSÁGOD!!!!!!:)
Megnap kérdeztem tőled valamita a forgácsolási példám kapcsán...
Mennyi a P? Hol vannak 2, 3, 4, 5....400 mm/s-os példa megmunkálási videók
a cvncéddel?
Most látom megint a hencegő, pénzköltő legújabb sületlenségeidről a képet a #9917-ben.:))
Mivel megint időzavarban vagyok, csak sajna be-be nézni tudok ide.
HJózsi ha van időd, légyszi írd már be VP 2 éve ismételgetett
sorainak utolsó adatát (400mm/secre 60ms alatt)
géptömeggel együtt direktbe jó kis dundi 5-ös emelkedésű golyósorsóval,
ami először volt neki, milyen eredmény hoz ki a programja?
A 9826-ban én csak a motorra (semmi orsó,...stb. ~1052W-ot számoltam)
Had szembesüljön már milliomodszor a szakmai baromságaival, és végre
hagyja már a Fórumot értelmes dolgokkal foglalkozni, ne egy "pojáca"
0 szakmai tartalmú hencegéseit kelljen olvasni 3 éve!!!!!:)))))))[#nyes]
Mellesleg Péterkém egy napja kaptál egy házifeladatot tőlem,
igyekezzél már vele...:)
Mennyi a forgácsolás P-je, különös tekintettel a B.) verzióra,
hiszen általad már tudjuk::"gyakorlatiasabb... pl. sebességre...
nem akarnak a hobbysták 10/mm-sec-et... picit többet akarnak:)..."
Nosza gyerünk, hajrá!:))
Mellesleg látjátok emberek, még saccolni sem mer a "szervó TesztKirályunk",
ennyit bármiféle szakmaiságról az ő esetében.[#nyes]
Tehát gyerünk, gyerünk, tesztvideókat, és P eredményt vár tőled
a Fórum a #9858-ra! Ha végre lesz egy kijózanító igazi, helyes eredmény egyszer,
utána majd kiszámoljuk, mennyi ehhez szükséges szervomellékhajtás teljesítménye.
Már mindenki mindent értene, hiszen egy hete próbáltam elkezdeni
konkrét levezetésekkel, egyszerű számpéldát bemutatva a tévhitekre rámutatva
A történet többi részét ismeritek, ott tartunk 1 illető miatt, ahol.:(((((
te ......, ........, ........., .........,...........,..........Varsányi !!!!!!!!!!!
Ez volt csak az elmúlt hét alatt a TÍZEZREDIK csúsztatásod, HAZUGSÁGOD!!!!!!:)
Megnap kérdeztem tőled valamita a forgácsolási példám kapcsán...
Mennyi a P? Hol vannak 2, 3, 4, 5....400 mm/s-os példa megmunkálási videók
a cvncéddel?
Most látom megint a hencegő, pénzköltő legújabb sületlenségeidről a képet a #9917-ben.:))
Mivel megint időzavarban vagyok, csak sajna be-be nézni tudok ide.
HJózsi ha van időd, légyszi írd már be VP 2 éve ismételgetett
sorainak utolsó adatát (400mm/secre 60ms alatt)
géptömeggel együtt direktbe jó kis dundi 5-ös emelkedésű golyósorsóval,
ami először volt neki, milyen eredmény hoz ki a programja?
A 9826-ban én csak a motorra (semmi orsó,...stb. ~1052W-ot számoltam)
Had szembesüljön már milliomodszor a szakmai baromságaival, és végre
hagyja már a Fórumot értelmes dolgokkal foglalkozni, ne egy "pojáca"
0 szakmai tartalmú hencegéseit kelljen olvasni 3 éve!!!!!:)))))))[#nyes]
Mellesleg Péterkém egy napja kaptál egy házifeladatot tőlem,
igyekezzél már vele...:)
Mennyi a forgácsolás P-je, különös tekintettel a B.) verzióra,
hiszen általad már tudjuk::"gyakorlatiasabb... pl. sebességre...
nem akarnak a hobbysták 10/mm-sec-et... picit többet akarnak:)..."
Nosza gyerünk, hajrá!:))
Mellesleg látjátok emberek, még saccolni sem mer a "szervó TesztKirályunk",
ennyit bármiféle szakmaiságról az ő esetében.[#nyes]
Tehát gyerünk, gyerünk, tesztvideókat, és P eredményt vár tőled
a Fórum a #9858-ra! Ha végre lesz egy kijózanító igazi, helyes eredmény egyszer,
utána majd kiszámoljuk, mennyi ehhez szükséges szervomellékhajtás teljesítménye.
Már mindenki mindent értene, hiszen egy hete próbáltam elkezdeni
konkrét levezetésekkel, egyszerű számpéldát bemutatva a tévhitekre rámutatva
A történet többi részét ismeritek, ott tartunk 1 illető miatt, ahol.:(((((
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 13:43
Írta: bmejdz9nu Dátum 2009 december 05, 13:43
1. Számoljunk szervóhajtást itt a szervó topikba! Ez gondolom logikus... itt a helye ennek.
2. A Planetary Drive olyan mint a HD csak kisebb áttételi arányokban. (a szög hibájuk magasabb - HD-hez képest - de elfogadható) Relative kicsi inercia... azaz kidobott pénz :)
3. 200mm/sec-el hajtom "csupáncsak" a gyakorlatban a gépemet....sajnos felette a mechanika nem szereti...
A 400mm/sec-re a tesztek voltak... mint szélsőséges, üzemi körülményeket jócskán meghaladó terhelések. (Test Passed - ok:)
De gondolom látod a számításból: 200mm/sec hez a motortól 2400rpm tartozik de a 400mm/sechez már 4800rpm kell...A Bautz motor pedig névlegese: 4000rpm max.
4. Te is számolj... erről van szó!... számold ki az a 1052W-ot pl. amit most ill. megint elhoztál...
vagy bármit amit a hobbysta tud használni...
5. Igen had szembesüljek, cáfold meg a számításaimat, ahogy én is megcáfoltam a tiedet.
6. Nem értem azt a "P-s" szervó hajtástechnikai kérdésedet. Így nem tudom neked kiszámolni.
7. Eddig vártam a számolásommal - majd egy hétig - mertem remélni, hogy együtt csináljuk lépésről-lépésre, hogy mindenki megértse és saját maga is tudjon számításokat végezni.
Ezért tettem közzé a programot és csináltam vele most már két számítást. A program egyszerű és gyors és könnyű variálni benne azaz jó egy hobbystának.
Egyet csináltam már a múltkor a te hajtásodra (, hogy hol bukott el)... és egyet a gépemről...(ezt gondolom nem kell kommentálni ott a leírás)
Házi feladatot én is adnák neked: dokumentálj valamit amit csinálsz, bármit. Mamutról vagy 4 tengelyes szinkronhajtásról...
Hajtás láncot számolni ill. méretezni már tudunk... köszi az eddigi segítséget amit ehhez nyújtottál.
2. A Planetary Drive olyan mint a HD csak kisebb áttételi arányokban. (a szög hibájuk magasabb - HD-hez képest - de elfogadható) Relative kicsi inercia... azaz kidobott pénz :)
3. 200mm/sec-el hajtom "csupáncsak" a gyakorlatban a gépemet....sajnos felette a mechanika nem szereti...
A 400mm/sec-re a tesztek voltak... mint szélsőséges, üzemi körülményeket jócskán meghaladó terhelések. (Test Passed - ok:)
De gondolom látod a számításból: 200mm/sec hez a motortól 2400rpm tartozik de a 400mm/sechez már 4800rpm kell...A Bautz motor pedig névlegese: 4000rpm max.
4. Te is számolj... erről van szó!... számold ki az a 1052W-ot pl. amit most ill. megint elhoztál...
vagy bármit amit a hobbysta tud használni...
5. Igen had szembesüljek, cáfold meg a számításaimat, ahogy én is megcáfoltam a tiedet.
6. Nem értem azt a "P-s" szervó hajtástechnikai kérdésedet. Így nem tudom neked kiszámolni.
7. Eddig vártam a számolásommal - majd egy hétig - mertem remélni, hogy együtt csináljuk lépésről-lépésre, hogy mindenki megértse és saját maga is tudjon számításokat végezni.
Ezért tettem közzé a programot és csináltam vele most már két számítást. A program egyszerű és gyors és könnyű variálni benne azaz jó egy hobbystának.
Egyet csináltam már a múltkor a te hajtásodra (, hogy hol bukott el)... és egyet a gépemről...(ezt gondolom nem kell kommentálni ott a leírás)
Házi feladatot én is adnák neked: dokumentálj valamit amit csinálsz, bármit. Mamutról vagy 4 tengelyes szinkronhajtásról...
Hajtás láncot számolni ill. méretezni már tudunk... köszi az eddigi segítséget amit ehhez nyújtottál.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 13:49
Írta: 000000000 Dátum 2009 december 05, 13:49
10101-edik:
"5. Igen had szembesüljek, cáfold meg a számításaimat, ahogy én is megcáfoltam a tiedet."
:))) Na szevasztok, majd estefelé leszek megint picit!
"5. Igen had szembesüljek, cáfold meg a számításaimat, ahogy én is megcáfoltam a tiedet."
:))) Na szevasztok, majd estefelé leszek megint picit!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 17:39
Írta: 000000000 Dátum 2009 december 05, 17:39
Üdv az uraknak.
Rendrakás közben találtam 400W 24v-os Dc motorokat, mivel még nem szereltem szét igazi szervó motort ezért nem tudom eldönteni, hogy egy enkóder felszerelésével (kis átalakítás)
alkalmas lenne-e egy HBM 45-ös marógép szervómeghajtásához.
A motor adattábláján csak a teljesíítmény és a feszültség olvasható, fordulata 4000f/p.
4 szénkefés és három kivezetéses 0,+,+,
Légvédelmi ágyú csőmozgató motorja volt.


Rendrakás közben találtam 400W 24v-os Dc motorokat, mivel még nem szereltem szét igazi szervó motort ezért nem tudom eldönteni, hogy egy enkóder felszerelésével (kis átalakítás)
alkalmas lenne-e egy HBM 45-ös marógép szervómeghajtásához.
A motor adattábláján csak a teljesíítmény és a feszültség olvasható, fordulata 4000f/p.
4 szénkefés és három kivezetéses 0,+,+,
Légvédelmi ágyú csőmozgató motorja volt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 17:59
Írta: bmejdz9nu Dátum 2009 december 05, 17:59
Primán néz ki! Nato vagy Varsói szerződéses ágyúból van :)
Encoder felszerelése, ahogy én csinálom...
1. befogod a forgórészt az esztergába a hátuljára a szegnyereggel fúrsz vagy esztergálsz egy X átmérőjű furatot.
2. Ebbe a furatba X méretű anyagot beleragasztod Loctite 638-al. (szegnyereggel nyomod míg köt 1-2 órát) Hibahatár 0,3mm ennyit tud átfognia a 638-as.
3. összerakod a motort, és ha "jól csináltad" szépen üt a stift a végén :) azaz pontatlan... ez így jó :)
4. Motor bekapcs egy pl. marógép asztalán... és a saját forgásával a kívánt X minusz mm-re (encoder méretre) esztergálod egy álló esztergakéssel
(ezt teszed a fúró/maró befogatóba és rögzítve)
Eszterga főorsó maga a motor... nagyon erős lesz hozzá... (szabályozható DC labortáp a legjobb)
Én így csinálom... így pontos lesz mert ugye maga pörgette "magát"... stb...
Persze a módszeren kedvedre módosíthatsz... ahhoz passzintva milyen eszközeid vannak...
Várhatóan a 24V-os fesz miatt "brutális" áramszükséglet kell a 400W eléréséhez... de talán nem is kell annyi...
Bőven alkalmas... Ha kell áttétellel...mert a 24V és 4000rpm nagyon....
Pár napja egy hasonlón filóztam itt... és erőket számoltam egy SanyoDenki 400-asra... de az 2500rpm/85V
Encoder felszerelése, ahogy én csinálom...
1. befogod a forgórészt az esztergába a hátuljára a szegnyereggel fúrsz vagy esztergálsz egy X átmérőjű furatot.
2. Ebbe a furatba X méretű anyagot beleragasztod Loctite 638-al. (szegnyereggel nyomod míg köt 1-2 órát) Hibahatár 0,3mm ennyit tud átfognia a 638-as.
3. összerakod a motort, és ha "jól csináltad" szépen üt a stift a végén :) azaz pontatlan... ez így jó :)
4. Motor bekapcs egy pl. marógép asztalán... és a saját forgásával a kívánt X minusz mm-re (encoder méretre) esztergálod egy álló esztergakéssel
(ezt teszed a fúró/maró befogatóba és rögzítve)
Eszterga főorsó maga a motor... nagyon erős lesz hozzá... (szabályozható DC labortáp a legjobb)
Én így csinálom... így pontos lesz mert ugye maga pörgette "magát"... stb...
Persze a módszeren kedvedre módosíthatsz... ahhoz passzintva milyen eszközeid vannak...
Várhatóan a 24V-os fesz miatt "brutális" áramszükséglet kell a 400W eléréséhez... de talán nem is kell annyi...
Bőven alkalmas... Ha kell áttétellel...mert a 24V és 4000rpm nagyon....
Pár napja egy hasonlón filóztam itt... és erőket számoltam egy SanyoDenki 400-asra... de az 2500rpm/85V
Cím: Re:DC szervó motoros vezérlés
Írta: MoparMan Dátum 2009 december 05, 18:06
Írta: MoparMan Dátum 2009 december 05, 18:06
jól látom? a tengely hátulról csúszó támcsapágyas/feszitésű?
mint az aztó indítomotoroknál szokás...
mint az aztó indítomotoroknál szokás...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 18:17
Írta: 000000000 Dátum 2009 december 05, 18:17
Nagyon "furcsa" betűket használtak a gyártók így csak Nato lehet. [#gun][#gun]
Az állórésznek nem állandó mágnesnek kellene lennie?
Az állórésznek nem állandó mágnesnek kellene lennie?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 18:19
Írta: 000000000 Dátum 2009 december 05, 18:19
A csapágyakat lecserélem mert nagyon hasonlítanak a bicigli csapágyakhoz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 18:24
Írta: bmejdz9nu Dátum 2009 december 05, 18:24
Jé most nézem tényleg... nem állandó mágnesű...[#fejvakaras] de ettől még jó lehet? D.Laci vagy Svejk már próbált ilyet..(?)
A motor erősen szervójellegűnek néz ki... a csapágyakat nem tudom...
A motor erősen szervójellegűnek néz ki... a csapágyakat nem tudom...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 05, 18:36
Írta: Szalai György Dátum 2009 december 05, 18:36
Amikor ez készült, valószínűleg nem volt még kellően erős mágnes. Ha katonai célra nem volt, akkor az már jó rég lehetett. Ezért van az állórészen elektromágnes. (tekercs és vasmag) Ezzel régen is gerjesztettek olyan fluxust, mint mostanában a ritkaföldfém mágnesekkel. Vagy még nagyobbat. Nagyon alaposan megcsinált, jó kis motor ez. Egyetlen baja, hogy több áramot kér, mintha állandó mágnes lenne az állórészében. Előtoló motor szerepben szerintem jól teljesíthet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 18:36
Írta: 000000000 Dátum 2009 december 05, 18:36
24v-on, leterhelve a 15A-os biztosíték kevés volt (Egy csőfogó volt a terhelés)
2,5v-tól indult el a motor, szépen egyenletesen forog
Szétszedhető (szétesik magátol) ferde hatásvonalú csapágyakkal szerelték.
Kicsit kotyog, szerintem hiányzik a hézagolás.
2,5v-tól indult el a motor, szépen egyenletesen forog
Szétszedhető (szétesik magátol) ferde hatásvonalú csapágyakkal szerelték.
Kicsit kotyog, szerintem hiányzik a hézagolás.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 18:41
Írta: bmejdz9nu Dátum 2009 december 05, 18:41
A 2,5V-os indulás nagyon soknak tűnik... ez nem jó jel... főleg egy ilyen kis fesz motornál...
Lehet, hogy nem lesz jó pozició szervókörbe... azaz csak nyomaték vagy sebesség motornak szánták...
A 85V-os 400-as SanyoDenki már 1,2V-ról szépen egyenletesen forog.
Lehet, hogy nem lesz jó pozició szervókörbe... azaz csak nyomaték vagy sebesség motornak szánták...
A 85V-os 400-as SanyoDenki már 1,2V-ról szépen egyenletesen forog.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 18:45
Írta: 000000000 Dátum 2009 december 05, 18:45
122-es löveg tölténytovábbító motorja 20 éve még gyártották.
Cnc vezérléshez felejtős???
Cnc vezérléshez felejtős???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 18:49
Írta: 000000000 Dátum 2009 december 05, 18:49
Holnap átmosom a csapágyakat mert a benne lévő zsir már porzik.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 05, 18:55
Írta: svejk Dátum 2009 december 05, 18:55
Felejtsd el...
Ránézésre soros motor(vastag állórésztekercselés)
A +0+ kivezetés pedig hogy könnyebb legyen az irányváltás, két tekercs van benne.
Ránézésre soros motor(vastag állórésztekercselés)
A +0+ kivezetés pedig hogy könnyebb legyen az irányváltás, két tekercs van benne.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 05, 19:01
Írta: Szalai György Dátum 2009 december 05, 19:01
A CNC-be sok minden belefér.
Ha ez a HMB45 akkor ebből nem lesz villámgyors 3D CNC marógép.
Ahhoz nagyok a mozgó tömegei, és kottyanásai. Attól még lehet rá motorokat szerelni és számítógépről vezérelni. Ez a motor arra szerintem tökéletesen alkalmas. Csak a villanyszámla lesz hosszabb.
Ha ez a HMB45 akkor ebből nem lesz villámgyors 3D CNC marógép.
Ahhoz nagyok a mozgó tömegei, és kottyanásai. Attól még lehet rá motorokat szerelni és számítógépről vezérelni. Ez a motor arra szerintem tökéletesen alkalmas. Csak a villanyszámla lesz hosszabb.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 19:02
Írta: 000000000 Dátum 2009 december 05, 19:02
gyanús volt a nagyon vastag vezeték (3mm)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 19:10
Írta: bmejdz9nu Dátum 2009 december 05, 19:10
Na azért Kami változaban nem rossz a dolog... Igaz csak léptetős :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 19:13
Írta: 000000000 Dátum 2009 december 05, 19:13
A videón látottakat már megcsináltam, egy ablakemelő motorral és egész szépen működik
(sandvic 80-as 6lapkás maró 900-as fordulat 50mm szélességben 5mm-es fogásmélységgel még vígan megy)
(sandvic 80-as 6lapkás maró 900-as fordulat 50mm szélességben 5mm-es fogásmélységgel még vígan megy)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 19:22
Írta: 000000000 Dátum 2009 december 05, 19:22
Milyen előtolási sebeséggel? Milyen anyagban
megy ez neked vígan?
megy ez neked vígan?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 19:37
Írta: 000000000 Dátum 2009 december 05, 19:37
Az előtolást nem tudom, alu
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 19:45
Írta: 000000000 Dátum 2009 december 05, 19:45
Na jellemző....:) Akkor vedd úgy, hogy semmit nem
mondtál, mert a 0 és végtelen közötti
forgácsolási teljesítményről itt mindenki tud mesélni (van egy főmesélőnk is 3 éve), csak akkor van k.rva nagy baj, meg csend, amikor
egy rohadt, reális, nagyjából pontos értéket kellene kinyögni, vagy kiszámolni.[#nyes]
mondtál, mert a 0 és végtelen közötti
forgácsolási teljesítményről itt mindenki tud mesélni (van egy főmesélőnk is 3 éve), csak akkor van k.rva nagy baj, meg csend, amikor
egy rohadt, reális, nagyjából pontos értéket kellene kinyögni, vagy kiszámolni.[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 05, 19:48
Írta: Szalai György Dátum 2009 december 05, 19:48
Aki körmarással mutatja be a gépe képességeit, az mind huncut. Mert ahhoz nem kell dinamika. Ez a gép egy lusta dög. Ettől egy lövegtoronynak gyorsabbnak kell lennie.
1:10 nél Körmarásnál 60mm/sec? Mikor? Mindkét axis folyamatosan változtatja a sebességét nem? Kit néz ez madárnak? Azt mutatná inkább meg, hogy mekkora távon belül gyorsul 60mm/sec-re és mekkora távon belül áll meg. Azt bezzeg nem mutogatja, mert arra nem büszke. Azt meg sem kérdezem, hogy egy percnyi folyamatosan váltogatott maximális gyorsítás-lassítás mennyi elektromos munkát emészt fel.
1:58-nál füllel hallom a gyorsítási-lassítási rámpát. Régen rossz.
Persze azért ez is használható, gondolom el is adnak belőle párat.
Ez a videó engem egyedül a visszaállási pontosságról győzött meg.
1:10 nél Körmarásnál 60mm/sec? Mikor? Mindkét axis folyamatosan változtatja a sebességét nem? Kit néz ez madárnak? Azt mutatná inkább meg, hogy mekkora távon belül gyorsul 60mm/sec-re és mekkora távon belül áll meg. Azt bezzeg nem mutogatja, mert arra nem büszke. Azt meg sem kérdezem, hogy egy percnyi folyamatosan váltogatott maximális gyorsítás-lassítás mennyi elektromos munkát emészt fel.
1:58-nál füllel hallom a gyorsítási-lassítási rámpát. Régen rossz.
Persze azért ez is használható, gondolom el is adnak belőle párat.
Ez a videó engem egyedül a visszaállási pontosságról győzött meg.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 20:05
Írta: 000000000 Dátum 2009 december 05, 20:05
Holnap felteszek egy videót, de elötte 10mm-ként bejelölgetem az anyagot, így egy stopperrel kiszámolhatod.
Próbálgattam a hulladékból összerakott előtolómotor teljesítményét, bocsi, hogy nem mértem, de mindkét kezemmel fogtam a vezetéket, mert nem csak előtolást számolni, hanem forrasztani is lusta vagyok, de 20 év gyakorlat után eltudom dönteni, hogy jó, vagy nem
Próbálgattam a hulladékból összerakott előtolómotor teljesítményét, bocsi, hogy nem mértem, de mindkét kezemmel fogtam a vezetéket, mert nem csak előtolást számolni, hanem forrasztani is lusta vagyok, de 20 év gyakorlat után eltudom dönteni, hogy jó, vagy nem
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 20:16
Írta: 000000000 Dátum 2009 december 05, 20:16
Nekem az jó hír, hogy egy ablakemelő motorral
forgácsoltál, szegény Varsányinak viszont újabb katasztrófa.:)) Mintha ilyesmikről pofáznék itten, hogy 10 W előtolási teljesímény ez mit is tud a gyakorlatban.
Ezért írtam egy minta példát, a #9858-ban, azt olvastad? Mekkora a marómotorod teljesítménye?
Mondjuk az meglep, hogy 20 év forgácsolási gyakorlatod van, de nem tudsz egy számszerű értéket egyből lökni egy előtolási sebességre, ehhez neked ilyen izé 10 mm-es osztások kellenek.:) Azt meg remélem belátod, ettől függ a teljesítmény...., és tényleg 0 és + végtelen között akármi is lehet.
forgácsoltál, szegény Varsányinak viszont újabb katasztrófa.:)) Mintha ilyesmikről pofáznék itten, hogy 10 W előtolási teljesímény ez mit is tud a gyakorlatban.
Ezért írtam egy minta példát, a #9858-ban, azt olvastad? Mekkora a marómotorod teljesítménye?
Mondjuk az meglep, hogy 20 év forgácsolási gyakorlatod van, de nem tudsz egy számszerű értéket egyből lökni egy előtolási sebességre, ehhez neked ilyen izé 10 mm-es osztások kellenek.:) Azt meg remélem belátod, ettől függ a teljesítmény...., és tényleg 0 és + végtelen között akármi is lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 05, 20:22
Írta: D.Laci Dátum 2009 december 05, 20:22
Ha jól értem akkor nem CNC-ről van szó, ergó a moci nincs szervó körben azaz... mármi lehet.
Kitudja mennyi naftát szív magába hogy tudjon menni, kitudja mennyit esik a fordulatszáma...
Kitudja mennyi naftát szív magába hogy tudjon menni, kitudja mennyit esik a fordulatszáma...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 20:29
Írta: 000000000 Dátum 2009 december 05, 20:29
Tök mindegy, forgácsolunk... Remekül alakul a helyes megoldás: bármi szorozva bármivel. Mértékegysége (sacc/kb). :))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 20:37
Írta: 000000000 Dátum 2009 december 05, 20:37
Számokat nem mondok hasraütésszerüen, és főleg nem írok le.
Fordulatszámot és időt sem mértem így hülyeség lenne bármit is mondani, de most már engem is érdekel, úgyhogy videózok és mérek.
HBM 45-ös maró frekiváltó 1100W.
Átolvastam az egész topikot azóta vagyok gondban a cnc átalakítással.
Itt minden kérdésemre megkapom a választ, legalább 4 teljesen eltérő változatban.
Jelenleg ott tartok, hogy a golyósorsók, ellensúly, és a mérőlécek felszerelése után rendelek egy kipróbált komplett szettet innen:http://www.machmotion.com/
Léptető, vagy szervó???????[#csodalk]
Fordulatszámot és időt sem mértem így hülyeség lenne bármit is mondani, de most már engem is érdekel, úgyhogy videózok és mérek.
HBM 45-ös maró frekiváltó 1100W.
Átolvastam az egész topikot azóta vagyok gondban a cnc átalakítással.
Itt minden kérdésemre megkapom a választ, legalább 4 teljesen eltérő változatban.
Jelenleg ott tartok, hogy a golyósorsók, ellensúly, és a mérőlécek felszerelése után rendelek egy kipróbált komplett szettet innen:http://www.machmotion.com/
Léptető, vagy szervó???????[#csodalk]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 20:47
Írta: bmejdz9nu Dátum 2009 december 05, 20:47
Jó a szervó... sajnos itt volt/van nagy "el-ijesztés" :) de bármelyik leveri a léptetőt... és egyszerű... itt csak a hüleségekről azaz a nyalánkságokról folyik diskura :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 20:49
Írta: 000000000 Dátum 2009 december 05, 20:49
Engem még nem kérdeztél, mások meg már biztos elláttak megfelelő átalakítási tanácsokkal.
Sok sikert kívánok hozzá!
Sok sikert kívánok hozzá!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 20:58
Írta: 000000000 Dátum 2009 december 05, 20:58
nem kérdeztem, csak olvastam!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 21:20
Írta: 000000000 Dátum 2009 december 05, 21:20
"6. Nem értem azt a "P-s" szervó hajtástechnikai kérdésedet.
Igy nem tudom neked kiszámolni."
Mit nem értesz? Akkor te mit csinálsz itt két éve szervó ügyben?:))))))
Van egy marási, forgácsolási példa konkrét adatokkal, amit leírtam.
Ehhez kell egy megfelelő teljesítményű marómotor, vagy neked nincs
marómotorod, úgy forgácsolsz?:) Miért akkora van rajta, nem érdekel,
csak a hasadra ütöttél?
Azaz a NULLADIK LÉPÉS a forgácsolás teljesítmény igényének
a meghatározása. Ugyanis ebből származik majd az előtolás irányú
erő, amivel dolga lesz a szervónak. Ugye milyen logikus ez idáig?
Tehát mennyi is az annyi? Saccolni sem tudsz?
És a videók? Van cnccéd, méghozzá levegőszántó világbajnok, nem?
Itt még nagyon kevesen láttak ilyen forgácsolást,
muti már meg nekünk, ja és mint tudjuk neked a 10 mm/s előtolás
az semmi, a Hobbysta sokkal többet akar... Hajrá. Annyira kíváncsiak
vagyunk már erre!!! Ha nagy nehezen be tudtál fogni egy 20-as marót
cncédbe, azért óvatos légy már 3-4 mm/s-nál is, amikor forgácsolod azt
az acélt!:)))) A géped és saját testi épségedre is nagyon vigyázz
videózás közben, tudod egy ilyen A50 acél marás nem alukapirgálás
1.6-os maróval.:)))[#nyes]
Igy nem tudom neked kiszámolni."
Mit nem értesz? Akkor te mit csinálsz itt két éve szervó ügyben?:))))))
Van egy marási, forgácsolási példa konkrét adatokkal, amit leírtam.
Ehhez kell egy megfelelő teljesítményű marómotor, vagy neked nincs
marómotorod, úgy forgácsolsz?:) Miért akkora van rajta, nem érdekel,
csak a hasadra ütöttél?
Azaz a NULLADIK LÉPÉS a forgácsolás teljesítmény igényének
a meghatározása. Ugyanis ebből származik majd az előtolás irányú
erő, amivel dolga lesz a szervónak. Ugye milyen logikus ez idáig?
Tehát mennyi is az annyi? Saccolni sem tudsz?
És a videók? Van cnccéd, méghozzá levegőszántó világbajnok, nem?
Itt még nagyon kevesen láttak ilyen forgácsolást,
muti már meg nekünk, ja és mint tudjuk neked a 10 mm/s előtolás
az semmi, a Hobbysta sokkal többet akar... Hajrá. Annyira kíváncsiak
vagyunk már erre!!! Ha nagy nehezen be tudtál fogni egy 20-as marót
cncédbe, azért óvatos légy már 3-4 mm/s-nál is, amikor forgácsolod azt
az acélt!:)))) A géped és saját testi épségedre is nagyon vigyázz
videózás közben, tudod egy ilyen A50 acél marás nem alukapirgálás
1.6-os maróval.:)))[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 21:31
Írta: bmejdz9nu Dátum 2009 december 05, 21:31
Megint csalódást okoztál...
Azt hittem/reméltem, hogy a gépemre a szervóhajtási/méretezési számolásom-on (#9910) akarsz/fogsz "egy jó fogást" találni...
Ahogy én tettem a te elszámolásoddal...(pdf) ... Viszonoznod kellene amit én tettem veled - megérdemelném!!! :)
Hajrá számolj! Vagy az enyémen találj fogást vagy a te elszámolásodra adjál magyarázatot...
Aztán majd ezután a másik topikban tartunk forgácsolási ismeretekben számításokat... de ez még mindig a szervó topik... tudod ugye ? :)
Tudom, hogy el akarod terelni a dolgot... meg is értem.... ami neked 2 nap az nekem a progival pár perc számolás... egyszerű, nagyszerű és nem utolsó sorban hibátlan :)
Tölts le ezt a Rockwell méretezési progit.. hatékonyabb leszel vele... Neked még jobban menne.. "sajnos" mérnököknek csinálták... nem hobbystáknak :)
Azt hittem/reméltem, hogy a gépemre a szervóhajtási/méretezési számolásom-on (#9910) akarsz/fogsz "egy jó fogást" találni...
Ahogy én tettem a te elszámolásoddal...(pdf) ... Viszonoznod kellene amit én tettem veled - megérdemelném!!! :)
Hajrá számolj! Vagy az enyémen találj fogást vagy a te elszámolásodra adjál magyarázatot...
Aztán majd ezután a másik topikban tartunk forgácsolási ismeretekben számításokat... de ez még mindig a szervó topik... tudod ugye ? :)
Tudom, hogy el akarod terelni a dolgot... meg is értem.... ami neked 2 nap az nekem a progival pár perc számolás... egyszerű, nagyszerű és nem utolsó sorban hibátlan :)
Tölts le ezt a Rockwell méretezési progit.. hatékonyabb leszel vele... Neked még jobban menne.. "sajnos" mérnököknek csinálták... nem hobbystáknak :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 21:54
Írta: 000000000 Dátum 2009 december 05, 21:54
"Tölts le ezt a Rockwell méretezési progit.. hatékonyabb leszel vele..."
Nekem ez nem kell, nem számol orsó kihajlással, így akár 5 mm-es átmérőjű orsót és 10000 N erőt is elfogad. De Te milyen hatékony a leszel, amikor kiszámolja Neked amit már én enélkül is megtettem régen, hogy 400mm/s nál és 60 ms időnél hány KW csak a gyorsítási teljesítmény igényed a semmi hasznos munka ellenében!:))))))))))
Legközelebb valószínűleg csak akkor írok neked, ha látom a videóidat, vagy a kiszámolt forgácsolási teljesítményt.
Ahogy Svejk is írja, a "sültgalambot" totálisan ne csak tőlem várjátok....:))) Tehát dolgozz Petikém a házifeladaton, vagy legalább saccolj!:)))[#nyes]
Nekem ez nem kell, nem számol orsó kihajlással, így akár 5 mm-es átmérőjű orsót és 10000 N erőt is elfogad. De Te milyen hatékony a leszel, amikor kiszámolja Neked amit már én enélkül is megtettem régen, hogy 400mm/s nál és 60 ms időnél hány KW csak a gyorsítási teljesítmény igényed a semmi hasznos munka ellenében!:))))))))))
Legközelebb valószínűleg csak akkor írok neked, ha látom a videóidat, vagy a kiszámolt forgácsolási teljesítményt.
Ahogy Svejk is írja, a "sültgalambot" totálisan ne csak tőlem várjátok....:))) Tehát dolgozz Petikém a házifeladaton, vagy legalább saccolj!:)))[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 22:03
Írta: bmejdz9nu Dátum 2009 december 05, 22:03
Tibor.
Tudom enélkül is lehet számolni... de olyan "vad" és összetett képletek vannak, hogy megérthető, hogy te kb. egy nagyságrendet hibáztál...
Ezt el lehetne kerülnöd a jövőben... ezért biztatlak a program megismerésében... haladj a korral... ez van... Ilyen ez "csicsa" mai világ :)
Ezen felüli "nyereség", hogy nagyon-nagyon gyorsan lehet változtatni a kívánalmakat... azaz egy meglévő motorhoz a legjobbat kialakítani...
Beteszem a képleteket, hogy mindenki lássa, hogy ez nem egyszerű... azaz a hiba lehetőség nem kicsi. sok-sok tíz hatványa...
(vizszintes mozgás)
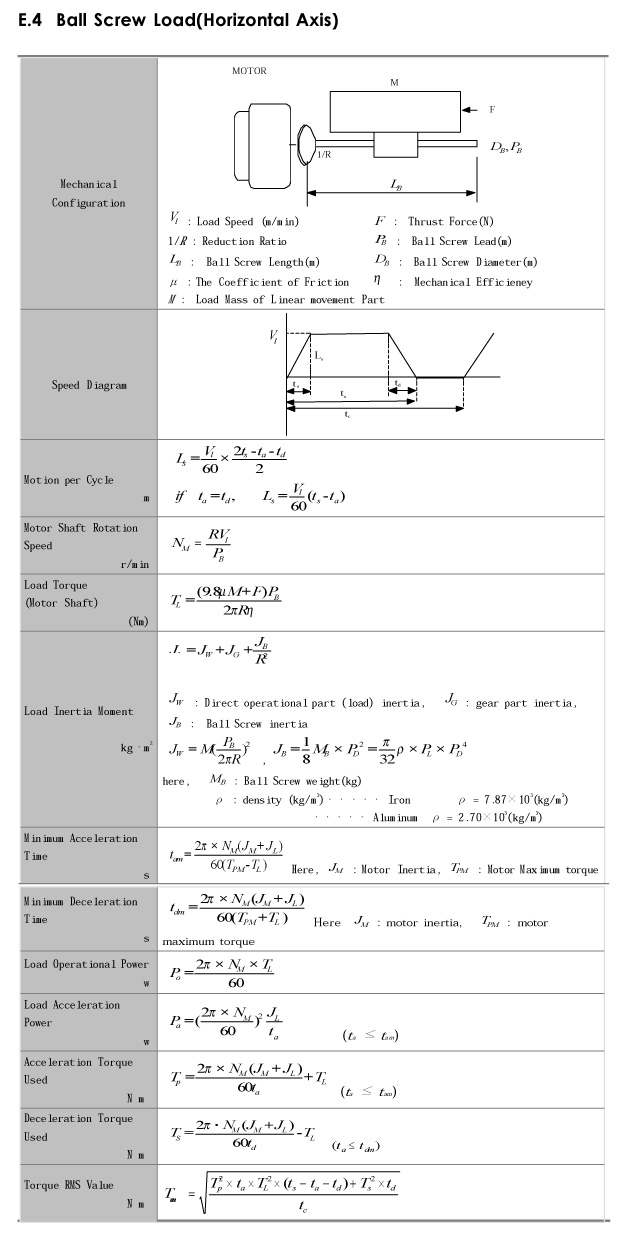
Tudom enélkül is lehet számolni... de olyan "vad" és összetett képletek vannak, hogy megérthető, hogy te kb. egy nagyságrendet hibáztál...
Ezt el lehetne kerülnöd a jövőben... ezért biztatlak a program megismerésében... haladj a korral... ez van... Ilyen ez "csicsa" mai világ :)
Ezen felüli "nyereség", hogy nagyon-nagyon gyorsan lehet változtatni a kívánalmakat... azaz egy meglévő motorhoz a legjobbat kialakítani...
Beteszem a képleteket, hogy mindenki lássa, hogy ez nem egyszerű... azaz a hiba lehetőség nem kicsi. sok-sok tíz hatványa...
(vizszintes mozgás)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 22:07
Írta: bmejdz9nu Dátum 2009 december 05, 22:07
Ha ezen "túl leszünk"... számolhatjuk a függőleges mozgást is... az is érdekes... a gravitáció miatt...
Ez sem egyszerű a Rockwell progi nékül...
(függőleges mozgás)
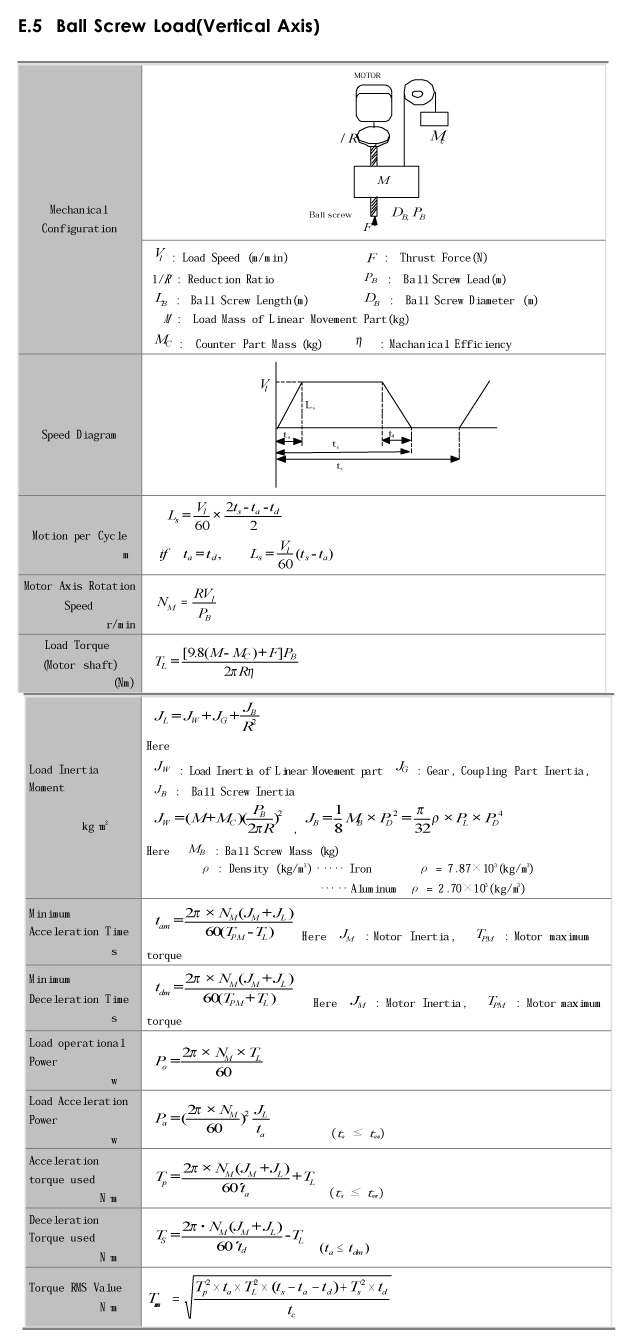
Ez sem egyszerű a Rockwell progi nékül...
(függőleges mozgás)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 22:21
Írta: 000000000 Dátum 2009 december 05, 22:21
De hova tűnt 400-10=390W? [#nyes] A helyes megfejtők közt VP ingyen osztogat 400W-os DC-AC szervomotorokat a szekrényéből!:))
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 05, 22:26
Írta: ukcge40u Dátum 2009 december 05, 22:26
Elvitte a cica!
Nyertem? :)
Nyertem? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 22:26
Írta: bmejdz9nu Dátum 2009 december 05, 22:26
Beteszem még egyszer a gépemre a számításaimat, hogy ne legyen "félreértés" azaz tudd műszaki-mérnöki módon megcáfolni: (egy hobbystát:)
"Köszönet H.Józinak a #9863-ben tett "felfedezésért" dologért! Azaz a MotorSpec.txt-ben átírni az adatokat... ready :)
Számolás a jelenlegi gépemre: (VP CNC1)
Behelyettesítettem az adatokat a rajta lévő Bautz642-es motorral...(alap és csúcsnyom és inercia...)
Amit megadtam a szoftverben, mint elvárást ettől a mechanikától és motortól egy direkt hajtásban:
Erőszükséglet: 500N (azaz 50kp tolóerő)
Sebesség: 12méter/perc azaz 200mm/sec.
Áttétel: 1 azaz direkt hajtás
Mechanikai veszteségek: 0.9 azaz 10%...
Mozgatott tömeg: 30Kg
Súrlódási veszteségek 0,2 azaz 20% megy erre... (280W-os motorból = 56w van súrlódásra ami kicsit több mint a valóság)
Golyósorsó teljes hossz: 0.5méter (500mm)
Golyósorsó átmérő: 0.02m (20mm)
Golyósorsó emelkedés: 0.005m (5mm)
Golyósorsó tömeg: 7800Kg/m3 (acél)
Kupplung: 40x30mm-es 10mm-es furattal és alu. (egy Rotex van rajta és ekkora - alu...)
Gyorsulás: 30msec alatt
Lassulás: 30ms alatt
Munkaút: 320mm és ezt 1.63mp alatt kell megtennie.
(ez a része elég fordított gondolkodású a proginak de mindegy...biztos a cél vezérli a motor választást a profiknak)
Nyomaték oldalról nézve a számítást az alapnyomaték majdnem passzol 0,72N-es a motor és a szükséglet csak 0.49Nm...
A csúcsnyomaték szükséglet mindössze: 2,45Nm pedig a motor 5,6Nm-is tudna...tehát a vezérlőtől kevesebb áram is már megfelel.
Ez jól jön a vezérlő max. áramának a meghatározásakor!!!
Pontosítsuk erre a motorra és hajtásra számításra:
A motor 0,13Nm/A-es adattal rendelkezik azaz a 2,45Nm-hez a vezérlőtől 18.85A szükséges.
Tehát a Gecko G340 a 20A-es max. tudásával is pont megfelelő azaz kiszolgálja a hajtás maximális nyomatékigényét.
Persze szépen lehet variálni az adatokat a progiban...
Játszadozni a terheléssel, gyorsítási elvárásokkal, áttétel változtatásokkal
(áttételnél a szíjkerekek méretét és anyagát kell csak megadni... stb. a többit a prog számolja. (interciát is)
Persze lehet mondani, hogy ugyan már minek ez a nagy teljesítményű "280W-os" motor neked?
De látható, egy ilyen "teljesítményű" motor kell hogy tudja ezt az alapnyomatékot.
Azaz saját magát is kell gyorsítani (forgórészt)... (villanyszámla persze magasabb - mennyi is egy Kw/h villany ára? :)
De pazarló mivoltomra és mentségemre teljes terheléssel, sebességgel nem használom folyamatosan...:)
De nem kellett áttétel csinálnom!!!
Ezért van/lett jó sebesség és maradt erő, teljesítmény a maráshoz, ill. gyorsításhoz.
Nem kellett kompromisszumot kötnöm a szükséges erő igény miatt a sebesség rovására. (a gyorsítási érték is oké = többet a mechanika sajnos nem bír ki)
Ezeket az értékeket bírja folyamatosan a gyakorlati tesztek alapján a 30Kg-os mozgatott tömeggel:
200mm/secre 30ms alatt (ez az érték van a számításban is)
100mm/secre 15ms alatt
50mm/secre 7,5ms alatt
25mm/secre 3,75ms alatt
10mm/secre 1,5ms alatt
Ezek nem rossz adatok... szerintem.
Sőt ha még kellene sebesség a mostani 200mm/sec felett az is menne...
Azaz a példában csak max. 2400rpm-el forog a motor! (lehet pl. 3000rpm-el is... és akkor 250mm=/sec lenne a végsebesség...)
A másik szempont, hogy ilyen motort tudtam csak venni... sajnos nem a "boltban" hanem a bolhapiacon :)
De mint látható... kb. jól van méretezve a gépem...
Hogy melyik gépről van szó?... aki nem tudná itt vannak a képek és videók, teszt videók róla...
A képen még a 400W-os SanyoDenki motor van (rövid ideig volt rajta)
"Belém dumálta Valaki"(!) hogy direkt hajtáshoz kicsi lesz a gépemhez a Bautz642 ... én hüle meg elhittem ezt Valakinek... ezért is jó tudni számolni megtanulni!
De a tesztvideók is a Bautz642-es motorral voltak/vannak..."
"Köszönet H.Józinak a #9863-ben tett "felfedezésért" dologért! Azaz a MotorSpec.txt-ben átírni az adatokat... ready :)
Számolás a jelenlegi gépemre: (VP CNC1)
Behelyettesítettem az adatokat a rajta lévő Bautz642-es motorral...(alap és csúcsnyom és inercia...)
Amit megadtam a szoftverben, mint elvárást ettől a mechanikától és motortól egy direkt hajtásban:
Erőszükséglet: 500N (azaz 50kp tolóerő)
Sebesség: 12méter/perc azaz 200mm/sec.
Áttétel: 1 azaz direkt hajtás
Mechanikai veszteségek: 0.9 azaz 10%...
Mozgatott tömeg: 30Kg
Súrlódási veszteségek 0,2 azaz 20% megy erre... (280W-os motorból = 56w van súrlódásra ami kicsit több mint a valóság)
Golyósorsó teljes hossz: 0.5méter (500mm)
Golyósorsó átmérő: 0.02m (20mm)
Golyósorsó emelkedés: 0.005m (5mm)
Golyósorsó tömeg: 7800Kg/m3 (acél)
Kupplung: 40x30mm-es 10mm-es furattal és alu. (egy Rotex van rajta és ekkora - alu...)
Gyorsulás: 30msec alatt
Lassulás: 30ms alatt
Munkaút: 320mm és ezt 1.63mp alatt kell megtennie.
(ez a része elég fordított gondolkodású a proginak de mindegy...biztos a cél vezérli a motor választást a profiknak)
Nyomaték oldalról nézve a számítást az alapnyomaték majdnem passzol 0,72N-es a motor és a szükséglet csak 0.49Nm...
A csúcsnyomaték szükséglet mindössze: 2,45Nm pedig a motor 5,6Nm-is tudna...tehát a vezérlőtől kevesebb áram is már megfelel.
Ez jól jön a vezérlő max. áramának a meghatározásakor!!!
Pontosítsuk erre a motorra és hajtásra számításra:
A motor 0,13Nm/A-es adattal rendelkezik azaz a 2,45Nm-hez a vezérlőtől 18.85A szükséges.
Tehát a Gecko G340 a 20A-es max. tudásával is pont megfelelő azaz kiszolgálja a hajtás maximális nyomatékigényét.
Persze szépen lehet variálni az adatokat a progiban...
Játszadozni a terheléssel, gyorsítási elvárásokkal, áttétel változtatásokkal
(áttételnél a szíjkerekek méretét és anyagát kell csak megadni... stb. a többit a prog számolja. (interciát is)
Persze lehet mondani, hogy ugyan már minek ez a nagy teljesítményű "280W-os" motor neked?
De látható, egy ilyen "teljesítményű" motor kell hogy tudja ezt az alapnyomatékot.
Azaz saját magát is kell gyorsítani (forgórészt)... (villanyszámla persze magasabb - mennyi is egy Kw/h villany ára? :)
De pazarló mivoltomra és mentségemre teljes terheléssel, sebességgel nem használom folyamatosan...:)
De nem kellett áttétel csinálnom!!!
Ezért van/lett jó sebesség és maradt erő, teljesítmény a maráshoz, ill. gyorsításhoz.
Nem kellett kompromisszumot kötnöm a szükséges erő igény miatt a sebesség rovására. (a gyorsítási érték is oké = többet a mechanika sajnos nem bír ki)
Ezeket az értékeket bírja folyamatosan a gyakorlati tesztek alapján a 30Kg-os mozgatott tömeggel:
200mm/secre 30ms alatt (ez az érték van a számításban is)
100mm/secre 15ms alatt
50mm/secre 7,5ms alatt
25mm/secre 3,75ms alatt
10mm/secre 1,5ms alatt
Ezek nem rossz adatok... szerintem.
Sőt ha még kellene sebesség a mostani 200mm/sec felett az is menne...
Azaz a példában csak max. 2400rpm-el forog a motor! (lehet pl. 3000rpm-el is... és akkor 250mm=/sec lenne a végsebesség...)
A másik szempont, hogy ilyen motort tudtam csak venni... sajnos nem a "boltban" hanem a bolhapiacon :)
De mint látható... kb. jól van méretezve a gépem...
Hogy melyik gépről van szó?... aki nem tudná itt vannak a képek és videók, teszt videók róla...
A képen még a 400W-os SanyoDenki motor van (rövid ideig volt rajta)
"Belém dumálta Valaki"(!) hogy direkt hajtáshoz kicsi lesz a gépemhez a Bautz642 ... én hüle meg elhittem ezt Valakinek... ezért is jó tudni számolni megtanulni!
De a tesztvideók is a Bautz642-es motorral voltak/vannak..."
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 december 05, 22:57
Írta: fs9s63xkf Dátum 2009 december 05, 22:57
"Majd jó lesz valamire" alapon hever a sufniban 2db 500N-os és 2db 250N-os gázrugó...
Gyorsan felszereltük a tesztpadra, lássuk mit is csinál az az 1000N! Hát mit mondjak, a 10mm-es alulemez hajlott rendesen!! Még az egy darab 250N-os is soknak tűnik nekem forgácsolásnak nem még 1000N!! De hát mindegy a feladat 1000N volt :)
Hogy mennyire pontosak ezek a gázrugók nem tudom, ha minden igaz 1983-ban készültek, a jó öreg Ikarus buszokból maradt ránk :)
A tesztpadról annyit kell tudni, hogy egy 600mm-es 16x5-ös orsó van benne, 1:2-es lassító áttétel és egy 100W-os AC szervó.
Namost a szervónak van egy olyan lehetősége, hogy kiírja nekem a motor pillanatnyi terhelését %-ban az alapnyomatékhoz viszonyítva. A szoftverével meg szép kis grafikont is lehet rajzolni belőle.
A cél ugye a 600mm/perc volt 10ms-os gyorsítással.
600mm/perc-es sebességgel 500N terhelés mellett 90% volt az átlag terhelés ami kb 0,288Nm.
600mm/perc-es sebességgel 1000N terhelés mellett 170% volt az átlag terhelés ami kb 0,544Nm.
Az elmélettől ezek azért jócskán eltérnek, hogy ennek most konkrétan mi az oka azt nem tudom…
Még rengeteg mérést el kéne végezni, de jelenleg nincs rá időm, szóval se fényképek se videó semmi nem lesz egy darabig!!!
Ha még mindig aktuális a téma,ha lesz rá időm végre, és megjöttek a 30W-os szervók akkor szerintem még visszatérünk rá :)
Mellesleg Tibor45 és Péter vitájához:
Szerintem egyikőtök sem rontotta el a számítást, hisz mindkettőtöknek ugyan az jött ki:
Péter a Nm oldalról közelítette meg, és kijött neki, hogy 0,32Nm kell hozzá ami ugye 10W 300-as fordulaton,
és Tibor45-nek is ugyan ez jött ki csak a Watt-ok felől megközelítve!!!!!!!!!!!!!!!!!!
Szóval senki nem rontott el semmit, a különbség ott van hogy ki milyen motort rakna ide:
Péter szerint az alapnyomatékból kell kiindulni és nem szabad azt túllépni tehát Ő 100W-os motort használna, mert annak 0,35 körül van az alapnyomatéka!
Tibor45 ezzel szemben azt mondja, hogy egy 20W-os motorból 300-as fordulaton nyugodtan ki lehet venni az alapnyomatékánál nagyobb forgatónyomatékot is!!!
Magasabb fordulatszámon meg úgysem kell 0,32Nm!!!
De persze nem erről folyik a vita, hanem hogy ki, mit, hol rontott el!
További szép estét!
Gyorsan felszereltük a tesztpadra, lássuk mit is csinál az az 1000N! Hát mit mondjak, a 10mm-es alulemez hajlott rendesen!! Még az egy darab 250N-os is soknak tűnik nekem forgácsolásnak nem még 1000N!! De hát mindegy a feladat 1000N volt :)
Hogy mennyire pontosak ezek a gázrugók nem tudom, ha minden igaz 1983-ban készültek, a jó öreg Ikarus buszokból maradt ránk :)
A tesztpadról annyit kell tudni, hogy egy 600mm-es 16x5-ös orsó van benne, 1:2-es lassító áttétel és egy 100W-os AC szervó.
Namost a szervónak van egy olyan lehetősége, hogy kiírja nekem a motor pillanatnyi terhelését %-ban az alapnyomatékhoz viszonyítva. A szoftverével meg szép kis grafikont is lehet rajzolni belőle.
A cél ugye a 600mm/perc volt 10ms-os gyorsítással.
600mm/perc-es sebességgel 500N terhelés mellett 90% volt az átlag terhelés ami kb 0,288Nm.
600mm/perc-es sebességgel 1000N terhelés mellett 170% volt az átlag terhelés ami kb 0,544Nm.
Az elmélettől ezek azért jócskán eltérnek, hogy ennek most konkrétan mi az oka azt nem tudom…
Még rengeteg mérést el kéne végezni, de jelenleg nincs rá időm, szóval se fényképek se videó semmi nem lesz egy darabig!!!
Ha még mindig aktuális a téma,ha lesz rá időm végre, és megjöttek a 30W-os szervók akkor szerintem még visszatérünk rá :)
Mellesleg Tibor45 és Péter vitájához:
Szerintem egyikőtök sem rontotta el a számítást, hisz mindkettőtöknek ugyan az jött ki:
Péter a Nm oldalról közelítette meg, és kijött neki, hogy 0,32Nm kell hozzá ami ugye 10W 300-as fordulaton,
és Tibor45-nek is ugyan ez jött ki csak a Watt-ok felől megközelítve!!!!!!!!!!!!!!!!!!
Szóval senki nem rontott el semmit, a különbség ott van hogy ki milyen motort rakna ide:
Péter szerint az alapnyomatékból kell kiindulni és nem szabad azt túllépni tehát Ő 100W-os motort használna, mert annak 0,35 körül van az alapnyomatéka!
Tibor45 ezzel szemben azt mondja, hogy egy 20W-os motorból 300-as fordulaton nyugodtan ki lehet venni az alapnyomatékánál nagyobb forgatónyomatékot is!!!
Magasabb fordulatszámon meg úgysem kell 0,32Nm!!!
De persze nem erről folyik a vita, hanem hogy ki, mit, hol rontott el!
További szép estét!
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 december 05, 23:25
Írta: 2vkx6unz Dátum 2009 december 05, 23:25
Nekem van egy tippem, ~2,4kW a forgácsoláshoz szükséges teljesítmény (nem a motorteljesítmény)
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 december 05, 23:32
Írta: 2vkx6unz Dátum 2009 december 05, 23:32
Mekkora tápfeszültségről jár a géped?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 05, 23:35
Írta: 000000000 Dátum 2009 december 05, 23:35
Nem az első eset, hogy kellő alapossággal oldasz meg a fórumon keletkező vitákat. Az én emlékezetemben ilyen volt a Mach esetleges lépéstévesztésének a tisztázása. Számomra meggyőző volt a léptecsek pontosságának a méréses ellenőrzése, vagy a Mach csillagtesztre való alkalmazhatósága.
És most szintén jó úton haladsz, hogy ismét elfogadjam megalapozott álláspontodat az itt zajló sárdagasztásban. [#eljen][#worship]
És most szintén jó úton haladsz, hogy ismét elfogadjam megalapozott álláspontodat az itt zajló sárdagasztásban. [#eljen][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 06, 07:26
Írta: besirkyjh Dátum 2009 december 06, 07:26
Jo reggelt mindenkinek .
Már többen probáltuk ezt elmagyarázni de eddig ez a legjobb .
A számolással azt hiszem 4mm-es emelkedés volt és az már 20% eltérés , meg lessz az .
"Péter szerint az alapnyomatékból kell kiindulni és nem szabad azt túllépni tehát Ő 100W-os motort használna, mert annak 0,35 körül van az alapnyomatéka!
Tibor45 ezzel szemben azt mondja, hogy egy 20W-os motorból 300-as fordulaton nyugodtan ki lehet venni az alapnyomatékánál nagyobb forgatónyomatékot is!!! Magasabb fordulatszámon meg úgysem kell 0,32Nm!!! "
[#eljen][#eljen][#eljen]
"De persze nem erről folyik a vita, hanem hogy ki, mit, hol rontott el! "
[#nemtudom][#nemtudom]
Már többen probáltuk ezt elmagyarázni de eddig ez a legjobb .
A számolással azt hiszem 4mm-es emelkedés volt és az már 20% eltérés , meg lessz az .
"Péter szerint az alapnyomatékból kell kiindulni és nem szabad azt túllépni tehát Ő 100W-os motort használna, mert annak 0,35 körül van az alapnyomatéka!
Tibor45 ezzel szemben azt mondja, hogy egy 20W-os motorból 300-as fordulaton nyugodtan ki lehet venni az alapnyomatékánál nagyobb forgatónyomatékot is!!! Magasabb fordulatszámon meg úgysem kell 0,32Nm!!! "
[#eljen][#eljen][#eljen]
"De persze nem erről folyik a vita, hanem hogy ki, mit, hol rontott el! "
[#nemtudom][#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 08:48
Írta: 000000000 Dátum 2009 december 06, 08:48
Szia! Sajnos nagyon nem jó!:(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 08:50
Írta: 000000000 Dátum 2009 december 06, 08:50
Szép napot Mindenkinek! Ezeket írtam egy hete!
A parasztvakításnak, nagyképű, üres dumának, műszakiatlan, primitív, izomagyú
szervo megoldásoknak VÉGE! Ahogyan a #9321-ben igértem, közérthető, maximum
középiskolás képleteket, alkalmazva egy konkrét példán vezetem le a szervo
méretezés elemi tényszámait.
A fent említett számítások közelítő jellegű, alapszámítások, az érthetőség kedvéért
a háttérben sok-sok egyszerűsítő feltételt (végig állandó gyorsulás, mindig 0-ról
indultunk, ...stb). Ez azonban a lényeget nem befolyásolja, és számos
nagyon fontos alap dolgot tudhattunk meg, és a gyakorlatban jól használható
eredményekre jutunk ezen számításokkal. Az is mindegy, hogy mi a hajtó motor
(léptető, DC-AC szervó, aszinkron szervó, ...), minden ilyen jellegű hajtásnál ezek
alapproblémák, kell velük törődni.
Tanulságok egy ilyen Hobby gép építésnél:
- Ha valaki egy Hobby gépnél 100W-nál nagyobb tengelyenkénti
motort akar beépíteni, gondolja végig, valami nagyon nem stimmel
a hajtásláncában.
- A forgó tengelyek rendkívül "csalósak", totál kudarcra itélhetik
a Hobbystát, ha nem számolgat picit, különös tekintettel a
megismert négyzetes hatványok eredőjével, J és társait
mindig vegyük figyelembe!
- Nagyon gondoljuk meg, mit kötünk direktbe egy motor tengelyre,
step motornál de pláne! Az egész gépünk minősége,
megbízhatósága múlik ezen!!
- Tiszteljük az 10 W villamos teljesítményt is, ha az hasznos
teljesítmény, elképesztően túlzó tápegységek áramok betervezése
teljesen fölösleges (ráaádsul P vill veszteség=I*I*R, hopp egy
négyzetes tag itt is!!!), és rosszul illesztett hajtásra-elektronikára
utalnak.
Számomra végképp világossá vált az elmúlt 1 nap alatt,
az ALAPOK-tól kell tehát kezdenünk, forgácsolás elmélet,
főhajtás méretezés. CSAK ezután jöhet szóba a step vagy
szervó mellékhajtás megértése, méretezése.
Meg fogjátok látni (tisztelet a kivételnek, aki már most tudja,
tapasztalja, és még tud gondolkodni is) 1000N iszonyatos erő,
a töredéke is sok még főforgácsoló erőnek is Hobby körökben,
nemhogy előtolóerőnek egy mellékhajtásnál. A 10mm/s
előtolás komolyabb forgács keresztmetszetnél fémeknél
úgyszintén "necces". Azaz igazi, munkát végző valós 10W
Hobby berkekben nagyon sok! Kéretik tisztelni a mechanikai
munkát, energiát. Aki ezt nem hiszi, bár ez nem
hit kérdés természetesen, annak tessék már talán picit
számolni, csak két számot kell összeszorozni:P=F*v!
Psichobilly!
Kérdéseidre, méréseidre ha fentieket elovasod, világos válaszokat kapsz.
VP itt egy csodálatos méretező progira hivatkozik, ami olyan alap dolgokkal
nem foglalkozik, mint megvalósíthatósági kontrolok, azaz pl. orsó kihajlási
méretezés, stb.... Valamint ahogyan ezzel kezdetem egy hete az
egyszerűsítő feltételeknél ez a program a számításaiban pl. végig lineáris gyorsulással
számol. Ez röhely, hiszen ha itt valaki csak egy kicsit is ismeri egy DC vagy akármilyen
szervó motor elméletét, az tudja hogy a motor ÖNMAGA egy kéttárolós, minimum
másodfokú differenciál egyenlettel leírható jószág. Hol itt a linearitás???
Ezt még a Hobbysta megfejeli ilyen-olyan minőségű játék szervo-stephajtásokkal,
és máris 4-ed rendű lengő rendszerré alakul a motorhajtás!!
Miről beszéltek Ti itt? Csak egy kicsit is érzitek a téma bonyolultságát, komolyságát
ha a józan paraszteszünket vesszük elő???
Egy valamire való komolyabb tervező program ott kezdődik, hogy ezeket
a differenciálegyenletek oldja meg, nem középiskolás közelítő képletekkel
számol. Hiszen a világ nem olyan egyszerű hogy mindig nulláról megyek V max-ra
és közben minden állandó, vagy maximum lineáris, a gyorsulás terhelőerő, stb...
Éppen ezért kell a két végállapotra koncentrélni, a többivel az a szakmai megszállott foglalkozzon
lehetőleg csak, aki egyetemi szinten keni vágja Newton idevonatkozó differenciál
egyenleteit, tételeit, mert természeten azok univerzálisak, és minden tranziensre
is alkalmazhatóak. Newton ezért volt Zseni, Géniusz, megemlékeztem róla a Fórumban!!!
A másik, és innentől kezdve totál mindegy eddig mit is számoltunk....
Ugye milyen sok 1000N, ha megméritek? Erről pofázok, ezért kértem volna
konkrét forgácsolási példa megoldást Tőletek.
Csináld meg ezt úgy is, a legkedvezőtlenebb közép állásokba tekered az X, Y,
tengelyt, a Z-t, totál le, és a marómotorodba befogsz egy szerszámot L kinyúlási hosszal,
és oda tedd az igazi 1000 N-t pl. egy légrugóval, hiszen ott keletkezik a főforgácsoló erő hatására a terhelés! Na ez az igazi teszt, én ilyeneket 30 évvel ezelőtt mértem ki
szerszámgép merevségi teszt laborban az egyetemen. Azóta számos ipari gépnél
volt szerencsém ilyeneket mérni, saját magam terveztem ehhez mérő progikat.
Magyarul JELENTKEZZEN AZ a Hobbysta, aki úgy gondolja, azt hiszi, hogy
egy általa épített aluvázas géppel tud 1000N STATIKUS (csak statikus, tehát semmi rezgés, erődinamika feltételezés!!!!) előtoló erő mellett forgácsolni!!!
Szívesen leellenőrzöm a gépét néhány alap szilárdsági méretező képlettel,
hogyan szenved maradó alakváltozást a gépecskéje!!!
Ezzel szemben hol tartunk itt a Fórumon?
Egy nyamvadt horonymarási valós példát állandósult állapotban eddig SENKI nem tudott
kiszámolni rendesen, a 3-4 halovány sacc is 50 és 1000%-ban térnek el eddig a
valóságtól, amit természetesen ki lehet számolni.
Miről beszélünk itt???? A nagy mesélő nyomdokán sok kis mesélő (tisztelet
a kivételnek, annak a néhány komolyabb embernek, had ne soroljam fel, kikre
gondolok, úgyis tudjátok...) Óz a nagy varázslót mesét játszunk játék CNC
címszó alatt eszeveszett levegőszántás mellett????:))))
Végül hangsúlyozom, nem kell érteni ezekhez Mindenkinek,
hiszen ez Hobby CNC. De az a szerencsétlen Hobby CNC is valamit ott kapirgál,
azaz valamifél forgácsolási kezdeményezésnek lehet nevezni.
Innetől kezdve ugyanaz a kőkemény műszaki törvény halmaz vanatkozik
rá, ami a 100 milliós szerszágépre. Más bemenő paramétrekkel természetesen,
de a képletek ugyanazok!!! Az meg végképp felháborító, hogy 0 közeli tudás mellett
egyesek mit merészelnek magukról feltételezni, milyen magabiztos állatságokkal,
milyen emberi stílusban válaszolnak itt nekem!!!
Térjünk már eszünkhöz emberek, és végképp gondolkozzunk el
Dobos Antal szavain is (nagyon tetszett nekem): A CAD-CAM virtuális képernyője
mögött az ősember által is tudodd ÉK, LEJTŐ fizikájával nikncsenek sokan tisztában.
Miféle idióta, virtuális, sületlen, átverésre épülő, ökör, hazug világ ez?????[#nyes] [#nyes]
A parasztvakításnak, nagyképű, üres dumának, műszakiatlan, primitív, izomagyú
szervo megoldásoknak VÉGE! Ahogyan a #9321-ben igértem, közérthető, maximum
középiskolás képleteket, alkalmazva egy konkrét példán vezetem le a szervo
méretezés elemi tényszámait.
A fent említett számítások közelítő jellegű, alapszámítások, az érthetőség kedvéért
a háttérben sok-sok egyszerűsítő feltételt (végig állandó gyorsulás, mindig 0-ról
indultunk, ...stb). Ez azonban a lényeget nem befolyásolja, és számos
nagyon fontos alap dolgot tudhattunk meg, és a gyakorlatban jól használható
eredményekre jutunk ezen számításokkal. Az is mindegy, hogy mi a hajtó motor
(léptető, DC-AC szervó, aszinkron szervó, ...), minden ilyen jellegű hajtásnál ezek
alapproblémák, kell velük törődni.
Tanulságok egy ilyen Hobby gép építésnél:
- Ha valaki egy Hobby gépnél 100W-nál nagyobb tengelyenkénti
motort akar beépíteni, gondolja végig, valami nagyon nem stimmel
a hajtásláncában.
- A forgó tengelyek rendkívül "csalósak", totál kudarcra itélhetik
a Hobbystát, ha nem számolgat picit, különös tekintettel a
megismert négyzetes hatványok eredőjével, J és társait
mindig vegyük figyelembe!
- Nagyon gondoljuk meg, mit kötünk direktbe egy motor tengelyre,
step motornál de pláne! Az egész gépünk minősége,
megbízhatósága múlik ezen!!
- Tiszteljük az 10 W villamos teljesítményt is, ha az hasznos
teljesítmény, elképesztően túlzó tápegységek áramok betervezése
teljesen fölösleges (ráaádsul P vill veszteség=I*I*R, hopp egy
négyzetes tag itt is!!!), és rosszul illesztett hajtásra-elektronikára
utalnak.
Számomra végképp világossá vált az elmúlt 1 nap alatt,
az ALAPOK-tól kell tehát kezdenünk, forgácsolás elmélet,
főhajtás méretezés. CSAK ezután jöhet szóba a step vagy
szervó mellékhajtás megértése, méretezése.
Meg fogjátok látni (tisztelet a kivételnek, aki már most tudja,
tapasztalja, és még tud gondolkodni is) 1000N iszonyatos erő,
a töredéke is sok még főforgácsoló erőnek is Hobby körökben,
nemhogy előtolóerőnek egy mellékhajtásnál. A 10mm/s
előtolás komolyabb forgács keresztmetszetnél fémeknél
úgyszintén "necces". Azaz igazi, munkát végző valós 10W
Hobby berkekben nagyon sok! Kéretik tisztelni a mechanikai
munkát, energiát. Aki ezt nem hiszi, bár ez nem
hit kérdés természetesen, annak tessék már talán picit
számolni, csak két számot kell összeszorozni:P=F*v!
Psichobilly!
Kérdéseidre, méréseidre ha fentieket elovasod, világos válaszokat kapsz.
VP itt egy csodálatos méretező progira hivatkozik, ami olyan alap dolgokkal
nem foglalkozik, mint megvalósíthatósági kontrolok, azaz pl. orsó kihajlási
méretezés, stb.... Valamint ahogyan ezzel kezdetem egy hete az
egyszerűsítő feltételeknél ez a program a számításaiban pl. végig lineáris gyorsulással
számol. Ez röhely, hiszen ha itt valaki csak egy kicsit is ismeri egy DC vagy akármilyen
szervó motor elméletét, az tudja hogy a motor ÖNMAGA egy kéttárolós, minimum
másodfokú differenciál egyenlettel leírható jószág. Hol itt a linearitás???
Ezt még a Hobbysta megfejeli ilyen-olyan minőségű játék szervo-stephajtásokkal,
és máris 4-ed rendű lengő rendszerré alakul a motorhajtás!!
Miről beszéltek Ti itt? Csak egy kicsit is érzitek a téma bonyolultságát, komolyságát
ha a józan paraszteszünket vesszük elő???
Egy valamire való komolyabb tervező program ott kezdődik, hogy ezeket
a differenciálegyenletek oldja meg, nem középiskolás közelítő képletekkel
számol. Hiszen a világ nem olyan egyszerű hogy mindig nulláról megyek V max-ra
és közben minden állandó, vagy maximum lineáris, a gyorsulás terhelőerő, stb...
Éppen ezért kell a két végállapotra koncentrélni, a többivel az a szakmai megszállott foglalkozzon
lehetőleg csak, aki egyetemi szinten keni vágja Newton idevonatkozó differenciál
egyenleteit, tételeit, mert természeten azok univerzálisak, és minden tranziensre
is alkalmazhatóak. Newton ezért volt Zseni, Géniusz, megemlékeztem róla a Fórumban!!!
A másik, és innentől kezdve totál mindegy eddig mit is számoltunk....
Ugye milyen sok 1000N, ha megméritek? Erről pofázok, ezért kértem volna
konkrét forgácsolási példa megoldást Tőletek.
Csináld meg ezt úgy is, a legkedvezőtlenebb közép állásokba tekered az X, Y,
tengelyt, a Z-t, totál le, és a marómotorodba befogsz egy szerszámot L kinyúlási hosszal,
és oda tedd az igazi 1000 N-t pl. egy légrugóval, hiszen ott keletkezik a főforgácsoló erő hatására a terhelés! Na ez az igazi teszt, én ilyeneket 30 évvel ezelőtt mértem ki
szerszámgép merevségi teszt laborban az egyetemen. Azóta számos ipari gépnél
volt szerencsém ilyeneket mérni, saját magam terveztem ehhez mérő progikat.
Magyarul JELENTKEZZEN AZ a Hobbysta, aki úgy gondolja, azt hiszi, hogy
egy általa épített aluvázas géppel tud 1000N STATIKUS (csak statikus, tehát semmi rezgés, erődinamika feltételezés!!!!) előtoló erő mellett forgácsolni!!!
Szívesen leellenőrzöm a gépét néhány alap szilárdsági méretező képlettel,
hogyan szenved maradó alakváltozást a gépecskéje!!!
Ezzel szemben hol tartunk itt a Fórumon?
Egy nyamvadt horonymarási valós példát állandósult állapotban eddig SENKI nem tudott
kiszámolni rendesen, a 3-4 halovány sacc is 50 és 1000%-ban térnek el eddig a
valóságtól, amit természetesen ki lehet számolni.
Miről beszélünk itt???? A nagy mesélő nyomdokán sok kis mesélő (tisztelet
a kivételnek, annak a néhány komolyabb embernek, had ne soroljam fel, kikre
gondolok, úgyis tudjátok...) Óz a nagy varázslót mesét játszunk játék CNC
címszó alatt eszeveszett levegőszántás mellett????:))))
Végül hangsúlyozom, nem kell érteni ezekhez Mindenkinek,
hiszen ez Hobby CNC. De az a szerencsétlen Hobby CNC is valamit ott kapirgál,
azaz valamifél forgácsolási kezdeményezésnek lehet nevezni.
Innetől kezdve ugyanaz a kőkemény műszaki törvény halmaz vanatkozik
rá, ami a 100 milliós szerszágépre. Más bemenő paramétrekkel természetesen,
de a képletek ugyanazok!!! Az meg végképp felháborító, hogy 0 közeli tudás mellett
egyesek mit merészelnek magukról feltételezni, milyen magabiztos állatságokkal,
milyen emberi stílusban válaszolnak itt nekem!!!
Térjünk már eszünkhöz emberek, és végképp gondolkozzunk el
Dobos Antal szavain is (nagyon tetszett nekem): A CAD-CAM virtuális képernyője
mögött az ősember által is tudodd ÉK, LEJTŐ fizikájával nikncsenek sokan tisztában.
Miféle idióta, virtuális, sületlen, átverésre épülő, ökör, hazug világ ez?????[#nyes] [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 09:14
Írta: bmejdz9nu Dátum 2009 december 06, 09:14
Megint jót írtál...
Ez a mozgás közbeni nyomatékmérés AC-val...
Hát ezen már annyit filóztam és tényleg a progi tudja azaz kiírja... ez még nagyon hasznos lesz!
Látod erre mndják több szem többet lát :) Ott előttem a monitoron és nem esett le tantusz. Köszönettel!
Egyébként azt én nem vitatom, hogy 1000Nm sok egy hobbystának... de Tibor erre számolt! (most persze ezt vissza akarja "szívni" mintha nem írta volna a pdf-ben)
Ezt az 1000N-t vette alapadatnak, valamint a 20W-os motort és ... a többit úgyis tudjuk.
Gyakorlati teszted ez volt egy 100W-os AC-val: (jól értelmezem?)
"600mm/perc-es sebességgel 1000N terhelés mellett 170% volt az átlag terhelés ami kb 0,544Nm."
A 100W-os AC motor alapnyomtéka: 0,32Nm csúcsnyomatéka: 0,95Nm.
A 30W-os AC motor alapnyomatéka: 0.095Nm csúcsnyomatéka: 0.28Nm.
Az kérdés, hogy te melyik motort választanád a Tibor által számított hajtáshoz folyamatos üzemre?
A 30W-ost vagy a 100W-ost? Mert ugye erről szól a történet...(vagy 20W-ost...?)
-------------------------------------------------------------------------------------------
"Az elmélettől ezek azért jócskán eltérnek, hogy ennek most konkrétan mi az oka azt nem tudom…"
Ez ügyben kerestelek privátban... a progi magyarázatot ad erre is...
Nagyon érdekes dolgokra jöttem rá a számításokban a játszadozásban...
Pl. a 100W Rated Output... Ezt az értéken jócskán túl lehet lépni! Azaz milyen intervalumban... azaz mennyire tudja e termelt hőt a motor eldisszipálni... és...sok más...
"Péter szerint az alapnyomatékból kell kiindulni és nem szabad azt túllépni tehát Ő 100W-os motort használna, mert annak 0,35 körül van az alapnyomatéka!"
Ezt fenntartom! Sőt az is lehet, hogy kevés... mert van még egy oldala az éremnek... de nyilvánosan most ebbe nem akarok belemenni...
"Tibor45 ezzel szemben azt mondja, hogy egy 20W-os motorból 300-as fordulaton nyugodtan ki lehet venni az alapnyomatékánál nagyobb forgatónyomatékot is!!! "
Ne ezt kötve hiszem,... hogy egy 20W-os motor el tudná disszipálni a termelt hőt ami a nagy áramok miatt keletkezne a folyamatos üzemben - hogy csak egyszerűen fogalmazzak!
Ezért sem engedi a progi se meg egy ilyen kicsi motor használatát a számoltakhoz...
Mert ekkora nyomaték túllépés nem engedett folyamatos üzemben.
(sőt egy 20W-os motor állandó csúcs nyomatékkal is kevés lenne... de hát az úgysem arra való ... folyamatosra.)
Még egy utolsó... A Rockwell progit próbáltad? Vagy adtak az AC-hoz neked is egy hasonlót?
Nagyon érdekes dolgokat lehet "kijátszani" szimulálni különböző helyzeteket... nagyon tanulságos.
Bárcsak előbb "rávitt" volna Tibor erre... Ezért egy nagy-nagy köszönet neki!!!
Ez a mozgás közbeni nyomatékmérés AC-val...
Hát ezen már annyit filóztam és tényleg a progi tudja azaz kiírja... ez még nagyon hasznos lesz!
Látod erre mndják több szem többet lát :) Ott előttem a monitoron és nem esett le tantusz. Köszönettel!
Egyébként azt én nem vitatom, hogy 1000Nm sok egy hobbystának... de Tibor erre számolt! (most persze ezt vissza akarja "szívni" mintha nem írta volna a pdf-ben)
Ezt az 1000N-t vette alapadatnak, valamint a 20W-os motort és ... a többit úgyis tudjuk.
Gyakorlati teszted ez volt egy 100W-os AC-val: (jól értelmezem?)
"600mm/perc-es sebességgel 1000N terhelés mellett 170% volt az átlag terhelés ami kb 0,544Nm."
A 100W-os AC motor alapnyomtéka: 0,32Nm csúcsnyomatéka: 0,95Nm.
A 30W-os AC motor alapnyomatéka: 0.095Nm csúcsnyomatéka: 0.28Nm.
Az kérdés, hogy te melyik motort választanád a Tibor által számított hajtáshoz folyamatos üzemre?
A 30W-ost vagy a 100W-ost? Mert ugye erről szól a történet...(vagy 20W-ost...?)
-------------------------------------------------------------------------------------------
"Az elmélettől ezek azért jócskán eltérnek, hogy ennek most konkrétan mi az oka azt nem tudom…"
Ez ügyben kerestelek privátban... a progi magyarázatot ad erre is...
Nagyon érdekes dolgokra jöttem rá a számításokban a játszadozásban...
Pl. a 100W Rated Output... Ezt az értéken jócskán túl lehet lépni! Azaz milyen intervalumban... azaz mennyire tudja e termelt hőt a motor eldisszipálni... és...sok más...
"Péter szerint az alapnyomatékból kell kiindulni és nem szabad azt túllépni tehát Ő 100W-os motort használna, mert annak 0,35 körül van az alapnyomatéka!"
Ezt fenntartom! Sőt az is lehet, hogy kevés... mert van még egy oldala az éremnek... de nyilvánosan most ebbe nem akarok belemenni...
"Tibor45 ezzel szemben azt mondja, hogy egy 20W-os motorból 300-as fordulaton nyugodtan ki lehet venni az alapnyomatékánál nagyobb forgatónyomatékot is!!! "
Ne ezt kötve hiszem,... hogy egy 20W-os motor el tudná disszipálni a termelt hőt ami a nagy áramok miatt keletkezne a folyamatos üzemben - hogy csak egyszerűen fogalmazzak!
Ezért sem engedi a progi se meg egy ilyen kicsi motor használatát a számoltakhoz...
Mert ekkora nyomaték túllépés nem engedett folyamatos üzemben.
(sőt egy 20W-os motor állandó csúcs nyomatékkal is kevés lenne... de hát az úgysem arra való ... folyamatosra.)
Még egy utolsó... A Rockwell progit próbáltad? Vagy adtak az AC-hoz neked is egy hasonlót?
Nagyon érdekes dolgokat lehet "kijátszani" szimulálni különböző helyzeteket... nagyon tanulságos.
Bárcsak előbb "rávitt" volna Tibor erre... Ezért egy nagy-nagy köszönet neki!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 09:19
Írta: 000000000 Dátum 2009 december 06, 09:19
10522-dik hazugság halmaz, ne haragudjatok, végképp elegem van, mentem dolgozni sajnos! Szevasztok!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 09:29
Írta: bmejdz9nu Dátum 2009 december 06, 09:29
Megint a semmi...
Se tények se számok... se számítások... Csak hitoktatás...
10W arra sem elég általában (sajnos), hogy a hobbysta üresben mozgassa a mechanikáját... (a súrlódási tényező miatt...)
Az új elterelési hadművelet:
Azaz hogy jött a képbe az orsó "kihajlási tényező" ... persze az is van... de ezzel kellene most elterelni a számításról a gondolatmenetet? (ez nem is volt a pdf-ben mint számítási tényező)
Se tények se számok... se számítások... Csak hitoktatás...
10W arra sem elég általában (sajnos), hogy a hobbysta üresben mozgassa a mechanikáját... (a súrlódási tényező miatt...)
Az új elterelési hadművelet:
Azaz hogy jött a képbe az orsó "kihajlási tényező" ... persze az is van... de ezzel kellene most elterelni a számításról a gondolatmenetet? (ez nem is volt a pdf-ben mint számítási tényező)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 06, 09:31
Írta: Szalai György Dátum 2009 december 06, 09:31
„Magyarul JELENTKEZZEN AZ a Hobbysta, aki úgy gondolja, azt hiszi, hogy
egy általa épített aluvázas géppel tud 1000N STATIKUS előtoló erő mellett forgácsolni!!!”
Mekkora maradandó alakváltozás mellett gondolod?
egy általa épített aluvázas géppel tud 1000N STATIKUS előtoló erő mellett forgácsolni!!!”
Mekkora maradandó alakváltozás mellett gondolod?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 06, 09:32
Írta: Szalai György Dátum 2009 december 06, 09:32
Lemaradt a smiley [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 09:38
Írta: bmejdz9nu Dátum 2009 december 06, 09:38
Ez is lemaradt: (és a smiley megint:)
... és ez az erős mechanika az 1000N-hez olyan spécin fut, hogy 10W már elég a terhelés nélküli mozgatásához...(Mágnesvasút elven - de az sem nulla súrlódású!)
Persze lehet, hogy csak én nem tudok ilyen jó mechanikát csinálni :)... de "egyes hobbysták" igen...:)
... és ez az erős mechanika az 1000N-hez olyan spécin fut, hogy 10W már elég a terhelés nélküli mozgatásához...(Mágnesvasút elven - de az sem nulla súrlódású!)
Persze lehet, hogy csak én nem tudok ilyen jó mechanikát csinálni :)... de "egyes hobbysták" igen...:)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 06, 10:58
Írta: D.Laci Dátum 2009 december 06, 10:58
Erre gondoltál?
Dekopirfűrész szervósitva... :)
http://cnctar.hobbycnc.hu/D.Laci/soros1f.wmv
http://cnctar.hobbycnc.hu/D.Laci/sorosszervomotor1.wmv
http://cnctar.hobbycnc.hu/D.Laci/sorosszervomotor2.wmv
Dekopirfűrész szervósitva... :)
http://cnctar.hobbycnc.hu/D.Laci/soros1f.wmv
http://cnctar.hobbycnc.hu/D.Laci/sorosszervomotor1.wmv
http://cnctar.hobbycnc.hu/D.Laci/sorosszervomotor2.wmv
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 06, 11:23
Írta: x4rhew5r3 Dátum 2009 december 06, 11:23
Gondoltam megnézzük közelebbről ezt az EC240 motort is.
A videón oda-vissza mozgás 250mm-en, először 1000mm/perc, majd 1000-sével növelve a sebességet 8000mm/percig. Az áttétel 1:2.
Megmutatom a képernyőt is egy pillanatra, ahol a legfelső sugár a hibajel, 1 pixel = 1 enkóder osztás, ebben az esetben 1 mikron körüli érték.
6000mm/perc sebességig századon belüli a pályakövetés.
EC240 sebesség teszt
A videón oda-vissza mozgás 250mm-en, először 1000mm/perc, majd 1000-sével növelve a sebességet 8000mm/percig. Az áttétel 1:2.
Megmutatom a képernyőt is egy pillanatra, ahol a legfelső sugár a hibajel, 1 pixel = 1 enkóder osztás, ebben az esetben 1 mikron körüli érték.
6000mm/perc sebességig századon belüli a pályakövetés.
EC240 sebesség teszt
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 12:29
Írta: bmejdz9nu Dátum 2009 december 06, 12:29
Na majd jön Tiba aztán kapsz? :) Adatlap van? "Bér hajtás technikai számolást" vállalok :))
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 06, 12:43
Írta: Szalai György Dátum 2009 december 06, 12:43
A legnagyobb tisztelettel kérdezem tőled: Mit mutat meg, vagy mit bizonyít ez a videó?
Egyenes vonalú egyenletes mozgás esetén mitől lenne nagyobb hiba, ha nem szorul a mechanika?
Azt mutasd meg légy szíves, (ha kérhetem) hogy mekkora a hiba a fordulókban a különböző sebességeken, mekkora a mozgatott tömeg és mennyi a fordulóhoz szükséges villamos energia szükséglet (munka).
Egyenes vonalú egyenletes mozgás esetén mitől lenne nagyobb hiba, ha nem szorul a mechanika?
Azt mutasd meg légy szíves, (ha kérhetem) hogy mekkora a hiba a fordulókban a különböző sebességeken, mekkora a mozgatott tömeg és mennyi a fordulóhoz szükséges villamos energia szükséglet (munka).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 13:16
Írta: 000000000 Dátum 2009 december 06, 13:16
shaghaiba ki próbálhatod a mágnes vasutat!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 13:33
Írta: bmejdz9nu Dátum 2009 december 06, 13:33
Hű de konkrétak lettünk :) Alakulunk. :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 06, 13:34
Írta: Szalai György Dátum 2009 december 06, 13:34
20 mm-es átmérőjű gyorsacél hosszlyukmaróval acélt (A50) marunk 5 mm-es fogásmélységgel egy fogással, 60 mm/min előtolással.
Mekkora marómotor teljesítmény kell ehhez? (Az egyszerűség kedvéért a
hatásfok=100%.)
Szerintem:
z élek száma (db)=3
n Szerszám fordulatszáma (1/min)=500
k Anyagra jellemző fajlagos forgácsolási erő (N/mm2)=3000
F Erő (N)=600
P Teljesítmény (W)=314
Vagy:
z élek száma (db)=3
n Szerszám fordulatszáma (1/min)=300
k Anyagra jellemző fajlagos forgácsolási erő (N/mm2)=3000
F Erő (N)=1000
P Teljesítmény (W)=314
Mekkora marómotor teljesítmény kell ehhez? (Az egyszerűség kedvéért a
hatásfok=100%.)
Szerintem:
z élek száma (db)=3
n Szerszám fordulatszáma (1/min)=500
k Anyagra jellemző fajlagos forgácsolási erő (N/mm2)=3000
F Erő (N)=600
P Teljesítmény (W)=314
Vagy:
z élek száma (db)=3
n Szerszám fordulatszáma (1/min)=300
k Anyagra jellemző fajlagos forgácsolási erő (N/mm2)=3000
F Erő (N)=1000
P Teljesítmény (W)=314
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 13:34
Írta: 000000000 Dátum 2009 december 06, 13:34
jol tudod!:))))és tényleg nehagyd ki!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 13:39
Írta: bmejdz9nu Dátum 2009 december 06, 13:39
Erre van egy külön topik... Ez nem szervóhajtás technikai számítás... Csak Tibor bedobta a kérdést... elterelésnek a hibás számításáráról :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 06, 16:45
Írta: svejk Dátum 2009 december 06, 16:45
Köszönjük a gyorstesztet, jó ötlet ez a gázrugós terhelés!!!
(nekem már vágódott a monitor képernyőjébe rugós erőmérő :( :))
Azt pedig örömmel olvasom, hogy Te már tisztán látod a fórumozók közül amit már a vita elején leírtam hogy igazából mindenkinek valahol igaza van(lehet?), de egyszerűen képtelenek egy dologról beszélni/írni, egy válaszváltásban is.
Ez már a makacsság netovábbja :)))
Varsányi nem tudja elképzelni a Tibor45 által paraméterezett gépezetet, Tibor45 pedig nem képes elfogadni a Varsányi által elkészített gépet és az azon megkívánt meglehet túlzó paramétereket.
De ha már így történt miért nem lehet azt a qrva számításokat a már meglevő és nem az elképzelt gépre átvezetni!??
Varsányi biztos lenne olyan tökös gyerek hogy kipróbálná a Tibor45 által kiszámolt verziót is.
Persze most újabb probléma adódott (vagy csak kreált?), a főorsómotor teljesítménye.
Értem én azt hogy azért sem kell akkora sebesség meg előtolóerő mert úgy sem bírja a főorsó (acélban, nagy maró), de hát ez eddig is így volt azon az átkozott(:)) Varsányi féle gépen.
Vagy akkor miért nem ezzel kezdődött már az egész a legelején anno.
Mint már biztos sokan rájöttek, univerzális gép nincs, de Varsányi megpróbálta.
Tud vele kis sebességen nagy előtolóerőket kifejteni, de azért tud gyors és fürge is lenni. Hogy miért így tervezte az legyen az ő dolga.
Remélem nem haragszanak meg a nevesítésekért az érintettek, de hát mégis csak róluk szól lassan már minden.
(nekem már vágódott a monitor képernyőjébe rugós erőmérő :( :))
Azt pedig örömmel olvasom, hogy Te már tisztán látod a fórumozók közül amit már a vita elején leírtam hogy igazából mindenkinek valahol igaza van(lehet?), de egyszerűen képtelenek egy dologról beszélni/írni, egy válaszváltásban is.
Ez már a makacsság netovábbja :)))
Varsányi nem tudja elképzelni a Tibor45 által paraméterezett gépezetet, Tibor45 pedig nem képes elfogadni a Varsányi által elkészített gépet és az azon megkívánt meglehet túlzó paramétereket.
De ha már így történt miért nem lehet azt a qrva számításokat a már meglevő és nem az elképzelt gépre átvezetni!??
Varsányi biztos lenne olyan tökös gyerek hogy kipróbálná a Tibor45 által kiszámolt verziót is.
Persze most újabb probléma adódott (vagy csak kreált?), a főorsómotor teljesítménye.
Értem én azt hogy azért sem kell akkora sebesség meg előtolóerő mert úgy sem bírja a főorsó (acélban, nagy maró), de hát ez eddig is így volt azon az átkozott(:)) Varsányi féle gépen.
Vagy akkor miért nem ezzel kezdődött már az egész a legelején anno.
Mint már biztos sokan rájöttek, univerzális gép nincs, de Varsányi megpróbálta.
Tud vele kis sebességen nagy előtolóerőket kifejteni, de azért tud gyors és fürge is lenni. Hogy miért így tervezte az legyen az ő dolga.
Remélem nem haragszanak meg a nevesítésekért az érintettek, de hát mégis csak róluk szól lassan már minden.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 17:43
Írta: bmejdz9nu Dátum 2009 december 06, 17:43
A forgácsolási és előtolási, főorsó teljesítmény meghatározása valamint orsó kihajlási számítása...
Ez mind a témáról (a hajtás számítás) való elterelő un. fedőhadművelet... :)
Igen. Varsányi már rájött, hogy univerzális gép nincs... ebben teljesen igazad van...
De szerintem amennyire lehetett megközelítettem az "univerzálisat"...
Azaz tudok aluba marni és ha kellene nyákot is gravírozni... acélmarást nem terveztem mert nem szeretem a bökős forgácsokat :)
3D pedig soha sem volt tervben... ezt többször is írtam... szerintem mindenki tudja...
Psychobilly tesztje azaz nyomatékigénye (is) láthatóan jóval meghaladta egy "20W-os motor" teljesítő képességét...
(a Tibor számítása alapján - egy hasonló mechanika, terhelés a gyakorlatban. a #9957-ben)
Még több nyomaték kellett a mozgatáshoz mint az én elméleti számításom volt...(+25%-ot is meghaladóan, mert 4.es helyett 5-ös em. orsó volt)
Ez mind a témáról (a hajtás számítás) való elterelő un. fedőhadművelet... :)
Igen. Varsányi már rájött, hogy univerzális gép nincs... ebben teljesen igazad van...
De szerintem amennyire lehetett megközelítettem az "univerzálisat"...
Azaz tudok aluba marni és ha kellene nyákot is gravírozni... acélmarást nem terveztem mert nem szeretem a bökős forgácsokat :)
3D pedig soha sem volt tervben... ezt többször is írtam... szerintem mindenki tudja...
Psychobilly tesztje azaz nyomatékigénye (is) láthatóan jóval meghaladta egy "20W-os motor" teljesítő képességét...
(a Tibor számítása alapján - egy hasonló mechanika, terhelés a gyakorlatban. a #9957-ben)
Még több nyomaték kellett a mozgatáshoz mint az én elméleti számításom volt...(+25%-ot is meghaladóan, mert 4.es helyett 5-ös em. orsó volt)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 18:57
Írta: bmejdz9nu Dátum 2009 december 06, 18:57
Most állítom a gépet a következő kézi fogáshoz... (egy selejten :)
Csak, hogy képbe legyünk a gyorsítás fogalma és látszata... élőben...
Ezen a videón csupáncsak 120mm/sec-re van a gyorsítás 50ms-al állítva az X és Y... lehet, hogy el sem éri a 120mm/sec-et...
A Z pedig valami nagyon kevésre... mert így lesznek szépek a furatok...
Lehetne még lapátolnom a gyorsításra... de minek? A gép már remeg az asztalon és a munkadarab jelentősen melegszik közbe... (na persze nem a gyorsítástól :)
Adatok: Alu-ba 8mm mély furatok 3,2mm-es fúróval 1mm-es "peck-el" de hogy is hívják ezt a dolgot magyarul, hogy a forgács kivetés optimális legyen 8X megy a szerszám az anyagba és mindig 1mm-el többet és többet = 8mm
6 luk fúrása VIDEO ::::::::::::::::::::::::::::::::::::
Csak, hogy képbe legyünk a gyorsítás fogalma és látszata... élőben...
Ezen a videón csupáncsak 120mm/sec-re van a gyorsítás 50ms-al állítva az X és Y... lehet, hogy el sem éri a 120mm/sec-et...
A Z pedig valami nagyon kevésre... mert így lesznek szépek a furatok...
Lehetne még lapátolnom a gyorsításra... de minek? A gép már remeg az asztalon és a munkadarab jelentősen melegszik közbe... (na persze nem a gyorsítástól :)
Adatok: Alu-ba 8mm mély furatok 3,2mm-es fúróval 1mm-es "peck-el" de hogy is hívják ezt a dolgot magyarul, hogy a forgács kivetés optimális legyen 8X megy a szerszám az anyagba és mindig 1mm-el többet és többet = 8mm
6 luk fúrása VIDEO ::::::::::::::::::::::::::::::::::::
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 20:18
Írta: 000000000 Dátum 2009 december 06, 20:18
Gyurikám! Engedd meg, hogy most így szólítsalak!:)
Neked most ez az beírásod FONTOSABB, mint amit az egész Fórumon itt
a mai nap megint összehordtak, összedumáltak az összes topikot beleértve!!!
Fogadd őszinte gratulációm!!!! Két dolog miatt is.
1. Majdnem jó már a végeredményed már csak ~5%-al
tér el a helyestől. Nagyon picit finomíts még rajta, annyit segítek a k=3000
jó választás, meghatározás volt, azon ne módosíts, máshol lehet a pici hiba
a számításodban! Persze lenne még pár fontos szakmai észrevételem a
megoldásod kapcsán, de majd ezzel még ráérünk, ha még pontosabban számolsz.
Én már azért most megadom Neked a képzeletbeli ötöst erre a példára!
Köszönöm Neked!
2. Egyedül Te voltál aki komolyan mert, akart, tudott, képes volt számolni
eddig valamit, aki nem is vagy ha jól tudom alapszakmádat tekintve forgácsoló
szakember! Így ez sokszorosan megnöveli teljesítményedet, nemes, bátor
szakmai lélekre vall, a gondolkodó, fejlődődni tudó, akaró emberre utal,
aki képes a neten található marhasághalmazból számára hasznos,
és nagyon fontos ALAP összefüggésekre rájönni.
Egyébként bocsánat, megemlítem Sanyit is, Ő is számolt, köszönet érte,
csak valamit nagyon elronthatott benne. Azaz ketten voltatok!
Ja és ugye a kínai nagy utazó és világjáró lapít, mint az a bizonyos a fűben,
semmit nem mert saccolni, számolni meg ugyanmár, ő???[#nyes]
Most is 3 mm-es játék furatokat videózik aluban, pedig lenne értelmes dolga
a számpéldám kapcsán.:)
Gondolom a 2007. máj. 19-én tett Képletek, számítások topikban tett
bejegyzésem (#7) alapján számoltál, van sok más módszer is, közben biztos
dereng már Neked is. Én azt sem felejtettem el, hogy kb. féléve volt már egy
komolyabb "fellángolásod" a forgácsoló erő meghatározása érdekében pár napig
kutakodtál, és valami *.xls alap verzióba össze is gyűjtöttél valamit. Akkor ha jól
emlékszem a CNC mechanikai konstrukciójának tervezési, merevségi kérdései
kapcsán tetted ezt, nagyon helyesen. Hiszen mi másra is kellemne alapvetően
átgondolni a mechanikát, mint a forgácsolásból adódó statikus és dinamikus
erőhatásokra!
A szervó hajtásoknál mint a mellékhajtások egyik fajtájánál ez ugyanúgy fontos,
sőt lapvető, innen kell kiindulni, erre kell, erre szabad méretezni. Hiszen ha nincs
forgácsolóerő, azaz F=0, akkor 0 a hasznos előtolóerő szükséglet. Aki ennek az
ellenkezőjéről mesél itt Neked, azzal (azokkal) ne foglalkozz, az ilyen embernek
CNC szakmailag még rendkívül sokat kell fejlődni.
De hamarosan eljő a felvilágosodás ideje:
"Sötétben bújt Természet és Törvény,
Szólott az Úr: – Legyen Newton! – s lőn fény."
(Alexander Pope: Sir Isaac Newton sírfelirata)
Neked most ez az beírásod FONTOSABB, mint amit az egész Fórumon itt
a mai nap megint összehordtak, összedumáltak az összes topikot beleértve!!!
Fogadd őszinte gratulációm!!!! Két dolog miatt is.
1. Majdnem jó már a végeredményed már csak ~5%-al
tér el a helyestől. Nagyon picit finomíts még rajta, annyit segítek a k=3000
jó választás, meghatározás volt, azon ne módosíts, máshol lehet a pici hiba
a számításodban! Persze lenne még pár fontos szakmai észrevételem a
megoldásod kapcsán, de majd ezzel még ráérünk, ha még pontosabban számolsz.
Én már azért most megadom Neked a képzeletbeli ötöst erre a példára!
Köszönöm Neked!
2. Egyedül Te voltál aki komolyan mert, akart, tudott, képes volt számolni
eddig valamit, aki nem is vagy ha jól tudom alapszakmádat tekintve forgácsoló
szakember! Így ez sokszorosan megnöveli teljesítményedet, nemes, bátor
szakmai lélekre vall, a gondolkodó, fejlődődni tudó, akaró emberre utal,
aki képes a neten található marhasághalmazból számára hasznos,
és nagyon fontos ALAP összefüggésekre rájönni.
Egyébként bocsánat, megemlítem Sanyit is, Ő is számolt, köszönet érte,
csak valamit nagyon elronthatott benne. Azaz ketten voltatok!
Ja és ugye a kínai nagy utazó és világjáró lapít, mint az a bizonyos a fűben,
semmit nem mert saccolni, számolni meg ugyanmár, ő???[#nyes]
Most is 3 mm-es játék furatokat videózik aluban, pedig lenne értelmes dolga
a számpéldám kapcsán.:)
Gondolom a 2007. máj. 19-én tett Képletek, számítások topikban tett
bejegyzésem (#7) alapján számoltál, van sok más módszer is, közben biztos
dereng már Neked is. Én azt sem felejtettem el, hogy kb. féléve volt már egy
komolyabb "fellángolásod" a forgácsoló erő meghatározása érdekében pár napig
kutakodtál, és valami *.xls alap verzióba össze is gyűjtöttél valamit. Akkor ha jól
emlékszem a CNC mechanikai konstrukciójának tervezési, merevségi kérdései
kapcsán tetted ezt, nagyon helyesen. Hiszen mi másra is kellemne alapvetően
átgondolni a mechanikát, mint a forgácsolásból adódó statikus és dinamikus
erőhatásokra!
A szervó hajtásoknál mint a mellékhajtások egyik fajtájánál ez ugyanúgy fontos,
sőt lapvető, innen kell kiindulni, erre kell, erre szabad méretezni. Hiszen ha nincs
forgácsolóerő, azaz F=0, akkor 0 a hasznos előtolóerő szükséglet. Aki ennek az
ellenkezőjéről mesél itt Neked, azzal (azokkal) ne foglalkozz, az ilyen embernek
CNC szakmailag még rendkívül sokat kell fejlődni.
De hamarosan eljő a felvilágosodás ideje:
"Sötétben bújt Természet és Törvény,
Szólott az Úr: – Legyen Newton! – s lőn fény."
(Alexander Pope: Sir Isaac Newton sírfelirata)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 20:22
Írta: 000000000 Dátum 2009 december 06, 20:22
Svejk! Sokszor emlegettél megint!
Én csak annyit mondok, most szakmailag csalódban picit Benned! Azt gondoltam, szélesebb spekrumot fog át a CNC rendszer szemléleted!
Én csak annyit mondok, most szakmailag csalódban picit Benned! Azt gondoltam, szélesebb spekrumot fog át a CNC rendszer szemléleted!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 06, 20:26
Írta: svejk Dátum 2009 december 06, 20:26
Jó lenne ha az én saccolásomat nem vennéd semmibe :))
Igaz lusta voltam számolni,meg hát hagytam teret másoknak is :)
De nem a hasamra ütöttem hanem próbáltam a tapasztalataim alapján saccolni...
de nehogy engem Svejkecskémnek szólíts !!! :)))
Igaz lusta voltam számolni,meg hát hagytam teret másoknak is :)
De nem a hasamra ütöttem hanem próbáltam a tapasztalataim alapján saccolni...
de nehogy engem Svejkecskémnek szólíts !!! :)))
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 20:33
Írta: ukcge40u Dátum 2009 december 06, 20:33
Tibor, drága barátom, a Fórum Esze.
Amit Gyuri bátyónak írtál, azzal teljes mértékben egyetértek. Ezért lapítok én is.
Viszont, ami adatokat ő megadott az egy érték.
Használható érték, bár ezzel sokáig nem maradna meg szériában, ámde ennek ellenére jó.
Azt az 5%-ot pedig engedd el neki, mert ha a szerszámom kopott, akkor ennyivel sem tudok menni az anyagban, de ha új, vagy frissen élezett, akkor akár a másfélszeresével (mármint a tolással és fordulattal) is hasíthatunk a vasban.
Tehát az 5 kifogásolt százalékarány a gyakorlatban bármennyi lehet eltérésként, ha figyelembe vesszük az eltérő fordulat, és tolásértékeket.
(nagyon csöndben, és hatalmas tisztelettel azért megjegyezném, hogy 16-os méret felett a használható hosszlyukmaró (a háromélű) nem nagyon használatos, sőt, igyekszünk a 10-es átmérő felett négyfogúval menni, legyen az bármilyen anyagú. A fogankénti előtolás miatt is, magyarul termelékenység)
Tisztelettel.
Amit Gyuri bátyónak írtál, azzal teljes mértékben egyetértek. Ezért lapítok én is.
Viszont, ami adatokat ő megadott az egy érték.
Használható érték, bár ezzel sokáig nem maradna meg szériában, ámde ennek ellenére jó.
Azt az 5%-ot pedig engedd el neki, mert ha a szerszámom kopott, akkor ennyivel sem tudok menni az anyagban, de ha új, vagy frissen élezett, akkor akár a másfélszeresével (mármint a tolással és fordulattal) is hasíthatunk a vasban.
Tehát az 5 kifogásolt százalékarány a gyakorlatban bármennyi lehet eltérésként, ha figyelembe vesszük az eltérő fordulat, és tolásértékeket.
(nagyon csöndben, és hatalmas tisztelettel azért megjegyezném, hogy 16-os méret felett a használható hosszlyukmaró (a háromélű) nem nagyon használatos, sőt, igyekszünk a 10-es átmérő felett négyfogúval menni, legyen az bármilyen anyagú. A fogankénti előtolás miatt is, magyarul termelékenység)
Tisztelettel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 20:34
Írta: bmejdz9nu Dátum 2009 december 06, 20:34
Igenis Tibi bácsi ! Többet NEM csinálok videókat! Ezt akarja mindenki. Te főként... Értettem...
Ugyis már eleget "égtem" a videóimmal... a vacak tetű gépemmel amelyik 2Hz-et tud a te saccolós méréseddel...
A 128bites vacaktól amitől persze lusta (2Hz-es) és semmire sem jó... a gazdája, csinálója pedig olyan buta mint benne a vezérlő... vagy még rosszabb.
Most rajtad a sor, hogy te "égesd" magadat valami konkréttal... egy (el)számolással vagy egy videóval...
Megint a semmit írtad... ahogy szoktad... Ez jó??? Jól esik? Cáfolj meg valamit már! Tényekkel!
Ugyis már eleget "égtem" a videóimmal... a vacak tetű gépemmel amelyik 2Hz-et tud a te saccolós méréseddel...
A 128bites vacaktól amitől persze lusta (2Hz-es) és semmire sem jó... a gazdája, csinálója pedig olyan buta mint benne a vezérlő... vagy még rosszabb.
Most rajtad a sor, hogy te "égesd" magadat valami konkréttal... egy (el)számolással vagy egy videóval...
Megint a semmit írtad... ahogy szoktad... Ez jó??? Jól esik? Cáfolj meg valamit már! Tényekkel!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 06, 20:35
Írta: svejk Dátum 2009 december 06, 20:35
Hát ez érdekes megállapítás!!
Nekem valóban nincs CNC rendszerszemléletem, viszont van széleslátásom, és meg tudom különböztetni az ipari berendezéseket, és azok kívánalmait a hobby-tól.
Na, hopsz még egy csalódás :))
Nekem valóban nincs CNC rendszerszemléletem, viszont van széleslátásom, és meg tudom különböztetni az ipari berendezéseket, és azok kívánalmait a hobby-tól.
Na, hopsz még egy csalódás :))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 20:39
Írta: bmejdz9nu Dátum 2009 december 06, 20:39
DC ez vagy AC vezérlési téma? :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 20:44
Írta: ukcge40u Dátum 2009 december 06, 20:44
Itt volt, hol tudok rá máshol válaszolni?
Vagy van külön topik, csak a válaszoknak? :)
Vagy van külön topik, csak a válaszoknak? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 20:47
Írta: 000000000 Dátum 2009 december 06, 20:47
Tudod kedvellek!:)
Ok, majd egyszer elmagyarázom Neked, hogyan kell a CNC gyártást optimalizálni.
Gondolom a szériamunkádnál az is peremfeltétel, hogy a szerszám éltartama egy műszakot (min 8 óra)kibírjon.
Na most szerény véleményem alapján erre vonatkozólag bizony baj szokott lenni, amikor a melós úgy kezdi a napot, amikor meglát egy gyártandó rajzot, hogy egy klasszikust idézzek:
"Ez meg mi a picsa?"
Az ilyesmit, mármint az éltartam kiszámítását szerintem jobb a forgácsolás elmlélet hűvös kijózanító hatása alatt néhány speciális hatványkitevőjű függvényre bízni, mint saccolgatni. Csak egyszer kell jól megjegyezni,
utána igazd van, megy ránézésre is. Te 400W-ot caccoltál, nem rossz, épp annyi mint Varsányi SD motorja. Ha így nézed, akkor röhejes.:)
Na így jár az, aki szervót is p.csa, meg sacc alapon álmodik magának! [#nyes]
Ok, majd egyszer elmagyarázom Neked, hogyan kell a CNC gyártást optimalizálni.
Gondolom a szériamunkádnál az is peremfeltétel, hogy a szerszám éltartama egy műszakot (min 8 óra)kibírjon.
Na most szerény véleményem alapján erre vonatkozólag bizony baj szokott lenni, amikor a melós úgy kezdi a napot, amikor meglát egy gyártandó rajzot, hogy egy klasszikust idézzek:
"Ez meg mi a picsa?"
Az ilyesmit, mármint az éltartam kiszámítását szerintem jobb a forgácsolás elmlélet hűvös kijózanító hatása alatt néhány speciális hatványkitevőjű függvényre bízni, mint saccolgatni. Csak egyszer kell jól megjegyezni,
utána igazd van, megy ránézésre is. Te 400W-ot caccoltál, nem rossz, épp annyi mint Varsányi SD motorja. Ha így nézed, akkor röhejes.:)
Na így jár az, aki szervót is p.csa, meg sacc alapon álmodik magának! [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 20:47
Írta: bmejdz9nu Dátum 2009 december 06, 20:47
Oké. Tudom... bedobta ide... nem akar Tibor átmenni oda... pedig azt hiszem oda is be lett téve...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 20:50
Írta: bmejdz9nu Dátum 2009 december 06, 20:50
Ez a főorsó topik? Törlöm ezeket az elhajlásokat... maradjunk a szervó hajtásnál és tényeknél...
Szidd inkább a videómat ami van a #9982-ben... Ez engem motivál! Gerjeszt...:)
Szidd inkább a videómat ami van a #9982-ben... Ez engem motivál! Gerjeszt...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 21:00
Írta: 000000000 Dátum 2009 december 06, 21:00
"viszont van széleslátásom, és meg tudom különböztetni az ipari berendezéseket, és azok kívánalmait a hobby-tól."
Érdekes, nekem nem úgy tűnik....:)
Mintha lenne egy fizika1 meg fizika2 a fejedben,
de sajnos a Hobby CNC is forgácsolgat, tehát marddjunk abban, az egységes fizika érvényes rá. Sajnálom, én így gondolomn, Ti nem.
Lesz itt még jópár szakmai meglepetésben részed, azt gondolom.
Ha viszont Te is rátérsz Szalai György módszerére, aki számolgat nagyon helyesen, mint már írtad neked ez talán csak 1 percedbe kerülne.... Bár volt ott egy :) jel is, így lehet hogy 5 perc. Az sem sok.:)
Mellesleg nehogy már most megint mi is elkezdjünk vitázni (bár sajnos némi közöd van
Varsányi ámokfutásához, mint írtam már ....),
nagyon nem szeretném.
Érdekes, nekem nem úgy tűnik....:)
Mintha lenne egy fizika1 meg fizika2 a fejedben,
de sajnos a Hobby CNC is forgácsolgat, tehát marddjunk abban, az egységes fizika érvényes rá. Sajnálom, én így gondolomn, Ti nem.
Lesz itt még jópár szakmai meglepetésben részed, azt gondolom.
Ha viszont Te is rátérsz Szalai György módszerére, aki számolgat nagyon helyesen, mint már írtad neked ez talán csak 1 percedbe kerülne.... Bár volt ott egy :) jel is, így lehet hogy 5 perc. Az sem sok.:)
Mellesleg nehogy már most megint mi is elkezdjünk vitázni (bár sajnos némi közöd van
Varsányi ámokfutásához, mint írtam már ....),
nagyon nem szeretném.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 21:04
Írta: 000000000 Dátum 2009 december 06, 21:04
Mi van Péter, kezd öszomlani a "kínai nagy fal", a csodálatos szervo meséid?
Nem baj ám az, én is ledkerekes autóval kezdtem 8 éves koromban,még Neked sem késő!:)))
Így majd méltó leszel arra, hogy a szervómotor szót a szádra vedd egyszer!:))
Nem baj ám az, én is ledkerekes autóval kezdtem 8 éves koromban,még Neked sem késő!:)))
Így majd méltó leszel arra, hogy a szervómotor szót a szádra vedd egyszer!:))
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 06, 21:07
Írta: x4rhew5r3 Dátum 2009 december 06, 21:07
Ha jól odafigyelsz, akkor látsz egy törést és egy kis csúcsot a hibajelen. Na ott fordul.
Elsősorban üzemi körülményeket akartam nézni, mert sebesség és gyorsulás versenyre én sem ezzel a motorral neveznék:)
Csak azok megnyugtatására tettem közzé, akik ezzel az olcsó motorral terveznek hajtást csinálni.
Elsősorban üzemi körülményeket akartam nézni, mert sebesség és gyorsulás versenyre én sem ezzel a motorral neveznék:)
Csak azok megnyugtatására tettem közzé, akik ezzel az olcsó motorral terveznek hajtást csinálni.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 21:08
Írta: ukcge40u Dátum 2009 december 06, 21:08
Én nem saccoltam emlékeim szerint konkrét értéket, mert ahhoz nyúl vagyok.
Vagyok már annyira otthon a forgácsgyártásban, hogy ne merjek konkrét számokra hagyatkozni.
Ha tekerem a potit, mert az kell, akkor az egész kiszámolt dolog velőtrázó sikollyal fojtja bele magát a forgácsos hordóba, bár ez a melót nem érdekli, mert úgy is megy.
Ez már csak így működik...[#hehe]
Ha már idéztél attól a "klasszikustól", akkor azt is tudhatnád róla, hogy előbb fogja meg ötször a gépajtót próbakor, mint a katalógust egyszer.
A fent említett "Ez meg mi a picsa" laza zsigermarósunknál sok mindent jelenthet.
Jelentheti azt is, hogy ez olyan meló, amiről első blikkre tudja, hogy szívni fog vele 2-3 napot, de azt is, hogy milyen elborult tervező ad meg ilyen méreteket (szövegkörnyezeti tényező, nem hiába lett kiemelve. :)
A szerszámélettartam nálam nem egy műszak, hanem minél több. A CNC gyártáson meg többet nem tudsz optimalizálni, amikor a leggyengébb láncszem egy betanított munkás, akit nem érdekel, hogy lejárt a progi, és cserélni kéne a vasat. Már fél órája.
Ilyen mukatempónál úgy írok mindent, hogy minden kibírja ziherre, és nem kell mennem korrekciózni sem, még 2-300 darabnál sem.
Persze, magamnak már más paramétereket írok, de nálam nem szokott állni a gép.
Kedvellek én is, kapd fel a munkásrucit, és együtt lemegyünk a műhelybe szériázni.
Akármi is lehet akkor... :)
De számológépet nem hozhatsz.. :)
Vagyok már annyira otthon a forgácsgyártásban, hogy ne merjek konkrét számokra hagyatkozni.
Ha tekerem a potit, mert az kell, akkor az egész kiszámolt dolog velőtrázó sikollyal fojtja bele magát a forgácsos hordóba, bár ez a melót nem érdekli, mert úgy is megy.
Ez már csak így működik...[#hehe]
Ha már idéztél attól a "klasszikustól", akkor azt is tudhatnád róla, hogy előbb fogja meg ötször a gépajtót próbakor, mint a katalógust egyszer.
A fent említett "Ez meg mi a picsa" laza zsigermarósunknál sok mindent jelenthet.
Jelentheti azt is, hogy ez olyan meló, amiről első blikkre tudja, hogy szívni fog vele 2-3 napot, de azt is, hogy milyen elborult tervező ad meg ilyen méreteket (szövegkörnyezeti tényező, nem hiába lett kiemelve. :)
A szerszámélettartam nálam nem egy műszak, hanem minél több. A CNC gyártáson meg többet nem tudsz optimalizálni, amikor a leggyengébb láncszem egy betanított munkás, akit nem érdekel, hogy lejárt a progi, és cserélni kéne a vasat. Már fél órája.
Ilyen mukatempónál úgy írok mindent, hogy minden kibírja ziherre, és nem kell mennem korrekciózni sem, még 2-300 darabnál sem.
Persze, magamnak már más paramétereket írok, de nálam nem szokott állni a gép.
Kedvellek én is, kapd fel a munkásrucit, és együtt lemegyünk a műhelybe szériázni.
Akármi is lehet akkor... :)
De számológépet nem hozhatsz.. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 06, 21:12
Írta: s7manbs8 Dátum 2009 december 06, 21:12
Szerintem is akit annyira izgat a téma, azt a 10-15 soros képlet gyűjteményt be is írhatja, amiket te is megadtál, vagy fel lehet lapozni a fizika könyvet és abból. Aztán, hogy ezt valakinek Excel-ben van tudása, vagy Basicben, az mindegy, az eredmények akkor is kijönnek. És lehet csodálkozni aztán.
A fizika az ugyanaz, csak az elvárások nem, az eredmények, ha nem sikerült, majd veszünk másik motort hozzáállás.
A fizika az ugyanaz, csak az elvárások nem, az eredmények, ha nem sikerült, majd veszünk másik motort hozzáállás.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 21:13
Írta: bmejdz9nu Dátum 2009 december 06, 21:13
"bár sajnos némi közöd van Varsányi ámokfutásához..." Na ez új... Én vagyok az ámokfutó, ez jó... :)
Tibor szerintem még egyszer néz meg Psychobilly írását a 9957-ben... Ő is ámokfutó?
Ő az egyetlen aki megcsinálta a számolt hajtásodat egy 25%-al nagyobb emelkedésű orsóval...
Tibor. Itt mindenki ámokfutó... rajtad kívül...
Nem így kellene hozzá állnod... a dolgokhoz...
Elterelni akár mivel, akár milyen áron a számítási tévedésedről a dolgot? Ez megér ennyit?
Olyan vagy mint egy üvegléc... nem hajlik egy kicsit sem :) Nehéz lehet így... főleg egy hobby fórumon...
Tibor szerintem még egyszer néz meg Psychobilly írását a 9957-ben... Ő is ámokfutó?
Ő az egyetlen aki megcsinálta a számolt hajtásodat egy 25%-al nagyobb emelkedésű orsóval...
Tibor. Itt mindenki ámokfutó... rajtad kívül...
Nem így kellene hozzá állnod... a dolgokhoz...
Elterelni akár mivel, akár milyen áron a számítási tévedésedről a dolgot? Ez megér ennyit?
Olyan vagy mint egy üvegléc... nem hajlik egy kicsit sem :) Nehéz lehet így... főleg egy hobby fórumon...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 06, 21:13
Írta: Szalai György Dátum 2009 december 06, 21:13
Köszönöm a hájjal kenegetést. Biztosan híztam tőle.
Igen, ebben benne voltak a Te iránymutatásaid, éppúgy mint Szigma levezetett számításai, vagy Sanzistift esti meséje a jóságos három élű maróról.
Szisztematikusan legyűjtöm (lopom) a fórumról és máshonnan is a géptervezéshez használható ismereteket, ötleteket, gondolatokat. Gépészetit és elektronikait is. Mindenkinek köszönet érte. (A programozást már nincs energiám megismerni.)
Sajnos a munkámban ezeknek semmi hasznát nem látom, pont arra jó, hogy onnan kikapcsoljon.
El nem képzelhetem, hogy a kerekítésen kívül mi okozhat öt százalék differenciát, de ez a számomra már egy nagyon elfogadható hiba. Tényleg a mozgóhidam terhelhetőségi igényének kiszámításához kelletek kiinduló adatnak a megmunkálás erőviszonyai. Hiszen mozgó tömegben (élősúlyban) nem mindegy, hogy mekkora erőre mekkora tömegből számolom. Ha tehetem, szeretem érteni mielőtt csinálok valamit, sajnos nem mindég van rá több évem, hogy megértsem. Erre most van.
Igen, ebben benne voltak a Te iránymutatásaid, éppúgy mint Szigma levezetett számításai, vagy Sanzistift esti meséje a jóságos három élű maróról.
Szisztematikusan legyűjtöm (lopom) a fórumról és máshonnan is a géptervezéshez használható ismereteket, ötleteket, gondolatokat. Gépészetit és elektronikait is. Mindenkinek köszönet érte. (A programozást már nincs energiám megismerni.)
Sajnos a munkámban ezeknek semmi hasznát nem látom, pont arra jó, hogy onnan kikapcsoljon.
El nem képzelhetem, hogy a kerekítésen kívül mi okozhat öt százalék differenciát, de ez a számomra már egy nagyon elfogadható hiba. Tényleg a mozgóhidam terhelhetőségi igényének kiszámításához kelletek kiinduló adatnak a megmunkálás erőviszonyai. Hiszen mozgó tömegben (élősúlyban) nem mindegy, hogy mekkora erőre mekkora tömegből számolom. Ha tehetem, szeretem érteni mielőtt csinálok valamit, sajnos nem mindég van rá több évem, hogy megértsem. Erre most van.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 21:18
Írta: 000000000 Dátum 2009 december 06, 21:18
Ok., megegyeztünk, a legközelebbi talira
hozzad a Hurco-t, egyfelől egy kis egységugrás teszttel szívesen megkínálom,
másfelől tudjunk min szériaversenyt csinálni, majd Varsányi lesz a főbíró!:)[#nyes]
hozzad a Hurco-t, egyfelől egy kis egységugrás teszttel szívesen megkínálom,
másfelől tudjunk min szériaversenyt csinálni, majd Varsányi lesz a főbíró!:)[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 21:19
Írta: bmejdz9nu Dátum 2009 december 06, 21:19
"De számológépet nem hozhatsz.. :)" Ez jó... [#nevetes1] Mert gondolom nem termelés lenne, hanem elmélizgetés a semmiről... azért pedig nem fizetnek... neked se...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 21:20
Írta: bmejdz9nu Dátum 2009 december 06, 21:20
Már Rockweell prpgival gyorsan ki lehet számolni egy szervó hajtást...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 21:23
Írta: bmejdz9nu Dátum 2009 december 06, 21:23
Tanulság = vegyen Hurco-t a hobbysta... Tuti biztos gép és vezérlés... ne kockáztasson... egy "valamilyen" szervó motorral és vezérléssel...
Kivétel: Ha Tibor mondja rá az áment...[#nyes]
Kivétel: Ha Tibor mondja rá az áment...[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 21:28
Írta: ukcge40u Dátum 2009 december 06, 21:28
Hurcóra egységugrást?
Megnézném. Mit kell beírnom neki, és mit figyeljek?
Szervízkódnak nem vagyok a birtokában.
Elhozom a masinát, de csak akkor, ha az egyik sarkát te emeled, és hozod be a placcra. HA megemelted, akkor én meg megfogom a másik végét, és ketten bedobjuk a közösbe. :)
Megnézném. Mit kell beírnom neki, és mit figyeljek?
Szervízkódnak nem vagyok a birtokában.
Elhozom a masinát, de csak akkor, ha az egyik sarkát te emeled, és hozod be a placcra. HA megemelted, akkor én meg megfogom a másik végét, és ketten bedobjuk a közösbe. :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 06, 21:32
Írta: svejk Dátum 2009 december 06, 21:32
Nézd, itt nagyon kevés a fizikus matematikus, de sok a lelkes, tapasztalatokból élő ember.
Tudom ez már szócséplés és sok dolog a fizikának ellentmond amit csinálunk, de mégis sok örömet okoz a gazdájának.
Nekem már rég nincs kedvem vitatkozni veled, talán nem is tettem az elmúlt pár hétben, esetleg 1-2 tényre felhívtam a figyelmet ami esetleg magyarázatot követelt volna, vagy legalábbis én nem értettem.
Talán Psychobilly #9957 beírása is elgondolkodtató, de lehet, hogy csak én nem látom tisztán. Lehet ha ezeket megmagyaráznád előbbre jutna mindenki.
Én a Te számításaidat nem vonom kétségbe, főleg mert nem is tudtam komolyan végigolvasni, de kérdés az eredmény láttán merült fel bennem és azt szóvá is tettem.
ui: Varsányihoz ne köss engem semmilyen szállal, ha valamit is rosszul tett az én esetleges rossz tanácsom alapján az csak azért lehetett, mert kérdezett, megpróbáltam neki elmondani amit tudtam, és lehet hogy Ő úgy látta hogy az jó, ha másért nem azért mert mástól nem kapott jobb tanácsot.
Pedig az ajtó nyitva állt minden okos ember előtt...
Azt hiszem most egy darabig, vagy legalább addig amíg nem fog kézzelfogható érthető dologról folyni a diskurzus, ejtem a témát, meglehet az egész fórumot.
Tudom ez már szócséplés és sok dolog a fizikának ellentmond amit csinálunk, de mégis sok örömet okoz a gazdájának.
Nekem már rég nincs kedvem vitatkozni veled, talán nem is tettem az elmúlt pár hétben, esetleg 1-2 tényre felhívtam a figyelmet ami esetleg magyarázatot követelt volna, vagy legalábbis én nem értettem.
Talán Psychobilly #9957 beírása is elgondolkodtató, de lehet, hogy csak én nem látom tisztán. Lehet ha ezeket megmagyaráznád előbbre jutna mindenki.
Én a Te számításaidat nem vonom kétségbe, főleg mert nem is tudtam komolyan végigolvasni, de kérdés az eredmény láttán merült fel bennem és azt szóvá is tettem.
ui: Varsányihoz ne köss engem semmilyen szállal, ha valamit is rosszul tett az én esetleges rossz tanácsom alapján az csak azért lehetett, mert kérdezett, megpróbáltam neki elmondani amit tudtam, és lehet hogy Ő úgy látta hogy az jó, ha másért nem azért mert mástól nem kapott jobb tanácsot.
Pedig az ajtó nyitva állt minden okos ember előtt...
Azt hiszem most egy darabig, vagy legalább addig amíg nem fog kézzelfogható érthető dologról folyni a diskurzus, ejtem a témát, meglehet az egész fórumot.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 21:34
Írta: 000000000 Dátum 2009 december 06, 21:34
Hát persze, minden gépnek kell, a mamutot is leteszteltük, anélkül én szervót nem adok át.
Egyszer már igérted, hogy saját vezérlőjén megrángatod 100-szor oda vissza 1 mm-t, amilyen gyorsan csak tudja.
Még nem mondtad, mit szólt a vezérlője meg a gép erre. Nulladik tesztnek elmegy ez is.:)
Egyszer már igérted, hogy saját vezérlőjén megrángatod 100-szor oda vissza 1 mm-t, amilyen gyorsan csak tudja.
Még nem mondtad, mit szólt a vezérlője meg a gép erre. Nulladik tesztnek elmegy ez is.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 21:42
Írta: 000000000 Dátum 2009 december 06, 21:42
Úgy tudtam, az A300-hoz Neked is közöd van....
De van itt egy mindennnél fontosabb dolog, ezt kértem a 9963-ban:
"...Magyarul JELENTKEZZEN AZ a Hobbysta, aki úgy gondolja, azt hiszi, hogy
egy általa épített aluvázas géppel tud 1000N STATIKUS (csak statikus, tehát semmi rezgés, erődinamika feltételezés!!!!) előtoló erő mellett forgácsolni!!!"
Nincs tolongás, senki nem jentkezett eddig! Vajon miért, mi is itt tehát a valóság?
Szerintem ezen gondolkozzon Mindenki gőzerővel (ne a mesevilágon), ha Hobbysta, ha félidióta, ha profi. Ez ilyen egyszerű kérdés számomra.:)
De van itt egy mindennnél fontosabb dolog, ezt kértem a 9963-ban:
"...Magyarul JELENTKEZZEN AZ a Hobbysta, aki úgy gondolja, azt hiszi, hogy
egy általa épített aluvázas géppel tud 1000N STATIKUS (csak statikus, tehát semmi rezgés, erődinamika feltételezés!!!!) előtoló erő mellett forgácsolni!!!"
Nincs tolongás, senki nem jentkezett eddig! Vajon miért, mi is itt tehát a valóság?
Szerintem ezen gondolkozzon Mindenki gőzerővel (ne a mesevilágon), ha Hobbysta, ha félidióta, ha profi. Ez ilyen egyszerű kérdés számomra.:)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 21:44
Írta: ukcge40u Dátum 2009 december 06, 21:44
Valahol pedig írtam.
Nem tetszett neki, morajlott érte, de szerinte megcsinálta.
Nem tetszett neki, morajlott érte, de szerinte megcsinálta.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 21:48
Írta: ukcge40u Dátum 2009 december 06, 21:48
Te Tibor!
Szerinted hány hobbysta olvassa a fórumot, akinek aluvázas gépe van, és nem gravírozásra meg apróbb marásokra építette?
Keresem a pingvineket a délkörön, de egyet sem találok... illetve egyet találtam, de az sem az volt... [#hehe]
Szerinted hány hobbysta olvassa a fórumot, akinek aluvázas gépe van, és nem gravírozásra meg apróbb marásokra építette?
Keresem a pingvineket a délkörön, de egyet sem találok... illetve egyet találtam, de az sem az volt... [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 06, 21:55
Írta: s7manbs8 Dátum 2009 december 06, 21:55
A "Hobby" szó szerintem nem azonos az idióta, béna, hülye stb. szavak jelentésével, azaz Hobby módon is lehet és szeretni kellene jól csinálni a dolgokat, amellett, hogy ez kikapcsolódás és szórakozás is egyben. Ezért jó, ha erre fele terelsz bennünket, rávezetve a szakma által már jól kidolgozott módszerekre és nem titkolva a jó kis képleteket és peremfeltételeket.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 21:57
Írta: ukcge40u Dátum 2009 december 06, 21:57
Viszont cikkcakkot írtam neki, mert számára, ha nincs több lépés egy adott kontúron, akkor kiemel.
Alprogramnál is.
Még egyszer nem írok ilyet, mert ez nem vibrátornak van kitalálva, hanem marógépnek.
Egyébként olvassa a fórumot HURCO szervizes emberke is, tőle több információt kaphatsz.
Ha gondolja, ír ide.
Alprogramnál is.
Még egyszer nem írok ilyet, mert ez nem vibrátornak van kitalálva, hanem marógépnek.
Egyébként olvassa a fórumot HURCO szervizes emberke is, tőle több információt kaphatsz.
Ha gondolja, ír ide.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 06, 21:58
Írta: s7manbs8 Dátum 2009 december 06, 21:58
Ha a határain belül maradsz el kell annak bírni a vibrációs üzemmódot, ha a Varsa gépe is bírja.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 22:00
Írta: ukcge40u Dátum 2009 december 06, 22:00
Így van, egyetértek veled. De Tiborral is valahol, mert neki is igaza van.
De ebben a kategóriában nagy öröm az is, hogy 1-2 századon belül pontos a gép, derékszögre is.
Hogy a gyorsulás meg pár milliszekundummal több, vagy kevesebb, az már több embernek nem számít, mint ahánynak igen.
Örülünk, hogy működik a teremtményünk, és nem a ms fogja okozni az igazi örömet, hanem amit leveszünk róla, kész darabként.
Jó éjszakát! [#wave]
De ebben a kategóriában nagy öröm az is, hogy 1-2 századon belül pontos a gép, derékszögre is.
Hogy a gyorsulás meg pár milliszekundummal több, vagy kevesebb, az már több embernek nem számít, mint ahánynak igen.
Örülünk, hogy működik a teremtményünk, és nem a ms fogja okozni az igazi örömet, hanem amit leveszünk róla, kész darabként.
Jó éjszakát! [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:02
Írta: bmejdz9nu Dátum 2009 december 06, 22:02
Sanzistift - nek!!!
Egységugrás teszt... mint tesztmarás !!!
Pontosítsuk:
Marj X és Y-el "zikzakban" 1mm-es távokat... és addig gyorsítsd az előtolást míg szép sarkos lesz a mintázat...
Ha hullámvonalnak nézed... azaz a sarkokat már lekerekíti azaz a megkívánt kívánt tűréshatáron túl van és a sarkok már nem élesek = vége a tesztnek.
Számítsd ki hogy egy mp-re hány 1mm-es vonalacskát tudott pontosan kimarni a gép = Hz.
Ird meg!!! Kiváncsi vagyok én is tesztre!
Egységugrás teszt... mint tesztmarás !!!
Pontosítsuk:
Marj X és Y-el "zikzakban" 1mm-es távokat... és addig gyorsítsd az előtolást míg szép sarkos lesz a mintázat...
Ha hullámvonalnak nézed... azaz a sarkokat már lekerekíti azaz a megkívánt kívánt tűréshatáron túl van és a sarkok már nem élesek = vége a tesztnek.
Számítsd ki hogy egy mp-re hány 1mm-es vonalacskát tudott pontosan kimarni a gép = Hz.
Ird meg!!! Kiváncsi vagyok én is tesztre!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:06
Írta: bmejdz9nu Dátum 2009 december 06, 22:06
Érdekes... Csak kérdezni tudsz? Válaszolni meg semmire? Kérdésre - kérdéssel?
Azon elmélkedek, hogy politikusi vagy filózófusi diplomád van e?
A szelektív látásod nem semmi... csak azt látod amit akarsz? Nehéz lehet így... az élet...
Azon elmélkedek, hogy politikusi vagy filózófusi diplomád van e?
A szelektív látásod nem semmi... csak azt látod amit akarsz? Nehéz lehet így... az élet...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 22:07
Írta: 000000000 Dátum 2009 december 06, 22:07
Engem az nem érdekel, hogy mennyi van.
Egy viszont érdekel: én ha egy elméleti példában leírom, hogy 1000N előtolóerő, és
10 mm/s előtolási sebesség, akkor az 10W.
Ráadásul sajnos én tudom, ez mit jelent a gyakorlatban. Másoknak erről lila gőzük nincs.
Na már most ha tehát ki fog derülni, hogy 1 mm/s
is sok a Hobby gépnek anyagban, és 100N is sok, akkor lehet gondolkozni már most erősen, mi marad a 10 W-ból is! Álmodozók!!!! Éresztőőőőőőőőőőő!!!
Egy viszont érdekel: én ha egy elméleti példában leírom, hogy 1000N előtolóerő, és
10 mm/s előtolási sebesség, akkor az 10W.
Ráadásul sajnos én tudom, ez mit jelent a gyakorlatban. Másoknak erről lila gőzük nincs.
Na már most ha tehát ki fog derülni, hogy 1 mm/s
is sok a Hobby gépnek anyagban, és 100N is sok, akkor lehet gondolkozni már most erősen, mi marad a 10 W-ból is! Álmodozók!!!! Éresztőőőőőőőőőőő!!!
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 22:08
Írta: ukcge40u Dátum 2009 december 06, 22:08
A Varsa gépe súlyának csak az X asztal a többszöröse.
Minek rángassak pár tonnát feleslegesen,ha a munkáját jól, pontosan, és a saját korlátai között a lehető leggyorsabban végzi?
Nem látom értelmét, legalábbis most nem.
Nekem a marás a lényeg, meg a kész munkadarab jósága.
Amíg ezek megvannak, addig más nem számít.
Egy ilyen, gyárilag többkörösen ellenőrzött rendszerben nem látom az ilyesminek értelmét.
Ez már a szőrszálhasogatás azon formája, hogy addig keresünk hibát, amíg nem találunk, vagy ha nincs, akkor generálunk egyet, és elégedetten felkiálthatunk a térdünkre csapva, hogy "Na ugye! Ez is rossz..."
A hobbyn meg azért nem látom sok értelmét, eltekintve attól, hogy optimalizálási módszer, mert ha nekem a kisgépen csak robotronok lesznek motorként, akkor minek az egységugrás?
Attól annyival nem lesz jobb.
A versenyautó a pályára való, a köznapi autótól meg nem várok el versenyteljesítményeket.
A garázsban összeheftelt játszósautómtól meg nem lóerőt várok el, hanem élményt. Azért csináltam.
Hát én így látom.
Minek rángassak pár tonnát feleslegesen,ha a munkáját jól, pontosan, és a saját korlátai között a lehető leggyorsabban végzi?
Nem látom értelmét, legalábbis most nem.
Nekem a marás a lényeg, meg a kész munkadarab jósága.
Amíg ezek megvannak, addig más nem számít.
Egy ilyen, gyárilag többkörösen ellenőrzött rendszerben nem látom az ilyesminek értelmét.
Ez már a szőrszálhasogatás azon formája, hogy addig keresünk hibát, amíg nem találunk, vagy ha nincs, akkor generálunk egyet, és elégedetten felkiálthatunk a térdünkre csapva, hogy "Na ugye! Ez is rossz..."
A hobbyn meg azért nem látom sok értelmét, eltekintve attól, hogy optimalizálási módszer, mert ha nekem a kisgépen csak robotronok lesznek motorként, akkor minek az egységugrás?
Attól annyival nem lesz jobb.
A versenyautó a pályára való, a köznapi autótól meg nem várok el versenyteljesítményeket.
A garázsban összeheftelt játszósautómtól meg nem lóerőt várok el, hanem élményt. Azért csináltam.
Hát én így látom.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:08
Írta: bmejdz9nu Dátum 2009 december 06, 22:08
Azok Hurco-t vettek és nem hobysták... :) így aztán nincsenek itt:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:09
Írta: bmejdz9nu Dátum 2009 december 06, 22:09
Semmi vibrációs betonmángorló tesz :) ahogy írtam a #10016 -ben !!! Az oké!
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 22:10
Írta: ukcge40u Dátum 2009 december 06, 22:10
És mivel marjak?
Gravírtűvel? 10E-s fordulattal?
Ne viccelj már, nagyobb sorja lesz a végén, mint hogy bármit meg tudj állapítani a kontúrból.
Gravírtűvel? 10E-s fordulattal?
Ne viccelj már, nagyobb sorja lesz a végén, mint hogy bármit meg tudj állapítani a kontúrból.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 06, 22:13
Írta: s7manbs8 Dátum 2009 december 06, 22:13
Én már annyiszor láttam, hogy fejből vágom, most nem néztem vissza sem.
P=F*v és le is vezettem magamnak a
W=F*s és s=v*t képleteketből, aki nem hiszi járjon utána.
P=F*v és le is vezettem magamnak a
W=F*s és s=v*t képleteketből, aki nem hiszi járjon utána.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 22:14
Írta: ukcge40u Dátum 2009 december 06, 22:14
Én ezzel tisztában vagyok, erről nem velem kellene vitáznod.
Nem tudom, hogy hány Nm-t tekertem a gépen kézzel, hagyományos gépen, de keveset.
Hogy mihez képest, azt nem tudom, mert már nem is figyelem. Túl régen vagyok már benne, hogy méricskéljem azt, ami már 15 éve működik.
És ha működik, akkor minek méricskéljem?
Jobb lesz tőle? Nekem ugyan nem. Több fizetést kapok érte, hogy tudom, hány Nm-rel tekerem a kereket? Én ugyan nem.
Jó lesz, amit csinálok? Ez a legfontosabb, a többi az másodlagos.
A hobbystánál pedig még másodlagosabb addig, míg hiba nincs, vagy el nem ér a gépe határaihoz.
A többi lépést meg tudjuk... Fejleszteni.
Nem tudom, hogy hány Nm-t tekertem a gépen kézzel, hagyományos gépen, de keveset.
Hogy mihez képest, azt nem tudom, mert már nem is figyelem. Túl régen vagyok már benne, hogy méricskéljem azt, ami már 15 éve működik.
És ha működik, akkor minek méricskéljem?
Jobb lesz tőle? Nekem ugyan nem. Több fizetést kapok érte, hogy tudom, hány Nm-rel tekerem a kereket? Én ugyan nem.
Jó lesz, amit csinálok? Ez a legfontosabb, a többi az másodlagos.
A hobbystánál pedig még másodlagosabb addig, míg hiba nincs, vagy el nem ér a gépe határaihoz.
A többi lépést meg tudjuk... Fejleszteni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:15
Írta: bmejdz9nu Dátum 2009 december 06, 22:15
"én ha egy elméleti példában leírom, hogy 1000N előtolóerő, és 10 mm/s előtolási sebesség,
akkor az 10W. Ráadásul sajnos én tudom, ez mit jelent a gyakorlatban. Másoknak erről lila gőzük nincs."
Ne ez jó...
Azaz ha Tibor bácsi megmondja akkor az úgy van! Tessék már elhinni neki!
Hinni kell! Nem számolni! A tények nem számítanak...
Ha azt mondják a hobbystának neked oké 10mm/sec azt nem kell megbubogni !
Ha azt mondják a hobbystának ehhez elég 10W azt sem...
Gyakorlat teszi a mestert... Tibi már sok gépet dokumentált... tessék már elhinni...:)
Az E240-et meg gyorsító áttételt csinálni és használni! Mert ugye ez ebből következetve logikus cselekedet...
akkor az 10W. Ráadásul sajnos én tudom, ez mit jelent a gyakorlatban. Másoknak erről lila gőzük nincs."
Ne ez jó...
Azaz ha Tibor bácsi megmondja akkor az úgy van! Tessék már elhinni neki!
Hinni kell! Nem számolni! A tények nem számítanak...
Ha azt mondják a hobbystának neked oké 10mm/sec azt nem kell megbubogni !
Ha azt mondják a hobbystának ehhez elég 10W azt sem...
Gyakorlat teszi a mestert... Tibi már sok gépet dokumentált... tessék már elhinni...:)
Az E240-et meg gyorsító áttételt csinálni és használni! Mert ugye ez ebből következetve logikus cselekedet...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:21
Írta: bmejdz9nu Dátum 2009 december 06, 22:21
Gravírtű is ok.. akár egy karctű...
Ne a logikát keresd benne... hogy minek...
Az a a lényeg, hogy sarkos(!) legyen a te elvárt tűrésedhez képest...
Amikor elkezdi lekerekíteni a sarkokat a munkadarabon (pl. a felületén) az a "valami szerszám" akkor csináld pl. egy percig ezt a folyamatot és oszd el 60-al és kijön egy Hz érték ...
Ez egy érték... amíg képes a gép ilyen kis távokat pontosan megcsinálni... még ha ezt nem is csinálnád a gyakorlatban a napi munkában.
Ne a logikát keresd benne... hogy minek...
Az a a lényeg, hogy sarkos(!) legyen a te elvárt tűrésedhez képest...
Amikor elkezdi lekerekíteni a sarkokat a munkadarabon (pl. a felületén) az a "valami szerszám" akkor csináld pl. egy percig ezt a folyamatot és oszd el 60-al és kijön egy Hz érték ...
Ez egy érték... amíg képes a gép ilyen kis távokat pontosan megcsinálni... még ha ezt nem is csinálnád a gyakorlatban a napi munkában.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 06, 22:22
Írta: s7manbs8 Dátum 2009 december 06, 22:22
Egyébként álljunk már meg egy pillanatra.
Van olyan program, ami nem angol nyelvű, hanem magyar és ilyesmi számításokat csinál. Péter is ilyet tudott csak mutatni. Ideje lenni csinálni egyet, ha nincs.
Van olyan program, ami nem angol nyelvű, hanem magyar és ilyesmi számításokat csinál. Péter is ilyet tudott csak mutatni. Ideje lenni csinálni egyet, ha nincs.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:25
Írta: bmejdz9nu Dátum 2009 december 06, 22:25
P= U*I azaz és R= U/I... ezeket tudod? 10W-os motorhoz? :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 22:26
Írta: ukcge40u Dátum 2009 december 06, 22:26
Tudod mit, Péter?
Nem csinálok tesztet.
Mert amíg ez a gép simításkor sorját hagy nekem az alu élén 5000-es tolásnál, addig én nem vagyok többre kíváncsi. :)
A tied mit csinál?
Egy 90 fokos sarkon magától leeső pici sorját otthagy ilyen tolásnál a sarok élén?
Ha igen, akkor jó, ha nem, akkor annak a nyomát látni fogod.
Az már hiba, ha lelökte a sorját.
Nálunk már csak így megy ez, ennél gyorsabban nem forgácsolok itt, tehát a gép jó, pipa neki.
Nézzük a következő melót...
[#hehe][#bohoc][#beka2]
Nem csinálok tesztet.
Mert amíg ez a gép simításkor sorját hagy nekem az alu élén 5000-es tolásnál, addig én nem vagyok többre kíváncsi. :)
A tied mit csinál?
Egy 90 fokos sarkon magától leeső pici sorját otthagy ilyen tolásnál a sarok élén?
Ha igen, akkor jó, ha nem, akkor annak a nyomát látni fogod.
Az már hiba, ha lelökte a sorját.
Nálunk már csak így megy ez, ennél gyorsabban nem forgácsolok itt, tehát a gép jó, pipa neki.
Nézzük a következő melót...
[#hehe][#bohoc][#beka2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:26
Írta: bmejdz9nu Dátum 2009 december 06, 22:26
Jobb lesz! A közérzeted ... [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 06, 22:27
Írta: s7manbs8 Dátum 2009 december 06, 22:27
Persze. Mérted már ? Valamelyik motorodon, mikor a Tibor által megírt előtolással a géped tengelyét hajtod és közben akárhány N erővel húzod ellenkező irányban, bár a súrlódásod nem tudom milyen e gépen, de azt vond le belőle.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 06, 22:28
Írta: s7manbs8 Dátum 2009 december 06, 22:28
Mert akkor visszalép, vagy túl, azért dobja le ?
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 22:29
Írta: ukcge40u Dátum 2009 december 06, 22:29
Ennél jobb már csak az lenne, hogy ha az lenne a legnagyobb bajom, hogy hová rakjam a Hurco-t, mert ott áll a kapu előtt az autón, nekem meg még egy rohadt betonplaccom sincs neki...
Na, ekkor sírva vigadnék, még a 3 fázist is megvenném a kéróba... :)
Na, ekkor sírva vigadnék, még a 3 fázist is megvenném a kéróba... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:31
Írta: bmejdz9nu Dátum 2009 december 06, 22:31
Tibor mániája? Nem hallottál még róla? Ez a mindene... az egységugrasztás...
Nem én írtam neked a "feladatot"... csak leírtam a teszt lényegét...
Egyébként ahogy írtam... egy érdekes dinamika teszt...
A Hurco-val gravírozni szoktál? Jó tudom nem gravírgép... de ha egy munkadarabra pl. a megrendelő logóját kellene?
Nem én írtam neked a "feladatot"... csak leírtam a teszt lényegét...
Egyébként ahogy írtam... egy érdekes dinamika teszt...
A Hurco-val gravírozni szoktál? Jó tudom nem gravírgép... de ha egy munkadarabra pl. a megrendelő logóját kellene?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 22:32
Írta: 000000000 Dátum 2009 december 06, 22:32
Tudod mit? Búcsúzóul adok neked egy könnyű példát:
Véletlenül a 10 dekás kalapács 1 m magasságból a polcról a fejedre esik,
miközben a levegőt szántod a "csodálatos" Hobby cnccskéddel, vagy
1.6-os maróval kapirgálsz ott valamit és éppen ezt videózod.
Vajon mekkora energia (és remélhetőleg tudáscsíra) költözik ilyenkor
Varsányi fejébe?[#nyes] Helyes eredményeket mástól is elfogadok...:)
A példa arra is remek, hogy a kellő tisztelet végre megadassék a mechanikai
energiának, ugyanis bevezethetjük a jajgatás/Nm mértékegységet
egyesek kedvéért!:))
Ha időm engedi, egyszer majd készítünk Barátaimmal, Kollégáimmal
egy videót a 20 mm-es hosszlyuk marásról CNC-vel, arról ami a példában
szerepel. Látványos lesz!:)
További kellemes szép estét kívánok Mindenkinek!
Véletlenül a 10 dekás kalapács 1 m magasságból a polcról a fejedre esik,
miközben a levegőt szántod a "csodálatos" Hobby cnccskéddel, vagy
1.6-os maróval kapirgálsz ott valamit és éppen ezt videózod.
Vajon mekkora energia (és remélhetőleg tudáscsíra) költözik ilyenkor
Varsányi fejébe?[#nyes] Helyes eredményeket mástól is elfogadok...:)
A példa arra is remek, hogy a kellő tisztelet végre megadassék a mechanikai
energiának, ugyanis bevezethetjük a jajgatás/Nm mértékegységet
egyesek kedvéért!:))
Ha időm engedi, egyszer majd készítünk Barátaimmal, Kollégáimmal
egy videót a 20 mm-es hosszlyuk marásról CNC-vel, arról ami a példában
szerepel. Látványos lesz!:)
További kellemes szép estét kívánok Mindenkinek!
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 22:34
Írta: ukcge40u Dátum 2009 december 06, 22:34
Nem.
Ott pontosan megáll a sarkon és rádiusszal ráfordul az következő szakaszra.
Mivel ennek a rádiusznak a sugara nulla, tehát gyakorlatilag sarkofordul, és a következő szakasznak az első pár tizedében kinyomja ezt a pici forgácsot. Ezt kézzel lehet szedni (lelesik magától), és a sarok borotvaéles.
Majd egyszer mutatok a kezemen nyomokat, amit ilyenek hagytak.
Digitális ezredes mérőfejjel (iparival) sincs mérhető különbség.
Mit akarjuk már ennél jobbat? Gyorsjáratban meg nem készül forgács, normál esetben... :)
Ott pontosan megáll a sarkon és rádiusszal ráfordul az következő szakaszra.
Mivel ennek a rádiusznak a sugara nulla, tehát gyakorlatilag sarkofordul, és a következő szakasznak az első pár tizedében kinyomja ezt a pici forgácsot. Ezt kézzel lehet szedni (lelesik magától), és a sarok borotvaéles.
Majd egyszer mutatok a kezemen nyomokat, amit ilyenek hagytak.
Digitális ezredes mérőfejjel (iparival) sincs mérhető különbség.
Mit akarjuk már ennél jobbat? Gyorsjáratban meg nem készül forgács, normál esetben... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:35
Írta: bmejdz9nu Dátum 2009 december 06, 22:35
Mindent kimértem a gépemen, régebben... a számolásom is pont ezeket az értékeket hozta...
= Ok a Rockwell méretező program !!! Sőt K. jó!
Ennek hasznát a következő "szerkezetem" tervezésekor nagy hasznát fogom venni...
Köszönet Tibornak az elszámolásáért! Ha nem hibázik soha nem vettem volna rá magamat!
= Ok a Rockwell méretező program !!! Sőt K. jó!
Ennek hasznát a következő "szerkezetem" tervezésekor nagy hasznát fogom venni...
Köszönet Tibornak az elszámolásáért! Ha nem hibázik soha nem vettem volna rá magamat!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:36
Írta: bmejdz9nu Dátum 2009 december 06, 22:36
Érdekes... Csak kérdezni tudsz? Válaszolni meg semmire? Kérdésre - kérdéssel?
Azon elmélkedek, hogy politikusi vagy filózófusi diplomád van e?
Tények, számítások, gyakorlati eredmények, tapasztalatok nem is érdekelnek... érdekes...
Azon elmélkedek, hogy politikusi vagy filózófusi diplomád van e?
Tények, számítások, gyakorlati eredmények, tapasztalatok nem is érdekelnek... érdekes...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 22:39
Írta: ukcge40u Dátum 2009 december 06, 22:39
Nem kell.
Azért ezek a németek sem hülyék, hogy ekkora gépen gravírmunkát vállaljanak.
Tény, kellet már gravíroznom számokat, meg feliratot, meg 1 méter hosszú 1-es szélességű nútokat 5 tized mélyen.
Meg tudja csinálni, de nem erre van kitalálva.
Az egyik gép most morgó főorsócsapágyakkal rendelkezik a gravír, meg a főnök miatt.
Ő azt mondta, hogy bírja, én meg húztam a számat, hogy nem kéne.
Így most van igazam, meg egy olyan gép, amivel ne szívesen marok körzsebet szabványtűrésre.
Méréskor oka a gép, de a munkája... 20-as furat, és van benne majnem 1 század ovalitás, mart kaki a főorsó, meg nincs karbantartva?
Majd az én gépemet ugrasztom.
Neki a melónak, más dolga sem lesz... :)
Azért ezek a németek sem hülyék, hogy ekkora gépen gravírmunkát vállaljanak.
Tény, kellet már gravíroznom számokat, meg feliratot, meg 1 méter hosszú 1-es szélességű nútokat 5 tized mélyen.
Meg tudja csinálni, de nem erre van kitalálva.
Az egyik gép most morgó főorsócsapágyakkal rendelkezik a gravír, meg a főnök miatt.
Ő azt mondta, hogy bírja, én meg húztam a számat, hogy nem kéne.
Így most van igazam, meg egy olyan gép, amivel ne szívesen marok körzsebet szabványtűrésre.
Méréskor oka a gép, de a munkája... 20-as furat, és van benne majnem 1 század ovalitás, mart kaki a főorsó, meg nincs karbantartva?
Majd az én gépemet ugrasztom.
Neki a melónak, más dolga sem lesz... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 06, 22:41
Írta: svejk Dátum 2009 december 06, 22:41
Azt hiszem kitiltatom magam mert egyszerűen nem bírom megállni szó nélkül..:(
"Úgy tudtam, az A300-hoz Neked is közöd van.... "
Van közöm az A300-hoz..és? Neked ehhez mi közöd és főleg mi köze a vitához??
Ő segített nekem-én segítettem Neki..
Te pedig vettél tőlem notebookot és léptetőmotort.. és ettől van közünk egymáshoz??
"De van itt egy mindennnél fontosabb dolog, ezt kértem a 9963-ban:
"...Magyarul JELENTKEZZEN AZ a Hobbysta, aki úgy gondolja, azt hiszi, hogy
egy általa épített aluvázas géppel tud 1000N STATIKUS..."
Ember! Olvass már egy kicsit vissza... mi találtuk ki az 1000N-t???
Te adtad meg paraméternek magadnak...
Akkor most viseld a terhét, és ne félrebeszélj..
Én mint írtam elhiszem a számolásod, csak az ellentmondásokat kellene megértetned a néppel, ehelyett meg jössz olyan baromságokkal hogy a gyári szoftver nem számol a vékony orsó kilengésével..nevetséges vagy.
Egyébként Téged tényleg nem zavar, hogy Te már több tíz fórumtárssal komoly ellentétbe kerültél, míg másnak alig akad komoly ellenfele???
Na megyek csicsikálni, jó éjszakát mindenkinek, innentől nem olvasom a fórumot egy darabig, kérem a hozzám intézett leveleiteket magánban küldeni!
"Úgy tudtam, az A300-hoz Neked is közöd van.... "
Van közöm az A300-hoz..és? Neked ehhez mi közöd és főleg mi köze a vitához??
Ő segített nekem-én segítettem Neki..
Te pedig vettél tőlem notebookot és léptetőmotort.. és ettől van közünk egymáshoz??
"De van itt egy mindennnél fontosabb dolog, ezt kértem a 9963-ban:
"...Magyarul JELENTKEZZEN AZ a Hobbysta, aki úgy gondolja, azt hiszi, hogy
egy általa épített aluvázas géppel tud 1000N STATIKUS..."
Ember! Olvass már egy kicsit vissza... mi találtuk ki az 1000N-t???
Te adtad meg paraméternek magadnak...
Akkor most viseld a terhét, és ne félrebeszélj..
Én mint írtam elhiszem a számolásod, csak az ellentmondásokat kellene megértetned a néppel, ehelyett meg jössz olyan baromságokkal hogy a gyári szoftver nem számol a vékony orsó kilengésével..nevetséges vagy.
Egyébként Téged tényleg nem zavar, hogy Te már több tíz fórumtárssal komoly ellentétbe kerültél, míg másnak alig akad komoly ellenfele???
Na megyek csicsikálni, jó éjszakát mindenkinek, innentől nem olvasom a fórumot egy darabig, kérem a hozzám intézett leveleiteket magánban küldeni!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:42
Írta: bmejdz9nu Dátum 2009 december 06, 22:42
Ezt milyen gyorsan tudná... tudom, hogy a gyakorlatban erre nincs szükséged...
De Tibornak ez az élete... az elvi gyorsítás és ezt valahogy pl. úgy ahogy írtam mérni és marni...
Ha befogsz egy munkadarabot... ha síkba fogod utána marni...
Előtte tényleg csinálhatnál egy ilyen zik-zak sebesség tesztet... addig gyorsítsd az előtolást amíg "hullámvonallá" nem kezd alakulni a rajzolat... ez be fog következni...
Ez szervós adottság... csak az a kérdés mikor...azaz milyen sebességnél...
De Tibornak ez az élete... az elvi gyorsítás és ezt valahogy pl. úgy ahogy írtam mérni és marni...
Ha befogsz egy munkadarabot... ha síkba fogod utána marni...
Előtte tényleg csinálhatnál egy ilyen zik-zak sebesség tesztet... addig gyorsítsd az előtolást amíg "hullámvonallá" nem kezd alakulni a rajzolat... ez be fog következni...
Ez szervós adottság... csak az a kérdés mikor...azaz milyen sebességnél...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 22:48
Írta: bmejdz9nu Dátum 2009 december 06, 22:48
"Meg tudja csinálni, de nem erre van kitalálva. "
Na ezt mond meg Tibornak... aztán figyelek :) --- Teljesen igazad van!!! Jól látod!!!
De ezt Ő nem tudja... nincs semmi gyakorlata... nem tudja mi a különbség egy gravírgép és egy marógép között azaz nem akarja megérteni...
Csak a Hz és egy teszt... egy szám...
Egyik héten henceg egy mikrógravírozóval a másik héten egy 10 tonnás géppel... de végeredményt még senki sem látott... De hit és a remény hal meg utoljára...
De a teszt ezekre egyforma... Én sem értem... mindegy...
Na ezt mond meg Tibornak... aztán figyelek :) --- Teljesen igazad van!!! Jól látod!!!
De ezt Ő nem tudja... nincs semmi gyakorlata... nem tudja mi a különbség egy gravírgép és egy marógép között azaz nem akarja megérteni...
Csak a Hz és egy teszt... egy szám...
Egyik héten henceg egy mikrógravírozóval a másik héten egy 10 tonnás géppel... de végeredményt még senki sem látott... De hit és a remény hal meg utoljára...
De a teszt ezekre egyforma... Én sem értem... mindegy...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 23:04
Írta: 000000000 Dátum 2009 december 06, 23:04
Svejk! Fáradt vagyok már...., ne légy ingerült, nincs rá okod...
"Egyébként Téged tényleg nem zavar, hogy Te már több tíz fórumtárssal komoly ellentétbe kerültél, míg másnak alig akad komoly ellenfele???"
Nem zavar, és tudod miért? A válasz nagyon egyszerű: vannak olyan emberek, akik képtelenek felmérni
saját tudásszintjüket, beismerni sületlenségeiket. Ehhez pedig még társítanak egy számomra elviselhetelen dumastílust....
Sajnálom a kettő együtt nekem sok....
De pl. az a pár "nagyokos" miért nem nyögött ki egy rohadt P saccot a példámra, vagy számította
volna ki halál pontosan, Na....???
Megmondtam már ezerszer: nem velem vitáztok,
Newtonnal. Kinek képzelik itt egyesek magukat?
Mégiscsak nevetséges ez az egész.:)
Toljatok elő a "szakmai idiótizmus" jegyében 1 KW-os motorral, miközben 1 W a forgácsolásotok.
Miért? Csak, mert a fő mesélő azt mondta, vagy maximum azért, mert az ebay-on most akció volt, és a lopott, leselejtezett szervómotort most
a bolti ár 10%-áért lehet megvenni a neten!:))
Na szevasztok!
"Egyébként Téged tényleg nem zavar, hogy Te már több tíz fórumtárssal komoly ellentétbe kerültél, míg másnak alig akad komoly ellenfele???"
Nem zavar, és tudod miért? A válasz nagyon egyszerű: vannak olyan emberek, akik képtelenek felmérni
saját tudásszintjüket, beismerni sületlenségeiket. Ehhez pedig még társítanak egy számomra elviselhetelen dumastílust....
Sajnálom a kettő együtt nekem sok....
De pl. az a pár "nagyokos" miért nem nyögött ki egy rohadt P saccot a példámra, vagy számította
volna ki halál pontosan, Na....???
Megmondtam már ezerszer: nem velem vitáztok,
Newtonnal. Kinek képzelik itt egyesek magukat?
Mégiscsak nevetséges ez az egész.:)
Toljatok elő a "szakmai idiótizmus" jegyében 1 KW-os motorral, miközben 1 W a forgácsolásotok.
Miért? Csak, mert a fő mesélő azt mondta, vagy maximum azért, mert az ebay-on most akció volt, és a lopott, leselejtezett szervómotort most
a bolti ár 10%-áért lehet megvenni a neten!:))
Na szevasztok!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 23:05
Írta: bmejdz9nu Dátum 2009 december 06, 23:05
Hogy jött ez ide? Ez lett volna az új elterelő hadművelet?
De miért? Mert nem tudott Tibor kiszámolni egy hajtást? Ez annyira ciki neki? Meglehet...
Mi köze ennek az az A300-hoz? Semmi. de semmi. Ettől függetlenül sincs köze hozzá (pont)
Legközelebb számon kéri, hogy miért vettél olyan színű autót amit vettél :)
Nem, hogy bevallaná férfiasan: Uraim elszámoltam magamat!
Talán még mindig nem fogta fel a hibát? Vagy nem is tud kiszámolni egy hajtást? Ez már döbbenet!!!
Tudod... arra játszott, hogy senki nem veszi észre... én sem vettem észre mert csak egy hobysta vagyok...
De érezhető volt, hogy amit megadott magának alapadatokat 1000N és 20W-os motor.. az nem oké... Gyakorlatból...tesztelésekből....
Itt Sopronban elvittem egy hajtástechnikai céghez az irományát...
Ez a cég napi szinten szerel gépekre szeróhajtást.
Nem írom meg mit mondtak pontosan... nyilvánosan.
De jót dumáltunk és érdekes dolgokat mondott... mert nem látta bennem a konkurenciát... mert tudja, hogy mivel foglalkozom főállásban...
EGY óra alatt többet tudtam meg mint Tibortól két év alatt... mert sajnos Tibornak a sötétítés a fő célja... (üzleti megfontolásokból) Itt tartunk... sajnos.
Persze mondani (bemondásos alapon) mindent lehet... de nekem nem. :)
Ezért vettem elő (és tanultam meg) a Rockwell méretező progiját... és nem egy NoName progit és nem egy ingyenest a netről!!!
Röhely... de ez van. Ezt kell szeretni?
Nem, hogy lépnénk tovább... annyi kérdés vár még megválaszolatlanul... amit a többség még nem is tud... és ezáltal nem is "zavarja"....
Végül is meg akarunk (hobysták) tanulni méretezni? Ez a kérdés itt és most!!!!!!!!????? Erről szól a történet... vagy vak vezet világtalant? Ez az oké?
A sok és bonyolult képleteken el el lehet bukni... (emberi tényezők)
Elszámolási lehetőségek "könnyűek" tíz hatványival...
Lehetségesek paraméter azonosítási hibák... képletek rossz vagy félre értelmezése...
Szerintem, nekünk hobbystáknak egy méretező progi jó... Ha jó a felhasználó mérnököknek... nekünk is oké...
Tibor még ezt a progit sem tudja használni... erről meg ennyit... csak félrebeszélni tud... de azt nagyon...(orsó kihajlás "problématika"... és fa CNC :)
= nevetséges már. Azaz K. nevetséges már...
De miért? Mert nem tudott Tibor kiszámolni egy hajtást? Ez annyira ciki neki? Meglehet...
Mi köze ennek az az A300-hoz? Semmi. de semmi. Ettől függetlenül sincs köze hozzá (pont)
Legközelebb számon kéri, hogy miért vettél olyan színű autót amit vettél :)
Nem, hogy bevallaná férfiasan: Uraim elszámoltam magamat!
Talán még mindig nem fogta fel a hibát? Vagy nem is tud kiszámolni egy hajtást? Ez már döbbenet!!!
Tudod... arra játszott, hogy senki nem veszi észre... én sem vettem észre mert csak egy hobysta vagyok...
De érezhető volt, hogy amit megadott magának alapadatokat 1000N és 20W-os motor.. az nem oké... Gyakorlatból...tesztelésekből....
Itt Sopronban elvittem egy hajtástechnikai céghez az irományát...
Ez a cég napi szinten szerel gépekre szeróhajtást.
Nem írom meg mit mondtak pontosan... nyilvánosan.
De jót dumáltunk és érdekes dolgokat mondott... mert nem látta bennem a konkurenciát... mert tudja, hogy mivel foglalkozom főállásban...
EGY óra alatt többet tudtam meg mint Tibortól két év alatt... mert sajnos Tibornak a sötétítés a fő célja... (üzleti megfontolásokból) Itt tartunk... sajnos.
Persze mondani (bemondásos alapon) mindent lehet... de nekem nem. :)
Ezért vettem elő (és tanultam meg) a Rockwell méretező progiját... és nem egy NoName progit és nem egy ingyenest a netről!!!
Röhely... de ez van. Ezt kell szeretni?
Nem, hogy lépnénk tovább... annyi kérdés vár még megválaszolatlanul... amit a többség még nem is tud... és ezáltal nem is "zavarja"....
Végül is meg akarunk (hobysták) tanulni méretezni? Ez a kérdés itt és most!!!!!!!!????? Erről szól a történet... vagy vak vezet világtalant? Ez az oké?
A sok és bonyolult képleteken el el lehet bukni... (emberi tényezők)
Elszámolási lehetőségek "könnyűek" tíz hatványival...
Lehetségesek paraméter azonosítási hibák... képletek rossz vagy félre értelmezése...
Szerintem, nekünk hobbystáknak egy méretező progi jó... Ha jó a felhasználó mérnököknek... nekünk is oké...
Tibor még ezt a progit sem tudja használni... erről meg ennyit... csak félrebeszélni tud... de azt nagyon...(orsó kihajlás "problématika"... és fa CNC :)
= nevetséges már. Azaz K. nevetséges már...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 06, 23:19
Írta: ukcge40u Dátum 2009 december 06, 23:19
Tibor tudná használni azt a progit, efelől nekem nincs kétségem. Hogy miért nem teszi, az legyen az ő dolga.
Be kéne már fejezni egymás foghúzásait, mert ha nagyon bedurvultok, akkor itt fog maradni egy csomó fogatlan szaki, aki még a pempőt sem tudja megrágni, és éhenhal.
Kell ez nektek?
Tibor?
Péter?
Tegyetek már pontot a dologra úgy, hogy a vita végén senki nem lő még "egy utolsót" vissza.
Én úgy jöttem ide vissza, hogy normális, felnőtt emberek közé jövök, akik között én leszek a legkevésbé normális.
Ezzel szemben, egyenként őrültebbek vagytok, mint a lábam kisujja.
Ami nem lenne baj, ha nem egymás ellen fordulnátok.
Ha többször leírtátok, hogy csípitek egymást, akkor miért nem viselkedtek úgy?
Szomorú vagyok, hogy őrületben nem az enyém az első hely, pedig azt hittem... :/
Be kéne már fejezni egymás foghúzásait, mert ha nagyon bedurvultok, akkor itt fog maradni egy csomó fogatlan szaki, aki még a pempőt sem tudja megrágni, és éhenhal.
Kell ez nektek?
Tibor?
Péter?
Tegyetek már pontot a dologra úgy, hogy a vita végén senki nem lő még "egy utolsót" vissza.
Én úgy jöttem ide vissza, hogy normális, felnőtt emberek közé jövök, akik között én leszek a legkevésbé normális.
Ezzel szemben, egyenként őrültebbek vagytok, mint a lábam kisujja.
Ami nem lenne baj, ha nem egymás ellen fordulnátok.
Ha többször leírtátok, hogy csípitek egymást, akkor miért nem viselkedtek úgy?
Szomorú vagyok, hogy őrületben nem az enyém az első hely, pedig azt hittem... :/
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 23:25
Írta: bmejdz9nu Dátum 2009 december 06, 23:25
Megint a semmi.... Miért olvasom én ezt?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 23:31
Írta: bmejdz9nu Dátum 2009 december 06, 23:31
1. "Tibor tudná használni azt a progit, efelől nekem nincs kétségem." Ezt csak gondolod... Ha tudná ellenőrizte volna vele a számítását!
2. Marok mert hobbysta vagyok... megtehetem... van sok-sok műszerem, kb tudok velük mérni és így a magam boldogságára jónak ítélem :)
3. "Kell ez nektek? Tibor? Péter?" ... Nekem nem. De a sötétség az kell a hobystának? A dezinformáció?
2. Marok mert hobbysta vagyok... megtehetem... van sok-sok műszerem, kb tudok velük mérni és így a magam boldogságára jónak ítélem :)
3. "Kell ez nektek? Tibor? Péter?" ... Nekem nem. De a sötétség az kell a hobystának? A dezinformáció?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 06, 23:41
Írta: bmejdz9nu Dátum 2009 december 06, 23:41
Hülye vagyok... Tudom. Ez nem is kérdés... (ezt naponta mondja a feleségem is már :)
De tudod... ez nem olyan egyszerű... Engem Tibor bevitt "párszor" "málnásba"... Olvasd jól vissza ezt a topikot!
Talán ezért... Én kibírtam... anyagilag és lelkileg... de más hogyan bírja? Hogy bírja a csalódást? pl. egy 20W-os motorral a gépén?
Na ez a kérdés...
A cikizés engem motivál... de a "cikizés" NEM mindenkin egyformán hat...
Egy hobbysta és egy mérnök "Úr"... ez az alap felállás... röhelyes... tudom... de a "mérnöknek" nem célja a tudásának átadása...Sőt...
A "mérnök - maszek" mit keres itt? Dezinformálni jön ide? a hobby fórumra? Érdemes ezen elgondolkodni...
Megígérem próbálok ... Á semmi :) Úgysem megy.... :)
De tudod... ez nem olyan egyszerű... Engem Tibor bevitt "párszor" "málnásba"... Olvasd jól vissza ezt a topikot!
Talán ezért... Én kibírtam... anyagilag és lelkileg... de más hogyan bírja? Hogy bírja a csalódást? pl. egy 20W-os motorral a gépén?
Na ez a kérdés...
A cikizés engem motivál... de a "cikizés" NEM mindenkin egyformán hat...
Egy hobbysta és egy mérnök "Úr"... ez az alap felállás... röhelyes... tudom... de a "mérnöknek" nem célja a tudásának átadása...Sőt...
A "mérnök - maszek" mit keres itt? Dezinformálni jön ide? a hobby fórumra? Érdemes ezen elgondolkodni...
Megígérem próbálok ... Á semmi :) Úgysem megy.... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 07, 07:18
Írta: 000000000 Dátum 2009 december 07, 07:18
Tehát foglaljuk össze, hol tartunk, mi történt az elmúlt 1 hét alatt.
Mivel végképp elegem lett, hogy műszaki Fórum lévén szó 3 éve
egyesek jóvoltából mesevilágot kell itt olvasni, egy minta elméleti példán
keresztül levezettem Nektek általános iskola max. középiskolai
képletekkel, hogy 1000N erő ellenében 600 mm/min=10 mm/s előtolási
sebességnél "csak" 10W hasznos teljesítményt kell leadni egy
szervomotornak, ha léptecses a hajtás akkor is ennyit.
Nekem ehhez nem kell semmilyen csicsa tervező program,
mert 15 éves korom óta tudom ezt, akkor jártam gépészeti szakközépiskolába,
ott tanultam először erről. Sajnos mostmár 48 éves vagyok, viszont
48-15=33 éve ezen számításokban soha nem csalódtam, minden
szerszámgépnél, sok-sok saját tervezésű-építésű CNC-nél eddig
ezen képletek igaznak bizonyultak, gyakorlattal teljesen egybevágóak.
Második rész. Mivel ezen megdöbbentő eredmény, nevezetesen a
10W hogy finoman fejezzem ki magam meglepetést keltett egyes főmesélőkben,
és ezt nem akarják, nem tudják elhinni a számok tükrében sem, hiszen eddig "csak"
alapon itt 400W volt a divat, ezért egy másik példát mutattam Nektek.
Egy konkrét technológiai adatokkal történő acél forgácsolásnál (#9858)
bizonyítást nyert, Szalai György egész jól kiszámolta Nektek,
hogy ez bizony "csak!!!!" 300W.
Ehhez mindösszesen 1mm/s előtolás tartozik, és a számítások melléktermékeként
előbukkant egy főforgácsolóerő (1000N) és ehhez egy maró fordulatszám (286.6 1/min).
A picit is gondolkodni tudó Hobbysta itt megáll egy pillanatra, és el kezd
merengeni a max. aluból épített CNC gépe mellett, és ilyesmiket kell hogy
kérdezzen saját magától: - a mindenét, mit számolt ki itt nekünk Tibor45,
mi van itt, mi is a műszaki igazság, mit hittem én eddig, mennyi marhaságot
csináltam én eddig?
Emlékeztek, az eredeti elméleti szervoméretezési példámban 10 mm/s volt a sebesség,
most 1-nél tartunk, kiszámoltuk a főforgácsolóerőt, ez 1000N. Tehát az előtolóerő ennél nyilván
csak kevesebb lesz majd, később ezt is levezetem, kiszámolom Nektek.
Milyen rendkívül súlyos következtetést vonhatunk le ebből? Az a 10W egy gyakorlati
példához kötve máris sokkal kisebb lesz, hiszen amit már most is tudunk biztosan,
10 mm/s helyett csak 1 mm/s-el számolhatunk.
Ha ezt az egészet még azzal is súlyozzuk, hogy ezen acél marási példát
egy Hobby gép sem tudja megcsinálni a valóságban, mert a mechanikája
ehhez molyfing, akkor szinte borzalmas megállapításra juthatunk. Tized wattokban
mérhető az a hasznos, tengelyen leadott előtoló mechanikai hajtásteljesítmény
(szervó, létecses, vagy akármilyen más motoros mellékhajtásnál), ami igazán
működteti egy Hobbysta gépét. Ez a magyarázat arra, hogy alapvetően nem
lehet olyan "hülye" kezdő Hobbystát találni a földkerekségen, aki a millió
baklövése ellenére is ne élné át azt a csodálatos érzést, hogy a léptető
motoros gépe elindul és mozog.
És ez rendbe is van, én senkinek nem vonom kétségbe az örömét, sőt, azt szeretném
minden Hobbysta a legtöbbet hozza ki gépéből. Ezért vagyok itt, ezért pofázok.
És félreértés ne essék, semmi bajom a Hobbystával, én is voltam, vagyok
a mai napig bizonyos szakmai területeken. Nekem itt 4-5 ember kivételével
alig volt komoly vitám, azoknak is utána lehet nézni, hogy a számok tükrében
mi is volt azon esetekben is, és kinek volt-van igaza. Megmondtam már sokszor,
mások ostobasága, idiótizmusa nem érdekel, joga van hozzá.
Mivel végképp elegem lett, hogy műszaki Fórum lévén szó 3 éve
egyesek jóvoltából mesevilágot kell itt olvasni, egy minta elméleti példán
keresztül levezettem Nektek általános iskola max. középiskolai
képletekkel, hogy 1000N erő ellenében 600 mm/min=10 mm/s előtolási
sebességnél "csak" 10W hasznos teljesítményt kell leadni egy
szervomotornak, ha léptecses a hajtás akkor is ennyit.
Nekem ehhez nem kell semmilyen csicsa tervező program,
mert 15 éves korom óta tudom ezt, akkor jártam gépészeti szakközépiskolába,
ott tanultam először erről. Sajnos mostmár 48 éves vagyok, viszont
48-15=33 éve ezen számításokban soha nem csalódtam, minden
szerszámgépnél, sok-sok saját tervezésű-építésű CNC-nél eddig
ezen képletek igaznak bizonyultak, gyakorlattal teljesen egybevágóak.
Második rész. Mivel ezen megdöbbentő eredmény, nevezetesen a
10W hogy finoman fejezzem ki magam meglepetést keltett egyes főmesélőkben,
és ezt nem akarják, nem tudják elhinni a számok tükrében sem, hiszen eddig "csak"
alapon itt 400W volt a divat, ezért egy másik példát mutattam Nektek.
Egy konkrét technológiai adatokkal történő acél forgácsolásnál (#9858)
bizonyítást nyert, Szalai György egész jól kiszámolta Nektek,
hogy ez bizony "csak!!!!" 300W.
Ehhez mindösszesen 1mm/s előtolás tartozik, és a számítások melléktermékeként
előbukkant egy főforgácsolóerő (1000N) és ehhez egy maró fordulatszám (286.6 1/min).
A picit is gondolkodni tudó Hobbysta itt megáll egy pillanatra, és el kezd
merengeni a max. aluból épített CNC gépe mellett, és ilyesmiket kell hogy
kérdezzen saját magától: - a mindenét, mit számolt ki itt nekünk Tibor45,
mi van itt, mi is a műszaki igazság, mit hittem én eddig, mennyi marhaságot
csináltam én eddig?
Emlékeztek, az eredeti elméleti szervoméretezési példámban 10 mm/s volt a sebesség,
most 1-nél tartunk, kiszámoltuk a főforgácsolóerőt, ez 1000N. Tehát az előtolóerő ennél nyilván
csak kevesebb lesz majd, később ezt is levezetem, kiszámolom Nektek.
Milyen rendkívül súlyos következtetést vonhatunk le ebből? Az a 10W egy gyakorlati
példához kötve máris sokkal kisebb lesz, hiszen amit már most is tudunk biztosan,
10 mm/s helyett csak 1 mm/s-el számolhatunk.
Ha ezt az egészet még azzal is súlyozzuk, hogy ezen acél marási példát
egy Hobby gép sem tudja megcsinálni a valóságban, mert a mechanikája
ehhez molyfing, akkor szinte borzalmas megállapításra juthatunk. Tized wattokban
mérhető az a hasznos, tengelyen leadott előtoló mechanikai hajtásteljesítmény
(szervó, létecses, vagy akármilyen más motoros mellékhajtásnál), ami igazán
működteti egy Hobbysta gépét. Ez a magyarázat arra, hogy alapvetően nem
lehet olyan "hülye" kezdő Hobbystát találni a földkerekségen, aki a millió
baklövése ellenére is ne élné át azt a csodálatos érzést, hogy a léptető
motoros gépe elindul és mozog.
És ez rendbe is van, én senkinek nem vonom kétségbe az örömét, sőt, azt szeretném
minden Hobbysta a legtöbbet hozza ki gépéből. Ezért vagyok itt, ezért pofázok.
És félreértés ne essék, semmi bajom a Hobbystával, én is voltam, vagyok
a mai napig bizonyos szakmai területeken. Nekem itt 4-5 ember kivételével
alig volt komoly vitám, azoknak is utána lehet nézni, hogy a számok tükrében
mi is volt azon esetekben is, és kinek volt-van igaza. Megmondtam már sokszor,
mások ostobasága, idiótizmusa nem érdekel, joga van hozzá.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 07, 09:36
Írta: bmejdz9nu Dátum 2009 december 07, 09:36
"Tehát foglaljuk össze, hol tartunk, mi történt az elmúlt 1 hét alatt."
Ez aztán a vicces... olvasd vissza mi történt... persze te nem akarod látni...
Mindegy... én is elhittem neked mindent míg meg nem csináltam a gyakorlatban...
Ez aztán a vicces... olvasd vissza mi történt... persze te nem akarod látni...
Mindegy... én is elhittem neked mindent míg meg nem csináltam a gyakorlatban...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 07, 10:25
Írta: 000000000 Dátum 2009 december 07, 10:25
Sajnos ez van Józsi, mivel kártyavárként dőlnek össze
a nagy mesélő és kisebb mesélő havarjainak sötétségei néhány elemi fizikai képlet, végeredmény kapcsán.
Pont ezt írtam még a végén, amit kimoderált ez a jóember. Ez volt ott a #10062 végén:
Megmondtam már sokszor,
mások ostobasága, idiótizmusa nem érdekel joga van hozzá.
És bármennyire hihetetlen, nagyon sok levelet, biztatást kapok a hasznos gondolatok befogadására alkalmas emberektől, Hobbystáktól, köszönöm Nektek, jólesik!
Valahol ez a lényeg számomra, minden más mese habbal. Igen, habbal,
ami szétpukkad, semmivé válik, mint most a reggeli napindító kávémon.
A számok, tételek viszont örökérvényűek. Óriási különbség ez emberek!
Legyen szép, és sikeres a napotok!
a nagy mesélő és kisebb mesélő havarjainak sötétségei néhány elemi fizikai képlet, végeredmény kapcsán.
Pont ezt írtam még a végén, amit kimoderált ez a jóember. Ez volt ott a #10062 végén:
Megmondtam már sokszor,
mások ostobasága, idiótizmusa nem érdekel joga van hozzá.
És bármennyire hihetetlen, nagyon sok levelet, biztatást kapok a hasznos gondolatok befogadására alkalmas emberektől, Hobbystáktól, köszönöm Nektek, jólesik!
Valahol ez a lényeg számomra, minden más mese habbal. Igen, habbal,
ami szétpukkad, semmivé válik, mint most a reggeli napindító kávémon.
A számok, tételek viszont örökérvényűek. Óriási különbség ez emberek!
Legyen szép, és sikeres a napotok!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 07, 10:32
Írta: bmejdz9nu Dátum 2009 december 07, 10:32
A személyeskedést továbbra is moderálom! Csak a személyeskedést !!!
Szakmai érveket és Tibor saját védelmét az elszámolásával kapcsolatban természetesen nem.
Ehhez meg van a joga, hogy kimagyarázza... azaz elmagyarázza...tényekkel alátámaszthassa...
Ez egy szakmai - hobby fórum... ha nem tudnák egyesek...
pl.ilyeneket törlök:
" undorító, nagyképű, tapló viselkedéssel párosul, az ilyen ember szégyelje magát!!"
Ha nem tetszik ez a tisztelt triónak...
Kérelmezzétek moderátori jogom visszavonását a fórum tulajdonosától!
És nem moderálok... és elhúzok a "picsába"... (ezt így már így szó szerint írták a trió tagok - és ezt is kimoderáltam)
Szakmai érveket és Tibor saját védelmét az elszámolásával kapcsolatban természetesen nem.
Ehhez meg van a joga, hogy kimagyarázza... azaz elmagyarázza...tényekkel alátámaszthassa...
Ez egy szakmai - hobby fórum... ha nem tudnák egyesek...
pl.ilyeneket törlök:
" undorító, nagyképű, tapló viselkedéssel párosul, az ilyen ember szégyelje magát!!"
Ha nem tetszik ez a tisztelt triónak...
Kérelmezzétek moderátori jogom visszavonását a fórum tulajdonosától!
És nem moderálok... és elhúzok a "picsába"... (ezt így már így szó szerint írták a trió tagok - és ezt is kimoderáltam)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 07, 10:55
Írta: bmejdz9nu Dátum 2009 december 07, 10:55
OKé.
Tibor te egy undorító, nagyképű, tapló vagy és szégyeld magadat!! (Te írtad...)
________________________
Jól esett? Szakmai hozzászólás ez? Nekem más erről a véleményem...
Ha nem írsz azaz nem tudsz szakmai érveket írni... ne írjál... ne írd a semmit körbe-körbe...
Svejket is jól megbántottad... de engem keményebb fából faragtak...
A célod egyértelmű = elkergetni azokat akik kétségbe vonják a hüleségeidet... mert nem tudsz szakmai érveket felhozni...
Tibor te egy undorító, nagyképű, tapló vagy és szégyeld magadat!! (Te írtad...)
________________________
Jól esett? Szakmai hozzászólás ez? Nekem más erről a véleményem...
Ha nem írsz azaz nem tudsz szakmai érveket írni... ne írjál... ne írd a semmit körbe-körbe...
Svejket is jól megbántottad... de engem keményebb fából faragtak...
A célod egyértelmű = elkergetni azokat akik kétségbe vonják a hüleségeidet... mert nem tudsz szakmai érveket felhozni...
Cím: Re:DC szervó motoros vezérlés
Írta: Rinaldo Dátum 2009 december 07, 10:59
Írta: Rinaldo Dátum 2009 december 07, 10:59
Nevetséges,gyerekes,most már szakmaiatlan sportszerűtlen ez az egész ami itt zajlik... Fórum Show!
Ez igen,gratulálok...pénzért csináljátok? Legyen bennetek tartás végre...
Ez igen,gratulálok...pénzért csináljátok? Legyen bennetek tartás végre...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 07, 11:00
Írta: bmejdz9nu Dátum 2009 december 07, 11:00
Ez már tényleg egy röhely... mindját lezárom a topikot átmenetileg!
Cím: Re:DC szervó motoros vezérlés
Írta: Rinaldo Dátum 2009 december 07, 11:06
Írta: Rinaldo Dátum 2009 december 07, 11:06
Én semmi áron nem szeretném megbántani a vitázók egyikét sem, de lehet hogy azt kellene mert így soha nem lesz vége.Csak kicsit ismerem a vitázókat de nagyot csalódtam azt mondhatom..
Cím: Re:DC szervó motoros vezérlés
Írta: Rinaldo Dátum 2009 december 07, 11:07
Írta: Rinaldo Dátum 2009 december 07, 11:07
de lehet hogy azt kellene...itt a lezárásra gondolok ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 07, 11:54
Írta: 000000000 Dátum 2009 december 07, 11:54
Itt van az ország egyik legsikeresebb műszaki (hobby?) fóruma, és .... ami itt folyik ... hát tragikomikus.
Kezdem látni és érezni, hogy ez lassan akár az önmegsemmisülése felé is mehet.
Mi utal erre:?
- az egyetemistáktól kezdve a szakmunkásokig, a hobbystáktól a vérprofikig sok mindenki olvassa és használja ezt a fórumot.
Na már most ebben rejlik a probléma, hogy aki nemcsak kérdezni és tanulni akar hanem e területen dolgozik, fejleszt, értékesít, magyarul ilyenből él (legalábbis megpróbál boldogulni), annak fontos itt megjelennie. És ez itt a nagy bökkenő! Először is szembe találja magát a fórum tulajdonosának érdekkörével, tehát nyíltan nem vállalhat fel fejlesztést, terméket.
Másodsorban tevékenységüket próbálják sokan itt megismertetni és eladni (ki finom célzásokkal, ki nyílt önreklámozással).
Harmadsorban a hobbysták végül is örülnek minden információnak, hisz majd maguk eldöntik mit fogadnak meg a reklámokból, ha azok korrektek, nem önfényezők, és sokak mai anyagi helyzetét is figyelembe vevő.
Negyedszer a szunnyadó de néha felbukkanó politikai nézeteket kihangsúlyozó írások sem mindig szerencsések.
Ötödször véglegesen tisztázzuk, ha valaki hobbysta azt nem a marógépe gyorsasága érdekli, hanem a pontossága és hogy mi mindent tud vele megcsinálni. (töbször hangsúlyoztam akiknél már nagyon lényeges a gépük hihetelen nagy sebessége és gyorsulása azok a hobby álarc mögé bújt vállalkozók! Természetesen nem elítélem őket - sőt megértem -, hogy mindenki boldogulni akar valahogy, de emiatt nem esik egybe az igényünk és véleményünk.)
Mivel azt tapasztalom, hogy egyre csökken azok száma akik saját örömükre csinálják a gépüket, ezért csak nőni fog a feszültség a fórum behatárolt (bekorlátozott) megjelenési formája miatt.
A tisztelet pedig mindvégig fontos lenne minden hozzászólásunkban. Bízok benne nem bántottam meg senkit.
Mivel az írásom nem ennek a topicnak a témája, kérem egy nap múlva töröljék a moderátorok!
Kezdem látni és érezni, hogy ez lassan akár az önmegsemmisülése felé is mehet.
Mi utal erre:?
- az egyetemistáktól kezdve a szakmunkásokig, a hobbystáktól a vérprofikig sok mindenki olvassa és használja ezt a fórumot.
Na már most ebben rejlik a probléma, hogy aki nemcsak kérdezni és tanulni akar hanem e területen dolgozik, fejleszt, értékesít, magyarul ilyenből él (legalábbis megpróbál boldogulni), annak fontos itt megjelennie. És ez itt a nagy bökkenő! Először is szembe találja magát a fórum tulajdonosának érdekkörével, tehát nyíltan nem vállalhat fel fejlesztést, terméket.
Másodsorban tevékenységüket próbálják sokan itt megismertetni és eladni (ki finom célzásokkal, ki nyílt önreklámozással).
Harmadsorban a hobbysták végül is örülnek minden információnak, hisz majd maguk eldöntik mit fogadnak meg a reklámokból, ha azok korrektek, nem önfényezők, és sokak mai anyagi helyzetét is figyelembe vevő.
Negyedszer a szunnyadó de néha felbukkanó politikai nézeteket kihangsúlyozó írások sem mindig szerencsések.
Ötödször véglegesen tisztázzuk, ha valaki hobbysta azt nem a marógépe gyorsasága érdekli, hanem a pontossága és hogy mi mindent tud vele megcsinálni. (töbször hangsúlyoztam akiknél már nagyon lényeges a gépük hihetelen nagy sebessége és gyorsulása azok a hobby álarc mögé bújt vállalkozók! Természetesen nem elítélem őket - sőt megértem -, hogy mindenki boldogulni akar valahogy, de emiatt nem esik egybe az igényünk és véleményünk.)
Mivel azt tapasztalom, hogy egyre csökken azok száma akik saját örömükre csinálják a gépüket, ezért csak nőni fog a feszültség a fórum behatárolt (bekorlátozott) megjelenési formája miatt.
A tisztelet pedig mindvégig fontos lenne minden hozzászólásunkban. Bízok benne nem bántottam meg senkit.
Mivel az írásom nem ennek a topicnak a témája, kérem egy nap múlva töröljék a moderátorok!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 07, 11:56
Írta: bmejdz9nu Dátum 2009 december 07, 11:56
A DC szervó topikot egy hétre lezártam!
Mindenki nézzze vissza mit írt! Az olvasó vonja le a konzekvenciákat kedvére!
Addíg csináljátok a gépeteket ti is... ahogy én is szeretném!
Remélem megnyugszanak a kedélyek egy hét alatt... és majd szakmai alapokon folytathatjuk.
Aki nem olvasta...
A kindulás alapja egy számítás volt... és ennek a számításnak az ellenőzése különböző eszközökkel...
(A számítási példát a "szerző" töröltette ... de az alap infók megtalálhatóak a hozzászólásokban)
A cél lett volna: A szervó hajtástechnikai hajtáslánc méretezésének megtanulása, megértése egy hobbystának...
A sok "csevegés és személyeskedés" között egyre nehezebb lett már a tények, érvek megtalálása...
Az az a témáról való elterelő ... azaz nem ehhez a kérdéskörhöz beírt hozzászólásokból adódóan)
Mert láthatóan nem mindeninek az az érdeke, hogy a hobbysta tudjon hajtásláncot méretezni. Sajnos.
Ebből lett az átmeneti lezárás...
Mindenki nézzze vissza mit írt! Az olvasó vonja le a konzekvenciákat kedvére!
Addíg csináljátok a gépeteket ti is... ahogy én is szeretném!
Remélem megnyugszanak a kedélyek egy hét alatt... és majd szakmai alapokon folytathatjuk.
Aki nem olvasta...
A kindulás alapja egy számítás volt... és ennek a számításnak az ellenőzése különböző eszközökkel...
(A számítási példát a "szerző" töröltette ... de az alap infók megtalálhatóak a hozzászólásokban)
A cél lett volna: A szervó hajtástechnikai hajtáslánc méretezésének megtanulása, megértése egy hobbystának...
A sok "csevegés és személyeskedés" között egyre nehezebb lett már a tények, érvek megtalálása...
Az az a témáról való elterelő ... azaz nem ehhez a kérdéskörhöz beírt hozzászólásokból adódóan)
Mert láthatóan nem mindeninek az az érdeke, hogy a hobbysta tudjon hajtásláncot méretezni. Sajnos.
Ebből lett az átmeneti lezárás...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 10:37
Írta: bmejdz9nu Dátum 2009 december 14, 10:37
Eltelt egy hét... Ismét nyitva a topik... talán mindenki tud objektív és konkrét(!) lenni...
Mert azzal sehová nem jutunk, hogy mi nem jó! Ha így lenne akkor nem is lenne hobbysta a világon :)
Azzal viszont előbre jutunk, hogy melyik-melyik alkatelemet hogyan párosítsuk, illesztjük össze, hogy a végeredmény - a lehetőségekhez képest - jó legyen!
Azaz egy elfogadható max. amit a hobbysta kihozhat a meglévő szervómotorjából ill. golyósorsójából... pl. az optimális áttétel meghatározása...
Talán próbáljunk meg szakmai alapokon szervó hajtást számolni amit persze a gyakorlatban is tudnánk alkalmazni azaz életszerűen számol...
Mert ugye a végén meg is kell építeni a mechanikát... aminek az elvárt, számolt módon működnie is kell.
Ne foglalkozzunk forgácsolási elméletekkel ebben a topikban... szóljon ez a topik a szervóhajtásról! (arra van másik topik)
Persze csak akkor ha úgy érzitek, hogy van erre szükségetek...
Szerintem jó lenne azaz kellene egy egyszerű programot (megoldást) találni amit egyszerűen lehet alkalmazni egy hobbysta számára is.
Én most is még a Rockwell progijával kalkulálgatok... és nagyon érdekes összefüggésekre jöttem rá...
Amit tudtam, azaz éreztem... de most alátámasztást is adott ennek... Sőt megkockáztatom... hogy megváltoztatta jónéhány dologról a véleményemet!
Közben a Rockwell méretező program mellé már Svejk kolléga talált egy ugyanilyen célra való Yaskawa szervó hajtáslánc méretező programot...
Mert azzal sehová nem jutunk, hogy mi nem jó! Ha így lenne akkor nem is lenne hobbysta a világon :)
Azzal viszont előbre jutunk, hogy melyik-melyik alkatelemet hogyan párosítsuk, illesztjük össze, hogy a végeredmény - a lehetőségekhez képest - jó legyen!
Azaz egy elfogadható max. amit a hobbysta kihozhat a meglévő szervómotorjából ill. golyósorsójából... pl. az optimális áttétel meghatározása...
Talán próbáljunk meg szakmai alapokon szervó hajtást számolni amit persze a gyakorlatban is tudnánk alkalmazni azaz életszerűen számol...
Mert ugye a végén meg is kell építeni a mechanikát... aminek az elvárt, számolt módon működnie is kell.
Ne foglalkozzunk forgácsolási elméletekkel ebben a topikban... szóljon ez a topik a szervóhajtásról! (arra van másik topik)
Persze csak akkor ha úgy érzitek, hogy van erre szükségetek...
Szerintem jó lenne azaz kellene egy egyszerű programot (megoldást) találni amit egyszerűen lehet alkalmazni egy hobbysta számára is.
Én most is még a Rockwell progijával kalkulálgatok... és nagyon érdekes összefüggésekre jöttem rá...
Amit tudtam, azaz éreztem... de most alátámasztást is adott ennek... Sőt megkockáztatom... hogy megváltoztatta jónéhány dologról a véleményemet!
Közben a Rockwell méretező program mellé már Svejk kolléga talált egy ugyanilyen célra való Yaskawa szervó hajtáslánc méretező programot...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 11:06
Írta: 000000000 Dátum 2009 december 14, 11:06
"Ne foglalkozzunk forgácsolási elméletekkel ebben a topikban...
szóljon ez a topik a szervóhajtásról!"
Hol itt akkor a szakmaiság, ok-okozat összefüggés?
Hogyan lehet a célt (minél optimálisabb, pontosabb, jobb minőségű forgácsolás
megvalósítása) nem is alapul venni, és úgy foglalkozni ehhez való bármilyen
motorhajtással....Ez eleve sületlenség, szakmaiatlanság.:) Egy motor hajtás azzal
kezdődik, ha tetszik ez itt egyeseknek, ha nem, hogy a hajtott rendszer jelleggörbéjét,
az abból származó műszaki igényeket kezelem bemenő adatnak a motorhajtás tervezésnél,
nem pedig csak úgy felveszem saccra, és teljesen irreális adatokkal kezdek neki.
Tehát itt zömében az emberek Hobby célú, szintű forgácsoláshoz építenek
CNC marógépet. Ebből kell kindulni! Azaz pontosan tudni kell, ez mit kíván
meg az előtolást biztosító szervó mellékhajtástól.
Ott tartunk, én azt számoltam ki Nektek a múlt héten több gyakorlati, valós
esetben is, hogy ehhez bizony CSAK 0.2 ....2W hasznos motorteljesítmény
kell a forgácsolási folyamatokhoz.
Tehát továbbra is a nagy kérdés: mi értelme van a sokszorosan fölöslegesen
odatett nagy teljesítményű szervomotornak?
Én erre várom az objektív tényszerű számadatokkal alátámasztott érveket
azoktól, akik azt mondják kell az "csak" alapon.
Ennek csak így van értelme, ha végre kiderül, mi mennyi és mi miért van.
szóljon ez a topik a szervóhajtásról!"
Hol itt akkor a szakmaiság, ok-okozat összefüggés?
Hogyan lehet a célt (minél optimálisabb, pontosabb, jobb minőségű forgácsolás
megvalósítása) nem is alapul venni, és úgy foglalkozni ehhez való bármilyen
motorhajtással....Ez eleve sületlenség, szakmaiatlanság.:) Egy motor hajtás azzal
kezdődik, ha tetszik ez itt egyeseknek, ha nem, hogy a hajtott rendszer jelleggörbéjét,
az abból származó műszaki igényeket kezelem bemenő adatnak a motorhajtás tervezésnél,
nem pedig csak úgy felveszem saccra, és teljesen irreális adatokkal kezdek neki.
Tehát itt zömében az emberek Hobby célú, szintű forgácsoláshoz építenek
CNC marógépet. Ebből kell kindulni! Azaz pontosan tudni kell, ez mit kíván
meg az előtolást biztosító szervó mellékhajtástól.
Ott tartunk, én azt számoltam ki Nektek a múlt héten több gyakorlati, valós
esetben is, hogy ehhez bizony CSAK 0.2 ....2W hasznos motorteljesítmény
kell a forgácsolási folyamatokhoz.
Tehát továbbra is a nagy kérdés: mi értelme van a sokszorosan fölöslegesen
odatett nagy teljesítményű szervomotornak?
Én erre várom az objektív tényszerű számadatokkal alátámasztott érveket
azoktól, akik azt mondják kell az "csak" alapon.
Ennek csak így van értelme, ha végre kiderül, mi mennyi és mi miért van.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 11:16
Írta: bmejdz9nu Dátum 2009 december 14, 11:16
1.
Szervóhajtást csinálok...
De nem fog marni hanem egy SMD ültető jellegű gép a cél... vagy egy másikat ami egy levegős fejjel lukakat csinál egy réz lemezen...
Hogy jön ide ekkor a forgácsolás??? Nem mindíg forgácsolás a cél... De persze lehetne ez egy lézer ill. plazmavágó is...
Tehát a forgácsolási számításokat hagyjuk/folytassuk a másik topiba. (ott a helye)
2.
Ha ki akarsz tartani a számításod mellett - konkrétan meg kell nevezned egy adatlappal rendelkező "20W-os" szervómotort amire számoltál! (válaszd kedvedre a legjobbat!)
Legyünk konkrétak, egyértelműek!!!
Szervóhajtást csinálok...
De nem fog marni hanem egy SMD ültető jellegű gép a cél... vagy egy másikat ami egy levegős fejjel lukakat csinál egy réz lemezen...
Hogy jön ide ekkor a forgácsolás??? Nem mindíg forgácsolás a cél... De persze lehetne ez egy lézer ill. plazmavágó is...
Tehát a forgácsolási számításokat hagyjuk/folytassuk a másik topiba. (ott a helye)
2.
Ha ki akarsz tartani a számításod mellett - konkrétan meg kell nevezned egy adatlappal rendelkező "20W-os" szervómotort amire számoltál! (válaszd kedvedre a legjobbat!)
Legyünk konkrétak, egyértelműek!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 11:23
Írta: 000000000 Dátum 2009 december 14, 11:23
Mi a manó....?? Pont ezt mondom: ha SMD beültetés a cél, abból egy egészen más követelmény rendszer adódik, mint a forgácsolásból.
Én egyelőre ott tartok, hogy te számos videón bemutattad a cnc Hobby gépeded, ahol alumíniumot forgácsolgatsz. Ezen a gépeden 400W-os motorok is voltak, most ha jól tudom 280 W-nál tartasz. Erről kell beszélni, miért állítod
azt a többi Hobbystának, hogy ez így rendjén
van. Mi ennek a műszaki magyarázata?
Előnyök, hárányok, számokkal...
Én egyelőre ott tartok, hogy te számos videón bemutattad a cnc Hobby gépeded, ahol alumíniumot forgácsolgatsz. Ezen a gépeden 400W-os motorok is voltak, most ha jól tudom 280 W-nál tartasz. Erről kell beszélni, miért állítod
azt a többi Hobbystának, hogy ez így rendjén
van. Mi ennek a műszaki magyarázata?
Előnyök, hárányok, számokkal...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 11:31
Írta: 000000000 Dátum 2009 december 14, 11:31
Vegyünk egy régi marógépet aminek az asztal mozog Z-ben ami minimum 500kg, golyos orsó nincs csak trapézmenetes kb 40x4.
vezető megint csak golyos kivitelezés nélkülöző fecskefarkos kivitel.
Mekkora teljesitmény kell ehez hogy megmozduljon?
Persze nem a levegőt akarjuk szántani, ezért tegyük hozzá egy kis 40kg-os osztófejet meg 40kg forgácsolandó anyagot és igy is meg tudjon mozdulni.
vezető megint csak golyos kivitelezés nélkülöző fecskefarkos kivitel.
Mekkora teljesitmény kell ehez hogy megmozduljon?
Persze nem a levegőt akarjuk szántani, ezért tegyük hozzá egy kis 40kg-os osztófejet meg 40kg forgácsolandó anyagot és igy is meg tudjon mozdulni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 11:46
Írta: bmejdz9nu Dátum 2009 december 14, 11:46
Most ez, hogy jön megint ide? Ne azt számoljuk ami már jól megy ... hanem a jövőt... mert pl. új gépet építek...
Az új "VarsaMax:)" gépen is kb. X és Y és Z írányban kb. 15-15-15Kg lesz a mozgatott tömeg...
Akik megvették a 400W-os motorokat és 1Kw-os DC szervó motort teljes diszkréciót kértek ... nehogy bántsd őket:)
Előtte is szervót használtak... de kicsit túlterheltek voltak azaz (túl)melegedtek az alulméretezett motorok...
Nekem meg "120W" különbség nem nagyon számított a kis mukaterületű gépemnél...
Valamikor miattad tettem fel (egy rövidebb időre) mert azt írtad kevesek lesznek a Bautz642-esek...
Anyagias okok miatt lecseréltem őket... azaz 80.000Ft-ot kaptam a két SD400-asért...
_____________________________________________________________
Ha ki akarsz tartani a pdf-es számításod mellett - konkrétan meg kell nevezned egy adatlappal rendelkező "20W-os" szervómotort amire számoltál! (válaszd kedvedre a legjobbat!)
Az új "VarsaMax:)" gépen is kb. X és Y és Z írányban kb. 15-15-15Kg lesz a mozgatott tömeg...
Akik megvették a 400W-os motorokat és 1Kw-os DC szervó motort teljes diszkréciót kértek ... nehogy bántsd őket:)
Előtte is szervót használtak... de kicsit túlterheltek voltak azaz (túl)melegedtek az alulméretezett motorok...
Nekem meg "120W" különbség nem nagyon számított a kis mukaterületű gépemnél...
Valamikor miattad tettem fel (egy rövidebb időre) mert azt írtad kevesek lesznek a Bautz642-esek...
Anyagias okok miatt lecseréltem őket... azaz 80.000Ft-ot kaptam a két SD400-asért...
_____________________________________________________________
Ha ki akarsz tartani a pdf-es számításod mellett - konkrétan meg kell nevezned egy adatlappal rendelkező "20W-os" szervómotort amire számoltál! (válaszd kedvedre a legjobbat!)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 11:53
Írta: 000000000 Dátum 2009 december 14, 11:53
"Mekkora teljesitmény kell ehez hogy megmozduljon?"
Ehhez 1 W is bőven elég lehet, ugyanis nem írtál mozgatási sebességet. Így tehát van az a sebesség, ahol 0.1W is elég.
Mégis mi a sebessség igényed a példánál?
Ehhez 1 W is bőven elég lehet, ugyanis nem írtál mozgatási sebességet. Így tehát van az a sebesség, ahol 0.1W is elég.
Mégis mi a sebessség igényed a példánál?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 14, 12:02
Írta: s7manbs8 Dátum 2009 december 14, 12:02
Ebben igazad van, ugyanis ha csinálunk egy 1:1000 áttételt pl. még ha szorul is, meg tapadási súrlódása is van meg lehet mozgatni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 12:02
Írta: 000000000 Dátum 2009 december 14, 12:02
Akkor ezek szerint ha direktbe meghajtom azt az orsót 1wattal akkor meg fog mozdulni ?
szerintem 1 watt a surlódás legyőzésér sem lenne elég.
A sebesség legyen gyorsjáratban 1000mm/perc mert ugyebár a mozgatott tömeg közel 600Kg és nem forgácsolásrol beszélünk csak mozgatásrol.
szerintem 1 watt a surlódás legyőzésér sem lenne elég.
A sebesség legyen gyorsjáratban 1000mm/perc mert ugyebár a mozgatott tömeg közel 600Kg és nem forgácsolásrol beszélünk csak mozgatásrol.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 12:08
Írta: 000000000 Dátum 2009 december 14, 12:08
Úgy jön ide, hogy a te megépített géped egy szerinted optimális, és követendő példa.
Erről beszélünk végig. A ködös jövőbeni dolgaid senkit nem érdekelnek, arról kell beszélni, amit eddig konkrétan csináltál, és szerinted jól.:)
Azonnal beírok egy konkrét motort a sok lehetséges közül, ha Te az igazat írod végre, azaz légyszi idézzél engem szószerint, mikor írtam azt, hogy abban a példában 20 W-os motort válasszunk, mintha 50 körülit mondtam volna...
És ha már itt tartunk: arra is mutass rá, a minta példám kiinduló adataiban én hol írtam (sehol....) megkívánt maximális sebességet a 10 mm/s on kívül?
Erről beszélünk végig. A ködös jövőbeni dolgaid senkit nem érdekelnek, arról kell beszélni, amit eddig konkrétan csináltál, és szerinted jól.:)
Azonnal beírok egy konkrét motort a sok lehetséges közül, ha Te az igazat írod végre, azaz légyszi idézzél engem szószerint, mikor írtam azt, hogy abban a példában 20 W-os motort válasszunk, mintha 50 körülit mondtam volna...
És ha már itt tartunk: arra is mutass rá, a minta példám kiinduló adataiban én hol írtam (sehol....) megkívánt maximális sebességet a 10 mm/s on kívül?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 12:26
Írta: 000000000 Dátum 2009 december 14, 12:26
Közben elektron megválaszolt Neked.
Ezt tenném még hozzá:
"Adjatok egy fix pontot, és én kimozdítom sarkaiból a világot." Gondolom ismerős, melyik ókori tudós mondta ezt. Tehát sajnos vagy nem
sajnos a megmozdításhoz, ahogyan Te kérdezted pongyolán, valóban elég akár 0.1 W is.
Ha pedig már egyenletes sebességgel mozgatod
ezt a bazi nagy tömeget, akkor íme ekkora
hasznos P kell felfelé mozgatáskor: g=~10 m/s2
P=F*v=10*600/60=100W
Tegyük fel, nagyon rossz az orsód, rossz minőségű az áttételed, nagyon kopott a szán, stb, azaz csak 10% a hatásfok.
Így kell akkor a végén 1 Kw-os motor.
Ezt tenném még hozzá:
"Adjatok egy fix pontot, és én kimozdítom sarkaiból a világot." Gondolom ismerős, melyik ókori tudós mondta ezt. Tehát sajnos vagy nem
sajnos a megmozdításhoz, ahogyan Te kérdezted pongyolán, valóban elég akár 0.1 W is.
Ha pedig már egyenletes sebességgel mozgatod
ezt a bazi nagy tömeget, akkor íme ekkora
hasznos P kell felfelé mozgatáskor: g=~10 m/s2
P=F*v=10*600/60=100W
Tegyük fel, nagyon rossz az orsód, rossz minőségű az áttételed, nagyon kopott a szán, stb, azaz csak 10% a hatásfok.
Így kell akkor a végén 1 Kw-os motor.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 12:30
Írta: bmejdz9nu Dátum 2009 december 14, 12:30
Kitől szeretnéd a számítást? Tibortól vagy tőlem?
Ha tőlem ....
Először is meg kell határoznod a súrlódási veszteséget...
Ez nagy vonalakban egyszerű...
Teszel rá (provizorikusan:) egy kb. nagyságrendben passzoló DC szervó motort és meghajtod egy labortápról...(vagy műszerek)
Kisebb (egész lassú) sebességeken és az elvárt legnagyobb sebességen forgatod a motort a tápról...
Megméred a feszt és áramot... Üresjárati azaz surlódási veszteség P(watt)= U*I = kapsz egy teljesítményt.
Ebből majd levonjuk a motor veszteségét és megtudjuk, hogy mekkora teljesítmény kell a súrlódások leküzdésére...
Utána ez majd egy fontos adat lesz a Rockwell progiban... ha számolunk.
Ha tőlem ....
Először is meg kell határoznod a súrlódási veszteséget...
Ez nagy vonalakban egyszerű...
Teszel rá (provizorikusan:) egy kb. nagyságrendben passzoló DC szervó motort és meghajtod egy labortápról...(vagy műszerek)
Kisebb (egész lassú) sebességeken és az elvárt legnagyobb sebességen forgatod a motort a tápról...
Megméred a feszt és áramot... Üresjárati azaz surlódási veszteség P(watt)= U*I = kapsz egy teljesítményt.
Ebből majd levonjuk a motor veszteségét és megtudjuk, hogy mekkora teljesítmény kell a súrlódások leküzdésére...
Utána ez majd egy fontos adat lesz a Rockwell progiban... ha számolunk.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 12:40
Írta: bmejdz9nu Dátum 2009 december 14, 12:40
Alapadatok a pdf.-ben.
Ismertek a tények, elvárások és az ott leírtak...
Ha gondolod adjál meg a 20W helyett egy 50W-ost...
Ha úgy gondolod, hogy az eredetileg 20W-os motor kevés az 1000N erőhöz és 10mm/sec sebességű mozgatásához egy 16/4mm-es orsón egy felező áttétellel, hogy elérje a 10msec alatt ezt a sebességet - megértem.
Várjuk a motor megnevezését és adatlapját...
Válasz kedvedre, válaszd a legjobbat ami csak létezik.
A hobbysta nem spórolós fajta ha motort vesz - mert tudja, hogy fontos a legjobb minőség!
Ismertek a tények, elvárások és az ott leírtak...
Ha gondolod adjál meg a 20W helyett egy 50W-ost...
Ha úgy gondolod, hogy az eredetileg 20W-os motor kevés az 1000N erőhöz és 10mm/sec sebességű mozgatásához egy 16/4mm-es orsón egy felező áttétellel, hogy elérje a 10msec alatt ezt a sebességet - megértem.
Várjuk a motor megnevezését és adatlapját...
Válasz kedvedre, válaszd a legjobbat ami csak létezik.
A hobbysta nem spórolós fajta ha motort vesz - mert tudja, hogy fontos a legjobb minőség!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 14, 12:46
Írta: s7manbs8 Dátum 2009 december 14, 12:46
Csak még mielőtt Tibor belekötne, az 1000N az nem a tömeg mértékegysége, hanem az erőé.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 13:00
Írta: bmejdz9nu Dátum 2009 december 14, 13:00
Kössz :) Elírtam... javítom... de már annyiszor írtam, hogy bele keveredek...:)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 14, 13:12
Írta: D.Laci Dátum 2009 december 14, 13:12
Én meg azt hitem hogy a súly mértékegysége :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 14, 13:25
Írta: Szalai György Dátum 2009 december 14, 13:25
Varsányi Péter #10084 „Akik megvették a 400W-os motorokat és 1Kw-os DC szervó motort teljes diszkréciót kértek ...”
A Mavilor MS-4 szerencsémre nálam kötött ki.
Bárkinek szívesen elmondom, hogy miért örülök ennek. Sőt büszke vagyok rá, hogy a tulajdonosa lehetek egy ilyen műszaki remekműnek.
© Tibor45 #10089 „Tegyük fel, nagyon rossz az orsód, rossz minőségű az áttételed, nagyon kopott a szán, stb, azaz csak 10% a hatásfok.
Így kell akkor a végén 1 Kw-os motor.”
Hát ez is egy elfogadhatatlanul nagy szórást adó változó! Az átvitel hatásfoka. Hamar lehet tőle a gyakorlatban igényelt teljesítmény, az elvi teljesítmény sokszorosa. A teher megmozdítására felhasznált energia is nagyon különböző lehet. Szoros szennylehúzók, egymás mellé szorult golyók-görgők. Mielőtt a gyakorlatban is használható számításba kezdenénk, pár kiinduló értéket még méréssel pontosítani kell.
De hogyan?
"Adjatok egy fix pontot, és én kimozdítom sarkaiból a világot."
Nagyon régen történt, szakmaiatlan-nagyképű kijelentés volt.
Az akkori tudás csúcsát képviselte, nem a maiét. Azóta rég tudjuk, hogy az áttételeknek is van vesztessége, hatásfoka.
A Mavilor MS-4 szerencsémre nálam kötött ki.
Bárkinek szívesen elmondom, hogy miért örülök ennek. Sőt büszke vagyok rá, hogy a tulajdonosa lehetek egy ilyen műszaki remekműnek.
© Tibor45 #10089 „Tegyük fel, nagyon rossz az orsód, rossz minőségű az áttételed, nagyon kopott a szán, stb, azaz csak 10% a hatásfok.
Így kell akkor a végén 1 Kw-os motor.”
Hát ez is egy elfogadhatatlanul nagy szórást adó változó! Az átvitel hatásfoka. Hamar lehet tőle a gyakorlatban igényelt teljesítmény, az elvi teljesítmény sokszorosa. A teher megmozdítására felhasznált energia is nagyon különböző lehet. Szoros szennylehúzók, egymás mellé szorult golyók-görgők. Mielőtt a gyakorlatban is használható számításba kezdenénk, pár kiinduló értéket még méréssel pontosítani kell.
De hogyan?
"Adjatok egy fix pontot, és én kimozdítom sarkaiból a világot."
Nagyon régen történt, szakmaiatlan-nagyképű kijelentés volt.
Az akkori tudás csúcsát képviselte, nem a maiét. Azóta rég tudjuk, hogy az áttételeknek is van vesztessége, hatásfoka.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 13:29
Írta: bmejdz9nu Dátum 2009 december 14, 13:29
400W... na majd kapsz... de te nem is írtad, hogy diszkréciót kérsz a túl méretes motorhoz :)
Egyébként az a tárcsamotor egy műszaki csoda... a megoldása... a 8 szénkefe stb...
Veszteségek... sajnos vannak... főleg egy hobbystánál akinek nem mágneses lebegő vezetőket sikerült beszereznie :)
Egyébként az a tárcsamotor egy műszaki csoda... a megoldása... a 8 szénkefe stb...
Veszteségek... sajnos vannak... főleg egy hobbystánál akinek nem mágneses lebegő vezetőket sikerült beszereznie :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 14, 13:42
Írta: s7manbs8 Dátum 2009 december 14, 13:42
Súly = Súlyerő= = Nehézségi erő = = tömeg*nehézségi gyorsulás
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 13:45
Írta: 000000000 Dátum 2009 december 14, 13:45
"Adjatok egy fix pontot, és én kimozdítom sarkaiból a világot."
Nagyon régen történt, szakmaiatlan-nagyképű kijelentés volt.
Most nagyot csalódtam Benned...:(
Ezt nem lett volna szabad ezt így leírnod...
Nagyon régen történt, szakmaiatlan-nagyképű kijelentés volt.
Most nagyot csalódtam Benned...:(
Ezt nem lett volna szabad ezt így leírnod...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 14:02
Írta: bmejdz9nu Dátum 2009 december 14, 14:02
Na hagyjad, hogy megzavarjanak a számításaidhoz passzoló 20W-os vagy akár 50W-os motor keresésében...
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 december 14, 14:53
Írta: ra8nsmk6w Dátum 2009 december 14, 14:53
"Adjatok egy fix pontot, és én kimozdítom sarkaiból a világot."
Aki ezt irta tudatában volt, hogy az a pont nem létezik.
Aki ezt irta tudatában volt, hogy az a pont nem létezik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 15:04
Írta: 000000000 Dátum 2009 december 14, 15:04
Ha úgy gondolod, hogy az eredetileg 20W-os motor kevés az 1000N tömeg 10mm/sec sebességű mozgatásához egy 16/4mm-es orsón egy felező áttétellel, hogy elérje a 10msec alatt a sebességet - megértem."
Ezt te gondolod így, én ilyet soha nem gondoltam.:)
Hiszen a példában az elején kiszámoltam, hogy ehhez éppen elég ~11W hasznos P.
Akkor megint mi ez az állításod, hogy szerintem 20 W kevés...?
Vagy szerinted a 11 több mint a 20? Ha sokszor leírod, idővel tuti elhiszik majd
neked itt egyesek.:))
Mellesleg egy pár konkrét motort mutatok már neked, választott áttételtől függően
számos CMC motor jó ide, pl. ezekből javaslom a példában megadott áttétel
tartományhoz (1:4, 1:3, 1:2) a 2605-2615-ig.

Na már most a sok "ostoba" szervó motor fejlesztő mérnök mind hülye szerinted
velem együtt, mert a táblázat ajánlott motor teljesítménynel kezdődik, pedig mint tőled
hallottuk ez nem fontos.:)) Ugyan kérem...:))
Valamint különös figyelmedbe ajánlom, a "8 standart available windings"
commentet, és csak rendelés kérdése még N+1 más egyedi tekercselésű és
ezáltal egészen más jellegörbéjű motor kiválasztása.
Nagyon nehéz a fantáziáddal elképzelni, hogy ettől a cégtől rendelek
egy olyan mocit, ami max. 1800 rpm-et pörög, és így 45W-os???
És még írhatnék N verziót a névleges fordulat/P viszonyra.
Ja és a legfontosabb, a tényleges motor jellegörbe a fenti gyártó motorjára:

Mutassál már ezen a görbeseregen egy lineáris részt!!!!!
Valamint nem szembetűnő neked, hogy magasabb fordulaton csökken
egy speciális minimum 4-5 változós függvény szerint a szervomotor valós nyomatéka?
Azaz a te meséid, hogy minden végig lineáris, az egyszerűen NEM igaz!! Valamint az a méretező progi,
ami ezt feltételezi is, és számodra ez most az etelon világszínvonal,
na így vagytok ti egypárban!:)
Persze még az is lehetséges, a neves CMC motorgyártó cég számos szervomérnöke
sehol sincs szakmai színvonalban a motor címkegyártó Varsa-motor.Co-hoz
képest.:))) [#nyes] Hát Istenem, még ennek is van 10 a mínusz tizediken
valószínűsége.:)))
Ezt te gondolod így, én ilyet soha nem gondoltam.:)
Hiszen a példában az elején kiszámoltam, hogy ehhez éppen elég ~11W hasznos P.
Akkor megint mi ez az állításod, hogy szerintem 20 W kevés...?
Vagy szerinted a 11 több mint a 20? Ha sokszor leírod, idővel tuti elhiszik majd
neked itt egyesek.:))
Mellesleg egy pár konkrét motort mutatok már neked, választott áttételtől függően
számos CMC motor jó ide, pl. ezekből javaslom a példában megadott áttétel
tartományhoz (1:4, 1:3, 1:2) a 2605-2615-ig.
Na már most a sok "ostoba" szervó motor fejlesztő mérnök mind hülye szerinted
velem együtt, mert a táblázat ajánlott motor teljesítménynel kezdődik, pedig mint tőled
hallottuk ez nem fontos.:)) Ugyan kérem...:))
Valamint különös figyelmedbe ajánlom, a "8 standart available windings"
commentet, és csak rendelés kérdése még N+1 más egyedi tekercselésű és
ezáltal egészen más jellegörbéjű motor kiválasztása.
Nagyon nehéz a fantáziáddal elképzelni, hogy ettől a cégtől rendelek
egy olyan mocit, ami max. 1800 rpm-et pörög, és így 45W-os???
És még írhatnék N verziót a névleges fordulat/P viszonyra.
Ja és a legfontosabb, a tényleges motor jellegörbe a fenti gyártó motorjára:
Mutassál már ezen a görbeseregen egy lineáris részt!!!!!
Valamint nem szembetűnő neked, hogy magasabb fordulaton csökken
egy speciális minimum 4-5 változós függvény szerint a szervomotor valós nyomatéka?
Azaz a te meséid, hogy minden végig lineáris, az egyszerűen NEM igaz!! Valamint az a méretező progi,
ami ezt feltételezi is, és számodra ez most az etelon világszínvonal,
na így vagytok ti egypárban!:)
Persze még az is lehetséges, a neves CMC motorgyártó cég számos szervomérnöke
sehol sincs szakmai színvonalban a motor címkegyártó Varsa-motor.Co-hoz
képest.:))) [#nyes] Hát Istenem, még ennek is van 10 a mínusz tizediken
valószínűsége.:)))
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 14, 15:16
Írta: D.Laci Dátum 2009 december 14, 15:16
"Súly = Súlyerő= = Nehézségi erő = = tömeg*nehézségi gyorsulás "
Ez milyen szabvány szerinti egyenlet? :)
Ez milyen szabvány szerinti egyenlet? :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 15:36
Írta: bmejdz9nu Dátum 2009 december 14, 15:36
Most beszéltem telefonon egyik fórumtársunkkal... (kezdő szervós:)
A célja (volt/van) egy hagyományos marógép motorizálása, szervóval...
1. Vett egy Gecko G320X-et.
2. Szerzett egy "400W"-os szervómotort. (nem tőlem)
3. Csinált egy 1/2-es lassító áttételt szíjjal és bordáskerékkel.
Ez eddíg mind rendben is van... azaz majdnem...
De a motor egy rendkivül kisfeszültégű változat... kb. 1000rpm-hez 10V kell... (neki meg kb. 2000rpm-es max. fordulat.)
Mi történt?
A Gecko a 20V-os(24V) tápfeszről áramkorlátba ment(megy)...(max. ugyebár 20A-es az áramkorlát)
Számoljunk:
pl. 1000rpm rpm =10V és 20A áramkorlát korlát = 200W a max. felvehető "kakaó" azaz egy pici "csúcskakaóra" is képtelen volt motor áramhiány miatt... sőt... :)
Vegyünk alapul egy másik "400W"-os motort... (küldök neki tesztre 2db-ot - nehogy csalódjon a szervóvezérlésben:)
Ezeknek a motoroknak pl. 30V kell 1000rpm-hez (2000rpm-hez majd 60V...)
Számoljunk:
pl. 1000rpm rpm =30V és 20A áramkorlát korlát = 600W a max felvehető "kakaó" azaz egy pici "csúcskakaóra" már képes is a motor :)
Gyakorlatilag így egy "400W-os" kontra "400W-os" motor 3X!!! nagyobb teljesítmény leadására képes... ami nem mindegy...
Ideális helyzetben:
A Gecko 80V és 20A-el határolt...
Tehát ha pl. egy "nagyobbacsaka" 180V/3000rpm-es motorunk van az sem gáz... mert ha csak pl. 1200rpm-re van szükségünk akkor ehhez 72V elég...(3000rp/1200rpm = 2,5; 180V/2,5 = 72V)
Mit fog tudni? = 72Vx20A="1440W kakaót"...
A nyomaték állandó... az kijön bármilyen fordulaton...
Persze lomhább lesz - mert nagyobb a forgórész tömege - de nem a marógép "felburítása" a cél... és nem is 3D marás...
Persze ezeket a feszültségeket és "wattokat" "kakaókat" csak viccesen kell ártelmezni... mert csak a szemléltetés miatt írtam...
Ha pontos akarnák lenni akkor az nyomatékokat számolnám... de így talán érthetőbb...
Nem számoltam a a vezérlőnek a +5-20%-os tápfesz többlet szükségességével...
Ez is egy alap illesztési dolog... az optimális feszre és a max áramlehetőségre...
Tehát csak az arányokat nézzétek...
A másik megoldás "kakaó" nyerésre...
A motort minnél nagyobb fordulat számmal forgatjuk = több a leadott teljesítmény és nagyobb (le)áttételelt alkalmazunk...
De ekkor is a vezérlő 80V-os határa ill. a motor max. engedett fordulata adja a véget... a max. kivehető teljesítményt azaz "kakaót"...
Ezért is kell tudni kicsit számolni...
Pedíg ez még nem szevóhajtás számítási példa... csak egy kis alapvető fesz/áram illesztési számítás... mikor mit mihez...
A szervómotornak a nyomatéka állandó azaz nem függ a fordulatszámtól...a "teljesítménye" az viszont fordulatszám függő.
Tisztelt fórumtárs/elkövető:) Erre nem kell... sőt ne is írjál !!!
Mert bizony 20W nem mindenre elég... sajnos még neked a kb. 200W (felvett teljesítmény!) is kevés volt...
Ne higy senkinek... nekem se! Amíg a két szemeddel nem látod jól működni a gépedet!!!
Ha nem marad a "jól bevált" léptető motor... de ekkora erőigányeknél az már drágább (nagy lép. mocik + nagy áramú vezérlők) mint a szervó... és... stb...
-------------- Ezt nem egy újabb vitaindítónak szántam... aki nem ért egyet ezek egyszerűen megközelített elvekkel... felejtse el :)
A célja (volt/van) egy hagyományos marógép motorizálása, szervóval...
1. Vett egy Gecko G320X-et.
2. Szerzett egy "400W"-os szervómotort. (nem tőlem)
3. Csinált egy 1/2-es lassító áttételt szíjjal és bordáskerékkel.
Ez eddíg mind rendben is van... azaz majdnem...
De a motor egy rendkivül kisfeszültégű változat... kb. 1000rpm-hez 10V kell... (neki meg kb. 2000rpm-es max. fordulat.)
Mi történt?
A Gecko a 20V-os(24V) tápfeszről áramkorlátba ment(megy)...(max. ugyebár 20A-es az áramkorlát)
Számoljunk:
pl. 1000rpm rpm =10V és 20A áramkorlát korlát = 200W a max. felvehető "kakaó" azaz egy pici "csúcskakaóra" is képtelen volt motor áramhiány miatt... sőt... :)
Vegyünk alapul egy másik "400W"-os motort... (küldök neki tesztre 2db-ot - nehogy csalódjon a szervóvezérlésben:)
Ezeknek a motoroknak pl. 30V kell 1000rpm-hez (2000rpm-hez majd 60V...)
Számoljunk:
pl. 1000rpm rpm =30V és 20A áramkorlát korlát = 600W a max felvehető "kakaó" azaz egy pici "csúcskakaóra" már képes is a motor :)
Gyakorlatilag így egy "400W-os" kontra "400W-os" motor 3X!!! nagyobb teljesítmény leadására képes... ami nem mindegy...
Ideális helyzetben:
A Gecko 80V és 20A-el határolt...
Tehát ha pl. egy "nagyobbacsaka" 180V/3000rpm-es motorunk van az sem gáz... mert ha csak pl. 1200rpm-re van szükségünk akkor ehhez 72V elég...(3000rp/1200rpm = 2,5; 180V/2,5 = 72V)
Mit fog tudni? = 72Vx20A="1440W kakaót"...
A nyomaték állandó... az kijön bármilyen fordulaton...
Persze lomhább lesz - mert nagyobb a forgórész tömege - de nem a marógép "felburítása" a cél... és nem is 3D marás...
Persze ezeket a feszültségeket és "wattokat" "kakaókat" csak viccesen kell ártelmezni... mert csak a szemléltetés miatt írtam...
Ha pontos akarnák lenni akkor az nyomatékokat számolnám... de így talán érthetőbb...
Nem számoltam a a vezérlőnek a +5-20%-os tápfesz többlet szükségességével...
Ez is egy alap illesztési dolog... az optimális feszre és a max áramlehetőségre...
Tehát csak az arányokat nézzétek...
A másik megoldás "kakaó" nyerésre...
A motort minnél nagyobb fordulat számmal forgatjuk = több a leadott teljesítmény és nagyobb (le)áttételelt alkalmazunk...
De ekkor is a vezérlő 80V-os határa ill. a motor max. engedett fordulata adja a véget... a max. kivehető teljesítményt azaz "kakaót"...
Ezért is kell tudni kicsit számolni...
Pedíg ez még nem szevóhajtás számítási példa... csak egy kis alapvető fesz/áram illesztési számítás... mikor mit mihez...
A szervómotornak a nyomatéka állandó azaz nem függ a fordulatszámtól...a "teljesítménye" az viszont fordulatszám függő.
Tisztelt fórumtárs/elkövető:) Erre nem kell... sőt ne is írjál !!!
Mert bizony 20W nem mindenre elég... sajnos még neked a kb. 200W (felvett teljesítmény!) is kevés volt...
Ne higy senkinek... nekem se! Amíg a két szemeddel nem látod jól működni a gépedet!!!
Ha nem marad a "jól bevált" léptető motor... de ekkora erőigányeknél az már drágább (nagy lép. mocik + nagy áramú vezérlők) mint a szervó... és... stb...
-------------- Ezt nem egy újabb vitaindítónak szántam... aki nem ért egyet ezek egyszerűen megközelített elvekkel... felejtse el :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 15:43
Írta: 000000000 Dátum 2009 december 14, 15:43
Ettől a sok marhaságtól, félrevezetéstől megkímélhettél volna minket, ha elolvasod az előbbi válaszomat. Az a "szerencsétlen kezdő szervós" meg megérdemli sorsát, aki hozzád fordul tanácsért, jó helyen jár!:))))))))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 15:44
Írta: bmejdz9nu Dátum 2009 december 14, 15:44
Alakulunk...
Ügyesen és jó megtaláltad a CMC katalógust...
Sok-sok feszültségre/fordulatra (WINDING) van rendelési lehetőség ettől a cégtől! (hol van ettől a SanyoDenki & Yaskawa - csak a standart verziók :)
Ez igen! Nem hiába vagy mérnök! Ezt most komolyan mondom...
CMC 2600 széria adatlap PDF.
Melyik motort vegyük alapul a pdf-ben található számításodhoz mint meghajtó motor??? Számot és betüjelzést írjál!
Ügyesen és jó megtaláltad a CMC katalógust...
Sok-sok feszültségre/fordulatra (WINDING) van rendelési lehetőség ettől a cégtől! (hol van ettől a SanyoDenki & Yaskawa - csak a standart verziók :)
Ez igen! Nem hiába vagy mérnök! Ezt most komolyan mondom...
CMC 2600 széria adatlap PDF.
Melyik motort vegyük alapul a pdf-ben található számításodhoz mint meghajtó motor??? Számot és betüjelzést írjál!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 15:46
Írta: 000000000 Dátum 2009 december 14, 15:46
Igen alakulunk, talán mostmár tudod, mi a szegnyereg!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 15:51
Írta: bmejdz9nu Dátum 2009 december 14, 15:51
Szegnyereg?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 14, 15:54
Írta: s7manbs8 Dátum 2009 december 14, 15:54
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 15:55
Írta: 000000000 Dátum 2009 december 14, 15:55
Képzeld el, 20 évvel ezelőtt volt a kezemben először CMC motor, remek gépet terveztem vele
akkor, a mai napig működik. Te mikor láttál először ilyet az e-bayról, max. két éve talán...?:)))
25 évvel ezelőtt pedig kezdő mérnökként Portecap DC vasnélküli szervó motorokat használtam egy rétegkromatográfiás mintaadagoló szerkezetemben. Szép téma ám az is, nézz utána..
Ohh a régi szép idők, ...., még nem is létezett pdf, viszont volt adatlap papíron.:)) Nekem akkor az is elég volt.:))
akkor, a mai napig működik. Te mikor láttál először ilyet az e-bayról, max. két éve talán...?:)))
25 évvel ezelőtt pedig kezdő mérnökként Portecap DC vasnélküli szervó motorokat használtam egy rétegkromatográfiás mintaadagoló szerkezetemben. Szép téma ám az is, nézz utána..
Ohh a régi szép idők, ...., még nem is létezett pdf, viszont volt adatlap papíron.:)) Nekem akkor az is elég volt.:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 16:01
Írta: bmejdz9nu Dátum 2009 december 14, 16:01
Tibor... A lényegre...
Mint láttad 4 db CMC motort árulok az adok-veszekbe és még azt hiszik, hogy fizetek neked a reklámért :)
Akkor 2605? az 30W-os széria... és WINDING? A; B; C; D; E; F; G; vagy H? ... és meg vagyunk... melyik passzol a PDF-hez írtakhoz?
Mint láttad 4 db CMC motort árulok az adok-veszekbe és még azt hiszik, hogy fizetek neked a reklámért :)
Akkor 2605? az 30W-os széria... és WINDING? A; B; C; D; E; F; G; vagy H? ... és meg vagyunk... melyik passzol a PDF-hez írtakhoz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 16:07
Írta: 000000000 Dátum 2009 december 14, 16:07
Na ez vagy te édesapám..:)
Egész életedben nem írtál annyi konkrét komoly dolgot a Fórumon, mint amennyit én #10101-ben!!:)
Erre fel jösz: ugyan mondjam már meg a CMC cég vezérigazgatójának a magán mobil számát is....! Na elmész te a ....:))
Az ott feltett 4-5 kérdéseimre válaszoljál inkább,
mutassál már lineáris M-n görbét pl.!!!!
Egész életedben nem írtál annyi konkrét komoly dolgot a Fórumon, mint amennyit én #10101-ben!!:)
Erre fel jösz: ugyan mondjam már meg a CMC cég vezérigazgatójának a magán mobil számát is....! Na elmész te a ....:))
Az ott feltett 4-5 kérdéseimre válaszoljál inkább,
mutassál már lineáris M-n görbét pl.!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 16:38
Írta: bmejdz9nu Dátum 2009 december 14, 16:38
Akkor már tudjuk, hogy CMC2605 (30W-os széria) és WINDING? Áruld el melyik tekercselésűre gondoltál: A; B; C; D; E; F; G; vagy H?
... és megvan a konkrét motor amelyik passzol a PDF-ben a számításaidhoz.
PS: A CMC vezérigazgatójának a magán mobil száma nem kell a számitáshoz.
... és megvan a konkrét motor amelyik passzol a PDF-ben a számításaidhoz.
PS: A CMC vezérigazgatójának a magán mobil száma nem kell a számitáshoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 17:20
Írta: 000000000 Dátum 2009 december 14, 17:20
Sajnálom, hogy megint olyat írsz, amit én nem.
#10101-ben leírtam mindent, ha nem érted, hívd fel pl. Svejket vagy a külföldi szakértődet,
majd ők végtelen türelemmel segítenek Neked motort választani a táblázatból, ahogyan egyértelműen leírtam. Ha majd tehát rajtad kívül még más is azt írja, hogy neki ez így nem egyértelmű, akkor újból elismétlem a válaszomat.
Tehát jelentkezzen az a Hobbysta, aki nem érti és nem egyértelmű, hogy melyik áttételhez melyik motort javasolnám ehhez a brutális 1000N-os elméleti előtoló erejű, de mindössze 10W-os hasznos P-jű hajtáshoz. De továbbra is várom azokat jelentkezését is, akik ennek az előtolásirányú erőnek csak a tizedével marnak nyagda aluvázas Hobby gépükön.
Azaz mi van itt, mi mennyi, miről beszélünk itt, hol a maradék 400-1=399 watt???, mekkora motor
kell ide a valóságban a kőkemémy műszaki érvek alapján?:)))))
#10101-ben leírtam mindent, ha nem érted, hívd fel pl. Svejket vagy a külföldi szakértődet,
majd ők végtelen türelemmel segítenek Neked motort választani a táblázatból, ahogyan egyértelműen leírtam. Ha majd tehát rajtad kívül még más is azt írja, hogy neki ez így nem egyértelmű, akkor újból elismétlem a válaszomat.
Tehát jelentkezzen az a Hobbysta, aki nem érti és nem egyértelmű, hogy melyik áttételhez melyik motort javasolnám ehhez a brutális 1000N-os elméleti előtoló erejű, de mindössze 10W-os hasznos P-jű hajtáshoz. De továbbra is várom azokat jelentkezését is, akik ennek az előtolásirányú erőnek csak a tizedével marnak nyagda aluvázas Hobby gépükön.
Azaz mi van itt, mi mennyi, miről beszélünk itt, hol a maradék 400-1=399 watt???, mekkora motor
kell ide a valóságban a kőkemémy műszaki érvek alapján?:)))))
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 december 14, 17:32
Írta: 2vkx6unz Dátum 2009 december 14, 17:32
Péter legyél nagylelkű - ha már van egy programod amivel számolgatsz - és próbáld ki mindegyikkel és táblázatosan közöld az eredményeket... különös tekintettel a teljesítmény igényre, feltüntetve természetesen a kiindulási adatokat is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 17:40
Írta: bmejdz9nu Dátum 2009 december 14, 17:40
CMC PDF 2600 SERIES
Akkor már tudjuk, hogy CMC2605 (30W-os széria?) és WINDING? Áruld el melyik tekercselésűre gondoltál: A; B; C; D; E; F; G; vagy H?
... és megvan a konkrét motor amelyik passzol a PDF-ben a számításaidhoz.
Segítség: http://www.linengineering.com/flash/Calculator.swf
Akkor már tudjuk, hogy CMC2605 (30W-os széria?) és WINDING? Áruld el melyik tekercselésűre gondoltál: A; B; C; D; E; F; G; vagy H?
... és megvan a konkrét motor amelyik passzol a PDF-ben a számításaidhoz.
Segítség: http://www.linengineering.com/flash/Calculator.swf
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 17:43
Írta: bmejdz9nu Dátum 2009 december 14, 17:43
Tibi a mérnök, Ő csinálta a számítást... most válasszon hozzá konkrét motort hozzá a katalógusból...
Nem tehetem meg helyette... nem akarok belekontárkodni egy mérnöki számításba ill. meghatározásba...
Nem tehetem meg helyette... nem akarok belekontárkodni egy mérnöki számításba ill. meghatározásba...
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 20:13
Írta: jv7pu3a5p Dátum 2009 december 14, 20:13
A hétvégén állt össze nagyjából a gépem. Rátettem a léptecset (2Nm-es) és a műszerek szerint 0.7A x 33V = 23W vett fel. Többet nem is tudott mert 700mA volt beállítva az áramkorlát. 12x3 trapézosrsó, elindultam vele 10mm/sec előtolással, gondoltam megfogom, nekifeszültem "izomból". Nos, fogalmam sincs mekkora erőt fejtettem ki, de a lényeg, hogy mostmár tapasztalatból is tisztelem a 23W-ot. :))
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 20:15
Írta: jv7pu3a5p Dátum 2009 december 14, 20:15
Na most látom hogy törölve lettek, akkor töröld az előzőt is, mert akkor már nem ide való...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 20:16
Írta: 000000000 Dátum 2009 december 14, 20:16
Én töröltem megint!
Válasszatok már egy rohadt motort, számoljatok végeredményt és lássuk a medvét!!!
Ha nem ez lesz, be lesz szüntetve ez a téma!!!
Nincs helye ködösítéseknek, félrevezetéseknek! Ugyan azt a gépet akarom látni egyik megközelítésben és a másikban is! Mindenki eldöntheti akkor minek higgyen...[#nezze]
Válasszatok már egy rohadt motort, számoljatok végeredményt és lássuk a medvét!!!
Ha nem ez lesz, be lesz szüntetve ez a téma!!!
Nincs helye ködösítéseknek, félrevezetéseknek! Ugyan azt a gépet akarom látni egyik megközelítésben és a másikban is! Mindenki eldöntheti akkor minek higgyen...[#nezze]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 20:18
Írta: 000000000 Dátum 2009 december 14, 20:18
Mik a motorod alapadatai (feszültség, áram)?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 14, 20:27
Írta: svejk Dátum 2009 december 14, 20:27
B@sszátok meg...
1 újjal nekem 10 percig tart leírni azt a pár sort amit kérdeztem..
Ennek a törölgetésnek oszt' sok értelme van!!
Áhhh...
1 újjal nekem 10 percig tart leírni azt a pár sort amit kérdeztem..
Ennek a törölgetésnek oszt' sok értelme van!!
Áhhh...
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 20:28
Írta: jv7pu3a5p Dátum 2009 december 14, 20:28
Nos ez egy jó kérdés, mert erről a mociról sajna nincsenek ilyen adataim, kaptam. 23KM-C706-09W. Minebea-Matsushita gyártmány. Nem találtam róla infót a gyártónál sem. De amúgy érdekes egy motor mert, kézzel nem lehet megforgatni, olyan erővel tart és az induktivitása is kicsi lehet mert 33Vról egész nagy fordulatot is elértem vele, persze terheletlenül.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 14, 20:31
Írta: svejk Dátum 2009 december 14, 20:31
Lóf@szt motort kell választani...
Először abban kellene megegyezni hogy milyen gépet is akarunk csinálni!
Leírni a megkívánt paramétereket.
Először abban kellene megegyezni hogy milyen gépet is akarunk csinálni!
Leírni a megkívánt paramétereket.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 20:32
Írta: bmejdz9nu Dátum 2009 december 14, 20:32
A léptető kicsit más...
Az egy lassú fordulatú és kis fordulatokon erős megoldás...
Egy szervóhoz képest pl. olyan mintha 1/15-es áttétel lenne ekkor amit írtál... és oké is akkor egy 23W-os szervómotor...(ha nem számoljuk a az átt. veszteségét)
A 10mm/sec-hez 3,3fordulat tartozik a TR12/3-ason... azaz kb. 200rpm fordulat a motoron.
Bizony... 23W nem kevés így... de terhelés sem volt... nem mintha a léptetőmotort ez "megzavarná" 200rpm-nél...
Az egy lassú fordulatú és kis fordulatokon erős megoldás...
Egy szervóhoz képest pl. olyan mintha 1/15-es áttétel lenne ekkor amit írtál... és oké is akkor egy 23W-os szervómotor...(ha nem számoljuk a az átt. veszteségét)
A 10mm/sec-hez 3,3fordulat tartozik a TR12/3-ason... azaz kb. 200rpm fordulat a motoron.
Bizony... 23W nem kevés így... de terhelés sem volt... nem mintha a léptetőmotort ez "megzavarná" 200rpm-nél...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 20:35
Írta: bmejdz9nu Dátum 2009 december 14, 20:35
Ne morogj már... Olvastad volna mi volt írva... aztán írtál volna :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 20:38
Írta: bmejdz9nu Dátum 2009 december 14, 20:38
Tudjuk, hogy a 10mm/sec egy szervótól nem egy nagy elvárás... de ez volt a számítás alapja...
Sajnos nem volt előzőleg "szavazási lehetőség" a hajtási paraméterekre...
Sajnos nem volt előzőleg "szavazási lehetőség" a hajtási paraméterekre...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 20:39
Írta: 000000000 Dátum 2009 december 14, 20:39
Ez frankó, Pétertől emberek megtudtátok most a tutit:
Az energiamegmaradás törvénye más és más, éppen milyen kedvünk van. Hát igen, erről szól a "csak" tétel.:)) Ha léptetős a hajtás akkor elég a 23 Watt, szervónál nem elég oda 400 W kell....:)) Hát igen ennyivel rosszabbak a szervók, vagy?:)))
Az energiamegmaradás törvénye más és más, éppen milyen kedvünk van. Hát igen, erről szól a "csak" tétel.:)) Ha léptetős a hajtás akkor elég a 23 Watt, szervónál nem elég oda 400 W kell....:)) Hát igen ennyivel rosszabbak a szervók, vagy?:)))
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 20:40
Írta: jv7pu3a5p Dátum 2009 december 14, 20:40
Tibor számításához szántam, a beírásomat. Mert, hogy wattokról vitáztok. Ha jól emlékszem Tibor45 is 10mm/sec előtolást hozott fel a példájában. Tehát ha teljesítmény alapon vesszük, akkor bizony éreztem, hogy 23W az nem is kevés. Terhelés nem volt!? Nem vagyok gyenge gyerek, szerintem 20-30kg -al neki tudok feszülni. Az asztal mozog a gépemen azt probáltam visszafogni. De ezen most felbuzdulva, lehet játszadozok még vele. :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 20:40
Írta: ukcge40u Dátum 2009 december 14, 20:40
Összehajtod a gépedet? [#buck][#fejvakaras][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 20:44
Írta: jv7pu3a5p Dátum 2009 december 14, 20:44
CSak egy kiváncsiság teszt volt. A súlyzóimat azért nem merem rápakolni. [#vigyor2]
Hosszírányban próbáltam megfogni, gondoltam úgy talán nem teszek kárt benne, a beállítás meg még hátra van.
Hosszírányban próbáltam megfogni, gondoltam úgy talán nem teszek kárt benne, a beállítás meg még hátra van.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 20:44
Írta: bmejdz9nu Dátum 2009 december 14, 20:44
Te is nagyon jól tudod és érted mit írtam...
15-ös áttétel oké 20W/3000rpm-en /15 = 200rpm (elvileg - átt. veszteségek nélkül)...
Egy léptetőnél a 200rpm egy mondhatni nagyon jó fordulat tartomány... de egy szervómotornál nem igazán oké a 200rpm... mert a DC motor teljesítménye függ a fordulatszámtól.
Nézz meg egy erő/fordulat grafikont egy léptetőnél... ezért érdemes nyomatékoldalról számítani a dolgokat... és nem hibáztál volna...
Egy kb. jó minőségű 2Nm-es léptetőmotor ford/nyomaték görbéje (forás: Nanotec.de)

15-ös áttétel oké 20W/3000rpm-en /15 = 200rpm (elvileg - átt. veszteségek nélkül)...
Egy léptetőnél a 200rpm egy mondhatni nagyon jó fordulat tartomány... de egy szervómotornál nem igazán oké a 200rpm... mert a DC motor teljesítménye függ a fordulatszámtól.
Nézz meg egy erő/fordulat grafikont egy léptetőnél... ezért érdemes nyomatékoldalról számítani a dolgokat... és nem hibáztál volna...
Egy kb. jó minőségű 2Nm-es léptetőmotor ford/nyomaték görbéje (forás: Nanotec.de)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 20:46
Írta: 000000000 Dátum 2009 december 14, 20:46
Az ujjadra vigyázz, nehogy beszoruljon!:)
1 W-is odacsípi cefetül, nem hogy 20*1W:))
De nagyon örülök, hogy Te végre csináltál valamilyen mérést is, hogy az igazai mechanikai
teljesítmény milyen csodákat tud.:)Engem nem kell meggyőznöd:)
1 W-is odacsípi cefetül, nem hogy 20*1W:))
De nagyon örülök, hogy Te végre csináltál valamilyen mérést is, hogy az igazai mechanikai
teljesítmény milyen csodákat tud.:)Engem nem kell meggyőznöd:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 20:49
Írta: bmejdz9nu Dátum 2009 december 14, 20:49
Nem az 1 Watt erős hanem a nyomatéka a motornak!
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 20:54
Írta: ukcge40u Dátum 2009 december 14, 20:54
400W-on mennyi a csúcsnyomaték? Komolyan érdekel, nem cikizésből kérdezem.
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2009 december 14, 20:55
Írta: sasi Dátum 2009 december 14, 20:55
Feszültségoldónak!
DC-is, meg szervo is…
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 20:55
Írta: ukcge40u Dátum 2009 december 14, 20:55
Izé, hülye kérdés volt, hiszen rajta van az adatlapján.
Úgy pontosabb, hogy hány W kell ugyanakkora nyomatékhoz?
Úgy pontosabb, hogy hány W kell ugyanakkora nyomatékhoz?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 20:58
Írta: bmejdz9nu Dátum 2009 december 14, 20:58
Tibor... írsz akkor egy konkrét motor típust?
Képzeld el, hogy valakinek számoltál egy hajtást...
Bemész az ügyféllel a "motor boltba"...
Kérdi az ügyfél: Tibor! Akkor melyik motort vegyem ahhoz amit kiszámoltál nekem?
Tibor: Ne haragudj - de azt nem árulom el.
Képzeld el, hogy valakinek számoltál egy hajtást...
Bemész az ügyféllel a "motor boltba"...
Kérdi az ügyfél: Tibor! Akkor melyik motort vegyem ahhoz amit kiszámoltál nekem?
Tibor: Ne haragudj - de azt nem árulom el.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 20:59
Írta: bmejdz9nu Dátum 2009 december 14, 20:59
Melyiknek? SanyoDenki 400W-osnak?
Az alapnyomatéka 1,6Nm... a csúcsnyomatékot gyakorlatilag a vezérlő árama korlátozza.... 20A-es max árammal. kb. 5Nm - 30A-nál 8,5A... (max. 12Nm lehetne)
De mindennek az alapja az alapnyomaték... A cél ennek a minél kevesebbel való túl lépése... az idő vonalában = kevesebb melegedés, netán túlmelegedés.
Az alapnyomatéka 1,6Nm... a csúcsnyomatékot gyakorlatilag a vezérlő árama korlátozza.... 20A-es max árammal. kb. 5Nm - 30A-nál 8,5A... (max. 12Nm lehetne)
De mindennek az alapja az alapnyomaték... A cél ennek a minél kevesebbel való túl lépése... az idő vonalában = kevesebb melegedés, netán túlmelegedés.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 21:02
Írta: ukcge40u Dátum 2009 december 14, 21:02
Mondjuk annak, pl.
Amit tudok, hogy a nyomatékgörbe teljesen máshogy néz ki, mint a léptecsé.
A léptecs nyomatékgörbéjét (az általánosan érvényeset) meg a szülőoldalon néztem.
Amit tudok, hogy a nyomatékgörbe teljesen máshogy néz ki, mint a léptecsé.
A léptecs nyomatékgörbéjét (az általánosan érvényeset) meg a szülőoldalon néztem.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 21:07
Írta: ukcge40u Dátum 2009 december 14, 21:07
Az alapnyomaték hány Ampernál, és milyen feszültségnél van?
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2009 december 14, 21:17
Írta: robroy007 Dátum 2009 december 14, 21:17
1000N vagyis 100 kiló erővel kell neki feszülni menet közben nem 20-30-al
de én azért indulásnál is megnézném ezt 100 kilóval csak a kíváncsiságom kedvéért
de én azért indulásnál is megnézném ezt 100 kilóval csak a kíváncsiságom kedvéért
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 21:22
Írta: jv7pu3a5p Dátum 2009 december 14, 21:22
100kg max csak fekpadon :)
Ez csak egy próba volt, semmi kokrét adattal nem tudok szolgálni a súly tekintetében. Az indulásnál meg oda kell pörkölni kakaót... :)
Ez csak egy próba volt, semmi kokrét adattal nem tudok szolgálni a súly tekintetében. Az indulásnál meg oda kell pörkölni kakaót... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 21:22
Írta: 000000000 Dátum 2009 december 14, 21:22
Kitörölték a válaszomat, amit erre már írtam.
De figyelmedbe ajánlom újfent a 10101-et.:)
Ott minden benne van, csak akarnod kellene elolvasni, megérteni.
Én továbbra is a speciális VP féle wattokon gondolkodom, ha egyik motortípusnál (léptetőnél)elég, hogy létezik, hogy a másiknál nem?:))
Tudod kezdesz te rádöbbenni, nagyot tévedtél a kötözködéseddel, hiszen a példa 10 mm/s-ről szól, és 1000N-ról. Ez bárhogy számolok, 10W.
Ha léptecs hajtja, ha DC ha AC ha a kismókusok.
Nálad persze nem: az energimegmaradásnak van egy Péter féle változata, #10124. Ha esik a hó, akkor elég, egyébként nem elég, vagy mit tudom én, mitől változik a csak szisztémád.:)
De figyelmedbe ajánlom újfent a 10101-et.:)
Ott minden benne van, csak akarnod kellene elolvasni, megérteni.
Én továbbra is a speciális VP féle wattokon gondolkodom, ha egyik motortípusnál (léptetőnél)elég, hogy létezik, hogy a másiknál nem?:))
Tudod kezdesz te rádöbbenni, nagyot tévedtél a kötözködéseddel, hiszen a példa 10 mm/s-ről szól, és 1000N-ról. Ez bárhogy számolok, 10W.
Ha léptecs hajtja, ha DC ha AC ha a kismókusok.
Nálad persze nem: az energimegmaradásnak van egy Péter féle változata, #10124. Ha esik a hó, akkor elég, egyébként nem elég, vagy mit tudom én, mitől változik a csak szisztémád.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 21:28
Írta: bmejdz9nu Dátum 2009 december 14, 21:28
A fesz nem érdekes... és Kb. 6A-nál...Itt az adatlap.... szépen ez mind le van írva...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 21:34
Írta: bmejdz9nu Dátum 2009 december 14, 21:34
Nézd meg pl. 30mm/secnél is... #10131-ben a grafikon... a gépedet...
Erő (N)= motor Nm X 6,28/0.003 azaz 1Nm = több mint 2000N azaz több mint 200Kg "tólóerő"!
Szóval ne tedd oda az ujjadat főleg ha lassan megy:)
Erő (N)= motor Nm X 6,28/0.003 azaz 1Nm = több mint 2000N azaz több mint 200Kg "tólóerő"!
Szóval ne tedd oda az ujjadat főleg ha lassan megy:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 21:36
Írta: bmejdz9nu Dátum 2009 december 14, 21:36
Melyik ez a motor? Gyártó? Típus? Adatlap? Akkor melyiket vegye a megrendelőd akinek számoltál?
Itt most a hobbysta... melyiket????????????? Ez olyan nehéz...???? Pár betű és pár szám... ezt kell leírnod...
Itt most a hobbysta... melyiket????????????? Ez olyan nehéz...???? Pár betű és pár szám... ezt kell leírnod...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 21:37
Írta: ukcge40u Dátum 2009 december 14, 21:37
Néztem, meggyőző.
Mondjuk inkább papírbrikett-gyártó gépre tennék ilyet, nagy karos áttétellel, meg menetessel.
Lenne tüzelőanyaggyártó gépem. Vagy présgép, kinek hogy tetszik.
Ígérd meg, hogy nem kapod fel a vizet... [#rinya]
Mondjuk inkább papírbrikett-gyártó gépre tennék ilyet, nagy karos áttétellel, meg menetessel.
Lenne tüzelőanyaggyártó gépem. Vagy présgép, kinek hogy tetszik.
Ígérd meg, hogy nem kapod fel a vizet... [#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 21:40
Írta: jv7pu3a5p Dátum 2009 december 14, 21:40
Megnéztem ott is. Megállt mint a cövek. Kimondottan a Tibor példája miatt néztem meg 10mm/s -en. Az ujjamat távol tartom, az állam esett le csak, merthogy első gép és első indulása volt a hétvégén. Nagyon jó érzés volt... :)))[#bee1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 21:44
Írta: bmejdz9nu Dátum 2009 december 14, 21:44
Ha olyat kérdezel amitől előbbre megyünk... és nem akarsz lerohanni... kérdezz!
Válaszolok a szakmai kérdésekre... ahogy tudok... ezért vagyunk itt!
Egyébként...köszönöm, hogy a HURCO szervó motor adatait megnézted... gondoltam, hogy "feles" erőmotorok vannak rajta azaz a szokásos 3000rpm helyett 1500rpm-esek... viszont a szokásos AC nyomaték duplája... Ez egyfajta "elektronikus" áttétel...
Sőt a Yaskawa katalógusban még 1000rpm-es mocik is vannak és a 3000-es képest az erejük 3X...
Kár, hogy nekem ilyenek nincsenek :)
Válaszolok a szakmai kérdésekre... ahogy tudok... ezért vagyunk itt!
Egyébként...köszönöm, hogy a HURCO szervó motor adatait megnézted... gondoltam, hogy "feles" erőmotorok vannak rajta azaz a szokásos 3000rpm helyett 1500rpm-esek... viszont a szokásos AC nyomaték duplája... Ez egyfajta "elektronikus" áttétel...
Sőt a Yaskawa katalógusban még 1000rpm-es mocik is vannak és a 3000-es képest az erejük 3X...
Kár, hogy nekem ilyenek nincsenek :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 21:45
Írta: ukcge40u Dátum 2009 december 14, 21:45
Márhogy 30-as tolásnál meg tudtad fogni?
Mi állt meg, mint a cövek? Az ujjad vagy a motor?
Bocs, hogy értetlen vagyok, nem egyértelműen fogalmaztál.
Mi állt meg, mint a cövek? Az ujjad vagy a motor?
Bocs, hogy értetlen vagyok, nem egyértelműen fogalmaztál.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 21:47
Írta: bmejdz9nu Dátum 2009 december 14, 21:47
Örülök, hogy jól megy! De majd vedd figyelembe a grafikont... a szükséges erő és sebesség függvényében...
Ahogy szokták írni külföldi oldalakon... -30%-al kalkulálj... nehogy egy váratlan lépésvesztés legyen...
Ha ezt betartod... Tuti a léptetős vezérlés is... szerintem. Aztán jöhet majd a szervó íze :)
Amikor nem függ a nyomaték a fordulattól és kizárt a lépésvesztés esélye....
Ahogy szokták írni külföldi oldalakon... -30%-al kalkulálj... nehogy egy váratlan lépésvesztés legyen...
Ha ezt betartod... Tuti a léptetős vezérlés is... szerintem. Aztán jöhet majd a szervó íze :)
Amikor nem függ a nyomaték a fordulattól és kizárt a lépésvesztés esélye....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 21:50
Írta: 000000000 Dátum 2009 december 14, 21:50
Egyre jobb ez kedves Fórum társak, Péter már a gyártót sem tudja megállapítani a #10101-es válaszomban!:) Picit segítek:C vel kezdődik és C-re végződik és 3 betű összesen![#nyes]
2 órája még tudtad, sőt részletes adatlapod is
volt róluk.:))
2 órája még tudtad, sőt részletes adatlapod is
volt róluk.:))
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 21:51
Írta: jv7pu3a5p Dátum 2009 december 14, 21:51
Bocsi kicsit összecsaptap a szöveget. Természetesen a motor állt meg és csak zenélt magában. Nem is tudta folytatni az útját mikor elengedtem gondolom a 600 fordulat már nem megy gyorsítás nélkül.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 21:52
Írta: ukcge40u Dátum 2009 december 14, 21:52
Nem akarlak lerohanni.
Csak lépésről lépésre próbálok haladni.
Megmondom most is őszintén, még mindig nem értem a túlerős motorokat. Márhogy azt nem értem, hogy minek erősebb a szükségesnél. Minek a golfkocsiba vényóc, ha már az autós példánál maradunk.
De olvastál eleget a kétségeimről, így talán érted, hogy én mit nem értek.
Én úgy érzem, hogy előbbre megyek vele, ha más nem, akkor legalább én.
Pl van egy olyan érzésem, hogy az enyémre is talán sok lesz a 6,4-es léptecs, de amíg nem próbálom, nem tudom.
Amit tudok, és a gép "bőrén" tapasztaltam, hogy volt egyszer olyan ütközésem kilógó darabbal, ami elmozdította a satut, elgörbítette a 100x100-as rozsdamentes zártszelvényt, meg a gép burkolatát annyira, hogy targoncával kellett visszanyomni. Az élére lett hajtva a 2-es acéllemez. És az csak 1300W, meg 8akárhány Nm.
Érted a problémámat?
Csak lépésről lépésre próbálok haladni.
Megmondom most is őszintén, még mindig nem értem a túlerős motorokat. Márhogy azt nem értem, hogy minek erősebb a szükségesnél. Minek a golfkocsiba vényóc, ha már az autós példánál maradunk.
De olvastál eleget a kétségeimről, így talán érted, hogy én mit nem értek.
Én úgy érzem, hogy előbbre megyek vele, ha más nem, akkor legalább én.
Pl van egy olyan érzésem, hogy az enyémre is talán sok lesz a 6,4-es léptecs, de amíg nem próbálom, nem tudom.
Amit tudok, és a gép "bőrén" tapasztaltam, hogy volt egyszer olyan ütközésem kilógó darabbal, ami elmozdította a satut, elgörbítette a 100x100-as rozsdamentes zártszelvényt, meg a gép burkolatát annyira, hogy targoncával kellett visszanyomni. Az élére lett hajtva a 2-es acéllemez. És az csak 1300W, meg 8akárhány Nm.
Érted a problémámat?
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 21:54
Írta: ukcge40u Dátum 2009 december 14, 21:54
Oda már nem ártott volna egy kis amper se. Kicsinek találom én azt a 750mA-t, amit írtál.
Vagy direkt nem nagyobb?
Gyanítom, másfél amper körül nem nagyon állt volna meg.
Vagy direkt nem nagyobb?
Gyanítom, másfél amper körül nem nagyon állt volna meg.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 21:55
Írta: bmejdz9nu Dátum 2009 december 14, 21:55
A 10101-es válaszodba egy nagyot ködösítettél (megint)... Nem írtál konkrét típust!
Ha bemész a botba egy motorért... akkor is ezt csinálod? Hogyan tudják meg mit akarsz venni?
írjad ide bele: CMC___________ Köszi!
Ha bemész a botba egy motorért... akkor is ezt csinálod? Hogyan tudják meg mit akarsz venni?
írjad ide bele: CMC___________ Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 21:59
Írta: jv7pu3a5p Dátum 2009 december 14, 21:59
Igen, észrevettem, hogy sajna a 30mm/s lesz a legnagyobb sebességem. Majd ha már keveslem, akkor jöhet a szervó. :))
Első játszadozásnak nem lesz rossz, tapasztalatokat gyűjteni. Nemsokára hazajöhet velem a rokon műhelyéből és akkor rakok fel képeket is róla. [#vigyor2]
Első játszadozásnak nem lesz rossz, tapasztalatokat gyűjteni. Nemsokára hazajöhet velem a rokon műhelyéből és akkor rakok fel képeket is róla. [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 december 14, 22:02
Írta: fs9s63xkf Dátum 2009 december 14, 22:02
Hát én ezt nem bírom!! :)
CMC2605X 1:4-es áttétel
CMC2610X 1:3-as áttétel
CMC2615X 1:2-es áttétel
ez megvan Péternek is, csak az nincs meg hogy milyen tekercselésű legyen !! :)
Tehát :
CMC2605A , CMC2605B, CMC2605D ... vagy CMC2605H ??? Péter erre kíváncsi, hogy Te melyiket ajánlod...
Komolyan, már vitatkozni sem tudtok !!!!! :)
Mellesleg pont egy NEMA 34-es motort sikerült kinézni, mint kismotor? Vicces :)
Na mentem vissza tanulni!
CMC2605X 1:4-es áttétel
CMC2610X 1:3-as áttétel
CMC2615X 1:2-es áttétel
ez megvan Péternek is, csak az nincs meg hogy milyen tekercselésű legyen !! :)
Tehát :
CMC2605A , CMC2605B, CMC2605D ... vagy CMC2605H ??? Péter erre kíváncsi, hogy Te melyiket ajánlod...
Komolyan, már vitatkozni sem tudtok !!!!! :)
Mellesleg pont egy NEMA 34-es motort sikerült kinézni, mint kismotor? Vicces :)
Na mentem vissza tanulni!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 22:05
Írta: 000000000 Dátum 2009 december 14, 22:05
Mivel eddig csak te nem értetted a konkrét válaszomat, a 10101-ben, így várok még arra, más is azt írja ide, nem érti.:)
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 22:05
Írta: jv7pu3a5p Dátum 2009 december 14, 22:05
Ez az átlagáram volt. Csúcsokban ez jóval több. Rövid próba volt csupán, ha hazakerül a kicsike majd adok én neki kisérletet. Eddig gép hiányában csak üresen játszadoztam a micikkal és ez volt a legutóbbi beállítás, azért próbáltam ennyivel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 22:05
Írta: bmejdz9nu Dátum 2009 december 14, 22:05
Értelek.
Egyrészt a gyakorlatból beszélsz... láttál már erős hajtást... és azzal nem lehet viccelni... veszélyes is...
Másrészt... vettél 6,4Nm-es léptetőmotorokat... amik tartásban azaz nagyon-nagyon kicsi fordulaton 6,4Nm-esek... felette már nem... sőt minél nagyobb egy léptetőmotor annál jobban veszti a nyomatékát a fordulattól...
Akkor mi a bajod egy pl. SanyoDenki 1,6Nm-es alapnyomatékú szervómotorral? A 400W...? Az csak egy szám...
Viszont az azaz 1,6Nm... nem függ a fordulatszámtól! ... és a vezérlő áramkorlátjának az állításával még egy-egy ideig többet is kivehetsz belőle... kedvedre... amennyi kell... de módjával...
Kb ezt tudják majd a léptecsek... (forrás: Nanotec.de)

Milyen emelkedésűek egyébként az orsók amik a gépeden lesznek?
Egyrészt a gyakorlatból beszélsz... láttál már erős hajtást... és azzal nem lehet viccelni... veszélyes is...
Másrészt... vettél 6,4Nm-es léptetőmotorokat... amik tartásban azaz nagyon-nagyon kicsi fordulaton 6,4Nm-esek... felette már nem... sőt minél nagyobb egy léptetőmotor annál jobban veszti a nyomatékát a fordulattól...
Akkor mi a bajod egy pl. SanyoDenki 1,6Nm-es alapnyomatékú szervómotorral? A 400W...? Az csak egy szám...
Viszont az azaz 1,6Nm... nem függ a fordulatszámtól! ... és a vezérlő áramkorlátjának az állításával még egy-egy ideig többet is kivehetsz belőle... kedvedre... amennyi kell... de módjával...
Kb ezt tudják majd a léptecsek... (forrás: Nanotec.de)
Milyen emelkedésűek egyébként az orsók amik a gépeden lesznek?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 22:07
Írta: 000000000 Dátum 2009 december 14, 22:07
Köszönöm, erről beszéltem, hogy minden ott van...:)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 22:09
Írta: bmejdz9nu Dátum 2009 december 14, 22:09
Oké... ez oké... normális... nekem is ennyit tudott a léptetős gépem... be kell tartani a lépéseket...:)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 22:11
Írta: ukcge40u Dátum 2009 december 14, 22:11
Mit tudsz adni neki a vezérlőből?
V, A? Gondolom, ezeknél azért picit többet, mint ahogyan leírtad...
2A fázisonkénti vezérlő nem nagyon van, amit CNC-re építenek kifejezetten. Vagy én tévedek.
V, A? Gondolom, ezeknél azért picit többet, mint ahogyan leírtad...
2A fázisonkénti vezérlő nem nagyon van, amit CNC-re építenek kifejezetten. Vagy én tévedek.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 22:13
Írta: ukcge40u Dátum 2009 december 14, 22:13
Az X 5mm, az Y pedig 6mm. 1:2 áttétellel.
Azért nem egyforma, mert a kukában csak ilyen volt. [#idiota]
A Z szintén 5mm, de másik motor, az még külön mise lesz.
Másrészt 1 méteres az X, és 500mm-es az Y tartományom, tehát nem kell 2 méternél gyorsabb haladás.
Azért nem egyforma, mert a kukában csak ilyen volt. [#idiota]
A Z szintén 5mm, de másik motor, az még külön mise lesz.
Másrészt 1 méteres az X, és 500mm-es az Y tartományom, tehát nem kell 2 méternél gyorsabb haladás.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 14, 22:13
Írta: s7manbs8 Dátum 2009 december 14, 22:13
A 6.4Nm elég szép, ha ahelyett teszel egy alapból 1Nm körül szervót, lehet pont jó, ugyanis csak gyorsításkor kell a nagy szufla, és ha nem cikkcakkban 3D-zel, a köztes egyenes szakaszokra elegendő az alap is. Erről beszélünk itt régen. Úgyhogy dobd ide azt a léptecset legalább egy teszt erejéig, vagy felrakom a kis betonkeverőmre egy áttétellel, meg egy lendkerékkel felszerelve és mehet is a betonozás. [#circling][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 22:15
Írta: jv7pu3a5p Dátum 2009 december 14, 22:15
Péter,
Amikor megy az anyagban a szerszám , mondjuk aluban, milyen előtolási sebességeket szoktál használni? Nagyvonalakban...
Jól gondolom, hogy ez a 30mm/s még sok is lehet megmunkáláshoz, csak a levegőszántásnál hasznos a nagyobb sebesség?
Amikor megy az anyagban a szerszám , mondjuk aluban, milyen előtolási sebességeket szoktál használni? Nagyvonalakban...
Jól gondolom, hogy ez a 30mm/s még sok is lehet megmunkáláshoz, csak a levegőszántásnál hasznos a nagyobb sebesség?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 22:16
Írta: bmejdz9nu Dátum 2009 december 14, 22:16
Akkor CMC2615X 1:2-es áttétel ??? Na de az egy 75W-os? [#fejvakaras] ... de legyen akkor 75W a 20W helyett.... és melyik tekercselés az ajánlott?
Forrás: Psychobilly : #10158
Tibor ez az a 75W-os (azaz 20W-os) motor amire számoltál a PDF-ben, Ez jó? Betű utána? melyik???
Forrás: Psychobilly : #10158
Tibor ez az a 75W-os (azaz 20W-os) motor amire számoltál a PDF-ben, Ez jó? Betű utána? melyik???
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 22:16
Írta: ukcge40u Dátum 2009 december 14, 22:16
+egy bónusz kérdés.
Hogyan lehet módjával kezelni egy 12Nm-es maximális nyomatékot, amit még az orsó durván felszoroz?
Hogyan lehet módjával kezelni egy 12Nm-es maximális nyomatékot, amit még az orsó durván felszoroz?
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 22:17
Írta: ukcge40u Dátum 2009 december 14, 22:17
Ha építkezni akarsz, akkor ott a 10-es.
Az darunak is, és ellensúlynak is jó... :) És momentán nincs helye a gépemben.
Az darunak is, és ellensúlynak is jó... :) És momentán nincs helye a gépemben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 22:18
Írta: bmejdz9nu Dátum 2009 december 14, 22:18
Jó lesz... az a 20-30mm/sec... egyenlőre... majd aztán úgyis a gyakorlat teszi a "hobbystát" :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 22:21
Írta: bmejdz9nu Dátum 2009 december 14, 22:21
1/2-es attétel = 6,4NmX2 = 12,8N...
Erő(Nm) = 12,8Nm X 6,28/0.006 = 13.397N azaz 1,3 Tonna tolóerő...
Nem semmi...:) Te aztán nem viccelsz az erővel... mármint kis sebességeknél... Vagy fel áttétel lesz? azaz gyorsító?
Erő(Nm) = 12,8Nm X 6,28/0.006 = 13.397N azaz 1,3 Tonna tolóerő...
Nem semmi...:) Te aztán nem viccelsz az erővel... mármint kis sebességeknél... Vagy fel áttétel lesz? azaz gyorsító?
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 22:22
Írta: ukcge40u Dátum 2009 december 14, 22:22
Az előtolás szerszámtól függ, mármint a maximum, ha a gépet nem nézed.
Kb 6-os marónál 10mm mélyen 4000-nél elbírja a 350-400-as tolást, nem kenődő alu esetén.
A szerszám elbírja. A gép meg amit tud.
Vasba megyünk 2-es maróval 6 tized mélyen 150 körül, 6000-nél és marókímélő üzemmódban.
Kb 6-os marónál 10mm mélyen 4000-nél elbírja a 350-400-as tolást, nem kenődő alu esetén.
A szerszám elbírja. A gép meg amit tud.
Vasba megyünk 2-es maróval 6 tized mélyen 150 körül, 6000-nél és marókímélő üzemmódban.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 22:22
Írta: ukcge40u Dátum 2009 december 14, 22:22
1:2
Nem viccelek.
Nem viccelek.
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 22:22
Írta: jv7pu3a5p Dátum 2009 december 14, 22:22
Lehet még pakolni neki, de mivel a szépen bedobozolt tápom jelenleg csak 33V, 600 fordulaton nagyjából ennyi amit tud. Előre ittam a medve bőrére. Most csinálhatok egy 50Vost is, ez a fesz van megcélozva. A vezérlőm amúgy 10A is tudna, jelenleg az SMD feteken még hűtés sincs és jól érzik magukat. Még!!
Az áramot mindjárt kifejtem neked a tapasztalataim alapján a léptecses topicba inkább.
Az áramot mindjárt kifejtem neked a tapasztalataim alapján a léptecses topicba inkább.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 22:24
Írta: bmejdz9nu Dátum 2009 december 14, 22:24
[#smile] Mint a dedóban :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 22:24
Írta: ukcge40u Dátum 2009 december 14, 22:24
Lennél szíves nekem leírni, hogy emelkedésből hogy számolok származtatott nyomatékot?
Az alapképlet érdekel, mert már sörözök 3 órája.
Egyébként, ha emlékszel, akkor nekem 40-es orsóim vannak, és azok sem viccelnek... :)
Az alapképlet érdekel, mert már sörözök 3 órája.
Egyébként, ha emlékszel, akkor nekem 40-es orsóim vannak, és azok sem viccelnek... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 22:24
Írta: bmejdz9nu Dátum 2009 december 14, 22:24
Kell az 1,3 tonna tolóerő?
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 22:24
Írta: ukcge40u Dátum 2009 december 14, 22:24
Jó.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 22:26
Írta: bmejdz9nu Dátum 2009 december 14, 22:26
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 22:28
Írta: ukcge40u Dátum 2009 december 14, 22:28
Természetesen.
Alugyaluláshoz elengedhetetlen... :)
A gép többfunkciós lesz, mert 2-nél többet nincs helyem építeni.
Tehát a hajtás fogja megmondani, idővel hová fejlesztem a mechanikát.
Olyan funkciókat is kell majd tudnia, mint hónolás, vagy ékpályakészítés.
Meg még egy csomó dolog, ami nem forgácsolás, de még nem is CNC... :)
A vázat, és a mechanikát ennek megfelelően fogom fejleszteni, mert elsőre nem megy. Tehát megy apránként...
Alugyaluláshoz elengedhetetlen... :)
A gép többfunkciós lesz, mert 2-nél többet nincs helyem építeni.
Tehát a hajtás fogja megmondani, idővel hová fejlesztem a mechanikát.
Olyan funkciókat is kell majd tudnia, mint hónolás, vagy ékpályakészítés.
Meg még egy csomó dolog, ami nem forgácsolás, de még nem is CNC... :)
A vázat, és a mechanikát ennek megfelelően fogom fejleszteni, mert elsőre nem megy. Tehát megy apránként...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 22:31
Írta: ukcge40u Dátum 2009 december 14, 22:31
Lemaradt, ékpálya 1 menetben, kúpos vésővel, de az lehet, hogy már sok lesz neki. A próba majd megsúgja.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 14, 22:37
Írta: s7manbs8 Dátum 2009 december 14, 22:37
forgatónyomaték=F*me/6.28
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 22:40
Írta: jv7pu3a5p Dátum 2009 december 14, 22:40
Köszi. Akkor egyelőre elég lesz a 30mm/s. :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 22:47
Írta: ukcge40u Dátum 2009 december 14, 22:47
Ha fába mész ennyivel, és nagyobb a fogásod, valamint kis átmérőjű a szerszámod, akkor alighogy egy picit megkopik, elkezd égetni.
A tolás akkor sem jó, ha túl lassú.
Ha kicsi a tolás, akkor a forgácsolás helye adott idő alatt jobban felmelegszik, ami nem jó a darabnak sem (pl fa), de nem jó a szerszámnak sem (mert akár izzik is, ha úgy van kedve).
A nagyon lassú előtolás relatíve büntetlenül csak erős hűtés mellett ajánlott, de akkor csökken a szerszám relatív éltartama, adott idő/leválasztott forgácsmennyiség.
A tolás akkor sem jó, ha túl lassú.
Ha kicsi a tolás, akkor a forgácsolás helye adott idő alatt jobban felmelegszik, ami nem jó a darabnak sem (pl fa), de nem jó a szerszámnak sem (mert akár izzik is, ha úgy van kedve).
A nagyon lassú előtolás relatíve büntetlenül csak erős hűtés mellett ajánlott, de akkor csökken a szerszám relatív éltartama, adott idő/leválasztott forgácsmennyiség.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 22:51
Írta: 000000000 Dátum 2009 december 14, 22:51
Számoljál kispajtás minden verziót, nehogy már én számolgassak helyetted, én 25 évvel ezelőtt kiszámoltam ezeket.:)) Írjad ide mi volt a jó, mi a nem jó .... szerinted. Ezt hívják iterációs eljárásnak a matemetikában, és persze jobb tervező progik egyből köpik ki az áttételt és nem fordítva rosszakodnak, hogy én adjam meg.
De tudod írtam a #10101-ben egy olyan CMC motort is, ami 1800-at pörög és úgy 45 W-os. Azt mondták a CMC-nél megcsinálják, csak sajna mivel nem standart windings, X dollár felárat kérnek.:) De még mindig jóval olcsóbb lesz, mint a 400 wattos állatian felesleges SD motorod!:))
De tudod írtam a #10101-ben egy olyan CMC motort is, ami 1800-at pörög és úgy 45 W-os. Azt mondták a CMC-nél megcsinálják, csak sajna mivel nem standart windings, X dollár felárat kérnek.:) De még mindig jóval olcsóbb lesz, mint a 400 wattos állatian felesleges SD motorod!:))
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2009 december 14, 22:53
Írta: jv7pu3a5p Dátum 2009 december 14, 22:53
MAgyarul meg kell találni a legoptimálisabb előtolást az adott anyaghoz és szerszámhoz. Ez meg majd akkor kiderül ha már megnyekkentettem egy pár marót. Jól gondolom? :)))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 22:56
Írta: 000000000 Dátum 2009 december 14, 22:56
Látom figyelsz, Péternek már írtam egy hete, ő CNC gyalut csinált magának a 400W-os mocikájával:)))Jó is az a gyalugép, imádtam vele dolgozni. Kár hogy nem marógépnek hívják. Ja és nem is SMD beültetőnek!:)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 22:59
Írta: ukcge40u Dátum 2009 december 14, 22:59
Így van.
De ha mondjuk fába próbálkozol, akkor engedd neki gyorsabban, kis fogással.
Ha bírja, akkor adj neki még fogást. Ez gravírtéma.
Marásnál pedig megvan a szerszámnak egy ajánlott vágósebesége.
Annak veszed a 80%-át (ha bírja a gép) és onnan indulsz egy adott fogásmélységgel. Ott a tolást tuningoljuk.
De ezzel menjünk át a marás topicba, meg ezt is oda kéne rakni.
Péter, átrakod?
De ha mondjuk fába próbálkozol, akkor engedd neki gyorsabban, kis fogással.
Ha bírja, akkor adj neki még fogást. Ez gravírtéma.
Marásnál pedig megvan a szerszámnak egy ajánlott vágósebesége.
Annak veszed a 80%-át (ha bírja a gép) és onnan indulsz egy adott fogásmélységgel. Ott a tolást tuningoljuk.
De ezzel menjünk át a marás topicba, meg ezt is oda kéne rakni.
Péter, átrakod?
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 23:00
Írta: ukcge40u Dátum 2009 december 14, 23:00
Hagyjuk, ezt én is kifejtettem, csak más szóhasználattal. Kitörlődött, béke poraira.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 23:06
Írta: bmejdz9nu Dátum 2009 december 14, 23:06
Melyik gyártótól melyik motor az ami a pdf-ben a számításodhoz passzol a fizikai valóságban...
Ennyi csak a kérdés!!! Ez olyan nehéz???? Megírni??? Megadni egy típust?
Ne kertelj, ne homályosítsd a dolgot... legyél műszaki emberhez méltóan pontos és szakszerű!
Javaslom, hogy még egyszer nézd meg milyen specifikációjú motort írtál a pdf-ben és pontosan miket írtál számításodban!
Ennyi csak a kérdés!!! Ez olyan nehéz???? Megírni??? Megadni egy típust?
Ne kertelj, ne homályosítsd a dolgot... legyél műszaki emberhez méltóan pontos és szakszerű!
Javaslom, hogy még egyszer nézd meg milyen specifikációjú motort írtál a pdf-ben és pontosan miket írtál számításodban!
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 23:08
Írta: ukcge40u Dátum 2009 december 14, 23:08
Ej Tibor, írj már egy típust.
Csak nekem ide, zárójelbe...
Csak nekem ide, zárójelbe...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 23:09
Írta: bmejdz9nu Dátum 2009 december 14, 23:09
Ne személyeskedj...ha kérhetlek... és ha nem tudsz valamit nyugodtan kérdezz...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 23:10
Írta: bmejdz9nu Dátum 2009 december 14, 23:10
Nem fog megadni egy konkrét motort a számításához még neked sem! Ebbe ne reménykedj!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 23:12
Írta: 000000000 Dátum 2009 december 14, 23:12
Tudod mit kezdjünk egy bomba biztos verzióval, hogy legyen egy jó éjszakád: CMC2615X 1:3 áttétel.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 23:12
Írta: ukcge40u Dátum 2009 december 14, 23:12
Mindegy, nem vitatéma. :)
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 23:14
Írta: ukcge40u Dátum 2009 december 14, 23:14
Most nézem, hogy nem figyeltem és át lettem verve.
Hát miért nem mm/percbe írtok?
Mint a szakik?
Csak az egyenletekben van mm/sec... basszus.... [#szomoru1]
Hát miért nem mm/percbe írtok?
Mint a szakik?
Csak az egyenletekben van mm/sec... basszus.... [#szomoru1]
Cím: Re:DC szervó motoros vezérlés
Írta: f35ezvjs Dátum 2009 december 14, 23:15
Írta: f35ezvjs Dátum 2009 december 14, 23:15
Szerintem kellene már egy topikot csinálni "Csak arért is belédkötök ... mert én okosabb vagyok" Na most finom is voltam.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 23:15
Írta: bmejdz9nu Dátum 2009 december 14, 23:15
X? olyan nincs a pdf-ben. Olyat nem gyártanak a CMC-nél!? Ez most egy újabb vicc volt???
A pdf-ben egyébként 1/2 áttétel volt... amit számoltál... az sem oké már?
A pdf-ben egyébként 1/2 áttétel volt... amit számoltál... az sem oké már?
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 23:16
Írta: ukcge40u Dátum 2009 december 14, 23:16
Mindegyrossz, beégtem, mint almáspite az alkoholistába... [#falbav][#falbav][#falbav][#falbav][#falbav]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 14, 23:17
Írta: bmejdz9nu Dátum 2009 december 14, 23:17
Zavaros... de ez van...
Én pl. egy német progit használok (WinPC-NC) a CNC-hez... az pl. mm/secben ad meg mindent... A Mach pedig m/perc... stb... figyelni kell ...
Én pl. egy német progit használok (WinPC-NC) a CNC-hez... az pl. mm/secben ad meg mindent... A Mach pedig m/perc... stb... figyelni kell ...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 23:21
Írta: ukcge40u Dátum 2009 december 14, 23:21
Már régebben is leírtam, hogy a melóban csak mm/perc van, a Mach nem véletlenül abban számol, alapbeállításban.
A többi csak katalógusokban, meg képletekben lakik csak.
Marni akarunk, vagy csak elméletben forgácsolunk?
A többi csak katalógusokban, meg képletekben lakik csak.
Marni akarunk, vagy csak elméletben forgácsolunk?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 14, 23:22
Írta: 000000000 Dátum 2009 december 14, 23:22
Na ne viccelj, mintha azt írtam volna akkor ott 2-3 között válasszunk áttételt. Csak te szeretsz marhára mást írni ide, erről is szól ez a 3 hét.Mellesleg a példában mint írtam nem szerepelt maximális sebesség. Tehát ha rendszer tud 10.0000001 mm/s-ot, ahol már ráadásul nincs 1000N hanem 0, akkora feladat kiírásának megfeleltünk.
Az X pedig azt jelenti, hogy bármit választhatsz a-h között.:) Rád bízom.
Az X pedig azt jelenti, hogy bármit választhatsz a-h között.:) Rád bízom.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 14, 23:40
Írta: ukcge40u Dátum 2009 december 14, 23:40
Egyébként nem zavaros ez, csak itt lesz azzá.
Rajtam kívül senki nem mm/percet ért előtolás mértékegység alatt?
(drehások kivételek, nekik a lapkára is mm/fordulat van megadva, meg a progiban is... normál esetben)
Rajtam kívül senki nem mm/percet ért előtolás mértékegység alatt?
(drehások kivételek, nekik a lapkára is mm/fordulat van megadva, meg a progiban is... normál esetben)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 15, 00:36
Írta: HJózsi Dátum 2009 december 15, 00:36
Dehogynem, aki Mach-ot használ pl. ( a hobbisták 99.999%-a), az mind mm/perc-et használ... a topikgazda meg pont a 0,001 %, vagyis Ő mm/s-t ...[#nyes] WinPCNC...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 15, 00:53
Írta: ukcge40u Dátum 2009 december 15, 00:53
Akkor ez így veszett.
Kérem az előzőekben leírt tolásokat mm/percben értelmezni! [#felkialtas][#vigyor3]
Kérem az előzőekben leírt tolásokat mm/percben értelmezni! [#felkialtas][#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 15, 07:31
Írta: 000000000 Dátum 2009 december 15, 07:31
Szia Józsi! Jól emlékszem én arra, hogy Te a közkedvelet EC240-es motor adataival 1:3 lassítással behelyettesítettél Péter "szuper" méretező progijába, és azt már elfogadta?
Én ugyanis ilyen "játékos csicsa" programokat
fel sem telepítek a gémemre, picit komolyabbakat
használok!:)
Nos, ha ez így van, ez egy konkrét tény eredmény...Miről beszélünk itt 3 hete??? Talán a kiválasztott CMC motorok rosszabbak, mint az EC240? Na ne vicceljünk már kéremszépen...:))
Én ugyanis ilyen "játékos csicsa" programokat
fel sem telepítek a gémemre, picit komolyabbakat
használok!:)
Nos, ha ez így van, ez egy konkrét tény eredmény...Miről beszélünk itt 3 hete??? Talán a kiválasztott CMC motorok rosszabbak, mint az EC240? Na ne vicceljünk már kéremszépen...:))
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 15, 07:50
Írta: D.Laci Dátum 2009 december 15, 07:50
"picit komolyabbakat használok!:) "
Pl. ? Letöltési hely?
Pl. ? Letöltési hely?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 15, 07:53
Írta: 000000000 Dátum 2009 december 15, 07:53
Aztán még van itt egy apró fontos tény, persze száz ilyet is tudnék még mondani!:)
Itt egyesek arról mesélnek évek óta, hogy egy szíj áttétel micsoda hibát okoz!
Vegyünk egy konkrét példát:
A lassító áttételeknél ugye kis kerék hajt nagyot. Éppen ezért teljesen reális, gyakorlati a példa, ha felveszünk egy 63.7 mm átmérőjű hajtott fogazott szíjtárcsát.
Tegyük fel egy vacak szíjtárcsát vagy szíjat vettünk, ahol 0.2 mm-t "kottyan" a szíj. Természetesen ez majdnem 0 körül van picit is komolyabb gyártóknál, csak a példa kedvéért vettem fel ekkora hibát. De mi itt a helyzet eredőben?
Ez bizony mivel ez a hiba egy 63.7 mm-es kör kerületén jelentkezik, ez 1 EZRED fordulatnyi hiba! Ha most pl. veszünk egy 5 mm-es menetemelkedésű orsót, akkor ez 5 mikron hiba!
Ugyan kérem szépen! A hobbysta felteszi a csak
félkilós marómotorját a Z tengelyére, és a csodálatos aluvázas mechanikája a szilárdsági képletek alapján már lehajlik több század mm-t.
Látjátok ilyen egyszerű ez, józan parasztésszel a "csak" ellenében mesevilágot oszlatni, és visszatérni a földre. Azaz NE FÉLJETEK a fogazott szíj hajtástól, ezt ez az egyszerű számpélda is bebizonyította, nincs semmi baj vele, nem ettől lesz pontatlan a gépetek!
Szervotechnikailag meg tudjuk áldásos hatását az áttételnek, szükségünk van rá sok esetben, ezt már ezerszer megbeszéltük.
Itt egyesek arról mesélnek évek óta, hogy egy szíj áttétel micsoda hibát okoz!
Vegyünk egy konkrét példát:
A lassító áttételeknél ugye kis kerék hajt nagyot. Éppen ezért teljesen reális, gyakorlati a példa, ha felveszünk egy 63.7 mm átmérőjű hajtott fogazott szíjtárcsát.
Tegyük fel egy vacak szíjtárcsát vagy szíjat vettünk, ahol 0.2 mm-t "kottyan" a szíj. Természetesen ez majdnem 0 körül van picit is komolyabb gyártóknál, csak a példa kedvéért vettem fel ekkora hibát. De mi itt a helyzet eredőben?
Ez bizony mivel ez a hiba egy 63.7 mm-es kör kerületén jelentkezik, ez 1 EZRED fordulatnyi hiba! Ha most pl. veszünk egy 5 mm-es menetemelkedésű orsót, akkor ez 5 mikron hiba!
Ugyan kérem szépen! A hobbysta felteszi a csak
félkilós marómotorját a Z tengelyére, és a csodálatos aluvázas mechanikája a szilárdsági képletek alapján már lehajlik több század mm-t.
Látjátok ilyen egyszerű ez, józan parasztésszel a "csak" ellenében mesevilágot oszlatni, és visszatérni a földre. Azaz NE FÉLJETEK a fogazott szíj hajtástól, ezt ez az egyszerű számpélda is bebizonyította, nincs semmi baj vele, nem ettől lesz pontatlan a gépetek!
Szervotechnikailag meg tudjuk áldásos hatását az áttételnek, szükségünk van rá sok esetben, ezt már ezerszer megbeszéltük.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 15, 08:04
Írta: 000000000 Dátum 2009 december 15, 08:04
Letöltési hely: http://www.tibikefejecskéje.hu:))
Bocsika, saját fejlesztésű, DOS-os és diff.
egyenletekkel számol. Nem publikus, sok-sok évi tapasztalatom, munkám van benne. És tartozik hozzá egy komplett technológiai (forgácsolások, SMD beültetés, plazma-lézer vágás,.. stb) előcsomag, ami a célhoz számol szervoinput alap adatokat. Kénytelen voltam kifejleszteni ezeket, mert nem volt hasonló a piacon. De Te is írhatsz magadnak egyet, ma divatos az excell tábla. Neked, mint profi programozónak technikailag nem lehet ez gond. Csak a megfelelő képleteket kell összegyűjtened és összekötöd egy optimalizáló algoritmussal az egészet.
Bocsika, saját fejlesztésű, DOS-os és diff.
egyenletekkel számol. Nem publikus, sok-sok évi tapasztalatom, munkám van benne. És tartozik hozzá egy komplett technológiai (forgácsolások, SMD beültetés, plazma-lézer vágás,.. stb) előcsomag, ami a célhoz számol szervoinput alap adatokat. Kénytelen voltam kifejleszteni ezeket, mert nem volt hasonló a piacon. De Te is írhatsz magadnak egyet, ma divatos az excell tábla. Neked, mint profi programozónak technikailag nem lehet ez gond. Csak a megfelelő képleteket kell összegyűjtened és összekötöd egy optimalizáló algoritmussal az egészet.
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 december 15, 08:58
Írta: 0gbwyh99 Dátum 2009 december 15, 08:58
Üdv. a tisztelt fórumozóknak!
Látom itt is megy a stáció !
Mint ahogyan mások úgy én is azért járok ide mert valamit megszeretnék tanulni és mert nagyon érdekel a téma (nem csak a DC szervó hanem az egész CNC világ) . Végre egy nagyon képzett és nem csak elméleti szinten , hanem sok gyakorlati tapasztalattal is ellátott szakember rá veszi magát hogy le alacsonyodjon az amatőrök szintjére , és némi matek tudással rendelkezők számára megpróbálja elmagyarázni a szervóhajtás számítását . Se nyelni se pislogni nem mertem amíg be nem fejezte a példán levezetett számítását . Féltem hogy valaki belekontráz és akkor oda az egész , így aztán azonnal lementettem magamnak mindent . Hát igazam lett ! Bele is sikerült köpni a levesébe , így aztán , jól tettem hogy lementettem .
Szerintem ha valaki nem tesz fel naponta 5 darab videót és 15 darab képet a gépéről és munkáiról attól az még nem azt jelenti hogy nem ért hozzá , vagy hogy még nem csinált ilyesmit . Egy munkafolyamatot lehet többféle képen is megoldani : lehet lassan pörgetve erőből és lehet nagy fordulaton csipegetve is , de lehet nagy fordulaton erőből is ! A kérdés csak az hogy mi a hatékonyabb és ésszerűbb , netán energia takarékosabb is megoldás . Az is kérdés hogy valakit érdekel-e hogy mi az ésszerű meg hatékony , és le rosszja-e az energia takarékosságot . Vagy , van olyan is aki olcsó pénzért szerez a szükségesnél feleslegesen nagy motorokat és abból készíti el a HOBBI gépét . Tudjátok hogy ebben az egészben mi a lényeg ? A lényeg az hogy ÉLVEZZÜK AMIT CSINÁLUNK !!! Hiszen erről szól a HOBBI cnc !! Ne erőltessük rá másokra a saját módszerünket és hadjuk hagy dönthesse el mindenki hogy neki mi a jó ! TISZTELNI KELL MÁSOK DÖNTÉSÉT és nem kellene annyira görcsösen ragaszkodni valamihez . Hadjunk (hogy a p....ba kell írni ezt a szót) esély másoknak hogy végig mondhassa a gondolatait , elképzeléseit . Miért nem lehetett kivárni Tibor45 számításainak a végét , ahol ugyanis a mechanika mozgatásához szükséges energián felül a forgácsoláshoz szükséges energiával kiegészítve ki jött volna a végeredmény ? Na és mi van ha a végén az jött volna ki hogy akkor is elég a 70W ? Attól még Varsa tehet az Ő gépére 400Wattos motorokat , és attól még Tibor45 meg Sneci tehetnek az övékére 70Wattosat , én meg tehetek rá 200Wattosat !!
Ismétlem , engedjük meg mindenkinek hogy mondja meg a tutit , a hobbista meg döntse el hogy kire hallgat : a szakira (és Newton-ra) , a józan eszire , a pénztálcájára vagy akire csak akar . Legyen az az Ő döntése !!!!
További HASZNOS eszmecserét és kellemes napot kívánok mindenkinek . [#worship][#worship][#worship][#law][#wave]
Látom itt is megy a stáció !
Mint ahogyan mások úgy én is azért járok ide mert valamit megszeretnék tanulni és mert nagyon érdekel a téma (nem csak a DC szervó hanem az egész CNC világ) . Végre egy nagyon képzett és nem csak elméleti szinten , hanem sok gyakorlati tapasztalattal is ellátott szakember rá veszi magát hogy le alacsonyodjon az amatőrök szintjére , és némi matek tudással rendelkezők számára megpróbálja elmagyarázni a szervóhajtás számítását . Se nyelni se pislogni nem mertem amíg be nem fejezte a példán levezetett számítását . Féltem hogy valaki belekontráz és akkor oda az egész , így aztán azonnal lementettem magamnak mindent . Hát igazam lett ! Bele is sikerült köpni a levesébe , így aztán , jól tettem hogy lementettem .
Szerintem ha valaki nem tesz fel naponta 5 darab videót és 15 darab képet a gépéről és munkáiról attól az még nem azt jelenti hogy nem ért hozzá , vagy hogy még nem csinált ilyesmit . Egy munkafolyamatot lehet többféle képen is megoldani : lehet lassan pörgetve erőből és lehet nagy fordulaton csipegetve is , de lehet nagy fordulaton erőből is ! A kérdés csak az hogy mi a hatékonyabb és ésszerűbb , netán energia takarékosabb is megoldás . Az is kérdés hogy valakit érdekel-e hogy mi az ésszerű meg hatékony , és le rosszja-e az energia takarékosságot . Vagy , van olyan is aki olcsó pénzért szerez a szükségesnél feleslegesen nagy motorokat és abból készíti el a HOBBI gépét . Tudjátok hogy ebben az egészben mi a lényeg ? A lényeg az hogy ÉLVEZZÜK AMIT CSINÁLUNK !!! Hiszen erről szól a HOBBI cnc !! Ne erőltessük rá másokra a saját módszerünket és hadjuk hagy dönthesse el mindenki hogy neki mi a jó ! TISZTELNI KELL MÁSOK DÖNTÉSÉT és nem kellene annyira görcsösen ragaszkodni valamihez . Hadjunk (hogy a p....ba kell írni ezt a szót) esély másoknak hogy végig mondhassa a gondolatait , elképzeléseit . Miért nem lehetett kivárni Tibor45 számításainak a végét , ahol ugyanis a mechanika mozgatásához szükséges energián felül a forgácsoláshoz szükséges energiával kiegészítve ki jött volna a végeredmény ? Na és mi van ha a végén az jött volna ki hogy akkor is elég a 70W ? Attól még Varsa tehet az Ő gépére 400Wattos motorokat , és attól még Tibor45 meg Sneci tehetnek az övékére 70Wattosat , én meg tehetek rá 200Wattosat !!
Ismétlem , engedjük meg mindenkinek hogy mondja meg a tutit , a hobbista meg döntse el hogy kire hallgat : a szakira (és Newton-ra) , a józan eszire , a pénztálcájára vagy akire csak akar . Legyen az az Ő döntése !!!!
További HASZNOS eszmecserét és kellemes napot kívánok mindenkinek . [#worship][#worship][#worship][#law][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 december 15, 09:09
Írta: 0gbwyh99 Dátum 2009 december 15, 09:09
OFF off !
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 15, 09:14
Írta: HJózsi Dátum 2009 december 15, 09:14
"Hagyjunk esélyt ..." :D ;) [#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: nffab2gnr Dátum 2009 december 15, 09:25
Írta: nffab2gnr Dátum 2009 december 15, 09:25
A három "varázsszó", amit gyakran kevernek helyesírásilag:
Higgyük, hagyjuk, adjuk...
Mind a háromnál "hosszú" gy-vel ejtjük a hétköznapi beszédben, de különbözően kell leírni (mivel a szótő is más).
De válaszolva a kérdésre: a "hagyjuk" a helyes!
Higgyük, hagyjuk, adjuk...
Mind a háromnál "hosszú" gy-vel ejtjük a hétköznapi beszédben, de különbözően kell leírni (mivel a szótő is más).
De válaszolva a kérdésre: a "hagyjuk" a helyes!
Cím: Re:DC szervó motoros vezérlés
Írta: nffab2gnr Dátum 2009 december 15, 09:26
Írta: nffab2gnr Dátum 2009 december 15, 09:26
Bocs' lassú voltam, HJózsi megelőzött.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 09:37
Írta: bmejdz9nu Dátum 2009 december 15, 09:37
Akkor zárjuk le a témát... Sajnos mint látható nem rajtam múlik...
Tibor megnevezi a motort és kész vagyunk egy kérdéskörrel. Mehetünk tovább...(mindössze 6-8 karaktert kellene leírnia!)
Tibor a PDF-ben található számításaihoz melyik konkrét motort ajánlja megvételre. ??? (Gyártó és típus megjelölés)
A PDF számításában általa felvett alapadatok, elvárások a hajtástól:
- Erő: 1000N
- Hajtott orsó: átm: 16mm; em:4mm; 500mm hossz.
- Áttétel: 1/2 felező szíjáttétel.
- Gyorsulás: 10ms
- Sebesség: 10mm/sec azaz 600mm/m
Ehhez akarjuk a boltban megvenni a motort... Mert meg akarjuk csinálni a fizikai valóságban!
Tibor kérlek áruld el a motor típusát és gyártóját ami passzol a számításaidhoz... Linkelj egy adatlapot is.
----------------------------------------
Idézem Istvánt, ezt írta a #10119-ben:
"Válasszatok már egy rohadt motort, számoljatok végeredményt és lássuk a medvét!!!
Ha nem ez lesz, be lesz szüntetve ez a téma!!!
Nincs helye ködösítéseknek, félrevezetéseknek! Ugyan azt a gépet akarom látni egyik megközelítésben és a másikban is! Mindenki eldöntheti akkor minek higgyen..."
---------------------------------------------------
Kérlek áruld el a típust, melyik motort vegyük meg hozzá...

Tibor megnevezi a motort és kész vagyunk egy kérdéskörrel. Mehetünk tovább...(mindössze 6-8 karaktert kellene leírnia!)
Tibor a PDF-ben található számításaihoz melyik konkrét motort ajánlja megvételre. ??? (Gyártó és típus megjelölés)
A PDF számításában általa felvett alapadatok, elvárások a hajtástól:
- Erő: 1000N
- Hajtott orsó: átm: 16mm; em:4mm; 500mm hossz.
- Áttétel: 1/2 felező szíjáttétel.
- Gyorsulás: 10ms
- Sebesség: 10mm/sec azaz 600mm/m
Ehhez akarjuk a boltban megvenni a motort... Mert meg akarjuk csinálni a fizikai valóságban!
Tibor kérlek áruld el a motor típusát és gyártóját ami passzol a számításaidhoz... Linkelj egy adatlapot is.
----------------------------------------
Idézem Istvánt, ezt írta a #10119-ben:
"Válasszatok már egy rohadt motort, számoljatok végeredményt és lássuk a medvét!!!
Ha nem ez lesz, be lesz szüntetve ez a téma!!!
Nincs helye ködösítéseknek, félrevezetéseknek! Ugyan azt a gépet akarom látni egyik megközelítésben és a másikban is! Mindenki eldöntheti akkor minek higgyen..."
---------------------------------------------------
Kérlek áruld el a típust, melyik motort vegyük meg hozzá...
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 december 15, 09:38
Írta: 0gbwyh99 Dátum 2009 december 15, 09:38
© nagaoka és © HJózsi : [#worship][#worship][#puszis][#nevetes1][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 15, 11:42
Írta: HJózsi Dátum 2009 december 15, 11:42
Megmondta a #10195-ban ... nosza!...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 12:01
Írta: bmejdz9nu Dátum 2009 december 15, 12:01
Nosza!... Ezt írta:
"Tudod mit kezdjünk egy bomba biztos verzióval, hogy legyen egy jó éjszakád: CMC2615X 1:3 áttétel."
Ez egy 75W-os motor és az áttétel sem 1/2-es mint a PDF-ben hanem 1/3...
A motor teljesítmény volt a kérdés a PDF-ben számoltakhoz...
Ez már jó... azaz majdnem működne...
Azaz ezzel a mondattal beismerte Tibor a fatális elszámolását? Erre gondolsz? Szomorú vagyok...
1. A motor teljesítményét 20W-ról 75W-ra emelete = 3,75X teljesítmény növelés a számításhoz képest...
2. Az áttételt 1/2-ről - 1/3-ra = 1,5X erő növekedés a hajtott tengelyen a számításihoz képest...
De szerintem maradjon az ős "szentírás" eredetiben azaz a "Ünnepi Bőrkötésben Megjelent PDF".-ben foglalt 1/2-es áttétel...
Tehát marad a kérdés továbbra is nyitva! Melyik motort vegyem a PDF-ben számoltakhoz...
"Tudod mit kezdjünk egy bomba biztos verzióval, hogy legyen egy jó éjszakád: CMC2615X 1:3 áttétel."
Ez egy 75W-os motor és az áttétel sem 1/2-es mint a PDF-ben hanem 1/3...
A motor teljesítmény volt a kérdés a PDF-ben számoltakhoz...
Ez már jó... azaz majdnem működne...
Azaz ezzel a mondattal beismerte Tibor a fatális elszámolását? Erre gondolsz? Szomorú vagyok...
1. A motor teljesítményét 20W-ról 75W-ra emelete = 3,75X teljesítmény növelés a számításhoz képest...
2. Az áttételt 1/2-ről - 1/3-ra = 1,5X erő növekedés a hajtott tengelyen a számításihoz képest...
De szerintem maradjon az ős "szentírás" eredetiben azaz a "Ünnepi Bőrkötésben Megjelent PDF".-ben foglalt 1/2-es áttétel...
Tehát marad a kérdés továbbra is nyitva! Melyik motort vegyem a PDF-ben számoltakhoz...
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 december 15, 12:19
Írta: 2vkx6unz Dátum 2009 december 15, 12:19
Péter az a 75w-os motor kihasználtásga lesz 30%. A mozgás megvalósításához továbbra sem kell 11W-nál több, csak nagyobb motort építettünk be mint ami szükséges lenne. Tekintheted úgy is, hogy 3x túlméretezted a motort, ekkora biztonság tartalékod van.
Te folyton a nyomatékkal jössz az ismert motorokból levont tapasztalatodból, de lehet készíttetni olyan motort ami a kívánt teljesítménnyel az elvárt nyomatékot adja.
Azért legalább egy motort végigszámolhatnál mivel nem tart sokáig és közölhetnéd az eredményt. Ha nincs kedved, vagy időd akkor meg hanyagold a témát és lépjünk tovább.
Te folyton a nyomatékkal jössz az ismert motorokból levont tapasztalatodból, de lehet készíttetni olyan motort ami a kívánt teljesítménnyel az elvárt nyomatékot adja.
Azért legalább egy motort végigszámolhatnál mivel nem tart sokáig és közölhetnéd az eredményt. Ha nincs kedved, vagy időd akkor meg hanyagold a témát és lépjünk tovább.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 12:38
Írta: bmejdz9nu Dátum 2009 december 15, 12:38
Megcsinálom/megcsináltam a Tibor PDF-jében a számolt mechanikát 1/2-es áttételel...
Most motort akarok venni hozzá... De nem írja meg melyiket vegyem... Hiába könyörgök neki napok óta !!!
Szerinted miért nem adja meg azaz titkolja? Erre válaszolj! Várom kíváncsian válaszod! :)
Most motort akarok venni hozzá... De nem írja meg melyiket vegyem... Hiába könyörgök neki napok óta !!!
Szerinted miért nem adja meg azaz titkolja? Erre válaszolj! Várom kíváncsian válaszod! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2009 december 15, 12:49
Írta: 2vkx6unz Dátum 2009 december 15, 12:49
Ezek szerint a 11W ok. Csak a számításból neked kiadódik egy nyomaték igény és ha Tibor megad egy motort akkor az orra alá dörölnéd az eredményt, hogy a motor nem tudja az elvárt nyomatékot és "győztél"?
Megadnád a számításhoz használt idődiagramm paramétereit? Trapéz vagy háromszög?
Megadnád a számításhoz használt idődiagramm paramétereit? Trapéz vagy háromszög?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 15, 13:09
Írta: 000000000 Dátum 2009 december 15, 13:09
Köszönöm Sanyi!
Erre utaltam a 10101-ben, amikor ezt írtam:
"Valamint különös figyelmedbe ajánlom, a "8 standart available windings"
commentet, és csak rendelés kérdése még N+1 más egyedi tekercselésű és
ezáltal egészen más jellegörbéjű motor kiválasztása.
Nagyon nehéz a fantáziáddal elképzelni, hogy ettől a cégtől rendelek
egy olyan mocit, ami max. 1800 rpm-et pörög, és így 45W-os???"
Köszönöm Neked Sanyi, hogy Te is, és még sokan mások kezdettől fogva értitek, mi a lényeg!
Egyedül Péter nem érti...nem baj, türelmesek legyünk vele, hiszen kezdő Hobbysta szervós!:)
Péter képtelen felfogni, hogy a nyomatékot és a fordulatszámot mind mágnesmező (fluxus,...,tekercselés) jelleggörbével, mind mechanikai áttétellel tudom módosítani, és ezek szorzata számít energetikailag eredőben.
Ez pedig egy energia, teljesítmény mérleg, melynek egyik oldala 10W hasznos teljesítmény a példában, a másik oldala végtelen verzió: pl: 10 Nm*1 1/s=1Nm*10 1/s=0.1 Nm*100 1/s.....
De egyszer majd csak megérti, nekem van időm, addig meg építgesse a messze nem optimális, energiapazarló, és lassan gyorsuló!!! gépeit.
Ki a fenét érdekel ez, engem biztos nem.:))
A J úgyis elintézi a hajtásait, neki nem tud mesélni!:)) Nekünk tud, évek óta.:)
És mégegyszer a fontos jelleggörbe, amiről állandóan beszélek:
Mellesleg én tele vagyok jóindulattal Péter felé is, így megint egy kis tanulásra serkentem a "csak" helyett. Pl. azzal, hogy miután beismerte hogy 75W-al remekül működik (ugye az sem 100-200W, ahogyan ő mondta-mondja végig), most válasszuk a 45W-os motort CMC2610X, 1:3 körüli áttétellel.
Gyerünk Péter! Majd fokozatosan elvezetlek a 20 W-hoz is ha akarod.:)
Erre utaltam a 10101-ben, amikor ezt írtam:
"Valamint különös figyelmedbe ajánlom, a "8 standart available windings"
commentet, és csak rendelés kérdése még N+1 más egyedi tekercselésű és
ezáltal egészen más jellegörbéjű motor kiválasztása.
Nagyon nehéz a fantáziáddal elképzelni, hogy ettől a cégtől rendelek
egy olyan mocit, ami max. 1800 rpm-et pörög, és így 45W-os???"
Köszönöm Neked Sanyi, hogy Te is, és még sokan mások kezdettől fogva értitek, mi a lényeg!
Egyedül Péter nem érti...nem baj, türelmesek legyünk vele, hiszen kezdő Hobbysta szervós!:)
Péter képtelen felfogni, hogy a nyomatékot és a fordulatszámot mind mágnesmező (fluxus,...,tekercselés) jelleggörbével, mind mechanikai áttétellel tudom módosítani, és ezek szorzata számít energetikailag eredőben.
Ez pedig egy energia, teljesítmény mérleg, melynek egyik oldala 10W hasznos teljesítmény a példában, a másik oldala végtelen verzió: pl: 10 Nm*1 1/s=1Nm*10 1/s=0.1 Nm*100 1/s.....
De egyszer majd csak megérti, nekem van időm, addig meg építgesse a messze nem optimális, energiapazarló, és lassan gyorsuló!!! gépeit.
Ki a fenét érdekel ez, engem biztos nem.:))
A J úgyis elintézi a hajtásait, neki nem tud mesélni!:)) Nekünk tud, évek óta.:)
És mégegyszer a fontos jelleggörbe, amiről állandóan beszélek:
Mellesleg én tele vagyok jóindulattal Péter felé is, így megint egy kis tanulásra serkentem a "csak" helyett. Pl. azzal, hogy miután beismerte hogy 75W-al remekül működik (ugye az sem 100-200W, ahogyan ő mondta-mondja végig), most válasszuk a 45W-os motort CMC2610X, 1:3 körüli áttétellel.
Gyerünk Péter! Majd fokozatosan elvezetlek a 20 W-hoz is ha akarod.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 13:12
Írta: bmejdz9nu Dátum 2009 december 15, 13:12
Olvasta a Tibor PDF-jét? Vagy küldjem neked?
Szervó méretező programok:
Nem tudom melyik gyártónak hiszel jobban ezért kettőt is linkelek... de van több ilyen és mind egyforma eredményt adnak...
Rockwell
Yaskawa
Állíthatod kedvedre a gyorsulási rámpákat és intervallumokat... érdekes dolgok fognak kijönni...
A Yaskawa méretező progi a képleteket is "kidobja" azaz ha valaki kíváncsi, hogyan mivel számolt...
És egy egyszerű képlet: #2-ben....
Sajnos egyesek ezeket a programokat nem ismerik... legalább kontrollnak egy számításhoz...
De ahogy írod... nyomatékoldalról is már bukik a 20W-os motor.... Sőt... Tehát 11W sem oké... :)
Szervó méretező programok:
Nem tudom melyik gyártónak hiszel jobban ezért kettőt is linkelek... de van több ilyen és mind egyforma eredményt adnak...
Rockwell
Yaskawa
Állíthatod kedvedre a gyorsulási rámpákat és intervallumokat... érdekes dolgok fognak kijönni...
A Yaskawa méretező progi a képleteket is "kidobja" azaz ha valaki kíváncsi, hogyan mivel számolt...
És egy egyszerű képlet: #2-ben....
Sajnos egyesek ezeket a programokat nem ismerik... legalább kontrollnak egy számításhoz...
De ahogy írod... nyomatékoldalról is már bukik a 20W-os motor.... Sőt... Tehát 11W sem oké... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 13:14
Írta: bmejdz9nu Dátum 2009 december 15, 13:14
A PDF-ed megvan? Amit számoltál... Oké.. töltöm fel... és linkelem... mert megint félrebeszélsz!
Gondolod mindenki sötét a témában ?????? A fél világ???? Szörnyű....
TIBOR SZÁMÍTÁSA PDF :::::: EHHEZ KERESSÜK A MOTORT A BOLTBAN !!!
::::::::::::::::::::::::::::::::::::::::::::::::::
Tibor megnevezi a motort és kész vagyunk egy kérdéskörrel. Mehetünk tovább...(mindössze 6-8 karaktert kellene leírnia!)
Tibor a PDF-ben található számításaihoz melyik konkrét motort ajánlja megvételre. ??? (Gyártó és típus megjelölés)
A PDF számításában általa felvett alapadatok, elvárások a hajtástól:
- Erő: 1000N
- Hajtott orsó: átm: 16mm; em:4mm; 500mm hossz.
- Áttétel: 1/2 felező szíjáttétel.
- Gyorsulás: 10ms
- Sebesség: 10mm/sec azaz 600mm/m
Ehhez akarjuk a boltban megvenni a motort... Mert meg akarjuk csinálni a fizikai valóságban!
Tibor kérlek áruld el a motor típusát és gyártóját ami passzol a számításaidhoz... Linkelj egy adatlapot is.
----------------------------------------
Idézem Istvánt, ezt írta a #10119-ben:
"Válasszatok már egy rohadt motort, számoljatok végeredményt és lássuk a medvét!!!
Ha nem ez lesz, be lesz szüntetve ez a téma!!!
Nincs helye ködösítéseknek, félrevezetéseknek! Ugyan azt a gépet akarom látni egyik megközelítésben és a másikban is! Mindenki eldöntheti akkor minek higgyen..."
---------------------------------------------------
Kérlek áruld el a típust, melyik motort vegyük meg hozzá...
Gondolod mindenki sötét a témában ?????? A fél világ???? Szörnyű....
TIBOR SZÁMÍTÁSA PDF :::::: EHHEZ KERESSÜK A MOTORT A BOLTBAN !!!
::::::::::::::::::::::::::::::::::::::::::::::::::
Tibor megnevezi a motort és kész vagyunk egy kérdéskörrel. Mehetünk tovább...(mindössze 6-8 karaktert kellene leírnia!)
Tibor a PDF-ben található számításaihoz melyik konkrét motort ajánlja megvételre. ??? (Gyártó és típus megjelölés)
A PDF számításában általa felvett alapadatok, elvárások a hajtástól:
- Erő: 1000N
- Hajtott orsó: átm: 16mm; em:4mm; 500mm hossz.
- Áttétel: 1/2 felező szíjáttétel.
- Gyorsulás: 10ms
- Sebesség: 10mm/sec azaz 600mm/m
Ehhez akarjuk a boltban megvenni a motort... Mert meg akarjuk csinálni a fizikai valóságban!
Tibor kérlek áruld el a motor típusát és gyártóját ami passzol a számításaidhoz... Linkelj egy adatlapot is.
----------------------------------------
Idézem Istvánt, ezt írta a #10119-ben:
"Válasszatok már egy rohadt motort, számoljatok végeredményt és lássuk a medvét!!!
Ha nem ez lesz, be lesz szüntetve ez a téma!!!
Nincs helye ködösítéseknek, félrevezetéseknek! Ugyan azt a gépet akarom látni egyik megközelítésben és a másikban is! Mindenki eldöntheti akkor minek higgyen..."
---------------------------------------------------
Kérlek áruld el a típust, melyik motort vegyük meg hozzá...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 15, 13:23
Írta: 000000000 Dátum 2009 december 15, 13:23
És tulajdonképpen az a legszörnyűbb az egészben, hogy ahogyan ezt is már kb 10-edszer kell leírnom: HOBBYSTÁK! A Ti gépeiteken ráadásul a MEGVALÓSÍTHATÓ FORGÁCSOLÁSBÓL
adódóan az elméleti minta példának a előtoló teljesítményéből csak az 1 - 10% kell, szükséges! Azaz bármennyire hihetetlen, de tény:
0.1-1W hasznos szervo motor teljesítménnyel kapirgáltok! A büdös életbe már, a hitetlenek
kössenek már egy k.rva árammérőt a szervókörbe, és mérjétek már ki, mekkora az áramnövekedés, amikor kapirgáljátok az alumíniumot, vagy fát!
Kezdem mostmár tényleg elveszítemni a maradék türelmemet is!!!
adódóan az elméleti minta példának a előtoló teljesítményéből csak az 1 - 10% kell, szükséges! Azaz bármennyire hihetetlen, de tény:
0.1-1W hasznos szervo motor teljesítménnyel kapirgáltok! A büdös életbe már, a hitetlenek
kössenek már egy k.rva árammérőt a szervókörbe, és mérjétek már ki, mekkora az áramnövekedés, amikor kapirgáljátok az alumíniumot, vagy fát!
Kezdem mostmár tényleg elveszítemni a maradék türelmemet is!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 15, 13:30
Írta: 000000000 Dátum 2009 december 15, 13:30
"Sajnos Tibor ezeket a programokat nem ismeri... mert akkor legalább utána számolt volna azaz ellenőrizhette volna a baklövését..."
#10210:
Nem hát, ilyen sz.rok Neked kellenek, csicsa,
semmitmondó ablakokkal, primitív belső lineráris, állandó paraméter függvényekkel.:))
Nekem van egy picit jobb, letöltési hely: http://www.tibikefejecskéje.hu:))
És ezért van az, hogy miattad az egész Fórum szív 4 hete!
#10210:
Nem hát, ilyen sz.rok Neked kellenek, csicsa,
semmitmondó ablakokkal, primitív belső lineráris, állandó paraméter függvényekkel.:))
Nekem van egy picit jobb, letöltési hely: http://www.tibikefejecskéje.hu:))
És ezért van az, hogy miattad az egész Fórum szív 4 hete!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 15, 13:36
Írta: 000000000 Dátum 2009 december 15, 13:36
Mellesleg hogy mered feltenni a pdf-et, amikor megtiltottam bármilyen netes elérhetőségét!
Te tényleg ekkora tapló paraszt vagy emberileg is, mert szakmailag már mindenki látja, mit "tudsz" te itt?
Azonnal tüntesd el a pdf-et!!!!!!!!!
Te tényleg ekkora tapló paraszt vagy emberileg is, mert szakmailag már mindenki látja, mit "tudsz" te itt?
Azonnal tüntesd el a pdf-et!!!!!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 13:40
Írta: bmejdz9nu Dátum 2009 december 15, 13:40
"semmitmondó ablakokkal, primitív belső lineráris, állandó paraméter függvényekkel.:))"
Sajnos csak ennyit tud pl. a Yaskawa & Rockwell... és az összes szervótechnikai cég a világon :)
Azért "szív" (azaz tanul!!! - szerintem) mert csúnyán elszámoltad magad... és képtelen vagy beismerni a baklövésedet...
Miért lenne baj ha a hobbystaák is tudnának méretezni? Akár egy méretező program segítségével? Ezt nem értem...
Sajnos csak ennyit tud pl. a Yaskawa & Rockwell... és az összes szervótechnikai cég a világon :)
Azért "szív" (azaz tanul!!! - szerintem) mert csúnyán elszámoltad magad... és képtelen vagy beismerni a baklövésedet...
Miért lenne baj ha a hobbystaák is tudnának méretezni? Akár egy méretező program segítségével? Ezt nem értem...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 13:41
Írta: bmejdz9nu Dátum 2009 december 15, 13:41
Nem személyeskünk ugye? Nem szidjuk egymást? Csak a szakmai tények és számok, érvek...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 15, 13:46
Írta: 000000000 Dátum 2009 december 15, 13:46
Kapsz 5 percet a szerzői jogot sértő magatartásod kijavítására....
Idézet az idevonatkozó törvényből:
"....A szerzőt a művéhez kapcsoló érdekek védelmét abszolút szerkezetű
jogviszony biztosítja, tehát mindenki köteles attól tartózkodni, hogy bármi
olyat tegyen, ami a szerzőt megillető jogosultságok szabad gyakorlását
befolyásolná, azt zavarná.
A jogsértéseket - a jogkövetkezmények szempontjából - csoportosíthatjuk
annak alapján, hogy pusztán a jog megsértéséből, vagy annak felróható
elkövetéséről van-e szó, másrészről annak alapján, hogy melyek azok a
szerzőt megillető jogosultságok, melyeket a konkrét magatartás sért.
A személyhez fűződő jogosultságok megsértése jelenik meg a szerzői
minőség feltüntetésének elmulasztása, a hozzájárulás nélküli
nyilvánosságra hozatal, a mű lényegét torzító felhasználás, valamint
a plágium, a szerzői minőség "elorzása", amikor valaki jogtalanul saját
személyét tünteti fel a mű szerzőjeként....."
Idézet az idevonatkozó törvényből:
"....A szerzőt a művéhez kapcsoló érdekek védelmét abszolút szerkezetű
jogviszony biztosítja, tehát mindenki köteles attól tartózkodni, hogy bármi
olyat tegyen, ami a szerzőt megillető jogosultságok szabad gyakorlását
befolyásolná, azt zavarná.
A jogsértéseket - a jogkövetkezmények szempontjából - csoportosíthatjuk
annak alapján, hogy pusztán a jog megsértéséből, vagy annak felróható
elkövetéséről van-e szó, másrészről annak alapján, hogy melyek azok a
szerzőt megillető jogosultságok, melyeket a konkrét magatartás sért.
A személyhez fűződő jogosultságok megsértése jelenik meg a szerzői
minőség feltüntetésének elmulasztása, a hozzájárulás nélküli
nyilvánosságra hozatal, a mű lényegét torzító felhasználás, valamint
a plágium, a szerzői minőség "elorzása", amikor valaki jogtalanul saját
személyét tünteti fel a mű szerzőjeként....."
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 14:18
Írta: bmejdz9nu Dátum 2009 december 15, 14:18
Nyugi Tibi... csak a motort kell megneveznded... és törlöm... (jogsértés nincs - rákérdeztem)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 15, 14:20
Írta: HJózsi Dátum 2009 december 15, 14:20
Tiszta vizet kellene már önteni a fejekbe! ...[#buck][#confused]
Aztán nekifutni újra az elejétől! ... Uff ...
Aztán nekifutni újra az elejétől! ... Uff ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 14:44
Írta: bmejdz9nu Dátum 2009 december 15, 14:44
Lehet...
Írtam Tibornak már többször csináljon egy új számítást... de valamilyen rejtélyes okból kiáll az elrontott számítása mellett..
Sajnos egyesek azt hiszik, hogy a számítás jó... és ebből hibás következtetésekt vonnak le...
Új számítás:
"Megszavaznánk" milyen paramétereket akarunk... elég lenne pl. 300N-500N és mondjuk 50mm/sec sebesség... egy 5-ös (azaz szokványos) méretű orsón...
(csak azért pl. 50mm/sec mert a léptetőnél azért legyen már kicsit gyorsabb a szervó:)
A következő számításban pedíg ha lehet ne nevezzen személy szerint meg mint "főszereplőt" az írásban... a leendő pdf-ben.
Józsi. Ha te megkérnéd... Talán neked megtenné....
Írtam Tibornak már többször csináljon egy új számítást... de valamilyen rejtélyes okból kiáll az elrontott számítása mellett..
Sajnos egyesek azt hiszik, hogy a számítás jó... és ebből hibás következtetésekt vonnak le...
Új számítás:
"Megszavaznánk" milyen paramétereket akarunk... elég lenne pl. 300N-500N és mondjuk 50mm/sec sebesség... egy 5-ös (azaz szokványos) méretű orsón...
(csak azért pl. 50mm/sec mert a léptetőnél azért legyen már kicsit gyorsabb a szervó:)
A következő számításban pedíg ha lehet ne nevezzen személy szerint meg mint "főszereplőt" az írásban... a leendő pdf-ben.
Józsi. Ha te megkérnéd... Talán neked megtenné....
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 15, 14:53
Írta: s7manbs8 Dátum 2009 december 15, 14:53
P=15W
Nyomaték igény=0.24Nm
Nyomaték igény=0.24Nm
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 15, 14:53
Írta: 000000000 Dátum 2009 december 15, 14:53
Az öt perc bőven letelt... Azt hiszem elindulok a kerületi közjegyzőhöz, 4-ig fogadnak, szívesen készítenek nekem egy hivatalos jegyzőkönyvet egy bizonyos webcímen tárolt pdf-ről. Szevasztok!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 15, 14:54
Írta: s7manbs8 Dátum 2009 december 15, 14:54
300N, 50mm/s 5mm-es golyósorsó, hatásfokot nem számítva
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 15, 14:56
Írta: s7manbs8 Dátum 2009 december 15, 14:56
Alkalmazott képletek:
P=F*v
M=F*me/2*PI a Képletek számítások topic szerint
P=F*v
M=F*me/2*PI a Képletek számítások topic szerint
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 15, 14:57
Írta: s7manbs8 Dátum 2009 december 15, 14:57
Mindjárt beírom valami Excelbe, hogy ne kelljen újra számolgatni.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 15, 14:58
Írta: besirkyjh Dátum 2009 december 15, 14:58
Szia Péter
Miért adsz másnak munkát ?Felsoroltál pár paramétert és most ezek szerint már le is tudod vezetni a képletet konkrét számokat kapva .
Utánna meg majd meglátjuk milyenek a hozzá szolások .
A másik dolog : vagy hülyeséget kérdeztél vagy hülyeséget válaszoltak de a szerzöi jogok a Tibor tulajdona ha fejre állunk akkor is 100%-ban még egyszer 100%-ban Öt védik .
[#nezze]nézz utánna jobban .
Miért adsz másnak munkát ?Felsoroltál pár paramétert és most ezek szerint már le is tudod vezetni a képletet konkrét számokat kapva .
Utánna meg majd meglátjuk milyenek a hozzá szolások .
A másik dolog : vagy hülyeséget kérdeztél vagy hülyeséget válaszoltak de a szerzöi jogok a Tibor tulajdona ha fejre állunk akkor is 100%-ban még egyszer 100%-ban Öt védik .
[#nezze]nézz utánna jobban .
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 15:02
Írta: bmejdz9nu Dátum 2009 december 15, 15:02
Menjél! Én is felhívtam az ügyvédemet! Minden oké = közzétetted + szereplő vagyok benne! Sőt... köszönöm előre, nekem akkor már nem kell!
Persze jobb lenne a számításodat megvédened mint diplomamunkát... vagy bedobni a kukába... azaz elismerni az elszámolásodat.
Persze jobb lenne a számításodat megvédened mint diplomamunkát... vagy bedobni a kukába... azaz elismerni az elszámolásodat.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 15:06
Írta: bmejdz9nu Dátum 2009 december 15, 15:06
Olvastad a pdf-et? Mint Varsányi Péter mint főbolond részt is? Miért nevezett a PDF-ben név szerint? Erre van joga :) Sajnos... nincs. Stb...
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 15, 15:08
Írta: ukcge40u Dátum 2009 december 15, 15:08
Péter, tényleg be fogjátok tiltatni a fórumot...
Én most téged kérdezlek, személyesen (személyeskedek):
Van egy áru. Annak van egy ismertetője. Abban valószínűleg az van leírva, hogy az adott áru milyen fain, és nem a másik ugyanilyen, de más gyártotta árut fogja fényezni.
Szerinted az ember normális ésszel hihet ilyen ismertetőknek?
Te, mint ilyen dolgokban járatos emberke... melyik a drágább motor?
A 20W-os, vagy a 400W-os?
Melyiket fogja ajánlani a gyártó a rendszeredhez? Az optimálisat?
Nagy büdös lórosszt!
Amelyiket még le lehet nyomni a vevő torkán a lehető legdrágábból. Mert a vevő fogyasszon és vásároljon.
Nem fogja neked egyetlen motorgyártó sem mondani, hogy ugyan, ne vedd meg tőlem ezt a nagy motort 300pénzért. Van itt egy kisebb, meg olcsóbb is, és az pont ugyanolyan jó lesz, vagy még jobb is.
Melyik gyártótól várhatsz ilyet?
És ha neked nem is mondják, de miért übereli mindegyik cég a saját progiját? Vagy közös megegyezéssel miért mindig a drágább jön ki jobbnak?
Tehát gondolkozzunk, és attól várjunk igazi eredményeket, akiknek nem áll érdekükben azt meghamisítani.
Én most téged kérdezlek, személyesen (személyeskedek):
Van egy áru. Annak van egy ismertetője. Abban valószínűleg az van leírva, hogy az adott áru milyen fain, és nem a másik ugyanilyen, de más gyártotta árut fogja fényezni.
Szerinted az ember normális ésszel hihet ilyen ismertetőknek?
Te, mint ilyen dolgokban járatos emberke... melyik a drágább motor?
A 20W-os, vagy a 400W-os?
Melyiket fogja ajánlani a gyártó a rendszeredhez? Az optimálisat?
Nagy büdös lórosszt!
Amelyiket még le lehet nyomni a vevő torkán a lehető legdrágábból. Mert a vevő fogyasszon és vásároljon.
Nem fogja neked egyetlen motorgyártó sem mondani, hogy ugyan, ne vedd meg tőlem ezt a nagy motort 300pénzért. Van itt egy kisebb, meg olcsóbb is, és az pont ugyanolyan jó lesz, vagy még jobb is.
Melyik gyártótól várhatsz ilyet?
És ha neked nem is mondják, de miért übereli mindegyik cég a saját progiját? Vagy közös megegyezéssel miért mindig a drágább jön ki jobbnak?
Tehát gondolkozzunk, és attól várjunk igazi eredményeket, akiknek nem áll érdekükben azt meghamisítani.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 15, 15:11
Írta: ukcge40u Dátum 2009 december 15, 15:11
Teljesen pártatlan segítőink ebben a számológép, és a fizika.
Őket nem lehet részrehajlással vádolni, csak az igazság jön ki belőle.
Őket nem lehet részrehajlással vádolni, csak az igazság jön ki belőle.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 15:12
Írta: bmejdz9nu Dátum 2009 december 15, 15:12
Nem személyeskedek... írtam. :)
De egy 20W-os motor és egy 100W-os motor között egy alapvető különbség van: Egyikkel működik a másikkal pedíg nem a PDF-ben (el)számolt hajtás...
De egy 20W-os motor és egy 100W-os motor között egy alapvető különbség van: Egyikkel működik a másikkal pedíg nem a PDF-ben (el)számolt hajtás...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 15:13
Írta: bmejdz9nu Dátum 2009 december 15, 15:13
Teljes egyetértés részemről!
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 15, 15:17
Írta: ukcge40u Dátum 2009 december 15, 15:17
Akkor hanyagolni kell a számolóprogikat, felnyálazni egy szép új füzetet, és végigvésni az egészet.
Jó legyen, nem működik a 20W-ossal, de a 100W-ossal már igen. Akkor Hurrá!
Ha viszont már működik a kütyü 100W-al, akkor mi a fenének 400W, vagy akár 240W?
Jó legyen, nem működik a 20W-ossal, de a 100W-ossal már igen. Akkor Hurrá!
Ha viszont már működik a kütyü 100W-al, akkor mi a fenének 400W, vagy akár 240W?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 15:25
Írta: bmejdz9nu Dátum 2009 december 15, 15:25
Tölts le a Yaskawa progit... ha képletekkel akarsz számolni...
Képletekkel számol ... azaz megmutatja a számolt képleteket és adatokat... csak automatikusan csinálja, emberi hiba lehetőség nélkül.
Ha 100W-ot (mert annyi kell hozzá) elfogad Tibor a számításához akkor mehetünk tovább... azaz beismeri a tévedését.
... és el fogom magyarázni érthetően(!) érvekkel-képletekkel, hogy az én gépemen miért van 280W-os !!!
(Sajnos ezt sem akarja a "szerző", hogy megtegyem... ezért titkolja a motor pontos megnevezését és ezzel az egész topikot blokkolja...stb...)
De amíg ez a "lehetetlen" 20W-os (sz)ámítás van "forgalomban"... addíg nem lehet továbbmenni...
Pedíg látom, hogy érdekel... és meg is fogod érteni az összefüggéseket a végére... ha tényleg akarod...
Képletekkel számol ... azaz megmutatja a számolt képleteket és adatokat... csak automatikusan csinálja, emberi hiba lehetőség nélkül.
Ha 100W-ot (mert annyi kell hozzá) elfogad Tibor a számításához akkor mehetünk tovább... azaz beismeri a tévedését.
... és el fogom magyarázni érthetően(!) érvekkel-képletekkel, hogy az én gépemen miért van 280W-os !!!
(Sajnos ezt sem akarja a "szerző", hogy megtegyem... ezért titkolja a motor pontos megnevezését és ezzel az egész topikot blokkolja...stb...)
De amíg ez a "lehetetlen" 20W-os (sz)ámítás van "forgalomban"... addíg nem lehet továbbmenni...
Pedíg látom, hogy érdekel... és meg is fogod érteni az összefüggéseket a végére... ha tényleg akarod...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 15, 15:31
Írta: s7manbs8 Dátum 2009 december 15, 15:31
#10238-at nem látjátok ?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 december 15, 15:58
Írta: D.Laci Dátum 2009 december 15, 15:58
Plágium, szerzői jogok... na nemá akkor semilyen képletet nem lehet nyilvánoságra hozni... csak modositással pl: 2*2= néha őt... ja izé ez egy film címe.. akkor legyen 2*2= 31 ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 16:04
Írta: bmejdz9nu Dátum 2009 december 15, 16:04
Majd a bíróság remélhetőleg hivatalból kirendel egy szervótechnikai szakértőt aki véleményezi Tibor számítását! (legalább lesz már hivatalos szakvélemény)
Tehát majd "dezinformációnak" minősítik vagy egy "mérnöki" viccelésnek a hobbystáknak?...[#nevetes1]
Én mint ennek az írásnak "szenvedő alanya" néven nevezve pedíg... nade ez még ráér...:)
Tehát majd "dezinformációnak" minősítik vagy egy "mérnöki" viccelésnek a hobbystáknak?...[#nevetes1]
Én mint ennek az írásnak "szenvedő alanya" néven nevezve pedíg... nade ez még ráér...:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 15, 16:36
Írta: HJózsi Dátum 2009 december 15, 16:36
"Adásszünet" idejére alternatív fórumkén ajánlom az indulatoktól elragadtatottak figyelmébe :
Miben segít a pszihoterápia és linkek ...
enjoy!
Miben segít a pszihoterápia és linkek ...
enjoy!
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 15, 16:50
Írta: ukcge40u Dátum 2009 december 15, 16:50
Azt hiszem, most már minden világos, és mindent értek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 17:13
Írta: bmejdz9nu Dátum 2009 december 15, 17:13
Ha 100W kell (azaz 0.3Nm-es egy 100-as moci) a Tibor számolásához amiben 1/2-es lassító és ezáltal nyomatéknövelő...(és persze "cserébe" sebesség csökkentő)
Akkor könnyű belátni, hogy ugyanez a mechanika direkthajtáshoz 200W-os (0,6Nm) motor kellene (nyomatékoldalról nézve persze)
Ha az orsót 4mm emelkedésűről 5mm emelkedésűre cseréljük az 25% különbség = 250W...
Ha a mozgatott orsó nem 16mm-es átm hanem 20mm-es és a mozgatott tömegek valamivel magasabbak mint a Tibor számításában = 280W...
Ez az én gépemen: 280W és 0,7Nm-es motorok vannak (Bautz 642)... de ha visszalapozol itt ebben a topikban... már ki is kiszámoltam.
Akkor könnyű belátni, hogy ugyanez a mechanika direkthajtáshoz 200W-os (0,6Nm) motor kellene (nyomatékoldalról nézve persze)
Ha az orsót 4mm emelkedésűről 5mm emelkedésűre cseréljük az 25% különbség = 250W...
Ha a mozgatott orsó nem 16mm-es átm hanem 20mm-es és a mozgatott tömegek valamivel magasabbak mint a Tibor számításában = 280W...
Ez az én gépemen: 280W és 0,7Nm-es motorok vannak (Bautz 642)... de ha visszalapozol itt ebben a topikban... már ki is kiszámoltam.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 15, 17:18
Írta: bmejdz9nu Dátum 2009 december 15, 17:18
A #10224-es méretező programokhoz...
Ha valaki teszteli őket azaz meg akar tanulni és számolni egy-egy profi méretező programmal...
Nézzétek meg azaz szimuláljatok velük különböző mozgásokat... mozgás hosszakat.
Érdekes meg konzekvenciákat lehet majd megállapítani...
Pl. a teljesítmény 150%-ig ki lehet használni egy motortól kis időre...
(nem a nyomatékot azt keményen betartatja és az alapnyomaték feletti részt idő-disszipációs arányban)
Számolnak a programok azzal hogy a egy-egy ciklusban (ill. sorozatban) hányszor és mennyi ideig kellet dolgoznia a motornak az alap és csúcsnyomaték között... azaz az eredeti motorválasztékban ismeri a motorok hő disszipációs leadási képességeinek a határait...
(egyébként a Wattokkal csak mint leadandó hővel számolnak... másodlagosan kijelzik és csak a határokat túllépve írja: ez a motor kevés a feladathoz)
Figyeljétek meg, hogy a motor tengelyén a kuplung milyen nagy terhelés tud lenni egy erősebb gyorsításnál!
A programok két "kényszerből" forgatandó tehetetlenségi, inerciával kalkulálnak...
Ez lehet egy kuplung vagy szíjtárcsa a motor tengelyén és ha átt. van akkor a hajtott tengelyen is....
Megadásuk is egyszerű ezeknek a "segéd szerkezeteknek": külső átmérő, külső hossz, belső furat átmérő és természetesen az anyag fajsúlya. (kiszámolja a program az inerciáját)
Inercia adatokat találtok Harmonic Drive-ra, Palnetary Drive-ra stb.. a gyártók honlapján...
A veszteségi súrlódási számítás a legnehezebb... Erre nincsenek képletek, csak irányadó ajánlatok...
De mint írtam egy DC motorral és fesz, árammérővel basic módon meghatározható a minimális mozgatáshoz szükséges súrlódási veszteségi teljesítmény...
Különböző motorokat egy-egy kattintással le lehet cserélni a programokban...
Tehát az optimálishoz közeli motor jól megtalálható, kiválasztható...
De minden (elő)számítás alapja egy menetes hajtásnál, azaz egy golyósorsónál ez a képlet: (!!!)
Egyenesvonalú erő(N)= 6.28 X forgatónyomaték(Nm) / menetemelkedés(méterben!)
Tehát tolóerő Newton = 6,28 X motornyomaték (Nm) X 0.00X (m) emelkedés...
pl. 6,28 X 0.7Nm-es motor /0.005m (5mm-es) orsón = 879,2N "tolóerő" azaz kb. 87Kg...
Ez a képlet minden hajtásnak az alapja!!! és nagyon egyszerű...
A programok tudnak függőleges mozgást is számítani... itt a gravitáció miatt a gyorsításhoz ill. lassításhoz teljesen más-más nyomaték szükségletek kellenek...
A programok ezért is ismerik az ellensúly lehetőségét... ha az alkalmazható az adott gépen.
Ha valaki teszteli őket azaz meg akar tanulni és számolni egy-egy profi méretező programmal...
Nézzétek meg azaz szimuláljatok velük különböző mozgásokat... mozgás hosszakat.
Érdekes meg konzekvenciákat lehet majd megállapítani...
Pl. a teljesítmény 150%-ig ki lehet használni egy motortól kis időre...
(nem a nyomatékot azt keményen betartatja és az alapnyomaték feletti részt idő-disszipációs arányban)
Számolnak a programok azzal hogy a egy-egy ciklusban (ill. sorozatban) hányszor és mennyi ideig kellet dolgoznia a motornak az alap és csúcsnyomaték között... azaz az eredeti motorválasztékban ismeri a motorok hő disszipációs leadási képességeinek a határait...
(egyébként a Wattokkal csak mint leadandó hővel számolnak... másodlagosan kijelzik és csak a határokat túllépve írja: ez a motor kevés a feladathoz)
Figyeljétek meg, hogy a motor tengelyén a kuplung milyen nagy terhelés tud lenni egy erősebb gyorsításnál!
A programok két "kényszerből" forgatandó tehetetlenségi, inerciával kalkulálnak...
Ez lehet egy kuplung vagy szíjtárcsa a motor tengelyén és ha átt. van akkor a hajtott tengelyen is....
Megadásuk is egyszerű ezeknek a "segéd szerkezeteknek": külső átmérő, külső hossz, belső furat átmérő és természetesen az anyag fajsúlya. (kiszámolja a program az inerciáját)
Inercia adatokat találtok Harmonic Drive-ra, Palnetary Drive-ra stb.. a gyártók honlapján...
A veszteségi súrlódási számítás a legnehezebb... Erre nincsenek képletek, csak irányadó ajánlatok...
De mint írtam egy DC motorral és fesz, árammérővel basic módon meghatározható a minimális mozgatáshoz szükséges súrlódási veszteségi teljesítmény...
Különböző motorokat egy-egy kattintással le lehet cserélni a programokban...
Tehát az optimálishoz közeli motor jól megtalálható, kiválasztható...
De minden (elő)számítás alapja egy menetes hajtásnál, azaz egy golyósorsónál ez a képlet: (!!!)
Egyenesvonalú erő(N)= 6.28 X forgatónyomaték(Nm) / menetemelkedés(méterben!)
Tehát tolóerő Newton = 6,28 X motornyomaték (Nm) X 0.00X (m) emelkedés...
pl. 6,28 X 0.7Nm-es motor /0.005m (5mm-es) orsón = 879,2N "tolóerő" azaz kb. 87Kg...
Ez a képlet minden hajtásnak az alapja!!! és nagyon egyszerű...
A programok tudnak függőleges mozgást is számítani... itt a gravitáció miatt a gyorsításhoz ill. lassításhoz teljesen más-más nyomaték szükségletek kellenek...
A programok ezért is ismerik az ellensúly lehetőségét... ha az alkalmazható az adott gépen.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 15, 17:28
Írta: besirkyjh Dátum 2009 december 15, 17:28
Szia Sanzi
Szerintem is érted .
Ugylátom továbbra is csak a kutyát érdekli az a rohadt dc servomotor majd ha az eggyik enged és belátja hogy tévedett akkor mehetünk tovább .De hová?? Minek?? Ujjabb kérdések merülnek fel ujjabb évek mennek rá a semmire ?? Kinek van ehez kedve és ideje hogy ezt lássa , halja .
Részemröl feladom ( esetleg ha épiteni akarok servomotoros gépet ) megyek a "homokozoba" az nekem valo.
Jo lenne ha egy két ilyen hangulat jelentést nem törölnétek mert ez legalább annyira szakmai mint az a vita ami itt folyik. Köszönöm!
Sziasztok
[#nemtudom][#nemtudom][#nemtudom][#nemtudom]
Szerintem is érted .
Ugylátom továbbra is csak a kutyát érdekli az a rohadt dc servomotor majd ha az eggyik enged és belátja hogy tévedett akkor mehetünk tovább .De hová?? Minek?? Ujjabb kérdések merülnek fel ujjabb évek mennek rá a semmire ?? Kinek van ehez kedve és ideje hogy ezt lássa , halja .
Részemröl feladom ( esetleg ha épiteni akarok servomotoros gépet ) megyek a "homokozoba" az nekem valo.
Jo lenne ha egy két ilyen hangulat jelentést nem törölnétek mert ez legalább annyira szakmai mint az a vita ami itt folyik. Köszönöm!
Sziasztok
[#nemtudom][#nemtudom][#nemtudom][#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 15, 17:32
Írta: HJózsi Dátum 2009 december 15, 17:32
87kp ... (erő...)
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2009 december 15, 17:36
Írta: Miki2 Dátum 2009 december 15, 17:36
MÉG, MÉG, MÉG !!!
Ennyi nem elég !???
Ennyi nem elég !???
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2009 december 15, 17:46
Írta: Miki2 Dátum 2009 december 15, 17:46
Nem lehetne a szakmai viták ilyen mélységű dolgait ott kivesézni, ahol nincs egy más álláspontot képviselő, meggyőződését legalább annyira védő ember mint Te.
Ha mindezt magán levélben tennétek, nem lennénk büntiben.
Ezt persze ugyanígy kérdezem Pétertől is.
Ha mindezt magán levélben tennétek, nem lennénk büntiben.
Ezt persze ugyanígy kérdezem Pétertől is.
Cím: Re:DC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 15, 17:51
Írta: ukcge40u Dátum 2009 december 15, 17:51
Így van.
Péter a fórum érdekeit is félretolva mondja a magáét.
Tehát értem már, hogy miért van minden így, ahogyan van.
Érti mindenki, csak pont a Péter nem.
:(
Péter a fórum érdekeit is félretolva mondja a magáét.
Tehát értem már, hogy miért van minden így, ahogyan van.
Érti mindenki, csak pont a Péter nem.
:(
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 15, 17:55
Írta: besirkyjh Dátum 2009 december 15, 17:55
Pontosan
Köszönet a forum be zárásáért .
Köszönet a forum be zárásáért .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 15, 17:56
Írta: 000000000 Dátum 2009 december 15, 17:56
Olvassad már vissza mi történt!! Engem nem érdekel, ki mekkora szakmai nulla, de amikor ez ekkora jellemhibával párosul, na az súlyos!
Kellemes Ünnepeket kívánok Mindenkinek!
Kellemes Ünnepeket kívánok Mindenkinek!
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2009 december 15, 20:28
Írta: Motoros Dátum 2009 december 15, 20:28
iklhj
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 15, 20:45
Írta: 000000000 Dátum 2009 december 15, 20:45
Ez aztán magyar mentalitás.
Siralams ami itt folyik.
Siralams ami itt folyik.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 15, 22:31
Írta: HJózsi Dátum 2009 december 15, 22:31
qwerty
Cím: Re:DC szervó motoros vezérlés
Írta: geforg Dátum 2009 december 15, 22:36
Írta: geforg Dátum 2009 december 15, 22:36
kedves vitatkozó felek azthiszem mindenki nevében tisztelettel kérlek benneteket,hogy a jövőben próbáljatok kultúrált emberhez méltón fórumozni és a nzet eltéréseiteket privátban megvitatni majd ha lenyugodtak kedélyek akkor közöljétek a végerebményt a nyilvánosággal. Én csak enyit szeretnék kérni.Tisztelettel Bozsoki Zsolt
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2009 december 15, 22:49
Írta: Motoros Dátum 2009 december 15, 22:49
Amikor kb 6 éves voltam akkor hallottam hogy háború van valahol (talán a vietnami volt) és megkérdeztem a nagymamámtól mi az a háború?:
Képzeljem el hogy van két ember öszzevesznek valamin, ebbe belaszólnak mások, lassan mindenki veszekszik mindenkivel, kiabálnak, tépik egymást...már azt sem tudják min kezdték.
A gyűlölet csak fokozódik elkezdik gyilkolni egymást eggyik fél sem enged akár azon az áron is hogy mindketten belepusztulnak. Ez csak úgy eszembejutott.
Képzeljem el hogy van két ember öszzevesznek valamin, ebbe belaszólnak mások, lassan mindenki veszekszik mindenkivel, kiabálnak, tépik egymást...már azt sem tudják min kezdték.
A gyűlölet csak fokozódik elkezdik gyilkolni egymást eggyik fél sem enged akár azon az áron is hogy mindketten belepusztulnak. Ez csak úgy eszembejutott.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 16, 20:40
Írta: Szalai György Dátum 2009 december 16, 20:40
NEM AJÁNLOTT szabályozástechnikai szakembereknek!
Aki itt van, addig már biztosan eljutott, hogy a DC servo motort, (a léptetővel ellentétben) nem vezérlőkörben, hanem szabályzókörben érdemes üzemeltetni. (Sajnos a topic címe nem erről árulkodik.) Mivel a fórum ideiglenesen zárva volt, próbáltam máshonnan észhez jutni.
Találtam egy számomra is egyszerűen megérthető leírást, hátha másnak is tanulságos.
http://www.kando-kkt.sulinet.hu/brain/aut/jegyzet/irtech/szabalyozas.html
Aki itt van, addig már biztosan eljutott, hogy a DC servo motort, (a léptetővel ellentétben) nem vezérlőkörben, hanem szabályzókörben érdemes üzemeltetni. (Sajnos a topic címe nem erről árulkodik.) Mivel a fórum ideiglenesen zárva volt, próbáltam máshonnan észhez jutni.
Találtam egy számomra is egyszerűen megérthető leírást, hátha másnak is tanulságos.
http://www.kando-kkt.sulinet.hu/brain/aut/jegyzet/irtech/szabalyozas.html
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 16, 20:51
Írta: s7manbs8 Dátum 2009 december 16, 20:51
Nem feltétlenül rossz a cím, mivel, ha Step-Dir jelű vezérlő van és azt hajtja egy PC, maga a PC vezérel, persze a vezérlő meg "szabályoz".
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 17, 07:02
Írta: 000000000 Dátum 2009 december 17, 07:02
Szerintem is! A CNC vezérlő szoftvernek továbbra sincs visszacsatolása a mechanikai pozícióról. Viszont a vezérlő+motor valóban szabályzás (a kettő egymásra hatva), de itt meg is állt a dolog.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 17, 07:44
Írta: Szalai György Dátum 2009 december 17, 07:44
Hát ha „persze a vezérlő meg szabályoz”akkor azt szerintem szabályzónak kell nevezni.
Esetünket párhuzamba állítva a lenti dokumentummal: A személyi számítógép az alapjel képző szerv feladatát látja el. Még azt is csak részben. Az alapjel képző kívül áll a szabályzási körön. Nincs visszacsatolása.
Szerintem természetesen ezzel együtt is igaz, hogy a DC servo motor zárt hatásláncú, visszacsatolt szabályzásával (nem vezérlésével) érjük el a CNC gép pozícióba állását. Tehát motor szabályzóról és nem vezérlőről kell beszélnünk.
Ez akár mindegy is lehet, annak aki készen veszi, mással beállíttatja és nagy megelégedéssel használja. De aki érteni is próbálja, netán maga készíteni, az előbb szokja meg a korrekt kifejezéseket. A nélkül félre értik a szavát a vele együtt gondolkodók.
Esetünket párhuzamba állítva a lenti dokumentummal: A személyi számítógép az alapjel képző szerv feladatát látja el. Még azt is csak részben. Az alapjel képző kívül áll a szabályzási körön. Nincs visszacsatolása.
Szerintem természetesen ezzel együtt is igaz, hogy a DC servo motor zárt hatásláncú, visszacsatolt szabályzásával (nem vezérlésével) érjük el a CNC gép pozícióba állását. Tehát motor szabályzóról és nem vezérlőről kell beszélnünk.
Ez akár mindegy is lehet, annak aki készen veszi, mással beállíttatja és nagy megelégedéssel használja. De aki érteni is próbálja, netán maga készíteni, az előbb szokja meg a korrekt kifejezéseket. A nélkül félre értik a szavát a vele együtt gondolkodók.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 17, 08:52
Írta: 000000000 Dátum 2009 december 17, 08:52
Szerinted a Mach3 szabályoz vagy vezérel?
Hova tennéd a hatáslánc végpontjait?
Hova tennéd a hatáslánc végpontjait?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 17, 10:09
Írta: Szalai György Dátum 2009 december 17, 10:09
A hatásláncnak szerintem egyetlen végpontja van, az a PC és benne a Mach3. A Mach3 így a hatáslánc alapjel képző eleme. (Az egy végű alakzatot úgy képzelem, mint egy lasszót. A kötélnek egy vége van, mert a túlsóra hurkot kötöttem.)
A Mach3 és a PC által képzett alapjel kerül a lenti dokumentumban kivonó-szervnek jelölt blokk Xa bemenetére.
A kivonó szerv már a zárt hatáshurok és a motorszabályozó elektronika része. A kivonó-szerv Xr kimenete szabályozza az erősítő-jelformálót, ami a PID és elektronikai környezete.
Az erősítő-jelformáló Xv kimenete szabályozza a végrehajtó-szervet, ami a motorszabályozó panelen lévő (én külön tenném) teljesítmény végfokozat.
A végrehajtó-szerv szabályozza az Xb vonalon a beavatkozó-szerv működését, ami maga a DC servo motor.
A beavatkozó-szerv (DC motor) szabályozza a gép egyik axison lévő pozícióját.
A pozíció hibáját az érzékelő-szerv detektálja, ami esetünkben az encoder. (Ennek elhelyezését is hibásnak tartom a hobbyista gyakorlatban, szerintem pozíciószabályozás esetén nem a motor tengelyén van a helye.)
Az érzékelő-szerv Xe jele visszahat a kivonó-szerv (panel encoder bemenet) másik bemenetére. Itt záródott a hatáslánc, ettől szabályozó és nem vezérlő.
A Mach3 és a PC által képzett alapjel kerül a lenti dokumentumban kivonó-szervnek jelölt blokk Xa bemenetére.
A kivonó szerv már a zárt hatáshurok és a motorszabályozó elektronika része. A kivonó-szerv Xr kimenete szabályozza az erősítő-jelformálót, ami a PID és elektronikai környezete.
Az erősítő-jelformáló Xv kimenete szabályozza a végrehajtó-szervet, ami a motorszabályozó panelen lévő (én külön tenném) teljesítmény végfokozat.
A végrehajtó-szerv szabályozza az Xb vonalon a beavatkozó-szerv működését, ami maga a DC servo motor.
A beavatkozó-szerv (DC motor) szabályozza a gép egyik axison lévő pozícióját.
A pozíció hibáját az érzékelő-szerv detektálja, ami esetünkben az encoder. (Ennek elhelyezését is hibásnak tartom a hobbyista gyakorlatban, szerintem pozíciószabályozás esetén nem a motor tengelyén van a helye.)
Az érzékelő-szerv Xe jele visszahat a kivonó-szerv (panel encoder bemenet) másik bemenetére. Itt záródott a hatáslánc, ettől szabályozó és nem vezérlő.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 17, 10:32
Írta: 000000000 Dátum 2009 december 17, 10:32
Akkor Te hová tennéd az ecodert?
Valamikor írták már, hogy ha nem a motoron van, akkor "beleng a rendszer", ha így kísérletezett.
Valamikor írták már, hogy ha nem a motoron van, akkor "beleng a rendszer", ha így kísérletezett.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 17, 10:45
Írta: 000000000 Dátum 2009 december 17, 10:45
Ezt írod:
"A hatásláncnak szerintem egyetlen végpontja van, az a PC és benne a Mach3"
Szerintem is és pont ide nem záródik semmi, tehát nincs visszacsatolás! Ez a lánc vezérlés és nem szabályzás. Az egy dolog, hogy a lánc egyes pontjai szabályzásokat tartalmaznak (mint ahogyan egy PWM-es léptetőmotor vezérlőben az áramszabályzás is szabályzás), de attól még az egész marad vezérlésben!
Az encódert meg azért nem a axis végére teszik, mert ha a hajtásláncod egy picit is kottyanna, akkor a szervód beállításával vért fogsz izzadni (a PID nem tud mit kezdeni a kottyanással)! Valamint az áttétel függvényében a motor tehetetlenségét rossz irányba is módosíthatja (lassító áttételnél)!
"A hatásláncnak szerintem egyetlen végpontja van, az a PC és benne a Mach3"
Szerintem is és pont ide nem záródik semmi, tehát nincs visszacsatolás! Ez a lánc vezérlés és nem szabályzás. Az egy dolog, hogy a lánc egyes pontjai szabályzásokat tartalmaznak (mint ahogyan egy PWM-es léptetőmotor vezérlőben az áramszabályzás is szabályzás), de attól még az egész marad vezérlésben!
Az encódert meg azért nem a axis végére teszik, mert ha a hajtásláncod egy picit is kottyanna, akkor a szervód beállításával vért fogsz izzadni (a PID nem tud mit kezdeni a kottyanással)! Valamint az áttétel függvényében a motor tehetetlenségét rossz irányba is módosíthatja (lassító áttételnél)!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 17, 11:21
Írta: Szalai György Dátum 2009 december 17, 11:21
Megmunkáló pozíció szabályzás esetén az érzékelő-szerv, a munkadarab és a szerszám közötti, elvárt pozícióhoz viszonyított hibát kell, hogy érzékelje. Beleértve a teljes mechanikai rendszer kottyanásait és deformációját. Ezt a motor tengelyén nem teheti meg. Ezért szerintem nem oda való. (Motorfordulatszám szabályzás esetén van a motortengelyen a helye.) Megfelelő helye ott van, ahol az egyenes vonalú elmozdulás közvetlenül érzékelhető. Ehhez vagy közvetlenül lineáris encoder használható, vagy a lineáris elmozdulás mérésére alkalmassá tett forgó encoder.
Ha nem a motoron van, akkor is belenghet a rendszer, meg ha a motoron van, akkor is. Nincs különbség. Az biztos, hogy ha a motoron van akkor a szabályozás nem érzékeli a mechanikai hajtáslánc hibáit így az nem is zavarja a szabályzást. (nem leng be) Egyenes vonalú elmozdulásra telepített érzékelő esetén, a mechanika hibái nincsenek kikerülve, ezért a teljes hajtás beállításánál azokat nem lehet figyelmen kívül hagyni.
Ha nem a motoron van, akkor is belenghet a rendszer, meg ha a motoron van, akkor is. Nincs különbség. Az biztos, hogy ha a motoron van akkor a szabályozás nem érzékeli a mechanikai hajtáslánc hibáit így az nem is zavarja a szabályzást. (nem leng be) Egyenes vonalú elmozdulásra telepített érzékelő esetén, a mechanika hibái nincsenek kikerülve, ezért a teljes hajtás beállításánál azokat nem lehet figyelmen kívül hagyni.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 17, 15:15
Írta: Szalai György Dátum 2009 december 17, 15:15
Tőlem lehet neked vezérlés is. Akár lehet más neked és más nekem.
Ha szerinted is, és pont oda nem záródik semmi, akkor miért elfogadhatatlan a számodra, hogy ez szabályozás, a PC és benne a Mach3 pedig az alapjel képző? Az alapjel képzőbe nem kell, hogy záródjon semmi.
Ha vezérlés volna, két vége lenne. Az egyik az alapjel képző, a másik a beavatkozó.
De hát ki mitől boldog.
Ha szerinted is, és pont oda nem záródik semmi, akkor miért elfogadhatatlan a számodra, hogy ez szabályozás, a PC és benne a Mach3 pedig az alapjel képző? Az alapjel képzőbe nem kell, hogy záródjon semmi.
Ha vezérlés volna, két vége lenne. Az egyik az alapjel képző, a másik a beavatkozó.
De hát ki mitől boldog.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 17, 16:31
Írta: 000000000 Dátum 2009 december 17, 16:31
Ezen nem fogunk össze veszni! [#smile]
A véleményem szerint ez vezérlés (a teljes láncot tekintve), az részlet kérdés, hogy belül van szabályzása is (persze pont ez a részletkérdés emeli egy szinttel magasabra a léptős rendszertől)!
Szerintem akkor lenne szabályzás, ha a Mach korrigálna eltérésre, minden más csak vezérlés.
A véleményem szerint ez vezérlés (a teljes láncot tekintve), az részlet kérdés, hogy belül van szabályzása is (persze pont ez a részletkérdés emeli egy szinttel magasabra a léptős rendszertől)!
Szerintem akkor lenne szabályzás, ha a Mach korrigálna eltérésre, minden más csak vezérlés.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 17, 18:49
Írta: svejk Dátum 2009 december 17, 18:49
Ugyan már...
Kár a szót szaporítani..
Számtlan pontatlan kifejezés van a műszaki nyelvben ...
Aki tudja az úgy is érti, aki nem az meg nem lesz tőle okosabb....
Kár a szót szaporítani..
Számtlan pontatlan kifejezés van a műszaki nyelvben ...
Aki tudja az úgy is érti, aki nem az meg nem lesz tőle okosabb....
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2009 december 18, 08:08
Írta: 43pbwjg8s Dátum 2009 december 18, 08:08
No azt hiszem rájöttem hogyan kell csinálnom:
Keresnék olyan jószándékú embert aki segítene 3 db yakasa sakaya yaksa,..., na szóval 3 db szervómotor, 3 db vezérlő bekötésében és működésre bírásában, anélkül, hogy bármit meg kellene most tanulnom a témáról, mert hülye vagyok hozzá, és nem biztos hogy megéri belemerülnöm a témába!
Keresnék olyan jószándékú embert aki segítene 3 db yakasa sakaya yaksa,..., na szóval 3 db szervómotor, 3 db vezérlő bekötésében és működésre bírásában, anélkül, hogy bármit meg kellene most tanulnom a témáról, mert hülye vagyok hozzá, és nem biztos hogy megéri belemerülnöm a témába!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 18, 08:16
Írta: svejk Dátum 2009 december 18, 08:16
Írdd meg a tipusokatt, lehet tudok segíteni..
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2009 december 18, 08:31
Írta: 43pbwjg8s Dátum 2009 december 18, 08:31
Mél ment és köszönöm előre is!
Cím: Re:DC szervó motoros vezérlés
Írta: t334wehtf Dátum 2009 december 18, 22:06
Írta: t334wehtf Dátum 2009 december 18, 22:06
Csakhogy beszálljak ebbe a vitába:
Video
Ledobtam a gépemről az 1,9Nm-es, 1:2-es lassító áttétellel hatott léptetőket, és felraktam a Varsányi Pétertől vásárolt 40W-os szervóim egyikét direktben...
40W DC servo + CNCdrive MicroServo + Smoothstepper + Mach3. D10x4 mm golyósorsó. Mozgatott tömeg ~15 kg. 12000 mm/min max. sebesség 5000 mm/sec^2 gyorsulás.
...minden tiszteletem a pici szervóké, és Tiboré!
A vonóerő igényre meg azt mondom, hogy számolni kéne forgácsolási paraméterekből, ~1000N az piszok sok ebben a kategóriában, főleg nagy vágósebességeknél.
Video
Ledobtam a gépemről az 1,9Nm-es, 1:2-es lassító áttétellel hatott léptetőket, és felraktam a Varsányi Pétertől vásárolt 40W-os szervóim egyikét direktben...
40W DC servo + CNCdrive MicroServo + Smoothstepper + Mach3. D10x4 mm golyósorsó. Mozgatott tömeg ~15 kg. 12000 mm/min max. sebesség 5000 mm/sec^2 gyorsulás.
...minden tiszteletem a pici szervóké, és Tiboré!
A vonóerő igényre meg azt mondom, hogy számolni kéne forgácsolási paraméterekből, ~1000N az piszok sok ebben a kategóriában, főleg nagy vágósebességeknél.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 18, 22:36
Írta: s7manbs8 Dátum 2009 december 18, 22:36
Mennyire volt állítva a maximális áram, meg alapból mennyi ennek a szervónak a nyomatéka ?
Hosszú idő alatt sem melegszik így? Vagy akkor azt nem értem miért kell a gépre akkorra nyomatékú léptető, ha ilyen könnyű mozgatni a cuccost.
Hosszú idő alatt sem melegszik így? Vagy akkor azt nem értem miért kell a gépre akkorra nyomatékú léptető, ha ilyen könnyű mozgatni a cuccost.
Cím: Re:DC szervó motoros vezérlés
Írta: t334wehtf Dátum 2009 december 19, 09:22
Írta: t334wehtf Dátum 2009 december 19, 09:22
Áram: passz, a vezérlő 6,5A-t tud, a tápom 4-et.
Alapból a nyomatéka kb. 0,2/0,9Nm, de nem tudom pontosan, keresgélni kéne. Azért kellett vona a gépre akkora motor, mert 1/8-ad lépésben hajotottam volna, ahol a nyomaték a névleges 19,51%-a, tehát kb. azt tudná, mint ez a szervó direkben (1,9*0,1951*2=~0,74Nm*áttétel hatásfoka). Valójában stabilan csak 1/2 lépéssel ment, és baromi hangos volt.
Alapból a nyomatéka kb. 0,2/0,9Nm, de nem tudom pontosan, keresgélni kéne. Azért kellett vona a gépre akkora motor, mert 1/8-ad lépésben hajotottam volna, ahol a nyomaték a névleges 19,51%-a, tehát kb. azt tudná, mint ez a szervó direkben (1,9*0,1951*2=~0,74Nm*áttétel hatásfoka). Valójában stabilan csak 1/2 lépéssel ment, és baromi hangos volt.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 19, 09:48
Írta: 000000000 Dátum 2009 december 19, 09:48
Fontos lenne tudni, hogy a motor a mozgatást névleges vagy a felett (esetleg csúcs) nyomatékon végzi e?! Egy megmunkálás alkalmával (vagy az egységugrás tesztekkor) nehogy leégjen!
Ez nagyon nem mindegy.
Esetleg próbáld ki egy valós megmunkálási ideig hajtani, vagy a "varrógép" teszttel és közben a tengelyen infra hőmérővel mérni a melegedést!
Ez nagyon nem mindegy.
Esetleg próbáld ki egy valós megmunkálási ideig hajtani, vagy a "varrógép" teszttel és közben a tengelyen infra hőmérővel mérni a melegedést!
Cím: Re:DC szervó motoros vezérlés
Írta: t334wehtf Dátum 2009 december 19, 10:09
Írta: t334wehtf Dátum 2009 december 19, 10:09
A bemutatott példa célja egy közel maximális gyorsulás bemutatása volt. Ennél többet is tudott a motor, de már a videón szereplő beállításokkal is dúrván billeg az egyébként 100kg-os gép. Végleges verzióban jóval kissebb gyorsulásokkal fog menni. Valahogy majd próbálok csúcsáramot mérni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 19, 10:12
Írta: svejk Dátum 2009 december 19, 10:12
De akkor miért nem hagytad rajta az áttételt ha már ott volt kéznél???
Ez így elég durva amit leírtál első hallásra...
Vizsgáltad a pályakövetést?
Nekem az a 5000 mm/s2 sokank tűnik az adott feltételekkel.
A hibahatár az általad használt vezérlőnél gyárilag 2000 körülire van állítva.
Meg majd csinálj egy 20-30 mm-es "varrógép" tesztet és akkor ellenőrizd a motorhőfokot.
Egyébként jó kis gép....
Majd ne feljtsd el beírni a szervo homokozóba hogy miért szereted a szervot!!!
Ez így elég durva amit leírtál első hallásra...
Vizsgáltad a pályakövetést?
Nekem az a 5000 mm/s2 sokank tűnik az adott feltételekkel.
A hibahatár az általad használt vezérlőnél gyárilag 2000 körülire van állítva.
Meg majd csinálj egy 20-30 mm-es "varrógép" tesztet és akkor ellenőrizd a motorhőfokot.
Egyébként jó kis gép....
Majd ne feljtsd el beírni a szervo homokozóba hogy miért szereted a szervot!!!
Cím: Re:DC szervó motoros vezérlés
Írta: t334wehtf Dátum 2009 december 19, 11:34
Írta: t334wehtf Dátum 2009 december 19, 11:34
István: Szereztem egy szkópmétert, tud 20A-ig csúcsáramot mérni, meg grafukusan rögzíteni az áramerősség időbeli alakulását, este csinálok pár tesztet.
Svejk: A összes "teszt" kb. annyi volt, mint amit a videón is láttál, csak folyamatosan növeltem az dinamika paramétereit. Ennyire dúrván nem fog menni üzemi körülmények között, mert szétveri a gépet, illetve az a 100kg-ja ellenére "leborul" az asztalról. A max. sebesség maradni fog, de a gyorsulás vissza lesz véve. Áttétellel nem tudtam föltákolni a motort, így is "pneumatika csőves tengelykapcsolóval" és gyorskötözővel lett rögzítve. Pályakövetésnek így szintén nincs értelme. Varrógép tesztet csinálni fogok az esti áramméréssel maximalizált gyorsulásokkal.
Lehet nyittatnom kéne egy épül a gépem témát...
Svejk: A összes "teszt" kb. annyi volt, mint amit a videón is láttál, csak folyamatosan növeltem az dinamika paramétereit. Ennyire dúrván nem fog menni üzemi körülmények között, mert szétveri a gépet, illetve az a 100kg-ja ellenére "leborul" az asztalról. A max. sebesség maradni fog, de a gyorsulás vissza lesz véve. Áttétellel nem tudtam föltákolni a motort, így is "pneumatika csőves tengelykapcsolóval" és gyorskötözővel lett rögzítve. Pályakövetésnek így szintén nincs értelme. Varrógép tesztet csinálni fogok az esti áramméréssel maximalizált gyorsulásokkal.
Lehet nyittatnom kéne egy épül a gépem témát...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 19, 11:49
Írta: 000000000 Dátum 2009 december 19, 11:49
Várjuk! [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 19, 12:08
Írta: x4rhew5r3 Dátum 2009 december 19, 12:08
Nagyon jó! A provizórikus felfogatással persze nincs értelme a pontossági vizsgálatnak.
A véglegesnél próbáld meg áttétellel megoldani a hajtást. Meghálja a picike:)
Többit majd a saját topikodban...
A véglegesnél próbáld meg áttétellel megoldani a hajtást. Meghálja a picike:)
Többit majd a saját topikodban...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 19, 13:10
Írta: HJózsi Dátum 2009 december 19, 13:10
Cím: Re:DC szervó motoros vezérlés
Írta: t334wehtf Dátum 2009 december 19, 19:08
Írta: t334wehtf Dátum 2009 december 19, 19:08
A csúcsáram mérés hétfőig elmarad, a havazás miatt nem volt kedvem elmenni a műszerért a kollégámhoz. (M1-M7 az M0-áson így is 1 óra volt...)
Cím: Re:DC szervó motoros vezérlés
Írta: t334wehtf Dátum 2009 december 21, 21:57
Írta: t334wehtf Dátum 2009 december 21, 21:57
Megvan a csúcsáram mérés eredménye, azt hiszem, sikerült bebizonyítani, hogy nem mindig a nagy a jó:
Hivatkozva #10283 -ra
12000 mm/perc + 5000 mm/s2
AC-ben mérve: DC-ben mérve:
DC-ben mérve: 
12000 mm/perc + 1000 mm/s2
AC-ben mérve: DC-ben mérve:
DC-ben mérve: 
Hivatkozva #10283 -ra
12000 mm/perc + 5000 mm/s2
AC-ben mérve:
DC-ben mérve: 12000 mm/perc + 1000 mm/s2
AC-ben mérve:
DC-ben mérve:
Cím: Re:DC szervó motoros vezérlés
Írta: t334wehtf Dátum 2009 december 21, 21:58
Írta: t334wehtf Dátum 2009 december 21, 21:58
Ja, a motorra 2,7 A van írva.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 21, 22:53
Írta: svejk Dátum 2009 december 21, 22:53
Ez valami kéziműszer?
Elég profinak tűnik a kijelző alapján.
Az értékek mindenesetre megnyugtatók a motorod szempontjából, hát ha még megcsinálod az áttételt....
Elég profinak tűnik a kijelző alapján.
Az értékek mindenesetre megnyugtatók a motorod szempontjából, hát ha még megcsinálod az áttételt....
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 22, 07:31
Írta: Szalai György Dátum 2009 december 22, 07:31
Az időtengely értéke is kéne. Miért nem origóból indul a mérés?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 07:46
Írta: bmejdz9nu Dátum 2009 december 22, 07:46
Mivel tőlem vetted ezt a SanyoDenki 40W-ost ... megvannak a képek róluk és egy "közelítő" adatlap.
Azért közelítő mert ez a motor kisebb feszültségű (és nagyobb áramú) mint a SanyoDenki széria 40W-os motor (Pdf 3. oldal)
De az alapnyomatéka és csúcsnyomatéka azonos lehet... Sőt a Rotor inertia is gondolom...
Mint a képen (kivonat a pdf-ből) látható, hogy 0,14Nm-es az alapnyomatéka és szép magas csúcsnyomatékot is tud: 0,76Nm!
Ez a csúcsnyomaték több mint egy Bautz 642-es alapnyomatéka...
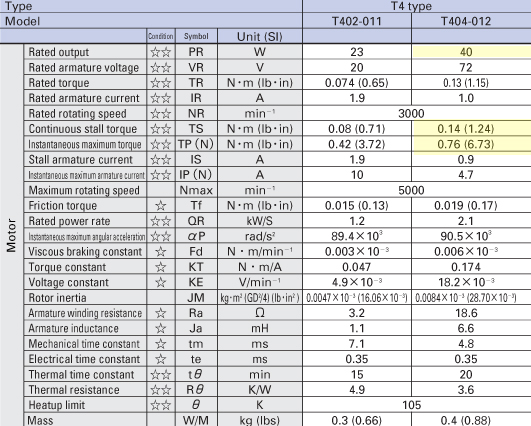
Ilyenkor...én.. amikor "elsőre meglátok" egy szervómotort az alapnyomatékra szoktam és egy orsóra az erőt számolni: (képletek topik #2)
Nálad ez:
6,28 X 0,14Nm / 0.004m = 219N azaz kb. 20kp tolóerő.
Gyorsításhoz (és rövid időre) ugyanez az egyszerű kalkuláció csúcsnyomatékkal:
6,28 X 0,76Nm / 0.004m = 1193N azaz kb. 200kp tolóerő!
De ez csúcsnyomaték nem tartható fent folyamatosan, mert a motor gyors melegedésnek indul...
A csúcsnyomaték ... azaz az alapnyomaték és a csúcsnyomaték közötti erő tartomány "felhasználásának" a lehetősége függ attól is:
... hogy az "időben" hányszor és mekkora mértékben van szükségünk rá. (azaz ha 100mm-es mozgásokat veszünk alapul vagy 1mm-eseket folyamatosnak - nem mindegy)
Azaz ehhez a többlet erőhöz több áram kell mint az alapnyomatékhoz és ez erőteljesebb melegedéssel jár amit a motornak el kell tudni disszipálnia.
A motor disszipációs képességét is megadják, és a méretező programok ezzel számolnak azaz tudják fizikai a határokat)
Csak megjegyezném ezzel kapcsolatban, hogy ez a melegedés DC motoroknál a belső forgórészben jön létre azaz nem könnyű kifelé ezt a termelt hőt elvezetni...
Erre a "gondra" két példa és megoldás: (hátha hasznos infó)
1. pl. A Butz 642-eseknél van a házon két furat ( 600-as PDF méret rajz) Luft Einlasss és Luft Auslass azaz levegő bevezetés és kivezetés...
Tehát ennél a motornál a tervezők már előre beletervezték a belső forgórész (sűrített) levegővel való "áthűtését"...
(Egyébként ezt a megoldást lehetne használni minden más motornál ahol több erőt szeretnénk "kivenni" a túlmelegedés, tekercsleégés kockázata nélkül...)
2. AC szervó motorok = kívül a tekercs a házban = könnyebb a termelt hőt átadni a környezetnek...
Egyébként mérni a forgórész hőmérsékletét sajnos üzem közbe nem egyszerű... és mire "kiér" lehet, hogy annyi a motornak...
Ez a hirtelen áramok okozta melegedés egy kisebb méretű motorban még veszélyesebb mert kisebb a forgórész tömege azaz gyorsabban melegszik fel...
Ezt a belül keletkező melegedést csak a forgórész által keltett belső légmozgás viszi át a külső burkolatra. (Egy része a hőnek a tengelyen is távozik ill. távozhat)
Egyébként erről az (új és szép) motorról van szó ... azaz ezt (ezeket) adtam el neked:

Azért közelítő mert ez a motor kisebb feszültségű (és nagyobb áramú) mint a SanyoDenki széria 40W-os motor (Pdf 3. oldal)
De az alapnyomatéka és csúcsnyomatéka azonos lehet... Sőt a Rotor inertia is gondolom...
Mint a képen (kivonat a pdf-ből) látható, hogy 0,14Nm-es az alapnyomatéka és szép magas csúcsnyomatékot is tud: 0,76Nm!
Ez a csúcsnyomaték több mint egy Bautz 642-es alapnyomatéka...
Ilyenkor...én.. amikor "elsőre meglátok" egy szervómotort az alapnyomatékra szoktam és egy orsóra az erőt számolni: (képletek topik #2)
Nálad ez:
6,28 X 0,14Nm / 0.004m = 219N azaz kb. 20kp tolóerő.
Gyorsításhoz (és rövid időre) ugyanez az egyszerű kalkuláció csúcsnyomatékkal:
6,28 X 0,76Nm / 0.004m = 1193N azaz kb. 200kp tolóerő!
De ez csúcsnyomaték nem tartható fent folyamatosan, mert a motor gyors melegedésnek indul...
A csúcsnyomaték ... azaz az alapnyomaték és a csúcsnyomaték közötti erő tartomány "felhasználásának" a lehetősége függ attól is:
... hogy az "időben" hányszor és mekkora mértékben van szükségünk rá. (azaz ha 100mm-es mozgásokat veszünk alapul vagy 1mm-eseket folyamatosnak - nem mindegy)
Azaz ehhez a többlet erőhöz több áram kell mint az alapnyomatékhoz és ez erőteljesebb melegedéssel jár amit a motornak el kell tudni disszipálnia.
A motor disszipációs képességét is megadják, és a méretező programok ezzel számolnak azaz tudják fizikai a határokat)
Csak megjegyezném ezzel kapcsolatban, hogy ez a melegedés DC motoroknál a belső forgórészben jön létre azaz nem könnyű kifelé ezt a termelt hőt elvezetni...
Erre a "gondra" két példa és megoldás: (hátha hasznos infó)
1. pl. A Butz 642-eseknél van a házon két furat ( 600-as PDF méret rajz) Luft Einlasss és Luft Auslass azaz levegő bevezetés és kivezetés...
Tehát ennél a motornál a tervezők már előre beletervezték a belső forgórész (sűrített) levegővel való "áthűtését"...
(Egyébként ezt a megoldást lehetne használni minden más motornál ahol több erőt szeretnénk "kivenni" a túlmelegedés, tekercsleégés kockázata nélkül...)
2. AC szervó motorok = kívül a tekercs a házban = könnyebb a termelt hőt átadni a környezetnek...
Egyébként mérni a forgórész hőmérsékletét sajnos üzem közbe nem egyszerű... és mire "kiér" lehet, hogy annyi a motornak...
Ez a hirtelen áramok okozta melegedés egy kisebb méretű motorban még veszélyesebb mert kisebb a forgórész tömege azaz gyorsabban melegszik fel...
Ezt a belül keletkező melegedést csak a forgórész által keltett belső légmozgás viszi át a külső burkolatra. (Egy része a hőnek a tengelyen is távozik ill. távozhat)
Egyébként erről az (új és szép) motorról van szó ... azaz ezt (ezeket) adtam el neked:
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 december 22, 08:12
Írta: ra8nsmk6w Dátum 2009 december 22, 08:12
Az autó klimánál van egy olyan alkatrész amely áll egy piciny ventillátorból és egy termisztorból. Ha ezt az "alkatrészt" a motoron lévő egyik nyiláshoz helyezzük viszonylag gyorsan kapunk forgórész hőmérsékletet.Egyébiránt meg egy micróvezérlővel ellátott szervóvezérlőnek ezt tudnia kell
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 08:20
Írta: bmejdz9nu Dátum 2009 december 22, 08:20
Ilyen levegővel való áthűtési megoldást csak a Bautz-tól láttam eddig.
DC szervómotoroknál forgórész pl. "lézeres" hőmérséklet mérésre csak a nagyobb SanyoDenki-knél láttam egy nyílást a 4 szénkefe körvonalában azaz egy gumidugóval lezárt nyílást ami megfelelő méretű ehhez...
A DC motor forgórész hőmérsékletét folyamatosan mérni ill. hőszenzort felszerelve eddig csak egy nagyméretű Baldor motornál láttam...
Ott a szénkeféket megvezető réz házhoz volt szerelve... és ezzel csatlakoztatási lehetőséget teremtve a vezérlőhöz, folyamatos figyelés céljára.
DC szervómotoroknál forgórész pl. "lézeres" hőmérséklet mérésre csak a nagyobb SanyoDenki-knél láttam egy nyílást a 4 szénkefe körvonalában azaz egy gumidugóval lezárt nyílást ami megfelelő méretű ehhez...
A DC motor forgórész hőmérsékletét folyamatosan mérni ill. hőszenzort felszerelve eddig csak egy nagyméretű Baldor motornál láttam...
Ott a szénkeféket megvezető réz házhoz volt szerelve... és ezzel csatlakoztatási lehetőséget teremtve a vezérlőhöz, folyamatos figyelés céljára.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 22, 08:59
Írta: Szalai György Dátum 2009 december 22, 08:59
Esetleg megkapható egy ilyen mérés, adatfájlba mentve?
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 december 22, 09:35
Írta: Farkas Ádám Dátum 2009 december 22, 09:35
ezt a Yaskawa motort tegnap kaptam, itt jól látszik a léghűtés nyílásai.

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 10:02
Írta: bmejdz9nu Dátum 2009 december 22, 10:02
Ez a forgórész léghűtéses példája is lehetne... (köszi a képet)
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2009 december 22, 10:06
Írta: Miki2 Dátum 2009 december 22, 10:06
Szervusztok Urak !
Kicsi segítséget szeretnék kérni a következő dologban:
Van egy egyen áramú motorom.
Két szénkefés, permanens mágneses állórész, 60 volt, 750 watt.
Ennyit tudok róla, meg azt, hogy valaha egy ngy mágnesszalagos számítógép szalagtovábbító egységét hajtotta max. 1600-as fordulattal percenként.
Ezt a motort egy épülő kis eszterga főorsójának a hajtására szeretném használni.
Kérdéseim: Milyen felbontású enkódert tegyek rá, és melyik típusú vezérlőt használhatom hozzá, hogy biztonságosan tudjam használni.
Köszönöm a válaszokat.
Kicsi segítséget szeretnék kérni a következő dologban:
Van egy egyen áramú motorom.
Két szénkefés, permanens mágneses állórész, 60 volt, 750 watt.
Ennyit tudok róla, meg azt, hogy valaha egy ngy mágnesszalagos számítógép szalagtovábbító egységét hajtotta max. 1600-as fordulattal percenként.
Ezt a motort egy épülő kis eszterga főorsójának a hajtására szeretném használni.
Kérdéseim: Milyen felbontású enkódert tegyek rá, és melyik típusú vezérlőt használhatom hozzá, hogy biztonságosan tudjam használni.
Köszönöm a válaszokat.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 22, 10:39
Írta: Szalai György Dátum 2009 december 22, 10:39
Eszterga főorsó encoderes visszacsatolással és pozíciószabályozásra is képes servo motorszabályzóval. Az új dimenziókat ad a megmunkálási lehetőségeknek. Még egy maró rátét kéne esztergakés helyett.
Kíváncsian várom, melyik szentnek most merre hajlik a keze. (Ki mit ajánl.)
Kíváncsian várom, melyik szentnek most merre hajlik a keze. (Ki mit ajánl.)
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2009 december 22, 10:50
Írta: Miki2 Dátum 2009 december 22, 10:50
Ennyire messze egyenlőre nem mennék.
Ennek egyenlőre csak a lehetőségét szertném fenntartani a további fejleszthetőség érdekében.
A mostani cél, a főorsó fordulatszámának pontos szabájozhatósága a menetvágás ürügyén.
Ennek egyenlőre csak a lehetőségét szertném fenntartani a további fejleszthetőség érdekében.
A mostani cél, a főorsó fordulatszámának pontos szabájozhatósága a menetvágás ürügyén.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 22, 11:21
Írta: x4rhew5r3 Dátum 2009 december 22, 11:21
Ha csak a fordulatszám tartása a cél, és enkóder helyett tacho generátort teszel a motorra, akkor
tudom ajánlani pl. ezt az AMC vezérlőt.
Ebből van nekem felesleg és tacho generátort is le tudok szedni olyan motorról, amit majd enkóderrel akarok használni.
A távlati céljaidnak meg valami speciális hajtásra alkalmas vezérlőt kell majd keresni, ami manuálisan és cnc felületről is működtethető, átkapcsolható sebesség és szöghelyzet szabályzásra, ... és még ki tudja milyen igények merülnek majd fel.
tudom ajánlani pl. ezt az AMC vezérlőt.
Ebből van nekem felesleg és tacho generátort is le tudok szedni olyan motorról, amit majd enkóderrel akarok használni.
A távlati céljaidnak meg valami speciális hajtásra alkalmas vezérlőt kell majd keresni, ami manuálisan és cnc felületről is működtethető, átkapcsolható sebesség és szöghelyzet szabályzásra, ... és még ki tudja milyen igények merülnek majd fel.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 22, 11:26
Írta: x4rhew5r3 Dátum 2009 december 22, 11:26
Kimaradt, hogy a pdf-ben a 30A8-ra utaltam. Ez 80V és 15/30A-es változat.
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2009 december 22, 11:54
Írta: Miki2 Dátum 2009 december 22, 11:54
Köszönöm a gyors választ.
Már csak az a kérdés, (amit elfelejtettem oda írni), hogy ez a vezérlő együtt tud-e működni a MACH3-mal.
PWM +10V, vagy Ste-Dir vezérlés.
Már csak az a kérdés, (amit elfelejtettem oda írni), hogy ez a vezérlő együtt tud-e működni a MACH3-mal.
PWM +10V, vagy Ste-Dir vezérlés.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 12:51
Írta: bmejdz9nu Dátum 2009 december 22, 12:51
Sneci elment otthonról? Válaszoljak én helyette?
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2009 december 22, 13:00
Írta: Miki2 Dátum 2009 december 22, 13:00
Ha tudsz, légyszives tedd meg.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 22, 13:09
Írta: Szalai György Dátum 2009 december 22, 13:09
A © sneci álltal a #10307-ban linkelt adatlap szerint az a szabályzó „COMMAND SOURCE ± 10V Analog” tehát nem fogad step/dir utasitást. ( © sneci-nél ez nem jelent akadályt, készített saját step/dir-ről analógra átalakítót. Azzal használható ez a szabályozó is step/dir vezérléssel (Mach3) fordulatszám szabályozásra.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 13:13
Írta: 000000000 Dátum 2009 december 22, 13:13
Azt gondolom, Neked bőven elég ide egy tachodinamós érzékelővel
dolgozó PID DC sebességszervó hajtás.
Természetesen A, B csatornás encoder is lehet jeladó,
annak sok hátránya van jelen esetben.
A pozíciószervókat pedig egyenesen kerülni kell a Te esetedben,
ugyanis ahogyan írod, Neked a fordulatszám tartása fontos
egyszerűen, olcsón, megbízhatón.
0-2 KW tartományban DC-AC motorokhoz beméréssel,
beüzemeléssel vállalok Neked ilyen hajtás készítést
1-4 negyedes M-n jelleggel. Potis, +-10V, 4-20 mA,
PWM alapjelek lehetségesek bemenetként.
Pl. a Fórumról Nagy Zoltán lassan 3 éve hajt így fortumát,
Motoros marógépben egy DC tárcsamotor dolgozik így,
ezek itt a Fórumon is anno megemlítésre kerültek.
Sőt ez a rendszer még a Varsányi féle talis nagyfordulatú
nagy I null áramú motorral is "megbírkózik", ugyanis van
érzékelő nélküli, úgynevezett alárendelt áramhurkos sebesség
szabályzó kivetelem is, azaz semmilyen érzékelő nem kell,
mégis próbálja a fordulatot tartani.
Aki pedig netán még nem tudná, hol lehet ezekről és más
szervós CNC dolgokról bővebben is olvasni, klikk IDE.
dolgozó PID DC sebességszervó hajtás.
Természetesen A, B csatornás encoder is lehet jeladó,
annak sok hátránya van jelen esetben.
A pozíciószervókat pedig egyenesen kerülni kell a Te esetedben,
ugyanis ahogyan írod, Neked a fordulatszám tartása fontos
egyszerűen, olcsón, megbízhatón.
0-2 KW tartományban DC-AC motorokhoz beméréssel,
beüzemeléssel vállalok Neked ilyen hajtás készítést
1-4 negyedes M-n jelleggel. Potis, +-10V, 4-20 mA,
PWM alapjelek lehetségesek bemenetként.
Pl. a Fórumról Nagy Zoltán lassan 3 éve hajt így fortumát,
Motoros marógépben egy DC tárcsamotor dolgozik így,
ezek itt a Fórumon is anno megemlítésre kerültek.
Sőt ez a rendszer még a Varsányi féle talis nagyfordulatú
nagy I null áramú motorral is "megbírkózik", ugyanis van
érzékelő nélküli, úgynevezett alárendelt áramhurkos sebesség
szabályzó kivetelem is, azaz semmilyen érzékelő nem kell,
mégis próbálja a fordulatot tartani.
Aki pedig netán még nem tudná, hol lehet ezekről és más
szervós CNC dolgokról bővebben is olvasni, klikk IDE.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 22, 13:17
Írta: x4rhew5r3 Dátum 2009 december 22, 13:17
Bocs, nem voltam gépnél, meg a linket is elszúrtam, mert kefés dc motor vezérlőt akartam, de kefe nélkülit linkeltem.
Szóval, akkor pontosítsuk a feladatot, mert azt hittem egy hagyományos esztergáról van szó. De a kérdésedből kiderül, hogy cnc eszterga főorsóját kellene vezérelni.
Ha cnc, akkor nekem is újra kell gondolnom...
Szóval, akkor pontosítsuk a feladatot, mert azt hittem egy hagyományos esztergáról van szó. De a kérdésedből kiderül, hogy cnc eszterga főorsóját kellene vezérelni.
Ha cnc, akkor nekem is újra kell gondolnom...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 13:18
Írta: 000000000 Dátum 2009 december 22, 13:18
Köszönöm a választ.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 13:19
Írta: 000000000 Dátum 2009 december 22, 13:19
Megvárom, mit sikerül kiötleni.
Köszönöm.
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 13:22
Írta: 000000000 Dátum 2009 december 22, 13:22
Szervusz Tibor !
Először is szeretnék egy kicsit örülni, hogy a változások ellenére nem zárkóztál be, és itt vagy köztünk.
Köszönöm a választ, megnézem a linket.
Utána reagálok az ajánlatodra.
Először is szeretnék egy kicsit örülni, hogy a változások ellenére nem zárkóztál be, és itt vagy köztünk.
Köszönöm a választ, megnézem a linket.
Utána reagálok az ajánlatodra.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 13:29
Írta: bmejdz9nu Dátum 2009 december 22, 13:29
[#eljen] Ez igen... egy rég várt határozott hozzászólás! Így tovább!
Azt pl. én értem hogy minek egy eszterga főorsó szabályzáshoz step/dir mert fontosabb a sebesség tartása...
De fordítva nem... azaz ha step/dir-es a főorsó vezérlése attól még lehet(ne) sebességet jól tartani vagy? Persze költségesebb...
És a tisztán tachos megoldásnál pl. egy menetvágás esetén... az OKé?
Azt pl. én értem hogy minek egy eszterga főorsó szabályzáshoz step/dir mert fontosabb a sebesség tartása...
De fordítva nem... azaz ha step/dir-es a főorsó vezérlése attól még lehet(ne) sebességet jól tartani vagy? Persze költségesebb...
És a tisztán tachos megoldásnál pl. egy menetvágás esetén... az OKé?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 13:34
Írta: bmejdz9nu Dátum 2009 december 22, 13:34
Egyébként az AMC pdf.-ben a vázlatrajz teljesen egyértelmű, hogy mit tud...
(Azért sem írtam mert láttam, hogy azon belül ez egy BL vezérlő változat ez...)
Bízd egy szakira a dolgot, vagy átrágod az egész témát... és hobby-zol rajta...
Egy eszterga főorsó vezérlés pedig egy kényes terület a vezérlőknek...azaz nagy a forgatott/"lendített" tömeg...
(Azért sem írtam mert láttam, hogy azon belül ez egy BL vezérlő változat ez...)
Bízd egy szakira a dolgot, vagy átrágod az egész témát... és hobby-zol rajta...
Egy eszterga főorsó vezérlés pedig egy kényes terület a vezérlőknek...azaz nagy a forgatott/"lendített" tömeg...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 13:55
Írta: 000000000 Dátum 2009 december 22, 13:55
Szia Péter!
Azért mert a testek mozgásdinamikája, így a CNC szervotechnika is
egy világos matematikai-fizikai láncolat:
1. Lézetik a megtett út: s
2. Az út időszerinti deriváltja, a sebesség: v=ds/dt.
3. A sebesség időszerinti deriváltja, a gyorsulás: a=dv/dt.
4. A gyorsulásnak is van további deriváltja, egyelőre felejtsük el.:)
Ez a sor integrálással is igaz visszafelé.
Ebből tehát kiadódik, hogy a pozíciószervó magasabb szintű
szabályzást jelent, és ha erre műszakilag nincs szükség TILOS
ilyet használni főhajtásban, mert pl.
- Minimum egy tároló elemmel növelem a rendszer lengéshajlamát.
- X pozíció hiba esetén bizonyos szervók azonnal lefagynak, azaz
teljesen fölöslegesen kockáztatjuk a forgácsolást
(fokozott szerszámtörés, selejt gyártás veszély!!!).
- teljesen fölöslegesen step-dir vagy PWM sebesség jelképzéssel
terhelem a vezérlő porogramot, amikor egy poti is megteszi,
amivel ráaádásul menetközben "finomhangolhatom" a fordulatszámot.
- Drágábban, és gyengébb eredő paraméterekkel valósítható meg a
sebességtartási szabályzási feladatot.
Ezek jutottak hirtelen eszembe (sorolhatnék még párat..),
mint fő műszaki ellenérvek.
Azért mert a testek mozgásdinamikája, így a CNC szervotechnika is
egy világos matematikai-fizikai láncolat:
1. Lézetik a megtett út: s
2. Az út időszerinti deriváltja, a sebesség: v=ds/dt.
3. A sebesség időszerinti deriváltja, a gyorsulás: a=dv/dt.
4. A gyorsulásnak is van további deriváltja, egyelőre felejtsük el.:)
Ez a sor integrálással is igaz visszafelé.
Ebből tehát kiadódik, hogy a pozíciószervó magasabb szintű
szabályzást jelent, és ha erre műszakilag nincs szükség TILOS
ilyet használni főhajtásban, mert pl.
- Minimum egy tároló elemmel növelem a rendszer lengéshajlamát.
- X pozíció hiba esetén bizonyos szervók azonnal lefagynak, azaz
teljesen fölöslegesen kockáztatjuk a forgácsolást
(fokozott szerszámtörés, selejt gyártás veszély!!!).
- teljesen fölöslegesen step-dir vagy PWM sebesség jelképzéssel
terhelem a vezérlő porogramot, amikor egy poti is megteszi,
amivel ráaádásul menetközben "finomhangolhatom" a fordulatszámot.
- Drágábban, és gyengébb eredő paraméterekkel valósítható meg a
sebességtartási szabályzási feladatot.
Ezek jutottak hirtelen eszembe (sorolhatnék még párat..),
mint fő műszaki ellenérvek.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 22, 14:01
Írta: HJózsi Dátum 2009 december 22, 14:01
4. a gyorsulás időbeni változása az a "rántás", ha jól tudom ... ( vigyázat, nem az ami a levesben van ! ... :DD )
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 14:07
Írta: bmejdz9nu Dátum 2009 december 22, 14:07
Ez OKé... de tisztán Tachos vezérléssel pl. szabályzott menetvágás lehetséges? Persze ha szükséges a felhasználónak...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 22, 14:10
Írta: HJózsi Dátum 2009 december 22, 14:10
Mach3-ban igen.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 22, 14:15
Írta: HJózsi Dátum 2009 december 22, 14:15
Eszterga természetesen ... Mach3Turn ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 14:15
Írta: bmejdz9nu Dátum 2009 december 22, 14:15
Azt írtátok már, hogy akár egy réses optóval is lehet... na mindegy... úgysem értem... :) Majd ha CNC esztergát csinálok kutakodok nálatok :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 14:21
Írta: 000000000 Dátum 2009 december 22, 14:21
Szia Józsi!
Én ezt a "rántást" még nem halottam, de lehetséges, hogy így is hívják.
A szakirodalomban a gyorsulás deriváltja a "harmadrendű vagy H vektor",
(gyorsulásváltozás), jele: h, mértékegysége [m/s3]
Pl. ott van jelentősége, amikor egyes win. program ablakokban
lazán egy állandó gyorsulás hirtelen nulla lesz,
azaz pl. a ferde gyorsítási rámpa hirtelen vizszintessé
válik. Könnyű belátni, hogy ilyen nincs a valóságban.
Ezért kell vizsgálni a H vektort is komolyabb esetekben.
Én ezt a "rántást" még nem halottam, de lehetséges, hogy így is hívják.
A szakirodalomban a gyorsulás deriváltja a "harmadrendű vagy H vektor",
(gyorsulásváltozás), jele: h, mértékegysége [m/s3]
Pl. ott van jelentősége, amikor egyes win. program ablakokban
lazán egy állandó gyorsulás hirtelen nulla lesz,
azaz pl. a ferde gyorsítási rámpa hirtelen vizszintessé
válik. Könnyű belátni, hogy ilyen nincs a valóságban.
Ezért kell vizsgálni a H vektort is komolyabb esetekben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 14:29
Írta: 000000000 Dátum 2009 december 22, 14:29
Nem lehetséges, a főorsó mint stabil
"sebesség mestertengely" CNC menetkészítésnél
pozíció alapjelet képez az összes többi
pozíció szervónak. Egyfajta szinkron szervókapcsolat jön így létre, egyik kendvenc témám ez.
"sebesség mestertengely" CNC menetkészítésnél
pozíció alapjelet képez az összes többi
pozíció szervónak. Egyfajta szinkron szervókapcsolat jön így létre, egyik kendvenc témám ez.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 15:01
Írta: bmejdz9nu Dátum 2009 december 22, 15:01
Ezt a "kedvencedet" valami "szinkron lefejtést" nagyjából ismerjük...
A Master-Slave tengely kapcsolatokról CNC témában mindíg azok a videók jutnak eszembe amikor egy CNC menetet fúr... Ott is valami hasonló lehet a megoldás...
A Master-Slave tengely kapcsolatokról CNC témában mindíg azok a videók jutnak eszembe amikor egy CNC menetet fúr... Ott is valami hasonló lehet a megoldás...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 15:03
Írta: bmejdz9nu Dátum 2009 december 22, 15:03
Nem lehetne kicsit hosszabb sorokat írnod... Tudom ez már a "védjegyed" ii a fórumon .. de hátha :)
Legalább megírhatnád a technikai megoldását, miértjét ennek az ún. "T45-ös" sortördelési technologiának:)
Legalább megírhatnád a technikai megoldását, miértjét ennek az ún. "T45-ös" sortördelési technologiának:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 15:22
Írta: 000000000 Dátum 2009 december 22, 15:22
Nagy Zoltán a CNC videók topikban írt már Nektek egy
szinkronszervo alkalmazásról (2009.jan.09. 09:37 #173).
Némi közöm szervo hajtástechnika és eszterga vezérlő progi
oldalról nekem is van ehhez.
Menetkészítés CNC esztergán szinkron szervóval
A hosszabb sorokra pedig majd odafigyelek, egyik oka pedig az, hogy nem szeretek nagyfelbontású képernyő előtt "vakoskodni".:)
szinkronszervo alkalmazásról (2009.jan.09. 09:37 #173).
Némi közöm szervo hajtástechnika és eszterga vezérlő progi
oldalról nekem is van ehhez.
Menetkészítés CNC esztergán szinkron szervóval
A hosszabb sorokra pedig majd odafigyelek, egyik oka pedig az, hogy nem szeretek nagyfelbontású képernyő előtt "vakoskodni".:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 15:48
Írta: bmejdz9nu Dátum 2009 december 22, 15:48
Én azokat a videókat nem értem amikor egyik pillanatban a főorsó mar és forog mint "meszes" ...:)
Aztán a következő pillanatban elmegy szerszámot cserélni egy menetfúróra és viszonylag lassú fordulattal és gep-ekkel megfúrja...
Hogy csinálják ezt? Azt, hogy a főorsó gyors is tud lenni és erős is a lassú fordulatoknál...
Egy elméletem van erre: dupla tekercselésű a főorsó motorja...és váltja a tekercselést... de ezt csak magam filóztam ki... nem tudom...
1024x768 vagy netán ami nálam is van: 1280x1024 pixel az már nagy felbontású monitor? :) Fél méterről (még) jól látom :)
Aztán a következő pillanatban elmegy szerszámot cserélni egy menetfúróra és viszonylag lassú fordulattal és gep-ekkel megfúrja...
Hogy csinálják ezt? Azt, hogy a főorsó gyors is tud lenni és erős is a lassú fordulatoknál...
Egy elméletem van erre: dupla tekercselésű a főorsó motorja...és váltja a tekercselést... de ezt csak magam filóztam ki... nem tudom...
1024x768 vagy netán ami nálam is van: 1280x1024 pixel az már nagy felbontású monitor? :) Fél méterről (még) jól látom :)
Cím: Re:DC szervó motoros vezérlés
Írta: kfhhyweby Dátum 2009 december 22, 15:51
Írta: kfhhyweby Dátum 2009 december 22, 15:51
Ha gondolod,felmászom most a gépre,és megnézem,milyen moci van benne.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 16:01
Írta: bmejdz9nu Dátum 2009 december 22, 16:01
Ilyet tud a masninád? Azaz a főorsód? akkor ha felmásznál a cimké-ig és/vagy megszámolnád a bemeneti kábeleket ... Köszönet!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 16:02
Írta: 000000000 Dátum 2009 december 22, 16:02
Tisztelt DC szervó alkalmazók és méretezők.
Csodálva Íjász művész Úr remekeit, bátorkodtam a gép hajtására rákérdezni. És számomra több mint érdekes adatokat adott meg.
Hát kérem szépen ez így működhet a tudomány és a számítógépes méretezés mai állása szerint?
Mert itt most az az eset áll fenn, amiről az eddigi pár hét szólt!
16x5mm golyósorsó
Motor DC szervó tip: EC240
Vezérlés: Sneci!!! (teljes körű támogatás)
G0: 9000 (a 2048-as enkóder miatt, nem tud tobbet a Mach)
Csodálva Íjász művész Úr remekeit, bátorkodtam a gép hajtására rákérdezni. És számomra több mint érdekes adatokat adott meg.
Hát kérem szépen ez így működhet a tudomány és a számítógépes méretezés mai állása szerint?
Mert itt most az az eset áll fenn, amiről az eddigi pár hét szólt!
16x5mm golyósorsó
Motor DC szervó tip: EC240
Vezérlés: Sneci!!! (teljes körű támogatás)
G0: 9000 (a 2048-as enkóder miatt, nem tud tobbet a Mach)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 22, 16:05
Írta: HJózsi Dátum 2009 december 22, 16:05
A főorsó forgását a Mach3 is figyeli, anélkül neki sem megy ...
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 22, 16:08
Írta: j3rx6bsjd Dátum 2009 december 22, 16:08
Figyelmedbe ajánlanám az NCT oldalán található hajtásdokumentásiókat,talán innen megvilágosodhatsz:)
Egy részlet az egyik szervóerősítő doksijából:
"A DS..D és DA..D szervoerősítők működhetnek fordulatszám- illetve pozíciószabályozott üzemmódban is. Fordulatszám-szabályozott módban egyaránt tudnak analóg illetve digitális alapjelet fogadni, pozíciószabályozott módban csak digitális alapjelet. Az analóg alapjel +/- 10V-os feszültséget jelent, a digitális alapjeleket CAN buszon keresztül tudják fogadni a szervoerősítők."
Valószínű a PLC segítségével váltasz a két üzemmód között,speciel az NCT hajtásoknál az M19 kód segítségével kapcsolsz poziciószabályzásra.
Egy részlet az egyik szervóerősítő doksijából:
"A DS..D és DA..D szervoerősítők működhetnek fordulatszám- illetve pozíciószabályozott üzemmódban is. Fordulatszám-szabályozott módban egyaránt tudnak analóg illetve digitális alapjelet fogadni, pozíciószabályozott módban csak digitális alapjelet. Az analóg alapjel +/- 10V-os feszültséget jelent, a digitális alapjeleket CAN buszon keresztül tudják fogadni a szervoerősítők."
Valószínű a PLC segítségével váltasz a két üzemmód között,speciel az NCT hajtásoknál az M19 kód segítségével kapcsolsz poziciószabályzásra.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 16:11
Írta: 000000000 Dátum 2009 december 22, 16:11
1024x768 vagy netán ami nálam is van: 1280x1024 pixel az már nagy felbontású monitor? :) Fél méterről (még) jól látom :)
...Jó Neked [#nevetes1][#nevetes1]
...Jó Neked [#nevetes1][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: kfhhyweby Dátum 2009 december 22, 16:18
Írta: kfhhyweby Dátum 2009 december 22, 16:18
Sajna,nem az én masinám ez.De van eszterga is,amit a gépkönyvében találtam,padlót fogtam tőle!!!
SIEMENS
3-PERMANENT MAGNET MOTOR
ITT A MOTORSZÁM
GYÁRTÁS IDŐPONTJA
M o/n 6.0/4.0 Nm Io 4,3 A
Uin 270V nN/max 3000/3900 /min
IM B5 IP64 Th.CLF /KTY 84
majdnem mindent értek belőle,de a permanens mágnesen padlóztam
SIEMENS
3-PERMANENT MAGNET MOTOR
ITT A MOTORSZÁM
GYÁRTÁS IDŐPONTJA
M o/n 6.0/4.0 Nm Io 4,3 A
Uin 270V nN/max 3000/3900 /min
IM B5 IP64 Th.CLF /KTY 84
majdnem mindent értek belőle,de a permanens mágnesen padlóztam
Cím: Re:DC szervó motoros vezérlés
Írta: kfhhyweby Dátum 2009 december 22, 16:20
Írta: kfhhyweby Dátum 2009 december 22, 16:20
GILDEMEISTER CTX410 főorsó motorja
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 22, 16:25
Írta: Szalai György Dátum 2009 december 22, 16:25
Miért meglepő a permanens mágnes jelenlétében egy servo motor esetében?
Az IM B5 a Siemens AC servo motorja. Olyan AC servo mint a többi, csak ők így nevezik.
Az IM B5 a Siemens AC servo motorja. Olyan AC servo mint a többi, csak ők így nevezik.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 16:28
Írta: bmejdz9nu Dátum 2009 december 22, 16:28
Vezérlés oldalról minden Oké... de a hardvernek is ezt tudni kell fizikálisan.
Azaz ha lassan forog (pl.menetfúrás) legyen azaz legyen sokkal több nyomatéka ehhez a művelethez.
Azaz ha lassan forog (pl.menetfúrás) legyen azaz legyen sokkal több nyomatéka ehhez a művelethez.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 16:29
Írta: bmejdz9nu Dátum 2009 december 22, 16:29
Tibinek jó szeme van...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 16:31
Írta: bmejdz9nu Dátum 2009 december 22, 16:31
6.0/4.0 Nm és 3000/3900rpm. Tehát két tekercselésű... de nem egy óriási különbséggel... Persze már "észbontó" erőkkel rendelkezik már alapban.
Cím: Re:DC szervó motoros vezérlés
Írta: kfhhyweby Dátum 2009 december 22, 16:32
Írta: kfhhyweby Dátum 2009 december 22, 16:32
permanens mágnes motorról nekem más a fogalmam,de ezek szerint én tévedek.Encoder B1
Brake EBD 0,8BK /24 V-/19W
Varsa,szivesen megtenném,hogy megszámolom a madzagokat,de "kályhacső" van rajta.
Brake EBD 0,8BK /24 V-/19W
Varsa,szivesen megtenném,hogy megszámolom a madzagokat,de "kályhacső" van rajta.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 16:33
Írta: bmejdz9nu Dátum 2009 december 22, 16:33
Nem kell egyértelmű! Ilyen valahol a Kami gépem is...
Cím: Re:DC szervó motoros vezérlés
Írta: kfhhyweby Dátum 2009 december 22, 16:34
Írta: kfhhyweby Dátum 2009 december 22, 16:34
200-as tokmányt forgat,"közepes" gép
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 16:44
Írta: bmejdz9nu Dátum 2009 december 22, 16:44
Még egyszer...
Persze T.Ati főorsója valami igen erős és nem hobbygép gondolom... a 6Nm erővel :)
pl. (csak elméletben)
Egy 1 kw-os Teknomotor kb. 03Nm-es (nincs adat róla:), persze tud 24.000-et...
Ezzel a nyomatékkal szépen lehet marogatni ha pörög... azaz 24.000-nél 1Kw...
De ha hirtelen menetet akarnánk fúrni vele... és csak 600rpm kell max ehhez... akkor is csak 0,3Nm-et tud(hat) ami kevés erő egy menetfúráshoz...
De ez pl. Teknomotor létezhetne (van is többféle fordulata gyártott változat) 1Kw-os 1500rpm-es változatban (más tekercselés) akkor az tudná az erőt lassú fordulatban...
(Arányosítva ekkor Kb. 15Nm-es lenne?)
Tehát csak a tekercselés más... nem motort váltani, hanem a motorban a két tekercs közül azt amire éppen szükség van...
24.000/1500rpm... egy házban két motor :) Vagy?
Persze T.Ati főorsója valami igen erős és nem hobbygép gondolom... a 6Nm erővel :)
pl. (csak elméletben)
Egy 1 kw-os Teknomotor kb. 03Nm-es (nincs adat róla:), persze tud 24.000-et...
Ezzel a nyomatékkal szépen lehet marogatni ha pörög... azaz 24.000-nél 1Kw...
De ha hirtelen menetet akarnánk fúrni vele... és csak 600rpm kell max ehhez... akkor is csak 0,3Nm-et tud(hat) ami kevés erő egy menetfúráshoz...
De ez pl. Teknomotor létezhetne (van is többféle fordulata gyártott változat) 1Kw-os 1500rpm-es változatban (más tekercselés) akkor az tudná az erőt lassú fordulatban...
(Arányosítva ekkor Kb. 15Nm-es lenne?)
Tehát csak a tekercselés más... nem motort váltani, hanem a motorban a két tekercs közül azt amire éppen szükség van...
24.000/1500rpm... egy házban két motor :) Vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 22, 16:47
Írta: Szalai György Dátum 2009 december 22, 16:47
Mennyi egy ilyen masina maximális és minimális tokmány fordulata?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 16:49
Írta: 000000000 Dátum 2009 december 22, 16:49
"Hát kérem szépen ez így működhet a tudomány és a számítógépes méretezés mai állása szerint?
Mert itt most az az eset áll fenn, amiről az eddigi pár hét szólt!"
És most mi a konkrét kérdésed?
Min csodálkozol? Ijász gépéhez még az EC240 is sok... Hol van ott 1000N? Sehol....:)
Még 100N előtolásirányú erő sincs, hiszen fát forgácsol, és gép mechanikája sem bírna sokkal többet. Max. pár watt a hasznos P.
Egy EC240 60-70W-otot tudhat tartósan, azaz van 69 W tartalék mindenféle veszteségre, az bőven elég!
Mert itt most az az eset áll fenn, amiről az eddigi pár hét szólt!"
És most mi a konkrét kérdésed?
Min csodálkozol? Ijász gépéhez még az EC240 is sok... Hol van ott 1000N? Sehol....:)
Még 100N előtolásirányú erő sincs, hiszen fát forgácsol, és gép mechanikája sem bírna sokkal többet. Max. pár watt a hasznos P.
Egy EC240 60-70W-otot tudhat tartósan, azaz van 69 W tartalék mindenféle veszteségre, az bőven elég!
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2009 december 22, 16:55
Írta: Miki2 Dátum 2009 december 22, 16:55
Nem vagyok benne biztos, hogy két motor van egy házban.
Van egy ISEL marómotorom, ami 600 W-os. A fordulatszáma max 20.000 1/perc. Ha a fordulatát 200-ra állítom a frekiváltóval, a motor akkor is "lefoghatatlan" marad.
Ezt egy Technomotorral már nem tudtam elérni.
3.000 1/perc fordulatnál már két ujjal (nem elírás) már megállásra tudtam bírni.
Teljesítmény és frekiváltó azonos volt.
Van egy ISEL marómotorom, ami 600 W-os. A fordulatszáma max 20.000 1/perc. Ha a fordulatát 200-ra állítom a frekiváltóval, a motor akkor is "lefoghatatlan" marad.
Ezt egy Technomotorral már nem tudtam elérni.
3.000 1/perc fordulatnál már két ujjal (nem elírás) már megállásra tudtam bírni.
Teljesítmény és frekiváltó azonos volt.
Cím: Re:DC szervó motoros vezérlés
Írta: kfhhyweby Dátum 2009 december 22, 17:02
Írta: kfhhyweby Dátum 2009 december 22, 17:02
minimális ford úgymond bármennyi lehet,tehát elméletben 0.001 is,mivel marni is lehet hajtott szerszámmal,tehát főorsó beáll szögben,rögzt,és jöhet a maró
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 17:03
Írta: bmejdz9nu Dátum 2009 december 22, 17:03
Íjász művész Úr gépe milyen paraméterekkel rendelkezik? Lehet, hogy csak én nem tudom?
Oké E240 és... orsó átmérő és hossz, áttétel van?, stb...stb...
Oké E240 és... orsó átmérő és hossz, áttétel van?, stb...stb...
Cím: Re:DC szervó motoros vezérlés
Írta: kfhhyweby Dátum 2009 december 22, 17:04
Írta: kfhhyweby Dátum 2009 december 22, 17:04
Ipari cnc eszterga,kb 1 éves
Sajnos nem az enyém.
http://www.gildemeister.com/en,turning,ctx410?opendocument
Sajnos nem az enyém.
http://www.gildemeister.com/en,turning,ctx410?opendocument
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 17:05
Írta: bmejdz9nu Dátum 2009 december 22, 17:05
E240-re nincsenek "Wattok" megadva az adatlapon... szerintem ne saccoljunk.
Cím: Re:DC szervó motoros vezérlés
Írta: tfpk6pks3 Dátum 2009 december 22, 17:06
Írta: tfpk6pks3 Dátum 2009 december 22, 17:06
Az adatok ott vannak az ezt készítettem topiokban "2026"
Áttétal nincs. Hasznos terület 780x650x200
Áttétal nincs. Hasznos terület 780x650x200
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 17:07
Írta: bmejdz9nu Dátum 2009 december 22, 17:07
Ez Oké... de másra gondolok... Majd keresek egy Videót... példának...
Cím: Re:DC szervó motoros vezérlés
Írta: kfhhyweby Dátum 2009 december 22, 17:09
Írta: kfhhyweby Dátum 2009 december 22, 17:09
Ha kitotózzátok,hogyan lehet szinkronban menetet fúrni,ajánlanám figyelmetekbe a menetformázót.Gewindeformer.Aluba M6-ot 2200-2400-al pörgetem bele,forgács nuku!
Cím: Re:DC szervó motoros vezérlés
Írta: tfpk6pks3 Dátum 2009 december 22, 17:10
Írta: tfpk6pks3 Dátum 2009 december 22, 17:10
Kérlek, ahogy gondolod.
Bár nem tudom, milyen példára gondolsz, mert ez ilyen és kész.
De majd én is teszek fel egyet, csak most el kell mennem pár órára, de utána megcsinálom.
Üdv.
Bár nem tudom, milyen példára gondolsz, mert ez ilyen és kész.
De majd én is teszek fel egyet, csak most el kell mennem pár órára, de utána megcsinálom.
Üdv.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 17:11
Írta: 000000000 Dátum 2009 december 22, 17:11
Az nagy baj! Ha nincs áttételed, ezzel a konfigurációval tuti nem optimális a géped.
Majd még idővel javíthatsz rajta!
Majd még idővel javíthatsz rajta!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 17:12
Írta: bmejdz9nu Dátum 2009 december 22, 17:12
Több infó kellene pl. egy két kép... a gépről...
Cím: Re:DC szervó motoros vezérlés
Írta: tfpk6pks3 Dátum 2009 december 22, 17:12
Írta: tfpk6pks3 Dátum 2009 december 22, 17:12
Bocsánet benéztem....
Figyelmetlen voltam.... nem is nekem szólt.
:)
Figyelmetlen voltam.... nem is nekem szólt.
:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 17:13
Írta: bmejdz9nu Dátum 2009 december 22, 17:13
Ez nem neked szólt :) Válasz 'Miki2' üzenetére (#10350)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 17:13
Írta: bmejdz9nu Dátum 2009 december 22, 17:13
OK :)
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 22, 17:42
Írta: j3rx6bsjd Dátum 2009 december 22, 17:42
Egész biztosan nincs 2 motor 1 házban:)
Egykb 3kW-os főorsónak kb.16NM az alapnyomatéka,a csúcsnyomatéka:kb.51NM!névleges fordulat:2000rpm,max fordulat:3000rpm
3x gyorsító áttételnél 8000-es max.fordulat.
Aluba 12-es menetnek a nyomatékigénye kb.14NM
Szóval az M10-es menetet még kényelmes bevágja,mert oda csak 9NM szükséges normál körülmények között,ha ennél nagyobbat akarsz tőle akkor leold a vezérlő és kész,kezdhetsz vele rosszakodni,menetfúró félig az anyagban hajtások vészállapotban,szedd szét ahogy tudod
Egyébként az iparban ez a 3kw egy viszonylag kicsi motor.Ha ennél nagyobb menetet akarsz fúrni akkor nagyobb főhajtás vagy előkerül a menetmaró.
Egykb 3kW-os főorsónak kb.16NM az alapnyomatéka,a csúcsnyomatéka:kb.51NM!névleges fordulat:2000rpm,max fordulat:3000rpm
3x gyorsító áttételnél 8000-es max.fordulat.
Aluba 12-es menetnek a nyomatékigénye kb.14NM
Szóval az M10-es menetet még kényelmes bevágja,mert oda csak 9NM szükséges normál körülmények között,ha ennél nagyobbat akarsz tőle akkor leold a vezérlő és kész,kezdhetsz vele rosszakodni,menetfúró félig az anyagban hajtások vészállapotban,szedd szét ahogy tudod
Egyébként az iparban ez a 3kw egy viszonylag kicsi motor.Ha ennél nagyobb menetet akarsz fúrni akkor nagyobb főhajtás vagy előkerül a menetmaró.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 22, 17:43
Írta: s7manbs8 Dátum 2009 december 22, 17:43
A gyorsulás változása, mikor S görbe szerint szeretnénk gyorsítani, nem lineárisan, ez egy jó példa pl. a felhasználására.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 22, 17:46
Írta: s7manbs8 Dátum 2009 december 22, 17:46
Ez nagyon jó alapelv amit írsz, hogy törekedni kell a lehető legegyszerűbb megvalósításra, persze, ami a célt meg is valósítja azért. Ezért sem árt néha az elméletekkel legalább áttekintő szinten tisztában lenni.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 22, 17:51
Írta: x4rhew5r3 Dátum 2009 december 22, 17:51
Íjász gépe igazi minimál költségvetésű projekt. Léptecsek voltak fent (nem részletezem a gondokat). Négy távtartó csere, rá a motor, kuplungot meghúz, enkóder kábelek elhelyezése és kész. Jobb lenne áttétellel, de az a mechanika átalakításával járt volna. Annyit meg nem állhat a gép:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 22, 17:57
Írta: s7manbs8 Dátum 2009 december 22, 17:57
De nemcsak minimál, hanem "optimál" is, ha nincs túlzott nagy felesleges erőtartalék .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 17:58
Írta: 000000000 Dátum 2009 december 22, 17:58
Az még hagyján, hogy a G00:9000 de a G01:4000 és ez nem semmi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 18:04
Írta: 000000000 Dátum 2009 december 22, 18:04
A rögzítést hogyan csinálja?
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 22, 18:17
Írta: j3rx6bsjd Dátum 2009 december 22, 18:17
Tévedtem,most ahogy olvasgatok pl. a HAAS alkalmaz csillag és delta kapcsolást a motorjaiban és ezek között váltogat attól függően,hogy nagy fordulat vagy kis fordulat nagy nyomatékra van-e szükség.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 18:21
Írta: bmejdz9nu Dátum 2009 december 22, 18:21
Nem értesz... De majd linkelek videót ilyen gépekről...
Amelyik 24.000rpm-el mar és szerszámot cserél és 600rpm-el menetet fúr...Meg egyszer 24000rpm ! és 600rpm!
Két motor azaz két tekercselés egy házban nincs? Itt a Kami gépem mint példa...
6 drót jön ki csillagban = két különböző pólus számú tekercselés 3000rpm/1500rpm 2 pol és 4 pol...átkapcs... furdulat a fele a nyomatéka a duplája azonnal.
De sajnos ez csak "felezős" megoldás. De lehetne fokozni ...
Amelyik 24.000rpm-el mar és szerszámot cserél és 600rpm-el menetet fúr...Meg egyszer 24000rpm ! és 600rpm!
Két motor azaz két tekercselés egy házban nincs? Itt a Kami gépem mint példa...
6 drót jön ki csillagban = két különböző pólus számú tekercselés 3000rpm/1500rpm 2 pol és 4 pol...átkapcs... furdulat a fele a nyomatéka a duplája azonnal.
De sajnos ez csak "felezős" megoldás. De lehetne fokozni ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 18:24
Írta: bmejdz9nu Dátum 2009 december 22, 18:24
Jó lenne pár kép - ha nem titkos... :) Képbe kerülnénk :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 18:33
Írta: bmejdz9nu Dátum 2009 december 22, 18:33
Itt a Klaviónál árulnak (azonos házban és mértetben) többféle főorsó motort....
100Hz-es változat= 6000rpm
200Hz-es vátozat = 12.000rpm
300Hz-es változat= 18.000rpm
400Hz-es vátozat = 24.000rpm
Miért ne lehete pl. pl. egy 50Hz-es = 3000rpm vagy 25Hz-es = 1500rpm változat is?
Persze a kisebb fordulatúak nyomatékosabbak...
Ha van egy 400Hz-es és egy 25Hz-es akkor lehetne egy házban is a két tekercs...
Hogy egyszerűen el lehessen képzelni: hosszabb a forgórész a házban pedíg egyik tekercselés felül a másik alul.
100Hz-es változat= 6000rpm
200Hz-es vátozat = 12.000rpm
300Hz-es változat= 18.000rpm
400Hz-es vátozat = 24.000rpm
Miért ne lehete pl. pl. egy 50Hz-es = 3000rpm vagy 25Hz-es = 1500rpm változat is?
Persze a kisebb fordulatúak nyomatékosabbak...
Ha van egy 400Hz-es és egy 25Hz-es akkor lehetne egy házban is a két tekercs...
Hogy egyszerűen el lehessen képzelni: hosszabb a forgórész a házban pedíg egyik tekercselés felül a másik alul.
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 22, 18:46
Írta: j3rx6bsjd Dátum 2009 december 22, 18:46
Mekkora menetet tud fúrni max?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 18:46
Írta: bmejdz9nu Dátum 2009 december 22, 18:46
Bemondani mindent lehet :) Persze azt is tudni kell, hogy mindenki másra azaz más erőkre használja a gépét...
De direktben 0,2Nm-el 5-ös orsó... ami még hosszú és nehéz is... az nem semmi... De talán kapunk képeket a gépről... netán videókat...
De direktben 0,2Nm-el 5-ös orsó... ami még hosszú és nehéz is... az nem semmi... De talán kapunk képeket a gépről... netán videókat...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 18:56
Írta: 000000000 Dátum 2009 december 22, 18:56
Péter!!! Mit nem látok, Te kezdesz lassan foglalkozni a J-vel? Na ez a mintapéldám nem volt mégse hiábavaló!:)
Cím: Re:DC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2009 december 22, 18:57
Írta: Rabb Ferenc Dátum 2009 december 22, 18:57
Csak úgy zárójelben jegyzem meg, hogy egy mezei mosógépmotor is általában kettős tekercselésű. Általában 2 és 16 pólusú a mosáshoz és a centrifugáláshoz. De a Miklós által említett motor is megoldás lehet (#10350)
És néhány tévhit: a csillag/delta átkapcsolás nem elsősorban nyomaték, hanem sokkal inkább fordulatszám váltásra való. Az, hogy csillagban csökken a nyomaték azonos tápfesznél - csak következmény.
Szintén hibás az a következtetés, hogy a 2/4 pólusú átkapcsoláskor a fele fordulathoz dupla nyomaték dukál. A nyomaték aszinkron motornál a forgórész tömegével arányos. Az pedig nem változik menet közben :)
És néhány tévhit: a csillag/delta átkapcsolás nem elsősorban nyomaték, hanem sokkal inkább fordulatszám váltásra való. Az, hogy csillagban csökken a nyomaték azonos tápfesznél - csak következmény.
Szintén hibás az a következtetés, hogy a 2/4 pólusú átkapcsoláskor a fele fordulathoz dupla nyomaték dukál. A nyomaték aszinkron motornál a forgórész tömegével arányos. Az pedig nem változik menet közben :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 19:01
Írta: 000000000 Dátum 2009 december 22, 19:01
Na és milyen szerszámmal? Vannak nagyon spéci gépi menetfúrók is, amik fele-harmada akkora nyomatékkal forgácsolnak, ha korrektek az élszögei és spéci a kialakításuk ..., ez sem mindegy szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 22, 19:08
Írta: s7manbs8 Dátum 2009 december 22, 19:08
Tibor45 !
Nálad egy szervó hajtásos méretezésnél kb. hány egyenlet, vagy peremfeltétel van nagyjából felállítva, milyen nehéz ennek a megoldása ?
Nálad egy szervó hajtásos méretezésnél kb. hány egyenlet, vagy peremfeltétel van nagyjából felállítva, milyen nehéz ennek a megoldása ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 19:09
Írta: bmejdz9nu Dátum 2009 december 22, 19:09
Ne viccelj már :) Még a végén azt hiszik, hogy egy tányérból eszünk :)
Tibikém...:) Mit írtam 0,2Nm (Mr. Newton:).... nem Watt :) Annak még nincs vége... csak tűzszünet van...
Na de tényleg valahol ez nekem is hihetetlen az már az inercia arány miatt...
Kis súlyú azaz "lendkerekű" forgórész a motorban és egy "súlyos" forgatott tömegű orsó... hihetetlen...
Erőre még oké... 25Kp-ot számoltam... de gyorsítani ezt a forgó tömeget még a csúcsnyomaték is talán kevés...
Tibikém...:) Mit írtam 0,2Nm (Mr. Newton:).... nem Watt :) Annak még nincs vége... csak tűzszünet van...
Na de tényleg valahol ez nekem is hihetetlen az már az inercia arány miatt...
Kis súlyú azaz "lendkerekű" forgórész a motorban és egy "súlyos" forgatott tömegű orsó... hihetetlen...
Erőre még oké... 25Kp-ot számoltam... de gyorsítani ezt a forgó tömeget még a csúcsnyomaték is talán kevés...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 19:10
Írta: bmejdz9nu Dátum 2009 december 22, 19:10
A Kami nem jó példa (csak arra hogy ilyen is van) mert csak felezős... Én pedig 1/20-as váltást szeretnék...
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 22, 19:14
Írta: ANTAL GÁBOR Dátum 2009 december 22, 19:14
Feri!
Valamit eltévesztesz. Akár rövidrezárt forgórészű (indukciós) akár szinkron a motor a fordulatszámot a póluspárok száma és a táplálás frekije határozza meg . Azért használunk csillag delta kapcsolást hogy az indítási áram kisebb legyen . Persze ha Dahlander a motor akkor póluszámot és kapcsolási szisztámát is válunk. De a pólusszám váltás a lényeg. Ha jól van méretezve a motor akkor igenis a lassabb tartományban nő a nyomaték . P = kontstans esetén M= P / omega.. Omega pedig pólusszám és frekifüggő
Valamit eltévesztesz. Akár rövidrezárt forgórészű (indukciós) akár szinkron a motor a fordulatszámot a póluspárok száma és a táplálás frekije határozza meg . Azért használunk csillag delta kapcsolást hogy az indítási áram kisebb legyen . Persze ha Dahlander a motor akkor póluszámot és kapcsolási szisztámát is válunk. De a pólusszám váltás a lényeg. Ha jól van méretezve a motor akkor igenis a lassabb tartományban nő a nyomaték . P = kontstans esetén M= P / omega.. Omega pedig pólusszám és frekifüggő
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 19:15
Írta: 000000000 Dátum 2009 december 22, 19:15
Szerintem a nyomaték, teljesítmény nem változik a két sebességes (dalander??,) motornál.
Én lecseréltem a frekiváltó miatt
És sajnos tuningolni sem lehet őket.
Én lecseréltem a frekiváltó miatt
És sajnos tuningolni sem lehet őket.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 19:16
Írta: 000000000 Dátum 2009 december 22, 19:16
"A nyomaték aszinkron motornál a forgórész tömegével arányos."
Bocsi, de ezt nem egészen értem...., nagyon közvetett módon függ ettől.
Inkább a kalicka, tekercselés Ohmos ellenállása, mágneses fluxus határokból (telítődés, stb..) adódó áramtól függ egy ilyen motor nyomatéka. Abban pedig igazad van, hogy sajnos a forgórész nem változik, bárhogy kapcsolgatjuk a tekercseket, így tehát az állandó nyomaték szempontjából alig segít ez nekünk. A csillag-delta kombinációt nagyobb gépek indításánál alkalmazzák a tranziens jelenségek javítására.
Bocsi, de ezt nem egészen értem...., nagyon közvetett módon függ ettől.
Inkább a kalicka, tekercselés Ohmos ellenállása, mágneses fluxus határokból (telítődés, stb..) adódó áramtól függ egy ilyen motor nyomatéka. Abban pedig igazad van, hogy sajnos a forgórész nem változik, bárhogy kapcsolgatjuk a tekercseket, így tehát az állandó nyomaték szempontjából alig segít ez nekünk. A csillag-delta kombinációt nagyobb gépek indításánál alkalmazzák a tranziens jelenségek javítására.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 22, 19:17
Írta: s7manbs8 Dátum 2009 december 22, 19:17
Péter, mondok én neked egy hasonlatot !
Képzeld el, hogy egy 20nm-es szobát téli -20 fokban be lehet fűteni 10W-teljesítménnyel úgy, hogy bent +20 fok legyen.
De hogyan ?
Hát úgy, hogy úgy leszigeteljük annyira, hogy ne legyen nagyobb a hőáramlás a külső térrel. Ugye ezt el tudod képzelni.
Képzeld el, hogy egy 20nm-es szobát téli -20 fokban be lehet fűteni 10W-teljesítménnyel úgy, hogy bent +20 fok legyen.
De hogyan ?
Hát úgy, hogy úgy leszigeteljük annyira, hogy ne legyen nagyobb a hőáramlás a külső térrel. Ugye ezt el tudod képzelni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 19:18
Írta: bmejdz9nu Dátum 2009 december 22, 19:18
Ezen a mosás és centrifugálás programon/dolgon már én is filóztam a mosógép előtt :)
"Szintén hibás az a következtetés, hogy a 2/4 pólusú átkapcsoláskor a fele fordulathoz dupla nyomaték dukál."
Igazad van.. a ha a 2pol=1 Nm akkor a 6pol 2Nm...(nem a 4pol) most néztem a katalógusban... Ezt nem is lestem eddig...Köszi!
"Szintén hibás az a következtetés, hogy a 2/4 pólusú átkapcsoláskor a fele fordulathoz dupla nyomaték dukál."
Igazad van.. a ha a 2pol=1 Nm akkor a 6pol 2Nm...(nem a 4pol) most néztem a katalógusban... Ezt nem is lestem eddig...Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 19:20
Írta: bmejdz9nu Dátum 2009 december 22, 19:20
Be nem megyünk a szobába mert a leheletünkkel felmelegítenénk :) Netán egy ajtónyitás? :) Legyünk gyakorlatiasak... Hobbysta :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 22, 19:22
Írta: s7manbs8 Dátum 2009 december 22, 19:22
Látod értelek én, ezért kell 10kW oda.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 19:25
Írta: bmejdz9nu Dátum 2009 december 22, 19:25
Dahlander! Ezaz! Alakulunk... :) Na ilyen kellene de nem 1/2-ben hanem 1/20-ban... :)
Nekem maradt és van frekiváltó... Tuningot nem próbáltam... elég.
Nekem maradt és van frekiváltó... Tuningot nem próbáltam... elég.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 22, 19:26
Írta: ANTAL GÁBOR Dátum 2009 december 22, 19:26
Még egy mondat: a nyomatékot nem a forgórész tömege határozza meg hanem az áram A legideálisabb motornak nulla lenne a forgórésztömege és ezáltal nulla lenne a J je de mégis nyomatékot szolgáltatna. Nem találták volna fel a vasmagmentes motorokat ha a tömeg határozná meg a nyomatékot ill ha igaz lenne amit írtál akkor ólmot tennének a forgórészbe nyomatéknövelés céljából
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 22, 19:26
Írta: ANTAL GÁBOR Dátum 2009 december 22, 19:26
Még egy mondat: a nyomatékot nem a forgórész tömege határozza meg hanem az áram A legideálisabb motornak nulla lenne a forgórésztömege és ezáltal nulla lenne a J je de mégis nyomatékot szolgáltatna. Nem találták volna fel a vasmagmentes motorokat ha a tömeg határozná meg a nyomatékot ill ha igaz lenne amit írtál akkor ólmot tennének a forgórészbe nyomatéknövelés céljából
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 19:27
Írta: bmejdz9nu Dátum 2009 december 22, 19:27
[#nevetes1] Ha nem is 10Kw... de gyakorlatilag 1Kw biztos, de azért legyen rajt egy fázishasítós szabályzó... hátha kevesebb is elég :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 19:27
Írta: bmejdz9nu Dátum 2009 december 22, 19:27
jól elmentünk a szervótól...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 22, 19:30
Írta: s7manbs8 Dátum 2009 december 22, 19:30
Na, most erre konkrétan tudom a választ, ugyanis, gyakorlatilag egy tényleges szobában, ami 12nm-es, emlékszem, hogy télen a -10 fokban már kevésnek bizonyult a 2kW-os elektromos fűtőtest, úgyhogy egyezzünk ki 5kW-ban, ezt mutatta a gyakorlat. [#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 22, 19:31
Írta: s7manbs8 Dátum 2009 december 22, 19:31
Itt az elvnek csak köze van hozzá, van hogy kicsit átvitt értelemben tartozik a témához a hozzászólás.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 19:36
Írta: 000000000 Dátum 2009 december 22, 19:36
Jajajj Péter....! Így van, tűzszünet van...:) Pedig már bizakodtam az idő jótékony hatásában ezügyben is....Hagyjuk valóban jövőre a feltételezett gondjaidat....Tudod, jön a Karácsony! És jövőre hátha belátod az ősi mondás igazságát: széllel szemben nem lehet pi..lni!:) Azaz szervóra fordítva: vannak hajtástechnikai tények, adatok, számítások, képletek, amik előtt meg kell hajolnunk.:)
Azaz sajnos vagy nem sajnos létezik az a végtelen számú, de egyenként konkrét 30-70W-os DC szervómotor is, ami megoldása lehet a mintapéldámnak. Ennek bizonyítására rengeteg idő lesz 2010-ben, bár már 2009-ben is tettem rá kísérletet.:)
Azaz sajnos vagy nem sajnos létezik az a végtelen számú, de egyenként konkrét 30-70W-os DC szervómotor is, ami megoldása lehet a mintapéldámnak. Ennek bizonyítására rengeteg idő lesz 2010-ben, bár már 2009-ben is tettem rá kísérletet.:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 19:39
Írta: 000000000 Dátum 2009 december 22, 19:39
nekem 220-ról megy ezért is cseréltem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 19:51
Írta: bmejdz9nu Dátum 2009 december 22, 19:51
Értem... a hegyen laksz és spóroltál a hőszigetelésen és az 10 ember egy szobában és mindenki mindig a WC-re jár :)
24 órás teljes üzemben 5Kw? Te gazdag vagy 175Ft/óra X24óra = 4200Ft/nap X30nap = 126.000Ft egy hónap/kis szoba... irigyellek, hogy ezt a luxust megteheted :)
24 órás teljes üzemben 5Kw? Te gazdag vagy 175Ft/óra X24óra = 4200Ft/nap X30nap = 126.000Ft egy hónap/kis szoba... irigyellek, hogy ezt a luxust megteheted :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 22, 19:52
Írta: Szalai György Dátum 2009 december 22, 19:52
Hát tekercseltess egyet. Az állórész minden hornyában külön tekercs, külön kivezetve. Eleje, vége jelölve. Azután kötözgetheted magadnak, ahogy kívánod.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 22, 19:56
Írta: s7manbs8 Dátum 2009 december 22, 19:56
Látod, ezért jó a példa, mert ez csak csúcsértékben annyi, átlagban nem kell, mert nyár is van.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 19:58
Írta: bmejdz9nu Dátum 2009 december 22, 19:58
[#smile]"Tudod, jön a Karácsony!" akkor szeressük most egymást ... és számolj egy újat 20W10W-ra :)
Na 70W... alakulunk... még egy kicsit tegyél rá és [#puszi] de nyomatékos és valós legyen... :) Talán a Jézuska hoz neked egy 70W-ost ami tud alapban 0,32Nm-et :)
Na 70W... alakulunk... még egy kicsit tegyél rá és [#puszi] de nyomatékos és valós legyen... :) Talán a Jézuska hoz neked egy 70W-ost ami tud alapban 0,32Nm-et :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 20:00
Írta: bmejdz9nu Dátum 2009 december 22, 20:00
Az jogos... másként nem lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 20:01
Írta: bmejdz9nu Dátum 2009 december 22, 20:01
Az elég egyszerű lenne :) Veszek két motort és összekötöm egy kuplunggal sorba :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 20:03
Írta: 000000000 Dátum 2009 december 22, 20:03
Egyébként Péter itt is az a nagy helyzet, hogy csak ezekkel a "buta" elektronikákkal, ostoba frekiváltókkal nem lehet csatát nyerni főhajtásoknál sem, kell a mechanikus gépészeti áttétel. De erre is vannak ma már szuper fokozatnélküli nyomatékváltók korszerű szerszámgépeknél. Pl. elektro-hidraulikus PIV hajtómű. Verhetetlen profi technika.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 20:04
Írta: bmejdz9nu Dátum 2009 december 22, 20:04
Szóval egész nap nem fűtesz és aztán jól bedurrantasz az 5Kw-al... :) A modern kondenzációs gázkazánok pont az ellenkező elvet követik...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 20:05
Írta: bmejdz9nu Dátum 2009 december 22, 20:05
Igazad lehet... de majd rájövök, hogyan... hobbyban...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 22, 20:12
Írta: Szalai György Dátum 2009 december 22, 20:12
Egyszerű és az a jó.
Ha két motort összekötsz akkor dupla lesz a J, és az baj. Minek forgatnál kétszer annyi vasat. Ráadásul az egyiket mindég döglötten. Egy motor a jó megoldás, minden darab vasnak dolgoznia kell. A többi csak teher.
Persze, ha lendkereket is akarsz…
Ha két motort összekötsz akkor dupla lesz a J, és az baj. Minek forgatnál kétszer annyi vasat. Ráadásul az egyiket mindég döglötten. Egy motor a jó megoldás, minden darab vasnak dolgoznia kell. A többi csak teher.
Persze, ha lendkereket is akarsz…
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 20:13
Írta: 000000000 Dátum 2009 december 22, 20:13
Messer írta a Linkek-ben:
"Egy szabályzóval: "AC/BLDC/DC/linear servo motors", és még léptecs vezérlés, vagy szabályzás (igen, enkóderrel).Ja, 2 és 3 fázisú is.
Granite Devices"
Marhára érdekelne hozzáértők véleménye, de két napja senki szóra sem méltatja. Vagy nem is olyan forradalmi újdonság?
"Egy szabályzóval: "AC/BLDC/DC/linear servo motors", és még léptecs vezérlés, vagy szabályzás (igen, enkóderrel).Ja, 2 és 3 fázisú is.
Granite Devices"
Marhára érdekelne hozzáértők véleménye, de két napja senki szóra sem méltatja. Vagy nem is olyan forradalmi újdonság?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 20:34
Írta: bmejdz9nu Dátum 2009 december 22, 20:34
Nincs új a földön :)
Ha most belemennék a 6 FET = AC és 4 FET DC (2 pihen) hogy ez mekkora vakítás... és egy PIC-el ez nem gond... és ha már legyen léptető is...
Nade minek ez mind egyszerre?
Olyan mint a kínai horgászlámpa amiben van rádió is és csalitartó :)
Egy biztos szép designt csinált neki... de azért a pénzért hulla profi gyári step/dir-es vezérlőt kapni...
Tehát eljárt szerintem a finn gyerek felett az idő... sajnos. Messser biztos szereti az exotikus kalandokat :) Volt már neki Ausztrál Rutex is...
Ha most belemennék a 6 FET = AC és 4 FET DC (2 pihen) hogy ez mekkora vakítás... és egy PIC-el ez nem gond... és ha már legyen léptető is...
Nade minek ez mind egyszerre?
Olyan mint a kínai horgászlámpa amiben van rádió is és csalitartó :)
Egy biztos szép designt csinált neki... de azért a pénzért hulla profi gyári step/dir-es vezérlőt kapni...
Tehát eljárt szerintem a finn gyerek felett az idő... sajnos. Messser biztos szereti az exotikus kalandokat :) Volt már neki Ausztrál Rutex is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 20:35
Írta: bmejdz9nu Dátum 2009 december 22, 20:35
Főorsó.... a lendkerék itt hasznos is lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 20:38
Írta: 000000000 Dátum 2009 december 22, 20:38
Persze nem léptecsre gondoltam, hanem a DC, AC , BLDC , és lineáris motorokhoz is javasolja.
De elfogadom amit mondasz.
De elfogadom amit mondasz.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 22, 20:39
Írta: Szalai György Dátum 2009 december 22, 20:39
Erre lehetőséget ad a technika és szükségessé teszi az uniformizálási törekvés. Ha processzor hajtja a háromfázisú hidat, akkor minden lehetőség csak elég be-kimenet és program kérdése.
Onnantól akár egy jumperrel választhatsz a lehetőségek közül. Kérdés, hogy mi az ára?
Onnantól akár egy jumperrel választhatsz a lehetőségek közül. Kérdés, hogy mi az ára?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 20:45
Írta: 000000000 Dátum 2009 december 22, 20:45
Ha érdekel az én véleményem, akkor nincs ebben olyan nagy különlegesség.
Gondolom van benne motor fő csatornánként 4 független vezérelhetőségű PWM FET fél híd, és ezt egy cél processzorral kimultiplexelve meghajtják az adott motortípustól függően.
Ez így mindenre elég. Ráadásul mivel vezérléstechnikailag AC=BLDC=Linear, ez így csak eredőben 3 féle motor. Mellesleg nem olcsó, majdnem 300 Euró...
És ami ennyire univerzálisnak hirdeti magát, az általában egy egy típusra kihegyezett hajtással szemben alul szokott maradni. Nincsenek univerzális dolgok a műszaki életben általában.
Gondolom van benne motor fő csatornánként 4 független vezérelhetőségű PWM FET fél híd, és ezt egy cél processzorral kimultiplexelve meghajtják az adott motortípustól függően.
Ez így mindenre elég. Ráadásul mivel vezérléstechnikailag AC=BLDC=Linear, ez így csak eredőben 3 féle motor. Mellesleg nem olcsó, majdnem 300 Euró...
És ami ennyire univerzálisnak hirdeti magát, az általában egy egy típusra kihegyezett hajtással szemben alul szokott maradni. Nincsenek univerzális dolgok a műszaki életben általában.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 20:51
Írta: 000000000 Dátum 2009 december 22, 20:51
Nálunk mennyi egy AC szervó vezérlő? Ettől jóval olcsóbb?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 20:56
Írta: 000000000 Dátum 2009 december 22, 20:56
Nézd meg a klavionál. de általában uj ára 200e Ft 1 tengelyre komplett
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 21:00
Írta: 000000000 Dátum 2009 december 22, 21:00
Ez így nagyon általános....Milyen teljesítményhez, milyen tudású ipari-Hobby...
Ráadásul erősen cég márkanév függő az ár.
Vannak olyan nagy cégek, amiknek csak a nevéért fizethetsz több százezer forintot.:)
Én a magam részéről azt tudom mondani, 300W-ig bezárólag beüzemeléssel együtt 70-90 ezer+Áfa
körül van egy ilyen step-dir AC pozíciószervo.
Ráadásul erősen cég márkanév függő az ár.
Vannak olyan nagy cégek, amiknek csak a nevéért fizethetsz több százezer forintot.:)
Én a magam részéről azt tudom mondani, 300W-ig bezárólag beüzemeléssel együtt 70-90 ezer+Áfa
körül van egy ilyen step-dir AC pozíciószervo.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 21:02
Írta: 000000000 Dátum 2009 december 22, 21:02
Csak azért kíváncsiskodtam, mert itt arról olvastam annó, hogy motort lehet dögivel kapni, csak a hozzá illeszkedő vezérlőt nehéz kiválasztani ill. beszerezni.
Na már, én azt hittem ez a vezérlő többféle AC motorhoz jó nem csak egyhez.
Na már, én azt hittem ez a vezérlő többféle AC motorhoz jó nem csak egyhez.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 21:05
Írta: 000000000 Dátum 2009 december 22, 21:05
Nade akkor ezekis 300 EURÓ ill. afelettiek
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 21:09
Írta: 000000000 Dátum 2009 december 22, 21:09
Csak az a durva hogy a multkori Magyar Regulán kértem árajálatot AC servóra és ott is 200e Ft-ot mondtak a 2kw-ra míg a klaviónál ebböl max 750wattot tudsz összehozni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 21:15
Írta: 000000000 Dátum 2009 december 22, 21:15
Hát persze, és ha step motorhoz veszed, akkor is 300 Euró.:) Minden relatív, mellesleg az AC hajtástechnika egy ingoványos terület, ha nem egy cégtől veszed a motort és vezérlőt, alig van esélyed, hogy normálisan forgásra bírjad a rendszert. Azaz nagyon-nagyon drága tud lenni, ha kidobott pénzt adsz ilyesmiért. Hidd el, bőven jó lesz Neked a DC szervó is.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 21:19
Írta: bmejdz9nu Dátum 2009 december 22, 21:19
Már megint egyetértünk... ez már szörnyű :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 21:19
Írta: 000000000 Dátum 2009 december 22, 21:19
Honnan szerezhető be 70-90ezer körüli új ac szervo hajtás?
De ha ezt megmondod akkor a klavió bezárhat [#hehe]
De ha ezt megmondod akkor a klavió bezárhat [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 21:23
Írta: bmejdz9nu Dátum 2009 december 22, 21:23
Pontosítsuk az AC motorok és vezérlők párosítása nem egyszerű... és azonosítása...
Ez a Finn vez. sem arról szól.. hogy pl. szerzek egy Yaskawa Sigma-II-es motort amiből csak 2 drót jön ki :) (Minden adat sorosan...) vagy egy Mitsubishi AC Motort...
Szerintem... persze nem akarok beleszólni... AC-t csak kompletten vegyél amit látsz, hogy megy együtt pl. Mach-al... azaz step/dir-el...
Ez a Finn vez. sem arról szól.. hogy pl. szerzek egy Yaskawa Sigma-II-es motort amiből csak 2 drót jön ki :) (Minden adat sorosan...) vagy egy Mitsubishi AC Motort...
Szerintem... persze nem akarok beleszólni... AC-t csak kompletten vegyél amit látsz, hogy megy együtt pl. Mach-al... azaz step/dir-el...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 21:25
Írta: 000000000 Dátum 2009 december 22, 21:25
Nálam. www.robsy.hu
De ebben az árban nincs benne a Greatz hidas motortápegység, és a motor sem. Ez csak a szervo driver és a beüzemelése garanciával.
De ebben az árban nincs benne a Greatz hidas motortápegység, és a motor sem. Ez csak a szervo driver és a beüzemelése garanciával.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 21:28
Írta: bmejdz9nu Dátum 2009 december 22, 21:28
AC volt a kérdés... te minden Ac motort bevállalsz? Tök mindegy milyen a jeladás ill. encoder rendszer?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 21:29
Írta: 000000000 Dátum 2009 december 22, 21:29
" Hidd el, bőven jó lesz Neked a DC szervó is. "
Pedig most tévedsz, mert januárban lehet hogy meg kell építenem egy AC szervó hajtású (nem CNC gép!!!) gépet (nem lehet szikrázó kommutátor) és léptecs nem jöhetett eddig szóba, mert nem volt encóderes vezérelhetőség.
És amit én nem tudok azt más majd fogja!
Pedig most tévedsz, mert januárban lehet hogy meg kell építenem egy AC szervó hajtású (nem CNC gép!!!) gépet (nem lehet szikrázó kommutátor) és léptecs nem jöhetett eddig szóba, mert nem volt encóderes vezérelhetőség.
És amit én nem tudok azt más majd fogja!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 21:48
Írta: 000000000 Dátum 2009 december 22, 21:48
Igen, én azt szeretem, ha egy AC motorból csak a 3 fázistekercs lóg ki.:) Majd én teszek rá encodert, amitől működni tud. De vannak ritka pillanatok, amikor olyan encoder van rajta, ami pont jó. Ha minden igaz, pl. H.Józsi is mostanában ilyen motor vett, majd kiderül, ha elhozza hozzám egy próba pörgetésre.
Mellesleg az én rendszereim nyitottak, azaz fillérekért már kaphatsz egy "feketedobozt" alapesetben, és az DC motort "csinál" az AC-ból, azaz két madzag jön ki belőle, ha rákötsz egy laposelemet, el kezd az
AC motor pontosan úgy forogni, mintha DC motor lenne. Két lapos elem -> kétszeres fordulat. stb...
Mellesleg az én rendszereim nyitottak, azaz fillérekért már kaphatsz egy "feketedobozt" alapesetben, és az DC motort "csinál" az AC-ból, azaz két madzag jön ki belőle, ha rákötsz egy laposelemet, el kezd az
AC motor pontosan úgy forogni, mintha DC motor lenne. Két lapos elem -> kétszeres fordulat. stb...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 21:52
Írta: 000000000 Dátum 2009 december 22, 21:52
Bocs, de gondolatolvasó nem vagyok....
Honnan tudhatom én előre, ha nem mondod, milyen szuper titkos CNC-szerű gépet kell építned, ahol ilyen követelmények vannak.:)
Mellesleg szívesen segítek Neked ebben is, de lesz itt erre sok más jelentkező is.
Honnan tudhatom én előre, ha nem mondod, milyen szuper titkos CNC-szerű gépet kell építned, ahol ilyen követelmények vannak.:)
Mellesleg szívesen segítek Neked ebben is, de lesz itt erre sok más jelentkező is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 22:06
Írta: 000000000 Dátum 2009 december 22, 22:06
Nem a titkosságon van a lényeg!
Az más kérdés, hogy alapfeltétel, nem lehet DC motor.
Mivel nagyon sok olyan dolgot csinálok amihez az én tudásom kevés, csak jól megválasztott segítőkkel érek célba. Hát ezért provokáltam egy picit ezt az AC kérdést. Namost együtt működni pedig csak a kölcsönös tiszteleten alapulóan tudok.
Persze a két ünnep között azért a CNC-m DC szervósítása indúl el.
Az más kérdés, hogy alapfeltétel, nem lehet DC motor.
Mivel nagyon sok olyan dolgot csinálok amihez az én tudásom kevés, csak jól megválasztott segítőkkel érek célba. Hát ezért provokáltam egy picit ezt az AC kérdést. Namost együtt működni pedig csak a kölcsönös tiszteleten alapulóan tudok.
Persze a két ünnep között azért a CNC-m DC szervósítása indúl el.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 22:17
Írta: bmejdz9nu Dátum 2009 december 22, 22:17
A három tekercs... persze ne menjünk át teljesen AC-ba itt a DC-ben... Majd folytatjuk ott...
Cím: Re:DC szervó motoros vezérlés
Írta: Bicska Dátum 2009 december 22, 22:21
Írta: Bicska Dátum 2009 december 22, 22:21
Szia Péter! Tudom, hogy már túllendültél a témán, a kiállításon "kérdeztem" is tőlük, meg másiktól is, akik ilyen klaviós motorokat használnak, de pár eszres fordulaton használhatatlanok... Én is sokat filóztam a dolgon már.....de még mindig azt "látom", hogy kell egy magas fordulatú főorsó motor ( 30 000rpm) és egy ~2-3kw-os hagyományos (380as), ami alapba pörög 1500-2500-at.[#whatever]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 22, 22:23
Írta: bmejdz9nu Dátum 2009 december 22, 22:23
Persze egy motor az nem motor :)
De az automata szerszámcserélő sem olcsó... ezért kell ez a megoldás nekem... majd...
De az automata szerszámcserélő sem olcsó... ezért kell ez a megoldás nekem... majd...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 22, 22:27
Írta: 000000000 Dátum 2009 december 22, 22:27
Figyelj ide picit RC! Nem értem mit kertelsz itt össze-vissza. Utólag közölsz olyan infókat, amit ha előre tudok másként is válaszolhatok és be sem írom azt a választ. Ennyi. Szerintem nem érdemes "kölcsönös tiszteletről"
beszélned, amikor még azt sem mondod el előre, mi a pontos feladat, mik a műszaki követelmények, csak utólag.
De mivel ezer más dolgom is van mostanában, és ott helyben Neked minimum 2-3 Fórumtárs a rendelkezésedre áll fejlesztőként is, aki tud segíteni, nincs itt semmi gond. Hajrá, csináljátok az AC projektedet!:) Ha pedig valamiben mégis úgy gondolod, hogy tudok segíteni, írjál egyszer magánban, végül is ez egy DC szervo topik.
beszélned, amikor még azt sem mondod el előre, mi a pontos feladat, mik a műszaki követelmények, csak utólag.
De mivel ezer más dolgom is van mostanában, és ott helyben Neked minimum 2-3 Fórumtárs a rendelkezésedre áll fejlesztőként is, aki tud segíteni, nincs itt semmi gond. Hajrá, csináljátok az AC projektedet!:) Ha pedig valamiben mégis úgy gondolod, hogy tudok segíteni, írjál egyszer magánban, végül is ez egy DC szervo topik.
Cím: Re:DC szervó motoros vezérlés
Írta: Bicska Dátum 2009 december 22, 22:36
Írta: Bicska Dátum 2009 december 22, 22:36
Majd pillants rá Bajusz (főorsó)motorjára, hátha ihletet kapsz...[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 08:12
Írta: 000000000 Dátum 2009 december 23, 08:12
Ez így van, ahogy írod, egy hobbystának két marómotor kell. Az is igaz, hogy óriási pézekből meg lehet oldani egy motorral is. Szerintem egy motor forgató lenne az ideális, ami a motorokat maró pozícióba forgatja, vagy kézzel forgatjuk és fixáljuk.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 23, 09:03
Írta: besirkyjh Dátum 2009 december 23, 09:03
Szia Vbodi ez már tuti igy .[#ravasz1]
Ha a föorsomotort egy lépcsös szijtárcsával áttételezed akkor széles fordulat tartományban tudsz dolgozni , ráadásul pont ott lessz eröd ahova kell . ( asztali furogép , csak percizebben ) és freki válto ha kell .
Igy kell viszont egy külön föorso tengyely ami automata cserélös is lehet .
Csak egy ötlet .
[#integet2]
Ha a föorsomotort egy lépcsös szijtárcsával áttételezed akkor széles fordulat tartományban tudsz dolgozni , ráadásul pont ott lessz eröd ahova kell . ( asztali furogép , csak percizebben ) és freki válto ha kell .
Igy kell viszont egy külön föorso tengyely ami automata cserélös is lehet .
Csak egy ötlet .
[#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 23, 09:05
Írta: Szalai György Dátum 2009 december 23, 09:05
Ha egy motor nem elég, akkor miért nem az egy motor + áttétel a nyerő?
A motorforgatóval két motort meg a forgató tömegét kell cipelni. Csak az egyik motor dolgozik, a másik sajnos csak teher.
Sokpólusú, indukciós, rövidre zárt forgórészű motor, 500n/min fordulattal, 100N nyomatékkal, nem terem minden bokorban. Ebben a tartományban a direkt hajtás állandó mágneses nyomatékmotorral lenne járható. Az az idő is eljön majd, de addig biztosan célszerűbb egy könnyű, több lépcsős, poly-V szíjhajtás.
A motorforgatóval két motort meg a forgató tömegét kell cipelni. Csak az egyik motor dolgozik, a másik sajnos csak teher.
Sokpólusú, indukciós, rövidre zárt forgórészű motor, 500n/min fordulattal, 100N nyomatékkal, nem terem minden bokorban. Ebben a tartományban a direkt hajtás állandó mágneses nyomatékmotorral lenne járható. Az az idő is eljön majd, de addig biztosan célszerűbb egy könnyű, több lépcsős, poly-V szíjhajtás.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 23, 09:11
Írta: besirkyjh Dátum 2009 december 23, 09:11
Meg elöztelek [#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 09:13
Írta: 000000000 Dátum 2009 december 23, 09:13
Tibor!
"Mellesleg az én rendszereim nyitottak, azaz fillérekért már kaphatsz egy "feketedobozt" alapesetben, és az DC motort "csinál" az AC-ból, azaz két madzag jön ki belőle, ha rákötsz egy laposelemet, el kezd az
AC motor pontosan úgy forogni, mintha DC motor lenne. Két lapos elem -> kétszeres fordulat. stb..."
A modellmotor szabályozók nem ilyenek?
Csak azok enkóder helyett áram mérés elven pozicionálnak?
"Mellesleg az én rendszereim nyitottak, azaz fillérekért már kaphatsz egy "feketedobozt" alapesetben, és az DC motort "csinál" az AC-ból, azaz két madzag jön ki belőle, ha rákötsz egy laposelemet, el kezd az
AC motor pontosan úgy forogni, mintha DC motor lenne. Két lapos elem -> kétszeres fordulat. stb..."
A modellmotor szabályozók nem ilyenek?
Csak azok enkóder helyett áram mérés elven pozicionálnak?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 09:29
Írta: 000000000 Dátum 2009 december 23, 09:29
Ezt a fordulatszám tartományt nem lehet átfogni egy motorral és ésszerű áttétellel. Az óriási pénzekbe kerüléskor az álltalad írt nyomaték motorra gondoltam, mint amilyen az ipari gépekben van.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 23, 09:59
Írta: besirkyjh Dátum 2009 december 23, 09:59
Kb mekkora fordulat a maximum amit használsz és ott mekkora a motor teljesitménye ( W ) ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 23, 10:10
Írta: bmejdz9nu Dátum 2009 december 23, 10:10
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 11:16
Írta: 000000000 Dátum 2009 december 23, 11:16
Nem ilyenek...Tudtommal ott fix akku tápfesz ellátás van, és kitöltési tényezős gyengeáramú jelbemenet határozza meg a fordulatszámot.
Ez pedig részlet kérdés, hogy milyen trükökkel próbálják ezek a digitális ma divatos "kütyük" kicselezni a valós, fizikai u, v, w encoder jeleket.
Én nem értek a modellezéshez, de nem egy BL motort áruló kereskedővel beszéltem, aki visszaigazolta azt, hogy bizony a profibb és komolyabb modell motorokban is ott van a fizikai jeladó és ehhez ilyen vezérlő kell, ami drágább, de korrektebb. Sajnos csodák nincsenek...itt sem.
Ez pedig részlet kérdés, hogy milyen trükökkel próbálják ezek a digitális ma divatos "kütyük" kicselezni a valós, fizikai u, v, w encoder jeleket.
Én nem értek a modellezéshez, de nem egy BL motort áruló kereskedővel beszéltem, aki visszaigazolta azt, hogy bizony a profibb és komolyabb modell motorokban is ott van a fizikai jeladó és ehhez ilyen vezérlő kell, ami drágább, de korrektebb. Sajnos csodák nincsenek...itt sem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 11:45
Írta: 000000000 Dátum 2009 december 23, 11:45
Elfogadva amit írsz, csak két momentum a modellmotor szabályzókhoz:
- a nem gagyik min és max fesz bemenetűek, azaz amit én használok 7,4 V-14,5 V DC bemenetűek és ez a max fordulatot befolyásolja, ha motor is erre van gyártva. Van forgalomban max 36 V-os bemenetű is.
- itt most nem a szinkronba tartás témáját kívántam boncolgatni, hanem a DC-ről meghajtott BLDC motorok esetét. Kereskedelmi forgalomban ma már ritka mint a fehér holló a jeladós BLDC modellmotor, mivel itt nincs akkora dinamikus fordulatszám változtatási igény mint a CNC technikában), - " csak max-on tartás" és azt pedig jeladó nélkül is meg tudták oldani.
Csodák persze tudom nincsenek, de az elvek lehetnek azonosak.
- a nem gagyik min és max fesz bemenetűek, azaz amit én használok 7,4 V-14,5 V DC bemenetűek és ez a max fordulatot befolyásolja, ha motor is erre van gyártva. Van forgalomban max 36 V-os bemenetű is.
- itt most nem a szinkronba tartás témáját kívántam boncolgatni, hanem a DC-ről meghajtott BLDC motorok esetét. Kereskedelmi forgalomban ma már ritka mint a fehér holló a jeladós BLDC modellmotor, mivel itt nincs akkora dinamikus fordulatszám változtatási igény mint a CNC technikában), - " csak max-on tartás" és azt pedig jeladó nélkül is meg tudták oldani.
Csodák persze tudom nincsenek, de az elvek lehetnek azonosak.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 23, 12:56
Írta: bmejdz9nu Dátum 2009 december 23, 12:56
Sajnos még a saját főorsós bejegyzéseimet is ki kell majd törölnöm...
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 23, 14:07
Írta: besirkyjh Dátum 2009 december 23, 14:07
Áthozom ide mégis csak DC .
Electro Craft E 670 adatokat vagy adatlapot tud valaki ?
Köszönöm
Electro Craft E 670 adatokat vagy adatlapot tud valaki ?
Köszönöm
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 23, 21:41
Írta: bmejdz9nu Dátum 2009 december 23, 21:41
Keresetem de nincs... egy képet, mérteket nem tudnál róla mellékelni? Lehet, hogy Bautz gyártás?
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 23, 22:05
Írta: besirkyjh Dátum 2009 december 23, 22:05
Midjárt teszek egy képet .
Annyit tudok rola hogy 36V DC és azt hiszem 2.7A , de se fordulat sem nyomaték sem a csucsok nincsennek .
E643 volt a legkzeleb amit találtam de ez nem hoszem hogy számit valamit .
Annyit tudok rola hogy 36V DC és azt hiszem 2.7A , de se fordulat sem nyomaték sem a csucsok nincsennek .
E643 volt a legkzeleb amit találtam de ez nem hoszem hogy számit valamit .
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 23, 22:22
Írta: besirkyjh Dátum 2009 december 23, 22:22
Hülyeséget irtam mert még azt sem tudom hogy hány voltos , semmi nincs rajta csak a tipus .

[#nemtudom]
[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 25, 18:09
Írta: bmejdz9nu Dátum 2009 december 25, 18:09
Súly, tengely átmérő... azt hiszem ismerem ezt a motort...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 25, 18:16
Írta: bmejdz9nu Dátum 2009 december 25, 18:16
Egy CNC-s automata fúrógép :) (már több fúrós videót tényleg nem teszek fel - és meg is untam a fúrást :)
6mm vastag alu munkadarabon 17db 4,3mm-es luk és 160db = 2720 luk :)
Mindezt egy használt fúróval... Ennyit a szerszám élettartamról egy hobbystánál :)...
Vissza tettem a helyére mert az első furat is olyan lett mint az utolsó... ) pedig most hűtve sem nagyon volt...
17 Luk VIDEO :::::::::::::::::::::::::::: 17 Luk VIDEO (más nézőszögből :)::::::::::::::::::::::::::::

6mm vastag alu munkadarabon 17db 4,3mm-es luk és 160db = 2720 luk :)
Mindezt egy használt fúróval... Ennyit a szerszám élettartamról egy hobbystánál :)...
Vissza tettem a helyére mert az első furat is olyan lett mint az utolsó... ) pedig most hűtve sem nagyon volt...
17 Luk VIDEO :::::::::::::::::::::::::::: 17 Luk VIDEO (más nézőszögből :)::::::::::::::::::::::::::::
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 25, 20:20
Írta: 000000000 Dátum 2009 december 25, 20:20
Megy ez, mint a golyó. Képzeld, ha ezt kézzel kellett volna kifúrni!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 25, 20:22
Írta: bmejdz9nu Dátum 2009 december 25, 20:22
Kézzel... jesszus :) ... és még a furatok nemhogy pontosak hanem szebbek is mint kézzel fúrva. Erre is jó a CNC...
Cím: Re:DC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2009 december 25, 22:35
Írta: 62pb8zge Dátum 2009 december 25, 22:35
A képen látható motor encoderét hogyan kellene bekötnöm P2Q-val?Semmi információt nem tudok róla,az evig azt válaszolta a motort javítják az encodert cserélik,infót nem adtak... [#vomit]

Cím: Re:DC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2009 december 25, 22:36
Írta: 62pb8zge Dátum 2009 december 25, 22:36
Uhh,bocs![#wow1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 08:43
Írta: bmejdz9nu Dátum 2009 december 26, 08:43
Ne az encoder kivezetéseit fotózd, hanem az encoder bekötését encoderen...
Ha találsz rajt egy kondit az a tápfesz :) Netalán egy elkót akkor már a polarítás is megvan.
(A képet utólag javíthatod a hunbay-on- javítás után a megfelelően jelenik meg)
Ha találsz rajt egy kondit az a tápfesz :) Netalán egy elkót akkor már a polarítás is megvan.
(A képet utólag javíthatod a hunbay-on- javítás után a megfelelően jelenik meg)
Cím: Re:DC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2009 december 26, 08:49
Írta: 62pb8zge Dátum 2009 december 26, 08:49
Azt nem tudttam még megnézni,anyira nem szedttem szét,ennek a motornak az encoder után van a négy szénkeféje így eltakarják azt...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 09:50
Írta: bmejdz9nu Dátum 2009 december 26, 09:50
Így nehéz... De Svejk-nek van egy módszere... azaz dióda teszterrel meghatározta egyszer, oké volt... de már nem emlékszem mi volt a lényege...
Cím: Re:DC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2009 december 26, 13:57
Írta: 62pb8zge Dátum 2009 december 26, 13:57
Kell kölcsönkérnem z.gyürü fogót,akkor talán láthatóvá lesz az encoder elketronikája,akommutátort meg ezt az egész belsejét ki kellene takarítani,valamivel le is szokták kenni a szénkeféket,vagy nem?miaz?szénkefék
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 15:03
Írta: bmejdz9nu Dátum 2009 december 26, 15:03
Sajnos nem ezt ismerem...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 26, 18:14
Írta: svejk Dátum 2009 december 26, 18:14
El kell hogy szomorítsalak , de a képen látható az nem encoder hanem tachodinamó...
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 december 27, 08:30
Írta: besirkyjh Dátum 2009 december 27, 08:30
Szia
A motor tölem 300Km-re van , de van egy fotom amin látszik egy átmérö 5mm kis tengelyvég ( itt volt az 500cpr encodet ) és ahoz viszonyitva olyan 11-12mm körül lehet a másik végén a tengely átmérö .Mást nem tudok .
[#nemtudom]
A motor tölem 300Km-re van , de van egy fotom amin látszik egy átmérö 5mm kis tengelyvég ( itt volt az 500cpr encodet ) és ahoz viszonyitva olyan 11-12mm körül lehet a másik végén a tengely átmérö .Mást nem tudok .
[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 08:59
Írta: svejk Dátum 2009 december 27, 08:59
Ja, most nézem csak, hogy a képen a motor és az adattáblája van nem pedig az állítólagos encoder.
Akkor bocsi, nem szóltam...
Akkor bocsi, nem szóltam...
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2009 december 27, 09:02
Írta: 43pbwjg8s Dátum 2009 december 27, 09:02
Szia Svejk!
Nagyon szívás a cucc? :(
Bocsánat a rossz választásért!
Nagyon szívás a cucc? :(
Bocsánat a rossz választásért!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 09:14
Írta: 000000000 Dátum 2009 december 27, 09:14
Péter!!!
Az új évben nem szeretnék a Te "értetlenséged" miatt még további
teljesen meddő, és fölösleges vitákat folytatni Veled.
Szeretném, ha végre belátnád, hogy fölöslegesen kötözködtél,
kötözködsz az egy hónappal ezelőtti nagy vitát kiváltott (persze
csak egyedül Te vitáztál velem komolyan) elméleti mintapéldám kapcsán.
Már a #10101-ben leírtam 3 konkrét CMC motort, ami megfelelő áttétellel
a feladatot teljesíti.
Itt van egy negyedik, motor ez 1:2 áttétellel jó a példához a gyakorlatban,
és csak 40 W-os:

Természetesen a végtelenségig lehetne konkrét motorokat még itt belinkelni,
hiszen a komolyabb és nagyobb tudású DC tárcsamotorokat, vagy az úgynevezett
nyomatékmotorokat, AC motorokat még be sem vetettem a példám igazolására.
Azt is írtam már, hogy egy sima 1 Nm-es léptetőmotor (pontos típusokat
lásd Pl. Klavió) is elég ehhez a feladathoz.
Ha pedig amit kezdettől fogva hangsúlyozok, nevezetesen ez a példa
kb. 10 - 50-szeres hasznos eredő többlet teljesítményű előtoló hajtásról szól,
ipari, acél forgácsolásokhoz tartozhat ekkora erő, tehát messze nem HOBBY
kategóriájú alkalmazásról van szó, így még inkább megnyugtató és meggyőző
erejűek a tanulságok. Arról a 4-5 pontról beszélek, amit összefoglalásképpen
már akkor megtettem a végén, és azóta többször is.
Neked a példámból pont arra kellett volna rádöbbeni, hogy micsoda
feleleges energiákat pazarolsz el jelenleg is a gépeden, amikor 3-400W-os
szervó motorokkal hajtod. Ráadásul dinamikai képletekkel, egységugrástesztekkel
tudom bizonyítani, hogy ekkora motorral is a direkthajtásod miatt sajnos alulmaradsz
gyorsulásban egy akár átlagos ~70 W körüli EC240 1:3 lassítású géppel szemben is.
Ilyet itt Fórumon is a gyakorlatban már sokan építettek.
Sajnos ezek a tények, ezért kell még Neked nagyon sok mindent újragondolni
a szervótechnikában.
Tehát várom végre, hogy beismerjed a tények alapján nem volt igazad ezügyben sem!:)
Az új évben nem szeretnék a Te "értetlenséged" miatt még további
teljesen meddő, és fölösleges vitákat folytatni Veled.
Szeretném, ha végre belátnád, hogy fölöslegesen kötözködtél,
kötözködsz az egy hónappal ezelőtti nagy vitát kiváltott (persze
csak egyedül Te vitáztál velem komolyan) elméleti mintapéldám kapcsán.
Már a #10101-ben leírtam 3 konkrét CMC motort, ami megfelelő áttétellel
a feladatot teljesíti.
Itt van egy negyedik, motor ez 1:2 áttétellel jó a példához a gyakorlatban,
és csak 40 W-os:
Természetesen a végtelenségig lehetne konkrét motorokat még itt belinkelni,
hiszen a komolyabb és nagyobb tudású DC tárcsamotorokat, vagy az úgynevezett
nyomatékmotorokat, AC motorokat még be sem vetettem a példám igazolására.
Azt is írtam már, hogy egy sima 1 Nm-es léptetőmotor (pontos típusokat
lásd Pl. Klavió) is elég ehhez a feladathoz.
Ha pedig amit kezdettől fogva hangsúlyozok, nevezetesen ez a példa
kb. 10 - 50-szeres hasznos eredő többlet teljesítményű előtoló hajtásról szól,
ipari, acél forgácsolásokhoz tartozhat ekkora erő, tehát messze nem HOBBY
kategóriájú alkalmazásról van szó, így még inkább megnyugtató és meggyőző
erejűek a tanulságok. Arról a 4-5 pontról beszélek, amit összefoglalásképpen
már akkor megtettem a végén, és azóta többször is.
Neked a példámból pont arra kellett volna rádöbbeni, hogy micsoda
feleleges energiákat pazarolsz el jelenleg is a gépeden, amikor 3-400W-os
szervó motorokkal hajtod. Ráadásul dinamikai képletekkel, egységugrástesztekkel
tudom bizonyítani, hogy ekkora motorral is a direkthajtásod miatt sajnos alulmaradsz
gyorsulásban egy akár átlagos ~70 W körüli EC240 1:3 lassítású géppel szemben is.
Ilyet itt Fórumon is a gyakorlatban már sokan építettek.
Sajnos ezek a tények, ezért kell még Neked nagyon sok mindent újragondolni
a szervótechnikában.
Tehát várom végre, hogy beismerjed a tények alapján nem volt igazad ezügyben sem!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 09:23
Írta: 000000000 Dátum 2009 december 27, 09:23
Természetesen 1:3 az áttétel ehhez a 40W-os motorhoz a példához, a CMC motor példa sorból itt felejtettem az akkori értéket.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 10:12
Írta: bmejdz9nu Dátum 2009 december 27, 10:12
Nem találom a részletes adatait a longwaymotor.com (Kína) honlapon...
Ez egy szervómotor? Van adatlapja? pl. inercia adatok? Anélkül a gyorsítási képességet nem lehet számolni.
Gratula egyébként ehhez a kis fordulatú azaz 1800rpm/40W-os kínai DC motor megtalálásához... de nyomatéka még mindig kevés...
(milyen motor lehet ez? Mire való? A szénkefék is belül? Olyan mint az "ablaktörlő" motor csak kisebb...)
Erőre még mindig kevés a számoltakhoz ez a 40W-os... Képletek és számitások topik #2-es:
6,28 X 0,21Nm/0.004m (emelkedés) =~ 330N /*2-es ékszíj átt = ~660N (1000N-ra számoltál)
Tehát tovább kell keresned a megfelelőt... Jó lenne egy minőségi azaz egy ismert gyártótól egy igazi szervómotor.
Tudod a kínai adatlapokban nem annyira bízok... persze ezért sem szoktak adni ilyen sima DC motorokhoz...
Nem ide tartozik, de írtad...
1Nm-es lépetőmotor persze elég lene a PDF-ben számoltakhoz...De szervó volt a téma és 20W... nade hagyjuk... menjünk tovább... alakulunk.
Ahogy írtad:
"Természetesen a végtelenségig lehetne konkrét motorokat még itt belinkelni" = jöhet a következő, talán egy kicsit nagyobbat keressél, részletes és hihető adatokkal - talán ne kínait...
www.longwaymotor.com saját maga sem álítja, hogy ez pl. servo motor... Találatok "servo" szóra ezen a kínai oldalon...
Ez egy szervómotor? Van adatlapja? pl. inercia adatok? Anélkül a gyorsítási képességet nem lehet számolni.
Gratula egyébként ehhez a kis fordulatú azaz 1800rpm/40W-os kínai DC motor megtalálásához... de nyomatéka még mindig kevés...
(milyen motor lehet ez? Mire való? A szénkefék is belül? Olyan mint az "ablaktörlő" motor csak kisebb...)
Erőre még mindig kevés a számoltakhoz ez a 40W-os... Képletek és számitások topik #2-es:
6,28 X 0,21Nm/0.004m (emelkedés) =~ 330N /*2-es ékszíj átt = ~660N (1000N-ra számoltál)
Tehát tovább kell keresned a megfelelőt... Jó lenne egy minőségi azaz egy ismert gyártótól egy igazi szervómotor.
Tudod a kínai adatlapokban nem annyira bízok... persze ezért sem szoktak adni ilyen sima DC motorokhoz...
Nem ide tartozik, de írtad...
1Nm-es lépetőmotor persze elég lene a PDF-ben számoltakhoz...De szervó volt a téma és 20W... nade hagyjuk... menjünk tovább... alakulunk.
Ahogy írtad:
"Természetesen a végtelenségig lehetne konkrét motorokat még itt belinkelni" = jöhet a következő, talán egy kicsit nagyobbat keressél, részletes és hihető adatokkal - talán ne kínait...
www.longwaymotor.com saját maga sem álítja, hogy ez pl. servo motor... Találatok "servo" szóra ezen a kínai oldalon...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 10:36
Írta: bmejdz9nu Dátum 2009 december 27, 10:36
Belinkelem - hátha már rég olvastad.
A számítási PDF-edben 1/2-es áttétel van... A motort növelhetjük (azaz már növeljük) a kívánt értékre de az áttételt hagyjuk eredetiben azaz felezőben.
A számítási PDF-edben 1/2-es áttétel van... A motort növelhetjük (azaz már növeljük) a kívánt értékre de az áttételt hagyjuk eredetiben azaz felezőben.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 10:50
Írta: svejk Dátum 2009 december 27, 10:50
Húú, lehet kár is Kínáig elmenni, itt van a jó öreg ablaktörlő, lehet ez is megfelelne akkor:))

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 11:07
Írta: bmejdz9nu Dátum 2009 december 27, 11:07
Mentsük meg Tibi számolását egy megfelelő motorral... Ez igen... Te milyen jó vagy hozzá.
Valóban nem kell Kínába menni a megfelelő motorért! Ez egy kis fordulatú és (ezáltal) egy nyomatékos motor!
Igen! Ez a motor jó a Tibor számításához!!! Igaz nem 20W-os szerintem... de az már láthatóan a múlté...
Valóban nem kell Kínába menni a megfelelő motorért! Ez egy kis fordulatú és (ezáltal) egy nyomatékos motor!
Igen! Ez a motor jó a Tibor számításához!!! Igaz nem 20W-os szerintem... de az már láthatóan a múlté...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 11:40
Írta: 000000000 Dátum 2009 december 27, 11:40
Vicces emberke vagy Te Péter!:)
"www.longwaymotor.com saját maga sem álítja, hogy ez pl. servo motor"
Gondold el, ha egy ilyen jelleggörbéjű motort legyártják profi szervó kivitelben is egyes neves motorgyártók (mint ahogyan természetesen ilyenek léteznek végtelenhez közeli mennyiségben, minőségben is), akkor mekkora bajban vagy, ha még ez a "vacak" szervó jellegő motor is megfelel!
Úgyhogy ilyenekkel ne gyere, mert még jobban beigazolódik, mekkorát tévedtél.:)) [#nevetes1]
"www.longwaymotor.com saját maga sem álítja, hogy ez pl. servo motor"
Gondold el, ha egy ilyen jelleggörbéjű motort legyártják profi szervó kivitelben is egyes neves motorgyártók (mint ahogyan természetesen ilyenek léteznek végtelenhez közeli mennyiségben, minőségben is), akkor mekkora bajban vagy, ha még ez a "vacak" szervó jellegő motor is megfelel!
Úgyhogy ilyenekkel ne gyere, mert még jobban beigazolódik, mekkorát tévedtél.:)) [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 11:51
Írta: 000000000 Dátum 2009 december 27, 11:51
Hol írtam én, hogy válasszunk egy 20 W-os motort??? Ezt te írod kb. 100-adszor.
Mellesleg a feladatban igen durva 100%-os veszteséget vettem fel, és igen: ehhez pontosan 20W statikus teljesítményő motor kell, ha belepusztulsz is.:))
Csak éppen arról hallgatsz, hogy Te 200W-ot írtál, minimum ekkora kell. Sajnos el kellene ismerned (de Te mint Varsányi Péter itt a Fórumon ilyet úgyse teszel), ma végképp megadtam neked a "kegyelemdöfést", van ilyen..., én is voltam kezdő szervós 30 évvel ezelőtt.:)
Mellesleg a feladatban igen durva 100%-os veszteséget vettem fel, és igen: ehhez pontosan 20W statikus teljesítményő motor kell, ha belepusztulsz is.:))
Csak éppen arról hallgatsz, hogy Te 200W-ot írtál, minimum ekkora kell. Sajnos el kellene ismerned (de Te mint Varsányi Péter itt a Fórumon ilyet úgyse teszel), ma végképp megadtam neked a "kegyelemdöfést", van ilyen..., én is voltam kezdő szervós 30 évvel ezelőtt.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 11:58
Írta: bmejdz9nu Dátum 2009 december 27, 11:58
Motor adatlapot linkeld! (mint: Sanyo, Yaskawa, CMC, Electrocraft, Bautz stb.) Gondolom láttál már ilyet. Persze ezek nem kínai valamik...
Egyébként már erőre sem elég az általad számoltakhoz:
Erőre még mindig kevés a számoltakhoz ez a 40W-os... Képletek és számitások topik #2-es:
6,28 X 0,21Nm/0.004m (emelkedés) =~ 330N /*2-es ékszíj átt = ~660N (1000N-ra számoltál)
Egyébként már erőre sem elég az általad számoltakhoz:
Erőre még mindig kevés a számoltakhoz ez a 40W-os... Képletek és számitások topik #2-es:
6,28 X 0,21Nm/0.004m (emelkedés) =~ 330N /*2-es ékszíj átt = ~660N (1000N-ra számoltál)
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 december 27, 12:00
Írta: 0gbwyh99 Dátum 2009 december 27, 12:00
NA , kezdődik !! [#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 12:01
Írta: bmejdz9nu Dátum 2009 december 27, 12:01
1. oldal:"Azaz 20W-os MOTOR elegendő ide! Ugye milyen meghökkentő ez a tényszám??, pedig nem kis gépről van szó!!"...
"Mellesleg a feladatban igen durva 100%-os veszteséget vettem fel" = azaz 10W-ocsokát erre:) Sajnos az arány gavalléros, de a valósághoz kevés...10W erre...
Ha egy 100W-os motort vettél volna alapul akkor tényleg durva lenne 50W erre azaz a surlódásokra, veszteségekre :) de nem tetted... tehát ez van... azaz 10W erre... ami nagyon kevés...
"Mellesleg a feladatban igen durva 100%-os veszteséget vettem fel" = azaz 10W-ocsokát erre:) Sajnos az arány gavalléros, de a valósághoz kevés...10W erre...
Ha egy 100W-os motort vettél volna alapul akkor tényleg durva lenne 50W erre azaz a surlódásokra, veszteségekre :) de nem tetted... tehát ez van... azaz 10W erre... ami nagyon kevés...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 12:04
Írta: bmejdz9nu Dátum 2009 december 27, 12:04
Svejk már megtalálta neki a motort(#10470)... Ismert - közismert - alacsony fordualtú - elegendő nyomatékú az 1000N-hoz.. a számoltakhoz.
El kellene fogadnia... De miért nem teszi? [#fejvakaras] Megint jön a ködösítés... Már meg is kezdődött :) pl. 1Nm-es Léptető motor belekeveréssel...(#10466 :)
El kellene fogadnia... De miért nem teszi? [#fejvakaras] Megint jön a ködösítés... Már meg is kezdődött :) pl. 1Nm-es Léptető motor belekeveréssel...(#10466 :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 12:27
Írta: 000000000 Dátum 2009 december 27, 12:27
Miért, szerinted a golyósorsó és gördülő lineáris vezetékek 100%-os veszteséggel működnek??? Nézzed már meg, hogy edzett acél edzett acélon mekkora súrlódási tényezővel gördül?
Megint miről beszélsz????
Legfeljebb arról van szó, hogy a te hézagolólemezzel szerelt géped, líneáris sínjeid annyira feszülnek, hogy ebből indulsz ki, de ez a te világod..., a valóság más....:))
Megint miről beszélsz????
Legfeljebb arról van szó, hogy a te hézagolólemezzel szerelt géped, líneáris sínjeid annyira feszülnek, hogy ebből indulsz ki, de ez a te világod..., a valóság más....:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 13:20
Írta: bmejdz9nu Dátum 2009 december 27, 13:20
10W elég szerinted a lineáris vezetők és (pl. mángorolt) golyósorsó "tekeréséhez? Hobysta... Tudod hobbysta... Hobby fórumon vagyunk...surlódás - tapadás stb...
A szokásos sallangot hagyhatod... csak a szememet fárasztom vele én is és más is :) Legyél lényegre törő! Frappáns! Műszaki emberhez méltó!
Fontos!!! Ne idegesítsd fel magad! Akkor szoktál ködösíteni, témáról leterelő hadműveletet kezdeni és személyeskedni...
A szokásos sallangot hagyhatod... csak a szememet fárasztom vele én is és más is :) Legyél lényegre törő! Frappáns! Műszaki emberhez méltó!
Fontos!!! Ne idegesítsd fel magad! Akkor szoktál ködösíteni, témáról leterelő hadműveletet kezdeni és személyeskedni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 13:54
Írta: 000000000 Dátum 2009 december 27, 13:54
"Legyél lényegre törő! Frappáns! Műszaki emberhez méltó!"
Veled ellentétben eddig is az voltam újjab két motort teszek fel ide, Svejkével együtt ez már a nyolcadik KONKRÉT műszaki ÉRV az üres, 1 hónapja tartó fecsegéseidre a példámmal kapcsolatban.


Ezzel én végképp BEFEJEZETTNEK és bizonyítottnak tartom ezt az egész méltatlan históriát. Aki akarta, és elgondolkodott csak egy picit ezen a példán sokat tanulhatott belőle, sok minden világos lett neki már aznap, amikor erről írtam 6 oldalt. Voltak, akik már azelőtt is tudták ezeket.
És vannak, akik a mai napig csak beszélnek,...., beszélnek, és századszor írják a semmit, a "csakot" a tényeimmel szemben. Én itt befejeztem ezt a témát, itt Mindenki el tudja dönteni az eddigi, és a mai nap még hozzáadott érveim, létező motorok alapján a műszaki igazságot. Az azért elég beszédes, persze totál véletlen is lehet, hogy pont egyebeesett a sok 3-400W-os DC motorod eladása az írásommal eltelt időszakkal. Pedig gondold csak végig, féléve-1 éve még éjfélig ott kuksoltad az e-bayt, hogy leüssed az utolsó másodpercben a nagy kincset érő 400W-os SD szervómotort. Mára volt kincs-nincs kincs.:)) Hát így változnak a dolgok, de ezt láthatjuk ezen a furcsa idei Karácsonyi időszakban is, egyik nap -25 fok hidegrekord, másik nap +25 melegcsúcs.:)
Még szerencse, hogy a Newton-i alapok miatt picit nagyobb stabilitás van évek óta a szervo motorok méretezése terén, legalábbis az én fejemben az tuti![#ejnye1]
Veled ellentétben eddig is az voltam újjab két motort teszek fel ide, Svejkével együtt ez már a nyolcadik KONKRÉT műszaki ÉRV az üres, 1 hónapja tartó fecsegéseidre a példámmal kapcsolatban.
Ezzel én végképp BEFEJEZETTNEK és bizonyítottnak tartom ezt az egész méltatlan históriát. Aki akarta, és elgondolkodott csak egy picit ezen a példán sokat tanulhatott belőle, sok minden világos lett neki már aznap, amikor erről írtam 6 oldalt. Voltak, akik már azelőtt is tudták ezeket.
És vannak, akik a mai napig csak beszélnek,...., beszélnek, és századszor írják a semmit, a "csakot" a tényeimmel szemben. Én itt befejeztem ezt a témát, itt Mindenki el tudja dönteni az eddigi, és a mai nap még hozzáadott érveim, létező motorok alapján a műszaki igazságot. Az azért elég beszédes, persze totál véletlen is lehet, hogy pont egyebeesett a sok 3-400W-os DC motorod eladása az írásommal eltelt időszakkal. Pedig gondold csak végig, féléve-1 éve még éjfélig ott kuksoltad az e-bayt, hogy leüssed az utolsó másodpercben a nagy kincset érő 400W-os SD szervómotort. Mára volt kincs-nincs kincs.:)) Hát így változnak a dolgok, de ezt láthatjuk ezen a furcsa idei Karácsonyi időszakban is, egyik nap -25 fok hidegrekord, másik nap +25 melegcsúcs.:)
Még szerencse, hogy a Newton-i alapok miatt picit nagyobb stabilitás van évek óta a szervo motorok méretezése terén, legalábbis az én fejemben az tuti![#ejnye1]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 14:17
Írta: bmejdz9nu Dátum 2009 december 27, 14:17
Na az a 150W-os már jó lehetne! - A számolásodhoz kellő nyomaték igény alapján.
Imádod ezeket a kínai DC motorokat? Vagy azt szereted, hogyha nincs adatlapja egy szervómotornak? Ez nagyon érdekes...
Inercia adatot nem szoktad figyelemebe venni méretezéskor? Meg más adatokat?
Na megyek a én is a kínaihoz, veszek új cipőt :)
Örülök, hogy meg győzted magadat:)
"Ezzel én végképp BEFEJEZETTNEK és bizonyítottnak tartom ezt az egész méltatlan históriát"
A szokásos sallangot hagyhatod... csak a szememet fárasztom vele én is és más is :) Legyél lényegre törő! Frappáns! Műszaki emberhez méltó!
Fontos!!! Nagyon fontos!!! Ne idegesítsd fel magad! Akkor szoktál ködösíteni, témáról leterelő hadműveletet kezdeni és személyeskedni...
SanyoDenki kontra "sosemlátottadatlapos" kínai DC motor ... de ez meggyőző... neked...
Akkor inkább amit Svejk belinkelt... nem?
Kis fordulatú, erős, olcsó, jó, elérhető, sajnos persze nem kínai... ha jól tudom Magyar termék.
Imádod ezeket a kínai DC motorokat? Vagy azt szereted, hogyha nincs adatlapja egy szervómotornak? Ez nagyon érdekes...
Inercia adatot nem szoktad figyelemebe venni méretezéskor? Meg más adatokat?
Na megyek a én is a kínaihoz, veszek új cipőt :)
Örülök, hogy meg győzted magadat:)
"Ezzel én végképp BEFEJEZETTNEK és bizonyítottnak tartom ezt az egész méltatlan históriát"
A szokásos sallangot hagyhatod... csak a szememet fárasztom vele én is és más is :) Legyél lényegre törő! Frappáns! Műszaki emberhez méltó!
Fontos!!! Nagyon fontos!!! Ne idegesítsd fel magad! Akkor szoktál ködösíteni, témáról leterelő hadműveletet kezdeni és személyeskedni...
SanyoDenki kontra "sosemlátottadatlapos" kínai DC motor ... de ez meggyőző... neked...
Akkor inkább amit Svejk belinkelt... nem?
Kis fordulatú, erős, olcsó, jó, elérhető, sajnos persze nem kínai... ha jól tudom Magyar termék.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 14:33
Írta: 000000000 Dátum 2009 december 27, 14:33
Van ott egy 49 W, meg 50 W-os oszlop, amik tökéletesen jók a példában szereplő áttétel tartományban, csak megvártam a "szellemes", ámde szakmaiatlan válaszodat.:) Mellesleg tudod befejeztem, írjál még sok ilyen szép mesét százszámra.:)))) Engem, és kb. még 1000 embert itt már ez nem érdekel ezzel kapcsolatban, mégis mindennek van azért határa!!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 16:58
Írta: svejk Dátum 2009 december 27, 16:58
Akkor most megtudtuk 3 eltelt hét és egy nagy csomó véráldozat árán hogy elég egy 40-60 W-os aránylag alacsonyfordulatú motor 1:3 lassítóban, 4-es orsóval, hogy 10mm/perccel dolgozzunk és legyen kb. max. 2000 mm/perces gyorsjáratunk elfogadható dinamikával.
Ám legyen...
De elég ez a 80%-ban fát műanyagot maró hobbystáknak??? Kérdezzük meg... Én nem tudom mert kevés a tapasztalatom ilyen munka terén.
(4 éve az ablaktörlős gépem tudta a kényszerszülte 6000mm/perces gyorsjáratot a 4-es trapézon, azon egyszerű eset kapcsán hogy nem voltam képes normális áttátelt fabrikálni. Amit tudott dinamikailag, az meg bőven elég volt a nyegle mechanikához. Én szinte csak nyákot fúrtam.)
Ám legyen...
De elég ez a 80%-ban fát műanyagot maró hobbystáknak??? Kérdezzük meg... Én nem tudom mert kevés a tapasztalatom ilyen munka terén.
(4 éve az ablaktörlős gépem tudta a kényszerszülte 6000mm/perces gyorsjáratot a 4-es trapézon, azon egyszerű eset kapcsán hogy nem voltam képes normális áttátelt fabrikálni. Amit tudott dinamikailag, az meg bőven elég volt a nyegle mechanikához. Én szinte csak nyákot fúrtam.)
Cím: Re:DC szervó motoros vezérlés
Írta: Devecz Miklós Dátum 2009 december 27, 17:12
Írta: Devecz Miklós Dátum 2009 december 27, 17:12
Szerintem gyorsan el lehetne dönteni kinek van igaza.
Meg kell építeni egy gépet Tibor elmélete szerint.
Ha megy neki van igaza, ha nem Varsának.
Meg kell építeni egy gépet Tibor elmélete szerint.
Ha megy neki van igaza, ha nem Varsának.
Cím: Re:DC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2009 december 27, 17:21
Írta: 62pb8zge Dátum 2009 december 27, 17:21
nem encoder van benne,hanem ilyen kis "dinamó"..[#vigyor2]kép
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 18:15
Írta: bmejdz9nu Dátum 2009 december 27, 18:15
Összegezzük...
A Tibor (a PDF-jében) eredetileg számolt változathoz képes két lényeges változás történt:
1. Az 1/2 lassító áttétel helyett helyett 1/3-as áttételre változott.
2. A 20W-os motor helyett egy 50W-os motor került bele.
Legyen, elfogadom - mert ez így már működik.
Egy kisebb fordulatú, nyomatékos "50W-os" DC szervó motor már tud(hatja) kb. 0,25Nm-et...(pl. a 60W-os SanyoDenki csak 0.2Nm-es)
Azaz 6,28 X 0,25Nm/0.004 = 392N * 3-as áttétel = 1177N
(azaz a Tibor által a számításában felvett 1000N-t kissé meg is haladja de súrlódásokra és átt. veszteségekre ez elég)
Szerintem jobb lett volna:
Csak egy specifikációt változtatni az eredetileg számoltakhoz képest...
pl. a motort növelni és az 1/2-es lassító áttételt meghagyni...
De láthatóan ez nem ment akart menni neki.
Viszont Tibi az általa felvett 1000N is már "vissza akarta szívni" azaz csökkenteni. (ez lett volna a harmadik specifikáció változtatása a PDF-hez képest)
Természetesen megértem azt, hogy 1000N erő nem kell egy hobbystának... de ezt a célt azaz ezt az értéket Tibor vette fel a számításában.
A Tibor (a PDF-jében) eredetileg számolt változathoz képes két lényeges változás történt:
1. Az 1/2 lassító áttétel helyett helyett 1/3-as áttételre változott.
2. A 20W-os motor helyett egy 50W-os motor került bele.
Legyen, elfogadom - mert ez így már működik.
Egy kisebb fordulatú, nyomatékos "50W-os" DC szervó motor már tud(hatja) kb. 0,25Nm-et...(pl. a 60W-os SanyoDenki csak 0.2Nm-es)
Azaz 6,28 X 0,25Nm/0.004 = 392N * 3-as áttétel = 1177N
(azaz a Tibor által a számításában felvett 1000N-t kissé meg is haladja de súrlódásokra és átt. veszteségekre ez elég)
Szerintem jobb lett volna:
Csak egy specifikációt változtatni az eredetileg számoltakhoz képest...
pl. a motort növelni és az 1/2-es lassító áttételt meghagyni...
De láthatóan ez nem ment akart menni neki.
Viszont Tibi az általa felvett 1000N is már "vissza akarta szívni" azaz csökkenteni. (ez lett volna a harmadik specifikáció változtatása a PDF-hez képest)
Természetesen megértem azt, hogy 1000N erő nem kell egy hobbystának... de ezt a célt azaz ezt az értéket Tibor vette fel a számításában.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 18:17
Írta: bmejdz9nu Dátum 2009 december 27, 18:17
"Meg kell építeni egy gépet Tibor elmélete szerint."
Mert te tudod a motor típusát? Azaz melyiket vegyük meg hozzá? :)... Már rég meg lenne építve! Ha elárulta volna melyiket vegyük.
De egyezünk talán ki a #10486-al... Talán Tibor is el tudja ezt fogadni...
Mert te tudod a motor típusát? Azaz melyiket vegyük meg hozzá? :)... Már rég meg lenne építve! Ha elárulta volna melyiket vegyük.
De egyezünk talán ki a #10486-al... Talán Tibor is el tudja ezt fogadni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 18:44
Írta: 000000000 Dátum 2009 december 27, 18:44
Még, Még, Még ennyi mese nem elég!:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 18:49
Írta: bmejdz9nu Dátum 2009 december 27, 18:49
Nem ezt írtad? Vissza keressem? ... Látod, hogy a "kiegyezés" felé hajlok... Remélem te is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 19:26
Írta: 000000000 Dátum 2009 december 27, 19:26
Sajnos nem azt írtam, hanem ezeket a 6. fejezetben:
- Ezt bőven leadja egy 50W-os kis szervo motor csúcsban, még langyos sem lesz, hiszen a felgyorsulás után csak levegőben rohan.
- Ha valaki egy Hobby gépnél 100W-nál nagyobb tengelyenkénti motort akar beépíteni, gondolja végig, valami nagyon nem stimmel a hajtásláncában.
Én arról nem tehetek, hogy közel 1 hónap alatt még mindig nem olvastad el ezt a két mondatomat, és ehelyett 10W, 20W-os választott motorról beszélsz. Hogy miért tetted ezt, erre Neked kellene értelmes magyarázatod adni...
Ezzel szemben nagyokat hallgatsz, miért volt-van a gépeden most is 400-270W-os motor.
De tényleg Péter hagyjuk már ezt az egészet.
Így is "elvettél" az életemből feleslegesen jópár órát biztosan!:))
- Ezt bőven leadja egy 50W-os kis szervo motor csúcsban, még langyos sem lesz, hiszen a felgyorsulás után csak levegőben rohan.
- Ha valaki egy Hobby gépnél 100W-nál nagyobb tengelyenkénti motort akar beépíteni, gondolja végig, valami nagyon nem stimmel a hajtásláncában.
Én arról nem tehetek, hogy közel 1 hónap alatt még mindig nem olvastad el ezt a két mondatomat, és ehelyett 10W, 20W-os választott motorról beszélsz. Hogy miért tetted ezt, erre Neked kellene értelmes magyarázatod adni...
Ezzel szemben nagyokat hallgatsz, miért volt-van a gépeden most is 400-270W-os motor.
De tényleg Péter hagyjuk már ezt az egészet.
Így is "elvettél" az életemből feleslegesen jópár órát biztosan!:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 19:36
Írta: bmejdz9nu Dátum 2009 december 27, 19:36
Tibi...
Tartósan és a te általad kifejlesztett un. "T45-ös" egységugrás sorozattal tesztelnénk a hajtást folyamatosan! (nem volt a pdf.-ben meghatározott mozgási ciklusidők!)
Ez figyelembe véve - ezt ne írd:
"hiszen a felgyorsulás után csak levegőben rohan. " ... Azaz ne akarj a "lehetséges" csúcsnyomaték max-ra "játszani - számolni" utólag...
A mellék szöveg és elterelés nem kell... Most sem. Erre nem reagálok. Legyél következetes! Szakszerű! Számszerű! Pontos! Tényszerű!
A számításod PDF-je - kérlek, olvass bele még egyszer
Efogadod vagy nem a #10486-et? IGEN vagy NEM?
Tartósan és a te általad kifejlesztett un. "T45-ös" egységugrás sorozattal tesztelnénk a hajtást folyamatosan! (nem volt a pdf.-ben meghatározott mozgási ciklusidők!)
Ez figyelembe véve - ezt ne írd:
"hiszen a felgyorsulás után csak levegőben rohan. " ... Azaz ne akarj a "lehetséges" csúcsnyomaték max-ra "játszani - számolni" utólag...
A mellék szöveg és elterelés nem kell... Most sem. Erre nem reagálok. Legyél következetes! Szakszerű! Számszerű! Pontos! Tényszerű!
A számításod PDF-je - kérlek, olvass bele még egyszer
Efogadod vagy nem a #10486-et? IGEN vagy NEM?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 20:11
Írta: 000000000 Dátum 2009 december 27, 20:11
Péter!
Az hogy valamit Te nem tudsz, nem értesz, ehelyett téves dolgaidra építesz fel kijelentéseket, teóriákat évek óta, az a te ügyed, nekem ehhez semmi közöm.
Ezzel szemben a műszaki élet nem szubjektív, hanem objektív tételek, alaptörvények alapján valósulnak meg a folyamatok.
Ha tudnál integrálni, deriválni csak egy egyszerű lineáris függvényt, akkor megint nem írtál volna olyan butaságot, hogy idekevered az én egységugrás tesztemet. De ha figyelmesen elovasnád megint a 6 oldalamat, ott az kiderül, hogy mennyi a valós hasznos gyorsítási teljesítmény. Kiszámoltam: 0.1W-ról van szó. Nagy baj lenne, ha ezt nem adná le egy 50 W körüli motor.:))
Az hogy valamit Te nem tudsz, nem értesz, ehelyett téves dolgaidra építesz fel kijelentéseket, teóriákat évek óta, az a te ügyed, nekem ehhez semmi közöm.
Ezzel szemben a műszaki élet nem szubjektív, hanem objektív tételek, alaptörvények alapján valósulnak meg a folyamatok.
Ha tudnál integrálni, deriválni csak egy egyszerű lineáris függvényt, akkor megint nem írtál volna olyan butaságot, hogy idekevered az én egységugrás tesztemet. De ha figyelmesen elovasnád megint a 6 oldalamat, ott az kiderül, hogy mennyi a valós hasznos gyorsítási teljesítmény. Kiszámoltam: 0.1W-ról van szó. Nagy baj lenne, ha ezt nem adná le egy 50 W körüli motor.:))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 20:15
Írta: svejk Dátum 2009 december 27, 20:15
Akkor mégis jó volt az első megérzésem :(
De ne bánkódj, ha ilyen is van benne ez azt jelenti hogy nem eldobni való motor, egy encodert bele tudsz fabrikálni könnyen...
De ne bánkódj, ha ilyen is van benne ez azt jelenti hogy nem eldobni való motor, egy encodert bele tudsz fabrikálni könnyen...
Cím: Re:DC szervó motoros vezérlés
Írta: Teaway Dátum 2009 december 27, 20:18
Írta: Teaway Dátum 2009 december 27, 20:18
Úgy néz ki semmi gond nincsen, te Péter, használd nyugodtan a 400W-os motort, te meg Tibor, használd nyugodtan a 20 W-ost. Utána meg elmegyünk sörözni[#pias]
Cím: Re:DC szervó motoros vezérlés
Írta: MoparMan Dátum 2009 december 27, 20:19
Írta: MoparMan Dátum 2009 december 27, 20:19
Tényleg nem unjátok még?
engem érdekelt a téma de már lerosszom...
felteszem ami van motor azt' megy ahogy megy...
engem érdekelt a téma de már lerosszom...
felteszem ami van motor azt' megy ahogy megy...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 20:22
Írta: svejk Dátum 2009 december 27, 20:22
Szerintem azt különösebben senki sem vitatta hogy a vázolt (többször módosított)paraméterekkel nem működne a kiszámolt szerkezet.
Sokunk épített már hasonló kis servos gépet, tehát tapasztalat is van ilyen nagyságrendben.
Sokunk épített már hasonló kis servos gépet, tehát tapasztalat is van ilyen nagyságrendben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 20:23
Írta: bmejdz9nu Dátum 2009 december 27, 20:23
Kezdjük alapszinten...:)
A képletek és számítások topik #2-es képletét ismered? Ezt elfogadod?
"egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)"
IGEN vagy NEM?
A mellék szöveg és elterelés nem kell. Erre most sem reagálok. Legyél következetes! Szakszerű! Számszerű! Pontos! Tényszerű!
A képletek és számítások topik #2-es képletét ismered? Ezt elfogadod?
"egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)"
IGEN vagy NEM?
A mellék szöveg és elterelés nem kell. Erre most sem reagálok. Legyél következetes! Szakszerű! Számszerű! Pontos! Tényszerű!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 20:27
Írta: bmejdz9nu Dátum 2009 december 27, 20:27
Nem erről van szó...:) Mindenki azt használja amit tudott szerezni = hobbysta.
De tudod nekem volt 10W-tól 1Kw-ig minden szervómotorom - dögivel...Teszteltem őket...
De Tibor szerint egy nagységrend-el(!) "Eltrafáltam" a választást a szekrényből a gépemnél...[#smile]
De tudod nekem volt 10W-tól 1Kw-ig minden szervómotorom - dögivel...Teszteltem őket...
De Tibor szerint egy nagységrend-el(!) "Eltrafáltam" a választást a szekrényből a gépemnél...[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 20:31
Írta: svejk Dátum 2009 december 27, 20:31
Ha hobby gép lesz belőle, lehet nem is teszel olyan rosszat, főleg ha az a motor már megvan a polcon.
Majd ha nem leszel megelégedve, keresel másikat :))
Persze ez most nagyon antihozzáértő megszólalás volt, de valljuk be sokan így tettünk eddig is.
Természetesen a számolásoknak a lényege épp a fordítottja lenne, de úgy gondolom azért a 3 hét terméséből - még ha nagyon bosszantó is volt a diskurzus - le lehetett szűrni egy pár okos dolgot.
Majd ha nem leszel megelégedve, keresel másikat :))
Persze ez most nagyon antihozzáértő megszólalás volt, de valljuk be sokan így tettünk eddig is.
Természetesen a számolásoknak a lényege épp a fordítottja lenne, de úgy gondolom azért a 3 hét terméséből - még ha nagyon bosszantó is volt a diskurzus - le lehetett szűrni egy pár okos dolgot.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 20:33
Írta: bmejdz9nu Dátum 2009 december 27, 20:33
A topik címét kicsit változtattam: (nehogy egyesek a "műbalhét" komolyan vegyék :)
"DC szervó motoros vezérlés (Figyelem: átmenetileg csak erős idegzetűek nézzenek be ide!!!)" [#nevetes1]
Nem árt azért kicsit tudni hogy 20W vagy 100W....
Nem kis "bagatell" különbségről szól... Nagyságrendi a különbség!
Ha elhiszik (egyesek) Tibor állítását... majd sok-sok eladó "mini motor" lesz majd az adok-veszek-be :) = veszteség.
Ez egy elkerülhető anyagi veszteség... szerintem.
"DC szervó motoros vezérlés (Figyelem: átmenetileg csak erős idegzetűek nézzenek be ide!!!)" [#nevetes1]
Nem árt azért kicsit tudni hogy 20W vagy 100W....
Nem kis "bagatell" különbségről szól... Nagyságrendi a különbség!
Ha elhiszik (egyesek) Tibor állítását... majd sok-sok eladó "mini motor" lesz majd az adok-veszek-be :) = veszteség.
Ez egy elkerülhető anyagi veszteség... szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 21:12
Írta: 000000000 Dátum 2009 december 27, 21:12
Ez a beszéd MoparMan és Teaway!
Jó végszó volt erre az egészre.
"Mindenki használjon azt amit akar, menjünk sörözni, majd kakiljuk le azt a DC motort, hiszen megy az, ahogy megy!":)[#vigyor2][#nyes]
Jó végszó volt erre az egészre.
"Mindenki használjon azt amit akar, menjünk sörözni, majd kakiljuk le azt a DC motort, hiszen megy az, ahogy megy!":)[#vigyor2][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 21:17
Írta: bmejdz9nu Dátum 2009 december 27, 21:17
#1048-ben Tibor által linkelt kép:
Bal felső sarok:
"Direction of Rotation" = azaz a forgás iránya... Ez egy alap jellemzője egy szervómotornak? = tiszta röhely :) [#nevetes1][#nevetes1][#nevetes1]
Ilyet még egy szervómotor adatlapon sem láttam... persze azok két irányban is tudnak forogni, pozicionálni :)
Bal felső sarok:
"Direction of Rotation" = azaz a forgás iránya... Ez egy alap jellemzője egy szervómotornak? = tiszta röhely :) [#nevetes1][#nevetes1][#nevetes1]
Ilyet még egy szervómotor adatlapon sem láttam... persze azok két irányban is tudnak forogni, pozicionálni :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 december 27, 21:25
Írta: 4um5b65d Dátum 2009 december 27, 21:25
Olyan kefés motor létezik ahol kötött a forgás iránya, mindez a kefék elhelyezéséből adódik.
A rajz egyébként egy pancser műve. Nem jók a nézetek vetítésének (beforgatások) irányai.
[#falbav][#csodalk][#vigyor3]
A rajz egyébként egy pancser műve. Nem jók a nézetek vetítésének (beforgatások) irányai.
[#falbav][#csodalk][#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 21:36
Írta: bmejdz9nu Dátum 2009 december 27, 21:36
Igen létezik olyan DC motor... mint ahogy a kép is mutatja... de nem szervós témában használják ezeket:)
A rajz is kínai mint a motor... De Tibornak ezek a kedvenc (referencia) minőségi szervó motorjai...
A rajz is kínai mint a motor... De Tibornak ezek a kedvenc (referencia) minőségi szervó motorjai...
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2009 december 27, 21:36
Írta: Robika37 Dátum 2009 december 27, 21:36
Hmm. Bocsánat,hogy bele szólok, olvasom az itt folyó "eszmecserét" már egy ideje..:-D
De szerintem az adott képletnél a menetemelkedés szöge ami meghatározná az előtoló erőt (meg persze a nyomaték)az meg az átmérőtől és az emelkedésétől függ . Nem tudom lehet az a "6,28" is olyan szám mint a menetfúrásnál a nullanyóc??
De szerintem az adott képletnél a menetemelkedés szöge ami meghatározná az előtoló erőt (meg persze a nyomaték)az meg az átmérőtől és az emelkedésétől függ . Nem tudom lehet az a "6,28" is olyan szám mint a menetfúrásnál a nullanyóc??
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 21:44
Írta: bmejdz9nu Dátum 2009 december 27, 21:44
Szöge = orsó menetemelkedés.
Egyenesvonalú erő(N)= 6.28 X (motor)forgatónyomaték(Nm-ben) osztva orsó menetemelkedés(méterben) ... (azaz pl. 4mm-es em. orsónál 0.004m ez a szám.)
Egyenesvonalú erő(N)= 6.28 X (motor)forgatónyomaték(Nm-ben) osztva orsó menetemelkedés(méterben) ... (azaz pl. 4mm-es em. orsónál 0.004m ez a szám.)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 december 27, 21:54
Írta: 4um5b65d Dátum 2009 december 27, 21:54
Tényleg valami nem stimmel a képletben. A menetemelkedés nem kellene hogy benne legyen, csak a szög. Jól beszélsz Winettou testvér !! [#eljen][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 27, 22:00
Írta: s7manbs8 Dátum 2009 december 27, 22:00
Akkor Svejk kolléga vezet itt bennünket, a "Képletek számítások" topic szerint ? Péter ne hagy magad, csak humorizálnak, te meg komolyan veszel mindent. [#vigyor2][#vigyor2][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 22:00
Írta: svejk Dátum 2009 december 27, 22:00
Ezt már sokan úgy hitték ahogy Te, többek közt anno én is:(
Kénytelen voltam levezetgetni magamnak, mindenféle kisiskolás számításokkal, kísérleti mérésekkel.
Az orsó átmérője vagyis a menetemelkedés szöge azonos menetemelkedés mellett csak azt befolyásolja hogy mennyire önzáró a menet.
(a súrlódások mellőzése mellett, mert a hatásfokban is szerepe van az átmérőnek)
Kénytelen voltam levezetgetni magamnak, mindenféle kisiskolás számításokkal, kísérleti mérésekkel.
Az orsó átmérője vagyis a menetemelkedés szöge azonos menetemelkedés mellett csak azt befolyásolja hogy mennyire önzáró a menet.
(a súrlódások mellőzése mellett, mert a hatásfokban is szerepe van az átmérőnek)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 22:00
Írta: 000000000 Dátum 2009 december 27, 22:00
"De Tibornak ezek a referencia minőségi szervó motorjai..."
1. Neked meg ez a sokadik ferdítésed.
2. Ez a motor sajnos egy korrekt DC motor, mert 1500 rpm és 0.327 Nm az valóban ~49-50W.
3. Arról meg egy tesztelőnek tudnia kellene,
hogy egy ablaktörlő motorszerűség függetlenül a kétirányú lehetőségtől ha már bekötik egyszer, egyirányba szokott forogni.
Na kb. ennyit érnek a Te tesztjeid, hiszen "ekkora" tudás mellett végzed őket!:)
4. Képzeld, ha profi szervomotorokat linkelnék ebben a kategóriában (mellesleg azok is voltak már hetekkel ezelőtt CMC 2600 series, #10101), vannak, azok nyilván csak jobbak lehetnek, tehát méginkább megfelelnek.:)
De Péter tényleg végre tegyél már spongyát erre az egészre, neked jobb ha a Fórumozók gyorsan elfejetik a dolgaidat minél előbb ezügyben.
1. Neked meg ez a sokadik ferdítésed.
2. Ez a motor sajnos egy korrekt DC motor, mert 1500 rpm és 0.327 Nm az valóban ~49-50W.
3. Arról meg egy tesztelőnek tudnia kellene,
hogy egy ablaktörlő motorszerűség függetlenül a kétirányú lehetőségtől ha már bekötik egyszer, egyirányba szokott forogni.
Na kb. ennyit érnek a Te tesztjeid, hiszen "ekkora" tudás mellett végzed őket!:)
4. Képzeld, ha profi szervomotorokat linkelnék ebben a kategóriában (mellesleg azok is voltak már hetekkel ezelőtt CMC 2600 series, #10101), vannak, azok nyilván csak jobbak lehetnek, tehát méginkább megfelelnek.:)
De Péter tényleg végre tegyél már spongyát erre az egészre, neked jobb ha a Fórumozók gyorsan elfejetik a dolgaidat minél előbb ezügyben.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 22:01
Írta: svejk Dátum 2009 december 27, 22:01
Guglizzatok kicsit mielőtt pálcát törtök a fejem felett :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 27, 22:02
Írta: s7manbs8 Dátum 2009 december 27, 22:02
Én is mikor ez kezdett izgatni, levezettem magamnak, és heuréka, jé tényleg így van.[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 22:02
Írta: bmejdz9nu Dátum 2009 december 27, 22:02
Svejk Indián Tesót azaz "forgácstársat":) Kell(ene) megkérdezni... Ő a "szerzője" a #2-es képletnek.... De ez a képlet biztos Oké :) De lehetne diskurálni Ohm törvényén is :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 27, 22:03
Írta: s7manbs8 Dátum 2009 december 27, 22:03
Tessék ilyen a logika művészete, ha használjuk, itt is 4 ponton megcáfolja, a rossz állításokat. [#eljen][#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 22:04
Írta: 000000000 Dátum 2009 december 27, 22:04
Na basszus, ez aztán a szervo méretezési színvonal: lassan azon ne nyissunk vitát, hogy 1+1 az mennyi? :))))[#nevetes1][#nyes][#guluszem1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 22:05
Írta: svejk Dátum 2009 december 27, 22:05
Egyébként a 6,28 nem olyanmint "nullnyóc"... Sokkal nevezetesebb szám, mégpedig 2*Pi :))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 22:05
Írta: bmejdz9nu Dátum 2009 december 27, 22:05
Igazat beszélsz! "Ez a motor sajnos egy korrekt DC motor" = igen DC motor...
De Tibor tényleg végre tegyél már spongyát erre az egészre, neked jobb ha a Fórumozók gyorsan elfejetik a dolgaidat minél előbb ez ügyben.[#nevetes1][#nevetes1][#nevetes1]
De Tibor tényleg végre tegyél már spongyát erre az egészre, neked jobb ha a Fórumozók gyorsan elfejetik a dolgaidat minél előbb ez ügyben.[#nevetes1][#nevetes1][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 27, 22:08
Írta: s7manbs8 Dátum 2009 december 27, 22:08
Amúgy nem rossz ötlet az Ohm törvénye sem. Nem ártana néhány alap összefüggést összeszedni, amikkel nagyon sok következtetés levonható egy adott feladat esetén, ezek főbb irány mutatást adnak már az elején, mint az energia megmaradás törvénye is, ami segítségével Tibor45 bemutatott néhány következményt, anélkül, hogy integrálni vagy differenciál számítani kellett volna. Közép iskolában is, gyakorlatilag ilyen módszerekkel mutatják be szinte az összes tudományos eredményeket.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 december 27, 22:08
Írta: 4um5b65d Dátum 2009 december 27, 22:08
Egy kicsit olyan érzésem van mint mikor megvettem a zöld festéket, aztán kibontom a dobozt és piros volt benne. Akkor félretettem a logikus gondolkodásomat, visszacsuktam a dobozt és bólintottam, hogy hát zöld van ráírva akkor ez bizony zöld. :)))
Valami kánya van a képlettel. Nem lehet azonos módon behelyettesíteni a képletbe egy 16x5-ös orsót és egy 100x5-ös orsót. Pedig mindkettőnek azonos az emelkedése. Akkor most hogy is van ez? Beszéljük már meg, hogy mi lehet itt a bibi. Nem néztem utána, hogy google szerint mi a helyzet, csak a logikát veszem alapul. Az nem hiszem hogy átbaszkurálná a fejünket.
Valami kánya van a képlettel. Nem lehet azonos módon behelyettesíteni a képletbe egy 16x5-ös orsót és egy 100x5-ös orsót. Pedig mindkettőnek azonos az emelkedése. Akkor most hogy is van ez? Beszéljük már meg, hogy mi lehet itt a bibi. Nem néztem utána, hogy google szerint mi a helyzet, csak a logikát veszem alapul. Az nem hiszem hogy átbaszkurálná a fejünket.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 22:08
Írta: bmejdz9nu Dátum 2009 december 27, 22:08
Na végre.... haladunk... Tibor elfogadtad a képletet! Ennek örülök!
A képletek és számítások topik #2-es képletét ismered? Ezt elfogadod?
"egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)"
A képletek és számítások topik #2-es képletét ismered? Ezt elfogadod?
"egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)"
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 22:08
Írta: 000000000 Dátum 2009 december 27, 22:08
Nagy gyerek vagy te Varsa, ezért kedvellek az összes sületlenséged ellenére!:))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 22:11
Írta: bmejdz9nu Dátum 2009 december 27, 22:11
Én is :)
Na akkor számolj a #10520-es képlettel 1000N-ra... egy motort, egy nyomaték igényt a motortól!!! Pl. 4mm-es em. orsóra...
Na... légyszi... kérlek... Nem fog (annyira) fájni... mint gondolod:)
"egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)"
Na akkor számolj a #10520-es képlettel 1000N-ra... egy motort, egy nyomaték igényt a motortól!!! Pl. 4mm-es em. orsóra...
Na... légyszi... kérlek... Nem fog (annyira) fájni... mint gondolod:)
"egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)"
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 22:12
Írta: svejk Dátum 2009 december 27, 22:12
10 mm/s megmunkálás
1500-2000 mm/perc gyorsjárat
1000N előtolóerő
4mm emelkedésű orsó
1:3-as áttétel
kb. 50W-os motor
Ez egy működőképes gép adatai.
Két igenlő, vagy beleegyező válasz kérek, várok, könyörgök tőletek!!!
(estleg még egy kézfogásos ikont:))
Na, légyszi-légyszi...:((
1500-2000 mm/perc gyorsjárat
1000N előtolóerő
4mm emelkedésű orsó
1:3-as áttétel
kb. 50W-os motor
Ez egy működőképes gép adatai.
Két igenlő, vagy beleegyező válasz kérek, várok, könyörgök tőletek!!!
(estleg még egy kézfogásos ikont:))
Na, légyszi-légyszi...:((
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 22:13
Írta: 000000000 Dátum 2009 december 27, 22:13
Laslie! Semmilyen bibi nincs. Menjél inkább esztergálni, ahhoz ezt nem kell tudnod!:)) Bár ki tudja, nagyon nem mindegy, mennyi erővel kell tekerned a keresztszánodat, igazán tehát ezt mégis csak illene tudnod![#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 22:15
Írta: bmejdz9nu Dátum 2009 december 27, 22:15
Részemről Oké... De Tibor? Tibor is elfogadja ezt? [#law][#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 22:18
Írta: svejk Dátum 2009 december 27, 22:18
Qrvára hihetetlen de sajnos, vagy talán szerencse hogy így van, mindegy az orsó átmérője:))
hidd el én se akartam elhinni, de két frissen végzett mérnők palánta nem tudta nekem levezetni ezért magam jártam utána.
Számolj a menetemelkedés szögével, szögfögvényekkel, forgatónyomatékkal, de akár Phitagorasz tétellel.
Ki fog jönni.
(de mégegyszer hangsúlyozom ideális, súrlódásmentes esetet feltételezünk)
hidd el én se akartam elhinni, de két frissen végzett mérnők palánta nem tudta nekem levezetni ezért magam jártam utána.
Számolj a menetemelkedés szögével, szögfögvényekkel, forgatónyomatékkal, de akár Phitagorasz tétellel.
Ki fog jönni.
(de mégegyszer hangsúlyozom ideális, súrlódásmentes esetet feltételezünk)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 22:20
Írta: 000000000 Dátum 2009 december 27, 22:20
Én többek között erről beszélek egy hónapja a méretezési példám kapcsán, így ok.:)) [#law]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 22:33
Írta: bmejdz9nu Dátum 2009 december 27, 22:33
Akkor ezzel elfogadod a #10486-ot? ... és pont. IGEN vagy NEM?
Cím: Re:DC szervó motoros vezérlés
Írta: MoparMan Dátum 2009 december 27, 22:34
Írta: MoparMan Dátum 2009 december 27, 22:34
kénytelen leszek azt használni ami van
de mivel én az antihozzáértők csoportját gazdagítom, nem tudom eldönteni, hogy melyik agytröszt mondja jól.
Ha rohadtul értenék hozzá, már rég nem olvasnám, a topicot
de mivel én az antihozzáértők csoportját gazdagítom, nem tudom eldönteni, hogy melyik agytröszt mondja jól.
Ha rohadtul értenék hozzá, már rég nem olvasnám, a topicot
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 december 27, 22:39
Írta: 4um5b65d Dátum 2009 december 27, 22:39
Hát elég hihetetlen !
Eddig tökre azt hittem, hogy én mint a forgató nyomaték egy 1 fokos emelkedőn simán feltolok egy autót a szerpentinen, de hogy 10 fokoson is ugyanazon forgató nyomatékra legyen szükségem azt kétlem. Na mindegy majd itt magamban elkételkedek a dolgon, míg meg nem értem....
Egy linket dobjál már légyszi ahol lehet erről olvasni bővebben...
Eddig tökre azt hittem, hogy én mint a forgató nyomaték egy 1 fokos emelkedőn simán feltolok egy autót a szerpentinen, de hogy 10 fokoson is ugyanazon forgató nyomatékra legyen szükségem azt kétlem. Na mindegy majd itt magamban elkételkedek a dolgon, míg meg nem értem....
Egy linket dobjál már légyszi ahol lehet erről olvasni bővebben...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 27, 22:42
Írta: x4rhew5r3 Dátum 2009 december 27, 22:42
Na vége az ünnepeknek... újra itt az arénában.
A bejgli nem cnc-vel készült, de azért jó volt.
Látom megtörtént a kiegyezés:) Ennek szívből örülök (örülünk?).
Ha még azt is hozzátesszük, hogy gyorsjáratnál nincs 1000N előtoló erő, akkor még jobb a helyzet.
A bejgli nem cnc-vel készült, de azért jó volt.
Látom megtörtént a kiegyezés:) Ennek szívből örülök (örülünk?).
Ha még azt is hozzátesszük, hogy gyorsjáratnál nincs 1000N előtoló erő, akkor még jobb a helyzet.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 27, 22:43
Írta: s7manbs8 Dátum 2009 december 27, 22:43
Én csak annyit mondhatok, hogy van egy 50 W-os szervó motorom, aminek fele annyi feszt adva, mint a névleges, olyan, hogy nem szeretnék vele szkandert játszani, igencsak lefektetne. És ez nem vicc.
Cím: Re:DC szervó motoros vezérlés
Írta: tfpk6pks3 Dátum 2009 december 27, 22:44
Írta: tfpk6pks3 Dátum 2009 december 27, 22:44
Az autó esetében, ne feledkezz meg a gravitációról, mint tudjuk a súlypont (tömeg) emelkedés nem kevés energiát igényel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 22:46
Írta: bmejdz9nu Dátum 2009 december 27, 22:46
Megtörtént? Úgy látod? Itt várom Tibor válaszát... Mert már lassan álmos vagyok :)
Az 1000N... nem volt semmihez kötve a számításban... sem gyorsjárathoz, sem ciklusidőhöz... azaz minden "körülmény" estére volt számítva.
Egyébként már régen írtál! Már azt hittem bejgli mérgezést kaptál :)
Az 1000N... nem volt semmihez kötve a számításban... sem gyorsjárathoz, sem ciklusidőhöz... azaz minden "körülmény" estére volt számítva.
Egyébként már régen írtál! Már azt hittem bejgli mérgezést kaptál :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 december 27, 22:48
Írta: 4um5b65d Dátum 2009 december 27, 22:48
Az autós példa ugyanaz mint egy Z tengely. Ott is hat a gravitáció. Vagy az említett képlet csak az X-Y tengelyre vonatkoztatható ???
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 27, 22:48
Írta: s7manbs8 Dátum 2009 december 27, 22:48
Én most hirtelen felrajzoltam egy háromszöget, és levezettem a képletet, ki kell teríteni az orsó, mint köralak kerületét, ha azon az egyik oldal lesz a menetemelkedés, az átló meg a kerület, abból kijön, hogy hogy azt nem tudom , kicsit csaltam, mert pont nem jól jött ki először, de biztos én néztem el az egyenlet rendezésénél.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 22:49
Írta: bmejdz9nu Dátum 2009 december 27, 22:49
Én is ... úgy ahogy írod ... teljesen megdöbbentem a szervóhajtáson először... Egy döbbenet mit tud szervókörben egy motor... de...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 27, 22:50
Írta: x4rhew5r3 Dátum 2009 december 27, 22:50
#10527. Én ezt úgy olvastam. Ott van az OK:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 27, 22:51
Írta: s7manbs8 Dátum 2009 december 27, 22:51
Mindegy , hogy merre áll a tengely, maga az alkalmazott forgató nyomaték a tengely irányában kifejti a képlet szerinti erőt, ha most a hatásfokkal nem foglalkozunk persze.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 22:53
Írta: bmejdz9nu Dátum 2009 december 27, 22:53
A #10527 és a #10486 között mi a különbség szerinted? Tibor a #10486-et még mindig nem fogadta el...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 27, 22:53
Írta: s7manbs8 Dátum 2009 december 27, 22:53
Az 1000N a megmunkálásra vonatkozott, ha jól emlékszem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 22:54
Írta: 000000000 Dátum 2009 december 27, 22:54
Azt nem fogadom el, mert az nem az, amit Svejk írt be #10523-ban H.Józsi és Sneci kiegészítésével. De PÉTER könyörgöm, NEHOGY nehogy megint elkezdjed, amikor már végre minden ok. kollektív erővel, bölcsességgel, és egyeztetett módon. Az elméleti példa és utána a sok "vajúdás" erről szólt és a pontokba foglalt tanulságokról, megállapításokról!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 22:54
Írta: bmejdz9nu Dátum 2009 december 27, 22:54
1000N van mindkét bejegyzésben... #10527 és a #10486
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 27, 22:56
Írta: ANTAL GÁBOR Dátum 2009 december 27, 22:56
Hát okúlásként ide írom hogy hogy jön ki a Svejk féle 2 es képlet:
:A golyós orsót mint egy feltekert lejtőt kell elképzelni. Ha eltekintünk a surlódástól akkor a tengelyirányú erő Q= F/tg(alfa) az alfa a lejtő szöge. Az F kerületi erő hozza létre a nyomatákot.
A lejtő egy háromszögnek kell elképzelni aminek a szöggel szemközti befogója az emelkedés a másik befogója pedig az egy menet kerülete (D * PI)
A hajtás nyomatékigénye M= F*D/2 ebből F= 2*M/D
Helyettesítsük be ezt a tengely irányú erő összefüggésbe!
Q=(2*M/D)/tg (alfa) De :tg (alfa) a háromszögből = emelkedés/D*PI
Q=( 2*M/D)/ e/(D*PI) elvégezve bármilyen furcsa ia de a D kiesik és Q= (2*PI * M)/e kapunk. vagyis mivel 2*PI = 6.28 Q= 6.28*M/e
Senkit nem akarok megbántani (főleg nem Laslie t magam sem hittem a szememnek mikor elöször levezettem de tényleg nem függ az orsó átmérőjétől
:A golyós orsót mint egy feltekert lejtőt kell elképzelni. Ha eltekintünk a surlódástól akkor a tengelyirányú erő Q= F/tg(alfa) az alfa a lejtő szöge. Az F kerületi erő hozza létre a nyomatákot.
A lejtő egy háromszögnek kell elképzelni aminek a szöggel szemközti befogója az emelkedés a másik befogója pedig az egy menet kerülete (D * PI)
A hajtás nyomatékigénye M= F*D/2 ebből F= 2*M/D
Helyettesítsük be ezt a tengely irányú erő összefüggésbe!
Q=(2*M/D)/tg (alfa) De :tg (alfa) a háromszögből = emelkedés/D*PI
Q=( 2*M/D)/ e/(D*PI) elvégezve bármilyen furcsa ia de a D kiesik és Q= (2*PI * M)/e kapunk. vagyis mivel 2*PI = 6.28 Q= 6.28*M/e
Senkit nem akarok megbántani (főleg nem Laslie t magam sem hittem a szememnek mikor elöször levezettem de tényleg nem függ az orsó átmérőjétől
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 22:57
Írta: bmejdz9nu Dátum 2009 december 27, 22:57
Akkor te írd le, hogy mit tudsz pontosan elfogadni! Legyél pontos, tényszerű! Semmi mellékes megjegyzés nem kell hozzá!
Nézd közbe a #10523 és a #10486-et.... amikor fogalmazol... Remélem már "zöld ágra vergődünk" :)
Nézd közbe a #10523 és a #10486-et.... amikor fogalmazol... Remélem már "zöld ágra vergődünk" :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 27, 22:59
Írta: s7manbs8 Dátum 2009 december 27, 22:59
Ilyenkor látszik a matematika milyen szépségekre képes, meg a csúnya szinuszok meg tangensek kiesnek.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 22:59
Írta: svejk Dátum 2009 december 27, 22:59
Sajnos én sem találtam levezetést és a mérnők barátaim sem tudtak érdemben segíteni, ezért fordultam magamba :)
Jól indulsz neki de gondolj arra hogy az 1 fokos szerpentinen milyen hosszú utat kell megtenned..míg a 10 fokoson milyen rövid az út.
(akár az energiamegmaradással is levezethető lenne)
De én a forgatónyomatékkal játszottam,
mivel épp azt kell átalakítani...
Leírni, megfogalmazni nem nagyon tudom, esetleg lerajzolni valhogy..
Rajzolgasd le Te is a kétféle átmérőjő orsódat mint két különböző hosszú forgatóerőkart.
Az egy fordulatra való lineáris elmozdulás ugye az azonos menetemelkedésből adódóan ugyanannyi.
Jól indulsz neki de gondolj arra hogy az 1 fokos szerpentinen milyen hosszú utat kell megtenned..míg a 10 fokoson milyen rövid az út.
(akár az energiamegmaradással is levezethető lenne)
De én a forgatónyomatékkal játszottam,
mivel épp azt kell átalakítani...
Leírni, megfogalmazni nem nagyon tudom, esetleg lerajzolni valhogy..
Rajzolgasd le Te is a kétféle átmérőjő orsódat mint két különböző hosszú forgatóerőkart.
Az egy fordulatra való lineáris elmozdulás ugye az azonos menetemelkedésből adódóan ugyanannyi.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 27, 23:00
Írta: s7manbs8 Dátum 2009 december 27, 23:00
Ez hasonló, mint mikor nem számít, hogy egy kilogramm vas a nehezebb, vagy egy kilogramm pehely. [#circling][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 23:01
Írta: svejk Dátum 2009 december 27, 23:01
Köszönöm tanult Barátom, én ezt ilyen szépen akkor sem tudtam volna leírni ha addig élek mint a teknősbéka :) [#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 december 27, 23:02
Írta: 4um5b65d Dátum 2009 december 27, 23:02
Hát egy dolog egészen biztos, hogy az azonos emelkedés nagyobb kerületen kisebb emelkedési szöggel jár. Ez egészen biztos. Erről nem is lehet vita. Ha most maradnék a szerpentines példánál akkor a kisebb kerületen nagyobb a szög amin fel kell tolnom az autót, de rövidebb úton, míg a nagyobb kerületű szerpentinen sokkal tovább tolom az autót, de sokkal kisebb emelkedőn. Az össz munka talán azonosra jön ki. De az egészben állandó a motornak az átmérője. A következő mondatot nem tudom szakszerűen leírni: A kisebb orsónak az átmérője kisebb mint a motornak az az átmérője ahol az erőt átviszi a forgó részre, de ezzel együtt nagyobb az emelkedési szög. Ahogy növeljük az orsó átmérőt ez folyamatosan változik.... Valahol itt lehet a kutya elásva...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 27, 23:05
Írta: s7manbs8 Dátum 2009 december 27, 23:05
Energia megmaradással annak bizonyításához, hogy az orsóátmérőtől nem függ a képlet, még ha azt nem is tudjuk, hogy milyen alakú valójában, még egyenlet sem kell, ugyanis egy fordulat esetén azonos menet emelkedés ugyanannyi utat jelent, így a végzett munka W1=F1*s, W2=F2*s, W1=W2 miatt azonos, abból pedig következik, hogy F1=F2.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 23:09
Írta: svejk Dátum 2009 december 27, 23:09
Igen, csak vizszintes tengelyre, mert függőlegesnél (vagy szögben állónál) számolni kell a gravitációval, mely lefelé segítségünkre, felfelé ellenünk dolgozik.
e
Erre is van képlet: pl. itt (bár ha jól rémlik valahol az oldalon az egyik képlet hibás az áttételszámolásnál)
e
Erre is van képlet: pl. itt (bár ha jól rémlik valahol az oldalon az egyik képlet hibás az áttételszámolásnál)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 december 27, 23:14
Írta: 4um5b65d Dátum 2009 december 27, 23:14
Na, már valami kezd derengeni, megköszönve Antal Gábor és Svejk hozzászólását. A szerpentines példám ott sántít hogy én mint forgató nyomaték mindig a szerpentin kerületén fejtem ki az erőt az autóra, míg a golyósorsós hajtásnál a "kiinduló erőkar" fix és állandó, a motor eredő erőkarjából adódóan. Vagyis a szerpentinnél máshová kellene állnom mikor tolom, nem az autó mögé, hogy hasonló módon szimulálhassam a dolgot...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 23:15
Írta: svejk Dátum 2009 december 27, 23:15
Egyébként talán a mechanikában ez olyan principium mint a matekban a 2x2=4.
Vagy hogy fogaskerékcsoportnál a közbülső fogaskerekek nem számítanak az átétel arányában csak a két szélső kerék fogszáma.
Vagy hogy fogaskerékcsoportnál a közbülső fogaskerekek nem számítanak az átétel arányában csak a két szélső kerék fogszáma.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 27, 23:18
Írta: HJózsi Dátum 2009 december 27, 23:18
Gratulálok Svejk!!! Ez az év legnagyobb diplomáciai teljesítménye a Fórumon!!![#wave][#worship][#eljen][#integet2]
Most már lehet nyugodtan [#pias] azaz számolgatni, behelyettesíteni a sajátot ... :) ha van, vagy lesz ...
Most már lehet nyugodtan [#pias] azaz számolgatni, behelyettesíteni a sajátot ... :) ha van, vagy lesz ...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 27, 23:19
Írta: x4rhew5r3 Dátum 2009 december 27, 23:19
Neked válaszolok, de inkább az egész vitára érteném. Én kezdetektől nagyra értékeltem Tibor megközelítését, mert az energiamegmaradás törvényére alapozva mutatott be egy szemléletet.
Nem akarom visszaolvasni az anyagot, mert nem is az a lényeg. Nem egyszerűen képletek behelyettesítésére koncentrált, hanem próbált rávilágítani az okozati összefüggésekre. Nekem nem megy csípőből a segédhajtás méretezés, mert nem ez az érdeklődési területem. De néha azt is meg kell csinálni természetesen, és jóleső érzés, ha értem-érzem a számok mögötti tartalmat. Az hogy menet közben esetleg egy áttétel 2-ről 3-ra változik, hát nem ezért méretezünk? Tibor nem előre végigszámolt mintapéldát gépelt be, hanem fejezetről fejezetre haladt előre. Ha változtatott is valamit (mondom nem olvasom vissza), az sem lenne főbenjáró bűn.
Mint sok mindent, ezt a témát is sokféleképpen lehet megközelíteni, ki lehet indulni a nyomatékigényekből is, meg még biztos van néhány bevált lehetőség...
Ebben a vitában ketten voltatok és két különböző oldalon. Mindkét oldalra szükség van, az elméletire is, meg a tisztán gyakorlatira is. Mert itt hobbizunk keményen, és kinek ez, kinek az.
Jó lenne, ha ez a megegyezés tartós maradna, és nem kizáró, hanem befogadó stílusban folytatódna.
Egyszer még az analóg kontra digitális csatát is meg kellene vívni, persze azt is az elengedhetetlen tolerancával[#puszi]
Nem akarom visszaolvasni az anyagot, mert nem is az a lényeg. Nem egyszerűen képletek behelyettesítésére koncentrált, hanem próbált rávilágítani az okozati összefüggésekre. Nekem nem megy csípőből a segédhajtás méretezés, mert nem ez az érdeklődési területem. De néha azt is meg kell csinálni természetesen, és jóleső érzés, ha értem-érzem a számok mögötti tartalmat. Az hogy menet közben esetleg egy áttétel 2-ről 3-ra változik, hát nem ezért méretezünk? Tibor nem előre végigszámolt mintapéldát gépelt be, hanem fejezetről fejezetre haladt előre. Ha változtatott is valamit (mondom nem olvasom vissza), az sem lenne főbenjáró bűn.
Mint sok mindent, ezt a témát is sokféleképpen lehet megközelíteni, ki lehet indulni a nyomatékigényekből is, meg még biztos van néhány bevált lehetőség...
Ebben a vitában ketten voltatok és két különböző oldalon. Mindkét oldalra szükség van, az elméletire is, meg a tisztán gyakorlatira is. Mert itt hobbizunk keményen, és kinek ez, kinek az.
Jó lenne, ha ez a megegyezés tartós maradna, és nem kizáró, hanem befogadó stílusban folytatódna.
Egyszer még az analóg kontra digitális csatát is meg kellene vívni, persze azt is az elengedhetetlen tolerancával[#puszi]
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 27, 23:19
Írta: ANTAL GÁBOR Dátum 2009 december 27, 23:19
Sejtem én hogy mi okozza a fejtörést. Az első összefüggésben a tg (alfa). A lejtőt (a háromszöget ) úgy kell elképzelni mint egy (surlódás nélküli) éket amivel egy súlyos tárgyat emelünk. ha kalapáljuk az éket akkor a kalapálóerőnél (szokványos esetben szokványos ékszögnél) sokkal vagyobb erőt tudunk kifejteni
az erősokszorozás az 1/tg(alfa) értékű.
(pl kb 6 foknál az erő tízszereződik) igy működik a balta is Q= F/tg(alfa)
az erősokszorozás az 1/tg(alfa) értékű.
(pl kb 6 foknál az erő tízszereződik) igy működik a balta is Q= F/tg(alfa)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 december 27, 23:21
Írta: 4um5b65d Dátum 2009 december 27, 23:21
Igen, csak ha kétségbe vonok valamit amiről azt gondoltam amit gondoltam, de átgondolva megértem a miértjét akkor sokkal jobban érzem magam. Nem is számolok utána, hisz ezt már többen megtették, de most már világos, hogy miről is van itt szó.
Köszönöm mindenkinek... [#worship][#taps]
Köszönöm mindenkinek... [#worship][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 23:33
Írta: svejk Dátum 2009 december 27, 23:33
Ugyan..Ennyire nem lehetsz naív hogy azt hiszed vége van?
A kis gép már működik, most már csak azt kell belátni hogy a nagy motoros is működhet, és nem holmi videótréfa az egész. :)))
A kis gép már működik, most már csak azt kell belátni hogy a nagy motoros is működhet, és nem holmi videótréfa az egész. :)))
Cím: Re:DC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2009 december 27, 23:39
Írta: 62pb8zge Dátum 2009 december 27, 23:39
jól gondoltad,végülis...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 23:47
Írta: 000000000 Dátum 2009 december 27, 23:47
Egy másik, energia mérleg megközelítési levezetés:
Tessék szíves elképzelni egy ideális keresztszánt!
Egy nóniusz fordulat alatt F erővel elmozdulok egy menetemelkedésnyit, tehát W=F*h munkát végzek. Ehhez r karon lévő fogantyút kell tekernem egy fordulaton át (r*2*pi a kerület) Q erővel, azaz W=Q*r*2*pi.
A két W mint energia, munka azonos, tehát:
F*h=Q*r*2*pi de vegyük észre, hogy Q*r az nyomaték=M, így máris a végképlethez jutunk:
F=M*2*pi/h
Köszönjük ezt is Newton!
Tessék szíves elképzelni egy ideális keresztszánt!
Egy nóniusz fordulat alatt F erővel elmozdulok egy menetemelkedésnyit, tehát W=F*h munkát végzek. Ehhez r karon lévő fogantyút kell tekernem egy fordulaton át (r*2*pi a kerület) Q erővel, azaz W=Q*r*2*pi.
A két W mint energia, munka azonos, tehát:
F*h=Q*r*2*pi de vegyük észre, hogy Q*r az nyomaték=M, így máris a végképlethez jutunk:
F=M*2*pi/h
Köszönjük ezt is Newton!
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 27, 23:51
Írta: HJózsi Dátum 2009 december 27, 23:51
Hát én néha naív vagyok, de nem bánom ...[#nyes]
Egyébként egész jól furkál, már csak picit kéne javítani a fúrási sikluson és mehetne a Youtub-ra ...[#nyes][#buck]
Egyébként egész jól furkál, már csak picit kéne javítani a fúrási sikluson és mehetne a Youtub-ra ...[#nyes][#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 27, 23:51
Írta: HJózsi Dátum 2009 december 27, 23:51
cikluson
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 28, 00:05
Írta: bmejdz9nu Dátum 2009 december 28, 00:05
Mehetnénk tovább... tovább... nem csak egyhelyben körözni Magyar módra :)
De Tibor nem írt még konkrétat... félek, hogy (egy idő után) megint ködösítés lesz ennek a vége. Azaz minden kezdődik elölről...
Azaz ahogy Svejk írta: videótréfa még csak... sajnos...
Részemről ok. az 50W és 1/3átt.... 4-es orsón az 1000N-ra... de ehhez a "másik féltől" is kellene egy lényegretörő, egyértelmű kijelentés...
De ez még sajnos nincs meg... talán nincs meg a kellő akarat...? Nem tudom és nem értem... de ez van... sajnos.
De Tibor nem írt még konkrétat... félek, hogy (egy idő után) megint ködösítés lesz ennek a vége. Azaz minden kezdődik elölről...
Azaz ahogy Svejk írta: videótréfa még csak... sajnos...
Részemről ok. az 50W és 1/3átt.... 4-es orsón az 1000N-ra... de ehhez a "másik féltől" is kellene egy lényegretörő, egyértelmű kijelentés...
De ez még sajnos nincs meg... talán nincs meg a kellő akarat...? Nem tudom és nem értem... de ez van... sajnos.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 28, 00:11
Írta: 000000000 Dátum 2009 december 28, 00:11
Vége van pedig, hála a jó Égnek!:))
Én szívesen írok egy újabb G kód csillagtesztet is, ahol a gyakorlatban is bebizonyítom Neked, hogy egy feleslegesen nagy motoros gép sajnos alul marad dinamikában egy pont megfelelő, sokkal kisebbel szemben! A J már csak ilyen ravasz dolgokra képes!
Gondolj csak az összetett (lineáris + másodfokú) függvények szélsőérték (optimum pont) számításra a matekban, amikor ezt tanították Neked!
Én szívesen írok egy újabb G kód csillagtesztet is, ahol a gyakorlatban is bebizonyítom Neked, hogy egy feleslegesen nagy motoros gép sajnos alul marad dinamikában egy pont megfelelő, sokkal kisebbel szemben! A J már csak ilyen ravasz dolgokra képes!
Gondolj csak az összetett (lineáris + másodfokú) függvények szélsőérték (optimum pont) számításra a matekban, amikor ezt tanították Neked!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 28, 00:11
Írta: s7manbs8 Dátum 2009 december 28, 00:11
Ehhez kommentár sem kell, magáért beszél.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 28, 00:13
Írta: s7manbs8 Dátum 2009 december 28, 00:13
Most én vagyok a taps gép. De van is miért tapsolni, nem a kijelző piros lámpát néztem. [#circling][#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 28, 00:26
Írta: 000000000 Dátum 2009 december 28, 00:26
Azért azt mindenképpen meg kell említeni, hogy Tibor nagy bátorítást adott minta példájával azon házilagos gépépítőknek, akiknek konkrét gépük, konkrét feladataik és elvárásaik vannak, és tudják mit akarnak készíteni vele.
Csak a saját példámat tudom felhozni, hogy a régen megvett (svejktől) E240 motorokat én egy tisztán lézeres gépre szántam, de most úgy látom, előbb átalakítom a meglévő léptecses mechanikát. Mert úgy érzem, hogy az én igényemnek ennek elegendőnek kell lenni. Mivel én nem vagyok híve a direkt hajtásnak így pláne.
Ebben a vitában az is szembetűnő volt nekem, hogy milyen sokan használják (termelnek vele) ezt a E240-t, csak nem publikálták (igen Varsa több száz Wattos mocijai mellett nem akartak pironkodni).
Ha pedig azt is megemlítem, hogy mekkora segítséget kaptam sneci-től a vezérlője és beüzemelés kapcsán, akkor most tényleg úgy érzem, nekem nagyon jól jött ez az elhúzódó vita.
Csak a saját példámat tudom felhozni, hogy a régen megvett (svejktől) E240 motorokat én egy tisztán lézeres gépre szántam, de most úgy látom, előbb átalakítom a meglévő léptecses mechanikát. Mert úgy érzem, hogy az én igényemnek ennek elegendőnek kell lenni. Mivel én nem vagyok híve a direkt hajtásnak így pláne.
Ebben a vitában az is szembetűnő volt nekem, hogy milyen sokan használják (termelnek vele) ezt a E240-t, csak nem publikálták (igen Varsa több száz Wattos mocijai mellett nem akartak pironkodni).
Ha pedig azt is megemlítem, hogy mekkora segítséget kaptam sneci-től a vezérlője és beüzemelés kapcsán, akkor most tényleg úgy érzem, nekem nagyon jól jött ez az elhúzódó vita.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 28, 00:26
Írta: HJózsi Dátum 2009 december 28, 00:26
#10527 " ... , így ok.:)) "
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 28, 00:37
Írta: 000000000 Dátum 2009 december 28, 00:37
Sziasztok,
Teljesen új vagyok ezen a fórumon, és be kell valljam, hogy nem vagyok sem esztergályos, sem marós... sőt mégcsak nem is próbáltam soha... bár olvasva ezt a fórumot kedvet kaptam, s valószínűleg beruházok a közeljövőben egy kisebb műszerész esztergára és egy kisebb fúró-maróra, már számtalanszor nagyon jól jött volna... majd kérdezek ezzel kapcsolatban is másik topikban. Rátérek a lényegre-hogy mit is akarok akkor itt: Eredeti szakmámat nézve elektronikai műrosszész vagyok,(ezt a mai napig is "gyakorlom", de csak hobby szinten..)de régóta a filmes szakmában dolgozom, annak is egy specális - kameramozgatással - foglalkozó szegmensében. Építettem már néhány komplett szerkezetet, melyek motoros kameramozgató részét kis teljesítményű analógvezérelt (joystick) DC motorokkal oldottunk meg. Most azonban újabb terv megvalósítása előtt állok, melyhez az én - motorvezérléssel kapcsolatos - tudásom nagyon halovány. Szóval keresem azt a profi szakembert, (esetleg őrült hobbistát) aki "segíteni" tud nekem (természetesen nem ingyen gondolom...), szóval "bérpartner" tud lenni egy specilális igényeket kielégítő "többtengelyes" motorvezérlő elektronika megtervezésében, összeállításában. (A mechanika az én dolgom, bár sosem lehet tudni...) Lehet, hogy tévúton járok, de az elvárások talán a CNC technológiához állnak a legközelebb... Vagyis különböző teljesítményű (és méretű) motorokkal kell precizen kontrolláltan és "finoman", (ha kell nagyon lassan és ha kell "nagyon gyorsan" mozgatni megfelelő "tengelyeket" - mindezt első sorban "kézi vezérléssel", pl egy preciziós joystickel. (hogy ezeknek a motoroknak AC, DC kefe, nem feke, milyen jeladó... kell lennie - na ez nekem nem tiszta) Az már "csak" hab a tortán - s itt jön előtérbe CNC technológia - hogy az előbb említett "analóg"-kézi vezérlésen túl - egy erre a célra készített szoftverrel - ezen mozgásokat automtizálni is lehessen (pl. reprodukálni az előzőleg "analóg" módon levezérelt mozgásokat; tengelyeket előre meghatározott poziciókba állítani; mozgás határokat beállítani... stb.stb..) Szóval gyakorlatilag több motor kontrollált és összehangolt munkájára van szükség - az először említett kézi vezérlési lehetőséggel. A kézi vezérelhetőség alatt nagyjából a következőknek kell teljesülniük: (egy motorról beszélek, a többinek gyakorlatilag hasonló a feladata, csak esetleg más teljesítményen..) szóval, adott pl egy (ipari) joystick, melyet ha finoman megmozdítok, a motor (szóval a forgatni kívánt tengely megfelelő hajtáson keresztül) nagyon finoman elindul, s ahogy növelem a joy kitérését, a motor úgy növeli a sebességét... s addig forog, míg el nem engedem... ugyanez másik irányba... Pluszba tudni kell állítani (pl egy potméterrel), egy nevezzük "lágyságot", amelyet felfelé tekerve a joystick "hirtelen" mozdításait mindinkább "kisimítja". (értem ezalatt, hogy ha ez a "lágyság" poti le van tekerve, akkor a motor pontosan követi a joy parancsait, vagyis ha rángatom, akkor a motor is ide-oda rángatózik... viszont ha feltekerem a "lágyságot", akkor ha megrántom a joyt, a motor akkor is finoman (fokozatosan gyorsítva) indul el (s fordítva is...). Na azt hiszem túlmagyaráztam már így is a témát, és elnézést hgy nem szakszavakkal közelítettem meg a dolgot...
Szóval ha valaki - valakik - érez magában annyit, vagy esetleg tud valaki mást, vagy esetleg akár csak "utat tud mutatni" (akár azt is, hogy menjek másfele mert rosz helyen járok) azt nagyon kérem, hogy reagáljon néhány sorban érdeklődésemre.
Köszönettel és őszinte tisztelettel
Feri
Teljesen új vagyok ezen a fórumon, és be kell valljam, hogy nem vagyok sem esztergályos, sem marós... sőt mégcsak nem is próbáltam soha... bár olvasva ezt a fórumot kedvet kaptam, s valószínűleg beruházok a közeljövőben egy kisebb műszerész esztergára és egy kisebb fúró-maróra, már számtalanszor nagyon jól jött volna... majd kérdezek ezzel kapcsolatban is másik topikban. Rátérek a lényegre-hogy mit is akarok akkor itt: Eredeti szakmámat nézve elektronikai műrosszész vagyok,(ezt a mai napig is "gyakorlom", de csak hobby szinten..)de régóta a filmes szakmában dolgozom, annak is egy specális - kameramozgatással - foglalkozó szegmensében. Építettem már néhány komplett szerkezetet, melyek motoros kameramozgató részét kis teljesítményű analógvezérelt (joystick) DC motorokkal oldottunk meg. Most azonban újabb terv megvalósítása előtt állok, melyhez az én - motorvezérléssel kapcsolatos - tudásom nagyon halovány. Szóval keresem azt a profi szakembert, (esetleg őrült hobbistát) aki "segíteni" tud nekem (természetesen nem ingyen gondolom...), szóval "bérpartner" tud lenni egy specilális igényeket kielégítő "többtengelyes" motorvezérlő elektronika megtervezésében, összeállításában. (A mechanika az én dolgom, bár sosem lehet tudni...) Lehet, hogy tévúton járok, de az elvárások talán a CNC technológiához állnak a legközelebb... Vagyis különböző teljesítményű (és méretű) motorokkal kell precizen kontrolláltan és "finoman", (ha kell nagyon lassan és ha kell "nagyon gyorsan" mozgatni megfelelő "tengelyeket" - mindezt első sorban "kézi vezérléssel", pl egy preciziós joystickel. (hogy ezeknek a motoroknak AC, DC kefe, nem feke, milyen jeladó... kell lennie - na ez nekem nem tiszta) Az már "csak" hab a tortán - s itt jön előtérbe CNC technológia - hogy az előbb említett "analóg"-kézi vezérlésen túl - egy erre a célra készített szoftverrel - ezen mozgásokat automtizálni is lehessen (pl. reprodukálni az előzőleg "analóg" módon levezérelt mozgásokat; tengelyeket előre meghatározott poziciókba állítani; mozgás határokat beállítani... stb.stb..) Szóval gyakorlatilag több motor kontrollált és összehangolt munkájára van szükség - az először említett kézi vezérlési lehetőséggel. A kézi vezérelhetőség alatt nagyjából a következőknek kell teljesülniük: (egy motorról beszélek, a többinek gyakorlatilag hasonló a feladata, csak esetleg más teljesítményen..) szóval, adott pl egy (ipari) joystick, melyet ha finoman megmozdítok, a motor (szóval a forgatni kívánt tengely megfelelő hajtáson keresztül) nagyon finoman elindul, s ahogy növelem a joy kitérését, a motor úgy növeli a sebességét... s addig forog, míg el nem engedem... ugyanez másik irányba... Pluszba tudni kell állítani (pl egy potméterrel), egy nevezzük "lágyságot", amelyet felfelé tekerve a joystick "hirtelen" mozdításait mindinkább "kisimítja". (értem ezalatt, hogy ha ez a "lágyság" poti le van tekerve, akkor a motor pontosan követi a joy parancsait, vagyis ha rángatom, akkor a motor is ide-oda rángatózik... viszont ha feltekerem a "lágyságot", akkor ha megrántom a joyt, a motor akkor is finoman (fokozatosan gyorsítva) indul el (s fordítva is...). Na azt hiszem túlmagyaráztam már így is a témát, és elnézést hgy nem szakszavakkal közelítettem meg a dolgot...
Szóval ha valaki - valakik - érez magában annyit, vagy esetleg tud valaki mást, vagy esetleg akár csak "utat tud mutatni" (akár azt is, hogy menjek másfele mert rosz helyen járok) azt nagyon kérem, hogy reagáljon néhány sorban érdeklődésemre.
Köszönettel és őszinte tisztelettel
Feri
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 28, 00:47
Írta: s7manbs8 Dátum 2009 december 28, 00:47
Ilyesmi a Walt Disney stúdióban már valszeg megvalósult, vagy valamilyen szép szoftver csomag is van hasonló feladatokra. A téma talán a Pénz keresési lehetőségek, vagy Elektronika fórumtémába illene. Az is már szép, ha 3 tengelyt sikerül összhangban mozgatni, de egyébként szerintem jó fórum helyen jársz a témát illetően.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 28, 08:12
Írta: bmejdz9nu Dátum 2009 december 28, 08:12
Tehát akkor vége a méretezési "bulinak"??? ... Jó lenne már...
Nekem már az is jó...
ha Svejktől elfogadja Tibor az "50W-os" motort és harmadoló áttételt a 4mm-es emelkedésű orsóra a "kívánt" 1000N erőhöz! (#10523)
Nekem már az is jó...
ha tőlem ugyanezt nem fogadja el Tibor. (#10486)
Nekem már az is jó...
ha Svejktől elfogadja Tibor az "50W-os" motort és harmadoló áttételt a 4mm-es emelkedésű orsóra a "kívánt" 1000N erőhöz! (#10523)
Nekem már az is jó...
ha tőlem ugyanezt nem fogadja el Tibor. (#10486)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2009 december 28, 08:29
Írta: s5f8tmfv3 Dátum 2009 december 28, 08:29
Egy mondás jutott eszembe erről a topikról:
Az elmélet elméletben olyan mint a gyakorlat. Nade a gyakorlatban...[#kerdes]
Az elmélet elméletben olyan mint a gyakorlat. Nade a gyakorlatban...[#kerdes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 28, 08:32
Írta: bmejdz9nu Dátum 2009 december 28, 08:32
Ha tényleg vége :)... mehetnénk tovább...
Számolhatnánk áttétel és mozgás variációkat pl. az E240-es motorra.... olyan sok van belőle... érdemes lenne...
1/2? 1/2,5? 1/3? áttétel? ... és volt direkthajtásra is példa... (Ijász gépe - Sneci vezérlés)
Pl.
- Kiszámolhatnánk a várható előtoló erőket különböző átt. esetére...
- Kiszámolhatnánk a várható gyorsulási képességeket
- Kiszámolhatnánk a várható max sebességeket
Egy-két dolgot előtte azonban meg kell határozni előre, amik szükségesek a számításokhoz:
1. Az áttételhez szükséges szíjkerekek méretét meg kellene adni (átm. és szél., anyag) Motoroldalon és hajtott orsó oldalon is. (ezek alapján lehet kiszámítani az inerciát)
2. Vagy direkt hajtásnál a kuplung átmérője, hossza és a furat mérete és anyaga. (ezek alapján lehet kiszámítani az inerciát)
3. Meg kellene határozni a súrlódási veszteségeket. (pl. üresben mennyi energia kell a mozgatáshoz ill. a "tapadás" leküzdésére)
4. Meg kellene határozni a kívánt előtolási erőket a forgácsoláshoz. (ill a munka feladathoz)
5. Meg kellene határozni a mozgatott tömegek súlyát.
6. Meg kell határozni az orsó hosszát, emelkedését, átmérőjét (ezek alapján lehet kiszámítani az inerciát)
Ezek után jöhetne a függőleges mozgások számítása...(pl. Z-tengely)
Számolhatnánk áttétel és mozgás variációkat pl. az E240-es motorra.... olyan sok van belőle... érdemes lenne...
1/2? 1/2,5? 1/3? áttétel? ... és volt direkthajtásra is példa... (Ijász gépe - Sneci vezérlés)
Pl.
- Kiszámolhatnánk a várható előtoló erőket különböző átt. esetére...
- Kiszámolhatnánk a várható gyorsulási képességeket
- Kiszámolhatnánk a várható max sebességeket
Egy-két dolgot előtte azonban meg kell határozni előre, amik szükségesek a számításokhoz:
1. Az áttételhez szükséges szíjkerekek méretét meg kellene adni (átm. és szél., anyag) Motoroldalon és hajtott orsó oldalon is. (ezek alapján lehet kiszámítani az inerciát)
2. Vagy direkt hajtásnál a kuplung átmérője, hossza és a furat mérete és anyaga. (ezek alapján lehet kiszámítani az inerciát)
3. Meg kellene határozni a súrlódási veszteségeket. (pl. üresben mennyi energia kell a mozgatáshoz ill. a "tapadás" leküzdésére)
4. Meg kellene határozni a kívánt előtolási erőket a forgácsoláshoz. (ill a munka feladathoz)
5. Meg kellene határozni a mozgatott tömegek súlyát.
6. Meg kell határozni az orsó hosszát, emelkedését, átmérőjét (ezek alapján lehet kiszámítani az inerciát)
Ezek után jöhetne a függőleges mozgások számítása...(pl. Z-tengely)
Cím: Re:DC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 december 28, 08:45
Írta: 0gbwyh99 Dátum 2009 december 28, 08:45
[#taps][#taps][#taps][#taps][#taps] allig várom már !!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 28, 09:03
Írta: 000000000 Dátum 2009 december 28, 09:03
"Számolhatnánk áttétel és mozgás variációkat pl. az E240-es motorra.... olyan sok van belőle... érdemes lenne..."
Na végre! Ez a beszéd, erre van igény!!!!
Na végre! Ez a beszéd, erre van igény!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 28, 09:06
Írta: 000000000 Dátum 2009 december 28, 09:06
Szia Péter! Minden ok. itt 100 éve, csak kellett egy hónap. Jelen esetben ezt akár VP féle szervotechnikai megértési időállandódnak is felfoghatjuk!:)) Mellesleg még csak annyi, hogy Svejk sem pontosan írta le a dolgokat (nem is lehet hiszen végtelen verzió van), pl. az áttétel motor jelleggörbe függő is, azaz mint ahogyan írtam a #10502-ben, a 49W-os 1500 rpm motornál akár 1:2 is lehet az áttétel...
De a lényeg az, hogy jó irányban elindultál Te is, hiszen már nem 400 W-os motorod, már nem 5 mm-es az orsód a Z-n, már kisebb átmérőjűek az orsóid...Úgy hogy szép lassan eljutsz majd oda, hogy lesz egy áttételed is, és kb 50-100W-os motorral lesz optimális a géped. És nem pörgetsz feleslegesen CNC technikailag meddő, energiafaló lendkerekeket.
Egyébként meg klassz gépet építettél te, igényes, szép munka, tele új alkatrészekkel. Csak saját magaddal szúrtál ki pár műszaki tévhited, és rögeszméd, miatt, és ez bevitt a mocsárba, és ott ragadtál...De ki lehet onnan jönni, és én látom, jó útra tértél!:)) Ez a legfontosabb, és a mintapélda méretezés is ebben segítség annak, aki akarja picit megérteni a tényeket.
De a lényeg az, hogy jó irányban elindultál Te is, hiszen már nem 400 W-os motorod, már nem 5 mm-es az orsód a Z-n, már kisebb átmérőjűek az orsóid...Úgy hogy szép lassan eljutsz majd oda, hogy lesz egy áttételed is, és kb 50-100W-os motorral lesz optimális a géped. És nem pörgetsz feleslegesen CNC technikailag meddő, energiafaló lendkerekeket.
Egyébként meg klassz gépet építettél te, igényes, szép munka, tele új alkatrészekkel. Csak saját magaddal szúrtál ki pár műszaki tévhited, és rögeszméd, miatt, és ez bevitt a mocsárba, és ott ragadtál...De ki lehet onnan jönni, és én látom, jó útra tértél!:)) Ez a legfontosabb, és a mintapélda méretezés is ebben segítség annak, aki akarja picit megérteni a tényeket.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 28, 09:17
Írta: bmejdz9nu Dátum 2009 december 28, 09:17
A leírt kérdésekre (kellenek a számításhoz) írd meg amit tudsz ill. akarsz... és kezdhetjük.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 28, 09:18
Írta: 000000000 Dátum 2009 december 28, 09:18
Ez így is van, az optimális áttétel a lényeg, csak sajnos ahhoz onnan kell kindulni, hogy milyen forgácsolás történhet egyáltalán egy Hobby CNC gépen, különös tekintettel a gyenge aluvázas vagy még rosszabb konstrukciójú mechanikán. Én erre is végztem már néhány példaszámítást itt a Fórumon forgácsolási teljesítmény és ebből fakadó előtolóerő tekintetében. Enélkül, azaz gép felhasználási cél, lehetőség nélkül teljesen értelmetlen szervót méretezni.
Azaz egy közös nevezőben meg kell állapodnotok, hogy mit jelent a "Hobbysta" igény (forgácsolandó anyagok, mechanikák átlag minősége, ...., stb), és innen lehet és kell
kindulni. Én ebben felajánlom segítségemet.
Azaz egy közös nevezőben meg kell állapodnotok, hogy mit jelent a "Hobbysta" igény (forgácsolandó anyagok, mechanikák átlag minősége, ...., stb), és innen lehet és kell
kindulni. Én ebben felajánlom segítségemet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 28, 09:31
Írta: 000000000 Dátum 2009 december 28, 09:31
Rendben Varsa és Tibor!
Felajánlom a segítséget és minden általatok kért adatot megadok a gépem átalakítása kapcsán, hogy tudjatok méretezni. Persze ehhez vállalom a folyamatos dokumentálást.
Ezt a gépet szervósítom:


Felajánlom a segítséget és minden általatok kért adatot megadok a gépem átalakítása kapcsán, hogy tudjatok méretezni. Persze ehhez vállalom a folyamatos dokumentálást.
Ezt a gépet szervósítom:
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 28, 09:39
Írta: bmejdz9nu Dátum 2009 december 28, 09:39
Tibor ne szívd vissza a 1/3-as áttételt mert akkor már nem áll meg nyomaték oldalon az az 1000N erő... (az hogy nem kell a hobbystának ennyi... az egy másik téma)
Ezt te is tudod: "egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)"
Svejk ezt írta a #10523ben:
10 mm/s megmunkálás
1500-2000 mm/perc gyorsjárat
1000N előtolóerő
4mm emelkedésű orsó
1:3-as áttétel
kb. 50W-os motor
Ezt te elfogadtad.... Ha jól látom. Legalábis mindenki azt hiszi... Én is...
------
Más:
Na ezzel már majdnem egyetértek:
"kb 50-100W-os motorral lesz optimális a géped. És nem pörgetsz feleslegesen CNC technikailag meddő, energiafaló lendkerekeket."
=== DC-nél 150-200W alá nem nagyon adtam X és Y hajtásnál... Majd megtudod miért...
=== "Watt" csökkenés nálam:)! AC-nál már "csak" "100W" alá nem adhatom :)
Mert ahogy írtad: "nincs a feleslegesen energiafaló lendkerék" azaz a tehetetlen tekercs amit forgatni kell = Egyetértek veled amit írtál!
Ez mellé még egy nagyobb azaz kb. 20%-al több alapnyomaték is van az AC-nál... és mint megtudtuk a számolások kapcsán ezek nagyon fontos dolgok!
Erre volt jó a "buli" azaz a számítások számomra... tanulságos volt! Nem volt hiába való!
Ezt te is tudod: "egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)"
Svejk ezt írta a #10523ben:
10 mm/s megmunkálás
1500-2000 mm/perc gyorsjárat
1000N előtolóerő
4mm emelkedésű orsó
1:3-as áttétel
kb. 50W-os motor
Ezt te elfogadtad.... Ha jól látom. Legalábis mindenki azt hiszi... Én is...
------
Más:
Na ezzel már majdnem egyetértek:
"kb 50-100W-os motorral lesz optimális a géped. És nem pörgetsz feleslegesen CNC technikailag meddő, energiafaló lendkerekeket."
=== DC-nél 150-200W alá nem nagyon adtam X és Y hajtásnál... Majd megtudod miért...
=== "Watt" csökkenés nálam:)! AC-nál már "csak" "100W" alá nem adhatom :)
Mert ahogy írtad: "nincs a feleslegesen energiafaló lendkerék" azaz a tehetetlen tekercs amit forgatni kell = Egyetértek veled amit írtál!
Ez mellé még egy nagyobb azaz kb. 20%-al több alapnyomaték is van az AC-nál... és mint megtudtuk a számolások kapcsán ezek nagyon fontos dolgok!
Erre volt jó a "buli" azaz a számítások számomra... tanulságos volt! Nem volt hiába való!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 28, 09:42
Írta: bmejdz9nu Dátum 2009 december 28, 09:42
Nem képek kellenek hanem adatok... !!!
De lehet, hogy nyitni kellene egy méretezési topikot... Vélemények erről? (DC - AC - és léptetőt is lehetne?)
De lehet, hogy nyitni kellene egy méretezési topikot... Vélemények erről? (DC - AC - és léptetőt is lehetne?)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 28, 09:55
Írta: 000000000 Dátum 2009 december 28, 09:55
Ez vicces....
"Ezt te is tudod: "egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)"
Tudod ha hirtelen most annyi millió forintom lenne, ahány évvel én ezt korábban tudtam mint te, hát az nem lenne rossz!:)
Éppen ezért aztán sajnos nem szívok vissza semmit, mert pont a te képletednek is megfelel az a motor, pusztán be kellene helyettesítned.
Mellesleg írtam már ezerszer, ez csak egy egyszerű képlet, nem ez a legfontosabb, sokkal magasabb rendű szabályok, függvények uralják a szervótechnikát.
Pont ennek megnemértése miatt vagy állandóan bajban, hidd már el nekem.
Picit rendszer szemléletben gondolkozzál, ok-okozat összefüggés, lényeg-lényegtelen dolgok megkülönböztetése, ez a fontos a műszaki életben.
"Ezt te is tudod: "egyenesvonalú erő(N)= 6.28 * forgatónyomaték(Nm) / menetemelkedés(m)"
Tudod ha hirtelen most annyi millió forintom lenne, ahány évvel én ezt korábban tudtam mint te, hát az nem lenne rossz!:)
Éppen ezért aztán sajnos nem szívok vissza semmit, mert pont a te képletednek is megfelel az a motor, pusztán be kellene helyettesítned.
Mellesleg írtam már ezerszer, ez csak egy egyszerű képlet, nem ez a legfontosabb, sokkal magasabb rendű szabályok, függvények uralják a szervótechnikát.
Pont ennek megnemértése miatt vagy állandóan bajban, hidd már el nekem.
Picit rendszer szemléletben gondolkozzál, ok-okozat összefüggés, lényeg-lényegtelen dolgok megkülönböztetése, ez a fontos a műszaki életben.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 28, 09:58
Írta: bmejdz9nu Dátum 2009 december 28, 09:58
Hagyjuk... mert így nem megyünk A-ról B-re... (R=U/I vel sem lehet mindent kiszámolni... de...)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 28, 10:38
Írta: 000000000 Dátum 2009 december 28, 10:38
A keltetővel mit szoktál csinálni? Gondolom, nem rendeltetésszerűen használod.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 28, 10:48
Írta: 000000000 Dátum 2009 december 28, 10:48
Amikor a kép készült (kb. 3-4 éve), akkor 30 libát keltettem ki 40 tojásból a nagynénémnek, mert neki előzőleg nem sikerült csak 3 db-t ugyanannyiból. Nagy figyelmet (pára, pontos hőn tartást és forgatást igényel)!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 28, 12:49
Írta: svejk Dátum 2009 december 28, 12:49
Mint tudod, én pár éve foglalkozom csak ezekkel és kizárólag csak hobbyból.
Amit tudok, azt innen a fórumról szereztem - főleg Tőled - és rengeteg jó/rossz infót a NET-ről, katlógusokból.
Most töltöm fel a mappámba azokat a pdf-eket amiket hasznosnak vélek és elmentettem.
Nem mondom hogy mindent értek belőlük, főleg hogy javarésze angol nyelvű, de az biztos hogy mindegyik gyártó a nyomatákból indul ki, és majd esetleg a végén a motorellenőrzésnél számol effektív disszipációt.
Nem véletlen erőlettetem volna én is végig a számolás folyamán, vagyis már az elején a nyomaták alapú számolást.
Ezek tények, ezen kár vitázni..
Érdemes majd az érdeklődőknek átböngészni a mappámat.
Amit tudok, azt innen a fórumról szereztem - főleg Tőled - és rengeteg jó/rossz infót a NET-ről, katlógusokból.
Most töltöm fel a mappámba azokat a pdf-eket amiket hasznosnak vélek és elmentettem.
Nem mondom hogy mindent értek belőlük, főleg hogy javarésze angol nyelvű, de az biztos hogy mindegyik gyártó a nyomatákból indul ki, és majd esetleg a végén a motorellenőrzésnél számol effektív disszipációt.
Nem véletlen erőlettetem volna én is végig a számolás folyamán, vagyis már az elején a nyomaták alapú számolást.
Ezek tények, ezen kár vitázni..
Érdemes majd az érdeklődőknek átböngészni a mappámat.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 28, 12:58
Írta: svejk Dátum 2009 december 28, 12:58
Itt van egy csokorra való, nevesebb motorgyártók fémjelzésével.
A csicsa méretező progikat nem raktam fel, egyrészt sok helyet foglal, másrészt mindenki letöltheti a motorgyártók oldalairól.
(én is csak akkor használnám őket szívesen, ha már a számítási metódusukat megérteném, és tudnám hogy mi folyik az ablakok mögött)
A csicsa méretező progikat nem raktam fel, egyrészt sok helyet foglal, másrészt mindenki letöltheti a motorgyártók oldalairól.
(én is csak akkor használnám őket szívesen, ha már a számítási metódusukat megérteném, és tudnám hogy mi folyik az ablakok mögött)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 28, 13:39
Írta: svejk Dátum 2009 december 28, 13:39
Van nekem egy régi visszatérő álmom...:)
Kérem tanult Fórumtársaim segítségét!
Szeretném egy-egy ismeretlen motor adatait kimérni, különös tekintettel a tehetetlenségére(inerciájára).
Először is labortápegység, fordulatszámmérő adott, ezzel jó közelítéssel fel tudom venni a feszültség-fordulatszám (V/krpm) értéket.
A tápegységen áramgenerátoros üzemet beállítva, erőkar/rugós erőmérő segítségével meg tudom közelítőleg mérni az un. nyomatékállandóját a motornak, vagyis hogy hány Nm/A-es.
(esetleg mérődinamó is bevethető)
Most jönne még egy fontos adat a forgórész inerciájának mérése.
Mechanikus mérsekkel nem sokra megyek mert nem tudom pontosan meghatározni a vas-réz-műanyagok eloszlását a forgórészen.
Két dologra gondoltam:
A motort áramgenerátorra kapcsolni, tengelyén 1-1 optoval mérni az adott áramerősség mellet a meghatározott szögelfordulás idejét.
(természetesen megfelelő szinkronizáció mellett mindig álló helyzetből indulva)
Majd a motor tengelyére egy ismert inerciájú "lendkereket" szerelve ismételt mérés és arányosítással meghatározni az eredeti forgórészinerciát.
A fenti mérés elégy nyűgösnek tűnik és nem is túl frappáns, ráadásul meglehet nem is egyenes arányosságról van szó.
A következő módszerben szintén maradna az ismert, állandó árammal való indítás és tengelyelfordulás mérés, és mivel az áramerősségből már tudjuk hogy mekkora a motor forgatónyomatéka, ezért gondolom valahogy kiszámítható az adott szögelfordulás ideje és a forgatónyomatékból az inercia - de hogyan??
(ezen még töröm a fejem)
Egyéb más házilag kivitelezhető, frappáns mérési metódust tud valaki???
Kérem tanult Fórumtársaim segítségét!
Szeretném egy-egy ismeretlen motor adatait kimérni, különös tekintettel a tehetetlenségére(inerciájára).
Először is labortápegység, fordulatszámmérő adott, ezzel jó közelítéssel fel tudom venni a feszültség-fordulatszám (V/krpm) értéket.
A tápegységen áramgenerátoros üzemet beállítva, erőkar/rugós erőmérő segítségével meg tudom közelítőleg mérni az un. nyomatékállandóját a motornak, vagyis hogy hány Nm/A-es.
(esetleg mérődinamó is bevethető)
Most jönne még egy fontos adat a forgórész inerciájának mérése.
Mechanikus mérsekkel nem sokra megyek mert nem tudom pontosan meghatározni a vas-réz-műanyagok eloszlását a forgórészen.
Két dologra gondoltam:
A motort áramgenerátorra kapcsolni, tengelyén 1-1 optoval mérni az adott áramerősség mellet a meghatározott szögelfordulás idejét.
(természetesen megfelelő szinkronizáció mellett mindig álló helyzetből indulva)
Majd a motor tengelyére egy ismert inerciájú "lendkereket" szerelve ismételt mérés és arányosítással meghatározni az eredeti forgórészinerciát.
A fenti mérés elégy nyűgösnek tűnik és nem is túl frappáns, ráadásul meglehet nem is egyenes arányosságról van szó.
A következő módszerben szintén maradna az ismert, állandó árammal való indítás és tengelyelfordulás mérés, és mivel az áramerősségből már tudjuk hogy mekkora a motor forgatónyomatéka, ezért gondolom valahogy kiszámítható az adott szögelfordulás ideje és a forgatónyomatékból az inercia - de hogyan??
(ezen még töröm a fejem)
Egyéb más házilag kivitelezhető, frappáns mérési metódust tud valaki???
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2009 december 28, 14:10
Írta: yuagaci9g Dátum 2009 december 28, 14:10
Ha mar optot szereltel ra...
Egy kerekkel, madzaggal es hosszu rugoval vagy gumival megkozelitoleg allando frgatonyomatekot
kelteni a tengelyen, majd merni az opton az egy korfordulashoz tartozo idot. (szkoppal)
Mindezt taplalas nelkul, persze, allo helyzetbol.
Egy kerekkel, madzaggal es hosszu rugoval vagy gumival megkozelitoleg allando frgatonyomatekot
kelteni a tengelyen, majd merni az opton az egy korfordulashoz tartozo idot. (szkoppal)
Mindezt taplalas nelkul, persze, allo helyzetbol.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 28, 14:14
Írta: x4rhew5r3 Dátum 2009 december 28, 14:14
Ez más ugyan, de hasonló a Te elgondolásodhoz: a mérés leírása.
Egy ismert póttömeggel kialakított inga lengésidejéből számolható a forgórész J-je.
Egy ismert póttömeggel kialakított inga lengésidejéből számolható a forgórész J-je.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 28, 14:24
Írta: HJózsi Dátum 2009 december 28, 14:24
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 28, 14:25
Írta: svejk Dátum 2009 december 28, 14:25
húúú, de örülök hogy nem talált süket fülekre a kérésem, estére áttanulmányozom őket!!! [#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 28, 14:25
Írta: HJózsi Dátum 2009 december 28, 14:25
[#vigyor2][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 28, 14:31
Írta: svejk Dátum 2009 december 28, 14:31
Basszus, hiszen az ingás mérés nekem is megvan, csak rosszul lett nekem átkonvertálva Word-be.
Itt még jól látszik az elv 1.4.5-ös pont
Mindenesetre jobb lenne ha nem kellene kiszerelni a forgórészt, és elektronyosan méregetni :))
Itt még jól látszik az elv 1.4.5-ös pont
Mindenesetre jobb lenne ha nem kellene kiszerelni a forgórészt, és elektronyosan méregetni :))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 28, 14:51
Írta: 000000000 Dátum 2009 december 28, 14:51
Kb. két éve írtam azt a képletet, hogy forgómozgásnál J=M/A, ahol
J: tehetetlenségi nyomaték
M: nyomaték
A: szöggyorsulás
M-et áramgenerátorral be tudod állítani, a szöggyorsulás pl. encoder+időkapus impulzus számlálóval mérhető.
Kész a korrekt J mérés pusztán villamos eszközekkel és dinamikai alapképlet ismerettel.
J: tehetetlenségi nyomaték
M: nyomaték
A: szöggyorsulás
M-et áramgenerátorral be tudod állítani, a szöggyorsulás pl. encoder+időkapus impulzus számlálóval mérhető.
Kész a korrekt J mérés pusztán villamos eszközekkel és dinamikai alapképlet ismerettel.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 28, 15:37
Írta: svejk Dátum 2009 december 28, 15:37
Na jó, de két éve még nem kellett annyira :)
Köszönöm!!
Ez lesz szerintem a befutó mérés, bár még nem olvastam át a többit sem.
Köszönöm!!
Ez lesz szerintem a befutó mérés, bár még nem olvastam át a többit sem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 12:07
Írta: bmejdz9nu Dátum 2009 december 30, 12:07
Töltöm fel a YouTube.com-ra a videóimat a gépemről...
2 előny: Legalább mindenki szidhatja, kommentálhatja és nem terhelem vele a saját szerveremet.
Lassan megy... azaz sok a videó... előszörre a gép építése alatti teszt videók mennek fel. (X; Y; Z; 4.axis)
2 előny: Legalább mindenki szidhatja, kommentálhatja és nem terhelem vele a saját szerveremet.
Lassan megy... azaz sok a videó... előszörre a gép építése alatti teszt videók mennek fel. (X; Y; Z; 4.axis)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 30, 12:25
Írta: x4rhew5r3 Dátum 2009 december 30, 12:25
Én is gondoltam, hogy egy jó áramgenerátorral kiejteni az elektromos időállandót, de nem csak dc motorhoz kellene...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 13:42
Írta: svejk Dátum 2009 december 30, 13:42
H.Józsi!
Az alább belinkelt doksid tetszik, közérthető, de egyszerűen nem tudom túltenni magam a 4. oldalon rögtön "A mérés elve" fejezetnél.
A gyorsulás kiszámításánál valami nem stimmel, oda nem kellene a gyökjel.
És nem sajtóhiba, mert gyökkel is számolt a szerzője.
Nézdd már meg Te is mint tanult ember.
Az általad belinkelt doksi
Az alább belinkelt doksid tetszik, közérthető, de egyszerűen nem tudom túltenni magam a 4. oldalon rögtön "A mérés elve" fejezetnél.
A gyorsulás kiszámításánál valami nem stimmel, oda nem kellene a gyökjel.
És nem sajtóhiba, mert gyökkel is számolt a szerzője.
Nézdd már meg Te is mint tanult ember.
Az általad belinkelt doksi
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 30, 13:49
Írta: s7manbs8 Dátum 2009 december 30, 13:49
Nem kell a gyökvonás, el van írva nyilván.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 13:55
Írta: svejk Dátum 2009 december 30, 13:55
Nézdd meg Te is légyszi a #10600-at. Itt az állandó gyorsulást a nehézségi erő adja, még a nyomatékállandóját sem kell ismerni a motornak.
A gyakorlatban is könnyen kivitelezhető, annyit módosítanák rajta, hogy az idő/útmérést az egyébként úgy is felszerelt encoderből származtatnám.
De miért van gyök alatt a 2s/t*t ???
Így mértékegységre sem passzol.
Az eddig általam ismert képlet: s = (a/2)*t*t
A gyakorlatban is könnyen kivitelezhető, annyit módosítanák rajta, hogy az idő/útmérést az egyébként úgy is felszerelt encoderből származtatnám.
De miért van gyök alatt a 2s/t*t ???
Így mértékegységre sem passzol.
Az eddig általam ismert képlet: s = (a/2)*t*t
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 13:56
Írta: svejk Dátum 2009 december 30, 13:56
Akkor fasza kis oktatóanyag ez is, mivel gyökkel is számolt a koma, tehát nem elírás :(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 14:00
Írta: bmejdz9nu Dátum 2009 december 30, 14:00
Te mindig kételkedsz? Ha megvetted volna mint kinyomtatott könyv akkor most visszakérhetnéd az árát... A könyvesboltos is elismerné, azonnal látná ezeket a hibákat :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 30, 14:04
Írta: s7manbs8 Dátum 2009 december 30, 14:04
Esetleg így : s = (a/2) * t*t
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 30, 14:05
Írta: s7manbs8 Dátum 2009 december 30, 14:05
Ez valami középiskolás dolog lenne ?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 14:11
Írta: svejk Dátum 2009 december 30, 14:11
Na ezzel a képletek írásával mindig baj van itt a fórumon. Bár már a multkor is ajánlott Molinari egy megoldást rá.
De valóban zárójellel jó, így ki is javíttatom az enyémet, köszi!
De valóban zárójellel jó, így ki is javíttatom az enyémet, köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 14:12
Írta: svejk Dátum 2009 december 30, 14:12
???
Nem tudom, H.Józsi találta valahol.
Nem tudom, H.Józsi találta valahol.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 30, 14:14
Írta: s7manbs8 Dátum 2009 december 30, 14:14
Hibás, jobb ha az ilyenek megakad a gyanútlan felhasználó szeme.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 30, 14:22
Írta: HJózsi Dátum 2009 december 30, 14:22
A gyorsulás mértékegysége [m/sˇ2], ha ez nem jön ki az öszefüggésből ( v. képletből), akkor az nem azt számolja, vagy valóban sajtóhiba... szóval itt valami nem stimmel. A gyorsulás definíciószerűen a = delta(v)/delta(t) azaz pl esetünkben (v1-v0)/(t1-t0) ... t0 = 0, és v0=0, így a=v1/t1 ...
mivel v= (s1-s0)/(t1-t0), szintén s0=0 miatt v1=s1/t1 -> a = (s1/t1)/t1 =s1/t1ˇ2
Tehát jogos a felvetés! Esetünkben a=s/tˇ2 ! ...
Itt valami kavarás van a mozgási energia összefüggésssel, E=1/2m*vˇ2 ...
mivel v= (s1-s0)/(t1-t0), szintén s0=0 miatt v1=s1/t1 -> a = (s1/t1)/t1 =s1/t1ˇ2
Tehát jogos a felvetés! Esetünkben a=s/tˇ2 ! ...
Itt valami kavarás van a mozgási energia összefüggésssel, E=1/2m*vˇ2 ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 30, 14:25
Írta: HJózsi Dátum 2009 december 30, 14:25
Ja, kuglizás közben ... a mérés elve azért jó ...
valszeg elaludt jegyzetelés közben, majd mikor felébredt, rossz helyen folytatta ...
valszeg elaludt jegyzetelés közben, majd mikor felébredt, rossz helyen folytatta ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 14:33
Írta: svejk Dátum 2009 december 30, 14:33
Igen az elv egyébként frappáns és házilag kivitelezhető, tetszik.
Esetleg a forrást nem ismered?
Lennék annyira buta hogy rákérdeznék :(
Esetleg a forrást nem ismered?
Lennék annyira buta hogy rákérdeznék :(
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 30, 14:35
Írta: HJózsi Dátum 2009 december 30, 14:35
Nem sajnos, a lap tetején van egy név ... talán a kugli segít
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 17:17
Írta: svejk Dátum 2009 december 30, 17:17
Meg van a koma :)
A Puskásba járt és most a Wikipédiában is szerkeszt...ajaj :)))
A Puskásba járt és most a Wikipédiában is szerkeszt...ajaj :)))
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 30, 17:23
Írta: s7manbs8 Dátum 2009 december 30, 17:23
Ez a csicsa-micsa világ része a wikipédia is, csak óvatosan higgyünk az infóknak ezután.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 21:23
Írta: bmejdz9nu Dátum 2009 december 30, 21:23
Feltettem a gépem videóit a YouTube.com-ra..... Jókat és rosszakat is :) (93db videó)
Az érdekesebb videók talán a gép készítésekor, "elő" tesztelésekor készültek... akkor többet is videóztam...
A videókon 2 főorsó látható... az első 1Kw-os vízhűtéses volt... Ma Teknomotor 1,6Kw-os 18.000rpm-es van rajta.
Valamint egy rövid ideig két (x és y) SanyoDenki 400W-os szervómotor... A készítéskori tesztvideókon és ma 3db Bautz E642-es van rajta.
Szervóvezérlő: 3X Gecko G320, Szoftver: WinP-NC Economy.
Tehát a képen még a vízhűtéses főorsó és az SD400 valamint WinPC-NC Professional (soros portról sz.gép mellet doboz) van.
Az érdekesebb videók talán a gép készítésekor, "elő" tesztelésekor készültek... akkor többet is videóztam...
A videókon 2 főorsó látható... az első 1Kw-os vízhűtéses volt... Ma Teknomotor 1,6Kw-os 18.000rpm-es van rajta.
Valamint egy rövid ideig két (x és y) SanyoDenki 400W-os szervómotor... A készítéskori tesztvideókon és ma 3db Bautz E642-es van rajta.
Szervóvezérlő: 3X Gecko G320, Szoftver: WinP-NC Economy.
Tehát a képen még a vízhűtéses főorsó és az SD400 valamint WinPC-NC Professional (soros portról sz.gép mellet doboz) van.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2009 december 31, 00:29
Írta: 43pbwjg8s Dátum 2009 december 31, 00:29
Kérdésem lenne a "segítség béna vagyok" topicban a témában!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 31, 09:42
Írta: svejk Dátum 2009 december 31, 09:42
No, már értem miért nem mérte eddig senki a motorjának inerciáját :)
Nem is olyan egyszerű ez a gyakorlatban...
A gond az, hogy aránylag kis értékeket kellene mérni, és a súrlódások veszteségek nagyon beleszólnak.
Legnagyobb gond a friction torque, azaz a súrlódási nyomaték.
Az áramgenerátoros gyorsan elvetődött, egyrészt mert nem csak DC motorokhoz kellene, mint ahogy Sneci említette, másrészt ha súrlódási nyomatáknál lényegesebben nagyobb árammal hajtom meg akkor az 512-es encoderrel is mérhetetlenül hamar felgyorsul a forgórész, nem tudom a gyorsulást korrekten kiszámolni.
kis áramoknál pedig a súrlódás zavar be.
A nehézségi erő mint gyorsítóerő alkalmazása a tegnap említett cikk szerint szintén, nem egyszerű, egyrészt szintén megvannak a surlódási problémák, másrész nagyobb fordulaton valószínű a vastestben keletkező örvényáramok fékezik a gyorsulást.
Most azon vagyok hogy kiszerelt, precíz állványba szerelt forgórésznél próbálom meg a súllyal való egyenletes gyorsítást.
Egyenlőre csak kimostam két csapágyat a zsírtól, de lehet ez sem lesz elég.
További zavaró tényező volt/van, (lehet?) a forgórész légellenállása, DC motornál ugye elég tagolt a rotor.
Majd még kísérletezek, mindenesetre esztergálni fogok ismert inerciájú korongokat és vékszükség estén az összehasonlításos módszer marad.
Lehet mégis a #10595 ben leírt fonalingás lenne a leggyorsabb, legpontosabb :(
Nem is olyan egyszerű ez a gyakorlatban...
A gond az, hogy aránylag kis értékeket kellene mérni, és a súrlódások veszteségek nagyon beleszólnak.
Legnagyobb gond a friction torque, azaz a súrlódási nyomaték.
Az áramgenerátoros gyorsan elvetődött, egyrészt mert nem csak DC motorokhoz kellene, mint ahogy Sneci említette, másrészt ha súrlódási nyomatáknál lényegesebben nagyobb árammal hajtom meg akkor az 512-es encoderrel is mérhetetlenül hamar felgyorsul a forgórész, nem tudom a gyorsulást korrekten kiszámolni.
kis áramoknál pedig a súrlódás zavar be.
A nehézségi erő mint gyorsítóerő alkalmazása a tegnap említett cikk szerint szintén, nem egyszerű, egyrészt szintén megvannak a surlódási problémák, másrész nagyobb fordulaton valószínű a vastestben keletkező örvényáramok fékezik a gyorsulást.
Most azon vagyok hogy kiszerelt, precíz állványba szerelt forgórésznél próbálom meg a súllyal való egyenletes gyorsítást.
Egyenlőre csak kimostam két csapágyat a zsírtól, de lehet ez sem lesz elég.
További zavaró tényező volt/van, (lehet?) a forgórész légellenállása, DC motornál ugye elég tagolt a rotor.
Majd még kísérletezek, mindenesetre esztergálni fogok ismert inerciájú korongokat és vékszükség estén az összehasonlításos módszer marad.
Lehet mégis a #10595 ben leírt fonalingás lenne a leggyorsabb, legpontosabb :(
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 31, 10:04
Írta: 000000000 Dátum 2009 december 31, 10:04
"No, már értem miért nem mérte eddig senki a motorjának inerciáját:)"
Bocs, a "senki" kicsit erős volt.
Egy valaki biztosan mért, és számolt is épp eleget J-t itt a Fórumon.:)
Bocs, a "senki" kicsit erős volt.
Egy valaki biztosan mért, és számolt is épp eleget J-t itt a Fórumon.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 31, 10:16
Írta: bmejdz9nu Dátum 2009 december 31, 10:16
Ha a gyorsítási képesség a felére esik egy ismert inerciájú (homogénebb forma) "lendkerék" inercia terheléssel = annyi = azonos a motoréval.
Persze ez sem egyszerű... pl. 60 vagy 30ms-ot megmérni 360 fokon... azaz egy fordulaton. Szóval nem tudom :)
Persze ez sem egyszerű... pl. 60 vagy 30ms-ot megmérni 360 fokon... azaz egy fordulaton. Szóval nem tudom :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 31, 10:19
Írta: Szalai György Dátum 2009 december 31, 10:19
Csak mit kezdjünk egy ilyen elérhetőséggel?
file:///C:/Doksik/motorok%20méretezése/További%20képletek.htm
Ez nálam nem nyit meg semmit!
file:///C:/Doksik/motorok%20méretezése/További%20képletek.htm
Ez nálam nem nyit meg semmit!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 31, 10:32
Írta: svejk Dátum 2009 december 31, 10:32
Mivel nem írt róla ezért senki...
Ha még is írta akkor vagy nem olvastam, vagy elfelejtettem, ez esetben elnézést.
De nem ismerek egy olyan embert sem a fórumon aki az alább írásom miatt felhorkanna, maxi. rögtön jelentkezne és segítene.
Ha még is írta akkor vagy nem olvastam, vagy elfelejtettem, ez esetben elnézést.
De nem ismerek egy olyan embert sem a fórumon aki az alább írásom miatt felhorkanna, maxi. rögtön jelentkezne és segítene.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 31, 10:36
Írta: svejk Dátum 2009 december 31, 10:36
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 31, 10:36
Írta: bmejdz9nu Dátum 2009 december 31, 10:36
Itercia meghatározás...
Az egész körfordulati időt szépen lehetne mérni.. (Travel Time)
Ehhez egy indexjeles encoder vagy egy oto + egy időmérő... (Racal Dana tudja ezt mérni) ... jel indíja jel megállítja = nanosec kiírja.
Csak addig kell rá pakolni az inreciát...(azaz közbe pl. a "mérő" hengerből le esztergálni...

Az egész körfordulati időt szépen lehetne mérni.. (Travel Time)
Ehhez egy indexjeles encoder vagy egy oto + egy időmérő... (Racal Dana tudja ezt mérni) ... jel indíja jel megállítja = nanosec kiírja.
Csak addig kell rá pakolni az inreciát...(azaz közbe pl. a "mérő" hengerből le esztergálni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 31, 10:41
Írta: 000000000 Dátum 2009 december 31, 10:41
Jaj Svejk, eddig is adtam már Neked pár ötletet ez ügyben! Szerintem az élet nem olyan, hogy ami nincs ezer számra semmitmondóan meg a neten videón, meg csoda tudja milyen más ezer formátumban, az akkor nem is létezik... De ha majd jövőre Kecskemét környékén leszek, és szakítasz rám egy félórát megint egy kis személyes csevelyre, majd még beszélgetünk erről is. Van még pár ötletem...:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 31, 10:44
Írta: 000000000 Dátum 2009 december 31, 10:44
Ez aztán igen, amolyan Mach ablakszerűség, még a nanométert is mutaja a Hobbysta fiókléces pozderja gépén!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 31, 11:02
Írta: HJózsi Dátum 2009 december 31, 11:02
Ez egy "hús vér" mérőműszer, nem virtuális ;)

Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 31, 11:12
Írta: bmejdz9nu Dátum 2009 december 31, 11:12
Neked is van? Ja persze együtt vettük anno... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 31, 11:38
Írta: 000000000 Dátum 2009 december 31, 11:38
Értem én Józsi,:) csak tudod amikor ennyi tizedesjegyet látok egy Hobby CNC Fórumon, valahogy mindig a virtualitás is eszembe jut, meghogy a "csak" tervezés és ez a szuper precizitás hogyan is jön össze...:))
Nálam nehezen párosítható, de biztos velem van a baj!:)
Nálam nehezen párosítható, de biztos velem van a baj!:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 31, 11:52
Írta: svejk Dátum 2009 december 31, 11:52
Hmm. Te ugrottál hogy mi az hogy senki...
Szerinted én a világegyetemre gondoltam hogy senki?
Mivel nem olvastam róla itt a fórumon ezért bátorkodtam ezt a kijelentést tenni.
Fél óra? Fél évszázad alatt sem tudnám a kiváncsiságom kielégíteni, csak sajnos először ujra kellene már tanulni 6.tól a fizikát :(
És ennek is Te vagy az oka!
Addig baszogatsz bennünket míg már mi is számolnánk, pedig nem tudunk, és eddeig jó volt az a gép ahogy volt :)
Mint a múltkor írtam már azért nincs gépem mert már annyit tudok, hogy jó gépet nem tudok csinálni:(
Szerinted én a világegyetemre gondoltam hogy senki?
Mivel nem olvastam róla itt a fórumon ezért bátorkodtam ezt a kijelentést tenni.
Fél óra? Fél évszázad alatt sem tudnám a kiváncsiságom kielégíteni, csak sajnos először ujra kellene már tanulni 6.tól a fizikát :(
És ennek is Te vagy az oka!
Addig baszogatsz bennünket míg már mi is számolnánk, pedig nem tudunk, és eddeig jó volt az a gép ahogy volt :)
Mint a múltkor írtam már azért nincs gépem mert már annyit tudok, hogy jó gépet nem tudok csinálni:(
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 31, 11:57
Írta: bmejdz9nu Dátum 2009 december 31, 11:57
"És ennek is Te vagy az oka! Addig baszogatsz bennünket míg már mi is számolnánk, pedig nem tudunk, és eddig jó volt az a gép ahogy volt :)"
Fején találtad a szöget !!! Motivál bennünket!!!
A sok találós kérdést felteszi - nekünk meg meg kell fejtenünk :) Ha nem is tudsz a "problémáról" = nem zavar... azaz zavart.
Ő is tanul... mi is tanulunk...?
Fején találtad a szöget !!! Motivál bennünket!!!
A sok találós kérdést felteszi - nekünk meg meg kell fejtenünk :) Ha nem is tudsz a "problémáról" = nem zavar... azaz zavart.
Ő is tanul... mi is tanulunk...?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 31, 11:58
Írta: svejk Dátum 2009 december 31, 11:58
B@szhatod az időt...
A sebesség és megtett út v. szögelfordulás kell. de ez sem gond, csak az hogy az egyszerű képlettel csak a fenti kettőből akkor számítható a gyorsulás ha egyenletesen változó sebességről beszélünk, vagyis egyenletes a gyorsulás. és sajnos ezt nem egyszerű megvalósítani az alant felsorolt melléktényezőktől.
Persze ha mondjuk a tengelyre szerelt encoder pl. A csatorna minden periódusát külön megmérnénk és integrálnánk, vagy mit tudom én mit csinálnánk akkor lehetne változó gyorsulásból is számolni.
A sebesség és megtett út v. szögelfordulás kell. de ez sem gond, csak az hogy az egyszerű képlettel csak a fenti kettőből akkor számítható a gyorsulás ha egyenletesen változó sebességről beszélünk, vagyis egyenletes a gyorsulás. és sajnos ezt nem egyszerű megvalósítani az alant felsorolt melléktényezőktől.
Persze ha mondjuk a tengelyre szerelt encoder pl. A csatorna minden periódusát külön megmérnénk és integrálnánk, vagy mit tudom én mit csinálnánk akkor lehetne változó gyorsulásból is számolni.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 31, 11:59
Írta: bmejdz9nu Dátum 2009 december 31, 11:59
Tárolós szkóp... van neked is... idő görbe tárolás?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 31, 12:05
Írta: svejk Dátum 2009 december 31, 12:05
Hát persze, de nem is tudom hogy ez nekem jó, vagy inkább maradnék buta :(
A biztos hogy amióta ez a fórum, létezik rengeteg sokat tanultam, és sok nagyon okos embert ismertem meg.
A biztos hogy amióta ez a fórum, létezik rengeteg sokat tanultam, és sok nagyon okos embert ismertem meg.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 31, 12:08
Írta: 000000000 Dátum 2009 december 31, 12:08
Nincs semmi gond, ez csak előrevisz Téged.
Nem baj ez, hidd el, az a jó ha fejlődik az ember, és úgy érzi semmihez sem ért. Én is ilyen voltam, vagyok. Egy idő múlva azért kialkul minden, elmélet-gyakorlat stabil egysége.
Hiszen tudod van a mondás:
"A hülye mindenben holtbiztos, a tudós meg mindenben kételkedik.":)
Nem baj ez, hidd el, az a jó ha fejlődik az ember, és úgy érzi semmihez sem ért. Én is ilyen voltam, vagyok. Egy idő múlva azért kialkul minden, elmélet-gyakorlat stabil egysége.
Hiszen tudod van a mondás:
"A hülye mindenben holtbiztos, a tudós meg mindenben kételkedik.":)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 31, 12:33
Írta: svejk Dátum 2009 december 31, 12:33
Egyenlőre rám csak még az igaz, hogy az okos hülyéskedik a hülye okoskodik..
És én nem az első csoprtban vagyok :([#rinya]
A gazdagságra soha nem irigykedtem, de a tudásra...
És én nem az első csoprtban vagyok :([#rinya]
A gazdagságra soha nem irigykedtem, de a tudásra...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 31, 13:06
Írta: x4rhew5r3 Dátum 2009 december 31, 13:06
Kicsit játszottam Svejktől kapott SD motorral (H1420E-106, 24V 11.9/77A 150W). Nem kispályás...
Az egységugrás gerjesztésre nem kellet lefogni pillanatszorítóval, mert oly kicsi a forgórész inerciája, hogy a 7 Kg tömegű motor alig mozdul az indulásra és fékezésre.
Fél fordulat igazi egységugrással gerjesztve hangoltam, és magam is meglepődtem mit tud ez a motor.
A képen az 1. sugár a hibajelet, a 4. sugár az enkóder jelet mutatja.
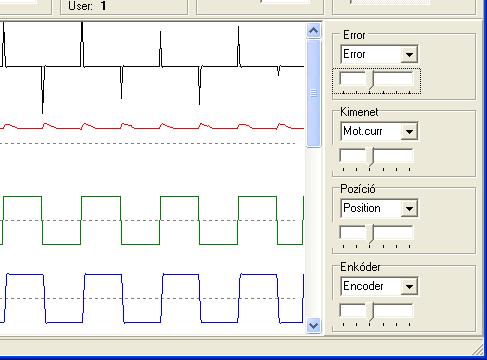
Az enkóder jelet kinagyítva egy jól csillapított "beállást" mutat.
Egy pici túllendülés után szépen beáll a pozícióra. Az enkóder ráadásul kis felbontású 240cpr-es. A képen 1 pixel egy enkóder osztás lenne.
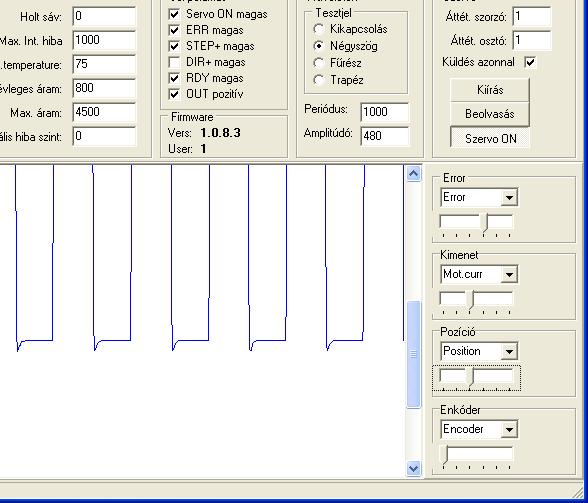
Végül egy rövid video a terheletlen motor tengelyéről.
Az egységugrás gerjesztésre nem kellet lefogni pillanatszorítóval, mert oly kicsi a forgórész inerciája, hogy a 7 Kg tömegű motor alig mozdul az indulásra és fékezésre.
Fél fordulat igazi egységugrással gerjesztve hangoltam, és magam is meglepődtem mit tud ez a motor.
A képen az 1. sugár a hibajelet, a 4. sugár az enkóder jelet mutatja.
Az enkóder jelet kinagyítva egy jól csillapított "beállást" mutat.
Egy pici túllendülés után szépen beáll a pozícióra. Az enkóder ráadásul kis felbontású 240cpr-es. A képen 1 pixel egy enkóder osztás lenne.
Végül egy rövid video a terheletlen motor tengelyéről.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 31, 13:16
Írta: bmejdz9nu Dátum 2009 december 31, 13:16
Majdnem tárcsamotor kinézete van ennek a mocinak... Adatlap és mérés összehasonlítás jó lenne de gondolom nincs adatlap ill. inercia adat.
Mekkora áramokat vett fel? Irány váltáskor? Tegyél rá valami fúró tokmány félét... terhelve mit változik... érdekes lenne.
Szép a vezérlőd! Írhatnál róla... Fesz, Áram, enc üzemmód, step szorzás? tároló? szoftver? stb..stb...
Mekkora áramokat vett fel? Irány váltáskor? Tegyél rá valami fúró tokmány félét... terhelve mit változik... érdekes lenne.
Szép a vezérlőd! Írhatnál róla... Fesz, Áram, enc üzemmód, step szorzás? tároló? szoftver? stb..stb...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 31, 13:23
Írta: s7manbs8 Dátum 2009 december 31, 13:23
Csinálj egy mérést gyorsulásról és rá kell illeszteni pár függvényt. Vagy 2 féle súllyal és akkor ki lehet ejteni az állandó súrlódó erőket.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 31, 13:23
Írta: x4rhew5r3 Dátum 2009 december 31, 13:23
10A-nél határol ez a táp, ha megkapná a 77A-t...de ezt már csak jövőre:)
Hirtelen nem volt 12-es furatú valamim, de teszek majd rá kb. akkorát, mint amit mostanában számolgattunk tengelyre redukált inerciára.
De most mindenkinek BUÉK!!!!!!!!!!!
Hirtelen nem volt 12-es furatú valamim, de teszek majd rá kb. akkorát, mint amit mostanában számolgattunk tengelyre redukált inerciára.
De most mindenkinek BUÉK!!!!!!!!!!!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 31, 13:34
Írta: bmejdz9nu Dátum 2009 december 31, 13:34
Már ilyen korán kezdek inni? :) BUEK! :) Nálunk terasz-kültéri steak sütés lesz + Pezsgő + vörös
Nem fogok fázni a bortól és "12KW-os gázos Weber majd nyomatja a meleget - sajnos disszipációs veszteséggel... De ezt még majd kiszámolom :)
Nem fogok fázni a bortól és "12KW-os gázos Weber majd nyomatja a meleget - sajnos disszipációs veszteséggel... De ezt még majd kiszámolom :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 31, 13:35
Írta: s7manbs8 Dátum 2009 december 31, 13:35
F0+F =m*a1
F0+2*F=m*a2
F0 az ismeretlen súrlódó erő
F az általad gerjesztett erő, ami húzza lefele forgórészt
m a tömeg
a1 az egyikszer mért gyorsulás
a2 a másik alkalommal mért
az ismeretlenek az
m és az
F0
kétismeretlenes egyenlet rendezd át megfelelően és megvan a megoldás
ugyanez analóg módon a tehetetlenségi nyomatékkal
csak a tömeg az inercia, az erő a forgatónyomaték, a gyorsulás meg a szöggyorsulás
F0+2*F=m*a2
F0 az ismeretlen súrlódó erő
F az általad gerjesztett erő, ami húzza lefele forgórészt
m a tömeg
a1 az egyikszer mért gyorsulás
a2 a másik alkalommal mért
az ismeretlenek az
m és az
F0
kétismeretlenes egyenlet rendezd át megfelelően és megvan a megoldás
ugyanez analóg módon a tehetetlenségi nyomatékkal
csak a tömeg az inercia, az erő a forgatónyomaték, a gyorsulás meg a szöggyorsulás
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 31, 13:36
Írta: s7manbs8 Dátum 2009 december 31, 13:36
Ezt az egészet most találtam ki hirtelen.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 31, 13:46
Írta: HJózsi Dátum 2009 december 31, 13:46
Ma minden sületlenség meg van bocsátva, csak a steak vagy a malac nem ... ( ha sületlen ) [#nyes][#vigyor2][#pias]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 31, 13:50
Írta: bmejdz9nu Dátum 2009 december 31, 13:50
R=U/I is lehet mondjuk R=I/U? :) A sületlenségről... nem sütjük át teljesen a marhát sem! Csak úgy félig, mediumra :)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 31, 13:57
Írta: HJózsi Dátum 2009 december 31, 13:57
Aztán a vidámság után nem kell kicsit takarítani majd ... 1-én v 2-án? ...[#hawaii]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 31, 14:54
Írta: svejk Dátum 2009 december 31, 14:54
Csak annyit tennék hozzá, hogy ez egy különleges elrendezésű, úgynevezett vasmentes forgórészű motor.
A hasonlóan vasmentes tárcsamotortól annyival jobb, hogy itt nem egy nagy átmérőjű korong/tárcsa alakú a forgórész, hanem mint egy kb 50 mm átmérőjű, kb 50 mm hosszú pohár, melynek falát kívül-belül körbeöleli a mágneses mező. (ugye az inercia az átmérőtől négyzetesen függ)
Nagy előnye még a tárcsamotorral szemben hogy a a forgórész(pohár) a mágnese mező megnyitása nélkül kihúzható, és nincs szükség a tárcsamotoroknál ismert le-fel mágnesezésre szereléskor.
Kívánom hogy megtaláld a számára illő mechanikát ahol ki tud bontakozni a motor és a hozzá készített vezérlőd!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 31, 15:08
Írta: svejk Dátum 2009 december 31, 15:08
Biztosan jó amit írsz csak nem értem :(
Az a baj hogy gyorsulást nem tudok mérni mert nem egyenletesen változó a sebesség.
Az a=(2s) / (t*t) csak az egyenletesen változó sebességre igaz.
Tehát csak sok kis mérés integrálásával kapnék helyes eredményt.
Ez a súrlódási tényező is egy valamilyen kitevős dolog lehet. Majd a száraz csapágyak talán segítenek a dolgon.
De mivel a másik gyanús dolog, vagyis az örvényáram fékező ereje miatt egyébként is ki kell szerelni a forgórészt, bármilyen preciz felfogatás is szóba jöhet.
A végén még majd lehet az jön ki hogy sima tolómérős méréssel is jó eredményt kapnánk mert a vasmag és a réztekercsek elhelyezése kiegyenlíti a különböző falysúlyból eredő mérési hibát :)
De mivel erre vonatkozólag sem találtam információt, ki kell kísérleteznem.
Az a baj hogy gyorsulást nem tudok mérni mert nem egyenletesen változó a sebesség.
Az a=(2s) / (t*t) csak az egyenletesen változó sebességre igaz.
Tehát csak sok kis mérés integrálásával kapnék helyes eredményt.
Ez a súrlódási tényező is egy valamilyen kitevős dolog lehet. Majd a száraz csapágyak talán segítenek a dolgon.
De mivel a másik gyanús dolog, vagyis az örvényáram fékező ereje miatt egyébként is ki kell szerelni a forgórészt, bármilyen preciz felfogatás is szóba jöhet.
A végén még majd lehet az jön ki hogy sima tolómérős méréssel is jó eredményt kapnánk mert a vasmag és a réztekercsek elhelyezése kiegyenlíti a különböző falysúlyból eredő mérési hibát :)
De mivel erre vonatkozólag sem találtam információt, ki kell kísérleteznem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 31, 16:18
Írta: 000000000 Dátum 2009 december 31, 16:18
Sokan félnek a servók bonyolúltságától, csináltam pár képet a Gecko320 vezérlő bekötéséről.Az optók közös pontjára kell +5V, ezt az USB-ről vettem. Az LPT port ki van hozva a kisérleti nyákra.A 2-es pin a Step, a 3-as pin a Dir jelet adja. A tápfesz a nagygépem tápjáról jön, 69V.

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 31, 16:19
Írta: 000000000 Dátum 2009 december 31, 16:19
A Gyík bekötése.

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 31, 16:20
Írta: 000000000 Dátum 2009 december 31, 16:20
Az encoder és bekötése.

Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 31, 16:34
Írta: x4rhew5r3 Dátum 2009 december 31, 16:34
Köszönöm az információt (a nép nevében is).
Ettől a motortól nem szívesen, vagy csak nagyon gyenge pillanatomban válok meg. Ezt ki kell érdemelni egy jó mechanikával::)) Azt már csak csöndben mondom amit Te tudsz, hogy 3 db van belőle.
Ettől a motortól nem szívesen, vagy csak nagyon gyenge pillanatomban válok meg. Ezt ki kell érdemelni egy jó mechanikával::)) Azt már csak csöndben mondom amit Te tudsz, hogy 3 db van belőle.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 31, 16:44
Írta: 000000000 Dátum 2009 december 31, 16:44
Szia Laci!
A 12.26.-án írt emailedre küldtem választ, nem kaptad meg? Utána küldtem másikat is.Érdekelne a dolog.
A 12.26.-án írt emailedre küldtem választ, nem kaptad meg? Utána küldtem másikat is.Érdekelne a dolog.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 december 31, 16:46
Írta: x4rhew5r3 Dátum 2009 december 31, 16:46
Nem kaptam meg...küldd el még egyszer légy szíves. Mostanában egy-két útvonalról a vnet elsikkasztja a leveleket.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 31, 16:48
Írta: 000000000 Dátum 2009 december 31, 16:48
HÁÁÁÁÁÁÁÁÁÁÁÁÁT Tibor!!!!
Ezen akkorát röhögtem a gép mellett, hogy a családom összeszaladt.
Ezen akkorát röhögtem a gép mellett, hogy a családom összeszaladt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 31, 16:50
Írta: bmejdz9nu Dátum 2009 december 31, 16:50
Közvetlenül az encoderre (táp) jó ha teszel egy 100nF-os kondit... már jól jött és nem árt...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 31, 16:52
Írta: bmejdz9nu Dátum 2009 december 31, 16:52
Csak "passzolja" el a "túlméretes" szervómocikat...[#smile] Ő már rájött, hogy pár Watt mi mindenre elég...:)?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 31, 16:57
Írta: 000000000 Dátum 2009 december 31, 16:57
OK!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 31, 16:57
Írta: svejk Dátum 2009 december 31, 16:57
"Sokan félnek a servók bonyolúltságától"
Hi-hi..nem is tudom ki ült rajta vagy 3 évet :))))
De igazad van a szamárlétrát meg kell mászni, úgy tanul az ember!
Hi-hi..nem is tudom ki ült rajta vagy 3 évet :))))
De igazad van a szamárlétrát meg kell mászni, úgy tanul az ember!
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2009 december 31, 16:59
Írta: Miki2 Dátum 2009 december 31, 16:59
"A hülye mindenben holtbiztos, a tudós meg mindenben kételkedik."....
Ez viszi előre a világot. Mert a kételyek megoldásokért kiáltanak.
És örülök, hogy végre van valaki rajtam kívül, aki nem érti, hogy hobby kategóriában minek a 4-6 tizedes.
Tessék mondani, akik annyi tizedeshez ragaszkodnak, mivel mérik? Vagy az csak olyan jól mutat?
Ez viszi előre a világot. Mert a kételyek megoldásokért kiáltanak.
És örülök, hogy végre van valaki rajtam kívül, aki nem érti, hogy hobby kategóriában minek a 4-6 tizedes.
Tessék mondani, akik annyi tizedeshez ragaszkodnak, mivel mérik? Vagy az csak olyan jól mutat?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 31, 17:02
Írta: 000000000 Dátum 2009 december 31, 17:02
OK köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 01, 19:53
Írta: 000000000 Dátum 2010 január 01, 19:53
Ma felraktam a forgatómat a Nagypirosra egy 330W-os DC motorral és a Gyíkkal. A motor névleges feszültsége 48V. A tápfesz 58V, erről a trafóról mennek a léptecsek is. Szépen ment oda-vissza, egyszercsak a gyíkban lévő 100uF 100v-os elko egyszerűen felforrt. Kicseréltem az elkot, de az is melegszik.
A másik, a főorsó frekiváltójának bekapcsolásakor leoldott hibára a Gyík. Ez gondolom a zavarvédelem hiánya, ezt megcsinálom, de az MSD90/8 léptető vezérlőkkel semmi ilyen gondom nem volt.Kellett nekem szervo!
A másik, a főorsó frekiváltójának bekapcsolásakor leoldott hibára a Gyík. Ez gondolom a zavarvédelem hiánya, ezt megcsinálom, de az MSD90/8 léptető vezérlőkkel semmi ilyen gondom nem volt.Kellett nekem szervo!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 20:13
Írta: svejk Dátum 2010 január 01, 20:13
Erről a Gecko problámáról már egyszer írtam a lowESR kondik kapcsán.
Hosszúak a tápegységtől jövő vezetékeid...
Rakj közvetlen a Gecko tápfeszcsatlakozására egy 1000uF/100V-os kondit. csak 105 C fokosat használj.
Hosszúak a tápegységtől jövő vezetékeid...
Rakj közvetlen a Gecko tápfeszcsatlakozására egy 1000uF/100V-os kondit. csak 105 C fokosat használj.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 20:15
Írta: svejk Dátum 2010 január 01, 20:15
Illetve az erősítésen kicsit vegyél visza, mert valószínű túl nagy és ezért nagyon keményen akar pozicionálni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 20:16
Írta: svejk Dátum 2010 január 01, 20:16
Ez a forgató hogy is néz ki?
Áttátel, hajtáselemek?
Áttátel, hajtáselemek?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 20:17
Írta: svejk Dátum 2010 január 01, 20:17
ezt csak azért kérdem mert miért is kell egy forgatóra 330 W?? Annyival már esztergálni lehet :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 január 01, 20:24
Írta: s7manbs8 Dátum 2010 január 01, 20:24
Kicsi a kondi a Geckón ? Az a 100uF elég karcsúnak tűnik.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 20:42
Írta: svejk Dátum 2010 január 01, 20:42
Szélsőséges esetben 15-20 A áramcsúcsok 15kHz-en.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 január 01, 21:30
Írta: s7manbs8 Dátum 2010 január 01, 21:30
Azt 100uF nem tudja szolgáltatni, ha odáig jó hosszú a vezeték, jól mondtad.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 január 01, 21:34
Írta: Szalai György Dátum 2010 január 01, 21:34
A mágneskör összeszerelése utáni felmágnesezés az AlNiCo mágnesekkel szerelt, régi motortípusoknál volt szükséges. Modernebb mágneseknél ez már nem kell, az újabb tárcsamotorok nyugodtan szétszedhetőek.
Ilyesmi?
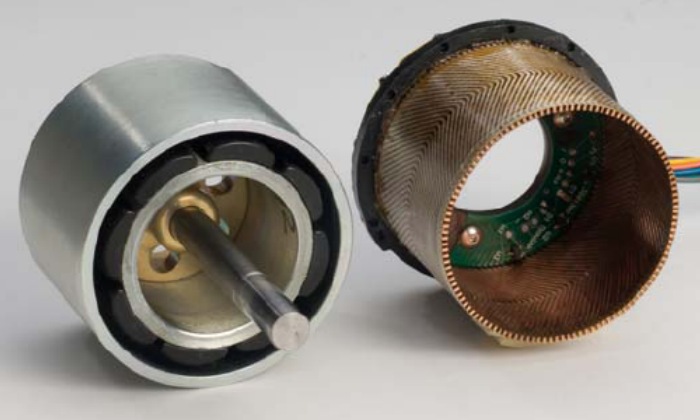
A forgórészből, a benne keletkezett hő, csak a forszírozott léghűtéssel tud távozni. Ráadásul a vasmentesség miatt nagyon kicsi a hőtehetetlensége, ezért ventilátor nélkül hamar fellép a hőmegfutás. (A videóban nem volt a motoron léghűtő cső!) Ha nincsen gyors hőmérsékletérzékelő, akkor áramoltatni kéne rajta a levegőt próba alatt is. Pillanat alatt károsodik.
Ilyesmi?
A forgórészből, a benne keletkezett hő, csak a forszírozott léghűtéssel tud távozni. Ráadásul a vasmentesség miatt nagyon kicsi a hőtehetetlensége, ezért ventilátor nélkül hamar fellép a hőmegfutás. (A videóban nem volt a motoron léghűtő cső!) Ha nincsen gyors hőmérsékletérzékelő, akkor áramoltatni kéne rajta a levegőt próba alatt is. Pillanat alatt károsodik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 01, 21:39
Írta: 000000000 Dátum 2010 január 01, 21:39
Köszönöm Pista a segítséget.Tényleg erősre állítottam az erősítést, azt akartam, hogy marásnál keményen tertsa.És ettől melegedhet az elkó? Az áttétel 1:3 lassító, fogasszíjjal.
küldök egy képet, csak most a frekiváltós AC hellyett sevo van.

küldök egy képet, csak most a frekiváltós AC hellyett sevo van.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 21:41
Írta: svejk Dátum 2010 január 01, 21:41
Közepes, vagy nagyobb méretű tárcsamotoroknál már eleve a szétszereléshez alkalmazzák a lemágnesezést.
A neodinium mágnesre átszerelt videotonnál nekem is kellett célszerszámokat csinálni mert nem gyerekjáték, könnyen kicsiphet az ember újjbegyéből egy darabot.
Igen ilyesmi kinézetű...
a hőtehetetlenségről irtak a tárcsamotorokra is ugyan úgy igazak, gyorsan melegszik, de cserébe gyorsan is hül.
Én sokat játszottam azzal a vasmentes motorral normál áramoknál semmi gond, épp úgy mint a tárcsamotorokénál.
A neodinium mágnesre átszerelt videotonnál nekem is kellett célszerszámokat csinálni mert nem gyerekjáték, könnyen kicsiphet az ember újjbegyéből egy darabot.
Igen ilyesmi kinézetű...
a hőtehetetlenségről irtak a tárcsamotorokra is ugyan úgy igazak, gyorsan melegszik, de cserébe gyorsan is hül.
Én sokat játszottam azzal a vasmentes motorral normál áramoknál semmi gond, épp úgy mint a tárcsamotorokénál.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 01, 21:43
Írta: 000000000 Dátum 2010 január 01, 21:43
Akarok is esztergálni rajta, meg akarom használni forgatónak is.Lehetne rajta frekiváltós AC aszinkron és szervo rajta egyszerre? Természetesen az üzzemmód átkapcsolásával?
Vagy egy nagyobb servoval forgatni és esztergálni is?
Te mit javasolsz?
Vagy egy nagyobb servoval forgatni és esztergálni is?
Te mit javasolsz?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 21:45
Írta: svejk Dátum 2010 január 01, 21:45
Jól sejtettem, erre a forgatóra nem nagyon lesz alkalmas a servo, sajnos még a gyáriakat sem igazán lehet totál tengelytartásra állítani, még ha több ezres is az encoder, de a nagy encoder azért segítség a tengelytartásban.
Ide lehet jobb a léptető, vagy kell egy önzáró hajtóműelem.
Ide lehet jobb a léptető, vagy kell egy önzáró hajtóműelem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 21:49
Írta: svejk Dátum 2010 január 01, 21:49
Sajnos nincs ilyen téren tapasztalatom, ha jól tudom már Varsányi többször felvetette ezt a kérdést.
Én mindenesetre két mechanikában látom a legkorrektebb megoldást, már eleve a kétféle megmunkálás óriási teljesítménykontrasztja miatt is.
Mint eszterga bármilyen motor jó lehet ide de szerintem 4. tengelynek forgatónak a csigahajtásnál nincs jobb.
Talán a hullámhajtóművek (HD) még alkalmazhatóak a csiga helyett.
Én mindenesetre két mechanikában látom a legkorrektebb megoldást, már eleve a kétféle megmunkálás óriási teljesítménykontrasztja miatt is.
Mint eszterga bármilyen motor jó lehet ide de szerintem 4. tengelynek forgatónak a csigahajtásnál nincs jobb.
Talán a hullámhajtóművek (HD) még alkalmazhatóak a csiga helyett.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 21:55
Írta: svejk Dátum 2010 január 01, 21:55
Mindenesetre ha gyengébb minőségi követelményekkel kibékülsz akkor próbáld meg a két encoderes megoldást. Forgatónak 8-10 ezres, míg esztergának akár 200-as elég.
(modjuk én már eleve a szíj miatt kizárnám a pontos, precíz működést a képen látható mechanikán)
Még egy bökkenő lehet, ugyanis valószínű a két üzemmód kétféle PD beállítást igényel.
Mondjuk ez is megoldható a geckonál, plussz trimmerek és azok átkapcsolása.
(modjuk én már eleve a szíj miatt kizárnám a pontos, precíz működést a képen látható mechanikán)
Még egy bökkenő lehet, ugyanis valószínű a két üzemmód kétféle PD beállítást igényel.
Mondjuk ez is megoldható a geckonál, plussz trimmerek és azok átkapcsolása.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 22:05
Írta: svejk Dátum 2010 január 01, 22:05
A képeden mondjuk úgy látom a tekercs áll és a mégnesek forognak, ez valami elektromos kommutációjú cucc.
A Sneciében hagyományos (nem sík) kommutátor van, mintegy a "pohár" fenekére szerelve és természetesen ez komplett van a tengelyre rögzítve.
De úgy emlékszem valaki csinált a szóban forgó motorról robbantott ábrát egy pár hónapja, az encoder volt neki hibás.
A Sneciében hagyományos (nem sík) kommutátor van, mintegy a "pohár" fenekére szerelve és természetesen ez komplett van a tengelyre rögzítve.
De úgy emlékszem valaki csinált a szóban forgó motorról robbantott ábrát egy pár hónapja, az encoder volt neki hibás.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 01, 22:13
Írta: 000000000 Dátum 2010 január 01, 22:13
Akkor forgatónak egy erősebb léptető lenne jó, kuplungolva,az stabilan pozícióban tartaná, már csak a felbontáson kell elgondolkodni.
Vagy szervo nagyobb áttételű fogasszíjjal. A szíj T5-ös 25mm széles.Jól megfeszítve nincs kottyanás.
Vagy szervo nagyobb áttételű fogasszíjjal. A szíj T5-ös 25mm széles.Jól megfeszítve nincs kottyanás.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 22:25
Írta: svejk Dátum 2010 január 01, 22:25
Szerintem válasz ketté a feladatot.
Ez meradjon meg esztergénak.
A Te precizitásoddal semmiből sem tart egy jól műküdő csigahajtóművet összehozni. És oda aztán tényleg elég egy pár Wattos motor.
Értem én hogy jó a szíj, de mégse, ha más nem akkor rezonanciát képes belevinni.
Csigakereket akár menetes szárhoz is tudsz csinálni esztergán menetfúróval.
Vagy Te annyira kreatív hogy meg tudj egy kottyanásmentes csigahajtóművet csinálni:)
Ez meradjon meg esztergénak.
A Te precizitásoddal semmiből sem tart egy jól műküdő csigahajtóművet összehozni. És oda aztán tényleg elég egy pár Wattos motor.
Értem én hogy jó a szíj, de mégse, ha más nem akkor rezonanciát képes belevinni.
Csigakereket akár menetes szárhoz is tudsz csinálni esztergán menetfúróval.
Vagy Te annyira kreatív hogy meg tudj egy kottyanásmentes csigahajtóművet csinálni:)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2010 január 01, 23:11
Írta: PSoft Dátum 2010 január 01, 23:11
Szia Svejk!
Erre a Sanyo Denki-re gondolsz?
A többi kép a mappámban van róla.
Ott láthatjátok a "home" enkódertárcsámat is,amit a törött üvegtárcsa pótlására csináltam.
(lézernyomtató,laminálófólia,és persze a fórumról az enkóderprogi).
Azóta is ezzel a tárcsával használom az enkódert,semmi gond vele! [#eljen][#eljen]
Erre a Sanyo Denki-re gondolsz?
A többi kép a mappámban van róla.
Ott láthatjátok a "home" enkódertárcsámat is,amit a törött üvegtárcsa pótlására csináltam.
(lézernyomtató,laminálófólia,és persze a fórumról az enkóderprogi).
Azóta is ezzel a tárcsával használom az enkódert,semmi gond vele! [#eljen][#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 01, 23:18
Írta: 000000000 Dátum 2010 január 01, 23:18
A 4. tengelyes forgatónak szerintem a léptecses megoldás egy jól választott szíjas áttétellel jó eredménnyel kecsegtetne nálad is.
Ugyan nem ismerem az igényedet de én úgy vélem a forgatónak max azt a sebességet kell tudnia amit a másik három tengely is tud (talán kevesebb is elég). A tartónyomatékot pedig legkönnyebben és legolcsóbban lépteccsel (nagy felbontású AC is lehet a neve) lehet megvalósítani.
Pláne most, amikor a Klávionál már nagyobb sebességre való vezérlő is van, sőt úgy néz ki, hogy az encóderes vezérlése is lehetséges.
Esztergáláshoz más problémát is meg kell oldani. Vagy külön mechanika, vagy tengely kapcsoló.
Ugyan nem ismerem az igényedet de én úgy vélem a forgatónak max azt a sebességet kell tudnia amit a másik három tengely is tud (talán kevesebb is elég). A tartónyomatékot pedig legkönnyebben és legolcsóbban lépteccsel (nagy felbontású AC is lehet a neve) lehet megvalósítani.
Pláne most, amikor a Klávionál már nagyobb sebességre való vezérlő is van, sőt úgy néz ki, hogy az encóderes vezérlése is lehetséges.
Esztergáláshoz más problémát is meg kell oldani. Vagy külön mechanika, vagy tengely kapcsoló.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 23:23
Írta: svejk Dátum 2010 január 01, 23:23
Igen ez az!
Lett már hozzá vezérlőd?
Ha nem, Snecinél érdeklődj,Ő megoldotta, most már van neki is 3db ilyen mocija.
A levélváltásunk után kiderült a Tiéd is tőlem származik, sőt hogy tovább menjek onnan ahonnan az E240-esek, vagyis Hollandiából :)
Nálad is 3 db van?
Nekünk is teljes biztonsággal dolgoznak a filmből készült tárcsák más motorokon is.
Lett már hozzá vezérlőd?
Ha nem, Snecinél érdeklődj,Ő megoldotta, most már van neki is 3db ilyen mocija.
A levélváltásunk után kiderült a Tiéd is tőlem származik, sőt hogy tovább menjek onnan ahonnan az E240-esek, vagyis Hollandiából :)
Nálad is 3 db van?
Nekünk is teljes biztonsággal dolgoznak a filmből készült tárcsák más motorokon is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 23:29
Írta: svejk Dátum 2010 január 01, 23:29
Jó hogy megörökítetted!
Még kisebb a forgórész átmérője mint emlékeztem.
A tehetetlensége fele,harmada lehet mint egy azonos kategóriájú tárcsamotorénak.
Még kisebb a forgórész átmérője mint emlékeztem.
A tehetetlensége fele,harmada lehet mint egy azonos kategóriájú tárcsamotorénak.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 23:37
Írta: svejk Dátum 2010 január 01, 23:37
Én ha léptecses is, továbbra is a csigára esküdnék.
A léptecs eleve rezonanciaforrás, mely hibát a szíj csak fokozhat. Léptecs féllépésben, a látott 1:3-as áttátellel 100 mm átmérőjű paláston "csak" 0,26 mm pontosság.
Csigával végtelenségig fokozható, és tuti önzáró.
Srvoval megfejelve pedig a sebbesség is jó lehet, de ez már nem feltétlen szükséges.
A léptecs eleve rezonanciaforrás, mely hibát a szíj csak fokozhat. Léptecs féllépésben, a látott 1:3-as áttátellel 100 mm átmérőjű paláston "csak" 0,26 mm pontosság.
Csigával végtelenségig fokozható, és tuti önzáró.
Srvoval megfejelve pedig a sebbesség is jó lehet, de ez már nem feltétlen szükséges.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2010 január 02, 00:06
Írta: PSoft Dátum 2010 január 02, 00:06
Igen...mivel az elején tervezett "DSSC" -vel nem tudtam meghajtani őket,az ismer korlátok miatt,ezért akkor a "GYÍK" lett a kiválasztott.
Azóta is azzal hajtom őket.
Nálam is 3 db van,kettő megy a lézeres gépen,a harmadik "pihen" tartalék gyanánt.
Azóta már volt az egyik mocinál egy tengelytörésem.A hajtás oldali csapágynál,a csapágyon belül a "zéger" beszúrásnál törött el a tengely(szerintem indokolatlanul mély a beszúrás).
Viszont könnyen kinyomható a tengely a forgórészből.Egy lágy alu hüvelybe van ágyazva a kommutátor testben a fejnél.
Csináltunk bele új tengelyt,és azóta avval megy.
Hollandiából...onnan nem tulipánt szoktunk hozni??
Azóta is azzal hajtom őket.
Nálam is 3 db van,kettő megy a lézeres gépen,a harmadik "pihen" tartalék gyanánt.
Azóta már volt az egyik mocinál egy tengelytörésem.A hajtás oldali csapágynál,a csapágyon belül a "zéger" beszúrásnál törött el a tengely(szerintem indokolatlanul mély a beszúrás).
Viszont könnyen kinyomható a tengely a forgórészből.Egy lágy alu hüvelybe van ágyazva a kommutátor testben a fejnél.
Csináltunk bele új tengelyt,és azóta avval megy.
Hollandiából...onnan nem tulipánt szoktunk hozni??
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 02, 00:11
Írta: 000000000 Dátum 2010 január 02, 00:11
Igen igazad van!
De... azért ma már aki 4. forgó tengelyig eljut, annak illik mikrolépéses vezérlést használni, valamint nagyobb áttételt csinálni a pontossághoz.
De én beszélek mikor állok át DC szervóra!?!?
Igaz a 4.forgó tengelyem egyenlőre marad léptecses, mert nálam a marópályák úgy vannak legtöbbször generálva, hogy felemelt Z-nél pozícióba áll az A, és utána maráskor már a tartás a fontos.
Majd elválik, hogy a DC-vel milyen megmunkálási igények fognak belépni, és akkor már nem úszom meg a HD-s forgató megépítését.
Ma délután elkészült a 3 db E240 motor felújítása.
Köszönet az encóder tárcsáért és a szénkefékért!
De... azért ma már aki 4. forgó tengelyig eljut, annak illik mikrolépéses vezérlést használni, valamint nagyobb áttételt csinálni a pontossághoz.
De én beszélek mikor állok át DC szervóra!?!?
Igaz a 4.forgó tengelyem egyenlőre marad léptecses, mert nálam a marópályák úgy vannak legtöbbször generálva, hogy felemelt Z-nél pozícióba áll az A, és utána maráskor már a tartás a fontos.
Majd elválik, hogy a DC-vel milyen megmunkálási igények fognak belépni, és akkor már nem úszom meg a HD-s forgató megépítését.
Ma délután elkészült a 3 db E240 motor felújítása.
Köszönet az encóder tárcsáért és a szénkefékért!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 02, 00:20
Írta: svejk Dátum 2010 január 02, 00:20
Nézz a forgórészre, mint egy fekete tulipán :))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 02, 00:23
Írta: svejk Dátum 2010 január 02, 00:23
Kényszerhűtést alkalmazol-e a motoroknál?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2010 január 02, 00:39
Írta: PSoft Dátum 2010 január 02, 00:39
Jelenleg nem,de a nyári meleg napokra gondolva meg kell majd oldanom valahogy(tervek már megvannak rá).
Most a gép környezetében 18-20 fok van,így hogyismondják? "kézmelegek" a motorok(nem mértem).Én nem ítélem túlmelegnek őket.
Most a gép környezetében 18-20 fok van,így hogyismondják? "kézmelegek" a motorok(nem mértem).Én nem ítélem túlmelegnek őket.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2010 január 02, 00:55
Írta: PSoft Dátum 2010 január 02, 00:55
Most körvonalazódik egy "ablaktörlős" servo projektem...
Pusztán csak kíváncsiság ez a projekt,de meg akarom építeni.:)
Pusztán csak kíváncsiság ez a projekt,de meg akarom építeni.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 02, 06:24
Írta: svejk Dátum 2010 január 02, 06:24
Keress magánban ha segítség kell!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 02, 06:30
Írta: svejk Dátum 2010 január 02, 06:30
A mikrolépés úgy tudom - és ez a saját tapasztalatom is -, hogy nem igazán alkalmas 1 fordulaton belüli pontos pozicionálásra.
Vagy legalább is erősen motorfüggő.
Vagy legalább is erősen motorfüggő.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 02, 06:42
Írta: svejk Dátum 2010 január 02, 06:42
Nézegettem a laseres képeid...
Kell a lézerhez ez az iszonyatos sebesség, hogy nincs leáttélezve a motor ahhoz a 25-ös orsóhoz?
Kell a lézerhez ez az iszonyatos sebesség, hogy nincs leáttélezve a motor ahhoz a 25-ös orsóhoz?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2010 január 02, 10:58
Írta: PSoft Dátum 2010 január 02, 10:58
Utólag átgondolva,nem kellene...
Megvan a terv az 1:3-as áttételre(meg az anyag is hozzá),de még nem került rá sor.Na meg kell egy kicsit "faragni" is a mechanikán hozzá.
#10691-re: Ha gondom lesz(elakadok),keresni foglak.Köszi!
Megvan a terv az 1:3-as áttételre(meg az anyag is hozzá),de még nem került rá sor.Na meg kell egy kicsit "faragni" is a mechanikán hozzá.
#10691-re: Ha gondom lesz(elakadok),keresni foglak.Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 02, 13:31
Írta: svejk Dátum 2010 január 02, 13:31
Értem, ha megcsinálnád valószínű a motorod sem melegedne még ennyire sem, és nem koppintana senki a fejedre hogy nagyon nem jó a géped dinamikája, mert most tényleg erőből dolgozik.
Szerintem akár meg is írhatod ide az elvárt paramétereket, vannak itt már többen akik szívesen számolgatnának, aztán hogy megfogadod-e az már a Te dologod.
És persze nem lenne "ingyen" a számolás, mert a Többiek tanulnának belőle!
Szerintem akár meg is írhatod ide az elvárt paramétereket, vannak itt már többen akik szívesen számolgatnának, aztán hogy megfogadod-e az már a Te dologod.
És persze nem lenne "ingyen" a számolás, mert a Többiek tanulnának belőle!
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 02, 18:46
Írta: s5f8tmfv3 Dátum 2010 január 02, 18:46
Hoozáértők légyszíves!
Nézzétek meg ezt az adatlapot! Az én motorom annyiban tér el hogy 50V-os, 3700RPm-es, I=1A, Ifm=9,5A.
Használhatom ezt a motort szervókörben (mondjuk gyíkkal) Tr 21x3-as orsón kb 15kg mozgatására vagy ahhoz túl gyenge? Ahogy nézem még az Electrocraft motor is erősebb ennél. Jelenleg a gépen 1:1,5 lassító áttétel van.
Köszönöm ha valaki segít.
Nézzétek meg ezt az adatlapot! Az én motorom annyiban tér el hogy 50V-os, 3700RPm-es, I=1A, Ifm=9,5A.
Használhatom ezt a motort szervókörben (mondjuk gyíkkal) Tr 21x3-as orsón kb 15kg mozgatására vagy ahhoz túl gyenge? Ahogy nézem még az Electrocraft motor is erősebb ennél. Jelenleg a gépen 1:1,5 lassító áttétel van.
Köszönöm ha valaki segít.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 02, 18:49
Írta: s5f8tmfv3 Dátum 2010 január 02, 18:49
Ez valamiért nem megy.
Talán így?: Adatlap
Talán így?: Adatlap
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 02, 18:51
Írta: s5f8tmfv3 Dátum 2010 január 02, 18:51
Ááá, elírtam. Na újra: Adatlap.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 02, 18:53
Írta: s5f8tmfv3 Dátum 2010 január 02, 18:53
Tr 12x3... ez nem az én napom...
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2010 január 02, 19:07
Írta: rbbhbyvfs Dátum 2010 január 02, 19:07
Szia,
Képletek számitások topic második bejegyzése alapján ez a motor kb 64kg felemelésére alkalamas alapnyomatékon ha a surlódásoktól eltekintünk 3mm-es emelkedésű orsón. Mit értesz mozgatás alatt vizszintes vagy függőleges mozgást? A trapézmenetes orsónak viszonylag nagy a "vesztesége" szóval vizszintes mozgatáshoz biztos jó lesz, elvileg Z-hez is, kérdés a mechanika mit (nem) tud.
A dinamika megint más kérdés :) A nagy vitákat kavart számitások alapján egy kicsit nagyobb áttétel jobb lenne (1:2 vagy 1:3-as körül).
Van még ilyen motorom még ha érdekel :)
Képletek számitások topic második bejegyzése alapján ez a motor kb 64kg felemelésére alkalamas alapnyomatékon ha a surlódásoktól eltekintünk 3mm-es emelkedésű orsón. Mit értesz mozgatás alatt vizszintes vagy függőleges mozgást? A trapézmenetes orsónak viszonylag nagy a "vesztesége" szóval vizszintes mozgatáshoz biztos jó lesz, elvileg Z-hez is, kérdés a mechanika mit (nem) tud.
A dinamika megint más kérdés :) A nagy vitákat kavart számitások alapján egy kicsit nagyobb áttétel jobb lenne (1:2 vagy 1:3-as körül).
Van még ilyen motorom még ha érdekel :)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 02, 19:21
Írta: s5f8tmfv3 Dátum 2010 január 02, 19:21
Az összes tengelyre ilyet tervezek ha megéri áttérnem a léptecsekről.
Mondjuk a léptetők 1,5Nm-es alapnyomatékához ez nagyon karcsúnak tűnik. Ha 1:3 lassító áttételt alkamaznék nyernék vele valamit a léptetős rendszerhez képest? A mechanika lin csapágyakon mozog, csak a szennylehúzók fékezik, az orsó viszont hagyományos.
Mondjuk a léptetők 1,5Nm-es alapnyomatékához ez nagyon karcsúnak tűnik. Ha 1:3 lassító áttételt alkamaznék nyernék vele valamit a léptetős rendszerhez képest? A mechanika lin csapágyakon mozog, csak a szennylehúzók fékezik, az orsó viszont hagyományos.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2010 január 02, 19:30
Írta: rbbhbyvfs Dátum 2010 január 02, 19:30
Szerintem ez igy pont határeset, a max fordulat az áttétel miatt ugye lecsökken 1200 körülre, a steppes meg max 1000 lehetett nem? Valszeg dinamikában nyerhetsz valamelyest, meg a szervók csendesebbek is (nem tudom milyen a stepp vezérlőd) szóval nem biztos, hogy olyan sokat hoz a konyhára, mint amennyibe az áttérés kerül.
De ezt majd mások jobban kielemzik, de ahhoz kellene még az orsók hossza is minimum + az áttétel adatai: kerekek átmérői, vastagság és az anyaga.
A másfeles stepper teljesitményben talán többet is tud, mint ez a motor, ezért gondolom, hogy határeset...
De ezt majd mások jobban kielemzik, de ahhoz kellene még az orsók hossza is minimum + az áttétel adatai: kerekek átmérői, vastagság és az anyaga.
A másfeles stepper teljesitményben talán többet is tud, mint ez a motor, ezért gondolom, hogy határeset...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 02, 19:52
Írta: s5f8tmfv3 Dátum 2010 január 02, 19:52
A léptecs zaja nem játszik a képletben, nem zavar. Ha a teljes átépítést és a szervóvezérlőket számolom az bizony nem olcsó. Ha a motorok is gyengék akkor lehet hogy maradok a léptetőknél.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 02, 19:56
Írta: s5f8tmfv3 Dátum 2010 január 02, 19:56
Úton van egy G320, azért majd teszek pár próbát vele. 40W-ostól nagyobb szervómotord nincs véletlenül?
Van egy elég egyszerű számítási módszer Geckóék lapján, ez alapján nekem bőven elég kellene hogy legyen a léptecs. Mégis kíváncsi lennék a szervóra.
Van egy elég egyszerű számítási módszer Geckóék lapján, ez alapján nekem bőven elég kellene hogy legyen a léptecs. Mégis kíváncsi lennék a szervóra.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2010 január 02, 20:43
Írta: rbbhbyvfs Dátum 2010 január 02, 20:43
Nincs, csak ilyenek vannak, eredetileg egy 16x5-ös golyósorsót (is) hajtottak direktben.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 02, 20:49
Írta: s5f8tmfv3 Dátum 2010 január 02, 20:49
Milyen gépben? Mekkora súlyt mozgattak? Dinamikus mozgást végeztek?
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2010 január 02, 21:02
Írta: rbbhbyvfs Dátum 2010 január 02, 21:02
Ez egy célgép volt, függőlegesen emelt egy kart, ami egy köszörűkorong felett a forgó szemüveglencsét emelete/süllyesztette, igy köszörülték a lencsét a keret alakjához.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 02, 21:28
Írta: s5f8tmfv3 Dátum 2010 január 02, 21:28
Akkor nem kellett nagy tömegeket mozgatnia, oda bőven elég lehetett a 40W...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 január 05, 02:56
Írta: s7manbs8 Dátum 2010 január 05, 02:56
Ne röhögjetek, ebből lesz a szervó hajtásom:

Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2010 január 05, 06:18
Írta: yuagaci9g Dátum 2010 január 05, 06:18
Te ugye uj vagy a Forumon?[#nevetes1]
Csak D&W meg ne lassa![#nyes]
Csak D&W meg ne lassa![#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 05, 07:28
Írta: 000000000 Dátum 2010 január 05, 07:28
Jajj elektron...Egy motor attól még nem lesz DC szervómotor, mert beteszed szervókörbe!:))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 05, 08:17
Írta: svejk Dátum 2010 január 05, 08:17
Ki az a D&W ??
Cím: Re:DC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2010 január 05, 08:54
Írta: yuagaci9g Dátum 2010 január 05, 08:54
Dos&Wattson[#vigyor1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 05, 09:53
Írta: svejk Dátum 2010 január 05, 09:53
[#circling] [#ejnye1]
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 10, 20:02
Írta: s5f8tmfv3 Dátum 2010 január 10, 20:02
Itt meg mi van? Senki már 5 napja?
Akkor kérdeznék valamit a Geckohoz értőktől:
Ezt a kapcsolást:

megépítitek vagy hagyjátok az átkötést az 5.-7. pontokon?
A külső error jelzés mondjuk jó dolog, de ezzel a kapcsolással minden bekapcsoláskor resetelni kell a gecko-t?
Akkor kérdeznék valamit a Geckohoz értőktől:
Ezt a kapcsolást:
megépítitek vagy hagyjátok az átkötést az 5.-7. pontokon?
A külső error jelzés mondjuk jó dolog, de ezzel a kapcsolással minden bekapcsoláskor resetelni kell a gecko-t?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 10, 21:07
Írta: svejk Dátum 2010 január 10, 21:07
Valamit valamiért...
Ha fix+5V-ra kötöd az 5-ös bemenetet, nem veszed észre az esetleges leoldást, mert újraindul.
Ha fix+5V-ra kötöd az 5-ös bemenetet, nem veszed észre az esetleges leoldást, mert újraindul.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 10, 21:18
Írta: s5f8tmfv3 Dátum 2010 január 10, 21:18
Köszönöm!
Ha megcsinálom a kapcsolást akkor minden felkapcsoláskor meg kell nyomni a gombot a start felé hogy a Gecko elinduljon? Vagy csak hiba után?
Ha megcsinálom a kapcsolást akkor minden felkapcsoláskor meg kell nyomni a gombot a start felé hogy a Gecko elinduljon? Vagy csak hiba után?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 10, 22:44
Írta: svejk Dátum 2010 január 10, 22:44
Minden tápfeszbekapcsoláskor, de csak 1 nyomógomb kell mert az 5-ös bemeneteket össze lehet kötni a vezérlőkön, vagyis kell is, hogy egymást le tudják állítani hiba esetén.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 10, 22:45
Írta: svejk Dátum 2010 január 10, 22:45
Vedd úgy, ez olyan mint bármely ipari cuccon a "zöld" gomb...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 10, 22:48
Írta: bmejdz9nu Dátum 2010 január 10, 22:48
Ha indítod a gépet akkor kell egy "start" nyomógomb... ha netán leoldana akkor is kell...(persze nem árt egy stop gomb is)
Ha van 3 vezérlő akkor ezeket a ERR/RES (be/ki) csatlakozásokat össze kell kötni... és egy nyomógombbal lehet indítani/leállítani...
De mindenképp célszerű összekötni ezeket... pl Z leold akkor oldja le a többi tengelyt is. (hogyan másként :)
Egyébként szinte minden szervó vezérlő valamilyen ilyen logikával működik... persze lehet külön a start és stop bemenet... de ez részletkérdés...
Van a neten sok megoldás "automata" indítású áramkörnek... de én ennek nem sok értelmét látom... minek? :)
Ha van 3 vezérlő akkor ezeket a ERR/RES (be/ki) csatlakozásokat össze kell kötni... és egy nyomógombbal lehet indítani/leállítani...
De mindenképp célszerű összekötni ezeket... pl Z leold akkor oldja le a többi tengelyt is. (hogyan másként :)
Egyébként szinte minden szervó vezérlő valamilyen ilyen logikával működik... persze lehet külön a start és stop bemenet... de ez részletkérdés...
Van a neten sok megoldás "automata" indítású áramkörnek... de én ennek nem sok értelmét látom... minek? :)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 11, 07:08
Írta: s5f8tmfv3 Dátum 2010 január 11, 07:08
[#worship]
Szuper! Minden világos ezügyben, nagyon köszönöm a segítségeteket!
Még egy dolog:
A G320 encodernek szánt +5V-ját használhatom a step-dir jelek felhúzására vagy inkább külön 5V tápot csináljak neki? Ahogy számolom még elbírná de nem akarom túlterhelni.
Szuper! Minden világos ezügyben, nagyon köszönöm a segítségeteket!
Még egy dolog:
A G320 encodernek szánt +5V-ját használhatom a step-dir jelek felhúzására vagy inkább külön 5V tápot csináljak neki? Ahogy számolom még elbírná de nem akarom túlterhelni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 11, 08:17
Írta: svejk Dátum 2010 január 11, 08:17
Sajnos a gecko szorzó nélkül csak negatív logikával vezérelhető (a szorzópanelnál már mindkét logikát be lehet állítani)
Ha a saját 5 V-ját használnád akkor a GND-t is össze kellene kötni a PC-vel, és ekkor elveszne a galvanikus leválasztás.
Tehát az ajánlott megoldás:
PC-ből az USB, vagy PS2-ről a +5V-ot és a step, dir jeleket kihozni, Mach setup-jában negatív impulzusokat beállítani.
Természetesen ilyenkor a vezérlő és a PC GND-jét nem szabad összekötni.
Tehát egy vezérlő esetén a kapcsolat 3 szál "drót".
De ez a gépkönyvben szerintem szépen le van írva...
Ha a saját 5 V-ját használnád akkor a GND-t is össze kellene kötni a PC-vel, és ekkor elveszne a galvanikus leválasztás.
Tehát az ajánlott megoldás:
PC-ből az USB, vagy PS2-ről a +5V-ot és a step, dir jeleket kihozni, Mach setup-jában negatív impulzusokat beállítani.
Természetesen ilyenkor a vezérlő és a PC GND-jét nem szabad összekötni.
Tehát egy vezérlő esetén a kapcsolat 3 szál "drót".
De ez a gépkönyvben szerintem szépen le van írva...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 január 11, 18:00
Írta: sanka74 Dátum 2010 január 11, 18:00
Sziasztok! Én a PC usb-jéről vettem le a +5 V-t.igy a pc felől jön megy az LPT és egy usb.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 január 11, 18:03
Írta: sanka74 Dátum 2010 január 11, 18:03
A g320 adatlapjában le van irva a resetelés is.ez kell minden indításnál és ujraindításnál is. amugy egy javaslatot ha tehetek: a három db g320 dobozkáit tedd kontakt pasztával egy 6-8 mm vastag alu lapra a keletkező hőleadás miatt.jobb megoldás egy hűtőborda. varrógép üzemnél eléggé melegszik a kicsi...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 11, 18:20
Írta: bmejdz9nu Dátum 2010 január 11, 18:20
Bizony hűteni! Nincs benne hővédelem! (mint A300-ban :) A spórolós amcsik :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 11, 19:22
Írta: 000000000 Dátum 2010 január 11, 19:22
Én proci hűtőre szereltem a Gyíkot.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 11, 21:04
Írta: s5f8tmfv3 Dátum 2010 január 11, 21:04
Azt mondod ez jobb megoldás mint a vezérlőbe telepített táp? Ha megépíteném akkor külön trafót kapna, 7805-öt, a negatívot kötném az lpt negatívra (hogy ahhoz képest legyen a +5V) és innen vinném tovább a Step-Dir+5V hármast a vezérlőbe.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 11, 21:05
Írta: s5f8tmfv3 Dátum 2010 január 11, 21:05
Aktív hűtésre gondoltam egy méretes hűtőbordával, hővezető pasztával feltéve.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 11, 21:06
Írta: s5f8tmfv3 Dátum 2010 január 11, 21:06
Az A300-at meg nem kapni! A spórolós Varsányi :)
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 január 11, 21:25
Írta: sanka74 Dátum 2010 január 11, 21:25
"azt mindenki magának csinálja",ugye Péter....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 11, 21:34
Írta: bmejdz9nu Dátum 2010 január 11, 21:34
Ahogy írod = megfizethetetlen érték! Venni sem lehet sehol... Csak csinálni! ... (a "lusták" meg Gecko-t vesznek ami ha csak egy kicsit.. de azért mégsem A300 :)
Itt minden adat- hiánytalanul! Csak csinálni kell - azaz kellene:) !
Itt minden adat- hiánytalanul! Csak csinálni kell - azaz kellene:) !
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 11, 21:36
Írta: svejk Dátum 2010 január 11, 21:36
Ezzel már ha a PC ki van kapcsolva, az optón keresztül áramot kényszerítesz az LPT portjára.
Minek bonyolítani?
Ott az usb vagy a PS2, szét sem kell bontani a PC-t.
Ez a legkorrektebb a PC saját 5V-ja.
Minek bonyolítani?
Ott az usb vagy a PS2, szét sem kell bontani a PC-t.
Ez a legkorrektebb a PC saját 5V-ja.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 11, 21:49
Írta: 000000000 Dátum 2010 január 11, 21:49
Gyönyörű az a vezérlő és a dokumentáció, le a kalappal.[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 11, 21:49
Írta: s5f8tmfv3 Dátum 2010 január 11, 21:49
Meggyőztél...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 12, 08:44
Írta: s5f8tmfv3 Dátum 2010 január 12, 08:44
Utoljára tináger koromban készítettem panelt, azt is kézzel rajzolva.
Vagy csak lusta vagyok :)
Vagy csak lusta vagyok :)
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 január 12, 11:06
Írta: sanka74 Dátum 2010 január 12, 11:06
Az A 300-at nem is olyan egyszerű lenne elkészíteni.Én utána jártam a dolognak, az alkatrészek a nyák legyártása stb. többe jönne ki mintha készen megvenném. Csak az alkatrészek 14 körül van,és ebben még nincs benne egy-két olyan ami csak az USA-ból lehet beszerezni.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 január 12, 11:07
Írta: sanka74 Dátum 2010 január 12, 11:07
Mármint készen mást mástól..
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 12, 11:20
Írta: s5f8tmfv3 Dátum 2010 január 12, 11:20
Én bevállalnám a NYÁK gyártás szervezését ha volna rá elég jelentkező, nagyobb tételben biztosan olcsóbb lenne az egy darabra eső ár.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 január 13, 06:32
Írta: sanka74 Dátum 2010 január 13, 06:32
A többi alkatrész is elég húzós, és ráadásul nem is lehet mindent beszerezni itthon...Ajánlom a snecit, én is tőle veszem..egyszerűen nem éri meg vele foglalkozni..igen nagyobb tételnél olcsóbb, megérdeklődtem a nyákot, asszem 3 db esetén 15 ezer, de ugye a maszkot csak egyszer kell mevenni, ha többet gyártanánk akkor lényegesen olcsóbb... arra nem emlékszem hogy a gain/damping szoftveres-e, a snecié ugye az..
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 13, 07:07
Írta: s5f8tmfv3 Dátum 2010 január 13, 07:07
Az alkatrész árakat még nem adtam össze, az Nálad mennyire jött ki? Az a 14K? A panelt Varsa már legyártatta egyszer, annál a cégnél biztosan megvan minden, csak újra kellene rendelni.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 január 13, 17:31
Írta: sanka74 Dátum 2010 január 13, 17:31
Igen, 14 ezer körül volt,és ebben nincs benne egy két usa-ban beszerezhető...a filmet nem tudom,mert azt a megrendelőnek oda szokták adni....szerintem nem éri meg vele foglalkozni, én ugy veszem..Bementem egy elektronikai alkatrész boltba és ráirattam az alkatrész árakat..14620 Ft és az LS7184-ről még csak sejtése sincs hogy honnan lehetne beszerezni...(US Digital)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 január 13, 18:21
Írta: s5f8tmfv3 Dátum 2010 január 13, 18:21
Azt az infót kaptam hogy a nyák 4k körül lenne legalább 12db esetén furatgalvánozva, lötstoppal, szitázva.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 január 13, 19:06
Írta: sanka74 Dátum 2010 január 13, 19:06
igen,igaz,én 3 db.ra kértem ajánlatot. a szita meg a többi kb 6ezer a nyák meg 3 körül volt
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 január 13, 19:07
Írta: sanka74 Dátum 2010 január 13, 19:07
ez igy akkor is 18 ezer plusz a LS7184....Beszélj snecivel sztem, neki vannak jó vezérlői
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 január 13, 19:08
Írta: sanka74 Dátum 2010 január 13, 19:08
ja, és még össze is kell rakni,éleszteni stb.....
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 január 13, 19:11
Írta: sanka74 Dátum 2010 január 13, 19:11
hu ez miért ment el kétszer....
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 13, 20:26
Írta: HJózsi Dátum 2010 január 13, 20:26
Sztereo adás ...
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 19, 00:39
Írta: HJózsi Dátum 2010 január 19, 00:39
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 25, 11:22
Írta: bmejdz9nu Dátum 2010 január 25, 11:22
Gecko G320X...
Valamikor így akarták megoldani az új vezérlőt....(PDF) Anno még G380 fedőnéven ment a PLCD-re átülültetés...
Látható, hogy az encodert is optocsatolóval akarták fogadni... zavarvédelem miatt ... kvázi asszimetrikus ekkor...
Viszont az optókban a bentlévő ledek nyitásához "nem kevés" áram szükséges... (pozitív vagy negativ logikával sem) Tehát...
Valamikor így akarták megoldani az új vezérlőt....(PDF) Anno még G380 fedőnéven ment a PLCD-re átülültetés...
Látható, hogy az encodert is optocsatolóval akarták fogadni... zavarvédelem miatt ... kvázi asszimetrikus ekkor...
Viszont az optókban a bentlévő ledek nyitásához "nem kevés" áram szükséges... (pozitív vagy negativ logikával sem) Tehát...
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 január 25, 23:05
Írta: Farkas Ádám Dátum 2010 január 25, 23:05

Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 26, 07:28
Írta: 000000000 Dátum 2010 január 26, 07:28
Próbáltad ezt a Gyíkot, milyen a régihez képest?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 26, 09:10
Írta: bmejdz9nu Dátum 2010 január 26, 09:10
Hát ebből nem látom az optókat az encoder bemenetnél... van? Az a "bazi nagy" IC az az egyedüli opto? (Ha opto)
Cím: Re:DC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 február 06, 15:40
Írta: u2ayp7esz Dátum 2010 február 06, 15:40
Hali!
Érdeklődnék a kedves tapasztalt fórumtársaktól hogy milyen servo vezérlőt érdemes és kell vennem a következő DC servo mocikhoz. A típusa Sanyo Denki, 80V és 4,8A a felvet áram szükséglete.
Mindenki tapasztalatát s válaszát szívesen meghallgatom, olvasom :-)
Kösz
Érdeklődnék a kedves tapasztalt fórumtársaktól hogy milyen servo vezérlőt érdemes és kell vennem a következő DC servo mocikhoz. A típusa Sanyo Denki, 80V és 4,8A a felvet áram szükséglete.
Mindenki tapasztalatát s válaszát szívesen meghallgatom, olvasom :-)
Kösz
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 06, 15:46
Írta: 000000000 Dátum 2010 február 06, 15:46
A nulladik kérdés...: Minek Neked egy 400W körüli motor, sokkal kisebb nem lenne elég?
Vagy nagyon nagy CNC gépet építesz?
Vagy nagyon nagy CNC gépet építesz?
Cím: Re:DC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 február 06, 16:10
Írta: u2ayp7esz Dátum 2010 február 06, 16:10
Üdv. Tibor
Igazából 300W van ráirva de a 80volt meg a 4.6 amper többet mutat.
Hogy miért kell ekkora ... mert ezt tudtam olcsón beszerezni :-)
Rendes marógépet szeretnék direkt hajtással no áttétel.
Igazából 300W van ráirva de a 80volt meg a 4.6 amper többet mutat.
Hogy miért kell ekkora ... mert ezt tudtam olcsón beszerezni :-)
Rendes marógépet szeretnék direkt hajtással no áttétel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 16:22
Írta: bmejdz9nu Dátum 2010 február 06, 16:22
Gecko vagy A300... :) Sajnos DC-ben (AC-ben nincs sajnos) megrögződött analóg vezérlő párti vagyok... Sőt a 128 bitet is elégnek tartom ha nincs alul méretezve a rendszer.
Cím: Re:DC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 február 06, 16:26
Írta: u2ayp7esz Dátum 2010 február 06, 16:26
Kösz a választ, és hol lehet ilyen vezérlőhöz hozzájutni? és mennyiért?
Cím: Re:DC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 február 06, 16:26
Írta: u2ayp7esz Dátum 2010 február 06, 16:26
Természetesen DC
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 16:28
Írta: bmejdz9nu Dátum 2010 február 06, 16:28
Olyan mint a T730-012? 300W-os? Hogy mit írtak rá épen Sanyóéknál az nem minden... csak több lehet.
A címkén mindig az alapnyomatékhoz tartozó áram van feltüntetve és az ehhez tartozó nyomatékhoz az üzemi fordulatszám = teljesítmény "Watt".
Jó kis motor.... és nem túl kicsi és nem túl nagy feszültségű/áramú...stb...tökéletes lesz direkthajtáshoz...
A címkén mindig az alapnyomatékhoz tartozó áram van feltüntetve és az ehhez tartozó nyomatékhoz az üzemi fordulatszám = teljesítmény "Watt".
Jó kis motor.... és nem túl kicsi és nem túl nagy feszültségű/áramú...stb...tökéletes lesz direkthajtáshoz...
Cím: Re:DC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 február 06, 16:32
Írta: u2ayp7esz Dátum 2010 február 06, 16:32
Pontosabban R730T-042E, 300W, 80V, 4.8A, 2500RPM
Cím: Re:DC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 február 06, 16:36
Írta: u2ayp7esz Dátum 2010 február 06, 16:36
A másik kérdés is a tudatlanságomból fakad... s a táp méretezésével kapcsolatos. Ha három mocit akarok meghajtani, mint pl. ezeket akkor kell a 80V, 5A, és 3x300W azaz 900W ????
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 16:40
Írta: bmejdz9nu Dátum 2010 február 06, 16:40
Jó az... kb. arról van szó... erősebb alapnyomatékú mint az én Bautz E642-eseim...(kisebb fordulatú is)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 16:45
Írta: bmejdz9nu Dátum 2010 február 06, 16:45
Több... Több... sajnos... De messze nem fogja kihasználni normál üzemnél... (azaz nem lesz fogyasztás folyamatosan magas)
5A az alapnyomatékhoz lenne elegendő... de kb. 3-4X csúcsnyomaték azért jól jönne gondolom a gyorsítási szakaszokhoz...
Tehát akár 20A/motor...
De lehet kevesebb is... de akkor több puffer kondi az "átmeneti" csúcsáramokra...
de erre nem tudok válaszolni mert én kapcsoló üzemű tápokat használok és az csak annyit tud alapban is csúcsban is....
Sajnos... csak 16A/80V... a három micihoz... ami egy X és Y egyidejű gyorsításnál korlát...Pl. 2D - 3D tesztnél :)
De mekkora gépet akarsz? Mekkora erők kellenek a motortól?
5A az alapnyomatékhoz lenne elegendő... de kb. 3-4X csúcsnyomaték azért jól jönne gondolom a gyorsítási szakaszokhoz...
Tehát akár 20A/motor...
De lehet kevesebb is... de akkor több puffer kondi az "átmeneti" csúcsáramokra...
de erre nem tudok válaszolni mert én kapcsoló üzemű tápokat használok és az csak annyit tud alapban is csúcsban is....
Sajnos... csak 16A/80V... a három micihoz... ami egy X és Y egyidejű gyorsításnál korlát...Pl. 2D - 3D tesztnél :)
De mekkora gépet akarsz? Mekkora erők kellenek a motortól?
Cím: Re:DC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 február 06, 16:59
Írta: u2ayp7esz Dátum 2010 február 06, 16:59
Igazából 500x500 gép lesz de a gyors 3D-és mozgásokra szükségem lesz tehát nagy táp kő majd. Én is a kapcsoló üzemű tápra gondoltam vagy ami még megfordult a fejembe az egy hegesztő trafó szűrve, stabilizálva :-)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 17:46
Írta: bmejdz9nu Dátum 2010 február 06, 17:46
500x500? Gravírgép vagy marógép? Mekkora tömeg? Ill. mozgatott tömegek?
De ha 3D... Ezt a motort azért a Z-re nem tenném fel :) Gondolom te sem... Hacsak ne egy Orbitális Z-lesz :)
Tápot nem kell stabilizálni... minek? Én csak az áramkorlát miatt szeretem/ nem szeretem a Kapcs. topokat :) Azaz egyszerű... és még nem nyírtam ki egy Gecko-t sem :)
De ha 3D... Ezt a motort azért a Z-re nem tenném fel :) Gondolom te sem... Hacsak ne egy Orbitális Z-lesz :)
Tápot nem kell stabilizálni... minek? Én csak az áramkorlát miatt szeretem/ nem szeretem a Kapcs. topokat :) Azaz egyszerű... és még nem nyírtam ki egy Gecko-t sem :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 10, 21:11
Írta: bmejdz9nu Dátum 2010 február 10, 21:11
Sok levelet kapok külföldről... A300 vezérlő nyákot akarnak... Ha szerveztek gyártást... tudassátok velem is... persze én nem akarok vele foglalkozni... csinálja mindenki ahogy akarja... :)
A fórumra regisztrálnak és leveleket küldeni nekem ezen keresztül...:) Jól sasolnak minket:) Valaki árulhatná... nekik...
A fórumra regisztrálnak és leveleket küldeni nekem ezen keresztül...:) Jól sasolnak minket:) Valaki árulhatná... nekik...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 február 10, 21:20
Írta: s7manbs8 Dátum 2010 február 10, 21:20
Te leszel a szerviz ?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 10, 21:55
Írta: bmejdz9nu Dátum 2010 február 10, 21:55
:) Megy az... magától... már sokan megcsinálták (elég sok LS IC-t küldtem mindenfelé :)... igaz nem idehaza... nálunk már a DC ki is ment a divatból :)
Vagy pár "watt-al" megoldják a hajtást, kisebb vezérlővel vagy vesznek egy Geckót... olcsón :) Azaz a magyar (hobby) munkaerő drága :)
Vagy pár "watt-al" megoldják a hajtást, kisebb vezérlővel vagy vesznek egy Geckót... olcsón :) Azaz a magyar (hobby) munkaerő drága :)
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 február 11, 06:24
Írta: sanka74 Dátum 2010 február 11, 06:24
Üdv!Mindenki ahogyan akarja....Én anno utána jártam a dolognak, a szita, film meg a minden ami kell akár 1 db elkészítéséhez kb 6 ezer Ft,a min 3 db nyák ha jól emlékszem 10 ezer körül volt.De a db-kénti ár igen jelentősen csökken ha minél több nyákot gyártatunk,ha jól tévedek 12 db-nál már olyan 1500 körül volt....De utána kell járni a dolognak.Péter az LS IC beszerzésében még most is közre működnél?az ugyanis (meg még egy pár alkatrész)itthon nem szerezhető be.engem mondjuk már nem érdekel, az én vezérlőim már megvannak..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 11, 09:05
Írta: bmejdz9nu Dátum 2010 február 11, 09:05
LS IC fogytán... még 100-at nem nagyon akarok bevállalni...vagy? Egyébként az LS elhagyható lenne... fix 4X-es mód csak... mint Gecko eleje...
Igen több panel olcsóbb...
Igazából jó lett volna egy kisebb (fesz-áram) = olcsóbb változat is...
Jó buli lett volna (lenne) egyoldalas, persze nagyobb(?) nyákra megtervezni ami "sajátkezüleg" azaz CNC-vel kigravírozható lenne... = még olcsóbb. De még nem késő...:)
Igen több panel olcsóbb...
Igazából jó lett volna egy kisebb (fesz-áram) = olcsóbb változat is...
Jó buli lett volna (lenne) egyoldalas, persze nagyobb(?) nyákra megtervezni ami "sajátkezüleg" azaz CNC-vel kigravírozható lenne... = még olcsóbb. De még nem késő...:)
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 február 11, 15:16
Írta: sanka74 Dátum 2010 február 11, 15:16
Ilyen pl a manganin huzal is....megmondanád Péter az mi a szösz??? Azt ugyanis az elektronikai boltban sem tudták...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 február 11, 16:38
Írta: Szalai György Dátum 2010 február 11, 16:38
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 február 11, 18:45
Írta: sanka74 Dátum 2010 február 11, 18:45
Igen,rám nézve is szégyen...Én nem vettem a fáradtságot hogy utána nézzek..köszönöm a segítséget.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2010 február 11, 18:50
Írta: 4um5b65d Dátum 2010 február 11, 18:50
Na hát én egyszer úgy jártam, hogy betértem az elektronika boltba és "forrasztó olajat" kértem.
Mondjuk elég hülye egy elnevezés,de hát ez van ráírva a kis flakonra.
Jól kiröhögött a tulaj, meg a két ott levő vásárló, hogy ilyenről még nem is hallottak.
Aztán elmondtam, hogy ez egy folyasztószer, mire az egyik vásárló megint felröhögött, hogy hogy lehetek ennyire hülye. A forrasztó ón a melegtől kezd folyni, nem egy folyasztószertől...
Na ekkor muszáj volt dobnom egy hátast....majd megpróbáltam pontosan elmagyarázni az illetőnek, hogy mekkora hímtag is ő, meg hogy köszönjön a nadrágomban levő szervnek mert itt van az ikertesó.... Ki is kérte magának a hülye....
[#nyes]
Mondjuk elég hülye egy elnevezés,de hát ez van ráírva a kis flakonra.
Jól kiröhögött a tulaj, meg a két ott levő vásárló, hogy ilyenről még nem is hallottak.
Aztán elmondtam, hogy ez egy folyasztószer, mire az egyik vásárló megint felröhögött, hogy hogy lehetek ennyire hülye. A forrasztó ón a melegtől kezd folyni, nem egy folyasztószertől...
Na ekkor muszáj volt dobnom egy hátast....majd megpróbáltam pontosan elmagyarázni az illetőnek, hogy mekkora hímtag is ő, meg hogy köszönjön a nadrágomban levő szervnek mert itt van az ikertesó.... Ki is kérte magának a hülye....
[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: motion Dátum 2010 február 11, 23:07
Írta: motion Dátum 2010 február 11, 23:07
Háát, ha olcsóbb kell...
Én ígéretet kaptam 4db. Gecko G340-re 80$/db. áron. Elméletileg újak. Így a jelenlegi árfolyamon kb. 16 ezer/db.
Kb. két hét múlva lesz a kezemben. Biztosan lenne több is...majd beszámolok, ha érdekel valakit.
Én ígéretet kaptam 4db. Gecko G340-re 80$/db. áron. Elméletileg újak. Így a jelenlegi árfolyamon kb. 16 ezer/db.
Kb. két hét múlva lesz a kezemben. Biztosan lenne több is...majd beszámolok, ha érdekel valakit.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 február 12, 09:03
Írta: sanka74 Dátum 2010 február 12, 09:03
az A300 alkatrészei kb 14 ezer...amennyiben elektronikai alkatrészboltban vásárolsz...plusz a nyák..
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 12, 09:10
Írta: bmejdz9nu Dátum 2010 február 12, 09:10
Az ingyen van! Nekem is szerezz 3-at. (akár G320 is elég mert szorzópanelből van még itthon)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 12, 09:15
Írta: bmejdz9nu Dátum 2010 február 12, 09:15
Így ahogy van bizony legalább annyi...
De az A300 nem Gecko helyett lett... azaz a Gcecko teljesítmény határai túllépése volt a cél.. (Fesz + Áram... + encoder üzemmódok LS IC)
Ezt megírtam a Gecko cégnek is amikor (technikailag elismerő módon!) gratuláltak az A300-hoz :)
Tehát ha 20A és 80V is elég... (vagy alatta) Olcsóbb kisebb fesz alkatrészek, olcsóbb kisebb FET meghajtók és FET-ek... stb...
Jó lenne egy LS IC nélküli (fix 4X encoder mód) egyoldalas, kisebb teljesítményű változat egy kigravírozható nyákon... persze ekkor átkötések is lenének... de occsó lenne :)
De az A300 nem Gecko helyett lett... azaz a Gcecko teljesítmény határai túllépése volt a cél.. (Fesz + Áram... + encoder üzemmódok LS IC)
Ezt megírtam a Gecko cégnek is amikor (technikailag elismerő módon!) gratuláltak az A300-hoz :)
Tehát ha 20A és 80V is elég... (vagy alatta) Olcsóbb kisebb fesz alkatrészek, olcsóbb kisebb FET meghajtók és FET-ek... stb...
Jó lenne egy LS IC nélküli (fix 4X encoder mód) egyoldalas, kisebb teljesítményű változat egy kigravírozható nyákon... persze ekkor átkötések is lenének... de occsó lenne :)
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 február 15, 18:19
Írta: sanka74 Dátum 2010 február 15, 18:19
Sziasztok! Érdeklődési felmérést végzek A300 nyák ügyben.Akit esetleg érdekelhet az jelezze nekem e-mailban,a darabszámmal együtt,és esetleg megszervezek egy gyártást.....de még nem biztos...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 február 15, 20:06
Írta: sanka74 Dátum 2010 február 15, 20:06
Nem a közeljövőben lesz...ha lesz...
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 február 15, 21:43
Írta: besirkyjh Dátum 2010 február 15, 21:43
Szia
Engem érdekelne vagy 6db , de leht hogy 9 .
Az árátol függ .Ez furatgalvános lenne ?
Olyan szép kék? Mondod hogy Neked már van ilyened .Teszel fel egy fotot rola és a nyákrol is ?
Mit jelent az hogy közeljövö?
[#awink][#confused]
Engem érdekelne vagy 6db , de leht hogy 9 .
Az árátol függ .Ez furatgalvános lenne ?
Olyan szép kék? Mondod hogy Neked már van ilyened .Teszel fel egy fotot rola és a nyákrol is ?
Mit jelent az hogy közeljövö?
[#awink][#confused]
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 február 15, 22:34
Írta: sanka74 Dátum 2010 február 15, 22:34
Hetek.....hónapok...??...nincs, de utána jártam igen 2x 70 mikron,furatgalván stb,ami a leírásban van olyan,legalábbis azt igérte az a cég akit megkérdeztem....de futok vele egy kört ujra..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 16, 08:44
Írta: svejk Dátum 2010 február 16, 08:44
Mit össze nem kínlódtok azzal a nyákkal....
Szedjétek össze mennyi kell és megcsináltatom- kékre :).
Pár száz forint eltérésnél nem lehet több a gyártók közt, mert akkor már svindli van a dologban.
De előtte nézzétek meg hol kaptok 74HC(HCT)283-at DIP tokban.
( Lomex-nél 50 db-ot hagytam kb. másfél éve, máshol nem találtam)
Szedjétek össze mennyi kell és megcsináltatom- kékre :).
Pár száz forint eltérésnél nem lehet több a gyártók közt, mert akkor már svindli van a dologban.
De előtte nézzétek meg hol kaptok 74HC(HCT)283-at DIP tokban.
( Lomex-nél 50 db-ot hagytam kb. másfél éve, máshol nem találtam)
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 16, 08:58
Írta: jv7pu3a5p Dátum 2010 február 16, 08:58
Ez nem ér, a KÉK nyák az Én termékeim védjegye. [#vigyor5]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 09:04
Írta: bmejdz9nu Dátum 2010 február 16, 09:04
Pedig egy echte A300-nak kéknek kell lennie :) Védjegy ide vagy oda :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 09:09
Írta: bmejdz9nu Dátum 2010 február 16, 09:09
Pár A300 nyákra én is be neveznék - annyit molesztáltak már nyákért külföldről, hogy esetleg ezzel boldoggá tehetnék pár hobbystát.
De jó lenne egy kisebb változat... kisebb fesz... kisebb áram... valami A100 vagy A200-as barkács változat...
Egyoldalas gravírozható nyáktervvel vagy kisebb, vékonyabb rézvezetős... olcsóbb nyákkal.
De jó lenne egy kisebb változat... kisebb fesz... kisebb áram... valami A100 vagy A200-as barkács változat...
Egyoldalas gravírozható nyáktervvel vagy kisebb, vékonyabb rézvezetős... olcsóbb nyákkal.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 09:12
Írta: bmejdz9nu Dátum 2010 február 16, 09:12
Egyébként A300-hoz van egy kupac alkatrészem... végül is már nem kell... elvigyem a talira? Occsón adnám annak aki tényleg A300-at akar csinálni. (kb 20-30 hoz van)
Fet meghajtó, opto csat, IRFP260, PCB sorkapcsok (persze kék:), kondik, szigetelők stb... LS IC... (postázgatni válogatni nem szeretek! ... inkább marad :)
Pl. ha valaki bemutatja az A300 nyákot akkor minden a fél ár feléért lenne:) Önkiszolgáló rendszerben egy dobozból :) Van ehhez még pár hét :)
Fet meghajtó, opto csat, IRFP260, PCB sorkapcsok (persze kék:), kondik, szigetelők stb... LS IC... (postázgatni válogatni nem szeretek! ... inkább marad :)
Pl. ha valaki bemutatja az A300 nyákot akkor minden a fél ár feléért lenne:) Önkiszolgáló rendszerben egy dobozból :) Van ehhez még pár hét :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 16, 09:36
Írta: svejk Dátum 2010 február 16, 09:36
Ezt 2 éve kellett volna mondanod... :)
bár a törvény nem tudása nem mentesít...
bár a törvény nem tudása nem mentesít...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 16, 09:38
Írta: svejk Dátum 2010 február 16, 09:38
Persze azért csodát ne várjatok ettől a szerkezettől, viszont mindenkinek ajánlom aki szeret bütykölni, kísérletezgetni, méregetni...esetleg javítgatni :))
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 16, 09:50
Írta: jv7pu3a5p Dátum 2010 február 16, 09:50
Én meg vagy 10 éve így gyártatok beee :)
Olyan snassz volt az a zöld nyák, azért kékezek inkább. Amúgy még a fekete is nagyon király csak az a baj vele, nem tudod leellenőrizni fénynél mert nem világítja át csak egy 100000W reflektor. Néha szükségből alkalmazom, ahol látszik.
Olyan snassz volt az a zöld nyák, azért kékezek inkább. Amúgy még a fekete is nagyon király csak az a baj vele, nem tudod leellenőrizni fénynél mert nem világítja át csak egy 100000W reflektor. Néha szükségből alkalmazom, ahol látszik.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 február 16, 10:06
Írta: s5f8tmfv3 Dátum 2010 február 16, 10:06
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 február 16, 10:08
Írta: s5f8tmfv3 Dátum 2010 február 16, 10:08
Engem is érdekelne legalább 3 panel. Valaki írjon már árakat, legalább megközelítőt!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 16, 10:13
Írta: 000000000 Dátum 2010 február 16, 10:13
Bocsika, de abból nem lehet gond, hogy ez a A300 egy gyík koppintás?:))
Cím: Re:DC szervó motoros vezérlés
Írta: korbendallas Dátum 2010 február 16, 10:25
Írta: korbendallas Dátum 2010 február 16, 10:25
3-ra én is beneveznék
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 február 16, 10:29
Írta: s5f8tmfv3 Dátum 2010 február 16, 10:29
Amíg nincsenek spionok köztünk...:)
Különben is: minden vezérlő valaminek a koppintása, csak nézőpont kérdése az egész.
Kérdés hogy kinek szúrja a szemét?
Különben is: minden vezérlő valaminek a koppintása, csak nézőpont kérdése az egész.
Kérdés hogy kinek szúrja a szemét?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 16, 10:39
Írta: svejk Dátum 2010 február 16, 10:39
Úgy látszik van akinek szúrja...
Egyébként nem koppintás, csak ötletes, szabadalommal nem védett áramköri részek felhasználása.
Ennyi erővel az 555 alapkapcsolása is tiltott cselekmény.
Na részemről idáig tartott a segítség, a továbbiakban oldjátok meg magatok! :(
Egyébként nem koppintás, csak ötletes, szabadalommal nem védett áramköri részek felhasználása.
Ennyi erővel az 555 alapkapcsolása is tiltott cselekmény.
Na részemről idáig tartott a segítség, a továbbiakban oldjátok meg magatok! :(
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 február 16, 10:39
Írta: besirkyjh Dátum 2010 február 16, 10:39
Sziasztok
Ha ez a biztos akkor nekem is kell 6db.
[#eljen]
Ha ez a biztos akkor nekem is kell 6db.
[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 16, 10:41
Írta: svejk Dátum 2010 február 16, 10:41
Nem!!! 283 a vége!!
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2010 február 16, 11:05
Írta: sasi Dátum 2010 február 16, 11:05
Én is benevezek 4 db A300-as nyákra.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 16, 11:06
Írta: 000000000 Dátum 2010 február 16, 11:06
Engem aztán végképp nem izgat, szerencsére semmi közöm ehhez a dologhoz, csak ha szériában valaki nekiáll, talán ez is lehet egy szempont, de vegyétek úgy, nem szóltam semmit.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 16, 11:21
Írta: svejk Dátum 2010 február 16, 11:21
De szóltál!
És nem a jóindulat beszélt belőled most sem, mint már annyiszor.
Amihez Varsányinak vagy nekem közöm van az mind rossz, szakmaiatlan, vak ló bátorságú,.. sőt most már úgy látszik lopott is...
Egyébként senki sem akarja/ta szériában gyártani, mindenki otthon összetákolta volna magának.
Ha kicsit is gondolkoznál rájönnél hogy egyébként sem rentábilis az építése, viszont nagyon jó tanulásra, ismerkedésre.
Sőt ha többet gondolkoznál akkor Neked is csak hasznod lehetne belőle mert lenne egy rossz vezérlő, melyhez képest biztos jobb a Tiéd.
Mint ahogy az okos nő is csúnyább barátnőt választ magának...
És nem a jóindulat beszélt belőled most sem, mint már annyiszor.
Amihez Varsányinak vagy nekem közöm van az mind rossz, szakmaiatlan, vak ló bátorságú,.. sőt most már úgy látszik lopott is...
Egyébként senki sem akarja/ta szériában gyártani, mindenki otthon összetákolta volna magának.
Ha kicsit is gondolkoznál rájönnél hogy egyébként sem rentábilis az építése, viszont nagyon jó tanulásra, ismerkedésre.
Sőt ha többet gondolkoznál akkor Neked is csak hasznod lehetne belőle mert lenne egy rossz vezérlő, melyhez képest biztos jobb a Tiéd.
Mint ahogy az okos nő is csúnyább barátnőt választ magának...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 16, 11:27
Írta: svejk Dátum 2010 február 16, 11:27
Van egy Motion nevű fórumtársunk ő is megépítette más nyákkal.
Érdemes lenne megkérdezni a tapasztalatairól, szerintem ő pártatlanul fog róla beszámolni.
Érdemes lenne megkérdezni a tapasztalatairól, szerintem ő pártatlanul fog róla beszámolni.
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2010 február 16, 11:53
Írta: robroy007 Dátum 2010 február 16, 11:53
Ha van ár lehet 3-ra benevezek én is
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 február 16, 12:11
Írta: x4rhew5r3 Dátum 2010 február 16, 12:11
Esztergom környékén van valaki, akinek Gecko vagy A300 vezérlője van?
Jó lenne összehasonlítani azonos motorral azonos körülmények között, a hobbi berkekben klasszikusnak számító analog és egy digitális vezérlőt.
Jó lenne összehasonlítani azonos motorral azonos körülmények között, a hobbi berkekben klasszikusnak számító analog és egy digitális vezérlőt.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2010 február 16, 12:11
Írta: Kristály Árpád Dátum 2010 február 16, 12:11
Halihó!
3-nyákra beneveznék...
ÁR kellene....
3-nyákra beneveznék...
ÁR kellene....
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 12:12
Írta: bmejdz9nu Dátum 2010 február 16, 12:12
Jajaj... :) Gyik koppintás? Lehet :)...
Tibor így "reklámozza" az A300-at :) Köszönjük! Köszönjük az elismerést!
Egyébként a Gecko cég tud róla... gyakorlatilag nem szóltak semmit, nem is szólhatnak semmit
Nincs jogalap - utána néztem - nem védték - nem védték le... nem tartalmazott lezárt áramkört (G320X már lezárt! PLDC-ben van! - ezt feltörni jogellenes cselekedet.)
Küldtek egy levelet és szakmailag "gratuláltak" (a Gecko Főnök személyesen... a nevét nem írom)
Megírtam miért készült:
Több fesz és több áram - nagyobb motorokhoz (+több enc. mód)... Ők ezt nem látják üzletnek... azaz erre nem lehet egy szokott minimális 1000-es szériát csinálniuk)
(A G320 és G340-ből kb. 20.000db gyártottak.)
1. A Gecko nem védett kapcsolás, nem volt lezárt (pl. PIC) feltörése, minden alkatrészen rajt a típusa.
2. Egy eredeti Gecko rajzot (Service Manual) kaptam egy indiai hobbystától... Ők a Geckotól kérték javítás céljából.
3. Az A300-ban a PID gyikos jellegű (kicsit jobb lett egy drágább alk. miatt:)... de az encoder feldolgozása ill. a végfok is más...
4. Panelterv teljesen más (Gecko 4 rétegű SMD - A300 kétoldalas hagyományos)
5. Szériában nem fogja senki sem gyártani, mert nem éri meg. Ezt a Gecko is tudja szerintem)
6. Amikor a kínaiak totálisan lemásolták, panel terv és dobozolást is (egyébként hibásan) akkor is a Gecko csak morgott és a hibákról azaz a panel hibás másolásról kiadtak egy PDF-et. (megkeressem?)
Az A300... hibátlan. :)
Tibor így "reklámozza" az A300-at :) Köszönjük! Köszönjük az elismerést!
Egyébként a Gecko cég tud róla... gyakorlatilag nem szóltak semmit, nem is szólhatnak semmit
Nincs jogalap - utána néztem - nem védték - nem védték le... nem tartalmazott lezárt áramkört (G320X már lezárt! PLDC-ben van! - ezt feltörni jogellenes cselekedet.)
Küldtek egy levelet és szakmailag "gratuláltak" (a Gecko Főnök személyesen... a nevét nem írom)
Megírtam miért készült:
Több fesz és több áram - nagyobb motorokhoz (+több enc. mód)... Ők ezt nem látják üzletnek... azaz erre nem lehet egy szokott minimális 1000-es szériát csinálniuk)
(A G320 és G340-ből kb. 20.000db gyártottak.)
1. A Gecko nem védett kapcsolás, nem volt lezárt (pl. PIC) feltörése, minden alkatrészen rajt a típusa.
2. Egy eredeti Gecko rajzot (Service Manual) kaptam egy indiai hobbystától... Ők a Geckotól kérték javítás céljából.
3. Az A300-ban a PID gyikos jellegű (kicsit jobb lett egy drágább alk. miatt:)... de az encoder feldolgozása ill. a végfok is más...
4. Panelterv teljesen más (Gecko 4 rétegű SMD - A300 kétoldalas hagyományos)
5. Szériában nem fogja senki sem gyártani, mert nem éri meg. Ezt a Gecko is tudja szerintem)
6. Amikor a kínaiak totálisan lemásolták, panel terv és dobozolást is (egyébként hibásan) akkor is a Gecko csak morgott és a hibákról azaz a panel hibás másolásról kiadtak egy PDF-et. (megkeressem?)
Az A300... hibátlan. :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2010 február 16, 12:13
Írta: Kristály Árpád Dátum 2010 február 16, 12:13
Nem akarok igazán cinikus lenni...de próbálnátok Tibor45 vezérlőjét felderíteni....
Szerintem lehetetlen....
Hogy miért?
Nem is sejtitek....[#confused][#love11][#wave]
Szerintem lehetetlen....
Hogy miért?
Nem is sejtitek....[#confused][#love11][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2010 február 16, 12:15
Írta: Kristály Árpád Dátum 2010 február 16, 12:15
Aprópó...
Péter megadta a megfejtést... 1.!
Ja és mégvalami....HIBÁTLAN....KÖZKINCS!!!
MERT HÁL Istennek vannak olyan társaink, akik fáradságot nem sajnálva megosszák kemény munkával szerzett Tapasztalataikat....
Nevet nem említek...de volt akit a vonat füstje megcsapott!!!
Gratula....KÖSZÖNJÜK!
Szerintem: Mára sokan rájöttek, hogy nem olyan nagy üzlet kis szériában vezérlőt gyártani...
DE mint Svejk kollégánk mondá...a tapasztalat....
megfizethetettlen!!!
Üdv.: Árpi
Péter megadta a megfejtést... 1.!
Ja és mégvalami....HIBÁTLAN....KÖZKINCS!!!
MERT HÁL Istennek vannak olyan társaink, akik fáradságot nem sajnálva megosszák kemény munkával szerzett Tapasztalataikat....
Nevet nem említek...de volt akit a vonat füstje megcsapott!!!
Gratula....KÖSZÖNJÜK!
Szerintem: Mára sokan rájöttek, hogy nem olyan nagy üzlet kis szériában vezérlőt gyártani...
DE mint Svejk kollégánk mondá...a tapasztalat....
megfizethetettlen!!!
Üdv.: Árpi
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 12:18
Írta: bmejdz9nu Dátum 2010 február 16, 12:18
Még azzal sem lenne semmi gond... jogilag!
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2010 február 16, 12:22
Írta: Kristály Árpád Dátum 2010 február 16, 12:22
Ja, dögöljön meg a szomszéd tehene is....[#hehe][#confused][#ejnye1][#eljen][#conf][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 12:28
Írta: bmejdz9nu Dátum 2010 február 16, 12:28
Egy Analóg kontra Digitális vezérlő összehasonlítás jópofa lenne...
Én lehet, hogy konzervatív vagyok(?)... Tibor is(?)... ketten szeretjük az Analóg szervót? Ő is Analóg párti...
De amennyit eladott a Gecko a vezérlőiből (2002 óta) + Tibor = nem kevés...
Egyébként azzal, hogy én analóg párti vagyok... nem utasítom el a digitális vezérlők létjogosultságát!
Gyakorlatilag az összes gyári step/dir-es AC pozíció szervó vezérlő digitális...
De szerintem... ahogy egyszer Tibor írta... kicsit analóg a világ... a DC motor is analóg... és olyan finoman tekergeti (főként kis sebességnél) a motort, hogy az szép :)
Egyébként... Az A300-ban az a jó, hogy az egész kapcsolás megérthető azaz nincs benne semmi "fekete doboz" azaz programozott IC...
Így, ezáltal egyedülálló módon átlátható egy szervó vezérlő megoldása. Mióta ez van... azóta kb. értem a szervó működését...
Azaz van 2 számláló... hibajel...stb... milyen egyszerű is lehet!
Én lehet, hogy konzervatív vagyok(?)... Tibor is(?)... ketten szeretjük az Analóg szervót? Ő is Analóg párti...
De amennyit eladott a Gecko a vezérlőiből (2002 óta) + Tibor = nem kevés...
Egyébként azzal, hogy én analóg párti vagyok... nem utasítom el a digitális vezérlők létjogosultságát!
Gyakorlatilag az összes gyári step/dir-es AC pozíció szervó vezérlő digitális...
De szerintem... ahogy egyszer Tibor írta... kicsit analóg a világ... a DC motor is analóg... és olyan finoman tekergeti (főként kis sebességnél) a motort, hogy az szép :)
Egyébként... Az A300-ban az a jó, hogy az egész kapcsolás megérthető azaz nincs benne semmi "fekete doboz" azaz programozott IC...
Így, ezáltal egyedülálló módon átlátható egy szervó vezérlő megoldása. Mióta ez van... azóta kb. értem a szervó működését...
Azaz van 2 számláló... hibajel...stb... milyen egyszerű is lehet!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 12:36
Írta: bmejdz9nu Dátum 2010 február 16, 12:36
Tibor vezérlőjét lemásoljuk? Nem téma... :) Nade minek?
Persze lecsiszolja az alkatrészekről a feliratokat és kátránnyal leönti a panelt :) Persze ez jogilag ez nem védelem!
A legjobb védelem a "lehetetlen" azaz = nem éri meg "után gyártani" ... Mint Geckót.
Nagy széria, SMD gépi beültetés...(nem Pozitiv 20 és Mexikói ingyen forrasztós bérmunka - A Gecko Kaliforniai cég:)
No persze a hobbysta ha kitalálja, hogy azért is megcsinálja (és tökéletesíti!) mert hobbysta... pénz és idő nem számít:) ... és közzé adja utána... lehet, hogy félbolond? :)
Persze lecsiszolja az alkatrészekről a feliratokat és kátránnyal leönti a panelt :) Persze ez jogilag ez nem védelem!
A legjobb védelem a "lehetetlen" azaz = nem éri meg "után gyártani" ... Mint Geckót.
Nagy széria, SMD gépi beültetés...(nem Pozitiv 20 és Mexikói ingyen forrasztós bérmunka - A Gecko Kaliforniai cég:)
No persze a hobbysta ha kitalálja, hogy azért is megcsinálja (és tökéletesíti!) mert hobbysta... pénz és idő nem számít:) ... és közzé adja utána... lehet, hogy félbolond? :)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 február 16, 12:53
Írta: x4rhew5r3 Dátum 2010 február 16, 12:53
Igen, ezek a tévhitek keltették fel a kíváncsiságomat.
Helyesbítenék, mert nem csak AC pozíció vezérlők digitálisak, hanem az összes új fejlesztésű vezérlő digitális (na biztosan van azért még elenyésző százalékban analog is).
Az analognak van egy nagy hátránya, hogy nincs előnye a jó digitálishoz képest[#crazya]
Sem stabilitásban sem szolgáltatásban nem lehet egy napon említeni. Persze nem UHU és hasonló vezérlőkre gondolok.
De ami fontos, tanulni tényleg a gyíkon vagy A300-on érdemes. Átlátható, megérthető, a nagyszerűsége az egyszerűségében van.
De ahogy fórumtársunk mondta, csodát nem kell tőle várni. De nincs is szükség csodára. Sőt, a rezgésre hajlamos mechanikákon még jobb is lehet mint egy nagyobb tudású vezérlő.
Helyesbítenék, mert nem csak AC pozíció vezérlők digitálisak, hanem az összes új fejlesztésű vezérlő digitális (na biztosan van azért még elenyésző százalékban analog is).
Az analognak van egy nagy hátránya, hogy nincs előnye a jó digitálishoz képest[#crazya]
Sem stabilitásban sem szolgáltatásban nem lehet egy napon említeni. Persze nem UHU és hasonló vezérlőkre gondolok.
De ami fontos, tanulni tényleg a gyíkon vagy A300-on érdemes. Átlátható, megérthető, a nagyszerűsége az egyszerűségében van.
De ahogy fórumtársunk mondta, csodát nem kell tőle várni. De nincs is szükség csodára. Sőt, a rezgésre hajlamos mechanikákon még jobb is lehet mint egy nagyobb tudású vezérlő.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 16, 13:22
Írta: svejk Dátum 2010 február 16, 13:22
Nagyon jól összefoglaltad a tulajdonságait.
Az általam ismert hobby digitális vezérlőknél finomabb, halkabb a járása, de álló helyzetben ott van a az 1-2 másodperces intervallumú "percegés".
Én magam nem tudom ajánlani, de lebeszélni sem akarok senkit a megismeréséről.
Ez ilyen és kész.
Persze lehetne rajta finomítani, változtatni, akár kis feltétpanelokkal, de sok-sok idő...
Az általam ismert hobby digitális vezérlőknél finomabb, halkabb a járása, de álló helyzetben ott van a az 1-2 másodperces intervallumú "percegés".
Én magam nem tudom ajánlani, de lebeszélni sem akarok senkit a megismeréséről.
Ez ilyen és kész.
Persze lehetne rajta finomítani, változtatni, akár kis feltétpanelokkal, de sok-sok idő...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 13:33
Írta: bmejdz9nu Dátum 2010 február 16, 13:33
Analóg/digitális...
1. Stabilitás:
Ha csak egyszer a Gecko/A300 vezérlők tévesztettek volna, pontatlanok lettek volna nálam... mentek volna már rég a kukába.
2. Szolgáltatások:
Mit kell tudni tudni alapban egy szervó vezérlőnek? De azt nagyon! Ezt az alapkérdést kellene körüljárni... de mindig "el-hessegetés" volt a vége.
Szerintem - de ezt már annyiszor írtam - a step/dir rendszerből adódóan a lépető motorokat kell leváltania.
Két fontos előnyt ad:
1. Fordulatszámtól független állandó nyomaték.
2. Zárt hurkú szabályozás (tehát lépésvesztés kizárt)
... de akkor jön a 128bit-es kicsinyke hibatároló... ami szerintem több mint elég...
Ha a léptetőmotor (vezérlő zero) mondjuk 4 bit hibát tud korrigálni akkor a 128bit hiba is elégnek kell lennie...
Abban az esetben nem elég a 128bit hibatárolás ha a rendszer rosszul azaz többnyire alá van méretezve!
Ekkor a 128 bit hiba határon kívülre kerülhet a hajtás (azaz lemaradhat) amit "majd" egy lehetséges "pihenő" alkalmával behozhat...
Na ez szerintem nem megengedhető... azaz a motor mindig tudjon pozíciópontos követést és ehhez mindig legye ereje ill. erőtartaléka.
Digitális alatt nem UHU-ra gondolok, mert azt egy katasztrófának tartom :)
A gyári digitális vezérlők tényleg jól mennek... kis fordulaton sem hallani, érezni a digitális darabosságot ill. interferenciás PWM-től adódott fura hangokat...
Ahogy írod... Az A300-ason sokat lehet tanulni... megérteni a szervók működésének az alapját... mert 100%-osan ismert alap IC-kből van felépítve.
Mi az, hogy csoda?
1. Stabilitás:
Ha csak egyszer a Gecko/A300 vezérlők tévesztettek volna, pontatlanok lettek volna nálam... mentek volna már rég a kukába.
2. Szolgáltatások:
Mit kell tudni tudni alapban egy szervó vezérlőnek? De azt nagyon! Ezt az alapkérdést kellene körüljárni... de mindig "el-hessegetés" volt a vége.
Szerintem - de ezt már annyiszor írtam - a step/dir rendszerből adódóan a lépető motorokat kell leváltania.
Két fontos előnyt ad:
1. Fordulatszámtól független állandó nyomaték.
2. Zárt hurkú szabályozás (tehát lépésvesztés kizárt)
... de akkor jön a 128bit-es kicsinyke hibatároló... ami szerintem több mint elég...
Ha a léptetőmotor (vezérlő zero) mondjuk 4 bit hibát tud korrigálni akkor a 128bit hiba is elégnek kell lennie...
Abban az esetben nem elég a 128bit hibatárolás ha a rendszer rosszul azaz többnyire alá van méretezve!
Ekkor a 128 bit hiba határon kívülre kerülhet a hajtás (azaz lemaradhat) amit "majd" egy lehetséges "pihenő" alkalmával behozhat...
Na ez szerintem nem megengedhető... azaz a motor mindig tudjon pozíciópontos követést és ehhez mindig legye ereje ill. erőtartaléka.
Digitális alatt nem UHU-ra gondolok, mert azt egy katasztrófának tartom :)
A gyári digitális vezérlők tényleg jól mennek... kis fordulaton sem hallani, érezni a digitális darabosságot ill. interferenciás PWM-től adódott fura hangokat...
Ahogy írod... Az A300-ason sokat lehet tanulni... megérteni a szervók működésének az alapját... mert 100%-osan ismert alap IC-kből van felépítve.
Mi az, hogy csoda?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 16, 13:53
Írta: 000000000 Dátum 2010 február 16, 13:53
"És nem a jóindulat beszélt belőled most sem, mint már annyiszor."
És vajon Neked ilyenkor milyen "jóindulatod" van?
Azért megkérnélek arra, vigyázz egy picit, miket írsz velem kapcsolatban, és mit gondolsz bele tévesen.
Mellesleg úgy látom Neked semmit nem jelentenek a szerzői jogok, de mondtam már, csak hajrá.
Eleve ha ennyi szervóvita után jó az valakinek, hogy egy játék +-128 hibatárolós dologra egyáltalán költ, csinálja.
Érdekel engem ez az egész, ugyanmár...
Mellesleg látszik, hogy te sem sok egységugrás elmélettel teszteltél még eddig.:))
És vajon Neked ilyenkor milyen "jóindulatod" van?
Azért megkérnélek arra, vigyázz egy picit, miket írsz velem kapcsolatban, és mit gondolsz bele tévesen.
Mellesleg úgy látom Neked semmit nem jelentenek a szerzői jogok, de mondtam már, csak hajrá.
Eleve ha ennyi szervóvita után jó az valakinek, hogy egy játék +-128 hibatárolós dologra egyáltalán költ, csinálja.
Érdekel engem ez az egész, ugyanmár...
Mellesleg látszik, hogy te sem sok egységugrás elmélettel teszteltél még eddig.:))
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 16, 13:56
Írta: Farkas Ádám Dátum 2010 február 16, 13:56
Nekem UHU volt az első szervó vezérlőm, használtam már pécsi vezérlőt, és MAGI QDSP-t, a nagy gépemen viszont 3db A300-as van és Z-nek meg egy gecko. Nagyon megbízható, zavarérzéketlen. (olyan mint a Wartburgom volt: gondozásmentes).
Volt olyan digi vezérlőm ami néha a főorsó bekapcsolásakor minden értékét 0-ra dobta.
Kezdőknek, és haladóknak ajánlom. Nem hiszem hogy összehasonlítgatni kéne, meg kell építeni és menni fog. (Még annyit hogy a Magiét most is használom az is jó)
Volt olyan digi vezérlőm ami néha a főorsó bekapcsolásakor minden értékét 0-ra dobta.
Kezdőknek, és haladóknak ajánlom. Nem hiszem hogy összehasonlítgatni kéne, meg kell építeni és menni fog. (Még annyit hogy a Magiét most is használom az is jó)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 február 16, 13:59
Írta: x4rhew5r3 Dátum 2010 február 16, 13:59
Stabilitás és zavarérzékenység. Az analog áramkörök zavarokkal és "csingilingikkel" tele környezetben dolgoznak. Ezek mind benne lehetnek a beavatkozó jelben. Van egy D/A és egy A/D konverter, ami digitális változatban nincs.
A digitális eben az értelemben érzéketlen a zavarokra, mert nem alaog feszültségekkel és áramokkal dolgozik, hanem "számokkal", azaz bináris értékekkel. Ott az érték vagy 0 vagy 1.
Nem csoda, de például ott van az egyszerű áramkorlátozás. Hiába tud a motor 6-10-szeres csúcsáramot, ha a folyamatos áramra beállított áramkorlátozás ezt nem engedi.
Hibahatároló. A G0 és G1 nem véletlenül van megkülönböztetve. Ha G0 mondatot hajt végre, akkor miért kellene annyira ragaszkodni a pályakövetéshez, az mindig a levegőben szánt. Igen az anyagban történő megmunkálásnál bőven sok lehet 8 bites hibaregiszter (+/- 127), de a G0 sebességen hibakorlátnak megengedhető ennek többszöröse is.
Normális ember nem ír olyan G kódot, ahol G0 sebességet rendel egy megmunkáló mondathoz. Legalábbis akkor nem, ha tudja, hogy ott nincs jó pályakövetés.
Ezek hiánya oda vezet, hogy ha mégis akarunk gyorsjáratot G0-ban, akkor nagyobb motor, nagyobb vezérlő, nagyobb tápegység..., meg amit már ezerszer lerágtunk...
A digitális eben az értelemben érzéketlen a zavarokra, mert nem alaog feszültségekkel és áramokkal dolgozik, hanem "számokkal", azaz bináris értékekkel. Ott az érték vagy 0 vagy 1.
Nem csoda, de például ott van az egyszerű áramkorlátozás. Hiába tud a motor 6-10-szeres csúcsáramot, ha a folyamatos áramra beállított áramkorlátozás ezt nem engedi.
Hibahatároló. A G0 és G1 nem véletlenül van megkülönböztetve. Ha G0 mondatot hajt végre, akkor miért kellene annyira ragaszkodni a pályakövetéshez, az mindig a levegőben szánt. Igen az anyagban történő megmunkálásnál bőven sok lehet 8 bites hibaregiszter (+/- 127), de a G0 sebességen hibakorlátnak megengedhető ennek többszöröse is.
Normális ember nem ír olyan G kódot, ahol G0 sebességet rendel egy megmunkáló mondathoz. Legalábbis akkor nem, ha tudja, hogy ott nincs jó pályakövetés.
Ezek hiánya oda vezet, hogy ha mégis akarunk gyorsjáratot G0-ban, akkor nagyobb motor, nagyobb vezérlő, nagyobb tápegység..., meg amit már ezerszer lerágtunk...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 14:09
Írta: bmejdz9nu Dátum 2010 február 16, 14:09
Én mint a jósnő megírtam már a 10815-ben :) Ez a szembevilágítás jön: "játék +-128 hibatárolós..."
De a "szerencsétlen" Gecko sem jött erre rá 20 ezer darab után és vagy 8 éven át :) Csak gyártotta-gyártotta Tibor nem hallgatta, látta :)
De a "szerencsétlen" Gecko sem jött erre rá 20 ezer darab után és vagy 8 éven át :) Csak gyártotta-gyártotta Tibor nem hallgatta, látta :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 16, 14:13
Írta: svejk Dátum 2010 február 16, 14:13
Igen az a G0-G1 megkülönböztetés jó dolog (lenne).
Nálad megoldott? Vagy csak annyiban, hogy nagy a hibatároló?
Nálad megoldott? Vagy csak annyiban, hogy nagy a hibatároló?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 16, 14:14
Írta: svejk Dátum 2010 február 16, 14:14
Felejtsük el egymást...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 16, 14:19
Írta: svejk Dátum 2010 február 16, 14:19
2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2010 február 16, 14:21
Írta: Egyújabbgépépítő Dátum 2010 február 16, 14:21
Péter szerintem ha valamiből sokat eladnak az nem azt jelenti hogy az nagyon jó. Az ár érték arány már persze meghatározó.
Gondolj csak az első IBM PC-re, azt hiszem hogy sokan egyetértenek abban hogy nem a legjobb processzor és megoldás nyert.
Gondolj csak az első IBM PC-re, azt hiszem hogy sokan egyetértenek abban hogy nem a legjobb processzor és megoldás nyert.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 16, 14:22
Írta: 000000000 Dátum 2010 február 16, 14:22
Szia Péter! Pont véletlenül idevág...Légyszi nézd meg az egységugrás teszt videót a topikomban.
Csináld meg ezt Te is az A300-addal, úgyis sebességmániás vagy.
Na utána írkáljál ilyen jópofa dolgokat velem kapcsolatban.:)
Csináld meg ezt Te is az A300-addal, úgyis sebességmániás vagy.
Na utána írkáljál ilyen jópofa dolgokat velem kapcsolatban.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 14:23
Írta: bmejdz9nu Dátum 2010 február 16, 14:23
A/D és 0 vagy 1 ... biztos... de gondolom igen-igen nagy belső jelfeldolgozási freki kell, hogy sima legyen a kimeneti PWM...
Áramkorlát... Hát igen... egy normális méretű motornak a 20A is kevéske... 30A talán...
G0 és G1: Sajnos még olyan step/dir vezérlőt nem láttam ami pl. az LPT porton jelezné a vezérlőnek melyik üzemmódban van...
Ezáltal és ezért sem tudunk (sajnos) különbséget tenni... azaz G0-ban is be kell tartani a páyakövetési pontosságot... azaz ott sem kellene "szabadjára" engedni a vezérlést... mert nem tudja...hogy G0 van... és ez G1 és G2-nél visszaüthet..
Ez a minden esetre szóló szigorú pályakövetés működik, ha a motor nem picinyke azaz alul méretezett a feladathoz...
Áramkorlát... Hát igen... egy normális méretű motornak a 20A is kevéske... 30A talán...
G0 és G1: Sajnos még olyan step/dir vezérlőt nem láttam ami pl. az LPT porton jelezné a vezérlőnek melyik üzemmódban van...
Ezáltal és ezért sem tudunk (sajnos) különbséget tenni... azaz G0-ban is be kell tartani a páyakövetési pontosságot... azaz ott sem kellene "szabadjára" engedni a vezérlést... mert nem tudja...hogy G0 van... és ez G1 és G2-nél visszaüthet..
Ez a minden esetre szóló szigorú pályakövetés működik, ha a motor nem picinyke azaz alul méretezett a feladathoz...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 február 16, 14:24
Írta: x4rhew5r3 Dátum 2010 február 16, 14:24
Nagy (lehet) a hibatárló, de szerintem nem is kell még külön jelzés a machtól. Ha valami akkora sebességgel megy, akkor az G0.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 február 16, 14:26
Írta: x4rhew5r3 Dátum 2010 február 16, 14:26
Ezt próbálom elmondani, hogy nem is kell külön jelzés, mert csak G0 mozog akkora sebességgel, a megmunkálás kisebb sebességen megy.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 14:33
Írta: bmejdz9nu Dátum 2010 február 16, 14:33
Tudod ezek ez az én "marhacsordás" elveim :) Arra megyek amerre a többség...
Ha látok egy terméket és azt látom, hogy senki sem veszi... én nem leszek Beta tesztelő... (főként időhiány miatt)
Ha látok egy terméket amit vesznek és sok-sok infó, teszt, gyakorlati tapasztalat van már róla... megveszem...
Sajnos ilyen a direkthajtásos "megrögződésem" is... Többet láttam DD-s gépet mint szíjj. átt-est...
Sajnos ilyen a "túlméretezési" megrögződésem... sajnos több "felülméretezett" gépet láttam mint alul...
Egy hete kaptam egy levelet egy olvasónktól... (az úr nem szokott írogatni csak olvasgatni - de úgy láttam képben van...)
Három dolgot írt...
1. A "vantól" nem kell félni...
2. Ha megnézed a nemzetközi hobby cnc oldalakat a legtöbben első gépnél kismotor + áttétel, de második az már... direkthajtás...
Rád gondoltam ekkor...:)
Mindegy, hogy mivel hajtod a leendő gépedet... de szerintem nem lesz rajt áttétel... Vagy?
Ha látok egy terméket és azt látom, hogy senki sem veszi... én nem leszek Beta tesztelő... (főként időhiány miatt)
Ha látok egy terméket amit vesznek és sok-sok infó, teszt, gyakorlati tapasztalat van már róla... megveszem...
Sajnos ilyen a direkthajtásos "megrögződésem" is... Többet láttam DD-s gépet mint szíjj. átt-est...
Sajnos ilyen a "túlméretezési" megrögződésem... sajnos több "felülméretezett" gépet láttam mint alul...
Egy hete kaptam egy levelet egy olvasónktól... (az úr nem szokott írogatni csak olvasgatni - de úgy láttam képben van...)
Három dolgot írt...
1. A "vantól" nem kell félni...
2. Ha megnézed a nemzetközi hobby cnc oldalakat a legtöbben első gépnél kismotor + áttétel, de második az már... direkthajtás...
Rád gondoltam ekkor...:)
Mindegy, hogy mivel hajtod a leendő gépedet... de szerintem nem lesz rajt áttétel... Vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 14:38
Írta: bmejdz9nu Dátum 2010 február 16, 14:38
Miért nem írunk a Mach-nak? Elmagyaráznánk... servo... LPT portra adjon már ki egy jelet G0-ban... jó lenne...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 14:45
Írta: bmejdz9nu Dátum 2010 február 16, 14:45
T45-ös egységugrás:
Tibor megkérdezi mekkora a hibatároló a vezérlőben: - Válasz: 128 bit
Tibor... oké akkor nyomunk neki jó rövid idő alatt 200 impulzust.
Tibor ránéz a motorra: Hűha ez egy kb. "200W"-os... akkor azt a 200 impulzust 5ms alatt kilövöm, nehogymá meg bírjon mozdulni.. azt frankón kifekszik a vezérlő :)
Nade 10W-os motornál már... Sőt 66mW-is elég...:) (D- Lacinak ezt számoltad előtoló teljesítménynek) Ott már 5ms alatt elérné a mozgás pozíciója a parancsolt pozíciót 128biten belül...
Na erről ennyit...
Kis motor + nagy hibatároló... nade mindenki azt csinál amit akar... fő a boldogság :)
Tibor megkérdezi mekkora a hibatároló a vezérlőben: - Válasz: 128 bit
Tibor... oké akkor nyomunk neki jó rövid idő alatt 200 impulzust.
Tibor ránéz a motorra: Hűha ez egy kb. "200W"-os... akkor azt a 200 impulzust 5ms alatt kilövöm, nehogymá meg bírjon mozdulni.. azt frankón kifekszik a vezérlő :)
Nade 10W-os motornál már... Sőt 66mW-is elég...:) (D- Lacinak ezt számoltad előtoló teljesítménynek) Ott már 5ms alatt elérné a mozgás pozíciója a parancsolt pozíciót 128biten belül...
Na erről ennyit...
Kis motor + nagy hibatároló... nade mindenki azt csinál amit akar... fő a boldogság :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 16, 14:45
Írta: svejk Dátum 2010 február 16, 14:45
Jó ez így ahogy van...
Vannak butább vezérlők, vannak okosak.
Van akinek elég a buta, van akinek nem.
Vannak butább vezérlők, vannak okosak.
Van akinek elég a buta, van akinek nem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 14:48
Írta: bmejdz9nu Dátum 2010 február 16, 14:48
De ha a vezérlőnek kell kitalálni mikor van G0... az ciki... azaz nem jósoló egység az :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 14:50
Írta: bmejdz9nu Dátum 2010 február 16, 14:50
A300-as panel:
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
(írja ide magát akinek kell és másolja... mint tali szervezésnél - szerintem)
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
(írja ide magát akinek kell és másolja... mint tali szervezésnél - szerintem)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 február 16, 14:53
Írta: x4rhew5r3 Dátum 2010 február 16, 14:53
Nem érted, vagy nem akarod érteni. Ha futok, akkor nem kell mondanom hogy futok, mert látod.
Ha sétálok azt sem kell külön mondanom. Ha vezérlő azt látja, hogy nagyobb a sebesség 7000mm/perc-nél akkor G0 van...
Nem kell ehhez jóslás.
Ha sétálok azt sem kell külön mondanom. Ha vezérlő azt látja, hogy nagyobb a sebesség 7000mm/perc-nél akkor G0 van...
Nem kell ehhez jóslás.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2010 február 16, 14:53
Írta: Egyújabbgépépítő Dátum 2010 február 16, 14:53
Az első gépem léptecses volt direktbe hajtott egy 8mm-es menetes szárat.
A második amit ismersz, E240 áttétel.
Ami most készült megint léptecses, direkthajtás.
Viszont erre fel fog kerülni megint az E240, direktbe is és áttétellel is.
Ráadásul most készülök kipróbálni egy léptecses megoldást enkóderrel.
Én is kíváncsi vagyok az eredményre.
Te nagyon jól érezted volna magad az ex Szovjetúnióban. Ott ha ez ember látott egy sort gondolkodás nélkül be ált, mondván a többiek se véletlenül álnak ott. Azt hogy mit árultak a sor elején csak akkor lehet megtudni mikor odaért az ember. Ha cipő akkor persze nem méret szerint adták, azt később kellet elcserélni a többi végzett sorban állóval.
A második amit ismersz, E240 áttétel.
Ami most készült megint léptecses, direkthajtás.
Viszont erre fel fog kerülni megint az E240, direktbe is és áttétellel is.
Ráadásul most készülök kipróbálni egy léptecses megoldást enkóderrel.
Én is kíváncsi vagyok az eredményre.
Te nagyon jól érezted volna magad az ex Szovjetúnióban. Ott ha ez ember látott egy sort gondolkodás nélkül be ált, mondván a többiek se véletlenül álnak ott. Azt hogy mit árultak a sor elején csak akkor lehet megtudni mikor odaért az ember. Ha cipő akkor persze nem méret szerint adták, azt később kellet elcserélni a többi végzett sorban állóval.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 14:57
Írta: bmejdz9nu Dátum 2010 február 16, 14:57
Sajnos ezzel nem tudok egyetérteni :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 16, 14:58
Írta: 000000000 Dátum 2010 február 16, 14:58
Hát édesapám Hozzád képest Andersen a nagy mesélő sehol sincs....:) Még szerencse, hogy a műszaki élet tényeken, kőkemény elméleteken alapul, és a mesevilág is egy más műfaj.:)
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 16, 14:59
Írta: jv7pu3a5p Dátum 2010 február 16, 14:59
Ennél egyszerűbben ezt már nem lehet elmagyarázni... :)
És ha ez az érték be is állítható a vezérlő szoftverében, akkor máris mindenki saját szája ízére szabhatja.
És ha ez az érték be is állítható a vezérlő szoftverében, akkor máris mindenki saját szája ízére szabhatja.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 15:00
Írta: bmejdz9nu Dátum 2010 február 16, 15:00
[#nevetes1] Hát látod... ilyen elvetemült vagyok... ahogy írtam. Megnézek 100 gépet és átlagot vonok...:)
Hajrá direkthajtás! Hogy léptető vagy szervó ... az mindegy... legyen nyomatéka ehhez az a fontos.
Hajrá direkthajtás! Hogy léptető vagy szervó ... az mindegy... legyen nyomatéka ehhez az a fontos.
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 16, 15:01
Írta: jv7pu3a5p Dátum 2010 február 16, 15:01
Volt szerencsém láti Tuba ÚR mostani gépét. Hát nem gyenge, csak úgy repíti a léptecs. [#taps]
És természetesen igényes munka.
És természetesen igényes munka.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 15:02
Írta: bmejdz9nu Dátum 2010 február 16, 15:02
Jó lett számolva az áttétel?
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 február 16, 15:02
Írta: s5f8tmfv3 Dátum 2010 február 16, 15:02
A300-as panel:
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 február 16, 15:03
Írta: s5f8tmfv3 Dátum 2010 február 16, 15:03
Te fogod szervezni a gyártást?
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 16, 15:05
Írta: jv7pu3a5p Dátum 2010 február 16, 15:05
Lemaradtam, milyen áttétel? Direktben megy.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 február 16, 15:32
Írta: besirkyjh Dátum 2010 február 16, 15:32
A300-as panel:
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 15:42
Írta: bmejdz9nu Dátum 2010 február 16, 15:42
Direkt hajtásos Tuba István új gépe? Akkor az nagyszerűen mehet! ... Jó lenne ha elhozná a talira...
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 16, 15:48
Írta: jv7pu3a5p Dátum 2010 február 16, 15:48
De léptecsnek minek is kéne áttétel?
Az én új gépem is direkthajtás lesz. Tibor45 tanácsára kipróbálom 10es emelkedésű orsón a 3.1Nm léptecset. Már itt is van nálam a lineár egység csak rá kéne dobnom a mocit játszani vele, csak most meló van. Ráadásul megint itt ragadtam... :)))
Az én új gépem is direkthajtás lesz. Tibor45 tanácsára kipróbálom 10es emelkedésű orsón a 3.1Nm léptecset. Már itt is van nálam a lineár egység csak rá kéne dobnom a mocit játszani vele, csak most meló van. Ráadásul megint itt ragadtam... :)))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 15:56
Írta: bmejdz9nu Dátum 2010 február 16, 15:56
#10822... Svejk megszervezi a megrendelést...
Nekem talán megint kellene LS7184-es IC-ket szereznem... minél olcsóbban...Intézkedem is...
A többi alkatrészre is lehetne együttesen rendelni... pl. Fetmeghajtó IC stb... 100-as árak mindig jobbak...
Egyébként több "300W" 32V/10A-es SanyoDenki szervómotor van/lett forgalomban hobbysta körökben...
Ugyebár az alapnyomatékhoz (kb. 1Nm) is kell a 10A (a kis fesz miatt - fura moci:)... 20A-es Geckoval ekkor: kb. 2Nm csúcs A300 30A-el kb. 3Nm...
De akkoriban teszteltük 40A-el is... de ekkor a 150V már sok volt... de 40V-nál... "akármennyi" is lehetne amit a nyák kibír (pl. nagyobb áramú FET-el is volt teszt)
Nekem talán megint kellene LS7184-es IC-ket szereznem... minél olcsóbban...Intézkedem is...
A többi alkatrészre is lehetne együttesen rendelni... pl. Fetmeghajtó IC stb... 100-as árak mindig jobbak...
Egyébként több "300W" 32V/10A-es SanyoDenki szervómotor van/lett forgalomban hobbysta körökben...
Ugyebár az alapnyomatékhoz (kb. 1Nm) is kell a 10A (a kis fesz miatt - fura moci:)... 20A-es Geckoval ekkor: kb. 2Nm csúcs A300 30A-el kb. 3Nm...
De akkoriban teszteltük 40A-el is... de ekkor a 150V már sok volt... de 40V-nál... "akármennyi" is lehetne amit a nyák kibír (pl. nagyobb áramú FET-el is volt teszt)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 16:02
Írta: bmejdz9nu Dátum 2010 február 16, 16:02
Persze hogy nem kell...
Jó az a léptető... 3Nm már nem kevés erő... Most ezzel az új vezérlővel nagyobb fordulatig marad is belőle... azaz nagyobb fordulat is lehetséges...
De ahogy néztem az árakat... majdnem jófajta szervó árban van...(motor + vezérlő)... és a zárt hurkú meghajtás + pénz lesz...
Jó az a léptető... 3Nm már nem kevés erő... Most ezzel az új vezérlővel nagyobb fordulatig marad is belőle... azaz nagyobb fordulat is lehetséges...
De ahogy néztem az árakat... majdnem jófajta szervó árban van...(motor + vezérlő)... és a zárt hurkú meghajtás + pénz lesz...
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2010 február 16, 16:38
Írta: robroy007 Dátum 2010 február 16, 16:38
A300-as panel:
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
Cím: Re:DC szervó motoros vezérlés
Írta: msas Dátum 2010 február 16, 16:47
Írta: msas Dátum 2010 február 16, 16:47
A300-as panel
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 16:54
Írta: bmejdz9nu Dátum 2010 február 16, 16:54
Alkatrészeket ... már amik vannak.... viszek a talira...de messze nincs minden hozzá !!!
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2010 február 16, 17:08
Írta: robroy007 Dátum 2010 február 16, 17:08
nem baj de legalább azt már nem kell guberálni
és addig esetleg ha hazajöttél tudod egységcsomagolni ami van [#integet2]
és addig esetleg ha hazajöttél tudod egységcsomagolni ami van [#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 február 16, 17:13
Írta: sanka74 Dátum 2010 február 16, 17:13
Akkor innentől nem foglalkozok vele,meghagyom Svejk mesternek a dolgot.Igen, ha a szigorú bekerülési költséget nézzük tényleg nem éri meg gyártani, egészen egyszerűen.de ugye a tapasztalat...lehet nekem is kell majd nyák,egyelőre müszakizik a kocsim meg csinálgatom a gépemet.Meddig lehet rá jelentkezni?
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2010 február 16, 17:25
Írta: sasi Dátum 2010 február 16, 17:25
A300-as panel
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 16, 17:57
Írta: 000000000 Dátum 2010 február 16, 17:57
Ha magadnak csinálod, bármit lemásolhatsz! Legalábbis az én erkölcsi normáim szerint, nem tudom, hogy a törvény mit szól erre.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 16, 17:57
Írta: bmejdz9nu Dátum 2010 február 16, 17:57
Csak 18db LS7184-es IC van itthon.... pedig az fontos... rendelem őket (100-at megint) .... talira szerintem meglesz...
Ha minden jól megy... egy "esemény miatt" olcsóbb is lesz...:)
Ha minden jól megy... egy "esemény miatt" olcsóbb is lesz...:)
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 16, 18:46
Írta: jv7pu3a5p Dátum 2010 február 16, 18:46
Tuti egyszer kipróbálom a szervót is. De most léptető van, vezérlő van, új vez. pedig készülőben. Halkan elárulom neked, hogy az új vezérlő hardvert mindenképpen úgy akarom kialakítani, hogy képes legyen fogadni AC szervót és akkor azzal is tudok majd játszadozni unaloműzésnek :)))
Cím: Re:DC szervó motoros vezérlés
Írta: bicme92us Dátum 2010 február 17, 01:07
Írta: bicme92us Dátum 2010 február 17, 01:07
A300-as panel
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2010 február 17, 11:23
Írta: j3rx6bsjd Dátum 2010 február 17, 11:23
A300-as panel
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 17, 18:28
Írta: bmejdz9nu Dátum 2010 február 17, 18:28
Pénteken lezárjuk az A300 panelra a szervezést...
Aki nem tudja miről van szó....
Itt az az A300-as vezérlő dokumentációi....
Aki nem tudja miről van szó....
Itt az az A300-as vezérlő dokumentációi....
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 17, 20:17
Írta: Farkas Ádám Dátum 2010 február 17, 20:17
A300-as panel
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db + Varsányitól alkatrészek
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Farkas Ádám 4db
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db + Varsányitól alkatrészek
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Farkas Ádám 4db
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 17, 20:29
Írta: 000000000 Dátum 2010 február 17, 20:29
A300-as panel
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Farkas Ádám 4 db
Molyoló 4db + V Pétertől alkatrészek.
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Farkas Ádám 4 db
Molyoló 4db + V Pétertől alkatrészek.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 17, 20:35
Írta: svejk Dátum 2010 február 17, 20:35
Őrültek vagytok :)))
De minden elismerésem a Tiétek, hogy szeretnétek megismerkedni ezen érdekes területével az elektronikának, és még használható cuccotok is lesz.
Ez az igazi hobby hozzáállás!
De szerettem volna én már az elején ilyet véghezvinni!
Én jómagam már annyi vezérlőt összefabrikáltam, és még többet kipróbáltam, de mind más és más
szolgáltatásban és minőségben, így valós összehasonlítást nem is lehet tenni.
Sokan próbáltak már tőlem tanácsot kérni melyiket építsék meg, de nem tudtam/akartam soha egy mellett sem letenni voksot.
Sajnos nagyobb árkedvezményt már csak több ezer darabnál kapnánk, de azért majd próbálkozok :)
De minden elismerésem a Tiétek, hogy szeretnétek megismerkedni ezen érdekes területével az elektronikának, és még használható cuccotok is lesz.
Ez az igazi hobby hozzáállás!
De szerettem volna én már az elején ilyet véghezvinni!
Én jómagam már annyi vezérlőt összefabrikáltam, és még többet kipróbáltam, de mind más és más
szolgáltatásban és minőségben, így valós összehasonlítást nem is lehet tenni.
Sokan próbáltak már tőlem tanácsot kérni melyiket építsék meg, de nem tudtam/akartam soha egy mellett sem letenni voksot.
Sajnos nagyobb árkedvezményt már csak több ezer darabnál kapnánk, de azért majd próbálkozok :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 17, 20:41
Írta: svejk Dátum 2010 február 17, 20:41
Látom van köztetek sok elektronikai szakmabeli is, ne elégedjetek meg a működő áramkörrel próbáljatok rajta módosítani, alakítgatni, ha kell kiegészítő feltétpanellel.
És természetesen számoljatok be majd róla.
Ne feledjétek mindennél van jobb és ez az elektronikára főleg igaz...
És természetesen számoljatok be majd róla.
Ne feledjétek mindennél van jobb és ez az elektronikára főleg igaz...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 17, 20:45
Írta: bmejdz9nu Dátum 2010 február 17, 20:45
Én azt nem értem, hogy eddig miért nem lett ez... szerintem nagyon jó lesz majd a téma... azaz lesz jó téma :)
Ha tudnák a fórumtársak mennyi munka van az A300 mögött... Beta verziók, panel tervezések... tesztek...
Nincs még egy vezérlő a világon amelyik így teljesen nyitott!!! Azaz semmi de semmi "fekete doboz benne" ...
Szerintem ez a legnagyobb nagyszerűsége... azon kívül, hogy nagyon is jól megy... legszívesebben kötelező "alapnak" nevezném...
Ha tudnák a fórumtársak mennyi munka van az A300 mögött... Beta verziók, panel tervezések... tesztek...
Nincs még egy vezérlő a világon amelyik így teljesen nyitott!!! Azaz semmi de semmi "fekete doboz benne" ...
Szerintem ez a legnagyobb nagyszerűsége... azon kívül, hogy nagyon is jól megy... legszívesebben kötelező "alapnak" nevezném...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 17, 21:23
Írta: bmejdz9nu Dátum 2010 február 17, 21:23
45 panel akkor eddig...
Jó lenne a többi (főbb) alkatrészre is majd szerveződést tartani... mert "nagyban" olcsóbb lenne...
Jó lenne ha minden olcsó lenne azaz a "végár" is hobbysta lenne. :) Holnap összeszámolom milyen és mennyi alkatrészem van...
A "menő" alkatrész nagykerekben.... ennyihez... biztos jó árak vannak/lesznek ...
Aki jön a talira ... akár ott is átvehetné... még azt a kis postapénzt is meg lehetne spórolni...
Jó lenne a többi (főbb) alkatrészre is majd szerveződést tartani... mert "nagyban" olcsóbb lenne...
Jó lenne ha minden olcsó lenne azaz a "végár" is hobbysta lenne. :) Holnap összeszámolom milyen és mennyi alkatrészem van...
A "menő" alkatrész nagykerekben.... ennyihez... biztos jó árak vannak/lesznek ...
Aki jön a talira ... akár ott is átvehetné... még azt a kis postapénzt is meg lehetne spórolni...
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 17, 21:37
Írta: Farkas Ádám Dátum 2010 február 17, 21:37
Végre volt egy kis időm és befejeztem a picinyke gépemet, csináltam egy kis tesztet 11W!!!-os motorral. A golyósorsó 1mm emelkedésű, és 6mm átmérőjű NSK Íme:
A tápfeszültség 30V
A 3 vezérlő végfok nyugalmi áramfelvétele 0,17A (ezt mindig levonom)
Lassú járat:
1mm/s --> áramfelvétel 1 motoron 0,13A ~3,9W
Gyors járat nagy rámpa:
50mm/s rámpa:300ms áram:0,5A ~15W
Gyors járat kis rámpa:
50mm/s rámpa:30ms áram 1,5A ~45W
Max sebesség max rámpa:
70mm/s rámpa:25ms áram 1,8A ~55W


Video1
Video2
A mechanika eszméletlen könnyen megy, az 1mm-es orsó pedig jelentős áttételnek számít mégis nehéz tartanom a 10W-ot.
A tápfeszültség 30V
A 3 vezérlő végfok nyugalmi áramfelvétele 0,17A (ezt mindig levonom)
Lassú járat:
1mm/s --> áramfelvétel 1 motoron 0,13A ~3,9W
Gyors járat nagy rámpa:
50mm/s rámpa:300ms áram:0,5A ~15W
Gyors járat kis rámpa:
50mm/s rámpa:30ms áram 1,5A ~45W
Max sebesség max rámpa:
70mm/s rámpa:25ms áram 1,8A ~55W
Video1
Video2
A mechanika eszméletlen könnyen megy, az 1mm-es orsó pedig jelentős áttételnek számít mégis nehéz tartanom a 10W-ot.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 17, 21:57
Írta: bmejdz9nu Dátum 2010 február 17, 21:57
Megsasoltam a videókat... jól megy a kicsike!
Hát igen kb. ez a gyakorlat... kb. ennyi kell egy ilyen kis géphez is...
Mert azért van némi forgatott inercia, mozgatott tömeg még akkor is ha nagyon spéci és kis emelkedésű (1mm-es) orsók vannak a gépen... és veszteség...
Az 55W...
Ezek a motorok névlegesen 11W-osak...
Ehhez tartozik egy XX alapnyomaték... ezt akár (rövidebb időre) 5-10X nyomatékkal is túl lehet lépni...
Ezáltal ekkor akár 5-10 X 11W teljesítményt is ki lehet venni a motorból... ennek "gyakoriaságától" motor melegedés lehet...
Látható, hogy az egészen lassú (1mm/sec) mozgáshoz is több kell mintha csak elméletben kiszámoltuk volna egy "légpárnás" lineáris vezetésre...
Azaz van egy minimális "teljesítmény szükséglet" a súrlódások, veszteségek fedezésére... ami egy kicsi motornál meghatározó nagyságú a motor alap teljesítményéhez képest.
Hát igen kb. ez a gyakorlat... kb. ennyi kell egy ilyen kis géphez is...
Mert azért van némi forgatott inercia, mozgatott tömeg még akkor is ha nagyon spéci és kis emelkedésű (1mm-es) orsók vannak a gépen... és veszteség...
Az 55W...
Ezek a motorok névlegesen 11W-osak...
Ehhez tartozik egy XX alapnyomaték... ezt akár (rövidebb időre) 5-10X nyomatékkal is túl lehet lépni...
Ezáltal ekkor akár 5-10 X 11W teljesítményt is ki lehet venni a motorból... ennek "gyakoriaságától" motor melegedés lehet...
Látható, hogy az egészen lassú (1mm/sec) mozgáshoz is több kell mintha csak elméletben kiszámoltuk volna egy "légpárnás" lineáris vezetésre...
Azaz van egy minimális "teljesítmény szükséglet" a súrlódások, veszteségek fedezésére... ami egy kicsi motornál meghatározó nagyságú a motor alap teljesítményéhez képest.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 17, 22:08
Írta: Farkas Ádám Dátum 2010 február 17, 22:08
"Ez az élet Babolcsai néni"
A kuplung lehetne kisebb azaz könnyebb de azon kívül sokat nem tehetek inercia ügyben.
A kuplung lehetne kisebb azaz könnyebb de azon kívül sokat nem tehetek inercia ügyben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 17, 22:14
Írta: 000000000 Dátum 2010 február 17, 22:14
Van itt egy nagy bökkenő... Rajzold már fel légyszi ennek a tesztnek a sebesség-idő diagrammját, lássuk miről is van itt szó.
Az az érzésem alig van állandó sebességű szakasz.
Az az érzésem alig van állandó sebességű szakasz.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 17, 22:17
Írta: bmejdz9nu Dátum 2010 február 17, 22:17
Ki kellene számolni a hajtott inerciát... és megtudni a hajtó motor inerciáját... (SanyoDenki Katalógusban ez a motor nincs bent)
Az arányok is fontosak... de egy nagyobacska motornak már nagyobb az inerciája... persze a teljesítménye, ereje is...
Na de lehet, hogy tartható a gyakorlatban 10-20W teljesítmény felvétel ennél a kis szerkezetnél... (persze ehhez majd hozzájön az előtoló erő ami szükséges a maráshoz + "Wattok")
Az arányok is fontosak... de egy nagyobacska motornak már nagyobb az inerciája... persze a teljesítménye, ereje is...
Na de lehet, hogy tartható a gyakorlatban 10-20W teljesítmény felvétel ennél a kis szerkezetnél... (persze ehhez majd hozzájön az előtoló erő ami szükséges a maráshoz + "Wattok")
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 17, 22:19
Írta: bmejdz9nu Dátum 2010 február 17, 22:19
"Lassú járat: 1mm/s --> áramfelvétel 1 motoron 0,13A ~3,9W...." Ez elég állandó lehet :) és az 50mm/sec is...
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 17, 22:20
Írta: jv7pu3a5p Dátum 2010 február 17, 22:20
Nagyon tuti lett ez a kis gép. Tetszik. [#eljen]
Gyakorlatilag csak gyorsításokból áll a teszted, így persze hogy nagy az áramfelvételed. De azért ez nem túl "életszerű" felhasználás.
Gyakorlatilag csak gyorsításokból áll a teszted, így persze hogy nagy az áramfelvételed. De azért ez nem túl "életszerű" felhasználás.
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 17, 22:22
Írta: jv7pu3a5p Dátum 2010 február 17, 22:22
Megelőztél... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 17, 22:24
Írta: 000000000 Dátum 2010 február 17, 22:24
Te megértetted, mit kértem Ádámtól?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 17, 22:25
Írta: bmejdz9nu Dátum 2010 február 17, 22:25
Bizony... gondolom az 1mm/sec-es (0,06méter/perc) "vágtató" sebességnél állandóan gyorsíthatott [#smile]
Az 50mm/sec-es un. "fénysebességre" 300ms alatt mint a csillagok háborújában amolyan csillagközi gyorsulás volt :)
Az 50mm/sec-es un. "fénysebességre" 300ms alatt mint a csillagok háborújában amolyan csillagközi gyorsulás volt :)
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 17, 22:25
Írta: Farkas Ádám Dátum 2010 február 17, 22:25
Szerintem nincs probléma. Pont a gyorsításokat akartam tesztelni. Egy 3D marásnál alig van állandó szakasz. Teszteltem állandó sebességű szakaszokat gyorsjáratban is és ott is volt 15-20W
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 17, 22:28
Írta: 000000000 Dátum 2010 február 17, 22:28
[#eljen] Remek szakmai észrevételeid vannak!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 17, 22:29
Írta: bmejdz9nu Dátum 2010 február 17, 22:29
Számold ki elméletben... nem lesz 1W sem... de... sajnos a gyakorlat más... azaz többet vesz fel a tápból.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 17, 22:30
Írta: bmejdz9nu Dátum 2010 február 17, 22:30
Neked milyen gyakorlatias szervós tapasztalataid vannak? Milyen és mekkora szervós géped van?
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 17, 22:32
Írta: Farkas Ádám Dátum 2010 február 17, 22:32
Tibor tegnap te pont egy hasonló 2mm-e egységugrás tesztet tettél közre és azt írtad 10W elég volt. Kíváncsi lennék akkor a mechanikádra, mert az enyém felzabál 50W-ot is.
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2010 február 17, 22:35
Írta: 2vkx6unz Dátum 2010 február 17, 22:35
Hogy, hol és mivel mérted az áramot?
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2010 február 17, 22:35
Írta: 4um5b65d Dátum 2010 február 17, 22:35
Egy rízs szem gravírozó nem fogyaszt annyit, nem tudtad ? :))
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 17, 22:36
Írta: Farkas Ádám Dátum 2010 február 17, 22:36
Remélem nem haragszol rám nem akarok veled én is vitázni, de segíts mit mérjek le mit módosítsak a mechanikán.. Holnap megmérem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 17, 22:37
Írta: bmejdz9nu Dátum 2010 február 17, 22:37
Azt csak számolta, nem mérte... szerintem...
Azaz csak elméletben... a gyorsulási szakaszokra meg nem is szokott számolni... pedig... az nem mindegy... Sőt!
Azaz csak elméletben... a gyorsulási szakaszokra meg nem is szokott számolni... pedig... az nem mindegy... Sőt!
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 17, 22:37
Írta: jv7pu3a5p Dátum 2010 február 17, 22:37
Hujuj.
Nem tudtam, hogy csak az szólhat hozzá akinek szervós gépe van! :)
Szerinted akkora hülyeséget írtam, talán nem csak gyorsításból meg irányváltásból áll a videó? Azt hittem te is megnézted. :)
Nem tudtam, hogy csak az szólhat hozzá akinek szervós gépe van! :)
Szerinted akkora hülyeséget írtam, talán nem csak gyorsításból meg irányváltásból áll a videó? Azt hittem te is megnézted. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 17, 22:39
Írta: bmejdz9nu Dátum 2010 február 17, 22:39
Na lecsukom a monitort mert 55W-ot eszik :)[#rinya] Nem pazarlok... :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 17, 22:42
Írta: bmejdz9nu Dátum 2010 február 17, 22:42
Oké... csak tudni akartam... mert az elmélet és a valóság más... (azaz elméletben is lehet számolni de sok-sok tényezős a dolog)
Te az elméletben hiszel... biztos matematikus vagy :) "Mások-egyesek"... pedig gyakorlatias hobbysták akik kipróbálják és utána... már tudják... :)
Te az elméletben hiszel... biztos matematikus vagy :) "Mások-egyesek"... pedig gyakorlatias hobbysták akik kipróbálják és utána... már tudják... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 17, 22:43
Írta: Farkas Ádám Dátum 2010 február 17, 22:43
Most csak felvett áramot mértem a motor vezetéken, De holnap oszcilloszkóppal is fogok mérni, habár nem hiszem hogy jelentő éltérést fogok látni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 17, 22:43
Írta: 000000000 Dátum 2010 február 17, 22:43
Hát ez az, akkor meg minek írtad oda ezt a tesztedhez: "nehéz tartanom a 10W-ot".
Hiszen pont ettől rossz minden túlzott motoros gép, teljesítmény önkielégítést végez a motor J és társaival, miközbem 1 W sincs a hasznos P.
Ezt már ezer éve írtam elmélettel alátámasztva.
Inkább azt mérd ki, hogy mekkora az üresjárati P felvétel állandó 50 mm/s-nál, de ne becsapós PWM szervón keresztül meg egy fél másodperc mintavételezésű digitális vacak árammérővel, hanem közvetlenül DC táp a motorra! Megfogsz lepődni, ha tényleg könnyen mozog a mechanikád!
Hiszen pont ettől rossz minden túlzott motoros gép, teljesítmény önkielégítést végez a motor J és társaival, miközbem 1 W sincs a hasznos P.
Ezt már ezer éve írtam elmélettel alátámasztva.
Inkább azt mérd ki, hogy mekkora az üresjárati P felvétel állandó 50 mm/s-nál, de ne becsapós PWM szervón keresztül meg egy fél másodperc mintavételezésű digitális vacak árammérővel, hanem közvetlenül DC táp a motorra! Megfogsz lepődni, ha tényleg könnyen mozog a mechanikád!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 17, 22:46
Írta: 000000000 Dátum 2010 február 17, 22:46
Csak Nálad más az elmélet és a gyakorlat!:))
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 17, 22:47
Írta: Farkas Ádám Dátum 2010 február 17, 22:47
Várjatok a videón látható rángóteszt a két utolsó méréshez tartozik. A "lassú járat", és a "gyors nagy rámpánál" végigment teljes hosszban.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 17, 23:00
Írta: Farkas Ádám Dátum 2010 február 17, 23:00
a "nehéz tartanom a 10W-ot" visszavonom!!!, csak hát erről megy a vita fél éve hogy egy gépre nem tegyünk nagyobb motort mint a számított érték és még senki nem mérte itt meg.
Én meg pont arra voltam kíváncsi mekkora teljesítmény kell ha gyorsítást is akarok. Pár perc egységugrásteszt felforralta a motort.
Én meg pont arra voltam kíváncsi mekkora teljesítmény kell ha gyorsítást is akarok. Pár perc egységugrásteszt felforralta a motort.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 17, 23:08
Írta: 000000000 Dátum 2010 február 17, 23:08
Péter vedd már észre, lövésed sincs a helyes dinamikai elmélethez, majd holnap kiszámolom Neked hogy a helyes elmélet egy ekkora motorra 3000 rmp/50ms rámpára hány W-ot hoz ki. Ez csak a te hibás képleteddel lehet 1 w, gyanítom több lesz!
De az is elég ha megnézed azt a bizonyos pdf-et-:)) Hiszen épp az a baj, hogy a te bazi nem gépre illő motorod ekkor több KW-ot kajálna, de szegény nem kaphatja meg, így aztán bánja is a géped gyorsulása!:)
De az is elég ha megnézed azt a bizonyos pdf-et-:)) Hiszen épp az a baj, hogy a te bazi nem gépre illő motorod ekkor több KW-ot kajálna, de szegény nem kaphatja meg, így aztán bánja is a géped gyorsulása!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 17, 23:17
Írta: 000000000 Dátum 2010 február 17, 23:17
És ezen mit csodálkozol, az elmélet is ezt mondja...Mellesleg ha mutatsz nekem egy olyan valós, gyártási CNC forgácsolást, ahol ilyen "idegbeteg" mindig csak gyorsulásban lassulásban lévő gép a követelmény, az jó lenne. Csak tudnám, akkor mikor keletkezik a forgács állandó előtolási sebesség mellett??:))
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 17, 23:28
Írta: Farkas Ádám Dátum 2010 február 17, 23:28
Tegnap te is ilyen tesztet csináltál;) Én azt elismerem hogy hasznos munkát nem sokat használ abból az 50W-ból, de azt te is elismerheted hogy egy hobby cnc építő nem tehet fel a számításnak megfelelő motort, sőt a nagy gyártók is jóval túlméreteznek mert akár lehetnek is ilyen "idegbeteg" gyorsulások. (pl: Lakatos kolléga lyukasztója, sőt a nyákgravírozó gépek ennél még gyorsabbak is.)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 17, 23:58
Írta: 000000000 Dátum 2010 február 17, 23:58
Bocs az én tesztem egységugrás dinamikai teszt volt, a gravír szerszám csak azért volt ott, hogy tudjam figyelni a valós szerszámpályát ilyenkor is, a végleteknél is.
Az ilyen tesztek pont arra hivatottak, hogy megállapítva a teljes gép korlátját utána észszerű technológiai adatokkal használom a CNC gépet. Az indokod meg érthetetlen: hiszen
egy motor névleges teljesítménye adott, és az egy integrál közép érték. Ez nem azonos azzal, hogy egész életében teljes gyorsítási nyomatékkal dolgoztatom. Ezeket a jellegörbe területeket minden motorra a motorgyártó közli.
Azaz egy motort nem így kell túlméretezni, hanem az üzemi viszonyain belül.
Hidd el, csináld meg közvetlen tápról azt a mérést, amit javasoltam állandó sebsesség szakasznál. Ez egy mérvadó adat lesz egy ilyen kis gépnél. A gyorsulási P-ket pedig számolni kell, mert ilyen mérési hibákkal terhelten ennek nem sok realitása van, és eleve egyszerre éppen elég egy tengelyt mérned, az sem értem minek 2-szeresen hibásan méricskélni több tengely mentén.
Az ilyen tesztek pont arra hivatottak, hogy megállapítva a teljes gép korlátját utána észszerű technológiai adatokkal használom a CNC gépet. Az indokod meg érthetetlen: hiszen
egy motor névleges teljesítménye adott, és az egy integrál közép érték. Ez nem azonos azzal, hogy egész életében teljes gyorsítási nyomatékkal dolgoztatom. Ezeket a jellegörbe területeket minden motorra a motorgyártó közli.
Azaz egy motort nem így kell túlméretezni, hanem az üzemi viszonyain belül.
Hidd el, csináld meg közvetlen tápról azt a mérést, amit javasoltam állandó sebsesség szakasznál. Ez egy mérvadó adat lesz egy ilyen kis gépnél. A gyorsulási P-ket pedig számolni kell, mert ilyen mérési hibákkal terhelten ennek nem sok realitása van, és eleve egyszerre éppen elég egy tengelyt mérned, az sem értem minek 2-szeresen hibásan méricskélni több tengely mentén.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 18, 07:31
Írta: Farkas Ádám Dátum 2010 február 18, 07:31
A méréskor csak egy tengelyt használtam, A videón a látvány kedvéért kapcsoltam két tengelyt.
Én megértem a amit mondasz hogy 1-2W a hasznos munkavégzés, ez érthető is pl: panel gravírozáskor alig mérhető az üresjárat és a forgácsolás közti teljesítményfelvétel. De még egyszer mondom te is beláthatod hogy ez a való életben nem elég.
Engemet csak az döbbentett meg hogy azt írtad a topikodban:
"Az első, induló sorozatban 60 mm/s a 3 mm-es rész, 30 mm/s a 2 mm-es szakasz.
Ezek az előtolási sebességek nőnek ciklusonként 15 mm/s-el. Így a végén 75 és 105 mm/s a sebesség...., ....Ja és ehhez kellett ~10W-os motor P a számítások alapján, a gyakorlatban is ez jött ki!"
Én megértem a amit mondasz hogy 1-2W a hasznos munkavégzés, ez érthető is pl: panel gravírozáskor alig mérhető az üresjárat és a forgácsolás közti teljesítményfelvétel. De még egyszer mondom te is beláthatod hogy ez a való életben nem elég.
Engemet csak az döbbentett meg hogy azt írtad a topikodban:
"Az első, induló sorozatban 60 mm/s a 3 mm-es rész, 30 mm/s a 2 mm-es szakasz.
Ezek az előtolási sebességek nőnek ciklusonként 15 mm/s-el. Így a végén 75 és 105 mm/s a sebesség...., ....Ja és ehhez kellett ~10W-os motor P a számítások alapján, a gyakorlatban is ez jött ki!"
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 18, 07:32
Írta: Farkas Ádám Dátum 2010 február 18, 07:32
Bocs nem nyomtam választ: Szabó Tibornak
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 18, 08:12
Írta: 000000000 Dátum 2010 február 18, 08:12
Szia Ádám!
Ezek az adatok nálam ott és minden általam tervezett hajtástechnikában így működnek (sajnos Neked, szerencsére nekem a valóság egyezik az elmélettel), mindig kiszámolom mekkora P kell igazán optimális tartalékkal. Ezt hívják hajtásoptimalizásnak.
Te és mások azon gondolkozzál már végre el el, hogy mi a hasznos P, és ezzel szemben mit nyomsz vagy akarsz belenyomni ami teljesen felesleges a sok erős műszaki korlát miatt, amikről már írtam elég sokat a topikomban.
Nyilvánvaló, hogy egy Hobby CNC rendszer csakis hibás lehet akkor (messze nem optimumpontban van), ha 10%, vagy netán 1% alatti hatásfokkal dolgozik. Ezt kellene már gőzerővel egyszer mindenkinek végiggondolni. Csak sajnos bizonyos embereknél ez "reménytelen" eset.
Mellesleg még visszatérve ehhez a tesztedhez:
1. a valós életben egy CNC gépnek 2 fő állapota van van: A.)állandó az előtolási sebessége vagy B.) változik. Nyilván forgácsolás technológiai szempontból is az a cél, minél több időt optimális forgácsolással (A. eset) kell eltölteni. Jobb esetben ez 90 % fölötti idő, ha valakinek minimális érzéke van jó G kód elkészítésére.
2. Ha van is gyorsulási szakasz, az döntő többségében egy átlagsebességtől való +-20%-ban történő sebesség korrekció, nem pedig +- v max közötti. Innetől kezdve hajadra kenheted az összes primitív képletet, azaz csakis diff. és integrál egyenlet megoldása adja az igaz választ.:)
3. Egy 1KW-os motor, egy 1 MegaW-os, XX W-os motor ugyanúgy leég-tönkremegy elég rövid idő alatt, ha állandóan csak teljes gázzal gyorsít lassít.
Magyarul ilyen műszaki elvárás NINCS is, és nem érv hogy túl kell méretezni valamit erre alapozva.
Próbáld ki: gyere el Sopronból Pestre úgy, hogy felgyorsulsz 130-ra padlógázzal, majd egyből teljes fékezés 0-ra. Gyanítom az autódnak pár km után annyi...
Azaz talán reális elvárásokat fogalmazzunk meg egy teszt kapcsán, és tudjuk, mit miért teszünk, és abból mi következik a MEGENGEDHETŐ, hosszú idejű működési állapotban.
Ezek az adatok nálam ott és minden általam tervezett hajtástechnikában így működnek (sajnos Neked, szerencsére nekem a valóság egyezik az elmélettel), mindig kiszámolom mekkora P kell igazán optimális tartalékkal. Ezt hívják hajtásoptimalizásnak.
Te és mások azon gondolkozzál már végre el el, hogy mi a hasznos P, és ezzel szemben mit nyomsz vagy akarsz belenyomni ami teljesen felesleges a sok erős műszaki korlát miatt, amikről már írtam elég sokat a topikomban.
Nyilvánvaló, hogy egy Hobby CNC rendszer csakis hibás lehet akkor (messze nem optimumpontban van), ha 10%, vagy netán 1% alatti hatásfokkal dolgozik. Ezt kellene már gőzerővel egyszer mindenkinek végiggondolni. Csak sajnos bizonyos embereknél ez "reménytelen" eset.
Mellesleg még visszatérve ehhez a tesztedhez:
1. a valós életben egy CNC gépnek 2 fő állapota van van: A.)állandó az előtolási sebessége vagy B.) változik. Nyilván forgácsolás technológiai szempontból is az a cél, minél több időt optimális forgácsolással (A. eset) kell eltölteni. Jobb esetben ez 90 % fölötti idő, ha valakinek minimális érzéke van jó G kód elkészítésére.
2. Ha van is gyorsulási szakasz, az döntő többségében egy átlagsebességtől való +-20%-ban történő sebesség korrekció, nem pedig +- v max közötti. Innetől kezdve hajadra kenheted az összes primitív képletet, azaz csakis diff. és integrál egyenlet megoldása adja az igaz választ.:)
3. Egy 1KW-os motor, egy 1 MegaW-os, XX W-os motor ugyanúgy leég-tönkremegy elég rövid idő alatt, ha állandóan csak teljes gázzal gyorsít lassít.
Magyarul ilyen műszaki elvárás NINCS is, és nem érv hogy túl kell méretezni valamit erre alapozva.
Próbáld ki: gyere el Sopronból Pestre úgy, hogy felgyorsulsz 130-ra padlógázzal, majd egyből teljes fékezés 0-ra. Gyanítom az autódnak pár km után annyi...
Azaz talán reális elvárásokat fogalmazzunk meg egy teszt kapcsán, és tudjuk, mit miért teszünk, és abból mi következik a MEGENGEDHETŐ, hosszú idejű működési állapotban.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2010 február 18, 09:11
Írta: Egyújabbgépépítő Dátum 2010 február 18, 09:11
Sziasztok!
Kicsit eltérő téma.
Kezembe került egy E543-as Electrocraft motor.
Amit sikerült róla találnom:
max terminal voltage 45 V
max cont speed 4000 rpm
max peak torque 180 oz-in (1,27 Nm) at 12 A
max peak current 12 A
max cont current 4,1 A
max cont stall torque 54 oz-in
1024 cpr-es encoder van rajta.
Kicsit eltérő téma.
Kezembe került egy E543-as Electrocraft motor.
Amit sikerült róla találnom:
max terminal voltage 45 V
max cont speed 4000 rpm
max peak torque 180 oz-in (1,27 Nm) at 12 A
max peak current 12 A
max cont current 4,1 A
max cont stall torque 54 oz-in
1024 cpr-es encoder van rajta.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 18, 09:16
Írta: bmejdz9nu Dátum 2010 február 18, 09:16
Tibor... sajnos én a valós tényeknek jobban hiszek mind neked... Te csak mondogatod az 1 és 10W-okat, de a valóság más...
Ha Ádám gépének hajtását a progival kiszámolom akkor a mozgás fenntartásához valóban pár watt jön ki...
De... egyrészt nagyon nehéz a veszteségeket egy ilyen 10W-os motorra előre meghatározni...
Az "3-20W" sajnos kárba veszik egy mechanikán.. Itt Ádámnál a kicsi és pontos mechanikán ez tényleg minimális azaz 1-5W!
Ezzel nem nagyon foglalkozol... nem értem miért...
De... és ez a fontosabb... a gyorsításhoz szükséges energia...ez már jelentős teljesítményeket kíván! ... ezzel régebben még-még foglalkoztál de csak olyan bemondásos alapon...
Sajnos ha számolsz azt titkosítani kell...
Sajnos ha valamit gyakorlatban azaz egy mozgó mechanikán mutatsz az pedig már eleve titkos...
Így nehéz bizonygatni az igazadat... főleg ha a "nyers" valóság más... és bizony a motorok nem bírják és melegednek... főleg ha "normális" gyorsulást is akar a hobbysta.
Ha Ádám gépének hajtását a progival kiszámolom akkor a mozgás fenntartásához valóban pár watt jön ki...
De... egyrészt nagyon nehéz a veszteségeket egy ilyen 10W-os motorra előre meghatározni...
Az "3-20W" sajnos kárba veszik egy mechanikán.. Itt Ádámnál a kicsi és pontos mechanikán ez tényleg minimális azaz 1-5W!
Ezzel nem nagyon foglalkozol... nem értem miért...
De... és ez a fontosabb... a gyorsításhoz szükséges energia...ez már jelentős teljesítményeket kíván! ... ezzel régebben még-még foglalkoztál de csak olyan bemondásos alapon...
Sajnos ha számolsz azt titkosítani kell...
Sajnos ha valamit gyakorlatban azaz egy mozgó mechanikán mutatsz az pedig már eleve titkos...
Így nehéz bizonygatni az igazadat... főleg ha a "nyers" valóság más... és bizony a motorok nem bírják és melegednek... főleg ha "normális" gyorsulást is akar a hobbysta.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 18, 09:17
Írta: Farkas Ádám Dátum 2010 február 18, 09:17
Szia Tibor!
Értem én amit írsz A, B,... teljesen igazad van. Habár saját tapasztalatból tudok olyan példát írni ami tele volt irányváltással és elhiheted hogy a G kód optimális volt.
Ne mond hogy te nem tudsz ilyent.
Ha láttad a tesztembe én is odaírtam a "Max" szót ami nálam is véglet-teszt volt.
De arra nem válaszoltál milyen mechanikával tudtál te ~10W körül ilyen maximumot elérni.
Ne haragudj nem akarok kötekedni, vitatkozni maximálisan elismerem a te szakmai és elméleti tudásodat de te ugrottál rá az én tesztemre, nem én a tiédre most viszont kénytelen vagyok visszakérdezni.
Még annyi hogy minden válaszodban azzal B@..szogatsz hogy nem értem a lényeget.
Dehogynem már kétszer is elismertem igazad van. Csak azt szeretném hallani hogy: "Ádám nincs igazad mert az én mechanikám ilyen vagy olyan surlódás és inerciamentes...." Vagy: Ádám igazad van az én tesztem során is a motor megzabált 30-40w-ot"
De szerintem fejezzük is be mert a kis gépem már nem is látszik a topikban :(((
Értem én amit írsz A, B,... teljesen igazad van. Habár saját tapasztalatból tudok olyan példát írni ami tele volt irányváltással és elhiheted hogy a G kód optimális volt.
Ne mond hogy te nem tudsz ilyent.
Ha láttad a tesztembe én is odaírtam a "Max" szót ami nálam is véglet-teszt volt.
De arra nem válaszoltál milyen mechanikával tudtál te ~10W körül ilyen maximumot elérni.
Ne haragudj nem akarok kötekedni, vitatkozni maximálisan elismerem a te szakmai és elméleti tudásodat de te ugrottál rá az én tesztemre, nem én a tiédre most viszont kénytelen vagyok visszakérdezni.
Még annyi hogy minden válaszodban azzal B@..szogatsz hogy nem értem a lényeget.
Dehogynem már kétszer is elismertem igazad van. Csak azt szeretném hallani hogy: "Ádám nincs igazad mert az én mechanikám ilyen vagy olyan surlódás és inerciamentes...." Vagy: Ádám igazad van az én tesztem során is a motor megzabált 30-40w-ot"
De szerintem fejezzük is be mert a kis gépem már nem is látszik a topikban :(((
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 18, 09:19
Írta: bmejdz9nu Dátum 2010 február 18, 09:19
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2010 február 18, 09:33
Írta: Egyújabbgépépítő Dátum 2010 február 18, 09:33
Bautz = Electrocraft?
Az infó szerint ez a motor az IBM részére lett gyártva, nem szerepel katalógusba.
Az infó szerint ez a motor az IBM részére lett gyártva, nem szerepel katalógusba.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 18, 09:40
Írta: bmejdz9nu Dátum 2010 február 18, 09:40
Igen. Sok Bautz motor fut ElectroCraft néven...Nekem is már volt E642 és más modellek is... (Az E240 nem Bautz gyártmány)
Annyi általában a különbség, hogy (általában) nem metrikusan kerek a tengely... Pl. Bautz E642 = 12mm Electrocraft E642 = 1/2" = 12,7mm...
Annyi általában a különbség, hogy (általában) nem metrikusan kerek a tengely... Pl. Bautz E642 = 12mm Electrocraft E642 = 1/2" = 12,7mm...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 18, 09:50
Írta: bmejdz9nu Dátum 2010 február 18, 09:50
Nekem E642-esek vannak a gépen ... 0,7Nm alap... Nagyon jó motor!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 18, 11:15
Írta: 000000000 Dátum 2010 február 18, 11:15
Szerintem megérte a sok munkát, szép lett a panel, a dokumentáció pedig, le a kalappal.[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 18, 11:19
Írta: 000000000 Dátum 2010 február 18, 11:19
Ádám! Ez a pici gép egy ékszer, egy kis gyönyörűség! És ahogy megy!
Cím: Re:DC szervó motoros vezérlés
Írta: korbendallas Dátum 2010 február 18, 11:33
Írta: korbendallas Dátum 2010 február 18, 11:33
A300-as panel
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Farkas Ádám 4 db
Molyoló 4db + V Pétertől alkatrészek.
korbendallas 4db + Varsányitól alkatrészek
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Farkas Ádám 4 db
Molyoló 4db + V Pétertől alkatrészek.
korbendallas 4db + Varsányitól alkatrészek
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 18, 12:10
Írta: Farkas Ádám Dátum 2010 február 18, 12:10
Köszönöm! Nyomodba sem érek. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 18, 12:21
Írta: bmejdz9nu Dátum 2010 február 18, 12:21
Gondolom tudod, hogy nagyobb részben nem az én érdemem az A300! Én szinte mondjuk csak elméleti szerző vagyok :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 18, 13:59
Írta: 000000000 Dátum 2010 február 18, 13:59
Igen, tudom.Rajtad keresztül a "csapatnak" gratulálok.[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 18, 14:50
Írta: svejk Dátum 2010 február 18, 14:50
Na azokra amit Te szeretnél hallani várhatsz :((
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 18, 15:00
Írta: svejk Dátum 2010 február 18, 15:00
Érdekes emberek vannak...
Ketten is megkerestek magánban, hogy kellene nyák.
De inkognitóban szeretnének maradni, mert "mit szólna hozzá" itt valaki a fórumon, ha meglátná a nevüket.
Hát mi van itt a fórumon???
Én pedig visszautasítottam a kérést, zugrendelés nincs!
Ketten is megkerestek magánban, hogy kellene nyák.
De inkognitóban szeretnének maradni, mert "mit szólna hozzá" itt valaki a fórumon, ha meglátná a nevüket.
Hát mi van itt a fórumon???
Én pedig visszautasítottam a kérést, zugrendelés nincs!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 18, 15:02
Írta: svejk Dátum 2010 február 18, 15:02
Na ezt most lehet elszúrtam, mert aki most akar jelentkezni az azt hiszi hogy majd azt hisszük hogy Ő akart zugban rendelni :))
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 18, 15:34
Írta: bmejdz9nu Dátum 2010 február 18, 15:34
Ne legyenek szerintem se zugrendelők... vagyunk így is elegen ahhoz, hogy jó legyen...
Egyrészt így jobban lehet koordinálni az egészet... másrészt legyen ez egy igazi hobby buli :)
Most keresem (keressük) az alkatrészeket idehaza és külföldön, hogy honnét lehet a legolcsóbban beszerezni...
Nagyon kíváncsi mennyire lehet így a "végárat" árat leszorítani... a nyák ára nagyon jó... ha leget ne drágítsuk el semmivel :)
Sok kicsi sokra megy alapon...:)
LS7184-es IC-t megpróbálok olcsóbban beszerezni... ha kell... elmegyek az USA-ba érte... :)
Persze az LS7184-es IC elkerülhető (nem kötelező vétel) ha valaki megelégszik fix 4X-es encoder üzemmóddal.
Egyrészt így jobban lehet koordinálni az egészet... másrészt legyen ez egy igazi hobby buli :)
Most keresem (keressük) az alkatrészeket idehaza és külföldön, hogy honnét lehet a legolcsóbban beszerezni...
Nagyon kíváncsi mennyire lehet így a "végárat" árat leszorítani... a nyák ára nagyon jó... ha leget ne drágítsuk el semmivel :)
Sok kicsi sokra megy alapon...:)
LS7184-es IC-t megpróbálok olcsóbban beszerezni... ha kell... elmegyek az USA-ba érte... :)
Persze az LS7184-es IC elkerülhető (nem kötelező vétel) ha valaki megelégszik fix 4X-es encoder üzemmóddal.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 18, 15:35
Írta: bmejdz9nu Dátum 2010 február 18, 15:35
Á dehogy... azaz nem.
Cím: Re:DC szervó motoros vezérlés
Írta: motion Dátum 2010 február 18, 18:50
Írta: motion Dátum 2010 február 18, 18:50
Üdv. Mindenkinek!
Svejk kérésére írnék néhány szót az A300-ról, és annak építéséről.
Tavaly nyáron én is kitaláltam (mint most Ti), hogy ahelyett hogy vennék, inkább építek magamnak. Az én esetemben a NYÁK házilag készült, hogy még olcsóbb legyen.
Azt már most elmondhatom, hogy a látszat ellenére kegyetlen nagy meló volt.
Akinek nincsen elektronikai tapasztalata, vagy nem áll mögötte senki, annak nem is nagyon ajánlom, hogy belefogjon. Mert azért mindenki tudja, hogy az IC-k meg a tranzisztorok füsttel mennek, és ha kiengedjük belőle, akkor egyik sem működik tovább. :-)) ..az meg újabb pénzbe kerül..
Viszont itt most van egy olyan előny, hogy sokan akarják megépíteni (valószínűleg nagyjából egy időben), és több szem többet lát, csapatban az erő, sok lúd disznót stb… Tehát eddig ÉRV kontra ELLENÉRV 1:1.
Az A300 mint analóg vezérlő, az eredeti Gecko-val egyetemben EGYSZERŰen nagyszerű.
Nagyon stabil, megbízható vezérlő, és amire én használom, még eddig az a +-128 tárolója is simán elég volt. Persze azért nem lehet egy lapon említeni (szerintem) egyik digitális vezérlővel sem. De az egyszerűségének ez az ára. Szóval korrekt. 2:1
Működésileg egyetlen negatívumot tudok említeni róla: Az LS IC ha x1 módban van, akkor egy 500cpr-es enkóderrel elég nehéz és kínlódás behangolni a PID-et. (Jó, ha van egy szkóp a háznál) Valamint x1 módban álló motornál elég zavaró a hangos zizegés.(lehet, hogy én nem tudtam belőni rendesen).
Ha x4 módban használom (500cpr enkóder=2000cpr, mint az eredeti Gecko-nál), akkor ezek a gondok nem jelentkeznek. Semmi motorzaj, és egy x1 módban nagyjából jól beállított PID x4 módban még jobbnak bizonyult (nálam). (Lehet, hogy a Gecko ezért fix x4?) Viszont ilyenkor „zabálja” a léptető impulzusokat. És, ha nem bírja a gép szuflával, akkor lehet rá venni jelsokszorozót. :-( + tizen-huszonezer 2:2
Én ezt is tettem rá, mert a gépem sajna nem bírt már két tengelyt sem egyszerre vezérelni x4 enkóder módban. Egyébként valamit még biztos formál is a jelen, mert a használatával nagyobb sebességet és nagyobb gyorsulást tudtam beállítani mindegyik tengelynek. Szóval ezt nem bántam meg.
A másik nagy kérdés az, hogy vajon mindenkinek szüksége arra a 160V/30A-re.
Gondoljunk csak Tibor45-re. Egy 60-150W-os motornak pedig simán elég pl. a 20A-es vezérlő is. 2:3
Nekem a legnagyobb motor E240…és a legtöbb motor 60V körül van…a legtöbb embernek pedig szerintem elég egy ekkora motor..
Ezt azért kérdezem, mert 3 vagy 4 ilyen vezérlőnek táp is kell ám meg doboz…irdatlan nagy és nehéz.
Nekem még azóta is doboz nélkül mennek, mert négyet kellene egy dobozba, de majd inkább a kis gyufásdoboz Gecko-kat fogom szépen bedobozolni. Szóval a fenti mondatomat módosítanám: EGYSZERŰen NAGYszerű. Azért ma már a felületszerelt alkatrészek korát éljük. De azt meg még kevesebben tudják otthon beültetni, így most erre egyik sem kap pontot.
Röviden: Kiváló vezérlő, de nagyon nagy…méretre is és szerintem a legtöbb ember számára teljesítményileg is. Nem ismerem Sneci vezérlőjét, de 18EFt nagyon korrekt ár érte. És fele akkora sincs.
Az A300 alkatrész igénye kb. 15-20EFt, (plusz az az egy-két elpukkant FET.) Hozzáteszem, hogy nekem elsőre működött mind a négy, és azóta is kifogástalan. És nem vagyok Sneci beépített reklámembere!
Nem is igazán ismerem személyesen őt.
Az összeszereléssel járó időigényt pedig szándékosan nem említettem, hiszen ha valaki hozzáfog valami építéséhez, azt gondolom örömmel teszi, meg hogy azt Ő csinálta. És ez így van rendjén.
Rengeteg tapasztalatot tud szerezni az ember, még ha útmutató használatával, sok ember segítségével is szereli össze magának. Annál jobb érzés nincsen (de van egy :-)) ), mikor bekapcsolja és működik. 3:3
Úgy néz ki, hogy döntetlen lett az állás.
Én nem bántam meg, de még egyszer nem kezdenék hozzá. Mert nekem nincsen szükségem ekkora teljesítményű vezérlőre.
Szóval mindenki mérlegeljen. Megéri, tudja, akarja, szeretné csinálni…kell neki?
Ez a hozzászólás egy független vélemény, tanács, tapasztalat egyveleg akart lenni. A tévedés jogát fenntartom, és ha valaki(ke)t esetleg megsértettem volna, már most elnézést kérek.
Továbbá, felajánlom a segítségem összes formáját minden A300 vezérlőt építő fórumtárs számára.
Sok sikert kívánok mindenkinek hozzá…egy élmény lesz :-))
motion
Svejk kérésére írnék néhány szót az A300-ról, és annak építéséről.
Tavaly nyáron én is kitaláltam (mint most Ti), hogy ahelyett hogy vennék, inkább építek magamnak. Az én esetemben a NYÁK házilag készült, hogy még olcsóbb legyen.
Azt már most elmondhatom, hogy a látszat ellenére kegyetlen nagy meló volt.
Akinek nincsen elektronikai tapasztalata, vagy nem áll mögötte senki, annak nem is nagyon ajánlom, hogy belefogjon. Mert azért mindenki tudja, hogy az IC-k meg a tranzisztorok füsttel mennek, és ha kiengedjük belőle, akkor egyik sem működik tovább. :-)) ..az meg újabb pénzbe kerül..
Viszont itt most van egy olyan előny, hogy sokan akarják megépíteni (valószínűleg nagyjából egy időben), és több szem többet lát, csapatban az erő, sok lúd disznót stb… Tehát eddig ÉRV kontra ELLENÉRV 1:1.
Az A300 mint analóg vezérlő, az eredeti Gecko-val egyetemben EGYSZERŰen nagyszerű.
Nagyon stabil, megbízható vezérlő, és amire én használom, még eddig az a +-128 tárolója is simán elég volt. Persze azért nem lehet egy lapon említeni (szerintem) egyik digitális vezérlővel sem. De az egyszerűségének ez az ára. Szóval korrekt. 2:1
Működésileg egyetlen negatívumot tudok említeni róla: Az LS IC ha x1 módban van, akkor egy 500cpr-es enkóderrel elég nehéz és kínlódás behangolni a PID-et. (Jó, ha van egy szkóp a háznál) Valamint x1 módban álló motornál elég zavaró a hangos zizegés.(lehet, hogy én nem tudtam belőni rendesen).
Ha x4 módban használom (500cpr enkóder=2000cpr, mint az eredeti Gecko-nál), akkor ezek a gondok nem jelentkeznek. Semmi motorzaj, és egy x1 módban nagyjából jól beállított PID x4 módban még jobbnak bizonyult (nálam). (Lehet, hogy a Gecko ezért fix x4?) Viszont ilyenkor „zabálja” a léptető impulzusokat. És, ha nem bírja a gép szuflával, akkor lehet rá venni jelsokszorozót. :-( + tizen-huszonezer 2:2
Én ezt is tettem rá, mert a gépem sajna nem bírt már két tengelyt sem egyszerre vezérelni x4 enkóder módban. Egyébként valamit még biztos formál is a jelen, mert a használatával nagyobb sebességet és nagyobb gyorsulást tudtam beállítani mindegyik tengelynek. Szóval ezt nem bántam meg.
A másik nagy kérdés az, hogy vajon mindenkinek szüksége arra a 160V/30A-re.
Gondoljunk csak Tibor45-re. Egy 60-150W-os motornak pedig simán elég pl. a 20A-es vezérlő is. 2:3
Nekem a legnagyobb motor E240…és a legtöbb motor 60V körül van…a legtöbb embernek pedig szerintem elég egy ekkora motor..
Ezt azért kérdezem, mert 3 vagy 4 ilyen vezérlőnek táp is kell ám meg doboz…irdatlan nagy és nehéz.
Nekem még azóta is doboz nélkül mennek, mert négyet kellene egy dobozba, de majd inkább a kis gyufásdoboz Gecko-kat fogom szépen bedobozolni. Szóval a fenti mondatomat módosítanám: EGYSZERŰen NAGYszerű. Azért ma már a felületszerelt alkatrészek korát éljük. De azt meg még kevesebben tudják otthon beültetni, így most erre egyik sem kap pontot.
Röviden: Kiváló vezérlő, de nagyon nagy…méretre is és szerintem a legtöbb ember számára teljesítményileg is. Nem ismerem Sneci vezérlőjét, de 18EFt nagyon korrekt ár érte. És fele akkora sincs.
Az A300 alkatrész igénye kb. 15-20EFt, (plusz az az egy-két elpukkant FET.) Hozzáteszem, hogy nekem elsőre működött mind a négy, és azóta is kifogástalan. És nem vagyok Sneci beépített reklámembere!
Nem is igazán ismerem személyesen őt.
Az összeszereléssel járó időigényt pedig szándékosan nem említettem, hiszen ha valaki hozzáfog valami építéséhez, azt gondolom örömmel teszi, meg hogy azt Ő csinálta. És ez így van rendjén.
Rengeteg tapasztalatot tud szerezni az ember, még ha útmutató használatával, sok ember segítségével is szereli össze magának. Annál jobb érzés nincsen (de van egy :-)) ), mikor bekapcsolja és működik. 3:3
Úgy néz ki, hogy döntetlen lett az állás.
Én nem bántam meg, de még egyszer nem kezdenék hozzá. Mert nekem nincsen szükségem ekkora teljesítményű vezérlőre.
Szóval mindenki mérlegeljen. Megéri, tudja, akarja, szeretné csinálni…kell neki?
Ez a hozzászólás egy független vélemény, tanács, tapasztalat egyveleg akart lenni. A tévedés jogát fenntartom, és ha valaki(ke)t esetleg megsértettem volna, már most elnézést kérek.
Továbbá, felajánlom a segítségem összes formáját minden A300 vezérlőt építő fórumtárs számára.
Sok sikert kívánok mindenkinek hozzá…egy élmény lesz :-))
motion
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 18, 19:43
Írta: Farkas Ádám Dátum 2010 február 18, 19:43
Csak annyit tennék hozzá mint A300 tulajdonos, azt hiszem én használtam először ilyen vezérlőt... IGEN! bazinagy a geckohoz képest de az UHU és az AC servopakkoknál nem nagyobb. Én négy darabot csináltam és elsőre mind ment. Egy TTL IC hibám volt de azt hallottam a Geckokban is néha van ilyen. Arra nem emlékszem hogy sokáig tartott volna az építés, ha minden alkatrész az asztalon van szerintem egy óra alatt be lehet ültetni... A zizegés az igaz :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 18, 19:48
Írta: svejk Dátum 2010 február 18, 19:48
Huhh...
Köszi, elég lett volna pár keresetlen szó :)
Természetesen én is felajánlom a segítségemet, ami tőlem telik.
A beüzemelési leírás az utolsó nyákoknál készült, úgy hogy amit épp tettem azt feljegyeztem egy papírra.
A Varsányinak mindegyik indult elsőre.
(még két megjegyzés: Az 500-as encoder 1x-ben semmilyen általam ismert vezérlőnél nem egészséges, még áttétel esetén sem.
Az utolsó találkozón 5000 Ft-ért lehetett kapni
sokszorozót, de ha nincs túl nagy áttétel akkor talán az újabb Mach-ek elbírják frekivel.)
Motion beszámolóját elolvasva senkinek sem lesz a szemére hányva ha ezek után visszalép, kár hogy nem tudott hamarabb írni, egyéb elfoglaltsága miatt.
Nos Uraim?
Holnap délelőttig lehet a jelentkezési listán változtatni.
Köszi, elég lett volna pár keresetlen szó :)
Természetesen én is felajánlom a segítségemet, ami tőlem telik.
A beüzemelési leírás az utolsó nyákoknál készült, úgy hogy amit épp tettem azt feljegyeztem egy papírra.
A Varsányinak mindegyik indult elsőre.
(még két megjegyzés: Az 500-as encoder 1x-ben semmilyen általam ismert vezérlőnél nem egészséges, még áttétel esetén sem.
Az utolsó találkozón 5000 Ft-ért lehetett kapni
sokszorozót, de ha nincs túl nagy áttétel akkor talán az újabb Mach-ek elbírják frekivel.)
Motion beszámolóját elolvasva senkinek sem lesz a szemére hányva ha ezek után visszalép, kár hogy nem tudott hamarabb írni, egyéb elfoglaltsága miatt.
Nos Uraim?
Holnap délelőttig lehet a jelentkezési listán változtatni.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 február 18, 21:04
Írta: s7manbs8 Dátum 2010 február 18, 21:04
Az 500-as az mit jelent nálatok ? 500 pontból áll egy fordulat, vagy 500 furat van rajta ? Mert az úgy 2000 jelváltás pl.
Kevés számúval nem csoda, ha nehéz beállítani, mert akkor túl durva a felbontás, én is próbáltam kisebb nagyobbakkal , tényleg az van, nem a vezérlőn múlik.
Kevés számúval nem csoda, ha nehéz beállítani, mert akkor túl durva a felbontás, én is próbáltam kisebb nagyobbakkal , tényleg az van, nem a vezérlőn múlik.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 18, 21:43
Írta: svejk Dátum 2010 február 18, 21:43
Igen 500 réses.
Nem rég még az ehhez tartozó 2000 jelváltás is bűnös gondolat volt a fórumon.
Komolyabb vezérlőknél igen kifinomult szabályzási algoritmusokkal, többszörös vissza, esetleg előre csatolásokkal biztos megoldott a kisebb encoder kérdés is.
Nem rég még az ehhez tartozó 2000 jelváltás is bűnös gondolat volt a fórumon.
Komolyabb vezérlőknél igen kifinomult szabályzási algoritmusokkal, többszörös vissza, esetleg előre csatolásokkal biztos megoldott a kisebb encoder kérdés is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 18, 21:56
Írta: 000000000 Dátum 2010 február 18, 21:56
Érdekes ez is...
Évek óta mennek a szervóim 200-300-as enkóderrel 1X-ben. A titok egyszerű: sebesség jelet is illik képezni belső hurokban valamirevaló szervóban.
Mellesleg szegény Szalai Györgyöt is jól leszúrtátok, pedig nagy igazságot mondott, amikor a körerősítésre hívta fel a figyelmet! De nekem nem tisztem itt senkit megvédeni ...
Évek óta mennek a szervóim 200-300-as enkóderrel 1X-ben. A titok egyszerű: sebesség jelet is illik képezni belső hurokban valamirevaló szervóban.
Mellesleg szegény Szalai Györgyöt is jól leszúrtátok, pedig nagy igazságot mondott, amikor a körerősítésre hívta fel a figyelmet! De nekem nem tisztem itt senkit megvédeni ...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 18, 22:03
Írta: bmejdz9nu Dátum 2010 február 18, 22:03
Igen is meg nem is :)
A 150V és 30A... ez egyszerre is megy... igen ez nagy teljesítmény... talán ekkora power senkinek sem kell...(de azért... vannak elvetemültek :)
De... vagy/vagy... azaz túl lehet lépni a Gecko 80V-os korlátját ha olyan a motor... azaz pl. nagyobb feszültségű...
De... vagy/vagy... azaz túl lehet lépni a Gecko 20A-es korlátját... Ez az ami fontos lehet, ha tárcsamotor vagy kisfesz de nagyáramú motor és kell a csúcsnyomaték.
1X - 2X - 4X encoder üzemmód LS7184-el...
Ahogy írod... 1X-ben 500cpr-es encoder nem valami fényes...olyan mint Gecko fix 4X-ben egy 125cpr-esel :)
Az is csak akkor jó ha nagy fordulat kell és áttétel van/lenne... netán... valakinek :)
Az LS7184-es IC más okból került bele... (persze egy biztos működésű erre kifejlesztett encoder feldolgozó IC ez...)
Az 500cprX4mód = 2000imp/ford egy jó érték... A300-nál és Geckonál is...Kb ezt a tartományt használom én is... és sokan...(2000imp/ford)
De... ha 1000cpr-es encoder van épp a motoron? akkor jó a 2X-es mód...
De... ha 2000cpr-es encoder van épp a motoron? akkor jó az 1X-es mód...
Szorzás... frekvencia igény...
2 megoldás van... Mach... tud eleget vagy lépés sokszorozó (Gecko) kb. 6000Ft... nekem kellet mert a WinPC-NC csak 24Khz-et tud...
Indítás/beüzemelés...
Eddig aki megcsinálta és pontosan összerakta ELSŐRE beindult...
Zizegés... (de nem zavaró és csak tudni kell beállítani - rutin kell hozzá:)
Sajnos(?) a Gecko és A300-nak nincs állóhelyzeti pihentetése... azaz nincs benne olyan üzemmód ami "digitálisoknál" szokás, hogy ha megáll akkor 1-2 encoder jelnyit "nem vesz észre" azaz az A300 mindig hulla pontosan akarja tartani a tengelyt... viszont ettől kis nagyon kicsi pozíció vezérléseknél is pontos.
(de a dolog megoldható... azaz a "pihentetés"... de kell e? Megéri e? Ezt még a Gecko Corp. sem tudta eldönteni az új G320X-nél... több infó: cnczone.com)
A 128 bit elég... ezt nem is írtad mint hátrányt... szerintem is...
A 15-20 ezres anyagköltség kicsit túlzásnak tartom... persze lehetséges ha valaki csak egyet csinál... de ahogy a dolgok kinéznek 99%, hogy 15.000 alatt leszünk most...
"Nekem a legnagyobb motor E240"... Ahhoz nem kell A300... pazarlás!!!
A kegyetlen meló... Hát igen... de már az A300 kész... azaz...
Egy biztos...
Ha 80V és/vagy 20A elég valakinek akkor kár csinálni A300-at... egyszerűbb ha vesz egy Geckót vagy hasonlót...
Ha meg akarja ismerni a vezérlés lelkivilágát... akkor jó... csináljon A300-at... Talán valamivel olcsóbban jön ki és nyitottak a kapuk a variálások irányában azaz nagyobb fesz/áram...
Nagy méret...
Ez igaz.. ez kétségtelen... nem SMD... de ez volt a cél... hogy könnyű legyen össze forrasztani és ha kell tuti biztosan javítható legyen...(ez SMD-nél kis felkészültséget igényel)
De ahhoz... hogy valaki egy vezérlőt tudjon értékelni, "felbecsülni"... egy analóg-hagyományos... szerintem mindenképp kell...
A digitálisokkal még nem barátkoztam meg... de lehet meggyőzni...:) Hátha :)
De vigye olyan szépen és halkan, egyenletesen, kurutyolás mentesen a motort mint egy digitális Yaskawa AC szervó :) Igen nagy belső freki kell(ene)...
Jó lenne... mert a "digitális" vezérlők olcsóbban előállíthatók... azaz kevesebb alkatrész kell hozzájuk...
Ja és utoljára.. ne wattokról dumcsizzunk... :) Newton méterekről és az ehhez szükséges áramokról... érthetőbb lenne a szervó technika...
A 150V és 30A... ez egyszerre is megy... igen ez nagy teljesítmény... talán ekkora power senkinek sem kell...(de azért... vannak elvetemültek :)
De... vagy/vagy... azaz túl lehet lépni a Gecko 80V-os korlátját ha olyan a motor... azaz pl. nagyobb feszültségű...
De... vagy/vagy... azaz túl lehet lépni a Gecko 20A-es korlátját... Ez az ami fontos lehet, ha tárcsamotor vagy kisfesz de nagyáramú motor és kell a csúcsnyomaték.
1X - 2X - 4X encoder üzemmód LS7184-el...
Ahogy írod... 1X-ben 500cpr-es encoder nem valami fényes...olyan mint Gecko fix 4X-ben egy 125cpr-esel :)
Az is csak akkor jó ha nagy fordulat kell és áttétel van/lenne... netán... valakinek :)
Az LS7184-es IC más okból került bele... (persze egy biztos működésű erre kifejlesztett encoder feldolgozó IC ez...)
Az 500cprX4mód = 2000imp/ford egy jó érték... A300-nál és Geckonál is...Kb ezt a tartományt használom én is... és sokan...(2000imp/ford)
De... ha 1000cpr-es encoder van épp a motoron? akkor jó a 2X-es mód...
De... ha 2000cpr-es encoder van épp a motoron? akkor jó az 1X-es mód...
Szorzás... frekvencia igény...
2 megoldás van... Mach... tud eleget vagy lépés sokszorozó (Gecko) kb. 6000Ft... nekem kellet mert a WinPC-NC csak 24Khz-et tud...
Indítás/beüzemelés...
Eddig aki megcsinálta és pontosan összerakta ELSŐRE beindult...
Zizegés... (de nem zavaró és csak tudni kell beállítani - rutin kell hozzá:)
Sajnos(?) a Gecko és A300-nak nincs állóhelyzeti pihentetése... azaz nincs benne olyan üzemmód ami "digitálisoknál" szokás, hogy ha megáll akkor 1-2 encoder jelnyit "nem vesz észre" azaz az A300 mindig hulla pontosan akarja tartani a tengelyt... viszont ettől kis nagyon kicsi pozíció vezérléseknél is pontos.
(de a dolog megoldható... azaz a "pihentetés"... de kell e? Megéri e? Ezt még a Gecko Corp. sem tudta eldönteni az új G320X-nél... több infó: cnczone.com)
A 128 bit elég... ezt nem is írtad mint hátrányt... szerintem is...
A 15-20 ezres anyagköltség kicsit túlzásnak tartom... persze lehetséges ha valaki csak egyet csinál... de ahogy a dolgok kinéznek 99%, hogy 15.000 alatt leszünk most...
"Nekem a legnagyobb motor E240"... Ahhoz nem kell A300... pazarlás!!!
A kegyetlen meló... Hát igen... de már az A300 kész... azaz...
Egy biztos...
Ha 80V és/vagy 20A elég valakinek akkor kár csinálni A300-at... egyszerűbb ha vesz egy Geckót vagy hasonlót...
Ha meg akarja ismerni a vezérlés lelkivilágát... akkor jó... csináljon A300-at... Talán valamivel olcsóbban jön ki és nyitottak a kapuk a variálások irányában azaz nagyobb fesz/áram...
Nagy méret...
Ez igaz.. ez kétségtelen... nem SMD... de ez volt a cél... hogy könnyű legyen össze forrasztani és ha kell tuti biztosan javítható legyen...(ez SMD-nél kis felkészültséget igényel)
De ahhoz... hogy valaki egy vezérlőt tudjon értékelni, "felbecsülni"... egy analóg-hagyományos... szerintem mindenképp kell...
A digitálisokkal még nem barátkoztam meg... de lehet meggyőzni...:) Hátha :)
De vigye olyan szépen és halkan, egyenletesen, kurutyolás mentesen a motort mint egy digitális Yaskawa AC szervó :) Igen nagy belső freki kell(ene)...
Jó lenne... mert a "digitális" vezérlők olcsóbban előállíthatók... azaz kevesebb alkatrész kell hozzájuk...
Ja és utoljára.. ne wattokról dumcsizzunk... :) Newton méterekről és az ehhez szükséges áramokról... érthetőbb lenne a szervó technika...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 18, 22:13
Írta: bmejdz9nu Dátum 2010 február 18, 22:13
Senkinek nem kötelező :) Csak ha akarja...:) Sőt jók ezek az "ütköztetések" ... ha valóban szakmai érvek vannak mögötte! Fontos a tisztánlátás!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 18, 22:18
Írta: bmejdz9nu Dátum 2010 február 18, 22:18
Tibi egy biztos... az analóg vezérlők sokkal kisebb felbontású encoderrel is már jól boldogulnak... Talán ebben egyetértünk...
Nem tudom, hogy mennyi és milyen digitálisokat teszteltél... de azok szeretik a nagy felbontású azaz sok-sok jelet adó encodereket...
Gondolom a jelfeldolgozás miatt... sok = több = jobb...
Nem tudom, hogy mennyi és milyen digitálisokat teszteltél... de azok szeretik a nagy felbontású azaz sok-sok jelet adó encodereket...
Gondolom a jelfeldolgozás miatt... sok = több = jobb...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 18, 22:27
Írta: 000000000 Dátum 2010 február 18, 22:27
Megint a rengeteg szöveg...
Ezzel szemben a tény: ugye 50-100W Hobby CNC-ben mindenre elég, ezt ha 2000 step/fordulattal + áttétellel (ami kell az optimumpont miatt) hajtja valaki, akkor pl. egy 4 mm-es és 2-es áttételű orsónál 1 mikron a felbontás.
Eredmény röhej a köbön:
1. a légy rászáll gép mechanikájára, lehajlik 1 mikront.:) Mi is indokolja tehát? (ja rossz a vezérlő mert csak így működik..., ez igen nyomós érv)
2. a népszerű Mach képtelen 2400-3000 rpm fölé
felnyomni a motor fordulatot.-> lassú lesz a gép végsebessége.
3. Optoelektronikus elemről van szó, ami pár ezer forintos játék encodereknél 100Khz környékén "életveszélyes" játék.
4. a "komoly" +-128 hibatároló azonnal fagyizik, állandó rettegésben élhet a szervó használója egy hosszabb idejű több órás meló kapcsán egy óvatlan G00, és kész...
Ugye mennyi "előny"????? Hajrá, nyomjátok a sületlenségeket ezerrel, ettől szép a szervó![#nyes]
Ezzel szemben a tény: ugye 50-100W Hobby CNC-ben mindenre elég, ezt ha 2000 step/fordulattal + áttétellel (ami kell az optimumpont miatt) hajtja valaki, akkor pl. egy 4 mm-es és 2-es áttételű orsónál 1 mikron a felbontás.
Eredmény röhej a köbön:
1. a légy rászáll gép mechanikájára, lehajlik 1 mikront.:) Mi is indokolja tehát? (ja rossz a vezérlő mert csak így működik..., ez igen nyomós érv)
2. a népszerű Mach képtelen 2400-3000 rpm fölé
felnyomni a motor fordulatot.-> lassú lesz a gép végsebessége.
3. Optoelektronikus elemről van szó, ami pár ezer forintos játék encodereknél 100Khz környékén "életveszélyes" játék.
4. a "komoly" +-128 hibatároló azonnal fagyizik, állandó rettegésben élhet a szervó használója egy hosszabb idejű több órás meló kapcsán egy óvatlan G00, és kész...
Ugye mennyi "előny"????? Hajrá, nyomjátok a sületlenségeket ezerrel, ettől szép a szervó![#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2010 február 18, 22:32
Írta: j3rx6bsjd Dátum 2010 február 18, 22:32
Ha már ilyen sokunknak lesz A300 vezérlője készülhetne hozzá egységesen doboz is.A nagy kérdés milyen legyen?
Szívesen készítek,de felületkezelés nélkül natúrban.
0.8-as vaslemezből 10db-nál már egész jó árakat lehetne kihozni.
Persze ez csak egy ötlet.
Szívesen készítek,de felületkezelés nélkül natúrban.
0.8-as vaslemezből 10db-nál már egész jó árakat lehetne kihozni.
Persze ez csak egy ötlet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 18, 22:37
Írta: 000000000 Dátum 2010 február 18, 22:37
Ennyi év után rájöhetnél Péter: motor "vasban" van az igazság, cseszheted az encoder meg csicsa digi stb...játszmáidat...azaz a lengésmentes működését alapvetően a rendszer eredő P tagja és a belső hurkok korrekt megléte határoztza meg. A többi játszadozás a semmivel, és a műszaki követelmények, határok arcbacsapása...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 18, 22:40
Írta: bmejdz9nu Dátum 2010 február 18, 22:40
Alakulunk... már "100W" (mennyi az a nyomatékban? AC vagy DC?)... Mikronok és szíjak... de már csak 1/2-nél tartunk... alakulunk... ez jó!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 18, 22:47
Írta: svejk Dátum 2010 február 18, 22:47
Ezt írtam amire válaszoltál:
"Komolyabb vezérlőknél igen kifinomult szabályzási algoritmusokkal, többszörös vissza, esetleg előre csatolásokkal biztos megoldott a kisebb encoder kérdés is. "
"Komolyabb vezérlőknél igen kifinomult szabályzási algoritmusokkal, többszörös vissza, esetleg előre csatolásokkal biztos megoldott a kisebb encoder kérdés is. "
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 18, 22:50
Írta: svejk Dátum 2010 február 18, 22:50
A félreértések elkerülése miatt, a tárcsamotorok helyből nem mennek az A300-al.
Ahhoz kicsi a jellemzően 17kHz-es PWM freki.
Ahhoz kicsi a jellemzően 17kHz-es PWM freki.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 18, 22:50
Írta: 000000000 Dátum 2010 február 18, 22:50
Tudod az 1 W az 1 W. Amerikában, Ázsiában 1 watt annyi, mint Európában. Sopronban a te házadban nem annyi...hát Istenem van ilyen "csodahely" is a földön!:)[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 18, 22:53
Írta: svejk Dátum 2010 február 18, 22:53
Valami komoly helyen olvastam:
Az encoder felbontása legyen egy nagyságrenddel nagyobb mint a kívánt felbontás.
Az encoder felbontása legyen egy nagyságrenddel nagyobb mint a kívánt felbontás.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2010 február 18, 22:56
Írta: 4um5b65d Dátum 2010 február 18, 22:56
Mekkora kibaszás lenne velem, ha majd eljő az idő és koporsóba tesznek, majd leengednek a földbe és akkor veszem csak észre, hogy bal oldalt Tibor, míg jobb oldalt Péter fekszik.
Rögtön újratemetést kérnék......
[#nyes][#nyes]
Nektek külön temető dukál....aztán még éjszaka is nyomhatnátok... [#nyes][#nyes]
Rögtön újratemetést kérnék......
[#nyes][#nyes]
Nektek külön temető dukál....aztán még éjszaka is nyomhatnátok... [#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 18, 23:01
Írta: 000000000 Dátum 2010 február 18, 23:01
Igazd van, ezt láttam, és így egyet is értünk... Ami miatt egyáltalán hozzászóltam, az a "bűnös gondolat" kifejezésed használata. Én nem keverném össze a szakmaiatlanság ilyen olyan fokát a bűnöséggel, nem emlékszem, hogy ilyet mondtam volna bármekkora sületlenség kapcsán itt valaha is. De túltárgyaltuk ezt is, spongyát rá!:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 18, 23:02
Írta: bmejdz9nu Dátum 2010 február 18, 23:02
Nm... Newton méter... ??? Hallottál már erről? Mennyi egy "100W"-os motor nyomatéka amire gondolsz? Vagy titok? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 18, 23:10
Írta: 000000000 Dátum 2010 február 18, 23:10
ha komnoly helyen olvastad, akkor komoly mechanika, és komoly alapjel képző egység is valószínűleg tartozott a dologhoz...
Egyébként az a hevenyészett 4 pont a #10932-ben meglehetősen igaz tény, és már megint az örökös optimum pont keresésénél tartunk, ami nehéz dió.:) De tudod, felőlem akár 10000 step/fordulattal is nyomulhat bárki, biztos van rá itt sok logikus magyarázat, pl. ez találta a gépétítő egy bokorban, és szívéhez nőtt!:)
Egyébként az a hevenyészett 4 pont a #10932-ben meglehetősen igaz tény, és már megint az örökös optimum pont keresésénél tartunk, ami nehéz dió.:) De tudod, felőlem akár 10000 step/fordulattal is nyomulhat bárki, biztos van rá itt sok logikus magyarázat, pl. ez találta a gépétítő egy bokorban, és szívéhez nőtt!:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 18, 23:18
Írta: svejk Dátum 2010 február 18, 23:18
Ugye milyen rossz amikor az embert hátulról szurkálják :)
Más..
Szerény ismereteim alapján a poziciószervonál túlsúlyban a nyomaték szabályzást alkalmazzák, az alaphurokban.
Abban nem lehet vita hogy az A300 egy nagyon alap szerkezet, de én még emlékszem amikor valami olyasmit írtál, hogy ne bántsam a geckot mert az egy vezető, komoly cég a szervo piacon.
Egyébként gondolom nem meglepő, hogy én nem kérek nyák-ot :)
Nem azért mert rossz, hanem mert szeretnék túllépni rajta bármely nagyképűen hangzik.
Más..
Szerény ismereteim alapján a poziciószervonál túlsúlyban a nyomaték szabályzást alkalmazzák, az alaphurokban.
Abban nem lehet vita hogy az A300 egy nagyon alap szerkezet, de én még emlékszem amikor valami olyasmit írtál, hogy ne bántsam a geckot mert az egy vezető, komoly cég a szervo piacon.
Egyébként gondolom nem meglepő, hogy én nem kérek nyák-ot :)
Nem azért mert rossz, hanem mert szeretnék túllépni rajta bármely nagyképűen hangzik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 18, 23:22
Írta: 000000000 Dátum 2010 február 18, 23:22
"Hallottál már erről?"
A régi szép kérdéseid... Tudod mit?? Legyen egy jó pillanatod, életemben nem hallottam róla.:))))
A régi szép kérdéseid... Tudod mit?? Legyen egy jó pillanatod, életemben nem hallottam róla.:))))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 18, 23:27
Írta: 000000000 Dátum 2010 február 18, 23:27
Oksika, lépjünk túl rajta egy nagy ugrással, vegyük az irányt az ágyikó felé!:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 18, 23:27
Írta: svejk Dátum 2010 február 18, 23:27
Bizony akár fején is találhattad a szöget a "talált" jelzővel.
Az 500-2000 impulzust én még lekezelhető tartománynak tartom az encoderoldalon, még áttétellel is.
És ha ezzel tudom javítani a gyengébb képeségű vezérlőt, akkor miért ne.
Az 500-2000 impulzust én még lekezelhető tartománynak tartom az encoderoldalon, még áttétellel is.
És ha ezzel tudom javítani a gyengébb képeségű vezérlőt, akkor miért ne.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 18, 23:29
Írta: svejk Dátum 2010 február 18, 23:29
Jó éjszakát, sajnos nekem majd csak reggel jön el az ideje :(
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 február 19, 06:19
Írta: Szalai György Dátum 2010 február 19, 06:19
Hogyan függ össze a PWM freki, a motor felépítésével?
Nem kötözködni szeretnék, hanem tényleg nem látok összefüggést.
Nem kötözködni szeretnék, hanem tényleg nem látok összefüggést.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 február 19, 07:33
Írta: x4rhew5r3 Dátum 2010 február 19, 07:33
A kis induktivitású motoroknál az alacsony pwm frekvencián nagy lesz a tekercsáram hullámossága (vagy inkább itt fűrészessége:). Mivel nem érvényesül a tekercs szűrő hatása, kezd úgy viselkedni, mint egy indukciós főzőlap:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 19, 11:08
Írta: svejk Dátum 2010 február 19, 11:08
Uraim, akkor ez éppen 50 db nyák.
Kis változás hogy hétfőn reggel indíttatom a gyártást, addig még változtathattok a listán.
Elvileg február 26.(péntek) délután lesz készen, akkor kell fizetnem.
Megkérem a jelentkezőket vegyék fel velem a kapcsolatot magánban a fizetéssel és a szállítással kapcsolatban!
Kis változás hogy hétfőn reggel indíttatom a gyártást, addig még változtathattok a listán.
Elvileg február 26.(péntek) délután lesz készen, akkor kell fizetnem.
Megkérem a jelentkezőket vegyék fel velem a kapcsolatot magánban a fizetéssel és a szállítással kapcsolatban!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 19, 11:16
Írta: svejk Dátum 2010 február 19, 11:16
Ez azt jelenti, hogy gyakorlatilag lesz 2,5-3 hét a debreceni találkozóig az összeszerelésre.
Ha valakié nem indul, vagy problémája akad, vállalom, hogy a lehetőségek erejéig ott a találkozón átnézem.
Ha valakié nem indul, vagy problémája akad, vállalom, hogy a lehetőségek erejéig ott a találkozón átnézem.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 február 19, 18:10
Írta: Szalai György Dátum 2010 február 19, 18:10
Kezdek érteni valamit.
Ha a vasmentes forgórészű motor induktivitása egy nagyságrenddel kisebb, mint a vasasé, akkor azt egy nagyságrenddel nagyobb (200kHz) PWM frekvencián dolgozó szabályzóval illene hajtani? Létezik ilyen szabályzó? Vagy más a megoldás? Analóg szabályzó, esetleg szűrő a motor elé?
Ha a vasmentes forgórészű motor induktivitása egy nagyságrenddel kisebb, mint a vasasé, akkor azt egy nagyságrenddel nagyobb (200kHz) PWM frekvencián dolgozó szabályzóval illene hajtani? Létezik ilyen szabályzó? Vagy más a megoldás? Analóg szabályzó, esetleg szűrő a motor elé?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 19, 18:19
Írta: svejk Dátum 2010 február 19, 18:19
Helyes, de nem ilyen durva azért a képlet.
A normál motoroknál elég lenne pár kHz is, csak azért választják a 15-20 kHz-et, hogy a hallható tartományon kívülre essen.
Tehát a tárcsamotoroknál elég lehet 30-40 kHz is.
Legvégső esetben a normál vezérlőnél sorba kell kötni a motorral egy induktivitást, persze ez veszteséges és cak inkább próbára jó.
A normál motoroknál elég lenne pár kHz is, csak azért választják a 15-20 kHz-et, hogy a hallható tartományon kívülre essen.
Tehát a tárcsamotoroknál elég lehet 30-40 kHz is.
Legvégső esetben a normál vezérlőnél sorba kell kötni a motorral egy induktivitást, persze ez veszteséges és cak inkább próbára jó.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 19, 18:22
Írta: svejk Dátum 2010 február 19, 18:22
A lényeg hogy a vas ne telítődjön, és mindig háromszög alakú áram follyon a tekercsben.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 19, 18:23
Írta: svejk Dátum 2010 február 19, 18:23
Hogy kell írni a follyon-t?
Aláhúzza a mozilla..
Aláhúzza a mozilla..
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2010 február 19, 18:25
Írta: 279nwbpsa Dátum 2010 február 19, 18:25
Talán folyjon?
Cím: Re:DC szervó motoros vezérlés
Írta: MoparMan Dátum 2010 február 19, 18:26
Írta: MoparMan Dátum 2010 február 19, 18:26
folyjon
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 19, 18:39
Írta: bmejdz9nu Dátum 2010 február 19, 18:39
Ez az áramfolyás nagy gond :) Főleg ha át kell folyatni egy tekercsen :) főleg ha "fojamatosan" :)
Egyébként Szalai motorja nem olyan azaz nem annyira "tárcsás"... elég "normális" feszültségű (azaz nem kisfesz és nem őrült áramok) ...
Teljesen DC motoros és szokásos adatok vannak a címkén... Szerintem egy A300 simán tudná azt hajtani... ill. bármi... ami jó egy sima DC-hez...
Egyébként Szalai motorja nem olyan azaz nem annyira "tárcsás"... elég "normális" feszültségű (azaz nem kisfesz és nem őrült áramok) ...
Teljesen DC motoros és szokásos adatok vannak a címkén... Szerintem egy A300 simán tudná azt hajtani... ill. bármi... ami jó egy sima DC-hez...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 19, 19:35
Írta: svejk Dátum 2010 február 19, 19:35
Hát persze :( [#falbav]
De így is elég hülyén néz ki :)
De így is elég hülyén néz ki :)
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 19, 19:39
Írta: jv7pu3a5p Dátum 2010 február 19, 19:39
Az nem számít, a lényeg, hogy a Magyar nyelv tanároknak tessen. :))
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2010 február 19, 19:48
Írta: 279nwbpsa Dátum 2010 február 19, 19:48
Akkor írd azt,hogy csorogjon.Az értelme majdnem egyezik-legfeljebb furcsán néznek Rád.[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 február 19, 21:55
Írta: Szalai György Dátum 2010 február 19, 21:55
Jól elvagytok az anyanyelvvel, ami folyton alakul. Ma így írják, holnap más lesz a szabály. Kinek az élő nyelv a fontos, kinek a hagyományőrzés.
A vasmentes forgórész mágnesesen nem telítődik. Csak a termikus és dinamikus határáram a limit. Négyszög feszültségű táplálás hatására háromszög karakterű áram alakul, vagy trapéz. Az áram meredekség arányos az induktivitással. Alacsony frekvenciás táplálás esetén nagyobbrészt az Ohmos ellenállás szerepel, ezért nagy áram folyna. A frekvencia emelésével egyre jelentősebb az induktív összetevő, ezért csökkenne az áram. Ha a szabályzó nem limitálná eleve a csúcsáramot és az állandósult áramot is, külön-külön. De szigorúan limitálja, mert az nélkül a kis hőtehetetlenségű vasmentes forgórész hamar túlmelegedne, szétrepülne.
Tehát, ha alacsonyabb a PWM frekvencia, akkor kisebb motorfeszültséggel dolgozhat a szabályzó, vagy kisebb kitöltési tényezővel, ugyan akkora motoráram esetén. Nagyobb PWM frekvencia esetén, ugyanakkora motoráramhoz, nagyobb motorfeszültség, nagyobb kitöltési tényező tartozik.
Még mindég nem értem, hogy miért nem működhet jól a tizen kilóhertzes servo szabályozó a tárcsamotorral, jól megválasztott motorfeszültség esetén. Ez az én bajom.
A vasmentes forgórész mágnesesen nem telítődik. Csak a termikus és dinamikus határáram a limit. Négyszög feszültségű táplálás hatására háromszög karakterű áram alakul, vagy trapéz. Az áram meredekség arányos az induktivitással. Alacsony frekvenciás táplálás esetén nagyobbrészt az Ohmos ellenállás szerepel, ezért nagy áram folyna. A frekvencia emelésével egyre jelentősebb az induktív összetevő, ezért csökkenne az áram. Ha a szabályzó nem limitálná eleve a csúcsáramot és az állandósult áramot is, külön-külön. De szigorúan limitálja, mert az nélkül a kis hőtehetetlenségű vasmentes forgórész hamar túlmelegedne, szétrepülne.
Tehát, ha alacsonyabb a PWM frekvencia, akkor kisebb motorfeszültséggel dolgozhat a szabályzó, vagy kisebb kitöltési tényezővel, ugyan akkora motoráram esetén. Nagyobb PWM frekvencia esetén, ugyanakkora motoráramhoz, nagyobb motorfeszültség, nagyobb kitöltési tényező tartozik.
Még mindég nem értem, hogy miért nem működhet jól a tizen kilóhertzes servo szabályozó a tárcsamotorral, jól megválasztott motorfeszültség esetén. Ez az én bajom.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 19, 22:19
Írta: 43pbwjg8s Dátum 2010 február 19, 22:19
Segítséget kérnék!
Elsősorban Varsa az illetékes a motorok és a vezérlő ismeretében, de bárkitől szívesen fogadnék tanácsot.
A 3 db kicsi Yasakawa szervóra keresnék encodert. A kompakt felszerelhető kivitel érdekelne, amilyet pl Ádám is tett fel a picurra.
A vezérlők mikroszervó vezerlők.
Milyen típust ajánlanátok, amelyet ez a vezérlő bír frekivel?
Alapvetően 5V encoder működtető feszültség ami érdekelne.
Ha meglenne a típus akkor már csak a veszerezhetőség (kinél) és az ár az érdekes.
Nem tudom Varsa, neked van-e még esetleg?
Elsősorban Varsa az illetékes a motorok és a vezérlő ismeretében, de bárkitől szívesen fogadnék tanácsot.
A 3 db kicsi Yasakawa szervóra keresnék encodert. A kompakt felszerelhető kivitel érdekelne, amilyet pl Ádám is tett fel a picurra.
A vezérlők mikroszervó vezerlők.
Milyen típust ajánlanátok, amelyet ez a vezérlő bír frekivel?
Alapvetően 5V encoder működtető feszültség ami érdekelne.
Ha meglenne a típus akkor már csak a veszerezhetőség (kinél) és az ár az érdekes.
Nem tudom Varsa, neked van-e még esetleg?
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 19, 22:32
Írta: Farkas Ádám Dátum 2010 február 19, 22:32
egyébként én 200-as encodereket használtam. Az nálam az 1mm-es emelkedésnél 0,005 ezredes felbontás, még így is nagyon nagyon kicsi, a te vezérlőd tud 1x, és 4x módot szerintem a 200-as encoder neked is elég akár 5-ös orsónál is... (0.00625mm)
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 19, 23:14
Írta: 43pbwjg8s Dátum 2010 február 19, 23:14
Szuper!
Köszönöm az infót!
Egyébként 3 ilyen encoderért cserébe adok egy kézikerék encodert!
Hátha valakinek felkelti az érdeklődését!
Köszönöm az infót!
Egyébként 3 ilyen encoderért cserébe adok egy kézikerék encodert!
Hátha valakinek felkelti az érdeklődését!
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 19, 23:16
Írta: 43pbwjg8s Dátum 2010 február 19, 23:16
Merjek butákat kérdezni itt, vagy megint kiátkoznak?
Mert tudom csak vissza kellene lapoznom valamelyik (ondjuk szervó) topicban, de nem tudok semmit. Az alapoktól kellene majd kezdenem.
Hogyen viselkedik pl az hogy egy vezérlő 1*es vay 4*es felbontásúra van állítva?
Mert tudom csak vissza kellene lapoznom valamelyik (ondjuk szervó) topicban, de nem tudok semmit. Az alapoktól kellene majd kezdenem.
Hogyen viselkedik pl az hogy egy vezérlő 1*es vay 4*es felbontásúra van állítva?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 19, 23:31
Írta: svejk Dátum 2010 február 19, 23:31
Igen, ez elég logikus, hogy a vasmentes és a tárcsamotorban nincs vas :)) Köszi!
A többire nem tudok válaszolni érdemben, de próbáld ki...
A többire nem tudok válaszolni érdemben, de próbáld ki...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 19, 23:34
Írta: svejk Dátum 2010 február 19, 23:34
Én meg szeretnék majd a mostani lebontott üvegtárcsákhoz hozzájutni.
Ha nem használod fel az optot amit küldtem, visszaveszem.
Ha nem használod fel az optot amit küldtem, visszaveszem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 19, 23:34
Írta: svejk Dátum 2010 február 19, 23:34
Még ki sem próbáltad!!??
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 február 19, 23:51
Írta: x4rhew5r3 Dátum 2010 február 19, 23:51
Ha lehet, akkor inkább a Servo homokozóban...
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 19, 23:51
Írta: 43pbwjg8s Dátum 2010 február 19, 23:51
De igen
Azonnal ahogy megjött!
Teljesen korrekt. De azthiszem ezt akkor meg is írtam.
Csupán annyi, hogy az hog yén rendesen feltegyem a másik kettőre elsőre veszett fejzse....
Nemhogy nem biztos hogy működne, de még mellette mesze nem lenne vonzó kinézete a dolognak.
Azért nézegettem ezeket a kompakt encodereket.
Tetszetős is (én tusom hülye vagyok de számít, és elvileg elég komolyak. Mindemellett (azt hiszem legalábbis, hogy könnyen szerelhetőek).
Egyébként azt még nem vbontottam meg. Amig nem látom hogy lesz helyette más addig az az egy ami biztosan működik. (nem véletlen talán ugye. :) )
De a végén nekem 3 motor kell, három vezérlővel, három encoderrel ami egyofrmán jól működik.
Az optok itt vannak, ha leszen másik encoder elsőként Te vagy képben ezekkel és üvegtárcsákkal kapcsolatban.
Debrecen vagy Hatvan? Vagy mind a kettő?
Azonnal ahogy megjött!
Teljesen korrekt. De azthiszem ezt akkor meg is írtam.
Csupán annyi, hogy az hog yén rendesen feltegyem a másik kettőre elsőre veszett fejzse....
Nemhogy nem biztos hogy működne, de még mellette mesze nem lenne vonzó kinézete a dolognak.
Azért nézegettem ezeket a kompakt encodereket.
Tetszetős is (én tusom hülye vagyok de számít, és elvileg elég komolyak. Mindemellett (azt hiszem legalábbis, hogy könnyen szerelhetőek).
Egyébként azt még nem vbontottam meg. Amig nem látom hogy lesz helyette más addig az az egy ami biztosan működik. (nem véletlen talán ugye. :) )
De a végén nekem 3 motor kell, három vezérlővel, három encoderrel ami egyofrmán jól működik.
Az optok itt vannak, ha leszen másik encoder elsőként Te vagy képben ezekkel és üvegtárcsákkal kapcsolatban.
Debrecen vagy Hatvan? Vagy mind a kettő?
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 19, 23:52
Írta: 43pbwjg8s Dátum 2010 február 19, 23:52
Rendben!
Igazad van Sneci! Bocsánat!
Átmentem innentől!
Igazad van Sneci! Bocsánat!
Átmentem innentől!
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 február 20, 07:47
Írta: x4rhew5r3 Dátum 2010 február 20, 07:47
Csak gondolkozom a kérdésen... én elfogadtam eddig, hogy ezeknek 40-150kHz-es pwm kell.
A forgórész az állórésszel együtt alkot egy mágneses kört. A forgórészben ugyan nincsen vas, de a forgórész gerjesztése az egész mágneses körre hat, így a nagyfrekvenciás nagyobb amplitúdójú lüktetés az állórészt melegíti.
A forgórész az állórésszel együtt alkot egy mágneses kört. A forgórészben ugyan nincsen vas, de a forgórész gerjesztése az egész mágneses körre hat, így a nagyfrekvenciás nagyobb amplitúdójú lüktetés az állórészt melegíti.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 február 20, 08:20
Írta: Szalai György Dátum 2010 február 20, 08:20
Ha ez így van, akkor azonos átlagáram mellett, éppen a nagyobb PWM frekvenciával dolgozó szabályzó melegíti jobban a motor állórészét. (Mint indukciós hevítés esetén.) Ez ellentmondani látszik a nagyobb PWM frekvencián működő szabályozó szükségének, vasmentes forgórészű motor használatakor. Éppen az alacsonyabb PWM frekvenciát indokolná.
Most azt gondolom, hogy a vasmentes forgórészű motor kitalálásakor éppen a kisebb indukció, kisebb reakcióidő, kisebb kefeszikrázás, stb. volt a cél. Ez egy nem nagyon induktív, hanem inkább Ohmos fogyasztó. Megszoktuk, hogy elektromágnes esetében tekercsre és jelentős induktivitásra asszociálunk, de ez csak egy beidegződés. Elektromágneses tere éppúgy van az áramtól átjárt egyenes vezetőnek is, az pedig Ohmos fogyasztó. Majdnem éppen ez van a tárcsamotorban. Akkor pedig nem kell szegényt magas PWM frekvencián működő szabályozóról járatni, ami éppen azt a kevés induktív rossz tulajdonságát emeli ki. Vagy nem ezért kell.
Most azt gondolom, hogy a vasmentes forgórészű motor kitalálásakor éppen a kisebb indukció, kisebb reakcióidő, kisebb kefeszikrázás, stb. volt a cél. Ez egy nem nagyon induktív, hanem inkább Ohmos fogyasztó. Megszoktuk, hogy elektromágnes esetében tekercsre és jelentős induktivitásra asszociálunk, de ez csak egy beidegződés. Elektromágneses tere éppúgy van az áramtól átjárt egyenes vezetőnek is, az pedig Ohmos fogyasztó. Majdnem éppen ez van a tárcsamotorban. Akkor pedig nem kell szegényt magas PWM frekvencián működő szabályozóról járatni, ami éppen azt a kevés induktív rossz tulajdonságát emeli ki. Vagy nem ezért kell.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 20, 08:30
Írta: svejk Dátum 2010 február 20, 08:30
Kérdezd Tibor45-öt, Ő már több tárcsamotort befogott munkába.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 20, 08:33
Írta: svejk Dátum 2010 február 20, 08:33
De az biztos hogy a vezérlők adatlapjain mindig fel van tüntetve a minimális motorinduktivitás.
Szerezz már be akár kölcsönbe egy vezérlőt és hidd el a kísérletek és mérések sokkal hamarabb megoldják a problémáidat mint az elméleti fejtegetéseid.
Szerezz már be akár kölcsönbe egy vezérlőt és hidd el a kísérletek és mérések sokkal hamarabb megoldják a problémáidat mint az elméleti fejtegetéseid.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 február 20, 08:40
Írta: x4rhew5r3 Dátum 2010 február 20, 08:40
Több ponton téves az elgondolásod (szerintem). Nézzük józan parasztival:)
Az induktivitásnak pont az a szerepe, hogy a pwm átlagáramát képezze a lehető legjobban megközelítve az eredeti jelalakot (szinusz, konstans, stb.) Az Ohmos ellenállás az itt a veszteség, mert azon csak hő keletkezik.
Tehát minél nagyobb az induktivitás, annál kisebb lesz a pwm frekvenciás lüktetés, azaz annál jobban megközelíti az eredeti vezérlőjelet. Nagy induktivitás viszont a motor fürgeségét csökkenti, mert a vezérlőjel gyors változásait is kisimítja.
A tárcsa és vasmentes motor a kis J miatt fürge tud lenni, ezért kis induktivitású tekercs kell (< 100uH). De hogy érvényesüljön a tekercs szűrő hatása, ezért nagyobb pwm frekvencia kell (40-150kHz).
Az induktivitásnak pont az a szerepe, hogy a pwm átlagáramát képezze a lehető legjobban megközelítve az eredeti jelalakot (szinusz, konstans, stb.) Az Ohmos ellenállás az itt a veszteség, mert azon csak hő keletkezik.
Tehát minél nagyobb az induktivitás, annál kisebb lesz a pwm frekvenciás lüktetés, azaz annál jobban megközelíti az eredeti vezérlőjelet. Nagy induktivitás viszont a motor fürgeségét csökkenti, mert a vezérlőjel gyors változásait is kisimítja.
A tárcsa és vasmentes motor a kis J miatt fürge tud lenni, ezért kis induktivitású tekercs kell (< 100uH). De hogy érvényesüljön a tekercs szűrő hatása, ezért nagyobb pwm frekvencia kell (40-150kHz).
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 20, 09:26
Írta: bmejdz9nu Dátum 2010 február 20, 09:26
Ha jól tudom Szalai fórumtársnak ilyen motorja van...
Ezen az adatlapon található számokból nem is tudnátok, hogy tárcsamotor...vagy?
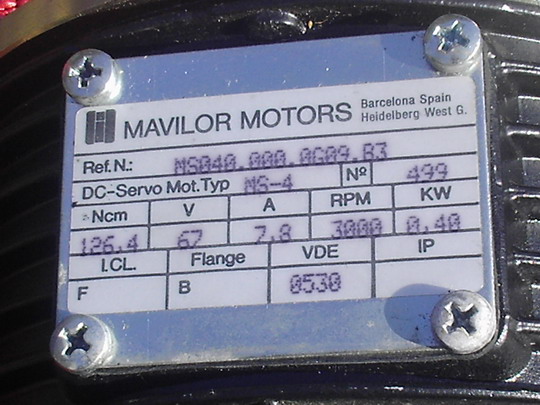
Ezen az adatlapon található számokból nem is tudnátok, hogy tárcsamotor...vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 20, 09:29
Írta: 43pbwjg8s Dátum 2010 február 20, 09:29
Varsa!
#10964 légyszíves!
#10964 légyszíves!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 20, 09:35
Írta: bmejdz9nu Dátum 2010 február 20, 09:35
pl. 500cpr-es Avago HEDS encoder (tárcsa+opto+ház) 6000Ft... olcsóbbat most nem tudok... Ha kell írj...
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 20, 09:47
Írta: 43pbwjg8s Dátum 2010 február 20, 09:47
Sajnos az sok.
Cserét keresnék egyébként.
A cserealap megbeszélhető.
Ez mindenkinek szól, de át is viszem az adok veszekbe.
Cserét keresnék egyébként.
A cserealap megbeszélhető.
Ez mindenkinek szól, de át is viszem az adok veszekbe.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 február 20, 09:58
Írta: x4rhew5r3 Dátum 2010 február 20, 09:58
Csak az adatlapjából derül ki, hogy az L 130uH.
Amivel teszteltem a vezérlőt, az SD volt és L-re 90uH-t mértem.
Amivel teszteltem a vezérlőt, az SD volt és L-re 90uH-t mértem.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 február 20, 10:03
Írta: Szalai György Dátum 2010 február 20, 10:03
Na valamit megértettem.
Ha nem érvényesül a motor induktivitás integráló hatása, akkor nem átlagáram szabályozás, hanem impulzushossz szabályozás lesz az eredmény. Ha lüktet a motoráram, mert nincs nagy induktivitás ami átlagolna, akkor lüktet a mágneses mező is. Ha lüktet a mágneses mező, akkor rángat (zenél) a motor. Ez káros. Ezért kell nagyobb PWM freki, amit még képes átlagolni a kis induktivitás is, jobban közelítve a motoráram jellegét az analóg szabályozáshoz.
Köszi.
Ha nem érvényesül a motor induktivitás integráló hatása, akkor nem átlagáram szabályozás, hanem impulzushossz szabályozás lesz az eredmény. Ha lüktet a motoráram, mert nincs nagy induktivitás ami átlagolna, akkor lüktet a mágneses mező is. Ha lüktet a mágneses mező, akkor rángat (zenél) a motor. Ez káros. Ezért kell nagyobb PWM freki, amit még képes átlagolni a kis induktivitás is, jobban közelítve a motoráram jellegét az analóg szabályozáshoz.
Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 február 20, 10:10
Írta: Szalai György Dátum 2010 február 20, 10:10
Igen, ilyem motorom is van, szerencsére többek között.
A beszélgetés abból indult, hogy #10937. Típus függetlenül.
Nem is az én motorommal összefüggésben érdekel a dolog, hanem az okát szerettem volna érteni.
Azt hiszem sikerült. Köszönöm.
A beszélgetés abból indult, hogy #10937. Típus függetlenül.
Nem is az én motorommal összefüggésben érdekel a dolog, hanem az okát szerettem volna érteni.
Azt hiszem sikerült. Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 február 20, 13:07
Írta: x4rhew5r3 Dátum 2010 február 20, 13:07
Még annyit, hogy max. 80 kHz volt a pwm amivel járattam, de semmi tartós igénybevétel, így ez még csak puhatolózás. Tartós üzemi tesztek még hátra vannak. De hogy mikor?...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 21, 12:35
Írta: bmejdz9nu Dátum 2010 február 21, 12:35
A300-as panel
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db (utalással fizetve - átvétel a talin)
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Farkas Ádám 4 db
Molyoló 4db + V Pétertől alkatrészek.
korbendallas 4db + Varsányitól alkatrészek
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db (utalással fizetve - átvétel a talin)
Amatőr 4db
Kulcsár 6db
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Farkas Ádám 4 db
Molyoló 4db + V Pétertől alkatrészek.
korbendallas 4db + Varsányitól alkatrészek
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 21, 12:43
Írta: svejk Dátum 2010 február 21, 12:43
A nagy többség még nem vette fel velem a kapcsolatot, de gondolom azért kell neki...
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db (utalással fizetve - átvétel a talin)
Amatőr 4db
Kulcsár 6db (utalás folyamatban - postázás)
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Farkas Ádám 4 db
Molyoló 4db + V Pétertől alkatrészek.
korbendallas 4db + Varsányitól alkatrészek
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db (utalással fizetve - átvétel a talin)
Amatőr 4db
Kulcsár 6db (utalás folyamatban - postázás)
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Farkas Ádám 4 db
Molyoló 4db + V Pétertől alkatrészek.
korbendallas 4db + Varsányitól alkatrészek
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 21, 12:45
Írta: svejk Dátum 2010 február 21, 12:45
Hétfőn reggel indíttatom a gyártást, addig még változtathattok a listán.
Elvileg február 26.(péntek) délután lesz készen, akkor kell fizetnem.
Megkérem a jelentkezőket vegyék fel velem a kapcsolatot magánban a fizetéssel és a szállítással kapcsolatban!
Elvileg február 26.(péntek) délután lesz készen, akkor kell fizetnem.
Megkérem a jelentkezőket vegyék fel velem a kapcsolatot magánban a fizetéssel és a szállítással kapcsolatban!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 21, 13:12
Írta: bmejdz9nu Dátum 2010 február 21, 13:12
Addig azért ne rendelj meg 50db-ot nyákot míg vagy a pénz nem jön be vagy egy határozott megerősítés nem érkezett privátban.
Egyébként ez az 50db-os mennyiség minden elképzelésemet felülmúl... talán nagy is lett/lesz az "A300 Club" ?:)
Alkatrészek összehangolt beszerzéséhez ez persze jó... mintha egyesével guberálnánk össze az alkatrészeket...
Egyébként ez az 50db-os mennyiség minden elképzelésemet felülmúl... talán nagy is lett/lesz az "A300 Club" ?:)
Alkatrészek összehangolt beszerzéséhez ez persze jó... mintha egyesével guberálnánk össze az alkatrészeket...
Cím: Re:DC szervó motoros vezérlés
Írta: korbendallas Dátum 2010 február 21, 13:30
Írta: korbendallas Dátum 2010 február 21, 13:30
Üdv!
Ne haragudj, de valami baj van ezzel a hülye invitellel. Nem tudok levelet küldeni. Holnap megkereslek a céges mailomról és tudjuk egyeztetni a fizetést és szállítást.
Köszönettel:
K
Ne haragudj, de valami baj van ezzel a hülye invitellel. Nem tudok levelet küldeni. Holnap megkereslek a céges mailomról és tudjuk egyeztetni a fizetést és szállítást.
Köszönettel:
K
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 február 21, 13:43
Írta: Farkas Ádám Dátum 2010 február 21, 13:43
A nagy többség még nem vette fel velem a kapcsolatot, de gondolom azért kell neki...
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db (utalással fizetve - átvétel a talin)
Amatőr 4db
Kulcsár 6db (utalás folyamatban - postázás)
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Farkas Ádám 0 db (Közben elfogytak a DC motorjaim...) ha még nem késő visszalépek
Molyoló 4db + V Pétertől alkatrészek.
korbendallas 4db + Varsányitól alkatrészek
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db (utalással fizetve - átvétel a talin)
Amatőr 4db
Kulcsár 6db (utalás folyamatban - postázás)
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától.
rekalaca 4 db + és nekem is alkatrészek Varsától.
Lakatos 4db
Farkas Ádám 0 db (Közben elfogytak a DC motorjaim...) ha még nem késő visszalépek
Molyoló 4db + V Pétertől alkatrészek.
korbendallas 4db + Varsányitól alkatrészek
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 21, 13:49
Írta: svejk Dátum 2010 február 21, 13:49
Semmi gond, jó is hogy volt idő gondolkodni, nem kell ezt elhamarkodni...
12 db-ig lemehetünk, onnantól ugrik az ár :)))
Javitom a listát.
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db (utalással fizetve - átvétel a talin)
Amatőr 4db (utalás folyamatban -postázás)
Kulcsár 6db (utalás folyamatban - postázás)
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira (utalás folyamatban - postázás)
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától. (utalás folyamatban - postázás)
rekalaca 4 db + és nekem is alkatrészek Varsától. (utalás folyamatban - postázás)
Lakatos 4db + Varsányitól alkatrészek (rendelés megerősítve)
Molyoló 4db + V Pétertől alkatrészek.
Korbendallas 4db + Varsányitól alkatrészek (rendelés megerősítve)
12 db-ig lemehetünk, onnantól ugrik az ár :)))
Javitom a listát.
"2400 Ft/db lenne az A300-as nyák, 2 oldalas furatgalvánozott, 2x70um-es fóliavastagság, ónozott, kétoldali kék színű löttstop, alkatrészoldali pozicióábra." (#10822)
--------
Varsányi 4db (utalással fizetve - átvétel a talin)
Amatőr 4db (utalás folyamatban -postázás)
Kulcsár 6db (utalás folyamatban - postázás)
Kristály 4db
Robroy007 4 db + Varsányitól alkatrészek talira (utalás folyamatban - postázás)
msas/Makó S/ 4db + Varsányitól alkatrészek
sasi 4 db + és nekem is alkatrészek Varsától. (utalás folyamatban - postázás)
rekalaca 4 db + és nekem is alkatrészek Varsától. (utalás folyamatban - postázás)
Lakatos 4db + Varsányitól alkatrészek (rendelés megerősítve)
Molyoló 4db + V Pétertől alkatrészek.
Korbendallas 4db + Varsányitól alkatrészek (rendelés megerősítve)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 21, 14:40
Írta: bmejdz9nu Dátum 2010 február 21, 14:40
Még egy fontos! Akinek kb. "50W"-ig várhatóan elég a gépéhez a teljesítmény az ne rendeljen A300-at!
Mert akárhogy is az alkatrészek költsége több mit ez a uServo vezérlő kész fix/fertig ára! (30V/6A - de ez nagyon a csúcs árama! - inkább kevesebb szerintem)
CncDrive uservo szervomotor szabályzó : 11.000Ft
Magyar leírás: http://www.cncdrive.hu/hun/uservo_manual_HUN.pdf

Mert akárhogy is az alkatrészek költsége több mit ez a uServo vezérlő kész fix/fertig ára! (30V/6A - de ez nagyon a csúcs árama! - inkább kevesebb szerintem)
CncDrive uservo szervomotor szabályzó : 11.000Ft
Magyar leírás: http://www.cncdrive.hu/hun/uservo_manual_HUN.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 22, 07:50
Írta: 43pbwjg8s Dátum 2010 február 22, 07:50
Ezt a képet köszönöm Péter.
Ha jól nézem, akkor ezekkel a bordákkal amiket csináltam én magam nem lőtten nagyon mellé ugye?

Ha jól nézem, akkor ezekkel a bordákkal amiket csináltam én magam nem lőtten nagyon mellé ugye?
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 22, 07:53
Írta: 43pbwjg8s Dátum 2010 február 22, 07:53
Egyébként a leírás szerint "tipikusan 80W-ig ajánlott alkalmazni".
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 22, 07:54
Írta: 43pbwjg8s Dátum 2010 február 22, 07:54
Max 30V motortáp, 6.5A áramkorlát.
Digitális táp 5V 100mA.
Digitális táp 5V 100mA.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 07:57
Írta: bmejdz9nu Dátum 2010 február 22, 07:57
Több mint jók... nem kell nagy áram folyamatosan úgysem azokhoz a motorokhoz...(2,1A kell az alapnyomatékhoz)
Az a fura ezekben a vezérlőkben, hogy a melegedéssel egyenes arányban csökkenti az áramkorlátot.
Tehát - szerintem - nem úgy megy mint a leírásban... azaz ha kell a 6A folyamatosan akkor hülére azaz hidegre kell hűteni.
A komika még, hogy a végfok IC-t - ha jól néztem - a másik oldalról kellene hűteni...
De amit csináltál jó... és ha kell... a másik oldalra forraszthatsz majd még réz lemezt ill rézből hűtőbordát.
Az a fura ezekben a vezérlőkben, hogy a melegedéssel egyenes arányban csökkenti az áramkorlátot.
Tehát - szerintem - nem úgy megy mint a leírásban... azaz ha kell a 6A folyamatosan akkor hülére azaz hidegre kell hűteni.
A komika még, hogy a végfok IC-t - ha jól néztem - a másik oldalról kellene hűteni...
De amit csináltál jó... és ha kell... a másik oldalra forraszthatsz majd még réz lemezt ill rézből hűtőbordát.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 08:01
Írta: bmejdz9nu Dátum 2010 február 22, 08:01
Azt is egy kicsit túlzásnak nevezném... szerintem az 50W-al is már sokat írtam :)
Ha összeszoroznánk a feszt az árammal akkor több mint 180W :) De ez nem megy... azaz nem bírja a végfok IC elvinni a termelt hőt... azaz ez így csak elméleti...
Azaz pl. 2A folyamatos oké + 6A csúcs... minivezérlő :) Nade a te "30W-os" motorjaid is már túlméretesek egy CNC-hez :)
Ha összeszoroznánk a feszt az árammal akkor több mint 180W :) De ez nem megy... azaz nem bírja a végfok IC elvinni a termelt hőt... azaz ez így csak elméleti...
Azaz pl. 2A folyamatos oké + 6A csúcs... minivezérlő :) Nade a te "30W-os" motorjaid is már túlméretesek egy CNC-hez :)
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 22, 09:50
Írta: 43pbwjg8s Dátum 2010 február 22, 09:50
Rossz vagy Péter! :)
Ha lesz még ilyen mocid szólj kérlek!
Ugy néz ki sikerül rendbetenni Őket még nekem is.
A 3 db uszervó vezérlőnek most csinálok egy alaplapot. Ha meglesz legfeljebb közzéteszem.
Ugy könnyebb dobozolni, csatlakozni és táppal ellátni is őket.
Ha lesz még ilyen mocid szólj kérlek!
Ugy néz ki sikerül rendbetenni Őket még nekem is.
A 3 db uszervó vezérlőnek most csinálok egy alaplapot. Ha meglesz legfeljebb közzéteszem.
Ugy könnyebb dobozolni, csatlakozni és táppal ellátni is őket.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2010 február 22, 09:52
Írta: rbbhbyvfs Dátum 2010 február 22, 09:52
Esetleg tudja valaki, hogy mi a végfok tipusa?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 09:58
Írta: bmejdz9nu Dátum 2010 február 22, 09:58
Most egy másik forrásból szereztem 10db ilyen/olyan Yaskawa "30W"-os motort...
Ezek nagyon szépek és jók... de az encodert sajnos cserélni kellett Avago HEDS 500cpr-eskre...(tegnap szereltem rá őket - ugyanolyan volt rajt mint neked)
De ezeknek a mociknak már nem 5000Ft az ára... sajnos... de ugyanolyan 4 szénkefés kis ördögök :)
Ezek nagyon szépek és jók... de az encodert sajnos cserélni kellett Avago HEDS 500cpr-eskre...(tegnap szereltem rá őket - ugyanolyan volt rajt mint neked)
De ezeknek a mociknak már nem 5000Ft az ára... sajnos... de ugyanolyan 4 szénkefés kis ördögök :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 09:58
Írta: bmejdz9nu Dátum 2010 február 22, 09:58
Rá van írva... de most nem vagyok otthon...
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 22, 10:18
Írta: 43pbwjg8s Dátum 2010 február 22, 10:18
Hát egyelőre akkor....
De azért köszönöm az infót.
Igy uj encoderrel együtt azért már más ár dukál és ez stimmt!
De azért köszönöm az infót.
Igy uj encoderrel együtt azért már más ár dukál és ez stimmt!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 12:28
Írta: bmejdz9nu Dátum 2010 február 22, 12:28
Alapjában is nagyon újszerűek ezek a mocik...
Egy terv, egy elképzeléshez gyűjtöttem be őket... egy nagyon fürge és nem túl nagy, jól méretezett Z egységhez...
Egy terv, egy elképzeléshez gyűjtöttem be őket... egy nagyon fürge és nem túl nagy, jól méretezett Z egységhez...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 február 22, 13:00
Írta: s7manbs8 Dátum 2010 február 22, 13:00
Na már neked is van ilyen, kezdek irigykedni. Milyen IC van abba, ami a motorokat hajtja ? Én is akarok szervóskodni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 13:08
Írta: 000000000 Dátum 2010 február 22, 13:08
Mi a fene??? Z-hez is elég lesz a 30 W, csak jól kell méretezni??? Na végre!!!:)[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 14:19
Írta: bmejdz9nu Dátum 2010 február 22, 14:19
Bizony, bizony :) Ki lett számítva :) Tudatos beszerzések sora...:)
De nem a "30W" elég hanem 0,1Nm-es alapnyomatéka a motornak a 70mm hosszú 8mm átmérőjű és 2mm-es em. orsóhoz... erre elég pont elég...
De a kis inerciás kupplung beszerzése is fontos volt... mert minden leheletnyi terhelő inercia nagyot rontana a dinamikán... a 12-es linárok is passzolnak a feladathoz...
Fontos volt, hogy minél kisebb, laposabb legyen a Z egység = kompakt kialakítás = merevség, rezonancia mentesség...
Ehhez még kisebb méretű motor még jobb lett volna... de csak méretileg... sajnos. Kell a 0,1Nm alap erő...(+ többlet nyomaték - nevezzük csúcsnyomatéknak:)
De nincs az a kicsi inerciás szíjkerék a megfelelő erőre ami az inercia arányokat ne verte volna szét! A 2mm-es em. orsó... az igen... beépített áttétel :)
De nem a "30W" elég hanem 0,1Nm-es alapnyomatéka a motornak a 70mm hosszú 8mm átmérőjű és 2mm-es em. orsóhoz... erre elég pont elég...
De a kis inerciás kupplung beszerzése is fontos volt... mert minden leheletnyi terhelő inercia nagyot rontana a dinamikán... a 12-es linárok is passzolnak a feladathoz...
Fontos volt, hogy minél kisebb, laposabb legyen a Z egység = kompakt kialakítás = merevség, rezonancia mentesség...
Ehhez még kisebb méretű motor még jobb lett volna... de csak méretileg... sajnos. Kell a 0,1Nm alap erő...(+ többlet nyomaték - nevezzük csúcsnyomatéknak:)
De nincs az a kicsi inerciás szíjkerék a megfelelő erőre ami az inercia arányokat ne verte volna szét! A 2mm-es em. orsó... az igen... beépített áttétel :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 14:34
Írta: 000000000 Dátum 2010 február 22, 14:34
Erről beszélek Neked 3 éve, örülök, hogy eljutottál ide. Csak tudnám, akkor mit keres a gépeden még mindig 300W-os motor, és ráaádásul vízszintes síkban mozgó tengelyeknél.
Saját magadat kevered állandó ellentmondásba, pedig lenne egy egyszerű mód, azt mondod végre: gyerekek, eddig mindent elbazilikáztam, mert lövésem sem volt a szervóhoz..:)
Saját magadat kevered állandó ellentmondásba, pedig lenne egy egyszerű mód, azt mondod végre: gyerekek, eddig mindent elbazilikáztam, mert lövésem sem volt a szervóhoz..:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 15:22
Írta: bmejdz9nu Dátum 2010 február 22, 15:22
A kettő messze nem egyforma kategória!
A gépem olyan nehéz, hogy nem tudom el vinni pl. egy talira...
A 300W-at meg csak 280W de az is csak lenne ha 4000rpm-el forgatnám a tengelyeket... de 2400rpm-nél (165W leadás) már 12 méter/perc a sebesség... kell több?
Azt kellene észrevenned, hogy ott 20mm átm és 5-ös orsókat forgat a motor amimnek szép súlya azaz terhelő inerciája van...
Akkor jó egy hajtás a hajtómotor sem pehely kategóriás azaz nagyon kicsi inerciás azaz könnyű forgórészes...
Mikor mit... vagy érzed mint Yedi lovag a fénykardot vagy számolsz...:)
.............
Következő szerkezetem...
Orsó hossz 250mm, átm:10mm, emelkedés 4mm... finom járás de azért a hengergörgős, nem kispályás... mozgatott tömeg 30kg. (láthatóan kis inercia)
AC szervó kerül rá, cél sebesség 200mm/sec (azaz 3000rpm a motortól) Ezek el vannak döntve!
Lehetőségek: (mindegyik "raktáron" - azaz nem számít)
"100W" 0,32Nm/0,95Nm, inercia: 0.0000066Kgm2 vagy
"200W" 0,64Nm/1,9Nm, inercia: 0.000029kgm2
A két motor közül melyikkel tud majd nagyobb gyorsulást? Azaz melyik motorral lesz fent előbb a 200mm/sec-en... Én már kiszámoltam...
A gépem olyan nehéz, hogy nem tudom el vinni pl. egy talira...
A 300W-at meg csak 280W de az is csak lenne ha 4000rpm-el forgatnám a tengelyeket... de 2400rpm-nél (165W leadás) már 12 méter/perc a sebesség... kell több?
Azt kellene észrevenned, hogy ott 20mm átm és 5-ös orsókat forgat a motor amimnek szép súlya azaz terhelő inerciája van...
Akkor jó egy hajtás a hajtómotor sem pehely kategóriás azaz nagyon kicsi inerciás azaz könnyű forgórészes...
Mikor mit... vagy érzed mint Yedi lovag a fénykardot vagy számolsz...:)
.............
Következő szerkezetem...
Orsó hossz 250mm, átm:10mm, emelkedés 4mm... finom járás de azért a hengergörgős, nem kispályás... mozgatott tömeg 30kg. (láthatóan kis inercia)
AC szervó kerül rá, cél sebesség 200mm/sec (azaz 3000rpm a motortól) Ezek el vannak döntve!
Lehetőségek: (mindegyik "raktáron" - azaz nem számít)
"100W" 0,32Nm/0,95Nm, inercia: 0.0000066Kgm2 vagy
"200W" 0,64Nm/1,9Nm, inercia: 0.000029kgm2
A két motor közül melyikkel tud majd nagyobb gyorsulást? Azaz melyik motorral lesz fent előbb a 200mm/sec-en... Én már kiszámoltam...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 15:41
Írta: 000000000 Dátum 2010 február 22, 15:41
Te meg a szakszerű számolás...nevetnem kell.:)) Még két szám összadásához is letöltöd a legújabb "Rockvell összeadó" csicsa programot...:))
De egy a lényeg, haladsz a 10 W felé, a 30 egye fene némi kerekítéssel már itt van.
Még várunk egy hónapot, félévet, van idő..., akkor leszel pontosan 10W-nál!:)
De egy a lényeg, haladsz a 10 W felé, a 30 egye fene némi kerekítéssel már itt van.
Még várunk egy hónapot, félévet, van idő..., akkor leszel pontosan 10W-nál!:)
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 22, 15:49
Írta: jv7pu3a5p Dátum 2010 február 22, 15:49
Az AC mocikról linkelj már egy adatlapot lécci. :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 15:52
Írta: bmejdz9nu Dátum 2010 február 22, 15:52
A kérdés nem ez volt...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 15:57
Írta: bmejdz9nu Dátum 2010 február 22, 15:57
Ennyi elég a számításokhoz...
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 22, 16:06
Írta: jv7pu3a5p Dátum 2010 február 22, 16:06
Bocsánat, lehet, hogy a vigyorjel megzavrta a dolgot. Csak tanulmányozni akartam az adatlapot, nem a számítás miatt. Gondoltam ha tetszik a 100W moci akkor, azt mondom, hogy használd a 200W-ost és add el nekem jó pézé a 100W-ost. :)
Szóval csak olvasgatni akartam...
Szóval csak olvasgatni akartam...
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 22, 16:26
Írta: 43pbwjg8s Dátum 2010 február 22, 16:26
Ezek sem voltak veszélyes állapotban.
Igy hogy az encodereket lecserélem, és azért végigcsinálok rajtuk egy olyan nagygenerált mint amit Te is említettél (pedig tényleg nem lenne mindenképpen szükséges) szerintem teljesen jól lesznek.
A felszabályozás megvan, a frontcsapágyakat holnap hozom, az encoderek egy másfél hét mulva jönnek...
Teljesen jó lesz ez.
Egyébként köszönhetően Svejknek igy is volt már próba, ami nagyon szépen ment, de azt hiszem ezt tudod.
Hol kérdezzek a csapágycserével kapcsolatban?
Átmegyek a segítség bána vagyok topicba.
Igy hogy az encodereket lecserélem, és azért végigcsinálok rajtuk egy olyan nagygenerált mint amit Te is említettél (pedig tényleg nem lenne mindenképpen szükséges) szerintem teljesen jól lesznek.
A felszabályozás megvan, a frontcsapágyakat holnap hozom, az encoderek egy másfél hét mulva jönnek...
Teljesen jó lesz ez.
Egyébként köszönhetően Svejknek igy is volt már próba, ami nagyon szépen ment, de azt hiszem ezt tudod.
Hol kérdezzek a csapágycserével kapcsolatban?
Átmegyek a segítség bána vagyok topicba.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 16:38
Írta: bmejdz9nu Dátum 2010 február 22, 16:38
Feltöltöm a Samsung CSDJ vezérlő és motor adatlapját... és belinkelem az AC topikba...
Ez nem tetszik vagy nem tetszik kérdése :) Ha egyik mellett döntök attól még a másik nem eladó mert más mechanikához majd jó lesz... meg aztán drága is... még egy jó DC szervómotor is...
Ez nem tetszik vagy nem tetszik kérdése :) Ha egyik mellett döntök attól még a másik nem eladó mert más mechanikához majd jó lesz... meg aztán drága is... még egy jó DC szervómotor is...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 16:41
Írta: bmejdz9nu Dátum 2010 február 22, 16:41
Ezek nagyon jók és szépek, csapágyak is kifogástalanok - csere nem kell (mástól valók - ezeket sajnos nem ajándékba kaptam :)...
Majd csinálok egy fotót róluk és a Z egység elképzelésről...
Majd csinálok egy fotót róluk és a Z egység elképzelésről...
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 16:49
Írta: bmejdz9nu Dátum 2010 február 22, 16:49
Mivel Tibor nem tudta a választ megírom...
A 100W-os motorral 35msec alatt lenne 200mm/sec-en...
A 200W-os motorral 20msec alatt lenne 200mm/sec-en...
Láthatóan inercia arányokban mindegyik motor passzol (adatlap) ...a 200W-os motornak jóval nagyobb az inerciája... de az ereje is!
(persze egy DC-hez képest nagyon kicsi...)
Nade 30Kg-os tömeget 30-40ms alatt 200mm/sec-re gyorsítani és megállítani... már több mint veszélyes...
Kibírja e a leendő mechanika? Ez a kérdés... tesztek kellenek... Meg minek?
A mostani gépemnél kb. 2X-e gyorsabban fog gyorsítani már az AC 100-assal... persze kisebb mechanika lesz... Tali kompatibilisra akarom azaz 100Kg alá...
DC "100W-osra" is számoltam... de az nem tudja ezt... mert a saját inerciája forgatásához (forgórésze) sok teljesítmény kell... tehát nagyobb kellene DC-ből...
A 100W-os motorral 35msec alatt lenne 200mm/sec-en...
A 200W-os motorral 20msec alatt lenne 200mm/sec-en...
Láthatóan inercia arányokban mindegyik motor passzol (adatlap) ...a 200W-os motornak jóval nagyobb az inerciája... de az ereje is!
(persze egy DC-hez képest nagyon kicsi...)
Nade 30Kg-os tömeget 30-40ms alatt 200mm/sec-re gyorsítani és megállítani... már több mint veszélyes...
Kibírja e a leendő mechanika? Ez a kérdés... tesztek kellenek... Meg minek?
A mostani gépemnél kb. 2X-e gyorsabban fog gyorsítani már az AC 100-assal... persze kisebb mechanika lesz... Tali kompatibilisra akarom azaz 100Kg alá...
DC "100W-osra" is számoltam... de az nem tudja ezt... mert a saját inerciája forgatásához (forgórésze) sok teljesítmény kell... tehát nagyobb kellene DC-ből...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 február 22, 17:08
Írta: s5f8tmfv3 Dátum 2010 február 22, 17:08
Péter!
Ezt tisztán anyagi okok miatt ajánlod, vagy az A300 nem szereti a kis motorokat?
Ezt tisztán anyagi okok miatt ajánlod, vagy az A300 nem szereti a kis motorokat?
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 22, 17:11
Írta: 43pbwjg8s Dátum 2010 február 22, 17:11
OK!
Várom!
Várom!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 17:15
Írta: bmejdz9nu Dátum 2010 február 22, 17:15
Tisztán anyagi okok miatt :) Egyébként ajánlottam? :) Tényszerű voltam... Ez is van...
Szerintem az A300 imádja a kis motorokat is :) Mindent megtettünk, hogy elijesszünk mindenkit a jótól, senki ne legyen befolyásolva !!!:)
50db A300 panel = sok az elvetemült "nagymotorokat" is kedvelő hobbysta :) Hát ez van :)
Ha ma lenne időm a kis 30W-osat A300-al próbálgatnám...
Szerintem az A300 imádja a kis motorokat is :) Mindent megtettünk, hogy elijesszünk mindenkit a jótól, senki ne legyen befolyásolva !!!:)
50db A300 panel = sok az elvetemült "nagymotorokat" is kedvelő hobbysta :) Hát ez van :)
Ha ma lenne időm a kis 30W-osat A300-al próbálgatnám...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 17:26
Írta: 000000000 Dátum 2010 február 22, 17:26
Érdekes emberke vagy te...
A Jó Isten mentse meg a Fórumot attól, ha te számolsz ki bármit is itt!:))[#nyes]
Maradjunk annyiban, hogy 30 kg-ot 40 ms alatt 200 mm/s-re gyorsítani csak 15 W hasznos kell.
Még egy kicsit korszerűbb-korrektebb verziójú összeadó és szorszó mese programot töltsél le, és használj!:))) Én fejben számoltam ezt most ki.:)
A Jó Isten mentse meg a Fórumot attól, ha te számolsz ki bármit is itt!:))[#nyes]
Maradjunk annyiban, hogy 30 kg-ot 40 ms alatt 200 mm/s-re gyorsítani csak 15 W hasznos kell.
Még egy kicsit korszerűbb-korrektebb verziójú összeadó és szorszó mese programot töltsél le, és használj!:))) Én fejben számoltam ezt most ki.:)
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 február 22, 17:36
Írta: s5f8tmfv3 Dátum 2010 február 22, 17:36
Aha, persze! Azért van rendelésben 50 panel :)
Senki sincs befolyásolva, csak begerjedve :)))
Azért köszi a tényszerű választ!
Senki sincs befolyásolva, csak begerjedve :)))
Azért köszi a tényszerű választ!
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 17:37
Írta: bmejdz9nu Dátum 2010 február 22, 17:37
Na ezt nem kellett volna leírnod... Mert ez minden elszámolásodnak az alapja és beismerése! De köszönöm!!! (alap a #11010-ben leírt mechanika)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 17:44
Írta: 000000000 Dátum 2010 február 22, 17:44
Ha egyszer csak egy mondatomat szószerint megértenél, rendkívül hálás lenne Neked Mindenki, és akkor az topik is csak 1000 bejegyzésből állna a 11026 helyett.:)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 18:08
Írta: bmejdz9nu Dátum 2010 február 22, 18:08
Ezt a "15W-os" motorigényt már senki sem hiszi el neked aki már látott 40ms alatt 12méter/perce gyorsítani 30Kg-os mozgatott tömegű CNC gépet munka közben...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 18:21
Írta: 000000000 Dátum 2010 február 22, 18:21
Ne is higgye el senki, számolja ki, értse meg!
Sőt van egy rossz hírem, ez a valós 15W teljesítmény is csak 2*40 ms-ig kell, ha véletlenül a teljes út nagyobb mint 8 mm, NULLA a hasznos dinamikai P a fennmaradó útra. És a motor tud integrálni, ő érti mitől forog, és mennyi P kell neki!:)
Sőt van egy rossz hírem, ez a valós 15W teljesítmény is csak 2*40 ms-ig kell, ha véletlenül a teljes út nagyobb mint 8 mm, NULLA a hasznos dinamikai P a fennmaradó útra. És a motor tud integrálni, ő érti mitől forog, és mennyi P kell neki!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2010 február 22, 18:22
Írta: 2vkx6unz Dátum 2010 február 22, 18:22
Tibor most sem írt 15W-os motort, csak tényszerűen közölte, hogy a megadott paraméterkhez 15W a teljesítményigény. Motorról nem esett szó, sőt, sem osrsó sem egyéb nem szerepelt a hozzászólásban. Ez tiszta fizika, szerintem a középiskolás függvénytáblázatokban is benne van.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 18:27
Írta: bmejdz9nu Dátum 2010 február 22, 18:27
Eset szó motorról: #11010: "100W" 0,32Nm/0,95Nm, inercia: 0.0000066Kgm2
Ja elméletileg? ... Ha nincs forgórésze a motornak? Semmi inercia? Sem terhelési inercia? ... és a hobbysta csak 5 percenként gyorsít :)
Szerintem a hobbysta nem elméleti fizikus akkor sem... hanem egy adott motorral akar meghajtani egy gépet...
Sőt ennek a gépnek a T45-féle egységugrási azaz varrógéptesztnek is meg kell felelnie... szépen a gyakorlatban... füstmenetesen :)
Ja elméletileg? ... Ha nincs forgórésze a motornak? Semmi inercia? Sem terhelési inercia? ... és a hobbysta csak 5 percenként gyorsít :)
Szerintem a hobbysta nem elméleti fizikus akkor sem... hanem egy adott motorral akar meghajtani egy gépet...
Sőt ennek a gépnek a T45-féle egységugrási azaz varrógéptesztnek is meg kell felelnie... szépen a gyakorlatban... füstmenetesen :)
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 18:31
Írta: bmejdz9nu Dátum 2010 február 22, 18:31
Itt a képek...
Orsók és linárok újak.. Linárok 3-3 kocsival (legyen sok golyó alatta:)
A csapágyak is egy érték... mert nem nagyon lehet kapni ferdehatásvonalút 8mm-es belsővel...pedig az kell... (nem is hinné az ember:)
Orsók és linárok újak.. Linárok 3-3 kocsival (legyen sok golyó alatta:)
A csapágyak is egy érték... mert nem nagyon lehet kapni ferdehatásvonalút 8mm-es belsővel...pedig az kell... (nem is hinné az ember:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 18:45
Írta: 000000000 Dátum 2010 február 22, 18:45
Hihetetlen, egyszerűen fájsz már!!! Mit gondolsz a szervó motor attól szervó, hogy saját magát se bírja felgyorsítani? Tudod te mennyi egy szervó kategóriájú motor elektromechanikai időállandója? Segítek, sokkal kisebb mint 40 ms. Mellesleg ahogy Sanyi is írja Neked, ez a valós P. Hogy ezt te utána hogy rosszod el feszülő, füstölő, szoros, idétlenül Hobby-hoz túlságosan előfeszített marhaságokkal, bazi nagy J-jű direkthajtásokkal, az már a Te ügyed...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 február 22, 18:51
Írta: s7manbs8 Dátum 2010 február 22, 18:51
Ha van egy 1440-es fordulatú motorom, ami pl. 250W-os, annak a forgatónyomatékát melyik egyszerű képlettel lehet számolni ? (Ez most komoly kérdése lenne)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 február 22, 19:04
Írta: s7manbs8 Dátum 2010 február 22, 19:04
Közbe megtaláltam az M=P/2PI/rps, a képletek topicban, csak az a kúpos menetes rönk hasítóhoz mutatott a haverom egy motort, a fordulatszám van meg, meg a teljesítménye, és ezáltal, milyen erő kell kb. azt akartam kiszámolni, mekkora áttétel.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 19:16
Írta: bmejdz9nu Dátum 2010 február 22, 19:16
Elméletizgetünk? Ja én a végén még gépet csinálok a motorokkal :) Neked jó... nem kell :)
Egy motor... zero ms alatt fel tudna gyorsulni - ha nem lenne a forgórésznek tömege azaz belső inerciája...
De nemhogy van de ennek a motor forgórésznek még külső tömegeket (inerciákat) is kell forgatni...
Az sem mindegy, hogy egy "egy dekás" azaz egy wattos motor forgórésznek kellene forgatnia egy "100dekás" orsót... :)
Tehát néha kell a bazi nagy J... :) Inertia Ratio... Inercia arány..
Tehát a motor gyorsulási ideje függ a forgatott súlytól...
Ezért is az AC-k gyorsabban fel tudnak pörögni mert nem kell a tekercselt forgórészt is pörgetnie... azaz a tekercsek az AC-ban kívül azaz a motorházban vannak...
Egy motor... zero ms alatt fel tudna gyorsulni - ha nem lenne a forgórésznek tömege azaz belső inerciája...
De nemhogy van de ennek a motor forgórésznek még külső tömegeket (inerciákat) is kell forgatni...
Az sem mindegy, hogy egy "egy dekás" azaz egy wattos motor forgórésznek kellene forgatnia egy "100dekás" orsót... :)
Tehát néha kell a bazi nagy J... :) Inertia Ratio... Inercia arány..
Tehát a motor gyorsulási ideje függ a forgatott súlytól...
Ezért is az AC-k gyorsabban fel tudnak pörögni mert nem kell a tekercselt forgórészt is pörgetnie... azaz a tekercsek az AC-ban kívül azaz a motorházban vannak...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 február 22, 19:22
Írta: Szalai György Dátum 2010 február 22, 19:22
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 február 22, 19:29
Írta: s7manbs8 Dátum 2010 február 22, 19:29
Igen, erről lenne szó. Ennek a képen látható a mérete, a motort is meg lehet saccolni, meg az áttételt is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 19:29
Írta: 000000000 Dátum 2010 február 22, 19:29
Szerintem a 3 kocsi túlzás.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 22, 19:34
Írta: 43pbwjg8s Dátum 2010 február 22, 19:34
Péter!
Nálad a szemetes is ezekkel van tele? :)
Megyek takarítani ha szólsz! Még fizetned sem kell, ha az ilyen szemetet elhozhatom. :)
Egyébként nagyon húzós egy ilyen kis orsó ára?
Az ember csak csurgatja a nyálát. Kifejezetten ezekhez a kis motorokhoz illenek.
Nálad a szemetes is ezekkel van tele? :)
Megyek takarítani ha szólsz! Még fizetned sem kell, ha az ilyen szemetet elhozhatom. :)
Egyébként nagyon húzós egy ilyen kis orsó ára?
Az ember csak csurgatja a nyálát. Kifejezetten ezekhez a kis motorokhoz illenek.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 19:34
Írta: bmejdz9nu Dátum 2010 február 22, 19:34
De csak egysorosak a 12-es linárok! Azaz jobb ha golyó-golyót ér végig ekkor... összesen 6 kocsi/ Z axis :) A "van" tól nem kell félni :)... meg ez volt - így :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 február 22, 19:40
Írta: Szalai György Dátum 2010 február 22, 19:40
Semleges Csevegő, vegyes ügyek #6471
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 február 22, 19:45
Írta: Szalai György Dátum 2010 február 22, 19:45
Jó ötlet az egy sin három kocsi.
Főleg függőleges Z-ben, és főleg, hogy azon a rövid sínen szinte egymáshoz is fognak érni.
Így majd megint lesz miről beszélgetni egy darabig.
Jó fórumgazda vagy. Csinálod a szenzációt.
Főleg függőleges Z-ben, és főleg, hogy azon a rövid sínen szinte egymáshoz is fognak érni.
Így majd megint lesz miről beszélgetni egy darabig.
Jó fórumgazda vagy. Csinálod a szenzációt.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 19:49
Írta: bmejdz9nu Dátum 2010 február 22, 19:49
Ez tudatos alkatrész gyűjtés volt... számítások alapján... már inercia korszaki :)
Ha jól emlékszek a számításra 10-20ms alatt van 100mm/sec-en így az összeállítás... Tehát valami szuper (3D-s) Z lehetnek... majd...
Igazából a 100mm/sec-et is túl lehet lépni...azaz a 3000rpm-et is.... módjával...
Nade valaki már írja nekem, hogy 70mm-es mozgású Z az kevés.... :) Ezt várom :) Mert erre is van egy ötletem...
Ugyebár a Z axis általában a gép leggyengébb pontja.. azaz ha hosszú és nagy akkor jönnek a rezonancia veszélyek...
A 70mm-es mozgás... azaz 70mm-ernél általában nagyobbat nem akarunk... azaz nincs nagyobb fogásmélységre szerszám ebben a kategóriában...(40 is elég lenne)
Egy olyan gépet képzeltem el ahol ha satu vagy nagyobb valami kerülne alá... akkor a Kereszthidat +70mm-el fel lehet emelni... pl. a széleken 1-1 70mm-es berakható "kockával"...
Ez csak úgyis néha kel csak.. ekkor persze a stabilitás romlik..
Az NSK olcsó cég... főleg a precizizós kis emelkedésű orsókban :) szerinted 150 Euro egy új originál csomagolású NSK orsóért sok volt?
Mit ér egy ilyen orsó? Ugyebár nem kell áttétel...
Ekkor nem az áttétel árára gondolok, hanem a kellemetlen inerciákra... és pontosságra mindenek felett.
No és ha gép kikapcs... a 2mm-es orsón nehezen... , hogy lefut a maró az asztalba... :) Mert ugye a fék is drága, bonyolult.
NSK golyósorsó adatok... pont elég... nem sok és nem kevés a terhelhetőség... = telitalálat - szerintem.
Ha jól emlékszek a számításra 10-20ms alatt van 100mm/sec-en így az összeállítás... Tehát valami szuper (3D-s) Z lehetnek... majd...
Igazából a 100mm/sec-et is túl lehet lépni...azaz a 3000rpm-et is.... módjával...
Nade valaki már írja nekem, hogy 70mm-es mozgású Z az kevés.... :) Ezt várom :) Mert erre is van egy ötletem...
Ugyebár a Z axis általában a gép leggyengébb pontja.. azaz ha hosszú és nagy akkor jönnek a rezonancia veszélyek...
A 70mm-es mozgás... azaz 70mm-ernél általában nagyobbat nem akarunk... azaz nincs nagyobb fogásmélységre szerszám ebben a kategóriában...(40 is elég lenne)
Egy olyan gépet képzeltem el ahol ha satu vagy nagyobb valami kerülne alá... akkor a Kereszthidat +70mm-el fel lehet emelni... pl. a széleken 1-1 70mm-es berakható "kockával"...
Ez csak úgyis néha kel csak.. ekkor persze a stabilitás romlik..
Az NSK olcsó cég... főleg a precizizós kis emelkedésű orsókban :) szerinted 150 Euro egy új originál csomagolású NSK orsóért sok volt?
Mit ér egy ilyen orsó? Ugyebár nem kell áttétel...
Ekkor nem az áttétel árára gondolok, hanem a kellemetlen inerciákra... és pontosságra mindenek felett.
No és ha gép kikapcs... a 2mm-es orsón nehezen... , hogy lefut a maró az asztalba... :) Mert ugye a fék is drága, bonyolult.
NSK golyósorsó adatok... pont elég... nem sok és nem kevés a terhelhetőség... = telitalálat - szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 19:52
Írta: bmejdz9nu Dátum 2010 február 22, 19:52
[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2010 február 22, 19:56
Írta: 4um5b65d Dátum 2010 február 22, 19:56
Elektron !
1000-es fordulat 4KW motor.
1000-es fordulat 4KW motor.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 22, 21:28
Írta: 43pbwjg8s Dátum 2010 február 22, 21:28
A gépem ilyen lesz ha kész lesz majd. :)
Az Y emelhető külön kéziben, majd ha be lett állítva rögzíthető és onnatól dolgozik a 80mm Z.
Ilyesmire gondoltál?

Az Y emelhető külön kéziben, majd ha be lett állítva rögzíthető és onnatól dolgozik a 80mm Z.
Ilyesmire gondoltál?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 21:42
Írta: bmejdz9nu Dátum 2010 február 22, 21:42
Majdnem... de az elv hasonló... Z. nagyolás és csak az éppen szükséges mozgás nagysága a Z axis-től...
De nem kell az elvért messze mennünk... pl. egy BF20 marógép is ezen az elven működik...
Csak a hobbysta általában a klasszikus kereszthíd megoldást választja.... ezért írtam arról...
De nem kell az elvért messze mennünk... pl. egy BF20 marógép is ezen az elven működik...
Csak a hobbysta általában a klasszikus kereszthíd megoldást választja.... ezért írtam arról...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 február 22, 22:24
Írta: s7manbs8 Dátum 2010 február 22, 22:24
Az elég nagy akkor.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2010 február 22, 22:45
Írta: 4um5b65d Dátum 2010 február 22, 22:45
És még ezt is eléggé lefogja.
Egyébként ha visszakeresed azt a videót amit KoLa linkelt elsőként, ott olvasható a jobb felső sarokban.
Egyébként ha visszakeresed azt a videót amit KoLa linkelt elsőként, ott olvasható a jobb felső sarokban.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 február 24, 21:12
Írta: 43pbwjg8s Dátum 2010 február 24, 21:12
Varsa! Segítség béna vagyok Topic!
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 február 25, 09:58
Írta: s5f8tmfv3 Dátum 2010 február 25, 09:58
Kérdés A300 ügyben: a doksi szerint
"Minden ellenállás MF0207, 3 raszterre ültethető 0.6W, 1%-os"
Az 1% mennyire kritikus?
Nem lenne időszerű egy új topik az A300-nak?
Rövidesen jönnek a kérdések szerintem.
"Minden ellenállás MF0207, 3 raszterre ültethető 0.6W, 1%-os"
Az 1% mennyire kritikus?
Nem lenne időszerű egy új topik az A300-nak?
Rövidesen jönnek a kérdések szerintem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 25, 10:41
Írta: svejk Dátum 2010 február 25, 10:41
1-2 helyen, pl.a D/A-nál kell ez ba pontosság.
Mivel nincs igazából érkülönbség így maradt mindegyik 1%-os.
Én úgy gondoltam Email-ban meg lehet ezeket beszélni, hiszen csak 10 embert érint.
Mivel nincs igazából érkülönbség így maradt mindegyik 1%-os.
Én úgy gondoltam Email-ban meg lehet ezeket beszélni, hiszen csak 10 embert érint.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2010 február 25, 12:51
Írta: s5f8tmfv3 Dátum 2010 február 25, 12:51
OK, köszönöm! Akkor zaklathatlak privátban ha még kérdésem lesz?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 25, 13:15
Írta: svejk Dátum 2010 február 25, 13:15
Természetesen...
Legjobb lenne valami körlevélszerűség melyet mindenki megkapna akit érint.
Legjobb lenne valami körlevélszerűség melyet mindenki megkapna akit érint.
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2010 február 25, 13:34
Írta: Miki2 Dátum 2010 február 25, 13:34
Elnézést István, hogy beleszólok úgy, hogy én pillanatnyilag nem kértem Nyákot.
Szerintem több mint tíz ember van itt a fórumon, akit érdekel az A-300 vezérlő.
Talán mégis megérdemelne a téma egy topicot.
Szerintem több mint tíz ember van itt a fórumon, akit érdekel az A-300 vezérlő.
Talán mégis megérdemelne a téma egy topicot.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 25, 13:52
Írta: svejk Dátum 2010 február 25, 13:52
Nekem mindegy, csak nem akartuk untatni a közönséget...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 25, 18:14
Írta: 000000000 Dátum 2010 február 25, 18:14
Szerintem is érdekel mindenkit, hadd tanuljunk!
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 február 25, 20:11
Írta: besirkyjh Dátum 2010 február 25, 20:11
Szerintem is jöhet az a topick , teszünk bele fotokat az sokat segit az épitésben .A körlevél nehéz ( mindenkinek más kérdése van ) ide meg leirja és valaki már tud is Neki válaszolni .
Ha csak más akadája nincs ?!
A végén meg megnézzük ki mit csinált a nyákbol .
Ugy mint a Tompika a Besenyö családbol : Mindenböl valamit csinálo gép ( ez volt a nyakába akasztva ).[#nevetes1]
Ha csak más akadája nincs ?!
A végén meg megnézzük ki mit csinált a nyákbol .
Ugy mint a Tompika a Besenyö családbol : Mindenböl valamit csinálo gép ( ez volt a nyakába akasztva ).[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 04, 01:42
Írta: s7manbs8 Dátum 2010 március 04, 01:42
Egy kicsit szervóztam. Itt egy videó, valami autó motoros antenna motorja hajtja, elég biztatónak néz ki, most még csak kézzel a táp vezeték hozzáérintésével lett kipróbálva, álló helyzetben olyan 4A-t eszik, 12 V-ról, mozgás közben, kis terheléssel elég neki 2A.
10-es menetes szár, 1.5mm menetemelkedés, elég szépen kapkodja magát.
Sebességileg 100mm/s körül mozog, ha 12V-ot kap, az 6000 mm/perc, ha jól számolok, léptetővel mintha nem menne ennyire közel sem.
Ha sikeredik, holnap az encodert is megoldom, meg rákötöm egy vezérlésre, ha kitelik az időből.
Videó
10-es menetes szár, 1.5mm menetemelkedés, elég szépen kapkodja magát.
Sebességileg 100mm/s körül mozog, ha 12V-ot kap, az 6000 mm/perc, ha jól számolok, léptetővel mintha nem menne ennyire közel sem.
Ha sikeredik, holnap az encodert is megoldom, meg rákötöm egy vezérlésre, ha kitelik az időből.
Videó
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 04, 01:45
Írta: s7manbs8 Dátum 2010 március 04, 01:45
Wattilag van szerintem vagy 20W-os talán. Vagy még annyi sem.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 06, 05:18
Írta: s7manbs8 Dátum 2010 március 06, 05:18
Addig csináltam, amíg be nem indult a szervó, most lett meg, majd holnap, azaz ma csinálok videót róla.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 06, 18:41
Írta: s7manbs8 Dátum 2010 március 06, 18:41
Itt egy kis videó sikerült hajnalba beindítani, most csináltam egy ide oda mozgatást, az encoder rajta egy 25 réses tárcsa, csodát nem kell tőle várni, de a működés a lényeg, majd csinálok hozzá nagyobb felbontásút.
Teszt mozgatás normális servo PWM-mel, PID aránylag beállítva
Közelebbről az encoder rész a tengely másik végén
A mechanika sem egy csoda, a végén megszorul, meg ilyesmi, de majd lesz még úgyse...
Teszt mozgatás normális servo PWM-mel, PID aránylag beállítva
Közelebbről az encoder rész a tengely másik végén
A mechanika sem egy csoda, a végén megszorul, meg ilyesmi, de majd lesz még úgyse...
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 11, 20:47
Írta: 43pbwjg8s Dátum 2010 március 11, 20:47
Sziaszok!
Sikerült büzemelni a kis YASAKAWA-t és a mikorszervót z Ádámtól vett 400CPI-s encoderrel.
Azonban vValami még nem stimmel.
Beállítottam viszonylag egyszerű erétkre a MACH-ot. 400step/mm, 500mm/perc, és 500 mm/s/s
(ha nem irok hülyesget a mértékegységekkel.
A jelenség:
Jó esetben ha áram alá helyezem a vezérlőt, (digi és motortáp) a motor áll, a zöld jelzés villog.
Ekkor ha megnyomon a mozgatást valamelyik irányba, akkor egy jó pár fordulatot téve (érzesem szerint mindig ugyanannyit) elindul, majd egyszer csak blokk, megáll mintha satuba fognák és a vezérlőn a piros hibajelzés világít.
Ha áramtalanítok, (csak digitápnál is elég), majd ujra áram alá helyezem, akkor ujra előről.
Megpróbálkoztam különböző időpontokban a tápok ráadásával. Jó esetben a fenti dolog áll elő, de esetenként más is.
Ha a digi táp rá van adva és a motortáp nem, akkor bármit csinálhatok a MACH-al, nem történik semmi. Motortáp híjján, nincs ami a motort hajtsa ugye.
Néha ha ráadom a motortápot, akor háromszor kicsit megindul a motor, majd utána ujra satu és a vezérlő vörös fénye jelzi a hibát.
Természetesen ilyenkor az uj áramtalanítás után a vezérlő ujra feláll és zölden villog.
A digi táp 5V egy stabil dugasztápról, a motortáp egy 24V egy stabil 24, 2.5A-es máik dugótápról.
Mit tolhatok el?
Előre is köszönöm a segítséget!
Sikerült büzemelni a kis YASAKAWA-t és a mikorszervót z Ádámtól vett 400CPI-s encoderrel.
Azonban vValami még nem stimmel.
Beállítottam viszonylag egyszerű erétkre a MACH-ot. 400step/mm, 500mm/perc, és 500 mm/s/s
(ha nem irok hülyesget a mértékegységekkel.
A jelenség:
Jó esetben ha áram alá helyezem a vezérlőt, (digi és motortáp) a motor áll, a zöld jelzés villog.
Ekkor ha megnyomon a mozgatást valamelyik irányba, akkor egy jó pár fordulatot téve (érzesem szerint mindig ugyanannyit) elindul, majd egyszer csak blokk, megáll mintha satuba fognák és a vezérlőn a piros hibajelzés világít.
Ha áramtalanítok, (csak digitápnál is elég), majd ujra áram alá helyezem, akkor ujra előről.
Megpróbálkoztam különböző időpontokban a tápok ráadásával. Jó esetben a fenti dolog áll elő, de esetenként más is.
Ha a digi táp rá van adva és a motortáp nem, akkor bármit csinálhatok a MACH-al, nem történik semmi. Motortáp híjján, nincs ami a motort hajtsa ugye.
Néha ha ráadom a motortápot, akor háromszor kicsit megindul a motor, majd utána ujra satu és a vezérlő vörös fénye jelzi a hibát.
Természetesen ilyenkor az uj áramtalanítás után a vezérlő ujra feláll és zölden villog.
A digi táp 5V egy stabil dugasztápról, a motortáp egy 24V egy stabil 24, 2.5A-es máik dugótápról.
Mit tolhatok el?
Előre is köszönöm a segítséget!
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 11, 20:48
Írta: 43pbwjg8s Dátum 2010 március 11, 20:48
Bocs, mégf egy infó:
Eddig csak egy motort és egy vezrlőt próbáltam tesztelni.
Még egy kérdés:
Milyen imuplse/step és impulse/dir érték ajánolott ehhez a vezérlőhöz ugyan?
Eddig csak egy motort és egy vezrlőt próbáltam tesztelni.
Még egy kérdés:
Milyen imuplse/step és impulse/dir érték ajánolott ehhez a vezérlőhöz ugyan?
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 március 11, 21:03
Írta: Farkas Ádám Dátum 2010 március 11, 21:03
Fordítsd meg a motor vezetékeket, vagy az encoder A,B-t
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 11, 21:06
Írta: 43pbwjg8s Dátum 2010 március 11, 21:06
Tehát a most bekötött A+ B+-t fordítsam meg, vagy a motor vezérlőről a motor felé menő kimeneteit?
Mindegy hogy az (A+) (B+)-t használom vagy az (A-) (B-)-t ?
Mindjárt próba. :)
Mindegy hogy az (A+) (B+)-t használom vagy az (A-) (B-)-t ?
Mindjárt próba. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 11, 21:09
Írta: 43pbwjg8s Dátum 2010 március 11, 21:09
A motorvezetéket megfordítottam, Igy már nem áll meg, de "dadog".
Mindjárt megnézem az encoder jelek vezetékét is.
Mindjárt megnézem az encoder jelek vezetékét is.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 11, 21:13
Írta: 43pbwjg8s Dátum 2010 március 11, 21:13
közben megértettem miért kellett fordítani vagy az egyiken vagy a másikon.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 március 11, 21:13
Írta: Farkas Ádám Dátum 2010 március 11, 21:13
csak naz egyik variációt csináld meg... ha dadog akkor tekerd meg a PID potikat, van magyar leírás
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 11, 21:19
Írta: 43pbwjg8s Dátum 2010 március 11, 21:19
A lényeg hogy szépen be kell hangolni, nem csak ugy elindul és kész ugye?
Elleszek ugy látom amig megtalálom a mefelelő beállításokat. :)
Elleszek ugy látom amig megtalálom a mefelelő beállításokat. :)
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 március 11, 21:22
Írta: Farkas Ádám Dátum 2010 március 11, 21:22
Fülre is három perc alatt be lehet tekerni, és szépen fog menni, de ha gépen lesz akkor ajánlatos végigrágni a beállítást, esetleg szkópod van-e...
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 március 11, 21:25
Írta: Farkas Ádám Dátum 2010 március 11, 21:25
A mikrókapcsolósoron az 1-est kapcsold on-ba. Kis motoroknál ajánlott.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 március 11, 21:27
Írta: Farkas Ádám Dátum 2010 március 11, 21:27
A kettes 0-ba(encoder 1X), a hármas 00, vagy 01. attól függ 128, 512 lépés hibatárolót akarsz...
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 11, 21:38
Írta: 43pbwjg8s Dátum 2010 március 11, 21:38
Köszönöm Ádám az infókat és a segítséget!
Elsőre megijedtem, hogy mindig ugyanott rángat egyet. De minden Ok lesz!
Néhány dolgot már néztem, de a többi már marad holnapra. :)
Mikibá autója kiakasztott ma ugyogy ki kell pihennem. :)
Elsőre megijedtem, hogy mindig ugyanott rángat egyet. De minden Ok lesz!
Néhány dolgot már néztem, de a többi már marad holnapra. :)
Mikibá autója kiakasztott ma ugyogy ki kell pihennem. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 11, 21:39
Írta: 43pbwjg8s Dátum 2010 március 11, 21:39
Egyet látok.... Ezt meg kell tanulni mégis.
Nem uszom meg annyival hogy összemadzagolom és elindítom. :)
Mégegyszer köszönöm és jó éjt!
Nem uszom meg annyival hogy összemadzagolom és elindítom. :)
Mégegyszer köszönöm és jó éjt!
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 12, 21:18
Írta: 43pbwjg8s Dátum 2010 március 12, 21:18
NA most van tle a tököm ezzel az egésszel! [#falbav][#falbav][#fejvakaras][#boxer][#guluszem1][#falbav]
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 12, 21:19
Írta: 43pbwjg8s Dátum 2010 március 12, 21:19
Én ezt az életben nem fogom beállítani!!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 12, 21:31
Írta: s7manbs8 Dátum 2010 március 12, 21:31
Na mi nem megy meséljél. Ha poti van, azt nem nagy cucc azt beállítani, ha egyáltalán be lehet persze.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 12, 21:43
Írta: 43pbwjg8s Dátum 2010 március 12, 21:43
MA inkább már hagyjuk....
Holnap minden egyes dolgot átnézek ujra és próbálkozok.
Most akármit próbálok, akárhogy állítom a potikat, az első step jel után (vagy első pár) blokkol. Ha egyáltalán figyelembe veszi hogy van jel...
Néha csak akkor reagál ármire ha meg próbálom noszogatni kézzel.
Persze ilyenkor is blokkol.
Akár merre forgatom a potikat bármilyen általános állást keresnék... Semmi...
Tudom hogy én bénázokl el valamit....
Majd holnap nyugodtan ujra, de most tudnék olyanokat mondani amin meglepődnétek hogy az én számból hangik el! Aktualle éppen legszivesebben kib.sznám az egészet az ablakon.
Nagy igazság: Cipész maradjon kaptafánál. :(
Holnap minden egyes dolgot átnézek ujra és próbálkozok.
Most akármit próbálok, akárhogy állítom a potikat, az első step jel után (vagy első pár) blokkol. Ha egyáltalán figyelembe veszi hogy van jel...
Néha csak akkor reagál ármire ha meg próbálom noszogatni kézzel.
Persze ilyenkor is blokkol.
Akár merre forgatom a potikat bármilyen általános állást keresnék... Semmi...
Tudom hogy én bénázokl el valamit....
Majd holnap nyugodtan ujra, de most tudnék olyanokat mondani amin meglepődnétek hogy az én számból hangik el! Aktualle éppen legszivesebben kib.sznám az egészet az ablakon.
Nagy igazság: Cipész maradjon kaptafánál. :(
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 12, 21:44
Írta: s7manbs8 Dátum 2010 március 12, 21:44
Ez a hiba akkor van, ha fordítva van bekötve az irány, vagy túl nagyra van véve az erősítés, ha letekered nullára mindet, és még mindig ezt csinája, akkor az irány fordítva van, az encoder A, B fel lehet cserélve pl.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 12, 21:45
Írta: s7manbs8 Dátum 2010 március 12, 21:45
Másik dolog a zavarvédelem, a megfelelő föld hálózat, az is felvehet olyan zavart, hogy arra is le tud blokkolni, vagy kihagy.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 12, 21:48
Írta: 43pbwjg8s Dátum 2010 március 12, 21:48
Nem!
Nincs fordítva!
Akkor ugyanis eleve a vezérlő indulásakor, step/dir jeln nélkül elindul és utána blokkol!
Tesztelve és próbálva azért, de nem ez a gond!
Nincs fordítva!
Akkor ugyanis eleve a vezérlő indulásakor, step/dir jeln nélkül elindul és utána blokkol!
Tesztelve és próbálva azért, de nem ez a gond!
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 12, 21:49
Írta: 43pbwjg8s Dátum 2010 március 12, 21:49
Látod Svejk!!!!
Ezért kértelek a multkor, hogy segíts!
Ez soha nem lesz az én világom!
Ezért kértelek a multkor, hogy segíts!
Ez soha nem lesz az én világom!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 12, 21:49
Írta: s7manbs8 Dátum 2010 március 12, 21:49
Ha nincs fordítva, akkor azt már kizártuk, volt már, hogy ment valamilyen beállításban ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 12, 21:51
Írta: s7manbs8 Dátum 2010 március 12, 21:51
Az se jó lehet, ha tökre le vavak tekerve a potik, mert akkor ha minden 0, nem is akarhat menni, de a hibajel meg felnő és attól is kiakadhat, legalábbis gondolat szerint ilyen is lehet, tehát, keveset adjál a potinak legalább a P tagnak.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 12, 21:51
Írta: 43pbwjg8s Dátum 2010 március 12, 21:51
Volt már olyan, MOstnem tudom rávenni,
Bármelyik motor-verzérlő párost kombinációt is nézem. Ezért gyanakodtam a vezérlő jelekre és az LPT-re.
De tényleg hagyjuk mára!
Bármelyik motor-verzérlő párost kombinációt is nézem. Ezért gyanakodtam a vezérlő jelekre és az LPT-re.
De tényleg hagyjuk mára!
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 12, 21:52
Írta: 43pbwjg8s Dátum 2010 március 12, 21:52
Holnap szívesen veszem a tanácsod, de tényleg e haragudj érte, ma feladom!
És köszönöm!
És köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 12, 21:52
Írta: s7manbs8 Dátum 2010 március 12, 21:52
Jó, nem erőltetlek, csak éppen leültem 5 percre a fúrás kezdése előtt, utána csinálom a dolgomat.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 12, 21:53
Írta: s7manbs8 Dátum 2010 március 12, 21:53
Holnap egy láda sör vár rám, lehet nem leszek magamnál.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 12, 21:53
Írta: s7manbs8 Dátum 2010 március 12, 21:53
Majd előjön valamelyik nagy tudor.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 március 13, 11:25
Írta: Farkas Ádám Dátum 2010 március 13, 11:25
Elküldöd a motort meg a vezérlőt akkor megnézem neked. Valami nem jó ott. A többit is próbáltad?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 13, 12:10
Írta: svejk Dátum 2010 március 13, 12:10
Annál többet nem tudtam segíteni, hogy felszereltem egy használható optikát a motorod végére,a +-15V-os helyett, összevezetékeztem a vezérlődet a motorral, durván beállítottam a PID-et, küldtem a többi motorhoz is optikát,és visszaküldtem az egészet egyben.
Sajnos azon már nem tudtam segíteni hogy eleve repedt üvegtárcsával küldted az encodert. Illetve hogy nem volt jó neked az általam ajánlott olcsó megoldás :(
Sajnos azon már nem tudtam segíteni hogy eleve repedt üvegtárcsával küldted az encodert. Illetve hogy nem volt jó neked az általam ajánlott olcsó megoldás :(
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 13, 13:24
Írta: 43pbwjg8s Dátum 2010 március 13, 13:24
Ma nyugodtan, pihenten szépen átnézem, átméreim ujra az egészet.
Utna majd csak kiderül valami.
Két motort és három vezérlőt néztem.
Igy vagy a madzagolásnál van valami vagy...
vagy valahol.
De remélem megtalálom. Még nem adtam fel.
Rossz esetben Hatvanban lesz talán valaki aki megnézi nekem, a legrosszabb esetben pedig küldöm neked. De reménykedek, hogy magam is rájövök előbb.
Utna majd csak kiderül valami.
Két motort és három vezérlőt néztem.
Igy vagy a madzagolásnál van valami vagy...
vagy valahol.
De remélem megtalálom. Még nem adtam fel.
Rossz esetben Hatvanban lesz talán valaki aki megnézi nekem, a legrosszabb esetben pedig küldöm neked. De reménykedek, hogy magam is rájövök előbb.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 13, 13:33
Írta: 43pbwjg8s Dátum 2010 március 13, 13:33
Svejk!
Te mindent megtettél amit lehetett. Teljesen OK volt a dolog. Nagyon köszönöm mégegyszer!
A repedt üvegtárcsátr pedig felejtsd már el!
Annak a motornak meg volt nyomódva az encoder háza már amikor hozzám jött. Szerencsétlen választás volt hogy azt küldtem.
Ezt most valahogy magamnak kellene megoldani.
Csak néha nagyon bénának érzem (és szerintem az is vagyok) magam amikor nem akar valami rendesen menni.
Pl. ilyen, hogy még szerencse, hogy rámértem a szalagkábelre mielőtt használtam. Szegény hülye kezdőként honnan tudhattam volna elsőre, hogy a 10-es csatlakozó abban a fülhelyzettel ahogy a vezérlőbe kell dugni nem a megszokott 1-2-3-4-5-6-7-8-9-10 sorrendben fog a rátett kábel végén kijönni, hanem 2-1-4-3-6-5-8-7-10-9 sorerdndben?
Elég hülyén lett felvéve a lábkiosztás a csatlakozóhoz.
Amikor valamelyest mentek a motorok, akkor az encoder +-t és GND-t a vezérő erre kialakított csatilábairól vettem, később váltottam és egyből a DIGI tápról.
Lehet ez is a probléma? Nem tudom.
Szóval ma este szépen lépésenként ujra az elejéről. Aztán meglássuk.
A motorok magunban a tápra kötve szépen seregnek. Ha a hátsó csapágyakat is kiszedtem volna és kicserélem, szerintem olyan halk lenne mindegyik... De már igy is finom a hangjuk.
na mindegy
Ennyi most.
Este megnézem.
Te mindent megtettél amit lehetett. Teljesen OK volt a dolog. Nagyon köszönöm mégegyszer!
A repedt üvegtárcsátr pedig felejtsd már el!
Annak a motornak meg volt nyomódva az encoder háza már amikor hozzám jött. Szerencsétlen választás volt hogy azt küldtem.
Ezt most valahogy magamnak kellene megoldani.
Csak néha nagyon bénának érzem (és szerintem az is vagyok) magam amikor nem akar valami rendesen menni.
Pl. ilyen, hogy még szerencse, hogy rámértem a szalagkábelre mielőtt használtam. Szegény hülye kezdőként honnan tudhattam volna elsőre, hogy a 10-es csatlakozó abban a fülhelyzettel ahogy a vezérlőbe kell dugni nem a megszokott 1-2-3-4-5-6-7-8-9-10 sorrendben fog a rátett kábel végén kijönni, hanem 2-1-4-3-6-5-8-7-10-9 sorerdndben?
Elég hülyén lett felvéve a lábkiosztás a csatlakozóhoz.
Amikor valamelyest mentek a motorok, akkor az encoder +-t és GND-t a vezérő erre kialakított csatilábairól vettem, később váltottam és egyből a DIGI tápról.
Lehet ez is a probléma? Nem tudom.
Szóval ma este szépen lépésenként ujra az elejéről. Aztán meglássuk.
A motorok magunban a tápra kötve szépen seregnek. Ha a hátsó csapágyakat is kiszedtem volna és kicserélem, szerintem olyan halk lenne mindegyik... De már igy is finom a hangjuk.
na mindegy
Ennyi most.
Este megnézem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 13, 14:08
Írta: svejk Dátum 2010 március 13, 14:08
Azért kellett volna lemásolni az én vezetékezésemet 1:1-ben.
Persze hogy rossz a csatlakozókiosztás, de hát szoftveres a tervezője :))
Minek a digitáp? Ott a PC USB-je, ahogy bekötöttem.
Fent van már mechanikán a motor?
Ha nincs terhelés van rajta?
Persze hogy rossz a csatlakozókiosztás, de hát szoftveres a tervezője :))
Minek a digitáp? Ott a PC USB-je, ahogy bekötöttem.
Fent van már mechanikán a motor?
Ha nincs terhelés van rajta?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 13, 14:10
Írta: svejk Dátum 2010 március 13, 14:10
Encoder táplábain van hidegítés?
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 13, 22:52
Írta: 43pbwjg8s Dátum 2010 március 13, 22:52
jobb, hogy rendesen átnéztem az egészet. Igy már ismerem ezt is.
De ahogy modtam nyugodtan szépen végimenve mindenen rendbe fog jönni minden.
S lőn!!!
Minden OK.
Működik minden rendesen. Most már csak valami pici játékmechanikát kell csinálni hozzá.
Egy motor és egy vezérlő tuti rendben, de igy lesz a többivel is. Most már látom.
Mivel mondtad a multkor, igy egyértelmű volt a számomra, hogy tegyek rá terhelést is.
De minden rendben most már. Működik.
Érdekes, hogy a kapcsolók állása sem stimmel ahhoz, ami a leírásban van.
Legalábbis az encoderfelbontást állítgatva és tesztelve kideült, hogy pont fordítva van.
Na de ezért vannak a dolgok, hogy átmenjek rajtuk és tanuljak.
Köszönöm a segítségeket!
De ahogy modtam nyugodtan szépen végimenve mindenen rendbe fog jönni minden.
S lőn!!!
Minden OK.
Működik minden rendesen. Most már csak valami pici játékmechanikát kell csinálni hozzá.
Egy motor és egy vezérlő tuti rendben, de igy lesz a többivel is. Most már látom.
Mivel mondtad a multkor, igy egyértelmű volt a számomra, hogy tegyek rá terhelést is.
De minden rendben most már. Működik.
Érdekes, hogy a kapcsolók állása sem stimmel ahhoz, ami a leírásban van.
Legalábbis az encoderfelbontást állítgatva és tesztelve kideült, hogy pont fordítva van.
Na de ezért vannak a dolgok, hogy átmenjek rajtuk és tanuljak.
Köszönöm a segítségeket!
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 21, 22:35
Írta: 43pbwjg8s Dátum 2010 március 21, 22:35
Egész pofás kis mechanikát találtam egy tengelyhez.
OMRON vgálláskapcsolók, ütközők....
Természetesen finom kis sínek....
Ami a legszebb, hogy pont illenek rá a kis YAKASAWA motorok:
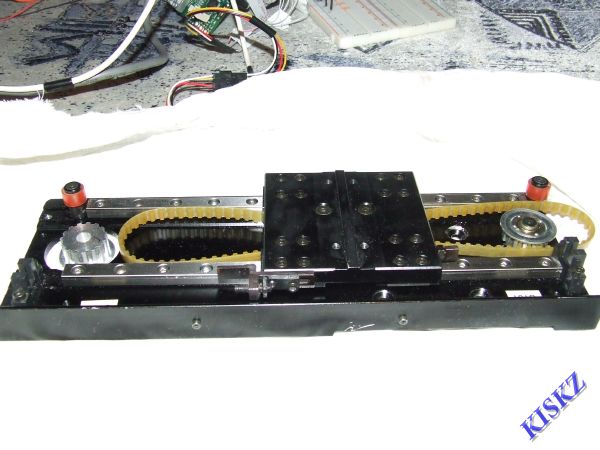
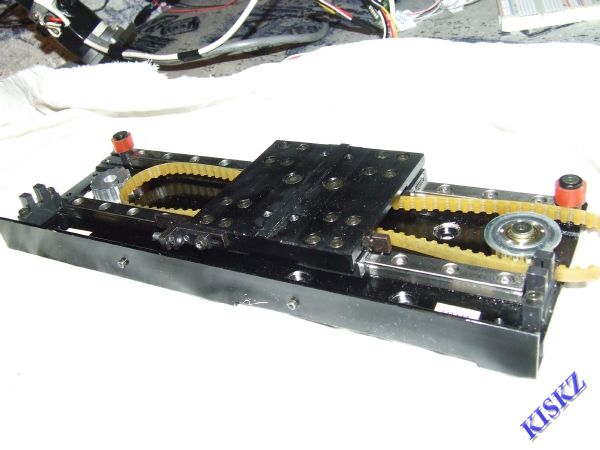
Mivel szíjjhajtás és igy az áttátel ugye nem egészen olyan mint egy jófajta prsó hajtásnál, igy visszatettem a vezérlőket 4xes encoder felbontásra és ez lett belőle:
(A zaj azóta megszűnt.
Kilazult ugyanis egy csavar a szíj felfogatásánál és a felfogó papucs csürüszkölt a hátlapon.) Most már jó.
szervó video
OMRON vgálláskapcsolók, ütközők....
Természetesen finom kis sínek....
Ami a legszebb, hogy pont illenek rá a kis YAKASAWA motorok:
Mivel szíjjhajtás és igy az áttátel ugye nem egészen olyan mint egy jófajta prsó hajtásnál, igy visszatettem a vezérlőket 4xes encoder felbontásra és ez lett belőle:
(A zaj azóta megszűnt.
Kilazult ugyanis egy csavar a szíj felfogatásánál és a felfogó papucs csürüszkölt a hátlapon.) Most már jó.
szervó video
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2010 március 22, 18:22
Írta: sanka74 Dátum 2010 március 22, 18:22
Szia! Szép, tetszik nagyon...nem semmi, az ágyadon is cnc alkatrészek vannak...akár nálam a koliban[#eplus2][#eplus2][#eplus2]
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 22, 19:10
Írta: 43pbwjg8s Dátum 2010 március 22, 19:10
ááá!
Ez nem az én ágyam hanem a gyereké.
Pontosabban a nagy gyereké aki már Pesten él.
A volt szobájában tudok nyugodtan ügyködni.
Ez nem az én ágyam hanem a gyereké.
Pontosabban a nagy gyereké aki már Pesten él.
A volt szobájában tudok nyugodtan ügyködni.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 26, 19:48
Írta: 43pbwjg8s Dátum 2010 március 26, 19:48
egészen egyszerű dolog volt a második motor problémája.
Az encodertárcsa vált le (az encoderen belül) a hüvelyről.
Szépen finoman megbontottam, majd pár csepp fincsi ragasztó és már megy is.
Az azért érdekes, hogy egyszerűen nem udom olyan sebeségre belőni ezt a motrot, mint amilyenre az előzős sikerült.
De még lesz időm szórakozni vele.
Most majd a 3. motor következik.
A vezeték és az encoder lehet a bűnös ott is.
Pontosabban én aki valamit rosszul csinált.
De annak örülök, hogy közelebbről is megismerkedek az alemekkel úgy, hogy rendbe is tudom tenni.
Mit gondoltok? Esetleg levigyem holnap a lenti mechanikát és a laptopot? Tudom, hogy a legtöbeknek nem nagy szám, de én büszke vagyok, hogy működik.
Az encodertárcsa vált le (az encoderen belül) a hüvelyről.
Szépen finoman megbontottam, majd pár csepp fincsi ragasztó és már megy is.
Az azért érdekes, hogy egyszerűen nem udom olyan sebeségre belőni ezt a motrot, mint amilyenre az előzős sikerült.
De még lesz időm szórakozni vele.
Most majd a 3. motor következik.
A vezeték és az encoder lehet a bűnös ott is.
Pontosabban én aki valamit rosszul csinált.
De annak örülök, hogy közelebbről is megismerkedek az alemekkel úgy, hogy rendbe is tudom tenni.
Mit gondoltok? Esetleg levigyem holnap a lenti mechanikát és a laptopot? Tudom, hogy a legtöbeknek nem nagy szám, de én büszke vagyok, hogy működik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 március 26, 19:56
Írta: 000000000 Dátum 2010 március 26, 19:56
Szia!
1 motor fordulatra mekkora a lineáris elmozdulásod?
1 motor fordulatra mekkora a lineáris elmozdulásod?
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 26, 20:00
Írta: 43pbwjg8s Dátum 2010 március 26, 20:00
most 1 re állítottam éppen
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 március 26, 20:05
Írta: 000000000 Dátum 2010 március 26, 20:05
Állítható a mechanikai áttételed? Jól értem, 1 mm-t mozdul el a szánod 1 motor fordulatra?
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 26, 20:16
Írta: 43pbwjg8s Dátum 2010 március 26, 20:16
A gond, hogy meghalt az előző winyó, ahol a másikat bellítottam a bordásszíjjas egységhez.
De végülis.....
most 400 as encoder, 400 per mm. Valahol el kell indulni.
Néha még egy picit megcsúszik, de terhelve más lesz gondolom. Az a pici tokány ami most rajta van nem sok inderciának.
Vasárnap operálok, (remélem lesz miből) és még egy tengelyt összerakok ezzel az ujonnan redbetett motorral. jó lesz látni, hogy együtt egymás mellet mit csinálnak.
De végülis.....
most 400 as encoder, 400 per mm. Valahol el kell indulni.
Néha még egy picit megcsúszik, de terhelve más lesz gondolom. Az a pici tokány ami most rajta van nem sok inderciának.
Vasárnap operálok, (remélem lesz miből) és még egy tengelyt összerakok ezzel az ujonnan redbetett motorral. jó lesz látni, hogy együtt egymás mellet mit csinálnak.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 26, 20:19
Írta: 43pbwjg8s Dátum 2010 március 26, 20:19
Az áttétel nem állítható.
De nem akarlak összezavarni...
Most egy olyan motorral foglalkozok éppen, ami még nincs mechanikán. Csak egy kis tokmány van feltéve rá.
A másik, ami a mechanikára van szerelve, az már szépen működik. Persze komoly terhelés nélkül.
De nem akarlak összezavarni...
Most egy olyan motorral foglalkozok éppen, ami még nincs mechanikán. Csak egy kis tokmány van feltéve rá.
A másik, ami a mechanikára van szerelve, az már szépen működik. Persze komoly terhelés nélkül.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2010 március 26, 20:21
Írta: 4um5b65d Dátum 2010 március 26, 20:21
Teee !
SÍNján bánjál azokkal a sínekkel mert különben odaütögetem a mikródat a vasasztalhoz. :))
Mi lesz ebből , ha nagy lesz ?
SÍNján bánjál azokkal a sínekkel mert különben odaütögetem a mikródat a vasasztalhoz. :))
Mi lesz ebből , ha nagy lesz ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 március 26, 20:22
Írta: 000000000 Dátum 2010 március 26, 20:22
Köszi. Hozd el holnap, beütjük az adataidat a mérezező progiba, és "megugrasztjuk", ha szeretnéd!:)
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 26, 20:36
Írta: 43pbwjg8s Dátum 2010 március 26, 20:36
Ha nagy lesz, akkor majd egy kicsi lesz. :)
Mármint kicsike gép, amihez Ádám adta a hajtóerőt a példájával.
mikróm? nekem? Nekem olyan mán nincsen! Odaadtam valami jóembernek! Tuti irígyled a fazont! :)
Mármint kicsike gép, amihez Ádám adta a hajtóerőt a példájával.
mikróm? nekem? Nekem olyan mán nincsen! Odaadtam valami jóembernek! Tuti irígyled a fazont! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 március 26, 20:37
Írta: 43pbwjg8s Dátum 2010 március 26, 20:37
Rendben! Elviszem a "késszel" együtt, de itt sok proléma az én tanulatlanágom miatt van tuti.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 március 31, 15:52
Írta: kozo Dátum 2010 március 31, 15:52
Szevasztok ...
Szemezgetek ezzel az oldalon olvasható vezérlővel : http://elm-chan.org/works/smc/report_e.html
Van valakinek tapasztalata a vezérlőről? Hibái?Buktatói?
Abszolút kezdőként lépnék be a DC servo világába.
Üdv :Zoli
Szemezgetek ezzel az oldalon olvasható vezérlővel : http://elm-chan.org/works/smc/report_e.html
Van valakinek tapasztalata a vezérlőről? Hibái?Buktatói?
Abszolút kezdőként lépnék be a DC servo világába.
Üdv :Zoli
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 31, 18:59
Írta: bmejdz9nu Dátum 2010 március 31, 18:59
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 március 31, 19:39
Írta: kozo Dátum 2010 március 31, 19:39
Köszi a terelgetést ...
Péter asszem volt neked kicsi 50-70mm átmérőben forgatód vagy ilyen méretben eszterga tokmány. meg van még?
Péter asszem volt neked kicsi 50-70mm átmérőben forgatód vagy ilyen méretben eszterga tokmány. meg van még?
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 31, 19:48
Írta: bmejdz9nu Dátum 2010 március 31, 19:48
Hát ha biztosra akarsz menni... és nem vagy digitálisan elvakulva :) akkor kezdésnek egy A300 össze bütykölése nagyobb sikeresélyt ad... szerintem.
Már nincs meg az eszterga tokmány... elkelt...
Már nincs meg az eszterga tokmány... elkelt...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 31, 20:04
Írta: svejk Dátum 2010 március 31, 20:04
Ha kicsit konyítasz a mikrovezérlőkhöz, akkor nem lesz gond, de csodát ne várj tőle, elég korlátozott a tudása.
Helyből, elsőre nem működik, kis odafigyelést igényel.
Helyből, elsőre nem működik, kis odafigyelést igényel.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 31, 20:16
Írta: s7manbs8 Dátum 2010 március 31, 20:16
Mi a baja nekije ?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 31, 20:31
Írta: svejk Dátum 2010 március 31, 20:31
Nincs baja, csak elsőre nem indul, de a leírásban benne van a titok, de még eddig aki az ismerőseim közül megépítette mindenki belefutott a csapdába, volt aki félrehajította hogy biztos sz@r :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 31, 21:36
Írta: s7manbs8 Dátum 2010 március 31, 21:36
Jó, hogy mondod, így nem csodálkozunk, ha nem akar menni.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 március 31, 22:36
Írta: kozo Dátum 2010 március 31, 22:36
Ne csigázz svejk , segíts át minket ezen a "huppanón" légyszi!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 április 06, 10:59
Írta: 000000000 Dátum 2010 április 06, 10:59
Sziasztok, kérdésem volna...
Valaki tesztelte/használja a CNCdrive által gyártott/forgalmazott Whale3 nevü szervóvégfokot?
Lehet hogy már volt róla szó, de mivel szerencsére nincs keresö a fórumban... nem találtam hírtelen olyat...
Valaki tesztelte/használja a CNCdrive által gyártott/forgalmazott Whale3 nevü szervóvégfokot?
Lehet hogy már volt róla szó, de mivel szerencsére nincs keresö a fórumban... nem találtam hírtelen olyat...
Cím: Re:DC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 április 11, 09:04
Írta: u2ayp7esz Dátum 2010 április 11, 09:04
Sziasztok!
Nemrég vásároltam három Gecko vezérlőt és a tegnap lettek letesztelve. Kettő tökéletesnek látszik de a harmadik vezérlő bármit csinálok csak egy irányba hajlandó forgatni a Dc motort.
Valakinek hasonló tapasztalata? ötlete hogy mi lehet a gond?
Választ elöre is köszönöm
Nemrég vásároltam három Gecko vezérlőt és a tegnap lettek letesztelve. Kettő tökéletesnek látszik de a harmadik vezérlő bármit csinálok csak egy irányba hajlandó forgatni a Dc motort.
Valakinek hasonló tapasztalata? ötlete hogy mi lehet a gond?
Választ elöre is köszönöm
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 április 30, 19:58
Írta: kozo Dátum 2010 április 30, 19:58
Szevasztok...
Sikerült összeeszkábálni ezen az oldalon : http://elm-chan.org/works/smc/report_e.html olvasható servocska vezérlőt.
Egy teszt eredménye : http://www.youtube.com/watch?v=-p870HL8PYY
50V os motor 70V al hajtva 5000mm\perc sebességig egész stabilnak tűnik.
Üdv : Zoli
Sikerült összeeszkábálni ezen az oldalon : http://elm-chan.org/works/smc/report_e.html olvasható servocska vezérlőt.
Egy teszt eredménye : http://www.youtube.com/watch?v=-p870HL8PYY
50V os motor 70V al hajtva 5000mm\perc sebességig egész stabilnak tűnik.
Üdv : Zoli
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 április 30, 20:52
Írta: s7manbs8 Dátum 2010 április 30, 20:52
Hát az első osztályú, a nyákot te tervezted ?
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 április 30, 20:59
Írta: kozo Dátum 2010 április 30, 20:59
Igen , kicsit nagyra sikerült (65×140)de jónak tűnik. Előző sorból kimaradt , hogy 2mm emelkedésű menetes szár mozgatja (ZX100 ban) a tengelyt.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 április 30, 21:10
Írta: s7manbs8 Dátum 2010 április 30, 21:10
A panel ? Ezt nekem írtad ? Nincs hozzá kész panelterv ?
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 április 30, 21:15
Írta: kozo Dátum 2010 április 30, 21:15
Igen , bocsi nem klikkeltem a válasz gombra.
A panel mérete a 65×140mm . Kész tervet én nem találtam hozzá.Svejk tanácsit szem előtt tartva próbáltam megtervezni a panelt.
A panel mérete a 65×140mm . Kész tervet én nem találtam hozzá.Svejk tanácsit szem előtt tartva próbáltam megtervezni a panelt.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 április 30, 21:21
Írta: s7manbs8 Dátum 2010 április 30, 21:21
Csak jól csinálhattad, ha szépen működik, gratulálok hozzá. További sok örömöt vele ! :)
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 április 30, 21:24
Írta: kozo Dátum 2010 április 30, 21:24
Köszi...[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 május 09, 09:39
Írta: kozo Dátum 2010 május 09, 09:39
Szevasztok...
A #11122 sorban említett servo vezérlő tesztelésében kérek tanácsot.
Milyen mérésekkel tudom biztosra venni , hogy jó vagy kevésbé jó esetleg csak alkatrésztemető lett a vezérlő? Van esetleg hozzá szkópos progi ?
Jelengeg csak egy békebeli katódsugaras szkóp áll rendelkezésre .
Üdv :Zoli(a nagyon kezdő)
A #11122 sorban említett servo vezérlő tesztelésében kérek tanácsot.
Milyen mérésekkel tudom biztosra venni , hogy jó vagy kevésbé jó esetleg csak alkatrésztemető lett a vezérlő? Van esetleg hozzá szkópos progi ?
Jelengeg csak egy békebeli katódsugaras szkóp áll rendelkezésre .
Üdv :Zoli(a nagyon kezdő)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 május 09, 11:05
Írta: svejk Dátum 2010 május 09, 11:05
Helyből nincs neki hibajel kimenete, csak a LED.
Ha nagyon érdekel akkor vegyél a Magitól egy lebutított QDSP chip-et és azon keresztül remekül tudod ellenőrizni.
Csak meg kell csapolni a step/dir és az encoder jeleket, és máris nézheted PC-n a hibajelet.
Ha nagyon érdekel akkor vegyél a Magitól egy lebutított QDSP chip-et és azon keresztül remekül tudod ellenőrizni.
Csak meg kell csapolni a step/dir és az encoder jeleket, és máris nézheted PC-n a hibajelet.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 május 09, 20:42
Írta: kozo Dátum 2010 május 09, 20:42
Köszi Svejk ismét a segítséget,létezik null forintos lehetőség is?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 május 09, 20:51
Írta: svejk Dátum 2010 május 09, 20:51
Igen, hagyod a francba, és csak a LED-et figyeled.
Most mondok megint egy vérlázítót, fülre-szemre is elég jól be lehet állítani a szervot, megfelelő teszt G-kódokkal.
Sajnos ezeknél az egyszerű vezérlőknél ha csinálsz is műszeres méréseket csak egy adott mozgásra tudod kihegyezni, egy másik G kódnál már lehet borul ez egész és újra kellene állítani.
Kompromisszumok sorával kell szembesülni a CNC építés altt :(
Most mondok megint egy vérlázítót, fülre-szemre is elég jól be lehet állítani a szervot, megfelelő teszt G-kódokkal.
Sajnos ezeknél az egyszerű vezérlőknél ha csinálsz is műszeres méréseket csak egy adott mozgásra tudod kihegyezni, egy másik G kódnál már lehet borul ez egész és újra kellene állítani.
Kompromisszumok sorával kell szembesülni a CNC építés altt :(
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 május 09, 20:59
Írta: kozo Dátum 2010 május 09, 20:59
Köszi, asszem egy darabig marad a füles tapogatós sufniCNC megoldás.
Cím: Re:DC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 június 04, 16:20
Írta: u2ayp7esz Dátum 2010 június 04, 16:20
Szisztok!
Ha valaki tudja Svejk telszamat azt megköszöném.
Üdv. Dani
Ha valaki tudja Svejk telszamat azt megköszöném.
Üdv. Dani
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2010 június 15, 22:23
Írta: PSoft Dátum 2010 június 15, 22:23
Jó estét Urak,sziasztok!
Keresném a DSSC szervovezérlő("ablaktörlőszervo")dokumentációját.
Kapcs.rajz,panelterv érdekelne.(ha publikus)
Kicsit alakítanom kellene a step/dir bemenetén.
Segítsetek,ha tudtok.
Köszi!
Keresném a DSSC szervovezérlő("ablaktörlőszervo")dokumentációját.
Kapcs.rajz,panelterv érdekelne.(ha publikus)
Kicsit alakítanom kellene a step/dir bemenetén.
Segítsetek,ha tudtok.
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2010 június 21, 21:44
Írta: PSoft Dátum 2010 június 21, 21:44
Tényleg nem publikus???
[#rinya][#fejvakaras]
[#rinya][#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 június 22, 09:15
Írta: svejk Dátum 2010 június 22, 09:15
Azért annyira nem bonyolult az, hogy 5 perc alatt nem lehetne átlátni/kirajzolni....
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2010 június 22, 14:54
Írta: PSoft Dátum 2010 június 22, 14:54

Tényleg nem olyan bonyolult,de így sokkal egyszerűbb!!!
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 június 22, 15:01
Írta: bmejdz9nu Dátum 2010 június 22, 15:01
Csinálj A300-at :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2010 június 22, 15:24
Írta: PSoft Dátum 2010 június 22, 15:24
Ezek már megvannak,"porosodnak" a polcon,mint ahogy Te szoktad mondani.:))
Most van előtérben egy projekt, amiben életre fognak kelni!
Meghát...Én még ismerem a régi mondást:

Most van előtérben egy projekt, amiben életre fognak kelni!
Meghát...Én még ismerem a régi mondást:
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 augusztus 31, 18:26
Írta: kozo Dátum 2010 augusztus 31, 18:26
Szevasztok...
Ha valaki foglalkozik SMC servo hajtással és a HyperTerminal helyett kipróbálna más progit is a kommunikációra akkor szeretném most közkincsé tenni 1.0-ás SMC terminal progimat ( szerzői jogok nélkül :) ).
Parancsok és számok helyett scroll barokat húzogatva kényelmesebb a beállítás.Biztos , hogy van még benne hiba ezért is kíváncsian várom az építő kritikákat!
A zip filében benne a hex file is amibe az M3 parancs ill. P7 D-tag is működik.
SMC terminal

Üdv : Zoli
Ha valaki foglalkozik SMC servo hajtással és a HyperTerminal helyett kipróbálna más progit is a kommunikációra akkor szeretném most közkincsé tenni 1.0-ás SMC terminal progimat ( szerzői jogok nélkül :) ).
Parancsok és számok helyett scroll barokat húzogatva kényelmesebb a beállítás.Biztos , hogy van még benne hiba ezért is kíváncsian várom az építő kritikákat!
A zip filében benne a hex file is amibe az M3 parancs ill. P7 D-tag is működik.
SMC terminal
Üdv : Zoli
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 augusztus 31, 18:51
Írta: svejk Dátum 2010 augusztus 31, 18:51
Ügyi vagy!
A működési (encoder) frekit nem próbáltad feljebb piszkálni?
A működési (encoder) frekit nem próbáltad feljebb piszkálni?
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 augusztus 31, 20:22
Írta: kozo Dátum 2010 augusztus 31, 20:22
Nem , nagyon amatőr vagyok én még ilyen feladatokra . Nem akarok mások tollaival ékeskedni . A hex file tartalma nem az én agyam szüleménye , netről szedtem le és használom. Ismerkedtem ugyan az emberkével aki írta de nem sok infót ad ki ill. mindig EURÓ-t kért érte [#confused] . Lehet rosszul fordítottam neki , hogy a "templom egerével levelez" nem a Bill Geats el.
Ami saját az csak a terminal progi .
Remélem valaki tudja majd használni és értesít (ha érdemesnek tartja) a észrevételeiről .
Ami saját az csak a terminal progi .
Remélem valaki tudja majd használni és értesít (ha érdemesnek tartja) a észrevételeiről .
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 augusztus 31, 21:25
Írta: svejk Dátum 2010 augusztus 31, 21:25
Ez az Orosz verzió?
Jobb mint az eredeti Japán?
Jobb mint az eredeti Japán?
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 szeptember 01, 08:54
Írta: kozo Dátum 2010 szeptember 01, 08:54
Igen , Iván találmánya.
Szerény ismereteim alapján ha másért nem akkor a magasabb alapfelszereltség miatt mondanám azt hogy jobb. Az alap hex filében , Te tudod a legjobban nincs m3 parancs ebben alap ill. a Dtag is bekerült a szabályozásba amivel csak javított a helyzeten. Kipróbálgattam több hex filét is de ez fogott meg leginkább.
Az alapkapcsolás kicsit módosítva is már szerintem egész jól használható kis motorokhoz , persze kompromisszumokkal![#worship]
Szerény ismereteim alapján ha másért nem akkor a magasabb alapfelszereltség miatt mondanám azt hogy jobb. Az alap hex filében , Te tudod a legjobban nincs m3 parancs ebben alap ill. a Dtag is bekerült a szabályozásba amivel csak javított a helyzeten. Kipróbálgattam több hex filét is de ez fogott meg leginkább.
Az alapkapcsolás kicsit módosítva is már szerintem egész jól használható kis motorokhoz , persze kompromisszumokkal![#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 01, 10:39
Írta: svejk Dátum 2010 szeptember 01, 10:39
No majd egyszer kiprószálom...
Lábkompatibilis az eredetivel?
Lábkompatibilis az eredetivel?
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 szeptember 01, 19:24
Írta: kozo Dátum 2010 szeptember 01, 19:24
Kíváncsian várom a véleményed.
Cím: Re:DC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 szeptember 13, 10:53
Írta: 43pbwjg8s Dátum 2010 szeptember 13, 10:53
Van valakinek mikroszervója, aki használja is?
Lenne egy kérdésem magánban.
Kérném, hogy írjon már rám egy mélt!
Lenne egy kérdésem magánban.
Kérném, hogy írjon már rám egy mélt!
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2010 október 01, 17:35
Írta: Miki2 Dátum 2010 október 01, 17:35
Szervusztok !
Keresném a DSSC szervo vezérlő("ablaktörlő szervo")dokumentációját.
Kapcs.rajz,panelterv érdekelne.(ha publikus)
Keresném a DSSC szervo vezérlő("ablaktörlő szervo")dokumentációját.
Kapcs.rajz,panelterv érdekelne.(ha publikus)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 október 01, 17:51
Írta: svejk Dátum 2010 október 01, 17:51
Abban a formában nem ajánlom megépítésre.
Azóta már eltelt sok év, sokkal f@szábban kell megcsinálni.
Azóta már eltelt sok év, sokkal f@szábban kell megcsinálni.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 október 01, 17:55
Írta: kozo Dátum 2010 október 01, 17:55
Szevasztok...
Melyik formában nem ajánlod?
Melyik formában nem ajánlod?
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2010 október 01, 17:57
Írta: Miki2 Dátum 2010 október 01, 17:57
Egyenlőre csak játszani szeretnék.
PIC-et programozni nem tudok, így egy egyszerű,
de azért működni képes alacsony feszültségű
vezérlőt szeretnék kipróbálni.
Talán úgy képzelem, az A300-as kis öccse lehetne
a próba tárgya.
PIC-et programozni nem tudok, így egy egyszerű,
de azért működni képes alacsony feszültségű
vezérlőt szeretnék kipróbálni.
Talán úgy képzelem, az A300-as kis öccse lehetne
a próba tárgya.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 október 01, 18:10
Írta: svejk Dátum 2010 október 01, 18:10
Mint a DSSC..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 október 01, 18:10
Írta: svejk Dátum 2010 október 01, 18:10
Amit Te csináltál hardvert az biztos jobb már.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 október 01, 19:31
Írta: kozo Dátum 2010 október 01, 19:31
Működik szépen , kezdésnek szerintem jó.De sajnos ahogy olvasgatom itt az ELM CHAN vezérlő nem nagyon téma. Nagy sajnálatomra...[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 október 01, 19:50
Írta: svejk Dátum 2010 október 01, 19:50
A kezdetek kezdetén a fórumgazda letiltotta a fórumon való cseverészést vele kapcsolatban, üzleti érdekek miatt.
A 3. leányfalui kiállításon debütált nálam az ablaktörlőmocikkal (akkor talán nem is volt még senkinek házi építésű szervos komplett gépe, legalább is nem mutatta be)
Akkor azt a gépemet elcseréltem, azóta én sem foglalkoztam vele.
Most már szabaddá vált a fórumon a téma, de azóta már olcsón beszerezhetők gyáriak, illetve több fórumtársunk is fejlesztett sokkal többet tudó szervo vezérlőpanelt.
Így most úgy érzem eljárt felette az idő, a proci is gyengécske, tudása is csak az alapokat tudja.
Persze ismerkedni a témával tökéletes.
A 3. leányfalui kiállításon debütált nálam az ablaktörlőmocikkal (akkor talán nem is volt még senkinek házi építésű szervos komplett gépe, legalább is nem mutatta be)
Akkor azt a gépemet elcseréltem, azóta én sem foglalkoztam vele.
Most már szabaddá vált a fórumon a téma, de azóta már olcsón beszerezhetők gyáriak, illetve több fórumtársunk is fejlesztett sokkal többet tudó szervo vezérlőpanelt.
Így most úgy érzem eljárt felette az idő, a proci is gyengécske, tudása is csak az alapokat tudja.
Persze ismerkedni a témával tökéletes.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 október 01, 20:54
Írta: D.Laci Dátum 2010 október 01, 20:54
A 2.-on. Csak te épp lógtál... :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2010 október 01, 20:58
Írta: 4um5b65d Dátum 2010 október 01, 20:58
Egy ilyen ablaktörlős moci "nyútonméterileg" mit produkált?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 október 01, 21:04
Írta: svejk Dátum 2010 október 01, 21:04
0,4 Nm persze megfosztva a csigaáttételétől.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 október 01, 21:15
Írta: 000000000 Dátum 2010 október 01, 21:15
Ment szépen az a géped Leányfalun.
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2010 október 02, 10:40
Írta: Miki2 Dátum 2010 október 02, 10:40
Akkor ez egy hamvába holt gondolat volt?
Vagy lehet remény egy után építésre?
Vagy lehet remény egy után építésre?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 október 02, 10:54
Írta: svejk Dátum 2010 október 02, 10:54
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 október 02, 11:37
Írta: x4rhew5r3 Dátum 2010 október 02, 11:37
Szerintem érdemes belevágni, mert egyszerű ugyan, de a legfontosabb funkciók benne vannak. Szívesen segítek akár az AVR beégetésben is, hogy ne kellejen arra is beruházni.
Szervó esetén érdemes odafigyelni néhány alapkövetelményre, mert akinél nem jött be, a sikertelenség oka nem biztos, hogy a vezérlőben keresendő. Nézzük meg ezeket nagyon leegyszerűsítve.
Nagyon sok múlik a mechanika merevségén és a kottyanás mentességén. Ha rezeg a mechanika, az nagyon bezavar a szervokörbe. A szervo igyekszik ezt a rezgést is kompenzálni, de ezt általában nem tudja, vagy nem győzi...
Gerjedékeny lesz, ezért vissza kell venni az erősítésből, de az meg a tartás rovására megy.
A kottyanás meg ott zavar be, hogy a holtjáték tartományában terhelés nélkül megy a motor, aztán meg hirtelen megkapja a terhelést, amikor az anya "talajt fog" az orsón. Ezek mint parányi egységurások, egyenetlenül terhelik a motort, amit a szervonak le kellene kezelni. Elkezd lengedezni, és azt is csak a körerősítés csökkentésével tudjuk elfogadható mértékre állítani.
A hosszú szíjhajás is hasonló problémákat okozhat...
Szervó esetén érdemes odafigyelni néhány alapkövetelményre, mert akinél nem jött be, a sikertelenség oka nem biztos, hogy a vezérlőben keresendő. Nézzük meg ezeket nagyon leegyszerűsítve.
Nagyon sok múlik a mechanika merevségén és a kottyanás mentességén. Ha rezeg a mechanika, az nagyon bezavar a szervokörbe. A szervo igyekszik ezt a rezgést is kompenzálni, de ezt általában nem tudja, vagy nem győzi...
Gerjedékeny lesz, ezért vissza kell venni az erősítésből, de az meg a tartás rovására megy.
A kottyanás meg ott zavar be, hogy a holtjáték tartományában terhelés nélkül megy a motor, aztán meg hirtelen megkapja a terhelést, amikor az anya "talajt fog" az orsón. Ezek mint parányi egységurások, egyenetlenül terhelik a motort, amit a szervonak le kellene kezelni. Elkezd lengedezni, és azt is csak a körerősítés csökkentésével tudjuk elfogadható mértékre állítani.
A hosszú szíjhajás is hasonló problémákat okozhat...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 október 02, 12:30
Írta: svejk Dátum 2010 október 02, 12:30
No mi van, nem lehet kapni Xmegát és Te rögtön unatkozol? :))
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 október 02, 15:46
Írta: kozo Dátum 2010 október 02, 15:46
Amatőr mivoltomat tükröző nyitott kérdéseim megjelenítésére kaptam bátorságot ...
Okítsatok ki légyszi...
A kapcsolás nem tartalmaz dead time kompenzációt sem , így én sem tettem bele . ×Sokat javított volna a rendszer stabilitásán ha teszek bele? (Nem mintha instabilnak látnám , de hátha nem jól látom...)
×Mikor kezd annak pontos időzítés értékének beállítása fontossá válni?
×Hogyan kell annak mértékét meghatározni?
×A nyomatékhatár és servo hiba ledekkel én sorba kötöttem optokat amit visszaküldtem MACH3 nak , hogy leállítsa a futást hiba esetén.
×P4 paraméter/100 értéke nálam közel azonos a motorra kimenő max áram értékével. Ez létezhet?
Hardveres áramkorlát helyett ez elég lehet?
Okítsatok ki légyszi...
A kapcsolás nem tartalmaz dead time kompenzációt sem , így én sem tettem bele . ×Sokat javított volna a rendszer stabilitásán ha teszek bele? (Nem mintha instabilnak látnám , de hátha nem jól látom...)
×Mikor kezd annak pontos időzítés értékének beállítása fontossá válni?
×Hogyan kell annak mértékét meghatározni?
×A nyomatékhatár és servo hiba ledekkel én sorba kötöttem optokat amit visszaküldtem MACH3 nak , hogy leállítsa a futást hiba esetén.
×P4 paraméter/100 értéke nálam közel azonos a motorra kimenő max áram értékével. Ez létezhet?
Hardveres áramkorlát helyett ez elég lehet?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 október 02, 16:02
Írta: svejk Dátum 2010 október 02, 16:02
Melyik végfokot építetted meg?
x Ar IR2184-ben benne van a DeadTime..
x A D.T. pár 100 ns hogy nehogy összedurranjon az alsó és felső kapcsoló elem.
x Jól tetted...
x véletlen értékként jött ki, egyébként meglepően jól működik ez a szoftveres áramhatár.
x Amíg van kakaó és a FET-ek bírják addig mehet hardveres áramhatár nélkül :)
A hibavisszacsatolás majd leállítja. nehéz olyan túlterhelést folyamatosan bevinni, hogy bazi nagy áramokatvegyen fel a motor, de a hibajelző nem jelez.
Ebben a projektben az egyszerűség a lényeg
x Ar IR2184-ben benne van a DeadTime..
x A D.T. pár 100 ns hogy nehogy összedurranjon az alsó és felső kapcsoló elem.
x Jól tetted...
x véletlen értékként jött ki, egyébként meglepően jól működik ez a szoftveres áramhatár.
x Amíg van kakaó és a FET-ek bírják addig mehet hardveres áramhatár nélkül :)
A hibavisszacsatolás majd leállítja. nehéz olyan túlterhelést folyamatosan bevinni, hogy bazi nagy áramokatvegyen fel a motor, de a hibajelző nem jelez.
Ebben a projektben az egyszerűség a lényeg
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 október 02, 16:41
Írta: kozo Dátum 2010 október 02, 16:41
Megnyugtató szavak...
IR2184 datasheetet átnézve tényleg ott a dead time,csak fixen . Nem figyelek:)
A korábban belinkelt lapon látható végfokkal IRF540 es FETekkel 10 ohm elével.
A FETek hűtés nélkül melegedés nélkül kicsinyke 50V 1A es motorjaim szépen viszik.
Ha majd a mechanika meleggé teszi akkor lehűtöm a FETeket.
Sneci szavaiból ha jól veszem ki akkor célszerűbb servonál a direkt hajtás , ne erőltesse az ember a szíjhajtásos áttételt?
"Kapcsolásban egyszerűség a lényegre" egy gondolat. Még egyszerűbbé és olcsóbbá tenni.
Gondoltam egy olyanra , hogy a FETek és IR2184 helyett egy L6203at betenni , életképes lehet ? Persze az IC áram és fesz. határain belül (kicsi motorokhoz). Kicsi hetyke panel kerekedhetne belőle...
IR2184 datasheetet átnézve tényleg ott a dead time,csak fixen . Nem figyelek:)
A korábban belinkelt lapon látható végfokkal IRF540 es FETekkel 10 ohm elével.
A FETek hűtés nélkül melegedés nélkül kicsinyke 50V 1A es motorjaim szépen viszik.
Ha majd a mechanika meleggé teszi akkor lehűtöm a FETeket.
Sneci szavaiból ha jól veszem ki akkor célszerűbb servonál a direkt hajtás , ne erőltesse az ember a szíjhajtásos áttételt?
"Kapcsolásban egyszerűség a lényegre" egy gondolat. Még egyszerűbbé és olcsóbbá tenni.
Gondoltam egy olyanra , hogy a FETek és IR2184 helyett egy L6203at betenni , életképes lehet ? Persze az IC áram és fesz. határain belül (kicsi motorokhoz). Kicsi hetyke panel kerekedhetne belőle...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 október 02, 17:16
Írta: svejk Dátum 2010 október 02, 17:16
Látszólag semmi akadálya van abban is deadtime.
De az 5A csúcs elég gyengusz...
De az 5A csúcs elég gyengusz...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 október 02, 18:07
Írta: 000000000 Dátum 2010 október 02, 18:07
Sneci a hosszú szíjhajtásról írt, nem a szíj áttételről!
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 október 04, 12:02
Írta: kozo Dátum 2010 október 04, 12:02
Szevasztok ...
Ma sikerült felprogramozni egy ATtiny-t a küldött hex filével Svejk .
Szerény ismereteim miatt csak szemre fülre tudtam keresni differenciát .
Ami különbséget éreztem az nem sok ill. semmi.
×Csak a p7 hiánya amit én se nagyon emelek 1 fölé az Iván ver.ben. De lehetne:)
×Más utasításkészlet miatt saját gyártmány SMC terminalom nem ill. részben használható hozzá(ez egy dolog).
Amiért maradok Iván ver.nél az :
×m3 at már nem mondom mert az a Tiédben is megvan.
De...
×P7 (I-tag).
×Annyit melóztam a terminálommal azt használnám , könnyebb a beállítás vele.
Amit küldtél hex filét az több pontban is módosított vagy csak az alap mód beállításnál?
Ma sikerült felprogramozni egy ATtiny-t a küldött hex filével Svejk .
Szerény ismereteim miatt csak szemre fülre tudtam keresni differenciát .
Ami különbséget éreztem az nem sok ill. semmi.
×Csak a p7 hiánya amit én se nagyon emelek 1 fölé az Iván ver.ben. De lehetne:)
×Más utasításkészlet miatt saját gyártmány SMC terminalom nem ill. részben használható hozzá(ez egy dolog).
Amiért maradok Iván ver.nél az :
×m3 at már nem mondom mert az a Tiédben is megvan.
De...
×P7 (I-tag).
×Annyit melóztam a terminálommal azt használnám , könnyebb a beállítás vele.
Amit küldtél hex filét az több pontban is módosított vagy csak az alap mód beállításnál?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 október 04, 12:38
Írta: svejk Dátum 2010 október 04, 12:38
Rég volt már nem emlékszem...
Az Ivánnak ha meg van az ASM-je akkor küldd már át légyszi.
Az Ivánnak ha meg van az ASM-je akkor küldd már át légyszi.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 október 04, 13:09
Írta: kozo Dátum 2010 október 04, 13:09
Ment mail , ja és #11170 ben P7 nem I hanem D tag.Elírtam . Bocsi.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 november 01, 15:36
Írta: kozo Dátum 2010 november 01, 15:36
Szevasztok...
Kicsi SMC DC servomat feltettem egyszerű mechanikámra ami ugyan félkész állapotban van de már mozgatható .
Célzottan gravír funkcióra lett kitalálva .
Abszolút hobby kategóriás mechanikát 8mm es menetes szárral mozgatom.
Sajna X és Z tengely szíjhajtásnak hangja van.
Rajzolgatás 1
Rajzolgatás 2
Kicsi SMC DC servomat feltettem egyszerű mechanikámra ami ugyan félkész állapotban van de már mozgatható .
Célzottan gravír funkcióra lett kitalálva .
Abszolút hobby kategóriás mechanikát 8mm es menetes szárral mozgatom.
Sajna X és Z tengely szíjhajtásnak hangja van.
Rajzolgatás 1
Rajzolgatás 2
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 01, 15:47
Írta: s7manbs8 Dátum 2010 november 01, 15:47
Ez veszett jó.
Cím: Re:DC szervó motoros vezérlés
Írta: may47wb Dátum 2010 november 01, 16:20
Írta: may47wb Dátum 2010 november 01, 16:20
Szuper! Jó kis gép lesz!
Már kérdezni akartam tőled csak nem tudtam kié a gép.
A régi gépeden az a 60W-os maró az milyen szerkezet? Mondanál róla néhány infót?
Már kérdezni akartam tőled csak nem tudtam kié a gép.
A régi gépeden az a 60W-os maró az milyen szerkezet? Mondanál róla néhány infót?
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 november 01, 16:47
Írta: kozo Dátum 2010 november 01, 16:47
Ha arra a fóorsónak használt 60W os motorra gondolsz amit az aluprofilos gépemen használtam (gravírozáshoz) , nos ott semmi extra nem mondható el. 60V ot kapott relén keresztül kb:2500ford/percel forgott , a tengelyre esztergáltam egy amolyan persely félét olyan illesztéssel amit csak melegítéssel lehetett rátenni abba pedig egy elvágott befogószár véget szintén illesztve de kicsit lazábban és 3 pár 120 fokban eltolt hernyócsavarral meg egy órával lehetett beállítani a gravírtű ütését (elvoltam vele még beállított a lehető legkissebb "ütést").
Terhelni nem lehetett de a karcolgatást és nyákfúrást szépen bírta persze csak lassú léptekben az alacsony fordulata miatt.
Van egy hasonló kisebb 30V os (30Wos) motorom amit erre a most épülő gépre gondoltam ER11 szár hajtásra szíjhajtással áttétel mellett . kb: 10000ford/percel már megbékélnék.
De kicsit tartok az áttétel miatti nyomatékvesztéstől ill. a T5 szíjnak csak van hangja.
Terhelni nem lehetett de a karcolgatást és nyákfúrást szépen bírta persze csak lassú léptekben az alacsony fordulata miatt.
Van egy hasonló kisebb 30V os (30Wos) motorom amit erre a most épülő gépre gondoltam ER11 szár hajtásra szíjhajtással áttétel mellett . kb: 10000ford/percel már megbékélnék.
De kicsit tartok az áttétel miatti nyomatékvesztéstől ill. a T5 szíjnak csak van hangja.
Cím: Re:DC szervó motoros vezérlés
Írta: may47wb Dátum 2010 november 01, 17:00
Írta: may47wb Dátum 2010 november 01, 17:00
Köszi! Azt gondoltam hogy az valami speckó nagy fordulatú gravírozó, azért kérdeztem.
"kb: 10000ford/percel már megbékélnék"
Mért nem tervezel nagyobb fordulatot gravírozáshoz? Fürge kis szervós gépre...
"kb: 10000ford/percel már megbékélnék"
Mért nem tervezel nagyobb fordulatot gravírozáshoz? Fürge kis szervós gépre...
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 november 01, 17:10
Írta: kozo Dátum 2010 november 01, 17:10
Igen , többet kellene gravírhoz forgatni a főorsót .
Van valami jó ötleted arra hogyan tudnék magasabb fordulatra szert tenni ?
Van valami jó ötleted arra hogyan tudnék magasabb fordulatra szert tenni ?
Cím: Re:DC szervó motoros vezérlés
Írta: may47wb Dátum 2010 november 01, 17:22
Írta: may47wb Dátum 2010 november 01, 17:22
Sajnos nincs. Én is azon agyalok, valami olcsó könnyű szerkezetet szeretnék a gépre a lehető legnagyobb fordulattal kb35-40000rpm-el. Ja és minél halkabbat :)
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 24, 19:22
Írta: Révész Richárd Dátum 2010 november 24, 19:22
Nos összeraktam az SMC szervot.
Feltöltés után elindult az AVR (legalább is úgy gondolom)
A következő a hibajelenség.
Világít a nyomaték limit LED és ide oda rángat a motor majd egy idő után hibára áll.
Fogalmam sincs mi lehet a baja.[#nemtudom]
Feltöltés után elindult az AVR (legalább is úgy gondolom)
A következő a hibajelenség.
Világít a nyomaték limit LED és ide oda rángat a motor majd egy idő után hibára áll.
Fogalmam sincs mi lehet a baja.[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 19:25
Írta: s7manbs8 Dátum 2010 november 24, 19:25
Hát valami nincs jól beállítva, mivel lehet állítani a paraméterit ? Potikkal ? A FUSE biteket jól beállítottad ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 19:26
Írta: s7manbs8 Dátum 2010 november 24, 19:26
Akkor nem egy irányba megy, elvileg az encoder jól van bekötve akkor gondolom.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 24, 19:29
Írta: Révész Richárd Dátum 2010 november 24, 19:29
Ezt a fuse bitet nem értem.
Átküldöm a hex file-t hátha tudsz mondani valami okosat.
Átküldöm a hex file-t hátha tudsz mondani valami okosat.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 19:34
Írta: s7manbs8 Dátum 2010 november 24, 19:34
Van egy néhány 0 és 1 értékre állítandó bit a chipben, ami a működését vezérli, pl. állítja az órajelet, meg ilyesmik, ha nem jól van, lehet csak 32kHz*el megy, meg ilyenek, azért kérdezem, az se mindegy teljesen mire van állítva, ugyanis akkor piszok lassú lehet és hiába állítod, nem tud beállni talán. De a PID paramétereit hogy is lehet állítani ? Potival, jumperrel, szoftveresen ? Vedd le az ID paramétert minimumra, majd a P paramétert minimumról tekerd felfele, először nem fog mozogni se, majd ha emeled a P-t, akkor kezd erősödni, ha aztán meg be is leng ide oda.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 19:34
Írta: s7manbs8 Dátum 2010 november 24, 19:34
A fuse bit nem a hex fileban van. Arra van külön menüpont, azt olvasni írni. Megnézem melyik is az ? pillanat.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 19:36
Írta: s7manbs8 Dátum 2010 november 24, 19:36
Command->Security and Configuration bits
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 19:36
Írta: s7manbs8 Dátum 2010 november 24, 19:36
Azzal csinálj egy Readet és a képet mutasd meg, mit látsz.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 24, 19:55
Írta: Révész Richárd Dátum 2010 november 24, 19:55
A paramétereket egy progival lehet állítani de nem tudok kommunikálni vele,nem lehet kiolvasni a paramétereket(mármint a PID-et.)
Itt a FUSE kiolvasása
Itt a FUSE kiolvasása
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 november 24, 20:02
Írta: x4rhew5r3 Dátum 2010 november 24, 20:02
A CKDIV8-at vedd ki, mert ha be van csekkolva, akkor az órafrekit leosztja 8-cal.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 24, 20:10
Írta: Révész Richárd Dátum 2010 november 24, 20:10
Oké.
A helyzet így is változatlan.
Lehet hogy hibás a program?Sajnos a tudásom "0" AVR-ből.
A helyzet így is változatlan.
Lehet hogy hibás a program?Sajnos a tudásom "0" AVR-ből.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 november 24, 20:27
Írta: x4rhew5r3 Dátum 2010 november 24, 20:27
Mielőtt motort teszel az SMC-re, nézd meg a működését soros terminállal. Ha tudod módosítani a paramétereket a PC-ről, akkor működik az avr, és akkor érdemes továbbmenni.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 24, 20:44
Írta: Révész Richárd Dátum 2010 november 24, 20:44
A #11141 hsz-ban van egy terminál progi.
Azzal próbáltam kiolvasni a paramétereket de nem sikerült semmit kicsalni belőle.
Azzal próbáltam kiolvasni a paramétereket de nem sikerült semmit kicsalni belőle.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 21:04
Írta: s7manbs8 Dátum 2010 november 24, 21:04
Az nemigen jó, a cksel ek mind üres, akkor megy 16MHz-el azt hiszem, de valami nem jó lesz ott.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 november 24, 21:04
Írta: kozo Dátum 2010 november 24, 21:04
Ha az említett terminal progival nem tudod kiolvasni az adatokat akkor két dolgot javaslok megnézni...
× RX TX kábelek fel vannak cserélve? Cseréld meg és próba újra.
és vagy...
× Csatlakoztasd másik COM portra az RS232 es csatid.
A progiban alapbeállítás a COM1,38400,N,8,1.
[#wave]
× RX TX kábelek fel vannak cserélve? Cseréld meg és próba újra.
és vagy...
× Csatlakoztasd másik COM portra az RS232 es csatid.
A progiban alapbeállítás a COM1,38400,N,8,1.
[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 21:06
Írta: s7manbs8 Dátum 2010 november 24, 21:06
Na megtaláltam itt a gépemen a kapcsolási rajzát, mondom ott vannak, hogy mit kell beállítani.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 21:08
Írta: s7manbs8 Dátum 2010 november 24, 21:08
Ehun van ni.
CKDIV8=1
CKSEL=1111
BODLEVEL=100
Ha a chip új, még nem volt programozva nem ezek vannak benne.
CKDIV8=1
CKSEL=1111
BODLEVEL=100
Ha a chip új, még nem volt programozva nem ezek vannak benne.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 24, 21:10
Írta: Révész Richárd Dátum 2010 november 24, 21:10
A 16 MHz az nem baj mert akkora quartz van rajta.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 21:11
Írta: s7manbs8 Dátum 2010 november 24, 21:11
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 24, 21:13
Írta: Révész Richárd Dátum 2010 november 24, 21:13
A kábelt már ellenőriztem.Sajnos nincs másik com port.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 24, 21:15
Írta: Révész Richárd Dátum 2010 november 24, 21:15
Na most már látom mit próbálsz a fejembe verni.
Mindjárt kipróbálom.
Hogy lehet törölni a progit az AVR-ből?
Mindjárt kipróbálom.
Hogy lehet törölni a progit az AVR-ből?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 21:15
Írta: s7manbs8 Dátum 2010 november 24, 21:15
Mondom nem jó a fuse bit azért nem megy eleve. :)
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 24, 21:22
Írta: Révész Richárd Dátum 2010 november 24, 21:22
Le lehet tiltani a procit?
Megpróbáltam beleírni az új fuse bit beállítást és nem indul újra.
Megpróbáltam beleírni az új fuse bit beállítást és nem indul újra.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 21:43
Írta: s7manbs8 Dátum 2010 november 24, 21:43
Azt hiszem el is lehet rontani. Ha nem jót írsz bele valahova.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 24, 21:52
Írta: Révész Richárd Dátum 2010 november 24, 21:52
Akkor valószínű kinyírtam.De remélem nem így van.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 21:56
Írta: s7manbs8 Dátum 2010 november 24, 21:56
Kinyírni nem nyírtad, ha nem tudja olvasni a fuse biteket, akkor elállítottad az oszcit valami rosszra
.Elrontás helyrehozása1
Elrontás javítása2
.Elrontás helyrehozása1
Elrontás javítása2
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 november 24, 22:05
Írta: x4rhew5r3 Dátum 2010 november 24, 22:05
Kinyírni nem tudod így, csak esetleg kizárni magad a prociból. Ha letiltod a Resetet, akkor nem lehet programozni sem. Nem tudom milyen égető programot használsz, de úgy látom erre nem rakták ki szerencsére a Reset biztosítékát.
A CKSEL-eklegyenek 16MHz Crystal módban és CKDIV8-ból vedd ki pipát.
A CKSEL-eklegyenek 16MHz Crystal módban és CKDIV8-ból vedd ki pipát.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 24, 22:25
Írta: Révész Richárd Dátum 2010 november 24, 22:25
Hát nagyon úgy fest,hogy kizártam magam a prociból.
A progi Pony-Prog de van más is.
AVR studio,Win-AVR,Bascom de ezek nekem kicsit bonyolultak.
Megpróbálom életre kelteni valahogy.
A progi Pony-Prog de van más is.
AVR studio,Win-AVR,Bascom de ezek nekem kicsit bonyolultak.
Megpróbálom életre kelteni valahogy.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 24, 22:55
Írta: s7manbs8 Dátum 2010 november 24, 22:55
Csak egy procid van ? Nekem olyanom pont nincs.
Cím: Re:DC szervó motoros vezérlés
Írta: SquirrelTech Dátum 2010 november 24, 23:09
Írta: SquirrelTech Dátum 2010 november 24, 23:09
A SPIEN bitet sem érdemes átállítani. De ezt a Ponyprog ugyanúgy nem is engedi, mint a RSTDISBL-t. Egyébként nekem is lett egy jó pár ilyen lezárt procim a napokban, amiket pony-val próbáltam programozni (és még nem jöttem rá a miértjére én sem)...
Ezzel a megoldással szemezek éppen.
Ezzel a megoldással szemezek éppen.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 november 25, 07:31
Írta: x4rhew5r3 Dátum 2010 november 25, 07:31
Amíg nem volt JtagIcemkII-m az AvrOSPII programot használtam Cseh Robitól vett USB-s programozóval (talán avrIsp?). Azzal nem volt ilyen gondom, mert a pipa azt jelentette amit gondolunk:)
Rémlik, hogy olvastam valahol egy fórumon, hogy valamelyik programozónál a pipa pont az ellenkezőjét jelenti, mint ahogy gondoljuk, mert nem a funkciót, hanem a biztosíték állapotát jeleneti. Az meg ugye 1, ha nincs programozva, és 0, ha ki van égetve.
Szóval érdemes bogarászni a guglival...
A bezárt procit a nagyfeszültségű párhuzamos programozóval lehet kinyitni, de nekem sincs ilyen programozóm.
Rémlik, hogy olvastam valahol egy fórumon, hogy valamelyik programozónál a pipa pont az ellenkezőjét jelenti, mint ahogy gondoljuk, mert nem a funkciót, hanem a biztosíték állapotát jeleneti. Az meg ugye 1, ha nincs programozva, és 0, ha ki van égetve.
Szóval érdemes bogarászni a guglival...
A bezárt procit a nagyfeszültségű párhuzamos programozóval lehet kinyitni, de nekem sincs ilyen programozóm.
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 november 25, 08:00
Írta: jv7pu3a5p Dátum 2010 november 25, 08:00
Tényleg nézd meg a helpjében a pony-nak, hogy a fuse bitek pipa mint jelent "0" vagy "1".
Leggyakoribb hiba, hogy a CKSEL bitek mind nullára kerülnek. Ezzel nem zárod ki magad a prociból, csak éppen külső órajelet vár, így a programozás sem megy. VAgyis kell egy külső áramkör ami órajelet szolgáltat neki. Van egy olyan érézésem, hogy a pony alapból ezt állítja be és mivel te elöször csak simán a hex fájlt töltötted rá, be is állítottad a külső órajelet. De nem ismerem a ponyt, lehet nem így van.
Az AVR studio sajna nem kezeli az STK200-at, a bascom azt hiszem igen.
Leggyakoribb hiba, hogy a CKSEL bitek mind nullára kerülnek. Ezzel nem zárod ki magad a prociból, csak éppen külső órajelet vár, így a programozás sem megy. VAgyis kell egy külső áramkör ami órajelet szolgáltat neki. Van egy olyan érézésem, hogy a pony alapból ezt állítja be és mivel te elöször csak simán a hex fájlt töltötted rá, be is állítottad a külső órajelet. De nem ismerem a ponyt, lehet nem így van.
Az AVR studio sajna nem kezeli az STK200-at, a bascom azt hiszem igen.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 november 25, 08:25
Írta: svejk Dátum 2010 november 25, 08:25
A kérdéses proci és SMC kódnál legyen pipa a:
SUT.1
B.L.0
B.L.1-nél.
illetve értelemszerűen a titkosításnál
Arra is figyelni hogy a pipa az utána következő szóhoz tartozik.
Cím: Re:DC szervó motoros vezérlés
Írta: SquirrelTech Dátum 2010 november 25, 15:15
Írta: SquirrelTech Dátum 2010 november 25, 15:15
Pony-val lehet külön-külön írni és olvasni a flasht, az eepromot, és a fuse biteket, illetve lehet benne egyszerre is kezelni mindent. Csak a program írásánál nem piszkálja a fuse biteket. "Write All" esetén viszont kérdés nélkül átírja azokat, így az lehet véletlenszerű is (legutolsó beállítás szerinti).
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 25, 16:08
Írta: Révész Richárd Dátum 2010 november 25, 16:08
Megpróbálok mindenkinek egyszerre válaszolni.
Kettő procit vettem de mind a kettőből kitiltottam magam sajnos.(ennyire amatőr vagyok)
Amit Elektron linkelt a #11205-ben azzal talán újra lehet éleszteni csak vennem kell hozzá alkatrészt.
Ha EZT akkor látszik,hogy mit jelent a pipa.
Ha jól értelmezem akkor pont fordítva van mint ahogy az ember gondolná.Ezt eddig én sem figyeltem.
Kettő procit vettem de mind a kettőből kitiltottam magam sajnos.(ennyire amatőr vagyok)
Amit Elektron linkelt a #11205-ben azzal talán újra lehet éleszteni csak vennem kell hozzá alkatrészt.
Ha EZT akkor látszik,hogy mit jelent a pipa.
Ha jól értelmezem akkor pont fordítva van mint ahogy az ember gondolná.Ezt eddig én sem figyeltem.
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 november 26, 17:03
Írta: jv7pu3a5p Dátum 2010 november 26, 17:03
Felesleges más programozót építened. Ha jól látom szürke a pony-ban a reset tiltó flag. VAgyis nem tudod kizárni magad a procból SPI felületen.
1. vagy az van amit mondtam és külső órajelre raktad (ehhez mind a 4 CKSEL pipa be kell legyen jelölve)
2. valami más kötési hiba van
1. vagy az van amit mondtam és külső órajelre raktad (ehhez mind a 4 CKSEL pipa be kell legyen jelölve)
2. valami más kötési hiba van
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 november 26, 17:40
Írta: kozo Dátum 2010 november 26, 17:40
Pár sorral lentebb olvasható svejk mondatai képes formában ... Config bitjeim
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 26, 19:04
Írta: Révész Richárd Dátum 2010 november 26, 19:04
Eszemben sincs másik programozót csinálni.(ezt is vettem készen)
"műszívet" akarok építeni hozzá.Ezt itt
"műszívet" akarok építeni hozzá.Ezt itt
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 26, 19:05
Írta: Révész Richárd Dátum 2010 november 26, 19:05
Ez azt jelenti,hogy így kell beállítani?Jól gondolom?
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 november 26, 19:30
Írta: kozo Dátum 2010 november 26, 19:30
Igen,az enyém is így üzemel.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 november 26, 19:47
Írta: s7manbs8 Dátum 2010 november 26, 19:47
Ha külső quartzra raktad, akkor kell neki kvarcot adni, meg kondikat, vagy a panelbe dugva lehet programozni a chipet ?
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 26, 19:56
Írta: Révész Richárd Dátum 2010 november 26, 19:56
Sikerült újraéleszteni a procit a "műszívvel".
Fuse bitek beállítva,hex beletöltve.
A helyzet ugyan az mint az első indulásnál.A nyomaték limit led világít majd rövid idő mulva kialszik és az error kezd világítani.
A soros kommunikáció továbbra sem megy.[#confused][#fejvakaras]
Fuse bitek beállítva,hex beletöltve.
A helyzet ugyan az mint az első indulásnál.A nyomaték limit led világít majd rövid idő mulva kialszik és az error kezd világítani.
A soros kommunikáció továbbra sem megy.[#confused][#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 26, 20:22
Írta: Révész Richárd Dátum 2010 november 26, 20:22
Fejlemény.A kommunikáció megjavult.Zoli a rajzon fordítva van feltüntetve a Tx és Rx.
Azt mondja a terminál kiolvasáskor,hogy P3 túl nagy,de bárhová állítom nem változik semmi.
Azt mondja a terminál kiolvasáskor,hogy P3 túl nagy,de bárhová állítom nem változik semmi.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 november 26, 20:35
Írta: kozo Dátum 2010 november 26, 20:35
Na , ez jó.
Limitáltam a paraméterek határát a progiban a scrollbar kezelhetősége miatt.A prociban olyan értékek lehetnek ami a limit felett van.
A progiban van egy alap paraméterlista ,ezt alul láthatod ,klikk rá majd a paramétersor betöltése parancs , utánna feljebb "MIND MENT"
Ezzel minden paramétert mentesz az ATTINYbe.
Limitáltam a paraméterek határát a progiban a scrollbar kezelhetősége miatt.A prociban olyan értékek lehetnek ami a limit felett van.
A progiban van egy alap paraméterlista ,ezt alul láthatod ,klikk rá majd a paramétersor betöltése parancs , utánna feljebb "MIND MENT"
Ezzel minden paramétert mentesz az ATTINYbe.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 26, 21:00
Írta: Révész Richárd Dátum 2010 november 26, 21:00
Hát ez megjavította a helyzetet.Nyomaték limit led kialudt csak a "ready" világít[#worship][#taps]
Na most jön a következő hiba.A FET meghajtók olyan forrók,hogy lehet rajta tojást sütni.
Hát ez nem az én napom.
Na most jön a következő hiba.A FET meghajtók olyan forrók,hogy lehet rajta tojást sütni.
Hát ez nem az én napom.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2010 november 26, 21:10
Írta: kozo Dátum 2010 november 26, 21:10
×FETek túlélték az elmúlt napok mepróbáltatásait?Gyors melegedés rövidzár félét sejtet...
×Motor milyen fesz,áramról fut?
×Tápfeszek jók?
×Mit csinál a motor?
×P4 et vedd vissza 50-100 körülire .
×Motor milyen fesz,áramról fut?
×Tápfeszek jók?
×Mit csinál a motor?
×P4 et vedd vissza 50-100 körülire .
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 26, 21:17
Írta: Révész Richárd Dátum 2010 november 26, 21:17
Eddig csak az 5V-ot kapcsoltam rá míg programoztam.
Első próba után 24V motortápfesz és a 12V segédtáp került rá.
Most nincs rajta motor.Sneci azt javasolta,hogy csak akkor kapcsoljak rá motort ha minden OK.
Mindjárt kipróbálom és kiderül.
Első próba után 24V motortápfesz és a 12V segédtáp került rá.
Most nincs rajta motor.Sneci azt javasolta,hogy csak akkor kapcsoljak rá motort ha minden OK.
Mindjárt kipróbálom és kiderül.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 26, 21:45
Írta: Révész Richárd Dátum 2010 november 26, 21:45
Sajna a toroid leveri a kismegszakítót(nincs hozzá lágy indító),így csak a műhelyben tudom kipróbálni.
Na mára ennyi majd holnap folyt.köv.
Köszönöm a segítséget mindenkinek.
Na mára ennyi majd holnap folyt.köv.
Köszönöm a segítséget mindenkinek.
Cím: Re:DC szervó motoros vezérlés
Írta: 7ycdrkyx Dátum 2010 november 27, 06:33
Írta: 7ycdrkyx Dátum 2010 november 27, 06:33
Sziasztok!
Szereztem 2 szervo motor a típusa E 588 A-MGB.
Tudnátok abba segíteni, hogy hogyan is kel bekötni.
4 kivezetése van. Fekete, piros, fehér és zöld. És persze hogy hány V-t kell kapnia.
Adatok: Nm 0.36
anlaufstron A 3.4
MAX l/min 6000
KE(V/1000-1min) 11
KT(NMA) 0,105
Entmagnetiserungsstr. (A)
Tachogenerator (bei RL(5K)
KE (V/1000-1min) 14
Előre is köszönöm a segítséget.


Gábor
Szereztem 2 szervo motor a típusa E 588 A-MGB.
Tudnátok abba segíteni, hogy hogyan is kel bekötni.
4 kivezetése van. Fekete, piros, fehér és zöld. És persze hogy hány V-t kell kapnia.
Adatok: Nm 0.36
anlaufstron A 3.4
MAX l/min 6000
KE(V/1000-1min) 11
KT(NMA) 0,105
Entmagnetiserungsstr. (A)
Tachogenerator (bei RL(5K)
KE (V/1000-1min) 14
Előre is köszönöm a segítséget.
Gábor
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 27, 08:01
Írta: Bencze András Dátum 2010 november 27, 08:01
Adatok: Nm 0.36
anlaufstron A 3.4
MAX l/min 6000
Az adatok első részéhez nem kell magyarázat.
KE(V/1000-1min) 11 (az 1000 ford/perchez szükséges fesz itt 11 V)
KT(NMA) 0,105 (billenőnyomaték nyomaték/áram)Pl. nyomatékkorlát állításhoz.
Entmagnetiserungsstr. (A)(lemágnesező áram,melynek hatására a PM lemágneseződhet.)
Tachogenerator (bei RL(5K)(tacho névleges nerhelése, csak ennél nagyobb lehet itt 5 kohm)
KE (V/1000-1min) 14 (az 1000 ford/percnél leadott fesz. itt 14 V)
anlaufstron A 3.4
MAX l/min 6000
Az adatok első részéhez nem kell magyarázat.
KE(V/1000-1min) 11 (az 1000 ford/perchez szükséges fesz itt 11 V)
KT(NMA) 0,105 (billenőnyomaték nyomaték/áram)Pl. nyomatékkorlát állításhoz.
Entmagnetiserungsstr. (A)(lemágnesező áram,melynek hatására a PM lemágneseződhet.)
Tachogenerator (bei RL(5K)(tacho névleges nerhelése, csak ennél nagyobb lehet itt 5 kohm)
KE (V/1000-1min) 14 (az 1000 ford/percnél leadott fesz. itt 14 V)
Cím: Re:DC szervó motoros vezérlés
Írta: 7ycdrkyx Dátum 2010 november 27, 17:00
Írta: 7ycdrkyx Dátum 2010 november 27, 17:00
Köszönöm az infokat.
Ha jól értem akkor 66V kell a 6000-es fordulathoz...
És miért van négy vezeték? Eddig csak léptető motorral foglalkoztam :)
Van valami általános leírás DC servo motorhoz?
Köszönöm a segítséget…
Ha jól értem akkor 66V kell a 6000-es fordulathoz...
És miért van négy vezeték? Eddig csak léptető motorral foglalkoztam :)
Van valami általános leírás DC servo motorhoz?
Köszönöm a segítséget…
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 november 27, 17:20
Írta: Szalai György Dátum 2010 november 27, 17:20
Két vezeték megy a motorba, (valószínűleg a piros és a fekete) ha egyenfeszültséget kapcsolsz rájuk, akkor forogni kezd. Kicsi feszültséggel próbáld megtáplálni (5V) és ha elindul, akkor azonosítva is van a motorvezeték. Ha mégsem az a kettő a motorvezeték akkor 5V nem tesz kárt a tachométer generátorban.
A maradék kettő pedig jön a tachométer generátorból, és szolgáltatja a fordulatszámmal arányos egyenfeszültséget. Ez csak milli Amperekkel terhelhető mérőgenerátor!
Ha mégsem szeretnél kockáztatni, akkor egy Ohm mérővel megkeresheted az összetartozó vezetékpárokat. Amelyik a kisebb ellenállást mutatja, az a motor. Amelyik a nagyobbat, az a generátor.
A maradék kettő pedig jön a tachométer generátorból, és szolgáltatja a fordulatszámmal arányos egyenfeszültséget. Ez csak milli Amperekkel terhelhető mérőgenerátor!
Ha mégsem szeretnél kockáztatni, akkor egy Ohm mérővel megkeresheted az összetartozó vezetékpárokat. Amelyik a kisebb ellenállást mutatja, az a motor. Amelyik a nagyobbat, az a generátor.
Cím: Re:DC szervó motoros vezérlés
Írta: 7ycdrkyx Dátum 2010 november 27, 17:29
Írta: 7ycdrkyx Dátum 2010 november 27, 17:29
Fekete és a pirossal elindult a motor :P
És a 6000-es fordulatot hogy lehet elérni? 66V-al?
És a 6000-es fordulatot hogy lehet elérni? 66V-al?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 november 27, 17:36
Írta: Szalai György Dátum 2010 november 27, 17:36
Az adattáblád szerint 66V-al.
Azért előbb megpróbálnám 24V körülivel is.
Azért előbb megpróbálnám 24V körülivel is.
Cím: Re:DC szervó motoros vezérlés
Írta: 7ycdrkyx Dátum 2010 november 27, 17:38
Írta: 7ycdrkyx Dátum 2010 november 27, 17:38
Oké!
Köszönöm a segítséget :P
Köszönöm a segítséget :P
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 november 27, 17:50
Írta: Szalai György Dátum 2010 november 27, 17:50
Ha már forog a motorod és ráadásul van is rajta egy mérőgenerátor, akkor meg is figyelheted a fordulatszámát egy rákötött 100V körüli mérésre képes egyenfeszültségű voltmérővel.
Ha digitális multiméter, akkor köss vele párhuzamosan egy 10k Ohmos, fél Wattos ellenállást.
Vigyázz! Hatezres fordulatnál a generátor feszültsége is 85V körül várható. Az is éget.
Ha digitális multiméter, akkor köss vele párhuzamosan egy 10k Ohmos, fél Wattos ellenállást.
Vigyázz! Hatezres fordulatnál a generátor feszültsége is 85V körül várható. Az is éget.
Cím: Re:DC szervó motoros vezérlés
Írta: 7ycdrkyx Dátum 2010 november 27, 17:55
Írta: 7ycdrkyx Dátum 2010 november 27, 17:55
Köszi...
Sajnos még csak 18V-os tápom van.... :(
Majd keresek valmi erősebb tápot.
És akkor kipróbálom
Köszi
Sajnos még csak 18V-os tápom van.... :(
Majd keresek valmi erősebb tápot.
És akkor kipróbálom
Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: 7ycdrkyx Dátum 2010 november 27, 18:11
Írta: 7ycdrkyx Dátum 2010 november 27, 18:11
Hol lehet dc motorhoz tápot venni (használt is jó) :P
Meg milyen árba mozognak…
Meg milyen árba mozognak…
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 27, 18:19
Írta: Révész Richárd Dátum 2010 november 27, 18:19
Inkább csinálj magadnak.Egy trafó,greatz híd meg egy vagy több kondi és kész is van.
Cím: Re:DC szervó motoros vezérlés
Írta: 7ycdrkyx Dátum 2010 november 27, 18:23
Írta: 7ycdrkyx Dátum 2010 november 27, 18:23
Jól hangzik...
Csak sajnos a villamosságban nem nagyon vagyok benne :(
Tud valaki egy kapcsolási rajzott küldeni, ami alapján megépíthetném? :)
Köszönöm előre is
Csak sajnos a villamosságban nem nagyon vagyok benne :(
Tud valaki egy kapcsolási rajzott küldeni, ami alapján megépíthetném? :)
Köszönöm előre is
Cím: Re:DC szervó motoros vezérlés
Írta: 7ycdrkyx Dátum 2010 november 27, 18:38
Írta: 7ycdrkyx Dátum 2010 november 27, 18:38
Van egy másik motorom is, amiről nem tudok sok mindent.
A munkhelyemen kidobtak egy régi cnc lángvágó gépet, és abból szettem ki pár cuccot :)
Fej emeléshez volt 2db motor.
Ez az adat van ráírva:
ASTRO GMBH-D2850 BREMERHAVEN
AS 40-4 – 73mA
220V –50hz –o.5uf/400V WS
25U/min – haltemonet
Akkor 220V-os lenne?
A munkhelyemen kidobtak egy régi cnc lángvágó gépet, és abból szettem ki pár cuccot :)
Fej emeléshez volt 2db motor.
Ez az adat van ráírva:
ASTRO GMBH-D2850 BREMERHAVEN
AS 40-4 – 73mA
220V –50hz –o.5uf/400V WS
25U/min – haltemonet
Akkor 220V-os lenne?
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 27, 18:40
Írta: Révész Richárd Dátum 2010 november 27, 18:40
Ez itt
A kimeneti DC fesz értéke attól függ,hogy hány voltos a trafór szekundere.
A szekunder feszt megszorzod 1,41-el és annyi lesz az egyenirányított feszültséged a kimeneten.
A kimeneti DC fesz értéke attól függ,hogy hány voltos a trafór szekundere.
A szekunder feszt megszorzod 1,41-el és annyi lesz az egyenirányított feszültséged a kimeneten.
Cím: Re:DC szervó motoros vezérlés
Írta: 7ycdrkyx Dátum 2010 november 27, 18:59
Írta: 7ycdrkyx Dátum 2010 november 27, 18:59
Köszönöm a segítséget!
Majd utána nézek...
Majd utána nézek...
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 november 28, 22:32
Írta: Révész Richárd Dátum 2010 november 28, 22:32
ITT egy kis videó az SMC szervoról.
Sajnos kevés a 17V-os táp a motornak de a nagyobbikat itthon nem tudom kipróbálni mert veri a biztit(nincs lágyindító)
Kíváncsi vagyok mit fog csinálni a rendes tápról.
Sajnos kevés a 17V-os táp a motornak de a nagyobbikat itthon nem tudom kipróbálni mert veri a biztit(nincs lágyindító)
Kíváncsi vagyok mit fog csinálni a rendes tápról.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 november 29, 21:46
Írta: 000000000 Dátum 2010 november 29, 21:46
Sziasztok!Segítségeteket kérném kettő motor tekintetében.Sajnos még nagyon kezdő vagyok!
Van egy DC szervó(unitec) 2.1A 24V 30W-os és egy DC szervó(sanyo denki) 2.3A 24V 31W motorom.Mindkét motorhoz csatlakozik 6vezék és még kettő külön.
A hat vezeték gondolom a vezérléséhez kell,a kettő pedig egy jeladó lehet,de nem vagyok benne biztos.Ha valaki tudna segíteni a bekőtésben(melyik vezeték mire való) vagy segédletet tudna adni hozzájuk azt megköszönném!
Van egy DC szervó(unitec) 2.1A 24V 30W-os és egy DC szervó(sanyo denki) 2.3A 24V 31W motorom.Mindkét motorhoz csatlakozik 6vezék és még kettő külön.
A hat vezeték gondolom a vezérléséhez kell,a kettő pedig egy jeladó lehet,de nem vagyok benne biztos.Ha valaki tudna segíteni a bekőtésben(melyik vezeték mire való) vagy segédletet tudna adni hozzájuk azt megköszönném!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 november 30, 08:30
Írta: Szalai György Dátum 2010 november 30, 08:30
Nem ismerem a típust, nem írtál típusszámot. Nincs is?
Már egy kép alapján is többet lehetne megállapítani, mint így.
Ha ezek tényleg DC motorok, akkor gyanítom hogy fordítva van, mint ahogy gondolod.
Inkább a két vezeték a motor és a többi a jeladó.
Már egy kép alapján is többet lehetne megállapítani, mint így.
Ha ezek tényleg DC motorok, akkor gyanítom hogy fordítva van, mint ahogy gondolod.
Inkább a két vezeték a motor és a többi a jeladó.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 november 30, 18:49
Írta: 000000000 Dátum 2010 november 30, 18:49
Köszi a segítséget,György.A DC servo motoré R405-0285 és a gyártó sanyo denki.A másik DC motoré unitec és a tipus nem látható,sajnos.
A dc servo motor oldalán 4 db menetes dugó található.Kimenet 6 vezeték és kettő külön.
Ha van ötleted szivesen fogadom!Köszi előre is!
A dc servo motor oldalán 4 db menetes dugó található.Kimenet 6 vezeték és kettő külön.
Ha van ötleted szivesen fogadom!Köszi előre is!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 november 30, 18:55
Írta: svejk Dátum 2010 november 30, 18:55
No az a 4 menetes dugó rejti a szénkeféket....
Tényleg kezdő vagy :)
Tényleg kezdő vagy :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 november 30, 20:46
Írta: 000000000 Dátum 2010 november 30, 20:46
És a vezetékekről tudnál valamit mondani?svejk?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2010 november 30, 21:07
Írta: svejk Dátum 2010 november 30, 21:07
Persze, az egyik 6 eres a másik kettő.
Most viccet félretéve... kb. 33 éves lehetsz, talán kicsit komolyabban kérdezhetnél, legalább egy képet raknál fel.
De én úgy gondolom hogy kb. az lehet a szitu, mint ha én egy orvosi fórumon kérdezném hogy melyik az artéria.
De nem lesz harag, ugye?
Most viccet félretéve... kb. 33 éves lehetsz, talán kicsit komolyabban kérdezhetnél, legalább egy képet raknál fel.
De én úgy gondolom hogy kb. az lehet a szitu, mint ha én egy orvosi fórumon kérdezném hogy melyik az artéria.
De nem lesz harag, ugye?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 november 30, 22:00
Írta: 000000000 Dátum 2010 november 30, 22:00
nincs harag!:))képem nincs,a szénkeféket tudtam, csak a forumot teszteltem!:)a vezetékeket nem tudom melyik hova,merre,meddig?
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2010 november 30, 22:39
Írta: eivmhrm04 Dátum 2010 november 30, 22:39
[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 december 01, 11:24
Írta: Szalai György Dátum 2010 december 01, 11:24
Ezer ötletem van. Egy ingyen. Vegyél egy libát és köss a jobb lábára piros rongyot, az szerencsét hoz. [#nyes]
Ha nem található a motorhoz adatlap, akkor csak próbálkozni lehet. Szerencsére a szabványos kialakítás lehetővé tesz pár feltételezést is, ezek igaz vagy hamis voltáról mérésekkel meg is lehet győződni.
Először a motor. Szín és keresztmetszet alapján megsaccolnám, hogy melyik kettő lehet a motorvezeték. Ohmméréssel ellenőrizném, hogy lehet-e az a kettő. Ezeken a vezetékeken megpróbálnám szabad forgásra bírni, egyszerűen egy laposelemről.
Azután a jeladó. Keresni benne egy ismerős alkatrészt. Ez alapján azonosítani a tápvezetékeit. Tápfeszültség alatt indikálni a kimenetek állapotát lassú forgatás közben és funkció szerint azonosítani a jelkimeneteket.
Azután a motorparaméterek kimérése, ha érdekes. Forgórész tehetetlenségi nyomaték meghatározása inga módszerrel. Feszültség fordulatszám összefüggés felvétele, több mérési ponton. Nyamatékgörbe felvétele mérleggépen, a megengedett melegedés határáig.
Ha nem található a motorhoz adatlap, akkor csak próbálkozni lehet. Szerencsére a szabványos kialakítás lehetővé tesz pár feltételezést is, ezek igaz vagy hamis voltáról mérésekkel meg is lehet győződni.
Először a motor. Szín és keresztmetszet alapján megsaccolnám, hogy melyik kettő lehet a motorvezeték. Ohmméréssel ellenőrizném, hogy lehet-e az a kettő. Ezeken a vezetékeken megpróbálnám szabad forgásra bírni, egyszerűen egy laposelemről.
Azután a jeladó. Keresni benne egy ismerős alkatrészt. Ez alapján azonosítani a tápvezetékeit. Tápfeszültség alatt indikálni a kimenetek állapotát lassú forgatás közben és funkció szerint azonosítani a jelkimeneteket.
Azután a motorparaméterek kimérése, ha érdekes. Forgórész tehetetlenségi nyomaték meghatározása inga módszerrel. Feszültség fordulatszám összefüggés felvétele, több mérési ponton. Nyamatékgörbe felvétele mérleggépen, a megengedett melegedés határáig.
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 január 01, 20:13
Írta: 279nwbpsa Dátum 2011 január 01, 20:13
Meg tudná nekem valaki mondani,hogy
Heads 5540-es enkóderekhez feltétlenül kell külső táp ha G340-es szabályozókhoz használom?Vagy mehet egyből az enkóder a panelre?
Heads 5540-es enkóderekhez feltétlenül kell külső táp ha G340-es szabályozókhoz használom?Vagy mehet egyből az enkóder a panelre?
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 január 01, 20:47
Írta: 279nwbpsa Dátum 2011 január 01, 20:47
Elírtam. :)Heds 5540.Az adatlapja szerint 5mA kell neki,a szabályozó meg 50mA-ig rendben.
Saját fejem szerint rátenném,de nem vagyok benne biztos azért.
Az az igazság,hogy először próbálkozom szervóval és hiába olvasom át újból és újból a kezelési könyvet,azért csak bennem van a félsz,hogy valamit elkötök...Nem szeretném első nekifutásra tönkre tenni a cuccot...
Saját fejem szerint rátenném,de nem vagyok benne biztos azért.
Az az igazság,hogy először próbálkozom szervóval és hiába olvasom át újból és újból a kezelési könyvet,azért csak bennem van a félsz,hogy valamit elkötök...Nem szeretném első nekifutásra tönkre tenni a cuccot...
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2011 január 01, 21:09
Írta: Farkas Ádám Dátum 2011 január 01, 21:09
Nem kell külső táp... Mehet a vezérlőről.
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 január 01, 22:01
Írta: 279nwbpsa Dátum 2011 január 01, 22:01
Rendben,köszi!
Esetleg még azt meg tudnád mondani,hogy az error/reset(5.) csatlakozásnak honnét tudok 5V-ot adni?Illetve csak simán egy nyomógomb kell ide minden egyéb nélkül?
Esetleg még azt meg tudnád mondani,hogy az error/reset(5.) csatlakozásnak honnét tudok 5V-ot adni?Illetve csak simán egy nyomógomb kell ide minden egyéb nélkül?
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 január 01, 22:04
Írta: 279nwbpsa Dátum 2011 január 01, 22:04
Ja,mert gondoltam esetleg az enkoder+ (7.)talán jó lenne erre a célra,de persze ebben sem vagyok biztos.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2011 január 01, 22:53
Írta: Farkas Ádám Dátum 2011 január 01, 22:53
Igen én is úgy szoktam, csak nyomógomb... És ha a testet nyomod oda akkor meg kikapcsol.
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 január 01, 23:09
Írta: 279nwbpsa Dátum 2011 január 01, 23:09
Megint kösz!
Másabb ügyben mindjárt írok neked.
Másabb ügyben mindjárt írok neked.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 január 02, 10:51
Írta: svejk Dátum 2011 január 02, 10:51
A G340-nél úgy emlékszem kell külső felhúzóellenállás az encoderre...de a tápfesz bírja, azzal nem lesz gond.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 január 02, 10:54
Írta: svejk Dátum 2011 január 02, 10:54
Nem látom a pdf-jében, akkor bocsi, nyilván rosszul emlékeztem :(
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 január 02, 10:59
Írta: 279nwbpsa Dátum 2011 január 02, 10:59
470ohm-os ellenállásokat kaptam a vezérlőkhöz,de én úgy értelmeztem,hogy csak külső táp esetén kell ezeket használni.
Cím: Re:DC szervó motoros vezérlés
Írta: Csaby Dátum 2011 január 16, 10:51
Írta: Csaby Dátum 2011 január 16, 10:51
Szervó tudorok segítségét kérném. Ismeri valaki ezeket az eszközöket? Sajnos semmilyen dokumentációval nem rendelkezem hozzájuk.
2 tengelyes? AC servo:

Dc servo:

Esetleg belezzem ki és lesz két szép dobozom?
2 tengelyes? AC servo:
Dc servo:
Esetleg belezzem ki és lesz két szép dobozom?
Cím: Re:DC szervó motoros vezérlés
Írta: Csaby Dátum 2011 január 16, 10:53
Írta: Csaby Dátum 2011 január 16, 10:53
Lemaradt:
Több kép a könyvtáramban.
Több kép a könyvtáramban.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 18, 20:25
Írta: horcsab Dátum 2011 február 18, 20:25
Tudna valaki segíteni szervó vezérlő ügyben?
Röviden a probléma:
Adott dspic30f4012-vel egy szervó motor vezérlő. A motor amit vezérelni kellene 150V-os és kb 400W. A teljesítmény oldal mindig eldurran. A dspic optoval le van választva, az IGBT meghajtó pedig IR2181. Az áramkorlát szintén le van választva ami a pic FLTA lábára megy. Az áramkorlát teszi rendesen a dolgát. Az áramkorlátot 2.5A-re állítottam be amit egy halogén izzóval próbáltam.
A szervo PWM 2kHz-en jár, az IGBTk IRG4PC40W. Az IGBT-vel védődiódák természetesen be vannak kötve (UF5404), valamint a G-E közé 18V zener. A gate 15V-al van hajtva. Szkópon szép négyszög a jel. Kissebb motorral (50W) 40V-ról gond nélkül jár.
A motorral párhuzamosan van kötve 180V-os szupresszor dióda(SUP), ami nem szólalt még meg.
Ha valaki tud kérem adjon ötletet, mi okozza a sorozatos tönkremenetelt.
Az URL-en a kapcsolási rajz is megtalálható.Hobbyelektronika kapcsolási rajz
Röviden a probléma:
Adott dspic30f4012-vel egy szervó motor vezérlő. A motor amit vezérelni kellene 150V-os és kb 400W. A teljesítmény oldal mindig eldurran. A dspic optoval le van választva, az IGBT meghajtó pedig IR2181. Az áramkorlát szintén le van választva ami a pic FLTA lábára megy. Az áramkorlát teszi rendesen a dolgát. Az áramkorlátot 2.5A-re állítottam be amit egy halogén izzóval próbáltam.
A szervo PWM 2kHz-en jár, az IGBTk IRG4PC40W. Az IGBT-vel védődiódák természetesen be vannak kötve (UF5404), valamint a G-E közé 18V zener. A gate 15V-al van hajtva. Szkópon szép négyszög a jel. Kissebb motorral (50W) 40V-ról gond nélkül jár.
A motorral párhuzamosan van kötve 180V-os szupresszor dióda(SUP), ami nem szólalt még meg.
Ha valaki tud kérem adjon ötletet, mi okozza a sorozatos tönkremenetelt.
Az URL-en a kapcsolási rajz is megtalálható.Hobbyelektronika kapcsolási rajz
Cím: Re:DC szervó motoros vezérlés
Írta: 35kpazcgr Dátum 2011 február 18, 20:45
Írta: 35kpazcgr Dátum 2011 február 18, 20:45
Csak néhány ötlet ránézésre:
A motor tápfesz áramkörébe a FET-ekhez minél közelebb nem ártana elhelyezni egy a tápfesznek megfelelő ~1000 uF-os, vagy nagyobb elkót. A FET-ek kikapcsolásakor a motorban felhalmozott energiát valahova illik elvezetni.
A másik pedig: az áramérzékelő ellenállásról a műveleti erősítő felé elmenő vezetékbe kellene egy pár kiloohmos ellenállás, hogy a ki- és bekapcsolási hiszterézis némileg meg legyen növelve. Ez jótékonyan hat a FET működésére, nem hirtelan, szinte minden átmenet nélkül kapcsol be ill. ki.
A motor tápfesz áramkörébe a FET-ekhez minél közelebb nem ártana elhelyezni egy a tápfesznek megfelelő ~1000 uF-os, vagy nagyobb elkót. A FET-ek kikapcsolásakor a motorban felhalmozott energiát valahova illik elvezetni.
A másik pedig: az áramérzékelő ellenállásról a műveleti erősítő felé elmenő vezetékbe kellene egy pár kiloohmos ellenállás, hogy a ki- és bekapcsolási hiszterézis némileg meg legyen növelve. Ez jótékonyan hat a FET működésére, nem hirtelan, szinte minden átmenet nélkül kapcsol be ill. ki.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 február 18, 21:02
Írta: s7manbs8 Dátum 2011 február 18, 21:02
A kipurcanás mennyi idő múlva következik be beindítás után ? Nem a túlmelegedés miatt
? Vagy egymásra nyitnak a FET-ek ?
? Vagy egymásra nyitnak a FET-ek ?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 február 18, 21:19
Írta: x4rhew5r3 Dátum 2011 február 18, 21:19
Nekem is van két ötletem. Lehet hogy gerjedés okozza a megszaladást. A gerjedést a parazita induktivitások és kapacitások okozzák.
- Tegyél 1uF fóliakondenzátort hidegítésnek a tápra közvetlenül az IGBT-knél.
- Ha ezt a kerámia huzalellenállást használod, annak viszonylag nagy az induktivitása. Én egy 0.3mm-es acélos lemezből vágok 3mm széles csíkot. Köszörűn megdolgozod a végeket és ha megpucolod, akkor forrasztható...(festékbolt, kínai glettvas)
- Tegyél 1uF fóliakondenzátort hidegítésnek a tápra közvetlenül az IGBT-knél.
- Ha ezt a kerámia huzalellenállást használod, annak viszonylag nagy az induktivitása. Én egy 0.3mm-es acélos lemezből vágok 3mm széles csíkot. Köszörűn megdolgozod a végeket és ha megpucolod, akkor forrasztható...(festékbolt, kínai glettvas)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 február 18, 21:30
Írta: s7manbs8 Dátum 2011 február 18, 21:30
No, meg nem láttuk a nyákrajzolatot, azzal is lehet baj eleve.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 18, 22:13
Írta: horcsab Dátum 2011 február 18, 22:13
A motor tápfesznél van hidegítés (10n kerámia), illetve a nyákon is van szűrés. A tápon van egy energialevezető ami 170V-on nyit és egy ellenálláson keresztül disszipálja az energiát. A táp egy 3fázisú trafóról jön 3 fázisú egyenirányítás után (6800uf pufferrel), ezt meghagytam a régi szervó vezérlőből (Contraves NC400). A sönt tényleg huzalellenállásokból van összepakolva 3 db 0.1ohm/5W.
A kipurcanás érdekes. A vezérlő úgy működik ha tűláram van akkor csak a következő ciklusnál kapcsol be újra.
A FET-ek nem nyitnak össze mivel van deadtime. Viszont az IR2181 ha 5V-ról jár a bemenete akkor előfodul, hogy felakad a kimenete. Ezért van a bemenete 3,3V-os zenerrel megfogva.
Tomahawk: az 1k, 4.7n nem elegendő, mennyire vigyem fel?
Elektron: változó, van hogy símán elindítom a pozicióra és beáll, de van hogy a motor indítása után azonnal. Ha a táp megjelenik nincs baj, akkor soha nem száll el.
Nyák rajzot holnap teszek fel.
A kipurcanás érdekes. A vezérlő úgy működik ha tűláram van akkor csak a következő ciklusnál kapcsol be újra.
A FET-ek nem nyitnak össze mivel van deadtime. Viszont az IR2181 ha 5V-ról jár a bemenete akkor előfodul, hogy felakad a kimenete. Ezért van a bemenete 3,3V-os zenerrel megfogva.
Tomahawk: az 1k, 4.7n nem elegendő, mennyire vigyem fel?
Elektron: változó, van hogy símán elindítom a pozicióra és beáll, de van hogy a motor indítása után azonnal. Ha a táp megjelenik nincs baj, akkor soha nem száll el.
Nyák rajzot holnap teszek fel.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 február 18, 22:41
Írta: x4rhew5r3 Dátum 2011 február 18, 22:41
160V-nál motorral terhelve nézted szkópon? Mennyire "csilingel"?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 február 18, 22:57
Írta: svejk Dátum 2011 február 18, 22:57
Én mindig mondom nektek, 100V fölött már csak a szerencse segít :) Vagy irtózatos nagy tudás kell a tervezéshez...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 február 18, 23:39
Írta: s7manbs8 Dátum 2011 február 18, 23:39
"Ha a táp megjelenik nincs baj, akkor soha nem száll el. "
Ez lehet fontos mondat, valamire következtetni lehet belőle talán, kérdés, hogy mire.
Ez lehet fontos mondat, valamire következtetni lehet belőle talán, kérdés, hogy mire.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 19, 08:31
Írta: 000000000 Dátum 2011 február 19, 08:31
Egy közvetlen linket is megadhatnál a kapcsolási rajzra, talán akkor nekem is lenne ötletem, mi lehet a gond az eddigieken kívül.
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2011 február 19, 08:43
Írta: ebalint Dátum 2011 február 19, 08:43
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 19, 10:06
Írta: horcsab Dátum 2011 február 19, 10:06
Itt egy kép, reg nélkül.
Servo kapcs rajz
Servo kapcs rajz
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 19, 10:18
Írta: horcsab Dátum 2011 február 19, 10:18
És a NYÁK rajz.
Servo nyák
Servo nyák
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 19, 10:29
Írta: 000000000 Dátum 2011 február 19, 10:29
Szerintem az optós leválasztások is bekavarhatnak.
Biztos van műszaki indoka, hogy teljes galvanikus leválasztást csináltál, bár egyelőre én ezt nem látom.
Egy konkrét híd ellenőrzési javaslatom lenne: terhelésnek tegyél be a motor helyett egy 1K/40W ellenállást, és így kellene végig pásztázni mondjuk 25 V-os DC híd tápfesz növelési lépcsőket alkalmazva +-100 %-os kitöltési tényezőkkel a hidat. Ha 25%-nál nagyobb az áramfelvétele a hídnak, mint ami az Ohm törvényből adódik, sajnos összezárnak a FET-ek. Ha itt nincs gond, akkor az áramhurok körül is érdemes keresgélni, nekem volt már pár kedvezőtlen tapasztalatom az IL300 linearitási tartományával kapcsolatban.
Biztos van műszaki indoka, hogy teljes galvanikus leválasztást csináltál, bár egyelőre én ezt nem látom.
Egy konkrét híd ellenőrzési javaslatom lenne: terhelésnek tegyél be a motor helyett egy 1K/40W ellenállást, és így kellene végig pásztázni mondjuk 25 V-os DC híd tápfesz növelési lépcsőket alkalmazva +-100 %-os kitöltési tényezőkkel a hidat. Ha 25%-nál nagyobb az áramfelvétele a hídnak, mint ami az Ohm törvényből adódik, sajnos összezárnak a FET-ek. Ha itt nincs gond, akkor az áramhurok körül is érdemes keresgélni, nekem volt már pár kedvezőtlen tapasztalatom az IL300 linearitási tartományával kapcsolatban.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 19, 10:30
Írta: horcsab Dátum 2011 február 19, 10:30
Ezen a nyákon nincs rajta a szűrőkondik, azt a forrasztási oldalra raktam, közel a tápbevezetéshez (V+, V-), amennyire lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 19, 10:34
Írta: 000000000 Dátum 2011 február 19, 10:34
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 19, 10:38
Írta: horcsab Dátum 2011 február 19, 10:38
A teljes galvanikus leválasztás oka, hogy egy HMIPLC-hez van kötve. Valamint a későbbiekben is szeretném használni cnc géphez, illettve a dspic védelme.
A +-100% kitöltés nem lehet mivel akkor az IR2181 nem működik max +-95%. (charge pump kondi töltése, hogy a felső oldali FET is kapcsolhasson)
Az IL300 csak analóg leválasztást csinál, a dspic felöl a TLV272 komparál az áramra. A potival lehet beállítani a szintet. Jelen esetben 2,5A. Mint írtam 12V/75W halogén izzóval szépen működik, vagy akár rövidre is zárhatom nincs füst.
A lépcsős műterhelést jövőhéten kipróbálom, hátha látszik valami.
A +-100% kitöltés nem lehet mivel akkor az IR2181 nem működik max +-95%. (charge pump kondi töltése, hogy a felső oldali FET is kapcsolhasson)
Az IL300 csak analóg leválasztást csinál, a dspic felöl a TLV272 komparál az áramra. A potival lehet beállítani a szintet. Jelen esetben 2,5A. Mint írtam 12V/75W halogén izzóval szépen működik, vagy akár rövidre is zárhatom nincs füst.
A lépcsős műterhelést jövőhéten kipróbálom, hátha látszik valami.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 19, 10:56
Írta: 000000000 Dátum 2011 február 19, 10:56
Pontosabban fogalmazva +- 100% között értettem a "végigpásztázást", értelemszerűen akkora határadatokkal, amit a rendszered tud.
A FET meghajtódon keresztül igen valószínűtlen, hogy visszafelé nagy fesz kerülne a dspic felé, de ezt egy szupresszor diódával totál kizárhatod, ha nagyon félsz ettől.
Egyébként a DC szervó motorod adatai mik is pontosan? A 150V 400W-ot tudjuk, de a többi (n max, R, L) is hasznos lehet a hiba felderítés kapcsán.
A FET meghajtódon keresztül igen valószínűtlen, hogy visszafelé nagy fesz kerülne a dspic felé, de ezt egy szupresszor diódával totál kizárhatod, ha nagyon félsz ettől.
Egyébként a DC szervó motorod adatai mik is pontosan? A 150V 400W-ot tudjuk, de a többi (n max, R, L) is hasznos lehet a hiba felderítés kapcsán.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 19, 12:13
Írta: horcsab Dátum 2011 február 19, 12:13
A motor adatait pontosan én sem tudom. Mivel kiszedni nem tudom a helyéről, mert annyira be van építve. Egy régi csőhajlító motorja. A max fordulat kb. 1500. R, L pedig kérdéses. A max teljesítmény (400W) és a fesz (150V DC) az biztos.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 február 19, 13:33
Írta: s7manbs8 Dátum 2011 február 19, 13:33
A Q4-hez menő vezérlőjel szépen párhuzamosan megy a nagy áramú tápvonal alatt az R16 mellett, az nekem nem tetszik, pl. a FET kikapcsolásakor akkora impulzus mehet ott vagy máskor is, hogy esetleg ez okozhat bajt és kinyitja mikor nem kellene, ez csak nagy áramoknál jön elő persze, ez csak egy ötlet. Látszik, hogy próbáltad elkerülni az ilyen rajzolatokat egyébként.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 19, 13:47
Írta: horcsab Dátum 2011 február 19, 13:47
Még azon gondolkodtam, hogy lehet, hogy kevés az 1W-os DC/DC (5V/15V) konverter ami a gate feszültséget állítja elő. Összesen 30uF van rápakolva, az is alacsony ESR kondikkal.
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2011 február 19, 19:57
Írta: 3k74cecek Dátum 2011 február 19, 19:57
"Viszont az IR2181 ha 5V-ról jár a bemenete akkor előfodul, hogy felakad a kimenete. Ezért van a bemenete 3,3V-os zenerrel megfogva."
Mivel az IC bemenete 5V kompatibilis, és még a táp+10V-ot is elbírja az adatlap szerint, ezért én nem megfognám zénerrel, hanem kicserélném.
Mi a garancia, hogy 3.3-nál sosem fordul elő, hogy kiakad a kimenet, ha 5V-nál előfordul?
Mivel az IC bemenete 5V kompatibilis, és még a táp+10V-ot is elbírja az adatlap szerint, ezért én nem megfognám zénerrel, hanem kicserélném.
Mi a garancia, hogy 3.3-nál sosem fordul elő, hogy kiakad a kimenet, ha 5V-nál előfordul?
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 19, 20:19
Írta: horcsab Dátum 2011 február 19, 20:19
Néhány esetben igaz nem FET meghajtónál, szívtam már a 3,3/5V-os rendszerrel. Ha csere alatt ugyan erre a tipusra gondolsz, már megtörtént de ugyan ez volt a helyzet. Más tipusút még nem próbáltam, ami ugyan ezzel a paraméterekkel működik. Csináltam tesztkapcsolást, rángattam 5V-os verzióban és 100-ból egyszer felakadt a kimenete, miközben a bemenete alacsony szinten volt. Ha kapott egy impulzust akkor visszaváltott.
Ha 3.3V-on próbáltam ez egyszer sem fordult elő, pedig rengeteget nyúztam. Persze nem állítom ezek után azt sem, hogy tökéletes az IR2181 de sokkal jobban viselkedik.
Ha 3.3V-on próbáltam ez egyszer sem fordult elő, pedig rengeteget nyúztam. Persze nem állítom ezek után azt sem, hogy tökéletes az IR2181 de sokkal jobban viselkedik.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 19, 20:20
Írta: horcsab Dátum 2011 február 19, 20:20
Minden ötletet szívesen veszek, és leírom amit kipróbáltam, hátha valakinek ugyan ez lesz a gondja.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 19, 20:56
Írta: horcsab Dátum 2011 február 19, 20:56
Jövő héten kipróbálom IR2183-al, ebben van összekapcsolás védelem, igaz a progit kicsit alakítanom kell, de ez a legkevesebb.
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2011 február 20, 01:00
Írta: 3k74cecek Dátum 2011 február 20, 01:00
Alapvetően arra gondoltam, hogy azadott darab a hibás, tehát ugyanolyan tipusú cserére gondoltam. Amit viszont írtál az vagy azt jelenti, hogy kifogtál egy hibás szériát (gondolom egyszerre vetted, de ha nem az sem jelent semmit, mert lehet, hogy a bolt készlete egy szériából származik), vagy valami nem stimmel a kapcsolással. Hogy megy tönkre a cucc? Mindig ugyanabban a pozicióban lévő FET megy tönkre vagy össze-vissza. Simán zárlatos lesz, vagy felrobban? Utána a meghajtó áramkört ellenőrizted? A gate felől a meghajtó áramkör is kaphat egy pofont, ami esetleg nem a teljes tönkremenetelt okozza, hanem csak hibás működést. Ilyen jól jöhet a leválasztott meghajtás.
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2011 február 20, 01:01
Írta: 3k74cecek Dátum 2011 február 20, 01:01
előző utosó mondatában: Ilyen= Ilyenkor
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2011 február 20, 01:27
Írta: 3k74cecek Dátum 2011 február 20, 01:27
Kicsit belenéztem a kapcsolásba, és gyengének tartom a HCPL2231-ek bekapcsoló jelét. Az adatlap min 1.8mA ír. A kapcsolásod eléggé határesetnek tűnik. Én az R35-R38-at cserélném max 500R-re.
Meg kellene nézni szkóppal,(R csere elött és után) hogy a FET gate-jele mennyire van szinkronban a PIC kimenő jelével. Nincs-e ott valami olyan eltérés ami gondot okozhat.
Meg kellene nézni szkóppal,(R csere elött és után) hogy a FET gate-jele mennyire van szinkronban a PIC kimenő jelével. Nincs-e ott valami olyan eltérés ami gondot okozhat.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 20, 09:14
Írta: horcsab Dátum 2011 február 20, 09:14
Általában a Q1,Q3 pusztul el. Nem robban fel csak rövidzár jellemző, talán 2x volt hogy levált a tok az IGBT-ről, de ezt már a rövidzár miatt is betudom. Az IGBT ha pusztul akkor általában viszi az IR2181-et is.
A meghajtó áram számításaim szerint kb 3.5mA, az adatlapon pedig min 1.8mA és max 5mA ajánlott. Próbáltam már 680ohm-al de nem változott semmi. A jelkésleltetés az opton nagyon kicsi 130ns körül mértem.
Az IR2181-et több helyről is vásároltam, de többnyire a RET-nél (ez itt a reklám helye) veszem, itt még soha nem vettem hibás szériát.
A meghajtó áram számításaim szerint kb 3.5mA, az adatlapon pedig min 1.8mA és max 5mA ajánlott. Próbáltam már 680ohm-al de nem változott semmi. A jelkésleltetés az opton nagyon kicsi 130ns körül mértem.
Az IR2181-et több helyről is vásároltam, de többnyire a RET-nél (ez itt a reklám helye) veszem, itt még soha nem vettem hibás szériát.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 20, 09:23
Írta: 000000000 Dátum 2011 február 20, 09:23
Nagyot tud dúranni egy felrobbant Fet. Az ind. hevítőmnél elszállt egy pár.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 február 20, 09:44
Írta: x4rhew5r3 Dátum 2011 február 20, 09:44
Kicsit visszaolvastam...azt mondod: ha a táp megjelenik nincs baj, akkor sohasem száll el.
Tehát bekapcsolási jelenség okozza az elszállást?
Ha igen akkor ekörül keressünk...
Tehát bekapcsolási jelenség okozza az elszállást?
Ha igen akkor ekörül keressünk...
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 20, 09:49
Írta: horcsab Dátum 2011 február 20, 09:49
Nem jól fogalmaztam, ha táp megjelenik akkor minden rendben, ergo NEM bekapcsolási jelenség okozza a hibát.
A szervot adott pozicióra küldve, a motor indítás pillanatai körül van gond.
A szervot adott pozicióra küldve, a motor indítás pillanatai körül van gond.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 20, 10:09
Írta: 000000000 Dátum 2011 február 20, 10:09
Sajnos az is lehet akkor, hogy a 400W-os motorod felhalmozott energiáját a PID algoritmusodban rosszul kezeled le, mert az optók késleltetése és a 100 V feletti "vészes" világ, motor J együttesen néhány mikrosec alatt kinyírja a félvezetőidet. A 400W-os motorod simán felvesz 20-40 Ampert is bizonyos körülmények között, ezért kérdeztem ezen adatait is, csak nem tudtad megadni. Így ha pl. 2.5 A-es csak a védelmed maximuma, azzal nem tudod kézben tartani a motorodat gyorsításkor-lassításkor, és lehet olyan pillanat, amikor sajna mégis csak rövidre zárod a hidat az előbb említett okok miatt.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 20, 10:35
Írta: horcsab Dátum 2011 február 20, 10:35
Ok, értelek. Tudom, a motor más mint egy nagyteljesítményű izzó, de a bekapcsolás pillanata majdnem hasonló (szerintem). Ha hideg az izzószál, akkor ugye nagy áramok folynak, míg fel nem izzik (kb = motortehetetlenség). Ekkor lép közbe az áramhatárolás. (Ennek megmérem a késését) A kikapcsolást meg nem tudom normálisan kipróbálni, a motor paraméterei illetve a motor és a hozzá tartozó gépelemek nélkül.
Az áramkorlát úgy van kialakítva, mint írtam egy részét, hogy jelenleg 2.5A-ra van beállítva, túláram esetén minden IGBT gate lábát alacsonyra húzza, a motor szabadon futhat. A PWM következő ciklusában kapcsol csak be újra a kimenet. Szabadon futás esetén pedig, ott vannak a kiegészítő diódák közvetlenül az IGBT C-E lábára forrasztva (UF5404). Ezek soha nem mennek tönkre.
Az áramkorlát úgy van kialakítva, mint írtam egy részét, hogy jelenleg 2.5A-ra van beállítva, túláram esetén minden IGBT gate lábát alacsonyra húzza, a motor szabadon futhat. A PWM következő ciklusában kapcsol csak be újra a kimenet. Szabadon futás esetén pedig, ott vannak a kiegészítő diódák közvetlenül az IGBT C-E lábára forrasztva (UF5404). Ezek soha nem mennek tönkre.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 február 20, 10:41
Írta: x4rhew5r3 Dátum 2011 február 20, 10:41
Szkóppal nézd meg a jeleket. Álló motornál a motor tengelyét kézzel elforgatva adjál terhelést az igbt-knek (tegyél a tengelyre valami tárcsát vagy fúrótokmányt). Ha azt látod hogy terhelve lengedezik az átmenetnél akkor dobd ki a huzalellenállásokat és tegyél oda lemezből vágottat. A huzalellenállás induktivitása és a C-E kapacitás egy tökéletes nagyfrekis oszcillátort képez. Nagy a veszély, hogy nagyobb áramoknál ez begerjed és mire az áramkorlátozás észrevenné, már régen elpukkant az igbt. Az a 10nF kerámiakondi is kevés. Tegyél oda legalább 680nF-os fólia kondit, 300V-nál nagyobb feszültségűt.
Ez persze csak tipp...(de gyakorlati:)
Ez persze csak tipp...(de gyakorlati:)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 20, 10:58
Írta: 000000000 Dátum 2011 február 20, 10:58
"..de a bekapcsolás pillanata majdnem hasonló.."
Majdnem??:)
Azért egy halogén izzó tranziens folymata picit más, mint egy DC kefés motoré. Elég ha ránézel a motor működését leíró kéttárolós diff. egyenletre.
Egyébként meg sajnos az izzós vizsgálataid nem sokat érnek, mivel elhanyagolható az L, C összetevő ott. Azt pedig tudjuk, hogy villamos körben akkor kezdődnek a problémák, amikor nem csak Ohmos jellegű az áramkör. Hiszen ilyenkor már időállandókkal, áram-feszültség fázis késésekről van szó, azaz nem olyan egyszerű a szitu, hogy csak nyitogatom-zárogatom a FET-eket, ráaádásul a motor önálló feszülségforrás, és mechanikai energiatároló is közben. És arról se feledkezzünk meg, a DC motor analóg eszköz, függetlenül az őt meghajtó digitális PWM "csodáktól".
Egy mellékszál, de fontos lehet:
Ez a 400W P szükségletű motor hogy jött ki?
Indokolt ez a bazi nagy motor, miféle gép ez pontosan, és milyen erőkkel sebességgel dolgozik?
Ugyanis lehet, megúsznád egy 100W körüli motorrral is, azt meg gond nélkül még picit hibás működésű szervó is "legyűri".
Majdnem??:)
Azért egy halogén izzó tranziens folymata picit más, mint egy DC kefés motoré. Elég ha ránézel a motor működését leíró kéttárolós diff. egyenletre.
Egyébként meg sajnos az izzós vizsgálataid nem sokat érnek, mivel elhanyagolható az L, C összetevő ott. Azt pedig tudjuk, hogy villamos körben akkor kezdődnek a problémák, amikor nem csak Ohmos jellegű az áramkör. Hiszen ilyenkor már időállandókkal, áram-feszültség fázis késésekről van szó, azaz nem olyan egyszerű a szitu, hogy csak nyitogatom-zárogatom a FET-eket, ráaádásul a motor önálló feszülségforrás, és mechanikai energiatároló is közben. És arról se feledkezzünk meg, a DC motor analóg eszköz, függetlenül az őt meghajtó digitális PWM "csodáktól".
Egy mellékszál, de fontos lehet:
Ez a 400W P szükségletű motor hogy jött ki?
Indokolt ez a bazi nagy motor, miféle gép ez pontosan, és milyen erőkkel sebességgel dolgozik?
Ugyanis lehet, megúsznád egy 100W körüli motorrral is, azt meg gond nélkül még picit hibás működésű szervó is "legyűri".
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 20, 11:18
Írta: horcsab Dátum 2011 február 20, 11:18
Teljesen igazad van!
A motor adott a gépben, nem én raktam bele. Elég nagy súrlódások(nyújtótüske, megfogószerszám) vannak ezért van ekkora motor a rendszerben. Ez egy régi csőhajlító gép szálbehúzó és szálforgató motorjai. (2db vezérlő, 2db motor)
Mivel lehetne orvosolni a problémát, a motor csere nélkül?
A motor adott a gépben, nem én raktam bele. Elég nagy súrlódások(nyújtótüske, megfogószerszám) vannak ezért van ekkora motor a rendszerben. Ez egy régi csőhajlító gép szálbehúzó és szálforgató motorjai. (2db vezérlő, 2db motor)
Mivel lehetne orvosolni a problémát, a motor csere nélkül?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 20, 11:48
Írta: 000000000 Dátum 2011 február 20, 11:48
Most hogy írod az alkalmazást, itt szükség van motor irányváltásra is, és a pozíció hajtás is fontos? Milyen felbontású encodert használsz?
Ugyanis ha csak egynegyedes sebesség szabályozás kell a feladathoz, akkor sokkal egyszerűbb elektronika elég lenne, kikerülve a "veszélyes" nagyfesz hidat.
Ha pedig ragaszkodsz a jelenlegi elektronikádhoz, mások is, én is már pár ötletet mondtunk, azokat kellene átgondolni, végigtesztelned. Mellesleg az ilyesmit látatlanban távgyógyítás útján nehéz megoldani egy határon túl....Ha Bp. közelében élsz, szívesen segítenék személyesen is Neked néhány tesztméréssel, ha nem oldódik meg a gondod.
Ugyanis ha csak egynegyedes sebesség szabályozás kell a feladathoz, akkor sokkal egyszerűbb elektronika elég lenne, kikerülve a "veszélyes" nagyfesz hidat.
Ha pedig ragaszkodsz a jelenlegi elektronikádhoz, mások is, én is már pár ötletet mondtunk, azokat kellene átgondolni, végigtesztelned. Mellesleg az ilyesmit látatlanban távgyógyítás útján nehéz megoldani egy határon túl....Ha Bp. közelében élsz, szívesen segítenék személyesen is Neked néhány tesztméréssel, ha nem oldódik meg a gondod.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 február 20, 12:58
Írta: s7manbs8 Dátum 2011 február 20, 12:58
Motor csere nélkül egy jól működő (gyári) elektronika biztos segítene... :)
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 20, 13:39
Írta: horcsab Dátum 2011 február 20, 13:39
Igen, szükség van az irányváltásra és a pontos pozicióra állásra. Az enkoderek 1080 felbontásúak és ennek a 4x értékével dolgozom (minden le és felfutó él figyelve van).
Természetesen újra végiggondolom az általatok tanácsoltak figyelembe vételével, és a tesztméréseket is ez alapján végzem el.
Nagyon valószínű, hogy szétszedem a gépet és kiveszem a motort, hogy minden paraméterét megtudjam, és ezek alapján méretezem újra.
Köszönöm a felajánlást, de sajna Hódmezővásárhelyen lakom, a gép meg makói.
elektron: ezen is gondolkodtam, de az árak láttán elvetettem az ötletet (meg az nem is kihívás...)
Természetesen újra végiggondolom az általatok tanácsoltak figyelembe vételével, és a tesztméréseket is ez alapján végzem el.
Nagyon valószínű, hogy szétszedem a gépet és kiveszem a motort, hogy minden paraméterét megtudjam, és ezek alapján méretezem újra.
Köszönöm a felajánlást, de sajna Hódmezővásárhelyen lakom, a gép meg makói.
elektron: ezen is gondolkodtam, de az árak láttán elvetettem az ötletet (meg az nem is kihívás...)
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 20, 15:14
Írta: horcsab Dátum 2011 február 20, 15:14
Hogyan lehet, a motor induktivitását gyorsan és egyszerűen meghatározni?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 február 20, 15:14
Írta: x4rhew5r3 Dátum 2011 február 20, 15:14
Tőlem átalakíthatjátok a gépet, de előtte ezt a hibát keressük meg[#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 20, 15:19
Írta: horcsab Dátum 2011 február 20, 15:19
Közben leszaladtam a műhelybe és felboncoltam a régi vezérlőt. Abban a kimeneten van egy izmos induktivitás, de most annyi időm nem volt, hogy vissza is rajzoljam. Mi célt szolgálhat? A régi vezérlő azt hiszem 2kHz-en járt szintén mint most.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 február 20, 15:28
Írta: x4rhew5r3 Dátum 2011 február 20, 15:28
Katalógusból:):)
Viccet félretéve, ha rögzíted a motor tengelyét, egy soros kisohmos ellenálláson adsz neki 1V ugrásfüggvény gerjesztés és szkópon nézed az ellenálláson eső feszültséget. Az időállandóból már számolni (saccolni) lehet az induktivitást. Persze megméred a tekercs ohmos ellenállását is, és a kettő eredőjével számolsz.
De ezzel nem leszel beljebb szerintem. Mit csinálsz, ha kiderül hogy 1,6mH?
Viccet félretéve, ha rögzíted a motor tengelyét, egy soros kisohmos ellenálláson adsz neki 1V ugrásfüggvény gerjesztés és szkópon nézed az ellenálláson eső feszültséget. Az időállandóból már számolni (saccolni) lehet az induktivitást. Persze megméred a tekercs ohmos ellenállását is, és a kettő eredőjével számolsz.
De ezzel nem leszel beljebb szerintem. Mit csinálsz, ha kiderül hogy 1,6mH?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 február 20, 15:39
Írta: x4rhew5r3 Dátum 2011 február 20, 15:39
Izmos alatt nagy áramút értesz ugye? A mai kapcsolóelemek (fetek, igbt-k) gyorsak és nagyon gyors felfutású kimenőjelet képesek produkálni (30-80V/ns). Ezt lassítják le a kimenettel párhuzamosan kötött soros RC-vel vagy, vagy a motorral sorbakötött kis induktivitással. A motor így nem kapja meg feleslegesen a nagyon magas harmonikusokat.
Azt írod 2kHz a pwm. Akkor sem a motor sem a vezérlő nem mai darab. Viszonylag nagy lehet a motor induktivitása is.
Azt írod 2kHz a pwm. Akkor sem a motor sem a vezérlő nem mai darab. Viszonylag nagy lehet a motor induktivitása is.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 20, 15:42
Írta: horcsab Dátum 2011 február 20, 15:42
Igen, nagy áramú. A motor és a vezélő is a ྌ-as évek eleje. Akkor még a FET csak mutatóban volt, az IGBT meg csak álom.
Tehát csak zavarszűrés lenne?
Tehát csak zavarszűrés lenne?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 február 20, 15:46
Írta: x4rhew5r3 Dátum 2011 február 20, 15:46
Még két kérdés:
- a deadtime-t a PIC hardver csinálja?
- A félhidakat szimmetrikusan hajtod, vagy aszimmetrikusan?
- a deadtime-t a PIC hardver csinálja?
- A félhidakat szimmetrikusan hajtod, vagy aszimmetrikusan?
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 20, 16:52
Írta: horcsab Dátum 2011 február 20, 16:52
A deadtime-ot a PIC csinálja és a hidat szimmetrikusan vezérlem.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 február 20, 17:15
Írta: x4rhew5r3 Dátum 2011 február 20, 17:15
Most ne foglalkozz vele, de ha megy, érdemes lesz még az aszimmetrikus vezérlést megcsinálni. Egy időben csak az egyik félhíd dolgozik, ha áll a motor, akkor meg egyik sem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 20, 17:16
Írta: 000000000 Dátum 2011 február 20, 17:16
Akkor azt az "izmos induktivitást" kössed sorba a motoroddal, úgy kösd be a hídba, és valószínűleg sokat javul a helyzet.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 20, 17:21
Írta: horcsab Dátum 2011 február 20, 17:21
Ok, kipróbálom, de előtte mérek, kis terheléssel, 160V-os táppal. Találtam indukció mentes ellenállást. Kicserélem a huzalokat, remélem ez is segít majd.
Cím: Re:DC szervó motoros vezérlés
Írta: 3k74cecek Dátum 2011 február 21, 00:08
Írta: 3k74cecek Dátum 2011 február 21, 00:08
Nyugodtabb lennék ha mérés lenne a 3.5mA és nem csak számítás, de ha 680R-al is ilyen volt akkor OK.
Eszembe jutott egy másik lehetőség. A túláram érzékelésnek mennyi idő alatt van hatása. Gondolok itt arra, hogy mennyi idő mire a PIC meglátja és beavatkozik. Nem lehet, hogy mire lezárná a FET-eket, addigra már annyira megnő az áram, hogy elszáll a FET? Meg kellene nézni a figyelő ellenálláson a jelalakot!
Eszembe jutott egy másik lehetőség. A túláram érzékelésnek mennyi idő alatt van hatása. Gondolok itt arra, hogy mennyi idő mire a PIC meglátja és beavatkozik. Nem lehet, hogy mire lezárná a FET-eket, addigra már annyira megnő az áram, hogy elszáll a FET? Meg kellene nézni a figyelő ellenálláson a jelalakot!
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 25, 17:26
Írta: horcsab Dátum 2011 február 25, 17:26
Üdv újra!
Még csak egy 50W-os motorral, 36V DC-n vizsgálódtam, ezek az eredmények jöttek.
Szigma: mérés szerint 3.65mA az opto LED árama. A túláram érzékenység időkésleltetése kb:10ns vagy kevesebb nem igazán látszik a szkópon a kettő közötti eltérés (100MHz szkóp).
A gate lábakon szép négyszög a jel, nincs rajta túllövés.
Az árammérő söntöt kicseréltem 47mohmos indukciómentes ellenállásra. A jel szép fűrészfog, csak a deadtime+maxpwm kitöltés zéró ideje látszik.
A hétvégén ha lesz időm, 470ohm /100W + lépcsős feszültség emeléssel mérek.
Még csak egy 50W-os motorral, 36V DC-n vizsgálódtam, ezek az eredmények jöttek.
Szigma: mérés szerint 3.65mA az opto LED árama. A túláram érzékenység időkésleltetése kb:10ns vagy kevesebb nem igazán látszik a szkópon a kettő közötti eltérés (100MHz szkóp).
A gate lábakon szép négyszög a jel, nincs rajta túllövés.
Az árammérő söntöt kicseréltem 47mohmos indukciómentes ellenállásra. A jel szép fűrészfog, csak a deadtime+maxpwm kitöltés zéró ideje látszik.
A hétvégén ha lesz időm, 470ohm /100W + lépcsős feszültség emeléssel mérek.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 25, 17:36
Írta: horcsab Dátum 2011 február 25, 17:36
Azt elfelejtettem odaírni, hogy az áramérzékelés a sönt és a PIC bemenete között értendő.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 február 25, 18:11
Írta: horcsab Dátum 2011 február 25, 18:11
A PIC árammérés beavatkozása sem igazán látszik, annyira gyors. Itt csak az optok késleltetése számottevő (300ns kikapcsolási).
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 február 25, 18:13
Írta: x4rhew5r3 Dátum 2011 február 25, 18:13
Kezd beigazolódni a gyanúm, begerjed. Azt meg nem tudod így egyszerűen vezérelten megfogni. Azaz hiába lép közbe az áramhatároló, és veszi el a gate feszültséget, az öngerjedést nem tudja időben leállítani. Talán a nagy fólia kondi segít. Ha nem, akkor új nyák egy jobb topológiával. Bár ne lenne igazam. Persze az is lehet, hogy elegendő volt az indukciószegény shunt ellenállás csere.
Cím: Re:DC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 16:45
Írta: y2u56a0cc Dátum 2011 február 27, 16:45
Szevasztok!Van egy Parker Compumotor SX6 drive-om,motorral.Nem step dir-es,de olvastam át lehet valahogy alakitani.Valakinek van ebben tapasztalata?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 február 28, 08:03
Írta: x4rhew5r3 Dátum 2011 február 28, 08:03
Ha külön előtétre gondolsz, olyan van.
Az előtétről...
Az előtétről...
Cím: Re:DC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 28, 08:45
Írta: y2u56a0cc Dátum 2011 február 28, 08:45
Köszi ezt kerestem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 03, 00:11
Írta: 000000000 Dátum 2011 március 03, 00:11
Sziasztok,
Áramszabályozott (nyomaték referencia) DC hajtást szeretnénk készíteni, van már egy panelünk (xmega16-osra alapul, sneci vezérlőihez hasonló konstrukció).
Áram-szabályozni végül is sikerült, szépen felkoppan az áramjel egy terhelés hatására stb.
Viszont nem tudjuk, hogy mennyire jó/rossz a behangolt szabályozás, a kőkori gyári analóg szabályozású végfokkal összemértük, és szerintem nem értük utol.
Az áramjel egy 18mOhm-os söntről jön, átmegy egy 1kOhm-22nF-os RC szűrőn, aztán egy műveleti erősítő, és be az ADC lábra. 8 bites feloldással szépen mérhető (max 1-2 LSB-t ugráló) áramjelünk van a prociban.
A PWM 20kHz, az áramszabályozás 10kHz-en fut.
Két napja nem jutok előrébb a dologgal, keresgéltem sokfelé, hátha rájövök, hogy mi nem stimmel. ("DC motor current control" után keresgélve kidob a google kismillió használhatatlan "tudományos" publikációt, aminek köze nincs a valósághoz.)
SCARA Robotot irányítanánk számított nyomatékok módszerével, és a leendő központi egységből kijövő áram (nyomaték) referenciákat kellene realizálni kefés DC motorokon.
Nem tudom csinált-e már ilyet valaki, van-e valakinek gyakorlati tapasztalata ezzel kapcsolatban. Ránk férne némi jó tanács. Igyekszek még kimenteni és feltenni néhány szkópképet, meg kapcsrajzot, hogy konkrétabb legyen a felvetés.
Üdv.: Szayer Géza
Áramszabályozott (nyomaték referencia) DC hajtást szeretnénk készíteni, van már egy panelünk (xmega16-osra alapul, sneci vezérlőihez hasonló konstrukció).
Áram-szabályozni végül is sikerült, szépen felkoppan az áramjel egy terhelés hatására stb.
Viszont nem tudjuk, hogy mennyire jó/rossz a behangolt szabályozás, a kőkori gyári analóg szabályozású végfokkal összemértük, és szerintem nem értük utol.
Az áramjel egy 18mOhm-os söntről jön, átmegy egy 1kOhm-22nF-os RC szűrőn, aztán egy műveleti erősítő, és be az ADC lábra. 8 bites feloldással szépen mérhető (max 1-2 LSB-t ugráló) áramjelünk van a prociban.
A PWM 20kHz, az áramszabályozás 10kHz-en fut.
Két napja nem jutok előrébb a dologgal, keresgéltem sokfelé, hátha rájövök, hogy mi nem stimmel. ("DC motor current control" után keresgélve kidob a google kismillió használhatatlan "tudományos" publikációt, aminek köze nincs a valósághoz.)
SCARA Robotot irányítanánk számított nyomatékok módszerével, és a leendő központi egységből kijövő áram (nyomaték) referenciákat kellene realizálni kefés DC motorokon.
Nem tudom csinált-e már ilyet valaki, van-e valakinek gyakorlati tapasztalata ezzel kapcsolatban. Ránk férne némi jó tanács. Igyekszek még kimenteni és feltenni néhány szkópképet, meg kapcsrajzot, hogy konkrétabb legyen a felvetés.
Üdv.: Szayer Géza
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 03, 03:39
Írta: 000000000 Dátum 2011 március 03, 03:39
Itt van 5 kép az eredeti Adpet vezérlőről, a felső jel a PWM (invertáltan látszik, a motor egyik pólusán mérve, a sönt egyik fele volt a szkóp földje), a másik a söntön eső feszültség.


Saját vezérlő jele. Felül PWM a motor egyik pólusán (Sign/Magnitude kapcsolási mód) Alul az áramjel.

A saját áramszab vagy nem áll be, vagy beleng (kb. 1kHz-es periódussal) a növelt arányos tagtól.
Próbáltam kis P tag mellé tenni egy nagyobb integrálót, hogy lengjen a referencia körül, így kis lengésekkel beáll, de túl lassan. A motor kommutációból eredő áramingadozását (párszáz Hz) sem tudja kompenzálni.
100%, hogy túl nagy a fázistolás, nekiálltam lefaragni a kódot, meg kicsit átrendezni, és javult a helyzet, de nem jó. Kicsit olyan érzésem van, hogy az xmega proci erre nem elég.
Lefaragás után 15-20us után már az új beavatkozó PWM kitöltés megy ki, az áramértéket nem szűrtem. Van még egy RC szűrő, ami tolhat 7-10us-et. P tagot jelentősen lehetett növelni, de kevés.
Lehet, hogy valami analóg megoldás kellene. Pl. műveleti erősítő után egy másik műveleti erősítővel analóg P vagy PI szabályzó, ami egy PWM generátor ref jelét adja. Nincs erre célIC?
Saját vezérlő jele. Felül PWM a motor egyik pólusán (Sign/Magnitude kapcsolási mód) Alul az áramjel.
A saját áramszab vagy nem áll be, vagy beleng (kb. 1kHz-es periódussal) a növelt arányos tagtól.
Próbáltam kis P tag mellé tenni egy nagyobb integrálót, hogy lengjen a referencia körül, így kis lengésekkel beáll, de túl lassan. A motor kommutációból eredő áramingadozását (párszáz Hz) sem tudja kompenzálni.
100%, hogy túl nagy a fázistolás, nekiálltam lefaragni a kódot, meg kicsit átrendezni, és javult a helyzet, de nem jó. Kicsit olyan érzésem van, hogy az xmega proci erre nem elég.
Lefaragás után 15-20us után már az új beavatkozó PWM kitöltés megy ki, az áramértéket nem szűrtem. Van még egy RC szűrő, ami tolhat 7-10us-et. P tagot jelentősen lehetett növelni, de kevés.
Lehet, hogy valami analóg megoldás kellene. Pl. műveleti erősítő után egy másik műveleti erősítővel analóg P vagy PI szabályzó, ami egy PWM generátor ref jelét adja. Nincs erre célIC?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 március 03, 07:24
Írta: x4rhew5r3 Dátum 2011 március 03, 07:24
IGBT vagy FET a végfok? Van kimeneti szűrő ami ennyire lelassítja a fel és lefutást? A szkóp szerinti lefutó élnél csilingel be. Nincs ott egy pici összezárás?
Float vagy integer aritmetikát használsz? 10kHz-es ciklus esetleg fixpontos aritmetikával elképzelhető. Gondolom 32MHz-en jár az xmega.
Sok-sok kérdés van...ami nem biztos hogy publikus a részetekről.
Float vagy integer aritmetikát használsz? 10kHz-es ciklus esetleg fixpontos aritmetikával elképzelhető. Gondolom 32MHz-en jár az xmega.
Sok-sok kérdés van...ami nem biztos hogy publikus a részetekről.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 03, 08:09
Írta: 000000000 Dátum 2011 március 03, 08:09
Szia! Szívesen segítek Neked, annyit már most mondok ez egy sikamlós téma bizonyos nyomaték határok között (lásd a motor kéttárolós matematikai modellje). Sajnos hajtás méretezési problémakörbe (J és társai) is belefutottál, aminek következményei vannak az elektronikára nézve.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 március 03, 14:15
Írta: s7manbs8 Dátum 2011 március 03, 14:15
Ha sebesség gond van, először fogni kell egy P4-et és azzal számoltatni DOS, vagy LINUX alatt, aztán ha megy az algoritmus, lehet PIC-cel csinálni tovább. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 03, 16:21
Írta: 000000000 Dátum 2011 március 03, 16:21
Szia,
Nagyon nem titok a téma.
FET végfok, 2184-es FETdriver hajt IRF540-eket.
Itt a kapcsrajz egy része (még ki kell találnom hová tudom feltölteni pdf-be pl.):

A 2104-es driverek nincsenek beforrasztva, és a gate előtti diódás ág sincs beforrasztva (simán 47Ohmal tűnt jónak a fel lefutás).
Itt vannak róla szkópképek:


Természetesen fixpontosan számolunk, most (előjeles 16bit), de valószínű, hogy lebutítom még 8 bitesre, mert úgyis -127...127-ig kap referenciát SPI-n és az ADC sem ad többet 12 biten.
A fázistolásra kegyetlen érzékenynek tűnik az áramkör. Eddig úgy néz ki, hogy a "legbutább" P szabályozó többet ér el, mint bármi, ami hosszabb ideig fut. Ma nekiállok idő-optimalizálni az egész szabot, hogy a legfrissebb jó helyről vett mintával legyen beavatkozójel a PWM regiszterbe pont a PWM "megszakítás" előtt.
Játszottam vele még, hogy a timer compare IT-jével mértem az ADC-t, úgy, hogy PWM fel és lefutó élbe ne essen mintavétel. (A legtöbb Lowside árammérésnél jelentős a földzavar, nem lehet vele nagyon mit tenni. 2-es csatorna két közeli földpont közt:
 )
)
A söntről egy RC-szűrő veszi le a jelet, azt is próbálgatom variálni, 7-10us-et tol, ha leszűröm vele a ripple vastagját.
Egyébként ez a panel 3 végfokot (6 félhidat) hajt, nem áramszabra terveztük, csak ezen próbálgatjuk. Viszont ha egy áramszabot elvisz, akkor 3-at is, mert rövid idő alatt kell úgyis egy lefusson.
Nagyon nem titok a téma.
FET végfok, 2184-es FETdriver hajt IRF540-eket.
Itt a kapcsrajz egy része (még ki kell találnom hová tudom feltölteni pdf-be pl.):
A 2104-es driverek nincsenek beforrasztva, és a gate előtti diódás ág sincs beforrasztva (simán 47Ohmal tűnt jónak a fel lefutás).
Itt vannak róla szkópképek:
Természetesen fixpontosan számolunk, most (előjeles 16bit), de valószínű, hogy lebutítom még 8 bitesre, mert úgyis -127...127-ig kap referenciát SPI-n és az ADC sem ad többet 12 biten.
A fázistolásra kegyetlen érzékenynek tűnik az áramkör. Eddig úgy néz ki, hogy a "legbutább" P szabályozó többet ér el, mint bármi, ami hosszabb ideig fut. Ma nekiállok idő-optimalizálni az egész szabot, hogy a legfrissebb jó helyről vett mintával legyen beavatkozójel a PWM regiszterbe pont a PWM "megszakítás" előtt.
Játszottam vele még, hogy a timer compare IT-jével mértem az ADC-t, úgy, hogy PWM fel és lefutó élbe ne essen mintavétel. (A legtöbb Lowside árammérésnél jelentős a földzavar, nem lehet vele nagyon mit tenni. 2-es csatorna két közeli földpont közt:
) A söntről egy RC-szűrő veszi le a jelet, azt is próbálgatom variálni, 7-10us-et tol, ha leszűröm vele a ripple vastagját.
Egyébként ez a panel 3 végfokot (6 félhidat) hajt, nem áramszabra terveztük, csak ezen próbálgatjuk. Viszont ha egy áramszabot elvisz, akkor 3-at is, mert rövid idő alatt kell úgyis egy lefusson.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 március 03, 22:31
Írta: x4rhew5r3 Dátum 2011 március 03, 22:31
Akkor az a csilingelés csak a gyorsabb átmenet miatt nagyobb a lefutó élnél. Ezekkel az értékekkel nem lehet összenyitás. A felső ági fet drainje tövébből viszont érdemes még egy jó minőségű hidegítést betenni.
Azt nem nagyon tudom elképzelni, hogy csak P taggal jót lehet csinálni. Mivel minden mindennel összefügg, először meg kellene próbálni a szervo ciklust 10KHz helyett 1kHz-en járatni. Akkor talán nem lesz annyira érzékeny a fázistolásra. Nekem az A/D is elég zajos, még digitálisan is kellett valami primitív szűrő.
Tehát két körre bontani, a 10kHz-es körön megy az áramérzékelés, de digitális szűréssel (pl.: A = Ai * 1/8 + Ai-1 * 7/8; Ai-1 = A;)
Az 1kHz-es körön pedig megy a nyomatékszabályzás a szűrt visszacsatoló jel alapján.
Azt nem nagyon tudom elképzelni, hogy csak P taggal jót lehet csinálni. Mivel minden mindennel összefügg, először meg kellene próbálni a szervo ciklust 10KHz helyett 1kHz-en járatni. Akkor talán nem lesz annyira érzékeny a fázistolásra. Nekem az A/D is elég zajos, még digitálisan is kellett valami primitív szűrő.
Tehát két körre bontani, a 10kHz-es körön megy az áramérzékelés, de digitális szűréssel (pl.: A = Ai * 1/8 + Ai-1 * 7/8; Ai-1 = A;)
Az 1kHz-es körön pedig megy a nyomatékszabályzás a szűrt visszacsatoló jel alapján.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 04, 00:48
Írta: 000000000 Dátum 2011 március 04, 00:48
Nem fut egy körben a kettő, a pozíciószab az egy PCI kártyán fut majd, azon belül egy FPGA-ban lágymagos procin, ide csak egy áramreferencia jön SPI-n majd.
EMC2-höz csinálunk amúgy 6 tengelyes PCI kártyát, hasonlót mint pl. a MESA 5i20 csak ebbe bele lehet húzni még egy microblaze-t a kövérebb FPGA-ba, és futhat rajta inverz dinamika.
Szóval a 10kHz-es (csak áramszab, most épp 20kHz-en is járatjuk, eredménytelenül) körrel van a gond, nem tűnik úgy, hogy számítási teljesítmény lenne, egyszerűen valami szálka van még a rendszerbe és hangolhatatlan. Nem csináltunk még soha áramszabot, az alkatrészgyártóknak meg nincs kefés DC-hez semmi reference designja/application noteja mert ahol nyomatékra szabályoznak (nem lineáris rendszerek, drágább robotok) oda ma betesznek egy BLDC-t vagy PMSE motort inkább. (Ebbe a kőkori SCARA-ba, amivel játszunk kefés DC-k vannak.)
Ülünk az ügyön, de nem tudjuk mi lehet a gond, és mikor sikerül megoldani.
Majd szívesen töltünk fel a rendszerről infót stb. csak még nagyon félkész, nincs kedvünk dokumentálni, amíg dolgozni is lehet :)
EMC2-höz csinálunk amúgy 6 tengelyes PCI kártyát, hasonlót mint pl. a MESA 5i20 csak ebbe bele lehet húzni még egy microblaze-t a kövérebb FPGA-ba, és futhat rajta inverz dinamika.
Szóval a 10kHz-es (csak áramszab, most épp 20kHz-en is járatjuk, eredménytelenül) körrel van a gond, nem tűnik úgy, hogy számítási teljesítmény lenne, egyszerűen valami szálka van még a rendszerbe és hangolhatatlan. Nem csináltunk még soha áramszabot, az alkatrészgyártóknak meg nincs kefés DC-hez semmi reference designja/application noteja mert ahol nyomatékra szabályoznak (nem lineáris rendszerek, drágább robotok) oda ma betesznek egy BLDC-t vagy PMSE motort inkább. (Ebbe a kőkori SCARA-ba, amivel játszunk kefés DC-k vannak.)
Ülünk az ügyön, de nem tudjuk mi lehet a gond, és mikor sikerül megoldani.
Majd szívesen töltünk fel a rendszerről infót stb. csak még nagyon félkész, nincs kedvünk dokumentálni, amíg dolgozni is lehet :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 04, 04:00
Írta: 000000000 Dátum 2011 március 04, 04:00
A mai nap eredményei sem túl előrevezetőek, de valamival többet tudunk...
Eldugott kis fázistolásra gyanakodva nekiálltam debuggolni, egy lábat felváltva le-fel húztam, amikor a mintavétel történik, és a szabályzó algoritmus futni kezd. Ugyanúgy felváltva felülírtam a PWM kimenetet 25%-ra illetve 75%-ra, hogy teszteljem, hogy az aktuális kiszámolt beavatkozó jel kerül-e a PWM regiszterbe, és a szerint megy a kitöltés:

Ez működik jól, sajnos nem itt a gond.
A másik érdekesség, hogy egy adott P tagnál kis referenciára nem leng be (25% a maradó hiba), PWM kitöltés 25% körüli, ha szabadon forog a motor.
Adok neki 1,5-ször akkora referenciát, és beleng teljesen, ugyanazokkal a paraméterekkel:

Ha lefogom/leterhelem a motort, akkor nagyon szépen beáll, és nem gerjed tovább. A PWM kitöltés lejjebb megy ugye, hogy lent tartsa az áramot. Ha elengedem, és a kitöltés megint nagyobb lesz, akkor begerjed.
A szkópképre az első mérés alapján berajzoltam, ahogy a PWM felfutó élek előtt elindul a mintavétel és a szabályozó algoritmus:

Ebből rögtön látszik, hogy pl. 15..25%-os PWM tartományban a rendelkezés fele annyi időre van a mintavétel helyétől. Tehát egy 75% feletti kitöltésnél a diszkrét rendszer késleltetése kb. kétszeresére ugrik. Mivel jelenleg nincs jobb ötletünk, feltesszük, hogy ez hülyíti meg a rendszert.
Analóg esetben, ha egy PWM generátor állítja elő (fűrészjel, komparátor stb.) a PWM-et, aminek egy analóg szab adja a fesz bemenőjelet, akkor ott a PWM ciklus közben változó referenciára is reagál még a kimenet.
Úgyhogy következőnek ezt próbálom meg összehozni, hogy az áramszab ciklus indítását a lefutó élhez igazítom.
Ezt viszont csak az előző lefutó él alapján lehet becsülni, hogy hová fog esni, tehát extrém lengés esetén ez is meg fog hülyülni.
A másik észrevétel, hogy az áramjel egy szabályozó ciklus (most 20kHz=50us) alatt nagyon nagyot képes változni. Tehát túl gyorsnak tűnik ez a rendszer, olyan érzést kelt, hogy 100kHz-es PWM-el kéne hajtani...
(40kHz-en is kipróvbáltam, kicsit javít, de nem rózsás.)
Eldugott kis fázistolásra gyanakodva nekiálltam debuggolni, egy lábat felváltva le-fel húztam, amikor a mintavétel történik, és a szabályzó algoritmus futni kezd. Ugyanúgy felváltva felülírtam a PWM kimenetet 25%-ra illetve 75%-ra, hogy teszteljem, hogy az aktuális kiszámolt beavatkozó jel kerül-e a PWM regiszterbe, és a szerint megy a kitöltés:
Ez működik jól, sajnos nem itt a gond.
A másik érdekesség, hogy egy adott P tagnál kis referenciára nem leng be (25% a maradó hiba), PWM kitöltés 25% körüli, ha szabadon forog a motor.
Adok neki 1,5-ször akkora referenciát, és beleng teljesen, ugyanazokkal a paraméterekkel:
Ha lefogom/leterhelem a motort, akkor nagyon szépen beáll, és nem gerjed tovább. A PWM kitöltés lejjebb megy ugye, hogy lent tartsa az áramot. Ha elengedem, és a kitöltés megint nagyobb lesz, akkor begerjed.
A szkópképre az első mérés alapján berajzoltam, ahogy a PWM felfutó élek előtt elindul a mintavétel és a szabályozó algoritmus:
Ebből rögtön látszik, hogy pl. 15..25%-os PWM tartományban a rendelkezés fele annyi időre van a mintavétel helyétől. Tehát egy 75% feletti kitöltésnél a diszkrét rendszer késleltetése kb. kétszeresére ugrik. Mivel jelenleg nincs jobb ötletünk, feltesszük, hogy ez hülyíti meg a rendszert.
Analóg esetben, ha egy PWM generátor állítja elő (fűrészjel, komparátor stb.) a PWM-et, aminek egy analóg szab adja a fesz bemenőjelet, akkor ott a PWM ciklus közben változó referenciára is reagál még a kimenet.
Úgyhogy következőnek ezt próbálom meg összehozni, hogy az áramszab ciklus indítását a lefutó élhez igazítom.
Ezt viszont csak az előző lefutó él alapján lehet becsülni, hogy hová fog esni, tehát extrém lengés esetén ez is meg fog hülyülni.
A másik észrevétel, hogy az áramjel egy szabályozó ciklus (most 20kHz=50us) alatt nagyon nagyot képes változni. Tehát túl gyorsnak tűnik ez a rendszer, olyan érzést kelt, hogy 100kHz-es PWM-el kéne hajtani...
(40kHz-en is kipróvbáltam, kicsit javít, de nem rózsás.)
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 04, 07:57
Írta: sanka74 Dátum 2011 március 04, 07:57
Sziasztok! AMC AC szervo vezérlők hangolásáról tudna adni felvilágosítást valaki? A programot már letöltöttem, de még nem próbáltam meg állítgatni..nagyon sok lehetőség van a programban, nem akarok elrontani semmit..
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 március 04, 08:14
Írta: x4rhew5r3 Dátum 2011 március 04, 08:14
A C9 és R10-et vedd ki, és úgy csinálj egy szkóp képet. Ezt a két félhíd kimenetre kellene kötni és nem a shunt ellenállásra.
Nagyon jó projekt!!!
Nagyon jó projekt!!!
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 március 04, 08:19
Írta: x4rhew5r3 Dátum 2011 március 04, 08:19
Digiflex?
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 04, 09:51
Írta: sanka74 Dátum 2011 március 04, 09:51
Igen az. A pontos típust is tudom, a következő szünetben megírom.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 04, 10:52
Írta: sanka74 Dátum 2011 március 04, 10:52
DPRAl TE-020B080A A vezérlő tipusa.
kép
kép
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 04, 10:53
Írta: sanka74 Dátum 2011 március 04, 10:53
DPRAL helyesen
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 04, 11:14
Írta: sanka74 Dátum 2011 március 04, 11:14
Elszurtam, ez AC szervo, átmegyek az AC szervo topikba.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 04, 16:06
Írta: 000000000 Dátum 2011 március 04, 16:06
C10-R9 azért került oda, mert anélkül terhelésre ilyen ocsmány volt a fel-le futás:


Arra gondolsz, hogy R10 alját ne sönt felső felére, hanem egész kössem le testre. Jogosnak tűnik az észrevétel, megpróbálom...
A szabályozó algoritmust a lefutó élhez igazítottam, de nem váltotta meg a világot, és még mindig kifejezetten nagyobb kitöltésnél van lengés.
A lengés periódusa 200..300us körüli, és úgy voltam vele, hogy ennyire gyors rendszert nehéz szabályozni. De felesleges is ennyire gyorsnak lenni az áramszab beállásnak, úgyhogy gondoltam lelassítom a rendszert szoftveresen, azaz nem engedem a PWM jelet ugrásszerűen változtatni, csak egy bizonyos meredekséggel, hogy ne lőjön túl ilyen gyorsan.
Drasztikus korlátozás segített, de ez meg már túl lassú. Ha fél ms alatt beállna, azzal már elégedett lennék, de ott még mindig leng.
Arra gondolsz, hogy R10 alját ne sönt felső felére, hanem egész kössem le testre. Jogosnak tűnik az észrevétel, megpróbálom...
A szabályozó algoritmust a lefutó élhez igazítottam, de nem váltotta meg a világot, és még mindig kifejezetten nagyobb kitöltésnél van lengés.
A lengés periódusa 200..300us körüli, és úgy voltam vele, hogy ennyire gyors rendszert nehéz szabályozni. De felesleges is ennyire gyorsnak lenni az áramszab beállásnak, úgyhogy gondoltam lelassítom a rendszert szoftveresen, azaz nem engedem a PWM jelet ugrásszerűen változtatni, csak egy bizonyos meredekséggel, hogy ne lőjön túl ilyen gyorsan.
Drasztikus korlátozás segített, de ez meg már túl lassú. Ha fél ms alatt beállna, azzal már elégedett lennék, de ott még mindig leng.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 március 04, 16:33
Írta: x4rhew5r3 Dátum 2011 március 04, 16:33
Meg tegyél közvetlen a fetekhez a tápra egy 680nF fóliakondenzátort hidegítésnek.
Ha huzalellenállás (tekercs) a mérőelem, akkor az is okozhatja ezt a nagyfrekis pamacsokat.
Ha huzalellenállás (tekercs) a mérőelem, akkor az is okozhatja ezt a nagyfrekis pamacsokat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 04, 18:07
Írta: 000000000 Dátum 2011 március 04, 18:07
Nagyfrekis pamacs nincs most, tüskék egyenlőre maradtak.
Még nekiestem az ADC-t is ellenőrozni, hogy ott nincs-e valami késlekedés. Kiadtam az ADC-ből kiolvasott (aktuálisnak feltételezett) fesz értéket egy másik PWM lábon a szabályozó algoritmus végén. Jól meglengettem a rendszert, és összenéztem szkópon, hogy van-e tolódás, de nincs.
Egyenlőre tehetetlen vagyok, kifogytam az ötletekből. Az biztos, hogy lehetne még szűrögetni, fogok is, de inkább fázistolás gond van, 40kHz-en is szépen látszik, hogy késve reagálja le a kimenet a lengéseket.
Még nekiestem az ADC-t is ellenőrozni, hogy ott nincs-e valami késlekedés. Kiadtam az ADC-ből kiolvasott (aktuálisnak feltételezett) fesz értéket egy másik PWM lábon a szabályozó algoritmus végén. Jól meglengettem a rendszert, és összenéztem szkópon, hogy van-e tolódás, de nincs.
Egyenlőre tehetetlen vagyok, kifogytam az ötletekből. Az biztos, hogy lehetne még szűrögetni, fogok is, de inkább fázistolás gond van, 40kHz-en is szépen látszik, hogy késve reagálja le a kimenet a lengéseket.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 március 04, 19:26
Írta: x4rhew5r3 Dátum 2011 március 04, 19:26
A P tag mellé tegyél D tagot, érzésem szerint azzal tudod akár enyhén csillapítottá tenni a kört.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 04, 19:40
Írta: 000000000 Dátum 2011 március 04, 19:40
Már próbáltam :(
Találtunk egy ilyet:
http://www.luminarymicro.com/products/mdl-bdc24.html
Nézegetjük miben más a hardver-szoftver, de agyon kéne ütni egy lapáttal azt aki ennek a szoftverét írta. Olyan hiperáltalánosan kódolt, hogy minden értékadásnak is külön eljárása van egy külön fájlban valahol.
Találtunk egy ilyet:
http://www.luminarymicro.com/products/mdl-bdc24.html
Nézegetjük miben más a hardver-szoftver, de agyon kéne ütni egy lapáttal azt aki ennek a szoftverét írta. Olyan hiperáltalánosan kódolt, hogy minden értékadásnak is külön eljárása van egy külön fájlban valahol.
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2011 március 04, 20:32
Írta: jv7pu3a5p Dátum 2011 március 04, 20:32
Szeva Géza!
Látom jó kis szop...on vagytok. Nem irigyellek, bár én sem vagyok jobb helyzetben csak én mással szívok, de már látom az alagút végét. :)
Megint kint vagytok a Norvégoknál?
Látom jó kis szop...on vagytok. Nem irigyellek, bár én sem vagyok jobb helyzetben csak én mással szívok, de már látom az alagút végét. :)
Megint kint vagytok a Norvégoknál?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 04, 22:30
Írta: 000000000 Dátum 2011 március 04, 22:30
Szevasz,
Igen, megint itt fagyasztom a tökeimet:

Legalább van északi fényünk:

Fejlesztünk napi 10-12 órában, a kis 3 tengelyes vezérlő már nagyon szépen muzsikál, áprilisban megyünk haza NYÁKokért, és májusban meglesz a végleges változata.
A nagy vezérlővel nem tudom meddig jutunk el, most nem állunk a helyzet magaslatán. Az EMC2-höz készülő PCI kártya az jól áll, már saját firmware-el SPI-n kiadja a pozícióreferenciákat az 5i20-as mesa kártya, elvileg kész lesz a saját hardver, és rá kell "csak" éleszteni a meglévő konfigot.
Ilyesmi lesz a komplett rendszer (csak már pár dolgot átszabtunk rajta, de még nincs dokumentálva):

Bence összerakta az EMC2-öt érintőépernyős monitorhoz, köpi a pozíciót SPI-n. Még SPI-s végfokokat csinálunk kefés DC, BLDC meg PMSE motorokhoz. A BLDC jól áll, a kefés DC pozícióra megvan (áramra szívunk), PMSE megint csak szívás, sokadik panel ég le.
Igen, megint itt fagyasztom a tökeimet:
Legalább van északi fényünk:
Fejlesztünk napi 10-12 órában, a kis 3 tengelyes vezérlő már nagyon szépen muzsikál, áprilisban megyünk haza NYÁKokért, és májusban meglesz a végleges változata.
A nagy vezérlővel nem tudom meddig jutunk el, most nem állunk a helyzet magaslatán. Az EMC2-höz készülő PCI kártya az jól áll, már saját firmware-el SPI-n kiadja a pozícióreferenciákat az 5i20-as mesa kártya, elvileg kész lesz a saját hardver, és rá kell "csak" éleszteni a meglévő konfigot.
Ilyesmi lesz a komplett rendszer (csak már pár dolgot átszabtunk rajta, de még nincs dokumentálva):
Bence összerakta az EMC2-öt érintőépernyős monitorhoz, köpi a pozíciót SPI-n. Még SPI-s végfokokat csinálunk kefés DC, BLDC meg PMSE motorokhoz. A BLDC jól áll, a kefés DC pozícióra megvan (áramra szívunk), PMSE megint csak szívás, sokadik panel ég le.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 március 04, 23:49
Írta: HJózsi Dátum 2011 március 04, 23:49
[#eljen] nem semmi az aurora borealis ... pár éve Bpesten is látható volt vöröses színben, azt hittem valamelyik szomszéd szórakozik ... :D itt Budán rendszeres a tűzijáték, gondoltam valaki görögtüzet szerzett, a párás levegő meg szórja a fényt... aztán olvasom a neten, hogy sarki fény volt látható kis Hazánkban ... :) OFF END;
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 05, 18:56
Írta: 000000000 Dátum 2011 március 05, 18:56
No, újabb fejlemények:
Volt egy elég buta elvi hibánk: A low side söntökön mindkét söntöt kell mérni a szabályozáshoz, méghozzá előjelesen, mert a PWM off periódusa alatt is megy körbe áram az alsó FETeken/body diódákon.
Így már jobb a helyzet, működik a szabályozás, de még bőven van mit csiszolni rajta.
Ez a sönt mérési dolog eszünkbe juthatott volna magunktól is, de máshol kerestük a hibát, viszont találtunk egy fasza ASIC-et:
http://focus.ti.com/docs/prod/folders/print/uc3638.html
Ennek az adatlapjában írták meg a frankót, hogy mit szúrunk el:
"In the circuit shown in Figure 1, motor current is sensed
differentially across two current sense resistors.By using
two current sense resistors both the current sourced
from the motor voltage supply (Vm) and the flyback current
are sensed in the correct polarity to provide true
torque control. If only one current sensed resistor is
used, the flyback current will circulate through the body
diodes of the lower MOSFETs and bypass the current
sense resistor. The result will be a duty cycle dependent
error term in the loop torque control function."
Szóval, ahogy eddig mértünk, csoda lett volna, ha bárhogy is működik a szabályozás. A tünet is stimmel, kivétel nélkül nagyobb PWM-nél hülyült meg végleg.
A procis vonalat is folytatjuk az xmegás panellel, de közben "indítunk egy ügyet" az analóg megoldásnak ezzel az ASIC-el. Rendelünk belőle 5-dbot, meg hétfőn maratunk egy próbálgatós NYÁK-ot a dologra.
Az analóg szabnál gyorsabb nincsen, viszont nem a mi világunk a műveleti erősítők hálózata, vagy összejön, vagy hülyék leszünk hozzá :)
Volt egy elég buta elvi hibánk: A low side söntökön mindkét söntöt kell mérni a szabályozáshoz, méghozzá előjelesen, mert a PWM off periódusa alatt is megy körbe áram az alsó FETeken/body diódákon.
Így már jobb a helyzet, működik a szabályozás, de még bőven van mit csiszolni rajta.
Ez a sönt mérési dolog eszünkbe juthatott volna magunktól is, de máshol kerestük a hibát, viszont találtunk egy fasza ASIC-et:
http://focus.ti.com/docs/prod/folders/print/uc3638.html
Ennek az adatlapjában írták meg a frankót, hogy mit szúrunk el:
"In the circuit shown in Figure 1, motor current is sensed
differentially across two current sense resistors.By using
two current sense resistors both the current sourced
from the motor voltage supply (Vm) and the flyback current
are sensed in the correct polarity to provide true
torque control. If only one current sensed resistor is
used, the flyback current will circulate through the body
diodes of the lower MOSFETs and bypass the current
sense resistor. The result will be a duty cycle dependent
error term in the loop torque control function."
Szóval, ahogy eddig mértünk, csoda lett volna, ha bárhogy is működik a szabályozás. A tünet is stimmel, kivétel nélkül nagyobb PWM-nél hülyült meg végleg.
A procis vonalat is folytatjuk az xmegás panellel, de közben "indítunk egy ügyet" az analóg megoldásnak ezzel az ASIC-el. Rendelünk belőle 5-dbot, meg hétfőn maratunk egy próbálgatós NYÁK-ot a dologra.
Az analóg szabnál gyorsabb nincsen, viszont nem a mi világunk a műveleti erősítők hálózata, vagy összejön, vagy hülyék leszünk hozzá :)
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 március 08, 14:56
Írta: horcsab Dátum 2011 március 08, 14:56
Nállam is vannak fejlemények:
Beraktam a motorral sorban az induktivitást (Tibor45) és a rendszer működik (még). Remélem ez így is marad.
80%-os terheléssel, a gate meghajtás tiszta. A táp is elég szép síma, és nincs nagyfrekis gerjedés (sneci). Lehet, hogy a NYÁK-ra biggyesztett 1u/250V-os kondi is segített, de nem veszem le kipróbálni.
Az IR2181-et kicseéltem 2183-ra. Ennek a bemenete aktív magas, illetve aktív alacsony, valamint tartalmaz összezárás elleni védelmet. (Igaz ettől nem féltem, mert programban le van kezelve. Viszont itt is megtartottam a 3.3V-os bemeneti jelszinet.)
Másik, igaz nem ebbe a topikba tartozik, szervóhajtáshoz keresek méretező progit. (Mekkora motor kell, adott tömeg felgyorsításához, a surlódások és áttételek figyelembe vételével?)
Beraktam a motorral sorban az induktivitást (Tibor45) és a rendszer működik (még). Remélem ez így is marad.
80%-os terheléssel, a gate meghajtás tiszta. A táp is elég szép síma, és nincs nagyfrekis gerjedés (sneci). Lehet, hogy a NYÁK-ra biggyesztett 1u/250V-os kondi is segített, de nem veszem le kipróbálni.
Az IR2181-et kicseéltem 2183-ra. Ennek a bemenete aktív magas, illetve aktív alacsony, valamint tartalmaz összezárás elleni védelmet. (Igaz ettől nem féltem, mert programban le van kezelve. Viszont itt is megtartottam a 3.3V-os bemeneti jelszinet.)
Másik, igaz nem ebbe a topikba tartozik, szervóhajtáshoz keresek méretező progit. (Mekkora motor kell, adott tömeg felgyorsításához, a surlódások és áttételek figyelembe vételével?)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 08, 15:21
Írta: svejk Dátum 2011 március 08, 15:21
Ejnye, basszus, most olvasom csak milyen érdekes dologról maradtam le élőben :)
No látod így jár aki csak rajzrészleteket rak fel :)
Pl. ezek adatlapján is jól körül írt a probléma, ami az áramérzékelést illeti:
UC3625
UC3626
De legalább nektek azért fizetnek hogy tervezzetek, mi meg azért dolgozunk, hogy legyen miből tervezni :)
No látod így jár aki csak rajzrészleteket rak fel :)
Pl. ezek adatlapján is jól körül írt a probléma, ami az áramérzékelést illeti:
UC3625
UC3626
De legalább nektek azért fizetnek hogy tervezzetek, mi meg azért dolgozunk, hogy legyen miből tervezni :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 08, 15:32
Írta: svejk Dátum 2011 március 08, 15:32
Ne legyél már nyuszi!! :)
A plusz induktivitás biztos hatásos, de ugye az valamilyen szinten hatásfok romboló.
A kondi pedig tuti hogy kell, szinte minden gyári vezérlőn is ott terpeszkedik.
A plusz induktivitás biztos hatásos, de ugye az valamilyen szinten hatásfok romboló.
A kondi pedig tuti hogy kell, szinte minden gyári vezérlőn is ott terpeszkedik.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 március 08, 15:37
Írta: horcsab Dátum 2011 március 08, 15:37
:) Majd áprilisban kiveszem :D
Hatásfok? Minek, óccsóé van az energia, ráadásul télen nem fagy be a szekrény.
Tudod mennyi IGBT-t küldtem el az örök félvezető mezőre? (kissebb vagyon volt, igaz nem csak ezzel a projektel)
Így szép az élet, szívunk, majd örülünk. (Elég rosszul hangzik)
Hatásfok? Minek, óccsóé van az energia, ráadásul télen nem fagy be a szekrény.
Tudod mennyi IGBT-t küldtem el az örök félvezető mezőre? (kissebb vagyon volt, igaz nem csak ezzel a projektel)
Így szép az élet, szívunk, majd örülünk. (Elég rosszul hangzik)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 08, 19:36
Írta: svejk Dátum 2011 március 08, 19:36
Mi amatőrök a füstbe ment terveket nem számoljuk...:)
A horgász is elkoptat sok damilt, horgot...
A horgász is elkoptat sok damilt, horgot...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 08, 19:40
Írta: 000000000 Dátum 2011 március 08, 19:40
[#eplus2][#nyes][#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 11, 16:01
Írta: 000000000 Dátum 2011 március 11, 16:01
Még folyik a projekt, csak kikormoltuk az AVR JTAG ICE MK2-es programozónkat (az azért sz..ás). És egy USB-ic-re várunk, hogy kicseréljük benne, meg egy másik programozóra, hogyha a csere nem segít.
Itt a full kapcsrajz, csak nehezen szántam rá magam pdf kreálásra és FTP feltöltésére:
http://www.generalmechatronics.com/tar/vegfok.pdf
Olyan rengeteget sajnos azért nem fiezetnek nekünk, nullára vagy minuszba jövünk ki a norvég meló végére, de remélhetőleg lesz egy valag kifejlesztett vezérlőnk (aminek állják a fejlesztési és anyagköltségét).
Kb. ezeken melózunk éjjel-nappal:
1. Három tengelyes kis CNC vezérlő hobbi felhasználásra (Mach3-hoz stb.)



2. PC-s EMC2(Realtime Linuxon) alapú komolyabb vezérlő:

Elkészült az első verziója az EMC-s PCI kártyának, küldjük is gyártatni a nyákot:

6 tengelyes, (tengelyenként 2 végállás kapcosló és egy homing), és még 4x8 I/O. Az egészre ré tud ülni majd egy DSP-s kártya, hogyha komolyabb robotnak "nem fér el" az inverzdinamikája az FPGA-n.
3. Terveződnek a különböző végfok hardverek közben, ilyesmi lesz a DC meg a BLDC:


(Ez most a BLDC félkész 3D-je)
Referenciát SPI-n (vagy Step/Dir) formában kapnak.
4. Szeretnénk még PMSM motrohoz is végfokot, egy hónapja szívunk egy 1,5kW-os hardverrel, négy halott IGBT kocka, kétszer levágtunk a csarnokban az áramot. Sebességszabályozva ment már egy 400Wattos motor, a pozíció/nyomatékszabtól eddig elválasztott minket a füst. A TMS320-as DSP-nek a PWM kimenetei (amiknek adatlap szerint az a szuperelőnyük, hogy hardverből soha semmijen esetre sem nyitja össze az első felső feteket) resetnél/lefagyásnál/debug módnál hajlamosak egyszerre felhúzódni. TTL logika közbegányolása történt, hogy ezt kivédje, új IBGT kockákra várunk, hogy legyen mit robbantani ismét.
Szóval dolgozunk.
Üdv.: Géza
Itt a full kapcsrajz, csak nehezen szántam rá magam pdf kreálásra és FTP feltöltésére:
http://www.generalmechatronics.com/tar/vegfok.pdf
Olyan rengeteget sajnos azért nem fiezetnek nekünk, nullára vagy minuszba jövünk ki a norvég meló végére, de remélhetőleg lesz egy valag kifejlesztett vezérlőnk (aminek állják a fejlesztési és anyagköltségét).
Kb. ezeken melózunk éjjel-nappal:
1. Három tengelyes kis CNC vezérlő hobbi felhasználásra (Mach3-hoz stb.)
2. PC-s EMC2(Realtime Linuxon) alapú komolyabb vezérlő:
Elkészült az első verziója az EMC-s PCI kártyának, küldjük is gyártatni a nyákot:
6 tengelyes, (tengelyenként 2 végállás kapcosló és egy homing), és még 4x8 I/O. Az egészre ré tud ülni majd egy DSP-s kártya, hogyha komolyabb robotnak "nem fér el" az inverzdinamikája az FPGA-n.
3. Terveződnek a különböző végfok hardverek közben, ilyesmi lesz a DC meg a BLDC:
(Ez most a BLDC félkész 3D-je)
Referenciát SPI-n (vagy Step/Dir) formában kapnak.
4. Szeretnénk még PMSM motrohoz is végfokot, egy hónapja szívunk egy 1,5kW-os hardverrel, négy halott IGBT kocka, kétszer levágtunk a csarnokban az áramot. Sebességszabályozva ment már egy 400Wattos motor, a pozíció/nyomatékszabtól eddig elválasztott minket a füst. A TMS320-as DSP-nek a PWM kimenetei (amiknek adatlap szerint az a szuperelőnyük, hogy hardverből soha semmijen esetre sem nyitja össze az első felső feteket) resetnél/lefagyásnál/debug módnál hajlamosak egyszerre felhúzódni. TTL logika közbegányolása történt, hogy ezt kivédje, új IBGT kockákra várunk, hogy legyen mit robbantani ismét.
Szóval dolgozunk.
Üdv.: Géza
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2011 március 11, 16:07
Írta: designr Dátum 2011 március 11, 16:07
Akkor..most ti a hobbistákat szolgáljátok ki..profi módon::)))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 11, 16:28
Írta: 000000000 Dátum 2011 március 11, 16:28
A kis 3 tengelyes "autórádióval" az a cél.
A többi inkább nagy ipari géphez jó. "Beágyazott" PC-s rendszer, ahol nem is látszik az oprendszer, csak az EMC egyedileg átszabott felülete jelenik meg a gép saját LCD-jén.
"Hobbisták" ( azért elég profi gépek vannak ezen a fórumon) jelentős részének (gépészebb beállítottságú embereknek) joggal büdös a linuxpingvin. Mach3-al is elketyeg pár szervó, kitanulják a mach3 hibáit/hülyeségeit, és jól használható a hobbigép.
Pl. a DC végfokunk nem hiszem, hogy versenyképes lesz önmagában. Sok felesleges drágító dolog van rajta azok számára akik egyszerű rendszert szeretnének építeni:
- High speed optoleválasztás sok vonalon (visszamegy az enkóder jel is a PCI kártyára)
- Extrudált alu hűtőborda, ventillátor, DIN sines doboz
A többi inkább nagy ipari géphez jó. "Beágyazott" PC-s rendszer, ahol nem is látszik az oprendszer, csak az EMC egyedileg átszabott felülete jelenik meg a gép saját LCD-jén.
"Hobbisták" ( azért elég profi gépek vannak ezen a fórumon) jelentős részének (gépészebb beállítottságú embereknek) joggal büdös a linuxpingvin. Mach3-al is elketyeg pár szervó, kitanulják a mach3 hibáit/hülyeségeit, és jól használható a hobbigép.
Pl. a DC végfokunk nem hiszem, hogy versenyképes lesz önmagában. Sok felesleges drágító dolog van rajta azok számára akik egyszerű rendszert szeretnének építeni:
- High speed optoleválasztás sok vonalon (visszamegy az enkóder jel is a PCI kártyára)
- Extrudált alu hűtőborda, ventillátor, DIN sines doboz
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 11, 19:38
Írta: svejk Dátum 2011 március 11, 19:38
Ezek hallod nem semmi projectek!!!
Hogy indult ez az egész?
Direkt ilyesmi munkát pályáztatok meg Norvégiában?
Vagy valami tanulmányút? Esetleg még tanultok?
A #11346 képen jobbról a második monitoron valamiféle analizátor progi fut.
Véletlen nem nyílt kódú a hardware-je?
Hogy indult ez az egész?
Direkt ilyesmi munkát pályáztatok meg Norvégiában?
Vagy valami tanulmányút? Esetleg még tanultok?
A #11346 képen jobbról a második monitoron valamiféle analizátor progi fut.
Véletlen nem nyílt kódú a hardware-je?
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 március 12, 08:42
Írta: horcsab Dátum 2011 március 12, 08:42
Szia szayreg!
Érdekelne a PCI-os kártya, van egy robot amihez előreláthatólag jó lenne (ugyan az az elképzelés, hogy EMC2-vel menne). Ha publikus vagy olyan stádiumban vagytok, hogy lehet már kb. árat tudni, légyszíves írd már meg.
Érdekelne a PCI-os kártya, van egy robot amihez előreláthatólag jó lenne (ugyan az az elképzelés, hogy EMC2-vel menne). Ha publikus vagy olyan stádiumban vagytok, hogy lehet már kb. árat tudni, légyszíves írd már meg.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 12, 11:54
Írta: 000000000 Dátum 2011 március 12, 11:54
Szia,
Már vagy 3-4 éve robotokkal foglalkozunk, és egyetemeken akad projekt, ahol kell vezérlő. A mostanit diplomamunkának csináljuk, persze utána jó lenne hasznát is venni a fejlesztéseknek.
(A képen ennek a szoftvere van: http://www.pctestinstruments.com/
Tökéletesen hibátlan analizátor, tényleg tudja a sávszélességet, ami "rá van írva". A többi hasonló általában 8 csatornán 24MHz-et tud, ezek valami ablakos nagyon gyors tömörítéssel áttuszkolják az USB-n a sok adatot.)
Már vagy 3-4 éve robotokkal foglalkozunk, és egyetemeken akad projekt, ahol kell vezérlő. A mostanit diplomamunkának csináljuk, persze utána jó lenne hasznát is venni a fejlesztéseknek.
(A képen ennek a szoftvere van: http://www.pctestinstruments.com/
Tökéletesen hibátlan analizátor, tényleg tudja a sávszélességet, ami "rá van írva". A többi hasonló általában 8 csatornán 24MHz-et tud, ezek valami ablakos nagyon gyors tömörítéssel áttuszkolják az USB-n a sok adatot.)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 12, 11:59
Írta: 000000000 Dátum 2011 március 12, 11:59
Szia,
Publikus lesz, de még azt sem tudjuk pontosan, hogy mit fog tudni. Még nincs készen olyan szinten a dolog, de ha előrébb járunk jelentkezünk.
Milyen robothoz kellene konkrétan?
Publikus lesz, de még azt sem tudjuk pontosan, hogy mit fog tudni. Még nincs készen olyan szinten a dolog, de ha előrébb járunk jelentkezünk.
Milyen robothoz kellene konkrétan?
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 március 12, 12:24
Írta: horcsab Dátum 2011 március 12, 12:24
Egy régi IGM lesz majd valamikor átalakítva, ha megéri. Mechanikája jó, de a vezérlő része döglik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 12, 12:47
Írta: 000000000 Dátum 2011 március 12, 12:47
Ismerős a helyzet, sok ilyen robot van.
Itt van pl. az egyetemen egy 350 kilót nyomó ABB humanoid. Döglött a vezérlőben valami, de amennyiért kijön ide a norvég isten háta mögé egy napra az ABB-től valaki, abból kijön egy fél új robot.
Itt van pl. az egyetemen egy 350 kilót nyomó ABB humanoid. Döglött a vezérlőben valami, de amennyiért kijön ide a norvég isten háta mögé egy napra az ABB-től valaki, abból kijön egy fél új robot.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 március 12, 13:41
Írta: horcsab Dátum 2011 március 12, 13:41
Van még egy KUKA is, de azt sikerült életre keltenem. Mint a neve is mutatja kukába kellene inkább dobni. Egyszer lehet hogy az is átalakítás tárgyát fogja képezni.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 március 12, 14:10
Írta: s7manbs8 Dátum 2011 március 12, 14:10
Lehet megérné egy kamionnal kiszaladni értük ?
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 március 12, 20:05
Írta: Bencze András Dátum 2011 március 12, 20:05
Van nagyfaluban is ABB robotszerviz. Ha egyetemről van szó sztem kedvezményesen megcsinálják.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 16, 20:26
Írta: 000000000 Dátum 2011 március 16, 20:26
Üdvözlök mindenkit.
Segítségre lenne szükségem. Gépész ember vagyok, az elektronikához kevésbé értek, ezért nem sértődöm meg a szájba rágós magyarázatok miatt.
Első kérdésem az, hogy egy 12 NM-es bipoláris motor kiváltásához mekora szervó motor szükségeltetik?
Mivel csak most kezdtem igazán foglalkozni a építés ill. átépítés gondolatával, ehez kapcsolódik második kérdésem.
Készen vásárólt alkatrészek esetén a léptető motoros vagy a szervó motoros vezérlés a bonyolúltabb.
Válaszaitokat előre is köszönöm.
Segítségre lenne szükségem. Gépész ember vagyok, az elektronikához kevésbé értek, ezért nem sértődöm meg a szájba rágós magyarázatok miatt.
Első kérdésem az, hogy egy 12 NM-es bipoláris motor kiváltásához mekora szervó motor szükségeltetik?
Mivel csak most kezdtem igazán foglalkozni a építés ill. átépítés gondolatával, ehez kapcsolódik második kérdésem.
Készen vásárólt alkatrészek esetén a léptető motoros vagy a szervó motoros vezérlés a bonyolúltabb.
Válaszaitokat előre is köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 16, 20:57
Írta: 000000000 Dátum 2011 március 16, 20:57
Üdvözöllek a csapatban!:)
A két motortípus merőben eltérő jelleggörbével, előnyökkel-hátrányokkal jellemezhető. Így a kiváltás a hajtáslánc módosítását is megköveteli (áttétel optimum méretezés). Erre számos példát olvashatsz itt a Fórumon a topikomban (Robsy hajtástechnika). Ha konkrét adatokat is megadsz (mozgatott tömeg, mozgató orsó átmérő, menetemelkedés, hossza, motor tehetetlenségi nyomaték, ...), szívesen méretezem a szervódat.
A két motortípus merőben eltérő jelleggörbével, előnyökkel-hátrányokkal jellemezhető. Így a kiváltás a hajtáslánc módosítását is megköveteli (áttétel optimum méretezés). Erre számos példát olvashatsz itt a Fórumon a topikomban (Robsy hajtástechnika). Ha konkrét adatokat is megadsz (mozgatott tömeg, mozgató orsó átmérő, menetemelkedés, hossza, motor tehetetlenségi nyomaték, ...), szívesen méretezem a szervódat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 16, 22:13
Írta: 000000000 Dátum 2011 március 16, 22:13
Nagyon köszönöm a gyors válaszodat.
Elsőként egy teljes gépet szerettem volna építeni, ezért vettem egy Magi féle h1-est ( amit most árúba is bocsátottam).
De rájöttem, hogy a munka és válalkozás mellet nagy falat. Ezért úgy döntöttem, hogy az egyik 679-es orosz marógépemet építem át. Még minden teljesen nyitott, nem akarok elkapkodni semmit, és ami még nagyon lényeges tanúlni is szeretnék.
Érdeklődtem néhány helyen és így lett egy sarokszám a 12 Nm-es motorméret.Keveset tudok még ezekről a technikákról.
Üdv
Elsőként egy teljes gépet szerettem volna építeni, ezért vettem egy Magi féle h1-est ( amit most árúba is bocsátottam).
De rájöttem, hogy a munka és válalkozás mellet nagy falat. Ezért úgy döntöttem, hogy az egyik 679-es orosz marógépemet építem át. Még minden teljesen nyitott, nem akarok elkapkodni semmit, és ami még nagyon lényeges tanúlni is szeretnék.
Érdeklődtem néhány helyen és így lett egy sarokszám a 12 Nm-es motorméret.Keveset tudok még ezekről a technikákról.
Üdv
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2011 április 02, 10:17
Írta: Révész Richárd Dátum 2011 április 02, 10:17
Válasz csevegő#13323-ra.
A motor: sanyo denki 40W 24V 3A
Enkóder:500cpr
A terminál progi hibát nem ír,teljesen jól működik.
Kiolvassa a paramétereket rendesen,betölti az újat,szóval szerintem jó.
Paraméterlistát most nem tudok küldeni mert a másik gép kint van a cégnél.
A motor: sanyo denki 40W 24V 3A
Enkóder:500cpr
A terminál progi hibát nem ír,teljesen jól működik.
Kiolvassa a paramétereket rendesen,betölti az újat,szóval szerintem jó.
Paraméterlistát most nem tudok küldeni mert a másik gép kint van a cégnél.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2011 április 02, 10:24
Írta: Révész Richárd Dátum 2011 április 02, 10:24
A motor bekapcsolás után beáll egy pozícióba,ha adok neki lépés parancsot akkor elindul majd megáll vagy pörög mint a buszkerék.
Szerintem gerjed.
Szerintem gerjed.
Cím: Re:DC szervó motoros vezérlés
Írta: me3ua0a6 Dátum 2011 április 02, 12:41
Írta: me3ua0a6 Dátum 2011 április 02, 12:41
E240-es motorhoz tud-e valaki adatlapot mutatni?
Inercia, meg hasonlók érdekelnének.
Inercia, meg hasonlók érdekelnének.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 02, 13:52
Írta: svejk Dátum 2011 április 02, 13:52
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2011 április 02, 19:09
Írta: kozo Dátum 2011 április 02, 19:09
- Kábel gondolom árnyékolt , a encoder csati elé szinte a csatiba 1db 100nF (ker.) kondit forrassz be az encoder +5V és GND közé.
De előtte ...
-Próbáld ezt :
P0:1000
P1:3000
P2:2000
P3:90
P4:200
P5:600
P6:1024 (256 helyett)
P7:1
De előtte ...
-Próbáld ezt :
P0:1000
P1:3000
P2:2000
P3:90
P4:200
P5:600
P6:1024 (256 helyett)
P7:1
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2011 április 02, 19:14
Írta: Révész Richárd Dátum 2011 április 02, 19:14
Hétfőn tudom kipróbálni leghamarabb.
Ha megvan a teszt jelentkezem.
Ha megvan a teszt jelentkezem.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2011 április 02, 19:25
Írta: kozo Dátum 2011 április 02, 19:25
Még egy , kicsit elbizonytalanodtam.
Lehet , hogy P6 nál nem szorozni kell néggyel hanem osztani a 256 ot. Most fejből hirtelen nem tuti , próbáld így is úgy is. Vagy a Mach3 -ban lassítsd vissza a motort lépéssel vagy sebességgel. A kondi meg sokat segít , érdemes beforrasztani.
Üdv : Zoli
Lehet , hogy P6 nál nem szorozni kell néggyel hanem osztani a 256 ot. Most fejből hirtelen nem tuti , próbáld így is úgy is. Vagy a Mach3 -ban lassítsd vissza a motort lépéssel vagy sebességgel. A kondi meg sokat segít , érdemes beforrasztani.
Üdv : Zoli
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2011 április 02, 19:29
Írta: Révész Richárd Dátum 2011 április 02, 19:29
OKÉ.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 02, 21:33
Írta: 000000000 Dátum 2011 április 02, 21:33
Üdv.
Haladunk a végfokok meg az EMC-s kártya fejlesztésével. Megjött egy rakat nyák pár napja, így a DC végfokot össze is raktuk:




Működik, de nem fasza.
Az IR2184-es FET driver helyett lehet, hogy a 21844-est kellett volna használni, amin beállítható a deadband. A gate-ek hajtásánál használunk ellenállás-dióda hálózatot a holtidő növelésére, és csökkentjük vele a fel lefutást. Ez mind működik is, de valami nem stimmel.
Amikor az alsó FET már bezárt (Gate fesz szépen lefutott), majd elkezd nyitni a felső, olyankor az alsó FET gatején megjelenik egy tompa kis púpocska, olyan 3-5volt-os csúccsal. Ez okoz egy rövid idejű félig szembekapcsolást, ami megrántja a tápot, és EMI/EMC gondokat is okoz időnként. A gate-et feltöltő ágban jelenleg 330Ohm van, a kisütő (diódás) ágban pedig 33Ohm. Szinte túl lassú fel-le futás. Kisebb ellenállásokkal (pl. 68Ohm és 10Ohm erősebb a jelenség, de nem sokkal.)
Az IR2184-es elé próbáltam tenni nagyobb pufferkondit 100nF helyett 470nF, nem segített. A FET-driver tápján nincs jelentős zavar, a földje sem ugrik fel, amikor a kis púpot kiadja.
Ha valakinek van 5lete, ne kíméljen.
A napokban teszek még fel több infót meg képet a projektről, ahogy halad és van mit megmutatni.
Üdv.: Géza
Haladunk a végfokok meg az EMC-s kártya fejlesztésével. Megjött egy rakat nyák pár napja, így a DC végfokot össze is raktuk:
Működik, de nem fasza.
Az IR2184-es FET driver helyett lehet, hogy a 21844-est kellett volna használni, amin beállítható a deadband. A gate-ek hajtásánál használunk ellenállás-dióda hálózatot a holtidő növelésére, és csökkentjük vele a fel lefutást. Ez mind működik is, de valami nem stimmel.
Amikor az alsó FET már bezárt (Gate fesz szépen lefutott), majd elkezd nyitni a felső, olyankor az alsó FET gatején megjelenik egy tompa kis púpocska, olyan 3-5volt-os csúccsal. Ez okoz egy rövid idejű félig szembekapcsolást, ami megrántja a tápot, és EMI/EMC gondokat is okoz időnként. A gate-et feltöltő ágban jelenleg 330Ohm van, a kisütő (diódás) ágban pedig 33Ohm. Szinte túl lassú fel-le futás. Kisebb ellenállásokkal (pl. 68Ohm és 10Ohm erősebb a jelenség, de nem sokkal.)
Az IR2184-es elé próbáltam tenni nagyobb pufferkondit 100nF helyett 470nF, nem segített. A FET-driver tápján nincs jelentős zavar, a földje sem ugrik fel, amikor a kis púpot kiadja.
Ha valakinek van 5lete, ne kíméljen.
A napokban teszek még fel több infót meg képet a projektről, ahogy halad és van mit megmutatni.
Üdv.: Géza
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2011 április 03, 17:16
Írta: horcsab Dátum 2011 április 03, 17:16
Nekem is hasonló volt a probléma csak IR2181-el. A bemenetét ha 5V-ról hajtod, korlátozd le 3.3V-ra. Én símán egy R-zenert használok, bejött. Emiatt nyírtam ki egy kazal IC-t + IGBT-t. Valamint nézd meg az IRF oldalán a DT99-7 adatlapot. Sokat segített a kimeneten egy fojtó is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 03, 17:45
Írta: 000000000 Dátum 2011 április 03, 17:45
3,3V-ról hajtom a drivert, de köszi tippet, meg a doksit főleg.
Mértem a driver kimenetén, és nem a driver adja a púpot, hanem a FET rántja fel a saját gatejét. A a diódás körben lévő ellenállást kisebbre cserélem, vagy rövidre zárom, akkor is felrántja, csak akkor még jól be is leng olyan 30-50MHz-en 5-6 periódust (8Volt körüli peak-to-peak).
Mértem a driver kimenetén, és nem a driver adja a púpot, hanem a FET rántja fel a saját gatejét. A a diódás körben lévő ellenállást kisebbre cserélem, vagy rövidre zárom, akkor is felrántja, csak akkor még jól be is leng olyan 30-50MHz-en 5-6 periódust (8Volt körüli peak-to-peak).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 03, 18:27
Írta: 000000000 Dátum 2011 április 03, 18:27
Megvan az ok: Voltage ringing van a Gate-en.
Huzalozási hiba van, itt volt valakinek hasonló baja:
http://www.electro-tech-online.com/electronic-projects-design-ideas-reviews/106971-problem-ringing-gate.html
A gate ellenállást a driverhez rakta közelebb és nem a gate-hez. Lehet gányolni a panelt :)
Huzalozási hiba van, itt volt valakinek hasonló baja:
http://www.electro-tech-online.com/electronic-projects-design-ideas-reviews/106971-problem-ringing-gate.html
A gate ellenállást a driverhez rakta közelebb és nem a gate-hez. Lehet gányolni a panelt :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 03, 20:05
Írta: s7manbs8 Dátum 2011 április 03, 20:05
Ilyenkor látszik, hogy egy elméleti rajz, önmagában nem mindig elég a jó működéshez, mivel a gyakorlati megépített változat, nem tökéletesen ugyanaz egy panelen, és ha az eltérés meghalad egy kritikus értéket, akkor ilyenek jönnek elő. Majd csak beindul a rendszer, egy ekkor a projectben az ilyen előfordul, hiába figyel oda mindenre az ember.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 04, 08:39
Írta: svejk Dátum 2011 április 04, 08:39
Alapkérdés, hogy tényleg ott van-e a "púpocska", vagy csak a szkópzsinórral viszitek bele és azt méritek?
Sokszor úgy jár az ember, hogy olyan hibákat keresünk ami nincs is csak a méréssel visszük bele.
Sokszor úgy jár az ember, hogy olyan hibákat keresünk ami nincs is csak a méréssel visszük bele.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 04, 08:44
Írta: svejk Dátum 2011 április 04, 08:44
Hmm..tehát valós volt a hiba...
Mondjuk ez valóban alaptétel, hogy a "hosszú" vezetéket a kisebb impedancián hagyjuk...
De én inkább a source vezetékezésében keresném a hibát, vagyis zavart már eleve ne keltsünk és akkor nem kell védekezni ellene.
Mondjuk ez valóban alaptétel, hogy a "hosszú" vezetéket a kisebb impedancián hagyjuk...
De én inkább a source vezetékezésében keresném a hibát, vagyis zavart már eleve ne keltsünk és akkor nem kell védekezni ellene.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 04, 15:57
Írta: svejk Dátum 2011 április 04, 15:57
Kozo!
Ez a Te oldalad?
Ügyes...[#eljen]
A furóprogidat átalakíthatnád hogy közvetlen a Gerberből szedje ki a poziciókat, akkor nem csak a SprintLayout-al lehetne használni.
Elvileg a Gerbert minden nyáktervező tudja.
Ez a Te oldalad?
Ügyes...[#eljen]
A furóprogidat átalakíthatnád hogy közvetlen a Gerberből szedje ki a poziciókat, akkor nem csak a SprintLayout-al lehetne használni.
Elvileg a Gerbert minden nyáktervező tudja.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2011 április 04, 17:32
Írta: kozo Dátum 2011 április 04, 17:32
Igen , az enyém ...
Köszi a hüvelykujjad [#wink] no meg a progi módosítására adott ötletet is.
Nosztalgiából nem érzel késztetést SMC asm kód átírásra?
Köszi a hüvelykujjad [#wink] no meg a progi módosítására adott ötletet is.
Nosztalgiából nem érzel késztetést SMC asm kód átírásra?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 04, 18:34
Írta: svejk Dátum 2011 április 04, 18:34
Áááá.. nem értek én hozzá olyan szinten.
Mi lenne egyébként amit legjobban meg kellene változtatni?
Mi lenne egyébként amit legjobban meg kellene változtatni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 04, 18:40
Írta: 000000000 Dátum 2011 április 04, 18:40
Annyira nem lett meg a hiba, mint gondoltam tegnap. Variáltam jobbra-balra, de hiába. A púp fix :(
Elég ütősen be van huzalozva a föld a power részen:


A bal szélső "sztráda" a földvezeték. Lowside árammérés van, próbáltam egy olcsó próbaként a söntöt rövidre zárni, de nem változtatott semmin.
A másik oldali félhídnál pont fordítva van a gate vezetékek hossza, ott az alsó oldali FET-nél teljesen rövid a vezeték, és ott is az alsó oldalnál jelentkezik a púp.
Próbálok még feltenni szkópképet is, csak floppy-s a digitszkóp, és elpárolgott innét az asztali PC, amire eddig kimentettem őket.
A jelenség az biztos, hogy gate ringing, de nem tudom mivel lehet rajta menteni. Találtam egy másik kapcsolást:
http://www.gertronik.de/cncecke/servo.zip
Itt a fórumtopicja:
http://www.cnczone.com/forums/open_source_controller_boards/14217-diy_servo_controller-180.html
Ezen a gate-nél lévő diódás ágban van még egy 1nF-os kondi párhuzamosan a diódával. Nem tudom az egzakt okát, gondoltam hátha a nagyfrekis csodákat kívánja közvetíteni a driver felé. Kipróbáltam (100pF,1nF és 100nF), de hatástalan.
Kibeleztem itt egy ABB IRB valahanyas vezérlőből az AC végfokot (DSQC 236A, ilyesmi: http://www.sosmartsolutions.com/images/DSQC_236G_open.JPG ), amiben az alsó és felső FET-ek egymástól több mint 11cm-re vannak. A FETdriver diszkrét elemekből van, de a gate-hez vezető vonal több mint 5cm mindenütt.
A lényeges különbség, hogy az övék valamiért működik, a miénk még nem igazán :)
Ha megtalálom a gebasz okát mindenképp beszámolok róla...
Elég ütősen be van huzalozva a föld a power részen:
A bal szélső "sztráda" a földvezeték. Lowside árammérés van, próbáltam egy olcsó próbaként a söntöt rövidre zárni, de nem változtatott semmin.
A másik oldali félhídnál pont fordítva van a gate vezetékek hossza, ott az alsó oldali FET-nél teljesen rövid a vezeték, és ott is az alsó oldalnál jelentkezik a púp.
Próbálok még feltenni szkópképet is, csak floppy-s a digitszkóp, és elpárolgott innét az asztali PC, amire eddig kimentettem őket.
A jelenség az biztos, hogy gate ringing, de nem tudom mivel lehet rajta menteni. Találtam egy másik kapcsolást:
http://www.gertronik.de/cncecke/servo.zip
Itt a fórumtopicja:
http://www.cnczone.com/forums/open_source_controller_boards/14217-diy_servo_controller-180.html
Ezen a gate-nél lévő diódás ágban van még egy 1nF-os kondi párhuzamosan a diódával. Nem tudom az egzakt okát, gondoltam hátha a nagyfrekis csodákat kívánja közvetíteni a driver felé. Kipróbáltam (100pF,1nF és 100nF), de hatástalan.
Kibeleztem itt egy ABB IRB valahanyas vezérlőből az AC végfokot (DSQC 236A, ilyesmi: http://www.sosmartsolutions.com/images/DSQC_236G_open.JPG ), amiben az alsó és felső FET-ek egymástól több mint 11cm-re vannak. A FETdriver diszkrét elemekből van, de a gate-hez vezető vonal több mint 5cm mindenütt.
A lényeges különbség, hogy az övék valamiért működik, a miénk még nem igazán :)
Ha megtalálom a gebasz okát mindenképp beszámolok róla...
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2011 április 04, 18:50
Írta: kozo Dátum 2011 április 04, 18:50
Gondoltam egy hibatárra amit terminálról lehetne módosítani,egy grafikus progira a com porton át a motor könnyebb beállításához ill. ha lehet kissé gyorsabbá tenni a technikát. Kicsit UHU-sítani...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 04, 19:10
Írta: s7manbs8 Dátum 2011 április 04, 19:10
Svejk te is SMC-ztél régebben, jó ez a cucc ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 04, 19:11
Írta: s7manbs8 Dátum 2011 április 04, 19:11
Ez az SMC program nincs meg ATmega8-ra pl ?? Van egy pár panelom jó lenne használni valamire.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2011 április 04, 19:23
Írta: kozo Dátum 2011 április 04, 19:23
Itt tárgyalnak róla : SMC fejlesztés Orosz módra.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 04, 19:24
Írta: s7manbs8 Dátum 2011 április 04, 19:24
Köszi, ezt még nem láttam.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 04, 20:07
Írta: svejk Dátum 2011 április 04, 20:07
A C9-R10 mi a szösz? Azt a két félhíd kimenete közé szokás inkább rakni.
IRFP260 és IR21844-nél nálam a 33 Ohm paralell D + 10 Ohm vált be legjobban.
1-1 félhíd alsó source és felső drain-je közé minél rövidebben 1u -os kondierősen javallot.
IRFP260 és IR21844-nél nálam a 33 Ohm paralell D + 10 Ohm vált be legjobban.
1-1 félhíd alsó source és felső drain-je közé minél rövidebben 1u -os kondierősen javallot.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 04, 20:12
Írta: svejk Dátum 2011 április 04, 20:12
Akkor nekem csúcs volt.
Komplett Hobby cnc talán akkor még nem működött senkinek barkács építésű servoval.
Most talán már nem éri meg vele foglalkozni, úgy is csak Sneci árnyékában tudnánk maradni :)
Komplett Hobby cnc talán akkor még nem működött senkinek barkács építésű servoval.
Most talán már nem éri meg vele foglalkozni, úgy is csak Sneci árnyékában tudnánk maradni :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 04, 20:21
Írta: 000000000 Dátum 2011 április 04, 20:21
C9-R10 a kimentet, de főleg inkább kefe zajt szűr. Ha leszeded "pamacsos" lesz a kimenet, amikor forog a motor, meg áttevődik belőle máshova is.
Szokták a két pólus közé, meg külön-külön a földhöz is kötni. A két pólus közé azért nem kötöttük, mert azt inkább rögtön a szervómotor hátsójára lehet pakolni.
Szokták a két pólus közé, meg külön-külön a földhöz is kötni. A két pólus közé azért nem kötöttük, mert azt inkább rögtön a szervómotor hátsójára lehet pakolni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 04, 20:25
Írta: 000000000 Dátum 2011 április 04, 20:25
Elfelejtettem írni, hogy kondi van. 1uF elko és 470nF fólia. A legrövidebb az a lehetőségekhez mérten legrövidebb lett.
Nem is a tápot szeretném agyonszűrni, hanem a félig-meddig szembenyitás zavar.
Nem is a tápot szeretném agyonszűrni, hanem a félig-meddig szembenyitás zavar.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2011 április 04, 20:28
Írta: kozo Dátum 2011 április 04, 20:28
Nem lenne ez konkurencia senkinek csak egy kis sejtmozgató.
Svejk , biztos volt a kezed között UHU servo is . Arról tőmondatban valami vélemyényezés!?
Svejk , biztos volt a kezed között UHU servo is . Arról tőmondatban valami vélemyényezés!?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 04, 20:30
Írta: svejk Dátum 2011 április 04, 20:30
Fet gate-jére ferrittgyűrű?
Bár ha púp, akkor az nem nagyfrekis probléma...
Bár ha púp, akkor az nem nagyfrekis probléma...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 04, 20:31
Írta: svejk Dátum 2011 április 04, 20:31
Másmilyen motorral ugyan ez a jeleneség?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 04, 20:37
Írta: 000000000 Dátum 2011 április 04, 20:37
Nagyfrekis probléma.
Ha kicserélem a kisütő ellenállást kisebbre, vagy rövidre zárom, akkor egy 30-50MHz-es kb. 6 periódusnyi zavar jelenik meg. Nagyobb gate-ellenállással laposabb púppá fejlődött.
Motorfüggetlen a jelenség.
Még nem próbáltam ferrit gyűrűt. Holnap tudok keríteni egyet...
Ha kicserélem a kisütő ellenállást kisebbre, vagy rövidre zárom, akkor egy 30-50MHz-es kb. 6 periódusnyi zavar jelenik meg. Nagyobb gate-ellenállással laposabb púppá fejlődött.
Motorfüggetlen a jelenség.
Még nem próbáltam ferrit gyűrűt. Holnap tudok keríteni egyet...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 04, 20:45
Írta: svejk Dátum 2011 április 04, 20:45
Gyári megoldásoknál láttam.
Ami épp rámegy a FET lábára egy kis 5-6 mm-es ferrit csövecske.
Ami épp rámegy a FET lábára egy kis 5-6 mm-es ferrit csövecske.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 04, 20:48
Írta: svejk Dátum 2011 április 04, 20:48
FET meghajtó földelése rendben?
Mondjuk a 21844 tudja a különválasztott jel és végfok földelést.
Mondjuk a 21844 tudja a különválasztott jel és végfok földelést.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 04, 20:54
Írta: svejk Dátum 2011 április 04, 20:54
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 04, 21:30
Írta: s7manbs8 Dátum 2011 április 04, 21:30
Tudod már Newton is integrált jó pár száz éve és még most is van olyan, aki csinálja még ha nem is tudja túlszárnyalni. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 04, 21:32
Írta: s7manbs8 Dátum 2011 április 04, 21:32
Amúgy ez a szervó is olyan, ha egy adott határon belül teljesíti, amit kell neki, akkor tök mindegy, hogy azóta eltelt 20 év is, most is ugyanolyan jó. Ha nem kell 2 Gigahertzes enkodert feldolgozni neki, meg 400kHz-zel újraszámolni a PWM-et nincs semmi gondja gondolom én.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 04, 21:45
Írta: 000000000 Dátum 2011 április 04, 21:45
Az elsőt már tegnap óta olvasgatom, a másodikat most látom előszőr. Az mondjuk IGBT, de látok benne huzalozási tippeket, amik hasznosak.
Azt már látom hogy ebből nem biztos, hogy csak új nyák lesz, hanem lehet, hogy teljesen más elrendezés esetleg doboz lesz, ami nagy szívás.
De előtte a mostanit éleszteni kell legalább félhalottra, hogy meglegyen a legfőbb kiváltó ok.
Azt már látom hogy ebből nem biztos, hogy csak új nyák lesz, hanem lehet, hogy teljesen más elrendezés esetleg doboz lesz, ami nagy szívás.
De előtte a mostanit éleszteni kell legalább félhalottra, hogy meglegyen a legfőbb kiváltó ok.
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 április 04, 21:56
Írta: 279nwbpsa Dátum 2011 április 04, 21:56
Elnézést,hogy itt kérdezősködök és nem a "béna vagyok" topicban,de talán a problémám ide is passzol.
Próbálgattam a mai nap délutánján is a kis esztergámat.Csak simán a "levegőben dolgozott" a gép,a főorsót be sem kapcsoltam.Tulajdonképpen töketlenkedtem,amint egy kezdőhöz illik. :)
Jó is volt egy darabig a móka,de aztán elkezdett olyat csinálni a gép,hogy a szán elindult a szegnyereg irányába.Tette ezt attól függetlenül,hogy volt-e betöltve G-kód,vagy egyáltalán a Mach3 ment-e(utolsóként kipróbáltam anélkül is,úgy is ezt csinálta).
A szabályozók G340-esek,a motorok E240.
Mi lehet a hiba oka?
Próbálgattam a mai nap délutánján is a kis esztergámat.Csak simán a "levegőben dolgozott" a gép,a főorsót be sem kapcsoltam.Tulajdonképpen töketlenkedtem,amint egy kezdőhöz illik. :)
Jó is volt egy darabig a móka,de aztán elkezdett olyat csinálni a gép,hogy a szán elindult a szegnyereg irányába.Tette ezt attól függetlenül,hogy volt-e betöltve G-kód,vagy egyáltalán a Mach3 ment-e(utolsóként kipróbáltam anélkül is,úgy is ezt csinálta).
A szabályozók G340-esek,a motorok E240.
Mi lehet a hiba oka?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 04, 21:56
Írta: s7manbs8 Dátum 2011 április 04, 21:56
Jujj !!! :)
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 április 04, 21:57
Írta: 279nwbpsa Dátum 2011 április 04, 21:57
Azt tudom,hogy "jujj",na de mi más lehet még? :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 04, 21:58
Írta: s7manbs8 Dátum 2011 április 04, 21:58
12kHzes figyelőd van ?
Mert ha nincs az LPT port kimenetén a windows játszhat és ilyen előfordulhat szerintem talán ez volt az oka
Mert ha nincs az LPT port kimenetén a windows játszhat és ilyen előfordulhat szerintem talán ez volt az oka
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 április 04, 22:13
Írta: 279nwbpsa Dátum 2011 április 04, 22:13
Na,ezt most nem igazán értem. :(
Viszont azt elfeledtem írni az előbb,hogy az LPT kábel buherált,mert csak így tudtam a vezérlőket bekötni.Csak a 2-3,4-5 és a közös van a kártyákig elvezetve(árnyékoltan)
Viszont azt elfeledtem írni az előbb,hogy az LPT kábel buherált,mert csak így tudtam a vezérlőket bekötni.Csak a 2-3,4-5 és a közös van a kártyákig elvezetve(árnyékoltan)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 április 04, 22:50
Írta: HJózsi Dátum 2011 április 04, 22:50
Encoder vezeték v. csatlakozó hiba is okozhatja ...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 04, 23:02
Írta: s7manbs8 Dátum 2011 április 04, 23:02
Akkor közvetlenül a szervót hajtod, és csak a step dir jelek mennek oda. Az a lényeg, hogy létezik olyan áramkör, ami ha egy 12kHz-es jelet kap az LPT valamely lábáról pluszba, akkor az kapcsolja ki be az egész cuccod tápját, vagy engedélyező bemeneteit a részegységeknek, így amíg nem indul el maga a cnc vezérlő program, pl Mach3, addig nem mozog semmi.
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 április 04, 23:32
Írta: 279nwbpsa Dátum 2011 április 04, 23:32
Én is az encoder vezetéknél keresgéltem először,de nem találtam hibát.
Holnap átnézem újból az egészet,de ma már késő van ehhez...
Köszönöm a segítséget Elekron,HJózsi!
Holnap átnézem újból az egészet,de ma már késő van ehhez...
Köszönöm a segítséget Elekron,HJózsi!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 04, 23:47
Írta: 000000000 Dátum 2011 április 04, 23:47
ChargePump az áramkör, ami nézi a Mach3 "életjelét". Elég fontos dolog.
Enkóder szakadás gyanús, ha egyenletes tempóval megy, de lehet bemenet gebasz is.
Az LPT portot általában egy vonalmeghajtóval fogadja a legtöbb vezérlő, mert főleg az újabb alaplapoknak harmatgyenge a fanout-ja. Ha a vonalmeghajtó lába a levegőbe kerül, (pl az LPT kábel szakadása miatt, vagy nagy impedanciás módba áll egy kimenet stb.) az könnyen okoz ilyet. Általában akkor 50Hz-es zavart szed össze a vonalmeghajtó, és egyenletes 50Hz-es stepjellel interpolál magának. (50Hz-es zavarral lassan megy csak a vas, nagyobb frekis zavarral gyorsan)
Szóval csak még egy 5let.
Üdv.: Géza
Enkóder szakadás gyanús, ha egyenletes tempóval megy, de lehet bemenet gebasz is.
Az LPT portot általában egy vonalmeghajtóval fogadja a legtöbb vezérlő, mert főleg az újabb alaplapoknak harmatgyenge a fanout-ja. Ha a vonalmeghajtó lába a levegőbe kerül, (pl az LPT kábel szakadása miatt, vagy nagy impedanciás módba áll egy kimenet stb.) az könnyen okoz ilyet. Általában akkor 50Hz-es zavart szed össze a vonalmeghajtó, és egyenletes 50Hz-es stepjellel interpolál magának. (50Hz-es zavarral lassan megy csak a vas, nagyobb frekis zavarral gyorsan)
Szóval csak még egy 5let.
Üdv.: Géza
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 05, 04:58
Írta: 000000000 Dátum 2011 április 05, 04:58
A dolog megoldódott.
330 Ohm tölti a gate-et, és 10 Ohm kisüti.
A FET szereti "felhúzni" a saját gate-jét, amikor a Drain-Source feszültsége hirtelen megy fel (rányitja a feszt a felső FET).
(A FET adatlapokban van is egy ilyen karakterisztika a total gate charge-ra nézve.)
A 33Ohm az kevés ahhoz, hogy lent tartsa. Ha a 330-at cserélem 50Ohm körülire, az meg megint túl nagy dV/dt-t eredményez, és elront mindent.
Az AN-978-as pdf-ben írják, hogy gate ellenállásokat úgy kell behangolni, hogy az adott NYÁK mit bír el. (Nyilván minél kisebb, annál gyorsabb a kapcsolás, és kevesebb a disszipáció.) Ugyenebben a doksiban érdemes megnézni a 9-es ábrát, amiből kiderül, hogy 10 Ohmnál kisebb gate ellenállást nem javasolt használni, meg az alatt nagyon meredeken kezd nőni a reverse recovery tüske amplitudója a Source-on(felette lévő 8-as ábra).
Szóval jelenleg megy minden, nem téveszt enkóderjelet, mind a két proci és az USB kommunikáció is stabil. Legalábbis ezt most lekopogom.
Tapasztalat azért lett:
A gatehez futó vezetékeknek persze minél rövidebbnek kell lennie, a felső és az alsó FET legyen egymáshoz minél közelebb.
De 20 kHz körüli kapcsolási frekinél nem gond, ha a gatehez menő vezeték akár 4-5cm hosszú (105um-es nyáklemezen 0,5mm széles vezeték), valahogy oda kell érjen a másik FET-hez.
(Amit pl. a cnczone-s fórumon írnak, hogy 1 mm-re oda kell tenni az ellenállást, meg a FET-et nyakig betolni a nyákba, az azért túlzás.)
Az utólag rátaknyolt fóliakondikat leszedtem, nem azok oldották meg a helyzetet, egy 1uF-os elkó, és egy 470nF-os fólia elég lett. (Persze a DC buszon lógnia kell egy sokezer uF-os tartálynak, hogy a gyorsításokat kiszolgálja.)
Az ABB-ből kibelezett DQSC vezérlőn látszik, hogy az alsó és felső FET-ek között 11,5 cm távolság nem gond. (Ott 100 és 10 Ohm-os gate ellenállásokat használtak IRFBC40-es FET-ekhez).
Illetve azon 1db 1uF-os fóliakondi van a 3 félhídra összesen.
A kapcsolási sebességet (dV/dt & dI/dt) nem érdemes kiélezni (20kHz környékén), mert kiszámolható, hogy a jellemző nagyságrendű terhelés esetén inkább a FET maradék ellenállása okozza a jelentősebb disszipációt.
Igyekeztem megosztani mindent, most elmegyek aludni, mielőtt valami elromlana a nyákon :)
Mindenkinek köszi a segítséget, aki hozzászólt a problémához, üdv.: Géza
330 Ohm tölti a gate-et, és 10 Ohm kisüti.
A FET szereti "felhúzni" a saját gate-jét, amikor a Drain-Source feszültsége hirtelen megy fel (rányitja a feszt a felső FET).
(A FET adatlapokban van is egy ilyen karakterisztika a total gate charge-ra nézve.)
A 33Ohm az kevés ahhoz, hogy lent tartsa. Ha a 330-at cserélem 50Ohm körülire, az meg megint túl nagy dV/dt-t eredményez, és elront mindent.
Az AN-978-as pdf-ben írják, hogy gate ellenállásokat úgy kell behangolni, hogy az adott NYÁK mit bír el. (Nyilván minél kisebb, annál gyorsabb a kapcsolás, és kevesebb a disszipáció.) Ugyenebben a doksiban érdemes megnézni a 9-es ábrát, amiből kiderül, hogy 10 Ohmnál kisebb gate ellenállást nem javasolt használni, meg az alatt nagyon meredeken kezd nőni a reverse recovery tüske amplitudója a Source-on(felette lévő 8-as ábra).
Szóval jelenleg megy minden, nem téveszt enkóderjelet, mind a két proci és az USB kommunikáció is stabil. Legalábbis ezt most lekopogom.
Tapasztalat azért lett:
A gatehez futó vezetékeknek persze minél rövidebbnek kell lennie, a felső és az alsó FET legyen egymáshoz minél közelebb.
De 20 kHz körüli kapcsolási frekinél nem gond, ha a gatehez menő vezeték akár 4-5cm hosszú (105um-es nyáklemezen 0,5mm széles vezeték), valahogy oda kell érjen a másik FET-hez.
(Amit pl. a cnczone-s fórumon írnak, hogy 1 mm-re oda kell tenni az ellenállást, meg a FET-et nyakig betolni a nyákba, az azért túlzás.)
Az utólag rátaknyolt fóliakondikat leszedtem, nem azok oldották meg a helyzetet, egy 1uF-os elkó, és egy 470nF-os fólia elég lett. (Persze a DC buszon lógnia kell egy sokezer uF-os tartálynak, hogy a gyorsításokat kiszolgálja.)
Az ABB-ből kibelezett DQSC vezérlőn látszik, hogy az alsó és felső FET-ek között 11,5 cm távolság nem gond. (Ott 100 és 10 Ohm-os gate ellenállásokat használtak IRFBC40-es FET-ekhez).
Illetve azon 1db 1uF-os fóliakondi van a 3 félhídra összesen.
A kapcsolási sebességet (dV/dt & dI/dt) nem érdemes kiélezni (20kHz környékén), mert kiszámolható, hogy a jellemző nagyságrendű terhelés esetén inkább a FET maradék ellenállása okozza a jelentősebb disszipációt.
Igyekeztem megosztani mindent, most elmegyek aludni, mielőtt valami elromlana a nyákon :)
Mindenkinek köszi a segítséget, aki hozzászólt a problémához, üdv.: Géza
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 április 05, 12:24
Írta: 279nwbpsa Dátum 2011 április 05, 12:24
Nos,úgy néz ki megoldódott a hiba. :)
Az történt ugyanis,hogy a használat előtt minden cuccot betettem egy nagy méretű vas szekrénybe(valamikor kapcsolószekrény volt)
Viszont a fekvőházas pc,csak állítva fért el.
Valószínűleg a kábelek igazgatása közben kimozgathattam ezt-azt,mert miután mindent átnéztem,megmozgattam,újracsatlakoztattam,jó lett a vezérlő.
Szóval csak valami szétcsúszhatott és az okozta a hibát...
Minden esetre köszi neked is a tippet szayerg!
Az történt ugyanis,hogy a használat előtt minden cuccot betettem egy nagy méretű vas szekrénybe(valamikor kapcsolószekrény volt)
Viszont a fekvőházas pc,csak állítva fért el.
Valószínűleg a kábelek igazgatása közben kimozgathattam ezt-azt,mert miután mindent átnéztem,megmozgattam,újracsatlakoztattam,jó lett a vezérlő.
Szóval csak valami szétcsúszhatott és az okozta a hibát...
Minden esetre köszi neked is a tippet szayerg!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 05, 13:39
Írta: svejk Dátum 2011 április 05, 13:39
Jók ezek az Appnote-k, csak én a nyelv miatt sokszor csak sejtem miről van szó bennük :(
A lényeg hogy jól haladsz vele.
A kapcsi rajzon 55V a tápfesz, a dU/dt probléma inkább 100V felé szokott problémás lenni.
Legalább is nálam az egy lélektani határ minden elektromos kütyümnél, ez felett szeretnek látszólag indokolatlanul elhalni a félvezetők :)
A lényeg hogy jól haladsz vele.
A kapcsi rajzon 55V a tápfesz, a dU/dt probléma inkább 100V felé szokott problémás lenni.
Legalább is nálam az egy lélektani határ minden elektromos kütyümnél, ez felett szeretnek látszólag indokolatlanul elhalni a félvezetők :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 05, 17:11
Írta: 000000000 Dátum 2011 április 05, 17:11
Méretezd legalább kétszeresre a FET-eket Dran-Source max fesz tekintetében, mert amíg nincs beállítva a végfok (az adott új kapcsoláson), első indításra sokszor nekem ilyeneket produkálnak nyitáskor:


Még két kép, ez akkor van, ha kefés motornál nincs rajta a kimeneti szűrő:


Ez meg ha behangoltam mindent:



Ezek még a kis 3 tengelyes CNC vezérlő végfokairól készültek, de látszik, hogy 60%-os túllövés lazán előfordul. Ha meghaladja az abszolút maximum értéket, és folyamatosan kapja ezt a tüskét, akkor kis gyötrődés után átüt a FET, szembenyit a másikkal, és robban a félhíd.
A másik fontos, hogy ugyanez a túllövés pl. az itt lévő 60MHz-es analóg kijelzős de végülis digitális HP54603-as szkóppal 10-15%-osnak látszik, ritkán azért elkapja a csúcsot (ha be lehet állítani peak detect módba).
Ezek a mérések meg 500MHz-es 2GSa/s HP infinium szkóppal készültek, és ha nem kötné a szkóp rögtön az orromra a túllövést, akkor magamtól elsőre nem jönnék rá, hogy mit kell keresnem egy gyengébb szkóppal. Azzal is ki lehet azért mérni, ha tudja az ember, hogy mit kell mérni.
Még két kép, ez akkor van, ha kefés motornál nincs rajta a kimeneti szűrő:
Ez meg ha behangoltam mindent:
Ezek még a kis 3 tengelyes CNC vezérlő végfokairól készültek, de látszik, hogy 60%-os túllövés lazán előfordul. Ha meghaladja az abszolút maximum értéket, és folyamatosan kapja ezt a tüskét, akkor kis gyötrődés után átüt a FET, szembenyit a másikkal, és robban a félhíd.
A másik fontos, hogy ugyanez a túllövés pl. az itt lévő 60MHz-es analóg kijelzős de végülis digitális HP54603-as szkóppal 10-15%-osnak látszik, ritkán azért elkapja a csúcsot (ha be lehet állítani peak detect módba).
Ezek a mérések meg 500MHz-es 2GSa/s HP infinium szkóppal készültek, és ha nem kötné a szkóp rögtön az orromra a túllövést, akkor magamtól elsőre nem jönnék rá, hogy mit kell keresnem egy gyengébb szkóppal. Azzal is ki lehet azért mérni, ha tudja az ember, hogy mit kell mérni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 05, 17:29
Írta: svejk Dátum 2011 április 05, 17:29
Még egy dolog...
Ha tényleg a nagy dU/dt és a Drain-Gate kapacitás csinálja a "púpot" akkor az mégsem nagyfrekis, legalább is addig amíg a nyitást el nem éri, mert akkor esetleg gyorsan kisöntöli magát és tényleg begerjedhet.
Ez ellen a D-G parazita kapacitás ellen van egy olcsó, kissé parasztos megoldás, mellyel szintén gyári kapcsolásoknál találkoztam, igaz elvétve.
Mégpedig egyszerűen egy külső 1-4,7nF-os kondi a G-S-re így megnövelve a belső G-S kapacitást(mely ha jól tudom feszültségfüggő ráadásul) csökkenteni lehet a D-G parazita hatását.
Ekkor maradhat a kis értékű töltő és kisütő Gate ellenállat, sőt ildomos is, persze cserébe kell a nagy áramú IC, vagy diszkrét meghajtás.
Ezzel gyakorlatilag lerontjuk a FET előnyös bemenő tulajdonságait, de ugye azt tudjuk hogy a FET bemenete csak statikus állapotban nem igényel teljesítményt.
Ha tényleg a nagy dU/dt és a Drain-Gate kapacitás csinálja a "púpot" akkor az mégsem nagyfrekis, legalább is addig amíg a nyitást el nem éri, mert akkor esetleg gyorsan kisöntöli magát és tényleg begerjedhet.
Ez ellen a D-G parazita kapacitás ellen van egy olcsó, kissé parasztos megoldás, mellyel szintén gyári kapcsolásoknál találkoztam, igaz elvétve.
Mégpedig egyszerűen egy külső 1-4,7nF-os kondi a G-S-re így megnövelve a belső G-S kapacitást(mely ha jól tudom feszültségfüggő ráadásul) csökkenteni lehet a D-G parazita hatását.
Ekkor maradhat a kis értékű töltő és kisütő Gate ellenállat, sőt ildomos is, persze cserébe kell a nagy áramú IC, vagy diszkrét meghajtás.
Ezzel gyakorlatilag lerontjuk a FET előnyös bemenő tulajdonságait, de ugye azt tudjuk hogy a FET bemenete csak statikus állapotban nem igényel teljesítményt.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2011 április 05, 21:08
Írta: 4um5b65d Dátum 2011 április 05, 21:08
Mit gondoltok egy olyan motorról ami az adattáblája szerint DC kategória, kefés kivitelű és az álló valamint a forgó rész tekercsét párhuzamosan kötik be.
Érdemes lenne szervo körbe kötni ?
Valójában 220V DC van ráírva, de egy hozzáértő motortekercselő szerint egy sima graetz-el beköthető, vagyis a pulzáló egyen jó neki.
Érdemes lenne szervo körbe kötni ?
Valójában 220V DC van ráírva, de egy hozzáértő motortekercselő szerint egy sima graetz-el beköthető, vagyis a pulzáló egyen jó neki.
Cím: Re:DC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2011 április 05, 21:21
Írta: Rabb Ferenc Dátum 2011 április 05, 21:21
Igy simán bekötve gond lenne vele, mert nem lehet irányt váltani Csak egy irányban lesz hajlandó forogni. Hiába váltasz polaritást, az a forgó és állórészben is megváltoztatja a gerjesztés irányát, tehát mintha misem történt volna, ugyanúgy forog tovább.
Vagy az álló, vagy a forgórészt egy önálló greatz-ról kell megtáplálni. Így már abban változatlan marad a gerjesztés polaritásváltáskor.
De félek, hogy a szervo-szakértők rossz véleménnyel lesznek rólad az alkalmazási javaslat miatt...
Vagy az álló, vagy a forgórészt egy önálló greatz-ról kell megtáplálni. Így már abban változatlan marad a gerjesztés polaritásváltáskor.
De félek, hogy a szervo-szakértők rossz véleménnyel lesznek rólad az alkalmazási javaslat miatt...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2011 április 05, 21:25
Írta: 4um5b65d Dátum 2011 április 05, 21:25
Na látod, milyen okos dolgokat mondasz....
Ez a gerjesztés irány probléma meg sem fordult a fejemben.
Vajon mi történne akkor ha az egyik tekercs állandó graetz-en van, míg a másik tekercsen történik a vezérlés ?
Ez a gerjesztés irány probléma meg sem fordult a fejemben.
Vajon mi történne akkor ha az egyik tekercs állandó graetz-en van, míg a másik tekercsen történik a vezérlés ?
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2011 április 05, 21:27
Írta: 4um5b65d Dátum 2011 április 05, 21:27
Ja, bocsi a hülye kérdésért, Te is pont ezt a megoldást írtad... :(
Cím: Re:DC szervó motoros vezérlés
Írta: mxjj54gxi Dátum 2011 április 05, 21:30
Írta: mxjj54gxi Dátum 2011 április 05, 21:30
Az állórészre add a gerjesztést, és a forgóra a vezérlést. A gerjesztést ha csökkented, rohamosan nő a fordulatszám, vigyázz vele, elszállhat a moci.
Cím: Re:DC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2011 április 05, 21:34
Írta: Rabb Ferenc Dátum 2011 április 05, 21:34
Félek, hogy ennél a kis technikai problémánál sokkal fontosabb az utolsó sorom.
És nem feltétlenül az ellenvélemény, hanem a motor "érdekes" jellegörbéje miatt. Nem hinném, hogy ez az ideális szervomotor típus
És nem feltétlenül az ellenvélemény, hanem a motor "érdekes" jellegörbéje miatt. Nem hinném, hogy ez az ideális szervomotor típus
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2011 április 05, 21:44
Írta: 4um5b65d Dátum 2011 április 05, 21:44
Figyelek , köszi...
Bár 5000-nél már leold egy röpsúlyos kontaktus.
Bár 5000-nél már leold egy röpsúlyos kontaktus.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2011 április 05, 21:46
Írta: ANTAL GÁBOR Dátum 2011 április 05, 21:46
Ha szétszeded a párhuzamos kötést akkor kapsz egy külső gerjesztésű DC motort.Ezeknek a motoroknak a szokásos szabályzása az armatúra fesz változtatása (Általában konstans gerjesztés mellett) Ha a gerjesztést rferi szerint csökkented akkor az un mezőgyengítéses szabályzás áll elő aminél a lentiek szerint vigyázni kell.. Egy szervó Dc (minthogy általában permanens mágnest tartalmaz) mágnesesen a konstans külső gerjesztésű Dc hez hasonlítható. Más kérdés hogy a mechanikus, villamos időállandók nagyobbak, és a forgórész J sem ideális. valamint a kommutátorszeletek száma is kevesebb. De Svejk is használt ablaktörlőmotort és egy adott feladatot meg is oldott vele
Cím: Re:DC szervó motoros vezérlés
Írta: mxjj54gxi Dátum 2011 április 05, 21:47
Írta: mxjj54gxi Dátum 2011 április 05, 21:47
Aha! Tettek bele védelmet, mert ugye meg is szakadhat bármi okból a gerjesztés, és akkor térdre imához. :)) Nálunk egy két mézsás darab fütyülte el magát egyszer.... Megijedtünk nagyon
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 április 06, 06:35
Írta: Szalai György Dátum 2011 április 06, 06:35
Van ezekkel még egy nagy baj, amit biztos mindenki tud, de most senki sem említi. Az hogy az állórész gerjesztéshez akkor is állandó áram kell, mikor a forgórész gerjesztés le van szabályozva. Vagyis a szervo üzemidő java részében. Ez nagyon nagy energiaigény, egy állandó mágneses motorhoz képest, több órás folyamatos servo üzemben.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 06, 11:49
Írta: svejk Dátum 2011 április 06, 11:49
A párhuzamos gerjesztésű motor jelgörbéje (állandó gerjesztőáram esetén) semmiben sem tér el a permanens mágnes gerjesztésű motorétól, az iparban nagyon sokáig(speciel a nagy teljesítményű mágnesek megjelenéséig) egyeduralkodó volt.
A forgórész ugyan úgy sok-sok szeletből áll.
Persze régen is csak a nagyobb szervomotorok készültek így, mert a kisebbekhez akkor is volt mágnes. Ezek a motorok általában sebesség szervo körben voltak.
A forgórész ugyan úgy sok-sok szeletből áll.
Persze régen is csak a nagyobb szervomotorok készültek így, mert a kisebbekhez akkor is volt mágnes. Ezek a motorok általában sebesség szervo körben voltak.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 06, 11:51
Írta: svejk Dátum 2011 április 06, 11:51
Nem olyan vészes az, pl egy 2,2kW-os motor 200V-os állórésze 1A körüli áramigénnyel rendelkezik, ez ugye az össz. teljesítmény 10%-a.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 06, 18:14
Írta: 000000000 Dátum 2011 április 06, 18:14
[#csodalk]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 április 06, 19:05
Írta: Szalai György Dátum 2011 április 06, 19:05
Ha ez a 2,2kW.os motor egy gyártósor anyagtovábbító szalagjában, állandó sebességen, (sebesség servo) a teljesítmény határa közelében működik, akkor lehet elfogadható a 10% többlet.
De ha ugyan az a motor, pozíció szervo munkakörben, a munkaideje java részét a névleges teljesítményének 10% környékén tölti, akkor az előbbi 10% gerjesztő teljesítmény pont 50% vesztességet jelent, ami biztos vállalhatatlan.
De nem lehetne-e a már elérhető erős mágnesekkel átalakítani hobby célra, egy kisebb soros motort, állandó mágnesessé?
De ha ugyan az a motor, pozíció szervo munkakörben, a munkaideje java részét a névleges teljesítményének 10% környékén tölti, akkor az előbbi 10% gerjesztő teljesítmény pont 50% vesztességet jelent, ami biztos vállalhatatlan.
De nem lehetne-e a már elérhető erős mágnesekkel átalakítani hobby célra, egy kisebb soros motort, állandó mágnesessé?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 06, 19:06
Írta: svejk Dátum 2011 április 06, 19:06
Általában kisebb motorok nem képesek rá, mert a remanens mágnesesség kicsi, a súrlódás pedig relatív nagy. Illetve a tápok sem bírják kakaóval.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 06, 19:10
Írta: svejk Dátum 2011 április 06, 19:10
Gondolom Laslie motorja csupán 1-200W-os lehet. Ha ehhez 10-20W plusz energiát számolunk a gerjesztésre akkor az elenyésző a cnc gép többi fogyasztása mellett, avagy akár a világítás mellett.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 06, 19:13
Írta: svejk Dátum 2011 április 06, 19:13
Minden megoldható hobby szinten...
Ha bevállalod adok 100 db ilyen motort és még a haszonból sem kérek, mert szinte biztos hogy veszteség lesz :)
Ha bevállalod adok 100 db ilyen motort és még a haszonból sem kérek, mert szinte biztos hogy veszteség lesz :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 10, 17:51
Írta: s7manbs8 Dátum 2011 április 10, 17:51
Kedves Kozo !
Az SMC szervó vezérlőben a PC-vel való RS232-es kapcsolati kimeneti 9 tűs csatlakozó után még kell valami illesztő adapter is ? Mivel itt TTL szintű jelek vannak, a hagyományos soros porttal azt nem lehet csak úgy összekötni, gondolom. Tudnál erről valamit mondani ?
Az SMC szervó vezérlőben a PC-vel való RS232-es kapcsolati kimeneti 9 tűs csatlakozó után még kell valami illesztő adapter is ? Mivel itt TTL szintű jelek vannak, a hagyományos soros porttal azt nem lehet csak úgy összekötni, gondolom. Tudnál erről valamit mondani ?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 10, 18:25
Írta: svejk Dátum 2011 április 10, 18:25
Az eredeti kapcsoláson látod is az egyik megoldást.
Szerencsére az RS232 igen béketűrő szerkezet, sok minden nem éppen szabványos jelet megeszik, főleg hogy nem is igazából volt pontosan dekralálva eredetileg sem.
Szerencsére az RS232 igen béketűrő szerkezet, sok minden nem éppen szabványos jelet megeszik, főleg hogy nem is igazából volt pontosan dekralálva eredetileg sem.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 10, 18:44
Írta: s7manbs8 Dátum 2011 április 10, 18:44
Valami tranzisztorokkal van az, most nem látom, akkor csak kell valami ugye ?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 10, 18:48
Írta: svejk Dátum 2011 április 10, 18:48
Nem kell, rajta van minden Kozo panelján.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 10, 18:49
Írta: s7manbs8 Dátum 2011 április 10, 18:49
Köszi, megnézem, akkor hogy is van ott pontosan, mert hirtelen nem láttam ki belőle, hogy ott a 74HC14 hogy veszi a -12V-ot pl.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 10, 18:51
Írta: svejk Dátum 2011 április 10, 18:51
Nincs -12V a GND-t a PC annak veszi, befelé meg egyszerűen határolva van egy diófával.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 10, 18:52
Írta: svejk Dátum 2011 április 10, 18:52
Minimál esetben 7414 sem kell, akár két tranzisztor is elég, de én mindig leválasztottam optoval.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 10, 18:55
Írta: s7manbs8 Dátum 2011 április 10, 18:55
Látm a HC14 az fázist fordít, mert a logikai nulla az a minuszos az RS232nél, a procinál meg az a +5V a nyugalmi állapot,. annyiból jó akkor, csak ezek az ICk szeretik a - voltokat is , nem gondoltam hirtelen. De adj Sten, hogy működjön, hiszek benne.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 10, 18:56
Írta: svejk Dátum 2011 április 10, 18:56

Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 10, 18:57
Írta: s7manbs8 Dátum 2011 április 10, 18:57
Nekem is egy 2 tranzisztoros megoldás van alkalmazva másban.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 10, 18:57
Írta: s7manbs8 Dátum 2011 április 10, 18:57
Jól teszed, ez fasza. :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 10, 18:58
Írta: svejk Dátum 2011 április 10, 18:58
Nem, a 0 éppen +12 volt az RS232-nél.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 10, 18:58
Írta: s7manbs8 Dátum 2011 április 10, 18:58
Még a tápot is lopod...a PC-ből. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 10, 18:59
Írta: s7manbs8 Dátum 2011 április 10, 18:59
Bocs, igen az 1 , na mindegy már keverem, a 0 és 1 az mindig összezavar.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 10, 19:52
Írta: 000000000 Dátum 2011 április 10, 19:52
Micsoda agyafúrt megoldás![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2011 április 10, 20:19
Írta: PSoft Dátum 2011 április 10, 20:19
Mikor hozzámkerültek a DSSC-k,gyorsan összedobtam eggyet a leírásod alapján.
Azonban H11...hijján(nem volt a fiókomban)nem tudtam kommunikációra bírni semmilyen más optóval,pedig jópár típust megpróbáltam.:(((
Aztán sikerült szert tennem egy "originál,egérkábeles,zsugorcsöves svejk-féle verzió"-ra,és láss csodát,már írta is a hyperterminál a sorokat.:)))
Azóta is többször használtam már,nem csak a DSSC-hez.:))
[#wink][#worship]
Azonban H11...hijján(nem volt a fiókomban)nem tudtam kommunikációra bírni semmilyen más optóval,pedig jópár típust megpróbáltam.:(((
Aztán sikerült szert tennem egy "originál,egérkábeles,zsugorcsöves svejk-féle verzió"-ra,és láss csodát,már írta is a hyperterminál a sorokat.:)))
Azóta is többször használtam már,nem csak a DSSC-hez.:))
[#wink][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 10, 20:25
Írta: svejk Dátum 2011 április 10, 20:25
Nem véletlen írtam az Olvass el!.txt-ben...
Mással nem érdemes próbálkozni ez a lelke...
Mással nem érdemes próbálkozni ez a lelke...
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 április 10, 20:35
Írta: ht0cjk58i Dátum 2011 április 10, 20:35
Helló Urak
A segítségetek kérném G320x gekko DC vezérlő és DCM-57-195-1000 DC motor ügybem,van valikek tapasztalata ezekkel,illetve milyen LTP illesztőt ajánlanátok hozzá.Köszönöm
A segítségetek kérném G320x gekko DC vezérlő és DCM-57-195-1000 DC motor ügybem,van valikek tapasztalata ezekkel,illetve milyen LTP illesztőt ajánlanátok hozzá.Köszönöm
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 április 11, 11:19
Írta: HJózsi Dátum 2011 április 11, 11:19
Szia!
Egy MINITURN esztergába építettünk ilyet pár éve, a G320-hoz kellett a kiegészítő step sokszorozó panel, mert az 1000-es encoder 4 X-ben feldolgozva már igen sok pulzust várt a Mach3-tól... Amúgy sikerült jól beállítani, azóta is azzal megy, jó kis motor!
Egy MINITURN esztergába építettünk ilyet pár éve, a G320-hoz kellett a kiegészítő step sokszorozó panel, mert az 1000-es encoder 4 X-ben feldolgozva már igen sok pulzust várt a Mach3-tól... Amúgy sikerült jól beállítani, azóta is azzal megy, jó kis motor!
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 április 11, 16:50
Írta: ht0cjk58i Dátum 2011 április 11, 16:50
Helló
Köszönöm,és milyen LPT illesztőt használtok hozzá?
Amúgy a futása és a gyorsasága milyen a motornak,gondolom a pontossága is nagyon jó.Szerinted a az 1000-es enkóder vagy az 500-as a jobb,gondolom az 1000-es,mivel nagyobb a felbontása.Én 1 lézer és marómotoros vegyes vágott gépet,illetve 1 sima lézeres gépet kezdek építeni.Van CNC, 2 is saját gyártmány,teszek majd fel képeket.Üdv
Köszönöm,és milyen LPT illesztőt használtok hozzá?
Amúgy a futása és a gyorsasága milyen a motornak,gondolom a pontossága is nagyon jó.Szerinted a az 1000-es enkóder vagy az 500-as a jobb,gondolom az 1000-es,mivel nagyobb a felbontása.Én 1 lézer és marómotoros vegyes vágott gépet,illetve 1 sima lézeres gépet kezdek építeni.Van CNC, 2 is saját gyártmány,teszek majd fel képeket.Üdv
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 április 12, 10:14
Írta: HJózsi Dátum 2011 április 12, 10:14
A G320-nak optocsatolós a bemenete, így mehet az LPT portra direktben. Vigyázni kell azonban, mert a Common bemenet az +5V nem GND! ... Ha kiszámolod a hajtásodra az eredő felbontást ( orsó emelkedés, áttétel, encoder felbontás és feldolgozás ) akkor derülki, hogy melyiket célszerűbb.Mivel a hobbi gépeknél az 1század pontosság már igen jónak számít, nem nagyon érdemes az elméleti eredő felbontást sokkal jobbra tervezni. Pl egy 5 mm es emelkedésű orsót direktben hajtva 500-as encoderrel 4 X módban, az eredő felbontás : 5mm/4*500 = 0,0025mm, azaz már négyszer jobb mint a várható jó (0,01 mm) felbontás. A motor mondjuk 3000 1/min fordulatszámú akkor 15000mm/perc a max sebesség. A meghajtásához 3000*2000/60= 100.000Hz azaz 100kHz kernel freki kell a Mach-tól ... vagy osztó szorzó áramkörök ... Az 1000-es encodernél a 2000 helyébe helyettesíts 4000-et ... :)
Mivel vegyes használatban gondolkodsz és még az építés előtt állsz, kérj tanácsot Tibor45-től a hajtásod kialakítására! Meg kell vizsgálni, hogy a különböző felhasználásoknál mi a maximális sebesség igény amire az adott technológiához szükség van és ha az sokkal kevesebb mint a példában számolt, akkor lassító áttételt érdemes használni, aminek legnagyobb előnye, hogy javítja a rendszer dinamikáját, emellett az optimális fordulatszám közelében jár többnyire a motor... Szóval Tibor45 sgít a méretezésben, fordulj hozzá bizalommal ! ... [#vigyor0][#wave]
Mivel vegyes használatban gondolkodsz és még az építés előtt állsz, kérj tanácsot Tibor45-től a hajtásod kialakítására! Meg kell vizsgálni, hogy a különböző felhasználásoknál mi a maximális sebesség igény amire az adott technológiához szükség van és ha az sokkal kevesebb mint a példában számolt, akkor lassító áttételt érdemes használni, aminek legnagyobb előnye, hogy javítja a rendszer dinamikáját, emellett az optimális fordulatszám közelében jár többnyire a motor... Szóval Tibor45 sgít a méretezésben, fordulj hozzá bizalommal ! ... [#vigyor0][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 április 12, 15:15
Írta: ht0cjk58i Dátum 2011 április 12, 15:15
köszönöm a segítséget te is sokat segítettél.Még értekezünk.Üdv
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2011 április 12, 22:05
Írta: fs9s63xkf Dátum 2011 április 12, 22:05
Ugyan nem itt de a másik topikban azt írtad hogy vagy a DCM57195 vagy a BLM57180 lenne a motor. Na most a BLM sorozat az BLDC motor tehát nem jó hozzá sem a Gecko sem a DCS810, hanem az ACS sorozatból valamelyik vezérlő, esetleg Tibor45-öt is meg lehet kérdezni hogy tud-e hozzá vezérlőt. A Gecko-t nem ajánlom a kis hibatárolója miatt, akkor már inkább a DCS810. De még jobb választás a BLM57130 ami teljesítményben megegyezik a DCM57190-el viszont az utóbbinak kb 2,5-szer nagyobb az inerciája következésképp sokkal rosszabb a dinamikája. Ha nem kell 3000-es fordulat akkor elég hozzá az ACS306-os vezérlő is.
A méretezésben tényleg Tibor45 tud segíteni, a topikájban biztos válaszol majd, bár lesz egy két kérdése még az biztos :)
A méretezésben tényleg Tibor45 tud segíteni, a topikájban biztos válaszol majd, bár lesz egy két kérdése még az biztos :)
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 április 13, 06:01
Írta: ht0cjk58i Dátum 2011 április 13, 06:01
Köszönöm.Szóval AC és DC motoroknál az inarciát is nézni kell?Ez ha kisebb akkor jó?Minél kisebb ammál dinamikusabb a motor?
Cím: Re:DC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2011 április 13, 20:35
Írta: fs9s63xkf Dátum 2011 április 13, 20:35
Az inercia minden motornál, hajtásnál fontos. Az meg hogy mennyire dinamikus igazából az inercia-teljesítmény arányból jön ki. Tehát mondjuk egy 130W-os BLDC motornak X az inerciája, és ha megnézünk egy X inerciával rendelkező AC szervót az 200W-os, tehát az AC dinamikusabbnak mondható. Persze ez nem mindig igaz, nem ilyen egyszerű, ez csak egy példa.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2011 április 16, 20:41
Írta: Révész Richárd Dátum 2011 április 16, 20:41
Urak!
Szerintetek egy E240 bírja a napi 8 órás műszakot?
Iparszerűen igénybe vett gépben lenne.
Szerintetek egy E240 bírja a napi 8 órás műszakot?
Iparszerűen igénybe vett gépben lenne.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 április 16, 21:08
Írta: sanka74 Dátum 2011 április 16, 21:08
Szia Ricsi! Nálam a régi gépen ment egyszerre 3 órát is, kicsit melegedett, főleg a Z tengelyen lévő, nem volt áttételezve.Áttételezve szerintem bírja.Ezek ajtónyitó automatikában voltak, legalábbis ezt olvastam a fórumon róluk.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 16, 21:10
Írta: svejk Dátum 2011 április 16, 21:10
Szerinted állásukban koptak el a mostani szintre? :)
Ha nem léped túl a határadatokat akkor igen, Természetesen ha többet használod gyorsabban kopnak a kopó alkatrészek benne.
Ha nem léped túl a határadatokat akkor igen, Természetesen ha többet használod gyorsabban kopnak a kopó alkatrészek benne.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 16, 21:13
Írta: svejk Dátum 2011 április 16, 21:13
Majdnem bizonyos hogy IBM nagy teljesítményű nyomtató vagy valami hasonló cuccban voltak.
(egy ajtóhoz 512-es encoder?)
(egy ajtóhoz 512-es encoder?)
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2011 április 16, 21:18
Írta: Révész Richárd Dátum 2011 április 16, 21:18
Ennek örülök.Legfeljebb gyakrabban lesz csapágy csere.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 16, 21:31
Írta: x4rhew5r3 Dátum 2011 április 16, 21:31
Íjászt kérdezd:) 7x24-ben járnak:)
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2011 április 16, 21:33
Írta: eivmhrm04 Dátum 2011 április 16, 21:33
Nálam a 12 őt simán gond nélkül.Még csak meg sem melegednek.Pedig 34 ezerrel mennek.
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2011 április 16, 21:34
Írta: eivmhrm04 Dátum 2011 április 16, 21:34
3-4 ezerrel
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2011 április 16, 21:35
Írta: Révész Richárd Dátum 2011 április 16, 21:35
Nincs több kérdésem.
Köszönöm mindenkinek.
Köszönöm mindenkinek.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 22, 03:10
Írta: 000000000 Dátum 2011 április 22, 03:10
Sziasztok,
Most szünetel a projektünk kb. 2 hétig, mert hazautazunk, teszek fel pár képet, meg írok pár sort, hogy hogy halad az EMC-s robotvezérlő. (Nem tudom, hogy ide való-e, végül is DC motoros vezérlés, ha van jobb topic hozzá, vagy érdemes-e nyitni valami EMC-PCI szerű topicot, ezt nem tudom, hogy működik itt.)
Beforrasztottuk a PCI kártyát, és élesztettük. (Persze került rá néhány átkötés/gányolás, majd a következőn nem (vagy kevesebb:) lesz.)

A kártya működik, jelenleg az EMC szerint SPI-n ad ki abszolút pozícióreferenciát max 6 tengelyre. Jól áll a linux drivere is.
A DC végfok EMI/EMC gondjai még ugye korábban megoldódtak, gyártódik az 1.1-es verzió a NYÁK-ból. A mostaniak is működnek, félkész állapotban van hozzájuk egy USB-s hangoló-program, ami 7-es Delphiben készül. Jelenleg 4 napos, de már használható:
 (A képen nem egy behangolt hajtás látható.)
(A képen nem egy behangolt hajtás látható.)
Az áramjelet ilyen „foszforszkóp” szerűen jelenítjük meg, mert a szabályozás hangolásához jó mintavételezési idő alatt az áram igen szaporán változik. Az átlag érték körül +/- sokat ingadozik a képernyőn 1 pixelnek megfelelő időegység alatt. (Bepipálásra berajzolja középre az átlag értéket is.)
A rendszert egy igényesebb alu PC-házba építjük:
http://www.lian-li.com/v2/en/product/product06.php?pr_index=317&cl_index=1&sc_index=25&ss_index=63&g=spec
Hagyományos merevlemezt nem használunk, pendriveról bootol az ubuntu. Így szinte az egész felső rész teljesítményelektronikáé. A gépház elég jól elválasztja elektromágnesesen a többi résztől, de azért kaptak egy kis lemezborítást a toroid meg az egyenirányító részlegek. A winyó helyén van egy robot-specifikus kis panel, ami a robot saját csatlakozójához illeszti az enkóder jeleket, meg szenzor-tápot ad a robotnak. Alul-elől lesz mind a négy DC szervó modul, ha kell még oda lehet tenni a két gyári 120-as ventillátort, de nem lesz itt annyira meleg úgysem.

A fényképen látszik, hogy még elég szétcincált a rendszer. Jelenleg két csuklóval játszunk csak, még reszelgetjük a részegységeket. Reméljük, ha visszajövünk, egy héten belül össze lehet rakni pofásra, és lesz valami videó is a mozgó EMC-s ipari robotról.
Üdv.: Géza
Most szünetel a projektünk kb. 2 hétig, mert hazautazunk, teszek fel pár képet, meg írok pár sort, hogy hogy halad az EMC-s robotvezérlő. (Nem tudom, hogy ide való-e, végül is DC motoros vezérlés, ha van jobb topic hozzá, vagy érdemes-e nyitni valami EMC-PCI szerű topicot, ezt nem tudom, hogy működik itt.)
Beforrasztottuk a PCI kártyát, és élesztettük. (Persze került rá néhány átkötés/gányolás, majd a következőn nem (vagy kevesebb:) lesz.)
A kártya működik, jelenleg az EMC szerint SPI-n ad ki abszolút pozícióreferenciát max 6 tengelyre. Jól áll a linux drivere is.
A DC végfok EMI/EMC gondjai még ugye korábban megoldódtak, gyártódik az 1.1-es verzió a NYÁK-ból. A mostaniak is működnek, félkész állapotban van hozzájuk egy USB-s hangoló-program, ami 7-es Delphiben készül. Jelenleg 4 napos, de már használható:
(A képen nem egy behangolt hajtás látható.) Az áramjelet ilyen „foszforszkóp” szerűen jelenítjük meg, mert a szabályozás hangolásához jó mintavételezési idő alatt az áram igen szaporán változik. Az átlag érték körül +/- sokat ingadozik a képernyőn 1 pixelnek megfelelő időegység alatt. (Bepipálásra berajzolja középre az átlag értéket is.)
A rendszert egy igényesebb alu PC-házba építjük:
http://www.lian-li.com/v2/en/product/product06.php?pr_index=317&cl_index=1&sc_index=25&ss_index=63&g=spec
Hagyományos merevlemezt nem használunk, pendriveról bootol az ubuntu. Így szinte az egész felső rész teljesítményelektronikáé. A gépház elég jól elválasztja elektromágnesesen a többi résztől, de azért kaptak egy kis lemezborítást a toroid meg az egyenirányító részlegek. A winyó helyén van egy robot-specifikus kis panel, ami a robot saját csatlakozójához illeszti az enkóder jeleket, meg szenzor-tápot ad a robotnak. Alul-elől lesz mind a négy DC szervó modul, ha kell még oda lehet tenni a két gyári 120-as ventillátort, de nem lesz itt annyira meleg úgysem.
A fényképen látszik, hogy még elég szétcincált a rendszer. Jelenleg két csuklóval játszunk csak, még reszelgetjük a részegységeket. Reméljük, ha visszajövünk, egy héten belül össze lehet rakni pofásra, és lesz valami videó is a mozgó EMC-s ipari robotról.
Üdv.: Géza
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 22, 08:02
Írta: x4rhew5r3 Dátum 2011 április 22, 08:02
Szerintem is megérdemelne egy külön topic-ot.
Szépen haladtok, kíváncsian várom a fejleményeket. Ha lesz elérhető PCI, engem érdekelne, bevetném a maróhoz is meg az esztergához is.
Szépen haladtok, kíváncsian várom a fejleményeket. Ha lesz elérhető PCI, engem érdekelne, bevetném a maróhoz is meg az esztergához is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 22, 08:15
Írta: svejk Dátum 2011 április 22, 08:15
De akkor kellene egy bevezető, visszamenőleg az indulástól. Gondolom a képek meg vannak, csak össze kellene foglalni az előzményeket.
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 22, 08:29
Írta: x4rhew5r3 Dátum 2011 április 22, 08:29
Igen, majd rábeszéljük a topic gazdát...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 26, 22:20
Írta: 000000000 Dátum 2011 április 26, 22:20
Örülök, hogy kaphatunk egy topicot a projektnek, köszönjük a bizalmat és a lehetőséget!
Összeállítunk kb. két hét múlva egy bevezető leírást, pár szemléletes blokkvázlattal. Jelenleg ki sem látszunk az egyetemi kötelezettségek alól, a héten vagyunk itthon Magyarországon, és minden zárthelyit most kell megírnunk, hogy teljesítsük az utolsó félévünket. Ezért tudjuk csak két hét múlva összerakni...
Reméljük, egy mihamarabbi CNC találkozóra is el tudunk végre menni. Két éve jártunk utoljára, akkor még csak látogatóként, nagyon pozitív élményekkel tértünk haza.
Üdv. Géza
Összeállítunk kb. két hét múlva egy bevezető leírást, pár szemléletes blokkvázlattal. Jelenleg ki sem látszunk az egyetemi kötelezettségek alól, a héten vagyunk itthon Magyarországon, és minden zárthelyit most kell megírnunk, hogy teljesítsük az utolsó félévünket. Ezért tudjuk csak két hét múlva összerakni...
Reméljük, egy mihamarabbi CNC találkozóra is el tudunk végre menni. Két éve jártunk utoljára, akkor még csak látogatóként, nagyon pozitív élményekkel tértünk haza.
Üdv. Géza
Cím: Re:DC szervó motoros vezérlés
Írta: vf7py76jt Dátum 2011 május 05, 22:06
Írta: vf7py76jt Dátum 2011 május 05, 22:06
Eladó 1 db Electro Craft E19-1 típusú, új, DC Servo elektromotor és 2db Electro Craft E19-2 típusú, új, DC Servo elektromotor 10.000 Ft/db áron.
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2011 május 06, 17:15
Írta: designr Dátum 2011 május 06, 17:15
Email ment
Cím: Re:DC szervó motoros vezérlés
Írta: vf7py76jt Dátum 2011 május 06, 19:24
Írta: vf7py76jt Dátum 2011 május 06, 19:24
Elkelt!
Cím: Re:DC szervó motoros vezérlés
Írta: vf7py76jt Dátum 2011 május 07, 15:30
Írta: vf7py76jt Dátum 2011 május 07, 15:30
Eladó! 2db vadonás új SWF VALEO NIDEC ITT 404.003 típusú 24 V-os ablaktörlőmotor 13.000 Ft/db áron. 1db vadonás új Sanyo Denki SANMOTION T730B-569EL8N típusú 32V-os DC servo léptetőmotor DC 48V-os fékkel ellátva. Ára: 30.000 Ft. 20db vadonás új Bourns 6539S-1-202 típusú 2K OMH-os potencióméter 1.200 Ft/db áron. Érd.: 0670/6286569.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2011 május 07, 21:01
Írta: kozo Dátum 2011 május 07, 21:01
Adok veszek rovat jobb hely eladásra.
Cím: Re:DC szervó motoros vezérlés
Írta: 3pka0vftd Dátum 2011 május 08, 00:09
Írta: 3pka0vftd Dátum 2011 május 08, 00:09
űdv. segitséget szeretnék kérni egy vezérlővel kapcsolatban. volna nekem egy gyári vezérlőm amihez van 7db szervó motorom amit ez a vezérlő vezérelt gyárilag, kérdésem pedig az lenne hogy , hogyan birok rákőtni egy hagyományos pc-t amiről birom vezérelni, mert ugyanis van a vezérlőbe egy számitogép de az nem windows ,sajnos. pár kép a motyorol:
Cím: Re:DC szervó motoros vezérlés
Írta: 3pka0vftd Dátum 2011 május 08, 00:11
Írta: 3pka0vftd Dátum 2011 május 08, 00:11
képek:
http://kepfeltoltes.hu/view/110204/IMG_1389_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1390_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1391_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1392_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1394_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1395_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1396_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1397_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1389_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1390_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1391_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1392_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1394_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1395_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1396_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/110204/IMG_1397_www.kepfeltoltes.hu_.jpg
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 május 08, 07:30
Írta: Szalai György Dátum 2011 május 08, 07:30
Az én ismeretem ahhoz kevés, hogy egy ilyen számítógép panel kommunikációs protokollját felderítsem és arra külső PC-t illesszek.
Ezért azt próbálnám kitudni, hogy a három motorvezérlő panel bemenete analóg, vagy impulzus rendszerű jeleket fogad-e.
Azután a tápokat, a vezérlő paneleket és a végfokokat meghagyva, megbontanám a számítógép panel felé csatlakozó vezetékeket és azokra egy új illesztő panelt próbálnék kitalálni, ami már képes fogadni egy külső PC jelét.
Ezért azt próbálnám kitudni, hogy a három motorvezérlő panel bemenete analóg, vagy impulzus rendszerű jeleket fogad-e.
Azután a tápokat, a vezérlő paneleket és a végfokokat meghagyva, megbontanám a számítógép panel felé csatlakozó vezetékeket és azokra egy új illesztő panelt próbálnék kitalálni, ami már képes fogadni egy külső PC jelét.
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 május 08, 07:45
Írta: ht0cjk58i Dátum 2011 május 08, 07:45
Helló
A gép típusát vagy márkáját nem tudod véletlen?Ez a sz.gép panel a gyári gépeken a PLC feladatokat látja el.Az első sz.gép amin a vez.progi fut az átküldi ennek a PLC panelnak a kész kódot,ebből megy a tengelyeknek az utasítás.Miközben dolgozik a gép az első sz.gépen bármit csinálhatsz.Általában soros porton komunikál a 2gép.
A gép típusát vagy márkáját nem tudod véletlen?Ez a sz.gép panel a gyári gépeken a PLC feladatokat látja el.Az első sz.gép amin a vez.progi fut az átküldi ennek a PLC panelnak a kész kódot,ebből megy a tengelyeknek az utasítás.Miközben dolgozik a gép az első sz.gépen bármit csinálhatsz.Általában soros porton komunikál a 2gép.
Cím: Re:DC szervó motoros vezérlés
Írta: 3pka0vftd Dátum 2011 május 08, 13:01
Írta: 3pka0vftd Dátum 2011 május 08, 13:01
űdv, kőszia a gyors választ. a gép neve vagyis a vezérlőjé lectra sistem .
én teljesen kezdő vagyok ebbe a témába , ezért is kértem segitséget hátha valaki megtudná oldani a problémámat, nekem igazábol 4 tengelyes vezérlés kellen nemtudom hogy ez kivitelezhető lenne e. van + ba még 1 vezérlőm tápal egyűtt ,ezekből az alapagyagokbol meglehet valahogy épiteni a 4 tengelyes vezérlést ?? vagy joban járok egy gyári vezérlésel? és csak atáp maradna meg .
űdv.
én teljesen kezdő vagyok ebbe a témába , ezért is kértem segitséget hátha valaki megtudná oldani a problémámat, nekem igazábol 4 tengelyes vezérlés kellen nemtudom hogy ez kivitelezhető lenne e. van + ba még 1 vezérlőm tápal egyűtt ,ezekből az alapagyagokbol meglehet valahogy épiteni a 4 tengelyes vezérlést ?? vagy joban járok egy gyári vezérlésel? és csak atáp maradna meg .
űdv.
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 május 08, 19:33
Írta: ht0cjk58i Dátum 2011 május 08, 19:33
Ahogy látom ez 1 textil szabászgép volt.A panelek elég régi konstrukciónak tűnnek,lehet jobban jársz 1 új vezérlővel mivel ezek a gyári vezérlők csak a saját programjukkal működnek a sok speciális funkció miatt,persze nem azt mondom, hogy lehetetlen, de így távolról én sem tudok segíteni,sajna.Leírásod nincs róla véletlen?Illetve pontos típust nem tudsz?
Cím: Re:DC szervó motoros vezérlés
Írta: 3pka0vftd Dátum 2011 május 08, 23:31
Írta: 3pka0vftd Dátum 2011 május 08, 23:31
űdv. szerencsére vannak panel rajzaim a gépről meg van egy csomó kőnyv hozzá, nemtudom hogy érdemes lenne e foglalkozni ezzel a vezérlővel. énis ugy látom hogy egyszerűbb lenne egy másik vezérlőt vennem .
esetleg tudna valaki ajánlani egy bevált 4 tengelyes vezérlőt ? motorok adatai : sanyo nenki super R dc servo motor 300W 80V 4.8A 2500 RPM .űdv.
esetleg tudna valaki ajánlani egy bevált 4 tengelyes vezérlőt ? motorok adatai : sanyo nenki super R dc servo motor 300W 80V 4.8A 2500 RPM .űdv.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 május 18, 14:19
Írta: 000000000 Dátum 2011 május 18, 14:19
Sziasztok!
Nagyon alap kérdésem lenne. El tudná nekem valaki magyarázni nagy vonalakban vagy tudna küldeni egy linket arról, hogy mit is nevezünk szervó motornak, és mi a fő különbség a DC és AC szervó között? Keresgettem a neten elég sokat magyar, angol nyelvű oldalakat de csak nem tiszta a dolog. Eddig abban a meggyőződésben voltam, hogy a kefe nélküli motorokat nevezzük más néven szervónak és csak a vezérlés módja különbözik az AC és DC szervó között, de valahol láttam kefés szervó motort. Na ez jól össze is kavart mindent. Most az olvasgatás után ott tartok, hogy lényegében szervó rendszernek nevezzük azt a rendszert amiben negatív visszacsatolással szabályozzuk a motor paramétereit. Lehet, hogy ez nem pontos megfogalmazás, ezért kérném a segítségeteket.
Nagyon alap kérdésem lenne. El tudná nekem valaki magyarázni nagy vonalakban vagy tudna küldeni egy linket arról, hogy mit is nevezünk szervó motornak, és mi a fő különbség a DC és AC szervó között? Keresgettem a neten elég sokat magyar, angol nyelvű oldalakat de csak nem tiszta a dolog. Eddig abban a meggyőződésben voltam, hogy a kefe nélküli motorokat nevezzük más néven szervónak és csak a vezérlés módja különbözik az AC és DC szervó között, de valahol láttam kefés szervó motort. Na ez jól össze is kavart mindent. Most az olvasgatás után ott tartok, hogy lényegében szervó rendszernek nevezzük azt a rendszert amiben negatív visszacsatolással szabályozzuk a motor paramétereit. Lehet, hogy ez nem pontos megfogalmazás, ezért kérném a segítségeteket.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 18, 15:26
Írta: svejk Dátum 2011 május 18, 15:26
Az utolsó előtti mondatod majdnem helyes, csak nem a motor paramétereit szabályozzuk, hiszen az adott, hanem a motor sebességét, nyomatékát vagy, pozícióját.
Egy nyugalomban levő rendszer bemenő jelváltozásának hatására keletkezik egy hibajel, mely az erősítőt úgy vezérli, hogy a hibajel újra 0 legyen.
Persze hibajel úgy is keletkezhet hogy külső kényszerítő erővel a nyugalomban levő rendszer kimozdítjuk.
Az elektronikában ezt valóban negatív visszacsatolásnak nevezzük.
Ez nagyjából a "szervo" lényege.
A fentiektől független hogy a motor mivel működik, egyen vagy váltakozó árammal, de akár lehet pl. hidroszatatikus motor is.
Egy nyugalomban levő rendszer bemenő jelváltozásának hatására keletkezik egy hibajel, mely az erősítőt úgy vezérli, hogy a hibajel újra 0 legyen.
Persze hibajel úgy is keletkezhet hogy külső kényszerítő erővel a nyugalomban levő rendszer kimozdítjuk.
Az elektronikában ezt valóban negatív visszacsatolásnak nevezzük.
Ez nagyjából a "szervo" lényege.
A fentiektől független hogy a motor mivel működik, egyen vagy váltakozó árammal, de akár lehet pl. hidroszatatikus motor is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 május 19, 17:21
Írta: 000000000 Dátum 2011 május 19, 17:21
Köszi szépen a választ!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 május 19, 20:00
Írta: Szalai György Dátum 2011 május 19, 20:00
© svejk írásából is következik a válasz a „mit is nevezünk szervó motornak” kérdésedre.
A szervo motort az különbözteti meg a többi motortól, hogy szervo célra készült. Vagyis nem csak egy irányú, állandó szögsebességű, vagy lassú sebesség változású mozgatásra. A szervo motort nagyon dinamikus, hirtelen, gyakori irányváltásokat tartalmazó mozgássorozat végrehajtására tervezik. Célszerű kialakításánál és a felhasznált minőségű anyagainál fogva alkalmas is erre. A nem szervo célra készült meghajtó motorok nem képesek még megközelíteni sem egy szervo motor dinamikus mozgását.
De természetesen a szervo motor használata önmagában nem garantálja a dinamikus munkavégzést. A szabályozó elektronikán és a hajtott mechanikai környezeten is döntően múlik a dinamikai viselkedés.
A szervo motor szerkezeti felépítésétől és az üzemelés alapelveitől, módjától függően beszélünk DC, BLDC, AC, stb. szervomotorról.
Ehhez jön még, hogy azonos működésű motorokat, más-más gyártó, más megnevezéssel illet.
A szervo motort az különbözteti meg a többi motortól, hogy szervo célra készült. Vagyis nem csak egy irányú, állandó szögsebességű, vagy lassú sebesség változású mozgatásra. A szervo motort nagyon dinamikus, hirtelen, gyakori irányváltásokat tartalmazó mozgássorozat végrehajtására tervezik. Célszerű kialakításánál és a felhasznált minőségű anyagainál fogva alkalmas is erre. A nem szervo célra készült meghajtó motorok nem képesek még megközelíteni sem egy szervo motor dinamikus mozgását.
De természetesen a szervo motor használata önmagában nem garantálja a dinamikus munkavégzést. A szabályozó elektronikán és a hajtott mechanikai környezeten is döntően múlik a dinamikai viselkedés.
A szervo motor szerkezeti felépítésétől és az üzemelés alapelveitől, módjától függően beszélünk DC, BLDC, AC, stb. szervomotorról.
Ehhez jön még, hogy azonos működésű motorokat, más-más gyártó, más megnevezéssel illet.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 május 27, 00:47
Írta: 000000000 Dátum 2011 május 27, 00:47
Sziasztok,
Megírnám a projekt bevezetőjét, csinálunk is pár videót a működő robotról, gondoltuk az látványos nyitás lenne :)
Írtam is egy levelet pár hete a svejk01kukacfibermail.hu címre, hogy kinek, hova, milyen formában kéne projekt bevezető leírást küldeni képekkel. Nem tudom jó-e a cím, meg hogy elment-e a levél, de nem jött válasz.
Szóval kinél kell ugrálnunk az ügyben? :)
Megírnám a projekt bevezetőjét, csinálunk is pár videót a működő robotról, gondoltuk az látványos nyitás lenne :)
Írtam is egy levelet pár hete a svejk01kukacfibermail.hu címre, hogy kinek, hova, milyen formában kéne projekt bevezető leírást küldeni képekkel. Nem tudom jó-e a cím, meg hogy elment-e a levél, de nem jött válasz.
Szóval kinél kell ugrálnunk az ügyben? :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 08:44
Írta: svejk Dátum 2011 május 27, 08:44
Ejnye, no!
Pedig még akkor izibe topicot is nyitottunk neki.
Ide mehet minden a képeket meg valami stabil helyről linkeljétek, ahonnan nem tűnik el egy hónap múlva.
Pedig még akkor izibe topicot is nyitottunk neki.
Ide mehet minden a képeket meg valami stabil helyről linkeljétek, ahonnan nem tűnik el egy hónap múlva.
Cím: Re:DC szervó motoros vezérlés
Írta: vf7py76jt Dátum 2011 május 27, 22:02
Írta: vf7py76jt Dátum 2011 május 27, 22:02
Eladó! SANYO DENKI DC SERVO T850B-442E83 500W DC 80V 7,6A BRAKE DC 24V hajtóműves motor, új, nem használt! Ára: 50.000 Ft. Érd.: 0670/628-6569; alfa13@gmail.hu címen.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2011 május 27, 22:32
Írta: besirkyjh Dátum 2011 május 27, 22:32
Szia
Péntek van és 13-ik üzeneted és rossz helyre :)
Péntek van és 13-ik üzeneted és rossz helyre :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 22:40
Írta: svejk Dátum 2011 május 27, 22:40
Ez qrva jó [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2011 június 07, 21:07
Írta: Révész Richárd Dátum 2011 június 07, 21:07
Van egy ilyen motorom,ami sajnos leégett.
Kéne helyette egy másik.Aki tud segíteni ne fogja vissza magát.



Kéne helyette egy másik.Aki tud segíteni ne fogja vissza magát.
Cím: Re:DC szervó motoros vezérlés
Írta: nffab2gnr Dátum 2011 június 09, 00:30
Írta: nffab2gnr Dátum 2011 június 09, 00:30
keresek 180v 10A DC servo vezérlőt ha esetleg valakinek van és megszabadulna tőle:)))
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 június 09, 06:23
Írta: Szalai György Dátum 2011 június 09, 06:23
A tekercseltetés miért esett ki a megoldások közül?
Van nekem két valami hasonló vaddisznó motorom, estére teszek képet róla.
(Nem a motor estére.)
Van nekem két valami hasonló vaddisznó motorom, estére teszek képet róla.
(Nem a motor estére.)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 június 09, 19:08
Írta: Szalai György Dátum 2011 június 09, 19:08
Előástam őket.
Egyik kisebb, mint a nagyobb, a másik meg fordítva. Széthasznált motorok, de nincsenek leégve. Biztos, hogy megérdemelnének egy felújítást. Az útban lévő darabokat egyszerűen letörték róluk.
Mindkettőtől szabadulnék.
Kéne helyettük egy kb. 3:1 hajtóműves 3fázisú 750W körüli AC motor analóg bemenetű (sebesség szabályzós) vezérlővel.
Az Adok-veszek-cserélek © kozo #23511-ben volt hasonló, de annak sajna túl nagy volt az áttételi aránya az én elképzelésemhez.
Holnap eltűnök három napra, kedden leszek megint.
Egyik kisebb, mint a nagyobb, a másik meg fordítva. Széthasznált motorok, de nincsenek leégve. Biztos, hogy megérdemelnének egy felújítást. Az útban lévő darabokat egyszerűen letörték róluk.
Mindkettőtől szabadulnék.
Kéne helyettük egy kb. 3:1 hajtóműves 3fázisú 750W körüli AC motor analóg bemenetű (sebesség szabályzós) vezérlővel.
Az Adok-veszek-cserélek © kozo #23511-ben volt hasonló, de annak sajna túl nagy volt az áttételi aránya az én elképzelésemhez.
Holnap eltűnök három napra, kedden leszek megint.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2011 június 11, 15:28
Írta: Révész Richárd Dátum 2011 június 11, 15:28
Sajnos nem voltam net közelben,én is csak kedden leszek,akkor majd írok mailt.
Érdekel a dolog.
Érdekel a dolog.
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2011 június 15, 18:16
Írta: Révész Richárd Dátum 2011 június 15, 18:16
Gyuri!
Írtam levelet.SOS.
Írtam levelet.SOS.
Cím: Re:DC szervó motoros vezérlés
Írta: noctiluxx Dátum 2011 október 14, 11:44
Írta: noctiluxx Dátum 2011 október 14, 11:44
Van egy Csengelei TTM (:)) 1950x2550x200-as léptetőmotoros gép, amit szeretnénk "szervósítani". Kit kereshetek ezzel?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 október 14, 11:50
Írta: svejk Dátum 2011 október 14, 11:50
Szerintem legegyszerűbb ha a gyártót.
Tudtommal szerelnek DC és AC szervoval is gépeket.
Tudtommal szerelnek DC és AC szervoval is gépeket.
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2011 október 14, 15:29
Írta: hyuekyh7a Dátum 2011 október 14, 15:29
Nem biztos hogy kész lesz ebben az évtizedben.
Nyíregyházán egy szoftvercsere kb 1,5 év volt nekik.
Nyíregyházán egy szoftvercsere kb 1,5 év volt nekik.
Cím: Re:DC szervó motoros vezérlés
Írta: Béni Dátum 2011 október 14, 15:58
Írta: Béni Dátum 2011 október 14, 15:58
Hát a gyártóra legkevésbé a korrekt jelzőt lehet használni. (Na, meg nem is olcsó.)
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2011 október 14, 16:02
Írta: hyuekyh7a Dátum 2011 október 14, 16:02
Hát én is fogalmazhattam volna ilyen szépen.De talán én meg tudom csinálni. :-)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 október 14, 20:23
Írta: svejk Dátum 2011 október 14, 20:23
Volt vele üzleti kapcsolatom, ott korrekt volt.
Egy AC-szervos gépüket láttam élőben, az nem volt túlárazva, bár a gazdája nagyon nem volt megelégedve.
Egy AC-szervos gépüket láttam élőben, az nem volt túlárazva, bár a gazdája nagyon nem volt megelégedve.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 október 14, 20:24
Írta: svejk Dátum 2011 október 14, 20:24
Helyileg merre van az átalakítandó gépezet?
Cím: Re:DC szervó motoros vezérlés
Írta: Béni Dátum 2011 október 14, 20:36
Írta: Béni Dátum 2011 október 14, 20:36
Mennyire tekinthető korrektnak az a gépgyártó, amelyik a szoftverében szándékosan csapdákat helyez el. Pl. bizonyos megtett út után az előtolások visszaesnek.
Ezt már nem egy TTM gép tulajdonosa tapasztalta. (És fizetett a gyártónak a szervizelésért.)
Egy ilyen gép átalakításánál szoftver szinten segédkeztem.
Ha jól tudom 400 eFt volt az anyagköltség a motorok, hajtások cseréjvel + Mach3.
Ezt már nem egy TTM gép tulajdonosa tapasztalta. (És fizetett a gyártónak a szervizelésért.)
Egy ilyen gép átalakításánál szoftver szinten segédkeztem.
Ha jól tudom 400 eFt volt az anyagköltség a motorok, hajtások cseréjvel + Mach3.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 október 14, 20:58
Írta: svejk Dátum 2011 október 14, 20:58
Azt Te tudod, én azt írtam amit én tapasztaltam.
Egyébként eszemben sincs védeni.
Egyébként eszemben sincs védeni.
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 október 14, 21:04
Írta: Bencze András Dátum 2011 október 14, 21:04
Szerintem 400 e 3 garnitúra szervóért (vezérlő+motor+kábel+meló)nem sok, még ha csak 100W-os is a szervó.
Cím: Re:DC szervó motoros vezérlés
Írta: Béni Dátum 2011 október 14, 21:21
Írta: Béni Dátum 2011 október 14, 21:21
Munkadíj nélkül értendő az ár.
400W/200W/150W-os DC szervómotorok kerültek rá.
(Nem a TTM végezte az átalakítást.)
400W/200W/150W-os DC szervómotorok kerültek rá.
(Nem a TTM végezte az átalakítást.)
Cím: Re:DC szervó motoros vezérlés
Írta: Béni Dátum 2011 október 14, 21:28
Írta: Béni Dátum 2011 október 14, 21:28
Azt nem is gondoltam. :)
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 október 14, 21:52
Írta: Bencze András Dátum 2011 október 14, 21:52
Visszavonom....
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 október 15, 08:41
Írta: x4rhew5r3 Dátum 2011 október 15, 08:41
Hát, lehet hogy most az egyszer felületes voltál:) Pedig nem szokásod.
Ez én véleményem röviden: tragédia.
Ez én véleményem röviden: tragédia.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 28, 19:20
Írta: 000000000 Dátum 2011 október 28, 19:20
Tisztelt Fórumtársak!
be kívánok lépni a szervó hajtást használó fórumozók népes táborába.Első lépésként "beszereztem" 3db. 60V-os kefés DC mocit, aminek durván 50Amper kell csúcsban.A cncdrive ill. Klaviónál nem találtam megfelelő drivert. Érdeklődnék, hogy van-e valakinek elfekvőben vagy tud-e beszerzési forrást.De legfőképpen az érdekel, hogy a gecko valamelyik vezérlője vagy az ún. "A300"-as tudná-e lökdösni a mocikat és ezek hol szerezhetőek be?? (illetve az A300-at ha jól olvastam DIY-be is könnyen meg lehet csinálni), esetleg eladó NYÁK-ja, alkatrészei valakinek ehhez??
válaszokat előre is köszönöm, valamint, ha valakinek konkrét ajánlata van, azt magánban várom!!!
be kívánok lépni a szervó hajtást használó fórumozók népes táborába.Első lépésként "beszereztem" 3db. 60V-os kefés DC mocit, aminek durván 50Amper kell csúcsban.A cncdrive ill. Klaviónál nem találtam megfelelő drivert. Érdeklődnék, hogy van-e valakinek elfekvőben vagy tud-e beszerzési forrást.De legfőképpen az érdekel, hogy a gecko valamelyik vezérlője vagy az ún. "A300"-as tudná-e lökdösni a mocikat és ezek hol szerezhetőek be?? (illetve az A300-at ha jól olvastam DIY-be is könnyen meg lehet csinálni), esetleg eladó NYÁK-ja, alkatrészei valakinek ehhez??
válaszokat előre is köszönöm, valamint, ha valakinek konkrét ajánlata van, azt magánban várom!!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 október 28, 22:07
Írta: svejk Dátum 2011 október 28, 22:07
Nem hobby kategória[#ejnye1]
De mik is annak a motornak az egyéb adatai?
Az A300 sem tud csak legfeljebb 25-30 A-t csúcsban.
De mik is annak a motornak az egyéb adatai?
Az A300 sem tud csak legfeljebb 25-30 A-t csúcsban.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 28, 23:51
Írta: 000000000 Dátum 2011 október 28, 23:51
"üzemi" kraft kb. 11A, csúcsban 50A, 60V. 6,2Nm csúcsnyomaték, max. 4000rpm.Kértem/kaptam innen-onnan ajánlatokat, de főeg lebeszélnek róluk, meg kérnek egy mocit próbára a vezérlőhöz. Tibor45 és a cncdrive-osok is segítőkészek, de elég karcos lenne a vezérlők ára a motorokéhoz képest....meg amúgy is.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 október 29, 06:37
Írta: Szalai György Dátum 2011 október 29, 06:37
Szép egy jószág lehet az a motor. Ha olcsón vetted is nem biztos, hogy célszerű dinamikus mellékhajtásban használnod egy hobby gépen. (60V x 50A = 3kW az egy közepes ipari forgácsoló gép főmotor teljesítménye.) Csúcsig meghajtva feleslegesen nagy forgató nyomatékot generál, és a forgórésze meg hátrányosan nagy tehetetlenségi nyomatékú egy dinamikus mellékhajtásban.
Ha viszont vasmentes forgórészű, akkor nagyon jó vásárt csinálhattál. Akkor kicsi a tehetetlenségi nyomatéka, ez miatt érdemes alacsonyabb áramon is dolgoztatni, hogy a szükséges nyomatékot produkálja. Így talán nem is kéne hozzá 50A-es vezérlő, mert már a 60V x 11A = 660W is legalább háromszor akkora teljesítmény, mint ami egy jól méretezett hobbygép mellékhajtás szükséglete. Így meg elég lehet hozzá az A300, vagy hasonló.
Ha meg főorsó hajtásra használnád, akkor nem szükséges hozzá pozíció szervo vezérlő, elég egy fordulatszám szervo is, az biztosan olcsóbb. De főhajtásnak lehet, hogy még az sem kell.
Ha viszont vasmentes forgórészű, akkor nagyon jó vásárt csinálhattál. Akkor kicsi a tehetetlenségi nyomatéka, ez miatt érdemes alacsonyabb áramon is dolgoztatni, hogy a szükséges nyomatékot produkálja. Így talán nem is kéne hozzá 50A-es vezérlő, mert már a 60V x 11A = 660W is legalább háromszor akkora teljesítmény, mint ami egy jól méretezett hobbygép mellékhajtás szükséglete. Így meg elég lehet hozzá az A300, vagy hasonló.
Ha meg főorsó hajtásra használnád, akkor nem szükséges hozzá pozíció szervo vezérlő, elég egy fordulatszám szervo is, az biztosan olcsóbb. De főhajtásnak lehet, hogy még az sem kell.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 10:49
Írta: 000000000 Dátum 2011 október 29, 10:49
HBM45 marógép CNCsítése volt a terv.Sajnos én arra tippelek,h pont azért ilyen nagy a csúcsáram, hogy irányváltásnál, fékezésnél leküzdje a forgórész nagy tehetetlenségi nyomatékát. Az adatlapból kiderülhet, hogy milyen a forgórész???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 11:18
Írta: 000000000 Dátum 2011 október 29, 11:18
Szerintem kicsit túllőttél ezekkel a motorokkal.
Ennek a gépnek a kistestvérén (BF20)AC szervók vannak 200 wattosak.
Ezeknek a nyomatéka 0.635Nm, de így is olyan irányváltásokat lehet vele csinálni hogy majd felborítja a 130 kilójával a masinát.
Viszont nem lehet egy lapon említeni az AC és DC hajtást, de akkora különbség még sincs közötte hogy ne lehetett volna példának felhozni.
Régebben 4Nm-es léptető motorokkal hajtottam 1:2 áttétellel.
Történt egy kis technikai malőr és úgy törte le az MK2 száról B16-os kúpot hogy még lépést sem tévesztett.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 október 29, 12:25
Írta: Szalai György Dátum 2011 október 29, 12:25
Ha az adatlapból közvetlenül nem is derül ki a forgórész szerkezete, de biztosan lehet következtetni rá.
1100W a főhajtásod teljesítménye. Ehhez képest irreális ekkora csúcsteljesítményű mellékhajtás. Vagy a csúszó megvezetés és trapézorsós előtolás indokolná?
Az irányváltáshoz szükséges csúcsáram az a fékezési és gyorsítási rámpa meredekségének függvénye is, nem egyedül a mozgatott tömeg tehetetlenségéé. Hosszú idejű rámpához kisebb csúcsáram tartozik és a HBM45 az nem egy villámcikkcakkos gravírozógép. Biztos lesz áttételed is a motor és a mozgatóorsó között, ami növeli a nyomatékot. A trapézorsót csak nem akarod 1000n/min sebességgel forgatni, a nehéz öntöttvas asztal gyors irányváltása meg kinyírná a kézi tekerésre méretezett trapézanyát.
1100W a főhajtásod teljesítménye. Ehhez képest irreális ekkora csúcsteljesítményű mellékhajtás. Vagy a csúszó megvezetés és trapézorsós előtolás indokolná?
Az irányváltáshoz szükséges csúcsáram az a fékezési és gyorsítási rámpa meredekségének függvénye is, nem egyedül a mozgatott tömeg tehetetlenségéé. Hosszú idejű rámpához kisebb csúcsáram tartozik és a HBM45 az nem egy villámcikkcakkos gravírozógép. Biztos lesz áttételed is a motor és a mozgatóorsó között, ami növeli a nyomatékot. A trapézorsót csak nem akarod 1000n/min sebességgel forgatni, a nehéz öntöttvas asztal gyors irányváltása meg kinyírná a kézi tekerésre méretezett trapézanyát.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 12:40
Írta: 000000000 Dátum 2011 október 29, 12:40
Az az első lépés ha CNC gépet akar belőle csinálni és nem valami vackot, hogy a trapézmenetes orsókat kicseréli golyósra.
Először én is a BF20-as gyári orsóit használtam , de rádöbbentem hogy ez nem igazán járható út.
Léptetőmotorral és trapézmenetes orsóval 850mm/min volt a max előtolás, ugyanez a felállás golyós orsóval 2500mm/min-re ugrott.
Cím: Re:DC szervó motoros vezérlés
Írta: wcsxp0uxa Dátum 2011 október 29, 12:49
Írta: wcsxp0uxa Dátum 2011 október 29, 12:49
Az még hagyján ,hogy lassú . Beállítás ,2-3 órai használat után a 0.1mm játéka visszamegy 0.3mm -re. Ha a bf20-ason is hasított anyák vannak (nekem bf16-van) néhány állítás után eltörik.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 12:53
Írta: 000000000 Dátum 2011 október 29, 12:53
nem terveztem őrületes irányváltási és előtolási sebességeket, csupán szerettem volna, ha van atartalék a motorokban.De úgy látszik jócskán a pénztárcám rovására menne ekkora túlméretezés. /természetesen golyósorsós hajtásban gondolkozom/ ERősen átgondolom a dolgot ami a kisebb , könnyebben vezérelhető motorakat illeti /amúgy is 1:3 áttételben gondolkodtam, 4000fordulatnál az is nagyon jó előtolási sebesség/
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 13:04
Írta: 000000000 Dátum 2011 október 29, 13:04
Ha már megvannak a motorok akkor tehet azt hogy veszel hozzá valami kisebb vezérlőt és azzal hajtod.
Ennél a felállásnál viszont nem a motor hanem a vezérlő tudása fog határt szabni.
A mach-ot is ez szerint kell konfigurálni és elfelejteni a fürge gyorsításokat.
Azt viszont így is elhiheted hogy nem fogod kihasználni a maximum sebességeket marásnál.
Relief-et meg nem ilyen kaliberű gépem kell marni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 13:06
Írta: 000000000 Dátum 2011 október 29, 13:06
Varga Istvántól kérdezném a tapasztalatait a BF16 cncsítésével kapcsolatban. / a "B" terv egy BF20 vagy 16-os cncsítése lenne ha a HBM45-ösé nem sikerülne vagy úgy döntök,h azt meghagyom manuálisra/. Igazából a megmunkálási jelegre vagyok kíváncsi. Vasat lehet-e vele megmunkálni ésszerű időn belül /tehát nem százados fogásokkal kapirgálni stb./ van-e valami "trükkje" a cncsítésnek (értem ezalatt pl.:,h a BF20-at, ha nem gyári OPTIMUM cnc kittel alakítja át az ember, szét kell kapni a keresztasztalt és föl kell marni a golyósanya fészkeket, mert pl.: az Isel anya nem fér el normálisan stb.)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 13:09
Írta: 000000000 Dátum 2011 október 29, 13:09
köszönöm az ötleteket.Nem vagyok híve a fa megmunkálásnak vagy az alu szobrászkodásnak.Kizárólag vas, puhafém kis szériás munkadarabokat, prototípusokat, fröccsöntő formákat gyártanék vele vagy öntvényeket "pucolnék".
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 13:28
Írta: 000000000 Dátum 2011 október 29, 13:28
Nálam élőben is megtekintheted az átalakított BF20-at.
Az X tengely anyájának viszont kell egy fészket marni és az Y-nál is van némi átalakítani való ha CNC-t szeretnél csinálni belőle.
Szerintem át kellene ez ügyben vándorolni a mechanikai ötletek topikba.
Cím: Re:DC szervó motoros vezérlés
Írta: wcsxp0uxa Dátum 2011 október 29, 13:32
Írta: wcsxp0uxa Dátum 2011 október 29, 13:32
Az orsót nem tudtam még kicserélni ,a marás szükségessége miatt. Direkt befogású patronnal átm.12 2 -élű ujjmaróval simán vitte az 1mm fogást ,nyúlós acélba . A "gyári" homlokmarójával 0.1 - 0.3 között lehet vele haladni . Gyakorlatilag azóta tudok vele pontosan dolgozni ,amióta cnc-sítve lett . Nekem a z tengely a legnagyobb gondom. Ugye adott a 0.3mm játék ,amit megszoktam ,kézzel nincs is gond. A vezetés akadozik viszont (főleg a legalacsonyabb pontokon ahol a legtöbbet használom) ,tehát ha 0.1mm akarok fogni ,veszek 0.4mm-t ,majd vissza 0.3mm-t. Direkt hajtást használok ,gyakorlatilag percek alatt vissza tudom alakítani kézihajtányra. z tengely 6.4Nm , x-y 2.5 Nm ,kb 20mm/s gyorsjárat
Cím: Re:DC szervó motoros vezérlés
Írta: 3ihs2v23 Dátum 2011 november 23, 23:53
Írta: 3ihs2v23 Dátum 2011 november 23, 23:53
Sziasztok! DC motorral kapcsolatban lenne egy kérdésem. Különböző webáruházakat böngésztem és a DC motorhoz két teljesítményt adnak meg. Egy konkrét példát írok: 3000 f/min, 50W, 0,16/0,48 Nm Ha a teljesítményből és a fordulatszámból visszaszámolok, akkor 0,16 Nm jön ki. Akkor mi az a 0,48? Azt mikor adja le a motor?
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 november 24, 07:11
Írta: sanka74 Dátum 2011 november 24, 07:11
Szia! Az a csúcs nyomaték, de azt csak kevés ideig bírja.Pl. gyorsulásnál. Ha jók az információim...
Cím: Re:DC szervó motoros vezérlés
Írta: 3ihs2v23 Dátum 2011 november 24, 18:53
Írta: 3ihs2v23 Dátum 2011 november 24, 18:53
És azt hogy mikor adja le ezt a csúcsnyomatékot azt nem tudjuk befolyásolni? Az mindig gyorsuláskor jelentkezik? Mennyi ideig tarthat ez a csúcsnyomaték?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 24, 21:23
Írta: svejk Dátum 2011 november 24, 21:23
Nyomatékot akkor ad le a motor amikor terhelés éri a forgó tengelyt. CNC-nél jellemzően gyorsításkor, irányváltáskor. Egyenletes sebességű megmunkáló előtolásnál nem szabad hogy ekkora erők kialakuljanak.
Ideje a másodperc töredéke általában.
Elméletileg számítható is a teljes mozgási ciklus ismerete alapján. A lényeg hogy a teljes működési ciklus alatt a pillanatnyi leadott nyomatékok négyzetes középértéke nem haladhatja meg a motor névleges nyomatékát.
De korlátozó tényező pl. a motor termikus időállandója, azaz bizonyos időn túl akkor sem lehet ezen a nyomatékon használni ha utána nagyon hosszú időn keresztül pihen a motor.
Ideje a másodperc töredéke általában.
Elméletileg számítható is a teljes mozgási ciklus ismerete alapján. A lényeg hogy a teljes működési ciklus alatt a pillanatnyi leadott nyomatékok négyzetes középértéke nem haladhatja meg a motor névleges nyomatékát.
De korlátozó tényező pl. a motor termikus időállandója, azaz bizonyos időn túl akkor sem lehet ezen a nyomatékon használni ha utána nagyon hosszú időn keresztül pihen a motor.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 november 24, 23:50
Írta: 000000000 Dátum 2011 november 24, 23:50
szia svejk vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: 3ihs2v23 Dátum 2011 november 25, 00:22
Írta: 3ihs2v23 Dátum 2011 november 25, 00:22
Tehát, hogy ha kiszámolom, hogy a motorommal, a tehetetlenségi nyomatékommal és az előtolási erőkkel mekkora gyorsítást tud, akkor ezt beállítom a mach3-ban akkor elvileg soha nem fogom kihasználni a csúcsnyomatékot és nem fog túlhevülni a motor?
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2011 november 25, 09:17
Írta: besirkyjh Dátum 2011 november 25, 09:17
Szia
De fog , mert az elötolási eröknek az alapnyomatékot fogod használni .A csucs nyomatékra a gyorsulásnál és az irányváltásnál szükségvan !
A melegedést és a csucs nyomatékra járást a gyorsulással tudod szabályozni ( ill annak az idejével ) Mach3 config - motortuning ( rámpa ) .
" CNC-nél jellemzően gyorsításkor, irányváltáskor."
De fog , mert az elötolási eröknek az alapnyomatékot fogod használni .A csucs nyomatékra a gyorsulásnál és az irányváltásnál szükségvan !
A melegedést és a csucs nyomatékra járást a gyorsulással tudod szabályozni ( ill annak az idejével ) Mach3 config - motortuning ( rámpa ) .
" CNC-nél jellemzően gyorsításkor, irányváltáskor."
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2011 november 25, 09:20
Írta: besirkyjh Dátum 2011 november 25, 09:20
Most igy elolvasva többször , egyformát irtunk :) .
Melegedni akkor is fog , de az nem gond ( bizonyos határokon belül ) .
Melegedni akkor is fog , de az nem gond ( bizonyos határokon belül ) .
Cím: Re:DC szervó motoros vezérlés
Írta: 3ihs2v23 Dátum 2011 november 25, 15:09
Írta: 3ihs2v23 Dátum 2011 november 25, 15:09
Ha mach3-ba a motor tuning-ban lekorlátozom a gyorsulás értékét az elméleti számolás szerint kapott értékre amit a motor normál nyomatékkal még tud, akkor a csúcsnyomatékot nem fogom soha sem kihasználni, mert a mach3 nem engedi? Ez így igaz?
A "szervo homokozóban" olvastam számításokat hogy egy bizonyos sebességre mennyi idő alatt képes felgyorsulni egy adott rendszer. Ebből gyorsulást lehet visszaszámolni és ezt beírva a mach3 motor tunung menüjébe jobban gyorsulni nem lesz képes. Vagy kicsit nagyobb gyorsulást kell beállítani?
A "szervo homokozóban" olvastam számításokat hogy egy bizonyos sebességre mennyi idő alatt képes felgyorsulni egy adott rendszer. Ebből gyorsulást lehet visszaszámolni és ezt beírva a mach3 motor tunung menüjébe jobban gyorsulni nem lesz képes. Vagy kicsit nagyobb gyorsulást kell beállítani?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 25, 18:16
Írta: svejk Dátum 2011 november 25, 18:16
Kb. így ahogy írod...
Mindenesetre a "Szervo homokozó" - mint a neve is utal rá - iskolázatlan kezdők által létrehozott kényszerszülemény volt, információ és tudás hiányban szenvedtünk, azért jött létre.
Az ott írtakban előfordulhatnak hibák.
Ha a tutit akarod olvasni akkor Tibor45-nél érdeklődj a "Robsy CNC hajtástechnika" topicban.
Mindenesetre a "Szervo homokozó" - mint a neve is utal rá - iskolázatlan kezdők által létrehozott kényszerszülemény volt, információ és tudás hiányban szenvedtünk, azért jött létre.
Az ott írtakban előfordulhatnak hibák.
Ha a tutit akarod olvasni akkor Tibor45-nél érdeklődj a "Robsy CNC hajtástechnika" topicban.
Cím: Re:DC szervó motoros vezérlés
Írta: 3ihs2v23 Dátum 2011 november 25, 18:36
Írta: 3ihs2v23 Dátum 2011 november 25, 18:36
Köszönöm a válaszokat!
Cím: Re:DC szervó motoros vezérlés
Írta: 3pka0vftd Dátum 2011 december 09, 00:17
Írta: 3pka0vftd Dátum 2011 december 09, 00:17
űdv, segitséget szeretnék kérni!! remélem jó hejen járok .
volna egy 3m hoszú és 150cm széles munkafelűletű cncm amihez szeretnék egy 3 vagy 4 tengelyes vezérlést + tápot , nemtudom hogy kihez tudnák fordulni aki tudna ebbe segiteni , hol tudom beszerezni a vezérlést és a tápot , iletve segitséget a gép űzembehejezésébe. dc szervó motorok vannak a gépen sanyo denki 300w 80v 4.8A 2500rpm type: r730t-042e L7 . aki tunda ezekbe segiteni az erre az emailra irjon : johnie00@freemail.hu kőszőnőm előreis . űdv
volna egy 3m hoszú és 150cm széles munkafelűletű cncm amihez szeretnék egy 3 vagy 4 tengelyes vezérlést + tápot , nemtudom hogy kihez tudnák fordulni aki tudna ebbe segiteni , hol tudom beszerezni a vezérlést és a tápot , iletve segitséget a gép űzembehejezésébe. dc szervó motorok vannak a gépen sanyo denki 300w 80v 4.8A 2500rpm type: r730t-042e L7 . aki tunda ezekbe segiteni az erre az emailra irjon : johnie00@freemail.hu kőszőnőm előreis . űdv
Cím: Re:DC szervó motoros vezérlés
Írta: 3pka0vftd Dátum 2011 december 12, 18:36
Írta: 3pka0vftd Dátum 2011 december 12, 18:36
enyire bonyolult lenne a problémám :) esetleg ha mégis valaki tunda ebbe segiten
tel: 06305736844.
űdv.
tel: 06305736844.
űdv.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 december 12, 19:15
Írta: s7manbs8 Dátum 2011 december 12, 19:15
Na, megvetted már a vezérlőket ? :)
Cím: Re:DC szervó motoros vezérlés
Írta: 3pka0vftd Dátum 2011 december 12, 20:51
Írta: 3pka0vftd Dátum 2011 december 12, 20:51
még nem , de venném csak nem találom :)
Cím: Re:DC szervó motoros vezérlés
Írta: Csaby Dátum 2011 december 12, 21:05
Írta: Csaby Dátum 2011 december 12, 21:05
Nem bonyolult a problémád. Most kelt el egy komplett szett az adok-veszekben, 8 perccel az utolsó beírásod előtt.
Ez a Sneci vezérlő jófajta és éppen ezért nemigen adják el. Tovább kell rá vadásznod. :)
Ez a Sneci vezérlő jófajta és éppen ezért nemigen adják el. Tovább kell rá vadásznod. :)
Cím: Re:DC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2011 december 12, 21:12
Írta: eivmhrm04 Dátum 2011 december 12, 21:12
Keresd a Snecit
Cím: Re:DC szervó motoros vezérlés
Írta: 3pka0vftd Dátum 2011 december 13, 17:48
Írta: 3pka0vftd Dátum 2011 december 13, 17:48
űdv, kőszőnőm a sok választ meg a mailokat , sikerűlt találnom a kőzelembe egy cnc gyártásával foglalkozó céget aki mindnebe tud majd segiteni, vezérlés tápegység programok stb.. kőszi mégegyszer űdv.
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2011 december 21, 11:32
Írta: lari Dátum 2011 december 21, 11:32
Sanyodenki servomotor adatlapját keresem , de a neten nem találom.
Pontosan az encoder bekötése érdekelne...
a motor pontos tipusa: L730-039EL8
Tudna valaki segíteni?
Köszönöm!
Pontosan az encoder bekötése érdekelne...
a motor pontos tipusa: L730-039EL8
Tudna valaki segíteni?
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 december 21, 19:31
Írta: x4rhew5r3 Dátum 2011 december 21, 19:31
Amint lesz Win-em, nyomom a színkódot...(Kb. 2 óra)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 december 22, 06:19
Írta: x4rhew5r3 Dátum 2011 december 22, 06:19
SD motor enkóder:
A+ blue
A- brown
B+ green
B- purple
Z+ white
Z- yellow
GND black
+5V red
A+ blue
A- brown
B+ green
B- purple
Z+ white
Z- yellow
GND black
+5V red
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2011 december 22, 06:49
Írta: lari Dátum 2011 december 22, 06:49
Köszönöm Laci!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 06, 18:29
Írta: 000000000 Dátum 2012 január 06, 18:29
Üdvözlet Mindenkinek!
Egy háromtengelyes maróhoz a függőleges tengelyhez szeretnék felhasználni egy Bühler 24V-os hajtóműves DC motort(Adatlap) ,nincs rajta eincoder, de a hátulján van egy 6mm-es tengely. Mach3-al szeretném vezérelni step/dir üzemmódban. Szerintetek megoldható ez? Azért szeretném felhasználni ezt a motort, mert a mechanika ami plusszban van hozzá, kis átalakítással jól használható lenne.
Valamilyen eincoder és step/dir meghajtó áramkör kellene hozzá, gondolom én!
Esetleg kapcs.rajz vagy link is nagy segitség lenne.
Köszönettel: Jenő
Egy háromtengelyes maróhoz a függőleges tengelyhez szeretnék felhasználni egy Bühler 24V-os hajtóműves DC motort(Adatlap) ,nincs rajta eincoder, de a hátulján van egy 6mm-es tengely. Mach3-al szeretném vezérelni step/dir üzemmódban. Szerintetek megoldható ez? Azért szeretném felhasználni ezt a motort, mert a mechanika ami plusszban van hozzá, kis átalakítással jól használható lenne.
Valamilyen eincoder és step/dir meghajtó áramkör kellene hozzá, gondolom én!
Esetleg kapcs.rajz vagy link is nagy segitség lenne.
Köszönettel: Jenő
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 06, 18:32
Írta: 000000000 Dátum 2012 január 06, 18:32
A motor pontos típusa: 1.61 050.465.00
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 23, 20:16
Írta: svejk Dátum 2012 január 23, 20:16
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Folytassátok a sort. (másol-beilleszt segítségével)
Aki esetleg nem ismerné a story-t, az alábbi motorról van szó:
E240 servo motor adatlapja.

Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Folytassátok a sort. (másol-beilleszt segítségével)
Aki esetleg nem ismerné a story-t, az alábbi motorról van szó:
E240 servo motor adatlapja.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 23, 20:17
Írta: svejk Dátum 2012 január 23, 20:17
Az ára 25 Euro/db volt utoljára, gondolom nem fog változni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 23, 20:19
Írta: svejk Dátum 2012 január 23, 20:19
No persze a kép csak illusztráció, a valóságban kívülről viharvertebbek szoktak lenni. :)
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2012 január 23, 20:19
Írta: Miki2 Dátum 2012 január 23, 20:19
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
Folytassátok a sort. (másol-beilleszt segítségével)
Aki esetleg nem ismerné a story-t, az alábbi motorról van szó:
E240 servo motor adatlapja.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
Folytassátok a sort. (másol-beilleszt segítségével)
Aki esetleg nem ismerné a story-t, az alábbi motorról van szó:
E240 servo motor adatlapja.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 január 23, 21:34
Írta: PSoft Dátum 2012 január 23, 21:34
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 január 23, 21:43
Írta: PSoft Dátum 2012 január 23, 21:43
Snecit már "riasztottad"???
Mee,ugye vezérlők is kellenének majd.:)
Vagy esetleg,..."új generációs" DSSC??:))
Mee,ugye vezérlők is kellenének majd.:)
Vagy esetleg,..."új generációs" DSSC??:))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 23, 22:02
Írta: svejk Dátum 2012 január 23, 22:02
Úgy hallottam nem vállal többet, biztos elfáradt :)
Van ezer vezérlő ami lekezeli..
- Klavio-tól: Gecko320, DCS810
- Magi Quntum vezérlője
- A pécsi fickónak vagy 3 vezérlője
- Tibor45-nek is biztos van hozzáilleszthető
- UHU szervo
- Granit servo Hjózsitól.
stb.
Arról is le lehetne rázni a port, de talán már Kozo előrébb jár vele.
Van ezer vezérlő ami lekezeli..
- Klavio-tól: Gecko320, DCS810
- Magi Quntum vezérlője
- A pécsi fickónak vagy 3 vezérlője
- Tibor45-nek is biztos van hozzáilleszthető
- UHU szervo
- Granit servo Hjózsitól.
stb.
Arról is le lehetne rázni a port, de talán már Kozo előrébb jár vele.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 január 23, 22:24
Írta: besirkyjh Dátum 2012 január 23, 22:24
Ha jol tudom a G320-bol van honositott is ( már pedig jol tudom :))
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2012 január 23, 22:52
Írta: Révész Richárd Dátum 2012 január 23, 22:52
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: KoLa Dátum 2012 január 23, 23:00
Írta: KoLa Dátum 2012 január 23, 23:00
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: Sz.József Dátum 2012 január 23, 23:12
Írta: Sz.József Dátum 2012 január 23, 23:12
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2012 január 24, 08:15
Írta: D.Laci Dátum 2012 január 24, 08:15
Rázd csak le azt a port!!! :)
Cím: Re:DC szervó motoros vezérlés
Írta: u3xrz0cut Dátum 2012 január 24, 09:18
Írta: u3xrz0cut Dátum 2012 január 24, 09:18
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 január 24, 09:32
Írta: x4rhew5r3 Dátum 2012 január 24, 09:32
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 január 24, 09:34
Írta: xkbv3nx0d Dátum 2012 január 24, 09:34
nincs valahol egy adatlap ehhez a motorhoz, mennyi lesz kb az ára? nagyobb méretű gépet is ki tud szolgálni, vagy nincs akkora teljesítménye? engem is érdekelne ezen dolgok függvényében
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 január 24, 09:36
Írta: xkbv3nx0d Dátum 2012 január 24, 09:36
ja oké megtaláltam lejjebb a dolgokat
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 január 24, 09:37
Írta: xkbv3nx0d Dátum 2012 január 24, 09:37
csak gyanítom nekem ezek igen gyengécskék lennének
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 24, 10:15
Írta: 000000000 Dátum 2012 január 24, 10:15
Az A300-ra gondolsz?
Cím: Re:DC szervó motoros vezérlés
Írta: szbjoe Dátum 2012 január 24, 10:43
Írta: szbjoe Dátum 2012 január 24, 10:43
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
szbjoe - 3 db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
szbjoe - 3 db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: Benel Dátum 2012 január 24, 16:25
Írta: Benel Dátum 2012 január 24, 16:25
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
szbjoe - 3 db
BeneL - 4 db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
szbjoe - 3 db
BeneL - 4 db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2012 január 24, 16:47
Írta: HJózsi Dátum 2012 január 24, 16:47
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: rgh0guz5 Dátum 2012 január 24, 19:27
Írta: rgh0guz5 Dátum 2012 január 24, 19:27
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 24, 19:50
Írta: svejk Dátum 2012 január 24, 19:50
Ejha, alakulunk... :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 január 24, 19:56
Írta: PSoft Dátum 2012 január 24, 19:56
Majd hetven darab(eddíg)[#eljen]
Persze,van két "nagyfogyasztó" is a listán.:))
Persze,van két "nagyfogyasztó" is a listán.:))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 24, 19:58
Írta: svejk Dátum 2012 január 24, 19:58
mentségemre az én 16 db-om négy, előzőleg jelentkezett fórumtárséból tevődik össze.
Cím: Re:DC szervó motoros vezérlés
Írta: z2a2u8wf Dátum 2012 január 24, 20:16
Írta: z2a2u8wf Dátum 2012 január 24, 20:16
Üdv
Érdeklődnék mennyi az ára egy ilyen E240-esnek?
Érdeklődnék mennyi az ára egy ilyen E240-esnek?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 január 24, 20:32
Írta: PSoft Dátum 2012 január 24, 20:32
Tudsz valamit a motorok "műszaki" állapotáról?
Lesznek hozzá pld. cserecsapágyak mint a múltkoriakhoz?
Ha "roncs" motorok lesznek a Hollandus barátodnál,bagóér azokat is hozd ám!
Igény lenne pld.kefére,kefetartóra is szerintem.:))
Lesznek hozzá pld. cserecsapágyak mint a múltkoriakhoz?
Ha "roncs" motorok lesznek a Hollandus barátodnál,bagóér azokat is hozd ám!
Igény lenne pld.kefére,kefetartóra is szerintem.:))
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 január 24, 20:40
Írta: x4rhew5r3 Dátum 2012 január 24, 20:40
Szintén egy-egyben adom tovább:)
Nincs nyerészkedés.
Nincs nyerészkedés.
Cím: Re:DC szervó motoros vezérlés
Írta: robroy007 Dátum 2012 január 24, 20:46
Írta: robroy007 Dátum 2012 január 24, 20:46
enkóderes? vagy puci
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 24, 20:46
Írta: svejk Dátum 2012 január 24, 20:46
Utoljára 25 euro volt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 24, 20:53
Írta: svejk Dátum 2012 január 24, 20:53
Kívülről csúnyák, az alu részeken sókiválás, a belseje tele kefeporral.
Szétszedés kifúvatás, csapágycsere (a 2. és harmadik szállítmánynál mellékelve voltak az új csapágyak, most is csak így hoznánk el) kívülről bronz drótkefével átkefélés.
Motoronként fél óra ráfordítás és tuti darab.
A kefenagyság lutri, a 2-3 mm-től a 15 mm-ig.
itt egy őrült videót is készített a szerelésről.
Szétszedés kifúvatás, csapágycsere (a 2. és harmadik szállítmánynál mellékelve voltak az új csapágyak, most is csak így hoznánk el) kívülről bronz drótkefével átkefélés.
Motoronként fél óra ráfordítás és tuti darab.
A kefenagyság lutri, a 2-3 mm-től a 15 mm-ig.
itt egy őrült videót is készített a szerelésről.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 24, 20:53
Írta: svejk Dátum 2012 január 24, 20:53
Természetesen encoderrel.
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2012 január 24, 21:07
Írta: vjanos Dátum 2012 január 24, 21:07
Kb milyen áron jön ki tengelyenként vagy egy háromtengelyes vezérlő ezek közül?
A DCS810-et látom, hogy 35 rugó darabonként :/
Nem lesz esetleg valami tömeges vezérlőgyártás vagy rendelés is? :)
A DCS810-et látom, hogy 35 rugó darabonként :/
Nem lesz esetleg valami tömeges vezérlőgyártás vagy rendelés is? :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 24, 21:10
Írta: svejk Dátum 2012 január 24, 21:10
szerintem biztos lesz rá megoldás :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 24, 21:11
Írta: svejk Dátum 2012 január 24, 21:11
A UHU servo project nem tetszik?
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2012 január 24, 21:32
Írta: vjanos Dátum 2012 január 24, 21:32
Ez ilyen megépítős ahogy látom...
Két drótot össze tudok forrasztani, de sajnos tök vagyok az elektronikához...
Két drótot össze tudok forrasztani, de sajnos tök vagyok az elektronikához...
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 január 24, 21:50
Írta: 279nwbpsa Dátum 2012 január 24, 21:50
Szervusz Svejk!
Had kérdezzelek meg,hogy van-e tipped milyen optót kellene beszerezzek házilag készült tárcsához.
Én ugyanis megépítettem a "Kozo-féle" szervókártyát
(természetesen fórumtársak segedelmével,mert én sajnos nem igazán értek az elektronikai dolgokhoz)
Begyűjtöttem néhány Dc motorocskát is,de encoderem nem nagyon van itthon.Házgyári tárcsából viszont kaptam néhányat és jó lenne felhasználni ezeket...
Had kérdezzelek meg,hogy van-e tipped milyen optót kellene beszerezzek házilag készült tárcsához.
Én ugyanis megépítettem a "Kozo-féle" szervókártyát
(természetesen fórumtársak segedelmével,mert én sajnos nem igazán értek az elektronikai dolgokhoz)
Begyűjtöttem néhány Dc motorocskát is,de encoderem nem nagyon van itthon.Házgyári tárcsából viszont kaptam néhányat és jó lenne felhasználni ezeket...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 24, 21:58
Írta: svejk Dátum 2012 január 24, 21:58
milyen az a "házgyári" tárcsa?
Akitől szerezted nem tud segíteni?
Akitől szerezted nem tud segíteni?
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 január 24, 22:00
Írta: besirkyjh Dátum 2012 január 24, 22:00
Szia Tomi
Kérdezd a Kozot hogy Ö milyen encoderrel használja mert nem 500-as van Neki rajta .
Kérdezd a Kozot hogy Ö milyen encoderrel használja mert nem 500-as van Neki rajta .
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 január 24, 22:04
Írta: 279nwbpsa Dátum 2012 január 24, 22:04
400-as,filmre világított.
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 január 24, 22:05
Írta: 279nwbpsa Dátum 2012 január 24, 22:05
Szegény Kozot már annyit nyúztam a beállításoknál...Most meg ezzel is?... :)
Nem hittem,hogy egy ilyen parányi alkatrész ennyi gondot fog okozni... :(
Nem hittem,hogy egy ilyen parányi alkatrész ennyi gondot fog okozni... :(
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 január 24, 22:09
Írta: 279nwbpsa Dátum 2012 január 24, 22:09
Igen,azt mondjuk monda múltkor,hogy talán célszerűbb kisebb osztásút használni.
Elképzelhető,hogy neki is 500-nál kisebb van beépítve.
100-as,400-as nálam járható lenne.ilyesmim van,de csak tárcsa...
Elképzelhető,hogy neki is 500-nál kisebb van beépítve.
100-as,400-as nálam járható lenne.ilyesmim van,de csak tárcsa...
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2012 január 24, 22:33
Írta: vjanos Dátum 2012 január 24, 22:33
A Klavio-féle DCS303 kicsi az E240-hez?
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 január 24, 22:35
Írta: 4um5b65d Dátum 2012 január 24, 22:35
Még jó, hogy felém ilyen faszik nem járnak...
[#buck]
[#buck]
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 január 24, 22:37
Írta: 279nwbpsa Dátum 2012 január 24, 22:37
Kevéske a feszültség.Kb dupla ennyi kéne.
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 január 24, 22:39
Írta: 279nwbpsa Dátum 2012 január 24, 22:39
Mármint a 30v tápfesz persze... :)[#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 24, 22:44
Írta: svejk Dátum 2012 január 24, 22:44
Az elvileg HP tintasugar nyomtatóhoz való 150 LPI-s optikához van.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 24, 22:45
Írta: svejk Dátum 2012 január 24, 22:45
A 30 V tápfesz miatt kisebb lesz a motorteljesítmény, kb. 2000-es fordulatszámig hasznélható.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 január 24, 22:45
Írta: PSoft Dátum 2012 január 24, 22:45
Képzeld,...ott hadonászna a műhelyedben,az orrod előtt a "nagyobb,éles csavarhúzó"-jával.[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 24, 22:46
Írta: svejk Dátum 2012 január 24, 22:46
Nyugtával a napot...
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 január 24, 23:43
Írta: 279nwbpsa Dátum 2012 január 24, 23:43
Értem.ilyen alkatrészt pedig gondolom nem fogok egykönnyen találni.Azért megpróbálok,ha használható a céljaimra.
Lehet vajon használni az alábbi optót a szóban forgó tárcsához?
http://www.hestore.hu/files/tcst1103.pdf
Lehet vajon használni az alábbi optót a szóban forgó tárcsához?
http://www.hestore.hu/files/tcst1103.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2012 január 24, 23:45
Írta: vjanos Dátum 2012 január 24, 23:45
Értem, köszi, és VTamásnak is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 25, 01:54
Írta: svejk Dátum 2012 január 25, 01:54
ugyan-ugyan...dehogy lehet.
majd küldök egyet, de látnom kell a tárcsát
majd küldök egyet, de látnom kell a tárcsát
Cím: Re:DC szervó motoros vezérlés
Írta: w987wzmm Dátum 2012 január 25, 02:43
Írta: w987wzmm Dátum 2012 január 25, 02:43
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3db
Servo - 8db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3db
Servo - 8db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2012 január 25, 11:57
Írta: vjanos Dátum 2012 január 25, 11:57
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3db
Servo - 8db
vjanos - 3 db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3db
Kola - 3db
Sz.József - 3db
Csipi - 3db
Sneci - 20db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3db
Servo - 8db
vjanos - 3 db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 január 25, 12:08
Írta: 279nwbpsa Dátum 2012 január 25, 12:08
Na,küldtem levelet.Van benne fotográfia a tárcsáról... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 27, 10:31
Írta: svejk Dátum 2012 január 27, 10:31
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3 db
Kola - 3 db
Sz.József - 3 db
Csipi - 3 db
Sneci - 20 db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3 db
Servo - 8 db
vjanos - 3 db
Madocsai - 2 db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3 db
Kola - 3 db
Sz.József - 3 db
Csipi - 3 db
Sneci - 20 db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3 db
Servo - 8 db
vjanos - 3 db
Madocsai - 2 db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: Kicsa Dátum 2012 január 27, 10:44
Írta: Kicsa Dátum 2012 január 27, 10:44
Sziasztok! Várható a szállítmányban enkódersérült vagy hiányos motor? Főorsó hajtáson gondolokozom,gravírozó szár meghajtáshoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 27, 10:46
Írta: 000000000 Dátum 2012 január 27, 10:46
Küldök Neked egy pucér E240-es motort, írd meg a címet, postaköltségért a Tied.
Cím: Re:DC szervó motoros vezérlés
Írta: Kicsa Dátum 2012 január 27, 10:54
Írta: Kicsa Dátum 2012 január 27, 10:54
Nem is tudom,mit mondjak! Nagyon szépen köszönöm! Írok neked egy levelet...[#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2012 január 27, 12:42
Írta: Egyújabbgépépítő Dátum 2012 január 27, 12:42
Ha érdekel valakit pár éve készítettem egy UHU panelt.
A teljes doksija megvan, az encoder szimmetrikusan csatlakozik a vezérlőhöz.
Szívesen közzé teszem a teljes dokumentációt.
A teljes doksija megvan, az encoder szimmetrikusan csatlakozik a vezérlőhöz.
Szívesen közzé teszem a teljes dokumentációt.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2012 január 27, 13:01
Írta: kozo Dátum 2012 január 27, 13:01
Szevasz Pista...
Engem érdekel . Kíváncsian nézegetném pláne ha az asm file is meg van?
Engem érdekel . Kíváncsian nézegetném pláne ha az asm file is meg van?
Cím: Re:DC szervó motoros vezérlés
Írta: Benel Dátum 2012 január 27, 13:28
Írta: Benel Dátum 2012 január 27, 13:28
Szia!
Engem is érdekel az UHU project ...
Engem is érdekel az UHU project ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 27, 18:21
Írta: 000000000 Dátum 2012 január 27, 18:21
3 UHU egymás mellett.(Varsa)
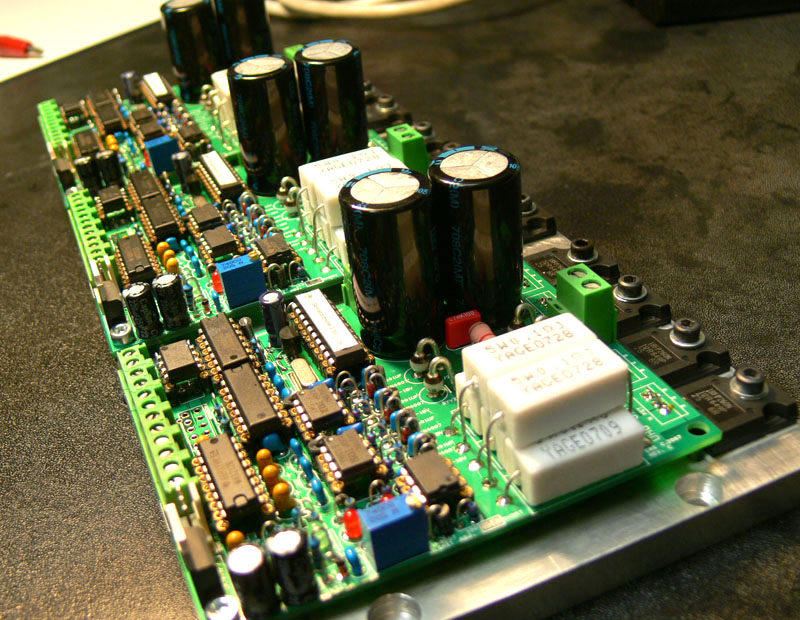
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2012 január 27, 18:22
Írta: kozo Dátum 2012 január 27, 18:22
Szép !
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2012 január 27, 18:23
Írta: kozo Dátum 2012 január 27, 18:23
Pláne szép!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 27, 20:37
Írta: svejk Dátum 2012 január 27, 20:37
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3 db
Kola - 3 db
Sz.József - 3 db
Csipi - 3 db
Sneci - 20 db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3 db
Servo - 8 db
vjanos - 3 db
Madocsai - 2 db
Vass Lajos - 3 db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3 db
Kola - 3 db
Sz.József - 3 db
Csipi - 3 db
Sneci - 20 db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3 db
Servo - 8 db
vjanos - 3 db
Madocsai - 2 db
Vass Lajos - 3 db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 27, 20:38
Írta: svejk Dátum 2012 január 27, 20:38
Árulja még a mikrovezérlőket?
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2012 január 28, 21:09
Írta: hyuekyh7a Dátum 2012 január 28, 21:09
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3 db
Kola - 3 db
Sz.József - 3 db
Csipi - 3 db
Sneci - 20 db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3 db
Servo - 8 db
vjanos - 3 db
Madocsai - 2 db
Vass Lajos - 3 db
Csaba - 15db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3 db
Kola - 3 db
Sz.József - 3 db
Csipi - 3 db
Sneci - 20 db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3 db
Servo - 8 db
vjanos - 3 db
Madocsai - 2 db
Vass Lajos - 3 db
Csaba - 15db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2012 január 29, 17:57
Írta: Miki2 Dátum 2012 január 29, 17:57
Szervusz István
Engem is érdekelne ennek a vezérlőnek a leírása.
Ha lehet, kérlek küld el a dokumentációt róla.
Engem is érdekelne ennek a vezérlőnek a leírása.
Ha lehet, kérlek küld el a dokumentációt róla.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 január 29, 19:15
Írta: PSoft Dátum 2012 január 29, 19:15
Szeretnék megismerkedni én is ezzel a vezérlővel.
Kérlek tedd hozzáférhetővé számomra is.(ha lehet)
Köszönöm.
Kérlek tedd hozzáférhetővé számomra is.(ha lehet)
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: 6x509vxe Dátum 2012 január 29, 19:29
Írta: 6x509vxe Dátum 2012 január 29, 19:29
Engem is érdekelne,sokan dicsérték...
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2012 január 29, 20:24
Írta: lari Dátum 2012 január 29, 20:24
Kérnék szépen én is dokumentációt!
Köszönöm!
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2012 január 29, 20:29
Írta: Egyújabbgépépítő Dátum 2012 január 29, 20:29
Elnézést nem voltam net közelben a hétvégén.
Űgy gondoltam nem küldöm el mindenikek, hanem itt teszem közzé ha ez a topik megfelel.
Nem tudom menyire elérhető még Uli csipje, írtam neki egy mailt, remélem válaszol.
Űgy gondolom sok csip lehet még a fiókok mélyén is.
Űgy gondoltam nem küldöm el mindenikek, hanem itt teszem közzé ha ez a topik megfelel.
Nem tudom menyire elérhető még Uli csipje, írtam neki egy mailt, remélem válaszol.
Űgy gondolom sok csip lehet még a fiókok mélyén is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 29, 20:47
Írta: svejk Dátum 2012 január 29, 20:47
Tökéletes helye lesz itt.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 január 29, 22:07
Írta: PSoft Dátum 2012 január 29, 22:07
Annak idején a Varsa összegyűjtött rengeteg anyagot az UHU-ról (is).
Építési leírások,képek,pdf-ek,....
Még most is fellelhetőek a tárhelyén.
Építési leírások,képek,pdf-ek,....
Még most is fellelhetőek a tárhelyén.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 29, 22:15
Írta: 000000000 Dátum 2012 január 29, 22:15
Én is onnan linkeltem a #11622-őt.
nagyon sok hsznos dolog van a tárhelyén.[#eljen]https://cnctar.hobbycnc.hu/VarsanyiPeter/
nagyon sok hsznos dolog van a tárhelyén.[#eljen]https://cnctar.hobbycnc.hu/VarsanyiPeter/
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 január 30, 17:11
Írta: ht0cjk58i Dátum 2012 január 30, 17:11
Helló úrak.
Devalt behajtó motort szerintetek lehetne DC szervónak használni?Persze megfelelő átalakítás után.
Devalt behajtó motort szerintetek lehetne DC szervónak használni?Persze megfelelő átalakítás után.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2012 január 30, 17:15
Írta: Egyújabbgépépítő Dátum 2012 január 30, 17:15
Elkezdem:
Először is így néz ki:


Először is így néz ki:
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2012 január 30, 17:17
Írta: Egyújabbgépépítő Dátum 2012 január 30, 17:17
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2012 január 30, 17:18
Írta: Egyújabbgépépítő Dátum 2012 január 30, 17:18
Írtam Ulinak, válaszolt:
Hi Steve,
sure.
One controller incl. crystal is 10 Euro.
Postage to xxxx is 3 Euros, please add 3 Euros if you want registered mail.
Free of charge EU money transfer to:
Raiffeisenbank Muenchen Sued
Kontoinhaber Ulrich Huber
Knto 100302104
BLZ 70169466
IBAN DE49701694660100302104
BIC GENODEF1M03
or paypal to uli@uhu-servo.de
Best regards
Uli
Hi Steve,
sure.
One controller incl. crystal is 10 Euro.
Postage to xxxx is 3 Euros, please add 3 Euros if you want registered mail.
Free of charge EU money transfer to:
Raiffeisenbank Muenchen Sued
Kontoinhaber Ulrich Huber
Knto 100302104
BLZ 70169466
IBAN DE49701694660100302104
BIC GENODEF1M03
or paypal to uli@uhu-servo.de
Best regards
Uli
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2012 január 30, 17:22
Írta: Egyújabbgépépítő Dátum 2012 január 30, 17:22
Legalább 15 megépített példány, a legkisebb motor E240, a legnagyobb SANYODENKI 250w.
Ha nincs kottyanása a mechanikának nagyon szépen beállítható.
Ha nincs kottyanása a mechanikának nagyon szépen beállítható.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 30, 17:58
Írta: svejk Dátum 2012 január 30, 17:58
Szép, praktikus, kis helyen elfér,
Szerintem kezdheted a NyÁK-ra Felvenni az előrendelést :))
Szerintem kezdheted a NyÁK-ra Felvenni az előrendelést :))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 30, 18:02
Írta: svejk Dátum 2012 január 30, 18:02
Tetszik, hogy a step-dir jel egy szalagkábelre van felfűzve.
A P8-as csatira csak LED-ek mennek?
A P8-as csatira csak LED-ek mennek?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 30, 18:03
Írta: svejk Dátum 2012 január 30, 18:03
Mekkora ez kb.? 80x90 mm?
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2012 január 30, 18:19
Írta: Egyújabbgépépítő Dátum 2012 január 30, 18:19
Mivel ennek a gyártási dokumentációja már ki van fizetve az után gyártásnak semmi akadálya.
A mérete 86 x 96 mm.
A step-dir lustaságból van szalagkábelen, egy négycsatornás vezérlő gyorsabban összerakható.
A P8 csak LED, 1 Zöld Ok, 1 piros hiba, 2 db áramfigyelő.
A mérete 86 x 96 mm.
A step-dir lustaságból van szalagkábelen, egy négycsatornás vezérlő gyorsabban összerakható.
A P8 csak LED, 1 Zöld Ok, 1 piros hiba, 2 db áramfigyelő.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 30, 18:42
Írta: svejk Dátum 2012 január 30, 18:42
Minden tökéletes... ez kell a hobbystáknak :)))
Estére megkérdezem, hogy áll a barátunk a motorokkal...
Estére megkérdezem, hogy áll a barátunk a motorokkal...
Cím: Re:DC szervó motoros vezérlés
Írta: u3xrz0cut Dátum 2012 január 30, 20:33
Írta: u3xrz0cut Dátum 2012 január 30, 20:33
[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2012 január 30, 20:46
Írta: hyuekyh7a Dátum 2012 január 30, 20:46
Off:csomag meg jött minden okk.
Ez a vezérlő szerinted megállja a helyét egy olyan gépen ami akár 8 órát meny naponta?
Ez a vezérlő szerinted megállja a helyét egy olyan gépen ami akár 8 órát meny naponta?
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2012 január 30, 21:10
Írta: Miki2 Dátum 2012 január 30, 21:10
"One controller incl. crystal is 10 Euro."
Jól értem, hogy egy komlett vezérlő a kristállyal együtt 10€?
plusz posta...
Jól értem, hogy egy komlett vezérlő a kristállyal együtt 10€?
plusz posta...
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2012 január 30, 21:14
Írta: hyuekyh7a Dátum 2012 január 30, 21:14
Igen az AVR.
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2012 január 30, 21:18
Írta: Miki2 Dátum 2012 január 30, 21:18
És vajon hogyér lehet hozzájutni kompletten szerelve, élesztve.
Mert sem a kezem, sem a szemem nem a régi.
Ezeket az SMD parányokat már látni sem nagyon tudom.
Mert sem a kezem, sem a szemem nem a régi.
Ezeket az SMD parányokat már látni sem nagyon tudom.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 30, 21:22
Írta: svejk Dátum 2012 január 30, 21:22
Ilyenre mindig van vállalkozó...
A nyák még jelentős összeg a többi bagó, főleg a kis E240-es motorhoz, amihez bőven elég az IRF540.
A nyák még jelentős összeg a többi bagó, főleg a kis E240-es motorhoz, amihez bőven elég az IRF540.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2012 január 30, 21:23
Írta: ANTAL GÁBOR Dátum 2012 január 30, 21:23
István vagy még? mert megjött a levél és hívnálak
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2012 január 30, 21:30
Írta: Egyújabbgépépítő Dátum 2012 január 30, 21:30
Ha van elég jelentkező, ugyanúgy gépre lehet vinni mint a MODBUST.
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2012 január 30, 21:42
Írta: hyuekyh7a Dátum 2012 január 30, 21:42
Nincs esetleg egy példányod próba (Tesztelés)céljára, mert ha megfelelne engem érdekelne vagy 15-20db
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2012 január 30, 21:42
Írta: Miki2 Dátum 2012 január 30, 21:42
Ha valaki rászánja magát, és belefog, jó lenne értesülni róla.
Már összejön annyi motor, hogy talán rajtam kívül is érdekel valakit ez a dolog.
Már összejön annyi motor, hogy talán rajtam kívül is érdekel valakit ez a dolog.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 30, 21:46
Írta: svejk Dátum 2012 január 30, 21:46
Az ilyenek nem maradnak titokban, csak figyeld árgus szemekkel a fórum minden topicját! :)
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2012 január 30, 21:57
Írta: hyuekyh7a Dátum 2012 január 30, 21:57
Svejk amúgy ez eléggé hasonlatos a DSSC szervóhoz , nem?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 30, 23:30
Írta: 000000000 Dátum 2012 január 30, 23:30
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3 db
Kola - 3 db
Sz.József - 3 db
Csipi - 3 db
Sneci - 20 db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3 db
Servo - 8 db
vjanos - 3 db
Madocsai - 2 db
Vass Lajos - 3 db
Csaba - 15db
Danibá - 12 db.
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3 db
Kola - 3 db
Sz.József - 3 db
Csipi - 3 db
Sneci - 20 db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3 db
Servo - 8 db
vjanos - 3 db
Madocsai - 2 db
Vass Lajos - 3 db
Csaba - 15db
Danibá - 12 db.
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2012 január 31, 07:37
Írta: ra8nsmk6w Dátum 2012 január 31, 07:37
A többi sem bagó! az optó a fetmeghajtó és a reset ic is tétel. Én már több mint 10 db raktam össze, de jóval anyagár alatt sikerült eladnom.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 január 31, 07:46
Írta: besirkyjh Dátum 2012 január 31, 07:46
Szia
Már régen megtanultam hogy az épitett cuccokat nem szabad eladni csak beépiteni és használni .
Csinálhatod Te a legjobb vezérlöt a világon az árára ugy is az a válasz " de a kinai olcsobb " .
Akkor azt kel használni !!
Már régen megtanultam hogy az épitett cuccokat nem szabad eladni csak beépiteni és használni .
Csinálhatod Te a legjobb vezérlöt a világon az árára ugy is az a válasz " de a kinai olcsobb " .
Akkor azt kel használni !!
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2012 január 31, 08:03
Írta: ra8nsmk6w Dátum 2012 január 31, 08:03
Be is építettem, aztán meg kivettem.Remélem másnak több szerencséje lesz vele. Nem vagyok aszkéta tipus.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 31, 08:36
Írta: 000000000 Dátum 2012 január 31, 08:36
Mi volt a gondod vele?
Cím: Re:DC szervó motoros vezérlés
Írta: Varga István Dátum 2012 január 31, 09:42
Írta: Varga István Dátum 2012 január 31, 09:42
Közelednek a tavaszi találkozók.
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3 db
Kola - 3 db
Sz.József - 3 db
Csipi - 3 db
Sneci - 20 db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3 db
Servo - 8 db
vjanos - 3 db
Madocsai - 2 db
Vass Lajos - 3 db
Csaba - 15db
Danibá - 12 db.
Varga István - 12 db
Folytassátok a sort. (másol-beilleszt segítségével)
Többen megkerestek mostanában E240-es szervo motor ügyben.
Felvettem a kapcsolatot a holland barátunkkal, elméletileg kb. két hét múlva újra lesznek motorok.
Ez azt jelenti, hogy az érintettek az első találkozón át is tudnák venni a motorokat, megmentve engem a bazi sok postázás nyűgjétől.
Kérem azon fórumtársakat akiket érdekel az ügy, írjon ide nick nevet és darabszámot.
Svejk - 16 db.
Miki2 - 3 db.
PSoft - 4 db
Révész Richárd - 3 db
Kola - 3 db
Sz.József - 3 db
Csipi - 3 db
Sneci - 20 db
szbjoe - 3 db
BeneL - 4 db
HJózsi - 3 db
Zolp - 3 db
Servo - 8 db
vjanos - 3 db
Madocsai - 2 db
Vass Lajos - 3 db
Csaba - 15db
Danibá - 12 db.
Varga István - 12 db
Folytassátok a sort. (másol-beilleszt segítségével)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 31, 10:13
Írta: svejk Dátum 2012 január 31, 10:13
Igen.. előnye a monitorozási lehetőség, bár az sem valami nagy szám.
Én egyébként a hobby vezérlők közül a Magi Quantumjára tenném a voksot, mindezt mondom úgy, hogy a Sneciét nem ismerem.
Persze a Quantum-ra mint procira, saját átgondoltabb tervezésű Nyák-al,körítéssel, bár ilyen kis motoroknál az eredeti is biztos kiváló.
- nagyon jó monitorozási lehetőség
- szinte mindent lehet állítani
- a 3 db potméteres beállítás a finomhangoláshoz óriási könnyebbség.
- magyar support
Én egyébként a hobby vezérlők közül a Magi Quantumjára tenném a voksot, mindezt mondom úgy, hogy a Sneciét nem ismerem.
Persze a Quantum-ra mint procira, saját átgondoltabb tervezésű Nyák-al,körítéssel, bár ilyen kis motoroknál az eredeti is biztos kiváló.
- nagyon jó monitorozási lehetőség
- szinte mindent lehet állítani
- a 3 db potméteres beállítás a finomhangoláshoz óriási könnyebbség.
- magyar support
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 31, 10:29
Írta: svejk Dátum 2012 január 31, 10:29
Bocsánat, az előzőhöz az is hozzátartozik, hogy Tibor45-ét sem ismerem, illetve biztos van mégy egy pár amiről még nem is hallottam.
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2012 január 31, 11:41
Írta: hyuekyh7a Dátum 2012 január 31, 11:41
Én próbáltam az Istvánét is a tiedet is, magam is építettem egy változatot.A tied a kis lapos dobozolt, a mai napig megy hiba nélkül egy kisebb plazmán.A Qvantummal csak az volt a bajom hogy kicsi fordulaton remegett picit, lehet én nem tudtam jól beállítani, de úgy gondoltam nem volt jó ugyanaz a beállítás kisebb és nagyobb fordulat esetén. Viszont a DSSC nagyon szépen és egyenletesen ment minden fordulaton ugyanazzal a beállítással. Tapasztalatom szerint kis gépen nagyon optimális lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 31, 12:03
Írta: svejk Dátum 2012 január 31, 12:03
Amit mi csináltunk verziót annak köztudottam a japán fickóé az alapja.
Előnye az egyszerűségében, lassúságában rejlik.
Azt hiába küldöd meg bazi meredek jelekkel, végzi a dolgát komótosan, pont annyira mint amennyire egy barkácsgépet egyébként is állítana az ember, persze a követési hibát kijelzi.
Nincsenek funkciók kihegyezve, mint pl. a Quantumnál,- mely miatt persze én is bűnös vagyok,- mert próbáltam a Magit ösztökélni a tökéletesre az univerzalitásra.
Most van beüzemelés alatt nálam egy ྐ-es gyártású DC servos CNC marógép.
Kár hogy hamarabb találkoztam a korszerűbb hajtásokkal, vezérlésekkel mint ezzel.
Sok minden infónak nem ültem volna fel itt a fórumon sem.
Előnye az egyszerűségében, lassúságában rejlik.
Azt hiába küldöd meg bazi meredek jelekkel, végzi a dolgát komótosan, pont annyira mint amennyire egy barkácsgépet egyébként is állítana az ember, persze a követési hibát kijelzi.
Nincsenek funkciók kihegyezve, mint pl. a Quantumnál,- mely miatt persze én is bűnös vagyok,- mert próbáltam a Magit ösztökélni a tökéletesre az univerzalitásra.
Most van beüzemelés alatt nálam egy ྐ-es gyártású DC servos CNC marógép.
Kár hogy hamarabb találkoztam a korszerűbb hajtásokkal, vezérlésekkel mint ezzel.
Sok minden infónak nem ültem volna fel itt a fórumon sem.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2012 január 31, 12:15
Írta: Egyújabbgépépítő Dátum 2012 január 31, 12:15
Egy db maradt amit lefényképeztem. Eladni nem szeretném.
Keress meg megoldjuk.
Keress meg megoldjuk.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 31, 14:22
Írta: 000000000 Dátum 2012 január 31, 14:22
Egy pár képet csinálhatnál a gépről, hadd tanúljunk!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 31, 14:45
Írta: svejk Dátum 2012 január 31, 14:45
Holnap kell valahogy bepajszerolnom a kuckómba.
Itt van pár kép, még az eredeti helyén, a vásárlás előtt.
Itt van pár kép, még az eredeti helyén, a vásárlás előtt.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 31, 14:56
Írta: 000000000 Dátum 2012 január 31, 14:56
Komoly masszív darab. Jó munkát a felújításához!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 31, 15:08
Írta: svejk Dátum 2012 január 31, 15:08
Tipp-topp állapotban van, alig hiszem el.
A szánokon semmi kopás, az asztalban egyetlen egy helyen van belefúrva, a főorsó a 2,2 kW-os motorral hajtóművel együtt halkabb mint a praktikeres asztali fúrógépem. A fordulatszám 125-2500-ig 20(!) azaz húsz fokozatban állítható
Az 1 fázis 230 V átalakításon kívül semmit nem kellene rajta csinálni.
Persze én fogok, valószínű lesz egy átkapcsoló:
BOSCH ALPHA3 --- Mach3.
Hogy Lovas Gyula szavaival éljek, én sem vagyok aszkéta típus, hogy az eredeti programozást megtanuljam... :)
Nem volt olcsó, véletlen akadtam rá, egy CNC esztergát és egy megmunkálóközpontot mentem oda javítani. Egymásba szerettünk első látásra...
A szánokon semmi kopás, az asztalban egyetlen egy helyen van belefúrva, a főorsó a 2,2 kW-os motorral hajtóművel együtt halkabb mint a praktikeres asztali fúrógépem. A fordulatszám 125-2500-ig 20(!) azaz húsz fokozatban állítható
Az 1 fázis 230 V átalakításon kívül semmit nem kellene rajta csinálni.
Persze én fogok, valószínű lesz egy átkapcsoló:
BOSCH ALPHA3 --- Mach3.
Hogy Lovas Gyula szavaival éljek, én sem vagyok aszkéta típus, hogy az eredeti programozást megtanuljam... :)
Nem volt olcsó, véletlen akadtam rá, egy CNC esztergát és egy megmunkálóközpontot mentem oda javítani. Egymásba szerettünk első látásra...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 31, 15:42
Írta: svejk Dátum 2012 január 31, 15:42
Ja, és ami még nagyon fontos, hogy minden dokumentációja meg van. Pár nap kutakodás után a NET-en angol doksikat is letudtam szedni.
Cím: Re:DC szervó motoros vezérlés
Írta: csizi Dátum 2012 január 31, 19:29
Írta: csizi Dátum 2012 január 31, 19:29
Ez tényleg nagyon jó.
De azt hittem kisebb. Halvány elképzelésem sincs hogy ezt hová tudod bepréselni.[#wow1]
De azt hittem kisebb. Halvány elképzelésem sincs hogy ezt hová tudod bepréselni.[#wow1]
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2012 január 31, 20:13
Írta: ebalint Dátum 2012 január 31, 20:13
Gratulálok a masinádhoz!
.
.
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2012 január 31, 20:38
Írta: Miki2 Dátum 2012 január 31, 20:38
Akkor nem fogol fázni !
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 31, 21:43
Írta: svejk Dátum 2012 január 31, 21:43
Lehet egy két alkatrészt le kell bontani.:)
1145 kg
X: 450
Y: 360
Z: 300 + manuálisan 400 mm
Nincs egy dicsekszem a vett gépemmel topic?
1145 kg
X: 450
Y: 360
Z: 300 + manuálisan 400 mm
Nincs egy dicsekszem a vett gépemmel topic?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 január 31, 22:17
Írta: PSoft Dátum 2012 január 31, 22:17
"Egymásba szerettünk első látásra..."
Mostanság ez olyan divatos,....."celebszerelem".:)
De,...aztán pár hónap után,nehogy megunjátok egymást.:)
Mer,aztán ki is kell ám "pajszerolnod":))
"az asztalban egyetlen egy helyen van belefúrva" (eddig).:)))
Mostanság ez olyan divatos,....."celebszerelem".:)
De,...aztán pár hónap után,nehogy megunjátok egymást.:)
Mer,aztán ki is kell ám "pajszerolnod":))
"az asztalban egyetlen egy helyen van belefúrva" (eddig).:)))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 31, 22:22
Írta: svejk Dátum 2012 január 31, 22:22
Kifelé majd ebrudalom, de már meg van rá a vevőm is.
No ez szinte borítékolható, a BF20-asomnál is elkövettem az első 5 percben ilyn bakit, kihúzta patronból a szerszám magát. :(
No ez szinte borítékolható, a BF20-asomnál is elkövettem az első 5 percben ilyn bakit, kihúzta patronból a szerszám magát. :(
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 január 31, 22:34
Írta: PSoft Dátum 2012 január 31, 22:34
A Laslie szerint,azé van a két kulcs odatéve,meee....
De,ez csak rosszindulatú,és aljas rágalom.:))

De,ez csak rosszindulatú,és aljas rágalom.:))
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 január 31, 22:36
Írta: 4um5b65d Dátum 2012 január 31, 22:36
A mondat így hangzik helyesen:
"De,ez csak rosszindulatú."
"De,ez csak rosszindulatú."
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 január 31, 22:39
Írta: PSoft Dátum 2012 január 31, 22:39
Jah,...ma mondtam a postásnak,hogy Kecskemétig meg se álljon.:))
Aztán majd,...ér amikor ér.[#nemtudom]
Aztán majd,...ér amikor ér.[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 január 31, 22:44
Írta: PSoft Dátum 2012 január 31, 22:44
Ok.!
Az alias,visszaszíííva.:))
Az alias,visszaszíííva.:))
Cím: Re:DC szervó motoros vezérlés
Írta: 9hpa53xy Dátum 2012 február 01, 15:55
Írta: 9hpa53xy Dátum 2012 február 01, 15:55
Hello Szervósok!
Nem tudja valaki hogy hol lehet olcsó encodert venni? Egészen kis méretű kellene max 25mm átmérőjű, és 6mm vastag tengelyre kell. A+B kimenet (inkrementális??) Használt is jó. Előre is köszöntem!
Nem tudja valaki hogy hol lehet olcsó encodert venni? Egészen kis méretű kellene max 25mm átmérőjű, és 6mm vastag tengelyre kell. A+B kimenet (inkrementális??) Használt is jó. Előre is köszöntem!
Cím: Re:DC szervó motoros vezérlés
Írta: Varga László Dátum 2012 február 01, 18:04
Írta: Varga László Dátum 2012 február 01, 18:04
Akkor kellene egy(ESZ A SÁRGA IRIGYSÉG )topic is
Cím: Re:DC szervó motoros vezérlés
Írta: Varga László Dátum 2012 február 01, 18:06
Írta: Varga László Dátum 2012 február 01, 18:06
11676 -ra ment a válasz. (bocsi)
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 04, 07:33
Írta: ht0cjk58i Dátum 2012 február 04, 07:33
DC motorhoz nem tud valaki olyan vezérlést ami önálló(nem PC) és tud fordulatszámot és írányváltást?
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 február 04, 07:46
Írta: besirkyjh Dátum 2012 február 04, 07:46
Szia
Mindegyik tud PC nélkül menni .
Mindegyik tud PC nélkül menni .
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 04, 07:52
Írta: ht0cjk58i Dátum 2012 február 04, 07:52
Az addig okés.Kamera mozgatáshoz kellene egy önálló vezérlő aminek csak táp kell és kapcsolókkal és potival tudom vezérelni.
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 04, 07:58
Írta: ht0cjk58i Dátum 2012 február 04, 07:58
Vagy oldjam meg PWM (PL:555 IC) szabályzással és utánna 1 írányváltóval?
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 február 04, 08:16
Írta: besirkyjh Dátum 2012 február 04, 08:16
Igen , az jo lehet
Alapbol egy vátoztathato ferkvenciáju TTL szintü négyszög jel kel neki és egy + vagy - 5V az irány váltáshoz .
Alapbol egy vátoztathato ferkvenciáju TTL szintü négyszög jel kel neki és egy + vagy - 5V az irány váltáshoz .
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 04, 08:22
Írta: ht0cjk58i Dátum 2012 február 04, 08:22
Köszönöm.
Akkor jól gondoltam.
Akkor jól gondoltam.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 04, 09:03
Írta: 000000000 Dátum 2012 február 04, 09:03
Én sokáig így használtam a marógépemet is.[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 04, 09:04
Írta: 000000000 Dátum 2012 február 04, 09:04
Egy 555-s IC és pár alkatrész.
Cím: Re:DC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2012 február 04, 09:11
Írta: 62pb8zge Dátum 2012 február 04, 09:11
Szerezz egy villanyvasút trafót... :)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2012 február 04, 16:10
Írta: Szalai György Dátum 2012 február 04, 16:10
Kameramozgatáshoz talán nem is fordulatszám szabályozó kellene neked, hanem pozíciószabályozó.
(Ameddig tekered a potmétert, addig fordul a kamera és ott megáll. Ellenkezőleg tekered, akkor ellenkezőleg fordul és megáll.)
Vagy rosszul értem?
(Ameddig tekered a potmétert, addig fordul a kamera és ott megáll. Ellenkezőleg tekered, akkor ellenkezőleg fordul és megáll.)
Vagy rosszul értem?
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 február 04, 16:38
Írta: besirkyjh Dátum 2012 február 04, 16:38
Félig jol érted .A forgatáshoz tökéletes de itt van linearis mozgás is amikor sinen megy a kamera elöre hátra jobbra balra .
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2012 február 04, 16:50
Írta: Szalai György Dátum 2012 február 04, 16:50
Ott nem lehet megoldás, hogy addig a távig fut a kamera a sínen, amilyen szöghelyzetbe állítod a potmétert? (Lehet helipot is, ha hosszú a sin.) Esetleg ameddig tolod a tolópotmétert.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 február 04, 17:10
Írta: besirkyjh Dátum 2012 február 04, 17:10
Megoldhato az is , csak attol függ hogy kel-e ismételt és pozicionált mozgás .Ha kel akkor érdemes valami mikrocontroller vagy PC ( bár ez nem mindig oldhato meg ( pl : 24 orás felvétel fotozáskor ) de sokan használják a kis protméteres változatot .
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 06, 10:42
Írta: ht0cjk58i Dátum 2012 február 06, 10:42
Félig meddig, egyenlőre csak a kamerát kellene mozgatnom horizontálisan és vertikálisan.
Léptetőre is gondoltam mint hajtás, fogaskerékkel.
Teszek pár képet fel az egyszerűség kedvéért.
Léptetőre is gondoltam mint hajtás, fogaskerékkel.
Teszek pár képet fel az egyszerűség kedvéért.
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 06, 10:45
Írta: ht0cjk58i Dátum 2012 február 06, 10:45
(http://
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 06, 10:45
Írta: ht0cjk58i Dátum 2012 február 06, 10:45
(http://
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 06, 10:46
Írta: ht0cjk58i Dátum 2012 február 06, 10:46
(http://
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 06, 10:46
Írta: ht0cjk58i Dátum 2012 február 06, 10:46
(http://
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 06, 10:46
Írta: ht0cjk58i Dátum 2012 február 06, 10:46
(http://
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 06, 10:46
Írta: ht0cjk58i Dátum 2012 február 06, 10:46
(http://
Az elfordított kefe tartó szimpla hiba.
Vagy a letépet vezeték vagy a kefe kiszerelés közben fordulhatott el.
A kivezetést pedig speciális vezetőképes ragasztóval lehetne megoldani.
Érdemes megcsinálni mert a vezérlők nem biztos hogy örömmel konstatálnák a pillanatnyi kontakt hibákat.
Akkor szedd ki azt a pici imbusz csavart és húzd ki a kefe tartót.
ha látni rajta hogy el van kenődve a csavar nyoma akkor nem az az eredeti állapota.
Akkor nekem valami selejt motor lehet , mert abban egyenesen állnak a kefe tartók
Gyárilag a Flex márkájú sarokcsiszolókban olyan kefe van ami 2-3mm kopás után nem használható tovább.
És ez nem azért van mert odáig van benne a drót.
viszont az a 2-3mm mire lekopik csapágyas is lesz a cucc.
Van benne egy kis műanyag kütyü a kefében ami ha eléri a kopottnak számító méretet kilökődik és eltartja a kommutátortól.
Viszont egy pár ilyen kefe ára 5-6e Ft 5 éve is.
Nem tudom milyen anyagból lehet , de nem koptatja el a forgórészt és maga a kefe is elég sokáig bírja.
No maradjunk annyiban hogy az emelkedése valóban 24 menet 1"-ra, de az átmérője tuti nem 3/16"-od hanem 3/8"-ad...
C,G,BSPP - Whitwort csőmenet. Külső és belső is hengeres.
Rp - Whitwort csömenet , csak a belső menet jelölhető így . Ez is hengeres, ugyanúgy mint az előzők
R - Whitworth csőmenet csak a külső menetre vonatkozhat, ez már kúpos.
Rc - Whitworth csőmenet csak belső menetre vonatkozhat. Kúpos.
A régi jelöléseknél úgy adták meg, hogy C1/2 K ez jelentette a kúpos változatát. Ezt egy két régi Magyar menetfúrónál tetten is lehet érni. Ritka volt ez a menetfúró/metsző akkoriban.
A C jelölés sosem vonatkozott a kúpos mivoltára.
Az pedig, hogy a recsegősdi menetmetszőknél miként jelölik az nagyon változó. A csőszerelők szerszámai szinte sosem követik a tényleges fémipari jelöléseket. Mostohagyerek volt mindig is a menetkészítés világában.

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Bekarikáztam a két pontot, ahol a GND közösködik a vezérlő rész és a nagyáramú rsz között.
Nem egy pontban vannak, és a nagyáramú betáplálástól az oválissal karikázott messze van.
Nekem az nem tetszik, én a pirossal berajzoltan kötném valahogy.
Amikor a motor ráhúz, akkor azon a nagyáramú GND-n feszültség esik, és ezzel a vezérlő két felén a GND nem lesz azonos potenciálon.
Ettől gerjedhet, meghülyülhet.

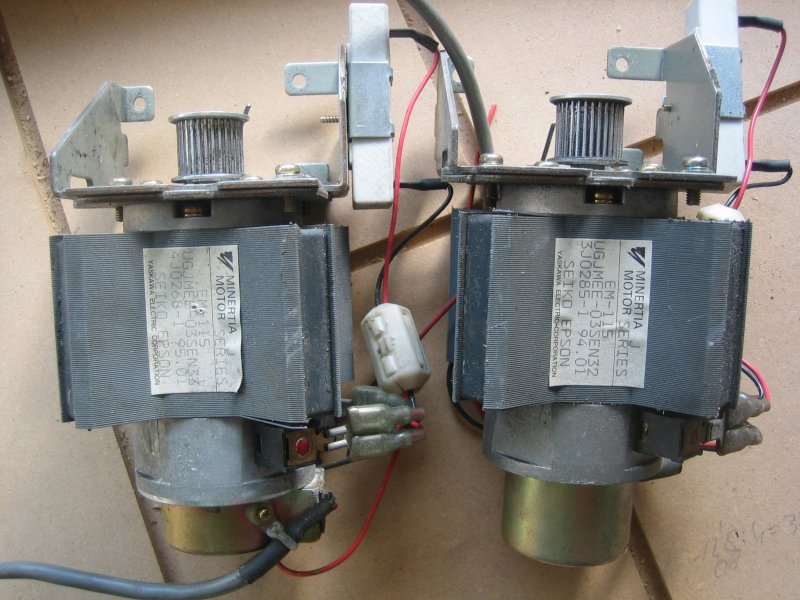
Vagy 2 éve valaki foglalkozott ezekkel a dc motorokkal.
Nincs meg véletlen ezen tipusú motorok adatai valakinek?
Üdv !
Keresek itt is hátha az adok veszek résznél nem látja..
DC szervó vezérlőt amit bírja 15A terhelést és DC ről menne ami 140V. lehet éppen 230V AC is táp oldala de a kimenet úgy 150 V legyen max. És analóg vezérlésű kell + amiben tacho bemenet van. KEFÉS motorhoz.....
Köszi !
Üdv !
Bekerült a szervó vezérlő egység...
Amik mellette vannak azok is azok. csak azokat 500 dollártól egészen 1500 dollárig árulják. és ez a 15 ezer FT os cucc is megcsinálja.


Ezt István készítette, így néz ki az ÁLTALA áttervezett vezérlő.
Szerinted? [#nevetes1] [#nevetes1] [#nevetes1] [#wave]
Lenne egy ötletem,de...ahhoz tudnom kéne,hogy milyen jelet adnak ezek a HP-s fejmozgatásban használt optikák,a hozzá tartozó szalaggal.
Mintha régebben valaki már sikerel használta volna az ilyen optikát,talán az,..."ablaktörlőszervókon"?
A szalagot szeretném használni,a saját optikájával,valamilyen(mezei?) szervóvezérlővel.
Köszönöm a gyors választ!
Titkon ezt "reméltem",ami a válaszodban van.
Úgyhogy,...lehet tovább gondolni(gondolnom) az ötletet.:)
[#eljen][#worship]
Ha módod,és lehetőséged lenne,azért..."előáshatnád" azokat a régi jegyzeteket.:)
A #12122-ben linkelt fejpanel a 800-as sorozatúakból van,deskjet-895cxi.
Vajon ez milyen lehet,sin-cos....TTL?
Ááááá,dehogy,miért tenném!:)
Ebben ugyanis mindkettő van,szalag is,tárcsa is.
Szalag van a fejmozgatáson,és egy nagy átmérőjű,kb.2-2.5"-os tárcsa van a papír továbbításban.
A szalagos,fejoptika milyensége volna érdekes.
Ma,E240-es motorral volt dolgom.
Emlékeztem Svejk videójára,kis keresgélés után,meg is találtam.
Másnak is segítség lehet.
E240-es motorok,szerelési segédlet....
Nálam az SMC terminal,valamiért nem jött be.
Nem tudtam kommunikálni vele a vezérlőkkel.
Pedig,tetszett volna a beépített motor tesztere.:)
Aztán,...hagytam a fenébe az SMC-t.
Előtte is,(meg utána is) a Windows Hyper terminálját használtam.
Azzal semmi gondom nem volt eddig.
Ott,ugyanazok a portbeállítások,mint amint lentebb írsz.
A YA-070 re nem ír enkóder adatokat.
De ott van kicsit lejjebb a YA-071-es közel ugyanazokkal a paraméterekkel,arra 200-as enkódert ír.
Hirtelen,végigpörgettem a listájukat...
Tényleg sok minden Hobby-s cucc van náluk,ami a CNC-hez kapcsolható.
[#wave]
"Ha +- tápot használsz elég egy kétállású sima kacsoló"
Ezt...rajzold le!

Vissza állásnál is ilyen hibák vannak?
Milyen vezérlő, motorok, orsók ?
Több infó kell mert ezek lehetnek mechanikai illetve elektronikai problémákból eredő hibák is
Sneci vezérlővel és az encoder-el nem igazán lehet gond.
Tehát kizárásos alapon marad a kábel.
Gondolom a csavart érpárokat még véletlen se A,A_ B,B_ Z,Z_ illetve a +/- lett párosítva.
Mert a csavart érpárok és a negált jelek némileg zavarmentesítik a jelátvitelt.
Azt is feltételezem, hogy path hálózati kábel csirkefej levágásával jutottál hozzá az encoder kábelhez.
Amúgy több sebből véreznek ezek a CAT5 kábel kontra CNC gép vezetékezések.
Először nem árnyékolt.
Másodszor a path kábel valamennyivel jobban bírja a mozgatást mint a fali tömör CAT kábelek, de még így se lesz hosszú életű.
Használj LiYCY 8x0.14 kábelt hozzá 240Ft környékén volt az ára.
Kétlem hogy ez lenne a hiba, de ezt nézd meg.

A pirossal bekeretezett résznél, ha neked 0-0 van akkor lehet meg is van a problémád. (4-4 érték lesz neked jó)
Ez egy olyan triviális hiba amibe nagyon sokan belefejelnek.
Ezt annyira szeretem mikor úgy kell kiszuggerálni valakiből az információ töredékeket!
Hogy várod így a megoldást ???
Most ami eddig kiderült az lehet legalább 5-10 probléma összetett illetve egyenkénti hibája.
Lehet a PC, lehet a beállítás, lehet a kábel... stb,stb.
Első körben vidd el a vezérlőt és a motort valakihez akinek van már működő konfigurációja és legalább a PC oldalt ellenőrizétek le, hogy mindig ugyan oda áll vissza a motor.
Ha már itt megdől a mutatvány akkor marad a kábel.
Az nem véletlen Ua jelölést kapott mert nagy a valószínűsége, hogy nem A,B és Z jelek.
Heidenhain szeret gyártani analóg kimenetű encodert is !
Az adatlap szerint a ROD 426-os típus TTL szintű kvadratúrának kellene lenni, de a betűjelölés nem erre utal.
Gondolom az az egy tengely működik rendesen ami sanyo denki motor van.
Olvassatok vissza....
A © svejk-féle első,vagy második? E240-es beszerzés idején...
Nem volt egyszerű a hozzávaló kefék beszerzése.
Ha volt is,horror árakat kértek párjáért.:(
© H.Józsi,és még páran futottak köröket a beszerzésre.
De aztán,a horror árak miatt...."elhaltak" a beszerzésre irányuló törekvések.:(
Akkor készültek ezek a kefék.:)
[#eljen]
Teljesen jól,korrektül működik a lézernyomott/fóliás tárcsa is.
Főleg,ilyen "móricka" felbontásban.:)
Erre a Sanyo Denki-re nyomtattam,a törött üvegtárcsa helyett.
A 240-es osztás,minden gond nélkül kivitelezhető volt lézernyomtatóval.
Volt régebben itt a fórumon valakinek? egy kis enkóder progija,azt használtam hozzá.
Most akkor mi van?[#nemtudom]
Nem jó Neked az E240-esekhez utángyártott tárcsa?
1"-os,500 osztásos,11mm az optikai rádiusza,az index sáv nincs rajta.
Hány db.-ot tegyek a borítékba???
Nem akarom rád erőltetni,de ha kínlódni akarsz....
Nah,akkor írd össze...
Mennyi az annyi...
Aztán,jelentsd meg!
Gondolom,16f627-ed van a fiókba?
Küldöm a hexét.
A keszeget meg jó ropogósra,jó sósra...úgy szeretem!:)
Hubasszus!
Szerezz be gyorsan kettőt!!!:)
Megnézted?
Hogyé aggyák??:)
Igen,DIP tokos kell.
Mer,én meg...igen?????:)
Igen,a leírás 20MHz-ről beszél.
A hex...ott van az,nézd csak meg!:)(az előbb...lemaradt)[#falbav]
Mondtam,hogy küld el azokat a mocikat!....megcsináltam volna!
Munkadíj fejébe,adtam volna hozzájuk az 500-as tárcsákat.:))
No persze,a tárcsák így is mennek!
Hadd pörögjenek azok a szervók!
(Csak hát így,kénytelen leszel Te felbütykölni a tengelyvégekre őket.:)
Mennyit is ígértem?...ötöt???
(egyébként,fölöslegesen kínlódtál a menetfúrással,semmi szükség ott a menetes csatlakozásra.
A Loctite tökéletesen megfelelt volna,mint ahogy Gábor is írja.
Sőt...még igazából a ragasztó se kell!
A csapos tengelytoldás darabja,szorosan belenyomva a tengelyvég furatába,és utána méretre esztergálva a motor saját forgásával.
Nem kell azt a toldást levenni onnan sose!:))
Eddig,miért nem küldted???
Nincs...dobozod?:))
Áááá!
A Faxa kis "univerzális",mindenhovapasszoló:)hengergörgős írógépkocsik![#eljen]
Amúgy...balkezes vagy?:)
8mm-es azE240-es tengelyvége,ha 9,2-re hagyod a tengelytoldást...hogy fogod a csapágyat szerelni?[#nemtudom]
Miért nem "sajátforgatással" csinálod a fúrást,és a tengelyvéget?
Ahahhh!
Szóval,kefék sincsenek abban a motorban.:(
Mennyi "kefenélküli" E240-esed van?
libeg...libeg...
A tehén farka is "libeg" aztán,még...sose esett le!:))
Látod...látod!
Ha elmentél volna Debrecenbe...
Már lenne optikád az 500-as tárcsákhoz!:)
Akkor...
Hat darab,"utángyártott" E240-esbe való kefe...félretéve © elektronnak.:)
Kiabálj,ha aktuális lesz!
Jövő hónap,tizenkilencedikén reggel...zsebrevágok három,500-as HEDS optikát(meg az öt db.tárcsát,amit ígértem).
Ha ott leszel...és megkeresel,akkor...a Tied a három optika is!
Ha nem,akkor...hazahozom őket,a zsebemben!:((
[#eljen]
Így kell ezt!
A © KoLa most,biztos irigykedik!:)))
Vegyesen vannak/voltak színuszos,és inkrementális A-B csatornás optikák a HP-nél is.
Ennek a HP Deskjet 895Cxi -nek pld.inkrementális,A-B csatornás optikával van szerelve a fejszervója.
ITT láthatsz az eredeti felépítésről pár képet.
Ez az optika van benne:
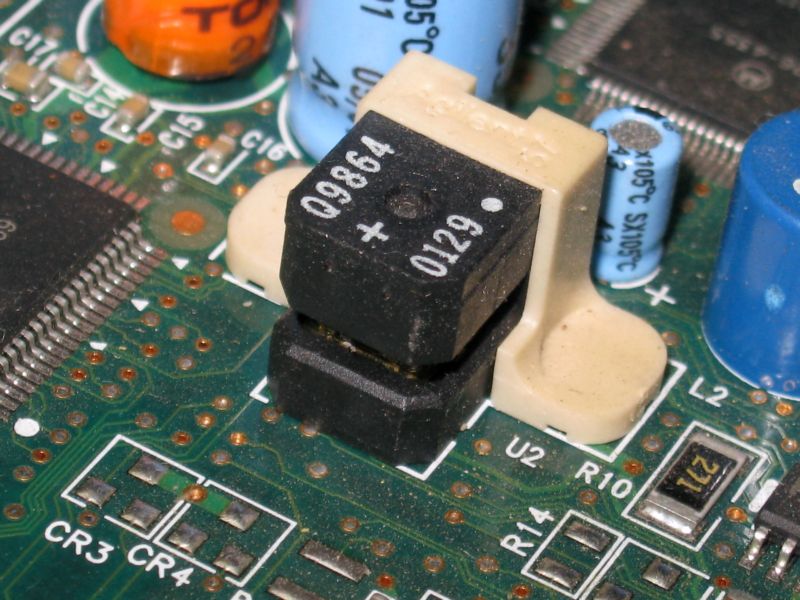
Kísérleteztem ezzel a fejszervóval...
A HP eredeti kis DC motorját,szíjat,optikát,útmérő csíkot felhasználva,átépítettem egy Festo pneumatikus/lineáris hajtásra.
Annyi a változás a nyomtatóhoz képest,hogy én,omegában hajtottam a szíjjal a Festo kocsiját.
Vezérlőm,akkor,csak a DSSC -ből volt kéznél,e azzal remekül működött.
Persze,a paramétereket,állítani kellett a vezérlőben.
Méréseket nem végeztem,pusztán gyakorlati beállításokkal,szemre/fülre sikerült vele,egy szerintem jól működő kísérletet összehozni.
(de,majd a nálam okosabbak,úgy is megmondják!:)
Pár kép a Festo lineár/HP fejszervó összeállításról.
Ha jól emlékszem 200LPI felbontásúak a szalagok.
De lehet,hogy ez változó(nyomtatófüggő).
Ha átszámolod,akkor a 200LPI az 0,127mm.
De,ezekről a nyomtató optikákról,© svejk sokkal többet tudna mondani,ő volt ezeknek a specialistája 'anno.:)
Október 4.-én reggel...zsebre vágok négy db.E240-es motorba való,faxa utángyártott szénkefét(a másik zsebembe:).
Ha ott leszel...és megkeresel,akkor...a Tied a négy szénkefe.
Ha nem leszel ott,akkor...hazahozom őket a zsebemben!:(
Így...jó lesz???
Egyébként,elektronnak,nem is ígértem(akkor)szénkefét!:))
Komolyra fordítva...
Kérek egy postacímet magánba,ha annyira "sürgős".
[#wave][#wave]
Ok!
Előtte,azért még "kiabálj rám",nehogy üres zsebbel induljak el.:))
Neked meg,most nem írok semmit!:)
Mindjárt megmondom...személyesen!:)))
Hogy milyen elvetemült emberkék "szakbarbárkodtak" itt...régebben![#wow1]
[#nyes][#nyes]
Szia Tibor!
Na látod,ez a fejemben van azóta is.
Vinni fogom!
Na de,hogy még kinek,és mit...
[#fejvakaras]
És nem tudod, hogy mennyit is pörög így a 36 tárcsával? Milyen optikát használtál hozzá?
Még képlékeny mi lesz. Ezt milyen programmal lehet a motorhoz hangolni?
Fogasléces megoldás nem a legjobb, fa marásra még elmegy.
Viszont a "viszonylag nehéz mozgó híddal..." kifejezés szerint nem hiszem hogy csak fára szeretnéd használni.
Két fogaskerékkel és közöttük lévő rugóval könnyen kottyanás mentesíthető.
Nekem is van egy ilyen megoldású gépem viszont ott 1:60-as áttétel hajtja a fogaskereket ami pontosan 100mm halad 1 körülfordulásra.
24 volt 60 Wattos szervómotor viszi a 1750mm hosszú kis könnyű 40-50kg-os hidat.
Megboldogult szomszédom birkózott anno a gépel és mikor begyűrte a sarokba akkor rájött, hogy azok a kis motorok nem is olyan kicsik azzal az áttétellel.
Nem egy gyors gép mert G00-ban is csak 5000 m/min sebességet tudott a DSSC vezérlőkkel.
Kíváncsi leszek mit tud kihozni majd Sneci mester vezérlője belőle.
Ezzel a 1:60-as áttétellel olyan ez a 100-as kerületű fogaskerék fogasléc hajtás mintha egy 1,666666666666667 orsó mozgatná a gépet.
5000 mm/min-es sebességnél így a motor pont 3000 RPM-el pörög.
Így olyan nyomatékom van mintha egy 5mm-es orsót hajtana egy 180 Wattos motorka.
Viszont így a gép nem végez hangrobbanással járó légszántást :D
Ekkora tömegnél tök felesleges a légszántó funkció mert ezzel az 5000-es tempóval is 24 másodperc alatt megteszi azt a 2 métert ami a gép hossza. :)
Tehát lehet elég az a E240-es motor is ha kompromisszumokat kötsz.
De a gecko vezérlőt nem nagyon erőltetném, az már akkor is erősen elavult volt mikor megtervezték.
Mivel a hibatárolója meglehetősen kicsi. (inkább nincs is) :)
Ez a rámpás megállás csak a normál stopra vonatkozik vagy a vészstopra is ?
Mert vészstopnál az az evidens, hogy azonnal megáll minden mozgás.
Elárulhatnál pár infót a belső berkekből, mi is lesz ez a csoda masina.
Na meg mégis mi lenne a megmunkálás, illetve a megmunkált anyag.
Van egy barátom...Gecko mániás.:)
Most is keres 2-3db.ot,Ő esküszik rájuk.:)
Ha mégis megválnál tőlük...keress,és összehozlak vele!
[#wave]
Azt írja a .pdf hogy...
"A G340 használata kisméretű motorokkal.
A kisméretű motorok induktivitása alacsony a működési áramhoz képest. Ebből
következően a hullámáram az impulzus szélesség moduláció miatt gyorsan
túlmelegítheti és tönkre teheti ezeket a motorokat. Ha a G340-et ilyen motorral
használja, külső alul áteresztő szűrőt kell használni a hullámáram küszöbszint alá
szorításához.
Az ajánlott szűrő két 150 mikroHenry-s tekercsből áll, sorban kapcsolva a
motorvezetékekkel, és egy 2 mikroFarados, alacsony induktivitású film kondenzátorra
a motor vezetékek között. A tekercseket a csúcs motoráramra kell méretezni.
A szűrőt akkor is használni kell, ha fémmentes armatúrájú vagy „palacsinta” motort
használ. Ezek a motorok nagyon alacsony induktivitásúak, és gyorsan
túlmelegednek, ha közvetlenül a G340 hajtja meg őket."
Mint ahogy Te is ajánlottad 'anno pld. ezekhez a Sanyo Denki motorokhoz.
Aztat kérem én nem tudom,mert olyan...nem is van???
[#nemtudom]
Vagy csak..."el" fordítás lehet?
Előkészítőbe???
Hol lehet beiratkozni?
[#vigyor2]
Köszi!
© destroyer az én barátom,Ő keresi a Geckót.
Ma már nem zavarom,majd holnap...
De,Te is keresheted ITT az adatlapja.
Én is köszönöm!
"gyárilag" nagyon nagy százalékban,512-es osztású encoderrel/optikával voltak szerelve.
De,előfordultak 500-as osztású tárcsákkal/optikákkal is.
Úgy tudom,© svejk végzett méréseket 500-as tárcsa/512-es optika házasításával,és fordítva is.
Ő,talán többet tudna mondani ezzel kapcsolatban.
A DSSC vezérlőkben (Dorogi Svejk Servo Controller) ennek az átdolgozott verziójában pedig van áram érzékelés.
Kössed át a GND-t hajókötéllel ne rángassa :)

Ha használt motor a szénkefepor csodákra képes !
A motor burkolatára meg nem árt a védőföldelés !
Amúgy ha multiméterrel méred a védőföld és a burkolat közé tegyél egy 100-as izzót mert lehet, hogy csak kapacitív és nem terhelhető az a feszültség !
Ha világít a 100-as izzó akkor viszont tényleg baj van.
Mellesleg nincs véletlen rajta zavarszűrő kondenzátor vagy a motoron belül ?
Ahogy növeled a fordulatszámot úgy csökken az izzó fénye ?
Mert ha igen akkor a zavarszűrő kondi xopat !
Ha kizárunk minden lehetőséget akkor már csak egy marad !
A motor zárlatos, de a műszer ellenállásmérője azzal a pár voltos vizsgáló feszültséggel nem fog átütni.
Rendes 500 voltos szigetelés vizsgálóval kell nekiesni !
Tudomásom szerint a DSSC az SMC általatok fejlesztett változata volt.
Pár lépéssel kitérítve erőszakkal a motort akkor is letiltott x idő után, tehát ehhez a hibatároló méretének semmi köze nem volt.
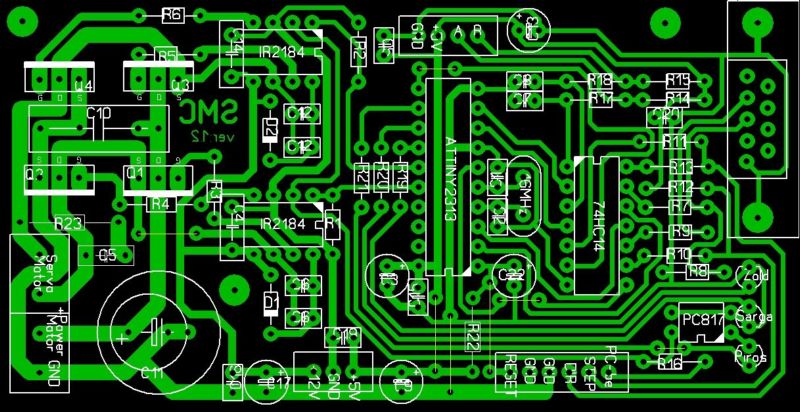
Az lesz itt a fő gond,hogy...
Nem a káprázatos,és csodálatos Robsy mellett döntöttél.:)
[#nevetes1]
"Hogy egyem az a jóindulatú zúzádat, meg a többi haverodét is.:)"
Kösz...kedves vagy!:)
"Milyen kár, hogy nem tudtok objektív műszaki érvekkel válaszolni szegény Lajos barátunknak..."
Én, lehet,hogy nem tudok,de...Te esetleg tudtál volna!
Vagy...ha a #12713-at olvasom, lehet,hogy...Te sem?:)
"Tibor olyan, hogy megmutatja mekkora a bicepsze..."
Te tényleg ezt látod?:)
Én...egész mást!:((
(persze,nem vagyunk egyformák)
Szomorú lennék, ha ekkora "bicepszem" lenne, mint Őneki!:)
Én, ha ritkán szervót "hangolok" ,azt nem mondom hogy elég jól, de én...fülre szoktam.:))
Viszem a balhét!:))
Azt, csak Neked mondom,és csak halkan...
Volt,hogy együtt csináltunk a Lajossal ilyen...
"szürke, árnyalatos, elmosódott, kontraszt nélküli képet"
[#rinya][#wave]
Amikor szervót hangolsz, előtte...zavard ki a macskát az udvarra!:)))
Nincs más hátra...
FET gyártásra is be kell rendezkedned!:))
Mi értelme építeni, főleg ilyen elavult vezérlőt ?
Lassan többe lesz mint ha megveszel egy gyárit és még szívni se kell vele !
A szívás helyett inkább a géped figyelhetted volna ahogy dolgozik.
"A gép forog, az alkotó pihen. Évmilliókig eljár tengelyén, Mig egy kerékfogát ujítni kell."
Vékonyan le kell olajozni a panelt úgy ahogy van , aztán átbaxni a szomszédba, hogy szopjanak ők vele :)
Ha erre jársz adok neked 3 darab DSSC vezérlőt.
Nekem már nem kell.
Anno a habvágó gépemet hajtotta.
Mint mondtam anno a habvágó gépemet hajtotta és azon 60 Wattos motorok vannak 1:60-as áttétellel, de így is simán vitte a 5000-es gyorsjáratot.
Amúgy a DSSC a Dorogi Svejk Servo Controller-ből jött össze :)
Elektront elnézve nem igazán érdekli a dolog, így a tiéd lehet ha nem gondolja meg magát.
Legalább eljössz és megnézheted az késváltómat is amit magánban tárgyaltunk.
Mellettem biztos nem megy el mert akkor igen csak lenne dádá a csúnya rendőrbácsik részéről.
Ha nincs konkrét szállítási célja itt akkor be se jöhet ide a traktorral.
Kisit felöltöztettem őket, aztán, ilyen 150W-os Sanyo Denkiket hajtottam velük.
Persze, szigorúan betartva © svejk-mester készségesen adott instrukcióit.
Hasonlóak a plotteren is a motorok , csak az 60 wattos.
Viszont itt csak rákötöttem, kicsit állítgattam terminál emulátorral és ment tökéletesen.
Igaz encoder szimmetrizáló fog kelleni hozzá mert azon része nagyon zavarérzékeny.

Legalább is ha labortápról tesztelek ilyesmi hirtelen nagy áramokat felvevő cuccot, akkor szoktam rá akasztani pluszba 40,000µF kondenzátort.
Ezt már csak élesztés után mert ilyenkor a védelemnek (áramkorlátnak) pápá van.
"Azért nem csináltam én ilyeneket, hogy puffer pluszba, míg nem OK, nem purcantom ki,"
Ezért mondtam: Ezt már csak élesztés után.
Nincs benne áram korlát ???
Akkor ehhez képest a DSSC egy űrhajó vezérlő :)
"ha a szervó paraméter nincs jól beállítva, begerjed,"
Ezért érdemes lagymatag 'P I D" értékeket beállítani.
Mellesleg nem is feltételeztem egy ilyen rutinos versenyzőnél, hogy ezt nem csináltad meg.
Sok eszközt láttam így behalni.
Főleg ahol mikrokontroller volt benne és a kvarcot utólag kézzel forrasztották be. (pár évves eszközöknél gyakori probléma)
A gyantás forraszanyag, folyasztószer kiöregszik idővel és minimálisan vezetővé válik.
Képes volt úgy megfogni a kristályt, hogy nem rezgette be és totális agyhalottnak tettette magát az áramkör.
Nálam az aceton vált be lemosásra.
A hibakeresést sok esetben egy alapos lemosással indítom ha látni a folyasztószer maradványokat.
Utána sok esetben nincs is mit javítani mert megjavul :)
Járt utat járatlanra ne cseréd !
Hibakeresésnek ha már megvannak a lépései azt a sorrendet érdemes kultiválni.
Rutin meg az évek, mert ezeket nem tanítják sehol !
A hiba ugyanaz, a vezető vagy vezetővé vált folyasztószer maradvány.
A FETnek annyi is elég ha a Gate lábához hozzáérsz és abból összeszed annyi töltést, hogy kinyit.
Igaz ebben az esetben nem egy szabad Gate lábas félvezetőről van szó , de a lényegen mit se változtak ha valahonnan összeszed annyi kóbor feszültséget, hogy kinyisson.
Már a kezdetleges vezérlők is tudtak 1x 2x 4x enkóder jelfeldolgozást.
1x módban az 1000-es enkóder 4000 részre ossza fel az egy körülfordulást.
2x módban ez 2000 rész.
4x módban pedig 1000.
Mivel az 1000-es enkóder valósan 1 teljes impulzusnál 4 állapotváltozást hoz létre.

Jobb vezérlőkben már van elektronikus váltó aminél ez az enkóder 1-2-4x feldolgozási részt már ki is hagyták.
Itt numerator denominator van ahova megadott értékkel oszthatjuk le, hogy hány lépés legyen 1 körülfordulás.
Így akár 1 lépés 1 körülfordulást is lehet :)
AC szervóknál is ezt használják mivel ott akár 17-20 bites felbontás se égbekiáltó extra.
Például 17bites 131072 felbontású mezei enkódernek felel meg. (524288 impulzus)
Ezt már semmi nem tudná értelmesen lekezelni ezért is az electonic gear.
Ezzel szinte bármilyen tetszőleges 1 fordulat / felbontás hozható létre.
A gépemen is 400-as felbontás van beállítva és 1:2 áttétellel 4-es orsókkal és így tud Mach 3-al 8000mm/min előtolást és 0.005mm elméleti felbontást.
A Z tengelyben történt orsócsere miatt se kellet feladni a 0.005mm elméleti felbontást mikor 4-es orsóról 5-ös emelkedésűre cseréltem.
Csak laptoppal rácsatlakoztam a szervó hajtásra és átírtam az értékeket a numerator denominator-ban és így 500 lépés / körülfordulás lett.
Viszont ez a tengely 10000mm/min sebességű lett az orsó miatt.
Enkóderjelnél alap az összes impulzus figyelése a vezérlőben, de én jelfeldolgozást írtam.
Tehát ha 1x a jelfeldolgozás akkor minden impulzus feldolgozásra kerül.
Végül is a lényegen mit se változtat mert ki így ki úgy nézi, még gyári vezérlőben is láttam megkavarva.
Mellesleg ez milyen vezérlő ?
Az egy igen csak elavult darab.
Nem akarom bántani Magit, de a profi vezérlői is elég gyermetegre sikerültek, de 8-10 éve nem volt más lehetőség csak ezek vagy ipari farvizén evezve és az onnan levetett vezérlőket használni.
Nekem sikerült egyből átnyergelni a léptetőmotorról az AC szervóra, és azt kell mondanom, hogy Trabant kontra Mercedes esete.
A H jelölés 400 CPR-t jelent azaz 400 rés vagy 1200 PPR (Pulse Per Rotation)
Ezt elírtam , de csak az hibázik aki tényeket is közöl :) Svejk akkor javíthatod is, ha már figyelmeztettél.
Köszi !
Akkor ne javítsad, de én legalább elismerem, hogy hibáztam :P
igen.
De most végül is mi van a motorod encoderére írva???
Azért is írtam hogy: még gyári vezérlőben is láttam megkavarva.
Akkor az enkódereknél is keverik a szezont a fazonnal nem csak a jelfeldolgozásnál :)
ez az adapter.
Bios-ban csak ECP és EPP vagy vegyes funkció van egyikkel sem mükszik. Alkatrészeket kétszer is átnéztem mivel ehhez a műfajhoz annyira nem értek (de a színeket számokat felismerem)
ezek a beállítások..[#help]
Keresek uServo magyar nyelvű leírást(.pdf)
A vezérlőnek megvan a magyar nyelvű doksija.
Az "alaplapnak", viszont nincs.
Biztos, hogy van az "alaplapról" is magyar nyelvű doksi, hisz a vezérlőről is van, csak én nem találom.:(
Akár link is lehet, ahonnan letölthető.
Ha valaki tud segíteni, megköszönöm.
De...olyan szépen mondod!:))
Rég járt erre!
Lehet, hogy még mindig a tuti panelt farigcsálja az SMC-hez?:)
Nekem úgy rémlik, sokat kínlódott vele, írt is róla akkoriban.
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 06, 10:47
Írta: ht0cjk58i Dátum 2012 február 06, 10:47
Szóval így nézne ki a kicsike.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 06, 11:09
Írta: 000000000 Dátum 2012 február 06, 11:09
Van egy ilyenem , kicsit átalakítva akár jó is lehetne.
http://www.musik-anzeigen.com/export/e81b871fb0536944e91e86c69e0d7.jpg
Csak nem tudom miért ide tette a dc szervó topikba mikor ezt lépfenével akarod sergetni. [#vigyor2]
http://www.musik-anzeigen.com/export/e81b871fb0536944e91e86c69e0d7.jpg
Csak nem tudom miért ide tette a dc szervó topikba mikor ezt lépfenével akarod sergetni. [#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 06, 11:13
Írta: ht0cjk58i Dátum 2012 február 06, 11:13
Ilyesmi lenne,DC vagy léptecs lenne a meghajtás de nem tom melyik a jobb.Van 2db Devalt behajtó motorom csak nem találtam hozzá vezérlőt eddig.Ezért gondoltam a léptecsre ahhoz van.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2012 február 06, 11:27
Írta: HJózsi Dátum 2012 február 06, 11:27
Pl át kellene alakítani a kép felbontását 800 x 600-ra ... ;) [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 06, 11:36
Írta: 000000000 Dátum 2012 február 06, 11:36
Mellesleg eladó ha érdekel, van benne egy 5 tengelye léptető vezérlő és 5 darab motor,tápegység, bordás szíjak és kerek meg hasonlók.
Egy sima DMX vezérlővel mozgatható.
Egy sima DMX vezérlővel mozgatható.
Cím: Re:DC szervó motoros vezérlés
Írta: w987wzmm Dátum 2012 február 22, 22:05
Írta: w987wzmm Dátum 2012 február 22, 22:05
Sziasztok!
Mikor érkeznek a motorok?
Mikor érkeznek a motorok?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 február 23, 10:13
Írta: svejk Dátum 2012 február 23, 10:13
ha az E240-ekre gondolsz, akkor a hatvani találkozón terveztük a szétosztást.
De sajnos még a holland barátunkhoz sem érkeztek meg:(
No de van még addig több 5 hét...
De sajnos még a holland barátunkhoz sem érkeztek meg:(
No de van még addig több 5 hét...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 február 23, 10:14
Írta: svejk Dátum 2012 február 23, 10:14
Szóval:
...van még addig több mint 5 hét.
...van még addig több mint 5 hét.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 február 27, 20:19
Írta: svejk Dátum 2012 február 27, 20:19
Sajnos rossz hírem van, most már biztos hogy belátható időn belül nem lesznek encoderes E240-es szervomotorok. :((
Enyhe kárpótlásként a képen látható encoder és hátsó tengelycsonk nélküli E240-eseket tudtunk szerezni.
Első körben kis fortuna meghajtására tökéletes lehet, külföldi fórumokon sokat látni. Csendes, 4500-at lepörgi.
Az ára 1500 Ft/db lesz, majd valamelyik találkozóra elviszem őket.

Enyhe kárpótlásként a képen látható encoder és hátsó tengelycsonk nélküli E240-eseket tudtunk szerezni.
Első körben kis fortuna meghajtására tökéletes lehet, külföldi fórumokon sokat látni. Csendes, 4500-at lepörgi.
Az ára 1500 Ft/db lesz, majd valamelyik találkozóra elviszem őket.
Cím: Re:DC szervó motoros vezérlés
Írta: RogerCo Dátum 2012 február 27, 20:31
Írta: RogerCo Dátum 2012 február 27, 20:31
Engem 2db érdekel.
Ezt ha jól értem csak meg kell táplálni és forog? Vagy ehhez is kell valami vezérlő ?
ROger
Ezt ha jól értem csak meg kell táplálni és forog? Vagy ehhez is kell valami vezérlő ?
ROger
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 február 27, 20:35
Írta: svejk Dátum 2012 február 27, 20:35
Semmi nem kell csak DC áramforrás, ez egyszerű mint a villanymotor :)
Mindene ugyanaz mint az encoderesnek, csak nem nyúlik ki a tengelycsonk.
Mindene ugyanaz mint az encoderesnek, csak nem nyúlik ki a tengelycsonk.
Cím: Re:DC szervó motoros vezérlés
Írta: RogerCo Dátum 2012 február 27, 20:36
Írta: RogerCo Dátum 2012 február 27, 20:36
Okés. Azokról lemaradtam:(
akkor is kérnék kettőt:)
Hatvanba látsz reális esélyt elhozni ?:)
akkor is kérnék kettőt:)
Hatvanba látsz reális esélyt elhozni ?:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 február 27, 20:39
Írta: s7manbs8 Dátum 2012 február 27, 20:39
De bele lehet fúrni a végén nem ?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 február 27, 20:43
Írta: PSoft Dátum 2012 február 27, 20:43
No,...nem olyan nagy baj.:)
Továbbra is kell a négy darab.
Sőt,ha valaki visszalépne,nyolc is lehet.:))
Továbbra is kell a négy darab.
Sőt,ha valaki visszalépne,nyolc is lehet.:))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 27, 20:43
Írta: 000000000 Dátum 2012 február 27, 20:43
Nekem van E240-es 4-5 db holnap megkeresem.
Hátsó végén van tengelycsonk de encoder nincs rajtuk érdekel valakit?
Hátsó végén van tengelycsonk de encoder nincs rajtuk érdekel valakit?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 február 27, 20:45
Írta: PSoft Dátum 2012 február 27, 20:45
Igen!
Cím: Re:DC szervó motoros vezérlés
Írta: RogerCo Dátum 2012 február 27, 20:47
Írta: RogerCo Dátum 2012 február 27, 20:47
Svejk, Ez a motor ha van rajta enkoder, vagy hall jeladó használható servo-nak ? Amit tavaly Gergőtől 60-ban vettem szervo erősítőt, táppal, motorral Ez attól erősebb motor ?:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 február 27, 20:48
Írta: svejk Dátum 2012 február 27, 20:48
Természetesen az ügyesebbek belefúrhatnak a tengely végébe és csapot ragasztva illeszthetnek rá encodert.
Varsányi volt ennek anno a nagy mestere. :)

Varsányi volt ennek anno a nagy mestere. :)
Cím: Re:DC szervó motoros vezérlés
Írta: RogerCo Dátum 2012 február 27, 20:48
Írta: RogerCo Dátum 2012 február 27, 20:48
Bár ha jól emlékszem az három fázisú. Ugyhogy lehet hülyeség a kérdésem.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 27, 20:51
Írta: 000000000 Dátum 2012 február 27, 20:51
Szia Svejk!Egy képet tudnál készíteni még róla elölről illetve oldalról úgy,hogy látszódjon a tengelye,ha megkérnélek rá?Esetleg egy pénzérmét is odadobhatnál mellé,hogy viszonyítani lehessen valamihez.2db-ot félre tudnál tenni nekem?Ha megy Csizi majd Fehérvárra akkor át tudom venni,de ha jár feléd akkor odaadhatod neki és majd elhozom tőle valamikor,úgyis járok majd valamikor arrafelé.Egy számlaszámot majd tudnál dobni?
Előre is köszi.
Előre is köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 27, 20:52
Írta: 000000000 Dátum 2012 február 27, 20:52
Megelőztél a képpel:-)Kb mekkora a tengelye?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 február 27, 20:59
Írta: svejk Dátum 2012 február 27, 20:59
átm. 8 mm
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 27, 21:00
Írta: 000000000 Dátum 2012 február 27, 21:00
Köszi.Akkor légy-szíves majd 2 db-ot félrerakni és egy számlaszámot küldeni.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 február 27, 21:20
Írta: PSoft Dátum 2012 február 27, 21:20
Eretnekség ide ez a két kép,.....
legfeljebb,majd jól "megköveznek" érte.:))
A lényeg,a tengelyhosszabbítás:

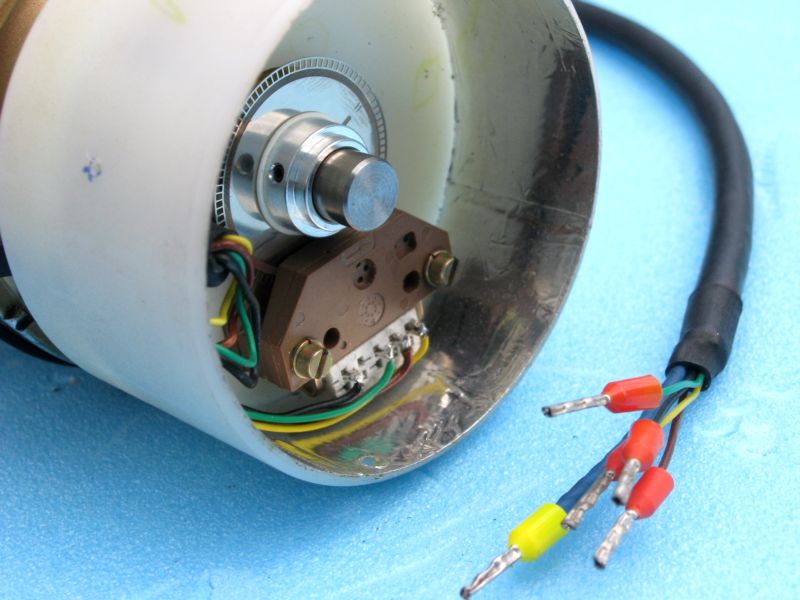
legfeljebb,majd jól "megköveznek" érte.:))
A lényeg,a tengelyhosszabbítás:
Cím: Re:DC szervó motoros vezérlés
Írta: Csaby Dátum 2012 február 27, 21:26
Írta: Csaby Dátum 2012 február 27, 21:26
Svejk!
3 darabra én is jelentkeznék.
3 darabra én is jelentkeznék.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 27, 21:32
Írta: 000000000 Dátum 2012 február 27, 21:32
Legyen inkább 4db az a kettő,nehogymár a nyakadon maradjon,persze ha másnak is kell akkor beérem kettővel is :-).
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 február 27, 21:57
Írta: svejk Dátum 2012 február 27, 21:57
Nem kell jelentkezni, a következő találkozón készpénz fejében átvehetők lesznek.
Most semmi kedvem új listát nyitni...
Most semmi kedvem új listát nyitni...
Cím: Re:DC szervó motoros vezérlés
Írta: 88nwcf22d Dátum 2012 február 27, 21:59
Írta: 88nwcf22d Dátum 2012 február 27, 21:59
Egy darab engem is érdekelne az enkoder nélküli verzióból.
Cím: Re:DC szervó motoros vezérlés
Írta: 88nwcf22d Dátum 2012 február 27, 22:00
Írta: 88nwcf22d Dátum 2012 február 27, 22:00
Hatvanban?
Cím: Re:DC szervó motoros vezérlés
Írta: w987wzmm Dátum 2012 február 27, 22:03
Írta: w987wzmm Dátum 2012 február 27, 22:03
Szerintem, nem gond, hogy nincs rajta encoder. Az orsó másik végére is lehet rakni... vagy az áttételezésre. Persze a motor tengelyével megegyezőre, vagy jön a didergés.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 február 27, 22:08
Írta: besirkyjh Dátum 2012 február 27, 22:08
Az nem gond hogy nincs rajta encoder , de az igen hogy melette sincs !Már aki szervonak szeretné használni .
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 február 27, 22:43
Írta: PSoft Dátum 2012 február 27, 22:43
A megoldás,....#11729-ben.:)
Cím: Re:DC szervó motoros vezérlés
Írta: gorbi Dátum 2012 február 28, 00:10
Írta: gorbi Dátum 2012 február 28, 00:10
Kettő darab kellene, hatvani átvétellel.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 28, 06:54
Írta: 000000000 Dátum 2012 február 28, 06:54
Tökéletesen meg lehet csinálni, még szét sem kell szedni a motort.
Cím: Re:DC szervó motoros vezérlés
Írta: u3xrz0cut Dátum 2012 február 28, 07:16
Írta: u3xrz0cut Dátum 2012 február 28, 07:16
négy darab kellene!!
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 február 28, 08:22
Írta: besirkyjh Dátum 2012 február 28, 08:22
Tudom én ezt :)
Helyesbítek : az már gond ha nincs encoder ( kb 10 000ft/db ) .
Helyesbítek : az már gond ha nincs encoder ( kb 10 000ft/db ) .
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 február 28, 08:22
Írta: besirkyjh Dátum 2012 február 28, 08:22
Egy is elég :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 28, 08:46
Írta: 000000000 Dátum 2012 február 28, 08:46
Szia, nekem 4 darab kellene összesen. Köszi Antal
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 február 28, 08:46
Írta: svejk Dátum 2012 február 28, 08:46
Nocsak? Tényleg?
Psoft-tól vesztek acél tárcsát, tőlem gyári HEDS optikát. A többi már csak leleményesség és kézügyesség kérdése.
Vagy ez nem egy barkácsfórum?
Ez így:
motor + tárcsa + optika még mindig 4500 alatt lenne.
De itt a fórumon is ki lehet fogni 4-5 ezerért encodert és az is éppen nem több mint az eredeti 25 eurós felállás.
Psoft-tól vesztek acél tárcsát, tőlem gyári HEDS optikát. A többi már csak leleményesség és kézügyesség kérdése.
Vagy ez nem egy barkácsfórum?
Ez így:
motor + tárcsa + optika még mindig 4500 alatt lenne.
De itt a fórumon is ki lehet fogni 4-5 ezerért encodert és az is éppen nem több mint az eredeti 25 eurós felállás.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 február 28, 09:09
Írta: besirkyjh Dátum 2012 február 28, 09:09
Egy 100W körüli DC motor 15 000ft/db ugyan ez encoderrel 25 000ft/db ( bolti netto árak ) .
Olyan mennyiségü motorrol van ( lesz ) szo hogy ezt vadászva nem igazán lehet egoldani , 99% nak nem jut semmi .
Erre vártam hogy legyen rá megoldás :)
Ha ez kivitelezhetö ekkora mennyiségben akkor természetesen ezt kel csinálni !
Olyan mennyiségü motorrol van ( lesz ) szo hogy ezt vadászva nem igazán lehet egoldani , 99% nak nem jut semmi .
Erre vártam hogy legyen rá megoldás :)
Ha ez kivitelezhetö ekkora mennyiségben akkor természetesen ezt kel csinálni !
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2012 február 28, 20:45
Írta: hyuekyh7a Dátum 2012 február 28, 20:45
Most mi a helyzet? Az E240 encoder nélküli lesz?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 29, 10:43
Írta: 000000000 Dátum 2012 február 29, 10:43
Felraktam a motorokat az adok veszekbe.
#33202 hozzászolás
#33202 hozzászolás
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 február 29, 10:47
Írta: svejk Dátum 2012 február 29, 10:47
Így van, a #11714-hez hasonló, tengelycsonk nélküli kivitelben.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 március 19, 10:34
Írta: svejk Dátum 2012 március 19, 10:34
Encoder és tengelycsonk nélküli E240-es motorokra várók figyelem!
Hatvanban, csak a 31.-én szombaton leszek ott,akkor tudjátok átvenni tőlem a motorokat!
Hatvanban, csak a 31.-én szombaton leszek ott,akkor tudjátok átvenni tőlem a motorokat!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 március 19, 20:01
Írta: svejk Dátum 2012 március 19, 20:01
Még egy fontos infó az E240-esekkel kapcsolatban.
A haverom aki finanszírozta a motorokat és bonyolította a hazahozatalt, saját bevallása szerint is műszaki analfabéta :(
Így az történt hogy a holland barátunk sok olyan motort rásózott, amelyiknek hiányoznak a szénkeféi, sőt a kefeszorító M10x1-es menetes műanyag dugók is. A kefetartók épek.
(kb. 50-50% vannak a jó és hiányos motorok, így elég nagy bukta lett az akció, de ez már a mi dolgunk a haverommal)
Ajánlatom a következő lesz a találkozón:
A nem hiányos motorok továbbra is 1500 Ft/db áron lesznek.
Aki a jó motor mellé kér hiányosat is- pl. tartalék alkatrésznek- annak plusz 600 Ft-ért tudok adni.
A maradék hiányos motort pedig 800Ft/db-ért lehet vinni.
(szénkefét nagyobb keféből lehet bele csiszolni, bármilyen kefe is hosszú időt kibír.)
Kérlek benneteket ne jelentkezzetek és ne foglaljatok semmit, hanem szombaton gyertek időben!
A haverom aki finanszírozta a motorokat és bonyolította a hazahozatalt, saját bevallása szerint is műszaki analfabéta :(
Így az történt hogy a holland barátunk sok olyan motort rásózott, amelyiknek hiányoznak a szénkeféi, sőt a kefeszorító M10x1-es menetes műanyag dugók is. A kefetartók épek.
(kb. 50-50% vannak a jó és hiányos motorok, így elég nagy bukta lett az akció, de ez már a mi dolgunk a haverommal)
Ajánlatom a következő lesz a találkozón:
A nem hiányos motorok továbbra is 1500 Ft/db áron lesznek.
Aki a jó motor mellé kér hiányosat is- pl. tartalék alkatrésznek- annak plusz 600 Ft-ért tudok adni.
A maradék hiányos motort pedig 800Ft/db-ért lehet vinni.
(szénkefét nagyobb keféből lehet bele csiszolni, bármilyen kefe is hosszú időt kibír.)
Kérlek benneteket ne jelentkezzetek és ne foglaljatok semmit, hanem szombaton gyertek időben!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 március 22, 20:40
Írta: svejk Dátum 2012 március 22, 20:40
Uraim!
Mint a találkozós topicban már jeleztem nem megyek a hatvani találkozóra.
Innentől kezdve elfogadok a motorokra foglalást email-ben. (kattints a nevemre)
A foglalás érvényes akár a május 5.-i Debreceni találkozóig vagy kérésre elpostázom a motorokat.
Megértéseteket köszönöm!
Mint a találkozós topicban már jeleztem nem megyek a hatvani találkozóra.
Innentől kezdve elfogadok a motorokra foglalást email-ben. (kattints a nevemre)
A foglalás érvényes akár a május 5.-i Debreceni találkozóig vagy kérésre elpostázom a motorokat.
Megértéseteket köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 március 26, 10:37
Írta: 000000000 Dátum 2012 március 26, 10:37
Levelben rendeltem. Koszi
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 március 26, 18:36
Írta: svejk Dátum 2012 március 26, 18:36
Kérlek benneteket egyelőre NE rendeljetek több működő E240-es mocit, mert rendeznem kell a sorokat.
A kefehiányosból esetleg még van egy 6-7 db.
Amint elszortírozom őket, ebben a topicban jelentkezek, hogy maradt-e még fölös.
A kefehiányosból esetleg még van egy 6-7 db.
Amint elszortírozom őket, ebben a topicban jelentkezek, hogy maradt-e még fölös.
Cím: Re:DC szervó motoros vezérlés
Írta: Ftomi Dátum 2012 március 28, 23:10
Írta: Ftomi Dátum 2012 március 28, 23:10
Szia!
Amennyiben van még a kefe hiányos motorokból 2 db érdekelne. Köszönöm!
Amennyiben van még a kefe hiányos motorokból 2 db érdekelne. Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: Kicsa Dátum 2012 március 29, 09:19
Írta: Kicsa Dátum 2012 március 29, 09:19
Szia!
Van még a kefehiányos motorból?
Köszönöm szépen!
Van még a kefehiányos motorból?
Köszönöm szépen!
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 09, 15:50
Írta: PSoft Dátum 2012 április 09, 15:50
Itt a "rengeteg" E240-es motor,Svejk jóvoltából,és közreműködésével.:))
Nagyrészben kefe/keferögzítő dugó hiányosak.:(
A hiányzó kefék pótlására lehet egy megoldás,nagyobb bronzkefék darabolásával kialakítani a beleillő méretű keféket.
A gyári méretű kefék,tolómérővel mérve,3,2x6,35x13-15mm.
A hossz,a használt kefék mérete,nem tudom,hogy gyárilag milyen hosszúak.
Pár kép a bronzkefék "gyártásáról".





A kefék darabolásában segítség lehet egy ilyen,vagy hasonló kis barkács fűrészgép.


Vezető mellett daraboltam a keféket,először a vastagsági méret szerint.
Pár tizedet ráhagyva,ami a végén a pontos méretre csiszoláshoz szükséges.





A szélességi méretre darabolást "sablonban",egy fűrészlappal csináltam,szintén pár tizedet ráhagyva a méretre.



Méretre csiszolás után a "kész" bronzkefék az E240-esekbe.


A kefekivezetések megoldására/rögzítésére a kefében várnék ötleteket!!!
A rugó/tűzősaru csatlakozás nem gond,az megoldható.
Esetleg,....bízzam a rugóra/kefetartóra az áram hozzávezetést???
Az első képen látszik,hogy a kefetartók egy bizonyos szögben meg vannak döntve,el vannak forditva.
Mi ennek a jelentősége ezeknél a motoroknál?
Van valahol leírt adat az elfordítás szögértékére?
A hiányzó kefék "gyártása" után következik majd,a rögzítő dugók(piros/fekete)gyártása valamilyen színes műanyagból.:)
Nah,....meg a hiányzó tengelyvégek,az enkoderek felszereléséhez.:))
Nagyrészben kefe/keferögzítő dugó hiányosak.:(
A hiányzó kefék pótlására lehet egy megoldás,nagyobb bronzkefék darabolásával kialakítani a beleillő méretű keféket.
A gyári méretű kefék,tolómérővel mérve,3,2x6,35x13-15mm.
A hossz,a használt kefék mérete,nem tudom,hogy gyárilag milyen hosszúak.
Pár kép a bronzkefék "gyártásáról".
A kefék darabolásában segítség lehet egy ilyen,vagy hasonló kis barkács fűrészgép.
Vezető mellett daraboltam a keféket,először a vastagsági méret szerint.
Pár tizedet ráhagyva,ami a végén a pontos méretre csiszoláshoz szükséges.
A szélességi méretre darabolást "sablonban",egy fűrészlappal csináltam,szintén pár tizedet ráhagyva a méretre.
Méretre csiszolás után a "kész" bronzkefék az E240-esekbe.
A kefekivezetések megoldására/rögzítésére a kefében várnék ötleteket!!!
A rugó/tűzősaru csatlakozás nem gond,az megoldható.
Esetleg,....bízzam a rugóra/kefetartóra az áram hozzávezetést???
Az első képen látszik,hogy a kefetartók egy bizonyos szögben meg vannak döntve,el vannak forditva.
Mi ennek a jelentősége ezeknél a motoroknál?
Van valahol leírt adat az elfordítás szögértékére?
A hiányzó kefék "gyártása" után következik majd,a rögzítő dugók(piros/fekete)gyártása valamilyen színes műanyagból.:)
Nah,....meg a hiányzó tengelyvégek,az enkoderek felszereléséhez.:))
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 09, 16:14
Írta: 000000000 Dátum 2012 április 09, 16:14
Az elfordított kefe tartó szimpla hiba.
Vagy a letépet vezeték vagy a kefe kiszerelés közben fordulhatott el.
A kivezetést pedig speciális vezetőképes ragasztóval lehetne megoldani.
Érdemes megcsinálni mert a vezérlők nem biztos hogy örömmel konstatálnák a pillanatnyi kontakt hibákat.
Cím: Re:DC szervó motoros vezérlés
Írta: Sz.József Dátum 2012 április 09, 16:22
Írta: Sz.József Dátum 2012 április 09, 16:22
"Az elfordított kefe tartó szimpla hiba.
Vagy a letépet vezeték vagy a kefe kiszerelés közben fordulhatott el. "
Erre nem vennék mérget...
Az összes motoron, mind két kefe, ugyan akkora szöggel...
Ennek valami más oka lehet...
Vagy a letépet vezeték vagy a kefe kiszerelés közben fordulhatott el. "
Erre nem vennék mérget...
Az összes motoron, mind két kefe, ugyan akkora szöggel...
Ennek valami más oka lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 09, 16:27
Írta: 000000000 Dátum 2012 április 09, 16:27
Akkor szedd ki azt a pici imbusz csavart és húzd ki a kefe tartót.
ha látni rajta hogy el van kenődve a csavar nyoma akkor nem az az eredeti állapota.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 09, 16:38
Írta: PSoft Dátum 2012 április 09, 16:38
Biztos,hogy nem "szimpla hiba".
Majd húsz darab E240-esem van,és ahogy Józsi is írja,az összesnél ugyanakkora szögben van elfordítva a kefetartó.:)
Némelyiknél,még ragasztva is van a motortest-ben a kefetartó az imbusz csavaros rögzítésen kívül.
A kefetartó bakelit testen egyértelműen látszik az imbusz csavar nyoma,tehát biztos,hogy gyárilag vannak szögbe állítva.
Én a miértjére lennék kíváncsi.:)
Majd húsz darab E240-esem van,és ahogy Józsi is írja,az összesnél ugyanakkora szögben van elfordítva a kefetartó.:)
Némelyiknél,még ragasztva is van a motortest-ben a kefetartó az imbusz csavaros rögzítésen kívül.
A kefetartó bakelit testen egyértelműen látszik az imbusz csavar nyoma,tehát biztos,hogy gyárilag vannak szögbe állítva.
Én a miértjére lennék kíváncsi.:)
Cím: Re:DC szervó motoros vezérlés
Írta: xsugix Dátum 2012 április 09, 16:59
Írta: xsugix Dátum 2012 április 09, 16:59
Szerintem az elfordított kefe a kommutátorhoz Való érintkezést segíti, így nagyobb felületen, több szegmenst fog át. Láttam már az ellenkező megoldását valahol, a kommutátor szegmensei voltak csavar alakban a tengelyvonalhoz képest. De tojással hajigáljatok meg, ha hülyeség, abból ma úgy is van bőven.
Cím: Re:DC szervó motoros vezérlés
Írta: Sz.József Dátum 2012 április 09, 17:07
Írta: Sz.József Dátum 2012 április 09, 17:07
Szerintem "finomabb" az átmenet az egyik szegmensről a másikra...
Ettől akár "csendesebb" is lehet..., vagy lassabban kopik...
Csak tipp...
Ettől akár "csendesebb" is lehet..., vagy lassabban kopik...
Csak tipp...
Cím: Re:DC szervó motoros vezérlés
Írta: Sz.József Dátum 2012 április 09, 17:15
Írta: Sz.József Dátum 2012 április 09, 17:15
Egy ötlet a bekötésre...
Keresztbe fúrni egy 1-1,2mm-es fúróval. (kék furat)
A végéről is megfúrni a kefevezetéknek megfelelően...
Bedugni a "sodratot" (barna) a végéről.
Keresztbe dugni a sodrat végén egy 0,6-0,8-as huzalt az 1,2-es furatba.(piros)
Ha jó folyasztó szert használsz akkor a cin beszívódik a keresztbe dugott huzalig.
A keresztbe dugott huzalt szintbe csípni a kefével
Keresztbe fúrni egy 1-1,2mm-es fúróval. (kék furat)
A végéről is megfúrni a kefevezetéknek megfelelően...
Bedugni a "sodratot" (barna) a végéről.
Keresztbe dugni a sodrat végén egy 0,6-0,8-as huzalt az 1,2-es furatba.(piros)
Ha jó folyasztó szert használsz akkor a cin beszívódik a keresztbe dugott huzalig.
A keresztbe dugott huzalt szintbe csípni a kefével
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 09, 17:30
Írta: 000000000 Dátum 2012 április 09, 17:30
Akkor nekem valami selejt motor lehet , mert abban egyenesen állnak a kefe tartók
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 09, 17:34
Írta: PSoft Dátum 2012 április 09, 17:34
Vagy,...valaki túlbuzgalomból egyenesbe fordította.:(
Hidd el,hogy "gyári" a kefedöntés,na de miért?
Hidd el,hogy "gyári" a kefedöntés,na de miért?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 09, 17:35
Írta: PSoft Dátum 2012 április 09, 17:35
Köszi,ez is lehet egy alternatíva.
Cím: Re:DC szervó motoros vezérlés
Írta: Sz.József Dátum 2012 április 09, 17:37
Írta: Sz.József Dátum 2012 április 09, 17:37
Még egy tipp a ferde kefére.
Mivel a kommutátor hézag nem "kapja telibe" a kefét, ez csak a kefe előnyére válik... (szerintem)
Mivel a kommutátor hézag nem "kapja telibe" a kefét, ez csak a kefe előnyére válik... (szerintem)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2012 április 09, 17:55
Írta: Szalai György Dátum 2012 április 09, 17:55
És még fehér embernek látod a tükörképedet?
Gyártáskor a grafit, fémpor, gyanta keveréket formába préselik, ebben a folyamatban kerül bele a vezeték sodrat is. Nem ragasztják.
A grafit ragasztása már magában is problémás, nem hogy még kicsi átmeneti ellenállással és 100C fok körüli hő tűréssel is.
Viszont mivel vezetőképes, lehet galvanizálni. Lehet galván réz réteget felvinni a felületére, ami már forrasztható is. Ez sem problémamentes, mert cián tartalmú összetevők is szükségesek.
Nekem nincsen ilyen motorom, tehát könnyen beszélek, de lehet, hogy egyszerűbb (megkerülve a problémát) venni hozzá kész kefét, vagy a hozzá legközelebb álló méretűből csiszolni.
Gyártáskor a grafit, fémpor, gyanta keveréket formába préselik, ebben a folyamatban kerül bele a vezeték sodrat is. Nem ragasztják.
A grafit ragasztása már magában is problémás, nem hogy még kicsi átmeneti ellenállással és 100C fok körüli hő tűréssel is.
Viszont mivel vezetőképes, lehet galvanizálni. Lehet galván réz réteget felvinni a felületére, ami már forrasztható is. Ez sem problémamentes, mert cián tartalmú összetevők is szükségesek.
Nekem nincsen ilyen motorom, tehát könnyen beszélek, de lehet, hogy egyszerűbb (megkerülve a problémát) venni hozzá kész kefét, vagy a hozzá legközelebb álló méretűből csiszolni.
Cím: Re:DC szervó motoros vezérlés
Írta: Sz.József Dátum 2012 április 09, 18:04
Írta: Sz.József Dátum 2012 április 09, 18:04
Ha sodrat bevenné a "kanyart" a furatba, (egy kis noszogatással)
akkor már "csak" ki kellene a furatokat (hézagokat) tölteni cinnel...
Akkor nem kellene keresztbe dugdosni semmit...
akkor már "csak" ki kellene a furatokat (hézagokat) tölteni cinnel...
Akkor nem kellene keresztbe dugdosni semmit...
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2012 április 09, 18:10
Írta: Szalai György Dátum 2012 április 09, 18:10
1/8x1/4”-os kefe csak kapható.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 09, 18:11
Írta: svejk Dátum 2012 április 09, 18:11
Igen van még belőlük, Debrecenbe elviszem őket.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 09, 18:16
Írta: svejk Dátum 2012 április 09, 18:16
Ez aztán projekt a javábó!!! :))
A kefék direkt vannak bedöntve, szerintem a csendesebb futás és az egyenletesebb járás miatt.
Értéke saccra...
Én a dugókat 10 mm-es plexi rúdból akartam csinálni, könnyű rá menetet vágni.
Gyárilag un, döngöléssel rögzítek a sodratot, bronzpor és valami keverékével nagy nyomással.
A kefe pontos mérete 3,175 x 6,35 mm azaz mivel amcsi motor, 1/8" x 1/4".
A kefék direkt vannak bedöntve, szerintem a csendesebb futás és az egyenletesebb járás miatt.
Értéke saccra...
Én a dugókat 10 mm-es plexi rúdból akartam csinálni, könnyű rá menetet vágni.
Gyárilag un, döngöléssel rögzítek a sodratot, bronzpor és valami keverékével nagy nyomással.
A kefe pontos mérete 3,175 x 6,35 mm azaz mivel amcsi motor, 1/8" x 1/4".
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 09, 18:21
Írta: svejk Dátum 2012 április 09, 18:21
Ez jó ötlet lehet, a kapilláris hatás miatt az óntól meg is duzzad a sodrat, és befeszülhet a furatba. Kérdés kibírja-e az átlag 3-4 A-t?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 09, 18:23
Írta: svejk Dátum 2012 április 09, 18:23
H.józsiék már próbálkoztak de horror ár lett volna, igaz ők ragaszkodtak a bronzos keféhez.
Cím: Re:DC szervó motoros vezérlés
Írta: Sz.József Dátum 2012 április 09, 18:27
Írta: Sz.József Dátum 2012 április 09, 18:27
Szerintem ennyi amper nem "ellenség"...
Eredetileg milyen hosszba lehet a sodrat a kefébe?
Eredetileg milyen hosszba lehet a sodrat a kefébe?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 09, 18:33
Írta: svejk Dátum 2012 április 09, 18:33
3-4 mm max.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2012 április 09, 18:39
Írta: HJózsi Dátum 2012 április 09, 18:39
Füsbe ment terv lett belőle ... kefe ár = használt motor ár ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 09, 18:43
Írta: 000000000 Dátum 2012 április 09, 18:43
Gyárilag a Flex márkájú sarokcsiszolókban olyan kefe van ami 2-3mm kopás után nem használható tovább.
És ez nem azért van mert odáig van benne a drót.
viszont az a 2-3mm mire lekopik csapágyas is lesz a cucc.
Van benne egy kis műanyag kütyü a kefében ami ha eléri a kopottnak számító méretet kilökődik és eltartja a kommutátortól.
Viszont egy pár ilyen kefe ára 5-6e Ft 5 éve is.
Nem tudom milyen anyagból lehet , de nem koptatja el a forgórészt és maga a kefe is elég sokáig bírja.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 09, 18:47
Írta: svejk Dátum 2012 április 09, 18:47
Csak most már nem lesz több motor :(
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 09, 18:50
Írta: PSoft Dátum 2012 április 09, 18:50
Akkor Te már biztos tudod,...hogy milyen menet van a keferögzítő dugókon.:)
De,..én is meg fogom tudni rövidesen,ha indul a gyártása(megmérem).:))
A döngölésről én is tudok(mostmár),rövidesen kapok infókat is a technológiáról.:)
Aztán,...hogy házilag kivitelezhető lesz-e,azt még nem tudom,de nemigen ismerek lehetetlent.:))
Persze,meg lehetne venni a kész méretes keféket is.
De,ez ugyan olyan,mint a,...NIXIE-óra építés.:))
De,..én is meg fogom tudni rövidesen,ha indul a gyártása(megmérem).:))
A döngölésről én is tudok(mostmár),rövidesen kapok infókat is a technológiáról.:)
Aztán,...hogy házilag kivitelezhető lesz-e,azt még nem tudom,de nemigen ismerek lehetetlent.:))
Persze,meg lehetne venni a kész méretes keféket is.
De,ez ugyan olyan,mint a,...NIXIE-óra építés.:))
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 09, 19:05
Írta: PSoft Dátum 2012 április 09, 19:05
Az ezt megelőző "beszerzésnél" is azt mondtad.:)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 09, 19:15
Írta: PSoft Dátum 2012 április 09, 19:15
"Lehet galván réz réteget felvinni a felületére,..."
Lehet,hogy hüleség,...rézgálicos galvanizálás???
A kifúrt kefét a szorosan beledugott kivezetéssel az oldatba mártani,és galvanizálással "hízlalni" a rézréteget a furatban(na meg mindenhol).
Utána a kefe felületéről a felesleget eltávolítani?
A kefevásárlás,nem járható út.:)))
Lehet,hogy hüleség,...rézgálicos galvanizálás???
A kifúrt kefét a szorosan beledugott kivezetéssel az oldatba mártani,és galvanizálással "hízlalni" a rézréteget a furatban(na meg mindenhol).
Utána a kefe felületéről a felesleget eltávolítani?
A kefevásárlás,nem járható út.:)))
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2012 április 09, 19:44
Írta: Szalai György Dátum 2012 április 09, 19:44
http://www.hobbyhouseinc.com/product_info.php?manufacturers_id=51&products_id=1071&osCsid=069ed7e76c5dd544375b6e6633b0a081
Modell motorokban is alkalmazzák ezt a méretet, és nem tűnik annyira drágának.
Talán túl jutányos volt a motor?
Modell motorokban is alkalmazzák ezt a méretet, és nem tűnik annyira drágának.
Talán túl jutányos volt a motor?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2012 április 09, 19:50
Írta: Szalai György Dátum 2012 április 09, 19:50
„De,ez ugyan olyan,mint a,...NIXIE-óra építés.:))”
Gyártasz otthon nixie csövet is, argonnal töltött, öt litykós uborkás üvegből, CNC-zett számokkal?
„rézgálicos galvanizálás???”
Az csak kisiskolások kábítása szerintem. Kiválik ugyan a réz szemcse a felületen, de soha nem áll össze szilárd réteggé. Ronggyal letörölhető.
Gyártasz otthon nixie csövet is, argonnal töltött, öt litykós uborkás üvegből, CNC-zett számokkal?
„rézgálicos galvanizálás???”
Az csak kisiskolások kábítása szerintem. Kiválik ugyan a réz szemcse a felületen, de soha nem áll össze szilárd réteggé. Ronggyal letörölhető.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 09, 20:03
Írta: PSoft Dátum 2012 április 09, 20:03
A rácsokat/számokat,még be is válalnám.:)
A 80-as YAG-nak nem is lenne probléma.:))
Mindenesetre,teszek egy kísérletet a kisiskolás kábításra,legfeljebb,...majd jól eltitkolom,hogyha kudarcba fullad.:)))
A 80-as YAG-nak nem is lenne probléma.:))
Mindenesetre,teszek egy kísérletet a kisiskolás kábításra,legfeljebb,...majd jól eltitkolom,hogyha kudarcba fullad.:)))
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 09, 20:15
Írta: PSoft Dátum 2012 április 09, 20:15
Remélem,Sasi erre téved,oszt elárulja a "tuti" galvánreceptet.:)
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2012 április 09, 20:45
Írta: HJózsi Dátum 2012 április 09, 20:45
Ez nem tűnik rossz árnak, pláne, hogy egy párra vonatkozik, nem egy db-ra mint ITT. A gyártótól $11.87 USD net Ex Works, Crewe, UK. árat kaptam + szállítás.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2012 április 09, 21:09
Írta: Szalai György Dátum 2012 április 09, 21:09
http://otvosesfemmunkak.netlapok.info/tag/galvanozas
Recept itt is van.
Recept itt is van.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2012 április 09, 21:23
Írta: Szalai György Dátum 2012 április 09, 21:23
http://www.conrad.hu/conrad.php?name=Products&pid=530506
Azért ez sem kutya füle, és még egy borotvapenge is jár hozzá, ha nagyon elkeseredne az eredménytől a tisztelt vásárló. [#sir]
Azért ez sem kutya füle, és még egy borotvapenge is jár hozzá, ha nagyon elkeseredne az eredménytől a tisztelt vásárló. [#sir]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 09, 21:28
Írta: PSoft Dátum 2012 április 09, 21:28
Köszönöm,ilyen "receptkönyvre" gondoltam.[#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 09, 21:44
Írta: svejk Dátum 2012 április 09, 21:44
Most elbizonytalanodtam...De úgy emlékszem M10x1.
Igaz hogy amcsi moci de pl. a hátsó csapágy is metrikus 608-as. Az első csapágy furata 3/8"-os, külső átmérője viszont 22 mm-es. Az első pajzsban M4-es menetek vannak, de a motor összefogató csavarjai valami UNC menetesek.
Igaz hogy amcsi moci de pl. a hátsó csapágy is metrikus 608-as. Az első csapágy furata 3/8"-os, külső átmérője viszont 22 mm-es. Az első pajzsban M4-es menetek vannak, de a motor összefogató csavarjai valami UNC menetesek.
Cím: Re:DC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2012 április 09, 21:46
Írta: Szedlay Pál Dátum 2012 április 09, 21:46
Igen jól tudod. Réz-szulfát + kénsav+ adalék, nagyon szép, vastag réz réteget lehet leválasztani.
Az adaléktól függően félfényes és fényes között változik a felület minősége és a belső feszültségeket is egészen jól kordában lehet tartani.
1200 literes kád mellett dolgoztam, az enyém volt.
E mellett volt még egy 900 literes nikkel szulfamát is, ez az országban a második legnagyobb volt a pénzjegynyomdáé után.
A cianidos réz előnye a szulfátoshoz képest, hogy jobb a mélyszórása és nagyobb árammal lehet menni.
Az otthon barkácsolt fürdőknél nagyon csúnya durva lesz a leváló réteg. Mindenképpen nagyon kicsi áramsűrűséget javasolok otthonra. Türelmesen.
Az oldat hőmérséklete sem mind1, Ha melegszik az oldat, hűteni kell.
Az adaléktól függően félfényes és fényes között változik a felület minősége és a belső feszültségeket is egészen jól kordában lehet tartani.
1200 literes kád mellett dolgoztam, az enyém volt.
E mellett volt még egy 900 literes nikkel szulfamát is, ez az országban a második legnagyobb volt a pénzjegynyomdáé után.
A cianidos réz előnye a szulfátoshoz képest, hogy jobb a mélyszórása és nagyobb árammal lehet menni.
Az otthon barkácsolt fürdőknél nagyon csúnya durva lesz a leváló réteg. Mindenképpen nagyon kicsi áramsűrűséget javasolok otthonra. Türelmesen.
Az oldat hőmérséklete sem mind1, Ha melegszik az oldat, hűteni kell.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 09, 21:46
Írta: svejk Dátum 2012 április 09, 21:46
Nem igaz hogy nincs senkinek az ismerőse körében olyan aki ismer Morgan-os dolgozót.
De ha jól rémlik Vácon is van(volt?) szénkefegyár.
De ha jól rémlik Vácon is van(volt?) szénkefegyár.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 09, 21:49
Írta: svejk Dátum 2012 április 09, 21:49
Az a kefe elég cinó, kétszer ilyen hosszúak az újak.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2012 április 10, 07:08
Írta: Szalai György Dátum 2012 április 10, 07:08
Már azt sem egyszerű meghatározni, hogy pontosan milyen „szénkefe” szükséges.
Itt találtam segítséget.
Itt találtam segítséget.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 április 10, 07:15
Írta: besirkyjh Dátum 2012 április 10, 07:15
Ezek elég közel vannak méretben és még megfizethetö is .Lehet ha találnánk gyártot akkor még olcsobban kijönnénk .Nekem kapásbol kellene vagy 30 - 40db !
Skil?
Skil?
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 április 10, 07:17
Írta: besirkyjh Dátum 2012 április 10, 07:17
Szia
Lehet elég lenne csak ugy ránézésre ?
Van minta dögivel !!
Lehet elég lenne csak ugy ránézésre ?
Van minta dögivel !!
Cím: Re:DC szervó motoros vezérlés
Írta: Kicsa Dátum 2012 április 10, 08:56
Írta: Kicsa Dátum 2012 április 10, 08:56
A gond az,hogy nem megyek Debrecenbe. :)
Ott valószínűleg az összes motort elviszik?
Ott valószínűleg az összes motort elviszik?
Cím: Re:DC szervó motoros vezérlés
Írta: NewUser Dátum 2012 április 10, 09:39
Írta: NewUser Dátum 2012 április 10, 09:39
Ez nem lenne jó?
http://store.advancecarbon.com/prostores/servlet/-strse-1960/0002-dsh-6976-electrocraft-00026976/DetailCarbon Brush
http://store.advancecarbon.com/prostores/servlet/-strse-1960/0002-dsh-6976-electrocraft-00026976/DetailCarbon Brush
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 10, 10:14
Írta: svejk Dátum 2012 április 10, 10:14
Remélem nem kell hazacipelni őket, valamint a haveromnak is ki kell fizetnem az árát.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 10, 10:20
Írta: svejk Dátum 2012 április 10, 10:20
Tökéletes, gyanítom ez a sajátja, csak az ár...100 db-nál is több mint 4 dolcsi és kérdés hogy párban vagy csak egyedül.
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2012 április 10, 19:59
Írta: sasi Dátum 2012 április 10, 19:59
No, idetévedtem [#smile].
A tutit nem tudom megmondani, de a következő receptet régebben kipróbáltam:
1 l forró vízben oldjunk fel 200 g kristályos réz-szulfátot (CuS04*5 H2O). A kristályok teljes feloldása után szűrjük le az oldatot szűrőpapíron, majd adjunk 25 ml tömény kénsavat, vagy 68 ml akkusavat hozzá.
A pozitív elektróda két rézlemez, közte a negatívon a galvanizálandó tárgy, melyet feszültség alatt merítjük a folyadékba, de előtte alaposan zsírtalanítani kell.
A feszültség 1.8-3 V közötti, az áramerősség 1-2 A/dm2. A fürdő hőmérséklete 20 fok alá ne essen munka közben.
Ha jó volt a hőmérséklet, a feszültség és az ármerősség, 1 óra elteltével kb. 30 µm vastag réteg képződik a tárgyon, 10 óra eltelte után a réteg vastagsága eléri a 300 µm-t.
A galvanizálás közben fontos az elektródok és a tárgy jó elektromos érintkezése.
A tutit nem tudom megmondani, de a következő receptet régebben kipróbáltam:
1 l forró vízben oldjunk fel 200 g kristályos réz-szulfátot (CuS04*5 H2O). A kristályok teljes feloldása után szűrjük le az oldatot szűrőpapíron, majd adjunk 25 ml tömény kénsavat, vagy 68 ml akkusavat hozzá.
A pozitív elektróda két rézlemez, közte a negatívon a galvanizálandó tárgy, melyet feszültség alatt merítjük a folyadékba, de előtte alaposan zsírtalanítani kell.
A feszültség 1.8-3 V közötti, az áramerősség 1-2 A/dm2. A fürdő hőmérséklete 20 fok alá ne essen munka közben.
Ha jó volt a hőmérséklet, a feszültség és az ármerősség, 1 óra elteltével kb. 30 µm vastag réteg képződik a tárgyon, 10 óra eltelte után a réteg vastagsága eléri a 300 µm-t.
A galvanizálás közben fontos az elektródok és a tárgy jó elektromos érintkezése.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 10, 21:01
Írta: s7manbs8 Dátum 2012 április 10, 21:01
De így nyáklemezt nem lehet csinálni ugye ?
Cím: Re:DC szervó motoros vezérlés
Írta: sasi Dátum 2012 április 10, 21:08
Írta: sasi Dátum 2012 április 10, 21:08
Hát, én nem vállalnám fel [#schmoll2]
Cím: Re:DC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 13, 16:21
Írta: c2nsu773m Dátum 2012 április 13, 16:21
Az a baj hogy nekem csak 1 db ilyen kis motorom van ,ha lenne több akkor gondolkodnék rajta...
Esetleg ha valakinek kell felajánlom 2000 ft-ért.
.jpg)
Esetleg ha valakinek kell felajánlom 2000 ft-ért.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 13, 17:04
Írta: s7manbs8 Dátum 2012 április 13, 17:04
Annyi az ára mint ott az a pénz darab ? Vagy az eggyel több nulla nem a billentyű beragadás miatt van ? :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 13, 17:32
Írta: s7manbs8 Dátum 2012 április 13, 17:32
Na én is megnéztem a dobozkámat mi rejtőzik benne, íme, ebből kéne megalkotni egy 20 tárhelyes automata cnc eszterga marót és esztergát valamint anyag adagoló robotot ... :)

Cím: Re:DC szervó motoros vezérlés
Írta: hostya Dátum 2012 április 13, 17:39
Írta: hostya Dátum 2012 április 13, 17:39
[#wink][#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 13, 18:47
Írta: s7manbs8 Dátum 2012 április 13, 18:47
Esti projectnek lehet, ha be tudnám kötni az encoderét a Svejk ábrája szerint,még meg is tudnám járatni, úgyis hó vége van lassan nincs pénz diszkóba menni ... :) Legalább lekötöm magam.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 15, 14:10
Írta: PSoft Dátum 2012 április 15, 14:10
Készülnek az enkoderházak az E240-esekhez.
A ház anyaga 20mm vastag "feketeműanyag :)" táblalemez.
Készre esztergálva,57mm átmérőjű korongok.
Belsejében 35mm átmérőjű,15mm mély üreg,28mm szélességben "kinyitva".




A ház motorpajzshoz rögzítésére,az eredti 46mm-es lyukkőrt használtam,ezzel meghagyva a lehetőséget a HEDS eredeti szürke műanyag házának a felfogatására is.


A motorok hátsó pajzsára 4db.új furat került.
Kettő a külső,nagyobb lyukkőrön(46mm)a ház/burkolat felfogatására,és kettő M2,5-ös menet a kisebb(38,4mm)lyukkőrön a HEDS optika rögzítésére.





A ház anyaga 20mm vastag "feketeműanyag :)" táblalemez.
Készre esztergálva,57mm átmérőjű korongok.
Belsejében 35mm átmérőjű,15mm mély üreg,28mm szélességben "kinyitva".
A ház motorpajzshoz rögzítésére,az eredti 46mm-es lyukkőrt használtam,ezzel meghagyva a lehetőséget a HEDS eredeti szürke műanyag házának a felfogatására is.
A motorok hátsó pajzsára 4db.új furat került.
Kettő a külső,nagyobb lyukkőrön(46mm)a ház/burkolat felfogatására,és kettő M2,5-ös menet a kisebb(38,4mm)lyukkőrön a HEDS optika rögzítésére.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 április 15, 16:34
Írta: besirkyjh Dátum 2012 április 15, 16:34
Upsz , de jo hogy látom .
Voltam egy helyi boltban ahhol nem igazán akadály semmi , mindenre keresnek megoldást .
Kérdeztem Öket a szénkeféröl és körül néztek az "imerösök " között .Találtak egy olyan céget aki minta alapján letudja gyártani a keféket rugoval lemezzel együtt .200 és 500db-ra kértem árajánlatot és ha küldöm a mintát itják is az összeget .
Szerintetek érdemes vele foglalkozni , már csak ezért is mert nem igazán akarom megfinanszirozni egyedül az egészet ( nekem 40db biztos kel ) .
Voltam egy helyi boltban ahhol nem igazán akadály semmi , mindenre keresnek megoldást .
Kérdeztem Öket a szénkeféröl és körül néztek az "imerösök " között .Találtak egy olyan céget aki minta alapján letudja gyártani a keféket rugoval lemezzel együtt .200 és 500db-ra kértem árajánlatot és ha küldöm a mintát itják is az összeget .
Szerintetek érdemes vele foglalkozni , már csak ezért is mert nem igazán akarom megfinanszirozni egyedül az egészet ( nekem 40db biztos kel ) .
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 15, 19:27
Írta: PSoft Dátum 2012 április 15, 19:27
Úgy néz ki,hogy tökéletesen beválik a kefekivezetések rögzítésére,Sz.Józsi forrasztásos ötlete.:)
#11763,11769-ben írt róla.
1mm-es furat a kefevégben,1,6-os keresztben a forrasztáshoz.
Kevés folyasztószer,az 1,6-os keresztfurat forrasztóónnal kitöltve,és tökéletesen rögzül a kivezetés a kefében.
Ahogy svejk is írja a #11773-ban:
"...a kapilláris hatás miatt az óntól meg is duzzad a sodrat, és befeszülhet(befeszül) a furatba."
Megvolt az "áramterhelés" is.
Több mint egy órán keresztül terheltem a kefét,és a kivezetést 50V/DC 5A-el.
Nem volt melegebb a forrasztás környéke,mint az egész kefe/kivezetés.
Hőfokot nem mértem,de kézzel tartósan fogható volt a kefe,és a kivezetés.




#11763,11769-ben írt róla.
1mm-es furat a kefevégben,1,6-os keresztben a forrasztáshoz.
Kevés folyasztószer,az 1,6-os keresztfurat forrasztóónnal kitöltve,és tökéletesen rögzül a kivezetés a kefében.
Ahogy svejk is írja a #11773-ban:
"...a kapilláris hatás miatt az óntól meg is duzzad a sodrat, és befeszülhet(befeszül) a furatba."
Megvolt az "áramterhelés" is.
Több mint egy órán keresztül terheltem a kefét,és a kivezetést 50V/DC 5A-el.
Nem volt melegebb a forrasztás környéke,mint az egész kefe/kivezetés.
Hőfokot nem mértem,de kézzel tartósan fogható volt a kefe,és a kivezetés.
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 április 15, 20:12
Írta: xkbv3nx0d Dátum 2012 április 15, 20:12
Segítsetek légyszi...
Nem ismerem az e240-es motorokat... következő gépem tervezésén dolgozom... a gép paraméterei kb. 2700x2000mm.... és egy co2 lézer lesz rajta...
a keresztgerendát aluprofilból és edzett sinekból tervezem... súlya így viszonylag kicsi... vagy 20kg max
elég lehet 2db ilyen e240 motor kétoldalról hajtani a gerendát... persze nem csiga módra gondolnék...
ja a hajtás dupla "omega" fogasszíjasra tervezném... áttétel nélkül
Nem ismerem az e240-es motorokat... következő gépem tervezésén dolgozom... a gép paraméterei kb. 2700x2000mm.... és egy co2 lézer lesz rajta...
a keresztgerendát aluprofilból és edzett sinekból tervezem... súlya így viszonylag kicsi... vagy 20kg max
elég lehet 2db ilyen e240 motor kétoldalról hajtani a gerendát... persze nem csiga módra gondolnék...
ja a hajtás dupla "omega" fogasszíjasra tervezném... áttétel nélkül
Cím: Re:DC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 15, 20:39
Írta: c2nsu773m Dátum 2012 április 15, 20:39
Szerintem kevés E240 kb 50-60W-os csak!
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 április 15, 20:41
Írta: xkbv3nx0d Dátum 2012 április 15, 20:41
gondoltam... nézek valami komolyabbat akkor...
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 április 15, 20:52
Írta: xkbv3nx0d Dátum 2012 április 15, 20:52
és mondjuk 2db ilyen motor?
Cím: Re:DC szervó motoros vezérlés
Írta: Sz.József Dátum 2012 április 15, 20:56
Írta: Sz.József Dátum 2012 április 15, 20:56
Frankó lett...
Repedésügyileg jól viselte a kefe a fúrást?
Repedésügyileg jól viselte a kefe a fúrást?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 15, 21:13
Írta: PSoft Dátum 2012 április 15, 21:13
Igen!
Halálos nyugalommal viselték a fúrást,semmi "ficánkolás".:))
Sőt,a forrasztásnál se volt jajgatás,...csak amikor közvetlen forrasztás után megfogtam a kefét.:(( :)))
Halálos nyugalommal viselték a fúrást,semmi "ficánkolás".:))
Sőt,a forrasztásnál se volt jajgatás,...csak amikor közvetlen forrasztás után megfogtam a kefét.:(( :)))
Cím: Re:DC szervó motoros vezérlés
Írta: Sz.József Dátum 2012 április 15, 21:27
Írta: Sz.József Dátum 2012 április 15, 21:27
Akkor maradt kefe lenyomat(?)... :)
Így legalább soha nem felejted el a méretét... :)
Így legalább soha nem felejted el a méretét... :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 15, 21:48
Írta: s7manbs8 Dátum 2012 április 15, 21:48
Most a kefét fúrták vagy a fúrót kefélték ? Utóbbi élvezetesebb lehetett volna. :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 15, 21:53
Írta: PSoft Dátum 2012 április 15, 21:53
Írnák én arról is szívesen de,.....nincs ilyen topic.:(( :)))
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 április 15, 22:14
Írta: besirkyjh Dátum 2012 április 15, 22:14
Cím: Re:DC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2012 április 15, 22:36
Írta: s2k5ycubj Dátum 2012 április 15, 22:36
Ez biztos a neve mást sugall.
Cím: Re:DC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 16, 06:49
Írta: c2nsu773m Dátum 2012 április 16, 06:49
Na ja E240 = 240LE!!!![#buck][#crazya][#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 április 16, 07:11
Írta: xkbv3nx0d Dátum 2012 április 16, 07:11
hát igen valamivel olcsóbb azért...
az a baj tök kezdő vagyok a servóhoz még sokat kell tanulnom benne...
az a baj tök kezdő vagyok a servóhoz még sokat kell tanulnom benne...
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 április 16, 07:46
Írta: besirkyjh Dátum 2012 április 16, 07:46
Nem olyan veszélyes az .Faggasd a gurukat .
Van itt a forumon elado elég sok , nem kel azért a boltba menni .Mielött veszel motort kérj áment a hozzáértöktöl ( nem tölem mert én is béna vagyok hozzá :) .
Van itt a forumon elado elég sok , nem kel azért a boltba menni .Mielött veszel motort kérj áment a hozzáértöktöl ( nem tölem mert én is béna vagyok hozzá :) .
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 április 16, 07:53
Írta: besirkyjh Dátum 2012 április 16, 07:53
Ja bocs de amit linkeltem céget az netto ár , de csak a rendelésnél derül ki .( még igy sem rossz ) .
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 április 16, 08:19
Írta: xkbv3nx0d Dátum 2012 április 16, 08:19
hát igen mondjuk az nem teljesen korrekt hogy nem tünteti fel, hogy nettó avagy bruttó...
akkor már tényleg csak pár ezerrel drágább mondjuk a kláviós 190-es...
akkor már tényleg csak pár ezerrel drágább mondjuk a kláviós 190-es...
Cím: Re:DC szervó motoros vezérlés
Írta: motion Dátum 2012 április 16, 19:04
Írta: motion Dátum 2012 április 16, 19:04
Még mielőtt beruházol egy-két ilyen több-száz wattos motorba, azért előtte pl. PSoft-ot is megkérdezheted, hogy neki hogy muzsikál az E240 a lézeren...
Cím: Re:DC szervó motoros vezérlés
Írta: t334wehtf Dátum 2012 április 17, 21:50
Írta: t334wehtf Dátum 2012 április 17, 21:50
Ha még mindig nagyon kefélni akartok, és erre csak DC motorjaitok vannak, akkor ajánlom őket. Egyedi keféket velük szoktam csináltatni, eddig tökéletesen meg vagyok a munkájukkal elégedve.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 18, 09:29
Írta: svejk Dátum 2012 április 18, 09:29
Tudsz esetleg egy referencia kefét mutatni-írni mérettel, árral?
Cím: Re:DC szervó motoros vezérlés
Írta: t334wehtf Dátum 2012 április 18, 16:51
Írta: t334wehtf Dátum 2012 április 18, 16:51
Jó régit:
42 db 4x5x25 mm bronzkefe 60 B minőségből
Rajzszám: D-07-134
Ára: 338,- Ft/db + ÁFA 3 hetes szállítással
564,- Ft/db + ÁFA 1 hetes szállítással
Rugóval volt, csak simán vezetékkel, forrasztós kivitelben.
Egy általam tervezett 20 csatornás, csúszógyűrűs elektromos forgóátvezetőhöz kellett.
42 db 4x5x25 mm bronzkefe 60 B minőségből
Rajzszám: D-07-134
Ára: 338,- Ft/db + ÁFA 3 hetes szállítással
564,- Ft/db + ÁFA 1 hetes szállítással
Rugóval volt, csak simán vezetékkel, forrasztós kivitelben.
Egy általam tervezett 20 csatornás, csúszógyűrűs elektromos forgóátvezetőhöz kellett.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 18, 19:03
Írta: svejk Dátum 2012 április 18, 19:03
Köszönjük!
H.Józsi megkérdezhetné tőlük, Ő már egyszer elindította a projecktet.
Nálam van még vagy 30 db kefehiányos E240 500 Ft/db-ért.
H.Józsi megkérdezhetné tőlük, Ő már egyszer elindította a projecktet.
Nálam van még vagy 30 db kefehiányos E240 500 Ft/db-ért.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2012 április 18, 19:05
Írta: s5f8tmfv3 Dátum 2012 április 18, 19:05
Szia Svejk!
Van belőle eladó is, vagy már van gazdájuk?
Van belőle eladó is, vagy már van gazdájuk?
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2012 április 18, 19:09
Írta: vjanos Dátum 2012 április 18, 19:09
Gondolom enkódertelenek...
Mennyire gazdaságos ezekre enkódert varázsolni?
Mennyire gazdaságos ezekre enkódert varázsolni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 18, 19:09
Írta: 000000000 Dátum 2012 április 18, 19:09
Jó napot / Szia Svejk!
Engem is érdekelne 10db kefehiányos + HEDS optika is érdekelne ha lenne hozzá eladóban.
Engem is érdekelne 10db kefehiányos + HEDS optika is érdekelne ha lenne hozzá eladóban.
Cím: Re:DC szervó motoros vezérlés
Írta: Nejkoff István Dátum 2012 április 18, 19:28
Írta: Nejkoff István Dátum 2012 április 18, 19:28
Szia Svejk nekem kellene 5db E240
Köszi
Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 18, 19:32
Írta: svejk Dátum 2012 április 18, 19:32
Jó reggelt Urak! Ti nem ezt a fórumot olvassátok? :)
Debrecenbe viszem őket...
Igaz drágábbra volt hirdetve, de üsse kő, ha már bukunk rajta, bukjunk nagyot :(
Debrecenbe viszem őket...
Igaz drágábbra volt hirdetve, de üsse kő, ha már bukunk rajta, bukjunk nagyot :(
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2012 április 18, 19:35
Írta: s5f8tmfv3 Dátum 2012 április 18, 19:35
Akkor most utazzak Debrecenbe? :) Valami dereng hogy nem akartál postázni ugye?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 18, 19:36
Írta: svejk Dátum 2012 április 18, 19:36
Ja, persze tudjátok az encoder és hátsó tengelycsonk nélküliek...
Tehát ezek az 500 Ft-osak!
Psoft már publikálta mit lehet tenni encoder és kefe ügyben.
Tehát ezek az 500 Ft-osak!
Psoft már publikálta mit lehet tenni encoder és kefe ügyben.
Cím: Re:DC szervó motoros vezérlés
Írta: 5z7aew5x Dátum 2012 április 18, 19:39
Írta: 5z7aew5x Dátum 2012 április 18, 19:39
Mi ez az E240? Izzadásgátló, vagy valami elektron cső? vagy egy villanymotor? mik a paraméterei?[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 18, 19:44
Írta: svejk Dátum 2012 április 18, 19:44
Cím: Re:DC szervó motoros vezérlés
Írta: 5z7aew5x Dátum 2012 április 18, 19:48
Írta: 5z7aew5x Dátum 2012 április 18, 19:48
...basszus, akkor én már nem is vagyok hobbycnc-s?[#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 18, 20:00
Írta: 000000000 Dátum 2012 április 18, 20:00
"IBM 45G0009 3590 Machine Reel Motor" így is árulják őket.
Férfiasan bevallom a topik izgalmas pillanatai után zöldfülű létemre kimerészkedtem az internetre utána nézni :)
Férfiasan bevallom a topik izgalmas pillanatai után zöldfülű létemre kimerészkedtem az internetre utána nézni :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 18, 20:11
Írta: svejk Dátum 2012 április 18, 20:11
MÉG nem :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 18, 20:14
Írta: svejk Dátum 2012 április 18, 20:14
Én eddig úgy gondoltam valami IBM ipari nyomtató motorja. Úgy látszik inkább valami szalagos egységé lehetett.
Cím: Re:DC szervó motoros vezérlés
Írta: 5z7aew5x Dátum 2012 április 18, 20:22
Írta: 5z7aew5x Dátum 2012 április 18, 20:22
...és mitől leszek az?[#rinya]
Innom kell egy kis emulziót, vagy elveritek a seggem egy LPT kábellel?
Innom kell egy kis emulziót, vagy elveritek a seggem egy LPT kábellel?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 18, 20:43
Írta: 000000000 Dátum 2012 április 18, 20:43
Ennyit sejtek én is róla. A szalagosnak finomabban kell járnia szerintem mint egy nyomtatónak, gondolom én. Psoft elhúzta akarom mondani rátekerte a mézesmadzagot :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 18, 20:45
Írta: PSoft Dátum 2012 április 18, 20:45
Én,csak a saját verziómat,a HOBBY-s verziót publikáltam.:)
A "profik"-nak,nem biztos,hogy az megfelelne.:))
A "profik"-nak,nem biztos,hogy az megfelelne.:))
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 18, 21:04
Írta: PSoft Dátum 2012 április 18, 21:04
A kefékre visszatérve,...
Megpróbáltam a "döngölős" technikát is.
Antal Gábor fórumtársunk közbenjárásával,és részletes magyarázatával,amit ezúton is köszönök Neki.[#worship][#worship][#worship]
Házilagosan kivitelezhető az a technika is.
A speciális döngölőanyagot,nagyobb kefékből,"visszabontással" szereztem be.:)
Ránézésre nem mondjátok meg,hogy melyik a "gyári" döngölés,és melyik az enyém.:))
De,...a döngölős technika jóval macerásabb,több előkészületet(célszerszám)igényel,így a gyorsabb/egyszerűbb forrasztás mellett döntöttem.
Megpróbáltam a "döngölős" technikát is.
Antal Gábor fórumtársunk közbenjárásával,és részletes magyarázatával,amit ezúton is köszönök Neki.[#worship][#worship][#worship]
Házilagosan kivitelezhető az a technika is.
A speciális döngölőanyagot,nagyobb kefékből,"visszabontással" szereztem be.:)
Ránézésre nem mondjátok meg,hogy melyik a "gyári" döngölés,és melyik az enyém.:))
De,...a döngölős technika jóval macerásabb,több előkészületet(célszerszám)igényel,így a gyorsabb/egyszerűbb forrasztás mellett döntöttem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 18, 21:09
Írta: svejk Dátum 2012 április 18, 21:09
Szóval nincs vegyi kötőanyag a döngölésnél...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 18, 21:10
Írta: svejk Dátum 2012 április 18, 21:10
No akkor még azt is írd le, hogy nem is M10x1-es a menete a kefetartó műanyag dugójának :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 18, 21:42
Írta: 000000000 Dátum 2012 április 18, 21:42
"Igaz drágábbra volt hirdetve, de üsse kő, ha már bukunk rajta, bukjunk nagyot :( "
A becsület kasszánál megemlékezünk a nemes-tettről [#falbav] - [#worship]
A becsület kasszánál megemlékezünk a nemes-tettről [#falbav] - [#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 18, 21:55
Írta: PSoft Dátum 2012 április 18, 21:55
Nincs vegyi kötőanyag.
Van azonban millió,apró kis "sündisznó".:)
A bedöngölt speciális "vörösrézpor" a titok.
Ha nagyító alatt nézed a port,olyan minden szemcse,mintha egy süni hátát/tüskéit néznéd.
A döngöléssel,ezek a tüskék kapcsolódnak szorosan egymáshoz,kivezetéshez,keféhez egyaránt.
Van azonban millió,apró kis "sündisznó".:)
A bedöngölt speciális "vörösrézpor" a titok.
Ha nagyító alatt nézed a port,olyan minden szemcse,mintha egy süni hátát/tüskéit néznéd.
A döngöléssel,ezek a tüskék kapcsolódnak szorosan egymáshoz,kivezetéshez,keféhez egyaránt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 18, 21:57
Írta: svejk Dátum 2012 április 18, 21:57
Talán Te is régi-új tag vagy??[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 18, 21:59
Írta: svejk Dátum 2012 április 18, 21:59
Meg fogom vizsgálni, sőt gyűjtök is belőle.
De sokat kivezetésről levertem már kalapáccsal, hogy ne morogjanak a MÉH-esek. :(
De sokat kivezetésről levertem már kalapáccsal, hogy ne morogjanak a MÉH-esek. :(
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 18, 22:06
Írta: PSoft Dátum 2012 április 18, 22:06
Akinek sok 3/8"-os menetű műanyag pneu csatlakozója van,az csak levág egy karikát a menetből,és már kész is a dugó.
És,...még "szervízlyuk" is van a közepén a műszer tapintónak.:)))
No,ez csak egy ötlet,...én esztergáltam dugókat hozzá.:)
És,...még "szervízlyuk" is van a közepén a műszer tapintónak.:)))
No,ez csak egy ötlet,...én esztergáltam dugókat hozzá.:)
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2012 április 19, 18:26
Írta: Miki2 Dátum 2012 április 19, 18:26
Csak az enyémeit tartsd magadnál
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 21, 20:35
Írta: PSoft Dátum 2012 április 21, 20:35
E240-es tengelyhosszabbítás.
Megmaradtam az "eredeti" tengelyhossznál.
A hosszabbításra,nyomtatókból bontott,8mm-es lineáris tengelyek anyagát használtam.
A motor tengelyvégbe fúrt 4mm-es furatba ragasztottam a szorosan illesztett csonkokat,az enkodertárcsák felfogatására.
A képen a két motor,Mátrai Sanyi(sanyike)fórumtársunk példányai,egy "jó kis" CO-lézer mechanikát fog velük hajtani.:))







Megmaradtam az "eredeti" tengelyhossznál.
A hosszabbításra,nyomtatókból bontott,8mm-es lineáris tengelyek anyagát használtam.
A motor tengelyvégbe fúrt 4mm-es furatba ragasztottam a szorosan illesztett csonkokat,az enkodertárcsák felfogatására.
A képen a két motor,Mátrai Sanyi(sanyike)fórumtársunk példányai,egy "jó kis" CO-lézer mechanikát fog velük hajtani.:))
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 22, 14:17
Írta: PSoft Dátum 2012 április 22, 14:17
Furatok készítése a motortengelyekbe,a tengelyhosszabbításokhoz.
A motorok saját forgásával,(egy 30V-os DC táp)központozás után,4mm-es fúróval 10mm mélyen a tengelyvégekbe.








A motorok saját forgásával,(egy 30V-os DC táp)központozás után,4mm-es fúróval 10mm mélyen a tengelyvégekbe.
Cím: Re:DC szervó motoros vezérlés
Írta: KoLa Dátum 2012 április 22, 21:31
Írta: KoLa Dátum 2012 április 22, 21:31
[#eljen] ez már az esztergályos topikba is megállja a helyét, menet is került bele?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 22, 21:38
Írta: PSoft Dátum 2012 április 22, 21:38
Áááá,...dehogy!
Nem vagyok én esztergányos.:(
Illesztve/ragasztva lesznek a toldalékok.
Nem vagyok én esztergányos.:(
Illesztve/ragasztva lesznek a toldalékok.
Cím: Re:DC szervó motoros vezérlés
Írta: KoLa Dátum 2012 április 22, 21:45
Írta: KoLa Dátum 2012 április 22, 21:45
Gondolom, jó lett![#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: Sz.József Dátum 2012 április 22, 22:30
Írta: Sz.József Dátum 2012 április 22, 22:30
Van kreativitás / türelem bőven...
Gratula.
A motor túlsó fel hogyan (hová) volt rögzítve?
Gratula.
A motor túlsó fel hogyan (hová) volt rögzítve?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 április 22, 23:02
Írta: PSoft Dátum 2012 április 22, 23:02
Ezeknek a motoroknak az első pajzsai a külső,palást átmérőn is esztergáltak,meg ott az illesztőváll is rajtuk.
Egy négypofás TOS fogta az első pajzsot,az illesztővállon.
A hátsó,toldani kívánt tengelyvégben meg,ott a gyári csúcsfurat.
Egy négypofás TOS fogta az első pajzsot,az illesztővállon.
A hátsó,toldani kívánt tengelyvégben meg,ott a gyári csúcsfurat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 23, 17:11
Írta: 000000000 Dátum 2012 április 23, 17:11
Üdv. PSoft! Csábítóan szép munka :) és amit kérdezni szeretnék, svejk említette az encoder tárcsát itt "feb.28.08:46 Válasz #11744 " ez majd lesz Debrecen is? Köszönöm a választ előre is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 23, 21:02
Írta: 000000000 Dátum 2012 április 23, 21:02
...egy kicsit nem figyelek oda és milyen remekművek születnek!
[#eljen][#worship][#integet2]
[#eljen][#worship][#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 25, 00:17
Írta: s7manbs8 Dátum 2012 április 25, 00:17
A #11807 beszólásomban levő képen jobbról a 2. motort sikerült beizzítani, az SMC féle szervó vezérlő programmal. Olyan furcsaságot csinál, hogy kb. +-30 encoder pozíció értékben ugrándozik, ide oda eléggé összevissza. A paramétereinek valami jó kiinduló pontja mi lenne, nem tudja valaki ???
(FP)= fixed point érték
LimSpd: .byte 2 ;P0,Velocity limit Integer
GaSpd: .byte 2 ;P1,Velocity feedback gain (FP)
GaTqP: .byte 2 ;P2,Proportional gain (FP)
GaTqI: .byte 2 ;P3,Integral gain (FP)
LimTrq: .byte 2 ;P4,Torque limit Integer
GaEG: .byte 2 ;P5,EG feedback gain (FP)
Svejk te ezt ezelőtt még a múlt században lehet kivesézted már, vagy nincs ennek a programnak valami bugja amit én még nem tudok ?
(FP)= fixed point érték
LimSpd: .byte 2 ;P0,Velocity limit Integer
GaSpd: .byte 2 ;P1,Velocity feedback gain (FP)
GaTqP: .byte 2 ;P2,Proportional gain (FP)
GaTqI: .byte 2 ;P3,Integral gain (FP)
LimTrq: .byte 2 ;P4,Torque limit Integer
GaEG: .byte 2 ;P5,EG feedback gain (FP)
Svejk te ezt ezelőtt még a múlt században lehet kivesézted már, vagy nincs ennek a programnak valami bugja amit én még nem tudok ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 25, 02:34
Írta: s7manbs8 Dátum 2012 április 25, 02:34
Na, közben kicsit elszórakoztam vele így:
LimSpd:300
GaSpd :8
GaTqP :0,1
GaTqI :0,008
LimTrq:180
GaEG :0
értékekkel kb. jó lett, encoder 500 rés/fordulat így max felbontásában 2000/fordulat a pozíció, 20V tápot adtam nekijem ha valaki hasonló cipőben járna.
LimSpd:300
GaSpd :8
GaTqP :0,1
GaTqI :0,008
LimTrq:180
GaEG :0
értékekkel kb. jó lett, encoder 500 rés/fordulat így max felbontásában 2000/fordulat a pozíció, 20V tápot adtam nekijem ha valaki hasonló cipőben járna.
Cím: Re:DC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 25, 07:56
Írta: 279nwbpsa Dátum 2012 április 25, 07:56
Én valamiért csak 100 réses tárcsával tudtam szóra bírni,nem is forog túl gyorsan... :(
Az 500-as tárcsával mindig csak ugrott egyet és azután letiltott... :(
A Kozo-féle progival állítgattam amúgy.
Táp 24V egyenirányítva.
Az 500-as tárcsával mindig csak ugrott egyet és azután letiltott... :(
A Kozo-féle progival állítgattam amúgy.
Táp 24V egyenirányítva.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 25, 11:37
Írta: svejk Dátum 2012 április 25, 11:37
EVIG ERG 380-105
Hajtáspanelban tudna nekem valaki segíteni?
80-as évek technikája, tirisztoros hajtás.
Hajtáspanelban tudna nekem valaki segíteni?
80-as évek technikája, tirisztoros hajtás.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 25, 11:57
Írta: 000000000 Dátum 2012 április 25, 11:57
Üdv,mibe fájhat manapság egy ~50W dc szervó motor szabályzóval? Nem bolti árat, annál inkább épített szabályzós árat szeretnék kérdezni.
köszi
köszi
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2012 április 25, 12:07
Írta: HJózsi Dátum 2012 április 25, 12:07
Szerencse kérdése, 30 és 50 között ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 25, 12:40
Írta: 000000000 Dátum 2012 április 25, 12:40
köszi a gyors választ
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 25, 15:01
Írta: s7manbs8 Dátum 2012 április 25, 15:01
Majd megsasoljuk a tiedet is, meg a többi dolgot is. A programba is tudok belenyúlni a forrást módosítva ha valami teszt kell pl.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 25, 15:02
Írta: s7manbs8 Dátum 2012 április 25, 15:02
Van még egy valami 50 réses tárcsám egy másik motoron, azt ma akarom megnézni, ha elérek odáig, elvileg közel járok hozzá.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 25, 15:27
Írta: s7manbs8 Dátum 2012 április 25, 15:27
Na most ez az 50 réses egy 200 lépéses léptető motor felbontását éri el egész lépésbe, ha egy bitet se ficeregne, ez elég kevés, de áttétellel valamit javul a helyzet viszont gyorsnak gyors lenn érdemesebb lenne nagyobb tárcsát rátenni mondjuk.
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2012 május 07, 10:10
Írta: wzc80zbf7 Dátum 2012 május 07, 10:10
Kérdésem az lenne hogy bronz vagy szén keféket csináltál? Mert úgy tudom hogy a bronz keféket nemigazán szeretik az E240-esek. A gyári milyen? Most bronzkeféből csináltam bele, tökéletesen működik de azt mondták hogy inkább szén lenne az ideális hozzá az nem teszi tönkre a motort.
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2012 május 07, 14:50
Írta: hyuekyh7a Dátum 2012 május 07, 14:50
Ezt probáld ki
p0 3000
p1 2400
p2 512
p3 30
p4 300
p5 800
P6 256
p0 3000
p1 2400
p2 512
p3 30
p4 300
p5 800
P6 256
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 május 07, 15:00
Írta: s7manbs8 Dátum 2012 május 07, 15:00
OK, megnézem de ez melyik verzióhoz való ? Nálam csak 6 paraméter van ott amit írtam legalábbis.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 május 07, 15:02
Írta: s7manbs8 Dátum 2012 május 07, 15:02
Illetve ezek már 256 tal felszorzott értékek ?
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2012 május 07, 15:29
Írta: hyuekyh7a Dátum 2012 május 07, 15:29
Igen ez az eredeti és 256 al felszorozva
a p6 az enkoder jelet osztja most 1az az nincs osztás
az uhu beállitó szoftverrel is megy.
a p6 az enkoder jelet osztja most 1az az nincs osztás
az uhu beállitó szoftverrel is megy.
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2012 május 07, 15:35
Írta: hyuekyh7a Dátum 2012 május 07, 15:35
Nekem a kismarómon 3 ilyen etedeti vezérlőm van
nincs vele semmi gond évek óta
nincs vele semmi gond évek óta
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 május 07, 15:44
Írta: s7manbs8 Dátum 2012 május 07, 15:44
Köszönöm, az elég biztató ! :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 május 07, 15:51
Írta: s7manbs8 Dátum 2012 május 07, 15:51
Most jobban megnézve hasonló ez az érték, mint amit beállítottam legutóbb.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 május 07, 20:05
Írta: PSoft Dátum 2012 május 07, 20:05
Olyan E240-essel még nem találkoztam,amiben SZÉNkefe lett volna.
Gyárilag,kivétek nélkül bronz kefékkel vannak szerelve.
Én is bronzkeféket csináltam hozzájuk.
Adott esetben a SZÉN kefe veszélyesebb lehet a kommutátorra.
Vannak sokkal keményebb szénből készült kefék is,mint maga a vörösréz kommutátor.
Ha a kefe keményebb mint a kommutátor,az sokkal veszélyesebb a motorra/kommutátorra.
Igazából az eredeti kefék grafitbronz anyagúak.
Nekem sikerült keménységben megegyező,csak sokkal nagyobb darabokat találni,abból készültek.
Gyárilag,kivétek nélkül bronz kefékkel vannak szerelve.
Én is bronzkeféket csináltam hozzájuk.
Adott esetben a SZÉN kefe veszélyesebb lehet a kommutátorra.
Vannak sokkal keményebb szénből készült kefék is,mint maga a vörösréz kommutátor.
Ha a kefe keményebb mint a kommutátor,az sokkal veszélyesebb a motorra/kommutátorra.
Igazából az eredeti kefék grafitbronz anyagúak.
Nekem sikerült keménységben megegyező,csak sokkal nagyobb darabokat találni,abból készültek.
Cím: Re:DC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2012 május 07, 20:20
Írta: Rabb Ferenc Dátum 2012 május 07, 20:20
A keménységnél talán még nagyobb probléma a szénkefe sokkal nagyobb fajlagos ellennállása, nagyobb átmeneti ellenállása és feszültségesése.
Ezek miatt a "bronzkefe" sokkal biztonságosabban, szikrázás, beégés és különösebb melegedés nélkül viszi át a nagy áramlökéseket. Ez az E240-nél akár 25A is lehet, ha jól emlékszem.
A gépkocsik indítómotorjainak a keféi is mind bronzkefék.
Ezek miatt a "bronzkefe" sokkal biztonságosabban, szikrázás, beégés és különösebb melegedés nélkül viszi át a nagy áramlökéseket. Ez az E240-nél akár 25A is lehet, ha jól emlékszem.
A gépkocsik indítómotorjainak a keféi is mind bronzkefék.
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2012 május 07, 21:47
Írta: wzc80zbf7 Dátum 2012 május 07, 21:47
Hát ma bementem egy szénkefe szaküzletbe és vettem hozzá bronzkeféket. Nem sokkal voltak nagyobbak mint a gyáriak. Fogtam csiszolgattam addig amíg nem lett jó a motorba. Sajnos rugót nem találtam sehol úgyhogy próba képen egy tollból vágtam szét egy rugót és annak a felét tettem be.
Utána következett a próba. Tökéletesen működött még nagyobb feszültségen is. A kommutátoron néztem hogy okozott-e bármilyen galibát. Semmit nem láttam rajta. Még karcolást se. Viszont a végén lévő dugók menete Metrikus szabvány? Mert eddig nem találtam megfelelő dugeszt hozzá :(.
Utána következett a próba. Tökéletesen működött még nagyobb feszültségen is. A kommutátoron néztem hogy okozott-e bármilyen galibát. Semmit nem láttam rajta. Még karcolást se. Viszont a végén lévő dugók menete Metrikus szabvány? Mert eddig nem találtam megfelelő dugeszt hozzá :(.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 május 07, 21:53
Írta: PSoft Dátum 2012 május 07, 21:53
[#nezze] #11857.
Küldtem mailt is.[#wave]
Küldtem mailt is.[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: RogerCo Dátum 2012 május 07, 21:54
Írta: RogerCo Dátum 2012 május 07, 21:54
Itt találod a megoldást: #11857
#11857
#11857
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2012 május 08, 07:18
Írta: wzc80zbf7 Dátum 2012 május 08, 07:18
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2012 május 08, 09:33
Írta: wzc80zbf7 Dátum 2012 május 08, 09:33
Nem lett ez a menetméret elírva? Most voltam egy pneumatika szaküzletbe és a 3/8"-os menetű pneu csati nem megy bele. Ami közel hasonló az 1/8" de azt meg nem mertem beletekerni mert igen szorult benne. :(
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2012 május 08, 10:02
Írta: ggdr57dg Dátum 2012 május 08, 10:02
Nem akarok szemetelni, de hátha, ezért beírom ide is:
Petya fórumtárs múlt héten árult hajtóműves kis DC motorokat a #36067 hozzászólásban.
1db. ilyesmi-féle motorra lenne szükségem, ha valakinek lenne (árban is) hasonló eladó / átadó, szívesen megvenném.
Paraméterek nem különösebben lényegesek, az optimális valahol 6-30V közötti, 30-60rpm motor lenne.
Petya fórumtárs múlt héten árult hajtóműves kis DC motorokat a #36067 hozzászólásban.
1db. ilyesmi-féle motorra lenne szükségem, ha valakinek lenne (árban is) hasonló eladó / átadó, szívesen megvenném.
Paraméterek nem különösebben lényegesek, az optimális valahol 6-30V közötti, 30-60rpm motor lenne.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 08, 15:24
Írta: svejk Dátum 2012 május 08, 15:24
Hol és mennyiért vetted a keféket?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 08, 15:47
Írta: svejk Dátum 2012 május 08, 15:47
Minden bizonnyal tévedés...
Előtúrtam egy motort én is.
Én eddig úgy gondoltam M10x1-es, a dugóra rá is szalad a metsző.
Később Psoft világosított fel hogy pneumatikás 1/8-os menet.
Most elővettem egy pneumatika idomot és tényleg nem megy bele. Ez ugye 1/8-28-as menet.
Az 1/8-os metszőn sem megy át az eredeti dugó.
No akkor mi is lehet ez?
Az eredeti dugó menetátmérőjét 9,35 mm-nek mérem, az emelkedést saccolni tudom 1 mm-re, mert csak 2,5 menet az egész.
A menetfésűim úsznak valahol, de az M10x1-es menetfúrót ráfektetve passzolni látszik, míg az 1/8-os menetfúrót ráfektetve rögtön látszik hogy nem passzol az emelkedés.
A ház belső átmérője 8,65 mm.
E menettáblázat szerint minden bizonnyal 3/8"-24 UNF típusú menet lesz.
Előtúrtam egy motort én is.
Én eddig úgy gondoltam M10x1-es, a dugóra rá is szalad a metsző.
Később Psoft világosított fel hogy pneumatikás 1/8-os menet.
Most elővettem egy pneumatika idomot és tényleg nem megy bele. Ez ugye 1/8-28-as menet.
Az 1/8-os metszőn sem megy át az eredeti dugó.
No akkor mi is lehet ez?
Az eredeti dugó menetátmérőjét 9,35 mm-nek mérem, az emelkedést saccolni tudom 1 mm-re, mert csak 2,5 menet az egész.
A menetfésűim úsznak valahol, de az M10x1-es menetfúrót ráfektetve passzolni látszik, míg az 1/8-os menetfúrót ráfektetve rögtön látszik hogy nem passzol az emelkedés.
A ház belső átmérője 8,65 mm.
E menettáblázat szerint minden bizonnyal 3/8"-24 UNF típusú menet lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 május 08, 19:29
Írta: 000000000 Dátum 2012 május 08, 19:29
Az egyik kefeház fele törött és letudtam fényképezni az ép részét a menetnek. Fényképen mért menetemelkedés kb. 1.07mm volt. A 3/8" - 24 UNF menetnél 1,058mm emelkedést ír, szerintem is az lesz amit svejk említett utoljára és a légszerszámoknál kidobja gyakran ezt a méretet az internet ami PSoftnak bevált.
Ha vennék anyát azzal lehetne menetet vágni műanyagba vagy túl feszes lenne?
Ha vennék anyát azzal lehetne menetet vágni műanyagba vagy túl feszes lenne?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 május 08, 21:07
Írta: PSoft Dátum 2012 május 08, 21:07
Kövezzetek meg!!! [#rinya]
Ezt elb@sztam! [#falbav]
Nem értem,hogy miért írtam a #11857-ben a 3/8-ot.:(((
Pedíg,mikor mértem a fésű se azt mutatta.
Hanem azt,hogy 24M 3/16.
Azt meg,...nem is írtam hogy "pneumatikás 1/8-os menet".
[#nemtudom][#crazya]
Elnézést,ha ezzel a téves infóval valakit "megvezettem",nem volt szándékos.:(




Ezt elb@sztam! [#falbav]
Nem értem,hogy miért írtam a #11857-ben a 3/8-ot.:(((
Pedíg,mikor mértem a fésű se azt mutatta.
Hanem azt,hogy 24M 3/16.
Azt meg,...nem is írtam hogy "pneumatikás 1/8-os menet".
[#nemtudom][#crazya]
Elnézést,ha ezzel a téves infóval valakit "megvezettem",nem volt szándékos.:(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 08, 21:13
Írta: svejk Dátum 2012 május 08, 21:13
No maradjunk annyiban hogy az emelkedése valóban 24 menet 1"-ra, de az átmérője tuti nem 3/16"-od hanem 3/8"-ad...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 08, 21:15
Írta: svejk Dátum 2012 május 08, 21:15
Ja, és ugye UNF, azaz "amerikai finom menet".
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 május 10, 20:51
Írta: 000000000 Dátum 2012 május 10, 20:51
E240 3/8" 24 UNF csavart gépkocsi féknél is használnak, simán ráment nekem. Annyi a gond hogy fém és nem műanyag de ha gond is, ez már szigetelés történet (sapka, sziló, stb)..
Cím: Re:DC szervó motoros vezérlés
Írta: spgkgiiaa Dátum 2012 május 10, 20:56
Írta: spgkgiiaa Dátum 2012 május 10, 20:56
unf=united nations fine?
Cím: Re:DC szervó motoros vezérlés
Írta: spgkgiiaa Dátum 2012 május 10, 20:59
Írta: spgkgiiaa Dátum 2012 május 10, 20:59
universal noise of fucking? mi lehet ez? [#circling]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 10, 21:00
Írta: svejk Dátum 2012 május 10, 21:00
UNF = Unified National Fine
Cím: Re:DC szervó motoros vezérlés
Írta: spgkgiiaa Dátum 2012 május 10, 21:01
Írta: spgkgiiaa Dátum 2012 május 10, 21:01
ez pont ugyanazt jelenti [#bohoc]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 10, 21:02
Írta: svejk Dátum 2012 május 10, 21:02
Biztos, én nem tudok englisül :(
Cím: Re:DC szervó motoros vezérlés
Írta: robokacsa Dátum 2012 május 29, 07:26
Írta: robokacsa Dátum 2012 május 29, 07:26
lehet hozzáértőnek egyszerű lesz a kérdés, de nekem nem, ezért felteszem egy hozzáértőnek.
adott egy gecko vezérlő, (nincs a közelembe semmi, csak emlékezetből írok, mint oly sokszor, de most legalább ráérek írni)
szóval az tud minimum 10 A-t, de lehet 20A-t, pontosan nemtudom. node van egy 40 voltos dc motor, és van rá egy áramérték írva, ami 4 amper körüli, ha jólemlékszem, de van rá írva egy olyan érték is, hogy 38Amper, persze ez se 100%, csak nagyságrendileg mondom az értékeket.
namost ha én ezt összerakom , akkor a gekkom nem fog belehalni a nagy áramba????
vagy nem is enged át magán többet, mint ami a névleges maximuma, z a bizonyos 10 vagy 20 amper?
és a mocin mi lehet az a nagy 38-40 amper, teljes leterhelésében annyi?, ha szabadon forgatom, terhelés nélkül, akkor megáll a 4 amper körüli értéken?
köszi a válaszokat , [#integet2]
adott egy gecko vezérlő, (nincs a közelembe semmi, csak emlékezetből írok, mint oly sokszor, de most legalább ráérek írni)
szóval az tud minimum 10 A-t, de lehet 20A-t, pontosan nemtudom. node van egy 40 voltos dc motor, és van rá egy áramérték írva, ami 4 amper körüli, ha jólemlékszem, de van rá írva egy olyan érték is, hogy 38Amper, persze ez se 100%, csak nagyságrendileg mondom az értékeket.
namost ha én ezt összerakom , akkor a gekkom nem fog belehalni a nagy áramba????
vagy nem is enged át magán többet, mint ami a névleges maximuma, z a bizonyos 10 vagy 20 amper?
és a mocin mi lehet az a nagy 38-40 amper, teljes leterhelésében annyi?, ha szabadon forgatom, terhelés nélkül, akkor megáll a 4 amper körüli értéken?
köszi a válaszokat , [#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2012 május 29, 13:29
Írta: wzc80zbf7 Dátum 2012 május 29, 13:29
Szerintem az a nagy Amper a terhelésből adódhat. Próbáld meg lefogni a motor tengelyét menet közben egyből felfele fog szökni az Amperszám!
Cím: Re:DC szervó motoros vezérlés
Írta: robokacsa Dátum 2012 május 29, 13:31
Írta: robokacsa Dátum 2012 május 29, 13:31
azt értem, hogy nőni fog, de akkor a vezérlő meghal???? és a nagy amper felirat a motoron, az az lehet, amikor, mondjuk megszorul a tengelye???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 május 29, 14:53
Írta: 000000000 Dátum 2012 május 29, 14:53
A Gecko letilt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 29, 14:53
Írta: svejk Dátum 2012 május 29, 14:53
A "nagy amper felirat" a maximális áram amelyet csak nagyon rövid ideig bír el a motor, e fölött akár le is mágneseződhet, de hosszabb idő alatt garantált a füst.
A geckod nem tud 20A-nél többet kiadni magából, lekorlátoz.
Használhatod a párosítást.
A geckod nem tud 20A-nél többet kiadni magából, lekorlátoz.
Használhatod a párosítást.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 29, 14:55
Írta: svejk Dátum 2012 május 29, 14:55
De az üresjárati 4 A nagyon sok egy DC szervo motornak.
Terheletlenül 0,5 A alatt kellene lennie.
Terheletlenül 0,5 A alatt kellene lennie.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 május 29, 20:56
Írta: PSoft Dátum 2012 május 29, 20:56
Egy másik,lehetséges megoldás az E240-es motorok hiányzó kefedugójának a pótlására.
Kell hozzá pld. pár db. Weidmüller SV3-as,6/4-es műanyag T elosztó.
Nem árt,ha van kéznél egy C1/8-os metsző is.
Így esztergálás nélkül is megoldható a dugók pótlása.




A metsző,keret nélkül,kézből is könnyedén ráhajtható a meglévő menetes csonkokra.


A fölösleges "csöcsök" leköszörülhetőek,vagy akár egy éles késsel is levághatóak.

Az "átmetszett" menetes csonkok,akár egy fűrészlappal is levághatóak.



A dugók sorjázás után.

A középen levő 4-es furatokba hatszöget nyomtam,így inbuszkulccsal szerelhetőek a dugók.






Kell hozzá pld. pár db. Weidmüller SV3-as,6/4-es műanyag T elosztó.
Nem árt,ha van kéznél egy C1/8-os metsző is.
Így esztergálás nélkül is megoldható a dugók pótlása.
A metsző,keret nélkül,kézből is könnyedén ráhajtható a meglévő menetes csonkokra.
A fölösleges "csöcsök" leköszörülhetőek,vagy akár egy éles késsel is levághatóak.
Az "átmetszett" menetes csonkok,akár egy fűrészlappal is levághatóak.
A dugók sorjázás után.
A középen levő 4-es furatokba hatszöget nyomtam,így inbuszkulccsal szerelhetőek a dugók.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 május 29, 21:05
Írta: 000000000 Dátum 2012 május 29, 21:05
[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 29, 21:11
Írta: svejk Dátum 2012 május 29, 21:11
Most akkor mégis van kétféle menetű kefetartó?
Nálam a C1/8"-os menet nem megy bele...
A múltkor én már lezártam magamban hogy ami nekem van kefetartó annál 3/8" 24 UNF a menet mérete és típusa.
Nálam a C1/8"-os menet nem megy bele...
A múltkor én már lezártam magamban hogy ami nekem van kefetartó annál 3/8" 24 UNF a menet mérete és típusa.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 május 29, 21:24
Írta: PSoft Dátum 2012 május 29, 21:24
Vagy kefetartó van két menetméretben,vagy C1/8"-os metsző.:)
[#nemtudom]
Nálam úgy passzol a C1/8"-os metsző után az átmetszett dugó a kefetartókba,mint "kutya szájába a tojás".:))
Azt meg,meg se mértem,hogy milyen az eredeti menet a Weidmülleres T-ken.:(
[#nemtudom]
Nálam úgy passzol a C1/8"-os metsző után az átmetszett dugó a kefetartókba,mint "kutya szájába a tojás".:))
Azt meg,meg se mértem,hogy milyen az eredeti menet a Weidmülleres T-ken.:(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 29, 21:34
Írta: svejk Dátum 2012 május 29, 21:34
Van egy sejtésem.
Lehet a "fényes" motorban C1/8" a menet, a "matt feketében" pedig az UNF 3/8"???
Lehet a "fényes" motorban C1/8" a menet, a "matt feketében" pedig az UNF 3/8"???
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 május 29, 21:43
Írta: PSoft Dátum 2012 május 29, 21:43
Nem nyert!!!:(
Az én C1/8"-os dugóim,passzolnak a fekete motorokba is.:)
De,...mostmár nekem is b@ssza a csőröm ez a menethistória.
Ennek,...utánna kell járni.:))
Az én C1/8"-os dugóim,passzolnak a fekete motorokba is.:)
De,...mostmár nekem is b@ssza a csőröm ez a menethistória.
Ennek,...utánna kell járni.:))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 29, 21:49
Írta: svejk Dátum 2012 május 29, 21:49
Hasonlítsd majd össze a méréseidet a #11895-ben levő adataimmal!
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 május 29, 21:51
Írta: PSoft Dátum 2012 május 29, 21:51
Mostmár újra van Laslie-nk!!!(kettő is) :)))
Talán,idetéved az egyik,és megmondja a "tutit",hisz Ő(k) a "menetek királya".:))
Talán,idetéved az egyik,és megmondja a "tutit",hisz Ő(k) a "menetek királya".:))
Cím: Re:DC szervó motoros vezérlés
Írta: robokacsa Dátum 2012 május 30, 06:47
Írta: robokacsa Dátum 2012 május 30, 06:47
még nem mértem az áramfelvételét, az létezik, hogy a motorra, egy normál üzemi áram van ráírva(4A) de üresbe lehet 0.5 alatt megáll???
de ez a moci 4 szer akkora fizikailag, mint pl az e240 es , estefele utánamérek, most dolgozom.
de ez a moci 4 szer akkora fizikailag, mint pl az e240 es , estefele utánamérek, most dolgozom.
Cím: Re:DC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 május 30, 17:58
Írta: zoli0302 Dátum 2012 május 30, 17:58
Szia !
A motorokra a névleges teljesítményhez tartozóáram értékét, valamint a motor rövidrezárási áramát /amikor a forgórészt valami blokkolja/ irják rá.
A motorokra a névleges teljesítményhez tartozóáram értékét, valamint a motor rövidrezárási áramát /amikor a forgórészt valami blokkolja/ irják rá.
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2012 május 30, 17:58
Írta: Miki2 Dátum 2012 május 30, 17:58
Az még véletlenül sem fordúlhat elő, hogy M10x1-es?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 30, 18:21
Írta: svejk Dátum 2012 május 30, 18:21
Válasz a #11895-ben.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 30, 18:22
Írta: svejk Dátum 2012 május 30, 18:22
Igen. Ha profi a motor, kicsik a súrlódások még kevesebbel is beéri akár 4-500 W-os motor is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 30, 18:26
Írta: svejk Dátum 2012 május 30, 18:26
"valamint a motor rövidrezárási áramát /amikor a forgórészt valami blokkolja/ irják rá."
Ez így nem igaz.
A nullára fékezett motor sokkal többet is felvenne, ezért kell korlátozni a ráírt értékre, és ezt is csak nagyon korlátozott ideig bírja.
PM motor akár le is mágneseződhet ez felett.
Ez így nem igaz.
A nullára fékezett motor sokkal többet is felvenne, ezért kell korlátozni a ráírt értékre, és ezt is csak nagyon korlátozott ideig bírja.
PM motor akár le is mágneseződhet ez felett.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 június 05, 22:40
Írta: PSoft Dátum 2012 június 05, 22:40
Ugyanazokat mértem én is,mint Te a #11895-ben.
Én találtam fésűt,kettőt is.:)
Úgy néz ki,mindegyik illeszkedik az eredeti dugókhoz.
A Weidmülleres T-elosztókon,amit a #11912-ben mutatok,10x1-es az eredeti menet.
Ezekre a menetekre,kézzel hajtva a C1/8"-os metszőt,abban az 5mm.hosszban ami a kefetartóban kell, "kényelmesen" behajthatók a dugók.



Én találtam fésűt,kettőt is.:)
Úgy néz ki,mindegyik illeszkedik az eredeti dugókhoz.
A Weidmülleres T-elosztókon,amit a #11912-ben mutatok,10x1-es az eredeti menet.
Ezekre a menetekre,kézzel hajtva a C1/8"-os metszőt,abban az 5mm.hosszban ami a kefetartóban kell, "kényelmesen" behajthatók a dugók.
Cím: Re:DC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2012 június 05, 22:50
Írta: s2k5ycubj Dátum 2012 június 05, 22:50
Ez nem a sablon szerinti emelkedés,fésüld meg rendesen.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 június 05, 22:56
Írta: PSoft Dátum 2012 június 05, 22:56
Rugók,az E240-esek "készülgető" bronzkeféihez.
Kegytárgyak:
Satuba fogott akkus fúrógép.:))
Egy 40-50mm hosszú,levágott fejű M3,5mm-es csavar.
0,25-ös rugóacél,csípőfogó.







Kegytárgyak:
Satuba fogott akkus fúrógép.:))
Egy 40-50mm hosszú,levágott fejű M3,5mm-es csavar.
0,25-ös rugóacél,csípőfogó.
Cím: Re:DC szervó motoros vezérlés
Írta: KoLa Dátum 2012 június 05, 23:04
Írta: KoLa Dátum 2012 június 05, 23:04
Szépen dolgozol!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 05, 23:05
Írta: svejk Dátum 2012 június 05, 23:05
A 24 menet 1"-on az biztos nálam is.
Az M10x1 csavar esetén a 2-3 meneten még bemenne nagy durcával, de a ház belső átmérője 8,65 mm, ebbe nem mehet bele az M10x1-es csavar melynek magátmérője elvileg 8,77 mm, -persze nem is megy bele.
Az M10x1 csavar esetén a 2-3 meneten még bemenne nagy durcával, de a ház belső átmérője 8,65 mm, ebbe nem mehet bele az M10x1-es csavar melynek magátmérője elvileg 8,77 mm, -persze nem is megy bele.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 05, 23:06
Írta: svejk Dátum 2012 június 05, 23:06
Hát vazze Te aztán nem sajnálod idődet energiádat ezekre a "vacak" motorokra!!
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 június 05, 23:14
Írta: PSoft Dátum 2012 június 05, 23:14
No,...végre itt egy igazi "menetszakértő"!:))
Ha nem nagy fáradtság,olvass vissza kicsit,...oszt Tégy igazságot ebbe a menethistóriába.:)) [#wave][#worship]
Ha nem nagy fáradtság,olvass vissza kicsit,...oszt Tégy igazságot ebbe a menethistóriába.:)) [#wave][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 június 05, 23:26
Írta: s7manbs8 Dátum 2012 június 05, 23:26
Lassan már csak a forgórészt kell legyártani , meg a házat és kész az új E240vPSoft motor. :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 június 05, 23:31
Írta: PSoft Dátum 2012 június 05, 23:31
Hát,...macskát dobálni is jók lennének.:))
De,...
Állatbarát vagyok,félek,hogy az erős mágnesek valami "zavart" okoznának a macskánál.:)))
De,...
Állatbarát vagyok,félek,hogy az erős mágnesek valami "zavart" okoznának a macskánál.:)))
Cím: Re:DC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2012 június 05, 23:43
Írta: s2k5ycubj Dátum 2012 június 05, 23:43
Én azért körülnéznék még egyszer menet ügyben...
UNF ANSI B1.1
UNF - Amerikai Finom Menetek .
Jelölés:
3/8" - 24 UNF 0,375 9,525 8,50 24 1,058
orsó átm külső átm magméret emelkedés
inch mm mm menetszám/" mm
UNF ANSI B1.1
UNF - Amerikai Finom Menetek .
Jelölés:
3/8" - 24 UNF 0,375 9,525 8,50 24 1,058
orsó átm külső átm magméret emelkedés
inch mm mm menetszám/" mm
Cím: Re:DC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2012 június 05, 23:44
Írta: s2k5ycubj Dátum 2012 június 05, 23:44
És 60°-os!
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2012 június 07, 22:28
Írta: vjanos Dátum 2012 június 07, 22:28
QEDS-5886 enkóderhez van valakinek adatlapja?
Már második napja keresgélem, de csupa fals találatot ad a gugli... :/
Az E240-es motor végén csücsül, de azt sem tudom mekkora felbontású, vagy hogy hány mA-t vesz fel...
Már második napja keresgélem, de csupa fals találatot ad a gugli... :/
Az E240-es motor végén csücsül, de azt sem tudom mekkora felbontású, vagy hogy hány mA-t vesz fel...
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2012 június 08, 09:27
Írta: D.Laci Dátum 2012 június 08, 09:27
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2012 június 08, 09:52
Írta: vjanos Dátum 2012 június 08, 09:52
Köszi!
Vajon az áramigénye mennyi lehet?
G340 végére menne, ami közvetlenül csak talán 40mA-val terhelhető...
Vajon az áramigénye mennyi lehet?
G340 végére menne, ami közvetlenül csak talán 40mA-val terhelhető...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 10:19
Írta: 4um5b65d Dátum 2012 június 08, 10:19
Menet ügyben kívánnék hozzá szólni.
Régebben már egyszer-kétszer említettem, hogy "C" és "G" jelzésű meneteket nem használnak mechanikai kötőelemként. Vagyis a kefetartónál ez teljesen kizárható. Ezen meneteket csak csőre vágják rá , ott ahol folyadékokat, gázokat kell szállítania a csőnek. Ezek például a hazánkban is használt vízvezeték csövek menetei. Tehát ahol nincs folyadék vagy gáz szállítás ott azonnal ki kell zárni a C vagy G jelzésű CSŐMENETKET.
Ne zavarjon meg senkit sem, hogy egy menetfésűn G jelzés található, attól az még nem "G"-s menet.
Különbség van a 24G és a mondjuk G1/2" között.
A 24G értelemszerűen az 1 collra eső menetszámot takarja, a G1/2" pedig magát a menetnek a jelzését.
Amit lehetett látni PSoft tollából egy menetfésűt a 24 és a 3/16-os jelzéssel az a lemezdarabka valójában bármelyik 24 menet/coll emelkedésű menet ellenőrzésére alkalmas, de a nem hozzáértőknek segítségül ráírták még a 3/16-os jelzést is, hogy csukott szemmel is lehessen tudni azt, hogy amelyik menetre passzol ez a 24-es menetfésű az a 3/16-os menet.
Igen ám, de nem szabad figyelmen kívül hagyni, hogy több féle coll rendszerű menet létezik.
Ez általában a menetfésű "szárán" rajta is van.
PSoft menetfésűje W-s jelzésű menetekhez való, újabb jelzéssel BSW (British Whitworth) azaz az angolok durva kötöelem menetszabványa. Olyan mint nálunk az M10. Ha BSF lenne, azaz (British Fine) akkor az Angol finom menet szabványról lenne szó. Olyan mint nálunk az M10x1.
Visszatérve a 3/16-os menetfésűre , ez csak BSW menetfésű lehet, mert annál passzol csak a 24 menet/1 coll és maga a menet jelölés is.
UNF,UNC és társai meneteknél nincs 3/16-os menetjelzés szabványban. 24 menettel meg pláne nincs. Ebből eredően a 24 menetes emelkedés, szinte biztosan amerikai szabvány (UN, UNJ, UNF,UNC,UNEF stb...stb)
Régebben már egyszer-kétszer említettem, hogy "C" és "G" jelzésű meneteket nem használnak mechanikai kötőelemként. Vagyis a kefetartónál ez teljesen kizárható. Ezen meneteket csak csőre vágják rá , ott ahol folyadékokat, gázokat kell szállítania a csőnek. Ezek például a hazánkban is használt vízvezeték csövek menetei. Tehát ahol nincs folyadék vagy gáz szállítás ott azonnal ki kell zárni a C vagy G jelzésű CSŐMENETKET.
Ne zavarjon meg senkit sem, hogy egy menetfésűn G jelzés található, attól az még nem "G"-s menet.
Különbség van a 24G és a mondjuk G1/2" között.
A 24G értelemszerűen az 1 collra eső menetszámot takarja, a G1/2" pedig magát a menetnek a jelzését.
Amit lehetett látni PSoft tollából egy menetfésűt a 24 és a 3/16-os jelzéssel az a lemezdarabka valójában bármelyik 24 menet/coll emelkedésű menet ellenőrzésére alkalmas, de a nem hozzáértőknek segítségül ráírták még a 3/16-os jelzést is, hogy csukott szemmel is lehessen tudni azt, hogy amelyik menetre passzol ez a 24-es menetfésű az a 3/16-os menet.
Igen ám, de nem szabad figyelmen kívül hagyni, hogy több féle coll rendszerű menet létezik.
Ez általában a menetfésű "szárán" rajta is van.
PSoft menetfésűje W-s jelzésű menetekhez való, újabb jelzéssel BSW (British Whitworth) azaz az angolok durva kötöelem menetszabványa. Olyan mint nálunk az M10. Ha BSF lenne, azaz (British Fine) akkor az Angol finom menet szabványról lenne szó. Olyan mint nálunk az M10x1.
Visszatérve a 3/16-os menetfésűre , ez csak BSW menetfésű lehet, mert annál passzol csak a 24 menet/1 coll és maga a menet jelölés is.
UNF,UNC és társai meneteknél nincs 3/16-os menetjelzés szabványban. 24 menettel meg pláne nincs. Ebből eredően a 24 menetes emelkedés, szinte biztosan amerikai szabvány (UN, UNJ, UNF,UNC,UNEF stb...stb)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 10:22
Írta: 4um5b65d Dátum 2012 június 08, 10:22
"Ebből eredően a 24 menetes emelkedés, szinte biztosan amerikai szabvány (UN, UNJ, UNF,UNC,UNEF stb...stb)"
=
Ebből eredően a 24 menetes emelkedés a kérdéses kefénél, szinte biztosan amerikai szabvány (UN, UNJ, UNF,UNC,UNEF stb...stb)
=
Ebből eredően a 24 menetes emelkedés a kérdéses kefénél, szinte biztosan amerikai szabvány (UN, UNJ, UNF,UNC,UNEF stb...stb)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 június 08, 13:01
Írta: 000000000 Dátum 2012 június 08, 13:01
Teljesen egyetértek az előttem szólóval.
[#bohoc]
[#bohoc]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 június 08, 13:46
Írta: s7manbs8 Dátum 2012 június 08, 13:46
Igazat szóltál.
Üdv: Laslie - R2D2
Üdv: Laslie - R2D2
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 június 08, 15:39
Írta: PSoft Dátum 2012 június 08, 15:39
Köszönöm szépen,a részletes,kimerítő magyarázatot,a C és G jelzésű menetekről.[#worship]
Amit írtál,világos,érthető,még én is értem villanyász létemre.:)
Már,csak egyetlen apró gondom van.:(
Még mindíg nem tudom,hogy milyen is az eredeti menet ezeken a picsa kefedugókon.:)
Ezek szerint hiába a sok fésülködés.:)
Próbáltam egy létező problémára két/három működő megoldást mutatni,amit a magam eszközeivel kipróbáltam,és szerintem meg is oldottam.:)
Valaki,azonban mindíg van,(NEM RÁD GONDOLOK)aki megmagyarázza,hogy miért is nem jó a vázolt/kipróbált megoldás.
[#nemtudom]
Biztos,hogy nem csak nekem vannak ilyen motorjaim.
Van sok,gyakorlott(gépész)fórumtárs birtokában is jópár darab.
Valaki vehette volna a fáradtságot közülük,hogy megméri pontosan azt a picsa menetet,és azt mondja,hogy ne szenvedjetek,ilyen,meg ilyen metszővel álljatok neki,vagy ilyen,és ilyen,.....:((
A #11912-ben leírt megoldásom is bevált.
A 10x1-es műanyag csonkokra kézzel rátekert C1/8"-os metsző.
Hogy nem "borotvaéles",és nem valami szép az a menet,az lehet.:(
Abban az 5 menet hosszban,amennyi belefér a kefetartóba,az én meglátásom szerint tökéletesen megfelel arra a feladatra amire kitalálták,nevezetesen hogy a kefét rögzítse.
Aztán,hogy hogy érzi magát az a dugó ott,a helyére tekerve,nem igazán érdekel,azt is mondhatnám hogy,....lesz@rom.:))
Amit írtál,világos,érthető,még én is értem villanyász létemre.:)
Már,csak egyetlen apró gondom van.:(
Még mindíg nem tudom,hogy milyen is az eredeti menet ezeken a picsa kefedugókon.:)
Ezek szerint hiába a sok fésülködés.:)
Próbáltam egy létező problémára két/három működő megoldást mutatni,amit a magam eszközeivel kipróbáltam,és szerintem meg is oldottam.:)
Valaki,azonban mindíg van,(NEM RÁD GONDOLOK)aki megmagyarázza,hogy miért is nem jó a vázolt/kipróbált megoldás.
[#nemtudom]
Biztos,hogy nem csak nekem vannak ilyen motorjaim.
Van sok,gyakorlott(gépész)fórumtárs birtokában is jópár darab.
Valaki vehette volna a fáradtságot közülük,hogy megméri pontosan azt a picsa menetet,és azt mondja,hogy ne szenvedjetek,ilyen,meg ilyen metszővel álljatok neki,vagy ilyen,és ilyen,.....:((
A #11912-ben leírt megoldásom is bevált.
A 10x1-es műanyag csonkokra kézzel rátekert C1/8"-os metsző.
Hogy nem "borotvaéles",és nem valami szép az a menet,az lehet.:(
Abban az 5 menet hosszban,amennyi belefér a kefetartóba,az én meglátásom szerint tökéletesen megfelel arra a feladatra amire kitalálták,nevezetesen hogy a kefét rögzítse.
Aztán,hogy hogy érzi magát az a dugó ott,a helyére tekerve,nem igazán érdekel,azt is mondhatnám hogy,....lesz@rom.:))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 08, 15:53
Írta: svejk Dátum 2012 június 08, 15:53
Ha elolvasod a #11895-öt, akkor mérget is vehetsz az UNF 3/8"-24 -re.
Mi több ezt az is bizonyítja, hogy épp tegnap este kaptam egy ilyen metszőt (3600 Ft volt, Cseh gyártmány) és az eredeti dugóra gyönyörűen ráhajtható.
Mi több ezt az is bizonyítja, hogy épp tegnap este kaptam egy ilyen metszőt (3600 Ft volt, Cseh gyártmány) és az eredeti dugóra gyönyörűen ráhajtható.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 08, 16:29
Írta: svejk Dátum 2012 június 08, 16:29
MenetMan, alias Laslie!
Most akkor a G és C jelzés nem ugyanaz?
Én úgy vettem észre a metszőkön vegyesen használják a két jelölést.
Más...:
A napokban egy amerikai hidraulika szeleptömbnél találkoztam egy számomra ismeretlen menettel.
Ránézésre megesküdtem volna hogy G 3/8-19 (mezei "vizes" 3/8"), bár gyanúsan kúpos volt, de hát ugye csőmenet.
Kiderült nem az, hanem NPT 3/8-18.
Kellet volna nekem már ilyen menettel találkoznom?
Utánanézve utólag kiderült hogy számos feszmérő és érzékelő csatlakozó menete ilyen.
Lehet eddig rájuk erőltettem a vizes 3/8-adot? [#wow1]
Mert nagy durcával ez az NPT belemegy a G3/8-adba pár menet mélyen, de fordítva egyáltalán nem.
Most akkor a G és C jelzés nem ugyanaz?
Én úgy vettem észre a metszőkön vegyesen használják a két jelölést.
Más...:
A napokban egy amerikai hidraulika szeleptömbnél találkoztam egy számomra ismeretlen menettel.
Ránézésre megesküdtem volna hogy G 3/8-19 (mezei "vizes" 3/8"), bár gyanúsan kúpos volt, de hát ugye csőmenet.
Kiderült nem az, hanem NPT 3/8-18.
Kellet volna nekem már ilyen menettel találkoznom?
Utánanézve utólag kiderült hogy számos feszmérő és érzékelő csatlakozó menete ilyen.
Lehet eddig rájuk erőltettem a vizes 3/8-adot? [#wow1]
Mert nagy durcával ez az NPT belemegy a G3/8-adba pár menet mélyen, de fordítva egyáltalán nem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 08, 16:33
Írta: svejk Dátum 2012 június 08, 16:33
Ugyan nem vagyok gyakorlott gépész, de már vagy ötödször hivatkozom a #11895-ömre. :(
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 08, 16:36
Írta: svejk Dátum 2012 június 08, 16:36
Az NPT menethez tartozik az az infó is, hogy a hozzá kapható kézi menetmetsző is kúpos menetet vág.
Mondjuk az ára meg állítólag 15 ezer körül van. :(
Mondjuk az ára meg állítólag 15 ezer körül van. :(
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 16:43
Írta: 4um5b65d Dátum 2012 június 08, 16:43
Ha elolvasod a #11895-öt, akkor mérget vehetsz arra, hogy a menet UNF 3/8"-24.
Ha elolvasod a #11940-et, akkor is mérget vehetsz arra, hogy a menet UNF 3/8"-24.
Ha viszont véletlenül mi olvassuk el a #11912-t akkor mérget vehetsz arra, hogy odavetünk a mókusok elé....
:))))
Ha elolvasod a #11940-et, akkor is mérget vehetsz arra, hogy a menet UNF 3/8"-24.
Ha viszont véletlenül mi olvassuk el a #11912-t akkor mérget vehetsz arra, hogy odavetünk a mókusok elé....
:))))
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 17:17
Írta: 4um5b65d Dátum 2012 június 08, 17:17
Elvileg ugyanarról a menetről szól a G és a C jelzés, sőt gyakorlatilag is.
Az eredeti jelzés a kapitalista világból való (G), mint GAS, azaz gáz menet.
A C jelzés a szocialista átirata, nehogy már mi (Kádár gyermekei) a kapitalisták jelzéseit vegyük át. Fuj-fuj.
Aztán egyszer ebben a hitemben meginogtam, mikor is találkoztam egy mínuszos C jelzésű idomszerrel (kaliber).
Aztán még egyet találtam ami más méretű, de az is mínuszos.
Aztán a harmadikkal is találkoztam.
Akkor kezdtem utána nézni, hogy miért is van ez így.
Semmi infó nem jött fel a Google feneketlen gyomrából.
Szóval szükségét éreztem, hogy magamtól találjam ki a megoldást, ami persze nem biztos, hogy így van.
Aki tud infót az ossza meg velünk tanításait.
Szóval azt vettem alapul, hogy például az UNF, UNC meneteknél is szabványban van ugyanazon menethez 3 különböző szorosságú menet illesztés. Ezt külön jelölik is a menetfúrón/metszőn.
A metrikusoknál is több illesztési hézaggal találkozunk. Ezt is jelölik.
Logikusnak tűnik, hogy a gázmeneteknél is jelen lehet ez a szisztéma.
Amim van mínuszos kaliber azokon a menet típusa mellett egy "A" betűt jelölnek.
Ez a szűkebb.
A következő lépcsö, mint normál menet talán a "B" jelölés lehet, a laza illesztés meg talán a "C" jelölés. Ennek ellent mond, hogy a méretes kalibereimen nincs "B" jelölés. Igaz a középméretes metrikus kalibereimen sincs java részén tűrés jelölés. Ezt felfoghatjuk úgy is, hogy amin nincs tűrés jelölés az mindig az alapméretet jelenti.
De mondom ez mindaddig mese-mese-mátka, míg nem találok rá egyértelmű hiteles leírást.
Az oskolában ezt nem tanították, legalább is nekem nem.
Ja ,az NPT menet pedig az amerikaiak csőmenete. Ekvivalens a funkciója a mi csőmeneteinkkel, de méreteiben más.
Az NPT mindig tömítőanyaggal szerelendő, az NPTS pedig szárazon, csak úgy szőrén ülve meg a lovat.
Ezekre ugyanúgy jellemző, hogy kötőelemként sosem használatos, ugyanúgy mint a C és G menetek.
Az eredeti jelzés a kapitalista világból való (G), mint GAS, azaz gáz menet.
A C jelzés a szocialista átirata, nehogy már mi (Kádár gyermekei) a kapitalisták jelzéseit vegyük át. Fuj-fuj.
Aztán egyszer ebben a hitemben meginogtam, mikor is találkoztam egy mínuszos C jelzésű idomszerrel (kaliber).
Aztán még egyet találtam ami más méretű, de az is mínuszos.
Aztán a harmadikkal is találkoztam.
Akkor kezdtem utána nézni, hogy miért is van ez így.
Semmi infó nem jött fel a Google feneketlen gyomrából.
Szóval szükségét éreztem, hogy magamtól találjam ki a megoldást, ami persze nem biztos, hogy így van.
Aki tud infót az ossza meg velünk tanításait.
Szóval azt vettem alapul, hogy például az UNF, UNC meneteknél is szabványban van ugyanazon menethez 3 különböző szorosságú menet illesztés. Ezt külön jelölik is a menetfúrón/metszőn.
A metrikusoknál is több illesztési hézaggal találkozunk. Ezt is jelölik.
Logikusnak tűnik, hogy a gázmeneteknél is jelen lehet ez a szisztéma.
Amim van mínuszos kaliber azokon a menet típusa mellett egy "A" betűt jelölnek.
Ez a szűkebb.
A következő lépcsö, mint normál menet talán a "B" jelölés lehet, a laza illesztés meg talán a "C" jelölés. Ennek ellent mond, hogy a méretes kalibereimen nincs "B" jelölés. Igaz a középméretes metrikus kalibereimen sincs java részén tűrés jelölés. Ezt felfoghatjuk úgy is, hogy amin nincs tűrés jelölés az mindig az alapméretet jelenti.
De mondom ez mindaddig mese-mese-mátka, míg nem találok rá egyértelmű hiteles leírást.
Az oskolában ezt nem tanították, legalább is nekem nem.
Ja ,az NPT menet pedig az amerikaiak csőmenete. Ekvivalens a funkciója a mi csőmeneteinkkel, de méreteiben más.
Az NPT mindig tömítőanyaggal szerelendő, az NPTS pedig szárazon, csak úgy szőrén ülve meg a lovat.
Ezekre ugyanúgy jellemző, hogy kötőelemként sosem használatos, ugyanúgy mint a C és G menetek.
Cím: Re:DC szervó motoros vezérlés
Írta: hostya Dátum 2012 június 08, 18:54
Írta: hostya Dátum 2012 június 08, 18:54
A G és C-ről leírta Laslie a lényeget.
Az NPT az amerikai találmány...
Nézd csak meg ezt, hasonlít ehhez, de se az emelkedés, se a menetprofil szöge nem egyezik meg.
Amit Laslie NPTS-nek titulált, az a lap szerint NPTF ezek tömítő nélkül is alkalmazhatók.
Ha a menetekkel gondod van ezen az oldalon majdnem minden menet fajtát megtalálsz.
Az NPT az amerikai találmány...
Nézd csak meg ezt, hasonlít ehhez, de se az emelkedés, se a menetprofil szöge nem egyezik meg.
Amit Laslie NPTS-nek titulált, az a lap szerint NPTF ezek tömítő nélkül is alkalmazhatók.
Ha a menetekkel gondod van ezen az oldalon majdnem minden menet fajtát megtalálsz.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 08, 18:55
Írta: svejk Dátum 2012 június 08, 18:55
Köszönöm a G = C megerősítést! [#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 08, 18:58
Írta: svejk Dátum 2012 június 08, 18:58
Igen ismerem az oldalt, de egyszerűbb esetekben én csak a Zalatools menettáblázataiban keresgélek.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 08, 19:07
Írta: svejk Dátum 2012 június 08, 19:07
Egyébként itt a Zalatools-os oldalon az utolsó Rp-vel jelölt táblázat a klasszikus csőmenetek melyeket ilyen metszővel vágunk, ugye?
A menet gyakorlatilag ugyan az mint a G-vel jelölt, csak helyből kúposat vág a metsző.
A menet gyakorlatilag ugyan az mint a G-vel jelölt, csak helyből kúposat vág a metsző.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 19:14
Írta: 4um5b65d Dátum 2012 június 08, 19:14
Most már biztos vagyok abban, hogy el szoktátok olvasni amit írok.
Naná, hogy NPTF. Ki mondta azt a hülyeséget, hogy NPTS. :)
Naná, hogy NPTF. Ki mondta azt a hülyeséget, hogy NPTS. :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 08, 19:20
Írta: svejk Dátum 2012 június 08, 19:20
Nekem nem tűnnek fel az ilyen bakik, automatikusan fordítja csekély elmém a helyesre.
Cím: Re:DC szervó motoros vezérlés
Írta: hostya Dátum 2012 június 08, 21:13
Írta: hostya Dátum 2012 június 08, 21:13
El akartam kerülni hogy belemenjek ebbe a G-C meghatározásba, de most már leírom.
Úgy 40 éve feltettem ezt a kérdést a szakismeret tanáromnak.
Az volt a válasz (röviden) hogy G-s csőmenet külső és belső formában is létezik.
mint ez
A C (cone) esetében viszont kúpos csőmenetet csak külső menet esetén használunk, és ezt csavarjuk be a G-s belső menetbe, mint itt
Akkor elfogadtam ezt a választ, de azóta eltelt 40 év..
A gyakorlatban találkozhatunk viszont C-s (Rp) belső menettel is a hétköznapi öntvény csőszerelvények esetében.

A képen a G 1/2" idomszer és az Rp-s belsőmenet. (ennyire csavarható össze)
A kerepes metszővel Rp-s (kúpos) menetet lehet vágni.
Úgy 40 éve feltettem ezt a kérdést a szakismeret tanáromnak.
Az volt a válasz (röviden) hogy G-s csőmenet külső és belső formában is létezik.
mint ez
A C (cone) esetében viszont kúpos csőmenetet csak külső menet esetén használunk, és ezt csavarjuk be a G-s belső menetbe, mint itt
Akkor elfogadtam ezt a választ, de azóta eltelt 40 év..
A gyakorlatban találkozhatunk viszont C-s (Rp) belső menettel is a hétköznapi öntvény csőszerelvények esetében.
A képen a G 1/2" idomszer és az Rp-s belsőmenet. (ennyire csavarható össze)
A kerepes metszővel Rp-s (kúpos) menetet lehet vágni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 08, 21:21
Írta: svejk Dátum 2012 június 08, 21:21
No de a kép nem a tanárodat igazolja, miszerint a könyök is G-s -azaz kúpos belső menet- , tehát a C-s "egyenes" idomszer nem is mehet bele teljesen?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 08, 21:30
Írta: svejk Dátum 2012 június 08, 21:30
Azt hiszem belekeveredtem...
Úgy gondoltam hogy a G-t kúpos meneteknél, míg a C jelölést az "egyenes meneteknél használt(j)ák.
Most megnéztem, nekem mindegyik ilyen menetfúróm és metszőm C jelzésű.
De ha jól emlékszem a kerepes metszők késein is C xx" jelzés szerepel, tehát már bukott is a gondolatom :(
Viszont a régi munkahelyemen voltak G-s jelölésű metszők.
Úgy gondoltam hogy a G-t kúpos meneteknél, míg a C jelölést az "egyenes meneteknél használt(j)ák.
Most megnéztem, nekem mindegyik ilyen menetfúróm és metszőm C jelzésű.
De ha jól emlékszem a kerepes metszők késein is C xx" jelzés szerepel, tehát már bukott is a gondolatom :(
Viszont a régi munkahelyemen voltak G-s jelölésű metszők.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 21:59
Írta: 4um5b65d Dátum 2012 június 08, 21:59
C,G,BSPP - Whitwort csőmenet. Külső és belső is hengeres.
Rp - Whitwort csömenet , csak a belső menet jelölhető így . Ez is hengeres, ugyanúgy mint az előzők
R - Whitworth csőmenet csak a külső menetre vonatkozhat, ez már kúpos.
Rc - Whitworth csőmenet csak belső menetre vonatkozhat. Kúpos.
A régi jelöléseknél úgy adták meg, hogy C1/2 K ez jelentette a kúpos változatát. Ezt egy két régi Magyar menetfúrónál tetten is lehet érni. Ritka volt ez a menetfúró/metsző akkoriban.
A C jelölés sosem vonatkozott a kúpos mivoltára.
Az pedig, hogy a recsegősdi menetmetszőknél miként jelölik az nagyon változó. A csőszerelők szerszámai szinte sosem követik a tényleges fémipari jelöléseket. Mostohagyerek volt mindig is a menetkészítés világában.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 22:03
Írta: 4um5b65d Dátum 2012 június 08, 22:03
Ja lemarad a PSPT jelölés . Ezek tartoznak a legújabb jelölések közé.
PSPP - British Pipe Parallel (párhuzamos)
BSPT - British Pipi Taper (kúpos)
Persze lehet még folytatni a Japán jelölésekkel is amik ugyanezeket a meneteket takarják, és még Honoluluban is másképp jelölik...stb...stb...
Mostanság sok új dolog jött be.
A metrikusoknál is MF-el jelölendő a finom menet...
PSPP - British Pipe Parallel (párhuzamos)
BSPT - British Pipi Taper (kúpos)
Persze lehet még folytatni a Japán jelölésekkel is amik ugyanezeket a meneteket takarják, és még Honoluluban is másképp jelölik...stb...stb...
Mostanság sok új dolog jött be.
A metrikusoknál is MF-el jelölendő a finom menet...
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 22:05
Írta: 4um5b65d Dátum 2012 június 08, 22:05
Ja meg ha jól emlékszem, ha R-el jelölnek belső menetet az meg hengeres....
Szóval kapják be a "jogalkotók" . :)
Szóval kapják be a "jogalkotók" . :)
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 22:08
Írta: 4um5b65d Dátum 2012 június 08, 22:08
Rw -vel kerékpár menetet jelölnek a BSC és az FG mellett.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 22:26
Írta: 4um5b65d Dátum 2012 június 08, 22:26
Basszki lehet , hogy nem jól írtam itt az R-es jelöléseknél a kúpost, meg a hengerest.
Most ugrott be, hogy van még Rs jelölés is.
Majd Svejk papa utána néz... :)
Most ugrott be, hogy van még Rs jelölés is.
Majd Svejk papa utána néz... :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 június 08, 22:35
Írta: svejk Dátum 2012 június 08, 22:35
De ezek az új jelölések legalább takarják az elnevezést, mivel rövidítések, betűszavak.
Bár ha nem írod, vagy nem olvasok utána, akkor sem jöttem volna rá hogy a PP =pipe paralel, ha addig élek mint a teknősbéka. :(
Bár ha nem írod, vagy nem olvasok utána, akkor sem jöttem volna rá hogy a PP =pipe paralel, ha addig élek mint a teknősbéka. :(
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 22:44
Írta: 4um5b65d Dátum 2012 június 08, 22:44
Muti, légyszi a kalibered teljes feliratát....
Az átmérőjével együtt, ha megmérnéd.
Az átmérőjével együtt, ha megmérnéd.
Cím: Re:DC szervó motoros vezérlés
Írta: hostya Dátum 2012 június 08, 22:45
Írta: hostya Dátum 2012 június 08, 22:45
Na most aztán kellően nagy a zűrzavar csőmenet ügyben...
Hobbista legyen a talpán aki ki ismeri magát ezek után.
A szakmában ez úgy van, hogy ha csinálod akkor tudod, de ha el kell magyarázni, akkor az sokkal nagyobb kihívás... [#integet2]
Hobbista legyen a talpán aki ki ismeri magát ezek után.
A szakmában ez úgy van, hogy ha csinálod akkor tudod, de ha el kell magyarázni, akkor az sokkal nagyobb kihívás... [#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 22:49
Írta: 4um5b65d Dátum 2012 június 08, 22:49
Igen, van az új dolgokban jó is.
Az MF-es jelölés is kifejezetten hálás dolog. Aki nem foglalkozik vele minden nap annak éppen fingja sincs arról, hogy ha azt látja, hogy M6x1 az voltaképp nem finom menet. Mert ugye ezt is hányszor látjuk jelöléseknél. Régen meg csak odadobta, hogy M6. Ebből meg a hobbi esztergályos sosem tudta, hogy mennyi a menetemelkedés.
Az MF-es jelölés is kifejezetten hálás dolog. Aki nem foglalkozik vele minden nap annak éppen fingja sincs arról, hogy ha azt látja, hogy M6x1 az voltaképp nem finom menet. Mert ugye ezt is hányszor látjuk jelöléseknél. Régen meg csak odadobta, hogy M6. Ebből meg a hobbi esztergályos sosem tudta, hogy mennyi a menetemelkedés.
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 08, 22:53
Írta: 4um5b65d Dátum 2012 június 08, 22:53
Igen de akkor még átbaszós is a dolog, mert ha azt tudod, hogy melyik jelölés vonatkozik csak belső menetre és kúposra és a kezedbe veszel egy menetfúrót, vagy kalibert akkor annak ellenére, hogy ezek külső menetesek még is ugyanaz van ráírva, mint a belső menetre amit végül is készíteni fog az a menetfúró.
Az R-es jelzések a világ legnagyobb ostobaságai közé tartoznak. Állandó a keveredés pont emiatt a menetfúró és a fúrt menet miatt.
Az R-es jelzések a világ legnagyobb ostobaságai közé tartoznak. Állandó a keveredés pont emiatt a menetfúró és a fúrt menet miatt.
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2012 június 09, 00:09
Írta: vjanos Dátum 2012 június 09, 00:09
Pl: " Laslie - R"?
Én kérek elnézést... [#eplus2][#idiota][#vigyor2]
Én kérek elnézést... [#eplus2][#idiota][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 09, 07:43
Írta: 4um5b65d Dátum 2012 június 09, 07:43
Erre mondta a Gálvölgyi, hogy "Helybe mentem a lóf.szért". [#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 09, 07:48
Írta: 4um5b65d Dátum 2012 június 09, 07:48
Azért a #11961-ben a "pipi"-vel (kúpos tyúkmenet)sem kerülök be a halhatatlanok csarnokába. :))
Javítva: "BSPT = British Pipe Taper"
Javítva: "BSPT = British Pipe Taper"
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 június 09, 09:05
Írta: PSoft Dátum 2012 június 09, 09:05
"Rw -vel kerékpár menetet jelölnek..."
Nah,...meg ezeket is. [#eplus2][#nyes]


Nah,...meg ezeket is. [#eplus2][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2012 június 09, 09:42
Írta: 4um5b65d Dátum 2012 június 09, 09:42
És azt hogy mondják másképp, hogy a "CD lemezes Valéria turkál az orrában" ?
Diszkvalifikál....
[#taps]
Diszkvalifikál....
[#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: xg2w6ib9x Dátum 2012 június 09, 09:45
Írta: xg2w6ib9x Dátum 2012 június 09, 09:45
Laslie !
Esetleg megpróbálhatnád a "Juliánusz barát" szó értelmezését is.
[#vigyor2]
Esetleg megpróbálhatnád a "Juliánusz barát" szó értelmezését is.
[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 június 09, 17:32
Írta: 000000000 Dátum 2012 június 09, 17:32
Mestere vagy a szó facsarásnak is![#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 június 10, 19:18
Írta: PSoft Dátum 2012 június 10, 19:18
Ebben a topic-ban kezdtem,...itt is fejezem be az E240-es históriát.:)







Cím: Re:DC szervó motoros vezérlés
Írta: NewUser Dátum 2012 június 10, 21:03
Írta: NewUser Dátum 2012 június 10, 21:03
Profi munka ez is, az enkóder tárcsa is. Le a kalappal...[#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 június 10, 21:20
Írta: c2nsu773m Dátum 2012 június 10, 21:20
Végignéztem a E240 históriádat és igen kreatív és eltökélt embernek tartalak!!!
Gratulálok![#worship]
Gratulálok![#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 június 10, 21:58
Írta: PSoft Dátum 2012 június 10, 21:58
[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2012 június 10, 21:58
Írta: PSoft Dátum 2012 június 10, 21:58
[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: gnyfjfvpp Dátum 2012 augusztus 08, 18:47
Írta: gnyfjfvpp Dátum 2012 augusztus 08, 18:47
Üdv emberek!
Olyan problémám lenne, hogy megépítettem a Kozo-féle smc servo kártyát, és egy másikat az általam változtatott nyáktervvel(csak a FET-eket helyeztem el egy vonalban, hogy könnyebben lehessen hüteni, és kicsit szellössebbé tettem), de mind 2 kártya erősebb az egyik irányba (az én verziómnál ez szembetűnőbb, gondolom a H-híd lehet). 12V-on elég jól be sikerült állítani(ennek ellenére), ezen felbuzdulva megpróbáltam beállítani 40 volton, de lehetetlen, a Kozo verziójában rendszeresen ujraindul az avr. (PC tápot és egy omega coutant 36V-os 1000W-os ipari tápot használnék)
A válaszokat elöre is köszönöm!
Üdv: Zoli
Olyan problémám lenne, hogy megépítettem a Kozo-féle smc servo kártyát, és egy másikat az általam változtatott nyáktervvel(csak a FET-eket helyeztem el egy vonalban, hogy könnyebben lehessen hüteni, és kicsit szellössebbé tettem), de mind 2 kártya erősebb az egyik irányba (az én verziómnál ez szembetűnőbb, gondolom a H-híd lehet). 12V-on elég jól be sikerült állítani(ennek ellenére), ezen felbuzdulva megpróbáltam beállítani 40 volton, de lehetetlen, a Kozo verziójában rendszeresen ujraindul az avr. (PC tápot és egy omega coutant 36V-os 1000W-os ipari tápot használnék)
A válaszokat elöre is köszönöm!
Üdv: Zoli
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 augusztus 08, 19:00
Írta: svejk Dátum 2012 augusztus 08, 19:00
Egyértelmű gerjedés, általában Nyák topológiai hibából.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 augusztus 08, 21:57
Írta: s7manbs8 Dátum 2012 augusztus 08, 21:57
Hogy néz ki a nyákod, ha ránézünk esetleg meglátjuk, hol a baki, ha olyan oka van.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 augusztus 08, 21:59
Írta: s7manbs8 Dátum 2012 augusztus 08, 21:59
No, meg nem mindegy mit honnan hol közösítve, van e Optocsatolás és hogyan, nagyobb feszültségeknél áramoknál elérheti azt a szintet ahol magától gerjeszt jeleket, mintha valaki vezérelné, pedig nem is akarja.
Cím: Re:DC szervó motoros vezérlés
Írta: gnyfjfvpp Dátum 2012 augusztus 09, 19:15
Írta: gnyfjfvpp Dátum 2012 augusztus 09, 19:15
Sajnos a nyákterv elveszett egy újratelepítés után, de ma újrarajzoltam, feltöltöttem egy file megosztóra:
/SMC.htmlSMC.zipKép
/SMC.htmlSMC.zipKép
Cím: Re:DC szervó motoros vezérlés
Írta: zotykó Dátum 2012 augusztus 09, 19:40
Írta: zotykó Dátum 2012 augusztus 09, 19:40
A H híd fetjeinek az áram útjai nagyon különbözőek. Ettől lehetnek zavarok.
Az AVR ha újra indul akkor vagy túl nagy beszakadások keletkeznek a tápban, vagy a motor agyon terheli a tápját.
Hogy lehet megnyitni a zip-et? Csak a képet tudtam megnézni.
Az AVR ha újra indul akkor vagy túl nagy beszakadások keletkeznek a tápban, vagy a motor agyon terheli a tápját.
Hogy lehet megnyitni a zip-et? Csak a képet tudtam megnézni.
Cím: Re:DC szervó motoros vezérlés
Írta: gnyfjfvpp Dátum 2012 augusztus 09, 19:48
Írta: gnyfjfvpp Dátum 2012 augusztus 09, 19:48
Sajnos nem értek hozzá, csak érintőlegesen tanultam nyák tervezést, és az elektronikában is csak kezdő szinten vagyok.
Regisztrálni kell az oldalra, hogy le lehessen tölteni, nemrég még lehetett regisztráció nélkül is.
Az az érdekes, hogy a Kozo-éban iindul újra, és az is gyengébb, pedig direkt azért építettem meg, mert az egy tesztelt verzió.
Regisztrálni kell az oldalra, hogy le lehessen tölteni, nemrég még lehetett regisztráció nélkül is.
Az az érdekes, hogy a Kozo-éban iindul újra, és az is gyengébb, pedig direkt azért építettem meg, mert az egy tesztelt verzió.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 augusztus 09, 21:30
Írta: s7manbs8 Dátum 2012 augusztus 09, 21:30
Az a nyákterv nem túl jó.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 augusztus 09, 21:54
Írta: s7manbs8 Dátum 2012 augusztus 09, 21:54
Egy nem működő nyákból is lehet tanulni, ha a meglévő hibáit pl. külső vezetékekkel, megpatkoljuk, máshová helyezzük, stb. kiderül, melyik teszem azt rossz részegység a bűnös a hibajelenséget okozva.
Cím: Re:DC szervó motoros vezérlés
Írta: zotykó Dátum 2012 augusztus 10, 09:59
Írta: zotykó Dátum 2012 augusztus 10, 09:59
Na sikerült leszedni a tervet.
Nem nagy különbség van a két terv között.
A Fet meghajtó ic nagyon kényes a táp ellátására. Mind a két ic tövébe kis belső ellenállású kondit (LOW ESR) kell tenni. Nem szabad nagyon eltérni a gyári ajánlástól. Most nincs rá több időm, de majd meg nézem jobban is mi lehet a gáz.
Nem nagy különbség van a két terv között.
A Fet meghajtó ic nagyon kényes a táp ellátására. Mind a két ic tövébe kis belső ellenállású kondit (LOW ESR) kell tenni. Nem szabad nagyon eltérni a gyári ajánlástól. Most nincs rá több időm, de majd meg nézem jobban is mi lehet a gáz.
Cím: Re:DC szervó motoros vezérlés
Írta: mxjj54gxi Dátum 2012 augusztus 10, 10:19
Írta: mxjj54gxi Dátum 2012 augusztus 10, 10:19

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Bekarikáztam a két pontot, ahol a GND közösködik a vezérlő rész és a nagyáramú rsz között.
Nem egy pontban vannak, és a nagyáramú betáplálástól az oválissal karikázott messze van.
Nekem az nem tetszik, én a pirossal berajzoltan kötném valahogy.
Amikor a motor ráhúz, akkor azon a nagyáramú GND-n feszültség esik, és ezzel a vezérlő két felén a GND nem lesz azonos potenciálon.
Ettől gerjedhet, meghülyülhet.
Cím: Re:DC szervó motoros vezérlés
Írta: gnyfjfvpp Dátum 2012 augusztus 18, 15:08
Írta: gnyfjfvpp Dátum 2012 augusztus 18, 15:08
Köszönöm a segítséget!
Próbálkoztam megkeresni a hibát de nem sikerült,
egyszerűbbnek láttam csinálni egy új nyákot aminek az UHU nyák az alapja, ezzel tökéletesen működik az eddigi tesztek alapján.
Próbálkoztam megkeresni a hibát de nem sikerült,
egyszerűbbnek láttam csinálni egy új nyákot aminek az UHU nyák az alapja, ezzel tökéletesen működik az eddigi tesztek alapján.
Cím: Re:DC szervó motoros vezérlés
Írta: kua93zk4w Dátum 2012 szeptember 16, 09:18
Írta: kua93zk4w Dátum 2012 szeptember 16, 09:18
Sziasztok !
Valaki tudna segíteni milyen vezérlővel lehet ezt a motort működtetni?
:
A képet a Képfeltöltés.hu tárolja.
Valaki tudna segíteni milyen vezérlővel lehet ezt a motort működtetni?
:

A képet a Képfeltöltés.hu tárolja.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2012 szeptember 16, 09:33
Írta: kozo Dátum 2012 szeptember 16, 09:33
Sneci féle vezérlő szerintem szépen meghajtaná .
Adok veszekben #42309 Józsi tett fel eladót igaz motorral és párban .
Adok veszekben #42309 Józsi tett fel eladót igaz motorral és párban .
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 16, 10:55
Írta: svejk Dátum 2012 szeptember 16, 10:55
Gyakorlatilag mindegyik Hobby-vezérlő, vagy a Klavio kft DCS810 meghajtója.
Persze mindegyikhez feltétel, hogy legyen a motoron TTL szintű inkrementális encoder.
Persze mindegyikhez feltétel, hogy legyen a motoron TTL szintű inkrementális encoder.
Cím: Re:DC szervó motoros vezérlés
Írta: kua93zk4w Dátum 2012 szeptember 16, 11:35
Írta: kua93zk4w Dátum 2012 szeptember 16, 11:35
Köszönöm
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 14:58
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 14:58
e240-es motornak mi a kényelmesen hasznosítható max fordulata? gondolok itt arra, hogy a gépemen (lézer) kb 500-2500rpm tartományban dolgozna.... bírja a 2500-at kényelmesen vagy az már sok lehet neki?
Cím: Re:DC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2012 szeptember 19, 16:39
Írta: Rabb Ferenc Dátum 2012 szeptember 19, 16:39
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 17:04
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 17:04
akkor e szerint még 2000rpm-en állandó nyomaték vesztése nélkül tudom üzemeltetni, efölött is használható csak nyegül jobban...
köszi
köszi
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 19, 20:09
Írta: svejk Dátum 2012 szeptember 19, 20:09
Önmagában a motort, feszültséggenerátoros tápról hajtva.
De esetedben egy visszacsatolt servo körbe kerül, ami lényegesen kitolja a határt.
Jól beállított áramkorlát esetén javarészt csak a thermikus túlterhelésre kell figyelni.
De esetedben egy visszacsatolt servo körbe kerül, ami lényegesen kitolja a határt.
Jól beállított áramkorlát esetén javarészt csak a thermikus túlterhelésre kell figyelni.
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 20:20
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 20:20
ebből kb a felét sem értem:) az a lényeg, hogy 1:3 áttétel mellett tudjak mozgatni egy kb 500gr-os fejet kb 600-1000mm/sec-el... egy olyan fogazott tárcsával, ami egy fordulatra 70mm elmozdulást generál a szíjhajtásban... na úgy gondolom, hogy akkor ez kb nem elérhetetlen.
vagy esetleg 1:2 áttétel is jólehet még szerintem felbontásügyileg is
vagy esetleg 1:2 áttétel is jólehet még szerintem felbontásügyileg is
Cím: Re:DC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2012 szeptember 19, 20:29
Írta: Rabb Ferenc Dátum 2012 szeptember 19, 20:29
Én úgy látom, hogy kb 1000 f/p-ig állandó a nyomaték
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 20:43
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 20:43
igen a csúcsnyomaték... de az állandó az 2000-ig (az alsó zöld rész)
Cím: Re:DC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2012 szeptember 19, 20:46
Írta: Rabb Ferenc Dátum 2012 szeptember 19, 20:46
[#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2012 szeptember 19, 20:59
Írta: Szalai György Dátum 2012 szeptember 19, 20:59
A rotor inercia dinamikaromboló hatása miatt pedig alacsonyan kéne tartani a forgórész fordulatszámát. 1000n/min fölé nem tervezném megmunkálás közben. Akkor még bőven van fordulatszám tartalékod a gyorsjárati levegőszántásra is és még mindég nem vagy max. közelében.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 19, 21:12
Írta: svejk Dátum 2012 szeptember 19, 21:12
Ma már elég jól tudjuk az adott motorhoz illeszteni a hajtást. (köszönet a gyártóknak és pár fórumtársnak érte)
Jobb lenne a hajtáshoz motor választani, de hát ugye a motorok a legdrágább elemei a hajtásnak, nem lehet nagyon válogatni.
Ha bizonytalan vagy számolgass, vagy keresd meg Tibor45-ot.
Jobb lenne a hajtáshoz motor választani, de hát ugye a motorok a legdrágább elemei a hajtásnak, nem lehet nagyon válogatni.
Ha bizonytalan vagy számolgass, vagy keresd meg Tibor45-ot.
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 21:16
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 21:16
egyenelőre adottak az alkatrészek, még az áttétellel lehet játszani hogy 1:2 vagy 1:3 legyen... az e240-ek sneci vezérlőivel már megvannak....
azért azt nem gondolom, hogy egy ilyen motor ne tudna dinamikusan nagy sebességgel mozgatni egy kb 500gr-os fejet, ami ráadásul egy lézergravírozó és nem maró, ahol a forgácsoláshoz szintén nem kell energia...
akkor a kínai rosszok a nema17-es léptetőkkel, 1:1 áttételben hogy a picsába mennek? 1000mm/sec-el
azért azt nem gondolom, hogy egy ilyen motor ne tudna dinamikusan nagy sebességgel mozgatni egy kb 500gr-os fejet, ami ráadásul egy lézergravírozó és nem maró, ahol a forgácsoláshoz szintén nem kell energia...
akkor a kínai rosszok a nema17-es léptetőkkel, 1:1 áttételben hogy a picsába mennek? 1000mm/sec-el
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 19, 21:24
Írta: svejk Dátum 2012 szeptember 19, 21:24
Jobb ha már a tervezésnél tudod mire számíthatsz majd és nem csak gondolod.
Attól hogy valami kínai, még nem sz@r, ha léptető akkor meg főleg nem evidens az előbbi jelző.
Neked is minden bizonnyal fog menni mindkét variációban, csak kérdés mekkora gyorsulást fog megengedni a rendszer.
Lézernél még lényegesebb mint marónál ez a tulajdonság.
Attól hogy valami kínai, még nem sz@r, ha léptető akkor meg főleg nem evidens az előbbi jelző.
Neked is minden bizonnyal fog menni mindkét variációban, csak kérdés mekkora gyorsulást fog megengedni a rendszer.
Lézernél még lényegesebb mint marónál ez a tulajdonság.
Cím: Re:DC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 21:26
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 21:26
nem a léptetőre írtam, hogy rossz, hanem azokra a kínai csodákra, amire még egy vagyont kell költeni miután megveszed, hogy folyamatosan lehessen használni...
hát egy viszonylag nagy gyorsulást szerintem el lehet érni mondjuk kb 8000mm/sec2 lehet a cél
hát egy viszonylag nagy gyorsulást szerintem el lehet érni mondjuk kb 8000mm/sec2 lehet a cél
Cím: Re:DC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 október 21, 21:47
Írta: c2nsu773m Dátum 2012 október 21, 21:47
Vagy 2 éve valaki foglalkozott ezekkel a dc motorokkal.
Nincs meg véletlen ezen tipusú motorok adatai valakinek?
Cím: Re:DC szervó motoros vezérlés
Írta: gnyfjfvpp Dátum 2012 október 22, 00:15
Írta: gnyfjfvpp Dátum 2012 október 22, 00:15
Cím: Re:DC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 október 22, 08:31
Írta: c2nsu773m Dátum 2012 október 22, 08:31
Ahhh!
Örök hála!!!
Örök hála!!!
Cím: Re:DC szervó motoros vezérlés
Írta: Vetesi75 Dátum 2012 október 22, 12:39
Írta: Vetesi75 Dátum 2012 október 22, 12:39
Én is köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: Vetesi75 Dátum 2012 október 22, 12:41
Írta: Vetesi75 Dátum 2012 október 22, 12:41
Mármint Török Tamásnak a kérdést és Nemezol5 fórumtársnak a választ.
Cím: Re:DC szervó motoros vezérlés
Írta: gnyfjfvpp Dátum 2012 október 24, 16:36
Írta: gnyfjfvpp Dátum 2012 október 24, 16:36
Igazán nincs mit!
Egyébként, ha jól emlékszem az enkóder felbontása 288-as.
Egyébként, ha jól emlékszem az enkóder felbontása 288-as.
Cím: Re:DC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2013 január 27, 14:22
Írta: 62pb8zge Dátum 2013 január 27, 14:22
Sziasztok!Óriási kérés! :
Profi2Q szervó-hoz nincs valakinek pdf-e ,az enyém "elvesztett" sajnos... Köszi előre is !
Vagy ha be üzemelésében "segítene" valaki infókkal azt is megköszönném....üdv
Profi2Q szervó-hoz nincs valakinek pdf-e ,az enyém "elvesztett" sajnos... Köszi előre is !
Vagy ha be üzemelésében "segítene" valaki infókkal azt is megköszönném....üdv
Cím: Re:DC szervó motoros vezérlés
Írta: Pilot001 Dátum 2013 február 04, 20:20
Írta: Pilot001 Dátum 2013 február 04, 20:20
Üdv !
Keresek itt is hátha az adok veszek résznél nem látja..
DC szervó vezérlőt amit bírja 15A terhelést és DC ről menne ami 140V. lehet éppen 230V AC is táp oldala de a kimenet úgy 150 V legyen max. És analóg vezérlésű kell + amiben tacho bemenet van. KEFÉS motorhoz.....
Köszi !
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 05, 06:30
Írta: svejk Dátum 2013 február 05, 06:30
Komplett 1,1 kW-os van motor+vezérlő, 3 garnitúra.
90V DC tápfeszt igényel. 1000-es encóder+tacho, +-10V-os analóg bemenet, gyári cucc.
90V DC tápfeszt igényel. 1000-es encóder+tacho, +-10V-os analóg bemenet, gyári cucc.
Cím: Re:DC szervó motoros vezérlés
Írta: Etib Dátum 2013 február 05, 10:21
Írta: Etib Dátum 2013 február 05, 10:21
Szia!
Jó ez főorsó motornak? Mennyiért vesztegeted?
Üdv
Tibor
Jó ez főorsó motornak? Mennyiért vesztegeted?
Üdv
Tibor
Cím: Re:DC szervó motoros vezérlés
Írta: Pilot001 Dátum 2013 február 05, 17:02
Írta: Pilot001 Dátum 2013 február 05, 17:02
Helloka..
aha... én csak megahajtót keresek , úgy látszik lesz is egy már közben.
aha... én csak megahajtót keresek , úgy látszik lesz is egy már közben.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 05, 18:39
Írta: svejk Dátum 2013 február 05, 18:39
Én kisebb esztergához ajánlanám sebesség szervonak.
50 ezret kérnék 1 vezérlő + motorért.
50 ezret kérnék 1 vezérlő + motorért.
Cím: Re:DC szervó motoros vezérlés
Írta: Etib Dátum 2013 február 05, 18:52
Írta: Etib Dátum 2013 február 05, 18:52
Szia! Sebesség szervó alatt azt érted, hogy nem lehet mondjuk pozicionált főorsóhoz kapcsolódó feladatokat elvégezni vele, csak fájintosan lehet sebességtartóan fordulatszámot szabályozni rajta?
Üdv
Üdv
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 05, 18:55
Írta: svejk Dátum 2013 február 05, 18:55
Igen ez csak állandó fordulatot tart a tachoval.
A rajta levő encoder jelét a mozgásvezérlő dolgozta fel, és az +-10V analóg jellel vezérelte, így lett belőle poziciószervo.
Egyébként a CNC marógépről lett leszerelve.
A rajta levő encoder jelét a mozgásvezérlő dolgozta fel, és az +-10V analóg jellel vezérelte, így lett belőle poziciószervo.
Egyébként a CNC marógépről lett leszerelve.
Cím: Re:DC szervó motoros vezérlés
Írta: Etib Dátum 2013 február 06, 08:03
Írta: Etib Dátum 2013 február 06, 08:03
Eddig még érdekes a dolog. Tehát azt jelenti, hogy nem kell a vezérléséhez pc kapcsolat+mach3? Konkrétan -10V <- 0V -> +10V tartományban akár pótméterrel lehet vezérleni? Milyen tápot igényel és milyen fordulaton lehet használni. (Kell-e még mechanikus áttétel 200-3000 1/min fordulatszám tartományhoz?) Válaszaidat előre is köszi.
Tibor
Tibor
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 07, 18:35
Írta: svejk Dátum 2013 február 07, 18:35
Igen, jól gondolod.
90V DC a nagyáramú sín és 230v váltó a vezérléshez.
3600 max fordulat, 11 A 3,4 Nm
Az encoder 1250-es nem 1000-es.
90V DC a nagyáramú sín és 230v váltó a vezérléshez.
3600 max fordulat, 11 A 3,4 Nm
Az encoder 1250-es nem 1000-es.
Cím: Re:DC szervó motoros vezérlés
Írta: Pilot001 Dátum 2013 február 10, 13:15
Írta: Pilot001 Dátum 2013 február 10, 13:15
Üdv !
Bekerült a szervó vezérlő egység...
Amik mellette vannak azok is azok. csak azokat 500 dollártól egészen 1500 dollárig árulják. és ez a 15 ezer FT os cucc is megcsinálja.
Cím: Re:DC szervó motoros vezérlés
Írta: pistikeid Dátum 2013 február 18, 14:55
Írta: pistikeid Dátum 2013 február 18, 14:55
Sziasztok smc vezérlővel kapcsolatban valaki szájbarágósan el tudná magyarázni a paraméterezés mikéntjét?
Előre is köszi.
Előre is köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2013 március 24, 19:12
Írta: ht0cjk58i Dátum 2013 március 24, 19:12
Helló Urak.
Találkozott már valaki AMETEK CPM-147 24VDC motorral?
Jó nagy, akkora mint egy önindító.Sajna nincs rajta semmi használható infó, pedig a Gogli a barátom.
Találkozott már valaki AMETEK CPM-147 24VDC motorral?
Jó nagy, akkora mint egy önindító.Sajna nincs rajta semmi használható infó, pedig a Gogli a barátom.
Cím: Re:DC szervó motoros vezérlés
Írta: 9hpa53xy Dátum 2013 március 25, 03:08
Írta: 9hpa53xy Dátum 2013 március 25, 03:08
Üdv emberek! Remélem nem rossz helyre dobom be (újra) kisméretű 30-50w DC szervó motort keresek maximum 40mm-es homlokátmérővel. 35V-ig.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2013 március 25, 16:47
Írta: Kristály Árpád Dátum 2013 március 25, 16:47
halihó Rasiel!
Hitachi van ...
53W
38-Volt
3700-ford
1,9-Amp
240-es Encoder
Átmérő: 60-milliméter
Ára: 5.000-Ft plusz posta: 1.190-FT
Kisesebb átmérő van, de nincs rajta encoder és kissebb teljesítmény
Üdv.: Árpi
Tel.: 20/361-4563
Hitachi van ...
53W
38-Volt
3700-ford
1,9-Amp
240-es Encoder
Átmérő: 60-milliméter
Ára: 5.000-Ft plusz posta: 1.190-FT
Kisesebb átmérő van, de nincs rajta encoder és kissebb teljesítmény
Üdv.: Árpi
Tel.: 20/361-4563
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 április 09, 09:38
Írta: ggdr57dg Dátum 2013 április 09, 09:38
Megépítettük az SMC DC szervó vezérlőt, amihez az infokat Kozo topictárs honlapjáról gyűjtöttük be. Köszönet neki (is) a segítségért.
Természetesen nálunk is jelentkezett az árnyékolatlanságból adódó zavar összeszedés problémája, így a 100nF kerámia már épült is be az enkóderbe. Fiam quadcopteres tapasztalatából (ott is vannak ilyen hibák, a motorok zavarják a magnetométert) a motor vezetékeket is össze csavartuk. Így vélhetően zavarvédetté sikerült tenni a teszt felépítést, legalábbis nem volt tapasztalható a korábbi gerjedékenység. Miután a motor pontos paramétereit be tudtam azonosítani, elsőre és remekül működik. A motor paraméterek a következők:
Feszültség konstans: 12.8mV/rpm
Tekercs ellenállás: 2.86 Ohm
Enkóder: 288ppr
Tápfeszültség: 36VDC (terhelve) ami a feszültség konstansból adódóan ideálisnak tűnik a 3000 sebesség határhoz, amivel számoltam. Áram korlátnak 3A-t állítottam.
A következő paramétereket állítottam be (zárójelben a tényleges beírt értékek, ahol 8.8 formátum van, 256-tal szorozva)
P0: 265 (265)
P4: 309 (309)
P5: 4.74 (1213)
P6: 1 (256)
P7: 1 (1)
Ezeket pedig a az oldal alján található mintából vettem:
P1: 4.6 (1178)
P2: 1.5 (384)
P3: 0.13 (33)
A számított értékeket szintén az oldalon található képletekkel számoltuk ki. Szoftver: SMC3/A Ivan féle módosítással.
Ezekkel a beállításokkal stabilan forog (és masszívan áll) a motor.
Problémánk azért van: nem pontos. Nem tudom, üresen, terheletlenül pontosnak kell-e lennie, de nem is az. Egy fordulatra 4*288 lépés tartozik, ha ennyit (1152) léptetek, kisebb-nagyobb eltéréssel áll meg pontosan a motor. Látható az eltérés.
Ha többet fordítok (11520 lépés, 10 fordulat) akkor elég látványos, kb. 10-20 fokkal tér el a motor tengely helyzete a jeltől megálláskor. Persze sosem tűnik egyformának a hiba. Próbáltam a P1,P2,P3 paraméterek változtatásával csiszolni, sikerült is végletes, instabil állapotot előidézni, de sajnos csak rosszabb eredményt tudtam elérni.
Próbáltam Mach3-mal meghajtani, teljes siker a hajtásban, de akár 50-es gyorsítást állítva is hasonló pontatlanságot tapasztalok. Ergo nem a hirtelen indulás-megállás okozza a hibát.
Sárga LED csak a megállás pillanatában, alig észre vehetően villan fel. Piros sosem. Persze lehet errort elő idézni, de "önmagától" nincs hiba.
Úgy érzem, nem jól van ez így, hátha más is tapasztalta ezt a pontatlanságot, és tudna segíteni a megoldásban.
Köszönöm.
Természetesen nálunk is jelentkezett az árnyékolatlanságból adódó zavar összeszedés problémája, így a 100nF kerámia már épült is be az enkóderbe. Fiam quadcopteres tapasztalatából (ott is vannak ilyen hibák, a motorok zavarják a magnetométert) a motor vezetékeket is össze csavartuk. Így vélhetően zavarvédetté sikerült tenni a teszt felépítést, legalábbis nem volt tapasztalható a korábbi gerjedékenység. Miután a motor pontos paramétereit be tudtam azonosítani, elsőre és remekül működik. A motor paraméterek a következők:
Feszültség konstans: 12.8mV/rpm
Tekercs ellenállás: 2.86 Ohm
Enkóder: 288ppr
Tápfeszültség: 36VDC (terhelve) ami a feszültség konstansból adódóan ideálisnak tűnik a 3000 sebesség határhoz, amivel számoltam. Áram korlátnak 3A-t állítottam.
A következő paramétereket állítottam be (zárójelben a tényleges beírt értékek, ahol 8.8 formátum van, 256-tal szorozva)
P0: 265 (265)
P4: 309 (309)
P5: 4.74 (1213)
P6: 1 (256)
P7: 1 (1)
Ezeket pedig a az oldal alján található mintából vettem:
P1: 4.6 (1178)
P2: 1.5 (384)
P3: 0.13 (33)
A számított értékeket szintén az oldalon található képletekkel számoltuk ki. Szoftver: SMC3/A Ivan féle módosítással.
Ezekkel a beállításokkal stabilan forog (és masszívan áll) a motor.
Problémánk azért van: nem pontos. Nem tudom, üresen, terheletlenül pontosnak kell-e lennie, de nem is az. Egy fordulatra 4*288 lépés tartozik, ha ennyit (1152) léptetek, kisebb-nagyobb eltéréssel áll meg pontosan a motor. Látható az eltérés.
Ha többet fordítok (11520 lépés, 10 fordulat) akkor elég látványos, kb. 10-20 fokkal tér el a motor tengely helyzete a jeltől megálláskor. Persze sosem tűnik egyformának a hiba. Próbáltam a P1,P2,P3 paraméterek változtatásával csiszolni, sikerült is végletes, instabil állapotot előidézni, de sajnos csak rosszabb eredményt tudtam elérni.
Próbáltam Mach3-mal meghajtani, teljes siker a hajtásban, de akár 50-es gyorsítást állítva is hasonló pontatlanságot tapasztalok. Ergo nem a hirtelen indulás-megállás okozza a hibát.
Sárga LED csak a megállás pillanatában, alig észre vehetően villan fel. Piros sosem. Persze lehet errort elő idézni, de "önmagától" nincs hiba.
Úgy érzem, nem jól van ez így, hátha más is tapasztalta ezt a pontatlanságot, és tudna segíteni a megoldásban.
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 április 09, 10:36
Írta: s7manbs8 Dátum 2013 április 09, 10:36
Szerintem ott valami zavar lesz még mindig, vagy a step jelet nem kapja meg mindig.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 április 09, 11:05
Írta: ggdr57dg Dátum 2013 április 09, 11:05
Soros terminálon nincs step jel. Csak a + és - parancsok, ezzel sem pontos. A Mach3 próba csak ezután volt (jelenleg amúgy is csak soroson tudom próbálni, mert kb. egy hétig nincs port leválasztó)
Persze zavar még lehetséges, csak mi lehet az a pont, amire nem gondoltam zavar-ügyileg?
A motor üresjáratban ~800mA-t vesz fel, ez sem eget verő. Nálam nem indul újra az AVR sem.
Persze zavar még lehetséges, csak mi lehet az a pont, amire nem gondoltam zavar-ügyileg?
A motor üresjáratban ~800mA-t vesz fel, ez sem eget verő. Nálam nem indul újra az AVR sem.
Cím: Re:DC szervó motoros vezérlés
Írta: motion Dátum 2013 április 09, 11:11
Írta: motion Dátum 2013 április 09, 11:11
Annak idején nekem a Gecko csinált ilyen elmászást. Bár nem volt ilyen mértékű.
Az volt a gond, hogy az enkódert külön tápról hajtottam, nem a vezérlő 5V-ról. (nem bírta el)
A külső 5V táp GND-t rövid vezetékkel közvetlen a vezérlő táp GND-hez kötve teljesen megszűnt a hiba. Enkóderen 100n és 10uF-os kondi használata ajánlott...
Az volt a gond, hogy az enkódert külön tápról hajtottam, nem a vezérlő 5V-ról. (nem bírta el)
A külső 5V táp GND-t rövid vezetékkel közvetlen a vezérlő táp GND-hez kötve teljesen megszűnt a hiba. Enkóderen 100n és 10uF-os kondi használata ajánlott...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 április 09, 11:11
Írta: s7manbs8 Dátum 2013 április 09, 11:11
Encoder vehet fel zavart, vagy az encoder bemenet, esetleg, nem is vesz fel zavart az encoder, csak kihagy jelet, ha nagyon megszűrted, 1-4.7nF encoder lábaira, gyors mozgatás után mászik el ?
Panel elrendezési hiba is lehet akár, nem tudom melyik verziót csináltad meg.
Panel elrendezési hiba is lehet akár, nem tudom melyik verziót csináltad meg.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 április 09, 11:13
Írta: s7manbs8 Dátum 2013 április 09, 11:13
Nálam miután ezeket hibák•t megszüntettem utána nem vetem észre hogy máshol állna meg de mostanában fogok megint vele játszani, én is, mert be akarnám élesben üzemelni. Csak még össze kell rakni is ... az új paneleket beültetnem , ha lesz rá időm.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 április 09, 11:29
Írta: ggdr57dg Dátum 2013 április 09, 11:29
Ezt az enkódert csak elbírja a port leválasztó, mert onnan hoztam az 5V-t (tipikusan 17mA a felvétele, persze max. 40 is lehet, de úgy érzem, nem ez a gond)
Persze a 12V-t is "onnan hoztam" mert egy 12V dugasztápról táplálom. Így aztán az 5V, és a 12V
GND-je eleve össze van kötve a nyák GND-vel, hiszen mihez képest lenne 5V és 12V.
Az enkóder kábel harisnyáját mondjuk nem kötöttem sehová... Azt is kössem GND-re? Persze csak a nyák oldalán.
A 100nF bekerült az enkóder házba, a 10uF viszont kínos, nem biztos, hogy bele tudom bütykölni, annyi hely nincs. Indulási oldalon (nyák) viszont ott van, ráadásul a 100nF is.
@elektron
Írtam, ezt a nyákot építettem meg.
Persze a 12V-t is "onnan hoztam" mert egy 12V dugasztápról táplálom. Így aztán az 5V, és a 12V
GND-je eleve össze van kötve a nyák GND-vel, hiszen mihez képest lenne 5V és 12V.
Az enkóder kábel harisnyáját mondjuk nem kötöttem sehová... Azt is kössem GND-re? Persze csak a nyák oldalán.
A 100nF bekerült az enkóder házba, a 10uF viszont kínos, nem biztos, hogy bele tudom bütykölni, annyi hely nincs. Indulási oldalon (nyák) viszont ott van, ráadásul a 100nF is.
@elektron
Írtam, ezt a nyákot építettem meg.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 április 09, 11:43
Írta: s7manbs8 Dátum 2013 április 09, 11:43
Azt is megnézheted, hogy szép lassú mozgással hajtva a motort, erre-arra úgyis elmászik vajon ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 április 22, 21:34
Írta: 000000000 Dátum 2013 április 22, 21:34
Sikerült megoldani a problémát, ha igen mi volt a gond?
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 május 06, 13:53
Írta: ggdr57dg Dátum 2013 május 06, 13:53
A DC szervós projekt egyenlőre parkolópályán van, sajnos most nincs idő foglalkozni vele.
Nincs elfelejtve, egy csomó pénz áll benne, amint lesz energia rá, megírom mire jutottunk.
Nincs elfelejtve, egy csomó pénz áll benne, amint lesz energia rá, megírom mire jutottunk.
Cím: Re:DC szervó motoros vezérlés
Írta: hje3wyntn Dátum 2013 május 21, 22:20
Írta: hje3wyntn Dátum 2013 május 21, 22:20
Sziasztok!
Keresek ehhez a motorhoz szabályzót. Tanácsokat és véleményeket szeretnék kérni tőletek. Bridgeport Interact 308 - as gépben van, és működik is. Az érdekes az, hogy a gyári szabályzója Thyristoros, elég nagy hangja van, a fojtó trafója is nagyon búg, a motor remeg. Szerintem 50Hz- es vivőfrekvenciát kap( vagymit?). Jó lenne kicserélni modernabb analóg szabályzókra. A motor szerintem jó paraméterekkel rendelkezik, bár elég lenne a 40- 60 Amper is. A csúcsnomatéka 22Nm. Ezt nem akaro feltétlenül kihasználni. Eddig a VSD-XE szimpatikus, de lehetne valami olcsóbb megoldás.


Keresek ehhez a motorhoz szabályzót. Tanácsokat és véleményeket szeretnék kérni tőletek. Bridgeport Interact 308 - as gépben van, és működik is. Az érdekes az, hogy a gyári szabályzója Thyristoros, elég nagy hangja van, a fojtó trafója is nagyon búg, a motor remeg. Szerintem 50Hz- es vivőfrekvenciát kap( vagymit?). Jó lenne kicserélni modernabb analóg szabályzókra. A motor szerintem jó paraméterekkel rendelkezik, bár elég lenne a 40- 60 Amper is. A csúcsnomatéka 22Nm. Ezt nem akaro feltétlenül kihasználni. Eddig a VSD-XE szimpatikus, de lehetne valami olcsóbb megoldás.
Cím: Re:DC szervó motoros vezérlés
Írta: hje3wyntn Dátum 2013 május 26, 21:19
Írta: hje3wyntn Dátum 2013 május 26, 21:19
Sziasztok!
Az encoder felbontása mennyire befolyásolja a motor egyenletes járását analog szabájzónál? 200-as encoder nem túl kis felbontás? Nagyon lassú fordulatra gondolok.
Az encoder felbontása mennyire befolyásolja a motor egyenletes járását analog szabájzónál? 200-as encoder nem túl kis felbontás? Nagyon lassú fordulatra gondolok.
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2013 május 26, 21:45
Írta: Bencze András Dátum 2013 május 26, 21:45
Tirisztoros szabályzótól ne várj csoda dolgot, főleg ha csak 1 fázisról megy. A 3 fázisú csak-csak elmegy szervós alkalmazásban is. Nálad nem a 200-as enkóder az oka az egyenletlen járásnak. Ha hangolható a PID próbálj állítani rajta, de az eredeti állapotot jegyezd meg. (Az áramkorláthoz ne nyúlj!)
Cím: Re:DC szervó motoros vezérlés
Írta: hje3wyntn Dátum 2013 május 26, 21:58
Írta: hje3wyntn Dátum 2013 május 26, 21:58
Köszi, megpróbálom! Legalább megerősödik bennem a döntés, hogy cserélni kell. Számomra nagyon bosszantó a jelenség, több servo hajtást már látva.
Üdv
Üdv
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2013 június 02, 17:17
Írta: sanka74 Dátum 2013 június 02, 17:17
Sziasztok! Kb. egy évvel ezelőtt már felvetődött a kérdés UHU servo vezérlő ügyben. Most egy kicsit utánanéztem a dolognak. Az eredeti nyákot Tuba István (Egyújabbgépépítő)fórumtársunk alaposan javította, áttervezte. Vele egyeztetve indítok egy érdeklődés kutatást, hogy kiket érdekelhet a nyák (SMD szerelt), és akár csináld magad verzióban, vagy akár megfelelő vállalkozó emberke szerelésében a beültetés. Az chipet meg a kvarcot Németországból lehet rendelni, az 10 + 3 Eur körül van, első körben ezt mindenki magának rendezné.
Ha van elég érdeklődés, akkor István segítségével el lehetne indítani a nyákgyártást. A szokásos másol beilleszt eljárással akit érdekel írja a nevét és a mennyiséget ide:
sanka74: 3db nyák
Ha van elég érdeklődés, akkor István segítségével el lehetne indítani a nyákgyártást. A szokásos másol beilleszt eljárással akit érdekel írja a nevét és a mennyiséget ide:
sanka74: 3db nyák
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2013 június 02, 17:18
Írta: sanka74 Dátum 2013 június 02, 17:18
Ezt István készítette, így néz ki az ÁLTALA áttervezett vezérlő.
Cím: Re:DC szervó motoros vezérlés
Írta: Miki2 Dátum 2013 június 02, 17:26
Írta: Miki2 Dátum 2013 június 02, 17:26
Sziasztok! Kb. egy évvel ezelőtt már felvetődött a kérdés UHU servo vezérlő ügyben. Most egy kicsit utánanéztem a dolognak. Az eredeti nyákot Tuba István (Egyújabbgépépítő)fórumtársunk alaposan javította, áttervezte. Vele egyeztetve indítok egy érdeklődés kutatást, hogy kiket érdekelhet a nyák (SMD szerelt), és akár csináld magad verzióban, vagy akár megfelelő vállalkozó emberke szerelésében a beültetés. Az chipet meg a kvarcot Németországból lehet rendelni, az 10 + 3 Eur körül van, első körben ezt mindenki magának rendezné.
Ha van elég érdeklődés, akkor István segítségével el lehetne indítani a nyákgyártást. A szokásos másol beilleszt eljárással akit érdekel írja a nevét és a mennyiséget ide:
sanka74: 3 db nyák
Miki2 5 db nyák
Ha van elég érdeklődés, akkor István segítségével el lehetne indítani a nyákgyártást. A szokásos másol beilleszt eljárással akit érdekel írja a nevét és a mennyiséget ide:
sanka74: 3 db nyák
Miki2 5 db nyák
Cím: Re:DC szervó motoros vezérlés
Írta: Etib Dátum 2013 június 04, 20:42
Írta: Etib Dátum 2013 június 04, 20:42
Sziasztok !
Vateráztam két ilyen DC szervomotort. Egy régi CNC-ből lett kiszedve. Szeretném felhasználni a készülőbe levő gépemhez csak nem tudok megállapítani róla semmit. A neten sem láttam róla semmit.


Vajon el lehetne indítani stepdir-es vezérléssel?
Kaptam hozzá egy rakat áramköri kártyát is, a komplett vezérlést, de nekem lövésem sincs hozzá. Nem tudom melyik vonalon induljak - új vezérlő, vagy a régi élesztése. Ötletet, vagy tanácsot várnék Tőletek. Előre is köszönöm!
Vateráztam két ilyen DC szervomotort. Egy régi CNC-ből lett kiszedve. Szeretném felhasználni a készülőbe levő gépemhez csak nem tudok megállapítani róla semmit. A neten sem láttam róla semmit.
Vajon el lehetne indítani stepdir-es vezérléssel?
Kaptam hozzá egy rakat áramköri kártyát is, a komplett vezérlést, de nekem lövésem sincs hozzá. Nem tudom melyik vonalon induljak - új vezérlő, vagy a régi élesztése. Ötletet, vagy tanácsot várnék Tőletek. Előre is köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 június 04, 20:50
Írta: svejk Dátum 2013 június 04, 20:50
A korából és a tachogenerátorból ítélve biztosan analóg rendszerű a vezérlője.
az encoder ránézésra 150-es körüli, azt sem ártana legalább 500-asra cserélni.
Elektromos adatait meg nagyjából kimérni, a motort kitisztítani, és máris mehet hozzá valamelyik hobby vagy gyári DC szervohajtás.
az encoder ránézésra 150-es körüli, azt sem ártana legalább 500-asra cserélni.
Elektromos adatait meg nagyjából kimérni, a motort kitisztítani, és máris mehet hozzá valamelyik hobby vagy gyári DC szervohajtás.
Cím: Re:DC szervó motoros vezérlés
Írta: Etib Dátum 2013 június 04, 21:31
Írta: Etib Dátum 2013 június 04, 21:31
Köszönöm a gyors választ! Úgy gondolod, hogy az egész encodert dobjam le róla, vagy csak a tárcsát kellene cserélnem?
Elnézést a hülye kérdésért, de milyen adatokat kellene megmérnem, hogy a főbb motorparamétereket meg tudjam állapítani? Tudnál esetleg ebben segíteni?
Elnézést a hülye kérdésért, de milyen adatokat kellene megmérnem, hogy a főbb motorparamétereket meg tudjam állapítani? Tudnál esetleg ebben segíteni?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 június 04, 21:39
Írta: svejk Dátum 2013 június 04, 21:39
A tárcsa és az olvasóoptika egy egységet képez, nem lehet cserélgetni a felbontásokat.
- Üresjárati fordulatszám és áramerősség mérése.
- Feszültség/ fordulatszám konstans felvétele
- Nyomaték/áramerősség konstans felvétele.
- Üzemi áram meghatározása
(ez utóbbit szétszedéskor a huzalvastagságból, hosszú tesztelések után melegedésből, terhelés hatására lecsökkenő fordulatszámból lehet saccolni)
De őszintén szólva jobban jártál volna ha még drágábban is, de tuti motort veszel.
- Üresjárati fordulatszám és áramerősség mérése.
- Feszültség/ fordulatszám konstans felvétele
- Nyomaték/áramerősség konstans felvétele.
- Üzemi áram meghatározása
(ez utóbbit szétszedéskor a huzalvastagságból, hosszú tesztelések után melegedésből, terhelés hatására lecsökkenő fordulatszámból lehet saccolni)
De őszintén szólva jobban jártál volna ha még drágábban is, de tuti motort veszel.
Cím: Re:DC szervó motoros vezérlés
Írta: Etib Dátum 2013 június 04, 21:58
Írta: Etib Dátum 2013 június 04, 21:58
Köszi az infókat. Egy kicsit még játszom vele, ha nem jutok semmire majd kukázom.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 június 12, 16:17
Írta: ggdr57dg Dátum 2013 június 12, 16:17
A #12032-ben leírt problémát sikerült megoldani. Köszönet Dodi topictársunknak segítségéért.
Megoldás:
- a nyomtatott áramkör nagyáramú vezetékeinek keresztmetszet növelése
- az Attiny és a HC14 tápvezeték negatív ág út csökkentése, keresztmetszet növelése
- néhány ellenállás és kondenzátor cseréje más értékűre
- kondenzátorok és ferrit gyűrűk alkalmazása a csatlakozásoknál (bemenetek, tápok)


A beültetési rajzon pirossal bejelöltem a változtatások helyét. Nem csak az eleve széles vezetékeket erősítettem meg, hanem az IR2184 12V táp vezetékét, valamint a fetek gate ellenállásának (R3 - R6) vezetékezését is. Ezzel egyidejűleg R3 - R6-ot ki is cseréltem 10-ről 5 ohmra, a C7 és C13 kondikat pedig 100nF kerámiára, valamint a 12V helyett 18V-ra emeltem a fet meghajtók tápját.
A vezeték keresztmetszet növelése a motor körben a minél kisebb feszültség esést szolgálja a rövid idejű (indítás, irány váltás) nagy, akár több tíz amperes áramfelvétel esetén.
A fet meghajtó körben történt változások alapvetően a gate áram növelését, ezzel együtt a fetek minél gyorsabb kapcsolását hivatottak segíteni. A fetek minél rövidebb idő alatt kapcsolnak, annál kevésbe melegszenek; ez dinamikus használat mellett fontos kérdés.
A C7 és C13 cseréje azért célszerű, mert ezek a kondenzátorok földfüggetlen tápot képeznek a híd felső részén, és minél gyorsabban le kell adni energiájukat a gate felé. 1db. 220nF kondi elég is lenne ide (a két párhuzamos 100nF is megteszi) és a kerámia képes is leadni nagyon rövid idő alatt a tárolt energiát. Az elkó viszont nem, így gyakorlatilag feleslegesen van ott. A párhuzamos 100nF kapcsoláskor nagyon gyorsan kisül, és mire az elkó is elkezdené leadni a töltést, már nincs is szükség rá. Így gyakorlatilag csak a 100nF tárolt energiája kerül kapcsoláskor felhasználásra. A kondi cserével ez az energia megduplázódik.
Az Attiny és a HC14 negatívjának úthosszát csökkentettem a két átkötéssel. Ezzel a zavarérzékenység csökkentése a cél, a hosszú tápvezeték jó antennaként összeszedhet egy csomó zajt.
Persze hosszú tápvezetékek (konkrétan a vezetékek) maradtak még, az ezek által összeszedett zavarok elnyelését, vágását szolgálják a vezetékekre húzott ferrit gyűrűk, valamint a bemenetekre (enkóder A B, STEP, DIR) forrasztott 100pF-ek. Ezek a forrasztási oldalon, a rajzon jelölt helyekre kerültek. A táp bevezetések, valamint a RESET bemenet pedig 330nF kerámiákat kaptak, szintén SMD a forrasztási oldalon.
Szintén került egy 2k ellenállás a forrasztási oldalra, ez az IR2184-ek SD bemeneteit húzza fel 5V-ra. Ez tervezési hiányosság, szerepelnie kellett volna a terven is, mint ahogy a néhány hozzászólással korábban említett UHU vezérlőn szerepel is.
Tegnap végeztem az átalakításokkal, és X tengelynek beállítva egy korábbi fájl volt a teszt. Persze üresjárásban, mert a gép léptetős, a DC szervó hajtás még csak a jövő.
Kb. 18 ezer irányáltás és hosszabb-rövidebb járat, gyorsítás, lassítás után a motor tengelye a jelölt pozícióban állt meg. Ez ugyen nem hiteles lépésvasztés teszt, minden esetre bíztató :-)
Ennyire sikerült jutni, nem igényel különösebb belenyúlást a konstrukcióba az átalakítás, ellenben biztató az eredménye.
Sok mindent, amiről írtam, én is most tanultam - tapasztaltam, remélem nem írtam nagy butaságokat.
Megoldás:
- a nyomtatott áramkör nagyáramú vezetékeinek keresztmetszet növelése
- az Attiny és a HC14 tápvezeték negatív ág út csökkentése, keresztmetszet növelése
- néhány ellenállás és kondenzátor cseréje más értékűre
- kondenzátorok és ferrit gyűrűk alkalmazása a csatlakozásoknál (bemenetek, tápok)
A beültetési rajzon pirossal bejelöltem a változtatások helyét. Nem csak az eleve széles vezetékeket erősítettem meg, hanem az IR2184 12V táp vezetékét, valamint a fetek gate ellenállásának (R3 - R6) vezetékezését is. Ezzel egyidejűleg R3 - R6-ot ki is cseréltem 10-ről 5 ohmra, a C7 és C13 kondikat pedig 100nF kerámiára, valamint a 12V helyett 18V-ra emeltem a fet meghajtók tápját.
A vezeték keresztmetszet növelése a motor körben a minél kisebb feszültség esést szolgálja a rövid idejű (indítás, irány váltás) nagy, akár több tíz amperes áramfelvétel esetén.
A fet meghajtó körben történt változások alapvetően a gate áram növelését, ezzel együtt a fetek minél gyorsabb kapcsolását hivatottak segíteni. A fetek minél rövidebb idő alatt kapcsolnak, annál kevésbe melegszenek; ez dinamikus használat mellett fontos kérdés.
A C7 és C13 cseréje azért célszerű, mert ezek a kondenzátorok földfüggetlen tápot képeznek a híd felső részén, és minél gyorsabban le kell adni energiájukat a gate felé. 1db. 220nF kondi elég is lenne ide (a két párhuzamos 100nF is megteszi) és a kerámia képes is leadni nagyon rövid idő alatt a tárolt energiát. Az elkó viszont nem, így gyakorlatilag feleslegesen van ott. A párhuzamos 100nF kapcsoláskor nagyon gyorsan kisül, és mire az elkó is elkezdené leadni a töltést, már nincs is szükség rá. Így gyakorlatilag csak a 100nF tárolt energiája kerül kapcsoláskor felhasználásra. A kondi cserével ez az energia megduplázódik.
Az Attiny és a HC14 negatívjának úthosszát csökkentettem a két átkötéssel. Ezzel a zavarérzékenység csökkentése a cél, a hosszú tápvezeték jó antennaként összeszedhet egy csomó zajt.
Persze hosszú tápvezetékek (konkrétan a vezetékek) maradtak még, az ezek által összeszedett zavarok elnyelését, vágását szolgálják a vezetékekre húzott ferrit gyűrűk, valamint a bemenetekre (enkóder A B, STEP, DIR) forrasztott 100pF-ek. Ezek a forrasztási oldalon, a rajzon jelölt helyekre kerültek. A táp bevezetések, valamint a RESET bemenet pedig 330nF kerámiákat kaptak, szintén SMD a forrasztási oldalon.
Szintén került egy 2k ellenállás a forrasztási oldalra, ez az IR2184-ek SD bemeneteit húzza fel 5V-ra. Ez tervezési hiányosság, szerepelnie kellett volna a terven is, mint ahogy a néhány hozzászólással korábban említett UHU vezérlőn szerepel is.
Tegnap végeztem az átalakításokkal, és X tengelynek beállítva egy korábbi fájl volt a teszt. Persze üresjárásban, mert a gép léptetős, a DC szervó hajtás még csak a jövő.
Kb. 18 ezer irányáltás és hosszabb-rövidebb járat, gyorsítás, lassítás után a motor tengelye a jelölt pozícióban állt meg. Ez ugyen nem hiteles lépésvasztés teszt, minden esetre bíztató :-)
Ennyire sikerült jutni, nem igényel különösebb belenyúlást a konstrukcióba az átalakítás, ellenben biztató az eredménye.
Sok mindent, amiről írtam, én is most tanultam - tapasztaltam, remélem nem írtam nagy butaságokat.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 június 12, 16:46
Írta: svejk Dátum 2013 június 12, 16:46
Gondolom IRF540-eket használsz.
A gate ellenállások ekkor úgy 33-47 Ohm estén az ideálisak.
A túlzottan kis gate ellenállás igaz hogy gyorsabb töltést kisütést eredményezhet de egyben túl nagy lesz árammeredekséget eredményez a drain körben, mely a gerjedések, zajok melegágya.
Esetleg lehet még játszani az asszimetrikus gate körrel.
A szürke encoder vezetéken a ferritgyűrűnek ebben a formában semmi értelme.
A gate ellenállások ekkor úgy 33-47 Ohm estén az ideálisak.
A túlzottan kis gate ellenállás igaz hogy gyorsabb töltést kisütést eredményezhet de egyben túl nagy lesz árammeredekséget eredményez a drain körben, mely a gerjedések, zajok melegágya.
Esetleg lehet még játszani az asszimetrikus gate körrel.
A szürke encoder vezetéken a ferritgyűrűnek ebben a formában semmi értelme.
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2013 június 12, 17:59
Írta: ks46twg3x Dátum 2013 június 12, 17:59
IRF 640 el érdemes próbálkozni?
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2013 június 12, 18:37
Írta: s73tgf9vg Dátum 2013 június 12, 18:37
A Tuba István féle áttervezett UHU vezérlő engem is érdekel (5 db)!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 június 12, 19:26
Írta: s7manbs8 Dátum 2013 június 12, 19:26
C=Q/U
IRF540 gate töltés=71nC
U=71nC/100nF= 0.71V egy gate feltöltés bekapcsolás ennyi V-tal csökkenti a 100nF kapacitást, ha nincs más kondi mellette pl.
Elko is csak jelent valamit, mert ha nem is 100uF-ot jelent, de a legközelebbi részén ott is van benne még lehet pár száz nF, amit g♀1ors○7n elér, meg én pl LOW ESR értékű kondit tettem oda még.
IRF540 gate töltés=71nC
U=71nC/100nF= 0.71V egy gate feltöltés bekapcsolás ennyi V-tal csökkenti a 100nF kapacitást, ha nincs más kondi mellette pl.
Elko is csak jelent valamit, mert ha nem is 100uF-ot jelent, de a legközelebbi részén ott is van benne még lehet pár száz nF, amit g♀1ors○7n elér, meg én pl LOW ESR értékű kondit tettem oda még.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2013 június 12, 20:10
Írta: sanka74 Dátum 2013 június 12, 20:10
Szia! Ez csak a nyák!!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 június 12, 21:23
Írta: svejk Dátum 2013 június 12, 21:23
A 0,15 Ohm RDS elég nagy.
Ha mindenképp kell a 200 V akkor inkább IRFP260.
Ha mindenképp kell a 200 V akkor inkább IRFP260.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 június 12, 22:37
Írta: 000000000 Dátum 2013 június 12, 22:37
Sziasztok !
Valaki tudna segíteni milyen vezérlővel lehet ezt a DC motort működtetni?
Megfelelne-e főorsó motornak.
BOSCH Bürstenloser servomotor
Tip SE-B4.Z10.030-00.000
Mo 21 Nm
Io 23A
nN 3000min-1
Tacho 23 mVmin
Haltebremse 24V
Valaki tudna segíteni milyen vezérlővel lehet ezt a DC motort működtetni?
Megfelelne-e főorsó motornak.
BOSCH Bürstenloser servomotor
Tip SE-B4.Z10.030-00.000
Mo 21 Nm
Io 23A
nN 3000min-1
Tacho 23 mVmin
Haltebremse 24V
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2013 június 12, 23:10
Írta: s73tgf9vg Dátum 2013 június 12, 23:10
Tudom. 5 darabra így is vevő vagyok :) Ki szervezi ezt a felmérést?
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2013 június 13, 07:51
Írta: sanka74 Dátum 2013 június 13, 07:51
Az István fogja majd elegendő számú jelentkező esetén elindítani a nyákgyártást, vele egyezteteve én kezdtem el az érdeklődési felmérést.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2013 június 13, 07:58
Írta: Egyújabbgépépítő Dátum 2013 június 13, 07:58
Sziasztok!
Szeretnék néhány dolgot hozzátenni az UHU témához.
Néhány éve mikor az UHU vezérlő reneszánszát élte, én is készítettem egy nyákot a saját elképzelésem szerint.
Maga a vezérlő Uli Hubert-től szerezhető be.
UHU
Nem tette nyilvánossá a forrását, nem tette közzé a hex fájlt sem.
Rengeteg infó és megvalósítás található a CNCzone -on.
Megvalósítás.
Amit készítettem a következő tulajdonságokkal rendelkezik:
Nagyrészt SMD alkatrészek, IRFP260 v. IRF540 használható.
Megnövelt dead time.
Az encoder szimmetrikusan csatlakozik a zavar csökkentése érdekében.
Több szintű motor áram indikálás.
Az RS232 illesztő rá keült a PCB-re.
Szalagkábeles csatlakozás (célszerű az lpt port illesztőt is hasonlóképpen megoldani).
Ma már néhány dolgot másképpen gondolok.
Ha van elég jelentkező elkészítem a módosításokat, és lehet közösen rendelni, akár a beültetést is (olcsóbb).
Működik jó néhány ebből a változatból, a legnagyobb 240 W-os.
100V nál nagyobb feszültségre nem ajánlom.
Szeretnék néhány dolgot hozzátenni az UHU témához.
Néhány éve mikor az UHU vezérlő reneszánszát élte, én is készítettem egy nyákot a saját elképzelésem szerint.
Maga a vezérlő Uli Hubert-től szerezhető be.
UHU
Nem tette nyilvánossá a forrását, nem tette közzé a hex fájlt sem.
Rengeteg infó és megvalósítás található a CNCzone -on.
Megvalósítás.
Amit készítettem a következő tulajdonságokkal rendelkezik:
Nagyrészt SMD alkatrészek, IRFP260 v. IRF540 használható.
Megnövelt dead time.
Az encoder szimmetrikusan csatlakozik a zavar csökkentése érdekében.
Több szintű motor áram indikálás.
Az RS232 illesztő rá keült a PCB-re.
Szalagkábeles csatlakozás (célszerű az lpt port illesztőt is hasonlóképpen megoldani).
Ma már néhány dolgot másképpen gondolok.
Ha van elég jelentkező elkészítem a módosításokat, és lehet közösen rendelni, akár a beültetést is (olcsóbb).
Működik jó néhány ebből a változatból, a legnagyobb 240 W-os.
100V nál nagyobb feszültségre nem ajánlom.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2013 június 13, 07:59
Írta: Egyújabbgépépítő Dátum 2013 június 13, 07:59
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2013 június 13, 08:00
Írta: Egyújabbgépépítő Dátum 2013 június 13, 08:00
A fórum kéretlenül beszúr egy előtagot.
digi-x.hu/CNC/UHU_SMD.pdf
digi-x.hu/CNC/UHU_SMD.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2013 június 13, 13:14
Írta: s73tgf9vg Dátum 2013 június 13, 13:14
Mert kihagytad a http:// tagot.
István linkje helyesen.
István linkje helyesen.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 június 13, 16:11
Írta: ggdr57dg Dátum 2013 június 13, 16:11
Igen, IRF540. Az asszimetrikus gate hajtás jó ötletnek tűnik, pl. 5/22 ohmmal. Még a dead time is megnő egy kicsit. Érzésed szerint milyen diódát célszerű itt használni?
A ferrit gyűrű csak a fotózás miatt került így rá, akkor még nem volt szétszedve a kábel, a csatlakozó meg nem fért át rajta...
A ferrit gyűrű csak a fotózás miatt került így rá, akkor még nem volt szétszedve a kábel, a csatlakozó meg nem fért át rajta...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 június 13, 17:18
Írta: svejk Dátum 2013 június 13, 17:18
47/10 ohm még az IRFP260-hoz is elég.
BAT46-szerűségeket szoktak használni, de a méréseim szerint a mezei 1N4148-al is szép a jelalak.
BAT46-szerűségeket szoktak használni, de a méréseim szerint a mezei 1N4148-al is szép a jelalak.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 június 13, 21:18
Írta: ggdr57dg Dátum 2013 június 13, 21:18
Köszönöm, ki fogom próbálni.
Cím: Re:DC szervó motoros vezérlés
Írta: x0bnhi5ag Dátum 2013 július 01, 22:00
Írta: x0bnhi5ag Dátum 2013 július 01, 22:00
Kedves Fórumtársak!
Tapasztalt Kollegákat kérdezném DC servo ügyében:
A step-dir protokoll elméletére és gyakorlatára lenne szükségem. Megköszönném ha valaki e-mailben is válaszolna.
Tapasztalt Kollegákat kérdezném DC servo ügyében:
A step-dir protokoll elméletére és gyakorlatára lenne szükségem. Megköszönném ha valaki e-mailben is válaszolna.
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2013 július 25, 19:12
Írta: ks46twg3x Dátum 2013 július 25, 19:12
Sziasztok!
E240-es motorhoz milyen paramétereket illenek SMC vezérlőhöz?
E240-es motorhoz milyen paramétereket illenek SMC vezérlőhöz?
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 július 26, 09:39
Írta: ggdr57dg Dátum 2013 július 26, 09:39
Az SMC paraméterezéséhez szükséged van a motor és felhasználási körülmények adataira:
- feszültség konstans (V/1000rpm vagy mV/rpm)
- tekercs ellenállás
- enkóder felbontása (ppr)
- tápfesz (V)
- max. sebesség (ahol korlátozni akarod, pl. 3000 rpm)
- nyomaték határ (igazából a max. áram felvétel, amit megengedsz pl. 5A)
A saját motoromra az alábbiakban leírt módon számoltam ki ezeket. P1, P2 és P3 értéke kísérletezés tárgya, függ a beépítési környezettől. Én a mintából (lap alján) vett értékeket állítottam be először, de természetesen valós környezetben más értékekkel működik jól.
P7 értékével én sem vagyok tisztában, lehetséges, hogy nem 0, hanem más érték kell oda, ezzel a részével még nem volt időm foglalkozni. De kiindulásnak lehet, hogy jó lesz; az eredeti leírást nem szó szerint, hanem - számomra - értelmesen fordítottam:
Minertia J03SC motor adatok:
Feszültség konstans: 12.8mV/rpm
Tekercs ellenállás: 2.86 Ohm
Enkóder: 288ppr
Csak megállapítás: max. elméleti fordulatszám, amit az SMC az adott paraméterekkel le tud kezelni: 5416 (2 * 52k[sps] / 1152[cpr] * 60 = 5416[rpm])
P0: sebesség határ
Előjel nélküli érték, amely szabályozza a mozgatási sebességet pozicionálás módban (mode3). Az SMC3 / A esetén az értéknek kisebbnek kell lennie, mint a terhelés nélküli sebesség, mert szervo hibához vezet. (J parancs esetét kihagytam, mert nincs J parancs)
Számítása:
P0 = sebesség határ [rpm] * P1 * Encoder felbontás [ppr] / 15000
P0 = 3000 * 4.6 * 288 / 15000 = 265
P1: Velocity feedback gain (KF - mintában 4.6)
P2: Velocity error proportional gain (KP - mintában 1.5)
P3: Velocity error integration gain (KI mintában 0.13)
P1 - P3 paraméter előjel nélküli 16 bites fixpontos érték, ahol a tizedesvessző a byte határon van.
P4: nyomaték határ
A paraméter korlátozza a kimenő nyomatékot (kimeneti áramot). Előjel nélküli 16 bites érték. Az SMC3 / A esetén, ha a nyomaték túllépi egy ideig, szervo hibához vezet.
Számítása:
P4 = Áram határ [A] / tápfeszültség [V] * tekercs ellenállás [ohm]
P4 = 3 * 36 * 2.86 = 309
P5: Ellen elektromos erő (back-EMF) kompenzáció
Normális esetben a kimeneti nyomaték által generált tekercs áramot érzékeli és jelzi vissza a nyomaték szabályozó körbe. Az SMC esetén azonban elhagyták az áram érzékelőt és a kimenő nyomatékot egy érzékelő nélküli áram szabályozó eljárással állítják be. A megkívánt motor áram eléréséhez az SMC ellen elektromos erő kompenzációt alkalmaz. Azért esett a választás erre az eljárásra, mert egyszerűbb felépíteni az áramkört.
Ez a paraméter előjel nélküli 16 bites fixpontos érték, ahol a tizedesvessző a byte határon van. Az érték a következőképpen számítható ki:
P5 = KG [mV/rpm] / Encoder felbontás [ppr] / tápfeszültség [V] * 3840
P5 = 12.8 / 288 / 36 * 3840 = 4.74 (4.74 * 256 = 1214)
P6: Impulzus osztó
Áttétel arány, előjel nélküli 16 bites fixpontos érték, ahol a tizedesvessző a byte határon van.
256 jelentése: 1:1 áttétel
P7: nincs hatása (vagy van, nem volt időm mélyebben elmerülni a kérdésben)
Lehetséges beállítás, zárójelben a soros terminálon beírandó értékek:
P0: 265 (265)
P1: 4.6 (1178)
P2: 1.5 (384)
P3: 0.13 (33)
P4: 309 (309)
P5: 4.74 (1213)
P6: 1 (256)
P7: 0 (0)
- feszültség konstans (V/1000rpm vagy mV/rpm)
- tekercs ellenállás
- enkóder felbontása (ppr)
- tápfesz (V)
- max. sebesség (ahol korlátozni akarod, pl. 3000 rpm)
- nyomaték határ (igazából a max. áram felvétel, amit megengedsz pl. 5A)
A saját motoromra az alábbiakban leírt módon számoltam ki ezeket. P1, P2 és P3 értéke kísérletezés tárgya, függ a beépítési környezettől. Én a mintából (lap alján) vett értékeket állítottam be először, de természetesen valós környezetben más értékekkel működik jól.
P7 értékével én sem vagyok tisztában, lehetséges, hogy nem 0, hanem más érték kell oda, ezzel a részével még nem volt időm foglalkozni. De kiindulásnak lehet, hogy jó lesz; az eredeti leírást nem szó szerint, hanem - számomra - értelmesen fordítottam:
Minertia J03SC motor adatok:
Feszültség konstans: 12.8mV/rpm
Tekercs ellenállás: 2.86 Ohm
Enkóder: 288ppr
Csak megállapítás: max. elméleti fordulatszám, amit az SMC az adott paraméterekkel le tud kezelni: 5416 (2 * 52k[sps] / 1152[cpr] * 60 = 5416[rpm])
P0: sebesség határ
Előjel nélküli érték, amely szabályozza a mozgatási sebességet pozicionálás módban (mode3). Az SMC3 / A esetén az értéknek kisebbnek kell lennie, mint a terhelés nélküli sebesség, mert szervo hibához vezet. (J parancs esetét kihagytam, mert nincs J parancs)
Számítása:
P0 = sebesség határ [rpm] * P1 * Encoder felbontás [ppr] / 15000
P0 = 3000 * 4.6 * 288 / 15000 = 265
P1: Velocity feedback gain (KF - mintában 4.6)
P2: Velocity error proportional gain (KP - mintában 1.5)
P3: Velocity error integration gain (KI mintában 0.13)
P1 - P3 paraméter előjel nélküli 16 bites fixpontos érték, ahol a tizedesvessző a byte határon van.
P4: nyomaték határ
A paraméter korlátozza a kimenő nyomatékot (kimeneti áramot). Előjel nélküli 16 bites érték. Az SMC3 / A esetén, ha a nyomaték túllépi egy ideig, szervo hibához vezet.
Számítása:
P4 = Áram határ [A] / tápfeszültség [V] * tekercs ellenállás [ohm]
P4 = 3 * 36 * 2.86 = 309
P5: Ellen elektromos erő (back-EMF) kompenzáció
Normális esetben a kimeneti nyomaték által generált tekercs áramot érzékeli és jelzi vissza a nyomaték szabályozó körbe. Az SMC esetén azonban elhagyták az áram érzékelőt és a kimenő nyomatékot egy érzékelő nélküli áram szabályozó eljárással állítják be. A megkívánt motor áram eléréséhez az SMC ellen elektromos erő kompenzációt alkalmaz. Azért esett a választás erre az eljárásra, mert egyszerűbb felépíteni az áramkört.
Ez a paraméter előjel nélküli 16 bites fixpontos érték, ahol a tizedesvessző a byte határon van. Az érték a következőképpen számítható ki:
P5 = KG [mV/rpm] / Encoder felbontás [ppr] / tápfeszültség [V] * 3840
P5 = 12.8 / 288 / 36 * 3840 = 4.74 (4.74 * 256 = 1214)
P6: Impulzus osztó
Áttétel arány, előjel nélküli 16 bites fixpontos érték, ahol a tizedesvessző a byte határon van.
256 jelentése: 1:1 áttétel
P7: nincs hatása (vagy van, nem volt időm mélyebben elmerülni a kérdésben)
Lehetséges beállítás, zárójelben a soros terminálon beírandó értékek:
P0: 265 (265)
P1: 4.6 (1178)
P2: 1.5 (384)
P3: 0.13 (33)
P4: 309 (309)
P5: 4.74 (1213)
P6: 1 (256)
P7: 0 (0)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 26, 11:25
Írta: svejk Dátum 2013 július 26, 11:25
Az eredeti verzióban nincs hatása a P6-nak, az orosz módosított verzió használja csak.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 július 26, 11:31
Írta: ggdr57dg Dátum 2013 július 26, 11:31
Ez igaz, az alábbi leírás az eredeti 3/a fordítása, kiegészítve az Ivan-féle módosítással. Kozo-tól ez a hex tölthető le.
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2013 július 26, 11:39
Írta: ks46twg3x Dátum 2013 július 26, 11:39
Szia!
A KoZo féle verziót építettem meg, és töltöttem fel. Az általad javasolt módosításokkal. Az eredeti minta szerinti értékekkel működik.
Próbáltam a "lap aljáról" vett minta alapján számolt értékekkel is, de az valamiért nem volt jó. A motor egyenetlenül, rángatva járt.
Köszönöm az infókat, megpróbálom ezek alapján beállítani!
A KoZo féle verziót építettem meg, és töltöttem fel. Az általad javasolt módosításokkal. Az eredeti minta szerinti értékekkel működik.
Próbáltam a "lap aljáról" vett minta alapján számolt értékekkel is, de az valamiért nem volt jó. A motor egyenetlenül, rángatva járt.
Köszönöm az infókat, megpróbálom ezek alapján beállítani!
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2013 július 26, 21:07
Írta: ks46twg3x Dátum 2013 július 26, 21:07
Szia!
P4 számítása eltér a képlettől!
Melyik helyes?
P4 számítása eltér a képlettől!
Melyik helyes?
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 július 31, 14:23
Írta: ggdr57dg Dátum 2013 július 31, 14:23
Bakker, most látom, hogy még pénteken írtad. A képlet a jó, természetesen (azt nem én írtam :-) a számolást elballintottam. 3A esetén:
P4 = 3 / 36 * 2.86 = 0,24
10A esetén:
P4 = 10 / 36 * 2.86 = 0,8
Valami nem gömbölyű. Ezt írja: It is a unsigned 16 bit value
Itt nem igazán van értelme tört számnak, pláne 1-nél kisebbnek. A program (ASM) részlete:
LimSpd: .byte 2 ;P0,Velocity limit Integer
GaSpd: .byte 2 ;P1,Velocity feedback gain 8.8 fixed point
GaTqP: .byte 2 ;P2,Proportional gain 8.8 fixed point
GaTqI: .byte 2 ;P3,Integral gain 8.8 fixed point
LimTrq: .byte 2 ;P4,Torque limit Integer
GaEG: .byte 2 ;P5,EG feedback gain 8.8 fixed point
Gear: .byte 2 ;P6,Gear ratio for pulsed input 8.8 fixed point
GaTqD: .byte 2 ;P7,Derivative gain 8.8 fixed point
P4 esetén egész számot deklarál. 2 byte, 0-65535 közötti egész számok. Ezt még bogoznom kell.
De ettől függetlenül a 300 körüli értékkel ment, ha levettem - kísérletezésként - kicsire, volt, hogy el sem indult, azonnal szervó hibát jelzett. Ergo a hiba az ön (én) készülékében keresendő :-)
P4 = 3 / 36 * 2.86 = 0,24
10A esetén:
P4 = 10 / 36 * 2.86 = 0,8
Valami nem gömbölyű. Ezt írja: It is a unsigned 16 bit value
Itt nem igazán van értelme tört számnak, pláne 1-nél kisebbnek. A program (ASM) részlete:
LimSpd: .byte 2 ;P0,Velocity limit Integer
GaSpd: .byte 2 ;P1,Velocity feedback gain 8.8 fixed point
GaTqP: .byte 2 ;P2,Proportional gain 8.8 fixed point
GaTqI: .byte 2 ;P3,Integral gain 8.8 fixed point
LimTrq: .byte 2 ;P4,Torque limit Integer
GaEG: .byte 2 ;P5,EG feedback gain 8.8 fixed point
Gear: .byte 2 ;P6,Gear ratio for pulsed input 8.8 fixed point
GaTqD: .byte 2 ;P7,Derivative gain 8.8 fixed point
P4 esetén egész számot deklarál. 2 byte, 0-65535 közötti egész számok. Ezt még bogoznom kell.
De ettől függetlenül a 300 körüli értékkel ment, ha levettem - kísérletezésként - kicsire, volt, hogy el sem indult, azonnal szervó hibát jelzett. Ergo a hiba az ön (én) készülékében keresendő :-)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 31, 15:52
Írta: svejk Dátum 2013 július 31, 15:52
A P4 variálgatása helyett érdemesebb hardveres áramkorlátot használni, az nem függ a tápfeszültségtől, és véd az esetleges motorzárlatól is.
Ebben az esetben mindig lehet a P4=max, azaz 256
Ebben az esetben mindig lehet a P4=max, azaz 256
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 július 31, 16:22
Írta: ggdr57dg Dátum 2013 július 31, 16:22
Még néhány hónapig boncolgatjuk, és készülni fog egy új vezérlő, aszimmetrikus fet meghajtással, rendes áramkorláttal, optós leválasztással, normális uart felülettel és szimmetrikus enkóder bemenettel, felület szerelten. Ennyi van egyenlőre az elképzelések között, csak az idő k. kevés mindenre, arról nem is beszélve, ha mással is csak szopik az ember.
A lelke az Ivan-féle progi lesz, az avr már nem biztos. Próbálom lehetőleg nem sokkal többől kihozni, mint ezt. Többe lesz, de remélem nem sokkal.
Persze ez sem fogja megérni a rá fordított energiát, de a hobbi az ugye más kategória.
Na most megyek gyantát önteni...
A lelke az Ivan-féle progi lesz, az avr már nem biztos. Próbálom lehetőleg nem sokkal többől kihozni, mint ezt. Többe lesz, de remélem nem sokkal.
Persze ez sem fogja megérni a rá fordított energiát, de a hobbi az ugye más kategória.
Na most megyek gyantát önteni...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 31, 17:54
Írta: svejk Dátum 2013 július 31, 17:54
Én 7 éve készülök megújítani :))
De akkor már túl kellene lépni a helyből alacsony max. encoder frekin is.
De akkor már túl kellene lépni a helyből alacsony max. encoder frekin is.
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2013 július 31, 20:26
Írta: ks46twg3x Dátum 2013 július 31, 20:26
Valahol olvastam, hogy fontos, hogy először a vezérlő kapja meg a +5V és +12V-ot. Utána lehet csak ráadni a motor tápfeszt, ellenkező esetben a vezérlő meghibásodhat.
Mi van abban az esetben, ha a motor tápfeszből szeretném előállítani a +5V és +12V-ot? Ekkor ugyanis, gyakorlatilag egyidőben karül a vezérlőre a működtető, valamint a motor tápfesz.
SMC vezérlőről beszélek...
Mi van abban az esetben, ha a motor tápfeszből szeretném előállítani a +5V és +12V-ot? Ekkor ugyanis, gyakorlatilag egyidőben karül a vezérlőre a működtető, valamint a motor tápfesz.
SMC vezérlőről beszélek...
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 augusztus 01, 09:15
Írta: ggdr57dg Dátum 2013 augusztus 01, 09:15
Én ezt nem tapasztaltam, de minden lehetséges. A port leválasztóból veszem ki a +5Voltot, a +18V pedig a port leválasztó tápja is. Jelen pillanatban ennyivel használom, 10-20VDC között bármi lehet, a nagyobb papír forma szerint jobb. Vagyis jelen pillanatban (napokban, hónapokban) nem használom...
A motornak külön "tápja" van (hentereg egy trafó egy graetz híddal meg egy kondival) azt általában elfelejtem bedugni... Így valóban, szinte mindig először a a vezérlés kapja meg nálam a tápot.
Két "főkapcsolóval" - külön a motor tápnak - ezt megoldhatod. Igaz, ez így még nem bolond biztos, de lehet olyan megoldást is kialakítani.
A motornak külön "tápja" van (hentereg egy trafó egy graetz híddal meg egy kondival) azt általában elfelejtem bedugni... Így valóban, szinte mindig először a a vezérlés kapja meg nálam a tápot.
Két "főkapcsolóval" - külön a motor tápnak - ezt megoldhatod. Igaz, ez így még nem bolond biztos, de lehet olyan megoldást is kialakítani.
Cím: Re:DC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2013 augusztus 01, 12:04
Írta: s2k5ycubj Dátum 2013 augusztus 01, 12:04
Szia Tibor! Ezt a tápellátási "csúszást" a gyári gépeken egy aux on gombal oldják meg. Amikor bekapcsolod a gépet a vezérlés feléledése után lehet bekapcsolni vele a szervók tápját és amin én dolgozom a hidraulikát is.
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2013 augusztus 01, 12:08
Írta: ks46twg3x Dátum 2013 augusztus 01, 12:08
Nyilvánvaló, hogy csúsztatott indítással meg lehet csinálni.
Én arra gondoltam, hogy a nyákot variálom úgy meg, hogy amit a motor tápfesz megjelenik, abból alakítom ki stabilizátorok alkalmazásával a szükséges működtető feszültségeket.
Én arra gondoltam, hogy a nyákot variálom úgy meg, hogy amit a motor tápfesz megjelenik, abból alakítom ki stabilizátorok alkalmazásával a szükséges működtető feszültségeket.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 01, 12:11
Írta: svejk Dátum 2013 augusztus 01, 12:11
Ha FET meghajtó IC-t használsz, akkor semmi gond nem lehet és nincs is.
Csupán a szűrésekre és a megfelelő Nyák topológiára kell figyelni, bár ez nem könnyű.
Csupán a szűrésekre és a megfelelő Nyák topológiára kell figyelni, bár ez nem könnyű.
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2013 augusztus 01, 12:43
Írta: ks46twg3x Dátum 2013 augusztus 01, 12:43
Mivel az SMC-t szeretném ezzel bővíteni, gondolom azzal nem lesz probléma, ott van FET meghajtó!
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 augusztus 01, 13:37
Írta: ggdr57dg Dátum 2013 augusztus 01, 13:37
Te tudod, de én - ha lehet - törekszem az egyszerűségre. Biztosan nem építenék minden vezérlőre tápot.
Az más kérdés, hogy motor tápból állítod elő, de pl. 40VDC-ből ez is lehet nyűgös...
Olyan kicsi teljesítmény igény merül fel, én ezért használom a port leválasztót. Azon van 5V stab. Amivel megtáplálom a port leválasztót, az jó a fet meghajtáshoz is.
Ha ilyen lehetőséged nincs, akkor veszel pl. két ilyen DC DC konvertert, 10€-ból pár nap alatt háznál van a kettő, és akár 40V motor tápról is járathatod. Lesz kettő, ide vastagon túlméretezett segéd tápot, amit akár másra is használhatsz.
Az más kérdés, hogy motor tápból állítod elő, de pl. 40VDC-ből ez is lehet nyűgös...
Olyan kicsi teljesítmény igény merül fel, én ezért használom a port leválasztót. Azon van 5V stab. Amivel megtáplálom a port leválasztót, az jó a fet meghajtáshoz is.
Ha ilyen lehetőséged nincs, akkor veszel pl. két ilyen DC DC konvertert, 10€-ból pár nap alatt háznál van a kettő, és akár 40V motor tápról is járathatod. Lesz kettő, ide vastagon túlméretezett segéd tápot, amit akár másra is használhatsz.
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2013 augusztus 01, 15:06
Írta: ks46twg3x Dátum 2013 augusztus 01, 15:06
A motor tápfeszt és a testet vezetném ki egy-egy tüskével. Így ezekre rádugható lenne egy apró nyák, melynek bemenete a motortápról, kimenete a kialakított 3 tűs csatira illeszkedik. Kisteljesítményű feszültségstabilizátorokról menne. Esetleg egy-két kondi, de az a vezérlőn már van elég!
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 augusztus 01, 15:38
Írta: ggdr57dg Dátum 2013 augusztus 01, 15:38
Értem én, hogy gőzgép... :-)
Ahány ilyen apró nyák, annyi plusz hiba forrás. Na persze, valószínűleg nem ezen fog bukni a mutatvány.
Ahány ilyen apró nyák, annyi plusz hiba forrás. Na persze, valószínűleg nem ezen fog bukni a mutatvány.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 01, 18:59
Írta: svejk Dátum 2013 augusztus 01, 18:59
A picsába, írtam vagy fél oldalt és elveszett mert valakivel ütköztem....
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 01, 19:07
Írta: 000000000 Dátum 2013 augusztus 01, 19:07
Szerinted? [#nevetes1] [#nevetes1] [#nevetes1] [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2013 augusztus 01, 19:13
Írta: kozo Dátum 2013 augusztus 01, 19:13
Az is elég lehet ha a reset lábra nagyobb elkót teszel , 200=>uF felfelé . Stabilabb lesz az éledés.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2013 augusztus 01, 19:13
Írta: kozo Dátum 2013 augusztus 01, 19:13
Csak nem Atmega8 lesz az alap?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 01, 19:35
Írta: svejk Dátum 2013 augusztus 01, 19:35
No szóval akkor mégegyszer rövidebben.
A disszipációra figyelj, mert elég sokat eszik a proci+ az encoder is lehet régi fajta.
Én anno úgy csináltam, hogy zener+ áteresztőtranyóval motortápból 18V a meghajtónak, majd 34063-al az 5V.
A kapcsiüzemű ugye jó hatásfokkal bír és nagyon nagy a zavarelnyomása a tápfeszen érkező zavarok ellen. Tisztán aanalóg stab. esetén bekerültek a procihoz nem kívánt jelek is.
A disszipációra figyelj, mert elég sokat eszik a proci+ az encoder is lehet régi fajta.
Én anno úgy csináltam, hogy zener+ áteresztőtranyóval motortápból 18V a meghajtónak, majd 34063-al az 5V.
A kapcsiüzemű ugye jó hatásfokkal bír és nagyon nagy a zavarelnyomása a tápfeszen érkező zavarok ellen. Tisztán aanalóg stab. esetén bekerültek a procihoz nem kívánt jelek is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 01, 19:36
Írta: svejk Dátum 2013 augusztus 01, 19:36
Persze az áteresztő felkerült a FET híd hűtőbordájára.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2013 augusztus 01, 20:18
Írta: ANTAL GÁBOR Dátum 2013 augusztus 01, 20:18
Ami elveszett Svejknek az ideírom . Az alapproblémát kell megérteni. A fetek akkor működnek helyesen ha kapcsolóként használjuk öket. Ehhez a küszöb ( treshold ) feszültségnél nagyobb jel kell a gate-re Ha a gate kis feszültséget kap akkor relatíve kis draináram alakul ki . Egy példa : legyen 80 voltos tápfesz és a munkaellenállás mondjuk 5 ohm Vezéreljük úgy a fetet hogy 5 amper alakuljon ki . ( mert kicsi gate feszt alkalmazunk ) Ekkor a munkaellenálláson 25volt esik A feten marad 55 volt és átfolyik a 5amper ami 275 watt disszipációt eredményez . Ettől a fet tönkremehet . Ha akkora gate feszt adunk amihez pl 100 amper ( virtuális áram ) tartozna akkor kialakul a 16 amperes áram ( 80V / 5 ohm munka ellenállás ) Ha a fet drain source ellenállása ilyenkor mondjuk 0.05 ohm akkor akkor a disszipáció 12.8 watt
A lényeg hogy a vezérlés mindig a küszöb feszültség fölött legyen . A bekapcsoláskor van a probléma mert lehet olyan helyzet hogy még nem épül föl a ( korrekt ) gate vezérlőfesz de a táp már a rendelkezésre áll . Ilyenkor ( vezérlés esetén ) megy tönkre a fet . A gate meghajtó IC k gyártói egy under voltage lockout áramkört építenek az Ic be ami megakadályozza a fet kivezérlést ha nem áll a rendelkezésre a treshold feszültség fölötti vezérlőfesz . Meg kell nézni a gyártó adatlapját és ha van ilyen védelem akkor minden OK
A lényeg hogy a vezérlés mindig a küszöb feszültség fölött legyen . A bekapcsoláskor van a probléma mert lehet olyan helyzet hogy még nem épül föl a ( korrekt ) gate vezérlőfesz de a táp már a rendelkezésre áll . Ilyenkor ( vezérlés esetén ) megy tönkre a fet . A gate meghajtó IC k gyártói egy under voltage lockout áramkört építenek az Ic be ami megakadályozza a fet kivezérlést ha nem áll a rendelkezésre a treshold feszültség fölötti vezérlőfesz . Meg kell nézni a gyártó adatlapját és ha van ilyen védelem akkor minden OK
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 01, 20:25
Írta: svejk Dátum 2013 augusztus 01, 20:25
Hát én ilyet nem írtam az a biztos. :([#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2013 augusztus 01, 20:36
Írta: ANTAL GÁBOR Dátum 2013 augusztus 01, 20:36
kár pedig erre tippeltem ... Remélem azért lesz akinek hasznos lesz ( miután mer az ötödik fetet cseréli )
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 augusztus 02, 09:28
Írta: ggdr57dg Dátum 2013 augusztus 02, 09:28
"...elég sokat eszik a proci..."
Valamit rosszul értek? Active supply current 16MHz / 5V mellett ~7mA (207. oldal)
A HC14 (ön)fogyasztása mikroamperes, persze ott vannak még a LEDek, meg valamennyi kell a 2184 meghajtásához is, de az is mikroamperes. Igaz, nem mértem, de maga a vezérlő áram felvétele 5V-ról nem hiszem, hogy eléri 25mA-t (worst case, karácsonyfa üzemmód :-)
Az enkóder fogyasztása persze más tészta, azzal pluszban számolni kell.
Valamit rosszul értek? Active supply current 16MHz / 5V mellett ~7mA (207. oldal)
A HC14 (ön)fogyasztása mikroamperes, persze ott vannak még a LEDek, meg valamennyi kell a 2184 meghajtásához is, de az is mikroamperes. Igaz, nem mértem, de maga a vezérlő áram felvétele 5V-ról nem hiszem, hogy eléri 25mA-t (worst case, karácsonyfa üzemmód :-)
Az enkóder fogyasztása persze más tészta, azzal pluszban számolni kell.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 02, 10:22
Írta: svejk Dátum 2013 augusztus 02, 10:22
Lehet pongyolán fogalmaztam, nem biztos, hogy kimondottam a mikrovezérlő, de ugye estünkben összességében kell nézni az 5V-os részt.
Valóban a mikrovezérlő táplábát külön nem mértem.
Valóban a mikrovezérlő táplábát külön nem mértem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 02, 10:27
Írta: svejk Dátum 2013 augusztus 02, 10:27
Hirtelen belegondolva, csupán a felhúzó ellenállások elvisznek 20-30 mA-t.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 augusztus 02, 10:56
Írta: ggdr57dg Dátum 2013 augusztus 02, 10:56
4*1,5k 1*1k valamint 1*2k2 (a módosított beültetésen szerepel) összesen 20,6mA. Ehhez jön a 3 LED 15mA és a 2313 7mA. Ez 43mA. Igaz, hogy több, mint 25, de nem eget verő. Gyenge táp kell hozzá, hogy a disszipációra ez miatt figyelni kelljen.
Az viszont igaz, hogy összességében kell nézni. Az én esetemet tekintve egyeztettem Zsolttal, hogy szerinte mennyi tartalék van a port leválasztó 5V-ban. Ő úgy gondolja, 500mA gond nélkül kivehető belőle ilyen "egyéb" célra, ez nálam a 3 vezérlő - enkóder párost vígan vinni fogja.
Egyszer majd...
Az viszont igaz, hogy összességében kell nézni. Az én esetemet tekintve egyeztettem Zsolttal, hogy szerinte mennyi tartalék van a port leválasztó 5V-ban. Ő úgy gondolja, 500mA gond nélkül kivehető belőle ilyen "egyéb" célra, ez nálam a 3 vezérlő - enkóder párost vígan vinni fogja.
Egyszer majd...
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2013 augusztus 12, 17:01
Írta: s73tgf9vg Dátum 2013 augusztus 12, 17:01
Sziasztok! Ezt a vezérlőt láttátok már?
http://krazatchu.ca/2009/05/31/dc-servo-drive/
http://krazatchu.ca/2009/05/31/dc-servo-drive/
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2013 augusztus 12, 20:23
Írta: kozo Dátum 2013 augusztus 12, 20:23
Én már láttam :), kb fél éve porosodik a hajtás a polcon . Még nem sikerül normálisan beállítani , ill. áramkorlát körül valamit összeszedhet .
Megépítve ugyan kicsit másképpen van mint az elvi rajzon van , de lehet ezzel az áttervezéssel én szúrtam el.
Ha jól sejtem Elm mester és Ukrán kollégán műve , SMC alapokra épülve .
Megépítve ugyan kicsit másképpen van mint az elvi rajzon van , de lehet ezzel az áttervezéssel én szúrtam el.
Ha jól sejtem Elm mester és Ukrán kollégán műve , SMC alapokra épülve .
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 13, 09:35
Írta: svejk Dátum 2013 augusztus 13, 09:35
Feljebb tornázták a működési frekvenciát encoder téren?
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 augusztus 13, 13:01
Írta: ggdr57dg Dátum 2013 augusztus 13, 13:01
Itt azt írja, hogy átírta; a linken ott a kód is. Azt írja, hogy ATMega8@16MHz belső timerrel 100kHz megszakítással futtatta, és nem okozott problémát. Ez ha jól számolom, egy ezres enkóderrel van vagy 1500rpm... Lehet, valamit félre értek, de elég karcsúnak tűnik.
Viszont azt is írja, hogy az aktuális (?) DC vezérlőben implementálta.
@kozo
A linken a rajzon nem nagyon látok áram korlátot. Bár több jó ötletet látok rajta, ami közül néhány nekünk is egy-egy bajusz a tervezett megújításban. Ilyen pl. az aszimmetrikus fet vezérlés, vagy az egyszerű uart, amire azt dug az ember, amit akar. De továbbra sincs optós elválasztás az avr és fet meghajtó között (zavar elválasztás) és nincs optó a vezérlő bemeneteken se. Ezeket én fontosnak tartom, mivel szinte csak zavarvédelemmel kell küzdeni.
Ugyanígy fontosnak tartom a szimmetrikus enkóder bemenetet, ahogy Sneci is csinálta, valamint a táp oldali zavar szűrést.
Viszont azt is írja, hogy az aktuális (?) DC vezérlőben implementálta.
@kozo
A linken a rajzon nem nagyon látok áram korlátot. Bár több jó ötletet látok rajta, ami közül néhány nekünk is egy-egy bajusz a tervezett megújításban. Ilyen pl. az aszimmetrikus fet vezérlés, vagy az egyszerű uart, amire azt dug az ember, amit akar. De továbbra sincs optós elválasztás az avr és fet meghajtó között (zavar elválasztás) és nincs optó a vezérlő bemeneteken se. Ezeket én fontosnak tartom, mivel szinte csak zavarvédelemmel kell küzdeni.
Ugyanígy fontosnak tartom a szimmetrikus enkóder bemenetet, ahogy Sneci is csinálta, valamint a táp oldali zavar szűrést.
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2013 augusztus 22, 22:19
Írta: s73tgf9vg Dátum 2013 augusztus 22, 22:19
Sziasztok!
Tudom, már lerágott csont, de nem sikerül kiigazodjak, hogy milyen vezérlőre is van szükségem. Építeném vagy venném, mindegy de olcsó kell.
A motor 40W 24V 3A 3000rpm Sanyo motor, az enkóder 1000p/r Omron.
Ha jól láttam a nemrég linkelt Krazatchu-s nem tudná a 3000-es fordulatot, a thotib által áttervezetthez meg nem találtam layoutot és hexet. Az eredeti SMC meg elavultnak tűnik. Az uhu drága. Szóval ajánlanátok valamit?
Tudom, már lerágott csont, de nem sikerül kiigazodjak, hogy milyen vezérlőre is van szükségem. Építeném vagy venném, mindegy de olcsó kell.
A motor 40W 24V 3A 3000rpm Sanyo motor, az enkóder 1000p/r Omron.
Ha jól láttam a nemrég linkelt Krazatchu-s nem tudná a 3000-es fordulatot, a thotib által áttervezetthez meg nem találtam layoutot és hexet. Az eredeti SMC meg elavultnak tűnik. Az uhu drága. Szóval ajánlanátok valamit?
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 szeptember 02, 10:03
Írta: ggdr57dg Dátum 2013 szeptember 02, 10:03
Én csak a könnyebb gyártás okán változtattam a nyák terven, semmi más áttervezés nincs. A hex is ua., ami Kozo-tól letölthető.
A zavar szűrésre vonatkozó módosítások ergo éppúgy alkalmazhatók Kozo tervére is.
A rossz hír, hogy ez is max. 500ppr enkódert tud kezelni (vagy másképp fogalmazva: 1000ppr mellett max. 1500rpm-ig lenne használható)
Bocs, hogy csak most válaszolok, az elmúlt két hétben szerencsére nagyon keveset találkoztam a számítógépemmel :-)
A zavar szűrésre vonatkozó módosítások ergo éppúgy alkalmazhatók Kozo tervére is.
A rossz hír, hogy ez is max. 500ppr enkódert tud kezelni (vagy másképp fogalmazva: 1000ppr mellett max. 1500rpm-ig lenne használható)
Bocs, hogy csak most válaszolok, az elmúlt két hétben szerencsére nagyon keveset találkoztam a számítógépemmel :-)
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2013 szeptember 02, 10:55
Írta: s73tgf9vg Dátum 2013 szeptember 02, 10:55
Semmi gond, sose késő a válaszra, remélem nyaralni voltál ;)
Sajnos az 500ppr kevés, esetleg áttételezni tudnám de arról elég sok rosszat hallottam. Mindenképp lesz áttétel a motor és az orsó között, lehet megpróbálom az enkódert az orsóra rakni a motor helyett, mert lassító áttétel van rajta.
Sajnos az 500ppr kevés, esetleg áttételezni tudnám de arról elég sok rosszat hallottam. Mindenképp lesz áttétel a motor és az orsó között, lehet megpróbálom az enkódert az orsóra rakni a motor helyett, mert lassító áttétel van rajta.
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2013 szeptember 02, 11:57
Írta: Kristály Árpád Dátum 2013 szeptember 02, 11:57
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2013 szeptember 02, 13:53
Írta: s73tgf9vg Dátum 2013 szeptember 02, 13:53
Nagyon tehetséges a srác az biztos! De sajnos csak az SMD szerelt servo vezérlői vannak publikálva. Itthon nem lenne belőle igény pár darab legyártására? Már a Thotib féle vezérlőre is elég sokan jelentkeztek. Vagy az Istváné volt?
Cím: Re:DC szervó motoros vezérlés
Írta: NewUser Dátum 2013 szeptember 29, 20:31
Írta: NewUser Dátum 2013 szeptember 29, 20:31
Sziasztok! Egy BF20L CNC átalakitásán gondolkodom. Az lenne a kérdésem, hogy elegedő-e az X, Y tengelyre 16/5 és Z tengelyre 20/5 golyósorsós hajtáshoz egy E240 motor. Gondolom áttételezni kellene. A Z tengelyhez fék szükséges-e?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 szeptember 29, 22:38
Írta: svejk Dátum 2013 szeptember 29, 22:38
Én lebeszélnének róla...
A csúszószánok nem alkalmasak az esetleges kis tartományú de gyors vagy sűrű mozgásokra, esetleg akkor ha komoly kényszerkenést alkalmazol.
Ha aránylag egyben van akkor a BF20 segítségével egy aránylag korrekt hasonló kaliberű gépet építhetsz,még ha aluból is.
Volt rá már itt példa a fórumon.
Aztán eladod a BF20-at...
A csúszószánok nem alkalmasak az esetleges kis tartományú de gyors vagy sűrű mozgásokra, esetleg akkor ha komoly kényszerkenést alkalmazol.
Ha aránylag egyben van akkor a BF20 segítségével egy aránylag korrekt hasonló kaliberű gépet építhetsz,még ha aluból is.
Volt rá már itt példa a fórumon.
Aztán eladod a BF20-at...
Cím: Re:DC szervó motoros vezérlés
Írta: NewUser Dátum 2013 szeptember 30, 06:59
Írta: NewUser Dátum 2013 szeptember 30, 06:59
[#heureka] Az örök igazságok nem változnak... Egy hobbycnc-s kétszer örül... [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2013 október 16, 15:13
Írta: lari Dátum 2013 október 16, 15:13
Van valakinek tapasztalata a DG4S-16035 szervo meghajtóval kapcsolatba?
Konkrétan a megbízhatósága érdekel és az, hogy mekkora teljesítményű dc motort érdemes rákötni maximálisan.DG4S-16035
Konkrétan a megbízhatósága érdekel és az, hogy mekkora teljesítményű dc motort érdemes rákötni maximálisan.DG4S-16035
Cím: Re:DC szervó motoros vezérlés
Írta: bundyland Dátum 2013 október 16, 15:42
Írta: bundyland Dátum 2013 október 16, 15:42
Nagyon jól ismerem a céget, ha bármi kérdésed van tedd fel nekik garantálom hogy nagyon kimerítő és segítőkész válaszokat fogsz kapni bármennyit is kérdezel. Arról nem beszélve hogy ők tesztelik is a cuccaikat és az alapján tudnak segíteni.
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2013 október 16, 19:46
Írta: lari Dátum 2013 október 16, 19:46
Oké, köszönöm a választ!
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2013 november 02, 17:15
Írta: ks46twg3x Dátum 2013 november 02, 17:15
Sziasztok!
Meg tudná nekem mondani valaki, a SMC vezérlő mekkora motor tápfeszültségig ajánlott?
Köszönöm!
Meg tudná nekem mondani valaki, a SMC vezérlő mekkora motor tápfeszültségig ajánlott?
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2013 november 02, 17:56
Írta: Kristály Árpád Dátum 2013 november 02, 17:56
[#taps][#eljen][#bohoc][#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 november 04, 12:19
Írta: ggdr57dg Dátum 2013 november 04, 12:19
Max. 60V, leginkább, mert az elkó (rajz szerint) 63 voltos. De nagyobb kondi esetén sem biztos, hogy járatnám 80 voltnál nagyobb feszről, elég sűrű a nyák a feteknél. Az IRF540 egyébként 100 voltos.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2013 november 07, 20:40
Írta: PSoft Dátum 2013 november 07, 20:40
Lenne egy ötletem,de...ahhoz tudnom kéne,hogy milyen jelet adnak ezek a HP-s fejmozgatásban használt optikák,a hozzá tartozó szalaggal.
Mintha régebben valaki már sikerel használta volna az ilyen optikát,talán az,..."ablaktörlőszervókon"?
A szalagot szeretném használni,a saját optikájával,valamilyen(mezei?) szervóvezérlővel.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 november 07, 20:47
Írta: 000000000 Dátum 2013 november 07, 20:47
Sima A, B csatornás encoder jeleket adnak, open kollektoros kimentűek, egy 4.7 k felhúzóellenállással 5 V esetén szépen muzsikálnak.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2013 november 07, 20:55
Írta: PSoft Dátum 2013 november 07, 20:55
Köszönöm a gyors választ!
Titkon ezt "reméltem",ami a válaszodban van.
Úgyhogy,...lehet tovább gondolni(gondolnom) az ötletet.:)
[#eljen][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2013 november 07, 22:10
Írta: Szalai György Dátum 2013 november 07, 22:10
Mások is törik amijük van.
http://mckgyver.pbworks.com/w/page/20654145/DRO
http://mckgyver.pbworks.com/w/page/20654145/DRO
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 november 07, 22:10
Írta: s7manbs8 Dátum 2013 november 07, 22:10
Csak max. 20kHz jelet tud kiadni megnéztem adatlapokat a napokban pont, iszonyat fordulatú motorra túl sűrű a kör alakú pl. persze szíjjal áttételezve csökkentve és arra téve működhet én is filózom pár felhasználásán.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 november 07, 23:10
Írta: svejk Dátum 2013 november 07, 23:10
Úgy van!
No azért nem fenékig tejfel, valahonnan elő kellene ásnom a feljegyzéseimet, de az szinte esélytelen.
Szóval a HP deskjet600-as sorozat majd mindegyik TTL-es aztán a 700-asok közt is volt ilyen de utána és persze közben is volt közöttük sin-cos kimenetű is.
Aztán meg volt variálás az LPI-vel is, talán volt 120, 140 és 180-as?
Haloványak már az emlékek...
Most az optok típusa sem ugrik be... :((
talán 9700-as sorozat volt
De szép idők voltak, megláttam egy ilyen nyomigát és két perc múlva már zsebemben lapult a fejpanel :)
No azért nem fenékig tejfel, valahonnan elő kellene ásnom a feljegyzéseimet, de az szinte esélytelen.
Szóval a HP deskjet600-as sorozat majd mindegyik TTL-es aztán a 700-asok közt is volt ilyen de utána és persze közben is volt közöttük sin-cos kimenetű is.
Aztán meg volt variálás az LPI-vel is, talán volt 120, 140 és 180-as?
Haloványak már az emlékek...
Most az optok típusa sem ugrik be... :((
talán 9700-as sorozat volt
De szép idők voltak, megláttam egy ilyen nyomigát és két perc múlva már zsebemben lapult a fejpanel :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 november 07, 23:12
Írta: svejk Dátum 2013 november 07, 23:12
oszt' minek neked az iszonyat fordulat meg a túl sűrű tárcsa?
400-as tárcsákat világíttattam le, az smc3-hoz pont illett max. frekiben is.
400-as tárcsákat világíttattam le, az smc3-hoz pont illett max. frekiben is.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 november 08, 00:04
Írta: s7manbs8 Dátum 2013 november 08, 00:04
Én amit találtam is magamnál az nagyon sűrű, azért számolgattam is, hogy mekkora fordulatú motorra lenne jó, de nem bírna csak lehet vagy 1000-ret vagy még annyi fordulatot se az adatai alapján szervó végére ha raknám.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2013 november 09, 18:18
Írta: PSoft Dátum 2013 november 09, 18:18
Ha módod,és lehetőséged lenne,azért..."előáshatnád" azokat a régi jegyzeteket.:)
A #12122-ben linkelt fejpanel a 800-as sorozatúakból van,deskjet-895cxi.
Vajon ez milyen lehet,sin-cos....TTL?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 november 09, 22:22
Írta: svejk Dátum 2013 november 09, 22:22
Ez beugrató kérdés? Úgy rémlik ebben már nem szalag van hanem tárcsa.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 november 09, 22:23
Írta: svejk Dátum 2013 november 09, 22:23
a tárcsásokkal nem foglalkoztam mert a nagy felbontást nem tudtam filmelőhívással reprodukálni
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2013 november 09, 23:42
Írta: PSoft Dátum 2013 november 09, 23:42
Ááááá,dehogy,miért tenném!:)
Ebben ugyanis mindkettő van,szalag is,tárcsa is.
Szalag van a fejmozgatáson,és egy nagy átmérőjű,kb.2-2.5"-os tárcsa van a papír továbbításban.
A szalagos,fejoptika milyensége volna érdekes.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2013 november 10, 17:26
Írta: sanka74 Dátum 2013 november 10, 17:26
Sziasztok! Adott egy forgatós cnc gép. Tervezi a tulajdonos hogy szerel rá még egy forgatót, és így egyszerre két oszlopot készítene. A Z tengelyre két maró motor lenne szerelve, megfelelő mechanikai rögzítés mellett. A második forgatóhoz is lenne motorvezérlő, táp, és a step/dir jel pedig ugyan arról az LPT pinról menne mindkettő forgató vezérlőjébe, azaz a jelenlegi forgató vezérlő jeleit kapná meg a második is, így tuti egyszerre mozognának. A Kínai erre azt mondta, hogy ez nem megvalósítható, ugyanis onnan rendelnék a forgatót. (a cnc eredetileg onnan való) A kérdésem hogy helyes-e az elgondolásom? Jelenleg az y tengely motorjai is így kapják meg a vezérlő jelet, csak a forgásirányuk más, de az a vezérlőben van beállítva.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 november 10, 17:34
Írta: svejk Dátum 2013 november 10, 17:34
Miért nem hajtod meg az egyik forgatóról a másikat egyszerű fogazott szíjjal?
Biztos elbírná, a faoszlopnál meg nem számítani pár szÖgperces hiba.
Biztos elbírná, a faoszlopnál meg nem számítani pár szÖgperces hiba.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 november 10, 17:48
Írta: svejk Dátum 2013 november 10, 17:48
Nem a forgatómotor tengelyét hanem a forgató egység kihajtótengelyét, nagy átmérőjű szíjtárcsákkal, tehát gyakorlatilag az egyik oszlop hajtja a másikat.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2013 november 10, 20:20
Írta: sanka74 Dátum 2013 november 10, 20:20
Hm..ez eszembe se jutott. Akkor csak egy másik marómotor kell, meg egy lap a Z-hez rögzítéshez, plussz a forgató. Meg ebben az esetben lehet nem ártana a forgató léptetőmotorját lecserélni AC szervos rendszerre.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2013 november 10, 20:22
Írta: sanka74 Dátum 2013 november 10, 20:22
Fogatott szíjnál nem hiszem hogy akkora hiba lenne ami látszódna.
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2013 november 20, 13:35
Írta: s73tgf9vg Dátum 2013 november 20, 13:35
sziasztok!
99%-ban kélsz van az SMC vezérlőm, de egy alkatrész nem stimmel. A kapcs rajzon C20-nak 100uF kondit írnak, de az eredetin valószínűleg 100nF lehet. Most akkor melyik a helyes?

99%-ban kélsz van az SMC vezérlőm, de egy alkatrész nem stimmel. A kapcs rajzon C20-nak 100uF kondit írnak, de az eredetin valószínűleg 100nF lehet. Most akkor melyik a helyes?
Cím: Re:DC szervó motoros vezérlés
Írta: 2jx6cp7v3 Dátum 2013 november 20, 14:11
Írta: 2jx6cp7v3 Dátum 2013 november 20, 14:11
Szia
Az Én verziómon 100nF (104) kondenzátor van beültetve a C20-nak.
Üdv Piq
Az Én verziómon 100nF (104) kondenzátor van beültetve a C20-nak.
Üdv Piq
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2013 november 20, 14:39
Írta: s73tgf9vg Dátum 2013 november 20, 14:39
Köszönöm, akkor kicserélem arra.
Cím: Re:DC szervó motoros vezérlés
Írta: 2jx6cp7v3 Dátum 2013 november 20, 14:48
Írta: 2jx6cp7v3 Dátum 2013 november 20, 14:48
Szia
Rajzot nem néztem, csak az én vezérlőmre pillantottam rá, és abban olyan van.
De megy mint a veszedelem. Akkor meg biztos jó [#guluszem1]
Rajzot nem néztem, csak az én vezérlőmre pillantottam rá, és abban olyan van.
De megy mint a veszedelem. Akkor meg biztos jó [#guluszem1]
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2013 november 20, 14:57
Írta: s73tgf9vg Dátum 2013 november 20, 14:57
A nyákterven jól látszik a C20-as kondi a kapcsolási rajz szerint az 100uF elkó. Gondolom elírás lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 november 20, 15:02
Írta: ggdr57dg Dátum 2013 november 20, 15:02
Szerintem a C20 100 mikrója elírás, oda 100nF "illik"
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 november 20, 15:43
Írta: ggdr57dg Dátum 2013 november 20, 15:43
Ja és kerámia legyen az a 100nF, hogy a rövid idejű táp csökkenést (kapuk billenésekor) kompenzálni tudja. Egy elko nem tudja olyan gyorsan leadni a töltést.
Másik javaslatom: a két darab 10uF elkót is cseréld ki inkább 100-220nF kerámiára, amik a 2184 földfüggetlen tápjában vannak (látom a képen) A fetnek elegendő az a töltés is, amit a 220-330nF tárol, és a kerámia gyorsan le is tudja adni.
Másik javaslatom: a két darab 10uF elkót is cseréld ki inkább 100-220nF kerámiára, amik a 2184 földfüggetlen tápjában vannak (látom a képen) A fetnek elegendő az a töltés is, amit a 220-330nF tárol, és a kerámia gyorsan le is tudja adni.
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2013 november 20, 16:50
Írta: s73tgf9vg Dátum 2013 november 20, 16:50
Köszönöm a segítséget, A kerámia kondi cserét is olvastam már, gondolom minél nagyobb dukál oda.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 november 21, 09:02
Írta: ggdr57dg Dátum 2013 november 21, 09:02
Ahogy írtam, a 10uF helyére 100-220nF elegendő. Nem kell nagyobb, egy 100nF már úgyis ott van.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2013 november 29, 21:19
Írta: PSoft Dátum 2013 november 29, 21:19
Ma,E240-es motorral volt dolgom.
Emlékeztem Svejk videójára,kis keresgélés után,meg is találtam.
Másnak is segítség lehet.
E240-es motorok,szerelési segédlet....
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2013 november 30, 13:44
Írta: svejk Dátum 2013 november 30, 13:44
Borzasztó. [#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 november 30, 14:02
Írta: s7manbs8 Dátum 2013 november 30, 14:02
Ez az E240 mekkora gépbe való ? Nem is olyan nagy az így kép alapján én még élőbe nem hajtottam láttam ilyet.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 november 30, 14:06
Írta: s7manbs8 Dátum 2013 november 30, 14:06
Valami ökölszabály, hogy mondjuk a "motor tömege (kg) x 100 = gép X tengely mérete cm-ben ..." ?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2013 november 30, 14:48
Írta: Szalai György Dátum 2013 november 30, 14:48
Szerintem:
A rajzon a C20 egy elektrolit puffer kondi. Az nem lehet 100nF.
A panelon a 74HC14 és R17 között tényleg nem elektrolit, hanem kerámia tárcsa kondenzátor látható.
Valamit összekevert a tisztelt konstruktőr.
Mivel a C20 a nyákrajzot lekövetve a 74HC14 közvetlen tápszűrő kondenzátora, oda 47-100nF kerámia tárcsát tennék.
A rajzon a C20 egy elektrolit puffer kondi. Az nem lehet 100nF.
A panelon a 74HC14 és R17 között tényleg nem elektrolit, hanem kerámia tárcsa kondenzátor látható.
Valamit összekevert a tisztelt konstruktőr.
Mivel a C20 a nyákrajzot lekövetve a 74HC14 közvetlen tápszűrő kondenzátora, oda 47-100nF kerámia tárcsát tennék.
Cím: Re:DC szervó motoros vezérlés
Írta: yy2yggmv7 Dátum 2013 december 17, 18:34
Írta: yy2yggmv7 Dátum 2013 december 17, 18:34
Szerintem is igy van a bal oldali panelen van jól mert a 100nf nagyfrekis szűrés, amit minél közelebb kell tenni az ic táp és föld közé az 5V-nak meg ott van a C9 100mF elkó.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2013 december 18, 08:40
Írta: kozo Dátum 2013 december 18, 08:40
Természetesen 100nF os kondi kell C20 ra .
A nyákon se nagyon van hely elkónak , az elvi rajzon hamarosan javítom az elírást .
A nyákon se nagyon van hely elkónak , az elvi rajzon hamarosan javítom az elírást .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 december 23, 08:28
Írta: 000000000 Dátum 2013 december 23, 08:28
Srácok, segítséget kérnék! Ez az SMC hajtás nekem nagyon nem akarja.
Ha az avr nincs a panelen, akkor minden táp rendesen meg van, de ha bepattintom bármelyik panelba, akkor az 5V és 12V-os tápot behúzza. Kapcs üzemű tápról hajtanám, de szemmel látható ahogy indulgatna ... Nincs valakinek valami tippje, hogy mi lehet a gond? Több firmware-rel is próbáltam, üresen is, de mindig ez a jelenség. Már nincs ötletem :(
Ha az avr nincs a panelen, akkor minden táp rendesen meg van, de ha bepattintom bármelyik panelba, akkor az 5V és 12V-os tápot behúzza. Kapcs üzemű tápról hajtanám, de szemmel látható ahogy indulgatna ... Nincs valakinek valami tippje, hogy mi lehet a gond? Több firmware-rel is próbáltam, üresen is, de mindig ez a jelenség. Már nincs ötletem :(
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2013 december 23, 08:31
Írta: besirkyjh Dátum 2013 december 23, 08:31
Szia
A tápot probáltad külön terhelni pl : egy izzoval ?
A tápot probáltad külön terhelni pl : egy izzoval ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 december 23, 08:33
Írta: 000000000 Dátum 2013 december 23, 08:33
Zsír új 0km-es táp, most szedtem ki a dobozából. Bár még nem mértem ki.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 december 23, 08:36
Írta: 000000000 Dátum 2013 december 23, 08:36
Ellenállással tökéletes, közel maximumra terhelve. Szóval itt valami másnak kell lennie.
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2013 december 23, 08:38
Írta: besirkyjh Dátum 2013 december 23, 08:38
Az nem jelent semmit :)
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2013 december 23, 08:38
Írta: besirkyjh Dátum 2013 december 23, 08:38
Ez már jelent valamit
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 december 23, 10:54
Írta: 000000000 Dátum 2013 december 23, 10:54
Igen, azt jelenti, hogy IR2184 helyett más fet meghajtót használtam fel, ami ugyanolyan tulajdonságokkal rendelkezik, csak a lábkiosztása van összekuszálva . Úgy néz ki, hogy megoldódni látszódik a probléma :)
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2013 december 24, 10:53
Írta: ks46twg3x Dátum 2013 december 24, 10:53
Szia!
Én már megjártam hibás meghajtó miatt. Még Fet is ment tönkre emiatt.
Ha a motor be van kötve és rádugog a motor tápját, és a motor rándul egyet akkor a meghajtók lehetnek hibásak. Utána a Feteket is nézd meg.
Ezeket tapasztaltam. ..
Én már megjártam hibás meghajtó miatt. Még Fet is ment tönkre emiatt.
Ha a motor be van kötve és rádugog a motor tápját, és a motor rándul egyet akkor a meghajtók lehetnek hibásak. Utána a Feteket is nézd meg.
Ezeket tapasztaltam. ..
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 december 24, 21:14
Írta: 000000000 Dátum 2013 december 24, 21:14
Eredeti meghajtó lesz beszerezve valahonnan, meg új fetek.
Tápok ráadva, motortáppal sorosan limit izzó.
Vezérlőn zöld (kész) és sárga (nyomaték határ) led világít, 1mp elteltével már zöld (kész), és piros(servo hiba).
Valami error áll a képbe. Gondolom rosszrá ment a meghajtó, feteket már ki sem mértem.
Az utolsó pár napban most semmi nem akar rendesen működni a kezeim alatt, még a keretes vasfűrész sem. Nem erőltetem, majd jövőre újra foglalkozom vele. Tavaj összeraktam a paneleket, idén végre felprogramoztam az avr-eket, jövőre marad az élesztés :)
Tápok ráadva, motortáppal sorosan limit izzó.
Vezérlőn zöld (kész) és sárga (nyomaték határ) led világít, 1mp elteltével már zöld (kész), és piros(servo hiba).
Valami error áll a képbe. Gondolom rosszrá ment a meghajtó, feteket már ki sem mértem.
Az utolsó pár napban most semmi nem akar rendesen működni a kezeim alatt, még a keretes vasfűrész sem. Nem erőltetem, majd jövőre újra foglalkozom vele. Tavaj összeraktam a paneleket, idén végre felprogramoztam az avr-eket, jövőre marad az élesztés :)
Cím: Re:DC szervó motoros vezérlés
Írta: gnyfjfvpp Dátum 2013 december 24, 21:26
Írta: gnyfjfvpp Dátum 2013 december 24, 21:26
Üdv!
Akkor is ezt csinálja, ha nincs felparaméterezve.(Ha jól emlékszem) Először én is valami hibára gondoltam, de aztán a Kozo féle paraméterező programmal töltöttem fel és egyből működött, már csak be kellett állítgatni.
Akkor is ezt csinálja, ha nincs felparaméterezve.(Ha jól emlékszem) Először én is valami hibára gondoltam, de aztán a Kozo féle paraméterező programmal töltöttem fel és egyből működött, már csak be kellett állítgatni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 december 24, 21:30
Írta: 000000000 Dátum 2013 december 24, 21:30
Próbáltam paraméterezgetni, de Kozo programjával nem sikerült, hirtelenjében az eredetit meg nem találtam.
De más gond is lesz, a limitáló izzót rövidre zárva leesik a motortáp (kapcs üzemű, 24v 3A)
Lehet elküldtem a túlvilágra a fetmeghajtót, vagy a fetek rosszok. Majd kimérem, ha lesz rá időm. Meg vennem kell bele való meghajtókat.
De más gond is lesz, a limitáló izzót rövidre zárva leesik a motortáp (kapcs üzemű, 24v 3A)
Lehet elküldtem a túlvilágra a fetmeghajtót, vagy a fetek rosszok. Majd kimérem, ha lesz rá időm. Meg vennem kell bele való meghajtókat.
Cím: Re:DC szervó motoros vezérlés
Írta: 2jx6cp7v3 Dátum 2013 december 25, 09:19
Írta: 2jx6cp7v3 Dátum 2013 december 25, 09:19
Szia
Egyetértek nemezol5-el.
Szerintem a paraméterek között nézz szét. Nagyon érzékeny, és nagyon bele lehet kavarodni.
Nálam (is) friss a tapasztalat,és kb 2 délutánom ráment mire rájöttem (sok számolgatással ) a kb értékekre.(a motoromról csak kb adatok állnak rendelkezésemre)
A mintapélda beállítások abszolút nem mennek nálam, teljesen eltérő, annak ellenére hogy a motor paraméterei kb hasonlóak.
Amit leírtál hibajelenséget, ez okozza is okozhatja).
SMC terminált használtam.(közben figyeltem soros monitorral) de van pár dolog amire oda kellett figyelni, és erre csak pár óra vacakolás után jöttem rá pl.:Soros porti beállítások,vagy hogy visszaolvasáskor nem tudja megjeleníteni a betáplált paramétereket, helyette véletlenszerű karakterek jelennek meg,(ezért minden változtatást le kellett mentenem a txt-be, hogy tudjam hol is járok) Feltöltéskor pedig a "P0-P7 MENT" nem működik. Egyesével kellett feltölteni minden P értéket(nálam csak így működött), de előttem mindig megnéztem a "Px teszt- el" külön hogy változik a vezérlő viselkedése, (természetesen volt hogy az a funkció sem ment elsőre)
Lehet csak Én voltam balfék,de nálam hosszadalmas volt.
Üdv PIq
Egyetértek nemezol5-el.
Szerintem a paraméterek között nézz szét. Nagyon érzékeny, és nagyon bele lehet kavarodni.
Nálam (is) friss a tapasztalat,és kb 2 délutánom ráment mire rájöttem (sok számolgatással ) a kb értékekre.(a motoromról csak kb adatok állnak rendelkezésemre)
A mintapélda beállítások abszolút nem mennek nálam, teljesen eltérő, annak ellenére hogy a motor paraméterei kb hasonlóak.
Amit leírtál hibajelenséget, ez okozza is okozhatja).
SMC terminált használtam.(közben figyeltem soros monitorral) de van pár dolog amire oda kellett figyelni, és erre csak pár óra vacakolás után jöttem rá pl.:Soros porti beállítások,vagy hogy visszaolvasáskor nem tudja megjeleníteni a betáplált paramétereket, helyette véletlenszerű karakterek jelennek meg,(ezért minden változtatást le kellett mentenem a txt-be, hogy tudjam hol is járok) Feltöltéskor pedig a "P0-P7 MENT" nem működik. Egyesével kellett feltölteni minden P értéket(nálam csak így működött), de előttem mindig megnéztem a "Px teszt- el" külön hogy változik a vezérlő viselkedése, (természetesen volt hogy az a funkció sem ment elsőre)
Lehet csak Én voltam balfék,de nálam hosszadalmas volt.
Üdv PIq
Cím: Re:DC szervó motoros vezérlés
Írta: gnyfjfvpp Dátum 2013 december 25, 13:31
Írta: gnyfjfvpp Dátum 2013 december 25, 13:31
Üdv
Nálam a hibás karaktereket kiolvasáskor először a nem megfelelő port beállítás adta, majd kiderült, hogy a csatlakozómnál sem volt megfelelő az érintkezés (már elég régi), majd egyszer gondolt egyet és nem bírtam tovább paraméterezgetni, ezután megcsináltunk egy Max232-es illesztőt, azóta gond nélkül lehet menteni, kiolvasni.
Nálam a hibás karaktereket kiolvasáskor először a nem megfelelő port beállítás adta, majd kiderült, hogy a csatlakozómnál sem volt megfelelő az érintkezés (már elég régi), majd egyszer gondolt egyet és nem bírtam tovább paraméterezgetni, ezután megcsináltunk egy Max232-es illesztőt, azóta gond nélkül lehet menteni, kiolvasni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 december 27, 08:14
Írta: 000000000 Dátum 2013 december 27, 08:14
Üdv! Fejlemények vannak. Táp ráadásnál 2mpig nyomaték probléma, majd szervo hiba. De ha nyomatékhiba alatt megforgatom a motort, elindul rángatva, amíg le nem tilt 2mp múlva. Ergo paraméterezés sem megy, se soros porton, se usb-s virtuális soros portal. Kiolvasás abszolut nem megy. Adhatnátok valami tippet, hol milyen beállítások kellenek, mert már harmadik éjszakámat gubbasztom felette, de nem jutok egyről a kettőre.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2013 december 27, 12:21
Írta: horcsab Dátum 2013 december 27, 12:21
Nincs fordítva bekötve az enkóder (A,B csatorna)?
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2013 december 27, 12:21
Írta: horcsab Dátum 2013 december 27, 12:21
Vagy a motor polaritását cseréld meg.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 december 27, 12:50
Írta: 000000000 Dátum 2013 december 27, 12:50
Enkóder jól van bekötve, többször átnéztem, motor polaritást is cserélgettem már, de semmi változás. Egy kisebb és egy nagyobb motorral is ugyan ezeket a tüneteket produkálja.
Cím: Re:DC szervó motoros vezérlés
Írta: gnyfjfvpp Dátum 2013 december 27, 14:30
Írta: gnyfjfvpp Dátum 2013 december 27, 14:30
Én először felcseréltem az Rx és Tx szálakat azért nem ment a paraméterezés. Ha nem jól van rádugva az encoder, akkor megpörgeti majd leáll hibával. Ha jól emlékszem nekem az összes gond nélkül indult, csak az egyiknél volt probléma, amit a maratás okozott (zárlat), illetve kezdetben a gyári hex-et égettem bele, ha jól emlékszem nincs benne paraméter, Kozo honlapjáról töltöttem le másikat azzal már elkezdett valamit mocorogni. Rángatást egyszer tapasztaltam akkor nem volt megfelelő érintkezés a motornál és ez okozott servo hibát.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 december 27, 14:31
Írta: s7manbs8 Dátum 2013 december 27, 14:31
Eleve ha nem is tudod paraméterezni nem csoda ha hülyül. Egy olyan hexxel kéne próbálnod, amiben le van tiltva az hiba miatti megállás, valamint a max kitöltési tényező le van véve, hogy túl sok áramot azért ne vegyen fel, majd akkor meglátnád, hogy a motor ha kézzel próbálod jobbra balra tekerni, milyen erőt fejt ki, pl. integráló tagot nullára véve.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2013 december 30, 09:58
Írta: ggdr57dg Dátum 2013 december 30, 09:58
Olvasd el, amit a #12073-ban írtam, meg amit azóta (nem sok) mert valami számítási hibát is vétettem...
Ha a motor polaritást cserélgeted, és semmi változás, az baj, mert kellene, hogy legyen.
Azért egy feszültség konstanst valahogy jó lenne mérni (hány volttal forog 1000-et) és egy tekercs ellenállás is csak segítene a beállításban. Legalább kb. jól legyen beállítva, mert így annyit ér a rá fordított energia, mint németben a nix.
Utána jöhet a helyes polaritás, bár ezt talán még színnel is jelölik (piros a +, pl.)
Azt írod, több motorral is próbáltad. Típus, és/vagy egy (jól olvasható) kép az adattábláról lendíthetne a helyzeten. Hátha úgy tudunk segíteni...
Ha a motor polaritást cserélgeted, és semmi változás, az baj, mert kellene, hogy legyen.
Azért egy feszültség konstanst valahogy jó lenne mérni (hány volttal forog 1000-et) és egy tekercs ellenállás is csak segítene a beállításban. Legalább kb. jól legyen beállítva, mert így annyit ér a rá fordított energia, mint németben a nix.
Utána jöhet a helyes polaritás, bár ezt talán még színnel is jelölik (piros a +, pl.)
Azt írod, több motorral is próbáltad. Típus, és/vagy egy (jól olvasható) kép az adattábláról lendíthetne a helyzeten. Hátha úgy tudunk segíteni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 02, 19:58
Írta: 000000000 Dátum 2014 január 02, 19:58
Köszönöm a segítséget, és a fáradozást!
Ez egyik motor ő lenne:

Adattábla:

Ha nem látszana rendesen: 43V 5,7A 2000rpm.
Érdekes módon ennél a motornál nem tudok pontos ellenállást mérni, kb 120 ohm. Rajta Psoft-féle 500-as encoder.
Másik motor klaviós, típus alapján (DCSM-57-120-1.6 semmit nem találtam róla.
Rajta 1024-es encoder.
Paraméterezéshez mik a portbeállítások?
com1
bit/másodperc 38400
adatbitek 8
paritás nincs
stopbitek 1
átvitelvezérlés nincs
Véleményem szerint ezek kellenek a paraméterező programnak.
Ez egyik motor ő lenne:
Adattábla:

Ha nem látszana rendesen: 43V 5,7A 2000rpm.
Érdekes módon ennél a motornál nem tudok pontos ellenállást mérni, kb 120 ohm. Rajta Psoft-féle 500-as encoder.
Másik motor klaviós, típus alapján (DCSM-57-120-1.6 semmit nem találtam róla.
Rajta 1024-es encoder.
Paraméterezéshez mik a portbeállítások?
com1
bit/másodperc 38400
adatbitek 8
paritás nincs
stopbitek 1
átvitelvezérlés nincs
Véleményem szerint ezek kellenek a paraméterező programnak.
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 02, 23:26
Írta: jani300 Dátum 2014 január 02, 23:26
Most hogy feltettél képet a motorokról,rájöttem hogy nekem is van két ugyanilyen . Nem igazán mertem megkérdezni itt ,hogy érdemes e ezekkel próbálkozni . Ezek után visszaolvasom a leírtakat . Sajnos dc szervóba a mostani tudásommal még nem érdemes belevágni .
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 02, 23:33
Írta: s7manbs8 Dátum 2014 január 02, 23:33
Ilyen szerű DC motorkája nincs valakinek, ami nem kellene neki ? Nem pont iylen , mint ezek, kisebbek is lehetnének ez már elég erős, ez az 1Nm-es. Legalábbis az én gépemre azt hiszem túlzás lenne.
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 02, 23:42
Írta: jani300 Dátum 2014 január 02, 23:42
Ma már nem bogarászom ,de holnap leírom a típust . Bontottam néhány enkóderest , nagyobb nyomtatókból , amióta tudom egyáltalán micsoda is .
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 02, 23:45
Írta: s7manbs8 Dátum 2014 január 02, 23:45
Jó, mutogasd meg kíváncsi vagyok rájuk. Nekem is SMC vezérlőm lenne, ha az el bír hajtani egy ilyet.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 január 02, 23:53
Írta: PSoft Dátum 2014 január 02, 23:53
Nálam az SMC terminal,valamiért nem jött be.
Nem tudtam kommunikálni vele a vezérlőkkel.
Pedig,tetszett volna a beépített motor tesztere.:)
Aztán,...hagytam a fenébe az SMC-t.
Előtte is,(meg utána is) a Windows Hyper terminálját használtam.
Azzal semmi gondom nem volt eddig.
Ott,ugyanazok a portbeállítások,mint amint lentebb írsz.
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 02, 23:56
Írta: jani300 Dátum 2014 január 02, 23:56
model YA-070
DC 24V
5E1.5
YAMAMOTO ELEKTRIC CORPORATION
próbálj rákeresni
stk6875 a vezérlője ,megvan a vezérlő panel is .
DC 24V
5E1.5
YAMAMOTO ELEKTRIC CORPORATION
próbálj rákeresni
stk6875 a vezérlője ,megvan a vezérlő panel is .
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 január 03, 00:01
Írta: PSoft Dátum 2014 január 03, 00:01
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 03, 00:03
Írta: jani300 Dátum 2014 január 03, 00:03
na akkor látod :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 03, 00:05
Írta: s7manbs8 Dátum 2014 január 03, 00:05
Ne de melyik, mert van abból több féle is.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 03, 00:09
Írta: s7manbs8 Dátum 2014 január 03, 00:09
Na pont ott megleltem én is.
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 03, 00:10
Írta: jani300 Dátum 2014 január 03, 00:10
kb 56x56 a felfogatása ,kb 57 hosszú plussz az enkóder
más nincs rá írva
más nincs rá írva
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 03, 00:11
Írta: s7manbs8 Dátum 2014 január 03, 00:11
Ezeknél a lengyeleknél is minden van.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 03, 00:12
Írta: s7manbs8 Dátum 2014 január 03, 00:12
Ami nekem van az dupla annyi hosszú kb szélessége meg hasonló, akkor ez 100W inkább, ami itt van.
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 03, 00:13
Írta: jani300 Dátum 2014 január 03, 00:13
Ja ! És köszi !
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 03, 00:19
Írta: jani300 Dátum 2014 január 03, 00:19
Akkor az enyém kb 50watt ?
24V X 2,4A ?
Mire lenne ez elég ?
24V X 2,4A ?
Mire lenne ez elég ?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 03, 00:23
Írta: 000000000 Dátum 2014 január 03, 00:23
Köszönöm a segítséget, nálam is hasonló gond lesz.
Ez a hyper terminál valahogy kínai nekem, vagy szóra bírom kozo programját, vagy hagyom a francba az egészet :)
Ez a hyper terminál valahogy kínai nekem, vagy szóra bírom kozo programját, vagy hagyom a francba az egészet :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 január 03, 00:26
Írta: PSoft Dátum 2014 január 03, 00:26
A YA-070 re nem ír enkóder adatokat.
De ott van kicsit lejjebb a YA-071-es közel ugyanazokkal a paraméterekkel,arra 200-as enkódert ír.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 03, 00:26
Írta: s7manbs8 Dátum 2014 január 03, 00:26
Az valami kisebb gépre elég biztos, vagy Z tengelynek, ha nem szorul, meg könnyen jár az orsója, elég erőskék még az ilyen kisebbek is, az én gépemnek, biztos kell legalább egy 100W-os gyanítom, ki is akarom próbálni, lehet holnap meg tudom nézni, az ami van itt az elbírja e a gépet.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 03, 00:28
Írta: s7manbs8 Dátum 2014 január 03, 00:28
Én valami angol oldalról töltöttem le terminált, ja most jut eszembe, hogy az nem a tiny2313 féle procihoz jó, hanem a mega8 -ra átírt verzióra ... az működik nálam rendesen.
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 03, 00:40
Írta: jani300 Dátum 2014 január 03, 00:40
Köszönöm ! Jó az oldal . Most jöttem rá hogy kell keresni rajta .
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 január 03, 00:44
Írta: PSoft Dátum 2014 január 03, 00:44
Hirtelen,végigpörgettem a listájukat...
Tényleg sok minden Hobby-s cucc van náluk,ami a CNC-hez kapcsolható.
[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2014 január 03, 08:58
Írta: besirkyjh Dátum 2014 január 03, 08:58
Szia
Ajánlom figyelmedbe egy régebbi hatvani találkozo topickját ahhol a Farkas Ádám a kis 10W-os SanyoDentki DC szervot mutatja be .Láttam élöben és a láttam rola videot is !!
10 W !!
Ajánlom figyelmedbe egy régebbi hatvani találkozo topickját ahhol a Farkas Ádám a kis 10W-os SanyoDentki DC szervot mutatja be .Láttam élöben és a láttam rola videot is !!
10 W !!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 03, 09:00
Írta: svejk Dátum 2014 január 03, 09:00
Itt a fórumon keresztül megismerve téged, Neked pont elég lenne egy "ablaktörlőmotor".
A világból kiröpítené a mechanikádat, mint sebesség mint gyorsulás terén.
Lehet vele küzdeni, illeszkedik az SMC3-hoz és nem utolsó sorban olcsó.
A világból kiröpítené a mechanikádat, mint sebesség mint gyorsulás terén.
Lehet vele küzdeni, illeszkedik az SMC3-hoz és nem utolsó sorban olcsó.
Cím: Re:DC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2014 január 03, 10:08
Írta: Farkas Ádám Dátum 2014 január 03, 10:08
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2014 január 03, 10:34
Írta: ggdr57dg Dátum 2014 január 03, 10:34
Üdv az Uraknak. Meg persze BÚÉK!
Az 5-6 Amper az SMC vezérlőnek nem gond. Ha rendesen van megépítve, akkor 30A (33A) fetek vannak benne. Az IR2184 tipikusan akár 1,9A árammal tudja nyitogatni az IRF540-et, ha ezt meg is engedjük neki, akkor nagyon gyors lesz az átkapcsolás, és a fet kevésbé fog melegedni. Ehhez bőven elég, ha C7 és C13 helyén is 1-1db 100-220nF kerámiát építünk be. Vagy be sem építjük őket, hanem C6 és C12 helyére 220-330nF értékűt teszünk, ami szintén kerámia. Ez elegendő energiát fog tárolni a fet nyitásához, és kellőképpen gyorsan le is fogja azt adni. Ezt elősegítendő lehetséges megoldás lehet a fetek gate ellenállás (R3-R6) értékeinek csökkentése, 5,1 vagy akár 2,2 Ohmra.
Svejk megjegyezte itt korábban, hogy az ilyen megoldás (nagyon lecsökkentett gate ellenállás) viszont zavart vihet a rendszerbe, ezért nem előnyös. Sőt, a 10 Ohm is elég alacsony, 22 Ohm is jó gate ellenállásnak. Esetleg aszimmetrikus meghajtással lehet még próbálkozni, ahogy pl. az UHU-nál is tették.
Ergo teljesítmény problémája nem nagyon lesz a vezérlőnek ilyen kis motorok esetén, persze adott esetben hűteni kell a feteket.
Beállítás. Kozo nekem írta, hogy ne használjam az SMC terminált, mert nem jól működik. Persze ez is csak részben igaz, mert a motort megforgatni jó, ellenben paraméterezni nem, mert butaságokat ír a P1-P7 értékeknek. Az nem érdekes, mit olvas ki és milyen zaccot jelenít meg ebből, de visszaírásra ne használja senki, mert bevisz az erdőbe. Ez saját tapasztalat.
Ergo soros porton kell paraméterezni. Én ehhez PuTTY (freeware) terminál programot használok. Vagyis ehhez is, mert soros portot is kezel, de én általában ezt a terminált használom napi szinten a munkám során - évek óta. Számomra jobban kezelhető, mint a hyper terminál.
De bármilyen terminál progival is történik a beállítás, alapvetően 38400 baud, 8 data bit, 1 stop bit, Nincs paritás bit beállításokkal kell csatlakozni a vezérlőhöz. Az is igaz, hogy nem egy extra a soros vonali illesztése, de nekem ezzel pl. nem volt problémám. Az általában követendő, hogy csatlakozás után néhány entert kell ütni (ez is kommunikáció!) és lesz prompt. Utána lehet paraméterezni, ehhez üdvözítő ismerni néhány paramétert a motorról. Anélkül is megoldható, de a motor paraméterek felvétele kicsivel több gyakorlatot igényelhet.
A beállított paramétereket célszerű a nullás bankba menteni (w0) ezt induláskor automatikusan betölti. Vagyis a kész, hadra fogható vezérlő esetén itt kell lenniük a motor paramétereknek, ez az alapértelmezett. Mint ahogy mode3 (position controlled) üzemmód az alapértelmezett az smc3a Ivan (Kozo) féle verzióban.
Számomra a legtöbb problémát egyébként a zajok jelentették, de erről már a legelején is olvastam. Kiszűrésükben kaptam segítséget, és úgy gondolom, hogy a #12054-ben leírtak betartása / megvalósítása nagyban megkönnyíti az ember életét.
Némi előnye mellett - mint pl. könnyű utánépíthetőség - persze hátránya is van. Technixx topictárs 1024-es enkóderét nagyjából 1500-as motor fordulatig fogja abszolválni. Ennyit tud kezelni ez a hardver-szoftver együttes. És nincs benne "igazi" túláram védelem, csak a megadott paraméterek alapján következtet a szoftver az éppen aktuális áram felvételre. Ellenben használható.
Az 5-6 Amper az SMC vezérlőnek nem gond. Ha rendesen van megépítve, akkor 30A (33A) fetek vannak benne. Az IR2184 tipikusan akár 1,9A árammal tudja nyitogatni az IRF540-et, ha ezt meg is engedjük neki, akkor nagyon gyors lesz az átkapcsolás, és a fet kevésbé fog melegedni. Ehhez bőven elég, ha C7 és C13 helyén is 1-1db 100-220nF kerámiát építünk be. Vagy be sem építjük őket, hanem C6 és C12 helyére 220-330nF értékűt teszünk, ami szintén kerámia. Ez elegendő energiát fog tárolni a fet nyitásához, és kellőképpen gyorsan le is fogja azt adni. Ezt elősegítendő lehetséges megoldás lehet a fetek gate ellenállás (R3-R6) értékeinek csökkentése, 5,1 vagy akár 2,2 Ohmra.
Svejk megjegyezte itt korábban, hogy az ilyen megoldás (nagyon lecsökkentett gate ellenállás) viszont zavart vihet a rendszerbe, ezért nem előnyös. Sőt, a 10 Ohm is elég alacsony, 22 Ohm is jó gate ellenállásnak. Esetleg aszimmetrikus meghajtással lehet még próbálkozni, ahogy pl. az UHU-nál is tették.
Ergo teljesítmény problémája nem nagyon lesz a vezérlőnek ilyen kis motorok esetén, persze adott esetben hűteni kell a feteket.
Beállítás. Kozo nekem írta, hogy ne használjam az SMC terminált, mert nem jól működik. Persze ez is csak részben igaz, mert a motort megforgatni jó, ellenben paraméterezni nem, mert butaságokat ír a P1-P7 értékeknek. Az nem érdekes, mit olvas ki és milyen zaccot jelenít meg ebből, de visszaírásra ne használja senki, mert bevisz az erdőbe. Ez saját tapasztalat.
Ergo soros porton kell paraméterezni. Én ehhez PuTTY (freeware) terminál programot használok. Vagyis ehhez is, mert soros portot is kezel, de én általában ezt a terminált használom napi szinten a munkám során - évek óta. Számomra jobban kezelhető, mint a hyper terminál.
De bármilyen terminál progival is történik a beállítás, alapvetően 38400 baud, 8 data bit, 1 stop bit, Nincs paritás bit beállításokkal kell csatlakozni a vezérlőhöz. Az is igaz, hogy nem egy extra a soros vonali illesztése, de nekem ezzel pl. nem volt problémám. Az általában követendő, hogy csatlakozás után néhány entert kell ütni (ez is kommunikáció!) és lesz prompt. Utána lehet paraméterezni, ehhez üdvözítő ismerni néhány paramétert a motorról. Anélkül is megoldható, de a motor paraméterek felvétele kicsivel több gyakorlatot igényelhet.
A beállított paramétereket célszerű a nullás bankba menteni (w0) ezt induláskor automatikusan betölti. Vagyis a kész, hadra fogható vezérlő esetén itt kell lenniük a motor paramétereknek, ez az alapértelmezett. Mint ahogy mode3 (position controlled) üzemmód az alapértelmezett az smc3a Ivan (Kozo) féle verzióban.
Számomra a legtöbb problémát egyébként a zajok jelentették, de erről már a legelején is olvastam. Kiszűrésükben kaptam segítséget, és úgy gondolom, hogy a #12054-ben leírtak betartása / megvalósítása nagyban megkönnyíti az ember életét.
Némi előnye mellett - mint pl. könnyű utánépíthetőség - persze hátránya is van. Technixx topictárs 1024-es enkóderét nagyjából 1500-as motor fordulatig fogja abszolválni. Ennyit tud kezelni ez a hardver-szoftver együttes. És nincs benne "igazi" túláram védelem, csak a megadott paraméterek alapján következtet a szoftver az éppen aktuális áram felvételre. Ellenben használható.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 03, 11:23
Írta: 000000000 Dátum 2014 január 03, 11:23
Lehet velem van a baj, de nagyon nem vágom ezeknek a programoknak a használatát (hyper, putty). Letöltöttem, nézegetem, de nem jutok dűlőre, hogy mit hogy kellene. Nincs valami hozzám hasonló hülyéknek is érthető változat?
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2014 január 03, 12:21
Írta: ggdr57dg Dátum 2014 január 03, 12:21
Megnyitod a PuTTY-t, feljön a "PuTTY Configuration" ablak. Itt "Connection type: Serial"-t választasz. Beírod a "Serial line" nevét, ami alapértelmezetten COM1, valamint beírod a "Speed" sebességet. Ez alapértelmezetten 9600, átírod 38400-ra.
Az összes paramétert egyébként a "Category" ablak "Serial"-ra bökve tudod együtt is állítani (ha akarod, de jelen esetben nem kell)
Ezután megnyomod az "Open" nyomógombot. Ha üres az ablak, ütsz 1-2 entert, meg kell jelennie a promptnak (%)
Szerencsés esetben azonnal kiírja: "SMC3A - Servo Motor Controller (?:help)" Kérdőjelre kilistázza a használható parancsokat.
Az összes paramétert egyébként a "Category" ablak "Serial"-ra bökve tudod együtt is állítani (ha akarod, de jelen esetben nem kell)
Ezután megnyomod az "Open" nyomógombot. Ha üres az ablak, ütsz 1-2 entert, meg kell jelennie a promptnak (%)
Szerencsés esetben azonnal kiírja: "SMC3A - Servo Motor Controller (?:help)" Kérdőjelre kilistázza a használható parancsokat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 03, 12:39
Írta: 000000000 Dátum 2014 január 03, 12:39
Itt kezdődnek a gondok, ablak megnyílik, de üthetek akárhány entert, nem csinál semmit. Most én bénázok nagyon, vagy valami gond van a géppel és/vagy a programmal..
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2014 január 03, 13:21
Írta: ggdr57dg Dátum 2014 január 03, 13:21
Aha. Sok a lehetőség. Elsőre lehet rossz a port beállítás. Pl. nem COM1, hanem más, ellenőrizni kell. Más valami esetleg működik-e ezen a porton (már ha van mit próbálni)
De még előrébb való: ugye legalább a +5VDC-t kapja a vezérlő valahonnan? Lehet, bugyuta kérdés, de meg kell kérdeznem.
Aztán lehet rossz a sebesség is, bár azért írtam a 38400-at, mert megnéztem a program forrásában. Ott annyi van, de nem tudom, milyen szoftver van a vezérlődben. Próbáld meg esetleg 9600 vagy 19200 beállítással is, sajnos most nem tudom megnézni, nálam mennyivel ment. Esetleg valaki leírhatná a tutit.
Ha jó a port beállítás, kap is rendesen delejt a vezérlő, és egyik sebességen sem kommunikál, akkor én soros kábellel kezdenék foglalkozni, azt ki lehet mérni műszerrel is.
Ha jó a kábel is, akkor még lehet, hogy nem csipázza a vezérlő a soros portot, mármint hardveresen. Mint írtam, nekem ilyen gondom nem volt, de nem egy extra az illesztése.
Vagy - és ezt azért a végére hagynám - rossz a vezérlő...
De lehet valaki más szemmel néz a dologra, és felmerül más lehetőség is.
De még előrébb való: ugye legalább a +5VDC-t kapja a vezérlő valahonnan? Lehet, bugyuta kérdés, de meg kell kérdeznem.
Aztán lehet rossz a sebesség is, bár azért írtam a 38400-at, mert megnéztem a program forrásában. Ott annyi van, de nem tudom, milyen szoftver van a vezérlődben. Próbáld meg esetleg 9600 vagy 19200 beállítással is, sajnos most nem tudom megnézni, nálam mennyivel ment. Esetleg valaki leírhatná a tutit.
Ha jó a port beállítás, kap is rendesen delejt a vezérlő, és egyik sebességen sem kommunikál, akkor én soros kábellel kezdenék foglalkozni, azt ki lehet mérni műszerrel is.
Ha jó a kábel is, akkor még lehet, hogy nem csipázza a vezérlő a soros portot, mármint hardveresen. Mint írtam, nekem ilyen gondom nem volt, de nem egy extra az illesztése.
Vagy - és ezt azért a végére hagynám - rossz a vezérlő...
De lehet valaki más szemmel néz a dologra, és felmerül más lehetőség is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 03, 13:30
Írta: 000000000 Dátum 2014 január 03, 13:30
Most sikerült eljutnom odáig, hogy újraprogramoztam az avr-t, mostmár nem tilt, mach-al forgatva egyik irányba rángat, majd letilt, másik irányra nem reagál, csak tilt.
Így az újratáplált avr-rel sem reagál a program.
Sebesség, port az rendben be lett állítva. usb-sorosporti átalakítóval csinálnám a dolgot, eddig működött, azzal programoztam.
Táp szempontból minden rendben van, mindenhol megvan aminek meg kell lennie.
Köszönöm az eddigi segítséget, tippeket!
Így az újratáplált avr-rel sem reagál a program.
Sebesség, port az rendben be lett állítva. usb-sorosporti átalakítóval csinálnám a dolgot, eddig működött, azzal programoztam.
Táp szempontból minden rendben van, mindenhol megvan aminek meg kell lennie.
Köszönöm az eddigi segítséget, tippeket!
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2014 január 03, 13:40
Írta: ggdr57dg Dátum 2014 január 03, 13:40
Rx Tx véletlenül nincs felcserélve a vezérlő csatlakozójánál?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 03, 13:44
Írta: 000000000 Dátum 2014 január 03, 13:44
Erre már én is gondoltam, megcseréltem, de ugyanez a tünet.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2014 január 03, 14:03
Írta: ggdr57dg Dátum 2014 január 03, 14:03
Én valós, alaplapi soroson programoztam. Olyannal meg találkoztam már, hogy valami nem barátkozott meg az USB - soros átalakítóval.
Kontaktos forrasztás esetleg R7, R8, R9 környékén? Most lenne jó szkóppal, vagy valamilyen analizátorral figyelni a HC14 11-es és 10-es lábát, miközben kommunikációt kezdeményez a terminál, itt van-e mozgás?
Kontaktos forrasztás esetleg R7, R8, R9 környékén? Most lenne jó szkóppal, vagy valamilyen analizátorral figyelni a HC14 11-es és 10-es lábát, miközben kommunikációt kezdeményez a terminál, itt van-e mozgás?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 03, 16:23
Írta: svejk Dátum 2014 január 03, 16:23
Én nem isértem miért került az alappanelra az a 74HC14.
Alaphelyzetben sem elégíti ki az RS232 "szabványt", nem hogy ha még ki tudja milyen USB soros átalakító is van.
Anno én csak kivezettem a mikrovezérlő két lábát egy védőellenálláson kesresztül, és csináltam hozzá max232-vel egy illesztőt. Ez az illesztő belefér a Dsub 9 házába, vagy az igénytelen zsugorcsöves-szaloncukros megoldás.
Egyszerre úgy is csak egy vezérlőt állít az ember, felesleges minden vezérlőre illesztőt tenni.
Ha meg valaki elhagyja a kábelt az megérdemli. :)
Alaphelyzetben sem elégíti ki az RS232 "szabványt", nem hogy ha még ki tudja milyen USB soros átalakító is van.
Anno én csak kivezettem a mikrovezérlő két lábát egy védőellenálláson kesresztül, és csináltam hozzá max232-vel egy illesztőt. Ez az illesztő belefér a Dsub 9 házába, vagy az igénytelen zsugorcsöves-szaloncukros megoldás.
Egyszerre úgy is csak egy vezérlőt állít az ember, felesleges minden vezérlőre illesztőt tenni.
Ha meg valaki elhagyja a kábelt az megérdemli. :)
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2014 január 03, 16:45
Írta: Révész Richárd Dátum 2014 január 03, 16:45
Vagy 3 éve megépítettem én is az SMC-t.
Szenvedtem vele egy ideid aztán ment a süllyesztőbe.
Most már látom miért nem tudtam paraméterezni.
Lehet előveszem majd és talán életre is kel.
Igaz nem ezt a nyákot csináltam hanem az 1.0-t

Szenvedtem vele egy ideid aztán ment a süllyesztőbe.
Most már látom miért nem tudtam paraméterezni.
Lehet előveszem majd és talán életre is kel.
Igaz nem ezt a nyákot csináltam hanem az 1.0-t
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2014 január 03, 16:47
Írta: Révész Richárd Dátum 2014 január 03, 16:47
Elég randa lett ez a nyák, nem fikázni[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 04, 20:21
Írta: kozo Dátum 2014 január 04, 20:21
Kicsit dolgoztam az SMCn , az 1.2 es verziót feltettem az oldalamra .
Reményeim szerint ezzel a verzióval kevesebb probléma lesz ...
SMC 1.2 verzióm komplett csomag letöltése :
akár innen
Módosítottam :
Nyákon :
- Stabilabb lett a hajtás , nem gyengébb "egyik" irányba .
Hex filén :
- servo pozíció hiba kivezetés + terminal programra hangolva kicsit .
Terminal progin :
- Az oldalamon most megtalálható hex filével stabilan beszélget .
- Servo pozíció hiba numerikus és ABS értéken "vizuális" megjelenítés .
× Célszerű a csomagot egyben megépíteni , hex filét és terminal progit együtt használni .
× A korábbi SMC nyákokon a csati kiosztás nem azonos a 1.2 verzióval.
× Tápnak én nem javaslom kapcsolóüzemű táp használatát , nem egészséges ...
Tapasztalatokat és építő kritikákat szívesen fogadom !

Reményeim szerint ezzel a verzióval kevesebb probléma lesz ...
SMC 1.2 verzióm komplett csomag letöltése :
akár innen
Módosítottam :
Nyákon :
- Stabilabb lett a hajtás , nem gyengébb "egyik" irányba .
Hex filén :
- servo pozíció hiba kivezetés + terminal programra hangolva kicsit .
Terminal progin :
- Az oldalamon most megtalálható hex filével stabilan beszélget .
- Servo pozíció hiba numerikus és ABS értéken "vizuális" megjelenítés .
× Célszerű a csomagot egyben megépíteni , hex filét és terminal progit együtt használni .
× A korábbi SMC nyákokon a csati kiosztás nem azonos a 1.2 verzióval.
× Tápnak én nem javaslom kapcsolóüzemű táp használatát , nem egészséges ...
Tapasztalatokat és építő kritikákat szívesen fogadom !
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 04, 20:41
Írta: s7manbs8 Dátum 2014 január 04, 20:41
Mitől volt gyengébb egyik irányba ?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 04, 20:41
Írta: svejk Dátum 2014 január 04, 20:41
"- Servo pozíció hiba numerikus és ABS értéken "vizuális" megjelenítés . "
Ez még nem volt talán senkinél megoldva, írj róla még!
Ez még nem volt talán senkinél megoldva, írj róla még!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 04, 20:43
Írta: svejk Dátum 2014 január 04, 20:43
megfejeled még a nyákot egy hardveres áramlimittel, akkor egész jó lesz.
Jut eszembe tudott már valaki feljebb menni a sebességgel?
Még ha más mikrovezérlővel is.
Jut eszembe tudott már valaki feljebb menni a sebességgel?
Még ha más mikrovezérlővel is.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 04, 20:49
Írta: kozo Dátum 2014 január 04, 20:49
Korábbi erziókban volt ilyen "panasz" , ha nagyon odafigyelt az ember akkor tényleg el tudott mászni egyik irányba a motor . Encoder körbe tett 2db kondi észrevehetően nullázta a hibát .
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2014 január 04, 20:54
Írta: ks46twg3x Dátum 2014 január 04, 20:54
Szia!
Nagyszeru munka!
A korabbi kapcsolas mukodik az uj hex-el?
Nagyszeru munka!
A korabbi kapcsolas mukodik az uj hex-el?
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 04, 20:55
Írta: kozo Dátum 2014 január 04, 20:55
Pozíció hiba numerikus értékét vizuálisabbát akartam tenni. Pozíció hiba értéket felvevő scrollbarral próbáltam látványt okozni , nem extra dolog de jópofa . Skópot még nem tudtam csinálni hozzá.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 04, 20:58
Írta: svejk Dátum 2014 január 04, 20:58
"Pozíció hiba értéket felvevő scrollbarral próbáltam látványt okozni , nem extra dolog de jópofa "
Nem tudom elképzelni:(
Nem lehetne valami látványelememmel prezentálni?
Nem tudom elképzelni:(
Nem lehetne valami látványelememmel prezentálni?
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 04, 20:59
Írta: kozo Dátum 2014 január 04, 20:59
Igen , működik . De ha teheted próbáld majd ki ezt a kártyát is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 04, 21:10
Írta: 000000000 Dátum 2014 január 04, 21:10
Azoknak akik nem tudnak hozzáférni valódi RS232 porthoz, azoknak azt szeretném tanácsolni, hogy ne USB-RS232 átalakítót próbáljanak beszerezni, hanem USB-UART átalakítót.
Ez a szabvány illeszkedik az SMC vezérlő áramköréhez.
Az átalakító közvetlenül csatlakoztatható a vezérlő soros csatlakozójára.
Már használtam hasonló átalakítókat Atmega8-hoz (nem servó vezérlőhöz), és nem volt baj egy program esetén se.
USB_UART
Hasonló átalakítóm van, én is a veterán vettem, csak nem ettől az eladótó, volt raktáron és nem volt ilyen drága. :)
Ez a szabvány illeszkedik az SMC vezérlő áramköréhez.
Az átalakító közvetlenül csatlakoztatható a vezérlő soros csatlakozójára.
Már használtam hasonló átalakítókat Atmega8-hoz (nem servó vezérlőhöz), és nem volt baj egy program esetén se.
USB_UART
Hasonló átalakítóm van, én is a veterán vettem, csak nem ettől az eladótó, volt raktáron és nem volt ilyen drága. :)
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 04, 21:14
Írta: kozo Dátum 2014 január 04, 21:14
Servo pozíció hiba boxban olvasható értéket veszi fel a keresztben átfutó kék kicsi csík .
De ha ez nem gyere be valakinek akkor kikapcsolható a dolog.

De ha ez nem gyere be valakinek akkor kikapcsolható a dolog.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 04, 21:16
Írta: kozo Dátum 2014 január 04, 21:16
Ja és azért ABS(olút érték) értékben mert ha negatív hibaérték jön akkor is pozitív irányú a csík mozgása . Nem Plussz minusz irányba szaladgál a nullához képest .
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 04, 21:16
Írta: svejk Dátum 2014 január 04, 21:16
Ühüm!
De ez ugye jócskán késik a soros port adatátvitele miatt.
Esetleg valami csúcsértéktartás van?
De ez ugye jócskán késik a soros port adatátvitele miatt.
Esetleg valami csúcsértéktartás van?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 04, 21:23
Írta: svejk Dátum 2014 január 04, 21:23
És ez mivel tud többet az mezei RS232-esektől?
Véleményem szerint meg a chipset a lényeg, ha FTDI akkor majdnem biztos hogy jó.
Van valami "A" betűvel kezdődő, azzal nagyot szívtunk mi is, egy CNC gép nem volt vele hajlandó kommunikálni.
Véleményem szerint meg a chipset a lényeg, ha FTDI akkor majdnem biztos hogy jó.
Van valami "A" betűvel kezdődő, azzal nagyot szívtunk mi is, egy CNC gép nem volt vele hajlandó kommunikálni.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 04, 21:26
Írta: kozo Dátum 2014 január 04, 21:26
Hát igen , kb annyira lehet gyors vagy korrekt amenyire UHU kolléga terminalja . Igyekeztem 38400Hz alatti lehetőségekből főzni .
Mintavételezést lehet scrollbaron lassítani vagy emelni , de szép analóg képet nem kaphatunk a számsorokból.
Mintavételezést lehet scrollbaron lassítani vagy emelni , de szép analóg képet nem kaphatunk a számsorokból.
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2014 január 04, 21:31
Írta: vjanos Dátum 2014 január 04, 21:31
Nagy vagy!
Ha egyszer kedvet kapok megépíteni, majd tudom hol kell segítségért kopogtatni [#wave][#vigyor2]
Ha egyszer kedvet kapok megépíteni, majd tudom hol kell segítségért kopogtatni [#wave][#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 04, 21:33
Írta: svejk Dátum 2014 január 04, 21:33
No jó, de az UHU letárolja ha jól emlékszem, azaz szkóp jellegű.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 04, 21:34
Írta: kozo Dátum 2014 január 04, 21:34
Köszi ...:) Szükség szerint remélem tudok segíteni .
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 04, 21:37
Írta: svejk Dátum 2014 január 04, 21:37
No de nem akarok én kötözködni.... :)
Én anno a relatív kis sebesség miatt hagytam abba..
Ha ez megoldódna, -legalább a mostani kétszerese- akkor érdemes lenne hozzá egy jó topológiát tervezni.
Az enyém sem szerette a nagyobb motorokat.
Én anno a relatív kis sebesség miatt hagytam abba..
Ha ez megoldódna, -legalább a mostani kétszerese- akkor érdemes lenne hozzá egy jó topológiát tervezni.
Az enyém sem szerette a nagyobb motorokat.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 04, 21:39
Írta: kozo Dátum 2014 január 04, 21:39
Igen , meg lehet oldani a dolgot csak kicsit több idő kellene rá (szakítunk). Fel is csigáztál vele ... Előbb utóbb megoldom ...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 04, 21:41
Írta: s7manbs8 Dátum 2014 január 04, 21:41
Nálam is van olyan . :) Ha valami nem megy szóljál.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 04, 21:47
Írta: kozo Dátum 2014 január 04, 21:47
Komolyabb motorokhoz tényleg nem ez a leginkább javasolható hajtás .
Tanult kedves ismerősömtől többször hallottam már ... "kompromisszumokkal fogadjuk " .
Kicsi 24V 100-200W os motorokhoz relatív olcsó megoldást kínál .
Hobbyista kezdő első lépésnek jónak érzem . Nem kell mindig az az irdatlan fordulat .
Hova úgy sietni [#worship]
Tanult kedves ismerősömtől többször hallottam már ... "kompromisszumokkal fogadjuk " .
Kicsi 24V 100-200W os motorokhoz relatív olcsó megoldást kínál .
Hobbyista kezdő első lépésnek jónak érzem . Nem kell mindig az az irdatlan fordulat .
Hova úgy sietni [#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 04, 21:48
Írta: 000000000 Dátum 2014 január 04, 21:48
Többet nem tud, csak nem keveri bele fölöslegesen a RS232 jelszintjeit amire nincs felkészítve a vezérlő.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 04, 21:57
Írta: svejk Dátum 2014 január 04, 21:57
Már kapizsgálom...
Ez lehet a lelke.
Nem ismertem ezt a technikát.
A 3,3V-os jelszintre esetenként figyelni kell.
Ez lehet a lelke.
Nem ismertem ezt a technikát.
A 3,3V-os jelszintre esetenként figyelni kell.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 04, 22:10
Írta: 000000000 Dátum 2014 január 04, 22:10
Igen, igen az is bezavarhat. Figyelni kell.
Ennek TTL a kimenete, ezért közvetlenül illeszthető a kontrollerhez.
Ennek TTL a kimenete, ezért közvetlenül illeszthető a kontrollerhez.
Cím: Re:DC szervó motoros vezérlés
Írta: ywrxkjjky Dátum 2014 január 04, 22:20
Írta: ywrxkjjky Dátum 2014 január 04, 22:20
Sziasztok!
Egy ablaktörlő motor forgásirányát szeretném változtatni ezt a bekötést találtam:
http://www.kephost.com/view3.php?filename=a1_2014_1_4_g86c69lcxx.jpg
Ehhez 4 kapcsoló kell hozzá,de havalai tud jobb bekötést esetleg egy kapcsolót ami tudja az irányváltást!Köszönöm!
Egy ablaktörlő motor forgásirányát szeretném változtatni ezt a bekötést találtam:
http://www.kephost.com/view3.php?filename=a1_2014_1_4_g86c69lcxx.jpg
Ehhez 4 kapcsoló kell hozzá,de havalai tud jobb bekötést esetleg egy kapcsolót ami tudja az irányváltást!Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 04, 22:38
Írta: jani300 Dátum 2014 január 04, 22:38
Régen ügy hívták a kapcsolót , két áram körös két állású kbmc .
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 04, 22:55
Írta: jani300 Dátum 2014 január 04, 22:55
KBMC-56 5A 250V
Ilyet találtam a vatarán ,300ft
Ilyet találtam a vatarán ,300ft
Cím: Re:DC szervó motoros vezérlés
Írta: ywrxkjjky Dátum 2014 január 04, 23:00
Írta: ywrxkjjky Dátum 2014 január 04, 23:00
Köszönöm,mostmár bár tudom,hogy 6 lábút keressek! :D
Cím: Re:DC szervó motoros vezérlés
Írta: ywrxkjjky Dátum 2014 január 04, 23:02
Írta: ywrxkjjky Dátum 2014 január 04, 23:02
Esetleg autókban használhatnak ilyen 6 lábú kapcsolókat?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 04, 23:06
Írta: s7manbs8 Dátum 2014 január 04, 23:06
Minek kell az neked ? Ha +- tápot használsz elég egy kétállású sima kacsoló pl.
Cím: Re:DC szervó motoros vezérlés
Írta: ywrxkjjky Dátum 2014 január 04, 23:08
Írta: ywrxkjjky Dátum 2014 január 04, 23:08
Légyszives akkor egy rajzot,hogy kell bekötni!
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 január 04, 23:09
Írta: PSoft Dátum 2014 január 04, 23:09
"Ha +- tápot használsz elég egy kétállású sima kacsoló"
Ezt...rajzold le!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 04, 23:11
Írta: s7manbs8 Dátum 2014 január 04, 23:11
Mert ? Kétállású 3 lábú kapcsoló vagy ide ad át vagy oda, motor egyik vezetéke megy a GND re, +- táp a két szélére a kapcsolónak, motor másik vége meg a kapcsoló középső lábára.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 04, 23:11
Írta: s7manbs8 Dátum 2014 január 04, 23:11
Van olyan tápod ?
Cím: Re:DC szervó motoros vezérlés
Írta: hostya Dátum 2014 január 04, 23:13
Írta: hostya Dátum 2014 január 04, 23:13
[#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 04, 23:14
Írta: jani300 Dátum 2014 január 04, 23:14
Van e autóban, nem tudom . De a kefeeltolásból lehet szikrázás, mert valószínűleg egy forgásirányra tekercselték a forgórészt .
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 04, 23:15
Írta: jani300 Dátum 2014 január 04, 23:15
Nem ezé kell a kétáramkörös ? :)
Cím: Re:DC szervó motoros vezérlés
Írta: ywrxkjjky Dátum 2014 január 04, 23:16
Írta: ywrxkjjky Dátum 2014 január 04, 23:16
Ezem van :
http://www.jofogas.hu/csongrad/Li_ion_akku_tolto_panel_DC_5_32V__5A_13262327.htm
http://www.jofogas.hu/csongrad/Li_ion_akku_tolto_panel_DC_5_32V__5A_13262327.htm
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 04, 23:18
Írta: s7manbs8 Dátum 2014 január 04, 23:18
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 04, 23:19
Írta: jani300 Dátum 2014 január 04, 23:19
Már rájöttem . De ez középmegcsapolású dupla táp .
Cím: Re:DC szervó motoros vezérlés
Írta: ywrxkjjky Dátum 2014 január 04, 23:24
Írta: ywrxkjjky Dátum 2014 január 04, 23:24
Akkor most ,hogy kell bekötnöm?
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 04, 23:27
Írta: jani300 Dátum 2014 január 04, 23:27
Az +- az 24volt .Mindha sorbakötnél két 12v os akkut .
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 04, 23:29
Írta: jani300 Dátum 2014 január 04, 23:29
Majd eldöntöd Neked melyik az egyszerűbb . :)
Cím: Re:DC szervó motoros vezérlés
Írta: ywrxkjjky Dátum 2014 január 04, 23:35
Írta: ywrxkjjky Dátum 2014 január 04, 23:35
Nemtudom de légyszives rajzold már le te is úgy,hogy odairod mi micsoda a képen!Ja és a háromállású kapcsoló középső lába az állandó,szélsőket kapcsolgatja!??
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 04, 23:45
Írta: jani300 Dátum 2014 január 04, 23:45
Papírra ceruzával szívesen lerajzolom :( , de itt nem megy . A 12245 - ben jól írta . A kapcsoló két állású ! A középső láb kapcsol jobbra vagy balra . ( Morse érintkező szerű ) . De a dupla táp bonyolultabb és drágább mint a két áramkörös kapcsoló !
Cím: Re:DC szervó motoros vezérlés
Írta: ywrxkjjky Dátum 2014 január 04, 23:48
Írta: ywrxkjjky Dátum 2014 január 04, 23:48
Amit linkeltem tápot az nem jó elektron bekötéséhez?
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 04, 23:50
Írta: jani300 Dátum 2014 január 04, 23:50
Kérd meg Elektront részletezze .
Hátha nem sértettük meg nagyon .
Hátha nem sértettük meg nagyon .
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 04, 23:54
Írta: jani300 Dátum 2014 január 04, 23:54
Ahogy elnézem , biztos nem .
Olyan trafó kell ami 2x12 voltos .
Olyan trafó kell ami 2x12 voltos .
Cím: Re:DC szervó motoros vezérlés
Írta: ywrxkjjky Dátum 2014 január 04, 23:58
Írta: ywrxkjjky Dátum 2014 január 04, 23:58
Légyszives magyarázd már el egy elektronikához nem igazán értő embernek az általad javasolt bekötést,és az én panelom alkalmas e ehhez?Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 05, 00:02
Írta: jani300 Dátum 2014 január 05, 00:02
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 05, 00:04
Írta: jani300 Dátum 2014 január 05, 00:04
Nagynehezen ! De nem ez az !
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 05, 00:11
Írta: jani300 Dátum 2014 január 05, 00:11
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 január 05, 00:18
Írta: jani300 Dátum 2014 január 05, 00:18
Ha van még kérdésed ha tudok segítek ,de a "bénában"
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 05, 01:12
Írta: s7manbs8 Dátum 2014 január 05, 01:12
Az a te panelod csak egyféle tápot ad, az ehhez nem jó. Attól függ honnan veszed a tápot , milyen teljesítményről van szó, mit akarsz kapcsolgatni, hány ampert, akár egy tápból is lehet csinálni negatív tápot is elektromosan, de az túl bonyolult neked, ha csak kapcsolgatni akarsz valami mechanikus kapcsolóval pl.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 05, 01:13
Írta: s7manbs8 Dátum 2014 január 05, 01:13
Nem sértődök én mitől kéne. :) Csak közbe eszek iszok , dolgozok, miegymás.
Cím: Re:DC szervó motoros vezérlés
Írta: ywrxkjjky Dátum 2014 január 05, 01:43
Írta: ywrxkjjky Dátum 2014 január 05, 01:43
Oké,köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 05, 08:41
Írta: kozo Dátum 2014 január 05, 08:41
#12212 sorban letölthető linket esetleg valaki letöltötte akkor tegye meg újra .
A csomagban az elvi rajzról hiányzott egy kondi C13 ill. a nyákterven ennek a kondinak a cimkézése rossz volt .
A hibákat most javítottam (a linkben és az oldalamon is), újbóli letöltéskor már a javított ver jön le .
Elnézést ...
A csomagban az elvi rajzról hiányzott egy kondi C13 ill. a nyákterven ennek a kondinak a cimkézése rossz volt .
A hibákat most javítottam (a linkben és az oldalamon is), újbóli letöltéskor már a javított ver jön le .
Elnézést ...
Cím: Re:DC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2014 január 05, 09:41
Írta: Rabb Ferenc Dátum 2014 január 05, 09:41
LOMEX 45-06-16 számú kapcsoló. Kb 260Ft/db. Középen kikapcs, a két szélső állásban (keresztkötéssel) polaritást, és ezzel forgásirányt vált.
De van olyan is néhány tétellel lejjebb, aminek a középső állása fix, és csak az adott irányba történő billentéskor kapcsol. Elengedéskor visszaugrik a középső (kikapcsolt) állásba. Válogass!
De van olyan is néhány tétellel lejjebb, aminek a középső állása fix, és csak az adott irányba történő billentéskor kapcsol. Elengedéskor visszaugrik a középső (kikapcsolt) állásba. Válogass!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 05, 10:46
Írta: svejk Dátum 2014 január 05, 10:46
Autóban tipikus ilyen alkalmazás az ablekemlő kapcsoló.
Bár igazából ez nem kapcsoló, hanem inkább nyomógomb.
Illetve a mai autókban már biztos valami CAN buszos bisz-basz.
Bár igazából ez nem kapcsoló, hanem inkább nyomógomb.
Illetve a mai autókban már biztos valami CAN buszos bisz-basz.
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2014 január 05, 11:20
Írta: ks46twg3x Dátum 2014 január 05, 11:20
Szia!
Látom, thotib fórumtárs által alkalmazott szűrő kondikat beépítetted, bár ezek tudva lévő dolgok voltak. (#12054)
De mi a helyzet 2kohm-os felhúzó ellenállással: "Szintén került egy 2k ellenállás a forrasztási oldalra, ez az IR2184-ek SD bemeneteit húzza fel 5V-ra. Ez tervezési hiányosság, szerepelnie kellett volna a terven is, mint ahogy a néhány hozzászólással korábban említett UHU vezérlőn szerepel is."
Látom, thotib fórumtárs által alkalmazott szűrő kondikat beépítetted, bár ezek tudva lévő dolgok voltak. (#12054)
De mi a helyzet 2kohm-os felhúzó ellenállással: "Szintén került egy 2k ellenállás a forrasztási oldalra, ez az IR2184-ek SD bemeneteit húzza fel 5V-ra. Ez tervezési hiányosság, szerepelnie kellett volna a terven is, mint ahogy a néhány hozzászólással korábban említett UHU vezérlőn szerepel is."
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2014 január 05, 11:32
Írta: szf Dátum 2014 január 05, 11:32
Sziasztok !
Segítséget kérek nincs valakinek ötlete,hogy ezt a motort milyen módom tudnám finoman vezérelni?Fél,negyed fordulatokat kellene mennie.
http://www.ssqmotori.it/ita_mp_42.96.asp
Segítséget kérek nincs valakinek ötlete,hogy ezt a motort milyen módom tudnám finoman vezérelni?Fél,negyed fordulatokat kellene mennie.
http://www.ssqmotori.it/ita_mp_42.96.asp
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 05, 11:33
Írta: svejk Dátum 2014 január 05, 11:33
Nekem úgy rémlik van belső felhúzó ellenállása az IR2184-nek.
Zavarérzékeny?
Zavarérzékeny?
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2014 január 05, 11:50
Írta: ks46twg3x Dátum 2014 január 05, 11:50
Nem tudom van e benne, nem néztem utána. Így minden esetre tapasztalat szerint jól működik.
Thotib szerint ez tervezési hiányosság!
Thotib szerint ez tervezési hiányosság!
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2014 január 05, 11:51
Írta: ks46twg3x Dátum 2014 január 05, 11:51
Az SMC tudja. Bár lehet, jobban járnál erre az esetre léptetőmotorral.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 05, 11:52
Írta: svejk Dátum 2014 január 05, 11:52
Más tervezésében én is hamarabb meglátom a "hibát"...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 05, 11:54
Írta: 000000000 Dátum 2014 január 05, 11:54
Teszel rá egy AB csatornás encodert, és így már egy DC szervomotor hajtással step-dir jelekkel tudod úgy használni, ahogyan akarod.
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2014 január 05, 12:14
Írta: szf Dátum 2014 január 05, 12:14
Tudnál valamilyen vezérlőt ajánlani (vagy valaki)?Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 05, 12:46
Írta: 000000000 Dátum 2014 január 05, 12:46
Ahogy Batesz írta, itt a topikban most éppen az SMC szervóról va szó, talán ez is jó Neked. Érdemes a neten rákeresni a DC szervómotor hajtásra, sok találat jön fel. Magam is foglalkozom ilyesmivel, de szerintem Neked (nem ismerve persze a műszaki igényeidet, feladatot) valami egyszerűbb, akár step motoros dolog is megfelelő lenne. Milyen beállási pontosság az igényed, és milyen dinamikával? Mert lehet, step motorral sokkal olcsóbban, egyszerűbben megoldható a feladatod.
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2014 január 05, 16:46
Írta: szf Dátum 2014 január 05, 16:46
Ezekszerint akkor "bármely" DC motort átalakítható servora?
Egyébként 3D marót és esztergát akarok magamnak.
Meg hivatalból van 1 hasonló feladat.
Egyébként 3D marót és esztergát akarok magamnak.
Meg hivatalból van 1 hasonló feladat.
Cím: Re:DC szervó motoros vezérlés
Írta: yy2yggmv7 Dátum 2014 január 05, 17:32
Írta: yy2yggmv7 Dátum 2014 január 05, 17:32
Hello szf!
A Klavio Kft oldalán láttam egy megfizethető DC Servo hajtást.A DCS-30-3.0 meghajtó csak 16.510Ft.A hozzá ajánlott 120W-os DC szervo motor az kissé húzós 35.560Ft de ha azt nézzük, hogy 1000-es enkóder van rajta akkor szerintem nem vészes.
Annyi,hogy a szabályzóhoz való Pro Tunert beálító szoftverhez csak ezeket a motorokat ajánlják.Ami nagyon előnyös, hogy magyar nyelvű részletes útmutató van a tuningoláshoz.
http://webaruhaz.klavio.hu/index.php?id=t2cnch01_aruhaz_kulcs&p=termeklap&tkod=629
http://webaruhaz.klavio.hu/index.php?id=t2cnch01_aruhaz_kulcs&p=termeklap&tkod=88
A Klavio Kft oldalán láttam egy megfizethető DC Servo hajtást.A DCS-30-3.0 meghajtó csak 16.510Ft.A hozzá ajánlott 120W-os DC szervo motor az kissé húzós 35.560Ft de ha azt nézzük, hogy 1000-es enkóder van rajta akkor szerintem nem vészes.
Annyi,hogy a szabályzóhoz való Pro Tunert beálító szoftverhez csak ezeket a motorokat ajánlják.Ami nagyon előnyös, hogy magyar nyelvű részletes útmutató van a tuningoláshoz.
http://webaruhaz.klavio.hu/index.php?id=t2cnch01_aruhaz_kulcs&p=termeklap&tkod=629
http://webaruhaz.klavio.hu/index.php?id=t2cnch01_aruhaz_kulcs&p=termeklap&tkod=88
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2014 január 05, 17:45
Írta: szf Dátum 2014 január 05, 17:45
Csak evvel az a gondom ,hogy dc motorjaim vannak.Ezeket már nem kellene megvennem.Az encoder meg nem tétel.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 05, 18:26
Írta: s7manbs8 Dátum 2014 január 05, 18:26
Valami jó áron levő, jóféle encodert tudsz ajánlani, te milyeneket szoktál alkalmazni
?
?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 05, 19:41
Írta: 000000000 Dátum 2014 január 05, 19:41
Mostanában halódik már a hagyományos encoder, mert dühöng az AC szervo csicsa kompakt egyedi encoder világa. Nézelődj itt a Fórumon, itt a legolcsóbb, szoktak kis bontott motorokkal együtt árulni. Ha meg új kell, 10-15 e.Ft-tól CNC boltokba is kapsz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 05, 19:53
Írta: 000000000 Dátum 2014 január 05, 19:53
Nem, a DC szervo motor többet tud a normál motortól (pl. kisebb a tehetetlenségi nyomatéka, rövid ideig túlterhelhető akár 10-20 szoros névleges árammal, sok a kommutátorszáma, stb). De voltak, vannak, akik ablaktörlőszerű motorokkal is már csináltak szervohajtást, a magyar nyelvben van egy szép, általános kifejezés: működik.:) Az már más kérdés, milyen műszaki paraméterek mellett, de végül is ez egy Hobby Fórum.
Ha pedig egyébként CNC marógépet, esztergát akarsz építeni, akkor csak azért mert van pár ilyen nem is igazán DC szervo motorod, én még erősen átgondolnám, ezekre épülve érdemes-e építkezned.
Ha pedig egyébként CNC marógépet, esztergát akarsz építeni, akkor csak azért mert van pár ilyen nem is igazán DC szervo motorod, én még erősen átgondolnám, ezekre épülve érdemes-e építkezned.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 05, 19:55
Írta: s7manbs8 Dátum 2014 január 05, 19:55
Kösz. Te is szoktál AC szervó vezérlőt csinálni nem ?
Na, közben meg ezt az egy valamilyen szervó motoromat most megnéztem, hogy 24V-os egyébként, csak kézzel megfogva a tengelyét, 12-V ot kap akkor se birom megfogni szinte úgyhogy, ami most rajta van a gépen léptetőmotor, ami 0.5Nm-es kb. , annak helyébe téve ez biztos elég erős, csak ez sebességet is bírni fog, mert a nyomatéka megvan neki gyorsan forogva is. Most mindjárt a tartóját kézzel kifurkálom valahogy, amit mutattam itt rajzot tegnap vagy mikor. Keri szerint kézzel is ki lehet fúrni , végül is igaza van.
Meg a motor tengelye -ös és 6.35-ös bordás kerekem van, így a rézdrót rátekerésével megoldottam, hogy legalábbis próba erejéig tudjam hajtani.
De ezzel a módszerrel lehet rajt is maradhatna nem tudom a réz mennyire lötyögősödik ki, ha nem tud megmozdulni csak nem tán hamar.
Talán még egy 50W-os szervó is elhajtaná lehet. Amiket itt néztünk pár napja lehet egy olyan is elvinné a lengyel oldalon, vagy egy ablaktörlő motor is.
Na, közben meg ezt az egy valamilyen szervó motoromat most megnéztem, hogy 24V-os egyébként, csak kézzel megfogva a tengelyét, 12-V ot kap akkor se birom megfogni szinte úgyhogy, ami most rajta van a gépen léptetőmotor, ami 0.5Nm-es kb. , annak helyébe téve ez biztos elég erős, csak ez sebességet is bírni fog, mert a nyomatéka megvan neki gyorsan forogva is. Most mindjárt a tartóját kézzel kifurkálom valahogy, amit mutattam itt rajzot tegnap vagy mikor. Keri szerint kézzel is ki lehet fúrni , végül is igaza van.
Meg a motor tengelye -ös és 6.35-ös bordás kerekem van, így a rézdrót rátekerésével megoldottam, hogy legalábbis próba erejéig tudjam hajtani.
De ezzel a módszerrel lehet rajt is maradhatna nem tudom a réz mennyire lötyögősödik ki, ha nem tud megmozdulni csak nem tán hamar.
Talán még egy 50W-os szervó is elhajtaná lehet. Amiket itt néztünk pár napja lehet egy olyan is elvinné a lengyel oldalon, vagy egy ablaktörlő motor is.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 05, 19:59
Írta: s7manbs8 Dátum 2014 január 05, 19:59
0.7mm-es rézdrótot tettem rá, kicsit meg is kellett csiszolóvászonnal simogatni egy 5-ös fúrószárra téve, hogy a végét meg tudjam fogni csípőfogóval, ahogy a vászont tekergettem rajta, úgy ment rá.
5+0.7+0.7=6.4 és 6.35-re kellett csinálni.
5+0.7+0.7=6.4 és 6.35-re kellett csinálni.
Cím: Re:DC szervó motoros vezérlés
Írta: Etib Dátum 2014 január 12, 21:48
Írta: Etib Dátum 2014 január 12, 21:48
Érdeklődnék, hogy van-e valakinek Profi2 Quantum servo kártyához használható bekötési leírása, linkje, tapasztalata. Van belőle 2 darabom (V1.3) és szeretném életre kelteni őket. Előre is köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 13, 09:10
Írta: svejk Dátum 2014 január 13, 09:10
Cím: Re:DC szervó motoros vezérlés
Írta: Etib Dátum 2014 január 13, 11:29
Írta: Etib Dátum 2014 január 13, 11:29
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 15, 20:05
Írta: kozo Dátum 2014 január 15, 20:05
Kicsit fejlesztgettem az SMC terminal progit . Akit érdekel letöltheti az oldalamról .

Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 15, 20:51
Írta: svejk Dátum 2014 január 15, 20:51
Ránézésre fasza! [#eljen]
Ez viszi az eredeti SMC3A-t is, vagy csak a ruszki hex-est?
Ez viszi az eredeti SMC3A-t is, vagy csak a ruszki hex-est?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 15, 20:55
Írta: s7manbs8 Dátum 2014 január 15, 20:55
Jól néz ki, majd én is kipróbálom. [#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: Karácsony Sándor Dátum 2014 január 16, 09:17
Írta: Karácsony Sándor Dátum 2014 január 16, 09:17
Tényleg jól néz ki!Egy 400 -as encoder kb.2000 1/min fordulattal biztonsággal működne.
Kicsit vegyes hozzászólásokat olvastam róla.
A paraméterezés kritikus,vagy mi?
Tökéletesen működik hosszabb ideje is?
Köszönjük ,hogy megosztottad a fejlesztésedet!!!
Kicsit vegyes hozzászólásokat olvastam róla.
A paraméterezés kritikus,vagy mi?
Tökéletesen működik hosszabb ideje is?
Köszönjük ,hogy megosztottad a fejlesztésedet!!!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 16, 09:36
Írta: svejk Dátum 2014 január 16, 09:36
A hivatalos álláspont szerint 400-as encoderrel 3900 ford/perc az elméleti maximium.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 16, 18:25
Írta: kozo Dátum 2014 január 16, 18:25
Köszi ...
A korábbi ver.:1.2 előttiekhez csak kiolvasásra jó .
Monitorozás ott még nem volt elérhető .
A korábbi ver.:1.2 előttiekhez csak kiolvasásra jó .
Monitorozás ott még nem volt elérhető .
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 16, 18:33
Írta: kozo Dátum 2014 január 16, 18:33
Köszi szépen és remélem van akinek majd segít a paraméterezésben .
Teszteltem viszonylag sokat .Hibái még vannak de már elég jól használható . Nagyjából ismerem a mi miért mi után jó használni funkciókat , nekem bevált , elég jónak érzem . De programozó nem vagyok , biztosan rövidebb futásidővel szebb megoldásokkal jobbat lehet csinálni . Egyenlőre ennyit tudok felmutatni . Ingyenesen mindenki saját felelősségre használja . Forráskódot megtartom , az észlelt hibákat igyekszem javítani .
A köszönjük jól eset !
Teszteltem viszonylag sokat .Hibái még vannak de már elég jól használható . Nagyjából ismerem a mi miért mi után jó használni funkciókat , nekem bevált , elég jónak érzem . De programozó nem vagyok , biztosan rövidebb futásidővel szebb megoldásokkal jobbat lehet csinálni . Egyenlőre ennyit tudok felmutatni . Ingyenesen mindenki saját felelősségre használja . Forráskódot megtartom , az észlelt hibákat igyekszem javítani .
A köszönjük jól eset !
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 16, 18:39
Írta: kozo Dátum 2014 január 16, 18:39
Én egy 75w os 500 as encoderrel szerelt motorral tesztelgetem . Lassan összerakok egy tesztpadot is amivel a motort mechanikára szerelve is tesztelhetem .
Üresen motor tengelyt forgatva 3400rpm en kis gyorsulás mellett is forgott a motor .
De ha mechankia alatt csak a 2000rpm lesz stabilan meg , nagyon fogok örülni .
Korábbi video :
itt
1mm=1fordulat.
Üresen motor tengelyt forgatva 3400rpm en kis gyorsulás mellett is forgott a motor .
De ha mechankia alatt csak a 2000rpm lesz stabilan meg , nagyon fogok örülni .
Korábbi video :
itt
1mm=1fordulat.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 16, 19:48
Írta: s7manbs8 Dátum 2014 január 16, 19:48
Én elvileg programozó lennék, de néha szégyellem magam ... :) A toros káposzta evés ma pl. jobban ment ... mint a programírás. :) Ha valami kis nyúlfarknyi rész bele kell írni azt tudnék hozzá, ha van ötlet meg időm.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 16, 19:53
Írta: s7manbs8 Dátum 2014 január 16, 19:53
Azt az encoder olvasást egy másik procival kéne csinálni, ami gyorsabb pár lábú is elég, utána meg a tinybe SCK, DATA vonalakon beolvasni időnként, azt nem kell úgyse gyorsan, csak a szervó ciklus idejekor vagy attól valamivel gyorsabban és akkor lehetne ugyanez é nagy felbontású encoder nem lenne gond, sőt ugyanezen
az A, B vonalon lehetne is ezt a kommunikációt csinálni, közé meg adapterként menne ez a pőlusz cucc ami a nagyfelbontású encoder olvasó procival dumálna.
az A, B vonalon lehetne is ezt a kommunikációt csinálni, közé meg adapterként menne ez a pőlusz cucc ami a nagyfelbontású encoder olvasó procival dumálna.
Cím: Re:DC szervó motoros vezérlés
Írta: wcsxp0uxa Dátum 2014 január 16, 20:20
Írta: wcsxp0uxa Dátum 2014 január 16, 20:20
Szerintem ide inkább jó lenne az,
ahogy Waszlavik mondaná ,ha programozó lenne.
Itt a gyalum ,tedd alá a kódot ,majd én lehántom a felesleget...............
ahogy Waszlavik mondaná ,ha programozó lenne.
Itt a gyalum ,tedd alá a kódot ,majd én lehántom a felesleget...............
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 16, 20:44
Írta: s7manbs8 Dátum 2014 január 16, 20:44
Kozo, neked nem szokott valami szervód eladó lenni, motor ? ilyen 50-100W féleség ?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 16, 21:37
Írta: svejk Dátum 2014 január 16, 21:37
Jut eszembe, ma jártam az MSC honlapján és 310 Ft a 2313. úgy látszik visszaesett az ára, mert már volt 400 fölött is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 16, 21:57
Írta: 000000000 Dátum 2014 január 16, 21:57
Kár volt megvennem kb 2 éve, cirka egy Mátyásért ..
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 január 16, 22:45
Írta: s7manbs8 Dátum 2014 január 16, 22:45
Lehet fel lehetne húzni 32 MHz-re az órajelet mit szólna ... meg hűtve pl. Gyorsabb lenne a kicsike.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 17, 05:25
Írta: kozo Dátum 2014 január 17, 05:25
MSC honlapja ? Az hol is van ?
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 17, 07:57
Írta: kozo Dátum 2014 január 17, 07:57
Eladóm motorom most nincs sajna ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 17, 09:21
Írta: svejk Dátum 2014 január 17, 09:21
MSC Budapest
Azt mondjuk elfelejtettem, hogy meg kell venni egy csővel, de ez gondolom nem gond, elég hosszú IC-k :)
Azt mondjuk elfelejtettem, hogy meg kell venni egy csővel, de ez gondolom nem gond, elég hosszú IC-k :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 17, 09:27
Írta: svejk Dátum 2014 január 17, 09:27
Az SU meg 210 körül van több helyen. :)))
Egyébként érdemesebb az SMD tokozás, mert sokkal zavarvédettebb lehet a proci és környéke a kisebb felület, rövidebb vezetékek, teleföld hatására.
Én már anno is meg akartam ilyenre csinálni, de elmaradt, mert a DC motorok fogytak, illetve jöttek az olcsó AC szervok.
Egyébként érdemesebb az SMD tokozás, mert sokkal zavarvédettebb lehet a proci és környéke a kisebb felület, rövidebb vezetékek, teleföld hatására.
Én már anno is meg akartam ilyenre csinálni, de elmaradt, mert a DC motorok fogytak, illetve jöttek az olcsó AC szervok.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 17, 09:30
Írta: svejk Dátum 2014 január 17, 09:30
Ennek az smc-nek még azzal lehetne növelni a biztonságos üzemét nagyfokúan, ha valaki beleírna, vagy külsőleg megoldana egy encoder figyelő részt, hogy vezetékszakadás esetén ne menjen világgá.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 17, 09:32
Írta: svejk Dátum 2014 január 17, 09:32
A francba, a TME-nél is a 25 db csak 266 Ft. :)
Biztos jól bevált mikrocontroller lehet ha ilyen olcsón tudják adni. Olcsó pedig csak akkor lehet ha bazi sokat gyártanak belőle.
Biztos jól bevált mikrocontroller lehet ha ilyen olcsón tudják adni. Olcsó pedig csak akkor lehet ha bazi sokat gyártanak belőle.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2014 január 17, 10:15
Írta: ggdr57dg Dátum 2014 január 17, 10:15
A 2313A-PU és a 2313-20PU között árban mindenképpen van különbség, gondolom másban is. Én nem tudom pontosan mi, de mintha az olcsóbbik I/O-ban kevesebbet nyújtana. Ezt a pdf-ek alapján mondom, de tévedhetek. Ebbe a vezérlőbe gondolom jó az olcsóbb is (én eddig csak a drágábbat vettem...)
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2014 január 17, 10:53
Írta: x4rhew5r3 Dátum 2014 január 17, 10:53
Annak idején az első step/dir előtétekben az enkóder kezelést én is külön 2313-mal csináltam. Ennek assembly kódját szívesen elküldöm ha van rá érdeklődés. Jó kiindulási alap lehet a továbbfejlesztéshez. Nem volt gond a 2048-as enkóderekkel sem 3000-es fordulaton. Aztán jött az xmega sorozat amiben van hardveres dekóder, 32MHz óra, ....
A -20 a típusszámokban a 20 MHz-es változatot jelenti, anélkül csak 16 MHz az órafreki.
A -20 a típusszámokban a 20 MHz-es változatot jelenti, anélkül csak 16 MHz az órafreki.
Cím: Re:DC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2014 január 17, 11:19
Írta: jv7pu3a5p Dátum 2014 január 17, 11:19
Tudtommal az A jelölés már új technológiával készül (kisebb szigetelőtávok). Ezek már 1.8V-ról indulnak, persze nyomott frekivel. És tudják a 20Mhz-et is.
Szóval én már A-t vennék csak...
Elvileg a hex-en sem kell módosítani, legalábbis MEGA8 és MEGA8A esetében nekem nem kellett.
Szóval én már A-t vennék csak...
Elvileg a hex-en sem kell módosítani, legalábbis MEGA8 és MEGA8A esetében nekem nem kellett.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 17, 11:21
Írta: svejk Dátum 2014 január 17, 11:21
a 20 a MHz-et jelenti, de úgy emlékszem az A-s is ekkora helyből.
Az lehet hogy az A miatt kell kisebb módosítás...
Az lehet hogy az A miatt kell kisebb módosítás...
Cím: Re:DC szervó motoros vezérlés
Írta: fa_kukac Dátum 2014 január 17, 11:22
Írta: fa_kukac Dátum 2014 január 17, 11:22
Üdv! Én most egy DSpic33EP512MU810 progiba próbálok AC servo alkalmazást beletukmálni, ennek saját perifériás QEI modulja van, (quadratura encoder interface) nem kell a procinak bajlódni vele, A,B,Index, Home bemenetek, több megával tud számolni,ugyanúgy a 3 darab PWM modul is önmaga dolgozik,(több is van benne) mint az AD ami az áramot figyeli, és korrigálja a PWM kitöltést. És 70 MIPS -el ketyeg![#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 17, 11:22
Írta: svejk Dátum 2014 január 17, 11:22
De úgy emlékszem a Tiéd is megszalad ha megszakad az encoder vonal. Ezt kellene kiküszöbölni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 17, 11:30
Írta: svejk Dátum 2014 január 17, 11:30
Persze a mezei vezetékszakadást egyszerűbb megoldani hardveresen...
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2014 január 17, 11:30
Írta: x4rhew5r3 Dátum 2014 január 17, 11:30
Nálam van egy fatális hibaszint, ami felett leold a vezérlő. Az mindegy hogy kábelszakadás vagy mechanikus felötközés miatt lépi túl a hibaszintet.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 17, 11:31
Írta: svejk Dátum 2014 január 17, 11:31
Ja, tényleg...
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2014 január 17, 13:28
Írta: ks46twg3x Dátum 2014 január 17, 13:28
Szia!
Programoztam egy AVR-t az új hex-el.
A motorvezérlés szépen működik. A terminál ablak, ahol a hibát kellene kijelezze fekete.
WIN7 alatt fut...
Mi lehet a probléma?
Programoztam egy AVR-t az új hex-el.
A motorvezérlés szépen működik. A terminál ablak, ahol a hibát kellene kijelezze fekete.
WIN7 alatt fut...
Mi lehet a probléma?
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 17, 20:00
Írta: kozo Dátum 2014 január 17, 20:00
Köszi a visszajelzést ...
Próbáltam a hibát javítani . Légyszi a weblapomon töltsd le az SMC terminal frissítés alatt található exe filét (kreáltam egy frissítés linket). Szerintem azzal rendben lesz a dolog . Ha mégse akkor mailben vagy itt légyszi jelezz vissza újra a hibáról .
Próbáltam a hibát javítani . Légyszi a weblapomon töltsd le az SMC terminal frissítés alatt található exe filét (kreáltam egy frissítés linket). Szerintem azzal rendben lesz a dolog . Ha mégse akkor mailben vagy itt légyszi jelezz vissza újra a hibáról .
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2014 január 18, 07:20
Írta: ks46twg3x Dátum 2014 január 18, 07:20
Szia!
Most már tökéletesen működik!
Most már tökéletesen működik!
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 január 18, 07:45
Írta: kozo Dátum 2014 január 18, 07:45
Köszi szépen ...
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2014 február 01, 11:17
Írta: s73tgf9vg Dátum 2014 február 01, 11:17
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2014 február 01, 12:27
Írta: vjanos Dátum 2014 február 01, 12:27
Csak az árát rejtegeti még :)
Gondolom ez megvehető kit lesz? Jó a kezdőknek szóló leírás.
Gondolom ez megvehető kit lesz? Jó a kezdőknek szóló leírás.
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2014 február 01, 13:48
Írta: s73tgf9vg Dátum 2014 február 01, 13:48
Remélem hamarosan elérhető lesz, bár ahogy látom így is lemásolható, pont az a lényege, hogy az arduinoval helyettesített vezérlőt bárki programozhatja. Jó ötlet tanulóknak.
Cím: Re:DC szervó motoros vezérlés
Írta: 4pmudt7rb Dátum 2014 február 04, 08:52
Írta: 4pmudt7rb Dátum 2014 február 04, 08:52
Köszönet, hogy közzétetted a linket.
Csorog a nyálam, csak az a gond,amíg "Not yet published." státuszú a Nano-ba való töltelék, csak nézegetni tudnám a cuccot. :(
Csorog a nyálam, csak az a gond,amíg "Not yet published." státuszú a Nano-ba való töltelék, csak nézegetni tudnám a cuccot. :(
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2014 február 09, 09:13
Írta: r5y7cufaj Dátum 2014 február 09, 09:13
Sziasztok!
Egy kis segítséget kérnék.
Ecostep 200 vezérlőkkel használnék 23s41_0650_805p7_08-as és 34s80_0850_a05pa_08-as enkóderes motorokat. Mindkét motorhoz van vezérlő.
Ezeket a vezérlőket tudnám mach3-al használni?
Lehetséges-e olyan vezérlés pl ,hogy 2 motor dc enkóderes a 3. motor(z tengely) pedig stepper?
Üdv!
ecostep 200 pdf
23s41_0650_805p7_08
34s80_0850_a05pa_08
Egy kis segítséget kérnék.
Ecostep 200 vezérlőkkel használnék 23s41_0650_805p7_08-as és 34s80_0850_a05pa_08-as enkóderes motorokat. Mindkét motorhoz van vezérlő.
Ezeket a vezérlőket tudnám mach3-al használni?
Lehetséges-e olyan vezérlés pl ,hogy 2 motor dc enkóderes a 3. motor(z tengely) pedig stepper?
Üdv!
ecostep 200 pdf
23s41_0650_805p7_08
34s80_0850_a05pa_08
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2014 február 09, 09:18
Írta: ks46twg3x Dátum 2014 február 09, 09:18
Szia!
Ha a vezérlőd STEP/DIR-es akkor minden további nélkül tudod használni.
A 3. tengely lehet léptetős, már nemegyszer láttam ilyen megoldást.
A leválasztókártyára mindegy milyen meghajtót kapcsolsz, lényeg, hogy STEP/DIR rendszerű legyen.
Ha a vezérlőd STEP/DIR-es akkor minden további nélkül tudod használni.
A 3. tengely lehet léptetős, már nemegyszer láttam ilyen megoldást.
A leválasztókártyára mindegy milyen meghajtót kapcsolsz, lényeg, hogy STEP/DIR rendszerű legyen.
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2014 február 09, 16:46
Írta: r5y7cufaj Dátum 2014 február 09, 16:46
Köszönöm a válaszod!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 12, 11:43
Írta: 000000000 Dátum 2014 február 12, 11:43
Az SMCTerminal soros port beállításai módosíthatóak valahogyan, mert én nem találtam módot rá. Előre is köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 12, 12:18
Írta: adamant Dátum 2014 február 12, 12:18
Hello!
Picit belenéztem a dokumentációjába és elviekben lehet Mach3 al gond nélkül vezérelni kell hozzá a paraméterező program és mehet is a dolog
Üdv Adamant
Picit belenéztem a dokumentációjába és elviekben lehet Mach3 al gond nélkül vezérelni kell hozzá a paraméterező program és mehet is a dolog
Üdv Adamant
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 február 12, 17:34
Írta: kozo Dátum 2014 február 12, 17:34
Nem lehet módosítani .
Más beállításokkal ha ki is tenném a progiba elérhetőre akkor sem működne mert a mikrokontroller hex filében (abban amit az oldalamról lehet leszedni) erre a beállításra van "belőve" .
Nem kommunikál?
Más beállításokkal ha ki is tenném a progiba elérhetőre akkor sem működne mert a mikrokontroller hex filében (abban amit az oldalamról lehet leszedni) erre a beállításra van "belőve" .
Nem kommunikál?
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2014 február 13, 08:26
Írta: r5y7cufaj Dátum 2014 február 13, 08:26
Szia!
Akkor a két db ecostep200 közvetlenül köthető pc-re, csak kellene ez a paraméterező program? Ez saját software az ecostepnek vagy "univerzális" is jó?
Üdv!
Akkor a két db ecostep200 közvetlenül köthető pc-re, csak kellene ez a paraméterező program? Ez saját software az ecostepnek vagy "univerzális" is jó?
Üdv!
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2014 február 13, 08:48
Írta: r5y7cufaj Dátum 2014 február 13, 08:48
Elvileg kéne egy leválasztó kártya is akkor..
Cím: Re:DC szervó motoros vezérlés
Írta: kmajer Dátum 2014 február 13, 09:29
Írta: kmajer Dátum 2014 február 13, 09:29
Hello,
van egy rakat ecostep 200-as hajtásom,
de dc servoval nem sikerült működésre
bírni. A gyártó supportjával többszöri egyeztetés
arra a végkövetkeztetésre vezetett, miszerint
nem mindegy, mikori gyártású a vas, mert az
új firmware-t nem tudja értelmezni, ebből kifolyólag
a setup sem fog sikerülni.
A saját programjával lehet állítgatni.
Maga a hajtás önállóan képes encoderes léptetőmotor
hajtására is, lineáris útmérőt is kezel, master-slave stb.
Sokkal többet tud, mint egy létetőhajtás...
van egy rakat ecostep 200-as hajtásom,
de dc servoval nem sikerült működésre
bírni. A gyártó supportjával többszöri egyeztetés
arra a végkövetkeztetésre vezetett, miszerint
nem mindegy, mikori gyártású a vas, mert az
új firmware-t nem tudja értelmezni, ebből kifolyólag
a setup sem fog sikerülni.
A saját programjával lehet állítgatni.
Maga a hajtás önállóan képes encoderes léptetőmotor
hajtására is, lineáris útmérőt is kezel, master-slave stb.
Sokkal többet tud, mint egy létetőhajtás...
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2014 február 13, 09:38
Írta: r5y7cufaj Dátum 2014 február 13, 09:38
Szia!
Elvileg ezekkel a motorokkal volt meghajtva. Remélem nem lesz olyan probléma amit írtál.
Üdv!
Elvileg ezekkel a motorokkal volt meghajtva. Remélem nem lesz olyan probléma amit írtál.
Üdv!
Cím: Re:DC szervó motoros vezérlés
Írta: kmajer Dátum 2014 február 13, 12:16
Írta: kmajer Dátum 2014 február 13, 12:16
Amennyiben sikerrel jársz érdekelne a megoldás.
Cím: Re:DC szervó motoros vezérlés
Írta: kh92ay46j Dátum 2014 február 13, 12:59
Írta: kh92ay46j Dátum 2014 február 13, 12:59
Sziasztok, CNC hez egyedi vezérlő rendszereket készítünk helyi és szerver alapú felülettel, impulzus olvasással, és inverter vezérléssel és léptetőmotoros vezérléssel is. Gondi Barnabas www.wstudio.hu
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 17, 12:04
Írta: lari Dátum 2014 február 17, 12:04
Urak!
Egy kis segítségre lenne szükségem.
Ha egy DC servo vezérlőnél az van megadva, hogy 80V és 20A, akkor az azt jelenti, hogy maximális tartó áram 20A és ezt a vezérlő betápjánál mérhetem?
Van ugyanis egy vezérlőm,(rákötve egy sanyo denki 250W-os servo motor) aminél a motor tartóáramát (vezérlő bemenetnél mérve) nem sikerül 5A-nál feljebb vinni, holott a vezérlőnél az áramlimit 20A-ra van állítva.
Egy másik tipusú vezérlőnél simán elmegy akár 22A-ig is ugyanez a motor...
A konfigurációs szoftverben a PID paramétereken kívül lehet állítani max hibaszintet,áram limitet, PWM limitet, lépésszorzót és encoder logikát...Mást nem igazán...
A probléma az, hogy a motort álló helyzetben kézzel elfordítva nagyon gyengécske...
Tudna abban valaki segíteni, hogy hogyan tudnék nagyobb tartóáramot kihozni a rendszerből?
Egy kis segítségre lenne szükségem.
Ha egy DC servo vezérlőnél az van megadva, hogy 80V és 20A, akkor az azt jelenti, hogy maximális tartó áram 20A és ezt a vezérlő betápjánál mérhetem?
Van ugyanis egy vezérlőm,(rákötve egy sanyo denki 250W-os servo motor) aminél a motor tartóáramát (vezérlő bemenetnél mérve) nem sikerül 5A-nál feljebb vinni, holott a vezérlőnél az áramlimit 20A-ra van állítva.
Egy másik tipusú vezérlőnél simán elmegy akár 22A-ig is ugyanez a motor...
A konfigurációs szoftverben a PID paramétereken kívül lehet állítani max hibaszintet,áram limitet, PWM limitet, lépésszorzót és encoder logikát...Mást nem igazán...
A probléma az, hogy a motort álló helyzetben kézzel elfordítva nagyon gyengécske...
Tudna abban valaki segíteni, hogy hogyan tudnék nagyobb tartóáramot kihozni a rendszerből?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 17, 12:34
Írta: 000000000 Dátum 2014 február 17, 12:34
A motorod névleges feszültsége, fordulatszáma mekkora?
Ugyanis ezzel a tartóáram kifejezéssel itt vigyázni kell, ez nem léptető motor. 20 A-t tartósan egy ilyen kis P-jű szervo motor nem fog elviselni, és ne is erőltesd rá, mert hazavágod. Egy szervo motor a névlges áram 5-10 szeresét is kibírja, de csak rövid ideig, néhány 10 ms-ig. A határadatokat túllépve egyébként armatúra beégést, lemágneseződést kockáztatsz, azaz tönremehet a motor.
Ugyanis ezzel a tartóáram kifejezéssel itt vigyázni kell, ez nem léptető motor. 20 A-t tartósan egy ilyen kis P-jű szervo motor nem fog elviselni, és ne is erőltesd rá, mert hazavágod. Egy szervo motor a névlges áram 5-10 szeresét is kibírja, de csak rövid ideig, néhány 10 ms-ig. A határadatokat túllépve egyébként armatúra beégést, lemágneseződést kockáztatsz, azaz tönremehet a motor.
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 17, 12:43
Írta: lari Dátum 2014 február 17, 12:43
A motor feszültsége: 32V Fordulatszáma: 2200
P: 250W
Nem törekszem tönkretenni a motort, csak egy régóta működő rendszeremél egy másik vezérlővel sokkal erősebb...Kézzel lehetetlen elforgatni, az újjal meg simán...
P: 250W
Nem törekszem tönkretenni a motort, csak egy régóta működő rendszeremél egy másik vezérlővel sokkal erősebb...Kézzel lehetetlen elforgatni, az újjal meg simán...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 17, 13:09
Írta: 000000000 Dátum 2014 február 17, 13:09
Ennek a motornak az adatai alapján 8 A is lehet az állandó max. árama, így annyira már nem kell félteni.
Ha azt mondod, hogy a motorod egy másik szervóval nagyobb nyomatékodt tud leadni, akkor itt vagy az van, hogy az áramlimited nem ok., vagy olyan PID beállításaid vannak, amik nagyon puhává teszik a motort, amikor ki akarod téríteni. Bár bekapcsolt I tagnál előbb utóbb fel kell erősödni kisebb kimozdítás esetén is a motoráramnak. Kössél a motorral sorba ideiglenesen két darab 0.1 Ohm/5W ellenállást párhuzamosítva, és ezen mérjél feszt terheléskor, és ebből visszatudsz számolni áramot (I=20*U). Ha ez nem éri el a 8-10 A-t, akkor nem sikerült jól konfigurálni a szervód motor áramát, vagy rossz ez a része a hajtásodnak.
Ha azt mondod, hogy a motorod egy másik szervóval nagyobb nyomatékodt tud leadni, akkor itt vagy az van, hogy az áramlimited nem ok., vagy olyan PID beállításaid vannak, amik nagyon puhává teszik a motort, amikor ki akarod téríteni. Bár bekapcsolt I tagnál előbb utóbb fel kell erősödni kisebb kimozdítás esetén is a motoráramnak. Kössél a motorral sorba ideiglenesen két darab 0.1 Ohm/5W ellenállást párhuzamosítva, és ezen mérjél feszt terheléskor, és ebből visszatudsz számolni áramot (I=20*U). Ha ez nem éri el a 8-10 A-t, akkor nem sikerült jól konfigurálni a szervód motor áramát, vagy rossz ez a része a hajtásodnak.
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2014 február 17, 13:46
Írta: designr Dátum 2014 február 17, 13:46
Magánban kérlek írd melyk melyk a régi és az uj vezérlő..kíváncsi vagyok..Geckonál nincs tartóáram csökkentés,én legalábbis így tudom..Köszi..
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 17, 14:13
Írta: lari Dátum 2014 február 17, 14:13
Köszönöm Tibor, meg fogom próbálni amit javasoltál.
Cím: Re:DC szervó motoros vezérlés
Írta: Gyárfás Attila Dátum 2014 február 17, 14:26
Írta: Gyárfás Attila Dátum 2014 február 17, 14:26
Sziasztok. Érdeklődnék, hogy a képeken látható motorokat ismeri e valaki? Ami engem érdekelne,a percenkénti fordulata, és hogy megy e 12V ról?
egy
kettő
egy
kettő
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 február 17, 14:35
Írta: s7manbs8 Dátum 2014 február 17, 14:35
Az első 24V-os, biztos megy, csak nem lesz olyan erős, a másodikon nem látom, van olyan felsőd ? Az ilyen kis szervó motornak pont jó lenne, kisebb gépre.
Cím: Re:DC szervó motoros vezérlés
Írta: KBalázs Dátum 2014 február 17, 14:36
Írta: KBalázs Dátum 2014 február 17, 14:36
Az elsô képen 6.35:1 az áttételezése, nekem olyan van ami 400:1, szintén 24V motorral, pont így néz ki, az megy már 5-8V-on is.
Cím: Re:DC szervó motoros vezérlés
Írta: Gyárfás Attila Dátum 2014 február 17, 14:49
Írta: Gyárfás Attila Dátum 2014 február 17, 14:49
2000 és 2500ft/db ért adják a hobbielektronikán ha érdekel valakit.
Az percenkénti fordulatban mit jelent?
Az percenkénti fordulatban mit jelent?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 február 17, 14:51
Írta: s7manbs8 Dátum 2014 február 17, 14:51
3600/6.25 lesz a fordulata 24V-on, ha 12V akkor kevesebb lesz valamilyen arányban.
Cím: Re:DC szervó motoros vezérlés
Írta: KBalázs Dátum 2014 február 17, 14:55
Írta: KBalázs Dátum 2014 február 17, 14:55
Jóáras! Rá van írva hogy 3400RPM, tehát 24Volton ennek 3400/6.35, azaz 535 fordulat/perc. 12V esetén talán a fele se. Amúgy elég szolid hangjuk van ezeknek alacsony fesznél.
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 26, 18:43
Írta: lari Dátum 2014 február 26, 18:43
Milyen hibára utalhat az a jelenség, ha egy tengelyt egyirányba mozgatva "szórja" a méretet...?
Tehát, mérőóra a tengelyen, tengelyléptetés beállítva pl.1mm-re Ezt folyamatosan ismételve a tengely lépked 1mm-t, 1.1mm-t, 1.05mm-t 0.9 mm-t stb. Tehát a változás nem lineáris és nem is egyirányú. A hiba fennáll mind az X, mind pedig a Z tengelyen.
Van valakinek ötlete?
Tehát, mérőóra a tengelyen, tengelyléptetés beállítva pl.1mm-re Ezt folyamatosan ismételve a tengely lépked 1mm-t, 1.1mm-t, 1.05mm-t 0.9 mm-t stb. Tehát a változás nem lineáris és nem is egyirányú. A hiba fennáll mind az X, mind pedig a Z tengelyen.
Van valakinek ötlete?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 26, 19:16
Írta: 000000000 Dátum 2014 február 26, 19:16
Vissza állásnál is ilyen hibák vannak?
Milyen vezérlő, motorok, orsók ?
Több infó kell mert ezek lehetnek mechanikai illetve elektronikai problémákból eredő hibák is
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 26, 19:37
Írta: lari Dátum 2014 február 26, 19:37
Ha arra gondolsz, hogy a másik irányú tengely mozgásnál is ez történik-e, akkor a válsz igen.
Golyósorsók vannak beépítve egyik tengely kínai, másik márkás...Motor, egyik tengelyen Sanyo denki 250W, másik tengelyen ismeretlen . Encoder felbontás 2500. Vezérlő: sneci
Mechanikai problémát kizárnám, mert kézzel mozgatva és mérve nem jelentkezik semmilyen differencia...
Golyósorsók vannak beépítve egyik tengely kínai, másik márkás...Motor, egyik tengelyen Sanyo denki 250W, másik tengelyen ismeretlen . Encoder felbontás 2500. Vezérlő: sneci
Mechanikai problémát kizárnám, mert kézzel mozgatva és mérve nem jelentkezik semmilyen differencia...
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 február 26, 19:42
Írta: sanka74 Dátum 2014 február 26, 19:42
Szia! Az encoder vezeték milyen? Nálam is volt hasonló probléma, az egyik tengelynél,az encoder vezeték cseréjétől elmúlt.Sőt, az első gépemen a Z tengellyel is ezt csinálta, ott is az encoder vezeték cseréje oldotta meg a problémát, pedig azon Gecko 320 volt. Illetve lehet az LPT port is ludas.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 február 26, 19:43
Írta: sanka74 Dátum 2014 február 26, 19:43
Próbáld meg teljesen függetlenül elvinni egy próbavezetéket, ha Snecié a vezérlő, akkor FTP kábellel, én is így szűrtem ki. Jelszimmetrizáló van rajta?
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 26, 20:00
Írta: lari Dátum 2014 február 26, 20:00
FTP kábel van rajta, de nem árnyékolt.
Jelszimmetrizáló az külön nincs az encoderen.
Jelszimmetrizáló az külön nincs az encoderen.
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 26, 20:08
Írta: lari Dátum 2014 február 26, 20:08
Az encoderek A A_ B B_ I I_ kivezetéssel rendelkeznek
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 26, 23:22
Írta: 000000000 Dátum 2014 február 26, 23:22
Sneci vezérlővel és az encoder-el nem igazán lehet gond.
Tehát kizárásos alapon marad a kábel.
Gondolom a csavart érpárokat még véletlen se A,A_ B,B_ Z,Z_ illetve a +/- lett párosítva.
Mert a csavart érpárok és a negált jelek némileg zavarmentesítik a jelátvitelt.
Azt is feltételezem, hogy path hálózati kábel csirkefej levágásával jutottál hozzá az encoder kábelhez.
Amúgy több sebből véreznek ezek a CAT5 kábel kontra CNC gép vezetékezések.
Először nem árnyékolt.
Másodszor a path kábel valamennyivel jobban bírja a mozgatást mint a fali tömör CAT kábelek, de még így se lesz hosszú életű.
Használj LiYCY 8x0.14 kábelt hozzá 240Ft környékén volt az ára.
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 27, 06:33
Írta: lari Dátum 2014 február 27, 06:33
"Gondolom a csavart érpárokat még véletlen se A,A_ B,B_ Z,Z_ illetve a +/- lett párosítva. "
Ezt nem egészen értem...
Ha jól emlékszem olyan a párosítás, ahogy Sneci ajánlotta, tehát nem gyári patch kábel lett elvágva.
Liycy kábelt hol lehet beszerezni, ahogy nem 100m-es tekercsben kínálják?
Ez egyébként árnyékolt?
Ezt nem egészen értem...
Ha jól emlékszem olyan a párosítás, ahogy Sneci ajánlotta, tehát nem gyári patch kábel lett elvágva.
Liycy kábelt hol lehet beszerezni, ahogy nem 100m-es tekercsben kínálják?
Ez egyébként árnyékolt?
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 27, 06:41
Írta: lari Dátum 2014 február 27, 06:41
A párhuzamos port beállításnál EPP vagy ECP a jobb?
Cím: Re:DC szervó motoros vezérlés
Írta: besirkyjh Dátum 2014 február 27, 07:43
Írta: besirkyjh Dátum 2014 február 27, 07:43
Szia
Debrecenben pl akár cm-ben is lehet nagyon sokféle méretben .
Ha jol emlékszem az EPP és az automata a kerülendö .
Debrecenben pl akár cm-ben is lehet nagyon sokféle méretben .
Ha jol emlékszem az EPP és az automata a kerülendö .
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 27, 08:04
Írta: lari Dátum 2014 február 27, 08:04
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: tyfspv43 Dátum 2014 február 27, 08:39
Írta: tyfspv43 Dátum 2014 február 27, 08:39
Sziasztok!
Lehet, hogy a "Segítség béna vagyok" rovatva kellett volna de inkább ide tartozik. Kérnék egy kis segítséget. A Kozo féle SMC servo vezérlőt építgetem, és a nyákok teljesen készen is vannak. Viszont az atmel-eket nincs mivel felprogramoznom. Tudom, a honlapján van hozzá minden, de nem szeretném megépíteni, ha nem muszáj, a gyárit pedig 4 db felprogramozása miatt nem venném meg. Aki tudna nekem 4 db.-t beégetni, azt nagyon megköszönném!
Köszönet!
Lehet, hogy a "Segítség béna vagyok" rovatva kellett volna de inkább ide tartozik. Kérnék egy kis segítséget. A Kozo féle SMC servo vezérlőt építgetem, és a nyákok teljesen készen is vannak. Viszont az atmel-eket nincs mivel felprogramoznom. Tudom, a honlapján van hozzá minden, de nem szeretném megépíteni, ha nem muszáj, a gyárit pedig 4 db felprogramozása miatt nem venném meg. Aki tudna nekem 4 db.-t beégetni, azt nagyon megköszönném!
Köszönet!
Cím: Re:DC szervó motoros vezérlés
Írta: ebalint Dátum 2014 február 27, 09:23
Írta: ebalint Dátum 2014 február 27, 09:23
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 27, 09:32
Írta: lari Dátum 2014 február 27, 09:32
Köszönöm, akkor megpróbálom majd mindkettőt külön-külön.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 27, 10:07
Írta: 000000000 Dátum 2014 február 27, 10:07
Kétlem hogy ez lenne a hiba, de ezt nézd meg.
A pirossal bekeretezett résznél, ha neked 0-0 van akkor lehet meg is van a problémád. (4-4 érték lesz neked jó)
Ez egy olyan triviális hiba amibe nagyon sokan belefejelnek.
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 27, 10:20
Írta: lari Dátum 2014 február 27, 10:20
Nekem ez nem jó, mert a nevezett gépnél LinuxCNC-t használok.
Cím: Re:DC szervó motoros vezérlés
Írta: KBalázs Dátum 2014 február 27, 11:08
Írta: KBalázs Dátum 2014 február 27, 11:08
Szia, merre laksz?
Nekem van ilyen programozóm ebay-ról, (bár még nem pörköltem vele).
Nekem van ilyen programozóm ebay-ról, (bár még nem pörköltem vele).
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 27, 11:11
Írta: 000000000 Dátum 2014 február 27, 11:11
Ezt annyira szeretem mikor úgy kell kiszuggerálni valakiből az információ töredékeket!
Hogy várod így a megoldást ???
Most ami eddig kiderült az lehet legalább 5-10 probléma összetett illetve egyenkénti hibája.
Lehet a PC, lehet a beállítás, lehet a kábel... stb,stb.
Első körben vidd el a vezérlőt és a motort valakihez akinek van már működő konfigurációja és legalább a PC oldalt ellenőrizétek le, hogy mindig ugyan oda áll vissza a motor.
Ha már itt megdől a mutatvány akkor marad a kábel.
Cím: Re:DC szervó motoros vezérlés
Írta: tyfspv43 Dátum 2014 február 27, 11:15
Írta: tyfspv43 Dátum 2014 február 27, 11:15
Szia KBalázs!
BP-n a 3. kerületben.
BP-n a 3. kerületben.
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 27, 11:16
Írta: lari Dátum 2014 február 27, 11:16
Van másik PC-m, azon majd megpróbálom, ez nem probléma...Csak hát.. ahogy az időm engedi.. :-)
Azért köszönöm a segítséged!
Azért köszönöm a segítséged!
Cím: Re:DC szervó motoros vezérlés
Írta: KBalázs Dátum 2014 február 27, 12:55
Írta: KBalázs Dátum 2014 február 27, 12:55
Holnap, vagy inkább szombat délelőtt ha elugrasz beégetjük őket. Még ki kell találni hogy hova kössük, ahogy nézem DIL tokozás, egy ic foglalatra ráforrasztott ICSP adapter fog kelleni, amibe cserélgetni tudjuk könnyen a procit.
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 27, 17:55
Írta: lari Dátum 2014 február 27, 17:55
Megpróbáltam másik PC-ről és megpróbáltam a Mac3-ból is, az általad javasolt beállításokkal, mindenhol ugyanaz a jelenség tapasztalható...
Másik kábelem sajnos nincs itthon, azt egyenlőre nem tudom kicserélni.
Másik kábelem sajnos nincs itthon, azt egyenlőre nem tudom kicserélni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 27, 18:25
Írta: 000000000 Dátum 2014 február 27, 18:25
Merre laksz?
Ha nem vagyunk túl messze egymástól, szívesen segítek PC-s step-dir tengely mozgató etalon jelgenerátor teszt programommal behatárolni a hibát.
Ha nem vagyunk túl messze egymástól, szívesen segítek PC-s step-dir tengely mozgató etalon jelgenerátor teszt programommal behatárolni a hibát.
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 27, 19:50
Írta: lari Dátum 2014 február 27, 19:50
Nem hiszem, hogy menni fog, elég messze vagyunk, Ajka környékén lakom. De azért köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 február 28, 15:39
Írta: sanka74 Dátum 2014 február 28, 15:39
Szia! Próbáld meg első körben a Patch kábelt, az árnyékolt, és nem egy eresek, ahogy azt lentebb írták, első körben kívülről lógatva. Én anno kész kábelt vettem, 3 métereset, lecsaptam a végéről a dugót, és újra krimpeltem. lényeges hogy árnyékolt legyen. De a végső megoldás, a Licy, ahogy lentebb is mondták. A másik lehetséges ok, hogy lehetséges, hogy nem minden érpáron sikerült jól a krimpelésed, első körben ezt kellene ellenőrizni egy teszterrel.Én is jártam így, azért írom ezeket.
Cím: Re:DC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 február 28, 15:40
Írta: sanka74 Dátum 2014 február 28, 15:40
Lehetséges hogy lehetséges....jaj...bocs érte.
Cím: Re:DC szervó motoros vezérlés
Írta: tibs Dátum 2014 február 28, 15:56
Írta: tibs Dátum 2014 február 28, 15:56
Én már jártam úgy az optocsatoló nem volt elég gyors.
Lassú tempónál szép négyszög jel volt és ahogy gyorsult úgy ment át fűrészfogba
majd egyre laposodott a jelszint.
Pont a 4.tengelyem csinálta így elvoltam vele mire rájöttem.
Lassú tempónál szép négyszög jel volt és ahogy gyorsult úgy ment át fűrészfogba
majd egyre laposodott a jelszint.
Pont a 4.tengelyem csinálta így elvoltam vele mire rájöttem.
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2014 február 28, 19:41
Írta: lari Dátum 2014 február 28, 19:41
Az egyik tengelyen kicseréltem a vezetéket de sajna nem oldódott meg a probléma.
Kicsit bizonytalan vagyok, mert ezen a tengelyen egy Heidenhain ROD 426-os encoder van és kicsit furán vannak jelölve a kivezetések.
Ua1
Ua1_
Ua2
Ua2_
Ua0
Ua0_
Én úgy gondolom, hogy sorrendben fentről lefele AA_ BB_ ZZ_ nak felel meg, de nem vagyok biztos benne...
Kicsit bizonytalan vagyok, mert ezen a tengelyen egy Heidenhain ROD 426-os encoder van és kicsit furán vannak jelölve a kivezetések.
Ua1
Ua1_
Ua2
Ua2_
Ua0
Ua0_
Én úgy gondolom, hogy sorrendben fentről lefele AA_ BB_ ZZ_ nak felel meg, de nem vagyok biztos benne...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 28, 20:46
Írta: 000000000 Dátum 2014 február 28, 20:46
Az nem véletlen Ua jelölést kapott mert nagy a valószínűsége, hogy nem A,B és Z jelek.
Heidenhain szeret gyártani analóg kimenetű encodert is !
Az adatlap szerint a ROD 426-os típus TTL szintű kvadratúrának kellene lenni, de a betűjelölés nem erre utal.
Gondolom az az egy tengely működik rendesen ami sanyo denki motor van.
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 28, 20:50
Írta: Bencze András Dátum 2014 február 28, 20:50
A bekötésed jó, a fritz így jelöli. Ha meg tudod szkópolni meggyőződhetsz magad is.
Cím: Re:DC szervó motoros vezérlés
Írta: KBalázs Dátum 2014 március 01, 08:20
Írta: KBalázs Dátum 2014 március 01, 08:20
Egy kis segítségre lenne szükségem.
Van a sufnicnc-n közölt SMC v1.2 szervó vezérlő, ennek a HEX fájlja az égető szerint nem fér bele az Attiny2313 mikrovezérlőbe. Hogyan lehetséges ez? Vagyis inkább, mi a megoldás?
Van a sufnicnc-n közölt SMC v1.2 szervó vezérlő, ennek a HEX fájlja az égető szerint nem fér bele az Attiny2313 mikrovezérlőbe. Hogyan lehetséges ez? Vagyis inkább, mi a megoldás?
Cím: Re:DC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2014 március 01, 08:55
Írta: x4rhew5r3 Dátum 2014 március 01, 08:55
Csörgess meg, mert megint elhagytam a telefonszámod:(
Cím: Re:DC szervó motoros vezérlés
Írta: KBalázs Dátum 2014 március 01, 15:04
Írta: KBalázs Dátum 2014 március 01, 15:04
Megoldva. A HEX fájl formátuma elavult.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 március 05, 14:00
Írta: s7manbs8 Dátum 2014 március 05, 14:00
Encodert mennyiért lehet beszerezni legjobb áron és merrefele ? Tudtok valami jó helyet ? Szervó motorhoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 március 05, 21:13
Írta: 000000000 Dátum 2014 március 05, 21:13
Sőt, sok ipari gépen szinuszos kimenetű Heidenhain mérőléc/forgójeladó van. Lehet ez is ilyen.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 március 09, 22:16
Írta: 000000000 Dátum 2014 március 09, 22:16
Segítségre lenne szükségem, mégpedig a sufnicnc-s smc v1.2-t szeretném beleégetni az AVR studio segítségével, azonban amint megpróbálom a .hex-et a flash-be tenni, az nem engedi, mivel nem fér bele elvileg.
Cím: Re:DC szervó motoros vezérlés
Írta: KBalázs Dátum 2014 március 10, 00:20
Írta: KBalázs Dátum 2014 március 10, 00:20
Nézz bele a hexbe, az egyik sor láthatóan rossz címre szól, ott vágd le (ameddig belefér a programtárba). Utána a fuse biteket ez szerint: Low: $EF , Hi: $D9
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 március 11, 19:14
Írta: 000000000 Dátum 2014 március 11, 19:14
Köszönöm a segítséget,az utolsó pár sort kitöröltem,és így engedte felprogramozni.
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2014 március 13, 23:17
Írta: s73tgf9vg Dátum 2014 március 13, 23:17
Sziasztok!
Jól tudom, hogy az SMC enkóder bementein már van feszültség osztó, meg felhúzó ellenállás?
Ha igen, akkor gondolom elég ha a 12V-os Omron enkódert csak egy optóval leválasztom?
6N139-est tudtam venni hozzá. Így jó a kapcsolás?

Jól tudom, hogy az SMC enkóder bementein már van feszültség osztó, meg felhúzó ellenállás?
Ha igen, akkor gondolom elég ha a 12V-os Omron enkódert csak egy optóval leválasztom?
6N139-est tudtam venni hozzá. Így jó a kapcsolás?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 március 17, 19:58
Írta: 000000000 Dátum 2014 március 17, 19:58
Igen Lovi működni fog, csak így amikor logikai 1-et ad az enkóder, a kimeneten 0 lesz, emiatt érdemes felcserélni A és B bemenetet.(pc817-el is működik)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 március 17, 20:03
Írta: svejk Dátum 2014 március 17, 20:03
"(pc817-el is működik)"
Lehet hogy adott esetben működik, de legcsekélyebb mértékben sem ajánlatos. [#ejnye1]
Lehet hogy adott esetben működik, de legcsekélyebb mértékben sem ajánlatos. [#ejnye1]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 05, 14:37
Írta: s7manbs8 Dátum 2014 április 05, 14:37
Az E240 motorba való szénkefét hol árulnak amit érdemes lenne megvenni ?
Cím: Re:DC szervó motoros vezérlés
Írta: b4nm7gjvr Dátum 2014 április 05, 15:29
Írta: b4nm7gjvr Dátum 2014 április 05, 15:29
Szerzel egy nagyobb szénkefét, oszt' az eredetihez hozzácsiszolod, hogy méretben megegyezzen!
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2014 április 05, 16:19
Írta: s73tgf9vg Dátum 2014 április 05, 16:19
Én is a Fränczy féle megoldást választottam, ugyan ilyen colos méretet (1/8" X 1/4") csak internetről tudtam volna beszerezni.
Habár Budapesten nem kizárt, hogy van cég aki árul.
Habár Budapesten nem kizárt, hogy van cég aki árul.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 05, 16:22
Írta: s7manbs8 Dátum 2014 április 05, 16:22
Meg az se mindegy milyen minőség azért, bár lehet a gyengébbek is bírják valahány órát ? Megmértem, tényleg ilyen coll méretes valami kell bele.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 05, 16:22
Írta: PSoft Dátum 2014 április 05, 16:22
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 05, 16:26
Írta: s7manbs8 Dátum 2014 április 05, 16:26
Ezekből a sapka is hiányzik, meg a rugós csatlakozó vezetékkel ...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 05, 16:27
Írta: s7manbs8 Dátum 2014 április 05, 16:27
Lehet mindent csinálni, persze ha van hozzá eszköz ...
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2014 április 05, 17:00
Írta: s73tgf9vg Dátum 2014 április 05, 17:00
Psoft remek képeket halászott elő, én is elkezdtem ezek alapján megcsinálni a kefét, aztán 2-3 óra bajlódás után, -amikor nem akart beledagadni a cím a kínkeservesen előkészített kefébe- úgy döntöttem, hogy megveszem boltból és végigtolom párszor a smirglin.
Ez a B verzió már csak 800 Ft és 15 perc munka volt.
Ez a B verzió már csak 800 Ft és 15 perc munka volt.
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2014 április 05, 17:05
Írta: ks46twg3x Dátum 2014 április 05, 17:05
Szia!
Szerintem gyártanak is ilyet, ha megrendeled.
Én is találtam szénkefét, ami kicsit nagyobb és megcsiszoltam.
Szerintem gyártanak is ilyet, ha megrendeled.
Én is találtam szénkefét, ami kicsit nagyobb és megcsiszoltam.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 05, 17:14
Írta: PSoft Dátum 2014 április 05, 17:14
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 05, 17:16
Írta: s7manbs8 Dátum 2014 április 05, 17:16
Neked sincs már szénkeféd ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 05, 17:16
Írta: s7manbs8 Dátum 2014 április 05, 17:16
Jó képeket csináltál.
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2014 április 05, 17:21
Írta: ks46twg3x Dátum 2014 április 05, 17:21
Szerintem ők le tudják gyártani, ha továbbra is érdekel:
http://www.carbosint.hu/
http://www.carbosint.hu/
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 05, 17:24
Írta: PSoft Dátum 2014 április 05, 17:24
Olvassatok vissza....
A © svejk-féle első,vagy második? E240-es beszerzés idején...
Nem volt egyszerű a hozzávaló kefék beszerzése.
Ha volt is,horror árakat kértek párjáért.:(
© H.Józsi,és még páran futottak köröket a beszerzésre.
De aztán,a horror árak miatt...."elhaltak" a beszerzésre irányuló törekvések.:(
Akkor készültek ezek a kefék.:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 05, 23:24
Írta: s7manbs8 Dátum 2014 április 05, 23:24
Megszerkesztettem egy meggyötört tárcsám kivágó alakját Solid Edge-vel, de vagy a 20. vágás funkciónál elkezdett lelassulni és egyre jobban, a végén egy vágás már belekerült vagy 20mp-be ... érdekes egy program, miféle módszerrel dolgozhat, hogy így belassul ?
Ezt PSoft lehet ki tudod vágni lézerrel ? A külső mérete 38 mm körüli.

Ezt PSoft lehet ki tudod vágni lézerrel ? A külső mérete 38 mm körüli.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2014 április 06, 10:32
Írta: D.Laci Dátum 2014 április 06, 10:32
Szerinted ha a rések szélesebbek mint ami megmarad meg, hogy ferdén vannak rajzolva így jó lesz?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 14:08
Írta: s7manbs8 Dátum 2014 április 06, 14:08
Ez egy gyárinak az alkatrésze, az is ilyen, csak elhajlott, letört róla egy darab stb.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 április 06, 15:20
Írta: 000000000 Dátum 2014 április 06, 15:20
Szia, plexiből kivágom szívesen, hány db?
Cím: Re:DC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2014 április 06, 15:34
Írta: s73tgf9vg Dátum 2014 április 06, 15:34
Szerintem ide valamilyen LV 0.5mm alatti anyag kell, de majd az okosabbak megmondják, hogy pontosan milyen. A nem fényáteresztő plexi még működhetne is, ha van ilyen vastagságban.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 április 06, 16:09
Írta: 000000000 Dátum 2014 április 06, 16:09
van fekete plexim, de 0,5 mm vastagságban gyenge lenne, meg kellene nézni, hogy mekkora az optokapu rése
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 április 06, 16:14
Írta: svejk Dátum 2014 április 06, 16:14
A fekete plexin nagy valószínűséggel úgy átmegy az infra mint a pinty.
De nem is értem miért foglalkoztok egyáltalán a kérdéssel.
Elektron is már itt öregszik meg és nem tudja mit hogy kell csinálni?
Ahogy írta D.Laci a terv is eleve hibás.
Ilyen alacsony felbontású tárcsát kis túlzással filctollal rajzolok.
Ma meg már mindenhol elérhető a lézermyomtató és az írásvetítő fólia.
De nem is értem miért foglalkoztok egyáltalán a kérdéssel.
Elektron is már itt öregszik meg és nem tudja mit hogy kell csinálni?
Ahogy írta D.Laci a terv is eleve hibás.
Ilyen alacsony felbontású tárcsát kis túlzással filctollal rajzolok.
Ma meg már mindenhol elérhető a lézermyomtató és az írásvetítő fólia.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 06, 16:45
Írta: PSoft Dátum 2014 április 06, 16:45
[#eljen]
Teljesen jól,korrektül működik a lézernyomott/fóliás tárcsa is.
Főleg,ilyen "móricka" felbontásban.:)
Erre a Sanyo Denki-re nyomtattam,a törött üvegtárcsa helyett.
A 240-es osztás,minden gond nélkül kivitelezhető volt lézernyomtatóval.
Volt régebben itt a fórumon valakinek? egy kis enkóder progija,azt használtam hozzá.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 április 06, 16:51
Írta: svejk Dátum 2014 április 06, 16:51
Bármelyik CAD progival, da akár a corel-el is pár perc egy ilyen tárcsa megrajzolása.
nekem az a progi sosem csinált pontos tervet, vagy csak én voltam a béna.
nekem az a progi sosem csinált pontos tervet, vagy csak én voltam a béna.
Cím: Re:DC szervó motoros vezérlés
Írta: keri Dátum 2014 április 06, 16:56
Írta: keri Dátum 2014 április 06, 16:56
Pont ez ugrott be, hogy nyomtatok ilyen tárcsát, vagy mondjuk elvileg van gravírozója is Elektronnak, azzal le is tudja gyártani sárgaréz lemezből.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 17:17
Írta: s7manbs8 Dátum 2014 április 06, 17:17
Tudok én mindent, de most csak berajzoltam, ugyanazt, amilyen az eredeti, majd utána megyek gépezni, pár rajz után, ezt is valahogy megpróbálom kigravírozni pl. vagy vékony aluból P20-al kimarni vegyileg vas kloriddal pl stb.. csak PSoftot is azért kérdeztem, ha megvan a technikája ebből csak egy darab kell.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 17:17
Írta: s7manbs8 Dátum 2014 április 06, 17:17
A 3D nyomtató fej megvan már ? szia.
Cím: Re:DC szervó motoros vezérlés
Írta: keri Dátum 2014 április 06, 17:40
Írta: keri Dátum 2014 április 06, 17:40
Mert azzal tudsz sárgarezet gravírozni? :)
Mondtam hogy az nálam nem lesz gyors ez.
Mondtam hogy az nálam nem lesz gyors ez.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 17:44
Írta: s7manbs8 Dátum 2014 április 06, 17:44
Nem az csak a másik téma miatt kérdezem. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 18:43
Írta: s7manbs8 Dátum 2014 április 06, 18:43
Egy darab, de az lehet átengedi az infrát ?
Cím: Re:DC szervó motoros vezérlés
Írta: 9hpa53xy Dátum 2014 április 06, 18:56
Írta: 9hpa53xy Dátum 2014 április 06, 18:56
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 19:05
Írta: s7manbs8 Dátum 2014 április 06, 19:05
Majd valahogy kipróbálom ezeket a technikákat.
Cím: Re:DC szervó motoros vezérlés
Írta: 9hpa53xy Dátum 2014 április 06, 19:07
Írta: 9hpa53xy Dátum 2014 április 06, 19:07
Mennyire legyen olcsó a tárcsa, és mennyire legyen sufnituning ? :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 19:24
Írta: s7manbs8 Dátum 2014 április 06, 19:24
Majd megoldom valahogy ... :) Itt is van nyomtató papírbolt ott rá tudom lézerrel nyomtatni akkor fóliára pl. az jó lesz ezek szerint.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 06, 21:33
Írta: PSoft Dátum 2014 április 06, 21:33
Most akkor mi van?[#nemtudom]
Nem jó Neked az E240-esekhez utángyártott tárcsa?
1"-os,500 osztásos,11mm az optikai rádiusza,az index sáv nincs rajta.
Hány db.-ot tegyek a borítékba???
Nem akarom rád erőltetni,de ha kínlódni akarsz....
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 06, 21:38
Írta: PSoft Dátum 2014 április 06, 21:38
Jahhhh!
Cserébe...
Süthetsz nekem egy(kettő) 16f627-et.:)
A hexe is meg van!
Cserébe...
Süthetsz nekem egy(kettő) 16f627-et.:)
A hexe is meg van!
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 21:41
Írta: s7manbs8 Dátum 2014 április 06, 21:41
Nincs semmi, ez a tárcsa amit mutogatok, egy másfajta szedett vedett meglévő servo motoromhoz kell, nem érdekes ez annyira, amaz a tácsa majd kell persze elvileg 5 motorom van, abból 2 működik a másikhoz még majd szénkefe kell, meg lehet csapágyazás is.
Sütök én neked keszeget is, de PIC-et is tudok, amennyit csak akarsz.
Sütök én neked keszeget is, de PIC-et is tudok, amennyit csak akarsz.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 06, 21:49
Írta: PSoft Dátum 2014 április 06, 21:49
Nah,akkor írd össze...
Mennyi az annyi...
Aztán,jelentsd meg!
Gondolom,16f627-ed van a fiókba?
Küldöm a hexét.
A keszeget meg jó ropogósra,jó sósra...úgy szeretem!:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 21:51
Írta: s7manbs8 Dátum 2014 április 06, 21:51
Nincs 16F627-em itthon, tárcsa jöhet 5. Havernak szólok fogja meg akkor a keszeget is. :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 06, 21:54
Írta: PSoft Dátum 2014 április 06, 21:54
Hubasszus!
Szerezz be gyorsan kettőt!!!:)
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 április 06, 21:56
Írta: ANTAL GÁBOR Dátum 2014 április 06, 21:56
Mit csinálsz a 16F627 ből ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 22:05
Írta: s7manbs8 Dátum 2014 április 06, 22:05
Kapni lehet még úgy látom.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 06, 22:22
Írta: PSoft Dátum 2014 április 06, 22:22
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 06, 22:23
Írta: PSoft Dátum 2014 április 06, 22:23
Megnézted?
Hogyé aggyák??:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 22:30
Írta: s7manbs8 Dátum 2014 április 06, 22:30
chipcad.hu-nál ha jól látom 360Ft azt nem tudom nettó e vagy bruttó, nem tudom máshol hol van ilyen.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 22:35
Írta: s7manbs8 Dátum 2014 április 06, 22:35
Ez mit csinál, olvasom, de nem világos ... ?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 április 06, 22:38
Írta: svejk Dátum 2014 április 06, 22:38
Oké, hogy villanymotor, de mi hajcs'a ? :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 06, 22:45
Írta: PSoft Dátum 2014 április 06, 22:45
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 22:50
Írta: s7manbs8 Dátum 2014 április 06, 22:50
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 06, 22:58
Írta: PSoft Dátum 2014 április 06, 22:58
Igen,DIP tokos kell.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 április 06, 23:03
Írta: svejk Dátum 2014 április 06, 23:03
Hagyjuk, nem értek én ehhez... :(
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 06, 23:26
Írta: PSoft Dátum 2014 április 06, 23:26
Mer,én meg...igen?????:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 április 06, 23:32
Írta: s7manbs8 Dátum 2014 április 06, 23:32
Jó, értem, gondolom 20MHz-es kell, mert azt ott nem látom mennyi frekivel megy a dolog, a hex ott hol van , nem látom azt se.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 április 06, 23:37
Írta: PSoft Dátum 2014 április 06, 23:37
Igen,a leírás 20MHz-ről beszél.
A hex...ott van az,nézd csak meg!:)(az előbb...lemaradt)[#falbav]
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2014 április 27, 20:31
Írta: designr Dátum 2014 április 27, 20:31
Valaki próbálta már ezt a vezérlőt...viszonylag olcsó..a cég elég komolyan fejleszt..
DC driver
ebay-on
DC driver DCS3T 26
DC driver
ebay-on
DC driver DCS3T 26
Cím: Re:DC szervó motoros vezérlés
Írta: smalla Dátum 2014 április 28, 08:38
Írta: smalla Dátum 2014 április 28, 08:38
Én is szemeztem ezzel. Szintén kíváncsi volnék, hogy van e valakinek tapasztalata.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 április 28, 11:01
Írta: 000000000 Dátum 2014 április 28, 11:01
Sziasztok,
a Profi2S vezérlők beállításához használt Servo Monitor szoftver nincs meg valakinek véletlenül? Hálás lennék, ha valaki fel tudná rakni vagy el tudná küldeni emailben az m_mzs kukac freemail.hu - ra
előre is köszi
Zsolt
a Profi2S vezérlők beállításához használt Servo Monitor szoftver nincs meg valakinek véletlenül? Hálás lennék, ha valaki fel tudná rakni vagy el tudná küldeni emailben az m_mzs kukac freemail.hu - ra
előre is köszi
Zsolt
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 április 29, 17:43
Írta: ANTAL GÁBOR Dátum 2014 április 29, 17:43
Van valami róla nálam de kell egy pc guru aki kihámozza . Jelentkezek...
Cím: Re:DC szervó motoros vezérlés
Írta: ksjus5vax Dátum 2014 május 12, 14:09
Írta: ksjus5vax Dátum 2014 május 12, 14:09
Sziasztok.
Egy olyan problémával zargatnálak titeket nem nagyon ismerem a dc szervókat. Van egy gép min meg van zavarodva a z tengely nem pontos relief marásnál. gondol egyet lécsőt csinál minta ki csúszna a a patronból a szerszám. SmootStepper és Dugong van rajta 400w os szervó van rajta. Encoder baj lehet ? De Z turned of safe Z move hibát is jelez ha futás 0 ra van. Válaszotokat előre is köszönőm.
Egy olyan problémával zargatnálak titeket nem nagyon ismerem a dc szervókat. Van egy gép min meg van zavarodva a z tengely nem pontos relief marásnál. gondol egyet lécsőt csinál minta ki csúszna a a patronból a szerszám. SmootStepper és Dugong van rajta 400w os szervó van rajta. Encoder baj lehet ? De Z turned of safe Z move hibát is jelez ha futás 0 ra van. Válaszotokat előre is köszönőm.
Cím: Re:DC szervó motoros vezérlés
Írta: ksjus5vax Dátum 2014 május 12, 14:11
Írta: ksjus5vax Dátum 2014 május 12, 14:11
Bocsánat a helyesírásért és fogalmazásért 1 es. :D
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 május 20, 07:26
Írta: ANTAL GÁBOR Dátum 2014 május 20, 07:26
Kérem jelentkezzen az akinek sikerült a nagyobb Klaviós DCS810 es DC szervó behangolása. E240 es motorral próbálom sok buktatón túl vagyok de ami vasárnap jó volt az tegnap már nem . ( Ha erőszakkal kimozdítom a motort akkor átugrik, gyenge ) Egyáltalán kinek van ?
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 május 20, 09:08
Írta: ANTAL GÁBOR Dátum 2014 május 20, 09:08
A kérdés okafogyottá vált: Kiderült hogy az én vezérlőmhöz egy régebbi soft való. Köszönet érte Tibor Györgynek
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 05, 16:23
Írta: s7manbs8 Dátum 2014 június 05, 16:23
Az E240 motorra encodert téve egy 4-essel kifúrom a tengely véget elég kemény anyag elég csak egy 4-es furat vagy menetet vágjak bele, ha egyáltalán belemenne a menetvágó. Utána csapágy ragasztóval beleragasztani egy 4-es tengelyszerű végű valamit majd arra rá a tárcsatartó.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 június 05, 18:14
Írta: ANTAL GÁBOR Dátum 2014 június 05, 18:14
Kifúrod 4 essel beleragasztasz egy 8 hosszú csapot . A ragasztási palást = 4*Pi*8= 100mm2 Veszünk egy csapágy Loctite-t aminek a tau ja 20N/mm2 . Akkor a nyíróerő 2000 N ez a 2 es sugarú tengelyen 4 Nm nyomatékot eredményez. Még ha a felét veszed akkor is bőven elég annak a tárcsának . Sajnos senki nem hisz a ragasztásban . Csinálj egy kampós csapot. Fúrd ki 4 essel és ragassz bele egy 4 es kampós csapot, majd akassz rá egy mázsát. Ki fogja bírni.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 05, 19:27
Írta: s7manbs8 Dátum 2014 június 05, 19:27
Kösz, már közben menetet fúrtam bele, mert itt nincs semmi komoly eszköz eszterga meg ilyenek, meg ezt becsavarom erősen, aztán valami anyagot ráhúzok és saját magán megesztergálom valahogy majd. De már az is haladás hogy kifúrtam, mert már régen itt várja a sorsát és valamit jó lenne velük kezdeni, meg lehető legpénzspórolóbb üzemmóddal megy a téma.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 június 05, 21:26
Írta: PSoft Dátum 2014 június 05, 21:26
Mondtam,hogy küld el azokat a mocikat!....megcsináltam volna!
Munkadíj fejébe,adtam volna hozzájuk az 500-as tárcsákat.:))
No persze,a tárcsák így is mennek!
Hadd pörögjenek azok a szervók!
(Csak hát így,kénytelen leszel Te felbütykölni a tengelyvégekre őket.:)
Mennyit is ígértem?...ötöt???
(egyébként,fölöslegesen kínlódtál a menetfúrással,semmi szükség ott a menetes csatlakozásra.
A Loctite tökéletesen megfelelt volna,mint ahogy Gábor is írja.
Sőt...még igazából a ragasztó se kell!
A csapos tengelytoldás darabja,szorosan belenyomva a tengelyvég furatába,és utána méretre esztergálva a motor saját forgásával.
Nem kell azt a toldást levenni onnan sose!:))
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2014 június 05, 21:45
Írta: guliver83 Dátum 2014 június 05, 21:45
Akkor tudom már kihez kel küldenem az én E240 motorjaimat! :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 június 05, 22:05
Írta: PSoft Dátum 2014 június 05, 22:05
Eddig,miért nem küldted???
Nincs...dobozod?:))
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 08, 20:44
Írta: s7manbs8 Dátum 2014 június 08, 20:44
Van neked biztos más jobb dolgod is, valahogy rákooperáltam egy hajtó motort az univerzális mindent tudó gépemre és így esztergálgatni is meg tudom a végeit, most írok egy kis g kódot, ami megy egy menetet esztergálva egyszerre, kézzel nyomkodom, aztán megmérve 9.2mm-re fogom csinálni, ha netán a te féle tárcsád lesz a nyerő, meg magam is csinálok valami tárcsát, ugyanilyen méretre és akkor ez is, az is szóba kerülhet. :)
Most így néz ki a dolog.

Most így néz ki a dolog.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 június 08, 21:19
Írta: PSoft Dátum 2014 június 08, 21:19
Áááá!
A Faxa kis "univerzális",mindenhovapasszoló:)hengergörgős írógépkocsik![#eljen]
Amúgy...balkezes vagy?:)
8mm-es azE240-es tengelyvége,ha 9,2-re hagyod a tengelytoldást...hogy fogod a csapágyat szerelni?[#nemtudom]
Miért nem "sajátforgatással" csinálod a fúrást,és a tengelyvéget?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 08, 22:00
Írta: s7manbs8 Dátum 2014 június 08, 22:00
Inkább balfék vagyok, na ebben nincs szénkefe, így magától nem forog, de majd fixen lerögzítem és úgy forgatom meg hogy a saját csapágya vezesse meg ... de most csak kipróbáltam, hogy meg lehet e csinálni valahogy. A csavar feje kiállt így 12-esre csináltam ezt meg. Majd marok rá egy tárcsát és megnézem hogy megy rá, meg mennyire ütős lett. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 08, 22:01
Írta: s7manbs8 Dátum 2014 június 08, 22:01
Libeg az egész szerkezet ide-oda, de ezt a kis fát azért még elbírja faragni. Arra pont jó.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 08, 22:03
Írta: s7manbs8 Dátum 2014 június 08, 22:03
Lehet ebből a példányból egy maróorsót készítek, és a fordulatszám tartáshoz egy saját encoderes érzékelős valamit kevés osztással ráteszek pl, arra jó az itteni technika is , meg sokba nem kerül.
Azokra a tárcsákra visszatérve, encoderem nincs azokhoz még, agy addig mindegy, mert majd ha lesz vagy veszek valahonnan, akkor tudom rászerelni pl.
Azokra a tárcsákra visszatérve, encoderem nincs azokhoz még, agy addig mindegy, mert majd ha lesz vagy veszek valahonnan, akkor tudom rászerelni pl.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 június 08, 23:23
Írta: PSoft Dátum 2014 június 08, 23:23
Ahahhh!
Szóval,kefék sincsenek abban a motorban.:(
Mennyi "kefenélküli" E240-esed van?
libeg...libeg...
A tehén farka is "libeg" aztán,még...sose esett le!:))
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 június 08, 23:33
Írta: PSoft Dátum 2014 június 08, 23:33
Látod...látod!
Ha elmentél volna Debrecenbe...
Már lenne optikád az 500-as tárcsákhoz!:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 08, 23:33
Írta: s7manbs8 Dátum 2014 június 08, 23:33
Kefe nélküli 3 van, kettő meg elvileg OK-s, azokon van kefe is. Még a kefetartó is egyiken leesik, oda kéne ragasztani vagy mi.
Na, közben marok egy tárcsát erre, most kezdem. :)
Na, közben marok egy tárcsát erre, most kezdem. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 08, 23:34
Írta: s7manbs8 Dátum 2014 június 08, 23:34
Azóta se voltam ott se, látod, nem olyan egyszerű ez. De majd egyszer ...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 08, 23:35
Írta: s7manbs8 Dátum 2014 június 08, 23:35
Majd egy benzincsővel összekötöm a forgató tengellyel, meg két bilincs, a következőt úgy esztergálom, akkor az halál pontos lesz. :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 június 08, 23:51
Írta: PSoft Dátum 2014 június 08, 23:51
Akkor...
Hat darab,"utángyártott" E240-esbe való kefe...félretéve © elektronnak.:)
Kiabálj,ha aktuális lesz!
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 június 09, 00:00
Írta: PSoft Dátum 2014 június 09, 00:00
Jövő hónap,tizenkilencedikén reggel...zsebrevágok három,500-as HEDS optikát(meg az öt db.tárcsát,amit ígértem).
Ha ott leszel...és megkeresel,akkor...a Tied a három optika is!
Ha nem,akkor...hazahozom őket,a zsebemben!:((
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 09, 00:22
Írta: s7manbs8 Dátum 2014 június 09, 00:22
Megvan a tárcsa:

Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 09, 17:31
Írta: s7manbs8 Dátum 2014 június 09, 17:31
Ennek végén levő menet a hátulsó lapján olyan menetes, amilyen a PC dobozok csavarjai kívül pl ... nehogy már egyszerű legyen, persze amerikai ez a féle motor vagy mi.
Ezt a lapot kivágom és ráteszek egy opto rés kaput.

Ezt a lapot kivágom és ráteszek egy opto rés kaput.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 június 09, 19:07
Írta: ANTAL GÁBOR Dátum 2014 június 09, 19:07
Érdeklődéssel figyelem de valamit nem értek : ha egy ( 1!! ) db ot teszel rá akkor abból nem lesz kétfázisú ( A+ B ) jel . Ha olyat teszel rá aminek két integrált érzékelője van ( HEDS ) akkor annál kötött a rés / takarás méret .
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 09, 22:49
Írta: s7manbs8 Dátum 2014 június 09, 22:49
Kettő rés van rajta, de ha egy lenne sebesség szervónak az is jó lenne.

Cím: Re:DC szervó motoros vezérlés
Írta: cc7nypid Dátum 2014 június 11, 14:15
Írta: cc7nypid Dátum 2014 június 11, 14:15
Sziasztok!
Valaki jártas esetleg egy dc 250w-os sanyo denki szervo behongolásában a sneci féle kliens progival?
Elég erőteljesen gerjed (iszonyatos hanggal korrigálni akar, akkor is ha ujjal megérintem a szervó tengelyét)Tengely forgások közben is kávédaráló hangot ad, kb. tökmindegy hányféle beállítást másoltam be a sneci verziói közül...
üdv..
Valaki jártas esetleg egy dc 250w-os sanyo denki szervo behongolásában a sneci féle kliens progival?
Elég erőteljesen gerjed (iszonyatos hanggal korrigálni akar, akkor is ha ujjal megérintem a szervó tengelyét)Tengely forgások közben is kávédaráló hangot ad, kb. tökmindegy hányféle beállítást másoltam be a sneci verziói közül...
üdv..
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 15, 01:07
Írta: s7manbs8 Dátum 2014 június 15, 01:07
E240 motor encoder végét leesztergálom , felszereltem a gépre, meg kést is tettem rá, amin meg nincs szénkefe, azt meg egy másikkal hajtom meg bilinccsel, tengelyeiket csővel összekötve. Szép kis akció volt mára ezt kitalálni.

Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 15, 02:30
Írta: s7manbs8 Dátum 2014 június 15, 02:30
Egyet meg is csináltam még most próbaképpen, jó lesz a dolog, csak ezt túl lefaragtam, mert még alatta is van egy lemez, azt elfelejtettem most majd holnap csinálok másikat.

Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 16, 00:12
Írta: s7manbs8 Dátum 2014 június 16, 00:12
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 június 16, 05:08
Írta: PSoft Dátum 2014 június 16, 05:08
[#eljen]
Így kell ezt!
A © KoLa most,biztos irigykedik!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 június 19, 22:06
Írta: s7manbs8 Dátum 2014 június 19, 22:06
Alakulgat a szervó motor cucc.

Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2014 augusztus 27, 09:29
Írta: rbbhbyvfs Dátum 2014 augusztus 27, 09:29
PSoft, nagaoka:
HP nyomtató és a lineáris útmérő felhasználása témakörben, merre volt/van némi infó?
Köszönöm,
HP nyomtató és a lineáris útmérő felhasználása témakörben, merre volt/van némi infó?
Köszönöm,
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2014 augusztus 27, 09:38
Írta: ggdr57dg Dátum 2014 augusztus 27, 09:38
Olvastam az Adok-veszekben a kérdést, azért nem válaszoltam, mert Béla (PSoft) is, István (ftarack) is írtak.
Sajnos nincs időm mostanában foglalkozni ezzel az SMC vezérlővel (sem) pedig érdekelne a dolog.
Van 2 kész, tesztelt vezérlőm, amivel kísérleteztem egy éve, ha valakinek kell, eladom.
Sajnos nincs időm mostanában foglalkozni ezzel az SMC vezérlővel (sem) pedig érdekelne a dolog.
Van 2 kész, tesztelt vezérlőm, amivel kísérleteztem egy éve, ha valakinek kell, eladom.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 augusztus 27, 11:20
Írta: PSoft Dátum 2014 augusztus 27, 11:20
Vegyesen vannak/voltak színuszos,és inkrementális A-B csatornás optikák a HP-nél is.
Ennek a HP Deskjet 895Cxi -nek pld.inkrementális,A-B csatornás optikával van szerelve a fejszervója.
ITT láthatsz az eredeti felépítésről pár képet.
Ez az optika van benne:
Kísérleteztem ezzel a fejszervóval...
A HP eredeti kis DC motorját,szíjat,optikát,útmérő csíkot felhasználva,átépítettem egy Festo pneumatikus/lineáris hajtásra.
Annyi a változás a nyomtatóhoz képest,hogy én,omegában hajtottam a szíjjal a Festo kocsiját.
Vezérlőm,akkor,csak a DSSC -ből volt kéznél,e azzal remekül működött.
Persze,a paramétereket,állítani kellett a vezérlőben.
Méréseket nem végeztem,pusztán gyakorlati beállításokkal,szemre/fülre sikerült vele,egy szerintem jól működő kísérletet összehozni.
(de,majd a nálam okosabbak,úgy is megmondják!:)
Pár kép a Festo lineár/HP fejszervó összeállításról.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2014 augusztus 27, 11:27
Írta: ggdr57dg Dátum 2014 augusztus 27, 11:27
Most én is tanultam valamit. Otthon megnézem, milyen optika is van benne, de lehet, ma nem lesz rá időm.
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2014 augusztus 27, 11:36
Írta: rbbhbyvfs Dátum 2014 augusztus 27, 11:36
Köszönöm az infókat, milyen felbontása van a szalagnak?
Cím: Re:DC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2014 augusztus 27, 11:37
Írta: rbbhbyvfs Dátum 2014 augusztus 27, 11:37
Mennyiért válsz meg tőlük? Lehet nem állnék neki barkácsolni, az A300 meg végleg sok lenne hozzá...
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 augusztus 27, 11:58
Írta: PSoft Dátum 2014 augusztus 27, 11:58
Ha jól emlékszem 200LPI felbontásúak a szalagok.
De lehet,hogy ez változó(nyomtatófüggő).
Ha átszámolod,akkor a 200LPI az 0,127mm.
De,ezekről a nyomtató optikákról,© svejk sokkal többet tudna mondani,ő volt ezeknek a specialistája 'anno.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 augusztus 27, 15:18
Írta: svejk Dátum 2014 augusztus 27, 15:18
120-200 LPI-ig volt több féle, de a lényeg hogy ezeknek az akkori "újabbaknak" már nem TTL hanem sinus-cosinus kimenetük volt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 augusztus 27, 15:19
Írta: svejk Dátum 2014 augusztus 27, 15:19
Bocsi, most látom már leírtad a lényeget.
Cím: Re:DC szervó motoros vezérlés
Írta: nffab2gnr Dátum 2014 augusztus 27, 18:42
Írta: nffab2gnr Dátum 2014 augusztus 27, 18:42
PSoft 2014. jún. 09. 00:00 | Válasz | #12474
Jövő hónap,tizenkilencedikén reggel...zsebrevágok három,500-as HEDS optikát(meg az öt db.tárcsát,amit ígértem).
Ha ott leszel...és megkeresel,akkor...a Tied a három optika is!
Ha nem,akkor...hazahozom őket,a zsebemben!:(
Szia! Ezt írtad elektronnak anno,de nem tudom létrejött-e a találka.Remélem nem ,mert akkor maradt rengeteg szénkeféd.:)))
És most jön a lényeg,akár 4 db is kellene nekem a 240 motorokba.[#wave][#wave]
Jövő hónap,tizenkilencedikén reggel...zsebrevágok három,500-as HEDS optikát(meg az öt db.tárcsát,amit ígértem).
Ha ott leszel...és megkeresel,akkor...a Tied a három optika is!
Ha nem,akkor...hazahozom őket,a zsebemben!:(
Szia! Ezt írtad elektronnak anno,de nem tudom létrejött-e a találka.Remélem nem ,mert akkor maradt rengeteg szénkeféd.:)))
És most jön a lényeg,akár 4 db is kellene nekem a 240 motorokba.[#wave][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 augusztus 27, 19:22
Írta: PSoft Dátum 2014 augusztus 27, 19:22
Október 4.-én reggel...zsebre vágok négy db.E240-es motorba való,faxa utángyártott szénkefét(a másik zsebembe:).
Ha ott leszel...és megkeresel,akkor...a Tied a négy szénkefe.
Ha nem leszel ott,akkor...hazahozom őket a zsebemben!:(
Így...jó lesz???
Egyébként,elektronnak,nem is ígértem(akkor)szénkefét!:))
Komolyra fordítva...
Kérek egy postacímet magánba,ha annyira "sürgős".
[#wave][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: nffab2gnr Dátum 2014 augusztus 27, 23:28
Írta: nffab2gnr Dátum 2014 augusztus 27, 23:28
Azt hiszem a zsebre vágós módszert választom, én is megyek Fehérvárra.
De ha hirtelen sürgős lenne jelentkezem.[#wave][#email]
De ha hirtelen sürgős lenne jelentkezem.[#wave][#email]
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2014 augusztus 27, 23:37
Írta: guliver83 Dátum 2014 augusztus 27, 23:37
Lassan nem lesz annyi szénkefe, amennyire igény lesz!! Pedig nem egy nagy valami csinálni, de ha már készen van akkor az a legjobb megoldás.
Nekem csak 6DB kellene akkor ! És 3 encoder és optika hozzá! [#taps]
Nekem csak 6DB kellene akkor ! És 3 encoder és optika hozzá! [#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 augusztus 28, 08:41
Írta: PSoft Dátum 2014 augusztus 28, 08:41
Ok!
Előtte,azért még "kiabálj rám",nehogy üres zsebbel induljak el.:))
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 augusztus 28, 08:43
Írta: PSoft Dátum 2014 augusztus 28, 08:43
Neked meg,most nem írok semmit!:)
Mindjárt megmondom...személyesen!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: nffab2gnr Dátum 2014 augusztus 29, 17:36
Írta: nffab2gnr Dátum 2014 augusztus 29, 17:36
Nem emlékszem,hogy ki hirdetett itt a fórumon kapcsolószekrényeket,de keresek kb:500*300 méretet,vagy valami hasonlót.
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2014 augusztus 29, 20:34
Írta: jani300 Dátum 2014 augusztus 29, 20:34
Van 3db bontottam . Valami hasonló méret . Az egyik kültéren lehetett látszik az ajtón . Egy biztos felesleges . Megnézem a méreteket . Lehet posta se kell :)
Cím: Re:DC szervó motoros vezérlés
Írta: ks46twg3x Dátum 2014 augusztus 30, 06:53
Írta: ks46twg3x Dátum 2014 augusztus 30, 06:53
Szépen megoldottad.
Gratulálok!
Gratulálok!
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2014 szeptember 08, 07:05
Írta: guliver83 Dátum 2014 szeptember 08, 07:05
Jó Reggel Mindenkinek!!!
Megépítettem az SMC digitális DC servo motor hajtás, elsőre indult gond nélkül tökéletesen, de még be kellene hangolni a motorhoz, mert az nem annyira jó,nagyobb fordulaton letilt a vezérlő.
Tudna valaki egy kis segítséget adni a beállításba.
Van ez a terminál amivel be kell állítani, de sok mindent nem értek belőle, letudná írni valaki, hogy a P0 tól P7 ig mit is jelentenek a beállítások.
Én ahogy értelmeztem fordítottam
P0-(velocity limit) sebesség limit a motor sebességének a limitje lenne?
P1-(veliciti feedback) sebesség visszajelzés, enkóder felbontását kellene beírni?
P2-(P gain)
P3-(I gain)
P4-(torque limit) a motor kimenő nyomatéka
P5-(EMF)
P6-(gear ratio) maximális sebesség arány , vagy áttétel
P7-(D gain) áttétel
Megépítettem az SMC digitális DC servo motor hajtás, elsőre indult gond nélkül tökéletesen, de még be kellene hangolni a motorhoz, mert az nem annyira jó,nagyobb fordulaton letilt a vezérlő.
Tudna valaki egy kis segítséget adni a beállításba.
Van ez a terminál amivel be kell állítani, de sok mindent nem értek belőle, letudná írni valaki, hogy a P0 tól P7 ig mit is jelentenek a beállítások.
Én ahogy értelmeztem fordítottam
P0-(velocity limit) sebesség limit a motor sebességének a limitje lenne?
P1-(veliciti feedback) sebesség visszajelzés, enkóder felbontását kellene beírni?
P2-(P gain)
P3-(I gain)
P4-(torque limit) a motor kimenő nyomatéka
P5-(EMF)
P6-(gear ratio) maximális sebesség arány , vagy áttétel
P7-(D gain) áttétel
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 08, 08:23
Írta: svejk Dátum 2014 szeptember 08, 08:23
Olvasd el az eredeti leírást, ott vannak képletek mit, hogyan kell kiszámolni.
Azt sajnos nem tudom, hogy közben már mennyire lettek ezek a részek megváltoztatva a most használatos programban.
Azt sajnos nem tudom, hogy közben már mennyire lettek ezek a részek megváltoztatva a most használatos programban.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2014 szeptember 08, 09:00
Írta: guliver83 Dátum 2014 szeptember 08, 09:00
Hát igen már egy jó ideje olvasgatom azt az oldalt. Gondoltam hátha van valaki aki egyszerűbben le tudná írni, hogy mit miért kel beírni.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2014 szeptember 08, 11:40
Írta: ggdr57dg Dátum 2014 szeptember 08, 11:40
Olvasd el a #12073 hozzászólásomat, talán segít.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2014 szeptember 08, 13:08
Írta: guliver83 Dátum 2014 szeptember 08, 13:08
Most jelenleg egy 500 osztású enkóder van a motoron és azzal tesztelem, de van egy ugyan ilyen tácsa csak 100-as osztású az jó lehet az 500 optikához?
Cím: Re:DC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 szeptember 08, 18:10
Írta: krnj79r9n Dátum 2014 szeptember 08, 18:10
Van mindenféle DC szervóm, de néhány szénkefe hiányos. Van itt valaki akinek van mindenféle szénkeféje?
Vagy tudtok céget Budapesten ahol jó áron adnak?
Vagy tudtok céget Budapesten ahol jó áron adnak?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 08, 19:31
Írta: svejk Dátum 2014 szeptember 08, 19:31
Ha HEDS optika akkor kizárt.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2014 szeptember 08, 19:35
Írta: guliver83 Dátum 2014 szeptember 08, 19:35
Persze tudok céget ajánlani!
Egy kicsit megerőlteted magadat és te is tudsz csinálni, én is csináltam a szervó motoromhoz.
Lecsiszolsz egy nagyobbat, vagy méretre vágsz valami nagy szénkeféből.
Nézd meg hogy csinálták annó a mesterek!!!
Egy kicsit megerőlteted magadat és te is tudsz csinálni, én is csináltam a szervó motoromhoz.
Lecsiszolsz egy nagyobbat, vagy méretre vágsz valami nagy szénkeféből.
Nézd meg hogy csinálták annó a mesterek!!!
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2014 szeptember 08, 19:41
Írta: guliver83 Dátum 2014 szeptember 08, 19:41
Lassan de rájöttem a beállítás lehetőségeire, lehetséges hogy még mindig nem tökéletes, de egész jó halad a dolog.
A motor turingban beállítottam 10000 fordulatot és 100 gyorsulás megállás a Step Per hez milyen értéket kellene írni, jelenleg 133 van.
G kódban 6500 fordulatig tudtam felmenti.
100 optikával azért szeretném hajtani, hogy kevesebb legyen a hibajel.
A motor turingban beállítottam 10000 fordulatot és 100 gyorsulás megállás a Step Per hez milyen értéket kellene írni, jelenleg 133 van.
G kódban 6500 fordulatig tudtam felmenti.
100 optikával azért szeretném hajtani, hogy kevesebb legyen a hibajel.
Cím: Re:DC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 szeptember 08, 20:02
Írta: krnj79r9n Dátum 2014 szeptember 08, 20:02
Köszönöm a segítséget.
Megnézem, mert rémlik, hogy van itthon valahol egy doboznyi szénkefém. Hátha azokból tudok valamit befaragni.
Egyébként készítettem már így régen flexbe, nem is értem miért nem jutott eszembe. :-)
Azért lehet érdekel még az a céges dolog is.
Megnézem, mert rémlik, hogy van itthon valahol egy doboznyi szénkefém. Hátha azokból tudok valamit befaragni.
Egyébként készítettem már így régen flexbe, nem is értem miért nem jutott eszembe. :-)
Azért lehet érdekel még az a céges dolog is.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 szeptember 08, 20:27
Írta: PSoft Dátum 2014 szeptember 08, 20:27
Hogy milyen elvetemült emberkék "szakbarbárkodtak" itt...régebben![#wow1]
[#nyes][#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2014 szeptember 08, 21:14
Írta: guliver83 Dátum 2014 szeptember 08, 21:14
Így kel azt csinálni!
[#nyes][#taps][#wave]
[#nyes][#taps][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2014 szeptember 08, 21:20
Írta: vjanos Dátum 2014 szeptember 08, 21:20
Én szénkefére a a carbosint-et ismerem.
Jó bunkók, de van választék.
Mintha azt hallottam volna, hogy a Népszínház utcai bolt már bezárt, telefonon érdeklődj.
Jó bunkók, de van választék.
Mintha azt hallottam volna, hogy a Népszínház utcai bolt már bezárt, telefonon érdeklődj.
Cím: Re:DC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 szeptember 08, 21:37
Írta: krnj79r9n Dátum 2014 szeptember 08, 21:37
Nagyon köszönöm!
Már nézem is a honlapot, elég sok infó le is van írva a szénkefékről, legalább ebből is okulok egy kicsit. :-)
Ráadásul nincsenek is messze tőlem.
Már nézem is a honlapot, elég sok infó le is van írva a szénkefékről, legalább ebből is okulok egy kicsit. :-)
Ráadásul nincsenek is messze tőlem.
Cím: Re:DC szervó motoros vezérlés
Írta: nffab2gnr Dátum 2014 szeptember 30, 19:17
Írta: nffab2gnr Dátum 2014 szeptember 30, 19:17
Szia Béla!
Lassan október 4.tehát zsebre a 4 szénkefét és irány Fehérvár,a többit személyesen.[#wave][#wave][#wink]
Lassan október 4.tehát zsebre a 4 szénkefét és irány Fehérvár,a többit személyesen.[#wave][#wave][#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2014 szeptember 30, 20:01
Írta: PSoft Dátum 2014 szeptember 30, 20:01
Szia Tibor!
Na látod,ez a fejemben van azóta is.
Vinni fogom!
Na de,hogy még kinek,és mit...
[#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2014 október 05, 21:15
Írta: pisti73 Dátum 2014 október 05, 21:15
Sziasztok!
Szeretném megépíteni " kozo" SMC vezérlőjét, viszont a mikrokontroller programozásánál elakadtam. Azt mondja a programozó, hogy nem fér a program a mikrokontrollerbe.
Találkozott már valaki ilyen problémával? Létezik rá megoldás?
Szeretném megépíteni " kozo" SMC vezérlőjét, viszont a mikrokontroller programozásánál elakadtam. Azt mondja a programozó, hogy nem fér a program a mikrokontrollerbe.
Találkozott már valaki ilyen problémával? Létezik rá megoldás?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 október 05, 21:26
Írta: s7manbs8 Dátum 2014 október 05, 21:26
Lehet rossz processzort választottál ki a mneüben ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 október 05, 21:26
Írta: s7manbs8 Dátum 2014 október 05, 21:26
Mivel programozod be, melyik programmal ?
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2014 október 05, 21:43
Írta: pisti73 Dátum 2014 október 05, 21:43
Jó procit választottam ki. Próbáltam a cikkben megjelent programozó + PonyProg, valamint a hobbielektronikás AVR doper + AVR studio. A PonyProg nem nagyon csinált semmit, beállítástesztelésnél még jó volt utána semmi, Az AVR Studio pedig kiírta, hogy nem fér bele a program.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 október 05, 21:56
Írta: s7manbs8 Dátum 2014 október 05, 21:56
Miylen op rendszer alatt, akkor a forrást próbáltad lefordítani ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 október 05, 21:57
Írta: s7manbs8 Dátum 2014 október 05, 21:57
Lehet az AYVR studioban is valami nincs jól beállítva akkor ?
Cím: Re:DC szervó motoros vezérlés
Írta: hyuekyh7a Dátum 2014 október 05, 21:57
Írta: hyuekyh7a Dátum 2014 október 05, 21:57
Igen azt hiszem az epromba az eredeti kód kell és utána ISp én keresztűl átprogramozni.
Bár már régen volt mikor programoztam.
Bár már régen volt mikor programoztam.
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2014 október 05, 21:59
Írta: pisti73 Dátum 2014 október 05, 21:59
WinXp. Csak a .hex file-al próbáltam.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 október 05, 22:01
Írta: s7manbs8 Dátum 2014 október 05, 22:01
A hexét én as PonyPorggal szoktam beégetni, azzal sose volt még gondom, de nem a procid rossz pl. ? Mert esetleg olyan ok is lehet ?
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2014 október 05, 22:04
Írta: pisti73 Dátum 2014 október 05, 22:04
A procik jók, próbáltam többel is, újjal is. Más .hex file-al fel tudom őket programozni (működnek is). Nem tudom mi lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 október 05, 22:08
Írta: s7manbs8 Dátum 2014 október 05, 22:08
De ezt anem tudomot, valami képet mutassál már, a program ott hogy néáz ki, amikor ezt kiírja ?
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2014 október 05, 22:13
Írta: pisti73 Dátum 2014 október 05, 22:13
A gép amin csináltam a programozást az kinn van a garázsban, holnap délután hazajövök és küldök Neked róla képet. Köszi addig is.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 október 05, 22:33
Írta: s7manbs8 Dátum 2014 október 05, 22:33
Valahogy csak kiderül, mi az oka.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 október 06, 09:45
Írta: kozo Dátum 2014 október 06, 09:45
PonyProval menni fog.
Cím: Re:DC szervó motoros vezérlés
Írta: KBalázs Dátum 2014 október 06, 11:09
Írta: KBalázs Dátum 2014 október 06, 11:09
Olvass itt a fórumon vissza (pár oldalt), ezzel a problémával összefutottak páran, egyszerű a megoldása.
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2014 október 06, 20:57
Írta: pisti73 Dátum 2014 október 06, 20:57
Köszi, visszaolvastam, megtaláltam az általad leírt dolgokat. Most már elvileg beleférne a program de a Flash programozásakor az alábbi üzenet jelenik meg. Mindkét esetben különböző isp frekvencia beállítások voltak...


Cím: Re:DC szervó motoros vezérlés
Írta: KBalázs Dátum 2014 október 06, 21:24
Írta: KBalázs Dátum 2014 október 06, 21:24
Az adapter amibe beledugod a uC-t nem sérült, szakadt pl? Vagy az égetôdnek nincs valami baja? Én nem AVR studioval égettem be, hanem, már nem is tudom, (nem ezen a gépen volt), valami egész apró, eXtreme Burner, vagy Khazama nevû szoftverrel, azzal nem volt gond.
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2014 október 06, 21:31
Írta: pisti73 Dátum 2014 október 06, 21:31
Elvileg rendben van minden, a fuse biteket felprogramozza, de a flasch-nél "megakad". Tegnap rendeltem az ebay-ről egy usb-s programozót, majd azzal megpróbálom ha megérkezik.
Holnap, holnapután nem nagyon érek rá, de utána kipróbálom azokat a progikat is amiket mondtál. Hátha azzal sikerül.
Ahogy látom pesten laksz, esetleg tudnál segíteni a programozásba? Mikor vagy hétköznap elérhető?
Holnap, holnapután nem nagyon érek rá, de utána kipróbálom azokat a progikat is amiket mondtál. Hátha azzal sikerül.
Ahogy látom pesten laksz, esetleg tudnál segíteni a programozásba? Mikor vagy hétköznap elérhető?
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2014 október 06, 21:50
Írta: pisti73 Dátum 2014 október 06, 21:50
Csak nem bírtam ki, kiszaladtam a garázsba... Szóval a programozómat (hobbielektronikás) nem ismeri fel egyik program sem... Így jártam. Azt írja csatlakoztassak egy programozót.
Cím: Re:DC szervó motoros vezérlés
Írta: KBalázs Dátum 2014 október 06, 21:50
Írta: KBalázs Dátum 2014 október 06, 21:50
A fuse biteket legutoljára szokás felprogramozni. Gondolj bele, ha lezárnád (egy fuse bittel) a uC -t utána hogyan programoznád fel? (most rugaszkodj el az Atmeltôl, bármi procira általánosan). Tehát elôször törlöd, utána programot bele, utána a fuse biteket bele.
Nem tudok személyesen segíteni mostanában.
Nem tudok személyesen segíteni mostanában.
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2014 október 06, 22:01
Írta: pisti73 Dátum 2014 október 06, 22:01
Tudom, tudom, csak kipróbáltam azt írja e. Mindig a 2. képen lévő dolgokat írja ki.
Azért köszi!
Azért köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: pistikeid Dátum 2014 október 07, 13:47
Írta: pistikeid Dátum 2014 október 07, 13:47
Sziasztok nincs valakinek infója egy Picodynac DG220 tipusú frekvenciaváltóról?
Minden érdekelne főleg a bekötése,illetve a paraméterezése.
Üdv
Minden érdekelne főleg a bekötése,illetve a paraméterezése.
Üdv
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 október 14, 18:43
Írta: kozo Dátum 2014 október 14, 18:43
Fehérváron kért valaki tőlem felprogramozott 3db Attiny2313-at . Legyen szíves mailt küldeni ...!
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 október 20, 11:34
Írta: kozo Dátum 2014 október 20, 11:34
Fehérváron kerestek ill. kértek tőlem SMC hajtásokat . Aki magára ismer legyen szíves jelentkezni , mailt küldeni ...!
Cím: Re:DC szervó motoros vezérlés
Írta: tibs Dátum 2014 október 21, 21:26
Írta: tibs Dátum 2014 október 21, 21:26
Szia!
Nem én voltam de érdekelne 2db.
Sajna a DCS303 nem indul el olyan kis motorral mint amilyen a nyomtatókban van.
Remélem az SMC igen.?
Nem én voltam de érdekelne 2db.
Sajna a DCS303 nem indul el olyan kis motorral mint amilyen a nyomtatókban van.
Remélem az SMC igen.?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 október 21, 22:39
Írta: s7manbs8 Dátum 2014 október 21, 22:39
Az SMC elindít kicsit is, annak mindegy
Cím: Re:DC szervó motoros vezérlés
Írta: tibs Dátum 2014 október 22, 16:39
Írta: tibs Dátum 2014 október 22, 16:39
Kössz.
A DCS303 is megy kis motorral csak bekapcsoláskor kell egy nagy motort párhuzamosan rákötni és ha beindult akkor lehúzni.
Utánna megy szépen gond nélkül.
Kicsit macerás igy indulni de egyébként fázishibát jelez és meg se moccan.
A DCS303 is megy kis motorral csak bekapcsoláskor kell egy nagy motort párhuzamosan rákötni és ha beindult akkor lehúzni.
Utánna megy szépen gond nélkül.
Kicsit macerás igy indulni de egyébként fázishibát jelez és meg se moccan.
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2014 október 23, 21:27
Írta: pisti73 Dátum 2014 október 23, 21:27
Sziasztok!
Meg tudná mondani valaki, hogy az SMC vezérlő mekkora felbontásig kezeli "biztonságosan" az encodereket?
Ha gyakorlati tapasztalata van valakinek az is érdekel...
Meg tudná mondani valaki, hogy az SMC vezérlő mekkora felbontásig kezeli "biztonságosan" az encodereket?
Ha gyakorlati tapasztalata van valakinek az is érdekel...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 23, 21:37
Írta: svejk Dátum 2014 október 23, 21:37
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2014 október 24, 09:35
Írta: kozo Dátum 2014 október 24, 09:35
500as encoderrel mechanika nélkül 3400rpm et tudtam elérni . 24V 90W os motorral . 28V os tépfeszről.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2014 október 24, 09:53
Írta: guliver83 Dátum 2014 október 24, 09:53
Nálam is sikerült ennyit elérni az E240 szeró motorral.
És azt kipróbálta már valaki, hogy jóval kisebb felbontású encoderrel mennyit lehetne elérni?
És azt kipróbálta már valaki, hogy jóval kisebb felbontású encoderrel mennyit lehetne elérni?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 24, 10:12
Írta: svejk Dátum 2014 október 24, 10:12
A képlet kisebb encoderre is igaz.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 24, 10:13
Írta: svejk Dátum 2014 október 24, 10:13
De extrém kicsi encodernél gondjaid lesznek a visszacsatoló hurok beállításával.
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2014 október 24, 13:41
Írta: pisti73 Dátum 2014 október 24, 13:41
1000-es enkóderrel akkor nem érdemes próbálkozni?
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2014 október 24, 20:11
Írta: guliver83 Dátum 2014 október 24, 20:11
Nem extrém kicsire gondoltam, olyan 100 osztásúra.
Régebben olyan infót kaptam, hogy 50V ról az E240 motor 5000 forog, ha ez így van akkor minimum ennyit szeretnék vele elérni.
Lehetséges ez?
Most jelenleg az E240 motor nekem egy ER16 kis Fortunát hajt meg, de 80V-ról hajtom.
Régebben olyan infót kaptam, hogy 50V ról az E240 motor 5000 forog, ha ez így van akkor minimum ennyit szeretnék vele elérni.
Lehetséges ez?
Most jelenleg az E240 motor nekem egy ER16 kis Fortunát hajt meg, de 80V-ról hajtom.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 október 24, 20:35
Írta: s7manbs8 Dátum 2014 október 24, 20:35
Nekem 36 osztású tárcsával is megy. Nyilván a maximumig is, amit a motor bír.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2014 október 24, 22:54
Írta: guliver83 Dátum 2014 október 24, 22:54
És nem tudod, hogy mennyit is pörög így a 36 tárcsával? Milyen optikát használtál hozzá?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 október 25, 00:00
Írta: s7manbs8 Dátum 2014 október 25, 00:00
Nem mértem akkor, egy sima rés optóval próbálgattam, de az csak vagy 20kHz-et enged át és emiatt nem forgattam annyival, meg abba hagytam a kísérletet, azóta meg még nem jutott rá időm vele foglalkozni, de most hétvégén lehet sikerül az is.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 október 25, 00:03
Írta: s7manbs8 Dátum 2014 október 25, 00:03
De ha számolok, pl. 36 réses tárcsánál 36*4*5000/60=12000 jelváltás, enynit még az a résoptó is elbír kb. tehát akár maxig kell neki mennie.
100-as tárcsával ennek háromszorosa a jelváltás, azt az SMC kényelmesen feldolgozza.
100-as tárcsával ennek háromszorosa a jelváltás, azt az SMC kényelmesen feldolgozza.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 04, 15:42
Írta: 000000000 Dátum 2014 november 04, 15:42
Urak, segítsetek!
Megépítettem ezt, annyi különbséggel, hogy IR2184 helyett IR21844-et tettem bele.
Olyan, mintha összekapcsolnának a fetek, zöld led világít, sárga is folyamatos kb 5-7mp-ig, majd átvált pirosba, mindezt vezérlő jel nélkül.
Motorral, és nélkül is ezt csinálja.
Dead time ellenállás 10K, mint az A300 esetében ugyanezen IC-vel.
Kozo féle 1.2-es hex van frissen letöltve, beégetve.
35A graetz hidat fűti, 20A-es feteket fűti...
Régebben is hasonló problémám volt, fel is adtam egy időre az SMC építését.
Évekkel ezelőtt másik példány is ezt csinálta, akkor nem 21844 volt benne.
Megépítettem ezt, annyi különbséggel, hogy IR2184 helyett IR21844-et tettem bele.
Olyan, mintha összekapcsolnának a fetek, zöld led világít, sárga is folyamatos kb 5-7mp-ig, majd átvált pirosba, mindezt vezérlő jel nélkül.
Motorral, és nélkül is ezt csinálja.
Dead time ellenállás 10K, mint az A300 esetében ugyanezen IC-vel.
Kozo féle 1.2-es hex van frissen letöltve, beégetve.
35A graetz hidat fűti, 20A-es feteket fűti...
Régebben is hasonló problémám volt, fel is adtam egy időre az SMC építését.
Évekkel ezelőtt másik példány is ezt csinálta, akkor nem 21844 volt benne.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2014 november 04, 15:58
Írta: ggdr57dg Dátum 2014 november 04, 15:58
Ha "átvált pirosba" (letilt) akkor is melegszenek tovább a graetz és a fetek?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 04, 16:13
Írta: 000000000 Dátum 2014 november 04, 16:13
Ha letilt, akkor nem fűt.
De viszont nem mindig tilt le, az az érdekes...
Táp ráadás után elkezd remegni a motor, sárga led villog a rángatózás alatt, ha nem tilt akkor beáll gyengusz tengelytartás, és fűtenek a félvezetők.
Ha nincs rajta motor, csak ankóder, zöld led világít, és melegszik.
De viszont nem mindig tilt le, az az érdekes...
Táp ráadás után elkezd remegni a motor, sárga led villog a rángatózás alatt, ha nem tilt akkor beáll gyengusz tengelytartás, és fűtenek a félvezetők.
Ha nincs rajta motor, csak ankóder, zöld led világít, és melegszik.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 november 04, 19:19
Írta: s7manbs8 Dátum 2014 november 04, 19:19
Ha nincs rajta motor nem nagyon kéne neki melegítenie. Amúgy jó helyen kérdezősködsz, mert van pár működő példányunk, nekem is ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 november 04, 19:21
Írta: s7manbs8 Dátum 2014 november 04, 19:21
Igaz az enyémben IR2184 van, azt nem tudom az a másik IC mit művel vagy jó e bele .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 04, 19:36
Írta: 000000000 Dátum 2014 november 04, 19:36
Nem hiszem, hogy csak 2184-el lenne jó ...
Régebben IR2109-el próbálkoztam, azzal is volt valami ..
Régebben IR2109-el próbálkoztam, azzal is volt valami ..
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2014 november 04, 19:40
Írta: Egyújabbgépépítő Dátum 2014 november 04, 19:40
Hogyan kötötted be?
Tudsz kapcsolási rajzot feltenni?
Tudsz kapcsolási rajzot feltenni?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 04, 20:06
Írta: svejk Dátum 2014 november 04, 20:06
Szinte bármivel jó.
Valószínűleg nálad valami gerjedés lehet pl. a nyáktopológiából adódóan.
Egyébként kis motorokhoz kár a drága meghajtó IC, jól működik a diszkrét elemekkel is.
Valószínűleg nálad valami gerjedés lehet pl. a nyáktopológiából adódóan.
Egyébként kis motorokhoz kár a drága meghajtó IC, jól működik a diszkrét elemekkel is.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 04, 21:02
Írta: 000000000 Dátum 2014 november 04, 21:02
A300 teljesítmény rész, SMC meghajtás.


Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 04, 21:03
Írta: 000000000 Dátum 2014 november 04, 21:03
Régen kozo nyákterve alapján is valami hasonló volt a viselkedése IR2109-el.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 november 04, 22:10
Írta: s7manbs8 Dátum 2014 november 04, 22:10
Ja, hogy te nem az ő paneljét építetted meg konkrétan, hanem rácsatlakozol egy másikra, úgy mindjárt nem mindegy, abban is lehet a hiba pl. de valami kozo régi nyákterve sem volt még tökéletes és az is okozott egy kis gondot.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 november 05, 06:28
Írta: ANTAL GÁBOR Dátum 2014 november 05, 06:28
Figyelemreméltó elképzelés : Ha rájöttél hogy mi a hiba akkor tedd közkinccsé. Én csak a végfokot próbálnám meg külön egy az erre a célra készített jelgenerátorral . Most nincs kedvem megkeresni de az A300 nál nem volt semmi áramfigyelés ? Nem látok shuntöt vagy hallos árammérőt
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 05, 19:27
Írta: 000000000 Dátum 2014 november 05, 19:27
De igen, ott volt. 4db 20m ohm.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 november 05, 19:55
Írta: ANTAL GÁBOR Dátum 2014 november 05, 19:55
OK.. De a mellékelt rajzon hogyan oldod meg az áramkorlátozást ? Nézem ,nézem de nem látom . Vagy rábízod a tápegységre ? De ahhoz kevés egy Graetz es táp
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 05, 20:05
Írta: 000000000 Dátum 2014 november 05, 20:05
Az eredeti rajz, kozo honlapjáról. Ebben sincs semmi ..csak ez az IC nagyobb deadtime-al rendelkezik.
kozo féle smc
kozo féle smc
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 november 05, 20:54
Írta: ANTAL GÁBOR Dátum 2014 november 05, 20:54
Megnéztem a két ic t. Való igaz hogy az eredetinél fix a holtidő a tiednél meg állítható . De ez nem lehet a hiba forrása De van még egy különbség a 84 nél a COM és a föld belül össze van kötve a 884 nél nincs . Javaslom hogy gondosan hasonlítsd össze a két ic lábkiosztását
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 november 06, 06:15
Írta: ANTAL GÁBOR Dátum 2014 november 06, 06:15
Na még egyszer ! A meghajtó Ic ben lévő ( legyen a példában mondjuk az alsó fet) gate je hogyan kap vezérlést ? Hát úgy hogy a gate soure közé jel kerül . De nálad ez hogyan valósul meg ? Előkerestem az A 300 as rajzot ott a meghajtó IC földje ( logic ground )és a nagy áramú motor föld az közös. (a Varsa féle doksi bal oldalán ) No így hajtódik meg a fet Nézd meg a két ic (belső ) block diagramját . Ha süllyedt talált akkor jössz nekem egy paneltervvel
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 06, 15:11
Írta: 000000000 Dátum 2014 november 06, 15:11
Kb egy éve IR5109-el raktam össze, annak a belső felépítése megegyezik az IR2184-el, azzal se ment, hasonló tünetek voltak.
Valószínűleg ugyan abba a hibába esek állandóan...
Valószínűleg ugyan abba a hibába esek állandóan...
Cím: Re:DC szervó motoros vezérlés
Írta: d30xhrezp Dátum 2014 november 06, 16:18
Írta: d30xhrezp Dátum 2014 november 06, 16:18
Szia!
Én a sufnicnc-től vettem meg ezt a vezérlőt.Egy kicsit módosított változatát.Ajánlani tudom,mert jól működik.Letölthető hozzá egy paraméterező program is,amivel monitorozni tudod a servo hibát.Bár az egyik vezérlő rossz volt.Nekem rántott egyet a motoron majd hibát adott.Ezt csak az AVR cseréjével tudtam javítani.Hiába írtam újra,vissza olvasáskor semmi hiba,és mégsem volt jó a vezérlő.Rángatás felléphet akkor is ha az encodert nem jól kötöd be.Nekem volt ilyen.Hát nekem ezek a tapasztalataim.
Üdv.
Én a sufnicnc-től vettem meg ezt a vezérlőt.Egy kicsit módosított változatát.Ajánlani tudom,mert jól működik.Letölthető hozzá egy paraméterező program is,amivel monitorozni tudod a servo hibát.Bár az egyik vezérlő rossz volt.Nekem rántott egyet a motoron majd hibát adott.Ezt csak az AVR cseréjével tudtam javítani.Hiába írtam újra,vissza olvasáskor semmi hiba,és mégsem volt jó a vezérlő.Rángatás felléphet akkor is ha az encodert nem jól kötöd be.Nekem volt ilyen.Hát nekem ezek a tapasztalataim.
Üdv.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2014 november 06, 16:40
Írta: Egyújabbgépépítő Dátum 2014 november 06, 16:40
A kérdés maradt amit @ ANTAL GÁBOR kérdezett.
A végfok tápfeszültségének a földje és az áramkör többi részének a földje össze van kötve?
Ha igen milyen módon.
Esetleg nem raknál fel egy PCB tervet is?
A végfok tápfeszültségének a földje és az áramkör többi részének a földje össze van kötve?
Ha igen milyen módon.
Esetleg nem raknál fel egy PCB tervet is?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 06, 16:53
Írta: 000000000 Dátum 2014 november 06, 16:53
A vezérlés és a végfok tápja külün ki vannak vezetve sorkapocsra. Itt van közösítve a GND.
Nem tudom, Nektek mennyire lesz egyértelmű, nem szoktam feliratozni tervezés közben.

Nem tudom, Nektek mennyire lesz egyértelmű, nem szoktam feliratozni tervezés közben.

Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 november 06, 16:54
Írta: ANTAL GÁBOR Dátum 2014 november 06, 16:54
Fiatalos hévvel fújod a magadét .. Amit az 574 ben leírtam érted ? Ellenőrizted? Amikor fölvetődött a problémád akkor azt javasoltam hogy egy négyszöggenerátorral elöször teszteld le a végfokot. Ha nincs szkópod akkor egy alacsonyfrekis négyszöggenerátorral ledekkel is monitorozhatsz. A bootstep es végfok elég kényes. Az alsó fet bekapcsolása készíti elő a felső fet kivezérléséhez a tápot . Ha az alsó nem kapcsol be normálisan akkor nem lesz elég töltés a kondiban és a felső sem tud működni. Amíg nincs egy normálisan működő végfokod addig kár továbbmenni mert utána még 100 problémád lehet ( AVR, beégetés , encoder,) A végfok érzékeny a topológiára. A gate -k nagyon rövid úton kell hogy csatlakozzanak a meghajtáshoz. A meghajtófokozat tápját hidegíteni kell !
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 06, 17:27
Írta: svejk Dátum 2014 november 06, 17:27
Ej, ebből nem sok jót nézek ki. :(
A jobb oldali meghajtó common lába bazi nagy kerülővel megy a jobb oldali FET source lábához, az ilyenek a gerjedések melegágyai.
A Comm, LO, VS, HO lábak a legrövidebb uton menjenek közbóvetlen a saját fetleik lábához.
A jobb oldali meghajtó common lába bazi nagy kerülővel megy a jobb oldali FET source lábához, az ilyenek a gerjedések melegágyai.
A Comm, LO, VS, HO lábak a legrövidebb uton menjenek közbóvetlen a saját fetleik lábához.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 06, 17:28
Írta: svejk Dátum 2014 november 06, 17:28
Az A300-as FET-híd tápágai közt levő 1uF is sokat segít, a nyákodon nem is látom.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 09, 19:01
Írta: 000000000 Dátum 2014 november 09, 19:01
Pedig 2db 1uF kondi is van a dcbuszon, a fetpárok közt.
Más:
A motorjaimhoz kicsi lett volna ez a vezérlő, mint ahogy azt valahol olvastam. UHU szervóról mi a vélemény? Mekkora motorig alkalmazható? Esetleg meg van valakinek a mikrokontroller programja?
Más:
A motorjaimhoz kicsi lett volna ez a vezérlő, mint ahogy azt valahol olvastam. UHU szervóról mi a vélemény? Mekkora motorig alkalmazható? Esetleg meg van valakinek a mikrokontroller programja?
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 november 09, 20:18
Írta: ANTAL GÁBOR Dátum 2014 november 09, 20:18
Arra gondoltam hogy a legegyszerűbb lett volna ha az A300 as driveres végfokjának nyákrajzát egyszerűen " átemelted " volna a projektbe .
Az jó néhány példányban megépült ....
Más : tudom hogy az építés maga a hobbi de a Klavió és a CNCdrive is árul Dc szervó vezérlőt
Az jó néhány példányban megépült ....
Más : tudom hogy az építés maga a hobbi de a Klavió és a CNCdrive is árul Dc szervó vezérlőt
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2014 november 09, 20:31
Írta: Egyújabbgépépítő Dátum 2014 november 09, 20:31
UHU vezérlőből 240W -ig építettem.
Nagyobb teljesítményű megvalósítás a KREUTZ féle PCB vel készült sokan, megépítették ( 150V 20A).
Ha jól emlékszem valahol megvan a dokumentáció ha érdekel megnézem.
A csippeket Uli Hubertől tudod rendelni.
Nagyobb teljesítményű megvalósítás a KREUTZ féle PCB vel készült sokan, megépítették ( 150V 20A).
Ha jól emlékszem valahol megvan a dokumentáció ha érdekel megnézem.
A csippeket Uli Hubertől tudod rendelni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 09, 20:36
Írta: 000000000 Dátum 2014 november 09, 20:36
Igen tudom, valakinek elérhető, de nekem kispénzű amatőrnek elérhetetlen áron.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 09, 20:42
Írta: 000000000 Dátum 2014 november 09, 20:42
Gondolom arany árban adja :(
Akkor keresek valami más megoldást.
Köszönöm!
Akkor keresek valami más megoldást.
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2014 november 09, 21:38
Írta: Egyújabbgépépítő Dátum 2014 november 09, 21:38
Ha jól néztem 10 Euró darabja.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 09, 21:56
Írta: 000000000 Dátum 2014 november 09, 21:56
Az három tengelyre durván 10+ szállítás, és ki tudja, hogy tudnám-e hangolnisoros porton.
Egyenlőre még eléggé át kell ezt gondolnom.
Egyenlőre még eléggé át kell ezt gondolnom.
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2014 november 09, 22:14
Írta: designr Dátum 2014 november 09, 22:14
Ez egyáltalán nem drága..nézd meg a kész vezérlők árait..ha magad össze tudod rakni.feléből kijössz..80V 10/20A 23-25 ezer alatt nem kapod meg megbíható minőségben-készen..
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2014 november 09, 22:15
Írta: designr Dátum 2014 november 09, 22:15
/ tengely!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 09, 22:40
Írta: 000000000 Dátum 2014 november 09, 22:40
Még képlékeny mi lesz. Ezt milyen programmal lehet a motorhoz hangolni?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 09, 22:45
Írta: 000000000 Dátum 2014 november 09, 22:45
Megköszönném, ha megkeresnéd.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 16, 22:57
Írta: 000000000 Dátum 2014 november 16, 22:57
Kérdésem lenne UHU-val kapcsolatban.
Ez a vezérlő mennyire hajlamos az együttműködésre egy tárcsamotorral?
Ez a vezérlő mennyire hajlamos az együttműködésre egy tárcsamotorral?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 17, 10:03
Írta: svejk Dátum 2014 november 17, 10:03
A konkrét válasz nem tudom, de ha végképp nem megy köss a motorral sorba egy, a motor áramát elviselő 30-100 uH induktivitást.
Cím: Re:DC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2014 november 17, 12:15
Írta: Nemes Mihály Dátum 2014 november 17, 12:15
Sziasztok!
Kérnék egy kis help-et.
Lenne elfekvőben egy Magi féle Quantum vezérlések, keresek hozzájuk, kezelési és telepítési útmutatót!
És ha valakinek van hozzá valami okosítása,, gondolok arra, hogy ha volt vele valami Bug az lett e javítva?
Segítségetek előre is köszönöm.
Kérnék egy kis help-et.
Lenne elfekvőben egy Magi féle Quantum vezérlések, keresek hozzájuk, kezelési és telepítési útmutatót!
És ha valakinek van hozzá valami okosítása,, gondolok arra, hogy ha volt vele valami Bug az lett e javítva?
Segítségetek előre is köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 17, 19:07
Írta: svejk Dátum 2014 november 17, 19:07
Holnap délután előkeresem.
A vége felé apróbb módosítások voltak.
A legutolsó verziót postaköltségért tudom neked égetni, természetesen hozott anyagba.
A vége felé apróbb módosítások voltak.
A legutolsó verziót postaköltségért tudom neked égetni, természetesen hozott anyagba.
Cím: Re:DC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2014 november 17, 19:28
Írta: Nemes Mihály Dátum 2014 november 17, 19:28
Szia Svejk.
köszönöm a segítségedet,,,,meg tudnád mondani, hogy kb mik voltak a módosítások?,, vagy hogy miért volt rájuk szükség?
köszönöm a segítségedet,,,,meg tudnád mondani, hogy kb mik voltak a módosítások?,, vagy hogy miért volt rájuk szükség?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 17, 20:09
Írta: svejk Dátum 2014 november 17, 20:09
A PID-ben voltak apróbb finomítások nem bizonyítható eredménnyel.
Cím: Re:DC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2014 november 18, 07:56
Írta: Nemes Mihály Dátum 2014 november 18, 07:56
Ó...
Köszönöm az infót.
További részletekért kereslek privátban.
Köszönöm az infót.
További részletekért kereslek privátban.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 18, 08:48
Írta: 000000000 Dátum 2014 november 18, 08:48
Még nem építettem meg az UHU-t, és nem is szeretném potyára, ameddig nem kapok némi pozitív tapasztalatot valakitől. Kíváncsi vagyok, hogy próbálta-e már valaki, és mire jutott vele.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 18, 09:29
Írta: svejk Dátum 2014 november 18, 09:29
Itt a fórumon többen megépítettek, talán Hjózsi volt a legnagyobb tesztelője.
Szerintem nem jobb és nem rosszabb a többi ilyen hobby vezérlőnél.
Szerintem nem jobb és nem rosszabb a többi ilyen hobby vezérlőnél.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2014 november 18, 19:52
Írta: Egyújabbgépépítő Dátum 2014 november 18, 19:52
Valahol van egy működő UHU vezérlőm.
Ha gondolod ki tudjuk próbálni.
Persze kellenének a motorod adatai.
Ha gondolod ki tudjuk próbálni.
Persze kellenének a motorod adatai.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 18, 20:42
Írta: svejk Dátum 2014 november 18, 20:42
Cím: Re:DC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2014 november 19, 12:43
Írta: Nemes Mihály Dátum 2014 november 19, 12:43
Nagyon szépen Köszönöm!!
Cím: Re:DC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 02, 19:15
Írta: remrendes Dátum 2014 december 02, 19:15
Joestet!
Egy 200W-os motort meg tudok porgetni vezerlo nelkul? Lenne itt 5-6db belole, ki szeretnem probalni oket, hatha valamelyik jo lenne maromotornak.
Egy 200W-os motort meg tudok porgetni vezerlo nelkul? Lenne itt 5-6db belole, ki szeretnem probalni oket, hatha valamelyik jo lenne maromotornak.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 02, 19:41
Írta: 000000000 Dátum 2014 december 02, 19:41
Persze. Kössél rájuk egy lapos elemet, abból nagy baj nem lesz. Jó esetben szépen forogni fog a motor. Ha még van egy árammérőd is, amin keresztül összekötöd az elemmel, és ez minél kisebbet (< 200-400 mA) mutat üresjáratban, annál jobb a motorod.
Cím: Re:DC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 02, 21:29
Írta: remrendes Dátum 2014 december 02, 21:29
Koszonom.
Cím: Re:DC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 05, 16:25
Írta: remrendes Dátum 2014 december 05, 16:25
Kiprobaltam 6 es 12V-tal. Szepen porognek. Elmeletileg a googleon 1-2 talalt szerint 3000-es fordulatra kepes, de nem tunt tul hivatalos infonak, ezt ki tudom valahogy deriteni?
Tipusa egyebkent TAMAGAWA TS-1446N5.
Tipusa egyebkent TAMAGAWA TS-1446N5.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 05, 18:33
Írta: 000000000 Dátum 2014 december 05, 18:33
A megadott motortípus biztosan DC szervomotor.
Egy DC szervo motor üresjárati fordulatszáma igen jó közelítéssel a rákapcsolt feszültséggel egyenesen arányos. Tehát ha 6 V-on X 1/min-el forog (amit méréssel megállapíthatsz), 12 V esetén 2X, 24 V esetén 4X a fordulatszám. Így ki is számolhatod egy mérésből, hogy 3000-es fordulathoz mekkora feszültség tartozik.
Egy DC szervo motor üresjárati fordulatszáma igen jó közelítéssel a rákapcsolt feszültséggel egyenesen arányos. Tehát ha 6 V-on X 1/min-el forog (amit méréssel megállapíthatsz), 12 V esetén 2X, 24 V esetén 4X a fordulatszám. Így ki is számolhatod egy mérésből, hogy 3000-es fordulathoz mekkora feszültség tartozik.
Cím: Re:DC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 05, 21:29
Írta: remrendes Dátum 2014 december 05, 21:29
Koszonom. Sejtettem, de jobb megkerdezni :)
Cím: Re:DC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 07, 19:49
Írta: remrendes Dátum 2014 december 07, 19:49
36V-on 300mA-t vett fel uresjaratban, halkan jart, valami zorog az encoder hazaban, gyanitom ennek ott lesz a baja, ez itt most mellekes, de van amelyik csapagyas. Erdemes benne cspagyat cserelni? Ez jo lenne nekem fordulat szamot szabalyozni? Vagy inkabb egy egyszerubb konverter?
Cím: Re:DC szervó motoros vezérlés
Írta: 25pew3axp Dátum 2015 március 05, 14:32
Írta: 25pew3axp Dátum 2015 március 05, 14:32
Sziasztok!
Szeretnék magamnak csinálni egy kisméretű egyszerű 3D-s gépet. DC szervókkal szeretném megoldani a mozgást. Ehhez keresnék vezérlő elektronikát. Olvastam itt több féléről is nem tudom melyiket lenne érdemes megépíteni. Első géphez kellene tapasztalatszerzés céljából. Esetleg ha van valakinek egy elfekvő vezérlője az is megoldás lehet.
Szeretnék magamnak csinálni egy kisméretű egyszerű 3D-s gépet. DC szervókkal szeretném megoldani a mozgást. Ehhez keresnék vezérlő elektronikát. Olvastam itt több féléről is nem tudom melyiket lenne érdemes megépíteni. Első géphez kellene tapasztalatszerzés céljából. Esetleg ha van valakinek egy elfekvő vezérlője az is megoldás lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: d30xhrezp Dátum 2015 március 05, 16:52
Írta: d30xhrezp Dátum 2015 március 05, 16:52
Szia!
Nézd meg a sufni cnc oldalát.Ott megtalálható egy szervó vezérlő teljes dokumentációja.Kérdezd meg,esetleg csinál-e neked.Én tőle rendeltem és meg vagyok elégedve a kis panellal.Nekem is tanulni kellett.
Üdv.
Nézd meg a sufni cnc oldalát.Ott megtalálható egy szervó vezérlő teljes dokumentációja.Kérdezd meg,esetleg csinál-e neked.Én tőle rendeltem és meg vagyok elégedve a kis panellal.Nekem is tanulni kellett.
Üdv.
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2015 március 14, 21:29
Írta: vjanos Dátum 2015 március 14, 21:29
Geckodrive G340 vezérlőhöz az alábbi, rendelkezésre álló motorok közül melyik lehet a legjobb választás?
- A közismert Electrocraft E240
- Dunkermotor GR80x80, a 40V-os változat.
- Esetleg ez a régi vágású négy kefés Minertia UGTMEM-06LB47S
Célszerű a nagyobb feszültség fele menni? 60V-tal elbírnak ezek a mocik?
Az alkalmazás egy nagyobb maró lenne, valószínűleg fogasléces hajtással, viszonylag nehéz mozgó híddal...
- A közismert Electrocraft E240
- Dunkermotor GR80x80, a 40V-os változat.
- Esetleg ez a régi vágású négy kefés Minertia UGTMEM-06LB47S
Célszerű a nagyobb feszültség fele menni? 60V-tal elbírnak ezek a mocik?
Az alkalmazás egy nagyobb maró lenne, valószínűleg fogasléces hajtással, viszonylag nehéz mozgó híddal...
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2015 március 14, 21:56
Írta: designr Dátum 2015 március 14, 21:56
-E240..kicsit gyenge....nem igazán szervó jelleg..Gecko nem igazán szereti..
-Dunkermotor..Hatalmas áram..maxban bőven meghaladja a Gecko tudását..azt hiszem 50A
Ha keresel hozzá megfelelő motort,nekem van pár db..Vezérlő is..motor is..mail megy..
-Dunkermotor..Hatalmas áram..maxban bőven meghaladja a Gecko tudását..azt hiszem 50A
Ha keresel hozzá megfelelő motort,nekem van pár db..Vezérlő is..motor is..mail megy..
Cím: Re:DC szervó motoros vezérlés
Írta: Devecz Miklós Dátum 2015 március 14, 21:58
Írta: Devecz Miklós Dátum 2015 március 14, 21:58
Ez engem is érdekelne.
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2015 március 14, 22:01
Írta: pisti73 Dátum 2015 március 14, 22:01
Azt hiszem engem is...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 14, 22:20
Írta: 000000000 Dátum 2015 március 14, 22:20
Fogasléces megoldás nem a legjobb, fa marásra még elmegy.
Viszont a "viszonylag nehéz mozgó híddal..." kifejezés szerint nem hiszem hogy csak fára szeretnéd használni.
Két fogaskerékkel és közöttük lévő rugóval könnyen kottyanás mentesíthető.
Nekem is van egy ilyen megoldású gépem viszont ott 1:60-as áttétel hajtja a fogaskereket ami pontosan 100mm halad 1 körülfordulásra.
24 volt 60 Wattos szervómotor viszi a 1750mm hosszú kis könnyű 40-50kg-os hidat.
Megboldogult szomszédom birkózott anno a gépel és mikor begyűrte a sarokba akkor rájött, hogy azok a kis motorok nem is olyan kicsik azzal az áttétellel.
Nem egy gyors gép mert G00-ban is csak 5000 m/min sebességet tudott a DSSC vezérlőkkel.
Kíváncsi leszek mit tud kihozni majd Sneci mester vezérlője belőle.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 14, 22:26
Írta: 000000000 Dátum 2015 március 14, 22:26
Egy m kimarad, tehát pontosítva 5000 mm/min
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 15, 11:24
Írta: 000000000 Dátum 2015 március 15, 11:24
Ezzel a 1:60-as áttétellel olyan ez a 100-as kerületű fogaskerék fogasléc hajtás mintha egy 1,666666666666667 orsó mozgatná a gépet.
5000 mm/min-es sebességnél így a motor pont 3000 RPM-el pörög.
Így olyan nyomatékom van mintha egy 5mm-es orsót hajtana egy 180 Wattos motorka.
Viszont így a gép nem végez hangrobbanással járó légszántást :D
Ekkora tömegnél tök felesleges a légszántó funkció mert ezzel az 5000-es tempóval is 24 másodperc alatt megteszi azt a 2 métert ami a gép hossza. :)
Tehát lehet elég az a E240-es motor is ha kompromisszumokat kötsz.
De a gecko vezérlőt nem nagyon erőltetném, az már akkor is erősen elavult volt mikor megtervezték.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 15, 11:39
Írta: svejk Dátum 2015 március 15, 11:39
Jó az a Gecko320 a maga nemében, egyetlen rémálma, hogy ne nyomjon menet közben senki STOP gombot a Mach3-nál, mert a működéséből adódóan azonnal hibára áll.
(a léptetők meg azonnal lépést vesztenek nagyobb sebességnél)
Az UCCNC-nél ez már megoldott, ott a normás STOP gomb hatására lassítással áll meg.
(a léptetők meg azonnal lépést vesztenek nagyobb sebességnél)
Az UCCNC-nél ez már megoldott, ott a normás STOP gomb hatására lassítással áll meg.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 15, 11:52
Írta: 000000000 Dátum 2015 március 15, 11:52
Mivel a hibatárolója meglehetősen kicsi. (inkább nincs is) :)
Ez a rámpás megállás csak a normál stopra vonatkozik vagy a vészstopra is ?
Mert vészstopnál az az evidens, hogy azonnal megáll minden mozgás.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 15, 12:00
Írta: svejk Dátum 2015 március 15, 12:00
Csak a normál stop-ra.
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2015 március 15, 13:56
Írta: vjanos Dátum 2015 március 15, 13:56
Kösz a megosztott tapasztalatokat!
A gecko adott, de ha végül nem felel meg a célra, akkor nem fogom erőltetni :)
A gép maga még körvonalazódik. Az eddigi elképzelés szerint két mozgóhíd lesz, egy könnyebb gyors, meg egy komótosabb :)
A gecko adott, de ha végül nem felel meg a célra, akkor nem fogom erőltetni :)
A gép maga még körvonalazódik. Az eddigi elképzelés szerint két mozgóhíd lesz, egy könnyebb gyors, meg egy komótosabb :)
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2015 március 15, 13:58
Írta: vjanos Dátum 2015 március 15, 13:58
Svejk, te mit gondolsz a #12614 kérdésről?
Főleg a minertia motort nem tudom behatárolni, hogy passzolna a gekkóhoz.
Főleg a minertia motort nem tudom behatárolni, hogy passzolna a gekkóhoz.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 15, 14:33
Írta: 000000000 Dátum 2015 március 15, 14:33
Elárulhatnál pár infót a belső berkekből, mi is lesz ez a csoda masina.
Na meg mégis mi lenne a megmunkálás, illetve a megmunkált anyag.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 március 15, 14:40
Írta: PSoft Dátum 2015 március 15, 14:40
Van egy barátom...Gecko mániás.:)
Most is keres 2-3db.ot,Ő esküszik rájuk.:)
Ha mégis megválnál tőlük...keress,és összehozlak vele!
[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 15, 15:29
Írta: svejk Dátum 2015 március 15, 15:29
A nagyon kis induktivitású, pl. tárcsa vagy vasmentes forgórészű motorokkal nem tud megbirkózni, egyébként meg a próba dönti el.
De azért 50V táp fölé ne nagyon menj a Gecko320-nál.
De azért 50V táp fölé ne nagyon menj a Gecko320-nál.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 március 15, 17:30
Írta: PSoft Dátum 2015 március 15, 17:30
Azt írja a .pdf hogy...
"A G340 használata kisméretű motorokkal.
A kisméretű motorok induktivitása alacsony a működési áramhoz képest. Ebből
következően a hullámáram az impulzus szélesség moduláció miatt gyorsan
túlmelegítheti és tönkre teheti ezeket a motorokat. Ha a G340-et ilyen motorral
használja, külső alul áteresztő szűrőt kell használni a hullámáram küszöbszint alá
szorításához.
Az ajánlott szűrő két 150 mikroHenry-s tekercsből áll, sorban kapcsolva a
motorvezetékekkel, és egy 2 mikroFarados, alacsony induktivitású film kondenzátorra
a motor vezetékek között. A tekercseket a csúcs motoráramra kell méretezni.
A szűrőt akkor is használni kell, ha fémmentes armatúrájú vagy „palacsinta” motort
használ. Ezek a motorok nagyon alacsony induktivitásúak, és gyorsan
túlmelegednek, ha közvetlenül a G340 hajtja meg őket."
Mint ahogy Te is ajánlottad 'anno pld. ezekhez a Sanyo Denki motorokhoz.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 15, 18:44
Írta: svejk Dátum 2015 március 15, 18:44
Ez így igaz, csak nem akartam a szót szaporítani.
Ez már a servo suliban 3. osztályos tananyag :)
(én még sajnos csak előkészítőbe járok)
Ez már a servo suliban 3. osztályos tananyag :)
(én még sajnos csak előkészítőbe járok)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 15, 18:54
Írta: 000000000 Dátum 2015 március 15, 18:54
Sokat kell tanulnunk, hogy megtanuljuk, nem tudunk semmit.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2015 március 15, 19:00
Írta: Motoros Dátum 2015 március 15, 19:00
Nekem van egy darab Gecko 320X-em és meg tudok válni tőle. Összehozhatsz vele ha gondolod.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2015 március 15, 19:08
Írta: Szalai György Dátum 2015 március 15, 19:08
Mi az a hullámáram?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 március 15, 19:40
Írta: PSoft Dátum 2015 március 15, 19:40
Aztat kérem én nem tudom,mert olyan...nem is van???
[#nemtudom]
Vagy csak..."el" fordítás lehet?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 március 15, 19:42
Írta: PSoft Dátum 2015 március 15, 19:42
Előkészítőbe???
Hol lehet beiratkozni?
[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 15, 19:48
Írta: svejk Dátum 2015 március 15, 19:48
Már be vagy, az a fórum az.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 15, 19:50
Írta: svejk Dátum 2015 március 15, 19:50
nem "az a", hanem "ez a" fórum az.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 március 15, 19:52
Írta: PSoft Dátum 2015 március 15, 19:52
Köszi!
© destroyer az én barátom,Ő keresi a Geckót.
Ma már nem zavarom,majd holnap...
De,Te is keresheted ITT az adatlapja.
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2015 március 15, 21:36
Írta: vjanos Dátum 2015 március 15, 21:36
Köszi. Az 50V tapasztalati, biztonsági érték? Elég messze van a manualban emlitett 80V-tól. :S
Ez 340, nem 320 - nemtom ebben van-e különbség.
Béna kérdés, de DC motor induktivítását csak úgy a kapcsain méri az ember?
Ha igen akkor a Minertia 4mH, az E240 12mH.
Ez 340, nem 320 - nemtom ebben van-e különbség.
Béna kérdés, de DC motor induktivítását csak úgy a kapcsain méri az ember?
Ha igen akkor a Minertia 4mH, az E240 12mH.
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2015 március 15, 21:37
Írta: vjanos Dátum 2015 március 15, 21:37
Kösz, de most már szeretném őket lassan akcióban látni, ha már évek óta a polcon hevernek :)
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2015 március 15, 21:44
Írta: vjanos Dátum 2015 március 15, 21:44
Az alap koncepció faipari maró, kb 2000x1500 munkatérrel. Mozgó híd, emelt oldalfalak U-gerendából, nagyrészt csavarozott szerkezeti acél váz.
Igazából még csak az ötletelés megy, hogy a meglevő javakat lehetőleg hasznosítva még mennyit kéne mellétenni...
Igazából még csak az ötletelés megy, hogy a meglevő javakat lehetőleg hasznosítva még mennyit kéne mellétenni...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 16, 08:39
Írta: svejk Dátum 2015 március 16, 08:39
A végfpok IRF540-ekkel van szerelve az elvileg 100V-ot tud.
A 12V-os stabil IC viszont csak 75V-ot.
Egy-egy erősebb fékezés Dump áramkör nélkül is már ott vagy a határon.
Még egy tanács, a gecko tápcsatijára közvetlen rakj egy 100-1000 uF-os kondit, mert különben a belső 100uF-os gyorsan megsülhet, főleg a kísérletezések idején, amikor gyakran áramhatárolásba mehet a vezérlő.
A 12V-os stabil IC viszont csak 75V-ot.
Egy-egy erősebb fékezés Dump áramkör nélkül is már ott vagy a határon.
Még egy tanács, a gecko tápcsatijára közvetlen rakj egy 100-1000 uF-os kondit, mert különben a belső 100uF-os gyorsan megsülhet, főleg a kísérletezések idején, amikor gyakran áramhatárolásba mehet a vezérlő.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 16, 09:38
Írta: 000000000 Dátum 2015 március 16, 09:38
A Gecko-nál és társainál azért ne felejtsed el a szerény (max +-128) pozició hibatár határt, így elég egy komolyabb dinamikai gyorsítás lassítás, és lefagy a vezérlő.
Cím: Re:DC szervó motoros vezérlés
Írta: Motoros Dátum 2015 március 16, 13:53
Írta: Motoros Dátum 2015 március 16, 13:53
Kösz szépen, írok neki.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 március 16, 20:54
Írta: PSoft Dátum 2015 március 16, 20:54
Én is köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 17, 09:17
Írta: 000000000 Dátum 2015 március 17, 09:17
szevasztok,
Szevasztok,
van valamelyikőtöknek tapasztalata az UHU servo vezérlő pozició mód beállási és benntartási képességét illetően?
köszönet
Istvan
Szevasztok,
van valamelyikőtöknek tapasztalata az UHU servo vezérlő pozició mód beállási és benntartási képességét illetően?
köszönet
Istvan
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 17, 11:27
Írta: 000000000 Dátum 2015 március 17, 11:27
Köszönet a visszajelzésért.
A benntartást arra értettem, ha már a rendszer beállt az adott pozicióra, akkor a külső erőhatásra, pozicióból való kitéritésre hogyan reagál.
Arra gondolok, hogy ekkor mennyire finoman és stabilan tolja vissza a target pozicióba.
Gondolok pl. a berezgésmentességre(ekkor az alkatrész akár le is hullhat)
A benntartást arra értettem, ha már a rendszer beállt az adott pozicióra, akkor a külső erőhatásra, pozicióból való kitéritésre hogyan reagál.
Arra gondolok, hogy ekkor mennyire finoman és stabilan tolja vissza a target pozicióba.
Gondolok pl. a berezgésmentességre(ekkor az alkatrész akár le is hullhat)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 17, 11:30
Írta: 000000000 Dátum 2015 március 17, 11:30
A köszönet természetesen Egyujabbgépépitő-nek szól az SMD-s topick-ból.
Egyetértek, hogy a DC szervomotoros témák itt legyenek taglalva.
Egyetértek, hogy a DC szervomotoros témák itt legyenek taglalva.
Cím: Re:DC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2015 március 17, 18:45
Írta: Egyújabbgépépítő Dátum 2015 március 17, 18:45
Én úgy gondolom hogy egy jól tervezett rendszernél az hogy eltolja nem is fordulhat elő.
Az UHU nem egy új fejlesztésű vezérlés, ezzel együtt világszerte sokan megépítették és használják.
Mai napig van 2 gép ami az általam épített UHU alapon működő vezérlőt kapott 240W-os szervoval.
Az UHU nem egy új fejlesztésű vezérlés, ezzel együtt világszerte sokan megépítették és használják.
Mai napig van 2 gép ami az általam épített UHU alapon működő vezérlőt kapott 240W-os szervoval.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 április 08, 10:41
Írta: ANTAL GÁBOR Dátum 2015 április 08, 10:41
Minthogy a "segítség béna vagyok" ban nagyon hamar alulra kerülök ide írom . Keresek olyan kollégát akinek sikerült egy Granit Device Dc motorvezérlőt behangolni . Hízó Józsinak tudom van és használja. Írtam is neki . De hátha van még más valaki is ( Kékesdi István ?? ) Elvileg minden OK csak ha jobban megtekerem az álló motor tengelyt akkor overcurrent -tel kiáll ( A limitek jók ! )
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 április 08, 19:56
Írta: ANTAL GÁBOR Dátum 2015 április 08, 19:56
Köszönet HÍZÓ Józsinak aki végighallgatta a problémámat és önzetlenül utánanézett a dolognak, majd amikor megfejtette a rejtélyt akkor megtelefonálta a megoldást [#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: remrendes Dátum 2015 május 26, 13:16
Írta: remrendes Dátum 2015 május 26, 13:16
Hello!
A Volker Besmens fele UPCX530 BLDC vezerlot epitette mar meg valaki?
A Volker Besmens fele UPCX530 BLDC vezerlot epitette mar meg valaki?
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 augusztus 15, 14:15
Írta: ANTAL GÁBOR Dátum 2015 augusztus 15, 14:15
Egy pofon egyszerű kérdésre várnám a választ : Az E240 es motoron ( gyárilag ) milyen az encoder osztása? Megtaláltam a neten a Sneci féle motorvezérlőt ott 512 ( a fizikai ) nekem meg az emlékezetemben az 500 van .. Mi az igazság ? ( meg is mérhetném de lehet így hamarabb érek célt )
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 augusztus 15, 14:24
Írta: PSoft Dátum 2015 augusztus 15, 14:24
"gyárilag" nagyon nagy százalékban,512-es osztású encoderrel/optikával voltak szerelve.
De,előfordultak 500-as osztású tárcsákkal/optikákkal is.
Úgy tudom,© svejk végzett méréseket 500-as tárcsa/512-es optika házasításával,és fordítva is.
Ő,talán többet tudna mondani ezzel kapcsolatban.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 augusztus 15, 14:40
Írta: ANTAL GÁBOR Dátum 2015 augusztus 15, 14:40
Köszönöm 512 vel megoldódott
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 27, 13:13
Írta: s7manbs8 Dátum 2015 augusztus 27, 13:13
Tegnap beleszaladtam egy olyan problémába, hogy egy IR2184 által hajtott IRF540 FET híd, ami egy motort hajt, olyat produkál, hogy egyrészt kinyiffant a FET sor, majd azt kicserélve fedeztem fel, hogy ha 6-7 Voltot kap a Motortáp rész, akkor mozgatja a motort erősen, de afelett elgyengül, mintha a FET nem tudna megnyitni talán a felső, legalábbis erre tudok gondolni, vajon az IR2184 is meghalt, vagy nem világos mi lehet a baja ?
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2015 augusztus 27, 18:37
Írta: horcsab Dátum 2015 augusztus 27, 18:37
Csereérett az IR2184. De szókppal (ha van) rá kellene nézni a gate körre. Ott azonnal látszik a probléma. A uC-től le van választva (opto) az IR?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 27, 19:38
Írta: s7manbs8 Dátum 2015 augusztus 27, 19:38
Nincs leválasztva. A proci felől megy a jel a PWM jel, az megvan. Esetleg mit nézzek az IR-en, hogyan, köszönöm a segítséget.
Meg az asozcilloszkópot is le kéne válsaztani galvanikusan, mert ennek a GND-je az a hálózattal galvanikus, vagy a cuccnak adjak független tápot, még pár vezetéket csinálnom kell.
A híd motor kimeneténél, ha nincs 1uF kondi az baj, az kinyírhatja emiatt a FETeket ? Mert egy 1uF - 2R2 ellenállásos dolgot tettem oda, de a ellenállás melegedett majd az el is füstölt egy idő után és lehet utána romlott el a FET is utána meg még jobban, aztán kicseréltem a FET sort 4 db-ot mindet.
Meg az asozcilloszkópot is le kéne válsaztani galvanikusan, mert ennek a GND-je az a hálózattal galvanikus, vagy a cuccnak adjak független tápot, még pár vezetéket csinálnom kell.
A híd motor kimeneténél, ha nincs 1uF kondi az baj, az kinyírhatja emiatt a FETeket ? Mert egy 1uF - 2R2 ellenállásos dolgot tettem oda, de a ellenállás melegedett majd az el is füstölt egy idő után és lehet utána romlott el a FET is utána meg még jobban, aztán kicseréltem a FET sort 4 db-ot mindet.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 27, 19:39
Írta: s7manbs8 Dátum 2015 augusztus 27, 19:39
Csak a gate körre hogy tudok úgy ránlzni, hogy a felső oldali FET tápot ne szívja le a mérés vajon .mert ott ugye csak párszáz nF kondi van és a bemeneti ellenállása az oszcilloszkópnak azt lenyomja lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 27, 19:42
Írta: s7manbs8 Dátum 2015 augusztus 27, 19:42
Most meg eszembe jutott, hogy ne is a motort kössem be rá, hanem csak terhelő ellenállást és akkor méregetni attól lehet, hogy induktív terhelés nélkül is mit csinál pl.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 28, 13:32
Írta: s7manbs8 Dátum 2015 augusztus 28, 13:32
Az derült ki tegnap este, hogy a 400W servo motor nem teszik neki áramkorlát nélküli IR2184-IRF540 hídnak. :) Egy irányba még megy is valahogy, de mikor pozícióban kéne tartani, ott megindul valami nagy áram és annyi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 augusztus 28, 13:39
Írta: 000000000 Dátum 2015 augusztus 28, 13:39
Milyen vezérlő ez ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 28, 13:40
Írta: s7manbs8 Dátum 2015 augusztus 28, 13:40
Szervó vezérlő SMC féle.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 28, 13:42
Írta: s7manbs8 Dátum 2015 augusztus 28, 13:42
Kisebb motorral elmegy így is, azt sikerült egyet behangolni rá. Na majd sorba kötök valami elelnállást, hogy ne tudjon túl nagy áram szaladni és akkor hátha az is megy a nagy, persze még valami nyák topológia gond is lehet, mert a proci is mintha eldobná magát néha, vagy az encoder GND-jét ráncigálja meg és rosszaságot érzékel, de azt meg ki tudom mutatni az pozíciót ha kiolvasom, hogy az mennyi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 augusztus 28, 13:47
Írta: 000000000 Dátum 2015 augusztus 28, 13:47
A DSSC vezérlőkben (Dorogi Svejk Servo Controller) ennek az átdolgozott verziójában pedig van áram érzékelés.
Kössed át a GND-t hajókötéllel ne rángassa :)
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2015 augusztus 28, 13:50
Írta: horcsab Dátum 2015 augusztus 28, 13:50
Fel tudod rakni ide a kapcsolási rajzot?
A szkóp nem húzza le az IR2184 kimenetét (1Mohm 10pF). Ha a szervómotor a hálózattól el van galvanikusan választva akkor rámérhetsz. Mekkora a motor tápod?
Ha terhelő ellenállással méred, akkor a motor enkóderét bekötve és a motor tengelyét finoman forgatva mindkét irányban látnod kellene, a híd FET-ek vezérlését.
A pozíció tartásnál valószínű nagy tüskék jelennek meg és ez valahol zavarként bemegy a panelre. Szintén szkóppal lehet kiderteni.
Én, mindig FET vagy tranzisztorok nélkül ellenőrzöm a hidat ha úgy jó, akkor már nem sok probléma lehet.
A szkóp nem húzza le az IR2184 kimenetét (1Mohm 10pF). Ha a szervómotor a hálózattól el van galvanikusan választva akkor rámérhetsz. Mekkora a motor tápod?
Ha terhelő ellenállással méred, akkor a motor enkóderét bekötve és a motor tengelyét finoman forgatva mindkét irányban látnod kellene, a híd FET-ek vezérlését.
A pozíció tartásnál valószínű nagy tüskék jelennek meg és ez valahol zavarként bemegy a panelre. Szintén szkóppal lehet kiderteni.
Én, mindig FET vagy tranzisztorok nélkül ellenőrzöm a hidat ha úgy jó, akkor már nem sok probléma lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 28, 13:50
Írta: s7manbs8 Dátum 2015 augusztus 28, 13:50
Aha, láttam azt is régebben. Ebbe is rajzolok majd még hozzá, lehet egy hét múlva az a verzió is meglesz.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 28, 13:57
Írta: s7manbs8 Dátum 2015 augusztus 28, 13:57
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 augusztus 28, 15:51
Írta: ANTAL GÁBOR Dátum 2015 augusztus 28, 15:51
Tőlem megszokott módon valami "szakmai sületlenséget " írok de hátha ezen el tudsz indulni : az adatlap szerint az SD negált bemenet egy smidt trigger és elvileg belül egy felhúzó ellenállással +5 V on van. Azt hogy az 5 V honnan származik azt nem rajzolják le( ennek az Ic nek nincs kivezetett zeneres ref pontja ). Ha az optó tranyóját eléggé kinyitod ( Ucesat ) akkor ott logikai 0 lesz . Az adatlap szerint 2.7 V nál nagyobb bemenetet 1 nek vesz és 0.8 nál kisebbet 0 nak
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 augusztus 28, 19:09
Írta: ANTAL GÁBOR Dátum 2015 augusztus 28, 19:09
Ráteszek még egy lapáttal : Béla ! Ismered a bootstrap es technikát? Az biztosítja a felső fetek tápellátását . Ez egy szokványos megoldása az ilyen drivereknek de számos hiba okozója is. Ahhoz hogy felépüljön a felső ág "tápfesze " az alsó fetnek ( normálisan ) be kell kapcsolnia és a bootstrap dióda feltölti a bootstrap kondit . Sok baj forrása hogy a kondi nem töltődik fel rendesen és a kis feszültség kerül a következő periódusban a felső fetre ami nem tud rendesen kinyitni és túldisszipál. Akkor jó ha
U bootstrapkondi > U treshold (fet )
U bootstrapkondi > U treshold (fet )
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 28, 21:03
Írta: s7manbs8 Dátum 2015 augusztus 28, 21:03
Azt kéne még megnéznem, ha a motor helyett pl elég ha teszek egy műterhelést, hogy ott megjelenik e a jelalak rendesen, nagyobb tápfesznél, ha most a FET ek nem nyitnak össze nem olyan baj, van ott rendes jelnek kéne lenni.
Tegnap egy kisebb szervó motorral azzal működött vagy 17V-ot mertem neki adni.
A kimeneti 1uF kondinál a soros ellenállás is annyira melegedett hogy ki is olvasztotta magát, amikor 4R4 volt ott, most 22R ellenállást téve az is nagyon melegszik de az még épp kibírta, ott is hogy a francba folyik akkora áram nem nagyon értem.
Ha meg a 1uF kondit ellenállás nélkül teszem oda ki is akad az egész rögtön, akkora áram indul ott amiatt emg vagy nem tudom.
A VB pontot meg kéne néznem, oszcilloszkópapl , hogy ott milyen a jel, rá kéne ülnie a tápra plusz vagy 10V-nak legalább, 12V a FETek gate tápja.
Tegnap egy kisebb szervó motorral azzal működött vagy 17V-ot mertem neki adni.
A kimeneti 1uF kondinál a soros ellenállás is annyira melegedett hogy ki is olvasztotta magát, amikor 4R4 volt ott, most 22R ellenállást téve az is nagyon melegszik de az még épp kibírta, ott is hogy a francba folyik akkora áram nem nagyon értem.
Ha meg a 1uF kondit ellenállás nélkül teszem oda ki is akad az egész rögtön, akkora áram indul ott amiatt emg vagy nem tudom.
A VB pontot meg kéne néznem, oszcilloszkópapl , hogy ott milyen a jel, rá kéne ülnie a tápra plusz vagy 10V-nak legalább, 12V a FETek gate tápja.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 28, 21:11
Írta: s7manbs8 Dátum 2015 augusztus 28, 21:11
Itt a nyák rajzolat:

Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 28, 21:18
Írta: s7manbs8 Dátum 2015 augusztus 28, 21:18
Hopp, most ahogy bambulok a asaját képemen, megláttam egy hibát, a legfelső T3 FET source lábához nem jó helyen megy a vezérlő jel, ott a 3.as lábából a nagy áram ahol megy, azon keresztül kapja, az nem igen jó ötlet, lehet ettől van az egész, valami ilyesmi oka lesz, azt jó hülyén rajzoltam oda, pedig már napok óta nézem, milyen topológiai bakit követtem el bajon, most láttam meg. Nem csodda ha pár amper áramnál behülyül a szerencsétlen, ha ez az oka. Márpedig az ott nagyon nem jó, azt egy manuális átkötéssel tudom orvosolni, nem gond.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2015 augusztus 28, 22:03
Írta: horcsab Dátum 2015 augusztus 28, 22:03
Mekkor a a PWM frekvencia?
a 220nF/100V kondikat cseréld 1uF vagy 2.2uF-ra. A 10ohm gate ellenállást 22-re vagy 47-re. A gate lábakat húzd le 2.2k-val. A 10ohm-ra raknék egy diódát a gyorsabb kisütéshez (katód nézzen az IR irányába 1n4148).
a 220nF/100V kondikat cseréld 1uF vagy 2.2uF-ra. A 10ohm gate ellenállást 22-re vagy 47-re. A gate lábakat húzd le 2.2k-val. A 10ohm-ra raknék egy diódát a gyorsabb kisütéshez (katód nézzen az IR irányába 1n4148).
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2015 augusztus 28, 22:05
Írta: horcsab Dátum 2015 augusztus 28, 22:05
És a 12V-ot emelném 15-re.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 augusztus 29, 04:22
Írta: s7manbs8 Dátum 2015 augusztus 29, 04:22
30kHz a PWM, 2201nF kondit már tegnap megnöveltem, a gate ellenállásra is gondoltam, amit írsz olyasmit, majd ma kipróbálom meg a diódás, gyorsabb kisütést is. Kösz a tanácsokat, ötleteket.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 szeptember 11, 20:54
Írta: s7manbs8 Dátum 2015 szeptember 11, 20:54
Ennél az SMC szervó vezérlőnél a motor kimenetére tett 1uF kondi, R tag nélkül, az hogy lett kiszámolva, hogy az kell oda pontosan ? Meg az A300 vezérlőn is vagy hasonlókon van erről valami számítás, hogy miért az, miért annyi van odatéve ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 szeptember 11, 22:08
Írta: s7manbs8 Dátum 2015 szeptember 11, 22:08
Itt a kapcsolási rajzon az R23 értéke 1.8K/2W, az nem túl nagy ellenállás ott ? Vagy rosszul látom ?
SMC1.2 kapcsolási rajz
SMC1.2 kapcsolási rajz
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 szeptember 12, 00:18
Írta: s7manbs8 Dátum 2015 szeptember 12, 00:18
Ez a rajz is egy 2k2 ellenállást tartalmaz a snubberben, de hogy az mit csinál ? Pár mA- tud csak folyni emiatt, az nem hinném, hogy csinálna valami hasznosat.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 szeptember 12, 00:19
Írta: s7manbs8 Dátum 2015 szeptember 12, 00:19
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 szeptember 12, 09:36
Írta: svejk Dátum 2015 szeptember 12, 09:36
Az RC tag a híd kommutációjából adódó tüskéket csökkneti.
Ha az ellenállás túl nagy akkor csak az melegszik de hatása alig lesz.
Ha egyáltalán nincs ellenállás akkor pedig túl nagy áram folyhat rajta keresztül, mely a hidat veszélyeztetheti.
10-100 Ohm és 47nF-1uF szokott lenne általában.
nagyban függ a PWM frekvenciától és a terhelés induktivitásától illetve annak áramától.
(az A300 paneljén nincs ilyen tag egyáltalán)
Ha az ellenállás túl nagy akkor csak az melegszik de hatása alig lesz.
Ha egyáltalán nincs ellenállás akkor pedig túl nagy áram folyhat rajta keresztül, mely a hidat veszélyeztetheti.
10-100 Ohm és 47nF-1uF szokott lenne általában.
nagyban függ a PWM frekvenciától és a terhelés induktivitásától illetve annak áramától.
(az A300 paneljén nincs ilyen tag egyáltalán)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 szeptember 12, 13:17
Írta: s7manbs8 Dátum 2015 szeptember 12, 13:17
Kösz, a végén tegnap este egy 100nF-22R tagot alkalmaztam, de még valami hülyeség mindig van az áramkörömben, a GND vonalat úgy megrángatta a procinál, hogy resetelt nagy áramnál ... azt vettem észre, hogy a proci oszcillátor körében levő 2 db 22pF kondinak a GND-jét tudja rángatni, azt majd át kell rajzolni, majd az újabb verzió jobb lesz, ezt meg átvezetékeléssel azért használható formába tudom tenni valahogy. A távcsővezérlő este már hajtotta is a szervót, be is hangoltam kb. szépen fogja forgatni a tengelyt, ha ma jó idő lesz elkapok pár ufót. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 szeptember 12, 13:24
Írta: s7manbs8 Dátum 2015 szeptember 12, 13:24
Akkor jól láttam én, hogy némely oldalon rossz értékek szerepelnek, a kezdő amatőrök gondolkozzanak kicsit, miért is nem működik a paneljük. :) Régen is divat volt ez, a kész kitet amit árultak egy se volt jó szinte, rá kellett jönni a hibára, aki nem jött rá, az nem érdemelte meg. :)
Cím: Re:DC szervó motoros vezérlés
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 11:45
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 11:45
Segítséget szeretnék kérni, mert megállt a tudományom.
Igaz, hogy nem DC szervó, hanem egy DC motoros főorsó.
Adott egy 180V-os egyenáramú (szénkefés, állandó mágneses állórészes) futópad motor, amihez összeraktam a képen látható triakos "dimmert".
A motort kimértem, nem zárlatos.
Szétszedve a + és - vezeték közvetlenül a szénkeféhez csatlakozik, nincs semmilyen kondenzátor a házon belül.
A védőföld a motor házhoz csatlakozik közvetlenül.
A probléma a következő: a 230V-os hálózathoz kapcsolva a motor ház és a védőföld között megjelenik 115V, vagy 230V, attól függően, hogy a fázis és a nulla melyik vezetékre kerül!
Ez életveszélyes, és használhatatlan, viszont fogalmam sincs mitől lehet!
Már csak azt az egyet tudom elképzelni, hogy a tekercs olyan kapacitással rendelkezik, ami a váltóáramú betáp miatt a ház felé vezeti a feszültséget.
Tudna valaki tipped adni, hogy mi lehet?
A motor egyébként szépen vezérelhető ezzel az áramkörrel, csak épp életveszélyes...

Igaz, hogy nem DC szervó, hanem egy DC motoros főorsó.
Adott egy 180V-os egyenáramú (szénkefés, állandó mágneses állórészes) futópad motor, amihez összeraktam a képen látható triakos "dimmert".
A motort kimértem, nem zárlatos.
Szétszedve a + és - vezeték közvetlenül a szénkeféhez csatlakozik, nincs semmilyen kondenzátor a házon belül.
A védőföld a motor házhoz csatlakozik közvetlenül.
A probléma a következő: a 230V-os hálózathoz kapcsolva a motor ház és a védőföld között megjelenik 115V, vagy 230V, attól függően, hogy a fázis és a nulla melyik vezetékre kerül!
Ez életveszélyes, és használhatatlan, viszont fogalmam sincs mitől lehet!
Már csak azt az egyet tudom elképzelni, hogy a tekercs olyan kapacitással rendelkezik, ami a váltóáramú betáp miatt a ház felé vezeti a feszültséget.
Tudna valaki tipped adni, hogy mi lehet?
A motor egyébként szépen vezérelhető ezzel az áramkörrel, csak épp életveszélyes...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 szeptember 28, 11:55
Írta: 000000000 Dátum 2015 szeptember 28, 11:55
Ha használt motor a szénkefepor csodákra képes !
A motor burkolatára meg nem árt a védőföldelés !
Amúgy ha multiméterrel méred a védőföld és a burkolat közé tegyél egy 100-as izzót mert lehet, hogy csak kapacitív és nem terhelhető az a feszültség !
Ha világít a 100-as izzó akkor viszont tényleg baj van.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 szeptember 28, 11:58
Írta: 000000000 Dátum 2015 szeptember 28, 11:58
Mellesleg nincs véletlen rajta zavarszűrő kondenzátor vagy a motoron belül ?
Cím: Re:DC szervó motoros vezérlés
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 11:58
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 11:58
Sajnos világít...
Csak azt nem értem, hogy ha ellenállást mérek, akkor szakadást mutat a + és - felé a házra...
Csak azt nem értem, hogy ha ellenállást mérek, akkor szakadást mutat a + és - felé a házra...
Cím: Re:DC szervó motoros vezérlés
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 12:01
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 12:01
Nincs zavarszűrő. A vezeték közvetlenül a szénkefékre megy.
Én is erre gondoltam nagy arccal először, hogy "kivágom a kondit oszt jóvan", de mikor szétszedtem, akkor csak pislogtam... Se kondi, se más...
Én is erre gondoltam nagy arccal először, hogy "kivágom a kondit oszt jóvan", de mikor szétszedtem, akkor csak pislogtam... Se kondi, se más...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 szeptember 28, 12:01
Írta: 000000000 Dátum 2015 szeptember 28, 12:01
Ahogy növeled a fordulatszámot úgy csökken az izzó fénye ?
Mert ha igen akkor a zavarszűrő kondi xopat !
Cím: Re:DC szervó motoros vezérlés
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 12:03
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 12:03
A másik elgondolásom, hogy a villamos hálózaton nullázott védőföldnél előjöhet ilyen probléma, ha mondjuk a motoron belül a negatív és védőföld össze lenne kötve.
De nincs összekötve...
De nincs összekötve...
Cím: Re:DC szervó motoros vezérlés
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 12:06
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 12:06
Még egy hülye kérdés, ne nevess ki ha baromságot kérdek, de villamos forgógépekhez és az erősáramhoz hülye vagyok (RF-fel foglalkoztam eddig komolyabban).
Elképzelhető, hogy a motor forgórészre szerelnek zavarszűrő kondikat? A tekercselés alá?
Mert már csak erre az egyre tudok gondolni...
Elképzelhető, hogy a motor forgórészre szerelnek zavarszűrő kondikat? A tekercselés alá?
Mert már csak erre az egyre tudok gondolni...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 szeptember 28, 12:47
Írta: 000000000 Dátum 2015 szeptember 28, 12:47
Ha kizárunk minden lehetőséget akkor már csak egy marad !
A motor zárlatos, de a műszer ellenállásmérője azzal a pár voltos vizsgáló feszültséggel nem fog átütni.
Rendes 500 voltos szigetelés vizsgálóval kell nekiesni !
Cím: Re:DC szervó motoros vezérlés
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 12:52
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 12:52
Ez tényleg az egyetlen lehetőség, és teljesen logikus.
Rá fogom bízni ezt egy szakemberre, mert ez már nem RF.
Már csak az a kérdés, hogy akitől vettem (itt a fórumon), hajlandó lesz-e elismerni, ha tényleg ez a baja...
Köszönöm a tippet!
Rá fogom bízni ezt egy szakemberre, mert ez már nem RF.
Már csak az a kérdés, hogy akitől vettem (itt a fórumon), hajlandó lesz-e elismerni, ha tényleg ez a baja...
Köszönöm a tippet!
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2015 szeptember 28, 17:24
Írta: Szalai György Dátum 2015 szeptember 28, 17:24
Első tipp: A műszered bemeneti ellenállása óriási egy ilyen méréshez, ezért statikus feszültséget mérsz, ami az üzemi földelésen csak pár mikroampernyi jelentéktelen hibaáramot hajtana át.
Kösd a motor földelő csavarját PRÓBÁBÓL össze a jó minőségű földelésedről szabályosan érkező védővezetővel egy gyors működésű, 10mA-es üvegcsöves biztosítékon keresztül
Így nem lehet feszültség különbség a földpotenciál és a motortest között, míg a biztositék ki nem olvad.
Ha nem olvad ki, akkor én nyertem és rákötheted a védővezetőt fixen a motorra baj nélkül.
Kösd a motor földelő csavarját PRÓBÁBÓL össze a jó minőségű földelésedről szabályosan érkező védővezetővel egy gyors működésű, 10mA-es üvegcsöves biztosítékon keresztül
Így nem lehet feszültség különbség a földpotenciál és a motortest között, míg a biztositék ki nem olvad.
Ha nem olvad ki, akkor én nyertem és rákötheted a védővezetőt fixen a motorra baj nélkül.
Cím: Re:DC szervó motoros vezérlés
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 17:46
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 17:46
Köszönöm a tippet, de sajnos akkora áram van a motor test és a hálózati védőföld között, ami egy 100W-os izzót is szépen világításra bír.
Nálam a védőföld nullázott (sajnos).
Elviszem a motort olyan szakihoz, aki tud átütést mérni, és kicsit gyakorlottabb a villamos forgógépes témában, mint én.
A forgórészen is kell egyensúlyozni, azt pedig végképp nem tudom megcsinálni.
Nálam a védőföld nullázott (sajnos).
Elviszem a motort olyan szakihoz, aki tud átütést mérni, és kicsit gyakorlottabb a villamos forgógépes témában, mint én.
A forgórészen is kell egyensúlyozni, azt pedig végképp nem tudom megcsinálni.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2015 szeptember 28, 17:49
Írta: Szalai György Dátum 2015 szeptember 28, 17:49
Akkor, azt gondolom, tekercselőre lesz szükséged.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2015 szeptember 28, 17:52
Írta: Szalai György Dátum 2015 szeptember 28, 17:52
Ja, írtátok is. Én voltam figyelmetlen. Bocsi.[#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 szeptember 28, 17:56
Írta: guliver83 Dátum 2015 szeptember 28, 17:56
De volt egy olyan teszted amikor 60V DC ről egy sima trafóról hajtottad és akkor nem lehetett a burkolat és a vezeték között semmit mérni.
Vagy hogy is volt az?
Vagy hogy is volt az?
Cím: Re:DC szervó motoros vezérlés
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 19:25
Írta: f7dmzwfr6 Dátum 2015 szeptember 28, 19:25
A 60 V-os táp is pár mp múlva letilt. Rövid ideig elindul, de aztán az automatika erősebb...
Cím: Re:DC szervó motoros vezérlés
Írta: f7dmzwfr6 Dátum 2015 október 13, 12:44
Írta: f7dmzwfr6 Dátum 2015 október 13, 12:44
Köszönöm a tippeket, megtaláltam a hibát!
A szénkefetartó átégett és az elszenesedett bakelit üt át.
Valaki tudna segíteni, hogy melyik az a műgyanta, amivel célszerű kiöntenem az átégett résztől "megszabadított" bakelitet?
Gondolok a hőtűrésre és az átütési szilárdságra.
A szénkefetartó átégett és az elszenesedett bakelit üt át.
Valaki tudna segíteni, hogy melyik az a műgyanta, amivel célszerű kiöntenem az átégett résztől "megszabadított" bakelitet?
Gondolok a hőtűrésre és az átütési szilárdságra.
Cím: Re:DC szervó motoros vezérlés
Írta: znyolczas Dátum 2015 október 15, 13:44
Írta: znyolczas Dátum 2015 október 15, 13:44
Kedves Fórumtársak!
Érdeklődni szeretnék hogy valakinek van-e bármilyen leírása az alábbi dc szervo motorhoz valamint az értéke érdekelne még engem (680W). Előre is köszönöm!
http://www.kephost.com/images/2015/10/15/IMG_0759.jpg
Érdeklődni szeretnék hogy valakinek van-e bármilyen leírása az alábbi dc szervo motorhoz valamint az értéke érdekelne még engem (680W). Előre is köszönöm!
http://www.kephost.com/images/2015/10/15/IMG_0759.jpg
Cím: Re:DC szervó motoros vezérlés
Írta: znyolczas Dátum 2015 október 15, 13:49
Írta: znyolczas Dátum 2015 október 15, 13:49
Íme a vezérlő hozzá:


Cím: Re:DC szervó motoros vezérlés
Írta: adamant Dátum 2015 október 15, 14:28
Írta: adamant Dátum 2015 október 15, 14:28
Cím: Re:DC szervó motoros vezérlés
Írta: zoli0302 Dátum 2015 október 15, 14:33
Írta: zoli0302 Dátum 2015 október 15, 14:33
Szia !
Én több szettet is használok ebből a vezérlőből és motorból. Step dires csk akkor lesz ha van hozzá oc 930 kártyád és átállítod.
Én több szettet is használok ebből a vezérlőből és motorból. Step dires csk akkor lesz ha van hozzá oc 930 kártyád és átállítod.
Cím: Re:DC szervó motoros vezérlés
Írta: znyolczas Dátum 2015 október 15, 15:16
Írta: znyolczas Dátum 2015 október 15, 15:16
Nagyon köszönöm a gyors választ. Már csak az lenne a kérdésem hogy mennyit szabad adni egy ilyet szettért?
Cím: Re:DC szervó motoros vezérlés
Írta: zoli0302 Dátum 2015 október 15, 17:05
Írta: zoli0302 Dátum 2015 október 15, 17:05
Ha nincs felprogramozó kártya hozzá úgy nem sok mindenre jó , biztos, hogy analóg üzemű.
Én 5 szettet vettem 80e Ft ért és El Pasoból vettem egy kártyát 70e Ft ért...
Ha ráuntál érdekel :)
Én 5 szettet vettem 80e Ft ért és El Pasoból vettem egy kártyát 70e Ft ért...
Ha ráuntál érdekel :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 06, 00:22
Írta: s7manbs8 Dátum 2015 november 06, 00:22
Az SMC szervóvezérlőhöz nincs véletlenül írva auto tuning PID-re ?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2015 november 06, 07:32
Írta: Szalai György Dátum 2015 november 06, 07:32
Az epoxi gyanta elektromos szilárdsága általában van vagy 20-30kV/mm. Attól nem kell tartanod, hogy átüt.
De önmagában mechanikailag nem elég szilárd. Ki kéne tölteni valami üveg vagy kőzetgyapottal.
És így is nagy trükk lesz hozzátapasztani a toldalékot a hiányos darabhoz, mert a kettő között nem lesz szálerősítés.
És hogy a kellő formát hogyan fogod tudni kialakítani, arról fogalmam nincsen.
De önmagában mechanikailag nem elég szilárd. Ki kéne tölteni valami üveg vagy kőzetgyapottal.
És így is nagy trükk lesz hozzátapasztani a toldalékot a hiányos darabhoz, mert a kettő között nem lesz szálerősítés.
És hogy a kellő formát hogyan fogod tudni kialakítani, arról fogalmam nincsen.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2015 november 06, 07:35
Írta: Szalai György Dátum 2015 november 06, 07:35
Lehet, egyszerűbb volna egy szép darab üvegtextil bakelittel kezdeni.
(Vagy venni egy kefetartót valahol készen.)
(Vagy venni egy kefetartót valahol készen.)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 07, 18:21
Írta: s7manbs8 Dátum 2015 november 07, 18:21
A Kozo féle SMC panelt egy 20W-os kis szervó motorral sikerült pár napja kipurcantani, úgy hogy 24V táp, a motor rövid zárban maximum 3A-t vesz fel.
Megfogtam a motor tengelyét és mozgattam jobbra balra, majd hirtelen egyik irányban elgyengült és úgy maradt.
Most az irányban csak 0.27A-t vesz fel, ha megfogom és mozgatom, a másik irány még megy.
Na, most ez vajon mitől lehet, hogy ennyitől kimegy, a panelen lenne még valami hiba, ami miatt ezt csinálhatja, a FET-ek niythatnak össze ? Mert kifele nem tudott eleve nagyobb áram folyni, meg labortápon keresztül kapott eleve tápot. A pufferjéből, persze ha FET. összenyit, akkor kipurcanhat az egyértelmű, de akkor valami nem stimmel, mert iylet nem szabadna neki, a motor nem hinném, hogy rossz lenne.
Ebben a FET hajtánál, nincs gyorsító dióda, kikapcsolás irányban, az ellenállás 10 Ohm a mi a gate -re megy.
Még egy vezeték, ami egyik FET gate jére megy, elég hosszan a nagy áramú vezetáktől van 1-2mm távolságra, arra gondoltam ott esetleg begerjedhet.
A gate-source közt sincs ellenállás.
Szerintetek ezek közül mi lehet a hiba oka ? Valahogy jó lenne kideríteni.
Arra gondoltam, hogy ha a táp puffer kondi és a FET-ek drain-je közé teszek egy pár Ohm ellenálást, hogy a max áram semmi esetben ne lehessen valahány A- től több, mégha összenyit és úgy megnézem mit csinál, illetve a FET összezárást valahogy letesztelni, egy műterheléssel, 4A-re mondjuk, a motor helyett, majd ugyanazt eljátszom, hogy a motor tengelyt ide oda mozgatom, a PWM-et hagy nyomassa neki, aztán valami csak kiderül.
Vagy a két irány szerinti hidakat kéne nyitogatni felváltva, hogy ne e nyit össze oszcilloszkóppal megnézve valahogy, hogy mennyi idő van a nyitás zárások közt stb ...

Megfogtam a motor tengelyét és mozgattam jobbra balra, majd hirtelen egyik irányban elgyengült és úgy maradt.
Most az irányban csak 0.27A-t vesz fel, ha megfogom és mozgatom, a másik irány még megy.
Na, most ez vajon mitől lehet, hogy ennyitől kimegy, a panelen lenne még valami hiba, ami miatt ezt csinálhatja, a FET-ek niythatnak össze ? Mert kifele nem tudott eleve nagyobb áram folyni, meg labortápon keresztül kapott eleve tápot. A pufferjéből, persze ha FET. összenyit, akkor kipurcanhat az egyértelmű, de akkor valami nem stimmel, mert iylet nem szabadna neki, a motor nem hinném, hogy rossz lenne.
Ebben a FET hajtánál, nincs gyorsító dióda, kikapcsolás irányban, az ellenállás 10 Ohm a mi a gate -re megy.
Még egy vezeték, ami egyik FET gate jére megy, elég hosszan a nagy áramú vezetáktől van 1-2mm távolságra, arra gondoltam ott esetleg begerjedhet.
A gate-source közt sincs ellenállás.
Szerintetek ezek közül mi lehet a hiba oka ? Valahogy jó lenne kideríteni.
Arra gondoltam, hogy ha a táp puffer kondi és a FET-ek drain-je közé teszek egy pár Ohm ellenálást, hogy a max áram semmi esetben ne lehessen valahány A- től több, mégha összenyit és úgy megnézem mit csinál, illetve a FET összezárást valahogy letesztelni, egy műterheléssel, 4A-re mondjuk, a motor helyett, majd ugyanazt eljátszom, hogy a motor tengelyt ide oda mozgatom, a PWM-et hagy nyomassa neki, aztán valami csak kiderül.
Vagy a két irány szerinti hidakat kéne nyitogatni felváltva, hogy ne e nyit össze oszcilloszkóppal megnézve valahogy, hogy mennyi idő van a nyitás zárások közt stb ...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 00:03
Írta: s7manbs8 Dátum 2015 november 08, 00:03
Kicseréltem FET sort, meg tettem egy ellenállást a táppal sorosan a FET drain vége felé úgy néz ki így nem purcan ki.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 08, 08:08
Írta: guliver83 Dátum 2015 november 08, 08:08
Nem tudom mit csinálsz rosszul , de már egy jó ideje szenvedsz vele.
Én megépítettem és Kozo-val kipróbáltuk és első indításra tökéletes lett, aztán itthon nagyon sokat szórakoztam vele.
E240 motorral tesztelve.
Aztán E660 motorral, de ott már nem akart menni, mert mindig letiltott a vezérlő induláskor.
Erre nem tudtam rájönni mi a hiba, de az E660 motor jóval nagyobb teljesítmény és lehetséges, hogy ez miatt van a hiba induláskor.
Én megépítettem és Kozo-val kipróbáltuk és első indításra tökéletes lett, aztán itthon nagyon sokat szórakoztam vele.
E240 motorral tesztelve.
Aztán E660 motorral, de ott már nem akart menni, mert mindig letiltott a vezérlő induláskor.
Erre nem tudtam rájönni mi a hiba, de az E660 motor jóval nagyobb teljesítmény és lehetséges, hogy ez miatt van a hiba induláskor.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 08, 08:55
Írta: 000000000 Dátum 2015 november 08, 08:55
"Aztán E660 motorral, de ott már nem akart menni, mert mindig letiltott a vezérlő induláskor.
Erre nem tudtam rájönni mi a hiba"
Pusztán csak annyi az oka, hogy az SMC szervo mindössze +-128 inkrementumos szerény hibatárolóval dolgozik, és az alkalmazott AVR-ed encoder feldolgozási sebessége is kevés, így csak szerényebb dinamikai feltétéleket tud lekezelni a szervód. Emiatt sajnos adott esetben ez a szervo cucc rosszabb, mint egy léptető motoros hajtás, hiszen állnadóan "retteghetsz" a letiltástól, ami nagyon bosszantó tud lenni egy több órás CNC munka utolsó 5 percében bekövetkezve.
Erre nem tudtam rájönni mi a hiba"
Pusztán csak annyi az oka, hogy az SMC szervo mindössze +-128 inkrementumos szerény hibatárolóval dolgozik, és az alkalmazott AVR-ed encoder feldolgozási sebessége is kevés, így csak szerényebb dinamikai feltétéleket tud lekezelni a szervód. Emiatt sajnos adott esetben ez a szervo cucc rosszabb, mint egy léptető motoros hajtás, hiszen állnadóan "retteghetsz" a letiltástól, ami nagyon bosszantó tud lenni egy több órás CNC munka utolsó 5 percében bekövetkezve.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 08, 09:02
Írta: guliver83 Dátum 2015 november 08, 09:02
Biztos így van mert annyira nem értek hozzá, de egy jó vezérlőt azért szeretnék az E660 motorhoz, csak még nem találtam .
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 08, 09:38
Írta: 000000000 Dátum 2015 november 08, 09:38
Ha érdekel egy megoldási lehetőség, a Robsy motorhajtásaim kapcsán szívesen, és ingyenesen élhetsz egy motor próba pörgetéssel.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 08, 09:42
Írta: 000000000 Dátum 2015 november 08, 09:42
Ja és netán még be is mérhetjük a nagy böhöm E660 motorodat, a Robsy topikban most ismertetett egységugrás teszttel, és lehet, hogy a motor valós, bemért időállandója, dinamikia függvényei, képességei eleve alkalmatlanná teszi komolyabb dinamikájú pozició szervókörhöz ezt a motort, akkor meg kár vele "szenvedned" tovább.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 10:46
Írta: s7manbs8 Dátum 2015 november 08, 10:46
Nem tudom neked melyik verzió van, mert van abból több féle is, azt próbáltad már, hogy fogod és a motor tengelyt mozgatod jobbra balra, hogy nagy áramot próbáljon felvenni ? Akkor purcan ki, magától nem , de azt nem lehet tudni, mikor kell neki egy akadás miatt akkora áramot felvenni , hogy majd működés közben csinálja ezt. Persze e miatt ne csináld, mert lehet tönkremegy.
Az is lehet hogy az ellenállás nélküli 1uF kondi nem tetszik neki és oda vissza váltva gyorsan az irányt akkora áram tud ott folyni, hogy az nyírja ki, ez az egyik tippem, de mivel most ellenállást tettem a tápágakba, a FET-tel sorban, így ezt nem tudja csinálni és lehet ettől marad életben.
Az is lehet hogy az ellenállás nélküli 1uF kondi nem tetszik neki és oda vissza váltva gyorsan az irányt akkora áram tud ott folyni, hogy az nyírja ki, ez az egyik tippem, de mivel most ellenállást tettem a tápágakba, a FET-tel sorban, így ezt nem tudja csinálni és lehet ettől marad életben.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 08, 11:24
Írta: svejk Dátum 2015 november 08, 11:24
"...az SMC szervo mindössze +-128 inkrementumos szerény hibatárolóval dolgozik,..."
Ebben biztos vagy?
Ebben biztos vagy?
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 08, 11:25
Írta: guliver83 Dátum 2015 november 08, 11:25
Természetesen érdekel a dolog.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 08, 11:35
Írta: svejk Dátum 2015 november 08, 11:35
Az ok gerjedés, nem minden szabályt figyelembe vevő tervezés.
Én is sokat kísérleteztem vele, rengeteg gyári szervot áttanulmányoztam, még több irodalmat átolvastam sokszor látszólag ellentmondásokba ütköztem.
20-30 db alkatrésztől azért csodát nem kell várni.
Az IRF540-hez én keveslem a 10 Ohm Rg-t, 47 Ohm fordul elő inkább az irodalomban ilyen alkalmazásokhoz.
De ez önmagában ez a változtatás valószínűleg semmit jelent nálad.
Én is sokat kísérleteztem vele, rengeteg gyári szervot áttanulmányoztam, még több irodalmat átolvastam sokszor látszólag ellentmondásokba ütköztem.
20-30 db alkatrésztől azért csodát nem kell várni.
Az IRF540-hez én keveslem a 10 Ohm Rg-t, 47 Ohm fordul elő inkább az irodalomban ilyen alkalmazásokhoz.
De ez önmagában ez a változtatás valószínűleg semmit jelent nálad.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 08, 11:53
Írta: 000000000 Dátum 2015 november 08, 11:53
A Gecko, ami alapján Varsányinak készítettél szervót ilyen volt, és ha jól tudom, itt is csak 8 bit szélesség a figyelési lehetőség. Így ezt lehet +- 255-re is feltornázni, de az is kevés, főleg 500 cpr encoder feletti és nagy J-jű motorok esetén. Kis dinamikánál, kis fordulatra jók ezek csak, de akkor meg csak játszadozunk a szervoszabályzó szóval.
A mondandóm lényege tehát továbbra is ugyanaz, ilyen egyszerű szervók több bajt okozhatnak, mint hasznot, ezt anno 2007-8 körül a Varsányi féle szervo vitákban eléggé körül jártuk, visszanézhető itt is. De te használjad csak nagy megelégedéssel ezeket a szervókat, és bízzad csak rá a komolyabb CNC gépet is, bár tudod 2007-ban mintha az egységugrás tesztjeim hatására nagyon hamar kiakadt az akkori géped, amit SMC hajtott kőkemény ablaktörlő motorral, ami ugye nem egészen szervomotor kategória.
A mondandóm lényege tehát továbbra is ugyanaz, ilyen egyszerű szervók több bajt okozhatnak, mint hasznot, ezt anno 2007-8 körül a Varsányi féle szervo vitákban eléggé körül jártuk, visszanézhető itt is. De te használjad csak nagy megelégedéssel ezeket a szervókat, és bízzad csak rá a komolyabb CNC gépet is, bár tudod 2007-ban mintha az egységugrás tesztjeim hatására nagyon hamar kiakadt az akkori géped, amit SMC hajtott kőkemény ablaktörlő motorral, ami ugye nem egészen szervomotor kategória.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 08, 11:59
Írta: 000000000 Dátum 2015 november 08, 11:59
Tudomásom szerint a DSSC az SMC általatok fejlesztett változata volt.
Pár lépéssel kitérítve erőszakkal a motort akkor is letiltott x idő után, tehát ehhez a hibatároló méretének semmi köze nem volt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 08, 12:06
Írta: svejk Dátum 2015 november 08, 12:06
Megint a hülye félrevezető nem a témához tartozó rizsa...
Csak annyit kellet volna írnod a #12718-ra, hogy:
Bocsi, benéztem a Gecko tilt le 128 hibajel után
Uff.
Csak annyit kellet volna írnod a #12718-ra, hogy:
Bocsi, benéztem a Gecko tilt le 128 hibajel után
Uff.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 08, 12:26
Írta: 000000000 Dátum 2015 november 08, 12:26
Sajnálom, szerinted én már csak ilyen "hülye félrevezető" vagyok, láthatod a Robsy topikban is mennyire ezt csinálom.:)
Istenem, hova jutottunk megint.
További szép napot kívánok neked.
Istenem, hova jutottunk megint.
További szép napot kívánok neked.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 08, 13:33
Írta: guliver83 Dátum 2015 november 08, 13:33
Sajnos most nem tudom neked így kipróbálni, de a tengelyt meg mozdítani nem bírtam, igaz nem volt rajta egy nagy szíjtárcsa, hogy nagyobb erővel tudja elfordítani.
Nekem IRF640 Fet van benne.
A nagy E660 motorral is szórakoztam vele egy idei 60-80V ról hajtva egy kicsit forró is volt de nem éget ki.
Nekem IRF640 Fet van benne.
A nagy E660 motorral is szórakoztam vele egy idei 60-80V ról hajtva egy kicsit forró is volt de nem éget ki.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 08, 14:06
Írta: 000000000 Dátum 2015 november 08, 14:06
Egyszer csörrenj rám, és megbeszélünk egy teszt időpontot.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 16:04
Írta: s7manbs8 Dátum 2015 november 08, 16:04
Melyik a nyákterve ? Nálam IRF540 van benne, mert lehet ilyeneken is múlik, lehet neked a nyákterv másik féle.
1. Nyákterv más
2. FET Alkatrész más
3. Kimenő kondi más
4. stb mi oka lehet még.
Pl. ha a 640.nek nagyobb a bemenő gate kapacitása, amiatt ugyanakkora gate ellenállással lassaban niyt ki, emiatt nem zár össze a FET, ez pl. lehet egyik magyarázat.
Lehet még agyalni, mi oka van, de ehhez össze kéne hasonlítani a nyákot is stb. már ha van valakinek pont ilyen.
Az biztos szerintem, hogy én ezzel a konfigurációval ki tudom megint nyírni ha akarnám, ha ugyanazt használok mindent.
Pedig se a táp nem nagy túlságosan, csak 24V, a kimenő motor is csak 3A-t vesz fel maximum, ez pedig nem egy nagy terhelés.
1. Nyákterv más
2. FET Alkatrész más
3. Kimenő kondi más
4. stb mi oka lehet még.
Pl. ha a 640.nek nagyobb a bemenő gate kapacitása, amiatt ugyanakkora gate ellenállással lassaban niyt ki, emiatt nem zár össze a FET, ez pl. lehet egyik magyarázat.
Lehet még agyalni, mi oka van, de ehhez össze kéne hasonlítani a nyákot is stb. már ha van valakinek pont ilyen.
Az biztos szerintem, hogy én ezzel a konfigurációval ki tudom megint nyírni ha akarnám, ha ugyanazt használok mindent.
Pedig se a táp nem nagy túlságosan, csak 24V, a kimenő motor is csak 3A-t vesz fel maximum, ez pedig nem egy nagy terhelés.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 16:12
Írta: s7manbs8 Dátum 2015 november 08, 16:12
No, de mindegy mi is, pl. valaki tud mutatni egy IRF540-re való számolást, hogy mekkora ellenállás lenne oda optimális, mert saccolni az egy dolog, de jó lenne ezt kiszámolva látni.
Meghajtó IC, az IR2184.
Meghajtó IC, az IR2184.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 16:16
Írta: s7manbs8 Dátum 2015 november 08, 16:16
Nálam ez a panel van:

Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 08, 16:36
Írta: svejk Dátum 2015 november 08, 16:36
A gate ellenállás kiszámolása sem egyszerű, túl sok a változó, nem utolsó sorban nagyban függhet az adott NyÁK toplógiájától.
Hiszen pont ezen ellenállás egyik szerepe a gerjedési hajlam minimalizálása, a dI/dt határolása, mely a gerjedés melegágya.
Hiszen pont ezen ellenállás egyik szerepe a gerjedési hajlam minimalizálása, a dI/dt határolása, mely a gerjedés melegágya.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 08, 16:45
Írta: svejk Dátum 2015 november 08, 16:45
A C10 1 nF molyfing oda inkább a uF-os tartományban kell választani megfelelő, jó nagyfrekis tulajdonságokkal rendelkező kondit.
Rajzold le magadnak pl. a Q4 FET gate áramkörét ahogy a panelen megy a valóságban.
Egy bazi nagy hurok aminek egyik részén a H híd negatív tápárama is átmegy.
Sajnos én sem értek az ilyen szintű áramkörtevezéshez így nekem is csak a rengeteg kísérlet és a hibásan működő panelok tanulmányozása marad.
Rajzold le magadnak pl. a Q4 FET gate áramkörét ahogy a panelen megy a valóságban.
Egy bazi nagy hurok aminek egyik részén a H híd negatív tápárama is átmegy.
Sajnos én sem értek az ilyen szintű áramkörtevezéshez így nekem is csak a rengeteg kísérlet és a hibásan működő panelok tanulmányozása marad.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 17:00
Írta: Kelepeisz Lajos Dátum 2015 november 08, 17:00
A C10 egy úgynevezett hidegítő kondenzátor, aminek erre a 8A-ra úgy 3uF 100v-os vima gyártmányú fóliakondit ajánlanák.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 17:03
Írta: Kelepeisz Lajos Dátum 2015 november 08, 17:03
Elektron, Én is hamarosan megépítem ezt az áramkört 70w-os szervóhoz, én a sufnicnc oldalon lévő nyákot építem meg, a te nyák verziód szerintem még a régebbi ami még nincs továbbdolgozva.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 17:04
Írta: Kelepeisz Lajos Dátum 2015 november 08, 17:04
MKS típusú kondit lenne a mefelelő.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 17:11
Írta: Kelepeisz Lajos Dátum 2015 november 08, 17:11
Idézném MKS kondenzátor: szűrő és túlfeszültségvédő kondenzátor analóg és digitális áramkörökben, valamint az audio technika területére
Anyaga: fémezett poliészer-fólia
Anyaga: fémezett poliészer-fólia
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 17:20
Írta: s7manbs8 Dátum 2015 november 08, 17:20
Az 1uF van ott csak lehet a felirat nem jó, de soros ellenállás nincs vele.
Ha megnézed, a bal felső sarokban a gate fele menő vezeték sokáig párhuzamosan megy a a nagy áramú vezetékkel, nekem az az egy gyanús mindenesetre.
Ha megnézed, a bal felső sarokban a gate fele menő vezeték sokáig párhuzamosan megy a a nagy áramú vezetékkel, nekem az az egy gyanús mindenesetre.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 17:23
Írta: s7manbs8 Dátum 2015 november 08, 17:23
Ennek a régi verziónak még volt olyan hibája, hogy a processzor fele menő GND vezeték közösen ment hosszan a nagy áramú motor GND-vel és emiatt pl. resetelt a proci, de azt egy átkötéssel megjavítottam. Az új panelt nem csináltam belőle én, meg ha valami nem megbízható inkább nem csinálok belőle amúgy sem, hacsak ki nem derül mi a fene baja van.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 17:24
Írta: s7manbs8 Dátum 2015 november 08, 17:24
Maga a nyákterv is jó, hogy megvan, köszönet érte Kozo -nak egyébként.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 17:28
Írta: s7manbs8 Dátum 2015 november 08, 17:28
Aha, pont én is azt mondom itt előbb, most látom te is írod, hogy az nem túl jó, hogy ott mellette fut.
Mindenesetre a soros táp ellenállással úgy néz ki, megy most a motor, mert emiatt úgy korlátoztam, hogy nem tud 20A-ek megindulni, mert a kondi miatt pillanatnyi áram szerintem iszonyú lehet, a C10 1uF-on, na ez is érdekes lenne, hogy mennyi is tud ott folyni, bekapcsoláskor. Szimulátorban kéne valahogy berajzolni, mert a kondi valóságos ellenállása is meg induktivitások miatt a nyák miatt stb., persze nem végtelen , de szerintem elég nagy lehet .
Mindenesetre a soros táp ellenállással úgy néz ki, megy most a motor, mert emiatt úgy korlátoztam, hogy nem tud 20A-ek megindulni, mert a kondi miatt pillanatnyi áram szerintem iszonyú lehet, a C10 1uF-on, na ez is érdekes lenne, hogy mennyi is tud ott folyni, bekapcsoláskor. Szimulátorban kéne valahogy berajzolni, mert a kondi valóságos ellenállása is meg induktivitások miatt a nyák miatt stb., persze nem végtelen , de szerintem elég nagy lehet .
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 17:28
Írta: Kelepeisz Lajos Dátum 2015 november 08, 17:28
Nem jobban járnál ezzel az új panellel ami Kozo oldalán van?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 17:28
Írta: s7manbs8 Dátum 2015 november 08, 17:28
Nem inkább MKP, FKP ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 17:34
Írta: s7manbs8 Dátum 2015 november 08, 17:34
Ez a panel már megvan, újat nem akarok építeni, egy ellenállást tettem sorban a táp puffer kondijától a FET drainek felé, megszkítva a avezetéket a panelon. Meg felül azt a gate vezetéket is ki lehet iktatni pótolva egy olyannal, ami nem ott megy el a vastag mellett, ezenkívül a gate ellenállást növelni lehet 33R értékre pl, hogy ne legyen olyan gyorsa be kikapcsolás, meg diódával kikapcsolást gyorsítani.
Az új panelt most nem is látom, valamelyik nap le akartam tölteni, de a vírusirtóm jelez az oldalon, inkább nem néztem meg, régebben láttam azt is. Ide meg tudod mutatni a képét , ha megkérlek rá ? Az újnak, hogy ott hogy is megy a vezeték ezen része ? Meg mintha a kondihoz is tett volna soros ellenállás, meg a kondi értéke is csak 100nF lett volna valami ilyenre emlékszem.
Az új panelt most nem is látom, valamelyik nap le akartam tölteni, de a vírusirtóm jelez az oldalon, inkább nem néztem meg, régebben láttam azt is. Ide meg tudod mutatni a képét , ha megkérlek rá ? Az újnak, hogy ott hogy is megy a vezeték ezen része ? Meg mintha a kondihoz is tett volna soros ellenállás, meg a kondi értéke is csak 100nF lett volna valami ilyenre emlékszem.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 17:41
Írta: Kelepeisz Lajos Dátum 2015 november 08, 17:41
Igen, most néztem meg, motor fordulatszabályzókba
az FKP kondikat ajánlják.[#eljen]
az FKP kondikat ajánlják.[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 november 08, 17:44
Írta: PSoft Dátum 2015 november 08, 17:44
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 17:47
Írta: s7manbs8 Dátum 2015 november 08, 17:47
Erre vírusfertőzést ír nekem, nektek nem jelez ? Avast. Nem merem megnyitni se. Ide bemásolhatnád a képet, nem a linkjét.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 17:47
Írta: s7manbs8 Dátum 2015 november 08, 17:47
Kapcsolóüzemű táp építéssel foglalatoskodtam nemrég, onnan rémlett, hogy mintha azok jobbak lennének ilyen helyekre. :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 november 08, 17:59
Írta: PSoft Dátum 2015 november 08, 17:59
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 18:12
Írta: s7manbs8 Dátum 2015 november 08, 18:12
Ajjaj, most megint ahogy nézem, már látom mit mondasz, hiszen a Q4 FET GND vonala, amin a vezérlő árma megy a gate-hez az ott körbemegy a cuccon, na most már akkor nem csodálom, hogy előfordulhat ez a hibám, ez az új panelen se jó, szóval a lényeg, hogy nagy áramoknál kiszámíthatatlan lesz a viselkedése, hát ezt megoldani, elé nehézkes így, ezért érthető, ha ellenállással korlátozottan, nekem most működik.
A Q4, Q3 fet Source lábainak meg a GND pontnak az IR2184 IC GND pontjával csillag hálózatot kéne alkotnia és rövid vezeték szakasszal megoldva.
Át lehet valamilyen szinten vezetékelni pár pótvezetékkel, hogy jobb legyen, az IR2184-ek GND pontjáról odamenni a FET lábára esetleg.
Svejknek jó szeme van, de ő is látta már régebben is gondolom, meg más paneleket, amit kell azt tudja ő is, nem csoda.
A Q4, Q3 fet Source lábainak meg a GND pontnak az IR2184 IC GND pontjával csillag hálózatot kéne alkotnia és rövid vezeték szakasszal megoldva.
Át lehet valamilyen szinten vezetékelni pár pótvezetékkel, hogy jobb legyen, az IR2184-ek GND pontjáról odamenni a FET lábára esetleg.
Svejknek jó szeme van, de ő is látta már régebben is gondolom, meg más paneleket, amit kell azt tudja ő is, nem csoda.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 18:13
Írta: s7manbs8 Dátum 2015 november 08, 18:13
Na, akkor megvan a hiba oka, most már innen gyalog galopp megjavulni. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 18:14
Írta: s7manbs8 Dátum 2015 november 08, 18:14
Ha a nyáktervhez nem is nyúlunk, a gate ellenállás értékek megnövelése akkor is segít, meg a gyorsító dióda a holtidőt növelni, meg a felfutás csökkentésével a csúcsáram is kevesebb lesz, így a gerjedékenység a hosszú meghajtó vezeték miatt.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 08, 18:17
Írta: svejk Dátum 2015 november 08, 18:17
Igen erről írtam, próbáld ki.
Két fólia átvágás és két vastag huzal.
Persze ez újabb kérdéseket vet fel.
Az IR21844-nél már gondoltak a tervezők erre a problémára.
Két fólia átvágás és két vastag huzal.
Persze ez újabb kérdéseket vet fel.
Az IR21844-nél már gondoltak a tervezők erre a problémára.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 november 08, 18:19
Írta: PSoft Dátum 2015 november 08, 18:19
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 18:20
Írta: s7manbs8 Dátum 2015 november 08, 18:20
Csak az van, hogy a fene akar megint kipurcantani FET-et, kicsit félős lettem. :) De megvan a baj oka, nagyon jól megláttad. Nekem nem tűnt fel régebben, pedig néztem a panelt már sokáig. Biztos elbambultam nagyon. :)
Mi az új kérdés, mire gondolsz ?
Mi az új kérdés, mire gondolsz ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 18:20
Írta: s7manbs8 Dátum 2015 november 08, 18:20
Kösz.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 08, 18:21
Írta: svejk Dátum 2015 november 08, 18:21
A diódával a Gate ürítése gyorsítható, a feltöltést továbbra is az ellenállás korlátozza.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 08, 18:22
Írta: svejk Dátum 2015 november 08, 18:22
Ne bízd el magad, ez csak egy ötlet volt, amivel talán nem ártasz.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 18:40
Írta: s7manbs8 Dátum 2015 november 08, 18:40
Most az én panelomon a GND pont onnan megy, ez a régi nyákterv, hogy a procit ne zavarja, na még az kell, hogy a GND pontot a két FET source-ról vezessem oda, nem kell annak túl vastag vezeték sem, mert akkor meg a motor áram ott tis akar folyni arra fele, a gate áram úgyis csak 0.5A nagyságú annyi meg elfolyik ott kényelmesen, persze a skin hatás miatt nem tudom mi a minimum vastagság ami csak kell, hogy 1-200 ns alatt kinyisson a FET, az elég nagy freki úgymond.

A két FET- sourceról odavezetek két vezetéket a UR2184 GND pontra és csókolom, lehet zargatni x amperekkel szerintem, nem lesz gond. Na holnap megyek is veszek egy bika motort ... na jó vicceltem.
A két FET- sourceról odavezetek két vezetéket a UR2184 GND pontra és csókolom, lehet zargatni x amperekkel szerintem, nem lesz gond. Na holnap megyek is veszek egy bika motort ... na jó vicceltem.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 18:41
Írta: s7manbs8 Dátum 2015 november 08, 18:41
Építheted, jó lesz az, megvan a hiba oka.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 18:45
Írta: Kelepeisz Lajos Dátum 2015 november 08, 18:45
Visszaolvastam , de nem tiszta, lennél kedves összesítenéd hogy mi volt a hiba, és esetleg rárajzolhatnál egy tervre, hogy átláthatóbb legyen hogy mi volt a megoldás, nagyon megköszönném ha ezt megcsinálnád.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 08, 18:49
Írta: 000000000 Dátum 2015 november 08, 18:49
Te Lajos! Gyanús vagy te nekem!:)
Csak nem a nagy dinamikájúnak gondolt lézer elképzelésedhez akarsz ilyen szervót használni!
Ha egy picit is jót akarsz magadnak, azonnal felejtsed el!
Csak nem a nagy dinamikájúnak gondolt lézer elképzelésedhez akarsz ilyen szervót használni!
Ha egy picit is jót akarsz magadnak, azonnal felejtsed el!
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:05
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:05
Tibor, mit jelent az az "ilyen szervót használni" mivel van a gond magával a szervóhajtással, vagy evvel a meghajtó áramkörrel?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 19:19
Írta: s7manbs8 Dátum 2015 november 08, 19:19
Majd rárajzolom, most átkötöttem két vezetékkel, menni fog ez amint az állat, az tuti. most megtesztelem a motorral, Mach3 progival, ami legalábbis tesztre jó lesz.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:21
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:21
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:23
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:23
Tibor én soha nem foglak megérteni, megint csak azt írtad hogy ne, de hogy mi ne, meg miért ne az megint elmaradt.[#conf]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 november 08, 19:23
Írta: PSoft Dátum 2015 november 08, 19:23
Az lesz itt a fő gond,hogy...
Nem a káprázatos,és csodálatos Robsy mellett döntöttél.:)
[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:28
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:28
Én nem tudom, ebbe fogok belehülyülni, egyik azt mondja ez jó, másik hogy nem jó, én meg egyiket sem használtam eddig és csak civódok magamban hogy akkor melyik legyen.
Vajon Tibornak van valami bevált szervó meghajtója, mert azt látom hogy teszteli a motorjait, de hogy mi van a drót végén azt nem mutatja, lehet hogy lapos elem.[#wilting]
Vajon Tibornak van valami bevált szervó meghajtója, mert azt látom hogy teszteli a motorjait, de hogy mi van a drót végén azt nem mutatja, lehet hogy lapos elem.[#wilting]
Cím: Re:DC szervó motoros vezérlés
Írta: KBalázs Dátum 2015 november 08, 19:29
Írta: KBalázs Dátum 2015 november 08, 19:29
[#nyes] ott a pont.
Cím: Re:DC szervó motoros vezérlés
Írta: svager Dátum 2015 november 08, 19:30
Írta: svager Dátum 2015 november 08, 19:30
Ezek szerint még mindig nem érted!
Csak a Robsy ad neked erőt és mindent legyőző akaratot! [#nezze][#kuss]
Csak a Robsy ad neked erőt és mindent legyőző akaratot! [#nezze][#kuss]
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:32
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:32
Ez jó, főleg igy hogy tudom honnal idézted.[#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: svager Dátum 2015 november 08, 19:33
Írta: svager Dátum 2015 november 08, 19:33
[#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 19:43
Írta: s7manbs8 Dátum 2015 november 08, 19:43
Bekötöttem a vezetékeket, meg megszakítottam ahol kell. Megy a motor mint az állat.

Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 08, 19:45
Írta: svejk Dátum 2015 november 08, 19:45
Akár jó is lehet, bár én máshol vágtam volna el a fóliá(ka)t.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 08, 19:47
Írta: 000000000 Dátum 2015 november 08, 19:47
Hogy egyem az a jóindulatú zúzádat, meg a többi havarodét is.:)
Milyen kár, hogy nem tudtok objektív műszaki érvekkel válaszolni szegény Lajos barátunknak, miért ne fáradjon ezzela szervóval. De semmi gond, hiszen miután csalódni fog, másnap majd felteszi az adok veszek topikba, és a Fórum máris remekül teljesíti a mostanság legfontosabb funcióját, egymás között csereberélgetitek, adjátok veszitek a kacatokat, és próbálkoztok.:)
Milyen kár, hogy nem tudtok objektív műszaki érvekkel válaszolni szegény Lajos barátunknak, miért ne fáradjon ezzela szervóval. De semmi gond, hiszen miután csalódni fog, másnap majd felteszi az adok veszek topikba, és a Fórum máris remekül teljesíti a mostanság legfontosabb funcióját, egymás között csereberélgetitek, adjátok veszitek a kacatokat, és próbálkoztok.:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 19:49
Írta: s7manbs8 Dátum 2015 november 08, 19:49
Ha nem érsz rá ne rajzoljál, én most nagyon ráértem. :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:50
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:50
Engem tényleg a sírás kerülget, megpróbálok másképpen kérdezni, Tibor te mire teszed le a voksod, neked milyen meghajtó váltbe, meg egyáltalán mi nem tetszett az előbb, a szervóhajtás ötlete, vagy ez az SMC meghajtó?
Légyszíves ne hagyj nyitott gondolatokat.
Légyszíves ne hagyj nyitott gondolatokat.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 19:54
Írta: s7manbs8 Dátum 2015 november 08, 19:54
Lajos mekkora motort szeretnél hajtani ?
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:54
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:54
Köszönöm a tippet, de akkor nem kellene megszakítani a kettő IR 3-as lába közti vezetéket, nem értem miért jó hogy van egy jó nagy hurok benne?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 november 08, 19:56
Írta: PSoft Dátum 2015 november 08, 19:56
"Hogy egyem az a jóindulatú zúzádat, meg a többi haverodét is.:)"
Kösz...kedves vagy!:)
"Milyen kár, hogy nem tudtok objektív műszaki érvekkel válaszolni szegény Lajos barátunknak..."
Én, lehet,hogy nem tudok,de...Te esetleg tudtál volna!
Vagy...ha a #12713-at olvasom, lehet,hogy...Te sem?:)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 19:56
Írta: s7manbs8 Dátum 2015 november 08, 19:56
Onnan megy a GND pont a többi részhez, az 5V rész fele közösíteni.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:57
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:57
Van 2db Yaskawa Minertia motorom egy 50w, és egy 80w-os
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:59
Írta: Kelepeisz Lajos Dátum 2015 november 08, 19:59
Kétszer kértem meg hogy fejezze be a gondolatát, de nem teszi, úgy érzem magam mint egy kisnyugdíjas akit jól behülyítettek.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 20:00
Írta: s7manbs8 Dátum 2015 november 08, 20:00
Az semmi, azt kényelmesen elhajtja ez, ne izgasd magad, nyugodtan megépítheted.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 20:01
Írta: s7manbs8 Dátum 2015 november 08, 20:01
Az encoder milyen felbontású rajtuk ? Az esetleg még lehet gond, ha túl nagy, akkor a fordulatszám nem mehet a maximumig, ha nem bírja a vezérlő.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 20:02
Írta: s7manbs8 Dátum 2015 november 08, 20:02
Tibor olyan, hogy megmutatja mekkora a bicepsze, de hogy azt hogy kell elérni, azt nem . :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 20:04
Írta: Kelepeisz Lajos Dátum 2015 november 08, 20:04
500-as
2000 kimenő inp, fel bírja dolgozni?
2000 kimenő inp, fel bírja dolgozni?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 20:15
Írta: s7manbs8 Dátum 2015 november 08, 20:15
3000-3500 fordulatig az megy azzal.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 november 08, 20:16
Írta: PSoft Dátum 2015 november 08, 20:16
"Tibor olyan, hogy megmutatja mekkora a bicepsze..."
Te tényleg ezt látod?:)
Én...egész mást!:((
(persze,nem vagyunk egyformák)
Szomorú lennék, ha ekkora "bicepszem" lenne, mint Őneki!:)
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 20:18
Írta: Kelepeisz Lajos Dátum 2015 november 08, 20:18
Az jó, mert az adatlap szerint 3000 a motor max fordulata.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 20:18
Írta: s7manbs8 Dátum 2015 november 08, 20:18
Akár többig is mehet, ha a program kód módosítva van és ki egészítve egy encoder feldolgozó panelkával, amit valamelyik fórumtársunk csinált is régebben, azt hiszem Sneci emlegette egyszer ezt.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 20:18
Írta: s7manbs8 Dátum 2015 november 08, 20:18
Akkor hajrá, mást nem tudok ellene felhozni. :)
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 november 08, 20:19
Írta: ANTAL GÁBOR Dátum 2015 november 08, 20:19
Ha nem fogadsz szót ,lehet te is beleesel a csapdába és csak szürke árnyalatos elmosódott kontraszt nélküli képeket fogsz tudni csinálni a lézerrel .[#wink][#wink]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 20:20
Írta: s7manbs8 Dátum 2015 november 08, 20:20
Most pár napja a hangolást is úgy begyakoroltam, hogy 5 perc alatt be tudok hangolni egy szervót elég jól szemre.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 20:25
Írta: Kelepeisz Lajos Dátum 2015 november 08, 20:25
Az jó, erre majd legközelebb kitérünk, egy másik kérdés, használsz hozzá differenciális vonalmeghajtó áramkört?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 20:27
Írta: s7manbs8 Dátum 2015 november 08, 20:27
Eddig nem használtam, az encoder vezeték egy árnyékolt kábel volt vagy 50 centi hosszú kb. nagy áramú zajos motor nem használtam mellette, ha nincs ilyesmi, ami zavarokat gerjeszt, akkor nem kell túlzásba vinni a védelmet sem, de ártani persze nem árt ha olyat is használsz.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 20:30
Írta: Kelepeisz Lajos Dátum 2015 november 08, 20:30
Rendben.
Jut eszembe, találtam valamit itt van ugyan ez az áramkör egy továbbgondolt áramköri lappal, lesd meg ha érdekel.
Jut eszembe, találtam valamit itt van ugyan ez az áramkör egy továbbgondolt áramköri lappal, lesd meg ha érdekel.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 november 08, 20:32
Írta: PSoft Dátum 2015 november 08, 20:32
Én, ha ritkán szervót "hangolok" ,azt nem mondom hogy elég jól, de én...fülre szoktam.:))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 08, 20:32
Írta: svejk Dátum 2015 november 08, 20:32
Nem, legalább is nem tudod elérni vele a 3000-es fordulatot.
Motion óva intett a szervotól lézer gépre.
Azt vajon miért tette?
Motion óva intett a szervotól lézer gépre.
Azt vajon miért tette?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 20:34
Írta: s7manbs8 Dátum 2015 november 08, 20:34
Ezt a fajtát még nem láttam, biztos jó lehet. Ennek a Kozo félének az az egyik előnye, hogy nem túl nagy a panel, alkatrész igény nem nagy, és egy 100W körül motorig pont elég is. Nagyobbaknál már nem árt hűtőbordás másféle panel, meg áramkorlátos verzió.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 08, 20:35
Írta: guliver83 Dátum 2015 november 08, 20:35
Nekem is ugyan ez a panel van megépítve, de én nem foglalkoztam semmi előtét ellenállás cserével én csak beletettem a nagyobb fetet és kész.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 20:35
Írta: s7manbs8 Dátum 2015 november 08, 20:35
A Mach-hal hajtva azért elég nyávogós hangja van. :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 20:37
Írta: Kelepeisz Lajos Dátum 2015 november 08, 20:37
Mi az oka hogy nem tudom elérni?
Sevjk, a léptetőmotort már próbáltam, és gravíroztam vele, de most szeretnék kicsit a szervóba is belenyalni, szerintem ez nem gond.
Sevjk, a léptetőmotort már próbáltam, és gravíroztam vele, de most szeretnék kicsit a szervóba is belenyalni, szerintem ez nem gond.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 november 08, 20:43
Írta: PSoft Dátum 2015 november 08, 20:43
Viszem a balhét!:))
Azt, csak Neked mondom,és csak halkan...
Volt,hogy együtt csináltunk a Lajossal ilyen...
"szürke, árnyalatos, elmosódott, kontraszt nélküli képet"
[#rinya][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 november 08, 20:46
Írta: PSoft Dátum 2015 november 08, 20:46
Amikor szervót hangolsz, előtte...zavard ki a macskát az udvarra!:)))
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 08, 20:46
Írta: guliver83 Dátum 2015 november 08, 20:46
Én is Mach3 ról hajtottam, mint főorsó, nagyon szépen ment, csak kevés volt a fordulat és ezért leszedtem. A beállítással szenvedtem egy kicsit aztán ment szépen.
A panelon amit te elvágtál meg összekötöttél én semmit nem változtattam.
Eredeti kapcsolás szerint csináltam
A panelon amit te elvágtál meg összekötöttél én semmit nem változtattam.
Eredeti kapcsolás szerint csináltam
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 20:46
Írta: Kelepeisz Lajos Dátum 2015 november 08, 20:46
Komolyra véve a szót, igaz nem sokat gravíroztam, de az a kevés tényleg nagyon szép volt, ahhoz képest hogy 2 évvel ezelőtt még azt sem tudtam mi az a CNC.....
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 20:47
Írta: s7manbs8 Dátum 2015 november 08, 20:47
A számoló táblám szerint a max elérhető fordulat 2000-es encoderre az ElmChan képlete szerint 3120 rpm.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 20:50
Írta: s7manbs8 Dátum 2015 november 08, 20:50
Annak az IRF640-nek anniyt vettem észre különbséget, hogy annika majd 3-szor akkora a belső ellenállása, mint az IRF540-nek, így azt el tudom képzelni, hogy ennél a csúcsáram sokkal nagyobb lehet, emiatt lehetséges, hogy gerjedékenyebb és nálam ez történik, a nyákterv hibán kívül még, mert az akkor sem jó, lehet kis áramnál nincs vele semmi gond, de nagynál előjön. Nem hinném, hogy csak nálam, nekem külön gyártották volna a rossz IC.ket, FET.eket. :)
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2015 november 08, 20:57
Írta: designr Dátum 2015 november 08, 20:57
2000 kimenő impulz..3000 1/min...mach max 100khz
Határeset..de nem illik borotvaélen..
Határeset..de nem illik borotvaélen..
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 08, 21:01
Írta: Kelepeisz Lajos Dátum 2015 november 08, 21:01
Amúgy ez a vezérlő hogy reagálja le ha túl van hajtva a motor, és már nem tudja számolni az enkódert, mi történik?
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 08, 21:02
Írta: guliver83 Dátum 2015 november 08, 21:02
Nálam így ment ahogy volt az E240 motorral.
Aztán teszteltem a E660 de azt már nem bírta el.
Kimondottan az E660 miatt építettem, gondoltam hátha jó lesz és ez miatt tettem bele a nagyobb feteket.
Fotók a lap alján
Aztán teszteltem a E660 de azt már nem bírta el.
Kimondottan az E660 miatt építettem, gondoltam hátha jó lesz és ez miatt tettem bele a nagyobb feteket.
Fotók a lap alján
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 08, 21:07
Írta: svejk Dátum 2015 november 08, 21:07
Bocsi igazad van.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 21:16
Írta: s7manbs8 Dátum 2015 november 08, 21:16
Hogy nem bírta el, mit csinált vele ?
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 08, 21:23
Írta: guliver83 Dátum 2015 november 08, 21:23
Ahogy indult rögtön hibába ment és letiltott a vezérlő. Aztán meguntam és abbamaradt a szórakozás, de ha van rá megoldás akkor megcsinálnám.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 08, 21:25
Írta: guliver83 Dátum 2015 november 08, 21:25
Lehet csak beállítás kérdése az egész, mert az E240 motorhoz könnyen be tudtam állítani, de a nagyobb E660 nem tudtam.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 21:32
Írta: s7manbs8 Dátum 2015 november 08, 21:32
Az már elég szép méretű motor, valamilyen szinten biztos elhajtaná, de az elég nagy áramú és áramkorlát nélkül már lehet veszélyesebb, meg nagy a fesz is.
Múltkor volt nálam egy 400W.os szervó motor, azt is tudtam hajtani egy másik smc féleséggel, de csak kicsit hajtottam meg, pár amperrel, persze úgyis megy, de úgy nem lehet kihasználni a motor tudását teljesen.
Múltkor volt nálam egy 400W.os szervó motor, azt is tudtam hajtani egy másik smc féleséggel, de csak kicsit hajtottam meg, pár amperrel, persze úgyis megy, de úgy nem lehet kihasználni a motor tudását teljesen.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 21:33
Írta: s7manbs8 Dátum 2015 november 08, 21:33
A szoftverben a letiltást ki kell iktatni és akkor nem áll le megy tovább, legfeljebb ugrál vagy ide oda oszcillál, a beállításkor ez mindegy.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 08, 21:46
Írta: guliver83 Dátum 2015 november 08, 21:46
És milyen megoldás lenne rá, hogy alkalmas legyen egy ilyen motor hajtásához?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 21:55
Írta: s7manbs8 Dátum 2015 november 08, 21:55
Áramkorlátos áramkör, meg nagyobb áramú, kis ellenállású FET-ek, meg olyan nyák, ami azt elbírja jobban. Amit Lajos is linkelt itt a cnczone oldalról is pl. olyasmi elhajtaná gondolom.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 08, 22:54
Írta: s7manbs8 Dátum 2015 november 08, 22:54
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 11, 22:37
Írta: s7manbs8 Dátum 2015 november 11, 22:37
Úgy néz ki, új fejlemény van, legalábbis elég gyanús.
A szervó vezérlőt tesztelve most derült ki, hogy a másik is rossz, még a FET-eket nem vettem ki, de az a gyanúm, hogy lehet kifogtam valami hibás FET sorozatot, IFR540-ből, msot meg akarom nézni, hogy a kérdéses FET-eknek mi a baja, amit kivettem, adok a GATE-SOURCE pontra 12V-ot, majd megmérem a Drain-Source ellenállást pl.
Érdekes módon, amit kicseréltem panelt új FET-ekre, az azóta meg jó. A panelt is a javítás módszerrel átkötöttem, azonkívül, de lehet nem is az okozta a gondot, mert kicsi motorokról volt eleve szó, ami max3A-t tudott felvenni is, annyira nem kellett volna neki kipurcanni, ezért nem is nagyon értettem.
Folytatódik a rémtörténet mindenesetre, de ha ez igz, nem tudom már lomexből vagy honnan volt a kétséges FET véve, úgyhogy ezut nem fogok megbízni semmiben.
A szervó vezérlőt tesztelve most derült ki, hogy a másik is rossz, még a FET-eket nem vettem ki, de az a gyanúm, hogy lehet kifogtam valami hibás FET sorozatot, IFR540-ből, msot meg akarom nézni, hogy a kérdéses FET-eknek mi a baja, amit kivettem, adok a GATE-SOURCE pontra 12V-ot, majd megmérem a Drain-Source ellenállást pl.
Érdekes módon, amit kicseréltem panelt új FET-ekre, az azóta meg jó. A panelt is a javítás módszerrel átkötöttem, azonkívül, de lehet nem is az okozta a gondot, mert kicsi motorokról volt eleve szó, ami max3A-t tudott felvenni is, annyira nem kellett volna neki kipurcanni, ezért nem is nagyon értettem.
Folytatódik a rémtörténet mindenesetre, de ha ez igz, nem tudom már lomexből vagy honnan volt a kétséges FET véve, úgyhogy ezut nem fogok megbízni semmiben.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 november 11, 22:41
Írta: PSoft Dátum 2015 november 11, 22:41
Nincs más hátra...
FET gyártásra is be kell rendezkedned!:))
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 11, 23:43
Írta: s7manbs8 Dátum 2015 november 11, 23:43
A FET csere se segített, most kicserélem a IR2184-et is ... az id behalt ezek szerint. ...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 11, 23:47
Írta: s7manbs8 Dátum 2015 november 11, 23:47
Lehet IR2184-et is gyártanom kéne, mert kifogytam abból is. Azt hiszem ezt a panelt hagyom úgy, ahogy van lassan, ilyet nincs értelme építeni, ha ennyire szivat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 12, 00:13
Írta: 000000000 Dátum 2015 november 12, 00:13
Mi értelme építeni, főleg ilyen elavult vezérlőt ?
Lassan többe lesz mint ha megveszel egy gyárit és még szívni se kell vele !
A szívás helyett inkább a géped figyelhetted volna ahogy dolgozik.
"A gép forog, az alkotó pihen. Évmilliókig eljár tengelyén, Mig egy kerékfogát ujítni kell."
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 01:01
Írta: s7manbs8 Dátum 2015 november 12, 01:01
Nem lett jó, 3-ból egy megy a másik kettőbe hiába cseréltem ki a FET sort, meg a meghajtót akkor is hulla, és érdekes módon mindkettőben ugyanaz az irány gyengül le, ha megfogom, ott 0.3A körül tud csak folyni ... hogy ez a mi a fenétől van el nem tudom képzelni.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 02:12
Írta: s7manbs8 Dátum 2015 november 12, 02:12
Megnéztem a kivett FET-eket, azok mintha mind jó lenne. Drain-re és gate-re adok 12V-ot, a Source-hoz képest, így mind elkezd vezetni rendesen, beáll 4.5V körül a gate és 2.5A áram folyik, labortápról menve.
Az IR2184-ek halnak meg úgy néz ki.
Az IR2184-ek halnak meg úgy néz ki.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 05:49
Írta: s7manbs8 Dátum 2015 november 12, 05:49
Ez a panel nem akar sehogy működni. IR2184-eket is végig próbáltam, egymással cserélve a felsőt alsóval, a többivel, ami van, FET -ek is cserélve, már tettem rá kikapcsolás gyorsító diódákat, a felső gate-hez vezető vezetéket is kicseréltem hogy ne mehessen a vastag mellett, tettem a FET gate-source-kra 2k2 ellenállást is. A felső fetek pufferjét is növeltem.
Egy darabig azt csinálta, hogy egyik irányba mozgatva ment rendesen, másik irányban pedig ha a tápfeszültség nem érte el a 21-22V-ot, addig az is ment, majd afelett kiakadt, a másik irányban ment 30V-ról is.
Az derült ki, hogy az IR2184-ek azok csak nem rosszak, valami más, de a FET se érthető miért is lenne rossz.
Van még az UF4007 dióda esetleg, hogy az az egyik pl. megnyekkent volna és a feszültség emelésekor az csinál valami hülyeséget az egyik felső FET.et igy nem tudja hajtani talán.
Most addig csináltam, hogy valami még jpobban megnyekkent, most már 6-8 V tal is ide oda ugrál, de a IR IC-ket cserélbe minddel rossz, úgyogy nemigen az romlott el, vagy a FET halt be, vagy a dióda még jobban, ami addig is rosszalkododtt, azt holnap majd kicserélem, ezt nem hiszem el már, hogy egy ilyen primitív sima híd nem tud működni kis áramokkal sem, itt olyan van, hogy alig van pár tized Amperről szó, ezt a kicsi 20W-os motor kell neki forgatnia.
Más alkatrész meg nincs is benne már semmi, ellenállások nem szakadtak vagy nyúltak. proci is jó, kicserélve másikkal ugyanúgy működik, ami jól működő panelbe is kipróbáltam ami a rosszban van, azzal is megy.
Még a 10Ohmos gate ellenállást növelhetem pl. de nem hinném hogy ahhoz köze van, mert a másik működő panelben azzal megy és ott nincs semmi gond, az megy. Abból a panelből meg a FET-et nem is akarnám kivenni meg semmit próbára sem, mert jó ha egy van ami megy.
Annak sincs értelme, hogy a FET-ek lennének olyan értelemben rosszak, hogy pl a feszültséget nem bírnák, mert magától a feszültségtől nem történik semmi, csak ha mozgatni akarom a motort, akkor nem megy egyik irány.
Na, holnap valamit még megnézek rajta a diódát is kicserélem pl. meg a FET. et még egyszer, illetve annak is teszek aljzatot, hogy könnyen lehessen cserélgetni is, próbálni, komolyan eszméletlen már ez az egész, hogy egy rossz kis panelt nem lehet összerakni úgy hogy működjön.
Ez az egész arra megy ki, hogy működjön, francot se érdekli, már mennyi ideig tart kideríteni, mitől nem jó, a panelen is a nyákot is ellenőriztem, hogy nincs zárlat vagy valami rossz dolog, de az is jónak tűnik teljesen ugyanolyan, mint a másik.
Egy darabig azt csinálta, hogy egyik irányba mozgatva ment rendesen, másik irányban pedig ha a tápfeszültség nem érte el a 21-22V-ot, addig az is ment, majd afelett kiakadt, a másik irányban ment 30V-ról is.
Az derült ki, hogy az IR2184-ek azok csak nem rosszak, valami más, de a FET se érthető miért is lenne rossz.
Van még az UF4007 dióda esetleg, hogy az az egyik pl. megnyekkent volna és a feszültség emelésekor az csinál valami hülyeséget az egyik felső FET.et igy nem tudja hajtani talán.
Most addig csináltam, hogy valami még jpobban megnyekkent, most már 6-8 V tal is ide oda ugrál, de a IR IC-ket cserélbe minddel rossz, úgyogy nemigen az romlott el, vagy a FET halt be, vagy a dióda még jobban, ami addig is rosszalkododtt, azt holnap majd kicserélem, ezt nem hiszem el már, hogy egy ilyen primitív sima híd nem tud működni kis áramokkal sem, itt olyan van, hogy alig van pár tized Amperről szó, ezt a kicsi 20W-os motor kell neki forgatnia.
Más alkatrész meg nincs is benne már semmi, ellenállások nem szakadtak vagy nyúltak. proci is jó, kicserélve másikkal ugyanúgy működik, ami jól működő panelbe is kipróbáltam ami a rosszban van, azzal is megy.
Még a 10Ohmos gate ellenállást növelhetem pl. de nem hinném hogy ahhoz köze van, mert a másik működő panelben azzal megy és ott nincs semmi gond, az megy. Abból a panelből meg a FET-et nem is akarnám kivenni meg semmit próbára sem, mert jó ha egy van ami megy.
Annak sincs értelme, hogy a FET-ek lennének olyan értelemben rosszak, hogy pl a feszültséget nem bírnák, mert magától a feszültségtől nem történik semmi, csak ha mozgatni akarom a motort, akkor nem megy egyik irány.
Na, holnap valamit még megnézek rajta a diódát is kicserélem pl. meg a FET. et még egyszer, illetve annak is teszek aljzatot, hogy könnyen lehessen cserélgetni is, próbálni, komolyan eszméletlen már ez az egész, hogy egy rossz kis panelt nem lehet összerakni úgy hogy működjön.
Ez az egész arra megy ki, hogy működjön, francot se érdekli, már mennyi ideig tart kideríteni, mitől nem jó, a panelen is a nyákot is ellenőriztem, hogy nincs zárlat vagy valami rossz dolog, de az is jónak tűnik teljesen ugyanolyan, mint a másik.
Cím: Re:DC szervó motoros vezérlés
Írta: tibs Dátum 2015 november 12, 06:28
Írta: tibs Dátum 2015 november 12, 06:28
Hasonló problémával már én is szívtam.
A megoldás az volt hogy az összes átvezetést átforrasztottam mert a lyukgalvánozás volt a ludas.
A megoldás az volt hogy az összes átvezetést átforrasztottam mert a lyukgalvánozás volt a ludas.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 12, 07:47
Írta: 000000000 Dátum 2015 november 12, 07:47
Vékonyan le kell olajozni a panelt úgy ahogy van , aztán átbaxni a szomszédba, hogy szopjanak ők vele :)
Ha erre jársz adok neked 3 darab DSSC vezérlőt.
Nekem már nem kell.
Anno a habvágó gépemet hajtotta.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 17:58
Írta: s7manbs8 Dátum 2015 november 12, 17:58
Sebaj, ma újult erővel , még vehemensebben megtámadom a panelt, az alaktréeszeket is tesztelem, feszültségre is már, meg valami működő egyszerű áramkört csinálok neki, nagyfrekire is, mert ki tudja mennyire halt meg, ugye az alkatrészek nem mindig úgy romlanak el, hogy zárlat vagy szakadás, csak éppen megváltozik a határértékük, és a többi.
Cím: Re:DC szervó motoros vezérlés
Írta: b4nm7gjvr Dátum 2015 november 12, 18:08
Írta: b4nm7gjvr Dátum 2015 november 12, 18:08
....az alkatrészek nem mindig úgy romlanak el, hogy zárlat vagy szakadás, csak éppen megváltozik a határértékük, és a többi.
Azért ez nem teljesen így van! Az "alkatrészek" bő fogalom, hisz több csoportra oszthatjuk az alkatrészeket...
Nem kérsz egy "Elektron szétszedte és összerakta" topikot? :)
Azért ez nem teljesen így van! Az "alkatrészek" bő fogalom, hisz több csoportra oszthatjuk az alkatrészeket...
Nem kérsz egy "Elektron szétszedte és összerakta" topikot? :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:12
Írta: s7manbs8 Dátum 2015 november 12, 18:12
Nem ,mert akkor mindennap oda írogatnék. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:14
Írta: s7manbs8 Dátum 2015 november 12, 18:14
Szerinted hogy romlanak el ? A FET vizsgálatára milyen módszer ajánlanál ? Látom papírod is van a témáról, hátha van még valami amit nem tudok az adott feladat kapcsán.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:24
Írta: s7manbs8 Dátum 2015 november 12, 18:24
Most eszembe jutott még egy hibalehetőség, volt már, hogy forrasztózsír okozott átvezetést panelen, elképzelhető itt is ilyesmi, lehet le kéne mosnom a panelt nitróval és utána megnézni ...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:26
Írta: s7manbs8 Dátum 2015 november 12, 18:26
A panel a kiegészítésekkel:

Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 12, 18:27
Írta: guliver83 Dátum 2015 november 12, 18:27
Ha valami oknál fogva nem kellene elektronnak akkor engem érdekelne.
Nem ismerem ezt a vezérlőd de gondolom 20 wattos pici szervót tud mozgatni.
Nem ismerem ezt a vezérlőd de gondolom 20 wattos pici szervót tud mozgatni.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 november 12, 18:39
Írta: PSoft Dátum 2015 november 12, 18:39
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:44
Írta: s7manbs8 Dátum 2015 november 12, 18:44
Ez az SMC megbirkózik 150W-os motorral is, feltéve, ha működik. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:45
Írta: s7manbs8 Dátum 2015 november 12, 18:45
Aztán valamelyik győz a végén. :) Kérdés ki volt az erősebb.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:48
Írta: s7manbs8 Dátum 2015 november 12, 18:48
Most előbb megtesztelem, emezt a vezérlőmet:

Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:49
Írta: s7manbs8 Dátum 2015 november 12, 18:49
Csak még pár alkatrészt bele kell ültetni.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:49
Írta: s7manbs8 Dátum 2015 november 12, 18:49
Utána kezdem az AC vezérlőt tervezni ...
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 12, 18:50
Írta: guliver83 Dátum 2015 november 12, 18:50
Ez milyen vezérlő?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 12, 18:50
Írta: 000000000 Dátum 2015 november 12, 18:50
Mint mondtam anno a habvágó gépemet hajtotta és azon 60 Wattos motorok vannak 1:60-as áttétellel, de így is simán vitte a 5000-es gyorsjáratot.
Amúgy a DSSC a Dorogi Svejk Servo Controller-ből jött össze :)
Elektront elnézve nem igazán érdekli a dolog, így a tiéd lehet ha nem gondolja meg magát.
Legalább eljössz és megnézheted az késváltómat is amit magánban tárgyaltunk.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:52
Írta: s7manbs8 Dátum 2015 november 12, 18:52
Ez is SMC úgymond, csak saját panel tervem, meg atmega168 processzorral megy, amire a programot átírtam.
Menj érte Pálhoz a panelért, aztán majd lehozod Hajdúnánásra, én meg adok neked érte egy rossz nyomtatót pl. :)
Menj érte Pálhoz a panelért, aztán majd lehozod Hajdúnánásra, én meg adok neked érte egy rossz nyomtatót pl. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:53
Írta: s7manbs8 Dátum 2015 november 12, 18:53
Van egy haverom, az tud kamiont küldeni hozzád, hetente lehet elmegy melletted.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:53
Írta: s7manbs8 Dátum 2015 november 12, 18:53
Akár egyéb bizniszt is megüthetünk, ha ők is benne vannak.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 18:55
Írta: s7manbs8 Dátum 2015 november 12, 18:55
Egyébként Pablónak szeretnék ezzel segíteni, ha tőle nem sajnálod, ő is hozzá szólhatna. Gullivert is bevehetjük a mókába, akár csinálhatok neki a te fajta panelből vagy mit tudom én, én benne vagyok. Én szívesen segítek ebben.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 12, 18:57
Írta: 000000000 Dátum 2015 november 12, 18:57
Mellettem biztos nem megy el mert akkor igen csak lenne dádá a csúnya rendőrbácsik részéről.
Ha nincs konkrét szállítási célja itt akkor be se jöhet ide a traktorral.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 19:04
Írta: s7manbs8 Dátum 2015 november 12, 19:04
Engem is a TEK őriz mondjuk. :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2015 november 12, 19:06
Írta: PSoft Dátum 2015 november 12, 19:06
Kisit felöltöztettem őket, aztán, ilyen 150W-os Sanyo Denkiket hajtottam velük.
Persze, szigorúan betartva © svejk-mester készségesen adott instrukcióit.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 12, 19:07
Írta: guliver83 Dátum 2015 november 12, 19:07
Ez nagyon jó ötlet!!!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 12, 19:11
Írta: 000000000 Dátum 2015 november 12, 19:11
Hasonlóak a plotteren is a motorok , csak az 60 wattos.
Viszont itt csak rákötöttem, kicsit állítgattam terminál emulátorral és ment tökéletesen.
Igaz encoder szimmetrizáló fog kelleni hozzá mert azon része nagyon zavarérzékeny.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 12, 19:59
Írta: svejk Dátum 2015 november 12, 19:59
Anno igen kis költségvetésű projectnek indult.
Egyszerű olcsó mezei motor, reklámstúdióban levilágított film encodertárcsa, tintás nyomtatóból kitermelt HEDS klón optika. Egy nyílt forráskódú szervo vezérlő kicsit átdolgozva.
Demonstrálva is lett a 2. és 3. leányfalui talin.
Aztán később egyre többféle motorral ki lett próbálva, majd jöttek az E240-esek.
Sokféle változatban elkészült, de a nagy áttörés elmaradt, talán mert képbe jöttek nálam a megfizethető használt Ac szervok.
Nem lett folytatva.
így aztán sokat nem is kell tőle várni, pár amper és 40-50 V-ig kielégítően működik.
Az Elektron által leírt jelenségek a verzióktól függően itt is előfordultak.
Egyszerű olcsó mezei motor, reklámstúdióban levilágított film encodertárcsa, tintás nyomtatóból kitermelt HEDS klón optika. Egy nyílt forráskódú szervo vezérlő kicsit átdolgozva.
Demonstrálva is lett a 2. és 3. leányfalui talin.
Aztán később egyre többféle motorral ki lett próbálva, majd jöttek az E240-esek.
Sokféle változatban elkészült, de a nagy áttörés elmaradt, talán mert képbe jöttek nálam a megfizethető használt Ac szervok.
Nem lett folytatva.
így aztán sokat nem is kell tőle várni, pár amper és 40-50 V-ig kielégítően működik.
Az Elektron által leírt jelenségek a verzióktól függően itt is előfordultak.
Cím: Re:DC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2015 november 12, 20:20
Írta: 2dbfy8y Dátum 2015 november 12, 20:20
Én is beszállnék a gyártatásba.
Jó lenne valahogy össze hozni.
Jó lenne valahogy össze hozni.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 12, 20:23
Írta: guliver83 Dátum 2015 november 12, 20:23
Újra beindul a szervó vezérlő gyártás és akár a továbbfejlesztés. Ha olyan 1000Wattos DC motort meg lehet hajtani akkor érdekel a dolog. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 20:56
Írta: s7manbs8 Dátum 2015 november 12, 20:56
Akkor lasan gyűjtheted is a pénzt, múltkoriban egy 400 W-os motor már ment vele. :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 12, 22:13
Írta: Kelepeisz Lajos Dátum 2015 november 12, 22:13
Sziasztok!
Lenne nekem egy motorom, amivel az a gond hogy nem tudom az enkóder csatiának a lábkiosztását, sehol nem találom, az enkóder minden más adata le van írva, csak a lábkiosztás nem, tudnátok segíteni, csatolom az adatlapját?
Az enkóder: UTOPI-200
A motor: MINERTIA R02SA
Leírás itt

Lenne nekem egy motorom, amivel az a gond hogy nem tudom az enkóder csatiának a lábkiosztását, sehol nem találom, az enkóder minden más adata le van írva, csak a lábkiosztás nem, tudnátok segíteni, csatolom az adatlapját?
Az enkóder: UTOPI-200
A motor: MINERTIA R02SA
Leírás itt
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 22:17
Írta: s7manbs8 Dátum 2015 november 12, 22:17
Ha leveszed a hátuljáról a borítást, szerintem belül meglátod a kiosztást.
Cím: Re:DC szervó motoros vezérlés
Írta: gfxd0h560 Dátum 2015 november 12, 22:28
Írta: gfxd0h560 Dátum 2015 november 12, 22:28
A gugliba beírtam:
MINERTIA R02SA
és az első találat:
[PDF]Minertia motor R series R02SAKOE - Classes
kb 9. oldalán ott van az enkóder bekötése ha jól értelmezem...
MINERTIA R02SA
és az első találat:
[PDF]Minertia motor R series R02SAKOE - Classes
kb 9. oldalán ott van az enkóder bekötése ha jól értelmezem...
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 12, 22:30
Írta: Kelepeisz Lajos Dátum 2015 november 12, 22:30
Igen, van 2x0v, 1x12V, 1xA, 1xB, és 1x3TR ez talán az index jel lehet?
Elektron ránéznél az adatlapra, azt írja ez a motor 70W-os 8.12A, a feszültségére meg azt írja 6V/1000rpm, ha ez a motor 3000 fordulatú akkor ez a motor 18V-os, de akkor hogy jön ki a 70W?
Elektron ránéznél az adatlapra, azt írja ez a motor 70W-os 8.12A, a feszültségére meg azt írja 6V/1000rpm, ha ez a motor 3000 fordulatú akkor ez a motor 18V-os, de akkor hogy jön ki a 70W?
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 12, 22:31
Írta: Kelepeisz Lajos Dátum 2015 november 12, 22:31
Baxus tényleg ott van, teljesen elkerülte a figyelmemet.
Köszi.
Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 22:38
Írta: s7manbs8 Dátum 2015 november 12, 22:38
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 22:42
Írta: s7manbs8 Dátum 2015 november 12, 22:42
Az nem úgy megy, hogy összeszorzod az ampert a volttal, ha adsz neki 18V-ot, akkor terhelés nélkül, pár tized Ampert eszik maximum, annyival lehet terhelni, amennyi a teljesítménye, meg van maximum amper, névleges stb.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 12, 23:08
Írta: Kelepeisz Lajos Dátum 2015 november 12, 23:08
Akkor jól láttam hogy ez a moci 18V-os, vagyis majd ehhez a feszültséghez kel választani a tápfeszültséget kb 1,5X-öst, ez a 8,12A ez a maximum áram amin hajtani szabad, vagy ez a csúcsára, ez csak azért érdekes mert amit most rendeztem vezérlőt ott meg kell adni az áramhatárt, és jó lenne tudni akkor mit is állítsak be hogy azt a 70W-ot nehogy túllépjem?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 23:13
Írta: s7manbs8 Dátum 2015 november 12, 23:13
A csúcsáramtól kevesebbet kell beállítani, ami a maximum, az meg a vezérlőtől is függhet, hogy az mit ért áramhatárnak, meg hogy működik, milyen szűrővel vagy milyen módon figyeli az áramot, van többlépcsős vezérlő is , ami a max csúcsáramot is nézi, meg adott ideig egy névlegest, hogy meg ne haladja, elsőnek nem kell csúcsra járatni, majd álltgatod, aztán ha gyengének tűnik veheted magasabbra.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 12, 23:14
Írta: Kelepeisz Lajos Dátum 2015 november 12, 23:14
Na, van egy táblázat ami tartalmaz egy Rated current A oszlopot, ami az én motoromnál 3.9A névleges áram.
3,9*18=70.2W meg is van az a 70W
[#vigyor3]
3,9*18=70.2W meg is van az a 70W
[#vigyor3]
Cím: Re:DC szervó motoros vezérlés
Írta: iiidyyiy3 Dátum 2015 november 12, 23:16
Írta: iiidyyiy3 Dátum 2015 november 12, 23:16
Nekem is van 4 ilyen motorom, én is smc-vel probálkoztam, nekem se volt tökéletes. Nagyfrekiben jártas mèrnökök vèleménye az volt, hogy ezt a nyákot 4 rètegnèl kevesebbre nem lehet megcsinálni normálisan...
Most meg a királynőnek lapátolom a gdp-t, de kèsőbb mèg látok esèlyt egy 4 rètegű nyáktervre és kísérletezésre.
Most meg a királynőnek lapátolom a gdp-t, de kèsőbb mèg látok esèlyt egy 4 rètegű nyáktervre és kísérletezésre.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 12, 23:17
Írta: Kelepeisz Lajos Dátum 2015 november 12, 23:17
Annyira érdekes hogy első körben semmit nem találok, de ha itt rákérdezek, akkor egy csettintésre megtalálom amit keresek.[#fejvakaras]
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 12, 23:21
Írta: Kelepeisz Lajos Dátum 2015 november 12, 23:21
Én lemondtam róla, szegény elektron is sokat dolgozik vele, de nem akar neki jó lenni.
Ma beszéltem Maggi István úrral akinek javaslatára veszek egy illetőtől 2db vadi új Quantum vezérlőt.
Ma beszéltem Maggi István úrral akinek javaslatára veszek egy illetőtől 2db vadi új Quantum vezérlőt.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 23:24
Írta: s7manbs8 Dátum 2015 november 12, 23:24
Akkor az a 8 körüli a csúcsáram lehetett.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 23:24
Írta: s7manbs8 Dátum 2015 november 12, 23:24
Majd Pablóval beszéljetek.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 12, 23:26
Írta: Kelepeisz Lajos Dátum 2015 november 12, 23:26
Napi szinten beszélünk egymással, de te mire célzol, mit beszéljek meg vele?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 12, 23:27
Írta: s7manbs8 Dátum 2015 november 12, 23:27
A szervóval kapcsolatban, de ha neked sürgős, akkor egyelőre mindegy.
Cím: Re:DC szervó motoros vezérlés
Írta: iiidyyiy3 Dátum 2015 november 12, 23:31
Írta: iiidyyiy3 Dátum 2015 november 12, 23:31
Mindenképp számolj majd be a tapasztalataidròl!
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 12, 23:39
Írta: Kelepeisz Lajos Dátum 2015 november 12, 23:39
Feltétlen.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 13, 07:43
Írta: svejk Dátum 2015 november 13, 07:43
Neked baszki az életben nem lesz (jó) géped. :)
Látom még a Motion féle -mely tudvalevőleg ez egyik legjobb a kategóriájában- vezérlődet is eladod.
Látom még a Motion féle -mely tudvalevőleg ez egyik legjobb a kategóriájában- vezérlődet is eladod.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 13, 08:00
Írta: Kelepeisz Lajos Dátum 2015 november 13, 08:00
Hasonló jókat kívánom nekedis:)
Cím: Re:DC szervó motoros vezérlés
Írta: b4nm7gjvr Dátum 2015 november 13, 08:07
Írta: b4nm7gjvr Dátum 2015 november 13, 08:07
:) Ez jóó...:)
Cím: Re:DC szervó motoros vezérlés
Írta: remrendes Dátum 2015 november 13, 10:01
Írta: remrendes Dátum 2015 november 13, 10:01
Ha lehet meg jelentkezni, nekem is akad 5-6db Tamagawa DC servom amik talan csak egy kis torodest igenyelnek.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 13, 19:08
Írta: s7manbs8 Dátum 2015 november 13, 19:08
Te az eladó lennél ott ?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 13, 19:39
Írta: s7manbs8 Dátum 2015 november 13, 19:39
Egy ilyen lehet el tudná hajtani, csak ennek valami baja van, megcsinálom, hátha beindul.
CNCDRIVE.COM-os Mammut servo vezérlő rev 2.0
CNCDRIVE.COM-os Mammut servo vezérlő rev 2.0
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 13, 19:39
Írta: s7manbs8 Dátum 2015 november 13, 19:39
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2015 november 13, 19:51
Írta: designr Dátum 2015 november 13, 19:51
Ez a Mammut ez melyk vezérlőjük?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 13, 19:57
Írta: s7manbs8 Dátum 2015 november 13, 19:57
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2015 november 13, 20:19
Írta: ra8nsmk6w Dátum 2015 november 13, 20:19
Mekkora ötlet klnából, hogy ne púposodjon az elkó[#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 13, 20:38
Írta: svejk Dátum 2015 november 13, 20:38
Nem kínai, Magyar.
Cím: Re:DC szervó motoros vezérlés
Írta: b4nm7gjvr Dátum 2015 november 13, 20:59
Írta: b4nm7gjvr Dátum 2015 november 13, 20:59
:)
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 13, 21:20
Írta: guliver83 Dátum 2015 november 13, 21:20
Szerintem neked ennek is megvannak a tervei valahol! És még ki tudja mi mindennek. [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2015 november 13, 21:46
Írta: ra8nsmk6w Dátum 2015 november 13, 21:46
Nagyobb volt az esélyem, hogy ráhibázzak. Nekem is van Leatherman multifunkciós szerszámom kinai Mamut. Az tuti nem Magyar (nevetés)
Cím: Re:DC szervó motoros vezérlés
Írta: remrendes Dátum 2015 november 13, 21:58
Írta: remrendes Dátum 2015 november 13, 21:58
Nem, az enyemek hasznaltak.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 13, 22:05
Írta: s7manbs8 Dátum 2015 november 13, 22:05
Mondjuk az elko benne 85 fokos, nemigen ESR szegény, bár fene tudja, egy ilyenbe nem valami nagyfrekit jobban bíró illene ?
Cím: Re:DC szervó motoros vezérlés
Írta: remrendes Dátum 2015 november 13, 23:01
Írta: remrendes Dátum 2015 november 13, 23:01
En ezen gondolkodtam egyszer. Aztan valamiert felbe maradt a projekt.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 14, 01:16
Írta: s7manbs8 Dátum 2015 november 14, 01:16
Úgy néz ki, hogy talán mégis csak jó lesz a szervó panel, miután azokat a gerjedési hibákt elvileg kijavítottam, csak nem akart jó lenni, de az tűnt fel, hogy mindig minden IC-vel FET-tel 22V felet hal be, akkor elkezd ugrálni sok ampert felvesz áramkorlát letilt a labortápban, de most fedeztem fel, hogy ott körül kapcsol benne valami relé, és mikor megindítom pillanatra kis áramot enged át, emiatt a táp leesve a szervó kissé lemarad, próbálja magát utolérni, aztán emiatt relé kalimpál benne, meg a motor is nyilván nem tud menni emiatt és kész kampó, úgyhogy a labortáp okozta az utólagos még mindig meglevő hibát, na legalább ez is kiderült, hogy ezzel se lehet mindent normálisan tesztelni ... majd holnap adok neki sima tápot, legfeljebb ellenállással korlátozva csak a tesztig, aztán ha OK, mehet rendesen.
Legalábbis, most ez a magyarázatom, aztán vagy igaz, vagy nem ...
Legalábbis, most ez a magyarázatom, aztán vagy igaz, vagy nem ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 14, 02:26
Írta: 000000000 Dátum 2015 november 14, 02:26
Legalább is ha labortápról tesztelek ilyesmi hirtelen nagy áramokat felvevő cuccot, akkor szoktam rá akasztani pluszba 40,000µF kondenzátort.
Ezt már csak élesztés után mert ilyenkor a védelemnek (áramkorlátnak) pápá van.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 14, 02:43
Írta: s7manbs8 Dátum 2015 november 14, 02:43
Azért nem csináltam én ilyeneket, hogy puffer pluszba, míg nem OK, nem purcantom ki, no de, most az derült ki, hogy a labortáp meg a cucc közé tettem egy ellenállást, hogy hirtelen nagy áramot ne érzékeljen a szerencsétlen, és csodák, csodája, beindult a cucc, megy faszául, csak mivel ez az áramkorlát nélküli verzió úgymond, emiatt, aztán ha a szervó paraméter nincs jól beállítva, begerjed, ha nincs lekorlátozva így pl. és emiatt kiadhat, meg ki is nyiffanhat akár, de így ezzel a módszerrel nem fog elvileg, most be is állítottam a paramétereit és egy nagyobb motor is megy vele most.
Holnap megnézem majd az eredeti rossznak vélt paneleket is, mert azoknak is menni kéne most már, tulajdonképpen 20V-ig mentek is csak utána hülyült be a labortáp miatt, most már ez biztos.
Holnap megnézem majd az eredeti rossznak vélt paneleket is, mert azoknak is menni kéne most már, tulajdonképpen 20V-ig mentek is csak utána hülyült be a labortáp miatt, most már ez biztos.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2015 november 14, 06:14
Írta: kozo Dátum 2015 november 14, 06:14
Ajaj , mi minden történt itt ...
Kicsit hibásnak érzem magam , oldalamra feltettem az SMC hogyan csináld infókat de most olvasgatva egy két hasznos infó
még hiányzik mint pl : hogyan próbáld beállítani , avagy az első indítások .
A nyákról kicsit ...
Nos a topológia tényleg lehetne jobb de örülök , hogy gondolatot ébreszt itt pár emberkében . De a mostani is életképes !
Elektron beírása a vágd át a panelt el itt kösd át ott jó ötlet , segít a szimetria javításban de gerjedést az nem okoz .
Inkább a rossz paraméterezéssel lehet könnyebben elfüstöltetni a végfokot ill. belengetni a motort.
A mikrokontroller progit sem kell át írni , jó az a maga nemében . No meg már több éve megcsinálta más is Atmega8-ra (én is) áramkorláttal .
Amit hibát elkövettem : a letölthető SMC hex filében van .
Pontosan :
A file föl van töltve egy álltalam használt motorhoz megfelelő paraméter sorral. Ez viszont másnál , más motornál
nem biztos ill. biztos hogy nem életképes azzonal . Ezért ...
Ha a panel fizikai megépítése rendben van akkor az első bekapcsoláskor előnyös a paraméterekkel kezdeni .
Hátha segít valakinek ...
Javaslom az állítgatást ezek szerint megpróbálni :
1. Azonnal visszavenni a következőket nagyjából ide : (Amíg ezeket átírod addig a motor tápot se engedd a panelra .Biztos ami biztos.)
P0 : 10
P1 : 50
P2 : 100
P3 : 5
P4 : 130
P5 : 100
P6 : 1024
P7 : 1
Mindet első blikkre érdemes menteni a mikrokontrollerbe .
Majd jöhet a motor táp , reset .
Ezekkel a paraméterekkel nagyjából egy lassú hintázó mozgást kaphatunk .
Ha P0 alapból magas és rosszak a többi paraméterek akkor pillanatok alatt kék halál lehet .
Hozzávetőleg P2 P3 emelésével paraméterekkel nyugis motor állapot elérhető .
Első lépésben ... (Közben figyelve a terminal progi hibajel mit mutat)
- Folyamatosan finomam mozgatva a motor tengely ide + oda P2 paramétert 20-50 al emelgetni amig csökken a kilengés .
- Majd P3 at emelni kb : 2-5 egységenként , érzés szerinti magasságokba . Kb 50-70 körül már nagyon érvényesül.
- P1 et emelni 50 es lépésben is lehet "gerjedés" ill. túlzott belengés határt nem elérve egyik paraméterrel sem .
- P5 öt emelni motor paraméter szerint lehet sejteni de ha az nincs akkor servo hiba csökkenés mutatja a közel jó értéket .
Ha beállt a viszonylag nyugis állapot na akkor emeljük finoman P0 (10 egységenként) . Gyors mozgást még ne engedjünk vele .
Mondjuk egyenlőre 50-ig emeljük ezt a paramétert .
Ezek után jöhet a játék , pontosítani a paramétereket . Mechanikával vagy súllyal .
Majd amikor stabilnak tűnik a rendszer emeljük P5 öt : max 240ig ill P0 át kb : 500 ig . Itt már pöröghet a motor 3000 körül .
Nagyjából ennyi
No meg ...
Encoder csatiba 100nF kondi , torroid puffer kondival , biztivel , max 40-50V - 5-8A csúcsban (100-150W alatti motor), max 500cpr es encoder stb...
Ne dobáljuk a panelt sehova olajosan vagy tisztán , tanulni elindulni a servo hajtás nem kicsit röges útján szerintem ideális választás a kis SMC .
Szerintem ... vagy nem ?
Kicsit hibásnak érzem magam , oldalamra feltettem az SMC hogyan csináld infókat de most olvasgatva egy két hasznos infó
még hiányzik mint pl : hogyan próbáld beállítani , avagy az első indítások .
A nyákról kicsit ...
Nos a topológia tényleg lehetne jobb de örülök , hogy gondolatot ébreszt itt pár emberkében . De a mostani is életképes !
Elektron beírása a vágd át a panelt el itt kösd át ott jó ötlet , segít a szimetria javításban de gerjedést az nem okoz .
Inkább a rossz paraméterezéssel lehet könnyebben elfüstöltetni a végfokot ill. belengetni a motort.
A mikrokontroller progit sem kell át írni , jó az a maga nemében . No meg már több éve megcsinálta más is Atmega8-ra (én is) áramkorláttal .
Amit hibát elkövettem : a letölthető SMC hex filében van .
Pontosan :
A file föl van töltve egy álltalam használt motorhoz megfelelő paraméter sorral. Ez viszont másnál , más motornál
nem biztos ill. biztos hogy nem életképes azzonal . Ezért ...
Ha a panel fizikai megépítése rendben van akkor az első bekapcsoláskor előnyös a paraméterekkel kezdeni .
Hátha segít valakinek ...
Javaslom az állítgatást ezek szerint megpróbálni :
1. Azonnal visszavenni a következőket nagyjából ide : (Amíg ezeket átírod addig a motor tápot se engedd a panelra .Biztos ami biztos.)
P0 : 10
P1 : 50
P2 : 100
P3 : 5
P4 : 130
P5 : 100
P6 : 1024
P7 : 1
Mindet első blikkre érdemes menteni a mikrokontrollerbe .
Majd jöhet a motor táp , reset .
Ezekkel a paraméterekkel nagyjából egy lassú hintázó mozgást kaphatunk .
Ha P0 alapból magas és rosszak a többi paraméterek akkor pillanatok alatt kék halál lehet .
Hozzávetőleg P2 P3 emelésével paraméterekkel nyugis motor állapot elérhető .
Első lépésben ... (Közben figyelve a terminal progi hibajel mit mutat)
- Folyamatosan finomam mozgatva a motor tengely ide + oda P2 paramétert 20-50 al emelgetni amig csökken a kilengés .
- Majd P3 at emelni kb : 2-5 egységenként , érzés szerinti magasságokba . Kb 50-70 körül már nagyon érvényesül.
- P1 et emelni 50 es lépésben is lehet "gerjedés" ill. túlzott belengés határt nem elérve egyik paraméterrel sem .
- P5 öt emelni motor paraméter szerint lehet sejteni de ha az nincs akkor servo hiba csökkenés mutatja a közel jó értéket .
Ha beállt a viszonylag nyugis állapot na akkor emeljük finoman P0 (10 egységenként) . Gyors mozgást még ne engedjünk vele .
Mondjuk egyenlőre 50-ig emeljük ezt a paramétert .
Ezek után jöhet a játék , pontosítani a paramétereket . Mechanikával vagy súllyal .
Majd amikor stabilnak tűnik a rendszer emeljük P5 öt : max 240ig ill P0 át kb : 500 ig . Itt már pöröghet a motor 3000 körül .
Nagyjából ennyi
No meg ...
Encoder csatiba 100nF kondi , torroid puffer kondival , biztivel , max 40-50V - 5-8A csúcsban (100-150W alatti motor), max 500cpr es encoder stb...
Ne dobáljuk a panelt sehova olajosan vagy tisztán , tanulni elindulni a servo hajtás nem kicsit röges útján szerintem ideális választás a kis SMC .
Szerintem ... vagy nem ?
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2015 november 14, 06:28
Írta: kozo Dátum 2015 november 14, 06:28
Javítok :
Elektron beírása : a vágd át a panelt itt, kösd át ott , közel jó ötlet . Segít a szimetria javításban de gerjedést az nem okoz .
Elektron beírása : a vágd át a panelt itt, kösd át ott , közel jó ötlet . Segít a szimetria javításban de gerjedést az nem okoz .
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 14, 08:04
Írta: svejk Dátum 2015 november 14, 08:04
De igen!
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 14, 08:36
Írta: 000000000 Dátum 2015 november 14, 08:36
"Azért nem csináltam én ilyeneket, hogy puffer pluszba, míg nem OK, nem purcantom ki,"
Ezért mondtam: Ezt már csak élesztés után.
Nincs benne áram korlát ???
Akkor ehhez képest a DSSC egy űrhajó vezérlő :)
"ha a szervó paraméter nincs jól beállítva, begerjed,"
Ezért érdemes lagymatag 'P I D" értékeket beállítani.
Mellesleg nem is feltételeztem egy ilyen rutinos versenyzőnél, hogy ezt nem csináltad meg.
Cím: Re:DC szervó motoros vezérlés
Írta: guliver83 Dátum 2015 november 14, 12:21
Írta: guliver83 Dátum 2015 november 14, 12:21
Kellene egy kis segítség.
Tudja valaki Pabló telefonszámát?
Sürgős lenne, mert emailre még nem érkezett válasz.
Tudja valaki Pabló telefonszámát?
Sürgős lenne, mert emailre még nem érkezett válasz.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 14, 15:01
Írta: s7manbs8 Dátum 2015 november 14, 15:01
Pluszba csináltam már hozzá, csak még nem kötöttem be. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 14, 19:04
Írta: s7manbs8 Dátum 2015 november 14, 19:04
Itt az áramkorlátom, ezt most ki is próbálom vele, így nem tud megindulni 100A, ami miatt eleve kiakadhat, elég egy kis erőigény többlet, vagy pedig nem lehet kihasználni a motort rendesen, ha a PWM kitöltést korlátozzuk.
Persze ez nagyobb motoroknál érdekes inkább.

Persze ez nagyobb motoroknál érdekes inkább.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 15, 01:00
Írta: s7manbs8 Dátum 2015 november 15, 01:00
Újabb fejlemény, a saját paneltervem se működött az egyik a kettőből. Lemostam a panelt nitrohígítóval és utána megjavult, nem is igen a labortáp a tettes ezek szerint, ami sz forrasz kenőcsöt használtam, az vezet át bizonyos feszültség felett úgy néz ki. Majd még a többi panelt is lemosom, a plusz dióda ellenállás nélkül is megy emez a panel is a sajátom. Persze ott nincs gerjedési lehetősége, ami a másikon megvan, csak azt is átkötöttem, így azon se lesz, a FET-eket is kipóbáltam mindet, megy mindegyikkel, szerencsére nem halt meg szinte semmi a végén ez lett az eredmény, nagy örömömre, azért csak rosszul esett volna, ha annyi minden behal.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 15, 01:26
Írta: 000000000 Dátum 2015 november 15, 01:26
Sok eszközt láttam így behalni.
Főleg ahol mikrokontroller volt benne és a kvarcot utólag kézzel forrasztották be. (pár évves eszközöknél gyakori probléma)
A gyantás forraszanyag, folyasztószer kiöregszik idővel és minimálisan vezetővé válik.
Képes volt úgy megfogni a kristályt, hogy nem rezgette be és totális agyhalottnak tettette magát az áramkör.
Nálam az aceton vált be lemosásra.
A hibakeresést sok esetben egy alapos lemosással indítom ha látni a folyasztószer maradványokat.
Utána sok esetben nincs is mit javítani mert megjavul :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 15, 01:29
Írta: s7manbs8 Dátum 2015 november 15, 01:29
Pedig már jártam így régebben, de most valahogy nem ez volt az első gondolatom, hiába az ember ahogy öregszik, úgy hülyül. :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 15, 01:33
Írta: 000000000 Dátum 2015 november 15, 01:33
Járt utat járatlanra ne cseréd !
Hibakeresésnek ha már megvannak a lépései azt a sorrendet érdemes kultiválni.
Rutin meg az évek, mert ezeket nem tanítják sehol !
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 15, 01:36
Írta: s7manbs8 Dátum 2015 november 15, 01:36
Itt nem a procival volt gond, hanem a végfok részen, a FET pl. ugye ha kap egy kis nagyobb feszt, ott szépen a gate beindulgatott magától igencsak.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 15, 01:44
Írta: 000000000 Dátum 2015 november 15, 01:44
A hiba ugyanaz, a vezető vagy vezetővé vált folyasztószer maradvány.
A FETnek annyi is elég ha a Gate lábához hozzáérsz és abból összeszed annyi töltést, hogy kinyit.
Igaz ebben az esetben nem egy szabad Gate lábas félvezetőről van szó , de a lényegen mit se változtak ha valahonnan összeszed annyi kóbor feszültséget, hogy kinyisson.
Cím: Re:DC szervó motoros vezérlés
Írta: ggdr57dg Dátum 2015 november 17, 09:15
Írta: ggdr57dg Dátum 2015 november 17, 09:15
A kész nyákot Alkonekben áztatom. Szinte hozzá sem kell nyúlni, pár perc biztosan elég hozzá, hogy leoldjon mindent, ami nem oda való. Utána levegővel rendesen lefújom (szárazra, mindenhol) Még sosem volt átvezetéses problémám.
Amit az nem old le, azzal többé nem forrasztok. Azt oda kell adni a bádogosnak.
Amit az nem old le, azzal többé nem forrasztok. Azt oda kell adni a bádogosnak.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 20:13
Írta: Kelepeisz Lajos Dátum 2015 november 21, 20:13
Sziasztok!
Lenne itt pár homályos folt, az enkderemnek az van megadva hogy 2000 pulse/rev, vagyis 2000 impulzus 1 fordulatra, ebben akkor mennyi felosztású tárcsa van (én úgy tudom hogy 1 vonalka 2 impulzus egy alacsony és egy magas jelet ad, és ebből van kettő, vagyis 500as felosztású tárcsa van benne az én elképzelésem szerint)?
A másik kérdésem hogy mit jelent a PPR-és a CPR, mert a motor meghajtó leírásában folyamatosan PPR-re hivatkoznak?
Lenne itt pár homályos folt, az enkderemnek az van megadva hogy 2000 pulse/rev, vagyis 2000 impulzus 1 fordulatra, ebben akkor mennyi felosztású tárcsa van (én úgy tudom hogy 1 vonalka 2 impulzus egy alacsony és egy magas jelet ad, és ebből van kettő, vagyis 500as felosztású tárcsa van benne az én elképzelésem szerint)?
A másik kérdésem hogy mit jelent a PPR-és a CPR, mert a motor meghajtó leírásában folyamatosan PPR-re hivatkoznak?
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 20:19
Írta: Kelepeisz Lajos Dátum 2015 november 21, 20:19
Vagy 1000res a tárcsa és így az A csatornán 2000puls/ford, és a B csatornán is 2000puls/ford?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 21, 20:54
Írta: s7manbs8 Dátum 2015 november 21, 20:54
PPR = háyn impulzus jön ki fordulatonként, a két kimenetének össze jelváltozása magyarán
CPR = hány rés van vágva a tárcsán, ennek 4-szerese a PPR, alapesetben, ha nem osztja valami le, vagy szorozza fel.
CPR = hány rés van vágva a tárcsán, ennek 4-szerese a PPR, alapesetben, ha nem osztja valami le, vagy szorozza fel.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 20:57
Írta: Kelepeisz Lajos Dátum 2015 november 21, 20:57
Akkor a 2000puls/rev, mennyi résű tárcsát eredményez?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 21, 21:04
Írta: 000000000 Dátum 2015 november 21, 21:04
Már a kezdetleges vezérlők is tudtak 1x 2x 4x enkóder jelfeldolgozást.
1x módban az 1000-es enkóder 4000 részre ossza fel az egy körülfordulást.
2x módban ez 2000 rész.
4x módban pedig 1000.
Mivel az 1000-es enkóder valósan 1 teljes impulzusnál 4 állapotváltozást hoz létre.
Jobb vezérlőkben már van elektronikus váltó aminél ez az enkóder 1-2-4x feldolgozási részt már ki is hagyták.
Itt numerator denominator van ahova megadott értékkel oszthatjuk le, hogy hány lépés legyen 1 körülfordulás.
Így akár 1 lépés 1 körülfordulást is lehet :)
AC szervóknál is ezt használják mivel ott akár 17-20 bites felbontás se égbekiáltó extra.
Például 17bites 131072 felbontású mezei enkódernek felel meg. (524288 impulzus)
Ezt már semmi nem tudná értelmesen lekezelni ezért is az electonic gear.
Ezzel szinte bármilyen tetszőleges 1 fordulat / felbontás hozható létre.
A gépemen is 400-as felbontás van beállítva és 1:2 áttétellel 4-es orsókkal és így tud Mach 3-al 8000mm/min előtolást és 0.005mm elméleti felbontást.
A Z tengelyben történt orsócsere miatt se kellet feladni a 0.005mm elméleti felbontást mikor 4-es orsóról 5-ös emelkedésűre cseréltem.
Csak laptoppal rácsatlakoztam a szervó hajtásra és átírtam az értékeket a numerator denominator-ban és így 500 lépés / körülfordulás lett.
Viszont ez a tengely 10000mm/min sebességű lett az orsó miatt.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 21:18
Írta: Kelepeisz Lajos Dátum 2015 november 21, 21:18
Hát ezt nem értem, a vezérlőm leírásában ezt másképpen magyarázzák, ott az be és kilépő éleket számolják, amiből adódik a 2x, és a 4x-es mód, idézném: "A DSP az Encoder jeleit kétféle üzemmódban tudja feldolgozni: 2× és 4× módok. E két mód befolyásolja ugyanazon encoderrel elérhető
motor felbontásokat!
2×-es módban a DSP csak a vonalak belépő élét (pirossal jelöltet) kezeli. Ilyenkor az Encoder alapfelbontása (PPR) duplázódik.
4×-es módban a DSP minden élét feldolgozza a vonalaknak. Ebben az esetben az Encoder alapfelbontása (PPR) négyszereződik.
Javasolt beállítások:
200-1000 PPR esetén 4×-mód,
felette 2×-mód".
motor felbontásokat!
2×-es módban a DSP csak a vonalak belépő élét (pirossal jelöltet) kezeli. Ilyenkor az Encoder alapfelbontása (PPR) duplázódik.
4×-es módban a DSP minden élét feldolgozza a vonalaknak. Ebben az esetben az Encoder alapfelbontása (PPR) négyszereződik.
Javasolt beállítások:
200-1000 PPR esetén 4×-mód,
felette 2×-mód".
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 21, 21:29
Írta: 000000000 Dátum 2015 november 21, 21:29
Enkóderjelnél alap az összes impulzus figyelése a vezérlőben, de én jelfeldolgozást írtam.
Tehát ha 1x a jelfeldolgozás akkor minden impulzus feldolgozásra kerül.
Végül is a lényegen mit se változtat mert ki így ki úgy nézi, még gyári vezérlőben is láttam megkavarva.
Mellesleg ez milyen vezérlő ?
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 21:34
Írta: Kelepeisz Lajos Dátum 2015 november 21, 21:34
Magi Profi2Q
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 21, 21:41
Írta: 000000000 Dátum 2015 november 21, 21:41
Az egy igen csak elavult darab.
Nem akarom bántani Magit, de a profi vezérlői is elég gyermetegre sikerültek, de 8-10 éve nem volt más lehetőség csak ezek vagy ipari farvizén evezve és az onnan levetett vezérlőket használni.
Nekem sikerült egyből átnyergelni a léptetőmotorról az AC szervóra, és azt kell mondanom, hogy Trabant kontra Mercedes esete.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 21:45
Írta: Kelepeisz Lajos Dátum 2015 november 21, 21:45
Azóta szoftvesesen változott a vezérlő, állítólag fejlesztve volt.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 21:48
Írta: Kelepeisz Lajos Dátum 2015 november 21, 21:48
Visszatérve a témához, van egy Heds 5500 h enkóderem is aminek azt írják 400PPR vagyis 400inp/fordulat, én úgy tudtam a 400 az a tárcsa réseinek száma, jaj de nem egyszerű.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 21, 22:26
Írta: 000000000 Dátum 2015 november 21, 22:26
A H jelölés 400 CPR-t jelent azaz 400 rés vagy 1200 PPR (Pulse Per Rotation)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 22:38
Írta: svejk Dátum 2015 november 21, 22:38
Nem lesz fehér lepedékes?
Régen mindig denszeszben áztattam, aztán jött ez a fránya lepedék. Azt sajnos nem tudom, hogy a gyanta változott az ónban vagy a denszesz minősége.
Mostanában gyári nyák lemosót használok, mert kaptam, de ugye előbb utóbb ez elfog fogyni.
Régen mindig denszeszben áztattam, aztán jött ez a fránya lepedék. Azt sajnos nem tudom, hogy a gyanta változott az ónban vagy a denszesz minősége.
Mostanában gyári nyák lemosót használok, mert kaptam, de ugye előbb utóbb ez elfog fogyni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 22:46
Írta: svejk Dátum 2015 november 21, 22:46
A CPR az cycle per revolution, a PPR pedig pulse per revolution.
Ami az encoderre van írva az a CPR, pl. az 500-as encoder tárcsán 500 fizikai vonal van.
Ezt aztán a vezérlők vagy 500-nak vagy 1000-nek vagy 2000-nek látják. (1x, 2x 4x üzemmód)
Ami az encoderre van írva az a CPR, pl. az 500-as encoder tárcsán 500 fizikai vonal van.
Ezt aztán a vezérlők vagy 500-nak vagy 1000-nek vagy 2000-nek látják. (1x, 2x 4x üzemmód)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 22:46
Írta: svejk Dátum 2015 november 21, 22:46
Helyesebben 1600 PPR
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 21, 22:48
Írta: 000000000 Dátum 2015 november 21, 22:48
Lajos!
Először a motorod encoderének egyik csatornáján mérd ki, hogy egy fordulatra hány impulzust ad ki. Utána ezen tudsz módosítani a szervód beállítása kapcsán, ahogyan a gyártója leírta neked.
Először a motorod encoderének egyik csatornáján mérd ki, hogy egy fordulatra hány impulzust ad ki. Utána ezen tudsz módosítani a szervód beállítása kapcsán, ahogyan a gyártója leírta neked.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 21, 22:51
Írta: 000000000 Dátum 2015 november 21, 22:51
Áááá dehogy, a mi PÁLunk már 3 szoros encoder jelfeldolgozást is híreszteli.:)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 22:52
Írta: svejk Dátum 2015 november 21, 22:52
Nem olyan rossz az...
Én sokat játszottam vele.
Én sokat játszottam vele.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 22:54
Írta: svejk Dátum 2015 november 21, 22:54
Az AC szervoknál az a 17-20 bit az abszolute encderre vonatkozik, nem az 1 fordulaton belüli felbontásra.
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2015 november 21, 22:54
Írta: designr Dátum 2015 november 21, 22:54
Én is sok jót hallottam rólla..hossz évekig használják hibamentesen..nem kényes a motorokra
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 22:58
Írta: Kelepeisz Lajos Dátum 2015 november 21, 22:58
Megpróbálom pontosítani mire is gondolog, Itt írja a szerző a vezérlő leírásában: "Encoder használati mód. Kétféle üzemmód lehetséges: 2×-es és 4×-es mód. Az encoder alaposztását 2×-ezi, vagy
4×-ezi (pl. egy 500-as PPR alaposztású encoderből, 4×-es módban 2000-res felbontású lesz)".
Ott a példa 500 as encoder 4X-es módban 2000 felbontású lesz, ez most mit jelent akkor ezt még kell 4x-ezni, vagyis ez 8000PPR-t jelent egy 500 résű encoderen, ez az amit nem értek???
4×-ezi (pl. egy 500-as PPR alaposztású encoderből, 4×-es módban 2000-res felbontású lesz)".
Ott a példa 500 as encoder 4X-es módban 2000 felbontású lesz, ez most mit jelent akkor ezt még kell 4x-ezni, vagyis ez 8000PPR-t jelent egy 500 résű encoderen, ez az amit nem értek???
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 21, 23:00
Írta: 000000000 Dátum 2015 november 21, 23:00
Ezt elírtam , de csak az hibázik aki tényeket is közöl :) Svejk akkor javíthatod is, ha már figyelmeztettél.
Köszi !
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:02
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:02
Légyszíves a #12929 hozzászólást is töröljétek.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 23:04
Írta: svejk Dátum 2015 november 21, 23:04
Tudom...
De most durci vagyok, nem vagyok hajlandó javítani semmit amíg meg nem javultok. :)
De most durci vagyok, nem vagyok hajlandó javítani semmit amíg meg nem javultok. :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 23:07
Írta: svejk Dátum 2015 november 21, 23:07
Az 500-as encodert a 4x módban 2000-nek látja, azaz 2000 step impulzus kell a vezérlőnek, hogy 1-et forduljon a motor.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 21, 23:07
Írta: 000000000 Dátum 2015 november 21, 23:07
Akkor ne javítsad, de én legalább elismerem, hogy hibáztam :P
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:08
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:08
Meg azt sem értem hogy a 500-as PPR alaposztású encoder az most mennyi 125CPR?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 23:11
Írta: svejk Dátum 2015 november 21, 23:11
De üzemeld be, és akkor minden világos lesz...
Most nem akarlak még azzal is megzavarni, hogy van benne egy szorzó is.
Most nem akarlak még azzal is megzavarni, hogy van benne egy szorzó is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 23:12
Írta: svejk Dátum 2015 november 21, 23:12
igen.
De most végül is mi van a motorod encoderére írva???
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 23:13
Írta: svejk Dátum 2015 november 21, 23:13
Annyi megjegyzéssel hogy a PPR az nem alaposztás.
Az alaposztás a CPR, azaz amennyi vonalka van a tárcsán.
Az alaposztás a CPR, azaz amennyi vonalka van a tárcsán.
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2015 november 21, 23:15
Írta: designr Dátum 2015 november 21, 23:15
A 17 bites encoder akkor mennyi is fordulatonként?
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:18
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:18
A kisebbik motoron heds 5500H 400 PPR
A nagyobbikra meg az van írva 2000 PPR
Ezeket az értékeket szorozza fel a szervó vezérlőm 2x, vagy 4x?
A nagyobbikra meg az van írva 2000 PPR
Ezeket az értékeket szorozza fel a szervó vezérlőm 2x, vagy 4x?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 23:22
Írta: svejk Dátum 2015 november 21, 23:22
Attól függ milyen encoder van rajta. Régebben a 2048 CPR-es volt a menő.
Ma már valóban vannak nagyobb felbontásúak, nem ritka a 32768-as sem.
Ma már valóban vannak nagyobb felbontásúak, nem ritka a 32768-as sem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 23:26
Írta: svejk Dátum 2015 november 21, 23:26
Az encoderre mindig a CPR érték van írva.[#ejnye1]
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:27
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:27
Akkor itt egy kép a heds 5500H-rol, ha most ez 400 PPR ahogy a gyártó írja akkor ez 125CPR vagyis 125 rovátka , nézzétek meg a képet anélkül hogy megszámolnám, szerintem itt jóval több rovátka van mint 125?

Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 23:29
Írta: svejk Dátum 2015 november 21, 23:29
Utoljára írom le, az encoderre MINDIG a CPR értékét (ahány vonás van rajta) írják rá.
Egyébként a képen látható tárcsádra is rá van írva ez az érték.
Egyébként a képen látható tárcsádra is rá van írva ez az érték.
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2015 november 21, 23:31
Írta: HJózsi Dátum 2015 november 21, 23:31
PPR = Pulse/Revolution = Pulzus fordulatonként
CPR = Counts/Revolution = rendszerint az encoder felbontás 4X feldolgozás után
LPR = Line/Revolution = PPR
Ugyanakkor az Avago ill USdigital a PPR értéket CPR-ként adja meg ...
CPR = Counts/Revolution = rendszerint az encoder felbontás 4X feldolgozás után
LPR = Line/Revolution = PPR
Ugyanakkor az Avago ill USdigital a PPR értéket CPR-ként adja meg ...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 23:33
Írta: svejk Dátum 2015 november 21, 23:33
A borítódobozon ha "A" betű van akkor 500 CPR-es.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:35
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:35
Akkor most nem tudom hol az igazság, itt az encoder leírása itt azt írja 400PPR, nem azt hogy CPR?
http://www.pages.drexel.edu/~changbc/dspcntrl_F28335/HEDS5540-OpticalEncoder.pdf
http://www.pages.drexel.edu/~changbc/dspcntrl_F28335/HEDS5540-OpticalEncoder.pdf
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2015 november 21, 23:42
Írta: svejk Dátum 2015 november 21, 23:42
Ehhh... ne olyan béna adatlapokat nézz!
Itt az eredeti.
Különben is csak azért vannak ezek a nevek, hogy kezdő hobbystát jól összezavarják.
így akkor helyesbítek, az encoderre MINDIG a tényleges fizikai osztást írják rá.
Itt az eredeti.
Különben is csak azért vannak ezek a nevek, hogy kezdő hobbystát jól összezavarják.
így akkor helyesbítek, az encoderre MINDIG a tényleges fizikai osztást írják rá.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:44
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:44
Rendben.
Köszönöm.
Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:50
Írta: Kelepeisz Lajos Dátum 2015 november 21, 23:50
Akkor vajon Magi úr is rosszul fogalmazott mikor azt írta hogy "500-as PPR alaposztású encoder"
Az nem 500-as CPR alaposztású encoder akar lenni?
Az nem 500-as CPR alaposztású encoder akar lenni?
Cím: Re:DC szervó motoros vezérlés
Írta: HJózsi Dátum 2015 november 21, 23:58
Írta: HJózsi Dátum 2015 november 21, 23:58
Az AVAGO használja a CPR-t PPR-ként :
"Count (N): The number of bar and window pairs or counts per revolution (CPR) of the codewheel."
A vonal és ablak párok száma vagy a kódtárcsa vonal száma fordulatonként (CPR)
Magi úr jól fogalmazott csak keverednek a konvenciók ...
"Count (N): The number of bar and window pairs or counts per revolution (CPR) of the codewheel."
A vonal és ablak párok száma vagy a kódtárcsa vonal száma fordulatonként (CPR)
Magi úr jól fogalmazott csak keverednek a konvenciók ...
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2015 november 22, 00:06
Írta: Kelepeisz Lajos Dátum 2015 november 22, 00:06
akkor nem értem mér alaposztást ír PPR-re, mikor az 500 alaposztás = CPR.
De mindegy is, űgy látom hogy nincs ebben megállapodás, majd bekötöm a motort aztán próbálgatom.
Köszönöm mindenkinek a segítséget.[#worship]
De mindegy is, űgy látom hogy nincs ebben megállapodás, majd bekötöm a motort aztán próbálgatom.
Köszönöm mindenkinek a segítséget.[#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 november 22, 00:09
Írta: 000000000 Dátum 2015 november 22, 00:09
Azért is írtam hogy: még gyári vezérlőben is láttam megkavarva.
Akkor az enkódereknél is keverik a szezont a fazonnal nem csak a jelfeldolgozásnál :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2015 november 22, 01:23
Írta: s7manbs8 Dátum 2015 november 22, 01:23
Ez 400 rovátkás kb. tehát legnagyobb felbontás hardveresen, 1600 lépés egy fordulata.
Cím: Re:DC szervó motoros vezérlés
Írta: kisssandor Dátum 2015 december 02, 13:44
Írta: kisssandor Dátum 2015 december 02, 13:44
Van egy mechanikám, de csak a z-tengelyen van motor (sanyo denki 250w dc servo fékes motor).A többi tengelyre is kéne motor, meg az összesre vezérlő. Kérdésem az, hogy érdemes dc szervóban gondolkodni, beszerezhető-e motor és vezérlő?
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 11, 18:28
Írta: Robika37 Dátum 2016 január 11, 18:28
Üdv az Uraknak !
Segítségeteket kérném ! Megépítettem Kozo mester oldalán fellelhető SMC servo vezérlő áramkör és a hozzá tartozó Attiny programozó adaptert. nos itt már sikerült elakadni, összedugtam a számítógép lpt portjával a Ponypro programot elindítva és követve a lépéseket nem igazán akar írni és olvasni az eszköz . Pislog a LED szerencsétlen ,de mindig kidobja a program, hogy nem találja a "device"-t . Segítsetek megvilágosodni mit rontottam el . Köszi : Robi
Segítségeteket kérném ! Megépítettem Kozo mester oldalán fellelhető SMC servo vezérlő áramkör és a hozzá tartozó Attiny programozó adaptert. nos itt már sikerült elakadni, összedugtam a számítógép lpt portjával a Ponypro programot elindítva és követve a lépéseket nem igazán akar írni és olvasni az eszköz . Pislog a LED szerencsétlen ,de mindig kidobja a program, hogy nem találja a "device"-t . Segítsetek megvilágosodni mit rontottam el . Köszi : Robi
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 11, 19:04
Írta: s7manbs8 Dátum 2016 január 11, 19:04
Vajon mi nem jó ? Van a programozó paneled, meg a Pony program, meg az összekötő kábel, meg a PC LPT port, mindenben lehet hiba, az LPT port jó üzemmódban van ? Panelen megvan az 5V vagy ami kell neki ? Stb. Pony programban is van pár beállítás, az is ha nem jól van, hibázhat, meg milyen op rendszerben próbálod ?
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 11, 19:14
Írta: Robika37 Dátum 2016 január 11, 19:14
Konkrétan:
Win Xp sp3 müködik
jelenleg nem nyomtató kábel van hanem mindkét végén 25 tűs csatlakozós. próbáltam másikkal is akkor sem...lpt port üzemmód ? mire gondolsz.
panel kap külön 5v-ot 7805 -ös ic vel csináltam (rövid kábel szűrő kondik stb.)
panel 1:1 Kozo oldaláról (gondolom jó ? ..)
hmm. Pony beállítások.. nem tudom , mit nézzek ?
[#help]
Win Xp sp3 müködik
jelenleg nem nyomtató kábel van hanem mindkét végén 25 tűs csatlakozós. próbáltam másikkal is akkor sem...lpt port üzemmód ? mire gondolsz.
panel kap külön 5v-ot 7805 -ös ic vel csináltam (rövid kábel szűrő kondik stb.)
panel 1:1 Kozo oldaláról (gondolom jó ? ..)
hmm. Pony beállítások.. nem tudom , mit nézzek ?
[#help]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 11, 19:24
Írta: s7manbs8 Dátum 2016 január 11, 19:24
Képet tudsz mutatni a bellítsokról a Poy ban meg a panelról melyik is az, mert az oldalán vírusosnak jelezte így nem látom a panlet ez melyik féle.
Azt hogy eleve működőképes e vajon, azt én nem tudom. Akár alkatrészt is tévedésből rosszat tehettél bele pl.
Az LPT portnak a BIOS-ban SPP módban kell lennie állítva pl.
Ponyban jó processzor van kiválasztva, IO mode megfelelő stb.
Azt hogy eleve működőképes e vajon, azt én nem tudom. Akár alkatrészt is tévedésből rosszat tehettél bele pl.
Az LPT portnak a BIOS-ban SPP módban kell lennie állítva pl.
Ponyban jó processzor van kiválasztva, IO mode megfelelő stb.
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 11, 20:25
Írta: Robika37 Dátum 2016 január 11, 20:25
ez az adapter.
Bios-ban csak ECP és EPP vagy vegyes funkció van egyikkel sem mükszik. Alkatrészeket kétszer is átnéztem mivel ehhez a műfajhoz annyira nem értek (de a színeket számokat felismerem)
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 11, 20:28
Írta: Robika37 Dátum 2016 január 11, 20:28
ezek a beállítások..[#help]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 11, 21:18
Írta: s7manbs8 Dátum 2016 január 11, 21:18
Ez jónak néz ki, ha ott az oldalon nem írja, hogy esetleg valamelyik lábat meg kéne invertálni. Nálam is így van beállítva valami hasonló a prgoramozóm, ott is LS244 IC van a proci előtt.
Amikor olvasni akarod a config fuse biteket a LED villogni kezd, akkor valami jel ki is megy az LPT lábán, persze több láb is van, ki tudja odáig OK e egyáltalán. A proci is gondolom j irányba van betéve a foglalatba, másik processzort is próbáltál ?
Amikor olvasni akarod a config fuse biteket a LED villogni kezd, akkor valami jel ki is megy az LPT lábán, persze több láb is van, ki tudja odáig OK e egyáltalán. A proci is gondolom j irányba van betéve a foglalatba, másik processzort is próbáltál ?
Cím: Re:DC szervó motoros vezérlés
Írta: tibs Dátum 2016 január 11, 21:32
Írta: tibs Dátum 2016 január 11, 21:32
Én már szívtam olyan kábelel amiben csak négy szál volt összesen.
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 11, 21:40
Írta: Robika37 Dátum 2016 január 11, 21:40
Nos , két adaptert készítettem, mindkettő komplett abban természetesen másik proc. van ...mindkettővel ugyanezt csinálja. A "probe" funkciót le Ok-za utána ha olvasni ha törölni ill. bármit akarok akkor azt írja,hogy nem ismeri az eszközt.
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 11, 21:45
Írta: Robika37 Dátum 2016 január 11, 21:45
Ebben benne van az összes ér, szétszedtem a csatlakozót ....
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 11, 21:45
Írta: s7manbs8 Dátum 2016 január 11, 21:45
Ilyenkor meg lehetne nézni más valakinél megy e a kütyüd, ha igen akkor nem az a baj, hanem a gépen valami. Ha lenne több géped PC, nekem van vagy 3-4, így ha ilyesmi bajom van meg tudom nézni ezt is.
De pl. pont a Pony Prog nekem a win7 alatt nem akar menni egyik gépen, illetve olyan, mintha OK lenne és mégse csinál semmit az se mint a tied.
De pl. pont a Pony Prog nekem a win7 alatt nem akar menni egyik gépen, illetve olyan, mintha OK lenne és mégse csinál semmit az se mint a tied.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 11, 21:47
Írta: s7manbs8 Dátum 2016 január 11, 21:47
A paneleden is lehet forrasztás hiba, összeér a forr cin pl. lábakat rövidre zár stb. lehet itt sok móka. :)
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 11, 21:48
Írta: Robika37 Dátum 2016 január 11, 21:48
OK, megpróbálom másik gépen is aztán majd meglátom. Nékem teljesen megfelel az Xp nem kívánok újabb op rendszer felé kacsintani.
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 11, 21:51
Írta: Robika37 Dátum 2016 január 11, 21:51
Mivel nem vagyok profi az ilyen elektromos dolgokban ezért is készítettem 2db ot. Ahová lehet foglalatot tettem és forrasztás után letisztítottam a folyasztószertől és kicsipogtattam nincs-e valami össze futva. meg már sajnos az ilyesmihez kell a szemüveg azon keresztül meg minden jobban látszik.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 11, 22:23
Írta: s7manbs8 Dátum 2016 január 11, 22:23
Az elektromosság rögös útjai ... :)
Cím: Re:DC szervó motoros vezérlés
Írta: iiidyyiy3 Dátum 2016 január 12, 12:01
Írta: iiidyyiy3 Dátum 2016 január 12, 12:01
Ahogy látom azok az IC foglalatok nem precíziós foglalatok. Már újonan is kontaktos lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: b4nm7gjvr Dátum 2016 január 12, 12:17
Írta: b4nm7gjvr Dátum 2016 január 12, 12:17
Jó szemed van...:)
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 17, 20:15
Írta: Robika37 Dátum 2016 január 17, 20:15
Köszönöm a segítő szándékot és a gondolatébresztőket. A hibát a kábel okozta jobban mondva a kábel típusa. Úgy gondolom ami nékem jó pár darab van apa-apa csatlakozóval annak más a belső összekötése mint amire itt szükség van egy sima apa-anya és egy két oldalon "tüskés" kombó megoldotta a dolgot. Akkor most haladok tovább a göröngyökön...Kérdeznék is a nagyérdeműtől SMC-E240 párosításnál milyen paraméterekkel induljak néki ? (tudom elhangzott már itt ,de nem találom és a barátom sem akar segíteni)
Cím: Re:DC szervó motoros vezérlés
Írta: nffab2gnr Dátum 2016 január 17, 21:38
Írta: nffab2gnr Dátum 2016 január 17, 21:38
Kérdezném tisztelettel a "tudósokat",hogy a cncdrive által forgalmazott DG4S16035 szervo vezérlő usb csatlakozó bekötését ha esetleg valaki elárulná ,mondjuk balról jobbra [#nemtudom]
Mert ugye ott GND RX TX Táp sorakozik,csak mi a sorrend.
Mert ugye ott GND RX TX Táp sorakozik,csak mi a sorrend.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 17, 21:46
Írta: s7manbs8 Dátum 2016 január 17, 21:46
Elvileg, ha egy szabványos motor, meg a vezérlő is ugyanaz, ha valakinek pont ilyen van ha elmeséli a paramétereket, az neked is pont jó lesz.
Itt egy példa, kb:
P0 2000
P1 800 D
P2 1400 P
P3 160 I
P4 200
P5 0
P6 256
P7 0
Van egyik motoromon de ez nem E240 de valami hasonló jó lesz kb.
Itt egy példa, kb:
P0 2000
P1 800 D
P2 1400 P
P3 160 I
P4 200
P5 0
P6 256
P7 0
Van egyik motoromon de ez nem E240 de valami hasonló jó lesz kb.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 17, 21:47
Írta: s7manbs8 Dátum 2016 január 17, 21:47
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 január 17, 22:06
Írta: ANTAL GÁBOR Dátum 2016 január 17, 22:06
Pár hónappal ezelőtt behangoltam egy olyan vezérlőt . Én vettem a cncdrive től egy FTDI chippel szerelt kis panelt . Azt csak egyféleképpen lehet rádugni . ( van egy másik ( finn ) vezérlőm , ahhoz adtak egy kábelt ( a csatiban van a chip ) de nem mertem azzal kipróbálni . Neked is más az átalakítód? ( és azt akarod bevetni ? ) A cnc drive kis panelon azt hiszem van még egy optó is
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 17, 22:06
Írta: s7manbs8 Dátum 2016 január 17, 22:06
Röviden leírva a PID hangolási módszer a következő:
P, I, D értéke kezdetben legyen 0, csak a P értékének kell egy kis értéket adni, mondjuk SMC nél pl. ha terminálról állítod, akkor 200 legyen pl.
Addig kell duplázni a P értékét amíg egy egységugratásra a célpozícióra menve elkezd oszcillálni, úgy, hogy lecseng, mondjuk 5-10 hullám idő alatt.
Majd ekkor elkezdjük a D tagot duplázni, ott is kiindulva egy kis értékből, 100 pl.
Addig duplázzuk, amíg egy ilyen ugratásnál a pozícióba érkezésnél csak egy kicsit leng egyet oda vissza, tehát az oszcillálást majdnem megszünteti.
Ezután jön az I tag növelgetése, itt egy egész kicsivel kezdjük, 10-zel pl. és addig duplázzuk, amíg még jobban csökken a beállási idő, de nem is szabad túlságosan megnövelni ezt a tagot, mert akkor megint elkezd oszcillálni, tehát a ló túloldalára nem kell vele átesni.
Ennyi, az én fordításom szerint, amit tapasztalatból írok is már.
P, I, D értéke kezdetben legyen 0, csak a P értékének kell egy kis értéket adni, mondjuk SMC nél pl. ha terminálról állítod, akkor 200 legyen pl.
Addig kell duplázni a P értékét amíg egy egységugratásra a célpozícióra menve elkezd oszcillálni, úgy, hogy lecseng, mondjuk 5-10 hullám idő alatt.
Majd ekkor elkezdjük a D tagot duplázni, ott is kiindulva egy kis értékből, 100 pl.
Addig duplázzuk, amíg egy ilyen ugratásnál a pozícióba érkezésnél csak egy kicsit leng egyet oda vissza, tehát az oszcillálást majdnem megszünteti.
Ezután jön az I tag növelgetése, itt egy egész kicsivel kezdjük, 10-zel pl. és addig duplázzuk, amíg még jobban csökken a beállási idő, de nem is szabad túlságosan megnövelni ezt a tagot, mert akkor megint elkezd oszcillálni, tehát a ló túloldalára nem kell vele átesni.
Ennyi, az én fordításom szerint, amit tapasztalatból írok is már.
Cím: Re:DC szervó motoros vezérlés
Írta: nffab2gnr Dátum 2016 január 17, 22:21
Írta: nffab2gnr Dátum 2016 január 17, 22:21
Köszönöm.Írtam e-mailt.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 január 17, 23:01
Írta: ANTAL GÁBOR Dátum 2016 január 17, 23:01
23.00 kor ment a válasz
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 18, 20:41
Írta: Robika37 Dátum 2016 január 18, 20:41
Köszönöm az útbaigazítást sajnos eddig nem sikerült eljutni (a rögös út.. :-D) Sikerült az atty2313-at felprogramozni (verify ok) de nem akar kommunikálni az smc panel meg a pc. Világít a zöld LED amíg nyomom a Resetet addig elalszik aztán ennyi nézegettem a kábelt is (2-es 3-as csatlakozás keresztbe kötve kell neki lenni ?)ha elindítom a Kozo oldalán lévő terminált akkor feltolja a pc procterhelést a plafonra ,de nem történik semmi (celeron 2,8) [#help] próbáltam az ebben a topicban említett puTTY programot az sem látja (az SMC kártyából is készítettem kettőt nem létezik, hogy mindkettőt elrontottam..) [#help]
Cím: Re:DC szervó motoros vezérlés
Írta: pistikeid Dátum 2016 január 18, 21:06
Írta: pistikeid Dátum 2016 január 18, 21:06
Szia merrefelé laksz?
Üdv
Üdv
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 18, 21:11
Írta: s7manbs8 Dátum 2016 január 18, 21:11
A soros csatlakozója tükörképben van legalábbis az előző panelverziónál, megcserélendő az 1-5, 2-4 lábak ...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 18, 21:13
Írta: s7manbs8 Dátum 2016 január 18, 21:13
Illetve attól is függ milyen soros kábelt használunk, meg a panelbe tűs vagy a másik féle van ...
Cím: Re:DC szervó motoros vezérlés
Írta: pistikeid Dátum 2016 január 18, 21:22
Írta: pistikeid Dátum 2016 január 18, 21:22
Tettem fel ide az ftp-re a könyvtáramba pár dolgot
hátha segit főleg a config bit beállitások.
Üdv
hátha segit főleg a config bit beállitások.
Üdv
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 18, 21:39
Írta: Robika37 Dátum 2016 január 18, 21:39
Köszi !
Kozo oldaláról másoltam, elméletileg ott is ez van. A config bit-ek így vannak felprogramozva.
Kozo oldaláról másoltam, elméletileg ott is ez van. A config bit-ek így vannak felprogramozva.
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 18, 21:43
Írta: Robika37 Dátum 2016 január 18, 21:43
Panelben is tűs csati meg a pc-ben is . Akkor nem kell keresztezni ? Vagy hogy is van ? Az Smc panelen két szál aktív (ill. kettő van bekötve) 2-es TX 3-as RX 1-es test[#help]
Elnézést ha értetlenkedem
Elnézést ha értetlenkedem
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 18, 21:43
Írta: Robika37 Dátum 2016 január 18, 21:43
Kaposvár
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 18, 21:54
Írta: s7manbs8 Dátum 2016 január 18, 21:54
Ha ott is tűs van, akkor maga a tüske bekötés jó helyen van, a 2-3 lábat keresztbe kell kötni, ha te magad csinálsz kábelt.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 18, 21:55
Írta: s7manbs8 Dátum 2016 január 18, 21:55
Ha konfig bit nem jó, akkor ha nem jó sebességen megy, a processzor, akkor se tud kommunikálni. Vagy, ha nem ér oda a TX RX jel, meg még persze lehet több oka is.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 18, 21:57
Írta: s7manbs8 Dátum 2016 január 18, 21:57
Csak akkor van fordítva a láb, ha a boltba kapható általában használt oylan soros kábelt használnánk, aminek egyik vége tüske, másik meg anya tipus.
Cím: Re:DC szervó motoros vezérlés
Írta: Robika37 Dátum 2016 január 18, 22:05
Írta: Robika37 Dátum 2016 január 18, 22:05
Köszi !!!!
Gyári kábel volt csak köze nem volt ehhez a projecthez. Most már beszélgetnek , holnap ha lesz idő kötök rá motort is.
Még egyszer köszi a rögök gereblyézését. [#worship][#wave]
Gyári kábel volt csak köze nem volt ehhez a projecthez. Most már beszélgetnek , holnap ha lesz idő kötök rá motort is.
Még egyszer köszi a rögök gereblyézését. [#worship][#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 18, 22:17
Írta: s7manbs8 Dátum 2016 január 18, 22:17
[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: 8m5k920a Dátum 2016 február 22, 17:46
Írta: 8m5k920a Dátum 2016 február 22, 17:46
Sziasztok!
Segítségre lenne szükségem, hozzájutottam a következő motorhoz, de nem ismerem a paramétereit, használ valaki ilyet, milyen mi a hozzá megfelelő vezérlő?
Motor:
Segítségre lenne szükségem, hozzájutottam a következő motorhoz, de nem ismerem a paramétereit, használ valaki ilyet, milyen mi a hozzá megfelelő vezérlő?
Motor:
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2016 február 22, 18:01
Írta: vjanos Dátum 2016 február 22, 18:01
Itt elvileg megvannak az adatai a TS3727 résznél
Kicsi 29W dc szervónak néz ki. Elvileg bármelyik DC szervó vezérlő jó lehet ami passzol a paramétereihez.
Én vennék Kozo-tól egy SMC-t hozzá...
Kicsi 29W dc szervónak néz ki. Elvileg bármelyik DC szervó vezérlő jó lehet ami passzol a paramétereihez.
Én vennék Kozo-tól egy SMC-t hozzá...
Cím: Re:DC szervó motoros vezérlés
Írta: 8m5k920a Dátum 2016 február 22, 20:46
Írta: 8m5k920a Dátum 2016 február 22, 20:46
Köszönöm a segítséget írtam is Kokonak.
Cím: Re:DC szervó motoros vezérlés
Írta: 8m5k920a Dátum 2016 február 22, 20:46
Írta: 8m5k920a Dátum 2016 február 22, 20:46
bocsánat Kozonak.
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 február 24, 19:21
Írta: r5y7cufaj Dátum 2016 február 24, 19:21
Sziasztok!
Van egy max 150V-os dc szervo motorom, mivel nem-igen találok hozzá ekkora tápot, mivel lehet meghajtani minimum amivel elmegy?
Köszi!
Van egy max 150V-os dc szervo motorom, mivel nem-igen találok hozzá ekkora tápot, mivel lehet meghajtani minimum amivel elmegy?
Köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 február 24, 19:34
Írta: r5y7cufaj Dátum 2016 február 24, 19:34
Ilyen: link
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2016 február 24, 20:12
Írta: szf Dátum 2016 február 24, 20:12
DG4S-16035
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2016 február 24, 20:12
Írta: szf Dátum 2016 február 24, 20:12
DG4S-16035
Cím: Re:DC szervó motoros vezérlés
Írta: zoli0302 Dátum 2016 február 24, 20:14
Írta: zoli0302 Dátum 2016 február 24, 20:14
Szia ! Biztos, hogy ez Dc szervó ? Kipróbálni ki tudod akár 40 V al is, de nem a teljes fordulatszám tartományban.
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 február 24, 20:52
Írta: r5y7cufaj Dátum 2016 február 24, 20:52
Szia!
Értem én ,hogy kell hozzá vezérlő, az van is, de táp nincs sajnos.
63V-os trafót sem találok neten, ami elvileg egyenirányítva 90V-körül lenne, az már elég lenne.
Értem én ,hogy kell hozzá vezérlő, az van is, de táp nincs sajnos.
63V-os trafót sem találok neten, ami elvileg egyenirányítva 90V-körül lenne, az már elég lenne.
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 február 24, 20:52
Írta: r5y7cufaj Dátum 2016 február 24, 20:52
Szia!
Igen dc szervó.
Igen dc szervó.
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2016 február 24, 21:05
Írta: szf Dátum 2016 február 24, 21:05
Ha a közelembe lennél adnàk kölcsön , hogy ki tudjad próbàlni.
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2016 február 24, 21:06
Írta: vjanos Dátum 2016 február 24, 21:06
Esetleg Két 48V sorba kötve? Lonewolf épp hirdet...
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 február 24, 21:11
Írta: r5y7cufaj Dátum 2016 február 24, 21:11
Köszönöm szépen!
De "sajnos" a fővárosban lakom.
Egyébként 5 vezeték megy a motorba, meg néhány az encoder-be. Én csak sejtem, hogy dc szervó. De leírást nem találtam erről a motorról.
ez a típusa :jenaer 34s42-0560-903J8-AA
Ezt a leírást találtam, ebben nincs benne csak hasonló van:
leírás
De "sajnos" a fővárosban lakom.
Egyébként 5 vezeték megy a motorba, meg néhány az encoder-be. Én csak sejtem, hogy dc szervó. De leírást nem találtam erről a motorról.
ez a típusa :jenaer 34s42-0560-903J8-AA
Ezt a leírást találtam, ebben nincs benne csak hasonló van:
leírás
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 február 24, 21:12
Írta: r5y7cufaj Dátum 2016 február 24, 21:12
Holnap beszélek egy Úrral, lehet tud nekem segíteni, ha mégsem tud akkor jönnek az alternatívák.
Köszi
Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2016 február 24, 21:59
Írta: vjanos Dátum 2016 február 24, 21:59
Ez alapján léptetőnek tűnik..
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2016 február 24, 22:04
Írta: vjanos Dátum 2016 február 24, 22:04
Szóval enkóderes léptető...
The encoder commutated multi-pole synchronous motor is at its economical design as a hybrid stepper motor with encoder a low-budget servo drive system.
https://www.jat-gmbh.de/engl/produkte/mot/produkte_motoren.html
The encoder commutated multi-pole synchronous motor is at its economical design as a hybrid stepper motor with encoder a low-budget servo drive system.
https://www.jat-gmbh.de/engl/produkte/mot/produkte_motoren.html
Cím: Re:DC szervó motoros vezérlés
Írta: sunraw Dátum 2016 április 05, 11:42
Írta: sunraw Dátum 2016 április 05, 11:42
Sziasztok!
Kaptam két kisebb DC szervó motorkát, amiket szeretnék életre kelteni, majd valahogy vezérelni USB cnc controller programból.
Tudnátok nekem ebben segíteni? Előre is köszi!


Kaptam két kisebb DC szervó motorkát, amiket szeretnék életre kelteni, majd valahogy vezérelni USB cnc controller programból.
Tudnátok nekem ebben segíteni? Előre is köszi!
Cím: Re:DC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 április 05, 22:31
Írta: 2dbfy8y Dátum 2016 április 05, 22:31
Elektron-nak dobj egy mailt.
Vedd fel vele a kapcsolatot, tuti tud benne segíteni.
Vedd fel vele a kapcsolatot, tuti tud benne segíteni.
Cím: Re:DC szervó motoros vezérlés
Írta: sunraw Dátum 2016 április 06, 06:31
Írta: sunraw Dátum 2016 április 06, 06:31
Rendben. Köszi! :)
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 május 08, 19:40
Írta: Kisamotors Dátum 2016 május 08, 19:40
Építettem én is egy SMC szervó hajtást.
Nem volt kis kaland már a programozó beüzemelése és a programozás sem, mire összejött, de csak sikerült.
Az SMC végül is elsőre indult, mire sikerült jól bekötnöm mindent és rájöttem, hogy is működhet.
A fórumos és netes leírások alapján kezd összeállni a beállítás is.
Azért kérdés van bőven...
Ráakasztottam egy 300W-os szervót, (28.6V/kmin, 1.1Ohm, 1000-es fizikai encoder) egyelőre csak 12V-al. 4A-re korlátoztam az áramot szoftverből.
Miért van az, hogy 4000 lépés kell 1 teljes fordulathoz?
Az encoder 6 kivezetéses (A,A_,B,B_,C,C_), ebből az A-t és a B-t kötöttem be és természetesen a tápot.Jó ez így?
A Kozo féle terminállal el tudtam érni szerintem az 1200prm-es körülbelüli határt, de egyelőre step/dir jeleket csak Arduino-s GRBL-el tudok neki küldeni.
Teszi is a dolgát,de olyan 2-300 rpm fölé nem tudom vinni.
Elindul, majd megáll. Az SMC nem kapcsolja le hiba miatt, nem világít a piros led.
A step jelek jönnek, szkópon látszik.Miért lehet ez?
Nem volt kis kaland már a programozó beüzemelése és a programozás sem, mire összejött, de csak sikerült.
Az SMC végül is elsőre indult, mire sikerült jól bekötnöm mindent és rájöttem, hogy is működhet.
A fórumos és netes leírások alapján kezd összeállni a beállítás is.
Azért kérdés van bőven...
Ráakasztottam egy 300W-os szervót, (28.6V/kmin, 1.1Ohm, 1000-es fizikai encoder) egyelőre csak 12V-al. 4A-re korlátoztam az áramot szoftverből.
Miért van az, hogy 4000 lépés kell 1 teljes fordulathoz?
Az encoder 6 kivezetéses (A,A_,B,B_,C,C_), ebből az A-t és a B-t kötöttem be és természetesen a tápot.Jó ez így?
A Kozo féle terminállal el tudtam érni szerintem az 1200prm-es körülbelüli határt, de egyelőre step/dir jeleket csak Arduino-s GRBL-el tudok neki küldeni.
Teszi is a dolgát,de olyan 2-300 rpm fölé nem tudom vinni.
Elindul, majd megáll. Az SMC nem kapcsolja le hiba miatt, nem világít a piros led.
A step jelek jönnek, szkópon látszik.Miért lehet ez?
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 május 08, 20:11
Írta: Kisamotors Dátum 2016 május 08, 20:11
Közben a 4000 lépés/1 fordulatra rájöttem.
Elfelejtettem írni, hogy később 24V-ra emeltem a motorok tápját, gondolva, hogy 12V-on valószínűleg nem éri el a beállítottat.
Elfelejtettem írni, hogy később 24V-ra emeltem a motorok tápját, gondolva, hogy 12V-on valószínűleg nem éri el a beállítottat.
Cím: Re:DC szervó motoros vezérlés
Írta: Zozi Dátum 2016 május 08, 21:09
Írta: Zozi Dátum 2016 május 08, 21:09
Ha négyszerezi az enkoder felbontast, számold ki mekkora fordulatszamot bír lekovetni 1000-es enkoderrel. Az smc legujabb verziója 84 KHz en mintavételezi a jeleket és egy KHz re leosztva avatkozik be.
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 május 08, 21:32
Írta: Kisamotors Dátum 2016 május 08, 21:32
1500rpm körül van a határ, de egyelőre nekem step/dir jelekkel 250-et tud.Elindul, de egyből meg is áll, mint mikor egy léptető kiesik a szinkronból.
Terminálon a P0 sebességgel tudja az 1000 körüli rpm-et.
Terminálon a P0 sebességgel tudja az 1000 körüli rpm-et.
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 május 08, 23:56
Írta: Kisamotors Dátum 2016 május 08, 23:56
a GRBL firmware-ben, a step pulse ideje túl hosszú volt. Levettem minimumra így már megy.
Szórakozom még vele, de 600prm-en már teljesen jó. Ez 3000mm/min gyorsjáratot jelent 5mm-es orsóval direktben. Teljesen elég lenne kis gépre.
Szórakozom még vele, de 600prm-en már teljesen jó. Ez 3000mm/min gyorsjáratot jelent 5mm-es orsóval direktben. Teljesen elég lenne kis gépre.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2016 május 16, 19:04
Írta: PSoft Dátum 2016 május 16, 19:04
Keresek uServo magyar nyelvű leírást(.pdf)
A vezérlőnek megvan a magyar nyelvű doksija.
Az "alaplapnak", viszont nincs.
Biztos, hogy van az "alaplapról" is magyar nyelvű doksi, hisz a vezérlőről is van, csak én nem találom.:(
Akár link is lehet, ahonnan letölthető.
Ha valaki tud segíteni, megköszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: ludus Dátum 2016 május 25, 11:36
Írta: ludus Dátum 2016 május 25, 11:36
Sziasztok!
Egy 12-es tengely fordulatait kéne számolnom, ehhez keresnék olyan enkóder tárcsát (vagy komplett egységet) ami felhúzható erre a tengelyre.
Minden segítséget köszönök!
Laci
Egy 12-es tengely fordulatait kéne számolnom, ehhez keresnék olyan enkóder tárcsát (vagy komplett egységet) ami felhúzható erre a tengelyre.
Minden segítséget köszönök!
Laci
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2016 május 25, 13:40
Írta: vjanos Dátum 2016 május 25, 13:40
Lehet nem értem a teljes problémát, de elsőre túlzásnak tűnik egy enkóder erre.
- Csinálsz a tengelyre egy bármilyen, egy helyen réselt tárcsát, a résen át optokapu ad fordulatonként jelet
- Felerősítesz a tengelyre egy mágnest, amit fordulatonként hall IC vagy reed cső érzékel
- Esetleg ádáz esetben egy bütyök ami gombot nyomtkod :)
- Csinálsz a tengelyre egy bármilyen, egy helyen réselt tárcsát, a résen át optokapu ad fordulatonként jelet
- Felerősítesz a tengelyre egy mágnest, amit fordulatonként hall IC vagy reed cső érzékel
- Esetleg ádáz esetben egy bütyök ami gombot nyomtkod :)
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2016 május 25, 18:10
Írta: Bencze András Dátum 2016 május 25, 18:10
Ha már ezt akarsz Pl:
http://www.cncdrive.hu/shop/index.php?productID=436
http://www.cncdrive.hu/shop/index.php?productID=436
Cím: Re:DC szervó motoros vezérlés
Írta: ludus Dátum 2016 május 25, 18:12
Írta: ludus Dátum 2016 május 25, 18:12
Igen ezek is megoldások lehetnek, de teljes fordulatokat kéne nézni nagyjából bármilyen helyzetből.
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2016 május 25, 18:15
Írta: Bencze András Dátum 2016 május 25, 18:15
Akkor az index impulzusok frekvenciája/periódusideje kell neked.
Cím: Re:DC szervó motoros vezérlés
Írta: ludus Dátum 2016 május 25, 18:33
Írta: ludus Dátum 2016 május 25, 18:33
Szia!
Valami ilyesmire gondoltam csak egyrészt ez max 8-as tengelyre jó, másrészt meg jó lenne találni sporttársi áron valamit (a motor amin lenne harmadennyibe került cak pakk)...
Valami ilyesmire gondoltam csak egyrészt ez max 8-as tengelyre jó, másrészt meg jó lenne találni sporttársi áron valamit (a motor amin lenne harmadennyibe került cak pakk)...
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 június 26, 22:10
Írta: Kisamotors Dátum 2016 június 26, 22:10
Mitől veszthet"lépést" egy szervo hajtás úgy, hogy nem látom a hibaregiszterben?
Azaz ott nulla hibával áll vissza, de egy elég gyors, forszírozott tesztprogram után a tengely nullpozicióra állva akár több fokot is eltér. (Akár 10-60 fokot is.)
A sárga led talán pár esetben villan fel egy kicsit, 3000-es gyorsulásnál és 6000-es sebesség felett.
SMC driver, E240 motor 50V-ról. Tudom nem nagy durranás, de még kis sebességeknél és gyorsulásoknál is hibázik.
Azaz ott nulla hibával áll vissza, de egy elég gyors, forszírozott tesztprogram után a tengely nullpozicióra állva akár több fokot is eltér. (Akár 10-60 fokot is.)
A sárga led talán pár esetben villan fel egy kicsit, 3000-es gyorsulásnál és 6000-es sebesség felett.
SMC driver, E240 motor 50V-ról. Tudom nem nagy durranás, de még kis sebességeknél és gyorsulásoknál is hibázik.
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2016 június 26, 22:12
Írta: vjanos Dátum 2016 június 26, 22:12
Nem lehet mechanikai hiba? Pl a bordáskerék megforog a tengelyen?
Esetleg az enkóder kerék forog meg?
Esetleg az enkóder kerék forog meg?
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 június 26, 22:16
Írta: Kisamotors Dátum 2016 június 26, 22:16
Szia!
Itt van az asztalon egy szigszalaggal a bordás kereken.Ennyi a mechanika.
A kerék tuti nem mozdul, az encoder tárcsa talán, mert azt még nem néztem meg.
Itt van az asztalon egy szigszalaggal a bordás kereken.Ennyi a mechanika.
A kerék tuti nem mozdul, az encoder tárcsa talán, mert azt még nem néztem meg.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 június 26, 22:28
Írta: svejk Dátum 2016 június 26, 22:28
Vagy a step jel vagy az encoder jelek útjában van a hiba.
A HEDS optika táplábain közvetlen egy 100 nF sokat szokott segíteni.
No meg megfelelően kis értékű felhúzóelenállások.
A HEDS optika táplábain közvetlen egy 100 nF sokat szokott segíteni.
No meg megfelelően kis értékű felhúzóelenállások.
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 június 26, 22:34
Írta: Kisamotors Dátum 2016 június 26, 22:34
Köszi, mechanikailag rendben lévőnek tűnik az encoder.
Teszek rá egy 100 nanos-t. A megfelelően kicsi az mennyi ? 2-5 kOhm?
Van egy kis elfordítható stift a HEDS burkolatán. Az mire szolgál? Meccs nézés közben, nehéz kitalálni.
Fene 2:0....
Teszek rá egy 100 nanos-t. A megfelelően kicsi az mennyi ? 2-5 kOhm?
Van egy kis elfordítható stift a HEDS burkolatán. Az mire szolgál? Meccs nézés közben, nehéz kitalálni.
Fene 2:0....
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 június 26, 22:50
Írta: Kisamotors Dátum 2016 június 26, 22:50
Áh, kösz Svejk!
Úgy tűnik a 100nano-s kerámia megoldotta a problémát.
Nincs szemmel látható pozició hiba, nem hogy több 10 fok, pedig "adtam neki". :)
Úgy tűnik a 100nano-s kerámia megoldotta a problémát.
Nincs szemmel látható pozició hiba, nem hogy több 10 fok, pedig "adtam neki". :)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2016 június 26, 23:01
Írta: PSoft Dátum 2016 június 26, 23:01
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 június 26, 23:04
Írta: svejk Dátum 2016 június 26, 23:04
Az encoder szerelését segíti.
Ha elfordítod "egy pötty" irányába akkor az encodertárcsát lazán rögzíti a házban és szabaddá válik a 0,89-es imbuszkulcs nyílás.
(az más kérdés, hogy az E240-es motoroknál a ház másik oldalán is van egy nagyobb furat az imbuszkulcsnak)
A csavarok fellazítása után ebben az állásban egyben lehúzható a komplett encoder a tengelyről.
Ha elfordítod "egy pötty" irányába akkor az encodertárcsát lazán rögzíti a házban és szabaddá válik a 0,89-es imbuszkulcs nyílás.
(az más kérdés, hogy az E240-es motoroknál a ház másik oldalán is van egy nagyobb furat az imbuszkulcsnak)
A csavarok fellazítása után ebben az állásban egyben lehúzható a komplett encoder a tengelyről.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 június 26, 23:07
Írta: svejk Dátum 2016 június 26, 23:07
Nemrég derült ki számomra, hogy hülyeséget beszéltem a videón az első csapágy méretei kapcsán. :(
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2016 június 26, 23:09
Írta: PSoft Dátum 2016 június 26, 23:09
De...olyan szépen mondod!:))
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 június 26, 23:12
Írta: svejk Dátum 2016 június 26, 23:12
[#crazya]
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 június 26, 23:14
Írta: Kisamotors Dátum 2016 június 26, 23:14
Kösz!
Én lebogarásztam a felső burkolatát az encodernek, néztem is, hogy milyen hülye megoldás, de nem sérült meg a tárcsa.
(Azért a satuba fogott csapágytörésért én kaptam egy kisebb füles a nagyapámtól gyerekkoromban és nem azért mert a golyók a csúzlimba kellettek... :) )
Én lebogarásztam a felső burkolatát az encodernek, néztem is, hogy milyen hülye megoldás, de nem sérült meg a tárcsa.
(Azért a satuba fogott csapágytörésért én kaptam egy kisebb füles a nagyapámtól gyerekkoromban és nem azért mert a golyók a csúzlimba kellettek... :) )
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2016 június 29, 07:06
Írta: wzc80zbf7 Dátum 2016 június 29, 07:06
Sziasztok.
Segítséget szeretnék kérni. Eddig csak léptetőmotoros vezérléssel voltam kapcsolatban de van itthon pár elfekvő E240-es motorom amik encoder hiányban szenvednek. Gondoltam játékra építek hozzá egy SMC vezérlőt (vagy veszek, de kérdés kitől lehet venni készen?). A fiókban van pár Q9874 encoder érzékelőm. Ezek jók lehetnek ehhez a motorokhoz? Ahogy látom 200-as encoder tárcsát ajánlanak hozzá viszont valaki árult 512-est a fórumon, azokkal elmennek ezek az encoderek? Tudna esetleg valaki nekem ebben segíteni? Szeretnék kicsit többet megtudni a szervóvezérlésről. :) Köszönöm!
Segítséget szeretnék kérni. Eddig csak léptetőmotoros vezérléssel voltam kapcsolatban de van itthon pár elfekvő E240-es motorom amik encoder hiányban szenvednek. Gondoltam játékra építek hozzá egy SMC vezérlőt (vagy veszek, de kérdés kitől lehet venni készen?). A fiókban van pár Q9874 encoder érzékelőm. Ezek jók lehetnek ehhez a motorokhoz? Ahogy látom 200-as encoder tárcsát ajánlanak hozzá viszont valaki árult 512-est a fórumon, azokkal elmennek ezek az encoderek? Tudna esetleg valaki nekem ebben segíteni? Szeretnék kicsit többet megtudni a szervóvezérlésről. :) Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 június 29, 22:10
Írta: 2dbfy8y Dátum 2016 június 29, 22:10
Elektront keresd fel.
Igaz mostanság nem láttam.
Nekem csinált már pár darab vezérlőt, jól is műkszik.
Igaz mostanság nem láttam.
Nekem csinált már pár darab vezérlőt, jól is műkszik.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2016 június 29, 22:48
Írta: PSoft Dátum 2016 június 29, 22:48
Rég járt erre!
Lehet, hogy még mindig a tuti panelt farigcsálja az SMC-hez?:)
Nekem úgy rémlik, sokat kínlódott vele, írt is róla akkoriban.
Cím: Re:DC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 június 29, 23:17
Írta: 2dbfy8y Dátum 2016 június 29, 23:17
Ez igaz.
De utána csinált valami másik típusú panelt, és az jól zenél.
De utána csinált valami másik típusú panelt, és az jól zenél.
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2016 július 01, 07:03
Írta: wzc80zbf7 Dátum 2016 július 01, 07:03
Szia. Írtam neked emailt majd nézz már kérlek rá.
Sajnos elektron nem válaszol az emailekre. :( Nincs valakinek meg az ő áttervezet panelje? Mert akkor már abból építenék egy párat.
Sajnos elektron nem válaszol az emailekre. :( Nincs valakinek meg az ő áttervezet panelje? Mert akkor már abból építenék egy párat.
Cím: Re:DC szervó motoros vezérlés
Írta: d30xhrezp Dátum 2016 július 01, 09:10
Írta: d30xhrezp Dátum 2016 július 01, 09:10
Szia!
A sufnicnc oldalán megtalálható minden az építéshez.
Üdv.
A sufnicnc oldalán megtalálható minden az építéshez.
Üdv.
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2016 július 01, 10:00
Írta: wzc80zbf7 Dátum 2016 július 01, 10:00
Igen azt tudom. Meg is találtam. De azon még elektron változtatott nem? Vagy az már az elektron módosított rajza? Nyákra gondolok.
Cím: Re:DC szervó motoros vezérlés
Írta: d30xhrezp Dátum 2016 július 01, 12:39
Írta: d30xhrezp Dátum 2016 július 01, 12:39
Az ott egy működő képes verzió. Szerintem sufnicnc változtatott rajta ahogy írja is.
Én rendeltem már tőle,de meg is építettem egyet és jól működik. De csak kis teljesítményű szervót kötöttem rá.
Én rendeltem már tőle,de meg is építettem egyet és jól működik. De csak kis teljesítményű szervót kötöttem rá.
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2016 július 01, 14:00
Írta: wzc80zbf7 Dátum 2016 július 01, 14:00
E240-esekhez lesz. Nem tudom ez kicsi vagy nagynak számít :). Ezeket hány V-al és A-rel lehet megküldeni?
Cím: Re:DC szervó motoros vezérlés
Írta: d30xhrezp Dátum 2016 július 01, 14:12
Írta: d30xhrezp Dátum 2016 július 01, 14:12
Ahogy írja,IRF540-essel 50V 5-8A-ig javasolja.
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2016 július 01, 14:25
Írta: wzc80zbf7 Dátum 2016 július 01, 14:25
Az oké de a motor is ki fogja bírni? :)
Cím: Re:DC szervó motoros vezérlés
Írta: d30xhrezp Dátum 2016 július 01, 17:36
Írta: d30xhrezp Dátum 2016 július 01, 17:36
Ez az 50V,5-8 A a fetek miatt van,hogy azok ne menjenek tönkre.
Ha a motorod feszültsége kisebb,akkor kisebb feszültséget adsz neki.
Ha a motorod feszültsége kisebb,akkor kisebb feszültséget adsz neki.
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 július 01, 21:17
Írta: Kisamotors Dátum 2016 július 01, 21:17
Az áramot lehet (kell) korlátozni, így a kérdés az, hogy elegendő-e a nyomaték, amit így a motor tud.
512-es fizikai osztású encoderrel elméletben 3000prm a határ, de ehhez kell neki kb. 40-50V. Kisebb feszültséggel még direktben sem éri el ezt a fordulatot.
Persze sok féle E240-van, (Reilance Eletric, Electorcraft), azoknak kellett a nagyobb feszültség, hogy forogjanak.
Részletes adatlapon fel van tüntetve ez az érték V/Rpm-ben, (mondjuk én nem találtam meg a neten).
A 80-as encoderes YDK motorjaim pl. sokkal nagyobb fordulatúak.
512-es fizikai osztású encoderrel elméletben 3000prm a határ, de ehhez kell neki kb. 40-50V. Kisebb feszültséggel még direktben sem éri el ezt a fordulatot.
Persze sok féle E240-van, (Reilance Eletric, Electorcraft), azoknak kellett a nagyobb feszültség, hogy forogjanak.
Részletes adatlapon fel van tüntetve ez az érték V/Rpm-ben, (mondjuk én nem találtam meg a neten).
A 80-as encoderes YDK motorjaim pl. sokkal nagyobb fordulatúak.
Cím: Re:DC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2016 július 01, 21:33
Írta: Rabb Ferenc Dátum 2016 július 01, 21:33
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 július 01, 21:34
Írta: svejk Dátum 2016 július 01, 21:34
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 július 01, 21:55
Írta: Kisamotors Dátum 2016 július 01, 21:55
Kösz a gyors reagálást, ezt megtaláltam viszont most, sokadjára átnézve látom hogy, tényleg ott van a Ke (V/RPM) érték is...
Legalább nem tévedtem nagyot, 14V körül forog 1000 Rpm-el.
Időközben beüzelemtem a motorokat, szerintem sikerült jól beállítani az itthoni PC-n.
Felszereltem a gépre, a műhelyben egy notival vezérlem.
Kézi vezérléssel szépen fut, de ahogy elindítok egy Gkódot jó nagyokat ránt a mechanikán.
először azt hittem valami megszorul egy pillanatra, de a motorok áthúzzák rajta. Sokáig kerestem mi akad, mi szorul, de a mortorokat leszerelve láttam a motorok okozzák a durva ütésszerű hibát.
Pár század, tized másodpercre, mintha megállnának, vagy hirtelen (ütés szerűen) leesne a szögsebessége indokolatlanul. Véletlenszrű, de ismétlődő dolog, a fordulat/gyorsulás növelésével durvább.
Ebben a melegben nem volt kedvem a drótmalacot szkópolni, van esetleg valami mentő ötleted, mint legutóbb?
Notebookra gyanakszom, mert csak az változott a konfigban, PC-ről jól ment. A Mach3 beállításai persze azonosak.
Legalább nem tévedtem nagyot, 14V körül forog 1000 Rpm-el.
Időközben beüzelemtem a motorokat, szerintem sikerült jól beállítani az itthoni PC-n.
Felszereltem a gépre, a műhelyben egy notival vezérlem.
Kézi vezérléssel szépen fut, de ahogy elindítok egy Gkódot jó nagyokat ránt a mechanikán.
először azt hittem valami megszorul egy pillanatra, de a motorok áthúzzák rajta. Sokáig kerestem mi akad, mi szorul, de a mortorokat leszerelve láttam a motorok okozzák a durva ütésszerű hibát.
Pár század, tized másodpercre, mintha megállnának, vagy hirtelen (ütés szerűen) leesne a szögsebessége indokolatlanul. Véletlenszrű, de ismétlődő dolog, a fordulat/gyorsulás növelésével durvább.
Ebben a melegben nem volt kedvem a drótmalacot szkópolni, van esetleg valami mentő ötleted, mint legutóbb?
Notebookra gyanakszom, mert csak az változott a konfigban, PC-ről jól ment. A Mach3 beállításai persze azonosak.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 július 02, 10:33
Írta: svejk Dátum 2016 július 02, 10:33
Csak általánosságokat tudok mondani.
A servo a mechanikán mindig másképp viselkedik mint terhelés nélkül.
Általában a mechanikával is be kell állítani a PID-et.
(én anno az asztali tesztek alkalmával mindig felfogattam a motortengelyre egy kézi fúrógép tokmányát, ez hivatott utánozni a mechanika tehetetlenségét)
Az exact stop--constans velocity (G61-G64) beállítás is megkavarhatja rendesen a dolgot, főleg a teszt fázisokban.
Természetesen a notid is lehet a gyenge pont, de egy fórumtársunk nemrég valami ilyesmit írt, hogy tiszteljük meg a szoftver fejlesztőit, hogy rendes vason futtatjuk a programot. [#smile]
A servo a mechanikán mindig másképp viselkedik mint terhelés nélkül.
Általában a mechanikával is be kell állítani a PID-et.
(én anno az asztali tesztek alkalmával mindig felfogattam a motortengelyre egy kézi fúrógép tokmányát, ez hivatott utánozni a mechanika tehetetlenségét)
Az exact stop--constans velocity (G61-G64) beállítás is megkavarhatja rendesen a dolgot, főleg a teszt fázisokban.
Természetesen a notid is lehet a gyenge pont, de egy fórumtársunk nemrég valami ilyesmit írt, hogy tiszteljük meg a szoftver fejlesztőit, hogy rendes vason futtatjuk a programot. [#smile]
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 július 02, 23:06
Írta: Kisamotors Dátum 2016 július 02, 23:06
Beállítás alatt én egy másik E240-et fogattam rá kuplunggal. Mikor már nagyjából elégedett voltam, tettem rá 20W-nyi izzót is a dinamóként működő motorra.
Biztos van még mit finomítani rajta, bár ott tartanék!
Összeáll lassan a PC-s vezérlés is, felemeltem a kernel frekit 100kHz-re, így már csak 4000mm/min felett akad, az alatt harmonikusan mozog.
Egyelőre jó lesz, úgy sem terveztem 3000 feletti sebességet.
A Mach beállításainak sok helyen utána néztem, bár kevés dolog ragad meg bennem, túl sok input, de az exact stop/cont.vel. dologra már Zozo is felhívta a figyelmem.
A notim, nem mai darab, de elég erős vas, két magos valami, seder rajta a win7 :)
Itt olvastam, hogy sok noti LPT portja "furán" működik, lehet itt is ez van.
Csak tesztelésre használtam, mert így is sok a drót, nem akartam még hozzá pc-t, monitort, bill.-t, egeret előszedni. :)
Gépállványt is meg kellene már csinálnom, lenne helye a PC-nek. Na meg ezer dolgot...
Kösz a segítséget!
Biztos van még mit finomítani rajta, bár ott tartanék!
Összeáll lassan a PC-s vezérlés is, felemeltem a kernel frekit 100kHz-re, így már csak 4000mm/min felett akad, az alatt harmonikusan mozog.
Egyelőre jó lesz, úgy sem terveztem 3000 feletti sebességet.
A Mach beállításainak sok helyen utána néztem, bár kevés dolog ragad meg bennem, túl sok input, de az exact stop/cont.vel. dologra már Zozo is felhívta a figyelmem.
A notim, nem mai darab, de elég erős vas, két magos valami, seder rajta a win7 :)
Itt olvastam, hogy sok noti LPT portja "furán" működik, lehet itt is ez van.
Csak tesztelésre használtam, mert így is sok a drót, nem akartam még hozzá pc-t, monitort, bill.-t, egeret előszedni. :)
Gépállványt is meg kellene már csinálnom, lenne helye a PC-nek. Na meg ezer dolgot...
Kösz a segítséget!
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2016 július 05, 18:21
Írta: wzc80zbf7 Dátum 2016 július 05, 18:21
Valaki használt már vagy próbált ilyen encodert-t SMC vezérlővel? Encoder
Elég elfogadható áron van és nem kell akkor mókolni más encoderrel. Vagy mivel tudnak többet a HEDS encoderek?
Elég elfogadható áron van és nem kell akkor mókolni más encoderrel. Vagy mivel tudnak többet a HEDS encoderek?
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 július 05, 19:25
Írta: Kisamotors Dátum 2016 július 05, 19:25
A HEDS elsősorban annyival tud többet, hogy már ott van a motor végén, ill. csak rá kell csavarozni :)
Ez pedig rá kell faragni, tengelykötés, közdarab, távtartó...stb. Egyébként biztason működik vele, kicsit kisebb felbontású, de ez SMC-hez akár még előny is lehet.
Ez pedig rá kell faragni, tengelykötés, közdarab, távtartó...stb. Egyébként biztason működik vele, kicsit kisebb felbontású, de ez SMC-hez akár még előny is lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2016 július 06, 06:48
Írta: wzc80zbf7 Dátum 2016 július 06, 06:48
Hát jelenleg semmi nincs a motorok végén. :) Még tengelycsonk se amire rá lehetne tenni az encodert, ezért gondolkodom a kínai encoderen. Van itthon nekem vagy 3db Q9874 de ezekhez meg nincs kódtárcsa. :( Bár megpróbálhatok csinálni. Amit küldtem encoderrel meg az a baj hogy nem tudom hogy kellene felfogatni a motorra.
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2016 július 06, 08:26
Írta: wzc80zbf7 Dátum 2016 július 06, 08:26
Nincs meg valakinek a SquireTech által készített encodertárcsa tervező program? Meg tudná esetleg valaki osztani? Nem találom sajnos sehol.
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 július 06, 19:19
Írta: Kisamotors Dátum 2016 július 06, 19:19
Vajon mennyire kivitelezhető egy százasnál nagyobb osztású tárcsa?
Olyat pedig 3 dolcsiért találsz az eBay-en, optoval együtt. Más kérdés, hogy ilyen kis felbontású encoderrel DC hajtást építeni...
Olyat pedig 3 dolcsiért találsz az eBay-en, optoval együtt. Más kérdés, hogy ilyen kis felbontású encoderrel DC hajtást építeni...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 július 06, 20:12
Írta: svejk Dátum 2016 július 06, 20:12
Átm. 22 mm-es 400-as tárcsát a nyomdai előkészítők simán levilágítják filmre.
Ez pont jó a 150 LPI-s Q98xx-ekhez.
A film elég vastag ahhoz, hogy egy kis aggyal ekkora átmérőn megfelelően merev legyen.
Ma már azt mondom jó játék volt, akkoriban azonban több hobby gépre is felkerült.
(az ipari servo még csak álom volt abban az időben számomra)
Ez pont jó a 150 LPI-s Q98xx-ekhez.
A film elég vastag ahhoz, hogy egy kis aggyal ekkora átmérőn megfelelően merev legyen.
Ma már azt mondom jó játék volt, akkoriban azonban több hobby gépre is felkerült.
(az ipari servo még csak álom volt abban az időben számomra)
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2016 július 07, 08:30
Írta: wzc80zbf7 Dátum 2016 július 07, 08:30
Hát sajnos nekem is egyenlőre álom az ipari vezérlő és szervó hajtás ezért szeretném azokból megcsinálni amiket itthon találok. Esetleg nem tudnál privátba küldeni egy jó tárcsa tervet a Q98xx-hez? Amit csak elrohanok a nyomdába és megcsinálnak? Jobban hagyatkoznék arra ami már működik. Másik opció volt hogy rendelek Aliról olyan encodert amit linkeltem csak azzal az a baj hogy nem egyszerű összehozni a motorokkal.
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2016 július 07, 09:23
Írta: szf Dátum 2016 július 07, 09:23
Szia!
Én annak idején hasonló problémával küzdöttem mint te.Egyik esetben a motor által meghajtott tengely túlsó végére szereltem fel az encodert a másik alkalommal pedig egy encoder tárcsát közvetlenül a tengelykapcsoló, motor felőli oldalára raktam fel (böszme nagy lyuk volt rajta ).Mindegyik a mai napig működik. De, ha szétszedsz egy tintasugaras nyomtatót ott is külön van az encoder tárcsa meg a DC motor.
Én annak idején hasonló problémával küzdöttem mint te.Egyik esetben a motor által meghajtott tengely túlsó végére szereltem fel az encodert a másik alkalommal pedig egy encoder tárcsát közvetlenül a tengelykapcsoló, motor felőli oldalára raktam fel (böszme nagy lyuk volt rajta ).Mindegyik a mai napig működik. De, ha szétszedsz egy tintasugaras nyomtatót ott is külön van az encoder tárcsa meg a DC motor.
Cím: Re:DC szervó motoros vezérlés
Írta: wzc80zbf7 Dátum 2016 július 07, 10:54
Írta: wzc80zbf7 Dátum 2016 július 07, 10:54
Az utóbbiról esetleg nem tudsz egy képet mutatni? Azt nem nagyon értem egyenlőre. :) A menetes orsó végére lenne lehetőség felszerelni az encodert de akkor ott még esztergáltatni kellene. Azt meg nem szeretném, jobban örülnék ha valamilyen módon fel tudnám szerelni a motorra az encodert csak teszt kedvéért is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 július 07, 12:06
Írta: svejk Dátum 2016 július 07, 12:06
estére elküldöm, corel-ban rajzoltam
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2016 július 07, 16:13
Írta: szf Dátum 2016 július 07, 16:13
Küld egy emailt,hogy vàlaszolni tudjak.Nem tudok ide képet feltenni a telóról.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2016 július 07, 16:57
Írta: s5f8tmfv3 Dátum 2016 július 07, 16:57
Ez is egy működő program.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 július 07, 18:33
Írta: svejk Dátum 2016 július 07, 18:33
Cím: Re:DC szervó motoros vezérlés
Írta: J-Steel Dátum 2016 július 12, 14:20
Írta: J-Steel Dátum 2016 július 12, 14:20
Ez az encoder tárcsa gyártása dolog engem is érdekelne. Nekem 1200-as tárcsák kellenének.
Cím: Re:DC szervó motoros vezérlés
Írta: vjxy4wmi Dátum 2016 július 14, 16:03
Írta: vjxy4wmi Dátum 2016 július 14, 16:03
Kedves Barátaim! Elektron útmutatása alapján az eddig zörgő-csörgő DCM-400W DC szervómat DG4S-16035 meghajtóval sikerült beállítanom, csendes,sima járásúra. Most viszont a MACH-3 nem enged motortuningot. Minden más funkció működik, lehet állítgatni össze-vissza, de a motortuning nem gördül le. Ezen a szofverkikapcsolás, ki- és bekapcsolás, kihúzás, újraindítás, hangoló egység leválasztása, stb. stb sem segített. Mit lehetne itt tenni??? Köszönettel; Tambi
Cím: Re:DC szervó motoros vezérlés
Írta: vjxy4wmi Dátum 2016 július 14, 16:05
Írta: vjxy4wmi Dátum 2016 július 14, 16:05
Bocs! Egyébként a motort nagyszerűen forgatja a MACH3...
Cím: Re:DC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 július 14, 17:51
Írta: 2dbfy8y Dátum 2016 július 14, 17:51
Lehet érdekes lenne machot újratelepíteni.
Hátha megoldja.
Hátha megoldja.
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 július 14, 21:16
Írta: Kisamotors Dátum 2016 július 14, 21:16
Helló!
Van egy Minertia (RM) szériás, 4 kefés 70W-os, 2000-es encoderes motorom. Biztos ismerős, felbukkant már a fórumon korábban ilyen.
Gondoltam másodjára is nekifutok, hogy összehagnoljam az SMC-vel, igazán most sem jártam sikerrel.
Igazat megvallva, már elsőre sem illeszkedtek a dolgok egymáshoz, de gondoltam paraméterezéssel talán meg tudom oldani.
2000-es encoder már sok lehet az SMC-nek,de Z tengelyen lenne, nem tervezek gyors mozgást.
Másik, hogy 50V-ról szeretném hajtani, ahogy az E240-eket, X,Y-on azok vannak.
Ennek a mocinak viszont teljesen más a specifikációja, különösen a V/Rpm érék.
50V-ról ez 10.000 Rpm fölött forogna.
Azért még így is sikerült összehoznom egy használható beállítást.
Viszont azt vettem észre, hogy nem túl nagy nyomatékkal el tudom fordítni a motor tengelyét úgy, hogy nem érzékei a vezérlő, nem állítja le hibajellel.
finoman mozgatva látszik a "szkópon" a hiba, de egy idő után állandósul, miközben a tengely elforgatható. Persze küzd ellene, az áram max. közelében van, a bajom az, hogy még a hibajelző sárga led sem jelez.
Nem is erőltetném a dolgot csak a gépen már a helyén van a motor, nem akarok új konzolt gyártani, mert nem pont ugyanaz a felogatása, mint az E240-nek.
Van egy Minertia (RM) szériás, 4 kefés 70W-os, 2000-es encoderes motorom. Biztos ismerős, felbukkant már a fórumon korábban ilyen.
Gondoltam másodjára is nekifutok, hogy összehagnoljam az SMC-vel, igazán most sem jártam sikerrel.
Igazat megvallva, már elsőre sem illeszkedtek a dolgok egymáshoz, de gondoltam paraméterezéssel talán meg tudom oldani.
2000-es encoder már sok lehet az SMC-nek,de Z tengelyen lenne, nem tervezek gyors mozgást.
Másik, hogy 50V-ról szeretném hajtani, ahogy az E240-eket, X,Y-on azok vannak.
Ennek a mocinak viszont teljesen más a specifikációja, különösen a V/Rpm érék.
50V-ról ez 10.000 Rpm fölött forogna.
Azért még így is sikerült összehoznom egy használható beállítást.
Viszont azt vettem észre, hogy nem túl nagy nyomatékkal el tudom fordítni a motor tengelyét úgy, hogy nem érzékei a vezérlő, nem állítja le hibajellel.
finoman mozgatva látszik a "szkópon" a hiba, de egy idő után állandósul, miközben a tengely elforgatható. Persze küzd ellene, az áram max. közelében van, a bajom az, hogy még a hibajelző sárga led sem jelez.
Nem is erőltetném a dolgot csak a gépen már a helyén van a motor, nem akarok új konzolt gyártani, mert nem pont ugyanaz a felogatása, mint az E240-nek.
Cím: Re:DC szervó motoros vezérlés
Írta: vjxy4wmi Dátum 2016 július 15, 05:51
Írta: vjxy4wmi Dátum 2016 július 15, 05:51
Köszi Pabló! Gondoltam rá, de ha minden PID-hangolásnál újra kell telepíteni a MACH-t, akkor szomorú leszek...
Derűs napot!
Derűs napot!
Cím: Re:DC szervó motoros vezérlés
Írta: vjxy4wmi Dátum 2016 július 15, 07:21
Írta: vjxy4wmi Dátum 2016 július 15, 07:21
Gátlástalanul rátelepítettem a MACH-ra, megjavult, és még az UC100 is működött. Köszi
Cím: Re:DC szervó motoros vezérlés
Írta: J-Steel Dátum 2016 július 15, 09:14
Írta: J-Steel Dátum 2016 július 15, 09:14
Tisztelt Urak!
Lenne egy olyan kérdésem, hogy ha építettem egy USB-s motorvezérlő rendszert - ahol meg tudok adni a(z aszinkron, szinkron) motornak nyomatékot, fordulatszámot vagy pozíciót, és ezt ő végrehajtja - a Mach 3 milyen lehetőségeket kínál, hogy összekapcsolódjak vele?
Tud erről valaki valamit? Köszönöm!
Lenne egy olyan kérdésem, hogy ha építettem egy USB-s motorvezérlő rendszert - ahol meg tudok adni a(z aszinkron, szinkron) motornak nyomatékot, fordulatszámot vagy pozíciót, és ezt ő végrehajtja - a Mach 3 milyen lehetőségeket kínál, hogy összekapcsolódjak vele?
Tud erről valaki valamit? Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: 2f428kduf Dátum 2016 július 15, 16:10
Írta: 2f428kduf Dátum 2016 július 15, 16:10
Én már öreg ember vagyok. Úgy tudom a szinkron motorok, kevés kivétellel(a marha kicsik és alacsony fordulatúak) nem indulnak csak úgy el, fel kell pörgetni a szinkronfordulatra.
Persze lehet, úgy vagyok mint az piás, aki minden nap kérdezi a doktort: ihatna-e egy stampedlivel. A nem válaszra, meg, hogy tegnap is kérdezte, azt mondta: Hátha fejlődött az orvostudomány.
Hát, hátha fejlődtek a szinkron motorok.
Persze lehet, úgy vagyok mint az piás, aki minden nap kérdezi a doktort: ihatna-e egy stampedlivel. A nem válaszra, meg, hogy tegnap is kérdezte, azt mondta: Hátha fejlődött az orvostudomány.
Hát, hátha fejlődtek a szinkron motorok.
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2016 július 15, 17:43
Írta: jani300 Dátum 2016 július 15, 17:43
Üdv ! A szinkron motorokba is szoktak kalickát tenni a forgórészbe ,és így felpörög a szinkron fordulatszám közelébe , és csak szinkronba kell ugratni . Öreg lévén , én is tanultam valami ilyesmit :)
De gondolom nem erre gondolt a vezérlővel kapcsolatban . Ugye az AC szervó is szinkron motor és mégis ! Működik :)
De nem kötekedésként írom , csak a teljesebb kép kedvéért .
De gondolom nem erre gondolt a vezérlővel kapcsolatban . Ugye az AC szervó is szinkron motor és mégis ! Működik :)
De nem kötekedésként írom , csak a teljesebb kép kedvéért .
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2016 július 15, 17:49
Írta: jani300 Dátum 2016 július 15, 17:49
Érdekeseket írsz !
Kitöltöttebb adatlappal lehet kevesebbet bacogatnak :)[#integet2]
Kitöltöttebb adatlappal lehet kevesebbet bacogatnak :)[#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: J-Steel Dátum 2016 július 15, 19:06
Írta: J-Steel Dátum 2016 július 15, 19:06
Tisztelt Urak!
Adatlap? Jaj tudom.
Kor 30-as. Fogl. Villamosmérnök Tart. hely. Szeged
Wiki szerint a szinkron forgógép: Forgórészét egyenárammal táplált tekercseléssel, vagy állandómágnesekkel gerjesztik, állórészén többfázisú váltakozó áramú tekercselés található.
Sásdi Úrnak szeretném elmondani, hogy az utóbbi 30 évben a mérnökök azon vannak, hogy olyan elektronikát készítsenek, ami a szinkron motor forgórészének állása alapján adja rá az áramot a három bemenetre, így a motor mindig nyomaték alatt van. Ez a "jel" már változó frekvenciájú, illetve ha a forgórész áll, akkor nem is szinuszos. (szaknyelven elektronikus kommutáció)
A frekvenciaváltó onnan tudja, hogy hogy milyen szögben van a forgórész, hogy méri a három ág áramát, és matematikailag visszaszámítja.
Egyébként az a híre járja az állandó mágneses motoroknak, hogy a legeslegjobb a hatásfokuk, továbbá nagyságrendekkel nagyobb nyomatékot képesek leadni összehasonlítva egy azonos súlyú egyenáramú motorral. Sajnos az elterjedésének gátat szab, hogy az állandó mágnes (neodyum rudak) nagyon drágává teszik.
Adatlap? Jaj tudom.
Kor 30-as. Fogl. Villamosmérnök Tart. hely. Szeged
Wiki szerint a szinkron forgógép: Forgórészét egyenárammal táplált tekercseléssel, vagy állandómágnesekkel gerjesztik, állórészén többfázisú váltakozó áramú tekercselés található.
Sásdi Úrnak szeretném elmondani, hogy az utóbbi 30 évben a mérnökök azon vannak, hogy olyan elektronikát készítsenek, ami a szinkron motor forgórészének állása alapján adja rá az áramot a három bemenetre, így a motor mindig nyomaték alatt van. Ez a "jel" már változó frekvenciájú, illetve ha a forgórész áll, akkor nem is szinuszos. (szaknyelven elektronikus kommutáció)
A frekvenciaváltó onnan tudja, hogy hogy milyen szögben van a forgórész, hogy méri a három ág áramát, és matematikailag visszaszámítja.
Egyébként az a híre járja az állandó mágneses motoroknak, hogy a legeslegjobb a hatásfokuk, továbbá nagyságrendekkel nagyobb nyomatékot képesek leadni összehasonlítva egy azonos súlyú egyenáramú motorral. Sajnos az elterjedésének gátat szab, hogy az állandó mágnes (neodyum rudak) nagyon drágává teszik.
Cím: Re:DC szervó motoros vezérlés
Írta: J-Steel Dátum 2016 július 15, 19:07
Írta: J-Steel Dátum 2016 július 15, 19:07
Állandó mágneses motor = Szinkronmotor
(nem ideértve az egyenáramú motort aminek kommutátora van)
(nem ideértve az egyenáramú motort aminek kommutátora van)
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2016 július 26, 07:46
Írta: kozo Dátum 2016 július 26, 07:46
Üdv Urak ...
Ha valaki használja az SMC servot és a terminal progimat akkor ...
Az oldalamra feltettem egy SMCterminal program frissítést . Nagy csodák nincsenek benne , inkább csak hiba javítások .
Megjegyzem mint az oldalamon is : csak az SMC1.2hex file használatával teljes a progi funkció skálája . A miértek az oldalon olvashatóak .
Ha valaki használja az SMC servot és a terminal progimat akkor ...
Az oldalamra feltettem egy SMCterminal program frissítést . Nagy csodák nincsenek benne , inkább csak hiba javítások .
Megjegyzem mint az oldalamon is : csak az SMC1.2hex file használatával teljes a progi funkció skálája . A miértek az oldalon olvashatóak .
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 július 30, 21:47
Írta: Kisamotors Dátum 2016 július 30, 21:47
Kösz, én használom, sajnos többet is, mint terveztem :)
Továbbra sem boldogulok a szervók "lépésvesztésével".
A 100 nanós kondi látszólag megoldotta a dolgokat, asztalon tökéletesnek tűnt.
Nem tudom hogy fogjak a hibafeltáráshoz. Sokszor kis sebességen (1000mm/min, 300 gyors.) , is lépést veszt.
Annak ellenére, hogy sokkal nagyobb sebességen 10x nagyobb gyorsuláson sem villannak be a sárga ledek. (5000mm/perc, 3000 gyorsulás).
SMC terminalból ennnél is vadabbul tud működni, majd leesik a gép az állványról, ilyenkor már villognak a hibajelző ledek.
Szóval mi annak az oka, hogy a képességei 10%-án járatom és mégis úgy veszt lépést, hogy nem veszi észre?
Stress teszttel 5000-es gyorsulással centiket képes volt arrébb mászni.
E240, 50V-ról megy, direktben hajt egy 1605-ös 400mm-es orsót.A mozgó tömeg olyan 20-25 kiló.
A táp egy 300W-os toroid, 2x10000uf, 100uf, 100nF szűréssel.
Encoder UTP kábelen megy a táp és a jel 1-1 csavart érpáron.
Tudnátok ezzel a jellemzőkkel bíró rendszerhez paramétereket adni kályhának? (P0-P7)
Attól tartok az én beállításaim elég vadak, bár látszólag teljesen jól működik.
Kösz!
Továbbra sem boldogulok a szervók "lépésvesztésével".
A 100 nanós kondi látszólag megoldotta a dolgokat, asztalon tökéletesnek tűnt.
Nem tudom hogy fogjak a hibafeltáráshoz. Sokszor kis sebességen (1000mm/min, 300 gyors.) , is lépést veszt.
Annak ellenére, hogy sokkal nagyobb sebességen 10x nagyobb gyorsuláson sem villannak be a sárga ledek. (5000mm/perc, 3000 gyorsulás).
SMC terminalból ennnél is vadabbul tud működni, majd leesik a gép az állványról, ilyenkor már villognak a hibajelző ledek.
Szóval mi annak az oka, hogy a képességei 10%-án járatom és mégis úgy veszt lépést, hogy nem veszi észre?
Stress teszttel 5000-es gyorsulással centiket képes volt arrébb mászni.
E240, 50V-ról megy, direktben hajt egy 1605-ös 400mm-es orsót.A mozgó tömeg olyan 20-25 kiló.
A táp egy 300W-os toroid, 2x10000uf, 100uf, 100nF szűréssel.
Encoder UTP kábelen megy a táp és a jel 1-1 csavart érpáron.
Tudnátok ezzel a jellemzőkkel bíró rendszerhez paramétereket adni kályhának? (P0-P7)
Attól tartok az én beállításaim elég vadak, bár látszólag teljesen jól működik.
Kösz!
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 július 30, 21:53
Írta: Kisamotors Dátum 2016 július 30, 21:53
Még annyi, hogy jellemzően az X,Y-on nagy a tévesztés, a Z tengelyen, ahol lényegesen kisebb 10x3mm-es orsó van, 200mm hosszban, nagy sebességen, és gyorsuláson sem téveszt észrevehetően. Nem mértem órával, de 1-2 tizednél nem több, vagy nulla. Tudom ez is nagyon sok lenne, ha nem arról beszélnénk, hogy az X,Y meg két centi :)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 július 30, 21:56
Írta: svejk Dátum 2016 július 30, 21:56
A mikrovezérló a hibás működést csak a bemenő step jelek és a motorról visszajövő encoder jelek arányából tudja megállapítani.
Ha ezen kívül akár a step jelek, de főként az encoder jelek fals értékek akkor a mikrovezérlő ezt próbálja korrigálni és ilyenkor lesznek az igazi tévesztések.
Tehát ez a két kör amit alaposan át kell tanulmányozni.
Hidd el a mikrovezérlő önmagában nem téveszt...
Ha ezen kívül akár a step jelek, de főként az encoder jelek fals értékek akkor a mikrovezérlő ezt próbálja korrigálni és ilyenkor lesznek az igazi tévesztések.
Tehát ez a két kör amit alaposan át kell tanulmányozni.
Hidd el a mikrovezérlő önmagában nem téveszt...
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 július 30, 22:11
Írta: Kisamotors Dátum 2016 július 30, 22:11
Ok, de mit tegyek?
Árnyékoljak, szópoljak, paraméterezzem újra?
Hol kezdjem?
Azért gyanakodom a paraméterekre, mert volt olyan beállításom is, ami stabilan és gyorsan működött, de kézzel mozgatva az orsót, oda-vissza, egyszer csak el tudtam tekerni 10-20-50 fokot is. Lengésbe jött és "darálva" el lehetett tekerni.
Ezekkel a paraméterekkel használom most:
P0 433
P1 730
P2 1240
P3 57
P4 320
P5 696
P6 256
P7 2273
Tápfesz 50V.
Árnyékoljak, szópoljak, paraméterezzem újra?
Hol kezdjem?
Azért gyanakodom a paraméterekre, mert volt olyan beállításom is, ami stabilan és gyorsan működött, de kézzel mozgatva az orsót, oda-vissza, egyszer csak el tudtam tekerni 10-20-50 fokot is. Lengésbe jött és "darálva" el lehetett tekerni.
Ezekkel a paraméterekkel használom most:
P0 433
P1 730
P2 1240
P3 57
P4 320
P5 696
P6 256
P7 2273
Tápfesz 50V.
Cím: Re:DC szervó motoros vezérlés
Írta: Karácsony Sándor Dátum 2016 július 30, 22:47
Írta: Karácsony Sándor Dátum 2016 július 30, 22:47
Én is kacérkodtam az SMC servoval ,mert egyszerűnek néz ki .De, ha így kell "szópolni" vele mindig halogatom.
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 július 30, 23:07
Írta: Kisamotors Dátum 2016 július 30, 23:07
Szkópolni akart lenni természetesen.
Én a gépépítés "öröme" miatt építek gépet, ha egyszer kész lesz, nem is tudom mit kezdek vele.
Na nem ezért haladok lassan, hanem folyamatosan ehhez hasonló szívásban vagyok.
1-2 hétig még elmegy, de ezzel már régen küzdök.
Épp az itt olvasottak miatt lett szervós, mert az szabályzott, sok tekintetben jobb, kontrolált rendszer.
Érdekelt a kihívás és a működése is, de most csak egy helyben topogok vele.
Biztos vagyok benne, hogy 2-3Nm-es lépetőkkel sokkal jobban járnék, legalábbis sokkal jobban bíznék bennük ezek után.
Értem én, hogy nagyon fapados vezérlő, de itt nem ez a gond.
Valami nálam nem stimmel, amit elvárnék a vezérléstől azt bőven túlteljesíteni még az SMC is.
Én a gépépítés "öröme" miatt építek gépet, ha egyszer kész lesz, nem is tudom mit kezdek vele.
Na nem ezért haladok lassan, hanem folyamatosan ehhez hasonló szívásban vagyok.
1-2 hétig még elmegy, de ezzel már régen küzdök.
Épp az itt olvasottak miatt lett szervós, mert az szabályzott, sok tekintetben jobb, kontrolált rendszer.
Érdekelt a kihívás és a működése is, de most csak egy helyben topogok vele.
Biztos vagyok benne, hogy 2-3Nm-es lépetőkkel sokkal jobban járnék, legalábbis sokkal jobban bíznék bennük ezek után.
Értem én, hogy nagyon fapados vezérlő, de itt nem ez a gond.
Valami nálam nem stimmel, amit elvárnék a vezérléstől azt bőven túlteljesíteni még az SMC is.
Cím: Re:DC szervó motoros vezérlés
Írta: kozo Dátum 2016 július 31, 08:08
Írta: kozo Dátum 2016 július 31, 08:08
Az e240 motorral a határokat feszegeted , 50V sok amper ... encoder 1000es? Ha igen akkor ne erőltesd .
Kissebb motorokhoz inkább ajánlanám az SMCt 400-500 as encoderrel .
Az írt hibajelenség kábelezés ill. zavarra utal (akár a PC párhuzamos kábel föld stb miatt is , ne csak az encoder kábelt ellenőrizd , próbáld PC párhuzamos kábel nélkül , föld hurkokat se nagyon csinálj , motor kábel árnyékolás is fontos stb... ), ha kábelezést rendben érzed , akkor a 7414 IC step - dir - encoder kapukat kösd át , kicsi zavarokat is bebillenthet , stabil zavarmentes jel esetén nem kell az csak a kommunikációra .
Paraméterek :
P1 lehetne kicsit magasabb ha kell a fordulat
P1 P2 "aránya" , értéke sem nagyon tetszik lehet inkább fel kellene cserélni őket .
P3 kicsit soknak tűnik
P4 szerintem 240 elég kell legyen (320 at a terminal progi elvileg nem is enged)
P5 akár jó is lehet de ha mégsem találod el akkor sokat ront a működésen
P7 nagyon magas , én nem is nagyon használom , 1 -100 között is hatásos lehet.
(Megyek mert kihűl a Balaton ...)
Kissebb motorokhoz inkább ajánlanám az SMCt 400-500 as encoderrel .
Az írt hibajelenség kábelezés ill. zavarra utal (akár a PC párhuzamos kábel föld stb miatt is , ne csak az encoder kábelt ellenőrizd , próbáld PC párhuzamos kábel nélkül , föld hurkokat se nagyon csinálj , motor kábel árnyékolás is fontos stb... ), ha kábelezést rendben érzed , akkor a 7414 IC step - dir - encoder kapukat kösd át , kicsi zavarokat is bebillenthet , stabil zavarmentes jel esetén nem kell az csak a kommunikációra .
Paraméterek :
P1 lehetne kicsit magasabb ha kell a fordulat
P1 P2 "aránya" , értéke sem nagyon tetszik lehet inkább fel kellene cserélni őket .
P3 kicsit soknak tűnik
P4 szerintem 240 elég kell legyen (320 at a terminal progi elvileg nem is enged)
P5 akár jó is lehet de ha mégsem találod el akkor sokat ront a működésen
P7 nagyon magas , én nem is nagyon használom , 1 -100 között is hatásos lehet.
(Megyek mert kihűl a Balaton ...)
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 július 31, 13:22
Írta: Kisamotors Dátum 2016 július 31, 13:22
Kösz a segítségeteket, délután futok még egy kört a beállításokkal, ha nem lesz megnyugtató és jelentős a változás, újravezetékelem az egészet.
50V, mert gondoltam ha már tudja, miért ne mehetne 3000Rpm környékén.
Viszont gyakorlatban nekem az 1000Rpm is bőven elegendő (5000mm/min).
tapasztalat szerint 3-4A áram is mindenre elég, dinamikusan mozog ezzel is.
Az encoder 512-es osztású.
50V, mert gondoltam ha már tudja, miért ne mehetne 3000Rpm környékén.
Viszont gyakorlatban nekem az 1000Rpm is bőven elegendő (5000mm/min).
tapasztalat szerint 3-4A áram is mindenre elég, dinamikusan mozog ezzel is.
Az encoder 512-es osztású.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2016 augusztus 01, 06:11
Írta: Szalai György Dátum 2016 augusztus 01, 06:11
„miért ne mehetne 3000Rpm környékén”
Szögsebesség hatása a dinamikára?
Intenzív kopás?
Növekvő kefezaj?
Szögsebesség hatása a dinamikára?
Intenzív kopás?
Növekvő kefezaj?
Cím: Re:DC szervó motoros vezérlés
Írta: Karácsony Sándor Dátum 2016 augusztus 01, 09:40
Írta: Karácsony Sándor Dátum 2016 augusztus 01, 09:40
Elnézést a szóvicc miatt!!!
Talán a lépéstévesztés probléma behatárolásában segítene egy impulzus számláló.Arduinós vagy valami más egyszerű.
Talán a lépéstévesztés probléma behatárolásában segítene egy impulzus számláló.Arduinós vagy valami más egyszerű.
Cím: Re:DC szervó motoros vezérlés
Írta: vjxy4wmi Dátum 2016 augusztus 02, 11:14
Írta: vjxy4wmi Dátum 2016 augusztus 02, 11:14
Kedves Barátaim! A saját hülyeségem az őrületbe kerget:
Mach3-al akarok vezérelni CNCDRIVE-os rendszert, ami PRG01 stick-el beállított DG4S-16035 meghajtóból, és a rászerelt illetve stick-jével bele csatlakoztatott AMT103 encoderből áll. Azt gondolom, hogy a PID-et valamennyire sikerült behangolni, de egyébként bármit állítotok bárhova, Mach-3tól az encoder osztásig, nem tudom a motor fordulatszámát 2200ford/perc fölé emelni. Ha megpróbálom "gyorsabb" beállítással, akkor a DG4S-16035 hangoló csatlakozója mellett levő piros LED azonnal villogni kezd (felváltva a normál üzemet jelző zöld LED-el), és elveszi a motortól a feszültséget. Mit lehetne tenni???
Köszönettel; Tambi
Mach3-al akarok vezérelni CNCDRIVE-os rendszert, ami PRG01 stick-el beállított DG4S-16035 meghajtóból, és a rászerelt illetve stick-jével bele csatlakoztatott AMT103 encoderből áll. Azt gondolom, hogy a PID-et valamennyire sikerült behangolni, de egyébként bármit állítotok bárhova, Mach-3tól az encoder osztásig, nem tudom a motor fordulatszámát 2200ford/perc fölé emelni. Ha megpróbálom "gyorsabb" beállítással, akkor a DG4S-16035 hangoló csatlakozója mellett levő piros LED azonnal villogni kezd (felváltva a normál üzemet jelző zöld LED-el), és elveszi a motortól a feszültséget. Mit lehetne tenni???
Köszönettel; Tambi
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2016 augusztus 02, 12:00
Írta: s5f8tmfv3 Dátum 2016 augusztus 02, 12:00
Ha a motort simán a tápfeszre kötöd forogna gyorsabban? Elég az a tápfesz hogy 2200 fölé vigye a motort?
Cím: Re:DC szervó motoros vezérlés
Írta: vjxy4wmi Dátum 2016 augusztus 02, 17:02
Írta: vjxy4wmi Dátum 2016 augusztus 02, 17:02
Bármilyen szégyenletes, kezdő (még csöves) TV-szerelő koromban egyszer előfordult, hogy a biztosítékot néztem meg utoljára... Direktben hajtva FOK-GYEM TR-9158-al 38,8V-ról 0,33A-t vesz fel, és lézeres fordulatszámmérővel (DT-2234C+) mérve 2874-t forog... Igazam volt Barátaim, saját hülyeségem kergetett volna az őrületbe, ha Amatőr fórumtársunk nem nyitja fel a szemem. Köszönet érte!!!
Cím: Re:DC szervó motoros vezérlés
Írta: gvox Dátum 2016 augusztus 03, 21:59
Írta: gvox Dátum 2016 augusztus 03, 21:59
A DG4S-160-35 PWM je csak 80% ig nyitható ezért a tápfeszülségből 20% ot vesztesz, emeld meg a tápfeszt hogy a motorra a névleges fesz kerülhessen
Cím: Re:DC szervó motoros vezérlés
Írta: vjxy4wmi Dátum 2016 augusztus 04, 18:32
Írta: vjxy4wmi Dátum 2016 augusztus 04, 18:32
Kedves Gvox, Amatőr és más segítőim!
Ma elkészült a 70V-os (2x24V egyenirányítva, 4x6800 uF/100V kondival szűrve). Mindent összedugtam, majd bekapcsoltam a hálózatot. (Ezt bírnia kell ,minden részegységnek, hiszen ez az üzemszerű bekapcsolás). A motor minden vezérlés nélkül felpörgött, talán túl is a 3000 ford/percen, majd a vezérlő kikapcsolta a motort, a piros LED ismét felváltva villogott a zölddel. Ezt a jelenséget a 70V-ról semmilyen módszerrel, Mach3-al, Servoconfig3-al megszüntetni nem tudtam. Ekkor levettem a csatlakozót a tápról, és átdugtam a FOK-GYEM 38,8V-jába. A vezérlőben lévő, 70 V-ra töltött 470 uF/200V-os kondi nyomott egy szikrát a 38,8V-os táp felé. Ettől eltekintve a "feszültség visszacsökkentése" rendben lezajlott, de a jelenség továbbra is ugyanaz. Mindkét szoftverrel vezérelve a motor néhány tized másodpercre felpörög, piros LED, DG4S-16035 vezérlő általi tápelvétel. Természetesen szétszedtem a vezérlőt, a de a négy motormeghajtó FET Ohm-mérővel mérve jónak tűnik, annyi bizonyos, hogy nem totálzárlatos egyik sem. Van valami elképzelésetek, hogy mi a manó?????????
Köszönettel; Tambi
(Az AMT103 encoder "100/fordulat" osztásra van állítva)
Ma elkészült a 70V-os (2x24V egyenirányítva, 4x6800 uF/100V kondival szűrve). Mindent összedugtam, majd bekapcsoltam a hálózatot. (Ezt bírnia kell ,minden részegységnek, hiszen ez az üzemszerű bekapcsolás). A motor minden vezérlés nélkül felpörgött, talán túl is a 3000 ford/percen, majd a vezérlő kikapcsolta a motort, a piros LED ismét felváltva villogott a zölddel. Ezt a jelenséget a 70V-ról semmilyen módszerrel, Mach3-al, Servoconfig3-al megszüntetni nem tudtam. Ekkor levettem a csatlakozót a tápról, és átdugtam a FOK-GYEM 38,8V-jába. A vezérlőben lévő, 70 V-ra töltött 470 uF/200V-os kondi nyomott egy szikrát a 38,8V-os táp felé. Ettől eltekintve a "feszültség visszacsökkentése" rendben lezajlott, de a jelenség továbbra is ugyanaz. Mindkét szoftverrel vezérelve a motor néhány tized másodpercre felpörög, piros LED, DG4S-16035 vezérlő általi tápelvétel. Természetesen szétszedtem a vezérlőt, a de a négy motormeghajtó FET Ohm-mérővel mérve jónak tűnik, annyi bizonyos, hogy nem totálzárlatos egyik sem. Van valami elképzelésetek, hogy mi a manó?????????
Köszönettel; Tambi
(Az AMT103 encoder "100/fordulat" osztásra van állítva)
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 augusztus 04, 18:39
Írta: Kisamotors Dátum 2016 augusztus 04, 18:39
Fordítsd meg a motor polaritását, vagy cseréld meg az encoder A-B csatlakozóját.
Cím: Re:DC szervó motoros vezérlés
Írta: vjxy4wmi Dátum 2016 augusztus 05, 11:49
Írta: vjxy4wmi Dátum 2016 augusztus 05, 11:49
Köszönöm kedves Kisamotors!!! Motor polaritáscserétől rögtön megjavult. Míg élek sem jöttem volna rá...Nem is értem, hogyan lehetséges ez???? Sőt azt sem értem, hogyan lehet a fordulat lézerrel mérve 3000, ha a Mach3-ban 25 a step/mm, 46140 mm/sec a sebesség, 1000 pulzus/fordulat az encoder beállítása, 2 a szorzója??? Előre is köszönöm!!!
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 augusztus 05, 16:45
Írta: Kisamotors Dátum 2016 augusztus 05, 16:45
Tök egyszerű, ha fordított a polaritás a tengelyen keletkező nyomatéknak nem ellenntart, hanem azzal azonos irányban mozdítja a motort.
Növekszik a hiba, növeli az áramot (kitöltést).
Ezért még gyorsabban forog a rossz irányba és így tovább, míg a hiba el nem éri a kritikus szintet és lekapcsol.
Mekkora fizikai osztású az encodered, és mi az összáttétel?
Beállított PPR x 4 impulzust ad az encoder.
(2. All resolutions stated are before quadrature decoding. (example: 1000 ppr x 4 = 4000 counts)
Növekszik a hiba, növeli az áramot (kitöltést).
Ezért még gyorsabban forog a rossz irányba és így tovább, míg a hiba el nem éri a kritikus szintet és lekapcsol.
Mekkora fizikai osztású az encodered, és mi az összáttétel?
Beállított PPR x 4 impulzust ad az encoder.
(2. All resolutions stated are before quadrature decoding. (example: 1000 ppr x 4 = 4000 counts)
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2016 augusztus 05, 16:46
Írta: Kisamotors Dátum 2016 augusztus 05, 16:46
"Mekkora fizikai osztású az encodered, és mi az összáttétel?"
Bocs, úgy értem mennyire van beállítva.
Bocs, úgy értem mennyire van beállítva.
Cím: Re:DC szervó motoros vezérlés
Írta: vjxy4wmi Dátum 2016 augusztus 06, 07:36
Írta: vjxy4wmi Dátum 2016 augusztus 06, 07:36
Köszönöm kedves Kisamotos!
Talán erre mondják, hogy Kolombus tojása. Tényleg szégyenlem, hogy magamtól nem jöttem rá.
Az encoder 1000-re van állítva, a Servoconfigurator3-ban a "Lépésszorzó" 1, viszont az "Encoder x" 2 (1-t nem is enged. Legalábbis nekem) Ezzel a beállítással, továbbá a Mach3 Step/mm 100 és a sebesség 12000-el a motor 3120 körül forog. Ez hogyan lehetséges???
Talán erre mondják, hogy Kolombus tojása. Tényleg szégyenlem, hogy magamtól nem jöttem rá.
Az encoder 1000-re van állítva, a Servoconfigurator3-ban a "Lépésszorzó" 1, viszont az "Encoder x" 2 (1-t nem is enged. Legalábbis nekem) Ezzel a beállítással, továbbá a Mach3 Step/mm 100 és a sebesség 12000-el a motor 3120 körül forog. Ez hogyan lehetséges???
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 augusztus 06, 09:52
Írta: svejk Dátum 2016 augusztus 06, 09:52
"Az encoder 1000-re van állítva, a Servoconfigurator3-ban a "Lépésszorzó" 1, viszont az "Encoder x" 2 "
Ez azt jelenti, hogy a motorod fordulatonként 2000 impulzust ad, ennek kell összhangban lennie a software beállításaival.
"..Mach3 Step/mm 100 és a sebesség 12000-el a.."
12000 mm/perc és 100 step/mm, ez azt jelenti hogy percenként 12000x100 azaz percenként 1200000 impulzust ad a software.
A fentiek szerint 1200000/2000=600 azaz 600 ford/perccel kellene a motorodnak forognia.
Az, hogy nálad mi a gond távolról csak találgatni lehet.
A mach3 ezekkel a beállításokkal csak 20kHz step frekivel megy, tehát ez nem lehet korlát.
Biztos mm-re van állítva a Mach3?
Az alapállapot az inch.
Biztos 1000 fizikai osztása van az encodernek?
Ez azt jelenti, hogy a motorod fordulatonként 2000 impulzust ad, ennek kell összhangban lennie a software beállításaival.
"..Mach3 Step/mm 100 és a sebesség 12000-el a.."
12000 mm/perc és 100 step/mm, ez azt jelenti hogy percenként 12000x100 azaz percenként 1200000 impulzust ad a software.
A fentiek szerint 1200000/2000=600 azaz 600 ford/perccel kellene a motorodnak forognia.
Az, hogy nálad mi a gond távolról csak találgatni lehet.
A mach3 ezekkel a beállításokkal csak 20kHz step frekivel megy, tehát ez nem lehet korlát.
Biztos mm-re van állítva a Mach3?
Az alapállapot az inch.
Biztos 1000 fizikai osztása van az encodernek?
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2016 augusztus 06, 10:09
Írta: D.Laci Dátum 2016 augusztus 06, 10:09
A „Motor Tuningban” a „Steps per „értéket állítsd, 1-re. a motor tengelyét jelöld meg.
Az adott tengely „DRO”-ját (kijelzőjét) nullázd le. Szép lassan mozgasd az adott tengelyt addig, míg vélhetően pontosan 1-et fordult a motor tengely, azt a számot kérnénk szépen?!?!
Az adott tengely „DRO”-ját (kijelzőjét) nullázd le. Szép lassan mozgasd az adott tengelyt addig, míg vélhetően pontosan 1-et fordult a motor tengely, azt a számot kérnénk szépen?!?!
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2016 augusztus 06, 10:10
Írta: D.Laci Dátum 2016 augusztus 06, 10:10
A „Motor Tuningban” a „Steps per „értéket állítsd, 1-re. a motor tengelyét jelöld meg.
Az adott tengely „DRO”-ját (kijelzőjét) nullázd le. Szép lassan mozgasd az adott tengelyt addig, míg vélhetően pontosan 1-et fordult a motor tengely, azt a számot kérnénk szépen amit a DRO-ban kijelez?!?!
Az adott tengely „DRO”-ját (kijelzőjét) nullázd le. Szép lassan mozgasd az adott tengelyt addig, míg vélhetően pontosan 1-et fordult a motor tengely, azt a számot kérnénk szépen amit a DRO-ban kijelez?!?!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 augusztus 06, 10:12
Írta: svejk Dátum 2016 augusztus 06, 10:12
[#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: vjxy4wmi Dátum 2016 augusztus 08, 07:31
Írta: vjxy4wmi Dátum 2016 augusztus 08, 07:31
Kedves D.Laci és Svejk!
400-t mutat a DRO.
Köszi.
400-t mutat a DRO.
Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2016 augusztus 08, 09:30
Írta: D.Laci Dátum 2016 augusztus 08, 09:30
„(Az AMT103 encoder "100/fordulat" osztásra van állítva)”
’” Servoconfigurator3-ban a "Lépésszorzó" 1, viszont az "Encoder x" 2 „
„400-t mutat a DRO. „
Ez sehogy nem jön ki nekem 400-ra, de nem gond.
A „Motor Tuningban” a „Steps per „értéket állítsd, 400-ra.
A „Velocity In`s or mm`s per min.” értéket 3000-re. (elvileg 3000f/min lesz a fordulatszáma a motornak percenként).
És ez mindössze 20kHz.
De minek tudni a pontos fordulatszámot? Nem a pontos pozicionálás lenne inkább az érdekes?
’” Servoconfigurator3-ban a "Lépésszorzó" 1, viszont az "Encoder x" 2 „
„400-t mutat a DRO. „
Ez sehogy nem jön ki nekem 400-ra, de nem gond.
A „Motor Tuningban” a „Steps per „értéket állítsd, 400-ra.
A „Velocity In`s or mm`s per min.” értéket 3000-re. (elvileg 3000f/min lesz a fordulatszáma a motornak percenként).
És ez mindössze 20kHz.
De minek tudni a pontos fordulatszámot? Nem a pontos pozicionálás lenne inkább az érdekes?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 augusztus 08, 11:15
Írta: svejk Dátum 2016 augusztus 08, 11:15
Gondolom még csak asztalon próbálja.
Persze a pozíció meg a megtett fordulatok számából adódik...
Persze a pozíció meg a megtett fordulatok számából adódik...
Cím: Re:DC szervó motoros vezérlés
Írta: vjxy4wmi Dátum 2016 augusztus 08, 18:02
Írta: vjxy4wmi Dátum 2016 augusztus 08, 18:02
Kedves Barátaim!
Fordítva vettem be a hashajtót, legalábbis a kódoló kapcsolót fordítva olvastam. Nézzétek el gyengülő szememnek, de akkorák a számok, hogy szemüveggel sem látom.
A valóságban a 192-re volt állítva, ezt szorozta meg 2-vel. Most 500-ra állítottam és 2-es szorzóval 100 step/mm-el 30 000 mm/percnél 3000 ford/perc, 40 000-el 4000 ford/perc a mért fordulat.
A motor nem szerszámgépet fog mozgatni, de igen gyors működésre, és viszonylag komoly nyomatékra lenne szükség.
Ez nem sikerült volna, ha nem segítetek. Köszönöm szépen, és derűs estét!
Fordítva vettem be a hashajtót, legalábbis a kódoló kapcsolót fordítva olvastam. Nézzétek el gyengülő szememnek, de akkorák a számok, hogy szemüveggel sem látom.
A valóságban a 192-re volt állítva, ezt szorozta meg 2-vel. Most 500-ra állítottam és 2-es szorzóval 100 step/mm-el 30 000 mm/percnél 3000 ford/perc, 40 000-el 4000 ford/perc a mért fordulat.
A motor nem szerszámgépet fog mozgatni, de igen gyors működésre, és viszonylag komoly nyomatékra lenne szükség.
Ez nem sikerült volna, ha nem segítetek. Köszönöm szépen, és derűs estét!
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 szeptember 05, 21:32
Írta: r5y7cufaj Dátum 2016 szeptember 05, 21:32
Sziasztok!
Segítséget kérnék, hogy kell ősszekötni ezeket? Két motort szeretnék meghajtani a három közül. Mekkora táp kell ezekhez?
Köszönöm!
(http://kepkezelo.com/images/y14fopcnol72nrjxklqt.jpg) (http://kepkezelo.com/)
Segítséget kérnék, hogy kell ősszekötni ezeket? Két motort szeretnék meghajtani a három közül. Mekkora táp kell ezekhez?
Köszönöm!
(http://kepkezelo.com/images/y14fopcnol72nrjxklqt.jpg) (http://kepkezelo.com/)
Cím: Re:DC szervó motoros vezérlés
Írta: kmajer Dátum 2016 szeptember 05, 21:36
Írta: kmajer Dátum 2016 szeptember 05, 21:36
A JAT honlapján fent van a doksi.
Ha jól emléxem az Ecobrax maga a táp.
Ha jól emléxem az Ecobrax maga a táp.
Cím: Re:DC szervó motoros vezérlés
Írta: kmajer Dátum 2016 szeptember 05, 21:38
Írta: kmajer Dátum 2016 szeptember 05, 21:38
AZ Ecostep 200 elméletileg meg tudja hajtani
a DC szervót, de firmwarefüggő.
A régebbi vasra az új firmware nem megy fel.
a DC szervót, de firmwarefüggő.
A régebbi vasra az új firmware nem megy fel.
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 szeptember 05, 21:49
Írta: r5y7cufaj Dátum 2016 szeptember 05, 21:49
Sajnos èn ehhez nem értek. Hogy kezdjem el? Mivel tudom a pc-hez kötni? Esetleg a kínai 5tengelyes breakout jó hozzá (vagy valami más megoldás kell hozzá)?
kinai levalaszto (http://www.omc-stepperonline.com/images/cnc-breakout-board-st-v2_01.jpg)
kinai levalaszto (http://www.omc-stepperonline.com/images/cnc-breakout-board-st-v2_01.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 szeptember 06, 18:52
Írta: r5y7cufaj Dátum 2016 szeptember 06, 18:52
Ezeket találtam:
ecobrax 200 (https://www.google.hu/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=0ahUKEwjn_c64mfvOAhWCJ5oKHTXYC3sQFggcMAA&url=https%3A%2F%2Fwww.jat-gmbh.de%2Fpdf_engl%2Fzub%2F11_1_ECOBRAX_200_e.pdf&usg=AFQjCNG8GXIncJup5Wan9I02Kr6tnx5jeQ&sig2=EsxwIebdhAdkUAXfhXkWQg)
Ecostep200 (https://www.google.hu/url?sa=t&rct=j&q=&esrc=s&source=web&cd=2&cad=rja&uact=8&ved=0ahUKEwjYrrLhmfvOAhUob5oKHYJ9BXkQFgghMAE&url=http%3A%2F%2Fjat-gmbh.de%2Fdownload%2Fecosoftware%2Fmanuals%2FECOSTEP200_en.pdf&usg=AFQjCNFCa7cq7pT7wbsCHPL5x_HpxemqEw&sig2=0KkwATGZNSrWHeUnrkmntg&bvm=bv.131783435,d.bGs)
ecobrax 200 (https://www.google.hu/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=0ahUKEwjn_c64mfvOAhWCJ5oKHTXYC3sQFggcMAA&url=https%3A%2F%2Fwww.jat-gmbh.de%2Fpdf_engl%2Fzub%2F11_1_ECOBRAX_200_e.pdf&usg=AFQjCNG8GXIncJup5Wan9I02Kr6tnx5jeQ&sig2=EsxwIebdhAdkUAXfhXkWQg)
Ecostep200 (https://www.google.hu/url?sa=t&rct=j&q=&esrc=s&source=web&cd=2&cad=rja&uact=8&ved=0ahUKEwjYrrLhmfvOAhUob5oKHYJ9BXkQFgghMAE&url=http%3A%2F%2Fjat-gmbh.de%2Fdownload%2Fecosoftware%2Fmanuals%2FECOSTEP200_en.pdf&usg=AFQjCNFCa7cq7pT7wbsCHPL5x_HpxemqEw&sig2=0KkwATGZNSrWHeUnrkmntg&bvm=bv.131783435,d.bGs)
Cím: Re:DC szervó motoros vezérlés
Írta: d30xhrezp Dátum 2016 szeptember 08, 21:08
Írta: d30xhrezp Dátum 2016 szeptember 08, 21:08
Üdv!
Saját építésű SMC vezérlő.Egy kicsit átalakítva.
A fet-meghajtók és a fetek nem lettek beépítve.Helyette kapot
egy régi printerből kiszedett L298n-es motor meghajtó ic-t.
A kis servó motorhoz tökéletes.Eredetileg egyből rá akartam rakni a panelra,át tervezve,de nem voltam benne biztos,hogy jó lesz.Így használható eredetiként is a panel.
SMC servo driver with old printer servo motor. (https://www.youtube.com/watch?v=JE6ursFg6lg&feature=youtu.be)
Saját építésű SMC vezérlő.Egy kicsit átalakítva.
A fet-meghajtók és a fetek nem lettek beépítve.Helyette kapot
egy régi printerből kiszedett L298n-es motor meghajtó ic-t.
A kis servó motorhoz tökéletes.Eredetileg egyből rá akartam rakni a panelra,át tervezve,de nem voltam benne biztos,hogy jó lesz.Így használható eredetiként is a panel.
SMC servo driver with old printer servo motor. (https://www.youtube.com/watch?v=JE6ursFg6lg&feature=youtu.be)
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 szeptember 09, 12:12
Írta: r5y7cufaj Dátum 2016 szeptember 09, 12:12
Szia!
Köszi, de ezzel a vezérlővel szeretném megoldani.
Köszi, de ezzel a vezérlővel szeretném megoldani.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 szeptember 09, 15:58
Írta: svejk Dátum 2016 szeptember 09, 15:58
RS422-es a step-dir bemenete, tehát a próbákhoz valószínűleg nem kell semmi, közvetlen az LPT-ről meg tudod hajtani.
Később aztán használj hozzá egy korrekt TTL-RS422-es átalakító IC-t.
A motorok a sajátjai? Mert ha nem akkor inkább ott lesz nagyobb probléma. A kezelő szoftvere megvan?
Később aztán használj hozzá egy korrekt TTL-RS422-es átalakító IC-t.
A motorok a sajátjai? Mert ha nem akkor inkább ott lesz nagyobb probléma. A kezelő szoftvere megvan?
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 szeptember 09, 19:21
Írta: r5y7cufaj Dátum 2016 szeptember 09, 19:21
A motorvezérlő felprogramozásához megvan a program. A kínai 5-tengelyes breakout kártyával szeretném meghajtani mert az mach3 kompatibilis.
A kisebbik és a legnagyobb motor erre a motorvezérlőkre volt kötve. De sajnos úgy néz ki, hogy csak a kisebbik motort fogom tudni használni mert az még hajtható 24V-al, de a másik kettőnek min 90V kellene (adatlap szerint) amit itthon nem tudok előállítani.
A kisebbik és a legnagyobb motor erre a motorvezérlőkre volt kötve. De sajnos úgy néz ki, hogy csak a kisebbik motort fogom tudni használni mert az még hajtható 24V-al, de a másik kettőnek min 90V kellene (adatlap szerint) amit itthon nem tudok előállítani.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 szeptember 09, 20:06
Írta: svejk Dátum 2016 szeptember 09, 20:06
Ajaj...
- használhatod a breakout-ot de nincs a servo működtetéséhez feltétlen szükség rá
- Milyen betűjelű a tápegységed? AA vagy AB?
Aszerint kell a hálózathoz csatlakoztatnod.
Egyébként meg egy ilyen nagyértékű cuccnál ne az legyen már pont a gyenge láncszem, hogy épp nincs olyan trafóm.
- használhatod a breakout-ot de nincs a servo működtetéséhez feltétlen szükség rá
- Milyen betűjelű a tápegységed? AA vagy AB?
Aszerint kell a hálózathoz csatlakoztatnod.
Egyébként meg egy ilyen nagyértékű cuccnál ne az legyen már pont a gyenge láncszem, hogy épp nincs olyan trafóm.
Cím: Re:DC szervó motoros vezérlés
Írta: jani300 Dátum 2016 szeptember 09, 20:28
Írta: jani300 Dátum 2016 szeptember 09, 20:28
Üdv !
Belenéztem én is a pdf ekbe , nagyon klassz cucnak néz ki .
Csak tanulgatom , de nagyon érdekel :)
És az is érdekes hogy két fázissal is táplálható .
Nem olvastam részletesen , csak itt iparilag is ajánlják , amiről volt már itt , szó hogy 3f frekiváltó 220 ról trafóval táplálva .
Csak elvről beszélek , nem is akartam részletekbe menni .
Belenéztem én is a pdf ekbe , nagyon klassz cucnak néz ki .
Csak tanulgatom , de nagyon érdekel :)
És az is érdekes hogy két fázissal is táplálható .
Nem olvastam részletesen , csak itt iparilag is ajánlják , amiről volt már itt , szó hogy 3f frekiváltó 220 ról trafóval táplálva .
Csak elvről beszélek , nem is akartam részletekbe menni .
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 szeptember 09, 20:35
Írta: svejk Dátum 2016 szeptember 09, 20:35
Minden csak igény és méretezés kérdése.
A 3x200 V-os 2,2 kW-os G7-esemet nekem is meg kellett fejelnem még 1000 uF-al, mert télen hidegben nagyon fogja a hajtóműolaj. így is alacsony fordulaton kell járatni párszor tíz másodpercig.
A 3x200 V-os 2,2 kW-os G7-esemet nekem is meg kellett fejelnem még 1000 uF-al, mert télen hidegben nagyon fogja a hajtóműolaj. így is alacsony fordulaton kell járatni párszor tíz másodpercig.
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 szeptember 10, 07:03
Írta: r5y7cufaj Dátum 2016 szeptember 10, 07:03
Az adatlap szerint ha jól értem, köthető dc-ben, és ac-ben is. BA-s , a matricán is jelöli , hogy dc illetve ac-vel is köthető (Matrica (http://users.atw.hu/dono/20160910_065218.jpg)). Egyebkent egy nagy dög 3fázisú trafóra volt kötve. De nem tudom, hogy honnan szerezzek 90V dc tápot, nem gyakori.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 szeptember 10, 07:12
Írta: svejk Dátum 2016 szeptember 10, 07:12
oda vagyon írva az adatlapra:
24-155 V DC
vagy
18-110 V AC
Majd csak tudsz trafó(ka)t szerezni.
24-155 V DC
vagy
18-110 V AC
Majd csak tudsz trafó(ka)t szerezni.
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 szeptember 10, 07:13
Írta: r5y7cufaj Dátum 2016 szeptember 10, 07:13
Motorok:
23s41-0650 adatlap (http://users.atw.hu/dono/23s41-0650.pdf)
34s80-0850 adatlap (http://users.atw.hu/dono/34s80-0850.pdf)
23s41-0650 adatlap (http://users.atw.hu/dono/23s41-0650.pdf)
34s80-0850 adatlap (http://users.atw.hu/dono/34s80-0850.pdf)
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 szeptember 10, 07:24
Írta: r5y7cufaj Dátum 2016 szeptember 10, 07:24
Értem én, hogy a táp az megy már 24v-al! De a nagyobbik motor sajnos nem.[#finom]
Vagy félreértettem az utalásod? "oda vagyon írva az adatlapra"
Szóval, ha a nagy motort is szeretnem hasznalni akkor vagy komplett dc90V táp kell vagy pedig egy ac80V körüli trafó(amiből kb 90v dc lesz).
Vagy félreértettem az utalásod? "oda vagyon írva az adatlapra"
Szóval, ha a nagy motort is szeretnem hasznalni akkor vagy komplett dc90V táp kell vagy pedig egy ac80V körüli trafó(amiből kb 90v dc lesz).
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 szeptember 10, 08:17
Írta: svejk Dátum 2016 szeptember 10, 08:17
"Szóval, ha a nagy motort is szeretnem hasznalni akkor vagy komplett dc90V táp kell vagy pedig egy ac80V körüli trafó(amiből kb 90v dc lesz)."
Bingó!
Bingó!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 szeptember 10, 08:20
Írta: svejk Dátum 2016 szeptember 10, 08:20
Még annyi kiegészítés, hogy megy a nagyobb motor is kisebb tápfesszel, csak arányosan kisebb lesz a max. elérhető fordulatszáma.
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2016 szeptember 10, 15:59
Írta: r5y7cufaj Dátum 2016 szeptember 10, 15:59
De azert gondolom 24V-al nem megy 90V helyett.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2016 szeptember 10, 23:29
Írta: svejk Dátum 2016 szeptember 10, 23:29
Majdnem biztosan igen, 1/4 fordulatszámon.
Cím: Re:DC szervó motoros vezérlés
Írta: Pilot001 Dátum 2016 november 01, 13:50
Írta: Pilot001 Dátum 2016 november 01, 13:50
[#hawaii][#hawaii]
érdeklődész szintjén...
Van-e valakinek DC motorja (szervónak)
DC 150 ... 180 V (üzemi 140V)
8..13 A
8 - 10 Nm max nyomaték
vagy másképp 2 - 3 Nm mikor áll már a forgórésze.
átmérő kb 150 - 170 mm
Ha van rajta TACHO az se baj ( 7-10 V / 1000RPM)
Köszi ! [#taps]
érdeklődész szintjén...
Van-e valakinek DC motorja (szervónak)
DC 150 ... 180 V (üzemi 140V)
8..13 A
8 - 10 Nm max nyomaték
vagy másképp 2 - 3 Nm mikor áll már a forgórésze.
átmérő kb 150 - 170 mm
Ha van rajta TACHO az se baj ( 7-10 V / 1000RPM)
Köszi ! [#taps]
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2016 november 01, 14:13
Írta: horcsab Dátum 2016 november 01, 14:13
Hány darab kell? Van 3 ha érdekel holnap küldök képeket. Van hozzá vezérlőm is, analóg, de csináltam hozzá step/dir-es átalakítót.
Cím: Re:DC szervó motoros vezérlés
Írta: Pilot001 Dátum 2016 november 01, 14:30
Írta: Pilot001 Dátum 2016 november 01, 14:30
Üdv Csaba !
Most csak 1 kéne ... analóg van hozzá most is... régi megadta magát
De ha spéci cucc van hozzá és bírja a 140 V ot ... + - 10 V a vezérlő jele azt tudom a gép felől...
[#nevetes1]
Most csak 1 kéne ... analóg van hozzá most is... régi megadta magát
De ha spéci cucc van hozzá és bírja a 140 V ot ... + - 10 V a vezérlő jele azt tudom a gép felől...
[#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2016 november 01, 15:14
Írta: ra8nsmk6w Dátum 2016 november 01, 15:14
Mi az ára egy ilyen telejesitményű step-dir-es vezérlőnek?
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2016 november 01, 15:20
Írta: horcsab Dátum 2016 november 01, 15:20
A végfok az gyári, csak az átalakítót csináltam hozzá. Ez step/dir jelből csinál analóg +-10V-ot. Még nincs ára jelenleg az átalakítónak. Nekem is azért kellett, mert volt néhány régi de nagyon jól működő analóg hajtás, amit modernizálni kellett. PC + Mach3 vagy Linuxcnc.
Cím: Re:DC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2016 november 01, 15:26
Írta: ra8nsmk6w Dátum 2016 november 01, 15:26
Köszi! Minden világos.
Cím: Re:DC szervó motoros vezérlés
Írta: Pilot001 Dátum 2016 november 01, 16:08
Írta: Pilot001 Dátum 2016 november 01, 16:08
ez gyárilag digitális 8 bites bemenetes kártyán aztán onnét már analóg jön ki. tehát felosztották a + - 10 et sok sok lépcsőre.
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2016 november 20, 22:37
Írta: vjanos Dátum 2016 november 20, 22:37
Ehhez a Sneci-féle vezérlőhöz (https://goo.gl/photos/hk9xRozbQDL9eLER9) keresek dokumentációt, szoftvert.
Valaki tudja esetleg, hol lelhető fel?
Valaki tudja esetleg, hol lelhető fel?
Cím: Re:DC szervó motoros vezérlés
Írta: Sz.József Dátum 2016 november 21, 03:13
Írta: Sz.József Dátum 2016 november 21, 03:13
Itt nézzél körül... (http://freecnc.hu/Downloads/Docs/)
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2016 november 21, 09:58
Írta: vjanos Dátum 2016 november 21, 09:58
[#integet2][#worship]
Cím: Re:DC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2016 november 21, 10:41
Írta: Kristály Árpád Dátum 2016 november 21, 10:41
Halihó V.János!
Ehhez a szetthez van új gyári toroid trafóm...
meg ha igaz lágy indítóm is...
Üdv.: Árpi
Tel.: 20/361-4563
Ehhez a szetthez van új gyári toroid trafóm...
meg ha igaz lágy indítóm is...
Üdv.: Árpi
Tel.: 20/361-4563
Cím: Re:DC szervó motoros vezérlés
Írta: vjanos Dátum 2016 november 21, 13:20
Írta: vjanos Dátum 2016 november 21, 13:20
Hmm, speckó táp kell hozzá?
Még azt nem sikerült megtalálnim, hogy hány amperre képes a vezérlő...
Még azt nem sikerült megtalálnim, hogy hány amperre képes a vezérlő...
Cím: Re:DC szervó motoros vezérlés
Írta: sanyi84 Dátum 2017 január 04, 21:12
Írta: sanyi84 Dátum 2017 január 04, 21:12
Sziasztok! Van egy analóg dc szervós gépem. Segítség kellene a z erősítő belövéséhez, belövés helyességének ellenőrzéséhez. Talán kiszűrtem a mechanika hibát ( szépen megy a mechanika) . Nagyobb sebességnél üresen is letilt a motor, mechanikával is, hangja se biztató,marásnál pedig x irányba minimálisan csúnya a simítás y irányba szép, kereszbe rettenet mintha ide oda ugrálna az egyik tengely. Hangos is a motor az x hez képest aminek hangja sincs
A dokumentáció megvan, sajnos keveset értek belőle.
Baldor tfm 60 a típus 3 tengelyes kivitel.
Már ott elvéreztem hogy nem találom a 17 es terminált ami az áram monitor kimenet lenne.
A dokumentáció megvan, sajnos keveset értek belőle.
Baldor tfm 60 a típus 3 tengelyes kivitel.
Már ott elvéreztem hogy nem találom a 17 es terminált ami az áram monitor kimenet lenne.
Cím: Re:DC szervó motoros vezérlés
Írta: uzahitefr Dátum 2017 január 04, 21:47
Írta: uzahitefr Dátum 2017 január 04, 21:47
Szia ha ahoz a motorhoz szeretnèd amit vittèl tōlem ,ahoz kicsi. .. Viszont az ujabb változata már vigan viszi ..
Cím: Re:DC szervó motoros vezérlés
Írta: s4sryue Dátum 2017 január 20, 19:45
Írta: s4sryue Dátum 2017 január 20, 19:45
Szia Sanyi!
Nekem is van egy Baldor tfm 60 dc servo amplifier .Doksim csak nagyon hiányos.Tudnál kűldeni?Milyen mozgásvezérlőt használsz?
Üdv.:Altrix
Nekem is van egy Baldor tfm 60 dc servo amplifier .Doksim csak nagyon hiányos.Tudnál kűldeni?Milyen mozgásvezérlőt használsz?
Üdv.:Altrix
Cím: Re:DC szervó motoros vezérlés
Írta: sanyi84 Dátum 2017 január 21, 22:47
Írta: sanyi84 Dátum 2017 január 21, 22:47
Szia Altrix ! Fagor 8010 M et használok. Persze elküldöm ezt a szuper minőségű pdf et ha írsz egy címet magánba.
Szerencsére jó beteg lettem elpusztultak a -rossz- agysejtjeim és talán tisztábban látom a tejszerű ködöt.
1 lépés erősítő offset beállítása majd a mozgásvezérlőé is.
Próba szemre nem lengő rendszer betekerése
2 lépés mozgásvezérlő hibaparamétereinek belövése
3 lépés körmarásnál a gyorsítàs belövése az analóg részen. Sok próbával. Ha már nem leng a rendszer és a kotty paraméterek is jók sőt a gyorsítási erősítés is jó akkor minden irányban ugyan annyit kell mérni. Lehet a hiba bagatell és csak nem látom a fától az erdőt. De ha az analóg erősítő gyorsabban gyorsít az egyik tengelyen majd próbálja a mozgásvezérlő visszatartani lehet beremegés.
Persze kellene inkább a rendelt cucc kis amatőr dso ami nem biztos hogy elég ehhez. Nem értettem svejket mikor azt mondta a tacho jelét nézzem ne az áram monitorét. Bár igaz a tacho közelebb áll a mozgáshoz mint az árammonitor. Lehet marás közben ne ve mindkét csatornát meglátnám a hibát.
Szerencsére jó beteg lettem elpusztultak a -rossz- agysejtjeim és talán tisztábban látom a tejszerű ködöt.
1 lépés erősítő offset beállítása majd a mozgásvezérlőé is.
Próba szemre nem lengő rendszer betekerése
2 lépés mozgásvezérlő hibaparamétereinek belövése
3 lépés körmarásnál a gyorsítàs belövése az analóg részen. Sok próbával. Ha már nem leng a rendszer és a kotty paraméterek is jók sőt a gyorsítási erősítés is jó akkor minden irányban ugyan annyit kell mérni. Lehet a hiba bagatell és csak nem látom a fától az erdőt. De ha az analóg erősítő gyorsabban gyorsít az egyik tengelyen majd próbálja a mozgásvezérlő visszatartani lehet beremegés.
Persze kellene inkább a rendelt cucc kis amatőr dso ami nem biztos hogy elég ehhez. Nem értettem svejket mikor azt mondta a tacho jelét nézzem ne az áram monitorét. Bár igaz a tacho közelebb áll a mozgáshoz mint az árammonitor. Lehet marás közben ne ve mindkét csatornát meglátnám a hibát.
Cím: Re:DC szervó motoros vezérlés
Írta: 0cphxg8ns Dátum 2017 február 08, 10:44
Írta: 0cphxg8ns Dátum 2017 február 08, 10:44
(előzmény: Boncolás - azaz mi és hogyan működik 4469.hsz)
Itt folytatva, a BLDC témát:
Robsy írására reagálva:
"Jó lenne pontosítani, milyen motorod is van, kefés DC vagy kefe nélküli. Aztán ha ez eldőlt, az se mindegy, hogy az adott motor egy mezei motor vagy szervo. Ugyanis egy motor nem attól lesz szervomotor, hogy egy akármilyen elektronikával összekötöm, a motor képességei "vasba öntöttek" a gyártó által, és a paraméterei vagy megfelelnek a szervo kategóriának, vagy nem."
Az itthon lévő kefe nélküli motor (BLDC). A motor mezei BLDC szervó motorként árulta a Pittman (http://hades.mech.northwestern.edu/images/3/3c/Pittman-ELCOM-SL-4443S013.pdf). (pontos típusa: 3442S003-R3)
A motor "szervó vagy sem" mondatodra reagálva, az előzőekben kapott linkben szereplő dokumentum szolgált nekem valami alapot. (forrás:Szervomotorok, és azok jeladói. Erdélyi Viktor Ferenc 2011 (http://docplayer.hu/3967069-Szervomotorok-es-azok-jeladoi-erdelyi-viktor-ferenc-2011.html) Idézem:"Szervo mechanizmusnak, vagy rövidebben
szervónak olyan rendszert hívunk, amely
negatív visszacsatolású hibaérzékelő rendszert használ a mechanizmus megfelelő teljesítményének elérése érdekében. Ez a definíció még kiegészül azzal, hogy csak akkor nevezünk igazából szervónak egy rendszert, ha az a fent említett hiba korrekciós rendszer segítségével képes szabályozni a mechanikai pozícióját is."
Ergo az én motorom, mivel nincs rajta semmiféle enkóder (így találtam itthon), nem nevezhető servo-nak, akármennyire is 3 fázisú kefe nélküli szervóként gyártották le. Nem jó a következtetésem a dokumentum alapján?
Az meg, hogy kefés, vagy sem, a vezérlést tekintve lényegtelennek tituláltam (naívan?), mivel a forgó részt 3 fázissal kell megröffenteni. Ehhez, hogy a bele, vagy a külső része kapja a kakaót, már lényegtelen szerintem. (cáfoljatok meg, ha hülyeséget beszélek! Ne hagyjatok sötéten! :D)
Svejk (Boncolás - azaz mi és hogyan működik) 4468. kommentjére válaszolva:
Jelenleg itt tartok, amit a gif-en látni:
Ha megértettem a működést (a motor forgatásához), akkor jöhet először a maximális fordulatszám elérése (mint cél). Aztán ha nagyon unatkozom, akkor jöhet az 500 as enkóder alapján való PID (ardu könyvtár alapján) vezérlés.
Köszönöm a linket, utána olvasgatok! :)
ui: ha lenne (működne) a kereső funkció, biztos rákerestem volna már itt a fórumban, ki mit csinált tett, de nem volt lelki erőm végig lapozni 260 oldalt. (az elejébe bele-bele olvastam, de ennyire futotta :P)
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_d7vbu686q8a62bukmp2z3_4919.gif) (https://hobbicncforum.hu/uploaded_images/2017/02/d7vbu686q8a62bukmp2z3_4919.gif)
Itt folytatva, a BLDC témát:
Robsy írására reagálva:
"Jó lenne pontosítani, milyen motorod is van, kefés DC vagy kefe nélküli. Aztán ha ez eldőlt, az se mindegy, hogy az adott motor egy mezei motor vagy szervo. Ugyanis egy motor nem attól lesz szervomotor, hogy egy akármilyen elektronikával összekötöm, a motor képességei "vasba öntöttek" a gyártó által, és a paraméterei vagy megfelelnek a szervo kategóriának, vagy nem."
Az itthon lévő kefe nélküli motor (BLDC). A motor mezei BLDC szervó motorként árulta a Pittman (http://hades.mech.northwestern.edu/images/3/3c/Pittman-ELCOM-SL-4443S013.pdf). (pontos típusa: 3442S003-R3)
A motor "szervó vagy sem" mondatodra reagálva, az előzőekben kapott linkben szereplő dokumentum szolgált nekem valami alapot. (forrás:Szervomotorok, és azok jeladói. Erdélyi Viktor Ferenc 2011 (http://docplayer.hu/3967069-Szervomotorok-es-azok-jeladoi-erdelyi-viktor-ferenc-2011.html) Idézem:"Szervo mechanizmusnak, vagy rövidebben
szervónak olyan rendszert hívunk, amely
negatív visszacsatolású hibaérzékelő rendszert használ a mechanizmus megfelelő teljesítményének elérése érdekében. Ez a definíció még kiegészül azzal, hogy csak akkor nevezünk igazából szervónak egy rendszert, ha az a fent említett hiba korrekciós rendszer segítségével képes szabályozni a mechanikai pozícióját is."
Ergo az én motorom, mivel nincs rajta semmiféle enkóder (így találtam itthon), nem nevezhető servo-nak, akármennyire is 3 fázisú kefe nélküli szervóként gyártották le. Nem jó a következtetésem a dokumentum alapján?
Az meg, hogy kefés, vagy sem, a vezérlést tekintve lényegtelennek tituláltam (naívan?), mivel a forgó részt 3 fázissal kell megröffenteni. Ehhez, hogy a bele, vagy a külső része kapja a kakaót, már lényegtelen szerintem. (cáfoljatok meg, ha hülyeséget beszélek! Ne hagyjatok sötéten! :D)
Svejk (Boncolás - azaz mi és hogyan működik) 4468. kommentjére válaszolva:
Jelenleg itt tartok, amit a gif-en látni:
Ha megértettem a működést (a motor forgatásához), akkor jöhet először a maximális fordulatszám elérése (mint cél). Aztán ha nagyon unatkozom, akkor jöhet az 500 as enkóder alapján való PID (ardu könyvtár alapján) vezérlés.
Köszönöm a linket, utána olvasgatok! :)
ui: ha lenne (működne) a kereső funkció, biztos rákerestem volna már itt a fórumban, ki mit csinált tett, de nem volt lelki erőm végig lapozni 260 oldalt. (az elejébe bele-bele olvastam, de ennyire futotta :P)
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_d7vbu686q8a62bukmp2z3_4919.gif) (https://hobbicncforum.hu/uploaded_images/2017/02/d7vbu686q8a62bukmp2z3_4919.gif)
Cím: Re:DC szervó motoros vezérlés
Írta: 0cphxg8ns Dátum 2017 február 08, 10:47
Írta: 0cphxg8ns Dátum 2017 február 08, 10:47
Gif-et nem eszik a hobbicnc... Akkor jöjjön az animálatlan JPG formátum... Pedig olyan szépen forog a képen a motor! :D
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_qjuo6iope62ipkbd4k7ja_4919.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/qjuo6iope62ipkbd4k7ja_4919.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_qjuo6iope62ipkbd4k7ja_4919.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/qjuo6iope62ipkbd4k7ja_4919.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: 0cphxg8ns Dátum 2017 február 08, 11:38
Írta: 0cphxg8ns Dátum 2017 február 08, 11:38
(http://www.imgserv.com/images/2017/02/08/esfKklOp.gif)
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 február 08, 12:35
Írta: ANTAL GÁBOR Dátum 2017 február 08, 12:35
Erdélyi Viktor szerint : azok a szervó motorok amelyek
negatív visszacsatolású hibaérzékelő rendszert használ a mechanizmus megfelelő teljesítményének elérése érdekében. Ez a definíció még kiegészül azzal, hogy csak akkor nevezünk igazából szervónak egy rendszert, ha az a fent említett hiba korrekciós rendszer segítségével képes szabályozni a mechanikai pozícióját is."
A definicó szerint ha egy Zsiguli ablaktörlő motor tengelye kap egy encodert és a motort egy szervo driver-ral hajtjuk meg akkor az szervó ( Svejk szóhasználatával "ablaktörlő" szervó )
Robsy tovább finomít mert ő csak az arra kitenyésztett motorokat( gyárban azzal a céllal megépített motorokat ) tekinti szervónak ( kis inerciájú keskeny hosszú forgórész , kis villamos időállandó,a nagy túlterhelhetőséghez megépített többkefés kommutátor pl egy kefés DC nél
Egy hasonlat : van a közönséges ( mezei) egér van annak egy fejlettebb változata a házi egér,de a csúcs a fehér egér
negatív visszacsatolású hibaérzékelő rendszert használ a mechanizmus megfelelő teljesítményének elérése érdekében. Ez a definíció még kiegészül azzal, hogy csak akkor nevezünk igazából szervónak egy rendszert, ha az a fent említett hiba korrekciós rendszer segítségével képes szabályozni a mechanikai pozícióját is."
A definicó szerint ha egy Zsiguli ablaktörlő motor tengelye kap egy encodert és a motort egy szervo driver-ral hajtjuk meg akkor az szervó ( Svejk szóhasználatával "ablaktörlő" szervó )
Robsy tovább finomít mert ő csak az arra kitenyésztett motorokat( gyárban azzal a céllal megépített motorokat ) tekinti szervónak ( kis inerciájú keskeny hosszú forgórész , kis villamos időállandó,a nagy túlterhelhetőséghez megépített többkefés kommutátor pl egy kefés DC nél
Egy hasonlat : van a közönséges ( mezei) egér van annak egy fejlettebb változata a házi egér,de a csúcs a fehér egér
Cím: Re:DC szervó motoros vezérlés
Írta: 0cphxg8ns Dátum 2017 február 08, 12:51
Írta: 0cphxg8ns Dátum 2017 február 08, 12:51
Felőlem hívhatjuk ezt az egeret mókusnak is, csak pörögjön! [#nevetes2]
Viccet félre téve: Nem lovagolok én itt az elnevezéseken, sőt. Engem javítottak ki. :D Ehhez mérten hárítom a felelősséget, hogy mire alapozva beszéltem "sületlenségeket". :)
Gyakorlatilag meg most a lényeg amúgy is a működés elvéről szólt, illetve annak vezérléséről, álló pozíciójában tartásáról, esetleg egy léptetőmotorral való párhuzamról
(a szemléltetés kedvéért), csak elkalandoztak a fórumtársak az elnevezéseken. [#pias]
Viccet félre téve: Nem lovagolok én itt az elnevezéseken, sőt. Engem javítottak ki. :D Ehhez mérten hárítom a felelősséget, hogy mire alapozva beszéltem "sületlenségeket". :)
Gyakorlatilag meg most a lényeg amúgy is a működés elvéről szólt, illetve annak vezérléséről, álló pozíciójában tartásáról, esetleg egy léptetőmotorral való párhuzamról
(a szemléltetés kedvéért), csak elkalandoztak a fórumtársak az elnevezéseken. [#pias]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 február 08, 13:25
Írta: 000000000 Dátum 2017 február 08, 13:25
Gábor! Te bedőltél sokimm-nak, mert felületesen olvastál:)
"Erdélyi Viktor szerint : azok a szervó motorok amelyek ..."
Sajnos nem ezt írta, így kár volt sokimmm-nak is ezt idéznie, hiszen a szerző nem állít semmit arról, mitől és mikor nevezhetünk egy motort szervómotornak.
A mondandód második fele már, ami az inerciát, túlterhelhetőségét illeti, nos azok a fontos dolgok, és valóban ezek, meg még pár ilyen fontos műszaki adat (kiemelten az elektromechanikai időállandója a motornak) dönti el azt, hogy egy motort jogosan hívhatunk szervómotornak.
Nyilván ezek után belátható, hogy egy mezei ablaktörlő motorból nem lesz szervómotor, mert kap egy encodert, viszont egy igazi szervó motor akkor is az marad, ha nincs rajta encoder.[#vigyor2]
"Erdélyi Viktor szerint : azok a szervó motorok amelyek ..."
Sajnos nem ezt írta, így kár volt sokimmm-nak is ezt idéznie, hiszen a szerző nem állít semmit arról, mitől és mikor nevezhetünk egy motort szervómotornak.
A mondandód második fele már, ami az inerciát, túlterhelhetőségét illeti, nos azok a fontos dolgok, és valóban ezek, meg még pár ilyen fontos műszaki adat (kiemelten az elektromechanikai időállandója a motornak) dönti el azt, hogy egy motort jogosan hívhatunk szervómotornak.
Nyilván ezek után belátható, hogy egy mezei ablaktörlő motorból nem lesz szervómotor, mert kap egy encodert, viszont egy igazi szervó motor akkor is az marad, ha nincs rajta encoder.[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: 0cphxg8ns Dátum 2017 február 08, 16:16
Írta: 0cphxg8ns Dátum 2017 február 08, 16:16
Bedőlt? Hát mit írt akkor Erdélyi Viktor kedves Robsy? :)
"Szervo mechanizmusnak, vagy rövidebben szervónak olyan rendszert hívunk, amely negatív visszacsatolású hibaérzékelő rendszert használ a mechanizmus megfelelőteljesítményének elérése érdekében. Ez a definíció még kiegészül azzal, hogy csak akkor nevezünk igazából szervónak egy rendszert, ha az a fent említett hiba korrekciós rendszer segítségével képes szabályozni a mechanikai pozícióját is. Ebből következőmódon, noha pl. az elektromos ablakemelőben található hibajelző rendszer annak elkerülése végett, hogy odacsípjük valaminket, de a rendszer ebből nem képes az ablak pozícióját megállapítani, -ezt a feladatot mi magunk végezzük- , az elektromos ablakemelő nem nevezhető szervorendszernek."
Az én szervó motoromon (gyárilag annak gyártották), nincs semmiféle hibakorrekciós rendszere (leszerelték róla), amivel szabályoznám a mechanikai pozíciót. :) (ha a hall szenzorokat is kiszedem a tervrajzból, és csak megfelelő gyorsasággal billegtetem az arduino lábait, a megfelelő fordulatszám elérése érdekében...). Még ekkor is szervó motornak hívod? (végül is rájöttem, ez költői kérdés, mert nekem mindegy, hogy nevezed, én csak más okos mondataival dobálózom. :D) [#fogmosas]
Pörgetni szeretném, nem nyelvtan náciskodni. [#wave]
"Szervo mechanizmusnak, vagy rövidebben szervónak olyan rendszert hívunk, amely negatív visszacsatolású hibaérzékelő rendszert használ a mechanizmus megfelelőteljesítményének elérése érdekében. Ez a definíció még kiegészül azzal, hogy csak akkor nevezünk igazából szervónak egy rendszert, ha az a fent említett hiba korrekciós rendszer segítségével képes szabályozni a mechanikai pozícióját is. Ebből következőmódon, noha pl. az elektromos ablakemelőben található hibajelző rendszer annak elkerülése végett, hogy odacsípjük valaminket, de a rendszer ebből nem képes az ablak pozícióját megállapítani, -ezt a feladatot mi magunk végezzük- , az elektromos ablakemelő nem nevezhető szervorendszernek."
Az én szervó motoromon (gyárilag annak gyártották), nincs semmiféle hibakorrekciós rendszere (leszerelték róla), amivel szabályoznám a mechanikai pozíciót. :) (ha a hall szenzorokat is kiszedem a tervrajzból, és csak megfelelő gyorsasággal billegtetem az arduino lábait, a megfelelő fordulatszám elérése érdekében...). Még ekkor is szervó motornak hívod? (végül is rájöttem, ez költői kérdés, mert nekem mindegy, hogy nevezed, én csak más okos mondataival dobálózom. :D) [#fogmosas]
Pörgetni szeretném, nem nyelvtan náciskodni. [#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 február 08, 16:17
Írta: ANTAL GÁBOR Dátum 2017 február 08, 16:17
OK ! nevesítsük a dolgot ! Ha a horgász kifog egy pontyot ami 29 cm akkor azt vissza kell dobni Ha 31 cm akkor hazaviheti ( ha a horgászok olvassák biztos kijavítanak , az adatok 40 évvel ez előttiek )
Vegyünk egy ( DC) motort! Az elektromechanikai időállandója 20 ms ( valós adat ! ) Szervó ? nem szervó ? Hol a határ ?
Vegyünk egy ( DC) motort! Az elektromechanikai időállandója 20 ms ( valós adat ! ) Szervó ? nem szervó ? Hol a határ ?
Cím: Re:DC szervó motoros vezérlés
Írta: m6j2vsrdz Dátum 2017 február 08, 17:06
Írta: m6j2vsrdz Dátum 2017 február 08, 17:06
Ez a motor képessége szerint szervó motor. Megnéztem a linkedet, gyárilag 500-as encoder volt hozzá. Üzemszerűen is azzal működött volna. Arduinoval is működne, csak azt nem tudom menet közben honnan tudná, éppen hol tart. A vezérlést ki kéne egészíteni épp azokkal a funkciókkal, amelyeket elvesztett az encoder hiányával.
Ha az a célod, hogy arduval működtesd, szerintem csináld nyugodtan. De nem szabályozás lesz hanem vezérlés - hiszen hiányozni fognak a visszacsatolás/beavatkozás elemei.
Itt egy közérthető szösszenet: (http://www.reductor-motor.com/hun-theory-dc%20motors.html)
Írja: "A BLDC motorok sokkal hatékonyabban alakítják át az elektromosságot mechanikai erővé, mint a kefés egyenáramú motorok. Ez főleg annak köszönhető, hogy a kefék hiánya miatt mentesek az elektromos és súrlódási veszteségektől. A nagyobb hatékonyság a terhelésmentes és kis terhelésű tartományokban érzékelhető leginkább. Nagy terhelésnél a BLDC motorok és a jó minőségű szénkefés egyenáramú motorok hasonló hatékonyságúak."
Ezzel kevésbé értek egyet: A BLDC-ben a szükséges gerjesztés nagy részét az állandó mágnes hozza létre, (nem pedig külső gerjesztés) ezért nincs disszipációs/ohmos veszteség vonzata, ezért a hatékonyság ennek javára írható - szerintem.
[Itt jegyzem meg, hogy a Grundfos új (lakossági) keringető szivattyúi is állandó mágnes gerjesztésűek, ezért mennek 5-15 wattal, szemben a régebbi 20-60 wattosokkal, azonos teljesítmény mellett.]
Ha az a célod, hogy arduval működtesd, szerintem csináld nyugodtan. De nem szabályozás lesz hanem vezérlés - hiszen hiányozni fognak a visszacsatolás/beavatkozás elemei.
Itt egy közérthető szösszenet: (http://www.reductor-motor.com/hun-theory-dc%20motors.html)
Írja: "A BLDC motorok sokkal hatékonyabban alakítják át az elektromosságot mechanikai erővé, mint a kefés egyenáramú motorok. Ez főleg annak köszönhető, hogy a kefék hiánya miatt mentesek az elektromos és súrlódási veszteségektől. A nagyobb hatékonyság a terhelésmentes és kis terhelésű tartományokban érzékelhető leginkább. Nagy terhelésnél a BLDC motorok és a jó minőségű szénkefés egyenáramú motorok hasonló hatékonyságúak."
Ezzel kevésbé értek egyet: A BLDC-ben a szükséges gerjesztés nagy részét az állandó mágnes hozza létre, (nem pedig külső gerjesztés) ezért nincs disszipációs/ohmos veszteség vonzata, ezért a hatékonyság ennek javára írható - szerintem.
[Itt jegyzem meg, hogy a Grundfos új (lakossági) keringető szivattyúi is állandó mágnes gerjesztésűek, ezért mennek 5-15 wattal, szemben a régebbi 20-60 wattosokkal, azonos teljesítmény mellett.]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 február 08, 18:26
Írta: 000000000 Dátum 2017 február 08, 18:26
Igen bedőlt neked, hiába idézed még százszor ezt a pár sort.
Hol, van ebben olyan jelzős szerkezet, hogy szervómotor????
Sehol, tehát egy műszaki Fórumon jobb lenne, ha az általad beleképzelt kifejezések, nem is létező dolgok szajkózása helyett a TÉNYEK hatnának Rád. [#ejnye1]
Kicsit több szerénységet, szakmai alázatot várnék el Tőled új fórumozóként, hiszen egyelőre abban kértél segítséget, mitől is forog, hogy is működik egy ilyen BLDC motor.
Az már csak hab a tortán, hogy először DC szervó motornak hitted az első szösszenetedben a motorodat, aztán átjöttél ide a DC szervó topikba. Van egy rossz hírem, ide se való ez a téma. Mehetsz tovább az AC szervó topikba.
Hol, van ebben olyan jelzős szerkezet, hogy szervómotor????
Sehol, tehát egy műszaki Fórumon jobb lenne, ha az általad beleképzelt kifejezések, nem is létező dolgok szajkózása helyett a TÉNYEK hatnának Rád. [#ejnye1]
Kicsit több szerénységet, szakmai alázatot várnék el Tőled új fórumozóként, hiszen egyelőre abban kértél segítséget, mitől is forog, hogy is működik egy ilyen BLDC motor.
Az már csak hab a tortán, hogy először DC szervó motornak hitted az első szösszenetedben a motorodat, aztán átjöttél ide a DC szervó topikba. Van egy rossz hírem, ide se való ez a téma. Mehetsz tovább az AC szervó topikba.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 február 08, 18:45
Írta: 000000000 Dátum 2017 február 08, 18:45
Kedves Gábor!
Ha egy orvos megméri a vérnyomásodat, mikortól kezdve magas vagy alacsony? Gondolom van rá szakmai határ az orvostudományban.
Ugyanígy egy ismeretlen motorról pár alapméréssel el lehet dönteni, hogy csak egy mezei motor, szervo jellegű vagy igazi szervó motor.
Az egyik ilyen nagyon fontos minősítő alapmérés, amiből sok minden kiderül az az egységugrás teszt.
Bizonyára emlékszel, a régi Fórumon is sokat írogattam erről. Ha Téged, vagy bárkit érdekel egy rövid összefoglaló a Robsy motorhajtás dinamikai mérőrendszer (http://www.robsy.hu/te2/tem2.htm) témáról, akkor nosza, csak egy klikkbe kerül.
Ha egy orvos megméri a vérnyomásodat, mikortól kezdve magas vagy alacsony? Gondolom van rá szakmai határ az orvostudományban.
Ugyanígy egy ismeretlen motorról pár alapméréssel el lehet dönteni, hogy csak egy mezei motor, szervo jellegű vagy igazi szervó motor.
Az egyik ilyen nagyon fontos minősítő alapmérés, amiből sok minden kiderül az az egységugrás teszt.
Bizonyára emlékszel, a régi Fórumon is sokat írogattam erről. Ha Téged, vagy bárkit érdekel egy rövid összefoglaló a Robsy motorhajtás dinamikai mérőrendszer (http://www.robsy.hu/te2/tem2.htm) témáról, akkor nosza, csak egy klikkbe kerül.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 február 08, 19:18
Írta: ANTAL GÁBOR Dátum 2017 február 08, 19:18
Az én példámban ez 20 ms
Szerintem ha valakinek 80 Hg mm a vérnyomása akkor az alacsony és ha 160Hg mm akkor magas .
Ha az időállandó 15 ms akkor szervó ha meg 30 ms akkor mezei? Vagy még az 50 ms is szervó ? Megmérni nincs lehetőség , dönteni kellene az elektromechanikai időállandó ismeretének birtokában ! Jól néznék ki ha előbb megvenném azután egységurás teszt majd [#rinya][#rinya]
idézem :
"kiemelten az elektromechanikai időállandója a motornak dönti el azt, hogy egy motort jogosan hívhatunk szervómotornak. "
Amikor azt iram hogy a gyakorlat alapján húzom meg a satumat ( és biztonságból alu kalapáccsal rá is ütök a kulcsra a marógépnél ) akkor rögtön azzal jöttél hogy te a mérnöki módszereket részesíted előnyben majd kiszámoltad hogy elég oda 3.5 Nm is !!
Szerintem ha valakinek 80 Hg mm a vérnyomása akkor az alacsony és ha 160Hg mm akkor magas .
Ha az időállandó 15 ms akkor szervó ha meg 30 ms akkor mezei? Vagy még az 50 ms is szervó ? Megmérni nincs lehetőség , dönteni kellene az elektromechanikai időállandó ismeretének birtokában ! Jól néznék ki ha előbb megvenném azután egységurás teszt majd [#rinya][#rinya]
idézem :
"kiemelten az elektromechanikai időállandója a motornak dönti el azt, hogy egy motort jogosan hívhatunk szervómotornak. "
Amikor azt iram hogy a gyakorlat alapján húzom meg a satumat ( és biztonságból alu kalapáccsal rá is ütök a kulcsra a marógépnél ) akkor rögtön azzal jöttél hogy te a mérnöki módszereket részesíted előnyben majd kiszámoltad hogy elég oda 3.5 Nm is !!
Cím: Re:DC szervó motoros vezérlés
Írta: 0cphxg8ns Dátum 2017 február 08, 20:45
Írta: 0cphxg8ns Dátum 2017 február 08, 20:45
Ne izguld túl a dolgot a 15 hozzászólásoddal. Köszönöm a linket, átolvasom, de többet nem reagálok az üzeneteidre, csak kiolvasom belőle a hasznos részt, a többi felet elsiklok, hogy maradjon a békesség. [#worship]
A tartalmilag hasznos részeket előre is köszönöm.[#vigyor2]
A tartalmilag hasznos részeket előre is köszönöm.[#vigyor2]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2017 február 08, 21:08
Írta: PSoft Dátum 2017 február 08, 21:08
"Kicsit több szerénységet, szakmai alázatot várnék el Tőled új fórumozóként,...
Tibor!
Nyilván elkerülte a figyelmedet, hogy sokimm kolléga egy nappal előbb regisztrált a fórumra mint Te.
E szerint a tényállás szerint, Te vagy az "új fórumozó".:)
(no persze, ez nem igaz, de...mégis igaz!)
Tibor!
Nyilván elkerülte a figyelmedet, hogy sokimm kolléga egy nappal előbb regisztrált a fórumra mint Te.
E szerint a tényállás szerint, Te vagy az "új fórumozó".:)
(no persze, ez nem igaz, de...mégis igaz!)
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2017 február 08, 21:16
Írta: Bencze András Dátum 2017 február 08, 21:16
Csak a "BLDC" kifejezést mellőzzétek, mert az önmagában ellentmondás.
Cím: Re:DC szervó motoros vezérlés
Írta: fpd0kbd4 Dátum 2017 február 08, 21:18
Írta: fpd0kbd4 Dátum 2017 február 08, 21:18
Azért had derüljön ki,hogy egy önkéntes száműzetésből visszatért nagy múltú fórumtag lett "lekopaszozva" !
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 február 08, 21:20
Írta: 000000000 Dátum 2017 február 08, 21:20
"no persze, ez nem igaz, ...."
Látod tudod te az igazságot is, ha éppen olyan kedved van.
Így kár volt a többit leírnod, mivel NULLA szakmaiságot találtam benne a szervómotor fejtegetéseimmel kapcsolatban. És ahhoz meg csak kéne tartani magadat, hogy szakmai alapon vitázz velem, elvégre CNC szakmai Fórumon vagyunk.
Látod tudod te az igazságot is, ha éppen olyan kedved van.
Így kár volt a többit leírnod, mivel NULLA szakmaiságot találtam benne a szervómotor fejtegetéseimmel kapcsolatban. És ahhoz meg csak kéne tartani magadat, hogy szakmai alapon vitázz velem, elvégre CNC szakmai Fórumon vagyunk.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 február 08, 21:28
Írta: 000000000 Dátum 2017 február 08, 21:28
Miért mellőzzük? Teljesen rendben van az, a szakirodalom ismer ilyen kifejezést, de ha nekem nem hiszel, talán ez a majdnem 1000000 találat (https://www.google.hu/search?hl=hu&source=hp&biw=&bih=&q=BLDC+motor&gbv=2&oq=BLDC+motor&gs_l=heirloom-hp.3..0l10.1172.5406.0.5875.10.5.0.5.5.0.234.922.0j2j3.5.0....0...1ac.1.34.heirloom-hp..0.10.1079.TatycMkNu9s) szerintem elég meggyőző lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 február 08, 21:30
Írta: ANTAL GÁBOR Dátum 2017 február 08, 21:30
Na és mi a helyzet a 20 ms -al ? Végre el tudnám dönteni hogy szervó vagy "szervó szerű " ( netán mezei) a kérdéses motor
Úgy izgulok hogy már 130 is lehet a vérnyomásom ....[#vigyor4]
Úgy izgulok hogy már 130 is lehet a vérnyomásom ....[#vigyor4]
Cím: Re:DC szervó motoros vezérlés
Írta: Dakota25 Dátum 2017 február 08, 21:37
Írta: Dakota25 Dátum 2017 február 08, 21:37
Apa! Kezdődik!!![#falbav]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2017 február 08, 22:05
Írta: PSoft Dátum 2017 február 08, 22:05
Olvasgattam a [13162]-es linkedet.
Azt írod a végén...
"Felhasználói érdeklődés esetén vállalom ismeretlen képességű motor/hajtás bemérését, véleményezését is a fentiekben ismertetett Robsy dinamikai mérőrendszerrel."
Kérhetnék magánban(az itteni üzenőben)egy postacímet Tőled?
Szeretnélek megkérni, hogyaz itt látható DC szervós??? fogasszíjas hajtásról, tesztelés alapján (http://cnctar.hobbycnc.hu/PSoft/kep/Fogassz%EDjas-%E1tt%E9tel/)alkoss szakmai véleményt.
Pillanatnyilag 100-as enkóder van a motortengely hajtás oldali végén a fekete műanyag tok alatt.
Ezt, mielőtt elküldeném,és bevizsgálnád, kicserélném egy HEDS 500-asra.
Egy könnyű,és fürge lézeres mechanika "X" tengelyére szánnám a hajtást.
Előre is köszönöm,és várom válaszodat.
Azt írod a végén...
"Felhasználói érdeklődés esetén vállalom ismeretlen képességű motor/hajtás bemérését, véleményezését is a fentiekben ismertetett Robsy dinamikai mérőrendszerrel."
Kérhetnék magánban(az itteni üzenőben)egy postacímet Tőled?
Szeretnélek megkérni, hogyaz itt látható DC szervós??? fogasszíjas hajtásról, tesztelés alapján (http://cnctar.hobbycnc.hu/PSoft/kep/Fogassz%EDjas-%E1tt%E9tel/)alkoss szakmai véleményt.
Pillanatnyilag 100-as enkóder van a motortengely hajtás oldali végén a fekete műanyag tok alatt.
Ezt, mielőtt elküldeném,és bevizsgálnád, kicserélném egy HEDS 500-asra.
Egy könnyű,és fürge lézeres mechanika "X" tengelyére szánnám a hajtást.
Előre is köszönöm,és várom válaszodat.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 február 09, 07:39
Írta: 000000000 Dátum 2017 február 09, 07:39
Írásod kapcsán elővettem a 20 éve már nekem is meglévő ezen típusú test DC szervo jellegű motoromat. Mivel minden adata ismert a gyártó Bühler katalógusából, nem értem, miért kellene bemérni.
Mondjuk jobbat is választhattál volna ebben a teljesítmény tartományban, hiszen az 1.13.043. szériájúaknak sokkal jobb az elektromechanikai időállandójuk (9 ms).
Ha pedig valamilyen áttétellel hajt is valamit, akkor ez minimum felmegy a kétszeresése még optimális méretezés esetén is.
A hajtás adatai gondolom megvannak, így kiszámolható a kérésed, és én már csak olyan vagyok, hogy először ha ismereteim engedik, kiszámolok valamit, és a kapott eredményekre optimalizálva gyártok.
Ettől függetlenül amikor lesz több időm, szívesen bemérem a teljes hajtásod, legalább kiderül, mennyire sikerült a teljes szervóhajtásod kapcsán az optimális áttételt, azaz a a maximális gyorsulási képességet eltalálni.
Mondjuk jobbat is választhattál volna ebben a teljesítmény tartományban, hiszen az 1.13.043. szériájúaknak sokkal jobb az elektromechanikai időállandójuk (9 ms).
Ha pedig valamilyen áttétellel hajt is valamit, akkor ez minimum felmegy a kétszeresése még optimális méretezés esetén is.
A hajtás adatai gondolom megvannak, így kiszámolható a kérésed, és én már csak olyan vagyok, hogy először ha ismereteim engedik, kiszámolok valamit, és a kapott eredményekre optimalizálva gyártok.
Ettől függetlenül amikor lesz több időm, szívesen bemérem a teljes hajtásod, legalább kiderül, mennyire sikerült a teljes szervóhajtásod kapcsán az optimális áttételt, azaz a a maximális gyorsulási képességet eltalálni.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 február 09, 07:57
Írta: 000000000 Dátum 2017 február 09, 07:57
Nem venném a lelkemre, ha egy DC motor miatt a vérnyomásoddal baj lenne. Megnyugodhatsz, a kefés DC motor kategóriában a 20 ms-os időállandójú motort már megilleti a szervó minősítés, persze vannak ettől jobbak is még ebben a kategóriában is, az AC szervók világáról nem is beszélve.
Ami pedig a #13163 satu meghúzási csipkelődéseded illeti (Csuhás is tett hasonlót) csak azt tudom mondani, hogy talán egy felvetődő kérésre egy műszaki Fórumon ha valaki kiszámol valamit, az nem bűn, sőt.... Az pedig, hogy ebből még azt a következtetést is levontátok, hogy én nem tudnék ugyanúgy gyakorlatból meghúzni egy satut, és ha kell elővenni az alu kalapácsot, hát ez is egy érdekes, sajátos gondolatmenetre vall, de ez legyen a ti gondotok. 15 éves korom óta épp elégszer húztam már meg szerszámgépen satut, tokmányt.
Ami pedig a #13163 satu meghúzási csipkelődéseded illeti (Csuhás is tett hasonlót) csak azt tudom mondani, hogy talán egy felvetődő kérésre egy műszaki Fórumon ha valaki kiszámol valamit, az nem bűn, sőt.... Az pedig, hogy ebből még azt a következtetést is levontátok, hogy én nem tudnék ugyanúgy gyakorlatból meghúzni egy satut, és ha kell elővenni az alu kalapácsot, hát ez is egy érdekes, sajátos gondolatmenetre vall, de ez legyen a ti gondotok. 15 éves korom óta épp elégszer húztam már meg szerszámgépen satut, tokmányt.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 február 09, 08:01
Írta: 000000000 Dátum 2017 február 09, 08:01
Régi bevált stratégia egyesek részéről.
Valamivel ami kicsit nem szakmai, belekötnek Tiborba és innentől a dolog nem a témáról szól, hanem egymás sérelmeiről.
Így tovább!
Pedig a szervo érdekelt volna.
Valamivel ami kicsit nem szakmai, belekötnek Tiborba és innentől a dolog nem a témáról szól, hanem egymás sérelmeiről.
Így tovább!
Pedig a szervo érdekelt volna.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 február 09, 08:16
Írta: 000000000 Dátum 2017 február 09, 08:16
Ne izgulj, én tanultam a múltból, hogy bánjak az ilyen szakmától eltérő kiszólásokkal, nem folytatódik semmi.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 február 09, 08:18
Írta: 000000000 Dátum 2017 február 09, 08:18
Bocsi, nem beleszólni akartam, csak hangosan gondolkodtam.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 február 09, 08:19
Írta: ANTAL GÁBOR Dátum 2017 február 09, 08:19
Mindíg is meg fogom tenni hasonló esetben . Miért vagyok én kisebb rendűnek kikiáltva ( általa ) azzal ha azt írom :
"Az én módszerem : a gyakorlat és a kalapács."
és erre az a válasz tőle
"Az én elsődleges módszerem a számolás, tervezés, méretezés."
Most eltelt egy kis idő ( számolással, tervezéssel,méretezéssel , neten való kutakodással) mire megkaptam a választ : szervó
"Az én módszerem : a gyakorlat és a kalapács."
és erre az a válasz tőle
"Az én elsődleges módszerem a számolás, tervezés, méretezés."
Most eltelt egy kis idő ( számolással, tervezéssel,méretezéssel , neten való kutakodással) mire megkaptam a választ : szervó
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 február 09, 08:32
Írta: 000000000 Dátum 2017 február 09, 08:32
A te szempontodból teljesen igazad van!
Mert ugyan olyan mérnök vagy, mint Tibor, csak gyakorlatiasabban közelíted meg a dolgokat.
Nyilván, hogy joggal érzed magad sértve, amikor "leértékelnek".
Nem kifejezetten rád gondoltam az előző hozzászólásomban.
Nem szeretnék senkit megsérteni és elsősorban magamra gondolok, amikor azt mondom, megöregedtünk és megint gyerekek lettünk. Össze tudunk kapni egyszerű dolgokon is.
Elnézést kérek mindenkitől, akire nem vonatkozik a megállapításom.
Mert ugyan olyan mérnök vagy, mint Tibor, csak gyakorlatiasabban közelíted meg a dolgokat.
Nyilván, hogy joggal érzed magad sértve, amikor "leértékelnek".
Nem kifejezetten rád gondoltam az előző hozzászólásomban.
Nem szeretnék senkit megsérteni és elsősorban magamra gondolok, amikor azt mondom, megöregedtünk és megint gyerekek lettünk. Össze tudunk kapni egyszerű dolgokon is.
Elnézést kérek mindenkitől, akire nem vonatkozik a megállapításom.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 február 09, 08:39
Írta: 000000000 Dátum 2017 február 09, 08:39
"Most eltelt egy kis idő ( számolással, tervezéssel,méretezéssel , neten való kutakodással) mire megkaptam a választ : szervó"
Hogy te milyen "kedves" ember vagy, köszönöm.[#wave]
Hogy te milyen "kedves" ember vagy, köszönöm.[#wave]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2017 február 09, 14:22
Írta: PSoft Dátum 2017 február 09, 14:22
Köszönöm![#worship]
Valóban igaz, ott van a Bühler katalógusában a motorra vonatkozó minden adat.
Hogy jobbat is választhattam volna...
Lehet, biztos igazad van, de ezek vannak a polcon "készleten", ezekből próbálok építkezni.
Amennyire "ismereteim engedik", én is számolgatni fogok,és talán(nem első gépesként)jó eséllyel "eltalálom" az optimális áttételt.
Úgy gondolom,"némi matematikai ismerettel" is rendelkezem a PID matematikai függvényének megértéséhez, amire a szervo behangolásánál szükségem lehet.
De valószínű, hogy ez a része a dolognak már fülre,"alu kalapács" segítségével fog történni.
Valóban igaz, ott van a Bühler katalógusában a motorra vonatkozó minden adat.
Hogy jobbat is választhattam volna...
Lehet, biztos igazad van, de ezek vannak a polcon "készleten", ezekből próbálok építkezni.
Amennyire "ismereteim engedik", én is számolgatni fogok,és talán(nem első gépesként)jó eséllyel "eltalálom" az optimális áttételt.
Úgy gondolom,"némi matematikai ismerettel" is rendelkezem a PID matematikai függvényének megértéséhez, amire a szervo behangolásánál szükségem lehet.
De valószínű, hogy ez a része a dolognak már fülre,"alu kalapács" segítségével fog történni.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 február 20, 16:30
Írta: ANTAL GÁBOR Dátum 2017 február 20, 16:30
Ki tudja megmondani hogy mi a szabatos resetelése a Balázsék sárga 160 V os ( DG4S 16035) dc szervo vezérlőjének ? Azért kell resetelni mert hibára futott ( Túlcsordult a hibatárolója , túláramot észlelt stb )
Szüntessem meg egy pillanatra a 12 V os tápfeszt ?
( A Dc busz maradhat ? ) Olvasatomban a reset ( ami a main RJ45 ös csatin van nem erre való )
Balázs levele szerint : "Ha földre húzod akkor a vezérlő megáll .Ha elengeded a vonalat akkor újraindul "
Szüntessem meg egy pillanatra a 12 V os tápfeszt ?
( A Dc busz maradhat ? ) Olvasatomban a reset ( ami a main RJ45 ös csatin van nem erre való )
Balázs levele szerint : "Ha földre húzod akkor a vezérlő megáll .Ha elengeded a vonalat akkor újraindul "
Cím: Re:DC szervó motoros vezérlés
Írta: ddkjg5si Dátum 2017 május 26, 13:39
Írta: ddkjg5si Dátum 2017 május 26, 13:39
Sziasztok !
Van egy gépünk a cégnél , 5Kw os Yaskawa szervópackal üzemel és egy nem túl nagy 750w os motorral. Ezen a gépen 2 egyforma asszinkron motor mozgat egy hidat le és fel kicsi tartományban. Az egyik oldali szervó rendszerint ki áll valamilyen hibakóddal . Volt már szervízben a szervóhajtás ott elvileg IGBT javítva volt. Szervó visszaköt és ugyanúgy ki állt egy 100 as hibakóddal, hogy meg sem mozdult a motor. Körbe néztem a gépet mi okozhatja ezt mert gyanús volt , hogy a hajtásnak semmi baja nem is volt. A motor szigetelése tökéletes és szimetrikus is .Át mozgattam és mértem a végállás kapcsolókat és vészleállítókat. Aztán egysze rcsak a gép fel vette a referencia pozíciót és csinált egy leütést majd egy újabb 030 ás hibakódot üzenget azóta." Elvileg " ebben a szervízben jónak találták a hajtást és a motort enkóderestül. De szerintem ez enkóder hiba lesz , sajnos háttal ülök azért írtam ide .
Kérdésem arra vonatkozik , hogy van-e itt aki ért és javít is komplett ipari rendszereket itt vagy ismer megbízható szerelőt aki tartalmat is tud le tülteni sigma V szeriából!?
Van egy gépünk a cégnél , 5Kw os Yaskawa szervópackal üzemel és egy nem túl nagy 750w os motorral. Ezen a gépen 2 egyforma asszinkron motor mozgat egy hidat le és fel kicsi tartományban. Az egyik oldali szervó rendszerint ki áll valamilyen hibakóddal . Volt már szervízben a szervóhajtás ott elvileg IGBT javítva volt. Szervó visszaköt és ugyanúgy ki állt egy 100 as hibakóddal, hogy meg sem mozdult a motor. Körbe néztem a gépet mi okozhatja ezt mert gyanús volt , hogy a hajtásnak semmi baja nem is volt. A motor szigetelése tökéletes és szimetrikus is .Át mozgattam és mértem a végállás kapcsolókat és vészleállítókat. Aztán egysze rcsak a gép fel vette a referencia pozíciót és csinált egy leütést majd egy újabb 030 ás hibakódot üzenget azóta." Elvileg " ebben a szervízben jónak találták a hajtást és a motort enkóderestül. De szerintem ez enkóder hiba lesz , sajnos háttal ülök azért írtam ide .
Kérdésem arra vonatkozik , hogy van-e itt aki ért és javít is komplett ipari rendszereket itt vagy ismer megbízható szerelőt aki tartalmat is tud le tülteni sigma V szeriából!?
Cím: Re:DC szervó motoros vezérlés
Írta: ddkjg5si Dátum 2017 május 26, 13:41
Írta: ddkjg5si Dátum 2017 május 26, 13:41
A másik gondolatom a túlcsordult hibatároló volt mert ez a gép rengeteg érzékelővel és biztonsági kapuval van megáldva és napi 50-100 vész leállás előfordulhat símán.
Cím: Re:DC szervó motoros vezérlés
Írta: 4ybj8h3c8 Dátum 2017 június 15, 14:16
Írta: 4ybj8h3c8 Dátum 2017 június 15, 14:16
Üdv
Van valakinek tapasztalata arról, hogy SMC szervóvezérlőt hogyan lehet rávenni arra, hogy a Step-Dir jelekre dolgozzon?
Alapszintű működés már van, forog, lehet állítani a paramétereket, de bekapcsolás után kézzel forgatható a tengely, ahhoz, hogy pozícióban maradjon be kell indítani a winfosos beállító programját.
Mit cseszhettem el?
Van valakinek tapasztalata arról, hogy SMC szervóvezérlőt hogyan lehet rávenni arra, hogy a Step-Dir jelekre dolgozzon?
Alapszintű működés már van, forog, lehet állítani a paramétereket, de bekapcsolás után kézzel forgatható a tengely, ahhoz, hogy pozícióban maradjon be kell indítani a winfosos beállító programját.
Mit cseszhettem el?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2017 június 15, 14:53
Írta: svejk Dátum 2017 június 15, 14:53
mode2-be kell állítani.
alapból a speed-es módba áll a programja szerint
alapból a speed-es módba áll a programja szerint
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2017 június 15, 14:54
Írta: svejk Dátum 2017 június 15, 14:54
Végül milyen típusú PIC-re írtad át?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2017 június 15, 14:55
Írta: svejk Dátum 2017 június 15, 14:55
Bocsi, mode3 a pozíció mód!
Cím: Re:DC szervó motoros vezérlés
Írta: 4ybj8h3c8 Dátum 2017 június 15, 15:03
Írta: 4ybj8h3c8 Dátum 2017 június 15, 15:03
Köszi, megpróbálom.
Végül is maradt az eredeti, abban maradtam magammal, hogy első a gép beindítása, utána majd tökölök vele ha lesz rá időm.
Végül is maradt az eredeti, abban maradtam magammal, hogy első a gép beindítása, utána majd tökölök vele ha lesz rá időm.
Cím: Re:DC szervó motoros vezérlés
Írta: 4ybj8h3c8 Dátum 2017 június 15, 15:04
Írta: 4ybj8h3c8 Dátum 2017 június 15, 15:04
Kapcsolás és panel kész, 16F887-re lett átvariálva, abba még belefér egy kijelző is aminek köszönhetően kihagyom a francba a winfos programot, önmagában lehet majd állítani az összes paraméterét.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2017 június 15, 15:06
Írta: svejk Dátum 2017 június 15, 15:06
Akkor:
".equ INI_MODE = 0 ;Initial Servo Mode (0-3) for no serial control"
De inkább a Kozo féle átalakítottat használd, azt mondják az már kifinomultabb és van rendes diagnosztikája.
".equ INI_MODE = 0 ;Initial Servo Mode (0-3) for no serial control"
De inkább a Kozo féle átalakítottat használd, azt mondják az már kifinomultabb és van rendes diagnosztikája.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2017 június 15, 15:07
Írta: svejk Dátum 2017 június 15, 15:07
Publikálj róla ha készen lesz!
Cím: Re:DC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2017 szeptember 20, 20:41
Írta: 4va4kwi Dátum 2017 szeptember 20, 20:41
Sziasztok.
DG4S-08020 - DC szervomotor szabályzóhoz nincs meg valakinek a mikrovezérlő tartalma. Sajnos elfüstölt mind a 3 vezérlőmben egyszerre. [#rinya]
DG4S-08020 - DC szervomotor szabályzóhoz nincs meg valakinek a mikrovezérlő tartalma. Sajnos elfüstölt mind a 3 vezérlőmben egyszerre. [#rinya]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 20, 20:53
Írta: 000000000 Dátum 2017 szeptember 20, 20:53
Az meg hogyan sikerült összehozni ? [#wow1]
Mellesleg náluk érdeklődj , de 99%, hogy ilyen dolgot nem fognak közkézre adni.
Viszont lehet megjavítják.
http://www.cncdrive.hu/contact.html (http://www.cncdrive.hu/contact.html)
Mellesleg náluk érdeklődj , de 99%, hogy ilyen dolgot nem fognak közkézre adni.
Viszont lehet megjavítják.
http://www.cncdrive.hu/contact.html (http://www.cncdrive.hu/contact.html)
Cím: Re:DC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2017 szeptember 20, 21:15
Írta: 4va4kwi Dátum 2017 szeptember 20, 21:15
Már írtam nekik
Eddig nem válaszoltak. Labortápról volt hajtva, és bekapcsoláskor a max tápfesz kikerült a kimenetre kb 30v.
Egy pillanat volt csupán csak ez is sok volt.
Eddig nem válaszoltak. Labortápról volt hajtva, és bekapcsoláskor a max tápfesz kikerült a kimenetre kb 30v.
Egy pillanat volt csupán csak ez is sok volt.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 20, 21:55
Írta: 000000000 Dátum 2017 szeptember 20, 21:55
Írj itt a fórumon a CNCdrive nevű fórumtagnak is üzenetet.
Nekem a labortáp valami névtelen Japán darab ( Kenwood ), de az bekapcsoláskos soha nem ad ki feszültséget.
Először feláll a rendszer, kiírja a feszt és az áramkorlátot, vagy memóriából választasz vagy beállítasz aztán engedélyezni kell, hogy biztos kiadod a kimenetre a tápot.
Eléggé hülye és kapkodásbiztos kis szerkentyű.
Nekem a labortáp valami névtelen Japán darab ( Kenwood ), de az bekapcsoláskos soha nem ad ki feszültséget.
Először feláll a rendszer, kiírja a feszt és az áramkorlátot, vagy memóriából választasz vagy beállítasz aztán engedélyezni kell, hogy biztos kiadod a kimenetre a tápot.
Eléggé hülye és kapkodásbiztos kis szerkentyű.
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2017 szeptember 20, 22:25
Írta: Kisamotors Dátum 2017 szeptember 20, 22:25
Neki Orosz van. [#vigyor]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 20, 22:42
Írta: 000000000 Dátum 2017 szeptember 20, 22:42
Hidd el az Orosz sokkal jobb mint a mostani kinai rosszok !
Van például pár Orosz műszerem, ami öregebb mint te és a mai napig működőképes és 15GHz-ig tud frekvenciát mérni.
Ezt a kinai rosszokról soha nem fogod tudni elmondani mert mire elérné ezt a kort addigra háromszor bezúzták és reinkarnálódott sörösdobozként [#nevetes1]
Van például pár Orosz műszerem, ami öregebb mint te és a mai napig működőképes és 15GHz-ig tud frekvenciát mérni.
Ezt a kinai rosszokról soha nem fogod tudni elmondani mert mire elérné ezt a kort addigra háromszor bezúzták és reinkarnálódott sörösdobozként [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: Kisamotors Dátum 2017 szeptember 20, 23:43
Írta: Kisamotors Dátum 2017 szeptember 20, 23:43
Az akkor szovjet lehet, hacsak nem háború előtti. :)
Nézd meg mit gyártanak ma az oroszok exportra! Sírj!
Csak kötözködöm, nem kell berágni :)
Nézd meg mit gyártanak ma az oroszok exportra! Sírj!
Csak kötözködöm, nem kell berágni :)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 21, 07:55
Írta: 000000000 Dátum 2017 szeptember 21, 07:55
És szerinted most könnyekig meghatódtam ?
Képzeld nem ! [#hehe]
Mellesleg meg mindegy hogyan nevezzük, mindenki tudja miről van szó !
És csak kioktatásképpen az orosz mint nemzet politikai nézettől függetlenül.
Képzeld nem ! [#hehe]
Mellesleg meg mindegy hogyan nevezzük, mindenki tudja miről van szó !
És csak kioktatásképpen az orosz mint nemzet politikai nézettől függetlenül.
Cím: Re:DC szervó motoros vezérlés
Írta: NagyZé Dátum 2017 szeptember 21, 09:42
Írta: NagyZé Dátum 2017 szeptember 21, 09:42
Biztos, hogy a kontroller adta meg magát?
Cím: Re:DC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2017 szeptember 21, 10:31
Írta: 4va4kwi Dátum 2017 szeptember 21, 10:31
Egy Pic-es hobby táp. Neten találtam, csak utánépitettem. Nincs benne ilyen védelem, eddig soha nem volt vele baj. Nem is feltételeztem, hogy lehet a kimeneten fesz amig nem indul el a pic.
Cím: Re:DC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2017 szeptember 21, 10:37
Írta: 4va4kwi Dátum 2017 szeptember 21, 10:37
Kiforrasztottam és zárlatosak.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2017 szeptember 21, 14:50
Írta: svejk Dátum 2017 szeptember 21, 14:50
Hmm.. sajnos ilyenek ezek a NET-en fellelhető dolgok, alig van köztük egy az egyben használható.
De cserébe -eddig- olcsó volt.
De cserébe -eddig- olcsó volt.
Cím: Re:DC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2017 szeptember 21, 14:59
Írta: 4va4kwi Dátum 2017 szeptember 21, 14:59
Ja, most kifizetem a tanulópénzt.
Cím: Re:DC szervó motoros vezérlés
Írta: szabo janko Dátum 2017 december 10, 08:55
Írta: szabo janko Dátum 2017 december 10, 08:55
Szép napot mindenkinek!
Segítséget szeretnék kérni. Adott egy esztergába beépített DC szervo. Azt csinálja, hogy mielött elindul a Z mínusz irányba előbb lép valamennyit pluszba és ezután megy mínuszba.
Egy program során ezek a visszalépések összeadódnak,így mind messzebb kerül a jó mérettől. A szervót a géppel vettem Székesfehérváron így nincs rajzom róla. Mutatok képet hátha valaki felismeri.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_x60ba8qx7utsdtywcpcy_3978.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/x60ba8qx7utsdtywcpcy_3978.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_6a5dqdi62jae7pwyx7c_3978.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/6a5dqdi62jae7pwyx7c_3978.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_7finkfqagk863x0aayc4_3978.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/7finkfqagk863x0aayc4_3978.jpg)
Segítséget szeretnék kérni. Adott egy esztergába beépített DC szervo. Azt csinálja, hogy mielött elindul a Z mínusz irányba előbb lép valamennyit pluszba és ezután megy mínuszba.
Egy program során ezek a visszalépések összeadódnak,így mind messzebb kerül a jó mérettől. A szervót a géppel vettem Székesfehérváron így nincs rajzom róla. Mutatok képet hátha valaki felismeri.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_x60ba8qx7utsdtywcpcy_3978.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/x60ba8qx7utsdtywcpcy_3978.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_6a5dqdi62jae7pwyx7c_3978.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/6a5dqdi62jae7pwyx7c_3978.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_7finkfqagk863x0aayc4_3978.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/7finkfqagk863x0aayc4_3978.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2017 december 10, 10:02
Írta: D.Laci Dátum 2017 december 10, 10:02
A Step-Dir nincs véletlenül felcserélve?
http://cnctar.hobbycnc.hu/PSoft/DSSC-ablaktorloszervo/ (http://cnctar.hobbycnc.hu/PSoft/DSSC-ablaktorloszervo/)
(http://cnctar.hobbycnc.hu/PSoft/DSSC-ablaktorloszervo/dssc%20k%C3%A9pek/DSSC_02.jpg)
(http://cnctar.hobbycnc.hu/PSoft/DSSC-ablaktorloszervo/DSSC-elvi%20rajz.jpg)
http://cnctar.hobbycnc.hu/PSoft/DSSC-ablaktorloszervo/ (http://cnctar.hobbycnc.hu/PSoft/DSSC-ablaktorloszervo/)
(http://cnctar.hobbycnc.hu/PSoft/DSSC-ablaktorloszervo/dssc%20k%C3%A9pek/DSSC_02.jpg)
(http://cnctar.hobbycnc.hu/PSoft/DSSC-ablaktorloszervo/DSSC-elvi%20rajz.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: szabo janko Dátum 2017 december 10, 10:19
Írta: szabo janko Dátum 2017 december 10, 10:19
Megnézem bár eddig rendesen működött. Minden estre köszönöm a segítséget.
Cím: Re:DC szervó motoros vezérlés
Írta: D.Laci Dátum 2017 december 10, 10:29
Írta: D.Laci Dátum 2017 december 10, 10:29
Még nem találkoztam ilyen hibával, csak a feliratozásból gondoltam.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2017 december 10, 13:18
Írta: horcsab Dátum 2017 december 10, 13:18
enkóder hiba is lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: szabo janko Dátum 2017 december 10, 18:04
Írta: szabo janko Dátum 2017 december 10, 18:04
Hát már én is erre gyanakszom. Q9874 es van rajta. Azt figyeltem meg hogy csak néha csinálja ha az ellenkező irányba többet megy vagy gyorsjárattal elmegyek a másik irányba.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 11, 11:09
Írta: 000000000 Dátum 2017 december 11, 11:09
Találkoztunk már ilyennel, ugye Csaba [#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2017 december 11, 11:20
Írta: horcsab Dátum 2017 december 11, 11:20
Főleg ha leszakad a GND! [#nyes]
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 11, 11:37
Írta: 000000000 Dátum 2017 december 11, 11:37
Na igen, és 4.5kW az nem áll meg.
Lássad 40x80-as aluprofil úgy gyűrődik mint az alufólia [#hehe]
Lássad 40x80-as aluprofil úgy gyűrődik mint az alufólia [#hehe]
Cím: Re:DC szervó motoros vezérlés
Írta: Pilot001 Dátum 2018 január 14, 22:45
Írta: Pilot001 Dátum 2018 január 14, 22:45
Üdv !
Kérdés... Lehet tök 1 szerű.
adott DC szervós rendszer (DC 130V és 8A ig megy)
TACHO van a motoron . Ha a hirtelen megállásnál kicsi rugózik akkor mit érdemes állítani a vezérlőnél ? A tacho jelet (erősítését) feltekerem akkor ugye elkezd zenélni állás közben.... Ha meg azt letekerem (nagyon) akkor ugye meg be tud billegni. Most úgy van hogy nem billeg de azért a megállásnál ha az hirtelen van akkor túl tud lőni azt így kicsit billeg.....
[#nemtudom]
Kérdés... Lehet tök 1 szerű.
adott DC szervós rendszer (DC 130V és 8A ig megy)
TACHO van a motoron . Ha a hirtelen megállásnál kicsi rugózik akkor mit érdemes állítani a vezérlőnél ? A tacho jelet (erősítését) feltekerem akkor ugye elkezd zenélni állás közben.... Ha meg azt letekerem (nagyon) akkor ugye meg be tud billegni. Most úgy van hogy nem billeg de azért a megállásnál ha az hirtelen van akkor túl tud lőni azt így kicsit billeg.....
[#nemtudom]
Cím: Re:DC szervó motoros vezérlés
Írta: szabo janko Dátum 2018 január 15, 07:15
Írta: szabo janko Dátum 2018 január 15, 07:15
Szép napot!
Tanulság képen leírom hogy oldódott meg a probléma.
Mivel nem találtam a hibát mérgembe újra huzaloztam az egész masinát. Csodák csodája megszűnt a hiba. Most már úgy van bekötve ahogy az általatok küldött rajz mutatja. Működnek a ledek a reset meg minden, és nem csak jó de szebb is mint volt. Köszönöm a segítséget.
Tanulság képen leírom hogy oldódott meg a probléma.
Mivel nem találtam a hibát mérgembe újra huzaloztam az egész masinát. Csodák csodája megszűnt a hiba. Most már úgy van bekötve ahogy az általatok küldött rajz mutatja. Működnek a ledek a reset meg minden, és nem csak jó de szebb is mint volt. Köszönöm a segítséget.
Cím: Re:DC szervó motoros vezérlés
Írta: Kelepeisz Lajos Dátum 2018 január 15, 12:37
Írta: Kelepeisz Lajos Dátum 2018 január 15, 12:37
Sziasztok!
Valahol fellelhető a vezérlőbe égethető file?
Köszi.
Valahol fellelhető a vezérlőbe égethető file?
Köszi.
Cím: Re:DC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 január 21, 15:06
Írta: jau5ccsn9 Dátum 2018 január 21, 15:06
Üdv! Van egy Pacific Scientific R46SSNA-SS-NS-NV-02 Brushless Servo motorom vezérlő nélkül. Mivel lehetne meghajtan? Nem kell, hogy step-dir-es legyen, elég ha csak forog és tudom változtatni a fordulatszámát. Köszönöm a segítséget!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 21, 15:40
Írta: svejk Dátum 2018 január 21, 15:40
Keresd meg Robsy fórumtársunkat, ez az egyik profilja.
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2018 január 23, 21:01
Írta: 3z3fhyubr Dátum 2018 január 23, 21:01
Hello! Egy kérdésem lenne. Hogyan tudnánk megvalósítani, hogy egy dc servo vagy egy stepper motor egy joystik vezéreljen. Tehát a joystick kitérésével megegyező legyen a motor gyorsasága. A legkisebb fordulaton is és legmagasabb fordulaton is megfelelő legyen a nyomaték. Ezen felül a vezérlőnek tudnia kellene, adott pozicíót elmenteni majd a két pont közötti utat megtenni adott sebességgel, magyarul tanítható legyen a dolog. Ez egy kamera mozgató eszközt fog hajtani mégpedig egy sínen mozgó kocsit fog oda vissza vonni-húzni.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_3swgb3db582hq0tzsgcy6_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/3swgb3db582hq0tzsgcy6_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_qpiuee3uqnt4p2ny0te6u_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/qpiuee3uqnt4p2ny0te6u_3487.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_3swgb3db582hq0tzsgcy6_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/3swgb3db582hq0tzsgcy6_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_qpiuee3uqnt4p2ny0te6u_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/qpiuee3uqnt4p2ny0te6u_3487.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: rokonok Dátum 2018 január 23, 21:03
Írta: rokonok Dátum 2018 január 23, 21:03
Arduino-val a legegyszerűbb.
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2018 január 23, 21:13
Írta: 3z3fhyubr Dátum 2018 január 23, 21:13
Valami konkrét müködőképes tervre lenne szükségem. természetesen nem íngyen.
Cím: Re:DC szervó motoros vezérlés
Írta: pisti73 Dátum 2018 január 23, 21:37
Írta: pisti73 Dátum 2018 január 23, 21:37
Szerintem a legegyszerűbb egy léptetőmotor egy léptetőmotor driver és mondjuk ennek (https://www.ebay.com/itm/8-24V-12V-Stepper-Motor-Pulse-Signal-Generator-Driver-Controller-Speed-Regulator/262570039800?epid=1083831824&hash=item3d2264d9f8:g:Hx4AAOSwZVlXqa9~) a kis jelgenerátornak az alkalmazásával megvalósítani. Ez utóbbi kis kütyün be tudod állítani a mozgási sebességét és ha a "forward/reverse" gombot kivezeted be tudod "hangolni" a mozgási tartományát. Mi régebben így oldottuk meg kollégámnak és azóta is működik...
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 január 23, 21:48
Írta: s7manbs8 Dátum 2018 január 23, 21:48
Az eltárolt pozíció sorozatot aztán meg egy megfelelő progrmmal kielemezve egy G kódot előállítani és utána azt lehetne futtatni az lenne a másolat. Kész is van, csak ezeket kell megírni mindössze, persze ezt mondani könnyebb, mint megcsinálni. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 január 23, 21:49
Írta: s7manbs8 Dátum 2018 január 23, 21:49
Egy ilyen Robsy szaktárs kolléga tudna megcsinálni legjobban, neki való feladat, kérdezd meg tőle nem e ér rá ilyesmire.
Cím: Re:DC szervó motoros vezérlés
Írta: kaqkk007 Dátum 2018 január 23, 21:56
Írta: kaqkk007 Dátum 2018 január 23, 21:56
És kérdezzétek meg sipos jános urat , miért kell 4 témában foglalkozni a problémájával ? Miért nem elég egy téma ahhoz hogy megmondja beki valaki hogy ezt csak mikrovezérlővel érdemes megoldani (pic-avr -arduino)
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2018 január 23, 22:04
Írta: 3z3fhyubr Dátum 2018 január 23, 22:04
Mert valaki lehet ezzel fog keresni egy kis pénzt. TE ki vagy ??
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2018 január 23, 22:05
Írta: 3z3fhyubr Dátum 2018 január 23, 22:05
Valamint ha Kedves Úram, ha használja a nevem akkor kérem azt megfelelően írni Nagy betűvel.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 január 23, 22:07
Írta: s7manbs8 Dátum 2018 január 23, 22:07
Ha a pozíciókat el akarjuk tárolni valamenniy időre, akkor az ehhez szükséges adatmennyiség primitív módszerrel, ha
a léptetési frekvencia 20kHz maximum, akkor másodpercenként kell kb. 80000 bit információt tárolni vagy elküldeni a tárolóhelyre, ez 4kByte adat. 115 200 baud sebességgel felküldhető egy PC-re pl. egy sima ardinoval.
Egy perchez kell mondjuk 100kByte adattár, akkor egy perc mozgáshoz kell 600 kByte, 10 perchez meg 6MByte.
Vagy egy Raspberryvel felvenni SD kártyára és utána vissza játszható.
a léptetési frekvencia 20kHz maximum, akkor másodpercenként kell kb. 80000 bit információt tárolni vagy elküldeni a tárolóhelyre, ez 4kByte adat. 115 200 baud sebességgel felküldhető egy PC-re pl. egy sima ardinoval.
Egy perchez kell mondjuk 100kByte adattár, akkor egy perc mozgáshoz kell 600 kByte, 10 perchez meg 6MByte.
Vagy egy Raspberryvel felvenni SD kártyára és utána vissza játszható.
Cím: Re:DC szervó motoros vezérlés
Írta: b4nm7gjvr Dátum 2018 január 23, 22:09
Írta: b4nm7gjvr Dátum 2018 január 23, 22:09
Úram -> Uram (rövid u-val)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 január 23, 22:10
Írta: s7manbs8 Dátum 2018 január 23, 22:10
Kicsit elírtam 6 MByte kell egy perchez meg 60 MByte 10 perchez.
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2018 január 23, 22:11
Írta: 3z3fhyubr Dátum 2018 január 23, 22:11
Adott egy 40mm-es menetemelkedésű orsó. Ezen kellene egy kocsit mozgatni 1 méteres úton.
A feltételek:
-az 1 méter megtétele a legnagyobb sebesség esetén 3 mp alatt, a leglassabb sebesség esetén 60mp alatt
-a motor mozgása legyen teljesen folyamatos
-egy joystick jele kerüljön át a motorra(sebesség és irány)
-a motor mozgásának simítása, hirtelen sebességváltások átvezetéssel történhessenek csak meg
-adott pozíciók eltárolása(erre van egy linear wire position encoder-ünk)
A pozicionáló részt mi is meg tudjuk csinálni, a motor vezérlése volna a lényeg.
Kérek mindenkit, csak az szóljon hozzá aki segíteni akar nem pedig beszólni. Köszönöm.
A feltételek:
-az 1 méter megtétele a legnagyobb sebesség esetén 3 mp alatt, a leglassabb sebesség esetén 60mp alatt
-a motor mozgása legyen teljesen folyamatos
-egy joystick jele kerüljön át a motorra(sebesség és irány)
-a motor mozgásának simítása, hirtelen sebességváltások átvezetéssel történhessenek csak meg
-adott pozíciók eltárolása(erre van egy linear wire position encoder-ünk)
A pozicionáló részt mi is meg tudjuk csinálni, a motor vezérlése volna a lényeg.
Kérek mindenkit, csak az szóljon hozzá aki segíteni akar nem pedig beszólni. Köszönöm.
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2018 január 23, 22:12
Írta: 3z3fhyubr Dátum 2018 január 23, 22:12
Csak kulcspozíciókat tárolnák. Két kulcspozíció között a vezérlő automatikusan generálna a jeleket. így elég egy MCU is.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 január 23, 22:13
Írta: s7manbs8 Dátum 2018 január 23, 22:13
Akkor összesen hány lépésből áll az út ? Milyen áttétellel hajtjuk a tengelyt, milyen felbontású motorral
?
?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 január 23, 22:15
Írta: s7manbs8 Dátum 2018 január 23, 22:15
Kulcspozíció mellett kell még más adat, mert az honann derül ki, hogy miylen időpontban van ott és közte miylen sebességgel ment ?
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2018 január 23, 22:18
Írta: 3z3fhyubr Dátum 2018 január 23, 22:18
Egyenlőre sem az áttétel, sem a motor nem tisztázott. Kérdés volna, hogy a megvalósíthatóságot szem előtt tartva mit érdemes választani ezeknek a paramétereknek.
Jelenleg egy 200-as felbontású motorral próbálkozunk, de nem is a mechanikán van most a hangsúly, hanem a vezérlésen.
Természetesen a leglassabb és a leggyorsabb mozgás nem egy mozdulatban zajlik. Egy potméterrel lehetne szabályozni, hogy milyen szintnek felel meg a joystick kitérése.
Jelenleg egy 200-as felbontású motorral próbálkozunk, de nem is a mechanikán van most a hangsúly, hanem a vezérlésen.
Természetesen a leglassabb és a leggyorsabb mozgás nem egy mozdulatban zajlik. Egy potméterrel lehetne szabályozni, hogy milyen szintnek felel meg a joystick kitérése.
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2018 január 23, 22:20
Írta: 3z3fhyubr Dátum 2018 január 23, 22:20
nem tökéletes visszajátszás kell, pár pont között kel mozogni
az eltelt idő és a pontok távolsága szépen meghatározza a sebességet amire szükség van a mozgásnál
az eltelt idő és a pontok távolsága szépen meghatározza a sebességet amire szükség van a mozgásnál
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 január 23, 22:21
Írta: s7manbs8 Dátum 2018 január 23, 22:21
Útpálya idő:
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_s66j3fysuiedisy3qh69s_918.png) (https://hobbicncforum.hu/uploaded_images/2018/01/s66j3fysuiedisy3qh69s_918.png)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_s66j3fysuiedisy3qh69s_918.png) (https://hobbicncforum.hu/uploaded_images/2018/01/s66j3fysuiedisy3qh69s_918.png)
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2018 január 23, 22:26
Írta: 3z3fhyubr Dátum 2018 január 23, 22:26
Ilyen hirtelen ugrások a 13232-es számú hsz-emben megfogalmazott feltételek miatt nem lehetnek. A szoftvertől elvárás, hogy ilyen esetben automatikus "vaslaja" ki a jelet.
Cím: Re:DC szervó motoros vezérlés
Írta: kaqkk007 Dátum 2018 január 24, 05:42
Írta: kaqkk007 Dátum 2018 január 24, 05:42
A kedves az udvariasság volt a többi meg a nick- de ha már három éve itt vagy a fórumon illene tudnod hogy nem illik össze-szét spam-elni egy fórumot mert van egy kérdésed. Lehettem volna én is aki pénzt keres evvel de mivel szépen válaszoltál nem én leszek ...
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 24, 09:58
Írta: 000000000 Dátum 2018 január 24, 09:58
Foglalkoztam már ilyen Teach in / Playback szervo rendszerekkel, pont azokat tudja majdnem, ami neked kell. Ha komolyan érdekel, összerakok nagy vonalakban megint egy ilyen rendszert, amit aztán élőben megnézhetesz és utána illesztjük a te mechanikai hajtásodhoz optimalizálva.
Pár dolgot amit írtál, az úgy biztos nem megvalósítható, de ebbe most nem mennék bele, majd megbeszéljük, ha keresel.
Pár dolgot amit írtál, az úgy biztos nem megvalósítható, de ebbe most nem mennék bele, majd megbeszéljük, ha keresel.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 január 24, 11:02
Írta: s7manbs8 Dátum 2018 január 24, 11:02
Eleve kivasalja, ezt minden program tudja alapból, a Mach3 is meg a többi is.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 január 24, 11:11
Írta: s7manbs8 Dátum 2018 január 24, 11:11
Ha magát az út idő függvény nézzük, ha akármit megrajzolsz, arra kell illeszteni egy egyenesekből s álló vagy fekvő parabolákból álló szakaszhalmazt, ami legjobban megközelíti a megrajzolt vonalat, a parabolák elnyúltsága meg a megengedett maximális gyorsulásnak a mértékétől függ.
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 január 24, 11:19
Írta: s7manbs8 Dátum 2018 január 24, 11:19
El tudom képzelni, hogy a LinuxCNC-ben is alapból benne is van ez a betanítás is, szoktak azzal roöbotokat is vezérelni. Egy bemeneten nézi a Jojstick értékét, azzal mozgatod, majd ezt eltárolja és visszajátsza.
Cím: Re:DC szervó motoros vezérlés
Írta: d30xhrezp Dátum 2018 január 25, 10:42
Írta: d30xhrezp Dátum 2018 január 25, 10:42
Szia!
Esetleg nézd meg a következő videót,van benne ami jó lehet
neked. Arduino alkalmazását mutatja be különböző motorvezérlésekkel,potméterrel . Van web oldaluk is letölthető
alkalmazásokkal.
https://www.youtube.com/watch?v=PQ1FBcQT0AI
Üdv .
Esetleg nézd meg a következő videót,van benne ami jó lehet
neked. Arduino alkalmazását mutatja be különböző motorvezérlésekkel,potméterrel . Van web oldaluk is letölthető
alkalmazásokkal.
https://www.youtube.com/watch?v=PQ1FBcQT0AI
Üdv .
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2018 január 30, 13:30
Írta: s5f8tmfv3 Dátum 2018 január 30, 13:30
Sziasztok!
Milyen kábelt ajánlotok enkóderhez ami beszerezhető, árnyékolt, bírja a hajtogatást?
Milyen kábelt ajánlotok enkóderhez ami beszerezhető, árnyékolt, bírja a hajtogatást?
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2018 január 31, 08:22
Írta: Szalai György Dátum 2018 január 31, 08:22
ÖLFLEX® ROBOT 900 DP 3 x 2 x 0,14
Hobbyra sajnos szigorított elvárások vannak.
Legyen beszerezhető, de könnyen és olcsón .
Lehetőleg árnyékolt legyen, de még mindég olcsó.
Nem baj, ha kevésbé bírja a hajtogatást, csak legyen olcsó.
Majd kicserélem, ha tönkrement.
Arra meg ott a LiYCY kábel, aminek a legjobb tulajdonsága, hogy olcsó.
Hobbyra sajnos szigorított elvárások vannak.
Legyen beszerezhető, de könnyen és olcsón .
Lehetőleg árnyékolt legyen, de még mindég olcsó.
Nem baj, ha kevésbé bírja a hajtogatást, csak legyen olcsó.
Majd kicserélem, ha tönkrement.
Arra meg ott a LiYCY kábel, aminek a legjobb tulajdonsága, hogy olcsó.
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2018 január 31, 14:42
Írta: s5f8tmfv3 Dátum 2018 január 31, 14:42
Köszönöm a tippet!
LiYCY van itthon, egyelőre megteszi.
LiYCY van itthon, egyelőre megteszi.
Cím: Re:DC szervó motoros vezérlés
Írta: s4sryue Dátum 2018 február 11, 18:56
Írta: s4sryue Dátum 2018 február 11, 18:56
Sziasztok!
Milyen mozgásvezérlőt javasolnátok analóg szervóvezérlőhez?
Olvasgattam a lehetséges alternatívák között mint:Kfop,vagy mesa5i25.Ti milyet használtok ,mit tanácsoltok?
Milyen mozgásvezérlőt javasolnátok analóg szervóvezérlőhez?
Olvasgattam a lehetséges alternatívák között mint:Kfop,vagy mesa5i25.Ti milyet használtok ,mit tanácsoltok?
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 február 11, 19:24
Írta: 000000000 Dátum 2018 február 11, 19:24
Első lépésként az analóg sebesség szervóhoz kell egy step-dir/analóg áramkör (foglalkozom ilyesmivel is). Utána pedig bármilyen step/dires mozgásvezérlővel hajthatod.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 február 11, 20:26
Írta: svejk Dátum 2018 február 11, 20:26
Elég ha megadom a servo drive típusát, fizetek, Te küldöd az átalakítót és majd én be tudom állítani, vagy neked kell feltétlen a hajtáshoz, géphez illesztened?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 február 11, 20:57
Írta: s7manbs8 Dátum 2018 február 11, 20:57
Mihez kellene, küldjed csak, megnézem, hátha van rá megoldás.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 február 12, 11:27
Írta: svejk Dátum 2018 február 12, 11:27
Megoldás van több is, ott volt pl. anno Snecié, én is elkövettem egyet a Magi Quantum chip-jével, Horcsab fórumtársunk is kifejlesztett egy verziót, A NET-en is lehet találni megoldásokat.
De mindegyik sántít kicsit...
Engem sokszor megkerestek már ilyen ügyben és igazából a tuti receptet senkinek sem tudtam megadni.
Robsyhoz eddig is küldtem már pár érdeklődőt.
De mindegyik sántít kicsit...
Engem sokszor megkerestek már ilyen ügyben és igazából a tuti receptet senkinek sem tudtam megadni.
Robsyhoz eddig is küldtem már pár érdeklődőt.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 február 13, 10:32
Írta: 000000000 Dátum 2018 február 13, 10:32
Bocs, elsiklottam ezen bejegyzéseden, most vettem észre.
Az első analóg szervó élesztésnél, bővítésnél szeretnék ott lenni, utána már a Te kimagasló szaktudásod bőven elég arra, hogy nem kellek többet ehhez.
Előre pedig semmit nem kell fizetni, nálam alapelv, csak a feladat sikeres elvégzése után lehet erről szó, a tesztek, próbák pedig ingyenesek.
Az első analóg szervó élesztésnél, bővítésnél szeretnék ott lenni, utána már a Te kimagasló szaktudásod bőven elég arra, hogy nem kellek többet ehhez.
Előre pedig semmit nem kell fizetni, nálam alapelv, csak a feladat sikeres elvégzése után lehet erről szó, a tesztek, próbák pedig ingyenesek.
Cím: Re:DC szervó motoros vezérlés
Írta: vadember Dátum 2018 február 26, 21:52
Írta: vadember Dátum 2018 február 26, 21:52
Svejk árult régebben Electrocraft E240 DC szervo motort.Nem találok róla semmilyen adatot.
3000/perc a fordulata?
Van a végén az enkóder annak kellene a felbontása. Valami lehetetlenül kicsi imbuszkulcs kellene hozzá, hogy le tudjam venni a tengelyről.
3000/perc a fordulata?
Van a végén az enkóder annak kellene a felbontása. Valami lehetetlenül kicsi imbuszkulcs kellene hozzá, hogy le tudjam venni a tengelyről.
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2018 február 26, 21:59
Írta: designr Dátum 2018 február 26, 21:59
A legtöbbnek 512 encoder osztása van..Imbuszra vigyázz mert colos méret..
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2018 február 26, 22:04
Írta: designr Dátum 2018 február 26, 22:04
Ez az..E240 (http://cnctar.hobbycnc.hu/VarsanyiPeter/CNC%20vezerles%20-%20szervoval/ElectroCraft_E240_Motor/electrocraft%20E240.pdf)[#fogmosas]
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2018 február 26, 22:05
Írta: designr Dátum 2018 február 26, 22:05
A szmájlit véletlenül ..nem tudom hogy került oda,,
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2018 február 26, 22:12
Írta: Révész Richárd Dátum 2018 február 26, 22:12
Ha kell ilyen imbuszkulcs akkor küldj postacímet és holnap postára adom.
Nekem mér nincs rá szükségem.
Egyébként collos méretű
Nekem mér nincs rá szükségem.
Egyébként collos méretű
Cím: Re:DC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2018 február 26, 22:15
Írta: Révész Richárd Dátum 2018 február 26, 22:15
(http://cnctar.hobbycnc.hu/Sneci/Enkoder/Enkoder1.JPG)
(http://cnctar.hobbycnc.hu/Sneci/Enkoder/Enkoder2.JPG)
(http://cnctar.hobbycnc.hu/Sneci/Enkoder/Enkoder2.JPG)
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2018 február 26, 22:42
Írta: PSoft Dátum 2018 február 26, 22:42
Ha esetleg szét is akarnád szedni a motort...
Svejk...ebben is segít! (http://cnctar.hobbycnc.hu/PSoft/kep/E240_szerel%C3%A9si%20seg%C3%A9dlet/E240_szerelsi%20segdlet%20001.wmv):)
Svejk...ebben is segít! (http://cnctar.hobbycnc.hu/PSoft/kep/E240_szerel%C3%A9si%20seg%C3%A9dlet/E240_szerelsi%20segdlet%20001.wmv):)
Cím: Re:DC szervó motoros vezérlés
Írta: vadember Dátum 2018 február 27, 18:38
Írta: vadember Dátum 2018 február 27, 18:38
Köszönöm a választ mindenkinek.
Működtetni szeretnék ilyen motort a Kozo féle SMC erősítővel. Küzdök vele már egy ideje. Annyit tudtam elérni, hogy két kis lengés alatt megáll, nem gerjed.
24 Voltos feszültség mellett a terminálon a feszültségvezérelt futással a csuszkát kb. kétharmadig tudom elhúzni -1500- nagyjából a fordulat. E fölött már hibával megáll.
De ha Mach3-mal hajtom ott nagyjából már ötszázas fordulatnál kiakad. Ezzel miért tud csak harmada sebességet?
Tud valaki üres motorra egy bevált paraméterlistát?
Működtetni szeretnék ilyen motort a Kozo féle SMC erősítővel. Küzdök vele már egy ideje. Annyit tudtam elérni, hogy két kis lengés alatt megáll, nem gerjed.
24 Voltos feszültség mellett a terminálon a feszültségvezérelt futással a csuszkát kb. kétharmadig tudom elhúzni -1500- nagyjából a fordulat. E fölött már hibával megáll.
De ha Mach3-mal hajtom ott nagyjából már ötszázas fordulatnál kiakad. Ezzel miért tud csak harmada sebességet?
Tud valaki üres motorra egy bevált paraméterlistát?
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 február 27, 18:45
Írta: s7manbs8 Dátum 2018 február 27, 18:45
Mik a jelenlegi paraméterek ? Nem igazán lehet olyat mondani, ami mindenkinek jó épp ezért kell behangolni a leírt módszerekkel.
Google: Simple PID tuning.
Ha egy adott sebesség után már nem OK, akkor pl. lehet nem kap elég feszt, nincs már szabályzási tartaléka pl.
Google: Simple PID tuning.
Ha egy adott sebesség után már nem OK, akkor pl. lehet nem kap elég feszt, nincs már szabályzási tartaléka pl.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 február 27, 19:12
Írta: svejk Dátum 2018 február 27, 19:12
Legalább 40 de akár 50-55V-ig is felmehetsz a tápfesszel.
Sőt kell is.
Üresben nem érdemes hangolgatni legalább egy nagyobbacska kuplungot vagy egy kisebb fúrótokmányt fogass a motortengelyre, ha nem tudod a helyén próbálni.
Sőt kell is.
Üresben nem érdemes hangolgatni legalább egy nagyobbacska kuplungot vagy egy kisebb fúrótokmányt fogass a motortengelyre, ha nem tudod a helyén próbálni.
Cím: Re:DC szervó motoros vezérlés
Írta: vadember Dátum 2018 február 27, 19:52
Írta: vadember Dátum 2018 február 27, 19:52
Tudom, hogy nincs mindenkinek jó beállítás. De azárt kérdeztem az üres motorhoz valót mert ebben nem lehet nagy eltérés.
Az értem, hogyha elfogy a feszültségtartalék akkor leáll, de ez nem magyarázat, hogy a Mach3-mal hajtva csak harmada az elérhető fordulat. És mindez terhelés nélkül. 0,3 Amper körül vesz fel csak áramot.
Az értem, hogyha elfogy a feszültségtartalék akkor leáll, de ez nem magyarázat, hogy a Mach3-mal hajtva csak harmada az elérhető fordulat. És mindez terhelés nélkül. 0,3 Amper körül vesz fel csak áramot.
Cím: Re:DC szervó motoros vezérlés
Írta: vadember Dátum 2018 február 27, 20:10
Írta: vadember Dátum 2018 február 27, 20:10
Van rajta kuplung kb. 2 dekás. Van egy 48 Voltos Eaton tápom, akkor azzal megpróbálom.
Cím: Re:DC szervó motoros vezérlés
Írta: s4sryue Dátum 2018 március 15, 21:25
Írta: s4sryue Dátum 2018 március 15, 21:25
Sziasztok! Van valakinek ismerete Leadshine DCS810-ról?
Cím: Re:DC szervó motoros vezérlés
Írta: dtb Dátum 2018 május 06, 23:24
Írta: dtb Dátum 2018 május 06, 23:24
Ne köpködjetek, csak egy érdekesség:
DC motor closed-loop control software (https://www.youmagine.com/designs/dc-motor-closed-loop-control-software#!design-information)
DC motor closed-loop control software (https://www.youmagine.com/designs/dc-motor-closed-loop-control-software#!design-information)
Cím: Re:DC szervó motoros vezérlés
Írta: Meoman Dátum 2018 június 02, 09:39
Írta: Meoman Dátum 2018 június 02, 09:39
Én kipróbáltam, vannak hiányosságai, de működik...
Cím: Re:DC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2018 június 09, 21:11
Írta: s5f8tmfv3 Dátum 2018 június 09, 21:11
Van valakinek ötlete hogy az A300 E240 páros miért produkálja a következőket: Adott g-kód mondjuk 4szer lefut gond nélkül, ötödikre valamelyik tengely hibára áll.
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2018 október 19, 06:46
Írta: r5y7cufaj Dátum 2018 október 19, 06:46
Sziasztok!
Sufnicnc féle smc szervó motorvezérlőhöz milyen leválasztókártyát tudnátok ajánlani?
Köszönöm!
Sufnicnc féle smc szervó motorvezérlőhöz milyen leválasztókártyát tudnátok ajánlani?
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: gery03 Dátum 2018 október 19, 20:33
Írta: gery03 Dátum 2018 október 19, 20:33
Szia!
Mi volt amiben sántítottak a megoldások?
Mi volt amiben sántítottak a megoldások?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 október 19, 20:45
Írta: svejk Dátum 2018 október 19, 20:45
Valami hiányérzetem mindnél volt.
Vagy zavarérzékeny, vagy a beállítás monitorozás volt nyűgös, vagy csak szubjektíve nem tetszett.
De ettől függetlenül mennek gépek az említettekkel.
Vagy zavarérzékeny, vagy a beállítás monitorozás volt nyűgös, vagy csak szubjektíve nem tetszett.
De ettől függetlenül mennek gépek az említettekkel.
Cím: Re:DC szervó motoros vezérlés
Írta: r5y7cufaj Dátum 2018 október 21, 20:20
Írta: r5y7cufaj Dátum 2018 október 21, 20:20
Sziasztok!
Ez a szervó-motorvezérlő használható cnc vezérlésre? Én nem találom a leírásban ,hogy lehetne vezérelni, csak potival.
Köszi!
Link (https://img.motortong.com/upload/resource/20160801/94bc27cb907d2543720ce792b658d6ba.pdf)
Ez a szervó-motorvezérlő használható cnc vezérlésre? Én nem találom a leírásban ,hogy lehetne vezérelni, csak potival.
Köszi!
Link (https://img.motortong.com/upload/resource/20160801/94bc27cb907d2543720ce792b658d6ba.pdf)
Cím: Re:DC szervó motoros vezérlés
Írta: sanyi84 Dátum 2018 november 04, 21:53
Írta: sanyi84 Dátum 2018 november 04, 21:53
Sziasztok!
Van egy szervó rendszerem. Nem tudtam belőni. Aztan leszedtem a motort és vizsgálódtam. Szkóppal nézve a könyv beallításait követve a motort nem tudom belőni rezonancia mentesen. A motor az egyik irányba mechanikai surlódas éles hangjat hallatja. A tachon a jel zajos. A masik motor szépen megy, hasonló de talán ez többet ment.
Szét lehet szedni károsodás nélkül a motort? Ki lehet húzni a forgórészt?
A tacho másik oldalán nincs csapágy, azaz az encider tartja. Nem onnan jön a hang. Az encodert levéve is hangot ad.
Még egy utolsó elektromos próba lehet, hidegíteni kell az egyik ellenállást.
Van egy szervó rendszerem. Nem tudtam belőni. Aztan leszedtem a motort és vizsgálódtam. Szkóppal nézve a könyv beallításait követve a motort nem tudom belőni rezonancia mentesen. A motor az egyik irányba mechanikai surlódas éles hangjat hallatja. A tachon a jel zajos. A masik motor szépen megy, hasonló de talán ez többet ment.
Szét lehet szedni károsodás nélkül a motort? Ki lehet húzni a forgórészt?
A tacho másik oldalán nincs csapágy, azaz az encider tartja. Nem onnan jön a hang. Az encodert levéve is hangot ad.
Még egy utolsó elektromos próba lehet, hidegíteni kell az egyik ellenállást.
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2018 november 04, 22:26
Írta: designr Dátum 2018 november 04, 22:26
A forgórész kihuzható károsodás nélkül,feltéve ha óvatosan csinálod.
A léptecseknél jelentkező szétszedéskori gyengülést itt nem tapasztaltam..ac szervókat szedtem már szét.
Arra azonban vigyázz hogy nagyon erős mágnes van ,főleg az ujabb tipusokban.
Szétszedéskor és összerakáskor vigyázni kell nehogy sérüljön mikor odarántja magát az állórészhez.
Van olyan silányabb kivitelű forgórész amiben csak egy 2-3mm vékony mágnesburok van a forgórész vas tengelyén..egy ilyen koppanáskor elrepedt a kezemben..ledobta magáról az egész mágneshéjjat..akkora feszültség van benne mikor nem az állórészen keresztül záródnak az erővonalak..
A léptecseknél jelentkező szétszedéskori gyengülést itt nem tapasztaltam..ac szervókat szedtem már szét.
Arra azonban vigyázz hogy nagyon erős mágnes van ,főleg az ujabb tipusokban.
Szétszedéskor és összerakáskor vigyázni kell nehogy sérüljön mikor odarántja magát az állórészhez.
Van olyan silányabb kivitelű forgórész amiben csak egy 2-3mm vékony mágnesburok van a forgórész vas tengelyén..egy ilyen koppanáskor elrepedt a kezemben..ledobta magáról az egész mágneshéjjat..akkora feszültség van benne mikor nem az állórészen keresztül záródnak az erővonalak..
Cím: Re:DC szervó motoros vezérlés
Írta: sanyi84 Dátum 2018 november 05, 05:07
Írta: sanyi84 Dátum 2018 november 05, 05:07
Köszönöm. Akkor kihúzható, annyiban nem egyszerű hogy a tacho a végén van. Fogalmam sincs hogy van rátéve a tengegyre fixen. Tegnap csak addig bontottam meg hogy encodert szedtem le. Most nagy zajjal, rángatva jár. De írta a gépkönyv is hogy rezonancia lehet. Mivel vannak új fetek cserélem, válogatva. Meg beleteszem az 500p - pár nf kondit az egyik ellenállásra amit említ. Hátha. Egyszerűen nem tudom eltüntetni a zajt a motorból. De nagy a valószínűsége hogy csapágy, bar kézzel nem érzem de beleszólhat. Mindenesetre minden lehetőséget számba kell vennem, az utolsó a motor bontás. Venni lenne jó, de nem találtam eddig. 300 W 60 V os lehet, tachoval/encoderrel a végén. Baldor, típustábla nincs.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2018 november 05, 05:51
Írta: PSoft Dátum 2018 november 05, 05:51
Igaz, hogy ez egy fékes BAUTZ AC szervö, de hátha segít... (https://cnctar.hobbycnc.hu/PSoft/Boncol%C3%A1s/Boncol%C3%A1s_Bautz_AC_servo/)
Többször javítottam már, ennél pl. "hőbiztit" cseréltem.
Most is van egy hetek óta szétszedve az asztalomon,(fékhibás) a forgórészt nyugodtan kihúzhatod hosszabb távra is, csak a lentebb írtakra figyelj.
Többször javítottam már, ennél pl. "hőbiztit" cseréltem.
Most is van egy hetek óta szétszedve az asztalomon,(fékhibás) a forgórészt nyugodtan kihúzhatod hosszabb távra is, csak a lentebb írtakra figyelj.
Cím: Re:DC szervó motoros vezérlés
Írta: sanyi84 Dátum 2018 november 05, 11:19
Írta: sanyi84 Dátum 2018 november 05, 11:19
Köszönöm. Ahogy gyanítottam. A tachonál a zéger mint a ?reslovernél? a csavar nálad. Csak nagy a tacho kilógása. Lényegébe tisztítva + atnézve surlódásnyomok után+ atcsapágyazva akár jó is lehet.
Cím: Re:DC szervó motoros vezérlés
Írta: Barna Tamás Dátum 2018 november 12, 23:58
Írta: Barna Tamás Dátum 2018 november 12, 23:58
Sziasztok ! Van valakinek ötlete, a problèmàmra ? Van egy összeàlt rendszerem DCS810-el. Ez egy fèmipari maró CNC-sítve. Mûkôdik minden jól ,aztàn egyszercsak minden ok nèlkül , bekapcsolàskor lezàrlatolnak a fetek , megy a sönt ellenàllàs meg a 4 fet közül kettô. Valaki esetleg talàlkoztt hasonlo hibàval , vagy van ötlet? Egyèbkènt a fórumon vettem hozzà egy 3kw-os 50v-os tàpot arrol hajtom . Van egy olyan gyanum,hogy a tàp fölàllàsakor egy pillanatra leesik a fesz 10 volt alà es nincs vezèrelve a fet ès összezàr. Ha nem ez akkor nem tudom . Egyèbkènt van màr 5 vezèrlôm abból 3 rossz , meg màr vagy 12 fetet cserèltem.
Mire megtanultam hogy kell beàllítani a programjàt ,meg belôni a mach 3-at sok idôm elment , nem akartam volna most vàlltani vezèrlôt . Van esetleg valami ötlete valakinek ? Vagy vennem kellene DG4S-t, vagy SMC-t kellene gyàrtanom , vagy tàpot cserèlnem ?
Mire megtanultam hogy kell beàllítani a programjàt ,meg belôni a mach 3-at sok idôm elment , nem akartam volna most vàlltani vezèrlôt . Van esetleg valami ötlete valakinek ? Vagy vennem kellene DG4S-t, vagy SMC-t kellene gyàrtanom , vagy tàpot cserèlnem ?
Cím: Re:DC szervó motoros vezérlés
Írta: attila820224 Dátum 2018 november 13, 01:55
Írta: attila820224 Dátum 2018 november 13, 01:55
Szia!
Szkóppal megmérném, hogy bekapcsolásnál meddig ugrik fel a tápfeszültség a 1.vezérlök nélkül 2. vezérlökkel,motor nélkül 3.vezérlökkel motorokkal.
1. a tápfeszültség egy pillanatra felugrik olyan szintre amit már a fetek nem bírnak el.
2. fetmeghajtó elektronika valamiért nem korlátozza az áramot.
Mindkettő esetnél elszáll a sönt ellenállás is.
3.lehet ,hogy valamilyen feszültség kerül a gép vázára
4.Lehet, hogy a motor lök vissza feszt a védődiodák rosszak
Az sem mindegy melyik kettő fet száll el...
a fél hidak két fetje vagy a teljes hídből azok amivel sorba van kötve a motor éppen..
..
Alacsony tápfeszültségnél nem szabadna egyik fetnek sem kapcsolt állapotban lennie.
Szkóppal megmérném, hogy bekapcsolásnál meddig ugrik fel a tápfeszültség a 1.vezérlök nélkül 2. vezérlökkel,motor nélkül 3.vezérlökkel motorokkal.
1. a tápfeszültség egy pillanatra felugrik olyan szintre amit már a fetek nem bírnak el.
2. fetmeghajtó elektronika valamiért nem korlátozza az áramot.
Mindkettő esetnél elszáll a sönt ellenállás is.
3.lehet ,hogy valamilyen feszültség kerül a gép vázára
4.Lehet, hogy a motor lök vissza feszt a védődiodák rosszak
Az sem mindegy melyik kettő fet száll el...
a fél hidak két fetje vagy a teljes hídből azok amivel sorba van kötve a motor éppen..
..
Alacsony tápfeszültségnél nem szabadna egyik fetnek sem kapcsolt állapotban lennie.
Cím: Re:DC szervó motoros vezérlés
Írta: sanyi84 Dátum 2018 november 13, 05:24
Írta: sanyi84 Dátum 2018 november 13, 05:24
Szétkaptam. Van sérülés a tachon, sajnos azt roncsolás nélkül nem lehet leszedni. Így csapágyazni se. Vagy csak én vagyok béna, nem merész (írja a rámelegítést) . Aztán a port kimostam egy palack féktisztítóval. Mindkét helyről. A dc keféti eredeti irányba és szám szerint visszapakoltam mosás után. Mágnest óvatosan vissza, abba is volt egy minimál forgács, azt is kitakarítottam. A tacho kefetartót beállítottam szkóppal a legzajtalanabb állásba. A motor nem tökéletes de szinte jó. Már szépen megy. Ami nqgyon tetszik az az akár igen piciny előtolás is, igazából ezred F/min. Sejtem miért van még mindig piacon a tachos motor.
Cím: Re:DC szervó motoros vezérlés
Írta: Barna Tamás Dátum 2018 november 13, 07:24
Írta: Barna Tamás Dátum 2018 november 13, 07:24
Szia
Az a kettô szàll el amii rövidzàrlatba viszi a vezèrlôt , egyszer a z tengelyen elszàllt a màsik is mozgàs közben de akkor vszínû èn rontottam el, oda vissza ràngattam a tengejt ès akkor bekapcsolàsnàl direktben vitte a motort . Ezek bekabcsolàsnàl mennek el bosszantó módon zàrlatba víve a benenetet , egyèbkènt nèztük szkóppal pont amikor elszàlt , ès le esett az àram 10 volt alà, de nem tudtuk eldönteni hogy az nem-e màr a fet zàrlata miatt. Esetleg a motorokat levàlasztva kellene indítani ?
Az a kettô szàll el amii rövidzàrlatba viszi a vezèrlôt , egyszer a z tengelyen elszàllt a màsik is mozgàs közben de akkor vszínû èn rontottam el, oda vissza ràngattam a tengejt ès akkor bekapcsolàsnàl direktben vitte a motort . Ezek bekabcsolàsnàl mennek el bosszantó módon zàrlatba víve a benenetet , egyèbkènt nèztük szkóppal pont amikor elszàlt , ès le esett az àram 10 volt alà, de nem tudtuk eldönteni hogy az nem-e màr a fet zàrlata miatt. Esetleg a motorokat levàlasztva kellene indítani ?
Cím: Re:DC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2018 november 13, 07:51
Írta: ajpwg6jrn Dátum 2018 november 13, 07:51
Minden motorvezérlőd bemenetéhez tegyél fel még 1-10000uF-nyi pufferkondit, illetve azzal párhuzamosan tegyél akkora feszültségű szupresszort, ami az üzemi tápfesznél magasabb értékű, és a motorvezérlőd max. feszültségétől legalább 10V-tal alacsonyabb.
Illetve ha nagyot rúg vissza a motor (milyen motorokat hajtasz?), akkor érdemes lehet a FET-ek GS lábához 5-10V-os zénereket tenni. Esetleg ha gyenge a FETek-ben a védődióda akkor azzal párhuzamosan külső schottkykat tenni.
(Régebben hasonló problémával én is szembesültem nagy áramú hajtásnál. Én akkor stabilabb táppal, megduplázott FET-ekkel és még több FET és táp védelemmel tudtam teljesen megszüntetni a hasonló jellegű hibát. Igaz ott a motor generátoros üzemben is visszadolgozott, mivel gépjármű hajtásról beszélünk, így kellettek a kiegészítő védelmek is.)
Illetve ha nagyot rúg vissza a motor (milyen motorokat hajtasz?), akkor érdemes lehet a FET-ek GS lábához 5-10V-os zénereket tenni. Esetleg ha gyenge a FETek-ben a védődióda akkor azzal párhuzamosan külső schottkykat tenni.
(Régebben hasonló problémával én is szembesültem nagy áramú hajtásnál. Én akkor stabilabb táppal, megduplázott FET-ekkel és még több FET és táp védelemmel tudtam teljesen megszüntetni a hasonló jellegű hibát. Igaz ott a motor generátoros üzemben is visszadolgozott, mivel gépjármű hajtásról beszélünk, így kellettek a kiegészítő védelmek is.)
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2018 november 13, 17:22
Írta: ANTAL GÁBOR Dátum 2018 november 13, 17:22
"Van egy olyan gyanum,hogy a tàp fölàllàsakor egy pillanatra leesik a fesz 10 volt alà "
Ez komoly gond forrása lehet . Meg kellene nézni hogy az egységben a driverek rendelkeznek e un: "Under voltage lockout tal ? " Ha nem akkor mindenképpen a vezérlőfeszültségnek kell hamarabb felépülnie és csak utána a tápnak
Ha kicsi a gate feszültség akkor a fetek nem kapcsolóüzemben mennek a kialakuló drain áram szorozva a drain surce feszültséggel olyan pillanatyi disszipációt eredményez hogy tönkre megy a fet . Mindez rendkívül gyorsan és semmi hőfejlődés nem detektálható ..
Ez komoly gond forrása lehet . Meg kellene nézni hogy az egységben a driverek rendelkeznek e un: "Under voltage lockout tal ? " Ha nem akkor mindenképpen a vezérlőfeszültségnek kell hamarabb felépülnie és csak utána a tápnak
Ha kicsi a gate feszültség akkor a fetek nem kapcsolóüzemben mennek a kialakuló drain áram szorozva a drain surce feszültséggel olyan pillanatyi disszipációt eredményez hogy tönkre megy a fet . Mindez rendkívül gyorsan és semmi hőfejlődés nem detektálható ..
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 13, 17:29
Írta: svejk Dátum 2018 november 13, 17:29
Érdekes egy táp lehet az, nem lehetne egy trafósról kipróbálni?
Esetleg próbáld meg egy DIL kontaktorral a már felállt tápegység DC feszültségét kapcsolni a vezérlőkre.
A kontaktor aztán akár maradhat mint vészkikapcsoló is.
Esetleg próbáld meg egy DIL kontaktorral a már felállt tápegység DC feszültségét kapcsolni a vezérlőkre.
A kontaktor aztán akár maradhat mint vészkikapcsoló is.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 13, 17:31
Írta: svejk Dátum 2018 november 13, 17:31
Egyébként milyen motorok vannak azokra a DCS810-ekre akasztva?
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2018 november 13, 17:40
Írta: horcsab Dátum 2018 november 13, 17:40
Azt a kontaktort ne nagyon használd DC megszakításra...
Cím: Re:DC szervó motoros vezérlés
Írta: Barna Tamás Dátum 2018 november 13, 17:59
Írta: Barna Tamás Dátum 2018 november 13, 17:59
SanyoDenki
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_fa59s3jcfjstijd5af5ee_4898.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/11/fa59s3jcfjstijd5af5ee_4898.jpeg)
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_fa59s3jcfjstijd5af5ee_4898.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/11/fa59s3jcfjstijd5af5ee_4898.jpeg)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 13, 18:06
Írta: svejk Dátum 2018 november 13, 18:06
Méretet nem írtam.
Cím: Re:DC szervó motoros vezérlés
Írta: horcsab Dátum 2018 november 13, 18:08
Írta: horcsab Dátum 2018 november 13, 18:08
Igaz! [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: attila820224 Dátum 2018 november 13, 18:10
Írta: attila820224 Dátum 2018 november 13, 18:10
Egyet nem értek, ha a táp visszaesik 10vra az 50vról és 3000w a tépegység ott baromira mindennek lángolnia kéne pár másodpercen belül...
A vezérlő elötti dolgokról tudsz képet felrakni?
A tépegységról meg egyébb elektronikákról?
Az a tépegység az kapcsolóüzemű vagy 50hz es transzformátoros?
A vezérlő elötti dolgokról tudsz képet felrakni?
A tépegységról meg egyébb elektronikákról?
Az a tépegység az kapcsolóüzemű vagy 50hz es transzformátoros?
Cím: Re:DC szervó motoros vezérlés
Írta: Barna Tamás Dátum 2018 november 13, 18:17
Írta: Barna Tamás Dátum 2018 november 13, 18:17
Rakok fel pàr dolgot
Onnan most egy vezèrlô hiànyzik , a felsô meg DMA860A 4-tengelyt vezèrel
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_tpkszk6y8iu0akz74xm8_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/tpkszk6y8iu0akz74xm8_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/tn_7fi9sc35c2s0wxcp2q_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/7fi9sc35c2s0wxcp2q_4898.jpg)
Onnan most egy vezèrlô hiànyzik , a felsô meg DMA860A 4-tengelyt vezèrel
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_tpkszk6y8iu0akz74xm8_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/tpkszk6y8iu0akz74xm8_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/tn_7fi9sc35c2s0wxcp2q_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/7fi9sc35c2s0wxcp2q_4898.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 13, 18:24
Írta: svejk Dátum 2018 november 13, 18:24
No, a közös DC sín nem lenne egy kincsesbánya a rezes bandának. :)
Mindegyik vezérlőhőz külön szoktuk elvinni a DC-t közvetlen a táp kimenettől.
A DC meghajtók tápfesz lábáira közvetlen egy pár száz uF sem árt, a belsőt kímélve.
Illetve amit már mondtam a múltkor legalább valami supressor legyen a DC sínen.
Bár mivel bekapcsoláskor száll el, ez elvileg nem lehet most gond.
Mindegyik vezérlőhőz külön szoktuk elvinni a DC-t közvetlen a táp kimenettől.
A DC meghajtók tápfesz lábáira közvetlen egy pár száz uF sem árt, a belsőt kímélve.
Illetve amit már mondtam a múltkor legalább valami supressor legyen a DC sínen.
Bár mivel bekapcsoláskor száll el, ez elvileg nem lehet most gond.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 13, 18:25
Írta: svejk Dátum 2018 november 13, 18:25
Ezekhez a motorokhoz minek 3 kW-os tápegység???
Cím: Re:DC szervó motoros vezérlés
Írta: Barna Tamás Dátum 2018 november 13, 19:35
Írta: Barna Tamás Dátum 2018 november 13, 19:35
Ok holnap hivlak :)
Cím: Re:DC szervó motoros vezérlés
Írta: attila820224 Dátum 2018 november 13, 23:09
Írta: attila820224 Dátum 2018 november 13, 23:09
Én is csatlakoznék ahhoz ,hogy a tépegységtől külön kábelezve kell elvezeti a tépot mindegyik meghajtóhozés pufferkondi is kéne rá a meghajtohoz minnél közelebb.
Sajnos sok olyan kapcsolóüzemű táp van ,hogy kell neki legalább 1% os terhelés!
Lehet hogy amikor éppen a meghajtóid alig vesznek fel áramot a tépegység lekapcsol,a fet meghajtó elektronika nem teljes nyitással hajtja meg a fetet, emiatt száll el a fet
Én lecserélném torroidra + diodák, pufferkondi kb 37v os szekunderü kell.
Sajnos sok olyan kapcsolóüzemű táp van ,hogy kell neki legalább 1% os terhelés!
Lehet hogy amikor éppen a meghajtóid alig vesznek fel áramot a tépegység lekapcsol,a fet meghajtó elektronika nem teljes nyitással hajtja meg a fetet, emiatt száll el a fet
Én lecserélném torroidra + diodák, pufferkondi kb 37v os szekunderü kell.
Cím: Re:DC szervó motoros vezérlés
Írta: Barna Tamás Dátum 2018 november 14, 06:04
Írta: Barna Tamás Dátum 2018 november 14, 06:04
Köszönöm mindenkinek a segítsèget, èn is erre gyanakodtam , viszont ez a tàpom egyèb projektôl maradt ès nem akartam mèg plusz költsèget màsik tàppal , esetleg nincs valakinek egy ide való toroidja ? Svejk kollèga
ígèrt eggyet kölcsön próbànak , de akkor muszàj lesz vadàsznom eggyet .
Mègegyszer kösz mindenkinek !
ígèrt eggyet kölcsön próbànak , de akkor muszàj lesz vadàsznom eggyet .
Mègegyszer kösz mindenkinek !
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 14, 08:01
Írta: svejk Dátum 2018 november 14, 08:01
Meg van, jöhetsz érte!
32 V 630 VA-es
Ha Neked nincs akkor kondikat is adok.
32 V 630 VA-es
Ha Neked nincs akkor kondikat is adok.
Cím: Re:DC szervó motoros vezérlés
Írta: Barna Tamás Dátum 2018 november 14, 08:52
Írta: Barna Tamás Dátum 2018 november 14, 08:52
Köszi !
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2018 november 15, 21:03
Írta: szf Dátum 2018 november 15, 21:03
Keresek olyan DC szervo motor meghajtót ami step/dir-es, kb 20-50V-os motorhoz alkalmas. Kisebb mint az SMC. Olcsó.
Akár kapocs rajz is lehet, ha könnyű megépíteni.
Köszi, ha segítesz.
Akár kapocs rajz is lehet, ha könnyű megépíteni.
Köszi, ha segítesz.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 15, 21:11
Írta: svejk Dátum 2018 november 15, 21:11
Ha pici kell akkor Gecko 340 kb. 50x50x15 mm.
Vannak helyek ahova elég a tudása.
Vannak helyek ahova elég a tudása.
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2018 november 15, 21:21
Írta: szf Dátum 2018 november 15, 21:21
Köszi!
Pedig ismerem csak elfelejtettem[#falbav]
Pedig ismerem csak elfelejtettem[#falbav]
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2018 november 15, 21:31
Írta: PSoft Dátum 2018 november 15, 21:31
Az SMC-nél biztos, de szerintem a Gecko-nál is kisebb.
Uservo (https://www.google.hu/search?q=uservo&source=lnms&tbm=isch&sa=X&ved=0ahUKEwjt1YuDndfeAhUKZ1AKHdTkC7sQ_AUIDigB&biw=1680&bih=945#imgrc=I-TDGXgaz41WaM:)
Uservo (https://www.google.hu/search?q=uservo&source=lnms&tbm=isch&sa=X&ved=0ahUKEwjt1YuDndfeAhUKZ1AKHdTkC7sQ_AUIDigB&biw=1680&bih=945#imgrc=I-TDGXgaz41WaM:)
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2018 november 15, 21:58
Írta: szf Dátum 2018 november 15, 21:58
Tetszik!
De hol kapok ilyet?
De hol kapok ilyet?
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2018 november 15, 22:18
Írta: PSoft Dátum 2018 november 15, 22:18
Azt tudom hol vannak ilyen vezérlők, de hogy hol kapsz, azt...nem.:(
De ha már szóba került...
Használ valaki Uservo vezérlőket?
Ha igen, milyen alkalmazásban, milyenek a tapasztalatok?
De ha már szóba került...
Használ valaki Uservo vezérlőket?
Ha igen, milyen alkalmazásban, milyenek a tapasztalatok?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 december 16, 12:25
Írta: svejk Dátum 2018 december 16, 12:25
Egy fórumtársunk felajánlása révén tesztelgetés alatt van nálam egy Leadshine DCS810 v2-es DC szervo.
Ezt a beállító szoftvert töltöttem le hozzá. (http://www.leadshine.com/UploadFile/Down/ProTuner_DCS_Setup_2012-11-21.zip)
Nekem valamiért nem reagál a Kd tag állítására és az encoder felbontását is hiába állítom a vezérlő mindig úgy kezeli a step jeleket mintha 2000-es osztású lenne az encoder.
(az electronic gear működik)
Mit ronthatok el?
Ezt a beállító szoftvert töltöttem le hozzá. (http://www.leadshine.com/UploadFile/Down/ProTuner_DCS_Setup_2012-11-21.zip)
Nekem valamiért nem reagál a Kd tag állítására és az encoder felbontását is hiába állítom a vezérlő mindig úgy kezeli a step jeleket mintha 2000-es osztású lenne az encoder.
(az electronic gear működik)
Mit ronthatok el?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 december 16, 12:52
Írta: svejk Dátum 2018 december 16, 12:52
Ja és a fő kérdés, használ-e valaki ilyen vezérlőt közülünk?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2018 december 16, 20:19
Írta: svejk Dátum 2018 december 16, 20:19
No az encoder felbontásra meg van a válasz:
"Encoder Lines parameter in this tab is just for self-test motion controller during
tuning, and will not affect the driver to interpret the encoder feedback signal. "
Ez oké.
"Encoder Lines parameter in this tab is just for self-test motion controller during
tuning, and will not affect the driver to interpret the encoder feedback signal. "
Ez oké.
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2018 december 16, 21:33
Írta: ANTAL GÁBOR Dátum 2018 december 16, 21:33
Ment levél magánban
Cím: Re:DC szervó motoros vezérlés
Írta: tonyek Dátum 2019 január 07, 17:30
Írta: tonyek Dátum 2019 január 07, 17:30
Sziasztok!
Keresek megvételre Dc E240-es motor encoderhez jel átalakítot a képen látható kivitelben. Ha van elfekvőben és megválnál tőle kérlek jelezd felém.
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_56w3vha7f79yn00kh75h_4828.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/56w3vha7f79yn00kh75h_4828.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_uy9bzixhdayg07ywhcsai_4828.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/uy9bzixhdayg07ywhcsai_4828.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_fg9caww3u5u2jg84qdn2w_4828.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/fg9caww3u5u2jg84qdn2w_4828.jpg)
Keresek megvételre Dc E240-es motor encoderhez jel átalakítot a képen látható kivitelben. Ha van elfekvőben és megválnál tőle kérlek jelezd felém.
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_56w3vha7f79yn00kh75h_4828.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/56w3vha7f79yn00kh75h_4828.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_uy9bzixhdayg07ywhcsai_4828.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/uy9bzixhdayg07ywhcsai_4828.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_fg9caww3u5u2jg84qdn2w_4828.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/fg9caww3u5u2jg84qdn2w_4828.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: dezsoe Dátum 2019 január 07, 17:44
Írta: dezsoe Dátum 2019 január 07, 17:44
Szia!
A gugli sem nagyon talált ilyet készen, de gondolom, hogy egy 2631-es van rajta (a fotón nem látszik), meg a lezáró ellenállások. Fillérekből megépíthető. Ha van ilyened, akkor a lábkiosztást kell csak felmérni. (Mármint a csatlakozókét.)
A gugli sem nagyon talált ilyet készen, de gondolom, hogy egy 2631-es van rajta (a fotón nem látszik), meg a lezáró ellenállások. Fillérekből megépíthető. Ha van ilyened, akkor a lábkiosztást kell csak felmérni. (Mármint a csatlakozókét.)
Cím: Re:DC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2019 január 07, 17:51
Írta: jau5ccsn9 Dátum 2019 január 07, 17:51
2631-est lehet venni:
https://shop.cncdrive.hu/termek/29-dg4s-08020-szervomotor-szabalyzo222
https://shop.cncdrive.hu/termek/29-dg4s-08020-szervomotor-szabalyzo222
Cím: Re:DC szervó motoros vezérlés
Írta: dezsoe Dátum 2019 január 07, 17:55
Írta: dezsoe Dátum 2019 január 07, 17:55
Tudom, de gondolom, neki az eredetivel lábkompatibilis kell.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2019 január 07, 18:05
Írta: PSoft Dátum 2019 január 07, 18:05
Sneci gyártotta ezeket a jelillesztőket, az E240-es projekt idején a motorokhoz, illetve a HEDS enkoderekhez.
Át kell bogarászni a könyvtárát a tárhelyünkön.
Szerintem, kapcs. rajz is van hozzá. (https://cnctar.hobbycnc.hu/Sneci/E240_projekt/)
Át kell bogarászni a könyvtárát a tárhelyünkön.
Szerintem, kapcs. rajz is van hozzá. (https://cnctar.hobbycnc.hu/Sneci/E240_projekt/)
Cím: Re:DC szervó motoros vezérlés
Írta: dezsoe Dátum 2019 január 07, 21:36
Írta: dezsoe Dátum 2019 január 07, 21:36
Köszi! Természetesen ez az egy rajz hiányzik... :) De legalább megvan a kábel túlsó vége, tehát lehet tudni a kábel kiosztását, már csak az enkóder típusa kell és az a vége is meglesz.
Cím: Re:DC szervó motoros vezérlés
Írta: PSoft Dátum 2019 január 07, 21:57
Írta: PSoft Dátum 2019 január 07, 21:57
Ha E240 akkor szinte biztos, hogy ez van rajta:
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_g425cjjnehzjfcs4wbuv_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/g425cjjnehzjfcs4wbuv_1068.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_g425cjjnehzjfcs4wbuv_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/g425cjjnehzjfcs4wbuv_1068.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: dezsoe Dátum 2019 január 07, 22:20
Írta: dezsoe Dátum 2019 január 07, 22:20
Csak előkerül minden része! :) A kérdező nevében is köszönjük!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2019 január 07, 23:08
Írta: svejk Dátum 2019 január 07, 23:08
Úgy rémlik Sneci nem 26C(LS)3x IC-ket hanem talán 75175-öket használt. Lehet van nekem is egy majd holnap megkeresem.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2019 január 07, 23:10
Írta: svejk Dátum 2019 január 07, 23:10
Persze ha a kérdező leolvassa az övéről az egyszerűbb.
Cím: Re:DC szervó motoros vezérlés
Írta: dezsoe Dátum 2019 január 08, 07:18
Írta: dezsoe Dátum 2019 január 08, 07:18
Úgy. [#eljen]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2019 január 08, 08:04
Írta: svejk Dátum 2019 január 08, 08:04
No, a kis panelt nem találtam meg, de volt egyszer egy közös beszerzésünk 75ALS192/197-ekből ebből gondolom, hogy ezeket használta.
Cím: Re:DC szervó motoros vezérlés
Írta: lari Dátum 2019 január 08, 10:51
Írta: lari Dátum 2019 január 08, 10:51
Szia István!
Felmerült bennem néhány kérdés a DCS810 V2 vezérlővel kapcsolatban.
Tudsz már véleményt alkotni a tesztelt vezérlőről?
Érdemes használni?
Hol lehet beszerezni?
Mi a különbség a Klaviónál forgalmazott DCS810 és a DCS810 V2 között?
Az általad említett elektronikus gear-nek mi a valós gyakorlati jelentősége?
Köszönöm!
Felmerült bennem néhány kérdés a DCS810 V2 vezérlővel kapcsolatban.
Tudsz már véleményt alkotni a tesztelt vezérlőről?
Érdemes használni?
Hol lehet beszerezni?
Mi a különbség a Klaviónál forgalmazott DCS810 és a DCS810 V2 között?
Az általad említett elektronikus gear-nek mi a valós gyakorlati jelentősége?
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2019 január 08, 11:46
Írta: svejk Dátum 2019 január 08, 11:46
- valamelyest tudok...
Alsőre nagyon furcsán viselkedett de aztán kiderült én vártam tőle sokat és a motor is nagy volt amivel tesztelgetni kezdtem.
- Szerintem kisebb motorokhoz, mint az E240 jó választás lehet, de pont olyannal még nem próbáltam mert nincs itthon.
- Ami hozzám került az aliexpress-es vagy ebay-es volt.
- A Klaviost csak képen láttam, ebben másképp néz ki a panel.
Ami nálam van az az adatlappal ellentétben csak 6 A-tud folyamatosan és 12 A-t csúcsban, -ezt kb. 4 másodpercig-, utána leold.
- Az elektronikus gear akkor tesz jó szolgálatot ha nagyobb encoder miatt nem győznéd step jellel, vagy a tényleges szíjáttételhez lehet igazítani úgy, hogy az adott "kerek" elmozduláshoz "kerek" step érték tartozzon.
A beállító szoftvere igazi kínai, hol működik, hol nem, de azért be lehet vele hangolni.
Sok-sok leírását átnézve végül is egyik fórumtársunk akadt az egyikben annak a nyomára hogy hogy kell olyan motorhoz beállítani ami nem Leadshine-os.
Tervben van, hogy egy kicsit megerősítem a végfokját és ki akarom próbálni majd egy gépen élesben is.
Alsőre nagyon furcsán viselkedett de aztán kiderült én vártam tőle sokat és a motor is nagy volt amivel tesztelgetni kezdtem.
- Szerintem kisebb motorokhoz, mint az E240 jó választás lehet, de pont olyannal még nem próbáltam mert nincs itthon.
- Ami hozzám került az aliexpress-es vagy ebay-es volt.
- A Klaviost csak képen láttam, ebben másképp néz ki a panel.
Ami nálam van az az adatlappal ellentétben csak 6 A-tud folyamatosan és 12 A-t csúcsban, -ezt kb. 4 másodpercig-, utána leold.
- Az elektronikus gear akkor tesz jó szolgálatot ha nagyobb encoder miatt nem győznéd step jellel, vagy a tényleges szíjáttételhez lehet igazítani úgy, hogy az adott "kerek" elmozduláshoz "kerek" step érték tartozzon.
A beállító szoftvere igazi kínai, hol működik, hol nem, de azért be lehet vele hangolni.
Sok-sok leírását átnézve végül is egyik fórumtársunk akadt az egyikben annak a nyomára hogy hogy kell olyan motorhoz beállítani ami nem Leadshine-os.
Tervben van, hogy egy kicsit megerősítem a végfokját és ki akarom próbálni majd egy gépen élesben is.
Cím: Re:DC szervó motoros vezérlés
Írta: tonyek Dátum 2019 január 08, 17:35
Írta: tonyek Dátum 2019 január 08, 17:35
Köszönöm a segítségeteket!
Üdv. Anti
Üdv. Anti
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2019 január 08, 23:09
Írta: szf Dátum 2019 január 08, 23:09
Nem találom ennek az SMC (http://sufnicnc.com/SMC.html) szervónak a beállítási leírását. Ha valaki esetleg tudná.
Köszönöm
Köszönöm
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2019 január 09, 04:44
Írta: s7manbs8 Dátum 2019 január 09, 04:44
Ott van a linkelt oldalon abeállító szoftver hozzá vagy mire gondolsz ?
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2019 január 09, 06:21
Írta: 3z3fhyubr Dátum 2019 január 09, 06:21
Hello! Kérdésem lenne, bármilyen ötlet jó. Hogyan tudnánk kicsit inteligensebben vezérelni ez egy arduinoval. https://www.youtube.com/watch?v=nLYpVH7zjuA&feature=youtu.be
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2019 január 09, 06:31
Írta: s7manbs8 Dátum 2019 január 09, 06:31
Az mit jelent, hogy értelmesebben ?
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2019 január 09, 07:04
Írta: 3z3fhyubr Dátum 2019 január 09, 07:04
Pontosan így. Tehát lehessen tanítani és nem csak a sebességét állítani, hanem gyorsulását és gyorsaságát. A videoból mindent fogtok érteni. https://vimeo.com/261308851
Amire igzán szükség van az, hogy tudjon egy poti segítségével jobbra, balra mozogni fokozatmentesen. Ezen kívül tudjuk a smooth-ját állítani ez azt jelenti hogy milyen gyorsan érje el a beállított sebességet és lehessen állítani azt is hogy a poti kitérése milyen mértékű gyorsulást eredményezzen. Azon kívül pedig lehessen tanítani tehát a sínpályán futó kocsi pozicióját meg lehessen tanitani vele és a két kordináta között mozogjon adott sebességgel és gyorsulással. Köszönöm szépen.
Amire igzán szükség van az, hogy tudjon egy poti segítségével jobbra, balra mozogni fokozatmentesen. Ezen kívül tudjuk a smooth-ját állítani ez azt jelenti hogy milyen gyorsan érje el a beállított sebességet és lehessen állítani azt is hogy a poti kitérése milyen mértékű gyorsulást eredményezzen. Azon kívül pedig lehessen tanítani tehát a sínpályán futó kocsi pozicióját meg lehessen tanitani vele és a két kordináta között mozogjon adott sebességgel és gyorsulással. Köszönöm szépen.
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2019 január 09, 08:56
Írta: szf Dátum 2019 január 09, 08:56
Ismerem a beállító szoftvert.
Az a gondom nagyon leng. Azaz a motor tengelye állóhelyzetben "rezeg".
Az a gondom nagyon leng. Azaz a motor tengelye állóhelyzetben "rezeg".
Cím: Re:DC szervó motoros vezérlés
Írta: xit3medzv Dátum 2019 január 09, 09:37
Írta: xit3medzv Dátum 2019 január 09, 09:37
Camera slider motion controlt szeretnél, a legegyszerűbb, ha Mach3-al oldod meg. Rámpákat be tudod állítani (smooth), manuálisan tudod mozgatni pl. játék kontrollerrel, G kóddal pedig előre programozott mozgásokat tudsz lefuttatni. Lehetőséged van saját grafikus felület megalkotására, senki nem fogja megmondani mi is az valójában. :)
Vagy használsz valamilyen open source Ardu megoldást vagy összehozol egy saját kontrollert nulláról valamilyen platformon.
Vagy használsz valamilyen open source Ardu megoldást vagy összehozol egy saját kontrollert nulláról valamilyen platformon.
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2019 január 09, 09:51
Írta: 3z3fhyubr Dátum 2019 január 09, 09:51
Nekem full kézi kontroller kell time laps hez ott a syrp genie☺️☺️
Cím: Re:DC szervó motoros vezérlés
Írta: xit3medzv Dátum 2019 január 09, 10:04
Írta: xit3medzv Dátum 2019 január 09, 10:04
Le kell programozni, ha a netet széttúrtad és nem találtál semmit, akkor úgy tűnik ezt nem úszod meg. :)
Cím: Re:DC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2019 január 09, 12:20
Írta: s7manbs8 Dátum 2019 január 09, 12:20
Az encodered milyen felbontású ? Az érdekes kérdés egyrészt, mekkora tápról miylen motort állítanál be ?
Ehhez tudok esetleg segíteni, ha valamit még mondasz a motorról, hogy akkor mit is kellene hogyan állítani.
Ehhez tudok esetleg segíteni, ha valamit még mondasz a motorról, hogy akkor mit is kellene hogyan állítani.
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2019 január 09, 14:30
Írta: 3z3fhyubr Dátum 2019 január 09, 14:30
Ide linkelem a motort és a tápot valamint a vezérlőt amit venni szeretnénk. Mac3 nem játszik ez nem Cnc gép hanem egy kamera mozgató eszköz. Saját lesz a programozás is.https://www.ebay.com/itm/42mm-BLDC-24V-5000rpm-High-Torque-Brushless-Driver-3-Phases-DC-Motor-Power/223004643583?hash=item33ec1cd0ff%3Am%3Am6Qyf4QX9C5ZybslZlBBnIw%3Ark%3A3%3Apf%3A0&fbclid=IwAR26l7tPm2DSaCugGEe1SY6hXB5ppUC8ESEjy1e3UtDx88tpNGZgskZ1lwY
Köszönöm minden építő segítséget.
Köszönöm minden építő segítséget.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2019 január 09, 17:56
Írta: 000000000 Dátum 2019 január 09, 17:56
A Robsy analóg bemenetű step/dir vezérlő fejlesztésem potméter vagy joystick kezelőelemekkel pont azokat is tudja, amiket te szeretnél a kamera mozgató hajtásod kapcsán.
Szívesen bemutatom neked működés közben, a részleteket p. ü.-ben beszéljük meg, vagy csörgess rám.
Szívesen bemutatom neked működés közben, a részleteket p. ü.-ben beszéljük meg, vagy csörgess rám.
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2019 január 09, 22:19
Írta: szf Dátum 2019 január 09, 22:19
Köszönöm a felajánlott segítséget! Megoldódott.
Cím: Re:DC szervó motoros vezérlés
Írta: Barna Tamás Dátum 2019 január 09, 23:23
Írta: Barna Tamás Dátum 2019 január 09, 23:23
Én tudok ilyen gépet [#nevetes1][#nevetes1]
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2019 január 10, 07:57
Írta: svejk Dátum 2019 január 10, 07:57
Nekem úgy is jó.
Cím: Re:DC szervó motoros vezérlés
Írta: remrendes Dátum 2019 január 27, 18:36
Írta: remrendes Dátum 2019 január 27, 18:36
Mennyire kivitelezheto egy meghajtorol ket E240-es motort parhuzamosan uzemeltetni?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2019 január 27, 19:36
Írta: svejk Dátum 2019 január 27, 19:36
Semennyire, hacsak nem mind a két motor ugyanazt a tengelyt hajtja szinkronkapcsolattal.
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2019 január 27, 19:40
Írta: designr Dátum 2019 január 27, 19:40
Szerintem nem jó..Melyk motor encoderét kötöd be, vagy hova teszed az encodert hogy korrekt legyen?
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2019 január 27, 19:42
Írta: designr Dátum 2019 január 27, 19:42
Tehát meghajtani meg lehet, ám pozicióhajtásra két vezérlő kell különben csak idő kérdése a gubanc..
Cím: Re:DC szervó motoros vezérlés
Írta: remrendes Dátum 2019 január 27, 19:43
Írta: remrendes Dátum 2019 január 27, 19:43
1 encodert hasznalnek.
Cím: Re:DC szervó motoros vezérlés
Írta: remrendes Dátum 2019 január 27, 19:44
Írta: remrendes Dátum 2019 január 27, 19:44
Ugyanazt, sot, azonos fogaslecen futna a ket motor egymas mellett.
Cím: Re:DC szervó motoros vezérlés
Írta: dtb Dátum 2019 február 04, 19:59
Írta: dtb Dátum 2019 február 04, 19:59
Sziasztok, egyik fórumtársunktól vettem [#1267@kozo] féle smc 1.2 szervó vezérlőket. Bár az eredeti ötlet honlapján (http://elm-chan.org/works/smc/report_e.html) le vannak írva a számítások, de eddig úgy tűnik nem sokat érnek.
Én a jó öreg epson dfx 8500-as szervó motorját szeretném beállítani, ami 37V/4,6A/1,66Ohm/288ppr/1152cpr paraméterekkel bír. Nálam a táp csak 24V lesz. Van esetleg ehhez, vagy ehhez hasonló kaliberű motorhoz valakinek bevált smc konfigja? Igazából a P5, a "Back-EMF compensation gain" értékét nem tudom még csak megsaccolni sem...
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_3bkibbepxbmxezwfs6jhc_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/3bkibbepxbmxezwfs6jhc_5978.jpg)
Én a jó öreg epson dfx 8500-as szervó motorját szeretném beállítani, ami 37V/4,6A/1,66Ohm/288ppr/1152cpr paraméterekkel bír. Nálam a táp csak 24V lesz. Van esetleg ehhez, vagy ehhez hasonló kaliberű motorhoz valakinek bevált smc konfigja? Igazából a P5, a "Back-EMF compensation gain" értékét nem tudom még csak megsaccolni sem...
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_3bkibbepxbmxezwfs6jhc_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/3bkibbepxbmxezwfs6jhc_5978.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: Fecso3 Dátum 2019 február 04, 20:50
Írta: Fecso3 Dátum 2019 február 04, 20:50
Én két éve használom a kozo féle SMC-ket, 3db-ot, hibátlanul mennek. Magam építettem meg, kozo honlapján és itt a fórumon található infók alapján. Az elején sokat pöcsöltem vele (teszteltem, próbálgattam, feljegyzéseket készítettem van vagy 10 oldal), de végül is összejött (SMC terminál programot is használtam).
Nekem DC motor lett szervosítva (Psoft-os), motor adatok: 512-es cpr, tekercseell.:5,2Ohm, KG 10mV/rpm, tápfesz 29V (a motor 24VDC).
A P5-ös paraméterről ezt jegyeztem fel anno:
EMF vagy EG visszaható feszültség erősítés, kompenzáció, értéke: (10/512/24)x3840x256= 800, ahol 10 a motorra jellemző KG konstans 10mV/rpm, 512 az encoder osztás, 24 a tápfesz. Mint kiderült nem sok hatással van a rendszerre, első bekapcsolásnál 100 legyen, nálam 50 értéken hagytam végül is. Kozo ide max. 240-et ír!
Amivel jelenleg üzemelnek a mocik: P0= 460, P1=1400, P2=1500, P3=140, P4=250, P5=50, P6=1024, P7=1000.
Nekem DC motor lett szervosítva (Psoft-os), motor adatok: 512-es cpr, tekercseell.:5,2Ohm, KG 10mV/rpm, tápfesz 29V (a motor 24VDC).
A P5-ös paraméterről ezt jegyeztem fel anno:
EMF vagy EG visszaható feszültség erősítés, kompenzáció, értéke: (10/512/24)x3840x256= 800, ahol 10 a motorra jellemző KG konstans 10mV/rpm, 512 az encoder osztás, 24 a tápfesz. Mint kiderült nem sok hatással van a rendszerre, első bekapcsolásnál 100 legyen, nálam 50 értéken hagytam végül is. Kozo ide max. 240-et ír!
Amivel jelenleg üzemelnek a mocik: P0= 460, P1=1400, P2=1500, P3=140, P4=250, P5=50, P6=1024, P7=1000.
Cím: Re:DC szervó motoros vezérlés
Írta: Fecso3 Dátum 2019 február 04, 20:57
Írta: Fecso3 Dátum 2019 február 04, 20:57
"Bár az eredeti ötlet honlapján le vannak írva a számítások, de eddig úgy tűnik nem sokat érnek."
Tényleg így van, ezzel rögtön szembesültem én is...aztán jöttek a próbálgatások. Ha szükséges elküldöm az összes feljegyzést privátban...
Tényleg így van, ezzel rögtön szembesültem én is...aztán jöttek a próbálgatások. Ha szükséges elküldöm az összes feljegyzést privátban...
Cím: Re:DC szervó motoros vezérlés
Írta: dtb Dátum 2019 február 04, 21:01
Írta: dtb Dátum 2019 február 04, 21:01
Köszönöm a segítséged! Amit nem értettem, hogy a honlapon a PID (P1,P2,P3) értékénél külön kihangsúlyozza, hogy azokat az értékeket még szorozni kell 256-tal. A többi értéknél viszont már nem írja ezt. Látom, Te is szoroztad 256-tal, holott nem így szerepel a honlapon. Ezek szerint a többi értéket is még fel kell szorozni 256-al? Én azért írtam, hogy nem használható a képlet, mert nem egy helyen(p4, P5) 1-nél kisebb érték jött ki, ami sehogy sem passzolt.
Másik, amit nem értettem, a P0. Nekem ide 13762 jött ki, ami a terminál program szerint sok, max 1000 lehet. Akkor ez hogy is van?
Másik, amit nem értettem, a P0. Nekem ide 13762 jött ki, ami a terminál program szerint sok, max 1000 lehet. Akkor ez hogy is van?
Cím: Re:DC szervó motoros vezérlés
Írta: Fecso3 Dátum 2019 február 04, 21:16
Írta: Fecso3 Dátum 2019 február 04, 21:16
P0-ról ezt jegyeztem fel anno:
"Sebességhatár, értéke: 3000x4,6x500/1500 = 4600. 3000 a max fordulat, 4,6 az P1 értéke – chan honlapjának alján látható Kf=4,6, 500 az encoder fizikai osztása. Első indításnál kicsire célszerű venni P0 értékét, hogy lassabban pörögjön a motor, terhelésnél is kicsi legyen, aztán fokozatosan növelni az értékét! Ha P0 magas és rosszak a többi paraméterek, akkor pillanatok alatt kék halál lehet!"
(500 helyett, mint kiderült nekem 512-es a cpr-m volt...de ez szinte itt ennél a paraméternél lényegtelen)
"Sebességhatár, értéke: 3000x4,6x500/1500 = 4600. 3000 a max fordulat, 4,6 az P1 értéke – chan honlapjának alján látható Kf=4,6, 500 az encoder fizikai osztása. Első indításnál kicsire célszerű venni P0 értékét, hogy lassabban pörögjön a motor, terhelésnél is kicsi legyen, aztán fokozatosan növelni az értékét! Ha P0 magas és rosszak a többi paraméterek, akkor pillanatok alatt kék halál lehet!"
(500 helyett, mint kiderült nekem 512-es a cpr-m volt...de ez szinte itt ennél a paraméternél lényegtelen)
Cím: Re:DC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2019 március 09, 12:05
Írta: 3z3fhyubr Dátum 2019 március 09, 12:05
Hello ! Keresek Bldc motor vezérlést ami a képen látható motorhoz megfelelő lenne. Hall senzor és loop mode is legyen benne valamint valamilyen porton lehessen vezérelni kivülről. Köszönöm. S04
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_bcnpp7g8guyqiieqj90z_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/bcnpp7g8guyqiieqj90z_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_5s6f7iifaxm5z07xfy7k_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/5s6f7iifaxm5z07xfy7k_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_d05b9kcq6savzmevg9tw_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/d05b9kcq6savzmevg9tw_3487.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_bcnpp7g8guyqiieqj90z_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/bcnpp7g8guyqiieqj90z_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_5s6f7iifaxm5z07xfy7k_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/5s6f7iifaxm5z07xfy7k_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_d05b9kcq6savzmevg9tw_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/d05b9kcq6savzmevg9tw_3487.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2019 március 09, 13:25
Írta: 000000000 Dátum 2019 március 09, 13:25
Ha éppen Bp-n jársz, és elhozod a BLDC motorodat, megpörgetem, letesztelem neked a Robsy motor hajtással.
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2020 január 25, 19:39
Írta: szf Dátum 2020 január 25, 19:39
Van egy pár db a képen látható Dc servo motorból.
Hogy tudom ki mérni milyen "erős"? (Nm)
Üresjáratban 7,5V-on 200mA az àram felvétele. Interneten nem találtam róla adatot.
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_b8qh9apsk0x7tv6qa5fq_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/b8qh9apsk0x7tv6qa5fq_3460.jpg)
Hogy tudom ki mérni milyen "erős"? (Nm)
Üresjáratban 7,5V-on 200mA az àram felvétele. Interneten nem találtam róla adatot.
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_b8qh9apsk0x7tv6qa5fq_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/b8qh9apsk0x7tv6qa5fq_3460.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2020 január 26, 07:01
Írta: Szalai György Dátum 2020 január 26, 07:01
Szerintem:
Tekercselő huzal átmérőből saccolható a megengedhető árama.
Megengedhető áramfelvétel elérésének határáig lassan terhelheted a kimenő tengelyt, miközben méred a feszültséget és a forgató nyomatékot is.
Így eljuthatsz a névleges teljesítmény és a hozzá tartozó forgató nyomaték közelébe.
Közben érdemes azonos időnként ellenőrizni és grafikonon jelezni a hőmérsékletét, hogy lásd, ha kezd megszaladni a hőmérséklete.
Tekercselő huzal átmérőből saccolható a megengedhető árama.
Megengedhető áramfelvétel elérésének határáig lassan terhelheted a kimenő tengelyt, miközben méred a feszültséget és a forgató nyomatékot is.
Így eljuthatsz a névleges teljesítmény és a hozzá tartozó forgató nyomaték közelébe.
Közben érdemes azonos időnként ellenőrizni és grafikonon jelezni a hőmérsékletét, hogy lásd, ha kezd megszaladni a hőmérséklete.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2020 január 26, 07:09
Írta: Szalai György Dátum 2020 január 26, 07:09
Ha csak a Nm érdekel és a 7,58V-ot elfogadod üzemi feszültségnek:
Pl: Egy vödörnyi súlyt felhúzathatsz a tárcsára tekert horgászzsinórral. A súly és a tárcsa átmérő megadja a Nm-t.
Pl: Egy vödörnyi súlyt felhúzathatsz a tárcsára tekert horgászzsinórral. A súly és a tárcsa átmérő megadja a Nm-t.
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2020 január 26, 08:28
Írta: 000000000 Dátum 2020 január 26, 08:28
Üresjáratban 7.5 V-on mekkora a fordulatszáma?
Hány Ohm a forgórész ellenállása? Leagalább 5 mérést végezz 15-30 fokonként elfordítva a motortengelyt.
Hány Ohm a forgórész ellenállása? Leagalább 5 mérést végezz 15-30 fokonként elfordítva a motortengelyt.
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2020 január 26, 10:57
Írta: szf Dátum 2020 január 26, 10:57
Üresjárati fordulatszám 7030f/p
Forgórész ellenállása 7-14.1-7.2-14.3-7.2-13.9-7.2
Forgórész ellenállása 7-14.1-7.2-14.3-7.2-13.9-7.2
Cím: Re:DC szervó motoros vezérlés
Írta: 000000000 Dátum 2020 január 26, 15:57
Írta: 000000000 Dátum 2020 január 26, 15:57
~0.006 Nm-el terhelhető folyamatosan ez a motortengely közelítő számítással meghatározva az adataid alapján. Mivel 3.7-es lassító áttétel is van a motoron, a kimenő tengelyen az áttételi aránnyal növelt, azaz ~0.0222 Nm-t tud leadni.
Cím: Re:DC szervó motoros vezérlés
Írta: szf Dátum 2020 január 26, 17:23
Írta: szf Dátum 2020 január 26, 17:23
Köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: zyj2g2ibp Dátum 2020 február 07, 09:43
Írta: zyj2g2ibp Dátum 2020 február 07, 09:43
Sziasztok!
#HIBA #teljesen kezdő vagyok :)
Segítségeteket szeretném kérni. Adott egy DC motormeghajtású épített cnc maró. A motorokon zárt enkóderek vannak.
Akié volt, sajnos elhunyt, így nem tudok segítséget kérni tőle.
1.
Volt, hogy magától elindultak gyorsjárati sebességgel a tengelyek, úgy kellett lekapcsolnom.
2.
Nem mozdult a Z tengely. --> Kikapcsolom, bekapcsolom, majd egy másik tengely nem megy, a Z meg igen.
Kikapcsolom, bekapcsolom, ismét a Z nem megy.
Csatolok képeket.
Teljesen lelkes amatőrként vagyok itt, sajnos nem igazán értek hozzá.
Ha van esetleg olyan, aki segítene üzembiztossá varázsolni a gépet, szívesen várok árajánlatot.
Nagyon köszönöm előre is a segítséget.
Ádám
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_htbumccdnq9bqx748tq3_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/htbumccdnq9bqx748tq3_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_u7xveenumfpyv4ds6e27j_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/u7xveenumfpyv4ds6e27j_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_kengd5b4tec0fq46jesn_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/kengd5b4tec0fq46jesn_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_pt2mh37fdx76n0vt48pa3_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/pt2mh37fdx76n0vt48pa3_7048.png)
#HIBA #teljesen kezdő vagyok :)
Segítségeteket szeretném kérni. Adott egy DC motormeghajtású épített cnc maró. A motorokon zárt enkóderek vannak.
Akié volt, sajnos elhunyt, így nem tudok segítséget kérni tőle.
1.
Volt, hogy magától elindultak gyorsjárati sebességgel a tengelyek, úgy kellett lekapcsolnom.
2.
Nem mozdult a Z tengely. --> Kikapcsolom, bekapcsolom, majd egy másik tengely nem megy, a Z meg igen.
Kikapcsolom, bekapcsolom, ismét a Z nem megy.
Csatolok képeket.
Teljesen lelkes amatőrként vagyok itt, sajnos nem igazán értek hozzá.
Ha van esetleg olyan, aki segítene üzembiztossá varázsolni a gépet, szívesen várok árajánlatot.
Nagyon köszönöm előre is a segítséget.
Ádám
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_htbumccdnq9bqx748tq3_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/htbumccdnq9bqx748tq3_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_u7xveenumfpyv4ds6e27j_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/u7xveenumfpyv4ds6e27j_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_kengd5b4tec0fq46jesn_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/kengd5b4tec0fq46jesn_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_pt2mh37fdx76n0vt48pa3_7048.png) (https://hobbicncforum.hu/uploaded_images/2020/02/pt2mh37fdx76n0vt48pa3_7048.png)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2020 február 07, 12:28
Írta: svejk Dátum 2020 február 07, 12:28
A képek alapján elég hevenyészett szerelésűnek tűnik ott az egész hóbelebanc.
Az 1-es pont azért van mert valahol szakadozik az encoder vezetéke. (sajnos abban a kis szervoban nincs encoder jelszekvencia ellenőrzés)
a 2-es akármitől is lehet...
Jó tanács:
Cseréld le az egész hajtást léptetőmotorosra, ahhoz a mechanikához bőven jó az is.
A szervók, -főleg nem egy ilyen hobby verzió- nem kezdőknek való.
Az 1-es pont azért van mert valahol szakadozik az encoder vezetéke. (sajnos abban a kis szervoban nincs encoder jelszekvencia ellenőrzés)
a 2-es akármitől is lehet...
Jó tanács:
Cseréld le az egész hajtást léptetőmotorosra, ahhoz a mechanikához bőven jó az is.
A szervók, -főleg nem egy ilyen hobby verzió- nem kezdőknek való.
Cím: Re:DC szervó motoros vezérlés
Írta: zyj2g2ibp Dátum 2020 február 10, 22:08
Írta: zyj2g2ibp Dátum 2020 február 10, 22:08
Kedves Svejk!
Nagyon köszönöm, megfogadom, át lesz építve.
Nagyon köszönöm, megfogadom, át lesz építve.
Cím: Re:DC szervó motoros vezérlés
Írta: vadember Dátum 2020 május 09, 20:45
Írta: vadember Dátum 2020 május 09, 20:45
Ebben a topikban van egy link ami ehhez a rajzhoz vezet. Miért vannak párhuzamosan megduplázva a tranzisztorok? Ráadásul két különböző.
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_73w9k6xyipiua0u9amz34_2308.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/73w9k6xyipiua0u9amz34_2308.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_73w9k6xyipiua0u9amz34_2308.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/73w9k6xyipiua0u9amz34_2308.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: attila820224 Dátum 2020 május 09, 21:26
Írta: attila820224 Dátum 2020 május 09, 21:26
Szia!
különbözöt felesleges beépíteni, mert az 540 es nagyobb áramú kisebb feszültségű,a 240 nagyobb feszültség és kisebb áram, párhuzamossan egyforma tipust szoktak beépíteni ennél így dupla áramot tud, ami viszont biztos ,hogy kétfajta tranzisztor tipust azért írták ,hogy a motorhoz lehessen illeszteni, alacsonyabb freszültségű nagyobb áramú motor vagy magasabb feszültségű kisebb áramú motor.
A négy darab védődiódából is érdemes a tépfeszültséghez megfelelőt beépíteni.
különbözöt felesleges beépíteni, mert az 540 es nagyobb áramú kisebb feszültségű,a 240 nagyobb feszültség és kisebb áram, párhuzamossan egyforma tipust szoktak beépíteni ennél így dupla áramot tud, ami viszont biztos ,hogy kétfajta tranzisztor tipust azért írták ,hogy a motorhoz lehessen illeszteni, alacsonyabb freszültségű nagyobb áramú motor vagy magasabb feszültségű kisebb áramú motor.
A négy darab védődiódából is érdemes a tépfeszültséghez megfelelőt beépíteni.
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 09, 21:37
Írta: svejk Dátum 2020 május 09, 21:37
Sarkalatos pont még a Gate ellenállás értéke.
IRF540-nél 33-47 Ohm, IRFP-nél inkább a 10 Ohm vagy még inkább a kombinált R-D-R tag.
No meg a Nyák topológia...
IRF540-nél 33-47 Ohm, IRFP-nél inkább a 10 Ohm vagy még inkább a kombinált R-D-R tag.
No meg a Nyák topológia...
Cím: Re:DC szervó motoros vezérlés
Írta: dezsoe Dátum 2020 május 11, 10:47
Írta: dezsoe Dátum 2020 május 11, 10:47
Nem lehet, hogy más a tokozása és így oldották meg, hogy a NYÁK-on mindkét tokozásnak legyen hely? Aztán azt ülteted be, amelyik kell, de nem egyszerre.
Cím: Re:DC szervó motoros vezérlés
Írta: hphuvrhxn Dátum 2020 június 01, 23:02
Írta: hphuvrhxn Dátum 2020 június 01, 23:02
Sziasztok!
Szerintetek az lehetséges lenne, ha pl. egy SMC DC szervo végfok részét feltuningolni, hogy tudjon 140V 20Ampert? Vezetékkel kivezetve nagyobb FET pakkot kapna. Lehet őrült ötlet. Nem találok három megfelelő hajtást az ipari gépembe. A tirisztorost szeretném kiváltani vele. Valaki csinált már ilyet?
Köszönöm
Szerintetek az lehetséges lenne, ha pl. egy SMC DC szervo végfok részét feltuningolni, hogy tudjon 140V 20Ampert? Vezetékkel kivezetve nagyobb FET pakkot kapna. Lehet őrült ötlet. Nem találok három megfelelő hajtást az ipari gépembe. A tirisztorost szeretném kiváltani vele. Valaki csinált már ilyet?
Köszönöm
Cím: Re:DC szervó motoros vezérlés
Írta: Szasza43 Dátum 2020 június 02, 06:55
Írta: Szasza43 Dátum 2020 június 02, 06:55
Szia,
Ilyet tudsz venni: https://shop.cncdrive.hu/termek/29-dg4s-08020-szervomotor-szabalyzo2
Ilyet tudsz venni: https://shop.cncdrive.hu/termek/29-dg4s-08020-szervomotor-szabalyzo2
Cím: Re:DC szervó motoros vezérlés
Írta: hphuvrhxn Dátum 2020 június 03, 07:53
Írta: hphuvrhxn Dátum 2020 június 03, 07:53
Köszi. De azt elfelejtettem, hogy analóg kell, úgyhogy az SMC se jó példa.
Cím: Re:DC szervó motoros vezérlés
Írta: 5unn7sn3m Dátum 2021 július 05, 20:20
Írta: 5unn7sn3m Dátum 2021 július 05, 20:20
Sziasztok!
Valaki találkozott már a HBS57H hibrid léptetőmotor vezérlővel?
Kellene hozzá doksi, beállító szoftwer, RS232 csatlakozó bekötése.
Sajnos a neten nem találtam semmit.
Tud valaki ebben segíteni?
Előre is köszönöm.
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_hzk62b7w8j4m39mpebp_1769.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/hzk62b7w8j4m39mpebp_1769.jpg)
Valaki találkozott már a HBS57H hibrid léptetőmotor vezérlővel?
Kellene hozzá doksi, beállító szoftwer, RS232 csatlakozó bekötése.
Sajnos a neten nem találtam semmit.
Tud valaki ebben segíteni?
Előre is köszönöm.
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_hzk62b7w8j4m39mpebp_1769.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/hzk62b7w8j4m39mpebp_1769.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: Szerelő Dátum 2021 július 05, 21:33
Írta: Szerelő Dátum 2021 július 05, 21:33
Próbálj utánanézni az AMC 50A20-nak, vagy a 100A25-nek.
50A20:
max áram 50A
tartós áram 25A
DC feszültség 40-190V
100A25:
max áram 100A
tartós áram 50A
DC feszültség 60-250V
50A20:
max áram 50A
tartós áram 25A
DC feszültség 40-190V
100A25:
max áram 100A
tartós áram 50A
DC feszültség 60-250V
Cím: Re:DC szervó motoros vezérlés
Írta: dtb Dátum 2021 július 05, 21:43
Írta: dtb Dátum 2021 július 05, 21:43
Talán a klavio honlapján megtalálod...
Cím: Re:DC szervó motoros vezérlés
Írta: dtb Dátum 2021 július 05, 22:58
Írta: dtb Dátum 2021 július 05, 22:58
Hybrid Servo Driver Leadshine HBS57 (https://mecheltron.com/en/product/hbs57)
Cím: Re:DC szervó motoros vezérlés
Írta: 5unn7sn3m Dátum 2021 július 07, 21:51
Írta: 5unn7sn3m Dátum 2021 július 07, 21:51
Szia dtb!
Köszönöm válaszod.
Már jártam a KLaviónál. Szoftwert is töltöttem le, ezzel sem boldogultam, még az itt található kábel bekötés sem stimmel.
A link amit felraktál az 3 fázisú motorhoz való 3 vezetékes driver. Nekem stepper motorhoz való a drájverem. De azért kösz!
Üdv.
Köszönöm válaszod.
Már jártam a KLaviónál. Szoftwert is töltöttem le, ezzel sem boldogultam, még az itt található kábel bekötés sem stimmel.
A link amit felraktál az 3 fázisú motorhoz való 3 vezetékes driver. Nekem stepper motorhoz való a drájverem. De azért kösz!
Üdv.
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 08, 07:41
Írta: frob Dátum 2021 július 08, 07:41
Sziasztok
Kicsit nagyobbacska dc meghajtót keresnék, a lentebb látható adatlapú motorhoz.
Ezek ha jól látom mind úgy vannak hogy az enkódert is fogadják, jelen esetben lineáris enkóder van, amit persze biztos cserélni kell mert valami őskövület...
Most 0-10V os rendszer van, de elég kevés információ lelhető fel róla...
Még kevesebb olyan vezérlőt találtam ami nem step dir ad ki magából hanem 0-10V ot és fogadja a enkóder jelét...
ezért is gondoltam, hogy akkor kapna egy olyan motor meghajtót ami egyben fogadná az enkódert és a motort, utána már lehet akár step dir is ami beesik ...
Előre is köszi!
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_s79bcq44ygdbckefxvj2_902.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/s79bcq44ygdbckefxvj2_902.jpg)
Kicsit nagyobbacska dc meghajtót keresnék, a lentebb látható adatlapú motorhoz.
Ezek ha jól látom mind úgy vannak hogy az enkódert is fogadják, jelen esetben lineáris enkóder van, amit persze biztos cserélni kell mert valami őskövület...
Most 0-10V os rendszer van, de elég kevés információ lelhető fel róla...
Még kevesebb olyan vezérlőt találtam ami nem step dir ad ki magából hanem 0-10V ot és fogadja a enkóder jelét...
ezért is gondoltam, hogy akkor kapna egy olyan motor meghajtót ami egyben fogadná az enkódert és a motort, utána már lehet akár step dir is ami beesik ...
Előre is köszi!
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_s79bcq44ygdbckefxvj2_902.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/s79bcq44ygdbckefxvj2_902.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 július 08, 08:42
Írta: TBS-TEAM Dátum 2021 július 08, 08:42
Ezen a DC motoron Tacho generátor van.
Ezeket a DC meghajtókat álltalában +-10V vezérlik.
AC szervo motor+vezérlővel (ami +-10V bemenetet is kezel) lehet kiválltani.
Ezeket a DC meghajtókat álltalában +-10V vezérlik.
AC szervo motor+vezérlővel (ami +-10V bemenetet is kezel) lehet kiválltani.
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 08, 12:17
Írta: frob Dátum 2021 július 08, 12:17
Ez mind stimm, teljesen egyetértek veled!
Viszont ha nézted, nem kicsi mociról van szó...
Az a csúcsban 200A kissé aggaszt,mekkora ac szervó kellene hogy hasonló nyomatékkal tudjon csúcsban?
mert azt írja hogy 0.47Nm/A
ieff : 24A - 11,28Nm
i csúcs: 200A - 94Nm !!!
Sajnos semmit nem találok a motorokról az adattáblán kívül, jó lenne egy nyamvadt görbe...
Viszont ha nézted, nem kicsi mociról van szó...
Az a csúcsban 200A kissé aggaszt,mekkora ac szervó kellene hogy hasonló nyomatékkal tudjon csúcsban?
mert azt írja hogy 0.47Nm/A
ieff : 24A - 11,28Nm
i csúcs: 200A - 94Nm !!!
Sajnos semmit nem találok a motorokról az adattáblán kívül, jó lenne egy nyamvadt görbe...
Cím: Re:DC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 július 08, 12:27
Írta: TBS-TEAM Dátum 2021 július 08, 12:27
Mekkora a tengely átmérő?
Cím: Re:DC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 július 08, 12:31
Írta: TBS-TEAM Dátum 2021 július 08, 12:31
Megtaláltam 22mm
Cím: Re:DC szervó motoros vezérlés
Írta: nagysam Dátum 2021 július 08, 12:32
Írta: nagysam Dátum 2021 július 08, 12:32
nem lehet, hogy az csak 20A ?
Cím: Re:DC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 július 08, 12:35
Írta: TBS-TEAM Dátum 2021 július 08, 12:35
Nyomaték adatok.
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_kz8xu04scaesqjbd44n_3344.png) (https://hobbicncforum.hu/uploaded_images/2021/07/kz8xu04scaesqjbd44n_3344.png)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_kz8xu04scaesqjbd44n_3344.png) (https://hobbicncforum.hu/uploaded_images/2021/07/kz8xu04scaesqjbd44n_3344.png)
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2021 július 08, 12:45
Írta: designr Dátum 2021 július 08, 12:45
200A-es vezérlőt szerintem nem találsz hozzá, legalábbis nem megfizethető áron.
7,15Nm névleges..és egy hajtóművel már meg is van és akár step-dir-el is hajthatod.
[#t19p141336#]
7,15Nm névleges..és egy hajtóművel már meg is van és akár step-dir-el is hajthatod.
[#t19p141336#]
Cím: Re:DC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 július 08, 12:48
Írta: TBS-TEAM Dátum 2021 július 08, 12:48
A leírása szerint 11,3Nm. max: 40C°-ig.
A 200A max impulzus amit elvisel.
Ennek mi értélme ráírni [#nemtudom]
130mm 3Kw AC servo 15Nm tud 2000rpm.
A 200A max impulzus amit elvisel.
Ennek mi értélme ráírni [#nemtudom]
130mm 3Kw AC servo 15Nm tud 2000rpm.
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 08, 12:59
Írta: frob Dátum 2021 július 08, 12:59
Már is rengeteget segítettél!!!
De hogy hol lelted meg azt a táblázatot?!
Lehet nem napi 5 percet kellene ezzel foglalkoznom és meglenne :D
Nagyon köszönöm!
De hogy hol lelted meg azt a táblázatot?!
Lehet nem napi 5 percet kellene ezzel foglalkoznom és meglenne :D
Nagyon köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 08, 13:02
Írta: frob Dátum 2021 július 08, 13:02
A motorokhoz való meghajtó tud fogadni enkódert?
Értem ez alatt azt, hogy a beadott lépések kivitelezése, az enkóder jele alapján történik..
a linken írod hogy vannak más mocik is, nagyobbak?
Mert ahogy TBS írta, 3kW os már nem is szükséges, talán már 2Kw os is elég lenne..
Értem ez alatt azt, hogy a beadott lépések kivitelezése, az enkóder jele alapján történik..
a linken írod hogy vannak más mocik is, nagyobbak?
Mert ahogy TBS írta, 3kW os már nem is szükséges, talán már 2Kw os is elég lenne..
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 08, 13:11
Írta: frob Dátum 2021 július 08, 13:11
közben rájöttem hülyeséget írtam, persze hogy kell legyen, a motor fenekén, de nekem lineáris enkóder kellene hogy kezeljen
Cím: Re:DC szervó motoros vezérlés
Írta: designr Dátum 2021 július 08, 13:12
Írta: designr Dátum 2021 július 08, 13:12
Ez a samsung Csd5 csak a motor saját enkóderét kezeli.
Léteznek olyan vezérlők amelyek a motor enkóderén kívül rendelkeznek még egy enkóder bemenettel, un full closed loop vezérlést csinálnak.
Panasonicban van nekem ilyen 1,5 kw-ban. A motor encoderén kivül gyárilag egy Mitutoyo lineáris encoder léc jeleit is megkapja.
A sebességet a motor encoder jelei alapján állitja be a pozíciót viszont a külső léc jelei alapján..
Egy fórumtársnak most raktam össze egyet..
Sajnos 1,5 kw fölött nincs szervóm.Ezek még mennek 1 fázisról..
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_hitye7j3znqd5nuzi4xwz_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/hitye7j3znqd5nuzi4xwz_1575.jpg)
Léteznek olyan vezérlők amelyek a motor enkóderén kívül rendelkeznek még egy enkóder bemenettel, un full closed loop vezérlést csinálnak.
Panasonicban van nekem ilyen 1,5 kw-ban. A motor encoderén kivül gyárilag egy Mitutoyo lineáris encoder léc jeleit is megkapja.
A sebességet a motor encoder jelei alapján állitja be a pozíciót viszont a külső léc jelei alapján..
Egy fórumtársnak most raktam össze egyet..
Sajnos 1,5 kw fölött nincs szervóm.Ezek még mennek 1 fázisról..
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_hitye7j3znqd5nuzi4xwz_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/hitye7j3znqd5nuzi4xwz_1575.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: Szerelő Dátum 2021 július 08, 19:59
Írta: Szerelő Dátum 2021 július 08, 19:59
Üdvözletem.
A képeken a motor adatai és nyomatékgörbéi vannak.
Ha szabad kérdezni milyen gépen van ez a motor?
Mert a teljesítménye alapján ez nem egy kis gép.
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_x0gpm35xej4ikeujzi5_5697.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/x0gpm35xej4ikeujzi5_5697.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_xgufieqiampaph7nzmdb_5697.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/xgufieqiampaph7nzmdb_5697.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_9hwwjwhhsvp9cmk3qpbk_5697.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/9hwwjwhhsvp9cmk3qpbk_5697.jpg)
A képeken a motor adatai és nyomatékgörbéi vannak.
Ha szabad kérdezni milyen gépen van ez a motor?
Mert a teljesítménye alapján ez nem egy kis gép.
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_x0gpm35xej4ikeujzi5_5697.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/x0gpm35xej4ikeujzi5_5697.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_xgufieqiampaph7nzmdb_5697.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/xgufieqiampaph7nzmdb_5697.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_9hwwjwhhsvp9cmk3qpbk_5697.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/9hwwjwhhsvp9cmk3qpbk_5697.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 09, 10:55
Írta: frob Dátum 2021 július 09, 10:55
köszi a görbéket!
valóban nem picike :)
egy maho 700c amin rajta vannak....
bár elvileg teljesen működőképes a gép, én szeretném kissé modernebb vezérléssel ellátni...
és kotrok hogy mit érdemes mit nem..
az szinte biztos hogy ha cserélek bármit is, az több más dolgot is von maga után
valóban nem picike :)
egy maho 700c amin rajta vannak....
bár elvileg teljesen működőképes a gép, én szeretném kissé modernebb vezérléssel ellátni...
és kotrok hogy mit érdemes mit nem..
az szinte biztos hogy ha cserélek bármit is, az több más dolgot is von maga után
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 09, 10:58
Írta: frob Dátum 2021 július 09, 10:58
Észben tartom hogy ilyesmire képes vagy, legfeljebb ha váltani kell akkor keresni foglak ha más nem a beállítás miatt, természetesen nem ingyen kérném!
Számlaképes vagy egyébként? Lehet majd egy kisebb 100-200W körüli szervó érdekelne... egyenlőre ez is csak kérdés szintjén még.
Számlaképes vagy egyébként? Lehet majd egy kisebb 100-200W körüli szervó érdekelne... egyenlőre ez is csak kérdés szintjén még.
Cím: Re:DC szervó motoros vezérlés
Írta: Szerelő Dátum 2021 július 09, 14:52
Írta: Szerelő Dátum 2021 július 09, 14:52
A 700-as egy kedvelt gép. Még elég sokfelé van a termelésben.
Viszont mielőtt belekezdenél bármibe is, ellenőrizni kellene a gép geometriát a hidraulikus rendszert, és a golyósórsók állapotát.
Viszont mielőtt belekezdenél bármibe is, ellenőrizni kellene a gép geometriát a hidraulikus rendszert, és a golyósórsók állapotát.
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 10, 19:04
Írta: frob Dátum 2021 július 10, 19:04
Igen sok helyen találkozom velük a neten szerencsére, sokan igyekeznek modernizálni, sokan meg a philips vezérlőt gatyábarázni...
Golyós orsók úgy néz ki jó állapotban vannak, egyenlőre a kenésen dolgozom, van pár rosszul kinéző cső, ezeket cserélem..
Hidraulikával még nem tudtam foglalkozni, elindulni elindul, már mint a szivattyú, de többre eddig nem futotta....
Jó lenne mielőbb beröffenteni, csak az előző tulaj által okozott hiányosságokat igyekszem pótolni...
Közben pedig morfondírozom hogy lehetne egyszerűen modernizálni, az uccnc hez szokott fejemnek :D
Ha marad a mostani dc szervó, akkor is kell más lienáris útadó, mert amit kinéztem ( mutattak) elektronikát a mostani philips fejekkel nem tudna mit kezdeni...
Te szerelsz ilyeneket?
Golyós orsók úgy néz ki jó állapotban vannak, egyenlőre a kenésen dolgozom, van pár rosszul kinéző cső, ezeket cserélem..
Hidraulikával még nem tudtam foglalkozni, elindulni elindul, már mint a szivattyú, de többre eddig nem futotta....
Jó lenne mielőbb beröffenteni, csak az előző tulaj által okozott hiányosságokat igyekszem pótolni...
Közben pedig morfondírozom hogy lehetne egyszerűen modernizálni, az uccnc hez szokott fejemnek :D
Ha marad a mostani dc szervó, akkor is kell más lienáris útadó, mert amit kinéztem ( mutattak) elektronikát a mostani philips fejekkel nem tudna mit kezdeni...
Te szerelsz ilyeneket?
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2021 július 10, 19:43
Írta: svejk Dátum 2021 július 10, 19:43
Azt írod az orsók jók.
Ha így van szerintem neked otthon bőven megfelel mérőléc nélkül is az a gép.
Ha így van szerintem neked otthon bőven megfelel mérőléc nélkül is az a gép.
Cím: Re:DC szervó motoros vezérlés
Írta: Szerelő Dátum 2021 július 10, 21:06
Írta: Szerelő Dátum 2021 július 10, 21:06
Tény és való nem egyszerű a döntés, hogy melyik irányba induljon el az ember egy modernizálás alkalmával.. Szerintem az az alapvető kérdés, mire és hogyan akarod használni a gépet. És ehhez igazítsd a továbbiakat.
Ha maradsz a hobby kategóriánál (Mach3, Uccnc) akkor nemérdemes mérőlécet felszerelni. De le kell cserélni a mellékhajtásokat és motorokat. Viszont egyfázifú megtáplálással megfelelő nyomatékú hajtás/motor páros nincs.
A gép korából ítélve azért nem ártana ellenőrizni a golyósorsók állapotát. Igy a későbbiekben nem érhet meglepetés és még időben tudsz döntést hozni.
A kenésnél érdemes ellenőrizni az olajadagolók állapotát.Ha nem zárnak rendesen sok olaj elfolyik fölöslegesen és nem lesz jó a kenés.
Ha szabad kérdezni, milyen vezérlést mutattak/ajánlottak a Grundig helyett?
És igen, szoktam gépeket szerelni.
Ha maradsz a hobby kategóriánál (Mach3, Uccnc) akkor nemérdemes mérőlécet felszerelni. De le kell cserélni a mellékhajtásokat és motorokat. Viszont egyfázifú megtáplálással megfelelő nyomatékú hajtás/motor páros nincs.
A gép korából ítélve azért nem ártana ellenőrizni a golyósorsók állapotát. Igy a későbbiekben nem érhet meglepetés és még időben tudsz döntést hozni.
A kenésnél érdemes ellenőrizni az olajadagolók állapotát.Ha nem zárnak rendesen sok olaj elfolyik fölöslegesen és nem lesz jó a kenés.
Ha szabad kérdezni, milyen vezérlést mutattak/ajánlottak a Grundig helyett?
És igen, szoktam gépeket szerelni.
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 11, 08:10
Írta: frob Dátum 2021 július 11, 08:10
pontosan ugyan arra akarom használni amire eddig is használnták, cnc marógépként :)
phipips 432 vezérlés tud egy csomó beépített dolgot, de ezeket ritkán használnám, főleg generált g-kódok futtatása a cél, amit persze ezen is lehet, elvileg nem is bonyolultan...
mivel a gép eleve mérőléces, gondolom nem ok nélkül, főleg a nagy motorok miatt, és a komoly nyomaték...
szóval attól nem akarok szabadulni, így az mach és uccnc sajnos nem jöhet szóba, bár a kinézett cucc elvileg a mach4-el már tudna ilyet is összehozni, de nem erőltetem, megfelel a saját szoftvere, ami rpi-n is elfut.
egyébként erről van szó https://en.cs-lab.eu/product/csmioip-a-ethernet-motion-controller-10v-6-axis-with-connectors/
mag az adagoló okés, azt még nem tudom mi hol folyik, minden kézzel könnyedén mozdítható, golyósorsók ránézésre nagyon jól néznek ki, karc és berágódás mentesek
Ha ilyeneket is szoktál szerelni, akkor esetleg egy átvizsgálásra mondhatnál árat, ha több ilyet láttál mint én, akkor ez is nagy segítség lehet...
phipips 432 vezérlés tud egy csomó beépített dolgot, de ezeket ritkán használnám, főleg generált g-kódok futtatása a cél, amit persze ezen is lehet, elvileg nem is bonyolultan...
mivel a gép eleve mérőléces, gondolom nem ok nélkül, főleg a nagy motorok miatt, és a komoly nyomaték...
szóval attól nem akarok szabadulni, így az mach és uccnc sajnos nem jöhet szóba, bár a kinézett cucc elvileg a mach4-el már tudna ilyet is összehozni, de nem erőltetem, megfelel a saját szoftvere, ami rpi-n is elfut.
egyébként erről van szó https://en.cs-lab.eu/product/csmioip-a-ethernet-motion-controller-10v-6-axis-with-connectors/
mag az adagoló okés, azt még nem tudom mi hol folyik, minden kézzel könnyedén mozdítható, golyósorsók ránézésre nagyon jól néznek ki, karc és berágódás mentesek
Ha ilyeneket is szoktál szerelni, akkor esetleg egy átvizsgálásra mondhatnál árat, ha több ilyet láttál mint én, akkor ez is nagy segítség lehet...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2021 július 11, 10:00
Írta: svejk Dátum 2021 július 11, 10:00
Az a vezérlő valóban elég okos, de nem véletlen próbálják mások is kiváltani. Eljárt felette az idő, főleg hardverileg.
" főleg generált g-kódok futtatása a cél"
Tehát már feleslegesen is okos a vezérlő, elég ha tudja az alap G-kódokat.
Arról nem is beszélve, hogy a véges memóriája miatt elvérezne a generált 3D-s kódok alatt, a DNC meg vagy működik vagy nem, de általában nem szokott tuti megoldás lenni.
"mivel a gép eleve mérőléces, gondolom nem ok nélkül,
főleg a nagy motorok miatt, és a komoly nyomaték...
szóval attól nem akarok szabadulni"
Pedig sok álmatlan éjszakától szabadulnál meg. :)
Kaptál már nyomatékgörbéket is láthatod, hogy az a motor csak ~1 kW környékén dolgozik ergo egyáltalán nem reménytelen a komplett hajtás csere modernebbre így már nem is csak a CSMIO maradhat a képben.
Ez utóbbival nekem leginkább az a bajom hogy nem ismerem és nem olvasható itt a fórumon róla semmi.
Pedig ha minden igaz van fórumtársunk aki ilyet használ.
Az ára meg szinte összemérhető egy ipari vezérlővel.
" főleg generált g-kódok futtatása a cél"
Tehát már feleslegesen is okos a vezérlő, elég ha tudja az alap G-kódokat.
Arról nem is beszélve, hogy a véges memóriája miatt elvérezne a generált 3D-s kódok alatt, a DNC meg vagy működik vagy nem, de általában nem szokott tuti megoldás lenni.
"mivel a gép eleve mérőléces, gondolom nem ok nélkül,
főleg a nagy motorok miatt, és a komoly nyomaték...
szóval attól nem akarok szabadulni"
Pedig sok álmatlan éjszakától szabadulnál meg. :)
Kaptál már nyomatékgörbéket is láthatod, hogy az a motor csak ~1 kW környékén dolgozik ergo egyáltalán nem reménytelen a komplett hajtás csere modernebbre így már nem is csak a CSMIO maradhat a képben.
Ez utóbbival nekem leginkább az a bajom hogy nem ismerem és nem olvasható itt a fórumon róla semmi.
Pedig ha minden igaz van fórumtársunk aki ilyet használ.
Az ára meg szinte összemérhető egy ipari vezérlővel.
Cím: Re:DC szervó motoros vezérlés
Írta: Szerelő Dátum 2021 július 11, 11:45
Írta: Szerelő Dátum 2021 július 11, 11:45
A mérőléc nem a motorteljesítmény miatt hanem az út mérésére és a szabályzáshoz kell.
Az a motor aminek az adattábláját feltetted 5Kw-os.
Ha a forgójeladó van a golyósorsó végén vagy a motoron az ugyan úgy megfelelne. A mérőléc a szánok direkt lineáris elmozdulását mérik, míg a forgójeladó a forgómozgást méri és ezt konvertálja a vezérlés lineáris elmozdulássá.
A mai szerszámgépeken jellemzően a prémium kategóriás vagy a nagy pontosságú gépeken alkalmaznak lineáris útmérőt.
A mostani vezérlések csak a saját hajtásaikkal és motorjaikkal kommunikálnak. És a motorok jeladóit használják a megtett út mérésére. Az irányváltási hibát pedig merés után paraméterben állítják be.
Az hogy a golyósorsók jól néznek ki még nem garantálják azok pontosságát. Azon a területen ahol sokat használták a gépet, mind a három orsó kopott. ennek a mértéke a lényeges. Valamint a csúszó vezetékek állapota. Valószínűleg azok is kopottak.
Az a motor aminek az adattábláját feltetted 5Kw-os.
Ha a forgójeladó van a golyósorsó végén vagy a motoron az ugyan úgy megfelelne. A mérőléc a szánok direkt lineáris elmozdulását mérik, míg a forgójeladó a forgómozgást méri és ezt konvertálja a vezérlés lineáris elmozdulássá.
A mai szerszámgépeken jellemzően a prémium kategóriás vagy a nagy pontosságú gépeken alkalmaznak lineáris útmérőt.
A mostani vezérlések csak a saját hajtásaikkal és motorjaikkal kommunikálnak. És a motorok jeladóit használják a megtett út mérésére. Az irányváltási hibát pedig merés után paraméterben állítják be.
Az hogy a golyósorsók jól néznek ki még nem garantálják azok pontosságát. Azon a területen ahol sokat használták a gépet, mind a három orsó kopott. ennek a mértéke a lényeges. Valamint a csúszó vezetékek állapota. Valószínűleg azok is kopottak.
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 11, 19:04
Írta: frob Dátum 2021 július 11, 19:04
Tudom mire való a mérőléc, ezzel nincs is gond, nem szeretnék tőle szabadulni, mert így csak jobb lesz a gép, vagy is jobb is.
Természetesen igazad van a golyósorsókkal kapcsolatban, mihelyst elindul és meg tudom mozgatni kiderül mit tud vagy nem :)
Természetesen igazad van a golyósorsókkal kapcsolatban, mihelyst elindul és meg tudom mozgatni kiderül mit tud vagy nem :)
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 11, 19:06
Írta: frob Dátum 2021 július 11, 19:06
Svejk ha van esetleg más hasonló tudású vezérlő a környezetedben olcsóbban, szívesen fogadom, de ilyen +-10 V os ban nem igazán találtam semmit se. de gondolom te a step dir ben hiszel, ezen a gépen valamiért kissé tartok tőle...
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2021 július 11, 19:53
Írta: svejk Dátum 2021 július 11, 19:53
[#t19p117623#] Ez?
Step/dir vagy analóg, ez nem hit kérdése, hanem mérlegelésé.
A géped kb. annyit ér amennyiért vetted, szerintem ne feccölj bele sokat mert sosem térül meg.
Ha meg van rá fix munkád akkor hajrá, termeljen így a mostani állapotában aztán lecseréled egy komolyabbra.
Mert ugye most működőképes?
Step/dir vagy analóg, ez nem hit kérdése, hanem mérlegelésé.
A géped kb. annyit ér amennyiért vetted, szerintem ne feccölj bele sokat mert sosem térül meg.
Ha meg van rá fix munkád akkor hajrá, termeljen így a mostani állapotában aztán lecseréled egy komolyabbra.
Mert ugye most működőképes?
Cím: Re:DC szervó motoros vezérlés
Írta: Szerelő Dátum 2021 július 11, 20:13
Írta: Szerelő Dátum 2021 július 11, 20:13
Elnézést nem akartam kétségbe vonni a tudásodat.
Csak a korábbi bejegyzésedre reagáltam.
"mivel a gép eleve mérőléces, gondolom nem ok nélkül, főleg a nagy motorok miatt"
Amikor elindul használd. Kijönnek az esetleges hibái és meglátod a pontosságát is.
A Svejk által linkelt Fagor lehet egy alternatíva.
Nem kell hozzá PLC program fix címzett ki és bemenetek kompackt kiépítés.
Csak a korábbi bejegyzésedre reagáltam.
"mivel a gép eleve mérőléces, gondolom nem ok nélkül, főleg a nagy motorok miatt"
Amikor elindul használd. Kijönnek az esetleges hibái és meglátod a pontosságát is.
A Svejk által linkelt Fagor lehet egy alternatíva.
Nem kell hozzá PLC program fix címzett ki és bemenetek kompackt kiépítés.
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 12, 07:03
Írta: frob Dátum 2021 július 12, 07:03
köszi
Bár ennél újabb konstrukcióra gondoltam...
Hogy működőképes e, elvileg igen, gyakorlatilag még nem tudtam elindítani, mert a hidraulika szivattyút indítva nem marad folyamatos üzemben, ez hibát dob a vezérlésnek és így egyenlőre nem megy.
Úgy néz ki minden más működik....
Amin még gondolkozom, ebben a szervók 170V os-ak , és 2 bazi trafó ami szolgáltatja ezt nekik, vajon mennyire gáz ha egyesével kapcsolom a trafókat?, vagy netán előtét ellenállással amit később ( 1 sec) rövidrezárok ?
Kisebb nagyobb trafókból így is összegyűlik vagy 20kVA -nyi...
ráadásul a két főtrafó, 1 fázison van, gondolom ennek is van valami prózai oka, főleg a triakos motormeghajtók miatt gondolom...
Bár ennél újabb konstrukcióra gondoltam...
Hogy működőképes e, elvileg igen, gyakorlatilag még nem tudtam elindítani, mert a hidraulika szivattyút indítva nem marad folyamatos üzemben, ez hibát dob a vezérlésnek és így egyenlőre nem megy.
Úgy néz ki minden más működik....
Amin még gondolkozom, ebben a szervók 170V os-ak , és 2 bazi trafó ami szolgáltatja ezt nekik, vajon mennyire gáz ha egyesével kapcsolom a trafókat?, vagy netán előtét ellenállással amit később ( 1 sec) rövidrezárok ?
Kisebb nagyobb trafókból így is összegyűlik vagy 20kVA -nyi...
ráadásul a két főtrafó, 1 fázison van, gondolom ennek is van valami prózai oka, főleg a triakos motormeghajtók miatt gondolom...
Cím: Re:DC szervó motoros vezérlés
Írta: Szerelő Dátum 2021 július 12, 07:47
Írta: Szerelő Dátum 2021 július 12, 07:47
A bekapcsolási hiba eredhet abból, hogy a szervohajtások nem kapcsolnak be (nincs hajtás ready) vagy nincs vezérlés üzemkészség.(NCready)
Amikor bekapcsolod a hidraulikát és elindul a hidraulika motor a be nyomógomb elengedésekor egyből leáll, vagy csak egy bizonyos idő múlva?
Kérlek magyarázd el mit értesz az alatt hogy a
"két fő trafó egy fázison van"
Tudsz küldeni fényképet az elektromos szekrényről?
A fagoron én is meglepődtem. A képeken látható darab 1994 utáni. Analog alapjeles vezérlés amit elérhetsz csak "bontottban" találsz.
Egy új, vagy újszerű digitális CNC szett a 24 Nm-es motorok és a hozzá való hajtások miatt drága.
Amikor bekapcsolod a hidraulikát és elindul a hidraulika motor a be nyomógomb elengedésekor egyből leáll, vagy csak egy bizonyos idő múlva?
Kérlek magyarázd el mit értesz az alatt hogy a
"két fő trafó egy fázison van"
Tudsz küldeni fényképet az elektromos szekrényről?
A fagoron én is meglepődtem. A képeken látható darab 1994 utáni. Analog alapjeles vezérlés amit elérhetsz csak "bontottban" találsz.
Egy új, vagy újszerű digitális CNC szett a 24 Nm-es motorok és a hozzá való hajtások miatt drága.
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 12, 08:07
Írta: frob Dátum 2021 július 12, 08:07
A hidraulika ahogy elengedem a gombot leáll.
Néztem a kapcsrajzot, és úgy jelzi hogy a két trafó ami a szervóknak ad delejt, ugyanazon a két fázison van, kimérni nem mértem még, elég kevés az idő amit rátudok tölteni...
az biztos hogy mielőtt elhoztam és a volt gazdája ki nem tette a legnagyobb szakadó esőben, akkor még működött, szóval vagy az eső, vagy a menetszél ( amikor hozták) okozott problémát..
Kicsit később teszek fel fotót...
Amit már linkeltem vezérlőt az tudja a +-10V os hajtásokat, és fogadni is tudja a mérőlécet, és annyira nem vészes az ára, bár az biztos hogy 3 uccnc-t is vehetnék rajta, viszont az nem tud mérőléces módit, vagy is hát tud, de nem úgy ahogy itt kellene...
Néztem a kapcsrajzot, és úgy jelzi hogy a két trafó ami a szervóknak ad delejt, ugyanazon a két fázison van, kimérni nem mértem még, elég kevés az idő amit rátudok tölteni...
az biztos hogy mielőtt elhoztam és a volt gazdája ki nem tette a legnagyobb szakadó esőben, akkor még működött, szóval vagy az eső, vagy a menetszél ( amikor hozták) okozott problémát..
Kicsit később teszek fel fotót...
Amit már linkeltem vezérlőt az tudja a +-10V os hajtásokat, és fogadni is tudja a mérőlécet, és annyira nem vészes az ára, bár az biztos hogy 3 uccnc-t is vehetnék rajta, viszont az nem tud mérőléces módit, vagy is hát tud, de nem úgy ahogy itt kellene...
Cím: Re:DC szervó motoros vezérlés
Írta: Szerelő Dátum 2021 július 12, 09:16
Írta: Szerelő Dátum 2021 július 12, 09:16
Milyen funkciókat lát el a hidraulika?
Mi a típusa a mellékhajtásoknak?
Mi a típusa a mellékhajtásoknak?
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 12, 09:22
Írta: frob Dátum 2021 július 12, 09:22
Csak a szerszám befogás.
Indramat
Kép a szekrényről
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_phhbukz8tim42ba5p2ta0_902.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/phhbukz8tim42ba5p2ta0_902.jpg)
Indramat
Kép a szekrényről
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_phhbukz8tim42ba5p2ta0_902.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/phhbukz8tim42ba5p2ta0_902.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 július 12, 09:34
Írta: TBS-TEAM Dátum 2021 július 12, 09:34
INDRAMAT 3 TRM 2 manual (http://www.ssdservice.pl/FTP-serwer/Aplikacje/INDRAMAT/3TRM2%20MANUAL.pdf) [#integet2]
Cím: Re:DC szervó motoros vezérlés
Írta: Szerelő Dátum 2021 július 12, 09:54
Írta: Szerelő Dátum 2021 július 12, 09:54
Hát ez nem egy mai kiadás!
Értem miért akatod modernizálni.
Bár ha működik nem biztos hogy érdemes cserérni
A hidraulika csak a szerszámlazításkor fog bekapcsolni.
Van a hidraulikus kőrben hidroakkumulátor?
Értem miért akatod modernizálni.
Bár ha működik nem biztos hogy érdemes cserérni
A hidraulika csak a szerszámlazításkor fog bekapcsolni.
Van a hidraulikus kőrben hidroakkumulátor?
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 12, 10:10
Írta: frob Dátum 2021 július 12, 10:10
Köszönöm!
Bár már megvolt, de a jó szándék mindig értékelendő!! :)
Bár már megvolt, de a jó szándék mindig értékelendő!! :)
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 12, 10:16
Írta: frob Dátum 2021 július 12, 10:16
hát nem mai az biztos, közel egykorú velem
viszont a mechanika jónak tűnik...
van egy kis gombóc ami az lehet..
elvileg amikor indítanám a hidrulika is indul, de hogy folyamatosan megy e azt nem tudom, most a gond az hogy a hidraulika tartály plexi vagy valami ilyesmi, és szanaszét van repedezve :)
úgy hogy most egyenlőre megpróbálom ragasztani, hogy találjak hozzá jót kb kizárt, úgy hogy csinálni fogok valószínű...
szépen apránként....
viszont a mechanika jónak tűnik...
van egy kis gombóc ami az lehet..
elvileg amikor indítanám a hidrulika is indul, de hogy folyamatosan megy e azt nem tudom, most a gond az hogy a hidraulika tartály plexi vagy valami ilyesmi, és szanaszét van repedezve :)
úgy hogy most egyenlőre megpróbálom ragasztani, hogy találjak hozzá jót kb kizárt, úgy hogy csinálni fogok valószínű...
szépen apránként....
Cím: Re:DC szervó motoros vezérlés
Írta: Szerelő Dátum 2021 július 12, 10:29
Írta: Szerelő Dátum 2021 július 12, 10:29
A ragasztás szerintem nem a legjóbb megoldás.
Késöbb sok bosszúságot okozhat.
Késöbb sok bosszúságot okozhat.
Cím: Re:DC szervó motoros vezérlés
Írta: frob Dátum 2021 július 12, 10:38
Írta: frob Dátum 2021 július 12, 10:38
Tisztában vagyok vele, csak már szeretném elindítani :D
Cím: Re:DC szervó motoros vezérlés
Írta: Szerelő Dátum 2021 július 12, 10:56
Írta: Szerelő Dátum 2021 július 12, 10:56
Az indításhoz biztos jó lessz.
Cím: Re:DC szervó motoros vezérlés
Írta: szokelaca Dátum 2021 augusztus 13, 17:45
Írta: szokelaca Dátum 2021 augusztus 13, 17:45
Tisztelt Fórum Társak!
Találkoztatok már a Dunkenmotoren BG65 sorozatú motorral?
Gyárilag van valamilyen beállítása? Vettem egy újat, de nem
ad életjelet. A gyári kezelőprogram nem működik az IXAT USB-CAN adapterrel. miCAN sticket vár.
Előre is köszi, ha van ötletetek.
üdv. Laci
Találkoztatok már a Dunkenmotoren BG65 sorozatú motorral?
Gyárilag van valamilyen beállítása? Vettem egy újat, de nem
ad életjelet. A gyári kezelőprogram nem működik az IXAT USB-CAN adapterrel. miCAN sticket vár.
Előre is köszi, ha van ötletetek.
üdv. Laci
Cím: Re:DC szervó motoros vezérlés
Írta: GG Dátum 2021 augusztus 13, 19:02
Írta: GG Dátum 2021 augusztus 13, 19:02
Pontosabban: BG65 - milyen motor?
Tap bekotes rendben van?
Tap bekotes rendben van?
Cím: Re:DC szervó motoros vezérlés
Írta: szokelaca Dátum 2021 augusztus 14, 13:34
Írta: szokelaca Dátum 2021 augusztus 14, 13:34
Szia GG!
BG65X25CI 24V egyen, beépített vezérlő, 8 pólusú csatlakozás
plusz CAN csatlakozó.
1. power 24V
2. GND
3.teljesítmény kiadás
4. IN0 digital inp.
5. In1
6. In2
7. OUT1 digital out
8. elektronika 24V
Tápokat megkapja, teljesítmény engedélyezve, bemenetekre nem reagál.
BG65X25CI 24V egyen, beépített vezérlő, 8 pólusú csatlakozás
plusz CAN csatlakozó.
1. power 24V
2. GND
3.teljesítmény kiadás
4. IN0 digital inp.
5. In1
6. In2
7. OUT1 digital out
8. elektronika 24V
Tápokat megkapja, teljesítmény engedélyezve, bemenetekre nem reagál.
Cím: Re:DC szervó motoros vezérlés
Írta: GG Dátum 2021 augusztus 15, 09:58
Írta: GG Dátum 2021 augusztus 15, 09:58
A leírásod alapján nem ismerek rá sem a csatkalozások jelölésre, sem a kiosztásra. Pl. a logikai földet hová dugtad?
Küldj fényképeket, (ne "olyat"), és részletesebb leírást, amiből tudható, hogy saját kötözgetés, vagy gyári kábelszett külső vezérlővel, stb.
Küldj fényképeket, (ne "olyat"), és részletesebb leírást, amiből tudható, hogy saját kötözgetés, vagy gyári kábelszett külső vezérlővel, stb.
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 augusztus 15, 17:22
Írta: Bencze András Dátum 2021 augusztus 15, 17:22
Ez alapján csinálod?Instruction Manual / Betriebsanleitung Motor with integrated Controller and CAN interface Motor mit integriertem Regler und CAN-Schnittstelle BG 65 CI (https://www.dunkermotoren.com/fileadmin/files/downloads/Anleitungen/BG/BG_65_CI.pdf)
Cím: Re:DC szervó motoros vezérlés
Írta: szokelaca Dátum 2021 augusztus 20, 11:49
Írta: szokelaca Dátum 2021 augusztus 20, 11:49
GG és András!
Köszi, hogy foglalkoztok a problémámmal.
András, a küldött linkről már letöltöttem, de a 8 pólusú csatlakozást alig találtam meg. Lehet régebbi gyártmány.
A gyanúm, hogy gyárilag nincs benne beállított profil, ha lenne szerepelne a leírásban. Mint írtam Can buszon keresztül
lehet profilokat létrehozni, valamint vezérelni a gyári programmal. A gyári program a miCAN stick-kel dolgozik, nekem IXXAT van, amit nem is lát a program.
Nem nagy beállítás kellene, csak állandó fordulat,irányváltás, start/stop.
Köszi, hogy foglalkoztok a problémámmal.
András, a küldött linkről már letöltöttem, de a 8 pólusú csatlakozást alig találtam meg. Lehet régebbi gyártmány.
A gyanúm, hogy gyárilag nincs benne beállított profil, ha lenne szerepelne a leírásban. Mint írtam Can buszon keresztül
lehet profilokat létrehozni, valamint vezérelni a gyári programmal. A gyári program a miCAN stick-kel dolgozik, nekem IXXAT van, amit nem is lát a program.
Nem nagy beállítás kellene, csak állandó fordulat,irányváltás, start/stop.
Cím: Re:DC szervó motoros vezérlés
Írta: szokelaca Dátum 2021 augusztus 20, 11:58
Írta: szokelaca Dátum 2021 augusztus 20, 11:58
Talán sikerül a kép elküldése is.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_mahkyxfqh642x8pyyh7u_7605.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/mahkyxfqh642x8pyyh7u_7605.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_myhfy8wvyycb0vdfa8qm_7605.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/myhfy8wvyycb0vdfa8qm_7605.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_mahkyxfqh642x8pyyh7u_7605.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/mahkyxfqh642x8pyyh7u_7605.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_myhfy8wvyycb0vdfa8qm_7605.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/myhfy8wvyycb0vdfa8qm_7605.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 augusztus 22, 18:42
Írta: Bencze András Dátum 2021 augusztus 22, 18:42
Próbálj tőlük Tamker, magyarországi képviselet (http://www.tamker.hu/index.php?mit=9)segítséget kérni. A csatlakozó tuchel szerű abban lehet tudok segíteni.
Cím: Re:DC szervó motoros vezérlés
Írta: z4ejygu7v Dátum 2021 augusztus 23, 12:13
Írta: z4ejygu7v Dátum 2021 augusztus 23, 12:13
Groschopp vezérlőm SVE-4 310-5/10 van.
Esetleg valaki tudna segiteni!
Pc-vel UCCNC-vel szeretném vezérelni.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_i9syvck0aabm70pycw3g0_1695.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/i9syvck0aabm70pycw3g0_1695.jpg)
Esetleg valaki tudna segiteni!
Pc-vel UCCNC-vel szeretném vezérelni.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_i9syvck0aabm70pycw3g0_1695.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/i9syvck0aabm70pycw3g0_1695.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: szokelaca Dátum 2021 augusztus 24, 18:08
Írta: szokelaca Dátum 2021 augusztus 24, 18:08
Köszönöm András!
Írtam a Tamkernek. A 8 pólusú csatlakozó megvan.
Üdv. Laci
Írtam a Tamkernek. A 8 pólusú csatlakozó megvan.
Üdv. Laci
Cím: Re:DC szervó motoros vezérlés
Írta: dezs Dátum 2021 november 18, 15:06
Írta: dezs Dátum 2021 november 18, 15:06
Sziasztok,
Szeretnék segítséget kérni Faulhaber 2342S018CR motor beindításához.
Erről van szó: https://www.glockenankermotor.com/en/dc-micromotors-faulhaber/2342...cr-faulhaber/368/faulhaber-motor-2342s018cr
Hogyan kell hozzá vezérlőt keresni? Egy műszerben HFe1/e1 Z40MWF azonosítójú vezérlőkártya hajtja, de a neten nem találom.
Szeretnék segítséget kérni Faulhaber 2342S018CR motor beindításához.
Erről van szó: https://www.glockenankermotor.com/en/dc-micromotors-faulhaber/2342...cr-faulhaber/368/faulhaber-motor-2342s018cr
Hogyan kell hozzá vezérlőt keresni? Egy műszerben HFe1/e1 Z40MWF azonosítójú vezérlőkártya hajtja, de a neten nem találom.
Cím: Re:DC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 november 18, 15:50
Írta: TBS-TEAM Dátum 2021 november 18, 15:50
PWM DC motor kontroller (https://www.elektrobot.hu/termek.php?filename=DC_motor_speed_controller_PWM_vezerlo_10A.html&i=1126)
Betáp: 24V DC Táp 1-2A elég.
Betáp: 24V DC Táp 1-2A elég.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 november 19, 06:00
Írta: Szalai György Dátum 2021 november 19, 06:00
Kimaradt két mondat a hirdetésből:
Ha DC motor szabályozásra van szükség, akkor a motor elé DC motor szabályozó is köthető, a jelen vezérlő helyett.
A hozzá nem értésből eredő fogalom zavart kérjük figyelmen kívül hagyni.
Ha DC motor szabályozásra van szükség, akkor a motor elé DC motor szabályozó is köthető, a jelen vezérlő helyett.
A hozzá nem értésből eredő fogalom zavart kérjük figyelmen kívül hagyni.
Cím: Re:DC szervó motoros vezérlés
Írta: dezs Dátum 2021 november 19, 09:49
Írta: dezs Dátum 2021 november 19, 09:49
Köszönöm a tippet, de a motort pozícionáló szervóként szeretném használni, nem csak megmozdítani. Elnézést a pontatlan megfogalmazásért.
Annyit sikerült kideríteni eddig, hogy a jelenlegi vezérlő egy EPOS2 pozícionáló vezérlő MAXON-tól.
Ez úgy tűnik, mintha kifutott termék lenne, és helyette az EPOS4 rendelhető.
Ezek nem tűnnek túl olcsónak. Ismertek olyan univerzális szervó vezérlőt, ami jó lehet az említett motorhoz? Arduino-val és Siemens PLC-vel szeretném majd vezérelni.
Annyit sikerült kideríteni eddig, hogy a jelenlegi vezérlő egy EPOS2 pozícionáló vezérlő MAXON-tól.
Ez úgy tűnik, mintha kifutott termék lenne, és helyette az EPOS4 rendelhető.
Ezek nem tűnnek túl olcsónak. Ismertek olyan univerzális szervó vezérlőt, ami jó lehet az említett motorhoz? Arduino-val és Siemens PLC-vel szeretném majd vezérelni.
Cím: Re:DC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 november 19, 10:19
Írta: TBS-TEAM Dátum 2021 november 19, 10:19
Akkor szükséged lesz encoderre vagy a motor tengelyére vagy amit mozgatni szeretnél arra kell felszerelned.
YouTube DC servo arduino, hegyekben van alkalmazási és program példa.
YouTube DC servo arduino, hegyekben van alkalmazási és program példa.
Cím: Re:DC szervó motoros vezérlés
Írta: galiba Dátum 2021 december 21, 16:19
Írta: galiba Dátum 2021 december 21, 16:19
Biztosan van, aki jobban ért itt hozzá, mint én.
Jóárasítva kapnék pár egyforma motort, azonban az információk róla - legalábbis számomra - nem egyértelműek.
A motor típusa: MI-431, 24V/400W, orosz csoda a múlt századból.
Találtam egy ebay-es linket róla, ami mégjobban összezavart. Ezt: https://www.ebay.co.uk/itm/333301936550
3 egyforma, jó vastag kábellel, szervónak írják, de '87-ből... Ráadásul megadták a fordulatszámát is.
Kérdésem: mi lehet a bekötése, használhatom-e sima DC motorként fordulatszámszabályozva, és mi kell ehhez?
Bocs, ha hülyeséget kérdezek!
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_bbhf226av5evwy2eui5_2868.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/bbhf226av5evwy2eui5_2868.jpg)
Jóárasítva kapnék pár egyforma motort, azonban az információk róla - legalábbis számomra - nem egyértelműek.
A motor típusa: MI-431, 24V/400W, orosz csoda a múlt századból.
Találtam egy ebay-es linket róla, ami mégjobban összezavart. Ezt: https://www.ebay.co.uk/itm/333301936550
3 egyforma, jó vastag kábellel, szervónak írják, de '87-ből... Ráadásul megadták a fordulatszámát is.
Kérdésem: mi lehet a bekötése, használhatom-e sima DC motorként fordulatszámszabályozva, és mi kell ehhez?
Bocs, ha hülyeséget kérdezek!
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_bbhf226av5evwy2eui5_2868.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/bbhf226av5evwy2eui5_2868.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 december 21, 17:30
Írta: Szalai György Dátum 2021 december 21, 17:30
Adatlap. (http://www.td-electroprivod.ru/files/pdf/object1591.pdf)
Az MU-431 kollektoros villanymotorokat távirányító mechanizmusok meghajtására és egyéb speciális célú eszközök. TU 218-65 szerint gyártva.
Az MU-431 kis teljesítményű villanymotorok jellemzője a nagy megbízhatóság, irányváltó eszköz és nagyszerű kezdő pillanat.
Az MU-431 villanymotorok műszaki jellemzői
S3 üzemmód - szakaszos
Áramfelvétel 32A
Névleges terhelési nyomaték 0,76 Nm
Az indítónyomaték többszöröse 4.5
Súlya 2,2 kg
Minőségi kategória "OTK" / "VP"
Az MU-431 kollektoros villanymotorokat távirányító mechanizmusok meghajtására és egyéb speciális célú eszközök. TU 218-65 szerint gyártva.
Az MU-431 kis teljesítményű villanymotorok jellemzője a nagy megbízhatóság, irányváltó eszköz és nagyszerű kezdő pillanat.
Az MU-431 villanymotorok műszaki jellemzői
S3 üzemmód - szakaszos
Áramfelvétel 32A
Névleges terhelési nyomaték 0,76 Nm
Az indítónyomaték többszöröse 4.5
Súlya 2,2 kg
Minőségi kategória "OTK" / "VP"
Cím: Re:DC szervó motoros vezérlés
Írta: onagy Dátum 2021 december 21, 17:42
Írta: onagy Dátum 2021 december 21, 17:42
Nagyszerű kezdő pillanat.
Ennél aranyosabb fordítást a "great starting moment"-re (nagy indító nyomaték) még nem hallottam.
Érdekel, miért van három fekete mazzag a végében...
O.
Ennél aranyosabb fordítást a "great starting moment"-re (nagy indító nyomaték) még nem hallottam.
Érdekel, miért van három fekete mazzag a végében...
O.
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 december 21, 17:47
Írta: Bencze András Dátum 2021 december 21, 17:47
Talán irányváltás...egy közös[#nemtudom]
a szakaszos üzemhez:
S3-15%ED 1.4
S3-25%ED 1.3
S3-40%ED 1.2
S3-60%ED 1.1
Szakaszos üzem, kapcsolások nem befolyásolják a melegedést. Ez az egyenletes terhelés és
a szünetek váltakozásának az eredménye. Legalábbis IEC szabvány motoroknál.
a szakaszos üzemhez:
S3-15%ED 1.4
S3-25%ED 1.3
S3-40%ED 1.2
S3-60%ED 1.1
Szakaszos üzem, kapcsolások nem befolyásolják a melegedést. Ez az egyenletes terhelés és
a szünetek váltakozásának az eredménye. Legalábbis IEC szabvány motoroknál.
Cím: Re:DC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 december 21, 18:02
Írta: Szalai György Dátum 2021 december 21, 18:02
Pár dolog még kiderül róla, ha jól keresi az ember.
Repülőgép-vezérlő mechanizmusokhoz tervezték, szakaszos üzemre.
1 perc munka, 10 perc szünet – egy ciklust tesz meg. Teljes hűtés 3 ciklus után.
Tekercselt állórészű, soros motor. (Nincs benne állandó mágnes.)
Repülőgép-vezérlő mechanizmusokhoz tervezték, szakaszos üzemre.
1 perc munka, 10 perc szünet – egy ciklust tesz meg. Teljes hűtés 3 ciklus után.
Tekercselt állórészű, soros motor. (Nincs benne állandó mágnes.)
Cím: Re:DC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 december 21, 18:16
Írta: Bencze András Dátum 2021 december 21, 18:16
Gyuri leírása után nem javasolt semmilyen cnc-s feladatra.
Cím: Re:DC szervó motoros vezérlés
Írta: wm94bppdn Dátum 2021 december 21, 18:36
Írta: wm94bppdn Dátum 2021 december 21, 18:36
Még hozzátenném, hogy 32 amper a névleges áramfelvétele...
A három kivezetés: állórész, bal, jobb. Tehát a 24 volt negatív sarkát az állórész kivezetésre, a pozitívat vagy a jobb, vagy a bal nevű kivezetésre kell kapcsolni.
Nekem is nagyon tetszett a "nagyszerű kezdő pillanat", gyanús, hogy orosz-angol-magyar Google ferdítés fordítás eredménye. :)
A három kivezetés: állórész, bal, jobb. Tehát a 24 volt negatív sarkát az állórész kivezetésre, a pozitívat vagy a jobb, vagy a bal nevű kivezetésre kell kapcsolni.
Nekem is nagyon tetszett a "nagyszerű kezdő pillanat", gyanús, hogy orosz-angol-magyar Google ferdítés fordítás eredménye. :)
Cím: Re:DC szervó motoros vezérlés
Írta: nmwm9wfad Dátum 2022 január 26, 06:21
Írta: nmwm9wfad Dátum 2022 január 26, 06:21
Sziasztok!
Van 2db a képeken látható motorom. Nem sikerült rajonnom, hogy milyen vezérléssel lehet ezeket életre kelteni. Megpróbálnám eladni, de gondoltam előtte tesztelem egy egy gépből bontottam, de nem láttam működni. Valaki tud segíteni ebben? Abban is segítséget szeretnék kérni, hogy milyen értéket képviselhet, eladható-e egyáltalán. Előre is köszönöm a segítséget!
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_adwv7i64fu6bf57xx3whm_8489.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/adwv7i64fu6bf57xx3whm_8489.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_ujxwq7ti6t36ah3yx9sh_8489.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/ujxwq7ti6t36ah3yx9sh_8489.jpg)
Van 2db a képeken látható motorom. Nem sikerült rajonnom, hogy milyen vezérléssel lehet ezeket életre kelteni. Megpróbálnám eladni, de gondoltam előtte tesztelem egy egy gépből bontottam, de nem láttam működni. Valaki tud segíteni ebben? Abban is segítséget szeretnék kérni, hogy milyen értéket képviselhet, eladható-e egyáltalán. Előre is köszönöm a segítséget!
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_adwv7i64fu6bf57xx3whm_8489.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/adwv7i64fu6bf57xx3whm_8489.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_ujxwq7ti6t36ah3yx9sh_8489.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/ujxwq7ti6t36ah3yx9sh_8489.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: svejk Dátum 2022 január 26, 07:42
Írta: svejk Dátum 2022 január 26, 07:42
Állandó mágneses gerjesztésű egyenáramú kefés motorok.
Az első képen levő úgy 750W, míg a második képen levő 1,5 kW körüli.
Akár egy 12 V-os autó akkumulátorról is kipróbálhatod, pár százas fordulattal forognia kell.
Az árát nehéz behatárolni, függ a kefék és kommutátor állapotától, stb. Ma már nem nagyon szeretett motor fajta.
10 ezertől felfelé a csillagos ég, kinek mennyit ér.
Hajtómű nincs rajtuk? Ha van és megfelelő az áttétel akkor engem érdekelne a kisebb.
Az első képen levő úgy 750W, míg a második képen levő 1,5 kW körüli.
Akár egy 12 V-os autó akkumulátorról is kipróbálhatod, pár százas fordulattal forognia kell.
Az árát nehéz behatárolni, függ a kefék és kommutátor állapotától, stb. Ma már nem nagyon szeretett motor fajta.
10 ezertől felfelé a csillagos ég, kinek mennyit ér.
Hajtómű nincs rajtuk? Ha van és megfelelő az áttétel akkor engem érdekelne a kisebb.
Cím: Re:DC szervó motoros vezérlés
Írta: nmwm9wfad Dátum 2022 január 26, 19:14
Írta: nmwm9wfad Dátum 2022 január 26, 19:14
Szerintem nem hajtóműves, de annyira nem néztem meg, hogy őszinte legyek.Megnézem, ha oda kerülök.
Cím: Re:DC szervó motoros vezérlés
Írta: nmwm9wfad Dátum 2022 január 29, 12:32
Írta: nmwm9wfad Dátum 2022 január 29, 12:32
Megnéztem, én nem látom, hogy lenne rajta hajtómű, de nem nagyon van tapasztalatom, ezekkel. Szét nem szedtem, hogy bele nézzek.
Cím: Re:DC szervó motoros vezérlés
Írta: Kicsa Dátum 2023 május 05, 21:13
Írta: Kicsa Dátum 2023 május 05, 21:13
Sziasztok! Smc szervohajtás hibába futottam bele és nem tudom a megoldást. Teljesen működőképes rendszer volt használatban,így az elkötést,rossz mikrokontroller égetést és társait ki tudom zárni. Sokáig nem ment a gép,előtte hibamentesen üzemelt.
Ha tápot kap a rendszer,tartásban volt a Z tengely motor de mozdításra egy irányban fejvesztve elindult. Pár próba után már tartásban sincs a motor,mintha nem kapna tápot. Ha kézzel eltekerem,először sárga majd piros led jelez,pozícióiba miatt. Ebből is gondolnám hogy jeladó rész rendben van.Ha a vezérlőre az Y tengely motorját dugom át,a hiba átvándorol az Y tengelyrr. Tehát a Z motort,enkoderét és a kábelét kizárnám. Tud valaki segíteni,merre induljak? Fet cserén gondolkozom a vezérlőben,IRF540 típusból van bent 4 db. Próbaképpen IRF640re tudnám cserélni hirtelen.
Fet hiba okozhat ilyen hibajelenséget?
Köszönöm szépen előre is!
Ha tápot kap a rendszer,tartásban volt a Z tengely motor de mozdításra egy irányban fejvesztve elindult. Pár próba után már tartásban sincs a motor,mintha nem kapna tápot. Ha kézzel eltekerem,először sárga majd piros led jelez,pozícióiba miatt. Ebből is gondolnám hogy jeladó rész rendben van.Ha a vezérlőre az Y tengely motorját dugom át,a hiba átvándorol az Y tengelyrr. Tehát a Z motort,enkoderét és a kábelét kizárnám. Tud valaki segíteni,merre induljak? Fet cserén gondolkozom a vezérlőben,IRF540 típusból van bent 4 db. Próbaképpen IRF640re tudnám cserélni hirtelen.
Fet hiba okozhat ilyen hibajelenséget?
Köszönöm szépen előre is!
Cím: Re:DC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2023 május 06, 07:00
Írta: ANTAL GÁBOR Dátum 2023 május 06, 07:00
tegnap írtam egy privát levelet . Megkaptad?
Cím: Re:DC szervó motoros vezérlés
Írta: Kicsa Dátum 2023 május 06, 08:32
Írta: Kicsa Dátum 2023 május 06, 08:32
Szia! Igen,köszönöm,válaszolok is rá.
Cím: Re:DC szervó motoros vezérlés
Írta: Kicsa Dátum 2023 május 08, 10:31
Írta: Kicsa Dátum 2023 május 08, 10:31
Sikerült megoldani a problémát. Leírom,hátha később még jól jön az infó valakinek : Kontakthiba volt. Megmozgattam az IC-ket a foglalatokban és a különböző csatlakozókat is hibakeresés közben lehúztam többször. Ezután pedig úgy néz ki,hogy most működik rendben,remélem így is marad. [#kacsint]
Cím: Re:DC szervó motoros vezérlés
Írta: 6kjamr27 Dátum 2023 augusztus 22, 18:12
Írta: 6kjamr27 Dátum 2023 augusztus 22, 18:12
Helló mindenkinek!
Érdeklődnék hogy találkozott-e itt valaki AMC Digiflex Digital Servo Drive, szervó meghajtókkal? A pontos típus DPRNLIE-03A400A. Elméletileg tudnia kéne STEP/DIR vezérlést, de nekem nem sikerült mozgásra bírnom őket. Ha valaki használt már ilyen vezérlőt és tudna segíteni a STEP/DIR jelek bekötésében azt megköszönném.
Üdv: Gábor
Érdeklődnék hogy találkozott-e itt valaki AMC Digiflex Digital Servo Drive, szervó meghajtókkal? A pontos típus DPRNLIE-03A400A. Elméletileg tudnia kéne STEP/DIR vezérlést, de nekem nem sikerült mozgásra bírnom őket. Ha valaki használt már ilyen vezérlőt és tudna segíteni a STEP/DIR jelek bekötésében azt megköszönném.
Üdv: Gábor
Cím: Re:DC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2024 május 06, 08:14
Írta: 62pb8zge Dátum 2024 május 06, 08:14
Sziasztok !
Keresek Nema42 méretű erősebb Dc szervo motorokat,jó állapotú
bontottat elsősorban.
Köszi !
Keresek Nema42 méretű erősebb Dc szervo motorokat,jó állapotú
bontottat elsősorban.
Köszi !
Cím: Re:DC szervó motoros vezérlés
Írta: Bela2018D3 Dátum 2024 május 06, 10:08
Írta: Bela2018D3 Dátum 2024 május 06, 10:08
Sziasztok,
Bontottam egy gépet és maradtak belőle motorok, nem sikerült túladnom rajtuk, így megpróbálnám felhasználni egy gépépítéshez. Teljesen alapoktól indulva kérdezném, hogy az a mellékelt két moci életre kelthető-e, vagy "komolyabb" vezélőkre volna szükség?
Előre is köszönöm az építőhozzászólásokat.-B
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_f4qi4n4ujjw4ivbkt7s8_6034.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/f4qi4n4ujjw4ivbkt7s8_6034.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_zn05k0eeac8j2000mpn_6034.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/zn05k0eeac8j2000mpn_6034.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_pjhv8xbpatumv66hgmuj_6034.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/pjhv8xbpatumv66hgmuj_6034.jpg)
Bontottam egy gépet és maradtak belőle motorok, nem sikerült túladnom rajtuk, így megpróbálnám felhasználni egy gépépítéshez. Teljesen alapoktól indulva kérdezném, hogy az a mellékelt két moci életre kelthető-e, vagy "komolyabb" vezélőkre volna szükség?
Előre is köszönöm az építőhozzászólásokat.-B
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_f4qi4n4ujjw4ivbkt7s8_6034.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/f4qi4n4ujjw4ivbkt7s8_6034.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_zn05k0eeac8j2000mpn_6034.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/zn05k0eeac8j2000mpn_6034.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_pjhv8xbpatumv66hgmuj_6034.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/pjhv8xbpatumv66hgmuj_6034.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: 50sa8a6a9 Dátum 2024 május 08, 08:26
Írta: 50sa8a6a9 Dátum 2024 május 08, 08:26
Sziasztok!
Kaptam, szereztem képen látható szervó motort. Szeretném életre kelteni, de fogalmam sincs milyen vezérlő illene hozzá, dc,ac stb. Google nem talált semmit, vagy nekem nem sikerült.
Aki felismeri vagy látott már ilyet s leírná nekem azt megköszönöm. További szép napot!
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_7md5ysdd3fcgb0atn25s4_8964.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/7md5ysdd3fcgb0atn25s4_8964.jpg)
Kaptam, szereztem képen látható szervó motort. Szeretném életre kelteni, de fogalmam sincs milyen vezérlő illene hozzá, dc,ac stb. Google nem talált semmit, vagy nekem nem sikerült.
Aki felismeri vagy látott már ilyet s leírná nekem azt megköszönöm. További szép napot!
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_7md5ysdd3fcgb0atn25s4_8964.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/7md5ysdd3fcgb0atn25s4_8964.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 május 08, 12:52
Írta: Robsy1 Dátum 2024 május 08, 12:52
Szia!
Csörrenj rám, elmondom mit tudsz tenni ezzel a motorral.
Csörrenj rám, elmondom mit tudsz tenni ezzel a motorral.
Cím: Re:DC szervó motoros vezérlés
Írta: b6jgvrtfe Dátum 2024 május 27, 11:27
Írta: b6jgvrtfe Dátum 2024 május 27, 11:27
Szia,
Sikerült már kapcsolatot teremteni vele? Mert én is hasonló cipőben járok, próbáltam már sima DB9 RJ11 kábellel, de nem sikerült kommunikálni vele! Köszönöm válaszod !
Sikerült már kapcsolatot teremteni vele? Mert én is hasonló cipőben járok, próbáltam már sima DB9 RJ11 kábellel, de nem sikerült kommunikálni vele! Köszönöm válaszod !
Cím: Re:DC szervó motoros vezérlés
Írta: ae9bbxbbz Dátum 2024 július 09, 08:04
Írta: ae9bbxbbz Dátum 2024 július 09, 08:04
Sziasztok,
A képen látható szervó motorom beadta a kulcsot - Model: E728, Part No: 0728-06-029. Tud nekem segíteni valaki, hogy hol tudnék ilyen motort beszerezni, esetleg a meglévő hibásat megjavítatni?
Előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_uv4dgxbti08mu8k0f4839_9552.png) (https://hobbicncforum.hu/uploaded_images/2024/07/uv4dgxbti08mu8k0f4839_9552.png)
A képen látható szervó motorom beadta a kulcsot - Model: E728, Part No: 0728-06-029. Tud nekem segíteni valaki, hogy hol tudnék ilyen motort beszerezni, esetleg a meglévő hibásat megjavítatni?
Előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_uv4dgxbti08mu8k0f4839_9552.png) (https://hobbicncforum.hu/uploaded_images/2024/07/uv4dgxbti08mu8k0f4839_9552.png)
Cím: Re:DC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2024 július 09, 08:32
Írta: Rabb Ferenc Dátum 2024 július 09, 08:32
Liker motors Dévaványa (https://www.likermotors.com/aboutus.php)
Egy ajánlatkérést megér.
Egy ajánlatkérést megér.
Cím: Re:DC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2024 július 11, 06:23
Írta: Nemes Mihály Dátum 2024 július 11, 06:23
Szia.
Ők biztos tudnak segíteni.
EMTC Villamosgépgyártó Bt.
2700 Cegléd
Külső-Kátai út Ipari park 5.
Tel: +36 53 501-114
Ők a régi (EVIG) [#kacsint]
Sok sok éve dolgoztam náluk, komplett szervó motor szerviz részlegük is van (mágnest is tudnak delejezni)..
Ők biztos tudnak segíteni.
EMTC Villamosgépgyártó Bt.
2700 Cegléd
Külső-Kátai út Ipari park 5.
Tel: +36 53 501-114
Ők a régi (EVIG) [#kacsint]
Sok sok éve dolgoztam náluk, komplett szervó motor szerviz részlegük is van (mágnest is tudnak delejezni)..
Cím: Re:DC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 augusztus 06, 14:23
Írta: Robsy1 Dátum 2024 augusztus 06, 14:23
Elkészült egy olyan Robsy sebesség szervóhajtás egy nagyobbacska 1.5 kW-os DC szervomotorhoz, amivel valaki a hagyományos marógépének az asztalát fogja mozgatni kézi működtetésű üzemmódban.
A motoron tachodinamós szenzor van. A két különböző irányt egy nyomógommbal lehet kijelölni, és az irányokhoz előre külön beállítható a motor fordulatszám (0-5 1/s közötti tartományra van csak szükség), amit persze menetközben is lehet állítani a kezelő dobozon egy potméterrel. Az aktuális érvényben lévő irányt egy LED jelzi ki. A kis fordulatszám miatt 24V/10A DC táp elegendő a működtetéshez.
Készítettem róla motordinamikai mérési teszteket is, ez a ~30 éves motor csodálatosan teljesít még mindig és 8 Nm nyomatékig fordulatszámtartó a PI szabályzókör miatt.
(https://hobbicncforum.hu/uploaded_images/2024/08/tn_qjkwxw89xyzs3qujs0v_9403.jpg) (https://hobbicncforum.hu/uploaded_images/2024/08/qjkwxw89xyzs3qujs0v_9403.jpg)
A motoron tachodinamós szenzor van. A két különböző irányt egy nyomógommbal lehet kijelölni, és az irányokhoz előre külön beállítható a motor fordulatszám (0-5 1/s közötti tartományra van csak szükség), amit persze menetközben is lehet állítani a kezelő dobozon egy potméterrel. Az aktuális érvényben lévő irányt egy LED jelzi ki. A kis fordulatszám miatt 24V/10A DC táp elegendő a működtetéshez.
Készítettem róla motordinamikai mérési teszteket is, ez a ~30 éves motor csodálatosan teljesít még mindig és 8 Nm nyomatékig fordulatszámtartó a PI szabályzókör miatt.
(https://hobbicncforum.hu/uploaded_images/2024/08/tn_qjkwxw89xyzs3qujs0v_9403.jpg) (https://hobbicncforum.hu/uploaded_images/2024/08/qjkwxw89xyzs3qujs0v_9403.jpg)
Cím: Re:DC szervó motoros vezérlés
Írta: mex Dátum 2024 augusztus 06, 17:55
Írta: mex Dátum 2024 augusztus 06, 17:55
Bizonyára jól fog teljesíteni a hajtás, köszönhetően a tacho-nak. De azt a doboz amibe a kezeléshez szükséges alkatrészek kerültek érdemes lenne cserélni, mert ez az összepattintható megoldás nem stabil, nyekereg,nem vízhatlan, úgy egyáltalán nem ipari kivitel, szóval nem gépre való.
Akkor inkább egy falon kívüli kötődoboz, az teljesíti a fentebb írott dolgok ellentettjét.
Akkor inkább egy falon kívüli kötődoboz, az teljesíti a fentebb írott dolgok ellentettjét.
Cím: Re:DC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 augusztus 06, 18:19
Írta: Robsy1 Dátum 2024 augusztus 06, 18:19
Majd a felhasználó átszereli egy profi ipari dobozba, vagy akárhova, ez csak azért van főleg, hogy egyelőre ne a levegőbe lógjanak a kezelő elemek, és lefotózható legyen.
A műanyag doboz meg nem fog szétpattani, mert felszereléskor egy belső menetes távtartó is lesz, ami összefogja majd.
A műanyag doboz meg nem fog szétpattani, mert felszereléskor egy belső menetes távtartó is lesz, ami összefogja majd.
Cím: Re:DC szervó motoros vezérlés
Írta: 9hpa53xy Dátum 2025 február 19, 10:47
Írta: 9hpa53xy Dátum 2025 február 19, 10:47
Szervusztok Kedves Szervóhuszár fórumtársak!
Szerettem volna kicsit idétlenkedni a sufnicnc-s fórumtárs elm-chan smc szervójával, de legnagyobb sajnálatomra nem él a www.sufnicnc.hu oldal.
Valaki el tudná nekem küldeni az Attiny-ra való hex filet, esetleg a forrást, és a hozzá való terminál programot?
Előre is köszönöm!
Szerettem volna kicsit idétlenkedni a sufnicnc-s fórumtárs elm-chan smc szervójával, de legnagyobb sajnálatomra nem él a www.sufnicnc.hu oldal.
Valaki el tudná nekem küldeni az Attiny-ra való hex filet, esetleg a forrást, és a hozzá való terminál programot?
Előre is köszönöm!
Cím: Re:DC szervó motoros vezérlés
Írta: Fecso3 Dátum 2025 február 20, 09:56
Írta: Fecso3 Dátum 2025 február 20, 09:56
Helló!
Nem rég, kb. egy hónapja Arany fórumtársnak írtam, hogy nekem megvan minden róla, és rendben üzemel is évek óta...írok egy privát emailt!
Nem rég, kb. egy hónapja Arany fórumtársnak írtam, hogy nekem megvan minden róla, és rendben üzemel is évek óta...írok egy privát emailt!